
Reproduced with permission of the The role of equity in environmental protection in the People's
Upload
khangminh22Category
view
0download
0
This chapter has been reproduced with the kind permission of the Australian Centre for Geomechanics. Paste and Thickened Tailings – A Guide (Third Edition) 2015. www.acg.uwa.edu.au
6 C H A P T E R 66REAGENTS
82
Paste and Thickened Tailings – A Guide (Third Edition)

85
6.8 FACTORS AFFECTING POLYMER ACTIVITY ......................................98 6.8.1 Product life...............................................................................98 6.8.2 Solution make-up .....................................................................98 6.8.3 Flocculant transport ...............................................................100 6.8.4 Water quality ..........................................................................100 6.8.5 Make-up equipment materials ................................................101
6.9 FACTORS AFFECTING POLYMER APPLICATION ............................101 6.9.1 Reagent choice ......................................................................101 6.9.1.1 Flocculants .........................................................101 6.9.1.2 Coagulants .........................................................102 6.9.2 Reagent dilution .....................................................................102 6.9.3 Reagent dosage ....................................................................102 6.9.4 Dosing/addition conditions .....................................................103 6.9.4.1 Dosing points......................................................103 6.9.4.2 Shear conditions .................................................104 6.9.5 Control ...................................................................................104
6.10 INLINE POLYMER ADDITION ............................................................104
6.11 REAGENT TESTING ..........................................................................106
6.12 THE FUTURE OF REAGENTS ...........................................................107
AUTHOR DETAILS ........................................................................................108
Reagents6.1 PREAMBLE ..........................................................................................87
6.2 FLOCCULANTS, COAGULANTS AND DISPERSANTS .......................87 6.2.1 Flocculation versus coagulation ................................................87 6.2.2 Dispersion ................................................................................87
6.3 REAGENT CHEMISTRIES ...................................................................88 6.3.1 Coagulants ..............................................................................88 6.3.1.1 Inorganic ...............................................................88 6.3.1.2 Synthetic ..............................................................89 6.3.2 Dispersants ..............................................................................89 6.3.2.1 Inorganic ...............................................................89 6.3.2.2 Polymer ................................................................89 6.3.3 Flocculants ..............................................................................89 6.3.3.1 Natural ..................................................................89 6.3.3.2 Synthetic ..............................................................90
6.4 BRIDGING TYPE POLYMERS .............................................................90 6.4.1 Particle bridging .......................................................................90 6.4.2 Flocculant adsorption ...............................................................91 6.4.2.1 Adsorption of nonionic flocculants ........................91 6.4.2.2 Adsorption of anionic flocculants ..........................92 6.4.2.3 Adsorption of cationic flocculants .........................93
6.5 POLYMER CHAINS IN SOLUTION ......................................................93 6.5.1 Solution state and dimensions .................................................93 6.5.2 The solution properties of flocculants .......................................94
6.6 PHYSICAL FORMS OF POLYMER PRODUCTS .................................94 6.6.1 Solid phase ..............................................................................94 6.6.2 Emulsion ..................................................................................94 6.6.3 Dispersion ................................................................................95 6.6.4 Blocks .....................................................................................95 6.6.5 Solution ...................................................................................95
6.7 THEORY OF FLOCCULATION AND COAGULATION ..........................95 6.7.1 Aggregation kinetics .................................................................95 6.7.1.1 Aggregate porosity ...............................................95 6.7.1.2 Aggregate growth .................................................96 6.7.1.3 The impact of solids concentration .......................96 6.7.2 Factors that affect particles in suspension ................................96 6.7.2.1 Nature and size of the solids present.....................97 6.7.2.2 Solids concentration .............................................97 6.7.2.3 Surface charge and slurry pH................................97 6.7.2.4 Type and quantity of dissolved ions present ..........98
87
treatment, to use flocculation to describe both processes, but they are very distinct from each other in a tailings (and all mineral processing) context and it is critical that this distinction is appreciated. Aggregation by flocculation is achieved by long-chain (high molecular weight) water-soluble polymers, irrespective of particle charge, in which the polymer forms a physical bridge between two or more particles. Multiple bridges will cause the particles to come together in a loose and highly porous three-dimensional structure. Aggregation by coagulation is achieved through charge modification by multivalent inorganic coagulants, such as ferrous/ferric sulphate and alum, or low molecular weight, highly charged organic polymers.
Coagulation and flocculation can be used together to treat a particle suspension. In fact, for most tailings, the finest particles within the suspension are usually in a state of natural coagulation as a consequence of dissolved salts, adsorbed cations and surface chemistry.
6.2.2 DispersionIn contrast to coagulation and flocculation, reagents can also be used to prevent or reduce fine particle aggregation. In mineral systems this is typically observed as fine particle (slimes) aggregation with coarse particles, and more particularly from a flotation perspective, the ‘coating’ of slimes is responsible for the poor floatability of the coarser valuable mineral component. Removing such coatings from a surface prior to flotation requires
6.2 FLOCCULANTS, COAGULANTS AND DISPERSANTS
6.2.1 Flocculation versus coagulationFlocculation is the aggregation of single particles or small groups of particles into multi-particle aggregates to accelerate or improve the efficiency of solid–liquid separation. These aggregates are often called ‘flocs’ although this can lead to some confusion in mineral applications, given the tendency of those in the industry to abbreviate flocculant to ‘floc’, and hence the term aggregates will be preferred throughout this chapter. The term ‘flocculent’ is also often encountered, especially as a consequence of word-processing spell-checkers, but is only appropriate in biological applications and is therefore best never used in association with mineral systems (whatever your spell-checker might insist).
Coagulation is an electrostatic process, with the mechanism involving a reduction in the repulsive potential of the particle’s electrical double layer that then favours aggregation taking place. The electrical potential surrounding the suspended fine particles is essentially neutralised to prevent repulsion, and attractive forces instead allow the formation of small aggregates or ‘coagula’ (larger aggregates are possible through coagulation, but generally only from fine, low-density particles under very quiescent conditions).
There is a tendency within much of the academic literature, particularly in relation to low solids wastewater
6C H A P T E R 6
Lead AuthorPhillip Fawell CSIRO Mineral Resources Flagship, Australia
Reagents
6.1 PREAMBLEThis chapter deals with the reagents that are applied in fine particle slurry systems to enhance dewatering and handling. There are many publications that deal with this subject, but the following focuses on tailings applications, which can be quite distinct from other systems in their behaviour and requirements. Discussions on such reagents are usually dominated by the synthetic flocculants used to aggregate fine particles and accelerate settling rates in gravity thickeners, thereby allowing high throughputs and smaller thickener diameters. Thickening is discussed in detail in Chapter 7, while this chapter deals with all aspects of flocculants up to the point of dosing, from fundamental flocculant solution properties to the factors that impact upon the flocculation performance.
While flocculation is inevitably the focus, the use of coagulants (inorganic and organic) is also considered, in particular for their application to slurries containing ultra-fine particles. Reagents used to give particle dispersion and modified rheological properties are briefly discussed, as is the rapidly developing area of post-thickener (or high solids suspension) dosing of polymer reagents inline to modify dewatering, deposition and consolidation properties.

8988
weight copolymers can be made with acrylamide. PolyDADMAC tends to be the most frequently used polymer coagulant, with hydrolysis of the ester linkage in the quaternary ammonium polymers being a concern in some applications.
Poly(ethylene imine) is another form of polyamine, shown as a simple linear form in Figure 6.2 but is often highly branched and low in molecular weight. If the amine is not quaternised, the charge on the polyamine is pH dependent.
The polymer coagulants produce larger aggregates than inorganic solids, most likely a reflection of some degree of particle bridging at higher molecular weight. However, settling rates are still low in most applications.
6.3.2 Dispersants
6.3.2.1 InorganicSodium silicate (Na2SiO3.5H2O) uses covalent bonding to attach to a particle surface, first reacting with an acid functionality to form hydroxylated silica that then adsorbs on minerals, creating a negative surface at all pH values above 2 (Klimpel, 1997). Polyphosphates of the general formula [PnO3n+1]
(n+2)- are widely used in mineral processing industries as dispersants and rheological modifiers. Longer chains with n > 4 are claimed to offer improved dispersion ability, with surface complexes formed on adsorption presenting a portion of uncomplexed chain to the medium as a charged steric barrier (Farrokhpay et al., 2012). Aqueous polyphosphate solutions can hydrolyse under some conditions such as at high temperature, acidic or basic pH, or in the presence of specific metal ions, which results in the formation of smaller, less effective phosphate molecules.
6.3.2.2 PolymerNatural polymers such as polysaccharides (starch and dextrin) and polyphenols (tannins, quebracho) with low molecular weights find use as dispersants. Synthetic polymers with molecular weights below 100,000 have become more common because properties can be customised to specific applications and the much lower required dosages. Many of the polyelectrolyte chemistries shown in Figure 6.2 can be dispersants — although flocculants are typically linear, dispersants may also have quite branched structures.
6.3.3 Flocculants
6.3.3.1 NaturalFlocculants based on polysaccharides or natural polymers find applications in wastewater treatment where there is a demand for the use of environmentally friendly materials. They are biodegradable, largely shear-insensitive, give no secondary pollution, and are reproducibly obtained from agricultural sources (Bolto and Gregory, 2007). They include tannins, chitosan, cellulose and sodium
rupture under moderate applied shear. Excessive dosages of these reagents can result in particle redispersion.
6.3.1.2 SyntheticLiquid cationic polymers are able to modify surface charge without the need for precipitate formation, and do not appreciably affect pH. They therefore offer considerable advantages over inorganic salts, such as applicability over a wider pH range, greatly reduced dosages, much reduced sludge volumes and few problems with scaling, corrosion and handling.
Figure 6.2 shows the structures of several of the main cationic coagulants. Poly(acryloyloxyethyl-trimethyl ammonium chloride) is typically available as a copolymer with acrylamide, generally containing up to 10 to 80 mol% of cationic monomer. Copolymers with methacrylate are also commercially available.
Poly(diallyl dimethyl ammonium chloride) is better known as polyDADMAC and is usually available at low-to-medium molecular weights. Higher molecular
CH3
CI-
CI-
N+N+
O- Na+
CH2
CHCH
CH2
CH2CH2O=C
O=C O=C
( () )
O
CH2
CH2 CH2
CH2
CH2
NH2
CH2
CH2 CH2 CH2 NH
SO3-
C(CH3)2
CH2 CH2 CH2 O
CH2 CH2 CH2
CH2
CH2
CH3CH3
( ) ( )
( ) ( )
( )
O=C
NH
Na+
poly(acryloyloxyethyl-trimethyl ammonium
chloride)
polyacrylamide
poly(2-acrylamido-2-methyl-propane
sulphonate)poly(ethylene oxide)
poly(ethylene imine)
polyacrylate
poly(diallyl-dimethyl ammonium
chloride)
FIGURE 6.2 Synthetic organic polymers used to treat particle systems
to counteract any lowering of the pH. Aluminium salts perform best in the pH range from 5.5 to 7.0; iron salts are best from 4.0 to 6.0, but can be applied with success up to pH 11.0.
The most frequently used aluminium salt is the sulphate commonly referred to as ‘alum’, which describes either Al2(SO4)3.14H2O or Al2(SO4)3.18H2O. Alum dosages are referred to by an Al2O3 content, usually between 14 and 17%. Addition to water can lead to a number of intermediates, but eventually precipitation of the gelatinous hydroxide occurs. Partially hydrolysed polymeric aluminium salts are also available, most notably polyaluminium chloride (PAC). Although more expensive, they give faster aggregate formation, lower doses, no reduction of pH and better performance at low temperatures (Binnie et al., 2002).
Ferric is used as either a sulphate or chloride (Fe2(SO4)3.7H2O or FeCl3.6H2O, respectively) and both behave similar to alum. They can be preferred to alum for the wider pH range, better applicability in hard waters and where there are health concerns over solution aluminium levels. There are grounds for concern that the chloride form may be corrosive. Ferrous (as FeSO4.7H2O) readily oxidises to ferric and can also be obtained as a mixture with ferric sulphate.
Inorganic salts are most effective in treating very low solids systems, for which the precipitates that form after dosing (usually hydroxides) provide additional surface area that then increase the probability of aggregating collisions. They also offer the advantage of relatively low unit cost; however, the dosages are typically very high and performance is quite sensitive to pH. Coagulants that precipitate as fine hydroxides lead to an increased settled volume, and this can be a disadvantage in some applications.
The aggregates formed from inorganic salts are typically small and compact, with low settling rates. Aggregates of any appreciable size are weak and readily
treatment with a dispersant. Dispersants are an integral part of slurry handling processes associated with the commercial production of upgraded kaolin and calcium carbonate products, allowing flow to be maintained during high solids slurry transportation.
In systems where distinct mineral phases are otherwise aggregated together, addition of a dispersant may prevent this and thereby permit selective flocculation, such as in the separation of iron ore from quartz. Dispersion can also serve to reduce slurry viscosity.
6.3 REAGENT CHEMISTRIES Just as the processes of flocculation, coagulation and dispersion have many common features, the reagents that are used to achieve these processes also have some overlap. Inorganic reagents are well-defined commodities, and the variation in their behaviour can simply reflect dosages. The advantage of synthetic organic polymers is that they can be designed and manufactured in many forms, with the molecular weight, type (functionality) and (where appropriate) amount of charged monomer controlled during manufacture.
The term ‘polyelectrolyte’ is often used to describe all types of water-soluble polymer, from dispersants through to flocculants. They can be grouped in three categories, based on their properties when dissolved in water:
• Nonionic, which are neutral in charge or only very slightly negatively charged (i.e. <1% of total monomer groups).
• Anionic, for which a significant fraction of the functional groups ionise to form negative charges along the polymer chain.
• Cationic, for which a significant fraction of the functional groups ionise to form positive charges along the polymer chain.
