
ТЕХНОЛОГИЯ И ТЕХНИКА ПЕРЕРАБОТКИ МОЛОКА
443
6М /3 Б rt- п А К A J I А Б Р И А Т С.А. Бредихин ТЕХНОЛОГИЯ И ТЕХНИКА ПЕРЕРАБОТКИ МОЛОКА у Ч р Б И о В ПОСОБИВ 3 лектронно- R и б л мотечн а я Система znanium.com Уважаемый читатель! Вы держите в руках книгу,. дополнительные материалы которой доступны Вам БЕСПЛАТНО в Интернете на www.znanium.com Специального программного обеспечения не требуется
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of ТЕХНОЛОГИЯ И ТЕХНИКА ПЕРЕРАБОТКИ МОЛОКА
6 М / 3
Б rt-п А К A JI А Б Р И А Т
С.А. Бредихин
ТЕХНОЛОГИЯ И ТЕХНИКА ПЕРЕРАБОТКИ
МОЛОКАу Ч р Б И о В П О С О Б И В
3 лектронно-
R и б л м отечн а я
С и с т е м аznanium .com
Уважаемый читатель!Вы держите в руках книгу,.
дополнительные материалы которой доступны Вам БЕСПЛАТНО
в Интернете на www.znanium.com Специального программного
обеспечения не требуется
ВЫ СШ ЕЕ О Б Р А ЗО В А Н И Е - БАКАЛАВРИАТ серия основана в 1 9 9 6 г.
С.А. БРЕДИХИН
ТЕХНОЛОГИЯ И ТЕХНИКА
ПЕРЕРАБОТКИ МОЛОКА
УЧЕБНОЕ ПОСОБИЕ
2-е издание, дополненное
Допущено УМО вузов РФ по агрономическому образованию в качестве учебного пособия для подготовки бакалавров,
обучающихся по направлению 35.03.07 «Технология производства и переработки сельскохозяйственной продукции»
znanium.com
МоскваИНФРА-М
2017
УДК 637(075.8) БҢК 36.95я73
Б87
Автор:Бредихин Сергей Алексеевич — д-р техн. наук, профессор, зав. кафедрой
процессов и аппаратов перерабатывающих производств РГАУ-МСХА им. К.Л. Тимирязева
Рецензенты:Никифоров Л.Л., д-р техн. наук, профессор кафедры техносферной
безопасности МГУПП;Калошин /О.А., д-р техн. наук, профессор, зав. кафедрой пищевых машин
МГУТУ им. К.Г. Разумовского
Бредихин С.А.Б87 Технология и техника переработки молока: учеб, пособие / С.А. Бре
дихин. — 2-е изд., доп. — М. : ИНФРА-М, 2017. — 443 с. + Доп. материалы |Электронный ресурс; Режим доступа http://www.znanium. com|. — (Высшее образование: Бакалавриат). — www.dx.doi.org/ 10.12737/17122.
ISBN 978-5-16-010051-7 (print)ISBN 978-5-16-101751-7 (online)
Целью учебного пособия является описание промышленной технологии и техники, применяемых на современных отечественных предприятиях молочной отрасли. Изложены основные технологические процессы переработки молока — от его доставки и приема до выпуска готовой продукции. Приводится описание производства питьевого молока и сливок, кисломолочных продуктов, молочных консервов и сливочного масла в соответствии с действующей нормативной документацией. В конце каждой главы даны основные требования контроля качества технологических процессов выработ ки молочных продуктов.
Книга может быть использована в учебном процессе при подготовке бакалавров по специальности 35.03.07 «Технология производства и переработки сельскохозяйственной продукции», а также полезна для магистров, аспирантов, специалистов молочной промышленности и всех желающих организовать производство по переработке молока.
УДК 637(075.8) ББК 36.95я73
Материалы, отмеченные знаком , доступныв электронно-библиотечной системе znanium (www.znanium.com)
ISBN 978-5-16-010051-7 (print) ISBN 978-5-16-101751-7 (online) © Бредихин C.A., 2016
ВВЕДЕНИЕ
Молоко используют либо как продукт питания внепереработанном или переработанном виде, либо как сырье для молочной и пищевой отраслей промышленности. Молоко имеет высокую пищевую и биологическую ценность. В его состав входят необходимые для организма человека и хорошо усвояемые пищевые компоненты: молочный жир, белки, углеводы, молочный сахар и минеральные вещества. К отличительным особенностям молока как сырья относится то, что, являясь источником полноценного белка, оно поликомпонентно по составу, неадекватно по функционально-технологическим свойствам, биологически активно и под влиянием внешних факторов лабильно изменяет свои свойства и параметры. В связи с этими обстоятельствами рациональное и рентабельное использование сырья, выработка высококачественных молочных продуктов могут быть достигнуты при условии профессионального понимания основных принципов и закономерностей процессов, заложенных в технологии молока.
Технология — это наука о способах воздействия на сырье, материалы или полуфабрикаты соответствующими орудиями производства и о закономерностях происходящих в сырье процессов при его превращении в готовый продукт. Сущность технологии заключается в рассмотрении основных принципов и схем производства в совокупности с множеством сопряженныхдругс другом явлений и процессов, происходящих под влиянием технологических факторов.
Современная промышленная переработка молока представляет собой сложный комплекс последовательно выполняемых взаимосвязанных химических, физико-химических, микробиологических, биохимических, биотехнологических, теплофизических и других трудоемких и специфических технологических процессов, которые направлены на выработку молочных продуктов, содержащих либо все компоненты молока, либо их часть. При производстве питьевого цельного сырого, пастеризованного и стерилизованного молока, атак- же кисломолочных напитков используются все компоненты состава молока. Выработка питьевых сливок, сметаны, творога, масла, сыра и других молочных продуктов основана на раздельной переработке компонентов молока. Производство молочных консервов связано с сохранением всех сухих веществ в молоке после удаления из него влаги.
Предприятия молочной отрасли оснащены большим количеством перерабатывающей техники. Рациональная эксплуатация технологического оборудования требует глубокого знания его особенностей и конструктивных признаков. При использовании современного технологического оборудования важно в максимальной степени со-
з
хранить пищевую и биологическую ценность компонентов сырья в вырабатываемых молочных продуктах.
Современная технология молока базируется на результатах многолетних исследований отечественных, зарубежных ученых, а также на опыте специалистов перерабатывающих предприятий молочной отрасли страны. Основная научно-исследовательская работа в области промышленной переработки молока сосредоточена в отраслевых научно-исследовательских институтах, а также их филиалах и отделениях на Алтае, Северном Кавказе, в Сибири и других районах. Существенный вклад в решение многих проблем промышленной переработки молока вносят кафедры высших учебных заведений, ведущих подготовку специалистов для молочной отрасли.
В настоящее время отечественная молочная отрасль находится в условиях экономического кризиса. Основная причина этого — неудовлетворительное состояние сырьевой базы отрасли как следствие общего финансово-экономического кризиса всей пищевой промышленности страны. Увеличение объема производства молока в последние 50 лет шло экономически бесперспективным путем за счет наращивания поголовья национального стада, а не повышения продуктивности коров. Продуктивность коров в СССР к 1990 г. всред- нем составляла до 2782 кг молока в год, тогда как в ведущих странах она достигла 5000—6000 кг. В последнее десятилетие продуктивность коров в стране стала еще ниже; их численность уменьшилась на 34% в результате того, что многие хозяйства пустили «под нож» свои молочные стада; объем молока резко снизился. Это привело ктому, что многие перерабатывающие предприятия молочной отрасли сейчас загружены на 30—50% своей мощности. С целью сохранения и использования производственных мощностей на предприятиях организуют выработку соков, напитков, майонеза и т.п.
Наряду с уменьшением объема выпуска, острой проблемой является ухудшение качественных показателей поступающего на перерабатывающие предприятия молока (степени чистоты, кислотности, бактериальной обсемененности). Низкое качество сырья приводит кухудшению и потере вкусоароматических свойств готовых молочных продуктов: потеряно качество сыров из непастеризованного молока, «сливочность» низкожирных продуктов; вологодское масло практически исчезло с прилавков магазинов.
Желание производителей улучшитьорганолептические свойства, обеспечить безопасность и рентабельность продуктов, соблюсти оригинальную фирменную марку приводит к изменению традиционных способов производства, рационализации состава, выработке комбинированных молочных продуктов с добавлением немолочных компонентов и применением различных пищевых добавок, причем экономическая целесообразность не всегда соответствует качественным
4
показателям, пищевой и биологической ценности готового продукта. Так, увеличение сроков реализации молочных продуктов приводит к потере их биологической ценности. В связи с этим актуальной задачей в молочной отрасли является сохранение традиционных способов производства высококачественных молочных продуктов.
Целью настоящей книги является описание промышленной технологии и техники, применяемых на современных отечественных предприятиях молочной отрасли. Последовательно изложены основные технологические процессы переработки молока — от его доставки и приема до выпуска готовой продукции. В книге приводится описание производства питьевого молока и сливок, кисломолочных продуктов, молочных консервов и сливочного масла в соответствии с действующей нормативной документацией. В конце каждой главы даны основные требования контроля качества технологических процессов выработки молочных продуктов.
Глава 1. ОБЩАЯ ХАРАКТЕРИСТИКА СЫРЬЯ И ОБОРУДОВАНИЯ
1.1. МОЛОКО КАК ОБЪЕКТ ТЕХНОЛОГИЧЕСКОЙ ПЕРЕРАБОТКИ
Основными показателями молока1 как объекта технологической переработки являются состав, степень чистоты, органолептические, биохимические, физико-механические свойства, а также наличие в нем токсических и нейтрализующих веществ. К органолептическим свойствам молока относят внешний вид, вкус, запах, цвет; биохимическим — бактерицидную активность и кислотность; физико-механическим — температуру, плотность, вязкость, поверхностное натяжение, теплоемкость, теплопроводность, осмотическое давление, электропроводность и др. К токсическим загрязнителям, которые могут содержаться в молоке, относятся тяжелые металлы, антибиотики, гормональные препараты, пестициды, микотоксины (афлатоксины В, и М,), нейтрализующие вещества — соль, аммиак.
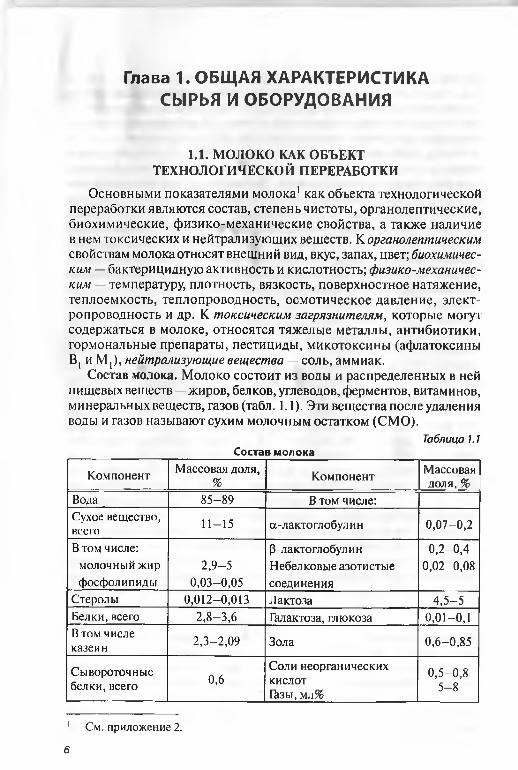
Состав молока. Молоко состоит из воды и распределенных в ней пищевых веществ—жиров, белков, углеводов, ферментов, витаминов, минеральных веществ, газов (табл. 1.1). Эти вещества после удаления воды и газов называют сухим молочным остатком (СМО).
Таблица 1.1Состав молока
Компонент Массовая доля,% Компонент Массовая
доля, %Вода 8 5 -8 9 В том числе:Сухое вещество, всего 11 -15 а-лактоглобулин 0 ,0 7 -0 ,2
В том числе: молочный жир фосфолипиды
2 ,9 -50 ,0 3 -0 ,0 5
Р-лактоглобулин Небелковые азотистые соединения
0 ,2 -0 ,4 0 ,0 2 -0 ,0 8
Стеролы 0,012 -0 ,013 Лактоза 4 ,5 -5Белки, всего 2 ,8 -3 ,6 Галактоза, глюкоза 0 ,0 1 -0 ,1В том числе казеин 2 ,3 -2 ,0 9 Зола 0 ,6 -0 ,8 5
Сывороточные белки, всего 0,6
Соли неорганическихкислотГазы, мл%
0 ,5 -0 ,8 5 -8
1 См. приложение 2.
6
При оценке состава и качества молока традиционно принято выделять содержание жира и молочной плазмы, представляющей собой все остальные вещества, кроме жира, — сухого обезжиренного молочного остатка (СОМО). Содержание СОМО составляет 5—8%. СОМО является наиболее ценной частью, и при производстве стремятся к максимальному его сохранению.
Состав молока непостоянен. Отсутствие одного из веществ или незначительное отклонение его количества от нормы обычно указывает на болезненное состояние животного или на неполноценность пищевого рациона (корма). Рассмотрим содержание веществ молока, а также их изменение под действием технологических параметров при переработке молока.
Вода является основной частью молока и обусловливаетего физическое состояние. В молоке содержится в среднем 87% воды.
Молочный жир. Основу молочного жира составляют триглицериды, представляющие собой сложные эфиры трехатомного спирта глицерина и жирных кислот. Молочный жир имеет наибольшее значение для переработки молока по сравнению с другими его компонентами.
В молочном жире определено более 60 жирных кислот, важнейшими из которых являются пальмитиновая, миристиновая, олеиновая и стеариновая. Содержание жирных кислот в молочном жире в зимнее и летнее время различно. Зимой молочный жир характеризуется более высоким уровнем миристиновой, лауриновой и пальмитиновой кислот, алетом — олеиновой и линолевой. Особенностью молочного жира является наличие большого числа низкомолекулярных летучих, растворимых в воде кислот.
Массовая доля жира в коровьем молоке в среднем составляет 3,6—3,9%. Он находится в молоке в виде мелких шариков: в охлажденном молоке — в виде суспензии, а в неохлажденном — эмульсии. Число, размер и свойства жировых шариков зависят от породы скота, периода лактации, кормов, условий содержания, кормления, доения, здоровья животного, времени года и других факторов. Диаметр жировых шариков от0,1 до 20 мкм (средний — 3-5 мкм).
Жировой шарик окружает двухслойная лецитино-белковая оболочка, состоящая из внутреннего (6—10 нм) и внешнего (30—300 нм) слоев, определяющая устойчивость (стабильность) жировой эмульсии в молоке. Технологическая переработка (механическое и тепловое воздействие) может привести к перераспределению веществ между внешним и внутренним слоями. Это вызывает структурные изменения оболочек, снижение их прочности и частичный разрыв. Нарушение устойчивости является причиной окисления, гидролиза, осаливания и прогоркания молочных продуктов при производстве и хранении.
Теплофизические характеристики молочного жира (удельная теплоемкость, теплопроводность и плотность) заметно влияют на измене
7
ние свойств молока при переработке. Основным параметром, определяющим агрегатное состояние молочного жира, является температура. В зоне твердого состояния (Т < 233 К) удельная теплоемкость жира практически постоянна и составляет от 1046 до 1758 ДжДкгК). При плавлении жира удельная теплоемкость возрастает, однако своего максимального значения достигает постепенно, по мере плавления разных групп триглицеридов.
Удельную теплоемкость молочного жира сж [ДжДкг-К)] при температуре 273-290,5 К можно определить по формуле
сж =3567 +[109,6 ( Т - 273)]‘.
Коэффициент теплопроводности X [Вт/(мК)3 при температуре 288-363 К
= 0,216 — 0,000155 Т.
Для расчета плотности молочного жира р (кг/м3) при температуре 293—303 К рекомендуется использовать следующие формулы:• для тугоплавкого жира
Рт.ж=134,-1>4 7;• для нормального жира
Р,ж= 1279- 1,2 Т-• для жидкого жира
Рж.ж =Ю 95-0 ,6 7'.
Плотность молочного жира меньше плотности воды и других веществ молока, поэтому жировые шарики способны постепенно подниматься к поверхности. С целью устранения этого явления молоко, сливки и молочные смеси гомогенизируют.
Температура плавления молочного жира составляет 28-40 °С, коэффициент рефракции 40—46, показатель преломления при температуре 40 °С 1,453, диэлектрическая постоянная 3,1—3,2, теплота плавления отвердевшего жира 102,15 Дж/кг. Содержание в составе глицеридов молочного жира жидких жирных кислот придает ему и молочным продуктам нежную консистенцию и специфический привкус. Биологическую ценность молочного жира обеспечивает присутствие в нем большого количества незаменимых полиненасыщенных жирных кислот. Высокая дисперсность, наличие оболочки и электрического заряда, хорошие органолептические показатели, низкая температура плавления обеспечивают частицам жира проникновение в организм человека в нативной форме, без предварительного расщепления липо- 1
1 См.: Гинзбург А.С., Громов М.А., Красовская Г.И. Теплофизические характеристики пищевых продуктов. М.: Пищевая промышленность, 1980. (Формулы для расчета теплофизических характеристик приведены в указанной книге.)
8
литическими ферментами. Энергетическая ценность молочного жира 37,7 МДж/кг, усвояемость — до 98%.
Белки представляют собой сложные высокомолекулярные азотистые соединения. Основу белковых молекул составляютаминокислоты. В молочном белке обнаружено 18 аминокислот; восемь из них относят к незаменимым. Состав белков молока непостоянен, их содержание изменяется в зависимости от породы скота, периода лактации, вида корма и других факторов.
Белки молока находятся в растворенном и коллоидном виде, поэтому при взаимодействии с ферментами пищеварительного тракта человека легко усваиваются (до 98%).
Основную часть белков молока составляют казеин (до 82%) с размером частиц 70—100 нм и сывороточные белки. Последние представлены альбуминами — до 12% от общего количества с размером частиц 15—20 нм, глобулинами — до 6% с размером частиц 25—50 нм и протеозопептонами. Сывороточные белки обладают большей термостабильностью, чем казеин. При нагревании молока до 60-95 °С альбумины и глобулины сначала денатурируют, а затем коагулируют. Протеозопептоны выдерживают нагревание при температуре 96-100 °С в течение 20 мин.
Одним из свойств белков, которое очень важно при переработке молока, является их способность к коагуляции укрупнению частиц с последующим выпадением в виде хлопьевидного осадка. При переработке молока применяют следующие виды коагуляции белков: кислотную (с помощью кислот); сычужную (под действием сычужного фермента); кальциевую (с помощью хлорида кальция), атакже кислотно-сычужную. Кислотную коагуляцию используют при производстве кисломолочных продуктов, кислотного пищевого и технического казеина, копреципитата (молочного белка); сычужную — в производстве сыров и казеина; кальциевую — для осаждения белков из обезжиренного молока; кислотно-сычужную — в производстве творога.
Углеводы — группа природных органических соединений, химическая структура которых отвечает общей формуле Сш(Н20 ) (т.е. углерод + + вода, отсюда и их название). В молоке углеводы составляют до 40% сухих веществ и представлены преимущественно (до 90%) молочным сахаром — лактозой, атакже галактозой и глюкозой. Лактоза присутствует в растворенном состоянии во всех молочных продуктах, обусловливает ихсвойства, определяет энергетическую ценность, является основным субстратомдля молочнокислых бактерий, которые сбраживают сахар до молочной кислоты. Последняя отщепляет от казеина кальций, который выпадает в осадок. Эта особенность используется при производстве творога, сметаны, простокваши и других продуктов. Насыщение раствора лактозой и выпадение ее в кристаллической форме наблюдаются при сгущении молока и последующем
9
охлаждении сгущенного молока с сахаром, а также при сгущении молочной сыворотки в производстве молочного сахара. Для получения высокого качества сгущенного молока с сахаром необходимо, чтобы размеры кристаллов лактозы не превышали 10 мкм. При размерах кристаллов 12-20 мкм консистенция продукта становится мучнистой, при более крупных кристаллах — песчанистой.
Длительный нагрев молока при температуре 100 °С и выше приводит к изменению его цвета. Это связано с образованием меланои- динов вследствие реакции между лактозой и белками, а также между лактозой и некоторыми свободными аминокислотами. Меланоидины представляют собой вещества коричневого цвета с явно выраженным привкусом карамелизации. Эта реакция имеет место при получении топленого молока, ряженки и молочных консервов.
Углеводы играют большую роль в процессах молочнокислого брожения. В их основе лежит сбраживание лактозы под действием ферментов, выделяемых микроорганизмами, до молочной кислоты. Продукт приобретает специфический кисломолочный вкус и вязкопластичную консистенцию, лечебные свойства.
Ферменты — вещества (иначе — энзимы, биокатализаторы) белковой природы, регулирующие и многократно ускоряющие биохимические процессы. Они играют важнейшую роль в обмене веществ. Из молока выделено 20 нативных ферментов. Кроме того, в молоке содержатся и микробные ферменты.
Наиболее важные ферменты молока — амилаза, каталаза, липаза, лизоцим, протеаза, пероксидаза, редуктаза, фосфатаза и др. Принцип действия молочных ферментов имеет избирательный характер, что позволяет контролировать свойства сырого молока и их изменения при технологической переработке. Амилаза расщепляет молочный сахар. Определение активности каталазы используют при контроле молока, полученного от больных животных. Липаза ускоряет расщепление жиров. Лизоцим обусловливает бактерицидную активность молока, поскольку разрушает полисахариды стенок бактерий и вызывает их гибель. Протеаза — фермент, расщепляющий белок. Пероксидаза обладает термоустойчивостью и разрушается при температуре 80 "С. Проба на пероксидазу, а также на фосфатазу служит критерием оценки режима тепловой обработки (пастеризации) молока и сливок. По количеству редуктазы судят о санитарном благополучии и степени свежести молока, по данному показателю определяют общую бактериальную обсемененность молока.
Витамины — низкомолекулярные органические вещества различного химического строения, необходимые (в незначительных количествах) для нормальной жизнедеятельности организма человека и животных. В молоке содержатся практически все витамины (жиро- и водорастворимые), необходимые для естественного разви-ю
тия человека. Некоторые витамины (например, каротин, витамин В2) определяют цвет молока и молочной сыворотки.
Содержим ие витаминов в молоке зависит от породы скота, качества кормов, времени года, условий хранения и режимов обработки молока. Тепловая обработка молока приводит к потере витаминов, особенно витамина С —от 10 до 30%; потери витаминов А и В2 незначительны.
Минеральные вещества. В молоке содержится 0,7—0,8% минеральных веществ (Са, Р, К, Na, Mg, S, Cl и др.), причем большую часть составляют соли кальция и фосфора. Наиболее важны с физиологической точки зрения среди минеральных веществ микроэлементы (Fe, Си, Mn, Zn, Со, 1, А1); их определяют в микрограммах на 1 кг молока. Микроэлементы связаны с белками и оболочками жировых шариков, а также входят в составбиологически активныхсоединений, витаминов, гормонов, активизируя их. Микроэлементы являются незаменимыми компонентами молока.
Газы. В молоке содержится в среднем 7,15 об. % газов, в том числе диоксида углерода — 4,59 об. %, азота — 1,96, кислорода — 0,55 об. %. Количество газов в молоке зависит от вида кормов, способа доения, продолжительности хранения и последующей технологической переработки.
Свойства молока как объекта технологической переработки зависят не только от его состава, но в большей степени от биологических и химических показателей: бактерицидной активности и кислотности.
Бактерицидная активность — свойство свежевыдоенного молока подавлять развитие микроорганизмов, связанное с наличием иммунных тел, вырабатываемых организмом животного и поступающих из крови в молочную железу. Время, в течение которого молоко обладает бактерицидной активностью, называют бактерицидной фазой. Она зависит от тем пера туры хранения и степени чистоты молока (рис. 1.1, а).
Продолжительность бактерицидной фазы с повышением температуры хранения уменьшается, с уменьшением числа бактерий и понижением температуры хранения молока увеличивается. Неохлажденное молоко теряет свои бактерицидные свойства в течение 2—3 ч после доения. Нагрев молока до 65 °С разрушает до 95% бактерицидных веществ, а более 80 “С — 100%. Охлаждение молока после дойки продлевает защитное действие бактерицидных веществ, замедляет размножение молочнокислых бактерий и рост кислотности молока.
Кислотность обусловлена наличием в молоке кислых солей, белков. Единица измерения титруемой кислотности — градус Тернера (°Т). Один градус Тернера равен числу миллилитров 0,1 н. раствора гидроксида натрия (калия), которое расходуется на нейтрализацию (титрование) кислых соединений в 100 мл молока, разбавленного вдвое дистиллированной водой. Кислотность свежего молока составляет 16-18 Т и складывается из кислотности, обусловленной наличием
77
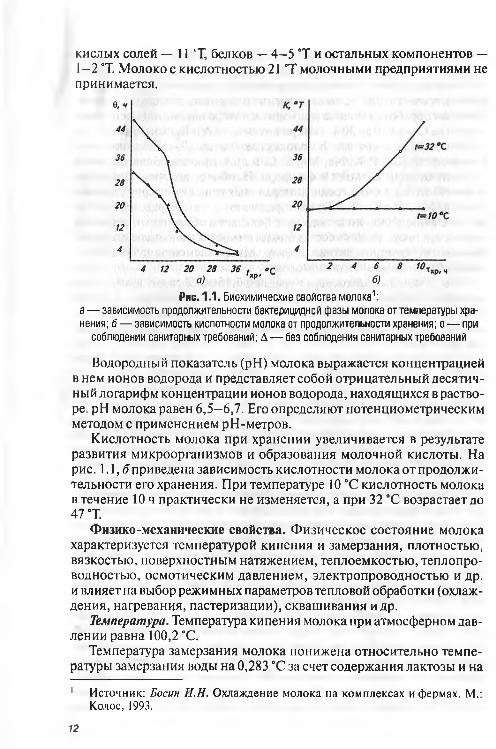
кислых солей — 11 °Т, белков — 4—5 Т и остальных компонентов — 1—2 °Т. Молоко с кислотностью 21 °Т молочными предприятиями не принимается.
Рис. 1.1. Биохимические свойства молока1:а — зависимость продолжительности бактерицидной фазы молока от температуры хранения; б — зависимость кислотности молока от продолжительности хранения; о — при
соблюдении санитарных требований; Д — без соблюдения санитарных требований
Водородный показатель (pH) молока выражается концентрацией в нем ионов водорода и представляет собой отрицательный десятичный логарифм концентрации ионов водорода, находящихся в растворе. pH молока равен 6,5-6,7. Его определяют потенциометрическим методом с применением рН-метров.
Кислотность молока при хранении увеличивается в результате развития микроорганизмов и образования молочной кислоты. На рис. 1.1, б приведена зависимость кислотности молока от продолжительности его хранения. При температуре 10 °С кислотность молока в течение 10 ч практически не изменяется, а при 32 °С возрастает до 47 Т.
Физико-механические свойства. Физическое состояние молока характеризуется температурой кипения и замерзания, плотностью, вязкостью, поверхностным натяжением, теплоемкостью, теплопроводностью, осмотическим давлением, электропроводностью и др. и влияет на выбор режимных параметров тепловой обработки (охлаждения, нагревания, пастеризации), сквашивания и др.
Температура. Температура кипения молока при атмосферном давлении равна 100,2 °С.
Температура замерзания молока понижена относительно температуры замерзания воды на 0,283 °С за счет содержания лактозы и на 1
1 Источник: Босин И.Н. Охлаждение молока на комплексах и фермах. М.:Колос, 1993.
12
0,267 °С за счет солей и других соединений с относительно низкой молекулярной массой.
Температура замерзания молока изменяется в течение лактационного периода, при заболевании животного, разбавлении молока водой, фальсификации содой, повышении кислотности. Температура замерзания молока составляет минус 0,505 — минус 0,555 °С. Добавление 1 % воды приводит к ее повышению на 0,005 "С.
Это позволяет выявлять случаи фальсификации молока. По температуре замерзания определяют количество добавленной в молоко воды по формуле
W= [ ( Г - 7’1)/7]100%,
где Т — средняя температура замерзания молока, °С (равна —0,53);Т, — температура замерзания исследуемого молока, °С.
Более точно содержание воды в молоке можно определить по массовой доле сухих веществ:
W = [ ( T - Тх)/Т\ (100 — СВ).
При разбавлении молока водой температура замерзания повышается.
Чтобы исключить разбавление молока водой, в зарубежных странах введен контрол ь точки его замерзания, которая должна быть не менее -0,52 °С. Наша страна также присоединилась к международной практике, введя в действующую техническую документацию показатель температуры замерзания молока. Значение температуры замерзания молока, равное -0,520 °С, является жесткой характеристикой, и цена ошибки при ее измерении может быть достаточно высокой.
Плотность. Эта величина определяется отношением массы молока при 20 °С к массе того же объема воды при 4 °С, т.е. показывает, насколько молоко тяжелее воды. Плотность молока (1027-1033 кг/м3) определяют с помощью ареометра. Она зависит оттемпературы молока и содержания в нем воды, жира и СОМО.
Между плотностью молока р (град ареометра) и долей добавленной в него воды D (%) установлена зависимость
Р 65,25- D2,33’
При нагревании плотность молока уменьшается; в интервале температуры 283-343 К и жирности Ж яо 10%
р = 1166 - 0,45 Г - 0,77Ж - [0,0146 ( Г - 273)Ж].
Для молока температурой 274—28471 и с содержанием СОМО8,2- 10,2%
13
р = 1055,7 -0 ,179 Т+ 3,14 COMO.
Плотность молока сразу после доения на 0,8-1,5 кг/м3 ниже, чем измеренная через несколько часов. Это связано с тем, что часть газов улетучивается, а плотность молочного жира и белков повышается (за счет изменения коэффициента температурного расширения). Поэтому плотность заготовляемого молока необходимо определять не ранее чем спустя 2 ч после доения.
Плотность изменяется при фальсификации молока: снижается при добавлении воды и повышается при подснятии сливок или разбавлении обезжиренным молоком. При добавлении 10% воды плотность молока снижается в среднем на 3 кг/м3. По значению плотности судят о натуральности молока при подозрении его на фальсификацию.
Вязкость. Под вязкостью понимается внутреннее трение слоев жидкости при относительном их движении, которое зависит от сил сцепления между молекулами. Вязкость молока обусловливает главным образом его белковый компонент. Динамическая вязкость молока при температуре 8 °С составляет 2,72-10_3 Па-с; при повышении температуры молокадо 80 “С онаснижается в 5,2 раза. Следует отметить, что уменьшение вязкости при повышении температуры — процесс необратимый, так как после охлаждения молока до начальной температуры его вязкость будет выше первоначального значения.
Добавление хлорида кальция до0,44 кг/м3 повышает динамическую вязкость молока при температуре пастеризации 85—95 °С в 1,08 раза. Основные физико-механические свойства молока и сливок приведены в приложении 1.
Поверхностное натяжение влияет на процессы переработки молока, особенно при концентрировании (сгущении) и маслообразовании. Поверхностное натяжение молока при температуре 10 °С составляет 0,045 Н/м и уменьшается с повышением температуры. Так, при повышении температуры до 60 °С поверхностное натяжение уменьшается на 1!%. На значение поверхностного натяжения молока влияет его гомогенизация. Это связано с механическим разрушением жировых шариков и их связей с белковыми молекулами.
Теплоемкость равна количеству теплоты, которое расходуется на изменение температуры молока на один градус. Среднее значение теплоемкости молока можетбытьпринято 3827 Дж/(кг-К). Она зависит от температуры, массовой доли жира и СОМО.
При температуре 303-353 К и массовой доле жира Ж (%) удельная теплоемкость с [ДжДкг-К)] может быть определена по формуле
с = 3932 + 1,51 ( Т - 273) - [22,78 - 0,0624 ( Г - 273)] Ж.14
Зависимость удельной теплоемкости молока от температуры (в пределах 313—353 К), массовой доли влаги И/Г(%)иСОМ О(8—40%)может быть представлена формулой
с = 41,870 '+ [13,73 + 0,113 ( Г - 273)] СОМО.
Теплопроводность молока составляет А, = (3,95 - 5,23)-102 Вт/(м К). Она практически не зависит от жирности молока в интервале 1,6—4% и может быть определена по формуле
А = 0,19 + 0,0012 Т.
Электропроводность — это свойство проводить электрический ток. Она зависит от количества ионов в растворе, вязкости, температуры и др. Удельная электропроводность молока равна 0,46 См/м. По электропроводности можно установить натуральность молока. При скисании молока, атакже при болезни животного электропроводность повышается, при разбавлении водой снижается.
Осмотическое давление зависит от количества растворенных в молоке солей и лактозы. Увеличение содержания лактозы в молоке повыша- етего осмотическое давление. Оносвязанос температурой замерзания молока. Средняя температура замерзания коровьего молока—0,55 °С с колебанием от минус 0,54 до минус 0,57 °С, что соответствует осмотическому давлению 0,7-0,74 МПа.
Таким образом, молоко как объект технологической переработки представляет собой специфическое сырье со сложным химическим составом и определенными органолептическими, биохимическими и физико-механическими свойствами. Химический состав и совокупность этих свойств определяют качественные показатели молока, необходимые для его использования на пищевые, технические и кормовые цели.
1.2. ТРЕБОВАНИЯ К МОЛОКУ И ПРОДУКТАМ ЕГО ПЕРЕРАБОТКИМолоко, предназначенное для технологической переработки на
пищевые цели на предприятиях молочной отрасли промышленности, должно соответствовать требованиям Федерального закона «Технический регламент на молоко и молочную продукцию», в соответствии с которым сырое молоко обязательно должно быть получено от здоровых животных из хозяйств, благополучных по инфекционным заболеваниям, что подтверждается справкой ветеринарной службы. После дойки молоко необходимо отфильтровать и охладить в течение 2 ч. При сдаче-приемке на предприятиях молочной отрасли температура молока должна быть не выше 10 “С, а при сдаче-приемке в хозяйстве — не выше 6 °С. Не допускается замораживать молоко. Основные показатели идентификации сырого молока коровьего и других сельскохозяйственных животных приведены в табл. 1.2и 1.3.
15
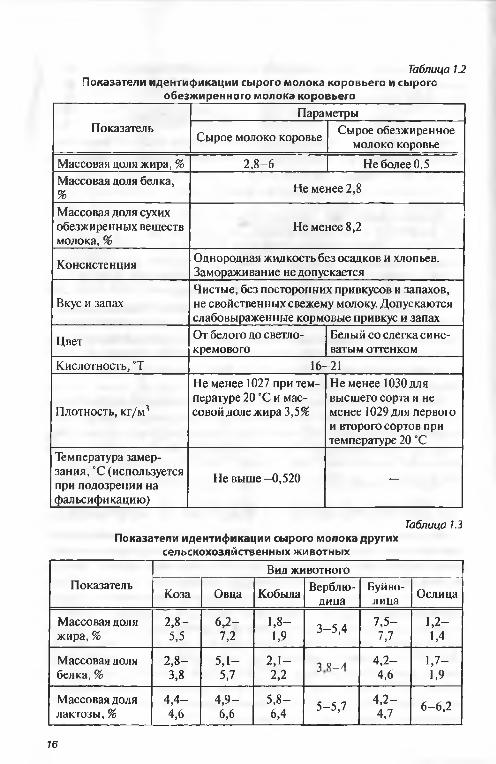
Таблица 1.2Показатели идентификации сырого молока коровьего и сырого _________________ обезжиренного молока коровьего_______________________
ПоказательПараметры
Сырое молоко коровье Сырое обезжиренное молоко коровье
Массовая доля жира, % 2 ,8 -6 Не более 0,5Массовая доля белка, % Н е менее 2,8
Массовая доля сухих обезжиренных веществ молока, %
Не менее 8,2
Консистенция Однородная жидкость без осадков и хлопьев. Замораживание не допускается
Вкус и запахЧистые, без посторонних привкусов и запахов, не свойственных свежему молоку. Допускаются слабовыраженные кормовые привкус и запах
Цвет От белого до светло- кремового
Белый со слегка синеватым оттенком
Кислотность, °Т 16-21
Плотность, кг/м3
Н е менее 1027 при температуре 20 °С и массовой доле жира 3,5%
Не менее 1030 для высшего сорта и не менее 1029 для первого и второго сортов при температуре 20 °С
Температура замерзания, °С (используется при подозрении на фальсификацию)
Не выш е—0,520 —
Таблица 1.3Показатели идентификации сырого молока других
сельскохозяйственных животных
ПоказательВид животного
Коза Овца Кобыла Верблюдица
Буйволица Ослица
Массовая доля жира, %
2 ,8 -5,5
6 ,2 -7,2
1 ,8 -1,9
3 -5 ,4 7 ,5 -7,7
1,2—1,4
Массовая доля белка, %
2 ,8 -3,8
5,1—5,7
2 ,1 -2,2
3 8 -1 4 ,2 -4,6
1 ,7 -1,9
Массовая долялактозы , %
4 ,4 -4,6
4 ,9 -6,6
5 ,8 -6,4
5 -5 ,7 4 ,2 -4,7
6 -6 ,2
16
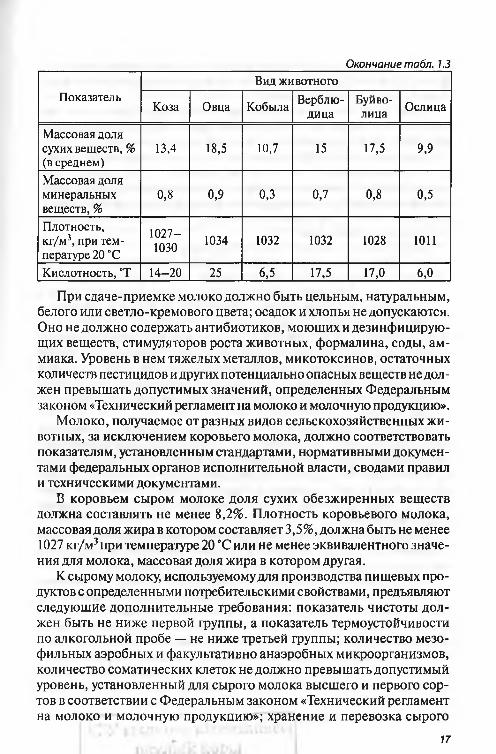
Окончание табл. 1.3
ПоказательВид животного
Коза Овца Кобыла Верблюдица
Буйволица Ослица
Массовая доля сухих веществ, % (в среднем)
13,4 18,5 10,7 15 17,5 9,9
Массовая доля минеральных веществ, %
0,8 0,9 0,3 0,7 0,8 0,5
Плотность, кг/м3, при температуре 20 °С
1027-ЮЗО 1034 1032 1032 1028 1011
Кислотность, °Т 14 -2 0 25 6,5 17,5 17,0 6,0
При сдаче-приемке молоко должно быть цельным, натуральным, белого или светло-кремового цвета; осадок и хлопья не допускаются. Оно не должно содержать антибиотиков, моющих и дезинфицирующих веществ, стимуляторов роста животных, формалина, соды, аммиака. Уровень в нем тяжелых металлов, микотоксинов, остаточных количеств пестицидов и других потенциально опасных веществ не должен превышать допустимых значений, определенных Федеральным законом «Технический регламент на молоко и молочную продукцию».
Молоко, получаемое от разных видов сельскохозяйственных животных, за исключением коровьего молока, должно соответствовать показателям, установленным стандартами, нормативными документами федеральных органов исполнительной власти, сводами правил и техническими документами.
В коровьем сыром молоке доля сухих обезжиренных веществ должна составлять не менее 8,2%. Плотность коровьевого молока, массовая доля жира в котором составляет 3,5%, должна быть не менее 1027 кг/м3 при температуре 20 °С или не менее эквивалентного значения для молока, массовая доля жира в котором другая.
К сырому молоку, используемому для производства пищевых продуктов с определенными потребительскими свойствами, предъявляют следующие дополнительные требования: показатель чистоты должен быть не ниже первой группы, а показатель термоустойчивости по алкогольной пробе — не ниже третьей группы; количество мезо- фильных аэробных и факультативно анаэробных микроорганизмов, количество соматических клеток не должно превышать допустимый уровень, установленный для сырого молока высшего и первого сортов в соответствии с Федеральным законом «Технический регламент на молоко и молочную продукцию»; хранение и перевозка сырого
17
молока, предназначенного для производства продуктов питания на молочной основе, осуществляются в отдельных емкостях с соблюдением необходимых требований.
Использование сырого молока, показатели идентификации и безопасности которого не соответствуют виду сельскохозяйственных животных, от которых получено молоко, не допускается.
Сырое молоко коровье, предназначенное для производства молока стерилизованного, в том числе молока концентрированного или молока сгущенного, должно иметь показатель термоустойчивости по алкогольной пробе не ниже третьей группы. Сырое молоко коровье, предназначенное для производства сыра, должно соответствовать следующим требованиям:• сычужно-бродильная проба I и II классов;• уровень бактериальной обсемененности по редуктазной пробе I и
II классов в соответствии с требованиями национального стандарта, количество колоний мезофильных аэробных и факультативно анаэробных микроорганизмов составляет не более чем НО6 колониеобразующих единиц в см3;
• количество спор мезофильных анаэробных лактатсбраживающих маслянокислых микроорганизмов составляет: для сыров с низкой температурой второго нагревания не более 13 000 спор/см3; сыров с высокой температурой второго нагревания не более 2500 спор/см3; кислотность не более 19 °Т; массовая доля белка не менее 2,8%.В коровьем сыром молоке, предназначенном для производства
продуктов для диетического питания, количество колоний мезофильных аэробных и факультативно анаэробных микроорган измов должно быть не более 5-105 колониеобразующих единиц в 1 см3; количество соматических клеток должно составлять не более 5-105 в 1 см3, а показатель термоустойчивости по алкогольной пробе должен быть не ниже второй группы.
Показатели микробиологической, химической и радиологической безопасности коровьего сырого молока и сырых сливок не должны превышать установленного законом допустимого уровня.
Не допускается использование в пищу сырого молока, полученного в течение первых семи дней после отела животных и в течение пяти дней до дня их запуска (перед отелом) и (или) от больных и находящихся на карантине животных. Изготовитель должен обеспечивать безопасность сырого молока в целях отсутствия в нем остаточных количеств ингибирующих, моющих, дезинфицирующих и нейтрализующих веществ, стимуляторов роста животных (в том числе гормональных препаратов), лекарственных средств (в том числе антибиотиков), применяемых в животноводстве в целях откорма, лечения скота и (или) профилактики его заболеваний.
18
Решение об использовании сырого молока и сырых сливок, не соответствующих требованиям безопасности к допустимым уровням содержания потенциально опасных веществ, микроорганизмов и соматических клеток, принимает изготовитель в соответствии с требованиями законодательства Российской Федерации о ветеринарии, об обеспечении санитарно-эпидемиологического благополучия населения и законодательства в области экологической безопасности.
1.3. СТРУКТУРА, КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫИ ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ ОБОРУДОВАНИЮ
Предприятия молочной отрасли оснащены производственным оборудованием, служащим для механизации ручного труда и автоматизации его управления. Производственное оборудование, предназначенное для выполнения операций по переработке молока в пищевые и технические продукты, называют технологическим.
Технологическое оборудование, в котором обрабатываемый продукт, сохраняя свои физико-механические и другие свойства, изменяет только форму, размеры и т.п., называют машиной. Конструктивная особенность машины — наличие движущихся исполнительных органов, которые механически воздействуют на обрабатываемый продукт.
Технологическое оборудование, в котором обрабатываемый продукт изменяет свои физико-механические, биохимические свойства или агрегатное состояние, называют аппаратом. Конструктивная особенность аппарата — наличие определенного реакционного пространства (объема) или рабочей камеры (резервуара), в которых происходит воздействие на продукт с целью изменения его свойств. Кроме того, для работы аппарата применяют различные рабочие жидкости (горячую, холодную, ледяную воду), пар и другие, которые называются тепло- и хладоносителями. Взаимодействие рабочей жидкости и обрабатываемого продукта в аппарате может происходить при прямом и непрямом контакте. Во втором случае взаимодействие, как правило, осуществляется через разделяющую поверхность (металлическую стенку).
Структура оборудования. Любая единица технологического оборудования состоит из следующих частей: станины (корпуса, рамы и т.п.), устройства или узлов загрузки (выгрузки) продукта, защиты (блокировки), привода и исполнительного (передаточного) механизма, рабочего механизма (органов) и контрольно-измерительных приборов. Основными частями, взаимодействие которых определяет техническую характеристику оборудования, являются привод, исполнительный механизм и исполнительные органы.
Станина предназначена для крепления всех частей оборудования, в том числе дополнительных устройств (транспортирования, подъема
19
и т.п.), необходимых для его работы. В отдельных видах оборудования (сепараторы и др.) станина, кроме основного назначения, служит устройством (картером), в котором находится смазка для исполнительного механизма.
Устройство загрузки (выгрузки) осуществляет периодическую или непрерывную подачу продукта в оборудование, а также может обеспечивать его дозирование по объему или массе в зависимости от требований технологического процесса.
Устройство защиты (блокировки) предназначено для предотвращения неправильного или несвоевременного включения или отключения отдельных частей оборудования или предохранения их от разрушения при аварии.
Привод служит для передачи движения через исполнительный механизм или исполнительные органы оборудования. В качестве привода применяют электрические, гидравлические и пневматические механизмы.
Электрический привод получил наибольшее распространение. Его основная часть — электродвигатель. По роду подводимого тока электродвигатели разделяют на три группы:• постоянного тока с постоянным или регулируемым напряжением.
У них возможно плавное изменение частоты вращения вала в широких пределах;
• трехфазные переменного тока — сравнительно редко используемые синхронные и широко применяемые асинхронные. Синхронные электродвигатели работают с постоянной (нерегулируемой) частотой вращения вала вне зависимости от нагрузки. По сравнению с асинхронными они обладают более высоким коэффициентом полезного действия, выдерживают значительные перегрузки. Асинхронные электродвигатели используют для приведения в действие технологического оборудования, они несложны по конструкции и в обслуживании, их включают в сеть непосредственно, без преобразователей;
• однофазные асинхронные малой мощности. Их применяют преимущественно во вспомогательных устройствах.Трехфазные асинхронные электродвигатели бывают одно- и мно
госкоростные (максимальное число скоростей — четыре). Многоскоростные электродвигатели выгодны тем, что могут работать с изменяющимися (ступенчато) скоростями. Трехфазные асинхронные электродвигатели выпускают в закрытом (от попадания капель жидкости и пыли) исполнении, в закрытом и обдуваемом исполнении, с повышенным пусковым моментом в закрытом и обдуваемом исполнении, с повышенным скольжением в закрытом исполнении и др.
По конструкции крепления к опоре электродвигатели подразделяют на фланцевые, вертикальные с нижним выходом вала, наскользя-
20
щей плите и встраиваемые. В качестве электрического привода могут служить также линейные электродвигатели и соленоиды (электромагниты).
Гидравлический привод состоит из насоса, подающего рабочую жидкость (минеральное и касторовое масла, глицерин, воду и др.) в гидросистему и поддерживающего в ней давление и расход; гидродвигателя, передающего движение исполнительному механизму; трубы, соединяющей насос и гидродвигатель; емкости для резервирования (хранения) рабочей жидкости; аккумулятора (сборника) рабочей жидкости; контрольно-регулирующих приборов; устройств для очистки (фильтров) и охлаждения рабочей жидкости. Для подачи рабочей жидкости применяют лопастные, шестеренные, поршневые и другие насосы. Гидродвигатели бывают ротационными, поворотными (сервомоторы) и поршневыми (гидроцилиндры). Первые приводят исполнительный механизм во вращательное, вторые — в поворотное и третьи — в возвратно-поступательное движение.
В пневматическом приводе рабочей средой является сжатый воздух. В состав привода входят компрессор, нагнетающий воздух в систему; ресивер (герметичный сосуд) для создания запаса воздуха; фильтр; трубопроводы; пневмодвигатель; приборы контроля и автоматики. Пневмоприводы бывают ротационные, поршневые, мембранные и др. Наибольшее распространение получили поршневые пневмоприводы.
Исполнительный (передаточный)механизм предназначен для передачи движения от привода к исполнительным органам технологического оборудования. Этот механизм состоит из ведущего звена, которое связано с приводом, и ведомого звена, соединяемого с исполнительными органами. Основной параметр, характеризующий работу исполнительного механ изма, — передаточное отношение (число), представляющее собой величину, равную отношению: в зубчатых передачах — числа зубьев ведомой и ведущей к диаметру ведомой и ведущей шестерен; в зубчатых и ременных передачах — частоты вращения ведомой шестерни (шкива) к частоте вращения ведущей шестерни (шкива).
Исполнительный механизм характеризуется условиями работы исполнительных органов. Существуют следующие исполнительные механизмы: непрерывной работы — исполнительные органы находятся в постоянном контакте с обрабатываемым продуктом в течение всего цикла движения механизма; периодической работы — исполнительные органы находятся в контакте с продуктом в течение части движения исполнительного механ изма (рабочее перемещение), остальное время пребывают в нерабочем положении (холостое перемещение).
Исполнительные механизмы (передаточные устройства) бывают жесткие и гибкие. К жестким исполнительным механизмам относят зубчатые, червячные, цевочные, храповые, рычажные, кривошипно-шатунные, шарнирные, кулисные, кулачковые, крестовидные,
21
пружинные, планетарные, фрикционные, дифференциальные. Гибкие передаточные механизмы — ременные, цепные, ленточные и т.п. применяют при небольших передаточных отношениях, атакже в комбинации с жесткими механизмами.
Рабочие органы предназначены для непосредственного оказания на обрабатываемый продукт энергетического (механического, теплового) воздействия или создания условий, обеспечивающих взаимодействие продукта с рабочими средами или энергетическими полями. Эти органы разнообразны по конструкции, что обусловлено различием свойств обрабатываемой продукции, способов, режимов и направления воздействия на них.
По конструкции исполнительные органы бывают лопастные, шнековые и винтовые, барабанные, вальцовые, мембранные и шланговые, ленточные, сетчатые, фрикционные, в виде пары цилиндр—поршень, сопловые, форсуночные и дисковые.
По способу воздействия исполнительные органы можно разделить на очищающие, истирающие, перемешивающие и теплопередающие.
Классификация. Технологическое оборудование предприятий молочной отрасли различается по устройству, принципу работы, выполняемым технологическим операциям и способам их осуществления. Оборудование можно классифицировать, объединив в группы те виды, которые обладают общими признаками: характером цикла работы; сочетанием в производственном потоке; степенью механизации и автоматизации; функциональным назначением и др.
В зависимости от характера цикла работы оборудование бывает периодического и непрерывного действия. В оборудовании периодического действия продукт подвергается воздействию в течение определенного времени, после чего он выгружается. В оборудовании непрерывного действия загрузка, обработка и выгрузка продукта осуществляются одновременно.
Степень механизации и автоматизации оборудования зависит от соотношения выполняемых им основных и вспомогательных операций. В зависимости от этого соотношения оборудование подразделяют на неавтоматическое, полуавтоматическое и автоматическое. В неавтоматическом оборудовании вспомогательные и частично — основные операции выполняют с применением ручного труда. В полуавтоматах основные операции выполняет оборудование, а вспомогательные — человек. В автоматах все операции выполняются оборудованием.
В зависимости от сочетания технологического оборудования в производственном потоке различают отдельные единицы (выполняют одну операцию), агрегаты (выполняют последовательно различные операции), комбинированное оборудование (выполняют законченный цикл операций) и поточные технологические линии (выполняют все операции в непрерывном потоке).
22
Функциональное назначение оборудования определяет способы и принципы воздействия на обрабатываемое молочное сырье. По функциональному признаку различают следующие основные группы оборудования: для приема, транспортирования и хранения молока; для механической обработки молока; для тепловой обработки молока; для выпаривания и сушки; для розлива, фасования и упаковывания молокаи молочных продуктов. Классификация по функциональному признаку позволяет теснее связать принципы работы оборудования с законами механики, гидромеханики, теплофизики, физической химии, биохимии и микробиологии.
Кроме того, применяется оборудование для выработки конкретных видов молочной продукции (маслоизготовители, маслообразователи, прессы для сыра и т.д.).
Основные параметры оборудования. Работа технологического оборудования выражается техническими и технологическими показателями, составляющими его техническую характеристику. К ним обычно относят:• производительность, т.е. количество перерабатываемого сырья или
вырабатываемой продукции в единицу времени;• потребляемую энергетическую мощность, выражаемую количе-
ствомтепло- или хладоносителя, электричества в единицу времени;• параметры электрической энергии (напряжение, частота, коли
чество фаз), теплоносителя (температура, давление), хладоносителя (вид, температура);
• параметры сырья и вырабатываемой продукции; параметры режима работы оборудования и его отдельных элементов и узлов — давление, температуру, частоту вращения и др.; габаритные размеры и массу оборудования; условия эксплуатации (характеристика производственного помещения, температура и относительная влажность воздуха).Техническая характеристика оборудования определяет его при
годность для выполнения технологической операции при выработке конкретных видов продукции.
Основные требования к оборудованию. К технологическому оборудованию предприятий молочной отрасли предъявляют как общие требования, характерные для всех видов пищевого оборудования, так и специальные (санитарные), определяемые особенностями перерабатываемого сырья, а также требования безопасности.
К общим требованиям, предъявляемым к технологическому оборудованию молочных предприятий, относятся необходимая производительность, минимальные материале- и энергоемкость, трудоемкость и безопасность в обслуживании, качество вырабатываемой продукции, ремонтопригодность, надежность, долговечность, экологическая безопасность.
23
Особенность технологического оборудования, перерабатывающего молочное сырье, — это высокие санитарные требования к его конструкции. Исполнительные органы технологического оборудования конструктивно выполняют таким образом, чтобы при самых небла- гоприятныхусловияхэксплуатации исключить возможность проникновения в рабочую зону посторонних предметов, смазочных масел, ржавчины или металлической пыли, получаемой от износа деталей.
Конструкционные материалы технологического оборудования при контактировании с пищевыми продуктами не должны образовывать примесей, загрязняющих пищевую продукцию и снижающих ее качество. Запрещается применять в рабочей зоне детали изсвинца, цинка, меди, сплавов и покрытия из них, а также покрытия из кадмия, никеля, хрома, эмалей, пенопластов, пластмасс на основе формальдегида, материалов, содержащих стекловолокно, асбест, изделия из керамики, стекла, лакокрасочных покрытий.
Применяемые материалы должны быть стойкими к химическим, тепловым и механическим воздействиям при систематической мойке, чистке и дезинфекции оборудования. Цвет конструкционных материалов в рабочей зоне не должен влиять на оценку качества пищевой продукции и затруднять выявление загрязнений.
Для изготовления металлоконструкций (рам, станин, связей и т.д.) следует применять профили замкнутого сечения.
Конструкция оборудования должна обеспечивать защиту продукта от внешних загрязнений, исключать выбросы продуктов или вспомогательных материалов в окружающую среду, обеспечивать полное опорожнение и хорошую очищаемостьоборудования, предотвращать застой остатков продукта и образование очагов гниения. Все поверхности должны быть доступны для санитарной обработки и контроля ее качества.
В конструкции продуктовой зоны оборудования не должно быть непромываемых мест, глухих карманов, щелей, а также перегородок, ступенек, кромок, резких сужений поперечного сечения, необходимость в которых не обусловлена требованиями технологического процесса. В частности, ванны, металлические технологические емкости и детали, соприкасающиеся с продуктами, должны иметь легкоочища- емую гладкую поверхность без щелей, зазоров, выступающих частей и других элементов, затрудняющих чистку.
Конструкция продуктовой зоны оборудования, предусматривающего замкнутую систему санитарной обработки (безразборную мойку), должна обеспечивать возможность периодической разборки для ручной чистки и контроля. Съемные и разборные детали и узлы должны быть снабжены легкоразборными соединениями.
В продуктовой зоне оборудования не допускается применять заклепки, болты, точечную сварку, соединения внахлест. Стыки поверх
24
ностей и вершины углов должны быть скруглены радиусом не менее 6 мм, а при применении механизированной мойки оборудования — радиусом не менее 50 мм. Сливные и переливные трубы оборудования должны соединяться с канализацией закрытым способом с устройством сифонов или через воронки с разрывом струи. Чистота обработки поверхностей деталей и узлов оборудования должна соответствовать требованиям технической документации. Уплотнительные устройства валов должны исключать попадание сырья, моющих средств и т.д. в механизм привода, а смазочных материалов — в продуктовую зону.
Размещение оборудования, обвязка его трубопроводами, соединение с системой канализации не должны препятствовать санитарной обработке и контролю. Расположение арматуры и мест присоединения трубопроводов, подающих среду, отличную от пищевого продукта (например, гидравлическое масло, охлаждающая среда), должно исключать загрязнение продукта в результате утечек в процессе работы и не препятствовать санитарной обработке оборудования.
Изоляция поверхностей оборудования должна быть выполнена из теплоизолирующих материалов, не загрязняющих окружающую среду и продукт. В частности, для теплоизоляциилюбых поверхностей нельзя использовать материалы, содержащие стекловолокно или шлаковату.
Техническая документация устанавл ивает требования безопасности к производственному оборудованию в части конструкций, органов его управления, средств защиты, входящих в конструкцию, а также требования безопасности, определяемые особенностями монтажных и ремонтных работ, транспортированием и хранением производственного оборудования. Оборудование должно быть безопасным при монтаже, эксплуатации, ремонте, транспортировании и хранении, не загрязнять выбросами вредных веществ окружающую среду (воздух, почву, водоемы) выше установленных норм. Безопасность оборудования обеспечивается выбором принципа действия, конструктивных схем, безопасных элементов конструкции и т.п.; применением средств механизации, автоматизации, дистанционного управления и защиты; выполнением эргономических требований; включением требований безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению. Оборудование должно быть пожаро- и взрывобезопасным, устойчивым к повышенной влажности, колебаниям давления и температуры, действию агрессивных веществ, ветровых нагрузок, обледенения.
Движущиеся части оборудования — гребенки, выступающие концы валов и элементы их частей (винты, шпонки), питательные и накатные валики, ролики, открытые передачи, торцы барабанов (роликов) в местах набегания конвейерной ленты (пластин), в местах термо- и ультразвуковой сварки, питательные воронки (бункера) — должны иметь ограждения. Не закрепленные наглухо (на болтах, винтах и т.п.)
25
ограждения зубчатых передач должны иметь устройства, позволяющие открыть их только после полной остановки машины и обеспечивающие ее пуск лишь при закрытом ограждении. Рабочие места обслуживающего персонала должны находиться вне зоны перемещения механизмов, сырья и готовой продукци. Конструкция оборудования должна предусматривать меры по ограничению выделения конвекционного и лучистого тепла (теплоизоляцию). В машинах с местным охлаждением должно быть устройство, блокирующее пуск машины при отсутствии хладоносителя.
Оборудование, выделяющее влагу, газы, пыль и посторонние запахи, должнобыть максимально загерметизировано. При недостаточной герметизации необходимо использовать местные отсосы воздуха.
Наружные выступающие части оборудования должны быть закруглены по радиусу не менее 5 мм и не иметь заусенцев, наплывов металла после сварки. Кнопки включения производственного оборудования должны быть заглублены на 3—5 мм в корпусе пусковой коробки.
Органы управления (кнопки, рукоятки, маховики и т.п.) у постоянного рабочего места должны размещаться в рабочей зоне, ограниченной в пределах: подлине не более 0,7 м; по глубине не более 0,4 м; по высоте не более 0,6 м. Указанные органы управления должны быть над уровнем пола (площадки) на высоте 0,9—1,5 м при обслуживании стоя и 0,6-1,2 м при обслуживании сидя. Все кнопки, рукоятки, маховики и другие органы управления должны иметь обозначения или надписи, поясняющие их функциональное назначение, а также окрашены в соответствующие цвета:• красный — остановка;• ахроматический (черный, серый или белый), допускается зеленый —
пуск;• ахроматический — попеременные остановка или пуск; желтый —
аварийное включение; ахроматический или синий — специальное включение.Площадки для обслуживания машин и оборудования, расположен
ные на высоте, должны иметь ограждения и лестницы с поручнями, а также свободный проход шириной не менее 0,7 м. Настилы площадок должны исключать скольжение и иметь по краям сплошную зашивку на высоте 0,15 м. Высота ограждения и перил должна быть не менее 1 м, а на высоте 0,5—0,6 м от настила площадки (лестницы) необходимо размещать дополнительное продольное ограждение и вертикальные стойки с шагом не более 1,2 м. Лестницы на высоте 3—5 м должны иметь переходные площадки, ширина лестницы должна быть не менее 0,6 м, расстояние между ступенями должно составлять 0,2 м, ширина ступени должна быть не менее 0,12 м. Лестницы высотой более 1,5 м должны иметь наклон не менее 45°, меньшей высоты — не более 60° к горизонту.26
Усилие на рукоятках, рычагах постоянного пользования при ручном управлении не должно превышать 40 Н, а при ручном регулировании и наладке — 100 Н.
Пусковые педали ножного управления оборудованием должны иметь ограждения или предохранительные устройства, исключающие случайное выключение оборудования (падение предмета, случайное нажатие). Ограждение педали должно быть прочным, не иметь острых краев и не стеснять движения ноги. Площадка пусковой педали должна быть прямой с рифленой поверхностью (нескользкой) и иметь закругление в начале и упор для ноги в конце. Ширина педали должна быть не менее 80 мм, а длина до упора — 110—130 мм. Возвышение педали над уровнем пола площадки (перед ее включением) не должно превышать 120 мм, а прожатие ее (после включения) — 60 мм; усилие при нажатии на педаль в положении сидя должно составлять 24,5 Н, в положении стоя — 34,5 Н.
Задвижки, вентили и краны, расположенные выше 2 м от уровня пола (рабочей площадки) или заглубленные, должны иметь приспособления (рычажные, штанговые и др.), позволяющие открывать и закрывать их с рабочего места.
Стационарная контрольно-измерительная аппаратура должна быть установлена на рабочих местах не выше 2 м от уровня пола (рабочей площадки).
Токоведущие части оборудования должны быть надежно электро- изолированы, ограждены или находиться в недоступных для людей местах. Электрическая аппаратура, установленная на технологическом оборудовании, а также его заземление должны отвечать требованиям правил устройства электроустановок.
Температура нагретых поверхностей оборудования, ограждений и трубопроводов на рабочих местах не должна превышать 45 °С. Ванны, баки и другие рабочие емкости следует оборудовать сливными и переливными устройствами, соединяемыми с канализацией закрытым способом, с разрывом струи и запорными устройствами.
Оборудование, работающее под избыточным давлением (автоклавы, стерилизаторы и др.), проектируют и эксплуатируют в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением. Эти правила распространяются на работу металлических сосудов, эксплуатируемых под избыточным давлением свыше0,07 МПа.
Конструкция сосудов должна быть надежной, обеспечивать безопасность при эксплуатации, предусматривать возможность их осмотра, санитарной обработки и ремонта. Все, что мешает внутреннему осмотру, должно быть съемным. Сосуды с внутренним диаметром более 800 мм должны иметьдостаточное числолазов для осмотра и ремонта, расположенных в местах, доступных для обслуживания, и имеющих
27
круглую и овальную форму. Круглые лазы должны иметь диаметр не менее 400 мм, овальные — малую ось не менее 325 мм, большую — не менее 400 мм. Сосуды в виде трубчатых теплообменников разрешается изготовлять без люков и лазов. Опрокидывающиеся сосуды должны иметь приспособления, предотвращающие самоопрокидывание. Днища сосудов обычно имеют эллиптическую форму, но могут быть выполнены в виде полушара или шарового сегмента. Сварные швы сосудов должны быть только стыковыми. В стыковых соединениях элементов сосудов с различной толщиной стенок переход от одного элемента к другому должен быть плавным, а толщина кромки более толстого элемента должна уменьшаться постепенно. Угол наклона поверхностей перехода не должен превышать 15°. Если разница в толщине соединяемых элементов составляет не более 30% толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных швов без предварительного уменьшения толщины толстого элемента.
В горизонтальных сосудах, нижняя часть которых малодоступна для осмотра, продольные швы не должны быть в пределах центрального угла, равного 140° нижней части корпуса. Отверстия для лазов и люков следует располагать вне сварных швов. Расстояние между центрами двух соседних отверстий определяют путем расчета на прочность. Расстояние от кромки отверстия на выпуклом днище до внутренней поверхности отбортовки должно быть не менее 0,1 внутреннего диаметра днища.
Для изготовления и ремонта сосудов необходимо использовать материалы, указанные в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением.
Требования к оборудованию предприятий малой производительности. Эксплуатация технологического оборудования большой производительности, а значит, и высокой стоимости на малых предприятиях невыгодна: не хватает сырья, чтобы загрузить их на полную мощность.
Экономически целесообразно применять универсальное (по назначению) и многооперационное оборудование. Оно должно быть легко- и быстропереналаживаемым, дешевым, надежным и долговечным. Такое оборудование можно создавать по принципу агрегатирования, применяя общий привод и сменные органы для выполнения различных операций. Детали и узлы должны быть унифицированы и иметь минимальные размеры.
Для работы оборудования на малых предприятиях, как правило, не применяют пар (особенно высокого давления), сжатый воздух и газ. Наиболее эффективной работа оборудования и всего малого производства в целом будет при использовании местных природных источников тепло-, водо- и холодоснабжения. При проектировании производства необходимо учитывать возможность применения естественного холода для хранения сырья и продукции. Для эксплуатации
28
оборудования на малых предприятиях необходимы специально подготовленные механики, энергетики, технологи, лаборанты, рабочие.
1.4. ЛАБОРАТОРНЫЙ КОНТРОЛЬ И ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
Основной целью лабораторного контроля на предприятиях молочной промышленности независимо от их ведомственной принадлежности и форм собственности является обеспечение выпуска продукции высокой пищевой ценности, безопасной для потребления и соответствующей медико-биологическим требованиям и санитарным нормам качества. При организации лабораторного контроля необходимо руководствоваться действующей нормативной документацией.
Лабораторный контроль заключается в проверке качества поступающих молока, сливок, вспомогательных компонентов и материалов, заквасок, тары, упаковки, а также соблюдении технологических и санитарно-гигиенических режимов производства. Лаборатории молочных заводов (цехов) должны быть аккредитованы Государственной санитарно-эпидемиологической службой направо проведения исследований, характеризующих гигиенические показатели безопасности выпускаемой продукции.
Для проведения микробиологических исследований в лаборатории должен быть оборудован бокс, состоящий из двух помещений: собственно бокса и предбоксника. Последний служит для надевания специальной одежды (халата, колпака или косынки) при входе в бокс. Он оборудуется бактерицидными лампами, число которых определяют из расчета 2,5 Вт/м3. Бактерицидные лампы включают по окончании работы и уборки помещения в отсутствие персонала на 30-60 мин. Если бокс не предусмотрен, то проводить анализы допускается в лаборатории. В этом случае помещение лаборатории должно быть изолированным и оборудованным бактерицидными лампами. Во время проведения посевов следует закрывать форточки и двери во избежание движения воздуха.
Ежедневно после окончания работы бокс необходимо мыть горячим мыльно-щелочным раствором и вытирать досуха. Один раз в неделю необходимо дезинфицировать помещение, протирая все поверхности дезинфицирующими препаратами по соответствующей для каждого препарата инструкции.
Посуду и питательные среды стерилизуют в автоклавах, для размещения которых должно быть выделено специальное изолированное помещение. Стерильную посуду хранят в плотно закрывающихся шкафах или ящиках с крышками не более 30 сут. Стерильные лабораторн ые среды хранят в холодильнике при температуре 4—6 °С не более 14 сут.
29
При отсутствии микробиологической лаборатории на предприятии указанный контроль можно выполнять по договору с органами и учреждениями Государственной санитарно-эпидемиологической службы или лабораториями, аккредитованными органами Ростехнадзора.
Технологические процессы переработки молока, а также связанные с производством, использованием, хранением, перевозкой, реализацией продуктов переработки молока, использованием, переработкой, утилизацией потенциально опасных продуктов переработки молока и образующихся отходов этапы производственного процесса должны соответствовать требованиям законодательства Российской Федерации в области обеспечения санитарно-эпидемиологического благополучия населения, о ветеринарии и законодательства в области экологической безопасности.
Оборудование, инвентарь, тара и упаковка, непосредственно контактирующие с продуктами переработки молока при их производстве, хранении, перевозке и реализации, должны быть изготовлены из материалов, разрешенныхдля контакта с молочными продуктами.
Соответствие требованиям безопасности технологических процессов переработки молока обеспечивается при их проектировании. Контроль за соблюдением таких требований осуществляется изготовителем при организации производства, а также на всех этапах производственного процесса.
Глава 2. ПЕРВИЧНАЯ ОБРАБОТКА МОЛОКА
Первичная обработка является начальной стадией сложного, трудо- и энергоемкого технологического процесса переработки молока. Ее организация зависит от объема перерабатываемого молока, технического оснащения предприятия, условий и режима его работы, последовательности выполняемых технологических операций, ассортимента выпускаемой продукции и т.п. При первичной обработке молока применяют оборудование для транспортирования, количественного учета, очистки, охлаждения и хранения.
2.1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИВ процессе первичной обработки молоко обрабатывают на ферме
или приемном пункте и перерабатывающем предприятии. Основные технологические операции — сбор и транспортирование, приемка, контроль качества и учет количества, очистка, охлаждение и хранение молока.
Сбор и транспортирование молока. Ранее для сбора и транспортирования молока существовала производственно-заготовительная сеть молочной отрасли. В нее входили фермы, на которых получали молоко и осуществляли его первичную обработку (очистку и охлаждение), и приемные пункты и первичные заводы, которые также могли проводить очистку, охлаждение молока и его временное резервирование до отправки на перерабатывающие предприятия. В настоящее время производственно-заготовительная сеть практически не работает: большинство ферм не охлаждают молоко, а отправляют его на приемные пункты или первичные заводы. Все перерабатывающие предприятия вынуждены самостоятельно организовывать сбор и транспортирование молока.
Снабжение предприятий молоком связано с радиусом его доставки, сезонными колебаниями в поступлении молока, его качеством и т.п. Для обеспечения высокого качества молока и снижения его себестоимости большое значение имеет рациональная организация сбора и транспортирования. Она должна удовлетворять определенным условиям: каждое предприятие молочной отрасли должно иметь свою зону сбора молока; собирать молоко за пределами этой зоны нерентабельно в силу увеличения транспортных расходов и риска порчи молока; эта зона может расширяться при наличии молокоприемных пунктов, имеющих оборудование для охлаждения молока.
Молоко доставляют на перерабатывающие предприятия специализированным транспортом (автомобильным, железнодорожным,
31
водным). Наибольшее распространение получил автомобильный транспорт. Транспортирование молока и молочных продуктов должно осуществляться в рефрижераторах, специализированных молочных цистернах, машинах с изотермическим кузовом. Допускается доставка молочных продуктов в транспортной таре на бортовых машинах при тщательном укрытии их чистым брезентом.
Транспорт, используемый для перевозки молока и молочных продуктов, должен быть чистым, в исправном состоянии. Кузов машины должен иметь гигиеническое покрытие, легко поддающееся мойке. Транспорт должен иметь санитарный паспорт. Машина без санитарного паспорта на территорию предприятия не допускается. Администрация предприятия назначает ответственного по контролю за состоянием транспорта. Без осмотра транспорта ответственным него разрешения погрузка не допускается.
Молочные продукты запрещается перевозить вместе с мясом, птицей, рыбой, яйцом, овощами, фруктами, мясными полуфабрикатами, а также в транспорте, на котором ранее перевозили ядохимикаты, бензин, керосин, другие сильнопахнущие и ядовитые вещества.
В летнее время срок погрузки и доставки цельномолочных, скоропортящихся продуктов при транспортировании их в рефрижераторах не должен превышать 6 ч, специализированным автотранспортом и на бортовых машинах — 2 ч. При транспортировании молока в летнее время в автомолцистернах допускается его нагревание на 1 - 2 °С на каждые 100 км пути.
Шофер-экспедитор (экспедитор) должен иметь при себе личную медицинскую книжку с отметками о прохождении медицинских осмотров и гигиенического обучения, спецодежду, соблюдать правила личной гигиены и правила транспортирования молочных продуктов.
Молоко, транспортируемое на перерабатывающие предприятия, должно иметь кислотность не выше 19 °Т и температуру не более 8 °С.
Общий вид автоцистерн, предназначенных для транспортирования молока, приведен на рис. 2.1. Их изготовляют из листового алюминия и нержавеющей стали одно-, двух- и четырехсекционными, эллиптической формы. Наружную поверхность секции покрывают термоизоляционным материалом и облицовывают кожухом из тонкого стального листа. Для мойки и осмотра рабочей поверхности в каждой секции имеется люк, герметически закрывающийся крышкой с помощью уплотнительной кольцевой резиновой прокладки.
Авто мол цистерна закреплена на шасси автомобиля хомутами-поясами со стяжными болтами. На машине расположены площадки для обслуживания цистерны. Наполнение цистерн молоком производится под вакуумом, создаваемым в секциях всасывающим коллектором двигателя автомобиля, или насосом, установленным на месте сбора молока. При наполнении секций снизу, через молокопроводы, предотвращается
32
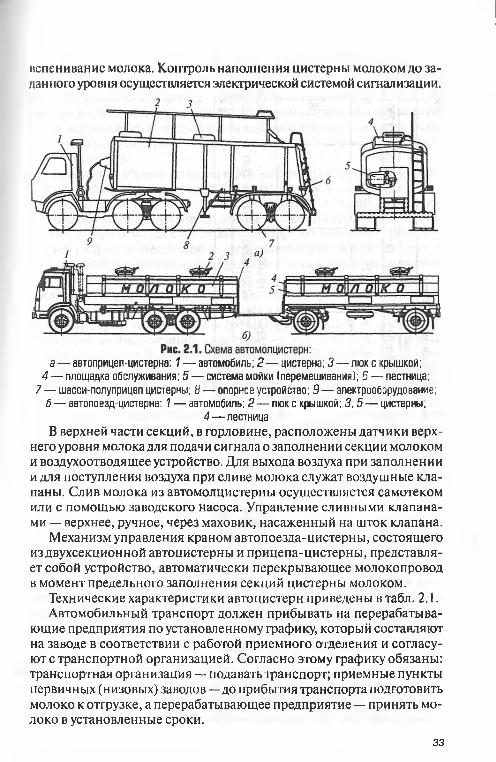
вспенивание молока. Контроль наполнения цистерны молоком до заданного уровня осуществляется электрической системой сигнализации.
а — автоприцеп-цистерна: 1 — автомобиль: 2 — цистерна; 3 — люк с крышкой;4 — площадка обслуживания; 5 — система мойки (перемешивания); В — лестница;
7— шасси-полуприцеп цистерны; 8 — опорное устройство; 9— электрооборудование;б — автопоезд-цистерна: 1 — автомобиль; 2 — люкс крышкой; 3, 5 — цистерны,
4 — лестницаВ верхней части секций, в горловине, расположены датчики верх
него уровня молока для подачи сигнала о заполнении секции молоком и воздухоотводящее устройство. Для выхода воздуха при заполнении и для поступления воздуха при сливе молока служат воздушные клапаны. Слив молока из автомолцистерны осуществляется самотеком или с помощью заводского насоса. Управление сливными клапанами — верхнее, ручное, через маховик, насаженный на шток клапана.
Механизм управления краном автопоезда-цистерны, состоящего из двухсекционной автоцистерны и прицепа-цистерны, представляет собой устройство, автоматически перекрывающее молокопровод в момент предельного заполнения секций цистерны молоком.
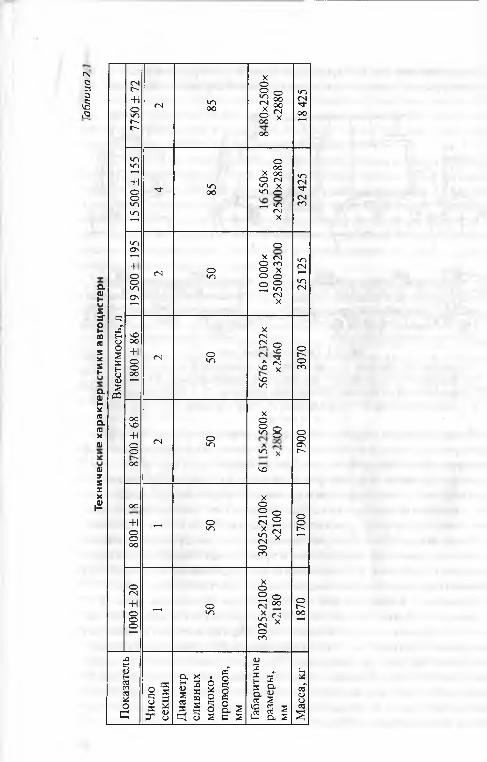
Технические характеристики автоцистерн приведены в табл. 2.1.Автомобильный транспорт должен прибывать на перерабатыва
ющие предприятия по установленному графику, который составляют на заводе в соответствии с работой приемного отделения и согласуют с транспортной организацией. Согласно этому графику обязаны: транспортная организация — подавать транспорт; приемные пункты первичных (низовых) заводов—до прибытия транспорта подготовить молоко к отгрузке, а перерабатывающее предприятие — принять молоко в установленные сроки.
зз
<мазяv§I?
афнуSя-оҺ-тлзSXSI-афнхгаалзXф
фУSXX|2
Вм
ести
мос
ть, л
7750
± 7
2
04 85 | | А ^V—.> уоо * ОО
18 4
25
15 5
00 ±
155
гг 85
Ооо
X ОО О 04 40 X4П о
*о04X
32 4
25
19 5
00 +
195
04 50
Ох сч О m О X о о
о О^ 40 04 X
25 1
25
1800
+ 8
6
04 50
X04
Г? о$ ^ * OJ40 у
Х40Ю
3070
ОО40
-ИОоОО
04 50
Xой 8
in ‘у
40
7900
оо
+1ооОО
- 50
3025
x2 Ю
Ох
х210
0
1700
1000
+ 2
0
- 5008Г^х
хооігхдгое
1870
Пок
азат
ель
Чис
лосе
кций
Диа
мет
рсл
ивны
хм
олок
о-пр
овод
ов,
мм
Габа
ритн
ые
разм
еры
,м
мМ
асса
, кг
Молоко и сливки можно доставлять во флягах, применяющихся в основном для транспортирования молочного сырья с прифермских молочных хозяйств на ферму, приемные пункты и заводы. На каждую партию молока при его транспортировании оформляют накладную в трех экземплярах, в которой указывают массу молока, его жирность, кислотность и температуру, а также число фляг (если молоко доставляют во флягах).
Санитарная обработка транспорта, предназначенного для бестарной перевозки молока (автомолцистерна), атакже флягдолжнаосуществляться на заводах в соответствии с Инструкцией по санитарной обработке оборудования на предприятиях молочной промышленности.
После сдачи молока проводят санитарную обработку автомол- цистерн и фляг в следующей последовательности: ополаскивание - мойка - ополаскивание — дезинфекция — ополаскивание. При ополаскивании удаляют остатки молока, моющих и дезинфицирующих средств. Мойку проводят вручнуюлибо механизирован но от заводской централизованной системы. Для мойки и дезинфекции применяют различные средства: моющие — ВИМОЛ, РОМ-АД-1, «Стекломой», Ром-Блок; моюще-дезинфицирующие — МД-1, МСТА, Катрил-Д, Катрил-С, Катрил-Р; дезинфицирующие — Катамин-АБ и др. Режимные параметры применения этих средств приведены в приложении 2.
Для санитарной обработки автомолцистерн и фляг широко используют стерилизацию паром. Внутреннюю поверхность цистерны промывают горячей водой температурой 90-95 °С в течение 5 -7 мин или обрабатывают острым паром при давлении 1,5 МПа в течение 2-3 мин (создание избыточного давления не допускается). После санитарной обработки (мойки) автомолцистерны закрывают и пломбируют, на сливные патрубки надевают заглушки. О проведенной мойке на товарно-транспортной накладной делают соответствующую отметку, без которой машина с территории завода не выпускается.
Приемка молока. На перерабатывающих предприятиях молоко принимают по массе (кг) или объему (м3) в специальных цехах или приемных отделениях. При приемке молока пообъему пересчитывают объемные единицы в массовые в зависимости от плотности молока. Таблица пересчета приведена в приложении 3. Приемные цехи и отделения оснащены необходимым оборудованием (весы, счетчики, насосы, резервуары и др.), имеют специальные платформы для обслуживания автомолцистерн, конвейеры и оборудование для мойки автомолцистерн и фляг — для молока, доставленного во флягах. В приемных отделениях (цехах) целесообразно иметь дополнительное оборудование, чтобы исключитьвозможностьсмешивания различных по качеству партий молока. В отдельных случаях приемные отделения оборудуют системами приемки сливок, возврата обезжиренного молока, сыворотки и др. Часовое поступление молока должно соот
35
ветствовать часовой производительности аппаратного цеха. Приемку начинают за 30 мин до начала работы.
Молоко принимает приемщик или мастер с обязательным участием лаборанта. При приемке молока в первую очередь осматривают тару и отмечают ее чистоту, целостность пломб, наличие заглушек на патрубках автомолцистерн. Тару, загрязненную при транспортировании, обмываютснаружи водой и только после этого вскрывают. После вскрытия тары определяют запах молока, температуру, а затем берут пробу для оценки его качества.
Молоко и сливки, получаемые в качестве сырья, в сыром или пастеризованном виде должны отвечать требованиям действующих нормативных документов по органолептическим, физико-химическим, биохимическим и санитарно-гигиеническим показателям. В договорах между поставщиком (хозяйством, предприятием) и получателем могут быть оговорены необходимые требования и показатели качества молока и молочных продуктов с учетом их переработки на данном предприятии.
Порядок сдачи-приемки и перевозки молока и молочной продукции, требования к таре для транспортирования и продолжительность приемки продукции на предприятиях молочной отрасли осуществляют в соответствии с действующей технической документацией.
Очистка молока. После взвешивания молоко очищают фильтрацией или центробежным способом. Основной целью очистки молока является удаление различных механических примесей, которые загрязняют его и создают условия для развития микроорганизмов.
Для очистки молока на фермах используютфильтры-цедилки, в которых между двумя металлическими сетками помещена в несколько слоев сложенная марля или другая фильтрующая ткань (фланель, лавсан, ватные фильтры, имеющие 400 отверстий на 1 см2, и др.). Такую очистку применяют для предварительного процеживания молока. Окончательную очистку выполняют на фильтрах и в сепараторах-мо- локоочистителях. Фильтрующий материал периодически заменяют (ватные фильтры утилизируют, марлю, лавсан стирают, стерилизуют и повторно используют). Санитарную обработку фильтрующих материалов необходимо проводить качественно, так как они могут стать очагом обсеменения молока.
При очистке в сепараторах-молокоочистителях из молока удаляются мельчайшие частицы загрязнений, в основном биологического происхождения, и частично — микроорганизмы. Количество образующегося осадка зависит от состава, качества молока, мощности очистителя и составляет!),01— 0,3% массы очищенного молока. Осадок включает до 66-68% воды и 32—34% сухого осадка (жировых, белковых и других органических веществ). Этот осадок неоднороден: грязевой слой имеет темно-серый цвет и состоит из механических примесей36
и частично — белковых веществ; белковый слой имеет белый цвет; бактериальный слой — розово-коричневый.
Одним из параметров, влияющих на эффективность очистки, является температура молока. Очищать можно холодное и подогретое молоко. В холодном молоке вследствие повышения его вязкости уменьшается скорость частиц, что ухудшает очистку. Нецелесообразна холодная очистка молока от больных животных, так как при низкой температуре из молока не удаляются гнойные образования. При повышении температуры до 80-85 °С возрастает скорость всплытия механических загрязнений и часть их растворяется или раздробляется в молоке, что снижает эффективность очистки.
Для очистки в фильтрах молоко подогревают до 30-40 *С, а в сепа- раторах-молокоочистителях — до 35—45 °С, применяют также и холодную очистку молока при температуре 18-20 °С.
Кроме очистки от механических примесей, молоко подвергают бактериальной очистке способом бактериофугирования на сепараторе (бактофуге) с частотой вращения барабанадо 200 с-1 при температуре 65-75 *С. В бактофугах удаляется до 99,9% всех микробов, в том числе полностью кишечная палочка и 90% споровых микроорганизмов. Этот способ очистки молока особенно актуален для молочно-консервных и сыродельных предприятий.
Эффективность очистки молока оценивают по относительному показателю очистки:
n0-M JQ s ,где Мос — масса образовавшегося осадка после центробежной
очистки, кг; Qc — производительность сепаратора-молокоочис- тителя, м3/ч; т — продолжительность работы сепаратора-моло- коочистителя, ч.
Показатель очистки зависит от наличия в молоке нерастворимых примесей и режимных параметров работы сепаратора-молокоочис- тителя.
Охлаждение и хранение молока. Эти операции проводят сразу после его очистки. Молоко является хорошей средой для молочнокислых, колиформных, маслянокислых, пропионовокислых и гнилостных бактерий, которые попадают туда с вымени животного, из воздуха, с рук человека, посуды и т.п. Для роста и развития микроорганизмов оптимальными являются температура 25-40 °С и pH среды 6,8—7,4.
Рост и развитие молочнокислых бактерий, вызывающих сквашивание молока, приостанавливаются при температуре около 10 °С и прекращаются при 2—4°С. Приостановить развитие всех микроорганизмов в молоке можно его замораживанием. Однако после
37
размораживания большинство микроорганизмов восстанавливают свою активность.
Таким образом, температура охлаждения является основным параметром, определяющим бактериальную обсемененность и кислотность молока.
Молоко охлаждают открытым и закрытым (в потоке) способами с применением различного технологического оборудования: емкостей различной вместимости; оросительных и пластинчатых аппаратов. В качестве хладоносителей примени ют холодную воду из артезианской скважины, атакже проточную воду, ледяную воду, рассол, причем кратность воды (т.е. отношение массы хладоносителя к массе охлаждаемого молока в единицу времени) при охлаждении молока составляет 3—5. Для получения искусственного холода на молочных предприятиях с помощью холодильных машин и установок применяют хладагенты с низкой температурой кипения — хладоны R12, R22 и др.
При охлаждении молока важным параметром является его продолжительность:
где т — продолжительность охлаждения, с; Мм — масса охлаждаемого молока, кг; см — теплоемкость молока, Дж/(кг-°С); /н, tK — начальная и конечная температура молока, °С; к — коэффициент теплопередачи, Вт/(м2°С); Ғ —площадьохлаждения, м2; Д?ср — средняя разность температур между молоком и хладоносителем, °С.
Коэффициенттеплопередачи&для различного оборудования приведен ниже.
Оборудование Коэффициент теплопередачи к,
Автомол цистерны Молочные цистерны: железнодорожного транспорта водного транспорта
Емкости с теплоизоляцией Баки, ванны:
без теплоизоляции с теплоизоляцией
Фляги: укрытые неукрытые
Вт/(м2-'С)1,2-2
0,65-1,20,65-1,2
1-2
5 -61,2-3
2-59-14
38
Конечную температуру молока при транспортировании можно определить по формуле
tK = [2kFx(tc - Q + 2MmcJ h] / (2Ммсм + kFx),
где tc — температура окружающей среды, °С.Сразу после дойки молоко необходимо охлаждать, максимально
сокращая продолжительность этой операции.В пластинчатом охладителе молоко охлаждается в закрытом потоке.
При использовании в качестве хладоносителя ледяной воды кратностью не менее трех молоко может охладиться за один проход через аппарат до температуры не выше температуры ледяной воды на 3 ‘С.
Количество ледяной воды от водоохлаждающей установки с учетом уравнения теплового баланса определяют по следующей формуле:
?в = ?мСм < 'н - С ) / 1 Св ( ' к - О Ьгде <7м, qa — расход молока и ледяной воды, кг/ч; см, св, — тепло
емкость молока и ледяной воды, Дж/(кг °С); г“, —начальная и конечная температура молока; Г®, г® — начальная и конечная температура ледяной воды, °С.
Холодопроизводительность (кВт) водоохлаждающей установки для практических целей можно определить следующим образом:
С - О / 3600.Свежевыдоенное молоко обладает бактерицидными свойствами.
Для их сохранения молоко после дойки охлаждают до температуры не выше 10 °С. Продолжительность хранения охлажденного молока до отправки на перерабатывающие предприятия не должна превышать 20 ч при температуре не выше 10 °С. Дальнейшее хранение молока приводит к отрицательному изменению его состава (жира, белка и т.д.) и ухудшению качества.
Охлаждение молокадотемпературы выше точки его замерзания не изменяет состав, а замораживание приводит к определенному изменению структуры жировой фракции. При охлаждении до 6 -7 °С смеси триглицеридов кристаллизуются, уменьшаясь в объеме. Охлаждение молока ниже 0 °С приводит к разрыву оболочек жировых шариков и потере молочным жиром своей стабильности. Поэтому температура охлаждения молока не должна превышать 6 °С.
2 .2 . ОБОРУДОВАНИЕ ДЛЯ ТРАНСПОРТИРОВАНИЯОдним из основных видов оборудования при транспортировании
молока на предприятиях отрасли являются насосы. Они предназначены для перекачивания молочного сырья при его приемке, подачи и откачивания из оборудования, а также для межоперационного
39
транспортирования. Молоко транспортируют по молокопроводам, на которых установлена соответствующая арматура. В молочной отрасли промышленности применяют два типа насосов: динамические и объемные.
Основные параметры, характеризующие работу насосов, — подача и напор. Подача представляет собой величину, показывающую, какое количество продукта перекачивается насосом в единицу времени. Напор — высота подачи продукта от уровня его всасывания до наивысшей точки подъема.
Динамические насосы. К этому типу относятся лопастные, вихревые и другие насосы. Лопастные насосы подразделяются на центробежные и осевые. Рабочим органом динамических насосов является вращающееся рабочее колесо. Энергия от рабочего колеса продукту передается путем динамического взаимодействия лопастей или диска с обтекающим их молоком.
Для перекачивания молока наибольшее распространение получили центробежные насосы.
Центробежные насосы состоят из следующих основных частей: корпуса, крышки, рабочего колеса, торцового уплотнения и привода. Корпус с крышкой образуют камеру, которая имеет всасывающий и нагнетательный патрубки. Привод насоса осуществляется непосредственно от вала электродвигателя. Принцип действия этих насосов основан на использовании центробежной силы, которая развивается при быстром вращении рабочего колеса, установленного в корпусе, закрытом крышкой. Продукт под действием центробежной силы отбрасывается к периферии камеры насоса, а из нее поступаете нагнетательный патрубок, в результате чего в центральном пространстве камеры образуется зона пониженного давления (разрежения). Новая порция продукта под действием атмосферного давления заполняет из всасывающего трубопровода центральное пространство камеры, и цикл повторяется.
