Toyota Quality
20
Quality Management Regime Table of Contents Introduction 1 Historical Background 4 Mission and Vision of Company 4 Type chapter title (level 2) 5 Product of Toyota Motor 4 Sedan 5 Sports 5 Station Wagon 5 Hatchbacks 5 Toyota’s International Market 4 European Market of Toyota 5 American Market of Toyota 5 Australian Market of Toyota 5 Global Market of Toyota 5 Quality and Toyota’s way 4 PDCA and Toyota 5 Toyota Quality assurance System5 Toyota Build quality into the process 5 Quality starts with Customer : Toyota Review 5 Lean Production, Six Sigma, TPS5 Conclusion 4 References 4
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Toyota Quality
Quality Management Regime
Table of ContentsIntroduction 1Historical Background 4Mission and Vision of Company 4Type chapter title (level 2) 5
Product of Toyota Motor 4Sedan 5Sports 5Station Wagon 5Hatchbacks 5
Toyota’s International Market 4European Market of Toyota 5American Market of Toyota 5Australian Market of Toyota 5Global Market of Toyota 5
Quality and Toyota’s way 4PDCA and Toyota 5Toyota Quality assurance System5Toyota Build quality into the process 5Quality starts with Customer : Toyota Review 5Lean Production, Six Sigma, TPS5
Conclusion 4References 4

Quality Management Regime
Quality Management Regime
1. IntroductionEffective companies stay in operation longer and make more profits as compared to business rivals. The modeling of strategies of these organizations helps their business succeed. Effective companies have vibrant records of corporateresponsibility. The core qualities a successful organization have is
Achieving its goal. Sustaining itself internally. Developing and changing in ways that improve its
efficiency.
In the race of this effectiveness, automobile companies tried hard to be the best sellers. In this perspective Toyota Motor Corporation is world renowned company. Toyota was the largest automobile manufacturer in 2012 (by production). Toyota is the world's first automobile manufacturer to produce 10 million vehicles per year. Many enterprise companies that made history, Toyota formed by a unique set of values that have their roots in the company's determinative years. Toyota has attained astatus for the production of very high quality vehicles around the globe. This has been accomplished by an approach to quality control and quality assurance, which is exceptional to Toyota Motor Corporation and has been developed over passage of time.
Toyota is one of the three main Asian car manufacturers. Toyota competing U.S producers in the world, with Nissan Motors and Honda Motor. Toyota has majority of its shares in Daihatsu and Hino, and 8.7% of Fuji Heavy Industries, Subaru cars manufacturers. In 2005, Toyota formed 8.54 million vehicles with combined efforts of Daihatsu Motor Company. In July 2006 Toyota surpassed sales of Ford cars. Toyota has manufacturing and assembly plants in Japan, USA, Australia, Canada, Indonesia,
Quality Management Regime
Poland, South Africa, Turkey, United Kingdom, France, and Brazil.Toyota also setup their plants in Pakistan, India, Argentina, Czech Republic, Mexico, Malaysia, Thailand, China and Venezuela.
The success of Toyota is to make products with a quality. They believe that there will be always room for change, so they continually fight to increase the quality. This attitude of Toyota is expressed by word “kaizen”. It means “continuous Improvement” and this word escorts them towards excellence. High quality, developing new innovative technologies, creativity and hard work is the main product strategy of Toyota. In U.S Toyota’semployment contributes 365,000 jobs nationally and compensate $20billion.
2. Historical background
Sakichi Toyota (Sakichi) expanded from traditional family business of carpentry into hand loom machinery in 1897. ToyotaAutomatic Loom Works (TALW) founded in 1926. Loom created by Sakichi provided basis of the Toyota production system (TPS) and later this basis contribute in the company’s success. In 1933, automobile department was made within TALW and the firstpassenger car prototype was established in 1935.Toyota in 1937, Kiichiro Toyoda studied the US automotive industry during visit to Ford. In World War 2 Toyota sold their trucks to army. In 1947 Toyota gone into downsizing. They separated their sales and manufacturing department. Toyota sales companywas made in 1950. In 1957 Toyota moved into the US market.