Figure 6.1 shows how molecular weight can alter a polymer’s properties and therefore its potential applications. Low molecular mass polymers with high anionic charge are used as dispersants or viscosity modifiers, where they act to increase the negative charge on surfaces and therefore reduce the tendency of particles to interact. Conversely, charged polyelectrolytes adsorbed on oppositely charged particles can serve to reduce or alter surface charge, resulting in coagulation. As the polymer molecular weight is raised, the possibility of bridging flocculation increases and ultimately becomes the dominant mechanism.
6.3.1 Coagulants
6.3.1.1 InorganicHighly charged cations are the most effective at modifying particle charge, and hence salts of Al3+ and Fe3+ are commonly used, with lime or caustic often then needed
Molecular weight
103
Dispersant
Coagulant
Flocculant
104 105 106 107 108
FIGURE 6.1 General relationship between product molecular weight and application (adapted from Moody, 1992)
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
9190
6.4.2 Flocculant adsorptionFor long-chain flocculants to aggregate particles by bridging, the flocculants must first adsorb onto the mineral surface. Particle charge neutralisation is not of primary importance, as it is with coagulation, but it can have a secondary role. The adsorption process is very much affected by the functionalities present within the polymer and the surface chemistry of the particles.6.4.2.1 Adsorption of nonionic flocculantsAttachment of the nonionic flocculant is by hydrogen bonding between hydrogen atoms of the amide functionality and polar oxygen atoms on the surface of the mineral. Hydrogen bonds are not as strong as covalent bonds and any individual bond with the surface is readily broken. However, the flocculant will attach at multiple points along its chain to give a ‘train’ of adsorbed segments, as shown in Figure 6.4. Such is the effective strength of the adsorbed train as a whole that under almost all circumstances flocculant adsorption is irreversible.
probability of contacting flocculant become prohibitively high. Lower molecular weight coagulants are therefore usually employed for treatment of surface mine drainage waters and for removal of ultra-fine particles that contribute to turbidity.
Synthetic bridging flocculants are used to treat tailings in several ways:
• After coagulation of finely dispersed particles with either inorganic salts or synthetic polymers, the aggregate size and settling rate may be further increased by the addition of bridging flocculants. The required flocculant dosages are therefore substantially reduced, not just by pre-aggregating these finer solids, but possibly also from surface charge changes induced by the coagulants.
• Suspensions containing either a higher concentration of particles, or particles of a larger average size, may in many cases be effectively treated using bridging flocculants only.
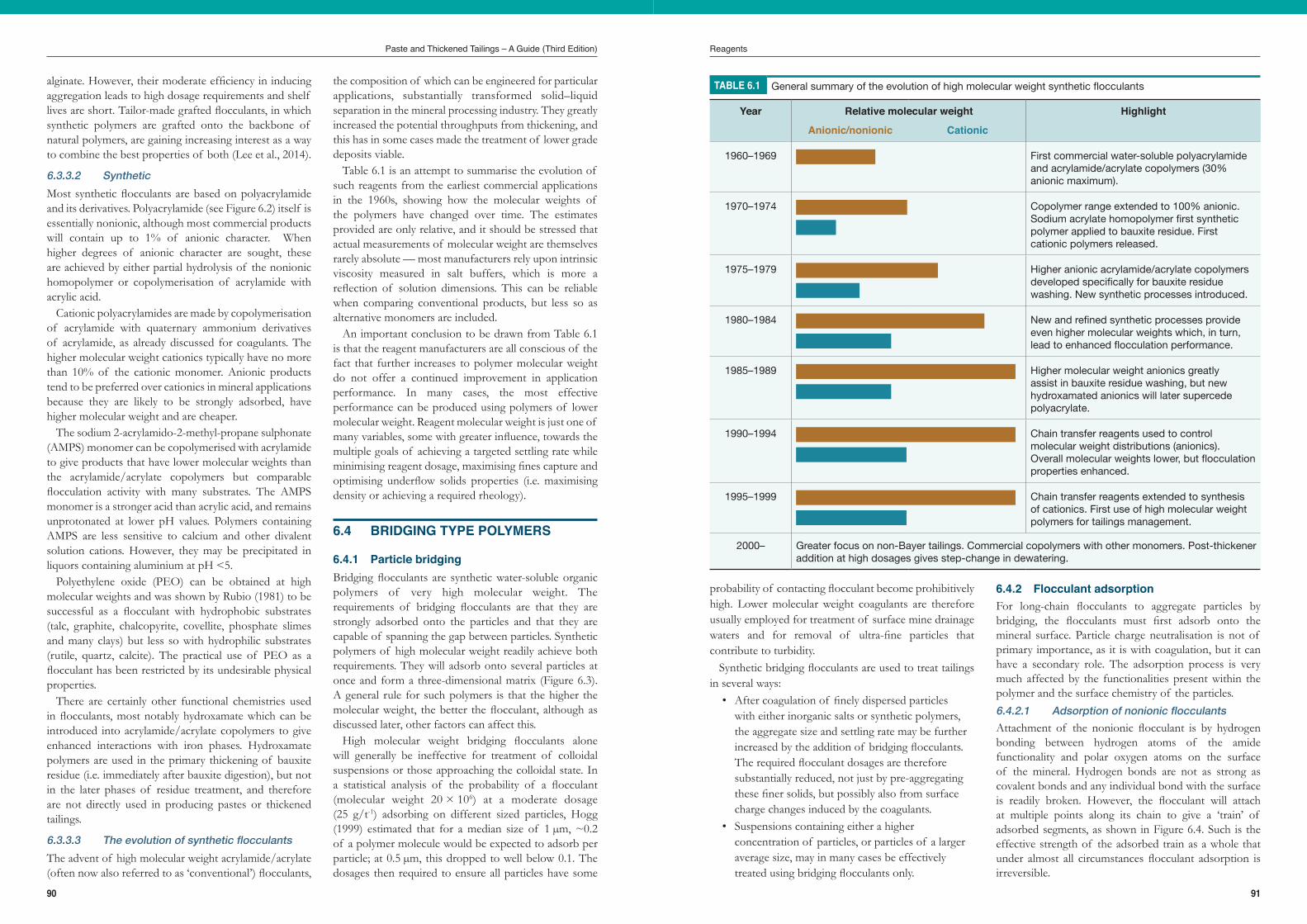
TABLE 6.1 General summary of the evolution of high molecular weight synthetic flocculants
Year Relative molecular weight Highlight
Anionic/nonionic Cationic
1960–1969 First commercial water-soluble polyacrylamide and acrylamide/acrylate copolymers (30% anionic maximum).
1970–1974 Copolymer range extended to 100% anionic. Sodium acrylate homopolymer first synthetic polymer applied to bauxite residue. First cationic polymers released.
1975–1979 Higher anionic acrylamide/acrylate copolymers developed specifically for bauxite residue washing. New synthetic processes introduced.
1980–1984 New and refined synthetic processes provide even higher molecular weights which, in turn, lead to enhanced flocculation performance.
1985–1989 Higher molecular weight anionics greatly assist in bauxite residue washing, but new hydroxamated anionics will later supercede polyacrylate.
1990–1994 Chain transfer reagents used to control molecular weight distributions (anionics). Overall molecular weights lower, but flocculation properties enhanced.
1995–1999 Chain transfer reagents extended to synthesis of cationics. First use of high molecular weight polymers for tailings management.
2000– Greater focus on non-Bayer tailings. Commercial copolymers with other monomers. Post-thickener addition at high dosages gives step-change in dewatering.
the composition of which can be engineered for particular applications, substantially transformed solid–liquid separation in the mineral processing industry. They greatly increased the potential throughputs from thickening, and this has in some cases made the treatment of lower grade deposits viable.
Table 6.1 is an attempt to summarise the evolution of such reagents from the earliest commercial applications in the 1960s, showing how the molecular weights of the polymers have changed over time. The estimates provided are only relative, and it should be stressed that actual measurements of molecular weight are themselves rarely absolute — most manufacturers rely upon intrinsic viscosity measured in salt buffers, which is more a reflection of solution dimensions. This can be reliable when comparing conventional products, but less so as alternative monomers are included.
An important conclusion to be drawn from Table 6.1 is that the reagent manufacturers are all conscious of the fact that further increases to polymer molecular weight do not offer a continued improvement in application performance. In many cases, the most effective performance can be produced using polymers of lower molecular weight. Reagent molecular weight is just one of many variables, some with greater influence, towards the multiple goals of achieving a targeted settling rate while minimising reagent dosage, maximising fines capture and optimising underflow solids properties (i.e. maximising density or achieving a required rheology).
6.4 BRIDGING TYPE POLYMERS
6.4.1 Particle bridgingBridging flocculants are synthetic water-soluble organic polymers of very high molecular weight. The requirements of bridging flocculants are that they are strongly adsorbed onto the particles and that they are capable of spanning the gap between particles. Synthetic polymers of high molecular weight readily achieve both requirements. They will adsorb onto several particles at once and form a three-dimensional matrix (Figure 6.3). A general rule for such polymers is that the higher the molecular weight, the better the flocculant, although as discussed later, other factors can affect this.
High molecular weight bridging flocculants alone will generally be ineffective for treatment of colloidal suspensions or those approaching the colloidal state. In a statistical analysis of the probability of a flocculant (molecular weight 20 × 106) at a moderate dosage (25 g/t-1) adsorbing on different sized particles, Hogg (1999) estimated that for a median size of 1 µm, ~0.2 of a polymer molecule would be expected to adsorb per particle; at 0.5 µm, this dropped to well below 0.1. The dosages then required to ensure all particles have some
alginate. However, their moderate efficiency in inducing aggregation leads to high dosage requirements and shelf lives are short. Tailor-made grafted flocculants, in which synthetic polymers are grafted onto the backbone of natural polymers, are gaining increasing interest as a way to combine the best properties of both (Lee et al., 2014).
6.3.3.2 SyntheticMost synthetic flocculants are based on polyacrylamide and its derivatives. Polyacrylamide (see Figure 6.2) itself is essentially nonionic, although most commercial products will contain up to 1% of anionic character. When higher degrees of anionic character are sought, these are achieved by either partial hydrolysis of the nonionic homopolymer or copolymerisation of acrylamide with acrylic acid.
Cationic polyacrylamides are made by copolymerisation of acrylamide with quaternary ammonium derivatives of acrylamide, as already discussed for coagulants. The higher molecular weight cationics typically have no more than 10% of the cationic monomer. Anionic products tend to be preferred over cationics in mineral applications because they are likely to be strongly adsorbed, have higher molecular weight and are cheaper.
The sodium 2-acrylamido-2-methyl-propane sulphonate (AMPS) monomer can be copolymerised with acrylamide to give products that have lower molecular weights than the acrylamide/acrylate copolymers but comparable flocculation activity with many substrates. The AMPS monomer is a stronger acid than acrylic acid, and remains unprotonated at lower pH values. Polymers containing AMPS are less sensitive to calcium and other divalent solution cations. However, they may be precipitated in liquors containing aluminium at pH <5.
Polyethylene oxide (PEO) can be obtained at high molecular weights and was shown by Rubio (1981) to be successful as a flocculant with hydrophobic substrates (talc, graphite, chalcopyrite, covellite, phosphate slimes and many clays) but less so with hydrophilic substrates (rutile, quartz, calcite). The practical use of PEO as a flocculant has been restricted by its undesirable physical properties.
There are certainly other functional chemistries used in flocculants, most notably hydroxamate which can be introduced into acrylamide/acrylate copolymers to give enhanced interactions with iron phases. Hydroxamate polymers are used in the primary thickening of bauxite residue (i.e. immediately after bauxite digestion), but not in the later phases of residue treatment, and therefore are not directly used in producing pastes or thickened tailings.
6.3.3.3 The evolution of synthetic flocculantsThe advent of high molecular weight acrylamide/acrylate (often now also referred to as ‘conventional’) flocculants,
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
9392
6.5 POLYMER CHAINS IN SOLUTION
6.5.1 Solution state and dimensionsHigh molecular weight polymers exist as highly hydrated random coils when in aqueous solution. The spatial extent (dimensions) of the coils depends upon the molecular weight (polymer chain length), the ionic strength of the liquor (dissolved salts), pH in the case of anionic copolymers, and the ionic content (cationic or anionic) of the polymer.