Насосы подразделяются на две группы: работающие под заливом и самовсасывающие.
По конструкции рабочего колеса центробежные насосы бывают лопастные (одно- и многолопастные) и дисковые.
Рабочее колесо лопастных насосов может иметь прямые и загнутые лопатки. Они установлены на валу или диске со стороны электродвигателя. Лопастные насосы, как правило, работают под заливом и нагнетают продукт на небольшую высоту (до 10 м).
Дисковые насосы бывают одно- и двухступенчатые. Наибольшее распространение получили одноступенчатые насосы. Рабочее колесо таких насосов представляет собой диске направляющими каналами, что позволяет ослаблять нежелательное воздействие на молоко (ценообразование, подсбивание при диспергировании молочного жира и т.д.). Напор, создаваемый этими насосами, составляет более 30 м.
40
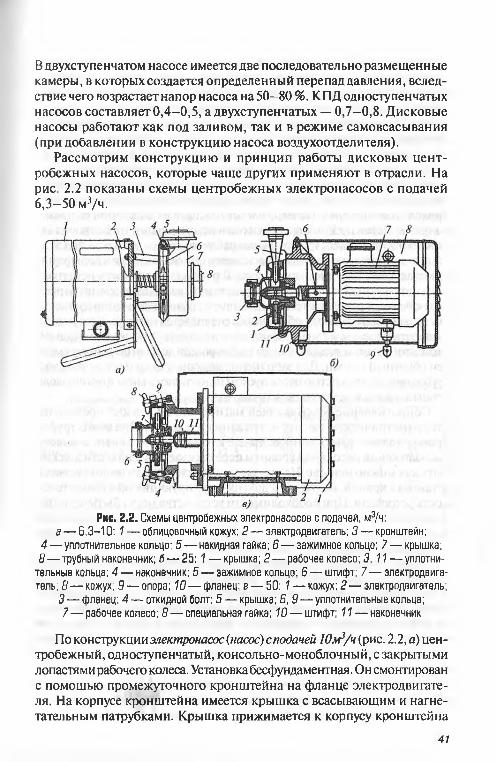
В двухступенчатом насосе имеется две последовател ьно размещены ые камеры, в которых создается определенный перепад давления, вследствие чего возрастает напор насоса на 50—80 %. КПД одноступенчатых насосов составляет 0,4—0,5, а двухступенчатых — 0,7-0,8. Дисковые насосы работают как под заливом, так и в режиме самовсасывания (при добавлении в конструкцию насоса воздухоотделителя).
Рассмотрим конструкцию и принцип работы дисковых центробежных насосов, которые чаше других применяют в отрасли. На рис. 2.2 показаны схемы центробежных электронасосов с подачей 6,3-50 м3/ч.
Рис. 2.2. Схемы центробежных электронасосов с подачей, м3/ч:а — 6,3-10:1 — облицовочный кожух; 2 — электродвигатель; 3 — кронштейн;
4 — уплотнительное кольцо; 5 — накидная гайка; В — зажимное кольцо; 7 — крышка;8 — трубный наконечник; б — 25; 1 — крышка; 2 — рабочее колесо; 3,11 — уплотни
тельные кольца; 4 — наконечник; 5 — зажимное кольцо; 6 — штифт; 7 — электродвигатель; 3— кожух; 9 — опора; 10 — фланец; в — 50; 1 — кожух; 2 — электродвигатель;
3 — фланец; 4 — откидной болт; 5 — крышка; Б, 9 — уплотнительные кольца;7— рабочее колесо; 8 — специальная гайка; 10 — штифт; 11 — наконечник
По конструкции электронасос (насос) с подачей 10м /̂ч (рис. 2.2,о) центробежный, одноступенчатый, консольно-моноблочный, с закрытыми лопастями рабочего колеса. Установка бесфуцдаментная. Он смонтирован с помощью промежуточного кронштейна на фланце электродвигателя. На корпусе кронштейна имеется крышка с всасывающим и нагнетательным патрубками. Крышка прижимается к корпусу кронштейна
41
зажимным кольцом через уплотнительное резиновое кольцо. Крышку с нагнетательным патрубком можно устанавливать в любом положении плоскости, перпендикулярной оси вала электродвигателя. Пространство между корпусом кронштейна и крышкой образует рабочую камеру насоса, внутри которой вращается рабочее колесо, закрепленное на наконечнике гайкой. Наконечник напрессован на вал электродвигателя; всасывающий и нагнетательный патрубки имеют резьбу, что позволяете помощью накидной гайки и штуцеров присоединить насос к трубопроводам. Для защиты электродвигателя от попадания в него воды установлен облицовочный кожух. Торцовое уплотнение, создающее герметичность в месте прохода наконечника в камеру насоса, состоит из звездочки, сальника и втулки. Перед пуском корпус насоса и всасывающий трубопровод заполняют жидкостью. При вращении рабочего колеса жидкость под действием центробежной силы отбрасывается от центра колеса к периферии и создает давление в камере насоса. В результате жидкость поступает в нагнетательный трубопровод, при этом во всасывающем трубопроводе создается разрежение. Под действием разности давления жидкость поступает в насос. Таким образом обеспечивается непрерывная подача жидкости насосом. Если насос находится выше уровня перекачиваемой жидкости, в начале всасывающего трубопровода должен быть предусмотрен обратный клапан. Для заполнения камеры насоса и всасывающего трубопровода жидкостью перед пуском на нагнетательном трубопроводе устанавливается заливочное устройство.
Сопротивление всасывающей магистрали не должно превышать вакуумметрическую высоту всасывания 5 м вод. ст. Для этого трубопровод должен иметь минимальные длину и число колен, а высота расположения насоса над уровнем перекачиваемой жидкости должна быть как можно меньше. На всасывающей магистрали не допускается установка кранов, вентилей и других регулирующих производительность устройств. При необходимости устройства могут быть установлены на нагнетательной магистрали. Всасывающая магистральдолжна быть герметична. При работе со всасыванием температура жидкости не должна превышать 50 °С.
Перед пуском насоса необходимо снять крышку, проверить вручную легкость вращения колеса, затем включить кратковременно (на 5-10 с) электродвигатель и проверить направление вращения колеса. Колесо должно вращаться против часовой стрелки, если смотреть со стороны крышки (направление вращения обозначено стрелкой на торце крышки). При вращении в обратную сторону на пусковом устройстве нужно поменять местами две фазы, после этого — установить крышку и закрепить ее кольцом, затем к собранному насосу подсоединить трубопроводы и осуществить безразборную мойку, перекачивая через насос горячий моющий раствор, а затем горячую воду. По окончании можно приступить к эксплуатации насоса.
42
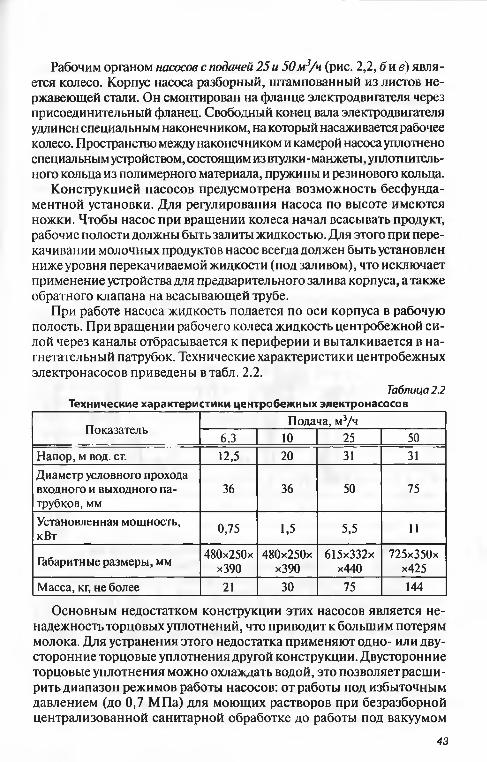
Рабочим органом насосов с подачей 25 и 50м3/ч (рис. 2,2, бив) является колесо. Корпус насоса разборный, штампованный из листов нержавеющей стали. Он смонтирован на фланце электродвигателя через присоединительный фланец. Свободный конец вала электродвигателя удлинен специальным наконечником, на который насаживается рабочее колесо. Пространство между наконечником и камерой насоса уплотнено специальным устройством, состоящим из втулки-манжеты, уплотнительного кольца из полимерного материала, пружины и резинового кольца.
Конструкцией насосов предусмотрена возможность бесфунда- ментной установки. Для регулирования насоса по высоте имеются ножки. Чтобы насос при вращении колеса начал всасывать продукт, рабочие полости должны быть залиты жидкостью. Для этого при перекачивании молочных продуктов насос всегда должен быть установлен ниже уровня перекачиваемой жидкости (под заливом), что исключает применение устройства для предварительного залива корпуса, а также обратного клапана на всасывающей трубе.
При работе насоса жидкость подается по оси корпуса в рабочую полость. При вращении рабочего колеса жидкость центробежной силой через каналы отбрасывается к периферии и выталкивается в нагнетательный патрубок. Технические характеристики центробежных электронасосов приведены в табл. 2.2.
Таблица 2.2Технические характеристики центробежных электронасосов
Показатель Подача, м3/ч6,3 10 25 50
Напор, м вод. ст. 12,5 20 31 31Диаметр условного прохода входного и выходного патрубков, мм
36 36 50 75
Установленная мощность, кВт 0,75 1,5 5,5 11
Габаритные размеры, мм480х250х
х390480х250х
х390615х332х
х440725х350х
х425
Масса, кг, не более 21 30 75 144
Основным недостатком конструкции этих насосов является ненадежность торцовых уплотнений, что приводит к большим потерям молока. Для устранения этого недостатка применяют одно- или двусторонние торцовые уплотнения другой конструкции. Двусторонние торцовые уплотнения можно охлаждать водой, это позволяет расширить диапазон режимов работы насосов: от работы под избыточным давлением (до 0,7 МПа) для моющих растворов при безразборной централизованной санитарной обработке до работы под вакуумом
43

(остаточное давление 38 мм рт. ст.) при эксплуатации вакуум-выпар- ных установок. Кроме того, в насосах используют закрытое рабочее колесо. Такая конструкция колеса позволяет увеличить КПД насоса до 50% и выше [3]. Технические характеристики таких насосов приведены в табл. 2.3.
Таблица 2.3Технические характеристики центробежных насососов
с двусторонним уплотнителем
Показатель Подача, м3/ч12.5 25 25 50
Напор, м вод. ст. 20 32 32 30Установленная мощность, кВт 2,2 5,5 5,5 11
КПД,% 45 62 60 70
Насос центробежный самовсасывающий показан на рис. 2.3.
Рис. 2.3. Схема центробежного самовсасывающего электронасоса: a — общий вид: 1 — облицовочный кожух; 2 — электродвигатель; 3 — уплотнительное
кольцо; 4 — задняя крышка; 5 — зажимное кольцо; Б — воздухоотделитель;7 — трубный наконечник; 8 — штуцер рукава; 9— болт; 10— всасывающая труба;11 — уплотнительное кольцо; 12— крышка; 13 — накидная гайка; 14 — зажимное
кольцо; 15 — корпус; 16 — болт; 17— опора; б — схема монтажа: 1 — накидная гайка; 2 — воронка; 3 — регулирующий кран; 4 — нагнетательный трубопровод; 5 — штуцер;
6 — резиновый рукав; 7 — всасывающий трубопровод; 8— всасывающая труба;9— всасывающее сопло
П о ко н стр укц и и насос центробеж ны й, одноступенчаты й, к о н сольно-м оноблочны й, с закрытыми лопастям и рабочего колеса, самовсасывающий. Его устанавливают бесфундаментно на трех ножках.
44
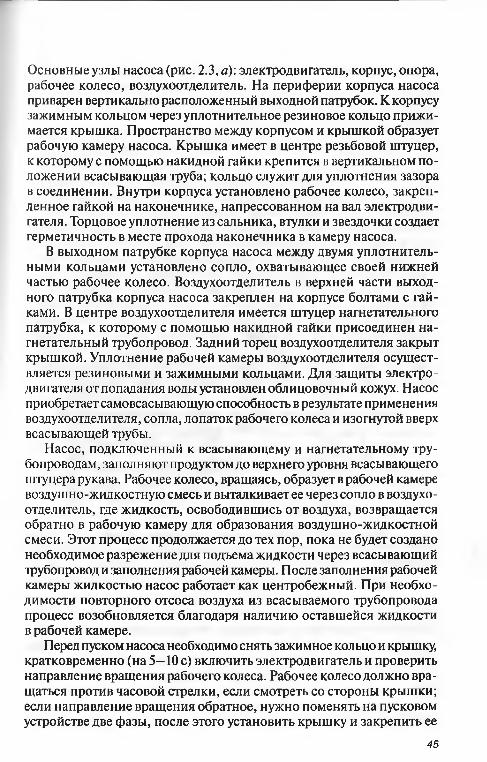
Основные узлы насоса (рис. 2.3, а): электродвигатель, корпус, опора, рабочее колесо, воздухоотделитель. На периферии корпуса насоса приварен вертикально расположенный выходной патрубок. К корпусу зажимным кольцом через уплотнительное резиновое кольцо прижимается крышка. Пространство между корпусом и крышкой образует рабочую камеру насоса. Крышка имеет в центре резьбовой штуцер, к которому с помощью накидной гайки крепится в вертикальном положении всасывающая труба; кольцо служит для уплотнения зазора в соединении. Внутри корпуса установлено рабочее колесо, закрепленное гайкой на наконечнике, напрессованном на вал электродвигателя. Торцовое уплотнение из сальника, втулки и звездочки создает герметичность в месте прохода наконечника в камеру насоса.
В выходном патрубке корпуса насоса между двумя уплотнительными кольцами установлено сопло, охватывающее своей нижней частью рабочее колесо. Воздухоотделитель в верхней части выходного патрубка корпуса насоса закреплен на корпусе болтами с гайками. В центре воздухоотделителя имеется штуцер нагнетательного патрубка, к которому с помощью накидной гайки присоединен нагнетательный трубопровод. Задний торец воздухоотделителя закрыт крышкой. Уплотнение рабочей камеры воздухоотделителя осуществляется резиновыми и зажимными кольцами. Для защиты электродвигателя от попадания воды установлен облицовочный кожух. Насос приобретает самовсасывающую способность в результате применения воздухоотделителя, сопла, лопаток рабочего колеса и изогнутой вверх всасывающей трубы.
Насос, подключенный к всасывающему и нагнетательному трубопроводам, заполняют продуктом до верхнего уровня всасывающего штуцера рукава. Рабочее колесо, вращаясь, образует в рабочей камере воздушно-жидкостную смесь и выталкивает ее через сопло в воздухоотделитель, где жидкость, освободившись от воздуха, возвращается обратно в рабочую камеру для образования воздушно-жидкостной смеси. Этот процесс продолжается до тех пор, пока не будет создано необходимое разрежение для подъема жидкости через всасывающий трубопровод и заполнения рабочей камеры. После заполнения рабочей камеры жидкостью насос работает как центробежный. При необходимости повторного отсоса воздуха из всасываемого трубопровода процесс возобновляется благодаря наличию оставшейся жидкости в рабочей камере.
Перед пуском насоса необходимо снять зажимное кольцо и крышку, кратковременно (на 5—10 с) включить электродвигатель и проверить направление вращения рабочего колеса. Рабочее колесо должно вращаться против часовой стрелки, если смотреть со стороны крышки; если направление вращения обратное, нужно поменять на пусковом устройстве две фазы, после этого установить крышку и закрепить ее
45
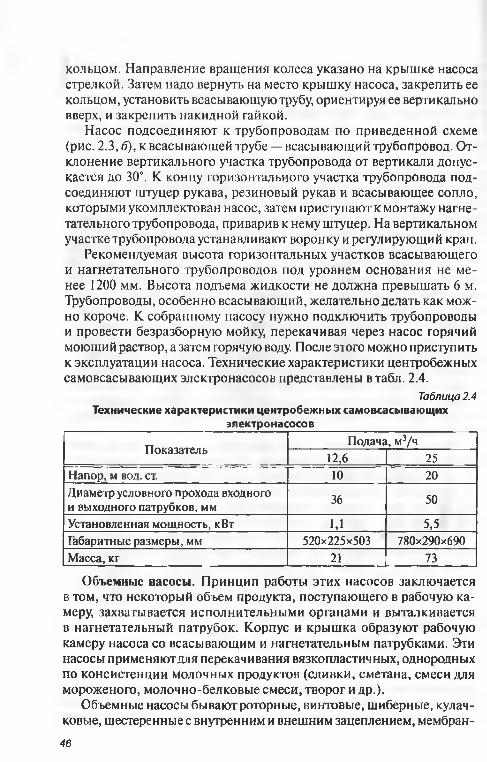
кольцом. Направление вращения колеса указано на крышке насоса стрелкой. Затем надо вернуть на место крышку насоса, закрепить ее кольцом, установить всасывающую трубу, ориентируя ее вертикально вверх, и закрепить накидной гайкой.
Насос подсоединяют к трубопроводам по приведенной схеме (рис. 2.3, б), к всасывающей трубе — всасывающий трубопровод. Отклонение вертикального участка трубопровода от вертикали допускается до 30°. К концу горизонтального участка трубопровода подсоединяют штуцер рукава, резиновый рукав и всасывающее сопло, которыми укомплектован насос, затем приступают к монтажу нагнетательного трубопровода, приварив к нему штуцер. На вертикальном участке трубопровода устанавливают воронку и регулирующий кран.
Рекомендуемая высота горизонтальных участков всасывающего и нагнетательного трубопроводов под уровнем основания не менее 1200 мм. Высота подъема жидкости не должна превышать 6 м. Трубопроводы, особенно всасывающий, желательно делать как можно короче. К собранному насосу нужно подключить трубопроводы и провести безразборную мойку, перекачивая через насос горячий моющий раствор, а затем горячую воду. После этого можно приступ ить к эксплуатации насоса. Технические характеристики центробежных самовсасывающих электронасосов представлены в табл. 2.4.
Таблица 2.4Технические характеристики центробежных самовсасывающих
электронасосов
ПоказательПодача, м3/ч
12,6 25Напор, м вод. ст. 10 20Диаметр условного прохода входного и выходного патрубков, мм 36 50
Установленная мощность, кВт U 5,5Іабаритные размеры, мм 520x225x503 780x290x690М асса, кг 21 73
Объемные насосы. Принцип работы этих насосов заключается в том, что некоторый объем продукта, поступающего в рабочую камеру, захватывается исполнительными органами и выталкивается в нагнетательный патрубок. Корпус и крышка образуют рабочую камеру насоса со всасывающим и нагнетательным патрубками. Эти насосы применяют для перекачивания вязкопластичных, однородных по консистенции молочных продуктов (сливки, сметана, смеси для мороженого, молочно-белковые смеси, творог и др.).
Объемные насосы бывают роторные, винтовые, шиберные, кулачковые, шестеренные с внутренним и внешним зацеплением, мембран-46
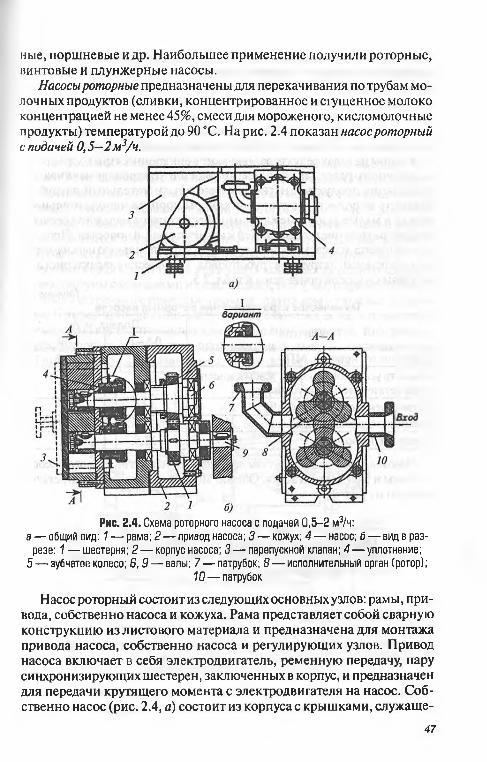
пые, поршневые и др. Наибольшее применение получили роторные, винтовые и плунжерные насосы.
Насосы роторные предназначены для перекачивания по трубам молочных продуктов (сливки, концентрированное и сгущенное молоко концентрацией не менее 45%, смеси для мороженого, кисломолочные продукты) температурой до 90 °С. На рис. 2.4 показан насос роторный с подачей 0 ,5 -2 м3/ч.
Рис. 2.4. Схема роторного насоса с подачей 0,5-2 м3/ч: а — общий вид: 1 — рама; 2 — привод насоса; 3 — кожух; 4 — насос; б — вид в раз
резе: 1 — шестерня; 2 — корпус насоса; 3 — перепускной клапан; 4 — уплотнение;5 — зубчатое колесо; 6,9 — валы; 7 — патрубок; 8 — исполнительный орган (ротор);
10 — патрубок
Насос роторный состоит из следующих основных узлов: рамы, привода, собственно насоса и кожуха. Рама представляет собой сварную конструкцию из листового материала и предназначена для монтажа привода насоса, собственно насоса и регулирующих узлов. Привод насоса включает в себя электродвигатель, ременную передачу, пару синхронизирующих шестерен, заключенных в корпус, и предназначен для передачи крутящего момента с электродвигателя на насос. Собственно насос (рис. 2.4, а) состоит из корпуса с крышками, служаще
47
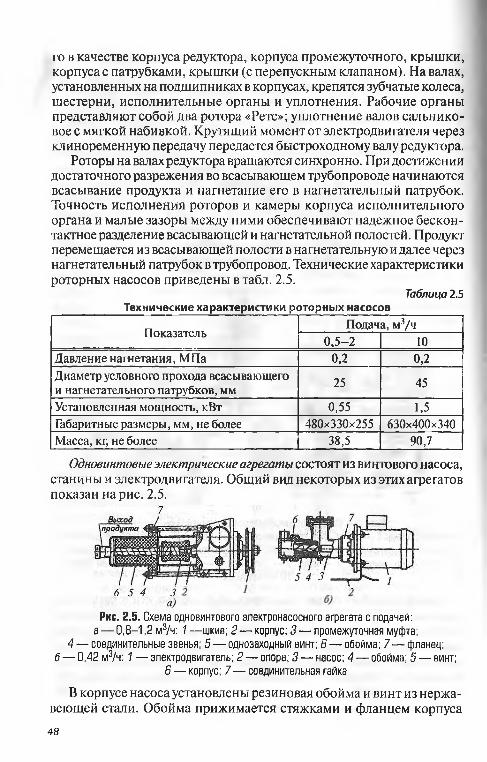
го в качестве корпуса редуктора, корпуса промежуточного, крышки, корпуса с патрубками, крышки (с перепускным клапаном). На валах, установленных на подшипниках в корпусах, крепятся зубчатые колеса, шестерни, исполнительные органы и уплотнения. Рабочие органы представляют собой два ротора «Ретс»; уплотнение валов сальниковое с мягкой набивкой. Крутящий момент от электродвигателя через клиноременную передачу передается быстроходному валу редуктора.
Роторы на валах редуктора вращаются синхронно. При достижении достаточного разрежения во всасывающем трубопроводе начинаются всасывание продукта и нагнетание его в нагнетательный патрубок. Точность исполнения роторов и камеры корпуса исполнительного органа и малые зазоры между ними обеспечивают надежное бесконтактное разделение всасывающей и нагнетательной полостей. Продукт перемещается из всасывающей полости в нагнетательную и далее через нагнетател ьный патрубок в трубопровод. Технические характеристики роторных насосов приведены в табл. 2.5.
Таблица 2.5Технические характеристики роторных насосов_______________
Показатель Подача, м3/ч0,5-2 10
Давление нагнетания, МПа 0,2 0,2Диаметр условного прохода всасывающего и нагнетательного патрубков, мм 25 45
Установленная мощность, кВт 0,55 1,5Габаритные размеры, мм, не более 480x330x255 630x400x340Масса, кг, не более 38,5 90,7
Одновинтовые электрические агрегаты состоят из винтового насоса, станины и электродвигателя. Общий вид некоторых из этих агрегатов показан на рис. 2.5.
Рис. Z.5. Схема одновинтового электронасосного агрегата с подачей: а — 0,8-1,2 м3/ч: 1 — шкив; 2 — корпус; 3 — промежуточная муфта;
4 — соединительные звенья; 5 — однозаходный винт; В — обойма; 7 — фланец; б — 0,42 м3/ч: 1 — электродвигатель; 2 — опора; 3 — насос; 4 — обойма; 5 — винт;
В— корпус; 7— соединительная гайка
В корпусе насоса установлены резиновая обойма и винт из нержавеющей стали. Обойма прижимается стяжками и фланцем корпуса48
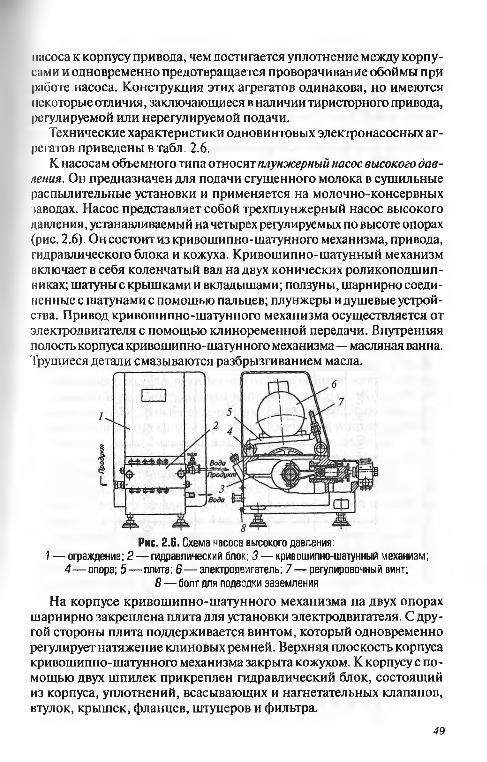
I iiicoca к корпусу привода, чем достигается уплотнение между корпусами и одновременно предотвращается проворачивание обоймы при работе насоса. Конструкция этих агрегатов одинакова, но имеются мскоторыеотличия, заключающиеся в наличии тиристорного привода, регулируемой или нерегулируемой подачи.
Технические характеристики одновинтовых электронасосных агрегатов приведены в табл. 2.6.
К насосам объемного типа относят плунжерный насос высокого давления. Он предназначен для подачи сгущенного молока в сушильные распылительные установки и применяется на молочно-консервных заводах. Насос представляет собой трехплунжерный насос высокого давления, устанавливаемый на четырех регулируемых по высоте опорах (рис. 2.6). Он состоит из кривошипно-шатунного механизма, привода, гидравлического блока и кожуха. Кривошипно-шатунный механизм включает в себя коленчатый вал на двух конических роликоподшипниках; шатуны с крышками и вкладышами; ползуны, шарнирно соединенные с шатунами с помощью пальцев; плунжеры и душевые устройства. Привод кривошипно-шатунного механизма осуществляется от электродвигателя с помощью клиноременной передачи. Внутренняя полость корпуса кривошипно-шатунного механизма — масляная ванна. Трущиеся детали смазываются разбрызгиванием масла.
Рис. 2.6. Схема насоса высокого давления:1 — ограждение; 2 — гидравлический блок; 3 — кривошипно-шатунный механизм;
4 — опора; 5 — плита; В— электродвигатель; 7 — регулировочный винт;8 — болт для подводки заземления
На корпусе кривошипно-шатунного механизма на двух опорах шарнирно закреплена плита для установки электродвигателя. С другой стороны плита поддерживается винтом, который одновременно регулирует натяжение клиновых ремней. Верхняя плоскость корпуса кривошипно-шатунного механизма закрыта кожухом. Ккорпусуспо- мощью двух шпилек прикреплен гидравлический блок, состоящий из корпуса, уплотнений, всасывающих и нагнетательных клапанов, втулок, крышек, фланцев, штуцеров и фильтра.
49
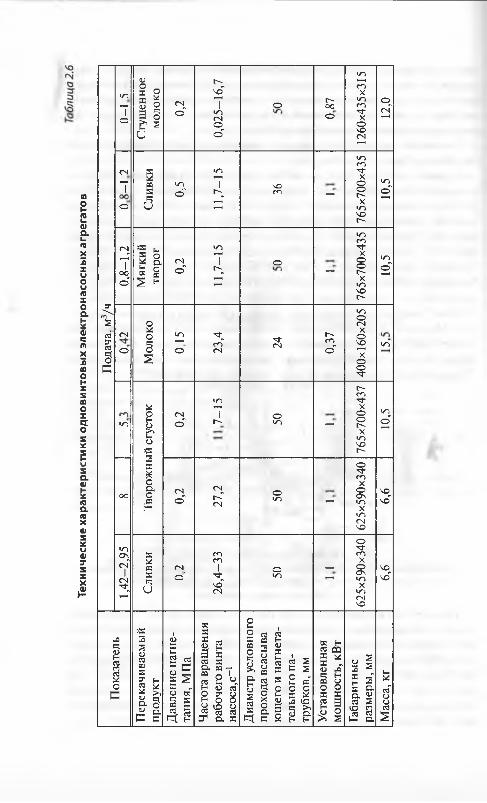
Техн
ичес
кие х
арак
тери
стик
и од
нови
нтов
ых
элек
трон
асос
ных
агре
гато
в
т\'sdsr03§с
»гт
7о
Сгу
щен
ное
мол
око
0,2
0,02
5-16
,7
О г-»ОСО
1260
x435
x315
12,0
<N7о' С
ливк
и
0,5
11,7
-15
40го —
765x
700x
435
10,5
0,8—
1,2
Мяг
кий
твор
ог
0,2
11,7
-15
о-
765x
700x
435
10,5
СЧО
Мол
око
0,15
23,4 24 0,
37
400x
160x
205
4-Г
го'-П
Тво
рож
ный
сгус
ток
0,2
Т~17г- ОЧО -
765x
700x
437
10,5
ОС 0,2
27,2 50 -
625x
590x
340
6,6
1,42
-2,9
5
Сли
вки
счо'
26,4
-33
ОVO —
625x
590x
340
6,6
Пок
азат
ель
Пер
екач
ивае
мы
йпр
одук
тД
авле
ние
нагн
ета
ния,
МП
аЧ
асто
та в
ращ
ения
ра
боче
го в
инта
на
соса
,с-1
Диа
мет
р ус
ловн
ого
прох
ода
всас
ыва
ю
щег
о и
нагн
ета
тель
ного
па
труб
ков,
мм
Уст
анов
ленн
ая
мощ
ност
ь, к
Вт
Габа
ритн
ые
разм
еры
, мм
Мас
са, к
г
Молоко из подающей магистрали поступает во всасывающий канал гидравлического блока. Из рабочей полости блока молоко вытесняется плунжерами, получающими возвратно-поступательное движение от кривошипно-шатунного механизма, в нагнетательный канал. При этом давление нагнетания может достигать 16 МПа. Через выходной патрубок блока молоко направляется в установку сушильную распылительную. Давление контролируется манометром на линии нагнетания насоса.
Техническая характеристика насоса высокого давленияПодача, м3/ч 0,25Давление нагнетания, МПа 16Частота вращения коленчатого вала, с-1 3,84Температура продукта, °С 60—80Число плунжеров 3Ход плунжера, мм 40Установленная мощность, кВт 2,2Габаритные размеры, мм 845x510x790Масса, кг 360Молокопроводы и арматура. Прием молока, его подача к емкостям
для хранения, к технологическому оборудованию и межоперационное перекачивание осуществляются по молокопроводам — трубам из нержавеющей стали, алюминиевым, стеклянным, из полимерных материалов и резино-тканевым напорным рукавам. Конструкция молокопроводов должна отвечать высоким санитарным условиям, подвергаться легкой сборке и разборке для мойки и дезинфекции.
Наибольшее применение в молочной отрасли получили трубопроводы из нержавеющей стали сусловнымдиаметром прохода 25,32, 36, 50, 75 мм при толщине стенки 1 и 1,5 мм. Их обычно выполняют разборными с длиной участков не более 2—4 м. На концах трубы имеют соответствующие детали (ниппель с накидной гайкой и резьбовой штуцер с резиновой кольцевой уплотнительной прокладкой). Достоинства трубопроводов из нержавеющей стали — высокая прочность, долговечность, химическая и коррозионная стойкость. Наличие унифицированных элементов трубопроводов (колена и др.) допускает выполнение любой коммуникации, не прибегая к изгибу труб.
Стеклянные трубопроводы изготовляют из обыкновенного и термостойкого стекла. В первых допускается перекачивание жидкости при температуре от -5 0 до +150 °С с перепадом температуры не более 40 °С, а во вторых —с перепадом температуры 90—100 °С. Стеклянные трубы выпускают диаметром 12—100 мм и длиной 1—3 м. Они соединяются специальными фасонными частями. Недостатком стеклянных труб является их хрупкость. Они не выдерживают резких механических ударов и больших динамических нагрузок.
51
Трубопроводы из полимерных материалов обладают высокой кор- розионой стойкостью и диэлектрическими свойствами, меньшим гидравлическим сопротивлением, чем металлические грубы. На их монтаж затрачивают меньше времени и труда, чем на монтаж других труб. Недостатком таких трубопроводов является небольшая по сравнению с металлическими прочность. Допустимая рабочая температура составляет 80-85 °С, что не позволяет проводить стерилизацию их паром.
Резино-тканевые напорные рукава широко используют в молочной отрасли. Для перекачивания молока при меняют резино-тканевые рукава типа П, состоящие из внутреннего и наружного резиновых слоев с одной или несколькими прокладками из прорезиненной ткани между ними. Такие рукава гибкие и эластичные. Внутренний диаметр выпускаемых резино-тканевых рукавов 9-150 мм для рабочего давления перекачиваемого продукта 0,15-2,5 МПа.
Технологическое оборудование, а также молокопроводы оснащаются арматурой, предназначенной для их присоединения к коммуникациям, организации и управления потоками, изменения их направления, выбора рациональных режимов транспортирования (расхода, давления, скорости и др.) перекачиваемого продукта. Молочную арматуру обычно монтируют на трубопроводах, реже — на оборудовании. Ее изготовляют из нержавеющей стали (чаще) и бронзового литья. Молочная арматура состоит из фасонных унифицированных элементов: одно-, двух- и трехмуфтовых [ ройников; одно-, двухмуфтовых отводов, заглушек и кранов и т.д., позволяющих собирать любую транспортную линию без изгиба труб. Основныетипы молочной арматуры приведены в табл. 2.7. Конструкция арматуры должна удовлетворять высоким санитарным условиям транспортирования продукта, обеспечивать удобную и быструю сборку при мойке и дезинфекции.
Таблица 2.7Основные типы молочной арматуры
Назначение Основные элементы Выполняемые операции
Запорная
Краны, вентили, клапаны, задвижки, за- творыдисковые
Временное или полное отключение (включение) подачи продукта в оборудование ил и отдельных участков молокопро- водов для продукта
Распределительная
Трех- и четырехходовые краны, клапаны специального назначения (обратные, возвратныеи др .)
Одновременное включение (отключение) участков моло- копроводов и оборудования с целью изменения направления движения продукта
52
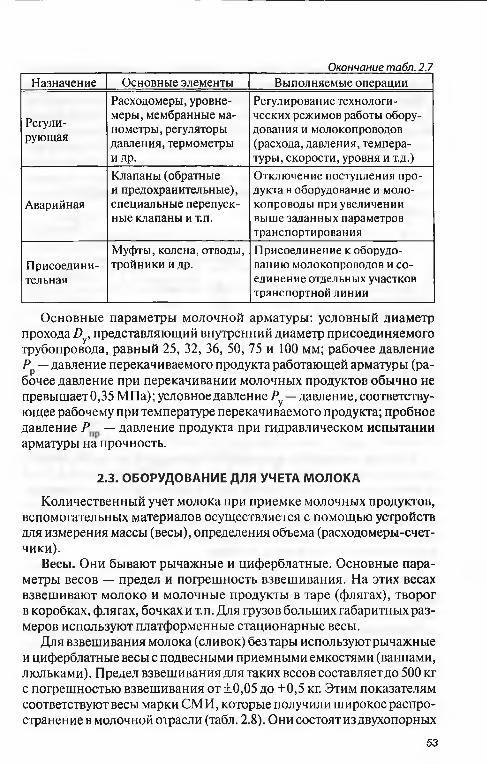
Окончание табл. 2.7Назначение Основные элементы Выполняемые операции
Регулирующая
Расходомеры, уровнемеры, мембранные манометры, регуляторы давления, термометры и др.
Регулирование технологических режимов работы оборудования и молокопроводов (расхода, давления, температуры, скорости, уровня и т.д.)
Аварийная
Клапаны (обратные и предохранительные), специальные перепускные клапаны и т.п.
Отключение поступления продукта в оборудование и моло- копроводы при увеличении выше заданных параметров транспортирования
П рисоединительная
Муфты, колена, отводы, тройники и др.
Присоединение к оборудованию молокопроводов и со единение отдельных участков транспортной линии
Основные параметры молочной арматуры: условный диаметр прохода Dy, представляющий внутренний диаметр присоединяемого трубопровода, равный 25, 32, 36, 50, 75 и 100 мм; рабочее давление Рр — давление перекачиваемого продукта работающей арматуры (рабочее давление при перекачивании молочных продуктов обычно не превышаете,35 МПа); условное давление Ру — давление, соответствующее рабочему при температуре перекачиваемого продукта; пробное давление Р — давление продукта при гидравлическом испытании арматуры на прочность.
2.3. ОБОРУДОВАНИЕ ДЛЯ УЧЕТА МОЛОКАКоличественный учет молока при приемке молочных продуктов,
вспомогательных материалов осуществляется с помощью устройств для измерения массы (весы), определения объема (расходомеры-счетчики).
Весы. Они бывают рычажные и циферблатные. Основные параметры весов — предел и погрешность взвешивания. На этих весах взвешивают молоко и молочные продукты в таре (флягах), творог в коробках, флягах, бочках и т.п. Для грузов больших габаритных размеров используют платформенные стационарные весы.
Для взвешивания молока (сливок) без тары используют рычажные и циферблатные весы с подвесными приемными емкостями (ваннами, люльками). Предел взвешивания для таких весов составляет до 500 кг с погрешностью взвешивания от ±0,05 до +0,5 кг. Этим показателям соответствуют весы марки СМИ, которые получили широкое распространение в молочной отрасли (табл. 2.8). Они состоят из двухопорных
53
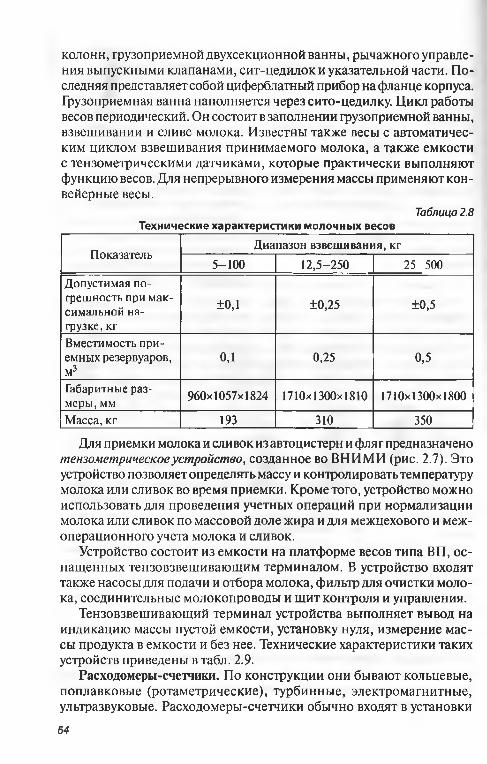
колонн, грузоприемной двухсекционной ванны, рычажного управления выпускными клапанами, сит-цедилок и указательной части. Последняя представляет собой циферблатный прибор на фланце корпуса. Грузоприемная ванна наполняется через сито-цедилку. Цикл работы весов периодический. Он состоит в заполнении грузоприемной ванны, взвешивании и сливе молока. Известны также весы с автоматическим циклом взвешивания принимаемого молока, а также емкости с тензометрическими датчиками, которые практически выполняют функцию весов. Для непрерывного измерения массы применяюткон- вейерные весы.
Таблица 2.8Технические характеристики молочных весов
ПоказательДиапазон взвешивания, кг
5 -1 0 0 12 ,5 -250 25 -5 0 0Допустимая погрешность при максимальной нагрузке, кг
±0,1 ±0,25 ± 0 ,5
Вместимость приемных резервуаров, м3
0,1 0,25 0,5
Габаритные размеры, мм 960x1057x1824 1710x1300x1810 1710x1300x1800
М асса, кг 193 310 350
Для приемки молокаи сливок из автоцистерн и фляг предназначено тензометрическое устройство, созданное во ВНИМИ (рис. 2.7). Это устройство позволяет определять массу и контролировать температуру молока или сливок во время приемки. Кроме того, устройство можно использовать для проведения учетных операций при нормализации молока или сливок по массовой доле жира и для межцехового и межоперационного учета молока и сливок.
Устройство состоит из емкости на платформе весов типа ВП, оснащенных тензовзвешивающим терминалом. В устройство входят также насосы для подачи и отбора молока, фильтр для очистки молока, соединительные молокопроводы и щит контроля и управления.
Тензовзвешивающий терминал устройства выполняет вывод на индикацию массы пустой емкости, установку нуля, измерение массы продукта в емкости и без нее. Технические характеристики таких устройств приведены в табл. 2.9.
Расходомеры-счетчики. По конструкции они бывают кольцевые, поплавковые (ротаметрические), турбинные, электромагнитные, ультразвуковые. Расходомеры-счетчики обычно входят в установки
54
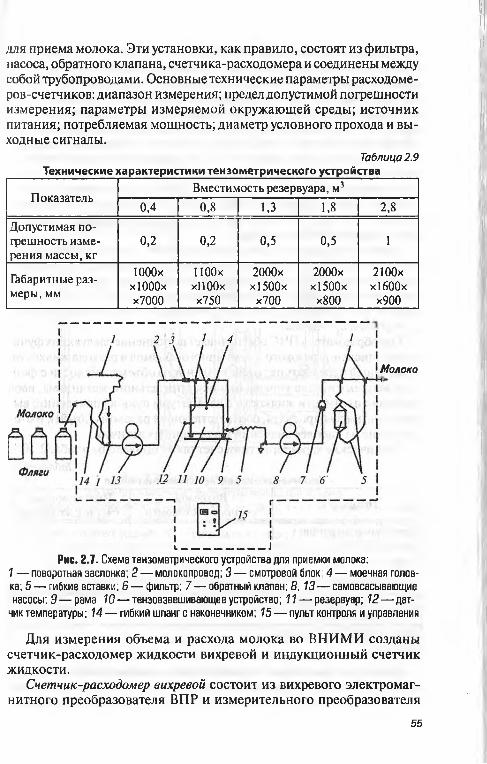
для приема молока. Эти установки, как правило, состоят из фильтра, I іасоса, обратного клапана, счетчика-расходомера и соединены между собой трубопроводами. Основные технические параметры расходомеров-счетчиков: диапазон измерения; предел допустимой погрешности измерения; параметры измеряемой окружающей среды; источник питания; потребляемая мощность; диаметр условного прохода и выходные сигналы.
Таблица 2.9Технические характеристики тензометрического устройства
ПоказательВместимость резервуара, м3
0,4 0,8 1Д 1,8 2,8
Допустимая погрешность измерения массы, кг
0,2 0,2 0,5 0,5 1
Габаритные размеры, мм
ЮООххЮООхх7000
ПООххПООхх750
2000х х1500х
х700
2000х х1500х
х800
2100х х 1600х
х900
Молоко
L____________ 1Рис. 2.7. Схема тензометрического устройства для приемки молока;
1 — поворотная заслонка; 2 — молокопровод; 3 — смотровой блок; 4 — моечная головка; 5 — гибкие вставки; Б — фильтр; 7— обратный клапан; 8, 13 — самовсасывающие насосы; 9 — рама; 10— тензовзвешивающее устройство; 11 — резервуар; 12— дат
чик температуры; 14 — гибкий шланг с наконечником; 15 — пульт контроля и управления
Для измерения объема и расхода молока во ВНИМИ созданы счетчик-расходомер жидкости вихревой и индукционный счетчик жидкости.
Счетчик-расходомер вихревой состоит из вихревого электромагнитного преобразователя ВПР и измерительного преобразователя
55
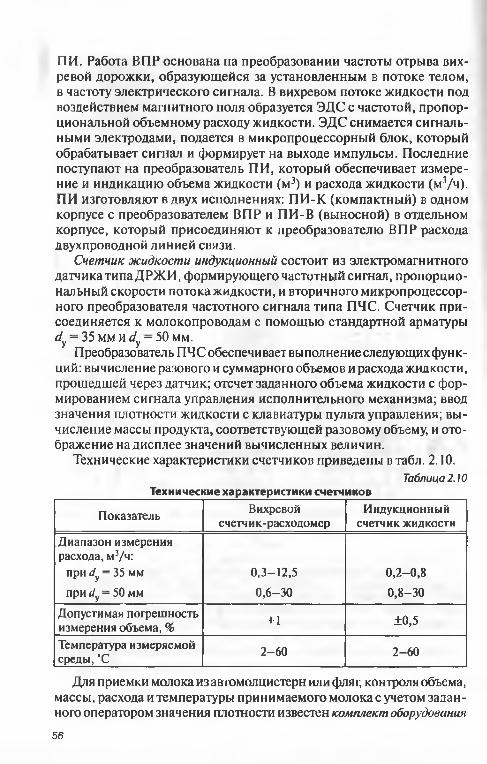
ПИ. Работа ВПР основана на преобразовании частоты отрыва вихревой дорожки, образующейся за установленным в потоке телом, в частоту электрического сигнала. В вихревом потоке жидкости под воздействием магнитного поля образуется ЭДС с частотой, пропорциональной объемному расходу жидкости. ЭДС снимается сигнальными электродами, подается в микропроцессорный блок, который обрабатывает сигнал и формирует на выходе импульсы. Последние поступают на преобразователь ПИ, который обеспечивает измерение и индикацию объема жидкости (м3) и расхода жидкости (м3/ч). ПИ изготовляют в двух исполнениях: ПИ-К (компактный) в одном корпусе с преобразователем ВПР и ПИ-В (выносной) в отдельном корпусе, который присоединяют к преобразователю ВПР расхода двухпроводной линией связи.
Счетчик жидкости индукционный состоит из электромагнитного датчика типаДРЖИ, формирующего частотный сигнал, пропорциональный скорости потока жидкости, и вторичного микропроцессорного преобразователя частотного сигнала типа ПЧС. Счетчик присоединяется к молокопроводам с помощью стандартной арматуры dy = 35 мм и dy - 50 мм.
Преобразователь ПЧС обеспечивает выполнение следующих функций: вычисление разового и суммарного объемов и расхода жидкости, прошедшей через датчик; отсчет заданного объема жидкости с формированием сигнала управления исполнительного механизма; ввод значения плотности жидкости с клавиатуры пульта управления; вычисление массы продукта, соответствующей разовому объему, и отображение на дисплее значений вычисленных величин.
Технические характеристики счетчиков приведены в табл. 2.10.Таблица 2.10
Технические характеристики счетчиков____________________
Показатель Вихревойсчетчик-расходомер
Индукционный счетчик жидкости
Диапазон измерения расхода, м3/ч:
при dy = 35 мм 0,3-12,5 0,2-0,8при dy = 50 мм 0,6-30 0,8-30
Допустимая погрешность измерения объема, % + 1 ±0,5
Температура измеряемой среды, °С 2-60 2-60
Для приемки молокаизавтомолцистернилифляг, контроля объема, массы, расхода и температуры прин и маемого молока с учетом заданного оператором значения плотности известен комплект оборудования
56
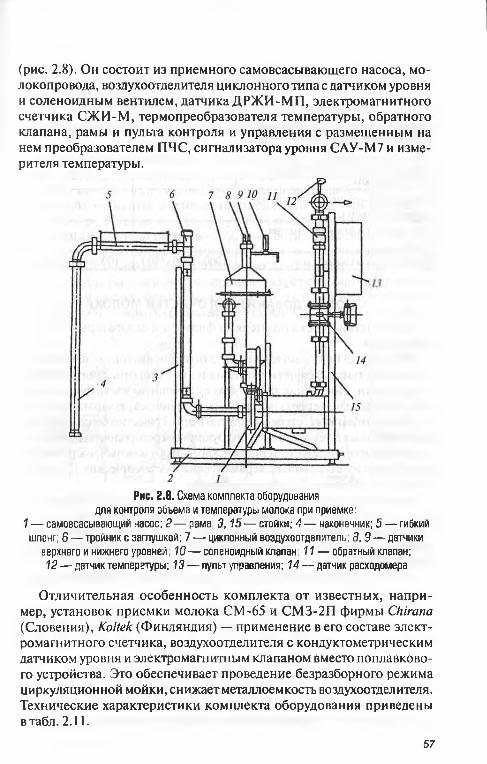
(рис. 2.8). Он состоит из приемного самовсасывающего насоса, мо- локопровода, воздухоотделителя циклонного типа с датчиком уровня и соленоидным вентилем, датчика ДРЖИ-МП, электромагнитного счетчика СЖИ-М, термопреобразователя температуры, обратного клапана, рамы и пульта контроля и управления с размещенным на нем преобразователем ПЧС, сигнализатора уровня САУ-М7 и измерителя температуры.
Рис. 2.8. Схема комплекта оборудования для контроля объема и температуры молока при приемке:
1 — самовсасывающий насос; 2 — рама; 3,15— стойки; А— наконечник; 5 — гибкий шланг; 6 — тройник с заглушкой; 7 — циклонный воздухоотделитель; 8,9 — датчики
верхнего и нижнего уровней; 10 — соленоидный клапан; 11 — обратный клапан;12 — датчик температуры; 13 — пульт управления; 14 — датчик расходомера
Отличительная особенность комплекта от известных, например, установок приемки молока СМ-65 и СМЗ-2П фирмы Chirana (Словения), Koltek (Финляндия) — применение в его составе электромагнитного счетчика, воздухоотделителя с кондуктометрическим датчиком уровня и электромагнитным клапаном вместо поплавкового устройства. Это обеспечивает проведение безразборного режима циркуляционной мойки, снижает металлоемкость воздухоотделителя. Технические характеристики комплекта оборудования приведены втабл. 2.11.
57
Таблица 2.11Технические характеристики комплекта оборудования
ПоказательПроизводительность насоса, м3/ч
9 25Установленная мощность насоса, кВт 1,1 5,5
Диаметр условного прохода со единений, мм 35 50
Относительная погрешность измерения объема, % +0,5 ±0,5
Диапазон измерения температуры, °С 0-100 0-100
Габаритные размеры, мм 1000x1000x1800 1000x1000x1800
2.4. ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ МОЛОКА
Для очистки молока применяют фильтры и сепараторы-молоко- очистители.
Фильтры. Очистка молока и молочных продуктов осуществляется под действием разности давления по обе стороны фильтрующей перегородки. Последняя представляет основную часть фильтра и в основном определяетего конструкцию и техническую характеристику (производительность, степень очистки идр.). Известно большое число разнообразных по свойствам фильтрующих перегородок из неорганических и органических материалов: хлопчатобумажных, шерстяных, синтетических, стеклянных, керамических и металлических. Давление в фильтрах создается при помощи насоса.
В фильтрах для молока и молочных продуктов используют тканевые (холст, марля, лавсан, фланель), металлические (гранулы титанового сплава, нержавеющие плетеные и перфорированные штампованные сетки с отверстиями размером 0,5-2 мм) и другие материалы. Площадь сечения фильтрующих перегородок составляет до 50%.
По конструкции фильтры для молока бывают цилиндрические, пластинчатые, дисковые, открытые и закрытые.
Фильтр зернистый можно отнести к закрытым цилиндрическим фильтрам. В качестве фильтрующего материала применяют гранулы титанового сплава ВТ5-1 или белый электрокорунд «шлифзерно», сертифицированные Госсанэпиднадзором РФ.
На рис. 2.9, а приведен общий вид фил ьтра, а на рис. 2.9, б— схема его подключения для фильтрации и промывки. Работа фильтра начинается после включения насоса. После этого молоко поступает на верхнюю сетку предварительной очистки, а затем на зернистый слой58
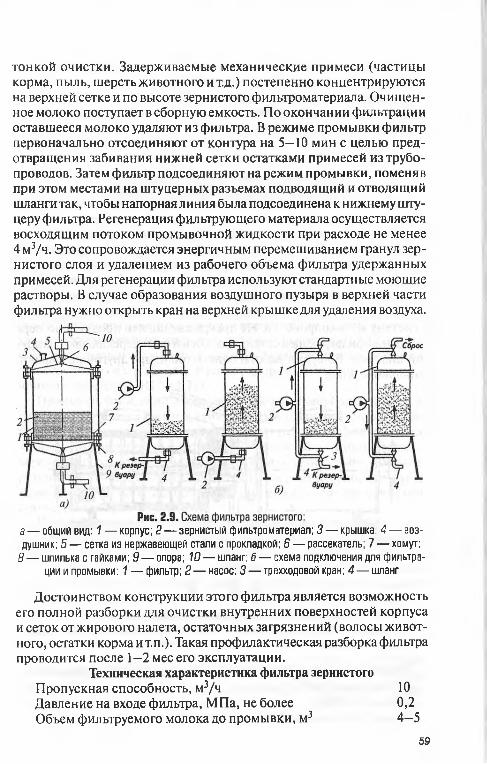
тонкой очистки. Задерживаемые механические примеси (частицы корма, пыль, шерсть животного и т.д.) постепенно концентрируются на верхней сетке и по высоте зернистого фильтроматериала. Очищенное молоко поступает в сборную емкость. По окончании фильтраци и оставшееся молоко удаляют из фильтра. В режиме промывки фильтр первоначально отсоединяют от контура на 5-10 мин с целью предотвращения забивания нижней сетки остатками примесей из трубопроводов. Затем фильтр подсоединяют на режим промывки, поменяв при этом местами на штуцерных разъемах подводящий и отводящий шланги так, чтобы напорная линия была подсоеди нена к н ижнему штуцеру фильтра. Регенерация фильтрующего материала осуществляется восходящим потоком промывочной жидкости при расходе не менее 4м3/ч. Это сопровождается энергичным перемешиванием гранул зернистого слоя и удалением из рабочего объема фильтра удержанных примесей. Для регенерации фильтра используют стандартные моющие растворы. В случае образования воздушного пузыря в верхней части фильтра нужно открыть кран на верхней крышке для удаления воздуха.
а — общий вид: 1 — корпус; 2 — зернистый фильтроматериал; 3 — крышка; 4 — воздушник; 5 — сетка из нержавеющей стали с прокладкой; В — рассекатель; 7 — хомут;
8— шпилька с гайками; 9 — опора; 10 — шланг; б — схема подключения для фильтрации и промывки: 1 — фильтр; 2— насос; 3 — трехходовой кран; 4 — шланг
Достоинством конструкции этого фильтра является возможность его полной разборки для очистки внутренних поверхностей корпуса и сеток от жирового налета, остаточных загрязнений (волосы животного, остатки корма и т.п.). Такая профилактическая разборка фильтра проводится после 1-2 мес его эксплуатации.
Техническая характеристика фильтра зернистого Пропускная способность, м3/ч 10Давление на входе фильтра, МПа, не более 0,2Объем фильтруемого молока до промывки, м3 4 -5
59

Степень чистоты молока после фильтра, группа, не ниже I Расход моющих растворов через фильтрв режиме регенерации, м3/ч, не менее 4Время промывки фильтра, ч 0,5-1Габаритные размеры, мм:
диаметр 215высота (без подставки) 520
Масса, кг 15Фильтр цилиндрический закрытый (рис. 2.10) состоит из распреде
лительного устройства с двумя пробковыми трехходовыми кранами и двух цилиндров с находящимися в них фильтрующими сетками из нержавеющей плетеной проволоки. Продукт под давлением, создаваемым насосом, подается в верхний патрубок корпуса распределительного устройства. Далее он через верхнее отверстие в конусе поступает в цилиндр, обтекая сетку сверху, и выходит из цилиндра через патрубок. Отфильтрованный продукт проходит через нижнее отверстие корпуса и через нижний патрубок распределительного устройства выходит в систему молокопроводов. Не прекращая подачи продукта по мере засорения фильтрующей сетки, пробковый кран переключают на другой цилиндр. Во время работы одного цилиндра другой разбирают, очищают и моют.
Рис. 2.10. Схема фильтра цилиндрического закрытого:1 — цилиндр; 2— маховик заглушки; 3— ручка; 4 — фильтрующая сетка; 5 — пробко
вый кран; В — кран; 7 — регулировочный винт; 8 — стойка
Техническая характеристика фильтра цилиндрического закрытогоПроизводительность, кг/ч 2500—4600Давление, МПа 0,2-0,25Размеры ячейки фильтровальной сетки, мм 1x1 и 2x2
во
Габаритные размеры, мм 1300x300x700Масса, кг 89Сепараторы-молокоочистители предназначены для очистки моло
ка от механических примесей, молочной слизи под действием центробежной силы. Степень очистки в них выше, чемуфильтров. Описание этого оборудования приведено в гл. 3.
2.5. ОБОРУДОВАНИЕ ДЛЯ ПРИЕМКИ,ОХЛАЖДЕНИЯ И ХРАНЕНИЯ МОЛОКА
Для этой цели применяют в основном емкостное оборудование с промежуточным хладоносителем и без него и аппараты для охлаждения (оросительные, пластинчатые и др.). Основным параметром, характеризующим работу емкостного оборудования, является рабочая вместимость.
Емкостное оборудование бывает вертикальное, горизонтальное, а по форме емкости — цилиндрическое, прямоугольное и корытообразное. Тип холодильного агрегата в оборудовании с промежуточным хладагентом можетбыть автономным водоохлаждающим, встроенным водоохлаждающим с намораживанием льда и встроенным с непосредственным охлаждением. В качестве промежуточного хладагента применяют хладон (R12 и R22).
Приемные баки, ванны предназначены для непродолжительного хранения молока, сливок и других жидких молочных продуктов. Они выполнены конструктивно одинаково из нержавеющей стали или пищевого алюминия, имеют крышку и сливной патрубок, который через кран подсоединен к молокопроводу или технологическому оборудованию. Дни ще имеет уклон (до 12°) в сторону сл и вного патрубка. Крепление этих емкостей различно: на ножках, специальной подставке, раме и др.
Ёмкости для хранения. Они предназначены для накопления и хранения (до 24 ч) охлажденного молока. Их изготовляют из нержавеющей стали или алюминия. Корпус емкости покрывают теплоизоляцией (пробкой или вспененными полимерными материалами) и защитным стальным кожухом. Теплоизоляция должна предотвращать повышение температуры молока более чем на 1 °С в течение 12 ч при разности температур молока и окружающей среды воздуха 20 °С. Емкости снабжены механическими мешалками для перемешивания молока. В емкостях большой вместимости (50 м3 и более) молоко перемешивают рециркуляцией с помощью центробежного насоса и струйных насадок или воздухом. При заполнении емкости поток молока направляют на стенку во избежание пенообразования. Емкости для хранения оснащают приборами контроля качества молока (например, pH, температуры), а также устройствами для запрограммированного включения пере
67
мешивающих устройств, заполнения, опорожнения и др. Емкости большой вместимости устанавливают обычно вне помещения.
Емкость с промежуточным хладоносителем вместимостью 2м3 представляет собой двухстенный аппарате мешалкой. Внутренний корпус аппарата изготовлен из листовой коррозионно-стойкой стали, а наружная стенка— из углеродистой. Межстенное пространство образует полость охлаждения. Две крышки емкости имеют люки для заполнения молоком и проветривания, которые закрываются пластмассовыми крышками. Во время заполнения налюкустанавливаютсбрасыватель, направляющий струю молока на стенку емкости.
Мешалка представляет собой прямоугольную лопасть из коррозионно-стойкого листа, которая с помощью полого вала соединена с редуктором. Мешалка работает непрерывно в ручном или автоматическом режиме во время циркуляции хладоносителя и полуавтоматической промывки емкости. Она сблокирована с крышками емкости — при поднятой или снятой крышке отключается электродвигатель мешалки.
Технологический процесс состоит из следующих операций: ополаскивание емкости теплой водой; заполнение ее молоком; охлаждение молока; хранение охлажденного молока; перемешивание молока перед опорожнением; опорожнение емкости и ее промывка.
Емкость ополаскивают теплой водой с помощью моющего устрой - ства. Заполнение молоком может происходить различными способами: из молокопровода с помощью самовсасывающего насоса; заливкой из ведер и бидонов через люки на крышке.
Охлаждение молока до установленной температуры 4 °С, поддержание ее в этих пределах при хранении, а также непрерывное перемешивание в ходе охлаждения и периодическое перемешивание во время хранения (в течение 3 мин через каждые 30 мин паузы) осуществляются автоматически.
Перед опорожнением емкости молоко перемешивают в течение 10 мин, включив мешалку в ручном режиме. Емкость опорожняют через сливной кран одним из трех способов: с помощью насоса, всасыванием в молоковоз или свободным сливом. После опорожнения емкость промывают.
Для установки емкостей на предназначенное место в ножки необходимо ввернуть регулирующие опоры до отказа и установить по уровню. После этого заполнить водой до края, вывернуть регулируемые опоры со стороны, противоположной сливному крану, так, чтобы от кромки верхнего края до воды было 67 мм. Таким образом образуется достаточный уклон для полного слива молока и моющей жидкости и показания мерной линейки соответствуют количеству молока в емкости. С помощью трубопроводов емкость соединяют с водоохлаждающей установкой, которую желательно устанавливать
62
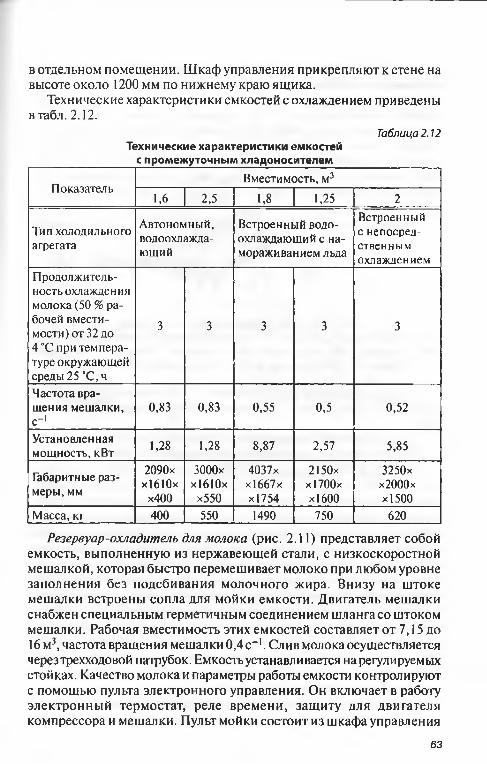
в отдельном помещении. Шкаф управления прикрепляют к стене на высоте около 1200 мм по нижнему краю ящика.
Технические характеристики емкостей с охлаждением приведены в табл. 2.12.
Таблица 2.12Технические характеристики емкостей
с промежуточным хладоносителем_______________________
ПоказательВместимость, м3
1,6 2,5 1,8 1 ,2 5 2
Тип холодильного агрегата
Автономный,водоохлаждающий
Встроенный водоохлаждающий с намораживанием льда
Встроенный с непосредственным охлаждением
Продолжительность охлаждения молока (50 % рабочей вместимости) от 32 до 4 °С при температуре окружающей среды 25 °С, ч
3 3 3 3 3
Частота вращения мешалки,с-1
0 ,8 3 0,83 0 ,5 5 0,5 0 ,5 2
Установленная мощность, кВт 1 ,2 8 1 ,2 8 8 ,8 7 2 ,5 7 5 ,8 5
Габаритные размеры, мм
2 0 9 0 хХІ бІ Ох
х 4 0 0
ЗОООхХ І610Х
х 5 5 0
4 0 3 7 хх 1 6 6 7 х
х 1 7 5 4
2 1 5 0 хх1700хх 1 6 0 0
3 2 5 0 хх 2 0 0 0 х
х 1 5 0 0
Масса, кг 4 0 0 5 5 0 1490 7 5 0 6 2 0
Резервуар-охладитель для молока (рис. 2.11) представляет собой емкость, выполненную из нержавеющей стали, с низкоскоростной мешалкой, которая быстро перемешивает молоко при любом уровне заполнения без подсбивания молочного жира. Внизу на штоке мешалки встроены сопла для мойки емкости. Двигатель мешалки снабжен специальным герметичным соединением шланга со штоком мешалки. Рабочая вместимость этих емкостей составляет от 7,15 до 16 м3, частота вращения мешалки 0,4с-1. Слив молока осуществляется через трехходовой патрубок. Емкость устанавливается на регулируемых стойках. Качество молока и параметры работы емкости контролируют с помощью пульта электронного управления. Он включает в работу электронный термостат, реле времени, защиту для двигателя компрессораи мешалки. Пульт мойки состоит из шкафа управления
63
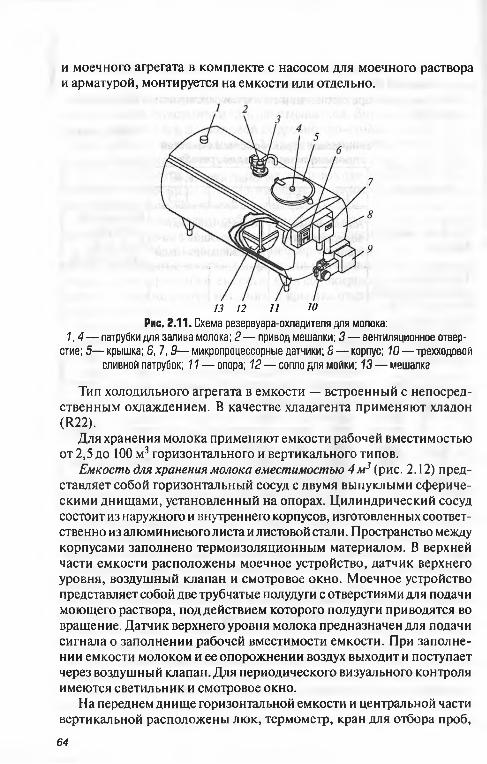
и моечного агрегата в комплекте с насосом для моечного раствора и арматурой, монтируется на емкости или отдельно.
13 12 11 10
Рис. 2.11. Схема резервуара-охладителя для молока:1,4 — патрубки для залива молока; 2 — привод мешалки; 3 — вентиляционное отвер
стие; 5— крышка; Б, 7,9— микропроцессорные датчики; 8 — корпус; 10—трехходовой сливной патрубок; 11 — опора; 12 — сопло для мойки; 13 — мешалка
Тип холодильного агрегата в емкости — встроенный с непосредственным охлаждением. В качестве хладагента применяют хладон (R22).
Для хранения молока применяют емкости рабочей вместимостью от 2,5 до 100 м3 горизонтального и вертикального типов.
Емкость для хранения молока вместимостью 4м3 (рис. 2.12) представляет собой горизонтальный сосуд с двумя выпуклыми сферическими днищами, установленный на опорах. Цилиндрический сосуд состоит из наружного и внутрен него корпусов, изготовленных соответственно из алюминиевоголиста и листовой стали. Пространство между корпусами заполнено термоизоляционным материалом. В верхней части емкости расположены моечное устройство, датчик верхнего уровня, воздушный клапан и смотровое окно. Моечное устройство представляет собой две трубчатые полудуги с отверстиями для подачи моющего раствора, под действием которого полудуги приводятся во вращение. Датчик верхнего уровня молока предназначен для подачи сигнала о заполнении рабочей вместимости емкости. При заполнении емкости молоком и ее опорожнении воздух выходит и поступает через воздушный клапан. Для периодического визуального контроля имеются светильник и смотровое окно.
На переднем днище горизонтальной емкости и центральной части вертикальной расположены люк, термометр, кран для отбора проб,
64
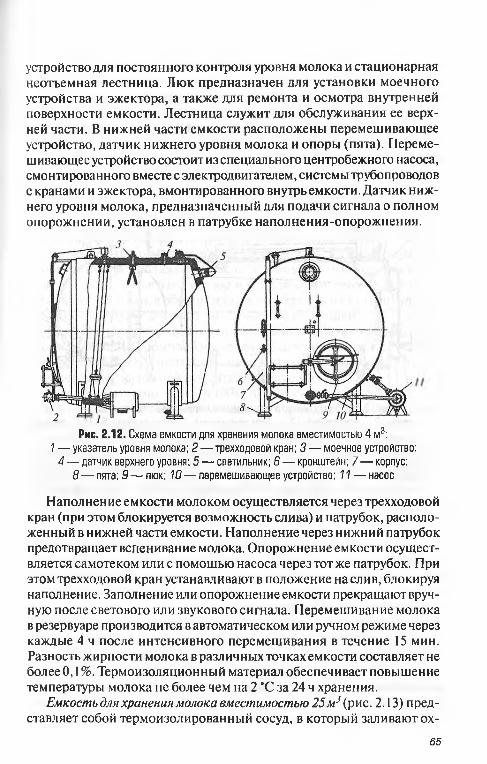
устройство для постоянного контроля уровня молока и стационарная неотъемная лестница. Люк предназначен для установки моечного устройства и эжектора, а также для ремонта и осмотра внутренней поверхности емкости. Лестница служит для обслуживания ее верхней части. В нижней части емкости расположены перемешивающее устройство, датчик нижнего уровня молока и опоры (пята). Перемешивающее устройство состоит из специального центробежного насоса, смонтированного вместе с электродвигателем, системы трубопроводов с кранами и эжектора, вмонтированного внутрь емкости. Датчик нижнего уровня молока, предназначенный для подачи сигнала о полном опорожнении, установлен в патрубке наполнения-опорожнения.
Рис. 2.12. Схема емкости для хранения молока вместимостью 4 м3:1 — указатель уровня молока; 2 — трехходовой кран; 3 — моечное устройство;
4 — датчик верхнего уровня; 5 — светильник; В — кронштейн; 7 — корпус;8— пята; 9 — люк; 10— перемешивающее устройство; 11 — насос
Наполнение емкости молоком осуществляется через трехходовой кран (при этом блокируется возможность слива) и патрубок, расположенный в нижней части емкости. Наполнение через нижний патрубок предотвращает вспенивание молока. Опорожнение емкости осуществляется самотеком или с помощью насоса через тот же патрубок. При этом трехходовой кран устанавливают в положение на слив, блокируя наполнение. Заполнение или опорожнение емкости прекращают вручную после светового или звукового сигнала. Перемешивание молока в резервуаре производится в автоматическом или ручном режиме через каждые 4 ч после интенсивного перемешивания в течение 15 мин. Разность жирности молока в различных точках емкости составляет не более О, І %. Термоизоляционный материал обеспечивает повышение температуры молока не более чем на 2 °С за 24 ч хранения.
Емкость для хранения молока вместимостью 25м3 (рис. 2.13) представляет собой термоизолированный сосуд, в который заливают ох
6 5
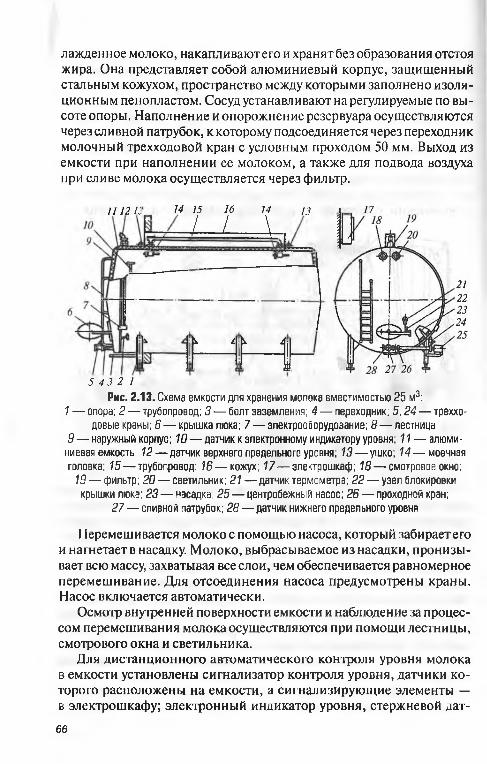
лажденное молоко, накапливают его и хранят без образования отстоя жира. Она представляет собой алюминиевый корпус, защищенный стальным кожухом, пространство между которыми заполнено изоляционным пенопластом. Сосуд устанавливают на регулируемые по высоте опоры. Наполнение и опорожнение резервуара осуществляются через сливной патрубок, к которому подсоединяется через переходник молочный трехходовой кран с условным проходом 50 мм. Выход из емкости при наполнении ее молоком, а также для подвода воздуха при сливе молока осуществляется через фильтр.
11 12 L 14 15 16 14
/ / \13
\
' І І
5 43 2 1
х г h 1iУРис. 2.13. Схема емкости для хранения молока вместимостью 25 м3:
1 — опора; 2 — трубопровод; 3 — болт заземления; 4— переходник; 5,24 — трехходовые краны; В — крышка люка; 7 — электрооборудование; 8 — лестница;
9 — наружный корпус; 10 — датчик к электронному индикатору уровня; 11 — алюминиевая емкость; 12 — датчик верхнего предельного уровня; 13 — ушко; 14— моечная головка; 15 — трубопровод; 16 — кожух; 17— электрошкаф; 1В— смотровое окно;
19 — фильтр; 20 — светильник; 21 — датчик термометра; 22— узел блокировки крышки люка; 23— насадка; 25— центробежный насос; 26 — проходной кран;
27 — сливной патрубок; 28— датчик нижнего предельного уровня
Перемешивается молоко с помощью насоса, который забираетего и нагнетает в насадку. Молоко, выбрасываемое из насадки, пронизывает всю массу, захватывая все слои, чем обеспечивается равномерное перемешивание. Для отсоединения насоса предусмотрены краны. Насос включается автоматически.
Осмотр внутренней поверхности емкости и наблюдение за процессом перемешивания молока осуществляются при помощи лестницы, смотрового окна и светильника.
Для дистанционного автоматического контроля уровня молока в емкости установлены сигнализатор контроля уровня, датчики которого расположены на емкости, а сигнализирующие элементы — в электрошкафу; электронный индикатор уровня, стержневой дат-
66
чик которого находится в верхней части емкости, а показывающий прибор — в электрошкафу.
Температура молока контролируется термометром с дистанционной передачей показаний, установленным на переднем днище емкости, и показывающим прибором термометра, находящимся в электрошкафу.
Санитарная обработка внутренней поверхности емкости производится с помощью моечных головок.
Для доступа внутрь емкости имеется люкс крышкой, которая с помощью рычага прикреплена к кронштейну, приваренному к обшивке емкости. Чтобы открыть крышку, ослабляют зажим, выводят упор из зацепления с ободом люка, после чего поворачивают его на 90°. За счет смещения центра тяжести крышка поворачивается вокруг своей оси в горизонтальном положении, располагаясь узкой частью вдоль большой оси люка, после чего за упор и винт заводится внутрь резервуара. Закрывается люк в обратном порядке. Герметичность соединения крышки с корпусом достигается с помощью прокладки.
Крышка люка сблокирована с электродвигателем насоса для подачи молока и моющих средств. Блокировка обеспечивает автоматическое отключение электродвигателя с одновременной подачей светового и звукового сигналов при открытой крышке люка.
Емкости вместимостью 50и ЮОм3предназначены дзя охлажденного до 6—8 °С молока на перерабатывающих предприятиях. Их устанавливают вне помещения при температуре окружающего воздуха ±40 °С.
Емкости для хранения молока вместимостью 50м3 {рис. 2.14) представляют собой вертикальные двухстенные цилиндры с плоскими днищами, выполненные из коррозионно-стойкой стали, межстенное пространство которых заполнено термоизоляционным материалом. Термоизоляция емкости не должна допускать изменения начальной температуры более чем на 2 °С в течение 24 ч при разнице температур продукта и окружающей среды 21 °С и заполнении емкости до 25% ее номинальной вместимости.
Корпус емкости — сварная конструкция, состоящая из цилиндрической обечайки, верхнего и нижнего плоских днищ, секторов, соединенных по вертикали прутками, поясов, привариваемых к секторам по диаметрам емкости. В емкости имеются перемешивающие и моечные устройства. К корпусу емкости привариваются штуцера для подключения контрольно-измерительных приборов и подсоединения труб для перемешивающего устройства. В нижней части корпуса имеется патрубок наполнения-опорожнения.
Молоко перемешивается с помощью центробежного насоса, двух струйных насадок и трубопроводов. Струйные насадки расположены на разных уровнях и имеют различный наклон к горизонтали, чтообе-
6 7

спечивает более интенсивное перемешивание молока. Молоко забирается насосом и через струйные насадки снова нагнетается в емкость.
Рис. 2.14. Емкость для хранения молока вместимостью 50 м3:1 — моечное устройство; 2 — корпус; 3 — термоизоляция; 4 — лестница; 5— люк;
6 — центробежный насос
Моечное устройство состоит из штуцера, корпуса и вертушки. Штуцер неподвижно закреплен на съемной крышке емкости, что дает возможность осматривать и ремонтировать моющую головку при открытой крышке. Корпус моечного устройства под действием вытекающей струи жидкости вращается в горизонтальной плоскости на штуцере, а вертушка в то же время под действием двух вытекающих струй жидкости — в вертикальной плоскости. Таким образом, вертушка, совершая сложное движение, омывает внутреннюю полость емкости.
Емкость устанавливается вне помещения на фундаменте. Передняя часть емкости (место расположения бокового люка) находится внутри пристройки к зданию.
Емкость наполняется охлажденным молоком через патрубок наполнения-опорожнения, расположенный внизу, что исключает пенообразован ие. Молоко в процессе хранения в течение заданного времени периодически перемешивается через определенные промежутки времени с помощью центробежного насоса, двух струйных насадок
68
и трубопроводов. Управление процессами перемешивания молока и мойки емкостей осуществляется через пневмоклапаны. Емкости моют после каждого опорожнения с помощью моечного устройства. Моечный раствор подается по трубопроводу от централизованной станции. Контроль температуры молокаи предельных уровней (верхнего и нижнего) при заполнении и опорожнении емкостей осуществляется с выдачей сигнала. Технические характеристики емкостей для хранения молока приведены в табл. 2.13.
Таблица 2.13Технические характеристики емкостей для хранения молока
Показа-тель
Геометрическая вместимость, м3
2,75 4,4 6,93 11 27,4 52 105
Рабочая вместимость, м3
2,5 4 6,3 10 25 50 100
Тип
Вертикальный
Гори-зон-таль-ный
Вертикальный
Гори-зон-таль-ный
Гори-зон-таль-ный
Вертикальный
Вертикальный
Установленнаямощность,кВт
1 1 1 0,75 0,75 5,5 10
Габаритныеразмеры,мм
1800х х 1640х х3165
2190хх2245хх2200
2324хх2280хх2855
4450хх2128хх2825
6200хх2820хх3660
3450хх9250хх8550
4965хх3450х ХІ6 750
М асса, кг 800 900 1200 2000 3800 8550 14 800
2.6. КОНТРОЛЬ КАЧЕСТВА МОЛОЧНОГО СЫРЬЯ ПРИ ПЕРВИЧНОЙ ОБРАБОТКЕ
Качество молока и молочных продуктов контролируют на всех основных процессах его обработки в условиях чистоты и предохранения от загрязнения и порчи, а также от попадания в нихпосторонних предметов и веществ. Молочная продукция должна вырабатываться строго в соответствии с действующей технической документацией.
Молокоперерабатывающие предприятия не должны принимать молоко без справок о ветеринарно-санитарном благополучии молочных ферм и предприятий (комплексов) по производству молока на промышленной основе и от индивидуальных сдатчиков. В первом случае справки предоставляются ежемесячно, а во втором — не реже одного раза в квартал.
69
Основное сырье (молоко и сливки) и вспомогательные материалы, поступающие на переработку, должны отвечать требованиям ГОСТ и Технического регламента. Молоко, поступающее из хозяйств, неблагополучных по туберкулезу и бруцеллезу животных, следует принимать при наличии специального разрешения органов ветеринарного и санитарно-эпидемиологического надзора. В товарно-транспортной накладной должна быть отметка «пастеризованное» и указана температура пастеризации. Каждая партия молока или сливок из неблагополучных хозяйств проверяется заводской лабораторией на эффективность пастеризации химическим методом и можетбыть принята только после получения отрицательной реакции на пероксидазу. Молоко для производства детских молочных продуктов поставляется со специально выделенных ферм по согласованию с органами ветеринарного и санитарного контроля.
Молоко и сл ивки принимают партиями. В партию входят молоко и ели вки от одного хозяйства, одного сорта, в однородной таре, оформленные одним сопроводительным документом. Придоставке молока и сливок в цистернах партией считают каждую цистерну или ее секцию (отсек). Основные этапы контроля качества молока при первичной обработке — осмотр тары, органолептическая оценка, измерение температуры, отбор объединенной пробы для определения физикомеханических, биохимических и микробиологических показателей и сортировка молока. Контроль каждой партии молока должен быть осуществлен в течение 40 мин с момента поступления на предприятие. При приемке проводят осмотр тары и отмечают чистоту, целостность пломб, правильность наполнения, наличие резиновых колец под крышками фляг; у цистерн осматривают патрубки для молока и наличие на них заглушек. Качество молока и сливок по физико-механическим и молока по микробиологическим показателям контролируют путем анализа объединенной пробы, отобранной для каждой партии. Объединенная проба — это проба, составленная из точечных проб, которые поместили в одну емкость. Точечная проба — это проба, взятая единовременно из части нештучной продукции (молока и сливок во фляге, отсеке цистерны). И наконец, средняя проба — определенное количество молока или сливок, отобранное для анализа. Отбор проб и подготовку их к анализам проводят в соответствии с требованиями технической документации. Объединенную пробу отбирают только от партии молока или сливок, соответствующей органолептическим показателям (запах и цвет, а вкус — после кипячения) и кислотности, которые определяют в каждой упаковочной единице партии. Объединенная проба для проведения анализов составляет 0,5 дм3, и ее отбирают от продуктов, упакованных в чистую и исправную тару. Для проведения анализов пробы хранят не более 4 ч при температуре не выше 6 °С.
70
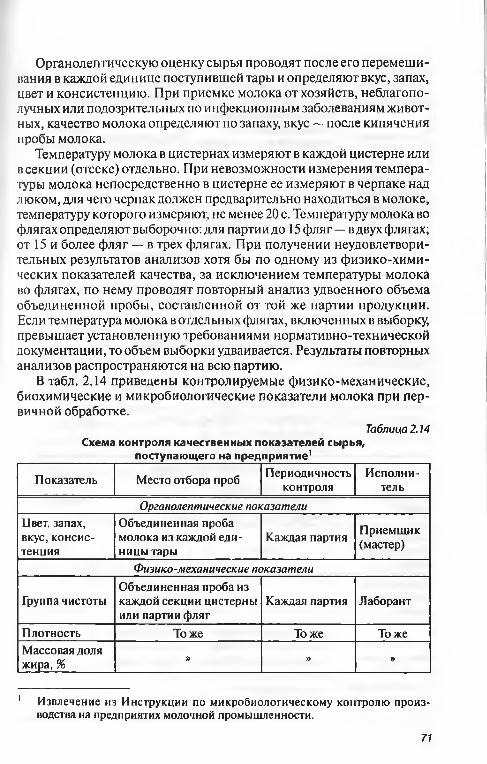
Органолептическую оценку сырья проводят после его перемешивания в каждой единице поступившей тары и определяют вкус, запах, цвет и консистенцию. При приемке молока от хозяйств, неблагополучных или подозрительных по инфекционным заболеваниям животных, качество молока определяют по запаху, вкус — после кипячения пробы молока.
Температуру молока в цистернах измеряют в каждой цистерне или в секции (отсеке) отдельно. При невозможности измерения температуры молока непосредственно в цистерне ее измеряют в черпаке над люком, для чего черпак должен предварительно находиться в молоке, температуру которого измеряют, не менее 20 с. Температуру молока во флягах определяют выборочно: для партии до 15 фляг — в двух флягах; от 15 и более фляг — в трех флягах. При получении неудовлетворительных результатов анализов хотя бы по одному из физико-химических показателей качества, за исключением температуры молока во флягах, по нему проводят повторный анализ удвоенного объема объединенной пробы, составленной от той же партии продукции. Если температура молока в отдельных флягах, включенных в выборку, превышает установленную требованиями нормативно-технической документации, то объем выборки удваивается. Результаты повторных анализов распространяются на всю партию.
В табл. 2.14 приведены контролируемые физико-механические, биохимические и микробиологические показатели молока при первичной обработке.
Таблица 2.14Схема контроля качественных показателей сырья,___________ поступающего на предприятие1_________________________
Показатель Место отбора пробПериодичность
контроляИ сполни
тель
Органолептические показателиЦвет, запах, вкус, консистенция
Объединенная проба молока из каждой единицы тары
Каждая партия Приемщик(мастер)
Физико-механические показатели
Группа чистотыОбъединенная проба из каждой секции цистерны или партии фляг
Каждая партия Лаборант
Плотность Тож е Т ож е Т ож еМассовая доля жира, % » * *
I Извлечение из Инструкции по микробиологическому контролю производства на предприятих молочной промышленности.
71
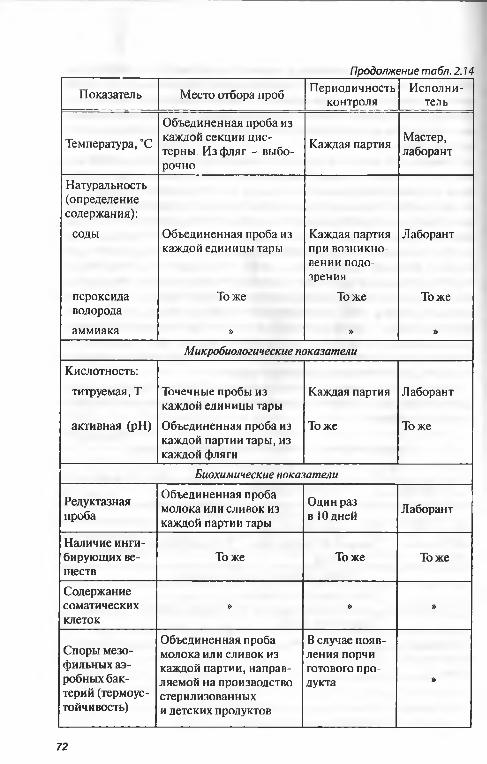
Продолжение табл. 2.14
Показатель М есто отбора проб Периодичностьконтроля
Исполнитель
Объединенная проба из
Температура, °С каждой секции цистерны. И з фляг — выборочно
Каждая партия Мастер,лаборант
Натуральность(определениесодержания):
соды Объединенная проба из Каждая партия Лаборанткаждой единицы тары при возникно
вении подозрения
пероксидаводорода
Тоже Т ож е Тож е
аммиака » » »Микробиологические показатели
Кислотность:
титруемая, Т Точечные пробы из каждой единицы тары
Каждая партия Лаборант
активная (pH) Объединенная проба из каждой партии тары, из каждой фляги
Тоже Тоже
Биохимические показатели
Редуктазнаяпроба
Объединенная проба молока или сливок изкаждой партии тары
Один раз в 10 дней Лаборант
Наличие ингибирующих веществ
Тоже Т ож е Тоже
Содержаниесоматических » » »клеток
Споры мезо-Объединенная проба В случае появ-молока или сливок из ления порчи
фильных аэробных бак-
каждой партии, направляемой на производство
готового продукта »
терий (термоустойчивость)
стерилизованных и детских продуктов
72
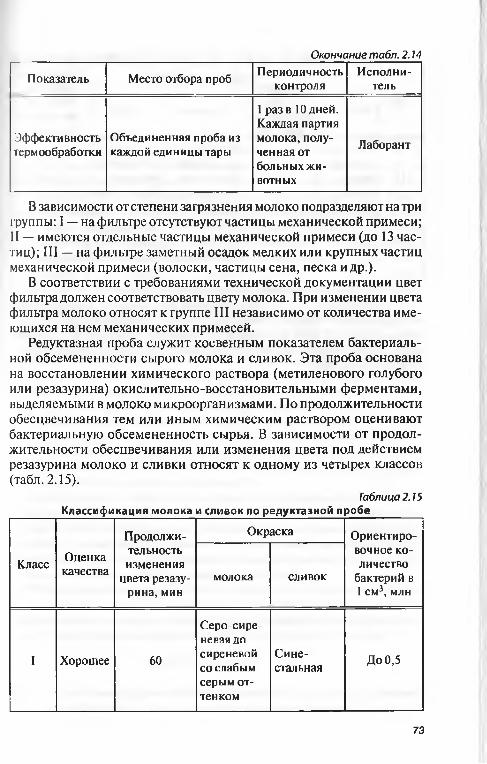
Окончание табл. 2.14
Показатель Место отбора проб Периодичностьконтроля
И сполнитель
Эффективностьтермообработки
Объединенная проба из каждой единицы тары
1 раз в 10 дней. Каждая партия молока, полученная от больных животных
Лаборант
В зависимости от степени загрязнения молоко подразделяют на три группы: I — на фильтре отсутствуют частицы механической примеси; II — имеются отдельные частицы механической примеси (до 13 частиц); III — на фильтре заметный осадок мелких или крупных частиц механической примеси (волоски, частицы сена, песка и др.).
В соответствии с требованиями технической документации цвет фильтра должен соответствовать цвету молока. При изменении цвета фильтра молоко относят к группе III независимо от количества имеющихся на нем механических примесей.
Редуктазная проба служит косвенным показателем бактериальной обсемененности сырого молока и сливок. Эта проба основана на восстановлении химического раствора (метиленового голубого или резазурина) окислительно-восстановительными ферментами, выделяемыми в молоко микроорганизмами. По продолжительности обесцвечивания тем или иным химическим раствором оценивают бактериальную обсемененность сырья. В зависимости от продолжительности обесцвечивания или изменения цвета под действием резазурина молоко и сливки относят к одному из четырех классов (табл. 2.15).
