
The role of carbon black/coal-tar pitch interactions in the early stage of carbonization
8
Carbon Vol. 34, No. 7, 895-902, 1996 pp. Copyright 0 1996 Elsevier Science Ltd Printed in Great Britain. All rights reserved 0008-6223/96 $15.00 + 0.00 SOOO8-6223( 96)00044-9 THE ROLE OF CARBON BLACK/COAL-TAR PITCH INTERACTIONS IN THE EARLY STAGE OF CARBONIZATION R. MENI?NDEZ,~,*J. J. FERN.~NDEZ,~ J. BERMEJO,~ V. CEBOLLA,~I. MOCHIDA~ and Y. KORAI~ “Institute National de1 Carbon, CSIC, Apartado 73,330SO Oviedo, Spain %stituto de Carboquimica, CSIC, Zaragoza, Spain ‘Institute of Advanced Material Study, Kyushu University, Fukuoka 816, Japan (Received 7 August 1995; accepted in revised form 7 Fehruury 1996) Abstract-This study was undertaken to gain further insight into the types of interaction between pitch and carbon black (CB) occurring during thermal treatment in the initial stages of carbonization, and the effects on subsequent coke structure. A commercial coal-tar pitch was blended with CB and then thermally treated at temperatures between 400-45o”C, for 5 hours-except for 430°C where the time of treatment was for 10 hours. The same thermal treatments were applied in the absence of CB to test the effects of temperature alone. Parent and treated pitches were characterized by elemental analysis, optical microscopy, thermomechanical analysis (TMA) and sequential solvent extraction. Additionally, some of the fractions were characterized by FTIR, GC and ‘H-NMR. Cokes obtained at 900°C were characterized by optical microscopy in terms of their porosity and optical texture. Results show that the type of CB/pitch interactions are temperature dependent, these interactions being more significant at lower temperatures (below 425°C). Hydrogenation and polymerization reactions have successively occurred along the range of temperatures used. CB produced an increase of pitch carbon yield without affecting pitch fluidity at the lower temperatures. The effect on the reduction of coke porosity was pronounced at the initial stages of the treatment. Coke optical texture was also affected by the presence of CB showing smaller sizes. Copyright 0 1996 Elsevier Science Ltd Key Words-Coal-tar pitch, carbon black, chemical composition, coke structure, coke porosity. 1. INTRODUCTION The main requirements of pitch in the manufacture of high density carbons are high carbon yield, low volumetric expansion and low porosity on carboniza- tion. Wettability is also important when pitch acts as a binder for carbon materials. Different treatments [l-5] have been given to pitch to improve its proper- ties as a carbon precursor, i.e. air-blowing, sulphur addition, carbon black addition, thermal treatment, etc. Carbon blacks consist of solid carbon particles, 10-1000 nm in size and of a spherical shape which can form aggregates. High absorbent power, high electrical conductivity, antistatic properties, good mechanical reinforcement, and high purity and homo- geneity [6] are the major characteristics of carbon blacks. Some of these properties are applicable for the improvement of specific pitch properties. In the past, the main use of carbon blacks, by the pitch industry, was concerned with the preparation of anodes for aluminium production. It was used as an additive to increase a-resin content of binder pitches and, consequently, to reduce exudation problems. Carbon black particles have been reported to enhance volatile release, to hinder the growth and coalescence of the mesophase reducing pitch volumet- ric expansion and coke optical texture after carbon- ization [4,7,8], and to act as a nucleation point in *To whom corespondence should be addressed. the polymerization [ 91. Carbon black has been found to increase the free radical concentration [lo] and to catalyze the cracking of organic molecules [ 11, 121, but the nature of interactions between pitch components and carbon black during carbonizations has not been clarified. In the present study, a blend of a commercial coal- tar pitch and a carbon black (3 wt%) was thermally treated at temperatures between 400 and 450°C for periods of 5 and 10 hours, and resultant pitches were characterized by selective solvent extraction, elemen- tal analysis, softening point and carbon yield. Some solvent fractions were characterized by FTIR, GC and ‘H-NMR. Cokes were characterized in terms of their optical texture and porosity. Such a series of studies is expected to clarify the interactions of carbon blacks with the pitch during the early stages of carbonization. 2. EXPERIMENTAL 2.1 Materials A commercial coal-tar pitch (CTP), from Quimica de1 Nalon, and three types of commercial carbon blacks (CB) from Mitshubishi Petrochemical were used in this study. Table 1 shows the main characteris- tics of carbon blacks. Properties of the coal-tar pitch are included in Table 2. 895
