Известия ТулГУ
566
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Тульский государственный университет» ISSN 2071-6168 ИЗВЕСТИЯ ТУЛЬСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА ТЕХНИЧЕСКИЕ НАУКИ Выпуск 6 Часть 2 Тула Издательство ТулГУ 2011
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Известия ТулГУ

Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Тульский государственный университет»
ISSN 2071-6168
ИЗВЕСТИЯ ТУЛЬСКОГО ГОСУДАРСТВЕННОГО
УНИВЕРСИТЕТА
ТЕХНИЧЕСКИЕ НАУКИ
Выпуск 6
Часть 2
Тула Издательство ТулГУ
2011

ISSN 2071-6168
УДК 621.86/87 Известия ТулГУ. Технические науки. Вып. 6: в 2 ч. Тула: Изд-во ТулГУ, 2011. Ч. 2. 566 с.
Рассматриваются научно-технические проблемы в области маши-ностроения и машиноведения, технологии и оборудования обработки ме-таллов давлением, управления, полиграфии и защиты информации, вычис-лительной техники и информационных технологиий, управления качеством, педагогики, охраны окружающей среды и рационального ис-пользования природных ресурсов.
Материалы предназначены для научных работников, преподавате-лей вузов, студентов и аспирантов, специализирующихся в проблематике технических наук.
Редакционный совет
М.В. ГРЯЗЕВ – председатель, В.Д. КУХАРЬ – зам. председателя, В.В. ПРЕЙС – главный редактор, А.А. МАЛИКОВ – отв. секретарь, И.А. БАТАНИНА, О.И. БОРИСКИН, В.И. ИВАНОВ, Н.М. КАЧУРИН, Е.А. ФЕДОРОВА, А.К. ТАЛАЛАЕВ, В.А. АЛФЕРОВ, В.С. КАРПОВ, Р.А. КОВАЛЁВ, А.Н. ЧУКОВ
Редакционная коллегия
О.И. Борискин (отв. редактор), А.Н. Карпов (зам. отв. редактора), Р.А. Ковалев (зам. отв. редактора), А.Н. Чуков (зам. отв. редактора), С.П. Судаков (выпускающий редактор), Б.С. Яковлев (отв. секретарь), И.Е. Агуреев, А.Н. Иноземцев, С.Н. Ларин, Е.П. Поляков, В.В. Прейс, А.Э. Соловьев
Подписной индекс 27851 по Объединённому каталогу «Пресса России»
«Известия ТулГУ» входят в Перечень ведущих научных журналов и изданий, выпускаемых в Российской Федерации, в которых должны быть опубликованы научные результаты диссертаций на соискание учёной степени доктора наук
© Авторы научных статей, 2011 © Издательство ТулГУ, 2011


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
4
ей целью расчет искомой погрешности в виде числа, которое затем можно сравнить с величиной допуска на размер. Однако даже если суммарная по-грешность окажется численно меньше допуска, это еще не гарантирует из-готовления партии годных деталей. Причина этого в том, что существую-щие методики не позволяют решить задачу прогнозирования параметров распределения фактически полученных размеров, которое можно было бы затем сравнить с допуском не только по величине, но и по взаимному рас-положению.
Поэтому на практике технологи предпочитают пользоваться реко-мендациями о возможности достижения определенной точности, исполь-зуя определенные технологические методы, а не проводить расчеты. Одна-ко рекомендации также не дают возможности определить, будет ли полученное фактическое распределение расположено «внутри» поля до-пуска.
Именно отсутствие методики, позволяющей на этапе разработки технологической операции спрогнозировать соответствие фактически по-лучаемых параметров качества регламентируемым, является, по мнению автора, основной причиной многоитерационности процессов первичных отладок и, как следствие, существенных затрат времени на эти процессы. Таким образом, задача создания подобной методики является актуальной.
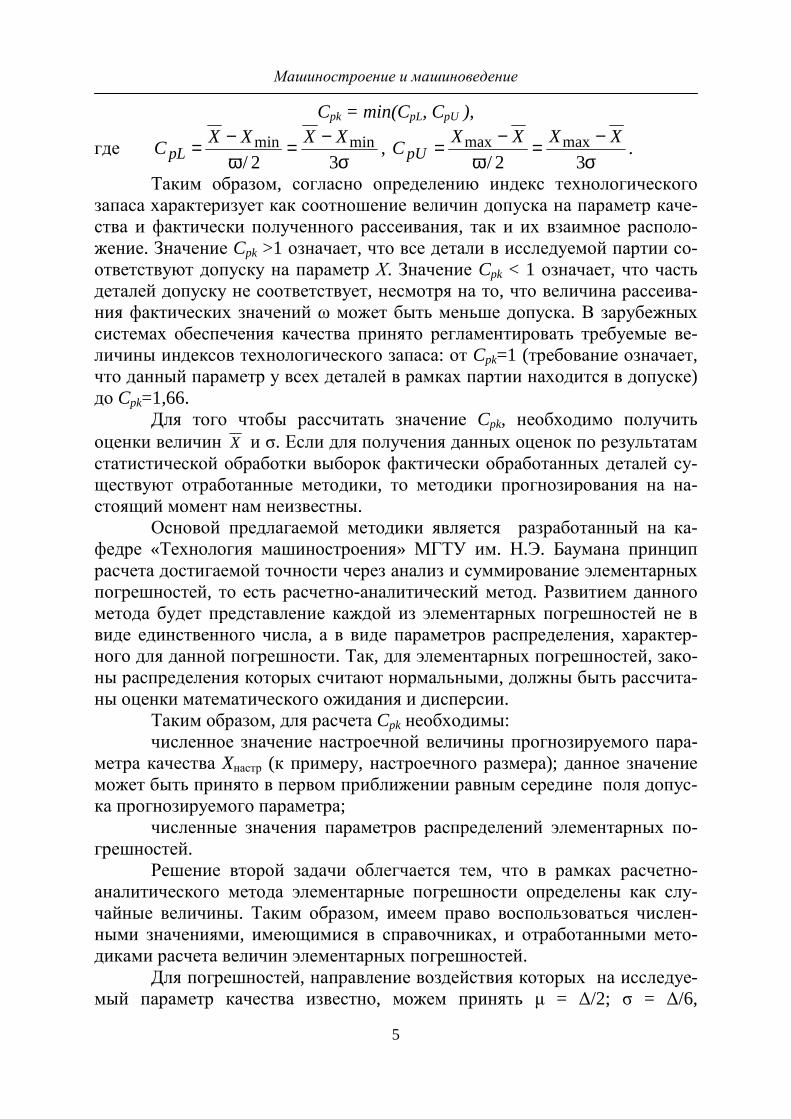
В качестве целевого параметра при прогнозировании ожидаемой точности механообработки предложено принять индекс технологического запаса Cpk, широко используемый в зарубежных методиках управления ка-чеством и определенный в ГОСТ Р 50779.44-2001 «Статистические мето-ды. Показатели возможностей процессов. Основные методы расчета» [6]. Принцип определения Cpk иллюстрируется рис. 1.
Рис. 1. К методике определения Cpk [6]
В соответствии со стандартом [6]
Машиностроение и машиноведение
5
Cpk = min(CpL, CpU ),
где σ
−=ω−=
32/minmin XXXX
CpL , σ
−=ω
−=32/
maxmax XXXXCpU .
Таким образом, согласно определению индекс технологического запаса характеризует как соотношение величин допуска на параметр каче-ства и фактически полученного рассеивания, так и их взаимное располо-жение. Значение Cpk >1 означает, что все детали в исследуемой партии со-ответствуют допуску на параметр Х. Значение Cpk < 1 означает, что часть деталей допуску не соответствует, несмотря на то, что величина рассеива-ния фактических значений ω может быть меньше допуска. В зарубежных системах обеспечения качества принято регламентировать требуемые ве-личины индексов технологического запаса: от Cpk=1 (требование означает, что данный параметр у всех деталей в рамках партии находится в допуске) до Cpk=1,66.
Для того чтобы рассчитать значение Cpk, необходимо получить оценки величин X и σ. Если для получения данных оценок по результатам статистической обработки выборок фактически обработанных деталей су-ществуют отработанные методики, то методики прогнозирования на на-стоящий момент нам неизвестны.
Основой предлагаемой методики является разработанный на ка-федре «Технология машиностроения» МГТУ им. Н.Э. Баумана принцип расчета достигаемой точности через анализ и суммирование элементарных погрешностей, то есть расчетно-аналитический метод. Развитием данного метода будет представление каждой из элементарных погрешностей не в виде единственного числа, а в виде параметров распределения, характер-ного для данной погрешности. Так, для элементарных погрешностей, зако-ны распределения которых считают нормальными, должны быть рассчита-ны оценки математического ожидания и дисперсии.
Таким образом, для расчета Cpk необходимы: численное значение настроечной величины прогнозируемого пара-
метра качества Xнастр (к примеру, настроечного размера); данное значение может быть принято в первом приближении равным середине поля допус-ка прогнозируемого параметра;
численные значения параметров распределений элементарных по-грешностей.
Решение второй задачи облегчается тем, что в рамках расчетно-аналитического метода элементарные погрешности определены как слу-чайные величины. Таким образом, имеем право воспользоваться числен-ными значениями, имеющимися в справочниках, и отработанными мето-диками расчета величин элементарных погрешностей.
Для погрешностей, направление воздействия которых на исследуе-мый параметр качества известно, можем принять µ = ∆/2; σ = ∆/6,

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
6
где ∆ – справочная или рассчитанная по существующим методикам вели-чина соответствующей погрешности. Такими погрешностями будут по-грешность базирования, погрешность, связанная с размерным износом ре-жущего инструмента, в ряде случаев – погрешности, связанные с упругими и тепловыми деформациями элементов технологической системы. Для по-грешностей, направление действия которых неизвестно или которые могут действовать в разных направлениях с равной вероятностью, можно при-нять µ = 0; σ = ∆/6. Таковой является погрешность настройки и также в оп-ределенных случаях погрешности связанные с упругими и тепловыми де-формациями элементов технологической системы.
Если закон распределения первичной погрешности отличен от нормального, будем пользоваться параметрами соответствующих законов.
В качестве примера рассмотрим задачу об определении ожидаемой точности механической обработки при наружном точении поверхности диаметром 35 мм [7].
По условию задачи первичные погрешности: ∆и = 28 мкм, ∆у = 6 мкм, ∆н = 20 мкм, ∆Т = 9 мкм, ∑∆ф = 3,3 мкм [7].
Суммирование погрешностей, произведенное по расчетно-аналитическому методу, дает результат ∆ = 116 мкм [7]. Данная точность выходит за пределы допуска по 10-му квалитету для диаметра 35 (100 мкм), но удовлетворяет требованиям 11-го (160 мкм).
Суммирование величин первичных погрешностей по предлагаемой методике проводилось в программной среде MathLab методом Монте-Карло. Параметры полученного распределения: µ = 34 мкм; σ = 17,4 мкм. Таким образом, 6σ = 104,42 мкм. Данный результат отличается от рассчи-танного при помощи общепринятой методики на 11 %.
Отличие результатов, полученных с помощью предлагаемой мето-дики, в том, что она позволяет рассчитать смещение центра распределения относительно настроечного размера (параметр µ). Таким образом, приняв в первом приближении, что настроечный размер равен середине поля до-пуска (для 11 квалитета dнастр = 34,92 мм), согласно [7], можем рассчитать:
88,00174,03
84,34034,092,34 =⋅
−+=pLC ,
18,20174,03
)034,092,34(35 =⋅
+−=pUC .
По определению Сpk = min(CpL, CpU) = 0,88. Из этого сделаем вывод, что точность по результатам обработки
партии деталей будет неудовлетворительной даже для 11-го квалитета. Этот вывод невозможно было сделать по результатам расчета по общепри-нятой методике.

Машиностроение и машиноведение
7
Из сравнения результатов, полученных по общепринятой и предла-гаемой методикам, можно сделать следующие выводы:
численные значения ожидаемой суммарной погрешности обработ-ки, полученные по обеим методикам, различаются несущественно;
предлагаемая методика дает возможность определить прогнозируе-мый индекс технологического запаса, то есть сделать заключение о про-гнозируемом соответствии полученных показателей качества деталей рег-ламентируемым.
Следующим шагом будет достижение максимально возможной при данных режимах обработки величины Cpk. Для этого, как видно из рис. 1, необходимо совместить центр прогнозируемого рассеивания исследуемого параметра качества с серединой поля допуска данного параметра. Это можно сделать, изменяя настроечный размер.
Автор полагает, что оптимизацию по параметру настроечного раз-мера, имеющую своей целью максимизацию индекса технологического за-паса, нецелесообразно проводить путем составления и анализа аналитиче-ской целевой функции Cpk = f(Xнастр). С точки зрения практического использования методики проще и понятнее метод итераций. То есть необ-ходимо задаться первым приближением Хнастр, рассчитать Cpk, затем сме-стить Хнастр на величину разницы между серединой поля допуска и середи-ной рассчитанного поля рассеивания параметра. В случае, если значение Cpk не удовлетворяет начальным условиям, необходимо изменить режимы обработки, после чего пересчитать значения элементарных погрешностей, затем - Cpk и заново сместить настроечный размер. Эти этапы повторяются до тех пор, пока не будет получено значение Cpk, большее требуемого, ли-бо пока необходимые для получения такого значения режимы обработки не выйдут за пределы возможных.
В рассмотренном примере, сместив значение dнастр на величину µ, получим dнастр = 34,89 мм. В данном случае середина поля рассеивания размеров будет совпадать с серединой поля допуска, а рассчитанные зна-чения Cpk= Cpk = Cpk = 1,53.
Данное значение Cpk в соответствии с ГОСТ Р 50779.44-2001 сви-детельствует о том, что требования точности выполнены.
Зависимость Cpk от настроечного размера dнастр для рассматривае-мого примера приведена на рис. 2, откуда следует:
зависимость Cpk от dнастр является экстремальной, с одним максиму-мом;
существует диапазон значений настроечных размеров, внутри кото-рого каждое из значений dнастр приводит к обеспечению заданной точности; таким образом, нет необходимости стремиться настраивать инструмент на рассчитанное оптимальное значение с точностью в доли микрометра;

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
8
при наличии первичных погрешностей, обладающих ярко выражен-ным направлением действия (таких, как погрешность, вызванная размер-ным износом инструмента) середина поля рассеивания смещается относи-тельно настроечного размера; таким образом, как видно из рис. 2, использование в качестве настроечного размера середины поля допуска не приводит к обеспечению заданной точности.
Рис. 2. Зависимость индекса технологического запаса Cpk от настроечного размера dнастр при наружном точении
В дальнейшем предполагается развитие предлагаемой методики по
нескольким направлениям: во-первых, учет в качестве влияющего фактора при расчете Cpk раз-
мера партии последовательно обрабатываемых деталей. Данный фактор напрямую влияет на ряд элементарных погрешностей, в первую очередь – на погрешность, связанную с размерным износом режущего инструмента. Таким образом, можно будет оценивать максимальный размер партии ме-жду подналадками или сменами инструмента с точки зрения достигаемой точности;
во-вторых, учет взаимного влияния погрешностей, что позволит по-высить точность расчетов;
в-третьих, анализ составляющих погрешности обработки, характер-ных для каждого из технологических методов при реализации на

Машиностроение и машиноведение
9
определенных типах оборудования.
Список литературы
1. Технология машиностроения: в 2 т. Т.1. Основы технологии машиностроения: учебник для вузов /В.М. Бурцев [и др.]; под. ред. А.М. Дальского. М.: Изд-во МГТУ им. Н.Э. Баумана, 1997.564 с.
2. Технология машиностроения: учеб. пособие / М.Ф. Пашкевич [и др.]; под ред. М.Ф. Пашкевича. Минск: Новое знание, 2008. 478 с.
3. Технология машиностроения: в 2 кн. Кн. 1. Основы технологии машиностроения: учеб. пособие для вузов / Э.Л. Жуков [и др.]; под. ред. С.Л. Мурашкина. 3-е изд., стер. М.: Высш. шк., 2008. 278 с.
4. Качество изделий: учеб. пособие. 3-е изд., дополненное и перера-ботанное / В.В. Клепиков, В.В. Порошин, В.А. Голов. М.: МГИУ, 2008. 288 с.
5. Проектирование технологических систем и оснастки: учеб. посо-бие для студ. высш. учеб. заведений / Л.В. Лебедев [и др.]. М.: Издатель-ский центр «Академия», 2009. 336 с.
6. ГОСТ Р 50779.44-2001 Статистические методы. Показатели воз-можностей процессов. Основные методы расчета. Принят и введен в дей-ствие Постановлением Госстандарта России от 2 октября 2001 г. 400-ст.
7. Сборник задач и упражнений по технологии машиностроения: учеб. пособие для машиностроительных вузов / В.И. Аверченков [и др.]; под общ. ред. О.А. Горленко. М.: Машиностроение, 1988. 192 с.
I.L. Volchkevich PREDICTION OF EXPECTED PRECISION IN BATCH RUN
The timely issue of accuracy prediction with relation to effective work of metal-cutting equipment is presented. The new technique is proposed and the predicting calculation example of process capability index at the stage of designing machining operations is presented.
Key words: equipment utilization, machining precision, process capability index, primary error.
Получено 12.11.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
10
УДК 621.9 В.В. Иванов, д-р техн. наук, проф., 8(4872)33-25-38, [email protected] (Россия, Тула, ТулГУ), А.А. Пряжникова, магистрант, 8-910-151-75-20, [email protected] (Россия, Тула, ТулГУ) ОГРАНИЧЕНИЕ ВЗАИМНОГО КОНТАКТА СТРУЖКИ С ИНСТРУМЕНТОМ ЗА СЧЕТ УГЛА ПРИ ЕГО ВЕРШИНЕ
Выдвинуты предположения о возможности применения укороченной передней
поверхности для чистовой токарной обработки. Проведена серия экспериментов, подтверждающих данное предположение.
Ключевые слова: чистовая токарная обработка, твердосплавные сменные многогранные пластины, укороченная передняя поверхность, площадь контакта, стружка, плоская передняя поверхность, угол при вершине.
В теории резания хорошо известны резцы с укороченной передней
поверхностью, предложенные немецким инженером Клопштоком еще в 20-е годы прошлого столетия [1]. Их основное преимущество заключается в снижении сил и температуры резания, которое достигается за счет уменьшения площадки контакта стружки с передней поверхностью. Как следствие, это повышает стойкость инструмента, что является резервом для повышения скорости резания и соответственно производительности обработки. Существенный недостаток таких резцов - низкая прочность их режущей части, особенно, из твердого сплава. Поэтому в «чистом» виде эти резцы не используются. Однако положительный эффект от применения укороченной передней поверхности в последнее время нашел достаточно широкое воплощение в конструкциях современных твердосплавных смен-ных многогранных пластин (СМП) со сложной топографией передней по-верхности, например, с локальными сферическими выступами. Их наличие уменьшает фактическую площадь контакта со стружкой, что реализует принцип укороченной передней поверхности без потери прочности рабо-чей части.
Ограничить площадь контакта стружки с передней поверхностью можно не только за счет геометрической формы последней, но и за счет конфигурации в плане ее вершины. Это возможно в следующей ситуации. В номенклатуре СМП для чистовой токарной обработки присутствует ромбическая форма типа V с острым углом при вершине 35°. Чистовая об-работка характеризуется малой глубиной резания, и образующаяся струж-ка завивается преимущественно в плоскости передней поверхности. По-этому при малой ширине сходящей стружки по плоской передней поверхности естественная длина контакта с ней может оказаться искусст-
Машиностроение и машиноведение
11
венно ограниченной контуром такой острой вершины, а именно положени-ем вспомогательной режущей кромки. Естественно предположить, что практическое использование такого приема уменьшения площади контакта инструмента со стружкой будет ограничено областью чистовой обработки по той же причине низкой прочности острой вершины инструмента. Кроме того, обязательное наличие стружкозавивающих элементов на передней поверхности современных СМП, например, в виде канавок, будет полно-стью локализовать естественную длину контакта в пределах даже острой вершины СМП, что сведет на нет преимущества укороченной передней поверхности.
Тем не менее, приведенные выше рассуждения открывают допол-нительные возможности по проектированию новых видов СМП для чисто-вой токарной обработки, основанные на эффекте укорочения длины вза-имного контакта стружки с плоской передней поверхностью за счет конфигурации в плане острой вершины инструмента. При этом в качестве стружкозавивающего элемента необходимо использовать не канавку, рас-положенную вдоль главной режущей кромки, а уступ, рабочая часть кото-рого перпендикулярна биссектрисе угла при вершине СМП. Несмотря на узкую область применения такой СМП (чистовая обработка), она является наиболее ответственным этапом в общей технологии механической обра-ботки, поскольку именно на этом этапе окончательно формируются тре-буемые показатели точности и качества изготавливаемых деталей.
Создание конкурентоспособных отечественных СМП является весьма актуальной и своевременной задачей, поскольку за годы перестро-ечных реформ машиностроительная промышленность РФ оказалась прак-тически в полной зависимости от зарубежных поставщиков инструментов, что подрывает экономическую безопасность государства.
Любая разрабатываемая конструкция должна быть обоснованной, апробированной и уточненной по результатам апробации. Только после этого возможен ее промышленный выпуск. Приведенное логическое обос-нование новой конструкции СМП для чистовой токарной обработки нуж-дается в экспериментальной проверке, некоторые результаты которой при-ведены ниже.
На первом этапе были проведены эксперименты с применением плоской передней поверхности на СМП правильной 3 - гранной формы 2008-0153 ТУ 48-19-307-80 (аналог по ИСО TPGN 160304) из твердого сплава Т5К10, взятых из одной партии изготовления. На отдельных СМП
были заточены грани с углом при вершине o30=ε . После установки СМП
в резцовую державку с углом o60=ϕ обеспечивались следующие геомет-
рические параметры: o0=γ , o11=α , o0=λ . За счет разворота резцедержа-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
12
теля выдерживали главный угол в плане o90=ϕ . Обработке подвергали за-готовку из стали 38Х2МЮА (материал группы Р по ИСО) твердостью НВ180 с подачей 15,0S= мм/об и глубиной резания 5,0t = мм без приме-нения СОТС. Во время обработки через каждые 15 секунд с помощью цифрового мультиметра проводили измерение термоЭДС, для чего заго-товка и резец были изолированы от станка диэлектрическими прокладка-ми. Результаты этих экспериментов представлены в таблице. Там же при-ведено среднее значение термоЭДС (Е) по результатам ее измерений на протяжении всего времени работы резца.
Результаты экспериментов
Марка сплава
ε , ° V, м/мин τ , мин δ , мм Е, mV
30 0,40 13,70 Т5К10
60 110 6,50
0,42 14,21 30 0,19 11,70
МС3210 60
187 4,00 0,08 10,20
Из таблицы видно, что, несмотря на существенное различие в углах
при вершине ε , на них был достигнут практически одинаковый износ зад-ней поверхности δ . Это обусловлено тем, что вершине с меньшим углом ε , как это не парадоксально, соответствует меньшее значение термоЭДС Е (температуры резания). Специально проведенными экспериментами было установлено, что данное противоречие объясняется искусственным огра-ничением естественной длины контакта стружки с передней поверхно-
стью, вызванным конфигурацией узкой вершины с углом o30=ε . Это так-же хорошо видно из фотографий, приведенных на рисунке.
Реально существующие СМП имеют стружкозавивающие элементы на передней поверхности. Поэтому на втором этапе исследований были проведены эксперименты с использованием СМП правильной 3- гранной формы 2008-0422 (аналог TPMR 160304 по ИСО), со стружкозавивающи-ми канавками из твердого сплава с покрытием марки МС3210 при тех же условиях, но с большей скоростью резания. Полученные результаты (см. таблицу) показывают, что в условиях данного эксперимента вершина с уг-
лом o30=ε прогревается больше и, как следствие, больше изнашивается. Это объясняется тем, что стружкозавивающая канавка локализует естест-венную длину контакта стружки с передней поверхностью даже в пределах
вершины с углом o30=ε .

Машиностроение и машиноведение
13
а
б
Образование стружки на сравниваемых вершинах СМП: а - ε = 60°; б - εε = 30°°
Таким образом, полученные результаты подтверждают выдвинутые выше предположения о наличии эффекта ограничения взаимного контакта стружки с плоской передней поверхностью за счет уменьшения угла при вершине резца. Это дает основания для его использования при разработке новой конструкции СМП для чистового точения. Однако для ее практиче-ского применения необходимо решить вопрос формирования компактной стружки при плоской передней поверхности за счет соответствующего расположения уступа, оптимальные параметры которого будут определены в ходе последующих экспериментальных исследований.
Список литературы
1. Панкин А.В. Обработка металлов резанием. М.: Машгиз, 1961. 520 с.
V.V. Ivanov, A.A. Pryazhnikova LIMITATION OF MUTUAL CONTACT CHIP WITH TOOL DUE TO THE ANGLE
AT THE TOP The possibility of a shortened front surface for finish turning is hypothesized about
a series of experiments that confirm this assumptionere made. Key words: fair turning processing, firm alloy the replaceable many-sided plates, the
truncated forward surface, the contact area, a shaving, a flat forward surface, a corner at top.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
14
УДК 519.8:666.941 В.Г. Рубанов, д-р техн. наук, проф., директор ИТУС, (4722) 54-02-29, [email protected] (Россия, Белгород, БГТУ им. В.Г. Шухова), В.А. Порхало, программист, (4722) 30-99-46, [email protected] (Россия, Белгород, БГТУ им. В.Г. Шухова)
ПРИМЕНЕНИЕ СРЕДЫ MATLAB И РАСШИРЕНИЯ GUI ДЛЯ ИДЕНТИФИКАЦИИ СЛОЖНОГО ОБЪЕКТА
Рассматривается получение математической модели процесса обжига клин-
кера с применением статистических методов. Представлено решение уравнения Винера - Хопфа в среде MATLAB с использованием средств GUI.
Ключевые слова: обжиг клинкера, идентификация, мат. модель, уравнение Винера - Хопфа, MATLAB.
Решение задач статистического анализа случайных процессов с це-
лью идентификации сложных объектов возможно с применением большо-го числа математических пакетов. Специализированные пакеты обычно реализуют методы, используемые в конкретной предметной области. Ана-лиз статистических данных требует от математического пакета наличия необходимых функций, удобного интерфейса настройки параметров вы-числений, вывода графических результатов. Ниже рассмотрено примене-ние известной среды MATLAB для получения математической модели процесса обжига клинкера.
Для решения задачи получения математической модели по стати-стическим данным во временной области воспользуемся уравнением Ви-нера - Хопфа:
( ) ( ) λλ⋅λ−τ=τ ∫∞
dwRR QQq )(0
, (1)
где корреляционную функцию RQ(τ) входа и взаимную корреляционную функцию RQq(τ) между входом и выходом определяют по измеряемым входному Q(τ) и выходному q(τ) сигналу объекта. Решая данное уравне-ние, можно найти импульсную переходную (весовую) функцию w(t), а по ней и передаточную функцию W(s).
В процессе управления цементной печью используют большое ко-личество измеряемых и управляемых сигналов (на рис.1). Ниже рассмот-рено получение весовой функции, характеризующей взаимосвязь между этими сигналами.

Машиностроение и машиноведение
15
а б
Рис. 1. Графики изменения входного и выходного параметров цементной печи:
а − степень открытия шибера дымососа; б − нагрузка на главном приводе двигателя печи
В [1] изложено решение задачи идентификации на основе решения
уравнения Винера - Хопфа с применением среды Delphi7.0, в которой было разработано программное приложение. При этом для вычисления оценок корреляционных функций составляется алгоритм, реализующий следую-щие соотношения:
( ) ( )( )*
1
** 1Qki
kn
iQiQ mQmQ
knkR −−
−=τ∆ +
−
=∑ , (2)
( ) ( )( )*
1
** 1qki
kn
iQiQq mqmQ
knkR −−
−=τ∆ +
−
=∑ , (3)
где Qi=Q[i], qi=q[i] – значения случайного сигнала в i-м сечении; mQ* и mq
* – оценки математических ожиданий; RQ
* и RQq* – оценки корреляционной и
взаимокорреляционной функций случайных процессов. Программная среда Delphi 7.0 является хорошим средством написа-
ния объектно-ориентированных программ и программ, связанных с раз-личными базами данных, но не обладает необходимыми для данных целей библиотеками математических функций, и для целей математического моделирования гораздо удобнее использовать специализированные мате-матические пакеты, такие как MathCAD или MATLAB.
С целью унификации программного средства для получения мате-матической частной модели процесса обжига клинкера была разработана программа в среде MATLAB, которая позволяет получать корреляционные функции, взаимные корреляционные функции исследуемых сигналов, ве-
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
16
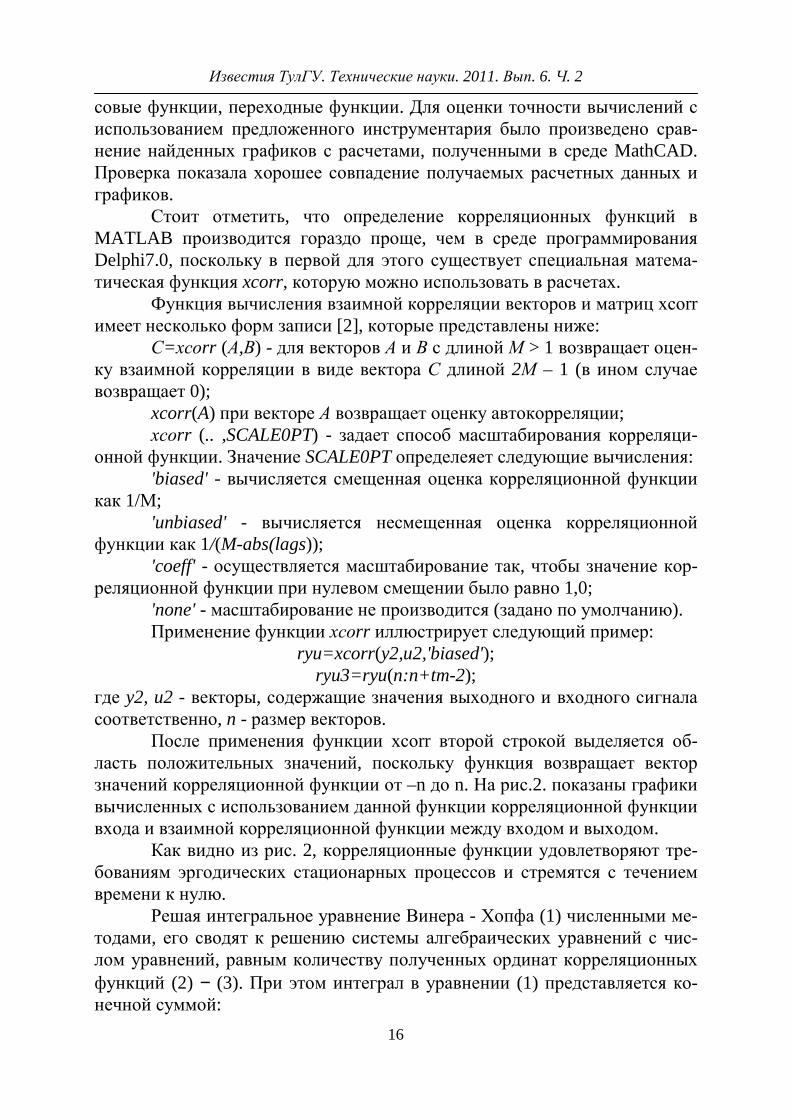
совые функции, переходные функции. Для оценки точности вычислений с использованием предложенного инструментария было произведено срав-нение найденных графиков с расчетами, полученными в среде MathCAD. Проверка показала хорошее совпадение получаемых расчетных данных и графиков.
Стоит отметить, что определение корреляционных функций в MATLAB производится гораздо проще, чем в среде программирования Delphi7.0, поскольку в первой для этого существует специальная матема-тическая функция xcorr, которую можно использовать в расчетах.
Функция вычисления взаимной корреляции векторов и матриц хсоrr имеет несколько форм записи [2], которые представлены ниже:
С=хсоrr (А,В) - для векторов А и В с длиной М > 1 возвращает оцен-ку взаимной корреляции в виде вектора С длиной 2М – 1 (в ином случае возвращает 0);
xcorr(A) при векторе А возвращает оценку автокорреляции; хсоrr (.. ,SCALE0PT) - задает способ масштабирования корреляци-
онной функции. Значение SCALE0PT определеяет следующие вычисления: 'biased' - вычисляется смещенная оценка корреляционной функции
как 1/М; 'unbiased' - вычисляется несмещенная оценка корреляционной
функции как 1/(M-abs(lags)); 'coeff' - осуществляется масштабирование так, чтобы значение кор-
реляционной функции при нулевом смещении было равно 1,0; 'none' - масштабирование не производится (задано по умолчанию). Применение функции хсоrr иллюстрирует следующий пример:
ryu=xcorr(y2,u2,'biased'); ryu3=ryu(n:n+tm-2);
где y2, u2 - векторы, содержащие значения выходного и входного сигнала соответственно, n - размер векторов.
После применения функции хсоrr второй строкой выделяется об-ласть положительных значений, поскольку функция возвращает вектор значений корреляционной функции от –n до n. На рис.2. показаны графики вычисленных с использованием данной функции корреляционной функции входа и взаимной корреляционной функции между входом и выходом.
Как видно из рис. 2, корреляционные функции удовлетворяют тре-бованиям эргодических стационарных процессов и стремятся с течением времени к нулю.
Решая интегральное уравнение Винера - Хопфа (1) численными ме-тодами, его сводят к решению системы алгебраических уравнений с чис-лом уравнений, равным количеству полученных ординат корреляционных функций (2) − (3). При этом интеграл в уравнении (1) представляется ко-нечной суммой:

Машиностроение и машиноведение
17
( ) ( ) ( ) τ∆τ∆−τ∆⋅τ∆=τ∆ ∑=
N
nQQq nkRkwkR
0
** . (4)
а б
Рис. 2. Оценки корреляционной функции входа (а) и взаимной корреляционной функции между входом и выходом (б)
Преобразовав уравнение (4) к матричной форме и выделяя вектор
импульсной функции w(t), получим следующее соотношение:
,1QAW −= (5) где выражения для отдельных матиц имеют вид
( )[ ]( )[ ]( )[ ]
( )[ ] ( )[ ]
τ∆−τ∆−
τ∆−τ∆τ∆τ∆−τ∆τ∆−τ∆
=
)0(21
3)()2(
2)0()(
1)()0(
QQQ
QQQ
QQQ
QQQ
RnRnR
nRRR
nRRR
nRRR
A
LLL
LLLLLLLLLLLL
LLL
LLL
LLL
, (6)
., 1111T
nT
n qqqQwwwW KK == (7)
Здесь элементы qi=RQq(i∆τ)/∆τ вычисляются через ординаты взаимной корреляционной функции; wi – ординаты импульсной функции; RQ(i) – значения корреляционной функции входа.
Следует отметить, что для получения решения в виде вектора зна-чений импульсной функции в среде Delphi7.0 применяются алгоритмы для численного решения систем алгебраических уравнений либо матричных вычислений, что требует написания соответствующих алгоритмов. В среде MATLAB данная процедура не вызывает затруднений, поскольку имеются специализированные математические функции.
Ниже представлен пример, реализующий такое решение: A=toeplitz(Ruu); w=inv(A)*Ryu';

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
18
где Ruu – вектор автокорреляционной функции; Ryu – вектор взаимной корреляционной функции. Функция T = toeplitz(С) возвращает симметри-ческую матрицу Теплица, определяемую однозначно вектором С.
Первая строка реализует встроенную функцию составления матри-цы Теплица, с помощью которой получается матрица A, определяемая вы-ражением (6). Вторая строка примера реализует вычисление вектора w по формуле (5), который содержит значения импульсной функции. На рис. 3, а изображена полученная в результате вычислений импульсная функция.
а б
Рис. 3. График импульсной (а) и переходной (б) функций
Определяя переходную функцию как интеграл от импульсной функции, получаем кривую, изображенную на рис.3, б. Для вычисления интеграла в MATLAB имеется возможность численного интегрирования, например, используя функцию интегрирования методом трапеций. Ниже представлен пример вычисления переходной функции
for i=2:1:tm-2; k=1:1:i;
f(i)=trapz(t(k),w(k)); end;
где tm - длина вектора импульсной функции (w); f - получаемый вектор переходной функции; trapz(X,Y) возвращает интеграл от функции Y по пе-ременной X, используя метод трапеций (пределы интегрирования в этом случае задаются начальным и конечным элементами вектора X).
Внешний вид временных характеристик на рис.3, характеризующих динамику объекта, показывает, что передаточная функция объекта имеет вид колебательного звена, далее следует найти постоянные времени и ко-эффициент усиления.
Машиностроение и машиноведение
19
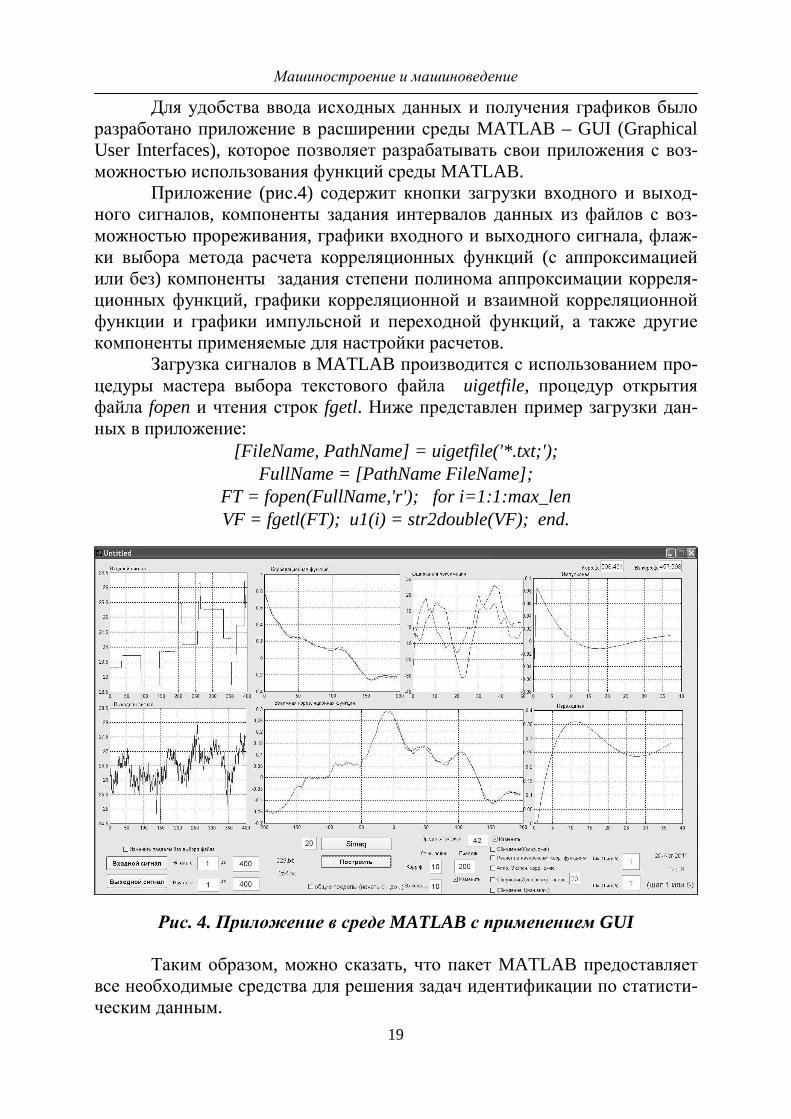
Для удобства ввода исходных данных и получения графиков было разработано приложение в расширении среды MATLAB – GUI (Graphical User Interfaces), которое позволяет разрабатывать свои приложения с воз-можностью использования функций среды MATLAB.
Приложение (рис.4) содержит кнопки загрузки входного и выход-ного сигналов, компоненты задания интервалов данных из файлов с воз-можностью прореживания, графики входного и выходного сигнала, флаж-ки выбора метода расчета корреляционных функций (с аппроксимацией или без) компоненты задания степени полинома аппроксимации корреля-ционных функций, графики корреляционной и взаимной корреляционной функции и графики импульсной и переходной функций, а также другие компоненты применяемые для настройки расчетов.
Загрузка сигналов в MATLAB производится с использованием про-цедуры мастера выбора текстового файла uigetfile, процедур открытия файла fopen и чтения строк fgetl. Ниже представлен пример загрузки дан-ных в приложение:
[FileName, PathName] = uigetfile('*.txt;'); FullName = [PathName FileName];
FT = fopen(FullName,'r'); for i=1:1:max_len VF = fgetl(FT); u1(i) = str2double(VF); end.
Рис. 4. Приложение в среде MATLAB с применением GUI
Таким образом, можно сказать, что пакет MATLAB предоставляет все необходимые средства для решения задач идентификации по статисти-ческим данным.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
20
Использование при разработке приложения расширения GUI (Graphical User Interfaces) облегчает решение сложных математических за-дач, позволяет разрабатывать свои приложения, делать их независимыми (возможность работы без требования установки среды MATLAB), допол-нять инструментами ввода и вывода информации и вместе с тем пользо-ваться всей мощью представленных библиотек математических функций.
Список литературы
1. Порхало В.А., Рубанов В.Г. Получение математической модели обжига клинкера на основе решения уравнения Винера-Хопфа // Сб. тру-дов XXIII Междун. науч. конф. «Математические методы в технике и тех-нологиях» (ММТТ-23). Саратов: СГТУ, 2010. Т.10. С. 132―135.
2. Дьяконов В.П., Абраменкова И.В. MATLAB. Обработка сигналов и изображений: специальный справочник. СПб.: Питер, 2002. 608 с.
V.G. Rubanov, V.A. Porkhalo THE MATHEMATICAL MODEL IDENTIFICATION OF A COMPLEX OBJECT
WITH THE MATLAB AND GUI USAGE There considered the identification of the process clinker burning with the statistical
methods usage. For this the Wiener-Hopf equations are solved in MATLAB with use GUI. Key words: clinker, identification, mathematical model, Wiener-Hopf equation,
MATLAB.
Получено 14.12.11
УДК 629.488 С.В. Копачев, асп., 8(495)631-18-50, [email protected] (Россия, Москва, МИИТ) АНАЛИЗ ИССЛЕДОВАНИЙ В ОБЛАСТИ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА И РЕМОНТА ПОДВИЖНОГО СОСТАВА
Рассмотрены основные направления и отличительные особенности исследо-ваний ТПП изделий на предприятиях машиностроительного и машиноремонтного про-изводств. Основное внимание уделено исследованиям ТПП ремонтных предприятий сети железных дорог РФ.
Ключевые слова: технологическая подготовка производства, комплексная под-готовка производства, ремонт подвижного состава.
Анализируя все многообразие причин, обеспечивающих в той или
иной степени условия безопасности движения поездов, можно сделать вы-

Машиностроение и машиноведение
21
вод о том, что, наряду с традиционными причинами (надежность подвиж-ного состава, условия эксплуатации, технический и психологический уро-вень персонала и т.п.), существенное влияние на безопасность движения поездов оказывают также уровень и качество технической подготовки производства предприятий (рис. 1), производящих капитальные ремонты (КР) подвижного состава [1].
Традиционно известно, что технологическая подготовка производ-ства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску из-делий заданного уровня качества при установленных сроках, объеме вы-пуска и затратах.
Исследования, направленные на совершенствование технологиче-ской подготовки производства на предприятиях по ремонту подвижного состава являются наименее изученным, но не менее важным аспектом ор-ганизации ремонтного производства.
Рис. 1. Структурная схема технической подготовки производства по ремонту подвижного состава [3]:
НИПП - научно-исследовательская подготовка производства; ОПП - организационная подготовка производства; КПП - конструкторская подготовка производства; ТПП - технологическая подготовка производства
В настоящее время в литературе встречается несколько различных вариантов приведенного выше определения применительно не только к производству, но и к ремонту подвижного состава. Это и конструкторско-технологическая подготовка, и комплексная, и комплексная техническая, и научная, и организационно-технологическая, и техническая, и организаци-онно-техническая и др.
Рассмотрим отличительные особенности некоторых направлений более подробно.
Как известно, основой технологической подготовки производства является разработка технологических процессов и технологической осна-стки. Теоретические основы решения этих задач в машиностроении и ма-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
22
шиноремонтном производстве сформулированы в трудах отечественных ученых Г.К. Горанского, И.П. Норепкова, С.Н. Корчака, Н.М. Капустина, Г.Б. Евгеньева, М.Е. Егорова, О.А. Новикова и др.
Научные школы в области технологии и организации вагоноре-монтного производства успешно работают в Москве, С-Петербурге, Екате-ринбурге, Омске, Хабаровске и в других регионах России.
На кафедре «Вагоны и вагонное хозяйство» МИИТа под руково-дством профессора И.Ф. Скибы сложилась научная школа технологии и организации производства вагоноремонтных предприятий, которую в на-стоящий момент представляют М.М. Болотин, К.В. Мотовилов, П.А. Ус-тич, В.Г. Воротников, А.И. Иванов и др.
Труды кафедры «Электрическая тяга» МИИТа, где работает науч-ная школа профессоров А.В. Горского и А.А. Воробьева, посвящены на-дежности оборудования электровозов и проблемами оптимального ре-монтного цикла.
На кафедре «Технология транспортного машиностроения и ремонта подвижного состава» работает научная школа профессоров. Д.Г. Евсеева и В.А. Фомина, которая занимается проблемами комплексной подготовки производства и определением ее структуры при ремонте подвижного со-става.
Существенный вклад в развитие технологии ремонта и техническо-го обслуживания вагонов сделан учеными ВНИИЖТа под руководством профессора В.И. Гридюшко.
Решением задач технологической подготовки производства на ва-гоноремонтных предприятиях в настоящее время активно занимается ка-федра «Нетяговый подвижной состав» МИИТа под руководством доктора технических наук, профессора К.А. Сергеева.
В работах вышеуказанных авторов показано, что основные тенден-ции развития проектирования, присущие машиностроению в целом, при-сущи и машиноремонтному производству. Однако некоторые вопросы для ремонтного предприятия стоят острее. Существует ряд объективных фак-торов, которые придают ремонтному производству свойство единичного, что затрудняет выбор типовых технологических процессов и их парамет-ров. В ремонтном производстве заготовками являются детали или сбороч-ные единицы, подвергавшиеся различному случайному воздействию по-вреждающих факторов, что затрудняет проведение типизации процессов ремонта. В машиностроительном производстве процесс получения деталей из заготовок в основном идет за счет снятия «лишнего» материала механи-ческой обработкой. При ремонте «заготовкой» является изношенная де-таль. Ее восстановление может производиться несколькими способами в зависимости от состояния ремонтируемой детали.
В качестве одного из направлений развития теории проектирования ремонтного производства в [2] рекомендуется считать сбор и систематиза-

Машиностроение и машиноведение
23
цию разрозненных технологических процессов ремонта с целью создания их математических и информационных моделей с последующим перево-дом на машинный язык.
В работах [4-7] показано, что система комплексной технической подготовки производства состоит из двух главных элементов – конструк-торской и технологической подготовки ремонтного производства (соответ-ственно КПРП и ТПРП). Причем доминирующей является технологиче-ская подготовка (ТП), а конструкторская подготовка (КП) на большинстве ремонтных предприятий имеет относительно низкий уровень проработки и ориентирована, прежде всего, на вспомогательное производство.
Наряду с этим в работе говорится о том, что организационная под-готовка ремонтного производства (ОПРП) фигурирует как вспомогатель-ный элемент системы, ибо в основном выполняет функции связи между базовыми элементами и производством, а научно исследовательская под-готовка производства (НИПП) интегрирована в КПРП и ТПРП.
Авторы делают вывод о том, что математическая модель ком-плексной ПРП обеспечивает возможность уже на ранних стадиях подго-товки производства сформировать комплексное представление о плани-руемом объеме и видах проектных работ, а также определить общую направленность информационных потоков и функциональных связей всех элементов системы.
Вопросами инновационного развития и поиском резервов совер-шенствования ТПП посвящена работа [8], в которой сделано следующее определение «комплексной технической подготовки производства». Это комплекс научно-исследовательских, опытно-конструкторских, технологи-ческих, производственных, организационно-плановых, экономических и социальных работ, расчетов, осуществляемых в процессе освоения новых и совершенствования существующих конструкций и изделий на всех ста-диях жизненного цикла и технологических процессов их изготовления в наиболее короткие сроки при заданном уровне качества и с наименьшими затратами (рис. 2).
В работе [9] делается акцент на конструкторско-технологическую подготовку производства и говорится, что современная методология под-готовки производства нового изделия представляет собой сквозной цикл «Проектирование изделия - проектирование оснастки - разработка управ-ляющих программ - производство» на основе использования единой трех-мерной модели изделия. Автор говорит о том, что работы по подготовке производства должны проходить в формате трех взаимосвязанных проек-тов: экспериментального, внедрения и индустриального. Цель этих преоб-разований – техническое и организационное перевооружение предприятия

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
24
для создания системы выпуска продукции, максимально удовлетворяющей запросы конечных потребителей, а значит, приносящих предприятию мак-симальную прибыль (рис. 3).
Рис. 2. Техническая подготовка производства в системе производственных отношений и эффективном
развитии предприятия [8]: НПП - научная подготовка производства;
ОПП - организационная подготовка производства; КПП - конструкторская подготовка производства; ТПП - технологическая подготовка производства
Рис. 3. Спектр предлагаемых решений при построении эффективного производства по методологии «Три проекта» [9]

Машиностроение и машиноведение
25
В области автоматизации конструкторско-технологической подго-товки производства можно выделить российский программный комплекс T-Flex (рис. 4), разработчики которого так же, как и [4-9], используют ком-плексный подход и утверждают, что современный подход к автоматизации проектирования характерен комплексностью решений.
Рис. 4. Российский программный комплекс T-Flex для автоматизации процессов конструкторско-технологической подготовки производства
Все чаще предпочтение отдается продуктам, интегрированным ме-
жду собой. Это позволяет сохранять ассоциативные связи между докумен-тами по всей цепочке подготовки производства и исключить таким обра-зом "случайное" несоответствие в документации (характерное, например, для ремонтного производства сложных наукоемких изделий с длительным циклом ремонта).
Выводы 1. Технологическая подготовка производства новых изделий явля-
ется широко изученным направлением, вместе с тем имеется незначитель-ное количество узких мест в области её автоматизации.
2. Технологическая подготовка производства сложных наукоемких изделий с длительным циклом ремонта, таких как вагоны и локомотивы, в настоящее время практически не изучена, кроме работ [1, 4-7].
3. При построения системы технологической подготовки производ-ства на ремонтном предприятии необходимо учитывать специфику ре-монтного производства, структуру ремонтного цикла. Это особо актуально при автоматизации процессов ТПРП.
4. Приведенный выше анализ будет служить основой для дальней-ших исследований и определения структуры и свойств технологической

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
26
подготовки производства на предприятиях по ремонту подвижного соста-ва.
Список литературы
1. Евсеев Д.Г., Фомин В.А. Влияние уровня технологической под-готовки производства по ремонту подвижного состава на безопасность движения поездов // Безопасность движения поездов: труды 6-й Научно-практической конференции. М.: МИИТ, 2005.
2. Кривич О.Ю. Повышение уровня технологической подготовки производства вагоносборочных участков ремонтных депо: дис. канд. техн. наук. М., 2009.
3. Сергеев К.А. Теоретические основы и методы построения систе-мы технической подготовки производства вагоноремонтных предприятий: дис. д-ра техн. наук. М., 2005.
4. Евсеев Д.Г., Фомин В.А. Комплексная подготовка ремонтного производства // Мир транспорта. 4. 2007. С. 106.
5. Евсеев Д.Г., Фомин В.А. Обеспечение безопасности эксплуата-ции подвижного состава путем совершенствования системы технической подготовки производства капитального ремонта // Безопасность движения поездов: труды 3-й Научно-практической конференции. М.: МИИТ, 2002.
6. Евсеев Д.Г., Фомин В.А. Основные направления совершенство-вания технической подготовки производства по капитальному ремонту подвижного состава железнодорожного транспорта // Вестник инженеров электромехаников железнодорожного транспорта. 1. 2003. С. 7.
7. Евсеев Д.Г., Фомин В.А. Цели и методы реализации технической подготовки ремонта подвижного состава // Безопасность движения поез-дов: труды 11-й Научно-практической конференции. М.: МИИТ, 2010.
8. Денисов В.Т. Управление инновационным развитием техниче-ской подготовки производства: монография. Донецк: Изд-во НАН Украи-ны, 2009. 168 с.
9. Бирбраер Р.А. Методология реорганизации систем технологиче-ской подготовки производства на основе моделей инженерного консалтин-га: дис… д-ра техн. наук. М., 2009.
S.V. Kopachev ANALYSIS OF RESEARCH TOWARDS IMPROVING TECHNOLOGICAL
PREPARATION OF PRODUCTION The main directions of research and characteristics of TPP is considered. The focus
is on research TPP in the technical centers on repair of rolling stock in Russia. Key words: technological preparation of production, integrated preparation
of production, repair of rolling stock.
Получено 09.11.11

Машиностроение и машиноведение
27
УДК 621.83 А.В. Сидоркин, канд. техн. наук, доц., (4872) 33-23-10, [email protected] (Россия, Тула, ТулГУ)
СТАТИСТИЧЕСКИЙ АНАЛИЗ ИСПРАВЛЯЮЩИХ СПОСОБНОСТЕЙ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Рассматривается ряд аспектов, связанных с экспериментально-статистическим исследованием исправляющих способностей нового высокопроизво-дительного ресурсосберегающего процесса комбинированной зубообработки цилинд-рических колес с круговыми зубьями шевингованием-прикатыванием. Доказано, что переноса погрешностей зубчатого венца, полученных на предварительных операциях зубообработки на венец конечной детали не происходит.
Ключевые слова: зубчатое колесо, круговые зубья, корреляция, регрессия, ше-вингование-прикатывание.
В Тульском государственном университете на протяжении ряда по-
следних лет разрабатывался процесс шевингования-прикатывания для чис-товой обработки цилиндрических колес с круговыми зубьями (ЦККЗ) [1 – 3].
Исследовался процесс обработки колес с модулем 2=m мм, чис-лом зубьев 11=z , коэффициентом смещения χ=0, шириной венца b=10 мм, номинальным радиусом кривизны R01=20 мм, выполненных из стали 20Х ГОСТ 4543-71, за 3 - 4 рабочих циклов (оборотов заготовки при сближе-нии с шевером-прикатником) и 1 - 2 выхаживающих цикла обработки. В ходе экспериментов было установлено, что процесс шевингования-прикатывания зубчатых венцов исправляет погрешности заготовки, в ос-новном за счет срезания припуска, а частично – за счет выдавливания. При этом поверхность зубьев получается гладкая, чистая.
Процесс обработки заключается в совместном свободном обкате инструмента и заготовки. Инструмент – шевер-прикатник – устанавливает-ся на оправке инструментального шпинделя и вращается с частотой 250 мин-1. Заготовка свободно вращалась на оправке приспособления и на-ходится в двухпрофильном (беззазорном) зацеплении с инструментом. По-сле совершения инструментом числа оборотов, равных числу зубьев обра-батываемой заготовки, осуществляется реверсирование. Обработка производилась за три рабочих цикла с периодической подачей сближения заготовки и за два цикла выхаживания без подачи заготовки. В результате обработки удалялся припуск 0,08…0,12 мм по толщине зуба.
Основной задачей статистического исследования является доказательство исправляющей способности процесса шевингования-прикатывания ЦККЗ. Для этого использовались заготовки с предваритель-но оформленным зубчатым венцом, полученные фрезерованием одной


Машиностроение и машиноведение
29
Окончание табл. 1
п/п Frr FVWr +fPt -fPt FP 14 49 62 24,0 -34,0 70,0 15 70 34 18,5 -14,5 41,4 16 72 42 19,6 -17,4 52,2 17 49 48 22,5 -33,5 59,7 18 90 66 24,1 -17,9 49,3 19 78 24 32,2 -21,8 54,5 20 70 40 27,4 -17,6 53,2 21 51 28 32,0 -16,0 42,0 22 85 27 27,8 -17,2 58,9 23 61 37 26,5 -13,5 38,8 24 32 37 40,1 -15,9 58,3 25 34 20 20,6 -16,4 29,5 26 56 51 24,7 -17,3 37,4 27 35 39 39,9 -21,1 61,8 28 42 47 20,5 -24,5 65,2 29 82 28 34,7 -27,3 78,6 30 40 22 27,3 -24,7 56,9 31 46 40 18,2 -21,8 59,3 32 53 55 32,4 -13,6 57,1 33 52 32 29,3 -17,7 34,9 34 59 27 16,9 -25,1 65,5 35 55 34 15,6 -13,4 33,5 36 46 35 20,6 -13,4 32,9 37 39 28 34,9 -18,1 46,5 38 40 48 8,8 -15,2 20,9 39 57 31 25,2 -29,8 51,5 40 48 46 15,1 -26,9 65,5 41 63 45 23,4 -13,6 48,2 42 65 17 8,7 -9,3 26,9 43 50 41 20,4 -17,6 38,8 44 45 35 25,3 -22,7 82,4 45 49 28 33,0 -25,0 76,0 46 29 17 15,5 -20,5 46,7 47 36 22 24,1 -21,9 37,5 48 80 44 18,5 -20,5 65,2 49 70 39 20,7 -24,3 60,6 50 64 47 22,2 -13,8 34,7

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
30
Таблица 2 Основные параметры зубчатого венца после шевингования-прикатывания
п/п Frr FVWr +fPt -fPt FP
1 15 35 12,1 -9,9 14,2 2 14 40 9,6 -7,4 18,2 3 26 41 10,3 -8,7 16,4 4 34 38 6,2 -8,8 9,9 5 35 48 10,2 -8,8 14,1 6 40 41 17,2 -8,8 18,5 7 44 46 8,3 -8,7 25,4 8 39 55 7,6 -7,4 24,2 9 58 28 9,5 -9,5 12,6 10 33 66 9,0 -8,0 22,0 11 34 29 7,6 -9,4 18,2 12 32 28 4,1 -3,9 10,4 13 27 42 17,9 -12,1 36,7 14 30 48 7,5 -10,5 27,7 15 51 58 7,9 -10,1 12,8 16 22 42 9,0 -8,0 16,0 17 48 58 19,0 -13,0 23,0 18 32 47 9,9 -9,1 17,7 19 52 29 12,1 -17,9 20,7 20 25 25 4,2 -4,8 6,6 21 39 34 12,5 -7,5 25,3 22 25 39 8,6 -6,4 20,2 23 21 43 6,8 -6,2 12,1 24 34 36 4,5 -7,5 10,3 25 26 25 7,1 -3,9 14,3 26 38 54 21,6 -11,4 38,8 27 36 26 13,5 -4,5 14,1 28 48 44 14,5 -18,5 30,3 29 32 46 12,1 -10,9 32,5 30 22 33 4,5 -4,5 13,3 31 26 28 8,0 -7,0 18,0 32 40 53 16,6 -12,4 33,5 33 32 35 9,5 -4,5 9,5 34 26 35 10,5 -10,5 33,7 35 22 32 5,5 -9,5 10,8 36 34 41 8,9 -10,1 19,5

Машиностроение и машиноведение
31
Окончание табл. 2
п/п Frr FVWr +fPt -fPt FP 37 16 42 6,3 -4,7 14,6 38 33 43 12,7 -12,3 24,1 39 26 33 10,9 -10,1 28,5 40 26 38 12,4 -11,6 23,5 41 21 42 5,6 -8,4 16,1 42 11 26 10,7 -11,3 35,4 43 43 54 20,2 -15,8 37,9 44 27 45 12,8 -9,2 30,3 45 34 35 7,2 -4,8 15,1 46 21 35 5,1 -4,9 10,7 47 30 39 10,5 -8,5 16,7 48 27 54 12,0 -8,0 30,0 49 17 33 8,1 -5,9 20,5 50 33 52 11,5 -12,5 25,2
Значения данного коэффициента, коэффициента детерминации 2xyr , а
также показателя p-уровня статистической значимости результата, пред-ставляющего собой оценочную меру взаимосвязи между переменными, рассчитаными для основных параметров контроля зубчатых колес, удобно свести в табл. 3.
Таблица 3 Результаты корреляционного анализа основных
точностных параметров зубообработки
Исслед. парам.
Уравнение линии
регрессии xy
Коэфф. корр.
xyr
Коэфф. детер.
2xyr
Отличие p-уровня от 0,05
Связь
Frr зф. – Frr ш-пр.
179,241196,0 += xyx
0,1956 0,0255 0,1736>0,05 Отсут.
FVWr зф.– Frr ш-пр.
698,210631,0 += xyx
0,0959 0,0092 0,5076>0,05 Отсут.
FVWr зф.– FVWr ш-пр.
001,302596,0 += xyx
0,386 0,149 0,0045<0,05 Слабо выраж.
Frr зф. – FVWrш-пр.
604,321336,0 += xyx
0,227 0,0515 0,1122>0,05 Отсут.
FP зф. – FP ш-пр.
624,162113,0 += xyx
0,2036 0,0415 0,1562>0,05 Отсут.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
32
Рис. 1. График линейной корреляционной связи Frr ш.пр с Frr зф
Рис. 2. График линейной корреляционной связи Frr ш.п. с FVWr зф

Машиностроение и машиноведение
33
Рис. 3. График линейной корреляционной связи FVWr ш.пр с FVWr зф
Рис. 4. График линейной корреляционной связи FVWr ш.пр с Frr зф

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
34
Рис. 5. График линейной корреляционной связи Fp ш.пр с Fp зф Согласно [8] p-уровень, равный 0,05, рассматривается как приемле-
мая граница уровня ошибки. В области, где наблюдается значение резуль-тата p>0,05, взаимосвязь между исследуемым параметрами отсутствует. Наличие взаимосвязи по параметру FVWr объясняется тем, что процессы зу-бообработки по методу свободного обката переносят часть погрешностей зуба в радиальном направлении на тангенциальное направление.
Таким образом, экспериментально доказана исправляющая способ-ность шевингования-прикатывания для чистовой обработки круговых эвольвентных зубьев цилиндрических колес.
Список литературы
1. Маликов А.А., Сидоркин А.В, Ямников А.С. Инновационные тех-
нологии обработки зубьев цилиндрических колес: монография. Тула: Изд-во ТулГУ, 2011. 335 с. 2. Ресурсосберегающие технологии изготовления цилиндрических зубча-тых колес / А.С. Ямников [и др.] // Технология машиностроения. 2008. 7. С. 7–10.
3. Маликов А.А., Сидоркин А.В. Шевингование-прикатывание ци-линдрических колес с круговыми зубьями // Известия ТулГУ. Технические науки. 2008. Вып. 2. С. 69-76.

Машиностроение и машиноведение
35
4. Марков А.Л. Измерение зубчатых колес. 4-е изд., перераб. и доп. Л.: Машиностроение, 1977. 240 с.
5. Солонин И.С. Математическая статистика в технологии машино-строении. 2-е изд., перераб. и доп. М.: Машиностроение, 1972. 215 с.
6. Лукомский Я.И. Теория корреляции и ее применение к анализу производства. М.: Госстатиздат, 1961. 301 с.
A.V. Sidorkin EXPERIMENTAL RESEARCH OF PATCHING ABILITIES SHAVE-ROLLING OF
CYLINDRICAL SPROCKETS WITH CIRCULAR TEETHS The series of the aspects linked with an experimental research of patching abilities
new high-efficiency кesources saving up of process combined handlings of teeths of cylindri-cal sprockets with circular teeths shave-rolling is considered. It is displayed that integral ex-actitude of a processed tooth gear improves on 1-2 degrees at high efficiency of process.
Key words: a tooth gear, сircular teeths, correlation, regression, shave-rolling.
Получено 09.11.11
УДК 621.919.2 М.И. Корнева, асп., 910-700-47-85, [email protected] (Россия, Тула, ТулГУ) ПРОВЕДЕНИЕ ЭКСПЕРИМЕНТОВ ПО МЕТОДУ Г. ТАГУТИ ДЛЯ ОПРЕДЕЛЕНИЯ УСЛОВИЙ ПРОТЯГИВАНИЯ ШЕСТИГРАННОЙ ЛАТУННОЙ ГАЙКИ
Представлены подготовка и проведение эксперимента по отделочной обра-ботке шестигранных латунных гаек в серийном производстве с применением специ-ального инструмента. Описана методика построения ортогональных управляемых матриц эксперимента, приведены результаты опытов.
Ключевые слова: робастное проектирование, управляемые параметры, управ-ляемая матрица эксперимента, чистота поверхности, способы измерения шерохова-тости.
При производстве на предприятии ООО «Аркон» латунных
(ЛЦ40Сд) гаек (рис. 1), заготовки которых получают литьем под давлени-ем в многоместные пресс - формы, возникла необходимость уточнения геометрических параметров заготовки, а именно размеров шестигранника и его расположения (соосности) относительно внутреннего отверстия, в котором нарезается резьба М27×1,5, базируясь по наружной поверхности.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
36
Рис. 1. Гайка соединительная
Принципиально новым методом, позволяющим добиться цели, яв-ляется сочетание процессов протягивания и штамповки [1]. После изготов-ления инструмента (рис. 2), сочетающего вытяжку заготовки, закреплен-ной на пуансоне, с последующим протягиванием поверхности шестигранника, возник вопрос о его отладке и проверке выбранных реше-ний. При исследовании этого инструмента было выявлено большое коли-чество параметров, влияющих на качество обработки. Для определения ра-циональных значений этих параметров было принято решение применить метод робастного проектирования Г. Тагути, позволяющий минимизиро-вать число опытов, определить тенденцию изменения процесса и выпол-нить дисперсионный анализ [2].
Рис. 2. Комбинированный инструмент

Машиностроение и машиноведение
37
На первом этапе были проведены поисковые эксперименты по об-работке гаек на гидравлическом прессе с целью выявления так называемых управляемых параметров, их значений и источников помех процесса [3]. Итогом этого этапа является таблица с указанием управляемых и дестаби-лизирующих параметров, их кодовых номеров и уровней (таблица 1).
Второй этап представляет собой планирование эксперимента, свя-занного с решением вопросов:
- варьирования значениями управляемых параметров, - измерения влияние помех. Как и при планировании экспериментов, составляется матрица
(табл. 2), в которой определены число опытов и сочетание значений пара-метров в каждом опыте. Но в отличие от планирования эксперимента для поиска рациональных значений параметров процесса полученные резуль-таты используют для расчета критерия Тагути в каждом опыте или так на-зываемого отношения «сигнал/шум». Сигналом при этом является номи-нальное значение выходной характеристики (в данном случае это шероховатость поверхности шестигранника, а также соосность его с внут-ренним отверстием под резьбу), а шумом – разброс ее значений в каждом опыте, то есть ее изменчивость.
Таблица 1 Значения управляемых параметров
Значения параметров Управляемый параметр Уровень 1 Уровень 2
A. Охлаждение Воздух НГЛ-205 B. Передний угол, град 12 0
C. Количество реж. элементов 1 2 D. Припуск на обработку реж. эл. 0,1 0,25 E. Количество выглаживающих
элементов 2 3
F. Закрепление пуансона плавающее Жесткое G. Диаметр пуансона 25,5 25,6
H. Радиус скругления режущей кромки нет Есть Значения параметров
Дестабилизирующие параметры Уровень 1 Уровень 2
a Точность исполнения заготовки (несоосность шестигранника и
внутреннего отверстия) 0,2 0,5
Управляемые матрицы, которые обладают свойством сбалансиро-
ванности легко построить по специальным таблицам, называемым ортого-нальными матрицами ОМ16 . Она позволит изучить рассматриваемые во-семь управляемых параметров на двух уровнях, каждый в серии всего

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
38
лишь из 16 опытов. Но даже сравнительно небольшое их количество по-зволяет с уверенностью утверждать, что результаты, получаемые с помо-щью данной программы робастного проектирования, значительно лучше, чем полученные ранее. В этом и заключается одно из важных преимуществ метода Г. Тагути: нет необходимости получать наилучший результат, важно получить результат, достаточно близкий к нему, выявить тенден-цию.
Матрица планирования составляется по следующим правилам. Используем символы 1 и 2 вместо уровней каждого параметра. В каждой строке задается уровень для каждой переменной, участ-
вующей в эксперименте. Все столбцы матрицы попарно ортогональны. Это означает, что в каждой паре столбцов имеются все комбинации уровней переменных и все они встречаются одинаковое число раз. Первая строка выбирается так, чтобы управляемые параметры находились на уровне 1. Последующие строки при составлении матрицы набираются по правилу: при построчном переборе всех вариантом частота смены уровня управляе-мых параметров для каждой последующей переменной вдвое меньше, чем в предыдущей.
Использование ортогональных матриц – одно из основных инстру-ментальных средств методов Г. Тагути. Эти методы планирования часто называются дробными от полнофакторного эксперимента, потому что они – специфическая комбинация испытаний из полнофакторного экспе-римента.
Таблица 2
Управляемая матрица эксперимента
Управляемый параметр Дестабилизирующий
Параметр
опыта A B C D E F G H A
1 1 1 1 1 1 1 1 1 1 2 1 1 1 1 2 2 2 2 2 3 1 1 2 2 1 1 2 2 1 4 1 1 2 2 2 2 1 1 2 5 1 2 1 2 1 2 1 2 1 6 1 2 1 2 2 1 2 1 2 7 1 2 2 1 1 2 2 1 1 8 1 2 2 1 2 1 1 2 2 9 2 1 1 2 1 2 2 1 2 10 2 1 1 2 2 1 1 2 1 11 2 1 2 1 1 2 1 2 2 12 2 1 2 1 2 1 2 1 1

Машиностроение и машиноведение
39
Окончание табл. 2
Управляемый параметр Дестабилизирующий
Параметр
опыта A B C D E F G H A
13 2 2 1 1 1 1 2 2 2 14 2 2 1 1 2 2 1 1 1 15 2 2 2 2 1 1 1 1 2 16 2 2 2 2 2 2 2 2 1
К тому же сбалансированный эксперимент позволяет произвести
точнее оценку влияния параметров друг на друга, чем при поочередном изменении параметров, так как в таких экспериментах только один управ-ляемый параметр изменяется во времени, тогда как другие остаются фик-сированными. А используемый метод ортогональной матрицы одновре-менно исследует несколько параметров. В следующих друг за другом экспериментах меняются значения нескольких переменных. Соответст-вующая ортогональная матрица используется для того, чтобы определить, как нужно менять эти переменные, чтобы влияние каждой из них можно было отделить от влияния других переменных на заключительной стадии эксперимента.
Составив такую матрицу, можно непосредственно приступать к эксперименту.
В качестве оборудования был выбран гидравлический пресс PH-M 100h. Инструмент, по работе имеющий признаки штампа, был установлен на подставку таким образом, чтобы стол пресса не ограничивал ход коло-нок и пуансона (рис. 3). Верхняя плита вместе с колонками и пуансоном закреплена с помощью станочных лапок на ползуне и соответственно име-ет возможность вертикального хода.
Цель эксперимента – получить поверхность с заданными парамет-рами шероховатости. По стандарту, распространяющемуся на изделия са-нитарно-технической арматуры, чистота поверхностей изделий, входящих в состав смесителей, не должна быть ниже 8 класса. Этому классу соответ-ствует величина шероховатости по Ra = 0,63 мкм. Полировочные операции дают 12 класс чистоты – Ra = 0,032 мкм. Однако согласно новому техноло-гическому процессу изготовления гайки последующая механическая обра-ботка потребует окончательной полировки, так как во время нарезания резьбы заготовка может поцарапаться о приспособление. Последняя поли-ровочная операция не требует много времени – 2 с на грань, а на круги не наносится вредный для дыхательных путей клей, металлической пыли при этом не возникает. Необходимая чистота поверхности, которой следует добиться, будет составлять Ra = 0,16…0,32 мкм.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
40
Рис. 3. Расположение инструмента на прессе
Было проведено 16 опытов согласно управляющей матрице экспе-римента. Для каждого опыта были выбраны 4 детали, подобранные сле-дующим образом. Каждая деталь имела соответствующую величину соос-ности наружного шестигранника и внутреннего отверстия.
Для измерения шероховатости был использован профессиональный прибор измерения шероховатости HOMMEL TESTER W55 (рис. 4).
Деталь устанавливается в тиски таким образом, чтобы проверяемая поверхность была параллельна ходу щупа. Далее «хобот» 1 с помощью ма-ховика 2 прибора опускается до тех пор, пока щуп 3 не окажется прибли-зительно в 1 мм от детали. Далее производится настройка щупа с помощью маховика 4 таким образом, чтобы его ход был параллелен проверяемой по-верхности. Только после этого производится измерение.
Влияние качества заготовки на качество обработанной поверхности ярко проявляется на противоположных гранях гайки. Сразу видно, где и как смещено отверстие относительно шестигранника. Однако этот недос-таток можно частично компенсировать за счет припуска.
Кроме того прибор HOMMEL TESTER W55 позволил отследить, что прямолинейность обработанной поверхности довольно высока, тем са-мым подтвердив правильность решения, что сам принцип работы инстру-мента позволяет добиться требуемого качества формы поверхности – од-ной из функиональных характеристик изделия.

Машиностроение и машиноведение
41
Рис. 4. Измерение шероховатости прибором HOMMEL TESTER W55 Измерения погрешности расположения шестигранника относитель-
но базового отверстия производились при помощи штангенциркуля ШЦ-II. При измерениях было отмечено, что этот недостаток заготовки исправля-ется, если несоосность превышает величины 0,2…0,3 мм. Это связано с тем, что форма отверстия в заготовке представляет собой конус.
Согласно методике Г. Тагути по полученным результатам необхо-димо разделить все факторы, влияющие на процесс, на те, которые влияют на среднее значение – номинал, и на те, которые влияют в основном только на разброс. Если это удается сделать, то с помощью факторов первой группы обеспечивается выпуск продукции, соответствующей номиналу, после чего факторы второй группы выбираются так, чтобы минимизиро-вать разброс продукции вокруг номинала. Критерием оптимизации при этом служит отношение "сигнал /шум", которое тем лучше, чем оно боль-ше. Это отношение - новый показатель качества.
Список литературы
1. Сотова Б.И., Корнева М.И. Отделочная обработка наружных шес-
тигранных поверхностей на деталях из латуни специальным комбиниро-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
42
ванным инструментом// Вестник ТулГУ. Сер. Инструментальные и метро-логические системы: материалы Международной юбилейной научно-технической конференции «Инструментальные системы машинострои-тельных производств» С. С. Петрухина, 29-31 октября 2008 г. Тула: Изд-во ТулГУ, 2008. С. 56 -59
2. Управление качеством. Робастное проектирование. Метод Тагу-ти/ Р. Леон [и др.]; пер с англ. М.: СЕЙФИ, 2002. 384 с.
3. Корнева М. И., Протасьев В. Б., Сотова Б. И. Результаты устано-вочных экспериментов при отладке специального режуще выглаживающе-го инструмента// Модернизация машиностроительного комплекса России на научных основах технологии машиностроения (ТМ-211): сборник тру-дов 3-й международной научно-технической конференции, г. Брянск, 9 – 20 мая 2011г. Брянск: 10, 2011. С. 130-132.
4. Taguchi G. Introduction to Quality Engineering. Quality into Products and Processes. Tokyo: Asian Productivity Organization, 1986.
5. Философия качества по Тагути. Сер. Все о качестве. Зарубежный опыт/ пер. с англ. М.: НТК «Трек», 1997. 17 с.
M. I. Korneva Сarrying out of experiments on g. taguti’s metod for definition of conditions of a
drawing a six-sided brass nut Preparation and experiment carrying out on finishing processing of six-sided brass
nuts in a batch production with application of the special tool is described. A technique of construction of orthogonal operated matrixes of experiment, results of experiences are resulted.
Key words: method of Taguti, the operated parameters, operated matrix of experiment, cleanliness of a surface, ways of measurement of a roughness.
Получено 14.12.11

Машиностроение и машиноведение
43
УДК 621.83 А.В. Сидоркин, канд. техн. наук, доц., (4872) 33-23-10, [email protected] (Россия, Тула, ТулГУ)
ЭКСПЕРИМЕНТАЛЬНОЕ ИССЛЕДОВАНИЕ ИСПРАВЛЯЮЩИХ СПОСОБНОСТЕЙ ШЕВИНГОВАНИЯ-ПРИКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
Рассматривается ряд аспектов, связанных с экспериментальным исследова-нием исправляющих способностей нового высокопроизводительного ресурсосберегаю-щего процесса комбинированной зубообработки цилиндрических колес с круговыми зубьями шевингованием-прикатыванием. Показано, что интегрально точность обра-батываемого зубчатого колеса улучшается на 1–2 степени при высокой производи-тельности процесса.
Ключевые слова: зубчатое колесо, круговые зубья, точность, шевингование-прикатывание.
В Тульском государственном университете на протяжении ряда по-
следних лет разрабатывался процесс шевингования-прикатывания для чис-товой обработки цилиндрических колес с круговыми зубьями (ЦККЗ) [1, 2, 3].
Исследовался процесс обработки колес с модулем 2=m мм, числом зубьев 11=z , коэффициентом смещения χ=0, шириной венца b=10 мм, но-минальным радиусом кривизны R01=20 мм, выполненных из стали 20Х ГОСТ 4543-71, за 3 - 4 рабочих циклов (оборотов заготовки при сближе-нии с шевером-прикатником) и 1 - 2 выхаживающих цикла обработки. В ходе экспериментов было установлено, что процесс шевингования-прикатывания зубчатых венцов исправляет погрешности заготовки, в ос-новном, за счет срезания припуска, а частично - за счет выдавливания. При этом поверхность зубьев получается гладкая, чистая.
Процесс обработки заключается в совместном свободном обкате инструмента и заготовки. Инструмент – шевер-прикатник – устанавливает-ся на оправке инструментального шпинделя и вращается с частотой 250 мин-1. Заготовка свободно вращалась на оправке приспособления и на-ходится в двухпрофильном (беззазорном) зацеплении с инструментом. По-сле совершения инструментом числа оборотов, равных числу зубьев обра-батываемой заготовки, осуществляется реверсирование. Обработка производилась за три рабочих цикла с периодической подачей сближения заготовки и за два цикла выхаживания без подачи заготовки. В результате обработки удалялся припуск 0,08…0,12 мм по толщине зуба.
Шероховатость после зубофрезерования составила 28,5=Rz мкм Шероховатость после шевингования-прикатывания – 16,2=Rz мкм. После шевингования-прикатывания прирост микротвердости при нагрузке 0,5 Н зафиксирован на уровне 15 %, а при нагрузке 1 Н – 7 %. Время, затрачи-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
44
ваемое на один рабочий цикл, составило 5,28 с. Машинное время для од-ного колеса 26,4 с.
Схема и фото зоны обработки ЦККЗ шевингованием-прикатыванием, осуществляемой на универсальном токарном станке 16К20 одним инструментом с радиальной подачей заготовки, представле-ны на рис. 1 и 2. Шевер-прикатник 2 устанавливается на инструментальной оправке 1. Инструмент 2 фиксируется втулкой 3, кольцом 4 и зажимается гайкой и контргайкой 5. Инструментальная оправка поджимается задним центром станка 6, установленным в пиноли задней бабки станка. Заготов-ка-колесо 7 свободно вращается на оси 3, устанавливаемой во втулки 10, которые в свою очередь вварены в корпус 8 приспособления. Ось 3 фик-сируется в корпусе посредством штифта 11.
Основной задачей статистического исследования точности является выявление достижимой точности процесса шевингования-прикатывания ЦККЗ, а также его исправляющей способности. Для этого использовались заготовки с предварительно оформленным зубчатым венцом, полученные фрезерованием одной двухсторонней зуборезной резцовой головкой (ЗРГ). Обрабатывалась партия из 50 ЦККЗ цилиндрическим шевером-прикатником с числом зубьев z0=31.
Рис. 1. Схема шевингования-прикатывания ЦККЗ
Измерения проводились для средних сечений колес. Зубчатые колеса измерялись по следующим параметрам: Frr – радиальному биению зубча-того колеса; FVWr – колебанию длины общей нормали; fPtr – отклонению шага, FP – накопленной погрешности шага [4] до и после шевингования-прикатывания. Полученные данные приведены в табл. 1 и 2. Результаты исследования точности обработки представлены на рис. 3 – 11. На рис. 3, 5, 7, 8, 10 изображены экспериментальные диаграммы точности обработки

Машиностроение и машиноведение
45
зубофрезерованием и шевингованием-прикатыванием. На основе результа-тов измерений производилось построение кривых распределения. Вырав-нивание эмпирических кривых распределения осуществлялось по нор-мальному закону Гаусса [5]. Кривые распределения после зубофрезерования и шевингования-прикатывания представлены на рис. 4, 6, 9, 11. Соответствие теоретических кривых эмпирическим проверялось по критерию согласия Пирсона. Результаты анализа полученных графиков, сопоставленные с данными из ГОСТ 1643-81, можно представить в виде таблицы.
Рис. 2. Зона обработки ЦККЗ шевингованием-прикатыванием
Результаты анализа основных точностных параметров
Степень точности по ГОСТ 1643-81
Параметр После фрезерования ЗРГ
После
шевингования-прикатывания
Frr 10 8
FVWr 10* 10-9*
fPtr 9 7
FP 11-10* 8-7
* - значения параметров в ГОСТе не приведены и рассчитаны методом интерполяции.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
46
Рис. 3. Точечные диаграммы радиального биения Frr
Рис. 4. Кривые распределения радиального биения Frr

Машиностроение и машиноведение
47
Рис. 5. Точечные диаграммы колебания длины общей нормали FVWr
Рис. 6. Кривые распределения колебания длины общей нормали FVWr

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
48
Рис. 7. Точечные диаграммы верхнего предельного отклонения шага +fPt
Рис. 8. Точечные диаграммы нижнего предельного отклонения шага -fPt

Машиностроение и машиноведение
49
Рис. 9. Кривые распределения отклонения шага fPtr
Рис. 10. Точечные диаграммы накопленной погрешности шага FP

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
50
Рис. 11. Кривые распределения накопленной погрешности шага FP
Воспользуемся интегральной оценкой, приведенной в [6]:
Frr+FVWr<F r+FVW, где Fr - допуск на радиальное биение зубчатого венца; FVW - допуск на ко-лебание длины общей нормали.
Воспользовавшись значением математического ожидания соответ-ствующих параметров рассматриваемых колес, а также допусками из ГОСТ 1643-81 для колес 8-й степени точности получим неравенство
31,28+39,36<45+28; 70,64<73. Проведя интегральную оценку, можно считать, что рассматривае-
мые зубчатые колеса за счет имеющегося запаса по параметру Frr могут быть признаны по параметру FVWr соответствующими 8-й степени точно-сти.
Проводя анализ полученных данных, можно прийти к выводу, что интегральная исправляющая способность процесса шевингования-прикатывания ЦККЗ находится в пределах двух степеней точности, что по-зволяет из заготовок 10-й степени точности получить зубчатые колеса 8-й степени точности. Эти данные в целом соответствуют данным, приведен-ным в [7] для прямозубых цилиндрических колес, полученных шевингова-нием-прикатыванием.
Существенной особенностью инструмента, является то, что он был изготовлен на станке с ЧПУ. Этим можно объяснить высокую исправляю-

Машиностроение и машиноведение
51
щую способность при шевинговании-прикатывании колес данным инстру-ментом по параметрам Frr, fPtr и FP. Кроме того, отсутствие перемещения инструмента в осевом направлении, характерное для процесса шевингова-ния, также положительно сказывается на точностных параметрах шевинго-вания-прикатывания, в первую очередь, Frr. Улучшение точности зубчатых колес по данному параметру для шевингования находится на уровне 1-й степени точности [4, 6], а для рассматриваемого процесса шевингования-прикатывания ЦККЗ - на уровне 2-й степеней точности, которая достигает-ся за счет отсутствия перемещения инструмента в осевом направлении в процессе обработки. Невысокая исправляющая способность рассматри-ваемого процесса по параметру FVWr объясняется тем, что зубья инстру-мента, используемого при обработке зубчатых колес, не были отшлифова-ны. Следовательно, их профилирующие поверхности несли следы предшествующей обработки торцовыми ЗРГ, такие, как огранка и др., что, в конечном счете, и повлияло на невысокую степень улучшения тангенци-альной составляющей кинематической погрешности (FVWr). Кривые рас-пределения для параметров fPtr – отклонению шага, FP – накопленной по-грешности шага до и после шевингования-прикатывания ЦККЗ также показываю высокую (на 2-й степени точности) исправляющую способ-ность процесса шевингования-прикатывания ЦККЗ.
Таким образом, экспериментально доказана хорошая исправляющая способность шевингования-прикатывания для чистовой обработки круго-вых эвольвентных зубьев цилиндрических колес, что в сочетании с высо-кой производительностью процесса и стойкостью шевера-прикатника по-зволяет считать описанную технологию перспективной для машиностроения.
Список литературы
1. Маликов А.А., Сидоркин А.В, Ямников А.С. Инновационные
технологии обработки зубьев цилиндрических колес: монография. Тула: Изд-во ТулГУ, 2011. 335 с.
2. Ресурсосберегающие технологии изготовления цилиндрических зубчатых колес / А.С. Ямников [и др.] // Технология машиностроения. 2008. 7. С. 7–10.
3. Маликов А.А., Сидоркин А.В. Шевингование-прикатывание ци-линдрических колес с круговыми зубьями // Известия ТулГУ. Технические науки. 2008. Вып. 2. С. 69-76.
4. Марков А.Л. Измерение зубчатых колес. 4-е изд., перераб. и доп. Л.: Машиностроение, 1977. 240 с.
5. Солонин И.С. Математическая статистика в технологии машино-строении. 2-е изд., перераб. и доп. М.: Машиностроение, 1972. 215 с.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
52
6. Производство зубчатых колес: справочник / С. Н. Калашников [и др.]; под общ. ред. Б.А. Тайца. 3-е изд., перераб. и доп. М.: Машинострое-ние, 1990. 464 с.
7. Борискин О.И., Валиков Е.Н., Белякова В.А. Комбинированная обработка зубьев цилиндрических зубчатых колес шевингованием – при-катыванием: монография. Тула: Изд-во ТулГУ, 2007. 123 с.
A.V. Sidorkin STATISTICAL ANALYSIS OF PATCHING ABILITIES SHAVE-ROLLING OF
CYLINDRICAL SPROCKETS WITH CIRCULAR TEETHS The experimental research of patching abilities of a mode shave-rolling cylindrical
sprockets with circular teeths is described. It is displayed that integral exactitude of a proc-essed tooth gear improves on 1-2 degrees at high efficiency of process.
Key words: a tooth gear, сircular teeths, exactitude, shave-rolling.
Получено 14.12.11
УДК 551.46(261.24)(06) А.С. Ведяшкин, д-р техн. наук, ст. н. с., проф., (4012) 935 107, [email protected] (Россия, Калининград, КГТУ), Л.А. Терещенко, асп., 89114538576, [email protected] (Россия, Калининград, КГТУ)
ОПЫТНОЕ ОПРЕДЕЛЕНИЕ ДЕФОРМАТИВНЫХ СВОЙСТВ ПЛЯЖНЫХ ПЕСКОВ КУРШСКОЙ КОСЫ
Изложены результаты опытного определения в лабораторных условиях де-
формативных свойств образцов песка, отобранных на пляжах Куршской косы Бал-тийского побережья.
Ключевые слова: модуль сжимаемости, модуль осадки, модуль упругости, ис-пытания.
Испытания образцов пляжного песка выполнялись с использовани-
ем специального устройства [1], с помощью которого создавались условия, в которых находятся напорные откосы морских пляжей (периодическое за-топление и осушение песка, связанное с воздействием прибойных волн).
Испытания сжимаемости и осадки песка выполнялись штампом с квадратной площадью загрузки, составляющей 4 см2 при следующих сту-пенях давления: 1,0; 3,5; 5,5; 7,5 и 10 кПа (для песка, затопленного водой) и 25,0; 50,0; 75,0; 100,0 и 125,0 кПа (для осушенного песка). Испытания за-канчивались при достижении давления, при котором отмечалось резкое

Машиностроение и машиноведение
53
увеличение осадки штампа (более 10,0 кПа для затопленного и более 125,0 кПа для осушенного образца) и начиналась нелинейная зависимость между осадками и нагрузкой. Замер величин осадок штампа осуществлял-ся индикатором часового типа с ценой деления 0,01 мм.
Модуль сжимаемости (общей деформации) pE (Па) вычислялся по
ГОСТ на полевые испытания грунтов штампами по формуле [3]
кр
νврΕ
η−⋅⋅ω= )1( 2
,
где ω - коэффициент формы площади подошвы и жесткости штампа (для абсолютно жесткого штампа с квадратной площадью загрузки при отно-шении толщины слоя наносов к стороне площади загрузки более 5, ω=0,88); ν - коэффициент Пуассона, равный для песков 0,3; р - полная на-грузка на штамп, Па; в - сторона квадратного штампа, м; кη - конечная осадка штампа (остаточная и упругая, но в пределах линейной зависимости между осадками кη и давлением р), м.
Расчетное значение модуля сжимаемости пляжного песка принима-лось равным среднему значению, полученному по результатам испытаний шести образцов.
Результаты испытаний представлены на графике рис.1, откуда вид-но, что осадка штампа линейно зависит от нагрузки в диапазоне от 0 до 125 кПа, после чего увеличение нагрузки приводит к резкому росту осад-ки, что несущая способность пляжного песка при условии понижения уровня воды на расстояние, превышающее в 5 раз сторону квадратного штампа, составляет 125 кПа. Модуль сжимаемости для указанного на гра-фике диапазона нагрузок в среднем равен 1,16 МПа.
Рис. 1. Зависимость осадки кη от нагрузки р для осушенного песка
Далее определялся модуль сжимаемости пляжного песка при пол-
ном затоплении водой, уровень которой над поверхностью песка составлял в опытах 1,5 см.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
54
Результаты испытаний затопленного песка представлены на рис. 2. Видно, что песок в затопленном состоянии имеет существенно меньшую несущую способность - 10 кПа и меньший модуль сжимаемости - 0,12 МПа, по сравнению с осушенным песком.
Рис. 2. Зависимость осадки кη от нагрузки р для затопленного песка
Как следует из сравнения графиков рис.1 и 2, модуль сжимаемости песка при его затоплении снижается в 9,7 раза, а несущая способность – в 12,5 раза. Следует отметить, что даже при полном затоплении пляжного песка он сохраняет определенную несущую способность, которую следует использовать при проектировании и размещении на напорном откосе раз-личных устройств по защите пляжей от размыва прибойными волнами.
Результаты определения модуля сжимаемости Ер легли в основу расчета модуля осадки ер, который определялся из выражения [3]
,1000р
рЕ
ре =
где р - нагрузка, при которой получено значение Ер. Зависимость модуля осадки ре пляжного песка от действующей на-
грузки показана на графиках рис. 3. Модуль осадки затопленного и осу-шенного песка так же, как и величины осадки кη (рис. 1, 2), линейно за-висит от нагрузки р и для его определения при различных уровнях нагрузки можно использовать данные табл. 1 и графики рис. 3.
Модуль упругости пляжного песка определялся при испытании об-разцов жестким круглым в плане штампом диаметром 2,5 см, осадка кото-рого при разных ступенях нагрузки измерялась индикатором часового типа с ценой деления 0,01 мм. Перед установкой штампа поверхность образца песка тщательно выравнивалась, а при испытании обеспечивалось полное прилегание штампа к поверхности песка за счет точечного приложения на-грузки в центре опорной поверхности штампа.

Машиностроение и машиноведение
55
Таблица 1 Результаты расчета модуля осадки ер песка
Нагрузка, кПа Модуль сжимаемости, кПа Модуль осадки
1 2 3
Песок осушенный
25 1103,03 (1601,60-953,33) 22,66 (26,22-15,61)
50 1182,86 (1634,28 -976,5) 42,27 (51,20-30,59)
75 1169,62 (1645,48-960,96) 64,12 (78,05-45,58)
100 1166,45 (1634,27-988,64) 85,73 (101,15-61,19)
125 1181,12(1627,64-1016,24) 105,83 (123,00-76,80)
Песок затопленный
1,0 125,12 (177,95-88,98) 7,99 (11,23-5,61)
3,5 122,66 (224,22-81,24) 28,53 (43,08-15,61)
5,5 117,14 (176,18-80,81) 46,95 (68,06-31,22)
7,5 117,42 (174,09-80,62) 63,87 (93,03-43,08)
10,0 122,54 (188,42-88,49) 81,61 (113,01-53,07)
Примечание: в скобках – диапазон изменения величин, определен-ный по минимальной и максимальной осадке в пробах
Рис. 3. Зависимость модуля осадки е от нагрузки р: 1 - песок осушенный; 2 - песок затопленный
При каждой ступени нагрузки фиксировались показания индикато-
ра часового типа в нагруженном состоянии и после полного снятия нагруз-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
56
ки. По показаниям индикатора вычислялась восстанавливающаяся (упру-гая) деформация при каждой ступени нагружения штампа. Удельное дав-ление при данной ступени нагружения определялось с учетом остаточной нагрузки (от пружины-индикатора часового типа).
Вычисление модуля упругости Еупр (Па) образцов пляжного песка производилось по формуле [2]
,)1(
4
2
l
DрЕупр
ν−⋅⋅π=
где 4
π - поправочный коэффициент, учитывающий использование в опытах
жесткого штампа; р - удельная нагрузка под действием которой получена величина обратимой деформации l, Па; D - диаметр жесткого штампа, м; ν - коэффициент Пуассона (ν =0,3).
Результаты определения модуля упругости образцов осушенного пляжного песка, а также исходные данные опытов приведены в табл.2 и на графике рис. 4.
Рис. 4. Зависимость обратимой деформации Еупр от нагрузки р
Как видно из графика рис. 4, обратимые деформации линейно зави-сят от величины приложенной нагрузки. По результатам испытаний 6 об-разцов песка при пяти уровнях нагрузки среднее значение модуля упруго-сти составило 6,83 МПа.

Машиностроение и машиноведение
57
Таблица 2 Результаты испытаний и определение модуля упругости Еупр
(песок осушен)
Обратимая деформация (мм) в пробах Нагрузка, кП
1 2 3 4 5 6 средняя
Модуль уп-ругости, МПа
25 0,04 0,03 0,02 0,03 0,03 0,03 0,036 6,67 50 0,08 0,07 0,05 0,07 0,06 0,07 0,067 7,18 75 0,12 0,11 0,09 0,11 0,10 0,11 0,107 6,74 100 0,17 0,14 0,12 0,13 0,12 0,15 0,138 6,97 125 0,21 0,19 0,16 0,17 0,16 0,20 0,182 6,60
Среднее значение 6,83
Сравнение полученного значения модуля упругости песка пляжей Куршской косы показывает хорошую сходимость с результатами испыта-ний песка с пляжа западной окраины Зеленоградска [2] и с данными для песчаных грунтов, используемых при проектировании строительных работ [4] (пылеватые пески с коэффициентом пористости 0,6…0,8 имеют Е0= 4,9…9,8 МПа).
Список литературы
1. Географический атлас Калининградской области/ гл. ред. В.В. Орленок. Калининград: КГУ; ЦНИТ, 2002. 276 с.
2. Ведяшкин А.С., Кудрявцева О.В. Исследование деформативных свойств пляжных песков // Особенности водохозяйственных проблем Ка-лининградской области: сборник научных трудов. Калининград: Изд-во КГТУ, 2007. С. 43-49.
3. Методическое пособие по определению физико-механических свойств грунтов/ Н.С. Бирюков [и др.]. М.: Недра, 1975. 176 с.
4. Справочник инженера-строителя / под ред. Н.А. Онуфриева и А.С. Данилевского: в 2 т. М.: Госстройиздат, 1958. Т. 1. 623 с.
A.S. Vedjashkin, L.A. Tereschenko SKILLED DEFINITION OF PROPERTIES OF DEFORMATION BEACH SAND OF
THE KURSHSKY PLAIT The results of the experimental determinationin the laboratory conditions of the
deformation properties of sand samples, selected on beaches of the Curonian Spit of the Baltic Sea coast are given.
Key words: the compressibility module, the module deposits, the elasticity module, is-pytanija.
Получено 09.11.11
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
58
УДК 621.313.3 С.Ю. Логинов, асп., 89602271125, [email protected] (Россия, Псков, ПГУ)
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ БЕСПОДШИПНИКОВОЙ ИНДУКТОРНОЙ МАШИНЫ
Обозначены преимущества бесподшипниковых машин. Построены аналитиче-ская модель бесподшипниковой индукторной машины и модель методом конечных эле-ментов. Определены зависимости радиальных сил от перемещений ротора и токов в обмотках двигателя, а также момента от угла поворота ротора.
Ключевые слова: бесподшипниковая индукторная машина, математическая модель, магнитная проводимость, радиальные силы, момент.
В настоящее время в некоторых специфических областях электро-привода используются двигатели и генераторы с подвесом роторов в ак-тивных магнитных подшипниках (АМП) [1]. Магнитные силы притяжения, действующие на ротор со стороны электромагнитов, управляются с помо-щью электронной системы управления. Такая система, естественно, доро-же обычных шарикоподшипников, однако она позволяет получить ряд не-оспоримых преимуществ: практически неограниченный ресурс; снижение расходов на обслуживание; малый коэффициент трения; малая отдача теп-лоты в окружающую среду; возможность работы на высоких скоростях, в вакууме, при низких и высоких температурах, в условиях агрессивных сред, в сверхчистых технологиях; возможности создания контролируемых микроперемещений ротора в зазоре, системы активного гашения колеба-ний ротора; вращение ротора вокруг оси инерции (самоцентрирование ро-тора) и отсутствие вибраций вследствие дисбаланса; отсутствие шума и вибраций; контроль нагрузки на подшипники, положения ротора, дисба-ланса и балансировки ротора. Данные преимущества позволяют использо-вать их во многих отраслях промышленности с достижением значительно-го экономического эффекта.
Развитием АМП является бесподшипниковая электрическая маши-на (БЭМ). Идея БЭМ состоит в том, чтобы объединить электродвигатель и АМП в одной машине. В этом случае в зазоре должно действовать такое электромагнитное поле, при взаимодействии которого с ротором возника-ли бы как вращающий момент, так и управляемые радиальные силы. Это позволяет уменьшить длину ротора, что главным образом сказывается на увеличении критических скоростей и расширении диапазона частот вра-щения, а также улучшении массово-габаритных показателей по сравнению с использованием АМП.
Существуют различные варианты исполнения БЭМ на основе элек-тродвигателей различных типов: асинхронные двигатели, двигатели с по-стоянными магнитами, индукторные и другие, в которых нет механиче-

Машиностроение и машиноведение
59
ского контакта между статором и ротором. Описание их конструкции из-ложено в [2]. Каждый тип двигателя имеет как свои преимущества, так и недостатки. К преимуществам индукторного двигателя можно отнести простоту в изготовлении (в отличие от двигателей с постоянными магни-тами), температурнонезависимыми (в отличие от двигателей с постоянны-ми магнитами, в которых меняется магнитная проводимость от температу-ры и асинхронных, в которых меняется электрическая проводимость ротора). Однако индукторные двигатели обычно обладают меньшим зна-чением КПД по сравнению с двигателями на постоянных магнитах.
В Псковской Инженерной компании совместно с ОАО «Электро-привод» (г. Киров) разработана бесподшипниковая индукторная машина (БПИМ) оригинальной конструкции.
Разрез данной бесподшипниковой индукторной машины представ-лен на рис. 1.
Рис. 1. Разрез бесподшипниковой индукторной машины
Обмотки привода располагаются в малых пазах статора. Все секции обмотки привода включаются последовательно, согласно или встречно, в зависимости от направления потоков возбуждения, так чтобы наводимые в них МДС складывались.
При смене полярности тока в обмотке привода, изменяется поле, создаваемое этой обмоткой, а, следовательно, и распределение МДС под зубцами, что приводит к созданию вращающего момента.
Статор БЭМ имеет 16 полюсов, ротор – 8 полюсов. Статор имеет 5 однофазных обмоток: обмотка привода «m» и обмотки подвеса x1, x2, y1, y2. Обмотку привода образуют 16 катушек привода с числом витков mw
каждая и с одинаковым током mi и МДС mmm iwF = .

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
60
Подвес ротора в направлении оси x осуществляют обмотки x1 и x2, в направлении оси y – обмотки y1 и y2. Каждая из этих обмоток образова-на двумя катушками, намотанными на пару соседних полюсов с ws витка-ми. Токи в обмотках подвеса 1xi , 2xi , 1yi , 2yi создают МДС 11 xsx iwF = ,
22 xsx iwF = , 11 ysy iwF = , 22 ysy iwF = . МДС катушек одной обмотки
имеют противоположное направление. Зубцовая полярность этих МДС: N-N-N-N-S-S-S-S-….
Для всестороннего изучения и исследования данной машины необ-ходимо получить для нее адекватную математическую модель.
Связь потокосцеплений обмотки привода mΨ и обмоток подвеса
1xΨ , 2xΨ , 1yΨ , 2yΨ с токами в обмотках привода mi и подвеса 1xi , 2xi ,
1yi , 2yi выражается через матрицу индуктивностей L:
×
=
ΨΨΨΨΨ
2
1
2
1
22,12,22,12,
2,111,21,11,
2,21,222,12,
2,11,12,111,
2,1,2,1,
2
1
2
1
y
y
x
x
m
yyyyxyxym
yyyyxyxym
yxyxxxxxm
yxyxxxxxm
ymymxmxmm
y
y
x
x
m
i
i
i
i
i
LMMMM
MLMMM
MMLMM
MMMLM
MMMML
, (1)
или
iL ×=Ψ ,
где Tyyxxm ),,,,( 2121 ΨΨΨΨΨ=Ψ , T
yyxxm iiiiii ),,,,( 2121= – векторы-
столбцы потокосцеплений и токов соответственно. Для получения математической модели требуется найти выражения
для самоиндуктивностей mL , 1xL , 2xL , 1yL , 2yL и взаимоиндуктивностей
1,xmM , 2,xmM , 1,ymM , 2,ymM , 2,1xxM , 1,1 yxM , 2,1 yxM , 1,2 yxM , 2,2 yxM ,
2,1 yyM .
Определение зависимостей индуктивности от положения ро-тора. Схема замещения магнитной цепи БПИМ приведена на рис. 2.
На рис. 2 1Φ ,…, 16Φ – магнитные потоки через полюса, 1G , …,
16G – магнитные проводимости под полюсами.
Используем метод двух узлов, по которому магнитный поток через k-й полюс равен:
kabkk GF )( ϕ−=Φ , (2)
где kF - МДС k-й ветви, A; ∑=
=ϕ16
1
1
kkkab GF
G - магнитный потенциал

Машиностроение и машиноведение
61
между узлами «a» и « b», A; 1621 ... GGGG +++= - суммарная проводи-мость всех зазоров, Гн.
Рис. 2. Схема замещения магнитной цепи БПИМ
Для определения самоиндуктивности обмотки привода mL найдем
потоки kΦ и примем ток 1=mi , а токи 02121 ==== yyxx iiii .
Тогда собственная индуктивность обмотки привода вычисляется как
−−+−++−+−= 87654321 ФwФwФwФwФwФwФwФwL mmmmmmmmm
.161514131211109 ФwФwФwФwФwФwФwФw mmmmmmmm −+−++−+− (3)
Определив потоки по (2) и подставив их в (3) получим:
×+++++++= )(4
15131197531
2GGGGGGGG
G
wL m
m
).( 161412108642 GGGGGGGG +++++++×
Аналогично определяются остальные индуктивности. Для определения индуктивностей необходимо знать магнитные
проводимости зазоров при различных положениях ротора. Расчет проводимостей воздушных путей потока можно выполнить
по приближенным формулам, приведенным в [3].
Для двух перпендикулярных поверхностей )2
1ln(2
0 g
abG +
πµ= ,
где а - ширина проводящего материала, м; b - длина, м; g - расстояние ме-
жду поверхностями, м; 70 104 −×π=µ Гн/м - магнитная постоянная.
Для двух параллельных поверхностей g
abG 0µ= .

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
62
Используя формулы, приведенные выше, получена зависимость магнитной проводимости от смещения ротора относительно статора )(1 xG (рис. 3, а). Длина ротора l=0,07 м, высота воздушного зазора g=0,0003 м, ширина зубца tп=0,006 м
Максимальная проводимость вычисляется по формуле
)1ln(2
2 00max g
t
g
tG пп +
πµ+µ= ll
,
минимальная проводимость – по формуле
))2ln()5(ln(4)2/2/
1ln(2
2)2/
21ln(
22 000min +
πµ=+
πµ++
πµ= lll
п
п
п
п
t
t
t
tG .
Зависимость )(ϕG весьма близка к косинусоиде:
)8cos(22
)( minmaxminmax ϕ−++=ϕ GGGGG . (4)
Для оценки полученных результатов было проведено моделирова-ние проводимости методом конечных элементов в программной среде FEMM (рис. 3, б).
а б
Рис. 3. Зависимости магнитной проводимости от смещения ротора Как видим, результаты расчетов различными методами весьма схо-
жи. Для дальнейших расчетов аппроксимируем зависимость )(ϕG косину-соидой (4).
Примем данную аппроксимацию к описанию проводимостей всех 16 полюсов. Учитывая, что зависимость величины зазора от углового по-ложения и смещения ротора по осям х и у имеет вид [2]:
φ−φ−= sincos0 yxgg , получим следующее выражение для максималь-ной проводимости k-го зубца статора:

Машиностроение и машиноведение
63
+
π−−
π−−µ=
16)12(
sin16
)12(cos0
0max ky
kxg
tG пl
.
16)12(
sin16
)12(cos
1ln2
2
0
0
π−−
π−−+
πµ+
ky
kxg
tпl
Учитывая аппроксимацию зависимости проводимость от угла пово-рота ротора косинусоидой, можно записать функцию ),,,( ϕ= kyxfGk :
)8cos(2
),,(
2
),,(),,,( minmaxminmax ϕ−++=ϕ GkyxGGkyxG
kyxGk .
Таким образом, определены зависимости собственных и взаимных индуктивностей всех обмоток от радиального смещения и угла поворота ротора.
Определение момента вращающения и радиальных сил. Момент вращения и радиальные силы БПИМ можно найти как частные производ-ные от магнитной энергии по углу поворота ротора и радиальным смеще-ниям.
Магнитная энергия находится по соотношению iW Ψ= 21 .
Учитывая то, что БПИМ представляет собой систему из пяти токо-вых контуров и используя выражение (1), можно записать
LiiW T2
1= . (5)
Раскрывая выражение (5) получим:
+++++= 222
211
222
211
2
21
21
21
21
21
yyyyxxxxmm iLiLiLiLiLW
+++++ 22,11,22,11, ymymymymxmxmxmxm iiMiiMiiMiiM
+++++ 121,2212,1111,1212,1 yxyxyxyxyxyxxxxx iiMiiMiiMiiM
212,1222,2 yyyyyxyx iiMiiM ++ . (6)
Здесь первая строка описывает магнитную энергию самоиндуктивностей, вторая строка – энергию взаимных индуктивностей обмотки привода и об-моток подвеса, третья и четвертая строки – энергию взаимных индуктив-ностей между обмотками подвеса. Подставляя полученные выражения ин-дуктивностей в (6), определяем магнитную энергию системы
),,,,,,,( 2121 yyxxm iiiiiyxfW ϕ= .
Вращающий момент определяется как частная производная маг-нитной энергии W по углу вращения ϕ :

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
64
ϕ∂∂= W
M . (7)
Радиальные силы Fx и Fy определяются как частные производные магнитной энергии по x и y соответственно:
x
WFx ∂
∂= , y
WFy ∂
∂= . (8)
В ходе работы была построена модель электромагнитной системы БПИМ в среде моделирования методом конечных элементов FEMM.
В ходе ее исследований были получены следующие зависимости: а) силы по оси х_ от смещения ротора по оси х _)(__ xffxFx = ; б) силы по оси х от тока в 1-й обмотке подвеса
_)1_(_1__ xiffxiFx = ;
в) силы по оси y от тока в 1-й обмотке подвеса _)1_(_1__ xiffxiFy = ;
г) момента от угла поворота ротора _)(__ φ=φ ffM .
Для оценки адекватностей моделей построим данные зависимости используя данные модели, рассчитанные методом конечных элементов, и модели, рассчитанные аналитически по (7) и (8) в среде Mathcad:
_)(__ xftxFx = , _)1_(_1__ xiftxiFx = , _)1_(_1__ xiftxiFy = ,
_)(__ φ=φ ftM . На рис. 4 показаны эти зависимости.
Из рис. 4, а видно, что на незначительных перемещениях ротора за-висимость имеет практически линейный характер, причем результаты мо-делирования аналитическим методом и в среде FEMM практически пол-ностью совпадают.
Из рис. 4 видно, что, результаты моделирования различными ието-дами качественно совпадают. Завышенные результаты силы в аналитиче-ской модели объясняются пренебрежением индуктивностями рассеяния.
Из рис. 4, г следует, что полученные моменты также практически полностью совпадают.
Данная модель позволяет получить зависимости радиальных сил и момента от токов в обмотках и положения ротора. Вычисляя командные силы в зависимости от положения ротора (например, по закону ПИД – ре-гулирования) и зная зависимости сил от токов, можно рассчитать команд-ные токи средствами вычислительной техники (в качестве вычислительно-го устройства может служить контроллер). В усилителях мощности формируются токи, необходимые для удержания ротора в центральном по-ложении.