Таблица 2.15Классификация молока и сливок по редуктазной пробе___________
КлассОценка
качества
Продолжи- тельность изменения
цвета резазурина, мин
Окраска Ориентиро- вочное количество
бактерий в 1 см3, млн
молока сливок
I Хорошее 60
С еро-сиреневая до сиреневой со слабым серым оттенком
С инестальная
Д о 0,5
73
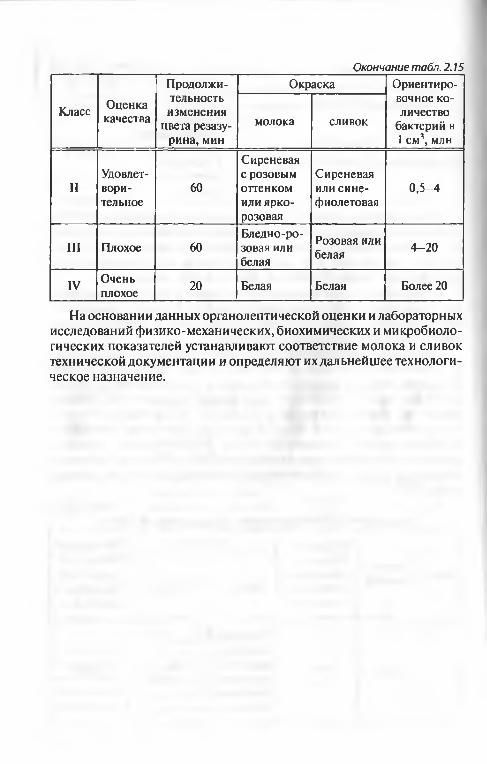
О к о н ч а н и е т а б л . 2 .1 5
Класс Оценкакачества
Продолжительность
изменения цвета резазу-
рина, мин
Окраска Ориентиро- вочное количество
бактерий в 1 см 3, млн
молока СЛ И В О К
11Удовлетворительное
60
Сиреневая с розовым оттенком или яркорозовая
Сиреневая или синефиолетовая
0 1/1 1 -Ръ
III Плохое 60Бледно-розовая или белая
Розовая или белая 4 -2 0
IVОченьплохое 20 Белая Белая Более 20
На основании данных органолептической оценки и лабораторных исследований физико-механических, биохимических и микробиологических показателей устанавливают соответствие молока и сливок технической документации и определяют их дальнейшее технологическое назначение.
Глава 3. МЕХАНИЧЕСКАЯ ОБРАБОТКА МОЛОКА
Механическая обработка является неотъемлемой частью сложного технологического цикла переработки молока. Она заключается в механическом воздействии на молоко с целью его разделения на фракции (сливки и обезжиренное молоко), повышения гомогенности и однородности жировой фазы в молоке до и после разделения, а также в подготовке для получения одинакового соотношения массовой доли жира и сухих веществ в сырье и готовом продукте. Основные технологические операции механической обработки—сепарирование, нормализация и гомогенизация молока.
3.1. СЕПАРИРОВАНИЕ МОЛОКАПроцесс сепарирования представляет собой механическое разде
ление молока на фракции под действием центробежной силы. Сепарирование применяют для разделения молока на сливки и обезжиренное молоко, а также для его очистки от механических и естествен ных (кровь, слизь и т.п.) примесей. Кроме этого, при сепарировании из сыворотки выделяют белки, получают высокожирные сливки, отделяют микроорганизмы от молока (бактериоотделение) и др. Под действием центробежной силы молоко разделяется благодаря различ ию плотностей фракций: плотность дисперсной фазы (жира) меньше, чем дисперсионной среды (плазмы молока); плотность дисперсионной среды (плазмы молока) меньше, чем дисперсной фазы (частиц механических и естественных примесей).
Сепарирование молока осуществляется в специальных машинах — сепараторах. Сепараторы, предназначенные для разделения молока на сливки и обезжиренное молоко, называют сепараторами-сливкоотделителями, а для очистки молока, — сепараторами-молокоочистите- лями. Сепараторы-сливкоотделители с устройствами нормализации молока называются сепараторами-нормализаторами.
Механизм сепарирования очень сложен. Его основная сущность заключается в том, что под действием центробежной силы из потока молока выделяется жировая фаза. Скорость выделения жировых шариков (м/с) из молока можно определить по формуле Стокса:
у = (2(о2Лг2)(Рм - р ж)/9р ,
где со — угловая скорость барабана сепаратора, рад/с; R — средний радиус рабочей части разделительной тарелки сепаратора, м; г —
75
радиус жирового шарика, м; рм, рж — плотность соответственно молока и жира, кг/м3; R — динамическая вязкость молока, Па-с.
Действительную производительность сепаратора (м3/с) можно определить по формуле Г.И. Бремера с учетом технологического КПД сепаратора:
G = p(o,l 16a>2Ztga)(/?^ax -Л^іп)(рм - p x )d2 / p.,
где p — технологический КПД сепаратора (0,5-0,7); Z — число тарелок в барабане; а — угол подъема образующей конуса тарелки, град; Rmax, Amjn — максимальный и минимальный радиусы тарелки, м; d — диаметр жирового шарика, м.
Технологический КПД сепаратора называют еще степенью или эффективностью сепарирования. Чем меньше жира остается в обезжиренном молоке, тем выше эффект сепарирования. Нормами определена допустимая массовая доля жира в обезжиренном молоке не более 0,05%. При правильном сепарировании массовая доля жира в обезжиренном молоке может составлять до 0,03—0,0! %. Эффективность сепарирования определяют также следующим образом:
Р = (Л/мЖм - А/0Ж0) Ю 0/(Л/мЖм),
где А/м, М0 — масса молока и обезжиренного молока, кг; Жм, Жо — массовая доля жира в молоке и обезжиренном молоке, %.
Скорость выделения жировой фазы из молока зависит от конструктивных особенностей сепаратора (угловой скорости барабана, числа и размеров разделительных тарелок), размеров жировых шариков и степени их дисперсности, плотности разделяемых фракций и вязкости молока. Кроме этого, на эффективность выделения жировой фазы из молока влияют его чистота, кислотность, особенности количественного и качественного состава молока коров различных пород и другие свойства.
Увеличение угловой скорости вращения барабана сепаратора очень эффективно для повышения скорости выделения жировой фазы из молока. Однако требования прочности конструкции, надежности, безопасности, а также соображения износа, увеличения потерь на трение, конструктивные трудности ограничивают возрастание угловой скорости вращения барабана сепаратора. Все современные сепараторы работают на сверхкритической частоте вращения барабана — 100-150 с-1. Изменить частоту вращения барабана сепаратора можно только на заводе-изготовителе. Сепарирование молока на предприятиях начинают при его поступлении в количестве, обеспечивающем непрерывную работу сепаратора в течение 20—30 мин, и достижении барабаном рабочей частоты вращения. Продолжительность разго
76
на для сепараторов производительностью 1000-2000 л/ч составляет .1-5 мин, а для сепараторов большей производительности — 6—10 мин.
Массу сливок (кг), полученных при сепарировании, можно определить по формуле
= К <Ж „ - Ж о) < 1 0 0 - П > / 1 1 0 0 (Ж сл - Ж о ) Ь
где П — потери при сепарировании, %; Жш — массовая доля жира в сливках, %.
Если требуется установить массу молока, необходимую для получения определенного количества сливок с заданной массовой долей жира, то предыдущая формула видоизменяется:
К = 100 M J жи - Жо)/[(Ж м - жс) (100 - П)].Нормы предельно допустимых потерь массовой доли жира при
выработке сливок на низовом молочном заводе и сепараторном отделении приведены в табл. 3.1.
Таблица 3.1Норма потерь массовой доли жира, %_____________________
Технологическая операцияП роизводител ьность
сепаратора, л/чдо 3000 3000 и выше
Взвешивание и очистка молока 0,03 0,03Подогрев и сепарирование молока 0,24 0,17Охлаждение и хранение сливок 0,19 0,16Отбор проб для анализа и органолептической оценки
0,04 0,04
Эффективность сепарирования зависит от содержания жира в молоке, размеров и дисперсности жировых шариков. Чем крупнее шарики, тем быстрее они выделяются. Механическое и тепловое воздействия на молоко приводят к перераспределению в нем жировых шариков. Часть шариков агрегируется, образуя комочки, а крупные шарики дробятся на множество мелких. Поэтому необходимо сохранять исходные размеры жировых шариков и избегать больших механических воздействий на молоко до сепарирования при транспортировании его насосами, перемешивании, встряхивании, охлаждении, подогреве, пастеризации и т.п. Наименьшие потери жира с обезжиренным молоком наблюдаются при сепарировании парного молока, не подвергшегося механическому или тепловому воздействию.
Скорость выделен ия жировых шариков обратно пропорциональна вязкости молока, зависящей оттемпературы. Рекомендуемая температура молока при сепарировании составляет 35—45 °С и соответствует температуре подогрева молока в секции рекуперации пластинчатых
7 7
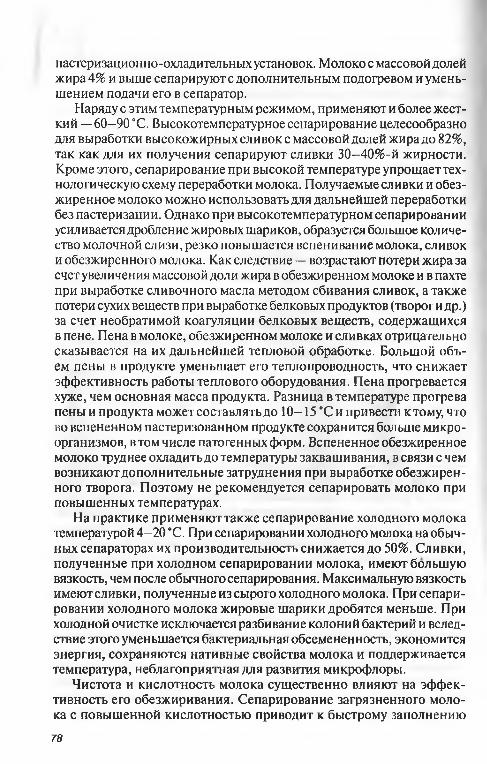
пастеризационно-охладительных установок. Молоко с массовой долей жира 4% и выше сепарируют с дополнительным подогревом и уменьшением подачи его в сепаратор.
Наряду с этим температурным режимом, применяют и более жесткий — 60—90 °С. Высокотемпературное сепарирование целесообразно для выработки высокожирных сливок с массовой долей жира до 82%, так как для их получения сепарируют сливки 30-40%-й жирности. Кроме этого, сепарирование при высокой температуре упрощает технологическую схему переработки молока. Получаемые сливки и обезжиренное молоко можно использовать для дальнейшей переработки без пастеризации. Однако при высокотемпературном сепарировании усиливается дробление жировых шариков, образуется большое количество молочной слизи, резко повышается вспенивание молока, сливок и обезжиренного молока. Как следствие — возрастают потери жира за счет увеличения массовой доли жира в обезжиренном молоке и в пахте при выработке сливочного масла методом сбивания сливок, а также потери сухих веществ при выработке белковых продуктов (творог и др.) за счет необратимой коагуляции белковых веществ, содержащихся в пене. Пена в молоке, обезжиренном молоке и сливках отрицательно сказывается на их дальнейшей тепловой обработке. Большой объем пены в продукте уменьшает его теплопроводность, что снижает эффективность работы теплового оборудования. Пена прогревается хуже, чем основная масса продукта. Разница в температуре прогрева пены и продукта может составлять до 10-15 “С и привести ктому,что во вспененном пастеризованном продукте сохранится больше микроорганизмов, втом числе патогенных форм. Вспененное обезжиренное молоко труднее охладить до температуры заквашивания, в связи с чем возникают дополнительные затруднения при выработке обезжиренного творога. Поэтому не рекомендуется сепарировать молоко при повышенных температурах.
На практике применяют также сепарирование холодного молока температурой 4-20 °С. При сепарировании холодного молока на обычных сепараторах их производительность снижается до 50%. Сливки, полученные при холодном сепарировании молока, имеют большую вязкость, чем после обычного сепарирования. Максимальную вязкость имеют сливки, полученные из сырого холодного молока. При сепарировании холодного молока жировые шарики дробятся меньше. При холодной очистке исключается разбивание колоний бактерий и вследствие этого уменьшается бактериальная обсемененность, экономится энергия, сохраняются нативные свойства молока и поддерживается температура, неблагоприятная для развития микрофлоры.
Чистота и кислотность молока существенно влияют на эффективность его обезжиривания. Сепарирование загрязненного молока с повышенной кислотностью приводит к быстрому заполнению
78
шламом грязевого пространства барабана сепаратора, периферийной части тарелок и частично — межтарелочного пространства. Нарушается движение молока между разделительными тарелками, и ухудшается его обезжиривание. Длительное хранение молока приводит к нарастанию его кислотности, что также уменьшает эффективность обезжиривания. При сепарировании молока после хранения в течение суток массовая доля жира в обезжиренном молоке увеличивается на 15-20%. Для избежания повышения кислотности молоко необходимо сразу сепарировать, а получаемые сливки и обезжиренное молоко надо перерабатывать или охлаждать в случае резервирования. Для сепарирования необходимо использовать очищенное молоко кислотностью не более 20 Т.
3.2. НОРМАЛИЗАЦИЯ МОЛОКА
Нормализация молока представляет собой технологическую операцию, целью которой является получение продукта с требуемым содержанием сухих веществ и жира. Кроме этого, при нормализации в молоке устанавливается такое соотношение компонентов, которое позволяет увеличить продолжительность сохранения качества готового продукта при его хранении. Последнее характерно для сгущенных молочных консервов с сахаром.
Операцию нормализации можно проводить смешиванием составных частей цельного молока (сливок, обезжиренного молока, пахты) или непрерывно в потоке. Нормализация смешиванием осуществляется в емкостях для хранения, ваннах, оборудованных перемешивающими устройствами. Для уменьшения массовой доли жира в цельном молоке его смешивают с обезжиренным молоком, а для увеличения — со сливками. В потоке молоко нормализуют в сепараторах-сливкоотделителях, снабженных специальными устройствами для нормализации (сепараторы-нормализаторы).
На предприятиях отрасли нормализацию проводят по трем вариантам:
1) при наличии необходимого количества сливок и обезжиренного молока их добавляют в цельное молоко, смешивают и при этом регулируют в нем массовую долю жира;
2) часть цельного молока, поступающего на переработку, сепарируют, получают сливки и обезжиренное молоко, а затем оставшуюся часть несепарированного цельного молока смешивают с обезжиренным молоком и сливками, регулируя при этом массовую долю жира;
3) все молоко, поступающее на переработку, нормализуют на сепараторе-нормализаторе, а оставшуюся от нормализации часть сливок и обезжиренного молока отводят для дальнейшей обработки.
79
Расчет необходимого для нормализации цельного молока, количества сливок и обезжиренного молока проводят на основе уравнения материального баланса:• для нормализации цельного молока сливками
Л / „ А .м = МмЖм + МслЖсл;
для нормализации цельного молока обезжиренным молоком
4 , A . m = Ч Д м + Ч А . м.Требуемое количество для нормализации сливок и обезжиренного
молока:^сл = ^ м (Ж нм- Ж ом) / ( Ж сл- Ж нм);Ч .„ = Ч Д Ж м- Ж ^ / ( Ж нм- Ж ом),
где Мм, Мн м, Мо м, Мсл — масса цельного, нормализованного, обезжиренного молока и сливок, кг; Ж,,, Жц . Ж„ Ж„„ — массовая
М Н . М О . М CJ1
доля жира в цельном, нормализованном, обезжиренном молоке и сливках, %.
По содержанию сухих обезжиренных веществ молоко нормализуют смешиванием исходного молока с сухим или сгущенным обезжиренным молоком. Их количество рассчитывают также по уравнению материального баланса. Необходимую для нормализации массу сгущенного или сухого молока (кг) определяют по формуле
мси= т м х/?,где Л/, — масса сухого молока по рецептуре, кг; Р — растворимость
сухого молока, %.
3.3. ГОМОГЕНИЗАЦИЯ МОЛОКА
Этот способ механической обработки молока и жидких молочных продуктов служит для повышения дисперсности в них жировой фазы, что позволяет исключ ить отстаивание жира во время хранения молока, развитие окислительных процессов, дестабилизацию и подсбивание при интенсивном перемешивании и транспортировании. Гомогенизация сырья способствует при производстве:• пастеризованного молока и сливок — приобретению однородности
(вкуса, цвета, жирности);• стерилизованного молока и сливок — повышению стойкости при
хранении;• кисломолочных продуктов (сметаны, кефира, йогурта и др.) —
повышению прочности, улучшению консистенции белковых сгустков и исключению образования жировой пробки на поверхности продукта;
80
• сгущенных молочных консервов — предотвращению выделения жировой фазы при длительном хранении;
• сухого цельного молока — снижению количества свободного молочного жира, не защищенного белковыми оболочками, что приводит к быстрому его окислению под действием кислорода атмосферного воздуха;
• восстановленных молока, сливок и кисломолочных напитков — созданию наполненности вкуса продукта и предупреждению появления водянистого привкуса;
• молока с наполнителями (какао и др.) — улучшению вкуса, повышению вязкости и снижению вероятности образования осадка. Диспергирование жировых шариков, т.е. уменьшение их размеров
и равномерное распределение в молоке, достигается воздействием на молоко значительного внешнего усилия (давление, ультразвук, высокочастотная электрическая обработка и др.) в специальных машинах — гомогенизаторах. Наибольшее распространение в молочной отрасли получила гомогенизация молока при продавливании его через кольцевую клапанную щель гомогенизирующей головки машины. Жировые шарики, проходя через эту шель, диспергируются. Необходимое давление создается насосом. При производстве цельного молока размер жировых шариков с 3 -4 мкм уменьшается до 0,7—0,8 мкм.
Основным узлом современных гомогенизаторов клапанного типа является гомогенизирующая головка. Она может быть одно- или двухступенчатой. Вторая ступень обычно работает при более низком давлении, чем первая. Применение одно- или двухступенчатой гомогенизации зависитотвида вырабатываемых молочных продуктов.
Двухступенчатую гомогенизацию с большим перепадом давления на обеих ступенях применяют при производстве высокожирных молочных продуктов (сливки, смеси мороженого и т.п.). Она позволяет рассеивать (разбивать) образующиеся скопления жировых шариков. Для выработки других видов молочных продуктов, в том числе для питьевого молока, можно использовать одноступенчатую гомогенизацию.
На рис. 3.1 показана схема одно- и двухступенчатой гомогенизирующих головок гомогенизатора клапанного типа. При движении плунжера влево в цилиндре создается разрежение и через клапан 11 молоко засасывается в цилиндр. При обратном движении плунжера молоко проходит через открывшийся клапан 10 в нагнетательную камеру. Одновременно такое же количество молока продавливается через узкую кольцевую щель между седлом и клапаном в нагнетательную трубку. Клапан 4 и седло имеют с обеих сторон притертые друг к другу поверхности. При износе одной стороны клапан и седло переворачиваются и устанавливаются другими торцовыми поверхностями в рабочее положение. Давление регулируется винтом, с его помощью
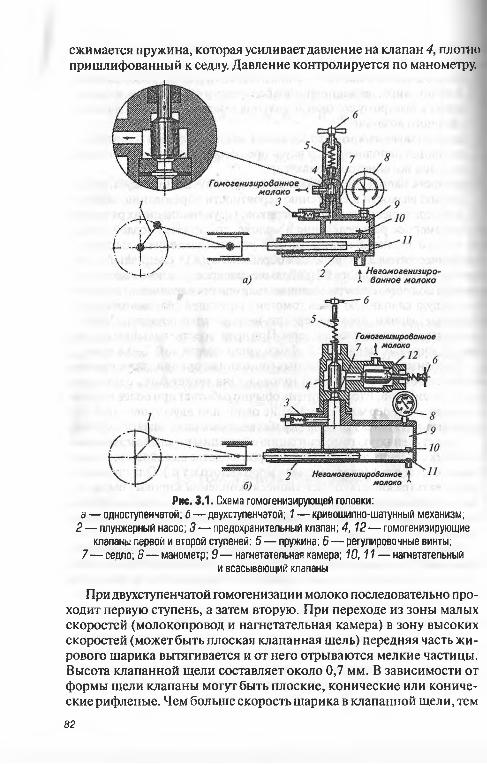
сжимается пружина, которая усиливает давление на клапан 4, плотно пришлифованный к седлу. Давление контролируется по манометру.
Рис. 3.1. Схема гомогенизирующей головки: а — одноступенчатой, б— двухступенчатой; 1 — кривошипно-шатунный механизм;
2 — плунжерный насос; 3 — предохранительный клапан; 4,12 — гомогенизирующие клапаны первой и второй ступеней; 5 — пружина; В — регулировочные винты;
7— седло; 8 — манометр; 9 — нагнетательная камера; 10,11 — нагнетательный и всасывающий клапаны
При двухступенчатой гомогенизации молоко последовательно проходит первую ступень, а затем вторую. При переходе из зоны малых скоростей (молокопровод и нагнетательная камера) в зону высоких скоростей (можетбыть плоская клапанная шель) передняя часть жирового шарика вытягивается и от него отрываются мелкие частицы. Высота клапанной щели составляет около 0,7 мм. В зависимости от формы щели клапаны могут быть плоские, конические или конические рифленые. Чем больше скорость шарика в клапанной щели, тем
8 2
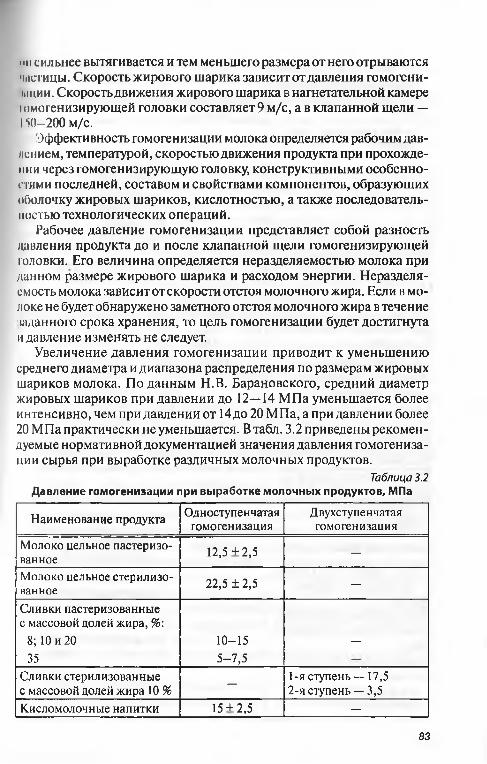
1111 с и л ьнее вытягивается и тем мен ьшего размера от него отрываются частицы. Скорость жирового шарика зависит от давления гомогени- шции. Скорость движения жирового шарика в нагнетательной камере тмогенизирующей головки составляет 9 м/с, а в клапанной щели —I М-200 м/с.
Эффективность гомогенизации молока определяется рабочим дав- нсмием, температурой, скоростью движения продукта при прохождении через гомогенизирующую головку, конструктивными особенностями последней, составом и свойствами компонентов, образующих оболочку жировых шариков, кислотностью, а также последовательностью технологических операций.
Рабочее давление гомогенизации представляет собой разность давления продукта до и после клапанной щели гомогенизирующей головки. Его величина определяется неразделяемостью молока при данном размере жирового шарика и расходом энергии. Неразделя- смость молока зависит от скорости отстоя молочного жира. Если в молоке не будет обнаружено заметного отстоя молочного жира втечение заданного срока хранения, то цель гомогенизации будет достигнута и давление изменять не следует.
Увеличение давления гомогенизации приводит к уменьшению среднего диаметра и диапазона распределения по размерам жировых шариков молока. Поданным Н.В. Барановского, средний диаметр жировых шариков при давлении до 12—14 МПа уменьшается более интенсивно, чем при давлении от 14до 20 МПа, а при давлении более 20 М Па практически не уменьшается. В табл. 3.2 приведены рекомендуемые нормативной документацией значения давления гомогенизации сырья при выработке различных молочных продуктов.
Таблица 3.2Давление гомогенизации при выработке молочных продуктов, МПа
Наименование продукта Одноступенчатаягомогенизация
Двухступенчатаягомогенизация
Молоко цельное пастеризованное 1 2 ,5 + 2 ,5 —
Молоко цельное стерилизованное 22,5 + 2,5 —
Сливки пастеризованные с массовой долей жира, %:
8; 10 и 20 35
10-155 -7 ,5
—
Сливки стерилизованные с массовой долей жира 10 % —
1- я ступень — 17,52 - я ступень — 3,5
Кисломолочные напитки 15 + 2,5 —
S3
Окончание табл. 3.2
Наименование продуктаОдноступенчатая
гомогенизацияД ву хступ е н ч атая
гомогенизация
Творог 6 + 1 , 5 —
Сметана с массовой долей жира, %:
20 9 -1 2 1- я ступень — 9—122- я ступень — 5—6
25 8-11 1- я ступень — 8—112 - я ступень — 5—6
30 8 -1 0 1- я ступень — 8—102 - я ступень — 3—5
Сметана диетическая с массовой долейжира, %:
10 10-15 —15 10-15 —
Сметана с наполнителями:столовая 8 -1 0 —«Студенческая» 14-18 —
Сметана «Особая» с массовой долей жира, %:
10 12 -14 —20 7 -1 2 —
Сметана ацидофильная 1 5 -2 0 -
Напитки из пахты 10-17 ,5 —
Сгущенные консервы с сахаром 8 -1 0 —
Сгущенные стерилизованные консервы 15 + 1 3 + 0 , 5
Сухие молочные продукты 10-15 1- я ступень — 11,5—12,52- я ступень — 2 ,5 -3
Сухие молочные продукты повышенной растворимости
— 1- я ступень — 8—102 - я ступень — 2,5—3,5
Сухие молочные продукты с растительными компонентами
10-12 1- я ступень — 8—102 - я ступень — 2—3
Смеси сухие многокомпо-нентные:
для мороженого 5 - 6 —для пудинга 2 - 3 —
84
Для гомогенизации молока при температуре 60 °С и давлении от 3 до 20 МПа Н.В. Барановским была получена зависимость, по которой на практике можно оценить рабочее давление гомогенизации:
Др= 1 4 ,4 /4 ,где Ар — давление гомогенизации, МПа; d — средний диаметр жи-Lp
рового шарика, мкм.Температура молока при гомогенизации является важным пара
метром, влияющим на эффективность процесса. Ее понижение приводит к повышению вязкости молока и, как следствие, к образованию скоплений молочного жира и их отстаиванию. Отстаивание сливок возрастает при температуре 30—40 °С. При высокой температуре в гомогенизирующей головке могут' образовываться белковые отложения, что отрицательно сказывается на работе гомогенизатора. В нормативной документации температура гомогенизации при выработке большинства молочных продуктов определена в диапазоне 60-65 °С. Допускается увеличение температуры молока на 5 -8 °С, которое необходимо учитывать при его дальнейшей технологической обработке.
При повышении кислотности молока снижается эффективность гомогенизации. Это объясняется тем, что уменьшается стабильность белков и образуются белковые агломераты, затрудняющие диспергирование жировых шариков.
Состав, свойства и число компонентов оболочки жировых шариков определяют стабильность эмульсии молочного жира. Для формирования прочной оболочки жировых шариков и получения стабильной эмульсии количество компонентов (поверхностно-активных веществ) должно быть достаточным. Стабильность эмульсии молочного жира в процессе технологической переработки (до гомогенизации) нарушается при следующих операциях: механической дойке; длительной выдержке молока; перекачивании молока в емкости для хранения или из них; сепарировании; перекачивании молока из промежуточных емкостей в подогреватель; пастеризации; стерилизации; термовакуумной обработке. Учитывая существующие мощности на предприятии и дестабилизирующее влияние отдельных технологических операций, молоко необходимо гомогенизировать после технологической операции, вызывающей нарушение стабильности эмульсии молочного жира.
Последовательность технологических операций при гомогенизации молока может быть различной:• очистка —> подогрев -> гомогенизация -> пастеризация -> охлаж
дение;• очистка -> подогрев -> гомогенизация —> охлаждение;• подогрев -> гомогенизация -> очистка -» пастеризация —>охлаж
дение;85
• подогрев - » очистка -» гомогенизация -> пастеризация -> охлаждение;
• подогрев -> очистка —> пастеризация -> гомогенизация -> охлаждение.Технологические схемы организации производства различают
ся только очередностью операций гомогенизации и пастеризации. В целях обеспечения санитарной безопасности производства целесообразнее гомогенизацию проводить после подогрева молока перед пастеризацией или стерилизацией. Выбор той или иной очередности может зависеть также от объема перерабатываемого молока и технической оснащенности предприятия.
При выработке молочных продуктов можно использовать полную или раздельную гомогенизацию: при полной — гомогенизируют весь объем перерабатываемого молока; при раздельной — молоко сепарируют, полученные сливки гомогенизируют, смешивают с обезжирен- ным молоком и направляют на дальнейшую обработку. Раздельную гомогенизацию целесообразно применять при выработке молочных продуктов (питьевого молока, кисломолочных продуктов и др.), где требуется составление нормализованной молочной смеси.
3.4. СЕПАРАТОРЫКлассификация и основные части сепараторов. По технологиче
скому назначению это оборудование подразделяют на две основные группы: сепараторы-молокоочистители и сепараторы-сливкоотделители. В сепараторах-молокоочистителях происходит центробежная очистка молока от механических и естественных примесей. К этой группе относят также отделители белка от сыворотки, сепараторы для обезвоживания творожного сгустка и сепараторы-бактериоот- делители. В сепараторах-сливкоотделителях молоко разделяется на сливки и обезжиренное молоко, происходят нормализация молока по жиру (при применении дополнительного устройства), обезжиривание сыворотки и получение высокожирных сливок.
По конструктивным особенностям сепараторы подразделяют на открытые, полузакрытые, закрытые. В открытых сепараторах ввод молока и вывод его фракций не герметизированы, т.е. сливки и обезжиренное молоко контактируют с воздухом окружающей среды. В полузакрытых сепараторах ввод молока может быть открытым или закрытым, но без напора, а вывод продукта — закрытым, под давлением, создаваемым в сепараторе. В закрытых сепараторах ввод молока, разделение на фракции и их выход герметизированы. Поступление молока и отведение фракций осуществляют под давлением.
Сепараторы классифицируют также по способу удаления осадка из барабана: с ручной выгрузкой осадка после полной остановки
86
и разборки барабана; центробежной периодической и непрерывной выгрузкой при непрерывной работе сепаратора.
Сепараторы состоят из следующих основных частей: станины в виде чаши, барабана, приемно-выводного устройства и приводного механизма.
На станине смонтированы все части и узлы сепаратора, в нижней ее части расположен приводной механизм. В чашестанины укреплены тормоза, стопоры, удерживающие барабан от произвольного вращения при сборке и разборке, а также приемно-выводное устройство. Внутренняя часть станины (картер) одновременно является масляной панной.
Барабан (сепарирующееустройство) — исполнительный орган сепаратора, где молоко разделяется на фракции. Сепарирующее устройство бываете верхним и нижним вводом молока. Наибольшее применение получили сепарирующие устройства с верхним вводом молока. Конструкция сепарирующего устройства молокоочистителей и сливкоотделителей имеет следующие различия: в сливкоотделителе молоко в межтарелочное пространство поступает через отверстия в тарелках, а в молокоочистителях — с периферии, так как в тарелках молоко- очистителя отсутствуют отверстия; приемно-выводное устройство молокоочистителя имеет один отводной патрубок (для очищенного молока), а сливкоотделителя — два (для сливок и обезжиренного молока); межтарелочный зазор у молокоочистителя больше (2—5 мм), чем у сливкоотделителя (0,6—0,8 мм); периферийное (грязевое) пространство молокоочистителя больше, чем сливкоотделителя.
Основные детали барабана (крышка, основание, затяжные кольца- гайки) изготовляют из поковок или штамповок из нержавеющей стали. Затяжные кольца имеют левую резьбу, что исключает возможность их самоотвинчивания при вращении барабана по часовой стрелке. Листы для изготовления тарелок барабана должны иметь маркировку завода — поставщика металла. Торцовые уплотнительные кольца барабана должны быть изготовлены из упругих полимерных материалов, резиновые уплотнения барабана — из пищевой резины только формованием. Все уплотнения барабана (полимерные и резиновые) должны быть стойкими к дезинфицирующим и моющим растворам и обладать следующими свойствами: теплостойкостью не менее 80 °С; нетоксичностью и отсутствием постороннего запаха; стойкостью в 20%-х растворах азотной кислоты и едкого натра; работоспособностью в условиях давления 20—30 МПа.
Приемно-выводные устройства, закрепленные в верхней части сепаратора, обеспечивают подачу молока в барабан и отвод из него фракций молока (сливок, обезжиренного молока, а также очищенного молока). Герметичность всех соединений создается резиновыми уплотнительными кольцами. Конструкции приемно-выводных устройств различны, однако у всех имеются приемник для сливок и обезжиренного моло-
87
ка и диски напора для каждой фракции. Приемник состоит из двух изолированных камер для сливок и обезжиренного молока. Сливки как более легкая фракция выходят из барабана по нижнему патрубку, а обезжиренное молоко — по верхнему. На выходном патрубке сливок установлены регулировочный винт, позволяющий регулировать жирность сливок, и ротаметр для определения количества сливок. Приемно-выводные устройства могут быть снабжены устройствами для нормализации молока по жиру.
Все промышленные сепараторы имеют электрический привод. Основными его частями являются: электродвигатель; центробежная муфта, состоящая из ведущей и ведомой полумуфт; зубчатое ведущее колесо; ведомое колесо мультипликатора; вертикальный вал (веретено). В приводной механизм могут входить также и другие детали и узлы, усложняющие его конструкцию и обеспечивающие заданную частоту вращения барабана сепаратора. Передача движения от электродвигателя к барабану следующая. Вращение от вала электродвигателя передается ведущей центробежной полумуфте, затем после соприкосновения с ведомой центробежной полумуф- той вращение передается на горизонтальный вал. Ведущее зубчатое колесо на горизонтальном валу входит в зацепление с зубчатым колесом мультипликатора и передает вращение на вертикальный вал, а вместе с ним и на барабан. Этот способ передачи движения от электродвигателя на барабан сепаратора наиболее распространен, но известны и другие способы, обеспечивающие заданную частоту вращения барабана.
Разделение молока на фракции. Процесс происходит в сепарирующем устройстве (барабане), состоящем из основания (дна), кожуха (крышки) обтекаемой формы, тарелкодержателя и пакета конических промежуточных и разделительных тарелок. Последние имеют приваренные на внешней стороне шипики, образующие заданный межтарелочный зазор. Молоко может поступать в барабан сверху и снизу и должно равномерно распределиться в нижней части барабана между тарелками. На рис. 3.2 показана схема движения фракций молока в барабане сепаратора-молокоочистителя и сливкоотделителя. Молоко из приемной камеры сепаратора-молокоочистителя поступает в барабан и через каналы тарелкодержателя отбрасывается на периферию барабана, откуда оно поступает в межтарелочное пространство. Под действием центробежной силы посторонние примеси, плотность которых больше плотности молока, при прохождении через барабан как более тяжелая фракция осаждаются на его внутренней поверхности в грязевом (шламовом) пространстве. После его заполнения сепаратор останавливают и барабан промывают. Продолжительность непрерывной работы сепаратора зависит от объема грязевого пространства и загрязненности молока и составляет 2-2 ,5 ч.88
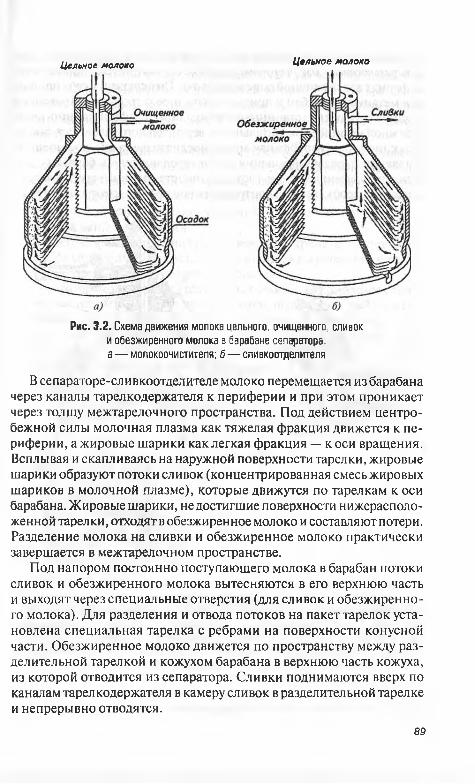
Цельное молоко Цельное молоко
Рис. 3.2. Схема движения молока цельного, очищенного, сливок и обезжиренного молока в барабане сепаратора: а — молокоочистителя; б — сливкоотделителя
В сепараторе-сливкоотделителе молоко перемещается из барабана через каналы тарелкодержателя к периферии и при этом проникает через толщу межтарелочного пространства. Под действием центробежной силы молочная плазма как тяжелая фракция движется к периферии, а жировые шарики как легкая фракция — коси вращения. Всплывая и скапливаясь на наружной поверхности тарелки, жировые шарики образуют потоки сливок (концентрированная смесьжировых шариков в молочной плазме), которые движутся по тарелкам к оси барабана. Жировые шарики, не достигшие поверхности нижерасполо- женной тарелки, отходят в обезжиренное молоко и составляют потери. Разделение молока на сливки и обезжиренное молоко практически завершается в межтарелочном пространстве.
Под напором постоянно поступающего молока в барабан потоки сливок и обезжиренного молока вытесняются в его верхнюю часть и выходят через специальные отверстия (для сливок и обезжиренного молока). Для разделения и отвода потоков на пакет тарелок установлена специальная тарелка с ребрами на поверхности конусной части. Обезжиренное молоко движется по пространству между разделительной тарелкой и кожухом барабана в верхнюю часть кожуха, из которой отводится из сепаратора. Сливки поднимаются вверх по каналам тарелкодержателя в камеру сливок в разделительной тарелке и непрерывно отводятся.
8 9
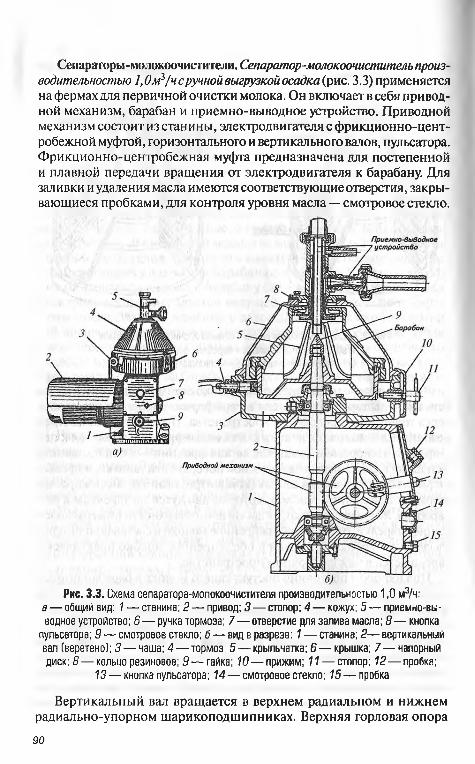
Сепараторы-молокоочистители. Сепаратор-можжоочиститель производительностью 1,0м3/ч с ручной выгрузкой осадка (рис. 3.3) применяется на фермах для первичной очистки молока. Он включает в себя приводной механизм, барабан и приемно-выводное устройство. Приводной механизм состоит из станины, электродвигателя с фрикционно-центробежной муфтой, горизонтального и вертикального валов, пульсатора. Фрикционно-центробежная муфта предназначена для постепенной и плавной передачи вращения от электродвигателя к барабану. Для заливки иудаления масла имеются соответствующие отверстия, закрывающиеся пробками, для контроля уровня масла — смотровое стекло.
Рис. 3.3. Схема сепаратора-молокоочистителя производительностью 1.0 м3/ч:a — общий вид: 1 — станина; 2 — привод; 3 — стопор; 4— кожух; 5 — приемно-выводное устройство; 6— ручка тормоза; 7— отверстие для залива масла; 8 — кнопка
пульсатора; 9 — смотровое стекло; б — вид в разрезе: 1 — станина; 2— вертикальный вал (веретено]; 3 — чаша; 4 — тормоз; 5 — крыльчатка; 6 — крышка; 7— напорный диск; 8 — кольцо резиновое; 9 — гайка; 10 — прижим; 11 — стопор; 12 — пробка;
13 — кнопка пульсатора; 14 — смотровое стекло; 15 — пробка
Вертикальный вал вращается в верхнем радиальном и нижнем радиально-упорном шарикоподшипниках. Верхняя горловая опора
90
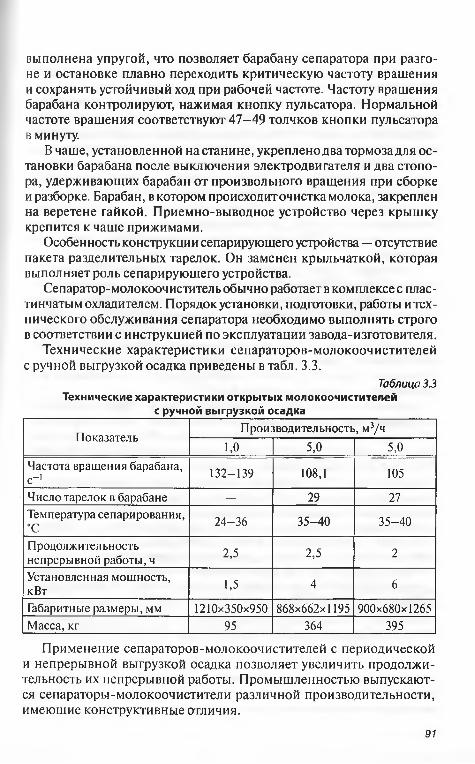
выполнена упругой, что позволяет барабану сепаратора при разгоне и остановке плавно переходить критическую частоту вращения и сохранять устойчивый ход при рабочей частоте. Частоту вращения барабана контролируют, нажимая кнопку пульсатора. Нормальной частоте вращения соответствуют 47-49 толчков кнопки пульсатора в минуту.
В чаше, установленной на станине, укреплено два тормоза для остановки барабана после выключения электродвигателя и два стопора, удерживающих барабан от произвольного вращения при сборке и разборке. Барабан, в котором происходиточистка молока, закреплен на веретене гайкой. Приемно-выводное устройство через крышку крепится к чаше прижимами.
Особен ность конструкции сепарирующего устройства — отсутствие пакета разделительных тарелок. Он заменен крыльчаткой, которая выполняет роль сепарирующего устройства.
Сепаратор-молокоочистительобычно работаете комплексес пластинчатым охладителем. Порядок установки, подготовки, работы и технического обслуживания сепаратора необходимо выполнять строго в соответствии с инструкцией по эксплуатации завода-изготовителя.
Технические характеристики сепараторов-молокоочистителей с ручной выгрузкой осадка приведены в табл. 3.3.
Таблица 3.3Технические характеристики открытых молокоочистителей ____________________с ручной выгрузкой осадка____________________________
ПоказательПроизводительность, м3/ч
1,0 5,0 5,0Частота вращения барабана,с-1 132-139 108,1 105
Число тарелок в барабане — 29 27Температура сепарирования, °С 2 4 -3 6 3 5 -4 0 3 5 -4 0
Продолжительность непрерывной работы, ч 2,5 2,5 2
Установленная мощность, кВт 1,5 4 6
Габаритные размеры, мм 1210x350x950 868x662x1195 900x680x1265Масса, кг 95 364 395
Применение сепараторов-молокоочистителей с периодической и непрерывной выгрузкой осадка позволяет увеличить продолжительность их непрерывной работы. Промышленностью выпускаются сепараторы-молокоочистители различной производительности, имеющие конструктивные отличия.
91
Сепаратор производительностью 5мі/ч (рис. 3.4, а) состоит из станины с приводным механизмом, приемно-выводного устройства, крышки с приемником осадка, тахометра, пульта управления, гидросистемы. Вращение от электродвигателя передается барабану через приводной механизм, включающий разгонную фрикционную муфту, горизонтальный и вертикальный валы. Горизонтальный вал вращается в шарикоподшипниковых опорах, установленных в отверстиях станины. От этого вала вращение передается вертикальному валу (веретену) с помощью винтовой пары. Кроме ведущей шестерни, передающей вращение через ведомую шестерню веретену, на горизонтальном валу имеется шестерня, связанная зубчатым зацеплением с механизмами тахометра и пульсатора. Для предотвращения попадания масла из картера станины на центробежную фрикционную муфту предусмотрен лабиринт.
Вертикальный вал вращается в радиально-сферическом и сдвоенном радиально-упорном подшипниках. Горловая опора упругая, что позволяет барабану при разгоне и остановке плавно переходить критическую частоту вращения и сохранять устойчивый, спокойный ход во время работы сепаратора. Упругость достигается тем, что обойма с подшипником и валом заключена между шестью радиально расположенными пружинами. Лабиринтное уплотнение предохраняет подшипник горловой опоры и масляную ванну от попадания в них грязи, воды и сепарируемого продукта.
Вертикальная нагрузка от барабана и вала в сборе воспринимается пружиной стакана подпятника. В этом же стакане установлен сдвоенный радиально-упорный подшипник. Для регулирования положения барабана по высоте предусмотрена регулировочная шайба. В стакане имеется отверстие, совпадающее с отверстием в нижнем гнезде станины. Эти отверстия позволяют маслу циркулировать во время работы сепаратора. Нижняя часть станины закрыта крышкой с прокладкой. Крышку крепят к станине четырьмя болтами. В крышке имеется пробка, служащая для слива масла из нижней опоры. Для слива масла из картера станины предусмотрено отверстие, закрываемое пробкой. Уровень масла определяют по маслоуказателю.
Основной рабочий орган сепаратора — барабан (рис. 3.4, б). Закрепленный на вертикальном валу, он состоит из основания, тарел- кодержателя с пакетом тарелок, крышки, большого и малого затяжных колец и запорного поршня конического типа. Для ускорения остановки барабана сепаратора после выключения электродвигателя предусмотрен тормоз.
Гидросистема (рис. 3.4, в) предназначена для управления ручной или автоматической выгрузкой осадка из барабана, а также для промывки приемника осадка. Она состоит из фильтра, крана, редуктора для регулирования давления в гидросистеме, манометра, электро
92

магнитных вентилей для управления работой барабана и для подачи воды в приемник шлама, а также вентиля для управления работой сепаратора вручную. Гидросистему устанавливают отдельно от сепаратора и соединяют с ним трубопроводом. Гидроузел гидросистемы, служащий для подачи буферной воды в соответствующие полости барабана, состоит из подводящей коммуникации, клапанного устройства, распределителя буферной жидкости, напорного диска и сигнального крана. В приемнике осадка на верхнем торце станины имеются штуцер и форсуночное устройство для подвода воды при автоматической и ручной мойке.
в ) С -
Рис. 3.4. Схема сепараторэ-молокоочистителя производительностью 5 м3/ч: а —общий вид: 1 — станина; 2 —приемник осадка; 3 — барабан; 4 — крышка сепара
тора; 5 — питающая (центральная) трубка; 6 —малое затяжное кольцо (гайка);7—болт; 8 —приемно-выводное устройство; 9 — тарелкодержатель; 1 0 — пакет
тарелок; 11 — крышка барабана; 12 — запорный поршень; 13 — основание; 1 4 — клапанное устройство; 15 — вертикальный вал (веретено); 1Б — тахометр; 1 7 —маслоука-
затель; 18 — пробка; б — барабан сепаратора; 1 — накидная тайка;2 , 4 , 1 0 , 1 4 - 1 8 — уплотнения; 3 —горловина; 5 — тарелкодержатель; В —тарелки;7 — корпус, 8 — основание; 9 — кольцо; 11 — приемник; 1 2 — основание барабана;
1 3 —• выход для осадка; в — схема подключения гидросистемы: 1 — манометр;2 — редукционный клапан; 3 — фильтр; 4 , 7 —электромагнитные вентили;
5, 6—вентили
Принцип работы. После набора барабаном необходимой частоты вращения открывают кран (на схеме не показан) на линии подвода воды к гидросистеме, и вода через фильтр поступает в гидросистему. Затем
9 3
открывают вентиль 6, и вода через гидроузел сепаратора поступаетвба- рабан. После заполнения водой пространства под поршнем он поднимается вверх и перекрывает разгрузочные щели в основании барабана. Вентиль бставятв положение «Подпитка», после этого исходный продукт из молокопровода через тарелкодержатель попадает в барабан и заполняет межтарелочное пространство. Под действием центробежной силы тяжелые механические примеси и слизь перемещаются к периферии барабана и оседают в шламовом пространстве. Очищенное молоко по наружным каналам тарелкодержателя поднимается вверх и через отверстие в крышке барабана поступает в напорную камеру, из которой выводится напорным диском в производственные трубопроводы.
Шламовое пространство периодически частично или полностью очищается (разгружается) во время работы. Частичную выгрузку применяют при автоматическом режиме работы, в этом случае удаляется только осадок, а молоко остается в барабане. Автоматическая разгрузка осадка управляется электромагнитными вентилями с помощью трех реле времени, размещенных в щите управления. Электромагнитное реле регламентирует продолжительность открытия электромагнитного вентиля 7(см. рис. 3.4, в), подающего воду через гидроузел в барабан сепаратора. Программное реле времени обеспечивает открытие электромагнитного вентиля 4 и подачу воды для автоматической мойки приемника осадка.
В зависимости от степени загрязненности молока время между разгрузками колеблется от 40 до 95 мин, разгрузка продолжается от 0,3 до 0,7 с. Если система автоматической выгрузки осадка выходит из строя, можно использовать ручное управление. Для этого откры вают кран, и вода попадает к гидроузлу; кран может оставаться в открытом положении около 1 с, после чего его опять ставят на подпитку. В это время барабан частично разгружается.
В сепараторе производительностью 15м3/ч с периодической центробежной выгрузкой осадка по сравнению с аналогами снижены удельная металлоемкость в 2 раза, удельное потребление электроэнергии в 1,5 раза, а также шумовые и вибрационные характеристики и потери молока. Центробежными разгрузчиками осадка управляет бесклапанная система, что обеспечивает надежность и удобство в эксплуатации.
Этот сепаратор (рис. 3.5, а) состоит из привода, барабана, приемника осадка с гидроузлом, крышки, приемно-выводного устройства. Привод предназначен для передачи вращения от электродвигателя барабану и состоит из горизонтального и вертикального валов. На горизонтальный вал насажены бандаж, зубчатое колесо. Вращение от электродвигателя плавно передается фрикционной муфтой горизонтальному валу и через зубчатую передачу — вертикальному. В барабане, состоящем изоснования, поршня, тарелкодержателя с пакетом тарелок и крышки, молоко очищается от механических примесей.94
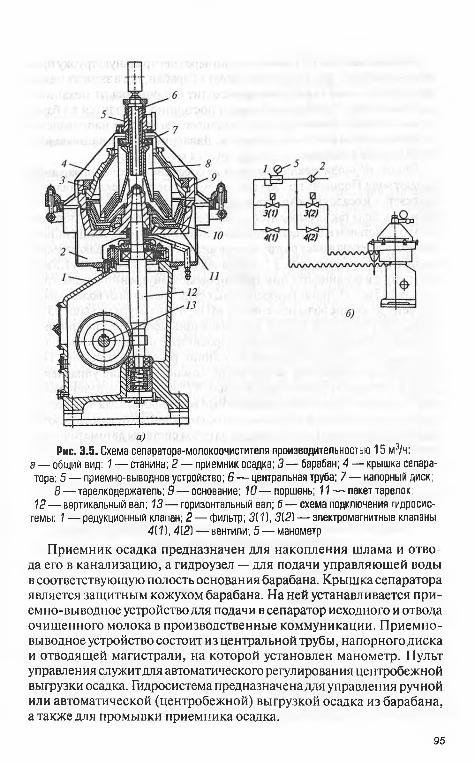
Рис. 3.5. Схема сепаратора-молокоочистителя производительностью 15 м3/ч:а— общий вид: 7 — станина; 2 — приемникосадка; 3 — барабан; 4 — крышка сепаратора; 5 — приемно-выводное устройство; В — центральная труба; 7 — напорный диск;
8 —тарелкодержатель; 9 — основание; 10—поршень; 11—пакет тарелок;1 2 — вертикальный вал; 1 3 — горизонтальный вал; б — схема подключения гидросис
темы: 1 —редукционный клапан; 2 — фильтр; 3(7), 3(2) — электромагнитные клапаны, 4(1), 4(2) — вентили; 5 — манометр
Приемник осадка предназначен для накопления шлама и отвода его в канализацию, а гидроузел — для подачи управляющей воды в соответствующую полость основания барабана. Крышка сепаратора является защитным кожухом барабана. На ней устанавливается приемно-выводное устройство для подачи в сепаратор исходного и отвода очищенного молока в производственные коммуникации. Приемновыводное устройство состоит из центральной трубы, напорного диска и отводящей магистрали, на которой установлен манометр. Пульт управления служит для автоматического регулирования центробежной выгрузки осадка. Гидросистема предназначена для управления ручной или автоматической (центробежной) выгрузкой осадка из барабана, а также для промывки приемника осадка.
95
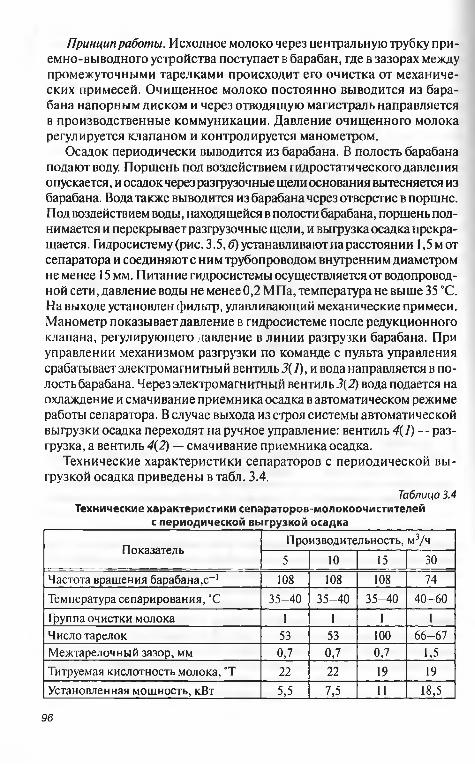
Принцип работы. Исходное молоко через центральную трубку приемно-выводного устройства поступает в барабан, где в зазорах между промежуточными тарелками происходит его очистка от механических примесей. Очищенное молоко постоянно выводится из барабана напорным диском и через отводящую магистраль направляется в производственные коммуникации. Давление очищенного молока регулируется клапаном и контролируется манометром.
Осадок периодически выводится из барабана. В полость барабана подают воду. Поршень под воздействием гидростатического давления опускается, иосадок через разгрузочные щели основания вытесняется из барабана. Вода также выводится из барабана через отверстие в поршне. Под воздействием воды, находящейся в полости барабана, поршень поднимается и перекрывает разгрузочные щели, и выгрузка осадка прекращается. Гидросистему (рис. 3.5, б) устанавливаютна расстоянии 1,5мот сепаратора и соединяют с ним трубопроводом внутренним диаметром не менее 15 мм. Питание гидросистемы осуществляется от водопроводной сети, давление воды не менее 0,2 МПа, температура не выше 35 °С. На выходе установлен фильтр, улавливающий механические примеси. Манометр показывает давление в гидросистеме после редукционного клапана, регулирующего давление в линии разгрузки барабана. При управлении механизмом разгрузки по команде с пульта управления срабатывает электромагнитный вентиль 3(7), и вода направляется в полость барабана. Через электромагнитный вентиль 3(2) вода подается на охлаждение и смачивание приемника осадка в автоматическом режиме работы сепаратора. В случае выхода из строя системы автоматической выгрузки осадка переходят на ручное управление: вентиль 4(1) — разгрузка, а вентиль 4(2) — смачивание приемника осадка.
Технические характеристики сепараторов с периодической выгрузкой осадка приведены в табл. 3.4.
Таблица 3.4Технические характеристики сепараторов-молокоочистителей ________________ с периодической выгрузкой осадка____________ __________
ПоказательПроизводительность, м3/ч
5 10 15 30
Частота вращения барабана,с-1 108 108 108 74
Температура сепарирования, “С 3 5 -4 0 3 5 -4 0 3 5 -4 0 4 0 -6 0
Группа очистки молока 1 1 I IЧисло тарелок 53 53 100 6 6 -6 7Межтарелочный зазор, мм 0,7 0,7 0,7 1,5Титруемая кислотность молока, °Т 22 22 19 19Установленная мощность, кВт 5,5 7,5 11 18,5
9 6
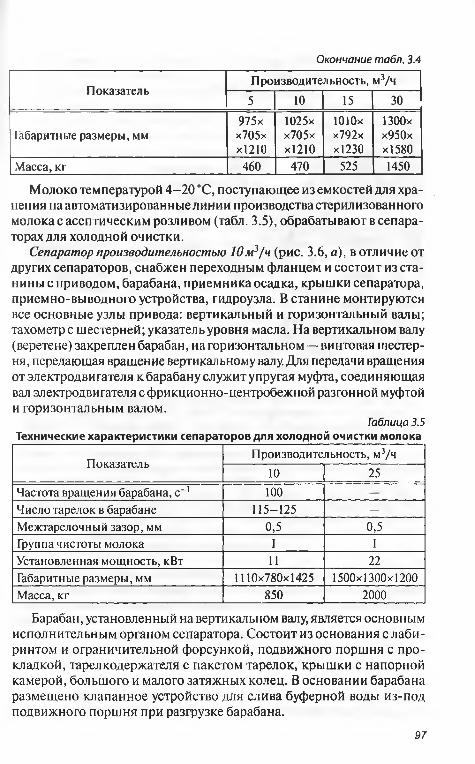
Окончание табл. 3.4
ПоказательПроизводительность, м3/ч
5 10 15 30
Габаритные размеры, мм975х
х705хх1210
1025хх705хх1210
1010хх792хх1230
1300Хх950хх1580
Масса, кг 460 470 525 1450
Молоко температурой 4-20 °С, поступающее из емкостей для хранения на автоматизированные линии производства стерилизованного молока с асептическим розливом (табл. 3.5), обрабатывают в сепараторах для холодной очистки.
Сепаратор производительностью 10м3/ч (рис. 3.6, й), в отличие от других сепараторов, снабжен переходным фланцем и состоит из станины с приводом, барабана, приемника осадка, крышки сепаратора, прием но-выводного устройства, гидроузла. В станине монтируются все основные узлы привода; вертикальный и горизонтальный валы; тахометр с шестерней; указатель уровня масла. На вертикальном валу (веретене) закреплен барабан, на горизонтальном — винтовая шестерня, передающая вращение вертикальному валу. Для передачи вращения от электродвигателя к барабану служит упругая муфта, соединяющая вал электродвигателя с фрикционно-центробежной разгонной муфтой и горизонтальным валом.
Таблица 3.5Технические характеристики сепараторов для холодной очистки молока
ПоказательПроизводительность, м3/ч
10 25
Частота вращения барабана, с -1 100Число тарелок в барабане 115-125 —
Межтарелочный зазор, мм 0,5 0,5Группа чистоты молока I IУстановленная мощность, кВт 11 22Габаритные размеры, мм 1110x780x1425 1500x1300x1200Масса, кг 850 2000
Барабан, установленный на вертикальном валу, является основным исполнительным органом сепаратора. Состоит из основания с лабиринтом и ограничительной форсункой, подвижного поршня с прокладкой, тарелкодержателя с пакетом тарелок, крышки с напорной камерой, большого и малого затяжных колец. В основании барабана размещено клапанное устройство для слива буферной воды из-под подвижного поршня при разгрузке барабана.
97
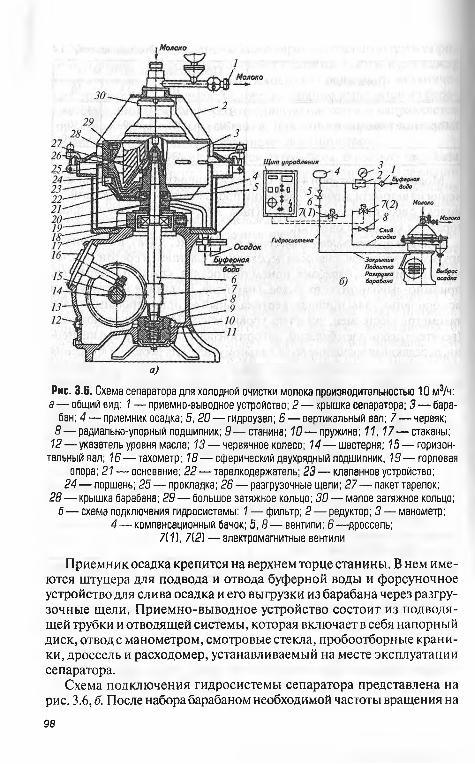
а)
Рис. 3.6. Схема сепаратора для холодной очистки молока производительностью 10 м3/ч: а — общий вид: 1 — приемно-выводное устройство; 2 — крышка сепаратора: 3 —бара
бан; 4 — приемник осадка; 5,2 0 —гидроузел; 6 — вертикальный вал; 7 —червяк;8 — радиально-упорный подшипник; 9 —станина; 1 0 —пружина; 1 1 , 1 7 — стаканы;
1 2 — указатель уровня масла; 13 — червячное колесо; 1 4 — шестерня; 1 5 — горизонтальный вал; 1Б — тахометр; 1 8 —сферический двухрядный подшипник; 1 9 — горловая
опора; 2 1 — основание; 2 2 —тарелкодержатель; 2 3 — клапанное устройство;2 4 — поршень; 2 5 — прокладка; 2 6 — разгрузочные щели; 2 7 —пакет тарелок;
2 8 — крышка барабана; 2 9 — большое затяжное кольцо; 3 0 — малое затяжное кольцо; б — схема подключения гидросистемы: 1 — фильтр; 2 — редуктор; 3 — манометр;
4 — компенсационный бачок; 5 , 8 — вентили; 6 —дроссель;7(1), 7(2) — электромагнитные вентили
Приемник осадка крепится на верхнем торце станины. В нем имеются штуцера для подвода и отвода буферной воды и форсуночное устройство для слива осадка и его выгрузки из барабана через разгрузочные щели. Приемно-выводное устройство состоит из подводящей трубки и отводящей системы, которая включает в себя напорный диск, отвод с манометром, смотровые стекла, пробоотборные краники, дроссель и расходомер, устанавливаемый на месте эксплуатации сепаратора.
Схема подключения гидросистемы сепаратора представлена на рис. 3.6, б. После набора барабаном необходимой частоты вращения на
98
пинии под вода воды открывают кран, и буферная вода из водопровода I іаправляется в гидросистему сепаратора. Проходя через фильтр, она поступает в редуктор, после чего в системе устанавливается постоянное давление, контролируемое манометром. Из гидросистемы через гидроузел буферная вода попадает в полость под поршнем барабана. Поршень перемещается вверх, перекрывая разгрузочные щели барабана.
Рукоятку крана ставят в положение «Подпитка», в гидросистеме устанавливается подача жидкости в небольшом количестве для компенсации возможной утечки. Затем исходный продукт (молоко) по подводящей коммуникации попадает в барабан сепаратора, где происходит его очистка.
Очищенное молоко удаляется из барабана с помощью напорного диска и направляется в отводящую коммуникацию. Осадок (0,03—1 % от объема молока) под действием центробежной силы отбрасывается к периферии барабана и скапливается в шламовом пространстве. По мере накопления осадка производится периодическая разгрузка барабана. В сепараторе предусмотрена как полная, так и частичная выгрузка осадка из барабана. Управление электромагнитными вентилями осуществляется с помощью электромеханического и двух электронных реле времени на электрическом пульте управления.
К группе сепараторов-молокоочистителей относят также сепараторы для разделения сквашенного молока, осветления молочной сыворотки от белковых веществ после их коагуляции и другие.
Сепаратор для разделения сквашенного молока непрерывно разделяет его на обезжиренный творог и сыворотку. По конструкции это сепаратор открытого типа с центробежной выгрузкой осадка. Он состоит из станины с приводным механизмом, барабана, приемно-выводного устройства и тахометра. Сепаратор укомплектован цилиндрическим фильтром для удержания крупных комков сгустка. В станине имеется смотровое окно. Для заливки и удаления отработанного масла в крышке тахометра предусмотрено два отверстия, закрываемых пробкой. Приводной механизм состоит из электродвигателя, упругой и разгонной фрикционно-центробежной муфт, горизонтального и вертикального валов. Горизонтальный вал получает вращение от электродвигателя через упругую муфту. Вращение от горизонтального вала на вертикальный передается через фрикционно-центробежную муфту, которая обеспечивает плавную и постепенную передачу вращения барабану при его разгоне.
Вертикальный вал вращается в верхнем радиально-сферическом и нижнем радиально-упорном подшипниках. Радиально-сферический подшипник установлен в обойме горловой опоры. Эта опора выполнена упругой, что позволяет барабану сепаратора при разгоне и остановке плавно переходить критическое число оборотов и сохранять устойчивый, спокойный ход при рабочей частоте вращения. Упругость
99
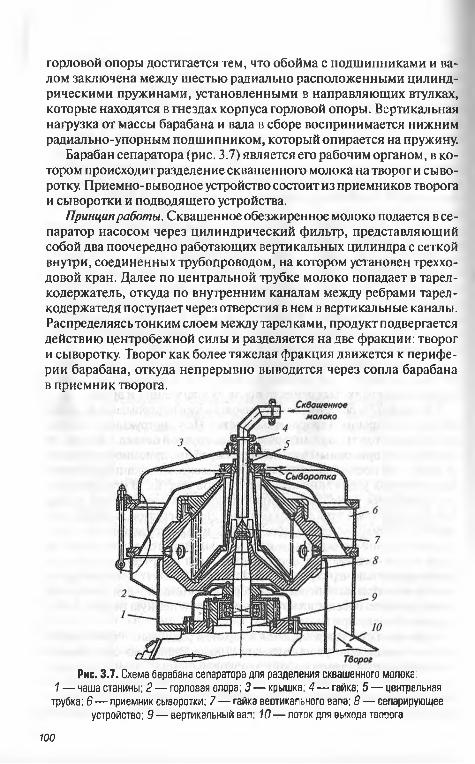
горловой опоры достигается тем, что обойма с подшипниками и валом заключена между шестью радиально расположенными цилиндрическими пружинами, установленными в направляющих втулках, которые находятся в гнездах корпуса горловой опоры. Вертикальная нагрузка от массы барабана и вала в сборе воспринимается нижним радиально-упорным подшипником, который опирается на пружину.
Барабан сепаратора (рис. 3.7) является его рабочим органом, в котором происходитразделение сквашенного молока на творог и сыворотку. Приемно-выводное устройство состоитиз приемников творога и сыворотки и подводящего устройства.
Принцип работы. Сквашенное обезжиренное молоко подается в сепаратор насосом через цилиндрический фильтр, представляющий собой два поочередно работающих вертикальных цилиндра с сеткой внутри, соединенных трубопроводом, на котором установен трехходовой кран. Далее по центральной трубке молоко попадает в тарел- кодержатель, откуда по внутренним каналам между ребрами тарел- кодержателя поступает через отверстия в нем в вертикальные каналы. Распределяясь тонким слоем между тарел ками, продукт подвергается действию центробежной силы и разделяется на две фракции: творог и сыворотку. Творог как более тяжелая фракция движется к периферии барабана, откуда непрерывно выводится через сопла барабана в приемник творога.
Рис. 3.7. Схема барабана сепаратора для разделения сквашенного молока:1 — чаша станины; 2 — горловая опора; 3 — крышка; 4— гайка; 5 — центральная
трубка; В — приемник сыворотки; 7—гайка вертикального вала; 8 —сепарирующее устройство; 9 — вертикальный вал; 10— лоток для выхода творога
100
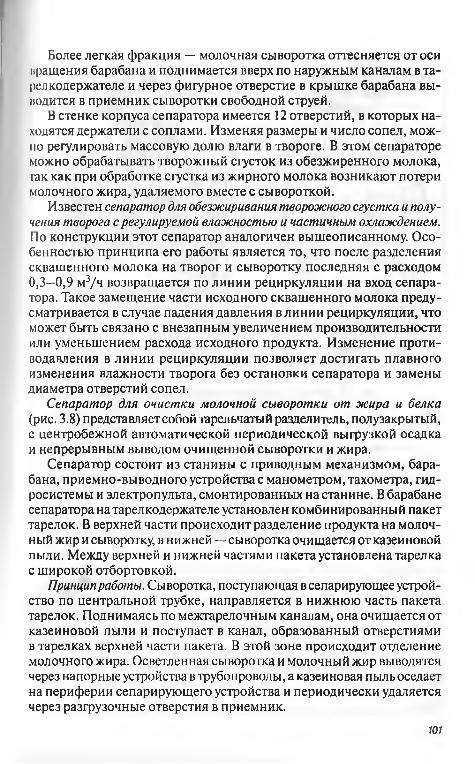
Более легкая фракция — молочная сыворотка оттесняется от оси вращения барабана и поднимается вверх по наружным каналам в та- релкодержателе и через фигурное отверстие в крышке барабана выводится в приемник сыворотки свободной струей.
В стенке корпуса сепаратора имеется 12 отверстий, в которых находятся держатели с соплами. Изменяя размеры и число сопел, можно регулировать массовую долю влаги в твороге. В этом сепараторе можно обрабатывать творожный сгусток из обезжиренного молока, гак как при обработке сгустка из жирного молока возникают потери молочного жира, удаляемого вместе с сывороткой.
Известен сепаратор для обезжиривания творожного сгустка и получения творога с регулируемой влажностью и частичным охлаждением. По конструкции этот сепаратор аналогичен вышеописанному. Особенностью принципа его работы является то, что после разделения сквашенного молока на творог и сыворотку последняя с расходом 0,3—0,9 м3/ч возвращается по линии рециркуляции на вход сепаратора. Такое замещение части исходного сквашенного молока предусматривается в случае падения давления в линии рециркуляции, что может быть связано с внезапным увеличением производительности или уменьшением расхода исходного продукта. Изменение противодавления в линии рециркуляции позволяет достигать плавного изменения влажности творога без остановки сепаратора и замены диаметра отверстий сопел.
Сепаратор для очистки молочной сыворотки от жира и белка (рис. 3.8) представляет собой тарельчатый разделитель, полузакрытый, с центробежной автоматической периодической выгрузкой осадка и непрерывным выводом очищенной сыворотки и жира.
Сепаратор состоит из станины с приводным механизмом, барабана, приемно-выводного устройства с манометром, тахометра, гидросистемы и электропульта, смонтированных на станине. В барабане сепаратора на тарелкодержателе установлен комбинированный пакет тарелок. В верхней части происходит разделение продукта на молочный жир и сыворотку, в нижней — сыворотка очищается от казеиновой пыли. Между верхней и нижней частями пакета установлена тарелка с широкой отбортовкой.
Принцип работы. Сыворотка, поступающая в сепарирующее устройство по центральной трубке, направляется в нижнюю часть пакета тарелок, Поднимаясь по межтарелочным каналам, она очищается от казеиновой пыли и поступает в канал, образованный отверстиями в тарелках верхней части пакета. В этой зоне происходит отделение молочного жира. Осветленная сыворотка и молочный жир выводятся через напорные устройства в трубопроводы, а казеиновая пыль оседает на периферии сепарирующего устройства и периодически удаляется через разгрузочные отверстия в приемник.
101
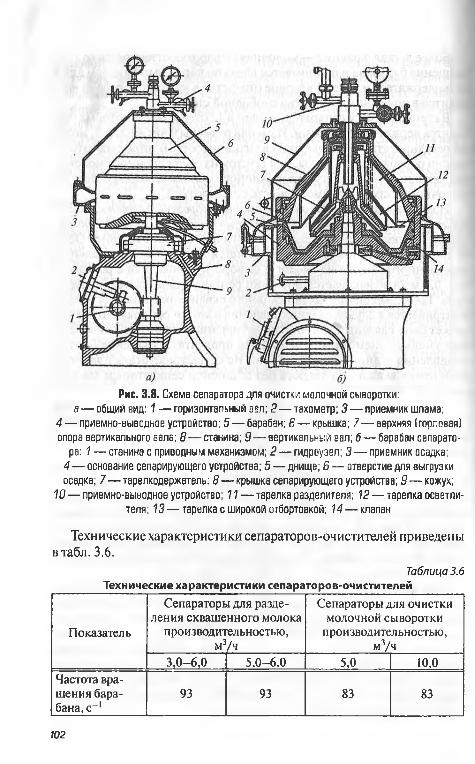
Рис. 3.8. Схема сепаратора для очистки молочной сыворотки: а — общий вид: 1 — горизонтальный вал: 2 —тахометр; 3 —приемник шлама;
4 — приемно-выводное устройство; 5—барабан; 6 — крышка; 7—верхняя (горловая) опора вертикального вала; 8 —станина; 9 —вертикальный вал; 6 — барабан сепарато
ра: 1 — станина с приводным механизмом; 2 — гидроузел; 3 — приемник осадка;4 — основание сепарирующего устройства; 5 — днище; 6 — отверстие для выгрузки осадка; 7—тарелкодержатель; 8 —крышка сепарирующего устройства; 9 — кожух;
1 0 —приемно-выводное устройство; 11 — тарелка разделителя; 12 — тарелка осветлителя; 13 — тарелка с широкой отбортовкой; 14 — клапан
Технические характеристики сепараторов-очистителей приведены в табл. 3.6.
Таблица 3.6Технические характеристики сепараторов-очистителей
Показатель
Сепараторы для разделения сквашенного молока
производительностью, М3/ч
Сепараторы для очистки молочной сыворотки
производительностью, м3/ч
3 ,0 -6 ,0 5.0—6.0 5,0 10,0Частота вращения барабана, с - 1
93 93 83 83
102
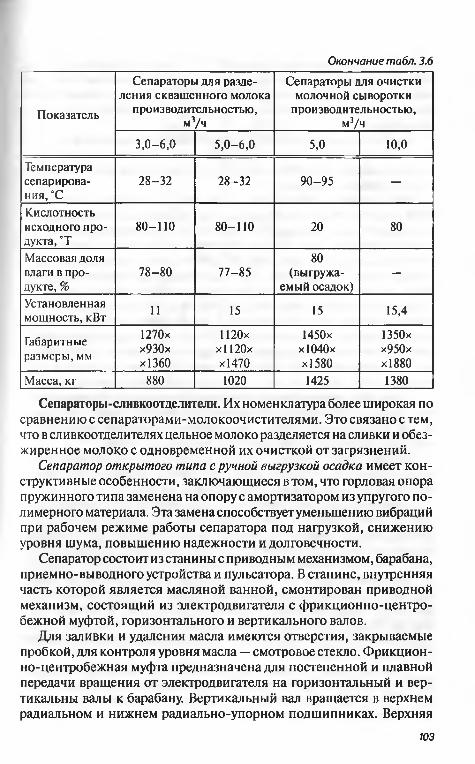
Окончание табл. 3.6
Показатель
Сепараторы для разделения сквашенного молока
производительностью,м3/ч
Сепараторы для очистки молочной сыворотки
производительностью,м3/ч
3 ,0 -6 ,0 5,0-6,0 5,0 10,0
Температура сепарирования, °С
2 8 -3 2 2 8 -3 2 9 0 -9 5 —
Кислотность исходного продукта, °Т
80-110 80-110 20 80
Массовая доля влаги в продукте, %
7 8 -8 0 7 7 -8 580
(выгружаемый осадок)
—
Установленная мощность, кВт 11 15 15 15,4
Габаритные размеры, мм
1270хх930хх1360
1120хх1120хх1470
1450х х1040х х 1580
1350х х950х х 1880
Масса, кг 880 1020 1425 1380
Сепараторы-сливкоотделители. Их номенклатура более широкая по сравнению с сепараторами-молокоочистителями. Это связано с тем, что в сливкоотделителях цельное молоко разделяется на сливки и обезжиренное молоко с одновременной их очисткой от загрязнений.
Сепаратор открытого типа с ручной выгрузкой осадка имеет конструктивные особенности, заключающиеся в том, что горловая опора пружинного типа заменена на опору с амортизатором из упругого полимерного материала. Эта замена способствует уменьшению вибраций при рабочем режиме работы сепаратора под нагрузкой, снижению уровня шума, повышению надежности и долговечности.
Сепаратор состоит из станины с приводным механизмом, барабана, приемно-выводного устройства и пульсатора. В станине, внутренняя часть которой является масляной ванной, смонтирован приводной механизм, состоящий из электродвигателя с фрикционно-центробежной муфтой, горизонтального и вертикального валов.
Для заливки и удаления масла имеются отверстия, закрываемые пробкой, для контроля уровня масла — смотровое стекло. Фрикционно-центробежная муфта предназначена для постепенной и плавной передачи вращения от электродвигателя на горизонтальный и вертикальны валы к барабану. Вертикальный вал вращается в верхнем радиальном и нижнем радиально-упорном подшипниках. Верхняя
103
горловая опора выполнена упругой, что позволяет барабану сепаратора при разгоне и остановке плавно переходить критическое число оборотов и сохранять устойчивый, спокойный ход при рабочей частоте вращения. Частота вращения барабана контролируется с помощью пульсатора.
Барабан является исполнительным органом сепаратора, в котором цельное молоко разделяется на сливки и обезжиренное молоко. При- емно-выводное устройство состоит из приемников молока, сливок и обезжиренного молока.
Принцип работы. Молоко подается в приемник молока, далее через трубку поступает внутрь барабана, где по каналам тарелкодержате- ля попадает в вертикальные каналы пакета промежуточных тарелок и распределяется в межтарелочном пространстве. Под действием центробежной силы обезжиренное молоко как более тяжелая часть отбрасывается к периферии крышки барабана, а сливки направляются к оси барабана. Механические примеси, загрязняющие молоко, оседают в шламовом пространстве барабана. Поток обезжиренного молока под давлением проходит между наружной поверхностью разделительной тарелки и внутренней поверхностью крышки барабана и через отверстия в крышке выбрасывается в приемник. Сливки через каналы тарелкодержателя и регулировочный винт попадают в приемник сливок. Жирность сливок регулируется специальным винтом.
Сепаратор полузакрытого типа с ручной выгрузкой осадка производи - тельностью З,0м3/ч (рис. 3.9) состоит из станины, приводного механизма, вертикального и горизонтального валов, тахометра, барабана, крышки с приемно-выводным устройством и стопора.
Привод смонтирован в станине и является мультипликатором, обеспечивающим плавный разгон барабана, закрепленного на коническом хвостовике вертикального вала, до 108 с-1.
Горизонтальный вал вращается в подшипниках, установленных вотверстиях станины, от электродвигателя. Наконце вала закреплен бандаж, а между опорами — зубчатое колесо, через которое вращение передается на вертикальный вал. От другого конца горизонтального вала с помощью шестерни вращение передается на счетчик тахометра, а с помощью поводка — на вал тахометра. Вертикальный вал имеет верхнюю и нижнюю подшипниковые опоры. Верхняя снабжена пружинными амортизаторами, гасящими радиальные колебания вала или барабана, и позволяет при наборе скорости и остановке плавно переходить через критическую частоту вращения, сохраняя спокойный ход работы сепаратора.
Нижняя опора с помощью пружины гасит вертикальные колебания вала и барабана. Пружины верхней опоры тарируют по нагрузке и комплектуют по группам, поэтому при выходе из строя одной пружины заменяют весь комплект.104
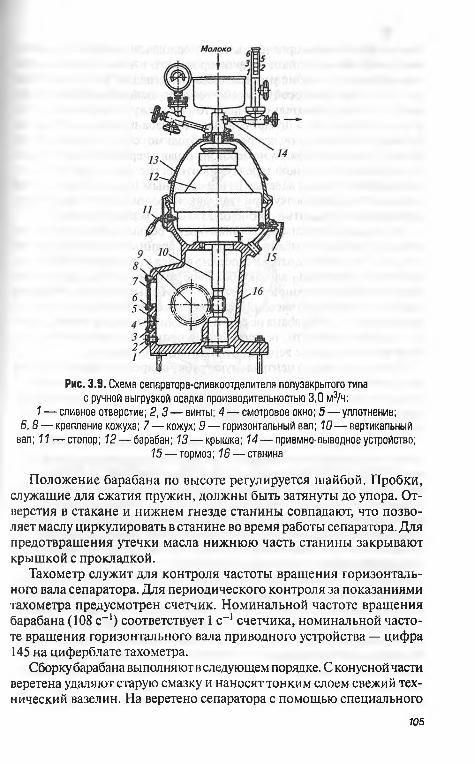
Рис. 3.9. Схема сепаратора-сливкоотделителя полузакрытого типа с ручной выгрузкой осадка производительностью 3,0 м3/ч:
7 — сливное отверстие; 2,3 — винты; А — смотровое окно; 5 — уплотнение;6,8 — крепление кожуха; 7 — кожух; 9 — горизонтальный вал; 70— вертикальный
вал; 77 — стопор; 12 — барабан; 73 — крышка; 14 — приемно-выводное устройство;75 — тормоз; 16 — станина
Положение барабана по высоте регулируется шайбой. Пробки, служащие для сжатия пружин, должны быть затянуты до упора. Отверстия в стакане и нижнем гнезде станины совпадают, что позволяет маслу циркулировать в станине во время работы сепаратора. Для предотвращения утечки масла нижнюю часть станины закрывают крышкой с прокладкой.
Тахометр служит для контроля частоты вращения горизонтального вала сепаратора. Для периодического контроля за показаниями тахометра предусмотрен счетчик. Номинальной частоте вращения барабана (108 с-1) соответствует 1 с"1 счетчика, номинальной частоте вращения горизонтального вала приводного устройства — цифра 145 на циферблате тахометра.
Сборку барабана выполняют в следующем порядке. С конусной части веретена удаляют старую смазку и наносят тонким слоем свежий технический вазелин. На веретено сепаратора с помощью специального
105
приспособления осторожно надевают основание барабана и затягивают колпачковой гайкой, зафиксировав его в чаше станины двумя стопорами, которые не рекомендуется затягивать туго. С помощью специального приспособления на хвостовик основания барабана надевают тарелкодержатель с комплектом промежуточных тарелок. Паз в тарелкодержателе и штифт основания барабана должны совпадать. Комплект промежуточныхтарелок необходимо собрать осторожно, без усилия, строго по порядку номеров, начиная с первой нижней. Сверху устанавливают верхнюю тарелку, а в отверстие тарелкодержателя — центральную трубку с надетым на нее напорным диском подачи сливок и разделительную тарелку. При этом фиксирующий штифттарелкодер- жателя должен входить в шпоночную канавку верхней тарелки.
В специальную канавку устанавливают большое уплотнительное кольцо, а крышку барабана надевают на собранные тарелки так, чтобы шпонка основания барабана свободно вошла в паз крышки барабана. На крышку барабана надевают большое затяжное кольцо, резьбу которого смазываюттехническим вазелином. Большое затяжное кольцо навинчивают против часовой стрелки до тех пор, пока риски и круги на нем и крышке барабана не совпадут. Если большое затяжное кольцо завинчивается туго, то необходимо проверить правильность его укладки и положение верхней и разделительной тарелок.
На выступающую центральную трубку с тарелкой приема сливок надевают тарелку приема обезжиренного молока, затем — крышку напорной камеры с малым уплотнительным кольцоми малым затяжным кольцом, которое затягивается до совпадения рисок специальным ключом.
Приемно-выводное устройство сепаратора служит для подачи молока на сепарирование и вывода сливок и обезжиренного молока. Оно состоит из корпуса приемника обезжиренного молока, закрепленного на крышке сепаратора, и корпуса приемника сливок. Между корпусами приемника сливок и обезжиренного молока установлена прокладка, служащая для герметизации их камер. Положение приемных тарелок сливок и обезжиренного молока в напорных камерах барабана регулируется по высоте с помощью шайб. Давление на выходе обезжиренного молока регулируется с помощью дросселя.
Сепаратор производительностью 5, Олд/ч (рис. 3.10) также относится к группе сливкоотдел ителей полузакрытого типа с ручной выгрузкой осадка. В отличие от ранее выпускаемого сепаратора он изготовлен в нержавеющем исполнении. Это повышает надежность и срок службы. Сепаратор включает в себя станину с приводным механизмом, барабан, приемно-выводное устройство, тахометр. Внутри станины смонтирован приводной механизм, состоящий из центробежной фрикционной муфты, горизонтального и вертикального валов. От фланцевого электродвигателя через центробежную муфту вращатель-706
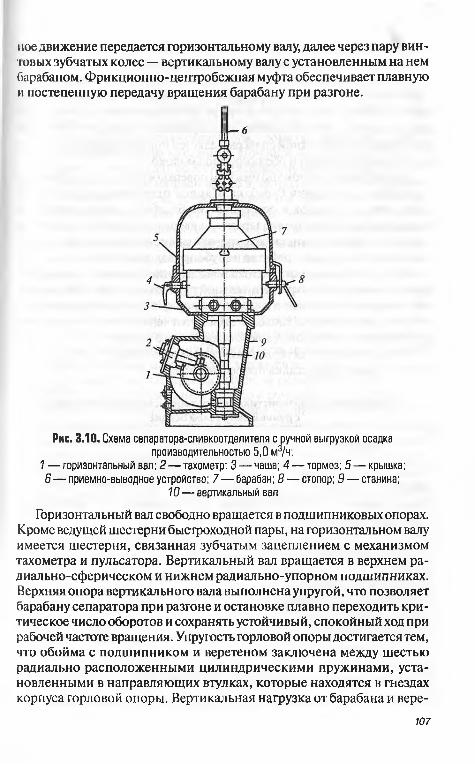
I ioe движение передается горизонтальному валу, далее через пару винтовых зубчатых колес — вертикальному валу с установленным на нем барабаном. Фрикционно-центробежная муфта обеспечивает плавную и постепенную передачу вращения барабану при разгоне.
Рис. 3.10. Схема сепаратора-сливкоотделителя с ручной выгрузкой осадка производительностью 5,0 м3/ч:
1 — горизонтальный вал; 2 — тахометр; 3 — чаша; 4 — тормоз; 5 — крышка;В— приемно-выводное устройство; 7— барабан; 8 — стопор; 9 — станина;
10— вертикальный вал
Горизонтальный вал свободно вращается в подшипниковых опорах. Кроме ведущей шестерни быстроходной пары, на горизонтальном валу имеется шестерня, связанная зубчатым зацеплением с механизмом тахометра и пульсатора. Вертикальный вал вращается в верхнем радиально-сферическом и нижнем радиально-упорном подшипниках. Верхняя опора вертикального вала выполнена упругой, что позволяет барабану сепаратора при разгоне и остановке плавно переходить критическое число оборотов и сохранять устойчивый, спокойный ход при рабочей частоте вращения. Упругость горловой опоры достигается тем, что обойма с подшипником и веретеном заключена между шестью радиально расположенными цилиндрическими пружинами, установленными в направляющих втулках, которые находятся в гнездах корпуса горловой опоры. Вертикальная нагрузка от барабана и вере-
— 6
107
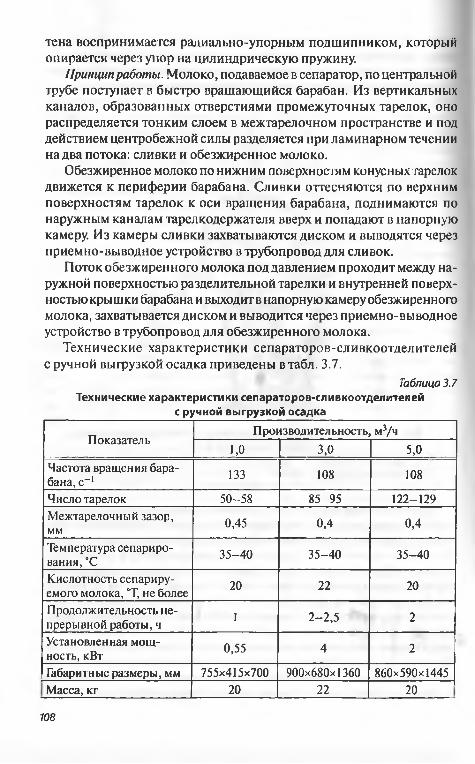
тена воспринимается радиально-упорным подшипником, который опирается через упор на цилиндрическую пружину.
Принцип работы. Молоко, подаваемое в сепаратор, по центральной трубе поступает в быстро вращающийся барабан. Из вертикальных каналов, образованных отверстиями промежуточных тарелок, оно распределяется тонким слоем в межтарелочном пространстве и под действием центробежной силы разделяется при ламинарном течении на два потока: сливки и обезжиренное молоко.
Обезжиренное молоко по нижним поверхностям конусных тарелок движется к периферии барабана. Сливки оттесняются по верхним поверхностям тарелок к оси вращения барабана, поднимаются по наружным каналам тарелкодержателя вверх и попадают в напорную камеру. Из камеры сливки захватываются диском и выводятся через приемно-выводное устройство в трубопровод для сливок.
Поток обезжиренного молока под давлением проходит между наружной поверхностью разделительной тарелки и внутренней поверхностью крышки барабана и выходит в напорную камеру обезжиренного молока, захватывается диском и выводится через приемно-выводное устройство в трубопровод для обезжиренного молока.
Технические характеристики сепараторов-сливкоотделителей с ручной выгрузкой осадка приведены в табл. 3.7.
Т а бл и ц а 3 .7Технические характеристики сепараторов-сливкоотделителей
с ручной выгрузкой осадка
ПоказательПроизводительность, м3/ч
1,0 3,0 5,0Частота вращения барабана, с -1 133 108 108
Число тарелок 5 0 -5 8 8 5 -9 5 122-129Межтарелочный зазор, мм 0,45 0,4 0,4
Температура сепарирования, °С 3 5 -4 0 3 5 -4 0 3 5 -4 0
Кислотность сепарируемого молока, Т , не более 20 22 20
Продолжительность непрерывной работы, ч 1 2 -2 ,5 2
Установленная мощ ность, кВт 0,55 4 2
Габаритные размеры, мм 755x415x700 900x680x1360 860x590x1445Масса, кг 20 22 20
108
На крупных предприятиях молочной отрасли широко применяют сепараторы-сливкоотделители с центробежной периодической выгрузкой осадка.
Сепаратор с центробежной периодической выгрузкой осадка состоит и з станины с приводным механизмом, барабана, приемно-выводного устройства, тахометра, гидросистемы, электропульта.
Составные узлы и детали сепаратора, кроме гидросистемы и элект- ропульта, смонтированы на станине. Приводной механизм с электродвигателем необходим для сообщения барабану необходимой частоты вращения. Он состоит из фланцевого электродвигателя, центробежно-фрикционной муфты, горизонтального и вертикального валов. Горизонтальный вал получает вращение от электродвигателя через упругую муфту. Вращение от горизонтального вала передается на вертикальный через центробежно-фрикционную муфту, обеспечивающую плавную и постепенную передачу вращения барабану при его разгоне. Вертикальный вал вращается в верхних радиальном и радиально-упорном подшипниках и нижнем радиально-сферическом подшипнике. Верхняя (горловая) опора вертикального вала выполнена упругой, что позволяет барабану сепаратора при разгоне и остановке плавно переходить критическое число оборотов и сохранять устойчивый ход при рабочей частоте вращения. Барабан, установленный на конусной части веретена вертикального вала, является основным узлом, в котором под действием центробежной силы цельное молоко разделяется на сливки и обезжиренное молоко и очищается от загрязнений. На крышке крепится приемно-выводное устройство, служащее для приема цельного молока и ввода сливок и обезжиренного молока. Отдельно от сепаратора устанавливают гидросистему и электропульт, предназначенные для управления как ручной, так и автоматической выгрузкой шлама из барабана.