Transcript of The role of carbon black/coal-tar pitch interactions in the early stage of carbonization

Carbon Vol. 34, No. 7, 895-902, 1996 pp. Copyright 0 1996 Elsevier Science Ltd
Printed in Great Britain. All rights reserved 0008-6223/96 $15.00 + 0.00
SOOO8-6223( 96)00044-9
THE ROLE OF CARBON BLACK/COAL-TAR PITCH INTERACTIONS IN THE EARLY STAGE OF CARBONIZATION
R. MENI?NDEZ,~,* J. J. FERN.~NDEZ,~ J. BERMEJO,~ V. CEBOLLA,~ I. MOCHIDA~ and
Y. KORAI~ “Institute National de1 Carbon, CSIC, Apartado 73,330SO Oviedo, Spain
%stituto de Carboquimica, CSIC, Zaragoza, Spain ‘Institute of Advanced Material Study, Kyushu University, Fukuoka 816, Japan
(Received 7 August 1995; accepted in revised form 7 Fehruury 1996)
Abstract-This study was undertaken to gain further insight into the types of interaction between pitch and carbon black (CB) occurring during thermal treatment in the initial stages of carbonization, and the effects on subsequent coke structure. A commercial coal-tar pitch was blended with CB and then thermally treated at temperatures between 400-45o”C, for 5 hours-except for 430°C where the time of treatment was for 10 hours. The same thermal treatments were applied in the absence of CB to test the effects of temperature alone. Parent and treated pitches were characterized by elemental analysis, optical microscopy, thermomechanical analysis (TMA) and sequential solvent extraction. Additionally, some of the fractions were characterized by FTIR, GC and ‘H-NMR. Cokes obtained at 900°C were characterized by optical microscopy in terms of their porosity and optical texture. Results show that the type of CB/pitch interactions are temperature dependent, these interactions being more significant at lower temperatures (below 425°C). Hydrogenation and polymerization reactions have successively occurred along the range of temperatures used. CB produced an increase of pitch carbon yield without affecting pitch fluidity at the lower temperatures. The effect on the reduction of coke porosity was pronounced at the initial stages of the treatment. Coke optical texture was also affected by the presence of CB showing smaller sizes. Copyright 0 1996 Elsevier Science Ltd
Key Words-Coal-tar pitch, carbon black, chemical composition, coke structure, coke porosity.
1. INTRODUCTION
The main requirements of pitch in the manufacture of high density carbons are high carbon yield, low volumetric expansion and low porosity on carboniza- tion. Wettability is also important when pitch acts as a binder for carbon materials. Different treatments [l-5] have been given to pitch to improve its proper- ties as a carbon precursor, i.e. air-blowing, sulphur addition, carbon black addition, thermal treatment, etc.
Carbon blacks consist of solid carbon particles, 10-1000 nm in size and of a spherical shape which can form aggregates. High absorbent power, high electrical conductivity, antistatic properties, good mechanical reinforcement, and high purity and homo- geneity [6] are the major characteristics of carbon blacks. Some of these properties are applicable for the improvement of specific pitch properties. In the past, the main use of carbon blacks, by the pitch industry, was concerned with the preparation of anodes for aluminium production. It was used as an additive to increase a-resin content of binder pitches and, consequently, to reduce exudation problems.
Carbon black particles have been reported to enhance volatile release, to hinder the growth and coalescence of the mesophase reducing pitch volumet- ric expansion and coke optical texture after carbon- ization [4,7,8], and to act as a nucleation point in
*To whom corespondence should be addressed.
the polymerization [ 91. Carbon black has been found
to increase the free radical concentration [lo] and to catalyze the cracking of organic molecules [ 11,
121, but the nature of interactions between pitch components and carbon black during carbonizations
has not been clarified.
In the present study, a blend of a commercial coal-
tar pitch and a carbon black (3 wt%) was thermally
treated at temperatures between 400 and 450°C for
periods of 5 and 10 hours, and resultant pitches were
characterized by selective solvent extraction, elemen-
tal analysis, softening point and carbon yield. Some
solvent fractions were characterized by FTIR, GC
and ‘H-NMR. Cokes were characterized in terms of
their optical texture and porosity. Such a series of
studies is expected to clarify the interactions of carbon blacks with the pitch during the early stages of
carbonization.
2. EXPERIMENTAL
2.1 Materials
A commercial coal-tar pitch (CTP), from Quimica
de1 Nalon, and three types of commercial carbon
blacks (CB) from Mitshubishi Petrochemical were used in this study. Table 1 shows the main characteris-
tics of carbon blacks. Properties of the coal-tar pitch are included in Table 2.