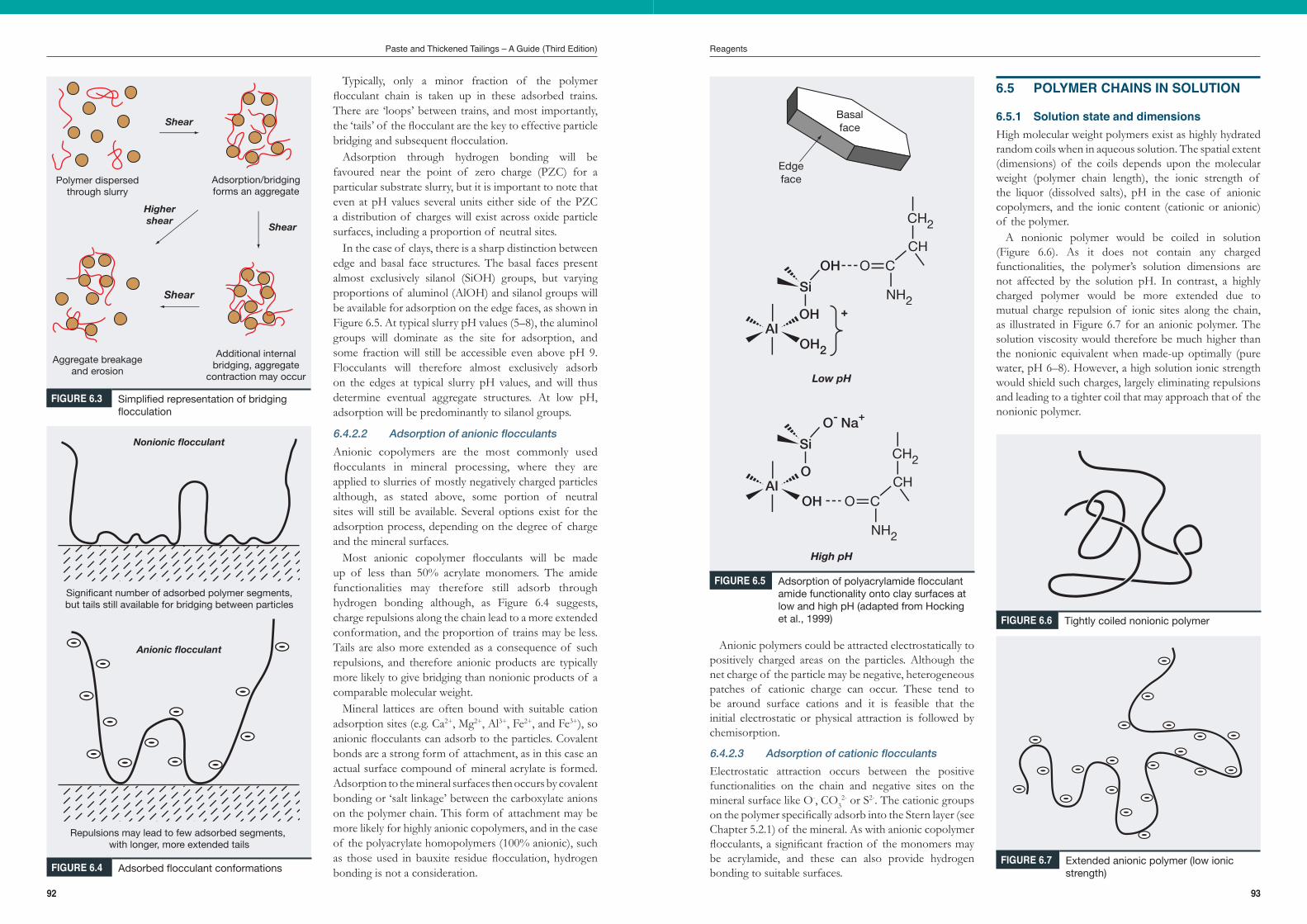
A nonionic polymer would be coiled in solution (Figure 6.6). As it does not contain any charged functionalities, the polymer’s solution dimensions are not affected by the solution pH. In contrast, a highly charged polymer would be more extended due to mutual charge repulsion of ionic sites along the chain, as illustrated in Figure 6.7 for an anionic polymer. The solution viscosity would therefore be much higher than the nonionic equivalent when made-up optimally (pure water, pH 6–8). However, a high solution ionic strength would shield such charges, largely eliminating repulsions and leading to a tighter coil that may approach that of the nonionic polymer.
Anionic polymers could be attracted electrostatically to positively charged areas on the particles. Although the net charge of the particle may be negative, heterogeneous patches of cationic charge can occur. These tend to be around surface cations and it is feasible that the initial electrostatic or physical attraction is followed by chemisorption.
6.4.2.3 Adsorption of cationic flocculantsElectrostatic attraction occurs between the positive functionalities on the chain and negative sites on the mineral surface like O-, CO3
2- or S2-. The cationic groups on the polymer specifically adsorb into the Stern layer (see Chapter 5.2.1) of the mineral. As with anionic copolymer flocculants, a significant fraction of the monomers may be acrylamide, and these can also provide hydrogen bonding to suitable surfaces.
CH2
NH2
OH2
Na+O-
CHCOOH
OH
Low pH
High pH
AI
Si
CH2
NH2
CHCOOH
OAI
Si
Basalface
Edgeface
FIGURE 6.5 Adsorption of polyacrylamide flocculant amide functionality onto clay surfaces at low and high pH (adapted from Hocking et al., 1999) FIGURE 6.6 Tightly coiled nonionic polymer
FIGURE 6.7 Extended anionic polymer (low ionic strength)
Typically, only a minor fraction of the polymer flocculant chain is taken up in these adsorbed trains. There are ‘loops’ between trains, and most importantly, the ‘tails’ of the flocculant are the key to effective particle bridging and subsequent flocculation.
Adsorption through hydrogen bonding will be favoured near the point of zero charge (PZC) for a particular substrate slurry, but it is important to note that even at pH values several units either side of the PZC a distribution of charges will exist across oxide particle surfaces, including a proportion of neutral sites.
In the case of clays, there is a sharp distinction between edge and basal face structures. The basal faces present almost exclusively silanol (SiOH) groups, but varying proportions of aluminol (AlOH) and silanol groups will be available for adsorption on the edge faces, as shown in Figure 6.5. At typical slurry pH values (5–8), the aluminol groups will dominate as the site for adsorption, and some fraction will still be accessible even above pH 9. Flocculants will therefore almost exclusively adsorb on the edges at typical slurry pH values, and will thus determine eventual aggregate structures. At low pH, adsorption will be predominantly to silanol groups.
6.4.2.2 Adsorption of anionic flocculantsAnionic copolymers are the most commonly used flocculants in mineral processing, where they are applied to slurries of mostly negatively charged particles although, as stated above, some portion of neutral sites will still be available. Several options exist for the adsorption process, depending on the degree of charge and the mineral surfaces.
Most anionic copolymer flocculants will be made up of less than 50% acrylate monomers. The amide functionalities may therefore still adsorb through hydrogen bonding although, as Figure 6.4 suggests, charge repulsions along the chain lead to a more extended conformation, and the proportion of trains may be less. Tails are also more extended as a consequence of such repulsions, and therefore anionic products are typically more likely to give bridging than nonionic products of a comparable molecular weight.
Mineral lattices are often bound with suitable cation adsorption sites (e.g. Ca2+, Mg2+, Al3+, Fe2+, and Fe3+), so anionic flocculants can adsorb to the particles. Covalent bonds are a strong form of attachment, as in this case an actual surface compound of mineral acrylate is formed. Adsorption to the mineral surfaces then occurs by covalent bonding or ‘salt linkage’ between the carboxylate anions on the polymer chain. This form of attachment may be more likely for highly anionic copolymers, and in the case of the polyacrylate homopolymers (100% anionic), such as those used in bauxite residue flocculation, hydrogen bonding is not a consideration.
Nonionic flocculant
Anionic flocculant
Repulsions may lead to few adsorbed segments, with longer, more extended tails
Significant number of adsorbed polymer segments,but tails still available for bridging between particles
FIGURE 6.4 Adsorbed flocculant conformations
Shear
Polymer dispersedthrough slurry
Adsorption/bridgingforms an aggregate
Highershear
Aggregate breakageand erosion
Additional internalbridging, aggregate
contraction may occur
Shear
Shear
FIGURE 6.3 Simplified representation of bridging flocculation
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
9594
reagents as particles that are solubilised as they flow downstream, and the subsequent aggregation of solids within the stream. The flow of the stream provides a form of control to the process — if the flow rate increases or stops, the dissolution of the blocks does the same. However, dissolution will be insensitive to changes in solids load, particle size or mineralogy. Although not necessarily efficient in terms of reagent consumption, this approach does allow flocculation or coagulation to be achieved with a minimal requirement of equipment or user intervention at remote or basic sites that may lack the services needed for the application of conventional polymers, such as in the treatment of surface mine drainage waters.
6.6.5 SolutionPolymers that are provided already in aqueous solution are usually low molecular weight coagulants and can have actives contents of up to 50 wt/wt%, limited only by solution viscosity. These solutions are typically stable in the form in which they are provided for up to a year, but like the higher molecular weight products, they lose performance rapidly when highly diluted. Dilution to below 1 wt/wt% can improve performance, primarily through ensuring more effective distribution through a slurry, but the neat products can readily be dosed directly without any other preparation.
6.7 THEORY OF FLOCCULATION AND COAGULATION
6.7.1 Aggregation kinetics
6.7.1.1 Aggregate porosityThe aggregates formed by either coagulation or flocculation are highly porous, with this porosity having a critical impact upon aggregate growth, sediment dewatering and rheology. Aggregate porosity is usually described through fractal geometry, thereby accounting for aggregates becoming increasingly porous as size increases. The total enclosed volume of an aggregate (solid particles plus void volume) is treated as a sphere and taken to increase with the cube of a characteristic length (L) either diameter or radius. The mass (m) increases with a lower power, using the relationship:
m ∝ LDf 6.1
where Df is the mass-length fractal dimension and can take a value between 1 and 3, the latter representing a solid sphere. Coagulated aggregates will typically give lower values of Df (1.5 to 2), while flocculated aggregates will be greater than 1.8. In reality, a single value of Df may be insufficient to fully capture a system’s behaviour,
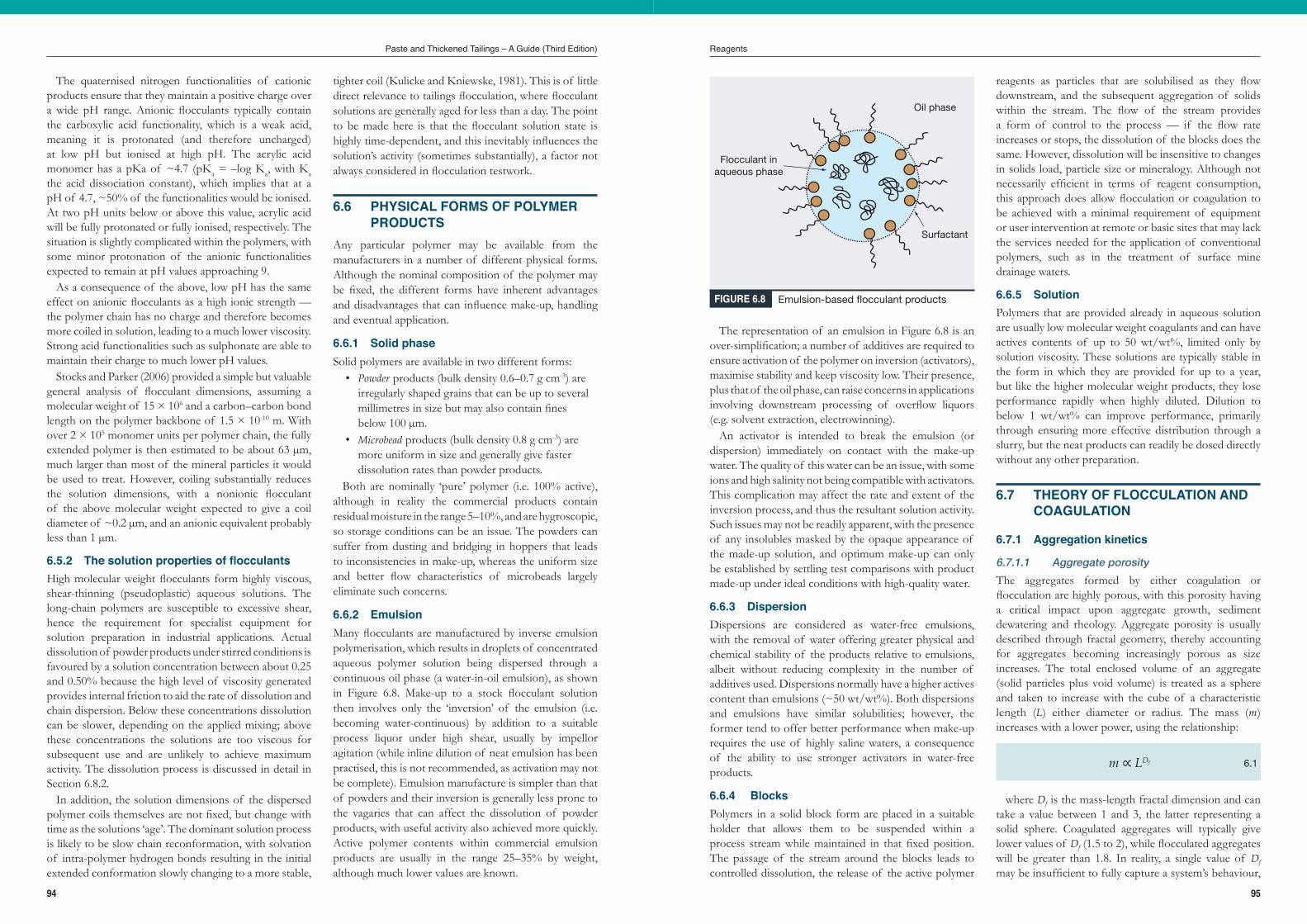
The representation of an emulsion in Figure 6.8 is an over-simplification; a number of additives are required to ensure activation of the polymer on inversion (activators), maximise stability and keep viscosity low. Their presence, plus that of the oil phase, can raise concerns in applications involving downstream processing of overflow liquors (e.g. solvent extraction, electrowinning).
An activator is intended to break the emulsion (or dispersion) immediately on contact with the make-up water. The quality of this water can be an issue, with some ions and high salinity not being compatible with activators. This complication may affect the rate and extent of the inversion process, and thus the resultant solution activity. Such issues may not be readily apparent, with the presence of any insolubles masked by the opaque appearance of the made-up solution, and optimum make-up can only be established by settling test comparisons with product made-up under ideal conditions with high-quality water.
6.6.3 DispersionDispersions are considered as water-free emulsions, with the removal of water offering greater physical and chemical stability of the products relative to emulsions, albeit without reducing complexity in the number of additives used. Dispersions normally have a higher actives content than emulsions (~50 wt/wt%). Both dispersions and emulsions have similar solubilities; however, the former tend to offer better performance when make-up requires the use of highly saline waters, a consequence of the ability to use stronger activators in water-free products.