3. Mission and Vision of company
Mission and vision are standard. They are the critical elements of a company's organizational strategy. Many
Quality Management Regime
enterprise companies develop organizational mission statementsand vision statements, which serve as guides for establishmentof company objectives. Then those companies developed strategic and tactical plans for objectives. The relationship among these are:
Vision statement of Toyota is “To be the most respected and successful enterprise, delight customers with a wide range of products and solutions in the automobile industry with the best people and best technology.” Covering the perspective
The most respected Most successful Best people Best technology Wide range of products
The Toyota earned the quality and integrity, with the help of well commitment to management. Company mission is to uphold their corporate reputation at all times. To achieve this all stakeholders of Toyota:
Obey the law Be honest in word and deed Respect community values Be responsible Perform their duties consistent with our Code of Conduct
Quality Management Regime
Use good judgment and avoid action that could create a conflict between personal, company and community interests.
Toyota has diversity in their employee they have all type of cultures and believes. Due to this Toyota is able to maintain a skilled, talented and enthusiastic workforce from a wide range ofbackgrounds, views and experience. Toyota has these 7 business guided principles:
Honor the language and spirit of the law of every nation andundertake open and fair corporate activities to be a good corporate citizen of the world.
Respect the culture and customs of every nation and contribute to economic and social development through corporate activities in the communities.
Dedicate ourselves to providing clean and safe products and to enhancing the quality of life everywhere through all our activities.
Create and develop advanced technologies and provide outstanding products and services that fulfil the needs of customers worldwide.
Foster a corporate culture that enhances individual creativity and teamwork value, while honoring mutual trust and respect between labor and management.
Pursue growth in harmony with the global community through innovative management.
Work with business partners in research and creation to achieve stable long-term growth and mutual benefits, while keeping ourselves open to new partnerships.
4. Products of Toyota motors
An object or service formed with the help of a process and serves a need or satisfies a want. It has a combination of tangible and intangible attributes (benefits, features, functions, uses) that a seller offers a buyer for purchase. Toyota has wide range of automotive products including everytype of vehicles.
Quality Management Regime
4.1 Sedan
Quality Management Regime
Century Crown Majesta Crown
Crown Sedan Crown Comfort SAI
Mark X Camry Premio
Allion Prius Prius PHV
Corolla Axio Belta
4.2 SportsIn sports category company has Toyota 86 sport’s car.
4.3 Station WagonIn this category Toyota has station wagons like:
Marx X ZiO Avensis Succeed Corolla Fielder Probox
4.4 HatchbacksIn this category they have:
Auris Corolla Rumion
Quality Management Regime
Porte Ractis bB Aqua Ist Vitz Passo iQ
5. Toyota’s International Market
5.1 European Market of Toyota
Toyota is ambitious to become leading global player so they turned towards the European market which Japanese investors consider vital for their products. Manufactures has eight factories with a total of 55,000 employees in UK, France,Poland, Turkey and the Czech Republic. They also has R&D center in Belgium and Zavetem. This R&D center brings drastic change in design and safety standards. In 2003Toyota owned 4.4% market shares. In 2004 Toyota facilitates 17 production units and 14 R&D center in European Union and created 200,000 new jobs. Toyota invested in Russia and build a plant near St. Petersburg that produced Camry 2007 models. Then they began to move eastward to take the advantage of lower wage cost. They recorded increase in sales year to year. They grasp the needs and requirements ofEuropean market based on the TQM strategy, innovation and Kiezan.
5.2 American Market of Toyota
There are only 11 factories in America in 1993. Japanese investors invested heavily in U.S production sites and increased the sales from 15.3% to 20.6 % in 2004 and this trend is continuously upward. In 2007 they stand second in U.S market and surpassed the sales of Ford and at the end of2007 they were succeeded to surpass the giant of U.S market General Motors (GM). They managed to make and sell 9.51
Quality Management Regime
million units as compared to GM which made and sell 9.26 million units. Toyota made fuel-efficient vehicles for U.S market. In 2009 Toyota sell 10.4 million vehicles that set anew record in the automotive industry. Japanese car manufacturer profit per vehicle increasing from U.S. $ 1.175in 2005 to $ 1,977 in 2006.
5.3 Australian Market of Toyota
Toyota has started production of the Toyota Camry Hybrid carin early 2010 in the Australian market. This model is fuel efficient and powered by gas and electricity both.Toyota produced 10,000 units of this model annually. They take the initiative of mass production of hybrid cars. Thereis continuous increase in the sales of these hybrid cars dueto increase in the fuel prices and sharp rise in the world’stemperature.