895

896 R. MEN&IZZ rr crl.
Table I. Properties of carbon blacks
Carbon Particle diameter
black (nm)
CBl 1X CB2 30 CB3 30
a By difference.
Elemental analysis (wt%) BET DBP Volatiles
(m’gr 1 (ml.100 g) (wt%) P” C H N O+S” C/H
150 130 l,O I,5 94.87 0,45 0.17 4.53 Il.76 800 360 0.5 9.0 98.32 0,2 1 0,08 1,40 39,97 1270 495 0.7 9.0 9X.24 0.15 0.04 1.58 56,46
Table 2. Properties of pitches
SP” MC (WI %) PYh CYC” Solid coke“ CB coke”
Original 50 0 100.0 35.2 x.5 0.0 400 C.5 hours Only pitch 70 0 97.0 42.4 7.1 0.0
3 wt% CB2 add. 58 0 99.0 44.0 12.X 6.4 425 C 5 hours Only pitch 80 54 91.0 4x.5 6.2 0.0
3 wt% CB2 add. 67 43 97.0 51.2 11.1 5.5 430 C 10 hours Only pitch 92 66 X6.0 57.0 5.3 0.0
3 wt% CB2 add. 100 60 92.0 64.4 X.9 4.5 45O’C 5 hours Only pitch 108 80 X4.0 56.6 5.3 0.0
3 wt% CB2 add. 167 X2 91.0 64.X x.9 4.4
MC: Mesophase content.” Softening point by TMA, C.h Pitch yield corrected from carbon black addition, (wt%). ’ Carbon yield (wt%) at 1OOO’C referred to original pitch and corrected from carbon black additiond Total solid particles in the coke (primary QI + carbon black). (wt%).’ Carbon black in the coke. (wt%).
2.2 Carbonizution of pitch with d#erent types oj curbon black
Coal-tar pitch was blended with 3 and 5 wt% of carbon black in an acetone slurry using an ultrasonic bath. After drying in a rotatory evaporator, the blends were moulded under 20 MPa at room temperature into a disk of 20 mm diameter and 2 g weight. The disk was then carbonized in a Pyrex glass tube of 25 mm diameter and 300 mm height at 1 C. mini ’ to 600-C for 1 hour, under a nitrogen flow of 60 ml.min-‘. Carbon yield (CY) was obtained from the weight difference of the carbon substrate, and cor- rected to the amount of carbon black added. Polished surfaces of the cross-sections of coke blocks were characterized by polarized light optical microscopy using an Olympus B061 microscope. in terms of their optical texture.
The different blends of coal-tar pitch and carbon blacks were also carbonized in a Seiko thermobal- ante. 15 mg of sample was heated at 1O’C. mini’ to 9OO”C, under a nitrogen flow of 80 ml.min~‘.
2.3 Carbon bluck addition to pitch und thermul treatment
9 g of a selected carbon black, CB2, was added to 300 g of pitch (3 wt%), 0.2 mm particle size. After mechanical mixing, samples were placed in a glass reactor of 500 cm3 capacity and heated to 400, 425, 430 and 45O’C at 5 ‘C. mini’ for 5 hours, except at 430’ C when the residence time was 10 hours. Thermal treatment was carried out under nitrogen in total reflux conditions with vigorous stirring (600 rpm), which was maintained during the cooling down to avoid possible segregation of CB2. The same treat- ment was applied to the pitch, without carbon black, to elucidate effects resulting only from the thermal
treatment. The untreated pitch, four thermally treated pitches and four thermally treated with carbon black were prepared. Pitch yield was determined from the initial weight of the pitch and that remaining after the treatments.
2.4 Churacteristics qf pitches 2.4.1 Softening point Softening points of pitches
were determined with a thermomechanic Seiko ana- lyser (TMA). Pitch samples, 15 mg. were initially placed in an aluminium crucible, set in the TMA, and tested with a probe of 1 mm2 section and a penetrating load of 10 g. Heating was carried out at 5Cmin~’ under a nitrogen flow of 60 ml min-‘. The softening point was determined from the intersection of tangents before and after penetration.
2.4.2 Curbon yield 4 g of the pitch sample was placed in a ceramic pot, 11 mm high with 42 mm internal diameter, and then carbonized in a horizontal tube furnace to 900°C at 1 .C mini’ for 30 minutes under a nitrogen tlow of 30 1 hh’. Carbon yield was determined from the weight of the carbonaceous residue.