6.6.4 BlocksPolymers in a solid block form are placed in a suitable holder that allows them to be suspended within a process stream while maintained in that fixed position. The passage of the stream around the blocks leads to controlled dissolution, the release of the active polymer
Oil phase
Flocculant inaqueous phase
Surfactant
FIGURE 6.8 Emulsion-based flocculant products
tighter coil (Kulicke and Kniewske, 1981). This is of little direct relevance to tailings flocculation, where flocculant solutions are generally aged for less than a day. The point to be made here is that the flocculant solution state is highly time-dependent, and this inevitably influences the solution’s activity (sometimes substantially), a factor not always considered in flocculation testwork.
6.6 PHYSICAL FORMS OF POLYMER PRODUCTS
Any particular polymer may be available from the manufacturers in a number of different physical forms. Although the nominal composition of the polymer may be fixed, the different forms have inherent advantages and disadvantages that can influence make-up, handling and eventual application.
6.6.1 Solid phaseSolid polymers are available in two different forms:
• Powder products (bulk density 0.6–0.7 g cm-3) are irregularly shaped grains that can be up to several millimetres in size but may also contain fines below 100 µm.
• Microbead products (bulk density 0.8 g cm-3) are more uniform in size and generally give faster dissolution rates than powder products.
Both are nominally ‘pure’ polymer (i.e. 100% active), although in reality the commercial products contain residual moisture in the range 5–10%, and are hygroscopic, so storage conditions can be an issue. The powders can suffer from dusting and bridging in hoppers that leads to inconsistencies in make-up, whereas the uniform size and better flow characteristics of microbeads largely eliminate such concerns.
6.6.2 EmulsionMany flocculants are manufactured by inverse emulsion polymerisation, which results in droplets of concentrated aqueous polymer solution being dispersed through a continuous oil phase (a water-in-oil emulsion), as shown in Figure 6.8. Make-up to a stock flocculant solution then involves only the ‘inversion’ of the emulsion (i.e. becoming water-continuous) by addition to a suitable process liquor under high shear, usually by impellor agitation (while inline dilution of neat emulsion has been practised, this is not recommended, as activation may not be complete). Emulsion manufacture is simpler than that of powders and their inversion is generally less prone to the vagaries that can affect the dissolution of powder products, with useful activity also achieved more quickly. Active polymer contents within commercial emulsion products are usually in the range 25–35% by weight, although much lower values are known.
The quaternised nitrogen functionalities of cationic products ensure that they maintain a positive charge over a wide pH range. Anionic flocculants typically contain the carboxylic acid functionality, which is a weak acid, meaning it is protonated (and therefore uncharged) at low pH but ionised at high pH. The acrylic acid monomer has a pKa of ~4.7 (pKa = –log Ka, with Ka the acid dissociation constant), which implies that at a pH of 4.7, ~50% of the functionalities would be ionised. At two pH units below or above this value, acrylic acid will be fully protonated or fully ionised, respectively. The situation is slightly complicated within the polymers, with some minor protonation of the anionic functionalities expected to remain at pH values approaching 9.
As a consequence of the above, low pH has the same effect on anionic flocculants as a high ionic strength —the polymer chain has no charge and therefore becomes more coiled in solution, leading to a much lower viscosity. Strong acid functionalities such as sulphonate are able to maintain their charge to much lower pH values.
Stocks and Parker (2006) provided a simple but valuable general analysis of flocculant dimensions, assuming a molecular weight of 15 × 106 and a carbon–carbon bond length on the polymer backbone of 1.5 × 10-10 m. With over 2 × 105 monomer units per polymer chain, the fully extended polymer is then estimated to be about 63 µm, much larger than most of the mineral particles it would be used to treat. However, coiling substantially reduces the solution dimensions, with a nonionic flocculant of the above molecular weight expected to give a coil diameter of ~0.2 µm, and an anionic equivalent probably less than 1 µm.
6.5.2 The solution properties of flocculantsHigh molecular weight flocculants form highly viscous, shear-thinning (pseudoplastic) aqueous solutions. The long-chain polymers are susceptible to excessive shear, hence the requirement for specialist equipment for solution preparation in industrial applications. Actual dissolution of powder products under stirred conditions is favoured by a solution concentration between about 0.25 and 0.50% because the high level of viscosity generated provides internal friction to aid the rate of dissolution and chain dispersion. Below these concentrations dissolution can be slower, depending on the applied mixing; above these concentrations the solutions are too viscous for subsequent use and are unlikely to achieve maximum activity. The dissolution process is discussed in detail in Section 6.8.2.
In addition, the solution dimensions of the dispersed polymer coils themselves are not fixed, but change with time as the solutions ‘age’. The dominant solution process is likely to be slow chain reconformation, with solvation of intra-polymer hydrogen bonds resulting in the initial extended conformation slowly changing to a more stable,
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
9796
In addition to dispersed clays, the colloidal range may contain other phases that are of very high surface area and are not amenable to flocculation. Precipitates that are formed in the processing of effluent streams (e.g. hydroxides, hydrotalcites) can often be colloidal and also have low particle densities. Such solids will be highly prone to aggregate through coagulation as a consequence of a high liquor ionic strength, and these aggregates may then be flocculated. However, the flocculated aggregates will be of extremely low density, with low settling rates even at large aggregate sizes that will form only at high dilution. Fast settling rates can only be achieved by co-flocculation with coarser solids, sometimes referred to as ‘ballasted flocculation’.
6.7.2.2 Solids concentrationIt is generally understood that a higher solids loading will lead to an increase in the polymer dosage requirements. Clearly, the effects of high solids on viscosity and breakage rates as discussed in Section 6.7.1 affect the aggregate sizes attained, with higher dosages only partially able to compensate. The other critical factor is that flocculant becomes increasingly difficult to disperse homogenously through a suspension at high solids. Under most conditions, flocculant will adsorb quickly, and if good dispersion is not achieved, then there is a high prospect of local overdosing on a small fraction of the solids, with other solid particles seeing little or no free polymer. Required dosages inevitably increase, but the efficiency of aggregation (i.e. fines capture) will also suffer.
It is not as often realised that very low solids concentrations will also result in increased polymer dosages. This occurs as a result of the increased particle spacing and the reduction in interparticle collisions (again, refer to the equations in Section 6.7.1). At low solids the contribution from breakage reactions is reduced, and so longer mixing times and higher shear can be applied. However, the tails of adsorbed flocculants do not remain active for bridging indefinitely — if they cannot have effective collisions that lead to bridging, the tails may instead fall back onto the original particle surface, forming additional loops and trains, effectively deactivating the polymer for bridging.
6.7.2.3 Surface charge and slurry pHThe surface charge of the solids will reflect both the mineralogy of the solid phase and the liquor pH. For example, the PZC for silica/quartz is typically around pH 3, and so under most slurry conditions, particle surfaces will be negatively charged. For iron oxides, the PZC is much higher (pH 7-10, depending on oxide form and purity), and they are more inclined to be positively charged. For clays the ‘bulk’ PZC is misleading, with
• Nature and size of the solids present.• The solids concentration.• Surface charge and slurry pH.• Type and quantity of dissolved ions present.
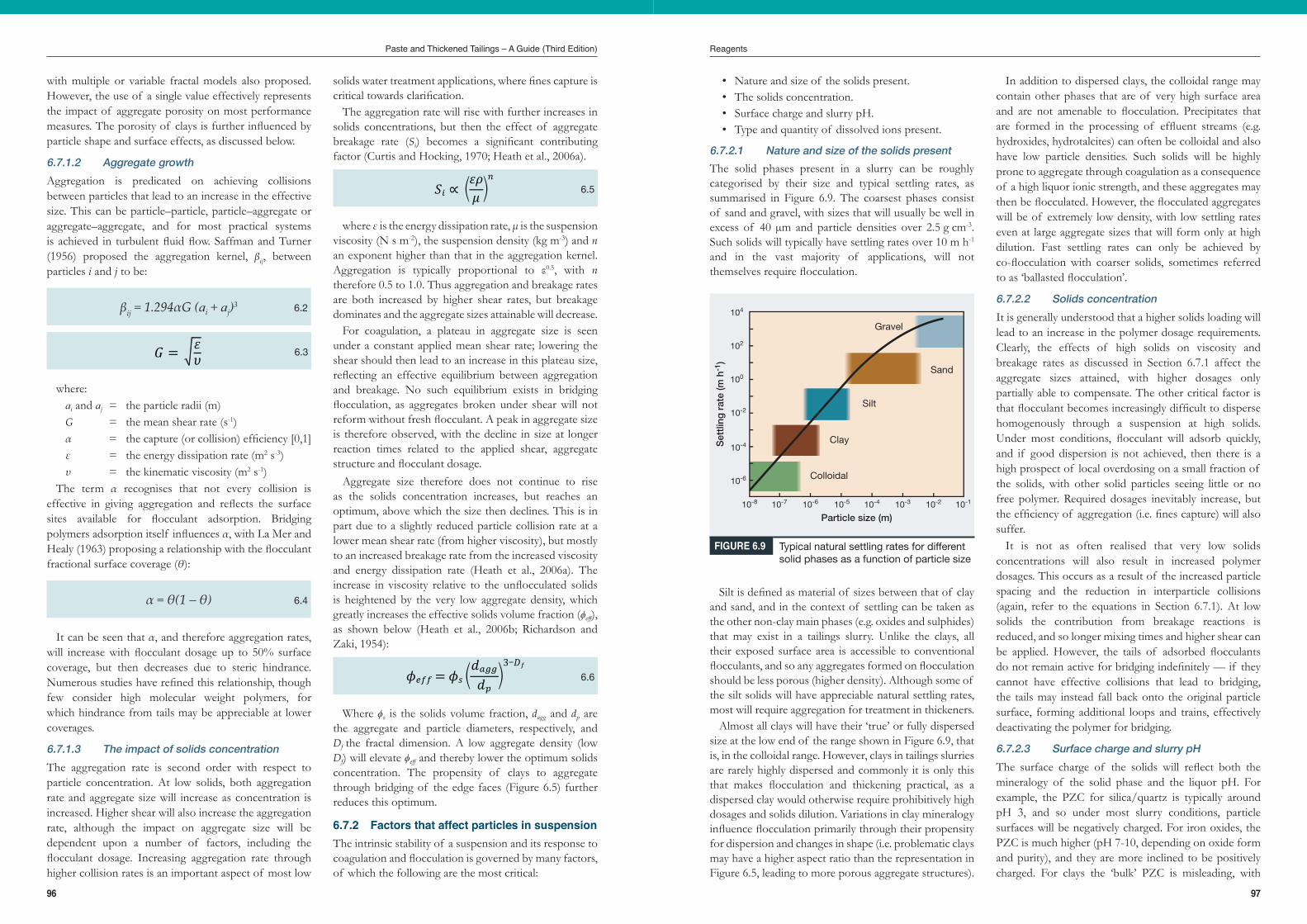
6.7.2.1 Nature and size of the solids presentThe solid phases present in a slurry can be roughly categorised by their size and typical settling rates, as summarised in Figure 6.9. The coarsest phases consist of sand and gravel, with sizes that will usually be well in excess of 40 µm and particle densities over 2.5 g cm-3. Such solids will typically have settling rates over 10 m h-1 and in the vast majority of applications, will not themselves require flocculation.
Silt is defined as material of sizes between that of clay and sand, and in the context of settling can be taken as the other non-clay main phases (e.g. oxides and sulphides) that may exist in a tailings slurry. Unlike the clays, all their exposed surface area is accessible to conventional flocculants, and so any aggregates formed on flocculation should be less porous (higher density). Although some of the silt solids will have appreciable natural settling rates, most will require aggregation for treatment in thickeners.
Almost all clays will have their ‘true’ or fully dispersed size at the low end of the range shown in Figure 6.9, that is, in the colloidal range. However, clays in tailings slurries are rarely highly dispersed and commonly it is only this that makes flocculation and thickening practical, as a dispersed clay would otherwise require prohibitively high dosages and solids dilution. Variations in clay mineralogy influence flocculation primarily through their propensity for dispersion and changes in shape (i.e. problematic clays may have a higher aspect ratio than the representation in Figure 6.5, leading to more porous aggregate structures).
Particle size (m)
Colloidal
Clay
Silt
Sand
Gravel
Settl
ing
rate
(m h
-1)
104
102
100
10-2
10-4
10-6
10-8 10-7 10-6 10-5 10-4 10-3 10-2 10-1
FIGURE 6.9 Typical natural settling rates for different solid phases as a function of particle size
solids water treatment applications, where fines capture is critical towards clarification.
The aggregation rate will rise with further increases in solids concentrations, but then the effect of aggregate breakage rate (Si) becomes a significant contributing factor (Curtis and Hocking, 1970; Heath et al., 2006a).
6.5
where ε is the energy dissipation rate, µ is the suspension viscosity (N s m-2), the suspension density (kg m-3) and n an exponent higher than that in the aggregation kernel. Aggregation is typically proportional to ε0.5, with n therefore 0.5 to 1.0. Thus aggregation and breakage rates are both increased by higher shear rates, but breakage dominates and the aggregate sizes attainable will decrease.
For coagulation, a plateau in aggregate size is seen under a constant applied mean shear rate; lowering the shear should then lead to an increase in this plateau size, reflecting an effective equilibrium between aggregation and breakage. No such equilibrium exists in bridging flocculation, as aggregates broken under shear will not reform without fresh flocculant. A peak in aggregate size is therefore observed, with the decline in size at longer reaction times related to the applied shear, aggregate structure and flocculant dosage.