5.4 Global market of Toyota
Now they made their steps to conquer global automotive market. They expands their production towards Russia and China. They planned to build new factories that produce over450,000 units annually. They want to meet the demand of India and China. In 2010 investors planned to hold 15% of the global auto market. In 2010 Toyota plans to sell about 73 million vehicles, up 12% of sales in the last five years.Expanding the market is key to success and increase in salesaccording to the investors. China has highest rate of economic growth and the automotive industry is the major segment, which makes Toyota to take over the control of thismarket. Middle East ranked second place amongthe regions with the largest increasing sales of Toyota cars. They invested 68 billion yen in India and they produceCorolla model.
Quality Management Regime
6. Quality and Toyota’s way
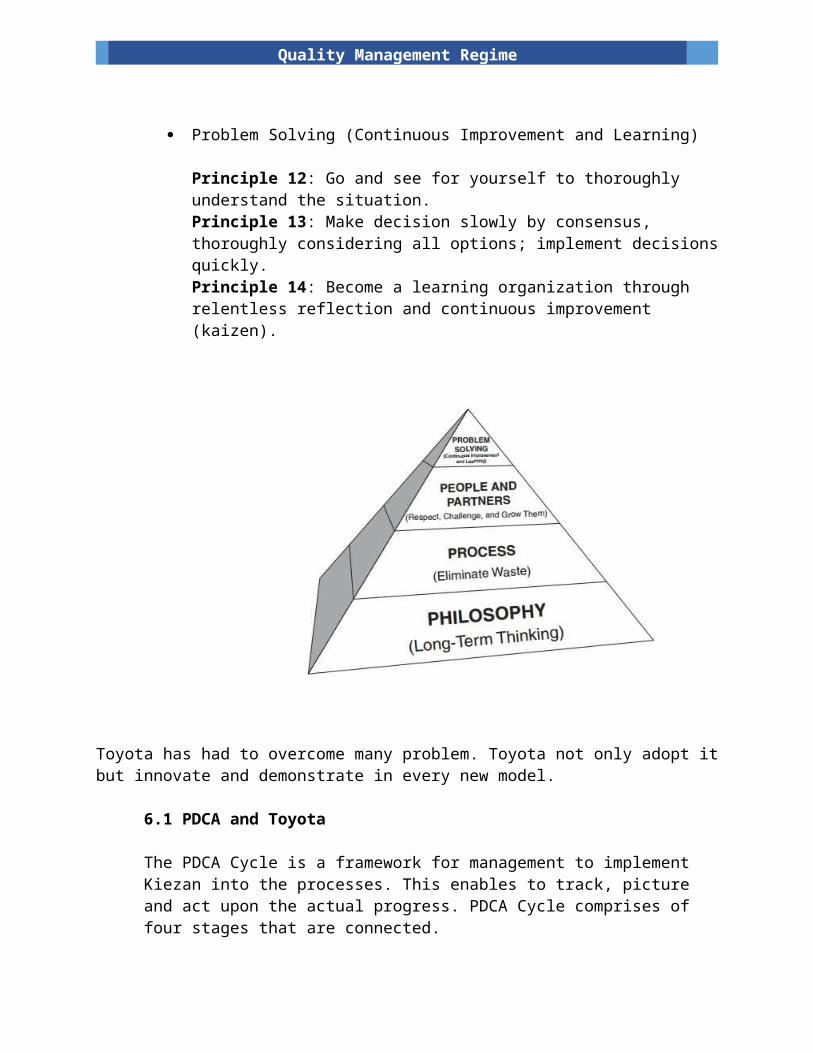
Journey of Toyota towards the world no 1 automotive company all stakeholder of the company worked really hard to achievetheir objectives and provide customer the better quality product. Manufacturer’s systematic approach towards the problem make this company successful. They use 4P’s model, along with each P one or more principles are associated.
Philosophy (Long-Term Thinking)Principle 1: Base your management decisions on a long-term philosophy even at the expense of short-term financial goals.
Process (Eliminate Waste)Principle 2: Create continuous process flow to bring problems to the surface.Principle 3: Use “pull” systems to avoid overproduction.Principle 4: Level out the workload.
Principle 5: Build a culture of stopping to fix problems to get quality right the first time.Principle 6: Standardized tasks are the foundation for continuous improvement and employee empowerment.Principle 7: Use visual controls so no problems are hidden.Principle 8: Use only thoroughly tested technology thatserves your people and processes.