Машиностроение и машиноведение
65
а
б
в г
Рис. 4. Виды зависимостей:
а – зависимости силы по оси х от смешения ротора по оси х; б – зависимости силы по оси х от тока в 1-й обмотке подвеса; в – зависимости силы по оси y от тока в 1-й обмотке подвеса;
г – зависимости момента от угла поворота ротора Таким образом, управление подвесом ротора в БПИМ осуществля-
ется аналогично подвесу в АМП.
Список литературы 1. Журавлев Ю.Н. Активные магнитные подшипники: теория, рас-
чет, применение. СПб.: Политехника, 2003. 206 с. 2. Magnetic Bearings and Bearingsless Drives / A.Chiba [et al.].
ELSEVIER, 2005. 381 p.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
66
3. Постоянные магниты: cправочник / А.Б. Альтман [и др.]; под ред. Ю.М. Пятина. М: Энергия, 1980. 488 с.
S.Y. Loginov MATHEMATICAL MODEL OF THE BEARINGLESS RELUCTANCE MOTOR The advantages of bearingless motors are pointed out. An analytical model
of the bearingless reluctance motor and a finite element model were created. The dependences of radial forces from rotor shifts and currents in the motor winding are shown as well as moment from rotation angle.
Key words: a bearingless reluctance motor, a mathematical model, a magnetic conductance, a radial force, a moment.
Получено 09.11.11
УДК 681.51 А.В. Ладонкин, асп., 89105555847, [email protected] (Россия, Тула, ТулГУ), М.Н. Машнин, асп., 89190816199, [email protected] (Россия, Тула, ТулГУ) СИСТЕМА АВТОМАТИЗИРОВАННОГО ОПРЕДЕЛЕНИЯ И КОРРЕКЦИИ КОЭФФИЦИЕНТОВ АВТОПИЛОТА БЕСПИЛОТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА
Рассмотрена система автоматизированного проектирования коэффициен-тов автопилота по каналам управления, исходя из требований к переходному процессу.
Ключевые слова: автопилот, беспилотный летательный аппарат, коэффици-енты автопилота, воздушная скорость, программное обеспечение.
Неотъемлемой частью беспилотного летательного аппарата (БПЛА)
является система автоматического управления (САУ), задачей которой яв-ляется управление БПЛА в воздушном пространстве (стабилизация угло-вого положения, полет по заданной траектории и т.д.) [1].
В процессе проектирования САУ встает задача определения коэф-фициентов автопилота, при вычислении которых стараются упростить за-дачу и принять ряд допущений: САУ линейная система, скорость полета постоянна (крейсерская) и т.д. Это вносит неточности при переходе к ре-альной нелинейной САУ.
Во время полета БПЛА появляется необходимость изменять путе-вую скорость на конкретных участках либо, наоборот, выдерживать ее по-


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
68
Ограничение входного сигнала вызвано особенностью управления сервомашинки (ШИМ – сигналом), а ограничение выходного сигнала - предельными значениями отклонения рулевой поверхности.
Для САУ летательный аппарат представляется в виде трех незави-симых передаточных функций по каналам курса, тангажа и крена, приве-денных в зависимостях
ppTpT
pTKpW
aaa
g 1
12
)1()(
22tan ⋅
+ξ+
+= ϑ
υ ,
( ) ( )( )12
122 +ξ+
+=
βββ
ψψβδψ
pTpTp
pTKKpW ,
( ) ( )( ) ( )1+
=δγ=
γ
δγδγ pTp
K
p
ppW
э
,
где gtagK , βK , ψK , δγK - коэффициенты усиления по соответствующим
каналам управления; aT , ϑT , βT , γT – постоянные времени по соответст-
вующим каналам управления,1/с; aξ , βξ – коэффициенты демпфирования
по соответствующим каналам управления. Коэффициенты передаточных функций по каналам управления ав-
топилота зависят от воздушной скорости полета V. Системы ориентации могут строиться на различных датчиках физи-
ческих величин. Для малоразмерных БПЛА наибольшее распространение получили бесплатформенные системы ориентации (БСО) на основе инер-циальных датчиков (микромеханических гироскопов и акселерометров). Типичная структурная схема БСО представлена на рис. 2.
Рис. 2. Типичная структурная схема БСО: ΩΩ – угловая скорость БПЛА, Ψ – угловая ориентация БПЛА
Основными погрешностями БСО считают нелинейность, смещение
нуля и шумовую составляющую. Также имеете место дискретность выход-

Машиностроение и машиноведение
69
ных сигналов БСО (в случае применения цифровых интерфейсов передачи данных). В данной работе эти параметры учитываются для анализа пере-ходного процесса САУ с уже подобранными коэффициентами передачи по каналам автопилота. Для первоначального определения значений коэффи-циентов передачи, БСО можно принять идеальной.
Чтобы система стала адаптивной к воздействию продольного ветра, а планер был устойчив в воздушном потоке, необходимо коэффициенты передачи по каналам тангажа, крена и рыскания представить в виде неко-торых функций )(Vkу и )(Vkуc , зависящих от воздушной скорости V. Ис-
точником первичной информации о воздушной скорости является датчик воздушной скорости, установленный на носовой части планера.
Определение параметров функций )(Vkу и )(Vkуc производится
аппроксимированием их полиномом 3- го порядка:
432
23
1)( nVnVnVnVkу +++= , 432
23
1)( kVkVkVkVkус +++= ,
где 1n , 2n , 3n , 4n , 1k , 2k , 3k , 4k – коэффициенты аппроксимирующих полиномов.
Коэффициенты )(Vkу и )(Vkуc можно подобрать исходя из требо-
ваний переходного процесса. В данной работе приняты следующие требо-вания к переходному процессу:
1) минимизация времени переходного процесса; 2) минимизация колебательности (минимизация числа пересечения
второй производной от угла ориентации с осью абсцисс). В данной работе используется метод перебора, для которого необ-
ходимо знать заданные границы поиска. Из заданного диапазона выбира-ются коэффициенты передачи, обеспечивающие необходимое качество пе-реходного процесса, т.е. минимальное время переходного процесса и отсутствие колебательности.
Подбор коэффициентов автопилота в ручном режиме занимает мно-го времени и не обеспечивает необходимой точности. На основании выше-изложенного было разработано программное обеспечение (ПО) [2], кото-рое обеспечивает следующий функционал:
1) автоматический подбор значений коэффициентов автопилота по заранее заданным требованиям к переходному процессу;
2) автоматический подбор значений коэффициентов для всего диа-пазона возможных скоростей полета БПЛА;
3) анализ работы САУ с учетом нелинейности рулевого привода, особенностей его функционирования, дискретности и шумов информаци-онно-измерительных модулей и т.д.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
70
Внешний вид окна ПО представлен на рис. 3. В начале работы с ПО следует задать входные данные для парамет-
ров планера и рулевого привода. При нажатии на кнопку «Расчет коэффи-циентов» будет произведено вычисление коэффициентов передаточной функции планера и визуализация их значений. Для построения графика переходного процесса с определенными коэффициентами автопилота не-обходимо нажать кнопку «Расчет реакции на ступенчатое воздействие». Для подбора коэффициентов автопилота следует воспользоваться кнопкой «Подобрать оптимальные коэффициенты автопилота».
Работа данного ПО была апробирована на БПЛА, состоящем из авиамодели Ripmax, рулевых приводов SRM-102 фирмы «Sanwa Electronic Inc» и САУ, разработанной на кафедре «Приборы управления» ТулГУ.
Значения коэффициентов автопилота, вычисленных с помощью данного ПО, отличались не более чем на 10 % от подобранных ранее вруч-ную. При этом качество переходного процесса улучшилось, уменьшилось время переходного процесса, исчезла колебательность.
Рис. 3. Внешний вид окна ПО на примере канала тангажа: 1 – управляющие элементы интерфейса и область ввода исходных
данных; 2 – область задания и отображения найденных коэффициентов автопилота; 3 – область отображения графической
информации данных переходного процесса; 4.1,4.2 – области построения ЛАФЧХ контура управления

Машиностроение и машиноведение
71
Таким образом, применение данного ПО позволяет сократить время проектирования САУ и подобрать значения коэффициентов автопилота.
Список литературы
1. Распопов В.Я., Товкач С.Е. Авионика малоразмерных беспилот-
ных летательных аппаратов // Мир авионики .2009. 3. С. 39 - 47. 2. Расчетный и лабораторный практикум по микросистемной авио-
нике: учеб. пособие для вузов/под ред. В.Я. Распопова. Тула: Изд-во ТулГУ, 2011. 211 с.
A.V. Ladonkin, M. N. Mashnin THE SYSTEM FOR AVTOMATED DEFINITION AND CORRECTION
THE COEFFICENTS OF THE AUTOPILOT FOR UNMAINED AIRCRAFT SYSTEMS The system on the basis requirement of transient process for automatic design
of autopilot’s coefficients on control channels is described. Key words: the autopilot, the unmanned aircraft system, the autopilot’s coefficients,
the airspeed, software.
Получено 09.11.11
УДК 621.9.06 В.А. Крюков, д-р техн. наук, проф., (4872)-33-23-80, [email protected] (Россия, Тула, ТулГУ), Е.Н. Фролович, д-р техн. наук, советник ген. директора (Россия, Климовск, ОАО «КБАЛ им. Л.Н. Кошкина)
СИНХРОНИЗАЦИЯ ДВИЖЕНИЯ РАБОЧИХ МАШИН С ПОМОЩЬЮ ЦЕПНОГО КОНВЕЙЕРА
Рассмотрена возможность синхронизации движения рабочих машин автома-
тических роторных линий с помощью цепного конвейера. Определены силы натяжения в ветвях конвейера. Проанализировано влияние параметров линии и цепного транс-портного конвейера на величины сил натяжения в его ветвях.
Ключевые слова: автоматические роторные линии, передачи цепные, динами-ка, синтез, синхронизация.
Устранение существенного недостатка применяемых в настоящее
время схем электромеханического привода автоматических роторных ли-ний, заключающегося в существовании жесткой кинематической связи ра-бочих роторов, на основе цепного дифференциального конвейера с не-сколькими степенями свободы и индивидуальных приводов рабочих машин, синхронное движение которых осуществляется с помощью систе-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
72
мы автоматического управления, является наиболее универсальным [1]. Однако в некоторых случаях (в линиях малой протяженности, при исполь-зовании рабочих машин с малыми нагрузками) может оказаться экономи-чески нецелесообразным. Более простым решением в этом случае является использование цепного дифференциального конвейера с синхронизацией движения рабочих машин за счет сил натяжения в ветвях этого конвейера. На рис. 1 приведен простейший вариант предлагаемого решения для ли-нии, состоящей из двух рабочих машин.
Цепной дифференциальный конвейер 4 охватывает рабочие маши-ны 3, 12, две вспомогательные звездочки с неподвижными осями вращения 6, 11 и две звездочки с подвижными осями вращения 7, 10, подпружинен-ные пружинами 5, 9 относительно станины 8. Привод линии имеет два электродвигателя 1, 14 и два дифференциальных редуктора (ДР) 2, 13 с двумя степенями свободы каждый. Первый вход каждого редуктора соеди-нен с соответствующим двигателем, выходы редукторов связаны с рабо-чими машинами. Вторые входы редукторов связаны между собой уравни-тельной реактивной связью 15, предназначенной для выравнивания нагрузок на выходах редукторов. Рассматриваемая механическая система будет иметь две степени свободы, что позволяет рабочим машинам дви-гаться независимо друг от друга и обеспечивает развязку движения рабо-чих машин при аварийной остановке одного из роторов. При нормальном функционировании линии появляющееся рассогласование рабочих машин приводит к перераспределению сил натяжения в цепи, что, в свою очередь, вызывает изменение угловых скоростей роторов и устранение этого рассо-гласования. Таким образом, обеспечивается необходимое согласование ра-бочего и транспортного движений.
Увеличение нагрузок на цепной конвейер может привести к его преждевременному выходу из строя. Поэтому при проектировании приво-да необходимо иметь возможность рассчитывать силы натяжения ветвей цепи в различных режимах движения. Ниже рассматривается решение этой задачи в основном рабочем (установившемся) режиме движения линии.
Для получения зависимости между моментами на входе и выходе дифференциальных редукторов рассмотрим статику привода линии (рис. 2). Примем, что в приводе используются одинаковые редукторы. То-гда кинематика дифференциальных редукторов будет описываться систе-мой уравнений
ϕ−ϕ=ψ
ϕ+ϕ=ψ
,
;
р22
р11
&&&
&&&
ba
ba
где 21 ,ϕϕ – углы поворота входных звеньев редуктора; рϕ – угол поворо-
та реактивной связи; 21 , ψψ – углы поворота выходных звеньев редукто-ров и связанных с ними рабочих машин; ba, – передаточные отношения

Машиностроение и машиноведение
73
дифференциальных редукторов.
Рис. 1. Структурная схема привода с синхронизацией движения роторов с помощью цепного дифференциального конвейера
Рис. 2. Расчетная схема системы дифференциальных редукторов Обозначая моменты, развиваемые двигателями, 21 , ϕϕ MM , а мо-
менты, приложенные к выходам редукторов со стороны рабочих машин, -
21 , ψψ MM , и применяя принцип возможных перемещений, получим, что

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
74
распределение моментов на выходах редукторов при одном и двух вклю-ченных двигателях одинаково:
. , , , 21212
21
1 ϕϕψψϕ
ψϕ
ψ ==== MMMMaM
MaM
M
Расчетная схема цепного дифференциального конвейера приведена на рис. 3. Неподвижные звездочки не оказывают влияния на распределение сил в ветвях конвейера и введены для получения его необходимой конфи-гурации. Для выявления влияния только особенностей рассматриваемой схемы на перераспределение сил в ветвях конвейера в первом приближе-нии будем считать цепь абсолютно гибкой упругой нитью, звездочки за-меним круглыми шкивами и примем, что форма ветвей гибкого звена на участках между шкивами прямолинейна [2].
Введем обозначения: 21 , rr – радиусы роторов; 43 , rr – радиусы подвижных звездочек; c – коэффициент упругости гибкого звена;
43 , cc – коэффициенты упругости пружин, связывающих оси подвижных звездочек со станиной; ijF – натяжения в ветвях гибкой связи, причем
jiij FF = ; 43 ,ψψ – углы поворота подвижных звездочек.
Поступательное перемещение осей подвижных звездочек опреде-лим координатами 43 , yy , отсчитываемыми от положения статического равновесия звездочек в ненагруженном конвейере. Моменты, действую-щие на рабочих машинах, представим в виде
−=
−=
ψ
ψ
,
;
2с22
1с11
MMM
MMM
где 2с1с , MM – моменты сил технологического сопротивления. Для определения деформаций упругих звеньев и сил упругости в
них (при отсутствии внешних нагрузок) воспользуемся условием [3]
,0 0
=
∂∂
=ixix
П (1)
где П – потенциальная энергия системы; ix – обобщенные координаты, в качестве которых примем , , , , , 434321 yyψψψψ .
Преобразуя (1), будем иметь
λ=λ=λ=λ
=λ+λ+λ
=λ+λ+λ
,
,0
,0
ст24
ст32
ст41
ст31
ст41
ст24
ст44
ст32
ст31
ст33
ccc
ccc
где ст4
ст3 ,λλ – деформации пружин подвижных звездочек в положении ста-

Машиностроение и машиноведение
75
тического равновесия; ст ijλ – деформации ветвей гибкой связи в положении
статического равновесия.
Рис. 3. Расчетная схема цепного дифференциального конвейера
Отсюда видно, что силы натяжения во всех ветвях гибкой связи
одинаковы. Обозначая эти силы 0F , получим значения сил упругости
пружин ненагруженного конвейера в виде:
−=λ=
−=λ=
.2
;2
0ст4 4
04
0ст3 3
03
FcF
FcF
Для определения перемещений элементов системы и величин сил упругости при нагружении рабочих машин моментами 21 , MM воспользу-емся уравнениями [3]:
,0 =+
∂∂− i
iQ
x
П (2)
где iQ – обобщенные силы. В рассматриваемой системе обобщенные силы будут действовать
только по координатам , 21 ψψ , . ; 2211 MQMQ == ψψ Остальные обоб-
щенные силы равны нулю: 0 = 4343 === ψψ yy QQQQ .
В режиме установившегося движения

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
76
,02
21
1 =+ rM
rM (3)
что является необходимым условием нахождения цепного конвейера в равновесии.
При выполнении условия (3) система уравнений (2) будет линейно зависимой, т.е. формально может иметь бесконечное множество решений. Для получения одного решения задаем значение одной из координат, на-пример, 01 =ϕ , что равносильно заданию начала отсчета угловых коорди-нат.
Решая систему (2) относительно обобщенных координат и пред-ставляя силы натяжения в ветвях гибкой связи в виде ,ijij cF ∆⋅= где
ij∆ – деформации ветвей гибкой связи, которые можно выразить через
обобщенные координаты системы
+ψ−ψ+λ=∆
+ψ−ψ+λ=∆
+ψ−ψ+λ=∆
+ψ−ψ+λ=∆
,
;
;
;
41144 ст
1413
44422 ст
2424
32233 ст
3232
33311 ст
1313
yrr
yrr
yrr
yrr
получим зависимости для определения сил натяжения в ветвях конвейера
⋅++
+−==
⋅++
++==
.2)(
)2(
;2)(
)2(
1
1
4343
3401424
1
1
4343
4303213
r
M
ccccc
cccFFF
r
M
ccccc
cccFFF
Для анализа влияния моментов, приложенных к роторам, на пере-распределение сил в системе представим силы натяжения цепи следующим образом:
∆−==
∆+==
,
;
40
2414
30
2313
FFFF
FFFF
где
⋅+
+=∆
⋅+
+=∆
.2)(
)2(
;2)(
)2(
1
1
4343
344
1
1
4343
433
r
M
ccccc
cccF
r
M
ccccc
cccF
Переходя к безразмерным величинам, получим

Машиностроение и машиноведение
77
+++=∆=∆
+++=∆=∆
.)1(
2
)2/(~
;)1(
2
)2/(~
11
44
11
33
ccc
cc
ccc
ccc
nkn
nk
rM
FF
nkn
nkn
rM
FF
(4)
Здесь M r1 12/ ( ) – приращение силы натяжения в ведущей ветви не-деформируемого конвейера, вызываемое действием крутящего момента
1M ; 434 / ;/ ccncck cc == .
Графики зависимостей )(~
),(~
43 cc kFkF ∆∆ при различных значениях параметра cn приведены на рис. 4.
Рис. 4. Влияние упругих характеристик привода на распределение сил
в ветвях цепного конвейера Анализ зависимостей (4) и приведенных графиков позволяет сде-
лать следующие выводы: 1. При работе линии под нагрузкой силы натяжения в ветвях цепно-
го конвейера зависят от жесткости цепи и пружин. 2. Для любых коэффициентов упругости пружин ,2
~0 3 ≤∆≤ F
2~
0 4 ≤∆≤ F . 3. Если коэффициенты упругости пружин имеют одинаковый поря-
док )55/1( ≤≤ cn , то 67,1~
33,0 ,67,1~
33,0 43 ≤∆≤≤∆≤ FF . 4. При увеличении параметра ck , что соответствует увеличению
жесткости пружин по сравнению с жесткостью цепи, 1~
,1~
43 →∆→∆ FF ;
5. При одинаковых пружинах )1( =cn 1~~43 =∆=∆ FF и не зависят от
их коэффициентов упругости. 6. Если жесткость пружин мала по сравнению с жесткостью цепи )1,0( <ck , то
~3F∆ и 4
~ F∆ практически не зависят от жесткости цепи и мо-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
78
гут быть определены по приближенным формулам:
cc
cn
Fn
nF
+=∆
+=∆
12~
;1
2~43 .
Список литературы
1. Крюков В.А., Прейс В.В. Системы приводов рабочих движений
автоматических роторных и роторно-конвейерных линий // Вестник маши-ностроения. 2003. 1. С. 36-41.
2. Куровский Ф.М. Теория плоских механизмов с гибкими связями. М.: Машгиз, 1963. 204 с.
3. Добронравов В.В. Основы аналитической механики. М.: Высшая школа, 1976. 264 с.
V.A. Krukov, E.N. Frolovich SYNCHRONIZATION OF MOVEMENT OF WORKING MACHINES BY MEANS OF
THE CHAIN CONVEYOR Possibility of synchronization of movement of working machines of automated
rotor-type transfer lines by means of the chain conveyor is considered. Forces of a tension in the conveyor flights are defined. Influence of parameters of a line and the chain conveyor on tension forces in its flights is analyzed.
Key words: automated rotor-type transfer line, chain transmission, dynamics, synthesis, synchronization.
Получено 14.12.11
УДК 621.9.06 В.А. Крюков, д-р техн. наук, проф., (4872)-33-23-80, [email protected] (Россия, Тула, ТулГУ)
ОПТИМИЗАЦИЯ ДИНАМИЧЕСКИХ ПРОЦЕССОВ В ЦЕПНЫХ ТРАНСПОРТНЫХ КОНВЕЙЕРАХ АВТОМАТИЧЕСКИХ РОТОРНО-КОНВЕЙЕРНЫХ ЛИНИЙ
Рассмотрены особенности кинематики цепных транспортных конвейеров ав-
томатических роторных линий при малых межосевых расстояниях. Получены уточ-ненные зависимости, позволяющие уменьшить коэффициент неравномерности дви-жения и оптимизировать динамические процессы в линии.
Ключевые слова: автоматические роторные линии, передачи цепные, динами-ка, синтез.
Переход от автоматических роторных к автоматическим роторно-

Машиностроение и машиноведение
79
конвейерным линиям (АРКЛ), способным обеспечить достижение более высокого уровня автоматизации и производительности, привел к появле-нию в линиях цепного транспортного конвейера. Характерной особенно-стью цепных передач, к которым относится и указанный конвейер, являет-ся непостоянство передаточного отношения, причиной чего служит хордальное расположение звеньев цепи на зубьях звездочки и рассогласо-вание начала входа первого звена ветви цепи в зацепление с ведущей звез-дочкой и выхода последнего звена ветви из зацепления с ведомой звездоч-кой [1].
При использовании в качестве системы синхронизации движения роторов зубчатых передач эта особенность приводит к дополнительным нагрузкам на цепной конвейер и его быстрому выходу из строя. Если син-хронизация движения осуществляется только с помощью цепного конвей-ера, то неравномерность движения будет накапливаться при переходе от ротора к ротору и, в конце концов, может достигнуть недопустимых зна-чений. Переменное передаточное отношение также приводит к появлению дополнительных динамических нагрузок на элементы цепного конвейера, что снижает долговечность и надежность линии и отрицательно сказывает-ся на качестве ее работы. Поэтому особую важность имеют определение неравномерности движения ведомых звеньев цепной передачи и разработ-ка методов ее уменьшения.
Используемые в настоящее время методики исследования кинема-тики и проектирования цепных передач [2, 3, 4] ориентированы на цепные передачи общего машиностроения. Характерными особенностями таких передач являются большие межосевые расстояния [2] ta )60...30(= , где t – шаг цепи, и соответственно большое число звеньев цепи в ветвях пере-дачи. При таких значениях геометрических параметров передачи ветви це-пи практически не поворачиваются относительно первоначального поло-жения, что позволяет считать их движение поступательным. Это значительно упрощает кинематический анализ передачи и в то же время позволяет получить результаты с приемлемой для практики точностью.
В цепных конвейерах АРКЛ, отличающихся малыми межосевыми расстояниями и малым числом звеньев в ветвях цепи (как правило, не бо-лее 4 – 5 звеньев), такой подход может привести не только к количествен-ным погрешностям, но и качественно неверным результатам. Еще одной особенностью цепного конвейера АРКЛ является наличие многозвенных цепных контуров и расположение смежных звездочек снаружи цепного контура. Схему, соответствующую расположению звездочек внутри цеп-ного контура (рис. 1, а), назовем сборкой 1, а схему, соответствующую расположению смежных звездочек снаружи цепного контура, – сборкой 2 (рис. 1, б).


Машиностроение и машиноведение
81
и спроецируем его на оси координат yx ,
ϕ+=ϕ+ϕϕ+=ϕ+ϕ
.sinsinsin
;coscoscos
22311
22311
ralr
ralr
y
x (1)
Рис. 2. Определение передаточного отношения цепной передачи
Из рис. 2 видно, что условие зацепления цепи со звездочкой 1 в шарнире A будет иметь вид
12311 ψ<ϕ<ψ , (2) а условие зацепления цепи со звездочкой 2 в шарнире B вид
22321 ψ<ϕ<ψ . (3)
Выражая из треугольников BDOBEOAGOACO 2211 , , , вспомога-тельные углы 22211211 , , , ψψψψ через углы поворота звездочек и их угло-вые шаги и подставляя найденные зависимости в (2), (3), получим
τ+π−ϕ<ϕ<τ−π−ϕ
τ+π−ϕ<ϕ<τ−π−ϕ
.23
23
;22
11311
22322 (4)
Система уравнений и неравенств (1), (4), дополненная уравнением, связывающим неизвестное число звеньев в ветви цепи с ее длиной
tll t= , (5)
позволяет определить функцию положения шарнирного четырехзвенника, а, следовательно, и цепной передачи. Указанная система является нели-нейной и, кроме того, содержит целочисленную переменную tl . Поэтому

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
82
ее решение может быть выполнено только численными методами. Угол поворота звездочки 1 в системе уравнений (1) изменяется в
пределах 111 21 τ−ϕ≤ϕ≤ϕ AA . В момент входа шарнира A в зацепление,
определяемое углом A11 ϕ=ϕ , хорда CA и ветвь AB должны располагать-
ся на одной прямой, т.е.
113 ψ=ϕ . (6)
Аналогично пересопряжение цепи на звездочке 2, будет опреде-ляться углом B22 ϕ=ϕ , удовлетворяющим условию
213 ψ=ϕ . (7)
Решая системы уравнений и неравенств (1), (3), (5), (6) и (1), (2), (5), (7), можно определить значения углов A1ϕ и B2ϕ , соответственно.
Дифференцируя уравнения (1) по времени и выполняя необходи-мые преобразования, найдем передаточные отношения (первые передаточ-ные функции) рассматриваемой системы
,)sin(
sin()(
;sin(
sin()(
32
)211
1
3131
)322
)311
1
2121
ϕ−ϕϕ−ϕ
=ωω=ϕ
ϕ−ϕϕ−ϕ
=ωω=ϕ
l
ru
r
ru
а затем угловые скорости звездочки 2 и ветви цепи
.)()( ;)()( 113113112112 ωϕ=ϕωωϕ=ϕω uu
Коэффициент неравномерности угловой скорости звездочки 2
minmax
minmax
22
222
)(2
ω+ωω−ω
=δ
или
,)(2
minmax
minmax
2121
21212 uu
uu
+−
=δ
где minmaxminmax 212122 , , , uuωω – максимальное и минимальное значения
угловой скорости звездочки и передаточного отношения, соответственно. Анализ кинематики цепного контура с двумя звездочками на основе
полученных аналитических зависимостей выполнялся численными мето-дами с помощью пакета программ MathСad. Результаты этого анализа представлены на рис. 3-5.
График на рис. 3 иллюстрирует типичную зависимость передаточ-

Машиностроение и машиноведение
83
ного отношения 21u (а, следовательно, и угловой скорости ведомой звез-
дочки 2ω ) от угла поворота ведущей звездочки *1ϕ в пределах ее поворота
на один угловой шаг. Как видно из рис. 3, колебания передаточного отно-шения составляют примерно 8 % от его среднего значения, причем в отли-чие от известных графиков [3], построенных на основе приближенных за-висимостей, он несимметричен относительно середины углового шага, а пересопряжения зацепления на звездочках приводят к изменению числа звеньев в ветви цепи.
Рис. 3. Зависимость передаточного отношения цепной передачи от угла поворота ведущей звездочки
Рис. 4. Зависимость коэффициента неравномерности движения от tl ′
Согласно выполненным ранее исследованиям [2] наименьшее зна-чение коэффициента неравномерности, обеспечивающее оптимальное про-текание динамических процессов в передаче, соответствует так называе-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
84
мому синфазному движению звездочек, при котором общая касательная, проведенная к делительным окружностям смежных звездочек tl ′ , кратна шагу цепи. Исследование зависимости коэффициента неравномерности движения ведомой звездочки δ от tl ′ , выполненное на основе уточненных зависимостей (рис.4), показало, что при малых межосевых расстояниях пе-редачи с синфазным движением звездочек не являются оптимальными. Так, для рассмотренных примеров наименьшее значение коэффициента неравномерности обеспечивается при 8,2≈′tl , причем разность между наименьшим значением коэффициента неравномерности и значением это-го коэффициента для синфазной передачи ( 3≈′tl ) достигает 15 %.
Рис. 5. Зависимость минимально возможного коэффициента неравномерности движения от передаточного отношения Анализ зависимости коэффициента неравномерности δ от переда-
точного числа передачи 12 zzu= при постоянном числе зубьев меньшей
звездочки 1z и межосевом расстоянии a (см. рис. 5) показал, что увеличе-ние передаточного числа приводит к увеличению минимально возможного значения коэффициента неравномерности (рис. 5, кривая 2). Эта тенденция справедлива и для синфазной передачи (рис. 5, кривая 1) [2]. Однако в об-ласти малых передаточных чисел )2...5,1(=u выбор значения tl ′ (а, следо-
вательно, и межосевого расстояния) на основе уточненных зависимостей позволяет существенно уменьшить коэффициент неравномерности движе-ния.
Список литературы
1. Машиностроение. Энциклопедия. Т. IV-1. Детали машин. Конст-

Машиностроение и машиноведение
85
рукционная прочность. Трение, износ, смазка./ Д.Н. Решетов [и др.]; под общ. ред. Д.Н. Решетова. 1995. 864 с.
2. Готовцев А.А., Котенок И.П. Проектирование цепных передач. М.: Машиностроение, 1982. 336 с.
3. Воробьев Н.В. Цепные передачи. М.: Машиностроение, 1968. 252 с.
4. Глущенко И.П., Петрик А.А. Цепные передачи. Киев: Техника, 1973. 104 с.
V.A. Krukov OPTIMIZATION OF DYNAMIC PROCESSES IN CHAIN TRANSPORT
CONVEYORS OF AUTOMATED ROTOR-TYPE TRANSFER LINE Features of kinematics of automated rotor-type transfer lines chain transport
conveyors at small interaxial distances are considered. The specified improved dependences are received. These dependences allow to reduce factor of non-uniformity of movement and to optimize dynamic processes in a line.
Key words: automated rotor-type transfer line, chain transmission, dynamics, synthesis.
Получено 14.12.11
УДК 621. 86.067.3 Н.А. Усенко, д-р техн. наук, проф., (4872)33-23-50, [email protected] (Россия, Тула, ТулГУ), Чан Минь Тхай, асп., (4872) 33-23-50, [email protected] (Россия, Тула, ТулГУ), Ле Динь Шон, асп., +79654081040, [email protected] (Россия, Тула, ТулГУ), Р.И. Клейменов, асп., (4872) 33-23-50, [email protected] (Россия, Тула, ТулГУ) МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ОДНОКАНАЛЬНОГО ВИБРАЦИОННОГО ЗАГРУЗОЧНОГО УСТРОЙСТВА С АСИНХРОННЫМ ВОЗБУЖДЕНИЕМ КОЛЕБАНИЙ
Рассмотрена математическая модель одноканального вибрационного загру-
зочного устройства с асинхронным возбуждением горизонтальных и вертикальных колебаний.
Ключевые слова: загрузочное устройство, электромагнитный привод, фазо-вый угол.
Применение вибрационных загрузочных устройств (ВЗУ) с элек-
тромагнитным приводом и раздельным возбуждением колебания в гори-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
86
зонтальном и вертикальном направлениях позволило повысить относи-тельную скорость виброперемещения дискретных предметов обработки в безотрывном режиме на порядок, т. е. до 400 мм/с.
Однако, это достижение повлекло за собой ряд усложнений их кон-струкций: возросла энергоемкость; металлоемкость; усложнилась схема управления электромагнитными приводами она стала двухканальной. По-этому возникла задача упростить конструкцию - реализовать одноканаль-ную схему управления только лишь привода горизонтальных колебаний, а вертикальные колебания возбуждать механической частью привода путем отбора мощности у привода горизонтальных колебаний.
На рис. 1 представлена упругая система, единая для горизонтально-го и вертикального приводов, состоящая из крестообразно расположенных витых цилиндрических пружин 1-8. Пружины 2, 3, 5, 7 - основные пружи-ны для горизонтального привода и их жесткости равны
iD
dGcccc T
3
4
75328
==== ,
где 4108×=TG МПа – модуль упругости; d – диаметр проволоки, мм; D – средний диаметр пружины, мм; i – число рабочих витков.
Рис. 1. Общая структурная схема вибропривода: 1 – 8 – витые цилиндрические пружины; 9 – центральная пружина; 10, 14 – рычаги; 11 – вал; 12, 13 – амортизаторы; I – бункер; II – блок крестовины; III – реактивная часть; ЭМ1-ЭМ4 – электромагниты
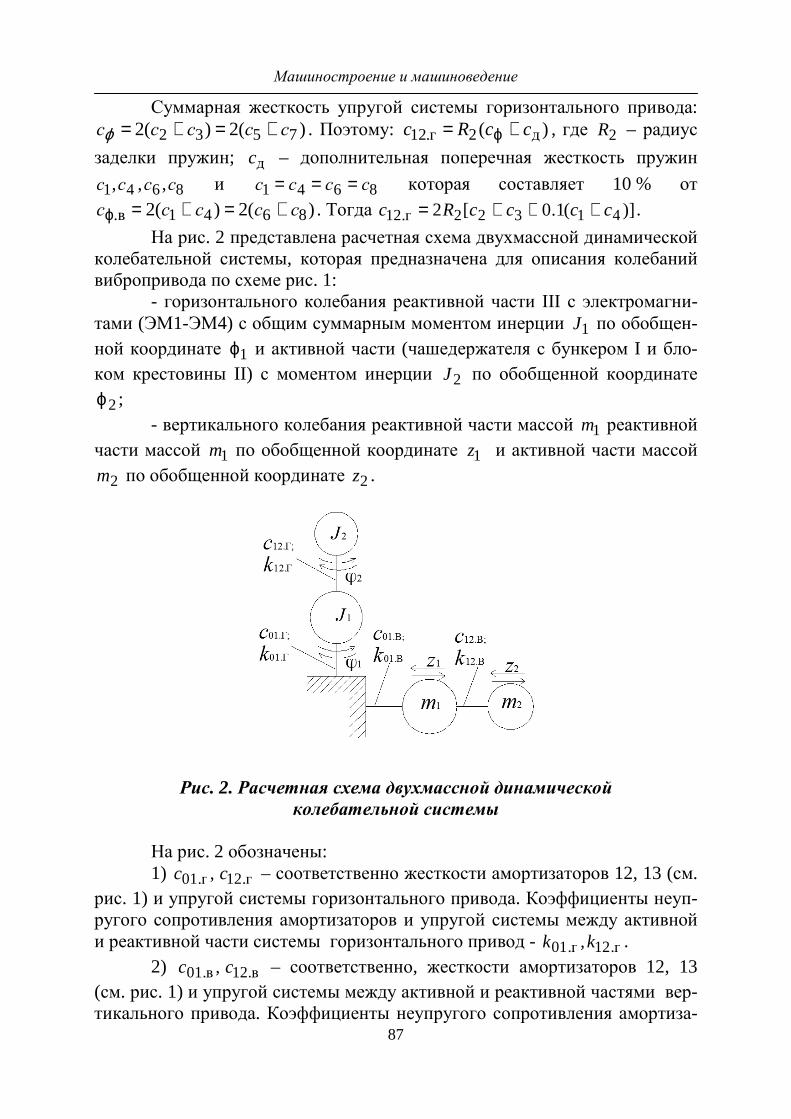
Машиностроение и машиноведение
87
Суммарная жесткость упругой системы горизонтального привода: )(2)(2 7532 ссссс +=+=ϕ . Поэтому: )( д2г.12 ccRc += ϕ , где 2R – радиус
заделки пружин; дc – дополнительная поперечная жесткость пружин
8641 ,,, сссс и 8641 сссс === которая составляет 10 % от )(2)(2 8641.в ссссс +=+=ϕ . Тогда )](1.0[2 41322г.12 ccccRc +++= .
На рис. 2 представлена расчетная схема двухмассной динамической колебательной системы, которая предназначена для описания колебаний вибропривода по схеме рис. 1:
- горизонтального колебания реактивной части III с электромагни-тами (ЭМ1-ЭМ4) с общим суммарным моментом инерции 1J по обобщен-ной координате 1ϕ и активной части (чашедержателя с бункером I и бло-ком крестовины II) с моментом инерции 2J по обобщенной координате
2ϕ ; - вертикального колебания реактивной части массой 1m реактивной
части массой 1m по обобщенной координате 1z и активной части массой
2m по обобщенной координате 2z .
Рис. 2. Расчетная схема двухмассной динамической колебательной системы
На рис. 2 обозначены: 1) г.12г.01 , cc – соответственно жесткости амортизаторов 12, 13 (см.
рис. 1) и упругой системы горизонтального привода. Коэффициенты неуп-ругого сопротивления амортизаторов и упругой системы между активной и реактивной части системы горизонтального привод - г.12г.01 ,kk .
2) в.12в.01 , cc – соответственно, жесткости амортизаторов 12, 13 (см. рис. 1) и упругой системы между активной и реактивной частями вер-тикального привода. Коэффициенты неупругого сопротивления амортиза-




Машиностроение и машиноведение
91
Используя (13) и (14) и также задавая примерные параметры сис-темы строим графики, выражающие зависимость амплитуды и угла сдвига фаз активной массы от соотношения частот (рис. 4).
а б
Рис. 4. Графики зависимости амплитуды (а) и угла сдвига фаз (б) активной массы от соотношения частот при различных величинах
затухания в вертикальном направлении системы Таким образом, предлагается новое конструктивное решение виб-
рационных загрузочных устройств с асинхронным возбуждением колеба-ния в горизонтальном и вертикальном направлениях, в котором управле-ние происходит по одному каналу и настройка фазового угла обеспечивается только лишь механической частью приводов.
Список литературы
1. Колебания машин / Диментберг Ф.М. [и др]. М.: Машинострое-ние, 1964. 308 с.
2. Автоматическая загрузка технологических машин: справочник / И.С. Бляхеров [и др]; под ред. Клусова И.А. М.: Машиностроение, 1990. 400 с.
3. Автоматизация загрузки прессов штучными заготовками / В.Ф. Прейс [и др]; под ред. В.Ф. Прейса. М.: Машиностроение, 1975. 280 с.
N. Usenko, Tran Minh Thai, Le Dinh Son, R. Kleimenov MATHEMATICAL MODEL OF SINGLE-CHANNEL VIBRATIONAL BOOT
DEVICE WITH THE ASYNCHRONOUS EXCITATION OF OSCILLATIONS The mathematical model of single-channel vibrational boot device with the
asynchronous excitation of horizontal and vertical oscillations was investigated. Key words: boot device, electromagnetic drive, phase angle.
Получено 20.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
92
УДК 528.563 В.С. Кутепов, д-р техн. наук, проф., (4872) 33-23-80, [email protected] (Россия, Тула, ТулГУ) ОЦЕНКА ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ МАЯТНИКОВОЙ СХЕМЫ В КОНСТРУКЦИИ СТЕНДА ДЛЯ ДИНАМИЧЕСКИХ ИСПЫТАНИЙ ГРАВИМЕТРОВ
Рассматривается возможность и эффективность применения маятниковой
схемы в конструкции стенда для динамических испытаний гравиметров, построенного на основе шарнирно-рычажных механизмов.
Ключевые слова: динамические испытания, гравиметр, шарнирно-рычажный механизм, маятниковая схема.
Динамические испытания гравиметров позволяют проверить пра-
вильность их схемных и конструктивных решений, оценить уровень и вы-явить источники погрешностей измерения, исключить использование не-пригодных приборов.
Задачи динамических испытаний гравиметров, имеющих сложный состав, многогранны:
- проверка соответствия работы датчика теории колебательной сис-темы с одной степенью свободы;
- проверка линейности работы жидкостного фильтра (системы демпфирования) при подавлении высокочастотных (по сравнению с полез-ным сигналом) вертикальных возмущающих ускорений;
- проверка работы системы гироскопической стабилизации и собственно гравиметра в условиях многокомпонентных возмущений от поступательных и вращательных движений;
- выявление возникающих при этом систематических погрешностей измерений силы тяжести и прогнозирование точности измерений при конкретном фоне возмущений;
- оценка степени искажения и точности регистрации полезного сигнала;
- определение надежности и работоспособности всей системы в ус-ловиях возмущающих воздействий, близких к реальным воздействиям.
Работы по созданию низкочастотных стендов для динамических испытаний гравиметров, построенных на основе шарнирно-рычажных ме-ханизмов, велись в ТулГУ в течение двадцати лет. Был создан ряд стендов широко используемых до настоящего времени в различных организациях при создании гравиметрического оборудования [1].
Отличительной особенностью стенда «Нормаль СЗ», разработанно-го и изготовленного для динамических испытаний гравиметров по техни-ческому заданию ЦНИИЭЛЕКТРОПРИБОР (г. С.-Петербург), является возможность испытаний одновременно трех приборов массой до 500 кг на

Машиностроение и машиноведение
93
рабочем столе размером 1300×1800 мм с амплитудой 0…2700 мм и с пе-риодами от 11 до 200 с. Кинематическая схема стенда «Нормаль СЗ» изо-бражена на рис. 1.
Рис. 1. Кинематическая схема стенда «Нормаль С3» Испытываемая аппаратура (масса 9m ) устанавливается на рабочем
столе, связанном со стойкой С'С (длина стойки 4l ) двойным шарнирным параллелограммом АВВ'А' - ВВ'С'С, который удерживает стол от наклонов. Прямолинейное движение стола по вертикали обеспечивается эллипсогра-фом, состоящим из рычагов АВ и СВ (длина рычагов l ) и ролика с цен-тром в точке F, движущегося в прямолинейной горизонтальной направ-ляющей. Для разгрузки ролика рычаги АВ и В'А" кинематически связаны парой зубчатых секторов с центрами в точках В и В'. Подвижные части стенда уравновешены двумя противовесами, один из которых массой 8m расположен непосредственно на рычажной системе АВВ'А' и уравновеши-вает ее, а другой – массой 10m , связан через систему канатов и блоков с рабочим столом и уравновешивает испытываемую аппаратуру и стол. Про-




Машиностроение и машиноведение
97
Параметры маятниковой схемы стенда
T, с 11 13,9 18
дω , рад/с 0,57 0,45 0,35
o25=δ
3l , м 2 0,95 0,7
3m , кг 500 500 300
p , рад/с 0,575 0,457 0,35
По результатам проведенных исследований можно утверждать, что
маятниковую схему выгодно применять в диапазоне частот собственных и
вынужденных колебаний pp
22
≤ω≤ . Используя маятниковую схему по-
строения стенда «Нормаль С3», можно существенно (в несколько раз) сни-зить его момент привода.
Список литературы
1. Кутепов В.С. Определение силы набортных гиростабилизиро-
ванных гравиметров. Тула: Изд-во ТулГУ. 2007. 248 с.
V.S. Kutepov ESTIMATION OF POSSIBILITY OF APPLICATION OF THE PENDULAR
SCHEME IN A DESIGN OF THE STAND FOR DYNAMIC TESTS OF GRAVIMETRS Possibility and efficiency of application of the pendular scheme in a design of the
stand for dynamic tests of gravimetrs, constructed on the basis of sharnirno-lever mechanisms is considered.
Key words: dynamic tests, gravimetr, the sharnirno-lever mechanism, the pendular scheme.
Получено 20.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
98
УДК 621.757.002.5 Н.А. Усенко, д-р техн. наук, проф., (4872) 33-23-50, [email protected] (Россия, Тула, ТулГУ)
ЭВОЛЮЦИЯ ЗАГРУЗОЧНЫХ УСТРОЙСТВ АВТОМАТИЧЕСКИХ РОТОРНЫХ И РОТОРНО-КОНВЕЙЕРНЫХ ЛИНИЙ ПАТРОННОГО ПРОИЗВОДСТВА
Рассмотрена эволюция автоматических загрузочных устройств высокопроиз-
водительных роторных и роторно-конвейерных линий патронного производства штучными предметами обработки.
Ключевые слова: автоматизация, автоматическая роторная линия, загрузоч-ное устройство, патронное производство.
Хронологически можно проследить появление и применение
средств механизации и автоматизации загрузки штучных предметов обра-ботки в рабочую зону технологических систем патронного производства, обеспечивающих оптимальную реализацию их технологических характе-ристик по критерию максимальной производительности [1].
В 20-е годы прошлого века появляются оригинальные конструкции автоматических загрузочных устройств (АЗУ) фирмы «Bliss» (США), фир-мы «Fritzwerner» и «Polt» (Германия), отечественных авторов Катосонова, Зайцева, Шамшина, Захарова, Пронина, Черепанова и других. В 40-е годы НИТИ-40 Министерства вооружения СССР выпускаются справочные ма-териалы по автоматам питания, питателям, межоперационному транспорту и механизации трудоемких процессов на патронных заводах [2, 3].
Применение вышеперечисленных АЗУ было успешным на операци-ях штамповки, термических и химических операциях и сборки пуль и па-тронов. В основном эти операции характеризуются быстродействием и не-обходимостью обеспечения производительности АЗУ от 60 до 120 шт./мин.
В 50-е годы в патронное производство СССР интенсивно внедряют-ся автоматические роторные линии (АРЛ) и затем в 60-е годы – автомати-ческие роторно-конвейерные линии (АРКЛ) конструкции Л.Н. Кошкина. Производительность линий составляла соответственно до 200 и 1200 шт./мин. Объединение в одной АРЛ до шести технологических операций позволило значительно снизить число типоразмеров АЗУ и обеспечить производительность линий в 2-3 раза большую по сравнению с операцион-ным прессовым оборудованием. АЗУ первого поколения по производи-тельности не удовлетворяли техническим характеристикам АРЛ, в тоже время требования к надежности АЗУ возросли на порядок, так как от неё в значительной степени зависел коэффициент использования АРЛ. На этом этапе АЗУ неоценимым вкладом оказалась теория и практические реко-

Машиностроение и машиноведение
99
мендации по проектированию АЗУ, которые были разработаны В.Ф. Прей-сом в Тульском механическом институте.
Данная статья была посвящена 105-летию со дня рождения заслу-женного деятеля науки и техники РСФСР, профессора, доктора техниче-ских наук В.Ф. Прейса.
В первые послевоенные годы по заданию НКВ СССР В.Ф. Прейсом развертываются масштабные научно-исследовательские работы по изуче-нию механических АЗУ для автоматической загрузки элементов патронов стрелкового оружия в прессы-автоматы и автоматические линии.
Результаты теоретических и экспериментальных исследований ме-ханических АЗУ для элементов патронов стрелкового оружия, проводимых В.Ф. Прейсом, легли в основу его кандидатской диссертации «Основы ме-тодики проектирования крючковых и карманчиковых автоматов питания и их экспериментальное исследование» и впоследствии докторской диссер-тации «Основы теории бункерных загрузочных устройств для захвата и ориентации заготовок в автоматах и автоматических линиях штамповочно-го производства». В этих работах впервые были введены понятия о веро-ятности захвата штучных предметов обработки захватывающими органами и коэффициент выдачи; разработаны основы теории захвата предметов об-работки захватывающими органами и теории выдачи предметов обработки из захватывающих органов; разработана методика экспериментального ис-следования АЗУ и даны основные формулы для расчета их теоретической и фактической производительности [4, 5].
Безусловно существенному вкладу В.Ф. Прейса в теорию и практи-ку механических АЗУ содействовал его творческий союз с Л.Н. Кошки-ным.
В 1948 году на преподавательскую работу в Тульский механиче-ский институт по инициативе В.Ф. Прейса был приглашен инженер Л.Н. Кошкин, в то время начальник Конструкторского бюро автоматических линий (КБАЛ) НКВ СССР, которое было организовано в 1944 году на Уль-яновском машиностроительном заводе (в настоящее время ОАО «Конст-рукторское бюро автоматических линий им. Л.Н. Кошкина», г. Климовск, Московской обл.). Основной задачей КБАЛ на многие годы стало создание автоматических роторных линий для производства патронов стрелкового оружия.
В конце пятидесятых фирма «Syntron» (США) предлагает конст-рукцию АЗУ вибрационного действия, которые стали широко внедрятся в отечественные отрасли промышленности благодаря своим очевидным дос-тоинствам в сравнении с АЗУ механического действия. В настоящее время на фирмах «Fiat» (Италия), «Sortimat» (Германия) и др. фирмах домини-руют вибрационные АЗУ, доля которых в общем числе АЗУ составляет до 70 %. Это поколение загрузочных устройств, преимуществом которых яв-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
100
ляется их универсальность по отношению к загружаемому предмету обра-ботки в отличие от АЗУ механического действия со специализацией на конкретный предмет обработки.
Кроме того, АЗУ вибрационного действия обладают серией досто-инств: формирование циклограммы устройства по интервалам цикла – подготовки к захвату, самого захвата предметов обработки и его ориенти-рование в пространстве гибкое, т.е. может реализоваться на продолжи-тельной технологической траектории – множества витков вибродорожки, которая является и захватным органом. Это обстоятельство также является относительным достоинством АЗУ вибрационного действия, т.к. в нем предметы обработки перемещаются со скоростью относительно захватного органа – вибродорожки, а в АЗУ механического действия наоборот – за-хватные органы (карманы, крючки, лопасти, трубки и т.д.) перемещаются относительно массы предметов обработки, находящихся в бункере и, тем самым, наносят нежелательные дефекты на предметы обработки (царапи-ны, сколы, вмятины и т.п.).
Привод АЗУ вибрационного действия, как правило, электромагнит-ный, бесконтактный и легко управляемый, питаемый от сети с промыш-ленной частотой 50 Гц. Это определяет частоту вынужденных колебаний вибродорожки и амплитуду колебаний в вертикальном направлении при-мерно 0,1 мм при частоте 50 Гц и 0,025 мм при частоте 100 Гц для обеспе-чения безотрывного режима виброперемещения предметов обработки эти параметры соизмеримы с допуском на изготовление элементов конструк-ции устройства [7, 8].
Теоретическая производительность АЗУ вибрационного действия прямо пропорциональна относительной скорости виброперемещения предметов обработки на дорожке бункера. При частоте вынужденных ко-лебаний 50 Гц и амплитуде колебаний бункера 0,1 мм в вертикальном на-правлении, а в горизонтальном – до 2 мм достижимая относительная ско-рость виброперемещения не превышает 50 мм/с. Этот факт свидетельствует, о том, что производительность АЗУ ограничена, в том случае, когда электромагнитный вибропривод обеспечивает синхронные колебания в вертикальном и горизонтальном направлениях.
Заслугой отечественных ученых стало появление в конце 60-х годов вибрационных АЗУ следующего поколения, отличающихся от предидущих как по универсальности, так и высокой производительности. Это было достигнуто путем разделения и обеспечения независимости возбуждения колебаний в вертикальном и горизонтальном направлениях с фазовым смещением. В результате удалось повысить относительную скорость виб-роперемещения предметов обработки в безотрывном режиме на порядок и обеспечивать реверс виброперемещения, необходимый для ряда техноло-гических задач. Кроме того, новый вибропривод обеспечивает исключение галопирования предметов обработки на вибродорожке устройства, т.к. не

Машиностроение и машиноведение
101
позволяет отклонится динамической оси от геометрической при работе устройства.
Эти достоинства достигнуты путем усложнения конструкции АЗУ, повышения металлоемкости и энергоемкости, усложнения системы управ-ления параметрами колебаний и повышении в итоге стоимости.
Опыт эксплуатации АЗУ вибрационного действия с раздельным возбуждением колебаний позволил теоретически и практически придти к решению отказа от совмещенной упругой системы, реализовать двухмасс-ную колебательную динамическую систему для вертикального привода и трехмассную для горизонтального привода с обеспечением эффективного динамического гашения горизонтальных колебаний. Кроме того, реализо-вать раздельные колебания при одноканальном управлении путем отбора мощности для вертикальных колебаний от электромагнитного привода го-ризонтальных колебаний.
Точка зрения творческого коллектива, возглавляемого автором ста-тьи, состоит в рекомендации в качестве упругих элементов привода - ви-тых пружин, что позволяет конструировать устройства компактными и по-вышенным ресурсом. В одной из конструкций АЗУ вибрационного действия число витых пружин составляет 16. Это позволяет формировать амплитудно-частотные и частотно-фазовые характеристики устройства для широкого спектра масс и моментов инерции активной части динамической системы и с необходимой массой предметов обработки, загружаемых в бункер.
Что касается электромагнитного привода, применяемого в АЗУ с раздельным возбуждением горизонтальных колебаний, то на практике применимы различные схемы – однотактные, однотактные спаренные, двухтактные и двухтактные спаренные. До настоящего времени исследо-ваны и разработаны методики расчета только однотактных виброприводов с учетом специфики однополупериодного импульса тока.
В электромагнитном приводе вертикальных колебаний использует-ся нестандартный магнитопровод из низкоуглеродистой стали круглой формы, для которого также отсутствуют исследования и методика расчета. Рассмотренные АЗУ механического и вибрационного действия являются стационарными, их производительность не превышает 300 шт./мин. Тем самым они широко применимы для автоматической загрузки элементов патрона в автоматические роторные линии, которые также имеют предел производительности, определяемый условиями передачи предметов обра-ботки из питателя в транспортно-питающий ротор, далее из ротора в ро-тор.
Последнее ограничение снято в автоматических роторно-конвейерных линиях, производительность которых достигла 1200 шт./мин. Автоматическая загрузка штучными предметами обработки АРКЛ стала

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
102
очередной проблемой. Многократное повышение производительности по-требовало новых исследований АЗУ и внедрение следующего поколения АЗУ, которые обеспечивают многократный захват, ориентирование и вы-дачу предметов обработки в пределах одного кинематического цикла уст-ройства, совмещение захвата предметов обработки и их относительного ориентирования, групповой захват предметов обработки каждым захват-ным, использование в процессах захвата, ориентирования и выдачи кроме сил гравитационных центробежных сил.
Существенный вклад в теорию и практику роторных АЗУ внес В.В. Прейс, в кандидатской и докторской диссертациях которого были предложены структура, классификация и область применения, конструк-ции основных функциональных устройств; даны типовые компоновочные решения и методика проектирования роторных АЗУ.
Следующее современное поколение АЗУ – это вибророторные АЗУ (ВРАЗУ), воплотившие в себе достоинства роторных и вибрационных АЗУ, в которых рассматриваются возможность автоматической загрузки в технологические системы более широкой гаммы предметов обработки, их степени сложности ориентирования в пространстве в многоканальном ва-рианте, причем длина канала может формироваться минимальной, равной радиусу устройства и продолжительной по спирали Архимеда благодаря сложению сил инерции центробежных и вибрационных.
В конструкциях ВРАЗУ реализуется реальный процесс независимо-сти транспортных и технологических функций, т.е. скорости вращения ро-тора и относительной скорости виброцентробежного перемещения пред-метов обработки в каждом канале устройства, обеспечивается режим перемещения предметов обработки в центре бункера ВРАЗУ в режиме с отрывом и в зоне ориентирования, вдали от центра безотрывный режим. Это обеспечивает предварительное ориентирование предметов обработки в зоне захвата, т.к. предметы обработки стремятся в данном случае занять устойчивое положение и качественный процесс ориентирования в соответ-ствующей зоне благодаря приемлемым динамическим условиям; нагляден виброреологический процесс, т.е. условия трения меняются при наложе-нии вибрации в вертикальном, горизонтальном направлениях, или одно-временно в обоих направлениях.
Таким образом, реализуются условия виброцентробежного переме-щения предметов обработки по поверхности бункера, имеющего форму
обратного конуса с углом образующей до 15о при частоте вращения от 3 до
10 с–1
, при этом перемещение предметов обработки происходит в неодно-родных полях центробежных и вибрационных сил инерции, что позволяет рассредоточить поток предметов обработки и создать благоприятные усло-вия для их ориентирования [8].

Машиностроение и машиноведение
103
Становление и развитие отечественных АРЛ и АРКЛ позволило создать комплексно-автоматизированные патронные производства: цехи и заводы-автоматы и, тем самым, создать основу применения их принципа в автоматизированных производствах других отраслей. Концентрация числа операций в линиях позволила значительно сократить число АЗУ в целом, но в тоже время появилась необходимость в создании новых теоретиче-ских подходов и конструкций АЗУ новых поколений, позволяющих обес-печивать высокопроизводительный и устойчивый процесс автоматической загрузки штучных предметов обработки.
Список литературы
1. Автоматические линии роторного типа / Л.Н. Кошкин [и др.]. Ту-
ла: ЦБТИ, 1961. 253 с. 2. Прейс В.В. Технологические роторные машины: вчера, сегодня,
завтра. М.: Машиностроение, 1986. 128 с. 3. Усенко Н.А. Автоматизация загрузки роторных линий. Киев:
ДНТП, 1968. 40 с. 4. Усенко Н.А., Бляхеров И.С. Автоматические загрузочно-
ориентируюшие устройства. М.: Машиностроение, 1984. 112 c. 5. Автоматическая загрузка технологических машин: справочник /
под общей редакцией И.А. Клусова. Машиностроение, 1990. 400 c. 6. Прейс В.В., Усенко Н.А. Давыдова Е.В. Автоматические загру-
зочно-ориентируюшие устройства. Ч.1. Механические бункерные загру-зочные устройства: учеб. пособие под ред. В.В. Прейса. Тула: Изд-во ТулГУ, 2006. 125 с.
7. Усенко Н.А. Зайцев А.Б., Фалдин А.В. Автоматические загрузоч-но-ориентируюшие устройства. Ч.2. Вибрационные загрузочные устройст-ва: учеб. пособие под ред. В.В. Прейса. Тула: Изд-во ТулГУ, 2010. 143 с.
8. Усенко Н.А., Фалдин А.В. В XXI век – с автоматическими загру-зочными устройствами нового поколения // Кузнечно-штамповочное про-изводство, 2000 9. С. 7-11.
N.А. Usenko EVOLUTION OF THE FEEDING DEVICES OF AUTOMATIC ROTOR AND
ROTOR-CONVEYOR LINES OF CARTRIDGE PRODUCTION Evolution of automatic loading devices high-efficiency rotor and rotor-conveyor
lines of cartridge manufacture is considered by piece subjects of processing.
Key words: automation, automatic rotor line, feeding device, cartridge production.
Получено 20.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
104
УДК 621.9 В.В. Голубенко, асп., (4872) 33-24-38, [email protected] (Россия, Тула, ТулГУ), Е.В. Давыдова, канд. техн. наук, доц., (4872) 33-24-38, [email protected] (Россия, Тула, ТулГУ), В.В. Прейс, зав. кафедрой, д-р техн. наук, проф., (4872) 33-24-38, [email protected] (Россия, Тула, ТулГУ)
АНАЛИТИЧЕСКАЯ МОДЕЛЬ ПРОИЗВОДИТЕЛЬНОСТИ ДИСКОВОГО ЗУБЧАТОГО БУНКЕРНОГО ЗАГРУЗОЧНОГО УСТРОЙСТВА С КОЛЬЦЕВЫМ ОРИЕНТАТОРОМ
Рассмотрена аналитическая модель производительности дискового зубчатого бункерного загрузочного устройства с кольцевым ориентатором, позволяющая вы-брать конструктивные и кинематические параметры устройства, обеспечивающие его требуемую производительность при загрузке предметов обработки формы тел вращения с неявно выраженной асимметрией торцов и смещения центра масс вдоль продольной оси симметрии.
Ключевые слова: зубчатое бункерное загрузочное устройство, производитель-ность, автоматическая загрузка.
Для захвата и ориентирования предметов обработки формы тел
вращения с неявно выраженной асимметрией торцов и смещения центра масс вдоль продольной оси симметрии предложена конструкция дискового зубчатого бункерного загрузочного устройства (БЗУ) с кольцевым ориен-татором и сформированы ограничения на его конструктивные параметры [1, 2]. Теоретически обосновано, что предложенная конструкция БЗУ наи-более эффективна для загрузки предметов обработки с соотношениями га-баритных размеров 3/2 1 <≤ dl , 6,08,0 12 ≥≥ dd (l – длина предмета обра-ботки, м; 1d , 2d – соответственно диаметры цилиндрического и асим-метричного, например, конического торца предмета обработки).
Производительность дискового БЗУ определяется выражением
η=t
υ60ПБЗУ , (1)
где υ – окружная скорость захватывающих органов БЗУ, м/с; t – шаг за-хватывающих органов, м; η – коэффициент выдачи БЗУ.
Шаг захватывающих органов зубчатого БЗУ (рис. 1)
п1 δ+∆+= tdt , (2)
где t∆ – зазор по шагу (принимают 11 15,005,0 dtd ≤∆≤ ); пδ – толщина зубьев (рис. 1).
На основе известных фундаментальных работ авторами был пред-ложен новый комплексный подход [3] к построению аналитических моде-лей производительности различных конструкций механических БЗУ.

Машиностроение и машиноведение
105
Рис. 1. Расчетная схема для определения шага захватывающих органов дискового зубчатого бункерного загрузочного устройства
с кольцевым ориентатором
В соответствии с предложенным подходом для описания зависимо-сти коэффициента выдачи от окружной скорости захватывающих органов БЗУ используем известную эмпирическую зависимость, предложенную проф. В.Ф. Прейсом на основе статистической обработки результатов экс-периментальных исследований различных типов механических БЗУ [4]
)1( 4max υε−η=η , (3)
где maxη – максимальная величина коэффициента выдачи БЗУ, соответст-вующая окружным скоростям захватывающих органов близким к нулю; ε – некоторый эмпирический коэффициент.
Аналитическое выражение для максимальной величины коэффици-ента выдачи maxη будем искать в виде произведения двух условных веро-ятностей, используя математические методы и подходы, предложенные проф. М.В. Медвидем [5]
ci pp=ηmax , (4)
где ip – вероятность нахождения предмета обработки на пути захваты-вающего органа в требуемом ориентированном положении; cp – вероят-ность того, что захвату предметов обработки захватывающим органом не помешает взаимная сцепляемость предметов обработки.
Вероятность ip , входящая в выражение (4), зависит от вероятно-стей kp , того, что предмет обработки ляжет на дно бункера БЗУ поверхно-стью, при нахождении на которой возможен переход в требуемое ориенти-рованное положение, и вероятности lp поворота предмета обработки требуемой поверхностью к захватывающему органу при отсутствии помех в осуществлении этого перехода. Поэтому для нахождения зависимости, описывающей вероятность ip , рассмотрим положения, которые может за-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
106
нимать предмет обработки с неявно выраженной асимметрией торцов (один из которых – цилиндрический, а другой – конический) и смещения центра масс вдоль продольной оси симметрии. Подобные предметы могут лечь на дно бункера БЗУ одной из своих поверхностей (рис. 2): асиммет-ричным (коническим) торцом (положение I), цилиндрическим торцом 1d (положение II) или боковой поверхностью (положение III).
Рис. 2. Вероятные положения предмета обработки с неярко выраженной асимметрией торцов
и смещения центра масс вдоль продольной оси симметрии на дне бункера БЗУ
Обозначим вероятности того, что предмет обработки ляжет на дно бункера асимметричным торцом, цилиндрическим торцом или боковой по-верхностью соответственно как
321,, kkk ppp . Так как предмет обработ-
ки, брошенный на дно бункера, ляжет на него обязательно какой-либо из трех ограничивающих его поверхностей, то
1321
=++ kkk ppp . (5)
Переход предмета обработки в требуемое ориентированное поло-жение III, в котором предмет обработки подходит к диску с захватываю-щими органами асимметричным торцом вперед, не возможен, если пред-мет обработки находится на дне бункера в положениях I, II. Тогда вероятность того, что предмет обработки ляжет на дно бункера поверхно-стью, при нахождении на которой возможен его переход в требуемое ори-ентированное положение, в соответствии с (5) будет равна
).(1213 kkkk pppp +−== (6)
Выражения для определения вероятностей 1kp ,
2kp получены на
основе известной методики следующим образом. Вероятности перехода предмета обработки в первое определенное
устойчивое положение выразим телесным углом kF , соответствующим k-й поверхности предмета обработки и образуемым бесконечным количеством лучей выходящих из центра масс предмета обработки и пересекающих все точки периметра его k-й базисной поверхности. Так как мерой телесного угла принято считать площадь, вырезаемую этим углом на сфере единич-




Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
110
нуля. В этом случае из выражения (1) следует, что при этом значении ок-ружной скорости нулю должен быть равен коэффициент выдачи η. Тогда в соответствии с выражением (3) получим
4max−=ε υ . (19)
Предположим, что предельное значение окружной скорости maxυ захватывающих органов, при котором производительность и коэффициент выдачи зубчатого БЗУ приближаются к нулевым значениям, соответствует ситуации, когда величина кинетической энергии, сообщенной предмету обработки движущимся диском с радиальными пазами при неупругом уда-ре предмета обработки о край паза, будет достаточна для выброса предме-та обработки из паза. В этом случае ни один предмет обработки, находя-щийся на поверхности вращающегося диска с радиальными пазами, не сможет занять благоприятного положения в пазу для последующего запа-дания в гнездо диска (рис. 4).
В этом случае удар кромки паза, движущегося с постоянной скоро-стью constmax =υ , приходится в боковую поверхность цилиндрической части предмета обработки, и он будет выброшен из паза при условии
hmgmυ
∆≥2
2max , (20)
где m – масса предмета обработки; h∆ – глубина западания предмета обра-ботки в радиальный паз.
Рис. 4. Расчетная схема к определению предельной окружной скорости захватывающих органов дискового зубчатого
бункерного загрузочного устройства Тогда согласно (20) предельное значение окружной скорости maxυ
захватывающих органов будет определяться неравенством

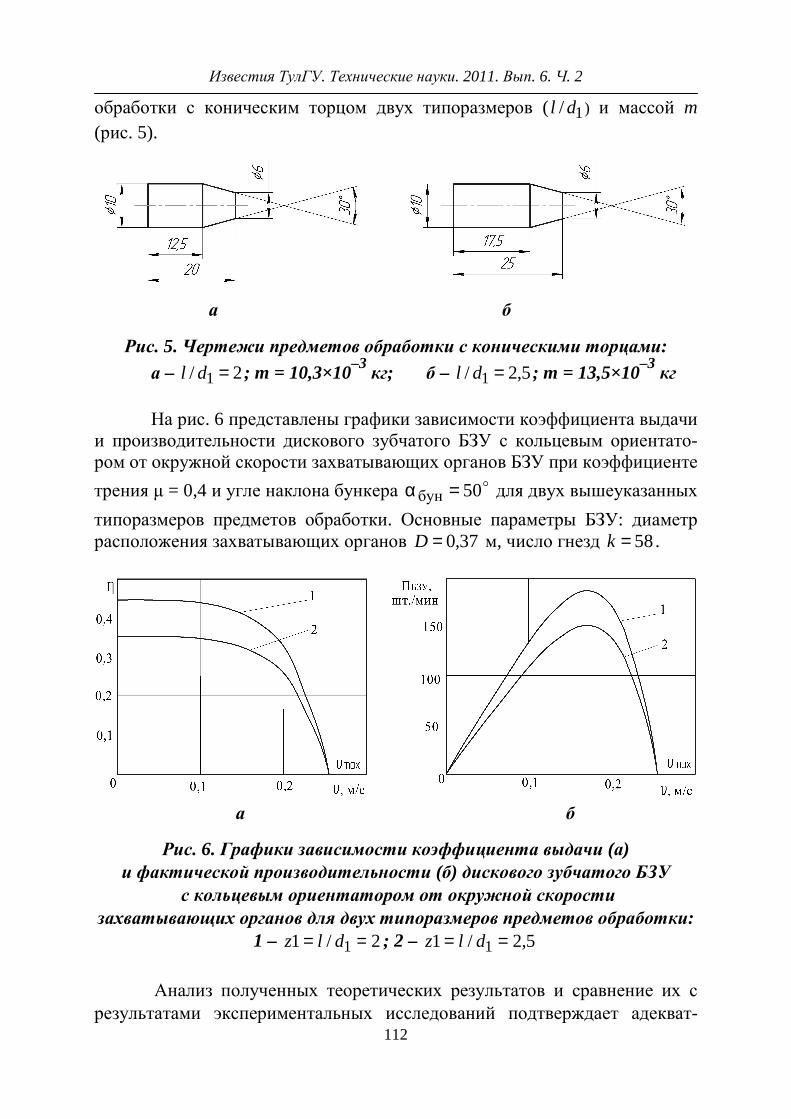
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
112
обработки с коническим торцом двух типоразмеров ( 1/ dl ) и массой m (рис. 5).
а б
Рис. 5. Чертежи предметов обработки с коническими торцами: а – 2/ 1 =dl ; m = 10,3×10
–3 кг; б – 5,2/ 1 =dl ; m = 13,5×10
–3 кг
На рис. 6 представлены графики зависимости коэффициента выдачи
и производительности дискового зубчатого БЗУ с кольцевым ориентато-ром от окружной скорости захватывающих органов БЗУ при коэффициенте
трения µ = 0,4 и угле наклона бункера o50бун =α для двух вышеуказанных
типоразмеров предметов обработки. Основные параметры БЗУ: диаметр расположения захватывающих органов 37,0=D м, число гнезд 58=k .
а б
Рис. 6. Графики зависимости коэффициента выдачи (а) и фактической производительности (б) дискового зубчатого БЗУ
с кольцевым ориентатором от окружной скорости захватывающих органов для двух типоразмеров предметов обработки:
1 – 2/1 1 == dlz ; 2 – 5,2/1 1 == dlz Анализ полученных теоретических результатов и сравнение их с
результатами экспериментальных исследований подтверждает адекват-

Машиностроение и машиноведение
113
ность разработанной аналитической модели производительности дисково-го зубчатого БЗУ с кольцевым ориентатором для предметов обработки формы тел вращения с неявно выраженной асимметрией торцов и смеще-ния центра масс вдоль продольной оси симметрии.
Список литературы
1. пат. 100942 Рос. Федерация. Бункерное загрузочное устройство:
Опубл. 10.01.2011. Бюл. 1. 2. Голубенко В.В., Давыдова Е.В., Прейс В.В. Совершенствование
зубчатого бункерного загрузочного устройства для предметов обработки с неявно выраженной асимметрией торцов // Известия ТулГУ. Технические науки. 2010. Вып. 2.4.1. С. 27-34.
3. Давыдова Е.В., Прейс В.В. Автоматическая загрузка стрежневых предметов обработки с неявно выраженной асимметрией по торцам / под ред. В.В. Прейса. Тула: Изд-во ТулГУ, 2009. 112 с.
4. Автоматизация загрузки прессов штучными заготовками / В.Ф. Прейс [и др.]; под ред. В.Ф. Прейса. М.: Машиностроение, 1975. 280 с.
5. Медвидь М.В. Автоматические ориентирующие загрузочные уст-ройства. М.: МАШГИЗ, 1963. 299с.
V.V. Golubenko, E.V. Davidova, V.V. Preys ANALYTICAL MODEL OF PRODUCTIVITY OF THE DISK HOPPER FEEDING
DEVICE WITH THE RING ORIENTATOR The analytical model of productivity of the disk gear hopper feeding device with
the ring orientator, allowing you-take constructive and kinematic parameters of the device providing its demanded productivity at feeding of subjects of processing of the form of bodies of rotation with implicitly expressed asymmetry of end faces and displacement of the center of weights along a longitudinal axis of symmetry is considered.
Key words: the gear bunker loading device, productivity, automatic loading.
Получено 20.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
114
УДК 621.7.57 И.В. Григоров, соискатель, (4872) 33-23-95, [email protected] (Россия, Тула, ТулГУ) А.С. Ямников, д-р техн. наук, проф., (4872) 33-23-95, [email protected] (Россия, Тула, ТулГУ) ТЕХНОЛОГИЧЕСКАЯ МОДЕЛЬ МНОГОЗВЕННОГО РЫЧАЖНОГО МЕХАНИЗМА
Приведено оригинальное технологическое решение сложной многозвенной раз-мерной цепи рычажных механизмов путем моделирования в станочной позиции усло-вий работы механизма в конструкции изделия. Показано, что данный прием сокраща-ет вычислительные операции на рабочем месте, упрощает технологию пригоночных работ и создает предпосылки для замены ручной пригонки механизированной.
Ключевые слова: механизированная пригонка, размерная цепь, рычажный ме-ханизм, технологическая модель.
Многочисленные наблюдения процесса формирования точности
выходных параметров собираемых автоматических машин при контроле по копоти полноты контакта поверхностей взаимодействующих деталей показали, что существует определённая закономерность: если расстояние между противолежащими точками на сопрягаемых поверхностях равно или меньше толщины слоя копоти, последняя при контроле облетает с по-верхности. Таким образом, при полном облетании слоя копоти максималь-ная (для обеих сопрягаемых поверхностей) погрешность геометрической формы не должна превосходить его толщину. Если же одна из сопрягае-мых поверхностей является геометрическим эталоном другой, то и в этом случае максимально возможное отклонение от правильной геометрической формы после подгонки её также должно быть равно максимальному слою копоти, который будет облетать при сопряжении этих поверхностей. Это расстояние можно рассматривать как замыкающее звено размерной цепи, составляющими звеньями которой являются отклонения формы и распо-ложения сопрягаемых поверхностей. В данном случае допуск замыкающе-го звена - это максимально возможный слой копоти, который облетает при сопряжении поверхностей, удостоверяя тем самым удовлетворительное качество их контакта [1].
Для уточнения связи между толщиной копоти и её цветом был по-ставлен специальный эксперимент. Результаты эксперимента подтвердили известную из практики определённую связь между цветом копоти и её толщиной [2]. В таблице приведены значения толщины копоти в зависимо-сти от её цвета. При проведении экспериментов установлено, что контро-лируемая поверхность просвечивается через слой копоти, если его толщи-на не превышает 0,010 мм. Производственные наблюдения показали, что нанесение тонких слоев копоти (0,001...0,010 мм) представляет определён-

Машиностроение и машиноведение
115
ные трудности и требует, поэтому соответствующего навыка. Практически контроль пятна контакта производится по чёрной копоти. Естественно, точность контроля в этом случае снижается.
Зависимость толщины слоя копоти от её цвета
Цвет слоя копоти Толщина слоя копоти (мкм) Серый 1…3
Светло-коричневый 4…5 Коричневый 6…8
Темно-коричневый 9…10 Черный, с коричневым отливом 11…13
Черный 14 и более
Проверка и достижение контакта по копоти обязательно должны сопровождаться соударением сопрягаемых поверхностей. При соударении контактирующих поверхностей копоть облетает с выступающих участков и остаётся в глубоких впадинах. Таким образом, соотношение светлых и тёмных пятен на испытуемых поверхностях свидетельствует о полноте контакта.
Сама по себе задача достижения контакта между двумя поверхно-стями как точностная задача может быть интерпретирована схемой раз-мерной цепи, где замыкающим звеном является расстояние между точками двух сопряжённых поверхностей, измеренное по нормали к номинальной линии (поверхности) сопряжения. Составляющими же звеньями являются расстояния точек сопрягаемых реальных поверхностей от номинальной поверхности (линии) сопряжения. Следует заметить, что в частном случае номинальная поверхность (линия) сопряжения может быть в то же время и прилегающей.
В точностных задачах совокупность двух контактирующих поверх-ностей целесообразно представить в виде схемы размерной цепи, откуда могут быть выявлены требования к параметрам этих поверхностей.
В реальных конструкциях сопрягаемые детали ориентируются друг относительно друга внешними направляющими связями. Эти связи можно идеализировать, считая при этом, что имеет место вполне определённое базирование одной из сопрягаемых деталей относительно другой. В боль-шинстве же случаев практически труд но, а подчас и невозможно, создать условия, обеспечивающие определённость базирования. В конкретных за-дачах неопределённость базирования в некоторой степени способствует обеспечению требуемого пятна контакта (в случае задания норм точности по пятну контакта при проверке по краске или копоти).
Рассмотрим случай сопряжения деталей в рычажном механизме, характерном для узлов автоматических машин (рис. 1). При рассмотрении

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
116
данной схемы считаем, что зазоры в шарнире и перекос последнего в плос-кости, перпендикулярной чертежу, отсутствуют. При идеальном исполне-нии размеров и геометрических форм поверхностей деталей возможно их полное прилегание на заданной длине l под воздействием силы Р (рис. 1,а).
Рис. 1. Виды контакта в сопряжённых деталях рычажного механизма: а - контакт деталей с идеальными размерами;
б - раскрытие стыка из-за неточности размеров; в - возможное уменьшение раскрытия стыка
При отклонении размеров от номинальных значений (рис. 1,б) про-
исходит раскрытие стыка на угол γ , величина которого определяется из уравнения размерной цепи А
.0cossin 341 =γ−γ+ AAA (1)
Ввиду малости угла γ можно принять γ=γsin и 1cos =γ . Тогда
4
13
A
AA −=γ . (2)

Машиностроение и машиноведение
117
Замыкающее звено Σ∆Б , как это следует из схемы размерной цепи Б
1ББ ⋅γ=Σ∆ , (3)
или с учётом (1)
lL
ААБ ⋅−=Σ∆
13 , (4)
где 4AL = , 1Бl = . По равенству (4) могут быть определены при заданной длине участ-
ка контакта l предельные значения конструктивных размеров 1A , 3A и L, при которых раскрытие стыка не превзойдёт допустимой для него величи-ны Σ∆Б , т.е. толщины слоя копоти, обычно задаваемого для контроля ка-
чества контакта деталей автоматики стрелкового оружия. На рис. 1,в показана схема взаимодействия тех же деталей с учётом
наличия зазора S, в шарнире и соответствующей взаимной их переориен-тации. В этом случае уравнение (1) принимает вид
0cossin2 341 =γ−γ++ AAS
A , (5)
где S - величина зазора в шарнирном сочленении деталей. При тех же допущениях о малости угла раскрытия стыка будем
иметь
4
13 2A
SAA −−
=γ . (6)
Переориентация деталей, приведшая к одному из множества их возможных взаимных расположений, вызвала изменение величины угла раскрытия стыка, в данном случае, уменьшение. Из схемы механизма, а также из равенства (6), видно, что γ - величина утла раскрытия стыка за-висит от соотношения размеров, образующих рассматриваемую размерную цепь. Возможен и наружный кромочный контакт деталей Д1 и Д2 при
213SAA +< . (7)
Рассмотренные примеры размерных цепей определяют пути дости-жения требуемой полноты контакта как выходного параметра сборочного соединения за счёт регулирования точности взаимодействующих деталей.
О возможной трудоёмкости достижения точности выходных пара-метров этих размерных цепей можно судить на основании результатов расчёта [2]. Вследствие технологических трудностей при обеспечении вы-сокой точности размеров приходится прибегать к использованию приго-ночных работ, выполняемых, как правило, вручную.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
118
Для устранения недостатков, присущих ручной компенсационной доработке деталей, разработаны способы станочного съёма компенсацион-ного слоя [3,4]. Эти способы позволяют с помощью специальных станоч-ных установок производить доработку компенсирующих деталей, обеспе-чивая при этом необходимую полноту контактных взаимодействий соприкасающихся поверхностей и точность других выходных параметров, характеризующих данное сборочное соединение.
Эти способы базируются на принципах реализации технологиче-ских моделей сборочных соединений, сущность которых заключается в воспроизведении положениями элементов станочной установки положе-нии исполнительных и базовых поверхностей деталей сборочного соеди-нения. Исполнительная (контактная) поверхность компенсирующей детали образуется пересечением последней с производящей поверхностью режу-щего инструмента, имитирующей соприкасающуюся поверхность другой детали. Базовая поверхность станочной установки имитирует измеритель-ную поверхность сборочного соединения, определяющую величину второ-го выходного параметра. Разработаны установки для станочного съёма компенсационного слоя с компенсирующих деталей типа кулачков, рыча-гов и корпусов.
На рис. 2 приведена графическая иллюстрация сущности техноло-гического моделирования сборочных соединений, точность выходных па-раметров которых достигается станочной доработкой компенсирующей детали.
Рассматривается случай, когда компенсирующая деталь имеет фор-му плоского рычага. Механизмы с рычагами, выполняющими функции компенсаторов, широко распространены в автоматических машинах.
На рис. 2, а показана конструкция механизма. Правое плечо рычага I согласно техническим требованиям должно иметь вылет заданной точно-сти К относительно нижней торцовой плоскости корпуса 2, а левое плечо - одновременный плоскостной контакт с выступом в того же корпуса. Это положение обозначено на чертеже сплошным контуром. Изготовление ры-чага и корпуса по условию их взаимозаменяемости при сборке связано со значительными технологическими трудностями и поэтому прибегают к пригонке левого плеча рычага, являющегося компенсирующей деталью. С этой целью на нём оставлен компенсационный слой к.с. При наличии компенсационного слоя рычаг занимает положение, обозначенное на чер-теже пунктиром, контрольный размер К имеет погрешность ∆ , а левое плечо рычага - точечный контакт с выступом в корпуса. Из этого положе-ния в ходе последовательных съёмов компенсационных слоев рычаг пере-водится в положение, удовлетворяющее заданным нормам точности выле-та К правого плеча и полноты контакта левого плеча с выступом в корпуса.

Машиностроение и машиноведение
119
Рис. 2. Технологическое моделирование размерных связей в сборочных соединениях
Технологическое моделирование сборочного соединения осуществ-
лено следующим образом: размерные характеристики собранного меха-низма до и после съёма компенсационного слоя с компенсирующей детали - рычага - воспроизведены базовыми и настроечными размерами станоч-ной установки, (рис. 2, б). От базовой плоскости основания 3 приспособле-ния, имитирующей измерительную плоскость сборки, устанавливается вы-движная опора 4 на высоту ∆ , равную погрешности размера К в механизме до съёма компенсационного слоя с левого плеча рычага 1.
На расстоянии КА− от базовой плоскости приспособления разме-щена ось стойки 5 с пальцем 6 для установки на нём рычага 1. При поджа-тии правого плеча рычага I к опоре 4 (пунктирное положение) до касания с верхней точкой левого плеча подводится режущий инструмент 7, произво-дящая поверхность которого имитирует контактную поверхность выступа в корпуса. Производящая поверхность режущего инструмента отстоит от базовой плоскости приспособления на расстоянии КВ − так же, как и кон-тактная поверхность выступа в от контрольной плоскости в механизме. Так имитировано в станочной установке взаимное расположение деталей ме-ханизма до съёма компенсационного слоя.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
120
После отвода инструмента при сохранении настроечного размера КВ − убирается заподлицо основание опоры 4, и рычаг переводится в по-
ложение контакта правого плеча с базовой плоскостью приспособления. Поднимающееся левое плечо пересекает производящую поверхность. При включении подачи инструмента с рычага как с компенсатора удаляется компенсационный слой, размеры и форма которого обеспечивают получе-ние в окончательно собранном механизме требуемой точности контроль-ного размера К и полноты контакта левого плеча рычага с корпусом. Эти результаты были получены имитацией в станочной установке взаимного расположения деталей в окончательно собранном механизме.
Рассмотренный приём исключает какие-либо явные расчётные опе-рации по определению размеров компенсирующей детали в данном сбо-рочном комплекте. Воспроизведение настроечными размерами контроль-ных и фактических размерных параметров собираемого механизма даёт те же результаты, которые были бы получены расчётным путем и последую-щей обработкой каждой детали. Основным достоинством способа является обеспечение высокой точности положения контактной поверхности ком-пенсирующей детали, а, следовательно, и требуемой полноты контакта. Раскрытие стыка, определяющее полноту контакта, при использовании данного способа формируется в короткой размерной связи, в то время как при расчётном определении их составляющих число этих связей возраста-ет, а вместе с ними возрастает и общая погрешность результата. Изложен-ная методика технологического моделирования и способ её реализации при помощи станочных установок подтверждены практическим внедрени-ем на одном из предприятий.
Список литературы
1. Маликов А.А., Мигай А.Ю., Ямников А.С. Технология сборки машин: учеб. пособие для вузов / под ред. А.А. Маликова. Тула: Изд-во ТулГУ, 2011. 127 с.
2. МР 32-82. Цепи размерные: Расчёт допусков с учётом условий контакта сопряжённых деталей /И.А. Коганов [и др.]. М.: ВНИИНМАШ, 1982.-61с.
3. Терёхин Н.А. Влияние параметров технологической оснастки на точность сборки при машинном удалении компенсационного слоя // Ис-следования в области технологии механической обработки и сборки. Тула, 1983. С. 10 - 17.
4. Технология машиностроения. Специальная часть: учебник /М.Н. Бобков [и др.]; под ред. А.А. Маликова и А.С. Ямникова. Тула:

Машиностроение и машиноведение
121
Изд-во ТулГУ, 2010. 388 с. I.W. Grigorov, A.S. Yamnikov PROCESS MODEL LADDER LEVER MECHANISM The original technological decision of a difficult multilink dimensional circuit of
lever mechanisms by imitation in станочной positions of working conditions of the gear in an article construction is reduced. It is displayed that the given reception reduces computing processes on a bench, simplifies technique of fitting operations and creates premises for substitution of manual adjustment mechanised.
Key words: the mechanised adjustment, a dimensional circuit, a lever mechanism.
Получено 20.12.11
УДК 621.7.57 И.В. Григоров, соискатель, (4872) 33-23-95, [email protected] (Россия, Тула, ТулГУ), А.С. Ямников, д-р техн. наук, проф., (4872) 33-23-95, [email protected] (Россия, Тула, ТулГУ) РАЗМЕРНЫЙ АНАЛИЗ РЫЧАЖНОГО МЕХАНИЗМА
Дано технологическое решение сложной многозвенной размерной цепи ры-чажных механизмов путем имитации в станочной позиции условий работы механизма в конструкции изделия. Показано, что данный прием упрощает технологию пригоноч-ных работ и создает предпосылки для замены ручной пригонки механизированной.
Ключевые слова: механизированная пригонка, размерная цепь, рычажный ме-ханизм.
Качество машин, а, следовательно, их конкурентоспособность зна-
чительно зависят от качества сборки. Качество машин характеризуется системой показателей и регламентируется системой стандартов (ГОСТ Р ИСО 9001, ГОСТ 23660-79, ГОСТ 14.203-83, РД 50-635-87). Одним из важнейших показателей качества, обеспечение которого зависит от техно-логии изготовления машины, является точность ее изготовления. На соот-ветствие этого показателя служебному назначению машины следует обра-тить внимание в первую очередь.
Сборочные операции с ручными пригоночными работами трудоем-ки, так как требуемая точность выходных характеристик достигается в процессе многократных последовательных пробных съемов компенсаци-онного слоя. После съема каждого пробного слоя производится сборка, уз-ла для промера контрольных размеров. Промежуточные сборки-разборки узла являются основной причиной длительного выполнения сборочной

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
122
операции. Пригоняемые детали имеют повышенную твердость (HRC 46...48). Обработка деталей повышенной твердости напильником требует больших физических усилий от слесаря. Кроме того, сборочные операции с ручными пригоночными работами невозможно точно пронормировать, так как длительность каждого рабочего приема зависит от субъективных особенностей слесаря-сборщика. Типичным примером рычажного меха-низма, при сборке которого применяют пригонку, является конструкция узла рычажного механизма, в который входит шептало с крышкой (рис. 1). Она включает: крышку 1, шептало 2, рычаг шептала 3, рычаг толкателя 4, защелку 5. Техническими условиями на сборку и приемку механизма пре-дусматривается нормированный по копоти контакт плоскостей М и Л шеп-тала и базовой детали-крышки (не менее 50 % от номинальной площади). Одновременно с этим должен быть обеспечен выход выступа Д правого плеча шептала относительно плоскости крышки на величину ∆A = 5,5 ± 0,2 мм.
Рис. 1. Схема типового рычажного механизма
Определим условия для выполнения изложенных выше требований. На рис. 2 представлены предельные положения рычага в механизме. Шеп-тало показано в положении, когда малое плечо прижато к поверхности крышки Л. В идеально выполненном механизме контактирование будет происходить по всей поверхности при одновременном выдерживании за-мыкающего размера ∆A (рис. 2, а). В реальном же механизме, изготовлен-ном с отклонениями, пусть даже небольшими, контакт будет осуществ-ляться по линии. На рис. 2, б в показаны два возможных крайних положения линий контактирования, обусловленных сочетанием отклоне-ний размеров рычажного механизма. Возникающие в результате неблаго-приятного сочетания размеров рычажного механизма раскрытие стыка ∆ и

Машиностроение и машиноведение
123
погрешность величины выхода плеча шептала ∆∆A могут превышать до-пустимые значения.
Определим предельно допустимые отклонения взаимного располо-жения поверхностей Л и М, а также расчетный допуск замыкающего звена
∆′AT , который необходимо обеспечить перед статическим нагружением размерных звеньев цепи.
Это необходимо для выявления возможности обеспечения предпи-санных норм точности доработкой поверхности М шептала.
Относительная площадь пятна контакта оФ , выраженная в процен-тах по отношению к номинальной площади соприкасающихся поверхно-стей, [1]:
∆= к
оb
Ф100
, (1)
где кb = 0,02 мм - толщина нанесенного слоя копоти; ∆ - величина раскры-тия стыка.
Допустимая величина раскрытия стыка при заданной относитель-ной площади пятна контакта оФ = 50 %, не должна превышать значения:
04,050
02,0100100 =⋅==∆о
к
Ф
b мм.
Раскрытие стыка определяется действительными значениями раз-меров 1Г и 3Г , а также смещением отверстия шептала относительно пальца в пределах имеющегося зазора. Отклонения размеров 1Г и 3Г при-водят к раскрытию поверхностей Л и М на угол iγ .
Возможное отклонение сопрягаемых поверхностей в направлении перпендикулярном плоскости чертежа компенсируется, при силовом за-мыкании механизма, путем установки поверхности М шептала по поверх-ности Л крышки. При этом возможны два предельных положения контакта. Первое положение (см. рис. 2, б) возможно, когда размер 1Г вы-полнен по своему верхнему отклонению, а размер 3Г - по нижнему, второе (см. рис. 2, в), когда размер 1Г выполнен по нижнему, а размер 3Г - по верхнему отклонениям.
Величина раскрытия стыка: ,6 itgГ γ=∆ (2)
где 6Г = 6 мм - длина контактирующей поверхности крышки; iγ - угол раскрытия стыка.
Углы раскрытия стыка 1γ и 2γ первого (см. рис. 2, б) и второго (см. рис. 2, в) положений определяются с помощью уравнений, которые вследствие малости углов 1γ и 2γ , можно записать в виде
( ) 45311 ГГГГ ++=γ , (3)

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
124
( ) 4312 ГГГ ′+=γ . (4)
а
б
в
Рис. 2. Схемы предельных положений шептала

Машиностроение и машиноведение
125
Длина плеча, определяющая место контактирования поверхности шептала, может изменяться от 14 мм (размер 4Г , см. рис. 2,б) до 8 мм (размер 4Г ′ рис. 2,в). Величина смещения осей сопряженных цилиндриче-
ских поверхностей (диаметр 109
8h
H) 5Г = 0,03мм, Условия приемки меха-
низма по контакту будут выполнены, если размер 1Г , превышает размер
3Г не более чем на 0,063 мм или размер 3Г превышает размер 1Г не бо-лее чем на 0,053 мм, т.е.
63,0min3
max1 =− ГГ мм; 53,0max
3min1 −=− ГГ мм.
Принимаем отклонения размеров 043,0030,01
+−=ТГ мм, 023,0
020,03+−=ТГ мм.
Звено 1Г является замыкающим в размерной цепи
,3121 ББББГ −−== ∆
a 3Г , в свою очередь, - замыкающим звеном в размерной цепи
763 КККГ −== ∆ . (5) Достижение регламентированного прилегания поверхностей М и Л
при сборке по методу полной взаимозаменяемости возможно лишь в том случае, если размеры 76321 ,,, КиКБББ будут выполнены с допусками
.02,0,023,0,02,0,033,0,02,0 76321 ммТКммТКммТБммТБммТБ ===== По результатам расчета можно сделать вывод, что выдерживание
столь жестких допусков вызовет значительные затруднения и поэтому можно считать оправданным применение метода пригонки для обеспече-ния точности сборки узла.
Обычно пригонку производят, удаляя специально оставляемый компенсационный слой припуска с поверхности М шептала припиловкой, с контролем качества контакта плоскости М по копоти и выступа правого конца шептала по калибрам. Для механизации пригонки шептала целесо-образно в станочной позиции создавать условия, имитирующие положение пригоняемого шептала в конструкторском узле. Реализация этого тезиса представлена в виде установочного станочного приспособления (рис. 3).
Шептало при установке с требуемой посадкой на палец 5 прижима-ется штифтом 3 пружинного зажима к опорной поверхности С клина 2. Ось направляющих втулок 4 и 6, в которых базируется палец, расположена относительно базовой поверхности Н приспособления на расстоянии 13,5±0,01 мм (размер, заданный чертежом механизма). В этом начальном положении шлифовальный круг подводится до касания с поверхностью М шептала (момент касания фиксируется по искре). Далее при возвратно-поступательных движениях стола подачу на врезание производят с помо-щью клино - винтового механизма приспособления. При этом правое пле-чо рычага - шептала поворачивается по часовой стрелке до тех пор, пока не

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
126
произойдет контакт выступа Д шептала с базовой поверхностью Н приспо-собления. Это положение соответствует окончанию обработки.
Таким образом, в процессе обработки - шлифования исключается необходимость осуществлять контроль съема металла с поверхности М. Требуемое для работы конкретного механизма положение исполнительных поверхностей М и Д обеспечивается автоматически.
Рис. 3. Конструкция установочного приспособления
В результате между плоскостями С и Н обеспечивается размер 2П , равный отклонению положения выступа Д шептала, поступившего на сборку спускового механизма.
Определение максимально допустимых отклонений на размеры, оп-ределяющие положения элементов станочной установки, проводилось из условия обеспечения при сборке узла нормированного прилегания плоско-стей Л и М. В качестве допустимых отклонений замыкающего звена ∆П размерной цепи станочной установки были приняты значения:
063,031
min3
max1 =∆−∆=−=∆ ∆ нГвГвП ГГ мм, (6)
053,031
max3
min1 −=∆−∆=−=∆ ∆ вГнГнП ГГ мм. (7)

Машиностроение и машиноведение
127
Проверка правильности назначенных по условию обеспечения рег-ламентированного прилегания поверхностей Л и М норм точности на раз-мерные параметры станочной установки осуществлялась по условию обес-печения, при сборке узла, предписанной величины выхода выступа Д плеча шептала относительно плоскостей Г крышки. При этом нами учиты-вались возможные колебания относительного положения выступа Д плеча шептала, вызываемые погрешностью формы сопрягаемых поверхностей деталей и контактными деформациями, имеющими место при приложении к шепталу статической нагрузки. Допуск замыкающего звена с учетом влияния перечисленных факторов определится из уравнения
∑ ∑ ∑ξ+ξ+ξ=∆ qкqjфjii TATATAТА , (8)
где ∑ξ iiTA , ∑ξ jфjTA , ∑ξ qкqTA – составляющие допуска замыкающего
звена, учитывающие соответственно допуски размеров механизма, по-грешности формы сопрягаемых поверхностей и контактные деформации поверхностей, воспринимающих приложенную к шепталу статическую на-грузку.
Определение составляющих ,фjфj TATA ∆=∑ξ кqкq ТАTA ∆=∑ξ
производилось на основе экспериментальных данных. Порядок проведения экспериментов и их результаты приведены ниже. Расчетный допуск
∑ξ=′∆ iiTAAT , являющийся составляющим допуска замыкающего звена механизма, определяется из уравнения
кф ТАТАТАAT ∆∆∆∆ −−=′ . (9)
Базирование шептала производилось с помощью пальца 3, а его уг-ловое положение определялось сопряжением плоскости М с плоскостью крышки Л (рис. 4).
Рис. 4. Схема измерения положения точки Д шептала

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
128
Сопряжение пальца в отверстиях модели крышки осуществлялось по посадке 89 hН , сопряжение шептала с пальцем - по такой же посадке
89 hН . Поверхность Л модели крышки фрезеровалась, обработанная по-верхность имела шероховатость Rz = 20 мкм. Шлифованная поверхность М рычага имела шероховатость Rz = 10 мкм.
Измерения проводились с помощью индикатора 4 с ценой деления шкалы 0,001 мм, закрепленного на стойке 5. Отклонения положения кон-трольной точки Д плеча шептала фиксировались в вертикальной плоско-сти. Для варьирования условий контакта поверхностей пальца с шепталом и корпусом, измерения отклонений положения контрольной точки Д про-водились по следующей схеме:
а - измерение положения контрольной точки - совмещение отметки "0" шкалы со стрелкой индикатора;
б - поворот пальца на 90° - измерение; в - поворот пальца на 90° - измерение; г - поворот пальца на 90° - измерение; д - сдвиг пальца в осевом направлении относительно шептала на 10
мм - измерение; е - поворот пальца на 90° - измерение и т.д. Измерение положения контрольной точки Д осуществлялось при
приложении силы 5 Н, обеспечивающей беззазорный контакт сопрягаемых поверхностей. Сила, действующая на плечо шептала по направлению стрелки, создавалось с помощью пружины. Наблюдаемые значения слу-чайной величины ix , которые определялись при изменении положений контрольной точки Д в десяти моделях, сведены в таблицу.
Анализ результатов измерения показывает, что несмотря на то, что каждая сборочная модель собиралась из одних и тех же деталей, наблюда-лось изменение положения контрольных точек Д при измерении всех деся-ти моделей. Различие в положении контрольных точек может быть объяс-нено лишь тем, что, с изменением относительного положения цилиндрической поверхности пальца и поверхностей отверстия в крышке и шептале, их контакт происходил по разным точкам. В результате менялось относительное положение основных и вспомогательных баз.
Статистическая обработка результатов измерения, проведенная по методике, изложенной в работе [2], позволила определить среднее значе-ние случайной величины x =0,84 мкм и ее среднеквадратическое отклоне-ние S = 1,078 мкм. Для определения составляющей допуска замыкающего звена фTA∆ следует найти его верхнее
фвА∆∆ и нижнее
фнА∆∆ предельные
отклонения. Возможное рассеивание случайной величины определяем по уравнениям [3]
SAxфвА 1+=∆
∆, (10)


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
130
Список литературы
1. Суслов А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей. М.: Машиностроение, 1987. 206 с.
2. Солонин И.С. Математическая статистика в технологии машино-строения. М.: Машиностроение, 1972. 216 с.
3. Дунаев П.Ф., Леликов О.П. Расчет допусков размеров. М.: Ма-шиностроение, 1981. 189 с.
I.V. Grigorov, A.S. Yamnikov THE DIMENSIONAL ANALYSIS OF THE LEVER MECHANISM The approach to the technological decision of a difficult iterative dimensional
chain of lever mechanisms by imitation in is presented position of working conditions of the mechanism in a product design. It is shown that the given reception simplifies technology of fitting works and creates preconditions for replacement of manual adjustment mechanized.
Key words: the mechanized adjustment, the dimensional chain, the lever mechanism.
Получено 20.12.11
УДК 621.7.57 И.В. Григоров, соискатель, (4872) 33-23-95, [email protected] (Россия, Тула, ТулГУ) СТАНОЧНАЯ ПОЗИЦИЯ ДЛЯ ОБРАБОТКИ ЗАЦЕПОВ ЗАТВОРА
Описана технология механизированной пригонки специфичного узла автома-тики высокотемпного устройства. Показано, что применение принципа подобия ста-ночной позиции собираемому механизму облегчает настройку режущего инструмента на размер обработки.
Ключевые слова: пригонка, сборка, механизация, позиция.
Качество машин, а, следовательно, их конкурентоспособность зна-чительно зависят от качества сборки. Качество машин характеризуется системой показателей и регламентируется системой стандартов (ГОСТ Р ИСО 9001, ГОСТ 23660-79, ГОСТ 14.203-83, РД 50-635-87). Одним из важнейших показателей качества, обеспечение которого зависит от техно-логии изготовления машины, является точность ее изготовления. На соот-ветствие этого показателя служебному назначению машины следует обра-тить внимание в первую очередь.
Сборочные операции с ручными пригоночными работами трудоем-ки, так как требуемая точность выходных характеристик достигается в

Машиностроение и машиноведение
131
процессе многократных последовательных пробных съемов компенсаци-онного слоя. После съема каждого пробного слоя производится сборка, уз-ла для промера контрольных размеров. Промежуточные сборки-разборки узла являются основной причиной длительного выполнения сборочной операции. Пригоняемые детали имеют повышенную твердость (HRC 46...48). Обработка деталей повышенной твердости напильником требует больших физических усилий от слесаря. Кроме того, сборочные операции с ручными пригоночными работами невозможно точно пронормировать, так как длительность каждого рабочего приема зависит от субъективных особенностей слесаря-сборщика [1-4].
На рис. 1 показана схема механизма с зацепами (детали 2 и 3). Ба-зирование зацепов в корпусе 1 осуществляется по цилиндрической по-верхности (двойная направляющая база) и по радиусной поверхности М, которая находится в контакте с фиксирующим пальцем 4 под действием пружины 5. Это лишает зацеп возможности перемещения вдоль оси ци-линдрической поверхности и поворота относительно той же оси. Усилие, передаваемое на зацеп пружиной, приводит к перекосу его в пределах за-зора по цилиндрической хвостовой части (рис. 1).
В этом положении расстояние ∆А , между поверхностями Г корпуса и Д зацепов, должно находиться в пределах 1,95+0,05 мм на левом конце за-цепа и 1,95+0,1 мм - на правом. В технических требованиях на сборку узла предусматривается также обеспечение нормированного по копоти контак-та поверхностей М хвостовой части зацепа с фиксирующим пальцем (не менее 80 % от номинальной площади). В действующем производстве вы-держивание указанных выше технических требований обеспечивается при-гонкой радиусной поверхности М хвостовой части зацепов, на что затра-чивается около 30 мин рабочими высокой (4-5 разряд) квалификации.
При работе в таких приспособлениях желаемый результат, т.е. обес-печение размера ∆А = 1,95 мм и полноты контакта, может быть достигнут лишь в том случае, если положение инструмента (фрезы или развертки) в момент образования радиусной поверхности на хвостовой части зацепа будет возможно более точно соответствовать положению фиксирующего пальца в каждом конкретном механизме. Для этого нужно точно измерить координаты 1Б и 5Б в корпусе (см. рис. 1) и обеспечить столь же точное соблюдение этих координат при обработке зацепов на станочных установ-ках. Выполнение указанного комплекса действий с требуемой точностью ( 01,0±≈ мм) весьма затруднительно. Если же учесть и значительные затра-ты времени на их осуществление - станет понятным нецелесообразность создания подобных позиций.
Учитывая изложенное можно сделать вывод, что наиболее рацио-нальным решением механизированной пригонки, в данном случае, являет-ся обработка в сборе, поскольку конструкция механизма позволяет произ-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
132
водить обработку поверхности М зацепа в сборе с корпусом (рис. 2). Ком-поновка станочной позиции для обработки в сборе представлена на рис. 3.
Рис. 1. Схема механизма (размеры 1,95+0,05 и 1,95+0,1 обеспечиваются припиловкой поверхности «М» зацепов, прилегание поверхности «М» зацепов к оси фиксирующего пальца не менее 80 %
площади соприкосновения)

Машиностроение и машиноведение
133
Между плоскостями Г корпуса и Д зацепа устанавливается калибр-планка, к базовой плоскости Н которой прижимаются зацепы. Это дает возможность обеспечить с надлежащей точностью размер 95,1=∆А мм (толщина планки равна ммТ 001,097,1 ±= ) при обработке радиусных по-верхностей М зацепов фрезой или разверткой. Направление режущего ин-струмента при обработке производится с помощью кондукторных втулок, относительно осей отверстий, которых предварительно выставляется кор-пус механизма с соблюдением строгой соосности осей отверстий кондук-торных втулок с осью отверстия корпуса под фиксирующий палец.
Рис. 2. Обработка
поверхности м зацепа в сборе с корпусом
Рис. 3. Компоновка станочной позиции для обработки в сборе
Выверка корпуса в приспособлении производится с помощью уста-
новочной оси 1. После закрепления корпуса в приспособлении ось удаля-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
134
ется, что позволяет установить зацепы и дает доступ режущему инстру-менту к обрабатываемым поверхностям (см. рис. 3).
Одновременно с обеспечением размера ∆А выполняется требование по выполнению нормированного контакта, (не менее 80 % от номинальной площади) поверхности М с поверхностью фиксирующего пальца. Для это-го диаметр ревущего инструмента должен быть одинаковым с диаметром фиксирующего пальца.
Применение данной схемы компоновки станочной позиции позво-лило отказаться от трудоемких измерений в каждом конкретном механиз-ме и соответствующих поднастроек положения режущего инструмента.
Список литературы
1. Маликов А.А., Маликов А.А., Мигай А.Ю., Ямников А.С. Техно-
логия сборки машин: учеб. пособие для вузов; под ред. А.А. Маликова. Тула: Изд-во ТулГУ. 2011. 127 с.
2. МР 32-82. Цепи размерные: Расчёт допусков с учётом условий контакта сопряжённых деталей / Коганов И.А. [и др.]. М.: ВНИИНМАШ, 1982. 61с.
3. Терёхин Н.А. Влияние параметров технологической оснастки на точность сборки при машинном удалении компенсационного слоя // Ис-следования в области технологии механической обработки и сборки. Тула, 1983. С. 10-17.
4. Технология машиностроения. Специальная часть: учебник / Бобков М.Н. [и др.]; под ред. А.А. Маликова и А.С. Ямникова. Тула: Изд-во ТулГУ, 2010. 388 с.
I.W. Grigorov POSITION FOR PROCESSING MACHINE BOLT GRIPPERS The technology of mechanized fit specific site automation vysokotempnogo device.
It is shown that application of the principle of similarity machining position being assembled by the mechanism of the cutting tool makes it easy to configure the size of the treatment.
Key words: fitting, assembly, mechanization, position.
Получено 20.12.11

135
ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
УДК 621.96:621.9.02.004:519.95 Е.А. Ядыкин, д-р техн. наук, проф., нач. управления, [email protected] (Россия, Тула, ТулГУ) МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ОПЕРАЦИИ ВЫТЯЖКИ С УЧЕТОМ ИЗМЕНЕНИЯ МАТЕМАТИЧЕСКОГО ОЖИДАНИЯ ФОРМИРУЕМОГО ПАРАМЕТРА ПРЕДМЕТА ОБРАБОТКИ НА ПРЕДЫДУЩЕЙ ОПЕРАЦИИ
Разработана математическая модель технологической операции формирова-
ния одноименного параметра предмета обработки в интегральной форме и в прира-щениях с учетом изменения математического ожидания формируемого параметра на предыдущей операции при постоянстве среднего квадратического отклонения.
Ключевые слова: математическая модель, технологическая операция, инст-румент, остаточный ресурс.
Рассмотрим случай, когда предмет обработки поступает на вход
технологической операции с одного и того же инструмента предыдущей операции. Будем полагать, что инструмент предыдущей технологической операции подвержен только износу, а изменениями среднего квадратиче-ского отклонения параметров предмета обработки, которые происходят из-за динамических явлений в процессе выполнения технологической опера-ции, можно пренебречь, т.е. выполняются условия
[ ] [ ][ ] [ ] [ ] ....
,...
10
10
XXX
XMXM
σ==σ=σ≠≠
(1)
В этом случае модели исследуемой технологической операции пре-образования параметра Х предмета обработки в параметр Y можно дать следующую геометрическую интерпретацию (рис. 1).