Aggregate size therefore does not continue to rise as the solids concentration increases, but reaches an optimum, above which the size then declines. This is in part due to a slightly reduced particle collision rate at a lower mean shear rate (from higher viscosity), but mostly to an increased breakage rate from the increased viscosity and energy dissipation rate (Heath et al., 2006a). The increase in viscosity relative to the unflocculated solids is heightened by the very low aggregate density, which greatly increases the effective solids volume fraction (ϕeff), as shown below (Heath et al., 2006b; Richardson and Zaki, 1954):
6.6
Where ϕs is the solids volume fraction, dagg and dp are the aggregate and particle diameters, respectively, and Df the fractal dimension. A low aggregate density (low Df) will elevate ϕeff and thereby lower the optimum solids concentration. The propensity of clays to aggregate through bridging of the edge faces (Figure 6.5) further reduces this optimum.
6.7.2 Factors that affect particles in suspensionThe intrinsic stability of a suspension and its response to coagulation and flocculation is governed by many factors, of which the following are the most critical:
with multiple or variable fractal models also proposed. However, the use of a single value effectively represents the impact of aggregate porosity on most performance measures. The porosity of clays is further influenced by particle shape and surface effects, as discussed below.
6.7.1.2 Aggregate growthAggregation is predicated on achieving collisions between particles that lead to an increase in the effective size. This can be particle–particle, particle–aggregate or aggregate–aggregate, and for most practical systems is achieved in turbulent fluid flow. Saffman and Turner (1956) proposed the aggregation kernel, βij, between particles i and j to be:
βij = 1.294αG (ai + aj)3 6.2
6.3
where:ai and aj = the particle radii (m) G = the mean shear rate (s-1)α = the capture (or collision) efficiency [0,1]ε = the energy dissipation rate (m2 s-3)υ = the kinematic viscosity (m2 s-1)
The term α recognises that not every collision is effective in giving aggregation and reflects the surface sites available for flocculant adsorption. Bridging polymers adsorption itself influences α, with La Mer and Healy (1963) proposing a relationship with the flocculant fractional surface coverage (θ):
α = θ(1 – θ) 6.4
It can be seen that α, and therefore aggregation rates, will increase with flocculant dosage up to 50% surface coverage, but then decreases due to steric hindrance. Numerous studies have refined this relationship, though few consider high molecular weight polymers, for which hindrance from tails may be appreciable at lower coverages.
6.7.1.3 The impact of solids concentrationThe aggregation rate is second order with respect to particle concentration. At low solids, both aggregation rate and aggregate size will increase as concentration is increased. Higher shear will also increase the aggregation rate, although the impact on aggregate size will be dependent upon a number of factors, including the flocculant dosage. Increasing aggregation rate through higher collision rates is an important aspect of most low
� =�
υ
�� ∝�� �
µ
���� = ������ 3���
��
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
9998
Ageing requirements on make-up are also a function of polymer properties, reducing with increasing charge density and decreasing molecular weight, independent of the product’s physical form. The recommended make-up concentrations follow the reverse trend. High molecular weight nonionic flocculants can be made-up at close to 1 wt/wt%, whereas the higher viscosity of the equivalent anionic flocculants leads to concentrations of 0.5 wt/wt% being problematic. Even though a high ionic strength for the make-up water may have an adverse effect on ageing times, this can also allow for a higher make-up
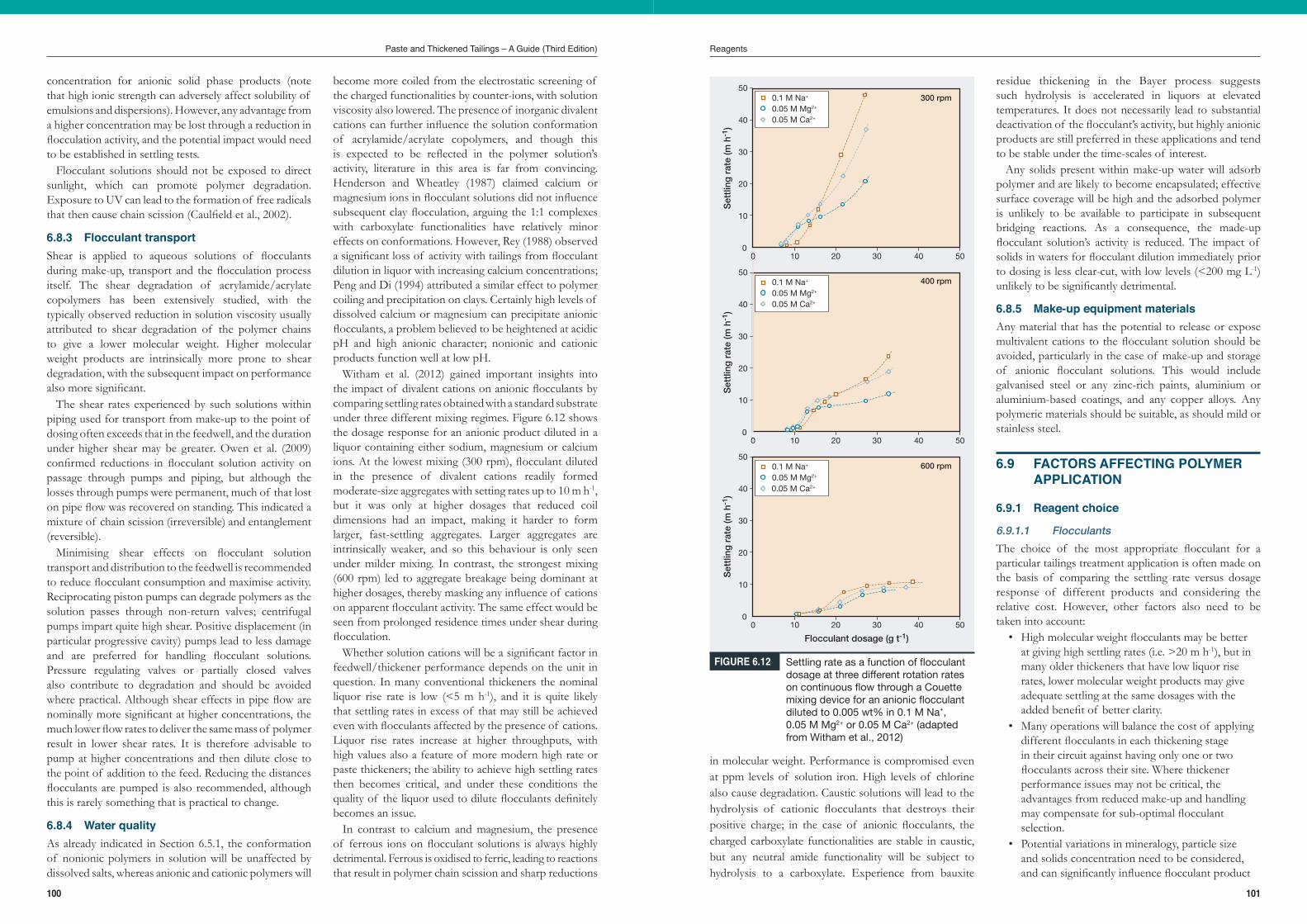
Figure 6.11 represents the four stages of powder flocculant solution ageing as proposed by Owen et al. (2002). After very short ageing periods (a), much of the powdered flocculant still exists as swollen microgels, with only a small fraction of dispersed polymer chains in solution, thereby limiting the capacity for flocculation. When the visible gel lumps disperse after several hours (b), supramicron agglomerates containing many chains may exist, as well as submicron species of several entangled chains (the latter shown in red). After several days (c) the concentration of free polymer chains may reach an equilibrium level due to the dispersion of most agglomerates. Flocculant activity is at a maximum. While this stage nominally leads to dispersed individual polymer coils such as shown in Figures 6.6 and 6.7, in reality a spectrum of states can exist, with some degree of entanglement of the polymer chains likely to persist. Longer term ageing (d) may lead to a slight loss in flocculant activity owing to a reduction in solution dimensions from chain reconformation to a more stable state (Kulicke and Kniewske, 1981).
Ageing for one to two days is rarely a practical option at operating sites and, in the majority of cases, ageing times measured in hours will lead to a high proportion of the potential activity being achieved. However, sites are known where storage capacity limits ageing times to well under one hour, with the extent of dissolution closer to that shown in Figure 6.11b. Required dosages therefore increase, and this higher demand puts even further pressure on the time available for ageing. Without increased capacity in make-up, an option to reduce the ageing requirements is to increase the temperature of the make-up water, assuming the starting temperature was close to ambient (Titkov et al., 1999); this is especially important in cold climates, with make-up water temperatures below 10ºC known to slow polymer dissolution.
Emulsion-based flocculant products effectively eliminate the initial wetting, swelling and dispersion stage (Figure 6.11a), and therefore will reach a highly active state within much shorter times from make-up (30 minutes is generally considered adequate). However, Owen et al. (2007) showed that such flocculant solutions still require at least an additional 24 hours to achieve maximum activity. This is attributed to the slow disentanglement of the highly agglomerated polymer chains that are not fully dispersed during the emulsion inversion process.
Owen et al. (2007) noted that the grain size varied for different powder products and is expected to be a factor in the make-up process. Garmsiri et al. (2014) looked at this in more detail by separating a powder flocculant into different size fractions and confirmed that maximum activity after make-up was definitely achieved quicker from the smallest size fraction.
(a)
(b)
(c)
(d)
FIGURE 6.11 Schematic representation of the four main stages for the dissolution and ageing of flocculant solutions (adapted from Owen et al., 2002)
6.7.2.4 Type and quantity of dissolved ions present
The surface charge effects discussed above can also influence interactions between suspended particles. Charge density on the particles increases as the particle size decreases, thereby increasing separation distances and the energy barriers to aggregation. Multivalent cations in solution like calcium and magnesium can help to neutralise the predominantly negative surface charge of the mineral particles, which decreases particle–particle separation distances. This promotes coagulation and can make subsequent flocculant addition more effective. Note that this effect is quite distinct from that of the same cations on flocculants in solution, discussed in Section 6.8.4. Particle size is also a key factor, with the effect of cations significant with clays and other particles only in the colloidal size range.
6.8 FACTORS AFFECTING POLYMER ACTIVITY
6.8.1 Product lifeThe shelf-life of products as received will differ substantially depending on physical form, the specific polymer and how the product is stored. Such information will invariably be provided with the product documentation from the manufacturer. With emulsions being intrinsically metastable, product separation can also be a common problem, and shelf lives of no more than one year are usually recommended. Powder products can be stored for much longer, with the main concern being that they are kept away from excess moisture and heat. The powders can be quite hygroscopic, which can influence make-up through a lower apparent activity and in some cases leads to agglomeration of the powders, also preventing effective dissolution.
6.8.2 Solution make-upDissolving a powder flocculant to maximise the resultant solution’s activity is far from a trivial process. The applied shear needs to be high enough to maintain the swelling powders as distinct particles (with agglomeration leading to gels that cannot be dissolved), but if this is too high or is maintained for too long, shear degradation of the polymer chains can be observed. Agitation by slow speed marine-type impellors is preferred, ideally with automatic shut-down as soon as the required mixing has been applied.
The change in polymer properties as a function of aqueous solution age is also an important consideration. Although such changes are less severe than those achieved as a consequence of shear degradation, they may still lead to significant reductions in flocculation performance and a need for increased dosages.
flocculant adsorption normally through the edge faces that are a minor contributor to the overall surface charge, as already discussed. Of course, most tailings slurries encountered in practice will be a combination of multiple phases of differing properties. As a general rule, silicates will have a low PZC, while that for oxides will be closer to a neutral pH. Most tailings suspensions will have an overall negative charge, and although this will influence the effectiveness of flocculation, it is exceedingly rare that flocculation cannot be achieved as a consequence of a high pH.
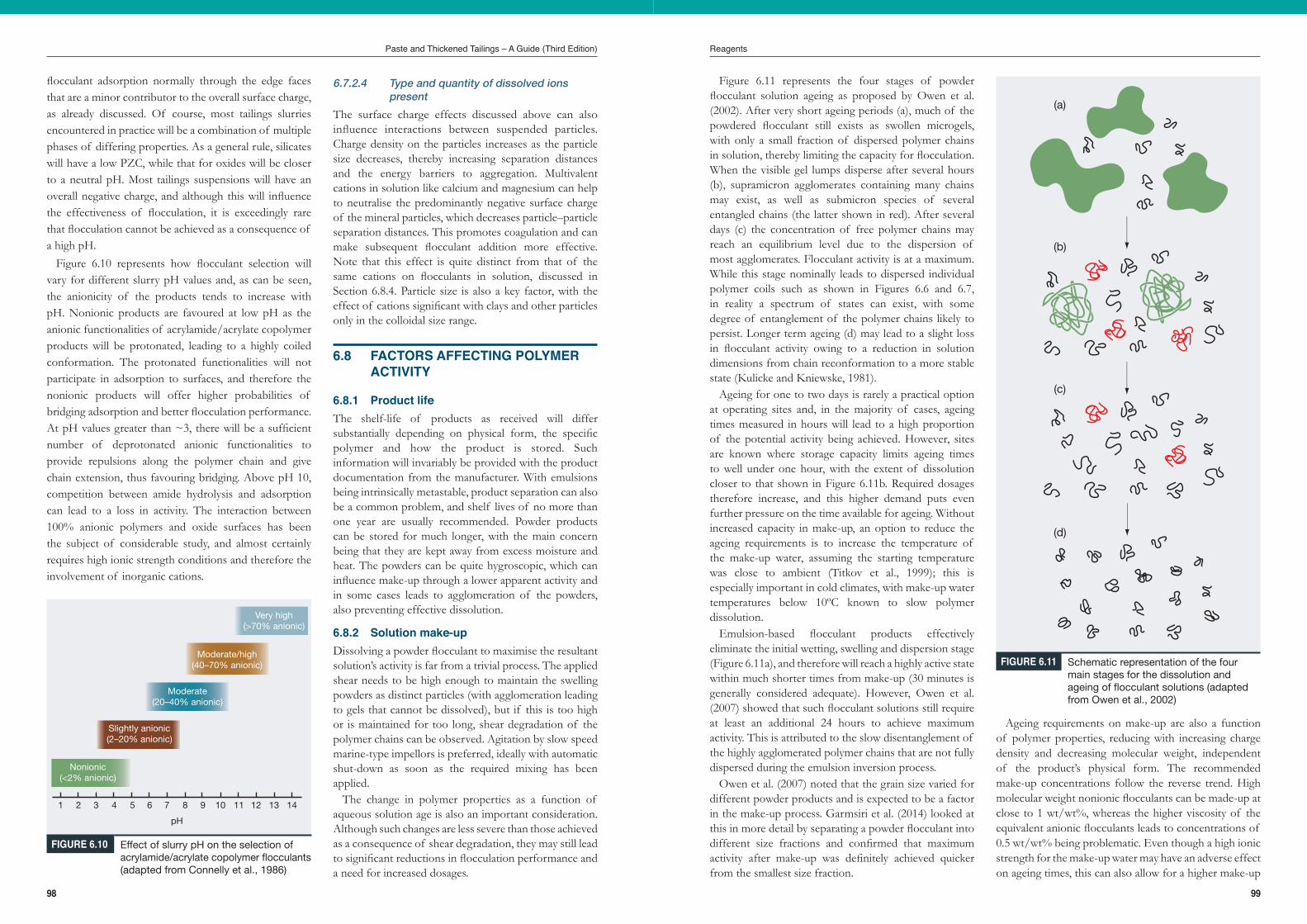
Figure 6.10 represents how flocculant selection will vary for different slurry pH values and, as can be seen, the anionicity of the products tends to increase with pH. Nonionic products are favoured at low pH as the anionic functionalities of acrylamide/acrylate copolymer products will be protonated, leading to a highly coiled conformation. The protonated functionalities will not participate in adsorption to surfaces, and therefore the nonionic products will offer higher probabilities of bridging adsorption and better flocculation performance. At pH values greater than ~3, there will be a sufficient number of deprotonated anionic functionalities to provide repulsions along the polymer chain and give chain extension, thus favouring bridging. Above pH 10, competition between amide hydrolysis and adsorption can lead to a loss in activity. The interaction between 100% anionic polymers and oxide surfaces has been the subject of considerable study, and almost certainly requires high ionic strength conditions and therefore the involvement of inorganic cations.