People & Partners (Respect, Challenge, and Grow Them)Principle 9: Grow leaders who thoroughly understand thework, live the philosophy, and teach it to others.Principle 10: Develop exceptional people and teams who follow your company’s philosophy.Principle 11: Respect your extended network of suppliers and partners by challenging them and helping them improve.
Quality Management Regime
Problem Solving (Continuous Improvement and Learning)
Principle 12: Go and see for yourself to thoroughly understand the situation.Principle 13: Make decision slowly by consensus, thoroughly considering all options; implement decisionsquickly.Principle 14: Become a learning organization through relentless reflection and continuous improvement (kaizen).
Toyota has had to overcome many problem. Toyota not only adopt itbut innovate and demonstrate in every new model.
6.1 PDCA and Toyota
The PDCA Cycle is a framework for management to implement Kiezan into the processes. This enables to track, picture and act upon the actual progress. PDCA Cycle comprises of four stages that are connected.
Quality Management Regime
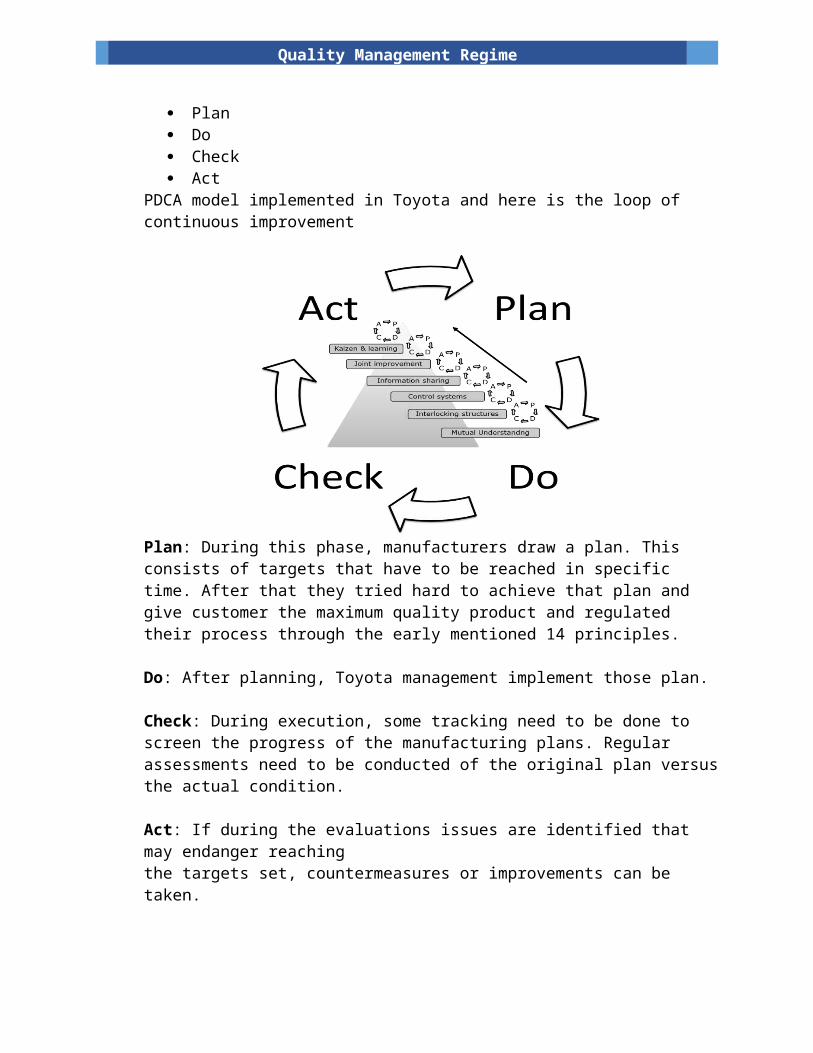
Plan Do Check Act
PDCA model implemented in Toyota and here is the loop of continuous improvement
Plan: During this phase, manufacturers draw a plan. This consists of targets that have to be reached in specific time. After that they tried hard to achieve that plan and give customer the maximum quality product and regulated their process through the early mentioned 14 principles.
Do: After planning, Toyota management implement those plan.
Check: During execution, some tracking need to be done to screen the progress of the manufacturing plans. Regular assessments need to be conducted of the original plan versusthe actual condition.