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
136
Рассмотрим i-е реализации параметров iх0 и i1x в параметры iy0 и
i1y . С целью уравнивания ситуации для [ ] [ ]10 XMXM ≠ реализации iх0 и
i1x должны находиться на одинаковых расстояниях от [ ]0XM и [ ]1XM , т.е. реализация i0х и i1x как бы нормируются значением const=c
[ ] [ ]11000 XMxXMxc i −=−= . Таким образом, в момент 0t параметр ix0 преобразуется в пара-
метр iy0 , а в момент 01 tt > параметр 1i0i1 xxx ∆+= преобразуется в пара-метр i1y , причем
.011 ii yyy −=∆ (2) В обобщенном виде выражение (2) можно представить как [1]
[ ][ ]
[ ][ ]
[ ][ ]
[ ] [ ][ ]
[ ] [ ] .100
11
00
11
1 YMXMX
YXM
X
YX
X
YX
X
YY ∆+
σσ−
σσ−
σσ−
σσ=∆
Рис. 1. Геометрическая интерпретация модели технологической операции
Рассмотрим подробнее выражение

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
138
Пренебрегая бесконечно малыми приращениями более высокого порядка, выражение (3) можно преобразовать к виду
[ ] [ ][ ]
[ ] .2 0
1010
X
Y
YDXXY
σσ∆
+∆σ (9)
Рассмотрим выражение [ ][ ] [ ] [ ]
[ ] [ ] ,00
11 XM
X
YXM
X
Y
σσ−
σσ
которое преобразуем, используя (4) - (8) и пренебрегая бесконечно малыми более высокого порядка
[ ] [ ] [ ] [ ] [ ]( ) =σ−σσ 0011
1XMYXMY
X
[ ] [ ] [ ] [ ] [ ]( )
[ ] [ ] [ ] [ ] [ ] [ ] [ ][ ]
[ ] [ ][ ]
[ ] [ ][ ] [ ] [ ] [ ]
[ ][ ]X
Y
YDXMXMY
XMYY
XMYD
Y
YDXMXMYXMY
X
XMYXXMYYX
σσ
∆+∆σ
≈σ−σ
∆∆+
+σ
∆+∆σ+σσ
=
=σ−∆+∆+σσ
=
0
1010
000
11
0
101000
001010
2)
2
2(
1
1
(10)
где [ ] [ ] [ ] [ ] [ ].101010 XMXMXMXMXXM ∆+=∆+=∆+ Подставляя (9) и (10) в 1Y∆ получим выражение для оценки прира-
щения 1Y∆ за время 1t∆ с соблюдением условий (1)
[ ][ ] [ ]( ) [ ]
[ ] [ ] [ ].2 1
0
1011
01 YM
YX
YDXXMX
X
YY ∆+
σσ∆+∆−∆
σσ=∆
Найдем среднюю скорость изменения 1Y∆ за время 1t∆ , а затем, пе-реходя к пределу при 0t1 →∆ , в общем виде получим
[ ][ ]
[ ][ ] [ ]
[ ] [ ].
2 00
0
0
0dt
YdM
dt
YdD
YX
X
dt
XdM
dt
dX
X
Y
dt
dY +⋅σσ
+
−σσ=
Интегрируя обе части равенства в пределах от 0 до t и считая, что дифференцируемые переменные есть функции от времени, т.е.
( )( )
[ ] ( )[ ] [ ][ ] ( )[ ] [ ][ ] ( )[ ] [ ],
,
,
,
,
YDtYDYD
XMtXMXM
YMtYMYM
YtYY
XtXX
t
t
t
t
t
====
======
а также учитывая, что

Технологии и оборудование обработки металлов давлением
139
[ ] [ ][ ] [ ]
[ ][ ],,
,
,
00
00
00
00
YDYD
YMYM
XMXM
YY
t
t
t
t
===
=
=
=
=
=
получим [ ][ ] [ ] [ ]( )
[ ] [ ] [ ] [ ]( ) [ ] [ ] .2 00
00
0
000
00
YMYMYDYDYX
X
XMXMXXX
YYY
tt
ttt
−+−σσ
+
++−−σσ=−
В соответствии с тем, что
[ ] [ ][ ] [ ]( ) ,00000
0
000 =−=
−σσ−− YYXMX
X
YYMY
окончательно получаем выражение, являющееся математической моделью описываемого процесса
[ ][ ] [ ]( ) [ ] [ ] [ ] [ ]( ) [ ] ,
2 000
0
0
0 YMYDYDYX
XXMX
X
YY ttttt +−
σσ+−
σσ=
а с учетом уточнения [1] [ ],7892,0 0ср Xx σ≈
окончательно получим [ ][ ] [ ]( ) [ ] [ ] [ ]( ) [ ] .
2
7892,00
00
0 YMYDYDY
XMXX
YY ttttt +−
σ+−
σσ= (11)
С другой стороны из (2) следует [ ][ ]
[ ]( ) [ ][ ]
[ ]( ) [ ]
[ ][ ]
[ ][ ] [ ] [ ] [ ] .1110110
0
01
1
1
1000
011
1
11
YMYYMYYYMXX
YX
X
Y
YMXMXX
YXMX
X
YY
∆+∆=∆+−=∆+σσ−
σσ=
=∆+−σσ−−
σσ=∆
Находя производную 1
1
0lim
t
Y
t ∆∆
→∆, а затем интегрируя полученное вы-
ражение в пределах от 0 до t, получим
[ ] .YMYY ttt += (12)
Учитывая, что
[ ] ,ttt XXMX =− (13)
и, сравнивая (11) с (12), получим
[ ][ ] [ ] [ ] [ ]( ) .
2
7892,00
00
0 YDYDY
XX
YY ttt −
σ+
σσ= (14)

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
140
Анализ (11) и (13) позволяет сделать вывод о том, что если число-вые характеристики входной случайной величины Х меняются, то связь между входом и выходом становится в целом уже нелинейной в отличии от модели в [2], т.к.
[ ] [ ] ( ) ,22222tt bkbt2tkbktYYD ++=+=σ=
т.е. на линейную часть [ ][ ] tXX
Y
0
0σσ
накладывается нелинейная, включающая
[ ]YDt , что указывает на сложность создания математических моделей, ко-гда среднее квадратическое отклонение входного параметра Х подвержено изменениям.
В этом случае математическая модель технологической операции формирования одноименного параметра Х в Y, когда
[ ] [ ][ ] [ ] ...
...
10
10
≠≠σ≠≠
XMX
XMXM
может быть представлена только в приращениях или через производные переменных Х и Y
[ ] [ ] [ ] [ ] [ ] [ ]( )[ ] [ ]( ) [ ] [ ] [ ],
2
21
0010
101001001 YM
YXXDXD
XDYDYDXDХXXDYDY ∆+
σσ∆+∆−∆+∆=∆ (15)
т.к. интегральную взаимосвязь затруднительно получить по используемой здесь методике.
Полученные модели (11), (12), (14), (15) можно использовать для прогнозирования остаточного ресурса инструмента. Для апробации пред-ложенных моделей был проведен эксперимент в соответствии с условием (1) (таблица), в котором инструмент непрерывно работал 51 ч.
Числовые характеристики параметров X и Y
Математическое ожидание
Среднее квадратическое отклонение
Дисперсия
Врем
я, м
ин.
до вытяжки
после вытяжки
до вытяжки
после вытяжки
до вытяжки
после вы-тяжки
1. 2. 3. 4. 5. 6. 7. 0 0,06000 0,04000 0,02277 0,01792 0,000519 0,000321
180 0,05800 0,04200 0,02256 0,02086 0,000509 0,000435 360 0,05800 0,03400 0,02144 0,02330 0,000460 0,000543 540 0,05100 0,03900 0,02076 0,02052 0,000431 0,000421 720 0,04500 0,02800 0,02011 0,01627 0,000404 0,000265 900 0,06000 0,03500 0,02331 0,01817 0,000543 0,000330 1080 0,05700 0,03100 0,02239 0,01876 0,000501 0,000352 1260 0,06000 0,03400 0,02222 0,01986 0,000494 0,000395 1440 0,06000 0,02800 0,02222 0,01970 0,000494 0,000388

Технологии и оборудование обработки металлов давлением
141
Окончание
1. 2. 3. 4. 5. 6. 7. 1620 0,05800 0,03300 0,02144 0,01610 0,000460 0,000259 1800 0,05400 0,04000 0,02095 0,01988 0,000439 0,000395 1980 0,05500 0,03900 0,02130 0,02052 0,000454 0,000421 2160 0,05900 0,04000 0,02214 0,01925 0,000490 0,000370 2340 0,06000 0,04100 0,02277 0,02158 0,000519 0,000466 2520 0,06000 0,04300 0,02277 0,02183 0,000519 0,000476 2700 0,05600 0,03600 0,02042 0,01904 0,000417 0,000362 2880 0,05900 0,04900 0,02269 0,02135 0,000515 0,000456 3060 0,05900 0,04400 0,02214 0,02324 0,000490 0,000540
На рис. 2, 3 показаны временные изменения соответственно мате-матических ожиданий и средних квадратических отклонений параметров.
Рис. 2. Временные изменения математических ожиданий
Рис. 3. Временные изменения средних квадратических отклонений
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
142
Прогноз остаточного ресурса инструмента по модели из [2] указал время непрерывной работы инструмента ТОТ1 = 31,75 ч, а прогноз по моде-ли (11) дал время непрерывной работы инструмента ТОТ2 = 47,74 ч, что го-раздо точнее первого прогноза.
Список литературы
1. Ядыкин Е.А., Гапошкин В.В. Прогностика постепенных отказов инструмента; под ред. Е.А. Ядыкина. Тула: Изд-во ТулГУ, 2003. 138 с.
2. Ядыкин Е.А. Вероятностно - временная модель технологической операции формирования одноимённого параметра предмета обработки // Механика деформируемого твёрдого тела и обработка металлов давлени-ем. Тула, 2001. С. 210 -219.
E.A. Jadykin MATHEMATICAL MODEL OF OPERATION OF THE EXTRACT TAKING INTO ACCOUNT CHANGE OF THE POPULATION MEAN OF THE FORMED
PARAMETER OF THE SUBJECT OF PROCESSING ON THE PREVIOUS OPERATION The mathematical model of technological operation of formation of the parametre of
a subject of processing with the same name in the integrated form and in increments taking into account change of a population mean of the formed parametre on the previous operation is developed at a constancy of an average quadratic deviation.
Key words: mathematical model, technological operation, the tool, a residual resource.
Получено 14.12.11
УДК 621.9.047.7 А.Б. Орлов, д-р техн. наук, проф., [email protected] (Россия, Тула, ТулГУ)
ЭКСПЕРТНЫЕ И НЕЙРОСЕТЕВЫЕ СИСТЕМЫ ПРОГНОЗИРОВАНИЯ АНОМАЛЬНЫХ ЯВЛЕНИЙ ПРОЦЕССОВ МЕХАНИЧЕСКОЙ И ЭЛЕКТРОТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ
Рассмотрены возможности использования алгоритмов экспертных систем и нейросетевых моделей для прогнозирования аномалий различных методов обработки. Предложено при реализации систем прогнозирования аномалий использовать пара-метрическое самообучение.
Ключевые слова: механическая обработка, электротехнология, аномалии про-цессов, экспертные системы, нейросетевые модели .
На современном этапе развития систем числового программного управления оборудованием для механической и электротехнологической

Технологии и оборудование обработки металлов давлением
143
обработки материалов, которые обладают мощными вычислительными возможностями и высоким быстродействием, открываются новые перспек-тивы реализации достаточно сложных алгоритмов прогнозирования воз-никновения аномалий этих процессов еще до их появления. При этом воз-никает задача определения возможности аномалии при появлении ее предпосылок. Для обнаружения этих предпосылок можно использовать принципы, использованные в рассмотренной ранее самообучающейся сис-теме многофакторной оценки опасности возникновения аномальных явле-ний процесса обработки, базирующейся на алгоритмах экспертных систем [1]. Подобная система может быть использована как при электротехноло-гических процессах обработки, где она может быть наиболее эффективна вследствие их стохастического характера, так и при механической обра-ботке, например, для борьбы с автоколебаниями.
Однако практически для любой аномалии процесса обработки име-ет место сложность априорной оценки информативности параметров с точки зрения ее прогнозирования. Поэтому целесообразно построить кри-териальные зависимости для прогнозирования аномалии с обеспечением возможности их оперативной коррекции, то есть система прогнозирования аномалий должна строиться на принципах самообучения. При этом в каче-стве способа самообучения в простейшем случае может быть выбрано па-раметрическое самообучение.
Рассмотрим множество входных контролируемых параметров
IUUUU ,...,,, 321 как множество фазовых состояний, изменение которых может свидетельствовать о возможности наступления аномалии. Этими параметрами могут быть как характеристики некоторой обработанной эта-лонной детали (шероховатость, точность, размеры ), так и характеристики процесса (потребляемая из сети мощность, амплитудно-частотные харак-теристики колебаний системы и так далее, ток, спектры и т.д.). Поскольку система параметрически самообучающаяся, количество параметров может быть выбрано с запасом, а в процессе работы система выберет из них наи-более информативные. Выходом системы должны явиться подпрограммы реакции на возникновение предпосылок аномалий-отказов
NWWWW ,...,,, 321 . В зависимости от параметров IUUUU ,...,,, 321 вычисля-ются критерии оценки опасности возникновения аномалий
Saaaa KKKK ,...,,,321
, которые являются аддитивными критериями и для
некоторых ситуаций типа S имеют следующий вид:
( ) ( ) ( )IIIa UfaUfaUfaKS
+++= ...222111 ,
где выполняется условие
∑=
=+++I
iiI aaaa
121 ... .
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
144
Функция ( )ii Uf имеет вид
( )maxi
iii U
UUf = − для параметров (факторов), увеличение которых
сигнализирует о повышении опасности возникновения аномалии;
( )i
iiii U
UUUf
−= max − для параметров (факторов), уменьшение кото-
рых сигнализирует о повышении опасности возникновения аномалии; где
maxiU − максимальное значение параметра.
Физическим смыслом критерия является вероятность возникнове-ния аномалии через определенный промежуток времени или при обработке следующей детали.
Сущность параметрического самообучения заключается в измене-нии значения весовых коэффициентов при возникновении аномалий или их предпосылок. С этой целью значения функции ( )ii Uf в течение ряда циклов запоминаются в области буферной памяти. В случае возникновения аномалии некоторого типа S или ее предпосылок устанавливается соот-ветствующий критерий 1=
SaK и производится перераспределение весо-
вых коэффициентов на основе следующего алгоритма. 1. Фиксируется значение функции ( )aii Uf − для обработки, в кото-
рой возникла аномалия. 2. Из буферной памяти вызываются значения ( )ii Uf для более ран-
ней обработки, сохраняющиеся в буферной памяти. 3. Вычисляются приращения, имеющие место в процессе нараста-
ния опасности аномалии-отказа:
( ) ( )
21 iai
iUfUf
f−
+=∆ .
4. Вычисляются новые значения весовых коэффициентов по фор-муле вычисления апостериорной вероятности Байеса:
∑=
∆
∆=
I
ii
iii
fa
faa
1
' .
Применение данной зависимости особенно целесообразно для об-работки ответственных деталей, так как она весьма чувствительна к изме-нениям значений критериев, но в то же время может выдавать ложные прогнозы отказа.
5. Для повышения чувствительности в процессе работы системы может осуществляться коррекция предельных значений критериев по зави-симости


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
146
малий процессов обработки и также является самообучающейся системой. При программировании систем ЧПУ для каждой аномалии процесса необ-ходимо предусматривать свою подпрограмму реакции на аномалию, кото-рая будет либо прерывать обработку, либо изменять ее параметры таким образом, чтобы устранить возможность развития аномалии.
Список литературы
1. Орлов А.Б., Русаков О.Л. Использование алгоритмов экспертных систем управления для оперативного прогнозирования аномалий процесса электрохимической размерной обработки // Автоматизированные станоч-ные системы и роботизация производства. Тула: ТулГУ, 1994. С. 43-47.
2. Комарцова Л.Г., Максимов А.В. Нейрокомпьютеры: учеб. посо-бие для вузов. М.: Изд-во МГТУ им. Н.Э. Баумана, 2004. 400 с.
A.B. Orlov EXPERT AND NEURAL NETWORK ABNORMAL PHENOMENA PREDICTION
SYSTEMS FOR MECHANICAL AND ELECTROTECHNOLOGY PROCESSES The possibilities of using the algorithms of expert systems and neural network
models to predict the anomalies of different processing methods are considered. In the implementation of forecasting anomalies systems is proposed. Use parametric self study.
Key words: machining, electrotechnology, abnormal processes, expert systems, neural network models.
Получено 20.12.11
УДК 539.214 В.Д. Кухарь, д-р техн. наук., проф., зав. кафедрой, проректор (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ), Е. М. Селедкин, д-р техн. наук., проф., (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ), А.Е. Киреева, канд. техн. наук, доц., (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ)
СИЛОВЫЕ РЕЖИМЫ ОСАДКИ КВАДРАТНОЙ ТОНКОЛИСТОВОЙ ЗАГОТОВКИ
Представлены исследования процесса осадки тонкослойной квадратной в плане
пластины, выполненной из различных материалов. Проводилось сравнение полученных экспериментальных результатов с помощью метода конечных элементов.
Ключевые слова: метод конечных элементов, обработка металлов давлением, осадка, пластина, напряжения, трение, изотропный материал, силовые режимы.
Рассмотрим процесс осадки квадратной в плане заготовки между шероховатыми плитами. Принимаем материал заготовки изотропным, на





Технологии и оборудование обработки металлов давлением
151
Исходные данные по геометрии заготовки, механические характе-ристики материала и условия трения на контактных поверхностях выбраны аналогичным использованным в работе [4]. Анализ полученных результа-тов показывает достаточно хорошее совпадение картины напряженного состояния, полученного расчетом и аналитическим путем.
Таким образом, приведенный в работе [2] вариант конечно –элементной методики исследования процессов осадки тонкослойных заго-товок между шероховатыми плитами дает результаты, хорошо согласую-щиеся с результатами расчетов по другим методикам и с результатами экспериментов, что свидетельствует о работоспособности предложенной модели деформирования тонкослойных заготовок.
Cписок литературы
1. Громов Н.П. Теория обработки металлов давлением. М.: Метал-
лургия, 1978. 360 с. 2. Кухарь В.Д., Селедкин С.Е., Киреева А.Е. Математическое моде-
лирование осадки тонколистовых заготовок // Фундаментальные приклад-ные проблемы техники и технологии. Орёл: Изд-во Орёл ГТУ. 2011. С. 48–52.
3. Y. Kitahara [et ab.]. Analysis of Deformation of Plates in Free Forging using Rigid-Plastic Finite Element Method // J. Jap. Soc. Technol. Plast. 1977. Vol.18. 200. P. 753-759.
4. Mori K., Shima S, Osakada K. Analysis of Free Forging by Rigid-Plastic Finite Element Method Based on the Plasticity Equation for Porous Met-als // Bulletin of JSME 1980. Vol. 23. 178. P. 523-529.
V.D. Kuchar, E.M. Seledkin, A.E. Kireeva POWER MODES DEPOSITS SQUARE THIN SHEET PREPARATIONS The researches of process deposits тонкослойной square in respect of a plate
executed from various materials are presented. Comparison of the received results with the help a method of final elements and experimental was moved.
Key words: a method of final elements, processing of metals by pressure, a deposit, a plate, pressure, a friction, an isotropic material, power modes.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
152
УДК 539.214 В.Д. Кухарь, д-р техн. наук., проф., зав. кафедрой, проректор (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ), Е. М. Селедкин, д-р техн. наук., проф., (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ), А.Е. Киреева, канд. техн. наук, доц., (4872)35-18-32, [email protected] (Россия, Тула, ТулГУ)
ОСАДКА АНИЗОТРОПНЫХ ЛИСТОВЫХ ЗАГОТОВОК
Выполнено исследование влияния анизотропии на напряженно-
деформированное состояние квадратной в плане заготовки. Выявлены основные зако-номерности.
Ключевые слова: метод конечных элементов, обработка металлов давлением, осадка, напряжения, изотропный материла, деформация, анизотропия.
Рассмотрим учет анизотропии при осадке листовой заготовки из
анизотропного материала. Примем материал жесткопластическим, несжи-маемым, ортотропным, изотропно упрочняющимся. По отношению к нему справедливы условие текучести Мизеса - Хилла (1) и ассоциированный за-кон течения (2):
( ) ( ) ( ) +σ−σ+σ−σ+σ−σ 222yxxzzy HGF
( ) 12 222 =τ+τ+τ+ xyzxyz NML , (1)
где F , G , H , L , M , N – параметры, характеризующие текущее состоя-ние анизотропии и определяемые на основании экспериментов,
( ) ( )[ ]
( ) ( )[ ]
( ) ( )[ ]
τσξ=ητ
σξ=ητ
σξ=η
σ−σ+σ−σσξ=ξ
σ−σ+σ−σσξ=ξ
σ−σ+σ−σσξ=ξ
,3;3;3
;2
3
;2
3
;2
3
zxи
иzxyz
и
иyzxy
и
иxy
yzxzи
иz
xyzyи
иy
zxyxи
иx
MLN
FG
HF
GH
(2)
где zσ , θσ , rσ , xyτ , yzτ , zxτ – компоненты тензора напряжений в главных
осях анизотропии; xξ , yξ , zξ , xyη , yzη , zxη – компоненты скоростей де-
формаций ( ijij ξ=η 2 ).


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
154
( ) ( ) ( )[ ]
( ) ( ) ( )[ ]
( ) ( ) ( )[ ]
ηλ
=τ
ξ++ξ+++λ
−=
ξ++ξ+++λ
−=
ξ++ξ+++λ
−=
.2
1
;223
1
;223
1
;223
1
xyxy
yxz
zxy
zyx
N
HGHFHFGHFG
s
HGGFHFGHFG
s
HFGFHFGHFG
s
(6)
Далее компоненты тензора напряжений вычисляются с помощью соотношений
σ+ξξσ=σ xи
иx 3
2; σ+ξ
ξσ=σ yи
иy 3
2; σ+ξ
ξσ=σ zи
иz 3
2; xy
и
иxy η
ξσ=τ
3
1. (7)
При этом величину среднего напряжения в каждом конечном элементе оп-ределяем по методике, изложенной в работе [1].
Рассмотрим задачу осадки квадратной в плане ортотропной заго-товки. Примем материал идеально-пластичным, не упрочняющимся.
Задача решалась в трех вариантах. 1. Заготовка вырезана таким образом, что одна из сторон ее совпа-
дает с направлением прокатки. Коэффициенты анизотропии: 0r =0,279,
45r =0,965 и 90r =0,328, сопротивление материала пластической деформа-
ции в направлении под углом 900 к направлению прокатки 8,7890
=sσ
МПа, что соответствует алюминиево-марганцевому сплаву АМцАМ. 2. Расчет выполняется с использованием среднего значения коэф-
фициента анизотропии ( ) 390450 rrrrср ++= . Так часто приближенно
учитывают влияние анизотропии в инженерных расчетах. Сопротивление материала пластической деформации также примем средним, т.е.
( ) 390450 TTTsср
σσσσ ++= .
3. Материал предполагается изотропным: 190450 === rrr , а значение
sσ – как в варианте 2. Во всех трех случаях исходные геометрические размеры заготовок
выбирались следующими: a2 = b2 =20 мм, 0H =3 мм. Количество КЭ для
расчета 256. Степень осадки по высоте 40 %, коэффициент прандтлева трения m =0,6. Оценивалась величина перемещения характерных точек a и b с координатами 0=x ; maxYy = и maxXx = ; 0=y соответственно.
На рисунке 1 представлены результаты расчетов по трем указанным вариантам. Анализ результатов выявляет следующие закономерности.

Технологии и оборудование обработки металлов давлением
155
Расчет по варианту 1 (рисунок, контур 2) подтверждает ожидае-мое нарушение симметрии формы относительно диагональной оси заго-товки. Перемещение точки a на 7,9 % меньше перемещения точки б .
Расчет по варианту 2 (при среднем значении коэффициента анизо-тропии) не позволяет выявить нарушение симметрии формы деформиро-ванной заготовки вследствие неравномерности механических свойств в различных направлениях (рисунок, контур 3). При этом по сравнению с вариантом 1 перемещение точки a больше на 5,8 %, а перемещение точки б меньше на 2,25 %.
Еще большие расхождения значений перемещений характерных то-чек в сравнении с вариантом 1 получены при расчете в предположении изотропии механических свойств материала (рисунок, контур 4) - 10,1 % для точки a и 2,36 % для точки б .
Форма квадратной в плане заготовки из анизотропного материала после осадки между плоскими шероховатыми плитами
( R =40 %): 1 – исходная форма заготовки; 2 – решение для анизотропного материала: ( 0r =0,279, 45r =0,965, 90r =0,328); 3 – решение для анизотропного материала (rср = (r0 + r45 + r90)/3);
4 – решение для изотропного материала Таким образом, предположение об изотропии механических
свойств материала или учет анизотропии по среднему коэффициенту срr
приводит к погрешности, порядок которой зависит от величины и соотно-шения параметров анизотропии.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
156
Список литературы
1. Кухарь В.Д., Киреева А.Е., Селедкин С.Е. Математическое моде-лирование осадки тонколистовых заготовок// Фундаментальные и при-кладные проблемы техники и технологии. Орел: Изд-во ОрелГТУ. 2011. С. 48-52.
2. Яковлев С.П., Кухарь В.Д., Селедкин Е.М. Исследование плоско-го пластического течения ортотропного материала методом конечных эле-ментов/ Тула, 1987. 38 с. Деп. в ВИНИТИ 26.02.87. 1442-В87. ТулГТУ.
V.D. Kuchar, E.M. Seledkin, A.E. Kireeva DEPOSIT OF ANISOTROPIC SHEET PREPARATIONS Research of influence of anisotropy on the is intense-deformed condition square in
the plan preparations is executed. The basic laws are revealed. Key words: a method of final elements, processing of metals by pressure, a deposit,
pressure, isotropic swore, deformation, anisotropy.
Получено 14.12.11
УДК 539.2 В.Д. Кухарь, д-р техн. наук., проф., зав. кафедрой, проректор (4872)358200, [email protected] (Россия, Тула, ТулГУ), А.Н. Пасько, д-р техн. наук., проф. (4872)351832, [email protected] (Россия, Тула,ТулГУ) ИССЛЕДОВАНИЕ ПРОЦЕССА ФОРМИРОВАНИЯ ЭЛЕМЕНТА КОНСТРУКЦИИ МЕТОДОМ ГАЗОСТАТИЧЕСКОЙ ШТАМПОВКИ
Проведено численное исследование процесса формирования элемента конст-рукции методом газостатической штамповки. Получено распределение полей напря-жений и деформаций, а также развитие зоны пластического деформирования на раз-личных этапах нагружения. Исследованы возможности пластического деформирования без разрушения заготовки.
Ключевые слова: обработка металлов давлением, напряженно-деформированное состояние, математическое моделирование, метод конечных эле-ментов, газостатическая штамповка.
Технологический процесс формообразования трёхслойной трапе-
цеидальной конструкции с помощью операции газостатической штамповки представляет собой перемещение верхнего слоя трёхслойной конструкции по отношению к неподвижному нижнему слою. Средний слой закреплён сварными швами поочерёдно с верхним и нижним слоями с постоянным



Технологии и оборудование обработки металлов давлением
159
По всей заготовке реализуется однородное напряжённо-деформированное состояние, соответствующее одноосному растяжению. На Рис. 5 представлены графики изменения компонент напряжений и де-формаций по длине прямолинейного участка деформированного элемента в системе координат xОy (рис. 5, а, б) и x'0'у' (рис. 5, б,г).
а
б
в
г
д
Рис. 3. Развитие пластической зоны по этапам деформирования: а –этап 5; б – этап 10; в – этап 20; г – этап 50; д – этап 100
а б
Рис. 4. Распределение интенсивности деформации по исследуемой области заготовки на этапах деформирования 20 (а) и 100 (б)
в точках 2 и 5
Следует отметить, что на участках вблизи закрепления серединного слоя реализуется неоднородное напряженное деформированное состояние, которое показано на рис. 6.



Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
162
УДК 539.2 А.Н. Пасько, д-р техн. наук., проф. (4872)351832, [email protected] (Россия, Тула,ТулГУ), А.Н. Троицкий, канд. техн. наук, доц. (4872)351832, [email protected] (Россия, Тула,ТулГУ) ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ РАСЧЕТОВ ПРОЦЕССОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Рассматриваются способы повышения производительности матричных вы-числений, используемых в методе конечных элементов для моделирования процессов обработки металлов давлением.
Ключевые слова: обработка металлов давлением, напряженно-деформированное состояние, математическое моделирование, метод конечных эле-ментов, система линейных алгебраических уравнений.
Применение метода конечных элементов (МКЭ) для решения задач
деформированного твердого тела приводит к разрешающим системам ли-нейных алгебраических уравнений (СЛАУ), имеющих большой порядок: Ax = b, (1) где A – матрица коэффициентов размерностью NxN; b – вектор правой части; x – вектор-решение, компоненты которого надо вычислить.
При решении такого рода задач необходимо решать задачи ускоре-ния вычислений и оптимизации использования оперативной памяти ком-пьютера одновременно.
Для решения систем линейных уравнений используются как пря-мые, так и итерационные методы.
Прямые методы, т.е. метод Гаусса или метод Холецкого, гаранти-руют, что число арифметических операций, необходимых для решения, всегда конечно. К недостаткам можно отнести неполное использование свойств разреженности матрицы коэффициентов, например появление но-вых ненулевых элементов, и накопление ошибок округления при решении систем большой размерности.
Преимущества итерационных методов заключаются в возможности использования свойств разреженности матриц (структура матриц сохраня-ется, новые ненулевые элементы не порождаются), менее чувствительны к накоплению ошибок округления при больших размерностях. К недостат-кам относятся медленная сходимость решения для плохо обусловленных матриц, неэффективность при расчете большого числа вариантов нагруже-ния.
Метод сопряженных градиентов (МСГ) является одним из вариан-тов итерационных методов[2].


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
164
параллельными главной диагонали. В диагональной схеме хранения шири-на ленты B зависит от нумерации конечно-элементной сетки и определяет-ся по известной формуле: B = (M + 1) Q, (6) где Q – число степеней свободы в каждом узле; M – максимальная по элементам величина наибольшей разности между номерами узлов в от-дельном элементе.
Диагональная схема хранения является простейшим и широко рас-пространённым способом хранения данных. К достоинству схемы можно отнести простоту программной реализации методов формирования матри-цы, а также тот факт, что при Гауссовом исключении ограничена лентой, вне которой никаких новых элементов не возникает.
Задача по уменьшению ширины за счет ее оптимальной нумерации сама по себе нетривиальна и, к сожалению, не всегда может привести к существенному сокращению ширины ленты. Характерный пример пред-ставлен на рис.1. Поверхность цилиндра разбита в осевом направлении на 4 элемента, в окружном – на 14. В одном узле сходится не более 4 элемен-тов. В приведенном примере М = 54. За счет более рациональной нумера-ции (узлы сначала нумеруются в окружном направлении, а затем в осевом) можно уменьшить М до 41. Однако в следствие того, что оболочка «замк-нута», в одном из элементов будут присутствовать узлы с разность номе-ров не меньше 14 (количества узлов в одном слое). При этом заполненных «блоков» по Q величин в глобальной матрице реакций на каждой строчке будет не более 8.
Рис. 1. Схема разбиения поверхности цилиндра
на конечно-элементную сетку
В случае решения задач с применением объемных конечных эле-ментов, например тетраэдров, разреженность матрицы будет еще больше.

Технологии и оборудование обработки металлов давлением
165
Добиться существенного уменьшения объема оперативной памяти можно, воспользовавшись профильным методом или схемой переменной ленты. В каждой строке матрицы хранятся все элементы от первого нену-левого до диагонального. На рис.2 показан пример матрицы, звездочкой отмечены ненулевые элементы. К дополнительным накладным расходам можно отнести наличие массива, содержащего информацию о форме про-филя.
* * * * * симметрично * * 0 0 * * * 0 0 * * * 0 * * 0 * * * 0 0 * * * * * *
Рис. 2. Профильная схема хранения
За счет перестановки строк и столбцов матрицы можно добиться более компактного размещения данных в оперативной памяти, однако раз-реженность в общем случае все равно сохраняется. К наиболее компактной форме можно отнести связные схемы разреженного хранения, из которых наиболее широко используется разреженный строчный формат. Эта схема предъявляет минимальные требования к памяти и удобна для проведения матричных операций (сложения, умножения и т.д.). Для симметричной матрицы достаточно хранить лишь ее диагональ и верхний треугольник. Организацию хранения данных рассмотрим на следующем примере:
1 2 3 4 5 6 7 1 2. 1. 0 2. 0 0 0
2 3. 0 0 0 1. 0 3 4. 0 0 0 0 A= 4 3. 0 0 0 5 симметрично 2. 1. 0 6 1. 0 7 2.
Диагональные элементы матрицы A хранятся в массиве
AD = 2., 3., 4., 3., 2., 1., 2,
внедиагональные элементы – в массиве
AN = 1., 2., 1., 1. Столбцовые индексы элементов массива AN хранятся в массиве JA,
его размерность равна размерности массива AN;

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
166
JA = 2, 4, 6, 6, т.е. первый элемент в массиве AN=1.0 расположен на столбце с номером 2, второй элемент – на столбце с номером 4 и т.д.
Массив IA содержит указатель первой свободной позиции в JA, его размерность равна N+1:
IA = 1, 3, 4, 4 ,4, 5, 5, 5. Здесь IA[1] = 1– первая строка матрицы A начинается с JA[1] и AN[1], IA[2] = 3 – вторая строка начинается с JA[3] и AN[3], IA[3] = 4 – третья строка начинается с JA[4] и AN[4], IA[4] = 4 – четвертая строка начинается с JA[4] и AN[4]. Поскольку эта та же позиция, с которой начинается 3-я строка, это означает, что 3-я строка пустая.
Данное представление является очень плотным и удобным, особен-но для проведения матричных операций. Основные алгоритмы (перемно-жение матриц, сложение матриц и т.п.) реализуются достаточно просто и эффективно. К недостаткам данного представления можно отнести необ-ходимость выделения дополнительной памяти под хранение карты матри-цы (массивы JA, IA), наличие процедуры формирования карты для ан-самбля конечных элементов, некоторые сложности при наложении граничных условий. Использование данной схемы хранения для прямых методов решения СЛАУ затруднительно, т.к. они могут порождать новые ненулевые элементы матрицы, что приводит к изменению карты матрицы. В этом случае необходимо использовать более сложные схемы хранения (например, верхний связный список)
Для оценки эффективности использования предложенных вариан-тов рассматривалась задача деформирования тонкостенной оболочки, на-груженной внутренним давлением.
Коническая оболочка моделировалась ансамблем четырехугольных пластинчатых элементов. Число степеней свободы системы 1248, гранич-ные условия – жесткая заделка по широкой части оболочки. Сравнивались результаты решения системы методом Гаусса и МСГ с условием оконча-ния итераций – погрешность ε = 10-8.
Время решения системы методом Гаусса с выбором ведущего эле-мента составило 560 мс.
Рис.3. Схема разбиения тонкостенной оболочки на конечные элементы

Технологии и оборудование обработки металлов давлением
167
Для ненормализованной матрицы количество итераций МСГ, по-требовавшихся для решения системы, оказалось равным 2269, время рас-чета 1590 мс. Среднеквадратичное отклонение результата решения по сравнению с решением по методу Гаусса составило 3.7403*10-4. Для нор-мализованной матрицы число итераций сократилось до 174, а время расче-та составило 140 мс, отклонение – 3.7452*10-4. Матрица системы оказалась плохо обусловленной, и количество итераций, потребовавшихся для дос-тижения заданной точности решения, почти в два раза превысила размер-ность системы, а время решения в три раза больше, чем при решении ме-тодом Гаусса. Нормализация снизила в 13 раз количество итераций, а время решения сократилось на порядок. Точность решения при этом оста-лась на одном уровне.
Работа проводилась при поддержке грантов РФФИ: 10-01-97507, 11-01-97516.
Список литературы
1. Писсанецки С. Технология разреженных матриц /пер. с англ. М.:
Мир, 1988. 410с. 2. Хейгеман Л., Янг Д. Прикладные итерационные методы /пер. с
англ. М.: Мир, 1986. 448с. A.N. Pasko, A.N. Nroitsky INCREASING OF CALCULATIONS PRODUCTIVITY OF PROCESSING
OF METALS BY PRESSURE The ways of increase of productivity of the matrix calculations used in a method of
final elements for modeling of processes of processing of metals by pressure are considered. Key words: processing of metals by the pressure, the is intense-deformed condition,
mathematical modeling, a method of final elements, system of the linear algebraic equations.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
168
УДК 621.79; 621.9 Н.А.Терехин, канд. техн. наук, гл. технолог, (4872) 33-23-10, [email protected] (Россия, Тула, ЦКИБ ССО), А.С. Ямников, д-р техн. наук, проф., (4872) 33-23-10, [email protected] (Россия, Тула, ТулГУ), В.М. Грязев, студент, (4872) 33-23-10, [email protected] (Россия, Тула, ТулГУ) СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТНОЙ ЖЕСТКОСТИ ДЕТАЛЕЙ
Рассмотрены сравнительные характеристики поверхностной жесткости стыков деталей, обработанных шлифованием, фрезерованием и слесарным способом. Показано, что наименьшую стабильность параметров жесткости имеют поверхно-сти, обработанные напильником.
Ключевые слова: жесткость, поверхностный слой, шероховатость, опорная кривая.
Работа многих машин сопряжена с большими нагрузками, которые
воспринимаются исполнительными поверхностями деталей. Это находит определенное отражение в технических условиях на сборку механизмов и в процедуре их отладки. Как правило, наряду с назначениями допусков на линейные и угловые размеры, предъявляются требования к обеспечению высокой контактной жесткости стыков, для чего нормируется контакт ме-жду сопрягаемыми поверхностями. В свою очередь, это обстоятельство предопределяет неизбежность ручных пригоночных работ.
Применяемая в производстве ручная пригонка, как правило, обес-печивает выполнение требуемой точности оборки, однако дает значитель-ный разброс точности изделий. Это убедительно подтверждают результаты их сдаточных испытаний. Так, в ряде случаев наблюдается нарушение функционирования узлов изделий вследствие избыточных контактных де-формаций в стыках, что вызывает необходимость возврата изделий на по-вторную доработку для их устранения, а это резко увеличивает себестои-мость продукции. Поэтому потребовалось оценить контактную жесткость поверхностей, обработанных слесарным путем, и сопоставить их с анало-гичными параметрами поверхностей, обработанных на металлорежущих станках.
Контактная жесткость деталей определяется качеством сопрягае-мых поверхностей, причем в значительной мере она зависит от микрогео-метрии шероховатой поверхности [1, 2, 3]. Важнейшей характеристикой топографии поверхности является опорная кривая, показывающая характер распределения материала в поверхностном слое. Опорная кривая может быть построена на основании профилограмм, снятых с исследуемой по-верхности.

Технологии и оборудование обработки металлов давлением
169
Если взять сечение профиля на некотором расстоянии р от линии выступов (рис. 1), то сумму длин отрезков сечений выступов ib∆ на задан-ном уровне называют опорной длиной профиля
∑∆=ηn
ip b1
.
а б
Рис. 1. Схема построения опорной кривой: а – профилограмма; б - график опорной кривой
Отношение опорной длины профиля к базовой длине называется
относительной опорной длиной профиля tp на уровне р. Следовательно, имеет место равенство [1,2]
c
ppp A
A
lt =
η= , (1)
где pA – площадь сечения шероховатого слоя (на уровне p); cA – площадь
исследуемого участка поверхности. Из этого следует, что относительная опорная длина профиля равна
относительной площади сечения материала шероховатого слоя на некото-ром уровне. Кривая, выражающая зависимость pA от р, называется кривой
опорной поверхности, которая наглядно показывает, какую долю занимает материал в шероховатом слое на каждом уровне (см. рис. 1). Построение таких кривых было предложено американцем Абботом в 1934 г. [3].
Для того чтобы профилограмма отражала изменение шероховатости как в продольном, так и в поперечном направлениях, съем ее производятся под углом в 45° к направлению обработки [2]. Имеющаяся профилограмма (см. рис. 1,а) ограничивается двумя параллельными линиями. Одна из них проходит через вершину наибольшего выступа, другая – через крайнюю точку наиболее глубокой впадины. Расстояние между ними разбивается на

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
170
несколько равных частей рядом горизонтальных линий. Последние парал-лельны основанию профиля, который делится на ряд уровней. Каждому уровню соответствует некоторое сближение, равное расстоянию от верши-ны наибольшего выступа до данного уровня. Откладывая по оси абсцисс суммированные участки, ограничивающие ширину выступов, а по оси ор-динат – сближение, получают кривую опорной поверхности (см. рис. 1,б), которая является графическим выражением зависимости суммарной пло-щади сечений выступов на некотором уровне от величины сближения.
Опорную кривую можно выражать в относительных величинах. То-гда по оси абсцисс откладывается отношение площади сечения на данном уровне sA к контурной площади cA (рис. 2), а по оси ординат – отношение сближения a к максимальной высоте неровностей maxR . Относительная площадь сечения материала на некотором уровне обозначается sη , а отно-сительное сближение – ε .
Рис. 2. Номинальная – aA , контурная – cA
и фактическая rA площади контакта
Несущая способность поверхности определяется параметрами b и ν начального участка опорной кривой, которая приближенно описывается уравнением [2]
νε=η bs , (2) где sη – относительная площадь сечения материала; ε – относительное сближение.
Формула (2), очевидно, будет справедлива при условии 5,00 ≤η≤ s . Значение параметров b и v может быть определено с помощью опорной

Технологии и оборудование обработки металлов давлением
171
кривой, полученной снятием и обработкой профилограмм. Для этой цели начальную часть кривой спрямляют, строя ее в логарифмических коорди-натах. Прологарифмировав формулу (2), получим уравнение прямой
εν+=η lglglg bs . Построив эту прямую в логарифмических координатах, найдем ко-
эффициент ν , равный тангенсу угла наклона прямой к оси абсцисс, а lgb – отрезку, отсекаемому данной прямой на оси ординат при ε = 1.
Поскольку в интервале 5,01 >η> s формула (2) теряет справедли-вость, то её рекомендуют заменить на указанном интервале следующей за-висимостью [2]:
( )νε−−=η 11 bs . В настоящее время существуют приборы и методы оценки характе-
ристик профиля поверхностей. Параметры опорной кривой выражаются через характеристики профиля [1,2,3], т.е.:
;12 −
=νRа
Rptm ,
max ν
=Rp
Rtb m
где mt – относительная опорная длина на уровне средней линии; Rp – вы-сота сглаживания (нивелирования) – расстояние от линии выступов до средней линии в пределах базовой длины; Rа – среднее арифметическое отклонение профиля; maxR – наибольшая высота неровностей профиля.
По расположению опорных кривых и по значению их параметров bи ν можно проводить сравнение несущей способности поверхностей.
Так, установлено, что с возрастанием коэффициента b она, как пра-вило, увеличивается [1, 2]. В работе А.Г. Суслова [4] даются сведения о значениях параметров b и ν для типовых процессов чистовой обработки поверхностей. Однако в обширной литературе практически нет сопостави-тельных сведений о жесткости стыков деталей, поверхности которых об-работаны слесарным способом, хотя при сборке автоматических машин этот способ до сих пор имеет широкое распространение.
Для исследования влияния способов обработки поверхностей дета-лей автоматических машин на контактную жесткость и устойчивость сты-ков деталей при сборке узлов использовались плоские образцы из стали, закаленные до твердости НRС 40...45. Исследуемые поверхности подвер-гались обработке следующими способами ( zR = 10...15 мкм):
а) получистовым шлифованием периферией круга; б) цилиндрическим фрезерованием; в) личным напильником с перекрестными (под 45°) движениями. Профилограммы исследуемых поверхностей образцов снимались на
профилографе-профилометре модели 252 завода "Калибр". Ниже (рис. 3) представлены образцы профилограмм, снятых с поверхностей, обработан-ных слесарным способом личным напильником.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
172
Рис. 3. Образцы профилограмм, снятых с поверхностей, обработанных личным напильником
После обработки профилограмм были получены конкретные значе-
ния параметров b и ν опорных кривых, которые сведены в таблицу [5].
Опытные значения параметров опорных кривых b и ν для различных способов обработки
Номер опыта
Способ обработки
Параметр 1 2 3 4 5 6
b 2,82 2,9 2,5 1,95 1,85 3,0 Шлифование
ν 1,62 1,41 1,56 0,98 0,92 1,76 b 2,63 2,0 2,1 2,5 2,5 1,9
Фрезерование ν 1,5 2,45 2,11 1,86 1,58 1,66 b 1,7 1,31 3,33 2,1 1,66 1,7 Слесарная
обработка ν 2,78 2,6 2,9 1,8 2,0 2,11 По данным таблицы построены начальные и конечные участки ти-
повых опорных кривых для рассматриваемых процессов обработки по-верхностей (рис. 4).


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
174
Список литературы
1. Рыжов Э.В. Контактная жесткость деталей машин. М., 1966, 195 с.
2. Демкин Н.Б. Контактирование шероховатых поверхностей, М., 1970, 227 с.
3. Демкин Н.Б., Рыжов Э.В. Качество поверхности и контакт деталей машин. М., 1981, 224 с.
4. Суслов А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей. М.: Машиностроение, 1987. 208 с.
5. Устойчивость стыков при слесарной обработке поверхностей / Никифоров А.П. [и др.] //Исследования в области технологии механиче-ской обработки и сборки. Тула, 1985, С. 30-33.
N.A. Tereсhin, A.S. Yamnikov, W.M. Gryazev COMPARE CHARACTERISTICS OF SURFACE RIGIDITY OF COMPONENTS The compare characteristics of surface rigidity of component joints, which are ma-
chined with grinding, milling and bench working are considered here. It is shown that the lowest stability of rigidity parameters have file machined surfaces.
Key words: rigidity, surface layer, roughness, curve of control.
Получено 20.12.11
УДК 621.983; 539.374 С.С. Яковлев, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), Фам Дык Тхиен, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), К.С. Ремнев, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ) МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПЕРВОЙ ОПЕРАЦИИ КОМБИНИРОВАННОЙ ВЫТЯЖКИ АНИЗОТРОПНОГО МАТЕРИАЛА В КОНИЧЕСКОЙ МАТРИЦЕ
Предложена математическая модель первой операции комбинированной
вытяжки анизотропного материала в конической матрице. Приведены основные уравнения и соотношения для теоретического анализа первой операции комбинированной вытяжки анизотропного материала в конической матрице.
Ключевые слова: комбинированная вытяжка, анизотропия, матрица, пуансон, сила, деформация, разрушение, напряжение.
Анализируя современное состояние технологии изготовления по-
лых цилиндрических изделий, следует отметить, что наибольшее распро-

Технологии и оборудование обработки металлов давлением
175
странение получила вытяжка (без утонения). К недостаткам вытяжки отно-сятся низкая производительность (большое число операций) при изготов-лении глубоких изделий и невысокая точность по наружным размерам и по толщине стенки (в некоторых случаях требуется дополнительная обработ-ка).
Вытяжка с утонением находит широкое применение при изготовле-нии глубоких цилиндрических сосудов, толщина стенки которых значи-тельно меньше толщины дна. Изделия, изготовляемые вытяжкой с утоне-нием, имеют более высокую точность, чем при вытяжке, однако число операций в технологическом процессе, основанном на вытяжке с утонени-ем, остается значительным.
Интенсификация процесса глубокой вытяжки может быть достиг-нута методом комбинированной вытяжки, которая характеризуется одно-временным существенным изменением диаметра и толщины вытягиваемой заготовки. Этот метод позволяет получать изделия с повышенными точно-стными характеристиками, более упрочненной стенкой, достигать боль-ших степеней деформаций по сравнению с методами вытяжки и вытяжки с утонением, что приводит к значительному сокращению числа операций технологического процесса и повышению производительности [1].
Первая операция комбинированной вытяжки условно разделяется на четыре стадии. В очаге деформации имеется плоское напряженное (зона I) и плоское деформированное (зона II) состояния заготовки. На первой стадии комбинированной вытяжки осуществляется обычная вытяжка (без утонения) и реализуется плоское напряженное состояние в заготовке. На второй стадии происходит формирование зоны утонения II. На графиках "сила-путь" это проявляется в резком подъеме кривой "сила-путь". Момент совпадения центра закругления пуансона с верхней кромкой калибрующе-гося пояска матрицы принимается за начало третьей стадии. На третьей стадии имеет место процесс собственно комбинированной вытяжки (с на-личием двух зон). На четвертой стадии исчезает зона плоского напряжен-ного состояния I и происходит утонение краевой части заготовки.
При комбинированной вытяжке один и тот же материал находится в зоне I в условиях плоского напряженного состояния, а в зоне II - в услови-ях плоского деформированного состояния.
Рассмотрим процесс комбинированной вытяжки с прижимом через коническую матрицу с углом конусности α и степенью деформации
111 sd mm ⋅−=ψ . Здесь 1dm - коэффициент вытяжки; 011 / Ddmd = ; ms1 -
коэффициент утонения; 011 / ssms = ; 11 2rd = ; 00 2RD = ; 1sz = ; 1r и 0R -
радиус по срединной поверхности полуфабриката и начальный радиус за-готовки; 1s и 0s - толщина стенки полуфабриката и заготовки соответст-
венно; z - односторонний зазор между пуансоном и матрицей.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
176
Материал принимается несжимаемым, начально трансверсально-изотропным, анизотропно-упрочняющимся, для которого справедливо ус-ловие текучести Мизеса-Хилла и ассоциированный закон течения [2, 3].
Допускается, что сопротивления материала пластическому дефор-мированию в направлениях главных осей анизотропии x , y , z и при сдви-ге в главных осях анизотропии подчиняются зависимостям
( ) ( )
( )[ ]( )
ω−ε+τ=τ
ω−
εε
+ε+σ=σ
,1
;112
ke
niijTijsij
ke
m
i
iiniiiTiisii
ij
ii
ii
A
A
где iiA , ijA , iin , ijn , iim , k - константы материала; Tiiσ и Tijτ - пределы
текучести материала в направлениях главных осей анизотропии x , y , z и при сдвиге в главных осях анизотропии; iε - величина интенсивности де-формаций; iiε - компоненты тензора деформаций; eω - повреждаемость материала при пластическом формоизменении по деформационной модели разрушения.
Параметры анизотропии F , G , H , L , M , N связаны с величина-ми сопротивления материала пластическому деформированию известными соотношениями [2].
В дальнейшем принимается, что на каждом малом этапе деформи-рования эти параметры являются постоянными величинами, которые могут изменяться на каждом последующем этапе. Предполагается, что на кон-тактных границах заготовки и рабочего инструмента реализуется закон трения Кулона. В основу анализа положен метод расчета силовых пара-метров процесса, основанный на совместном решении приближенных дифференциальных уравнений равновесия и условий текучести с учетом сопряжений на границах участков, а также изменения направления течения материала.
Рассмотрим распределение напряжений и деформаций в заготовке на первой стадии процесса комбинированной вытяжки при наличии трех характерных участков (рис. 1).
Очаг деформации состоит из трех участков: участок Iа расположен на плоскости матрицы и ограничен краем заготовки с текущей координа-той kR с одной стороны и постоянной координатой цR , точкой сопряже-
ния плоского и криволинейного участков матрицы; участок Iб охватывает входную кромку матрицы и ограничен угловыми координатами ϕ = 0 и те-кущим значением угла охвата заготовкой тороидальной поверхности мат-рицы ϕ ; участок Iв (участок бесконтактной деформации) расположен ме-жду входной кромкой конуса матрицы и кромкой пуансона.
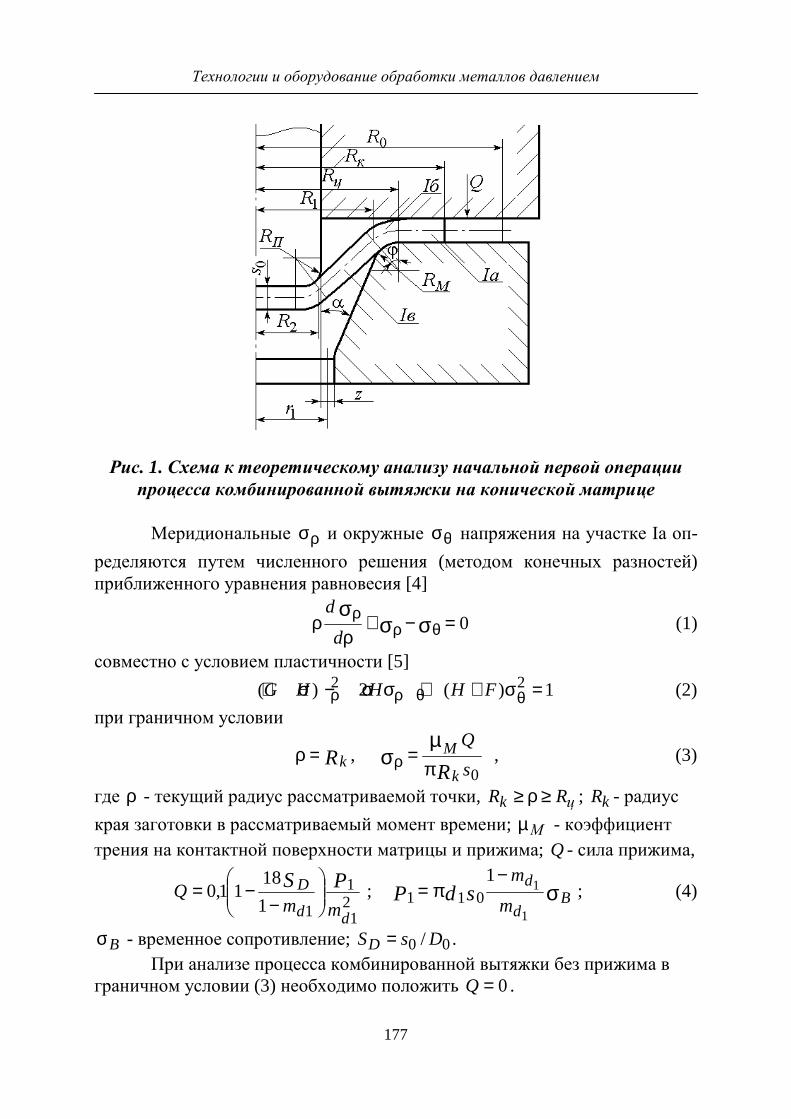
Технологии и оборудование обработки металлов давлением
177
Рис. 1. Схема к теоретическому анализу начальной первой операции процесса комбинированной вытяжки на конической матрице
Меридиональные ρσ и окружные θσ напряжения на участке Iа оп-
ределяются путем численного решения (методом конечных разностей) приближенного уравнения равновесия [4]
0=−+ρ
ρ σσσ
θρρ
d
d (1)
совместно с условием пластичности [5]
1)(2)( 22 =σ++σσ−σ+ θθρρ FHHHG (2)
при граничном условии
Rk=ρ , 0s
Q
Rk
M
π=
µσρ , (3)
где ρ - текущий радиус рассматриваемой точки, цk RR ≥ρ≥ ; kR - радиус
края заготовки в рассматриваемый момент времени; Мµ - коэффициент трения на контактной поверхности матрицы и прижима; Q - сила прижима,
21
1
11
1811,0
dd
D
mmQ PS
−−= ; σ
−π= B
d
d
m
msdP
1
11
011 ; (4)
Bσ - временное сопротивление; 00 / DsSD = . При анализе процесса комбинированной вытяжки без прижима в
граничном условии (3) необходимо положить Q = 0.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
178
Для нахождения напряжений ρσ и θσ на тороидальной поверхно-
сти матрицы (участок Iб) решаем совместно условие равновесия [4]
0sin
sincos
sin
cos =ϕ−
ϕ+ϕσ+
+ϕ−
ϕσ−ϕ
σ µµ θρ
ρaad
d MM
, (5)
и условие пластичности (2) при граничных условиях
при ϕ = 0 RMC
ss
ф 4RR цц
⋅=ρ
σ+=ρ
= ρρ σσ ρ , (6)
где ϕ - угол, характеризующий положение рассматриваемого сечения за-готовки на тороидальной поверхности матрицы; Mµ - коэффициент тре-ния на контактной поверхности матрицы; MCц RRa /= ;
05,0 sRR += MMC ; σρф - величина меридионального напряжения во
фланце заготовки (участок Ia), вычисленная при цR=ρ ; ρσs - сопротивле-
ние материала пластическому деформированию с учетом его упрочнения при цR=ρ .
Распределение меридиональных σρ и окружных σθ напряжений на
конусообразном участке бесконтактной деформации определяется путем численного интегрирования уравнения равновесия (1) с условием пластич-ности (2) при граничном условии
1R=ρ , MC
sТ R
s
422 ϕ=ϕρϕ=ϕρρ σ+σ=σ . (7)
Здесь 2ϕ - угол, определяющий границу тороидального и конусообразного участков; 21 sinϕ−= MCц RRR ;
Tρσ - меридиональное напряжение на то-
роидальной поверхности матрицы, вычисленное при 2ϕ=ϕ ; 2ϕ=ϕρσs -
сопротивление материала пластическому деформированию при 2ϕ=ϕ . Заметим, что в выражении (7) последнее слагаемое учитывает при-
ращение меридионального напряжения, связанное со спрямлением заго-товки.
Первая стадия процесса комбинированной вытяжки оканчивается в момент полного прилегания заготовки к конической поверхности матрицы.
На коническом участке очага деформации участок Iв распределение напряжений находится с учетом сил трения на поверхности матрицы.
Интегрирование уравнения равновесия
0=α
−−+ σµσσ
σ θθρ
ρtgdr
dr M (8)
совместно с условием пластичности (2) при граничном условии

Технологии и оборудование обработки металлов давлением
179
)( 11 ϕ=ϕ= Rr , MC
sТ R
s
411 ϕ=ϕρϕ=ϕρρ σ+σ=σ (9)
позволяет определить распределение напряжений на участке Iв, где α−π=ϕ 2/1 .
Усилие процесса на первой стадии вытяжки находится по формуле ( ) ϕσϕ+′−π= ρ sinsin2 01 IПСПС sRRrP , (10)
где 15,0 sRR ППС +=′ ; 05,0 sRR ППС += ; Iρσ - меридиональное напря-
жение на выходе из очага пластической деформации при 2R=ρ , которое определяется с учетом соотношений (1), (2), (5) при граничных условиях (3), (6) и (7) в случае наличия конусообразного участка бесконтактной де-формации ( 2ϕ=ϕ ) и с учетом выражений (1), (2) и (5) в момент полного прилегания заготовки к конической матрице ( 1ϕ=ϕ ) при граничных усло-виях (3), (6) и (9).
Для учета анизотропного упрочнения материала в зоне плоского напряженного состояния I необходимо иметь информацию о распределе-нии деформаций в очаге пластической деформации.
Величина окружной деформации находится по выражению
ε ρθ = ln
R Т0, (11)
где ρ - координата рассматриваемого сечения очага деформации, R Т0 - начальная координата рассматриваемого сечения очага деформации в плоской заготовке, которая определяется из условия постоянства объема.
Приращения меридиональных деформаций dερ и деформаций по
толщине трубы d zε могут быть определены с учетом ассоциированного закона пластического течения следующим образом
( )( )d
d H G
F Hε ρ
ρ
σ σ σ
σ σ σρρ θ ρ
θ θ ρ= ⋅
− +
+ − (12)
и ( )dd G F
F Hzε ρ
ρσ σ
σ σ σρ θ
θ θ ρ= − ⋅
+
+ −. (13)
Величина приращения интенсивности деформации d eε определяет-ся по формуле (2.4), интенсивность деформации εe – по выражению
ε ερ
e eR
d
Т
= ∫0
, (14)
где ρ - координата рассматриваемого сечения очага деформации. Изменение толщины заготовки в процессе комбинированной вы-
тяжки оценивается по соотношению

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
180
( ) ρρ
σ−σ+σσ+σ
−= ∫ρ
ρθθ
θρ d
HF
FG
s
s
R00ln . (15)
Положение внешнего края kR в процессе деформации вычисляется из условия постоянства площади поверхности заготовки в зависимости от перемещения пуансона Пh .
В дальнейшем не рассматривается вторая стадия деформирования, т.к. она занимает малое место в общем процессе деформирования. Третья стадия процесса комбинированной вытяжки начинает реализовываться с момента совпадения центра радиуса закругления пуансона с верхней кромкой рабочего пояска матрицы (рис. 2).
Меридиональные ρσ и окружные θσ напряжения в зоне I во флан-
це (участок Iа), тороидальной части заготовки (участок Iб) и конусообраз-ном участке прилегания заготовки к конической матрице определяются путем численного интегрирования (методом конечных разностей) прибли-женных уравнений равновесий (1), (5), (8) с использованием условия теку-чести (2) при заданных граничных условиях (3), (6) и (9) для меридиональ-ных напряжений ρσ соответственно.
Рассмотрим вопрос о распределении напряжений и деформаций в зоне плоского деформированного состояния II очага пластической дефор-мации.
Рис. 2. Схема к теоретическому анализу третьей стадии процесса
комбинированной вытяжки на конической матрице
Схема к теоретическому анализу второй зоны (зоны плоского де-формированного состояния II) очага деформации на третьей стадии ком-бинированной вытяжки через коническую матрицу приведена на рис. 3.


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
182
Рис. 3. Схема к теоретическому анализу
зоны плоского деформированного состояния Определим приращение напряжения ∆σρВ по методу баланса мощ-
ностей. Примем, что мощность, развиваемая приращением напряжения
∆σρВ , связана с дополнительной мощностью на поворот направления те-
чения материала при входе в зону плоского деформированного состояния. Уравнение баланса мощностей в этом случае имеет следующий вид:
ρ τυ τВ В В Вl l∆σ ∆υ= 1 1 , (21)
где υВ и ∆υτ1- скорость течения материала и разрыв касательной состав-ляющей скорости при входе в зону II соответственно; τ1 - максимальная величина касательного напряжения, приложенного на входе в зону плоско-го деформированного состояния заготовки; lВ - длина линии раздела меж-ду зонами I и II.
Величина разрыва касательной составляющей скорости ∆υτ1 опре-деляется из рассмотрения годографа скоростей на входе в зону утонения
( )∆υτ υ α1 2= B tg . (22)
Подставляя (22) в уравнение баланса мощностей (21), получим ( )∆σρ τ α
Вtg= 1 2 . (23)
Максимальное касательное напряжение τ1 определяется по форму-ле
τ σρ ρ
σρ ρρ θ1
1 12=
=−
=
I I , (24)
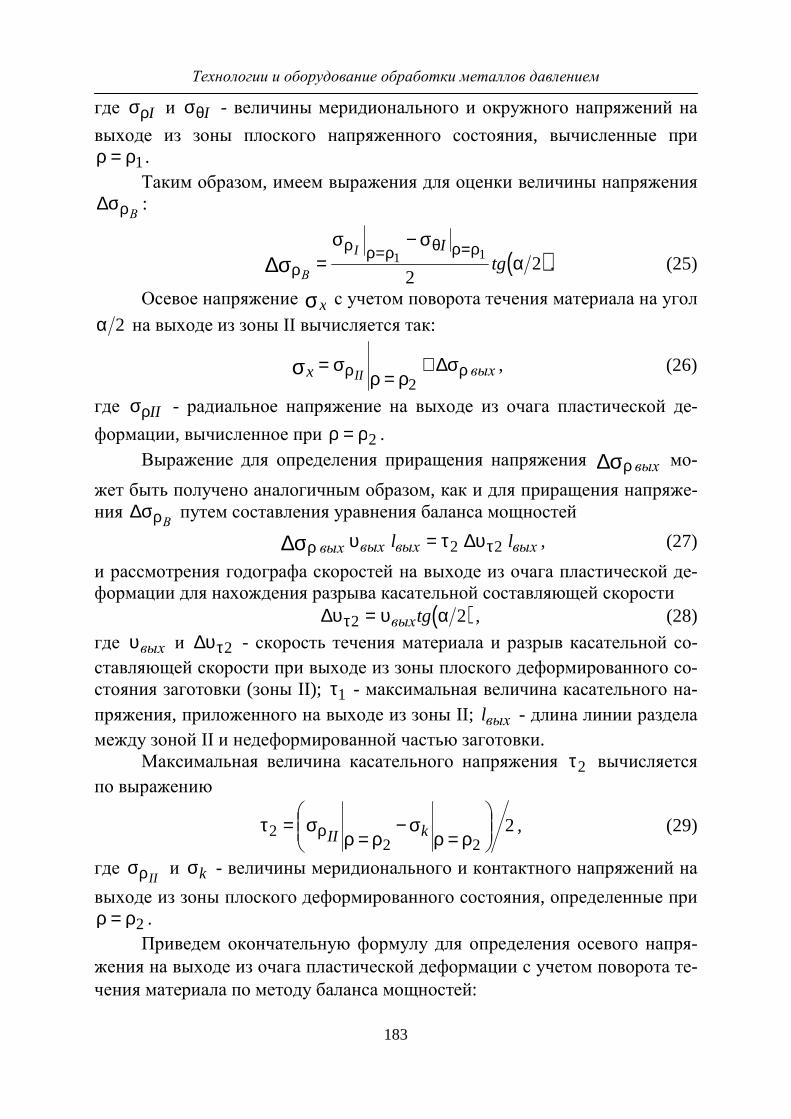
Технологии и оборудование обработки металлов давлением
183
где Iρσ и Iθσ - величины меридионального и окружного напряжений на
выходе из зоны плоского напряженного состояния, вычисленные при ρ ρ= 1.
Таким образом, имеем выражения для оценки величины напряжения ∆σρВ :
( )ρρ ρ ρ θ ρ ρσ σ
αВ
I Itg∆σ =
−= =
1 1
22 . (25)
Осевое напряжение xσ с учетом поворота течения материала на угол
α 2 на выходе из зоны II вычисляется так:
x выхIIσ σρ ρρ ρ=
=+
2∆σ , (26)
где IIρσ - радиальное напряжение на выходе из очага пластической де-
формации, вычисленное при ρ ρ= 2 . Выражение для определения приращения напряжения ρ вых∆σ мо-
жет быть получено аналогичным образом, как и для приращения напряже-ния ∆σρВ путем составления уравнения баланса мощностей
ρ τυ τвых вых вых выхl l∆σ ∆υ= 2 2 , (27)
и рассмотрения годографа скоростей на выходе из очага пластической де-формации для нахождения разрыва касательной составляющей скорости
( )∆υτ υ α2 2= выхtg , (28)
где υвых и ∆υτ2 - скорость течения материала и разрыв касательной со-ставляющей скорости при выходе из зоны плоского деформированного со-стояния заготовки (зоны II); τ1 - максимальная величина касательного на-пряжения, приложенного на выходе из зоны II; lвых - длина линии раздела между зоной II и недеформированной частью заготовки.
Максимальная величина касательного напряжения τ2 вычисляется по выражению
222
2
ρ=ρσ−
ρ=ρσ=τ ρ kII
, (29)
где IIρσ и kσ - величины меридионального и контактного напряжений на
выходе из зоны плоского деформированного состояния, определенные при ρ ρ= 2 .
Приведем окончательную формулу для определения осевого напря-жения на выходе из очага пластической деформации с учетом поворота те-чения материала по методу баланса мощностей:


Технологии и оборудование обработки металлов давлением
185
Приведенные выше соотношения могут быть использованы для ана-лиза первой операции комбинированной вытяжки цилиндрических деталей из анизотропных упрочняющихся материалов.
Список литературы
1. Валиев С.А. Комбинированная глубокая вытяжка листовых мате-
риалов. М.: Машиностроение, 1973. 176 с. 2. Нечепуренко Ю.Г., Яковлев С.П., Яковлев С.С. Глубокая вытяжка
цилиндрических изделий из анизотропного упрочняющегося материала. Тула: ТулГУ, 2000. 182 с.
3. Яковлев С.С., Ремнев К.С., Фам Дык Тхиен. Вопросы теории штамповки ортотропных анизотропно-упрочняющихся материалов // Из-вестия ТулГУ. Технические науки. Вып. 4. С. 130-135.
4. Попов Е.А. Основы теории листовой штамповки. М.: Машино-строение, 1968. 283 с.
5. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давлением анизотропных материалов. Кишинев: Квант. 1997. 331 с.
S.S. Jakovlev, Fan So Thien, K.S. Remnev MATHEMATICAL MODEL OF THE FIRST OPERATION OF THE COMBINED
EXTRACT OF THE ANISOTROPIC MATERIAL IN THE CONIC MATRIX The mathematical model of the first operation of the combined extract of an
anisotropic material in a conic matrix is offered. The basic equations and parities for the theoretical analysis of the first operation of the combined extract of an anisotropic material in a conic matrix are resulted.
Key words: the combined extract, anisotropy, a matrix, a punch, force, deformation, destruction, pressure.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
186
УДК 621.983; 539.374 К.С. Ремнев, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), Ю.В. Бессмертная, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), В.Н. Чудин, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Москва, МИИТ)
ВЫТЯЖКА КОРОБКИ С МАЛЫМИ УГЛОВЫМИ РАДИУСАМИ
Приведены математическая модель и результаты теоретических исследований операции вытяжки низких коробчатых деталей с относительно малыми угловыми радиусами.
Ключевые слова: коробчатая деталь, математическая модель, напряжение, деформация, пластичность, сила, мощность, анизотропия, матрица, пуансон, вы-тяжка.
В технологии вытяжки коробчатых деталей с малыми угловыми ра-диусами 17,0)2/( 1 ≤− hArугл ( 1A и h - ширина и высота детали) исполь-
зуют, как отмечено ранее, заготовки упрощенной формы – прямоугольник со срезанными углами. При этом угловые части заготовки рассматривают по коэффициенту угловой вытяжки, а прямые – по разверткам сторон де-тали [1, 2].
Расчеты силовых параметров рассматриваемой операции деформи-рования будем вести исходя из экстремальной верхнеграничной теоремы, в соответствии с которой справедливо неравенство [4]
трpвнn WWWPV ++≤ , (1)
где nPV - мощность внешних сил P при скорости перемещения пуансона
nV ; внW , pW , трW - соответственно мощность сил деформаций, мощность
на линиях разрыва скоростей и мощность трения на поверхностях контакта материала с инструментом. Материал заготовки примем трансверсально-изотропным, механическое состояние которого определяется функцией [3, 4]
mii B )(ε=σ , (2)
где iσ - интенсивность напряжений; mB, - экспериментальные константы материалов.
Расчетная схема операции показана на рис. 1. Принятое разрывное поле скоростей состоит из угловых зон деформаций и жестких зон у пря-мых сторон внутреннего контура фланца. Линии разрыва – прямые, соеди-няющие точки сопряжения угловых и прямых участков внутреннего кон-тура фланца с угловыми точками его внешнего контура.

Технологии и оборудование обработки металлов давлением
187
В зонах деформаций перемещения радиальные, а в жестких – по нормалям к контуру матрицы. Все линейные и угловые размеры заготовки и поля известны из эмпирического расчета заготовки. Для удобства после-дующих расчетов уравнение внешнего углового контура заготовки
bBaAyx −=−=+ запишем в полярных координатах:
ϕ+ϕ−=
cossin0aA
r . (3)
здесь aA, - геометрические размеры заготовки; 20 π≤π≤ - угловые ко-ординаты точек внешнего углового контура фланца. Интенсивность скоро-сти деформации iξ и интенсивность деформации iε в зонах деформаций вычисляются как
)1()21()1( RRRRnni rrV ++−+χ=ξ ;
ni r
rlnχ=ε (4)
при радиальной скорости точек )1( RR
nnr r
rVV
+
= , (5)
где 2/1
)1(3
)2(2
++=χ
R
R; R - коэффициент нормальной анизотропии.
Распределение толщины фланца в угловых зонах будем определять, как и ранее, выражением
)1/(1
0
R
nr
rss
+
= . (6)
Величину интенсивности напряжения определяем по уравнению упрочнения материала (2) при использовании соотношений (4).
Мощность внутренних сил будет записана в виде
×χ= +−
+ R
R
nnm
вн rVsBW 1
1
014 ∫ ∫
π+
−ϕ
2
0
1
21
ln0
ddrr
rr
m
n
r
r
R
R
n
. (7)
После преобразований и интегрирования по координате r получим окон-чательное выражение для определения мощности внутренних сил:
×χ=+−
++ pmR
R
nnm
вн rVsBW 10
14 ∫π
−
−
ϕ+ϕ−2
01
)cos(sin
1p
nr
aA
p
ϕ
−
ϕ+ϕ−
−−
−d
r
aA
p
mp
n1
)cos(sin1
1
, (8)

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
188
где R
Rmp
+−+=
1
22 .
а
б
Рис. 1. Вытяжка прямоугольной коробки с малыми угловыми радиусами: а - заготовка и поле скоростей;
б - план скоростей на линии разрыва
Для окончательного решения в интеграл (8) необходимо внести вы-ражение (3) и произвести численное интегрирование по ϕ .
На линиях разрыва векторы скорости по обе стороны от нее rV и nV параллельные и совпадают с линией разрыва. Нормальная скорость отсут-ствует. Скачок скорости считаем постоянным по всей линии, т.е.
−=
+ )1/(
01
RRn
np r
rVV . (9)
Величины интенсивности скорости деформации и деформации оп-ределяются соотношениями (4). Величине касательного напряжения здесь соответствует выражение, следующее из приближенного условия текуче-сти трансверсально-анизотропного материала. В данном случае
m
n
mp r
rB
χη=τ ln . (10)
Толщину заготовки на линиях разрыва примем постоянной, равной толщине края фланца, т.е.

Технологии и оборудование обработки металлов давлением
189
)1/(10
0
R
nr
rss
+
= . (11)
В этом случае, учитывая выражения (9) – (11), мощность на линиях разрыва получит вид соотношения
×
−χη=
++−
)1/(
0
)1/(10 18
RRnR
nnm
p r
rrVsBW
∫
× + 0
ln)( )1/(10
r
r
m
n
R
n
drr
rr . (12)
Используем приближенное разложение подынтегральной функции. Учитываем, используя уравнение (3) при 0=ϕ , что aAr −= , и проинтег-рируя данное выражение, получим
×−χη= +−+−
)(8 1
1
0 aArVsBW R
Rmmp
nnm
p
−
−
−
−−×
+1
11
)1/( p
n
RRn
r
aA
paA
r
−
−−
−−
11
1p
nr
aA
p
m, (13)
где mp +=1 .
Перейдем к расчету мощности трения фланца заготовки на матрице и прижиме. Считаем, что qk µ=τ - контактное касательное напряжение
трения при скорости перемещения фланца в зонах деформаций rV и в же-
стких зонах nV .
Мощность сил трения трW может быть вычислена по выражению
∫∫ +ϕ
µ= +π
+ 0)1/(1
2
0
)1/(8r
r
RRRnnтр
n
ddrrrVqW
[ ]−−+−−+ )()(
2
1nn raAbrbBa .
После внутреннего интегрирования получим
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
190
+ϕ
−
ϕ+ϕ−
++µ= ∫
π ++
dr
aA
R
rRVqW
R
R
n
nnтр
2
0
12
21
)cos(sin2
)1(8
[ ]−−+−−+ )()(
2
1nn raAbrbBa . (14)
Дальнейшее интегрирование по координате ϕ производится чис-ленно.
Приведенные выше соотношения для мощностей (8), (13), (14) не-обходимо внести в энергетическое неравенство (1) и получить оценку мак-симальной силы вытяжки.
Силовые режимы операции вытяжки коробчатых деталей с малыми угловыми радиусами из прямоугольной листовой заготовки со срезанными углами исследовались в зависимости от анизотропии механических свойств листовой заготовки, условий трения на контактной поверхности рабочего инструмента и заготовки и давления прижима q .
На рис. 2 и 3 приведены графические зависимости изменения отно-сительной максимальной величины силы P операции вытяжки от относи-тельной величины давления прижима q и коэффициента трения на кон-
тактной поверхности рабочего инструмента и заготовки µ для алюминиевого сплава АМг6М, латуни Л63 и стали 08 кп. Расчеты выпол-нены при 0r =550 мм; A=550 мм; =B 600 мм; 15=a 0 мм; 250=b мм;
100=пr мм; 10 =s мм; 140=h мм. Величина давления прижима q назна-
чалась в соответствии с рекомендациями [2]. Анализ результатов расчетов и графических зависимостей, приве-
денных на рис. 2 и 3, показывает, что с увеличением коэффициента трения на контактной поверхности рабочего инструмента и заготовки µ , относи-
тельной величины давления прижима q относительная величина макси-
мальной силы операции вытяжки P возрастает. Рост относительной величины давления прижима q от 0,4 до 2,0
сопровождается увеличением относительной величины максимальной си-лы операции вытяжки P на 35 % при коэффициенте трения на контактной поверхности рабочего инструмента и заготовки µ=0,1. Уменьшение коэф-фициента трения на контактной поверхности рабочего инструмента и заго-товки µ с 0,4 до 0,05 приводит к падению относительной величины мак-
симальной силы операции вытяжки P на 40 %.

Технологии и оборудование обработки металлов давлением
191
Рис. 2. Зависимости изменения P от q (µ=0,1):
кривая 1 – латунь Л63; кривая 2 - алюминиевый сплав АМг6М; кривая 3- сталь 08кп
Рис. 3. Зависимости изменения P от µ ( =q 1 МПа):
кривая 1 – латунь Л63; кривая 2 – алюминиевый сплав АМг6М; кривая 3 – сталь 08кп
Работа выполнена по ведомственной целевой программе «Развитие
научного потенциала высшей школы (2009 – 2011 годы)», грантам РФФИ и по государственному контракту в рамках федеральной целевой програм-мы «Научные и научно-педагогические кадры инновационной России» на 2009 – 2013 годы.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
192
Список литературы
1. Ковка и штамповка: справочник в 4 т. / ред. совет: Е.И. Семенов [и др.]. Т. 4. Листовая штамповка / под ред. С.С. Яковлева. М.: Машино-строение, 2010. 717 с.
2. Романовский В.П. Справочник по холодной штамповке. Л.: Ма-шиностроение, 1979. 520 с.
3. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давле-нием анизотропных материалов. Кишинев: Квант, 1997. 332 с.
4. Теория обработки металлов давлением: учебник для вузов / В.А. Голенков [и др.] / под ред. В.А. Голенкова, С.П. Яковлева. М.: Маши-ностроение, 2009. 442 с.
K.S. Remnev, U.V. Bessmertnaya, V.N. Chudin EXTRACT OF THE BOX WITH SMALL ANGULAR RADIUSES The mathematical model and results of theoretical researches of operation of an
extract of low box-shaped details with rather small angular radiuses are resulted Key words: a box-shaped detail, mathematical model, pressure, deformation, plastic-
ity, force, capacity, anisotropy, a matrix, a punch, an extract.
Получено 14.12.11
УДК 621.983; 539.374 К.С. Ремнев, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), Фам Дык Тхиен, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ),
ВЫТЯЖКА С УТОНЕНИЕМ СТЕНКИ АНИЗОТРОПНОГО УПРОЧНЯЮЩЕГОСЯ МАТЕРИАЛА
Приведены результаты теоретических и экспериментальных исследования
процесса вытяжки с утонением стенки цилиндрических деталей из анизотропного уп-рочняющегося материала. Установлено влияние технологических параметров на сило-вые режимы и предельные возможности формоизменения. Показано удовлетвори-тельное согласование экспериментальных и теоретических данных по силовым режимам операции.
Ключевые слова: вытяжка с утонением, анизотропия, матрица, пуансон, сила, деформация, разрушение, напряжение.
Вытяжка с утонением находит широкое применение при изготовле-
нии глубоких цилиндрических сосудов, толщина стенки которых значи-

Технологии и оборудование обработки металлов давлением
193
тельно меньше толщины дна. Эта операция может быть использована так-же с целью получения высоких прочностных характеристик материала стенок и управления ими за счет деформационного упрочнения. Изделия, изготовляемые вытяжкой с утонением, имеют более высокую точность, чем при вытяжке [1].
Рассмотрим процесс вытяжки с утонением стенки при установив-шемся течении анизотропного упрочняющегося материла через кониче-скую матрицу с углом конусности α и коэффициентом утонения
011 ssms = . Здесь 0s и 1s - толщины заготовки и полуфабриката соответ-ственно. Схема к теоретическому анализу процесса вытяжки с утонением стенки представлена на рисунке 1.
Предполагается, что процесс вытяжки с утонением стенки протека-ет в условиях плоской деформации. Принимается, что величины сопротив-ления материала пластическому деформированию siiσ в направлениях
главных осей анизотропии x , y , z и при сдвиге sijτ в главных осях анизо-
тропии подчиняются зависимостям [2, 3]
( ) ( )
( )[ ]( )
ω−ε+τ=τ
ω−
εε
+ε+σ=σ
,1
;112
ke
niijTijsij
ke
m
i
iiniiiTiisii
ij
ii
ii
A
A
где iiA , ijA , iin , ijn , iim , k - константы материала; Tiiσ и Tijτ - пределы
текучести материала в направлениях главных осей анизотропии x , y , z и при сдвиге в главных осях анизотропии; iε - величина интенсивности де-формаций; iiε - компоненты тензора деформаций; eω - повреждаемость материала при пластическом формоизменении по деформационной модели разрушения.
Допускается, что в очаге пластической деформации реализуется ра-диальное течение материала, а на контактных границах заготовки и инст-румента реализуется закон трения Кулона:
кMM σµ=τ и кПп σµ=τ , (1)
где Mµ и Пµ - коэффициенты трения на контактных поверхностях матри-цы и пуансона соответственно.
Изменение направления течения материала при входе и выходе из очага пластической деформации учитывается путем коррекции радиально-го напряжения ρσ с учетом разрыва касательной составляющей скорости
течения материала на границе очага деформации по методу баланса мощ-ностей.
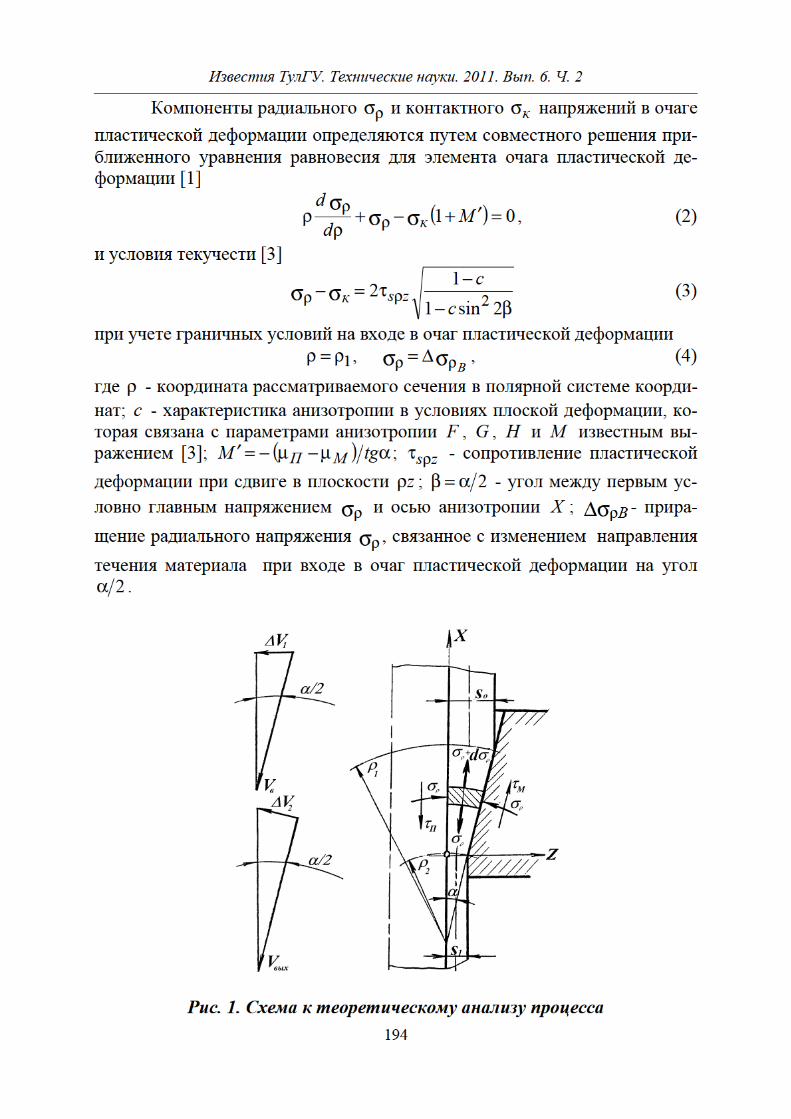




Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
198
локальной потери устойчивости заготовки оценивается по критерию, при-веденному в работе [3].
Предельные степени деформации при вытяжке с утонением стенки существенно зависят от условий трения на инструменте, геометрии инст-румента, механических свойств материала. На эти величины также оказы-вают существенное влияние характеристики анизотропии заготовки и спо-собность материала к упрочнению.
Предельные коэффициенты утонения mпрsi исследовались в зави-
симости от угла конусности матрицы α и условий трения на инструменте ( )µµ =
МП4...1 при 05,0=µМ для алюминиевого сплава АМг2М, латуни
Л63 и стали 08кп. Константы кривых упрочнения и величины эксперимен-тальных коэффициентов, входящих в выражения для определения пре-дельной интенсивности деформации приведены в работе [3].
На рис. 3 представлены графические зависимости предельного ко-эффициента утонения m
прsi от угла конусности матрицы α для латуни
Л63, вычисленные по первому, первому и второму критериям разрушения соответственно. Расчеты выполнены при 1,02 == µµ МП
.
Рис. 3. Зависимость изменения
npism от α при вытяжке с утонением
стенки цилиндрических деталей из латуни Л63 На рис. 3 кривые 1, 2, 3, 4, 5 соответствуют величинам коэффици-
ентов утонения npsim , вычисленным по максимальной величине растяги-
вающего напряжения на выходе из очага пластической деформации (вы-ражение (9)), по допустимой степени использования ресурса пластичности материала при 1=ω , 65,0=ω и 25,0=ω соответственно и критерию ло-

Технологии и оборудование обработки металлов давлением
199
кальной потери устойчивости [3]. Пунктирной линией (кривая 5) показаны величины предельных ко-
эффициентов npism , определенные по критерию локальной потери устой-
чивости. Положение кривых 1, 2 и 5 определяют возможности разрушения
стенки полуфабриката по максимальной величине осевого напряжения на выходе из очага пластической деформации, по степени использования ре-сурса пластичности и по критерию локальной потери устойчивости соот-ветственно. Верхняя кривая или верхние части (при пересечении их) ука-зывают предельный коэффициент утонения и критерий, по которому должно произойти разрушение.
Расчеты и анализ графиков показывают, что увеличение угла ко-нусности матрицы α приводит к повышению предельного коэффициента утонения m
прsi или уменьшению предельной степени деформации ψ .
Изменение условий трения на контактной поверхности пуансона существенно влияет на предельный коэффициент утонения. С увеличением коэффициента трения на пуансоне снижается предельное значение коэф-фициента утонения. Этот эффект проявляется больше на малых углах ко-нусности матрицы. При больших значениях углов матрицы увеличение ко-эффициента трения на пуансоне в 3 раза по сравнению с коэффициентом трения на матрице не приводит к существенному изменению предельного коэффициента утонения.
Показано, что предельные возможности формоизменения при вы-тяжке с утонением стенки ограничиваются как первым критерием разру-шения, так и третьим (критерием локальной потери устойчивости). Уста-новлено, что учет анизотропного упрочнения материала в ряде случаев может существенно влиять на величины предельных коэффициентов уто-нения процесса вытяжки с утонением стенки.
C целью проверки возможностей оценки силовых режимов на ка-федре «Механика пластического формоизменения» ТулГУ выполнены экспериментальные исследования вытяжки с утонением для ряда материа-лов, механические свойства которых приведены в работе [4].
Экспериментальные работы проводились на специализированном гидравлическом прессе. Вытяжке с утонением стенки подвергались заго-товки из латуни Л63, предварительно полученные комбинированной вы-тяжкой с последующим отжигом, имеющие наружный диаметр 101,6 мм, с постоянной по высоте толщиной стенки 120 =s мм. Исходный материал для заготовок выбирался из одной плавки.
Для всех опытов были приняты постоянными следующие парамет-ры инструмента: радиус закругления кромки пуансона 20=RП мм; высо-
та рабочего пояска матрицы 5=h p мм; диаметр пуансона 6,77=dП мм.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
200
Коэффициент утонения варьировался в пределах 0,5...0,9 за счет изменения диаметра матриц, который принимал соответственно значения 93,2; 96,8 и 100,4 мм. Угол конусности матриц изменялся в пределах 6 ...
o30 . В качестве смазки применялось жидкое мыло с 3 %-ным содержа-
нием жировых кислот. Силу деформирования фиксировали с помощью тензометрической аппаратуры.
Полуфабрикаты вытяжки с утонением стенки представлены на рис. 4.
Рис. 4. Полуфабрикаты вытяжки с утонением стенки
Сопоставление результатов теоретических расчетов и эксперимен-
тальных данных указывает на их удовлетворительное совпадение. Макси-мальная величина расхождения теоретических и экспериментальных дан-ных не превышает 5 %.
Список литературы
1. Попов Е.А. Основы теории листовой штамповки. М.: Машино-
строение, 1968. 283 с. 2. Яковлев С.С., Ремнев К.С., Фам Дык Тхиен. Вопросы теории
штамповки ортотропных анизотропно-упрочняющихся материалов // Из-вестия ТулГУ. Технические науки. 2011. Вып. 4. С. 130-135.
3. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давле-нием анизотропных материалов. Кишинев: Квант. 1997. 331 с.

Технологии и оборудование обработки металлов давлением
201
4. Нечепуренко Ю.Г., Яковлев С.П., Яковлев С.С. Глубокая вытяж-ка цилиндрических изделий из анизотропного упрочняющегося материала. Тула: ТулГУ, 2000. 182 с.
K.S.Remnev, the Fan So Thien EXTRACT WITH REDUCTION OF THICKNESS WALLS ANISOTROPIC UP-
ROCHNJAJUSHCHEGOSJA THE MATERIAL Results theoretical and experimental researches of process of an extract with
decrease in a thickness walls of cylindrical details from anisotropic up-rochnjajushchegosja a material are a examined. Influence of technological parameters on silo-vye modes and limit-ing possibilities form changes is established. It is shown satisfy-telnoe the coordination of the experimental and theoretical data on power modes of operation.
Key words: an extract with утонением, anisotropy, a matrix, a punch, force, deformation, destruction, pressure.
Получено 14.12.11
УДК 05.02.23 С.И. Соловьев, канд. техн. наук, доц., [email protected] (Россия, Тула, ТулГУ), Т.А. Головина, инженер,(4872) 25-68-99, [email protected] (Россия, Тула, ТулГУ) ОЦЕНКА РИСКОВ ПРИ ОПРЕДЕЛЕНИИ РЕЗУЛЬТАТИВНОСТИ СИСТЕМЫ МЕНЕДЖМЕНТА КАЧЕСТВА
Подробно рассмотрена проблематика формирования оценки результативно-сти системы менеджмента качества с использованием метода экспертных оценок в современных методиках. Представлены пути решения и их научное обоснование.
Ключевые слова: доверительный интервал, степень достоверности, количест-венная оценка, эксперт, косвенные измерения, распределение вероятности.
«Непрерывное улучшение» и «принятие решений, основанных на
фактах» – принципы, заложенные в стандартах ИСО серии 9000, предпола-гающие осуществление количественной оценки деятельности предприятий и организаций в области качества.
В последнее время появляется все больше материалов – статей, вы-ступлений, методик по оценке результативности cистемы менеджмента ка-чества (СМК).
Как правило, в их основе лежит использование принципа инте-гральной оценки результативности как отдельных процессов, так и процес-сов системы в целом. Это модели типа «эффект/затраты», в которых ак-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
202
цент делается на выявление экономических результатов. На базе этих ме-тодик принимаются определенные решения, однако при обработке вход-ных данных не учитывается, насколько достоверны и правильны количест-венные оценки, полученные по результатам расчетов. Соответственно судить о том, насколько достоверна итоговая оценка, практически невоз-можно.
Однако современные концепции менеджмента качества предпола-гают, что все принимаемые решения должны базироваться исключительно на фактах, т.е. на основе надежных и точных данных, а не на интуиции, предположениях, догадках, чутье или личном опыте специалистов, прини-мающих решения [1].
Исходя из этого принципа, необходимо научное обоснование сте-пени достоверности полученных данных, которое обеспечит четкую опору при принятии решений.
Зачастую при оценке результативности функционирования ряда бизнес-процессов, где физическое явление не используется или очень сложно для использования, показателями, а соответственно и входными данными при расчете являются не параметры физических величин, а коли-чественные оценки, полученные на основе использования метода эксперт-ных оценок [2]. В качестве данных по показателю принимается заключе-ние эксперта или группы экспертов, компетентных специалистов, практикующих в самых разных, но взаимосвязанных областях деятельно-сти.
Однако заключение эксперта не несет характер абсолютного значе-ния, т.к. эксперт может допустить ошибку в пределах своей компетентно-сти и этот фактор необходимо учитывать.
Ошибка эксперта здесь выступает как погрешность с доверитель-ным интервалом, который необходимо оценивать с точки зрения вероятно-стных характеристик. Исходя из этого, планируется использовать подход, заключающийся в учете закона распределения вероятностей, а, следова-тельно, и оценки рисков.
При этом эксперт будет рассматриваться как аналог средства изме-рения, которое применяется для проведения экспериментальной части из-мерений и имеет нормированные метрологические свойства с установлен-ной погрешностью. То есть чем выше квалификация специалиста, тем меньше погрешность при определении количественной оценки по необхо-димому показателю.
Сама процедура получения оценки на основе группового мнения экспертов схожа с косвенными измерениями. Как и при косвенных изме-рениях, оценочное значение величины устанавливается на основании из-

Технологии и оборудование обработки металлов давлением
203
вестной зависимости между этой величиной и величинами показателей, которые изначально уже были определены инструментально, подвержены прямым измерениям. И вероятностный подход к определению рисков при экспертном оценивании будет схож с вероятностным подходом к косвен-ным измерениям.
В качестве результатов косвенных измерений будут выступать обобщенные по определенной методике мнения или оценочные величины (баллы) экспертов. На основании данных по группе экспертов, оцениваю-щей те или иные однородные параметры, будет строиться кривая распре-деления вероятности погрешностей. При этом закон распределения веро-ятностей и доверительная вероятность будут определяться с использованием метода ситуационного моделирования. Риск определяется оценкой погрешности результата косвенных измерений, а соответственно оценка риска должна быть выражена с учетом доверительного интервала надежности оценок качества исполнения тех или иных проектов или про-изводственных задач.
Выражение оценки качества работ в виде доверительного интервала позволит наглядно изобразить, а главное спрогнозировать, насколько дос-товерны были примененные оценки. Оценка риска является одним из важ-нейших этапов при принятии решений и именно поэтому его необходимо анализировать и оценивать.
Список литературы
1. Жулинский С.Ф, Новиков Е.С., Поспелов В.Я. Статистические методы в современном менеджменте качества. М.: Фонд «Новое тысячеле-тие», 2001 - 2008 с.
2. Квалиметрия в машиностроении / Р.М. Хвастунов [и др.]. М.: Из-дательство «Экзамен», 2009.
S.I. Solovev, T.A. Golovina ESTIMATION OF RISKS AT DEFINITION OF PRODUCTIVITY OF SYSTEM OF
QUALITY MANAGEMENT The problematic of formation of an estimation productivity systems of quality
management with use of a method of expert estimations in modern techniques is in detail considered. Ways of the decision and their scientific substantiation are presented.
Key words: confidential interval, reliability degree, quantitative estimation, the expert, indirect measurements, probability distribution.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
204
УДК 621.983; 539.374 В.Н. Чудин, д-р техн. наук, проф., (499) 901-51-44, [email protected] (Россия, Москва, МИИТ), А.А. Перепелкин, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), А.В. Черняев, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ) СОЕДИНЕНИЕ ДАВЛЕНИЕМ ОРЕБРЕННЫХ ПАНЕЛЕЙ ПРИ КРАТКОВРЕМЕННОЙ ПОЛЗУЧЕСТИ
Предложены расчетные соотношения для проектирования технологии сварки давлением заготовок. В основу расчета положено уравнение кратковременной ползу-чести и верхнеграничный метод расчета.
Ключевые слова: оребренные панели, вязкость, давление, температура, крат-ковременная ползучесть, релаксация, повреждаемость.
Топливные корпуса ракетно-космических аппаратов изготавливают
с внутренними ребрами вафельного типа. Корпуса собирают из панелей, которые соединяют аргоно-дуговой сваркой. Эффективна технология изго-товления панелей путем сварки давлением ребер с основным полотном па-нели взамен традиционной технологии механического и электрохимиче-ского фрезерования. Операция сварки проводится с нагревом в вакууме или в среде нейтрального газа в зависимости от материала заготовки [1].
Процесс соединения давлением представляет следующие этапы: «мгновенная» пластическая деформация, выдержка под давлением (ползу-честь), выдержка на конечном уровне деформаций (релаксация). Механи-ческое состояние материала определяется уравнением кратковременной ползучести [2]
( ) ( ) .ползeплee ξ+ξ=ξ ,
где eξ , ( )плeξ , ( ) .ползeξ - соответственно эквивалентные скорости суммар-
ной деформации, пластической деформации и деформации ползучести. Если состояния пластичности и ползучести выразить уравнениями
соответственно mee Аε=σ , (1)
neполз Bσ=ξ . , (2)
то исходное уравнение получит вид
ne
eme
mm
ee B
dt
d
Adt
dσ+
σσ⋅
=ε
=ξ−1
11
1 1. (3)




Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
208
ne
плeпрek
Bt
σ
ε−ε=
)()()( min . (15)
Рассмотрим выдержку заготовок при постоянной деформации. При этом
conste =ε , 0=ε=ξdt
d ee . (16)
В условии (16) ( ) ( )ползeплee ε+ε=ε - в соответствии с (13) проис-
ходит релаксация напряжений при постоянных деформациях, и уравнение (3) получает вид:
( )∫
σ
σ
−−=σσ
e
релe
tdBAm
nme
m 111
111. (17)
Здесь eσ - эквивалентное напряжение (12) в соответствии с уравнением (9); ( )релeσ - текущие эквивалентное напряжение при релаксации.
Как следует из уравнения (17), текущее напряжение на линиях раз-рыва
( ) ( ) ( ) mn
m
mnрen
mрелe Btmn
AА
−−
−−ε=σ 111
11
, (18)
где ( )рeε - определено выражениями (7) и (8).
Время полной релаксации следует из соотношения (18) при ( ) 0=σ релe , т.е.
( )( ) mn
рenрелBAmn
t −ε⋅−
= 1
1
1. (19)
На основе приведенных соотношений выполнены теоретические исследования операции соединения давлением оребренных панелей из
сплавов АМг6 при 450 и ВТ6С при o930 С, механические характеристики
которых приведены в табл. 1 [1]. В расчетах принято: 5,1=a мм; 5...1=∆h мм. На рис. 2 представлены графические зависимости относительного
давления соединения элементов панелей 0/ eqq σ= от величины рабочего хода h∆ . Показано, что при увеличении h∆ от 1 до 5 мм относительное давление деформирования панелей из сплавов АМг6 и ВТ6С возрастает в 1,9…2 раза.
Результаты расчета минимального времени сварки давлением ( )minkt и времени релаксации релt приведены в табл. 2. Установлено, что
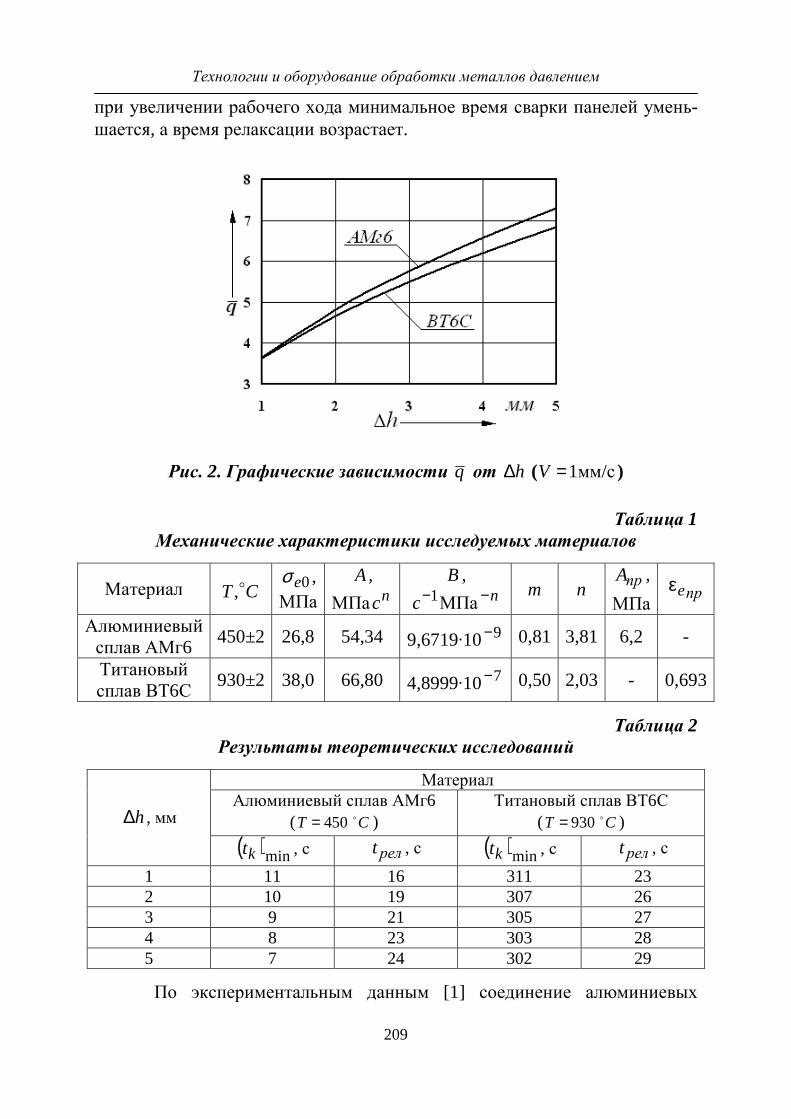
Технологии и оборудование обработки металлов давлением
209
при увеличении рабочего хода минимальное время сварки панелей умень-шается, а время релаксации возрастает.
Рис. 2. Графические зависимости q от h∆ ( мм/с1=V )
Таблица 1 Механические характеристики исследуемых материалов
Материал CT o, 0eσ , МПа
A ,
МПа nc
B , 1−c МПа n−
m n прA ,
МПа прeε
Алюминиевый сплав АМг6
450±2 26,8 54,34 9,6719·10 9− 0,81 3,81 6,2 -
Титановый сплав ВТ6С
930±2 38,0 66,80 4,8999·10 7− 0,50 2,03 - 0,693
Таблица 2 Результаты теоретических исследований
Материал Алюминиевый сплав АМг6
( 450T C= o ) Титановый сплав ВТ6С
( 930T C= o ) h∆ , мм
( )minkt , с релt , с ( )minkt , с релt , с
1 11 16 311 23 2 10 19 307 26 3 9 21 305 27 4 8 23 303 28 5 7 24 302 29
По экспериментальным данным [1] соединение алюминиевых

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
210
сплавов осуществляется при температурах 500...530 Сo при давлении до 15 МПа, деформация до 0,3 при выдержке 20…30 мин. в вакууме. Титановые сплавы соединяют при температурах 900...950 Сo , давлении до 5 МПа, де-формации 0,65…1 за 45…60 мин в вакууме или в среде нейтрального газа.
Работа выполнена по ведомственной целевой программе «Развитие научного потенциала высшей школы (2009-2011 годы)», грантам РФФИ и по государственному контракту в рамках федеральной целевой программы «Научные и научно-педагогические кадры инновационной России» на 2009-2013 годы.
Список литературы
1. Изотермическое формоизменение анизотропных материалов же-стким инструментом в режиме кратковременной ползучести / С.С. Яковлев [и др.]. М.: Машиностроение, 2009. 412 с.
2. Работнов Ю.Н. Механика деформируемого твердого тела. М.: Наука, 1979. 744 с.
V.N.Tchudin, A.A.perepelkin, A.V.Tchernyaev CONNECTION BY PRESSURE HAVING EDGES OF PANELS AT SHORT-TERM
CREEP Settlement parities for designing of technology of welding by pressure of
preparations are offered. In a calculation basis the equation short-term is necessary I creep-abuse and on the top borders a calculation method.
Key words: panels with edges, viscosity, pressure, temperature, krat-kovremennaja creep, a relaxation, damageability.
Получено 14.12.11

Технологии и оборудование обработки металлов давлением
211
УДК 621.983; 539.374 С.С. Яковлев, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), Ю.В. Бессмертная, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ)
ВЫТЯЖКА КОРОБКИ С НЕБОЛЬШИМИ УГЛОВЫМИ РАДИУСАМИ
Приведены математическая модель и результаты теоретических исследований операции вытяжки низких коробчатых деталей с относительно небольшими угловыми радиусами.
Ключевые слова: коробчатая деталь, математическая модель, напряжение, деформация, пластичность, сила, мощность, анизотропия, матрица, пуансон, вы-тяжка.
Коробки с небольшим относительным угловым радиусом
4,02
17,0 ≤−
≤ha
rугл вытягивают из заготовок прямоугольной формы с угло-
выми радиальными закруглениями, где a и h - ширина и высота детали. Расчетная схема вытяжки показана на рис. 1.
а
б
Рис. 1. Вытяжка прямоугольной коробки с небольшими угловыми радиусами:
а – заготовка и поле скоростей; б – план скоростей на линии разрыва

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
212
Расчеты силовых параметров рассматриваемого процесса деформи-рования будем вести исходя из экстремальной верхнеграничной теоремы, в соответствии с которой справедливо неравенство [3]
трpвнn WWWPV ++≤ , (1)
где nPV - мощность внешних сил P при скорости перемещения пуансона
nV ; внW , pW , трW - соответственно мощность сил деформаций, мощность
на линиях разрыва скоростей и мощность трения на поверхностях контакта материала с инструментом.
Материал заготовки примем трансверсально-изотропным, механи-ческое состояние которого определяется функцией [3, 4]
mii B )(ε=σ , (2)
где iσ - интенсивность напряжений; mB, - экспериментальные константы материалов.
Фланец заготовки имеет пластические зоны, ограниченные дугами окружностей по внешнему и внутреннему контурам в угловых областях и жесткие зоны напротив прямых сторон внутреннего контура фланца. Ско-рости в названных зонах – соответственно rV (по направлению к центрам угловых радиусов (т. 2O )) и nV (по нормалям к прямым сторонам вытяж-ной матрицы). Линии разрыва – прямые, соединяющие точки сопряжения радиальных и прямых участков внутреннего и внешнего контуров фланца.
Кинематические соотношения для зоны деформаций представим как
R
R
nnr r
rVV +
= 101)(, (3)
.)( 1
21101
R
RR
R
nni rrV ++−
+χ=ξ (4)
Величину интенсивности деформации iε запишем в виде
.)(
ln01n
i r
rχ=ε (5)
Распределение толщины по фланцу выражается соотношением )1/(1
010 )(
R
nr
rss
+
= . (6)
При этом уравнения угловых радиусов внутреннего и внешнего контуров зоны деформаций фланца относительно т. 1О - точки пересечения линий разрыва – имеют вид



Технологии и оборудование обработки металлов давлением
215
Результаты расчетов по влиянию технологических параметров, ско-рости перемещения пуансона, условий трения на рабочем инструменте и заготовке на напряженное и деформированное состояния заготовки и си-ловые режимы операции изотермической вытяжки идентичны результатам теоретических исследований, изложенных в предыдущем разделе (изотер-мической вытяжки коробчатых деталей с большими угловыми радиусами).
Силовые режимы процесса вытяжки коробчатых деталей с неболь-шими угловыми радиусами из заготовок прямоугольной формы с угловы-ми радиальными закруглениями (трансверсально-изотропной листовой за-готовки) исследовались в зависимости условий трения на контактной поверхности рабочего инструмента и заготовки µ и давления прижима q . Теоретические исследования силовых режимов операции вытяжки короб-чатых деталей с небольшими угловыми радиусами выполнены для алюми-ниевого сплава АМг6М, латуни Л63 и стали 08 кп, механические свойства которых приведены в табл. 1.
Таблица 1
Механические характеристики исследуемых материалов
Материал 0iσ , МПа B , МПа m R Сталь 08 кп 268,66 329,38 0,478 0,8 Латунь Л63 214,94 1117,47 0,575 0,708
Алюминиевый сплав АМг6М
29,20 69,15 0,440 0,605
Расчеты выполнены при 0r =270 мм; A=360 мм; =B 470 мм;
100=a мм; 250=b мм; 90=пr мм; 10 =δ мм; 140=h мм. Величина дав-ления прижима q назначалась в соответствии с рекомендациями [2].
Графические зависимости изменения относительной максимальной величины силы операции вытяжки P от относительной величины давле-ния прижима q и коэффициента трения на контактной поверхности рабо-чего инструмента и заготовки µ для исследованных материалов приведены на рис. 2 и 3. Величина давления прижима q назначалась в соответствии с рекомендациями [1, 2].
Анализ результатов расчетов и графических зависимостей, приве-денных на рис. 2 и 3, показывает, что с увеличением коэффициента трения на контактной поверхности рабочего инструмента и заготовки µ , относи-тельной величины давления прижима q относительная величина макси-мальной силы операции вытяжки P возрастает. Так, рост коэффициента трения на контактной поверхности рабочего инструмента и заготовки µ с 0,05 до 0,40 сопровождается увеличением относительной максимальной

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
216
величины силы операции вытяжки P на 45 % при =q 1 МПа.
Рис. 2. Зависимости изменения P от q (µ=0,1):
кривая 1 – латунь Л63; кривая 2 - алюминиевый сплав АМг6М; кривая 3- сталь 08кп
Рис. 3. Зависимости изменения P от µ ( =q 1 МПа):
кривая 1 – латунь Л63; кривая 2 - алюминиевый сплав АМг6М; кривая 3- сталь 08кп
Работа выполнена по ведомственной целевой программе «Развитие
научного потенциала высшей школы (2009 - 2011 годы)», грантам РФФИ и по государственному контракту в рамках федеральной целевой программы «Научные и научно-педагогические кадры инновационной России» на 2009 – 2013 годы.