pH1
Moderate/high(40–70% anionic)
8 9 10 13 1411 122 3 4 5 6 7
Very high(>70% anionic)
Moderate(20–40% anionic)
Slightly anionic(2–20% anionic)
Nonionic(<2% anionic)
FIGURE 6.10 Effect of slurry pH on the selection of acrylamide/acrylate copolymer flocculants (adapted from Connelly et al., 1986)
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
101100
residue thickening in the Bayer process suggests such hydrolysis is accelerated in liquors at elevated temperatures. It does not necessarily lead to substantial deactivation of the flocculant’s activity, but highly anionic products are still preferred in these applications and tend to be stable under the time-scales of interest.
Any solids present within make-up water will adsorb polymer and are likely to become encapsulated; effective surface coverage will be high and the adsorbed polymer is unlikely to be available to participate in subsequent bridging reactions. As a consequence, the made-up flocculant solution’s activity is reduced. The impact of solids in waters for flocculant dilution immediately prior to dosing is less clear-cut, with low levels (<200 mg L-1) unlikely to be significantly detrimental.
6.8.5 Make-up equipment materialsAny material that has the potential to release or expose multivalent cations to the flocculant solution should be avoided, particularly in the case of make-up and storage of anionic flocculant solutions. This would include galvanised steel or any zinc-rich paints, aluminium or aluminium-based coatings, and any copper alloys. Any polymeric materials should be suitable, as should mild or stainless steel.
6.9 FACTORS AFFECTING POLYMER APPLICATION
6.9.1 Reagent choice
6.9.1.1 FlocculantsThe choice of the most appropriate flocculant for a particular tailings treatment application is often made on the basis of comparing the settling rate versus dosage response of different products and considering the relative cost. However, other factors also need to be taken into account:
• High molecular weight flocculants may be better at giving high settling rates (i.e. >20 m h-1), but in many older thickeners that have low liquor rise rates, lower molecular weight products may give adequate settling at the same dosages with the added benefit of better clarity.
• Many operations will balance the cost of applying different flocculants in each thickening stage in their circuit against having only one or two flocculants across their site. Where thickener performance issues may not be critical, the advantages from reduced make-up and handling may compensate for sub-optimal flocculant selection.
• Potential variations in mineralogy, particle size and solids concentration need to be considered, and can significantly influence flocculant product
in molecular weight. Performance is compromised even at ppm levels of solution iron. High levels of chlorine also cause degradation. Caustic solutions will lead to the hydrolysis of cationic flocculants that destroys their positive charge; in the case of anionic flocculants, the charged carboxylate functionalities are stable in caustic, but any neutral amide functionality will be subject to hydrolysis to a carboxylate. Experience from bauxite
10
00 10 20 30 40 50
20
30
40
500.1 M Na+
0.05 M Mg2+
0.05 M Ca2+
10
00 10 20 30 40 50
20
30
40
500.1 M Na+
0.05 M Mg2+
0.05 M Ca2+
10
00 10 20 30 40 50
20
30
40
500.1 M Na+
0.05 M Mg2+
0.05 M Ca2+
Settl
ing
rate
(m h
-1)
300 rpm
400 rpm
600 rpm
Settl
ing
rate
(m h
-1)
Settl
ing
rate
(m h
-1)
Flocculant dosage (g t-1)
FIGURE 6.12 Settling rate as a function of flocculant dosage at three different rotation rates on continuous flow through a Couette mixing device for an anionic flocculant diluted to 0.005 wt% in 0.1 M Na+, 0.05 M Mg2+ or 0.05 M Ca2+ (adapted from Witham et al., 2012)
become more coiled from the electrostatic screening of the charged functionalities by counter-ions, with solution viscosity also lowered. The presence of inorganic divalent cations can further influence the solution conformation of acrylamide/acrylate copolymers, and though this is expected to be reflected in the polymer solution’s activity, literature in this area is far from convincing. Henderson and Wheatley (1987) claimed calcium or magnesium ions in flocculant solutions did not influence subsequent clay flocculation, arguing the 1:1 complexes with carboxylate functionalities have relatively minor effects on conformations. However, Rey (1988) observed a significant loss of activity with tailings from flocculant dilution in liquor with increasing calcium concentrations; Peng and Di (1994) attributed a similar effect to polymer coiling and precipitation on clays. Certainly high levels of dissolved calcium or magnesium can precipitate anionic flocculants, a problem believed to be heightened at acidic pH and high anionic character; nonionic and cationic products function well at low pH.
Witham et al. (2012) gained important insights into the impact of divalent cations on anionic flocculants by comparing settling rates obtained with a standard substrate under three different mixing regimes. Figure 6.12 shows the dosage response for an anionic product diluted in a liquor containing either sodium, magnesium or calcium ions. At the lowest mixing (300 rpm), flocculant diluted in the presence of divalent cations readily formed moderate-size aggregates with setting rates up to 10 m h-1, but it was only at higher dosages that reduced coil dimensions had an impact, making it harder to form larger, fast-settling aggregates. Larger aggregates are intrinsically weaker, and so this behaviour is only seen under milder mixing. In contrast, the strongest mixing (600 rpm) led to aggregate breakage being dominant at higher dosages, thereby masking any influence of cations on apparent flocculant activity. The same effect would be seen from prolonged residence times under shear during flocculation.
Whether solution cations will be a significant factor in feedwell/thickener performance depends on the unit in question. In many conventional thickeners the nominal liquor rise rate is low (<5 m h-1), and it is quite likely that settling rates in excess of that may still be achieved even with flocculants affected by the presence of cations. Liquor rise rates increase at higher throughputs, with high values also a feature of more modern high rate or paste thickeners; the ability to achieve high settling rates then becomes critical, and under these conditions the quality of the liquor used to dilute flocculants definitely becomes an issue.
In contrast to calcium and magnesium, the presence of ferrous ions on flocculant solutions is always highly detrimental. Ferrous is oxidised to ferric, leading to reactions that result in polymer chain scission and sharp reductions
concentration for anionic solid phase products (note that high ionic strength can adversely affect solubility of emulsions and dispersions). However, any advantage from a higher concentration may be lost through a reduction in flocculation activity, and the potential impact would need to be established in settling tests.
Flocculant solutions should not be exposed to direct sunlight, which can promote polymer degradation. Exposure to UV can lead to the formation of free radicals that then cause chain scission (Caulfield et al., 2002).
6.8.3 Flocculant transportShear is applied to aqueous solutions of flocculants during make-up, transport and the flocculation process itself. The shear degradation of acrylamide/acrylate copolymers has been extensively studied, with the typically observed reduction in solution viscosity usually attributed to shear degradation of the polymer chains to give a lower molecular weight. Higher molecular weight products are intrinsically more prone to shear degradation, with the subsequent impact on performance also more significant.
The shear rates experienced by such solutions within piping used for transport from make-up to the point of dosing often exceeds that in the feedwell, and the duration under higher shear may be greater. Owen et al. (2009) confirmed reductions in flocculant solution activity on passage through pumps and piping, but although the losses through pumps were permanent, much of that lost on pipe flow was recovered on standing. This indicated a mixture of chain scission (irreversible) and entanglement (reversible).
Minimising shear effects on flocculant solution transport and distribution to the feedwell is recommended to reduce flocculant consumption and maximise activity. Reciprocating piston pumps can degrade polymers as the solution passes through non-return valves; centrifugal pumps impart quite high shear. Positive displacement (in particular progressive cavity) pumps lead to less damage and are preferred for handling flocculant solutions. Pressure regulating valves or partially closed valves also contribute to degradation and should be avoided where practical. Although shear effects in pipe flow are nominally more significant at higher concentrations, the much lower flow rates to deliver the same mass of polymer result in lower shear rates. It is therefore advisable to pump at higher concentrations and then dilute close to the point of addition to the feed. Reducing the distances flocculants are pumped is also recommended, although this is rarely something that is practical to change.
6.8.4 Water qualityAs already indicated in Section 6.5.1, the conformation of nonionic polymers in solution will be unaffected by dissolved salts, whereas anionic and cationic polymers will
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
103102
upstream, in a feedpipe/launder or at the inlet to a feedwell. Upstream dosing is certainly appropriate for coagulants; however, with flocculants this subsequently results in excessive shear of the fragile aggregates and much higher dosages to compensate. Adding flocculant in agitated feed tanks is usually not advisable.
With systems for which a reduction in solids concentration is required for maximum throughput, it is essential that most of the flocculant is added after solids dilution is achieved. The aggregate sizes attained will be limited with flocculant added prior to dilution. Dosing in or after solids dilution devices that are external to the feedwell is therefore recommended. Some portion of the total flocculant dosage should always be added through feedwell dosing points, provided the feedwell is thoroughly mixed.
Substantial enhancement of aggregation may also be achieved from multi-stage (split) addition of the same flocculant, with this benefit resulting from more than just improved dispersion. Moss (1978) observed that splitting the dose into two or more streams and applying them at different points gave maximum fines capture and larger aggregates. This enhancement is a consequence of the initial dose, which forms aggregates that are small but still consist of many particles (similar to pre-dosing with a coagulant), and hence the second dose is exposed only to the external surface area of these aggregates, with particles inside the aggregates not accessible to the polymer, as illustrated in Figure 6.14.
This effectively produces a higher flocculant adsorption density per unit area, and significantly reduces the dosage required to achieve rapidly settling aggregates. The concept of excluded surface area has been used to explain the reduction in plateau adsorption densities with increasing solids concentrations in aggregating systems (Chaplain et al., 1995), and the contribution
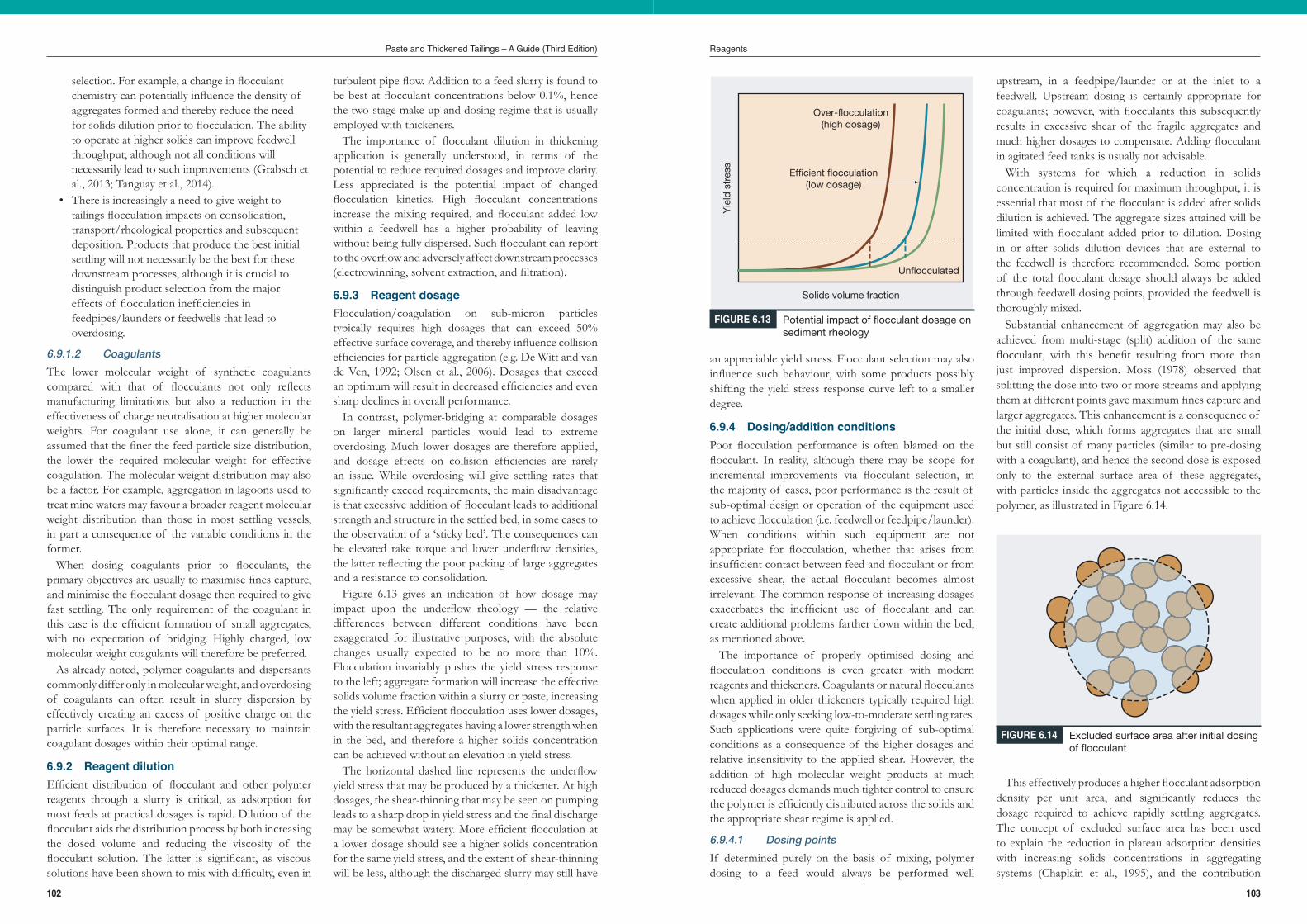
an appreciable yield stress. Flocculant selection may also influence such behaviour, with some products possibly shifting the yield stress response curve left to a smaller degree.