Act: If during the evaluations issues are identified that may endanger reachingthe targets set, countermeasures or improvements can be taken.
Quality Management Regime
The Annual Planning Cycle offers strategies in making a planon resources, cost, quality, budget, and long‐ and short‐term goals, whereas the KPI reporting supports the tracking and assessing of the development made during implementation of the plan in Toyota.
6.2 Toyota’s Quality Assurance System
Toyota Motor decided in the early 1960's to implement Total Quality Control (TQC) activities to solve quality issues. They do this for the detection of issues and prevent any reoccurrences. One TQC activity “Toyota Customer Follow-up System” was developed by Toyota sales Co., Ltd in 1969 whichrecorded customers' addresses, names, car histories, vehicleproblems, and repair locations onto cards. This system enabled TMS to classify, sort, and organize customer information, this also help to prompt the quality issues.
After the execution of TQC activities, the quality of Toyota's products improved. Toyota's awareness about the importance of safety and product quality, as well as their corporate social responsibility, was supported when a vehicle recall system was instituted in the U.S. in January 1968. While automakers were not required to make free declarations about recalls, news soon reached Japan that some Japanese and European automakers in the U.S. were quietly recalling faulty vehicles and repairing them.
6.3 Toyota Build Quality into the Process
1961, Toyota Motor decided to adopt system of Total Quality Control (TQC) to optimize their management operations and the manufacturing facilities. All employees required to "regard the next processes (on the production line) as theircustomers and provide them with the required amount and quality of goods and services on a timely basis." Quality control circles determine the cause of flaws when they happened and developed countermeasures to prevent
Quality Management Regime
reoccurrence. In addition, quality control teams were formed. These teams were deployed to all manufacturing facilities.
Due to these improvements the first product to benefit from this was the third generation Corona. Stress to bring the second generation Corona to market quickly to meet market demand had led to early product faults, which although laterresolved, caused the car to be widely regarded as inferior in quality.
After the success third generation corona through further improvements, Toyota's TQC efforts were officially recognized in 1965. Toyota was awarded the Deming Application Prize for quality control management. Toyota hasstressed the importance of quality control ever since, and it is thanks to these continued efforts that the Toyota brand the world over has become synonymous with Quality, Durability and Reliability.6.4 Quality starts with Customer: Toyota views
Toyota ran a promotional campaign in Japanese newspapers in 1969 with tagline “valuing each customer’s one and only vehicle.” This advertisements included advertorials printed by newspaper reporters and covered Toyota’s quality-related activities. By keeping in mind the aim of showing public that the company is committed to the Customer First principle from a multilateral perspective, ranging from design and production to sales and after sales service. Theycovered variety of topics like dealers were only associated with selling the cars but also welcome the customer opinion and passing them to the production side. Latest machinery and equipment ensuring high quality and reducing costs. Theyalso highlighted the use of CAD and CAM technology which facilitated Toyota to kaizen the design process of new cars.Toyota decided to remind the public that its commitment to customers’ safety and satisfaction is top priority, by bringing them reliable, durable, and high quality products. Toyota’s associates were also introduced to the public with
Quality Management Regime
the message that it is important to have highly qualified staff to make full use of the latest equipment, otherwise a trustworthy car cannot be produced. Steps toward the improvement of quality management, such as the introduction of Toyota’s annual “Quality Month” and an intensive education program for service personnel, were also presentedin the articles. The last installment in this series of advertorials covered a meeting between then Toyota Motor Co., Ltd. Chairman Taizo Ishida and Matsushita Electric Industrial Co., Ltd. (now Panasonic Corporation) Chairman Konosuke Matsushita. In the advertorial, Ishida emphasized the importance of putting the customer at the forefront by stating that “the truest connoisseur of cars is the customer.” He also added, “My working principle has always been that I cannot put a foot wrong if I produce a car whichcustomers like.”
6.5 Lean Production, Six Sigma, TPS
Core idea of lean production system is to remove non value activities, with less manpower, less equipment and short andsmaller time to create as much value as possible. This can be done to achieve costumer requirements of the product. It focuses on reducing wastage, so that the production process
Quality Management Regime
is reduced and ultimately cost will be reduced. If follows mass production system and it’s the new age of industrialization.
Six sigma comprise on TQM and statistics theory. Its main idea is that to make all professionals work like a process. Use quantitative methods to reduce the factors which effect quality, identify key factors for the improvement and achieve maximum customer satisfaction.