Технологии и оборудование обработки металлов давлением
217
Список литературы 1. Ковка и штамповка: справочник в 4 т. / ред. совет: Е.И. Семенов
[и др.]. Т. 4. Листовая штамповка; под ред. С.С. Яковлева. М.: Машино-строение, 2010. 717 с.
2. Романовский В.П. Справочник по холодной штамповке. Л.: Ма-шиностроение, 1979. 520 с.
3. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давле-нием анизотропных материалов. Кишинев: Квант, 1997. 332 с.
4. Теория обработки металлов давлением: учебник для вузов / В.А. Голенков [и др.]; под ред. В.А. Голенкова, С.П. Яковлева. М.: Машино-строение, 2009. 442 с.
S.S.Jakovlev, JU.V. Bessmertnaya EXTRACT OF THE BOX WITH SMALL ANGULAR RADIU - The mathematical model and results of theoretical researches of operation of an
extract of low box-shaped details with rather small angular radiuses are resulted. Keywords: a box-shaped detail, mathematical model, pressure, deformation,
plasticity, force, capacity, anisotropy, a matrix, a punch, you-is heavy.
Получено 14.12.11
УДК 539.374; 621.983 С.Н. Ларин, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ) ИЗОТЕРМИЧЕСКОЕ ДЕФОРМИРОВАНИЕ ПИРАМИДАЛЬНЫХ ЭЛЕМЕНТОВ В РЕЖИМЕ КРАТКОВРЕМЕННОЙ ПОЛЗУЧЕСТИ
Изложена математическая модель деформирования пирамидальных элемен-тов из анизотропного материала в режиме кратковременной ползучести. Выявлено влияние анизотропии механических свойств на силовые режимы и предельные воз-можности формообразования.
Ключевые слова: анизотропия, математическая модель, пирамидальный эле-мент, кратковременная ползучесть, повреждаемость, напряжение, деформация, раз-рушение, формоизменение.
Рассмотрим в режиме кратковременной ползучести деформирова-
ние системы пирамидальной формы, состоящей из стержней одинаковой длины, между которыми находятся плоские треугольные пластины, жестко приваренные к стержням по боковой поверхности. При нагружении

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
218
к центральной точке прикладывается внешняя сила в направлении, пер-пендикулярном к плоскости системы. Предположим, что жесткость стерж-ней значительно больше жесткости пластины. Формоизменение осуществ-ляется в режиме вязкопластического течения материала. Пренебрегаем упругими и пластическими деформациями. Материал ортотропный с ци-линдрической анизотропией, удовлетворяющей уравнениям теории тече-ния [1-4].
Осуществим решение этой задачи для группы материалов, механи-ческие свойства которых подчиняются энергетической теории кратковре-менной ползучести и повреждаемости.
Свойства этих материалов описываются уравнениями
( )σ σ εε
ξξ
ωe eecp
e
mecp
e
k
Acp d
=
−
00 0
1 ; &ω σ ξAcp e e
cp
прcpA
= , (1)
где A Aпрcp
прcp
cp
e
ecp
ecp
=
σσ
ξ
ξ,
0
- удельная работа разрушения, ξecp, σe,
ω Acp - эквивалентная скорость деформации, эквивалентное напряжение и
повреждаемость по энергетической теории разрушения при вязкопластиче-ском течении материала; m, k , d - константы материала; σe0
- предел те-
кучести, соответствующий степени деформации εe0 и эквивалентной ско-
рости деформации ξe0
при температуре деформирования T , найденный
при статических испытаниях образцов. В силу симметрии системы сила N и напряжение σ в стержнях оп-
ределяются по следующим соотношениям:
NP
c=
sinα, (2)
( )σ αcp P c F= 2 20 sin , (3)
где c - число стержней; a , l a= cosα - начальная и текущая длины стерж-ня; F a F l= 0 - площадь поперечного сечения стержня в текущий момент времени; α - угол наклона стержня относительно основания конструкции.
Скорость деформации стержня находится по формуле
ξ α αcp tg= & . (4)
Подставим в первое из уравнений состояния материала (1) входящие
величины σe, ξecp с учетом выражений (3) и (4) и соотношений


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
220
На рис. 1 приведены графические зависимости изменения относи-тельной силы деформирования )(
00 ecFPP σ= от времени при постоянной
скорости деформации для алюминиевого сплава АМг6 при температуре деформирования T=450 °С, механические характеристики которого приве-дены в работах [3, 4]. Анализ графических зависимостей (рис.1) показыва-ет, что с увеличением времени деформирования до определенного предела при постоянной скорости деформации наблюдается резкое возрастание ве-личины относительной силы P , однако в дальнейшем оно уменьшается с ростом t .
На рис. 2 и 3 приведены зависимости изменения относительных вре-мени разрушения *t (
ЏЌttt *** = , где t* и t из* - время разрушения для
анизотропного и изотропного материалов) и критического угла деформи-рования *α (
ЏЌ*** αα=α , где α* и α* из - критические углы деформи-
рования для анизотропного и изотропного материалов) от коэффициентов
анизотропии Rcp (R R Rxcp
ycp cp= = ) и Rx
cp ( R Rxcp
ycp≠ ) при постоянной
скорости деформации соответственно. Графические зависимости (рис. 2, 3) свидетельствуют, что относи-
тельные время разрушения *t и критический угол деформирования *α
уменьшаются с возрастанием коэффициентов анизотропии Rcp и Rxcp при
постоянной скорости деформации соответственно. Увеличение коэффици-
ента анизотропии Rycp при фиксированной величине Rx
cp приводит к
уменьшению относительных величин *t и *α .
Рис. 1. Зависимости изменения P от t при постоянной скорости
деформации: кривая 1 - ccp 1004,01
=ξ ; кривая 2 - ccp 1008,01
=ξ
(энергетическая теория)

Технологии и оборудование обработки металлов давлением
221
Рис. 2. Зависимости изменения *t и *α от Rcp при постоянной
скорости деформации ξ1 0 004 1cp c= ,
Рис. 3. Зависимости изменения *t и *α от коэффициента
анизотропии Rxcp при постоянной скорости
деформации ξ1 0 004 1cp c= ,
Полученные данные могут быть использованы при проектировании
технологических процессов изготовления пирамидальных элементов в ре-жиме кратковременной ползучести.
Работа выполнена по ведомственной целевой программе «Развитие научного потенциала высшей школы (2009 – 2011 годы)», грантам РФФИ

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
222
и по государственному контракту в рамках Федеральной целевой про-граммы «Научные и научно-педагогические кадры инновационной Рос-сии» на 2009 – 2013 годы.
Список литературы
1. Малинин Н.Н. Ползучесть в обработке металлов. М.: Машино-
строение, 1986. 216 с. 2. Романов К.И. Механика горячего формоизменения металлов. М.:
Машиностроение, 1993. 240 с. 3. Изотермическое деформирование высокопрочных анизотропных
материалов / С.С. Яковлев [и др.]. М.: Машиностроение, 2004. 427с. 4. Изотермическая пневмоформовка анизотропных высокопрочных
листовых материалов / С.С. Яковлев [и др.]. М.: Машиностроение, 2009.
352 с. S.N.Larin ISOTHERMAL DEFORMATION OF PYRAMIDAL ELEMENTS IN THE MODE OF
SHORT-TERM CREEP The mathematical model of deformation pyramidal elemen of an anisotropic material
in a mode of short-term creep is stated. Influence of anisotropy of mechanical properties on power modes and limiting a cart-mozhnosti формообразования is revealed.
Key words: anisotropy, mathematical model, pyramidal an ale-cop, short-term creep, damageability, pressure, deformation, time-rushenie, формоизменение.
Получено 14.12.11

Технологии и оборудование обработки металлов давлением
223
УДК 621.983; 539.374 С.С. Яковлев, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ); Фам Дык Тхиен, асп., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ); К.С. Ремнев, канд. техн. наук, доц., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ) МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ПОСЛЕДУЮЩЕЙ ОПЕРАЦИИ КОМБИНИРОВАННОЙ ВЫТЯЖКИ АНИЗОТРОПНОГО УПРОЧНЯЮЩЕГОСЯ МАТЕРИАЛА
Предложена математическая модель последующей операции комбинированной
вытяжки анизотропного упрочняющегося материала в конической матрице. Приведены основные уравнения и соотношения для теоретического анализа последующей операции комбинированной вытяжки анизотропного материала в конической матрице.
Ключевые слова: комбинированная вытяжка, операция, анизотропия, матрица, пуансон, сила, деформация, разрушение, напряжение.
Последующие операции комбинированной вытяжки осесимметрич-
ных изделий обычно выполняются в конической матрице по двум вариан-там [1]:
1) из полой заготовки с неутоненными стенками (заготовка получена вытяжкой без утонения);
2) из полой заготовки с утоненными стенками (заготовка получена комбинированной вытяжкой, вытяжкой с утонением, ротационной вытяж-кой).
При комбинированной вытяжке на последующих операциях, как на первой операции, очаг деформации характеризуется наличием двух зон: плоского напряженного (Iа, Iб) и плоского деформированного (II) состоя-ний заготовки.
Зона плоского напряженного состояния I в этом случае может быть разделена на два участка: участок Iа, граничащий со стенками исходной заготовки, в котором срединная поверхность заготовки в меридиональном сечении имеет радиус Rρ , а заготовка не соприкасается с поверхностями
рабочего инструмента; участок Iб - заготовка соприкасается с конической поверхностью матрицы. Зона II (утонения) аналогична зоне II первой опе-рации.
Весь процесс деформирования на последующих операциях комбини-рованной вытяжки можно условно разбить на четыре стадии.
На первой стадии осуществляется последующая операция обычной вытяжки и реализуется плоское напряженное состояние в заготовке. Она

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
224
оканчивается в момент полного прилегания заготовки к конической по-верхности матрицы.
На второй стадии формируется зона плоского деформированного со-стояния II. Третья стадия процесса комбинированной вытяжки начинается с момента совпадения центра радиуса закругления пуансона с верхней кромкой калибрующего пояска матрицы и характеризуется наличием двух зон. На последней четвертой стадии процесса исчезает зона I и происходит утонение краевой части заготовки.
После предыдущих операций обычно производится термическая об-работка полуфабриката, которая выравнивает механические свойства по высоте изделия, однако полностью не устраняет возникшую в результате пластической деформации цилиндрическую анизотропию его механиче-ских свойств.
Поэтому предполагается, что механические свойства по высоте заго-товки однородные.
На последующих операциях комбинированной вытяжки наибольший интерес представляет момент совпадения центра закругления пуансона с верхней кромкой рабочего пояска матрицы, стационарная и конечная (уто-нения краевой части заготовки) стадии.
Особенностью начала процесса комбинированной вытяжки по вто-рому варианту является утонение донной части заготовки, имеющей пер-воначальную толщину 0s , т.е. преодоление "донного барьера". Его влия-ние усиливается на последующих операциях в связи с увеличением разницы в толщине стенки и дна заготовки.
На рис. 1 показана стадия процесса, соответствующая моменту сов-падения центра закругления пуансона с верхней кромкой рабочего пояска матрицы, с наличием всех характерных зон: зоны I - плоского напряженно-го состояния; зоны II- плоского деформированного состояния.
Рис. 1. Схема к теоретическому анализу третьей стадии последующей
операции комбинированной вытяжки

Технологии и оборудование обработки металлов давлением
225
Рассмотрим распределение напряжений в каждой из указанных зон очага деформации.
Материал принимается несжимаемым, начально трансверсально-изотропным, анизотропно-упрочняющимся, для которого справедливо ус-ловие текучести Мизеса-Хилла и ассоциированный закон течения [2, 3].
Допускается, что сопротивления материала пластическому деформи-рованию в направлениях главных осей анизотропии x , y , z и при сдвиге в главных осях анизотропии подчиняются зависимостям:
( ) ( )
( )[ ]( )
ω−ε+τ=τ
ω−
εε
+ε+σ=σ
,1
;112
ke
niijTijsij
ke
m
i
iiniiiTiisii
ij
ii
ii
A
A
где iiA , ijA , iin , ijn , iim , k - константы материала; Tiiσ и Tijτ - пределы
текучести материала в направлениях главных осей анизотропии x , y , z и
при сдвиге в главных осях анизотропии; iε - величина интенсивности де-
формаций; iiε - компоненты тензора деформаций; eω - повреждаемость материала при пластическом формоизменении по деформационной модели разрушения.
Меридиональные σρ и окружные θσ напряжения на участке Iа оп-
ределяются путем решения приближенного уравнения равновесия [4]
0=−+ρ
ρ σσσ
θρρ
d
d (1)
совместно с условием пластичности [5]
1)(2)( 22 =σ++σσ−σ+ θθρρ FHHHG (2)
при граничном условии
ρ = −iR 1 ; Rs
i
si
ρ
−ρ σσ ρ=
41 . (3)
Здесь 1−iR и 1−is - соответственно начальный радиус заготовки по средин-ной поверхности и начальная толщина заготовки на (i - 1)-й операции.
Параметры анизотропии F , G , H , L , M , N связаны с величинами сопротивления материала пластическому деформированию известными соотношениями [5].
Величина радиуса свободного изгиба приближенно может быть оп-ределена по формуле:


Технологии и оборудование обработки металлов давлением
227
усилие P и напряжение в стенке xσ определяются, как и на первой опе-
рации комбинированной вытяжки. Полученные формулы для анализа напряженного состояния приме-
нимы и в случае комбинированной вытяжки из плоской заготовки с неуто-ненной стенкой. Для этого необходимо при определении величины sвi −1 принять s si − =1 0 (для случая калиброванной стенки).
Приведенные выше соотношения могут быть использованы для ана-лиза последующих операций комбинированной вытяжки цилиндрических деталей из анизотропных упрочняющихся материалов.
Работа выполнена по ведомственной целевой программе «Развитие научного потенциала высшей школы (2009-2011 годы)», грантам РФФИ и по государственному контракту в рамках федеральной целевой программы «Научные и научно-педагогические кадры инновационной России» на 2009-2013 годы.
Список литературы
1. Валиев С.А. Комбинированная глубокая вытяжка листовых мате-
риалов. М.: Машиностроение, 1973. 176 с. 2. Нечепуренко Ю.Г., Яковлев С.П., Яковлев С.С. Глубокая вытяжка
цилиндрических изделий из анизотропного упрочняющегося материала. Тула: ТулГУ, 2000. 182 с.
3. Яковлев С.С., Ремнев К.С., Фам Дык Тхиен. Вопросы теории штамповки ортотропных анизотропно-упрочняющихся материалов // Из-вестия ТулГУ. Технические науки. 2011. Вып. 4. С. 130-135.
4. Попов Е.А. Основы теории листовой штамповки. М.: Машино-строение, 1968. 283 с.
5. Яковлев С.П., Яковлев С.С., Андрейченко В.А. Обработка давле-нием анизотропных материалов. Кишинев: Квант. 1997. 331 с.
S.S.Jakovlev, Fan So Thien, K.S.Remnev MATHEMATICAL MODEL OF THE SUBSEQUENT OPERATION OF THE COM-
BINED EXTRACT OF THE ANISOTROPIC STRENGTHENED MATERIAL The mathematical model of the subsequent operation of the combined extract of an
anisotropic strengthened material in a conic matrix is offered. The basic equations and pari-ties for the theoretical analysis of the subsequent operation of the combined extract of an ani-sotropic material in a conic matrix are resulted.
Key words: the combined extract, operation, anisotropy, a matrix, a punch, force, de-formation, destruction, pressure.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
228
УДК 621.98.073 Р.А. Парамонов, канд. техн. наук, доц. [email protected] (Россия, Тула, ТулГУ)
СОВЕРШЕНСТВОВАНИЕ ТЕОРЕТИЧЕСКОГО АНАЛИЗА ТЕХНОЛОГИЧЕСКИХ ЗАДАЧ МЕТОДОМ ЛИНИЙ СКОЛЬЖЕНИЯ ДЛЯ ПЛАСТИЧЕСКИХ ОБЛАСТЕЙ, ОБРАЗОВАННЫХ СВОБОДНЫМИ КРУГОВЫМИ ГРАНИЦАМИ
Рассмотрен тип технологических задач обработки давлением, в которых пла-
стические области выходят на свободные круговые границы, тогда к начальному полю логарифмических спиралей часто присоединяют участок, представляющий вырож-денную начальную характеристическую задачу (центрированный криволинейный веер).
Ключевые слова: метод линий скольжения, логарифмические спирали, пласти-ческая область, вырожденная начальная характеристическая задача, операционное исчисление, интегральное преобразование Лапласа - Карсона, радиус кривизны, началь-ное поле.
Применение аналитического описания полей линий скольжения для
моделирования технологических задач обработки металлов давлением [1, 2] в значительной степени сдерживается ограниченностью возможностей применяемого математического аппарата.
Существенные математические трудности в решениях, связанные с интегрированием дифференциальных уравнений и символьным представ-лением сложных интегралов, удается преодолеть с помощью операционно-го исчисления (интегрального преобразования Лапласа или Лапласа-Карсона) [3, 4]. Математический аппарат применения операционного ис-числения к решению начальной характеристической задачи и, в частности, для вариантов технологических задач, когда свободная от контакта с инст-рументом и внешних нагрузок граница пластической области аппроксими-рована дугой окружности, изложен в работах [5, 6, 7].
Известно [8], что пластическая область, примыкающая к свободной круговой границе, схематизируется полем логарифмических спиралей. По-скольку при аналитическом описании полей линий скольжения расчет геометрических и силовых параметров исследуемого процесса удобно вес-ти интегрированием вдоль граничных линий скольжения через радиусы их кривизны, приведем зависимости для радиусов кривизны внешних и внут-ренних логарифмических спиралей, схематизирующих пластические уча-стки, примыкающие соответственно к вогнутым (рис. 1, а) и выпуклым (рис. 1, б) свободным круговым границам.
Известно [9], что угол поворота касательной к логарифмической спирали (угловой параметр ξ ) при перемещении вдоль AB равен половине центрального угла, стягивающего всю свободную круговую границу, т.е. равен ω . Составим равенство, связывающее горизонтальную проекцию





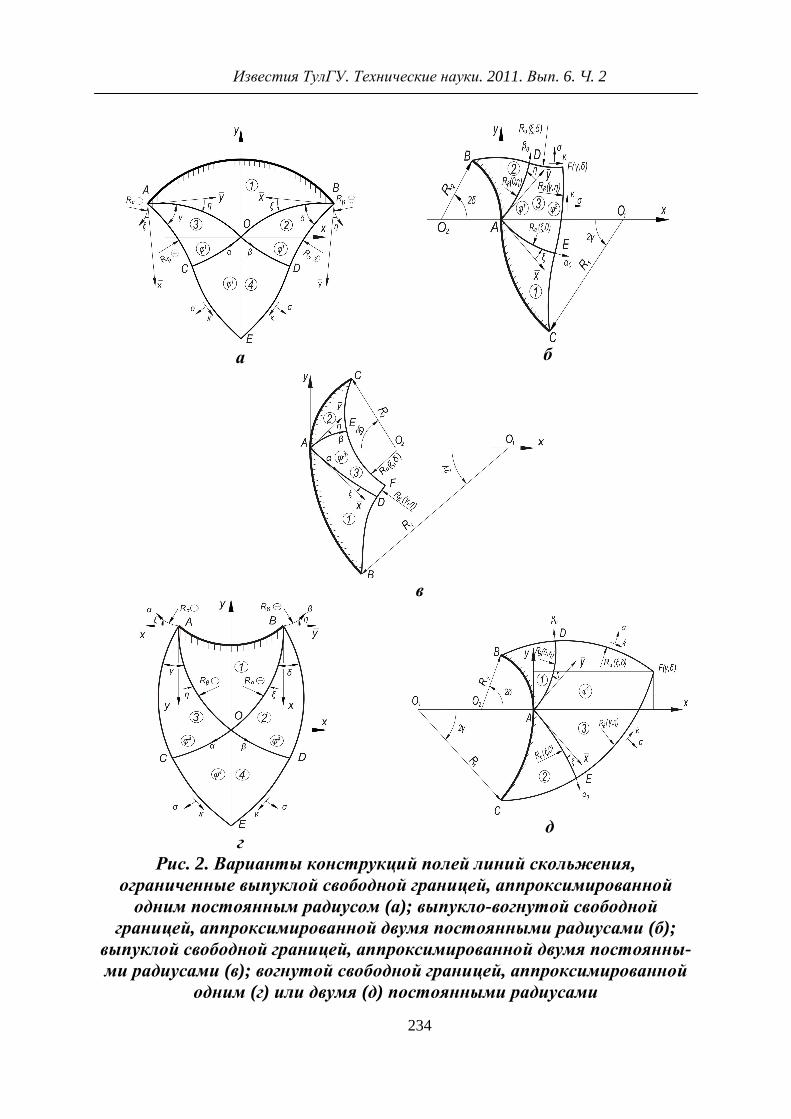
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
234
а
б
в
г
д
Рис. 2. Варианты конструкций полей линий скольжения, ограниченные выпуклой свободной границей, аппроксимированной одним постоянным радиусом (а); выпукло-вогнутой свободной
границей, аппроксимированной двумя постоянными радиусами (б); выпуклой свободной границей, аппроксимированной двумя постоянны-ми радиусами (в); вогнутой свободной границей, аппроксимированной
одним (г) или двумя (д) постоянными радиусами

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
236
справедливые и для одномерных представлений указанных функций. Эти соотношения позволяют получить более простые одномерные
изображения функций (14), (18), (22) и (26) первого и второго порядка, ко-торые в основном используются при описании полей линий скольжения, образованных начальными логарифмическими спиралями:
( )
( )
( )
( )
( )
( )
*1 *0 *
*1 *1 *
*2 *0 *
*2 *1 *
*3 * *0
3 *1
1 1, exp ,
1 exp 1
1, exp ,
1 exp 1
1 1, exp ,
1 exp 1
1, exp ,
1 exp 1
1, exp exp ,
1 1
,
q
q q
q q
q q
q
q q
q q
q q
q
q q
q
q
ξϕ ξ ηξ η
ξϕ ξ ηξ η
ξϕ ξ ηξ η
ξϕ ξ ηξ η
ξϕ ξ η ξη
ϕ ξ η
⇒ ⋅ − ⋅ − − −
⇒ ⋅ + ⋅ − − −
⇒ − ⋅ + ⋅ − − +
⇒ ⋅ − ⋅ − − +
⇒ ⋅ + ⋅− +
⇒ −−
( )
( )
**
*4 * *0
*4 * *1
exp exp ,1 1
1, exp exp ,
1 1
, exp exp1 1
q
q
q
q q
q q
q q
ξξη
ξϕ ξ η ξηξϕ ξ η ξη
⋅ + ⋅+
⇒ ⋅ − ⋅
− − ⇒ ⋅ − ⋅ ⋅ − −
(28)
Полученные зависимости позволили существенно расширить таб-лицы соответствия прямого и обратного интегрального преобразования Лапласа – Карсона для оригиналов, содержащих абсолютно и равномерно сходящиеся ряды цилиндрических функций Бесселя различных порядков [4]. Они обеспечивают возможность аналитически описывать поля линий скольжения, которыми схематизируют многие технологические задачи плоского пластического течения при исследовании процессов обработки металлов давлением.
Список литературы
1. Друянов Б. А., Непершин Р. И. Теория технологической пластич-ности. М. : Машиностроение, 1990. 272 с.
2. Панфилов Г. В. Течение металла по криволинейным контактным поверхностям // Изв. вузов. Машиностроение. 1990. 8. С. 97-101.
3. Диткин В. А., Прудников А. П. Операционное исчисление. М. : Высшая школа, 1975. 328 с.
4. Диткин В. А., Прудников А. П. Справочник по операционному исчислению. М. : Высшая школа, 1965. 232 с.

Технологии и оборудование обработки металлов давлением
237
5. Мясищев А. А., Ренне И. П., Смарагдов И. А. Аналитическое ре-шение задач плоского формообразования //ТПИ. Тула, 1981. – 153 с. – Деп. в ВИНИТИ 11.05.81, 2348.
6. Панфилов Г. В., Парамонов Р. А., Панов А. А. Множественный корреляционно-регрессионный анализ модельной зависимости качества изготовления сферических шайб // Вестник ТулГУ. Автоматизация: про-блемы, идеи, решения (АПИР-14): в 2 ч. Ч. 2. Тула: Изд-во ТулГУ, 2009. С. 31-36.
7. Панфилов Г. В., Смарагдов И. А. Аналитическое описание полей характеристик в технологических задачах плоской деформации // Изв. ву-зов. Машиностроение. 1987. 3. С. 157-160.
8. Панфилов Г. В. Аналитическое интегрирование уравнений на-чальной характеристической задачи плоской теории пластичности // Изв. вузов. Машиностроение. 1987. 11. С. 17-20.
9. Панфилов Г. В., Алексеев Р. Е., Кутергин О. А. Аналитическое описание полей линий скольжения, образованных логарифмическими спиралями // Обработка металлов давлением. Свердловск, 1986. С. 12-17.
10. Технологическая механика: учеб. пособие /Г.Д. Дель [и др.] М. : ЦНИИТИ, 1985. 185 с.
R. A. Paramonov PERFECTION OF THE THEORETICAL ANALYSIS TECHNOLOGICAL
PROBLEMS OMD THE METHOD OF LINES SLIDINGS FOR PLASTIC AREA, ADJOINING FREE CIRCULAR BORDER
The type of technological problems of processing by pressure in which plastic areas leave on free circular borders then to an initial field of logarithmic spirals often attach a site representing an initial singular characteristic problem (the aligned curvilinear fan) is considered.
Key words: a method of lines of sliding, logarithmic spirals, plastic area, an initial singular characteristic problem, operational calculation, integrated transformation of Laplas - Karson, curvature radius, an initial field.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
238
УДК 621.983 В.Д. Кухарь, д-р техн. наук, проф., проректор, (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ), А.В. Петрова, магистрант, (4872) 24-02-37, [email protected] (Россия, Тула, ТулГУ) КИНЕМАТИКА ПРОЦЕССА ВЫТЯЖКИ ПОЛУТОРОВОЙ ДЕТАЛИ ИЗ ПЛОСКОЙ КОЛЬЦЕВОЙ ЗАГОТОВКИ
Рассмотрен графоаналитический метод анализа процесса вытяжки с прижи-
мом полуторовой детали из плоской кольцевой заготовки. Представлен расчет длин от-резков измененной детали на каждом этапе формоизменения.
Ключевые слова: вытяжка, полутор, плоская кольцевая заготовка, формоизмене-ние, кинематика.
Разработка и оптимизация новых технологических процессов изго-
товления полуторовых деталей из плоских кольцевых заготовок ставят перед специалистами задачи математического моделирования процесса и анализа кинематики формоизменения моделей при определенных граничных услови-ях.
Изделия в виде тора находят достаточно широкое применение в раз-личных отраслях народного хозяйства. Эти изделия в ряде случаев требуют применения высокопрочных материалов, которые достаточно трудоемки в обработке с целью получения высоких показателей точности и механических свойств.
Анализ технических и научных публикаций выявил, что процесс из-готовления полуторовых деталей из плоской кольцевой заготовки практиче-ски не исследован. Это связано со сложным характером течения деформи-руемого материала и необходимостью обеспечения условий прижима по наружному и внутреннему фланцу. Все это определяет технологические ре-жимы обработки и качество изделия в целом. Отсутствует методика анализа напряженно-деформированного состояния заготовки (кольцевой или пло-ской) в очаге деформации и кинематики процесса, не определены рациональ-ные условия осуществления процесса (с трением и без него), нет рекоменда-ций по выбору размеров и формы исходной заготовки с учетом анизотропии, отсутствуют формулы для расчета силы деформирования.
Теоретические расчеты и анализ напряженно-деформированного со-стояния вытяжки плоских заготовок, а также моделирование процесса огра-ничиваются рассмотрением плоского напряженного состояния во фланце за-готовки постоянной толщины для процесса вытяжки деталей типа стакан плоским пуансоном [1, 2].
Рассмотрим кинематику процесса вытяжки полуторовой детали из плоской кольцевой заготовки без учета трения. Материал заготовки прини-

Технологии и оборудование обработки металлов давлением
239
мается жесткопластическим, неупрочняющимся, изотропным. Операция вы-тяжки рассматривается как переход тонкой плоской заготовки от исходной осесимметричной формы к заданной полуторовой детали.
Для определения линейных размеров деформированной кольцевой плоской заготовки при вытяжке полуторовой детали используется графоа-налитический метод. Исходная кольцевая заготовка в её исходном состоянии разбивается на двадцать участков малого размера, при этом каждый участок с достаточной степенью точности считается прямолинейным на протяжении всего процесса формоизменения. Процесс формоизменения модели, состоя-щий из элементов с прямолинейными образующими, рассматривается как пошаговый, при котором переход из известного состояния в момент времени в новое состояние осуществляется с приращением хода формообразующего рабочего инструмента (кольцевой пуансон с рабочей частью, выполненной в виде полутора). Моделирование процесса формоизменения осуществляется с крупным шагом линейного перемещения инструмента. При этом рассматри-ваются вход в контакт и выход из контакта новых характерных участков кольцевой заготовки. Параметры деформированного состояния каждого эле-мента и участков считаются отнесенными к его срединной линии.
Графоаналитический метод предполагает последовательное выпол-нение следующих шагов:
а) в увеличенном масштабе вычерчивается контур детали с учетом припуска на обрезку;
б) контур полукольца образующей разбивается на отдельные эле-менты. При этом криволинейные участки делятся на небольшие отрезки, которые условно принимаются за прямолинейные;
в) по масштабу чертежа определяются длины прямолинейных от-резков и расстояния от середины этих отрезков до оси вращения (оси сим-метрии).
г) на основании равенства площади боковой поверхности штампуе-мой детали и площади заготовки в плане вычисляется диаметр круглой за-готовки. Сравнивается линейный размер деформируемой заготовки на ка-ждом шаге, вычисленный аналитически и замеренный по чертежу каждого перехода.
В качестве объекта моделирования принимается плоская кольцевая заготовка, имеющая размеры: наружный диаметр Dнз = 148 мм, внутренний диаметр dвнз = 24 мм. Для удобства проведения процесса толщина заготовки принята s0 = 5,0 мм. Толщина рабочей части торовой поверхности вытяжного пуансона принята равной 50 мм (наружный диаметр торообразного пуансона Dнп = 180 мм, внутренний диаметр Dвнп = 80 мм, радиус закругления рабо-чей части R = 25,0 мм), зазор между наружной и внутренней матрицами при-нимается равным 61,0 мм. Радиусы скругления матриц rм = 6,0 мм.





Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
244
Результаты проведенных расчетов и измерения длин отрезков измененного профиля
этапа Расчетная величина
L, мм Замеренная величина L
по чертежу, мм 1 122,6 123,0 2 114,8 117,0 3 110,0 110,0 4 98,8 97,5 5 81,7 82,5
Таким образом, в процессе деформирования материал заготовки полу-
чает значительное перемещение относительно поверхности заготовки, что при расчете силовых параметров процесса потребует учитывать влияние тре-ния по всей поверхности пуансона.
Список литературы
1. Попов Е.А. Основы теории листовой штамповки. М.: Машино-
строение, 1977. 278 с. 2. Романовский В.П. Справочник по холодной штамповке. Л.: Маши-
ностроение, 1979. 520 с. V.D. Kuhar, A.V. Petrova KINEMATICS OF DRAWING PROCESS OF SEMITORUS DETAIL FROM SHEET
CIRCULAR PIECE The graphic-analitycal method of analysis of drawing process with clamp of semitorus
detail from sheet circular piece is considered. The calculation of length of segments of changed detail at each stage of forming is presented.
Key words: drawing, semitorus, sheet circular piece, forming, kinematics.
Получено 14.12.11
Технологии и оборудование обработки металлов давлением
245
УДК 621.914:621.833 Д.Е. Бочкова, асп. (4872)33-23-10, tms [email protected] (Россия, Тула, ТулГУ), М.Н. Бобков, д-р техн. наук, проф., [email protected] (Россия, Тула, ТулГУ), Г.М. Шейнин, канд. техн. наук, проф. [email protected], (Россия, Тула, ТулГУ)
СПОСОБЫ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С МОДИФИЦИРОВАННЫМИ ЗУБЬЯМИ
Рассмотрены способы формообразования зубьев цилиндрических колес, повы-
шающие эксплуатационные характеристики зубчатой передачи. Предложен метод обработки зубьев, обеспечивающий образование не только продольной, но и профиль-ной модификаций их боковых поверхностей.
Ключевые слова: зубчатая передача, производящее колесо, зуборезная головка, станочное зацепление, пятно контакта.
Как правило, цилиндрические зубчатые передачи проектируют в
предположении, что оси колес параллельны друг другу. На самом деле, в результате сложения погрешностей изготовления и сборки передачи с уп-ругими деформациями валов и других деталей под нагрузкой будет иметь место кромочный контакт зубьев на их торцах и вершинах. Это обусловли-вает значительное снижение контактной прочности зубьев и, как следст-вие, выкрашивание их рабочих сторон.
Одним из наиболее эффективных путей улучшения работы зубча-тых передач является модификация боковых поверхностей зубьев, компен-сирующая влияние погрешности изготовления и упругих деформаций и повышающая эксплуатационные характеристики передачи.[1, 2]. Модифи-кацию зубьев обычно осуществляют с помощью червячных фрез и долбя-ков со специальными профилями зубьев, а также шевингованием и шли-фованием. При этом используют станки, имеющие дополнительные движения рабочих органов.
При изготовлении цилиндрических колес с круговыми зубьями продольную модификацию зубьев можно получить более простым спосо-бом за счет различия радиусов зуборезных головок, профилирующих со-пряженные поверхности зубьев шестерни и колеса. Однако такой способ обеспечивает только продольную модификацию, поскольку и шестерня, и колесо формируются в станочном зацеплении с производящей рейкой, имеющей трапецеидальный профиль зубьев [3].
Для получения пятна контакта требуемой формы, размеров и рас-положения зубья шестерни и колеса предлагается формировать в станоч-ном зацеплении с производящим колесом (рис. 1). При такой схеме обра-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
246
ботки ось О0 зуборезной головки 1 скрещивают под прямым углом с осью О1 вращения производящего колеса 2 так, что ось симметрии О2О1 произ-водящего контура пересекает ось О1 производящего колеса.
В процессе обработки заготовка шестерни 3 (или колеса) обкатыва-ется по производящему колесу, совершая взаимосвязанные вращательные движения Dsω1 и Dsω2 соответственно вокруг своей оси и оси производяще-го колеса. Поскольку у зуба производящего колеса трапецеидальный, а не эвольвентный профиль, зубья шестерни и колеса будут иметь профильную модификацию, величина которой зависит от диаметра производящего ко-леса. Продольная модификация, как и в известных способах обработки круговых зубьев, достигается за счет разницы в диаметрах зуборезных го-ловок, профилирующих сопряженные стороны зубьев шестерни и колеса. Таким образом, сочетание продольной и профильной модификации позво-ляет получить зону касания овальной формы заданной длины и ширины.
Рис. 1. Схема станочного зацепления Подобным способом, используя несколько иную геометрию и ки-
нематику станочного зацепления, можно обрабатывать прямые зубья ци-линдрических колес с продольной и профильной модификацией зубьев [1, 4]. При этом режущий инструмент 1 (зуборезную головку или чашечный шлифовальный круг) устанавливают так, что его ось О0 вращения пересе-кает ось О1 производящего колеса 2 (рис. 2), а оси симметрии О2О1 и О3О1 диаметрально противоположных профилей режущих клиньев инструмента

Технологии и оборудование обработки металлов давлением
247
располагают под углом ψ к оси вращения головки таким образом, чтобы они пересекались в точке О1. Расстояние между точками О2 и О3 пересече-ния осей симметрии с начальной окружностью производящего колеса оп-ределяют из условия
,nww pnl =(
где n – целое число; pnw – начальный нормальный шаг зубьев. Обработка зубьев осуществляется следующим образом. Инструмен-
ту 1 сообщают вращение Dг, а заготовке 4 – два вращательных движения Dsω1 и Dsω2, согласованные так, что ее начальный цилиндр катится без скольжения по неподвижной центроиде – начальному цилиндру произво-дящего колеса радиуса rw0. Длину дуги обката (рабочего хода) заготовки назначают такой, чтобы обрабатывались разноименные боковые поверхно-сти у различных зубьев, расстояние между которыми по дуге начальной окружности заготовки равно (lw-pnw ).
Рис. 2. Схема формообразования зубьев цилиндрического колеса При профилировании зубьев шестерни и колеса внутренней по-
верхностью главного движения инструмента зубья получают бочкообраз-ную модификацию. В случае формообразования зубьев шестерни внутрен-ними режущими кромками резцов, а зубьев колеса – наружными режущими кромками, контакт зубьев в передаче будет выпукло-вогнутым. При этом в ряде случаев могут быть достигнуты более благоприятные ус-
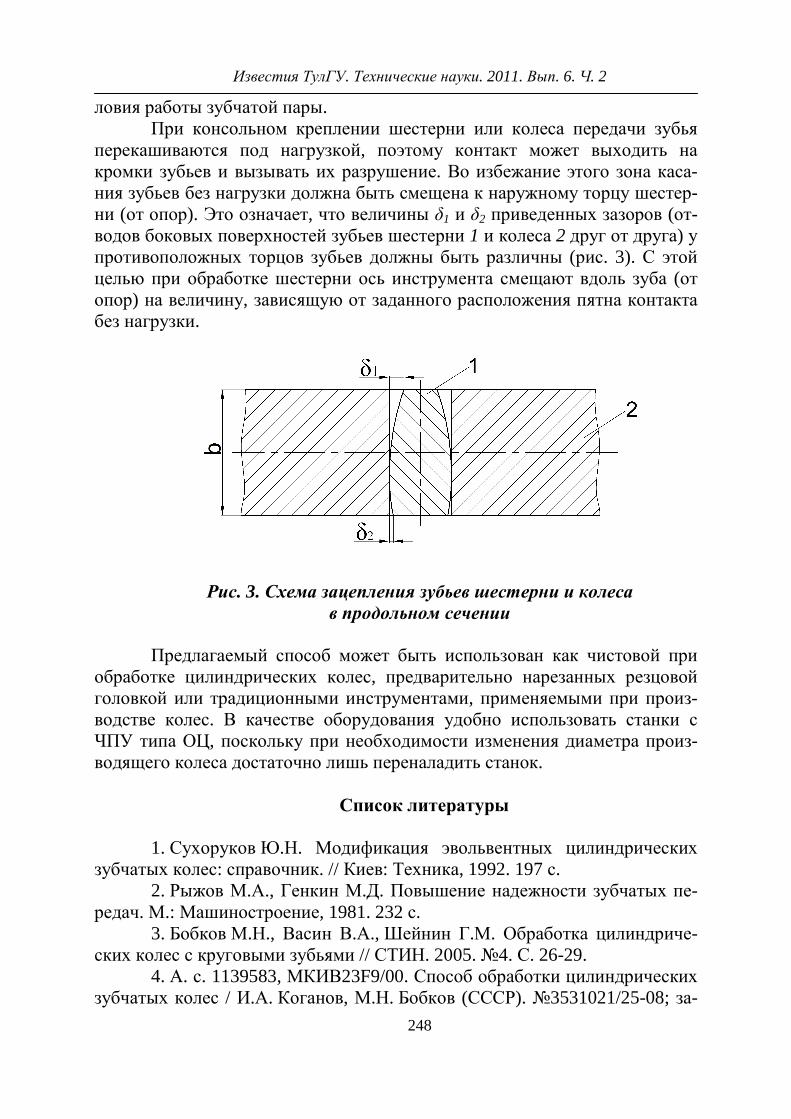
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
248
ловия работы зубчатой пары. При консольном креплении шестерни или колеса передачи зубья
перекашиваются под нагрузкой, поэтому контакт может выходить на кромки зубьев и вызывать их разрушение. Во избежание этого зона каса-ния зубьев без нагрузки должна быть смещена к наружному торцу шестер-ни (от опор). Это означает, что величины δ1 и δ2 приведенных зазоров (от-водов боковых поверхностей зубьев шестерни 1 и колеса 2 друг от друга) у противоположных торцов зубьев должны быть различны (рис. 3). С этой целью при обработке шестерни ось инструмента смещают вдоль зуба (от опор) на величину, зависящую от заданного расположения пятна контакта без нагрузки.
Рис. 3. Схема зацепления зубьев шестерни и колеса в продольном сечении
Предлагаемый способ может быть использован как чистовой при
обработке цилиндрических колес, предварительно нарезанных резцовой головкой или традиционными инструментами, применяемыми при произ-водстве колес. В качестве оборудования удобно использовать станки с ЧПУ типа ОЦ, поскольку при необходимости изменения диаметра произ-водящего колеса достаточно лишь переналадить станок.
Список литературы
1. Сухоруков Ю.Н. Модификация эвольвентных цилиндрических
зубчатых колес: справочник. // Киев: Техника, 1992. 197 с. 2. Рыжов М.А., Генкин М.Д. Повышение надежности зубчатых пе-
редач. М.: Машиностроение, 1981. 232 с. 3. Бобков М.Н., Васин В.А., Шейнин Г.М. Обработка цилиндриче-
ских колес с круговыми зубьями // СТИН. 2005. 4. С. 26-29. 4. А. с. 1139583, МКИВ23F9/00. Способ обработки цилиндрических
зубчатых колес / И.А. Коганов, М.Н. Бобков (СССР). 3531021/25-08; за-

Технологии и оборудование обработки металлов давлением
249
явл. 06.01.83, опубл.15.02.85, Бюл. 6. 3 с.
D.E.Bochkova, M.N.Bobkov, G.M.Shejnin WAYS OF PROCESSING OF CYLINDRICAL WHEELS WITH THE MODIFIED
TEETHS Ways формообразования teeths of cylindrical wheels, povy-shajushchie operational
characteristics of a tooth gearing are considered. The method of processing of the teeths, providing formation not only longitudinal, but also a profile th of updatings of their lateral surfaces is offered.
Key words: a tooth gearing, a making wheel, зуборезная a head, станочное gearing, a contact stain.
Получено 14.12.11
УДК 621.979.15 Н.Е. Проскуряков, д-р техн. наук, проф., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ), И.В. Лопа, д-р техн. наук, проф., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ)
РАСЧЕТ ВИНТОВЫХ РАБОЧИХ МЕХАНИЗМОВ ВИНТОВЫХ ПРЕССОВ С УЧЕТОМ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ
Рассмотрены вопросы моделирования винтовых рабочих механизмов
винтовых прессов и предложен уточненные методы расчета на прочность и устойчивость
Ключевые слова: моделирование, винтовой рабочий механизм, эксцентриситет нагрузки
При создании новых и усовершенствовании существующих конст-
рукций кузнечно-штамповочных машин необходимо разрабатывать и уточнять методы их расчета. При проектировании оборудования, в частно-сти винтовых прессов, требуется согласовывать эксцентриситет приложе-ния нагрузки на элементах оборудования, несущих инструмент, с допус-тимой силой [1]. Однако экспериментальные или теоретические зависимости для построения таких диаграмм для винтовых прессов отсут-ствуют. Экспериментальные исследования внецентренного нагружения винтовых прессов проводились за рубежом. В работе [2] рассмотрены во-просы, относящиеся в основном к станинам прессов. В то же время один из наименее долговечных узлов пресса ‒ винтовой рабочий механизм.
Как отмечается в литературе [3], реальные винты всегда обладают известным начальным прогибом оси; приложенные к ним сжимающие си-лы обычно действуют с некоторым эксцентриситетом. Все эти факторы


Технологии и оборудование обработки металлов давлением
251
а б в
Рис. 1. Различные поперечные сечения винта: а - перпендикулярное; б - наклонное по витку; в - произвольное
Для проверки предлагаемой математической модели проведены
сравнительные вычисления на примере поперечного изгиба винта с учетом и без учета поддерживающего влияния резьбы.
Интегрирование уравнения изогнутой линии винта с учетом (3) дало следующие результаты [ 5 ]:
⋅ω⋅ϕ⋅−⋅ω+ϕ
+⋅⋅ω
−
−⋅ω
+⋅⋅ω
+
+⋅ϕ⋅ω+⋅ω−
ω=
0
22
0
0
0
0
0
0
2
0
32
2
36
182
2tgarctg72
36
2
2tgarctg6
236
2)(
J
llJ
aJl
J
lJ
aJl
z
J
z
J
z
E
Pzy
(4)
Для проверки адекватности разработанных моделей были использо-ваны экспериментальные исследования, проведенные на ООО «Ливгидро-маш» под руководством д-ра техн. наук В.М. Рязанцева [ 6 ]. Схема нагру-жения однозаходных винтов приведена на рис. 2. Рассматривался винт роторно-вращательного насоса с трапецеидальной резьбой диаметром 200 мм, шагом резьбы 62 мм и длиной 1080 мм.
Рис. 2. Схема нагружения винта

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
252
Сопоставление расчетного и экспериментального прогиба пред-ставлено на рис. 3. Результаты расчета по формуле (4) представлены кри-вой 1. Максимальный замеренный прогиб такого винта под действием сил F=11460 Н составил 0,085 мм. С учетом этого построена парабола 2. Видно удовлетворительное совпадение результатов (расхождение не более 10 %).
Превышение экспериментального прогиба над расчетным связано с недоучетом при теоретических исследованиях жесткости опор – подшип-ников качения, используемых в экспериментальной установке.
Рис. 3. Прогиб винта с резьбой TR200х62: 1 - по расчетной зависимости; 2 - по эксперименту В.М. Рязанцева
Анализ результатов позволяет сделать следующие выводы 1. Учет поддерживающего влияния витков резьбы необходим, так
как в рассмотренных случаях реальный прогиб в 1,5 раза меньше. 2. Предложенная модель позволяет учесть не только влияние диа-
метра винта, но и типа, и шага резьбы.
Список литературы
1. Нормирование показателей надежности кузнечно-прессового оборудования: методические указания. Воронеж: ЭНИКмаш, 1983. - 31 с.
2. Bockel G. Statische und dynamische Untersuchungen von Auffede-rung, Kippung und Versatz an Spindelpressen: Dr.-Ing. Dissertation. Hannover Universität, 1980. 169 s.
3. Проскуряков Н.Е. Расчет основных деталей винтовых прессов // Машиностроение: Энциклопедия. Машины и оборудование кузнечно-штамповочного и литейного производства. Т.IV. М.: Машиностроение, 2005.

Технологии и оборудование обработки металлов давлением
253
4. Изгиб винта с учетом изменения момента инерции по его длине. / Лопа И.В. [и др.] // Известия ТулГУ. Технические науки. Вып. 2. 2011. С.241-245.
5. Учет поддерживающего влияния резьбы при определении про-гибов винтов роторно-вращательных насосов. / Лопа И.В. [и др.] // Извес-тия ТулГУ. Технические науки. Вып. 1. 2011. C. 221-224.
6. В.М. Рязанцев. Роторно-вращательные насосы с циклоидальными зацеплениями. М.: Машиностроение, 2005, 345с.
N.E. Proskuryakov, I.V. Lopa CALCULATION OF THE SCREW WORKING MECHANISMS OF SCREW PRESS
FOR THE ERROR CONSTRUCTION Тhe problems of modeling the screw working mechanisms of screw presses and
proposed revised methods of calculating the strength and stability are considered. Key words: modeling, screw working mechanism, the eccentricity of the force.
Получено 14.12.11
УДК 621.941 Нгуен Ван Кыонг, асп. +7 (953) 441-09-89, [email protected] (Россия, Тула, ТулГУ)
ОБЩАЯ МЕТОДОЛОГИЯ ОПТИМИЗАЦИИ РЕЖИМОВ РЕЗАНИЯ
Описаны методы оптимизации режимов резания по параметру производи-
тельности процесса при ограничениях по точности обработки, шероховатости обра-ботанной поверхности, мощности станка и прочности его силовых узлов.
Ключевые слова: стойкость, износ, точность, производительность. Целью оптимизации процесса обработки является определение ра-
циональных режимов резания с помощью математической функции, кото-рая основана на учете связи между себестоимостью и режимом резания. Принимаем следующий порядок оптимизации режимов резания:
- задаемся функцией цели процесса обработки, - исследуем влияние факторов, чтобы определить математические и
технологические ограничения, - проводим исследование, рассуждение чтобы определить рацио-
нальные режимы резания.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
254
Существуют два метода оптимизации обработки: статическая опти-мизация и динамическая оптимизация. Статическая оптимизация предпо-лагает исследование процесса и решение задачи оптимизации на основе статической модели режимов резания. Недостатком статической оптими-зации является неучтение динамики процесса резания, так как некоторые характеристики меняются случайно (мгновенно) или закономерно в тече-ние времени. Например, твердость обрабатываемого материала может иметь разброс в партии заготовок или даже в пределах одной заготовки; затупление инструмента меняется в течение времени или мгновенно (скол лезвия твердосплавного инструмента). Из характера статической оптими-зации следует, что она не решает радикально все технологические задачи.
Динамическая оптимизация исследует обработку на основе модели процесса резания, с помощью которой учитываются случайность и изме-няемость характеристик с течением времени. При точении система будет измерять параметры детали (такие, как размер, погрешности формы), ре-жима резания и параметры технологической системы (например, затупле-ние инструмента, силы резания, температуру резания, вибрации техноло-гической системы и др.) и передаваться быстродействующему процессору системы (рис. 1). Эта система определяет оптимальный режим и передаёт результат технологической системе, где регулируется режим резания.
Рис. 1. Схема оптимизации процесса точения В процессе работы с помощью быстрого анализа системой резуль-
тата измерения обеспечиваются рациональные режимы резания. Общий вид целевой функции оптимизации процесса точения [1]
)(xfY = , (1) где Y - оптимальные цели - выходные величины; x - технологические па-раметры - входные величины.

Технологии и оборудование обработки металлов давлением
255
Ограничительные условия параметров режима резания ),,( svt : глу-бина резания maxопmin ttt ≤≤ ; скорость резания maxопmin vvv ≤≤ (или
частота вращения шпинделя maxопmin nnn ≤≤ ); подача maxопmin sss ≤≤ .
Ограничения по требуемой шероховатости поверхности пzz RR до≤ и
мощности станка эстэ NN ≤ . Выходными величинами оптимизации являются качество
обрабатываемой детали max⇒ ; себестоимости min⇒ ; производи-тельность max⇒ . Максимально возможная глубина резания равна при-пуску, оставленному на обработку. Если нет ограничений по точности об-работки, то весь припуск срезают за один проход. В противном случае припуск снимается за несколько рабочих ходов: черновых и чистовых. При этом глубина резания на черновых ходах должна быть большей, а на чис-товой ход следует оставлять такой минимальный припуск, который обес-печит изготовление детали с заданным допуском (рис. 2). Максимально допустимая подача, как правило, ограничивается эффективной мощностью или крутящим моментом станка, прочностью слабого звена механизма по-дачи станка, жесткостью обрабатываемой заготовки, прочностью и жест-костью инструмента, шероховатостью обработанной поверхности.
Для осуществления процесса резания необходимо, чтобы
эстNNэ ≤ , причем
100061206120э ⋅π⋅⋅⋅
==DnstCvP
Nzpzp
z
yxpz (кВт),
где zP - сила резания (кГс); s - подача (мм/об); v - скорость резания
(мм/мин); n - частота вращения шпинделя; zpC - коэффициент, характери-
зующий обрабатываемый металл и условия его обработки; zz pp yx , - пока-
затели степеней; D - диаметр обрабатываемой заготовки (мм). Подставляя эстN и решая тоносительно s, получим
zp
zp
y
xDnt
Ns
1
эстmax
10006120
⋅⋅= , (2)
где эN - эффективная мощность резания; эстN - эффективная мощность
станка. Для безаварийной работы станка необходимо, чтобы ст22 MM ≤ ,
причем при точении
100010002
DstCDPM
zpzpz
yxpz ⋅⋅⋅
=⋅= (кГс·мм).

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
256
Рис. 2. Элементы срезаемого слоя при несвободном одностороннем резании:
1 – обработанная поверхность; 2 – поверхность резания; 3 – обрабатываемая поверхность; 4 – главная режущая кромка;
5 – вспомогательная режущая кромка Подставляя в эту формулу ст2M и решая её относительно s, полу-
чим
zp
zpz
y
xp tDC
Ms
1
стmax
2000
⋅⋅
⋅= (мм/об). (3)
Для того чтобы не произошла поломка или преждевременный износ слабого звена механизма подачи станка, необходимо, чтобы при точении
xPP ≥мп , где мпP - максимально допустимая механизмом подачи станка сила. Осевая составляющая силы резания определяется зависимостью
xpxpx
yxpx stCP ⋅⋅= ,
где zz pp yx , - показатели степеней.
Тогда получаем выражение для предельной подачи
xp
xpx
y
xp tC
Ps
1
мтmax
⋅= . (4)
Под действием реакций сил zP и yP обрабатываемая заготовка уп-
руго изгибается. Тогда максимальная стрела прогиба в направлении оси y:

Технологии и оборудование обработки металлов давлением
257
EJK
lPy
y
⋅⋅
=3
3
max ,
где l - длина детали; E - модуль упругости; J - полярный момент инер-ции; 3K - коэффициент, зависящий от способа закрепления детали.
Различные схемы крепления заготовок при обработке и соответст-вующие им значения упругих прогибов приведены в таблице. Выражая yP
через t и s, получим
43
3
max05,0 dK
lstCy
ypyp
y
yxp
⋅
⋅⋅⋅= ,
где ypC - коэффициент, характеризующий некоторый металл и условия его
обработки; yy pp yx , - показатели степеней; d - диаметр детали.
Тогда
yp
yp
y
y
xp ltC
ydKs
1
3
max4
305,0
⋅⋅
⋅⋅= (мм/об).
Допускаемая стрела прогиба допy определяется точностью обра-
ботки детали. Чтобы не выйти за пределы допуска на диаметр детали, не-обходимо выполнить условие допmax yy ≤ [2]. Подставляя допускаемую
стрелу прогиба и решая относительно s, запишем
yp
yp
y
y
xp ltC
ydKs
1
3
доп4
3max
05,0
⋅⋅
⋅⋅= (мм/об). (5)
Чтобы получить необходимую шероховатость обработанной по-верхности, нужно выполнить условие
R
RRRR
q
zzxxR
zr
stCR 1ϕ⋅ϕ⋅⋅⋅
= ,
тогда
R
RRR
R y
zzxR
qz
ltC
rRs
1
31
допmax
⋅ϕ⋅ϕ⋅⋅
⋅= (мм/об), (6)


Технологии и оборудование обработки металлов давлением
259
Окончание таблицы
Установка при растачивании в 2-опорном кондукторе
с подачей расточной скалки
EJ
lPy
y
48
3
max⋅
=
Установка при растачивании с подачей корпуса
и двухопорной оправкой
EJ
lPy
y
48
)2( 3
max⋅
=
По выражениям (2) - (6) выбираем значения:
[ ])6(),5(),4(),3(),2(minmax≤s .
Описанный метод не может считаться оптимальным, так как он предназначен в основном для максимального использования только режу-щих свойств инструмента. При работе за один проход, когда глубина реза-ния равна припуску на обработку, режим резания будет оптимальным при такой комбинации подачи и числа оборотов шпинделя, при которой приня-тый критерий оптимальности достигнет минимума или максимума. Опти-мальный режим резания находят с учетом известных физических связей между отдельными параметрами режима и заданных ограничений, опреде-ляемых станком и технологическими требованиями к обработке. В качест-ве критерия оптимальности принимают основное технологическое время обработки, которое должно быть минимальным.
Пусть имеется некоторый параметр, являющийся линейной функ-цией ряда переменных. Связь между переменными, с учетом накладывае-мых ограничений, выражается системой линейных равенств или нера-венств. Нужно отыскать такие неотрицательные значения переменных, удовлетворяющих всем наложенным ограничениям, при которых параметр оптимизации достигает минимума или максимума. Поясним расчет режи-ма резания на примере продольного точения, приняв следующие ограни-чения:
1) допустимая скорость резания

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
260
1000
Dn
stT
KCv
vv yxmvv π=⋅⋅
⋅= ,
где vC - коэффициент, характеризующий обрабатываемый металл и усло-
вия его обработки; vK - общий поправочный коэффициент на изменение
условия обработки по отношению к эталонным; T - стойкость, мин, соот-ветствующая данной скорости резания; m- показатель относительной стойкости, характеризующий влияние стойкости на скорость резания;
vv yx , - показатели степеней, отсюда
v
vxm
vvy
tTD
KCns
⋅⋅
⋅⋅= 318;
2) эффективная мощность станка
эстэ 6120N
vPN z ≤⋅= ,
Выразив скорость резания через D и n, получим
эст10006120N
DnstKC zpzpzz
yxpp ≤
⋅π⋅⋅⋅⋅
,
отсюда
zpzz
zpx
pp
y
tDKC
Nns
⋅⋅⋅
⋅⋅≤ эст410195
;
3) допускаемая высота шероховатостей обработанной поверхности
доп1
zq
zzxxR
z Rr
stCR
R
RRRR
≤ϕ⋅ϕ⋅⋅⋅
= ,
откуда
RRR
RR
zzxR
qzy
tC
rRs
1
доп
ϕ⋅ϕ⋅⋅
⋅≤ ;
4) максимальная сила, допускаемая прочностью слабого звена ме-ханизма подачи станка,
мпPstKCP xpxpxx
yxppx ≤⋅⋅⋅= ,
откуда
xpxx
xpx
pp
y
tKC
Ps
⋅⋅≤ мп ;
5) минимальная подача станка
стminss≥ ;

Технологии и оборудование обработки металлов давлением
261
6) максимальная подача станка
стmaxss≤ ;
7) минимальное число оборотов шпинделя станка
стminnn≥ ;
8) максимальное число оборотов шпинделя станка
стmaxnn≤ .
Для того чтобы ns
Lto = было минимальным, необходимо иметь
произведение ns максимальным. Поэтому в качестве оценочной может быть принята функция
max== nsf .
Чтобы систему ограничений и оценочную функцию привести к ли-нейной форме, прологарифмируем полученные выражения, предваритель-но умножив для удобства вычисления в первых шести и последнем выра-жениях подачу на 100. В результате этого получим
v
v
xmvv
y
vtTD
KCsyn
⋅⋅⋅⋅⋅=+ 100318
ln)100ln(ln ,
zpzz
zp
z xpp
y
ptDKC
Nsyn
⋅⋅⋅
⋅⋅⋅≤+ эст4 10010195
ln)100ln(ln ,
RRR
RR
zzxR
qy
RtC
rsy
1
100ln)100ln(
ϕ⋅ϕ⋅⋅
⋅≤ ,
xpxx
xp
x xpp
y
ptKC
Psy
⋅⋅
⋅≤ мп100ln)100ln( ,
)100ln()100ln( стminss ≥ ,
)100ln()100ln( стmaxss ≤ ,
minстlnln nn≥ ,
maxстlnln nn≤ ,
max)100ln(ln =+= snf .

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
262
Обозначив 1ln xn= , 2)100ln( xs = и правые части выражений через b с соответствующими индексами, получим математическую модель оп-тимального режима резания
A
≤≥≤≥
≤≤
≤+=+
81
71
62
52
42
32
221
121
bx
bx
bx
bx
bxy
bxy
bxyx
bxyx
x
z
p
R
p
v
max21 =+= xxf . которая состоит из восьми ограничивающих зависимостей A и девятой, подлежащей оптимизации. Геометрическая интерпретация математической модели оптимального режима резания представлена на рис. 3.
Рис. 3. Геометрическая интерпретация математической модели оптимального режима резания
В координатной системе 21oxx линии I‒VIII соответственно изо-
бражают уравнения ограничивающих зависимостей. При пересечении они дают число точек i, определяемое числом сочетаний из восьми элементов по двум с вычетом четырех точек за счет невозможности пересечения па-раллельных прямых.
Таким образом,

Технологии и оборудование обработки металлов давлением
263
244)!28(!2
!842
8 =−−
=−= Ci .
В числе этих точек имеются такие, которые удовлетворяют всем уравнениям поставленных ограничений. Штриховой линией IX, наклонен-ной к оси абсцисс под углом 45°, изображена оценочная функция, подле-жащая оптимизации.
Если система ограничений не противоречива, то область возмож-ных решений системы в координатах 21oxx очерчена выпуклым много-угольником. Координаты вершин многоугольника являются корнями со-вместного решения уравнений системы, а точки, лежащие внутри многоугольника, удовлетворяют всем ограничениям. Чтобы найти опти-мальное решение среди многих решений системы ограничений, необходи-мо среди точек многоугольника найти такие, для которых линейная форма оценочной функции будет иметь максимальное значение. Пусть, например, многоугольником решений является заштрихованный многоугольник ABCDE.
Он ограничен линиями минимального числа оборотов шпинделя и минимальной подачи, линией подачи, допускаемой высотой шерохозато-стей обработанной поверхности, линиями режущей способности резца и эффективной мощности станка. Будем перемещать прямую IX от начала координат параллельно самой себе. Когда прямая попадет в точку А мно-гоугольника, линейная форма оценочной функции будет иметь минималь-ное значение. При дальнейшем перемещении линейная форма будет расти и достигнет максимума в точке С, координаты которой опт1x и опт2x , та-ким образом, будут соответствовать оптимальному решению системы.
При решении задачи, прежде всего, определяют координаты 1x и
2x всех точек пересечения прямых по формулам для корней системы уравнений. Далее выясняют, какие из значений 1x и 2x удовлетворяют всем уравнениям ограничений системы. В заключение определяют коор-динаты вершины многоугольника, для которой их сумма имеет макси-мальную величину:
maxопт2опт1 =+ xx .
Так как
оптопт1 ln nx = , )100ln(опт2 sx = ,
то
опт1опт
xen = , опт2
100
1опт
xes = ,
то есть оптимальные значения параметров режима резания найдены.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
264
Список литературы 1. Бобров В.В. Основы теории резания. М.: Машиностроение, 1976.
344 с. 2. Основы технологии машиностроения: учебник для вузов/ А.С.
Ямников [и др.]. Тула: Изд-во ТулГУ, 2006, 269 с. Nguyen Van Cuong GENERAL METHODOLOGY FOR OPTIMIZATION OF CUTTING CONDITIONS The methods for optimization of cutting conditions are de scribed regarding produc-
tive parameter of process under limitation of cutting accuracy, roughness of fabricated sur-face, power of machine, and strength of force assemblies.
Key words: durability, wear, accuracy, productivity.
Получено 14.12.11
УДК 621.938 Э.П. Басалаев, д-р техн. наук, проф., (7903)697-61-23, [email protected] (Россия, Тула, ТулГУ), К.Х. Нгуен, магистрант, (7953)967-84-08, (Россия, Тула, ТулГУ), Д.Э. Басалаев, канд. техн. наук, доц., (8487)35-20-12, (Россия, Тула, ТулГУ) МОДЕЛИРОВАНИЕ ПРОЦЕССА ОБЖИМА ПОЛЫХ ЦИЛИНДРОВ С ПОМОЩЬЮ ПРОГРАММЫ DEFORM – 3D
Рассматриваются результаты исследования процесса обжима полых цилинд-ров с помощью компьютерного моделирования в среде программы DEFORM-3D, про-водится сравнения с экспериментальными данными.
Ключевые слова: моделирование, обжим, полые цилиндры. Компьютерное моделирование процессов обработки металлов дав-
лением в последние годы широко применяется в машиностроительной практике. Имеющиеся численные методы решения задач прикладной ме-ханики позволяют прогнозировать возможные трудности при выполнении технологических операций, учитывать влияние множества технологиче-ских факторов, оценивать напряженно-деформированное состояние (НДС) заготовки и инструмента [1].
Необходимость моделирования процесса обжима детали типа по-лых цилиндров возникла в связи с разрушение пуансона из стали 20 в ходе деформирования после нескольких рабочих циклов. Проблема была реше-

Технологии и оборудование обработки металлов давлением
265
на экспериментально путем замены применяющегося в технологическом процессе смазочного материала. Очевидно, что в данной ситуации подоб-ные эксперименты с дорогостоящим твердосплавным инструментом при-водят к значительному увеличению затрат на его изготовление и замену, а также не гарантируют увеличение срока эксплуатации [2].
Исследование напряжений в заготовке и инструменте в ходе про-цесса обжима было проведено методом конечных элементов [3, 4]. Про-цесс моделировали с помощью программного пакета DEFORM™ - 3D [5], являющегося системой конечно-элементного моделирования, которая предназначена для анализа трёхмерного (3D) течения металла при различ-ных процессах обработки металлов давлением.
Метод конечных элементов представляет собой эффективный чис-ленный метод решения инженерных и физических задач. Этот метод явля-ется численным методом решения дифференциальных уравнений, встре-чающихся в физике и технике. Область его применения простирается от анализа напряжений в конструкциях или автомобилях до расчета таких сложных систем, как атомная электростанция. С его помощью рассматри-вается движение жидкости по трубам, через плотины, в пористых средах, исследуется течение сжимаемого газа, решаются задачи электростатики и смазки, анализируются колебания систем.
Основная идея метода конечных элементов состоит в том, что лю-бую непрерывную величину, такую, как температура, давление или пере-мещение, можно аппроксимировать дискретной моделью, которая строит-ся на множестве кусочно-непрерывных функций, определенных на конечном пространстве подобластей. Кусочно-непрерывные функции оп-ределяются с помощью значений непрерывной величины в конечном числе точек рассматриваемой области.
В общем случае непрерывная величина заранее неизвестна и нужно определить значения этой величины в некоторых внутренних точках об-ласти. Дискретную модель, однако, очень легко построить, если сначала предположить, что числовые значения этой величины в каждой внутрен-ней точке области известны. После этого можно перейти к общему случаю. Итак, при построении дискретной модели непрерывной величины посту-пают следующим образом:
1. В рассматриваемой области фиксируется конечное число точек. Эти точки называются узловыми точками или просто узлами.
2. Значение непрерывной величины в каждой узловой точке счита-ется переменной, которая должна быть определена.
3. Область непрерывной величины разбивается на конечное число подобластей, называемых элементами. Эти элементы имеют общие узло-вые точки и в совокупности аппроксимируют форму области.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
266
4. Непрерывная величина аппроксимируется на каждом элементе полиномом, который определяется с помощью узловых значений этой ве-личины. Для каждого элемента определяется свой полином (функция эле-мента), но полиномы подбираются таким образом, чтобы сохранялась не-прерывность величины вдоль границ элемента.
Программный пакет DEFORM™ - 3D широко применяется в про-мышленности и научно-исследовательской деятельности по всему миру. Разработку и техническую поддержку системы DEFORM™ - 3D осуществ-ляет фирма «Scientific Forming Technologies» (SFTC), в течении многих лет, занимающаяся внедрением средств моделирования технологических процессов в производство.
Программные продукты DЕFORМ, основанные на методе конеч-ным элементов, доказали свою эффективность и точность более чем два-дцатилетним применением их на различных предприятиях. Мощный реша-тель системы способен анализировать течение металла и температурные показатели заготовки и инструмента при деформациях любой величины с очень высокой точностью.
Автоматический генератор сеток позволяет создать сетку конечным элементов, размеры которых, в различных частях модели, будут разли-чаться в зависимости от специфики анализируемого процесса. Это сущест-венно уменьшает общую размерность задачи и требования к аппаратным средствам. Кроме того, пользователь системы DEFORM™ - 3D имеет воз-можности в «ручном» режиме настраивать плотность сетки и соотношение размеров конечных элементов.
Несмотря на то, что DEFORM позволяет проводить моделирование очень сложных процессов, интерфейс этой системы крайне прост и легок в освоении. Кроме того, при помощи DEFORM™ - 3D можно легко, без по-мощи посторонних САD систем, строить геометрические модели заготовок и инструмента.
При помощи системы DEFORM™ - 3D можно моделировать, так же, разделительные операции и механообработку. Таким образом, DEFORM™ - 3D является программным комплексом, позволяющим про-изводить всеобъемлющий анализ металлообработки, начиная с операций раздела проката на заготовки, заканчивая операциями окончательной ме-ханообработкой.
Основные свойства программного пакета DEFORM™ - 3D: 1) определение деформаций и параметров теплопередачи, нагляд-
ное представление распределения деформации и напряжений в деформи-руемом теле;
2) полностью автоматическое преобразование сетки конечных эле-ментов во время моделирования;

Технологии и оборудование обработки металлов давлением
267
3) наличие библиотеки оборудования для горячей и холодной штам-повки.
4) модель материала может быть жесткой, жесткопластической, уп-ругопластический, пористой и упругой;
5) благодаря функции отслеживания точек можно узнать любой доступный параметр в любой точке поковки.
6) можно прогнозировать опасное место или место возникновения разрушения материала в процессе штамповки.
С использованием программного пакета DEFORM™ - 3D было проведено компьютерное моделирование процесса обжима трубных заго-товок с коэффициентом обжима d/D=0,75 при значениях угла ската матри-цы α = 32 и 22о, соответствующих коэффициентам утонения s/s0 = 0,9 и 1.
Результаты моделирования отражаются на экране компьютера в ви-де цветных 3D-моделей заготовки после обжима (рис. 1, 2). Каждый цвет отображает характеристики своей зоны. Например, на рис. 1 светло-синий цвет обозначает, что в этой зоне возникает опасность разрушения изделия, а на рис. 2 красный цвет показывает максимальное значение напряжения в данной зоне.
В правой части изображений даны цветовые шкалы с числовыми значениями напряжений (Мп), соответствующими цветовой гамме, что по-зволяет визуально оценить величины возникающих напряжений.
Как видно из рис. 1, 2, при назначенных технологических парамет-рах потерь устойчивости у заготовок не возникает.
а б
Рис. 1. 3D-модели заготовки после обжима: а – при угле ската матрицы α = 32о и коэффициенте утонения s/s0 = 0,9; б – при угле ската матрицы α = 22о и коэффициенте
утонения s/s0 = 1

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
268
а б
Рис. 2. Распределение напряжений на 3D-модели заготовки после обжима:
а – при угле ската матрицы α = 32о и коэффициенте утонения s/s0 = 0,9; б – при угле ската матрицы α = 22о и коэффициенте
утонения s/s0 = 1
На рис. 3 представлены фотографии заготовок, полученных после обжима в ходе реального эксперимента, с указанными выше технологиче-скими параметрами.
а б
Рис. 3. Заготовки после обжима, полученные в ходе реального эксперимента:
а – при угле ската матрицы α = 32о и коэффициенте утонения s/s0 = 0,9; б – при угле ската матрицы α = 22о и коэффициенте
утонения s/s0 = 1

Технологии и оборудование обработки металлов давлением
269
Сравнение результатов компьютерного моделирования с результа-тами экспериментальных исследований процесса обжима [6] показало, что если отсутствуют требования по качеству поверхностей изделия, то ре-зультаты компьютерного моделирования с использование программного пакета DEFORM™ - 3D хорошо согласуются с полученными эксперимен-тальными данными.
Список литературы
1. Попов Е.А. Основы теории листовой штамповки. 2-е изд., пере-раб. и доп. М.: Машиностроение, 1977. 278 с.
2. Горбунов М.В. Штамповка деталей из трубчатых заготовок. М.: Машиностроение, 1960. 189 с.
3. Чижиков Ю.М. Теория подобия и моделирование процессов об-работки металлов давлением. М., 1970. 296 с.
4. Колмогоров В.Л. Элементы теории физического моделирования процессов обработки металлов давлением, анализ размерностей, аналогии. Свердловск, 1975. 80 с.
5. http://www.deform.com/products/deform-3d/. 6. Басалаев Э. П., Голышев А. А., Дамберг Е. С. Эксперименталь-
ные исследования процесса обжима с утонением // Известия ТулГУ. Сер. Механика деформированного твердого тела и обработка металлов давле-нием. Вып. 2. 2004. С. 168-178.
E.P.Basalaev, K.H.Nguen, D.E.Basalaev THE SIMULATION OF THE PROCESS SQUEEZING OF HOLLOW CYLINDERS
USING PROGRAM DEFORM-3D Results of research of process of compression of hollow cylinders by means of
computer modelling in the environment of program DEFORM-3D are considered. The com-parisons with experimental data are spent.
Key words: simulation, squeezing, hollow cylinders.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
270
УДК 621.762.4:621.983.044 Н.Е. Проскуряков, д-р техн. наук, проф., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ), Е.Н. Пальчун, канд. техн. наук, доц., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ), Лай Данг Занг, асп. (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ)
РАЗРАБОТКА КРИТЕРИЯ ОЦЕНКИ ЭНЕРГОЕМКОСТИ ОБОРУДОВАНИЯ ДЛЯ ОПЕРАЦИЙ ЭЛЕКТРОМАГНИТНОЙ ШТАМПОВКИ
Рассмотрены вопросы моделирования операций электромагнитной
штамповки и предложен критерий оценки и сравнения энергоемкости оборудования для штамповки заготовок из разных материалов
Ключевые слова: моделирование, критерий, заготовка, электромагнитная штамповка, деформация, индуктор
Применительно к процессам обработки металлов давлением (ОМД)
моделирование позволяет исследовать закономерности формоизменения металлов, влияние пластической деформации на изменение структуры и свойств металлов, различных схем напряженно-деформированного состоя-ния на пластичность и сопротивление деформированию, а также анализи-ровать распределения напряжений и деформаций в очаге деформации, что определяет параметры процессов ОМД.
Согласно основным положениям теории моделирования [1] исхо-дящим из законов подобия процесс в модели будет протекать подобно процессу в натуре, если известно, что:
модель геометрически подобна натуре; граничные и начальные условия (условия однозначности) для вели-
чин, характеризующих процесс в модели, подобны таковым для аналогич-ных величин в натуре;
критерии подобия составлены из величин, входящих в условие од-нозначности для модели, и равны критериям подобия для натуры.
Основными условиями подобия для процессов пластического де-формирования [1, 2]:
– деформируемые тела должны быть геометрически подобны, т.е.
mr
r
l
l
м
н
м
н
м
н ==δδ== ... ,
где m=1/n, - масштаб моделирования; n – масштабный коэффициент, множитель подобия; lн, lм, rн, rм, δн, δм – сходственные линейные размеры (высота, радиус и толщина стенки) двух подобных трубных заготовок (на-туры и модели).

Технологии и оборудование обработки металлов давлением
271
– степени деформации модели и натуры в сравниваемые моменты времени должны быть одинаковы, т.е. нм ε=ε .
При моделировании высокоскоростного процесса пластического деформирования материал считается идеально-пластическим, скоростное упрочнение не учитывается, процесс деформации считается изотермиче-ским.
Моделирование операции обжима трубной заготовки импульсным магнитным полем (ИМП) осуществляется на модели, геометрические раз-меры которой отличаются от натуральных.
Будем учитывать только радиальную деформацию заготовки (де-формацией в осевом направлении пренебрегаем, считая ее незначитель-ной) [2].
Начальные и граничные условия принимаются нулевыми (отсутст-вует начальный контакт заготовки с инструментом).
Для моделирования пластической деформации рассматривается система дифференциальных уравнений теории пластичности и соответст-вующие граничные условия. На основе известных критериев и коэффици-ентов подобия исследуемого процесса можно получить необходимые си-ловые переменные для натуры, если они известны в результате лабораторного эксперимента.
Процесс пластической деформации металла описывается следую-щей системой дифференциальных уравнений [3]:
1) уравнением движения:
dt
dV
z
V
R
V
HzR
VV
HR
V
HRRRZSRSRS ρ=
∂∂+
∂∂τ
∂∂+
∂∂+
θ∂∂τ
θ∂∂+
∂∂⋅τ+σ
∂∂ θ2 (1)
2) уравнениями связи между напряжениями и скоростью деформа-ции:
R
V
HRS
R ∂∂⋅τ=σ−σ 2
,
∂∂+
θ∂∂⋅τ=τ θ
θ R
VV
HRS
R , (2)
θ∂∂⋅τ=σ−σ θ
θV
HS2
,
θ∂∂+
∂∂⋅τ=τ θ
θZS
ZV
Z
V
H, (3)
3) уравнением пластичности
Si σ=σ , (4)
4) соотношением Коши
R
Ve RR ∂
∂=& , (5)
5) условием несжимаемости 0=+ θeeR && , (6)
где


Технологии и оборудование обработки металлов давлением
273
Физико-механические свойства материалов
Материал Плот-ность,γ кг/м3
ρ , 10-8
Ом*м
bσ , Н/мм
2
sσ , Н/мм
2
pδ ,
%
pψ,
%
Е, 103 Н/мм2
Н, Н/мм2
Алюминий АМг2М
2670 4.76 170 125 16 60 70 700
Латунь Л62
8430 7.2 360 200 20 65 100 875
Сталь 08кп
7830 12.5 380 290 23 70 200 925
Медь М1
8940 1.78 240 70 20 75 110 500
Из представленной таблицы видно, что как электрические, так и
механические свойства этих материалов отличаются значительно, что за-трудняет сопоставление и анализ технологических параметров операций штамповки ИМП.
Проведенные расчеты для операции раздачи трубчатых заготовок, которые показаны на рис. 1, подтверждают это положение.
Рис. 1. Зависимости радиальной скорости движения для заготовок из разных материалов при радиальной деформации 12,5 %ε = Для оценки и сравнения энергоемкости операций раздачи и обжима
заготовок из представленных материалов предлагается применять крите-рий, учитывающий такие характеристики материала, как его удельное


Технологии и оборудование обработки металлов давлением
275
Анализ зависимостей позволяет сделать следующие выводы: 1. Предложен критерий оценки и сравнения энергоемкости опера-
ций раздачи и обжима трубчатых заготовок из различных материалов; 2. Наибольшее расхождение (до 14 %) по предложенному критерию
имеют низкие стальные заготовки (см. рис. 2, график 4); 3. Используя полученные зависимости, можно рассчитать энерго-
емкости операций обжима или раздачи ИМП заготовок из различных ма-териалов, имеющих одинаковые размеры (высоту, диаметр и толщину стенки), и определить энергоемкость операции для одного из материалов.
Список литературы
1. Чижиков Ю.М. Теория подобия и моделирование процессов об-
работки металлов давлением. М.: Металлургия, 1970. 296 с. 2. Колмогоров В.Л. Элементы теории физического моделирования
процессов обработки металлов давлением, анализ размерностей, аналогии. Свердловск, 1975. 80 с.
3. Магнитно-импульсная штамповка полых цилиндрических заго-товок / А.К. Талалаев [и др.]; под ред. А.К. Талалаева, С.П. Яковлева. Тула: «Репроникс Лтд», 1998. 238 с.
N.E. Proskuryakov, E.N. Pal'chun, Lai Dang Zang DEVELOPMENT OF EVALUATION CRITERIA ENERGY INTENSITY OF
EQUIPMENT FOR OPERATIONS OF THE ELECTROMAGNETICFORMING The questions of modeling of electromagnetic forming operation are considere.
The criterion measure and compare energy intensity of equipment for stamping blanks of dif-ferent materials are proposed.
Key words: simulation, criterion, blanks, electromagnetic forming, the deformation, the inductor.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
276
УДК 621.7 В.М. Лялин, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ТулГУ)
ВАРИАНТ ИНЖЕНЕРНОЙ ОЦЕНКИ СИЛОВЫХ ХАРАКТЕРИСТИК СОВМЕЩЕННЫХ ПРОЦЕССОВ ВЫТЯЖКИ С ВЫДАВЛИВАНИЕМ
Изложен вариант инженерного метода расчёта силовых характеристик со-
вмещенного процесса вытяжки с выдавливанием биметаллических деталей, отличаю-щийся постоянно меняющимся характером изменения напряжённого состояния и силы формоизменения. Верхняя оценка силы выдавливания подтверждается натурным экс-периментом вытяжки с выдавливанием корончатого колпака свёртки.
Ключевые слова: силовые характеристики, формоизменение, вытяжка. Совмещенный процесс вытяжки с прямым выдавливанием полу-
фабрикатов, получаемых из предварительно вытянутых листовых загото-вок различной формы (круглой, квадратной, шестигранной, профильной), широко применяется как ключевой процесс в многооперационных техно-логиях изготовления высокоточных деталей ответственного назначения в условиях массового производства. Процесс позволяет существенно повы-сить экономические показатели технологии за счёт повышения коэффици-ента использования основного материала (КИМ), достижения высоких степеней деформации, сокращения количества операций и повышения ка-чественных характеристик деталей. Поэтому важное значение в инженер-ной практике занимает вопрос повышения точности методов расчета сило-вых характеристик указанного процесса, влияющих на обоснованный подбор оборудования для его реализации. В настоящее время в литературе многими авторами [1,2] используются полуэмпирические зависимости для расчета силы процесса, базирующиеся на подборе коэффициентов или на приближенной оценке удельной силы, зависящих от вида конкретного ма-териала (специальная малоуглеродистая сталь, латунь Л70, биметалл), что вызывает серьезные затруднения при расчете силы формоизменения ши-роко применяемых в машиностроении других материалов.
Процесс вытяжки с прямым выдавливанием сопровождается доста-точно сложным характером пластического формоизменения, протекающим в две характерные стадии:
– вытяжка с утонением с подсадкой торца колпака; – объёмное неравномерное сжатие металла стенки в зоне, ограни-
чиваемой рабочими поверхностями пуансона и матрицы, с истечением его в кольцевой зазор.
Исследование механизма пластической деформации [3] свидетель-ствует о том, что на обеих стадиях процесс характеризуется постоянным

Технологии и оборудование обработки металлов давлением
277
ростом силы деформирования вплоть до его завершения. Поэтому наи-больший интерес с точки зрения определения максимальной силы процес-са представляют сформированный очаг пластической деформации a,b,c,d (прессостаток) именно в конечный момент формоизменения и величина главного напряжения σn (σn >> σρ >> σΘ), действующего в направлении нормали к скату матрицы и являющегося определяющим при объемном неравномерном сжатии в очаге. Учитывая предельно допустимую степень деформации при вытяжке с утонением на первой стадии, не превышаю-щую 0,5, и устойчивость верхней части стенки заготовки до возникновения во всей её сплошности объемного неравномерного сжатия, можно заклю-чить, что основная наиболее значимая деформация сжатия развивается в стенке в направлении по нормали к рабочей конической поверхности мат-рицы.
Определим величину истинного сопротивления деформированию σi в этом направлении в зависимости от интенсивности деформации сжатия стенки
пр
свi T
Te ln= ,
где свT – толщина стенки колпака свёртки, прT – конечная толщина прес-
состатка, равная толщине стенки выдавленной детали вT по кривой упроч-нения 3-го вида [4]. Это даёт возможность, используя соотношения [1], учесть влияние геометрии инструмента ( αм2 ) и контактного трения при
истечении металла относительно рабочих поверхностей матрицы и пуан-сона и рассчитать максимальную величину удельной силы, действующей на наиболее нагруженную рабочую поверхность матрицы
)5,1
1(1 тормуд mpµ+σ= , (1)
где µ=0,08...0,1 – коэффициент трения при использовании эффективных смазок (фосфатного покрытия с мыльной эмульсией, технического вазе-
лина, индустриального масла 20 и др.); ист
трторм S
Sm = – коэффициент
торможения ( трS – площадь контакта инструмента и металла в зоне очага,
определяемая образующими a – b, b – c, c – d; истS – площадь истечения металла в конечной стадии деформирования, определяемая образующей a – d); [Pуд]доп – предельно допустимая величина удельной силы, равная 1700 МПа.
Расчётная величина удельной силы как критерий процессов объём-ного сжатия позволяет сделать вывод о возможности рассматриваемой со-вмещённой операции со степенью деформации при выдавливании, опреде-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
278
ляемой отношением ВСВ
выдВСВ
F
FF −=ψ ( ВСВF – площадь поперечного сечения
колпака свёртки вверху; ВЫДF – площадь поперечного сечения стенки
выдавленной детали вверху), и использовать для расчёта максимальной силы, действующей по нормали на рабочую поверхность матрицы,
abуднор SpР = , (2)
где abS – площадь матрицы с образующей a – b. Потребная сила выдавливания, развиваемая пуансоном и действую-
щая по оси симметрии, определяется в зависимости от угла ската матрицы: mудвыд pP α= sin . (3)
Для проверки теоретических результатов проведён анализ измене-ния технологической силы при вытяжке с выдавливанием заготовок из би-металла 1 ГОСТ 806-84. Рассмотрено влияние основного фактора – сте-пени деформации при выдавливании. Исходными заготовками служили корончатые колпаки свёртки с размерами: наружный диаметр Dз = 0,022 м, толщина стенки Тз = 0,003 м, высота заготовки по выступу Нз = 0,0182 м, толщина дна Тдн.з. = 0,003 м. Для опытов использовался инструмент, широ-ко применяемый в производстве, а в качестве смазки – мыльная эмульсия. Инструмент устанавливался в специальных блоках крепления на ползуне и в станине горизонтального одноударного пресс-автомата «Фриц-Вернер» с максимальной силой нагружения 700 кН.
Влияние степени деформации при выдавливании на величину силы исследовалось изменением диаметра калибрующей части матрицы выдав-ливания (Dм=0,015; 0,0145; 0,014 м) при постоянной геометрии пуансона (dп=0,012 м). Матрицы и пуансон изготавливались из стали Х12М с ис-пользуемой закалкой до твёрдости HRC 60...62.
Для получения действительных значений силы и характера её изме-нения осуществлялась запись диаграмм сил методом тензометрирования. Типовая блок-схема установки состоит из проволочных датчиков сопро-тивления с базой 0,02 м, наклеенных на месдозу, установленную пад пуан-соном в блоке пуансонодержателя, тензостанции 8АНЧ, усилителя и быст-родействующего пятиканального самопишущего прибора Н327-5. Перед проведением опытов осуществлена тарировка месдозы на испытательной машине ГМС-50.
Кривые свидетельствуют о нарастающем по величине характере изменения силы со значительным увеличением их крутизны в завершаю-щей стадии процесса выдавливания, что говорит об определяющем значе-нии стадии выдавливания для изучаемого совмещённого процесса с точки зрения и максимальной силы выдавливания, и обеспечения прочности ин-струмента. Расчётная величина максимальной силы выдавливания (по

Технологии и оборудование обработки металлов давлением
279
предложенному варианту) превышает экспериментальное значение на 15%, что приемлемо для современной инженерной практики подбора прес-сового оборудования.
Список литературы
1. Губкин С.И. Пластическая деформация металлов. М.: Металлур-
гия, 1960. Т. 2. 416 с. 2. Фаворский В.Е. Холодная штамповка цветных металлов выдав-
ливанием. М.; Л.: Машгиз, 1951. 104 с. 3. Агеев Н.П., Данилин Г.А., Огородников В.М. Технология произ-
водства патронов стрелкового оружия. Ч. II. Процессы штамповки. СПб: Изд-во БГТУ, 2006. 533 с.
4. Кроха В.А. Кривые упрочнения при холодной деформации. М.: Машиностроение, 1968. 152 с.
V.M.Lyalin VARIANT OF THE ENGINEERING ESTIMATION POWER HARAKTE-RISTIK
THE COMBINED PROCESSES OF THE EXTRACT WITH HAVING GIVEN OUT-LIVANIEM
The variant of an engineering method of calculation of power characteristics from process of an extract with expression of bimetallic details is stated, I differ-shchy constantly changing character of change of a tension and force form change. The top estimation of force of expression proves to be true natural eks-perimentom extracts with expression a convolution cap.
Key words: power characteristics, form change, an extract.
Получено 14.12.11
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
280
УДК 621.785.796 Е.М. Гринберг, д-р техн. наук, проф., (4872)35-05-81, [email protected] (Россия, Тула, ТулГУ), С.С. Гончаров, канд. техн. наук, доц., (4872)35-05-81, [email protected] (Россия, Тула, ТулГУ), Е.В. Маркова, асп., (4872)35-05-81, [email protected] (Россия, Тула, ТулГУ)
ВЛИЯНИЕ РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НА КОЛИЧЕСТВО ОСТАТОЧНОГО АУСТЕНИТА В СТАЛИ 09Х16Н4БЛ
Проанализировано влияние сложного цикла термических операций на количе-
ство остаточного аустенита в литой стали 09Х16Н4БЛ, которая применяется для ответственных прецизионных деталей. Получены зависимости влияния температуры и времени термической обработки на количество остаточного аустенита. Предло-жено изменение технологического процесса термической обработки детали из стали 09Х16Н4БЛ.
Ключевые слова: коррозионно-стойкие стали, фазовый состав, остаточный аустенит, диффузионный отжиг, нормализация, обработка холодом.
Коррозионно-стойкие высокопрочные стали (КВС), применяемые
для изготовления ответственных прецизионных деталей, занимают важное место в машиностроении. Размерная стабильность и свойства литых изде-лий из КВС определяются фазовым составом и структурой материала, ко-торые формируются в процессе кристаллизации и последующей многосту-пенчатой термической обработки.
Термическая обработка коррозионно-стойких литых КВС представ-ляет собой сложный цикл термических операций, направленный, прежде всего, на уменьшение неоднородности химического состава и структуры стали вследствие дендритной ликвации, а также на минимизацию размер-ной нестабильности данного класса сталей. Причинами размерной неста-бильности KBС при эксплуатации в условиях климатических колебаний температур могут являться как распад мартенсита, приводящий к умень-шению размеров, так и превращение остаточного аустенита Аост, вызы-вающее увеличение размеров деталей.
В данной работе изучали влияние термической обработки на коли-чество остаточного аустенита в стали 09Х16Н4БЛ, изделия из которой по-лучают методом точного литья по выплавляемым моделям.
Для уменьшения количества аустенита и повышения его стабильно-сти в нержавеющих сталях типа 09Х16Н4БЛ, применяют различные ва-риации режимов термической обработки [1]:
- изменение температуры нагрева под закалку; - обработку холодом;

Технологии и оборудование обработки металлов давлением
281
-послезакалочное старение для получения дефектов упаковки и обеднения аустенита легирующими элементами.
Формирование требуемого уровня свойств КВС происходит как на этапе предварительной термической обработки (диффузионный отжиг, нормализация), так и в ходе окончательной термической обработки (закал-ка и отпуск).
В сложившейся производственной практике полный цикл термиче-ской обработки стали 09Х16Н4БЛ состоит из диффузионного отжига при 1200 °С, 5 часов; нормализации при 1050 °С, 2 часа; закалки от 950 °С; об-работки холодом при -70 °С, 2 часа и низкого (300 °С, 2 часа) или высокого (600 °С, 2 часа) отпуска в зависимости от назначения изделия.
После каждого вида термической обработки проводили измерения количества Аост методом гомологических пар. Съёмку дифрактограмм про-водили на дифрактометре ДРОН-2 в Со-Кα -излучении (табл. 1).
Таблица 1
Влияние последовательной термической обработки на количество Аост.
Виды термической обработки Количество Аост,%
Литьё 2 Отжиг 3,8
Нормализация 8,8 Закалка 950 °С 12,5
Обработка холодом ( -70 °С) 0 Высокий отпуск 600 °С 0
Закалка 950 °С 13 Обработка холодом (-70 °С) 0 Высокий отпуск 600 °С 0 Низкий отпуск 300 °С 0
Видно, что проведение отжига, а затем нормализации приводит к
увеличению количества Аост, а обработка холодом и последующий отпуск уменьшают его количество.
Для установления влияния температуры нагрева под закалку на структуру и фазовый состав стали использовали рентгеноструктурный и микроскопический анализы. Микроскопический анализ проводили с по-мощью металлографического оптического микроскопа Observer. D1m ком-пании «Zeiss». С увеличением температуры нагрева под закалку количест-во Аост возрастает (рис.1), что обусловлено повышением содержания углерода и хрома в аустените и связанным с этим снижением мартенсит-ной точки [2]. Согласно металлографическим исследованиям структура за-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
282
калённой стали с ростом температуры нагрева под закалку в диапазоне 900…1250 °С зерно аустенита растёт незначительно, однако после закалки от 1000…1100 °С структура стали характеризуется разнозернистостью, на-личием извилистых границ, присутствием отрывков границ зёрен, что го-ворит о процессе вторичной рекристаллизации, одной из причин которой может явиться растворение карбидов хрома и ниобия.
Рис.1. Влияние температуры закалки и содержания углерода
на количество Аост
Повышенная чувствительность к колебаниям химического состава в пределах марочного отмечена при изменении содержания углерода в ста-ли. Получено, что с увеличением содержания углерода от 0,05 до 0,15 % количество Аост растёт, причём, чем выше температура нагрева под закал-ку, тем заметнее влияние содержания углерода.
Отпуск, проводимый после закалки, не только снижает уровень внутренних напряжений, формирует требуемую дислокационную, струк-туру или позволяет получить ферритно-карбидную смесь определённой степени дисперсности, ещё и является одним из эффективных способов ре-гулирования количества и стабильности аустенита. Так, после низкого от-пуска в основном проявляется стабилизация, а при высоком - дестабилиза-ция аустенита [2]. Однако длительные выдержки (более 5 часов) при невысоких температурах (250…300 °С) или короткие (1 час) при высоких (550…650 °С) могут вызвать противоположный эффект. Важно для кон-кретных случаев выбирать режим отпуска, оптимизирующий количество и степень стабильности аустенита.
Наиболее важными параметрами, определяющими температуру от-пуска стали, её структурную стабильность и области возможного примене-ния, температура начала образования аустенита (точка Ас1), максимальное количество стабильного аустенита и температура, соответствующая его
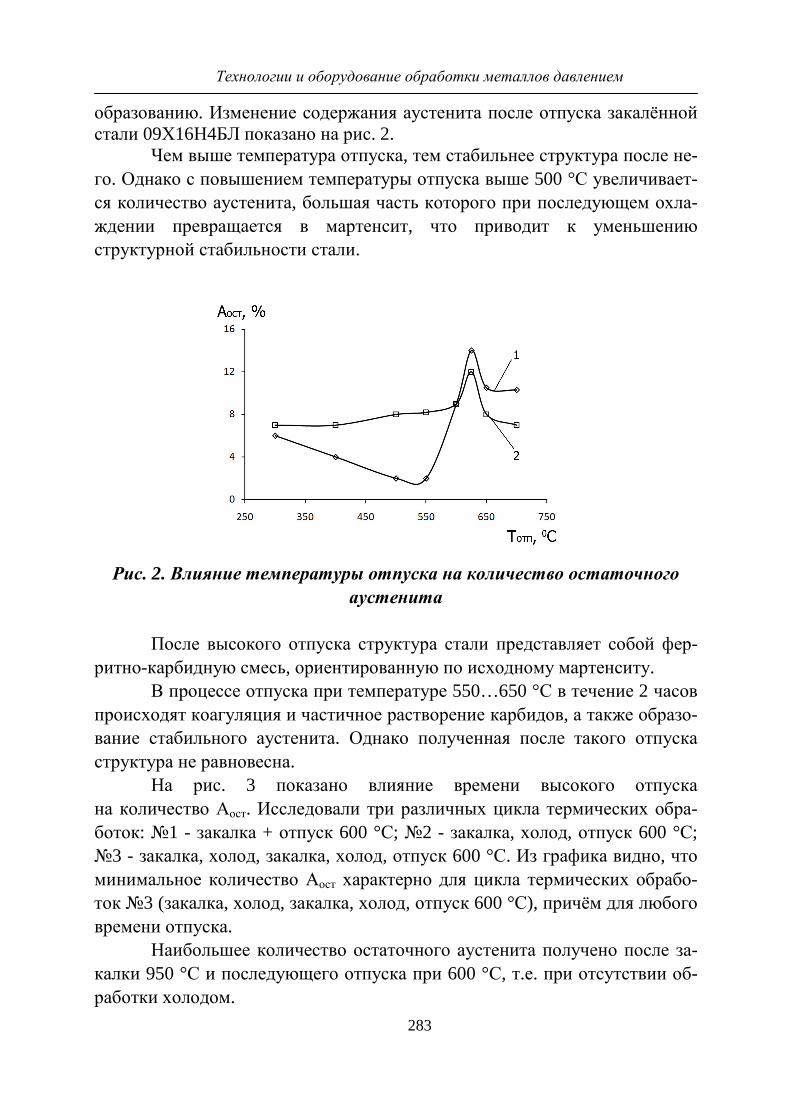
Технологии и оборудование обработки металлов давлением
283
образованию. Изменение содержания аустенита после отпуска закалённой стали 09Х16Н4БЛ показано на рис. 2.
Чем выше температура отпуска, тем стабильнее структура после не-го. Однако с повышением температуры отпуска выше 500 °С увеличивает-ся количество аустенита, большая часть которого при последующем охла-ждении превращается в мартенсит, что приводит к уменьшению структурной стабильности стали.
Рис. 2. Влияние температуры отпуска на количество остаточного
аустенита После высокого отпуска структура стали представляет собой фер-
ритно-карбидную смесь, ориентированную по исходному мартенситу. В процессе отпуска при температуре 550…650 °С в течение 2 часов
происходят коагуляция и частичное растворение карбидов, а также образо-вание стабильного аустенита. Однако полученная после такого отпуска структура не равновесна.
На рис. 3 показано влияние времени высокого отпуска на количество Аост. Исследовали три различных цикла термических обра-боток: 1 - закалка + отпуск 600 °С; 2 - закалка, холод, отпуск 600 °С; 3 - закалка, холод, закалка, холод, отпуск 600 °С. Из графика видно, что минимальное количество Аост характерно для цикла термических обрабо-ток 3 (закалка, холод, закалка, холод, отпуск 600 °С), причём для любого времени отпуска.
Наибольшее количество остаточного аустенита получено после за-калки 950 °С и последующего отпуска при 600 °С, т.е. при отсутствии об-работки холодом.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
284
Для всех трёх циклов термической обработки получено минималь-ное количество Аост при проведении отпуска в течение 2 часов, причём раз-ница процентного содержания Аост для циклов 2, 3 является невелика.
Рис 3. Влияние времени отпуска на количество Аост
В результате проведенных исследований можно сделать следующие выводы
1. Для повышения структурной стабильности стали 09Х16Н4БЛ ре-комендуются следующие параметры заключительных термических опера-ций: закалка 950 °С, обработка холодом и отпуск 600 °С (2 часа) Приме-нение данного процесса термической обработки позволяет получить минимальное количество Аост, при использовании более короткого цикла.
2. Проведение повторного цикла термической обработки (закал-ка+холод+высокий отпуск) нецелесообразно, т.к. количество Аост умень-шается уже после первого этапа заключительной термической обработки.
Список литературы
1. Малинов Л.С. Использование принципа получения метастабиль-
ного аустенита, регулирования его количества и стабильности при разра-ботке экономнолегированных сплавов и упрочняющих обработок //МиТОМ 2. 1996. С. 35-39.
2. Азбукин В.Г. [и др.] Повышение структурной стабильности мар-тенситной стали с регулируемым α→γ превращением при отпуске / Башае-ва Е.Н., Мещерякова Т.Н. МиТОМ 4. 1982. С. 11-13.
3. Анастасиади Г.П., Колчина Р.В., Смирнова Л.Н. Влияние скоро-сти охлаждения и термической обработки на химическую микронеодно-

Технологии и оборудование обработки металлов давлением
285
родность стали 09Х16Н4БЛ //МиТОМ 9. 1985. С. 35-37. E.M.Grinberg, S.S. Goncharov, E.V. Markova THE HEAT TREATMENT MODES EFFECT ON RESIDUE AUSTENITE AMOUNT
IN 09Cr16Ni4Nb CAST STEEL The effect of complex heat treatment operations cycle of the residue austenite amount
in 09Cr16Ni4Nb cast steel used for making sensitive precise parts has been studied. The relations between heat treatment temperature and duration and the residue
austenite amount have been obtained. A change to the heat treatment procedure for a part made of 09Cr16Ni4Nb cast steel has been proposed.
Key words: corrosion-resistant steel, phase composition, residue austenite, diffuse annealing, normalizing, cold treatment.
Получено 14.12.11
УДК 621.983.3:621.798.144:669.71 Г. М. Журавлев, д-р техн. наук, проф., (4872)40-16-74 (Россия, Тула, ТулГУ), Ле Минь Дык, асп., (960) 594-59-99, leminhduc [email protected] (Россия, Тула, ТулГУ)
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЙ БАНКИ
Рассмотрен подход к разработке технологического процесса изготовления
цельной алюминиевой банки (ГОСТ Р 51756-2001). Проведен расчет геометрии полу-фабрикатов вытяжки. Разработан технологический процесс изготовления.
Ключевые слова: вытяжка, банка, деформация. Технологический процесс производства цельных банок определя-
ется их размерами и соотношением высоты и диаметра. Размеры и тип банки определяется ГОСТ Р 51756-2001. Существующие в настоящее вре-мя технологические процессы изготовления построены на базе использо-вания плоских заготовок, вырубаемых из полосового материала с исполь-зованием операций вытяжки без утонения стенки с образованием формовкой рельефа донышка и отбортовкой горловины.
Рассмотрим технлогический процесс с применением глубокой вы-тяжки с прижимом, когда в процессе вытяжки прижим находится под оп-ределенным усилием и обеспечивает более высокую точность получения

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
286
размеров и низкую шероховатость поверхности с высокой пластичностью и малыми усилиями. Чрезмерное увеличение силы прижима может при-вести к разрыву металла при штамповке. Поэтому необходимо определить минимальную силу прижима, которая достаточна для устранения образо-вания складок на отштампованной банке исходя из напряженно-деформированного состояния и повреждаемости материала при проведе-нии первой операции без утонения.
Рассмотрим подход к разработке технологического процесса изго-товления банки 202/211x408 (ГОСТ Р 51756-200). Исходными данными для проектирования технологического процесса являются чертежи банки (рис.1).
Расчет осуществляется в следующей последовательности 1. Определяется объем заготовки с учётом отходов:
2ботхбзаг мм1,57755444273,1)3,1...2,1( =⋅==+= VVVV ,
где 2б мм44427=V - объем готовой банки по чертежу; отхV - объем отхо-
дов на основании практики производства, который составляет 20…30 % от
бV .
Рис. 1. Чертеж банки
2. Рассчитывается геометрия полуфабриката последней вытяжки (рис. 2).
Толщина дна, наружный и внутренний диаметр полу- фабриката последней операции вытяжки определяем соответственно как дн заг 2,2 ммТ Т= = ; 66,3 ммnD D= = ; =−= стен2TDd nn
66,3 2 2,2 61,9мм= − ⋅ = .

Технологии и оборудование обработки металлов давлением
287
Объем дна 2
3дн дн
π7591,4 мм
4n nD
V Т= ⋅ = .
Высота стенки
( )заг дн
стен 2 2
4113,3 мм
π( )
n
n
n n
V VН
D d
−= =
−;
стен дн 113,3 2,2 115,5ммn nН Н Т= + = + = .
Рис. 2. Полуфабрикат последней вытяжки 3. Определяются размеры кружка: толщина кружка из условия по-
лучения объема металла, необходимого для образования дна после прес-совки, с учетом припусков на механическую обработку, без утонения дна на вытяжках и получения механических свойств металла дна детали:
мм2,2дн.кр == nТТ .
Здесь мм2,2дн. =nТ ‒ толщина дна полуфабриката последней вытяжки.
Определяется диаметр кружка:
мм1832,214,31,577554
π
4
кр
загкр =
⋅⋅==
T
VD .
4. Расчитывается суммарная степень деформации вытяжки ∑ψ
(рис.3)

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
288
65,04
1ψкркр
22
кр
вкр =−−=
−=∑ TD
dD
F
FF nnn .
Предлагается, проводить 2 операции вытяжки, так как степень де-формации на вытяжке через две матрицы 0,65.
Рис. 3. Вытяжка 5. Определяется полуфабрикат первой вытяжки. Задается степень деформация для первой вытяжки 0,45 и находится
степень деформации на второй по формулам
)ψ1)(ψ1(ψ1 21 −−=− ∑ ; )ψ1)(45,01(65,01 2−−=− ;
36,0ψ2 =→ . Определение полуфабриката последней вытяжки, который должен
иметь размеры (рис.4), определяемые по заданной в степени деформации:
36,0ψ1
1 =−=−
−n
nnn F
FF;
2 2 2 22
1
π( ) 3,14 (66,3 61,9 )692 мм
1 ψ 4(1 ψ ) 4 (1 0,36)n n n
nn n
F D dF −
− ⋅ −⇒ = = = =
− − ⋅ −.
Диаметр по внутреннему
11 8,0)9,0...7,0( −− == nnn ddd ;
1
61,977,4 мм
0,8 0,8n
n
dd − = = = .

Технологии и оборудование обработки металлов давлением
289
Рис. 4. Полуфабрикат последней вытяжки
Наружный диаметр
1 1 кр2 77,4 2 2,2 82ммn nD d T− −= + = + ⋅ = . Толщина дна мм2,2кр1дн. ==− ТТ n .
Высота полуфабриката 2 2
дно 311 дн
π 3,14 832,2 11897 мм ;
4 4n
n
DV T−
−⋅= = ⋅ =
ст дно 31 заг 1 57755 11897 45858мм ;n nV V V− −= − = − =
);(4
π 21
21
ст1ст
1внутр.ст
1нар.ст
1 −−−
−−− −⋅=−= nnn
nnn dDН
VVV
стст 1
1 2 2 2 21 1
4 4 4585879,67 мм;
π( ) 3,14 (82 77,4 )n
nn n
VН
D d−
−− −
⋅= = =− ⋅ −
Получим ст дн
1 1 1 79,67 2,2 81,87мм;n n nН Н Т− − −= + = + = Далее изготовление идет по существующей технологии осуществ-
ляется формовка дна, обрезка кромки, отбортовка и обжим банки. Предла-гаемая схема технологического процесса представлена на рис. 5.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
290
Рис. 5. Технологический процесс изготовления банки
Разработка технологического процесса с применением глубокой
вытяжки с прижимом обеспечивает более высокую точность получения размеров и низкую шероховатость поверхности с высокой пластичностью и малыми усилиями.
Список литературы
1. Романовский В.П. Справочник по холодной штамповке. 6-е изд.,
перераб. и доп. Л.: Машиностроение, 1979. 520 с. 2. Валиев С.А. Комбинированная глубокая вытяжка листовых мате-
риалов. М.: Машиностроение, 1973. 176 с.