6.9.4 Dosing/addition conditionsPoor flocculation performance is often blamed on the flocculant. In reality, although there may be scope for incremental improvements via flocculant selection, in the majority of cases, poor performance is the result of sub-optimal design or operation of the equipment used to achieve flocculation (i.e. feedwell or feedpipe/launder). When conditions within such equipment are not appropriate for flocculation, whether that arises from insufficient contact between feed and flocculant or from excessive shear, the actual flocculant becomes almost irrelevant. The common response of increasing dosages exacerbates the inefficient use of flocculant and can create additional problems farther down within the bed, as mentioned above.
The importance of properly optimised dosing and flocculation conditions is even greater with modern reagents and thickeners. Coagulants or natural flocculants when applied in older thickeners typically required high dosages while only seeking low-to-moderate settling rates. Such applications were quite forgiving of sub-optimal conditions as a consequence of the higher dosages and relative insensitivity to the applied shear. However, the addition of high molecular weight products at much reduced dosages demands much tighter control to ensure the polymer is efficiently distributed across the solids and the appropriate shear regime is applied.
6.9.4.1 Dosing pointsIf determined purely on the basis of mixing, polymer dosing to a feed would always be performed well
Solids volume fraction
Yiel
d st
ress Efficient flocculation
(low dosage)
Over-flocculation(high dosage)
Unflocculated
FIGURE 6.13 Potential impact of flocculant dosage on sediment rheology
FIGURE 6.14 Excluded surface area after initial dosing of flocculant
turbulent pipe flow. Addition to a feed slurry is found to be best at flocculant concentrations below 0.1%, hence the two-stage make-up and dosing regime that is usually employed with thickeners.
The importance of flocculant dilution in thickening application is generally understood, in terms of the potential to reduce required dosages and improve clarity. Less appreciated is the potential impact of changed flocculation kinetics. High flocculant concentrations increase the mixing required, and flocculant added low within a feedwell has a higher probability of leaving without being fully dispersed. Such flocculant can report to the overflow and adversely affect downstream processes (electrowinning, solvent extraction, and filtration).
6.9.3 Reagent dosageFlocculation/coagulation on sub-micron particles typically requires high dosages that can exceed 50% effective surface coverage, and thereby influence collision efficiencies for particle aggregation (e.g. De Witt and van de Ven, 1992; Olsen et al., 2006). Dosages that exceed an optimum will result in decreased efficiencies and even sharp declines in overall performance.
In contrast, polymer-bridging at comparable dosages on larger mineral particles would lead to extreme overdosing. Much lower dosages are therefore applied, and dosage effects on collision efficiencies are rarely an issue. While overdosing will give settling rates that significantly exceed requirements, the main disadvantage is that excessive addition of flocculant leads to additional strength and structure in the settled bed, in some cases to the observation of a ‘sticky bed’. The consequences can be elevated rake torque and lower underflow densities, the latter reflecting the poor packing of large aggregates and a resistance to consolidation.
Figure 6.13 gives an indication of how dosage may impact upon the underflow rheology — the relative differences between different conditions have been exaggerated for illustrative purposes, with the absolute changes usually expected to be no more than 10%. Flocculation invariably pushes the yield stress response to the left; aggregate formation will increase the effective solids volume fraction within a slurry or paste, increasing the yield stress. Efficient flocculation uses lower dosages, with the resultant aggregates having a lower strength when in the bed, and therefore a higher solids concentration can be achieved without an elevation in yield stress.
The horizontal dashed line represents the underflow yield stress that may be produced by a thickener. At high dosages, the shear-thinning that may be seen on pumping leads to a sharp drop in yield stress and the final discharge may be somewhat watery. More efficient flocculation at a lower dosage should see a higher solids concentration for the same yield stress, and the extent of shear-thinning will be less, although the discharged slurry may still have
selection. For example, a change in flocculant chemistry can potentially influence the density of aggregates formed and thereby reduce the need for solids dilution prior to flocculation. The ability to operate at higher solids can improve feedwell throughput, although not all conditions will necessarily lead to such improvements (Grabsch et al., 2013; Tanguay et al., 2014).
• There is increasingly a need to give weight to tailings flocculation impacts on consolidation, transport/rheological properties and subsequent deposition. Products that produce the best initial settling will not necessarily be the best for these downstream processes, although it is crucial to distinguish product selection from the major effects of flocculation inefficiencies in feedpipes/launders or feedwells that lead to overdosing.
6.9.1.2 CoagulantsThe lower molecular weight of synthetic coagulants compared with that of flocculants not only reflects manufacturing limitations but also a reduction in the effectiveness of charge neutralisation at higher molecular weights. For coagulant use alone, it can generally be assumed that the finer the feed particle size distribution, the lower the required molecular weight for effective coagulation. The molecular weight distribution may also be a factor. For example, aggregation in lagoons used to treat mine waters may favour a broader reagent molecular weight distribution than those in most settling vessels, in part a consequence of the variable conditions in the former.
When dosing coagulants prior to flocculants, the primary objectives are usually to maximise fines capture, and minimise the flocculant dosage then required to give fast settling. The only requirement of the coagulant in this case is the efficient formation of small aggregates, with no expectation of bridging. Highly charged, low molecular weight coagulants will therefore be preferred.
As already noted, polymer coagulants and dispersants commonly differ only in molecular weight, and overdosing of coagulants can often result in slurry dispersion by effectively creating an excess of positive charge on the particle surfaces. It is therefore necessary to maintain coagulant dosages within their optimal range.
6.9.2 Reagent dilutionEfficient distribution of flocculant and other polymer reagents through a slurry is critical, as adsorption for most feeds at practical dosages is rapid. Dilution of the flocculant aids the distribution process by both increasing the dosed volume and reducing the viscosity of the flocculant solution. The latter is significant, as viscous solutions have been shown to mix with difficulty, even in
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
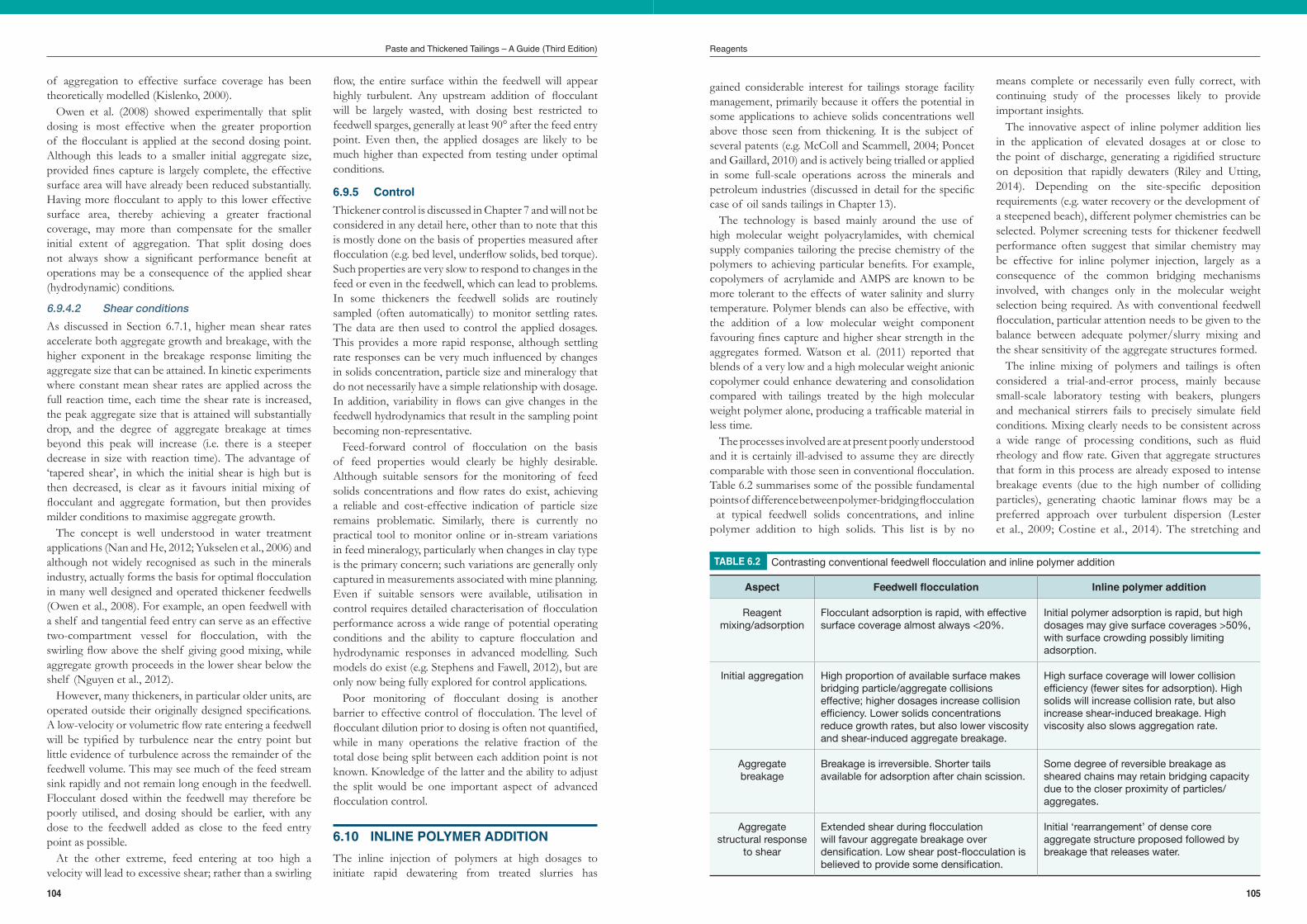
105104
means complete or necessarily even fully correct, with continuing study of the processes likely to provide important insights.
The innovative aspect of inline polymer addition lies in the application of elevated dosages at or close to the point of discharge, generating a rigidified structure on deposition that rapidly dewaters (Riley and Utting, 2014). Depending on the site-specific deposition requirements (e.g. water recovery or the development of a steepened beach), different polymer chemistries can be selected. Polymer screening tests for thickener feedwell performance often suggest that similar chemistry may be effective for inline polymer injection, largely as a consequence of the common bridging mechanisms involved, with changes only in the molecular weight selection being required. As with conventional feedwell flocculation, particular attention needs to be given to the balance between adequate polymer/slurry mixing and the shear sensitivity of the aggregate structures formed.
The inline mixing of polymers and tailings is often considered a trial-and-error process, mainly because small-scale laboratory testing with beakers, plungers and mechanical stirrers fails to precisely simulate field conditions. Mixing clearly needs to be consistent across a wide range of processing conditions, such as fluid rheology and flow rate. Given that aggregate structures that form in this process are already exposed to intense breakage events (due to the high number of colliding particles), generating chaotic laminar flows may be a preferred approach over turbulent dispersion (Lester et al., 2009; Costine et al., 2014). The stretching and
gained considerable interest for tailings storage facility management, primarily because it offers the potential in some applications to achieve solids concentrations well above those seen from thickening. It is the subject of several patents (e.g. McColl and Scammell, 2004; Poncet and Gaillard, 2010) and is actively being trialled or applied in some full-scale operations across the minerals and petroleum industries (discussed in detail for the specific case of oil sands tailings in Chapter 13).
The technology is based mainly around the use of high molecular weight polyacrylamides, with chemical supply companies tailoring the precise chemistry of the polymers to achieving particular benefits. For example, copolymers of acrylamide and AMPS are known to be more tolerant to the effects of water salinity and slurry temperature. Polymer blends can also be effective, with the addition of a low molecular weight component favouring fines capture and higher shear strength in the aggregates formed. Watson et al. (2011) reported that blends of a very low and a high molecular weight anionic copolymer could enhance dewatering and consolidation compared with tailings treated by the high molecular weight polymer alone, producing a trafficable material in less time.