Принцип работы. Молоко попадает через питающую (центральную) трубку в барабан, проходит через отверстия тарелкодержателя в вертикальные каналы пакета тарелок, распределяется в межтарелочных зазорах, где разделяется на сливки и обезжиренное молоко. Под действием центробежной силы обезжиренное молоко отбрасывается к периферии барабана, а сливки оттесняются к его оси. Обезжиренное молоко и сливки захватываются соответствующими напорными дисками и направляются в приемник, а затем по трубопроводам — для дальнейшей технологической обработки. Примеси отбрасываются в шламовое (грязевое) пространство барабана и через разгрузочные отверстия выбрасываются в приемник шлама.
Сепаратор-сливкоотделитель полузакрытого типа с центробежной периодической выгрузкой осадка производительностью 5,0м3/ч (рис. 3.11, а) состоит из станины с приводом и тахометром, барабана, приемника осадка, крышки сепаратора, приемно-выводного устройства и гидроуз
109
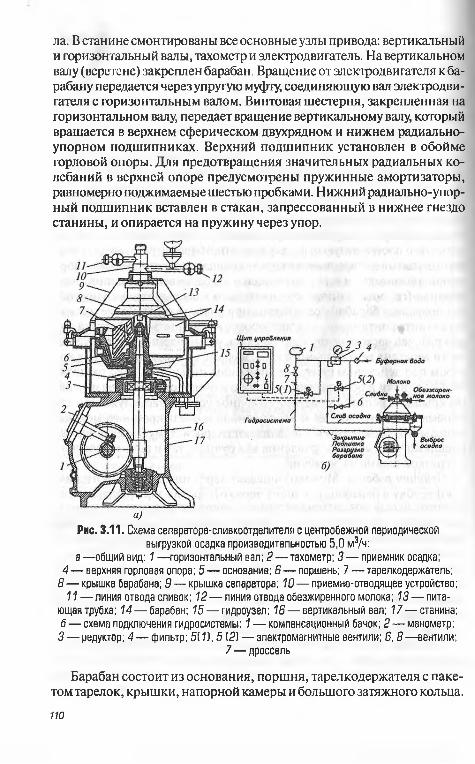
ла. В станине смонтированы все основные узлы привода: вертикальный и горизонтальный валы, тахометр и электродвигатель. На вертикальном валу (веретене) закреплен барабан. Вращение от электродвигателя к барабану передается через упругую муфту, соединяющую вал электродвигателя с горизонтальным валом. Винтовая шестерня, закрепленная на горизонтальном валу, передает вращение вертикальному валу, который вращается в верхнем сферическом двухрядном и нижнем радиальноупорном подшипниках. Верхний подшипник установлен в обойме горловой опоры. Для предотвращения значительных радиальных колебаний в верхней опоре предусмотрены пружинные амортизаторы, равномерно поджимаемые шестью пробками. Н ижний радиально-упорный подшипник вставлен в стакан, запрессованный в нижнее гнездо станины, и опирается на пружину через упор.
а)Рис. 3.11. Схема сепаратора-сливкоотделителя с центробежной периодической
выгрузкой осадка производительностью 5,0 м3/ч: а— общий вид: 7 — горизонтальный вал; 2 — тахометр; 3 — приемник осадка;
4 — верхняя горловая опора; 5 — основание; 6 — поршень; 7 — тарелкодержатель;8 — крышка барабана; 9 — крышка сепаратора; 10— приемно-отводящее устройство;
11 — линия отвода сливок; 12 — линия отвода обезжиренного молока; 13 — питающая трубка; 14 — барабан; 15 — гидроузел; 16 — вертикальный вал; 17— станина; б — схема подключения гидросистемы: 1 — компенсационный бачок; 2 — манометр;3 — -редуктор; 4 — фильтр; 5(7), 5 (2) — электромагнитные вентили; 6,8— вентили;
7 — дроссель
Барабан состоит из основания, поршня, тарелкодержателя с пакетом тарелок, крышки, напорной камеры и большого затяжного кольца.
110
И основании барабана размещено клапанное устройство для слива буферной воды из-под подвижного поршня при разгрузке барабана.
Приемник осадка закреплен на верхнем торце станины. В нем имеются штуцера для подвода и отвода буферной воды и форсуночное устройство для смыва осадка и его выгрузки из барабана.
Приемно-выводное устройство сепаратора состоит из питающей трубки и системы, включающей линии отвода обезжиренного молока и сливок, снабженные дросселями и пробными краниками. На линии отвода сливок установлен расходомер, обезжиренного молока — манометр.
Гидроузел состоит из подводящей коммуникации, распределителя буферной жидкости и сигнального устройства. Схема подключения гидросистемы представлена на рис. 3.11,5.
Принцип работы. После набора барабаном полного числа оборотов на линии открывают кран подвода воды и буферная вода из водопровода направляется в гидросистему сепаратора. Проходя через фильтр, она поступает в редуктор, после чего в системе устанавливается постоянное давление, контролируемое манометром. Буферная вода из гидросистемы через гидроузел попадает в полость под поршнем барабана; поршень перемещается вверх, перекрывая разгрузочные щели барабана. Рукоятку крана ставят в положение «Подпитка», после чего в гидросистему в небольшом количестве поступает вода для компенсации возможной утечки. Исходный продукт (молоко) по подводящему трубопроводу подается в барабан сепаратора, где происходят его очистка и разделение на сливки и обезжиренное молоко. Фракции поступают в камеры напорных дисков и под давлением отводятся в производственные молокопроводы. Грязевой осадок собирается в периферийной зоне корпуса барабана и автоматически удаляется.
Особенностью данного сепаратора является возможность проведения частичной разгрузки барабана, при которой из него под действием центробежной силы удаляется лишь осадок, а молоко остается. Устройство сепаратора позволяет осуществить также и полную разгрузку барабана, которая неоднократно производится при его безразборной и циркулярной мойке. Предусмотрена как полная, таки частичная выгрузка осадка из барабана. Управление электромагнитными вентилями осуществляется с помощью электромеханического и двух электронных реле времени на электрическом пульте управления.
Аналогичное этому сепаратору назначение и принцип работы имеет сепаратор-сливкоотделитель в нержавеющем исполнении, который может работать в режиме нормализации молока после комплектации специальным приспособлением для нормализации молока по жирности. Управление работой сепаратора, разгрузкой и санитарной обработкой осуществляется автоматической системой. Технические характеристики сепараторов-сливкоотделителей приведены в табл. 3.8.
111
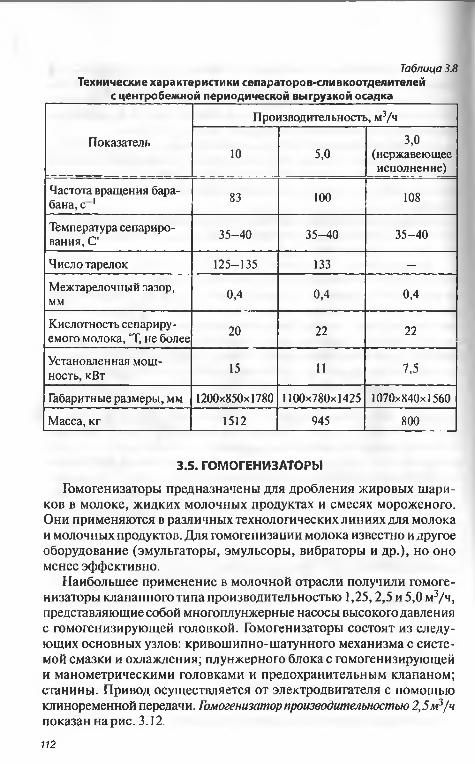
Таблица 3.8Технические характеристики сепараторов-сливкоотделителей _______ с центробежной периодической выгрузкой осадка______________
Показатель
Производительность, м3/ч
10 5,03,0
(нержавеющееисполнение)
Частота вращения барабана, с 1 83 100 108
Температура сепарирования, С° 3 5 -4 0 3 5 -4 0 3 5 -4 0
Число тарелок 125-135 133 —
Межтарелочный зазор, мм 0,4 0,4 0,4
Кислотность сепарируемого молока, °Т, не более 20 22 22
Установленная мощ ность, кВт 15 11 7,5
Габаритные размеры, мм 1200x850x1780 1100x780x1425 1070x840x1560
Масса, кг 1512 945 800
3.5. ГОМОГЕНИЗАТОРЫ
Гомогенизаторы предназначены для дробления жировых шариков в молоке, жидких молочных продуктах и смесях мороженого. Они применяются в различных технологических линиях для молока и молочных продуктов. Для гомогенизации молока известно и другое оборудование (эмульгаторы, эмульсоры, вибраторы и др.), но оно менее эффективно.
Наибольшее применение в молочной отрасли получили гомогенизаторы клапанного типа производительностью 1,25,2,5 и 5,0м3/ч, представляющие собой многоплунжерные насосы высокого давления с гомогенизирующей головкой. Гомогенизаторы состоят из следующих основных узлов: кривошипно-шатунного механизма с системой смазки и охлаждения; плунжерного блока с гомогенизирующей и манометрическими головками и предохранительным клапаном; станины. Привод осуществляется от электродвигателя с помощью клиноременной передачи. Гомогенизатор производительностью 2,5 м3/ч показан на рис. 3.12.
112
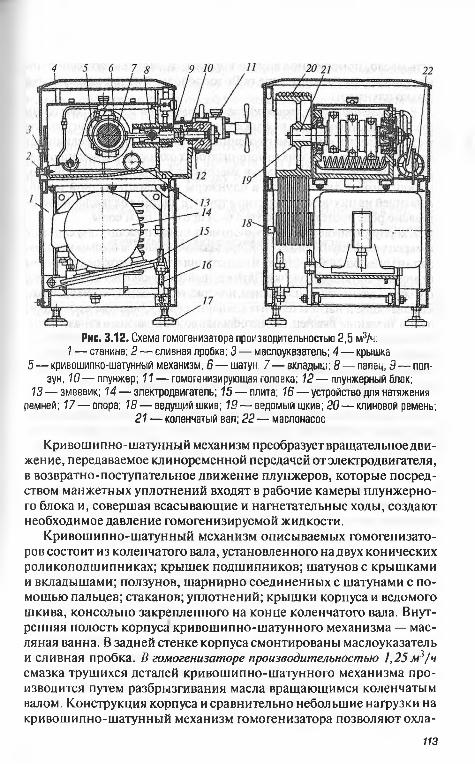
Рис. 3.12. Схема гомогенизатора производительностью 2,5 м3/ч:1 — станина; 2 — сливная пробка; 3 — маслоуказатель; А — крышка;
5 — кривошипно-шатунный механизм; Б — шатун; 7 — вкладыш; В — палец; 9 — ползун, 10 — плунжер; 11 — гомогенизирующая головка; 12— плунжерный блок;
13 — змеевик; 14 — электродвигатель; 15 — плита; 16 — устройство для натяжения ремней; 17 — опора; 18— ведущий шкив; 19— ведомый шкив; 20— клиновой ремень;
21 — коленчатый вал; 22— маслонасос
Кривошипно-шатунный механизм преобразует вращательное движение, передаваемое клиноременной передачей от электродвигателя, в возвратно-поступательное движение плунжеров, которые посредством манжетных уплотнений входят в рабочие камеры плунжерного блока и, совершая всасывающие и нагнетательные ходы, создают необходимое давление гомогенизируемой жидкости.
Кривошипно-шатунный механизм описываемых гомогенизаторов состоит из коленчатого вала, установленного надвух конических роликоподшипниках; крышек подшипников; шатунов с крышками и вкладышами; ползунов, шарнирно соединенных с шатунами с помощью пальцев; стаканов; уплотнений; крышки корпуса и ведомого шкива, консольно закрепленного на конце коленчатого вала. Внутренняя полость корпуса кривошипно-шатунного механизма — масляная ванна. В задней стенке корпуса смонтированы маслоуказатель и сливная пробка. В гомогенизаторе производительностью 1,25 м^/ч смазка трущихся деталей кривошипно-шатунного механизма производится путем разбрызгивания масла вращающимся коленчатым валом. Конструкция корпуса и сравнительно небольшие нагрузки на кривошипно-шатунный механизм гомогенизатора позволяют охла
113
дить масло, помещенное внутри корпуса, за счет теплоотдачи с поверхности в окружающую среду. Водопроводной водой охлаждаются только плунжеры.
В гомогенизаторах производительностью 2,5 и 5 м3/ч в сочетании с разбрызгиванием масла внутри корпуса применяют принудительную систему смазки наиболее нагруженных трущихся пар, что увеличивает теплоотдачу. Масло в этих гомогенизаторах охлаждается водопроводной водой, которая поступает в змеевик охлаждающего устройства, уложенного на дне корпуса, а плунжеры — водопроводной водой, падающей на них через отверстия в трубе. В системе охлаждения установлено реле протока для контроля за протеканием воды.
Ккорпусу кривошипно-шатунного механизмас помощьюдвух шпилек прикрепляется плунжерный блок, предназначенныйдля всасывания продукта из подающей магистрали и нагнетания его подвысокимдавлением в гомогенизирующую головку. Плунжерный блок включает в себя корпус, плунжеры, манжетныеуплотнения, нижние, верхние и передние крышки, всасывающие и нагнетательные клапаны, седла клапанов, прокладки, втулки, пружины, фланец, штуцер, фильтр во всасывающем канале блока. Наторцовой плоскости плунжерногоблокаимеетсягомогенизирующая головка, предназначенная для выполнения двухступенчатой гомогенизации продукта за счетего прохода под высоким давлением через щель между клапаном и седлом клапана в каждой ступени.
На верхней плоскости плунжерного блока закреплена манометрическая головка для контроля давления гомогенизации (на нагнетательном коллекторе плунжерного блока), имеющая дросселирующее устройство, которое дает возможность эффективно уменьшать амплитуду колебаний стрелки манометра. Манометрическая головка состоит из корпуса, иглы, уплотнения, поджимающей гайки, шайбы и манометра с мембранным разделителем. В торцовой плоскости плунжерного блока со стороны, противоположной креплению гомогенизирующей головки, расположен предохранительный клапан, предотвращающий повышен ие давления гомогенизации по сравнению с номинальным, который включаетвсебя винт, контргайку, пяту, пружину, клапан и седло клапана. На максимальное давление гомогенизации предохранительный клапан настраивают, вращая прижимной винт, Воздействующий на клапан через пружину.
Станина гомогенизатора представляет собой литую или сварную конструкцию из швеллеров, обшитых листовой сталью. На верхней плоскости станины установлен кривошипно-шатунный механизм. Внутри на двух кронштейнах шарнирно закреплена плита с размещенным на ней электродвигателем. Кроме того, плита поддерживается винтами, регулирующими натяжение клиновых ремней. Станина имеет четыре регулируемые по высоте опоры. Боковые окна станины закрываются съемными крышками.
114
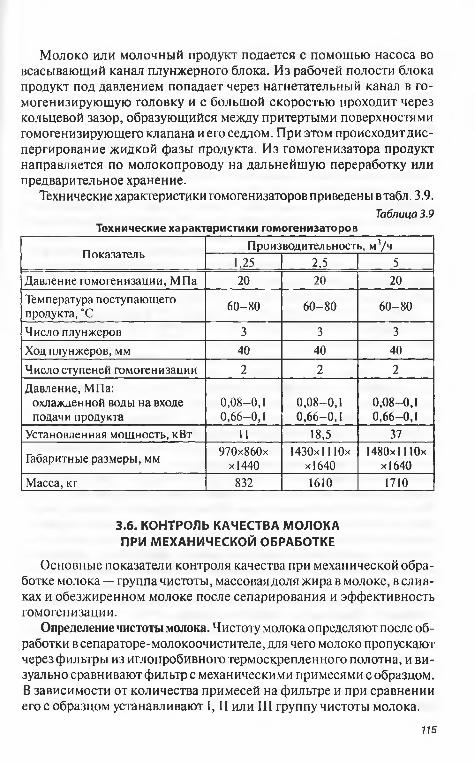
Молоко или молочный продукт подается с помощью насоса во всасывающий канал плунжерного блока. Из рабочей полости блока продукт под давлением попадает через нагнетательный канал в гомогенизирующую головку и с большой скоростью проходит через кольцевой зазор, образующийся между притертыми поверхностями гомогенизирующего клапана и его седлом. При этом происходит диспергирование жидкой фазы продукта. Из гомогенизатора продукт направляется по молокопроводу на дальнейшую переработку или предварительное хранение.
Технические характеристики гомогенизаторов приведены втабл. 3.9.Таблица 3.9
Технические характеристики гомогенизаторов
ПоказательПроизводительность, м3/ч
1,25 2,5 5Давление гомогенизации, МПа 20 20 20
Температура поступающего продукта, °С 6 0 -8 0 6 0 -8 0 6 0 -8 0
Число плунжеров 3 3 3
Ход плунжеров, мм 40 40 40
Число ступеней гомогенизации 2 2 2
Давление, МПа: охлажденной воды на входе подачи продукта
0 ,08 -0 ,10 ,66—0,1
0 ,0 8 -0 ,10 ,6 6 -0 ,1
0 ,08 -0 ,10 ,66 -0 ,1
Установленная мощность, кВт 11 18,5 37
Габаритные размеры, мм970х860х
х14401430x1110х
х16401480x1110х
х1640Масса, кг 832 1610 1710
3.6. КОНТРОЛЬ КАЧЕСТВА МОЛОКА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Основные показатели контроля качества при механической обработке молока — группа чистоты, массовая доля жира в молоке, в сливках и обезжиренном молоке после сепарирования и эффективность гомогенизации.
Определение чистоты молока. Чистоту молока определяют после обработки в сепараторе-молокоочистителе, для чего молоко пропускают через фильтры из иглопробивного термоскрепленного полотна, и визуально сравнивают фильтр с механическими примесями с образцом. В зависимости от количества примесей на фильтре и при сравнении его с образцом устанавливают I, II или III группу чистоты молока.
115
Определение массовой доли жира в молоке, сливках и обезжиренном молоке. Среди различных методов — кислотный, турбуметрический, экспрессные инструментальные и др. — для определения массовой доли жира в молоке, сливках и обезжиренном молоке наибольшее распространение в молочной отрасли получил кислотный метод. Он основан на выделении жира из молока и молочных продуктов под действием концентрированной серной кислоты и изоамилового спирта с последующим центрифугированием и измерении объема выделившегося жира в градуированной части жиромера.
Для проведения анализа применяют: жиромеры (бутирометры) стеклянные для молока, сливок и молочных продуктов исполнения 1 -6 или 1—7 (т.е. со шкалой делений от 1 до 6 или от 1 до 7%); резиновые пробки для жиромеров; пипетки вместимостью 5,10 и 10,77 см3 с ценой деления 0,1 см3; приборы для отмеривания серной кислоты и изоамилового спирта; лабораторную центрифугу; водяную баню; штатив для бутирометров; ртутные стеклянные термометры со шкалой 0-100 °С; серную кислоту плотностью 1810—1820 кг/см3 и изоамиловый спирт.
Анализ проводят следующим образом. В чистый молочный жиромер, стараясь не намочить горлышко, наливают 10 см3 серной кислоты, затем осторожно добавляют пипеткой 10,77 см3 молока. Чтобы не смешивать жидкости, кончик пипетки прикладывают к стенке горлышка жиромера под некоторым углом (уровень молока в пипетке устанавливают по нижней точке мениска). Молоко из пипетки должно вытекать медленно, и после опорожнения пипетку отнимают от горлышка жиромера не ранее чем через 3 с. Не допускается выдувать молоко из пипетки. Затем в жиромер добавляют 1 см3 изоамилового спирта, закрывают сухой пробкой, вводя ее немного глубже чем наполовину в горлышко жиро мера. Затем жиромер встряхивают до полного растворения белковых веществ, перевертывая 4—5 раз, после чего ставят пробкой вниз на 5 мин в водяную баню температурой 65 + 2 °С. После термостатирования в водяной бане жиромеры вставляют в патроны (стаканы) центрифуги рабочей частью к центру, располагая их симметрично, один против другого. При нечетном числе жиромеров в центрифугу помещают жиромер с водой. Жиромеры центрифугируют в течение 5 мин с частотой вращения не менее 16,66 с-1. После этого каждый жиромер вынимают и движением резиновой пробки регулируют столбик жира в жиромере так, чтобы он находился в трубке со шкалой. Жиромеры погружают пробками вниз в водяную баню температурой 65 + 2 °С. Уровень воды в бане должен быть несколько выше уровня жира в жиромере. Через 5 мин жиромеры вынимают из бани и отсчитывают количество жира. При отсчете жиромер держат вертикально, граница жира должна находиться на уровне глаз. Движением пробки вверх и вниз устанавливают нижнюю границу столбика жира на целом делении шкалы жиромера и от него отсчитывают число116
делений до нижней точки мениска столбика жира. Граница раздела жира и кислоты должна быть резкой, а столбик жира — прозрачным.
Для анализа гомогенизированного и восстановленного молока массовую долю жира в нем определяютаналогично вышеописанному, но при этом при меняют трехкратное центрифугирование и 5-минутное нагревание между каждым центрифугированием в водяной бане. Если используют центрифугу с подогревом, то допускается проводить одно центрифугирование в течение 15 мин с последующим термостата - рованием при температуре 65 ± 2 °С в водяной бане в течение 5 мин.
Показания жиромеров соответствуют массовой доле жира в молоке в процентах. Расхождение между параллельными определениями не должно превышать 0,1%. За окончательный результат принимают среднее арифметическое двух параллельных определений.
Массовую долю жира в сливках определяют в сливочных жиромерах. Проба продукта составляет 5 г. Затем в жиромер добавляют 5 см3 воды и по стенке наклоненного жиромера — 10 см3 серной кислоты и 1 см3 изоамилового спирта. Далее определение проводят, как описано выше. Перед центрифугированием жиромеры термостатиру- ют в водяной бане при частом встряхивании до полного растворения белковых веществ. В гомогенизированных сливках массовую долю жира определяют аналогичным образом, применяя трехкратное центрифугирование и нагревание между каждым центрифугированием в водяной бане при температуре 65 + 2 °Свтечение5мин. Объем двух делений шкалы сливочного жиромера соответствует 1% жира в продукте. Отсчет проводят с точностью до одного деления.
Из сливок, содержащих более 40% жира, отбирают навеску продукта 2,5 г и воды 7,5 см3. В этом случае массовая доля жира в продукте соответствует показанию жиромера, умноженному на 2.
Для определения массовой доли жира в обезжиренном молоке в жиромер для обезжиренного молока отмеривают 20 см3 серной кислоты и затем по стенке дважды при помощи пипетки на 10,77 см3 вносят обезжиренное молоко и добавляют 2 см3 изоамилового спирта. Жиромер закры вают пробкой и встряхивают его до полного растворения белковых веществ, после чего ставят пробкой вниз на 5 мин в водяную баню температурой 45—50 °С. Жиромер центрифугируют три раза по 5 мин или два раза по 10 мине частотой вращения не менее 16,66 с- 1, в промежутках между центрифугированием жиромеры термостатиру- ютпри 65 + 2 °С. После первого центрифугирования для облегчения регулирования уровня слегка приоткрывают маленькую пробку, не вынимая ее совсем, и с помощью большой пробки устанавливают верхний уровень жидкости в градуированной части жиромера. После первого центрифугирования обычно заметного отделения жира не наблюдается. Верхнее отверстие после этого закрывают, центрифугируют вторично и после выдерживания в бане проверяют уровень жидкости.
117
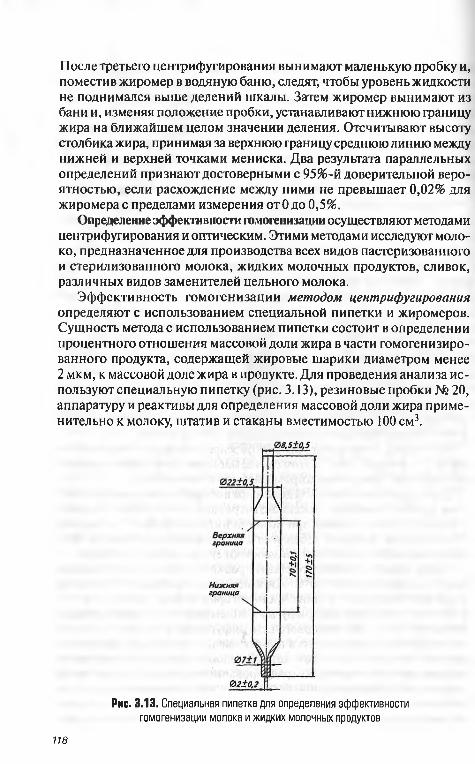
После третьего центрифугирования вынимают маленькую пробку и, поместив жиромер в водяную баню, следят, чтобы уровень жидкости не поднимался выше делений шкалы. Затем жиромер вынимают из бани и, изменяя положение пробки, устанавливают нижнюю границу жира на ближайшем целом значении деления. Отсчитывают высоту столбика жира, принимая за верхнюю границу среднюю линию между нижней и верхней точками мениска. Два результата параллельных определений признают достоверными с 95%-й доверительной вероятностью, если расхождение между ними не превышает 0,02% для жиромера с пределами измерения отО до 0,5%.
Определение эффективности гомогенизации осуществля ют методами центрифугирования и оптическим. Этими методами исследуют молоко, предназначенное для производства всех видов пастеризованного и стерилизованного молока, жидких молочных продуктов, сливок, различных видов заменителей цельного молока.
Эффективность гомогенизации методом центрифугирования определяют с использованием специальной пипетки и жиромеров. Сущность метода с использованием пипетки состоит в определении процентного отношения массовой доли жира в части гомогенизированного продукта, содержащей жировые шарики диаметром менее 2 мкм, к массовой доле жира в продукте. Для проведения анализа используют специальную пипетку (рис. 3.13), резиновые пробки № 20, аппаратуру и реактивы для определения массовой доли жира применительно к молоку, штатив и стаканы вместимостью 100 см3.
Рис. 3.13. Специальная пипетка для определения эффективности гомогенизации молока и жидких молочных продуктов
118
Пробы молока отбирают сразу после гомогенизации без подготовки. Пипетку через нижний капиллярный конецзаполняюг образцом продукта до верхней границы. Верхний конец пипетки закрывают пальцем, а на нижний конецнадеваютрезиновуюпробку№ 20 с отверстием диаметром, равным диаметру нижнего конца пипетки, на глубину 2/ 3 длины пробки. Заполненнуюмолоком пипетку вставдяютсимметрично впатронылабо- раторной центрифуги пробками к периферии и центрифугируют 30 мин при температуре 38—40 °С и частоте вращения 18,3с-1. После центрифугирования пипетку вынимают и помещают в штатив, затем пальцем закрывают верхний конец пипетки, адругой рукой осторожно снимают пробку с нижнего конца пипетки (не переворачивая и не встряхивая), сливают часть продукта (от верхней до нижней границы-отметки на пипетке) встакан вместимостью 100см3 и определяют массовуюдолюжира.
Эффективность гомогенизации рассчитывают по следующей формуле, %:
ЭГ = (ЖН/Ж П) 100,где Жн — массовая доля жира в нижнем слое продукта, слитом из
пипетки, %; Жп — массовая доля жира в продукте, %.В табл. 3.10 приведены значения эффективности гомогенизации
молока при различных значениях рабочего давления в гомогенизаторе по данным из Инструкции по техническому контролю на предприятиях молочной промышленности.
Таблица ЗЛОЭффективность гомогенизации молока при различном давлении
в гомогенизаторе
Массовая доля жира, %Эффективностьгомогенизации,
%
Давление гомогени
зации, МПа
3 .1 -3 .21,43
3 .3 -3 .4 1,58
3 ,5 - М .1,57
3 .7 -3 .8 51,42 3 9 -4 7 4,9
3 .1 -3 .2 2,11
3 .3 -3 .4 2,15
3.5—3.6 2,17
3 .7 -3 .8 52,17
5 8 -6 7 9,8
3.1—3.2 2,43
3 .3 -3 .4 2,47
3 .5 -3 .6 2,6
3 .7 -3 .8 52,65
7 0 -7 7 14,7
3.1—3.2 2,51
3 . 3 - 3 . 4 2,53
3.5—3.6 2,72
3 .7 -3 .8 52,83 7 5 -8 0 17,2
3.1—3.2 2,7
3 .3 -3 .4 2,74
3.5—3.6 2,9
3 .7 -3 .8 52,96 7 8 -8 5 19,6
3 .1 -3 .2 2,76
3.3—3.4 2,96
3 .5 -3 .6 3,02
3 .7 -3 .8 53,21 8 6 -8 8 24,5
Примечание. В данных, приведенных по массовой доле жира, в числителе — исходное молоко, в знаменателе — нижний слой молока, слитого из пипетки.
119
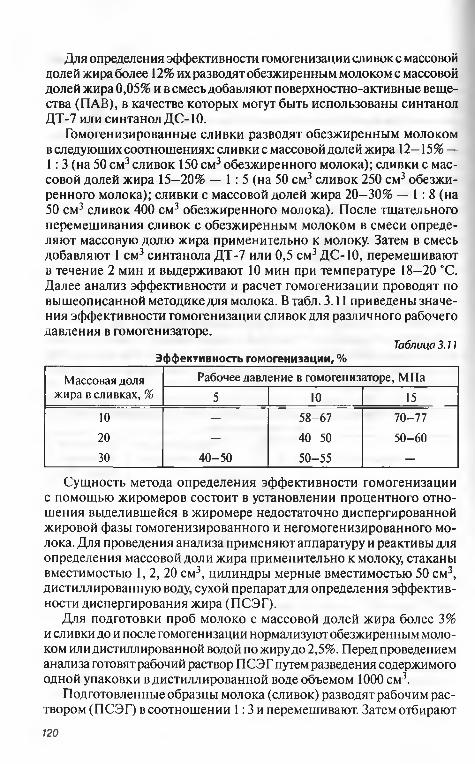
Для определения эффективности гомогенизации сливокс массовой долей жира более 12% их разводят обезжиренным молокомс массовой долей жира 0,05% и в смесь добавляют поверхностно-активные вещества (ПАВ), в качестве которых могут быть использованы синтанол ДТ-7 или синтанол ДС-10.
Гомогенизированные сливки разводят обезжиренным молоком в следующих соотношениях: сливки с массовой долей жира 12—15% — 1 : 3 (на 50 см3 сливок 150 см3 обезжиренного молока); сливки с массовой долей жира 15—20% — 1 :5 (на 50 см3 сливок 250 см3 обезжиренного молока); сливки с массовой долей жира 20—30% — 1: 8 (на 50 см3 сливок 400 см3 обезжиренного молока). После тщательного перемешивания сливок с обезжиренным молоком в смеси определяют массовую долю жира применительно к молоку. Затем в смесь добавляют 1 см3 синтанола ДТ-7 или 0,5 см3 ДС-10, перемешивают в течение 2 мин и выдерживают 10 мин при температуре 18—20 °С. Далее анализ эффективности и расчет гомогенизации проводят по вышеописанной методике для молока. В табл. 3.11 приведены значения эффективности гомогенизации сливок для различного рабочего давления в гомогенизаторе.
Таблица 3.11Эффективность гомогенизации, %
Массовая доля жира в сливках, %
Рабочее давление в гомогенизаторе, МПа
5 10 15
10 — 5 8 -6 7 7 0 -7 7
20 — 4 0 -5 0 5 0 -6 0
30 4 0 -5 0 5 0 -5 5 —
Сущность метода определения эффективности гомогенизации с помощью жиромеров состоит в установлении процентного отношения выделившейся в жиромере недостаточно диспергированной жировой фазы гомогенизированного и негомогенизированного молока. Для проведения анализа применяют аппаратуру и реактивы для определения массовой доли жира применительно к молоку, стаканы вместимостью 1, 2, 20 см3, цилиндры мерные вместимостью 50 см3, дистиллированную воду, сухой препарат для определения эффективности диспергирования жира (ПСЭГ).
Для подготовки проб молоко с массовой долей жира более 3% и сливки до и после гомогенизации нормализуют обезжиренным молоком или дистиллированной водой по жиру до 2,5%. Перед проведением анализа готовят рабочий раствор ПСЭГ путем разведения содержимого одной упаковки в дистиллированной воде объемом 1000 см3.
Подготовленные образцы молока (сливок) разводят рабочим раствором (ПСЭГ) в соотношении 1:3 и перемешивают. Затем отбирают
120
20 см3 полученной смеси и вносят в молочный жиромер. Оставшуюся часть жиромера заполняют дистиллированной водой в количестве1-1,5см3(т.е. наливаютстолько, чтобы выделившийся слой недостаточно диспергированной жировой фазы находился в градуированной части жиромера) и закрывают пробкой. Жиромеры перевертывают, ставят в водяную баню, выдерживают 10 мин, после чего помешают в центрифугу и центрифугируют в течение 5 мин.
После остановки центрифуги (без применения тормоза) жиромеры вынимают и, не переворачивая, отсчитывают по шкале количество недостаточно диспергированной жировой фазы. На каждую пробу делают по два параллельных определения и находят среднее арифметическое показаний жиромеров. Расхождение показаний не должно превышать одного целого деления, т.е. 0,1% по жиромеру.
Эффективность гомогенизации ЭГ определяют по следующей формуле, %:
ЭГ = 11 —( VJ Қіг)]-100,
где Kr, Уит — количество выделившейся в жиромере недостаточно диспергированной жировой фазы для гомогенизированного и не- гомогенизированного молока, числоделений шкалы молочногожиромера.
Ниже приведены показатели эффективности диспергирования жира в пастеризованном молоке и сливках, %.
Молоко 50Сливки с массовой долей жира, %:
8 и 10 4520 4025 и 30 3535 30
Оптическим методом исследуют молоко с массовой долей жира2—6% и сливки, нормализованные по жиру до 2—6%. Сущность метода заключается в определении оптической плотности образца при двух длинах волн: 400 и 1000 нм. Отношение значений оптической плотности при двух длинах волн (Дт / Д ]т ) характеризует эффективность гомогенизации (степень диспергирования жировой фазы) продукта.
Для проведения анализа оптическим методом применяют спектрофотометр, обеспечивающий измерение оптической плотности в диапазоне волн 300-1100 нм с расстоянием от образца до фоторегистрирующего устройства 11,5 см, прямоугольную кювету с длиной оптического пути 10 мм, лабораторные весы, мерные колбы вместимостью 100 и 250 см3, пипетки на 1 и 2 см3, шпатель, гидроксид натрия и дистиллированную воду.
Пробами для анализа служат молоко или сливки, нормализованные обезжиренным молоком или дистиллированной водой до массовой
121
доли жира 2—6%. Из пробы отбирают 0,5 см3 и разводят дистиллированной водой в соотношении 1:500 в мерных колбах вместимостью 250 см3 с внесением 0,5 см3 раствора гидроксида натрия концентрацией 1 моль/дм3. Приготовляют две параллельные пробы. После тщательного перемешивания смесь выдерживают 10 мин, отбирают для измерения 2 см3 и переносят в кювету, которую помещают в рабочий отсек спектрофотометра. Оптическую плотность образца измеряют при длинах волн 400 и 1000 нм в диапазоне шкалы прибора от 2,000 до 0,005. По каждой пробе измерения проводят не менее двух раз. Отклонение между параллельными определениями оптической плотности не должно превышать 0,01 по показаниям прибора. Эффективность гомогенизации определяют по соотношению Д400/Д ,000. В табл. 3.12 приведены значения среднего диаметра жировых шариков и глубины диспергирования жировой фазы молока.
Т а б л и ц а 3 .1 2Показатели эффективности гомогенизации по соотношению Д,00/Д1000
Показатель 6 - 4 4 - 2 2 -1
Среднее значение диаметра жирового шарикаd , мкм ср
1,2 1 ,2 -2 2 ,1 -3 ,2
Глубина диспергирования Отличная Хорошая Слабая
Глава 4. ТЕПЛОВАЯ ОБРАБОТКА МОЛОКА
Тепловая обработка — одна изосновныхи необходимыхтехнологи- ческих операций переработки молока, проводимых с целью обеззараживания. Эффективность тепловой обработки связана с термоустойчивостью молока, обусловливаемой его белковым, солевым составом и кислотностью, которые, в свою очередь, зависят от времени года, периода лактации, физического состояния и породы животных, режимов и рациона кормления и др.
При тепловой обработке молоко и молочные продукты претерпевают сложные изменения биохимических и физико-химических свойств, атакже видоизменения составных частей молока. Цельтепло- вой обработки многообразна, а именно: снижение общего количества микроорганизмов и уничтожение патогенных форм; инактивация (разрушение) ферментов молока для повышения стойкости при длительном хранении; обеспечение специфических вкуса, запаха, цвета и консистенции; создан неблагоприятных температурных условий для проведения заквашивания, выпаривания,хранения, атакже процессов механической обработки и др.
Тепловая обработка молока представляет собой комбинацию режимов воздействия температуры (нагрева или охлаждения) и продолжительности выдержки при этой температуре. Причем продолжительность выдержки при заданной температуре должна быть такой, чтобы был получен необходимый эффект. В молочной отрасли тепловая обработка проводится при температуре до 100 и свыше 100 °С. При нагревании до 100 “С в молоке погибают только вегетативные формы, а при температуре более 100 °С — вегетативные и споровые формы. Основными процессами тепловой обработки молока, вызывающими подавление жизнедеятельности микроорганизмов, являются пастеризация и стерилизация. В качестве теплоносителя в аппаратах для пастеризации применяют горячую воду и водяной насыщенный пар, а для стерилизации — водяной насыщенный пар. Кроме того, при тепловой обработке молоко подвергают охлаждению, подогреву (нагреву), термовакуумной обработке.
Режим тепловой обработки молока для выработки каждого вида продукции определен технологической инструкцией. При этом молоко нагревают до температуры пастеризации, а затем выдерживают и быстро охлаждают до требуемой температуры. Совмещение операций нагрева и охлаждения продиктовано технологическими и санитарными требованиями, а также возможностью использования теплоты горячего продукта. Для этого горячий продукт направляется в специал ьную секци ю ап парата (пласти нчатого или трубчатого) для
123
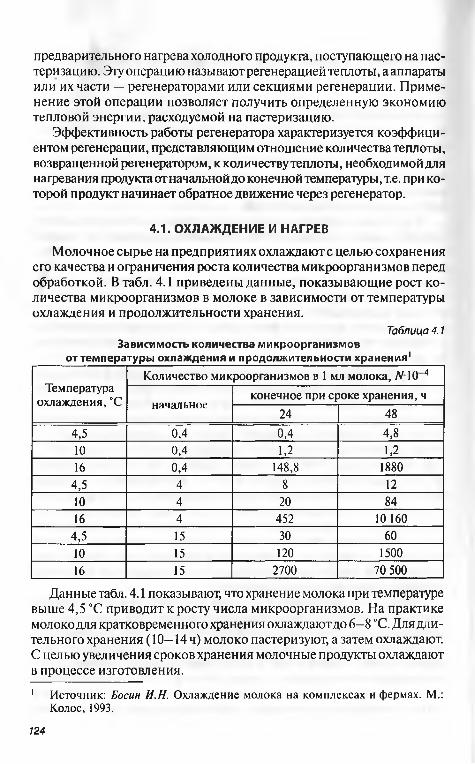
предварительного нагрева холодного продукта, поступающего на пастеризацию. Эту операцию называют регенерацией теплоты, ааппараты или их части — регенераторами или секциями регенерации. Применение этой операции позволяет получить определенную экономию тепловой энергии, расходуемой на пастеризацию.
Эффективность работы регенератора характеризуется коэффициентом регенерации, представляющим отношение количества теплоты, возвращенной регенератором, кколичеству теплоты, необходимой для нагревания продукта отначальной до конечной температуры, т.е. при которой продукт начинает обратное движение через регенератор.
4.1. ОХЛАЖДЕНИЕ И НАГРЕВ
Молочноесырье на предприятиях охлаждаютс целью сохранения его качества и ограничения роста количества микроорганизмов перед обработкой. В табл. 4.1 приведены данные, показывающие рост количества микроорганизмов в молоке в зависимости от температуры охлаждения и продолжительности хранения.
Таблица 4.1Зависимость количества микроорганизмов
от температуры охлаждения и продолжительности хранения1
Температура охлаждения, °С
Количество микроорганизмов в 1 мл молока, N 10 4
начальноеконечное при сроке хранения, ч
24 48
4,5 0,4 0,4 4,810 0,4 1,2 1,216 0,4 148,8 1880
4,5 4 8 1210 4 20 8416 4 452 10 160
4,5 15 30 6010 15 120 150016 15 2700 70 500
Данные табл. 4.1 показывают, что хранение молока при температуре выше 4,5 °С приводит к росту числа микроорганизмов. На практике молоко для кратковременного хранения охлаждают до 6 -8 °С. Для длительного хранения (10—14 ч) молоко пастеризуют, а затем охлаждают. С целью увеличения сроков хранения молочные продукты охлаждают в процессе изготовления.
1 Источник: Босин И.Н. Охлаждение молока на комплексах и фермах. М.: Колос, 1993.
124
Нагревание (подогрев) не играет основной роли, а чаще всего выполняет вспомогательную (подготовительную) функцию в процессе переработки молока. Подогрев молока применяют перед сепарированием, гомогенизацией, а также в производстве различных молочных продуктов. При сепарировании нагревание молока снижает его вязкостные свойства, что положительно сказывается на отделении жировых шариков от плазмы молока и образовании сливок. Перед сепарированием рекомендуется подогревать молоко до 35-40°С. Перед гомогенизацией молоко также подогревают для снижения вязкости. Температура подогрева молока перед гомогенизацией составляет 60-65 °С.
4.2. ПАСТЕРИЗАЦИЯ МОЛОКАОсновная цель пастеризации — уничтожение вегетативных форм
микроорганизмов, находящихся в молоке (возбудителей кишечных заболеваний, бруцеллеза, туберкулеза, ящура и др.), сохраняя при этом его биологическую, питательную ценность и качество. На рис. 4.1 приведены графические зависимости температуры пастеризации молока от продолжительности выдержки, полученные Г. А. Куком. Зона А характеризует режимные параметры, при которых происходят биохимические, физико-механические изменения и видоизменения состава молока. Зона Б определяет режимные параметры подавления жизнедеятельности микроорганизмов молока. Между зонами А и Б расположена область кривых (нейтральная зона), где любая точка соответствует режиму пастеризации, при котором жизнедеятельность микроорганизмов подавляется, а молоко сохраняет свое первоначальное качество. Для оценки меры завершенности пастеризации ГА. Куком был введен критерий Пастера
Ра = x/z,где т — продолжительность действия (выдержки) температуры пас
теризации, с; z — продолжительность бактерицидного действия температуры пастеризации, с.
Для завершения процесса пастеризации необходимо, чтобы сумма тепловых воздействий в секциях аппарата привела к полному уничтожению микроорганизмов. Это значит, что для завершенного процесса пастеризации критерий Пастера должен быть равен или больше единицы.
Эффективность действия пастеризации зависит отдвух основных параметров: температуры, до которой нагревают молоко, и выдержки его при данной температуре. В зависимости от этого различают пастеризацию молока с выдержкой и без выдержки.
Продолжительность выдержки и температура пастеризации связаны между собой зависимостью, при которой продолжительность
125
выдержки уменьшается с повышением температуры пастеризации. Для цельного питьевого молока
!пт = 36,84 - 0,48>,
где t — температура пастеризации, °С.
Ж ир, сохар, соли, казеин
>АОрганолептические показатели БелокФерменты Отстой сливок Туберкулезная палочка Тифозная палочка Стрептококки Дифтерийное палочка
20 30 40 50 х. сРис. 4.1. Зависимость температуры пастеризации от продолжительности выдержки
Техническая реализация процесса выдержки осуществляется в спе- циальных устройствах (выдерживателях) в пастеризационно-охладительных установках. По конструкции выдерживатель представляет собой камеру, через которую непрерывным потоком проходит молоко в практически изотермических условиях. Камера выдерживателя может быть выполнена в виде трубы большого диаметра определенной длицы, цилиндрической емкости с рубашкой, трубчатого змеевика и др. Кроме температуры и продолжительности выдержки, на эффективность пастеризации существенно влияют степень очистки, кислотность, общая обсемененность микроорганизмами, вспенива- емость молока и другие факторы.
Пастеризуемое молоко должно быть предварительно очищено на фильтрах или сепараторах-молокоочистителях. При пастеризации неочищенного молока загрязняется теплопередающая поверхность аппаратов (особенно пластинчатых) и снижается эффективностьдей- ствия температуры.
Для пастеризации можно использовать молоко кислотностью не более 22 Т , так как при большей кислотности белки молока при нагревании свертываются и их часть осаждается на теплопередающей126
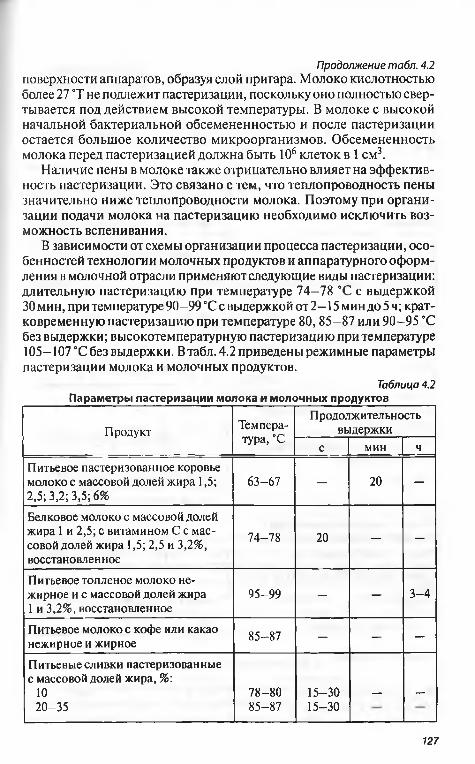
Продолжение та б л. 4.2поверхности аппаратов, образуя слой пригара. Молоко кислотностью более 27 °Т не подлежит пастеризации, поскольку оно полностью свертывается под действием высокой температуры. В молоке с высокой начальной бактериальной обсемененностью и после пастеризации остается большое количество микроорганизмов. Обсемененность молока перед пастеризацией должна быть 106 клеток в 1 см3.
Наличие пены в молоке также отрицательно влияет на эффективность пастеризации. Это связано с тем, что теплопроводность пены значительно ниже теплопроводности молока. Поэтому при организации подачи молока на пастеризацию необходимо исключить возможность вспенивания.
В зависимости от схемы организации процесса пастеризации, особенностей технологии молочных продуктов и аппаратурного оформления в молочной отрасли применяют следующие виды пастеризации: длительную пастеризацию при температуре 74-78 'С с выдержкой 30 мин, при температуре 90-99 °С с выдержкой от 2 - 15 мин до 5 ч; кратко временную пастеризацию при температуре 80,85-87 или 90-95 °С без выдержки; высокотемпературную пастеризацию при температуре 105-107 °С без выдержки. В табл. 4.2 приведены режимные параметры пастеризации молока и молочных продуктов.
Таблица 4.2Параметры пастеризации молока и молочных продуктов
Продукт Темпера- тура, °С
Продолжительностьвыдержки
с МИН ч
Питьевое пастеризованное коровье молоко с массовой долей жира 1,5; 2,5; 3,2; 3,5; 6%
6 3 -6 7 — 20 —
Белковое молоко с массовой долей жира 1 и 2,5; с витамином С с массовой долей жира 1,5; 2,5 и 3,2%, восстановленное
7 4 -7 8 20 — —
Питьевое топленое молоко нежирное и с массовой долей жира 1 и 3,2%, восстановленное
9 5 -9 9 — — 3 - 4
Питьевое молоко с кофе или какао нежирное и жирное 8 5 -8 7 — — —
Питьевые сливки пастеризованные с массовой долей жира, %:
102 0 -3 5
7 8 -8 08 5 -8 7
1 5 -3 015 -3 0
— —
127
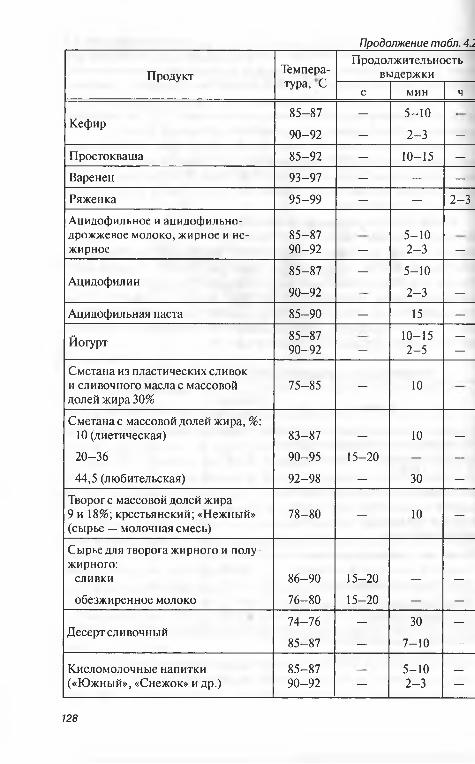
Продолжение табл. 4.2
Темпера-Продолжительность
Продукт выдержкитура, С
с М И Н Ч
8 5 -8 7 _ 5 -1 0 „Кефир
9 0 -9 2 — 2 - 3 —
Простокваша 8 5 -9 2 — 10-15 —
Варенец 9 3 -9 7 — — —
Ряженка 9 5 -9 9 — — 2 - 3
Ацидофильное и ацидофильнодрожжевое молоко, жирное и не- 8 5 -8 7 5 -1 0жирное 9 0 -9 2 — 2 - 3 —
Ацидофилин8 5 -8 7 — 5 -1 0
9 0 -9 2 - 2 - 3 —
Ацидофильная паста 8 5 -9 0 — 15 —
Йогурт 8 5 -8 79 0 -9 2 _
10-152 - 5 :
Сметана из пластических сливок и сливочного масла с массовой долей жира 30%
7 5 -8 5 — 10
Сметана с массовой долей жира, % :
10 (диетическая) 8 3 -8 7 — 10 —
2 0 -3 6 9 0 -9 5 15 -20 — —
44,5 (любительская) 9 2 -9 8 — 30 —
Творог с массовой долей жира 9 и 18%; крестьянский; «Нежный» (сырье — молочная смесь)
7 8 -8 0 — 10 —
Сырье для творога жирного и полужирного:
сливки 8 6 -9 0 15 -20 — —
обезж иренное молоко 7 6 -8 0 15 -2 0 — —
Десерт сливочный7 4 -7 6 — 30 —
8 5 -8 7 — 7 -1 0 —
Кисломолочные напитки 8 5 -8 7 5 -1 0 _(«Южный», «Снежок» и др.) 9 0 -9 2 — 2 - 3 —
128
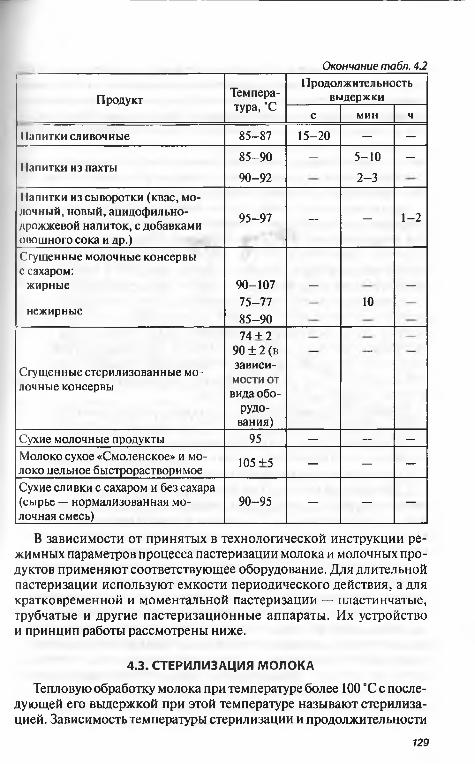
Окончание табл. 4.2
Продукт Темпера- тура, °С
Продолжительностьвыдержки
с мин ч
1 Іапитки сливочные 8 5 -8 7 15 -2 0 — —
Напитки из пахты8 5 -9 0
9 0 -9 2
— 5 -1 0
2 - 3
—
Напитки изсыворотки (квас, молочный, новый, ацидофильнодрожжевой напиток, с добавками овощного сока и др.)
9 5 -9 7 — — 1 -2
Сгущенные молочные консервы с сахаром:
жирные
нежирные
9 0 -1 0 77 5 -7 78 5 -9 0
—10
—
Сгущенные стерилизованные м олочные консервы
74 + 2 90 ± 2 (в зависимости от вида об о
рудования)
Сухие молочные продукты 95 — — —
Молоко сухое «Смоленское» и молоко цельное быстрорастворимое 105 +5 — — —
Сухие сливки с сахаром и без сахара (сырье — нормализованная молочная смесь)
9 0 -9 5 — — —
В за в и си м о ст и о т п р и н яты х в т ех н о л о ги ч еск о й и н ст р ук ц и и р е ж им ны х парам етров п р о ц есса п астер и зац и и м ол ок а и м ол оч н ы х п р о дуктов п р и м ен я ю т соот в ет ств ую щ ее о б о р у д о в а н и е . Д л я дл и тел ь н ой п астер и зац и и и сп о л ь зу ю т ем к ост и п ер и о д и ч еск о г о дей ст в и я , а для к р атк ов р ем ен н ой и м ом ен т а л ь н о й п а ст ер и за ц и и — п л асти н чаты е, трубчаты е и д р у г и е п а с т е р и за ц и о н н ы е ап п ар аты . И х у ст р о й ств о и п р и н ц и п работы р ассм от р ен ы н и ж е.
4.3. СТЕРИЛИЗАЦИЯ МОЛОКА
Т епловую обр аботк у м ол ок а при тем п ературе б о л ее 100 °С с п о сл е д у ю щ ей его вы дер ж к ой п р и эт о й т ем п ер атур е н азы в аю т ст ер и л и за ц и ей . Зав и си м ост ь тем пературы ст ер и л и зац и и и пр одол ж и тел ь н ости
129
ее воздействия имеет тот же характер, что и при пастеризации. При стерилизации молока уничтожаются как вегетативные, так и споровые формы микроорганизмов. Кроме этого, стерилизованные продукты приобретают определенную стойкость при хранении. Недостатком стерилизованного молока является то, что его пищевая и биологическая ценность ниже, чем пастеризованного, в результате влияния высокой температуры, особенно при продолжительном воздействии.
Стерилизацию применяют при производстве питьевого молока, сливок и сгущенных стерилизованных молочных консервов.
Для выработки стерилизованного молока используют молоко коровье сырое не ниже I сорта; сливки с массовой долей жира не более 30% и кислотностью не более 15 Т; молоко коровье обезжиренное кислотностью не более 19 Т; молоко цельное сухое высшего сорта распылительной сушки кислотностью не более 18 Т; молоко сухое обезжиренное распылительной сушки кислотностью не более 19 Т.
Термоустойчивость применяемого сырья по алкогольной пробе должна быть не ниже III группы. С целью повышения термоустойчивости молока допускается применять соли-стабилизаторы: калий лимоннокислый одноводный; калий фосфорнокислый двузамещен- ный; калий фосфорнокислый двузамещенный пищевой; натрий лимоннокислый 5,5-водный; натрий фосфорнокислый двузамещенный и другие, разрешенные к применению.
В молочной отрасли применяют два вида стерилизации: длительную в таре при температуре 103—125 °С и выдержке 15-20 мин ваппа- ратах периодического, полунепрерывного и непрерывного действия; кратковременную в потоке при температуре 135—150 °С с выдержкой 2—4 с и асептическим розливом в пакеты.
Стерилизация молока в таре бывает одно- и двухступенчатая. При одноступенчатой стерилизации очищенное, нормализованное по жиру и подогретое до 70-75 °С молоко гомогенизируют и разливают в стеклянные бутылки с металлическими крышками и прокладками из кронен-корки. Укупоренный и маркированный продукт стерилизуют при температуре 110-120 °С в аппаратах периодического действия (автоклавах) с выдержкой при этой температуре в течение 15—25 мин и затем охлаждают до 15-19 “С. Двухступенчатый способ обработки предусматривает стерилизацию молока дважды: предварительно перед розливом и окончательно после розлива. Предварительная стерилизация очищенного, нормализованного по жиру, гомогенизированного и подогретого до 85 °С молока осуществляется в потоке при температуре до 135 ± 2°С и выдержке 20 с. После этого молоко охлаждают до 35—40 °С, резервируют и разливают в бутылки. После их укупорки продукт стерилизуется в аппаратах непрерывного действия (гидростатических стерилизаторах) при температуре 115—120 °С с выдержкой130
15-20 мин в зависимости от вместимости бутылки. Затем молоко охлаждают и направляют на хранение и реализацию.
Стерилизованное молоко после двухступенчатой обработки более стойкое, чем после одноступенчатой, однако имеет большую вязкость и меньшее содержание витаминов.
Стерилизация молока в потоке осуществляется путем нагрева его в аппаратах поверхностного типа (пластинчатых и трубчатых), а также пароконтактных инжекционного («пар в молоко») и инфузионного («молоко в пар») типов с последующим розливом в асептических условиях в стерильную тару (пакеты из полимерного материала).
При стерилизации в потоке молоко очищается, охлаждается и нормализуется по массовой доле жира. Затем молоко пастеризуют при температуре 76 ± 2°С с выдержкой 20 с и охлаждают до 6 + 2 °С. При использовании сухого молока его восстанавливают в соответствии с действующей технологической инструкцией. Для улучшения качества продукта, вырабатываемого на восстановленном молоке, рекомендуется приготовлять его из смеси с цельным молоком в соотношении, зависящем от показателей сухого молока.
Перед стерилизацией молока проверяют его термоустойчивость. Молоко термоустойчивостью по алкогольной пробе не ниже III группы направляют на стерилизацию. В молоко термоустойчивостью ниже III группы добавляют соли-стабилизаторы в количестве до 0,05% в виде водного раствора. После внесения солей-стабилизаторов молоко перемешивают не менее 15 мин и проверяюттермоустойчивость. Раствор солей-стабилизаторов вносят непосредственно перед направлением молока на стерилизацию. Хранить молоко с добавками солей-стабилизаторов не рекомендуется.
Подготовленное для стерилизации молоко предварительно нагревают до 83 ± 2 °С и направляют в деаэратор для удаления из него несвойственных запахов и привкуса. Из деаэратора молоко температурой 75 ± 2 “С подается в гомогенизатор, в котором гомогенизируется при давлении22,5 ± 2,5 МПа. Гомогенизированное молоко направляют на стерилизацию, после которой охлаждают до 20 °С и направляют на розлив.
Выработка стерилизованного молока в потоке с асептическим розливом на предприятиях отрасли осуществляется на технологических линиях с использованием стерилизационно-охладительных установок импортного производства.
При производстве сгущенных стерилизованных молочных консервов стерилизуют нормализованную гомогенизированную сгущенную молочную смесь, фасованную в металлические банки № 7. Стерилизацию проводят в автоклавах и стерилизаторах.
Способы и режимные параметры стерилизации молока и молочных продуктов различны и зависят от применяемого оборудования (табл. 4.3).
131
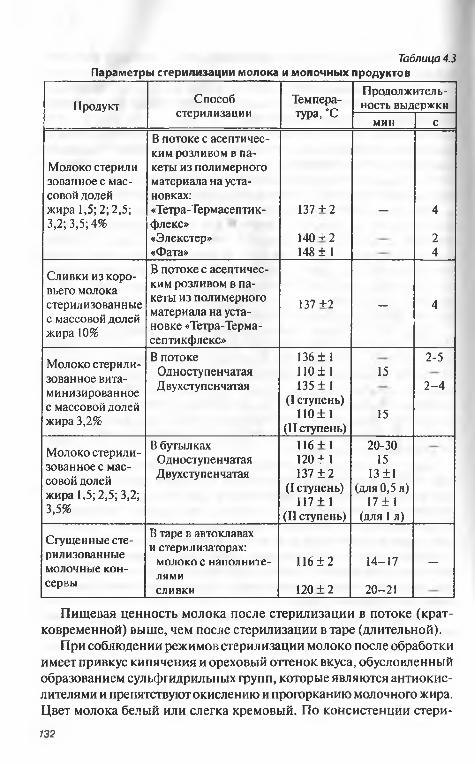
Таблица 4.3Параметры стерилизации молока и молочных продуктов
ПродуктС пособ
стерилизацииТемпература, ”С
Продолжительность выдержки
мин с
М олоко стерилизованное с массовой долей жира 1,5; 2; 2,5; 3,2; 3,5; 4%
В потоке с асептическим розливом в пакеты из полимерного материала на установках:«Тетра-Термасептик-флекс»«Э лекстер»«Фата»
137 + 2
140 + 2 148 ± 1
— 4
24
Сливки из коровьего молока стерилизованные с массовой долей жира 10%
В потоке с асептическим розливом в пакеты из полимерного материала на установке «Тетра-Терма- септикфлекс»
137 +2 — 4
М олоко стерилизованное витаминизированное с массовой долей жира 3,2%
В потоке Одноступенчатая Двухступенчатая
136 ± 1 110 ± 1 135+ 1
(I ступень) 110 ± 1
(II ступень)
15
15
2-5
2 - 4
М олоко стерилизованное с массовой долей жира 1,5; 2,5; 3,2; 3,5%
В бутылках Одноступенчатая Двухступенчатая
116 + 1 120 ± 1 137 ± 2
(I ступень) 117 + 1
(И ступень)
20-3015
13 ±1 (для 0,5 л)
17 ± 1 (для 1 л)
Сгущенные стерилизованные молочные консервы
В таре в автоклавах и стерилизаторах:
молоко с наполнителями сливки
116 ± 2
120 + 2
14 -17
20-21
—
Пищевая ценность молока после стерилизации в потоке (кратковременной) выше, чем после стерилизации в таре (длительной).
При соблюдении режимов стерилизации молоко после обработки имеет привкус кипячения и ореховый оттенок вкуса, обусловленный образованием сульфгидрильных групп, которые являются антиокислителями и препятствуютокислению и прогорканию молочного жира. Цвет молока белый или слегка кремовый. По консистенции стери
132
лизованное молоко представляет собой однородную жидкость без наличия хлопьев белка. Допускается незначительный отстой сливок, который растворяется при встряхивании.
4.4. ТЕРМОВАКУУМНАЯ ОБРАБОТКА МОЛОКА
Основная цель этой обработки — удаление из молока и молочных продуктов посторонних, несвойственных им запахов и привкусов. Физическая сущность ее заключается в том, что молоко, нагретое до определенной температуры, поступает в вакуумную камеру установки, в которой поддерживается давление ниже, чем давление, соответствующее температуре вскипания продукта. Температура продукта, поступающего в вакуумную камеру, обычно на 1—2 °С выше, чем температура его вскипания, соответствующая давлению в вакуумной камере. За счет разности температуры в вакуумной камере установки продукт вскипает и из него удаляется часть влаги вместе с посторонними запахами. С целью интенсификации удаления газов и посторонних запахов продукт вводят в вакуумную камеру через специальный распределительный разбрызгивающий узел. Термовакуумную обработку применяют в основном при производстве питьевого молока, сливок, молочных консервов. Для проведения термовакуумной обработки применяют вакуум-деаэраторы и вакуум-дезодорационные установки.
4.5. ОБОРУДОВАНИЕ ДЛЯ НАГРЕВА И ОХЛАЖДЕНИЯ
Для нагрева (подогрева) и охлаждения молока применяют теплообменные аппараты поверхностного типа. В зависимости от конструктивного исполнения эти аппараты подразделяют на трубчатые, пластинчатые, спиральные, теплообменники с рубашкой, с оребрен- ной поверхностью и др. Наибольшее применение в отрасли получили трубчатые и пластинчатые аппараты.
Трубчатые аппараты, в свою очередь, делят на кожухотрубные (типа «труба в трубе»), элементные (секционные) и змеевиковые.
Кожухотрубные теплообменники получили в промышленности широкое применение благодаря своей компактности, простоте в изготовлении и надежности в работе.
Основным исполнительным органом пластинчатого аппарата является теплообменная пластина. Ее изготовляют методом холодного шпампования из нержавеющей тонколистовой стали толщиной 0,8—1,5 мм. Для турбулизации потока движущегося молока пластины имеют специальные гофры.
В отечественных аппаратах применяют ленточно- и сетчато-поточные пластины, различающиеся направлением гофр: первые имеют горизонтальное направление, а вторые — наклонное (под углом 60°).
133
При сборке две сомкнутые ленточно-поточные пластины образуют извилистый канал, двигаясь по которому молоко подвергается искусственной турбулизации, что повышает эффективность теплообмена. При сборке каналов сетчато-поточных пластин «елки» гофр одной пластины должны быть направлены вверх, а соседней — вниз. В результате такой сборки наклонные гофры взаимно пересекаются и образуют равномерно распределенную сетку опор на поверхности пластины. Это придает пакету достаточную жесткость, предотвращает деформацию пластин при большом перепаде давлений по обе стороны пластины и создаеттурбулизацию потока.
По назначению в аппарате пластины бывают рядовые (рабочие), граничные и концевые. В пластине по ее периметру, а также вокруг отдельных отверстий выштампованы канавки, в которые вкладывают уплотнительные прокладки. Их можно приклеивать к пластине или закреплять, защелкивая в канавках при помощи специального замка. По местонахождению уплотнительных прокладок пластины подразделяют на двусторонние, односторонние и гладкие. В зависимости от относительного расположения прокладок пластины бывают левые и правые. По относительному расположению входа, выхода и общего потока направления продукта пластины бывают прямые и диагональные.
Рядовые пластины имеют четыре угловых отверстия, образующих при сборке продольные коллекторные каналы. Граничные пластины имеют неполное число угловых отверстий (менее 4), и их устанавливают в места, где требуется изменить направление потока молока. Концевые пластины устанавл ивают по концам се кций. Они непосредственно примыкают к разделительным и нажимным плитам. Элементом пластинчатого аппарата является канал между двумя соседними пластинами. Все пластины в аппарате собирают в пакеты. Пакет — это группа пластин, между которыми продукт или теплохладоноситель движется в одном направлении. Пакеты пластин образуют секции аппарата, которые в зависимости от компоновки могут выполнять различные процессы — нагрев, пастеризацию, рекуперацию и охлаждение.
Компоновка пакетов выражается дробью и называется формулой компоновки, например (4 + 3 + 4)/(6 + 6). Цифры в числителе или знаменателе, разделенные знаками «+», соответствуют числу пакетов в аппарате (секции), соединенных между собой последовательно. Каждая цифра соответствует числу каналов в пакете. Формула компоновки, приведенная выше, показывает, что продукт в аппарате движется по трем последовательно расположенным пакетам, причем крайние пакеты состоят из четырех, средний — из трех параллельных каналов, а хладоноситель движется по двум пакетам, состоящим из шести каналов каждый.
134
В пластинчатом аппарате (рис. 4.2, а) на передней и задней стойках закреплены концы верхней и нижней штанг. Верхняя штанга предназначена для подвески теплообменных пластин. По периферии каждой пластины в специальной канавке уложена большая резиновая прокладка, которая на лицевой стороне пластины ограничивает канал для соответствующего потока среды. Пластина имеет угловые отверстия, вокруг которых уложены малые кольцевые резиновые прокладки. Уплотнительные прокладки после сборки и сжатия пластин в аппарате образуют две изолированные системы герметичных каналов. Одна из этих систем предназначена для горячей рабочей среды, другая — для холодной. Каждая из систем межпластинных каналов образует свой коллектор. Холодная рабочая среда попадает в коллектор через штуцер 1, расположенный настойке. По нему среда доходит до пластины 6, которая имеет глухой угол (отверстие отсутствует), и растекается в межпластинных каналах. Рабочая среда, собираясь в нижнем коллекторе, который образован нижними угловыми отверстиями, выходит из аппарата через штуцер 11. Горячая рабочая среда входит в аппарат через штуцер 12и попадает в нижний коллектор. Далее она растекается в межпластинных каналах и, двигаясь снизу вверх (противотоком по отношению к холодной рабочей среде), собирается в верхнем коллекторе. Из аппарата горячая рабочая среда выходит через штуцер 2. Уплотнительные прокладки в аппарате обеспечивают герметичность и чередование межпластинных каналов для горячей и холодной рабочих сред. Все пластины плотно сжимаются нажимной пластиной и винтом.
Трубчатые аппараты изготовляют на основе модифицированных теплообменных цилиндров. В этих цилиндрах основным элементом являются трубки, ввальцованные втрубные решетки. Последние вставлены в теплоизолированный цилиндр, закрытый кожухом. Тепло- или хладоноситель подают в межтрубное пространство, а продукт—в трубки. Трубчатые аппараты имеют ряд преимуществ: небольшое количество уплотнительных резиновых прокладок и их малые размеры; возможность создания высоких скоростей движения продукта для повышения эффективности теплообмена; нагрев продукта до температуры более 100 °С; высокая надежность при эксплуатации, а также возможность применения механических способов очистки внутренней поверхности теплопередающих трубок (необходимо предусмотреть определенное пространство для пользования длинными ершами при их чистке). Схема теплообменного цилиндра трубчатых аппаратов показана на рис. 4.2, б.
Для нагрева молока перед сепарированием используют пластинчатые установки различной производительности. В установку производительностью 25 м3/ч входят пластинчатый аппарат, уравнительный бак с поплавковым регулятором уровня, стабилизатор потока, цен-
735
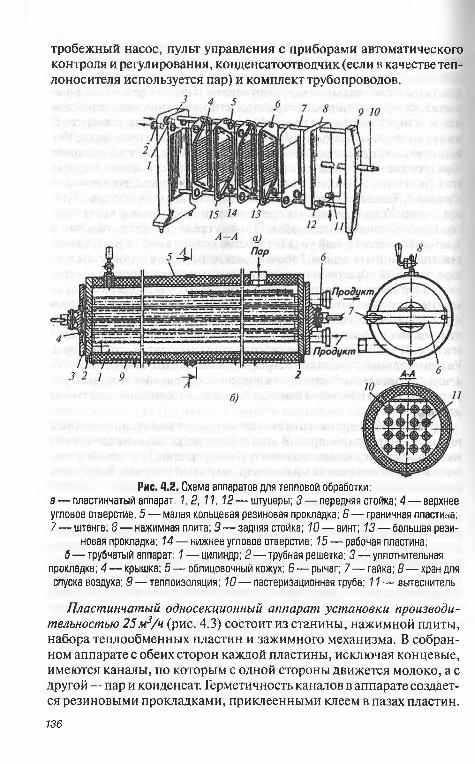
тробежный насос, пульт управления с приборами автоматического контроля и регулирования, конденсатоотводчик (если в качестве теплоносителя используется пар) и комплект трубопроводов.
Рис. 4.2. Схема аппаратов для тепловой обработки: а — пластинчатый аппарат: 1,2, 11,12 — штуцеры; 3 — передняя стойка; 4 — верхнее угловое отверстие; 5 — малая кольцевая резиновая прокладка; 6 — граничная пластина; 7 — штанга; 8 — нажимная плита; 9 — задняя стойка; 10 — винт; 13 — большая рези
новая прокладка; 14 — нижнее угловое отверстие; 15 — рабочая пластина; б — трубчатый аппарат: 1 — цилиндр; 2 — трубная решетка; 3 — уплотнительная
прокладка; 4 — крышка; 5 — облицовочный кожух; Б — рычаг; 7 — гайка; 8 — кран для спуска воздуха; 9 — теплоизоляция; 10 — пастеризационная труба; 11 — вытеснитель
Пластинчатый односекционный аппарат установки производительностью 25м3/ч (рис. 4.3) состоит из станины, нажимной плиты, набора теплообменных пластин и зажимного механизма. В собранном аппарате с обеих сторон каждой пластины, исключая концевые, имеются каналы, по которым с одной стороны движется молоко, а с другой — пар и конденсат. Герметичность каналов в аппарате создается резиновыми прокладками, приклеенными клеем в пазах пластин.
136
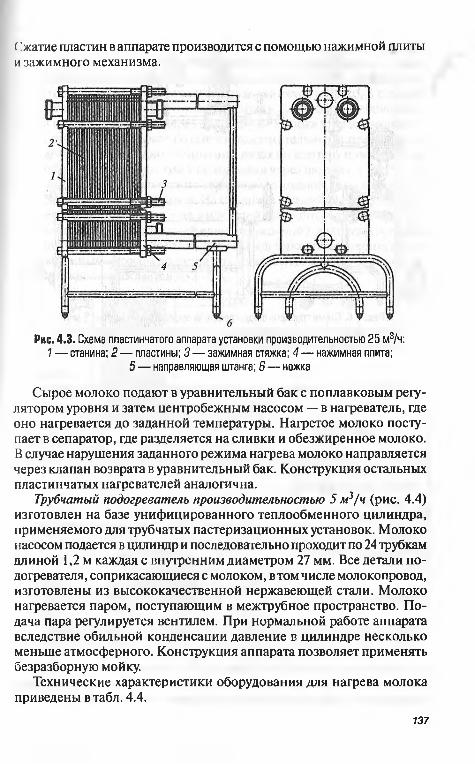
(Сжатие пластин в аппарате производится с помощью нажимной плиты и зажимного механизма.
Рис. 4.3. Схема пластинчатого аппарата установки производительностью 25 м3/ч: 1 — станина; 2 — пластины; 3 — зажимная стяжка; 4 — нажимная плита;
5 — направляющая штанга; В — ножка
Сырое молоко подают в уравнительный бак с поплавковым регулятором уровня и затем центробежным насосом — в нагреватель, где оно нагревается до заданной температуры. Нагретое молоко поступает в сепаратор, где разделяется на сливки и обезжиренное молоко. В случае нарушения заданного режима нагрева молоко направляется через клапан возврата в уравнительный бак. Конструкция остальных пластинчатых нагревателей аналогична.
Трубчатый подогреватель производительностью 5 м3/ч (рис. 4.4) изготовлен на базе унифицированного теплообменного цилиндра, применяемого для трубчатых пастеризационных установок. Молоко насосом подается в цилиндр и последовательно проходит по 24 трубкам длиной 1,2 м каждая с внутренним диаметром 27 мм. Все детали подогревателя, соприкасающиеся с молоком, в том числе молокопровод, изготовлены из высококачественной нержавеющей стали. Молоко нагревается паром, поступающим в межтрубное пространство. Подача пара регулируется вентилем. При нормальной работе аппарата вследствие обильной конденсации давление в цилиндре несколько меньше атмосферного. Конструкция аппарата позволяет применять безразборную мойку.
Технические характеристики оборудования для нагрева молока приведены в табл. 4.4.
137
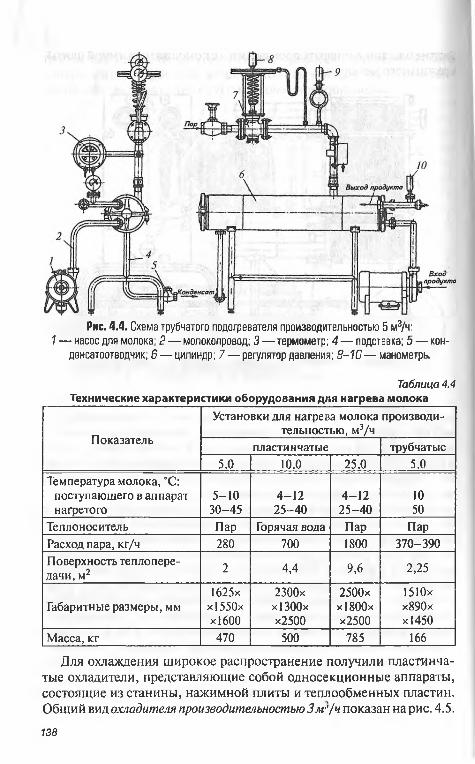
Рис. 4.4. Схема трубчатого подогревателя производительностью 5 м3/ч:1 — насос для молока; 2 — молокопровод; 3 — термометр; 4— подставка; 5 — кон-
денсатоотводчик; В — цилиндр; 7 — регулятор давления; 8-10 — манометры
Таблица 4.4Технические характеристики оборудования для нагрева молока
Показатель
Установки для нагрева молока производительностью, м3/ч
пластинчатые трубчатые5,0 10,0 25,0 5,0
Температура молока, °С:поступающего в аппарат 5—Ю 4 -1 2 4 -1 2 10нагретого 3 0 -4 5 2 5 -4 0 2 5 -4 0 50
Теплоноситель Пар Горячая вода Пар ПарРасход пара, кг/ч 280 700 1800 370-390Поверхность теплопередачи, м2 2 4,4 9,6 2,25
1625х 2300х 2500х 1510хГабаритные размеры, мм х1550х х1300х х 1800х х890х
х1600 х2500 х2500 ХІ450М асса, кг 470 500 785 166
Для охлаждения широкое распространение получили пластинчатые охладители, представляющие собой односекционные аппараты, состоящие из станины, нажимной плиты и теплообменных пластин. Общий вид охладителя производительностью Злг'/ч показан на рис. 4.5.
138
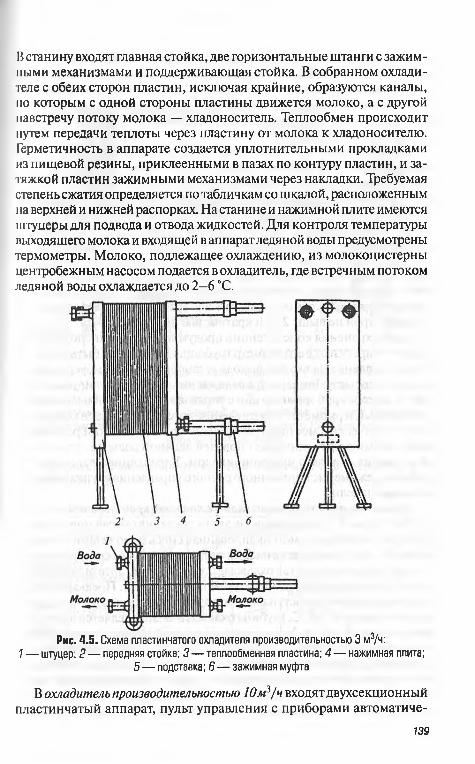
В станину входят главная стойка, две горизонтальные штанги с зажимными механизмами и поддерживающая стойка. В собранном охладителе с обеих сторон пластин, исключая крайние, образуются каналы, по которым с одной стороны пластины движется молоко, а с другой навстречу потоку молока — хладоноситель. Теплообмен происходит путем передачи теплоты через пластину от молока к хладоносителю. Герметичность в аппарате создается уплотнительными прокладками из пищевой резины, приклеенными в пазах по контуру пластин, и затяжкой пластин зажимными механизмами через накладки. Требуемая степень сжатия определяется по табличкам со шкалой, расположенным I m верхней и нижней распорках. На станине и нажимной плите имеются штуцеры для подвода и отвода жидкостей. Для контроля температуры выходящего молока и входящей в аппаратледяной воды предусмотрены термометры. Молоко, подлежащее охлаждению, из молокоцистерны центробежным насосом подается в охладитель, где встречным потоком ледяной воды охлаждается до 2—6 °С.
Рис. 4.5. Схема пластинчатого охладителя производительностью 3 м3/ч:1 — штуцер; 2 — передняя стойка; 3 — теплообменная пластина; 4 — нажимная плита;
5 — подставка; 6— зажимная муфта
В охладитель производительностью 10м3/ч входят двухсекционный пластинчатый аппарат, пульт управления с приборами автоматиче-
139
ского контроля и регулирования, трубопроводы с обвязкой регулирующего клапана. Охладитель устанавливают на полу без фундамента с помощью регулируемых по высоте ножек. Молоко температурой 30-35 °С подается насосом в секцию охлаждения водой, где охлаждается до 13—16 °С. Окончательное охлаждение молока до 2—6 °С происходит во второй секции.
Для охлаждения кефира применяют установку производительностью 12,5м3/ч. В ее состав входят пластинчатый односекционный аппарат, электронасосный агрегат, щит управления с приборами контроля, регулирования и регистрирования, комплект приборов и средств автоматического управления, комплект трубопроводов и арматура. Из емкости, предназначенной для заквашивания молока и созревания кефира, продукт температурой 25—14 °С подается по трубопроводу насосом в пластинчатый аппарат и из него — в промежуточный резервуар или непосредственно в фасовочно-упаковочную машину. Продукт охлаждается ледяной водой. Для охлаждения кефира до заданной температуры необходимо подавать в аппарат ледяную воду начальной температурой не выше 2 °С и кратностью не менее 3.
Для сохранения консистенции продукта при его транспортировании к аппарату и от него диаметр трубопровода должен быть не менее 80 мм. Давление на входе и выходе установки контролируется манометрами по месту. Температура охлаждения кефира регулируется и регистрируется приборами на щите управления. Для этой цели служит платиновый термометр сопротивления, который работаете комплекте с автоматическим мостом. Изотропный пневматический регулятор, встроенный в мост, управляет подачей ледяной воды в аппарат, воздействуя на клапан с пневмоприводом. Управление клапаном при работе в режиме дистанционного ручного управления осуществляется с пневмопанели.
Пластинчатая охладительная установка производительностью 1,25м3/ч (рис. 4.6) предназначена для охлаждения смесей мороженого. Пастеризованная и гомогенизированная смесь мороженого температурой 80—86 °С поступает в пластинчатый аппарат, в секцию предварительного охлаждения, где охлаждается до 24-28 'С артезианской или водопроводной водой температурой не выше 12 “С. Предварительно охлажденная смесь поступает во вторую секцию для окончательного охлаждения до 6-10 °С. Глубина охлаждения определяется видом обрабатываемой смеси. Хладоносителем в этой секции служит рассол начальной температурой от - 5 до —7 °С. Использовать рассол более низкой температуры нельзя, так как может нарушиться стабильная работа охладителя и смесь мороженого начнет замерзать вотдельных каналах аппарата и даже целых его пакетах. Давление рассола и воды в магистралях контролируется манометрами. С помощью приборов
140
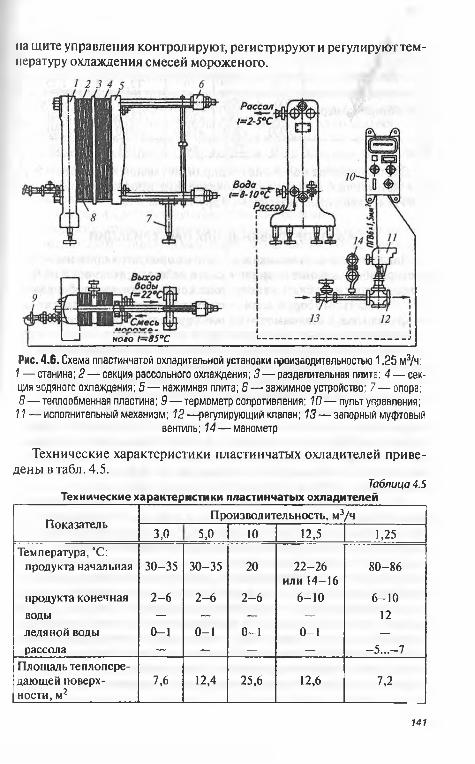
ма щ ите уп равлен ия к онтрол ирую т, р еги стр и р ую т и р егу л и р у ю тт ем - иературу охл аж ден и я с м е с е й м о р о ж ен о го .
______ ____1______ ного 1—в5°С__________________ 1------------------------------------------------■>
Рис. 4.6. Схема пластинчатой охладительной установки производительностью 1,25 м3/ч:I — станина; 2■— секция рассольного охлаждения; 3 — разделительная плита; 4 — секция водяного охлаждения; 5 ■— нажимная плита; Б — зажимное устройство; 7 — опора; В — теплообменная пластина: 9 — термометр сопротивления; 10— пульт управления;
I I — исполнительный механизм; 12 — регулирующий клапан; 13 — запорный муфтовыйвентиль; 14 — манометр
Т ехн и ч еск и е хар ак тери сти к и п л астинчаты х охл ади тел ей п р и в еден ы в табл. 4 .5 .
Т а б л и ц а 4 .5Технические характеристики пластинчатых охладителей
ПоказательПроизводительность, м3/ч
3,0 5,0 10 12,5 1,25Температура, °С:
продукта начальная 3 0 -3 5 3 0 -3 5 20 2 2 -2 6 или 14 -16
8 0 -8 6
продукта конечная 2 - 6 2 - 6 2 - 6 6 -1 0 6 -1 0воды — — — — 12ледяной воды 0 -1 0 -1 0 -1 0 -1 —рассола — — — — —5...—7
Площадь теплопередающей поверхности, м2
7,6 12,4 25,6 12,6 7,2
141
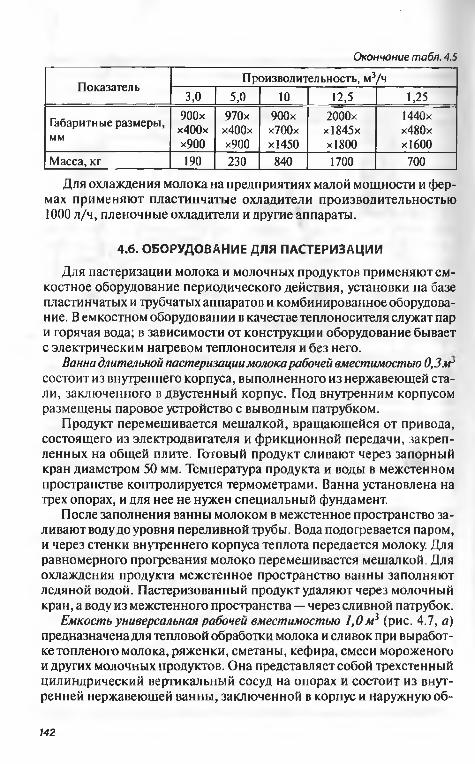
Окончание та б л. 4.5
ПоказательПроизводительность, м3/ч
3,0 5,0 10 12,5 1,25
Габаритные размеры, 900хх400х
970хх400х
900хх700х
2000хх1845х
1440хх480х
ММх900 х900 х1450 х1800 ХІ600
М асса, кг 190 230 840 1700 700
Для охлаждения молока на предприятиях малой мощности и фермах применяют пластинчатые охладители производительностью 1000 л/ч, пленочные охладители и другие аппараты.
4.6. ОБОРУДОВАНИЕ ДЛЯ ПАСТЕРИЗАЦИИДля пастеризации молока и молочных продуктов применяют ем
костное оборудование периодического действия, установки на базе пласти нчатых и трубчатых аппаратов и комбинированное оборудова- ние. В емкостном оборудовании в качестве теплоносителя служат пар и горячая вода; в зависимости от конструкции оборудование бывает с электрическим нагревом теплоносителя и без него.
Ванна длительной пастеризации молока рабочей вместимостью 0,3ж1 состоит из внутреннего корпуса, выполненного из нержавеющей стали, заключенного в двустенный корпус. Под внутренним корпусом размещены паровое устройство с выводным патрубком.
Продукт перемешивается мешалкой, вращающейся от привода, состоящего из электродвигателя и фрикционной передачи, закрепленных на общей плите. Готовый продукт сливают через запорный кран диаметром 50 мм. Температура продукта и воды в межстенном пространстве контролируется термометрами. Ванна установлена на трех опорах, и для нее не нужен специальный фундамент.
После заполнения ванны молоком в межстенное пространство заливают воду до уровня переливной трубы. Вода подогревается паром, и через стенки внутреннего корпуса теплота передается молоку. Для равномерного прогревания молоко перемешивается мешалкой. Для охлаждения продукта межстенное пространство ванны заполняют ледяной водой. Пастеризованный продукт удаляют через молочный кран, а воду из межстенного пространства — через сливной патрубок.
Емкость универсальная рабочей вместимостью 1,0м3 (рис. 4.7, а) предназначена для тепловой обработки молока и сливок при выработке топленого молока, ряженки, сметаны, кефира, смеси мороженого и других молочных продуктов. Она представляет собой трехстенный цилиндрический вертикальный сосуд на опорах и состоит из внутренней нержавеющей ванны, заключенной в корпус и наружную об-
142
шинку. Под внутренней ванной размещена парораспределительная головка, к которой через трубопровод подводится пар. Патрубок для слива воды из межстенного пространства выведен вниз. К нему присоединены вентильи трубопровод подачи холодной воды. Переливная I руба служит для поддержания постоянного уровня воды в межстенном пространстве. Она присоединена к канализации с помощью воронки.
Готовый продукт сливают через кран диаметром 50 мм. Для контроля температуры продукта служит термометр. Крышка емкости состоит из двух половин, одну из которых можно поднимать и опускать вручную. Вторая половина крышки прикреплена к корпусу ванны тремя болтами. Емкость установлена™ трех расположенных по окружности опорах и крепится фундаментными болтами.
Продукт нагревается пароводяной смесью и для улучшения теплообмена перемешивается мешалкой, вращающейся от привода. Для охлаждения продукта межстенное пространство заполняют ледяной водой. Кроме того, в верхней части внутренней ванны приварен по спирали змеевик, служащий для охлаждения продукта рассолом температурой от - 6 до -1 0 °С при давлении не более 0,1 М Па.
Пастеризационная ванна рабочей вместимостью 0,6м3 (рис. 4.7, б) состоитиз внутренней ванны, двух электромагнитных вентилей и шкафа управления. Под внутренней нержавеющей ванной, заключенной в двустенный наружный корпус, размещена парораспределительная головка, к которой через трубопровод поступает пар. Для слива воды из межстенного пространства в наружном днище предусмотрен патрубок с вентилем. Переливные трубы служат для поддержания уровня воды в межстенном пространстве. Крышка ванны состоит из двух половин, одну из которых легко поднимать и опускать вручную. При подъеме половины крышки через конечный выключатель отключается привод мешалки. Вторая половина крышки прикреплена к корпусу ванны тремя болтами. Ванна установлена на трех опорах под углом 120° и прикреплена к фундаменту с помощью анкерных болтов.
Ванна заполняется продуктом до уровня сигнализатора. Продукт перемешивается мешалкой, вращающейся от привода. Готовый продукт сливают через молочный кран. Температура продукта и воды в межстенном пространстве контролируется термометрами.
Нагрев продукта достигается за счет нагрева холодной воды в межстенном пространстве с помощью пара. Для улучшения теплообмена продукт перемешивается мешалкой. Для охлаждения продукта межстенное пространство ванны заполняют охлажден ной водой. Поддержание постоянной температуры пастеризации и охлаждения, включение в работу мешалки выполняются автоматически или вручную.