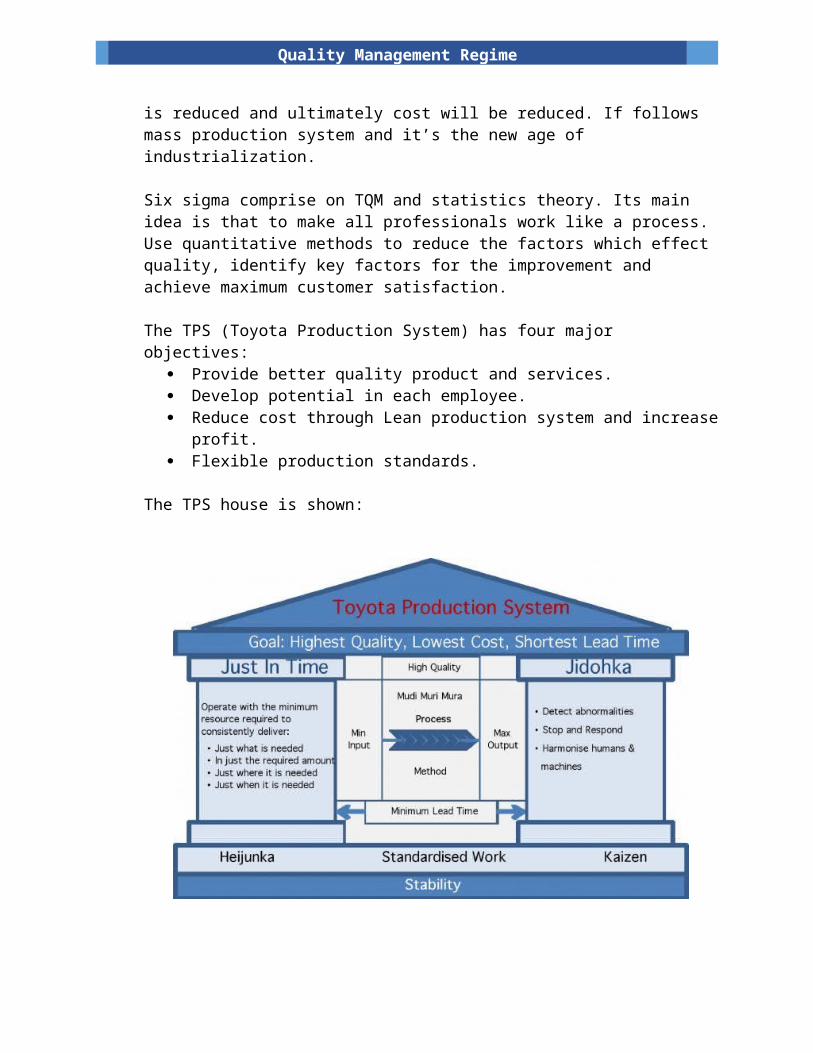
The TPS (Toyota Production System) has four major objectives:
Provide better quality product and services. Develop potential in each employee. Reduce cost through Lean production system and increase
profit. Flexible production standards.