2.4.3 Solubility ofpitches Pitches were fraction- ated by solvent extraction, using a conventional Soxhlet apparatus, with hexane, benzene and pyri- dine. Hexane-insolubles (HI) were dried to a constant weight at 60°C and then extracted with benzene. The solvent was removed using a rotary evaporator and the residue dried at 6O’C to a constant weight, to obtain the hexane-insoluble/benzene-soluble (HI-BS) fraction. The benzene-insolubles were extracted with pyridine, which was removed with the aid of a rotary evaporator and the residue dried at 90 C to a constant weight, obtaining a fraction benzene-insoluble but pyridine-soluble (BI-PS). Hexane was removed from
The role of carbon black/coal-tar pitch interactions in the early stage of carbonization 897
the hexane-insoluble fraction (HS) and the solid dried phy are listed in Table 5, with Table 6 giving the to 60°C to constant weight. The PI fraction was dried distributions of types of hydrogen found by at 100°C to constant weight in a vacuum oven. ‘H-NMR analyses, in the BS fractions.
2.4.4 Infrared spectroscopy FTIR spectra of the nine pitches, parent and treated, were obtained from powdered samples in the reflectance mode using a JEOL 5500 spectrometer.
2.4.5 Nuclear magnetic resonance spectro- scopy BS fractions were solubilized in CDCl, and analysed with a ‘H-NMR Varian spectrometer, using tetramethyl-silane as an internal standard.
2.4.6 Gas chromatography HS fractions of pitches were characterized by gas chromatography using a Varian Star Workstation chromatograph equipped with a Aame ionization detector and a capillary column SE-30 of 30 m. n-decane, an internal standard, was added to 140 mg of each sample to be dissolved in 0.2 ml of CH,Cl,. Temperature program analysis of samples was performed from 80 to 300°C at 5°C min-‘; injector temperature of 300°C and detector temperature 250°C. Compounds with two, three, four, and five or more aromatic rings were quantified according to Lee et ul. [ 131 from the retention indices, using naphthalene, phenanthrene, crysene and benzo(a)pyrene as reference compounds. Their intensity was corrected for the number of their aromatic carbon atoms.
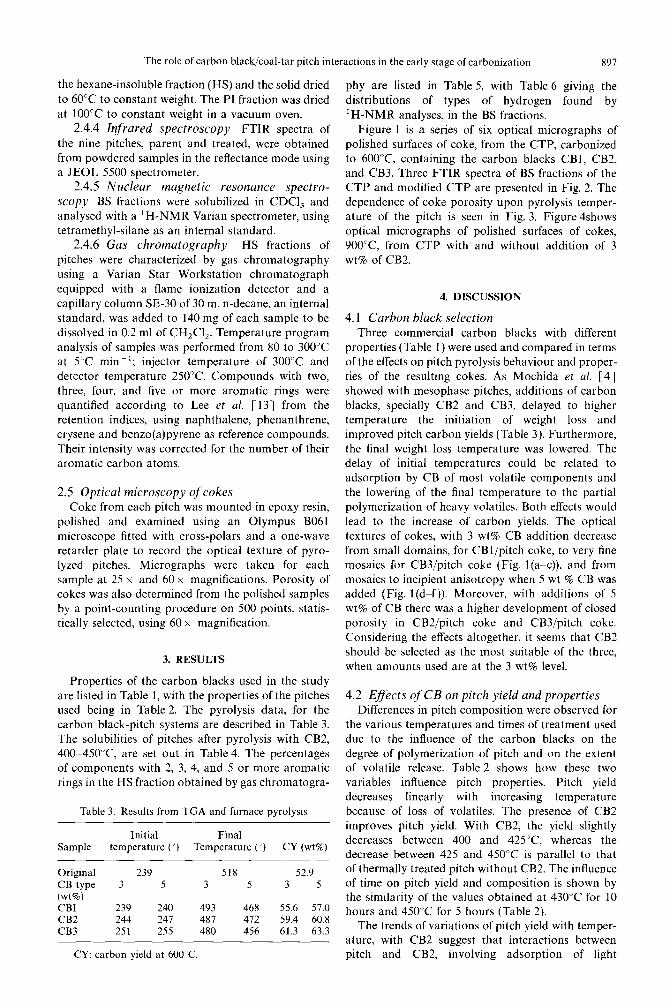
Figure 1 is a series of six optical micrographs of polished surfaces of coke, from the CTP, carbonized to 600°C containing the carbon blacks CBl, CB2, and CB3. Three FTIR spectra of BS fractions of the CTP and modified CTP are presented in Fig. 2. The dependence of coke porosity upon pyrolysis temper- ature of the pitch is seen in Fig. 3. Figure 4shows optical micrographs of polished surfaces of cokes, 900°C from CTP with and without addition of 3 wt% of CB2.