The processes involved are at present poorly understood and it is certainly ill-advised to assume they are directly comparable with those seen in conventional flocculation. Table 6.2 summarises some of the possible fundamental points of difference between polymer-bridging flocculation at typical feedwell solids concentrations, and inline polymer addition to high solids. This list is by no
TABLE 6.2 Contrasting conventional feedwell flocculation and inline polymer addition
Aspect Feedwell flocculation Inline polymer addition
Reagent mixing/adsorption
Flocculant adsorption is rapid, with effective surface coverage almost always <20%.
Initial polymer adsorption is rapid, but high dosages may give surface coverages >50%, with surface crowding possibly limiting adsorption.
Initial aggregation High proportion of available surface makes bridging particle/aggregate collisions effective; higher dosages increase collision efficiency. Lower solids concentrations reduce growth rates, but also lower viscosity and shear-induced aggregate breakage.
High surface coverage will lower collision efficiency (fewer sites for adsorption). High solids will increase collision rate, but also increase shear-induced breakage. High viscosity also slows aggregation rate.
Aggregate breakage
Breakage is irreversible. Shorter tails available for adsorption after chain scission.
Some degree of reversible breakage as sheared chains may retain bridging capacity due to the closer proximity of particles/aggregates.
Aggregate structural response
to shear
Extended shear during flocculation will favour aggregate breakage over densification. Low shear post-flocculation is believed to provide some densification.
Initial ‘rearrangement’ of dense core aggregate structure proposed followed by breakage that releases water.
flow, the entire surface within the feedwell will appear highly turbulent. Any upstream addition of flocculant will be largely wasted, with dosing best restricted to feedwell sparges, generally at least 90° after the feed entry point. Even then, the applied dosages are likely to be much higher than expected from testing under optimal conditions.
6.9.5 ControlThickener control is discussed in Chapter 7 and will not be considered in any detail here, other than to note that this is mostly done on the basis of properties measured after flocculation (e.g. bed level, underflow solids, bed torque). Such properties are very slow to respond to changes in the feed or even in the feedwell, which can lead to problems. In some thickeners the feedwell solids are routinely sampled (often automatically) to monitor settling rates. The data are then used to control the applied dosages. This provides a more rapid response, although settling rate responses can be very much influenced by changes in solids concentration, particle size and mineralogy that do not necessarily have a simple relationship with dosage. In addition, variability in flows can give changes in the feedwell hydrodynamics that result in the sampling point becoming non-representative.
Feed-forward control of flocculation on the basis of feed properties would clearly be highly desirable. Although suitable sensors for the monitoring of feed solids concentrations and flow rates do exist, achieving a reliable and cost-effective indication of particle size remains problematic. Similarly, there is currently no practical tool to monitor online or in-stream variations in feed mineralogy, particularly when changes in clay type is the primary concern; such variations are generally only captured in measurements associated with mine planning. Even if suitable sensors were available, utilisation in control requires detailed characterisation of flocculation performance across a wide range of potential operating conditions and the ability to capture flocculation and hydrodynamic responses in advanced modelling. Such models do exist (e.g. Stephens and Fawell, 2012), but are only now being fully explored for control applications.
Poor monitoring of flocculant dosing is another barrier to effective control of flocculation. The level of flocculant dilution prior to dosing is often not quantified, while in many operations the relative fraction of the total dose being split between each addition point is not known. Knowledge of the latter and the ability to adjust the split would be one important aspect of advanced flocculation control.
6.10 INLINE POLYMER ADDITION The inline injection of polymers at high dosages to initiate rapid dewatering from treated slurries has
of aggregation to effective surface coverage has been theoretically modelled (Kislenko, 2000).
Owen et al. (2008) showed experimentally that split dosing is most effective when the greater proportion of the flocculant is applied at the second dosing point. Although this leads to a smaller initial aggregate size, provided fines capture is largely complete, the effective surface area will have already been reduced substantially. Having more flocculant to apply to this lower effective surface area, thereby achieving a greater fractional coverage, may more than compensate for the smaller initial extent of aggregation. That split dosing does not always show a significant performance benefit at operations may be a consequence of the applied shear (hydrodynamic) conditions.
6.9.4.2 Shear conditionsAs discussed in Section 6.7.1, higher mean shear rates accelerate both aggregate growth and breakage, with the higher exponent in the breakage response limiting the aggregate size that can be attained. In kinetic experiments where constant mean shear rates are applied across the full reaction time, each time the shear rate is increased, the peak aggregate size that is attained will substantially drop, and the degree of aggregate breakage at times beyond this peak will increase (i.e. there is a steeper decrease in size with reaction time). The advantage of ‘tapered shear’, in which the initial shear is high but is then decreased, is clear as it favours initial mixing of flocculant and aggregate formation, but then provides milder conditions to maximise aggregate growth.
The concept is well understood in water treatment applications (Nan and He, 2012; Yukselen et al., 2006) and although not widely recognised as such in the minerals industry, actually forms the basis for optimal flocculation in many well designed and operated thickener feedwells (Owen et al., 2008). For example, an open feedwell with a shelf and tangential feed entry can serve as an effective two-compartment vessel for flocculation, with the swirling flow above the shelf giving good mixing, while aggregate growth proceeds in the lower shear below the shelf (Nguyen et al., 2012).
However, many thickeners, in particular older units, are operated outside their originally designed specifications. A low-velocity or volumetric flow rate entering a feedwell will be typified by turbulence near the entry point but little evidence of turbulence across the remainder of the feedwell volume. This may see much of the feed stream sink rapidly and not remain long enough in the feedwell. Flocculant dosed within the feedwell may therefore be poorly utilised, and dosing should be earlier, with any dose to the feedwell added as close to the feed entry point as possible.
At the other extreme, feed entering at too high a velocity will lead to excessive shear; rather than a swirling
Paste and Thickened Tailings – A Guide (Third Edition) Reagents

107106
tested successfully with plant feeds, but to date there are no published details on full-scale applications.
The tailoring of molecular weight distributions mentioned for the in-pipe high solids applications in Section 6.10 has also been of interest at lower solids, with the blending of low and high molecular weights likely to offer performance benefits under some conditions. Open literature publications dealing with this are limited, but with recent advances in performance characterisation, this can be expected to be given more attention.
The optimisation of reagent dosing and aggregation hydrodynamics undoubtedly has enormous scope to realise a greater proportion of the full potential for reagents that already exist. This is rarely a concern for coagulation; it is much more a common problem for flocculant addition in thickening, though there is not always a major process requirement to motivate optimisation. Given the high dosages being applied for in-pipe reagent addition to high solids streams, the scope for optimisation may be considerable and potentially highly valuable. As a consequence, this is likely to be the subject of considerable attention in coming years.
molecular weight and charge density) for optimum dewatering performance.
6.12 THE FUTURE OF REAGENTS The scientific literature sees almost weekly the publication of proposed new flocculant products for the enhancement of sedimentation or filtration processes, and there is no expectation that this will change. Many of these appear to focus on enhancements through grafting synthetic polymers onto natural polymer backbones, or the identification of alternative synthesis/preparation paths that lead to lower costs or reduced environmental impacts. Although these are significant issues in many applications, in the case of tailings, these matters are secondary to any potential enhancements in performance. These were once measured in terms of settling rate or flux; however, they are increasingly being judged on thickened underflow or deposited paste properties.
Alternative functionalities may offer advantages for adsorption with specific substrates, but for tailings dewatering, the real benefits may be observed in terms of how such functionalities affect aggregate structures during their passage through the circuit. The aspect of reagents producing denser aggregate structures that reduce dilution requirements prior to flocculation was raised in Section 6.9.1.1, and such benefits would be expected to extend to thickener underflows. An alternative approach to achieving higher underflow densities is stimulant-sensitive flocculation, in which a polymer is able to produce aggregates under feedwell conditions but then in response to a change in conditions, this ability is diminished and the rapid elimination of bridged structures reduces any barrier to particles consolidating further.
Temperature change has been studied as the stimulant in the case of poly (N-isopropylacrylamide), which is hydrophobic and functions as a flocculant at high temperatures (~50ºC), but becomes hydrophilic and loses any attraction to surfaces when cooled below the critical solution temperature of 32ºC (Franks et al., 2009). This approach has been demonstrated with quartz in a continuous pilot column (Franks et al., 2014), but the actual flocculation achieved does not appear efficient, dosages are high, and few applications will offer the required temperature differential. While the applicability of the studied reagent to plant feeds also seems problematic, there is scope to explore functional modifications.
Berger et al. (2011; 2013) have also considered the stimulant approach with modification of ‘post gel point underflow characteristics’ leading to a change in the yield stress of the consolidating bed. Their approach has been
• Excessive flocculant dosages. Settling rates >30 m h-1 are rarely sought and reliable measurement of values >40 m h-1 is only possible through mudline image capture (e.g. Zhu et al., 2000). There are cases where settling rates of ~50 m h-1 are contrasted (Chen, 1998), but at such large aggregate sizes the sensitivity to small variations in dosage and mixing conditions will cause substantial shifts, making the values obtained highly questionable. Targeting a range from 5 to 20 m h-1 is better for comparisons.
• Comparisons made at a single solids concentration. A fixed concentration that is too high or low raises concerns when products are being compared. At too high a concentration, the sensitivity to differences between products may be reduced and even masked by mixing effects. If one product leads to a denser aggregate than another, then the relative response may be quite different depending on the solids concentration.
• Excessive or ill-defined mixing prior to settling. Reaction times in stirred beakers of several minutes are appropriate at low solids, but rarely at the higher solids encountered in most thickener applications. Higher dosages than are actually required may result, with performance trends masked or even reversed.
• Assuming different products have the same mixing requirements. A low molecular weight product that produces more bridges will tolerate more mixing during flocculation, which can favour fines capture, but higher molecular weight products may be far more sensitive. Fixing the mixing regime on the basis of what is considered appropriate for a lower molecular weight product may lead to a plateau in the dosage response for higher molecular weights that is actually more a reflection of the higher mixing than the product’s potential performance or any solids concentration limitation.
The issues addressed above are further heightened in high solids tailings applications. A major weakness of most small-scale studies in this area is the almost inevitable poor control over the properties of the treated solids because of poor mixing and dispersion of viscous polymer solutions in dense tailings suspensions. For example, Mizani et al. (2013) treated mature fine tailings at ~35 wt% solids with 0.4% polymer solutions in an impellor-stirred vessel, dosing ‘near the impellor’ for short reaction times (10 s). Wide shear rate distributions in such vessels can result in higher polymer consumption, overdosing and significant variations in treated tailings characteristics for duplicate tests. If the issues associated with optimisation of mixing can be resolved, there is then scope to properly identify reagent properties (e.g.
folding mechanism of chaotic advection creates material striations whose thickness decay exponentially with time, making it possible to design fast and efficient mixing systems which operate at low shear or small dimensions.
Application of a tapered-shear mixing regime can also have positive dewatering outcomes, with an initial rapid dispersion of the polymer chains within the slurry giving way to a subsequent low-shear conditioning environment to promote aggregate growth and build rheological strength.
6.11 REAGENT TESTING The primary tool for flocculation in most mineral processing studies remains the simple cylinder test, in which mixing is achieved by inversions, or the action of a plunger (the term jar test is used in wastewater clarification studies, but this refers to stirred vessel tests intended for very low solids applications).
Despite being common, cylinder tests are often misused or carried out with a poor selection of conditions, raising concerns (from slight to very serious) over some published results and their interpretation. Examples of the mistakes or omissions made include the following:
• Inadequate flocculant dilution prior to dosing. The flocculant volume will always be minor in relation to the slurry and, as already discussed, flocculant dilution aids mixing and distribution throughout the slurry by reducing viscosity and providing a larger dosed volume. Numerous studies applied highly concentrated flocculants (≥0.1 wt/wt%) to slurries, which necessitated unduly high dosages. A diluted flocculant concentration of 0.02% would be far more suitable, with 0.01% potentially better, probably reducing dosages and sensitivity to mixing. In low solids applications or when supernatant clarity is being examined, even further dilution can be an option.
• Comparison of different products at a single dosage. Dosage response curves are never linear, and their shapes will often vary for different products, hence trends observed at one dosage may change at higher or lower dosages, particularly for distinct molecular weights and chemistries. Few flocculants have the same molecular weight, so comparisons purely on a grams per tonne basis are relevant only when product cost is a key issue. Single dosage comparisons also suffer when flocculant solutions have different viscosities (as discussed above) unless tests are done at high flocculant dilutions. Proper dosage curves are always preferable, from the onset of aggregation through to (where possible) high settling rates well above what may be required.
Paste and Thickened Tailings – A Guide (Third Edition) Reagents
7 C H A P T E R 77THICKENING
108
Phillip completed a PhD in chemistry from Murdoch University. For the last 20 years he has worked on understanding and optimising flocculation processes, mainly through the AMIRA P266 ‘Improving Thickener Technology’ series of projects. He is project leader for AMIRA P266G, in which he is also responsible for technology transfer activities.
PHILLIP FAWELL CSIRO Mineral Resources Flagship, Australia
AUTHOR DETAILS
Initially with Allied Colloids then Ciba Specialty Chemicals, Stephen specialised in solid/liquid separation, flotation, agglomeration and tailings management, the latter leading to novel chemical treatments for controlled tailings disposition. With BASF Mining Solutions since 2010, his current role is as Global Process Champion for Solid/Liquid Separation, Tailings Management and Materials Handling.
STEPHEN ADKINS Mining Solutions, BASF plc, UK
LEAD AUTHOR
CONTRIBUTING AUTHORS
Allan completed a PhD in chemistry from the University of Limerick in Ireland. He is currently a topic leader for AMIRA P1087 ‘Integrated Tailings Management’, studying post-thickener polymer addition for enhanced dewatering.
ALLAN COSTINE CSIRO Mineral Resources Flagship, Australia
Paste and Thickened Tailings – A Guide (Third Edition)
Copyright © 2022 FDOKUMEN




