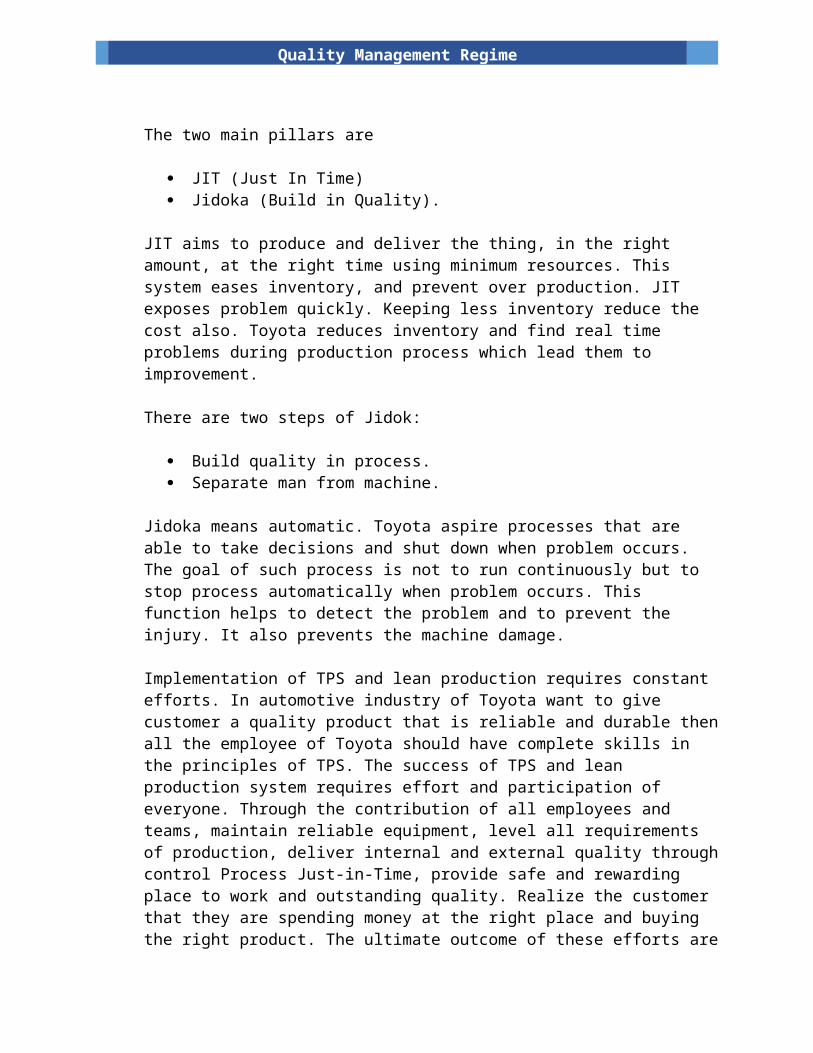
The TPS house is shown:
Quality Management Regime
The two main pillars are
JIT (Just In Time) Jidoka (Build in Quality).
JIT aims to produce and deliver the thing, in the right amount, at the right time using minimum resources. This system eases inventory, and prevent over production. JIT exposes problem quickly. Keeping less inventory reduce the cost also. Toyota reduces inventory and find real time problems during production process which lead them to improvement.
There are two steps of Jidok:
Build quality in process. Separate man from machine.
Jidoka means automatic. Toyota aspire processes that are able to take decisions and shut down when problem occurs. The goal of such process is not to run continuously but to stop process automatically when problem occurs. This function helps to detect the problem and to prevent the injury. It also prevents the machine damage.
Implementation of TPS and lean production requires constant efforts. In automotive industry of Toyota want to give customer a quality product that is reliable and durable thenall the employee of Toyota should have complete skills in the principles of TPS. The success of TPS and lean production system requires effort and participation of everyone. Through the contribution of all employees and teams, maintain reliable equipment, level all requirements of production, deliver internal and external quality throughcontrol Process Just-in-Time, provide safe and rewarding place to work and outstanding quality. Realize the customer that they are spending money at the right place and buying the right product. The ultimate outcome of these efforts are
Quality Management Regime
reasonable return for your investors and safe employment with impartial wages and bonus for all.
7. References
Zhou, Hu, He, Zhen & Gao, Xuefeng. (2006). The contrast and integration of Lean production and Six Sigma management. Industrial engineering.
He, Zhen, Zhou, Hu & Gao, Xuefeng. (2006). Lean Six Sigma and its implementation. Journal of Xi’an University of Electronic Science and Technology (Social Sciences).
Mihaela Funaru. TOYOTA’S BUSINESS STRATEGIES IN INTERNATIONAL MARKETS. University of Brasov Faculty of Economics and Business Administration Bravos.
Z. Papulova. The Significance of Vision and Mission Development for Enterprises. Faculty of Management, Comenius University in Bratislava, Slovak Republic.
Imai, M., Kaizen: The Key to Japanese Competitiveness Success,Random HouseBusiness Division, New York, 1986
Robert B. Austenfeld, Jr (2006). Toyota and Why It Is So Successful.
Quality Management Regime
Adams, F. Gerard, Byron Gangnes, and Gene Huang. (1991). ―Impact of Japanese Investment in U.S. Automobile Production.‖Journal of Policy Modeling
CAR. (2007). ―Contribution of Toyota Motor North America to the Economies of Sixteen States and the United States, 2006.‖ Center for Automotive Research. Kim Hill and Debbie Maranger Menk. Prepared for Toyota Motor North America. October, 2007.
Fujimoto, Takahiro, The Evolution of a Manufacturing System atToyota, OxfordPress, NY 1999