4. DISCUSSION
4.1 Carbon black selection
2.5 Optical microscopy of cokes Coke from each pitch was mounted in epoxy resin,
polished and examined using an Olympus B061 microscope fitted with cross-polars and a one-wave retarder plate to record the optical texture of pyro- lyzed pitches. Micrographs were taken for each sample at 25 x and 60 x magnifications. Porosity of cokes was also determined from the polished samples by a point-counting procedure on 500 points, statis- tically selected, using 60 x magnification.
3. RESULTS
Three commercial carbon blacks with different properties (Table 1) were used and compared in terms of the effects on pitch pyrolysis behaviour and proper- ties of the resulting cokes. As Mochida et al. [4] showed with mesophase pitches, additions of carbon blacks, specially CB2 and CB3, delayed to higher temperature the initiation of weight loss and improved pitch carbon yields (Table 3). Furthermore, the final weight loss temperature was lowered. The delay of initial temperatures could be related to adsorption by CB of most volatile components and the lowering of the final temperature to the partial polymerization of heavy volatiles. Both effects would lead to the increase of carbon yields. The optical textures of cokes, with 3 wt% CB addition decrease from small domains, for CBl/pitch coke, to very fine mosaics for CB3/pitch coke (Fig. 1 (a-c)), and from mosaics to incipient anisotropy when 5 wt % CB was added (Fig. l(d-f)). Moreover, with additions of 5 wt% of CB there was a higher development of closed porosity in CB2/pitch coke and CB3/pitch coke. Considering the effects altogether, it seems that CB2 should be selected as the most suitable of the three, when amounts used are at the 3 wt% level.
Properties of the carbon blacks used in the study are listed in Table 1, with the properties of the pitches used being in Table 2. The pyrolysis data, for the carbon black-pitch systems are described in Table 3. The solubilities of pitches after pyrolysis with CB2, 400-450°C are set out in Table 4. The percentages of components with 2, 3, 4, and 5 or more aromatic rings in the HS fraction obtained by gas chromatogra-
4.2 Effects of CB on pitch yield and properties
Table 3. Results from TGA and furnace pyrolysis
Initial Final Sample temperature (“) Temperature (‘) CY (wt%)
Original 239 518 52.9 CB type 3 5 3 5 3 5 (wt%) CBI 239 240 493 468 55.6 57.0 CB2 244 247 487 412 59.4 60.8 CB3 251 255 480 456 61.3 63.3
CY: carbon yield at 6OO’C.
Differences in pitch composition were observed for the various temperatures and times of treatment used due to the influence of the carbon blacks on the degree of polymerization of pitch and on the extent of volatile release. Table 2 shows how these two variables influence pitch properties, Pitch yield decreases linearly with increasing temperature because of loss of volatiles. The presence of CB2 improves pitch yield. With CB2, the yield slightly decreases between 400 and 425°C whereas the decrease between 425 and 450°C is parallel to that of thermally treated pitch without CB2. The influence of time on pitch yield and composition is shown by the similarity of the values obtained at 430°C for 10 hours and 450°C for 5 hours (Table 2).
The trends of variations of pitch yield with temper- ature, with CB2 suggest that interactions between pitch and CB2, involving adsorption of light

898 R. MEN~NDEZ et trl.
Table 4. Solubility of pitches in different solvent? and elemental analysis (daf %) of BS fractron
BS BI-PS PI
(w;\) pi\; (w’;‘:) (wt %) (wt %) C H N S+Ob C:H
Original 31.8 44.2 76.0 13.6 10.4 90.22 4.69 I .06 4.03 I .60 400’C 5 hours Only pitch 30.5 39.1 70.2 9.3 20.5 90.31 4.63 0.97 4.09 1.63
3 wt% CB2 add. 45.1 25.4 70.5 9.6 20.0 90.69 5.13 0.92 3.26 1.47 425-C 5 hours Only pitch 23.4 37.5 60.9 8.2 30.9 91.89 4.68 0.98 2.45 1.64
3 wt% CB2 add. 35.0 26.8 61.8 8.4 29.8 91.63 4.96 0.93 2.48 1.54 43O’C 10 hours Only pitch 22.8 24.0 46.8 6.6 46.6 92.85 4.62 0.87 1.66 1.67
3 wt % CB2 add. 27.2 18.0 45.2 6.1 48.8 92.86 4.61 0.90 1.56 I .66 450’ C 5 hours Only pitch 43.0 6.1 50.8 93.03 4.57 0.93 I .47 I .70
3 wt. % CB2 add. 35.0 5.6 59.4 92.89 4.65 0.93 1.54 I .66
d Values corrected from carbon black data. b Values obtained by difference. C:H: carbon -hydrogen atomic ratio
Table 5. Percentage of components with 2, 3, 4 and 5 or more aromatic rings in the HS fraction obtained by CC”
2 rings
(%)
Original 0.0 4oo’c Only pitch 0.0
5 hours 3 wt% 0.0 CB2 add.