В пастеризационных ваннах с электрическим нагревом встроены ТЭНы, управляемые терморегуляторами. Продолжительность нагрева контролирует реле времени. В остальном эти ванны практически
из
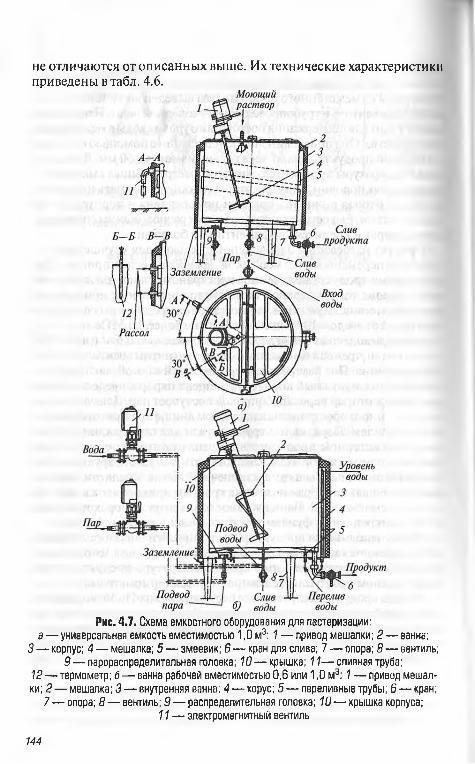
не отличаются от описанных выше. Их технические характеристики приведены в табл. 4.6.
Рис. 4.7. Схема емкостного оборудования для пастеризации: а — универсальная емкость вместимостью 1,0 м3: 1 — привод мешалки; 2 — ванна;
3 — корпус; 4 — мешалка; 5 — змеевик; 6 — кран для слива; 7 — опора; 8 — вентиль;9 — парораспределительная головка; 10— крышка; 11— сливная труба;
12 — термометр; б — ванна рабочей вместимостью 0,6 или 1,0 м3: 1 — привод мешалки; 2 — мешалка; 3 — внутренняя ванна; 4 — корус; 5 — переливные трубы; 6 — кран;
7 — опора; 8 — вентиль; 9 — распределительная головка; 10— крышка корпуса;11 — электромегнитный вентиль
144
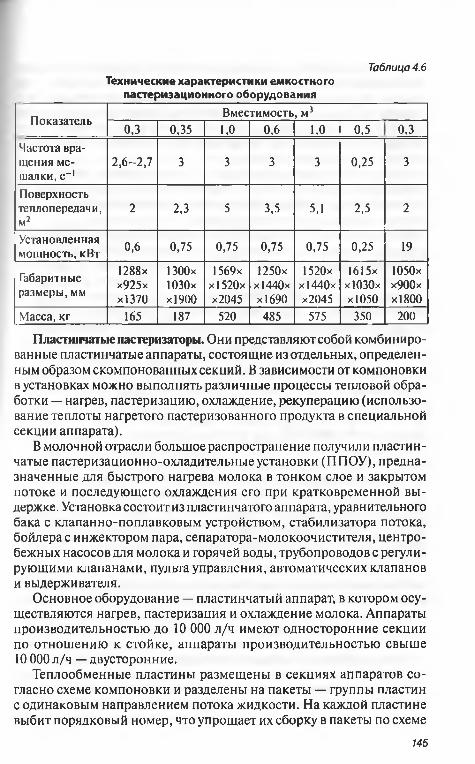
Т а б л и ц а 4 .6Технические характеристики емкостного
пастеризационного оборудования
ПоказательВместимость, м 1
0,3 0.35 1.0 0,6 1,0 0,5 0,3Частота вращения мешалки, с -1
2 ,6 -2 ,7 3 3 3 3 0,25 3
Поверхностьтеплопередачи,м2
2 2,3 5 3,5 5,1 2,5 2
Установленная мощность, кВт 0,6 0,75 0,75 0,75 0,75 0,25 19
Габаритные размеры, мм
1288х 1300Х 1569х 1250х 1520х 1615х 1050х
X X
— 4
0 UJ
к>
«-4 L
ЛО
X ЮЗОхХІ900
хI520х х2045
х1440хх1690
х1440хх2045
хЮЗОххЮ50
х900хх1800
Масса, кг 165 187 520 485 575 350 200
Пластинчатые пастеризаторы. Они представляют собой комбинированные пластинчатые аппараты, состоящие изотдельных, определенным образом скомпонованных секций. В зависимости от компоновки в установках можно выполнять различные процессы тепловой обработки — нагрев, пастеризацию, охлаждение, рекуперацию (использование теплоты нагретого пастеризованного продукта в специальной секции аппарата).
В молочной отрасли большое распространение получили пластинчатые пастеризационно-охладительные установки (ППОУ), предназначенные для быстрого нагрева молока в тонком слое и закрытом потоке и последующего охлаждения его при кратковременной выдержке. Установка состоит из пластинчатого аппарата, уравнительного бака с клапанно-поплавковым устройством, стабилизатора потока, бойлера с инжектором пара, сепаратора-молокоочистителя, центробежных насосов для молока и горячей воды, трубопроводов с регулирующими клапанами, пульта управления, автоматических клапанов и выдержи вателя.
Основное оборудование — пластинчатый аппарат, в котором осуществляются нагрев, пастеризация и охлаждение молока. Аппараты производительностью до 10 000 л/ч имеют односторонние секции по отношению к стойке, аппараты производительностью свыше 10 000 л/ч — двусторонние.
Теплообменные пластины размещены в секциях аппаратов согласно схеме компоновки и разделены на пакеты — группы пластин с одинаковым направлением потока жидкости. На каждой пластине выбит порядковый номер, что упрощает их сборку в пакеты по схеме
145
компоновки пластин. Теплообменные секции разделены специальными разделительными плитами со штуцерами для ввода и вывода жидкостей. Пластинчатые аппараты имеют три секции: регенерации, пастеризации и охлаждения. Применяемая теплообменная пластина имеет сетчато-поточный тип и обладает более высокими теплотехническими показателями по сравнению с ранее используемыми пластинами ленточно-поточного типа.
Пластинчатый аппарат состоит из чугунной литой стойки с закрепленными на ней двумя стальными штангами. К верхней штанге подвешивают теплообменные пластины, разделительные и нажимные плиты, а нижняя служит направляющей. Стойка и нажимные плиты снабжены штуцерами для ввода и вывода молока и рабочихжидкостей. На незакрепленных концах штанг имеется резьба для гаек, которыми с помощью зажимных устройств прижимают пластинытеплообменных секций, создавая необходимую герметичность. Требуемая степеньсжа- тия теплообменных секций контролируется по показанию стрелок на табличках, укрепленных на штангах. Аппарат устанавливают на полу производственного помещения на регулируемых по высоте опорах.
Уравнительный бак имеет общую для всех установок конструкцию и состоит из цилиндрической емкости с днищем и съемной крышкой и клапанно-поплавкового устройства, с помощью которого в баке поддерживается уровень молока, подаваемого насосом в аппарат, а следовательно, и постоянный гидростатический напор, необходимый для равномерной работы насоса. Через клапан внутри бака молоко подается в аппарат. Все детали бака изготовлены из нержавеющей стали. Бак монтируется на опорах. На молокопроводе в месте выхода молока изсекции Пастеризации устанавливаютавтоматический клапан для отвода недопастеризованного молока на повторную тепловую обработку. Одновременно срабатывает второй автоматический клапан, расположенный после аппарата, и отключает подачу сырого молока. Клапан состоит из автоматического терморегулятора, срабатывающего при температуре молока ниже заданной, и исполнительного механизма. Длина клапана 180 мм, ширина 92, высота 510 мм, масса 9,26 кг.
Стабилизатор потока служит для обеспечения равномерности подачи молока в аппарат и состоит из корпуса с переходной втулкой и накидной гайкой для присоединения к молокопроводу, направляющей с регулирующимися окнами, штока, укрепленного в цилиндре, венчика и уплотнительного кольца. Стабилизатор подсоединен к трубопроводу накидными гайками.
Принцип работы. Сырое холодное молоко из емкости для хранения поступает в уравнительный бак, который, благодаря клапанно-поплавковому устройству, заполняется до определенного уровня (рис. 4.8). Центробежным насосом из уравнительного бака через стабилизатор молоко подается в секцию регенерации аппарата для предварительного
7 46

нагрева до температуры 65—70 °С и далее в сепаратор-молокоочисти- тель для очистки от механических примесей и других загрязнений. Послеочистки молоко возвращается в аппарат, проходит секцию пастеризации, выдерживатель, секции охлаждения и направляется для дальнейшей обработки. В секции пастеризации молоко нагревается до 76-80 °С горячей водой, циркулирующей с помощью центробежного насоса в замкнутом контуре бойлерно-инжекторного блока. Вода проходит последовател ьно инжектор, пластинчатый аппарат, бойлер. В секции регенерации молоко охлаждается до температуры 2—6 “С сырым холодным молоком, в секциях охлаждения — ледяной водой.
Рис. 4.8. Технологическая схема движения жидкостей в ППОУ для смесей мороженого производительностью 2,5 м3/ч:
1 — уравнительный бак; 2 — насос для продукта; 3 — пластинчатый аппарат; 4 — клапан возврата; 5 — выдерживатель; В — инжектор; 7— трубопровод; 8 — насос для
горячей воды; 9 — бойлер; 10— пульт управления; 11 — клапан возврата; 1м — смесь мороженого; 1г— вода горячая; 1в — вода артезианская (водопроводная); 1р — рассол;
1к — конденсат
П ри наруш ени и задан н ого реж им а п астеризаци и м ол око направляется автом атическим кл апаном , стоя щ и м на вы ходе м ол ока из сек ц и и п а ст ер и зац и и , в уравн и тел ьн ы й бак , а оттуда — н а п ов тор н ую п а ст ер и зац и ю . П ри эт о м срабаты вает звуковая и световая си гн ал и зац и я . Т ехн и ч еск и е характеристики устан ов ок п р и в еден ы в табл. 4 .7 .
Установки для тепловой обработки сливок со ст о я т и з пластинчатого т еп л о о б м ен н о г о аппарата, н а соса для п родук та, н а соса для горячей воды , уравнительного бака, бой л ера закры того ти п а, инж ек тора, пульта уп р ав л ен и я , си ст ем ы т р у б о п р о в о д о в , авт ом ат и ч еск и х к л ап ан ов возврата и ц и р к ул я ц и и .
147
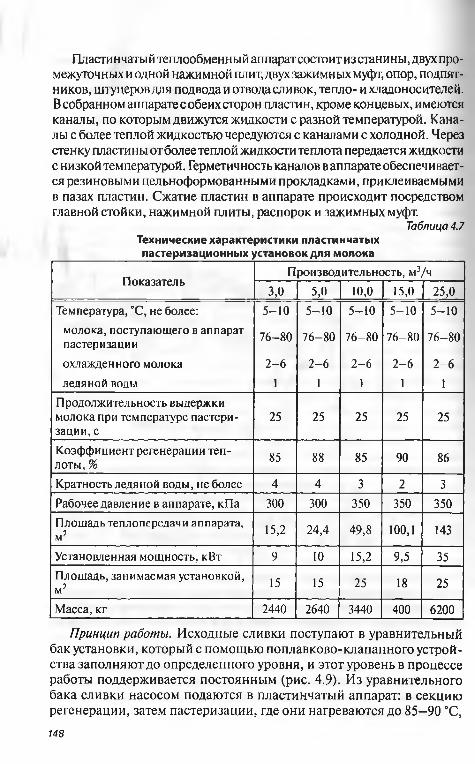
Пластинчатый теплообменный аппарат состоит из станины, двух промежуточных и одной нажимной плит, двух зажимных муфт, опор, подпятников, штуцеров для подвода и отвода сливок, тепло- и хладоносителей. В собранном аппарате с обеих сторон пластин, кроме концевых, имеются каналы, по которым движутся жидкости с разной температурой. Каналы с более теплой жидкостью чередуются с каналами с холодной. Через стенку пластины отболее теплой жидкости теплота передается жидкости с низкой температурой. Герметичность каналов в аппарате обеспечивается резиновыми цельноформованными прокладками, приклеиваемыми в пазах пластин. Сжатие пластин в аппарате происходит посредством главной стойки, нажимной плиты, распорок и зажимных муфт.
Т а б л и ц а 4 .7Технические характеристики пластинчатых пастеризационных установок для молока
ПоказательПроизводительность, м3/ч
3,0 5,0 10,0 15,0 25,0
Температура, °С, не более: 5 -1 0 5 -1 0 5 -1 0 5 -1 0 5 -1 0
молока, поступающего в аппарат пастеризации 7 6 -8 0 7 6 -8 0 7 6 -8 0 7 6 -8 0 7 6 -8 0
охлажденного молока 2 - 6 2 - 6 2 - 6 2 - 6 2 - 6
ледяной воды 1 1 1 1 !
Продолжительность выдержки молока при температуре пастеризации, с
25 25 25 25 25
Коэффициент регенерации теплоты, % 85 88 85 90 86
Кратность ледяной воды, не более 4 4 3 2 3
Рабочее давление в аппарате, кПа 300 300 350 350 350Площадь теплопередачи аппарата,м2 15,2 24,4 49,8 100,1 143
Установленная мощность, кВт 9 10 15,2 9,5 35Площадь, занимаемая установкой, м2 15 15 25 18 25
Масса, кг 2440 2640 3440 400 6200
Принцип работы. Исходные сливки поступают в уравнительный бак установки, который с помощью поплавково-клапанного устройства заполняют до определенного уровня, и этот уровень в процессе работы поддерживается постоянным (рис. 4.9). Из уравнительного бака сливки насосом подаются в пластинчатый аппарат: в секцию регенерации, затем пастеризации, где они нагреваются до 85—90 °С,148
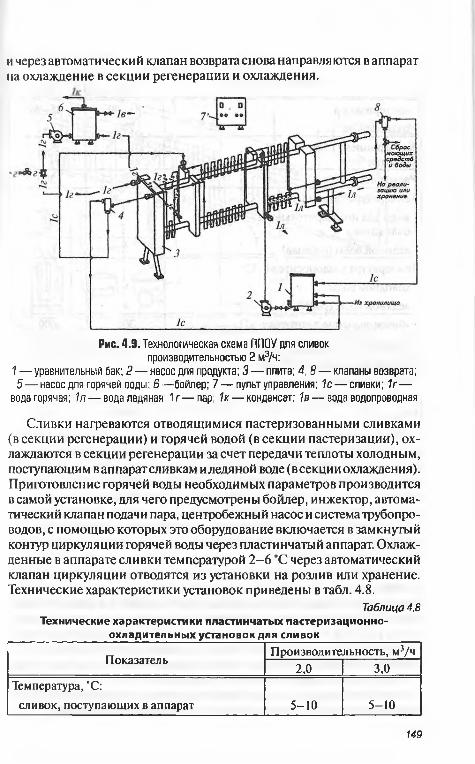
и через автоматически й клапан возвратаснова направля ются в аппарат па охлаждение в секции регенерации и охлаждения.
Рис. 4.9. Технологическая схема ППОУ для сливок производительностью 2 м3/ч:
1 — уравнительный бак; 2 — ■ насос для продукта; 3 — плита; 4, 8— клапаны возврата;5 — насос для горячей воды; 6 — бойлер; 7 — пульт управления; 1с— сливки; 1г—
вода горячая; 1л — вода ледяная; 1г— пар; 1к — конденсат; 1в — вода водопроводная
Сливки нагреваются отводящимися пастеризованными сливками (в секции регенерации) и горячей водой (в секции пастеризации), охлаждаются в секции регенерации за счет передачи теплоты холодным, поступающим ваппарат сливкам иледяной воде (всекции охлаждения). Приготовление горячей воды необходимых параметров производится в самой установке, для чего предусмотрены бойлер, инжектор, автоматический клапан подачи пара, центробежный насос и система трубопроводов, с помощью которых это оборудование включается в замкнутый контур циркуляции горячей воды через пластинчатый аппарат. Охлажденные в аппарате сливки температурой 2 -6 °С через автоматический клапан циркуляции отводятся из установки на розлив или хранение. Технические характеристики установок приведены в табл. 4.8.
Таблица 4.8Технические характеристики пластинчатых пастеризационно-
охладительных установок для сливок
ПоказательПроизводительность, м3/ч
2,0 3,0Температура, "С:
сливок, поступающих в аппарат 5 -1 0 5 -1 0
149
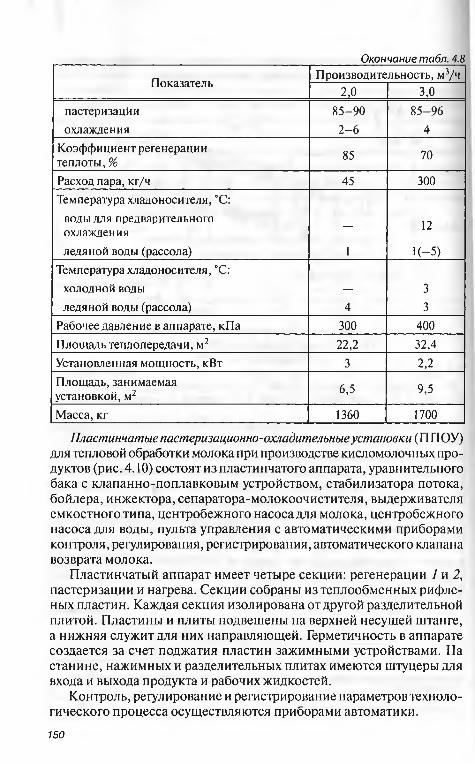
Окончание табл. 4.8
ПоказательПроизводительность, м3/ч
2,0 3.0
пастеризации 8 5 -9 0 8 5 -9 6охлаждения 2 - 6 4
Коэффициент регенерации теплоты ,% 85 70
Расход пара, кг/ч 45 300
Температура хладоносителя, °С:
воды для предварительного охлаждения — 12
ледяной воды (рассола) 1 1 (—5)Температура хладоносителя, °С:
холодной воды — 3
ледяной воды (рассола) 4 3
Рабочее давление в аппарате, кПа 300 400
Площадь теплопередачи, м2 22,2 32,4
Установленная мощность, кВт 3 2,2
Площадь, занимаемая установкой, м2 6,5 9,5
Масса, кг 1360 1700
Пластинчатые пастеризационно-охладительные установки (ППОУ) для тепловой обработки молока при производстве кисломолочных продуктов (рис. 4.10) состоят из пластинчатого аппарата, уравнительного бака с клапанно-поплавковым устройством, стабилизатора потока, бойлера, инжектора, сепаратора-молокоочистителя, выдерживателя емкостного типа, центробежного насоса для молока, центробежного насоса для воды, пульта управления с автоматическими приборами контроля, регулирования, регистрирования, автоматического клапана возврата молока.
Пластинчатый аппарат имеет четыре секции: регенерации 7 и 2, пастеризации и нагрева. Секции собраны из теплообменных рифленых пластин. Каждая секция изолирована от другой разделительной плитой. Пластины и плиты подвешены на верхней несущей штанге, а нижняя служит для них направляющей. Герметичность в аппарате создается за счет поджатая пластин зажимными устройствами. На станине, нажимных и разделительных плитах имеются штуцеры для входа и выхода продукта и рабочих жидкостей.
Контроль, регулирование и регистрирование параметров технологического процесса осуществляются приборами автоматики.
150
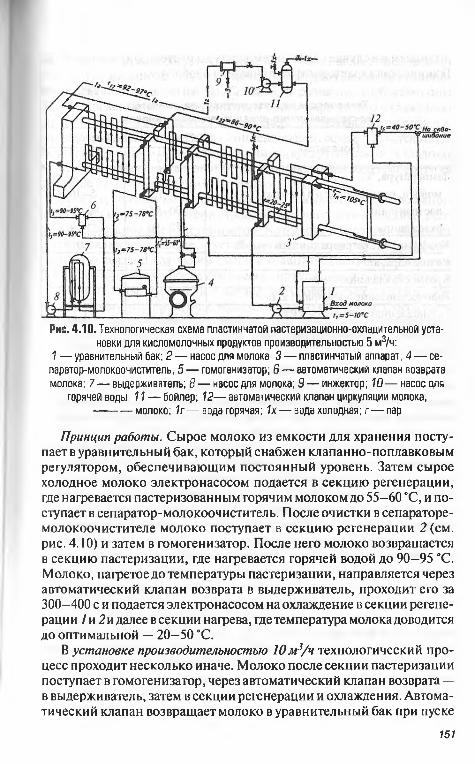
Рис. 4.10. Технологическая схема пластинчатой пастеризационно-охладительной установки для кисломолочных продуктов производительностью 5 м3/ч:
1 — уравнительный бак; 2 — насос для молока; 3 — пластинчатый аппарат; 4 — се- паратор-молокоочиститель; 5 — гомогенизатор; 6 — автоматический клапан возврата молока; 7 — выдерживатель; в — насос для молока; 9 — инжектор; 10— насос для
горячей воды; 11 — бойлер; 12— автоматический клапан циркуляции молока, -----------молоко; 1г — вода горячая; 1х — вода холодная; г— пар
Принцип работы. Сырое молоко из емкости для хранения поступает в уравнительный бак, который снабжен клапанно-поплавковым регулятором, обеспечивающим постоянный уровень. Затем сырое холодное молоко электронасосом подается в секцию регенерации, где нагревается пастеризованным горячим молоком до 55-60 °С, и поступает в сепаратор-молокоочиститель. После очистки в сепараторе- молокоочистителе молоко поступает в секцию регенерации 2 (см. рис. 4.10) и затем в гомогенизатор. После него молоко возвращается в секцию пастеризации, где нагревается горячей водой до 90—95 °С. Молоко, нагретое до температуры пастеризации, направляется через автоматический клапан возврата в выдерживатель, проходит его за 300-400 с и подается электронасосом на охлаждение в секции регенерации / и 2 и далее в секции нагрева, где температура молока доводится до оптимальной — 20—50 °С.
В установке производительностью 10м3/ч технологический процесс проходит несколько иначе. Молоко после секции пастеризации поступаете гомогенизатор, через автоматический клапан возврата — в выдерживатель, затем в секции регенерации и охлаждения. Автоматический клапан возвращает молоко в уравнительный бак при пуске
151
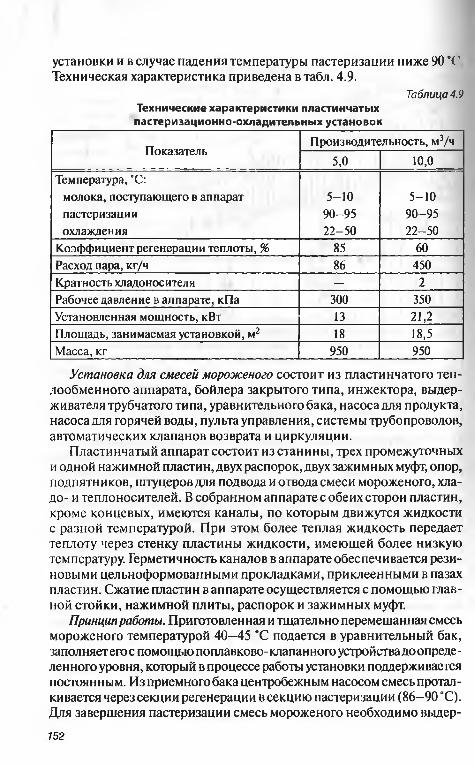
установки и в случае падения температуры пастеризации ниже 90 4 ’ Техническая характеристика приведена в табл. 4.9.
Таблица 4.9Технические характеристики пластинчатых пастеризационно-охладительных установок
ПоказательПроизводительность, м3/ч
5,0 10,0Температура, °С:
молока, поступающего в аппарат 5 -1 0 5 -1 0пастеризации 9 0 -9 5 9 0 -9 5охлаждения 2 2 -5 0 2 2 -5 0
Коэффициент регенерации теплоты, % 85 60Расход пара, кг/ч 86 450Кратность хладоносителя — 2Рабочее давление в аппарате, кПа 300 350Установленная мощность, кВт 13 21,2Площадь, занимаемая установкой, м2 18 18,5Масса, кг 950 950
Установка для смесей мороженого состоит из пластинчатого теплообменного аппарата, бойлера закрытого типа, инжектора, выдер- живателя трубчатого типа, уравнительного бака, насоса для продукта, насоса для горячейводы, пульта управления, системы трубопроводов, автоматических клапанов возврата и циркуляции.
Пластинчатый аппарат состоит из станины, трех промежуточных и одной нажимной пластин, двух распорок, двух зажимных муфт, опор, подпятн иков, штуцеров для подвода и отвода смеси мороженого, хла- до- и теплоносителей. В собранном аппарате с обеих сторон пластин, кроме концевых, имеются каналы, по которым движутся жидкости с разной температурой. При этом более теплая жидкость передает теплоту через стенку пластины жидкости, имеющей более низкую температуру. Герметичность каналов в аппарате обеспечивается резиновыми цельноформованными прокладками, приклеенными в пазах пластин. Сжатие пластин в аппарате осуществляется с помощью главной стойки, нажимной плиты, распорок и зажимных муфт.
Принцип работы. Приготовленная и тщательно перемешанная смесь мороженого температурой 40—45 °С подается в уравнительный бак, заполняетегос помощью поплавково-клапанногоустройствадоопреде- ленного уровня, который в процессе работы установки поддерживается постоянным. Из приемного бака центробежны м насосом смесь протал - кивается через секции регенерации в секцию пастеризации (86-90 °С). Для завершения пастеризации смесь мороженого необходимо выдер
152
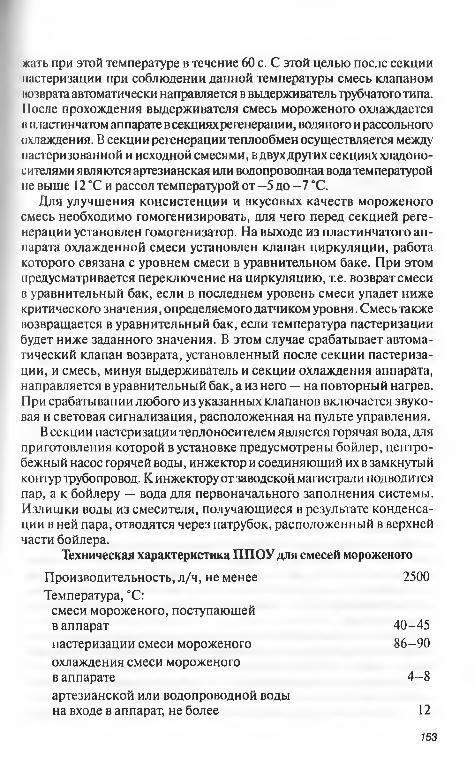
жать при этой температуре в течение 60 с. С этой целью после секции пастеризации при соблюдении данной температуры смесь клапаном возврата автоматически направляется в выдерживатель трубчатого типа. После прохождения выдерживателя смесь мороженого охлаждается и пластинчатом аппарате всекцияхрегенерации, водяного и рассольного охлаждения. В секции регенерации теплообмен осуществляется между пастеризованной и исходной смесями, в двух других секциях хладоно- сителями являются артезианская или водопроводная вода температурой не выше 12 "С и рассол температурой от —5 до —7 °С.
Для улучшения консистенции и вкусовых качеств мороженого смесь необходимо гомогенизировать, для чего перед секцией регенерации установлен гомогенизатор. На выходе из пластинчатого аппарата охлажденной смеси установлен клапан циркуляции, работа которого связана с уровнем смеси в уравнительном баке. При этом предусматривается переключение на циркуляцию, т.е. возврат смеси в уравнительный бак, если в последнем уровень смеси упадет ниже критического значения, определяемого датчиком уровня. Смесь также возвращается в уравнительный бак, если температура пастеризации будет ниже заданного значения. В этом случае срабатывает автоматический клапан возврата, установленный после секции пастеризации, и смесь, минуя выдерживатель и секции охлаждения аппарата, направляется в уравнительный бак, а из него — на повторный нагрев. При срабатывании любого из указанных клапанов включается звуковая и световая сигнализация, расположенная на пульте управления.
В секции пастеризации теплоносителем является горячая вода, для приготовления которой в установке предусмотрены бойлер, центробежный насос горячей воды, инжектор и соединяющий их в замкнутый контур трубопровод. К инжектору от заводской магистрали подводится пар, а к бойлеру — вода для первоначального заполнения системы. Излишки воды из смесителя, получающиеся в результате конденсации в ней пара, отводятся через патрубок, расположенный в верхней части бойлера.
Техническая характеристика ППОУ для смесей мороженогоПроизводительность, л/ч, не менее 2500Температура, °С:
смеси мороженого, поступающейв аппарат 40-45пастеризации смеси мороженого 86-90охлаждения смеси мороженогов аппарате 4 -8артезианской или водопроводной водына входе в аппарат, не более 12
153
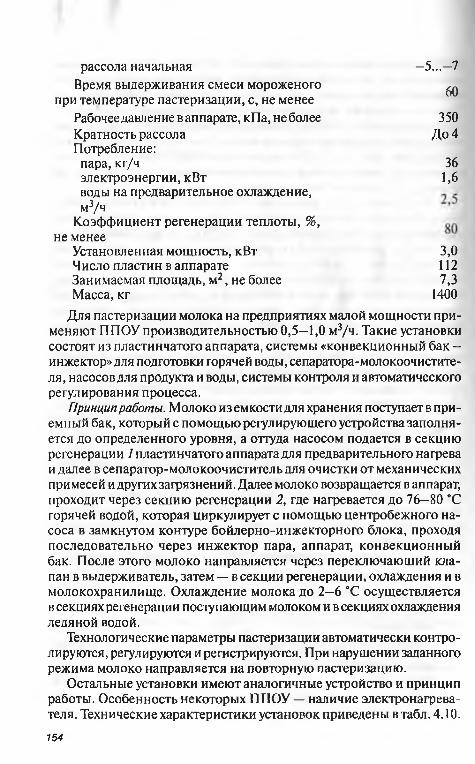
рассола начальная —5...—7Время выдерживания смеси мороженого ^
при температуре пастеризации, с, не менееРабочее давление в аппарате, кПа, не более 350Кратность рассола До 4Потребление:
пара, кг/ч 36электроэнергии, кВт 1,6воды на предварительное охлаждение, м3/ч
Коэффициент регенерации теплоты, %,не менее
Установленная мощность, кВт 3,0Ч исло пластин в аппарате 112Занимаемая площадь, м2, не более 7,3Масса, кг 1400
Для пастеризации молока на предприятиях малой мощности применяют ППОУ производительностью0,5—1,0 м3/ч. Такие установки состоят из пластинчатого аппарата, системы «конвекционный бак — инжектор» для подготовки горячей воды, сепаратора-молокоочистите- ля, насосов для продукта и воды, системы контроля и автоматического регулирования процесса.
Принцип работы. Молоко из емкости для хранения поступает в приемный бак, который с помощью регулирующего устройства заполняется до определенного уровня, а оттуда насосом подается в секцию регенерации 1 пластинчатого аппарата для предварительного нагрева и далее в сепаратор-молокоочиститель для очистки от механических примесей и других загрязнений. Далее молоко возвращается в аппарат, проходит через секцию регенерации 2, где нагревается до 76-80 °С горячей водой, которая циркулирует с помощью центробежного насоса в замкнутом контуре бойлерно-инжекторного блока, проходя последовательно через инжектор пара, аппарат, конвекционный бак. После этого молоко направляется через переключающий клапан в выдерживатель, затем — в секции регенерации, охлаждения и в молокохранилище. Охлаждение молока до 2—6 °С осуществляется в секциях регенерации поступающим молоком и в секциях охлаждения ледяной водой.
Технологические параметры пастеризации автоматически контролируются, регулируются и регистрируются. При нарушении заданного режима молоко направляется на повторную пастеризацию.
Остальные установки имеют аналогичные устройство и принцип работы. Особенность некоторых ППОУ — наличие электронагревателя. Технические характеристики установок приведены в табл. 4.10.154
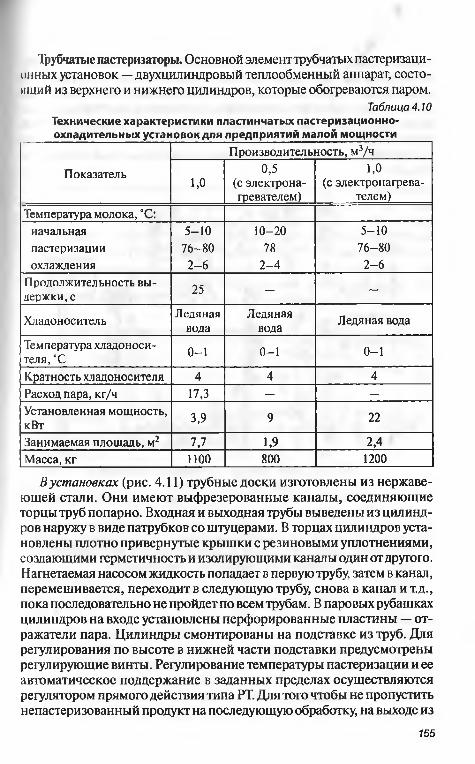
Трубчатые пастеризаторы. Основной элементтрубчатых пастеризационных установок — двухцилиндровый теплообменный аппарат, состоящий из верхнего и нижнего цилиндров, которые обогреваются паром.
Таблица 4.10Технические характеристики пластинчатых пастеризационно- охладительных установок для предприятий малой мощности
Производительность, м3/ч
Показатель1,0
0,5(с электронагревателем)
1,0(с электронагрева
телем)Температура молока, °С:
начальная 5 -1 0 10 -20 5 -1 0пастеризации 7 6 -8 0 78 7 6 -8 0охлаждения 2 - 6 2 - 4 2 - 6
Продолжительность выдержки, с 25 — —
ХладоносительЛедяная
водаЛедяная
водаЛедяная вода
Температура хладоноси- теля, °С 0 -1 0 -1 0 -1
Кратность хладоносителя 4 4 4Расход пара, кг/ч 17,3 — —
Установленная мощность, кВт 3,9 9 22
Занимаемая площадь, м2 7,7 1,9 2,4Масса, кг 1100 800 1200
В установках (рис. 4.11) трубные доски изготовлены из нержавеющей стали. Они имеют выфрезерованные каналы, соединяющие торцы труб попарно. Входная и выходная трубы выведены из цилиндров наружу в виде патрубков со штуцерами. В торцах цилиндров установлены плотно привернутые крышки с резиновыми уплотнениями, создающими герметичность и изолирующими каналы один от другого. Нагнетаемая насосом жидкость попадает в первую трубу, затем в канал, перемешивается, переходит в следующую трубу, снова в канал и т.д., пока последовательно не пройдет по всем трубам. В паровых рубашках цилиндров на входе установлены перфорированные пластины — отражатели пара. Цилиндры смонтированы на подставке из труб. Для регулирования по высоте в нижней части подставки предусмотрены регулирующие винты. Регулирование температуры пастеризации и ее автоматическое поддержание в заданных пределах осуществляются регулятором прямого действия типа РТ. Для того чтобы не пропустить непастеризованный продукт на последующую обработку, на выходе из
155
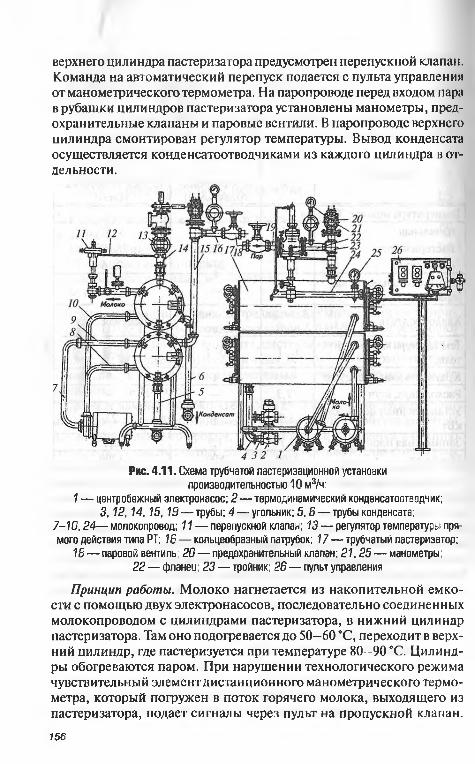
верхнего цилиндра пастеризатора предусмотрен перепускной клапан. Команда на автоматический перепуск подается с пульта управления от манометрического термометра. Н а паропроводе перед входом пара в рубашки цилиндров пастеризатора установлены манометры, предохранительные клапаны и паровые вентили. В паропроводе верхнего цилиндра смонтирован регулятор температуры. Вывод конденсата осуществляется конденсатоотводчиками из каждого цилиндра в отдельности.
Рис. 4.11. Схема трубчатой пастеризационной установки производительностью 10 м3/ч:
1 — центробежный электронасос; 2 — термодинамический конденсатоотводчик;3,12,14,15,19— трубы; 4 — угольник; 5,6 — трубы конденсата;
7-10,24— молокопровод; 11 — перепускной клапан; 13 — регулятор температуры прямого действия типа РТ; 16 — кольцеобразный патрубок; 17 — трубчатый пастеризатор;
18 — паровой вентиль; 20 — предохранительный клапан; 21,25 — манометры;22 — фланец; 23 — тройник; 26— пульт управления
Принцип работы. Молоко нагнетается из накопительной емкости с помощью двух электронасосов, последовательно соединенных молокопроводом с цилиндрами пастеризатора, в нижний цилиндр пастеризатора. Там оно подогревается до 50-60 °С, переходит в верхний цилиндр, где пастеризуется при температуре 80-90 °С. Цилиндры обогреваются паром. При нарушении технологического режима чувствительный элементдистанционного манометрического термометра, который погружен в поток горячего молока, выходящего из пастеризатора, подает сигналы через пульт на пропускной клапан.
156
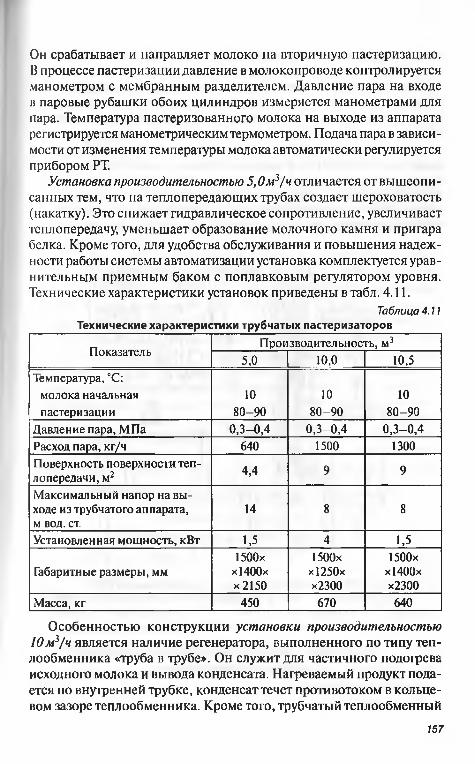
Он срабатывает и направляет молоко на вторичную пастеризацию. В процессе пастеризации давление в молокопроводе контролируется манометром с мембранным разделителем. Давление пара на входе и паровые рубашки обоих цилиндров измеряется манометрами для пара. Температура пастеризованного молока на выходе из аппарата регистрируется манометрическим термометром. Подача пара в зависимости от изменения температуры молока автоматически регулируется прибором РТ.
Установка производительностью 5, Ом3/ч отличается от вышеописанных тем, что на теплопередающих трубах создает шероховатость (накатку). Это снижает гидравлическое сопротивление, увеличивает теплопередачу, уменьшает образование молочного камня и пригара белка. Кроме того, для удобства обслуживания и повышения надежности работы системы автоматизации установка комплектуется уравнительным приемным баком с поплавковым регулятором уровня. Технические характеристики установок приведены в табл. 4.11.
Таблица 4.11Технические характеристики трубчатых пастеризаторов
ПоказательПроизводительность, м3
5,0 10,0 10,5Температура, °С:
молока начальная пастеризации
108 0 -9 0
108 0 -9 0
108 0 -9 0
Давление пара, МПа 0 ,3 -0 ,4 0 ,3 -0 ,4 0 ,3 -0 ,4Расход пара, кг/ч 640 1500 1300Поверхность поверхности теплопередачи, м2 4,4 9 9
Максимальный напор на выходе из трубчатого аппарата,м вод. ст.
14 8 8
Установленная мощность, кВт 1,5 4 1,5
Габаритные размеры, мм1500х
х1400х х 2150
1500хх1250хх2300
1500хх1400хх2300
Масса, кг 450 670 640
Особенностью конструкции установки производительностью10м3/ч является наличие регенератора, выполненного по типу теплообменника «труба в трубе». Он служит для частичного подогрева исходного молока и вывода конденсата. Нагреваемый продукт подается по внутренней трубке, конденсат течет противотоком в кольцевом зазоре теплообменника. Кроме того, трубчатый теплообменный
157

аппарат представляет собой три рабочих цилиндра, смонтированных на подставке с уклоном относительно уровня пола.
Электропастеризатор с инфракрасным нагревом (И К) (рис. 4.12) предназначен для пастеризации молока и его обеззараживания от возбудителей туберкулеза. Этот аппарат используют на малых молочных фермах с поголовьем до 100 коров. Он состоит из бака-накопителя, насоса, пластинчатого регенератора-охладителя. Секции И К-нагрева представляют собой набор кварцевых трубок, последовательно соединенных металлическими переходниками. Внутри трубок циркулирует обрабатываемое молоко. На каждой трубке имеется электронагреватель. Режим работы аппарата — ручной и полуавтоматический. Техническая характеристика электропастеризатора приведена ниже.
10 9 8 7Рис. 4.12. Схема электропастеризатора с инфракрасным нагревом:
1 — трехходовой клапан; 2 — секция ИК-нагрева; 3 — пластинчатый регенератор-охладитель; 4 — смотровое стекло; 5 — вентиль; В — пульт управления; 7 — рама;
В— трехходовые краны; 9— затвор; 10— насос; 11 — бак-питатель
Техническая характеристика электропастеризатора с инфракрасным нагревом
Производительность, л/ч 250Температура, °С:
158
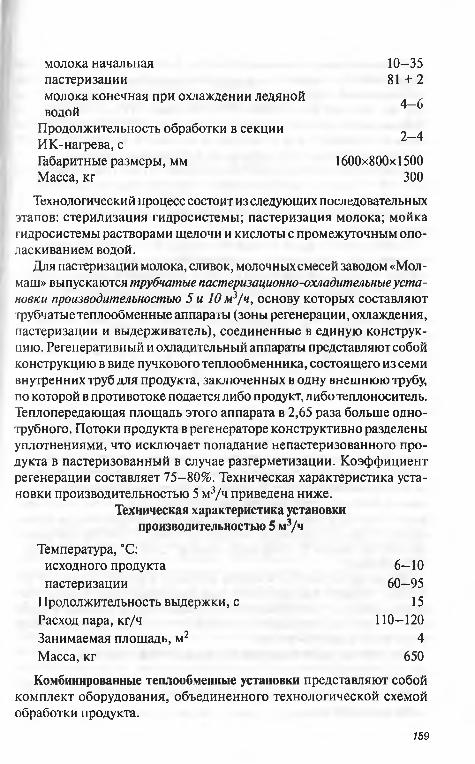
молока начальная пастеризациимолока конечная при охлаждении ледяной водой
Продолжительность обработки в секции ИК-нагрева, с Габаритные размеры, мм Масса, кг
Технологический процесс состоит из следующих последовательных этапов: стерилизация гидросистемы; пастеризация молока; мойка гидросистемы растворами щелочи и кислоты с промежуточным ополаскиванием водой.
Для пастеризации молока, сливок, молочных смесей заводом «Мол- маш» выпускаются трубчатые пастеризащюнно-охладительныеуста- новки производительностью 5 и 10 м*/ч, основу которых составляют трубчатые теплообменные аппараты (зоны регенерации, охлаждения, пастеризации и выдерживатель), соединенные в единую конструкцию. Регенеративный и охладительный аппараты представляют собой конструкцию в виде пучкового теплообменника, состоящего изсеми внутренних труб для продукта, заключенных в одну внешнюю трубу, по которой в противотоке подается либо продукт, либо теплоноситель. Теплопередающая площадь этого аппарата в 2,65 раза больше однотрубного. Потоки продукта в регенераторе конструктивно разделены уплотнениями, что исключает попадание непастеризованного продукта в пастеризованный в случае разгерметизации. Коэффициент регенерации составляет 75-80%. Техническая характеристика установки производительностью 5 м3/ч приведена ниже.
Техническая характеристика установки производительностью 5 м3/ч
Температура, “С:исходного продукта 6-10пастеризации 60-95
Продолжительность выдержки, с 15Расход пара, кг/ч 110-120Занимаемая площадь, м2 4Масса, кг 650
Комбинированные теплообменные установки представляют собой комплект оборудования, объединенного технологической схемойобработки продукта.
10-35 81 + 2
4 -6
2 -4
1600x800x1500300
159
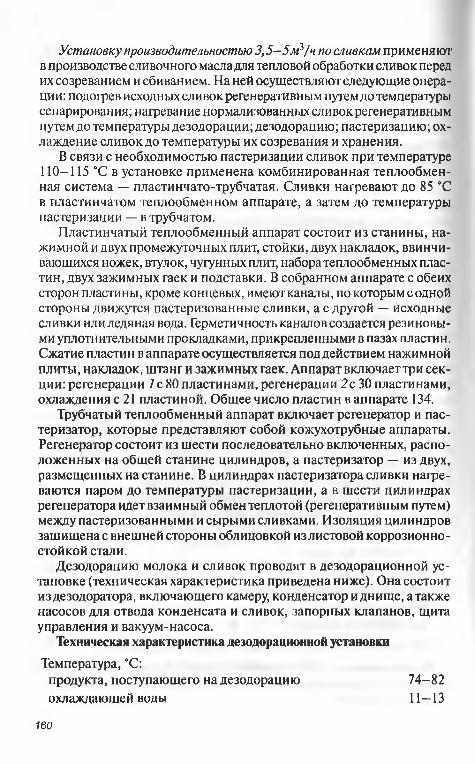
Установку производительностью 3,5—5м3/ч по сливкам применяют в производстве сливочного масла для тепловой обработки сливок перед их созреванием и сбиванием. На ней осуществляют следующие операции: подогрев исходных сливок регенеративным путем до температуры сепарирования; нагревание нормализованных сливок регенеративным путем до температуры дезодорации; дезодорацию; пастеризацию; охлаждение сливок до температуры их созревания и хранения.
В связи с необходимостью пастеризации сливок при температуре 110—115 °С в установке применена комбинированная теплообменная система — пластинчато-трубчатая. Сливки нагревают до 85 °С в пластинчатом теплообменном аппарате, а затем до температуры пастеризации — в трубчатом.
Пластинчатый теплообменный аппарат состоит из станины, нажимной и двух промежуточных плит, стойки, двух накладок, ввинчивающихся ножек, втулок, чугунных плит, набора теплообменных пластин, двух зажимных гаек и подставки. В собранном аппарате с обеих сторон пластины, кроме концевых, имеют каналы, по которым с одной стороны движутся пастеризованные сливки, а с другой — исходные сливки или ледяная вода. Герметичность каналов создается резиновыми уплотнительными прокладками, прикрепленными в пазах пластин. Сжатие пластин в аппарате осуществляется под действием нажимной плиты, накладок, штанг и зажимных гаек. Аппарат включает три секции: регенерации 1 с 80 пластинами, регенерации 2 с 30 пластинами, охлаждения с 21 пластиной. Общее число пластин в аппарате 134.
Трубчатый теплообменный аппарат включает регенератор и пастеризатор, которые представляют собой кожухотрубные аппараты. Регенератор состоит из шести последовательно включенных, расположенных на общей станине цилиндров, а пастеризатор — из двух, размещенных на станине. В цилиндрах пастеризатора сливки нагреваются паром до температуры пастеризации, а в шести цилиндрах регенератора идет взаимный обмен теплотой (регенеративным путем) между пастеризованными и сырыми сливками. Изоляция цилиндров защищена с внешней стороны облицовкой из листовой коррозионно- стойкой стали.
Дезодорацию молока и сливок проводят в дезодорационной установке (техническая характеристика приведена ниже). Она состоит издезодоратора, включающего камеру, конденсатор иднище, атакже насосов для отвода конденсата и сливок, запорных клапанов, щита управления и вакуум-насоса.
Техническая характеристика дезодорационной установкиТемпература, °С:
продукта, поступающего на дезодорацию 74-82охлаждающей воды 11—13
160

Расход охлаждающей воды, м3/ч 1,2Остаточное давление в камере дезодоратора, МПа 0,05Установленная мощность электродвигателей, кВт 9Занимаемая площадь, м2 2,9Масса, кг 413
Технологическая схема установки представлена на рис. 4.13.
Рис. 4.13. Технологическая схема установки производительностью 3,5-5 м3/ч:1а— вода; 1л — вода ледяная; 1к— конденсат с водой; 1с— сброс воды (продукта);
1 — исходные сливки; 2 — пар: 3 — воздух; 29 — сливки пастеризованные;30— сливки недопзстеризованные
Принцип работы. Сливки из емкости для хранения подают в приемный бак и заполняют его до уровня, определяемого поплавковоклапанным устройством. Из бачка сливки жирностью 15-25% насосом подаются в секцию регенерации / пластинчатого аппарата, где нагреваются до температуры 35-40 °С и направляются по трубопроводу в сепаратор-нормализатор, в котором очищаются и нормализуются по жиру до 38-43%. Нормализованные и очищенные сливки возвращаются в пластинчатый аппарат в секцию регенерации 2, нагреваются до 75-85 °С и направляются в дезодоратор. В нем сливки, пройдя входное устройство, закручиваются и тонким слоем распределяются на поверхности камеры дезодоратора. Учитывая, что в камере дезодоратора с помощью вакуум-насоса поддерживается разрежение до 50 кПа, сливки перегреваются, вскипают, и вместе с парами из дезодоратора
161
выводятся летучие, несвойственные сливкам посторонние запахи. Пары и запахи из дезодорационной камеры попадают в конденсатор, где конденсируются, смешиваясь с холодной водой (11-13 °С), а затем вакуум-насосом отсасываются в канализацию.
Дезодорированные сливки выводятся из камеры центробежным насосом и поступают в межтрубное пространство трубчатого регенератора, состоящего из шести секций (цилиндров). В трубчатом регенераторе сливки нагреваются от 74-81 до 93 °С и поступают на пастеризацию при 85-115 °С в цилиндры трубчатого пастеризатора. Нагрев в этих цилиндрах осуществляется паром, подаваемым в кожухотрубное пространство под давлением 120— 140 кПа, что соответствует температуре конденсации 120-125 °С.
После пастеризации сливки охлаждаются, для чего возвращаются в секции трубчатого регенератора (трубное пространство), далее через автоматический клапан направляются в секции регенерации 2 пластинчатого аппарата, насосом проталкиваются через секции регенерации и секцию охлаждения пластинчатого аппарата, а затем через автоматический клапан рециркуляции поступают на созревание. Охлаждение в установке происходит на 80% регенеративным путем. Причем в трубчатом регенераторе температура сливок понижается примерно со 115 до 100 °С. Окончательное охлаждение до 4 -6 °С осуществляется в пластинчатом аппарате ледяной водой.
Параметры тепловой обработки сливок в установке (приведены ниже) контролируются, регулируются и регистрируются автоматически. Если нарушается подача пара на установку, автоматический клапан возврата переключает поток сливок на повторную обработку, при этом срабатывает звуковая и световая сигнализация. При создании в приемном баке минимально допустимого уровня сливок срабатывает автоматический клапан рециркуляции, а также звуковая и световая сигнализация.
Техническая характеристика установки производительностью 3,5—5 м3/ч
Температура, °С:исходных сливок 5-10сепарирования сливок 35-40дезодорации сливок 75-85пастеризации сливок 85-115охлаждения сливок 4 -6ледяной воды 0-1,5воды для дезодоратора 12-13
Кислотность исходных сливок, °Т 18
162
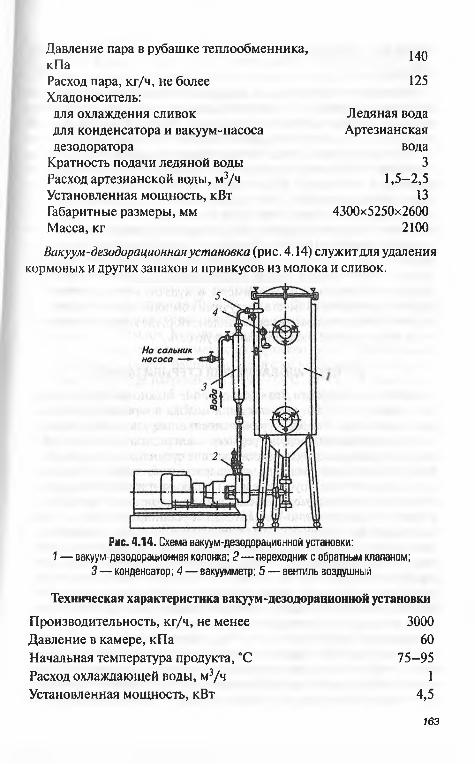
Давление пара в рубашке теплообменника,кПаРасход пара, кг/ч, не более Хладоноситель: для охлаждения сливок для конденсатора и вакуум-насоса дезодоратора
Кратность подачи ледяной воды Расход артезианской воды, м3/ч Установленная мощность, кВт Габаритные размеры, мм Масса, кг
125
Ледяная вода Артезианская
вода3
1,5-2,5 13
4300x5250x26002100
140
Вакуум-дезодорационная установка (рис. 4.14) служит для удаления кормовых и других запахов и привкусов из молока и сливок.
Рис. 4.14. Схема вакуум-дезодорационной установки:1 — вакуум-дезодорационная колонка; 2 — переходник с обратным клапаном;
3 — конденсатор; 4 — вакуумметр; 5 — вентиль воздушный
Техническая характеристика вакуум-дезодорационной установки
Производительность, кг/ч, не менее 3000Давление в камере, кПа 60Начальная температура продукта, °С 75-95Расход охлаждающей воды, м3/ч 1Установленная мощность, кВт 4,5
163
Габаритные размеры, мм Масса, кг
1600x750x23003000
Установка состоит из вакуум-дезодорационной камеры, вакуумного насоса и коммуникационных трубопроводов с контрольно-измерительными и регулирующими приборами. Вакуум-дезодорационная камера представляет собой сварную герметичную цилиндрическую емкость. Внутри камеры (в верхней части) расположен разбрызгиватель с шарообразными инертными телами. В камере создается необходимое разрежение (не более 60 кПа), и горячие пастеризованные сливки (молоко) поступают в разбрызгиватель под шарообразные инертные тела, где интенсивно дробятся, что способствует увеличению поверхности испарения. Благодаря пониженному давлению в камере продукт резко вскипает, влага испаряется и частично выделяются специфические запахи. Следует отметить, что полного удаления запахов и привкусов не происходит. Продукт в виде мелких капель через отверстие в разбрызгивателе попадает на дно камеры, откуда откачивается насосом. Паровоздушная смесь вместе с летучими компонентами отсасывается вакуум-насосом из камеры через конденсатор, где конденсируется и с водой сбрасывается в канализационную сеть.
В молочной отрасли это оборудование можно разделить на две основные группы: для стерилизации молока в таре и стерилизации молока в потоке. К первой группе относят аппараты периодического действия (автоклавы), полунепрерывного (стерилизаторы туннельного типа) и непрерывного (гидростатические стерилизаторы) действия. Вторая группа также представлена аппаратами двух типов: поверхностного (пластинчатые, трубчатые и др.) и пароконтактного с нагревателями инфузионного (молоко в пар) и инжекционного (пар в молоко) видов. Стерилизационно-охладительные установки поверхностного типа схожи по конструкции с пастеризационно-охладительными установками поверхностного типа. Их конструктивные особенности связаны с режимными параметрами обработки молока: температура нагревания составляет более 100 °С; и чтобы молоко не вскипало, его следует прокачивать через аппарат под высоким давлением. Это предъявляет особые прочностные требования к аппарату и всем соединительным узлам стерилизационно-охладительной установки.
Автоклавы периодического действия изготовляют двух типов: вертикальные и горизонтальные с сетками и без них, т.е. без корзин для банок. Вертикальные автоклавы могут быть одно-, двух- и четырехсетчатые. В аппаратах периодического действия молоко стерилизуют в стеклянных бутылках, которые помещают в проволочные корзины.
4.7. ОБОРУДОВАНИЕ ДЛЯ СТЕРИЛИЗАЦИИ
164
Их устанавливают стопками на специальных площадках, закатывая п камеру аппарата. Подают пар, он заполняет все внутреннее пространство камеры стерилизатора и нагревает продукт до температуры стерилизации. В начальный момент пар смешивается с находящимся в камере воздухом. Эта смесь выпускается через специальные вентили. Полный и быстрый отвод паровоздушной смеси позволяет нагреть молоко до температуры стерилизации за 20—25 мин.
Стерилизаторы туннельного типа по конструкции представляют собой туннель (камеру) прямоугольного сечения длиной до 10 м. Вдоль камеры по полу установлен конвейер. Вход и выход камеры имеют шторные затворы. Туннель, заполненный тележками с продуктом, благодаря наличию на них стенок, разделяется на зоны. В каждой зоне бутылки с молоком сначала нагреваются горячим воздухом до 120 °С, а затем охлаждаются водой до 20—24 °С. Производительность таких аппаратов достигает до 4000 л/ч.
В гидростатическом стерилизаторе непрерывного действия бутылки с молоком при движении нагреваются до температуры стерилизации и медленно охлаждаются до 20—24 °С. Такие аппараты имеюттри или четыре башни, в которых в вертикальной плоскости движется конвейер с гнездами для бутылок. Бутылки загружаются в гнезда и по восходящей ветви конвейера поднимаются в верхнюю часть первой башни. Огибая звездочку первой башни, бутылки с молоком проходят гидравлический затвор, где нагреваются до 90—95 °С. Во второй башне они нагреваются паром до 115-120 °С, а в третьей, пройдя гидравлический затвор, охлаждаются до 60 °С. Охлаждение до 40 °С происходит в горизонтальной ванне, расположенной в нижней части стерилизатора.
Основным недостатком аппаратов для стерилизации молока в таре является медленный и неравномерный прогрев продукта до температуры стерилизации. Этого недостатка лишены аппараты для стерилизации молока в потоке.
Схема пластинчатой стерилизационно-охладительнойустановки поверхностного типа приведена на рис. 4.15, а. Молоко из уравнительного бака центробежным насосом подается в первую секцию регенерации, а затем во вторую, где оно нагревается до температуры гомогенизации, и поступает в гомогенизатор. После него молоко направляют в секцию стерилизации, где оно нагревается паром до температуры стерилизации. Охлаждение молока осуществляется последовательно путем передачи теплоты сырому молоку в первой, второй и третьей секциях регенерации. Окончательное охлаждение молока происходит в охладителе. Производительность пластинчатых стерилизационноохладительных установок составляет от 500 до 10 000 л/ч и более.
В трубчатой стерилизационно-охладительнойустановке (рис. 4.15,б) молоко из бака подается насосом через первую секцию регенерации в гомогенизатор. Гомогенизированное молоко, проходя вторую секцию
165
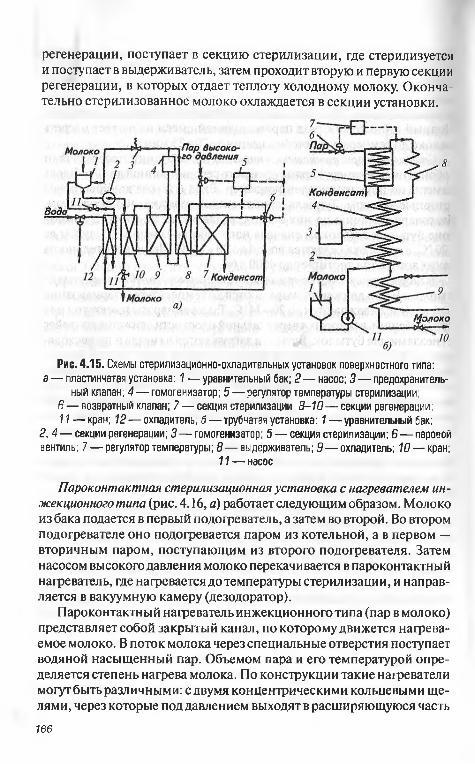
регенерации, поступает в секцию стерилизации, где стерилизуется и поступает в выдерживатель, затем проходит вторую и первую секции регенерации, в которых отдает теплоту холодному молоку. Окончательно стерилизованное молоко охлаждается в секции установки.
Рис. 4.15. Схемы стерилизационно-охладительных установок поверхностного типа: а — пластинчатая установка: 1 — уравнительный бак; 2 — насос; 3 — предохранитель
ный клапан; 4 — гомогенизатор; 5 — регулятор температуры стерилизации;В— возвратный клапан; 7 — секция стерилизации; 8-10— секции регенерации;11 — кран; 12— охладитель; б— трубчатая установка: 1— уравнительный бак;
2,4 — секции регенерации; 3 — гомогенизатор; 5 — секция стерилизации; В— паровой вентиль; 7 — регулятор температуры; 8 — выдерживатель; 9 — охладитель; 10 — кран;
11 — насос
Пароконтактная стерилизационная установка с нагревателем ин- жекционного типа (рис. 4.16, а) работает следующим образом. Молоко из бака подается в первый подогреватель, а затем во второй. Во втором подогревателе оно подогревается паром из котельной, а в первом — вторичным паром, поступающим из второго подогревателя. Затем насосом высокого давления молоко перекачивается в пароконтактный нагреватель, где нагревается до температуры стерилизации, и направляется в вакуумную камеру (дезодоратор).
Пароконтактный нагреватель инжекционноготипа (пар в молоко) представляет собой закрытый канал, по которому движется нагреваемое молоко. В поток молока через специальные отверстия поступает водяной насыщенный пар. Объемом пара и его температурой определяется степень нагрева молока. По конструкции такие нагреватели могутбыть различными: с двумя концентрическими кольцевыми щелями, через которые под давлением выходят в расширяющуюся часть
166
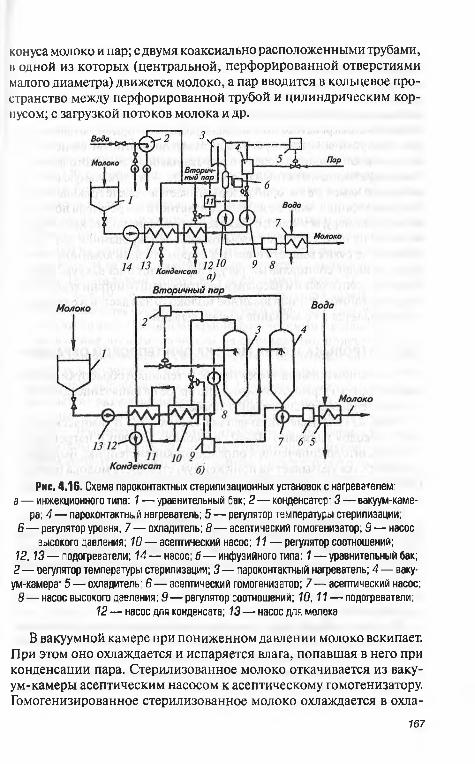
конуса молоко и пар; с двумя коаксиально расположенными трубами, и одной из которых (центральной, перфорированной отверстиями малого диаметра) движется молоко, а пар вводится в кольцевое пространство между перфорированной трубой и цилиндрическим корпусом; с загрузкой потоков молока и др.
Рис, 4.1В. Схема пароконтактных стерилизационных установок с нагревателем: а — инжекционного типа: 1 — уравнительный бак; 2 — конденсатор; 3 — вакуум-каме
ра; 4 — пароконтактный нагреватель; 5 — регулятор температуры стерилизации,В— регулятор уровня; 7 — охладитель; 8 — асептический гомогенизатор; 9 — насос
высокого давления; 10 — асептический насос; 11 — регулятор соотношений;12,13 — подогреватели; 14 — насос; б — инфузийного типа: 1 — уравнительный бак; 2 — регулятор температуры стерилизации; 3 — пароконтактный нагреватель; 4— вакуум-камера; 5— охладитель; 6 — асептический гомогенизатор; 7 — асептический насос;
8 — насос высокого давления; 9 — регулятор соотношений; 10,11 — подогреватели; 12 — насос для конденсата; 13 — насос для молока
В вакуумной камере при пониженном давлении молоко вскипает. При этом оно охлаждается и испаряется влага, попавшая в него при конденсации пара. Стерилизованное молоко откачивается из вакуум-камеры асептическим насосом к асептическому гомогенизатору. Гомогенизированное стерилизованное молоко охлаждается в охла
167
дителе. Соотношение сухих веществ в исходном и стерилизованном молоке контролируется регулятором соотношения.
В пароконтактной установке с нагревателем инфузийного типа (рис. 4.16,6) молоко стерилизуют следующим образом. Сырое молоко из бака подается насосом в первый, а затем во второй подогреватель. В первом подогревателе молоко подогревается вторичным паром и паром, поступающим из второго подогревателя, в который он поступает из котельной. Молоко после подогрева насосом высокого давления подается в пароконтактный подогреватель — вертикальную цилиндрическую камеру, в которой разбрызгивается в среде греющего пара. Стерилизованное молоко из пароконтактного нагревателя поступает в вакуум-камеру, вскипает, охлаждается в условиях пониженного давления, и из него удаляется избыток сконденсированной влаги. Соотношение сухих веществ и влаги в сыром стерилизованном молоке поддерживает специальный регулятор. Молоко из вакуум-камеры подается асептическим насосом васептический гомогенизатор. Гомогенизированное стерилизованное молоко охлаждается в охладителе и направляется на фасование и упаковывание.
4.8. КОНТРОЛЬ КАЧЕСТВА МОЛОКА ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ
Прежде чем оценить эффективность тепловой обработки молока, определяютего термоустойчивость по пробе на кипячение, хлоркаль- циевой, тепловой и алкогольной пробам.
Проба на кипячение заключается в следующем. В химический стакан или колбу наливают 10-20 см3 молока (сливок), нагревают на электроплите до кипячения и определяют консистенцию. Выпадение хлопьев белка указывает на пониженную стойкость молока (сливок) к нагреванию. Для лучшего и точного контроля молоко рекомендуется вылить в чашку Петри.
Для проведения хлоркальциевой пробы в сухую пробирку отмеривают 10 см3 молока (сливок) и из бюретки добавляют 0,5 см31 %-го раствора СаС12, все перемешивают и помещают пробирку в кипящую водяную баню на 300 с. Затем пробирку вынимают, охлаждают и визуально наблюдают образование хлопьев белка. Наличие хлопьев белка от едва заметных до явно различимых указывает на пониженную стойкость к нагреванию или ее отсутствие.
Тепловая проба распространяется на молоко, сливки и нормализованные смеси. Она основана на выдерживании исследуемого образца продукта при температуре 20 °С, давлении около 0,2 МПа в течение 30 мин. После такой тепловой обработки визуально определяют консистенцию молока. При наличии мелких или крупных хлопьев молоко, сливки, смеси молочные считают нетермостойкими.
168
Алкогольная проба основана на воздействии этилового спирта на белки молока и сливок, которые полностью или частично денатурируют при смешивании равных объемов молока или сливок со спиртом. Данным методом исследуют сырое и подвергнутое тепловой обработке молоко и сливки с массовой долей жира не более 40%. При проведении этой пробы в сухую чашку Петри наливают 2 см3 исследуемого продукта и приливают 2 см3 этилового спирта требуемой объемной доли. Молочно-спиртовую смесь перемешивают круговыми движениями и через 120 с наблюдают изменение консистенции анализируемого продукта. Если не произошло коагуляции белков молока и при стека- нии молочно-спиртовой смеси дно чашки остается чистым — молоко выдержало алкогольную пробу. Такое молоко считают пригодным для стерилизации. Для получения более четких результатов чашки Петри помещают на черный фон. Молоко и сливки подразделяют на группы в зависимости от того, какой раствор спирта не вызвал осаждения хлопьев: I — этиловый спирте 80%-й объемной долей; II — с 75%-й; III — с 72%-й; IV —с 70%-й и V —с 68%-й объемной долей.
Эффективность пастеризации молока и молочных продуктов контролируют химическими и микробиологическими методами.
Химические методы основаны на определении присутствия пе- роксидазы и фосфатазы в сыром молоке и приготовленных из него продуктах и отсутствия этих ферментов в пастеризованном молоке и продуктах, выработанных из него. Сущность химических методов заключается в разложении (пероксидазой) или гидролизе (фосфатазой) внесенных в молоко химических реактивов и изменении при этом его цвета. Температура инактивации (разрушения) ферментов выше температуры, при которой погибают патогенные микроорганизмы. Есл и в молоке отсутствуют эти ферменты, то отсутствуют и патоген ные бактерии, а молоко считают пастеризованным при заданном режиме и безопасным в санитарно-гигиеническом отношении.
Пероксидаза инактивируется при температуре не ниже 80 °С и выдержке 20—30 с. При отсутствии фермента в молоке и молочных продуктах цвет исследуемого образца не меняется. Следовательно, молоко и молочные продукты пастеризовали при температуре не ниже 80 °С. При наличии пероксидазы исследуемый образец окрашивается в темно-синий цвет. Это указывает на то, что молоко и молочные продукты не пастеризовали или пастеризовали при температуре ниже 80 °С либо они были смешаны с непастеризованными продуктами. Чувствительность метода позволяет обнаружить добавление не менее 5% непастеризованных молочных продуктов к пастеризованным, а для напитков с плодово-ягодными наполнителями — 0,5%.
Термоустойчивость фосфатазы меньше, чем пероксидазы. Фосфатаза инактивируется при температуре не ниже 63 °С при выдержке 30 мин. Если фермент отсутствует в молоке и молочных продук
169
тах, цвет исследуемого образца не изменяется, т.е. аналогичен цвету контрольного образца. Поэтому считают, что молоко и молочные продукты были пастеризованы при температуре не ниже 63 °С. При наличии фосфатазы в молоке и молочных продуктах исследуемый образец имеет окрашивание от светло-розового до темно-красного. Следовательно, молоко и молочные продукты пастеризовали при температуре ниже 63 °С или они были смешаны с непастеризованными молочными продуктами. Творог на пастеризацию исходного сырья — молока и сливок — определяют по фосфатазе не позднее 7 сутс момента выработки, сметаны — не позднее 5 сут. Чувствительность метода позволяет обнаружить добавление непастеризованных молочных продуктов к пастеризованным: 0,3% в молоке, сливках, кисломолочных напитках; 0,5% в твороге и сметане; 1% в напитках с плодово-ягодными наполнителями и сыворотке.
Определять эффективность пастеризации химическим методом (ферментные пробы) необходимо из каждой наполненной пастеризованным молоком емкости. На переработку или розлив молоко можно направлять только после получения отрицательной реакции на фосфатазу.
Микробиологическим методом эффективность пастеризации контролируют на каждом пастеризаторе не реже 1 раза в 10 дней вне зависимости от качества готовой продукции. Пастеризацию считают эффективной при отсутствии бактерий группы кишечных палочек в 10 см3 молока и общем количестве бактерий до 10000 в 1 см3 молока.
Эффективность пастеризации молока для заквасок проверяют следующим образом. Пробу пастеризованного молока в количестве 10—20 см3 отбирают асептически и помещают в стерилизованную посуду, выдерживают в течение 24-48 ч при 40—45 °С, отмечают характер полученного сгустка в пробирке и просматривают его под микроскопом. Если пастеризация была проведена при температуре до 90 + 1 °С, сгусток получается плотным и под микроскопом обнаруживают большоечислострептококков. Если пастеризация проведена при 92-95 'С, но при недостаточной выдержке или без эффективного перемешивания, сгусток может быть слабым, микроскопировани- ем выявляют в препаратах зернистые и незернистые палочки. При установлении в молоке пептонизации (наличие зоны просветления в верхнем слое) можно сделать заключение о правильно проведенной пастеризации (температура 92-95 °С с выдержкой 20-30 мин). Эффективность пастеризации молока для закваски проверяют в том случае, если в стрептококковых заквасках микроскопированием или посевом обнаружены палочки.
Для контроля пастеризованного молока или сливок на наличие термоустойчивых молочнокислых палочек готовят разведение в стерильном растворе хлорида натрия исследуемого образца продукта.170
II соответствии с Инструкцией по микробиологическому контролю производства на предприятиях молочной промышленности полученные разведения засеваютв стерильное обезжиренное молоко (до 6-го разведения), помещают посевы в термостат температурой 40-44 °С н выдерживают 3 сут. Полученные сгустки микроскопируют и устанавливают наличие или отсутствие в них молочнокислых палочек. ( 'тойкость пастеризованного молока зависит от наличия остаточной микрофлоры после тепловой обработки, чистоты технологического оборудования, молокопроводов, тары, условий хранения, транспортирования и реализации.
Для прогнозирования стойкости пастеризованного молока при внутрицеховом или внутризаводском контроле можно использовать следующий метод. В пробирки наливают по 1 см3 рабочего раствора резазурина и по 10 см3 пастеризованного молока, отобранного из бутылок, пакетов после разливочно-упаковочного агрегата, закрывают резиновыми пробками и смешивают. Затем эти пробирки помещают в редуктазник или водяную баню. Температуру воды в редуктазнике или водяной бане поддерживают постоянной (38-40 °С) в течение I ч. После этого снимают показания (цвет) с продукта в пробирках. Оценку результатов проводят согласно шкале прогноза стойкости пастеризованного молока, представленной в Инструкции по микробиологическому контролю производства на предприятиях молочной промышленности.
Цвет молока после выдержки Оценка качества
Эффективность тепловой обработки на линии стерилизации молока контролируют не реже двух раз в неделю. Для проведения анализа отбирают упаковки со стерилизованным продуктом и выдерживают молоко при температуре 36-38 °С в течение 3 сут и сливки — 5 сут. Молоко, выработанное двухступенчатым методом, термостатируют при 55 ± 1 °С в течение 5 сут, после чего образцы подвергают внешнему осмотру. Если упаковка вздулась или изменился внешний вид молока в бутылках (наличие сгустка, отстой сыворотки, хлопьев молока и др.), продукт считают не отвечающим требованиям промышленной стерильности, если не установлено изменений его консистенции и вкуса. Упаковки, не имеющие внешних дефектов, не вскрывают. Молоко и сливки проверяют органолептически. Для установления причины порчи или в других случаях в стерилизованном молоке определяют кислотность и проводят микробиологические исследования — мик-
в течение 1 ч пастеризованного молока Стойкое Малостойкое Нестойкое
Серо-стальнойСиреневыйРозовый
171

роскопируют и высевают 1 см3 термостатированного образца для опре деления общего количества бактерий.
Продуктотвечаеттребованиям промышленной стерильности, если кислотность молока увеличилась не более чем на 2 °Т, в микроскопи ческом препарате отсутствуют клетки бактерий, а общее их количество в 1 см3 не превышает 10.
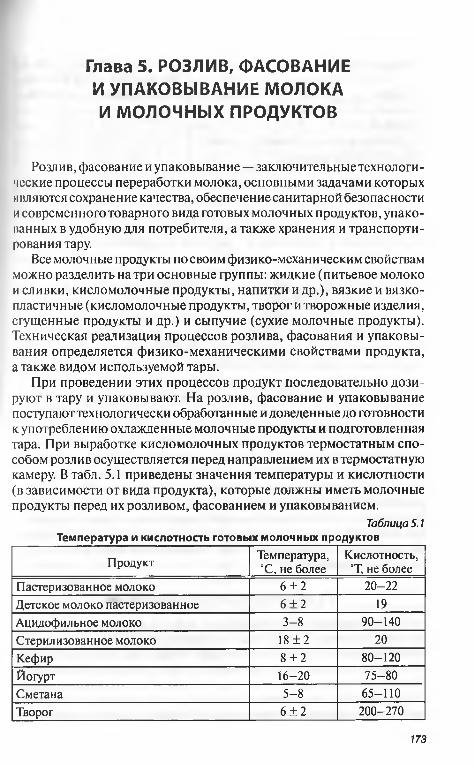
Глава 5. РОЗЛИВ, ФАСОВАНИЕ И УПАКОВЫВАНИЕ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Розлив, фасование и упаковывание — заключительныетехналогические процессы переработки молока, основными задачами которых являются сохранение качества, обеспечение санитарной безопасности и современного товарного вида готовых молочных продуктов, упакованных в удобную для потребителя, а также хранения и транспортирования тару.
Все молочные продукты по своим физико-механическим свойствам можно разделить натри основные группы: жидкие (питьевое молоко и сливки, кисломолочные продукты, напитки и др.), вязкие и вязкопластичные (кисломолочные продукты, творог и творожные изделия, сгущенные продукты и др.) и сыпучие (сухие молочные продукты). Техническая реализация процессов розлива, фасования и упаковывания определяется физико-механическими свойствами продукта, а также видом используемой тары.
При проведении этих процессов продукт последовательно дозируют в тару и упаковывают. На розлив, фасование и упаковывание поступают технологически обработанные и доведенные до готовности к употреблению охлажденные молочные продукты и подготовленная тара. При выработке кисломолочных продуктов термостатным способом розлив осуществляется перед направлением их в термостатную камеру. В табл. 5.1 приведены значения температуры и кислотности (в зависимости от вида продукта), которые должны иметь молочные продукты перед их розливом, фасованием и упаковыванием.
Таблица 5.1Температура и кислотность готовых молочных продуктов_________
Продукт Температура, °С, не более
Кислотность, Т , не более
Пастеризованное молоко 6 + 2 2 0 -2 2
Детское молоко пастеризованное 6 + 2 19
Ацидофильное молоко 3 - 8 9 0 -1 4 0
Стерилизованное молоко 18 ± 2 20
Кефир 8 + 2 8 0 -1 2 0
Йогурт 16 -2 0 7 5 -8 0
Сметана 5 -8 6 5 -1 1 0
Творог 6 ± 2 2 00 -270
173
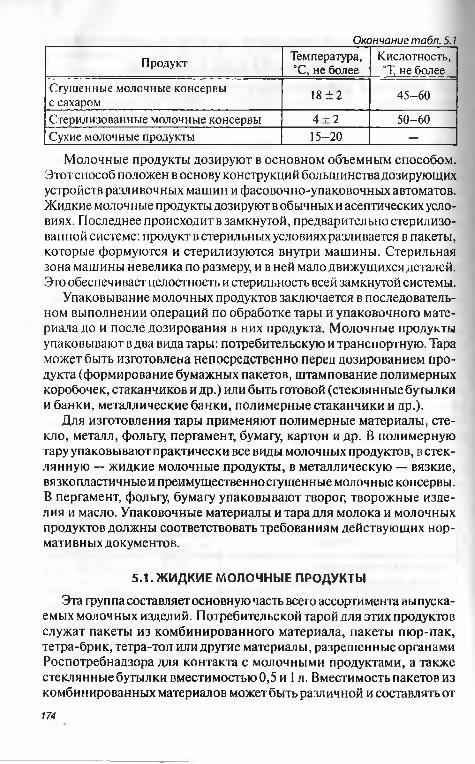
Окончание табл. 5. 7
Продукт Температура, Кислотность,“С, не более °Т, не более
Сгущенные молочные консервы с сахаром 18 ± 2 4 5 -6 0
Стерилизованные молочные консервы 4 + 2 5 0 -6 0Сухие молочные продукты 1 5 -2 0 —
Молочные продукты дозируют в основном объемным способом. Этот способ положен в основу конструкций большинства дозирующих устройств разливочных машин и фасовочно-упаковочных автоматов. Жидкие молочные продукты дозируют в обычных и асептических условиях. Последнее происходит в замкнутой, предварительно стерилизованной системе: продукт в стерильных условиях разливается в пакеты, которые формуются и стерилизуются внутри машины. Стерильная зона машины невелика по размеру, и в ней мало движущихся деталей. Это обеспечивает целостность и стерильность всей замкнутой системы.
Упаковывание молочных продуктов заключается в последовательном выполнении операций по обработке тары и упаковочного материала до и после дозирования в них продукта. Молочные продукты упаковывают в два вида тары: потребительскую и транспортную. Тара может быть изготовлена непосредственно перед дозированием продукта (формирование бумажных пакетов, штампование полимерных коробочек, стаканчиков и др.) или быть готовой (стеклянные бутыл ки и банки, металлические банки, полимерные стаканчики и др.).
Для изготовления тары применяют полимерные материалы, стекло, металл, фольгу, пергамент, бумагу, картон и др. В полимерную тару упаковывают практически все виды молочных продуктов, в стеклянную — жидкие молочные продукты, в металлическую — вязкие, вя зко пластич ные и преимущественно сгущен ные молочн ые ко і ісервы. В пергамент, фольгу, бумагу упаковывают творог, творожные изделия и масло. Упаковочные материалы и тара для молока и молочных продуктов должны соответствовать требованиям действующих нормативных документов.
5.1. ЖИДКИЕ МОЛОЧНЫЕ ПРОДУКТЫ
Эта группа составляет основную часть всего ассортимента выпускаемых молочных изделий. Потребительской тарой для этих продуктов служат пакеты из комбинированного материала, пакеты пюр-пак, тетра-брик, тетра-топ или другие материалы, разрешенные органами Роспотребнадзора для контакта с молочными продуктами, а также стеклянныебутылкивместимостью0,5 и 1 л. Вместимость пакетов из комбинированных материалов может быть различной и составлять от174
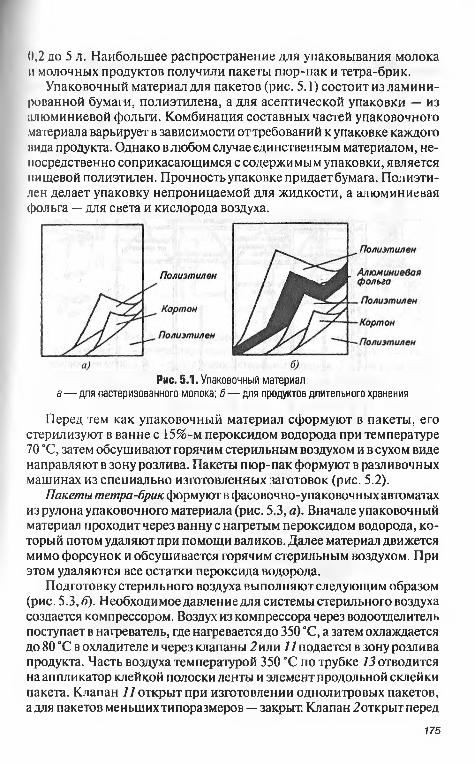
0,2 до 5 л. Наибольшее распространение для упаковывания молока п молочных продуктов получили пакеты пюр-пак и тетра-брик.
Упаковочный материал для пакетов (рис. 5.1) состоит из ламинированной бумаги, полиэтилена, а для асептической упаковки — из алюминиевой фольги. Комбинация составных частей упаковочного материала варьирует в зависимости от требований к упаковке каждого вида продукта. Однако в любом случае единственным материалом, непосредственно соприкасающимся с содержимым упаковки, является пищевой полиэтилен. Прочность упаковке придает бумага. Полиэтилен делает упаковку непроницаемой для жидкости, а алюминиевая фольга — для света и кислорода воздуха.
Рис. 5.1. Упаковочный матвриал:а — для пастеризованного молока; б — для продуктов длительного хранения
Перед тем как упаковочный материал сформуют в пакеты, его стерилизуют в ванне с 15%-м пероксидом водорода при температуре 70 °С, затем обсушивают горячим стерильным воздухом и в сухом виде направляют в зону розлива. Пакеты пюр-пак формуют в разливочных машинах из специально изготовленных заготовок (рис. 5.2).
Пакеты тетра-брик формуют в фасовочно-упаковочных автоматах из рулона упаковочного материала (рис. 5.3, а). Вначале упаковочный материал проходит через ванну с нагретым пероксидом водорода, который потом удаляют при помощи валиков. Далее материал движется мимо форсунок и обсушивается горячим стерильным воздухом. При этом удаляются все остатки пероксида водорода.
Подготовку стерильного воздуха выполняют следующим образом (рис. 5.3 ,б). Необходимое давлениедля системы стерильного воздуха создается компрессором. Воздух из компрессора через водоотделитель поступает в нагреватель, где нагревается до 350 °С, а затем охлаждается до 80 °С в охладителе и через клапаны 2 или //подается в зону розлива продукта. Часть воздуха температурой 350 °С по трубке 13 отводится на аппликатор клейкой полоски ленты и элемент продольной склейки пакета. Клапан 11 открыт при изготовлении однолитровых пакетов, а для пакетов меньшихтипоразмеров — закрыт. Клапан 2открыт перед
175
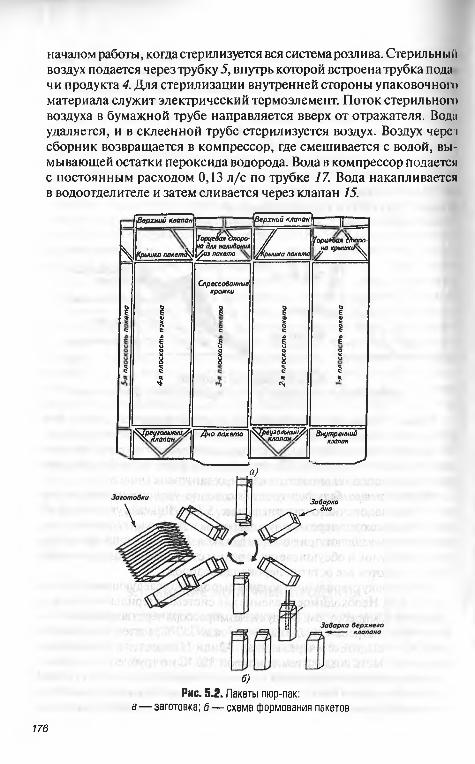
н ачалом работы, когда стерилизуется вся система розлива. Стерил ьн ы і I воздух подается через трубку 5, внутрь которой встроена трубка пода чи продукта 4. Для стерилизации внутренней стороны упаковочного материала служит электрический термоэлемент. Поток стерильною воздуха в бумажной трубе направляется вверх от отражателя. Вода удаляется, и в склеенной трубе стерилизуется воздух. Воздух через сборник возвращается в компрессор, где смешивается с водой, вымывающей остатки пероксида водорода. Вода в компрессор подается с постоянным расходом 0,13 л/с по трубке 17. Вода накапливается в водоотделителе и затем сливается через клапан 15.
Верхний клапан Верхний клапанt r r r
чКрышка пакелк̂
ТорцеЁш&торо- ча для наливания \#и» пакета ///Крышка пакетаР 'р р ц е б о я ^ Ь м о - на крышк&ъ. / ^
Спрессованныекромки
I1 1 1 1g 5 ф
V
с сОС І 1
§ § §1
I 1 1о5
§ § §чс
•?ч
N$
Треугольный# \Кклапан Дно пакета Треугольный# N КклопанА' Внутреннийклапан
^ , ................... ........ ------------— ___ ^
а)
176
б)Рис. 5.2. Пакеты пюр-пак:
а — заготовка; б — схема формования пакетов
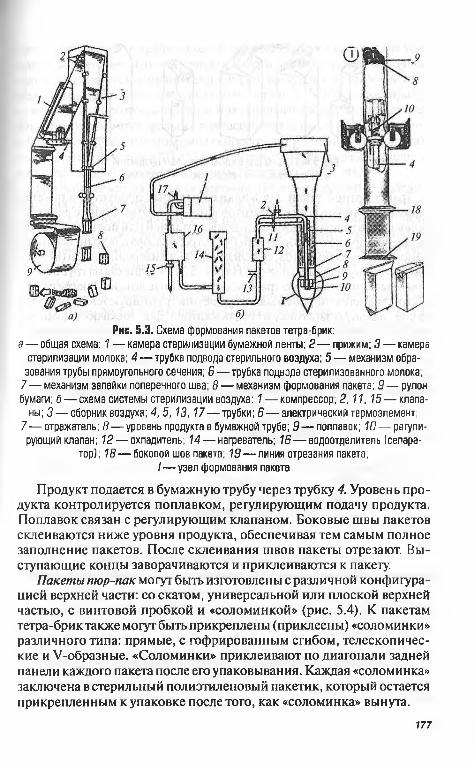
Рис. 5.3. Схема формования пакетов тетра-брик: а — общая схема: 1 — камера стерилизации бумажной ленты; 2 — прижим; 3 — камера
стерилизации молока; 4— трубка подвода стерильного воздуха; 5 — механизм образования трубы прямоугольного сечения; 6 — трубка подвода стерилизованного молока,
7— механизм запайки поперечного шва; В— механизм формования пакета; 9— рулон бумаги; б — схема системы стерилизации воздуха: 1 — компрессор, 2,11,15 — клапа
ны; 3— сборник воздуха; 4 ,5 ,13,17 — трубки; В — электрический термоэлемент;7— отражатель; 8— уровень продукта в бумажной трубе; 9 — поплавок; 10 — регулирующий клапан; 12 — охладитель; 14 — нагреватель; 16 — водоотделитель (сепара
тор); 18 — боковой шов пакета; 19 — линия отрезания пакета;/— узел формования пакета
Продукт подается в бумажную трубу через трубку 4. Уровень продукта контролируется поплавком, регулирующим подачу продукта. Поплавок связан с регулирующим клапаном. Боковые швы пакетов склеиваются ниже уровня продукта, обеспечивая тем самым полное заполнение пакетов. После склеивания швов пакеты отрезают. Выступающие концы заворачиваются и приклеиваются к пакету.
Пакеты тор-пак могут быть изготовлены с различной конфигурацией верхней части: со скатом, универсальной или плоской верхней частью, с винтовой пробкой и «соломинкой» (рис. 5.4). К пакетам тетра-бриктакже могут быть прикреплены (приклеены) «соломинки» различного типа: прямые, с гофрированным сгибом, телескопические и V-образные. «Соломинки» приклеивают по диагонали задней панели каждого пакета после его упаковывания. Каждая «соломинка» заключена в стерильный полиэтиленовый пакетик, который остается прикрепленным к упаковке после того, как «соломинка» вынута.