Технологии и оборудование обработки металлов давлением
291
3. Теория пластических деформаций металлов/ Е.П.Унксов [и др.]; под ред. Е.П.Унксова, А.Г.Овчинникова. М.: Машиностроение, 1993. 598 с.
G.M. Zuravlov, Le Minh Duc ТHE DEVELOPMENT OF TECHNOLOGICAL PROCESS FOR PRODUCING THE
WHOLE BOTTLE. A campaign to develop the technological process of manufacturing seamless
aluminum cans GOST R 51756-2001 is considered. It includes a test about the geometry’s calculation of semi-finished extraction. The technological process of manufacture is also elaborated.
Key words: stretching, bottle, deformation. Получено 14.12.11
УДК 621.14.018 Г. М. Журавлев, д-р техн. наук, проф., (4872)40-16-74, [email protected] (Россия, Тула, ТулГУ), Дао Тиен Той, асп., (953) 433-94-92, [email protected] (Россия, Тула, ТулГУ)
РАСЧЕТ СИЛОВЫХ ПАРАМЕТРОВ ПОЛУГОРЯЧЕГО ПРЕССОВАНИЯ С РАЗДАЧЕЙ
Проведен расчет силовых параметров пластического полугорячего прессова-
ния с раздачей осесимметричной детали численным методом локальных вариаций. По-строен и реализован на ЭВМ алгоритм данного метода, позволяющего получать ми-нимум мощности деформации и соответствующие ей параметры перемещения.
Ключевые слова: прессование с раздачей, метод локальных вариаций. Разработка новых и совершенствование существующих технологи-
ческих процессов, обеспечивающих высокие требования к качеству и экс-плуатационным свойствам изделий при экономически обоснованной себе-стоимости их производства, требует применения новые подходов к технологии изготовления деталей. Значительное место среди новых на-правлений совершенствования действующих технологических процессов занимают комбинированные процессы получения заготовок с использова-нием в качестве исходного профиля прутка, направленные на изыскание резервов применяемых способов обработки, установление оптимальных режимов проведения операций. В качестве объекта исследования выбран сложный и практически мало изученный процесс полугорячего прессова-ния с раздачей. Однако перспективная разработка малоотходных ресурсос-берегающих технологий ставит перед теорией обработки металлов давле-
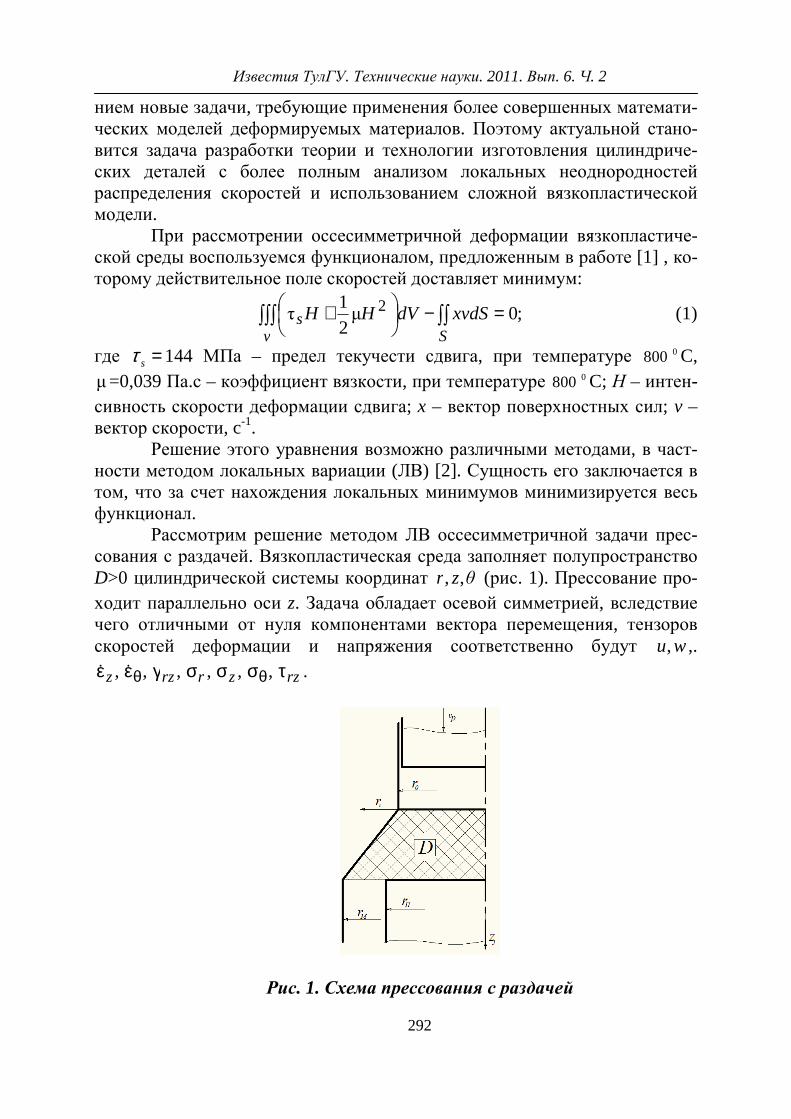
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
292
нием новые задачи, требующие применения более совершенных математи-ческих моделей деформируемых материалов. Поэтому актуальной стано-вится задача разработки теории и технологии изготовления цилиндриче-ских деталей с более полным анализом локальных неоднородностей распределения скоростей и использованием сложной вязкопластической модели.
При рассмотрении оссесимметричной деформации вязкопластиче-ской среды воспользуемся функционалом, предложенным в работе [1] , ко-торому действительное поле скоростей доставляет минимум:
∫∫∫∫∫ =−
+Sv
s xvdSdVHH ;0µ21
τ 2 (1)
где sτ = 144 МПа – предел текучести сдвига, при температуре 0800 C, µ=0,039 Па.с – коэффициент вязкости, при температуре 0800 C; Н – интен-сивность скорости деформации сдвига; x – вектор поверхностных сил; v – вектор скорости, c-1.
Решение этого уравнения возможно различными методами, в част-ности методом локальных вариации (ЛВ) [2]. Сущность его заключается в том, что за счет нахождения локальных минимумов минимизируется весь функционал.
Рассмотрим решение методом ЛВ оссесимметричной задачи прес-сования с раздачей. Вязкопластическая среда заполняет полупространство D>0 цилиндрической системы координат θzr ,, (рис. 1). Прессование про-ходит параллельно оси z. Задача обладает осевой симметрией, вследствие чего отличными от нуля компонентами вектора перемещения, тензоров скоростей деформации и напряжения соответственно будут wu, ,.
rzzrrzz τσσσγεε θθ ,,,,,, && .
Рис. 1. Схема прессования с раздачей



Технологии и оборудование обработки металлов давлением
295
а
б
Рис. 2. Схема к определению поля скоростей
Используя условие совместности скоростей деформации
zrrzrzzr
∂∂∂
=∂
∂+∂
∂.
2
2
.2
2
.2 γεε
;
zrrz
zrrz ∂∂
∂∂+
∂∂= ∫∫ 2
.2
2
.2. εε
γ ;
zr
rz
rzrz
zrz
r zrzrzrrz ∂
∂+∂
∂=∂
∂∂+
∂∂=∂
∂∂+
∂∂∂= ∫∫ ∫
..
2
.2
.2
2
.2
2
.2. εεεεεε
γ ,
с учетом r
ur ∂
∂=.ε ;
r
wz ∂
∂=.ε ;
zr
u
r
u
rr
zr
uz
r
u
r
u
rr
zr
uz
zr
wr
zr
ur
∂∂+
∂∂−
∂∂∂=
∂∂−−
∂∂+
∂∂∂=
∂∂∂+
∂∂∂=
2222.γ
получаем

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
296
+
∂∂+
∂∂∂+
−∂∂−+
∂∂++
−∂∂
=2
12
2
222222
1
23
2232
τ zr
ur
zr
u
r
u
r
u
r
u
r
u
r
u
r
uJ sij
.23
22µ31
2
2
22222drdzrz
r
ur
zr
u
r
u
r
u
r
u
r
u
r
u
r
ui
∂∂−
∂∂∂+
∂∂−
∂∂−+
∂∂−+
−∂∂+
Воспользуемся следующими значениями конечно-расчетных фор-мул для аппроксимации частных производных для четырехугольника с вершинами 11 −− jip ; 11 −+ jip ; 11 ++ jip ; 11 +− jip :
r
uu
r
u jiji
∆
,,1 −=
∂∂ + ;
zr
uuu
r
u jijiji
∆+−
=∂∂ ++
∆
2 ,,1,22
2;
zr
uuuu
zr
u jijijiji
∆+−−
=∂∂
∂ ++++∆
,,11,1,12
.
Аналогично можно найти значения и для остальных четырехуголь-ников. В точке ijP со скоростью iju функционал 4321 JJJJJij +++= :
+
∆−
++
−
∆−
= ++2
,,1,2
,,,12
1
1 232
τr
uu
r
u
r
u
r
uuJ
jiji
i
ji
i
jijijis
−
∆∆+−−
+
−
∆−
−+ +++++i
jijijiji
i
jijijir
zr
uuuu
r
u
r
uu ,,11,1,12
,,,1
23
2
+
−
∆−
+
∆∆+−
− +++2
,,,121
2,,1,2
µ312
i
jijijij
jijiji
r
u
r
uuz
zr
uuu
+
−
∆−
−+
∆−
++ ++2
,,,12
,,1, 22i
jijijijiji
i
ji
r
u
r
uu
r
uu
r
u
;2
23
2,,1,2,,11,1,1
zrrzzr
uuur
zr
uuuuij
jijijii
jijijiji ∆∆
∆∆+−
−∆∆
+−−+ ++++++

Технологии и оборудование обработки металлов давлением
297
+
∆−
++
−
∆−
= ++2
,,1,2
,,,12
1
2 232
τr
uu
r
u
r
u
r
uuJ
jiji
i
ji
i
jijijis
−
∆∆+−+
+
−
∆−
−+ −−+++i
jijijiji
i
ijjijir
zr
uuuu
r
u
r
uu ,11,1,,12
,,1
23
2
+
−
∆−
+
∆∆+−
− +++2
,,,121
2,,1,2
µ312
i
jijijij
jijiji
r
u
r
uuz
zr
uuu
+
−
∆−
−+
∆−
++ +−2
,,,12
,,1, 22i
jijijijiji
i
ji
r
u
r
uu
r
uu
r
u
;2
23
2,,1,21,1,1,,1
zrrzzr
uuur
zr
uuuuij
jijijii
jijijiji ∆∆
∆∆+−
−∆∆
+−−+ ++−−++
+
∆−
++
−
∆−
= −−2
,1,2
,,1,21
3 232
τr
uu
r
u
r
u
r
uuJ
jiji
i
ij
i
jijijis
−
∆∆+−−−
+
−
∆−
−+ −−−−i
jijijiji
i
jijijir
zr
uuuu
r
u
r
uu 1,1,,1,2
,,1, 1
23
2
+
−
∆+
+
∆∆+−
− −−−2
,,,12
12
,2,1,µ
3
12
i
jijijij
jijiji
r
u
r
uuz
zr
uuu
+
−
∆−
−+
∆−
++ −−2
,,1,2
,1,, 22i
jijijijiji
i
ji
r
u
r
uu
r
uu
r
u
;2
23
2,2,1,1,11,,1,
zrrzzr
uuur
zr
uuuuij
jijijii
jijijiji ∆∆
∆∆−−
−∆∆
+−−+ −−−−−−
+
∆−
++
−
∆−
= −−2
,1,,2
,,1,21
4 232
τr
uu
r
u
r
u
r
uuJ
jiji
i
ji
i
jijijis

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
298
−
∆∆+−−
+
−
∆−
−+ −+−+−i
jijijiji
i
jijijir
zr
uuuu
r
u
r
uu ,11,1,1,2
,,1,
23
2
+
−
∆−
+
∆∆+−
− −−−2
,,1,21
2,2,1,
µ312
i
jijijij
jijiji
r
u
r
uuz
zr
uuu
+
−
∆−
−+
∆−
++ −−2
,,1,2
,1,,22
i
jijijijiji
i
ji
r
u
r
uu
r
uu
r
u
2
, 1 , 1, 1 1, , 1, 2,23.
2i j i j i j i j i j i j i j
i j i
u u u u u u ur z r r z
r z r z+ − + − − −
− − + − + + − ∆ ∆ ∆ ∆ ∆ ∆
Будем искать значение ui,j во внутренних точках, минимизируя сумму (2). Используя произвольное нулевое приближение, исходя из гра-ничных условий, зададимся достаточно малым числом h>0 (принимаем h=0,01). Затем в каком-либо порядке будем варьировать значения ui,j, при-бавляя к ним и вычитая величину h. Изменение u в одной внутренней точ-ке вызывает изменение четырех слагаемых, соответствующих ячейкам, входящим вершиной в точку jiP, . Поэтому для каждой внутренней точки
jiP, в каждом приближении нужно вычислить 12 значений функции J.
Функции u в точке jiP, в новом приближении полагаем равными либо ста-
рому значению jiu , , либо
hu ji +, , либо hu ji −, в зависимости от того, ка-
кому из этих трех значений соответствует наименьшая сумма тех четырех слагаемых в сумме (2),которые зависят от точки jiP, . Перебрав все внут-
ренние точки jiP, по одному разу, повторяем весь процесс сначала и опре-
деляем новое приближение. Очевидно, что сумма (2) в процессе прибли-жений не возрастает. Процесс численного решения оканчивается, когда функционал перестает убывать при достаточно малых значениях hzr ,,∆∆ , то есть когда разность функционалов при n-х и n-1-x интеграциях не пре-вышает заданного числа
Описанный выше метод может быть реализован на ЭВМ Программа предназначена для нахождения минимума функционала
(1) и соответствующего этому минимуму полю составляющей скорости перемещения вдоль оси r
Программа реализована на языке программирования DELPHI 7. При работе с программой необходимо соблюдать следующую по-
следовательность действий. Ввести исходные данные и инициализировать программу.

Технологии и оборудование обработки металлов давлением
299
Получить выходной печатный документ ЭВМ и провести его рас-шифровку. Основной этап работы - расшифровка печатного документа.
Печатный документ, который является итогом работы программы, состоит из 2 частей.
Первая часть - таблица исходных значений (нулевое приближение) составляющей скорости перемещений вдоль оси r. В строчку расположены значения по оси z, где в данном случае вторая строчка соответствует осе-вой линии, 12-я - стенке матрицы. В столбце расположены значения вдоль оси r.
Вторая часть - значения функционалов, подсчитанные для каждой интеграции. Первые две части печатного документа служат для контроля работы программы
Третья часть - значения мощности пластической деформации. Четвертая часть - таблицы значений составляющей скорости пере-
мещения вдоль оси r, соответствующих мощности пластической деформа-ции. В строчку расположены значения по оси z, в столбец - по оси r.
Третья и четвертая части печатного документа - это выдача резуль-татов расчета.
В результате проведенного расчета получена мощность сил пластиче-ской деформации Вт32,38143пл =W и значение iju составляющей скоро-
сти перемещения вдоль оси r для узловых точек в метрах на секунду. По-лученные значения действительной составляющей скорости перемещения являются исходными данными для дальнейшего анализа напряженно-деформированного состояния.
Далее определена технологическая сила на пуансоне, необходимая для осуществления деформации:
Н 190716,62,0
32,38143
пуансон
пл ===v
WP .
Удельная сила ][МПа1,15800062,014,3
6,1907162
qF
Pq ≤=
⋅== .
Полученное значение удельной силы сопоставляется с предельно до-пустимым значением, которое в первую очередь влияет на стойкость инст-румента. В данном случае используется пуансон диаметром 6,2 мм и при изготовлении его из высокопрочных инструментальных сталей можно обеспечить удовлетворительную стойкость.
Величина удельной силы, наиболее полно отражающая возможности деформирования, была принята за критерий точности и сравнимости рас-четного аппарата. Она является параметром, лимитирующим процесс вы-давливания, определяющим возможность применения процесса в целом.
Согласно работе [4] удельная сила для процесса выдавливания может быть определено по формуле


Технологии и оборудование обработки металлов давлением
301
УДК 539.52 Г. М. Журавлев, д-р техн. наук, проф., (4872) 40-16-74 (Россия, Тула, ТулГУ), Чан Дык Хоан, асп.,(953) 433-94-92, [email protected] (Россия, Тула, ТулГУ) ПОДХОД К РЕШЕНИЮ ЗАДАЧ ПЛАСТИЧЕСКОГО ФОРМОИЗМЕНЕИЯ ДЕТАЛЕЙ ИЗ ДИЛАТИРУЮЩИХ МАТЕРИАЛОВ
Рассмотрен подход к решению задач осесимметричного пластического фор-моизменения дилатирующего материала. Выписаны основные соотношения для анали-за осесимметричного пластического деформирования. Построен функционал для рас-чета силовых параметров процесса. Показана методика расчета напряженно-деформированного состояния с определением шаровых напряжений и пластической повреждаемости материала.
Ключевые слова: задача осесимметричного пластического формоизменения дилатирующих материалов, напряженно-деформированное состояние, мера повреж-даемости, пластическое разрыхление (пластическая дилатансия), функционал.
В настоящее время многие детали машин и аппаратов эксплуати-
руются в жестких режимах и испытывают интенсивные силовые нагрузки, тепловые воздействия, высокие давления. Поэтому к технологии их изго-товления предъявляются повышенные требования к качеству. В связи с этим многие сложные вопросы анализа, проектирования и разработка тео-рии и технологии, повышающие эффективность процессов обработки ме-таллов давлением, требуют использования научных достижений как тео-рии пластичности, так и механики деформационной повреждаемости и являются актуальной научно-технической задачей. Следует также отме-тить, что решение этих задач требует детального учета локальных свойств обрабатываемого материала, связанных с неоднородным распределением напряжений, скоростей, деформаций и пластической дилатансии, что можно достичь использованием современных численных методов решения [3].
Рассмотрим подход для решения задач осесимметричного пласти-ческого течения с учетом дилатансии материала. Пусть ось симметрии деформируемого тела вращения совпадает с осью z цилиндрической сис-темы координат r, θ , z. При этом компоненты напряжения и смещения не зависят от полярного угла θ . В этом случае отсутствует составляющая скорости θV и компоненты напряжений θτ r и θτ z равны нулю. Деформи-руемое тело принимаем изотропным, жесткопластическим, дилатирующим в результате роста микропор. Перемещение инструмента при вытяжке происходит параллельно оси z. Задача при этом является осесимметричной





Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
306
Выписанные соотношения для осесимметричного пластического формоизменения позволяют составить основное энергетическое уравне-ние, которое характеризует состояние материала при данных условиях об-работки. Энергетический функционал, который полностью характеризует состояние деформируемой среды в данных условиях обработки, представ-ляет собой разность мощностей внутренних и внешних сил, действующих на систему. Под мощностью внутренних сил понимаются затраты мощно-сти пластической деформации и мощности сил трения на контактной гра-нице с инструментом, определяемые выражением
внешн внутр пл трW W W W= = +
где плW - пластическая компонента мощности; трW - компонента мощности
сил трения. Под мощностью внешних сил понимается мощность, получаемая от
воздействия осевой деформирующей нагрузки. Запишем составляющие мощности внешних и внутренних сил в форме, непосредственно использу-емой для расчета:
[ ]
*
к
пл ij ij
V
тр s к к
F
внешн
S
W dV
W f v dF
W X VdS
σ ε
τ
= ⋅
= ⋅ ⋅
= ⋅
∫
∫
∫
&
r r
,
где ijσ - компоненты тензора напряжений; ijε& - компоненты тензора ско-
ростей деформации; V - объём; f - коэффициент трения; [ ]кv - скорость скольжения металла по инструменту; кF - площадь контакта границы с
инструментом; Xr
- вектор поверхностных сил; Vr
- вектор скорости дви-жения инструмента (скорости деформирования); S - площадь торца рабо-чей части инструмента.
Таким образом, с учетом всего вышеизложенного общее выражение функционала, описывающего состояние деформируемой среды в произ-вольный момент времени, имеет вид
( ) [ ] 0=+τ++εσ ∫∫∫ dSVXdFvfdVTHS
кF
кsV к
& . (9)
Функционал (9) используется для расчета силовых параметров про-цессов пластического формоизменения дилатирующих сред, определения минимальной мощности сил пластической деформации и соответствую-щей данной мощности кинематических характеристик.
Для анализа напряженно-деформированного состояния в данной за-даче представлена полная система уравнений теории осесимметричного пластического течения изотропных дилатирующих сред (1) - (8). Полная

Технологии и оборудование обработки металлов давлением
307
система уравнений содержит восемь уравнений относительно восьми неиз-вестных функций: четыре компонента напряжений rzzr τσσσ θ ,,, , два компонента вектора скорости ωυ, , плотность ρ и скалярную функцию λ . Система уравнений приводится к системе уравнений в напряжениях. С этой целью система уравнений дополняется соответствующими граничны-ми условиями в напряжениях и скоростях.
В теории и технологии обработки металлов давлением широкое распространение получили положения механики рассеянной повреждаемо-сти, которые позволяют довольно точно рассчитывать деформационные характеристики технологических операций и прогнозировать физико-механические свойства готовых изделий. Определяющие соотношения для меры повреждаемости строятся на оценке явления пластической дилатан-сии (разрыхления) деформируемого металла, характеризующейся величи-ной пластического разрыхления металла (пластической дилатансией iiε ).
С моментом образования макротрещины связывается достижение величи-ной пластического разрыхления критического значения крiiε , зависящего
от условий деформирования, структуры и химического состава металла. Приведенные представления позволяют ввести меру повреждаемости ω следующим дифференциальным соотношением [1,2,3]:
,крii
iidd
εε=ω
(10)
где ωd - приращение характеристики повреждаемости материала в резуль-
тате приращения iidε пластического разрыхления; 0
0V
VVкij ∆
∆−∆=ε раз-
рыхление металла; комоо VVV ∆+∆=∆ - начальный объем металла, кото-
рый складывается из начального объема металла моV∆ и начального
объема микропор поV∆ ; пкмкк VVV ∆+∆=∆ - конечный объем металла,
который складывается из конечного объема металла мкV∆ и конечного
объема микропор пкV∆ ; крiiε - критическая дилатансия.
Мера поврежденности ω за путь нагружения S находится интегри-рованием дифференциального уравнения (10):
∫=s крii
iid.
εεω
Величина поврежденности находится в диапазоне 0 ≤ ω ≤ 1, где значение ω = 1 соответствует моменту разрушения. Экспериментальные исследования показали, что существует стадия образования микродефек-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
308
тов, когда поврежденность, полученная при деформировании, оказывает заметное влияние на эксплуатационные характеристики изделий (устало-стное разрушение, несущую способность, жесткость конструкции).
В современных инженерных расчетах при решении технологиче-ских задач пользуются степенной зависимостью между пластическим раз-рыхлением iiε и накапливаемой деформацией Λ (рис.2.).
Рис. 2. Зависимость пластического разрыхления сталей от степени деформации при мягкой схеме напряженного состояния:
1 - нелинейная модель; 2 - линейная модель
Степенная модель пластического разрыхления имеет следующий вид:
aii bΛ=ε , (11)
где b - модуль; а - степенной показатель пластического разрыхления (для определения параметров пластической дилатансии b и а были проведены экспериментальные исследования).
В зависимости от величины степенного показателя различают ли-нейную модель 1=a и нелинейную модель 1<a для процессов с мягкой схемой напряженного состояния. Согласно степенной зависимости (11) предельная степень деформации прΛ связана с критической величиной
пластического разрыхления крiiε соотношением
aпркрii bΛ=ε , (12)
а приращение пластического разрыхления ‒ соотношением
ΛΛ= − dbad aii
1ε . (13) Подставляя величины крiiε и iidε из зависимостей (12) и (13) в
дифференциальное соотношение для меры повреждаемости (10), получаем 1
,a
aпр
ad dω
−Λ= ΛΛ

Технологии и оборудование обработки металлов давлением
309
или в интегральной форме
∫Λ −
ΛΛ
Λ=0
1d
Haaпр
aω ,
где ( )σпрпр Λ=Λ устанавливается по диаграмме пластичности.
Выводы 1. Вариационный метод и использование основных соотношений
пластического формоизменения для дилатирующего материала позволяют определить полностью напряженно-деформированное состояние во всех точках деформируемого полуфабриката, включая шаровый тензор напря-жений. Этот подход является важным при анализе процессов осесиммет-ричного пластического формоизменения, в которых реализуются мягкая схема напряженного состояния и влияние шаровых напряжений на техно-логическую пластичность и деформационную повреждаемость очень вели-ко.
2. Для оценки повреждаемости деформируемого материала микро-дефектами целесообразно использование нелинейной математической мо-дели пластического разрыхления и экспериментально установленной связи между пластической разрыхленностью и накапливаемой деформацией. Учёт нелинейности пластического разрыхления вносит заметную поправку в расчёт операционных степеней деформаций по сравнению с использова-нием линейной модели.
Список литературы
1. Богатов А.А., Мижирицкий О.И., Смирнов С.В. Ресурс пластич-
ности металлов при обработке давлением. М.: Металлургия, 1984. 144 с. 2. Колмогоров В.Л. Напряжения, деформации, разрушение. М.: Ме-
таллургия, 1970. 229 с. 3. Макаров Э.С., Гвоздев А.Е., Тутышкин Н.Д. Технологическая
механика дилатирующих материалов; под ред. Н.Д. Тутышкина. Тула: Изд-во ТулГУ, 2003. 183 с.
G.M. Zuravliov, Tran Duc Hoan APPROACH TO SOLVING THE PROBLEMS OF PLASTIC FORMING OF
DILATING MATERIALS The formulation of axisymmetric plastic forming problem of dilating materials was
investigated. Basic formulas for analysis of stress-strain state and damageability of plastic dilating materials are presented. Function of power for analysis plastic forming process of dilating materials, correspoding with minimal value of power was formulated.
Key words: axisymmetric plastic forming of dilating material problem; stress-strain state; measure of damageablity; plastic loosening(plastic dialation), function.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
310
УДК 539.52 Г.М. Журавлев, д-р техн. наук, проф., (4872)40-16-74, [email protected] (Россия, Тула, ТулГУ), Чан Дык Хоан, асп.,(953) 433-94-92, [email protected] (Россия, Тула, ТулГУ)
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСА ОГНЕТУШИТЕЛЯ ИЗ ЛИСТОВЫХ МЕТАЛЛОВ ВЫТЯЖКОЙ
Рассмотрен поход к разработке технологического процесса изготовления кор-
пуса огнетушители из листовых металлов с использованием процесса вытяжки. Про-веден расчет геометрии полуфабрикатов при вытяжке. Разработан технологический процесс изготовления корпуса огнетушители.
Ключевые слова: вытяжка, корпус огнетушителя. В настоящее время для тушения пожаров широко применяются раз-
личные виды огнетушителей. Наиболее, распространенными переносными огнетушителями являются ручные пенные химические огнетушители ОП-3, ОП-5 и углекислотные огнетушители ОУ-2, ОУ-5.
Огнетушители ОП-3 и ОП-5 предназначены для тушения пожаров в самом начале их возникновения. Приведенный в действие огнетушитель работает 60…65 с, выдавая струю пены длиной 8м и объемом около 38 литров пены. Химические огнетушители не следует применять для туше-ния электроустановок, находящихся под напряжением, так как это может привести к поражению электрическим током. Для этого используют угле-кислотные огнетушители. Углекислота не проводит электрический ток и не вызывают порчи материалов и товаров. Огнегасительные свойства ки-слоты заключаются в том, что она, являясь инертным газом, понижает процентное содержание кислорода в очаге пожара и изолирует его от при-тока кислорода к горящему предмету. При выбрасывании ее из корпуса раструбом-снегообразователем непосредственно в очаг пожара значитель-но понижается температура не только горящего предмета или вещества, но и воздуха, окружающего этот предмет.
Углекислотные огнетушители ОУ-2 и ОУ-5 представляют собой стальные корпусы, наполненные жидкой углекислотой и снабженные спе-циальным вентилем-запором из латуни и раструбом-снегообразователем. К вентилю-запору припаяна сифонная трубка, имеющая в нижней части ко-сой срез. При завернутом вентиле трубка не доходит до дна 3…4 мм, спо-собствует полному выходу углекислоты из корпуса работающего огнету-шителя. Вентиль-запор снабжен предохранительной мембраной, рассчитанной на разрыв при температуре +50 С, что позволяет предот-вращать чрезмерное повышение давления углекислоты в корпусе огнету-шителя. Рабочее давление достигает до 5,8 МПа. Вентиль-запор соединен

Технологии и оборудование обработки металлов давлением
311
с раструбом-снегообразователем поворотным механизмом. Огнетушители рекомендуется размещать так, чтобы влага не могла попасть на вентиль-затвор и раструб. Не следует размещать огнетушители около отопитель-ных приборов и на солнцепеке. При возникновении пожара огнетушитель подносят как можно ближе к очагу пожара (наибольшее расстояние 1,5…2 м). Затем правой рукой, вращая до отказа маховичок, открывают вентиль-затвор, а левой направляют раструб так, чтобы выбрасываемая из него струя газа и снега попадала в очаг огня. При этом струя углекислоты дос-тигает 3,5 м.
Основным элементом конструкции огнетушителя является корпус (рисунок):
Корпус огнетушителя ОУ-5 Корпус огнетушителя работает в условиях повышенного давления и
агрессивной химической среды, что и определяет требования к его конст-рукции и технологии производства.
К материалам, применяемым для изготовления корпуса огнетуши-теля, предъявляются следующие основные требования:
- высокая пластичность, допускающая обработку давлением в хо-лодном состоянии и отсутствие деформации корпуса при высоком внут-реннем давлении;
- высокая прочность, необходимая для проведения операций вы-тяжки и обеспечения требуемой жесткости корпуса, имеющей относи-тельно тонкие стенки;

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
312
- склонность к упрочнению в процессе обработки давлением и вы-сокая упругость, необходимая для обеспечения формирования заданных механических свойств;
- неизменяемость механических свойств со временем и стойкость против старения и самопроизвольного образования трещин;
- высокая антикоррозийная стойкость, необходимая при изготовле-нии и хранении исходного материала, полуфабрикатов и готовых изделий;
- простота термической обработки в процессе производства; - химическая нейтральность по отношению к составу огнетушащих
средств; - хорошая обрабатываемость давлением в холодном состоянии,
обеспечивающая высокую стойкость рабочего инструмента и пригодность для механической обработки резанием.
Наиболее полно удовлетворяют перечисленным требованиям мало-углеродистые стали марок 10ГНА и 11ЮА, которые являются дешевым и недефицитным материалом, почти полностью избавленным от самопроиз-вольного образования трещин.
Химический состав сталей 10ГНА и 11ЮА, применяемых для изго-товления корпусов, приводится в таблице 1.
Таблица 1.
Химический состав сталей, %
Марка стали 10ГНА 11ЮА Углерод 0,07…0,15 0,08…0,13 Марганец 1,2…1,6 0,30…0,50 Никель 1,1…1,4 0,1 Алюминий 0,2…0,7 0,02…0,07 Кремния Не более 0,13 Не более 0,13 Серы Не более 0,012 Не более 0,03 Фосфора Не более 0,015 Не более 0,025 Данные стали обладают высокими характеристиками пластичности
и сравнительно высокими характеристиками прочности. Сталь 11ЮА име-ет временное сопротивление σв=360…400 н/мм2; относительное удлинение δ=32…38 %; твердость HB 90-100; поперечное сужение ψ=0,11.
Технология изготовления корпуса огнетушителя из листа осущест-вляется обработкой металлов давлением, термохимическим и контроля процессы на основе многооперационной вытяжки. В работе рассмотрена технология изготовления корпуса огнетушителя ОУ-5, размеры которого показаны на рис. 1. Расчет технологии приведен на следующих этапах.
Расчет осуществляется в следующей последовательности.

Технологии и оборудование обработки металлов давлением
313
1. Определяется объем заготовки:
отхиздзаг VVV += ;
где издV - объем готового изделия; отхV - объем отходов на основании
практики производства составляет 10 … 20 % от объема готового изделия. 3ст
изддниздизд мм916658,31789008,35127649,96 =+=+= VVV
.мм41031253,31125,1 3издзаг == VV
2. Выбирается заготовка. Заготовка кружка, производна вырубкой лист сталь 11ЮА имеет
размеры: мм7,11заг =S ; мм335заг =D .
.мм41031253,317,114
33514,3
43
2
заг
2заг
заг =⋅⋅=π= SD
V
Выбираем двухрядный раскрой с размерами листа 750 х 1500 мм. 3. Расчет процессов изготовления. Первая вытяжка.
Относительная толщина кружка: 2%5,3335
7,11
заг
заг >==D
S, первая вы-
тяжка будет без прижима и без утонения. Выбираем степень деформации: 444,01 =ψ , тогда размеры полуфабриката первой вытяжки: толщина стенки и дна: мм7,11заг1 == SS ;
диаметр: ( )
загзаг
111
заг
1заг1 1
SD
SSD
F
FF
π−π−=−=ψ ,
( ) ( )мм1987,11
7,11
444,017,1133511
1
1загзаг1 =+−⋅⋅=+ψ−= S
S
SDD ;
высота
( )( )
дн1
111
21
дн1загдн
1ст11
4Т
SSD
DTVТHH +
−ππ−
=+=
( )( ) мм7,1097,11
7,117,111983,14
41987,1114,341031253,31 2
1 =+−⋅
⋅⋅−=H .
Вторая вытяжка. Выбираем степень деформации 343,02 =ψ и коэффициент утонения
стенки 845,01
22 ==
S
SmS , тогда размеры полуфабриката первой вытяжки:
толщина стенки мм885,97,11845,0112 =⋅== SmS S ;
диаметр ( )( ) 111
222
1
212 1
SSD
SSD
F
FF
−π−π−=−=ψ ,

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
314
( ) ( )
( ) ( )
1 1 1 22 2
2
1
198 11,7 11,7 1 0,3439,885 154,8мм;
9,885
D S SD S
S
ψ− −= + =
− ⋅ ⋅ −= + =
Высота:
( )( )
дн 2заг 2 2ст дн дн
2 2 2 22 2 2
4,
π
V T DH H Т Т
D S S
π−= + = +
−
( )( )
2
2
1031253,314 3,14 11,7 154,8 411,7 192 мм
3,14 154,8 9,885 9,885H
− ⋅ ⋅= + =
⋅ − ⋅.
Третья вытяжка. Выбираем степень деформации 321,03 =ψ и коэффициент утонения
стенки 706,02
33 ==
S
SmS , тогда размеры полуфабриката первой вытяжки:
толщина стенки: мм98,6885,9706,0233 =⋅== SmS S ; диаметр:
( ) ( )
( ) ( )
2 2 2 33 3
3
1
154,8 9,885 9,885 1 0,3216,98 146,34мм;
6,98
D S SD S
S
ψ− −= + =
− ⋅ ⋅ −= + =
высота:
( )( )
дн 2заг 3 3ст дн дн
3 3 3 33 3 3
4;
π
V T DH H Т Т
D S S
π−= + = +
−
( )( )
2
3
1031253,314 3,14 11,7 146,34 411,7 284,76мм
3,14 146,34 6,98 6,98H
− ⋅ ⋅= + =
⋅ − ⋅.
Четвертая вытяжка.
Коэффициент утонения стенки 56,098,6
9,3
3
44 ===
S
SmS .
Диаметр мм1404 =D . Степень деформации
( )( )
( )( ) 454,0
98,698,634,1469,39,3140
11333
444
3
434 =
−−−=
−π−π−=−=ψ
SSD
SSD
F
FF.
Высота
( )( )
дн 2заг 4 4ст дн дн
4 4 4 44 4 4
4;
π
V T DH H Т Т
D S S
π−= + = +
−
( )( )
2
4
1031253,314 3,14 11,7 140 411,7 525,124 мм
3,14 140 3,9 3,9H
− ⋅ ⋅= + =
⋅ − ⋅;


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
316
Таблица 2 Технологический процесс изготовления корпуса огнетушителя ОУ-5

Технологии и оборудование обработки металлов давлением
317
Окончание табл. 2
Таким образом, разработанный технологический процесс позволяет сократить сроки технологической подготовки производства, обеспечить качество, снижение трудоемкости изготовления и металлоемкости корпуса огнетушителя.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
318
Список литературы
1. Валиев С.А. Комбинированная глубокая вытяжка листовых мате-риалов. М.: Машиностроение. 1973. 176 с.
2. Ковка и штамповка: справочник в 4 т. / Т.4 Листовая штамповка / под ред. А.Д. Матвеева. М.: Машиностроение. 1987. 554 с.
3. Романовский В.П. Справочник по холодной штамповке. Л.: Ма-шиностроение, 1979. 520 с.
4. Холодная штамповка корпусных осесимметричных деталей. / Трегубов В.И. [и др.]. Тула: Изд-во ТулГУ, 2004. 217 с.
5. Трегубов В.И. Изготовление корпусов высокого давления из вы-сокопрочных двухслойных материалов вытяжной. М.: Машиностроение – 1, 2003. 163 с.
G.M. Zuravliov, Tran Duc Hoan TECHNOLOGY OF FABRICATING FIRE EXTINGUISHER SHELL FROM SHEET
METALS BY DRAWING An approach to desisning manufacturing process of fabricating fire extinguisher
shell from sheet metals by mean of deep drawing was investigated. The geometrical calculation of semi-finished products has been conducted in the drawing process. Manufacturing process of fabricating fire extinguisher shell was designed.
Key words: drawing, fire extinguisher shell.
Получено 14.12.11
УДК 621.735.34 Ха Хонг Куанг, асп., (8953) 43-54-681, [email protected] (Россия, Тула, ТулГУ) МЕТОДИКИ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТОВ ПОВРЕЖДАЕМОСТИ МАТЕРИАЛОВ В ПРОЦЕССЕ ВЫТЯЖКИ С УТОНЕНИЕМ
Приведена методика определения коэффициентов повреждаемости материа-
лов из диаграмм предельной пластичности и пластической дилатансии материалов по результатам вида стандартных испытаний.
Ключевые слова: ресурс пластичности, диаграмма пластичности, дилати-рующие материалы.
Разработана методика определения коэффициентов повреждаемо-
сти материалов из диаграмм предельной пластичности в зависимости от напряженного состояния. В.Л. Колмогоровым разработана методика опре-


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
320
( ) ( )
( ) ( )( ) ( )( ) ( ) ( )
ln ln, , 1,2,3 .
ln ln
i k
jk
npi np npk npi k
k jnpk np npj np
A e A ei j k
A e A e
σ σ
σσ
σ σσ σ
− −
−−
Λ − − Λ − − = =− Λ − − Λ −
Параметры npc и npB находятся по зависимостям
,)()(
]ln[]ln[)()(
ij
прnpjпрnpiпр
ji eAeAс
σ−σ−Λ−−Λ
=σ−σ−
].)()exp[ln( )(kпрпрnpkпр ceAB k σ+−Λ= σ−
При расчете удобно принимать симметричные опорные точки по оси σ :
( ) ( ) ( )1 3 2, 0.σ σ σ= − =
Тогда искомые параметры
( )3
3 3
( )22 1 3 1
2( ) ( )2 1 3 3
1, , ln .
2пр пр пр пр пр
пр пр пр пр прпр пр пр пр
А еА В А с
е е В
σ
σ σ σ−
Λ − Λ ⋅ Λ Λ −= = Λ − =
Λ − Λ Λ(3)
Рис. 1. Диаграммы пластичности конструкционных материалов в состоянии поставки: 1 - cталь 11ЮА (по ГОСТ В 19032-73);
2 - латунь Л68 (по ГОСТ 931-90); 3 - сплав АМг2 (по ГОСТ 21631-76) Полученные параметры повреждаемости рассматриваемых материа-
лов в зависимости от диаграммы пластичности конструкционных материа-лов приведены в табл. 1.
В последующих расчетах будем исходить из современной физиче-ской концепции повреждаемости, связанной с пластическим разрыхлением металла (пластической дилатансией iiε ) [2]. С моментом образования мак-
ротрещины связывается достижение величиной пластического разрыхле-ния критического значения крiiε , зависящего от условий деформирования,
структуры и химического состава металла. Приведенные представления позволяют ввести меру повреждаемости ω следующим дифференциаль-ным соотношением:

Технологии и оборудование обработки металлов давлением
321
,крii
iidd
εε=ω (4)
где ωd - приращение характеристики повреждаемости материала в
результате приращения iidε пластического разрыхления; 0
0
V
VVкij ∆
∆−∆=ε -
разрыхление металла; комоо VVV ∆+∆=∆ - начальный объем металла, который складывается из начального объема металла моV∆ и начального объема микропор поV∆ ; пкмкк VVV ∆+∆=∆ - конечный объем металла, который скла-дывается из конечного объема металла - мкV∆ и конечного объема микропор
пкV∆ ;крiiε - критическая дилатансия.
Таблица 1
Параметры повреждаемости материалов
Экспериментальные точки Материал 1 2 3
прA прB прc
σ -0,5 0 0,5 Сталь11ЮА
прΛ 2,6 2 1,5 -0,015 2,015 0,529
σ -1,5 0 1,5 Латунь Л68
прΛ 6 2,7 1,2 -0,00065 2,701 0,533
σ -1 0 1 Сплав АМг2
прΛ 5 2,7 1,4 -0,00625 2,706 0,671
Мера поврежденности ω за путь нагружения S находится интегри-
рованием дифференциального уравнения (4):
∫=s крii
iid.
εεω (5)
Величина поврежденности находится в диапазоне 0 ≤ ω ≤ 1, где значение ω = 1 соответствует моменту разрушения. Экспериментальные исследования показали, что существует стадия образования микродефек-тов, когда поврежденность, полученная при деформировании, оказывает заметное влияние на эксплуатационные характеристики изделий.
В современных инженерных расчетах при решении технологиче-ских задач пользуются степенной зависимостью между пластическим раз-рыхлением iiε и накапливаемой деформацией Λ .
Степенная модель пластического разрыхления имеет следующий вид:

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
322
,аii bε = Λ (6)
где b- модуль; а - степенной показатель пластического разрыхления. Параметры дилатансии b и a в зависимости (6) определялись по
опытным зависимостям ( )iiε Λ следующим образом. Составлялись уравне-ния по точкам в момент достижения деформации Λ и в момент деформа-ции / 2Λ . Для разных сталей имеем систему следующих двух уравнений:
1 1а
iiкр bε = Λ , 2 1( / 2)aii bε = Λ ,
тогда
1 2 1
1
ln ln, .
ln 2iiкр iiкр iiкр
аа b
ε ε ε−= =
Λ
Подобным образом находим параметры дилатансии для разных ста-лей. Определенные параметры для дилатансии приведены в табл. 2.
Рис. 2. Зависимость пластического разрыхления материалов
от степени деформации сдвига при монотонном растяжении:1 - сталь У8А; 2 - сталь 09Г2; 3 - сталь 12Х2НЗМА
Таблица 2
Параметры дилатансии материалов
Параметры дилатансии Материал Предельная деформация
Λ
Критическая дилатансия
iiкрε b a
0,8 0,038 Сталь У8А 0,4 0,02
0,041 0,321
0,8 0,022 Сталь09Г2 0,4 0,014
0,023 0,226
0,8 0,015 Сталь 12Х2НЗМА 0,4 0,01
0,016 0,203
Таким образом, процесс вытяжки имеет схему напряженно-деформированного состояния, близкую к растяжению. Построение диа-

Технологии и оборудование обработки металлов давлением
323
граммы при растяжении испытаний можно использовать для определения коэффициентов в процессе вытяжки.
Список литературы
1. Колмогоров В.Л., Богатов А.А., Мигачев Б.А. Пластичность и разрушение. М.: Металлургия, 1977. 336 с.
2. Тутышкин Н. Д. Комплексные задачи теории пластичности. Тула, 2001. 377с.
Ha Hong Quang THE METHODS FOR DETERMINING THE COEFFICIENTS OF DAMAGE-
ABILITY OF MATERIALS IN THE DRAWING PROCESS The method for determining the coefficients of damage to materials from the dia-
grams of the limit of plasticity and plastic dilatancy materials on the results of standard test is presented.
Key words: plasticity resource, plasticity diagram, dilatancy materials.
Получено 14.12.11
УДК 621.983; 539.374 Ю.Г. Нечепуренко, д-р техн. наук, проф., (4872) 35-14-82, [email protected] (Россия, Тула, ОАО «Щегловский вал»)
ОЖИДАЕМЫЕ МЕХАНИЧЕСКИЕ СВОЙСТВА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ НА ПЕРВОЙ ОПЕРАЦИИ КОМБИНИРОВАННОЙ ВЫТЯЖКИ
Приводятся результаты теоретических исследований первой операции ком-
бинированной вытяжки на конических и радиальных матрицах анизотропно-упрочняющегося материала. Установлено влияние технологических параметров опе-рации на ожидаемые механические свойства цилиндрических деталей.
Ключевые слова: анизотропия, вытяжка, матрица, пуансон, упрочнение, де-таль, пластичность, механические свойства.
Вытяжка является одной из наиболее распространенных операций
листовой штамповки для изготовления цилиндрических деталей с толстым дном и тонкой стенкой.
Интенсификация процесса глубокой вытяжки может быть достиг-нута комбинированной вытяжкой, которая характеризуется одновремен-ным изменением диаметра вытягиваемой заготовки и толщины стенки.
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
324
Этот метод позволяет получать изделия с повышенными точностными ха-рактеристиками, более упрочненной стенкой, достигать больших степеней деформации по сравнению с методами вытяжки и вытяжки с утонением, что приводит к значительному сокращению числа операций технологиче-ского процесса [1].
Прокат, используемый в холодной штамповке, обладает начальной анизотропией механических свойств, обусловленной технологией его из-готовления [3].
В процессах пластического формоизменения осуществляется изме-нение анизотропии механических свойств заготовки, которое следует учи-тывать при назначении технологических параметров в многооперационных технологических процессах. Кроме того, технические условия работы из-делия часто требуют формировать определенную анизотропию механиче-ских свойств деталей.
Теоретические исследования силовых и деформационных парамет-ров первой операции комбинированной вытяжки цилиндрических изделий из изотропного и анизотропного, неупрочняющегося и упрочняющегося материалов выполнены в работах [1-3].
Ниже приведены результаты теоретических исследований форми-рования анизотропии механических свойств материала заготовки на пер-вой операции комбинированной вытяжки цилиндрических изделий.
Первая операция комбинированной вытяжки обычно осуществляет-ся на матрицах с радиальной или конической рабочей частью и условно разделяется на четыре стадии. В очаге деформации имеется плоское на-пряженное (зона I) и плоское деформированное (зона II ) состояния заго-товки (рис. 1).
В основу анализа положен метод расчета силовых параметров про-цесса, основанный на совместном решении приближенных дифференци-альных уравнений равновесия и условий текучести с учетом сопряжений на границах участков, а также изменения направления течения материала [2].
Изменение направления течения материала при входе и выходе из зоны II учитывается путем коррекции радиального напряжения с учетом разрыва касательной составляющей скорости течения материала на грани-це очага деформации по методу баланса мощностей. Предполагается, что на контактных границах заготовки и рабочего инструмента реализуется за-кон трения Кулона.
Материал принимается начально трансвесально-изотропный, анизо-тропно-упрочняющийся, подчиняющийся условию текучести Мизеса-Хилла и ассоциированному закону пластического течения. Сопротивление материала пластическому деформированию изменяется в зависимости от 4 параметров упрочнения: интенсивности деформации iε и компонент тен-

Технологии и оборудование обработки металлов давлением
325
зора деформаций iiε в направлениях главных осей анизотропии yx, и z
[2]. Изменение анизотропии механических свойств заготовки в процес-
се комбинированной вытяжки исследовалось в зависимости от коэффици-ента утонения ms1, коэффициента вытяжки md1, угла конусности матрицы α или радиуса закругления матрицы МR и условий трения на инструмен-
те Пµ и Мµ в указанных выше диапазонах изменения технологических
параметров путем численных расчетов для материалов, механические ха-рактеристики которых приведены в работе [2].
Рис. 1. Схема к теоретическому анализу третьей стадии процесса комбинированной вытяжки на конической матрице
Расчеты выполнены в следующих диапазонах изменения указан-ных выше технологических параметров: md1=0,5...0,8; 1sm =0,5...0,9;
α =10...300; RM =2...10; Пµ =(1...3) Мµ ; Мµ =0,05; 0SRR MM = . Для удобства оценки изменения коэффициентов анизотропии αR и
величин условных пределов текучести ασ 2,0 материала стенки детали
вводятся их относительные величины: RRR ′ααα = ;
0 2 0 2 0 2, , ,α α ασ σ σ= ′ , где αR , и 0 2, ασ - расчетные значения коэффициен-
тов анизотропии и величин условных пределов текучести после операции соответственно; α′R и 0 2, ασ′ - их значения до деформации в заготовке.
Изменение относительных величин коэффициентов анизотропии
0R , 45R и 90R в зависимости от относительной высоты получаемого ста-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
326
кана ′ = ′h h s/ 0 при фиксированных значениях коэффициентов вытяжки md1 и утонения ms1 для ряда исследуемых материалов представлено на рис. 2, где ′h - высота цилиндрической части изделия.
Анализ графических зависимостей и результатов расчета показыва-ет, что основное влияние на изменение исследуемых характеристик меха-нических свойств оказывает степень деформации (коэффициенты вытяжки md1 и утонения ms1). Угол конусности α или радиус закругления матрицы
МR и условия трения на инструменте Пµ и µМ практически не влияют
на данные характеристики механических свойств материала заготовки. Ха-рактер изменения коэффициентов анизотропии при одноосном растяжении может не совпадать с законом изменения этих величин в процессе комби-нированной вытяжки.
Показана существенная неоднородность механических свойств ма-териала по высоте изготавливаемой детали, которая значительно возраста-ет с увеличением коэффициента вытяжки md1. В отдельных случаях она может составлять более 40 % (рис. 2).
а б
Рис. 2. Графические зависимости изменения относительной величины
αR от ′h на первой операции комбинированной вытяжки меди М1 (а)
(α = 20o ; md1 0 8= , ; ms1 0 5= , ) и алюминиевого сплава АМг2М (б)
(α = 20o ; md1 0 8= , ; ms1 0 9= , ) Установлено, что с увеличением коэффициентов вытяжки md1 и
утонения ms1 в зависимости от относительной высоты получаемого стака-
на относительные величины коэффициентов анизотропии 0R , 45R и 90R могут возрастать, уменьшаться и иметь сложный характер изменения.
Полученные результаты могут быть использованы при разработке и совершенствовании технологических процессов комбинированной вытяж-

Технологии и оборудование обработки металлов давлением
327
ки для изготовления деталей с заданной анизотропией механических свойств материала.
Список литературы
1. Валиев С.А. Комбинированная глубокая вытяжка листовых мате-риалов. М.: Машиностроение, 1973. 176 с.
2. Нечепуренко Ю.Г., Яковлев С.П., Яковлев С.С. Глубокая вытяжка цилиндрических изделий из анизотропного материала. Тула: ТулГУ, 2000. 195 с.
3. Яковлев С.П., Кухарь В.Д. Штамповка анизотропных заготовок. М.: Машиностроение, 1986. 136 с.
U.G. Nechepurenko EXPECTED MECHANICAL PROPERTIES OF CYLINDRIC DETAILS ON THE
FIRST OPERATION OF THE COMBINED DRAW-FORMING The results of the theoretical research of the first operation of the combined
draw-forming on the conical and radial dies of the anisotropic strain-hardening material have been given in the article. The influence of the technological parameters of the operation on the expected mechanical properties of cylindric details has been stated.
Key words: anisotropy, press forming, matrix, punch, hardening, detail, plasticity, mechanical properties.
Получено 14.12.11

328
ПОЛИГРАФИЯ И ЗАЩИТА ИНФОРМАЦИИ
УДК 004.832.28 С.Ю. Борзенкова, канд. техн. наук, доц., (4872) 35-14-95, [email protected] (Россия, Тула, ТулГУ), О.В. Чечуга, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ) КОНЦЕПЦИЯ ИСПОЛЬЗОВАНИЯ ДИСКРЕТНЫХ СИТУАЦИОННЫХ МОДЕЛЕЙ В СИСТЕМАХ УПРАВЛЕНИЯ ЗАЩИТОЙ ИНФОРМАЦИИ
Рассмотрен вопрос целесообразности применения ситуационного управления в системах управления защитой информации. Предлагается описывать ситуацию соче-танием тенденций изменения параметров, что позволяет проанализировать полное множество ситуаций и использовать дискретные ситуационные модели в системах поддержки получили решения для одной цели и многоцелевой контроль в режиме OLAP.
Ключевые слова: ситуационное управление, системы защиты информации, системы поддержки принятия решения
В практике управления сложными организационными и важными
объектами существует множество динамических систем, для которых важнейшим является принцип быстрого реагирования. Его реализация обуславливает наличие жестких временных ограничений на весь комплекс процедур, включающий формирование целей управления, генерацию аль-тернатив, их всесторонний анализ и выбор наилучшего решения.
В периодической литературе широко обсуждается класс информа-ционных технологий – системы поддержки принятия решений (decision support/making) (ДSM). Программные средства, поддерживающие такие технологии, называют On-line Analytical Processing (OLAP), что отражает целесообразность включения их в контур управления совместно с лицом,

Машиноведение и машиностроение
329
принимающим решение (ЛПР) и использования в режиме реального вре-мени. Общепринято считать, что компьютерная система поддержки приня-тия решений должна не только облегчить выбор наилучшего решения при управлении, но и способствовать его реализации.
Управление сложной системой детерминированными способами с применением математических методов и моделей не всегда позволяет по-лучить всесторонне обоснованное целесообразное управленческое реше-ние. Этим объясняется целесообразность разработки оригинальной мето-дики формирования альтернативных целесообразных управленческих решений, основанной на объединении идей ситуационного управления и сигнатурного моделирования, которое можно отнести к одной из разно-видностей имитационного моделирования, и построения на этой методоло-гической основе искусственной интеллектуальной системы, являющейся основой системы поддержки принимаемых решений.
Ситуационный анализ на различных объектах целесообразно начать с определения полного множества ситуаций. В соответствии с системным подходом, входными будем называть те управляемые параметры
mxxxX ,...,, 21= , которые могут целенаправленно изменяться с помощью определенных регулирующих органов. Входными неуправляемыми пара-метрами назовем параметры kuuuU ,...,, 21= , характеризующие состоя-ние и отражающие воздействие внешней среды на функционирование управляемого объекта (процесса). В качестве выходных параметров ис-пользуются величины, которые могут быть измерены с помощью какой-либо совокупности теоретических зависимостей (математической модели). Обозначим множество выходных параметров через ,...,, 21 npppP= .
Для реальных объектов и процессов характерно наличие ограниче-ний на их предельные значения и отсутствие полного математического описания функционирования объекта.
Этим объясняется невозможность использования детерминирован-ных методов теории управления и применение эвристических подходов, одним из которых является ситуационное управление.
Для организации ситуационного анализа и управления можно реко-мендовать следующую совокупность процедур:
1) определение целей и полного множества ситуаций; 2) классификация ситуаций по степени их предпочтительности; 3) формирование альтернатив перехода из одной ситуации в дру-
гую; 4) ранжирование альтернатив по степени предназначения; 5) формирование сценариев поведения лиц, принимающих реше-
ния, в соответствии со складывающимися на объекте ситуациями, обеспе-чивающих переход в самую предпочтительную ситуацию.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
330
Последняя задача связана с реализацией ситуационного управления, которое предполагает разработку и применение множества сценариев це-лесообразного поведения, связанных с соответствующими ситуациями. За-дачи анализа направлены на разработку множества сценариев целесооб-разного поведения ЛПР в каждой возможной ситуации.
В случае выхода значений за допустимые пределы должна решаться оптимизационная задача ввода в допустимую область. Этот процесс при-ходится реализовывать как многошаговый процесс дискретного ситуаци-онного управления, в ходе которого определяются такие значения управ-
ляемых параметров tX , при которых значения выходных показателей приближаются или удерживаются в допустимых границах. При этом воз-никает задача определения стратегий управления, которую предлагается решать на основе сигнатурной ситуационной модели.
Разделим управленческие решения на стратегические и тактические. Процедура принятия решения инициируется в определенные дискретные моменты времени t.
Под стратегическим решением будем понимать выбор наилучшей альтернативы, подобно тому, как это понимается в теории игр.
Альтернативной будем считать дискретное изменение значения управляемого параметра ιX в сторону увеличения ιι XX ∆+ либо
ιι XX ∆− , которую будем для краткости называть управленческим дейст-вием md .
Под тактическим решением будем подразумевать определение вели-чины ∆ для выбранного наилучшего стратегического решения.
Из анализа большинства объектов и процессов с позиции управления следует, что на сегодня разработаны и внедрены в практику различные ме-тодики проведения анализа их состояния. Используя их, можно провести достаточно подробный анализ текущего состояния. Однако существует другой не менее важный вопрос: что делать, чтобы изменить состояние к лучшему?
Для ответа на этот вопрос предлагается применить идеи ситуацион-ного анализа и управления текущим состоянием с использованием сигна-турных моделей.
При этом примем, что ситуация характеризуется совокупностью зна-ков (сигнатур) изменения значений выходных показателей PPn ∈ и не-
управляемых параметров Uk∈U. Эти изменения (тенденции) обозначим че-рез )(221 ,...,, knTTTT += .
Переход описания ситуации как совокупности тенденций равносилен замене непрерывного гиперпространства выходных управляемых пара-метров на дискретное пространство тенденций, назовем их для кратности сигнатуры [1].

Полиграфия и защита информации
331
Целесообразность перехода к описанию ситуаций как совокупности тенденций изменения выходных показателей и неуправляемых параметров объясняется тем, что менеджера при принятии управленческих решений интересует не только и не столько конкретные значения выходных показа-телей управляемого объекта, сколько направление изменения в сторону увеличения или уменьшения их значений. И для формирования стратегии управления важно оценить не столько значение выходного показателя, сколько направление его изменения. Например, достаточно трудно сделать выводы о предпочтительности ситуации путем сравнения двух совокупно-стей выходных показателей, определенных в разные моменты времени. Менеджеру легче сравнить совокупность тенденций, так как он, как прави-ло, имеет представление о том, какие тенденции позитивные для достиже-ния целей, а какие негативные, и разделение тенденций на положительные и негативные не вызывает затруднений. Более того, несмотря на увеличе-ние размерности задачи поиска целесообразных стратегий управления, описание ситуаций как совокупности тенденций равносильно переходу от непрерывного пространства параметров к дискретному пространству тен-денций их изменения, что позволяет определить фиксированное множест-во ситуаций и упростить процедуру оценки степени предпочтительности (ранга) каждой ситуации, связывая тенденции с целями управления.
Рассмотрим методику разработки и использования сигнатурной мо-дели реакции объекта на управляющие воздействия, которая реализуется в виде совокупности процедур. Первой процедурой является идентификация ситуаций. Для этого необходимо определить цель проведения ситуацион-ного анализа, и в соответствии с целью определить множество выходных показателей и неуправляемых параметров внешней среды. Обозначим множество анализируемых параметров как
tN
tn
ttt ppppP ,...,,...,, 21= , (1)
где n - индекс анализируемого параметра; N - количество параметров, ха-рактеризующих состояния объекта; t - индекс шага управления.
Для идентификации ситуаций обозначим T - кортеж сигнатур вы-ходных показателей, которые отражают тенденции изменения значений выходных показателей:
( )Nj TTTTT 221 ,...,,...,,= , (2)
где Nj TTTT 221 ,...,,...,, - элементы кортежа сигнатур выходных неуправ-
ляемых параметров, формируемых по следующим правилам: для нечетных 15,...,2N 3, 1,j −=
; ,0
, ,1
21
1
2)1(
2)1(
21
1
2)1(
2)1(
∗−>−
∗−<−=
+−
++
+−
++
Hj
tj
tj
Hj
tj
tj
jPppесли
Pppесли
Tε
ε
(3)

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
332
для четных j=2, 4, 6, …, 2N
∗<−
∗>−=
−
−
. ,0
, ,1
2
1
22
2
1
22
Hj
tj
tj
Hj
tj
tj
jPppесли
Pppесли
Tε
ε
Параметр ε введен для обеспечения возможности изменения дис-кретизации процесса принятия решений с учетом динамических свойств управляемого процесса. Назовем его порогом чувствительности и будем задавать в относительных величинах (процентах) от номинального (сред-
него) значения показателя Hjp 2/ (или H
jp 2/)2/1( + ). Если модуль изменения
показателя меньше Hjp 2/)1( +∗ε или больше H
jp 2/∗ε , то наличие тенден-
ции не будет фиксироваться. В этом случае полное множество ситуаций при количестве выход-
ных параметров N будет KN+3 . Следующим этапом является формирование матрицы кодов ситуа-
ций
)22,2( 22 KNC KN ++ .
Она составляется с применением двоичного кодирования. При этом элементы матрицы ijc формируются по правилу [2]
( ) ∑ ∑+
=
+
=+=
KN
i
KN
jijij cc
22
2
2
1
22
122]1[ ; .011 =c
Из матрицы C удаляются строки с совпадением единиц в 1 и 2; 3 и 4 и т.д. разрядах. Для нечетных j=1,3,5…, 01/ ≠∧ +jiij CC .
Каждая строка ),...,,( 2221 KNi CCCc += матрицы C является кодом, единичные значения которого характеризуют ситуацию и отражают нали-чие соответствующих сигнатур изменений параметров Pи U .
Следующая процедура ситуационного анализа предполагает ран-жирование ситуаций. Для этого в соответствии с определенной целью К
множество T разделяется на подмножества НTTT ,, −+ так, что +T - со-
держит позитивные тенденции (сигнатуры); −T - содержит негативные
тенденции (сигнатуры); НT - содержит нейтральные тенденции (сигнату-ры).
При этом TTTT Н ⊂⊂⊂ −+ T ;T ; должно обеспечиваться условие
0=∩∩ −+ НTTT .

Полиграфия и защита информации
333
Для каждой +∈TTj экспертом определяется весовой коэффициент
jα в диапазоне [0,+1] так, что ∑+∈
=αTj
j 1; Аналогично для каждой
−∈TTj определяется весовой коэффициент jβ в диапазоне [0,-1] так, что
∑−∈
−=βTj
j 1 и для каждой Нj TT ∈ весовой коэффициент 0=γ ∈ нTj
.
На основе матрицы кодов С и весовых коэффициентов γ∨β∨α формируется матрица V в виде
( )
∨∨=≡+ γβα
∈∈∈
+
−+jjjНTjTjTj
ijKn vKNV 22,2 22 .
На основе матрицы V определяется ранг i -й ситуации
∑+
=×=
KN
jijij
Ci cvr
22
1.
Используя значение ir , все допустимые ситуации ранжируются по степени предпочтения для достижения цели G.
Затем определяется множество регулируемых параметров MxxxX ,...,, 21= и на их основе формируется кортеж управляющих дей-
ствий
( )MdddD 221 ,...,,= ,
где * ;* 1 mmmmmm xxdxxd ∆−=∆+= + - множества возможных воз-действий;
112111 * ;* xxdxxd ∆−=∆+= ;
∆ - относительное приращение управляемого параметра. Определив множество управляющих воздействий, экспертом или
группой экспертов формируется дискретная ситуационная модель управ-ляемого процесса. Она представляется матрицей
( ) ][2,3*2 mik wNMW = ,
где ( ) MmWWWw Nmmm 2,1 ,..., 221 == - строка матрицы, отражающая изменение
состояния объекта, вызванное управленческим действием Dd m ∈ и из-менением совокупности неуправляемых параметров, зафиксированных в момент времени Дк.
Для обеспечения соответствия матриц С и W значения mjw фор-
мируются по единому правилу (3).

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
334
Эта матрица отражает связь «действие - ситуация» – тенденции объекта из текущей ситуации во множество прогнозируемых ситуаций в результате соответствующих управленческих воздействий и используется для формирования множества возможных переходов.
Сигнатурная модель функционирования объекта представляется матрицей W, которая формируется из двух матриц
)2,2( NMR и )2,2( NKRU .
Строки матрицы R отражают коды реакции объекта на соответст-вующее управленческое действие dm, проявляющееся в возникновении тенденций TTj ∈ в соответствии с единичными значениями в определен-
ных логикой функционирования объекта (строка матрицы R) при отсутст-вии тенденций изменений неуправляемых параметров.
Формирование матрицы R осуществляется в диалоге с экспертом постановкой вопроса типа: «Укажите, какие тенденции (сигнатуры) изме-нения Тс выходных параметров возникнут, если применить действие dm не-изменных значениях неуправляемых параметров ?» По ответу эксперта ус-танавливаются единичные значения в определенных разрядах кода тенденций в матрице R. Количество таких вопросов равно числу возмож-ных управленческих действий (2М) [3].
Строки матрицы RU отражают коды реакций объекта на опреде-ленную тенденцию изменения неуправляемого параметра UUK ∈ , прояв-ляющееся в прогнозировании тенденций TTj ∈ .
Формирование матрицы RU также осуществляется в диалоге с экс-пертом постановкой вопроса типа: «Укажите, какие тенденции изменений
TTj ∈ возникнут в результате изменения Um на mU∆ или (- mU∆ )?».
По ответу эксперта устанавливаются единичные значения в определенных разрядах строки кода матрицы RU. Количество таких вопросов, задавае-мых эксперту, будет 2К.
Формирование сигнатурной ситуационной модели осуществляется в режиме реального времени следующим образом.
В момент времени принятия решения фиксируются тенденции из-менения неуправляемых параметров и формируется соответствующий код с определенной совокупностью единиц, отражающих сигнатуры изменен-ных неуправляемых параметров.
Из матрицы RU выбираются строки, соответствующие этим еди-ничным значениям, и производится их логическая схема.
Затем к полученному суммарному коду прибавляются коды строк матрицы R, формируя строки матрицы W.

Полиграфия и защита информации
335
В результате совместного использования матрицы кодов ситуаций и сигнатурной ситуационной модели формируется множество возможных переходов
( )......., 221 MiimiiKi hhhhH =
Каждый элемент Kiim Hh ∈ отражает ожидаемый переход объекта
из ситуации ic в ситуацию imc при выполнении действия Ddm ∈ .
Индекс ожидаемой ситуации ( )∑−
=⊕=
12
02
N
j
jijmj cwim .
Соответственно ранг ожидаемого состояния imr будет равен рангу ситуации, в которую должен произойти переход при действии md .
Применение всех действий в ситуации ic позволяет, определив множество возможных переходов, осуществлять их анализ и выбор допус-
тимых +md . Для этого из множества K
iH выбираются допустимые и фор-мируется множество альтернативных допустимых управленческих дейст-
вий .+= mKi da
При этом +md определяется из условия: если ,imi rr ≤ то += mm dd ,
если ,imi rr > то −= mm dd . Затем из множества допустимых альтернативных действий Kim ad ∈+ выбирается наилучшая альтернатива
).(max immoi rda =
Итерационное повторение процедуры позволяет сформировать стратегию для достижения цели, как множество наилучших альтернатив, соответствующих множеству возможных ситуаций,
. oi
K aA = Итерационное повторение вышеописанной совокупности процедур
для каждой цели при многоцелевом управлении позволит сформировать подмножество допустимых альтернатив для каждой из них. В этом случае в качестве наилучшей будет выбрана альтернатива, попавшая в большее число подмножеств, либо альтернатива, принадлежащая подмножеству для цели с наилучшим приоритетом.
Эффективность изложенной методики формирования стратегиче-ских решений в существенной степени зависит от компетенции экспертов, осуществляющих определение весовых коэффициентов для негативных и позитивных тенденций, которые связаны с весомостью выходных показа-телей.
Текущая ситуация оценивается определенной совокупностью тен-денций, принадлежащих к Т+ или Т-. Целесообразным управление будет в

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
336
том случае, если в результате применения a-го управленческого решения по применению входного воздействия число и весомость отрицательных тенденций уменьшатся. Для количественной оценки альтернатив предло-жен интегральный показатель, являющийся взвешенной суммой показате-лей, оцененных по соответствующим методикам, с учетом значимости ка-ждого из них выявленной группой экспертов.
На основе сигнатурной ситуационной модели и таблицы состояний формируется множество альтернатив перехода из текущей ситуации в бо-лее предпочтительную. При формировании альтернатив на основе иденти-фикации текущей модели выбирается из таблицы состояний строка кон-кретного состояния и осуществляется её логическое сложение последовательно со строками сигнатурной ситуационной модели, модели-руя переходы в новое состояние как результат применения соответствую-щего управленческого действия.
Составленная таким образом сигнатурная ситуационная модель по-зволяет автоматизировать поиск наилучших стратегий управления в сис-темах, для которых принцип быстрого реагирования является главным.
Список литературы
1. Поспелов Д.А. Ситуационное управление: теория и практика. М.:
Наука, 1986. 288 с. 2. Клыков Ю.Н. Ситуационное управление большими системами.
М.: Энергия, 1974. 135 с. 3. Саати Т.Л. Математические модели конфликтных ситуаций/ пер.
с англ.; под ред. И.А. Ушкова. М.: Сов. радио, 1977. 304 с.
S.U. Borzenkova, O.V. Chechuga THE CONCEPT OF USING DISCRETE SITUATION MODELS IN CONTROL
SYSTEMS PROTECTION OF INFORMATION The question of expediency of application of situational management in control
systems of information protection is considered. It is offered to describe a situation tendencies of change of parameters that allows to analyze full set of situations and to use discrete situational models in support systems have received decisions for one purpose and multi-purpose control in mode OLAP.
Key words: situational management, systems of protection of the information, a sis-theme of support of decision-making.
Получено 09.11.11

Полиграфия и защита информации
337
УДК 621.391, 681.3 И.Е. Агуреев, д-р техн. наук, проф., 8-910-943-65-72, [email protected] (Россия, Тула, ТулГУ), С.Ю. Борзенкова, канд. техн. наук, доц., 8-953-957-94-24, bor [email protected] (Россия, Тула, ТулГУ), О.В. Чечуга, канд. техн. наук, доц., 8-953-957-94-24, bor [email protected] (Россия, Тула, ТулГУ), Б.С. Яковлев, канд. техн. наук, доц., 8-953-957-94-24, bor [email protected] (Россия, Тула, ТулГУ) ИСПОЛЬЗОВАНИЕ МУЛЬТИАТТРАКТОРНЫХ СИСТЕМ ДЛЯ СКРЫТОЙ ПЕРЕДАЧИ И ХРАНЕНИЯ ИНФОРМАЦИИ
Приведен анализ использования некоторых методов защиты информации в
разнообразных мультимедийных системах. Показано, что использование явлений ди-намического хаоса и хаотической синхронизации продолжают оставаться интерес-ными средствами для защиты информации. Сформулировано понятие мультиат-тракторной системы как объекта, имеющего множество различных видов динамического поведения в параметрическом пространстве. Предложено использо-вать такие системы как инструменты для скрытой передачи информации с более вы-сокой степенью конфиденциальности.
Ключевые слова: защита информации, математическое моделирование, скрытая передача данных, обыкновенные дифференциальные уравнения, аттракторы
В настоящее время все более широким становится рынок граждан-
ских приложений, связанный с системами обеспечения конфиденциально-сти передачи информации, или, в более широком аспекте, защиты инфор-мации. Примерами могут служить защита коммерческой информации в компьютерах и компьютерных сетях, безопасность электронных платежей, защита от пиратского копирования CD-ROM, музыкальных и видеодисков, защита от копирования музыкальной, видео- и другой информации, рас-пространяемой по компьютерным сетям, Интернет-телефония и пр. [1-3].
Наблюдается большой всплеск развития и внедрения информаци-онных технологий в работу учреждений образования, культуры, архивы, библиотеки и др. В основном это связано с тем, что возникает перспектива организации широкого доступа к различного рода базам данных.
Музеи, картинные галереи и другие подобные учреждения в своих фондах нередко имеют экспонаты, представляющие огромную культурную ценность: летописи, раритетные книги, гравюры, картины, написанные ав-торами в единичном экземпляре, поэтому для минимизации рисков, свя-занных с разрушением подобных предметов, их стараются оцифровывать и создавать цифровые хранилища, организуют виртуальные экскурсии по залам и т.д. Это решает и другую не менее важную задачу – возможность выставлять предметы запасников музея, т.к. хранилища могут иметь от

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
338
1000 до 4,5 миллионов экспонатов, и такой объем просто не может помес-титься в залах даже самых крупных музеев. У образовательных учрежде-ний основным фактором внедрения являюся простота и наглядность пре-доставления материалов обучающимся.
Под действием данных обстоятельств остро встают вопросы, свя-занные с разработкой и внедрением технологий создания или преобразова-ния, организации хранения, распространения, оптимизации и защищенно-сти аналоговых и электронных фондов различных организаций.
Защита информации в информационных сетях. При решении перечисленных выше задач наиболее важными вопросами являются:
- повышение защиты электронных ресурсов (изданий), находящих-ся в глобальной сети Интернет и локальных сетях предприятий, образова-тельных, архивных и культурных учреждений и хранилищ;
- создание универсального, дешевого и надежного метода для дос-тупа к цифровым ресурсам данных учреждений;
- возможность использовать и создавать подобные продукты отно-сительно неподготовленными специалистами.
К сожалению, из-за того, что на начальном этапе формирования ин-струментов доступа к таким ресурсам отсутствовали единые требования и нормы, на данный момент существует большое количество программных продуктов либо сделанных когда-то для конкретных заказчиков и затем доработанных для общего использования, либо представляющих собой не-кий набор инструментальных средств, которые могут адаптировать под свои нужды только высокооплачиваемые и знающие программисты на языках высокого уровня.
Оба варианта стали препятствием в получении эффекта от внедре-ния новых технологий, так как являются сложными в освоении и настрой-ке, а также не учитывают специфики той или иной задачи, стоящей перед учреждением или организацией.
При этом основными вопросами при разработке подобных систем доступа являются: создание комплексного механизма вывода информации на экран пользователя, оперативность и простота использования, распро-странение продукции, защита от несанкционированного копирования, со-блюдение авторских прав и ликвидность.
Для того чтобы решить данные задачи, необходимо правильно вы-брать инструмент их воплощения.
Несмотря на то, что вид информации, с которой предстоит встре-титься программисту, напрямую зависит от деятельности заказчика, в большинстве случаев имеют дело со следующими типами – текстовой, графической, аудио и видео. Особенно часто все они встречаются в подго-товке обучающих материалов, пособий и т.д., где важны не только объем, достоверность и целостность информации, но и понятность. Это, в свою очередь, достигается за счет понятных любому человеку пояснений в виде

Полиграфия и защита информации
339
анимированных схем, видеофильмов, дающих более полное представление о процессе, явлении и т.д.
В качестве основного инструмента распространения информации всегда выбирали локальные или Интернет-сети. Они являются уже доста-точно привычными и отработанными технологиями, которые с появлением беспроводных систем передачи данных дают большую гибкость при по-строении коммуникаций в различных учреждениях.
Из всех существующих технологий работы с информацией и выво-да ее на экраны конечных пользователей идеальным вариантом являются языки и технологии гиперссылочных документов (WEB-технологии, .NET-технологии), т.к. во-первых, они развивались исключительно под действием основного инструмента передачи данных – спецификаций ло-кальных и глобальных сетей, во-вторых, они имеют все инструменты для вывода на экран всего спектра информации, включая трехмерные объекты, в-третьих, поддерживаются большинством операционных систем, что уменьшает трудозатраты при разработке ПО.
Кроме того, во время обучения применяется одна из важнейших форм восприятия информации – «игра». Взаимодействие с продуктом и получение желаемого результата дает положительные эмоции конечному пользователю и стимулирует к дальнейшему обучению.
WEB-технологии имеют также еще один неоспоримый плюс перед всеми остальными – это модульность построения. Все современные Ин-тернет-ресурсы построены на основе сервисов, каждый из которых отвеча-ет только за свою задачу, и не связаны между собой. Поэтому такие конст-рукции легко настраивать, включая только те функции, которые необходимы разработчику для решения своих задач.
Слабым местом подобных конструкций является защита информа-ции. В WEB-дизайне уже давно используются защищенные паролем базы данных типа MYSQL, существует защита от запрета индексации секрет-ных, служебных страниц поисковыми системами Интернет, но они недос-таточно развиты или не разрабатывались вообще. Так, для доступа к базам данных хотя бы одна из страниц сайта обязана иметь в явном или алгорит-мическом виде пароль и логин для аутентификации пользователя, а так как сами серверные языки типа PHP имеют очень слабые встроенные инстру-менты шифрования и написаны обычным открытым кодом, то найти эти данные достаточно легко.
Использование явления хаотической синхронизации в системах скрытой передачи и хранения информации. Покажем возможности при-менения одного из известных, но еще далеко не исследованных инстру-ментов защиты информации в мультимедийных системах – явление хаоти-ческой синхронизации, возникающей в хаотических генераторах.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
340
Интенсивные исследования использования хаоса в системах связи были начаты, видимо, в начале 90-х годов, когда были получены первые результаты в области синхронизации хаотических автоколебаний [4].
В настоящее время применение хаотической синхронизации в теле-коммуникационных задачах, в том числе при создании систем скрытой пе-редачи информации (СПИ), является одним из бурно развивающихся на-правлений. При этом различные исследования открывают широкий набор теоретических и практических проблем, которые требуют решения в самые короткие сроки. Среди таких проблем следует указать:
1) аппаратную и коммерческую реализацию разработанных систем СПИ;
2) развитие и внедрение методов хаотической синхронизации с вы-сокой конфиденциальностью и устойчивостью к шумам;
3) развитие элементной базы техники СПИ; 4) развитие систем СПИ, генерирующих хаос на высоких или очень
высоких частотах; 5) развитие методов модуляции хаотических сигналов и их практи-
ческое использование и др. Одной из наиболее интересных проблем, которая затрагивается в
настоящей работе, является повышение конфиденциальности передачи и хранения информации. Как известно, для реализации системы СПИ ис-пользуются различные схемы хаотических генераторов, работающие в ре-жимах полной, обобщенной или иной синхронизации. В отечественной ли-тературе наиболее полный обзор по данному вопросу представлен в работе [4]. Как следует из материалов указанного обзора, чаще всего при исследо-вании систем СПИ специалистами в качестве основы, генерирующей нере-гулярные колебания, выбирается одна из наиболее известных моделей (Чуа, Ресслера, Лоренца и т.д). Все эти модели как математические объек-ты достаточно хорошо изучены, построены сценарии бифуркационных пе-реходов к хаосу, имеется представление о происходящих в них эволюциях аттракторов [5]. В ряде исследований разработаны вопросы реализации режимов синхронизации в хаотических системах [4, 6, 7]. Среди недостат-ков, отличающих существующие схемы СПИ, выделяется сравнительно низкий уровень конфиденциальности передаваемой или хранимой инфор-мации. Эта проблема возникает вследствие того, что существуют доста-точно простые средства для идентификации участков сигнала (записи), со-ответствующих «0» и «1». Ниже будет показан вариант распознавания сигнала третьей стороной, который может быть легко реализован на прак-тике и не требует от оборудования точной настройки и синхронизации с каналом связи при СПИ. Укажем, что одним из способов повышения кон-фиденциальности могло бы быть использование таких математических моделей, которые обнаруживают в своем поведении значительное разно-образие хаотических режимов при изменении вектора параметров системы.

Полиграфия и защита информации
341
Будем называть такие системы мультиаттракторными. Обычные систе-мы типа Ресслера или Чуа таким разнообразием поведения не отличаются.
В западной научной литературе для определенного класса динами-ческих систем используется термин «multiattractor systems». В отечествен-ных публикациях ему соответствует понятие мультистабильной системы. В обоих случаях речь идет о многомерных системах со сложной структу-рой фазового пространства, в котором одновременно, но в разных его под-множествах могут существовать разные аттракторы (устойчивые предель-ные циклы, нерегулярные аттракторы и др.). Очень часто такие системы представляют собой пространственно распределенные активные среды ти-па нейронных сетей и т.п. В отличие от традиционного представления в данном случае мультиаттракторная система реализует множество аттрак-торов при движении по параметрическому пространству, а не фазовому.
Исследования, выполненные автором работ [8], показали, что в не-которых достаточно простых гладких автономных диссипативных систе-мах с нелинейностями порядка не более двух, как правило, содержащих ее в виде билинейных членов, могут быть обнаружены достаточно сложные системы аттракторов. Это связано с высокой размерностью k параметриче-ских пространств, лежащей условно в пределах 4 ≤ k ≤ 14. При этом в них, действительно, могут одновременно, т.е. при одном значении вектора па-раметров, существовать разные аттракторы. Однако более важным свойст-вом таких систем является наличие целых семейств топологически связан-ных аттракторов, которые образуют ряды (или в более общем случае - сети), возникающие в результате эволюции вектора параметров. При этом каждый отрезок ряда (сети) представляет собой часть сценария бифурка-ций исходного сингулярного цикла [5] через каскад бифуркаций удвоения периода, субгармонический, гомоклинический каскады и более сложные, приводящие к образованию новых, топологически более сложных сингу-лярных циклов и их дальнейших эволюций.
В качестве примера можем привести схемы аттракторов, возни-кающих в описанной диссипативной системе [8] (рис. 1).
Из рис. 1 видно, что в модели возникают аттракторы типа аттракто-ра Ресслера, однако каскад бифуркаций продолжает эволюцию аттрактора до возникновения более сложных циклов, осуществляющих свои собст-венные переходы к хаотическому поведению.
Еще более сложные системы аттракторов возникают в другой моде-ли [9]. Как видно из рис.2, число топологически различных исходных син-гулярных циклов, образующих собственные ряды аттракторов, равно, по крайней мере, четырем. Каждый из них формирует сеть более сложных ат-тракторов (динамических режимов, или паттернов), имеющих переходы от одного к другому. Если подобные системы применять при СПИ, то возни-кает возможность построения хаотических генераторов, реализующих зна-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
342
чительное разнообразие динамических режимов без изменения или услож-нения конструкции генератора.
Рис. 1. Эволюция аттракторов в диссипативной системе [8]
Рассмотрим вопросы, связанные с изучением возможности получе-
ния информации третьей стороной. При этом будем считать, что использу-ется схема, когда передающая и приемная сторона работают по методу мо-дулирования управляющих параметров [4]. В качестве передающего генератора хаотических сигналов используется модель Рёсслера с пара-метрами a = 0,15; p = 0,2; c = 10. Допустим, что третья стороны не имеет информации о величинах параметров a, p и c. Однако, ей известно, что пе-редача информации осуществляется с помощью модели Рёсслера:
321 xxx x −ω−=& ,
212 axxx x +ω=& , (1)
)( 133 cxxpx −+=& .
Здесь ( )321 ,,)( xxxt =x – вектор состояния передающего генератора; xω – управляющий параметр, характеризующий собственную частоту колеба-ний системы; ξ+= Dxts 1)( – передаваемый сигнал; 95,0=ωx при переда-
че бита «0» и 0,1=ωx при передаче бита «1». Идея перехвата информации заключается в следующем. Генератор третьей стороны формирует сигналы на основе модели
Рёсслера аналогично (1) с произвольными коэффициентами, но такими, которые обеспечивают возникновение устойчивого предельного цикла (периодических автоколебаний):
))(( 1321 utsuuu u −ε+−ω−=& ,
212 auuu u +ω=& , (2) )( 133 cuupu −+=& .

Полиграфия и защита информации
343
Здесь ε – интенсивность связи между системами (степень подмешивания полезного сигнала в генератор третьей стороны).
Предполагается, что при наложении на сигнал такого генератора сигнала передающей стороны цикл Рёсслера будет подвержен хаотизации. При этом степень хаотизации, возможно, будет различной от того, несет ли хаотический сигнал «1» или «0» (т.е. модулирован несколько отличными значениями параметра).
Рис. 2. Эволюция аттракторов в диссипативной системе [9] Выполним численный эксперимент, позволяющий проверить эту
идею. Например, при a = 0,1; p = 0,3; c = 3,5 в модели Рёсслера (2) наблю-дается устойчивый предельный цикл.
На рис. 3, а, б, в показано, что, действительно, изначально периоди-ческий сигнал хаотизируется при наложении на него сигнала, несущего полезную информацию. При этом с уменьшением ε от 0,25 до 0,02 проис-ходит улучшение (!) качества распознавания сигнала третьей стороной.
Таким образом, для перехвата информации третьей стороне доста-точно знать, что передача информации основана на генераторе Рёсслера.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
344
а
б
в
Рис. 3. Качество распознавания сигнала третьей стороной при ε= 0,25 (а); 0,1 (б); 0,02 (в)
Таким образом, в настоящей работе показаны основные способы за-
щиты мультимедийной информации от несанкционированного доступа, рассмотрены вопросы использования моделей, демонстрирующих детер-минированный хаос, для организации систем СПИ. Было установлено, что обычные системы, основанные, например, на использовании модели Ресс-лера, могут быть легко раскрыты третьей стороной, даже не имеющей точ-ной информации о параметрах передающего генератора. Предложены ва-рианты использования систем уравнений, которые свободны от указанных недостатков. Эти же системы могут иметь множества хаотических режи-мов и названы здесь мультиаттракторными.

Полиграфия и защита информации
345
Список литературы 1. Дмитриев А. С. Хаотическая синхронизация как информационный
процесс // Изв. вузов. Радиофизика. Т.41. 12. 1998. С.1497-1509. 2. Дмитриев А. С. // Наука и жизнь. 5. 2001. С.44-52. 3. Сверхширокополосная беспроводная связь на основе динамиче-
ского хаоса / А.С. Дмитриев [и др.] // Радиотехника и электроника. 2006. Т. 51. 10. С.1193-1209.
4. Короновский А.А., Москаленко О.И., Храмов А.Е. О применении хаотической синхронизации для скрытой передачи информации // Успехи физических наук. 2009. Т. 179. 12. С. 1281-1310.
5. Магницкий Н.А., Сидоров С.В. Новые методы хаотической дина-мики. М.: Эдиториал УРСС, 2004. 320 с.
6. Матросов В.В., Шалфеев В.Д. Динамический хаос в фазовых сис-темах. Нижний Новгород: Изд-во Нижегородского университета, 2007. 258 с.
7. Анищенко В.С., Астахов В.В., Вадивасова Т.Е. Регулярные и хао-тические автоколебания. Синхронизация и влияние флуктуаций. М.: Изда-тельский Дом «Интеллект», 2009. 312 с.
8. Агуреев И.Е. Применение теории Фейгенбаума ‒ Шарковского ‒ Магницкого для анализа модели конкуренции двух автомобильных пере-возчиков // Труды Института системного анализа Российской Академии наук. Динамика неоднородных систем / под ред. С.В. Емельянова. Т. 33. Вып. 12. М.: Изд-во ЛКИ, 2008. С. 159-175.
9. Агуреев И.Е. Нелинейные модели транспортных процессов и сис-тем // Изв. ТулГУ. Автомобильный транспорт. Вып. 10. 2006. С. 3-11.
I.E. Agureev, S.Yu. Borzenkova, O.V. Chechuga, B.S. Yakovlev THE USAGE OF MULTI-ATTRACTOR SYSTEMS TO CONFIDENTIAL DATA
TRANSFER AND STORAGE The analysis of some methods of data protection in various multimedia systems is
presented. It is shown that the usage of dynamical chaos and chaotic synchronization is going on to be interesting features to information protection. The definition of multi-attractor system is formulated as the object having a lot of types of dynamical behavior into the para-metrical space. The similar systems are suggested to be used to confidential transfer of information with a higher degree of protection.
Key words: data protection, mathematical modeling, secure communication, ordinary differential equations, attractors.
Получено 04.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
346
УДК 004.056.5 С.Ю. Борзенкова, канд. техн. наук, доц., (4872) 35-14-95, [email protected] (Россия, Тула, ТулГУ), С.В. Чечуга, канд. техн. наук, доц., (4872) 35-24-93, sourie [email protected] (Россия, Тула, ТулГУ), О.В. Лобанова, канд. техн. наук, доц., (4872) 33-44-14, [email protected] (Россия, Тула, ТулГУ) УПРАВЛЕНИЕ СИСТЕМАМИ ЗАШИТЫ ИНФОРМАЦИИ НА ОСНОВЕ ОЦЕНКИ ЭФФЕКТИВНОСТИ ИХ ФУНКЦИОНИРОВАНИЯ
Рассматривается проблема оценки эффективности функционирования сис-
тем защиты информации и принятие целесообразных решений при управлении таки-ми системами, приведена методика оценки эффективности функционирования систе-мы защиты информации с использованием методов экспертного оценивания.
Ключевые слова: система защиты, экспертное оценивание, критерии эффек-тивности, показатели функционирования.
Информационная система – сложная, распределённая в пространст-
ве система, состоящая из множества локальных подсистем (информацион-ных узлов), располагающих программно - аппаратными средствами реали-зации информационных технологий, и множества средств, обеспечивающих соединение и взаимодействие этих подсистем. Целью любой информационной системы является предоставление различным пользователям широкого набора услуг из сферы информационного обслу-живания.
Характерной чертой современных информационных систем являет-ся наличие средств защиты. Эффективность защиты информации в инфор-мационных системах достигается применением средств защиты. Однако ни одно отдельно взятое средство защиты информации не может защитить от многообразия существующих угроз безопасности, а многообразие вариан-тов информационных систем порождает необходимость создания различ-ных систем защиты. Защита информации в современных условиях это не только средства защиты, но и процессы защиты, осуществляемые на всех этапах жизненного цикла информационной системы. Поэтому все средст-ва, методы и мероприятия, используемые для защиты, должны быть объе-динены в единую систему – систему защиты и рассматриваться как единый механизм, и рассматриваться с позиций системного подхода.
Задачей системного подхода является оптимизация всей системы в совокупности, а не улучшение эффективности отдельных частей. Это объ-ясняется тем, что улучшение одних показателей часто приводит к ухудше-

Полиграфия и защита информации
347
нию других. Цели защиты информации в самом общем виде могут быть сформулированы как построение оптимальных систем защиты информа-ции и организация оптимального их функционирования.
Система защиты информации (СЗИ) – сложный комплекс про-граммных, технических, криптографических, организационных и иных средств и методов, предназначенных для защиты информации.
Эффективность функционирования СЗИ можно охарактеризовать как способность системы противостоять несанкционированным действиям нарушителя в рамках возможных угроз. Таким образом, эффективность функционирования СЗИ характеризует уровень защищенности объекта.
Эффективность функционирования СЗИ зависит от множества дей-ствующих между собой элементов, и, как правило, оценивается совокуп-ностью критериев. Отсутствие на сегодня общего подхода к решению за-дач данного класса влечет за собой многообразие различных методов оценки качества.
Системы защиты информации, с одной стороны, являются состав-ной частью информационной системы, с другой стороны представляют сложную техническую систему. Решение задач анализа и выбора стратегии защиты информации для последующего улучшения функционирования системы защиты информации (СЗИ) усложняется рядом их особенностей, таких как сложная опосредствованная взаимосвязь показателей качества СЗИ с показателями качества информационной системы; необходимость учета большого числа показателей (требований) СЗИ при оценке и выборе их рационального варианта; преимущественно качественный характер по-казателей (требований), учитываемых при анализе СЗИ; трудность получе-ния исходных данных, необходимых для решения задач анализа СЗИ. Ука-занные особенности создают определенные трудности при применении традиционных математических методов, в том числе методов математиче-ской статистики и теории вероятностей, а также классических методов оп-тимизации для решения прикладных задач анализа СЗИ.
Оценка эффективности функционирования СЗИ заключается в вы-работке суждений о пригодности способа действий персонала или приспо-собленности технических средств к достижению цели защиты информа-ции. Эффективность оценивается для решения таких задач, как принятие решения о допустимости практического использования СЗИ в конкретной ситуации, выявление влияния различных факторов в достижении цели, ус-тановление путей повышения эффективности СЗИ, сравнение альтерна-тивных вариантов систем.
Исходный момент формирования системы защиты информации – определение качественных целей и параметров, оказывающих наибольшее влияние на функционирование СЗИ. В результате формируются альтерна-тивные варианты, оценка которых позволяет выбрать наилучшую страте-гию. Исходя из большого разнообразия условий, при которых может воз-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
348
никнуть необходимость защиты информации, общая целевая установка на решение стратегических вопросов должна заключаться в разработке мно-жества стратегий защиты и выборе такой стратегии, которая позволяла рационально обеспечить требуемый уровень защиты информации в любых условиях.
Сложность процесса принятия решений, отсутствие математическо-го аппарата приводят к тому, что при оценке и выборе альтернатив воз-можно, (а зачастую просто необходимо) использовать и обрабатывать ка-чественную экспертную информацию.
В связи с тем, что для управления СЗИ характерно большое число случайных факторов и частых изменений как внутренних, так и внешних условий, влияющих на предпочтительность (целесообразность решений), задачу выбора критерия эффективности функционирования СЗИ целесооб-разно решать как задачу многокритериального ранжирования путем экс-пертного оценивания ситуаций, формирования системы предпочтений с применением метода рангов.
При использовании метода рангов экспертам, подготавливающим решение, на первом этапе предлагается сформировать показатели функ-ционирования СЗИ. Показателями функционирования СЗИ определяют ха-рактеристики средств защиты, таких, как программные, аппаратные, инже-нерно-технические. В свою очередь программные средства оцениваются по функционированию таких средств, как сетевая защита, криптографиче-ская, антивирусная и т.д. (рисунок).
Система защиты информации организации
На втором этапе экспертам предлагается оценить выбранные пока-
затели по совокупности критериев функционирования СЗИ ik ,затем сфор-мулировать критерии предпочтения (приоритетов) с применением проце-дур парного сравнения критериев и определения их относительной

Полиграфия и защита информации
349
важности 'kβ . И, наконец, определить комплексный ранг каждого из вари-
антов управления СЗИ комjkR .
На первом этапе решения эксперты составляют матрицу сравнения показателей функционирования СЗИ по каждому из критериев. На втором этапе строят квадратную матрицу смежности критериев, используя раз-личные методы шкалирования. На следующем этапе решения последова-тельно находят абсолютные приоритеты показателей по k -му критерию абсjkP , затем – относительные приоритеты отн
jkP . Для расчета абсjkP каждая
строка в матрице умножается на вектор - столбец с суммарными оценками.
А для расчета отнjkP все значения абс
jkP суммируются и вычисляются отно-
сительные приоритеты по формуле
∑=
абсjk
абсjkотн
jkP
PP .
Введем следующие обозначения:
ik - критерии оценки функционирования СЗИ; отнjkP - относительный приоритет j-го показателя функционирова-
ния СЗИ по k-му критерию; 'kβ - относительный приоритет (значимость) k-го критерия.
Тогда комплексный ранг, отражающий предпочтительность показа-телей по выбранной совокупности критериев, можно определить по сле-дующей формуле:
( )∑ β⋅= 'k
отнjk
комjk PR .
Комплексный ранг, отражающий предпочтительность показателей (средств защиты) по совокупности критериев, может быть использован для оценки функционирования СЗИ.
В качестве критериев могут быть выбраны требования к СЗИ, имеющим разную степень важности. При этом в различных комбинациях могут объединяться следующие критерии:
1) jSk =1 - стоимость (затраты) средств защиты;
2) 2k - надежность средств защиты;
3) 3k - сложность взаимодействия средств защиты;
4) 4k - отказоустойчивость средств защиты.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
350
Так как общую стратегию управления СЗИ можно сформулировать как задачу многокритериальной оптимизации, критерием оптимизации может быть
∑ ⇒ minlRISK или ∑ ⇒minjЗ при ограничении jl SRISK < ( l -
возможные риски, которым подвергается организация при осуществлении угроз информационной безопасности).
Кроме перечисленных критериев, могут учитываться такие крите-рии, как 5k - ценность информации, подлежащая защите, 6k - квалифика-
ция персонала и т.п. Так как задача определения стратегии управления СЗИ на основе
оценки эффективности функционирования СЗИ является задачей много-критериальной оптимизации, то для выбора оптимальной стратегии управ-ления СЗИ предлагается в качестве целевой функции использовать вели-чину суммарных рисков, которым подвергается организация, а в качестве ограничений – затраты на создание и функционирование СЗИ. Решением такой задачи является совокупность стратегий управления СЗИ. Так как оценка эффективности СЗИ носит в основном нечеткий, субъективный ха-рактер, целесообразно наряду с вышеуказанной методикой использовать и методы количественной оценки эффективности функционирования СЗИ.
Список литературы
1. Борзенкова С.Ю., Чечуга О.В. Методика выбора стратегий защи-
ты информации // Современные инструментальные системы, информаци-онные технологии и инновации. Курск, 2011. С. 78.
2. Саати Т. Принятие решений. Метод анализа иерархий. М.: Радио и связь, 1993. 320 с.
S.U. Borzenkova, O.V. Chechuga, S.V. Lobanova MANAGEMENT SYSTEMS PROTECTION OF INFORMATION BASIS OF
EVALUATION OF THE EFFECTIVENESS OPERATION The problem of evaluating the performance of systems to protect information and
adoption of appropriate solutions for managing same-mi systems is considered. The method for evaluating the performance protect information system using the methods of expert estimation is given.
Key words: security system, expert evaluation, the criteria for effectiveness, performance indicators.
Получено 14.02.11
Полиграфия и защита информации
351
УДК 004.415.52 Е.В. Ларкин, д-р техн. наук, проф., (4872) 35-02-19, [email protected] (Россия, Тула, ТулГУ), А.Н. Ивутин, канд. техн. наук, доц., (4872) 33-24-45, [email protected] (Россия, Тула, ТулГУ), Е.И. Дараган, асп., (4872) 35-01-24, [email protected] (Россия, Тула, ТулГУ)
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ОПЕРАЦИЙ ГИБРИДНОГО МИКРОФИЛЬМИРОВАНИЯ ЦВЕТНОЙ ДОКУМЕНТАЦИИ
Рассмотрена технология гибридного микрофильмирования цветной докумен-тации с использованием чёрно-белых светочувствительных материалов, а также су-ществующие направления по снижению временных затрат на сложные алгоритмиче-ские вычисления в программном обеспечении.
Ключевые слова: микрофильмирование, многопоточность, вычисления на гра-фических процессорах.
Традиционные технологии микрофильмирования ориентированы на хранение текстовой и чертёжно-графической документации. Изображения подобных документов являются черно-белыми и хорошо переносятся на высококонтрастные светочувствительные материалы, применяемые в мик-рофильмировании, поскольку передачи промежуточных градаций серого тона здесь обычно не требуется. Вместе с этим, в архивах накоплен значи-тельный по объёму фонд документов, в которых часть информации пере-дается с кодированием цветом и требуюет долговременного хранения с со-хранением именно цветового кодирования. В качестве примеров подобной документации можно привести топографические карты, схемы и планы с нанесённой цветовой разметкой, научно-техническую документацию, со-держащую цветные иллюстрации, графики, диаграммы и т.п.
В настоящее время разработана технология гибридного промыш-ленного микрофильмирования цветной документации, близкой к стандарт-ному технологическому процессу микрофильмирования черно-белых до-кументов и обеспечивающей сопоставимые с черно-белыми микрофильмами сроки хранения [1].
Для реализации предложенных алгоритмов технологии гибридного микрофильмирования цветной документации с использованием чёрно-белых светочувствительных материалов был разработан программно-технический комплекс [2], структура которого приведена на рис. 1.
Формально цифровую модель можно представить в виде матрицы ( ) , , 1.. , 1..cI x y x X y Yι= = = , элементы которой являются векторами
( ) ( ) ( )( )1 2, , , , ,c c cx y x y x yι ι ι= K , где ( ),
icP x y – яркость i -й цветовой компо-
ненты в точке yx, . На практике количество цветовых составляющих огра-



Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
354
В дальнейшем этот файл может быть выведен на бумагу через сис-тему цветной печати либо записан на машинный носитель с возможностью последующей цифровой обработки и/или передачи по каналам связи.
Таким образом, описанная система гибридного микрофильмирова-ния цветной документации позволяет осуществлять долговременное хра-нение цветных документов, используя относительно недорогое сущест-вующее оборудование для микрофильмирования за счёт разработки специального математического и программного обеспечения обработки цифровых моделей изображений.
Алгоритмы подготовки и восстановления изображений при гибрид-ном микрофильмировании характеризуются высокой вычислительной сложностью. Для формирования выходного изображения требуется реше-ние систем дифференциальных уравнений, а также значительное количест-во матричных преобразований. При этом вычисления выполняются над кадрами искомого изображения в каждом из модулей комплекса. Переход данных от модуля к модулю не зависит от порядка поступления входной информации на входы предшествующего блока. Поэтому, учитывая ин-формационные зависимости между компонентами комплекса, можно го-ворить о возможности применения средств оптимизации вычислений в процессе гибридного микрофильмирования.
Известен целый ряд средств и методик для снижения временных за-трат на выполнение тех или иных операций, начиная от элементарного увеличения вычислительных мощностей и заканчивая полным перестрое-нием компонент системы.
Решением, позволяющим учесть растущую степень параллелизма современных программ, является использование вытесняющих многоза-дачных операционных систем (или систем с разделением времени). Мно-гозадачность с разделением времени позволяет скрывать время ожидания ввода-вывода путем чередования выполнения нескольких программных потоков. Однако такая модель не обеспечивает параллельное выполнение вычислений, а для однопроцессорных систем замедляет скорость работы. Только один поток команд может обрабатываться процессором в каждый момент времени. Другой способ реализовать параллелизм на уровне про-граммных потоков – увеличение количества физических процессоров в компьютере.
Многопроцессорные системы позволяют реализовать истинно па-раллельное выполнение, поскольку на нескольких процессорах одновре-менно выполняется несколько программных потоков или процессов. Для того чтобы рассмотреть данное решение, необходимо более формально определить понятие программного потока. Программный поток можно считать элементарной единицей использования процессора. Он содержит программный счетчик, который указывает на текущую команду в потоке,

Полиграфия и защита информации
355
информацию о состоянии процессора для текущего потока, а также другие ресурсы, такие, как стек.
В настоящее время широкое применение получила технология од-новременной многопоточности (Simultaneous Multi-Threading, SMT). Реа-лизация SMT от фирмы «Intel» известна как технология гиперпоточности (Hyper-Threading Technology, HT Technology). За счет технологии гиперпо-точности один процессор выглядит как несколько логических процессо-ров. Это позволяет операционным системам и приложениям планировать выполнение несколько программных потоков на разных логических про-цессорах точно так же, как в случае многопроцессорной системы. Другими словами, можно планировать несколько программных потоков, но по-скольку исполнительные ресурсы используются совместно, то именно микроархитектура определяет, когда и как будет чередоваться выполнение двух потоков. Невозможно организовать параллельную вычислительную систему без установления каналов связи или других средств взаимодейст-вия между различными частями такой системы. Установление изоляции между процессорами и запрет на взаимный обмен информацией не позво-ляют повысить степень эффективности параллельных вычислений.
Другим распространяемым решением проблемы увеличения вычис-лительных мощностей является использование многоядерного процессора. Многоядерные процессоры поддерживают мультипроцессорную обработ-ку на кристалле (Chip Multiprocessing, CMP). Данная технология предпола-гает расположение исполнительных ядер (отдельных процессоров) на од-ном кристалле. Исполнительные ядра имеют собственный набор исполнительных и архитектурных ресурсов. Кроме того, каждое ядро под-держивает механизм SMT, увеличивая таким образом количество логиче-ских процессоров в два раза по сравнению с количеством исполнительных ядер.
Многопроцессорность можно получить и, задействовав мощности современных видеокарт (GPU), производительность которых при выпол-нении спецопераций сопоставима, а иногда и превышает производитель-ность центрального процессора (CPU). Такие вычисления сводятся к ис-пользованию CPU и GPU с разнородной выборкой между ними, а именно части программы, отвечающие за управления данными, логическое взаи-модействие между компонентами системы и т.п., берет на себя CPU, в то время как трудоёмкие вычислительные задачи отводятся графическому процессору. Благодаря этому происходит распараллеливание задач, кото-рое приводит к ускорению обработки информации, т.е. уменьшает время выполнения работы. Однако, чтобы добиться такого результата, необхо-дима поддержка ещё и программного обеспечения, которое распределяет вычислительные нагрузки между центральным и графическим процессо-ром.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
356
В настоящее время два основных производителя видеочипов – NVIDIA и AMD – разработали соответствующие платформы под названи-ем CUDA (Compute Unified Device Architecture) и CTM (Close To Metal или AMD Stream Computing) соответственно. Платформы не совместимы меж-ду собой, CUDA - это расширение языка программирования C, а CTM - виртуальная машина, исполняющая ассемблерный код. Особенное место в области высокопроизводительных вычислений занимает стандарт OpenCL – единый стандарт для написания приложений, которые должны испол-няться в системе, где установлены различные по архитектуре процессо-ры, ускорители и платы расширения. Стандарт предоставляет программи-стам переносимый и эффективный доступ ко всей мощи гетерогенных вычислительных платформ.
OpenCL поддерживает широкий круг ПО: от встроенных и клиент-ских приложений до высокопроизводительных решений. Достигается это за счет создания переносимого низкоуровневого программного интерфей-са, пригодного для использования в высокопроизводительных решени-ях. Стандарт способен сформировать базовый уровень параллельного вы-числительного кода независимых от аппаратной платформы программных инструментов, промежуточного ПО и других видов приложений.
Сравнивая два подхода к снижению временных затрат на осуществ-ление сложных вычислений, в том числе и при гибридном микрофильми-ровании, можно сказать, что в отличие от современных универсальных CPU графические процессоры предназначены для параллельных вычисле-ний с большим количеством арифметических операций, что характерно для задач обработки видеоинформации. И значительно большее число транзисторов GPU работает по прямому назначению - обработке массивов данных, а не по управлению исполнением немногочисленных последова-тельных вычислительных потоков. В итоге, основой для эффективного ис-пользования мощности GPU в научных и иных расчётах является распа-раллеливание алгоритмов на сотни исполнительных блоков, имеющихся в видеочипах. Выполнение расчётов на GPU показывает отличные результа-ты в алгоритмах, использующих параллельную обработку данных, то есть, когда одну и ту же последовательность математических операций приме-няют к большому объёму данных. При этом лучшие результаты достига-ются, если отношение числа арифметических инструкций к числу обраще-ний к памяти достаточно велико. Это предъявляет меньшие требования к управлению исполнением, а высокая плотность математики и большой объём данных отменяют необходимость в больших кэшах, как на CPU.
Рассмотрим алгоритм работы модуля восстановления цветного изо-бражения с микрофильма (рис.3) на предмет возможности распараллели-вания вычислений.


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
358
Если область nA имеет координаты ( ) ( )( )( ) ( ) ( ) ( ), , ,l n t n r n b nx y x y , где
( )( ) ( ),l n t nx y – координаты левого верхнего угла области nA ; ( )( ) ( ),r n b nx y
– координаты правого нижнего угла области nA , то в качестве критерия, определяющего принадлежность точки к множеству базовых точек, ис-пользуется зависимость вида
(1)
где u, v характеризуют размеры области малых сдвигов В относительно предполагаемой базовой точки, по которой происходит сравнение;
,x y∆ ∆ характеризуют размеры областей окружения предполагаемой базо-вой точки (область ℜ ) и каждой точки (область ′ℜ ) из области малых сдвигов В.
После анализа формулы (1) на предмет распараллеливания вычис-лений можно получить схему расчетов критерия (рис. 4).
Рис. 4. Пространство итераций цикла вычисления критерия,
определяющего принадлежность точки к множеству базовых точек
Учитывая, что речь идет об обработке изображений и об алгорит-мах повышения яркости и контрастности, существует возможность пере-носа проводимых вычислений на графический процессор. Формирование множества базовых точек в базовом кадре, расчёт параметров совмещения кадров также выполняются для отдельно взятого приводимого кадра изо-бражения. Результаты данных расчетов используются на этапе совмеще-ния текущего приводимого кадра. Так же, как и в случае подготовки ис-ходного изображения, выполнение процесса расчета параметров совмещения может выполняться параллельно для каждого кадра ввиду от-сутствия параметрических и информационных зависимостей между ними [6].

Полиграфия и защита информации
359
Предложенный подход к распараллеливанию вычислений в системе гибридного микрофильмирования позволит снизить общее время выпол-нения процесса микрофильмирования документа-оригинала и время вос-становления документа с микрофильма. Выделение независимых функ-циональных блоков в алгоритмах обработки исходного изображения предоставляет возможность применения технологий параллельных вычис-лений, в том числе с использованием графических процессоров. Это по-зволит снизить время выполнения сложных вычислений и расчетов, кото-рыми характеризуется процесс микрофильмирования цветных изображений.
Список литературы
1. ГОСТ 13.1.002–80. Репрография. Микрография. Документы для
съемки. Общие требования и нормы. М.: Изд-во стандартов, 1982. 2. Талалаев А.К., Котов В.В. Аппаратно-программный комплекс
гибридного микрофильмирования цветных документов// Известия ТулГУ. Сер. Проблемы специального машиностроения. Вып. 9. Т. 2. С. 242 - 246.
3. Котов В.В., Гусев Б.Б., Муравлев С.Н. Гибридное микрофильми-рование цветной документации// Известия ТулГУ. Сер.: Проблемы управ-ления электротехническими объектами. 2005. Вып.3. С. 170.
4. Ларкин Е.В., Котов В.В. Микрофильмирование цветной докумен-тации// Известия ТулГУ. Сер.: Вычислительная техника. Информационные технологии. Системы управления. Вып. 3. Системы управления. С. 101 - 106.
5. Котов В.В. Метод совмещения цветовых плоскостей в системах гибридного микрофильмирования, Известия ТулГУ. Сер.: Проблемы спе-циального машиностроения. 2005. Вып. 8. С. 345 - 349.
6. Ивутин А.Н., Дараган Е.И. Применение сетей Петри и метода по-строения графа информационных зависимостей для решения задач вери-фикации и распараллеливания вычислений // Известия ТулГУ. Техниче-ские науки. 2011. Вып. 5. Ч. 3. С. 185 – 192.
E.V. Larkin, A.N. Ivutin, E.I. Daragan IMPROVE OPERATIONAL EFFICIENCY HYBRID COLOR DOCUMENT
MICROFILMING The technology of hybrid microfilming color documents with black and white light-
sensitive materials, and also current trends to reduce the time spent on complex algorithmic calculations in software are presented.
Key words: microfilming, multithreading, computation on GPUs.
Принято 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
360
УДК 004.932.2 Е.В. Ларкин, д-р техн. наук, проф., зав. кафедрой, (4872) 35-02-19, e [email protected] (Россия, Тула, ТулГУ), А.Н. Ивутин, канд. техн. наук, доц., (4872) 33-24-45, [email protected] (Россия, Тула, ТулГУ)
ОЦЕНКА ВЫЧИСЛИТЕЛЬНОЙ СЛОЖНОСТИ АЛГОРИТМОВ ЦВЕТОДЕЛЕННОГО МИКРОФИЛЬМИРОВАНИЯ
Описывается процедура цветоделенного микрофильмирования и оценивается вычислительная сложность алгоритма совмещения RGB-слоев изображения при выво-де информации пользователю. Определена алгоритмическая сложность составляю-щих, предложены способы ее уменьшения.
Ключевые слова: микрофильмирование, цветоделение, вейвлет-анализ, поиск подстрок.
Рост мощности вычислительной техники позволяет решать с помо-щью ЭВМ все более и более сложные задачи, внедряя более сложные ал-горитмы либо существенно повышая точность существующих. Рассматри-вая общее время работы любого алгоритма как совокупность двух составляющих - числа операций и времени выполнения одной операции, можно предсказать среднее время решения задачи на ЭВМ заданного типа. Однако следует отметить, что, несмотря на сокращающееся в соответствии с законом Мура время выполнения каждой операции, резкого ускорения решения алгоритмических задач, как правило, не происходит. Это связано с усложнением алгоритмической составляющей в решении задачи из-за увеличения точности расчетов, применения более качественных способов обработки и т.д. Таким образом, несмотря на возрастающие возможности аппаратного обеспечения, улучшение алгоритмов играет не менее важную роль в вычислительных задачах, особенно если требуется детерминиро-ванное время выполнения, например, в системах реального времени или при обработке «на лету», т.е. за время, не превышающее время реакции пользователя. В связи с этим задача оценки вычислительной сложности ал-горитмов по-прежнему является актуальной.
Одной из задач, где вычислительная сложность алгоритма играет важную роль, является задача цветоделенного микрофильмирования. Предлагаемый подход без применения специализированных алгоритмов обработки позволяет сохранить цветную документацию при использова-нии стандартного технологического процесса микрофильмирования черно-белых документов с обеспечением сопоставимых с черно-белыми микро-фильмами сроков хранения. И если в процессе переноса информации на микропленку временной фактор может играть второстепенную роль, то для задачи восстановления изображения требования к отсутствию задержек являются вполне обоснованными.