425 ‘C Only pitch 0.0 5 hours 3 wt% 0.0
CB2 add.
3 rings
(%)
4 rings
(%)
5 rings
(%)
9.1 14.1 8.5 13.3 14.0 3.2 14.0 13.8 17.3
8.4 9.6 5.4 14.5 12.4 8.2
a Values referred to 100 g of pitch
components of pitch by the CB2 particles are more significant at the lower pyrolysis temperatures. However, the carbon yield, referred to parent pitch (CYc), corrected appropriately, linearly increases with temperature, the increase being higher when CB2 is added, specially above 425°C (Table 2). This strongly suggests that CB2 acts as a catalyst for pitch polymer- ization at temperatures above 425°C.
The softening point increases with the temperature as a consequence of volatile release and polymeriza- tion With CB the increase in softening point is smaller at 400 and 425°C. However, above this tem- perature the softening point increases sharply from 67 at 42SC to 167 at 450°C. These results can also be explained by volatile adsorption and polymeriza- tion, this been relevant at temperatures above 425 ‘C.
Another interesting property of pitches from the point of view of their utilization as binder material is the content of solid particles. To this regard, data in Table 2 show that the increase in the content of solid particles produced by CB2 additions is balanced by the increase in carbon yield, as shown by the total amount of solid particles (primary QI and CB2) present in the coke from the pitch resulting from treatment at 45O’C for 5 hours with CB2, which is similar to the QI content of the original pitch.
4.3 lZfect.s ofCB2 on pitch composition Solubihty of pitches in hexane, benzene and pyri-
dine substantially changed with temperature and time of thermal treatment, Table 4. The effect of the tem- perature was to decrease the HS fraction from 32 wt% for the parent pitch to about 23 wt% by treat- ment at 425°C for 5 hours, probably due to the loss of volatile components. With the addition of 3 wt% of CB2 to pitch, thermal treatment at 400°C for 5 hours led to a strong increase in the HS fraction which reaches 45.1 wt% of treated pitch, almost 50% higher than that of the parent pitch. Therefore, the increase of the HS fraction cannot be only due to a physical retention of volatile components but mainly to a chemical reaction, the result of which is the formation of hexane soluble compounds. The parallel decrease of the HI-BS fraction seems to indicate that CB2 mainly promotes the transformation of HI-BS compounds. On the other hand, the presence of CB2
Table 6. Hydrogen distribution (%) in the BS fraction by ‘H-NMR
BS”(wt%) Harh HZ H” H; H,,:H,,’
Original 4OO’C 5 hours
425’C 5 hours
43O’C IO hours
450°C 5 hours
Only pitch 3 wt% CB2 add.
Only pitch 3 wt% CB2 add.
Only pitch 3 wt% CB2 add.
Only pitch 3 wt% CB2 add.
76.0 84.9 13.3 70.2 X5.0 12.6 70.5 76. I Il.4 60.9 86.3 10.0 61.8 82.7 10.8 46.8 89.9 8.0 45.2 88.9 9.7
90.4 8.4 91.8 7.5
1.6 1.9 9.2 3.1 4.9 2.1 1.1 1.2 0.7
0.3 5.6 0.5 5.7 3.2 3.2 0.6 6.3 1.6 4.8 0.0 8.9 0.3 8.0 0.0 9.4 0.0 11.2
a Values corrected from carbon black data. b H,,: aromatic hydrogen, ’ H,,: aliphatic hydrogen.

The role of carbon black/coal-tar pitch interactions in the early stage of carbonization 899
Fig. 1. Optical micrographs of cokes obtained at 600°C from CTP with (a) 3 wt% CBl, (b) 3 wt% CB2, (c) 3 wt% CB3, (d) 5 wt % CBl, (e) 5 wt% CB2 and (f) 5 wt% CB3.
had a clear effect on the PI increase only at temper- atures above 425°C and mainly at 450°C when the increase in the PI fraction, compared to that (from the same treatment) without CB2, was about 9 wt%.
These results suggest that during thermal treatments, CB2 causes two opposite effects. One is to accelerate dehydrogenative polymerizations which are significant above 425°C. The other is that, below 425”C, CB2 seemingly promotes the solubility in hexane of components of pitch that initially were not soluble.