177
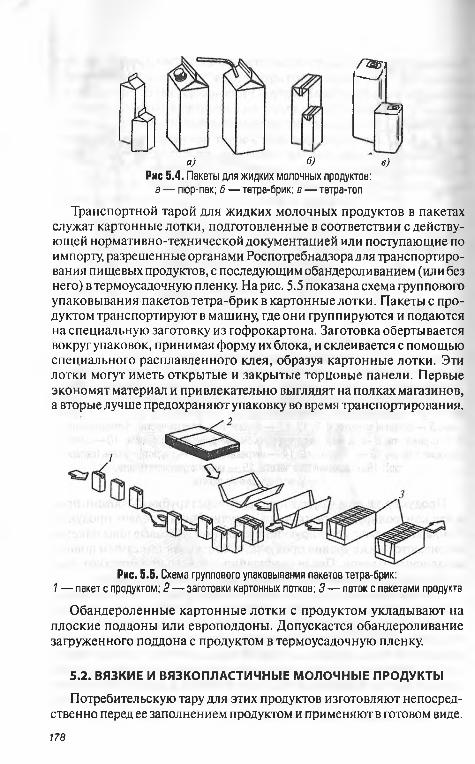
(31/ ' u s> ,
a) 6) в)Рис 5.4. Пакеты для жидких молочных продуктов:
а — пюр-пак; б — тетра-брик: в — тетра-топ
Транспортной тарой для жидких молочных продуктов в пакетах служат картонные лотки, подготовленные в соответствии с действующей нормативно-технической документацией или поступающие по импорту, разрешенные органами Роспотребнадзора д ля транспортирования пищевых продуктов, с последующим обандероливанием (или без него) в термоусадочную пленку. На рис. 5.5 показана схема группового упаковывания пакетов тетра-брик в картонные лотки. Пакеты с продуктом транспортируют в машину, где они группируются и подаются на специальную заготовку из гофрокартона. Заготовка обертывается вокруг упаковок, принимая форму их блока, и склеивается с помощью специального расплавленного клея, образуя картонные лотки. Эти лотки могут иметь открытые и закрытые торцовые панели. Первые экономят материал и привлекательно выглядят на полках магазинов, а вторые лучше предохраняют упаковку во время транспортирования.
Рис. 5.5. Схема группового упаковывания пакетов тетра-брик:1 — пакет с продуктом; 2 — заготовки картонных лотков; 3 — лоток с пакетами продукта
Обандероленные картонные лотки с продуктом укладывают на плоские поддоны или европоддоны. Допускается обандероливание загруженного поддона с продуктом в термоусадочную пленку.
5.2. ВЯЗКИЕ И ВЯЗКОПЛАСТИЧНЫЕ МОЛОЧНЫЕ ПРОДУКТЫ
Потребительскую тару для этих продуктов изготовляют непосредственно перед ее заполнением продуктом и применяют в готовом виде.
2
178
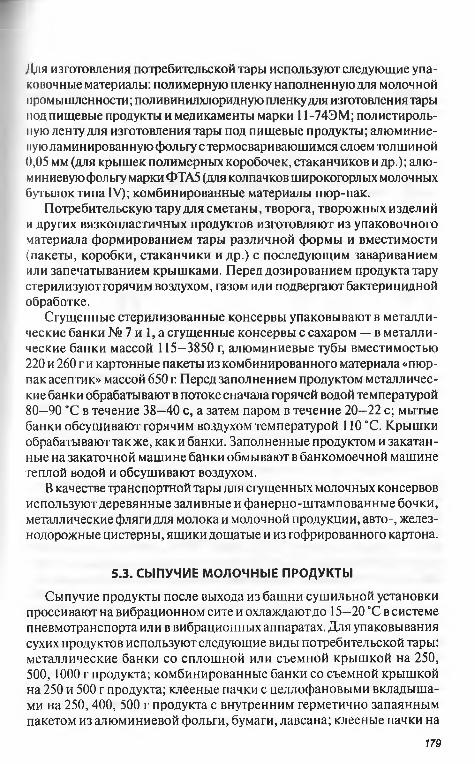
Для изготовления потребительской тары используют следующие упаковочные материалы: полимерную пленку наполненную для молочной промышленности; поливинилхлоридную пленку для изготовления тары иод пищевые продукты и медикаменты марки 11-74ЭМ; полистироль- иую ленту для изготовления тары под пищевые продукты; алюминиевую ламинированную фольгу стермосваривающимся слоем толщиной 0,05 мм (для крышек полимерных коробочек, стаканчиков и др.); алюминиевую фольгу марки ФТА5 (для колпачков широкогорлых молочных бутылок типа IV); комбинированные материалы пюр-пак.
Потребительскую тару для сметаны, творога, творожных изделий и других вязкопластичных продуктов изготовляют из упаковочного материала формированием тары различной формы и вместимости (пакеты, коробки, стаканчики и др.) с последующим завариванием или запечатыванием крышками. Перед дозированием продукта тару стерилизуют горячим воздухом, газом или подвергают бактерицидной обработке.
Сгущенные стерилизованные консервы упаковывают в металлические банки № 7 и 1, а сгущенные консервы с сахаром — в металлические банки массой 115-3850 г, алюминиевые тубы вместимостью 220 и 260 г и картонные пакеты из комбинированного материала «пюр- пак асептик» массой 650 г. Перед заполнением продуктом металлические банки обрабатывают в потоке сначала горячей водой температурой 80—90 °С в течение 38—40 с, а затем паром в течение 20-22 с; мытые банки обсушивают горячим воздухом температурой 110 °С. Крышки обрабатывают также, каки банки. Заполненные продуктом и закатанные на закаточной машине банки обмывают в банкомоечной машине теплой водой и обсушивают воздухом.
В качестве транспортной тары для сгущенных молочных консервов используют деревянные заливные и фанерно-штампованные бочки, металлические фляги для молокаи молочной продукции, авто-, железнодорожные цистерны, ящики дощатые и из гофрированного картона.
5.3. СЫПУЧИЕ МОЛОЧНЫЕ ПРОДУКТЫ
Сыпучие продукты после выхода из башни сушильной установки просеивают на вибрационном сите и охлаждают до 15—20 °С в системе пневмотранспорта или в вибрационных аппаратах. Для упаковывания сухих продуктов используют следующие виды потребительской тары: металлические банки со сплошной или съемной крышкой на 250, 500, 1000 г продукта; комбинированные банки со съемной крышкой на 250 и 500 г продукта; клееные пачки с целлофановыми вкладышами на 250, 400, 500 г продукта с внутренним герметично запаянным пакетом из ал юминиевой фольги, бумаги, лавсана; клееные пачки на
179
250 г продукта с целлофановыми вкладышами. Комбинированные банки и фольгу, подкатываемую по горловину, для съемных крышек обрабатывают (облучают) бактерицидными лампами. Дно банок перед закаткой также обрабатывают бактерицидными лампами или стерилизуют горячим воздухом. После дозирования продукта в банки их закатывают. Сухие молочные продукты повышенной растворимости закатывают обычным способом и в среде азота с предварительным вакуумированием, а сухие кисломолочные продукты сублимационной сушки — только в среде азота с предварительным вакуумированием.
В качестве транспортной тары для сухих молочных продуктов при- меняютбумажные непропитанные четырех- и пятислойные мешки на 20—30 кг продукта с вкладышами из полиэтилена; фанерно-штампованные бочки с вкладышами из полиэтилена, целлофана и пергамента, а также ящики дощатые, картонные и из гофрированного картона с вкладышами из полиэтилена.
5.4. ОБОРУДОВАНИЕ ДЛЯ РОЗЛИВАЖИДКИХ МОЛОЧНЫХ ПРОДУКТОВ
К этой группе оборудования относят автоматы и машины для розлива и упаковывания питьевого молока, сливок, жидких кисломолочных продуктов. Наибольшее распространение получили импортные автоматы для розлива и упаковывания продуктов в пакеты пюр-пак и тетра-брик. Для розлива и упаковывания молочных продуктов в пакеты пюр-пак применяют разливочные автоматы производительностью от 3000 до 13 000 упаковок в час.
Автоматы производительностью 3000упаковок в час (рис. 5.6) состоят из трех основных исполнительных механизмов: формования пакета с запаиванием дна, розлива и запаивания верхней части пакета. В первом механизме заготовки пакетов извлекаются из магазина вакуумной присоской и сгибаются в прямоугольные формы, после чего они поступают на оправки-держатели. Часть заготовки, из которой будет образовано дно пакета, нагревается горячим воздухом, поступающим из двух форсунок. Донные клапаны сгибаются и герметично сворачиваются разогретым пластическим материалом. Затем пакеты конвейером направляются надататор, где на клапане крышки пакета маркируется дата. После этого клапаны крышки пакета сгибаются и он поступает для розлива продукта. Пакеты заполняются молоком из разливочных патронов. Под вакуумом отсасывается молочная пена, которая может затруднить сварку клапанов крышки. Клапаны разогреваются горячим воздухом и опрессовываются специальными прижимами. Готовый пакете продуктом направляется по конвейерной ленте на штабелирование, складирование и отправку потребителю.
180
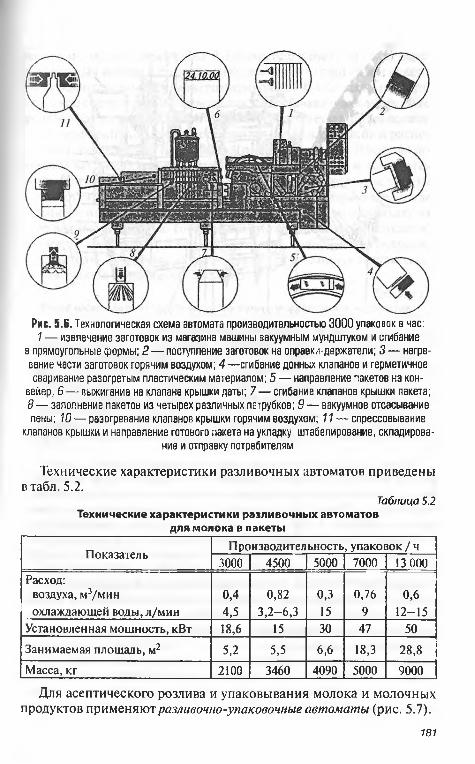
Рис. 5.G. Технологическая схема автомата производительностью 3000 упаковок в час:1 — извлечение заготовок из магазина машины вакуумным мундштуком и сгибание
в прямоугольные формы: 2 — поступление заготовок на оправки-держатели; 3 — нагревание части заготовок горячим воздухом; 4 — сгибание донных клапанов и герметичное сваривание разогретым пластическим материалом; 5 — направление пакетов на кон
вейер; 6 — выжигание на клапане крышки даты; 7 — сгибание клапанов крышки пакета; 8 — заполнение пакетов из четырех различных патрубков; 9 — вакуумное отсасывание пены; 10 — разогревание клапанов крышки горячим воздухом, 11 — спрессовывание
клапанов крышки и направление готового пакета на укладку, штабелирование, складирование и отправку потребителям
Технические характеристики разливочных автоматов приведены в табл. 5.2.
Таблица 5.2Технические характеристики разливочных автоматов
для молока в пакеты
Показатель Производительность, упаковок / ч3000 4500 5000 7000 13 000
Расход;воздуха, м3/мин 0,4 0,82 0,3 0,76 0,6охлаждающей воды, л/мин 4,5 3,2-6,3 15 9 12-15
Установленная мощность, кВт 18,6 15 30 47 50Занимаемая площадь, м2 5,2 5,5 6,6 18,3 28,8Масса, кг 2100 3460 4090 5000 9000
Для асептического розлива и упаковывания молока и молочных продуктов применяют разливочно-упаковочные автоматы (рис. 5.7).
181
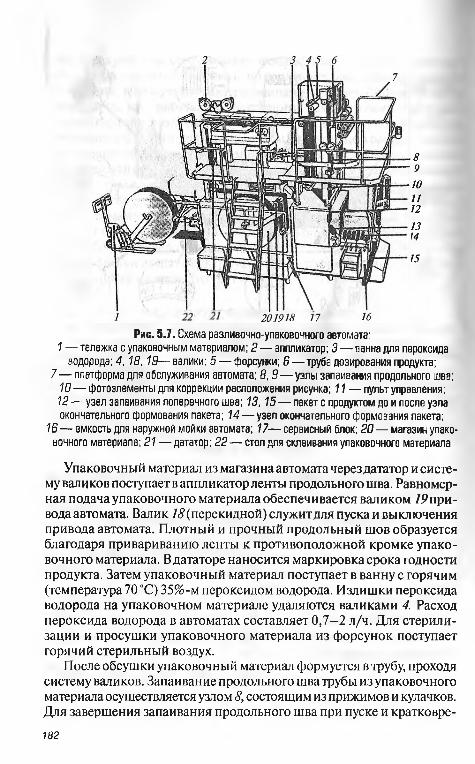
8910 11 12
1314
15
Рнс. 5.7. Схема разливочно-упаковочного автомата:1 — тележка с упаковочным материалом; 2 —аппликатор; 3 —-ванна для пероксида
водорода; 4,18,19— валики; 5 — форсунки; 6 —труба дозирования продукта;7— платформа для обслуживания автомата; 8 , 9—узлы запаивания продольного шва:
10 — фотоэлементы для коррекции расположения рисунка; 11 — пульт управления;12 — узел запаивания поперечного шва; 13,15 — пакет с продуктом до и после узла окончательного формования пакета; 14—узел окончательного формования пакета;
1В—емкость для наружной мойки автомата; 17— сервисный блок; 20 — магазин упаковочного материала; 21 — дататор; 22—стол для склеивания упаковочного материала
Упаковочный материал из магазина автомата через дататор и систему валиков поступает в аппликатор ленты продольного шва. Равномерная подача упаковочного материала обеспечивается валиком /Рпри- вода автомата. Валик 18(перекидной) служитдля пуска и выключения привода автомата. Плотный и прочный продольный шов образуется благодаря привариванию ленты к противоположной кромке упаковочного материала. В дататоре наносится маркировка срока годности продукта. Затем упаковочный материал поступает в ванну с горячим (температура 70 °С) 35%-м пероксидом водорода. Излишки пероксида водорода на упаковочном материале удаляются валиками 4. Расход пероксида водорода в автоматах составляет 0,7—2 л/ч. Для стерилизации и просушки упаковочного материала из форсунок поступает горячий стерильный воздух.
После обсушки упаковочный материал формуется в трубу, проходя систему валиков. Запаивание продольного шва трубы из упаковочного материала осуществляется узлом 8, состоящим из прижимов и кулачков. Для завершения запаивания продольного шва при пуске и кратковре-
182
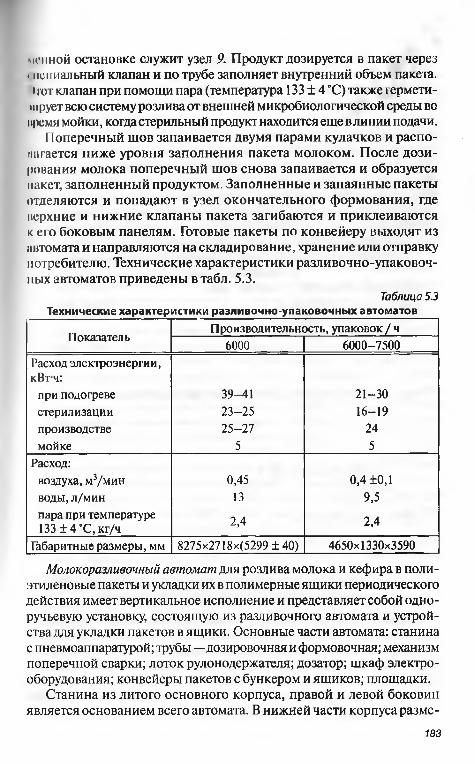
мсиной остановке служит узел 9. Продукт дозируется в пакет через ■ пениальный клапан и по трубе заполняет внутренний объем пакета. | гот клапан при помощи пара (температура 133 ± 4 °С) также гермети- шрует всю систему розлива от внешней микробиологической среды во время мойки, когда стерильный продукт находится еще влинии подачи.
Поперечный шов запаивается двумя парами кулачков и распопа гается ниже уровня заполнения пакета молоком. После дозирования молока поперечный шов снова запаивается и образуется пакет, заполненный продуктом. Заполненные и запаянные пакеты отделяются и попадают в узел окончательного формования, где верхние и нижние клапаны пакета загибаются и приклеиваются к его боковым панелям. Готовые пакеты по конвейеру выходят из автомата и направляются на складирование, хранение или отправку потребителю. Технические характеристики разливочно-упаковочных автоматов приведены в табл. 5.3.
Т а б л и ц а 5 .3Технические характеристики разливочно-упаковочных автоматов
ПоказательПроизводительность, упаковок / ч
6000 6000-7500Расход электроэнергии, кВтч:
при подогреве 39 -4 1 2 1 -3 0стерилизации 2 3 -2 5 16 -19производстве 2 5 -2 7 24мойке 5 5
Расход:воздуха, м3/м и н 0,45 0,4 ±0,1воды ,л/мин 13 9,5пара при температуре
2,4 2,4133 ± 4 °С, кг/ч
Габаритные размеры, мм 8275х2718х(5299± 40) 4650x1330x3590
Молокоразливочный автомат для розлива молока и кефира в полиэтиленовые пакеты и укладки их в полимерные ящики периодического действия имеет вертикальное исполнение и представляет собой одноручьевую установку, состоящую из разливочного автомата и устройства для укладки пакетов в ящики. Основные части автомата: станина с пневмоаппаратурой; трубы — дозировочная и формовочная; механизм поперечной сварки; лоток рулонодержателя; дозатор; шкаф электрооборудования; конвейеры пакетов с бункером и ящиков; площадки.
Станина из литого основного корпуса, правой и левой боковин является основанием всего автомата. В нижней части корпуса разме
183
щены система подготовки воздуха с регулятором давления, ресивер, маслораспылитель, распылительная колонка. Исполнительные органы разливочного автомата приводятся вдвижение при помощи пневмоцилиндров. Воздухораспределители пневмоцилиндров управляются импульсами от одного командоаппарата. Конвейер подачи и отвода ящиков имеет электромеханический привод.
Автомат выполняет следующие технологические операции: разматывает пленку с рулонодержателя; наносит на пленку дату; проводи т бактерицидную обработку пленки; формуетиз пленки рукав; сваривает продольный и поперечный швы; наполняет пакет молоком; отсасывает из пакета воздух; сваривает другой поперечный шов и одновременно отрезает пакет; отводит наполненные пакеты от автомата; укладывает заданное количество пакетов в ящики, отводит наполненные ящики.
Техническая характеристика молокоразливочного автомата в полимерные пакеты
Производительность, пакетов / мин 22-25Вместимость пакетов, л 0,25; 0,5; 1Точностьдозирования, %, для пакетов вместимостью:
0,25л ±40,5л ±31 л ±2
Число пакетов в ящике для пакетов вместимостью:0,25 л 600,5 л 301л 15
Расход:электроэнергии, кВт ч 2воздуха, м3/ч 48воды, м3/ч 0,2
Габаритные размеры, мм 3240х2400х
Масса, кгх2580745
5.5. ОБОРУДОВАНИЕ ДЛЯ ФАСОВАНИЯ И УПАКОВЫВАНИЯ ВЯЗКИХ И ВЯЗКОПЛАСТИЧНЫХ ПРОДУКТОВ
Сметана, творог, творожные изделия и другие вязкие и вязкопластичные продукты фасуют и упаковывают в мелкую тару на фасовочно-упаковочных автоматах, общими конструктивными признаками которых являются применение в основном объемного способа дозирования продукта, периодичность движения исполнительных органов и формующего стола. Приемный бункер автоматов имеет шнековый питатель, наполняющий продуктовую зону дозатора про-
184
/іуктом. Из дозатора порция продукта вытесняется поршнем. Объем порции продукта регулируется изменением хода поршня дозатора.11а фасовочно-упаковочных автоматах изготовляют мелкую тару, заполняют ее продуктом, запаивают или закрывают крышкой и подают к месту укладки в короба.
Автомат служит для формования тары в виде прямоугольных коробок из полимерных материалов и фасования в нее сметаны порциями по 200 и 250 гс последующим запечатыванием коробок сверху алюминиевой фольгой или бумагой, ламинированной термосваривающимся слоем. Автомат состоит из рамы, механизма формования коробок, механизма запечатывания, механизма протягивания пленки, штампа вырубного дозатора, конвейера и матриц. Модификации автомата различаются только технологической оснасткой, дозатор по конструкции одинаков и установлен на раме автоматов, привод дозатора пневматический.
Все операции фасования и упаковывания в автомате происходят последовательно по прямой. Основным связующим звеном является рама, на которой установлены механизмы формования коробок и их запечатывания, вырубной штамп, дозирующая головка или дозатор. К корпусу механизма запечатывания прикреплен механизм протягивания пленки, к корпусу последнего крепится конвейер.
Механизмы запечатывания и протягивания пленки, а также дозатор установлены неподвижно, а механизм формования коробок и вырубной штамп могут перемешаться вдоль продольной оси рамы. Это позволяете необходимой точностью изменять между основными исполнительными органами (формования, запечатывания и вырубки) автомата расстояния, кратные шагу протягивания пленки (236 мм).
Внутри рамы имеются аппаратура подготовки сжатого воздуха, часть воздухораспределительной аппаратуры, блокирующее реле давления сжатого воздуха и охлаждающей воды, проходят электро-, воздухо- и водопроводы. Налицевой стороне автомата расположены рулонодержатель упаковочной пленки, направляющие для коробок, рулонодержатель запечатывающего материала, барабан для наматывания отходов, пульт управления и планка аварийной остановки автомата. Шкаф электрооборудования находится на тыльной стороне автомата за пультом управления.
Цикл работы автомата можно разделить на три части (рис. 5.8). Первая часть — формовочный пресс, штамп запечатывания, вырубной штамп и тормоз пленки зажаты. В это время разматывается и нагревается упаковочная пленка. Коробки формуются в формовочном прессе, заполняются продуктом с помощью дозатора, закрываются запечатывающим материалом и термосвариваются с материалом коробок в штампе. Готовые упаковки вырубаются в вырубном штампе. Образовавшиеся при этом отходы наматываются на барабан. Готовые упаковки отводятся (сбрасываются) с помощью подвижного столика.
185
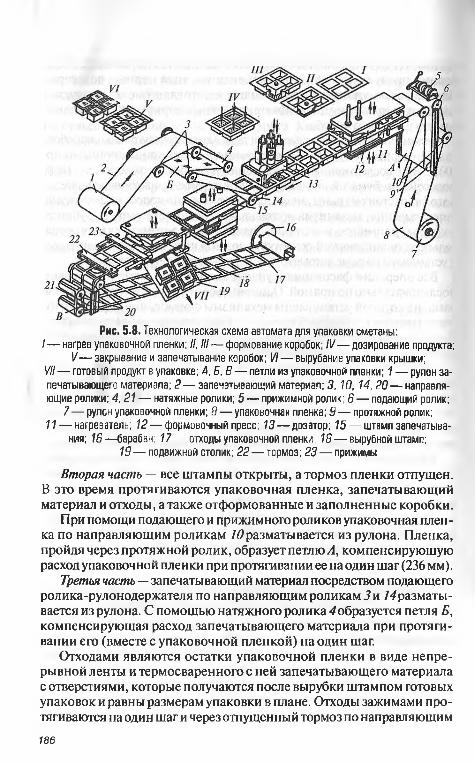
/— нагрев упаковочной пленки; II, III— формование коробок; IV— дозирование продукта;V— закрывание и запечатывание коробок; VI— вырубание упаковки крышки;
VII— готовый продукт в упаковке; А, Б, В — петли из упаковочной пленки; 1 — рулон запечатывающего материала; 2 — запечатывающий материал; 3,10,14, 20— направляющие ролики; 4,21 — натяжные ролики; 5 — прижимной ролик; В — подающий ролик;
7— рулон упаковочной пленки; 8 — упаковочная пленка; 9 — протяжной ролик;11 — нагреватель; 12— формовочный пресс; 13 — дозатор; 15 — штамп запечатыва
ния; 16— барабан; 17 — отходы упаковочной пленки; 18 — вырубной штамп;19— подвижной столик; 22 — тормоз; 23 — прижимы
Вторая часть — все штампы открыты, а тормоз пленки отпущен. В это время протягиваются упаковочная пленка, запечатывающий материал и отходы, а также отформованные и заполненные коробки.
При помощи подающего и прижимного роликов упаковочная пленка по направляющим роликам 10разматывается из рулона. Пленка, пройдя через протяжной ролик, образует петлю А, компенсирующую расход упаковочной пленки при протягивайии ее на один шаг (236 мм).
Третья часть — запечатывающий материал посредством подающего ролика-рулонодержателя по направляющим роликам 3 и /^разматывается из рулона. С помощью натяжного ролика'/образуется петля Б, компенсирующая расход запечатывающего материала при протягивании его (вместе с упаковочной пленкой) на один шаг.
Отходами являются остатки упаковочной пленки в виде непрерывной ленты и термосваренного с ней запечатывающего материала с отверстиями, которые получаются после вырубки штампом готовых упаковок и равны размерам упаковки в плане. Отходы зажимами протягиваются на один шаг и через отпущенный тормоз по направляющим
186
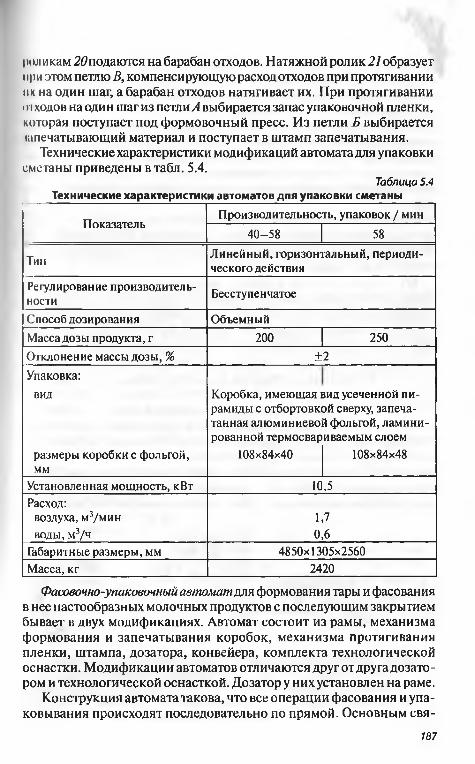
роликам 20 подаются на барабан отходов. Натяжной ролик 21 образует мри этом петлю В, компенси рующую расход отходов при протягивании ич на один шаг, а барабан отходов натягивает их. При протягивании | и ходов на один шаг из петли А выбирается запас упаковочной пленки, которая поступает под формовочный пресс. Из петли Б выбирается іапечатывающий материал и поступает в штамп запечатывания.
Технические характеристики модификаций автомата для упаковки сметаны приведены в табл. 5.4.
Таблица 5.4Технические характеристики автоматов для упаковки сметаны
ПоказательПроизводительность, упаковок / мин
4 0 -5 8 58
Тип Линейный, горизонтальный, периоди-ческого действия
Регулирование производительности Бесступенчатое
Способ дозирования Объемный
Масса дозы продукта, г 200 250
Отклонение массы дозы , % ±2
Упаковка:
вид Коробка, имеющая вид усеченной пирамиды с отбортовкой сверху, запечатанная алюминиевой фольгой, ламинированной термосвариваемым слоем
размеры коробки с фольгой, 108x84x40 108x84x48ММ
Установленная мощность, кВт 10 ,5Расход:
воздуха, м3/м и н 1,7воды, м3/ч 0,6
Габаритные размеры, мм 4850x1305x2560Масса, кг 2420
Фасовочно-упаковочный автомат для формования тары и фасования в нее пастообразных молочных продуктов с последующим закрытием бывает в двух модификациях. Автомат состоит из рамы, механизма формования и запечатывания коробок, механизма протягивания пленки, штампа, дозатора, конвейера, комплекта технологической оснастки. Модификации автоматов отличаются друг от друга дозатором и технологической оснасткой. Дозатор у них установлен на раме.
Конструкция автомата такова, что все операции фасования и упаковывания происходят последовательно по прямой. Основным свя
187
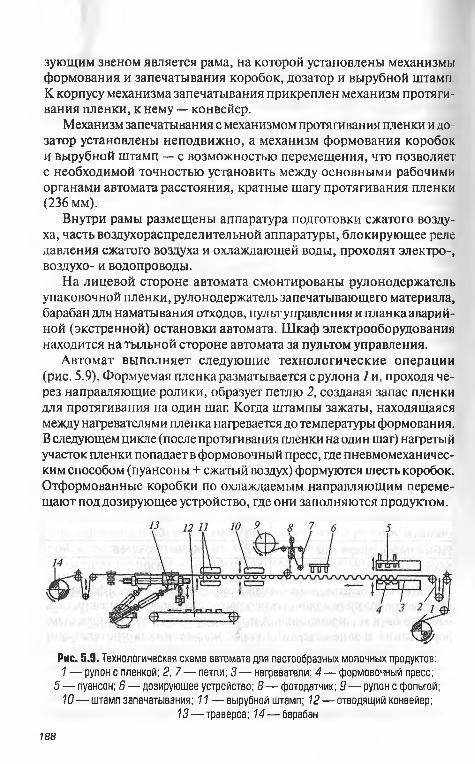
зующим звеном является рама, на которой установлены механизмы формования и запечатывания коробок, дозатор и вырубной штамп К корпусу механизма запечатывания прикреплен механизм протягивания пленки, к нему — конвейер.
Механизм запечатывания с механизмом протягивания пленки и дозатор установлены неподвижно, а механизм формования коробок и вырубной штамп — с возможностью перемещения, что позволяет с необходимой точностью установить между основными рабочими органами автомата расстояния, кратные шагу протягивания пленки (236 мм).
Внутри рамы размещены аппаратура подготовки сжатого воздуха, часть воздухораспределительной аппаратуры, блокирующее реле давления сжатого воздуха и охлаждающей воды, проходят электро-, воздухо- и водопроводы.
На лицевой стороне автомата смонтированы рулонодержатель упаковочной пленки, рулонодержатель запечатывающего материала, барабан для наматывания отходов, пульт управления и планка аварийной (экстренной) остановки автомата. Шкаф электрооборудования находится на тыльной стороне автомата за пультом управления.
Автомат выполняет следующие технологические операции (рис. 5.9). Формуемая пленка разматывается с рулона 1 и, проходя через направляющие ролики, образует петлю 2, создавая запас пленки для протягивания на один шаг. Когда штампы зажаты, находящаяся между нагревателями пленка нагревается до температуры формования. В следующем цикле (после протягивания пленки на один шаг) нагретый участок пленки попадает в формовочный пресс, где пневмомеханическим способом (пуансоны + сжатый воздух) формуются шесть коробок. Отформованные коробки по охлаждаемым направляющим перемещают под дозирующее устройство, где они заполняются продуктом.
Рис. 5.9. Технологическая схема автомата для пастообразных молочных продуктов: 1 — рулон с пленкой; 2,7 — петли; 3 — нагреватели; 4 — формовочный пресс;
5 — пуансон; 6 — дозирующее устройство; 8— фотодатчик; 9 — рулон с фольгой; 10— штамп запечатывания; 11 — вырубной штамп; 12— отводящий конвейер;
13 — траверса; 14 — барабан
188
Фольга для запечатывания разматывается с рулона 9 и, проходя 11 срез направляющие ролики, над одним из которых установлен фотодатчик механизма центрирования этикеток, образуетпетлю 7, создавая запас фольги для ее протягивания на один шаг. Затем фольга попадает в штамп запечатывания, где сваривается с формуемой пленкой, закрывая наполненные продуктом коробки. Запечатанные коробки попадают в вырубной штамп, отделяются от основного материала и через лоток направляются на отводящий конвейер.
Отходы в виде непрерывной ленты из остатков формуемой пленки и сваренной с ней запечатывающей фольги наматываются на барабан. Протягивание на один шаг ленты отходов формуемой пленки, отформованных и заполненных коробок и запечатывающей фольги осуществляется с помощью приводимой в возвратно-поступательное движение траверсы. Технические характеристики автомата приведены в табл. 5.5.
Точность дозирования составляет ±2%. Все механизмы автомата смонтированы на чугунном основании. Конструктивно автомат состоит из следующих частей: корпуса (в нем размещены приводы всех механизмов), конвейера, стола, дозатора, штампа, механизма образования и надевания колпачков, укупорочной головки, механизмов выключения дозатора, подачи фольги и сматывания отходов. Все операции на автомате выполняются последовательно.
Таблица 5.5Технические характеристики автоматов
для пастообразных молочных продуктов
ПоказательПроизводительностью, упаковок/ч
6 0 -8 0 6 0 -8 0С пособ дозирования ОбъемныйПределы дозирования, г 100 ± 3 200 + 3Максимальная температура нагрева продукта, °С
5 8 -8 0
Вид упаковки
Коробка, имеющая ви угольной пирамиды с запечатанная алюмин нированной термосва
д усеченной четырех- отбортовкой сверху, иевой фольгой, лами- эиваемым слоем
Размеры упаковки, мм 958x70x22 958x70x44Расход:
воздуха, м3/м ин воды, м3/ч 0
;
3Установленная мощность, кВт 10Габаритные размеры, мм 4580x1310x2290Масса, кг 2790
189
Связующими звеньям и между исполнительными органами являют ся рабочая поверхность стола автомата, корпус и направляющий диск с десятью гнездами, расположенными равномерно по окружности В каждое гнездо помещаются две бутылки. Диск совершает периоди ческое вращательное движение с остановками, необходимыми для вы полнения технологических операций. Бутылки к автомату поступают по конвейеру от моечной машины. После фасования и укупоривания конвейер подает их в укладочную машину.
Автомат карусельного типа периодического действия предназначен для фасования сметаны и простокваши по 200 г в стеклянные бутылочки и их укупоривания колпачками из алюминиевой фольги. На рис. 5.10 показана кинематическая схема автомата. Привод состоит из электродвигателя, вариатора ременной передачи, червячного редуктора с предохранительной муфтой, установленной на быстроходном валу редуктора. Величина крутящего момента, передаваемого муфтой, зависит от натяжной пружины и регулируется гайками. Привод смонтирован на чугунном основании, установленном на четырех регулируемых опорах, с помощью которых регулируют высоту стола автомата. Применение вариатора дает возможность менять производительность автомата маховиком.
Исполнительные механизмы автомата получают движение от кулачкового вала в следующем порядке: конвейер — от звездочки через цепную передачу; направляющий диск — от цилиндрического кулачка 25 через колесо с роликами; кран и поршни дозатора — от кулачков 27и 28рычажных систем; укупорочная головка автомата — от кулачка 23 через тягу. Через цилиндрические и конические шестерни движение передается вертикальному валу, а от него — следующим узлам механизма образования и надевания колпачков: штампу — от вала через эксцентрик; разматывателю фольги — от вала через кулачок 9; роликам для подачи фольги — от вала через кулачок 7, рычажную систему и храповой механизм; катушке сматывания отходов фольги — от храпового механизма через цепную передачу.
Конвейер служит для подачи пустых бутылок в рабочую зону автомата и удаления укупоренных бутылок. Он состоит из пластинчатой бесконечной цепи, сборной сварной рамы с направляющими, звездочки , на одном валу с которой закреплены ведущая звездочка и звездочки конвейера. Бесконечная цепь конвейера включает в себя звенья и оси.
Сдвоенный дозатор поршневого типа состоит из корпуса, двух гильз, двух поршней с капроновыми кольцами, двух шатунов, распределительного крана с рычагом, вилкой и двух сопел.
Механизм образования и надевания колпачков предназначен для изготовления колпачков из ленты алюминиевой фольги, надевания их на горлышки бутылок и сматывания на катушку отходов фольги. Он состоит из держателя рулона фольги, разматывателя, направля-
190
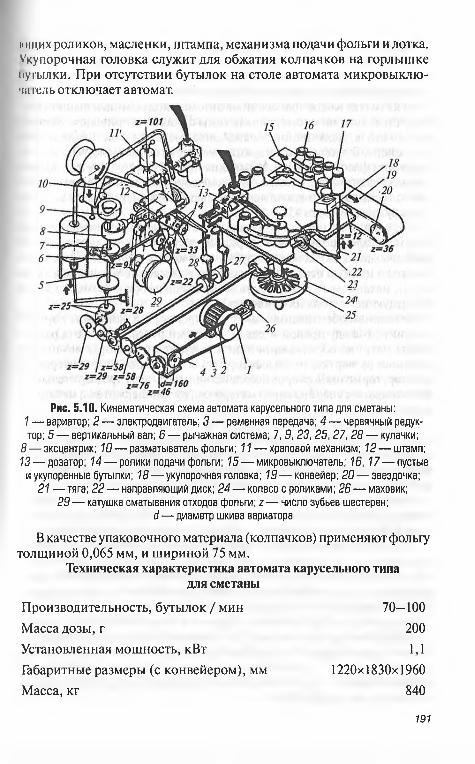
и и них роликов, масленки, штампа, механизма подачи фольги и лотка. \'купорочная головка служит для обжатия колпачков на горлышке ііутылки. При отсутствии бутылок на столе автомата микровыклю- ми гель отключает автомат.
Рис. 5.10. Кинематическая схема автомата карусельного типа для сметаны:1 — вариатор; 2 — электродвигатель; 3 — ременная передача; 4 — червячный редуктор; 5 — вертикальный вал; 6 — рычажная система; 7,9,23,25,27,28 — кулачки;
8 — эксцентрик; 10 — разматыватель фольги; 11 — храповой механизм; 12 — штамп; 13 — дозатор; 14 — ролики подачи фольги; 15 — микровыключатель; 16,17— пустые
и укупоренные бутылки; 18 — укупорочная головка; 19— конвейер; 20— звездочка; 21 — тяга; 22— направляющий диск; 24 — колесо с роликами; 26 — маховик;
29— катушка сматывания отходов фольги; z — число зубьев шестерен; d— диаметр шкива вариатора
В качестве упаковочного материала (колпачков) применяют фольгу толщиной 0,065 мм, и шириной 75 мм.
Техническая характеристика автомата карусельного типадля сметаны
Производительность, бутылок / мин 70—100Масса дозы, г 200Установленная мощность, кВт 1,1Габаритные размеры (с конвейером), мм 1220x1830x1960Масса, кг 840
191
Автоматы карусельного типа периодического действия предназі і; і чены для фасования и упаковывания творога и творожных изделий в брикеты по 250,125,100 и 50 г. Автоматы характеризуются бесступеі і чатой регулировкой производительности и объемным дозированием
В их состав входят фасовочный автомат, подъемник и вышки. Фа совочный автомат состоит из станины с главным приводом, форму ющего стола, механизмов образования и заделки пакетов, дозатора, конвейера, бункера. Конструкция автомата выполнена так, что все операции фасования и упаковывания продукта проходят последова тельно. Главным связующим звеном между основными узлами является стол с находящимися на нем восемью гнездами, расположенными по окружности через 45°.
На станине с главным приводом установлены: главный привод автомата (электродвигатель, вариатор скоростей, сцепление, два кулачковых вала с кулачками и зубчатыми колесами, от которых через рычаги и цепную передачу приводятся в движение механизмы автомата); механизмы привода гильзы, крана дозатора и съема брикетов с формующего стола на конвейер.
Механизм образования пакетов закреплен на основном корпусе станины. Между правой и левой стойками этого механизма размещены матрица образования пакетов, пуансон, секторы механизма переноса развертки, ножи, секторы подачи упаковочного материала, дататор, тормоз одностороннего действия, механизм предварител ьного разматывания упаковочного материала, рулонодержатель, механизм приводов пуансона, поршня и отсекателя.
Дататор наносит даты на развертку пакета. Иглодержатель вместе с иглами приводится в движение с помощью привода дататора. Пергамент в дататоре проходит между съемником и матрицей. Перемещаясь вниз, иглы пуансонов пробивают отверстия в пергаменте. Нужная дата набирается вставкой игл в отверстия пуансонодержателя.
Формующий стол имеет восемь гнезд, в которые вставлены выталкиватели с подъемниками, скользящими по регулируемым кулачкам. Поворот стола осуществляется диском с роликами от кулачка.
Наполненная продуктом гильзадозатора поворачивается отверстием к крану. Когда отверстия в гильзе и кране совпадают, продукт через горловину крана под давлением поршня выдавливается в пакет, находящийся в гнезде формующего стола. Определенную дозу продукта от крана отделяет отсекатель. После отсечения дозы поршень отходит назад и отсасывает оставшийся продукт из крана во избежание потерь.
Механизм заделки служит для завертки наполненных пакетов. Лапки торцовой заделки подгибают торцовые стенки пакета, а лапка боковой заделки — одну боковую. При повороте стола подгибается другая боковая стенка. Заполненные пакеты окончательно формуются механизмом подпрессовки.192
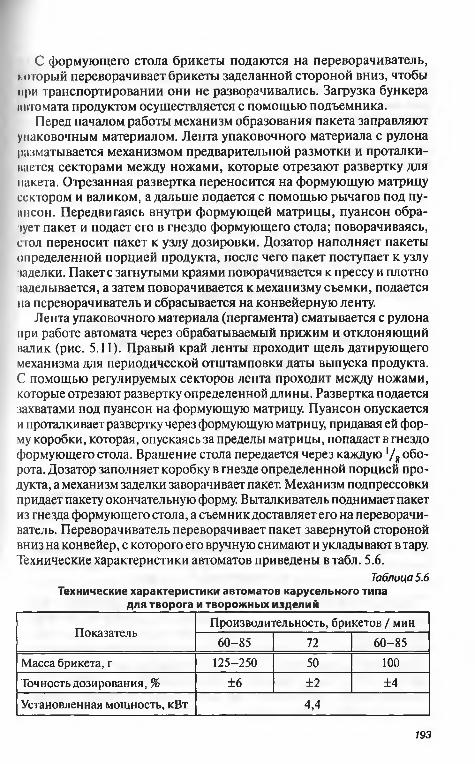
С формующего стола брикеты подаются на переворачиватель, который переворачивает брикеты заделанной стороной вниз, чтобы при транспортировании они не разворачивались. Загрузка бункера пито мата продуктом осуществляется с помощью подъемника.
Перед началом работы механизм образования пакета заправляют упаковочным материалом. Лента упаковочного материала с рулона разматывается механизмом предварительной размотки и проталкивается секторами между ножами, которые отрезают развертку для пакета. Отрезанная развертка переносится на формующую матрицу сектором и валиком, а дальше подается с помощью рычагов под пуансон. Передвигаясь внутри формующей матрицы, пуансон образует пакет и подает его в гнездо формующего стола; поворачиваясь, с гол переносит пакет к узлу дозировки. Дозатор наполняет пакеты определенной порцией продукта, после чего пакет поступает к узлу заделки. Пакете загнутыми краями поворачивается к прессу и плотно заделывается, а затем поворачивается к механизму съемки, подается на переворачиватель и сбрасывается на конвейерную ленту.
Лента упаковочного материала (пергамента) сматывается с рулона при работе автомата через обрабатываемый прижим и отклоняющий валик (рис. 5.11). Правый край ленты проходит щель датирующего механизма для периодической отштамповки даты выпуска продукта. С помощью регулируемых секторов лента проходит между ножами, которые отрезают развертку определенной длины. Развертка подается захватами под пуансон на формующую матрицу. Пуансон опускается и проталкивает развертку через формующую матрицу, придавая ей форму коробки, которая, опускаясь за пределы матрицы, попадает в гнездо формующего стола. Вращение стола передается через каждую '/ 8 оборота. Дозатор заполняет коробку в гнезде определенной порцией продукта, а механизм заделки заворачивает пакет. Механизм подпрессовки придает пакету окончательную форму. Выталкиватель поднимает пакет из гнезда формующего стола, а съемник доставляет его на переворачиватель. Переворачиватель переворачивает пакет завернутой стороной вниз на конвейер, с которого его вручную снимают и укладывают в тару. Технические характеристики автоматов приведены в табл. 5.6.
Таблица 5.6Технические характеристики автоматов карусельного типа _______________для творога и творожных изделий_______________________
ПоказательПроизводительность, брикетов / мин
6 0 -8 5 72 6 0 -8 5
Масса брикета, г 125-250 50 100
Точность дозирования, % ± 6 ± 2 ± 4
Установленная мощность, кВт 4,4
193
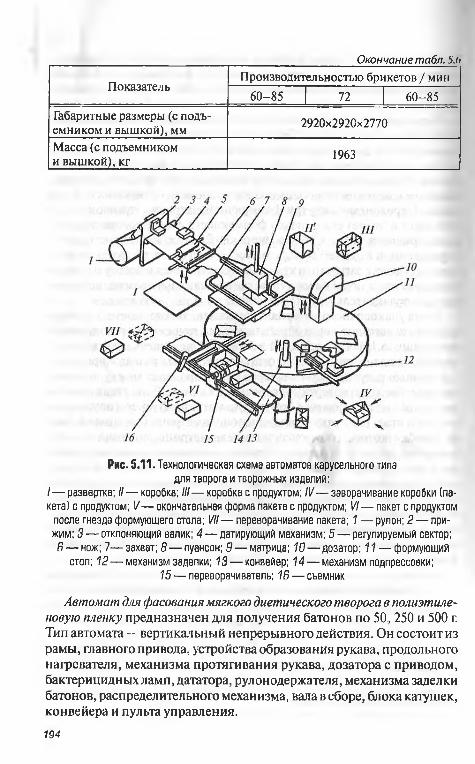
Окончание табл. 5.о
ПоказательПроизводительностью брикетов / мин
6 0 -8 5 72 6 0 -8 5
Габаритные размеры (с подъемником и вышкой), мм 2920x2920x2770
Масса (с подъемником и вышкой), кг 1963
Рис. 5.11. Технологическая схема автоматов карусельного типа для творога и творожных изделий:
/— развертка; II— коробка; III— коробка с продуктом: IV— заворачивание коробки (пакета) с продуктом; V— окончательная форма пакета с продуктом; VI— пакет с продуктом
после гнезда формующего стола; VII— переворачивание пакета; 1 — рулон; 2 — прижим; 3 — отклоняющий валик; 4 — датирующий механизм; 5 — регулируемый сектор;В — нож; 7— захват; 8 — пуансон; 9 — матрица: 10— дозатор; 11 — формующий
стол; 12— механизм заделки; 13 — конвейер: 14 — механизм подпрессовки;75 — переворачиватель; 1В — съемник
Автомат для фасования мягкого диетического творога в полиэтиленовую пленку предназначен для получения батонов по 50, 250 и 500 г. Тип автомата — вертикальный непрерывного действия. Он состоит из рамы, главного привода, устройства образования рукава, продольного нагревателя, механизма протягивания рукава, дозатора с приводом, бактерицидных ламп, дататора, рулонодержателя, механизма заделки батонов, распределительного механизма, вала в сборе, блока катушек, конвейера и пульта управления.194
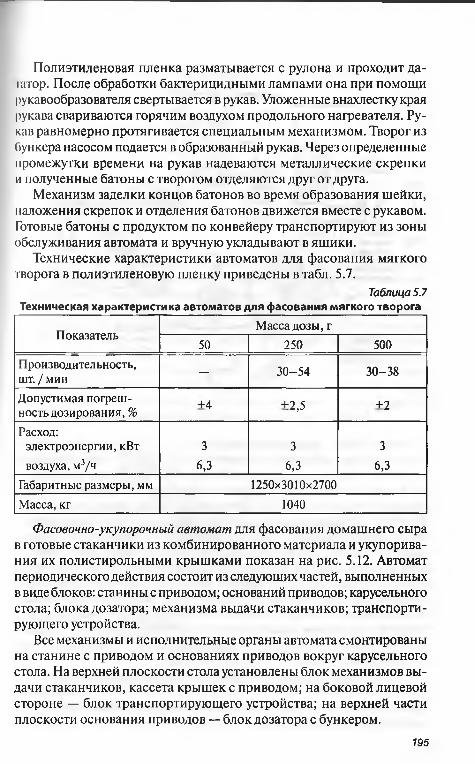
Полиэтиленовая пленка разматывается с рулона и проходит да- гатор. После обработки бактерицидными лампами она при помощи РУ кавообразователя свертывается в рукав. Уложенные внахлестку края рукава свариваются горячим воздухом продольного нагревателя. Рукав равномерно протягивается специальным механизмом. Творог из бункера насосом подается в образованный рукав. Через определенные промежутки времени на рукав надеваются металлические скрепки и полученные батоны с творогом отделяются друг от друга.
Механизм заделки концов батонов во время образования шейки, наложения скрепок и отделения батонов движется вместе с рукавом. Готовые батоны с продуктом по конвейеру транспортируют из зоны обслуживания автомата и вручную укладывают в ящики.
Технические характеристики автоматов для фасования мягкого творога в полиэтиленовую пленку приведены в табл. 5.7.
Таблица 5.7Техническая характеристика автоматов для фасования мягкого творога
ПоказательМасса дозы , г
50 250 500
Производител ьность, шт. / мин — 3 0 -5 4 3 0 -3 8
Допустимая погрешность дозирования, % + 4 +2,5 +2
Расход:электроэнергии, кВт 3 3 3
воздуха, м3/ч 6,3 6,3 6,3
Габаритные размеры, мм 1250x3010x2700
М асса, кг 1040
Фасовочно-укупорочный автомат для фасования домашнего сыра в готовые стаканчики из комбинированного материала и укупорива- ния их полистирольными крышками показан на рис. 5.12. Автомат периодического действия состоит из следующих частей, выполненных в виде блоков: станины с приводом; оснований приводов; карусельного стола; блока дозатора; механизма выдачи стаканчиков; транспортирующего устройства.
Все механизмы и исполнительные органы автомата смонтированы на станине с приводом и основаниях приводов вокруг карусельного стола. На верхней плоскости стола установлены блок механизмов выдачи стаканчиков, кассета крышек с приводом; на боковой лицевой стороне — блок транспортирующего устройства; на верхней части плоскости основания приводов — блок дозатора с бункером.
195
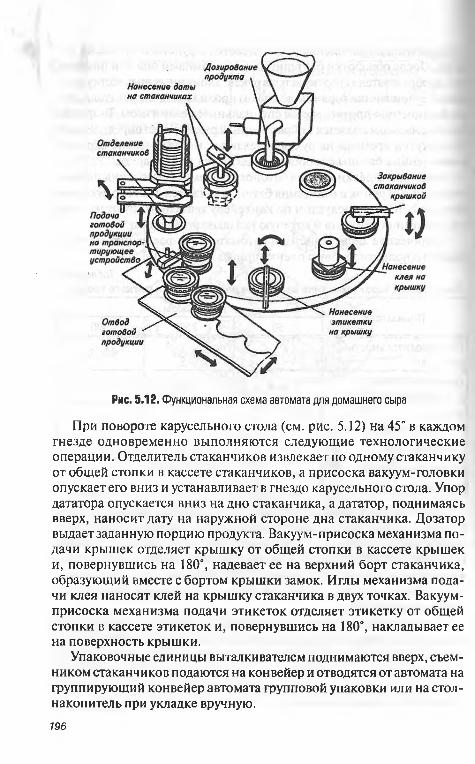
Рис. 5.12. Функциональная схема автомата для домашнего сыра
При повороте карусельного стола (см. рис. 5.12) на 45° в каждом гнезде одновременно выполняются следующие технологические операции. Отделитель стаканчиков извлекает по одному стаканчику от общей стопки в кассете стаканчиков, а присоска вакуум-головки опускает его вниз и устанавливает в гнездо карусельного стола. Упор дататора опускается вниз на дно стаканчика, а дататор, поднимаясь вверх, наносит дату на наружной стороне дна стаканчика. Дозатор выдает заданную порцию продукта. Вакуум-присоска механизма подачи крышек отделяет крышку от общей стопки в кассете крышек и, повернувшись на 180°, надевает ее на верхний борт стаканчика, образующий вместе с бортом крышки замок. Иглы механизма подачи клея наносят клей на крышку стаканчика в двух точках. Вакуум- присоска механизма подачи этикеток отделяет этикетку от общей стопки в кассете этикеток и, повернувшись на 180°, накладывает ее на поверхность крышки.
Упаковочные единицы выталкивателем поднимаются вверх, съемником стаканчиков подаются на конвейер и отводятся от автомата на группирующий конвейер автомата групповой упаковки или на стол- накопитель при укладке вручную.196
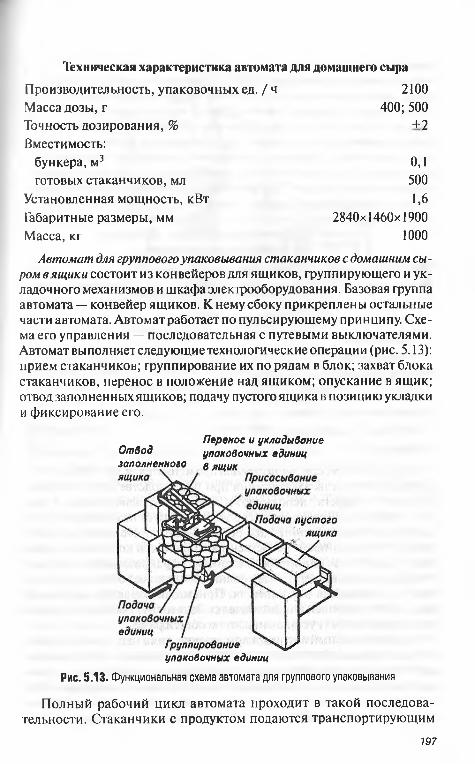
Техническая характеристика автомата для домашнего сыраПроизводительность, упаковочных ед. / чМасса дозы, гТочность дозирования, %Вместимость:
Г \ \ М I I ' A n Oбункера, м3готовых стаканчиков, мл
Установленная мощность, кВт Габаритные размеры, ммМасса, кг
2100 400;500
+2
0,15001,6
2840x1460x19001000
Автомат для группового упаковывания стаканчиков с домашним сы- ромвящики состоит из конвейеров для ящиков, группирующего и укладочного механизмов и шкафа электрооборудования. Базовая группа автомата — конвейер ящиков. К нему сбоку прикреплен ы остал ьные части автомата. Авто мат работает по пульсирующему принципу. Схема его управления — последовательная с путевыми выключателями. Автомат выполняетследующиетехнологические операции (рис. 5.13): прием стаканчиков; группирование их по рядам в блок; захват блока стаканчиков, перенос в положение над ящиком; опускание в ящик; отвод заполненных ящиков; подачу пустого ящика в позицию укладки и фиксирование его.
Рис. 5.13. Функциональная схема автомата для группового упаковывания
Полный рабочий цикл автомата проходит в такой последовательности. Стаканчики с продуктом подаются транспортирующим
О тводзаполненного
Перенос и укладывание упаковочных единиц в ящик
Группирование упаковочных единиц
197
устройством фасовочно-укупорочного автомата в приемную ячейку группирующего конвейера. При накоплении в ячейке трех стакан чиков транспортирующее устройство перемещается на один шаг для заполнения следующей ячейки. После заполнения четырех ячеек стаканчиками с домашним сыром вакуум-головка с присосками укладочного механизма опускается на сгруппированный блок, присасывает стаканчики, возвращается в верхнее положение, поднимая блок стаканчиков, переносит их и опускает в ящик, в обратном порядке возвращается в исходное положение над группирующим конвейером. Ящик со стаканчиками, расположенными рядами, в заданном количестве отводится конвейером ящиков, а на его место подается пустой.
Техническая характеристика автомата для группового упаковывания
Производительность, упаковочных ед. / мин 35-54Вид укладывания упаковочных единиц В четыре и в одинв ящик слой по высотеЧисло упаковочных единиц:
в одном ряду 3общее в ящике 12
Масса заполненного ящика, кг 8Установленная мощность, кВт 1,2Расход воздуха, м3/мин 0,074Габаритные размеры, мм 250х900х 1500Масса, кг 330
Дозировочно-закаточный агрегат применяют для заполнения консервных банок и их закатывания при производстве молочных консервов. Этот агрегат используют и в других отраслях пищевой промышленности. В состав агрегата в зависимости от назначения входят: наполнительный автомат; дозировочно-наполнительные автоматы для агрегатирования без собственного привода и конвейера выдачи банок; закаточная машина без механизма маркирования банок. Зака- гочные машины в агрегатном исполнении имеют вал отбора мощности для подсоединения наполнителя. Приемный конвейер закаточной машины прикреплен к наполнителю. Закаточную машину и наполнительный автомат устанавливают на общей раме.
Наполнительный автомат карусельного типа непрерывного действия принимает банки с цеховых транспортных устройств, делит их поток по шагу, формирует дозы, удаляет наполненные банки с карусели, выдает банки в закаточную машину. В состав автомата (рис. 5.14) входят стан и на, разливочное устройство, продуктовый бак, продукто- вод, механизм приема банок, карусель, столики, конический редуктор.
198

Рис. 5.14. Схема наполнительного автомата карусельного типа (продольный разрез):7 — регулятор уровня; 2 — зажим; 3 — приемная звезда; 4 — конвейер; 5 — шнековое
устройство; В— механизм приема банок; 7— конический редуктор; 8 — станина;9 —рама; 70 — плита; 77—копир; 12 — обкатывающий ролик; 13 — столик;
74— диск-стояк; 75 — карусель; 76 — разливочное устройство; 77— продуктовый бак;18— продуктопровод
Станина из чугунной плиты, сварной рамы и кожуха изнержавеющей стали служит для установки и крепления всех узлов автомата. На полом валу карусели сборной конструкции закреплены диск со столиками, зажим и продуктовый бак. Столики для подъема и транспортирования банокподнимаются при обкатывании ролика по копиру. Механизм приема банок включает шнековое устройство, конвейер и приемную звезду. Конический редуктор для передачи крутящего момента от закаточной машины кмеханизмам наполнительного автомата установлен на станине.
Продуктовый бак накапливает продукт, поступающий по продук- топроводу. В его верхней части установлен регулятор уровня продукта вбаке, в нижней — разливочныеустройства (патроны) для наполнения банок. Пустые банки поступают в приемное устройство и звездой направляются на столики карусели, при вращении которой столик поднимается по копиру и банка, упираясь в корпус патрона, поднимает его, открывая выход продукта в банку. При опускании наполненной банки продукт прекращает поступать и банка передается на закатывание.
Машина закаточная (рис. 5.15) относится к унифицированному ряду закаточных машин. Ее частями являются станина, механизмы
199
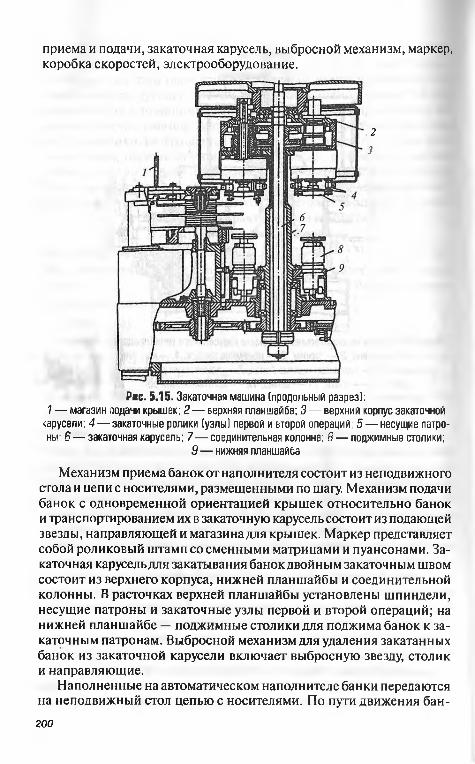
приема и подачи, закаточная карусель, выбросной механизм, маркер, коробка скоростей, электрооборудование.
2
3
Рис. 5.15. Закаточная машина (продольный разрез):1 — магазин подачи крышек; 2 — верхняя планшайба; 3 — верхний корпус закаточной
карусели; 4 — закаточные ролики (узлы) первой и второй операций; 5 — несущие патроны; 6 — закаточная карусель; 7— соединительная колонна; 8 — поджимные столики;
9 — нижняя планшайба
Механизм приема банок от наполнителя состоит из неподвижного стола и цепи с носителями, размешенными по шагу. Механизм подачи банок с одновременной ориентацией крышек относительно банок и транспортированием их в закаточную карусель состоит из подающей звезды, направляющей и магазинаддя крышек. Маркер представляет собой роликовый штамп со сменными матрицами и пуансонами. Закаточная карусель для закатывания банок двойным закаточным швом состоит из верхнего корпуса, нижней планшайбы и соединительной колонны. В расточках верхней планшайбы установлены шпиндели, несущие патроны и закаточные узлы первой и второй операций; на нижней планшайбе — поджимные столики для поджима банок к закаточным патронам. Выбросной механизм для удаления закатанных банок из закаточной карусели включает выбросную звезду, столик и направляющие.
Наполненные на автоматическом наполнителе банки передаются на неподвижный стол цепью с носителями. По пути движения бан-200
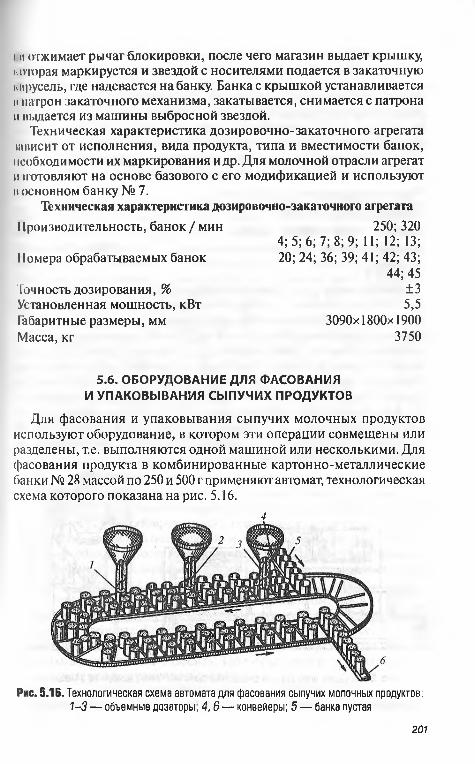
I и отжимает рычаг блокировки, после чего магазин выдает крышку, которая маркируется и звездой с носителями подается в закаточную кирусель, где надевается на банку. Банка с крышкой устанавливается и патрон закаточного механизма, закатывается, снимается с патрона и выдается из машины выбросной звездой.
Техническая характеристика дозировочно-закаточного агрегата швисит от исполнения, вида продукта, типа и вместимости банок, необходимости их маркирования и др. Для молочной отрасли агрегат изготовляют на основе базового с его модификацией и используют и основном банку № 7.
Техническая характеристика дозировочно-закаточного агрегатаI Іроизводительность, банок / мин
Номера обрабатываемых банок
Точность дозирования, % Установленная мощность, кВт Габаритные размеры, мм Масса, кг
250; 3204; 5; 6; 7; 8; 9; 11; 12; 13; 20; 24; 36; 39; 41; 42; 43;
44; 45 ±3 5,5
3090x1800x19003750
5.6. ОБОРУДОВАНИЕ ДЛЯ ФАСОВАНИЯ И УПАКОВЫВАНИЯ СЫПУЧИХ ПРОДУКТОВ
Для фасования и упаковывания сыпучих молочных продуктов используют оборудование, в котором эти операции совмещены или разделены, т.е. выполняются одной машиной или несколькими. Для фасования продукта в комбинированные картонно-металлические банки № 28 массой по 250 и 500 г применяют автомат, технологическая схема которого показана на рис. 5.16.
4
Рис. 5.1Б. Технологическая схема автомата для фасования сыпучих молочных продуктов: 1-3 — объемные дозаторы , 4,6 — конвейеры; 5 — банка пустая
201
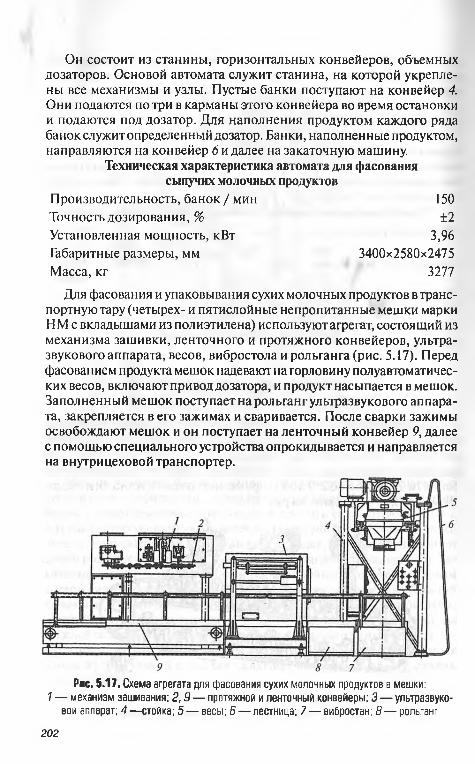
Он состоит из станины, горизонтальных конвейеров, объемных дозаторов. Основой автомата служит станина, на которой укреплены все механизмы и узлы. Пустые банки поступают на конвейер 4. Они подаются потри в карманы этого конвейера во время остановки и подаются под дозатор. Для наполнения продуктом каждого ряда банок служит определенный дозатор. Банки, наполненные продуктом, направляются на конвейер 6 и далее на закаточную машину.
Техническая характеристика автомата для фасования сыпучих молочных продуктов
Производительность, банок / мин 150Точность дозирования, % ±2Установленная мощность, кВт 3,96Габаритные размеры, мм 3400x2580x2475Масса, кг 3277
Для фасования и упаковывания сухих молочных продуктов в транспортную тару (четырех- и пятислойные непропитанные мешки марки Н М с вкладышами из полиэтилена) используют агрегат, состоящий из механизма зашивки, ленточного и протяжного конвейеров, ультразвукового аппарата, весов, вибростола и рольганга (рис. 5.17). Перед фасованием продукта мешок надевают на горловину полуавтоматических весов, включают привод дозатора, и продукт насыпается в мешок. Заполненный мешок поступает на рольгангультразвукового аппарата, закрепляется в его зажимах и сваривается. После сварки зажимы освобождают мешок и он поступает на ленточный конвейер 9, далее с помощью специального устройства опрокидывается и направляется на внутрицеховой транспортер.
Рис. 5.17. Схема агрегата для фасования сухих молочных продуктов в мешки:1 — механизм зашивания; 2 ,9— протяжной и ленточный конвейеры; 3 — ультразвуко
вой аппарат; 4—стойка; 5— весы; В — лестница; 7 — вибростан; 8 — рольганг2 0 2
5.7. КОНТРОЛЬ КАЧЕСТВА ПРИ РОЗЛИВЕ, ФАСОВАНИИ И УПАКОВЫВАНИИ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Контроль качества при розливе и фасовании заключается в определении степени заполнения продуктом тары и его массы нетто в соответствии с требованиями нормативной документации. При упаковывании (закатывании и укупоривании) контролируют герметичность тары с продуктом и ее маркировку. Тару и упаковочные материалы, используемые в молочной отрасли, подвергают также микробиологическому контролю.
Степень заполнения тары продуктом должна соответствовать величине, указанной на таре, этикетке и ярлыке. Заполнение тары продуктом зависитот точности работы дозировочных устройств автоматов для розлива и фасования. Большинство дозировочных устройств в основном отмеривают продукт по объему и уровню. Точность розлива при объемном дозировании определяется конструкцией дозировочного устройства, а при дозировании по уровню она зависит от качества и точности изготовления тары для продукта.
Масса нетто молочных консервов долж н а соответствовать массе нетто, указанной на этикетке, таре. Для отдельных единиц упаковки допускаются предельные отклонения массы нетто не более +3% для продукта в потребительской таре массой нетто до 1,0 кг; +2% — массой нетто более 1,0 кг и ± 1 %— для упаковочных единиц в транспортной таре.
Герметичность тары с продуктом — один из основных показателей качества упаковки. При недостаточной герметичности внутрь тары могут проникать воздух и микроорганизмы, что приводит к снижению качества продукта. Кроме того, негерметичность тары при розливе жидких продуктов приводит к потерям и ухудшени ю товарного вида.
Качество упаковывания пакетов с жидкими молочными продуктами контролируют перед началом работы оборудования и после длительного перерыва. При этом проверяют внешний вид упаковки (наличие царапин или других повреждений), правильность и четкость маркировки даты, параллельность склейки верхних или верхних и нижних клапанов, равномерность и прямолинейность сварного шва, правильность склейки составных частей и формы дна, четкость и правильность расположения точек прессования на днеупаковки, прочность сварных швов, герметичность и массу упаковки с продуктом.
Массу контролируют взвешиванием двух последних упаковок, вышедших из автомата. Если обнаружены отклонения в массе, то необходимо выпустить из фасовочного автомата еще десять упаковок, из которых две последние взвесить. При отклонении от контрольной массы следует отрегулировать автомат.
Герметичность упаковки контролируют визуально. Для этого первые десять пакетов уклады вают набок на стол в два ряда и выдержи вают
203
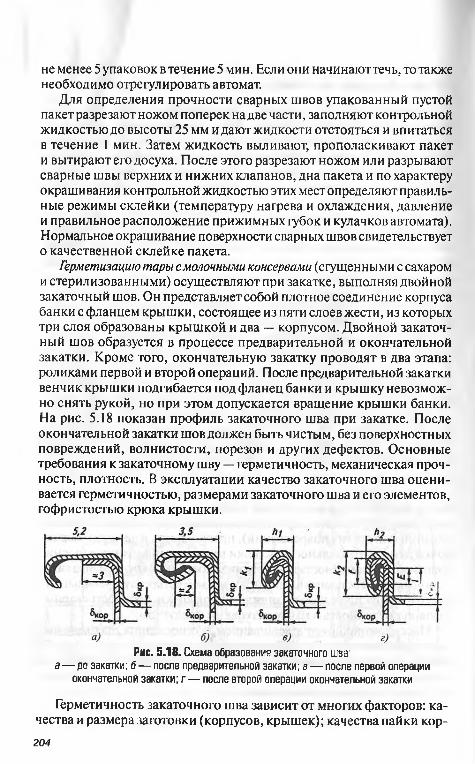
не менее 5 упаковок в течение 5 мин. Если они начинают течь, то также необходимо отрегулировать автомат.
Для определения прочности сварных швов упакованный пустой пакет разрезают ножом поперек на две части, заполняют контрольной жидкостью до высоты 25 мм и дают жидкости отстояться и впитаться в течение 1 мин. Затем жидкость выливают, прополаскивают пакет и вытирают его досуха. После этого разрезают ножом или разрывают сварные швы верхних и нижних клапанов, дна пакета и по характеру окрашивания контрольной жидкостью этих мест определяют правиль- ные режимы склейки (температуру нагрева и охлаждения, давление и правильное расположение прижимных губок и кулачков автомата). Нормальное окрашивание поверхности сварных швов свидетельствует о качественной склейке пакета.
Герметизацию тары с молочными консервами (сгущенными с сахаром и стерилизованными) осуществляют при закатке, выполняя двойной закаточный шов. Он представляет собой плотное соединение корпуса банки с фланцем крышки, состоящее из пяти слоев жести, из которых три слоя образованы крышкой и два — корпусом. Двойной закаточный шов образуется в процессе предварительной и окончательной закатки. Кроме того, окончательную закатку проводят в два этапа: роликами первой и второй операций. После предварительной закатки венчик крышки подгибается под фланец банки и крышку невозможно снять рукой, но при этом допускается вращение крышки банки. На рис. 5.18 показан профиль закаточного шва при закатке. После окончательной закатки шов должен быть чистым, без поверхностных повреждений, волнистости, порезов и других дефектов. Основные требования к закаточному шву — герметичность, механическая прочность, плотность. В эксплуатации качество закаточного шва оценивается герметичностью, размерами закаточного шва и его элементов, гофристостью крюка крышки.
Рис. 5.18. Схема образования закаточного шва: э — до закатки: б — после предварительной закатки; в — после первой операции
окончательной закатки; г — после второй операции окончательной закатки
Герметичность закаточного шва зависит от многих факторов: качества и размера заготовки (корпусов, крышек); качества пайки кор
204
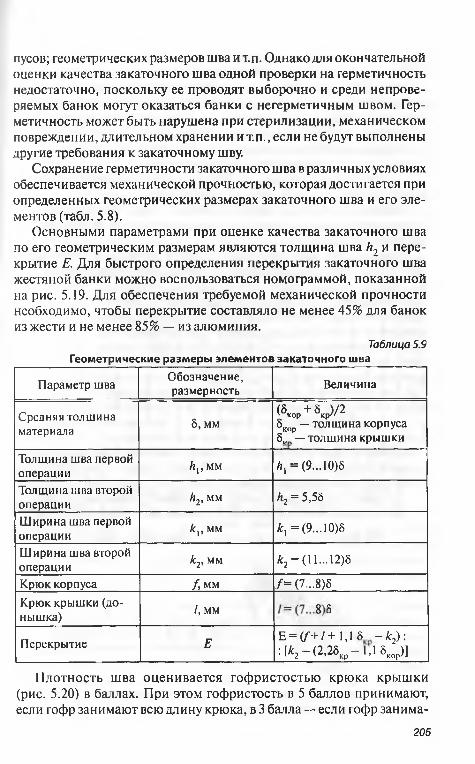
пусов; геометрических размеров шва и т.п. Однако для окончател ьной оценки качества закаточного шва одной проверки на герметичность недостаточно, поскольку ее проводят выборочно и среди непроверяемых банок могут оказаться банки с негерметичным швом. Герметичность может быть нарушена при стерилизации, механическом повреждении, длительном хранении и т.п., если не будут выполнены другие требования к закаточному шву.
Сохранение герметичности закаточного шва в различных условиях обеспечивается механической прочностью, которая достигается при определенных геометрических размерах закаточного шва и его элементов (табл. 5.8).
Основными параметрами при оценке качества закаточного шва по его геометрическим размерам являются толщина шва И2 и перекрытие Е. Для быстрого определения перекрытия закаточного шва жестяной банки можно воспользоваться номограммой, показанной на рис. 5.19. Для обеспечения требуемой механической прочности необходимо, чтобы перекрытие составляло не менее 45% для банок из жести и не менее 85% — из алюминия.
Таблица 5.9Геометрические размеры элементов закаточного шва
Параметр шваОбозначение,размерность Величина
Средняя толщина материала S, мм
(5 + 6 )/2'кор кр''8кор — толщина корпуса 5„п — толщина крышки
Толщина шва первой операции А,, мм А, = (9...10)6
Толщина шва второй операции А2, мм А2 = 5,58
Ширина шва первой операции
к х, мм А, = (9... 10)8
Ш ирина шва второй операции к2, мм А2 = (11... 12)5
Крюк корпуса / , мм / = (7...8)8Крюк крышки (донышка) /, мм
60ООII
Перекрытие Е Е = ( f + / + 1,1 5 — fc2) :: [fc2 — (2,28кр — 1,1 8кор)]
Плотность шва оценивается гофристостью крюка крышки (рис. 5.20) в баллах. При этом гофристость в 5 баллов принимают, если гофр занимают всю длину крюка, в 3 балла — если гофр занима
205
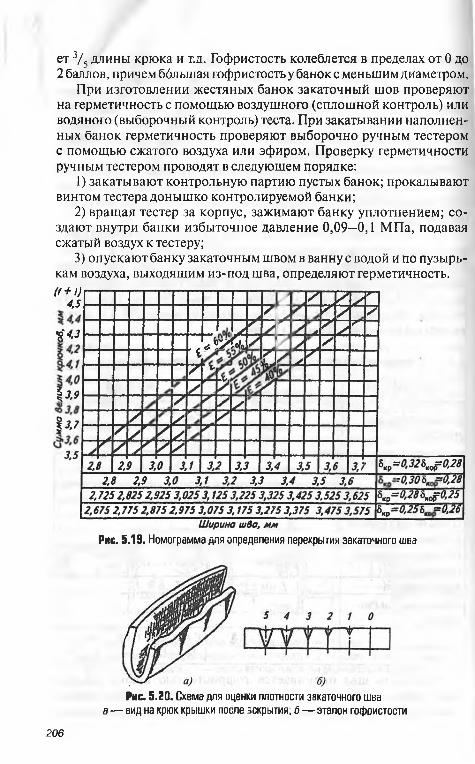
ет 3/ 5 длины крюка и т.д. Гофристость колеблется в пределах от 0 до 2 баллов, причем ббльшая гофристость у банок с меньшим диаметром.
При изготовлении жестяных банок закаточный шов проверяют на герметичность с помощью воздушного (сплошной контроль) или водяного (выборочный контроль) теста. При закатывании наполненных банок герметичность проверяют выборочно ручным тестером с помощью сжатого воздуха или эфиром. Проверку герметичности ручным тестером проводят в следующем порядке:
1) закатывают контрольную партию пустых банок; прокалывают винтом тестера донышко контролируемой банки;
2) вращая тестер за корпус, зажимают банку уплотнением; создают внутри банки избыточное давление 0,09—0,1 МПа, подавая сжатый воздух к тестеру;
3) опускают банку закаточным швом в ванну с водой и по пузырькам воздуха, выходящим из-под шва, определяют герметичность.
Рис. 5.19. Номограмма для определения перекрытия закаточного шва
Рис. 5.20. Схема для оценки плотности закаточного швв: э — вид на крюк крышки после вскрытия, 6 — эталон гофристости
206
При проверке герметичности шва в банку закапывают 5—6 капель эфира, закатывают ее и опускают в ванну с горячей водой. По пузырькам, выходящим из-под шва после вздутия банки, судят о его герметичности. Чтобы определить размеры элементов закаточного шва и его плотность, снимают верхнюю часть шва на толщину жести крышки, разрезают напильником или ножовкой шов возле углошва, легким постукиванием края напильника сбивают крючок крышки вниз и отделяют его от крючка корпуса. При этом конструкция шва становится отчетливо видна и доступна для контроля.
После вскрытия шва осматривают шов с целью выявления внеш- нихдефектов; обмеряюттолщину и ширину шва по периметру банки, исключая зону длиной 20 мм с каждой стороны углошва; вскрывают шов и проверяют размеры его внутренних элементов; определяют по номограмме (см. рис. 5.19) или формуле (см. табл. 5.8) перекрытие. Гофристость шва сравнивают с эталоном (см. рис. 5.20).
Качество закаточного шва во многом определяется регулировкой закаточной головки машины. Увеличение прижима роликом первой операции вызывает: увеличение крюка крышки (при пережатой первой операции крюк крышки с усилением прижима роликов первой операции, наоборот, уменьшается); уменьшение ширины шва; увеличение перекрытия (при пережатой первой операции перекрытие с усилением прижима роликов первой операции уменьшается); увеличение толщины шва; уменьшение гофристости.
Слишком слабый поджим вызывает появление зубцов. Увеличение прижима шва роликом второй операции вызывает уменьшение толщины шва и гофристости, увеличение ширины шва, уменьшение перекрытия. Усиление пружины поджимного стол а способствует увеличению крюка корпуса и размера перекрытия, уменьшению крюка крышки. Чрезмерное усиление пружины поджимного стола может вызвать сильную гофристость и появление зубцов.
Маркировку тары с цельномолочной продукцией следует проставлять строго в соответствии с технической документацией. Маркировку контролирует отдел технического контроля или лаборатория. На каждую единицу потребительской тары молочных продуктов наносят тиснением, типографским способом или несмываемой краской, разрешенной органами Роспотребнадзора для контакта с пищевыми продуктами, маркировку с указанием следующих информационных данных: наименования и местонахождения предприятия-изготовителя или товарного знака для предприятий, его имеющих; наименования продукции или вида (если продукция выпускается нескольких видов); сорта (при наличии); способа приготовления; химического состава; массовых долей жира, белка, углеводов (г), витаминов (мг), пищевой ценности, даты выработки, срока (число или день) и условий хранения и реализации; массы нетто; краткой характеристики продукта;
2 0 7
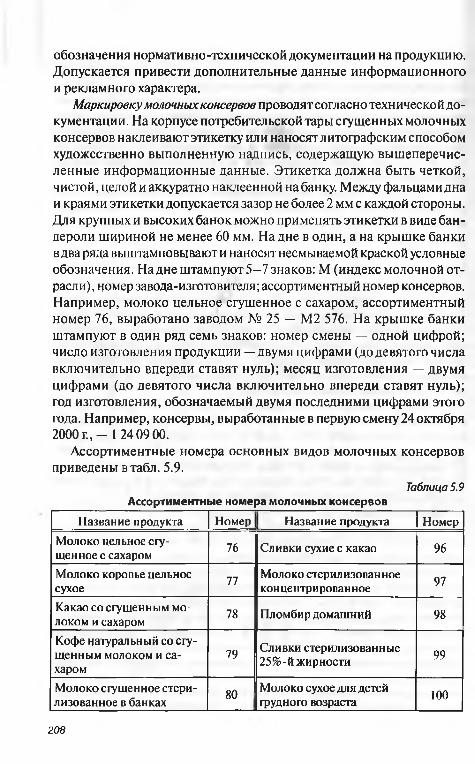
обозначения нормативно-технической документации на продукцию. Допускается привести дополнительные данные информационного и рекламного характера.
Маркировку молочных консервов проводят согласно технической документации. На корпусе потребительской тары сгущенных молочных консервов наклеивают этикетку или наносятлитографским способом художественно выполненную надпись, содержащую вышеперечисленные информационные данные. Этикетка должна быть четкой, чистой, целой и аккуратно наклеенной на банку. Между фальцами дна и краями этикетки допускается зазор не более 2 мм с каждой стороны. Для крупных и высоких банок можно применять этикетки в виде бандероли шириной не менее 60 мм. На дне в один, а на крышке банки в два ряда выштамповывают и наносят несмываемой краской условные обозначения. На дне штампуют 5—7 знаков: М (индекс молочной отрасли), номер завода-изготовителя; ассортиментный номер консервов. Например, молоко цельное сгущенное с сахаром, ассортиментный номер 76, выработано заводом № 25 — М2 576. На крышке банки штампуют в один ряд семь знаков: номер смены — одной цифрой; число изготовления продукции — двумя цифрами (до девятого числа включительно впереди ставят нуль); месяц изготовления — двумя цифрами (до девятого числа включительно впереди ставят нуль); год изготовления, обозначаемый двумя последними цифрами этого года. Например, консервы, выработанные в первую смену 24 октября 2000 г . , - 1240900.
Ассортиментные номера основных видов молочных консервов приведены в табл. 5.9.
Таблица 5.9Ассортиментные номера молочных консервов
Название продукта Номер Название продукта Номер
М олоко цельное сгущ енное с сахаром 76 Сливки сухие с какао 96
М олоко коровье цельное сухое 77 М олоко стерилизованное
концентрированное 97
Какао со сгущенным м олоком и сахаром 78 Пломбир домашний 98
Кофе натуральный со сгущенным молоком и сахаром
79 Сливки стерилизованные 25%-й жирности 99
М олоко сгущ енное стерилизованное в банках
80 М олоко сухое для детей грудного возраста 100
2 0 8
О к о н ч а н и е т а б л . 5.9
Название продукта Номер Название продукта Номер
Кофейный напиток со сгущенным молоком и са харом
81 Кисломолочные продукты 101
Сливки сухие 82М олоко сухое цельное быстрорастворимое 403
Сливки сгущенные с сахаром
87Смесь сухая молочная для пудинга 408
М олоко сухое «Смоленское»
92 Смесь сухая молочная для взбивания 409
Кофе «Бодрость» 93 Пюре сухое молочно-картофельное 410
Сливки сухие с кофе 94 М олоко сухое «Домашнее» 411
М олоко сухое с какао 95 1Для спецпотребителя на крышке банки № 1 маркировку нано
сят в два ряда: в верхнем ряду слово «молоко», в нижнем — номер смены — одной цифрой, число изготовления — двумя цифрами (до девятого числа включительно впереди ставят нуль), месяц изготовления —двумя цифрами (до девятого числа включительно впереди ставят нуль) и год изготовления, обозначаемый последней цифрой года.
Для сухих молочных консервов на дне или крышке металлической или картонно-металлической банки штампуют два ряда следующих обозначений: в верхнем ряду — М (индекс молочной отрасли), номер предприятия-изготовителя, ассортиментный номер продукции (1-3 знака), номер смены (одной цифрой); в нижнем ряду — число, месяц, год (по два знака, разделенных точками).
Маркировку молочных консервов в транспортной таре проводят следующим образом. На одной из сторон ящика, на верхнем днище бочки, боковой поверхности бумажного непропитанного мешка прочной непахнущей краской наносят маркировку, которая содержит: наименование предприятия-изготовителя; название продукции или вида (если продукция выпускается нескольких видов); сорт (при наличии сортов); число банок, пачек, туб и массу нетто единицы продукции в потреби тельской упаковке; массу брутто и нетто продукции, упакованной в транспортную тару, и номер партии; дату выработки продукции; обозначение нормативно-технической документации на продукцию; условия и срок хранения. Вместо маркировки допускается наклеивать бумажную этикетку, отпечатанную типографским способом, с вышеуказанными обозначениями.
209
На фляги и цистерны со сгущенным молоком, молочными продуктами и клетки со сгущенными продуктами в металлических банках массой нетто 5 кги более прикрепляют ярлыке перечисленными обозначениями. Для сухих продуктов должен быть манипуляционный знак «Боится сырости».
Информация для потребителей молочной продукции должна быть представлена в виде контрэтикеток, ярлыков и даже листа-вклады ша. Текст должен быть на русском языке, но может быть продублирован и на иностранном. Согласно технической документации введенотри основных термина, обозначающих группу молочных продуктов: молочный продукт(МП), комбинированный молочный продукт (КМП) и растительный продукт (РП). Основным показателем, определяющим эту группу, является соотношение массовой доли молочных и растительных компонентов в готовом продукте. Если соотношение массовой доли молочного жира и белка равно 100%, то это молочный продукт; при соотношении массовой доли молочного жира и белка более 50%, а массовой доли растительного жира и белка менее 50% продукт относят к комбинированному молочному продукту; при соотношении массовой доли молочного жира и белка 0%, а растительного жира и белка 100% это растительный продукт.
Использование в наименовании молочной продукции таких терминов, как экологически чистый, свежий, лечебный и других, имеющих рекламный характер, допускается только при указании нормативного документа, позволяющего идентифицировать указанные свойства или дающего четкое определение термина, и (или) при подтверждении компетентного органа. На этикетке должно наноситься обозначение нормативного или технического документа, в соответствии с которым изготовлен и можетбыть идентифицирован продукт. При отсутствии на упаковке номера ТУ должен быть нанесен номер договора или контракта на поставку с указанием российского поставщика продукции. В противном случае продукция не может быть сертифицирована.
Микробиологический контроль заключается в проведении анализов по определению общего количества бактерий и бактерий группы кишечных палочек на таре и упаковочных материалах. Эти анализы проводят 2 -4 раза в год для каждой партии тары или упаковочных материалов, поступивших на молочное предприятие, а также в том случае, если при контроле технологических процессов и готовой продукции необходимо проверить, не являются ли они источником микробиологического обсеменения. В необходимых случаях проводят дополнительные микробиологические исследования на специфичную для данного вида материалов микрофлору, дрожжи и плесневые грибы для сахара.
Для анализа контроля чистоты потребительской тары (бутылки, банки и др.) отбирают 10 ед. тары (банок или бутылок) и берут
210
20 см3 стерильного раствора хлорида натрия. В первую бутылку вливают 20 см3 стерильного раствора. Затем ее держат над грелкой, чтобы в нее не попала микрофлора из воздуха. Поворотом бутылки (банки) раствором смачивается вся ее внутренняя поверхность, и этот раствор сливают в другую банку. Таким образом одной порцией раствора обрабатывают все 10 ед. тары. Из последней бутылки раствор выливают обратно в колбу, в которой был стерильный раствор хлорида натрия. Полученную смывную жидкость в количестве 1 см3 засевают в чашку Петри для определения общего количества бактерий (ОКБ), а из остальной смывной жидкости 5 см3 засевают в пробирку со средой Кесслер для определения бактерий группы кишечных палочек (БГКП).
Для контроля чистоты транспортной тары методом мазков пробы отбирают из подготовленной к использованию тары. Пробу берут ватным или марлевым стерильным тампоном с поверхности (около 100 см2) стенки, дна и угла отдельно и засевают ее в 5 см3 среды Кесслер для определения БГКП. Посевы выдерживают в течение 18—24 ч при температуре 37 ± 1 °С. При необходимости проводят посев 1 см3 смыва (на растворе хлорида натрия) для определения БГКП.
Общее количество бактерий в 1 см3 смыва для потребительской тары допускается не более 100. Бактерии группы кишечных палочек в смывах с потребительской и транспортной тары должны отсутствовать.
При контроле чистоты упаковочных материалов их разворачивают и берут смыв стерильным ватным или марлевым тампоном с внутренней поверхности материала с площади около 10 см2. Затем раствор помещают в пробирку со стерильным раствором хлорида натрия. Посевы для определения ОКБ и БГКП проводят аналогично описанному выше. При оценке результатовдопускается, чтобы в 1 см3 смыва количество микроорганизмов не превышало 5, а наличие группы кишечных палочек не допускается.
Глава 6. ПРОИЗВОДСТВО ПИТЬЕВОГО МОЛОКАИ СЛИВОК
Предприятия молочной отрасли выпускают натуральное питьевое коровье молоко и сливки, восстановленное молоко и сливки. Восстановленное молоко производят из сухого цельного молока, обезжиренного сухого или натурального молока с использованием в качестве жира натуральных сухих, пластических сливок, сладкосливочного несоленого масла и сухого масла. Восстановленное молоко, выпускаемое в пастеризованном виде, должно отвечать требованиям действующей нормативной документации.
Питьевое молоко по массовой доле жира может быть ненормализованное (натуральное, цельное бездобавления обезжиренного молока или без частичного сепарирования и не содержащее каких-либо наполнителей или добавок), нормализованное (с добавлением обезжиренного молока или сливок для установления требуемой массовой доли жира, наполнителей и добавок), обезжиренное (полученное сепарированием натурального цельного молока). По способу термообработки различают молоко сырое, пастеризованное, пастеризованное топленое, стерилизованное; по виду добавок и наполнителей — белковое витаминизированное (с добавлением витамина С), молоко с какао, молоко с кофе; по виду упаковки — сырое или пастеризованное во флягах или цистернах, пастеризованное или стерилизованное в бутылках или пакетах. Сливки различают по массовой доле жира, способу термообработки (пастеризованные и стерилизованные) и виду упаковки.
6.1. ПИТЬЕВОЕ МОЛОКОСырое молоко. Технологический процесс обработки молока, пред
назначенного к розливу во фляги и цистерны, включает следующие операции: отбор проб, очистку, охлаждение, розлив, упаковывание, маркирование и хранение.
Каждую партию молока, предназначенную к выпуску, тщательно размешивают, отбирают из нее пробу для определения кислотности, плотности и массовой доли жира, затем очищают. Все применяемые способы должны обеспечить очистку молока не ниже I группы по эталону. Молоко охлаждают на пластинчатых, трубчатых и других охладителях до температуры не выше 6 °С (в летнее время не выше 10 °С) и направляют в промежуточные технологические емкости, где оно тщательно перемешивается. После этого из каждой партии молока, направляемой на розлив, отбирают пробу для определения массовой доли жира, плотности, кислотности и температуры. Моло
272
к о , отвечающее требованиям нормативной документации, повторно перемешивают и разливают во фляги или цистерны.