Полиграфия и защита информации
361
Разрабатываемый метод цветоделенного микрофильмирования свя-зан с использованием гибридной технологии аналого-цифрового микро-фильмирования. Цветное изображение документа с помощью измеритель-но-информационного комплекса предварительно разделяется на основные цветовые составляющие (красную - Red, зеленую - Green и синюю - Blue), а каждая составляющая (цветовой кадр) непосредственно переносится на микрофильм. Преимуществом данного подхода является то, что в качестве долговременного носителя цветовой информации, содержащейся в исход-ном документе, при такой технологии могут быть использованы традици-онные черно-белые светочувствительные материалы. Однако малое коли-чество градаций оптической плотности на микрофильме, возникновение случайных пространственных искажений изображений в процессе химико-фотографической обработки, дополнительные потери информации в про-цессе длительного хранения приводят к необходимости использования специального алгоритмического обеспечения.
Одной из главных проблем цветоделенного микрофильмирования является совмещение цветовых кадров R,G,B в результирующее изображе-ние. На рис. 1 приведен пример искажений изображения в результате не-точного совмещения отдельных составляющих. В зависимости от степени рассогласования погрешности могут быть незаметными или, наоборот, сделать изображение полностью неидентифицируемым.
Математическим аппаратом, дающим общетеоретическое решение проблемы, является аппарат вейвлет-анализа пространственных сигналов, который позволяет, с одной стороны, получать количественные оценки ха-рактеристик преобразования изображений на разных этапах технологиче-ских процессов по системе «вход/выход», а с другой стороны, определять локализацию пространственных неоднородностей характеристик изобра-жений. Использование вейвлет-преобразования как инструмента кратно-масштабного анализа позволяют рассматривать исследуемый сигнал с раз-личными масштабами: «через микроскоп», «невооруженным взглядом», «через бинокль» [1]. Анализ дает возможность выделить на изображении базовые точки сопоставления (перепады, контуры изображения и пр.), применяемые для совмещения цветоделенных RGB-каналов, что потребует выполнения вейвлет-преобразования отдельно для каждой цветовой со-ставляющей.
Обработка растровых изображений предполагает работу с двумер-ным массивом дискретных данных, и многомасштабный анализ должен строиться в пространстве функций двух переменных. Это означает, что требуется использование функций нескольких (в данном контексте двух) переменных, т.е. должны быть использованы двумерные дискретные вейв-лет-преобразования.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
362
Рис. 1. Пример фантомных изображений при неправильном совмещении RGB-каналов
Как показано в [2], существуют два способа для преобразования значений пикселей некоторого изображения - стандартное и нестандартное разложение, являющиеся двумерными обобщениями одномерного преоб-разования.
Стандартное разложение заключается в применении одномерного преобразования к каждой строчке пикселей, после чего, рассматривая пре-образованные строки как элементы некоторого нового изображения, при-меняется одномерное преобразование к каждому столбцу.
В случае нестандартного разложения операции над строками и столбцами чередуются. Сначала выполняется один этап горизонтального попарного усреднения с получением разности значений пикселей в каждой строке изображения. Затем попарное усреднение и получение разностей применяются к каждому получившемуся столбцу, после чего процесс ре-курсивно повторяется на квадрантах, содержащих средние значения в обо-их направлениях [2].
В качестве базовой функции преобразования предлагается исполь-зование вейвлета Хаара. Вейвлеты Хаара представляют собой кусочно-постоянные функции, принимающие два значения -1; +1 и заданные на конечных интервалах различных масштабов (рис. 2). Вейвлет Хаара еди-ничного масштаба и нулевого смещения (материнский вейвлет Хаара) – это функция, равная +1 на интервале [0; 1/2) и -1 на интервале [1/2;1), оп-ределяемая как
)2( ixjji −ψ=ψ ,
где i=0,…2j-1, причем
<≤−<≤
=случае. противном в 0
;2/10 при 1
;2/10 при 1
)( x
x
xψ

Полиграфия и защита информации
363
Рис. 2. Материнский вейвлет Хаара Вейвлеты Хаара хорошо зарекомендовали себя в практических за-
дачах обработки дискретных сигналов, таких, как массивы отсчетов аудио-сигналов и цифровые фотографии [3].
Как следует из [2], для стандартного разложения построение дву-мерного базиса вейвлетов состоит во взятии всевозможных тензорных произведений функции одномерного базиса и для квадратного изображе-ния n×n требует 4(n2-n) операций. В то же время для нестандартного раз-ложения процедура расчетов несколько меняется, начинаясь с определения двумерных масштабирующих функций
φφ(x, y)=φ(x)φ(y) и трех вейвлетов
φψ(x, y) = φ(x)ψ(y); ψφ(x, y) = ψ(x)φ(y); ψψ(x, y) = ψ(x)ψ(y).
Для изображения m×m нестандартному разложению потребуется
всего 3
8 (n2-1) операций, что, несмотря на более простое с алгоритмической
точки зрения стандартное преобразование, является более эффективным с вычислительной точки зрения.
Дальнейшие операции по совмещению изображений трех цветовых каналов заключаются в выделении базовых точек на одном из каналов и поиске соответствующих участков на двух других. Задача поиска эффек-тивно решается алгоритмом Рабина - Карпа для двумерной задачи [4]. В худшем случае его время работы составляет О((n–m+1)m), однако ожидае-мое время работы алгоритма, как правило, не превосходит O(n+m), где n - размер массива для поиска, а m - длина образца. Сужая границы поиска конкретной областью изображения, рассчитанной на основе реально воз-можных сдвигов и погрешностей при цветоделении, можно добиться прак-тически гарантированной работы алгоритма за ожидаемое время, значи-тельно снизив при этом величину n.
Таким образом, общая сложность вычислений при совмещении RGB-слоев составит O(n2)+ О((n–m+1)m) либо при локализации участков
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
364
поиска O(n2)+ О((n1–m+1)m), где n1 - область для просмотра алгоритмом Рабина - Карпа. Основными параметрами, влияющими на сложность вы-числений, будут являться размер изображения и сложность базового шаб-лона для поиска. Кроме того, для уточнения результатов совмещения предлагается повторение поиска базовых точек N раз (N≥3), что в итоге да-ет общую вычислительную сложность процесса при использовании лока-лизации поиска, равную O(n2)+ О(N(n1–m+1)m).
Список литературы
1. Киселев А. Приложения вейвлет-анализа // BaseGroup Labs. Тех-
нологии анализа данных. URL: http://www.basegroup.ru/library/ cleaning/wavelet applications/ (дата обращения: 21.11.2010).
2. Столниц Э., Т. ДеРоуз, Д. Салезин. Вейвлеты в компьютерной графике:Теория и приложения = Wavelets for Computer Graphics. Theory and Applications /пер. с англ. Л.А.Кунгуровой ; под ред. Е.В. Мищенко. М.; Ижевск: НИЦ "РХД", 2002. 272 с.
3. Жарких А.А. Обработка изображений на основе вейвлет-преобразования в базисе Хаара над конечным полем нечетной характери-стики // Вестник МГТУ. Т. 12. 2. 2009. С. 197-201.
4. Алгоритмы: построение и анализ / Т.Кормен [и др.];пер.с англ. И.В.Красикова, Н.А.Ореховой, В.Н.Романова; под ред. И.В.Красикова. 2-е изд. М.: Вильямс, 2007. 1296 с.
E.V. Larkin, A.N. Ivutin COMPUTATIONAL COMPLEXITY ESTIMATION OF COLOR SEPARATION
MICROFILMING ALGORITHMS’ The procedure of color separation microfilming is described. The computational
complexity of RGB-image layers overlapping output algorithm is estimated. The computational complexity of each algorithm step is evaluated. Ways of minimization complexity are proposed.
Key words: microfilming, color separation, wavelet analysis, substring search.
Получено 14.12.11
Полиграфия и защита информации
365
УДК 004.832.28 О.В. Чечуга, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ) УГРОЗЫ БЕЗОПАСНОСТИ ИНФОРМАЦИОННОЙ СИСТЕМЫ ПРЕДПРИЯТИЯ
Представлена логическая цепочка угроз и их проявлений. Проведен анализ воз-
можных угроз информационной системы предприятия. Рассмотрены внутренние и внешние угрозы информационной системы, что позволит службам информационной безопасности разрабатывать эффективные методы противодействия угрозам ин-формационной безопасности.
Ключевые слова: угроза, источники угроз, уязвимость, несанкционированный доступ к информации, информационная система предприятия.
В настоящее время сформировалось устойчивое отношение к ин-
формации всех видов как к ценнейшему ресурсу. Объясняется это небыва-лым ростом объема информационных потоков в современном обществе. В первую очередь это относится к тем направлениям государственной дея-тельности, которые являются наиболее важными в жизнеобеспечении об-щества: экономике, науке, образованию, социальной сфере и др. Все эти направления тесно пересекаются и развитие каждого напрямую зависит от качества используемой информации, ее достоверности и полноты, опера-тивности и формы представления. Поэтому особое внимание должно уде-ляться проблемам формирования, использования и защиты информацион-ных ресурсов на основе применения информационных и коммуникационных технологий.
Информационная система государственного учреждения из любой указанной сферы является организационно - технической системой, в ко-торой реализуются информационные технологии и предусматривается ис-пользование аппаратного, программного и других видов обеспечения, не-обходимого для реализации информационных процессов сбора, обработки, накопления, хранения, поиска и распространения информации. Основу со-временной ИС организации, как правило, составляют территориально рас-пределенные компьютерные системы (вычислительные сети), элементы которых расположены в отдельно стоящих зданиях, на разных этажах этих зданий и связаны между собой транспортной средой, которая использует физические принципы ("витая пара", оптико-волоконные каналы, радиока-нал и т.п.). Основу аппаратных (технических) средств таких систем со-ставляют ЭВМ (группы ЭВМ), периферийные, вспомогательные устройст-ва и средства связи, сопрягаемые с ЭВМ. Состав программных средств определяется возможностями ЭВМ и характером решаемых задач в данной ИС.
Основными элементами, составляющими такую систему, являются:

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
366
- локальная сеть; - каналы и средства связи (КС); - узлы коммутации; - рабочие места сотрудников ИС; - рабочее место удаленного пользователя; - носители информации (магнитные, оптические и др.); - отдельные ПК и рабочие станции; - непосредственно пользователи. Перечисленные элементы в процессе функционирования активно
взаимодействуют между собой, что, в свою очередь, позволяет использо-вать различные точки доступа к информационным ресурсам. Уровень за-щиты всей системы будет определяться степенью защиты уязвимых мест на конкретных точках доступа. Информационные ресурсы можно разде-лить на два основных типа с точки зрения регламентации распространения и использования: общедоступная информация и информация ограниченно-го распространения.
Общедоступная информация, говоря простым языком – та инфор-мация, которую нельзя скрывать от общества. Примером могут служить информация о состоянии окружающей среды, о деятельности органов го-сударственной власти и органов местного самоуправления, а также доку-менты, накапливаемые в открытых фондах библиотек и архивов. В эту ка-тегорию можно отнести нормативные правовые акты, затрагивающие права, свободы и обязанности человека и гражданина, правовое положение организаций и полномочия государственных органов, органов местного самоуправления.
Информацией ограниченного доступа является информация, пред-ставляет ценность для ее владельца и доступ, к которой ограничивается на законном основании. В свою очередь, информация ограниченного доступа подразделяется на информацию, составляющую государственную тайну, и информацию, соблюдение конфиденциальности которой установлено фе-деральным законом (конфиденциальная информация).
Анализ угроз информационной безопасности Угроза – совокупность условий и факторов, создающих потенци-
альную или реально существующую опасность нарушения конфиденци-альности, доступности и (или) целостности информации.
Моделирование и классификацию источников угроз и их проявле-ний, целесообразно проводить на основе анализа взаимодействия логиче-ской цепочки (рисунок).
Логическая цепочка угроз и их проявлений

Полиграфия и защита информации
367
Источники угроз – это потенциальные антропогенные, техногенные и стихийные угрозы безопасности.
Под угрозой (в целом) понимают потенциально возможное событие, действие (воздействие), процесс или явление, которое может привести к нанесению ущерба чьим - либо интересам. Под угрозой интересам субъек-тов информационных отношений понимают потенциально возможное со-бытие, процесс или явление, которое посредством воздействия на инфор-мацию или другие компоненты ИС может прямо или косвенно привести к нанесению ущерба интересам данных субъектов.
Уязвимость – это присущие объекту ИС причины, приводящие к нарушению безопасности информации на конкретном объекте и обуслов-ленные недостатками процесса функционирования объекта ИС, свойства-ми архитектуры ИС, протоколами обмена и интерфейсами, применяемым программным обеспечением и аппаратной платформы, условиями эксплуа-тации, невнимательностью сотрудников.
Последствия – это возможные действия реализации угрозы при взаимодействии источника угрозы через имеющиеся уязвимости.
Если говорить об угрозах информационно-технического характера, можно выделить такие элементы, как кража информации, вредоносное ПО, хакерские атаки, СПАМ, халатность сотрудников, аппаратные и про-граммные сбои, финансовое мошенничество, кража оборудования.
Согласно статистике применительно к этим угрозам можно привес-ти следующие данные (по результатам исследований, проведённых в Рос-сии компанией InfoWath):
кража информации – 64 %; вредоносное ПО – 60 %; хакерские атаки – 48 %; спам – 45 %; халатность сотрудников – 43 %; аппаратные и программные сбои – 21 %; кража оборудования – 6 %; финансовое мошенничество – 5 %. Как видно из приведенных данных, наиболее распространены кра-
жа информации и вредоносное ПО. В настоящее время широкое развитие получили такие угрозы ин-
формационной безопасности, как хищение баз данных, рост инсайдерских угроз, применение информационного воздействия на различные информа-ционные системы, возрос ущерб, наносимый злоумышленником.
Среди внутренних угроз безопасности информации выделяют на-рушение конфиденциальности информации, искажение, утрату информа-ции, сбои в работе оборудования и информационных систем, кражу обору-дования. И опять же, опираясь на статистику, наибольшее распространение имеют нарушения конфиденциальности и искажение.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
368
Так или иначе, утечка информации происходит по каналам утечки. Большую часть в данном аспекте представляет так называемый «человече-ский фактор», то есть сотрудники организации, потому что они имеют дос-таточно полномочий и возможностей для завладения информацией.
Наиболее опасными являются неумышленные действия персонала. Помимо всего вышеперечисленного, стоит сказать о внешних и
внутренних источниках угроз безопасности в более глобальном смысле. Внешние источники Деятельность иностранных политических, экономических, военных,
разведывательных и информационных структур, направленная против ин-тересов Российской Федерации в информационной сфере.
Стремление ряда стран к доминированию и ущемлению интересов России в мировом информационном пространстве, вытеснению ее с внеш-него и внутреннего информационных рынков.
Обострение международной конкуренции за обладание информа-ционными технологиями и ресурсами.
Деятельность международных террористических организаций. Увеличение технологического отрыва ведущих держав мира и на-
ращивание их возможностей по противодействию созданию конкуренто-способных российских информационных технологий.
Деятельность космических, воздушных, морских и наземных тех-нических и иных средств (видов) разведки иностранных государств.
Разработка рядом государств концепций информационных войн, предусматривающих создание средств опасного воздействия на информа-ционные сферы других стран мира, нарушение нормального функциониро-вания информационных и телекоммуникационных систем, сохранности информационных ресурсов, получение несанкционированного доступа к ним.
Внутренние источники. Закупка органами государственной вла-сти импортных средств информатизации, телекоммуникации и связи при наличии отечественных аналогов, не уступающих по своим характеристи-кам зарубежным образцам.
Противоправные сбор и использование информации. Нарушения технологии обработки информации. Внедрение в аппаратные и программные изделия компонентов, реа-
лизующих функции, не предусмотренные документацией на эти изделия. Разработка и распространение программ, нарушающих нормальное
функционирование информационных и информационно - телекоммуника-ционныхсистем, в том числе систем защиты информации.
Уничтожение, повреждение, радиоэлектронное подавление или раз-рушение средств и систем обработки информации, телекоммуникации и связи.
Полиграфия и защита информации
369
Воздействие на ключевые системы защиты автоматизированных систем обработки и передачи информации.
Компрометация ключей и средств криптографической защиты ин-формации.
Утечка информации по техническим каналам. Внедрение электронных устройств для перехвата информации в
ТСОИ по каналам связи, а также в служебные помещения. Уничтожение, повреждение, разрушение или хищение машинных и
других носителей информации. Перехват информации в сетях передачи данных и на линиях связи,
дешифрование этой информации и навязывание ложной информации. Использование несертифицированных отечественных и зарубежных
информационных технологий, средств защиты информации, средств ин-форматизации, телекоммуникации и связи при создании и развитии рос-сийской информационной инфраструктуры.
Несанкционированный доступ к информации, находящейся в бан-ках и базах данных.
Нарушение законных ограничений на распространение информа-ции.
В ходе анализа невозможно определить все разнообразие потенци-альных угроз, оно настолько велико, что не позволяет предусмотреть каж-дую угрозу. Поэтому службы ИБ предприятия, анализируя характеристики угроз, должны выбирать с позиций здравого смысла, одновременно выяв-ляя не только сами угрозы и потенциальный ущерб, но их источники и уязвимости системы. В процессе проведения анализа некоторые угрозы могут объединяться в одну группу, а некоторые могут вообще исключаться из числа потенциально опасных.
Такой анализ позволит службам информационной безопасности разрабатывать эффективные методы противодействия угрозам ИБ и ре-шать следующие задачи:
обеспечивать сохранность государственных секретов; организовывать контроль передачи и хранения информации; обеспечивать экономическую безопасность предприятия; обеспечивать защиту объектов. Анализ угроз ИБ является одним из ключевых моментов политики
безопасности любой ИС. Разрабатывая политику безопасности, соответст-вующим службам целесообразно использовать системный подход. Под системностью понимается, прежде всего, то, что защита информации за-ключается не только в создании соответствующих механизмов, а пред-ставляет собой регулярный процесс, осуществляемый на всех этапах жиз-ненного цикла ИС с применением единой совокупности законодательных, организационных и технических мер, направленных на выявление, отра-жение и ликвидацию различных видов угроз информационной безопасно-сти.
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
370
Список литературы
1. Домарев В.В. Безопасность информационных технологий. Сис-темный подход. М.: Изд-во: «ТИД «ДС», 2004. 992 с.
2. Черней Г.А., Охрименко С.А., Ляху Ф.С. Безопасность автомати-зированных информационных систем. Кишинев, 1996.
3. Международный стандарт ISO/IEC 17799. Информационные тех-нологии. Свод практических правил для управления защитой информации. ISO/IEC, 2000.
O.V. Chechuga INFORMATION SECURITY THREATS ENTERPRISE SYSTEMS A logical chain of threats and their implications is presented. An analysis of possible
threats to the enterprise information system is made. The internal and external threats to in-formation systems that will allow security services to develop effective methods to counter the threats of information security is discussed.
Key words: risk, sources of threat, vulnerability, unauthorized access to information, business information system.
Получено 14.12.11
УДК 004.832.28 С.Ю. Борзенкова, канд. техн. наук, доц., (4872)33-25-08, [email protected] (Россия, Тула, ТулГУ), О.В. Чечуга, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ) СТРАТЕГИЯ РАЗВИТИЯ ЗАЩИТЫ ИНФОРМАЦИОННОЙ
СИСТЕМЫ ПРЕДПРИЯТИЯ Рассмотрены объекты защиты предприятия и показана возможная последо-
вательность стадий и этапов создания и развития системы защиты. Условно пред-ставлены циклы и этапы разработки концептуальной архитектуры ИС предприятия. Предложена стратегия развития информационной системы предприятия.
Ключевые слова: информационная система предприятия, комплексная систе-ма зашиты, объект защиты, концептуальная архитектура информационной системы предприятия.
Информация играет все возрастающую роль в обеспечении безо-пасности всех сфер жизнедеятельности общества, поэтому защита инфор-мации является одним из важных направлений деятельности не только го-сударства, но и большинства предприятий и учреждений.

Полиграфия и защита информации
371
Информация может быть представлена в различной форме и на раз-личных физических носителях. Основные формы информации, представ-ляющие интерес с точки зрения защиты:
документальная; акустическая (речевая); телекоммуникационная и т.п. Документальная информация содержится в графическом или бук-
венно-цифровом виде на бумаге, а также в электронном виде на магнитных и других носителях. Особенность документальной информации в том, что она в сжатом виде содержит сведения, подлежащие защите.
Речевая информация возникает в ходе ведения в помещениях разго-воров, а также при работе систем звукоусиления и звуковоспроизведения.
Носителем речевой информации являются акустические колебания (механические колебания частиц упругой среды, распространяющиеся от источника колебаний в окружающее пространство в виде волн различной длины). Речевой сигнал является сложным акустическим сигналом в диа-пазоне частот от 200...300 Гц до 4...6 кГц.
Телекоммуникационная информация циркулирует в технических средствах обработки и хранения информации, а также в каналах связи при ее передаче. Носителем информации при ее обработке техническими сред-ствами и передаче по проводным каналам связи является электрический ток, а при передаче по радио и оптическому каналам – электромагнитные волны.
Основные объекты защиты информации: информационные ресурсы, содержащие сведения, отнесенные к
коммерческой тайне, и конфиденциальную информацию; средства и системы информатизации (средства вычислительной
техники, информационно-вычислительные комплексы, сети и системы), программные средства (операционные системы, системы управления база-ми данных, другое общесистемное и прикладное программное обеспече-ние), автоматизированные системы управления, системы связи и передачи данных, технические средства приема, передачи и обработки информации ограниченного доступа (звукозапись, звукоусиление, звукосопровождение, переговорные и телевизионные устройства, средства изготовления, тира-жирования документов и другие технические средства обработки графиче-ской, смысловой и буквенно-цифровой информации), их информативные физические поля, т.е. системы и средства, непосредственно обрабатываю-щие информацию, отнесенную к коммерческой тайне, а также конфиден-циальную информацию. Эти средства и системы часто называют техниче-скими средствами приема, обработки, хранения и передачи информации (ТСПИ);

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
372
технические средства и системы, не относящиеся к средствам и системам информатизации (ТСПИ), но размещенные в помещениях, в ко-торых обрабатывается секретная и конфиденциальная информация. Такие технические средства и системы называются вспомогательными техниче-скими средствами и системами (ВТСС). К ним относятся: технические средства открытой телефонной, громкоговорящей связи, системы пожар-ной и охранной сигнализации, радиотрансляции, часофикации, электробы-товые приборы и т.д, а также сами помещения, предназначенные для обра-ботки информации ограниченного распространения.
Анализ процессов создания и развития информационной системы (ИС) многих предприятий показывает, что большинство из существующих проблем автоматизации, в том числе проблем безопасности, порождены практикой создания и хаотичного развития ИС в ходе решения постоянно возникающих текущих проблем предприятия, в том числе вызванных са-мой автоматизацией.
На рис. 1 показана возможная последовательность стадий и этапов создания и развития ИС.
ИС должна создаваться и развиваться, модернизироваться с учетом основных групп требований, в том числе функциональных требований и требований обеспечения безопасности. Функциональные требования включают перечень автоматизируемых задач/процессов деятельности и требования к показателям качества автоматизации (время решения задач, допустимое время реакции на запросы, число пользователей и т.д.). Требо-вания по обеспечению безопасности, исходя из потенциальных угроз ре-сурсам системы и деятельности предприятия, должны обеспечивать дос-тижение в ИС показателей безопасности ИТ с приемлемой для предприятия величиной риска.
Рис. 1. Стадии создания и развития ИС предприятия

Полиграфия и защита информации
373
Итак, прежде всего, решая текущие вопросы или проблемы автома-тизации, важно видеть стратегическое, концептуальное развитие ИС пред-приятия, которое бы соответствовало стратегическим задачам развития са-мого предприятия. Стратегия развития ИС предприятия может быть представлена в виде концепции, в которой должны быть не только сформу-лированы цели и задачи развития ИС, но и определена предполагаемая ар-хитектура ИС. Эта архитектура должна обеспечивать достижение в плани-руемой перспективе высокой эффективности автоматизации и безопасности основных процессов деятельности предприятия.
Существуют следующие представления защищенности информаци-онных систем предприятия:
защищенность – это совокупность средств и технологических приемов, обеспечивающих защиту компонентов информационных систем;
защищенность – это минимизация риска, которому могут быть под-вергнуты компоненты и ресурсы информационных систем;
защищенность – это комплекс процедурных, логических и физиче-ских мер, направленных на предотвращение угроз информации и компо-нентам информационных систем.
Защищенной информационной системой будем называть систему, в которой реализованы механизмы выполнения правил, удовлетворяющих установленному на основе анализа угроз перечню требований по защите информации и компонентов этой ИС.
Основные правила, которыми рекомендуют руководствоваться спе-циалисты при организации работ по защите информации, сводятся к сле-дующему.
1. Обеспечение безопасности информации есть непрерывный про-цесс, состоящей в систематическом контроле защищенности, выявлении узких мест в системе защиты, обосновании и реализации наиболее рацио-нальных путей совершенствования и развития системы защиты.
2. Безопасность информации в системе обработки данных может быть обеспечена лишь при комплексном использовании всего арсенала имеющихся средств защиты.
3. Никакая система защиты не обеспечит безопасность информации без надлежащей подготовки пользователей и соблюдения ими всех правил защиты.
4. Никакую систему нельзя считать абсолютно надежной. При этом механизмы выполнения указанных правил чаще всего
реализуются в виде системы защиты информации. Выбор защитных и контрольных мероприятий на этой ранней ста-
дии требует гораздо меньших затрат, чем выполнение подобной работы с эксплуатируемой компьютерной системой.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
374
На рис. 2 условно представлены циклы и этапы разработки концеп-туальной архитектуры ИС предприятия.
Рис. 2. Стадии создания и модернизации ИС предприятия
Выделены три цикла: 1 - разработка функциональной архитектуры, которая должна быть ориентирована на обеспечение комплексной автома-тизации основных функциональных задач/процессов деятельности пред-приятия; 2 – обеспечение на архитектурном уровне показателя доступно-сти ресурсов за счет методов и средств обеспечения живучести и отказоустойчивости; 3 – обеспечение на архитектурном уровне целостно-сти и конфиденциальности ресурсов и активов ИС с учетом применения как специальных средств безопасности, так и встроенных функций безо-пасности, предоставляемых оборудованием ИС (операционными система-ми, СУБД, прикладным и сервисным ПО).
Каждый цикл включает следующие этапы: анализ и формирование требований; разработку предложений по выполнению требований; реали-зацию предложений в виде проектных решений соответствующего уровня; оценку соответствия решений требованиям. При необходимости делается корректировка предлагаемых решений и их реализации.
Такой подход, с одной стороны, обеспечивает достижение необхо-димого компромисса между функциональными требованиями и требова-ниями безопасности, а с другой стороны, позволяет учесть многие состав-ляющие безопасности уже на архитектурном уровне.

Полиграфия и защита информации
375
Список литературы
1. СТБ 34.101.(1-2)-2001)ИСО/МЭК 15408-(1-3)-99) Информацион-ные технологии. Методы и средства безопасности. Критерии оценки безо-пасности информационных технологий. Ч. 1, 2 и 3.
2. Козюминский В.Д. Обеспечение гарантий безопасности в инфор-мационных системах//Управление защитой информации. Т.6. 4. 2000. С. 413-418.
3. Щербаков А.Ю. Современная компьютерная безопасность. Тео-ретические основы. Практические аспекты. Сер. Высшая школа. М.: Изд- во «Книжный мир», 2009. 352 с.
S.U. Borzenkova, O.V. Chechuga DEVELOPMENT STRATEGY FOR THE PROTECTION OF
PLANTSINFORMATION SYSTEM The objects of protection and the company shows a possible sequence of stages and
phases of creation and development of defenses are considered. The cycles and stages of de-velopment of the conceptual architecture of the IP business are conventionally represented. A strategy for enterprise information system is proposed.
Key words: information system company, an integrated system protection, an object of protection, the conceptual architecture of enterprise information system.
Получено 14.12.11
УДК 621.396.2 В.А. Селищев, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ), Н.Е. Проскуряков, д-р техн. наук, проф., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ), С.Ю. Борзенкова, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ)
ВЫБОР ОБОРУДОВАНИЯ ДЛЯ ЗАПИСИ И АРХИВИРОВАНИЯ ДЛЯ ОХРАННЫХ СИСТЕМ ВИДЕОНАБЛЮДЕНИЯ
Рассматриваются основные виды, принципы работы, функциональность обо-
рудования для записи и архивирования, применяемого в системах телевизионного на-блюдения. Даются рекомендации для его выбора.
Ключевые слова: видеомагнитофон, видеоизображение, видеорегистратор, формат сжатия, качество записи.
Оборудование для записи и архивирования включает в себя видео-
магнитофоны, видеопринтеры, накопители на жестких дисках компьютера и др. оборудование.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
376
Для регистрации отдельных кадров на бумаге применяются видео-принтеры, которые позволяют зафиксировать изображение контролируе-мой зоны на бумаге.
Для регистрации и документирования изображений видеокамер применяются специализированные видеомагнитофоны, которые в отли-чие от бытовых обеспечивают существенно большую длительность записи: от 24 часов до 40 суток. Увеличение продолжительности записи достига-ется за счет записи с пропуском кадров (Time-laps recording), с уплотнен-ной записью и записью по тревоге.
Наиболее распространенный вариант — записывается не каждый кадр, а выборочно. В видеомагнитофоне с длительностью до 24 часов за-писывается каждый 8-й кадр, а в варианте наиболее длительной записи — каждый 320-й кадр. Но при этом способе речь не записывается. На каждом кадре регистрируется дата и время, что позволяет с точностью до минут восстановить события в случае возникновения нештатных ситуаций. По тревоге может осуществляться также переход из медленных «time-lapse» режимов в один из более быстрых, вплоть до номинальной скорости.
В видеомагнитофонах с уплотненной записью устанавливаются уменьшенные видеоголовки и применяются видеокассеты с улучшенными характеристиками. За более продолжительную запись, например до 12 ча-сов с тройной плотностью на одну кассету, приходится платить ухудшени-ем качества записи и несовместимостью со стандартом VHS.
Оборудование для записи и архивирования должно быть совмести-мо с ТК, контрольным оборудованием и видеомонитором(ами) по формату видеосигнала, типу подключения и др.
В магнитофонах с записью по тревоге для обеспечения малого вре-мени от подачи сигнала «Запись» до начала записи предусмотрен режим ожидания. В этом режиме лента видеокассеты заправлена, а видеоголовка постоянно вращается. Для исключения протирания ленты вращающейся головкой лента медленно продвигается со скоростью 6 полукадров за 3 мин.
Видеомагнитофоны применяют в старых аналоговых системах ви-деонаблюдения и сегодня они выходят из употребления из-за необходимо-сти в постоянном обслуживании - смене кассет, чистке и замене видеого-ловок, неспособности поддерживать более одного аудиоканала, невозможности просмотра архива без остановки записи, затрат времени на перематывание кассеты, и т.д.
Современные методы M-JPEG сжатия цифрового видеосигнала, применяемые в видеорегистраторах, в 15 ‒ 25 раз без ухудшения качества обеспечили существенные преимущества цифровой видеозаписи:
запись практически не подвержена старению и может храниться сколь угодно долго;
при копировании не происходит ухудшения качества изображения

Полиграфия и защита информации
377
копий; простота выбора любого кадра изображения, его вставки в доку-
мент и распечатывания изображения на обычном принтере. Видеорегистратор - устройство, предназначенное для записи, об-
работки и хранения информации с видеокамер наблюдения. Стандартный аппарат позволяет просматривать видео с камер (каналов) на мониторе, за-писывать, сохранять видеоданные на жесткий диск, вести запись звукового сопровождения, а также осуществлять контроль за настройками всех уст-ройств в системе. Видеорегистратор (Stand-Alone DVR или просто DVR) – автономное устройство цифровой записи аналогового видеопотока. В от-личие от систем на базе ПК (PC-based DVR – компьютер с установленной платой видеозахвата и специализированным ПО), рассматриваемое уст-ройство ограничено в возможностях дальнейшего расширения конфигура-ции. Как исключение – возможность замены винчестера (жесткого диска) в жестко ограниченных спецификацией объеме и количестве. В отличие от сетевых (NVR) и гибридных (Hibrid DVR), обычный DVR не может осуще-ствлять запись с IP-камер.
Существующие DVR можно разбить на следующие категории: 1) бюджетный, так называемый Econom-класс; 2) средний ‒ Medium-класс, или, пользуясь компьютерной термино-
логией, SOHO (для малых офисов и домашнего использования); 3) профессиональный, Professional-класс; 4) High End-класс. На самом деле границы между классами достаточно призрачны,
особенно между бюджетным/средним и профессиональным /High End, в связи с чем некоторые модели можно отнести к промежуточным классам. В табл. 1 представлены данные, характеризующие классы по техническим и функциональным возможностям, в табл. 2 - классификация по рекомен-дуемому применению.
Формат сжатия видеоинформации – одна из важнейших характери-стик видеорегистраторов при их выборе. Обычно используются MJPEG, MPEG4, H.264.
Каждый из этих форматов имеет свои особенности: MJPEG – это один из первых форматов записи видеоизображения,
основанный на покадровом методе видеосжатия. Запись, сделанная в этом формате, занимает больший объем дискового пространства. Видеорегист-раторы, использущие MJPEG, имеют устаревшую элементную базу, по-этому их стоимость ниже;
MPEG4 - это более современный формат, предназначенный для сжатия потока аудио- и видеоинформации. Запись, сделанная видеорегист-ратором, использующим MPEG4, занимает примерно в 10 раз меньше мес-та дискового пространства. Такие видеорегистраторы имеют более совре-менную элементную базу, следовательно, их цена выше;

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
378
H.264 - этот формат использует новейшие алгоритмы сжатия аудио- и видеоинформациии и является логическим продолжением развития фор-мата MPEG4. Отличительными особенностями этого стандарта от MPEG4 можно назвать улучшенную цветопередачу, повышенную четкость изо-бражения; видеоинформация, записываемая в Н.264, занимает примерно в 2 раза меньше места на диске, чем предыдущий формат. Стоимость видео-регистраторов с Н.264 выше, чем на основе MPEG4.
Качество записи является также значимой характеристикой при вы-боре видеорегистраторов и обычно оценивается следующими двумя пара-метрами:
разрешением записи – количество точек, из которых состоит видео-изображение - 176х288, 352х288, 704х288, 704х576
скоростью записи – суммарным количеством кадров в секунду по всем видеоканалам. Например, если для 8-канального регистратора указана скорость записи 100 к/с, то по каждому каналу можно производить запись со скоростью 12,5 к/с. Максимальная скорость записи на 1 канал - 25 к/с для стандарта PAL соответствует режиму "Запись в реальном времени". Таким образом, если к видеорегистратору подключено N камер то количе-ство записываемых кадров за секунду с каждой камеры будет равно – F/N. Где F - совокупная частота кадров при записи (обычно 25 кадров в секун-ду).
Таблица 1
Деление DVR на классы по функциональным возможностям
Класс Характеристика
Бюджетный Средний Профессиональный Hi-End
Функционал Дуплекс Триплекс Linux
ПЕНТАПЛЕКС Linux
ГЕКСАПЛЕКС
Скорость записи, к/с, PAL на канал
при максимальном разрешении
(среднее значение при загрузке
всех каналов)
6 12 12 25
Разрешение записи, PAL,
максимальное (сред-нее значение
при загрузке всех ка-налов)
CIF (352×288)/
Field (704×288)
Field (704×288)/
D1 (720×576)
D1 (720×576) D1 (720×576)
Аудиовходы/ входы
Редко Да Да Да

Полиграфия и защита информации
379
Окончание табл. 1
Класс Характеристика
Бюджетный Средний Профессиональный Hi-End
Тревожные входы/выходы
Нет Да Да Да
PTZ управление
Нет Да Да Да
Алгоритм сжатия
видеосигнала MJPEG MPEG4/MJPEG MPEG4/H.264 MPEG4/H.264
Наличие сетевых функций
Нет/минимум Да Расширенные Расширенные
Возможность интеграции нескольких
DVR в единую систему
Нет Нет Да Да
Дополнитель-ные функции
Нет Нет
поддержка WAP, печать по USB, архивация по USB, DVD-RW,
«водяной знак», расширенные сетевые функции,
электронная почта, FTP
Количество подключае-мых HDD
1 1-2 1-4 до 6 и более
Емкость под-ключаемых
HDD 500-1000 Гб от 1000 Гб Не ограничен Не ограничен
Возможность подключения внешнего мас-
сива
Нет Нет Да Да, возможен
RAID
Таблица 2
Деление DVR на классы по рекомендуемому применению
Рекомендуемый класс Место установки оборудования
Бюджетный Средний Професси- ональный
Hi-End
Дом, квартира *** *
Особняк, элитная недвижимость *** *

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
380
Окончание табл. 2
Рекомендуемый класс Место установки оборудования
Бюджетный Средний Професси- ональный
Hi-End
Небольшой офис *** *
Средний офис ***
Офис крупного предприятия * *** *
СТО, фермерское хозяйство, мастерская, небольшой цех
* ** ***
Производство, склады, пром-базы *** *
Небольшой магазин, бутик *** *
Магазин средних размеров, без самообслуживания,
с выставочными образцами
Супермаркет, магазин самообслуживания
***
Отделения банков, банкоматы, обменные пункты
*** *
Головные финансовые учреждения * *** *
Столовые, кафе, фаст-фуд *** *
Рестораны *** *
Учебные заведения (школы, сады, институты)
* *** *
Аэропорты, вокзалы *** *
Государственные учреждения *** *
Системы «Безопасный город» (интеграция)
*** *
Временное развертывание в местах массового скопления народа
***
ГУИН (тюрьмы, лагеря) * ***
Контроль транспортного потока * ***
Контроль удаленных производственных объектов
***
Гостиницы, общежития * *** *
Места массового скопления (стадионы, концертные залы)
*** *
*** Рекомендуется. * Возможно применение, [пусто]. Не рекомендуется

Полиграфия и защита информации
381
В преобладающем большинстве случаев, в рекламных целях произ-водители видеорегистраторов указывают только максимальные параметры. Соответственно, при максимальном разрешении не обеспечивается заяв-ленная скорость записи и, наоборот, при максимальной скорости записи не обеспечивается максимальное разрешение.
Для правильной оценки качества получаемого видеоизображения необходимо выяснить, при какой скорости записи обчеспечивается нужное разрешение по каждому каналу, например, 704х288 при 25 к/с или 704х576 при 12,5 к/с.
Бюджетные регистраторы в своем большинстве используют в ка-честве алгоритма сжатия видеосигнала формат MJPEG, поэтому они име-ют малую глубину архива. Рабочим разрешением является формат CIF (352×288). Попадаются также нестандартные типы разрешения видеозапи-си, например 640×272.
Скорость записи в 4-канальных бюджетных DVR составляет от 25 до 100 к/с на систему в формате CIF (352×288).
В среднем при скорости 50 к/с на систему и разрешении (352×288) на 4-канальном видеорегистраторе с жестким диском объемом 500 Гб глу-бина архива составит 5-7 дней при постоянном режиме записи.
Настройки в бюджетных DVR достаточно скромны, и зачастую не-возможно точно выставить скорость записи по каждому каналу или выста-вить разное разрешение записи по каналам. Поэтому нужно быть готовым, что качество записи будет усредненным по всем каналам.
Разрешение в PAL составляет 4CIF – 704х576 – такое разрешение поддерживают все современные медиум-DVR, впрочем как и 2CIF (704х288) и CIF (352х288).
В медиум-DVR скорость записи составляет 25 к/с на канал в фор-мате CIF (352х288). То есть видеорегистратор в любом случае может обес-печить запись «живого» видео при необходимости. При максимальном разрешении в 4CIF скорость записи составит 6 к/с при равномерном рас-пределении на всю систему (запись всех каналов с максимальным разре-шением). Нужно отметить, что гибкость настроек современного DVR по-зволяет перераспределить скорость и разрешение записи по каналам в соответствии с приоритетами. Поэтому вполне возможен вариант настрой-ки, при котором несколько каналов осуществляют запись 25 к/с 704х576 (4CIF), а остальные пишут 6 к/с при 352х288 (CIF). В среднем, при скоро-сти 200 к/с на систему и разрешении CIF (352x288), на 8-канальном видео-регистраторе с жестким диском 1000 Гб глубина архива составит около 15 дней при постоянном режиме записи.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
382
Настройки в меню в медиум-DVR достаточно широки и позволяют выполнить точные настройки по каждому каналу. Возможно изменение как скорости записи по каждому каналу отдельно, так и качества и разре-шения по каналу. Нужно отметить тот факт, что 25 к/с при разрешении 704х576 можно получить только на одном канале из четырех, так как ко-дирование видеосигналов производится по каждой четверке каналов. То есть в 8-канальном регистраторе можно настроить 2 канала с «живым» ви-део, при этом один будет выбран из первой четверки (канал 1-4), а второй из второй четверки (канал 5-8). Остальные каналы будут работать в мини-мальных режимах. Соответственно в 16-канальном DVR среднего класса возможно настроить на максимальное разрешение и скорость записи четы-ре канала.
В профессиональных сериях DVR аппаратная часть и применяе-мое ПО с множеством настроек позволяют получить очень качественную запись с реальным разрешением более 500 строк (в некоторых случаях можно сказать: «что увидел при просмотре, то и получил в записи»). Кро-ме того, позволяют на более высоком уровне работать с видеорегистрато-ром в сети, включая объединение их в большую систему, а так же предос-тавляют пользователю множество функций, не доступных в DVR среднего класса.
Скорость записи в профессиональных сериях составляет от 25 к/с на канал в формате CIF (352х288) до 6 к/с на канал в 4CIF при равномер-ной загрузке системы. Возможны более тонкие регулировки и настройки записи по каналам и соответствующее перераспределение мощностей ап-паратной части. Возможно увеличение скорости записи одних каналов за счет уменьшения других.
Важно помнить, что в большинстве DVR используются четырехка-нальные процессоры обработки видеосигнала.
Каждый чип обрабатывает 100 к/с на 4 канала при разрешении CIF, и настроить большую скорость записи при максимальном разрешении уда-стся только в одном канале из четырех (остальные три будут обрабатывать сигнал медленнее или с меньшим разрешением). Пример настройки при разрешении на все каналы 4CIF (704х576): 1 канал 16 к/с плюс 3 канала по 2 к/с. В 8- и 16-канальных DVR используются соответственно 2 и 4 таких чипа, что позволяет настроить соответственно 2 и 4 «быстрых канала». Нужно отметить, что на рынке существуют модели, в которых чип обраба-тывает все 4 канала в 4CIF по 25 к/с, но это редкость или High-end класс.
В среднем, при скорости 400 к/с на систему и разрешении CIF (352x288) на 16-канальном видеорегистраторе с жестким диском 1000 Гб, глубина архива составит около 7 дней при постоянном режиме записи.

Полиграфия и защита информации
383
Режимы записи видеорегистраторов отражены в табл. 3.
Таблица 3 Режимы записи
Класс
Режим Бюджетный Средний Профессиональный
Постоянная запись, при которой за-пись происходит постоянно (круглосу-точно).
* * *
Запись по расписанию, когда запись активируется в установленное время.
* * *
По детекции движения в видеокадре. * * * По звуку. * * По сработке внешних датчиков любо-го типа.
* *
Комбинированная запись. Пример: по-стоянная запись 2 к/с, при появлении движения в кадре запись 25 к/с, при пропадании движения - переход на по-стоянную запись 2 к/с.
*
Для Econom-DVR. В основном, в целях уменьшения объема и, как
следствие, увеличения глубины архива, в системах начального уровня кли-енты используют запись по детекции движения в кадре. В данном случае при резком изменении в кадре (изменение освещения, появление переме-щающихся объектов) активируется запись по каналу, в котором это проис-ходит. При настройке DVR настраиваются области и чувствительность де-текции движения. Рекомендуется использовать эту функцию только в бытовых (при установке в жилых помещениях) условиях при записи с внутренних камер. В недорогих регистраторах отсутствуют интеллекту-альные системы распознавания движения и в будущем возможны ложные срабатывания на внешних камерах при погодных осадках или несработка на небольшие объекты. Также возможно позднее срабатывание детектора, при этом активация записи произойдет не в самом начале «действия в кад-ре», что неприемлемо, скажем, при наблюдении за кассой.
Для Medium-DVR. В отличие от бюджетных серий DVR в медиум-классе алгоритм распознавания движения в кадре достаточно хорошо реа-лизован и позволяет избежать ложных срабатываний. При настройке DVR настраиваются области и чувствительность детекции движения. В некото-рых моделях таких областей – 99, что позволяет точно позиционировать интересующие области кадра. Функция «предзапись» – хранение в памяти последних 5*10 с видео – позволит не пропустить важное событие, если даже детектор движения сработал не сразу. При использовании этой функ-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
384
ции к записи с момента срабатывания детектора движения добавятся пре-дыдущие несколько секунд видео.
При наличии звукового тракта в DVR возможно использовать ре-жим «записи по звуку». При превышении определенного звукового порога (появлении в пределах работы микрофона шума) активируется запись на канале, к которому микрофон привязан в настройках меню.
В Medium-DVR присутствует возможность подключения внешних датчиков. Датчики могут быть любого типа, использующие для определе-ния своего состояния выходное реле.
Для Prof-DVR. Алгоритм распознавания движения в кадре хорошо реализован и позволяет избежать ложных срабатываний. Это достигается применением более мощных процессоров обработки видеосигнала. На-страиваются области и чувствительность детектора движения. Реализована функция «предзапись» - хранение в памяти последних 5…10 секунд видео позволит не пропустить важное событие, в случае если детектор движения сработал не сразу. При использовании этой функции к записи с момента срабатывания детектора движения добавятся предыдущие несколько се-кунд видео.
Остальные функции идентичны возможностям DVR среднего клас-са.
Архивация в бюджетных DVR весьма ограничена, и обычно для ее реализации используется USB. Вариантов два: или к разъему USB под-ключается внешний накопитель (HDD, Flash) и на него архивируют необ-ходимые файлы, или по USB сам регистратор подключается к компьютеру в качестве внешнего жесткого диска. Второй вариант достаточно редок, чаще используется первый. Просмотр и конвертация видеофайлов на ПК осуществляется с помощью специального ПО, обычно входящего в ком-плект поставки с DVR (либо доступного на сайте производителя). Итого-вым файлом обычно является файл в формате .avi, пригодный для про-смотра на компьютере.
Некоторые регистраторы оснащаются Mobil-Rack, который позво-ляет устанавливать и снимать жесткий диск без разборки аппарата (только в выключенном состоянии). Данное решение позволяет целиком изъять жесткий диск и подключить его к компьютеру через аналогичный Mobil-Rack.
Архивация в медиум-DVR может осуществляться по USB на внешние носители (флэш, HDD, DVD-RW) и по сети с помощью специали-зированного ПО. В некоторых моделях используется подключение внеш-них дисков через e-sata или IEE1394 разъемы. Кроме того, при работе в се-ти на наиболее функциональных моделях возможно скидывание архивов

Полиграфия и защита информации
385
на NAS накопители. Просмотр и конвертация видеофайлов на компьютере осуществляется как и в бюджетных DVR.
Архивация DVR Prof-класса может осуществляться также как и медиум-DVR. Так как Prof-класс видеорегистраторов оснащен качествен-ной поддержкой сети, то и организацию просмотра рекомендуется осуще-ствлять через сеть.
Для прямого подключения к DVR имеется BNC-разъем, на выходе которого ‒ композитный видеосигнал с разрешением 720*576. Для под-ключения DVR к ЖК-монитору используется VGA-разъем (в некоторых DVI или HDMI) с разрешением от 1024*768 до 1920*1080. В профессио-нальных видеорегистраторах присутствует дополнительный видеовыход SPOT, который программируется по желанию пользователя.
Представленная классификация имеет ряд недостатков: границы между рассмотренными классами видеорегистраторов ус-
ловны и весьма размыты; оборудование постоянно совершенствуется, и в скором времени то,
что было в профессиональных моделях может оказаться в бюджетных; возможно, профессиональные видеорегистраторы менее известных
фирм будут продаваться по той же цене, что и бюджетные модели знаме-нитых производителей.
Несмотря на недостатки, приведенная классификация уже на теку-щем этапе позволит произвести выбор оборудования для записи и архиви-рования с оптимальным соотношением цена/качество.
Список литературы
1. Гонта А.С. Практическое пособие по CCTV. М., 2006. 2. Пигорев С., Падом А. Бюджетные DVR под микроскопом: крите-
рии выбора видеорегистратора под объект // Алгоритм безопасности. 2010. 1.
3. Пигорев С., Падом А. DVR среднего класса. Критерии выбора видеорегистратора под объект// Алгоритм безопасности. 2010. 3.
4. Пигорев С., Падом А. DVR класса Professional. Критерии выбора видеорегистратора под объект // Алгоритм безопасности. 2010. 4.
5. Селищев В.А., Проскуряков Н.Е., Пальчун Е.Н. Проектирование системы охранного освещения// Известия ТулГУ. Технические науки. Вып. 2. Ч. 2. 2010.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
386
6. Торокин А.А. Инженерно-техническая защита информации: учеб. пособие. М.: Гелиос АРВ, 2005. 960с.
7. Требования Р 78.36.008-99 к проектированию систем охранного телевидения.
V.A. Selischev, N.E. Proskuryakov, S.U. Borzenkova CHOICE OF THE EQUIPMENT FOR WRITING AND ARCHIVING FOR
OBSERVATIONS SAFE SYSTEMS They are considered main types, principles of the work, functions equipment for
writing and archiving applicable in observation television system. The are given recommendations for its choice.
Key words: the videorecorder, the video image, the video registrar, a compression format, quality of record.
Получено 14.12.11
УДК 655.3.024, 004.92 А.И. Агеева, канд. техн. наук, доц., 8-953-248-18-73, [email protected] (Россия, Тула, ТулГУ), Н.С. Кретинина, магистр, 8-953-248-18-73, [email protected] (Россия, Тула, ТулГУ), С.И. Ходов, магистр, 8-953-426-71-69, [email protected] (Россия, Тула, ТулГУ) СРАВНИТЕЛЬНЫЙ АНАЛИЗ МОДЕЛЕЙ CMYK И RGB ПРИ ПОКАНАЛЬНОМ ВЫВОДЕ ПОЛНОЦВЕТНЫХ ИЗОБРАЖЕНИЙ
Рассмотрены преимущества использования одной цветовой модели перед дру-
гой и приведена их сравнительная характеристика на примере нескольких цветов. Ключевые слова: метрология цвета, колориметрия, воспроизводимость, цве-
тоделение, цветовоспроизведение. Человеку на протяжении всей своей жизни часто приходится иметь
дело с оценкой цвета как на бытовом уровне, так и в профессиональной деятельности. Особенно это касается специалистов, практически постоян-но сталкивающихся с цветовыми оценками в своей работе. Полиграфи-стам, кинематографистам, работникам телевидения, текстильной промыш-ленности, дизайнерам да и многим другим необходимо знать численные

Полиграфия и защита информации
387
характеристики цветов, уметь устанавливать допуски на цветовоспроизве-дение, определять точность воспроизведения цвета. Это значит, что им нельзя обойтись без цветовых измерений.
Измерить цвет означает выразить его через какие-либо величины, определяющие его место среди множества цветов, выраженных в некото-рой системе. Учение об измерении цвета называется метрологией цвета, или колориметрией[1]. Наряду с собственно измерением цвета колоримет-рия изучает вопросы его систематизации и математического описания
На данный момент существует ряд способов вывода и хранения цветных изображений на материальных носителях поканально. Современ-ные графические редакторы дают возможность не только производить цве-тоделение, но и изменять полученные данные этого процесса. Полноцвет-ное изображение делится на несколько цветовых каналов, после чего каждый из них выводится на бумагу или пленку в битовом черно-белом режиме. Комплект таких носителей может храниться несколько десятков лет, а при необходимости, изображение можно легко восстановить, собрав его поканально в обратном порядке.
Широко применяется подобный метод с цветоделением на RGB. Тем не менее, весьма обоснованным представляется то, что при цветоделе-нии цветного изображения, в котором содержится большое количество цветов, на каналы и последующем сведении их деление на 4 канала (CMYK) даст в итоге изображение с более высоким качеством передачи цвета, чем при делении на 3 канала (RGB).
Цветовая модель - это формальная или физическая система, служа-щая для объяснения и предсказания спектральных свойств света. Построе-ние адекватной цветовой модели оказалось очень сложной задачей, кото-рая до сих пор не получила исчерпывающего решения. Но, несмотря на значительные усилия разработчиков, универсальная теория, дающая пол-ное объяснение феномену цвета в различных его проявлениях, еще не по-строена. Рассмотрим самые популярные модели, нашедшие применение на различных этапах предпечатной подготовки цветных публикаций.
Правомерность данной гипотезы подтверждается основами теории цвета. В модели RGB производные цвета получаются в результате сложе-ния или смешения базовых, основных цветов, называемых цветовыми ко-ординатами[2]. Координатами служат красный (Red), зеленый (Green) и синий (Blue) цвет. Свое название RGB-модель получила по первым буквам английских наименований цветовых координат. Цветовые координаты: красный, зеленый и синий иногда называют первичными или аддитивными цветами. Цвета голубой, пурпурный, желтый, которые получаются в ре-зультате попарного смешения первичных цветов, называются вторичными. Поскольку сложение - это основная операция синтеза цветов, то модель RGB иногда называют аддитивной (от латинского additivus, что значит

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
388
прибавляемый). А вот обратный переход возможен далеко не всегда. Экс-периментально и теоретически доказано, что диапазон цветов модели RGB уже, чем множество цветов видимого спектра. Чтобы получить часть спек-тра, лежащую между синим и зеленым цветами, требуются излучатели с отрицательной интенсивностью красного цвета, которых, конечно же, в природе не существует[3].
Модель CMYK – это субтрактивная модель, в которой цвета полу-чаются смешением голубой (Cyan), пурпурной (Magenta), желтой (Yellow) и черной (Black) красок. Эта система служит теоретической основой пе-чати. Цветовые координаты рассматриваются как красители, которые на-носятся на поверхность бумаги, поэтому интенсивность каждой координа-ты измеряется в процентах. Эта цветовая модель, которая объясняет порождение цветов не как результат сложения, а как результат вычитания базовых цветов.
Таким образом, так как потеря 1/3 информации (в одном канале) более критична, чем потеря 1/4 информации, при использовании черного канала в (модели CMYK) искажение ахроматической компоненты будет меньше, чем при делении на RGB, и искажение всех сложных цветов также будет меньше.
В дополнение к базовым моделям Международной комиссией по освещению еще в 1931 году разработана и учреждена в качестве межот-раслевого стандарта цветовая модель, которая после уточнения и доработ-ки получила название Lab (L*a*b). Эта модель разрабатывалась так, чтобы преодолеть недостатки моделей HSB, RGB и CMYK [4]. Модель имеет широкий цветовой охват и не привязана ни к одному из устройств репро-дукции света. Любой цвет в модели определяется значением яркости L (Lightness) и двумя хроматическими координатами - а и b. Цветовая мо-дель Lab настолько полно и корректно описывает цвет, что большинство современных графических приложений не только позволяют использовать ее в работе, но и производят пересчет цветовых координат из одной базо-вой модели в другую именно через координаты в Lab. Следовательно, весьма целесообразным представляется использование именно Lab коор-динат для оценки цветового искажения E∆ .
Для примера возьмем кирпичный цвет (Pantone 730 C). Его цвето-вые координаты:
в RGB при 8- битной модели:(158;97;48); в CMYK: (29;62;90;17); в Lab: (48;22;38).
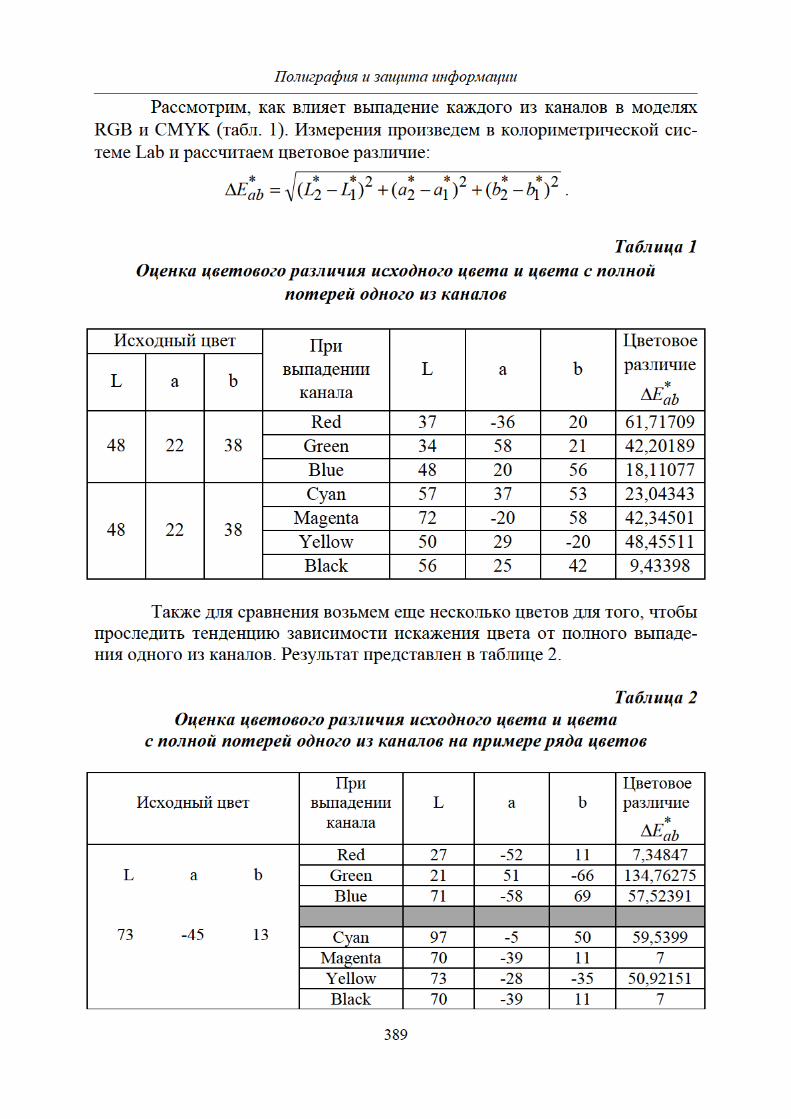


Полиграфия и защита информации
391
Из рисунка и табл. 1 и 2 можно сделать вывод, что зеленый цвет подвержен наибольшему выпадению при использовании модели RGB. Это подтверждает ранее сделанный авторами вывод о том, что искажение цве-та при использовании модели с большим количеством цветов (CMYK) го-раздо меньше, чем при использовании модели RGB.
Список литературы
1. Гуревич М.М. Фотометрия (теория, методы и приборы). Л.: Энер-гоатомиздат, 1983.
2. Джад Д., Вышецки Г. Цвет в науке и технике /пер. с англ. М.:Мир, 1978.
3. Шашлов А.Б., Уарова P.M., Чуркин А.В. Основы светотехники: Учебник для вузов. М.: МГУП, 2002. 280 с.
4. Шашлов Б.Л. Цвет и цветовоспроизведение. М.: Мир книги, 1995. A.I. Ageeva, N.S. Krestinina, S.I. Hodov THE COMPARATIVE TEST OF CMYK AND RGB MODELS IN THE CHANNEL
SEPARATED OUTPUT OF FULLCOLOR IMAGES The advantages of one color mode usage over another are considered and their
comparative analysis on the example of some colors are shown. Key words: color measurement, colorimetry, repeatability, color separation, color
reproduction.
Получено 14.12.11
УДК 655.027 А.И. Агеева, канд. техн. наук, доц., [email protected] (Россия, Тула, ТулГУ), Н.С. Кретинина, магистр, 8-953-248-18-73, [email protected] (Россия, Тула, ТулГУ), С.И. Ходов, магистр, 8-953-426-71-69, [email protected] (Россия, Тула, ТулГУ)
ТЕОРЕТИЧЕСКАЯ И ЭКСПЕРИМЕНТАЛЬНАЯ ОЦЕНКА МИНИМАЛЬНОГО ДОСТАТОЧНОГО РАЗРЕШЕНИЯ ИЗОБРАЗИТЕЛЬНОЙ ИНФОРМАЦИИ
Приведены результаты теоретических и экспериментальных исследований ве-личины потребного разрешения воспроизведения изображений от расстояния рас-смотрения.
Ключевые слова: цифровая печать, геометрические размеры, точка, разреше-ние, расстояние рассмотрения, угол обзора, угловое разрешение, порог различения.
Важной задачей, стоящей перед современной рекламно-полиграфической отраслью, является повышение эффективности и эконо-мичности допечатных и печатных процессов.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
392
Согласование разрешения изображения и физического размера, с которым оно будет выводиться, - один из ключевых вопросов, стоящих пе-ред оперативной полиграфией. Если разрешение слишком мало, то есть изображение содержит недостаточно данных для выбранного размера окончательного вывода, то в напечатанной версии будет содержаться не-достаточно деталей и могут даже проявляться "ступеньки", артефакты и другие виды пикселизации. Столь же негативные последствия имеет раз-решение выше необходимого - возникает ненужное технологическое на-пряжение, чрезмерно большие размеры файла требуют больших машин-ных мощностей, затрудняют вывод и могут нарушаться правильные связи контрастов. К тому же, вывод изображения с избыточной линиатурой тре-бует применения бумаги большей плотности, либо с поверхностной отдел-кой, что неизбежно ведет к удорожанию продукции. В идеальном случае следует определять оптимальный размер выводимого изображения и раз-решение для каждого изображения в каждом проекте печати.
Прежде чем будет возможно выработать полезные рекомендации для выбора оптимального разрешения, важно разобраться с используемой терминологией. Это не так просто для данного термина, так как обращение с ним и применение в разных контекстах весьма свободно.
В частности, широко используются термины: разрешение при сканировании; оптическое разрешение; разрешение изображения; разрешение отображения; выходное разрешение; разрешение принтера и др. Рассмотрим эти термины подробнее. 1. Входное разрешение измеряет плотность информации, которую
устройство ввода изображения вводит на линейный дюйм или сантиметр при оцифровке изображения. Для таких инструментов ввода изображения, как планшетный сканер, сканер для диапозитивов, проекционный или ба-рабанный сканер, термин "входное разрешение" используется наряду с термином разрешение сканирования и измеряется в пикселах на дюйм (ppi) или точках на дюйм (dpi). Если в качестве оцифровывающего устрой-ства используется цифровая камера, то входное разрешение измеряется в терминах общего числа пикселов, которые вводят по горизонтали и по вер-тикали в ПЗС-матрице камеры.
2. Выходное разрешение - плотность информации, необходимой для окончательного вывода на цветной принтер, имиджсеттер, устройство разработки печатных форм или цифровую печатную машину. Выходное разрешение для любого печатного проекта определяется комбинацией раз-

Полиграфия и защита информации
393
решения принтера и пространственной частоты растра (если не использу-ется ЧМ-растрирование) и должно быть одинаковым для всех изображений в документе.
3. Оптическое и интерполированное разрешение. Изготовители на-стольных планшетных сканеров и сканеров для обработки диапозитивов описывают входное разрешение двумя различными способами. Оптиче-ское разрешение сканера указывает самое высокое входное разрешение, которое может реализовать его оптическая система. Однако в рекламных материалах для настольных сканеров обычно приводится максимальное интерполированное разрешение инструмента, которое может быть в два‒четыре раза больше. Основная задача, рассматриваемая в данной ра-боте – определить зависимость расстояния рассмотрения, на котором раз-личимы детали основного информационного содержимого изображения и неразличимы субэлементы его составляющие, от разрешения изображе-ния.
До недавнего времени было принято считать, что максимальный допустимый размер репродукции определяется соотношением разрешения выводного устройства и пиксельного размера изображения по выражению
вуR
Aa =max (см), (1)
где вуR - разрешение выводного устройства.
Например, для печати на цифровой печатной машине (разрешение 400dpi, что составляет 157 dps, изображения размером 20х20 см) файл изо-бражения должен обладать размерами не менее
вуRaA max= пикс (2)
по каждой стороне. В то же время опыт рекламных агентств, создающих наружную
рекламу и часто работающих с изображениями такого размера, утвержда-ет, что для такого изображения вполне достаточно разрешения в 36 dpi, т.е. размеров 3006х4252 пикселей.
Для целостного и адекватного восприятия изображения зритель должен находиться на таком расстоянии, чтобы иметь возможность цели-ком наблюдать это изображение [1]. Для стандартного наблюдателя угол обзора человеческого глаза обеспечивает одновременное зрительное вос-приятие пространства 130 × 160° [2] по вертикали и горизонтали соответ-ственно, как показано на рис. 1.
Для вычисления расстояния рассмотрения необходимо получить ряд зависимостей, которые позволят подсчитать необходимые значения расстояния. В дальнейшем вывод этих зависимостей производится на при-


Полиграфия и защита информации
395
где °=α 130в - вертикальный угол обзора; L - расстояние рассмотрения, см; d - физический размер изображения (диагональ), см, т.е. необходимым условием полноценности восприятия изображения является
α=
22 вtg
dL . (5)
Аналогичным образом выполняются расчеты для горизонтального угла обзора, однако так как гв α<α , то определяющим будет значение L, рассчитанное для вертикали.
Далее необходимо получить зависимость для разрешения. Она вы-водится с использование угла пространственного различения стимулов θ. Исходя из рис. 1
( )2 2
atg
L
θ ′=
(6) Подставляя (5) в (6), получим
( )2( )
2
вa tgtg
d
αθ ′
= (7)
Из (7) найдём значение α′:
4( )2 1,02 10
( )2в
dtga d
tg
θ
α−′ = ≈ ⋅
(8) Тогда разрешение
1 9830R dps
a d= ≈
′ (9) Далее необходимо вывести зависимость расстояния рассмотрения
изображения от разрешения. Для этого из (10) следует выразить диагональ d и подставить в (6), в результате получим
9830
2 ( )2в
LRtg
α=
(10) Данное выражение представляет собой зависимость расстояния
рассмотрения от разрешения. В дальнейшем воспользуемся ею для по-строения теоретического графика (рис. 3).
Для подтверждения теоретических расчётов был проведен ряд экс-периментальных исследований.
Для проведения данного эксперимента были созданы три одинако-вых по размеру изображения формата А3 с однородной заливкой и различ-ными разрешениями заливки. Это позволило сосредоточить внимание фо-кус-группы именно на разрешении, избавив таким образом результаты эксперимента от влияния погрешностей восприятия многоцветного изо-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
396
бражения или контура. Единственное отличие этих изображений было в разрешении печати, которые были равны: 25, 50 и 75 dpi.
Изображения были распечатаны и показаны контрольной группе. Контрольная группа состояла из пяти человек, не имеющих серьёзных ме-дицински подтвержденных отклонений зрения. Контрольной группе пред-лагалось посмотреть на три изображения с разных расстояний и ответить на вопрос: «Видят ли они субдетали изображения?». Ответом могло быть только «да» или «нет», без градаций.
Результаты эксперимента приведены в таблице. Ответ «да» соот-ветствует - 1, ответ «нет» - 0.
Результаты проведения эксперимента
1 2 3 4 5 Расстояние, см 25 50 75 25 50 75 25 50 75 25 50 75 25 50 75 50 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 75 1 1 1 1 1 1 1 1 1 1 1 0 1 1 1 100 1 1 1 1 1 0 1 1 0 1 1 0 1 1 1 125 1 1 0 1 1 0 1 0 0 1 0 0 1 0 0 150 1 0 0 1 0 0 1 0 0 1 0 0 1 0 0 175 1 0 0 1 0 0 1 0 0 1 0 0 1 0 0 200 1 0 0 1 0 0 1 0 0 1 0 0 1 0 0 225 1 0 0 1 0 0 1 0 0 0 0 0 0 0 0 250 1 0 0 1 0 0 0 0 0 0 0 0 0 0 0 275 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Для построения теоретического графика необходимо по выражению
(11) высчитать значение расстояния. Для подсчёта этих значений требуется перевести разрешения из dpi в dps. Тогда значения разрешений примут следующий вид:
25
50
75
25 10
50 20
75 30
R dpi dps
R dpi dps
R dpi dps
= == == = (11)
Используя переведённые значения разрешений, получим:
25
25
50
50
75
75
9830 9830229
42.892 ( )
29830 9830
11585.78
2 ( )2
9830 983077
128.672 ( )
2
в
в
в
L см
R tg
L см
R tg
L см
R tg
α
α
α
= = =
= = =
= = =
(12)

Полиграфия и защита информации
397
По полученным значениям построим графики, показанные на рис. 3.
Рис. 3. Графики зависимости расстояния рассмотрения от разрешения
Пунктиром на графике изображена кривая, построенная на основе
вычислений, произведённых по выведенным теоретическим расчётным за-висимостям. Из анализа графика (рис. 3) можно сделать вывод, что дан-ные, полученные экспериментальным путём, согласуются с расчётными с незначительным расхождением, а, значит, выведенные расчётные зависи-мости подтверждаются.
Список литературы
1. Хьюбел Д. Глаз, мозг, зрение. М.: Изд-во «Мир», 2003. 240 с. 2. Шашлов А.Б., Уарова Р.М., Чуркин А.В. Основы светотехники:
учебник для вузов М.: МГУП, 2002. 280с.
S.I. Hodov, A.I. Ageeva, N.S. Kretinina THE THEORETICAL AND EXPERIMENTAL ESTIMATION OF IRREDUCIBLE
IMAGERY INFORMATION’S RESOLUTION The results of theoretical and experimental estimation of irreducible imagery
information’s resolution depending on viewing distance are given. Key words: digital printing, geometrical sizes, dot, resolution, viewing distance,
lookout angle, angular resolution, difference limen.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
398
УДК 655.027 Б.С. Яковлев, канд. техн. наук, доц., (4872) 31-23-58, bor [email protected] (Россия, Тула, ТулГУ), О.В. Чечуга, канд. техн. наук, доц., sourie [email protected] (Россия, Тула, ТулГУ) ОБЩИЕ ПРИНЦИПЫ ЗАЩИЩЕННОГО ДОСТУПА К ЦИФРОВЫМ АРХИВАМ УЧРЕЖДЕНИЙ ОБРАЗОВАНИЯ НА ОСНОВЕ КОМПИЛИРОВАННЫХ ЭЛЕКТРОННЫХ КНИГ
Рассматриваются общие вопросы организации доступа к цифровым архивам учреждений образования в системе «Клиент - Сервер». Даются рекомендации по структуре, выбору способов защиты электронных изданий в подобных системах в различных условиях распространения данной продукции.
Ключевые слова: электронная книга, клиент, сервер, мультимедиа, аудио, ви-део, защита информации, криптография, сенсорный экран.
В настоящее время наблюдается большой всплеск развития и вне-
дрения информационных технологий в работу учреждений образования, культуры и других организаций. Это связано с тем, что открывается пер-спектива организации широкого доступа к учебным, методическим мате-риалам с более высокими возможностями их использования, высокой функциональностью и понятностью для разных слоев общества.
Не стоит забывать и о том, что информационные системы способны реализовывать псевдотрехмерные представления, интерактивные видео-уроки, которые тесно взаимодействуют с пользователем и дают более пол-ное и наглядное представление об изучаемом процессе. Роль видеоуроков особенно актуальна при изучении учащимися интерфейса программного обеспечения или методов обработки информации на ЭВМ, т.к. они способ-ны воспроизводить не только поведение курсора и его манипуляции, но и создавать подсказки в реальном времени, увеличивать определенную об-ласть экрана, останавливать проигрывание до определенного действия пользователя и т.д.
В итоге образовательные учреждения получают больше возможно-стей для организации своей деятельности, имеют простую и наглядную систему предоставления материалов. Кроме того, применяется одна из важнейших форм образовательного процесса «игра». Взаимодействие с мультимедейным приложением и получение желаемого результата дает положительные эмоции конечному пользователю и стимулирует к даль-нейшему обучению.
При создании таких проектов большая роль отводится правильному построению, изложению информации, ее актуальности. Однако не стоит забывать и о технической составляющей, связанной с разработкой и вне-дрением технологий создания или преобразования, организации хранения,

Полиграфия и защита информации
399
распространения, оптимизации и защищенности аналоговых и электрон-ных фондов различных учреждений, а также контроля знаний. Поэтому для создания одной электронной книги нужны различные специалисты: корректоры, редакторы, дизайнеры, программисты, специалисты в области защиты информации, маркетологи и др. Их труд, знания и умения, затраты на производство необходимо защищать, внедряя различные системы кон-троля.
Защищенность архивов учреждений это неновая задача, она суще-ствовала со времен появления письменности, однако в современном мире этот вопрос приобрел одно из решающих значений при выборе того или иного программного продукта, предоставляющего доступ к информации.
К сожалению, из-за того, что на начальном этапе формирования ин-струментов доступа к цифровым ресурсам отсутствовали единые требова-ния и нормы, на данный момент существует большое количество про-граммных продуктов либо сделанных когда-то для конкретных заказчиков и затем доработанных для общего использования, либо представляющих собой некий набор инструментальных средств, которые могут адаптиро-вать под свои нужды только высокооплачиваемые и квалифицированные программисты на языках высокого уровня.
Такая ситуация стала препятствием в получении эффекта от вне-дрения новых технологий, например для преподавательского состава, из-за своей сложности в освоении, а также из-за того, что не учитывает специ-фики той или иной задачи, стоящей перед образовательным или иным уч-реждением.
Традиционно в качестве основного инструмента распространения информации выбирают локальные или Интернет-сети. Эти виды коммуни-каций являются уже достаточно привычными и отработанными. Также ло-гично предположить, что из всех существующих технологий работы с ин-формацией и вывода ее на экраны конечных пользователей идеальным вариантом являются WEB-технологии, т.к. они развивались исключитель-но под действием основного инструмента передачи данных – специфика-ций локальных и глобальных сетей, их протоколов. WEB-технологии име-ют все инструменты для вывода на экран всего спектра информации, включая специфические – трехмерные объекты и др., поддерживаются большинством операционных систем, что уменьшает трудозатраты при разработке программного обеспечения.
WEB-технологии имеют еще один неоспоримый плюс перед всеми остальными – это модульность построения. Все современные Интернет-ресурсы построены на основе сервисов, каждый из которых отвечает толь-ко за свою задачу и не связан с другими. Поэтому такие конструкции легко настраивать и дополнять своими или сторонними модулями, что дает раз-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
400
работчику универсальный инструмент, в котором есть только те функции, которые необходимы в текущем проекте для решения конкретных задач.
Слабым местом подобных продуктов всегда являлась защита ин-формации. Несмотря на то что, в WEB-технологиях для решения таких за-дач уже давно и относительно успешно используются защищенные паро-лем базы данных типа MYSQL, это не улучшает ситуацию. Например, для доступа к базам данных хотя бы одна из страниц сайта обязана иметь в яв-ном или алгоритмическом виде пароль и логин для аутентификации поль-зователя, а так как сами серверные языки (PHP и др.) имеют очень слабые встроенные инструменты шифрования и написаны обычным открытым ко-дом, то найти эти данные достаточно легко.
Для решения задачи защиты образовательных проектов предлагает-ся использовать технологию «Клиент – Сервер», где в качестве клиента используется EXE-книга, а сервера – стандартного набора программ, под-держивающего работу WEB-сайтов – сервер Apache, MYSGL, FTP-сервер и др.
Из всего спектра подобных продуктов выбор формата EXE в каче-стве клиентской части связан с тем, что проведенный авторами анализ, а также работы Института системного программирования РАН показали, что обратная инженерия (декомпиляция) этого формата очень дорога, сложна и не позволяет добиться 100 %-ного результата – полного восстановления алгоритма программы и используемой в нем графики.
Итогом декомпиляции является код низкоуровнего языка програм-мирования – Ассемблер, который в дальнейшем должен пройти анализ по выявлению общих названий переменных, веток сравнений, функций, цик-лов и др. В дальнейшем специалисты анализируют каждое полученное разветвление алгоритма от начала до конца. В зависимости от количества ветвлений, циклов и других особенностей алгоритма, а также наличия «ложных» операций сравнений возрастают время обработки и затраты на этой стадии [1, 2].
Кроме того, подобные издания обладают самопроверкой суммы SRC, суть которой - в подсчете точного размера исходного файла и его сравнении с оригинальными значениями, полученными в момент компи-ляции. Если оригинальная сумма не совпадает с реальной, то программа не запустится. В результате исключается возможность внесения изменений – подделки или заражения EXE формата.
Также некоторые компиляторы могут программно запрещать копи-рование текста, графики, их выделение и пересохранение, а также создание копии экрана. К числу таких программ относится eBook Maestro PRO.

Полиграфия и защита информации
401
Во всем мире для решения подобных задач применяют технологию «Клиент - Сервер». На рис. 1 представлена структура стандартной сети с выходом в Интернет. Её суть заключается в следующем.
1. На рабочих станциях и у удаленных пользователей есть клиент-ское приложение (электронные книги), в котором содержится информация: блок масштабирования объектов и расчета оптимальных размеров шриф-тов и других элементов дизайна, все функции необходимые для автомати-ческой обработки текстовой информации и авторизации пользователя.
2. Когда пользователь активирует ссылку на нужную информацию или сервис, компьютер отправляет запрос на подключение, а также пароль, логин и сам код ссылки на Сервер через аппаратный FireWall. Задача по-следнего блокировать недопустимо частые запросы, чтобы снизить риск выхода из строя серверной части, а также предотвратить его заражение.
3. Сервер получает запрос и сверяет данные авторизованного поль-зователя со своими списками, соответственно разрешая или запрещая дос-туп пользователю. Если пользователь находится в здании, то в этом случае запрос обычно пропускают без дополнительной обработки на Сервер, уменьшая время обработки запроса и снижая нагрузку на FireWall.
4. Если доступ разрешен, то серверный сценарий PHP или ASP ана-лизирует ссылку клиента, создает на основе принятого от клиента пароля соединение с базой данных, например MYSQL, и формирует страницу ко-нечному пользователю.
5. Сервер отправляет данные конечному пользователю.
Рис. 1. Строение локальной сети с выходом в Интернет
Минусом такого метода является сформированная страница в уже пригодном для употребления виде, т.е. из нее можно без труда забрать текст, графику и все остальное путем просмотра временных файлов опера-ционной системы, что повышает многократно уровень риска кражи.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
402
Поэтому предлагается усовершенствовать подобную схему сле-дующим образом.
1. Организовать хранение информации в базе данных в зашифро-ванном виде на основе разработанных алгоритмов криптографии на языке JavaScript и поместить дешифратор в Клиентскую часть. Выбор языка JavaScript обоснован тем, что только он способен выполнять работу по об-работке любой текстовой информации на стороне клиента, тогда как PHP и ASP – только на Сервере.
Необходимо, чтобы Клиент не был самостоятелен и всегда был ог-раничен в своих функциях без доступа к Серверу. Это делается за счет внедрения в алгоритм обработки Клиента переменных, которые находятся только на реальном адресе Сервера (полный путь к модулю с переменны-ми) и нигде больше.
2. Если пользователь находится в здании, то рекомендуется исполь-зовать посадочные места по принципу терминалов. Лучше использовать экраны с сенсорным управлением и отсутствием манипуляторов, устрой-ства ввода данных, где пользователь может только запрашивать и изучать информацию, а также выводить ее на сетевой принтер, но не имеет воз-можности устанавливать любые переносные съемные диски.
Эти меры позволят исключить ввод специальных команд для вызо-ва «диспетчера задач», так как с его помощью можно запускать стороннее ПО или закрывать и запускать системные программы, что приведет к поте-ре работоспособности системы в целом. Кроме того, в этом случае запрос можно пропускать без дополнительной проверки на Сервер.
3. Если пользователи находятся вне здания и заходят на ресурсы через Интернет, то целесообразно использовать Физический ключ защиты Клиента (рис. 2).
Электронные ключи востребованы и с успехом используются мно-гими разработчиками программных продуктов, столкнувшимися с необхо-димостью контроля за распространением лицензий на свою продукцию.
Ключ имеет две основные микросхемы – основной блок памяти и микросхему, в которой помещен алгоритм шифрования. Основной блок памяти в схеме расположен всегда после микросхемы шифрации, поэтому обойти блок шифра невозможно.
Общую схему работы с электронными ключами можно описать так: - приложение при помощи программного обеспечения, идущего
вместе с ключом помещается в микросхему данного устройства; - при прохождении через блок шифрования приложение изменяет
свой код и помещается в основной блок памяти; - во время работы защищенное приложение обменивается с ключом
информацией, с помощью которой ключ «опознается»; - если ключ отсутствует или имеет неверные параметры, то прило-
жение не запускается.

Полиграфия и защита информации
403
Рис. 2. Схема использования электронных ключей доступа
Таким образом, защищенную программу нет смысла копировать, так как без ключа она будет неработоспособна.
В процессе применения данной технологии были созданы дистан-ционные мультимедийные курсы по ряду предметов (рис. 3). Так как про-дукты подразумевались как образовательные, то в них вошел сторонний модуль тестирования. Он основан на программе VeralTest, предназначен-ный для организации многопользовательского компьютерного тестирова-ния в учебных заведениях.
Рис. 3. Внешний вид разработанной клиентской части для дистанционного обучения
Тест проводится в оболочке Клиента, имея те же системы защиты,
что и в остальном контенте.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
404
Из вышесказанного можно сделать следующие выводы о примене-нии мультимедийных технологий в сфере образования и их защите:
1) мультимедейные технологии предоставляют большую информа-тивность, наглядность и повышают интерес учащихся к процессу обуче-ния;
2) применение единой оболочки формата EXE - это одно из самых элегантных и функциональных решений, применяемых для программ дис-танционной и других форм обучения, позволяющее легко внедрять и на-страивать отображение информации;
3) в процессе дистанционного обучения целесообразней применять программное обеспечение с физическими ключами доступа;
4) при проведении локальных тестирований лучше применять поса-дочные места с сенсорным управлением и не применять манипуляторы, а также устройства ввода данных.
Список литературы
1. Долгова К.Н., Чернов А.В. О некоторых задачах обратной
инженерии //Труды Института системного программирования РАН. 2008. Т. 15. С. 119 – 134.
2. Щеглов К.Е. Обзор алгоритмов декомпиляции // Электронный журнал «Исследовано в России». http://www.ict.edu.ru/ft/002047/116.pdf. С. 1143 - 1158.
B.S. Yakovlev, O.V. Chechuga COMMON PRINCIPLES OF PROTECTED ACCESS TO ELECTRONIC ARCHIVES
OF THE EDUCATIONAL INSTITUTIONS, BASED ON COMPILATED ELECTRONIC PUBLICATIONS
The common aspects of organization of access to the electronic archives of educa-tional institutions in «Client - Server» system, the recommendations on structure, choosing of ways of protection of electronic publications and distribution of them in different conditions are given.
Key words: electronic book, client, server, multimedia, audio, video, protection of information, cryptography, sensor screen.
Получено 14.12.11

Полиграфия и защита информации
405
УДК 778.1; 655.001 Р.С. Череватый, канд. техн. наук, доц., (4872) 35-24-93, [email protected] (Россия, Тула, ТулГУ) АНАЛИЗ ПРЕДПОЧТИТЕЛЬНОСТИ ЦВЕТОВОЙ МОДЕЛИ В ИНФОРМАЦИОННО–ИЗМЕРИТЕЛЬНОМ КОМПЛЕКСЕ
Рассмотрено влияние нарушения синхронизации каналов в разных цветовых пространствах на цветопередачу и цветовой контраст изображения по отношению к исходному изображению при восстановлении полноцветного изображения из много-кадровой модели совмещением цветовых плоскостей.
Ключевые слова: магнитно-импульсная штамповка, электромагнитная штам-повка, плоская штамповка, индуктор, обработка металлов давлением, импульс, давле-ние поля.
Документы, представляющие некоторый носитель с нанесенной на
них информацией, имеют важное значение для всех структур общества, начиная от межгосударственных организаций и кончая мелкими коммер-ческими фирмами, семьями и отдельными гражданами. Частичная или полная утрата документированной информации, ее несанкционированное изменение приводят к невосполнимым потерям как финансового, так и юридического характера. Одним из носителей, обеспечивающих длитель-ное хранение документированной информации, является микрофильм, представляющий собой фотопленку с изображением документа.
Микрофильм как носитель информации обладает следующими дос-тоинствами:
кодирование документа сводится к уменьшению геометрических размеров изображения;
для хранения микрофильма не требуется значительных производст-венных площадей;
климатические условия при хранении микрофильмов могут быть менее жесткими, чем при хранении бумаги и электронных носителей;
для нанесения информации на микрофильм не требуется сложного оборудования;
геометрические размеры и оптические свойства микрофильма же-стко регламентированы, что делает возможным применение его в качестве носителя в автоматизированных информационно-поисковых системах;
в процессе хранения информации в нее не могут быть внесены не-санкционированные изменения;
при использовании микрофильма не требуется параллельного хра-нения специализированных технических средств доступа и соответствую-щего программного обеспечения.
Традиционные технологии микрофильмирования ориентированы на хранение текстовой и чертёжно-графической документации. Изображения

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
406
подобных документов являются черно-белыми и хорошо переносятся на высококонтрастные светочувствительные материалы, применяемые в мик-рофильмировании, поскольку передачи промежуточных градаций серого тона здесь обычно не требуется. Вместе с этим, к настоящему времени в архивах накоплен значительный по объёму фонд документов, в которых часть информации передается с кодированием цветом (цветной докумен-тацией) и которые требуют долговременного хранения с сохранением именно цветового кодирования (топографические карты, схемы и планы с нанесенной цветовой разметкой, документация, содержащая цветные ил-люстрации, графики, диаграммы и т.п.).
В то же время технологический процесс подготовки микрофильма к гарантированному длительному хранению ориентирован на черно-белые оригиналы, жестко регламентирован и слабо поддается модификациям. Поэтому в настоящее время существует проблема, заключающаяся в от-сутствии промышленной технологии микрофильмирования цветной доку-ментации, близкой к стандартному технологическому процессу микро-фильмирования черно-белых документов и обеспечивающей сопоставимые с черно-белыми микрофильмами сроки хранения.
Таким образом, наличие потребности в создании страхового фонда цветной документации и отсутствие простых и надежных информационно-измерительных систем, реализующих технологический процесс микро-фильмирования цветных документов, делают задачу проведения исследо-ваний по разработке методов их проектирования весьма актуальной.
Существующие технологии аналогового цветного микрофильмиро-вания с использованием цветных светочувствительных материалов проиг-рывают традиционным чёрно-белым по целому ряду показателей, и, преж-де всего, по стоимости используемых материалов и процесса химико-фотографической обработки в целом, а также по длительности гарантиро-ванного хранения информации.
Вариант аналогового микрофильмирования цветных оригиналов с использованием чёрно-белых светочувствительных материалов и оптиче-ским цветоделением отличается сложностью подбора параметров экспони-рования и химико-фотографической обработки, обеспечивающих полуто-новое черно-белое изображение, а следовательно, корректную цветопередачу оттенков.
В качестве альтернативного подхода к решению указанной задачи используются гибридные технологии аналого-цифрового микрофильмиро-вания, в которых изображение документа с помощью измерительно-информационного комплекса предварительно преобразуется в цифровую форму, обрабатывается средствами цифровой вычислительной техники, и лишь затем выводится на микрофильм с использованием СОМ-системы. Если на этапе существования изображения документа в форме цифровой модели информацию о цвете удастся закодировать яркостным сигналом, то

Полиграфия и защита информации
407
в качестве долговременного носителя изображения такого документа мож-но будет использовать традиционные чёрно-белые светочувствительные материалы. Это приводит к необходимости разработки математического и алгоритмического обеспечения, реализующего адекватные преобразования моделей изображений при их выводе на микрофильм и считывании с него.
Таким образом, использование чёрно-белых светочувствительных материалов в задачах микрофильмирования документации с цветовым ко-дированием информации требует решения научно-технических задач:
цветоделения исходного изображения документа; растеризации полутоновых изображений цветовых плоскостей для
вывода на микрофильм; фильтрации изображений отдельных цветовых плоскостей; совмещения цветовых плоскостей в единое цветное изображение; цветовой коррекции восстановленного изображения. На практике количество цветовых составляющих ограничивают
обычно тремя, выбирая в качестве первичных цветов красный, зелёный и синий (цветовая модель RGB).
Модуль формирования служебной информации может вносить в изображение дополнительную информацию, упрощающую процесс после-дующего восстановления цветного изображения с цветоделённой копии (метки-реперы для совмещения цветовых плоскостей, тип плоскости и т.п.).
Однако даже применение меток для совмещения цветовых плоско-стей при восстановлении цветного изображения из многокадровой модели цветоделённого изображения в цветовой модели RGB не позволяет точно совместить цветовые плоскости в единое цветное восстановленное изо-бражение с правильной цветопередачей по отношению к исходному изо-бражению.
Это связано с тем, что в информационно-измерительном комплексе гибридного микрофильмирования пространственный сигнал, содержащий-ся изначально на цветном документе в виде изображения, последовательно проходит ряд преобразований, связанных со сменой материального носи-теля сигнала. Каждое из преобразований обусловлено типами респонден-тов, участвующих в обмене информацией и может рассматриваться как своеобразный канал передачи данных.
Естественно, что каждый этап преобразований связан с потерями данных, которые в комплексе приводят к следующим явлениям:
изменению общего контраста изображения; изменению цветового контраста; искажению цвета; появлению ореола на границах темного и светлого участков. Комплекс микрофильмирования цветной документации должен
включать в себя модули, приведенные на рис. 1. Сканер документов пред-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
408
назначен для формирования цифровой модели изображения документа-оригинала, представляющей собой числовую матрицу, элементы которой характеризуют яркость и цветовой тон соответствующих точек изображе-ния. Фактически такой сканер выполняет также первичное цветоделение оптического изображения, формируя несколько монохромных цветовых плоскостей, яркости точек которых соответствуют интенсивностям цвето-вых составляющих отдельных пикселей.
Рис. 1. Процесс формирования микрофильма Выбор цветового пространства является неоднозначной процедурой,
и с точки зрения дальнейших преобразований информации система RGB не обязательно оказывается наилучшей [1, 2, 3].
Например, при кодировании цвета в виде триады «цветовой тон-насыщенность-яркость» (система HSV), яркостная составляющая, пред-ставляющая собой полноценную монохромную версию изображения, мо-жет использоваться отдельно от остальных в тех случаях, когда наличие цвета не критично (быстрый поиск документа, предварительный просмотр и т.п.). При использовании системы RGB для решения аналогичных задач пришлось бы считывать все три цветовые составляющие. С другой сторо-ны, деление на большее количество цветовых плоскостей может повысить результирующее качество восстановленного цветного изображения по сравнению с традиционной системой RGB.
При цветоделении изображения, содержащего большой объем кон-туров и текста, а также выводе цветоделенных каналов на черно-белую пленку и последующем обратном процессе, деление на 4 канала (CMYK), a не на 3 (RGB) дает в итоге более высокое качество передачи контуров и цвета изображения.
При воспроизведении изображения тремя цветными каналами текст и контурные элементы генерируются информацией из трех же каналов.

Полиграфия и защита информации
409
Если хотя бы один из них будет смещен или искажен по всему полю изо-бражения или даже в определенном его фрагменте, потери в зоне основно-го информационного содержания будут более значительны, чем при ис-пользовании 4 каналов, так как четвертый канал (К) выполняет ключевую роль в построении изображения. В результате после конвертации в CMYK даже один-единственный канал черного (К) будет содержать основную информацию изображения (символы, подписи, контуры, абрисы объектов).
Канал Black в большинстве случаев содержит большее количество информации, чем остальные 3 канала (исключение - живописные изобра-жения), в противовес модели RGB, где все каналы несут примерно равный объем информации, позволяя сохранять контуры и текст в лучшем качест-ве.
Относительно цветопередачи цветоделенного изображения даже по-теря 1/3 информации (в одном из каналов RGB) более критична, чем поте-ря 1/4 информации (CMYK), а искажение ахроматической компоненты в CMYK будет меньшим, чем при цветоделении в RGB, притом искажение цвета в RGB больше, чем в CMYK. Однако при микрофильмировании цветных оригиналов с использованием чёрно-белых светочувствительных материалов и цветоделением изображения в CMYK возникает проблема, заключающаяся в необходимости записи четырех монохромных состав-ляющих цветоделенного изображения (цветовое пространство CMYK) вместо трех (RGB), что нерационально, так как увеличивается площадь за-писи одного изображения на микрофильм и увеличивается трудоемкость при сборке цветоделенного изображения.
В отличие от цветовых пространств RGB или CMYK, которые яв-ляются набором аппаратных данных для воспроизведения цвета на бумаге или на экране монитора (цвет может зависеть от множества различных факторов), Lab однозначно определяет цвет. Lab нашел широкое примене-ние в программном обеспечении для обработки изображений в качестве промежуточного цветового пространства, через которое происходит кон-вертирование данных между другими цветовыми пространствами. Благо-даря характеру определения цвета в Lab возможно отдельно воздейство-вать на яркость, контраст изображения и на его цвет. Это позволяет ускорить обработку изображений, Lab предоставляет возможность избира-тельного воздействия на отдельные цвета в изображении, усиления цвето-вого контраста, также очень важными являются возможности, которые Lab предоставляет для борьбы с шумом на изображении, кроме того, простран-ство Lab более удобно для цветокоррекции, чем похожее на него простран-ство HSB [4, 5].
Каналы в цветовом пространстве Lab не нуждаются в точном со-вмещении [5], что имеет важное значение в связи с тем, что при гибридном микрофильмировании данные о цвете, содержащиеся изначально в доку-менте, последовательно проходят ряд преобразований, связанных со сме-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
410
ной материального носителя сигнала, приводящих к несовпадению кана-лов и, следовательно, к неправильной цветопередаче. В RGB это невоз-можно, так как все три канала несут данные о цвете и образуют единую группу.
На рис. 2 представлено оригинальное изображение, подвергавшееся рассинхронизации каналов в RGB- и Lab-версии пространства.
Рис. 2. Оригинальное изображение
На рис. 3 и 4 представлено оригинальное изображение с принуди-
тельно нарушенной синхронизацией каналов в RGB- и Lab-версии соот-ветственно, три канала смещены относительно друг друга на 10 пикселей (красный канал в RGB-версии файла сдвинут вниз и вправо, а синий – вле-во; в Lab -версии файла канал a сдвинут вниз и вправо, а канал b ‒ влево).
Рис. 3. Изображение с нарушенной синхронизацией каналов RGB

Полиграфия и защита информации
411
Рис. 4. Изображение с нарушенной синхронизацией каналов в Lab -версии
В результате несовмещения трех каналов, каждый из которых участ-
вует в формировании деталей, изображение на рис. 3 стало нерезким, про-изошло искажение цвета, образовался ореол на границах темного и светло-го участков, появились какие-то другие формы и контуры. На рис. 4 пострадал красноватый цвет, поскольку нарушилось совмещение каналов А и В, но в остальном картинка выглядит вполне приемлемо.
Таким образом, нарушение синхронизации каналов в LAB-версии не требует такого точного совмещения каналов при восстановлении полно-цветного изображения, как в других цветовых пространствах, а примене-ние цветовой модели LAB более предпочтительно при восстановлении цветного изображения из многокадровой модели цветоделённого изобра-жения совмещением цветовых плоскостей и позволяет получить цветное восстановленное изображение с более правильной цветопередачей по от-ношению к исходному изображению при прочих равных условиях на каж-дом этапе преобразований, связанных с потерями данных, приводящих к изменению общего и цветового контраста изображения, к искажению цве-та и появлению ореола на границах темного и светлого участков, а также позволяет минимизировать затраты и ускорить работу.
Список литературы
1. Иванов Р.Н. Репрография. М.: Экономика, 1986. 335 с. 2. Кузьмин И.В., Кедрус В.А. Основы теории информации и кодиро-
вания. Киев: Вища школа, 1986. 360 с.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
412
3. Мамиконов А.Г., Кульба В.В. Синтез оптимальных систем обра-ботки данных. М.: Наука, 1986. 280 с.
4. Дэн Маргулис Photoshop для профессионалов. Классическое руко-водство по цветокоррекции. М.: Интерсофтмарк, 2003. 464 с.
5. Дэн Маргулис Photoshop LAB Color. Загадка каньона и другие приключения в самом мощном цветовом пространстве М.: Интелбук, 2006. 450 с.
R.S. Cherevatyy THE ASSAYING OF PREFERENCE OF THE COLOR SAMPLE PIECE
IN THE INFORMATIONAL-MEASURING COMPLEX Agency of lock-out of channels in different colour spaces on a colour rendition
and a map colour contrast in relation to a source image is considered, at recovery completely colour maps from a multiframe model by combination of colour planes.
Key words: magnetic-pulsing pressure forming, electromagnetic pressure forming, plane pressure forming, a Ruhmkorff coil, plastic metal working, an impulse, pressure of the field.
Получено 14.12.11

413
УПРАВЛЕНИЕ КАЧЕСТВОМ
УДК 531.733 В.Б. Протасьев, д-р техн. наук, проф., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ), Д.Б. Белов, канд. техн. наук, доц., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ), А.А. Игнатьев, зам. ген. директора, (985) 644-74-74, [email protected], (Россия, Москва, ОАО «Газпром межрегионгаз Москва») ПРОВЕРКА СТАТИСТИЧЕСКОЙ ГИПОТЕЗЫ О СОВПАДЕНИИ РЕЗУЛЬТАТОВ УЧЕТА ПОСТАВЛЕННОГО И ПОТРЕБЛЕННОГО ГАЗА
Рассматривается проверка статистической гипотезы о совпадении резуль-татов учета поставленного и потребленного газа.
Ключевые слова: процесс газораспределения, разбаланс газа, проверка стати-стической гипотезы.
Важнейшей задачей статистического управления процессами газо-
распределения между потребителями является обеспечение и поддержание объемов разбаланса газа на приемлемом и стабильном для поставщика газа уровне, что напрямую скажется на результатах его экономической дея-тельности.
Разбалансом газа Х поставщик, которым является Регионгаз, назы-вает разность между объемом газа постW , отправленного им, и объемом га-за потрW , полученным потребителями:
потрпост WWX −= . (1)

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
414
Поскольку объемы газа постW и потрW измеряются с использовани-
ем соответствующих средств измерений (счетчиков), вопросы, связанные с определением величины разбаланса, необходимо решать метрологически-ми методами. С этой точки зрения необходимо выяснить, почему результа-ты измерения объемов газа, поставленного поставщиком постW и получен-ного потребителем потрW не совпадают между собой, т. е. выяснить
причину появления разбаланса. Метрологический подход позволяет уста-новить, как появляется разбаланс - случайно или нет.
Случайность его появления является следствием погрешностей из-мерения объемов постW и потрW газа. В этом случае нужно говорить не о
наличии разбаланса, а о повышении качества учета объема поставленного и полученного газа, т.е. об уменьшении погрешностей измерения парамет-ров постW и потрW .
Если окажется, что появление разбаланса нельзя объяснить случай-ными причинами (наличием случайных погрешностей измерения объемов газа постW и потрW ), то можно утверждать, что причинами его появления
является либо сбой в работе средств измерений (неисключенная система-тическая погрешность), либо несанкционированный отбор газа. Не исклю-чено и совместное действие обеих причин.
Для решения этой задачи результаты измерений объемов газа постW и потрW за определенный календарный промежуток времени необходимо
проверить по методике, изложенной [1]. Проверка статистической гипотезы о равенстве среднего значения
разностей парных наблюдений объемов постW и потрW нулю проводится в
следующем порядке. 1. Вычисляются разности результатов отдельных измерений объе-
мов постW и потрW :
iii Wd потрпост W−= , (2)
где iWпост , i
Wпотр - результаты отдельных измерений объемов постW и
потрW соответственно.
2. Определяется среднее значение этих разностей:
n
d
d
n
ii∑
== 1 , (3)
где n - число параллельных наблюдений (разностей d ). 3. Вычисляется оценка среднего квадратического отклонения раз-
ностей:


Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
416
Таблица 1 Объемы поставленного iWпост и потребленного
iWпотр газа
за «холодный период года»
п/п
Объемы поставлен-ного газа iWпост , м3
Объем потребленно-го газа
iWпотр , м3
Разности
iii WWd потрпост −=
1 2 3 4 1 98 927 99 917 -990 2 106 364 108 447 -2 083 3 107 757 109 851 -2 094 4 110 798 113 321 -2 523 5 113 723 116 595 -2 872 6 110 863 113 786 -2 923 7 110 221 113 048 -2 827 8 112 255 115 647 -3 392 9 111 651 115 145 -3 494 10 115 172 119 159 -3 987 11 107 650 108 218 -568 12 103 014 103 239 -225 13 100 557 100 716 -159 14 98 833 98 978 -145 15 99 291 99 750 -459 16 96 779 97 423 -644 17 96 223 97 080 -857 18 100 848 101 968 -1 120 19 103 342 104 946 -1 604 20 104 956 106 608 -1 652 21 104 500 105 705 -1 205 22 98 755 99 667 -912 23 95 428 96 131 -703 24 94 797 95 526 -729 25 95 376 96 051 -675 26 97 606 99 060 -1 454 27 95 323 96 500 -1 177 28 95 688 96 531 -843 29 96 341 96 891 -550 30 104 246 106 274 -2 028 31 117 437 121 308 -3 871
Определим квантиль распределения Стьюдента )(2/1 να−t для уров-
ня значимости 05,0=α (доверительной вероятности 95,0=P ) и числа сте-

Управление качеством
417
пеней свободы 30131 =−=ν : 367,0)30(975,0 =t .
Проверим условие (5):
925,420935,1146367,0065,1573 =⋅>=d .
Условие не выполняется. Следовательно, гипотеза о равенстве слу-чайности появления разбаланса отвергается с доверительной вероятностью
95,0=P (уровнем значимости 05,0=α ), что говорит о неслучайности рас-хождения результатов учета объемов постW и потрW за данный календар-
ный промежуток времени. Эта же ситуация повторяется и при увеличении значения довери-
тельной вероятности до 0,99. Для указанного значения доверительной вероятности (уровня зна-
чимости 01,0=α ) квантиль распределения Стьюдента )(2/1 να−t будет иметь значение
494,0)30(995,0 =t .
Условие (5) примет вид
068,568935,1146494,0065,1573 =⋅>=d .
Таким образом, вывод, сделанный при предыдущей проверке оста-ется неизменным — наличие разбаланса с вероятностью 95,0=P неслу-чайно.
Представляется интересным рассмотреть ситуацию во время, кото-рое поставщик называет «теплым периодом года», когда по его наблюде-ниям объемы газа iWпост превышают объемы
iWпотр (табл.2).
Проведем проверку той же гипотезы о совпадении результатов из-мерения объемов газа постW и потрW , т.е. о случайности возникновения
разбаланса. По формуле (3) определим среднее значение разностей резуль-татов отдельных измерений объемов постW и потрW :
194,845=d м3.
По формуле (4) вычислим оценку среднего квадратического откло-нения этих разностей:
099,315=dS м3.
Используя найденные ранее значения квантилей распределения Стьюдента, проверим выполнение условия (5) для доверительных вероят-ностей 95,0=P и 99,0=P :
367,0)30(975,0 =t .
Для доверительной вероятности Р = 0,95 имеем
641,115099,315367,0194,845 =⋅>=d .

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
418
Таблица 2 Объемы поставленного iWпост и потребленного
iWпотр газа
за «теплый период года»
п/п
Объемы поставленного газа
iWпост , м3
Объем потребленного газа
iWпотр , м3
Разности
iii WWd потрпост −=
1 2 3 4 1 45702 45250 452 2 47104 46607 497 3 45993 45244 749 4 43254 42418 836 5 42789 42071 718 6 46068 45961 107 7 45163 44852 311 8 44595 43924 671 9 45765 44997 768 10 43561 42876 685 11 40409 39348 1061 12 41031 40019 1012 13 47354 46698 656 14 47710 47117 593 15 46973 46240 733 16 46588 45648 940 17 46436 45243 1193 18 41344 39908 1436 19 42459 41179 1280 20 47129 46260 869 21 45365 44633 732 22 44613 44005 608 23 44719 43799 920 24 44335 43245 1090 25 42407 41182 1225 26 42652 41432 1220 27 45593 44825 768 28 45464 44646 818 29 47005 45520 1485 30 46767 46097 670 31 44173 43075 1098
Условие не выполняется. Следовательно, гипотеза о равенстве слу-

Управление качеством
419
чайности появления разбаланса отвергается с доверительной вероятностью 95,0=P (уровнем значимости 05,0=α ), что говорит о неслучайности рас-
хождения результатов учета объемов постW и потрW за данный календар-
ный промежуток времени. Ситуация повторяется и при увеличении значения доверительной
вероятности до 0,99:
659,155099,315494,0194,845 =⋅>=d .
По результатам проведенных проверок статистических гипотез можно сделать вывод об отсутствии совпадения результатов измерений объемов постW и потрW (неслучайном их отличии). Это свидетельствует о
том, что процесс газораспределения между потребителями по разбалансу объемов газа в рассматриваемые периоды времени не защищен от неслу-чайных внешних воздействий, таких как неучтенный отбор газа из газо-распределительной сети; некорректно выбранное место установки прибо-ров учета газа, не учитывающее нестабильность распределения газовых потоков; неправильная настройка средств учета объемов поставляемого га-за, которая может быть вызвана в том числе и несанкционированным вме-шательством в их работу.
Список литературы
1. ГОСТ Р 50779.23-2005 «Статистические методы. Статистическое представление данных. Сравнение двух средних в парных наблюдениях». М.: ФГУП «Стандартинформ», 2005.
V.B. Protasev, D.B. Belov, A.A. Ignatev CHECK OF A STATISTICAL HYPOTHESIS ABOUT COINCIDENCE OF RESULTS
OF THE ACCOUNT OF THE PUT AND CONSUMED GAS IS CONSIDERED The ification of statistical hypothesis about the coincidence of the results given stated
and gas consumption is considered. Key words: process gas distribution, the imbalance of gas, checking the statistical
hypothesis.
Получено 09.11.11

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
420
УДК 621.798.:658.562 В.Б. Протасьев, д-р техн. наук, проф., (4872) 332538 [email protected] (Россия, Тула, ТулГУ), Е.С. Петренко, асп., (499) 7267758, [email protected] (Россия, Тула, ТулГУ)
КВАЛИМЕТРИЧЕСКАЯ ОЦЕНКА КАЧЕСТВА КАРТОННО-НАВИВНЫХ ИЗДЕЛИЙ
Проанализирован современный рынок производства картонно-навивных изде-
лий и перспективы его развития. Предложена методика квалиметрической оценки ка-чества картонно-навивных изделий на основании комплексных показателей качества с использованием понятия «сигнал/шум», согласно Генити Тагути.
Ключевые слова: единичный показатель качества, правильность, технологи-ческие показатели,, точность, сигнал, функциональные показатели, шум.
Одним из перспективных направлений на рынке тары и упаковки является производство картонно-навивных гильз (или шпуль). Рассмотрим подробнее, что подразумевается под «гильзами и цилиндрической упаков-кой», сферы их применения и принцип их производства.
Гильзы картонные (шпули картонные) применяются для намотки картона, бумаги, всевозможных пленок, фольги, скотча, пищевых пленок, оболочек и других рулонных материалов.
В соответствии с принципом групповой технологии на рисунке по-казаны основные параметры шпули, которые являются общими для всех остальных картонно-навивных изделий по принципу геометрического по-добия, общности использования технологии производства и общности принципов контроля.
Основные параметры картонной гильзы: А – дина гильзы; Б – вутренний диаметр гильзы; В – тлщина стенки гильзы В зависимости от качественных и прочностных характеристик
гильзы делятся на 3 общепринятые категории.

Управление качеством
421
Первая категория – текстильные и им подобные гильзы – самые простые в исполнении. Изготавливаются из картонов с невысокими техни-ческими характеристиками. Вторая категория – гильзы под намотку лино-леума, обычной полиэтиленовой пленки и других материалов с аналогич-ными требованиями по прочности гильзонавивной продукции. Третья категория – гильзы под намотку специальных видов пленки (термоусадоч-ная, стрейч-пленка, скотч), стекловолокон, целлюлозно-бумажного сырья (картон и бумага, в т.ч. газетная) – высокотехнологичные в своем изготов-лении, из высокопрочного сырья.
Также в современной промышленности картонные гильзы нередко используются в качестве упаковки-тубы. В этом случае они дополняются жестяными (или пластиковыми) крышками, особым внутренним покрыти-ем, обеспечивающим герметичность упаковки и безопасность ее содержи-мого, а также разного рода аксессуарами (ручками, декоративными эле-ментами, разнообразными вкладышами) и дизайнерскими иллюстрациями.
Сегодня подобная тара активно применяется для упаковки косме-тической продукции, кондитерских изделий, бытовой химии и др. По сравнению с пластиковыми, алюминиевыми и бумажными аналогами она органично сочетает такие качества, как экономичность, экологичность, прочность и долговечность.
В декабре 2010 года впервые в истории вино премиум-класса раз-лито в картонные тубы. Новая серия вин Каберне и Шардоне Four выпус-кается в тубах и стоит почти в два раза дешевле, чем в традиционных бу-тылках [1].
Как возможный вариант использования картонных шпуль следует обозначить их употребление и в качестве одноразовой картонной опалубки при строительстве (как средство, позволяющее отливать бетонные колон-ны разной длины и диаметра). Подобная технология активно завоевывает российский строительный рынок, позволяя значительно облегчить и уде-шевить строительные работы.
Метод изготовления гильзонавивной продукции основан на спи-ральном способе навивки изделий из полос картона и бумаги строго опре-деленной ширины и последовательности в зависимости от технических ха-рактеристик используемого сырья, размеров гильз и требований к конечной продукции.
Неоспоримые достоинства данного вида намоточной тары, широ-кий ассортимент и активное производство – наглядные свидетельства ли-дирующих позиций картонных шпулей среди аналоговых расходных мате-риалов на рынке современной промышленности.
Однако для столь перспективного вида тары все еще не разработа-на система оценки качества.
Согласно методологии квалиметрической оценки качества качество объекта оценки проявляется в первую очередь через его свойства, поэтому

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
422
для оценки качества необходимо, во-первых, определить перечень тех свойств, совокупность которых в достаточно полной мере характеризует качество; во-вторых, измерить свойства, т.е. определить их численные зна-чения; в-третьих, аналитически сопоставить полученные данные с образ-цом качества [2].
Оценку качества картонной гильзы будем выполнять по комплекс-ным показателям качества.
При этом каждый единичный показатель качества (ЕПК) соглас-но [3] будем оценивать по двум критериям – правильности и точности.
Правильность оценивает степень приближенности характеристик реального изделия к идеальному, в качестве которого используются дан-ные фирмы-лидера или выставочных изделий, взятых из информационных материалов.
Согласно идеологии Тагути [4] этот критерий может играть роль «сигнала», т.е. фактора интегрально оценивающего функциональные показатели.
Точность оценивает технологические показатели, и с ее помощью можно оценить степень разброса значений ЕПК, например, в сравнении с фирмой-лидером. Разброс характеристик согласно [4] представляет собой так называемый «шум», т.е. интегральную оценку дестабилизирующих факторов.
Отношение «сигнал – шум» позволит объективно оценить наибо-лее качественное изделие.
Для каждого ЕПК критерии правильности будем определять по формуле
П
Л
in Q
QQ = , (1)
где ЛQ – показатель фирмы-лидера; ПQ – аналогичный показатель пред-
приятия-производителя. Критерий точности для каждого ЕПК определяется как отношение
допуска на значения конкретного показателя у фирмы-лидера к допуску конкретного предприятия:
П
Л
Пi
ЛiiT QQ
T
TQ
min)max
min)max
(
(
−
−== , (2)
где ЛiТ и ПiТ – допуски на численные значения i-го показателя у сравни-ваемых производителей; maxQ и minQ – численные значения максималь-ного и минимального значения i-го показателя у сравниваемых произво-дителей.
Если в паспортных данных показаны только номинальные значения параметров ЛQ и ПQ , то их значения используются в формуле (1). Случаи,

Управление качеством
423
когда приводятся максимальное и минимальное значения, наиболее благо-приятны для обеих сравниваемых фирм.
Если значение ЕПК чем больше, тем лучше, то в формуле (1) ис-
пользуется отношение П
Л
Q
Q, если меньшее значение более предпочтитель-
но, например, для расхода топлива, используется обратная величина Л
П
Q
Q.
Логический смысл формул (1) и (2) состоит в том, что у оценивае-мого изделия, равного по качеству с идеальным, оба критерия равны еди-нице, если качество ниже идеального, то значения критериев правильности и точности меньше единицы, а если качество выше, то больше единицы.
Комплексные показатели (КП) правильности и точности будем определять по принципу средневзвешенного [5] арифметического значения
∑=n
ТПiТП iQgQ
1,, , (3)
где n – количество единичных показателей (ЕПК); iiЛПQ – значения еди-
ничных показателей по критериям правильности и точности, определен-ные по формулам (1) и (2).
Отношение «сигнал – шум» для общей оценки изделия по методу Г. Тагути примет вид:
Т
П
Q
QТ
−=
1, (4)
где ПQ - комплексный показатель правильности, чем он больше, тем лучше; ТQ - комплексный показатель точности, здесь также более пред-почтительно большее значение.
Показатели ПQ и ТQ логически взаимосвязаны и ПQ имеет при-оритетное значение, т.к. неправильно спроектированное изделие нет смыс-ла точно изготавливать.
Согласно [2] чем больше Т-критерий, тем лучше, поэтому в знаме-натель формулы (4) введена единица, а разность (1- ТQ ) показывает раз-брос значений точностных характеристик ЕПК.
ЕПК картонно-навивных изделий определены по технологическому процессу их изготовления и приведены в табл. 1.
Коэффициенты весомости показателей качества, требующиеся для определения комплексных показателей качества, определялись эксперт-ным методом. Для этого была собрана группа экспертов, в которую вошли представители различных компаний, использующих в своей работе кар-тонно-навивные изделия. Экспертам предлагалось оценить степень важно-

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
424
сти каждого из показателей качества картонной шпули по 5-балльной сис-теме, используя положения метода анализа иерархий [6].
Весовые коэффициенты показателей качества картонно-навивных гильз, определенные с помощью экспертного метода, представлены в табл. 1.
Таблица 1
Состав ЕПК и весовые коэффициенты показателей качества картон-но-навивных изделий
Экспертные оценки
пп Показатели качества
Эксп.1
Эксп.2
Эксп.3
Эксп.4
Эксп.5
Весовые коэффици-
енты qi
1
Плоскостное сжатие (т.е. как гильза выдержи-вает нагрузку рулона в по-
кое)
1 4 2 1 4 0,16
2 Внутренний диаметр
(соответствие диаметра спецификации)
5 5 5 4 5 0,32
3 Внешний диаметр
(соответствие диаметра спецификации)
2 2 4 3 3 0,19
4 Длина (соответствие дли-
ны спецификации) 4 3 3 5 1 0,21
5 Влажность гильзы 3 1 1 2 2 0,12 Использование формул (1) и (2) обычно затрудняется тем, что в пас-
портных данных на продукцию не всегда приводятся данные по ЕПК (табл. 1). Поэтому лучший способ определения значений всех ЕПК − аудиты
предприятий, поскольку каждый производитель, несомненно, хочет знать свое «место в строю» по уровню качества.
Как виртуальный пример использования данной методики оценки каче-ства сравним анонимных фирму-лидера и производителя по данным, приведен-ным в табл. 2.
Используя данные, приведенные в табл. 2, по формуле (4) опреде-лили, что Т-критерий изделия в целом составил 2,78.
Таким образом, можно сказать, что отношение «сигнал/шум», а в данном случае «правильность/точность» составляет 2,78, т. е. качество проектирования изделия производителя близко по уровню к качеству про-ектирования изделия фирмы-лидера, однако, точность его изготовления значительно ниже.