The increase of the HS fraction could be due to either depolymerization or hydrogenation of HI com- ponents promoted by CB2. It has been reported that materials of small particle size and high surface areas can act as radical scavengers, hindering their recombi- nation and consequently favouring a further stabiliza-
tion by hydrogen present in the medium [14]. Accordingly, CB2 could contribute to the depolymeri- zation of the HI fraction, by adsorbing radicals produced during pitch treatment, causing the increase of HS by a fraction. On the other hand, the capacity of carbon blacks to act as an hydrogenative catalysts is known [lO,ll].
In order to investigate if CB2 promoted depolymer- ization, HS fractions of pitch treated at 400 and at 425°C with and without CB2, were analyzed by gas chromatography to monitor aromatic compounds with two, three, four, and five or more rings, (Table 5). Decreases in amounts of components with three and four aromatic rings and increases of those with five or more, were noted when temperature increased from 400 to 425°C in the absence of CB2. However, the increase of five or more ring components is much

a
r 3400
I I I 1 I I 4000 3200 2800 2400 2000 1600 1200 800
WAVENUMBERS
Fig. 2. FTTR spectra of benzene soluble fractions of (a) CTP, (b) CTP treated at 400 C for 5 hours, and (c) CTP treated al 400 C for 5 hours, 3 wt% CB2.
Porosity (vol.%)
100
Untreated 400”C-5h 425X-h 430-Z-l Oh 450”C-5h
Heat treatment
Fig. 3. Variation of coke’s porosity with pitch treatment.
smaller than the decrease in three and four ring components, indicating that they were mainly trans- formed in hexane-insoluble material. The presence of CB2 led to a large increase in amounts of five or more ring aromatics at 4OO’C. Noting that these compounds did not originate from those of three and four rings, it is suggested that they originate via the above mentioned CB2 catalytic hydrogenation of some HI compounds, producing hexane-soluble material. The distribution of components observed for 425’C (Table 5), with and without CB2, suggests that CB2 hinders the polymerization of three and four ring components. Similarly, with the 400°C system, but to a lesser extent. components of the HI-BS fraction are solubilized in hexane by hydrogen-
ation. The absence of components with two rings. and the fact that the amounts of three,/four ring components never exceeded those in the only pitch at 400 C disfavours the possibility of depolymeriz- ations by the stabilization of radicals.
On the contrary, data of elemental analysis of BS fraction in Table 4 clearly show that the presence of CBZ at 400 and 425’C produces the hydrogenation of BS fraction. The C/H ratio increased with the temperature as a result of the release of light hydrogen-rich components during thermal treatment. Despite this. the hydrogen content which is almost constant in the BS fractions of thermally treated pitches. increased in presence of CR? at 400 and 425 C (Table 4). Hydrogenation could occur by either intermolecular hydrogen transfer reaction or by reac- tion of HI material with hydrogen produced during pitch polymerization. Both reactions could be cata- lysed by CB2.
The hydrogenation was confirmed by the FTIR spectra of BS fractions in Fig. 2, where the spectrum of the parent pitch is shown, together with those of pitches from thermal treatment at 400 C for 5 hours with and without CB2. The increase of H,, in the fraction with CB2 is mainly due to the presence of X’H,- groups as suggested from the intensities of the bands at 2800&3000 cm-‘. that of 1380 cm ’ being almost constant. New bands at 1725 cm-’ (C==O stretching vibrations), 1280 cm -’ (GO stretching), I I20 cm ’ (O-CH, stretching) and 1080 cm-’ (aryl esters. h-membered ring ketones or 6-ring lactones) were found in this spectrum, indicating the incorporation to this fraction of oxygen-containing

The role of carbon black/coal-tar pitch interactions in the early stage of carbonization 901
Fig. 4. Optical micrographs of cokes obtained at 900°C from (a) CTP, and (b) CTP treated at 400°C for CB2.
5 hours, 3
components. Treatments of pitch with CB2 below 425°C increased the H, and H, contents of the BS fraction (Table 6), suggesting the formation of com- pounds with naphthenic structures.