Тару перед наполнением моют, дезинфицируют и охлаждают. Молоко отмеривают во фляги по уровню или объему (допускается отклонение по объему до ±1%). При заполнении цистерн молоком необходимо предотвращать попадание воздуха в систему. Заполненную тару плотно закрывают, пломбируют и маркируют. На цистернах пломбируют люки и краны, на флягах — крышки или затворы. На пломбе должны быть указаны наименование или номер предприятия и дата выработки. Если на пломбе нет этих данных, то на корпус тары I іаклеивают этикетку или навешивают бирку с этими обозначениями.
Пастеризованное молоко. Пастеризованным называют молоко, подвергнутое тепловой обработке при определенных режимах и затем охлажденное. Его выпускают нежирным и с массовой долей жира 1,5; 2,5; 3,2; 3,5; 6,0%; топленым нежирным и с массовой долей жира 1,4,6% ; белковым с массовой долей жира 1,5; 2,5 и 3,2%; восстановленным и с наполнителями (кофе или какао) согласно действующей нормативной документации.
Пастеризованное молоко представляет собой однородную жидкость белого цвета, без осадка, с легким желтоватым оттенком. Топле- I юе молоко имеет кремовый, а нежирное—легкий синеватый оттенок. Отстой сливок не допускается для топленого молока с массовой долей жира 3,5 %. Пастеризованное коровье молоко имеет чистые вкус и запах без посторонних, не свойственных свежему молоку оттенков. Молоко, выработанное с применением сухих или сгущенных молочных продуктов, имеет сладковатый привкус.
В качестве сырья для выработки пастеризованного коровьего молока применяют: молоко коровье не ниже II сорта; молоко обезжиренное кислотностью до 19 Т; сливки с массовой долей жира не более 30% и кислотностью до 17 Т; молоко цельное сухое высшего сорта распылительной сушки; сливки сухие высшего сорта распылительной сушки; молоко сгущенное обезжиренное; пахту, полученную при производстве сладкосливочного масла и пахту сухую распылительной сушки; витамин С или его модификацию в виде аскорбината натрия (для витаминизированного молока); какао-порошок и кофе натуральный (для молока с наполнителями); сахар-песок и воду питьевую (для восстановления сухих молочных продуктов).
Технологический процесс производства всех видов пастеризованного молока состоит из ряда последовательно выполняемых операций: прием и подготовка сырья; очистка; нормализация (при производстве нормализованного молока); составление смеси (для молока с добавками и наполнителями); пастеризация и охлаждение; витаминизация (при производстве витаминизированного молока); розлив; упаковывание; маркирование; хранение и транспортирование.
213
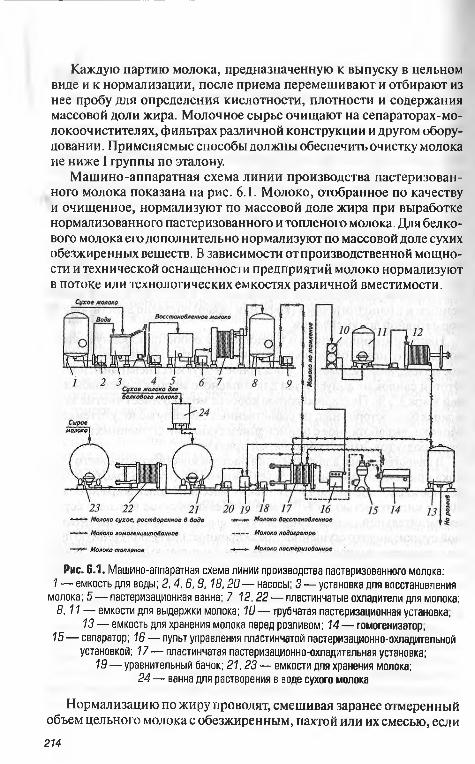
Каждую партию молока, предназначенную к выпуску в цельном виде и к нормализации, после приема перемешивают и отбирают из нее пробу для определения кислотности, плотности и содержания массовой доли жира. Молочное сырье очищают на сепараторах-мо- локоочистителях, фильтрах различной конструкции и другом оборудовании. Применяемые способы должны обеспечить очистку молока не ниже I группы по эталону.
Машино-аппаратная схема линии производства пастеризованного молока показана на рис. 6.1. Молоко, отобранное по качеству и очищенное, нормализуют по массовой доле жира при выработке нормализованного пастеризованного и топленого молока. Для белкового молока егодополнительно нормализуют по массовойдоле сухих обезжиренных веществ. В зависимости от производственной мощности и технической оснащенности предприятий молоко нормализуют в потоке или технологических емкостях различной вместимости.
Рис. 6.1. Машино-аппаратная схема линии производства пастеризованного молока:1 — емкость для воды; 2,4, В, 9 ,18,20— насосы; 3 — установка для восстановления
молока; 5 — пастеризационная ванна; 7,12,22-— пластинчатые охладители для молока; 8,11 — емкости для выдержки молока; 10 — трубчатая пастеризационная установка,
13 — емкость для хранения молока перед розливом; 14 — гомогенизатор,75— сепаратор; 16 — пульт управления пластинчатой пастеризационно-охладительной
установкой; 17 — пластинчатая пастеризационно-охладительная установка;19 — уравнительный бачок; 21,23 — емкости для хранения молока;
24 — ванна для растворения в воде сухого молока
Нормализацию по жиру проводят, смешивая заранее отмеренный объем цельного молока с обезжиренным, пахтой или их смесью, если
214
жирность нормализованного молока меньше жирности цельного, и со сливками, еслижирность нормализованного молока выше, чем цельного. Количество добавляемых при нормализации сливок Мсл или обезжиренного молока MQ м определяют из уравнений материальногобаланса:
^о.м = ^м(Жм- Ж нм) / ( Ж нм- Ж ом),где А/ „ — масса нормализованного молока, кг; Ж„ Ж . Ж . Ж„ —н м н.м м сл о.м
массовая доля жира в нормализованном, цельном молоке, сливках и обезжиренном молоке, %.
Молоко нормализуют в потоке в сепараторах-нормализаторахлибо путем сепарирования части цельного молока в сепараторах-сливкоотделителях для отбора сливок (если жирность нормализованного молока меньше, чем цельного) или обезжиренного молока (если жирность нормализованного молока больше, чем цельного). Количество отбираемых сливок М'сл или обезжиренного молока М'о м при нормализации составляет:
^сл = ^ м(Жм- Ж нм) / ( Ж сл- Ж нм);М'ом = Мм(Жнм - Жм) / (Ж ^ - Ж ^ ),
где МК1 — масса цельного молока, кг.С применением сепараторов-нормализаторов молоко нормализуют
следующим образом. Вначале молоко подают в секцию рекуперации пластинчатой пастеризационно-охладительной установки для подогрева, затем в сепаратор-нормализатор. Нормализованное до заданной жирности молоко направляют в секцию пастеризации, а затем в секцию охлаждения пастеризационно-охладительной установки.
При отсутствии сепараторов-нормализаторов применяют сепараторы-сливкоотделители. В этом случае одну часть молока, подогретого в секции рекуперации пастеризационно-охладительной установки, направляют в сепаратор-сливкоотделитель, а другую — в сепаратор- молокоочиститель. Обезжиренный продукт на выходе из сепаратора- сливкоотделителя смешивается в потоке с цельным молоком, поступающим в трубопровод из молокоочистителя. Нормализованная смесь далее поступает в секции пастеризации и охлаждения пластинчатой пастеризацион но-охладител ьной установки.
Молоко следует нормализовать перед пастеризацией. Однако известны технологические схемы его нормализации в закрытом потоке, когда пастеризованное горячее цельное молоко повышенной жирности смешивают с пастеризованным горячим обезжиренным. Сырое цельное молоко температурой 6—8 °С после перемешивания из промежуточной емкости насосом перекачивается для подогрева в сек
275
цию рекуперации пастеризационно-охладительной установки, затем поступает в сепаратор-молокоочиститель и возвращается в секцию пастеризации. Часть горячего пастеризованного молока температурой 73—78 °С после выдерживателя подается по молокопроводу к сепа ратору-сливкоотделителю. Для сепарирования подводят из общего потока рассчитанное количество молока (в зависимости от массовой доли жира в нем) через регулирующий кран. Полученное горячее обезжиренное молоко отводят от сепаратора-сливкоотделителя по молокопроводу, где оно смешивается с цельным горячим пастеризованным молоком. Нормализованное молоко поступает в секции рекуперации, а затем охлаждения. Охлажденное нормализованное молоко собирают в технологических емкостях для проверки массовой доли жира.
Нормализованное по жиру молоко подогревают, очищают и гомогенизируют при давлении 12,5 ± 2,5 МПа и температуре 45-70 ‘С. Гомогенизацию нормализованного молока можно проводить раздельно, для чего нормализованное молоко, подогретое до температуры 55—65 °С, сепарируют. Полученные сливки с массовой долей жира 16—20% гомогенизируют на двухступенчатом гомогенизаторе при давлении в первой ступени 8—10 МПа и во второй — 2-2,5 МПа. Гомогенизированные сливки смешиваются в потоке с обезжиренным молоком, выходящим из сепаратора-сливкоотделителя, и направляются в секцию пастеризации пастеризационно-охладительной установки. Сливки можно гомогенизировать также перед их смешиванием с обезжиренным молоком при составлении нормализованного молока.
После гомогенизации нормализованное молоко пастеризуют. В зависимости от технической оснащенности предприятия эта операция может быть кратковременной при температуре 76 ± 2 °С с выдержкой 20 с, 85 ± 2 °С без выдержки либо 65 ± 2 °С с выдержкой 30 мин. Температуру пастеризации необходимо поддерживать постоянной, контролировать соответствующими контрольно-измерительными приборами и средствами.
Режим пастеризации молока на предприятии выбирают в зависимости от имеющегося оборудования с учетом бактериальной обсе- мененности сырья и эффективности пастеризации. Во всех случаях принятый режим пастеризации должен обеспечить получение молока, удовлетворяющего микробиологическим показателям.
В пастеризованном молоке для детских учреждений общее количество клеток бактерий в 1 см3 должно быть не более 50 000, а титр кишечной палочки не менее 3 см3. Кроме того, не допускается содержание патогенной микрофлоры (сальмонеллы и др).
Пастеризованное молоко охлаждают до 6 ± 2 °С и направляют на розлив и упаковывание (укупоривание) или для временного хранения (не более 6 ч) в промежуточную емкость. При хранении до розлива более 6 ч продукт направляют на повторную пастеризацию или со-
2 1 6
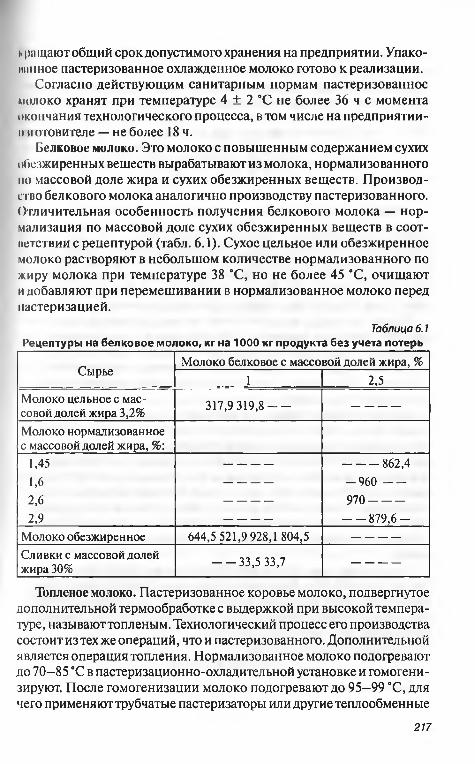
Һ|кііцают общий срок допустимого хранения на предприятии. Упако- ипнное пастеризованное охлажденное молоко готово к реализации.
Согласно действующим санитарным нормам пастеризованное молоко хранят при температуре 4 ± 2 °С не более 36 ч с момента окончания технологического процесса, втом числе на предприятии- и и отовителе — не более 18 ч.
Белковое молоко. Это молоко с повышенным содержанием сухих обезжиренных веществ вырабатывают из молока, нормализованного по массовой доле жира и сухих обезжиренных веществ. Производство белкового молока аналогично производству пастеризованного. Отличительная особенность получения белкового молока — нормализация по массовой доле сухих обезжиренных веществ в соответствии с рецептурой (табл. 6.1). Сухое цельное или обезжиренное молоко растворяют в небольшом количестве нормализованного по жиру молока при температуре 38 °С, но не более 45 'С , очищают и добавляют при перемешивании в нормализованное молоко перед пастеризацией.
Таблица 6.1Рецептуры на белковое молоко, кг на 1000 кг продукта без учета потерь
СырьеМолоко белковое с массовой долей жира, %
1 2,5Молоко цельное с массовой долей жира 3,2% 317,9 3 1 9 ,8 - - —
Молоко нормализованное с массовой долей жира, %:
1,45 — --------862,41,6 — - 960 - -2,6 — 970--------2,9 — - - 8 7 9 , 6 -
Молоко обезжиренное 644,5 521,9 928,1 804,5 ---------------------—
Сливки с массовой долей жира 30% -----33,5 33,7 —
Топленое молоко. Пастеризованное коровье молоко, подвергнутое дополнительной термообработке с выдержкой при высокой температуре, называюттопленым. Технологический процесс его производства состоитизтехжеопераций, что и пастеризованного. Дополнительной является операция топления. Нормализованное молоко подогревают до 70-85 °С в пастеризационно-охладительной установке и гомогенизируют. После гомогенизации молоко подогревают до 95-99 °С, для чего примени ют трубчатые пастеризаторы или другие теплообменные
217
аппараты (например, ванны пастеризационные, универсальные ем кости и др.), обеспечивающие нагрев до 95—99 °С.
Топление молока проводится до получения кремового оттенка. Для молока с массовой долей жира 4 и 6% продолжительность топления составляет 3—4 ч, для молока нежирного с массовой долей жира 1 % — 4-5 ч. При топлении часть влаги выпаривается и жирность молока повышается. Молоко рекомендуется перемешивать каждый час в течение 2—3 мин, чтобы предотвратить образование на поверхности слоя жира и белка. После топления молоко охлаждают, разливают и упаковывают.
Витаминизированное молоко. Этот продукт вырабатывают из нормализованного пастеризованного молока. Технологический процесс производства витаминизированного молока аналогичен производству пастеризованного. Особенностью является дополнительная (после пастеризации молока) операция внесения витамина С или его заменителя аскорбината натрия. Масса внесенного на 1000 кг продукта витамина С или аскорбината натрия составляет соответственно 180 и 210 г.
Витамины вносят в молоко в виде водного раствора: сухие витаминные добавки растворяют в 1 -2 дм3 воды и вливают в емкость с пастеризованным молоком при непрерывном перемешивании. Продолжительность перемешивания после внесения витаминов составляет 15—20 мин. После перемешивания молоко выдерживают 30-40 мин и направляют на розлив.
Восстановленное молоко. Его получают из сухого цельного молока, растворяя в соответствующем объеме питьевой воды и обрабатывая так же, как свежее натуральное молоко. Восстановленное молоко допускается вырабатывать из обезжиренного сухого молока путем нормализации его по массовой доле жира свежими, сухими или пластическими сливками либо маслом. Технологический процесс восстановленного молока предусматривает следующие операции: приемку, подготовку сырья, растворение сухих молочных продуктов, охлаждение, выдержку, подогрев, очистку, гомогенизацию, пастеризацию и охлаждение, розлив.
Подготовка сырья заключается в определении его физико-химических показателей для расчета необходимого количества компонентов. Количество сухих молочных продуктов для приготовления восстановленного молока рассчитывают в зависимости от их физической растворимости и массовой доли жира:• для сухого цельного молока
Л/м=(100НЖв)/(РмЖм);• для сухого обезжиренного молока
Л/ = Л/ /Р •О О .М ' о 5
218
• д л я с у х и х с л и в о к
Л/сл = (100НЖв) / ( Р лЖсл).Масса воды, необходимая для растворения сухих молочных про
дуктов (кг) при выработке восстановленного молока:• из сухого цельного молока
^ = Н - ( Л / мРм)/Ю0;• из сухого обезжиренного молока и натуральных сливок
fV = H — А — (Л/оРо)/100;• из сухого обезжиренного молока и сухих сливок
W = H - t(MoPo)/100] - [{М^ P J /1 0 0 ],где Мм, Мо, Мсп — масса сухого цельного, обезжиренного молока
и сливок с учетом их фактической растворимости на 1000 кг восстановленного молока, кг; Я — норма расхода сырья на 1000 кг восстановленного молока с учетом потерь при 100%-й растворимости сухих молочных продуктов, кг; Жв, Жм, Жсл — массовая доля жира соответственно в восстановленном, сухом цельном молоке и сухих сливках, %; Рм, Ро Рсл — фактическая растворимость соответственно сухого цельного, сухого обезжиренного молока и сухих сливок, %; М м — масса сухого обезжиренного молока 100%-й растворимости (по рецептуре), кг; А —масса свежих или пластических сливок, кг.
Сухое цельное молоко растворяют в воде при температуре около 38 °С, мо не выше 45 °С, в специальных установках. При небольших объемах производства сухое молоко можно восстанавливать в пастеризационных ваннах или других емкостях, обеспечивающих подогрев воды и перемешивание. После восстановления молоко необходимо очистить от нерастворившихся комочков при помощи металлических сит или фильтров. Восстановленное молоко охлаждают до 6—8 °С и выдерживают при этой температуре не менее 3 -4 ч в закрытых емкостях для набухания белков, устранения водянистого вкуса и достижения требуемых плотности и вязкости. Дальнейшие операции гомогенизации, пастеризации и розлива восстановленного цельного молока осуществляют так же, как и пастеризованного.
Сухое обезжиренное молоко восстанавл ивают аналогично сухому цельному. Сливки (сухие, пластические) и масло добавляют при нормализации в восстановленное обезжиренное молоко в виде жировой эмульсии с массовой долей жира 18-20%. Для получения жировой эмульсии пластические сливки или масло плавят и смешивают с обезжиренным восстановленным молоком, подогретым до 65 + 2 °С, в соотношении 1 : 3. Смесь перемешивают, гомогенизируют и соединяют с оставшимся количеством восстановленного обезжиренного молока.
219

Сухие сливки растворяют в воде температурой 38-45 °С в соотноше нии 1:2 или 1:2,5. Полученную смесь гомогенизируют и смешивают с восстановленным обезжиренным молоком. Свежие натуральные сливки смешивают с восстановленным обезжиренным молоком в соответствии с рецептурой, приведенной в табл. 6.2.
Восстановленное обезжиренное молоко нормализуют сливками или жировой эмульсией в течение 6 ч после его восстановления непосредственно перед пастеризацией. После нормализации восстановленного обезжиренного молока дальнейшая технологическая обработка аналогична обработке пастеризованного молока.
Установка для растворения сухих молочных продуктов (рис. 6.2) состоит из следующих основных частей: бункера, дозатора, камеры смачивания, камеры растворения, привода. Все части закреплены на раме, выполненной из швеллера в виде сварной конструкции.
Рис. 6.2. Схема установки растворения сухих молочных продуктов:1 — рама; 2,8 — приводы мешалки и дозатора; 3—камера растворения; 4 — камера смачивания; 5 — корпус дозатора; 6 —бункер; 7 — кожух; 9 — дозатор; 10 — трубо
провод горячей воды; 11 —мешалка
Бункер установки служит для приема сухого молока. Он изготовлен из нержавеющей стали и крепится фланцевым соединением к дозатору, состоящему из цилиндрического корпуса, внутри которого находится вал с шестью лопастями. Частота вращения дозатора постоянная, обеспечивающая равномерную подачу молочного порошка в камеру смачивания.
2 2 0
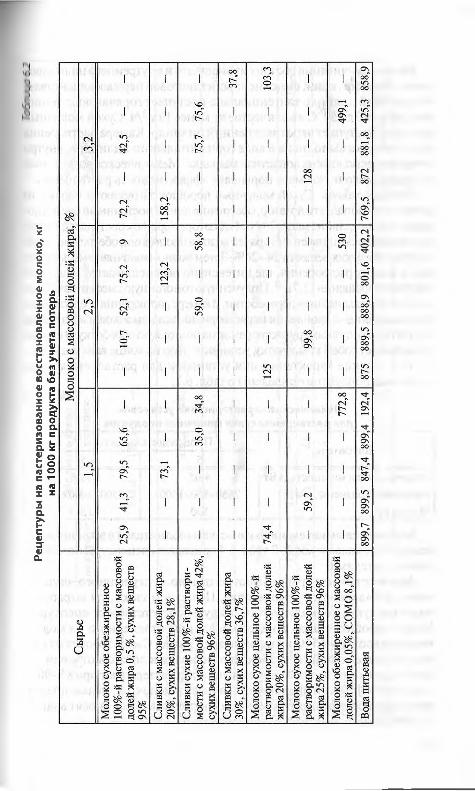
Камера смачивания состоитиз внешнего и внутреннего цилиндров сварной конструкции, выполненных из листовой нержавеющей стали. Во внешний цилиндр тангенциально поступает горячая вода темпе ратурой от40 до 50 °С в количестве не менее 19 м3/ч. Сухой молочный порошок поступает через внутренний цилиндр. Камера растворения сухого молока выполнена в виде горизонтального цилиндра, внутри которого расположена лопастная мешалка. Механическое воздействие на водно-молочную смесь повышает эффективность растворения.
Принцип работы. Сухой молочный порошок загружают в бункер, из которогоон попадает в дозатор, обеспечивающий постоянный расход порошка в количестве не менее 7 т/ч. Из дозатора порошок поступает в камеру смачивания исмешивается с горячей водой в пропорции, обеспечивающей содержание сухих веществ 24-26%. Затем водно-молочная смесь поступает в камеру растворения, где интенсивно перемешивается мешалкой с частотой вращения 11,7 с-1. Полученную гомогенную смесь откачивают насосом для дальнейшей переработки. В камере растворен ия предусмотрен узел разделения и дробления нерастворившихся комочков и возврата их по трубопроводу в камеру растворения на повторную обработку. Этот узел представляет собой крыльчатку, установленную на конце вала мешалки.
Технические характеристики установок для растворения сухих молочных продуктов приведены в табл. 6.3.
Таблица 6.3Технические характеристики установок
для растворения сухих молочных продуктов
Показатель Производительность, м3/ч5 53
Установленная мощность, кВт 4,05 19,6Габаритные размеры, мм 2850x850x1500 2500x1000x1900Масса, кг 500 1545
Молоко с наполнителями. В качестве наполнителей в этом продукте используют какао и кофе. В табл. 6.4 приведены рецептуры на молоко с наполнителями.
Молоко с какао вырабатывают из цельного, сгущенного, сгущенного с добавлением сухого молока. Цельное молоко для выработки этого продукта нормализуют по жиру в соответствии с рецептурой. Какао-порошок вносят в виде сиропа, приготовленного на молоке температурой 60-65 °С и смеси сахара с какао. Смесь готовят из равных по массе частей сахара и какао-порошка и добавляют к ней три массовые части молока. Полученный сироп пастеризуют при 85—90 °С с выдержкой 30 мин, фильтруют и вносят в молоко. С целью предотвращения образования осадка какао-порошка в смесь вносят водный 5-10%-й раствор агара при температуре 60—65 °С.
222
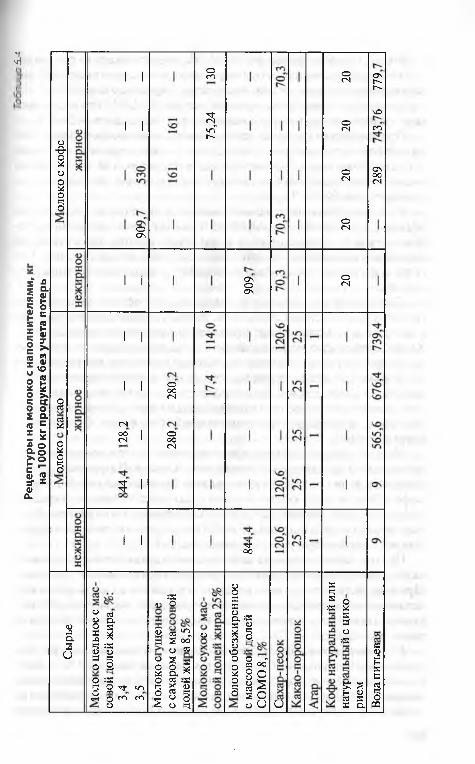
Реце
птур
ы н
а мол
око
с нап
олни
теля
ми,
на 1
000
кг п
роду
кта
без у
чета
пот
ерь
чv6
<D•ео*о
§о§
Sйомо§
Sо .2и
I I
I I
ос т \
I I
I I
I I
СЧоо I сч 1
5 I
I I
U я й о.2 s5 *5 ;§ я 5о S о «5 g t »1«5 о ^ ^о
ооо(N
Ооо(4
« 1> О
S is '" .Э S »
о « « S Яs а *О 3 « с; * Оо * 5S o о
о п
ого
rt*гч•гГг-
о
ONОON
#оо
<DОяяо _Он 3Sя оЙ ІОю о о м о§
§ оо"8 О8 SS оо и U
о(N
О(N
Осч
о<4
ОСЧ
Я
§ О« *яяо«
й S н о я я я а
ONС-"г-
чоС П
ONООгч
СО3няяя§PQ
В молоко, подогретое до 60-65 °С, вносят сахар по рецептуре с учетом количества взятого для приготовления сиропа какао. После растворения сахара в молоко вводят сироп и раствор агара. Полученную смесь перемешивают, пастеризуют при 85 ± 2 °С без выдержки, гомогенизируют при этой же температуре и охлаждают до 5—8 'С.
При выработке продукта из сгущенного молока сироп какао готовят в таком соотношении по массе: 1 часть какао-порошка, 1-2 части сгущенного молока и 4 -6 частей воды температурой 60-65 'С. Сироп вносят в составленную по рецептуре смесь сгущенного молока и воды температурой 60—65 °С.
На основе сгущенного и сухого молока продукт готовят следующим образом. В воду температурой 60-65 °С вводят необходимое по рецептуре количество сгущенного, а затем сухого молока. После полного растворения компонентов вносят сироп какао и раствор агара. Сироп какао готовят так же, как при выработке продукта из сгущенного молока.
Смесь для приготовления молока с какао на основе сухого молока готовят в такой последовательности. Вначале смешивают сухое молоко с сахаром, затем растворяют эту смесь в воде температурой 38-40°С. Количество сухого молока, сахара и воды используют согласно рецептуре с учетом их количества, необходимого для приготовления сиропа какао. Сироп готовят так же, как и при выработке продукта на основе цельного молока. Далее процессы пастеризации, гомогенизации, охлаждения и розлива проводят аналогично описанным выше. Молоко с какао хранят при температуре 8 °С не более 20 ч с момента изготовления.
Молоко с кофе вырабатывают на основе цельного молока, нормализованного по жиру, и обезжиренного молока. Натуральный кофе вводят в молоко в виде водной вытяжки. Ее приготовляют из 1 части кофе и 3 частей воды, кипятят 5 мин и охлаждают. Молоко подогревают до 50-60 °С, добавляют сахар, а затем кофейную вытяжку. Смесь перемешивают, пастеризуют при 85 ± 2 °Сбез выдержки, гомогенизируют при этой же температуре и охлаждают до 5 -8 °С.
Приготовление молока с кофе на основе сухого молока отличается тем, что сухое молоко необходимо предварительно восстановить. При выработке продукта из сгущенного молока в смесь кроме сгущенного вносят также цельное или восстановленное молоко. Розлив, упаковывание и хранение молока с кофе осуществляются так же, как и молока с какао.
Стерилизованное молоко. Стерилизованным называют молоко, подвергнутое тепловой обработке при температуре выше 100 °С, а затем охлажденное. Этотпродуктимееттотже состав, что и пастеризованное молоко. Производство стерилизованного молока осуществляется по одно- и двухступенчатой схемам. По первой схеме молоко стерилизуют
2 2 4
один раз: до розлива или после него. Вторая схема предусматривает стерилизацию молока дважды: в потоке до розлива и в таре.
В настоящее время предприятия отрасли выпускают стерилизованное молоко с длительным сроком хранения. Продукт вырабатывают по высокотемпературной технологии из нормализованного молока, подвергнутого гомогенизации и одноступенчатой стерилизации в потоке с последующим охлаждением и упаковыванием в асептических условиях в пакеты из комбинированного материала.
Для выработки стерилизованного молока в зависимости от массовой доли жира применяют следующие виды сырья: молоко цельное не ниже I сорта; сливки с массовой долей жира не более 30% и кислотностью не более 19 °Т; молоко цельное сухое распылительной сушки; молоко обезжиренное сухое распылительной сушки кислотностью не более 19 °Т. Термоустойчивость молочного сырья должна быть по алкогольной пробе не ниже III группы. Допускается применять молочное сырье термоустойчивостью по алкогольной пробе IV группы, но при этом в молоко добавляют соли-стабилизаторы.
Технологический процесс производства стерилизованного молока состоит из следующих основных операций: приемка и подготовка молочного сырья (очистка, охлаждение), нормализация и пастеризация, внесение солей-стабилизаторов, предварительный подогрев молока, деаэрация, гомогенизация, стерилизация, охлаждение, розлив, упаковывание, маркирование и хранение.
Молочное сырье, отобранное по массе и качественным показателям, очищают на сепараторе-молокоочистителе. Для сохранения термоустойчивости молоко целесообразно очищать без подогрева. После очистки молоко охлаждают до температуры 4 ± 2 °С и нормализуют. Далее молоко пастеризуют при 76 ± 2 °С с выдержкой 20 с и охлаждают до 6 ± 2 °С.
Сухое молоко предварительно восстанавливают. Для улучшения качества готового продукта, получаемого с применением сухих молочных продуктов, рекомендуется использовать их смеси с цельным молоком в соотношении, зависящем от качества сырья.
Перед стерилизацией проверяют термоустойчивость молока. Если алкогольная проба не ниже III группы, то его сразу направляют на стерилизацию. Если алкогольная проба нормализованного и пастеризованного молока выше III группы, то добавляют соли-стабилизаторы в виде водных растворов концентрацией до 0,05%. После этого молоко перемешивают не менее 15 мин и снова проверяют его термоустойчивость — она должна быть не ниже III группы по алкогольной пробе. Водные растворы солей-стабилизаторов необходимо вносить в молоко непосредственно перед стерилизацией. Хранить молоко с солями- стабилизаторами не рекомендуется.
225
Молоко, приготовленное для стерилизации, предварительно подогревают до 83 ± 2 °С и направляют вдеаэратор, где оно мгновенно вскипает; с капельками влаги удаляются частично воздух и несвойственный молоку неприятный запах. Из деаэратора молоко температурой 75 ± 2 °С поступает в гомогенизатор, в котором обрабатывается при давлении 22,5 + 2,5 МПа. Гомогенизированное молоко стерилизуют при 137 ± 2°С, выдерживают4сиохлаждаютдо20°С. После охлаждения молоко направляют на розлив, который осуществляется через асептическую емкость, установленную между стерилизационно-охладительной установкой и упаковочным автоматом и выполняющую роль накопителя продукта при вынужденных остановках оборудования.
Охлажденное молоко упаковывают в пакеты из комбинированного материала (многослойной фольгированной бумаги). Бумажную ленту, из которой формуют пакет, стерилизуют пероксидом водорода.
Срок хранения стерилизованного молока в пакетах из комбинированного материала составляет при температуре 0—10 °С не более 6 мес, при 10—20 °С — не более 4 и при 20—30 °С — не более 2 мес со дня изготовления.
Физико-химические показатели питьевого молока приведены в табл. 6.5.
6.2. СЛИВКИЭтот молочный продукт для непосредственного потребления вы
рабатывают в пастеризованном и стерилизованном виде. Пастеризованные сливки выпускают с массовой долей жира 10,20 и 35%, а стерилизованные — 10%. Для изготовления сливок применяют молоко не ниже II сорта кислотностью не выше 19 Т; сливки, поступающие с периферийных заводов, кислотностью плазмы не более 24 Т; сухие и пластические сливки. Кислотность плазмы (°Т) определяют по формуле
Кп=100Ксл/(Ю 0 -Ж сл),
где К - кислотность сливок, Т; Ж„„ — массовая доля жира в слив-СЛ fw СЛ. ках, %.
Пастеризованные сливки. Машино-аппаратная схема линии производства пастеризованных сливок (рис. 6.3) состоит из следующих операций: приемка и подготовка сырья; нормализация сливок; пастеризация; охлаждение; розлив; упаковывание; маркирование и хранение. Первые две операции связаны с приемкой и сепарированием молока; очисткой сливок фильтрованием и подготовкой к нормализации. Сухие сливки восстанавливают в воде температурой 38—45 °С, фильтруют и вводят в общую смесь. Пластические сливки разрезают на куски не более 0,5 кг и плавят.
226
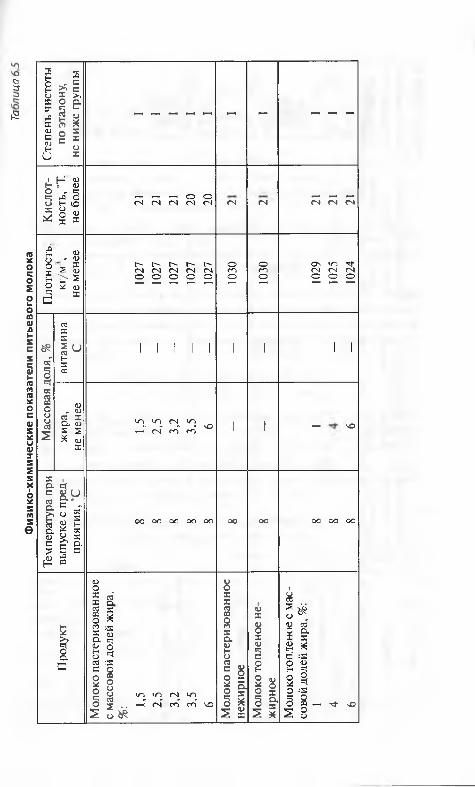
Физ
ико-
хими
ческ
ие п
оказ
ател
и пи
тьев
ого
моло
ка
аз
(S
Сте
пень
чис
тоты
по
эта
лону
,;
не н
иже
груп
пы
— - - —
Кис
лот
ност
ь, °т
не
бол
ее
21 21 21 20 20 ГЧ гч 21 21 21
Пло
тнос
ть,
кг/м
', не
мен
ее
1027
1027
1027
1027
1027
1030
1030
1029
1025
1024
Мас
сова
я до
ля, %
вита
мин
аС 1 1 1 1 1 1 1 1 1
жир
а,
не м
енее
1.5
2.5
3,2
3.5 6 1 1 — чО
Тем
пера
тура
при
вы
пуск
е с
пред
пр
ияти
я, “
С
оо ОО QO оо оо оо оо СЮ ОО ОО
Про
дукт
Мол
око
паст
ериз
ован
ное
с м
ассо
вой
доле
й ж
ира,
%: 1.
52.
5 3,
23.
5 6
Мол
око
паст
ериз
ован
ное
неж
ирно
еМ
олок
о то
плен
ое н
еж
ирно
еМ
олок
о то
плен
ое с
мас
со
вой
доле
й ж
ира,
%:
1 4 6
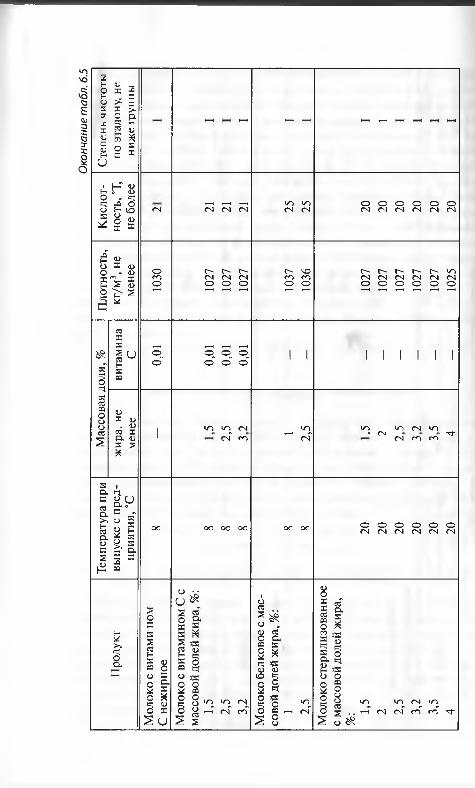
Око
нчан
ие т
абл.
6.5
Сте
пень
чис
тоты
по
эта
лону
, не
ниж
е гр
уппы
- ~ ~ - - « - ------------------
Кис
лот
ност
ь, т
, не
бол
ее
г ч 21 21 21 25 25 20 20 20 20 20 20
Пло
тнос
ть,
кг/м
3, не
м
енее
1030
1027
1027
1027
1037
1036
1027
1027
1027
1027
1027
1025
Мас
сова
я до
ля, %
вита
мин
аС 0,01
0,01
0,01
0,01 1 1 1 1 1 1 1 1
жир
а, н
е м
енее
1•Л Ш (N
С-Г ГО 1 2,5 Ю ‘/’Т СЧ */">" С ч T J-сч гл m
Тем
пера
тура
при
вы
пуск
е с
пред
пр
ияти
я, °
С
о с ОО о о ОО ОО ОО 20 20 20 20 20 20
Про
дукт
Мол
око
с ви
там
и но
м
С н
ежир
ное
Мол
око
с ви
там
ином
С с
м
ассо
вой
доле
й ж
ира,
%:
1.5
2.5
3,2
Мол
око
белк
овое
с м
ас
сово
й до
лей
жир
а, %
:1 2,
5М
олок
о ст
ерил
изов
анно
е с
мас
сово
й до
лей
жир
а,%
: 1.5
2 2.5
3,2
3.5
4
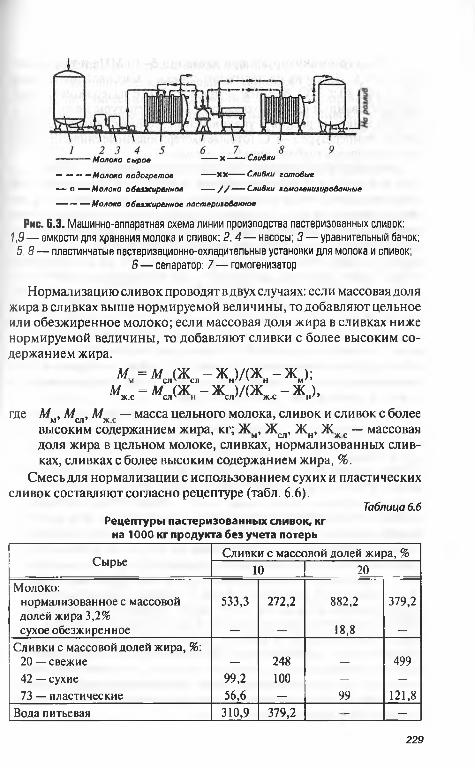
-------- — —Молока подогрет ое ------- х х Сливки готовые
— о — Молоко обезж иренное / / Сливки гомогенизированные
-----------------Молоко обезж иренное паст еризованное
Рис. G.3. Машинно-аппаратная схема линии производства пастеризованных сливок:1,9— емкости для хранения молока и сливок; 2,4 — насосы; 3 — уравнительный бачок;5, 8 — пластинчатые пастеризационно-охладительные установки для молока и сливок;
б — сепаратор; 7— гомогенизатор
Нормализацию сливок проводят в двух случаях: если массовая доля жира в сливках выше нормируемой величины, то добавляют цельное или обезжиренное молоко; если массовая доля жира в сливках ниже нормируемой величины, то добавляют сливки с более высоким содержанием жира.
Ч , = Л и Ж сл- Ж н)/(Ж н - Ж м);^ ж, = ^ сл(Жн- Ж сл)/(Ж жх- Ж н),
где М , М ,М , — масса цельного молока, сливок и сливок с болеем сл ж.свысоким содержанием жира, кг; Жч, Жсл, Жн, Жжс — массовая доля жира в цельном молоке, сливках, нормализованных сливках, сливках с более высоким содержанием жира, %.
Смесьдля нормализации с использованием сухих и пластических сливок составляют согласно рецептуре (табл. 6.6).
Таблица 6.6Рецептуры пастеризованных сливок, кг
на 1000 кг продукта без учета потерь
СырьеСливки с массовой долей жира, %
10 20Молоко:
нормализованное с массовой 533,3 272,2 882,2 379,2долей жира 3,2%сухое обезжиренное — — 18,8 —
Сливки с массовой долей жира, %:20 — свежие — 248 — 49942 — сухие 99,2 100 — —73 — пластические 56,6 — 99 121,8
Вода питьевая 310,9 379,2 - —
2 2 9
Сливки гомогенизируют при давлении 5-10 МПа и температуре 60—80 °С. Затем их пастеризуют: сливки с массовой долей жира 10% — при 80 ± 2 °С; 20 и 30% — при 85 ± 2 °С с выдержкой 15-20 с. Пастеризованные сливки охлаждают до температуры не выше 6 °С и направляют на розлив и упаковывание. Хранят сливки не более 24 ч при температуре 3-6 °С. Готовые пастеризованные сливки должны соответствовать требованиям безопасности.
Стерилизованные сливки. Вырабатывают с массовой долей жира 10% при одно- или двухступенчатой стерилизации и однократной стерилизации в потоке с упаковкой в асептических условиях. Схема технологического процесса производства стерилизованных сливок такая же, как и стерилизованного молока. При одноступенчатой стерилизации сливки пастеризуют при температуре 90 °С, гомогенизируют при давлении 11—17 МПа, охлаждают до 65-70 °С и разливают в тару. Режим стерилизации сливок в стерилизаторах периодического действия следующий: нагрев до 117 °С в течение 15 мин, стерилизация при этой же температуре 25 мин и охлаждение до 20 °С в течение 35 мин. При двухступенчатой стерилизации сливки пастеризуют при температуре 70—79 °С, гомогенизируют при давлении 11—17 МПа и стерилизуют в потоке при 135 °С, охлаждают до 65-70 °С и разливают в тару. Далее сливки в таре стерилизуют повторно в стерилизаторах непрерывного действия при температуре 110 °С. Стерилизованные сливки хранят при 20 °С в течение 1 мес.
В настоящее время предприятия отрасли производят питьевые стерилизованные сливки путем однократной стерилизации в потоке с упаковыванием в асептических условиях. Этот продукт выпускают с различными оригинальными названиями.
Для выработки стерилизованных сливок однократной стерилизацией в потоке применяют: молоко сырое не ниже I сорта, термоустойчивостью по алкогольной пробе не ниже III группы; сливки с массовой долей жира не более 30%, кислотностью не более 15 °Т, термоустойчивостью по алкогольной пробе не ниже III группы; молоко обезжиренное кислотностью не более 19 °Т, термоустойчивостью по алкогольной пробе не ниже III группы; молоко сухое обезжиренное распылительной сушки кислотностью не более 19 °Т, термоустойчивостью не ниже III группы. При производстве стерилизованных сливок допускается применение молочного сырья термоустойчивостью по алкогольной пробе IV группы. Для повышения термоустойчивости такого сырья используют соли- стабилизаторы: калий фосфорнокислый двузамещенный пищевой; калий фосфорнокислый двузамещенный; калий лимоннокислый 1-водный; натрий фосфорнокислый двузамещенный; натрий лимоннокислый 5,5-водный и другие, разрешенные к применению органами Роспотребнадзора.
230
Процесс производства стерилизованных сливок состоит из следующих технологических операций: приемка сырья, его очистка, охлаждение; внесение солей-стабилизаторов; сепарирование; нормализация; пастеризация; предварительный нагрев сливок; деаэрация; гомогенизация; стерилизация; охлаждение; упаковывание и маркирование.
Молоко, предназначенное для выработки сливок, очищают на сепараторах-молокоочистителях и охлаждают до 4 + 2 °С. Для сохранения термоустойчивости молока очистку целесообразно проводить без подогрева. Если термоустойчивость молока по алкогольной пробе ниже III группы, добавляют соли-стабилизаторы в количестве до 0,05% в виде водных растворов. После их внесения молоко перемешивают не менее 15 мин и проверяют термоустойчивость, которая должна быть не ниже III группы по алкогольной пробе. Раствор солей-стабилизаторов вносят в сырое или пастеризованное молоко перед сепарированием. Молоко с добавками солей-стабилизаторов хранить не рекомендуется.
Сливки пастеризуют при температуре 80 ± 2 °С с выдержкой 20 с, а затем охлаждают до 4 + 2 °С. Перед стерилизацией сливок проверяют их термоустойчивость. Сливки, подготовленные к стерилизации, предварительно нагревают до 83 ± 2 °С и подают в деаэратор. После деаэратора сливки температурой 75 ± 2 °С направляют в гомогенизатор, в котором поддерживают давление (10-15) ± 2,5 МПа. Затем гомогенизированные сливки стерилизуют при 137 ± 2 “С и выдерживают при этой температуре в течение 4 с. Стерилизованные сливки охлаждают до 20 °С и направляют на розлив, который осуществляют через стерильную емкость.
Готовый продукт по консистенции представляет собой однородную жидкость без наличия хлопьев белка и комочков жира. В сливках допускается незначительный отстой жира, который растворятся при встряхивании. Цвет продукта равномерный от белого до слегка кремового, вкус и запах чистые с легким привкусом кипячения.
Стерилизованные сливки фасуют и упаковывают в пакеты из комбинированного материала вместимостью 0,2; 0,25; 0,5 и 1 л на фасовочных автоматах. Продукт хранят в пакетах при температуре отОдо 10 °Сне более 3 мес, а при температуре от 10до20°С — не более 2 мес со дня выработки.
Таким образом, технологический процесс производства сливок должен обеспечивать получение качественного и в санитарном отношении безопасного продукта с требуемыми показателями (табл. 6.7).
231
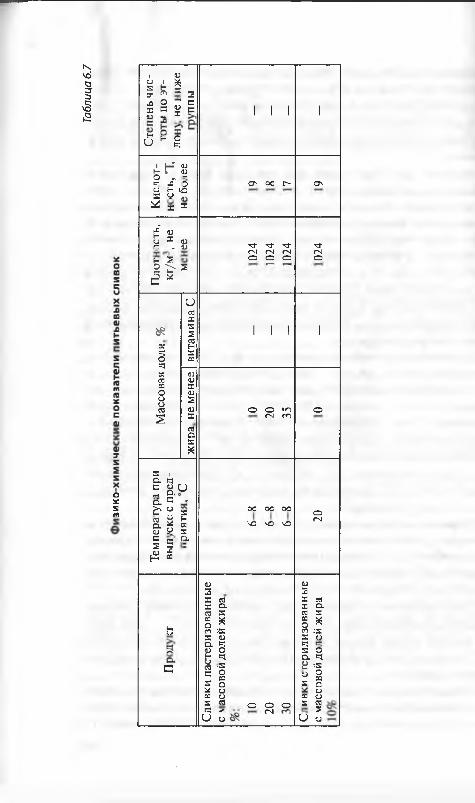
Табл
ица
6.7
О£Sffl
1 <L>U 1 ^х Н 5у Л - 2л О " са с ¥ с | 1 1 1U -Р 1
Л Н о^ S?
А к(D0J
О ~ —С J3 Э a s ОО г - 04о н юS У
* ж X
эс
ть,
, н
е
(D1) d d d d
ГЧ гм г ч г чн 5 о о о о
§ 1 ? С *
s
иЯX
шXS 1 1 1 1
к 55 SО 03dк a jя <ией XО <иоо 2(Я <и о О »/п о
2 X г ч СО
ЯОS*
Ж 1 a d
5 8 . ^О . С -
Ь ¥ Xоо о с о о о
a gнк 40 40 40
гч
и ^ X
| Е
^ 5
а ,
<и <п2 2X я X яX Cl X о .Я X я X02 * О ^
саО X
ь м в <п ЗКs <и X <иа . ^ d(D О X о& 4 Он п
с 2 -Я
5 2
р—о
зХОя
S о X о« о оей о ей ох ев о о о X яt=: -t гч S
U о и о
б.З. КОНТРОЛЬ КАЧЕСТВА ПРИ ПРОИЗВОДСТВЕ ПИТЬЕВОГО МОЛОКА И СЛИВОК
Производство качественных молочных продуктов, в том числе питьевого молока и сливок, связано с безупречной работой техно- погического оборудования, четкой и рациональной организацией и соблюдением требований технологического цикла изготовления продукта. Контроль качества при производстве питьевого молока и сливок предусматривает: контроль качества исходного сырья; контроль качества при проведении технологической обработки (первичная, механическая, тепловая). Первые два этапа были описаны выше. Готовую продукцию контролируют после ее выработки, розлива, упаковывания, маркирования и охлаждения. Пробы отбирают от каждой партии и передают в лабораторию для определения качества поорганолептическим, физико-механическим, биохимическим и микробиологическим показателям по схеме контроля (табл. 6.8).
Партией готовой молочной продукции считаютсовокупность единиц продукции одного наименования, в одной таре, с одинаковыми физикохимическими и органолептическими показателями, произведенной на одном заводе-изготовителе поединому производственному режиму, одной даты изготовления и оформленной однимсопроводительным документом.
Для контроля качества молока и молочных продуктов в цистернах по физико-механическим, биохимическим и микробиологическим показателям отбирают объединенную пробу 1 дм3 от каждой партии. Контроль качества молока в транспортной и потребительской таре осуществляют по выборке от каждой партии продукции. Выборка — это совокупность единиц продукции, отобранной для контроля из партии. Выборка от партии молока и сливок втранспортной таре состааляет5% общего числа единиц транспортной тары, а если в партии менее 20 ед. — отбирают одну. Число единиц транспортной тары с продукцией определяется числом единиц транспортной тары с продукцией в партии. До 100 ед. продукции в партии выборка составляет 2 ед., от 101 до 200 — 3, от 201 до 500 — 4 и более 501 — 5 ед. Из каждой единицы транспортной тары, включенной в выборку, отбирают по единице потребительской тары с продуктом.
Для определения температуры молока пробы отбирают в каждой единице тары с продукцией, включенной в выборку, а для продукции в цистернах — в каждой цистерне или ее секции. Органолептическую оценку проводят перед отбором проб для анализа физико-механических и биохимических показателей в каждой единице тары с продукцией, включенной в выборку, а для молока в цистернах — в каждой цистерне или ее секции. Если результаты анализов неудовлетворительны хотя бы по одному из органолептических, физико-механических или биохимических показателей, то проводят повторные определения удвоенного объема объединенной пробы продукта в цистерне или выборки той же партии. Результаты этих анализов распространяются на всю партию.
233
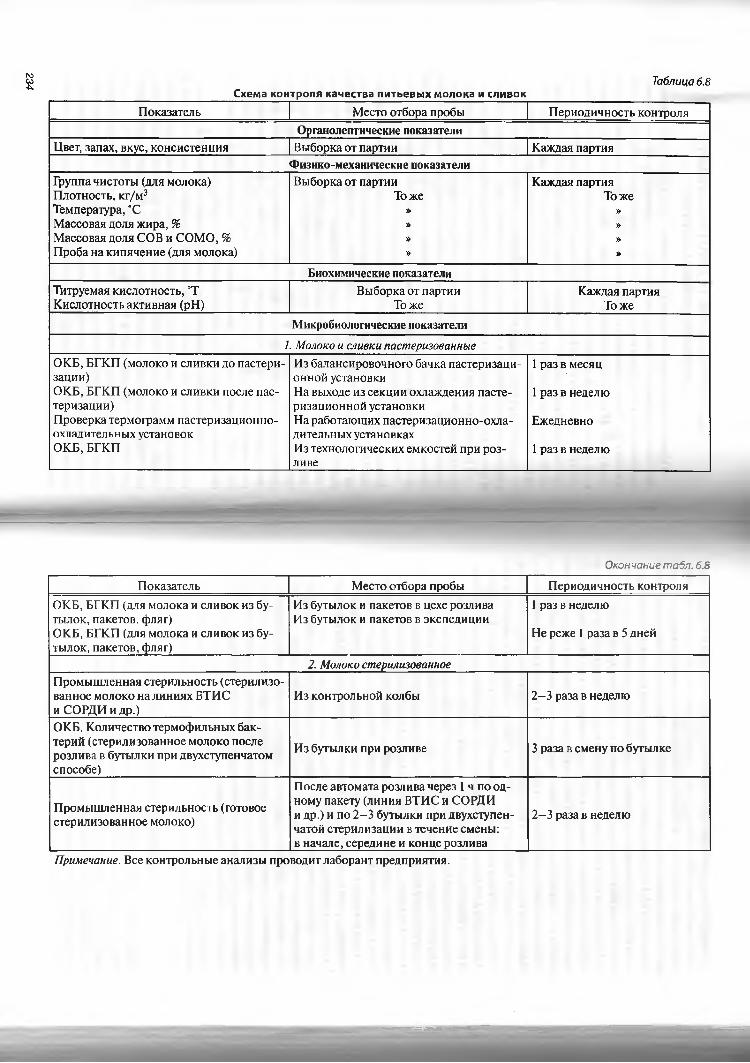
234 Таблица 6.8Схема контроля качества питьевых молока и сливок
Показатель Место отбора пробы Периодичность контроляОрганолептические показатели
Цвет, запах, вкус, консистенция Выборка от партии Каждая партияФизико-механические показатели
Группа чистоты (для молока) Выборка от партии Каждая партияПлотность, кг/м3 Тож е Т ож еТемпература, °С » »Массовая доля жира, % » »Массовая доля СОВ и СОМ О, % » »Проба на кипячение (для молока) » »
Биохимические показателиТитруемая кислотность, °Т Выборка от партии Каждая партияКислотность активная (pH) Тож е Т ож е
Микробиологические показатели
1. Молоко и сливки пастеризованные
ОКБ, БГКП (молоко и сливки до пастери- И з балансировочного бачка пастеризаци- 1 раз в месяцзации) он ной установкиОКБ, БГКП (молоко и сливки после пас- На выходе из секции охлаждения пасте- 1 раз в неделютеризации) ризационной установкиПроверка термограмм пастеризационно- На работающих пастеризационно-охла- Ежедневноохладительных установок дител ьных установкахОКБ, БГКП И з технологических емкостей при роз- 1 раз в неделю
ливе
Окончание та б л . 6.8
Показатель М есто отбора пробы Периодичность контроля
ОКБ, БГКП (для молока и сливок из бутылок, пакетов, фляг)ОКБ, БГКП (для молока и сливок из бутылок, пакетов, фляг)
Из бутылок и пакетов в цехе розлива Из бутылок и пакетов в экспедиции
1 раз в неделю
Не реже 1 раза в 5 дней
2. Молоко стерилизованноеПромышленная стерильность (стерилизованное молоко на линиях ВТИС и СОРДИ и др.)
И з контрольной колбы 2 - 3 раза в неделю
ОКБ. Количество термофильных бактерий (стерилизованное молоко после розлива в бутылки при двухступенчатом способе)
И з бутылки при розливе 3 раза в смену по бутылке
Промышленная стерильность (готовое стерилизованное молоко)
После автомата розлива через 1 ч по од ному пакету (линия ВТИС и СОРДИ и др.) и по 2—3 бутылки при двухступенчатой стерилизации в течение смены: в начале, середине и конце розлива
2 - 3 раза в неделю
Примечание. Все контрольные анализы проводит лаборант предприятия.
г
Микробиологические показатели питьевого молока и сливок контролируют в одной единице транспортной или потребительской тары, отобранной из партии. В пастеризованном молоке и сливках определи ют общее количество бактерий (ОКБ) и бактерий группы кишечных палочек (БГКП). Это определение проводят выборочно не реже Іраза в 5 дней. Ежедневно определяют правильность режима пастеризации и ее эффективность. Последнюю контролируют не реже 1 раза в 10 дней. При этом следует учитывать, что эффективность работы пастеризационно-охладительной установки может быть различной в зависимости от момента отбора проб, т.е. в начале, середине и конце работы. Следовательно, эффективность пастеризации необходимо контролировать в различные периоды работы пастеризационно-охладительной установки. При производстве стерилизованного молока и сливок может нарушиться режим стерильности, что приведет к обсеменению продукта микрофлорой, снижению его качества и порче. Причинами нарушения стерильности могут быть: при одноступенчатой стерилизации молока и сливок в потоке с последующим асептическим розливом — нарушение асептики розлива, герметичности, некачественная санитарная обработка асептического участка линии от стерилизационной установки до промежуточной емкости, недостаточная стерилизация упаковочного материала из-за уменьшения количества раствора пероксида водорода ниже требуемого значения, приготовления его на водопроводной воде и др.; при двухступенчатой стерилизации — нарушение герметичности из-за некачественной кронен-пробки или бутылки, хранение готовой продукции в течение 1 ч при температуре 40-60 °С и др.
Контроль качества готовой продукции при производстве стерилизованного молока проводят не реже 2—3 раз в неделю. Все отобранные для контроля образцы продукта должны отвечать требованиям промышленной стерильности. Если в выборке обнаружен хотя бы один нестерильный образец, то последующий контроль осуществляют до техпор, пока в течение трех последних суток все образцы, взятыедля контроля, не будут стерильными.
Глава 7. ПРОИЗВОДСТВО КИСЛОМОЛОЧНЫХ ПРОДУКТОВ
Кисломолочные продукты получают путем сквашивания молочного сырья заквасками чистых молочнокислых бактерий. В качестве сырья для производства кисломолочных продуктов применяют пастеризованное, топленое, стерилизованное молоко, смеси молока и сливок, молочную сыворотку, пахту, атакже сухое, стушенное молоко и др. Вырабатывают кисломолочные напитки, сметану, творог, творожные изделия. Отдельные виды кисломолочных продуктов изготовляют с добавлением сахара, джемов, варенья, фруктово-ягодных сиропов и пюре, плодовых и ягодных экстрактов, соков, фруктов, натуральных пищевых красителей и др.
Кисломолочные продукты имеют большое значение в питании человека, так как они, помимо питательной ценности, обладаютдие- тическими и лечебными эффектами. Эти продукты в результате изменения свойств белков молока при сквашивании усваиваются лучше и быстрее, чем питьевое молоко. Молочная кислота, содержащаяся в кисломолочных продуктах, возбуждает аппетит, утоляет жажду, улучшает работу желудочно-кишечного тракта и почек человека.
Один из основных процессов, определяющих вид кисломолочного продукта, — сквашивание. Оно представляет сложный биотехнологический процесс, при котором в молоке под действием ферментов, выделенных микроорганизмами закваски, расщепляется молочный сахар (лактоза) с образованием молочной и других кислот, спиртов, диоксида углерода и др. В зависимости от образующихся при этом продуктов различают молочнокислое, спиртовое и смешанное (совместное спиртовое и молочнокислое) брожение. В связи с этим в производстве кисломолочных продуктов выделяют условно две основные группы: полученные в результате только молочнокислого брожения (творог, сметана, простокваша и др.) и полученные в результате смешанного брожения (кефир, ацидофилин и др.).
Технология кисломолочных продуктов основана на использовании различных видов брожения лактозы поддействием микроорганизмов заквасок.
7.1. ПРИГОТОВЛЕНИЕ ЗАКВАСОКНа предприятиях молочной отрасли закваски готовят путем сква
шивания молока чистыми культурами молочнокислых бактерий (штаммов). Штаммы чистых культур молочнокислых бактерий выделяют из молока, кисломолочных продуктов, растений в специальных лабораториях и поставляют на предприятия в виде сухой или жидкой закваски, сухого или замороженного бактериального концентрата,
237
штаммов молочнокислых бактерий и дрожжей, кефирных грибков. Жидкие закваски представляют собой штаммы молочнокислых бак терий, выращенных в стерильном молоке, а после сушки (распыли тельной или сублимационной) их используют в сухом виде. Сухой бактериальный концентрат получают путем сушки смеси его суспензи и с защитной средой. Срок хранения сухих заквасок и бактериального концентрата не более 3 мес, а жидких заквасок — не более 2 нед при температуре 4 + 2 °С.
При производстве заквасок необходимо выполнять следующие основные требования:
а) заквасочное отделение должно быть изолировано от производственных помещений и максимально приближено к цехам — потребителям заквасок. На входе в отделение должен быть тамбур, где можно сменить санитарную одежду. В заквасочном отделении должны быть отдельные помещения: для приготовления заквасок на чистых культурах; для получения кефирной закваски; для мойки и дезинфекции посуды и инвентаря. На предприятиях небольшой мощности допускается готовить закваски на чистых культурах и кефирной в одном помещении, однако емкости для приготовления различных заквасок и трубопроводы для их подачи должны быть разделены;
б) воздух в заквасочных отделениях должен быть стерильн ым. Для стерилизации воздуха предусматриваютбактерицидныелампы;
в) в заквасочных отделениях не допускается прохождения транспортных магистральных коммуникаций для паро-, водо- и хо- лодоснабжения, а также вентиляции и канализации;
г) приготовление заквасок должно соответствовать Инструкции по приготовлению и применению заквасок для кисломолочных продуктов на предприятиях молочной промышленности;
д) закваски с истекшим сроком хранения, а производственная — с повышенной кислотностью к использованию не допускаются;
е) транспортирование заквасок в заквасочники должно осуществляться по максимально коротким трубопроводам. Небольшое количество закваски допускается переносить в закрытых емкостях. Перед тем как вылить закваски, края емкостей необходимо протереть спиртом и профламбировать.
Закваски для кисломолочных продуктов, кроме кефирной, готовят на чистых культурах микроорганизмов. Кефирную закваску приготовляют как на естественной симбиотической закваске (кефирных грибках), так и на чистых культурах. Микрофлору заквасок и бактериальных концентратов составляют мезофильные, термофильные молочнокислые бактерии и дрожжи. Кисломолочные продукты вырабатывают с использованием заквасок, содержащих ту или иную микрофлору или смесь культур.
2 3 8
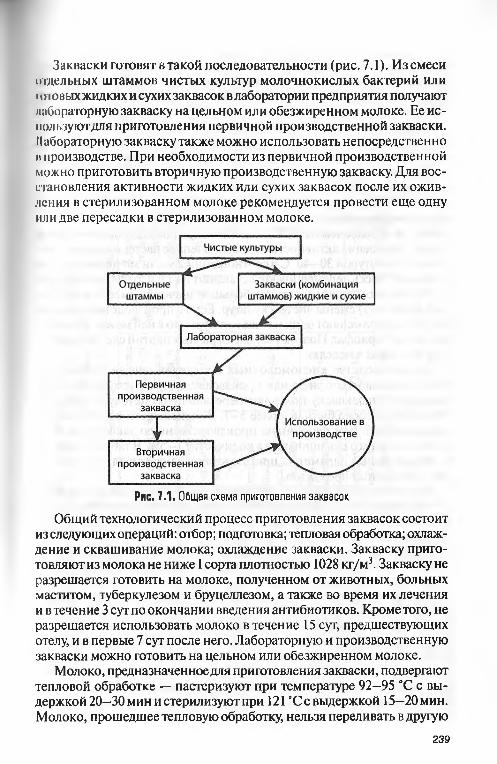
Закваски готовят в такой последовательности (рис. 7.1). Из смеси отдельных штаммов чистых культур молочнокислых бактерий или 11 новых жидких и сухих заквасок в лаборатории предприятия получают лабораторную закваску на цельном или обезжиренном молоке. Ее используют для приготовления первичной производственной закваски. Набораторную закваску также можно использовать непосредственно и производстве. При необходимости из первичной производственной можно приготовить вторичную производственную закваску. Для восстановления активности жидких или сухих заквасок после их оживления в стерилизованном молоке рекомендуется провести еще одну или две пересадки в стерилизованном молоке.
Рис. 7.1. Общая схема приготовления заквасок
Общий технологический процесс приготовления заквасок состоит из следующих операций: отбор; подготовка; тепловая обработка; охлаждение и сквашивание молока; охлаждение закваски. Закваску приготовляют из молока не ниже I сорта плотностью 1028 кг/м3. Закваску не разрешается готовить на молоке, полученном от животных, больных маститом, туберкулезом и бруцеллезом, а также во время их лечения и в течение 3 сутпо окончании введения антибиотиков. Кроме того, не разрешается использовать молоко в течение 15 сут, предшествующих отелу, и в первые 7 сут после него. Лабораторную и производственную закваски можно готовить на цельном или обезжиренном молоке.
Молоко, предназначенное для приготовления закваски, подвергают тепловой обработке — пастеризуют при температуре 92-95 °С с выдержкой 20-30 мин и стерилизуют при 121 “Ссвыдержкой 15—20 мин. Молоко, прошедшее тепловую обработку, нельзя переливать в другую
239
посуду, так как оно при этом загрязняется посторонней микрофлорой. Закваска, приготовленная на стерилизованном молоке, более активна, поскольку исключается обсеменение посторонней микрофлорой. После тепловой обработки молоко сразу охлаждают до температуры сквашивания: ее рекомендуется устанавливать на 2—3 °С ниже той температуры, при которой производят данный кисломолочный продукт. В охлажденное молоко вносят закваску, перемешивают и оставляют до образования плотного сгустка кислотностью 65-75 °Т. Используют свежеприготовленную закваску. Если это невозможно, то ее охлаждают до 3—10 °С. Продолжительность хранения производственной закваски после сквашивания не более 24 ч, при этом допускается повышение кислотности не более чем на 10 °Т. Если используютохлажденную закваску, то для повышения активности ее вносят в теплое пастеризованное молоко температурой 30-40 °С в соотношении 2 части молока на 1 часть закваски. Смесь перемешивают, оставляют на 1 ч и затем используют.
При приготовлении заквасок большое значение имеет периодичность (частота) смены чистых культур. Если в производстве закваски длительно применяютодни и те же культуры, то в ней может накапливаться бактериофаг. Поэтому закваски разных партий следует менять не реже 1 раза в неделю.
В производстве кисломолочных продуктов целесообразно использовать лабораторную или производственную закваску. Если на предприятии закваску получают пересадочным методом, то число пересадок должно быть не более 5—7. В зависимости от активности лабораторную или первичную производственную закваску вносят в молоко для его сквашивания в количестве 1—5%. Втабл. 7.1 приведены режимные параметры приготовления заквасок для некоторых кисломолочных продуктов.
В производстве творога, сметаны, простокваши обыкновенной с применением бактериального концентрата продолжительность сквашивания 12-14 ч, а расход сухой закваски составляет 1 г на 300 л, в замороженном виде — 10 г на 300 л.
Лабораторная закваска. Эту закваску приготовляют в микробиологической лаборатории, оборудованной необходимыми техническими средствами и оборудованием, с использованием чистых культур молочнокислых бактерий на стерилизованном молоке. Чистые культуры в виде отдельных штаммов сохраняют в лаборатории, пересевая их в пробирки со стерильным обезжиренным молоком через 15—20 дней. Между пересевами штаммы хранят в холодильнике при температуре3-5 ‘С. Закваски в сухом или жидком виде необходимо использовать по возможности сразупосле получения из лаборатории. Пересадку лабораторной закваски проводят на стерилизованном молоке, не допуская при этом попадания посторонней микрофлоры. При обнаружении последней готовят новую закваску из другой партии готовой закваски.
2 4 0
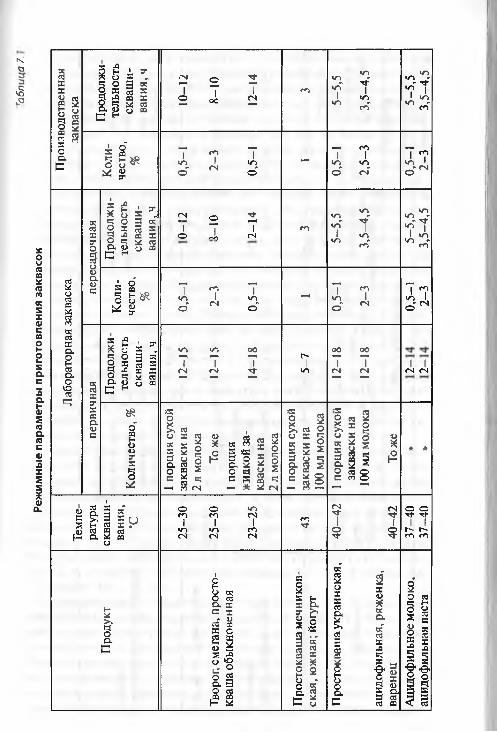
Реж
имны
е пар
амет
ры п
риго
товл
ения
закв
асок
КО
££
Про
изво
дств
енна
яза
квас
ка
Про
долж
ите
льно
сть
сква
ши
вани
я, ч
10-1
2
8-10
12-1
4
ГО
5-5,
5
3,5-
4,5
5-5,
5 3,
5-4,
5
Кол
иче
ство
,%
0,5-
1
2-3
0,5-
1
-
0,5-
1
2,5-
3
0,5-
12
-3
Лаб
орат
орна
я за
квас
ка пере
садо
чная
Про
долж
ите
льно
сть
сква
ши
вани
я, ч J4 О 2
1 7 1° Jj гмго
5-5,
5
3,5-
4,5
5-5,
5 3,
5-4,
5
Кол
иче
ство
,%
0,5-
1
2-3
0,5-
1
-
0,5-
1
2-3
0,5-
12
-3
перв
ична
я Про
долж
ите
льно
сть
сква
ши
вани
я, ч
12-1
5
12-1
5
14-1
8 г-!UO 12
-18
12-1
81 1 (N CN
Кол
ичес
тво,
%
1 по
рция
сух
ой
закв
аски
на
2 л
мол
ока
Тож
е1
порц
ия
жид
кой
за
квас
ки н
а2
л м
олок
а1
порц
ия с
ухой
за
квас
ки н
а 10
0 мл
мол
ока
1 по
рция
сух
ой
закв
аски
на
100
мл
мол
ока
Тож
е
* А
Тем
пе
рату
раск
ваш
ива
ния,
•с
25-3
0
25-3
0
23-2
5
ГО’■'Г
40
-42
40-4
2 О о тг Т* 1 1 Г*- Г- гО ГО
Про
дукт
Тво
рог,
см
етан
а, п
рост
окв
аша
обы
кнов
ен н
ая
Про
сток
ваш
а м
ечни
ков-
ск
ая, ю
жна
я; й
огур
т
Про
сток
ваш
а ук
раи
нека
я,
ацид
офил
ьная
, ряж
енка
, ва
рене
цА
цидо
фил
ьное
мол
око,
ац
идоф
ильн
ая п
аста
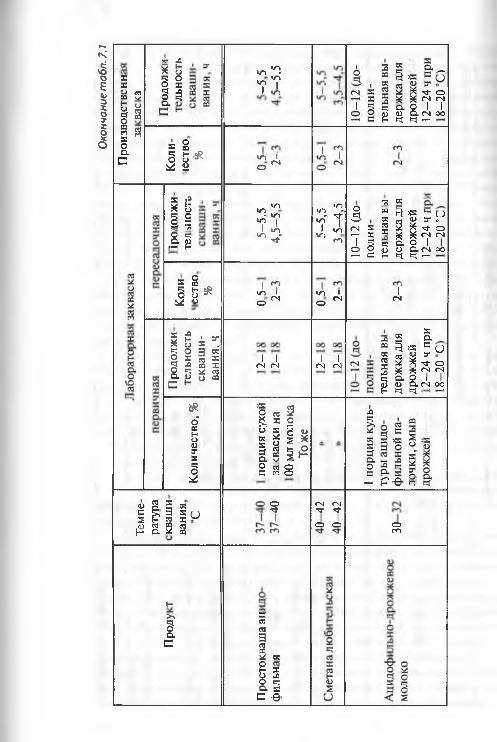
Око
нчан
ие т
аб
л. 7
.1
XX лCQ v
1 ̂| яоаС
т* -Q ̂ Ғ^ О5 °О X§ €
in ^7 ?
Я 8§ 5 * Ы 2
Ш Iо ™
5 (2Я О5 ° 2 5О с:r tS
я §§ 5 « ^ «
•П•П• in •О I I vS
^ r f
in“г тг 7 I
! in5ГІ m
0 3СЧ К —« Д1 5s g
3 «" et « *- и 5 я Й » • 3 * s ^ о * * * 7 ^q D. О I3J (U Q . ( N OOH 4 4 -
in I o ™
in I о M
I<N
S ! f I - X 5 Я 7 5 0 3 * g * я я 3 ■л в xa s g s
*dccH0 и ГГ 5
1
I I<N (4 I IfN <Nu
(N
• _ Ял 2 g « § e c « я 8 *3 * % • * о5 x s <7 74 о. о I I<U <U О . ГМ ООН Ч Ч — - -
о я 2 £ Я о о Я § г.г й 1 *! 2 § (2 О* s/. *2 я оС т о
U §С S, _S р л * Я1 Л Ч Л р а 2 и
5 «1 5 Р § сч гч 'Т ТГ
о о от
Н>»Iс
XЛлэл2 ке *8 5а. 5С -Ө'
Лабораторную закваску готовят на стерилизованном цельном или обезжиренном молоке. Для стерилизации молоко разливают в мо- иочные бутылочки, колбы, алюминиевую или нержавеющую посуду или другую специальную тару и закрывают ватными пробками или металлическими колпачками с пергаментной прокладкой. После стерилизации молоко охлаждают дотемпературы заквашивания 26—30 °С (для сметаны, творога и обыкновенной простокваши) или 38—42 °С (для простокваши «Южной» и ацидофильной, ацидофильного молока, ряженки). Перед внесением закваски (сухой, жидкой илибактериаль- I юго концентрата) в подготовленное молоко проверяют целостность упаковки (флаконы, пробирки) с закваской. Упаковкус сухими заквасками открываюттаким образом. Край флакона или пробирки обжигают в пламени горелки и все содержимое высыпают в подготовленное молоко при тщательном перемешивании. Закваски сублимационной сушки предварительно растворяют в 5 -7 мл стерилизованного молока, добавляя его во флакон. Для жидких заквасок перед открытием упаковки обжигают ее края и удаляют пробку, а затем фламбируют край флакона. После этого закваску выливают в подготовленное молоко.
Одну порцию сухой закваски вносят на 2 л молока, жидкой — на2,5 л; отдельные штаммы или смеси добавляют в количестве 0,5-1% к объему заквашиваемого молока. Тару с заквашенным молоком закрывают пробками и ставят в термостат или заквасочник, в которых поддерживается постоянная температура для благоприятного роста микрофлоры. При применении сухой закваски молоко необходимо перемешивать через 1 и 2 ч. Продолжительность приготовления лабораторной закваски составляет 12—18 ч.
Лабораторная закваска имеет ровный плотный сгусток кислотностью 80—85 °Т (для молочнокислых стрептококков) или 100—130 °Т (для болгарской и ацидофильной палочек). Полужидкую лабораторную закваску охлаждают, не перемешивая, и хранят охлажденной до использования. Если сгусток не имеет плотной консистенции или явно выраженного вкуса, то закваску не бракуют, а готовят на ее основе небольшое количество производственной закваски. Если и последняя получается неудовлетворительного качества, то закваску не используют. Срок хранения лабораторной закваски при 3—6 °С составляет 72 ч, а при 8—10 °С 24 ч.
Производственная закваска. Все технологические операции по приготовлению производственной закваски проводят в одной емкости — заквасочной установке, пастеризационной ванне и др. Для приготовления производственной закваски используют цельное или обезжиренное молоко, которое пастеризуют при 92 ± 2 °С с выдержкой 20—30 мин и постоянно перемешивают во время выдержки. Пастеризованное молоко охлаждают до температуры заквашивания и вносят в него лабораторную закваску в количестве 1—3%. Перед ее внесе
243
нием необходимо взболтать содержимое, а горлышко бутылки или край пробирки (флакона) с лабораторной закваской обжечь пламенем спиртовой горелки.
Молоко для производственной закваски сквашивают при температуре на 2—3 °С ниже температуры приготовления кисломолочных продуктов. При внесении лабораторной закваски молоко перемешивают. После заквашивания для равномерного распределения закваски молоко перемешивают в течение первых двух часов, а затем оставляют в покое до образования сгустка. Готовую закваску используют для выработки кисломолочных продуктов. Лабораторную и производственную закваски рекомендуется использовать сразу.
Производственную закваску необходимо готовить ежедневно и в достаточном количестве для заквашивания молока и сливок, перерабатываемых в течение смены или суток. Закваску со слабой активностью или обсемененную посторонней микрофлорой следует заменять новой. Производственную закваску, приготовленную на стерилизованном молоке, хранят при 3—6 °С 72 ч, а на пастеризованном — не более 24 ч после охлаждения.
При приготовлении заквасок для кисломолочных продуктов можно применять трехпересадочный способ, разработанный специалистами ВНИИМСа и предназначенный для получения производственной закваски с любым составом микрофлоры. Технологические режимы приготовления закваски зависят от ее типа. Приготовление закваски трехпересадочным способом заключается в последовательном приготовлении (пересадке) первичной и вторичной лабораторных заквасок, а из вторичной — производственной закваски.
Кефирная закваска. Для приготовления закваски на предприятиях применяют живые и сухие кефирные грибки. Сухие кефирные грибки перед использованием восстанавливают. Для этого кефирные грибки выдерживают в кипяченой охлажденной воде, а затем в охлажден ном пастеризованном молоке до всплытия их на поверхность.
Для получения кефирной закваски активные грибки помещают в пастеризованное, охлажденное до температуры 18-20 °С летом и 20 °С зимой обезжиренное молоко в соотношении 1 часть грибков на 20 частей молока. Полученную закваску перемешивают сначала через 15—18 ч, а затем через 5—7 ч, после чего ее процеживают через металлическое сито. Грибки, оставшиеся на сите после процеживания грибковой закваски, помещают в свежее пастеризованное и охлажденное для культивирования молоко. Они представляют собой сырые упругие комочки округлой формы различных размеров. При выдерживан ии в молоке грибки быстро размножаются. Мел кие грибки постепенно вырастают в крупные, которые затем делятся на несколько мелких грибков, также разрастающихся. Их рост обусловлен активным размножением молочнокислых бактерий и дрожжей, находящихся
2 4 4
и кефирных грибках. Молоко при культивировании грибков прилипают ежедневно приблизительно в одно и то же время.
По мере роста грибки отделяют один-два раза в неделю с таким расчетом, чтобы соотношение грибков и закваски оставалось посто- ииным (от 1: 30 до 1 : 50). Температура помещения, где культивируют грибки, также должна быть постоянной — 18— 22 °С. Промывать I рибки не допускается, так как это приводит к вымыванию полезной микрофлоры и снижению активности закваски. При ослаблении активности закваски необходимо проверить соотношение между грибками и молоком.
Полученную закваску кислотностью 95—100 °Т используют для приготовления производственной кефирной закваски либо сразу для изготовления кефира.
Производственную кефирную закваску готовят следующим образом. В пастеризованное и охлажденное до 18—20 °С молоко добавляют 2-3% грибковой закваски и сквашивают в течение 10— 12ч. Для улучшения органолептических показателей производственную кефирную закваску рекомендуется выдерживать для созревания 12—24 ч при температуре 10—12°С. Кислотность производственной закваски должна быть 95—100 °Т.
Закваска для ацидофильно-дрожжевого молока. Для приготовления лабораторной закваски в обезжиренное стерилизованное молоко (500 мл) температурой 37—40 °С вносят 10 мл свежеприготовленной чистой культуры ацидофильной палочки и 10—15 мл смыва дрожжей, выращенных на картофельно-лактозном агаре при 25—30 °С в течение 2—3 дней. Полученную закваску термостатируют при 30 ± 2 °С в течение 12 ч до образования сгустка, после чего выдерживают при 18 ± 2 °С в течение 18-24 ч. Затем ее охлаждают до 3 -5 °С и хранят при этой температуре до использования.
Для производственной закваски используют обезжиренное молоко, пастеризованное при температуре 92—95 °С с выдержкой 20—30 мин и охлажденное после пастеризации до 37-40 °С. В это молоко вливают 2—3% лабораторной закваски, перемешивают и оставляют при температуре 30-32 °С на 10-12 ч до образования сгустка, после чего закваску охлаждают и используют по назначению.
Комбинированная закваска из термофильного стрептококка и болгарской палочки. Для культивирования термофильного стрептококка и болгарской палочки используют стерилизованное обезжиренное молоко, охлажденное до 43-45 °С, в которое вносят 1 мл комбинированной закваски и термостатируют при 43 °С втечение 160—170 мин до образования сгустка. После образования сгустка препарат закваски просматривают под микроскопом. При микроскопировании в поле зрения должно обнаруживаться большое число стрептококков и 5—10 палочек в закваске для ряженки, варенца, простокваши
245
и 10—15 палочек в закваске для йогурта. Если в микроскопическом препарате наблюдается много палочек, то необходимое количество вносимой закваски при последующем пересеве уменьшают до 0,5—0,7%. Если число палочек недостаточно, то количество закваски увеличивают до 1,2—1,5%. Готовую закваску охлаждают и хранят при температуре 3—5 °С. Для пересева закваски используют свежее стерилизованное молоко.
Для приготовления производственной закваски применяют молоко, пастеризованное при 92-95 °С с выдержкой 20-30 мин и охлажденное до 43-45 °С. Количество вносимой закваски составляет 1%. Заквашенное молоко перемешивают и оставляют на 150—170 миндо образования сгустка, после чего закваску охлаждают. Кислотность готовой закваски должна быть 80-85 Т , и при микроскопировании должно наблюдаться в каждом поле зрения большое число стрептококков и 5—10 палочек.
Закваска из болгарской палочки. Для приготовления первичной лабораторной закваски одну порцию сухой закваски болгарской палочки вносят в 100 мл стерилизованного и охлажденного до 40 ± 1 “С молока. Перед внесением в молоко сухую закваску предварительно нужно растереть в стерильной ступке с 10—15 мл стерилизованного молока. После внесения закваски молоко термостатируют при 40 ± 1 °С в течение 12-18 ч до образования сгустка. Готовую первичную лабораторную закваску охлаждают до 4—8 °С.
Вторичную лабораторную закваску готовят на стерилизованном иохлажденномдо40± 1°С молоке. В него вносят 0,5—1 илиЗ% первичной лабораторной закваски и выдержи вают при этой температуре соответственно 10—12или4-6чдо образования сгустка. Готовую закваску охлаждают до 4— 8 °С и сохраняют до употребления. Производственную закваску получают аналогично вторичной лабораторной закваске.
Закваска ацидофильной палочки. Ее готовят из сухой закваски и бактериального концентрата: из сухой закваски — первичную, вторичную лабораторную и производственную; из бактериального концентрата — производственную закваску.
При приготовлении первичной лабораторной закваски одну порцию сухой закваски ацидофильной палочки вносят в 100 мл стерилизованного и охлажденного до 38 ± 1 °С молока. Сухую закваску необходимо предварительно растереть в стерильной ступке с 10-15 мл стерилизованного молока. Заквашенное молоко термостатируют при 38 ± 1 °С в течение 12-14 ч до образования сгустка. Готовую закваску охлаждают до 4—8 °С.
Для приготовления вторичной лабораторной закваски первичную лабораторную закваску вносят в количестве 0,5-1 или 2—3% в стерилизованное молоко при температуре 38 + 1 'С . После заквашивания молоко термостатируют при этой же температуре и выдерживают
2 4 6
10-12 и 4 -6 ч в зависимости от количества вносимой первичной лабораторной закваски до образования сгустка. Готовую закваску охлаждают до 4—8 °С и используют для приготовления производственной закваски.
Перед приготовлением закваски из бактериального концентрата его активизируют. Для этого одну порцию концентрата вносят в 1 -2 л стерилизованного или пастеризованного при 95 'С с выдержкой 45 мин молока. Затем молоко перемешивают и через 1 ч после внесения концентрата выдерживают при 38 ± 1 °С в течение 1,5—2 ч. Активизированный концентрат должен иметь кислотность 40—45 °Т.
Для производственной закваски активизированный бактериальный концентрат вносят в 200 л молока, пастеризованного при 95 °С с выдержкой 45 мин. Затем молоко перемешивают и выдерживают 8-10чпри38 + 1 °С до образован ия сгустка. Готовую закваску охлаждают до 4—8 °С и хранят до применения.
Закваска из термофильного молочнокислого стрептококка. Готовят из сухой закваски и бактериального концентрата.
Для получения первичной лабораторной закваски порцию сухой закваски термофильного стрептококка вносят в 100 мл стерилизованного и охлажденного до 40 ± 1 °С молока, предварительно растерев ее встерильной ступкес 10—15 мл стерилизованного молока. Заквашенное молоко термостатируют при этой температуре в течение 12—18 ч до образования сгустка, после чего закваску охлаждают до 4—8 °С. Из первичной делают вторичную лабораторную закваску. Для этого в стерилизованное охлажденное до 38 ± 1 °С молоко вносят 0,5—1 или 3% первичной закваски и выдерживают соответственно 10— 12 ил и 4—6 ч до образования сгустка. Закваску охлаждают до 4—8 °С и используют для производственной, которую готовят при тех же режимах, что и вторичную лабораторную закваску.
Производственную закваску делают также из бактериального концентрата. Для этого концентрат активизируют, смешивая с 1—2 л молока, стерилизованного или пастеризованного при 95 °С с выдержкой 45 мин и охлажденного до 40 ± 1 “С. После внесения концентрата молоко сразу перемешивают, через 1 ч перемешивают снова, после чего выдерживают при этой же температуре в течение 2—2,5 ч. Активизирован ный концентрат кислотностью 38—42 °Т вносят в 300 л пастеризованного при вышеуказанных режимах молока. Смесь перемешивают и выдерживают при 40 ± 1 °С в течение 10—12 ч. Готовую производственную закваску охлаждают и хранят при 4—8 °С.
Бактериальная закваска «Каунасская». Для ее приготовления применяют два способа. По первому способу в 2—2,5 л обезжиренного молока, стерилизованного при 121 ± 1 °С с выдержкой 15 мин и охлажденного до 24—28 °С, вносят одну порцию (содержимое одного флакона) сухой или жидкой закваски. Заквашенное молоко выдерживают при 24 ± 1 °С
247
втечение 14—18 ч до образования сгустка. Полученную первичную лабораторную закваску выдерживают в течение 2 ч при 18 ± 2 °С, а затем охлаждают до 3—10 °С и хранят до пересадки. Вторичную лабораторную закваску готовят путем добавления в стерилизованное молоко 0,5-1 или 2-3% первичной лабораторной закваски. Сквашивание происходит при температуре 24 ± 1 °С в течение 12—14 или 10—12 ч в зависимости от количества внесенной закваски.
Производственную закваску получают на молоке, пастеризованном при температуре 95 ± 1 °С с выдержкой 45 мин, путем внесения в него 0,5-1 или 2-3% вторичной лабораторной закваски. Продолжительность сквашивания в зависимости от количества внесенной вторичной закваски при 24 ± 1 °С составляет 12—14 или 10-12 ч.
По второму способу приготовления молоко разливают по 0,5 л в 4 -6 колб или молочных бутылок, закрывают их ватными или ватно-марлевыми пробками и стерилизуют в автоклаве при 120 ± 1 °С в течение 15 мин, а затем охлаждают до 30 ± 2 °С. Сухую закваску перед внесением в молоко можно растереть в стерильной ступке с 10—15 мл стерилизованного молока, а затем переносить по 2—3 мл пипеткой в колбы или бутылки. Молоко перемешивают сразу после заквашивания и через 1 ч, а затем термостатируют при 24 ± 1 *С до сквашивания втечение 14-18 ч. Полученную первичную лабораторную закваску охлаждают до 4—8 °С и хранят при этой температуре не более 5 сут. Вторичную лабораторную закваску готовят ежедневно на стерилизованном или пастеризованном при 95 °Сс выдержкой 45 мин и охлажденном до 24 ± 1 °С молоке. В него добавляют 0,5— 1 или 2—3% первичной закваски и сквашивают при 24 ± 1 °С в течение соответственно 12—14или 10—12ч. Вторичную закваску берут для приготовления производственной. Последнюю готовят при тех же режимах, что и вторичную закваску.
Ежедневно одну колбу (бутылку) первичной закваски используют для приготовления вторичной, а вторичную — для производственной закваски. В день использования последней колбы первичной закваски готовят четыре колбы новой из сухой или жидкой закваски с учетом последовательной смены партии.
Закваска «Днепрянская». Закваску выпускают двух видов: «Дне- прянская В» (вязкая) и «Днепрянская СВ» (слабовязкая с более выраженными ароматообразующими свойствами). В зависимости от качества исходного сырья их применяют отдельно или в различных соотношениях. Эта закваска рекомендуется в основном для сметаны с пониженным содержанием жира.
При приготовлении первичной лабораторной закваски одну порцию сухой или жидкой закваски используют для заквашивания 200 мл молока. Сухую закваску предварительно растворяют во флаконе с 2—3 мл стерилизованного молока. Сквашивание молока при
248
2(> + 1 'С продолжается 16—18 ч. После этого закваску дополнительно выдерживают 1-2 ч при 21 + 1 °С для лучшего развития ароматообразующих лактококков, а затем охлаждают и хранят при температуре 2-8 °С. Вторичную закваску готовят на пастеризованном молоке путем внесения в него 3-5% первичной закваски. Молоко сквашивают мри 26 + 1 °С в течение 1 0 -14 ч. Кислотность закваски должна быть 85-90 Т. Если вязкость закваски недостаточна, то температуру сква- міивания понижают на 1—2 °С. Для приготовления производственной закваски используют вторичную закваску в количестве 3—5%, которую вносят в подготовленное аналогично описанному выше молоко. После заквашивания при 26 + 1 °С молоко выдерживают 10-12 ч до образования сгустка и еще 1,0—2,5 ч при температуре 21 + 1 °С для лучшего развития ароматообразующих лактококков.
Закваска из бактериального концентрата «БК-Углич-СМ». Бактериальные концентраты используют при производстве сметаны с массовой долей жира 10, 15, 20 и 30%. В зависимости от видового состава микрофлоры выпускают следующие виды бактериальных концентратов:• «БК-Углич-СМ» — мезофильные молочнокислые стрептококки,
подавляющие развитие бактерий группы кишечной палочки в сметане;
• «БК-Углич-СМТ» — мезофильные стрептококки и специальные (вязкие) штаммы термофильного стрептококка, обеспечивающие хорошую, в меру густую консистенцию низкожирной сметаны;
• «БК-Углич-СБА» — стрептококки, бифидобактерии и ацидофильная палочка, которые подавляют рост бактерий группы кишечной палочки, обладают лечебно-профилактическим действием и обеспечивают в меру густую консистенцию нежирной сметаны. Бактериальные концентраты применяют в виде закваски, приго
товленной беспересадочным способом («БК-Углич-СМ» и «БК-Углич- СМТ») или непосредственным внесением в сливки («БК-Углич-СМ» и «БК-Углич-СБА»),
Беспересадочным способом закваску получают на цельном или обезжиренном молоке, пастеризованном при 95 ± 2 °С с выдержкой 45 + 2 мин или стерилизованном при 121 + 1 °С в течение 12 + 2 мин. Молоко охлаждают до 30—32 °С, вносят концентрат из расчета одна порция на 100—200 л молока и выдерживают при этой температуре 16—18 ч до сквашивания. Готовую закваску охлаждают до 10 °С и хранят не более 24 ч. Кислотность готовой производственной закваски 85-105 Т.