Управление качеством
425
Таблица 2 Сравнение ЕПК фирмы-лидера и производителя
п/п
Единич-ные пока-затели
Про-изво-дитель
Фир
ма-ли-дер
Разброс величи-ны показателя у производителя
ПQQ )( minmax −
Разброс величи-ны показателя у фирмы-лидера
ЛQQ )( minmax −
Критерий правиль-ности
QП
Критерий точности
QТ
1
Плоско-стное сжа-
тие (Н/100мм)
1500 1640 2050-1350=700 2000-1400=600 1,1 0,86
2 Внутрен-ний диа-метр (мм)
151 151,2 152-151=1 151,5-151=0,5 1 0,2
3 Внешний диаметр
(мм) 174,3 175,2 176-174,4=1,6 176-174,4=1,6 0,99 1
4 Длина (мм)
1229 1226 1231-1221=10 1227-1225=2 0,99 0,2
5
Влаж-ность гильзы
(%)
6 7,8 8-5=3 9-6=3 0,77 1
Такая методика оценки качества продукции может помочь не толь-
ко компании – потребителю с точки зрения оценки поставщика, но и само-му производителю, т.к. показывает, на каком именно из этапов жизненного цикла продукции происходят негативные изменения, снижающие качество продукции.
Список литературы
1. Отраслевой портал Unipack.ru. 2. Азгальдов Г.Г. Теория и практика оценки качества товаров (ос-
новы квалиметрии). М.: Экономика.1982. 3. Протасьев В.Б., Анисимова М.А. Критерии правильности и точ-
ности в инструментальном производстве // Стандарты и качество. 4. С.59-60. 2001.

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
426
4. Леон Р. Управление качеством. Робастное проектирование. Метод Та-гути /пер. с англ. М.: «Сейфи», 2002. 384 с.
5. Шишкин И.В., Станякин В.М. Квалиметрия и управление качеством: учебник для вузов. М.: Изд-во ВЗПИ, 1992. 255 с.
6. Саати Т. Принятие решений. Метод анализа иерархий. М.: Радио и связь, 1993.
V.B. Protasiev, E.S. Petrenko QUALIMETRIC ESTIMATIONS OF QUALITY CARDBOARD-WRAPPED
PRODUCTS The markets is analyzed of paperboard products and perspectives of development
packaging from paperboard. The method of qualimetric estimations of quality paperboard cores based on complex quality indicators using the term "S/N", proposed by G.Taguchi, is presented.
Key words: single indicator of quality, validity, process indicators, accuracy, signal, functional performance, noise
Получено 09.11.11
УДК 531.733 Д.Б. Белов, канд. техн. наук, доц., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ), А.А. Игнатьев, зам. ген. директора, 8(985) 644-74-74, [email protected] (Россия, Москва, ОАО «Газпром межрегионгаз Москва»), Е.В. Масенков, магистрант, (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ)
КОМПЛЕКСНАЯ ОЦЕНКА КАЧЕСТВА БЫТОВЫХ ГАЗОВЫХ СЧЕТЧИКОВ
Описывается методика комплексного оценивания качества средств измерений
расхода природного газа. Ключевые слова: газовые счетчики, единичные показатели качества, ком-
плексная оценка качества. В настоящее время с увеличением стоимости тарифов на газ стано-
вится актуальным вопрос об установке газового счетчика. Счетчик позво-ляет учитывать количество израсходованного газа и не переплачивать по общему тарифу. Но как правильно выбрать счетчик? Какой из счетчиков лучше? Ответы на эти вопросы дает комплексный показатель качества.

Управление качеством
427
Как известно, качество – совокупность свойств продукции, обу-словливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением [1]. Исходя из этого, оценку качества будем производить в три этапа:
1) вычисление относительных единичных показателей качества; 2) определение предпочтений потребителя; 3) определение комплексной оценки качества – интегрирование
единичных показателей качества и требований к ним потребителей. Общий порядок комплексного оценивания качества можно предста-
вить в виде схемы, показанной на рисунке.
Определение комплексного показателя качества
В первую очередь нужно выбрать единичные показатели качества, необходимые для определения комплексного показателя. При большом ко-личестве единичных показателей точность экспертного оценивания уменьшается, поэтому выбираем только основные: цена, точность, межпо-верочный интервал, диапазон измерений и габаритные размеры. От этих показателей зависят все основные характеристики счетчиков: точность, периодичность поверки, в каком диапазоне счетчик может измерять расход газа, а также его компактность.
Для комплексной оценки качества необходимо использовать не аб-солютные единичные показатели качества, а относительные. Для перевода абсолютных характеристик газовых счетчиков в относительные сравним единичные показатели качества рассматриваемого образца продукции с такими же показателями качества базового образца по шкале отношений [2].
Значение i -го относительного показателя качества оцениваемой продукции iK определяется как

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
428
базi
ii P
PK = , (1)
или
i
ii P
PK баз= , (2)
где iP – значение i -го абсолютного показателя качества оцениваемой продукции; базiP – значение i -го базового показателя (значение показате-ля качества продукции, принятое за основу при сравнительной оценке ее качества).
Выберем, например, шесть моделей газовых счетчиков для ком-плексной оценки их качества: СГК-G4, Metrix G4, ЛИС-1, NPM G2,5, Век-тор G4, Gallus 2000 G4. Основные характеристики данных счетчиков при-ведены в табл. 1.
Таблица 1
Основные характеристики счетчиков газа бытового назначения
Счетчик Характеристика
СГК-G4 Metrix
G4 ЛИС-1
NPM G2,5
Вектор G4
Gallus 2000 G4
Ориентировочная стоимость, руб.
990 1150 2350 1150 1000 1030
Относительная по-грешность при рас-
ходе: от Q мин до Q
ном, %, не более свыше Q ном до Q
макс, %, не более
±3
±1,5
±3
±1,5
±1,5
±1,5
±3
±1,5
±3
±1,5
±3
±1,5
Межповерочный интервал, год
10 10 8 10 10 10
Максимальный расход, м3/ч
Минимальный расход, м3/ч
6
0,04
6
0,04
7
0,03
6
0,04
6
0,04
6
0,04 Габаритные раз-
меры, мм: длина
ширина высота
224 194 172
195 212 155
150 100 120
188 163 112
170 200 230
214 190 156
В качестве базовой модели можно выбрать любую модель счетчика.
Базовая модель служит для получения относительных единичных показа-телей качества – во сколько раз отличаются показатели качества счетчиков

Управление качеством
429
по сравнению с базовой моделью. При этом все относительные единичные показатели качества базовой модели равны 1.
В качестве базовой модели выбираем счетчик газа СГК-G4. Далее из формул (1) или (2) выбирается та, при которой увеличение
относительного показателя соответствует повышению качества продук-ции.
В табл. 2 приведены рассчитанные относительные показатели каче-ства для рассматриваемых моделей счетчиков.
Таблица 2 Относительные единичные показатели качества iK
Счетчик
iK Metrix G4 ЛИС-1 NPM G2,5 Вектор G4
Gallus 2000 G4
Цена 0,861 0,421 0,861 0,990 0,961 Точность 1 2 1 1 1
Межповерочный интервал
1 0,8 1 1 1
Диапазон измерений
1 1,169 1 1 1
Габаритные размеры
1,166 4,152 2,178 0,956 1,178
Для определения весомости единичных показателей качества, то есть того, какие из характеристик являются более значимыми для потреби-теля, воспользуемся экспертным методом ранжирования. Ранжирование предполагает расстановку объектов измерений или показателей качест-ва в порядке их предпочтения или важности. Для этого экспертам пред-лагают проранжировать (упорядочить) параметры в порядке возрастания важности, то есть минимальный ранг 1=ija получает наименее важный
показатель, следующий, наименее важный из оставшихся, получает ранг 2=ija и так далее. Наиболее важному показателю присваивается ранг n
(n – количество показателей). Часто в процессе экспертного опроса воз-никает ситуация, когда эксперт не может провести четкого разграничения между двумя или несколькими членами ряда. В таком случае вводятся «связанные ранги». Результаты экспертного опроса представлены в табл. 3.
Весовые коэффициенты iq определяются по формуле
∑
=i
ii a
aq , (3)
где ia – сумма баллов, присвоенных всеми экспертами по i-му показателю качества; ∑ ia – сумма балов, присвоенных всеми экспертами по всем по-казателям.

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
430
Все весовые коэффициенты в совокупности составляют искомый вектор предпочтений (последний столбец табл. 3).
Групповая оценка может считаться достаточно надежной только при условии хорошей согласованности ответов экспертов. Проверку со-гласованности мнений осуществляют с помощью коэффициента конкорда-ции (согласия). Расчет данного коэффициента осуществляется по следую-щей формуле:
)(
1232 mmn
SW
−⋅⋅= , (4)
где S – сумма квадратов отклонений суммы рангов каждого объекта экс-пертизы от среднеарифметического рангов; n – число экспертов; m – чис-ло объектов экспертизы.
Таблица 3
Результаты экспертного опроса
Номер эксперта Характеристики счетчиков 1 2 3 4 5
ia iq
Цена 4 5 5 3 4 21 0,280 Точность 3 3 3 4 3 16 0,213
Межповерочный интервал
5 4 4 5 5 23 0,307
Диапазон изме-рений
1 2 1 1 2 7 0,093
Габаритные размеры
2 1 2 2 1 8 0,107
Всего Σ = 75 Σ = 1
Коэффициент конкордации изменяется в диапазоне 10 << W , при-чем 0 – полная несогласованность, 1 – полное единодушие [2].
Вычисляем коэффициент конкордации по формуле (4):
856,0)55(5
2141232
=−⋅
⋅=W .
Так ка 9,08,0 << W , то это значит, что мнения экспертов хорошо согласованы и группа экспертов подобрана правильно.
Для свертывания относительных единичных показателей выбирает-ся средняя арифметическая взвешенная: ∑ ⋅= ijii KqQ , (5)
где iq – весомость i -го показателя качества; ijK – относительный i -й по-
казатель качества j -го счетчика.

Управление качеством
431
Для рассматриваемого случая: 979,01 =Q ; 342,12 =Q ; 087,13 =Q ; 992,04 =Q ; 008,15 =Q . Результатом комплексного оценивания является упорядочивание
объектов с заданными свойствами в виде ряда предпочтений: mkji QQQQ >>>> ... , (6)
где Q – текущий объект с заданными свойствами; i , j , k , m – номера
объектов, которые расположены в интервале ni ...1= (n – количество объ-ектов).
Для данного случая:
14баз532 QQQQQQ >>>>> ,
где 2Q – счетчик газа ЛИС-1 (обладает лучшим качеством); 3Q – счетчик
газа NPM G2,5; 5Q – счетчик газа Gallus 2000 G4; базQ – счетчик газа
СГК-G4; 4Q – счетчик газа Вектор G4; 1Q – счетчик газа Metrix G4 (об-
ладает наихудшим качеством). В заключение необходимо отметить, что рассмотренная методика
проста, не требует сложных математических расчетов и позволяет полу-чать достаточно точные комплексные показатели качества сравниваемых счетчиков газа.
Список литературы
1. ГОСТ 15467-79 «Управление качеством продукции. Основные понятия. Термины и определения».
2. Басовский Л.Е., Протасьев В.Б. Управление качеством: учебник. М.: ИНФРА-М, 2002. 212 с.
D. Belov, A. Ignatev, E. Masenkov COMPREHENSIVE ASSESSMENT OF THE QUALITY OF DOMESTIC GAS
METERS The methodology for integrated assessment of quality of measuring natural gas flow
is described. Key words: Gas meters, a single indicator of quality, comprehensive assessment of
quality.
Получено 09.11.11

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
432
УДК 658.562 В.Б. Протасьев, д-р техн. наук, проф., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ), Е.С. Петренко, асп., (8499) 7267758, [email protected] (Россия, Тула, ТулГУ) УЛУЧШЕНИЕ КАЧЕСТВА ПО МЕТОДАМ ГЕНИТИ ТАГУТИ
Рассмотрены преимущества использования логического эксперимента для
определения тенденции улучшения технологического процесса. Приведен порядок про-ведения логического эксперимента согласно методу Г.Тагути.
Ключевые слова: балльная экспертная оценка, логический эксперимент, сиг-нал, тенденция, шум.
В конкурентной экономике непрерывное улучшение качества и
снижение затрат необходимы для выживания в бизнесе. Непрерывное улучшение качества включает в себя непрерывное
уменьшение разбросов выходных характеристик изделия относительно заданных значений. Почти все изделия имеют множество характери-стик качества. Однако ни по экономической, ни по какой-либо другой причине нет смысла улучшать все характеристики сразу, поскольку не все они одинаково важны. Достаточно улучшить главные из них.
Конечно, каждый производитель мечтает значительно улучшить качество своей продукции без существенных капиталовложений. В этом случае на помощь приходит метод управления качеством по Г. Тагути. [3]
Метод профессора Тагути был опубликован в 1980 году. Данная методика применяется при проектировании продукции и в процессе ее производства.
Один из принципов Г. Тагути – принцип робастного (устойчиво-го) проектирования. Согласно этому принципу жизненный цикл про-дукции делится на два этапа: первый – проектирование изделия и про-ектирование технологического процесса производства, а второй – собственно производство и эксплуатация. Если учесть все риски и воз-можные потери на первом этапе, то можно избежать как использования совершенного и очень дорогого оборудования, так и ужесточения кон-троля качества, что тоже приносит значительные затраты. В этом слу-чае процессы производства и эксплуатации будут в меньшей степени подвержены влиянию условий окружающей среды, неравномерного ка-чества сырья, несовершенства технологического процесса.
Например, в своей книге [3] профессор Г. Тагути рассказывает о японской фирме, производящей керамическую плитку. Геометрические размеры плитки сильно варьировали из-за неравномерности температурно-го поля печи обжига. Конечно, можно было купить более дорогую и со-


Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
434
Можно заключить, что Г. Тагути определяет тенденцию улучше-ния процесса и максимально упрощает процедуру ее поиска.
Большинство примеров, приведенных в работе [3], использует мат-рицы, по которым выполняется не более 32 опытов. Малое количество опытов само по себе очень важно, поскольку экономятся затраты и время, но во многих случаях физические эксперименты можно заменить на логи-ческие [1].
Основное отличие логических экспериментов в том, что результат хi представляет собой балльную экспертную оценку, а число дублей n равно количеству экспертов, оценивающих сочетание параметров в каж-дом опыте.
Определение Т-критерия определяется так же по формулам (1) и (2) и, если предположить, что квалификация экспертов достаточна, то сомне-ние в целесообразности использования таких экспериментов сведется к минимуму, а их польза с учетом финансовых и временных затрат станет очевидной.
Покажем на примере порядок выполнения таких экспериментов. Допустим, что технологическая операция имеет шесть управляе-
мых параметров и два дестабилизирующих, которые разделены на уровни следующим образом:
управляемые параметры: А – два уровня, В – три уровня, С – два уровня, D – три уровня, E – три уровня, F – два уровня.
дестабилизирующие параметры: а – два уровня, b – три уровня. Поскольку пример имеет методическую направленность, содержа-
ние операции и параметров не раскрывается. Число опытов m в ортогональной матрице должно быть кратным
количеству используемых уровней. В данном примере m должно быть кратно 2 и 3.
Если, например, m = 24, то двухуровневые параметры в вертикаль-ных колонках ортогональной матрицы, соответствующие обозначениям
параметров, должны использоваться по 12224 = раз, а трехуровневые ‒ по
8324 = раз.
В этом случае матрица становится сбалансированной. Фрагмент та-кой матрицы показан в табл. 1.
В горизонтальных строках для каждого опыта показываются номе-ра уровней управляемых и дестабилизирующих параметров, каждый из ко-торых имеет определенное значение, выраженное в физических единицах или в иных характеристиках.
В табл. 2 приведен фрагмент итоговой матрицы, в которой приве-дены экспертные оценки пяти экспертов и выполнены соответствующие вычисления.

Управление качеством
435
Таблица 1 Фрагмент ортогональной матрицы – m 24
Управляемые параметры Дестабилизирующие
параметры
опыта A B C D E F a b
1 1 1 1 1 1 1 1 1 2 1 2 2 2 2 2 2 2 3 1 3 1 3 3 1 1 1 4 1 1 2 1 1 2 2 2 … 24 2 1 2 1 2 1 2 1
Таблица 2
Результаты логического эксперимента
Экспертные оценки опыта х1 х2 х3 х4 х5
х ∆ ∆
= хТ lg
1 7 6 7 8 5 6,6 1,140 0,762 2 8 7 6 7 6 6,8 0,836 0,909 3 6 5 4 7 6 5,6 1,140 0,691 4 8 7 6 7 5 6,6 1,140 0,762
В данном примере второй опыт (Т=0,909) является наиболее значимым. Возможны различные способы использования логических экспери-
ментов. Они могут предшествовать физическим и из их числа возможно исключить малозначимые, по мнению экспертов. При конструировании продукта они могут использоваться в качестве методики для оценки каче-ства проекта [2].
Авторами такие эксперименты используются при проектировании навивной картонной тары и их результаты при завершении эксперимента будут опубликованы.
В настоящее время методика Г. Тагути не получила широкого распространения в России, но все чаще руководители небольших пред-приятий обращаются к ней, так как однозначным достоинством метода Тагути является обеспечение конкурентных преимуществ за счет одно-временного улучшения качества и снижения себестоимости продукции.
Сисок литературы
1. Волокитина И.В, Протасьев В.Б., Плахотникова Е.В. Метрологи-ческое обеспечение системы менеджмента качества образовательной дея-тельности. Тула: Изд-во ТулГУ, 2008.132 с.

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
436
2. Волокитина И.В., Протасьев В.Б., Нуждин Г.А. Экспертный ме-тод с применением логического эксперимента для оценки качества // Кон-троль. Диагностика. 2007. 12. С.73-76.
3. Р. Леон [и др.]. Управление качеством. Робастное проектирование. Метод Тагути /пер. с англ. М.: Сейфи, 2002. 384 с.
V.B. Protasiev, E.S. Petrenko QUALITY IMPROVEMENT ACCORDING METHOD G.TAGUCHI The advantages of using logical experiments for determine the tendency of
improving the process of production are presented. The procedure for carrying out the logical experiment according to the method G. Taguchi is shown.
Key words: Logical experiment, the tendency, scoring expert assessment, the signal, the noise.
Получено 09.11.11
УДК. 621.646 Е.В. Плахотникова, канд. техн. нпук, доц., (4872) 33-25-38, e [email protected] (Россия, Тула, ТулГУ), Т.А. Елисеева, магистрант, +7-915-690-49-88, eliseeva [email protected] (Россия, Тула, ТулГУ)
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ПЕРЕХОДНЫХ ПРОЦЕССОВ СИСТЕМ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ
Рассмотрено влияние моментов инерции подвижных деталей электропривода
на изменение нагрузочных характеристик. Ключевые слова: задвижка, запорная арматура, деформации, клапан, элек-
тродвигатель.
Электроприводная запорная арматура применяется в трубопровод-ных системах автоматического управления. Это сочетание элементов ис-полнительного механизма (задвижка, клапан, кран и т.д.) и механизма при-вода (привод и электродвигатель) (рис. 1).
Вследствие широкой распространенности таких систем (нефтегазо-вая, химическая промышленности, аэрокосмические комплексы и комму-нальные сферы) к ним предъявляется ряд важных требований, главными из которых являются безопасность жизнедеятельности человека, надежность, срок эксплуатации и т.д. Реализация указанных требований напрямую за-

Управление качеством
437
висит от качества переходных процессов внутри системы «электродвига-тель→привод→исполнительный орган».
Рис. 1. Кинематическая схема электропривода с клапаном: 1 – двигатель; 2– входной вал; 3 – подшипник; 4 – планетарная передача; 5 – червяк; 6 – выходной вал; 7 – червячное колесо;
8 – муфта; 9 - задвижка В работе рассматриваемой системы реализуются следующие про-
цессы: пуск системы (разгон электродвигателя); перемещение задвижки из положения «открыто» в положение «за-
крыто»); отключение системы (торможение электродвигателя) (рис. 2). На всех перечисленных этапах возникают погрешности, для опре-
деления которых требуются разработка методик оценки и установление взаимосвязей между факторами, влияющими на изменение нагрузочных характеристик.
Анализ литературы [1,2,3] показал, что нагрузки в электроприводе зависят от следующих факторов:
момента инерции подвижных деталей; жесткости системы; времени запаздывания;

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
438
уровеня настройки предохранительного устройства; параметров электродвигателя; конструктивных особенностей электропривода.
Рис. 2. Зависимость момента от времени для электродвигателя: 1 - пуск; 2 - установившийся режим; 3 – отключение;
t1 - время срабатывания выключателя двигателя; t2 - срабатывание конечного выключателя
Рассмотрим более подробно этапы работы системы и процессы,
происходящие в ней. При анализе первого этапа работы (пуск) системы и расчете инер-
ционных нагрузок подвижных деталей выявилось, что разгон двигателя не влияет на работоспособность исполнительного органа, так как время раз-гона двигателя лежит в пределах 0,01…0,2 с при общем времени работы системы 11 с. Следовательно, данный фактор можно исключить из рас-смотрения.
Второй этап, представляющий собой установившийся режим рабо-ты электродвигателя, также не оказывает существенного влияния на рабо-тоспособность задвижки.
На третьем этапе работы (отключение) возникают большие пере-грузки и деформации. Это связано с тем, что когда значение момента пре-вышает номМ⋅3,1 , то срабатывает датчик, возникает инерционность за счет электрической системы срабатывания (контакторы, рыле). Согласно спра-вочным данным [2] это значение составляет 0,05…0,1 с. Однако в это вре-мя момент может возрасти, так как при закрытии задвижки клапана ис-пользуются понижающие механизмы (резьбовые). Это может привести к большим начальным значениям момента в случае открытия задвижки и

Управление качеством
439
возникновению погрешностей 1t∆ и 2t∆ . Расчет деформаций системы «электродвигатель→привод→исполнительный орган» представляет собой сложную задачу, для решения которой необходимо использование универ-сальных программных систем, например, «ANSYS», позволяющих решать стационарные и нестационарные пространственные задачи механики де-формируемого твёрдого тела и механики конструкций, а также электроди-намики, акустики и др.
Определение численных значений деформаций и перегрузок по-зволит улучшить эксплуатационные показатели и обеспечить качество пе-реходных процессов системы в целом.
Список литературы
1. Электропривод и электрооборудование / А.П. Коломиец [и др.]:
учебник. М.: КолосС, 2008. 328 с. 2. Кулик Ю.А. Электрические машины: учеб. пособие. М.: Высшая
школа, 1971. 455 с. 3. Дунаев П. Ф., Леликов О.П. Детали машин. Курсовое проектиро-
вание: учеб. пособие. М.: Высшая школа, 1984. 336 с. E.V. Plahotnikova, T.A. Eliseeva QUALITY SUPPLYING OF AUTOMATIC CONTROL SYSTEMS TRANSIENTS Тhe impact of moment of inertia of electric drive actuated parts on load characteris-
tics changing has been considered. Key words: a latch, blocking armature, deformations, the valve, the electric motor.
Получено 09.11.11

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
440
УДК 531.733 Д.Б. Белов, канд. техн. наук, доц., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ), А.А. Игнатьев, зам. ген. директора, 8(985) 644-74-74, [email protected] (Россия, Москва, ОАО «Газпром межрегионгаз Москва») ПУТИ ПОВЫШЕНИЯ ТОЧНОСТИ ИЗМЕРЕНИЙ ОБЪЕМОВ ПОСТАВЛЕННОГО ПРИРОДНОГО ГАЗА
Рассматриваются пути повышения точности измерений объемов поставлен-ного природного газа с помощью применения многократных измерений.
Ключевые слова: объем газа, точность измерений, многократные измерения. В настоящее время для измерения количества природного газа, по-
лученного от поставщика и реализованного конечным потребителям, при-меняются приборы учета, которые используют различные методики вы-полнения измерений:
1) при помощи сужающего устройства методом переменного пере-пада давления (косвенные измерения).
2) при помощи непрерывно движущегося тела — турбинные, рота-ционные и мембранные счетчики газа.
3) методы, основанные на физических явлениях: тепловые (анемо-метрические) и акустические (ультразвуковые).
На практике расходы газа свыше 4000 м3/ч. в основном измеряются первым методом, менее 4000 м3/ч. — вторым и третьим. Следует отметить, что приборы, использующие методы, основанные на физических явлениях, не имеют широкого применения и их доля в общем количестве используе-мых приборов учета газа чрезвычайно мала.
Таким образом, при больших расходах газа, т.е. у крупных потреби-телей (например, ТЭЦ, ГРЭС Энергосистемы, промышленные предпри-ятия) установлены приборы учета, использующие метод переменного пе-репада давления. Прочие потребители используют турбинные, ротационные, мембранные счетчики газа.
При измерении объема и расхода газа с помощью механических счетчиков определить параметры газа, влияющие на погрешность его из-мерения, позволяет формула, по которой происходит вычисление объема, приведенного к стандартным условиям.
В соответствии с [1] и техническим описанием (инструкцией по эксплуатации) на тип газового счетчика показания счетчика пересчитыва-ют по следующей формуле:
сж)15,273(
)(
KtP
PPVTV
gn
bgnn ⋅+⋅
+⋅⋅= , (1)


Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
442
величин поправок необходима процедура рандомизации, т.е. перевод по-правок в разряд случайных величин.
Рассмотрим на примере учет поправок при однократных и много-кратных измерениях одним прибором, а также при многократном измере-нии расхода газа несколькими приборами с различными по величине по-правками Θ.
С теоретических позиций результат измерения [2] выражается с по-мощью формулы VStVV ⋅±Θ+= )( изм , (4) где измV - показание средства измерения; Θ - поправка, определенная при метрологической аттестации средства измерения; VSt ⋅ - ширина довери-тельного интервала результата измерения.
Допустим вначале, что используется газовый счетчик G и при мет-рологической аттестации установлено, что его относительная погрешность составляет 4 % от измеряемой величины объема, а поправка составляет +0,04 от показаний прибора, т.е. изм04,0 V+=Θ .
Результат однократного измерения, например, при показании сред-ства измерения 2500изм =V м3, запишется следующим образом: VStVVV ⋅±+= )04,0( измизм . (5)
Подставим необходимые величины в формулу (5). В данном случае относительная ширина доверительного интервала,
соответствующая доверительной вероятности 95,0=Р , при нормальном законе распределения вероятности равна 1,96, т.е. 96,1=t .
Оценка среднего квадратического отклонения определяется как
33,33%1003
2500%4%1003
%4 изм =⋅
⋅=⋅
⋅= VSV м3.
Таким образом, в численном значении результат измерения соста-вит: )33,652600(33,3396,1)250004,02500( ±=⋅±⋅+=V м3.
Результат измерения с вероятностью 95,0=Р будет находиться в интервале 2534,671 ... 2665,33 м
3. Допустим далее, что выполнено многократное измерение ( 9=n ) со
следующими результатами, полученными при экспериментальных измере-ниях объема газа: =измV 2480; 2560; 2530; 2580; 2470; 2480; 2508; 2510; 2510 м3.
Среднее значение измеренного объема 22,25141
iизмизм == ∑=
nVVn
i
м3.
Результат многократного измерения в этом случае запишется сле-дующим образом:


Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
444
УДК 621.01 А.В. Аверченков, канд. техн. наук, доц., (4832) 58-83-55, [email protected] (Россия, Брянск, БГТУ) Е.Э. Аверченкова, канд. техн. наук, доц., (4832) 58-83-55, [email protected] (Россия, Брянск, БГТУ)
АВТОМАТИЗИРОВАННАЯ ПОДГОТОВКА ПРОИЗВОДСТВА МАЛОГО МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
Рассматриваются аспекты деятельности современных малых инновационных
машиностроительных предприятий, с учетом возможностей современного техноло-гического оборудования, новых видов инструмента, программного обеспечения и орга-низации производства. Внимание уделено отличиям в подходах к производственным процессам по сравнению с крупными предприятиями.
Ключевые слова: малые машиностроительные предприятия, машиностроение, инновации.
В современных российских условиях в машиностроительной отрас-
ли сложилась ситуация, при которой большинство крупных промышлен-ных предприятий, успешно существовавших до начала девяностых годов, оказались не в состоянии выживать в конкурентной среде. Среди причин неудач необходимо особо выделить тотальное устаревание технической базы, необходимость содержать ряд малоэффективных подразделений, длительный цикл подготовки производства новых изделий, отсутствие крупных оборотных средств, высокий средний возраст инженерных кад-ров.
В настоящее время из крупных машиностроительных предприятий наилучшим образом себя чувствуют предприятия, работающие на оборон-ные отрасли со стабильными государственными заказами и редко изме-няющимся номенклатурным рядом продукции.
В связи с этим особое место стали занимать активно создаваемые малые инновационные машиностроительные предприятия, которые даже в кризисных условиях имели возможность успешно конкурировать на рын-ке, развиваться и приносить прибыль. Среди критериев малых инноваци-онных машиностроительных предприятий можно выделить:
1) наличие от 1 до 15 (или более) единиц современного технологи-ческого оборудования (металлообрабатывающие станки с ЧПУ, электро-эрозионные станки с ЧПУ, оборудование для резки и штамповки и т.д.);
2) применение прогрессивных методов обработки материалов с ис-пользованием современных видов и конструкций инструментов;
3) компьютерное обеспечение конструкторской и технологической подготовки производства (CAD/CAM/CAE-системы, виртуальные модели оборудования, постпроцессоры для технологического оборудования, сис-темы PLM/PDM/ERP, применение технологий Интернета и т.д.).

Управление качеством
445
4) штат сотрудников до 30 человек; 5) приоритетное направление поиска заказов – особо сложные, нау-
коемкие изделия, отличающиеся небольшой серийностью и не требующие сложных технологических процессов сборки и испытаний.
Деятельность малого инновационного машиностроительного пред-приятия ставит ряд новых вопросов для научного изучения. Следует под-робно рассмотреть ряд аспектов, имеющих особое значение для подобных предприятий.
1. Новые возможности современного технологического оборудова-ния – другой взгляд на технологию. Новое зарубежное оборудование мо-жет совмещать в себе возможности, нетипичные для классического рос-сийского представления о технологии машиностроения. К такому оборудованию относятся токарные станки с приводным инструментом, то-карно-фрезерные многокоординатные обрабатывающие центры, пятикоор-динатные обрабатывающие центры с одновременным управлением по 5 осям, многокоординатные электроэрозионные проволочные станки и пр. Инновационные технологии, возможности и точность данного оборудова-ния, совместно с применением современного инструмента, позволяют све-сти на одну технологическую операцию задачи по обработке деталей, вы-полняемых в классической технологии машиностроения на нескольких единицах оборудования и, что особенно важно, позволяют по-новому взглянуть на технологичность изделий.
2. Интернет – новый источник информации для маркетолога, конст-руктора, технолога, руководителя, требующий регулярного мониторинга. Широкое распространение глобальной сети как источника информации требует регулярного и основательного мониторинга в поиске новых путей повышения конкурентоспособности производства и продукции, а также совершенствования производственных процессов. Осуществление монито-ринга требует наличия специализированного программного обеспечения.
3. Широкий выбор металлообрабатывающего инструмента требует программных средств для автоматизации его подбора. Корректный выбор оптимального режущего инструмента для конкретных задач обработки из-делий требует большого личного опыта технолога в этой области, что не всегда достижимо в условиях малых предприятия. Снижение зависимости от личных данных технолога в решении данной задачи требует примене-ния автоматизированных систем подбора инструмента, независимых от рекламного давления производителей инструмента.
4. Единая интегрированная компьютерная среда предприятия свя-зывает все части производства. Специфика малых инновационных маши-ностроительных предприятий позволяет построить интегрированную ком-пьютерную среду предприятия в сжатые сроки и с минимальными затратами. В компьютерную среду объединяются рабочие места конструк-тора и технолога, бухгалтера и экономиста, руководителя, а также техно-

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
446
логическое оборудование. Единая компьютерная среда должна быть по-строена с применением концепции CALS и позволять интегрировать малое предприятие в, так называемые, виртуальные предприятия.
5. Новый уровень кооперации предприятий для распределения ра-бот по изготовлению деталей, узлов, сборок. Кооперация - эта способность выходить за рамки собственных производственных возможностей для по-иска инновационных решений и организации производства высокотехно-логичных изделий. При современном уровне развития логистических сис-тем ни одно предприятие в машиностроении не в состоянии выдержать конкуренцию на рынке без максимального развития кооперации. Учитывая значительные затраты на создание и развитие инновационного производ-ства, необходимо изначально искать возможности кооперации как среди малых и средних машиностроительных предприятий региона, так и за его пределами. В этом отношении перспективным является кластерное разви-тие экономических связей в регионе. Под кластером понимается группа соседствующих взаимосвязанных предприятий, действующих в опреде-ленной сфере, характеризующихся общностью отдельных интересов и взаимодополняющих друг друга.
6. Организация виртуальных схем деятельности предприятия – средство позволяющее достичь нового уровня кооперации инновационных машиностроительных предприятий. Малые инновационные машинострои-тельные предприятия должны иметь техническую и организационную воз-можность объединения в, так называемые, виртуальные предприятия. Вир-туальные предприятия являются одной из новых организационных форм, характеризующихся открытой распределенной структурой, гибкостью, приоритетом горизонтальных связей, автономностью и узкой специализа-цией отдельных организаций в общей структуре, высоким статусом ин-формационных средств интеграции в рамках единого информационного пространства подобных производственных структур. Виртуальное пред-приятие может создаваться как постоянная структура или временное объе-динение для изготовления инновационной продукции, выполнить которые малым предприятиям невозможно без тесной кооперации.
7. Обеспечение удаленного доступа к научному и технологическому оборудованию. Данная задача может возникать как при взаимодействии организаций в рамках виртуальных предприятий, так и при возникновении разовой потребности доступа к дорогостоящему высокотехнологичному оборудованию, приобретение которого не имеет экономической обосно-ванности. Решение задачи лежит в применении глобальной компьютерной сети Интернет и клиент-серверной технологии, причем, главной задачей является разработка серверной технологии и адаптации управления для применения стандартных браузеров сети Интернет. Также необходимо от-метить, что удаленный доступ подразумевает наличие двусторонних кана-лов видеосвязи для визуального контроля ситуации.

Управление качеством
447
8. Интеграция с научно-исследовательскими инновационными цен-трами при университетах и НИИ. Специфика малого предприятия подра-зумевает ограниченный штат сотрудников обладающих в совокупности небольшим инженерным опытом. В связи с этим, зачастую возникает по-требность в инженерном и научном консалтинге, которая может быть удовлетворена во взаимодействии с уже существующими или создаваемы-ми инновационными центрами высоких технологий в машиностроении при университетах и НИИ. Эти центры являются держателями знаний в ряде инженерных областей, которыми они готовы делиться с промышленными предприятиями региона. На рисунке приведена схема подобного взаимо-действия [1].
Новый механизм взаимодействия малых промышленных предприятий и инновационных центров в рамках региональных
технических университетов

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
448
Взаимодействие малых машиностроительных предприятий с инно-вационными центрами может осуществляться по следующим направлени-ям.
А. Подготовка производства наукоемких изделий. Сюда входит конструирование специалистами центра в интересах малых промышлен-ных предприятий изделий и технологической оснастки, разработка УП для станков с ЧПУ, разработка постпроцессоров для технологического обору-дования, отработка УП на виртуальных моделях станков. Эффективность передачи подобных задач в инновационные центры обусловлена концен-трацией в центрах высококвалифицированных специалистов, опытом в проведении научных исследований, возможностью применения современ-ных программных комплексов и отработки технологических процессов на виртуальных моделях и реальном оборудовании.
Б. Подготовка и переподготовка инженерных кадров. Инновацион-ные центры при университетах имеют отработанные учебные программы, позволяющие не только подготавливать новые инженерно-технические кадры, но и проводить эффективную переподготовку специалистов пред-приятий по применению CAD/CAM/CAE-систем, использованию совре-менного режущего инструмента и оборудования, разработке новых подхо-дов к технологичности изделий с точки зрения новейших технологических комплексов.
В. Подготовка и переподготовка операторов станков с ЧПУ. Совре-менные тенденции развития технологического оборудования таковы, что наиболее оптимальным является допуск к его обслуживанию специалистов с высшим образованием первой ступени (бакалавры по техническим нау-кам). Это особенно важно потому, что ошибка оператора может приводить к затратам на ремонт в сотни тысяч рублей. Поэтому в вузах должна про-водиться квалифицированная подготовка специалистов по обслуживанию станков, с прохождением практической стажировки в инновационных цен-трах на реальном оборудовании.
Описанный подход был реализован в Брянском государственном техническом университете, на базе которого создан Инновационный центр высоких технологий в машиностроении (ИЦ ВТМ) [2].
9. Сокращение издержек производства за счет отсутствия или ми-нимизации служб поддержки. В условиях малых предприятий ряд необхо-димых частей производственного процесса (инструментальное производ-ство, снабжение, логистика, разработка автоматизированных систем и модулей к ним и пр.) выполняется за счет внешних организаций, специали-зирующихся именно на этих задачах и действующих в условиях конкурен-ции. Конкуренция позволяет получать требуемые продукты и услуги по минимально возможной стоимости.
10. Сокращение сроков подготовки производства изделий являются одним из способов повышения конкурентоспособности. Среди ограниче-

Управление качеством
449
ний в сроках запуска новых изделий следует особо отметить следующие: заказ и доставка металлообрабатывающего инструмента – 2 недели; заказ и получение материала – от 1 дня для распространенных видов и до 1 недели для редких заготовок; подготовка технологии изготовления деталей и УП – 1‒3 дня, изготовление технологической оснастки – 1–7 дней. Таким обра-зом, сроки подготовки производства сводятся к доставке инструмента, что легко оптимизируется.
11. Специфические критерии для выбора и применения CAD/CAM/CAE–систем. Критерии выбора (для конструкторских и техно-логических задач) САПР определяются сущностью малых инновационных машиностроительных предприятий, ориентированных в большей степени на изготовление, и в меньшей степени на конструирование (для некоторых предприятий существует обратная тенденция). В связи с этим определяю-щими критериями становятся возможности CAM-системы: соответствие возможностям технологического оборудования, возможность интеграции в единую информационную среду виртуальных предприятий, наличие встроенных инструментов создания постпроцессоров и верификации УП. CAD и CAE-системы являются вспомогательными и призваны обеспечить поддержку эксплуатации CAM-системы. И, естественно, немаловажными факторами являются цена систем, стоимость обучения и эксплуатации, а также наличие службы технической поддержки.
12. Широкое применение виртуальных моделей технологического оборудования. В связи с необходимостью снижения времени переналадки оборудования процесс проверки УП необходимо проводить с использова-нием виртуальных моделей технологического оборудования на рабочем месте инженера-технолога для защиты оборудования от ошибок в про-грамме и снижения затрат.
13. Построение единой интегрированной среды предприятия на базе систем PLM/PDM/ERP. Выбор системы зависит не только от внутренних потребностей предприятия, но и предполагаемых или существующих пра-вил и подходов построения виртуальных предприятий с организациями-партнерами.
14. Использование специализированного ПО для решения ряда при-кладных задач. Возможности малого предприятия не позволяют приобре-тать крупные программные комплексы, возможности которых в большин-стве своем не смогут быть использованы в производственном процессе. Поэтому, ряд прикладных задач автоматизации производственного про-цесса могут быть решены отдельными программными продуктами или мо-дулями, включенными в единую интегрированную среду предприятия. К таким задачам, требующим автоматизации, можно отнести: подбор и под-готовка ведомостей на заказ металлообрабатывающего инструмента и рас-чет режимов резания; разработку постпроцессоров для технологического оборудования; интеграцию CAD/CAM/CAE и САПР ТП; расчет оптималь-

Известия ТулГУ. Технические науки. 2011. Вып. 5. Ч. 3
450
ных стратегий обработки; управление складскими запасами и логистикой поставок материалов; ведение бухгалтерии; экономические, аналитические и маркетинговые расчеты; защита информации в рамках предприятия, за-щита интеллектуальной собственности, патентная защита и пр.
Список литературы
1. Инновационные центры высоких технологий в машиностроении:
монография/ В.И. Аверченков [и др.]; под общ. ред. В.И. Аверченкова, А.В. Аверченкова Брянск: БГТУ, 2009. 180 с.
2. Аверченков, В.И., Аверченков, А.В. Высокие технологии в ма-шиностроении как новые механизмы взаимодействия науки, образования и промышленных предприятий// Инженерный журнал 10. 2009. С.38-44.
3. Аверченков, А.В., Терехов, М.В. Автоматизация выбора опти-мального режущего инструмента для многофункционального технологиче-ского оборудования с ЧПУ // Вестник БГТУ 1 (30) 2010, С. 11-20.
A. V. Averchenkov, E. E. Averchenkova COMPUTER AIDED FOR MANUFACTURING OF SMALL MACHINE-BUILDING
ENTERPRISE The article deals with the scope of activity of small machine-building enterprise in
conditions of possibility of modern tools, machine tools, software and technological process. Essential scientific and research problems arising in the integration of small machine-building enterprises in mechanical engineering fields are defined and formalized.
Key words; small machine-building enterprises, mechanical engineering, innovation.
Получено 14.12.11

451
УПРАВЛЕНИЕ, ВЫЧИСЛИТЕЛЬНАЯ ТЕХНИКА И ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ
УДК 004.891.3 Т.И. Горбунова, асп., (4872) 33-24-45, [email protected] (Россия, Тула, ТулГУ), В.Л. Токарев, д-р техн. наук, проф., (4872) 33-24-45, [email protected] (Россия, Тула, ТулГУ)
ПОСТРОЕНИЕ МНОГОУРОВНЕВОЙ МОДЕЛИ, НАПРАВЛЕННОЙ НА ПОДДЕРЖКУ ПРИНЯТИЯ РЕШЕНИЙ ЗАДАЧ ДИАГНОСТИКИ
Предложен метод построения диагностической модели для поддержки при-нятия решений.
Ключевые слова: разнотипные переменные, оценивание ситуации, лингвисти-ческая модель, формирование термов лингвистических переменных, принятие решений, диагностика состояния.
Процесс принятия решений лежит в любой целенаправленной дея-тельности: в технике он предшествуют выбору управляющих воздействий сложными агрегатами или системами; в медицине – постановке диагноза и выбору метода лечения. Поэтому не удивительно, что в последние годы наблюдается существенный рост компьютерных систем, направленных на поддержку принятия решений. В связи с постоянным ростом мощностей электронных вычислительных машин стала возможной обработка больших массивов информации за короткий промежуток времени.
На данный момент существует много систем поддержки принятия решений (СППР) задач диагностики [1]. Однако во всех можно выделить следующие недостатки, которые существенно сужают область их приме-нения: 1) обычно СППР основаны на знаниях, заложенных экспертами, ко-торые проходя процедуру согласований между экспертами, становятся сильно упрощенными и поэтому не способны обеспечить высокую точ-ность принимаемых решений (например, экспертные системы); 2) обычно
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
452
СППР при принятии решений не обрабатывают информацию, отображаю-щую причины, которые привели к проблемной ситуации, что также огра-ничивает точность принимаемых решений; 3) сложность процедуры по-строения базы знаний, что требует привлечения посредников-специалистов, владеющих информационными технологиями, но плохо знакомых с предметной областью. Отсюда разработка методов, позволяю-щих повысить точность принятия решений, автоматизировать процесс по-строения базы знаний, является актуальной.
Для повышения эффективности интеллектуальных компьютерных систем, предназначенных для поддержки решения задач диагностики, предложено использовать интегрированные системы поддержки принятия решений (ИСППР), основанные на моделях объекта диагностики, отобра-жающие основные, наиболее устойчивые закономерности. Отличие их в том, что база знаний содержит такие закономерности, выведенные из фак-тов, и правила, выведенные из этих закономерностей. Параметры моделей настраиваются на конкретную систему (объект диагностики) путем ис-пользования большого объёма априорной и чаще всего разнотипной ин-формации, характеризующей состояние конкретного объекта диагностики.
Основную сложность разработки ИСППР составляет создание базы знаний. Для упрощения разработки базы знаний предложено автоматизи-ровать этот процесс и разработать программное инструментальное средст-во (ПИС) для решения этой задачи.
Описание каждой подсистемы, множество которых составляет ис-следуемую систему (объект диагностики), предложено представить в сле-дующем виде [2]:
( ),,,1 kkkk wxsFs −= ( ) ,kkk vsHy +=
,,,,, WwVvYyXxSs kkkkk ∈∈∈∈∈
(1)
(2)
где ks – состояние системы (объекта диагностики) в k -й момент времени;
kx – вектор показателей, доступных для изменения и существенно влияю-
щих на состояние системы; )(⋅F – оператор перехода в новое состояние;
ky – вектор выходных переменных, доступных для наблюдения или оце-нивания с достаточной точностью; H - оператор преобразования в изме-ряемые или оцениваемые значения выходных переменных; kw – перемен-ная, принимающая случайные значения из множеств W , характеризует остаточную неопределенность системы; kv - переменная, принимающая случайные значения из множеств V , характеризует погрешность измере-ния или оценивания; S – конечное множество значений состояния систе-мы; X – конечное множество значений факторов, влияющих на состояние системы, Y – множество возможных значений выходных наблюдаемых

Управление, вычислительная техника и информационные технологии
453
показателей, W – множество возможных значений внешних неуправляе-мых факторов, V – множество возможных значений погрешности модели.
Система многоуровневая, поэтому для m уровней справедливо
),()(
...
),()(
),()(
)(1
1
)2()1(
12
)1(
11
1
1
0
ksksG
ksksG
ksksG
mmi
n
im
i
n
i
i
n
i
m=
=
=
−
=
=
=
−U
U
U
(3)
где mG - функция, отображающая зависимость состояния верхнего уровня
от совокупности состояний нижнего уровня; 1−mn - число состояний сис-
темы на (m - 1)-м уровне; )()( kS m - состояние системы на m-м уровне в k -
й момент времени. Состояние системы на каждом уровне определяется из (1), (2). Каж-
дый уровень определяется своим уникальным набором входных и выход-ных переменных.
Сформулирована задача диагностики как задача оценивания значе-ний ks по информации, содержащейся в измерениях или оценках перемен-
ных ky и kx . Причем на каждом уровне свой набор переменных – x и
y . Предполагается, что получаемые оценки должны соответствовать
требованию ( ) ερ <kk ss ˆ, , где метрика ( )⋅ρ представляет собой показатель
близости между реальным значением ks и значением ks , полученным с
помощью модели, ε – допустимая величина ошибки в метрике ( )⋅ρ . Ис-пользование метрики возможно только в том случае, когда состояния, в которых может находиться система, упорядочены по какому-то заранее за-данному признаку. Предлагается упорядочивать состояния системы по за-тратам на восстановление состояния объекта диагностики до нормального (исправного) или по времени простоя системы на восстановление.
Предложено строить модели логико-лингвистического типа (или лингвистического), оперирующие так называемыми лингвистическими пе-ременными. Это позволит моделям оперировать переменными, зафикси-рованными в различных шкалах: количественных, качественных и номи-нальных, т.е с функциями принадлежности (ФП) этих значений нечетким множествам – термам соответствующих лингвистических переменных.
Общий вид лингвистической модели имеет вид[3]

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
454
DdAAasxM jjjd
l
j
n
iia ij
x
ij∈⊆∈µ→µ
= =,),()(:
1 11 U I ,
jm
l
mbd BbysM
y
mjj∈µ→µ
=,)()(:
12 I ,
(4)
(5)
где n - число входных переменных; ija - j -й терм i -го входного показа-
теля; xl - число конъюнкций, определенных на значениях входных пере-менных;
mjb - j -й терм m-й выходной переменной; yl - число конъюнк-
ций, определенных на значениях выходных переменных; jd - j -й терм,
соответствующий k -му состоянию системы из множества D ; D - множе-ство термов лингвистической переменной «Состояния объекта»;
( )zcµ - обозначение функции принадлежности значения базовой перемен-ной z терму c .
Предлагаемая процедура построения лингвистической модели представляет собой итерационную процедуру MR . На начальном этапе все входные и выходные переменные представляются в виде термов соответ-ствующих лингвистических переменных с помощью процедуры ( )SYX ,,Θ , суть которой состоит в следующем.
1. На основе априорной информации определяются входные, вы-ходные переменные, шкалы в которых могут быть получены из их значе-ния, а также переменные состояния и множество значений, которые могут принимать эти переменные.
2. Все входные и выходные переменные представляются в виде лингвистических переменных. Для этого происходит первоначальное фор-мирование функций принадлежности термам соответствующей лингвис-тической переменной полученных значений. Число термов задается разра-ботчиком СППР для каждой лингвистической переменной исходя из априорных сведений.
3. Так как функции принадлежности, построенные на значениях ба-зовой переменной, могут пересекаться, то предлагается сформировать две матрицы [ ]YxP iTNn t
|)()1(1 µ=×+ и [ ]YxP iTNn t|)(
1)1(2 +µ=×+ для каждой пе-
ременной (где N - число наблюдений (число строк), tT -t -й терм из множе-ства термов T соответствующей лингвистической переменной;
NyyyY ,,, 21 K= – множество значений выходных переменных), значе-ниями элементов которых являются значения соответствующего терма или двух соседних термов, которое приняла ЛП.
Результатом работы процедуры ( )SYX ,,Θ являются сформирован-ные матрицы 1P и 2P , содержащие функции принадлежности переменных термам соответствующим лингвистическим переменным.

Управление, вычислительная техника и информационные технологии
455
Предложен метод построения многоуровневой лингвистической
модели вида (3) первого приближения 1MR , заключающийся в выполнении
следующих этапов. 1. На основе матриц 1P и 2P формируется матрица
[ ]YxP jTNn t|)()1( µ=×+ , элементами которой являются элементы либо мат-
рицы 1P , либо матрицы 2P , на основе условия: [ ] [ ] [ ] NunexPxPYxP jTeujTeueujTeu ttt
,...,1,,...,1,)()(,|)(121 ==µ>µµ= + .
2. Происходит формирование подуровней многоуровневой модели на основе информации о взаимодействии подуровней, полученной из БД, а также мнений разработчика СППР задач диагностики в данной предметной области.
3. Если экспериментальная выборка данных не содержит достаточ-ного объема информации, необходимой для формирования подуровней, допустимо привлечение дополнительной входной информации.
4. Вычисляется значение настроечного критерия (информационной меры соответствия) проектируемой модели. Предложено вычислять такой критерий на основе дивергенции Кульбака и её дисперсии:
( ) ( ) ,~1 jsjsjs qqcd −⋅= (6) где jsq , jsq~ – оценки вероятностей соответственно, различения и неразли-
чения конъюнкцией ik
n
ijs ac
1=∧= модели выходного терма jb . В результате
получается набор конъюнкций, который представляет собой первое при-ближение выстраиваемой модели.
5. Оценивается степень соответствия сформированной модели и ре-альной системы на основе тестового критерия:
( ) ( )( ) ( ) ( )jijijiji
N
i
m
jo
jijiMM bfbf
m
ff
N
csteJ
o~~
,,
~
lnln1 1
ρ=ρ=
−−δ= ∑ ∑
= =, (7)
где )(δst - показатель устойчивости оценок критерия; jif , jif~
- расстоя-
ния в заданной метрике ( ).ρ действительного jib и оцениваемого jib~
терма
выходной переменной от начала отсчета; Mc - параметр регуляризации
модели, предназначенный для повышения её обусловленности, om - коли-чество термов выходной переменной.
Если тестовый критерий (7) превышает заданную величину разли-чения модели и реальной системы σ , то делается вывод о некорректном представлении лингвистической модели. Запускается итерационная проце-
дура построения модели во втором приближении 2MR с привлечением до-
полнительной информации об объекте диагностирования. Кроме привле-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
456
чения дополнительной информации, предлагается изменить условия фор-мирования матрицы P из матриц 1P и 2P : элементу матрицы P , ранее принимавшему значение из матрицы 1P , присваивается новое значение из матрицы 2P .
Показано, что одними из параметров, оказывающих влияние на до-стижение адекватности диагностической модели реальному объекту, яв-ляются параметры формирования термов лингвистических переменных: например, возможны как изменение количества термов, так и распределе-ние функций принадлежностей переменных по термам.
Решено использовать трапециевидную форму представления функ-ций принадлежности с постоянным углом наклона боковых сторон:
( )[ ][ ][ ]
=γ+ϕ>−=γ+ϕ∈=γ+ϕ<
=µpqqxifdx
pqqxif
pqqxifdx
x
q
q
q
ai
,...,1,0,,1
,...,1,0,,1
,...,1,0,,
,
т.е. Φ∈ϕΓ∈γϕγ=µ ,),,()( gxia (рисунок).
График представления функции принадлежности в трапециевидном виде
Сформулирована задача отыскания параметров iγ и iϕ , обеспечи-
вающих достижение глобального минимума значения критерия (7) модели (4), (5), т.е. решить задачу многомерной глобальной минимизации
min)),(:( →ΓΦMLINJ . (8)
Для решения задачи (8) предложено использовать градиентный ме-тод наискорейшего спуска.
Итерационная процедура построения многоуровневой модели MR заканчивается на шаге, когда информационный критерий (7) удовлетворяет следующему неравенству: ( )mM SeJ σ<)( , где σ - допустимая ошибка, яв-
ляющаяся функцией числа возможных состояний на m-уровне. В результате работы СППР в режиме обучения формируется эта-
лонная матрица P , содержащая взаимоотношение набора конъюнкций

Управление, вычислительная техника и информационные технологии
457
функций принадлежностей входных переменных с состоянием системы на каждом из подуровней многоуровневой модели.
Адекватность работы приближенной модели проверяется по кон-трольной выборке данных путем сравнения оценок, получаемых разными моделями: оценки состояния, получаемые моделью процесса (1), сравни-ваются с оценками, получаемыми с помощью модели процесса (2), и на-оборот.
Результатом работы итерационной процедуры MR является сфор-мированная многоуровневая модель, которая в дальнейшем может быть использована для поддержки принятия решений при возникновении про-блемной ситуации. Благодаря тому, что модель многоуровневая, повыша-ются точность и оперативность принятия за счет того, что для диагностики используется только нужная информация, характерная для конкретного уровня (нет необходимости в обработке всего набора данных, описываю-щих проблемную ситуацию).
Список литературы
1. Андрейчиков А.В., Андрейчикова О.Н. Интеллектуальные и ин-
формационные системы. М.: Финансы и статистика, 2004. 424с. 2. Токарев В.Л. Основы теории обеспечения рациональности реше-
ний. Тула: ТулГУ. 120 с. 3. Борисов В.В., Круглов В.В., Федулов А.С. Нечеткие модели и се-
ти. М.: Горячая линия – Телеком, 2007. 284с. 4. Дэннис Дж., Шнабель Р., Численные методы безусловной опти-
мизации и решения нелинейных уравнений. М.: Мир, 1988. 5. Петухов О.А., Морозов А.В., Петухова Е.О. Моделирование: сис-
темное, имитационное, аналитическое: учеб. пособие. 2-е изд., испр. и доп. СПб.: Изд-во СЗТУ, 2008. 288с.
6. Поспелов Д.А. Ситуационное управление: теория и практика. М.: Наука, 1986. 288с.
T.I. Gorbunova, V.L. Tokarev CONSTRUCTION OF THE MULTILEVEL MODEL DIRECTED ON SUPPORT OF
DECISION-MAKING OF PROBLEMS OF DIAGNOSTICS The method of creating a diagnostic model for the support of the decision making in
this work is offered. Key words: polytypic variables, situation estimation, lingvisti-cheskaja model,
formation of terms of linguistic variables, decision-making, condition diagnostics.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
458
УДК 621.317.75 Т.А. Акименко, канд. техн. наук, доц., (4872) 23-12-95, [email protected] (Россия, Тула, ТулГУ), О.А. Лучанский, канд. техн. наук, доц, (4872) 23-12-95, [email protected] (Россия, Калининград, АБТС БФ МО РФ) А.Н. Рудианов, канд. техн. наук, доц., (4872) 23-12-95, [email protected] (Россия, Москва, 3-й НИИ МО РФ)
МЕТОДЫ ИССЛЕДОВАНИЯ СИСТЕМЫ ТЕХНИЧЕСКОГО ЗРЕНИЯ РОБОТОВ
Рассматриваются методы исследования системы технического зрения робо-
тов. Предложено для анализа оптоэлектронной систем роботов использовать мате-матический аппарат, основанный на использовании частотных моделей сигналов, в частности, на одномерном и двумерном преобразованиях Фурье.
Ключевые слова: фоточувствительные приборы, система технического зре-ния, цифровая модель изображения, робот, сигнал.
Мобильные колесные роботы (МКР) известны и используются дос-
таточно давно в различных областях человеческой деятельности: в области экологического мониторинга, предотвращения чрезвычайных ситуаций, разведки и т.п. Одно из применений указанных роботов является сбор ин-формации об объектах различного назначения.
Наибольший объем информации, получаемой об объекте, содер-жится в видеосигнале, что предполагает оснащение робота системой тех-нического зрения (СТЗ), а также средствами хранения/передачи изображе-ний.
Особенно ценные качества мобильных роботов, оснащенных теле-камерами, проявляются при форс-мажорных обстоятельствах, вызванных пожарами, техногенными авариями, природными катастрофами, террори-стическими актами, т.е. в тех случаях, когда срочно требуется видеоин-формация, а возможности доступа человека к месту форс-мажора сущест-венно ограничены. Вследствие того, что возможности пребывания робота в месте сбора информации в ряде случаев также ограничены, а ценность по-лученных изображений сцены весьма велика, возникает проблема автома-тической видеосъемки в движении.
Под моделью изображения, формируемого МКР, понимается элек-тронный образ наблюдаемой местности на выходе телевизионного дат-чика, который представляет собой многоэлементный и/или сканирующий фотоэлектронный преобразователь. Анализ средств формирования видео-сигнала на фотоэлектронном преобразователе показывает, что данные приборы разделяются на два класса:

Управление, вычислительная техника и информационные технологии
459
– приборы с непосредственным измерением текущего светового по-тока, попадающего в апертуру фоточувствительного элемента (CMOS - Complementary Metal Oxide Semiconductor);
– приборы с накоплением заряда (CCD - Charge Coupled Device), у которых величина сигнала зависит от времени экспозиции фоточувстви-тельной ячейки световым сигналом.
Наибольшее распространение в СТЗ МКР получили приборы второ-го типа, которые также называются фоточувствительными приборами с за-рядовой связью (ФПЗС). К достоинствам подобных приборов, способст-вующих их широкому распространению, следует отнести большую чувствительность, большее отношение сигнал/шум и возможность управ-ления коэффициентом передачи за счет изменения времени накопления за-рядов, поэтому ниже будет исследованы особенности применения именно этого фотоэлектронного преобразователя в МКР.
Любая информационно-измерительная система как объект исследо-вания представляет собой преобразователь сигналов, поэтому для анали-тического описания процессов в СТЗ МКР использованы математические модели сигналов, которые рассматриваются как функции некоторого аргу-мента. Аргументом в данном случае являются векторы пространственных координат (x, у, z), (Y, Z), угловые координаты (ϑ, γ, ψ) или время t, а функциями - аналитические зависимости, описывающие движение МКР, проецирование объективом изображения сцены на ФПЗС и накопление за-рядов в ФПЗС.
Характеристики информационно-измерительных систем, как пре-образователей информации определяются множеством значений аргумента (областью определения функции) и множеством значений, которые при-нимают сигналы при тех или иных значениях аргументов (область значе-ний функции). В СТЗ как область определения, так и область значений функции являются ограниченными. Область определения ограничена:
– для пространственного сигнала Ф’(x, y, z, λ, t) – угловыми разме-рами поля зрения объектива;
– для сигнала В(Y, Z) – площадью фоточувствительного прибора с зарядовой связью;
– для сигнала qmn(t) – временем накопления зарядов в ячейке. Область значений также ограничена: – для пространственного сигнала Ф’(x, y, z, λ, t) сверху – условиями
освещения, снизу – отражательной способностью объектов сцены; – для сигнала В(Y, Z) – характеристиками оптической системы; – для сигнала qmn(t) – характеристиками ФПЗС, в частности, вели-
чиной темнового заряда на выходе фоточувствительного элемента и вели-чиной насыщения, после которого начинается блуминг – неуправляемое растекание заряда в ФПЗС.
Сигналы на всех этапах прохождения в СТЗ могут считаться непре-



Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
462
2. Курочкин С.А., Лучанский О.А. Цифровое управление объектами // Математическое и программное обеспечение вычислительных систем. М.: Горячая линия. - Телеком, 2007. С.25-28.
T.A. Akimenko, O.A. Lychanski, A.N. Rudianov METHODS OF RESEARCH OF SYSTEM OF THE TECHNICAL SIGHT
OF ROBOTS Methods of research of system of technical sight of robots are considered.
It is offered for the analysis оптоэлектронной systems of robots to use the mathematical apparatus based on use of frequency models of signals, in particular, on one-dimensional and two-dimensional transformations by Fure.
Key words: photosensitive devices, system of technical sight, digital model of the image, the robot, a signal.
Получено 14.12.11
УДК 004.4'414 А.П. Колосов, асп., +79202741745, [email protected] (Россия, Тула, ТулГУ)
АЛГОРИТМ ПОЛНОТЕКСТОВОГО ПОИСКА С ОБУЧЕНИЕМ НА ОСНОВЕ СТАТИСТИЧЕСКИХ ДАННЫХ
Рассматривается задача полнотекстового поиска в корпусе текстов. Для ре-
шения предлагается использовать алгоритм с обучением, сочетающий поиск по слово-сочетаниям с анализом данных о поведении пользователей. Приводятся результаты эксперимента, подтверждающие эффективность данного алгоритма.
Ключевые слова: полнотекстовый поиск, информационный поиск с обучением, обработка словосочетаний
Первые системы информационного поиска появились еще в 50‒60-х
годах прошлого века. В начале 90-х годов задача информационного поиска приобрела широкую популярность с появлением первых поисковых систем в Интернете [1]. К задачам информационного поиска относится поиск изо-бражений, поиск документа по метаданным (например, по названию, авто-ру, размеру) и полнотекстовый поиск. Основной задачей существующих поисковых систем, таких как Google, Yandex или Nigma, является именно полнотекстовый поиск, то есть поиск по всему тексту документов в некоем множестве (корпусе) документов с целью нахождения текстов, близких по смыслу к поисковому запросу.
В данной работе предлагается алгоритм, использующий сочетание двух популярных подходов, успевших доказать свою эффективность [2, 3]

Управление, вычислительная техника и информационные технологии
463
– поиска с учетом словосочетаний и обучения на основе статистических данных. Хотя алгоритм может использоваться и для поиска в Интернете (глобального поиска), рассматривается не менее актуальная задача полно-текстового поиска в относительно небольшом корпусе текстов (локального поиска). Примером такого корпуса может служить справочная система, описывающая какое-либо устройство или программный продукт, множест-во юридических документов, патентов, аннотаций или статей и т.п.
Отметим несколько важных особенностей, отличающих поставлен-ную задачу от поиска в Интернете.
1. Общее количество документов относительно невелико (от не-скольких десятков до нескольких сотен тысяч).
2. Авторы индексируемых документов заинтересованы в адекватно-сти результатов поиска. Поскольку владельцы каждого сайта в Интернете хотят, чтобы именно их веб-страницы считались наиболее релевантными определенным запросам, а разработчики поисковых систем хотят, напро-тив, сделать результаты наиболее объективными, поисковым системам приходится учитывать множество дополнительных факторов – ссылки ме-жду страницами, авторитетность источников, ссылающихся на сайт, время возникновения и частоту обновления страницы и т.п. В случае локального поиска документы и сам сервис поиска предоставляет, как правило, одна и та же компания, поэтому она заинтересована в том, чтобы результаты по-иска удовлетворяли запросам пользователей.
Предлагаемый алгоритм можно разделить на следующие подзадачи. 1. Индексирование документов. 2. Определение релевантности документов (поиск). 3. Анализ статистики с целью определения качества результатов
поиска. 4. Изменение индексов в соответствии с качеством результатов по-
иска и выделение словосочетаний. Рассмотрим каждую из этих задач подробнее. Индексирование документов. Изменение индекса документа про-
изводится в следующих случаях: а) если в корпус добавлен новый доку-мент; б) если существующий документ изменен; в) при обработке стати-стики.
Данный процесс реализован так же, как в большинстве поисковых систем и потому является тривиальным. Опишем лишь анализ знаков пре-пинания, поскольку этот шаг обладает одной особенностью - наличие зна-ка препинания между словами приводит к искусственному увеличению по-зиции следующего слова.
При таком увеличении конкретное значение зависит от знака пре-пинания. Все знаки разделяются на четыре класса: разделители составных слов (например, «латентно-семантический» или «1.0»), разделители слов (пробел), разделители словосочетаний (запятая, двоеточие и т.п.), раздели-


Управление, вычислительная техника и информационные технологии
465
учитываются данные, накопленные по результатам анализа статистики предыдущих запросов с теми же словами. После этого для документа dj вычисляется соответствующий корректирующий коэффициент:
N
dpKdqK i jip
jphrase∑
=),(
),( .
Иными словами, коэффициент вычисляется как среднее арифмети-ческое релевантностей по каждому из рассматриваемых словосочетаний
ip , выделенных из запроса q. Здесь pK ‒ релевантность документа слово-
сочетанию pi, вычисляемая по следующей формуле:
∑∆
= kkp
n
jipi
it
dpK,
22
),( ,
где itn – количество слов в словосочетании ip (в общем случае оно может
состоять из двух и более слов), kpi ,∆ – суммарное расстояние между каж-
дым из этих слов в рассматриваемом документе jd , вычисленное для каж-
дого вхождения в документ словосочетания ip . Для слов, расстояние меж-
ду которыми равно нулю (например, слов, разделенных дефисом), это значение берется равным 0,25. Отметим, что вхождения фразы ip в доку-
мент jd определяется по следующему правилу: если расстояние между
каждой парой соседних слов, составляющих словосочетание, не превыша-ет M, считается, что данные слова в документе jd являются словосочета-
нием ip . M – целочисленная константа, обозначающая величину, на кото-
рую увеличивается позиция следующего слова после точки (или другого знака препинания из группы знаков, заканчивающих предложение) при индексировании.
Таким образом, данная формула производит более точную оценку близости текстов по словосочетаниям за счет учета большего количества факторов, чем, например, появившийся недавно алгоритм PATeR [4]. Предлагаемая формула позволяет использовать сочетания из трех и более слов, причем длина сочетания оказывает большое влияние на результи-рующий коэффициент. Очевидно, что длинные словосочетания имеют бо-лее узкий смысл, чем короткие, а значит, их совпадение должно оказывать большее влияние на результирующую смысловую близость. Также учиты-ваются словосочетания, разделенные несколькими словами (которые, в общем случае, могут оказаться вводными фразами), причем количество та-ких промежуточных слов ослабляет итоговый вклад данного вхождения в результат. Искусственное увеличение позиций ключевых слов в зависимо-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
466
сти от знаков препинания и упомянутое выше правило позволяет естест-венным образом решить проблему производительности, возникающую при требовании нахождения всех слов в одном предложении (что, по сути, приводит к использованию плавающего окна). Более того, правило, опре-деляющее словосочетания в документе как «слова, находящиеся в одном предложении, причем каждая пара разделена не более чем M словами», яв-ляется более гибким чем то, что используется в алгоритме PATeR [4], по-скольку учитывает возможное отсутствие семантической связи между сло-вами, находящимися, например, в разных концах достаточно длинного предложения.
После получения коэффициентов происходит вычисление итоговой релевантности для каждого документа:
)1),()(,cos(),( += jphrasejj dqKdqdqR ,
где ),cos( jdq – косинус угла между векторами запроса q и документа jd ,
характеризующий их близость по ключевым словам. Анализ статистики. Способы определения качества результатов
поиска могут различаться в зависимости от типа хранимых данных и реа-лизации конкретной системы. Исследование, проведенное во время работы над предлагаемым алгоритмом, показывает, что самый очевидный способ – явная оценка качества пользователями (explicit relevance feedback) является неэффективным. В рамках эксперимента пользователям опубликованной в Интернете справочной системы было предложено оценить качество статей. В результате из 346 580 уникальных просмотров, произошедших за год, было дано лишь 798 оценок. Иными словами, эксперимент показал, что пользователи склонны явно оценивать просмотренные документы лишь в 0,23% случаях, а значит, данный подход не является достаточно эффектив-ным.
Более перспективным и универсальным представляется метод, не зависящий от типа системы и не требующий от пользователей никаких до-полнительных действий. Поэтому предлагается собирать статистику о по-исковых запросах и выбранных результатах каждого запроса неявно (impli-cit relevance feedback), после чего использовать для анализа каждой сессии работы пользователя с системой приведенные ниже эвристические прави-ла. Обозначим за K множество всех ключевых слов, встречающихся как в запросе, так и в анализируемом документе (то есть пересечение множеств ключевых слов из документов q и jd ). Если документ считается хорошим
результатом, вес ключевых слов Kk ∈ для этого документа должен быть увеличен, если плохим - уменьшен. Два запроса предлагается считать по-хожими, если степень их близости по ключевым словам достигает опреде-ленного порогового значения.


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
468
ных подход неприменим, поскольку владельцы сайтов, желающие повы-сить популярность своих веб страниц, могли бы сделать это искусственно, имитируя пользователей, считающих их сайты наиболее релевантными. Это приводило бы к неадекватному увеличению веса соответствующих ключевых слов в индексах и искажению объективности результатов.
Для локального поиска корректировка весов призвана отразить мнение пользователей о том, насколько ключевые слова запроса соответ-ствуют документам, считающимся хорошими или плохими результатами поиска. Отметим, что каждая следующая корректировка должна изменять вес ключевого слова меньше, чем предыдущая, чтобы один новый резуль-тат не перевешивал все предыдущие результаты. Благодаря этому каждое значение веса будет стремится к новой величине, основанной на усреднен-ном мнении пользователей.
Корректировка весов производится по следующей формуле:
jiji
n
jjtfw
w,,
,1
)1(
−+−+′ ,
где jiw , – текущий скорректированный вес ключевого слова в индексе
(измененный ранее в результате обработки статистики), jitf , – вес ключе-
вого слова, изначально вычисленный по формуле tf. Значение n берется в зависимости от полезности обрабатываемого результата. Если результат является плохим, берется n = 1, если хорошим – берется n = 2. Единица в знаменателе дроби прибавляется для того, чтобы избежать деления на ноль при первом изменении веса.
Экспериментальные данные. Для оценки качества предлагаемого алгоритма был проведен эксперимент на тестовом корпусе из 7000 доку-ментов, представляющих собой статьи из справочных систем к трем раз-личным программным продуктам. Работникам компании, разрабатываю-щей эти продукты, было предложено оценить баллами (от 1 до 4) качество результатов поиска по десяти наиболее популярным поисковым запросам, отобранным по статистике за 2010 год. В случае расхождения оценок вы-числялось среднее арифметическое с округлением в большую сторону. В отличие от популярной меры качества поиска P@K («precision at top K»), данные баллы учитывают не только соответствие первых N документов запросу, но и порядок выдачи документов. Результаты эксперимента пред-ставлены в таблице.
Столбцы ),cos( jdq и Okapi BM25 соответствуют результатам пред-
лагаемого алгоритма с использованием соответствующих формул для вы-числения базовой релевантности. Столбец SQL Server iFTS содержит оценку результатов, полученных с помощью алгоритма полнотекстового поиска, встроенного в Microsoft SQL Server 2008, который используется для внутреннего поиска по справочной системе на сайте компании. Стол-

Управление, вычислительная техника и информационные технологии
469
бец Google содержит оценки для поиска в системе Google (документы, на которых проводился эксперимент, доступны в Интернете).
Таблица
Оценка качества результатов для наиболее популярных запросов
Запрос ),cos( jdq Okapi BM25 SQL Server
iFTS Google
Working with grids 3 1 4 4 Load testing 4 2 3 3 Web testing 4 3 2 3
Remote Agent Service
4 2 2 4
Name mapping template
4 3 3 2
Stop on error 3 2 4 4 Object not found 3 4 4 3 UI Automation
Silverlight 4 4 4 3
Testing flash applications
4 4 3 4
Web service testing 4 4 3 4 Итого (макс. 40): 37 29 32 34
Как видно из таблицы, предлагаемый алгоритм дал для данных за-
просов наилучший результат. Низкие результаты SQL Server можно объ-яснить тем, что эта система использует алгоритм Okapi, дающий, как вид-но, неудовлетворительные результаты для поставленной задачи. Поскольку этот алгоритм учитывает частоту повторения слова в корпусе, слова, встречающиеся в большом количестве документов (например, слово testing) рассматривались им как шумовые, что приводило для коротких за-просов к нежелательным результатам (например, поиску только слова «load» или только слова «web»).
Заключение. Эксперимент показал, что предлагаемый алгоритм является достаточно эффективным для решения задачи локального инфор-мационного поиска, а описанная формула оценки смысловой близости по словосочетаниям дает существенное улучшение релевантности для запро-сов, состоящих из двух и более слов. В рамках дальнейших исследований алгоритм выделения словосочетаний планируется дополнить морфологи-ческим анализом с применением концептуальных графов. Такой подход позволит отфильтровывать слова, которые не могут быть семантически связаны в соответствии с правилами языка. Также планируется реализо-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
470
вать поддержку онтологии, разбивающей документы корпуса на иерархию классов и использовать данную классификацию при поиске.
Помимо этого, полученные сведения о качестве результатов поиска и их связи с запросом позволят сделать целый ряд дополнительных выво-дов:
1) скорректировать имеющуюся иерархию документов; 2) провести (либо скорректировать существующую) кластеризацию
документов по ключевым словам и/или словосочетаниям; 3) для нового естественного языка (при наличии сведений о его
грамматике), сформировать в полуавтоматическом режиме шаблоны для выделения семантически связанных слов посредством морфологического анализа.
Поддержку новых видов анализа планируется реализовать в после-дующих версиях алгоритма.
Список литературы
1. Griffiths R. Internet History - Search Engines. URL:
http://www.internethistory.leidenuniv.nl/index.php3?c=7 (дата обращения: 12.01.2011).
2. Ruthven I., Lalmas, M. A survey on the use of relevance feedback for information access systems //The Knowledge Engineering Review archive, Vol. 18 Issue 2. June 2003. New York: Cambridge University Press.
3. Challis J. Lateral Thinking in Information Retrieval, Information Management and Technology. 2003. Vol. 36. Part 4. P. 169-173.
4. Bani-Ahmad S.G., Al-Dweik G. A new term-ranking approach that supports improved searching in literature digital libraries // Research Journal of Information Technology. 2011. Vol. 3. 1. P. 44-52.
5. Гулин А., Карпович А. Жадные алгоритмы в задачах оптимиза-ции качества ранжирования. URL: http://download.yandex.ru/ company/experience/GDD/Zadnie_algoritmy_Karpovich.pdf (дата обращения: 10.02.2011).
A.P. Kolosov USING USER BEHAVIOR DATA AND PHRASE PROCESSING
IN A FULL-TEXT SEARCH ALGORITHM The problem of full-text search in a local (non-web) corpus is considered. In order to
solve the problem, an algorithm is suggested. The described algorithm uses both statistical data on user behavior and phrase processing for unsupervised training aimed at improving search results. Experimental data demonstrating the effectiveness of the algorithm are pro-vided.
Key words: full-text search, implicit relevance feedback, phrase processing, machine learning in information retrieval.
Получено 14.12.11





Управление, вычислительная техника и информационные технологии
475
Рис 5. Графики поперечных колебаний робота
под действием боковых сил
Графики на рис. 5 показывают, что под действием боковых сил в системе возникают поперечные колебания с разными частотами и декре-ментами затухания по разными координатам. Полученная модель может быть использована при проектировании ходовой части мобильного робота.
Cписок литературы
1. Курочкин С.А., Ларкин Е.В. Принцип моделирования динамики движения кабин наземных транспортных средств в тренажерах // XХI На-учная сессия, посвященная Дню радио. Тула: ТулГУ, 2003. С. 22 - 24.
2. Курочкин С.А., Ларкин Е.В. Моделирование движения наземного объекта в тренажере // Известия ТулГУ. Сер. Проблемы специального ма-шиностроения. 2003. Т. 2. Вып. 6. С. 190 - 197.
3. Моделирование в тренажерах движения подвижных наземных объектов в трехмерном пространстве / С.А. Курочкин [и др.] // Известия ТулГУ. Сер. Вычислительная техника. Информационные технологии. Сис-темы управления. 2005. Т. 1. Вып. 2. Системы управления.
4. Ткач В.П. Реализация механических движений в тренажере под-вижного наземного объекта // Приборы и управление. Тула: ТулГУ. 2005. Вып. 3. С. 170 - 173.
Vu Duy Nghia TRANSVERSAL OSCILLATION MODEL OF MOBILE ROBOT A model of mobile robot tranversal oscillation under the influence of side forces is
worked out. Structure diagram of tranversal oscillation is formed. Key words: mobile robot, transversal oscillation, model, tangage angle, roll angle.
Получено 14.12.11
ν
γ
z
F

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
476
УДК 621.9 И.О. Аверьянова, канд. техн. наук, доц., зав. кафедрой, (495) 620-37-39, [email protected] (Россия, Москва, МГИУ), А.В. Виноградов, ст. преподаватель, (495) 620-37-39, [email protected] (Россия, Москва, МГИУ), Р.К. Продан, асп., (495) 620-37-39, [email protected] (Россия, Москва, МГИУ) РАЗРАБОТКА ПОСТПРОЦЕССОРА ДЛЯ 5-КООРДИНАТНОГО ОБРАБАТЫВАЮЩЕГО ЦЕНТРА С СИСТЕМОЙ УПРАВЛЕНИЯ HEIDENHAIN
Рассмотрены возможности систем автоматизированной подготовки произ-водства Pro/Engineer и Heidenhain для разработки управляющих программ контроля столкновения «инструмент – деталь».
Ключевые слова:5-осевая обработка, криволинейные поверхности, контроль перемещений, постпроцессор, управляющая программа.
При создании управляющей программы (УП) для обработки, на-
пример, составных поверхностей с криволинейными образующими на фре-зерных обрабатывающих центрах, помимо контроля траектории движе-ния инструмента, возникает задача проверки допустимых перемещений рабочих органов станка в процессе обработки.
Если в первом случае решением может являться визуальная про-верка файла CL-DATA при помощи CAM-системы, используемой при ав-томатизированной подготовке УП, то для контроля перемещений необхо-димы дополнительные дорогостоящие программные продукты.
Для решения задачи контроля перемещений с использованием воз-можностей CAD/CAM/CAE системы Pro/Engineer, УЧПУ Heidenhain iTNC 530 и имитационной панели с аналогичным программным обеспечением был разработан постпроцессор.
Имитационная панель системы Heidenhain iTNC 530, предназначен-ная для подготовки и контроля УП в кодах DIN и ISO на рабочем месте технолога-программиста, обладает наиболее полным функционалом про-граммного обеспечения, идентичного системе ЧПУ металлорежущего станка (МРС) [1].
Программное обеспечение (ПО) имитационной панели (рис.1, а) так же, как и реальной системы управления, предоставляет возможность поль-зователю настроить визуальный контроль перемещения рабочих органов станка (РОС) во время обработки детали. Используя специализированную MOD-функцию “KINEMATIC” , пользователем активируется окно выбора кинематической схемы конкретного станка с ЧПУ (рис. 1,б).

Управление, вычислительная техника и информационные технологии
477
а б
Рис. 1. Программное обеспечение имитационной панели: а - главное окно системы HEIDENHAIN;
б - графическое отображение рабочих органов станка В окне «Выбор кинематики станка» доступны кинематические
схемы как для простых 3-координатных фрезерных станков, так и для 4-, 5-координатных обрабатывающих центров с поворотными осями A,B,C, и параллельными U,V,W.
Модель кинематической схемы выстраивается из геометрических примитивов и может отображаться в двух режимах: каркасном и твердо-тельном. Например, при необходимости проверки перемещений рабочих органов 5-координатного станка с дополнительными поворотными осями фрезерной головы B,C графическое отображение кинематической схемы будет иметь вид в соответствии с рис.1,б. При отработке УП в режиме кон-троля с активным графическим отображением кинематической схемы станка наглядно анимируется перемещение шпиндельного узла согласно текущему отрабатываемому кадру программы.
Движение рабочих органов станка происходит в заданной системе управляющих поверхностей относительно нулевой точки обработки дета-ли.
В случае наличия ошибочных слов в кадрах УП в работе имитаци-онной панели (так же, как и в устройстве числового программного управ-ления) возникает сбой, свидетельствующий об этом, например, при вводе числового значения координаты Z в УП, превышающего максимально до-пустимое перемещение фрезерной головы станка по той же оси. Некор-ректный кадр автоматически будет выделен другим цветом. Также в пре-дупреждающий цвет окрасится тот рабочий орган станка, перемещение которого приведет к столкновению, а анимация движений корпусных де-талей станка будет не доступна.
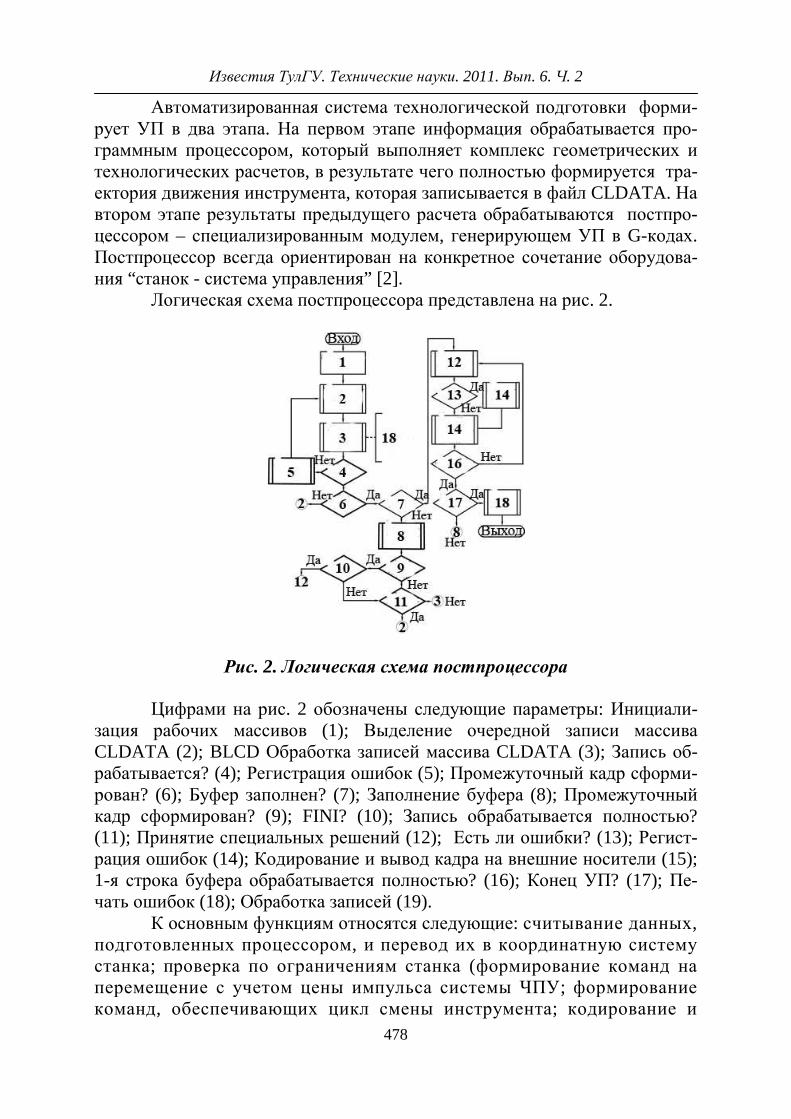
Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
478
Автоматизированная система технологической подготовки форми-рует УП в два этапа. На первом этапе информация обрабатывается про-граммным процессором, который выполняет комплекс геометрических и технологических расчетов, в результате чего полностью формируется тра-ектория движения инструмента, которая записывается в файл CLDATA. На втором этапе результаты предыдущего расчета обрабатываются постпро-цессором – специализированным модулем, генерирующем УП в G-кодах. Постпроцессор всегда ориентирован на конкретное сочетание оборудова-ния “станок - система управления” [2].
Логическая схема постпроцессора представлена на рис. 2.
Рис. 2. Логическая схема постпроцессора
Цифрами на рис. 2 обозначены следующие параметры: Инициали-зация рабочих массивов (1); Выделение очередной записи массива CLDATA (2); BLCD Обработка записей массива CLDATA (3); Запись об-рабатывается? (4); Регистрация ошибок (5); Промежуточный кадр сформи-рован? (6); Буфер заполнен? (7); Заполнение буфера (8); Промежуточный кадр сформирован? (9); FINI? (10); Запись обрабатывается полностью? (11); Принятие специальных решений (12); Есть ли ошибки? (13); Регист-рация ошибок (14); Кодирование и вывод кадра на внешние носители (15); 1-я строка буфера обрабатывается полностью? (16); Конец УП? (17); Пе-чать ошибок (18); Обработка записей (19).
К основным функциям относятся следующие: считывание данных, подготовленных процессором, и перевод их в координатную систему станка; проверка по ограничениям станка (формирование команд на перемещение с учетом цены импульса системы ЧПУ; формирование команд, обеспечивающих цикл смены инструмента; кодирование и

Управление, вычислительная техника и информационные технологии
479
выдача в кадр значений подач и скоростей шпинделя); выдача команд на включение охлаждения, команд зажимов-разжимов и др.; назначе-ние подачи с учетом ограничений, связанных с характером движения, допустимым диапазоном подач, особенностями реализации режимов разгона-торможения в УЧПУ; формирование команд, обеспечиваю-щих коррекцию с помощью корректоров системы ЧПУ; развертыва-ние операторов ЦИКЛ; выдача управляющего файла и листинга (рас-печатки) управляющей программы; диагностика ошибок; выполнение ряда сервисных функций (подсчет длины перфоленты, времени обра-ботки детали на станке и др.).
Для разработки постпроцессоров применяются всевозможные приложения, как самостоятельные (IMpost), так и интегрированные в CAM-системы (Post Builder, G-post).
Рис. 3. Анкетные данные разрабатываемого постпроцессора Генератор постпроцессоров G-Post является интегрированным
JAVA-приложением CAD/CAM/CAE системы Pro/Engineer и CREO. Предназначен он для создания файлов постпроцессоров токарного, фре-зерного и электроэрозионного оборудования с ЧПУ с различным количе-ством управляемых координат. Например, при создании сложных пост-процессоров для 5-координатных обрабатывающих центров с поворотной фрезерной головой кинематическая схема выбирается из уже имеющегося набора.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
480
Далее инженер-программист заполняет анкетные данные металло-режущего станка и УЧПУ (см. рис. 3).
В технических характеристиках указываются: максимальные пере-мещения по координатам X,Y,Z, допустимые углы поворота осей В,С, ос-новные G и вспомогательные М функции, технологическая информация о скоростях подач и частоте вращения шпинделя и т.д.
Заполнение всех необходимых данных приводит к итоговому фор-мированию файла постпроцессора для необходимого сочетания “станок - система управления”. В результате отладки (при необходимости) пост-процессор формирует УП по ранее рассчитанному файлу CLDATA , вы-полняя условия формата кадра УЧПУ.
Сочетание библиотеки файлов постпроцессоров CAM-системы и имитационной панели Heidenhain iTNC 530 расширяет возможности авто-матизированного рабочего места технолога-программиста, позволяя не только проводить контроль траектории движения инструмента, но и про-верку отсутствия столкновений корпусных деталей станка.
Список литературы
1.Аверьянова И.О., Виноградов А.В., Продан Р.К. Разработка
управляющих программ для системы управления класса CNC с примене-нием DXF-файлов //Приводная техника. 4. 2010. С. 29.
2. Каштальян И.А., Клезович В.И. Обработка на станках с числовым программным управлением. Минск: Вышэйшая школа, 1989. 261с.
I.O. Averyanova, A.V. Vinogradov, R.K. Prodan DEVELOPMENT POSTPROCESSOR FOR 5-AXIS MACHINING CENTER WITH
A HEIDENHAIN CONTROL SYSTEM The possibility of CAD/CAM system Pro/Engineer and CNC Heidenhain to control
the trajectory for collision "tool - detail" is considered. Key words: 5-axis machining curved surfaces control displacement, post-processor,
CNC program.
Получено 14.12.11

Управление, вычислительная техника и информационные технологии
481
УДК 621.787 Р.В. Гуров, канд. техн. наук, доц., (4832) 58-82-89, [email protected] (Россия, Брянск, БГТУ) РАЗРАБОТКА ПРОГРАММЫ ДЛЯ МОДЕЛИРОВАНИЯ ОТДЕЛОЧНОЙ И ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ППД
Рассмотрена математическая модель деформирования неровностей шерохо-ватости при ОУО ППД. Представлены основные требования к программе, реализую-щей данную модель. Приводятся результаты пробного моделирования с использовани-ем созданного программного обеспечения.
Ключевые слова: поверхностное пластическое деформирование, шерохова-тость, деформирующий инструмент, режимы обработки, моделирование.
Отделочно-упрочняющая обработка (ОУО) ППД объединяет боль-
шое число технологических методов: накатывание, обкатывание и раска-тывание роликами или шариками; выглаживание твердосплавными или алмазными инденторами, вибронакатывание, виброобкатывание и вибро-раскатывание шариками или многошариковыми головками, обработка ин-струментом центробежно-ударного действия, раскатывание и накатывание сфер, резьбовых, эвольвентных и шлицевых поверхностей в зависимости от функционального назначения. Все эти методы обработки поверхностей деталей могут применяться как отделочные, отделочно-упрочняющие или упрочняющие [1].
Отделочная обработка ППД производится с целью уменьшения ис-ходной шероховатости поверхности и увеличения ее несущей способности, т.е. увеличения параметра шероховатости tp или уменьшения параметра Rр, практически без упрочнения поверхностного слоя детали. Это необхо-димо для повышения износостойкости детали при жидкостном трении, контактной жесткости, герметичности и коррозионной стойкости.
ОУО ППД производится с целью уменьшения исходной шерохова-тости поверхности и увеличения ее несущей способности и частичного по-верхностного упрочнения детали. Это необходимо для повышения износо-стойкости при граничном трении, контактной жесткости, герметичности и частично усталостной прочности деталей.
Упрочняющая обработка ППД производится с целью полного пе-реформирования исходной шероховатости, вплоть до формирования регу-лярного профиля и упрочнения поверхностного слоя детали. Это необхо-димо для повышения износостойкости при сухом трении и усталостной прочности деталей.
Основой для проектирования технологических процессов ППД яв-ляются процессы в очаге деформации. Наиболее эффективный метод ис-следования этих процессов – моделирование.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
482
Как показывает обзор литературы, достаточно мало внимания уде-ляется моделированию процессов деформирования шероховатости при ОУО ППД. Данные процессы характерны для отделочных и отделочно-упрочняющих режимов ОУО ППД. Наиболее широкими возможностями для моделирования различных физических процессов при ОУО ППД обла-дает метод конечных элементов (МКЭ). Однако для корректного решения задач этим методом, даже с помощью современных САЕ-систем, требуется трудоемкая подготовка исходных данных высококвалифицированными инженерами. Кроме того, такие системы имеют высокую стоимость.
В связи с этим представляется целесообразным создание относи-тельно простого программного обеспечения, решающего узко специализи-рованную задачу, обладающего интерфейсом, адаптированным для моде-лирования ОУО ППД.
Для создания такой программы необходима достаточно простая фи-зическая модель.
В работах Э.В. Рыжова представлена качественная картина дефор-мирования неровностей шероховатости, в соответствии с которой при ОУО ППД вытесненный из вершины материал перераспределяется во впа-дину неровности, а при больших величинах контактного сближения инст-румента и обрабатываемой поверхности – в зону за пределами контакта. Для уточнения физической картины протекания процесса деформирования были проведены экспериментальные исследования на цилиндрических об-разцах из стали 45 с твердостью 250 НВ. Образцы обтачивались с шерохо-ватостью Rz = 10 мкм, после чего производилось накатывание шариковой накаткой с диаметром шарика 10 мм. Рабочие усилия при накатывании со-ставляли 10, 40 и 100 Н.
Как видно из профилограмм (рис. 1), профиль дна впадины при об-работке изменяется незначительно. Анализ угла наклона касательной к профилю шероховатости в различных точках (рис. 2) выявил, что при уве-личении усилия угол наклона профиля шероховатости в зоне, где не было контактирования с инструментом (у дна впадины шероховатости), умень-шается незначительно. Пиковые значения угла наклона касательной после точения наблюдаются у средней линии и ближе к вершинам неровностей. При ППД по мере увеличения усилия происходит сглаживание выступов шероховатости, и пиковыми значениями угла наклона касательной стано-вятся значения у дна впадин шероховатости. Причем величина этих углов в соответствующих точках по сравнению с профилем после точения не-сколько уменьшается.
Таким образом, при отделочной и отделочно-упрочняющей обра-ботке шероховатой поверхности происходит пластическое перераспреде-ление материала, входящего в шероховатость. Вытесненный из вершины неровности материал перераспределился во впадину неровности. Перерас-пределение происходит таким образом, что дно впадины, приподнимаясь,

Управление, вычислительная техника и информационные технологии
483
практически сохраняет исходную форму до контакта с поверхностью ин-струмента.
Рис. 1. Профиль шероховатости после ОУО ППД при различных усилиях обработки
Рис. 2. Графики угла наклона касательной к профилю шероховатости при ОУО ППД
Наиболее просто с точки зрения математического аппарата, реали-
зовать дискретное моделирование обрабатываемой поверхности и инстру-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
484
мента, то есть профиль шероховатости и инструмента задается в виде на-бора точек. Такое решение позволяет загружать в программу реальные профили шероховатости, полученные с помощью современных профило-графов. Соответственно и профиль инструмента необходимо задавать дис-кретно, что снимает ограничения по форме моделируемой рабочей поверх-ности инструмента. Профиль инструмента можно как загрузить из файла, созданного другой программой (например САПР «Компас»), так и создать непосредственно в данном программном комплексе. Предварительные геометрические параметры инструмента можно назначить, исходя из сооб-ражений изложенных в [2]. Таким образом, обеспечивается быстрый ввод исходных данных.
В соответствии с приведенной выше физической картиной, для мо-делирования производится разбиение профиля по вершинам и впадинам на участки, длина которых близка к половине среднего шага Sm. Начальное положение инструмента задается таким образом, что бы на всей длине мо-делируемого профиля он не контактировал с поверхностью. Сближение инструмента с обрабатываемой поверхностью производится дискретно. Шаг сближения определяется дискретностью профиля шероховатости по вертикали, определяемой профилометром, с помощью которого получен профиль. На каждом шаге производятся определение объема вытесненного материала и перераспределение его во впадину в пределах участка. По-скольку для разных вершин неровностей в пределах участка контакта кон-тактное сближение отличается, то отличаются и объемы вытесняемого ма-териала. Чтобы обеспечить отсутствие ступенек на границе участков у основания неровности, при превышении ступенькой некоторой заданной высоты происходит частичное перераспределение материала на соседний участок. Кроме того, при отделочно-упрочняющей обработке возможны контактные сближения, при которых впадина будет полностью заполнена. В этом случае предусмотрено перераспределение материала на более ши-рокую область, размеры которой зависят от размеров участка, на котором полностью заполнены впадины. Сближение происходит до тех пор, пока расчетное усилие не превысит заданного. Расчетное усилие определяется по зависимости
ArkcP Tσ′= , где c′ = 2,85 – коэффициент стеснения; k – коэффициент упрочнения, зна-чение которого при отделочной обработке составляют 1…1,05, при отде-лочно-упрочняющей 1,05…1,4; Тσ – предел текучести обрабатываемого материала; Ar – фактическая величина элементарной контактной площад-ки, определяемая как Ar = n dx dz, где n – количество точек поверхности, находящееся в контакте с инструментом; dx и dz – дискретность модели по осям x и z соответственно.
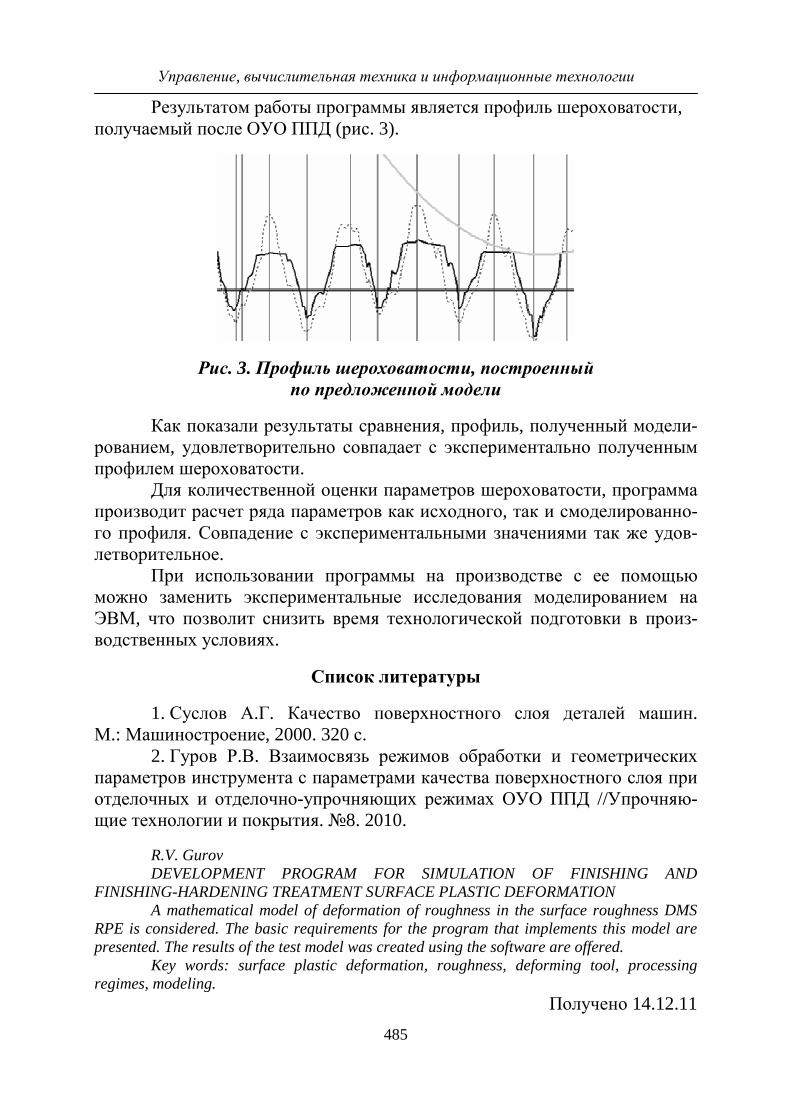
Управление, вычислительная техника и информационные технологии
485
Результатом работы программы является профиль шероховатости, получаемый после ОУО ППД (рис. 3).
Рис. 3. Профиль шероховатости, построенный по предложенной модели
Как показали результаты сравнения, профиль, полученный модели-рованием, удовлетворительно совпадает с экспериментально полученным профилем шероховатости.
Для количественной оценки параметров шероховатости, программа производит расчет ряда параметров как исходного, так и смоделированно-го профиля. Совпадение с экспериментальными значениями так же удов-летворительное.
При использовании программы на производстве с ее помощью можно заменить экспериментальные исследования моделированием на ЭВМ, что позволит снизить время технологической подготовки в произ-водственных условиях.
Список литературы
1. Суслов А.Г. Качество поверхностного слоя деталей машин. М.: Машиностроение, 2000. 320 с.
2. Гуров Р.В. Взаимосвязь режимов обработки и геометрических параметров инструмента с параметрами качества поверхностного слоя при отделочных и отделочно-упрочняющих режимах ОУО ППД //Упрочняю-щие технологии и покрытия. 8. 2010.
R.V. Gurov DEVELOPMENT PROGRAM FOR SIMULATION OF FINISHING AND
FINISHING-HARDENING TREATMENT SURFACE PLASTIC DEFORMATION A mathematical model of deformation of roughness in the surface roughness DMS
RPE is considered. The basic requirements for the program that implements this model are presented. The results of the test model was created using the software are offered.
Key words: surface plastic deformation, roughness, deforming tool, processing regimes, modeling.
Получено 14.12.11

486
ПЕДАГОГИКА
УДК 378.001:377.5:664 В.Б. Морозов, канд. техн. наук, доц., (4872) 33-25-38, [email protected] (Россия, Тула, ТулГУ) ПОСТРОЕНИЕ КОМПЕТЕНТНОСТНОГО ПОДХОДА В ПРЕПОДАВАНИИ ДИСЦИПЛИНЫ «ПРОЦЕССЫ И АППАРАТЫ ПИЩЕВЫХ ПРОИЗВОДСТВ» В СООТВЕТСТВИИ С ФГОС ТРЕТЬЕГО ПОКОЛЕНИЯ
Рассмотрено формирование рабочей программы дисциплины «Процессы и ап-параты пищевых производств» на основе современных педагогических методик и приёмов, реализующих компетентностный подход в рамках требований ФГОС третьего поколения.
Ключевые слова: компетентностный подход, ФГОС третьего поколения, про-цессы и аппараты пищевых производств.
Цель освоения дисциплины «Процессы и аппараты пищевых произ-
водств» заключается в формировании соответствующих профессиональ-ных компетенций в области технологических процессов в производстве пищевой продукции и реализующих их инструментальных средствах – ап-паратах ‒ на основе общекультурных компетенций в рамках подготовки выпускника к производственно-технологической, организационно-управленческой, проектно-конструкторской и научно-исследовательской деятельности.
В соответствии с поставленной целью дисциплина призвана решить следующие основные задачи
В рамках производственно-технологической деятельности: изучение многообразия технологических процессов пищевых про-
изводств и используемого;

487
, , -;
-, -
, , ,. .
:,
-;
-, ;
- ( -
, , ).
:, -
;-
.:
;
.
) , -.
- – , . « »
, , -, ( )
), -
. « » ,
, » -
( ):

. . 2011. . 6. . 2
488
-, ;
;
;-
, ;-
, ;, -
, , .;
-, , , ;
,;
;
, -;
--
, . - ( ).
« -»
[2, 5, 9, 10]:) ( )[3, 7, 8]:
, -, , , -
, , -
, , – -
( -3);,
, - – -
( -6);
- ( -7);
489
,,
, , , -,
– ( -8);-
, , –
( -9);
-
– - – ( -11);
-, , , ,
, , -
, , , -
– - ( -12);
- – -
( -13);, , ,
, -
, , – -
( -14);-
, -, ,
– - ( -15);
-, ; -
, – -
( -16);

. . 2011. . 6. . 2
490
, – -
( -18).) ( ) –
[1, 4]:
, - ( -1);
-, -
( -2);-
, - ( -4);
, ( -5);
-
( -6);-
, ( -9);,
, -10);
( , -, , , ) -
, ( -11);
, -, , ,
, --
( -13);
( -14);-
, - ( -17);
, ( -20);
( -21);

491
,
( -26).:
1) :, -
( 1, 2, 4, 6, 13, 17, 20, 26),,
( 1, 5, 6, 13, 20, 26),,
( 1, 4, 6, 13, 21, 20, 26),, . -
( 2, 5, 9, 11, 26),-
( 17, 20, 21),-
( 5, 14);2) :
( 4, 6, 13, 20, 26),-
( 1, 2, 4, 6, 17, 20),-
, . 6, 11, 14, 17, 21, 26);
3) :
( 1, 2, 26),-
( 1,2, 6, 26),
( 11, 14, 17,20, 21),
( 9, 10),-
, 14, 17, 20).
-
.

. . 2011. . 6. . 2
492
-, [20]. - [1, 3, 4, 6-9]:
1) ( ) - ( -
), , -;
2) .
;3) -
-,
, , .;4)
;5)
;6) -
-;
7) -. ;
8) ,-
, ,.
- 20 % [10].
1. . - // -
: . . : , 2011. . 24-26.2. . -
// : .. : , 2010. . 21-23.3. . -
// : . . : « », 2009.
.19-23.4. . -
// . -: , , : . . .

493
-15», 10-12 2010 .; . . , . . -: , 2010. . 200-205.
5. ., . - «
» // : . .: , 2011. . 27-29.
6. . , // « ».
. 5. 2009. . 92-97. URL.: http://aeer.tomsk.ru/winn/magazine/ m5/art_13.pdf 15.05.2011 .)
7. . // .
. . . . . 4. 2006. . 70-72.8. ., . -
// :, , ; . -
, «»; . . , . . : -
, 2008. . 4. . 98-100.9. -
// . -. . : . :
« », 2007. . 206-210.10.
- 151000 -
( ( ) « ») 9 - 2009 . N 556; 16 2009 .
N 15635. ., 2009. 17 .
V.B. MorozovThe construction of competence approach in teaching "Processes and equipment for
food production" in accordance with state standards third generationThe formation of the working program of discipline, "Processes and equipment for food
production" based on modern teaching methods and methods of implementing the competenceapproach in the framework of the standard requirements of the third generation is considered.
Key words: competence approach, the state standard third-generation, Processes andequipment of food production.
14.12.11

. . 2011. . 6. . 2
494
004.891.2, , (953) 955-58-86,
[email protected] ( , , ). , . . , . ( , , )
-.
. -.
Hugin Lite 6.7.: , , -
.
, . , -
, . -
. , , , -
, - [1].
, , . :
, -, -
. ,
- [2].
, -, -
. , . , -
., -
: -, ,
. - ( -
, , ).

495
. 7 10.
« ». , -, ,
10 3 , -, , , -
, . , -, ,
, , -, ,
. , , ,
, ., -
. ,
, , .. -
( , .),, 100 %-
. ,
. , ,
, . .
, ( ) 25, , 20,
( -), , -, 25x40. , , , -
. --
. – - « » .
, :
, -. ,
, - ( ),
. , .

. . 2011. . 6. . 2
496
-. -
, , , . -, .
, ----
.-
, , -
( ) [3,4].
,. 1. -
: « » « ».
-, .
« »., ,
, , , . ,
« » «», « ».
, -
( ) , ( . -
), -. ,
80 % 40 % , -
. -.
, -
. , « », « », / » « / »
« ».

497
. 1.
, , , , -
., « » -
« » . » , , ,
( ) - 1 - 2 ,
( « »). ,
– , , . - « » ( , 30 %
), « » « -».
« » -
, . -
, , (-)». .
, , , – .
, -, ,
, « -(+)». .
– « -».