Therefore, CB2 has this double effect depending on the applied temperature. Below 425”C, CB2 pro- motes hydrogenation of reactive aromatic structures, and mainly at 45O”C, CB2 contributes to the thermal polymerization of pitch molecules (Table 4). At tem- peratures above 4OO”C, rates of formation of free radicals strongly increase with temperature and there- fore polymerizations are always dominant. This agrees with the changes in SP with temperature, when hydrogenated compounds produced at 400 and 425°C (to a lesser extent) in the presence of 3 wt% of CB2, lower the SP of pitches (Table 2), without significantly affecting BS contents (Table 4). In spite of the SP decrease, the carbon yield slightly increases. Because of this, these pitches show higher values of ACY/ASP. Consequently, from the point of view of the use of
coal-tar pitches, thermal treatments at temperatures
below 425°C in the presence of 3 wt% CB2 could be of benefit, because of improvements in pitch carbon yield without affecting pitch fluidity.
4.4 Eflects of CB2 on coke structure Figure 3 shows the variation of coke porosity, as
determined by optical microscopy, with pitch heat-
treatment temperature, with and without CB2. CB2 additions at 400°C produced a marked decrease in coke porosity, from 98 ~01% (untreated pitch coke) to 53 ~01%. Porosity of coke, 425-450°C increased slightly. Thermal treatment of pitch, without CB2, decreased coke porosity only slightly at 400°C and 425”C, the largest being at 45O”C, from 98 to 54 ~1%. As expected, the optical texture of cokes varied from domains for the coke from the original pitch to mosaics from those from the treated pitch in the presence of CB2 (Fig. 4), regardless of treatment temperature.

902 R. ME~~NIXZ rt ul.
5. CONCLUSIONS REFERENCES
Heat-treatment of a coal-tar pitch at 400-450°C 1. with 3 wt% of CB2, for 5 hours, results in a significant increase in carbon yield. In addition to the retention 2.
of volatile components of pitch previously described, 3’ two other different effects, temperature dependent, occur during the heat-treatment. Above 425”C, CB2 4. promotes the polymerization of pitch molecules, and below 425’C, CB2 promotes the solubility of pitch in
5,
hexane, as the result of hydrogenation of aromatics. 6, The increase in hexane-solubles results in a decrease of pitch softening point. Therefore, heat-treatment of pitches with 3 wt% of CB2 at temperatures of i: 400-425 ‘C for 5 hours, could be relevant to industrial application because of the increase of carbon yield, 9. without destroying fluidity. Furthermore, the addi- tion of 3 wt% of CB2 to the pitch, followed by heating at 4OO’C produced a drastic decrease in the resultant
10.
coke porosity. Il.
Arkno~lerlgernentsThis research was supported by the 12. CICYT (Proiect MAT91-0877) and FICYT. Pitches were provided by industrial Quimica de1 Nal6n. J. J. Ferniindez 13. thanks Japanisch-Deutsches Zentrum Berlin for the financial 14. support at Kyushu University, Japan.
J. J. FernLndez. A. Figueiras, M. Granda. J. Bermejo and R. Menkndez. Curbon 33, 295 ( 1995). J. B. Barr and I. C. Lewis, Curhon 16, 439 ( 1978). E. Fitzer, K. Mueller and W. Schaefer, In Cherni.wy d Physics of Carbon (Edited by P. L. Walker. Jr). Vol 7. pp. 237-283. Marcel Dekker, New York ( 197 1). K. Kanno, K. E. Yoon, J. J. FernBndez, I. Mochida. F. Fortin and Y. Korai. Curbon 32. 801 ( 1994). Y. Duk, Y. Korai and I. Mochida. J. Mut. S&~c~c 21, 424 (1986). Y. Schwab, In Chemistry and Physics cf Crwhon (Edited by P. L. Walker, Jr), Vol 15. pp. 109- 207. Marcel Dekker. New York (1979). M. Forrest and H. Marsh, Fuel 62, 612 ( 1987). K. Kuo, H. Marsh and D. Broughton. Fuel 66, 1544 (1987). K. J. Htittinger, Proceedings Carbon ‘72, p. 5, Baden- Baden, Germany. Deutschen Keramischen Gesellschaft (1972). K. Murakami, T. Yokono, Y. Sanada and H. Marsh. Extended Ah.stracts 18th Bienniul Cwferuncr on Cnrhon, p. 207. Worcester Polytechnic Institute, MA (1987). M. Farcasiu and C. Smith, Energy und Fuels 5,83 ( 1991). M. Farcasiu, S. C. Petrosius, P. A. Eldredge, R. R. Ander- son and E. P. Ladner, Energy and Fuels 8, 920 ( 1994). M. Lee and D. L. Vassilaros. Anctl. Chrnl. 51, 768 (1979). V. L. Cebolla, M. Diack, D. Cagniant, M. Oberson. R. Bacaud and B. Nickel, Energy and Fwls 8, 77 ( 1994).




