. . 2011. . 6. . 2
498
« » , , 4 («5», «4», «3», «2»), , -
-. «5» , ,
81…100 %, «4» – 61…80 %, «3» – 40…60 %, «2» –
0…39 %. « » 3 («5», «4», «3» «81 - 100», «61 - 80», «40 - 60»
), , -, .
« / » « / -» , , 5 7 («–3», «–2», «–
1», «0», «+1», «+2», «+3») -. « »
, « » – . , ---
, . , .
, -, -
. , ,
, , , , , , , -
, .
, -.
, -, -
. , .
« » -,
., -
, -
« » . ,
. , -.
-

499
-. -
.. 1 2
» « » .
1
(« » / « », « »)
- 81…100 % 61…80 % 40…60 % 0…39 %
5 4 3 5 4 3 5 4 3 5 4 3- 0,95 0,75 0,55 0,85 0,65 0,45 0,75 0,55 0,35 0,55 0,35 0,15
- 0,05 0,25 0,45 0,15 0,35 0,55 0,25 0,45 0,65 0,45 0,65 0,85
2
(« » / « », « »)
- - - -- - -
«5» 0,95 0,50 0,75 0,40 0,005 0,02«4» 0,3 0,25 0,15 0,30 0,015 0,08 «3» 0,015 0,20 0,06 0,20 0,48 0,50 «2» 0,005 0,05 0,04 0,10 0,50 0,40
, , . -
, . 1 , « » - «81…100 %», « » – «5»,
« » « » 0,95. , -
-,
. ( ) -
,
. . 2011. . 6. . 2
500
. « » » « », « », « / »
/ ».
. - ( 1):
« » « » 30 %);
« » – « » (-
); « » – «4» ( ); « » – «4»; « » – «100…81 %». « / » – «0» ( ); « / » – «+1» (
, ), , - « » , 7 -
10, -.
- –
«Hugin Lite 6.7» «Hugin Expert» ( ) [3]. -, ,
-. ,
.
, . 2.
« » («Attendance»),» («Average»), « » («Logic»), «
» («Result»), « / » («Result_Attendance»), / » («Result_Average») « » («Time»)
, -=1. . 2 100 %- -
. -. ,
« » ( . 2 «Rectitude»), - « » («Normal») 99,89 %, -,
. . 2 «Level») ,

501
, , , -
.
.2. Hugin Lite 1
2., ,
, «4», , , ( , -
). , «4», -, .
. 3 -. , -
, : « -» « » («Cheating»)
99,93 % , .

. . 2011. . 6. . 2
502
.3. Hugin Lite 2
, , -
– -. -
, .
--
, -.
, , , , -. , -
, , -
-.
, , -.

503
1. . // . 1994. 185 .
2. . -. .: , 1988. 191 .
3. . ( - Hugin Lite 6.4): . : , 2004. 52 .
4. ., ., . :. .: , 2006. - 607 .
Dang Thi Thanh Huyen, A.N. GrachevINTELLIGENT SYSTEM FOR KNOWLEDGE TESTING ON THE BASIC OF
BAYESIAN BELIEF NETWORKSThe problem of improving the objectivity in computer-based testing of students is
examined. For these purposes it's proposed to utilize the intelligent systemon the basic of Bayesian belief networks (BBNs). In order to construct the model in the form ofBBNs the appropriate tables of prior conditional probabilities are found. The training of modelis carried out by using the package Hugin Lite 6.7.
Key words: intelligent system, bayesian belief networks, computer-based testing.
14.12.11
504
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ПРИРОДНЫХ
РЕСУРСОВ
УДК 504.064 Э.М. Соколов, д-р техн. наук, проф., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), В.М. Панарин, д-р техн. наук, проф., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), А.А. Горюнкова, канд. техн. наук, доц., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), Ю.Н. Пушилина, асп., (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ), А.А. Белоусов, асп., (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ), Н.А. Телегина, асп., (4872)35-37-60 [email protected] (Россия, Тула, ТулГУ)
МЕТОД ИНТЕГРАЛЬНОЙ ОЦЕНКИ ТЕРРИТОРИАЛЬНОГО ЗАГРЯЗНЕНИЯ ПРИЗЕМНОГО СЛОЯ АТМОСФЕРЫ ГОРНОПРОМЫШЛЕННОГО РЕГИОНА
Рассматривается метод интегральной оценки территориального загрязнения
приземного слоя атмосферы горнопромышленного региона, который позволяет адап-тировать существующие модели к определенным условиям конкретного горнопро-мышленного региона и учитывать климатические особенности региона, особенности рельефа местности, территориальные распределения горнопромышленных объектов, а также объемы и состав выбросов загрязняющих атмосферу веществ.
Ключевые слова: экологический мониторинг, загрязнение атмосферы, горно-промышленный регион, модель Гаусса.
Результаты геоэкологических исследований однозначно свидетель-
ствуют о том, что загрязнение приземного слоя атмосферы – самый мощ-

Охрана окружающей среды и рациональное использование природных ресурсов
505
ный, постоянно действующий фактор влияния на человека, пищевую цепь и окружающую среду.
Тульская область – один из самых развитых горнопромышленных регионов Центрального федерального округа России. Большое развитие на территории области получила добыча бурого угля. В Тульской области до-бывалась большая часть разрабатываемых бурых углей Подмосковного угольного бассейна. В области разведано более 160 месторождений раз-личного сырья для производства строительных материалов, из которых в промышленное освоение вовлечено 60. Тульский регион занимает первое место в Центральном экономическом районе России по ресурсам строи-тельного камня, гипса, имеются значительные запасы сырья для производ-ства цемента и стеновых материалов. В настоящее время действующих шахт на территории области практически нет. Однако, многие экологиче-ские проблемы, которые сформировались при эксплуатации месторожде-ния, до сих пор актуальны и останутся таковыми еще на много лет. Кроме горнодобывающей промышленности основными видами производства яв-ляются машиностроение (включая оборонный комплекс), химическое про-изводство, черная металлургия, производство стройматериалов, производ-ство пищевых продуктов, энергетика, радиоэлектроника, приборостроение. Увеличение объема производства в условиях рынка приводит к сущест-венному повышению пылегазовых выбросов в атмосферу.
Кроме объектов промышленности, в Тульской области на загрязне-ние окружающей природной среды влияют и другие факторы. Во-первых, значительное влияние оказывают трансграничные переносы загрязняющих веществ из стран, соседствующих с Россией. Основными районами транс-граничного влияния на атмосферу России являются: Западная и Восточная Европа (особенно Германия и Польша), Северо-восточные районы Эсто-нии (район добычи и переработки сланцев), Украина (радиоактивное за-грязнение в районе Чернобыля, высокая концентрация промышленных уз-лов в центральной части, в Харьковской, Мариупольской областях и Донбассе), Северо-западный Китай (радиоактивное загрязнение), Северная Монголия (горнопромышленные районы).
Во-вторых, несмотря на то, что в настоящее время действующих шахт на территории области практически не осталось, многие экологиче-ские проблемы, которые сформировались при эксплуатации месторожде-ний, до сих пор актуальны. А именно, влияние оказывают следы хозяйст-венной деятельности – отвалы, терриконы, хвостохранилища. Ежегодно в отвалы поступает до 5 млрд т вскрышных пород. Отходы горного произ-водства занимают более 1 млн га плодородных земель РФ. На долю отва-лов приходится до 65 % площади земельного отвода горного предприятия. Поэтому отвалы горных пород и некондиционных полезных ископаемых служат представительными объектами для исследования процесса образо-вания пыли.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
506
В существующих методиках и моделях расчета загрязнения атмо-сферы не учитываются трансграничные переносы и эмиссия пыли с гор-ных отвалов. В связи с этим, в настоящее время появилась необходимость в разработке технических средств контроля и мониторинга состояния ок-ружающей среды, а именно, в разработке на примере Тульской области эффективной автоматизированной системы экологического мониторинга состояния атмосферного воздуха промышленного региона, используя сис-темный геоэкологический подход, обобщающий накопленные знания в об-ласти экологии, охраны окружающей среды и геотехнологий, открываю-щиеся структурно-управленческие и экономические возможности [1-2].
Моделирование процессов загрязнения атмосферы снимает ряд не-точностей и решает такие задачи как прогнозирование, размещение постов мониторинга (стационарных и мобильных), вклад конкретного промыш-ленного объекта в общее загрязнение воздуха в реальном времени с целью принятия управленческих мер по нормированию выбросов.
В России большой вклад в разработку математических моделей внесли работы школы академика Г.И.Марчука, А.А.Беккера, П.Н. Белова, фундаментальные аспекты математического моделирования загрязнения воздуха сформулированы в работах М.Е. Берлянда, Е.Л. Генихович, Р.И. Оникула, Н.Л. Бызовой, Ю.А. Анохиной, А.Х. Остромогильского (Ла-боратория моделирования и прогноза загрязнения атмосферы); академика С.А. Солодкова (Институт прикладной геофизики им. акад. Е.К. Федорова) и др. [3-5].
Работы по созданию автоматизированных систем мониторинга ат-мосферы ведутся в Тульской области с 1994 года в рамках реализации ФЦП «Оздоровление экологической обстановки и охраны здоровья насе-ления Тульской области» и до настоящего времени. Построением автома-тизированных систем экологического мониторинга в нашей стране занимаются проф. Г.В. Аверин, А.А. Любимов, В.Ю. Волков, Ю.Д. Эдель-штейн, В.В. Бугровский, А.М. Погорелов, А.В. Бизикин и др.
Существующие технические средства контроля и мониторинга за состоянием атмосферного воздуха не всегда отвечают современным требо-ваниям, имеют большую погрешность измерений и не дают достаточной картины для принятия управленческих решений по данному направлению охраны окружающей среды. В связи с этим необходимой является адапта-ция существующих систем к определенным условиям конкретного горно-промышленного региона. Для этого предлагается учитывать климатиче-ские особенности региона, особенности рельефа местности, территориальные распределения объектов горно-перерабатывающей про-мышленности, а также объемы и состав выбросов загрязняющих веществ в атмосферу [5].

Охрана окружающей среды и рациональное использование природных ресурсов
507
Оценка загрязнения атмосферного воздуха предполагает моделиро-вание процессов загрязнения воздуха с параллельным измерением концен-траций загрязняющих веществ с помощью системы экологических датчи-ков. Необходимость сравнения полученных результатов и дальнейший прогноз развития ситуации и составляет значимую часть системы, созда-ваемую с целью принятия управленческих решений в области охраны ат-мосферного воздуха. Схема такой системы представлена на рис. 1.
Рис. 1. Система оценки загрязнения атмосферы Одной из основных задач, поставленных в данной работе, была раз-
работка метода, основанного на интегральной оценке рассогласования по-лученных значений концентраций экспериментальным путем и путем мо-делирования процессов, происходящих в атмосфере горнопромышленного региона, в том числе оценке рассогласования полученных значений кон-центраций экспериментальным путем (путем замеров) и путем моделиро-вания процессов, происходящих в атмосфере горнопромышленного разви-того региона.
Моделирование процессов загрязнения атмосферы снимает ряд не-точностей и решает такие задачи, как прогнозирование, размещение постов мониторинга, вклад конкретного промышленного объекта в общее загряз-нение воздуха в реальном времени с целью принятия управленческих мер по нормированию выбросов.
Моделирование позволяет по точечным замерам концентраций строить карты распределения загрязняющих веществ по территории, что дает возможность использовать полученную информацию для оценки и прогноза величин загрязнения атмосферного воздуха управленческими ор-ганами.
Метод учитывает следующие виды оценок состояния загрязнения. 1. Точечная оценка. Принимаем 1tt = , т.е. реальный момент времени.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
508
Зная, что приземная концентрация вредных веществ , (мг/м3) в любой точке местности при наличии N источников определяется по фор-мулам
MN
MMM CCCC +++= ...21 , ЭN
ЭЭЭ CCCC +++= ...21 , ЭM
m CCC −=∆ ,
где MC – концентрация вредных веществ, полученная в результате моде-
лирования процессов рассеивания; ЭC – концентрация, полученная экспе-риментальным путем (путем замеров с помощью экологических датчиков); N – число источников; mC∆ – разность значений концентраций загряз-няющих веществ, полученных теоретическим и экспериментальным путем, запишем
−=∆
−=∆
−=∆
.
;
;
3
222
111
Эn
МnТ
ЭМТ
ЭМТ
ССС
ССС
ССС
Для количественной оценки показателей введем допC – допусти-мую погрешность расхождения значений полученных концентраций за-грязняющих веществ.
Выбор математической модели, приемлемой в той или иной ситуа-ции, объясняется соотношением
допКТ CС ≤ , при условии min→допC .
2. Интегральная оценка (рис. 2).
Рис.2. Графики функций модели и эксперимента

Охрана окружающей среды и рациональное использование природных ресурсов
509
Принимаем )(1 tfСМ = , )(2 tfСЭ = , 1tt = , 2tt = (определенный промежуток времени), тогда используется следующая формула:
∫ −=2
1
221 )]()([
t
tdttftfI ,
где I – вектор интегральной оценки расхождения. Условие выбора математической модели с целью адекватной оцен-
ки загрязнения приземного слоя атмосферы горнопромышленного региона определяется соотношением
допII ≤ , min→допI .
Для полного математического описания закономерностей загрязне-ния атмосферы пылегазовыми выбросами в предлагаемой модели необхо-димо учитывать совокупность определяющих факторов, таких как условия распада, перегрев исходящих газов, гравитационное осаждение частиц, турбулентность, тип местности и влияние крупных зданий, пылегазовые выбросы горных производств и их отвалов.
Возможность проводить сравнительный анализ полученных значе-ний концентраций загрязняющих веществ экспериментальным путем и пу-тем математического моделирования позволило создать алгоритм реализа-ции метода интегральной оценки территориального загрязнения атмосферного воздуха (рис.3), который представляет собой ряд операций, заключающихся в переборе математических моделей согласно заданным условиям , и коррекции исходных данных в случае невыполнения операций.
Наличие N математических моделей позволяет осуществлять моде-лирование загрязнения атмосферного воздуха с большой точностью за счет использования определенной модели в конкретных условиях исследуемой территории.
Предлагаемые методики и модели: -упрощенная модель Гаусса, -модель с учетом турбулентности, -модель с учетом перегрева газов, -модель с учетом турбулентности и перегрева газов, -модель с учетом влияния распада, - полная модифицированная модель, -методика расчета концентраций в атмосферном воздухе вредных
веществ, содержащихся в выбросах предприятий; - методики расчета пылегазовых выбросов горно-перерабаты-
вающих предприятий.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
510
Рис. 3. Алгоритм реализации метода интегральной оценки территориального загрязнения атмосферного воздуха
Данный метод позволяет адаптировать существующие модели к оп-ределенным условиям конкретного горнопромышленного региона. При этом учитываются климатические особенности региона, особенности рель-ефа местности, территориальные распределения горнопромышленных объ-ектов, а также объемы и состав выбросов загрязняющих атмосферу ве-ществ.
Статья подготовлена по результатам Государственного контракта П619 «Проведение поисковых научно-исследовательских работ по теме «Разработка технологий мониторинга и прогнозирования загрязнения ат-мосферы крупных промышленных городов» в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009 – 2013 годы.
Список литературы
1. Сравнительный анализ некоторых математических моделей для
процессов распространения загрязнений в атмосфере / И.В. Белов [и др.] // Математическое моделирование. 1999. 7. С. 45-49.
2. Методы и приборы экологического мониторинга / Б.И. Герасимов [и др.]. Тамбов: Изд-во ТГТУ. 1996. 111 с.
3. Диденко В.Г., Иванов Н.Б. О совершенствовании методики рас-чета рассеивания загрязняющих веществ в атмосфере / Волгоград: ВИНИТИ. 2004. 7 с.

Охрана окружающей среды и рациональное использование природных ресурсов
511
4. Закарин Э.А., Миркаримова Б.М. Математическое моделирова-ние загрязнения атмосферы города на основе ГИС // Известия РАН ФАО. 2000. 3. С. 12-22.
E.M. Sokolov, V.M. Panarin, A.A. Gorjunkova, J.N. Pushilina, A.A. Belousov, N.A. Telegina
METHOD OF INTEGRAL ASSESSMENT OF REGIONAL POLLUTION PRIZMNOGO LAYER OF THE ATMOSPHERE MINING REGIONS
Method of integral evaluation of territorial contamination of the surface layer of the atmosphere of the mining region, which allows the adaptation of existing models, are oriented to certain conditions specific gornopro the industrial region and take into account the climatic conditions of the region, especially the terrain, the territorial distribution of the mining facilities, and the size and composition of emissions of air pollutants substances.
Key words: environmental monitoring, pollution, mining and industrial region, the model Gauss
Получено 14.12.11
УДК 504.064 Э.М. Соколов, д-р техн.наук, проф., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), В.М. Панарин, д-р техн.наук, проф., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), А.А. Горюнкова, канд. техн. наук, доц., (4872)35-37-60, [email protected] (Россия, Тула, ТулГУ), Ю.Н. Пушилина, асп., (4872) 35-37-60, anna [email protected] (Россия, Тула, ТулГУ), А.А. Белоусов, асп., (4872) 35-37-60, anna [email protected] (Россия, Тула, ТулГУ), Н.А. Телегина, асп., (4872)35-37-60 anna [email protected] (Россия, Тула, ТулГУ)
МЕТОДИКА ОПЕРАТИВНОЙ ОЦЕНКИ УРОВНЯ ЗАГРЯЗНЕНИЯ ВОЗДУШНОЙ СРЕДЫ ПРОМЫШЛЕННЫМИ ПРЕДПРИЯТИЯМИ
Рассматривается методика оперативной оценки уровня загрязнения воздуш-
ной среды промышленными предприятиями, согласно которой проводятся как экспе-риментальные исследования, так и моделирование процессов, происходящих в атмосфе-ре.
Ключевые слова: экологический мониторинг, загрязнение атмосферы, горно-промышленный регион, модель Гаусса.
Наибольший вклад в загрязнение атмосферы Тульской области вно-
сят предприятия энергетики – 48 % и металлургия – 32,7 %. Помимо про-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
512
мышленных выбросов, ежегодно в воздушный бассейн области выбрасы-вается значительное количество загрязняющих веществ от автомобильного транспорта. Основными загрязняющими веществами являются пыль, диок-сиды серы, оксиды азота, оксид углерода, углеводороды. Именно они оп-ределяют загрязнение атмосферы региона.
В атмосферный воздух города Тулы выбрасывается 188 наименова-ний вредных веществ, представляющих серьезную опасность для здоровья человека. Контроль качества атмосферного воздуха проводится на стацио-нарных постах по 19 вредным примесям: пыль, азота диоксид, оксид угле-рода, оксид азота, фенол, серная кислота и др.
Наиболее мощными промышленными загрязнителями атмосферы города Тулы являются ОАО «Тулачермет» и «Косогорский металлургиче-ский завод».
Инвентаризацией источников выбросов загрязняющих веществ в атмосферу установлено 273 источника, в том числе 81 неорганизованных. Разрешенный валовой выброс составляет 98042,96 тонн в год. Всего вы-брасывается в атмосферу 57 ингредиентов загрязняющих веществ, в том числе 15 групп веществ, обладающих суммарным эффектом вредного воз-действия.
Другим крупным загрязнителем атмосферы является ОАО «Косо-горский металлургический завод». Предприятие расположено на юго-западе г. Тулы в 8 км от центра города. С юга, юго-запада оно граничит с поселком Косая Гора. С востока территория предприятия ограничена рекой Воронка.
Основным производственным направлением деятельности ОАО «Косогорский металлургический завод» является изготовление чугунных изделий различного назначения. Основной выброс вредных веществ про-исходит при плавке в вагранках чугуна, от которых атмосферный воздух загрязняется пылью, сернистым ангидридом, диоксидом азота и оксидом углерода.
Наибольший вклад в загрязнение атмосферного воздуха г. Тулы и Тульской области вносит ОАО «Тулачермет» (рис. 1), что составляет 87 % выбросов всего промышленного комплекса.
При моделировании загрязнения атмосферного воздуха Тулы и Тульской области необходимо учитывать следующие виды загрязнителей:
- выбросы промышленных предприятий г.Тулы и Тульской области; - источники выделения котельных г. Тулы; - выбросы автотранспорта; - пылегазовые выбросы породных отвалов Тульской области. Негативное воздействие на состояние окружающей среды и здоро-
вье населения оказывают предприятия угледобычи, в частности, террико-
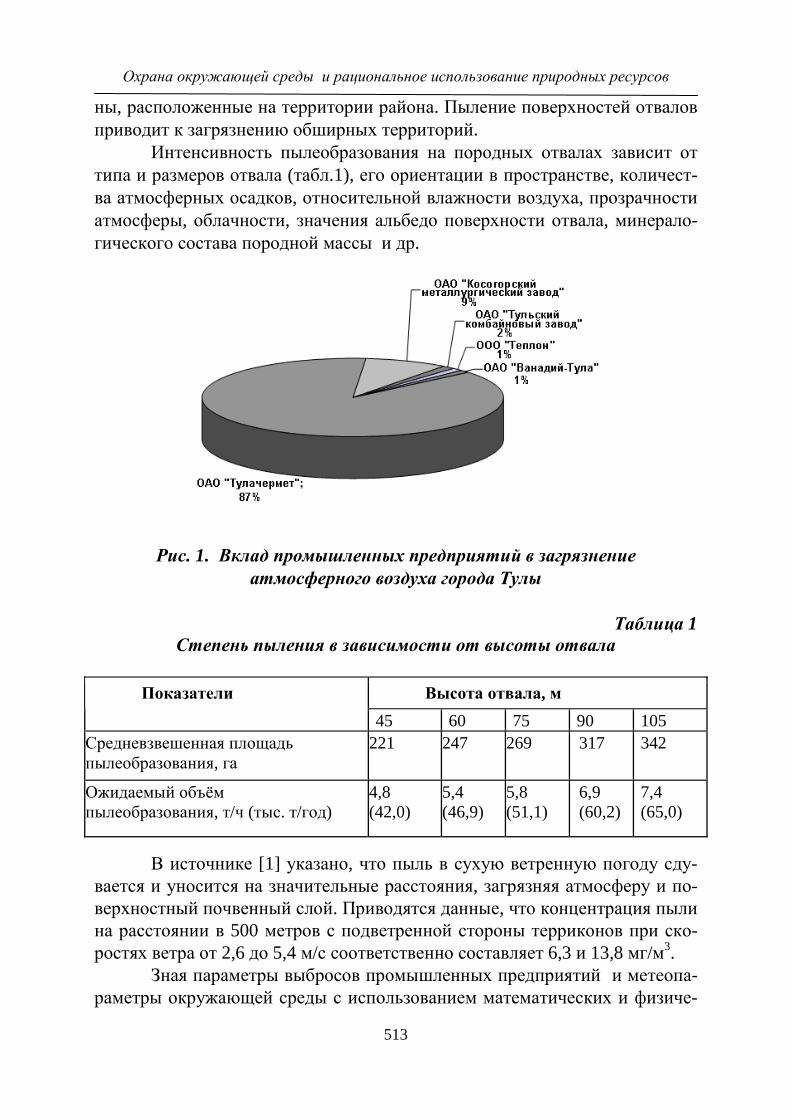
Охрана окружающей среды и рациональное использование природных ресурсов
513
ны, расположенные на территории района. Пыление поверхностей отвалов приводит к загрязнению обширных территорий.
Интенсивность пылеобразования на породных отвалах зависит от типа и размеров отвала (табл.1), его ориентации в пространстве, количест-ва атмосферных осадков, относительной влажности воздуха, прозрачности атмосферы, облачности, значения альбедо поверхности отвала, минерало-гического состава породной массы и др.
Рис. 1. Вклад промышленных предприятий в загрязнение атмосферного воздуха города Тулы
Таблица 1
Степень пыления в зависимости от высоты отвала
Высота отвала, м Показатели
45 60 75 90 105 Средневзвешенная площадь пылеобразования, га
221 247 269 317 342
Ожидаемый объём пылеобразования, т/ч (тыс. т/год)
4,8 (42,0)
5,4 (46,9)
5,8 (51,1)
6,9 (60,2)
7,4 (65,0)
В источнике [1] указано, что пыль в сухую ветренную погоду сду-вается и уносится на значительные расстояния, загрязняя атмосферу и по-верхностный почвенный слой. Приводятся данные, что концентрация пыли на расстоянии в 500 метров с подветренной стороны терриконов при ско-ростях ветра от 2,6 до 5,4 м/с соответственно составляет 6,3 и 13,8 мг/м3.
Зная параметры выбросов промышленных предприятий и метеопа-раметры окружающей среды с использованием математических и физиче-


Охрана окружающей среды и рациональное использование природных ресурсов
515
где n – номер соответствующего рассматриваемого источника выброса. Таким образом, произведение замера концентраций выбрасываемых
вредных веществ в области распространения выброса относительно источ-ника дает возможность оценить мощность каждого выброса от конкретно-го источника.
Для решения этой задачи можно прибегнуть к различным матема-тическим методам. Наиболее часто используемым методом является так называемый сеточный метод. Он предписывает наложить на интересую-щий участок местности сетку. Сетка имеет определенный шаг по длине и по ширине. В зависимости от конечной цели можно задать равномерную и неравномерную сетку. Далее следует произвести измерения в узлах сетки. Если полученный значения сильно отличаются от искомых (заданных) ве-личин, то очевидно следует уменьшить шаг сетки, повысив таким образом количество измерений. Очевидно, что существенным недостатком данного метода при решении поставленной задачи является большое количество измерений. Поэтому можно воспользоваться методом аппроксимации (приближения) функции.
Известно, что значение приземной концентрации загрязняющего вещества убывает по мере удаления от источника выброса и соответствен-но возрастает по мере приближения к нему. Поэтому, чтобы «попасть» в точку на местности с заданным значением концентрации, необходимо за-фиксировать значение концентрации в точке, координаты которой опреде-лены расчетным путем. Далее, находясь с наветренной стороны, следует двигаться вдоль направления ветра от источника выброса, если зафиксиро-вано значение концентрации больше заданного или двигаться к источнику выброса, если зафиксировано значение концентрации меньше заданного.
От автотранспорта выделяется ряд тех же веществ, которые содер-жатся в выбросах предприятий (диоксид серы, диоксид азота, оксид угле-рода). Следовательно, при проведении эксперимента необходимо учиты-вать вклад, который вносят выбросы от автотранспорта, в общую картину загрязнений, а также общий уровень фоновых загрязнений атмосферы, для этого можно провести моделирование процесса рассеивания загрязняющих веществ в атмосфере, принимая фон равным нулю. Определив по резуль-татам моделирования значения приземных концентраций загрязняющих веществ, можно узнать, как эти значения относятся друг к другу. Зная ре-зультаты экспериментальных замеров уровней концентраций и сопостав-ляя их с расчетными значениями, можно сделать вывод о том, какая доля загрязнения приходится на посторонний источник выброса. При использо-вании такого метода необходимо составлять соотношения так, чтобы в них участвовало только одно вещество, которое, как ожидается, присутствует в выбросах исследуемого источника и близлежащих к исследуемому (соз-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
516
дающих фоновые загрязнения) источниках. Остальные же вещества, уча-ствующие в соотношении, должны быть характерны только для исследуе-мого источника [3].
Экспериментальные исследования загрязнения атмосферы на пред-мет рассеивания таких вредных веществ, как диоксида серы, диоксида азо-та и оксида углерода, проводились в теплый и холодный периоды года с помощью датчиков «Сирена-А-01-8», «Сирена-А-01-3»и «Палладий-3». Точки замеров определялись направлением ветра в день проведения экспе-римента.
Исходные данные, при которых проводились замеры, соответству-ют одной из моделируемых ситуаций распространения загрязняющих ве-ществ в атмосфере. Значения концентраций основных загрязняющих ве-ществ представлены в табл. 2.
Замеры проводились на территории музея-заповедника «Ясная По-ляна», в Грумантах, Козловой засеке, на мосту через Воронку, в районе Косой Горы, а также по основным улицам города Тулы.
Была установлена величина эмиссии газовых и пылевых выбросов предприятий и отвалов горнопромышленных комплексов Тульской облас-ти. Для чего были исследованы отвалы и терриконы, находящиеся в непо-средственной близости от города.
Таблица 2
Экспериментальные значения концентраций СО, NO2 и SO2 Результаты эксперимента Расчетная точка
СО мг/м3 SO2 мг/м3 NO2 мг/м
3 РТ 1 3,78 0,68 0,04 РТ 2 2,12 0,465 0,77 РТ 3 2,58 0,39 0,1 РТ 4 3,86 0,21 0,05 РТ 5 12,22 0,35 0,05
При проведении замеров, превышения ПДК оксида углерода наблю-даются в районе Косогорского металлургического завода, в остальных точках приближаются к единице. В районе музея – усадьбы Ясная Поляна и Козловой засеке наблюдается превышения ПДК диоксида азота. По ди-оксиду серы превышение наблюдается лишь в районе Грумант, в других же точках не достигают ПДК. В нескольких точках отмечались превыше-ния значений по пыли. Концентрации ЗВ в рассматриваемых контрольных точках составили.
Необходимо отметить, что в процессе работы также учитывались данные, получаемые стационарным экологическим постом, расположен-

Охрана окружающей среды и рациональное использование природных ресурсов
517
ным в 6-м корпусе Тульского государственного университета на кафедре «Аэрологии, охраны труда и окружающей среды».
При моделировании загрязнения атмосферы Тульской области вы-бросами промышленных предприятий на компьютерной программе «Призма-регион», которая предназначена для автоматизированной под-держки выработки и принятия управленческих, технологических и проект-ных решений по формированию комплекса воздухоохранных мероприятий на территории предприятия/города/региона, реализуются положения «Ме-тодики расчета концентраций в атмосферном воздухе вредных веществ, содержащихся в выбросах предприятий (ОНД-86)» Госкомгидромета. Про-грамма позволяет по данным об источниках выброса веществ и условиях местности рассчитывать разовые (осредненные за 20 – 30 - минутный ин-тервал) концентрации веществ в приземном слое при неблагоприятных ме-теорологических условиях.
В качестве исходных данных были использованы координаты ис-точников выбросов, координаты территории города, загрязнение атмосфе-ры которой рассматриваем, характеристики выбросов (перечень загряз-няющих веществ и количество выбрасываемого вещества в единицу времени), метеорологические параметры Тульского региона.
Рассматривалось рассеивание следующих вредных веществ: угле-род оксида, диоксида серы и диоксида азота, пыли, фенола, оксиды желе-за, бария, алюминия, марганца и др.
Были рассчитаны приземные концентрации как отдельных веществ, так и групп веществ с суммирующимся вредным действием. В расчетах были учтены нагретые и холодные выбросы точечных, линейных и пло-щадных источников. Учитывались площадные источники трех типов:
с выбросом со сплошной поверхности, для которых нельзя указать полного набора характеристик газовоздушной струи: скорости и объема выходящих газов, диаметра устья источника (пылящие поверхности терри-конов и др.);
с выбросом со сплошной поверхности, для которых выброс по каж-дому веществу имеет несколько (до пяти) значений в зависимости от на-блюдаемой скорости ветра;
описывающие выбросы из многих мелких точечных источников ; описывающие выбросы от автомагистралей. Кроме того, учитывались влияние рельефа на рассеивание веществ
(с помощью введения поправок на рельеф), а также фоновая концентрация веществ, дифференцированная по скоростям и направлениям ветра и по расположению постов наблюдений за фоном. При этом программа позволи-ла оценить фоновое загрязнение воздуха без учета вклада отдельных источ-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
518
ников, что упрощает расчет загрязнения воздуха для реконструируемых предприятий.
В зависимости от количества промплощадок был осуществлен вы-бор:
нескольких загрязняющих веществ и/или групп суммации загряз-няющих веществ;
для каждого выброса источника свой уникальный коэффициент учета скорости оседания (F) по каждому выбрасываемому загрязняющему веществу. При этом нет необходимости создавать группу суммации из од-ного и того же вещества с различными F для разных выбросов, т.к. коэф-фициент F вычисляется автоматически на основе сведений по источникам выделения и очистке. F зависит от агрегатного состояния загрязняющего вещества и степени очистки;
нескольких участков местности и/или отдельных точек, для кото-рых необходимо произвести расчет концентраций.
Проведены экспресс-расчет (до проведения основного расчета) мак-симальных концентраций, опасного расстояния и опасной скорости ветра по каждому источнику выбросов по каждому загрязняющему веществу, расчет полей приземных концентраций с перебором от одной до десяти за-данных скоростей ветра или с перебором в заданном интервале с опреде-ленным шагом; расчет полей приземных концентраций с перебором от 1 до 360° (для полного круга с шагом один градус) направлений ветра или с ав-томатическим определением направления ветра, при котором в расчетной точке достигается максимальная концентрация; расчет полей приземных концентраций с учетом фоновых концентраций; расчет полей приземных концентраций по группам суммации, когда часть веществ, составляющих группу, находится в выбросах источников, а часть веществ из группы сум-мации в выбросах отсутствуют, но присутствуют в фоне.
Выведены результаты расчета на экран монитора и принтер в форме графического и табличного представлений в удобном масштабе. Сохране-ны результаты расчетов в файлах в графическом и текстовом видах.
Осуществляли несколько вариантов моделирования при наихудших метеорологических условиях для теплого периода года с преобладающим северо-западным направлением ветра и для холодного периода года с пре-обладающим юго-восточным направлением ветра.
Проведенные расчеты были выполнены с шагом 100 м. Если выбрать для расчета шаг, например, 50 м, то время расчета возрастет примерно в 4 раза. Если шаг расчета увеличить до 500 м, то можно получить поле концентраций, ограниченное всего лишь одной-двумя линиями долей ПДК.

Охрана окружающей среды и рациональное использование природных ресурсов
519
Для расчета полей концентрации загрязняющих веществ города как единой площадке со сложным характером размещения точечных источников и пылящих площадок выбор шага имеет первостепенное значение, т.к. приходится решать задачу о приоритетах расчета: точность или время расчета.
Для иллюстрации проявления влияния различных факторов, в частности, поля рассеивания загрязнения от соседних предприятий, приведем изменение полей концентрации для родственных предприятий, расположенных в непосредственной близости друг от друга. ОАО «Тульский оружейный завод» и ОАО «Туламашзавод» располагаются в центральной части города. В составе выбросов загрязняющих веществ отмечаются пыль, взвешенные вещества, соединения свинца, оксиды углерода, азота и т.д.
Многие загрязняющие вещества обладают эффектом однонаправленности, т. е. вызывают одинаковую реакцию организма. Это так называемые группы суммации. Руководящим документом установлен перечеь групп суммации. Выделим общие группы суммации для этих двух предприятий: 6010 – диоксид азота - диоксид серы - оксид углерода - фенол; 6034 – соединения свинец - диоксид серы; 6046 – оксид углерода – пыль неорганическая (70…20 % SiO2), триоксид железа; диоксид азота и др [4-5].
Если бы эти предприятия являлись единственными источниками загрязнения, то для города было бы досточно вывести жилые здания за пределы санитарно - защитной зоны. При проявлении полей концентрации второго предприятия одновременно с первым поля концентраций складываются и картина совокупного поля меняется. Концентрации загрязняющих веществ увеличиваются и в отдельных случаях могут превысить допустимые значения.
По результатам проведенного моделирования можно сделать сле-дующие выводы:
- установлено, что с увеличением скорости ветра площадь рассеи-вания выброса загрязняющего вещества «сужается», но оседает дальше от источника, то есть в пределах санитарно-защитной зоны ПДК веществ не превышается, а за ее пределами превышение возможно;
- в зависимости от времени года и от преобладающего направления ветров в зоне загрязнения оказываются различные площади;
- результаты проведенного моделирования свидетельствуют о том, что в загрязнение атмосферного воздуха значительную часть вносят пыле-газовые выбросы горнопромышленного комплекса и его отвалов.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
520
На основе вышеприведенных рассуждений можно сделать вывод о том, что концентрация вредных веществ на территории города Тулы суще-ственно зависит от метеорологических показателей.
Статья подготовлена по результатам Государственного контракта П619 «Проведение поисковых научно-исследовательских работ по теме «Разработка технологий мониторинга и прогнозирования загрязнения ат-мосферы крупных промышленных городов» в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009 – 2013 годы.
Список литературы
1. Качурин Н.М., Лёвкин Н.Д., Комиссаров М.С. Геоэкологические проблемы угледобывающих регионов: монография. Тула: Изд-во ТулГУ. 2011. 560 с.
2. Экспериментальные исследования атмосферной диффузии и рас-чет распространения примеси / Н.Л. Бызова [и др.]. Л.: Гидрометеоиздат. 1991. 231 с.
3. Закарин Э.А. Загрязнение воздушного бассейна городов. М.: ИНИОН. 1992. 26 с.
4. Моделирование процессов распространения загрязняющих ве-ществ в атмосфере промышленного региона / Р.А. Ковалев [и др.] // Извес-тия ТулГУ. Сер. Науки о земле. 2009. С. 22-27.
5. Пушилина Ю.Н. Система экологического мониторинга атмо-сферного воздуха промышленного региона // Известия ТулГУ. Сер. Науки о земле. 2009. С. 27-31.
6. Пушилина Ю.Н. Моделирование загрязнения воздуха Ясной По-ляны с оценкой вклада отдельных предприятий по основным загрязните-лям и экспериментальная оценка результатов // II Магистерская научно-техническая конференция: тезисы докладов. Тула: Изд-во ТулГУ, 2007. С. 310-311.
E.M. Sokolov, V.M. Panarin, A.A. Gorjunkova, J.N. Pushilina, A.A. Belousov,
N.A. Telegina METHOD OF RAPID ASSESSMENT LEVEL AIR POLLUTION INDUSTRIAL
ENTERPRISES The technique for rapid assessment of the level of air pollution by industrial
enterprises, according to which conducted both experimental studies and modeling of processes occurring in the atmosphere is considefed.
Key words: environmental monitoring, pollution, mining and industrial region, the model Gauss.
Получено 14.12.11

Охрана окружающей среды и рациональное использование природных ресурсов
521
УДК 502.7 Э.М. Соколов д-р техн. наук, проф., зав. кафедрой, (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ), С.А. Камахина, асп., (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ)
ВЛИЯНИЕ ПОЧВЕННОГО ПОКРОВА ПОДМОСКОВНОГО УГОЛЬНОГО БАССЕЙНА НА РАЗВИТИЕ РАСТИТЕЛЬНЫХ КУЛЬТУР
Рассмотрено влияние тяжелых металлов на растительные культуры Под-
московного угольного бассейна. Ключевые слова: pH, кислотность, тяжёлые металлы, миграция, рекультивация. Сельскохозяйственные угодья Тульской области занимают 1740 тыс. га
(2001), или 68 % общей площади региона. Пашня занимает 1465 тыс. га (84 % сельхозугодий). В структуре посевных площадей 54 % приходится на зерно-вые. [7, 9].
Несмотря на это, большое количество земель остаются не пригодными для сельского хозяйства и являются источниками загрязнения территории. На территории Тульской области находится большое количество горных вырабо-ток, земли которых могут быть восстановлены и использованы для выращива-ния сельскохозяйственных культур. Кислые почвы составляют 1,7 млн га, или 88 %. В связи с резким уменьшением объемов внесения органических удобрений темпы снижения содержания гумуса в почве значительно воз-росли.
Рекультивация поможет восстановить нарушенные земли. Она основа-на на двух этапах: биологическом и техническом. Применение данных схем формирования отвалов позволит намного улучшить грунтосмеси на по-верхности спланированных площадей, что значительно повысит эффектив-ность работ по рекультивации. Мертвые зоны почти полностью исчезнут [1,6].
Выбросы с карьерных отвалов, имеющие низкий уровень рН, попа-дая на прилегающие территории, разрушают плодородие почв, вследствие чего вокруг разработки формируется техногенная пустыня. Происходит нарушение равновесия окружающей среды.
В подготовленных пробах породной массы на основе рентгеноф-люоресцентного метода анализа определялось количественное содержание исследуемых тяжелых металлов. Затем та же проба выдерживалась в раз-бавленной серной кислоте с заданным уровнем рН до момента прекраще-ния роста концентрации тяжелых металлов в растворе, что свидетельство-вало о полной экстракции растворимых в данных условиях соединений этих элементов. Определение концентрации тяжелых металлов в экстракте проводилось атомно-асорбционным методом, обладающим разрешающей

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
522
способностью, позволяющей отслеживать динамику процесса выделения металлосодержащих соединений из породной массы, знание которой необ-ходимо при теоретических исследованиях воздействия карьерных отвалов на состояние окружающей среды. [2,8]
На следующем этапе эксперимента раствор серной кислоты, содер-жащий пробу породной массы, фильтровался, фильтрат исследовался на содержание в нем растворенных химических соединений (в том числе тя-желых металлов), а оставшаяся на фильтре твердая фаза промывалась би-дистиллированной водой, выпаривалась до воздушно-сухого состояния и взвешивалась. После этого экстрагированная проба породной массы под-вергалась повторному рентгенофлюоресцентному анализу для определе-ния в ней остаточного содержания тяжелых металлов. [3,4,5,6]
Такая методика эксперимента позволяет определять как абсолют-ное, так и относительное количество экстрагируемых в данных условиях соединений тяжелых металлов из исследуемой пробы породной массы. По указанной методике были исследованы пробы породной массы, отобран-ные на 8 карьерах. Результаты таких исследований по отвалу одного из карьеров приведены в табл.1.
Анализ полученных данных показывает, что при воздействии на породную массу серной кислоты с концентрацией 50 % не наблюдается существенной экстракции таких элементов, как марганец, железо, хром, никель, цинк и мышьяк. То есть эти элементы в породной массе находятся практически в нерастворимых в серной кислоте формах.
Следовательно, в настоящее время на большинстве карьерных отва-лов Подмосковного бассейна тяжелые металлы практически не экстраги-руются из породных отвалов и не попадают на прилегающие к отвалам территории.
Растительная пища является основным источником поступления ТМ в организм человека и животных. По разным данным с ней поступает от 40 до 80 % ТМ, и 20…40 % - с воздухом и водой. Поэтому от уровня на-копления металлов в растениях, используемых в пищу, в значительной степени зависит здоровье населения.
Химический состав растений, как известно, отражает элементный состав почв. Поэтому избыточное накопление ТМ растениями обусловле-но, прежде всего, их высокими концентрациями в почвах. В своей жизне-деятельности растения контактируют только с доступными формами ТМ, количество которых, в свою очередь, тесно связано с буферностью почв. Однако способность почв связывать и инактивировать ТМ имеет свои пре-делы, и когда они уже не справляются с поступающим потоком металлов, важное значение приобретает наличие у самих растений физиолого-биохимических механизмов, препятствующих их поступлению.

Охрана окружающей среды и рациональное использование природных ресурсов
523
Таблица 1 Результаты исследования процесса экстракции тяжелых металлов
серной кислотой из породной массы участка 8 Кропотовского Кимовского разреза
Концентрация H2SO4 50 % 10 % 1 %
Время экстракции, мин
Исход
ная
проба
20 40 60 20 40 60 100 Металл
Содержание ТМ, мг/кг
Sr 65,6 24,52 38,2 24,71 41,17 47,31 37,15 53,68
Pb 107,0 84,07 104,0 69,14 105,5 97,84 66,79 75,36
As 25,2 18,98 23,01 16,44 21,66 21,19 17,06 17,45
Zn 23,3 10,22 13,65 15,18 17,67 13,67 12,35 10,15
Ni 12,9 14,5 15,17 14,27 16,80 17,76 16,97 15,74
Fe 3,161 2,305 2,83 2,191 3,858 3,531 2,663 2,842
Mn 29,2 41,77 43,93 68,97 23,38 18,09 40,74 42,8
Cr 60,1 73,19 66,41 52,36 64,69 68,44 52,16 60,15
Механизмы устойчивости растений к избытку ТМ могут проявлять-ся по разным направлениям: одни виды способны накапливать высокие концентрации ТМ, но проявлять к ним толерантность; другие стремятся снизить их поступление путем максимального использования своих барь-ерных функций. Для большинства растений первым барьерным уровнем являются корни, где задерживается наибольшее количество ТМ, следую-щий – стебли и листья, и, наконец, последний – органы и части растений, отвечающие за воспроизводительные функции. Уровень накопления ТМ разными растениями в зависимости от их генетических и видовых особен-ностей при одинаковом содержании ТМ в почвах наглядно иллюстрирует-ся данными, представленными в табл. 2 [8].
Однако не всегда эти закономерности повторяются, что, вероятно, связано с условиями произрастания растений и их генетической специфи-кой. Отмечаются случаи, когда разные сорта одной культуры, произра-стающие на одинаково загрязненной почве содержали различное количе-ство ТМ. Данный факт, по-видимому, обусловлен присущим всем живым организмам внутривидовым полиморфизмом, способным проявить себя и при техногенном загрязнении природной среды. Это свойство у растений может стать основой генетико-селекционных исследований с целью созда-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
524
ния сортов с повышенными защитными возможностями по отношению к избыточным концентрациям ТМ.
Таблица 2
Содержание свинца и цинка в огородных культурах, выращенных на техногенно загрязненной почве, мг/кг сырой массы
Культура (орган растения) Zn Pb
Томат (плод) 2,2 0,08
Капуста белокочанная (кочан) 3,6 0,11
Картофель (клубень) 6,1 0,15
Морковь (корнеплод) 8,5 0,21
Свекла (корнеплод) 14,8 0,28
Однако не всегда эти закономерности повторяются, что, вероятно,
связано с условиями произрастания растений и их генетической специфи-кой. Отмечаются случаи, когда разные сорта одной культуры, произра-стающие на одинаково загрязненной почве, содержали различное количе-ство ТМ. Данный факт, по-видимому, обусловлен присущим всем живым организмам внутривидовым полиморфизмом, способным проявить себя и при техногенном загрязнении природной среды. Это свойство у растений может стать основой генетико-селекционных исследований с целью созда-ния сортов с повышенными защитными возможностями по отношению к избыточным концентрациям ТМ.
Несмотря на существенную изменчивость различных растений к накоплению ТМ, биоаккумуляция элементов имеет определенную тенден-цию, позволяющую упорядочить их в несколько групп: 1) Cd, Cs, Rb – элементы интенсивного поглощения; 2) Zn, Mo, Cu, Pb, As, Co – средней степени поглощения; 3) Mn, Ni, Cr – слабого поглощения; 4) Se, Fe, Ba, Te – элементы, труднодоступные растениям.
Влияние токсичных концентраций ТМ на растения приведено в табл.3, а на здоровье человека и животных – в табл.4.
Как было отмечено выше, породные отвалы являются мощным ис-точником подкисления прилегающих территорий.
В кислых почвах железо, алюминий и марганец находятся в формах доступных растениям, а их концентрация достигает токсического уровня. При этом затруднено поступление в растения фосфора, калия, серы, каль-ция, магния, молибдена. На кислой почве может наблюдаться повышенный выпад растений без внешних причин - вымочка, гибель от мороза, развитие болезней и вредителей.

Охрана окружающей среды и рациональное использование природных ресурсов
525
Таблица 3 Влияние токсичных концентраций некоторых тяжелых
металлов на растения
Элемент Концентрация в почве, мг/кг
Реакция растений на повышенные концен-трации ТМ
Pb 100…500
Ингибирование дыхания и подавление про-цесса фотосинтеза, иногда увеличение со-держания кадмия и снижение поступления цинка, кальция, фосфора, серы, снижение урожайности, ухудшение качества растение-водческой продукции. Внешние симптомы – появление темно-зеленых листьев, скручи-вание старых листьев, чахлая листва
Cd 1…13
Нарушение активности ферментов, процес-сов транспирации и фиксации СО2, тормо-жение фотосинтеза, ингибирование биоло-гического восстановления NО2 до NО, затруднение поступления и метаболизма в растениях ряда элементов питания. Внешние симптомы - задержка роста, повреждение корневой системы, хлороз листьев.
Zn 140…250 Хлороз молодых листьев
Cr 200…500
Ухудшение роста и развития растений, увя-дание надземной части, повреждение кор-невой системы, хлороз молодых листьев, резкое снижение содержания в растениях большинства незаменимых макро- и микро-элементов (К, Р, Fe, Mn, Cu, B и др.).
Ni 30…100* Подавление процессов фотосинтеза и транс-пирации, появление признаков хлороза
Щелочные почвы, губительные практически для всех видов куль-
турных растений, представлены 10 % проб. В следствие эксперимента следует, что на данных нарушенных тер-
риториях необходимо периодически проводить рекультивацию для восста-новления плодородия почв.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
526
Таблица 4 Влияние загрязнения окружающей среды тяжелыми металлами
на здоровье человека и животных
Элемент Характерные заболевания при высоких концентрациях ТМ в ор-ганизме
Pb
Повышение смертности от сердечно-сосудистых заболеваний, рост общей заболеваемости, изменения в легких детей, поражения органов кроветворения, нервной и сердечно-сосудистой системы, печени, почек, нарушения течения беременности, родов, менстру-ального цикла, мертворождаемости, , врожденных уродств. Угне-тение активности многих ферментов, нарушение процессов мета-болизма
Cd
Нарушения функций почек, ингибирование синтеза ДНК, белков и нуклеиновых кислот, снижение активности ферментов, замед-ление поступления и обмена других микроэлементов (Zn, Cu, Se, Fe), что может вызывать их дефицит в организме
Zn Изменение морфологического состава крови, злокачественные образования, лучевые болезни; у животных – снижение прироста живой массы, депрессия в поведении, возможность абортов
Cu Рак органов дыхания
Cr Изменение иммунологической реакции организма, снижение ре-паративных процессов в клетках, ингибирование ферментов, по-ражение печени
Ni Нарушение синтеза белка, РНК и ДНК, развитие выраженных по-вреждений во многих органах и тканях
В качестве интегрального показателя изменения свойств почв под влиянием карьерных разработок можно принять их основные агрохимиче-ские показатели: содержание гумуса, подвижных форм фосфора и калия, кислотность почвы.
Основные нормативные показатели химических свойств отвальных пород по данным водной вытяжки по шурфам 1 - 8 приведены в табл. 5, 6.
Таблица 5
Участок Кропотовский 7
п/п
Показатели Значение Среднее значение
1 Водородный показатель, рН 2,57…7,0 4,52 2 Бикарбонаты, НСО3 1,6…6,2 3,55
3 Содержание сульфатов в пересчете на ионы SО 4
2-
80,57…656,67 2,27…18,52
246,48 6,95
4 Содержание хлоридов в пересчете на С1-
7,1…1593,95 0,2…44,90
221,87 6,25

Охрана окружающей среды и рациональное использование природных ресурсов
527
Таблица 6 Участок Кропотовский 8
п/п
Показатели Значение Среднее значение
1 Водородный показатель, рН 4,1…6,74 5,18 2 Бикарбонаты, НСО3 0,6…3,4 1,4
3 Содержание сульфатов в пересчете на ионы SО 4
2-
40,37…411,29 1.14…11,6
293,80 8,28
4 Содержание хлоридов в пересчете на С1-
10,65…1100,5 0,3…31,0
204,3 5,75
По данным табл. 5, 6 виден большой разброс химический свойств
отвальных пород. Таким образом, и в настоящее время в породах происходят различные химические процессы, которые негативно влияют на окружающую среду.
Для определения характера пород вскрышной толщи, их пригодности к дальнейшему биологическому освоению были использованы агрохимические анализы, (по архивным данным), выполненные Плавской агрохимлабораторией (табл.7, 8).
По классификации грунтосмеси на участках Кропотовский 7 и 8 относятся ко II группе грунтов (индифферентные), пригодных для залужения.
Водно-физическая характеристика этих почв в основном неблагоприятная. После интенсивных дождей они уплотняются, образуют на поверхности корку, которая препятствует прорастанию растений, нарушает газообмен, препятствует фильтрации и способствует интенсивному испарению влаги.
Таблица 7
Участок Кропотовский 7
Значения на глубинах п/п
Показатели 0,6 м 0,6…1,2 м 1,2…1,8 м
1 Содержание фосфора Р2О5 2,2 0,8 1,9 2 Содержание калия К2О 1,0 1,8 1,7
3 Содержание алюминия Аl - - 0,13 1,17
4 Содержание железа Fе - - - 5 Обменная кислотность - - 0,22
Авторами тоже были проведены агрохимические исследования почв.
Результаты исследования содержания в пробах почв подвижных форм фосфора, калия и железа показывают значительный разброс этих

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
528
показателей, но в общем (за некоторыми исключениями) их содержание находится в пределах значений характерных для естественных и различной степени окультуренности почв данного района Тульской области (табл. 9).
Таблица 8
Участок Кропотовский 8
Значения на глубинах п/п
Показатели 0,6 м 0,6…1,2 м
1 Содержание фосфора Р2О5 2,2 0,7 2 Содержание калия К2О 1,0 1,8
3 Содержание алюминия Аl 9,45 85,05
3.36 30,2
4 Содержание железа Fе - 0,38 10,6
5 Обменная кислотность 9,6 13,8 Повышенная кислотность почв подавляет деятельность полезных
бактерий, которые участвуют в разложении навоза, торфа, компостов и других местных удобрений и высвобождают в доступную растениям фор-му находящиеся в них питательные вещества. На кислых почвах плохо развиваются клубеньковые бактерии (обитающие на корнях бобовых рас-тений), гибнут в таких почвах и живущие вблизи корней бактерии, усваи-вающие азот воздуха и накапливающие его в почве.
Для выражения степени кислотности почвы пользуются показате-лем рН, величина которого колеблется в разных почвах в пределах от 3,5 до 8,0…8,5. Сильнокислые почвы имеют величину рН 3,5…4,0, кислые — 4,0…5,0, слабокислые — 5,0…6,0, нейтральные — 6,0…7,0, щелочные — 7,0…8,0, сильнощелочные — 8,0…8,5.
Овощные культуры по-разному реагируют на кислотность почвы. Большинство из них лучше растет и развивается на почвах с реакцией, близкой к нейтральной. По требованиям к кислотности почвы овощные культуры можно разделить на три группы: первая — рН от 7 до 7,5 (арти-шок, капуста кочанная и цветная, морковь, свекла, сельдерей, салат, лук репчатый, спаржа, петрушка); вторая — рН от 6 до 7 (фасоль, баклажаны, чеснок, капуста листовая, брюссельская, редис, кабачки, свекла листовая, репа, томаты, лук-шнитт, лук-шалот, лук-порей, дыня мускатная, цикорий, огурцы, хрен, шпинат, ревень); третья — рН от 5 до 6 (тыква, картофель, пастернак, щавель).
Для устранения избыточной кислотности почв проводят их извест-кование. Наиболее широко распространено известкование молотым из-вестняком (известковая мука). Качество всех известковых материалов оце-нивается по тонине дробления. Чем тоньше помол или дробление, тем быстрее будет нейтрализоваться кислотность почвы. Известковая мука I

Охрана окружающей среды и рациональное использование природных ресурсов
529
класса (есть в продаже) должна иметь влажность до 1,5 %, содержать не больше 5% частиц диаметром свыше 1 мм и до 70 % диаметром менее 0,25 мм. Гашеная известь, или пушонка, также используемая для известко-вания, образуется в результате гашения жженой извести (полученной при обжиге твердых известняков) водой перед внесением в почву. Это тонкий рассыпающийся порошок, хорошо растворимый в воде и быстро нейтрали-зующий кислотность почвы. Имеющаяся в продаже доломитовая мука со-держит до 16 % влаги, действует медленнее, чем известь, не требующая размола. В ее составе, кроме углекислого кальция, содержитсяу глекислый магний, внесение которого в почву, особенно супесчаную и песчаную, ока-зывает положительное действие на повышение урожая многих овощных культур – огурца, томата, перца и др. Хорошим материалом для известко-вания является мел после тонкого размола или очень мелкого дробления.
Таблица 9
Кимовский разрез N п/п Место отбора пробы рН Al P2O5 K2O Fe
1 Участок 7 Кропотковский. Блок 1, проба 1 6,2 0 42 51 23
2 Участок 7 Кропотковский. Блок 1, проба 2 7,3 0 105 72 20
3 Участок 7 Кропотковский. Блок 1, проба 3 7,4 0 76 53 19
4 Участок 7 Кропотковский. Блок 1, проба 4 7,6 0 84 66 23
5 Участок 7 Кропотковский. Блок 1, проба 5 5,2 0,018 46 43 24
6 Участок 8 Кропотковский. Блок 1, проба 1 2,5 2,41 28 41 46
7 Участок 8 Кропотковский. Блок 1, проба 2 2,7 3,03 23 23 51
8 Участок 8 Кропотковский. Блок 1, проба 3 4,6 0,69 31 41 35
9 Участок 8 Кропотковский. Блок 1, проба 4 6,7 0 43 53 28
10 Участок 8 Кропотковский. Блок 1, проба 5 2,6 2,96 19 29 56
В процессе проведения технического этапа рекультивации наруша-
ется структура, воздушный и водный режимы почвы, происходит потеря питательных веществ. Поэтому, авторами предусматриваются меры по вос-становлению структуры почв, ее физико-химических и биологических свойств.
Для улучшения физико-химических, агротехнических свойств поч-вы и обогащения её органическим веществом проектом предусматривается посев однолетних и многолетних трав, которые являются важным средст-вом окультуривания почв на современном уровне развития земледелия.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
530
Рекомендуется посев многолетних трав, относящихся к виду рыхло-кустовых злаков (тимофеевка луговая, овсяница луговая). Эти травы отно-сительно малотребовательны к почвам, обладают достаточной зимостойко-стью, имеют хорошо развитую корневую систему и дают большое количество зеленой массы.
Состав травосмеси в проекте принят следующим викоовсяная смесь – 3,3 ц/га; тимофеевка луговая – 0,06 ц/га. Такой состав травосмеси обес-печит более высокий урожай зеленой массы и окажет благоприятное влия-ние на почву.
Список литературы
1. Методические указания по проектированию рекультивации на-рушенных земель на действующих и проектируемых предприятиях уголь-ной промышленности. Пермь ВНИИОСуголь. 1991. 143 с.
2. Технологические решения по рекультивации нарушенных земель при ликвидации шахт и разрезов (отраслевой нормативно-методический документ) Киев: УкрНИИпроект. 1995. 210 с.
3. ГОСТ17.4.2.03-86 «Охрана природы. Почвы. Паспорт почв». 4. ГОСТ 17.5.1.03-86 «Охрана природы. Земли». 5. ГОСТ17.5.3.05-84 «Рекультивация земель». 6. В.С. Эскин. «Рекультивация земель нарушенных открытыми раз-
работками». М.: Недра 1975. 184 с. 7. Региональный доклад «О санитарно-эпидемиологической обстановке
в Тульской области в 2000 году». Тула: ФГУ «ЦГСЭН в Тульской области», 2001. 55 с.
8. Савинова Л.Н., Голополосова Т.В. Влияние плодородия почвы на ус-тойчивость к воздействию тяжелых металлов // Тульский экологический бюл-летень. 2000. Тула, 2001, С. 141-143.
9. Соколов Э.М., Еганов В.М., Самарцев И.Т., Коряков А.Е. Экологи-ческая обстановка и здоровье населения Тульской области / Э.М. Соколов [и др.]. Тула: ТулГУ, 2000, 126 с.
E. M. Sokolov, S.A. Kamakhina INFLUENCE OF THE SOIL COVER OF COAL BASIN SITUATED NEAR MOSCOW
ON DEVELOPMENT OF VEGETATIVE CULTURES Influence of heavy metals on vegetative cultures of coal basin Situated near Moscow is
considered. Key words: pH, acidity, heavy metals, migration,recultivation.
Получено 14.12.11

Охрана окружающей среды и рациональное использование природных ресурсов
531
УДК 502.7 Э.М. Соколов, д-р техн. наук, проф., зав. кафедрой, (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ), С.А. Камахина, асп., (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ)
РАЗРАБОТКА ПРОГРАММЫ ЭКОЛОГИЧЕСКОГО МОНИТОРИНГА ТЕРРИТОРИЙ ОТКРЫТОЙ ДОБЫЧИ УГЛЯ
Рассмотрена система мониторинга почвы, разработана система мониторин-
га территорий открытой добычи угля. Ключевые слова: Подмосковный угольный бассейн, мониторинг. В соответствии с Конституцией Российской Федерации каждый
имеет право на благоприятную окружающую среду, каждый обязан сохра-нять природу и окружающую среду, бережно относиться к природным бо-гатствам, которые являются основой устойчивого развития, жизни и дея-тельности народов, проживающих на территории Российской Федерации. [1].
Локальный мониторинг, проводимый в сильно загрязненных мес-тах: городах, населенных пунктах, водных объектах и т.д. - обычно назы-вают импактным. В связи с близостью к источникам здесь присутствуют в значительных количествах все основные вещества, входящие в состав вы-бросов. В отдельных случаях их концентрация может превышать предель-но допустимые концентрации (ПДК) в десятки раз, а в экстремальных - даже в сотни раз.
При локальном загрязнении атмосферы существует тесная связь между расположением источников, их характеристиками, метеорологиче-скими условиями и полями концентраций в атмосферном воздухе. Эта связь в значительной мере определяет структуру сети наблюдений.
Регулярные наблюдения на стационарных постах проводятся по од-ной из четырех программ наблюдений: полной (П), неполной (НП), сокра-щенной (СС), суточной (С).
Полная программа наблюдений предназначена для получения ин-формации о разовых и среднесуточных концентрациях. Наблюдения по полной программе выполняются ежедневно посредством непрерывной ре-гистрации с помощью автоматических устройств или дискретно через рав-ные промежутки времени не менее четырех раз при обязательном отборе в 1,7,13,19 ч по местному декретному времени.
По неполной программе наблюдения проводятся с целью получения информации о разовых концентрациях ежедневно в 7,13,19 ч декретного времени.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
532
По сокращенной программе наблюдения проводятся с целью полу-чения информации только о разовых концентрациях ежедневно в 7,13 ч ме-стного декретного времени.
Программа суточного отбора проб предназначена для получения информации о среднесуточной концентрации.
Импактный мониторинг почв также базируется на закрепленной се-ти пунктов наблюдений и представляет собой систематическое наблюдение за состоянием земельного фонда для своевременного выявления и устра-нения негативных процессов и тенденций. Мониторинг земель состоит из системы данных о распределении земли по владельцам и пользователям, продуктивности земельных ресурсов, деградации почв, загрязнении зе-мель. [2]
В почвах сельхозугодий контролируются все применяемые пести-циды: гексахлорциклогексан, гранозан, полихлорпропилен, метафос, ци-рам, севин, гептахлор, карбатион и др. Их содержание определяется сразу после обработок, а также в последующее время, чтобы узнать скорость их разложения. Продолжается и контроль ДДТ, который хотя и запрещен к применению, но из-за своей стойкости еще присутствует в почвах и может загрязнять сельскохозяйственную продукцию.
В данной методике для оценки ситуации на первом этапе выполня-ется комплексное обследование территории.
С этой целью проводится ознакомление с общей физико-географической характеристикой района, основными источниками загряз-нения, состоянием загрязнения ОС в агропромышленном регионе и со-ставление программы обследования, которая должна предусматривать:
1) уточнение характеристик выбросов промышленных предприятий и автотранспорта;
2) изучение мезометеорологического режима; 3) определение программы наблюдений; 4) сбор медико-биологических сведений. Для решения указанных задач должен быть составлен перечень тер-
риторий, подлежащих обследованию, веществ, загрязнения которыми должно определяться и уточняться, автомагистралей для определения ха-рактеристик движения с указанием периода обследования; определены ме-теорологические параметры, за которыми должны проводиться наблюде-ния; установлены количество постов наблюдений; перечень контролируемых веществ и сроков наблюдений; перечень предприятий, в районе которых будут проведены подфакельные наблюдения и т. п.
Обследование должно проводиться по расширенной программе, включающей измерение не только на исследуемой территории, но и за её пределами.
Программа комплексного обследования рассчитывается на срок от одного до трех лет.


Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
534
в биосфере // М.: Изд-во РУДН, 2003. 430 с.
E. M. Sokolov, S.A. Kamakhina WORKING OUT OF THE PROGRAM OF ECOLOGICAL MONITORING OF
TERRITORIES OF OPEN-PIT MINING OF COAL The system of monitoring of soil is considered, the system of monitoring of territories
of open-pit mining of coal is developed. Key words: coal basin Situated near Moscow, monitoring.
Получено 14.12.11 УДК 502.7 Э.М. Соколов, д-р техн. наук, проф., зав. кафедрой, (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ), С.А. Камахина асп., (4872) 35-37-60, [email protected] (Россия, Тула, ТулГУ)
МАТЕМАТИЧЕСКАЯ МОДЕЛЬ МИГРАЦИИ ИОНОВ ВОДОРОДА В НАРУШЕННЫХ ПОЧВАХ ПОДМОСКОВНОГО УГОЛЬНОГО БАССЕЙНА
Рассмотрена миграция ионов водорода и пирита на Кропотовских участках 7 и 8 Кимовского разреза Подмосковного угольного бассейна.
Ключевые слова: Подмосковный угольный бассейн, миграция ионов водорода, закисление почв, модель миграции pH.
Подмосковный угольный бассейн включает в себя территории Нов-
городской, Тверской, Московской, Смоленской, Рязанской, Калужской и Тульской областей.
История бассейна начинается с 1843 года, когда на территории Тульской губернии были построены первые шахты, и началась системати-ческая промышленная разработка угольных месторождений.
За весь период освоения месторождения более 300 шахт и десятки разрезов добыли около 1,8 млрд тонн угля. При этом подавляющая часть добычи приходится на вторую половину ХХ века.
Добыча угля в Подмосковном бассейне в настоящее время сведена к минимуму. Однако и сейчас отходы угледобывающей промышленности оказывают существенное влияние на состояние окружающей среды. Вследствие того, что при подземной разработке месторождений техноло-гические отходы, удаляемые в отвал, достигают 10…20 % от массы добы-ваемого угля, за предыдущий период в Подмосковном бассейне на дневной поверхности скопилось более 300 млн тонн горных пород с высоким со-держанием ряда токсичных химических элементов.

Охрана окружающей среды и рациональное использование природных ресурсов
535
Результатом посттехногенной трансформации породных отвалов яв-ляется образование значительного числа химически активных водно-растворимых соединений. В результате окисления минералов, содержащих серу, под воздействием атмосферных осадков образуются растворы серной кислоты. Атмосферные осадки, взаимодействуя с породными отвалами, обо-гащаются растворимыми соединениями, поэтому стоки с отвалов характери-зуются сильнокислотной реакцией среды (pH 1…3) высокой концентрацией сульфат иона (до 30 г/л) и минерализацией (до 50 г/л) [1].
Образующаяся серная кислота, вступая в химические реакции с по-родной массой, приводит к образованию значительного числа химически ак-тивных водорастворимых соединений. А атмосферные осадки, проникая в породный отвал, обогащаются этими соединениями, поэтому стоки с отва-лов оказывают интенсивное воздействие на состояние окружающей среды. Кроме того, вследствие низкого уровня рН породной массы возможно вы-мывание из неё кислоторастворимых соединений тяжелых металлов.
В зависимости от возраста терриконов степень выноса элементов из массы породных отвалов может изменяться в широких пределах. В отдель-ных случаях создаются благоприятные предпосылки для накопления эле-ментов на местных геохимических барьерах. В тех случаях, когда сорбци-онные свойства природных ландшафтов резко снижены, могут наблюдаться процессы загрязнения грунтовых вод и подземных горизонтов токсичными веществами и элементами.
Общеизвестно, что основанием трофических цепей служит расти-тельная биомасса, и, следовательно, основным источником поступления загрязняющих веществ (ЗВ) в пищевые цепи является почва, на которой произрастают сельскохозяйственные культуры, например, почва террито-рий, пострадавших в результате горно-добывающей деятельности или за-грязняемых выбросами промышленных предприятий. При проведении долгосрочных исследований концентрацию ЗВ в почве невозможно счи-тать величиной постоянной, так как она изменяется вследствие различных физико-химических процессов (процессов переноса и т.п.), что обуславли-вает необходимость разработки динамической математической модели для прогнозирования изменений этой величины. Рассмотрим моделирование миграции pH в почве после многократного перемешивания загрязняющих веществ, что соответствует, например, условиям токсического загрязнения вследствие горно-добывающей деятельности.
По результатам натурных наблюдений миграции pH за счет ветро-вого переноса (горизонтальная миграция) и проникновения в глубь почвы (вертикальная миграция) отмечается, что горизонтальная миграция оказа-лась несущественной, так как практически не наблюдалось смещения изо-линий загрязнения, за исключением небольших зон и отдельных строений [3].

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
536
Следовательно, основную роль в почвенном распределении pH иг-рают процессы вертикальной миграции, наиболее адекватно моделируе-мые с помощью уравнений конвективно-диффузионного переноса.
Кроме того, почва является неоднородной системой, состоящей из двух основных фаз - твердой фазы и почвенного раствора. Поэтому для большинства ЗВ поглощение их почвой будет во многом определяться процессами обмена между этими основными фазами почвы в результате протекания процессов сорбции-десорбции на фоне конвективно-диффузионного переноса. Однако при обработке почвенных проб прово-дится их предварительное высушивание с последующим измерением кон-центрации pH, т.е. почва пробы рассматривается как однофазное однород-ное вещество. Это позволяет при моделировании миграции водородного показателя в почвенной среде ненарушенной структуры ограничиться представлением почвы в виде эквивалентной однофазной среды, что также позволяет существенно сократить количество уравнений математической модели.
С другой стороны, в реальных условиях вследствие выпадения осадков внутри грунта происходит движение почвенной влаги, перенося-щей исследуемое вещество. Таким образом, хотя твердая фаза почвы оста-ется механически неподвижной, исследуемое вещество принимает участие в конвективном переносе относительно поверхности почвы, что необходи-мо учитывать при составлении уравнений модели.
Таким образом, чтобы формализовать процесс миграции pH в на-рушенном почвенном слое будем рассматривать его как сплошную полу-ограниченную среду с распределенными параметрами, в которой происхо-дит вертикальная миграция загрязняющего вещества вследствие конвективно-диффузионного переноса.
Решая задачу установления стабилизирующегося на поверхности показателя рН воды, можно рекомендовать начало проведения рекульти-вационных работ на поверхности отвала.
При формировании отвалов происходит полное перемешивание горных пород, поэтому считаем почвенную среду изотропной (U=const и D=const). Получаем дифференциальное уравнение конвективно-диффузионного переноса ЗВ в почве: [2]
∑+∂∂=
∂∂+
∂∂
iiI
x
CD
x
cU
t
C2
2, (1)
где x – расстояние, отсчитываемое по нормам к границе водоема. В рамках поставленной задачи исследуется миграция ионов водорода
(серной кислоты) и пирита (реакция разложения которого является серной кислоты в почве):

Охрана окружающей среды и рациональное использование природных ресурсов
537
=
+
++−=
λ−
λ−λ−λλ−λ−
t
U
x
U
xtt
ectxc
eaeeaeatxa
3
113
31
0
0)(
12
),(
12),(, (2)
где
12
021 λ−λ
λ= Ca ; фф a
Сaaa +
λ−λλ=+=
12
0212 . (3)
Разработанная математическая модель может быть использована для получения оценок параметров модели на основе базы данных, содер-жащей профили распределения ЗВ, накопленные в результате многолетних натурных наблюдений. В результате расчетов необходимо получить оцен-ки скорости движения почвенного раствора U, а также констант скоростей физико-химических процессов λ1, λ2, λ3. Исходные данные приведены в табл. 1.
В качестве целевой функции при решении обратной задачи опреде-ления параметров математической модели методом наименьших квадратов целесообразно использовать классическую сумму квадратов отклонений значений концентрации расчетного профиля от значений концентрации измеренного профиля в точках измерения на расстоянии xi в момент вре-мени tj ( njmi ,1,,1 == ):
( )[ ]∑∑ →−=i j
2ij min,,S ji txaa
(4)
где aij – измеренное расчетное значение концентрации ионов водорода i-го слоя в j-й год; a(xi,tj) - расчетное значение концентрации ионов водорода i-го слоя в j-й год.
Таблица 1
Концентрация ионов водорода Кимовского разреза
рН
Место отбора пробы Рас-стоя-ние 2004 2005 2006 2007 2008 2009 2010
Участок 7 Кропотков-ский. Блок 1, проба 1
0 м 2,69 2,63 2,51 2,69 2,57 2,45 2,24
Участок 7 Кропотков-ский. Блок 1, проба 2
1 м 2,24 2,51 0,89 2,45 1,0 1,26 1,35
Участок 7 Кропотков-ский. Блок 1, проба 3
5 м 0,186 0,269 1,2 0,00083 0,195 0,148 0,186
Участок 7 Кропотков-ский. Блок 1, проба 4
10 м 0,000125 0,0001 0,000079 0,000316 0,00089 0,001 0,001
Участок 7 Кропотков-ский. Блок 1, проба 5
20 м 0,000031 0,00005 0,000058 0,000079 0,000056 0,063 0,00007
Среднее значение 0,021 0,024 0,026 0,107 0,00003 0,031 0,039

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
538
Продолжение табл. 1
Место отбора пробы Рас-стоя-
рН
Участок 8 Кропотков-ский. Блок 1, проба 1
0 м 0,001 0,019 0,022 0,05 0,079 0,087 1,0
Участок 8 Кропотков-ский. Блок 1, проба 2
1 м 0,000977 0,00125 1,58 0,025 0,032 0,025 0,25
Участок 8 Кропотков-ский. Блок 1, проба 3
5 м 0,000316 0,00112 1,12 0,00079 0,0087 0,01 0,089
Участок 8 Кропотков-ский. Блок 1, проба 4
10 м 0,000181 0,000125 0,00014 0,00019 0,00316 0,00166 0,00091
Участок 8 Кропотков-ский. Блок 1, проба 5
20 м 0,0001 0,00007 0,0001 0,00013 0,00018 0,00085 0,00027
Среднее значение 0,000371 0,000758 0,00089 0,0019 0,0066 0,0079 0,002239
Нелинейность решений уравнений математической модели обу-
славливает, в свою очередь, нелинейный характер целевой функции метода наименьших квадратов относительно определяемых параметров, то мини-мизация данной функции является задачей нелинейного программирова-ния.
Решение данной задачи было проведено численным методом со-пряженных градиентов для двух участков Кимовского разреза. Результаты вычислительного эксперимента приведены в табл. 2.
С помощью данной математической модели по изучению миграци-онных свойств почвенных систем можно количественно оценить уровни загрязнения грунтов серной кислотой, кроме того, можно будет избежать длительных исследований (экспериментов и натурных наблюдений). Зада-ча упрощается, и можно подставлять нужный коэффициент для различных типов токсичности почв, чтобы представить картину миграции элементов и соответственно последствия для экосистем и здоровья человека.
Таблица 2 Параметры математической модели
Значение
Параметр Единица измерения Кропотовский
участок 7 Кропотовский участок 8
Скорость почвенного раствора U
м/с 4,353⋅10-7 3,35435⋅10-7
Коэффициент интенсивности нейтрализации H+
λ1 1/год 5,786
8,72382
Коэффициент интенсивности образования H+
λ2 1/год 12,97
19,9900
Коэффициент интенсивности реакции FeS2 λ3
1/год 0,7721 1,28752
Начальная концентрация H+ в почве aф
мг/кг 0,00006 0,00024

Охрана окружающей среды и рациональное использование природных ресурсов
539
Продолжение табл. 2
Значение Параметр
Единица измерения 7 Кропотовский
участок 8 Кропотовский участок
Начальная концентрация FeS2 в почве С0
мг/кг 7,5 7,5
Год начала процесса год 1990 1990 Концентрация H+ в воде a0 мг/кг 2,54 0,043
Полученная математическая модель позволяет находить решения по
уже существующим экологическим проблемам в антропогенных регионах, где есть загрязненные почвы, а также прогнозировать последствия разви-тия такой ситуации.
Список литературы
1. Бродская Н.А., Воробьев О.Г., Реут О.Ч. Экологические проблемы
городов: учеб. пособие. СПб.: Изд. центр СПбГМТУ. 1998. 151 с. 2. Бугров Я.С., Никольский С.М. Высшая математика. Дифферинци-
альные уравнения. Кратные интегралы. Ряды. Функции комплексного пере-менного: учеб. для вузов. Ростов н/Д: Феникс. 1998. 512 с.
3. Герасимов И.П. Научные основы мониторинга окружающей среды. Л.: Гидрометеоиздат. 1997. 110 с.
E.M. Sokolov, S.A. Kamakhina MATHEMATICAL MODEL OF MIGRATION OF IONS OF HYDROGEN IN THE
BROKEN SOILS OF COAL BASIN SITUATED NEAR MOSCOW Migration of ions of hydrogen and pyrite on 7 and 8 Kropotovsky sites of the
Kimovsky cut of coal basin Situated near Moscow is considered. Key words: coal basin Situated near Moscow, migration of ions of hydrogen,
migration model pH.
Получено 14.12.11

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
540
УДК 67.083 Н.Е. Проскуряков, д-р техн. наук, проф., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ), А.В. Моисеев, асп., (4872)35-24-93, [email protected] (Россия, Тула, ТулГУ) МОБИЛЬНАЯ УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ ЗАГРЯЗНЕННЫХ РАСТВОРИТЕЛЕЙ НА МАЛЫХ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЯХ
Для решения проблемы утилизации загрязненных растворителей на малых про-мышленных предприятиях в данной статье предлагается использование технологии дистилляции растворителей на базе мобильной установки регенерации, что позволяет решить проблему незаконного слива использованных растворителей в окружающую среду.
Ключевые слова. Дистилляция, вакуум, растворитель, регенерация, парамет-ры, мобильная установка, комплектация.
Экологическая ситуация на малых промышленных предприятиях
России является сложной. Одной из проблем является утилизация загряз-ненных растворителей. Зачастую предприятия просто сливают загрязнен-ные растворители, использованные для промывки различных узлов и дета-лей в окружающую среду. Для решения данной проблемы в данной статье предлагается использовать технологию регенерации отработанных раство-рителей.
Регенераторы восстанавливают отработанные органические раство-рители путем дистилляции. Они позволяют восстанавливать до 95% объе-ма отработанного органического растворителя. Процесс дистилляции представляет собой перегонку, испарение жидкости с последующим охла-ждением и конденсацией паров.
Простая дистилляция — частичное испарение кипящей жидкой смеси путём непрерывного отвода и конденсации образовавшихся паров в холодильнике. Полученный конденсат называется дистиллятом, а неиспа-рившаяся жидкость — кубовым остатком.
При нагревании загрязненный сольвент приобретает парообразное состояние и попадает в конденсатор, где охлаждается с помощью охлаж-дающего вентилятора и вновь возвращается в жидкое состояние, но уже не имеет загрязняющих веществ, которые содержались в нем до регенера-ции (смолы, пигменты, масла и т.д.). Превратившись в чистую жидкость, он вытекает из конденсатора под действием силы тяжести и попадает в ем-кость для сбора чистого сольвента.
Дистилляция – это важный коммерческий процесс, который ис-пользуется для очистки большого количества различных веществ. Рас-смотрим процесс, во время действия которого вещество трансформируется

Охрана окружающей среды и рациональное использование природных ресурсов
541
из конденсированной фазы в фазу газообразную. Для жидкости данный процесс называется испарением, а для твердых веществ - сублимацией. Для двух данных процессов одинаково необходимо тепло. Все вещества независимо от того, жидкости это или твердые вещества, характеризуются давлением насыщенного пара. Давление насыщенного пара – это характе-ристика стремления конденсируемого вещества преобразоваться в конден-сированную фазу, вещество должно кипеть. Как испарение, так и сублима-ция могут использоваться для очистки смеси. Для того чтобы понять, как использовать преимущество данных процессов в очистке органических ма-териалов, рассмотрим, как чистые смеси ведут себя при сублимации или испарении.
Рассмотрим давление насыщенного пара чистого вещества и того, как оно изменяется в зависимости от температуры. Давление пара – это равновесная характеристика. В воздухе, содержащем большое количество водяного пара, охлаждающий эффект был бы уменьшен, а при относитель-ной влажности 100 % охлаждающего эффекта не будет. Процесс испарения компенсируется равной величиной конденсации. В этой связи, если испа-рение является эндотермическим процессом (тепло поглощается), то кон-денсация должна быть экзотермическим процессом (тепло выделяется). Теперь рассмотрим, как давление пара изменяется в зависимости от темпе-ратуры. Оно не увеличивается линейно, но фактически увеличивается экс-поненциально с температурой. Полезное "эмпирическое правило" состоит в том, что давление пара вещества примерно удваивается для каждого уве-личения температуры на 10 °C. Невозможно достигнуть давления пара, большего, чем 1 атмосфера, в контейнере, открытом для окружающей сре-ды. Если контейнер оборудовать крышкой, давление пара воды или любо-го другого вещества в этом отношении продолжило бы повышаться с тем-пературой, пока контейнер не был бы разорван. Повышение точки кипения с увеличением внешнего давления - это принцип использования плиты давления.
Увеличение точки кипения с повышением внешнего давления, важ-но при приготовлении и стерилизации пищи или посуды, но менее важно в дистилляции. Однако оно иллюстрирует важный принцип, который ис-пользуется при дистилляции многих материалов. Если точка кипения воды повышена, когда внешнее давление увеличено, то уменьшение внешнего давления должно уменьшить точку кипения. В то время как это не особен-но важно для очистки воды, данный принцип используется в процессе суб-лимационной сушки. Кроме того, многие вещества не могут дистиллиро-ваться при атмосферном давлении, потому что их точки кипения слишком высоки. При их нормальных точках кипения вещества разлагаются. Неко-торые из данных материалов могут быть дистиллированными под умень-шенным давлением, однако необходимая температура для достижения точки кипения вещества может быть значительно понижена. Другими сло-

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
542
вами "эмпирическое правило", описанное выше, действует следующим об-разом: точка кипения будет понижена на 10 °C каждый раз, когда внешнее давление уменьшается в 2 раза. [1]
По вышеописанному методу очищают растворители в промышлен-ности. Данные отходы очищают с помощью процесса дистилляции по-средством дистилляторов (регенераторов) растворителей. На российском рынке представлены в основном немецкие и итальянские модели данного оборудования. Одними из самых распространенных регенераторов явля-ются модели итальянской фирмы «IST» (рис. 1).
Рис. 1. Регенератор (дистиллятор) растворителей «IST»: 1 – масляный термометр (указывает температуру диатермического
масла); 2 – термометр растворителя (указывает температуру испарения растворителя); 3 – пульт управления; 4 – аварийный клапан
(клапан аварийного давления); 5 – крышка бака; 6 - бак для растворителя; 7 – табличка с данными о диатермическом масле
(через которое происходит нагрев бака регенератора); 8 – выпускная трубка регенерированного растворителя;
9 – винт блокировки поворота; 10 – опора; 11 – нагревательный элемент; 12 – ручка; 13 – знаки безопасности; 14 – колпачок
вентиляционного отверстия рубашки диатермического масла
Данное регенерирующее оборудование состоит из двух раздель-ных секций: главная секция - это бак, где происходит нагревание регене-рируемого растворителя до парообразного состояния, который соединен со второй секцией, предназначенной для нагревания диатермического масла и конденсации растворителя.
Принцип работы регенераторов растворителей основан на методе дистилляции. Они регенерируют загрязненные растворители способом

Охрана окружающей среды и рациональное использование природных ресурсов
543
дистилляции. Загрязненный растворитель заливается в бак регенератора до максимального уровня. Бак изготавливается из двух цилиндров разного диаметра таким образом, чтобы между ними получилась герметичная ка-мера, которая заполняется диатермическим маслом и в которую устанав-ливаются нагреватель и термостаты. При нагревании загрязненный раство-ритель превращается в пар, который через отверстие в баке и соединительную трубку попадает в конденсатор. В конденсаторе он охла-ждается вентилятором и вновь переходит в жидкое состояние, но уже не содержит загрязняющих веществ, которые были в нем до начала регенера-ции (смолы, пигменты, красители, масла и т.д.). Перейдя в жидкое состоя-ние, растворитель выходит из конденсатора и через выпускную трубку стекает в емкость для чистого растворителя.
Регенератор завершает свой цикл только тогда, когда в баке не ос-танется растворителя. Цикл управляется микропроцессором, который мо-жет выводить на дисплей различные температурные параметры. Рабочая температура программируется и отображается на передней панели. Цикл прерывается автоматически, как только регенерируемый растворитель за-канчивается в баке, при этом выключается и сам аппарат. [ 2 ].
Установки немецкой фирмы «LÖMI» (ЛЁМИ) [ 4 ] для вакуумной дистилляции (регенерации) растворителей также обеспечивают много-кратное повторное использование одного и того же объема растворителей. Это позволяет радикально - до 97 % - сократить затраты на закупку новых и утилизацию использованных растворителей.
Например, при ежемесячном потреблении 8…10 т растворителей для промывки анилоксовых валов и/или печатных форм для флексомашин, установка «LÖMI» (ЛЁМИ) окупается за 4…5 месяцев односменной экс-плуатации и приносит 10…12 миллионов рублей годовой экономии. На сэ-кономленные таким образом средства предприятие через 4…5 лет сможет, к примеру, приобрести новую флексомашину.
На примере регенераторов растворителей итальянской компании «IST» были рассмотрены оптимальные параметры процесса перегонки. Наиболее эффективная перегонка происходит при условии
T1 = Tкип + 40 0С,
где T1 – температура нагрева диатермического масла; Tкип – температура кипения растворителя. Данная формула действительна для всех видов рас-творителей.
Температура Т2 задается для автоматического выключения регене-ратора. T2 показывает температуру паров на входе в конденсатор и рас-считывается по формуле
T2 = Tкип – 20 0С,
где T2 – температура паров на входе в конденсатор.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
544
Для растворителей, имеющих точку кипения свыше 160 0С, необхо-димо использование вакуумных генераторов, которые создают вакуумное разряжение внутри бака регенератора и понижают температуру кипения.
Растворители, загрязненные красками, содержащими нитроцеллю-лозу, нельзя перегонять при температуре свыше 120 0С. Если данные рас-творители имеют температуру выше 100 0С, то для достижения необходи-мой разницы в 40 0С температур кипения растворителя и нагрева диатермического масла необходимо использовать вакуумный генератор, который уменьшает температуру кипения растворителя в баке регенерато-ра.
При перегонке хлорсодержащего растворителя необходимо обору-довать регенератор конденсатором из нержавеющей стали вместо медного конденсатора, так как пары растворителя, содержащего хлор, постепенно разрушают медь.
На основе эксплуатации регенераторов растворителей «IST» разра-ботана методика выбора параметров регенерации растворителя и струк-турного синтеза оборудования.
1. Если растворитель содержит в своем составе хлор, необходимо, чтобы регенератор имел конденсатор из нержавеющей стали, так как пары хлорсодержащего растворителя разрушают медные конденсаторы.
2. Если растворитель имеет точку кипения свыше 160 0С или более 100 0С, при загрязнении красками с нитроцеллюлозой необходимо исполь-зование вакуумных генераторов, которые создают разряжение внутри бака регенератора.
Использование рассмотренного процесса регенерации позволяет решить очень серьезную проблему отходов загрязненных растворителей на предприятиях российской промышленности и является экономически це-лесообразным за счет возвращения в производство отработанных ресурсов [3].
Эффективный путь решения проблемы загрязненных органических растворителей для малых предприятий - мобильная лаборатория регенера-ции.
Органические растворители используются во многих сферах произ-водства для промывки различных деталей. Их утилизация является плат-ной услугой, поэтому большинство предприятий просто выливают раство-рители в канализацию или в окружающую среду. На рынке уже достаточно продолжительное время предлагается оборудование по регенерации отра-ботанных растворителей основанное на принципе дистилляции, позво-ляющее восстанавливать до 95 % отработанного вещества.
Оборудование регенерации не пользуется большим спросом ввиду целого ряда причин: необходимости организации участка регенерации, приема на работу дополнительного персонала, получения лицензии на пе-реработку отходов и значительной стоимости оборудования. Доводы о

Охрана окружающей среды и рациональное использование природных ресурсов
545
том, что данное оборудование быстро окупается и является гарантом эко-логической безопасности производства, на руководителей не действуют. Особенно следует выделить потребителей небольшого количества раство-рителя (50…150 литров в месяц): в лучшем случае загрязненный раствори-тель не выливается, а складируется на территории предприятий «до луч-ших времен». Таких предприятий в России великое множество: химчистки, автосервисы, малые полиграфические предприятия, предприятия по изго-товлению оптической продукции и т.д.
Решение проблемы видится в установлении государственного кон-троля над предприятиями, потребляющими растворитель. То есть необхо-димо вести учет покупаемого и сдаваемого на утилизацию растворителя, а также обязать предприятия нести ответственность за «пропавший» раство-ритель.
В качестве альтернативы предлагается использование мобильной лаборатории регенерации, функционирующей на базе грузового автомоби-ля (Камаз, ГАЗель) или перевозящего лабораторию в специально оборудо-ванном контейнере.
В своем составе мобильная установка имеет следующие детали и механизмы (рис. 2).
1. Регенератор растворителей непрерывного цикла. 2. Две емкости для временного хранения загрязненного растворите-
ля, объемом 250 литров. 3. 2 емкости для временного хранения очищенного растворителя,
объемом 250 литров. 4. Электрораспределительный шкаф во взрывозащищенном испол-
нении для электроснабжения устройств. 5. Насос для перекачивания растворителей из бочек в емкости и об-
ратно 6. Кабель для подключения внешнего источника электропитания 30
кВт, 3ф, 380 В через электрораспределительный шкаф на катушке 100 п.м. 7. Герметичная емкость для временного хранения твердого осадка,
оставшегося после регенерации, в специальных полимерных мешках, объ-емом 50…100 л.
8. Автономная фильтр-вентиляционная установка, обеспечивающая 10-кратный часовой обмен воздуха в фургоне мобильной установки реге-нерации.
9. Установка пожаротушения (углекислотная или порошковая) с ав-томатическим и ручным пуском.
10. 2 шкафа для хранения комплектов шлангов (химически стой-ких) – по 25 п.м.
11. 2 шкафа для хранения респираторов (противогазов) с набором патронов для различных растворителей, ЗИП и 200 мешков для регенера-ции.

Известия ТулГУ. Технические науки. 2011. Вып. 6. Ч. 2
546
12. Рабочее место с прибором для химического анализа состава очи-щенного растворителя.
13. Система освещения.
Рис. 2. Мобильная лаборатория регенерации
Наличие вышеуказанного оборудования позволяет осуществлять
регенерацию широкого круга растворителей, в том числе растворителей с высокой температурой кипения (до 280 °С), а также термически неустой-чивые растворители (подверженные разложению при слишком высоких температурах).
Организация транспортировки отходов от производителя к перера-ботчику требует лицензии и решения большого количества организацион-ных вопросов, особенно если собственник отходов и приемщик находятся в разных регионах.
В связи с этим использование мобильной лаборатории может быть очень полезным и удобным, так как переработка загрязненных органиче-ских растворителей будет осуществляться на территории производителя отходов по прибытии мобильной лаборатории.
Мобильная лаборатория регенерации работает следующим образом. 1. По просьбе потребителя растворителей мобильная лаборатория
регенерации направляется для переработки отработанных растворителей к месту их накопления и временного хранения на предприятии.
2. Переработка отработанных растворителей производится на промплощадке предприятия.
3. Конкретное место на промплощадке выбирается без каких-либо ограничений со стороны санитарно-эпидемиологических служб, так как переработка отработанного растворителя абсолютно безвредна для окру-жающей среды и безопасна как для персонала предприятия, так и для лиц, обслуживающих лабораторию регенерации.
4. Подключение и работа мобильной лаборатории регенерации осуществляются через электросеть предприятия или через автономный ис-точник электропитания.

Охрана окружающей среды и рациональное использование природных ресурсов
547
5. Отделенные после регенерации загрязняющие вещества утилизи-руются на специализированных предприятиях по переработке отходов.
6. Очищенный с помощью мобильной лаборатории растворитель передается предприятию для вторичного использования.
7. После завершения процесса регенерации мобильная лаборатория покидает территорию предприятия.
Мобильная лаборатория регенерации позволит сделать шаг на пути к экологически безопасному производству, при этом её использование вы-годно и для самих потребителей растворителей, что при соответствующем контроле со стороны государства практически исключает возможность не-законного слива отходов в канализацию.
Мобильную лабораторию регенерации целесообразно использовать в каждом регионе Российской Федерации при её ведомственной принад-лежности к одной из государственных природоохранных структур, напри-мер Федеральной службе по надзору в сфере природопользования. Мо-бильная лаборатория регенерации может приносить огромную пользу окружающей среде, при этом являясь экономически выгодной, так как предприятия получают чистый растворитель через очистку загрязненного, что значительно снижает потребность в новом растворителе и обеспечива-ет утилизацию загрязненного.
Список литературы
1. Pittsburgh University chemical engineering class notes. Distillation [Электронный ресурс]. Режим доступа: http://www.umsl.edu.
2. Оборудование для регенерации отработанных растворителей [Электронный ресурс]. Режим доступа: http:// www.rossita.ru.
3. Руководство IST – Регенераторы растворителей. Модена, 2001. 120 с.
4. Установки для вакуумной дистилляции (регенерации) раствори-телей. [Электронный ресурс]. - Режим доступа: http://www.unieko.ru/d/56042/d/reklamnyy_prospekt__ustanovki_lomi_dlya_vakuumnoy_distillyacii_regeneracii_rastvoriteley.pdf
N.E. Proskuryakov, A.V. Moiseev MOBILE EQUIPMENT FOR DISPOSAL OF CONTAMINATED SOLVENT FOR SMALL
INDUSTRIAL ENTERPRISES The problem of disposal of contaminated solvents in small industrial enterprises is solked.
The use of technology, distillation solvent-based mobile plant regeneration, which allows us to solve the problem of unlawful discharge of used solvents in the environment is proposed.
Key words. distillation, vacuum, solvent regeneration options, the mobile unit, a complete set.
Получено 14.12.11

. . 2011. . 6. . 2
548
658.562. , . , ., (4872) 31-24-38, [email protected]
, , « »),. , . , ., . , (4872) 35-18-87,
[email protected] ( , , ),. , . , ., . , 89038402872,
[email protected] ( , , ).
-, -
-
.: , -
, , .
-; -
., -
, , .
, -,-
, .
9000, , -
, ( , .), -
, -, , ,
, , . 9000
(TQM) , -
. TQM -

549
, - [1]
, .
, , -.
TQM -.
9000 1994 . « ,
».40.003-2000 « -
. . -» -
: « – ,--
». 9001-2008 « . -
» , «, -
». - « , -
». 9000-2008 « . -» , , -
-, « .
, -, , -
. -
, ( , ),
, .
, ,-
, [2]:, -
, ;

. . 2011. . 6. . 2
550
, , -;
, , , -, ;
, -.
-, :
-, ;
-;
-.
, -, , -
. , , : ( , . .);
, , , -;
.-
, , , , , ( , .), [2].
- --
.
, , -,
. .
-
. --
.--
. [2]:
;

551
;;
.
-, -
, - [3]. -
-
.
. --
. -
.-
[3]:-
;-
, ;
, -
;-
.
:,
--
;-
, ,
, -,
.-
. ,

. . 2011. . 6. . 2
552
« – -», -
, -
.-
- « » ( . .),
, -, -
-.
40…50 °=1,2…1,4.
Fe3+, u2+, Zn2+, n2+ , r3+ r6+ , -
=3,6…3,8. 20…40 ° 3,5…2 , -
50 ° .
, -, -
. - 1/100
3 ( ). ( , 2+, 2+ Sr2+)
(CaSO4,4, SrSO4). , -
4-10 , . -
. r3+
( 80 ° ) -, 20 - 30 . -
, -.
( bO2), Cr3+ -.
-: 1 (
: rO3 – 246 ,

553
r2 3 – 23 , SO42- – 2,2 , Fe3+ – 20 )
2 50 ° . 70 2[F N)6] 3 O4)2 1:1, - 1…1,5 50 ° -
, 1.=1,31,
Fe3+ 0,15 . - ( -
1,28 3) =0,25. , 1.
3 – 220 , r2 3 –16,7 , SO4
2- – 2,2 , Fe3+ – 0,15 , . . -3 2 4 100:1. -
( - 25:1), 80 ° 3 2 2 . -
3,5 1,6 % 3.
, -
, . . . -, -
.--.-
. 1. -: 1 – ; 2 – ; 3 – ; 4 –
; 5 – -; 6 – ; 7 – ; 8 –
; 9 – ; 10-17 – ..
10-17 1 ( - 15 )
4 3. 5 1/2 (0,5 3), -
( ). - 2 1 10
5. 10 , 5 1/4 (0,25 3) . 1 ( -
2) -. -

. . 2011. . 6. . 2
554
- ( -
).
. 1.

555
, =1,2…1,4, -
0,3…0,35 . 14 16 9,
12 1 6.
), -.
10 -, 9 -
12, 14, 16. 10 , 5 1/4 (0,25 3) -. 8,
7 -. 13 17 -
8 - 1, 13 17 . 4
(). 2 11
1. - (
)., -
=0…0,25. 2 1 30…40 .
15, 16 9, -
8. 15 14 12 -.
10 , 9 - 10, 12, 14, 16.
7 . 8 -
.
. 2).
-,
.

. . 2011. . 6. . 2
556
. 2.
,
--
« ».
1. : /. [ .]; . . . .: , 1999. 600 .
2. ., ., . -.
// . 2. 2003. . 22-30.
3. : /. [ .]; . . . . .: ,
1989. 672 .

557
S.V. Judin, A.N. Inozemtsev, A.V. AntsevSTATISTICAL QUALITY MANAGEMENT OF ENVIRONMENTALLY DANGER
PRODUCTION PROCESSThe results of practical realization of systematic monitoring, logging and adjustment
of electrolyte’s comp und when a chrome coating of pipeline valve’s parts applied, based onoriginal technology and production unit of regeneration of electrolyte for chrome coating inhigh volume baths, are represented.
Key words: statistical management of process, quality management, environmentalprotection, galvanic manufacturing.
15.12.11

558
СОДЕРЖАНИЕ
МАШИНОСТРОЕНИЕ И МАШИНОВЕДЕНИЕ Волчкевич И.Л. Прогнозирование ожидаемой точности при механической обработке партий деталей …………………………………………………………... 3 Иванов В.В., Пряжникова А.А. Ограничение взаимного контакта стружки с инструментом за счет угла при его вершине …………………………………………………… 10 Рубанов В.Г., Порхало В.А. Применение среды MATLAB и расширения GUI для идентификации сложного объекта ……………………………………………………….. 14 Копачев С.В. Анализ исследований в области совершенствования технологической подготовки производства и ремонта подвижного состава …………………………………………………………………… 20 Сидоркин А.В. Статистический анализ исправляющих способностей шевингования-прикатывания цилиндрических колес с круговыми зубьями …………………………………………………… 27
Корнева М.И. Проведение экспериментов по методу Г. Тагути для определения условий протягивания шестигранной латунной гайки ……………….. 35
Сидоркин А.В. Экспериментальное исследование исправляющих способностей шевингования-прикатывания цилиндрических колес с круговыми зубьями …………………………………………………………………... 43
Ведяшкин А.С., Терещенко Л.А. Опытное определение деформативных свойств пляжных песков Куршской косы ………………………………………………………….. 52
Логинов С.Ю. Математическая модель бесподшипниковой индукторной машины ... 58 Ладонкин А.В., Машнин М.Н. Система автоматизированного определения и коррекции коэффициентов автопилота беспилотного летательного аппарата ….. 66

559
Крюков В.А., Фролович Е.Н. Синхронизация движения рабочих машин с помощью цепного конвейера ………………………………………………………………… 71 Крюков В.А. Оптимизация динамических процессов в цепных транспортных конвейерах автоматических роторно-конвейерных линий …………... 78 Усенко Н.А., Чан Минь Тхай, Ле Динь Шон, Клейменов Р.И. Математическая модель одноканального вибрационного загрузочного устройства с асинхронным возбуждением колебаний ... 85 Кутепов В.С. Оценка возможности применения маятниковой схемы в конструкции стенда для динамических испытаний гравиметров ….. 92 Усенко Н.А. Эволюция загрузочных устройств автоматических роторных и роторно-конвейерных линий патронного производства …………… 98 Голубенко В.В., Давыдова Е.В., Прейс В.В. Аналитическая модель производительности дискового зубчатого бункерного загрузочного устройства с кольцевым ориентатором …... 104 Григоров И.В., Ямников А.С. Технологическая модель многозвенного рычажного механизма ……. 114 Григоров И.В., Ямников А.С. Размерный анализ рычажного механизма …………………………….. 121 Григоров И.В. Станочная позиция для обработки зацепов затвора ………………….. 130
ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
Ядыкин Е.А. Математическая модель операции вытяжки с учетом изменения математического ожидания формируемого параметра предмета обработки на предыдущей операции ………………………………….. 135
560
Орлов А.Б. Экспертные и нейросетевые системы прогнозирования аномальных явлений процессов механической и электротехнологической обработки ………………………………………………………………... 142 Кухарь В.Д., Селедкин Е.М., Киреева А.Е. Силовые режимы осадки квадратной тонколистовой заготовки …….. 146 Кухарь В.Д., Селедкин Е.М., Киреева А.Е. Осадка анизотропных листовых заготовок ……………………………. 152 Кухарь В.Д., Пасько А.Н. Исследование процесса формирования элемента конструкции методом газостатической штамповки …………………………………. 156 Пасько А.Н., Троицкий А.Н. Повышение производительности расчетов процессов обработки металлов давлением …………………………………………………….. 162 Терехин Н.А., Ямников А.С., Грязев В.М. Сравнительные характеристики поверхностной жесткости деталей ... 168 Яковлев С.С., Фам Дык Тхиен, Ремнев К.С. Математическая модель первой операции комбинированной вытяжки анизотропного материала в конической матрице ………….. 174 Ремнев К.С., Бессмертная Ю.В., Чудин В.Н. Вытяжка коробки с малыми угловыми радиусами …………………… 186 Ремнев К.С., Фам Дык Тхиен Вытяжка с утонением стенки анизотропного упрочняющегося материала ………………………………………………………………... 192
Соловьев С.И., Головина Т.А. Оценка рисков при определении результативности системы менеджмента качества ………………………………………………….. 201 Чудин В.Н., Перепелкин А.А., Черняев А.В. Соединение давлением оребренных панелей при кратковременной ползучести ……………………………………………………………….. 204

561
Яковлев С.С., Бессмертная Ю.В. Вытяжка коробки с небольшими угловыми радиусами ……………… 211 Ларин С.Н. Изотермическое деформирование пирамидальных элементов в режиме кратковременной ползучести ……………………………….. 217 Яковлев С.С., Фам Дык Тхиен, Ремнев К.С. Математическая модель последующей операции комбинированной вытяжки анизотропного упрочняющегося материала ………………... 223 Парамонов Р.А. Совершенствование теоретического анализа технологических задач методом линий скольжения для пластических областей, образованных свободными круговыми границами …………………… 228 Кухарь В.Д., Петрова А.В. Кинематика процесса вытяжки полуторовой детали из плоской кольцевой заготовки …………………………………………………….. 238 Бочкова Д.Е., Бобков М.Н., Шейнин Г.М. Способы обработки цилиндрических колес с модифицированными зубьями …………………………………………………………………... 245 Проскуряков Н.Е., Лопа И.В. Расчет винтовых рабочих механизмов винтовых прессов с учетом погрешностей изготовления ……………………………………………. 249 Нгуен Ван Кыонг Общая методология оптимизации режимов резания …………………. 253 Басалаев Э.П., Нгуен К.Х., Басалаев Д.Э. Моделирование процесса обжима полых цилиндров с помощью программы DEFORM – 3D ……………………………………………... 264 Проскуряков Н.Е., Пальчун Е.Н., Лай Данг Занг Разработка критерия оценки энергоемкости оборудования для операций электромагнитной штамповки …………………………. 270 Лялин В.М. Вариант инженерной оценки силовых характеристик совмещенных процессов вытяжки с выдавливанием …………………………………. 276

562
Гринберг Е.М., Гончаров С.С., Маркова Е.В. Влияние режимов термической обработки на количество остаточного аустенита в стали 09Х16Н4БЛ …………………………... 280 Журавлев Г.М., Ле Минь Дык Разработка технологического процесса изготовления цельной банки ……………………………………………………………………... 285 Г.М. Журавлев, Дао Тиен Той Расчет силовых параметров полугорячего прессования с раздачей … 291 Журавлев Г.М., Чан Дык Хоан Подход к решению задач пластического формоизменеия деталей из дилатирующих материалов ………………………………………….. 301 Журавлев Г.М., Чан Дык Хоан Технология изготовления корпуса огнетушителя из листовых металлов вытяжкой ……………………………………………………... 310 Ха Хонг Куанг Методики определения коэффициентов повреждаемости материалов в процессе вытяжки с утонением ………………………………………. 318 Нечепуренко Ю.Г. Ожидаемые механические свойства цилиндрических деталей на первой операции комбинированной вытяжки ……………………... 323
ПОЛИГРАФИЯ И ЗАЩИТА ИНФОРМАЦИИ Борзенкова С.Ю., Чечуга О.В. Концепция использования дискретных ситуационных моделей в системах управления защитой информации ………………………… 328 Агуреев И.Е., Борзенкова С.Ю., Чечуга О.В., Яковлев Б.С. Использование мультиаттракторных систем для скрытой передачи и хранения информации ………………………………………………... 337 Борзенкова С.Ю., Чечуга О.В., Лобанова С.В. Управление системами зашиты информации на основе оценки эффективности их функционирования ………………………………… 346 Ларкин Е.В., Ивутин А.Н., Дараган Е.И. Повышение эффективности операций гибридного микрофильмирования цветной документации ………………………... 351

563
Ларкин Е.В., Ивутин А.Н. Оценка вычислительной сложности алгоритмов цветоделенного микрофильмирования …………………………………………………... 360 Чечуга О.В. Угрозы безопасности информационной системы предприятия ……... 365 Борзенкова С.Ю., Чечуга О.В. Стратегия развития защиты информационной системы предприятия ……………………………………………………………... 370 Селищев В.А., Проскуряков Н.Е., Борзенкова С.Ю. Выбор оборудования для записи и архивирования для охранных систем видеонаблюдения ……………………………………………….. 375 Агеева А.И., Кретинина Н.С., Ходов С.И. Сравнительный анализ моделей CMYK и RGB при поканальном выводе полноцветных изображений …………………………………… 386 Агеева А.И., Кретинина Н.С., Ходов С.И. Теоретическая и экспериментальная оценка минимального достаточного разрешения изобразительной информации ……………. 391 Яковлев Б.С., Чечуга О.В. Общие принципы защищенного доступа к цифровым архивам учреждений образования на основе компилированных электронных книг ………………………………………………………………………. 398 Череватый Р.С. Анализ предпочтительности цветовой модели в информационно-измерительном комплексе ……………………………………………… 405
УПРАВЛЕНИЕ КАЧЕСТВОМ Протасьев В.Б., Белов Д.Б., Игнатьев А.А. Проверка статистической гипотезы о совпадении результатов учета поставленного и потребленного газа …………………………………... 413 Протасьев В.Б., Петренко Е.С. Квалиметрическая оценка качества картонно-навивных изделий …... 420 Белов Д.Б., Игнатьев А.А., Масенков Е.В. Комплексная оценка качества бытовых газовых счетчиков …………. 426

564
Протасьев В.Б., Петренко Е.С. Улучшение качества по методам Генити Тагути ……………………... 432 Плахотникова Е.В., Елисеева Т.А. Обеспечение качества переходных процессов систем автоматического управления …………………………………………… 436 Белов Д.Б., Игнатьев А.А. Пути повышения точности измерений объемов поставленного природного газа …………………………………………………………. 440 Аверченков А.В., Аверченкова Е.Э. Автоматизированная подготовка производства малого машиностроительного предприятия …………………………………… 444
УПРАВЛЕНИЕ, ВЫЧИСЛИТЕЛЬНАЯ ТЕХНИКА И ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ
Горбунова Т.И., Токарев В.Л. Построение многоуровневой модели, направленной на поддержку принятия решений задач диагностики ………………………………… 451 Акименко Т.А., Лучанский О.А., Рудианов А.Н. Методы исследования системы технического зрения роботов ……… 458 Колосов А.П. Алгоритм полнотекстового поиска с обучением на основе статистических данных …………………………………………………. 462 Ву Зуй Нгхиа Модель поперечных колебаний мобильного робота …………………. 471 Аверьянова И.О., Виноградов А.В., Продан Р.К. Разработка постпроцессора для 5-координатного обрабатывающего центра с системой управления HEIDENHAIN ………………………... 476 Гуров Р.В. Разработка программы для моделирования отделочной и отделочно-упрочняющей обработки ППД ………………………….. 481

555
ПЕДАГОГИКА Морозов В.Б. Построение компетентностного подхода в преподавании дисциплины «Процессы и аппараты пищевых производств» в соответствии с ФГОС третьего поколения ………………………….. 486 Данг Тхи Тхань Хуен, Грачев А.Н. Интеллектуальная система тестирования знаний на основе байесовских сетей доверия ……………………………………………... 494
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ И РАЦИОНАЛЬНОЕ ИСПОЛЬЗОВАНИЕ ПРИРОДНЫХ РЕСУРСОВ Соколов Э.М., Панарин В.М., Горюнкова А.А., Пушилина Ю.Н., Белоусов А.А., Телегина Н.А. Метод интегральной оценки территориального загрязнения приземного слоя атмосферы горнопромышленного региона ………... 504 Соколов Э.М., Панарин В.М., Горюнкова А.А., Пушилина Ю.Н., Белоусов А.А., Телегина Н.А. Методика оперативной оценки уровня загрязнения воздушной среды промышленными предприятиями ……………………………… 511 Соколов Э.М., Камахина С.А. Влияние почвенного покрова Подмоскового угольного бассейна на развитие растительных культур ………………………………………... 521 Соколов Э.М., Камахина С.А. Разработка программы экологического мониторинга территорий открытой добычи угля ………………………………………………….. 531 Соколов Э.М., Камахина С.А. Математическая модель миграции ионов водорода в нарушенных почвах Подмосковного угольного бассейна …………………………... 534 Проскуряков Н.Е., Моисеев А.В. Мобильная установка для утилизации загрязненных растворителей на малых промышленных предприятиях ……………………………… 540 Юдин С.В., Иноземцев А.Н., Анцев В.Ю. Статистическое управление качеством экологически опасного производственного процесса……………………………………………. 548

Научное издание
ИЗВЕСТИЯ ТУЛЬСКОГО ГОСУДАРСТВЕННОГО УНИВЕРСИТЕТА
ТЕХНИЧЕСКИЕ НАУКИ
Выпуск 6
Часть 2
Редактор С.Г. Лихачева
Компьютерная правка и верстка Б.С. Яковлева
Изд. лиц. ЛР 020300 от 12.02.97. Подписано в печать 28.12.11 Формат бумаги 70×100 1/16. Бумага офсетная.
Усл. печ. л. 32,3. Уч.-изд. л. 27,8. Тираж 500 экз. Заказ
Тульский государственный университет
300012, г. Тула, просп. Ленина, 92.
Отпечатано в Издательстве ТулГУ 300012, г. Тула, просп. Ленина, 95