При непосредственном внесении бактериального концентрата (одна порция сухого) в сливки его предварительно растворяют в 20-30 мл стерилизованного или пастеризованного и охлажденного до 28-30 °С молока в стерильной ступке. Затем вносят в 195—205 л сливок температурой 28-32 °С, перемешивают сразу и через 1-2 ч и выдержи-
249
ваютвтечение 14-18 ч до образования сгустка. Бактериальный кон центрат должен храниться при температуре ниже О °С не более 3 мес,
Закваска из бактериального концентрата «БК-Углич-МСТ». Этот бактериальный концентрат применяют для приготовления закваски беспересадочным способом и беспересадочным с кратковременной активизацией в производстве творога и мягких сыров.
По первому способу в молоко, пастеризованное при 95 ± 1 °С втече- ние 45 ± 1 мин и охлажденное до 30 °С, вносят концентрат из расчета одна порция на 300 л. После этого молоко перемешивают и выдерживают при температуре сквашивания 14—18 ч до образования сгустка и повышения кислотности до 95 ± 10 °Т. Затем готовую закваску охлаждают до температуры 4—8 °С и хранят не более 24 ч.
По второму способу для активизации бактериального концентрата также используют пастеризованное молоко, но одну порцию концентрата вносят в 1—3 л молока. Перемешивают сразу и через 1 ч. Молоко выдерживают при температуре 30 ± 1 °С в течение 2—3 ч, после чего активизированный концентрат вносят в 300 л молока и готовят закваску беспересадочным способом. Для приготовления закваски ежедневно используют новую порцию бактериального концентрата. Партии бактериального концентрата необходимо менять через 2—4сут. Производственная закваска должна иметь кислотность 85-105 Т. Бактериальный концентрат хранят при температуре не выше 6 'С не более 3 мес.
7.2. КИСЛОМОЛОЧНЫЕ НАПИТКИ
Кисломолочные напитки занимают значительное место в объеме выпуска кисломолочных продуктов. К ним относятся кефир, йогурт, различные виды простокваши (мечниковская, ряженка, варенец и т.д.), ацидофильные напитки, напитки из пахты, сыворотки, большое число национальных напитков (мацони, мацун, айран, курунгу, катык, кумыс и др.). Кисломолочные напитки вырабатывают из молока не ниже II сорта и кислотностью не более 19 °Т. Сливки, обезжиренное молоко, пахта, сыворотка, сухое и сгущенное молоко, а также добавки и наполнители, используемые при производстве кисломолочных напитков, должны по своему качеству соответствовать действующей нормативной документации. Кисломолочные напитки выпускают нежирные и с массовой долей жира 1; 2,5; 3,2; 4 и 6%. Все кисломолочные напитки производят путем сквашивания молочного сырья заквасками определенных чистых культур. Сгусток, полученный после сквашивания, охлаждают, для некоторых продуктов его выдерживают для созревания. После охлаждения и созревания кисломолочные продукты готовы к реализации.
Для выработки большинства кисломолочных напитков применяют два способа: резервуарный и термостатный (рис. 7.2). Технологическая
250
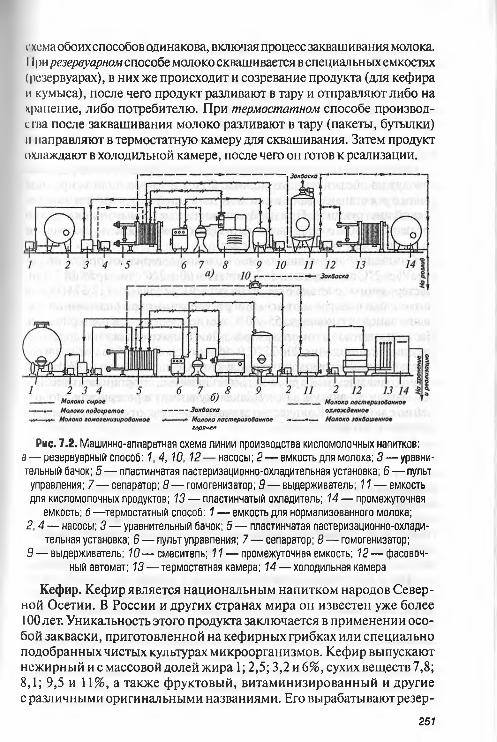
г хема обоих способов одинакова, включая процесс заквашивания молока. При резервуарном способе молоко сквашивается в специальных емкостях (резервуарах), в них же происходит и созревание продукта (для кефира и кумыса), после чего продукт разливают в тару и отправляют либо на хранение, либо потребителю. При термостатном способе производства после заквашивания молоко разливают в тару (пакеты, бутылки) и I іаправляют в термостатную камеру для сквашивания. Затем продукт охлаждают в холодильной камере, после чего он готов к реализации.
горячее
Рис. 7.2. Машинно-аппаратная схема линии производства кисломолочных напитков: э — резервуарный способ: 1,4,10, 12— насосы; ^ — емкость для молока: 3 — уравнительный бачок; 5 — пластинчатая пастеризационно-охладительная установка; 6 — пульт
управления; 7 — сепаратор; 8 — гомогенизатор; 9 — выдерживатель; 11 — емкость для кисломолочных продуктов; 13 — пластинчатый охладитель; 14 — промежуточная
емкость; б — термостатный способ: 1 — емкость для нормализованного молока;2,4 — насосы; 3 — уравнительный бачок; 5 — пластинчатая пастеризационно-охлади
тельная установка; 8— пульт управления; 7— сепаратор; 8 — гомогенизатор;9 — выдерживатель; 10— смеситель; 11 — промежуточная емкость; 12 — фасовоч
ный автомат; 13— термостатная камера; 14 — холодильная камера
Кефир. Кефир является национальным напитком народов Северной Осетии. В России и других странах мира он известен уже более 100 лет. Уникальность этого продукта заключается в применении особой закваски, приготовленной на кефирных грибках или специально подобранных чистых культурах микроорганизмов. Кефир выпускают нежирный и с массовой долей жира 1;2,5;3,2и6% , сухих веществ 7,8; 8,1; 9,5 и 11%, а также фруктовый, витаминизированный и другие с различными оригинальными названиями. Его вырабатываютрезер-
251
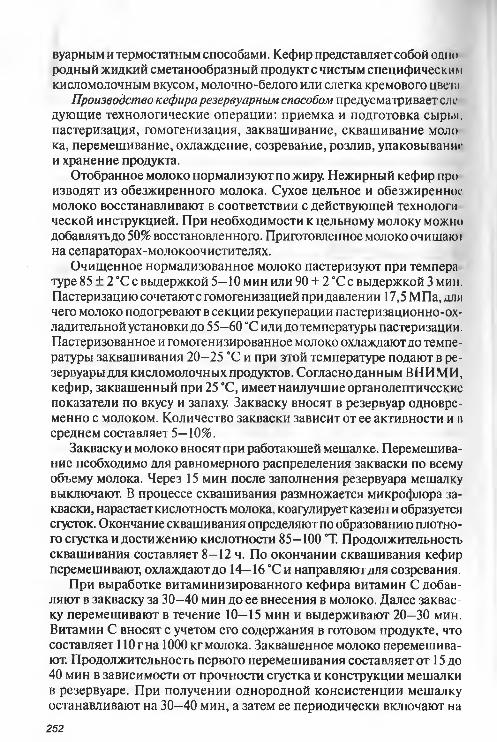
вуарным и термостатным способами. Кефир представляет собой одно родный жидкий сметанообразный продукте чистым специфическим кисломолочным вкусом, молочно-белого или слегка кремового цвета
Производство кефира резервуарным способом предусматривает еле дующие технологические операции: приемка и подготовка сырья, пастеризация, гомогенизация, заквашивание, сквашивание моло ка, перемешивание, охлаждение, созревание, розлив, упаковывание и хранение продукта.
Отобранное молоко нормализуютпо жиру. Нежирный кефир про изводят из обезжиренного молока. Сухое цельное и обезжиренное молоко восстанавливают в соответствии с действующей технологи ческой инструкцией. При необходимости к цельному молоку можно добавлять до 50% восстановленного. Приготовленное молоко очищаюі на сепараторах-молокоочистителях.
Очищенное нормализованное молоко пастеризуют при темпера туре 85 + 2 °С с выдержкой 5—10 мин или 90 + 2 °Сс выдержкой 3 мин. Пастеризацию сочетают с гомогенизацией при давлении 17,5 МПа, для чего молоко подогревают в секции рекуперации пастеризационно-охладительной установки до 55—60 °С или до температуры пастеризации. Пастеризованное и гомогенизированное молоко охлаждают до температуры заквашивания 20—25 °С и при этой температуре подают в резервуары для кисломолочных продуктов. Согласно данным ВНЙМИ, кефир, заквашенный при 25 “С, имеет наилучшие органолептические показатели по вкусу и запаху. Закваску вносят в резервуар одновременно с молоком. Количество закваски зависит от ее активности и в среднем составляет 5—10%.
Закваску и молоко вносят при работающей мешалке. Перемешивание необходимо для равномерного распределения закваски по всему объему молока. Через 15 мин после заполнения резервуара мешалку выключают. В процессе сквашивания размножается микрофлора закваски, нарастает кислотность молока, коагулирует казеин и образуется сгусток. Окончание сквашивания определяют по образованию плотного сгустка и достижению кислотности 85—100 °Т. Продолжительность сквашивания составляет 8—12 ч. По окончании сквашивания кефир перемешивают, охлаждают до 14—16 'С и направляют для созревания.
При выработке витаминизированного кефира витамин С добавляют в закваску за 30—40 мин до ее внесения в молоко. Далее закваску перемешивают в течение 10—15 мин и выдерживают 20-30 мин. Витамин С вносят с учетом его содержания в готовом продукте, что составляет ПО г на 1000 кг молока. Заквашенное молоко перемешивают. Продолжительность первого перемешивания составляет от 15 до 40 мин в зависимости от прочности сгустка и конструкции мешалки в резервуаре. При получении однородной консистенции мешалку останавливают на 30—40 мин, а затем ее периодически включают на
2 5 2
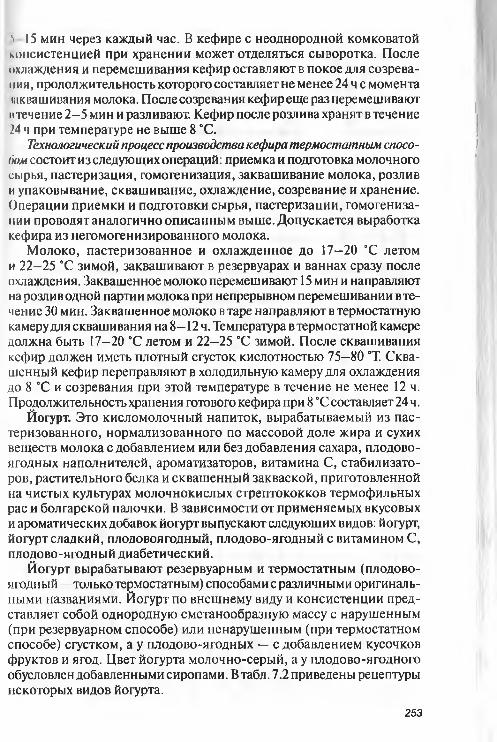
N 15 мин через каждый час. В кефире с неоднородной комковатой консистенцией при хранении может отделяться сыворотка. После охлаждения и перемешивания кефир оставляют в покое для созревания, продолжительность которого составляет не менее 24 ч с момента іаквашивания молока. После созревания кефир еще раз перемешивают it течение 2 -5 мини разливают. Кефир после розлива хранят втечение 24 ч при температуре не выше 8 °С.
Технологический процесс производства кефира термостатным способом состоит из следующихопераций: приемка и подготовка молочного сырья, пастеризация, гомогенизация, заквашивание молока, розлив и упаковывание, сквашивание, охлаждение, созревание и хранение. Операции приемки и подготовки сырья, пастеризации, гомогенизации проводят аналогично описанным выше. Допускается выработка кефира из негомогенизированного молока.
Молоко, пастеризованное и охлажденное до 17-20 °С летом и 22-25 °С зимой, заквашивают в резервуарах и ваннах сразу после охлаждения. Заквашенное молоко перемешивают 15 мин и направляют на розлив одной партии молока при непрерывном перемешивании втечение 30 мин. Заквашенное молоко в таре направляют в термостатную камеру для сквашивания на 8—12 ч. Температура втермостатной камере должна быть 17-20 'С летом и 22-25 °С зимой. После сквашивания кефир должен иметь плотный сгусток кислотностью 75—80 Т. Сквашенный кефир переправляют в холодильную камеру для охлаждения до 8 °С и созревания при этой температуре в течение не менее 12 ч. Продолжител ьность хранения готового кефира при 8 °С составляет 24 ч.
Йогурт. Это кисломолочный напиток, вырабатываемый из пастеризованного, нормализованного по массовой доле жира и сухих веществ молока с добавлением или без добавления сахара, плодово- ягодных наполнителей, ароматизаторов, витамина С, стабилизаторов, растительного белка и сквашенный закваской, приготовленной на чистых культурах молочнокислых стрептококков термофильных рас и болгарской палочки. В зависимости от применяемых вкусовых и ароматических добавок йогурт выпускают следующих видов: йогурт, йогурт сладкий, плодовоягодный, плодово-ягодный с витамином С, плодово-ягодный диабетический.
Йогурт вырабатывают резервуарным и термостатным (плодово- ягодный —толькотермостатным) способамис различными оригинальными названиями. Йогурт по внешнему виду и консистенции представляет собой однородную сметанообразную массу с нарушенным (при резервуарном способе) или ненарушенным (при термостатном способе) сгустком, а у плодово-ягодных — с добавлением кусочков фруктов и ягод. Цвет йогурта молочно-серый, а у плодово-ягодного обусловлен добавленными сиропами. В табл. 7.2 приведены рецептуры некоторых видов йогурта.
2 5 3
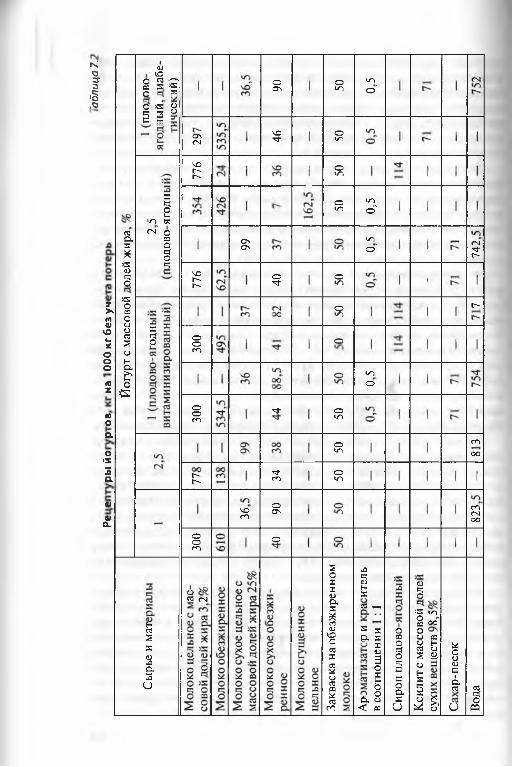
Г<О33<§л
о03Оо «а § £
<июS f
8
7>VМФVOк.X
ООо«X
ЯО.X*«О)S>ХОCQОоояSонае?о
«
сооа
о>sЪа.
ф
фа.
х§1—МО к
СЧ о аз О§Ч
х§
04сч
40Һ-г-
чог-г -
оого
оого
г-Г'
оого
0404
40го
о04
40о-
оrf-
Tf
о-го
о04
о
оМО
оМО
я
омо
оМО
я
омо
омо
о■о
моo '
МОo '
МОo '
МО
о
гчя-г-
г-Г'
гооо
гогч00
о<Л ГЧ
ня2Xюлa3и
SоXX0>о.SNсп<DюояXя*ияазУяго
аз4О)нXя ^
5 S9- S
X<иaоXн о_ оа о
< аз
оио§4XXоa5и
034 о>Х мо5 сю ои «у нЯ О2 йо нX
§ *3 I
*о0 аз X1aя
о
я§со
Технологический процесс производства йогурта резервуарным способом состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация смеси, пастеризация, охлаждение, заквашивание, внесение наполнителей и красителей, сквашивание, перемешивание, охлаждение, розлив, упаковывание, маркирование и хранение.
Молоко, отобранное по качеству, нормализуют по массовой доле жира и сухих веществ. По жиру молоко нормализуют либо в потоке, применяя сепаратор-нормализатор, либо добавлением к обезжиренному молоку цельного молока или сливок. По сухим веществам молоко нормализуют добавлением сухого молока, которое восстанавливают в соответствии с действующей нормативной документацией. Кроме того, нормализацию по сухим веществам проводят выпариванием пастеризованного и гомогенизированного молока при температуре 55-60 °С.
При производстве сладкого йогурта нормализованное молоко подогревают до 43 ± 2 °С, вносят сахар, предварительно растворенный в части нормализованного молока при той же температуре в соотношении 1:4. Смесь очищают на сепараторах-молокоочистителях, гомогенизируют при давлении 15 ± 2,5 МПа и температуре 45-85 °С. Допускается гомогенизация и при температуре пастеризации. В смесь вводят подготовленный стабилизатор. Очищенную и гомогенизированную смесь пастеризуют при 92 ± 2 °С с выдержкой 2—8 мин или при 87 + 2 °С с выдержкой 10-15 мин и охлаждают до температуры заквашивания 40 + 2 °С. Смесь заквашивают сразу после ее охлаждения подобранными заквасками (например, приготовленными на чистых культурах термофильного стрептококка, болгарской палочки и типа КД в примерном соотношении 7 :1 :7 с последующим уточнением этого соотношения при микроскопировании препарата). Количество вносимой закваски составляет 3—5% объема заквашиваемой смеси, а закваски, приготовленной на стерилизованном молоке, — 1-3%. Если применяют симбиотическую закваску,то ее вносятвколи- честве 1-3%, а бактериальный концентрат добавляют в соответствии с Инструкцией по применению сухого бактериального концентрата. Импортную закваску применяют согласно рекомендации фирмы-изготовителя. Закваску вносят в молоко в резервуар для кисломолочных продуктов при включенной мешалке. После заполнения резервуара всю смесь дополнительно перемешивают в течение 15 мин. Закваску можно вносить и перед заполнением резервуара молоком.
При производстве витаминизированного йогурта аскорбиновую кислоту (витамин С или аскорбинат натрия) добавляют в нормализо- ваннуюсмесьза30-40миндосквашивания, перемешивают 10-15мин и выдерживают в течение 30 мин, Количество витамина С составляет 180 г на 1000 кг, аскорбината натрия — 210 г на 1000 кг продукта.
2 5 5
Ароматические и вкусовые наполнители вносят в нормализованную смесь перед сквашиванием.
Окончание сквашивания определяют по образованию прочного сгустка кислотностью 95-100 °Т. Сгусток охлаждают в течение 10-30 мин и перемешивают в целях получения однородной консистенции молочного сгустка и избежания отделения сыворотки. Сгусток, охлажденныйдо 16-20 °С, направляют на розлив, упаковывание, маркирование и доохлаждение в холодильных камерахдо температуры 4 ± 2 °С. После этого технологический процесс считают законченным, продукт готов к реализации.
Технологический процесс производства йогурта термостатным способом состоит из следующих операций: приемка и подготовка сырья и материалов, нормализация по жиру и сухим веществам, очистка, гомогенизация, пастеризация и охлаждение смеси, внесение плодово- ягодных наполнителей, заквашивание, розлив, упаковывание, маркирование, сквашивание и охлаждение. Все технологические операции до внесения плодово-ягодных наполнителей осуществляют так же, как при резервуарном способе производства йогурта.
Наполнители вносят в охлажденную до температуры сквашивания смесь при постоянном перемешивании, которое заканчивают через 15 мин после их внесения. Заквашивание проводят так же, как и при резервуарном способе. Заквашенную смесь разливают в стеклянную тару вместимостью 200, 250,400 и 500 см3, а также в стаканчики, пакеты и коробочки аналогичной вместимости. После розлива продукт направляют в термостатную камеру с температурой 40 ± 2 °Сдля сквашивания в течение 3—4ч взависимости от активности закваски. После сквашивания продукт должен иметь прочный сгусток кислотностью 95-100 Т. После окончания сквашивания продукт транспортируют в холодильную камеру для охлаждения до 6 °С. Продолжительность хранения продукта при 6 °С составляет не более 4 сут с момента окончания технологического процесса.
Простокваша. Так называется целая группа кисломолочных напитков, которые вырабатывают из пастеризованного, стерилизованного и топленого коровьего молока путем сквашивания закваской, приготовленной на чистых культурах молочнокислых бактерий. Ассортимент этих продуктов очень разнообразен. Он определяется в основном тепловой обработкой и составом бактериальной закваски. В табл. 7.3 приведены основные виды вырабатываемой простокваши.
Кроме того, вырабатывают нежирную простоквашу. При производстве простокваши в качестве вкусовых и ароматических добавок применяют сахар, мед, ванилин, корицу, плодово-ягодные джемы или варенья, а также витамин С. Все виды простокваши, кроме варенца и ряженки, изготовляют термостатным способом.
256
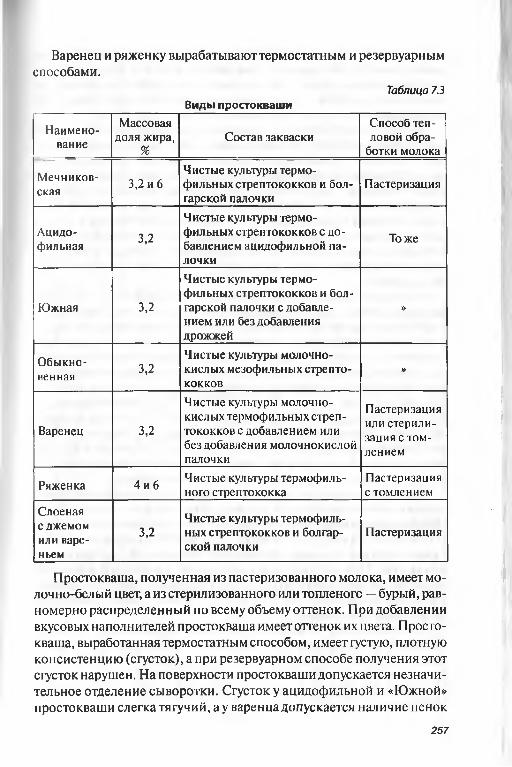
Варенец и ряженку вырабатывают термостатным и резервуарным способами.
Таблица 7.3Виды простокваши
Наименование
Массовая доля жира,
%Состав закваски
С пособ тепловой обра
ботки молока
Мечников-ская 3,2 и 6
Чистые культуры термофильных стрептококков и болгарской палочки
Пастеризация
Ацидофильная 3,2
Чистые культуры термофильных стрептококков с д о бавлением ацидофильной палочки
Тож е
Южная 3,2
Чистые культуры термофильных стрептококков и болгарской палочки с добавлением или без добавления дрожжей
»
Обыкновенная 3,2
Чистые культуры молочнокислых мезофильных стрептококков
»
Варенец 3,2
Чистые культуры молочнокислых термофильных стрептококков с добавлением или без добавления молочнокислой палочки
Пастеризация или стерилизация с том лением
Ряженка 4 и 6Чистые культуры термофильного стрептококка
Пастеризация с томлением
Слоеная с джемом или вареньем
3,2Чистые культуры термофильных стрептококков и болгарской палочки
Пастеризация
Простокваша, полученная из пастеризованного молока, имеет молочно-белый цвет, а из стерилизованного или топленого — бурый, равномерно распределенный по всему объему оттенок. При добавлении вкусовых наполнителей простокваша имеет оттенок их цвета. Простокваша, выработанная термостатным способом, имеет густую, плотную консистенцию (сгусток), а при резервуарном способе получения этот сгусток нарушен. На поверхности простокваши допускается незначительное отделение сыворотки. Сгусток у ацидофильной и «Южной» простокваши слегка тягучий, а у варенца допускается наличие пенок
2 5 7
во всем объеме. Слоеная простокваша должна состоять из двух слоев: джема (варенья), который располагается на дне баночки (коробочки) плотным ровным слоем, и простокваши. Вкус у простокваши кисломолочный, у варенца — сявно выраженным привкусом пастеризации, а у «Южной» простокваши допускается спиртовой привкус.
Технологический процесс производства простокваши состоит из следующих операций: приемка и подготовка сырья, пастеризация, гомогенизация, заквашивание молока, добавление ароматических веществ, джема или варенья, розлив, упаковывание и маркирование заквашенного молока, охлаждение и хранение готового продукта.
Молочное сырье, отобранное по качеству, нормализуют по жиру в соответствии с рецептурой (табл. 7.4). При применении сухого молока его восстанавливают. Для сладкой простокваши в молоко добавляют сахар-песок или сгущенное молоко с сахаром. Сахар растворяют в горячем молоке, фильтруют и добавляют в молоко до его пастеризации.
Пастеризацию молока проводят при температуре 85 ± 2 °С с выдержкой 10 мин, а при температуре 90 + 2 °С — 5—7 мин. При производстве варенца молоко нагревают до 95 °С и выдерживают не менее 2 -3 ч, можно стерилизовать молоко при 120 °С втечение 20 мин. При составлении рецептуры варенца учитывают выпаривание влаги при тепловой обработке. Для предотвращения отстоя сливок и улучшения консистенции молоко гомогенизируютпри 55-60 °С или температуре пастеризации при давлении 12,5—17,5 МПа. После пастеризации молоко охлаждают дотемпературы заквашивания: для «Мечниковской», «Южной» , ацидофильной, слоеной простокваши и варенца — 40— 45 °С; обыкновенной простокваши — 28—32 °С. Закваску в молоко вносятпри постоянном перемешивании. После заквашивания молоко разливают в тару и направляют в термостатную камеру.
При производстве сладкой простокваши в качестве ароматических веществ используют ванилин и корицу. Ванилин в количестве 11 г на 1000 кг продукта предварительно растирают с сахарным песком и вносят в молоко. Корицу в количестве 1,5 кг на 1000 кг продукта вносят в виде молочной вытяжки, которую приготовляют на пастеризованном молоке. При изготовлении простокваши слоеной в широкогор- лые бутылки вместимостью 0,2 и 0,25 л наливают джем или варенье в количестве соответственно 32 и 40 г, а затем бутылки заполняют заквашенным молоком.
При выработке витаминизированной простокваши витамин С добавляют в закваску за 30-40 мин до ее внесения в молоко. Затем закваску с внесенным витамином Сперемешивают 10—15 мин и выдерживают 20-30 мин. Витамин С вносят с учетом его содержания в готовом продукте и потерь при производстве в количестве 110 г на 1000 кг молока.
258
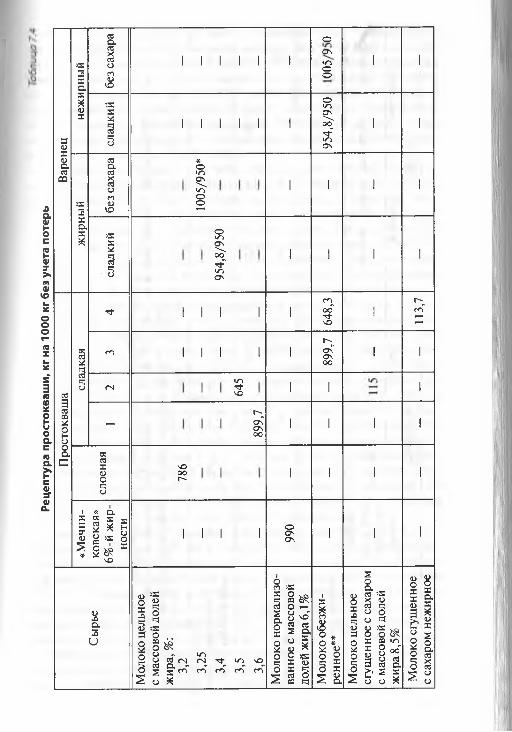
Реце
птур
а пр
осто
кваш
и, к
г на
1000
кг б
ез уч
ета
поте
рьВа
рене
цне
жирн
ый
без с
ахар
а
1 1 1 1 1 1
Оa s
юоо
1 1
слад
кий
1 1 1 1 1 1
954,
8/95
0
1 1
жирн
ый без с
ахар
а
1005
/950
*1 1 1 1
слад
кий
954,
8/95
0
1 1 1 1
Про
сток
ваш
а слад
кая
tj- I I I 1 1 648,
31 11
3,7
го I I I 1 1 899,
7
1 1
<N 645 1 1 1
-
899,
7
1 1 1 1
слое
ная
786 1 1 1 1
«Меч
ни
кове
кая»
6%
-й ж
ир
ност
и
I I I 1
066 1 1 1
Сырь
е
Мол
око
цель
ное
с ма
ссов
ой до
лей
жира
, %:
3,2
3,25
3.4 3.5 3.6
Мол
око
норм
ализ
ова
нное
с ма
ссов
ой
доле
й ж
ира 6
,1%
Мол
око о
безж
ире
нное
**М
олок
о це
льно
е сг
ущен
ное с
сах
аром
с
масс
овой
дол
ей
жир
а 8,5
%М
олок
о сгу
щен
ное
с сах
аром
неж
ирно
е
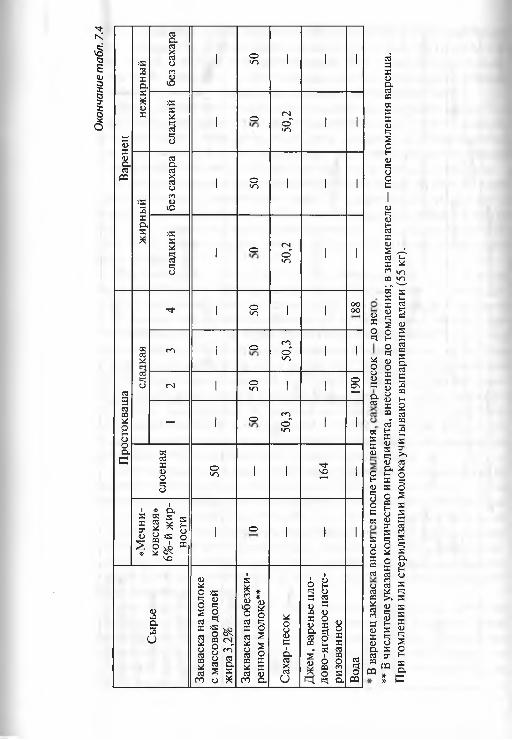
Око
нчан
ие т
абл.
7.4
Варе
нец
нежи
рный
без с
ахар
а
1 50 1 1 1
слад
кий
1 О
50,2
1 1
жирн
ый без с
ахар
а1 ою 1 1 1
слад
кий
1 о
50,2
1 1
Про
сток
ваш
а слад
кая
тг 1 о1/~) 1 1ООоо
СО 1 о
50,3
1 1
<N 1 оV -) 1 1 19
0
- 1 о
50,3
1 1
слое
ная
50 1 1 164
1
«Меч
ни-
ковс
кая»
6%
-й ж
ир
ност
и
1 о 1 1 1
Сырь
е
Закв
аска
на м
олок
е с м
ассо
вой
доле
й ж
ира 3
,2%
Закв
аска
на о
безж
ире
нном
мол
оке*
*
Саха
р-пе
сок
Джем
, вар
енье
пло
до
во-я
годн
ое п
асте
ри
зова
нное
Вода
<L>asоst*ОО<DСо.СЗ
КSX<L>
g<D5ОС055ооX22аы22503ГОX<ия<D602CQ(
** о
чис
лите
ле у
каза
но ко
личе
ство
инг
реди
ента
, вне
сенн
ое до
томл
ения
; в зн
амен
ател
е — п
осле
томл
ения
вар
енца
. П
ри то
млен
ии и
ли ст
ерил
изац
ии м
олок
а учи
тыва
ют в
ыпар
иван
ие в
лаги
(55
кг).
Молоко сквашивают в термостатной камере при температуре заквашивания молока. Окончание сквашивания определяют по харак- геру сгустка и кислотности простокваши. Сгусток после сквашивания ровный и достаточно прочный, кислотностью 75 *Т. Продолжительность сквашивания составляет 2,5-3 ч при использовании заквасок, приготовленных на чистых культурах термофильного стрептококка, и 5-7 ч при использовании мезофильных стрептококков. После сквашивания простоквашу хранят в холодильных камерах при температуре 8 °С не более 24 ч после изготовления.
Ряженку вырабатывают из нормализованного молока, подвергнутого тепловой обработке (томлению) и сквашенного закваской (кислотность 80-85 °Т), приготовленной на чистых культурах термофильного стрептококка. Ряженку (сладкую и несладкую) изготовляют резервуарным и термостатным способами. Технологический процесс производства ряженки резервуарным способом состоит из приемки и подготовки сырья, тепловой обработки, гомогенизации, охлаждения, заквашивания, сквашивания молока, перемешивания, охлаждения, розлива, упаковывания, маркирования и хранения.
Молоко, отобранное для выработки ряженки, нормализуют по жиру и направляют на тепловую обработку. При производстве сладкой ряженки перед пастеризацией в молоко вносят сахарный сироп, приготовленный на горячем молоке в соотношении 1 :1 . Молоко пастеризуют при температуре 95-99 °С с выдержкой 2 -3 ч до побурения, гомогенизируют при 55—60 °С и давлении в гомогенизаторе 12,5-17,5 МПа. При томлении молоко перемешивают 1-2 раза для предотвращения образования пленок. После тепловой обработки томленое молоко охлаждают до 43—45 °С и вносят производственную закваску в количестве 5%. Далее смесь перемешивают и оставляют на сквашивание в течение 3 -4 ч. Окончание сквашивания определяют по кислотности, которая должна быть 80—85 °Т, и прочности сгустка. После сквашивания ряженку перемешивают, охлаждают до 20 °С, разливают в тару и направляют в холодильную камеру, где она охлаждается до 8 °С, после чего готова к реализации.
П роизводство термостатным способом предусматривает те же технологические операции в той же последовательности, включая заквашивание молока. После этого молоко разливают в тару и направляют в термостатную камеру. В этой камере поддерживают температуру 42-45 °С, и сквашивание молока в таре продолжается 3 -4 ч. Окончание сквашивания определяют по прочности сгустка и кислотности, которая должна быть не выше 80 °Т. Далее ряженку транспортируют в холодильную камеру, где хранят при температуре 8 °С до реализации.
Ацидофильные кисломолочные напитки. Ацидофильное молоко, ацидофилин и ацидофильно-дрожжевое молоко — продукты, которые вырабатывают с использованием закваски, приготовленной
261
полностью или частично на чистых культурах ацидофильной палочки. Ацидофильное молоко готовят на чистых культурах ацидофильной палочки; ацидофилин — на чистых культурах ацидофильной палочки, молочнокислых стрептококков и кефирных грибков; ацидофильнодрожжевое молоко — на чистых культурах ацидофильной палочки и дрожжей, сбраживающих лактозу. Эти дрожжи подбирают по антибиотической активности. Ацидофильные продукты вырабатывают жирные — с массовой долей жира 1; 2,5 и 3,2% и нежирные, сладкие и без сахара. Ацидофильное молоко выпускаютс ароматическими добавками (ванилин, корица). Ацидофильные продукты вырабатывают резервуарным и термостатным способами.
Ацидофильные напитки изготовляют из нормализованного по жиру (для жирных) и обезжиренного (для нежирных) молока. Нормализацию молока проводят до пастеризации. При производстве сладких продуктов сахар-песок вносят до пастеризации. Добавлять сахар можно и в пастеризованное неохлажденное молоко, при этом сахарный сироп должен быть пастеризованным. Ароматические добавки вносят в молоко после заквашивания. Молоко пастеризуют при температуре 85 + 2 °С с выдержкой 5-10 мин или 90 + 2 "С с выдержкой 2-3 мин. Молоко, подогретое до 55—60 “С, гомогенизируют при давлении 12,5-17,5 МПа. Гомогенизированное пастеризованное молоко охлаждают до температуры заквашивания: 40—42 °С (при производстве ацидофильного молока) или 30-35 °С (при производстве ацидофилина и ацидофильно-дрожжевого молока). Закваску вносят в количестве 5%. Окончание сквашивания определяют по прочности сгустка и кислотности. После сквашивания продукт охлаждают и хранят при 8 °С. Срок реализации не более 24 ч после выпуска.
Выработка ацидофильно-дрожжевого молока имеет свои особенности. Сквашенное молоко охлаждают до 10—17 °С для его созревания, которое продолжается 6—10 ч до нарастания кислотности 80-120 °Т. После этого продукт разливают и отправляют в холодильную камеру. При термостатном способе изготовления сквашенное молоко в таре охлаждают до 10—17 °С и выдерживают для созревания. Затем продукт направляют в холодильную камеру на доохлаждение до 8 °С и хранение. Ацидофильно-дрожжевое молоко хранятне более 24 ч с момента выпуска.
7.3. СМЕТАНА
Сметана — русский национальный кисломолочный продукт, который вырабатывают на основе пастеризованных сливок при помощи закваски, приготовленной на чистых культурах молочных стрептококков. Для изготовления сметаны применяют в основном цельное молоко не ниже II сорта и свежие сливки с кислотностью плазмы не выше 26 Т. Кроме того, для производства сметаны используют плас-262
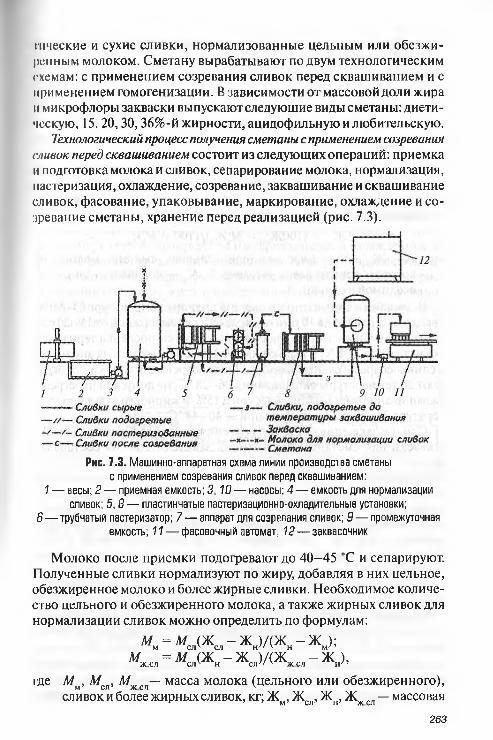
шческие и сухие сливки, нормализованные цельным или обезжиренным молоком, Сметану вырабатывают по двум технологическим схемам: с применением созревания сливок перед сквашиванием и с применением гомогенизации. В зависимости от массовой доли жира и микрофлоры закваски выпускают следующие виды сметаны: диетическую, 15,20,30,36%-й жирности, ацидофильную и любительскую.
Технологический процесс получения сметаны с применением созревания сливок перед сквашиванием состоит из следующих операций: приемка и подготовка молока и сливок, сепарирование молока, нормализация, пастеризация, охлаждение, созревание, заквашивание и сквашивание сливок, фасование, упаковывание, маркирование, охлаждение и созревание сметаны, хранение перед реализацией (рис. 7.3).
Рис. 7.3. Машинно-аппаратная схема линии производства сметаны с применением созревания сливок перед сквашиванием:
1 — весы; 2 — приемная емкость; 3,10— насосы; 4 — емкость для нормализации сливок; 5,8 — пластинчатые пастеризационно-охладительные установки;
6 — трубчатый пастеризатор; 7— аппарат для созревания сливок; 9 — промежуточная емкость; 11 — фасовочный автомат; 12 — заквасочник
Молоко после приемки подогревают до 40—45 °С и сепарируют. Полученные сливки нормализуют по жиру, добавляя в них цельное, обезжиренное молоко и более жирные сливки. Необходимое количество цельного и обезжиренного молока, а также жирных сливок для нормализации сливок можно определить по формулам:
^м = ^сл(Жсл- Ж н)/(Ж н - Ж м);^ж ,л = Л/Сл(Жн - Ж сл)/(Ж жсл- Ж н),
где А/м, Мсл, Мжсп— масса молока (цельного или обезжиренного), сливок и более жирных сливок, кг; Жм, Жа], Жн, Жж сл — массовая
263
доля жира в молоке, сливках, нормализованных сливках и более жирных сливках.
Сухие сливки вначале восстанавливают в соответствии с действующей технологической инструкцией, а затем нормализуют до заданной жирности. Пластические сливки расплавляют и смешиваютс молоком температурой 50-60 °С. Полученную молочную смесь перемешивают, определяют массовую долю жира и направляют на технологическую переработку.
Массовую долю жира в нормализованных сливках следует рассчитывать в зависимости от количества вносимой закваски, а также от вида молока, из которого она изготовлена. Если закваска изготовлена из цельного или обезжиренного молока, то
жсл = ( т ж ш - м ж ) / ( т - м ) ,
где Ж„ . Ж„„, Ж, — массовая доля в сливках, сметане, молоке, наСЛ СМ Jкотором приготовлена закваска %; Мз — количество закваски, вводимой в сливки, %.
Нормализованные сливки пастеризуют при температуре 85 90 °С с выдержкой от 15 с до 10 мин и при 90—95 °С с выдержкой от 15-20 с до 5 мин в зависимости от вида сметаны. Сливки после пастеризации охлаждают до 2 -8 °С и выдерживают 1,5—2 ч в емкостных аппаратах и сливкосозревательных ваннах. После созревания сливки подогревают до температуры сквашивания 26-28 “С, не допуская перегрева. Сквашивание сметаны диетической и 15%-й жирности ведутпри температуре 28-32 °С, ацидофильной — 40-44 °С.
Сливки заквашивают путем внесения в них 1-5% бактериальной закваски для сметаны. Кислотность закваски должна составлять 80-85 °Т. Закваску готовят на стерилизованном молоке или пастеризованном при 95 °С с выдержкой 30 мин. После внесения закваски сливки перемешивают 10-15 мин и оставляют до образования сгустка и нарастания кислотности до 68-70 °Т (для диетической сметаны), 55-75 Т (для сметан ы 15% -й жирности), 65-80 °Т (для сметаны 20% - й жирности); 65-70 Т (для сметаны 30%-й жирности), 60—65 °Т (для сметаны 36%-й жирности). Спустя 1 и 2 ч сливки перемешивают, а затем оставляют в покое до конца сквашивания. Продолжительность сквашивания 13—16 ч. Сквашенные сливки перемешивают, охлаждают до 18-20 °С и направляют на фасование и упаковывание.
Сметану фасуют в мелкую и крупную тару. В качестве мелкой тары используют широкогорлые стеклянные баночки и бутылочки, полиэтиленовые термосвариваемые коробочки и стаканчики, картонные стаканчики, пакеты массой 0,05—0,5 кг; крупной тары — металлические фляги вместимостью до 38 л и деревянные бочки до 50 л. Фасованную и упакованную сметану направляют в холодильные камеры264
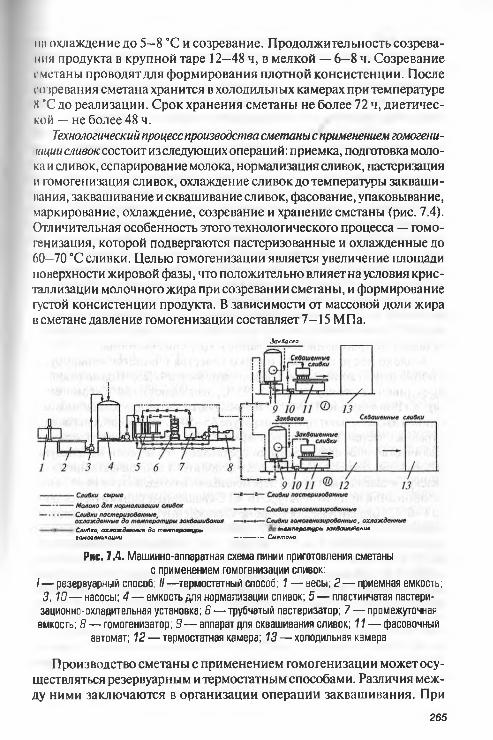
ни охлаждение до 5—8 °С и созревание. Продолжительность созревания продукта в крупной таре 12—48 ч, в мелкой — 6—8 ч. Созревание сметаны проводят для формирования плотной консистенции. После созревания сметана хранится в холодильных камерах при температуре 8 °С до реализации. Срок хранения сметаны не более 72 ч, диетической — не более 48 ч.
Технологический процесс производства сметаны с применением гомогени- шциисливок состоит из следующих операций: приемка, подготовка молока и сливок, сепарирование молока, нормализация сливок, пастеризация и гомогенизация сливок, охлаждение сливок до температуры заквашивания, заквашивание и сквашивание сливок, фасование, упаковывание, маркирование, охлаждение, созревание и хранение сметаны (рис. 7.4). Отличительная особенность этого технологического процесса — гомогенизация, которой подвергаются пастеризованные и охлажденные до 60-70 “С сливки. Целью гомогенизации является увеличение площади поверхности жировой фазы, что положительно влияет на условия кристаллизации молочного жира при созревании сметаны, и формирование густой консистенции продукта. В зависимости от массовой доли жира в сметане давление гомогенизации составляет?-15 МПа.
Закваска
■ Сливки, охлажденные до температуры температуры заквашиваниягомогенизации ----------------- Сметана
Рис. 7.4. Машинно-аппаратная схема линии приготовления сметаны с применением гомогенизации сливок:
I— резервуарный способ; II—термостатный способ; 1 — весы; 2 —приемная емкость; 3 , 1 0 —насосы; 4 — емкость для нормализации сливок; 5 — пластинчатая пастеризационно-охладительная установка; 6 — трубчатый пастеризатор; 7 — промежуточная емкость; 8 — гомогенизатор; 9—аппарат для сквашивания сливок; 11 — фасовочный
автомат; 12 — термостатная камера; 13 — холодильная камера
Производство сметаны с применением гомогенизации может осуществляться резервуарным итермостатнымспособами. Различия между ними заключаются в организации операции заквашивания. При
2 6 5
резервуарном способе сквашивание осуществляется в специальных емкостных аппаратах (резервуарах) сразу после внесения закваски в подготовленные сливки. Термостатный способ предусматривает заквашивание сливок после их фасования в тару. Продолжительность фасования партии сквашенных сливок не должна превышать 2 ч. Заквашенные сливки после фасования направляют в термостатную камеру для сквашивания в течение 10—12 ч для сметаны диетической 15%-й жирности и 16 ч для сметаны 20%-й и 30%-й жирности. После сквашивания сметану транспортируют в холодильную камеру для охлаждения, созревания и дальнейшей обработки, описанной выше.
Любительскую сметану вырабатывают из пастеризованных гомогенизированных сливок с массовой долей жира не менее 42,2% путем сквашивания их закваской, приготовленной на чистых культурах молочнокислых стрептококков термофильных и мезофильных рас, до кислотности 75—85 °Т. Готовый продукт имеет плотную, однородную, нерасплывающуюся консистенцию, белый с кремовым оттенком по всей массе цвет. Технологический процесс изготовления любительской сметаны состоит из следующих операций: приемка и подготовка молока и сливок, сепарирование молока и нормализация сливок, пастеризация, гомогенизация, заквашивание и сквашивание сливок, охлаждение, фасование, созревание и хранение сметаны.
Молоко после приемки, оценки качества и очистки сепарируют и нормализуют до массовой доли жира не менее 42,2%. Нормализованные сливки пастеризуют при 85-95 °С, охлаждают до 50 °С, гомогенизируют при давлении 10 М Па и направляютв ванну для заквашивания. Сливки заквашивают при температуре 45-50 °С закваской, состоящей из равных частей (1:1) штаммов термо- и мезофильных стрептококков. Количество вносимой закваски составляет от 1%, если используют лабораторную закваску, до 5%, если используют производственную закваску. Заквашенные сливки перемешивают и оставляют на 14—20чдля сквашивания при температуре 16 *С. Сквашенные сливки охлаждают до 4 -6 °С в охладителе для творога. Охлажденную сметану самотеком направляют в бункер фасовочно-упаковочного автомата. Любительскую сметану фасуют по 100 г в фольгу либо пергаменте последующей укладкой в картонные коробки, которые отправляют в холодильную камеру для созревания и хранения продукта. Продолжительность созревания при температуре воздуха в холодильной камере 0—6°С составляет не менее 6-12 ч. Хранят сметану при 8 °С не более 72 ч.
7.4. ТВОРОГ
Творог изготовляют из пастеризованного и нормализованного цельного и обезжиренного молока и пахты путем сквашивания закваской, приготовленной на чистых культурах молочнокислых бак-
2 6 6
іерий, с применением сычужного фермента или без него, пепсина пи и растворов хлорида кальция и последующим удалением из сгустка части сыворотки. Творог, предназначенный для непосредственного уі ютребления в пищу или выработки творожных изделий без тепловой обработки, производят только из пастеризованного молока.
Творог представляет собой кисломолочный концентрированный белковый продукт с массовой долей белка до 15—20%. Творог имеет чистые кисломолочные вкус и запах без посторонних оттенков. Консистенция нежная и однородная, для жирного творога слегка мажущаяся, для нежирного допускается неоднородная, рассыпчатая с незначительным выделением сыворотки. Цвет белый, слегка желтоватый с кремовым оттенком, равномерным по всей массе. По микробиологическим показателям в твороге не допускается содержание бактерий группы кишечной палочки в 0,00001 г продукта и патогенных микроорганизмов, в том числе сальмонелл, в 25 г продукта.
Предприятия молочной отрасли выпускают следующие виды творога:• жирный — 18%-й жирности и кислотностью 200—225 Т; полу
жирный — 9%-й жирности и кислотностью 210—240 °Т; нежирный кислотностью 220—270 °Т; крестьянский — 5%-й жирности и кислотностью 200 °Т; столовый — 2%-й жирности и кислотностью 220 Т; диетический — 4%-й и 11%-й жирности, нежирный, кислотностью 210-220 Т;
• диетический плодово-ягодный — 11, 9 ,4%-й жирности, нежирный, кислотностью 180-200 Т;
• с фруктами — 4%-й жирности, нежирный, кислотностью 200 °Т и другие виды творога.Технология производства творога основана на сквашивании моло
ка закваской с целью получения сгустка и его дальнейшей обработки. Сгусток получают при кислотной и кислотно-сычужной коагуляции белков молока. При кислотной коагуляции в молоко при сквашивании вносят закваску, приготовленную на чистых культурах молочнокислых стрептококков. Кислотно-сычужная коагуляция предусматривает внесение закваски, хлорида кальция и сычужного фермента. При кислотной коагуляции сгусток образуется в результате молочнокислого брожения и имеет хорошую консистенцию. Однако при сквашивании молока в производстве жирного творога образующийся сгусток плохо отдает сыворотку. Поэтому на практике способ коагуляции белков молока выбирают в зависимости от качества исходного сырья, вида производимого творога, имеющегося оборудования, заказов потребителя и др.
Творог производят обычным (традиционным) и раздельным способами. Они различаются тем, что при производстве жирного творога раздельным способом сначала вырабатывают обезжиренный творог, а затем его смешивают со свежими сливками, количество которых соответствует жирности готового продукта.
2 6 7
Производство творога традиционным способом. Технологически и процесс состоит из следующих операций: приемка и подготовка сепарирование молока, нормализация, пастеризация, охлаждение заквашивание и сквашивание нормализованного молока, разреза ние сгустка, отделение сыворотки и розлив сгустка, самопрессованиг и прессование сгустка, охлаждение, фасование, упаковывание, хра нение и транспортирование творога.
Молочное сырье, предназначенное для выработки творога, очищают на сепараторах-молокоочистителях или фильтруют через три слоя марли или другой фильтрующей ткани. Очищенное молоко подогревают до 37 + 2 °С и разделяют на сепараторах-сливкоотделителях. При изготовлении творога жирного, полужирного и крестьянского молоко нормализуют по жиру с учетом массовой доли белка в цельном молоке, чтобы получился готовый продукте заданным содержанием жира и влаги. Обезжиренное или нормализованное молоко пастеризуют при температуре 78 ± 2 °С с выдержкой 15—20 с в пластинчатых или трубчатых пастеризационно-охладительных установках или емкостных аппаратах. После пастеризации молоко охлаждают до температуры заквашивания. Если молоко после пастеризации не используют сразу на переработку, то его охлаждают до 6 ± 2 °С и хранят не более 6 ч. После хранения молоко снова подогревают до температуры заквашивания.
Закваску готовят на чистых культурах мезофильных молочнокислых стрептококков. Для ускоренного заквашивания используют закваску, приготовленную на чистых культурах мезофильных и термофильных стрептококков. Температура молока при заквашивании составляет 30 ± 2 °С в холодное и 28 ± 2 °С — в теплое время года, при ускоренном способе—32 ± 2 °С, при применении закваски «Дарницкая» — 26 + 2, закваски «Каунасская» — 24 ± 2 °С. Перед внесением в молоко поверхностный слой закваски аккуратно снимаютчистым продезинфицированным ковшом и удаляют. Затем закваску перемешивают до однородной консистенции чистой мутовкой (при приготовлении в заквасочных ушатах) или мешалкой и вливают в подготовленное молоко в количестве 1—5% общей массы. При ускоренном заквашивании в молоко добавляют 2,5% закваски, приготовленной на культурах мезофильных стрептококков, и 2,5% закваски—на культурах термофильных стрептококков. Продолжительность сквашивания молока 10 ч, а при ускоренном способе — 6 ч.
Водный раствор кальция хлорида (массовая доля кальция хлорида 30-40%) вносят в молоко после закваски в количестве 400 г на 1000 кг заквашенного молока. Он необходим для восстановления солевого равновесия, нарушенного при пастеризации молока. Подготовку и приготовление раствора кальция хлорида производят в соответствии с Инструкцией потехнохимическому контролю на предприятиях молочной промышленности. После внесения раствора соли в сквашенное молоко вводят 1 %-й раствор фермента из расчета 1 г препарата активностью
2 6 8
11)0 000 ME на 1000 кг молока. Применяют сычужный фермент, пи- I не ной говяжий или свиной пепсин или ферментный препарат ВНИ- 11МС. При активности ферментных препаратов ниже 100 000 ME их количество увеличивают. Дозировку можно вычислить по формуле
М. = 100000М Ж /А .,Ф Н-ф З.М' Ф’
где Мф —масса фермента, г, Л/нф — масса фермента нормальной активности на 1000 кг молока; Мн ф = 1 г; Л/з м — масса заквашенного молока, кг; Лф — активность применяемого фермента, ME.
Величину Аф определяют следующим образом. Испытуемый фермент в количестве 1 г растворяют в 100 мл воды температурой 35 °С.’ )тот раствор готовят за 10-15 мин до испытания. Затем в химический стакан заливают 100 мл сырого молока кислотностью не выше 19 Т, подогретого до температуры 35 °С, и устанавливают его в термостат или на водя ную баню, в которой поддерживают постоян ную температуру до окончания анализа. Д ля определения активности фермента запрещается использовать парное молоко. В стакан с подогретым молоком вливают I мл раствора фермента, перемешивают, отмечают по секундомеру начало сквашивания и оставляют молоко в покое до образования сгустка. Момент образования сгустка также отмечают по секундомеру. Время от начала сквашивания до момента образования сгустка составляет продолжительность свертывания молока в минутах. Для определения активности фермента в единицах необходимо умножить объем молока (100 мл) на разведение фермента водой (100) и на 40 (условная единица продолжительности свертывания в минутах). Полученное произведение делят на продолжительность свертывания испытуемого молока и получают значение активности применяемого ферментного порошка.
Сычужный порошок или пепсин вносят в молоко в виде 1%-го водного раствора, приготовленного на кипяченой и охлажденной до 36 ± 3 °С воде. Для приготовления раствора пепсина рекомендуется использовать кислую пастеризованную и освобожденную от белков сыворотку температурой 36 ± 3 °С за 5—8 ч до использования. Раствор фермента вносят в молоко при постоянном перемешивании. Через 10-15 мин после внесения раствора фермента заканчивают перемешивание и оставляют молоко в покое до образования плотного сгустка кислотностью 61 ± 5 °Т для творога 9%-й и 18%-й жирности, 65 ± 5 °Т — для крестьянского и 71 ± 5°Т — для нежирного творога. Сгусток проверяют на излом и по виду сыворотки. Если при изломе ложкой или съемным ковшом образуется ровный край с блестящими гладкими поверхностями, то сгусток готов для дальнейшей обработки. Сыворотка, выделяющаяся в месте разрыва сгустка, должна быть прозрачной, зеленоватого цвета. Для обработки сгустка используют ручные лиры, в которых в качестве ножей служит натянутая тонкая нержавеющая проволока. Такими проволочными ножами сгусток раз
269
резают на кубики размерами 2x2x2 см: сначала по длине ванны на горизонтальные слои, а затем — подлине и ширине на вертикальные После такой обработки сгусток оставляют на 40—60 мин для отделения сыворотки и нарастания кислотности. Отделившуюся сыворотку сливают из ванны. Сгусток после слива сыворотки разливают в бязевые или лавсановые мешки размерами 40x80 см. Мешки заполняюі примерно на 70%, что составляет 7—9 кг творога, затем завязывают и укладывают один на другой в ванну для самопрессования, пресс- тележку или установку УПТ для прессования и охлаждения творога.
Чтобы ускорить отделение сыворотки, а также при плохом ее выделении сгусток нагревают путем подачи в межстенное пространство творожной ванны пара или горячей воды. Для равномерного подогревания верхние слои сгустка перемещают деревянной или металлической пластиной (лопатой) отодной стенки ванны кдругой. Сгусток подогревают до 40 + 2 °С втечение 30—40 мин для творога 9%-й и 18%-й жирности, 35 + 2 °С в течение 20—40 мин — для крестьянского и 36 ± ± 2 °С в течение 15—20 мин —для творога нежирного. При использовании закваски «Дарницкая» сгустки с сывороткой нагревают до 34 ± + 2 °С с выдержкой 15—40 мин.
Самопрессование творога продолжается не менее 1 ч. При использовании установки УПТ длительность прессования в зависимости от качества полученного сгустка и хладоносителя (рассол, ледяная вода) составляет 1—4 ч. Прессование продолжают до получения творога с массовой долей влаги, предусмотренной нормативной документацией. Для творога 18%-й жирности она составляет 65%; 9%-й жирности—73; крестьянского —74,5; столового—76; нежирного — 80; для диетического плодово-ягодного 11 %-й жирности — 64; 9%-й жирности — 66; 4%-й жирности — 77 и нежирного — 79% влаги. При выработке нежирного творога обезвоживание сгустка можно проводить на творожном сепараторе. После сепарирования и прессования творог охлаждают с применением различного оборудования, описанного в гл. 4. Кроме того, творог охлаждают в мешках, расположенных на стеллажах холодильной камеры или уложенных в тележки или ушаты. Последние можно устанавливать в холодильные камеры или бассейны с ледяной водой. Творог охлаждают до температуры 12 ± 2°С и направляют на упаковывание и маркирование. Упакованный творог доохлаждаютдо 6 ± 2 °С, и продукт считается готовым для реализации.
Выработка творога традиционным способом (рис. 7.5, а) с применением кислотной коагуляции белков молока сводится к тем же технологическим операциям, что и при использовании кислотносычужной коагуляции, описанной выше. Молоко нормализованное или обезжиренное после внесения закваски перемешивают 10-15 мин и оставляютв покое до образования сгустка кислотностью 75 + 5 °Т для творога 9%-й жирности, 80 ± 5 °Т — для крестьянского и 85 ± 5 °Т —
2 7 0
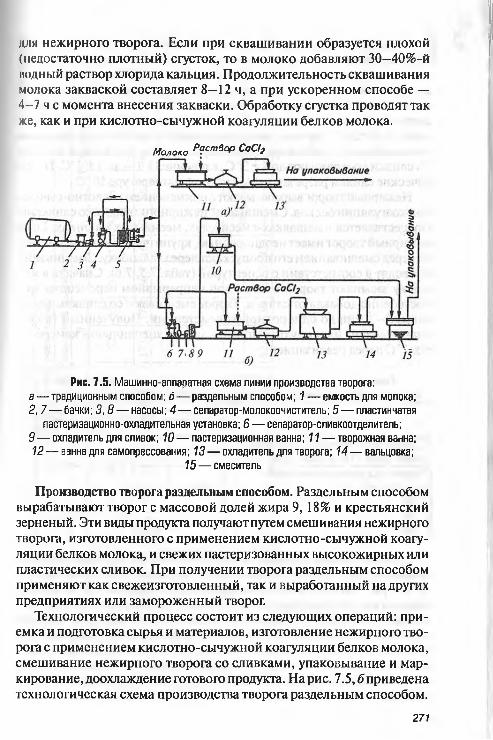
для нежирного творога. Если при сквашивании образуется плохой (недостаточно плотный) сгусток, то в молоко добавляют 30—40%-й модный раствор хлорида кальция. Продолжительность сквашивания молока закваской составляет 8—12 ч, а при ускоренном способе —4-7 ч с момента внесения закваски. Обработку сгустка проводят так же, как и при кислотно-сычужной коагуляции белков молока.
Молоко р? ств°Р СаСһ
Рис. 7.5. Машинно-аппаратная схема пинии производства творога:а— традиционным способом; б— раздельным способом; 1 — емкость для молока;2, 7 — бачки; 3,8 — насосы; 4— сепаратор-молокоочиститель; 5 — пластинчатая
пастеризационно-охладительная установка; В — сепаратор-сливкоотделитель;9 — охладитель для сливок; 10— пастеризационная ванна; 11 — творожная ванна;12 — ванна для самопрессования; 13— охладитель для творога; 14— вальцовка;
15 — смеситель
Производство творога раздельным способом. Раздельным способом вырабатывают творог с массовой долей жира 9, 18% и крестьянский зерненый. Эти виды продукта получают путем смешивания нежирного творога, изготовленного с применением кислотно-сычужной коагуляции белков молока, и свежих пастеризованных высокожирных или пластических сливок. При получении творога раздельным способом применяют как свежеизготовленный, так и выработанный на других предприятиях или замороженный творог.
Технологический процесс состоит из следующих операций; приемка и подготовка сырья и материалов, изготовление нежирного творога с применением кислотно-сычужной коагуляции белков молока, смешивание нежирного творога со сливками, упаковывание и маркирование, доохлаждение готового продукта. На рис. 7 .5 ,6 приведена технологическая схема производства творога раздельным способом.
271
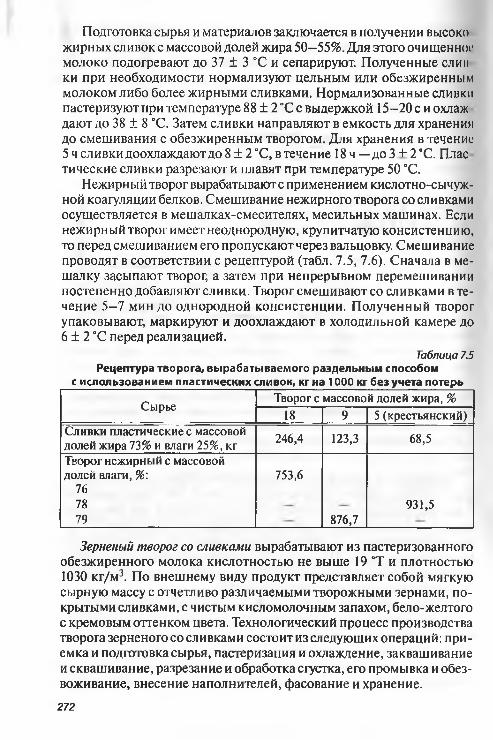
Подготовка сырья и материалов заключается в получении высоко жирных сливок с массовой долей жира 50—55%. Для этого очищенное молоко подогревают до 37 ± 3 °С и сепарируют. Полученные слип ки при необходимости нормализуют цельным или обезжиренным молоком либо более жирными сливками. Нормализованные сливки пастеризуют при температуре 88 ± 2 °С с выдержкой 15-20 с и охлаж дают до 38 ± 8 °С. Затем сливки направляют в емкость для хранения до смешивания с обезжиренным творогом. Для хранения в течение5 ч сливки доохлаждаютдо 8 ± 2 °С, в течение 18 ч — до 3 + 2 °С. Плас тические сливки разрезают и плавят при температуре 50 °С.
Нежирный творог вырабатываютс применением кислотно-сычужной коагуляции белков. Смешивание нежирного творога со сливками осуществляется в мешалках-смесителях, месильных машинах. Если нежирный творог имеет неоднородную, крупитчатую консистенцию, то перед смешиванием его пропускают через вальцовку. Смешивание проводят в соответствии с рецептурой (табл. 7.5, 7.6). Сначала в мешалку засыпают творог, а затем при непрерывном перемешивании постепенно добавляют сливки. Творог смешивают со сливками в течение 5 -7 мин до однородной консистенции. Полученный творог упаковывают, маркируют и доохлаждают в холодильной камере до6 ± 2 °С перед реализацией.
Таблица 7.5Рецептура творога, вырабатываемого раздельным способом
с использованием пластических сливок, кг на 1000 кг без учета потерь
СырьеТворог с массовой долей жира, %
18 9 5 (крестьянский)Сливки пластические с массовой долей жира 73% и влаги 25%, кг 246,4 123,3 68,5
Творог нежирный с массовой долей влаги, %:
767879
753,6
876,7931,5
Зерненый творог со сливками вырабатывают из пастеризованного обезжиренного молока кислотностью не выше 19 °Т и плотностью 1030 кг/м3. По внешнему виду продукт представляет собой мягкую сырную массу с отчетливо различаемыми творожными зернами, покрытыми сливками, с чистым кисломолочным запахом, бело-желтого с кремовым оттенком цвета. Технологический процесс производства творога зерненого со сливками состоит из следующих операций: приемка и подготовка сырья, пастеризация и охлаждение, заквашивание и сквашивание, разрезание и обработка сгустка, его промывка и обезвоживание, внесение наполнителей, фасование и хранение.
2 7 2
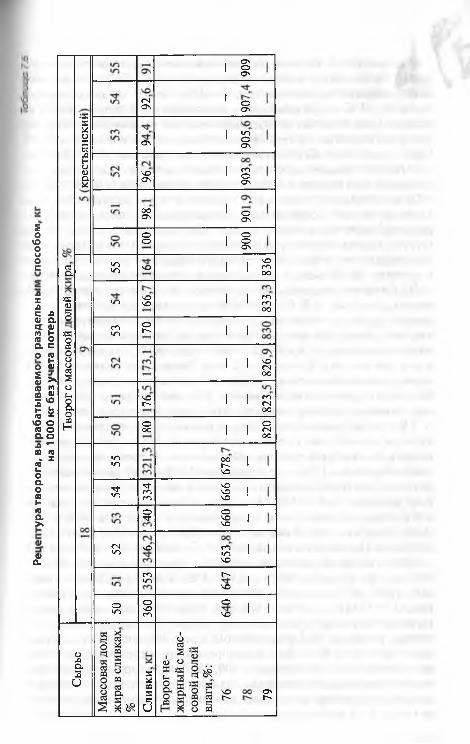
ONОO S
«sигоx05Лно1)о.иг
СЧO S
os
NOOs
оOs
•ОоON
СОоON
2оVOоиос аси
toю
ооON
оо
NO
оON
ооON
NOСООО
А X А К Аш аd фм £ (О о а с о £0 Ф1 *2 3IS <0 *
VO О (0 О 0.0 А * " СО (О
К Z<иL.оао00н(0аж
«<и
§«оазОоолSоиосио£
to
соto
ІОо
Tfо
NONO
Ог -
NOг -
ооо
TfСОСО
О"3-
сосоОО
NOCNОО
СОСЧОО
осч00
оог -NO
NONONO
ОNONO
ФQ.
СЧ vО NO
COIо
COtoNO
Г-»
NO
Оto оNOC O
оNO
<DAcu3
О
sиг£QS
5ONt">
Молоко после приемки, определения качества и очистки сепари руют. Обезжиренное молоко пастеризуют при 72—74 °С с выдержкпіі 20 с и охлаждают до температуры 21 -23 “С при длительном скваши им нии и 30-32 °С — при ускоренном сквашивании. В молоко вносят ы кваску из смеси чистых культур молочнокислых и ароматообразуюшп ■ бактерий в количестве 1—3% (при длительном сквашивании) и 5—X'V (при ускоренном). После закваски в молоко вливают 30-40%-й вол ный раствор кальция хлорида, а затем добавляют сычужный фермен i или пепсин из расчета 0,5-1 г препарата активностью 100 000 ME in 1000 кг обезжиренного молока. После внесения закваски, растворл хлорида кальция и фермента молоко оставляют в покое для скваши вания, об окончании которого свидетельствует образование плотною сгустка. Готовый сгусток разрезают проволочными ножами на кубики с размерами по ребру 12,5—14,5 мм. Разрезанный сгусток оставляю! в покое на 20-30 мин, а затем к нему добавляют воду температурой 46 °С. Кислотность сыворотки после внесения воды и перемешивания должна быть 36-40 Т. После этого содержимое ванны отваривают подогревают сначала до 38 °С, а затем до 48—55 °С. Подогрев осуществляют таким образом, чтобы температура массы повышалась на начальном этапе (т.е. до 38 °С) не более чем на 1 °С за каждые 10 мин, а на втором — на 1 °С за каждые 2 мин. После подогрева до 45-55 *С зерно в ванне вымешивают в течение 30-60 мин для его уплотнения, Готовность проверяют периодически. Готовое и предварительноохлаж- денное в воде зерно должно сохранять свою форму при легком сжатии.
После отваривания сыворотку из ванны частично сливают (до появления на поверхности отдельных зерен продукта) и начинают промывать и охлаждать зерно водой поэтапно. Сначала вливают воду температурой 16-17 °С, перемешивают 15—20 мин и сливают жидкость до появления на поверхности воды отдельных зерен. Далее добавляют воду температурой 1—4°С. При промывке количество воды должно быть примерно равно количеству удаленной сыворотки. После промывки воду сливают из ванны и зерно обсушивают. Кислотность готового зерна должна быть не выше 150 Т, а влажность — не более 80%.
Зерно после обсушки смешивают со сливками и солью. Сливки предварительно пастеризуют при 95 ± 2 *С с выдержкой 30 мин, охлаждают до 26—30 °С и гомогенизируют при этой же температуре и давлении 12,5-13 МПа, а затем охлаждают до 2 -4 °С. Зерно смешивают со сливками в соответствии с рецептурой. На 100 кг продукта без учета потерь требуется 790,2 кг творожного зерна, 200 кг сливок с массовой долей жира 30% и 9,8 кг соли. Соль предварительно растворяют в сливках. Готовый продукт фасуют по 200,250, 500 г в картонные коробки, парафинированные картонные стаканы или стаканы и коробки из полимерных материалов, охлаждают и хранят при температуре 8 °С не более 36 ч с момента изготовления.274
Для получения творога с массовой долей жира 9 и 5% (крестьян-........ используют сухое цельное и обезжиренное молоко. Технологиче-. һ nil процесс производства творога с применением сухого молока состоит и I следующих операций: приемка и подготовка сырья и материалов, I и ірмапизация молока, очистка, пастеризация, охлаждение, закваши- іиіііие и сквашивание восстановленного нормализованного молока, мигревание, охлаждение, розлив, самопрессование и прессование и ус гка, охлаждение творога, доохлаждение упакованного творога.
При подготовке сырья определяют расчетным путем необходимое I (ш ичество сухого цельного молока и воды для его восстановления. Для посстановления сухого обезжиренного молока 100%-й растворимости гго гребуется 94,7 кги воды 905,3 кг, количество сухого обезжиренного молока зависит от его фактической растворимости (см. гл. 6).
Сухое молоко растворяют в воде температурой 50 ± 5 °С. Для рас- I иорения сухих компонентов применяют установки для ихвосстанов- нения. После растворения молоко пропускают через металлическое I ито с отверстиями диаметром не более 3 мм для удаления крупных перастворившихся кусочков. Если используют сухое цельное молоко с массовой долей жира 25%, то его восстанавливают до 3,2%-го, а с 20% — до 2,5%-го. Восстановленное молоко очищают на сепарато- рах-молокоочистителях при 50 + 5 °С, а затем при той же температуре гомогенизируют при давлении 61,5 МПа. После гомогенизации цельное молоко охлаждают до 6 + 2 °С и выдерживают 3—4 ч для набухания белков и достижения необходимой плотности. Восстановленное обезжиренное молоко после растворения сразу же охлаждают до 6 ± 2 °С и выдерживают 3 -4 ч при этой температуре.
Восстановленное цельное молоко нормализуют в резервуарах путем добавления натурального обезжиренного или восстановленного обезжиренного молока. Нормализованное молоко подогревают в секции регенерации пастеризационно-охладительной установки до 42 ± 3 °С, очищают на сепараторе-молокоочистителе и пастеризуют при 78 ± 2°С с выдержкой 15—20с. Пастеризованное молоко охлаждают до температуры заквашивания. Заквашивание и сквашивание проводят аналогично описанному выше при производстве творога традиционным способом с применением кислотно-сычужной коагуляции белков молока.
По достижении кислотности 64 ± 4 °Т восстановленное нормализованное молоко подогревают в течение 1 чвтехжеемкостях, вкото- рых происходило сквашивание, во избежание нарушения структуры сгустка. Сгусток нагревают до 42 ± 2 'С при нормализации молока натуральным обезжиренным молоком идо 52 ± 2 °С — при нормализации восстановленным обезжиренным молоком. Для уплотнения консистенции нагретый сгусток выдерживают 10—15 мин. Дальнейшая обработка сгустка творога производится так же, как при выработке традиционным способом.
275
На предприятиях молочной отрасли осуществляют переработку творога, изготовленного и замороженного на других молочных завода \ и в цехах. Так перерабатывают творог с массовой долей жира 9, 18%, крестьянский и нежирный. Технологический процесс состоит из следу ющих операций: приемка и подготовка творога, размораживание, упа ковывание и маркирование творога, доохлаждение готового продукта.
Творог принимают партиями. Тару (бочки, фляги) обмывают горячей водой температурой 50 + 10 °С, вытирают или обсушивают на воздухе, затем ее вскрывают, при необходимости зачищают верхний слой продукта и определяют органолептические, физико-механические, биохимические и микробиологические показатели творога на соответствие требованиям действующей нормативной документации. Творог, не отвечающий требованиям или загрязненный, выбраковывают. Для определения качественных показателей творог предварительно размораживают при 18 ± 2 °С в течение 12—18 ч.
После размораживания творог немедленно перерабатывают. Для улучшения вкуса размороженный творог можно смешивать со свежеприготовленным. Упакованный продукт при необходимости доох- лаждают в холодильной камере до температуры 6 ± 2 “С и направляют на реализацию.
7.5. ТВОРОЖНЫЕ ИЗДЕЛИЯ
К этой группе молочной продукции относят сырки, массы, торты, кремы, творожные полуфабрикаты и пасты, вырабатываемые из творога с добавлением вкусовых и ароматических наполнителей. Творожные изделия выпускают сладкие, соленые и диабетические с массовой долей жира 4,5-5; 7-7,5; 8; 9; 14,5-16,5; 17-17,5; 20; 23; 26% и нежирные. В качестве вкусовых, ароматических наполнителей и добавок применяют сахар, мед, рафинадную пудру, варенье,джемы, плодово-ягодные повидло и сиропы, цукаты, сухие фрукты без косточек (курага и изюм), мармелад, какао-порошок, кофе натуральный и со сгущенным молоком и сахаром, растительное масло, шоколадную глазурь, печенье, орехи, коньяки или ром, пищевые эссенции, пастообразный цикорий, пищевые ксилит и сорбит, тмин, укроп, эфирное масло укропа, душистый перец, красный перец, корицу, томат-пасту, лимонную кислоту, пищевой желатин, пищевой агар, красители и ароматизаторы, зелень укропа, петрушки и других пряностей сублимационной сушки.
Технологический процесс производства творожных изделий состоит из следующих последовательно выполняемых операций: приемка и подготовка сырья, приготовление замеса, фасование, упаковывание, маркирование и хранение готового продукта перед реализацией. После приемки и оценки качества сырья и компонентов проводят их подготовку. Для получения творога однородной консистенции без крупинок его предварительно перетирают (измельчают) на вальцовке,
276
коллоидной мельнице и других измельчителях. Если используют замороженный творог, то его предварительно размораживают в течение 12-18 ч при температуре 18 ± 2 °С. Оттаявший творогсразу направляют на выработку творожных изделий.
Творог, вырабатываемый на поточныхлиниях (типаЯ9-ОПТ и др.), используют сразу для получения творожных изделий. Его смешивают с сахаром и вкусовыми и ароматическими наполнителями, выдержи- иаютв течение 15 мин для растворения сахара и измельчают. В измельченную массу добавляют изюм, орехи, цукаты и др. Творожные торты и глазированные сырки вырабатывают только из свежеприготовленного творога с массовой долей жира 18% и влаги 55,56 и 63%, а также из мягкого диетического нежирного творога с массовой долей влаги 70%. Для регулирования влажности творог подпрессовывают. Количество сыворотки, которую нужно удалить, определяют по формуле
MC = MT( W - W T)/(W C- W T),
где Мс, Мт — масса соответственно удаляемой сыворотки и творога, кг; W, WT — массовая доля влаги в твороге до и после прессования, %; Wc — массовая доля влаги в сыворотке, % (условно принимается Wc = 94,2%).
После подготовки творога приготовляют другие компоненты, предусмотренные для конкретного вида творожных изделий. Втабл. 7.7— 7.11 приведены рецептуры отдельных видов творожных изделий. Замес приготовляют следующим образом. В мешалку ил и смеситель загружают творог температурой 12 ± 3 °С, включают устройство перемешивания на 5—10 мин и вносят вкусовые и ароматические компоненты по рецептуре. Все компоненты рецептуры перемешивают до получения однородной гомогенной смеси. После перемешивания продукт охлаждают до 8 °С и направляют на упаковывание. Готовые творожные изделия хранят при температуре от 0 до 2 °С не более 36 ч с момента окончания технологического процесса, в том числе на заводе-изго- товителе — не более 18 ч.
Изготовление отдельных видов творожных изделий (творожные масса и сырки, глазированные сырки, творожные торты, пасты и кремы) имеет некоторые особенности. При производстве сырков и творожной массы «Десертная» и «Славянская» вначале смешивают сливки температурой 60 + 5 °С с сахаром в пастеризационной ванне или котле. Смесь непрерывно перемешивают в течение 10-15 мин или периодически не более 2 мин с интервалом 20—30 мин. После перемешивания смесь охлаждают до 20 ± 5 °С и смешивают с мягким диетическим нежирным творогом или обезжиренной белковой основой согласно рецептуре. Дальнейшую обработку проводят так же, как и при выработке других творожных изделий.
277
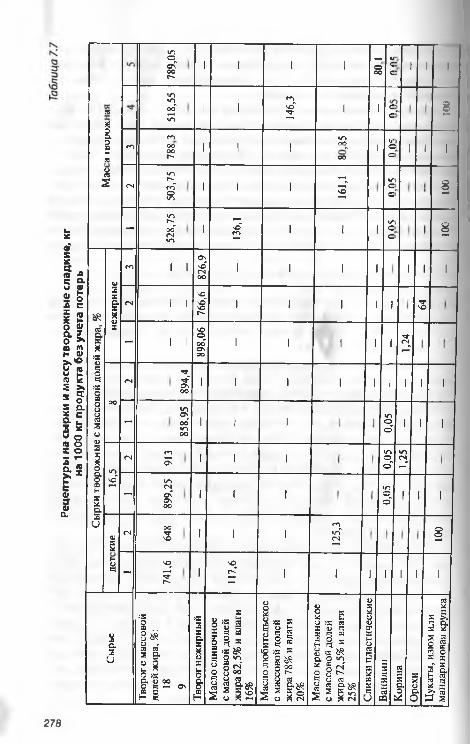
Реце
птур
ы н
а сы
рки
и ма
ссу т
воро
жны
е сла
дкие
, кг
на 1
000
кг п
роду
кта б
ез у
чета
пот
ерь
789,
05
1 1 1— О
1 О с ОО с 1 1 И
я
18нТЗ
518,
55
1 1
146,
3
1 1 с с 10
0
ГОГООО | ОО 1г -
1 1 151 ь-
- i сОО с
> 1 1 1
Я2 <N
503,
75
1 1 1
161,
1
n ns
001
-
528,
75
113
6,1
1i/'
1 1 1
001
Сы
рки
тво
рож
ны
е с
мас
сово
й д
олей
жи
ра,
%
неж
ирн
ые
г о 1 1
826,
9
1 1 i 1 1 1 1
СЧ 1 1
766,
6
1 1 1 і і 64
- 1 1
898,
06
1 1 і 1 i 1,24
оо
ГМ
894,
4
1 1 1 і і і 1 1 1
-
858,
95
1 1 1 0,05 1 1 1
16,5
г ч
913
1 1 1
0,05
1,25
-
899,
25
1 1 ! 0,05 1 1 1
и
й
CS
648
I I 1
125,
3
100
н8 -
741,
6
1
117,
6
I 1 1 1 1 1 1
Сы
рье
Тво
роге
мас
сово
йдо
лей
жи
ра,
%:
18 9Т
воро
г н
ежи
рны
й
Мас
ло с
ливо
чное
с
мас
сово
й д
олей
ж
ир
а82,
5% и
вла
ги
16%
Мас
ло л
юби
тель
ское
с
мас
сово
й д
олей
ж
ира
78%
и в
лаги
20
%
Мас
ло к
рест
ьян
ское
с
мас
сово
й д
олей
ж
ира
72,
5% и
вла
ги
25%
Сли
вки
пла
сти
ческ
ие
Ван
или
н
Кор
иц
а
Оре
хи
Цук
аты
, изю
м и
ли
ман
дари
нов
ая к
руп
ка
278
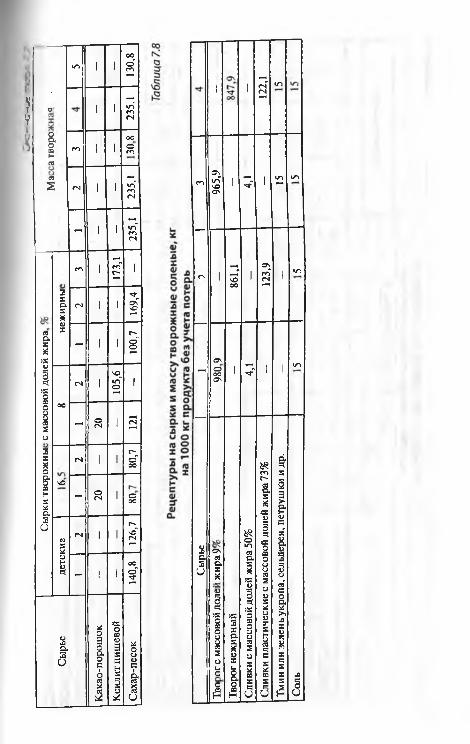
-C
hj
6
1
і____
___
____
____
____
_
1
ГШ •П
Сы
рье
1 1
1 7
1
3
965,
9 1
і 4,1 1 15 УГ)
1
861,
1
1 123,
91 •О
o\©o oas
1
Г* 1 1 УГ)
asлas*42
1
1о
уsо(-оО
£ Тво
рог
неж
ирн
ый
Сли
вки
с м
ассо
вой
дол
ей ж
ира
50%
Сли
вки
пла
сти
ческ
ие
с м
ассо
вой
дол
ей ж
ира
73%
| Тм
ин
или
зел
ень
укро
па,
сел
ьдер
ея, п
етру
шки
и д
р.
Сол
ь
•О ! 1
130,
8
В 1 1
235,
1
1сонл
го 1 1ОСоГО
а2 гм 1 1
235,
1
- 1 1
235,
1
го 1
173,
1
1
2XсхSX
гм 1 1
169,
4
Лa
Й«
<иX
- 1 1
100,
7
1«S
гм 1
105,
6
1
о
§2о
оо
- 8 1 121
2I
S гм 1 1 80,7
&сонXжо.
ЧО
- 8 1 ооо
2О
42Sи,
гм 1 1
126,
7
он42<=[ - 1 1
140,
8
Сы
рье
Как
ао-п
орош
ок
Кси
лит
пи
щев
ой
Сах
ар-п
есок
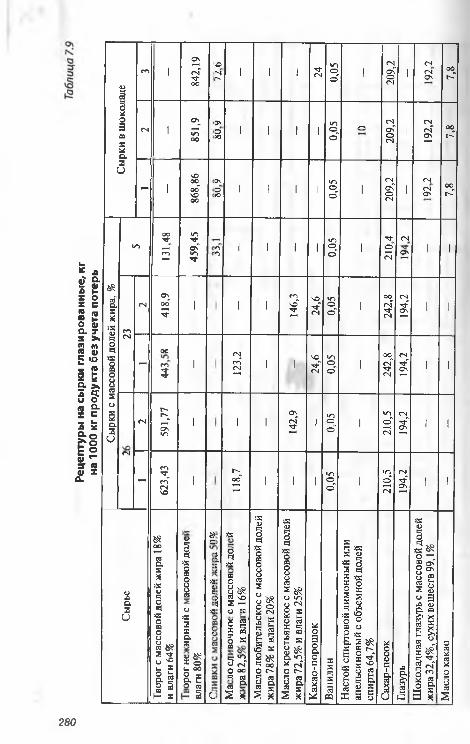
Реце
птур
ы н
а сы
рки
глаз
иров
анны
е, к
г на
100
0 кг
про
дукт
а бе
з уче
та п
отер
ь
Сы
рки
в ш
окол
аде
со 1
842,
19 <©N 1*«* 1 1 24 0,
05 1
209,
2
1счсчON 7,
8
г-1 1
851,
9 3Nэ 1 >0 1 1 I 0,
05 о
209,
2
1
192,
2 оог-:
- 1—
868,
86 3N= 1ю 1 1 1 0,
05 1
209,
2
1СЧсчOn 7,
8
Сы
рки
с м
ассо
вой
дол
ей ж
ира
, %
•Г)
131,
48
459,
45
n 1 п 1 1 1
[ 0,
05 1
210,
4 СЧOn 1 I
23
СЧ
418,
9
1 1 114
6,3
24,6
0,05 1
242,
8
194,
2
1 ■
-ООГО3
1
123,
2
1 1 24,6
0,05 1
242,
8
194,
2 |
1 1
сч
591,
77
1 1 1
142,
9
1•О<оo ' 1
210,
5
194,
2 |
1 1
C-J
-
623,
43
1
118,
7
1 1 1 0,05 1
210,
5
194,
2
1 1
Сы
рье
Тво
роге
мас
сово
й д
олей
жи
ра 1
8%
и вл
аги
64%
&S с0 ч >яг1 1° >2 322 2X $О*Ж с
S iи оо
I еО гаS С
322
f 1«о8 «
1 I SО 220 л | §1 5ч «г° сч О оо п я я а
2 * Мас
ло л
юби
тель
ское
с м
ассо
вой
дол
ей
жи
ра 7
8% и
вла
ги 2
0%
Мас
ло к
рест
ьян
ское
с м
ассо
вой
дол
ей
жи
ра 7
2,5%
и в
лаги
25%
Как
ао-п
орош
ок
Ван
или
н
Нас
той
сп
ирт
овой
ли
мон
ны
й и
ли
апел
ьси
нов
ый
с о
бъем
ной
дол
ей
спи
рта
64,7
%
Сах
ар-п
есок
Гла
зурь
Шок
олад
ная
гла
зурь
с м
ассо
вой
дол
ей
жи
ра 3
2,4%
, сух
их в
ещес
тв 9
9,1
%
| Мас
ло к
акао
280
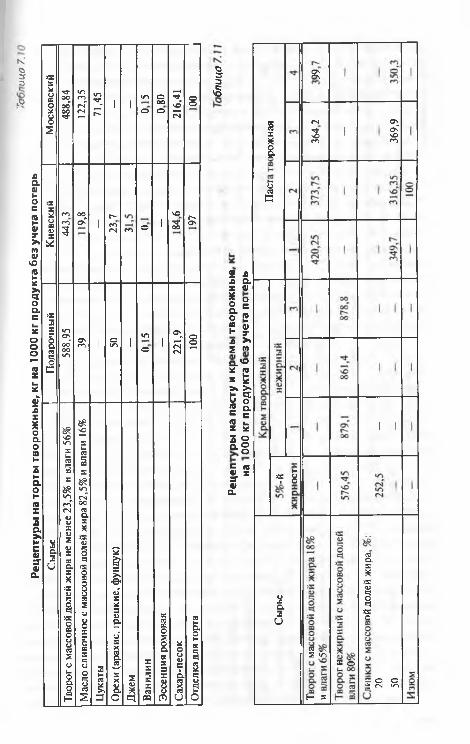
Реце
птур
ы н
а тор
ты тв
орож
ные,
кг н
а 10
00 к
г про
дукт
а бе
з уче
та п
отер
ь
К33з£
Мос
ковс
кий
488,
84
122,
35
|
71,4
51 1
юо
Ооо© 21
6,41
8
Ки
евск
ий
гого5
оооС 1
Г-ГОгч СО о 1
SOтГоо &
Под
ароч
ны
й
588,
95 ONго 1 оЮ 1•о
© 1
221,
9
§
Сы
рье
1 Тво
роге
мас
сово
й д
олей
жи
ра н
е м
енее
23,
5% и
вла
ги 5
6%
1 Мас
ло с
ливо
чное
с м
ассо
вой
дол
ей ж
ира
82,
5% и
вла
ги 1
6%
Цук
аты
Оре
хи (
арах
ис,
гре
цки
е, ф
унду
к)
Дж
ем
Ван
или
н
Эсс
енц
ия
ром
овая
Сах
ар-п
есок
Отд
елка
для
тор
та
о33v§
X л ■о а X <и* оa sо 2 “ ш ■" 3- д > 5 " Iа.'о х g s £>. >£ 5a a5 «-х *i fc ISa*«Q.
$XI
I
’? §
aа2U
S
ГЧ ON
3 1 On"sOго го
rt ,.2 «о
( - s
x о
I I
rtD.S*>S<u«=;о4«О
= о о“i ГЧ V-)
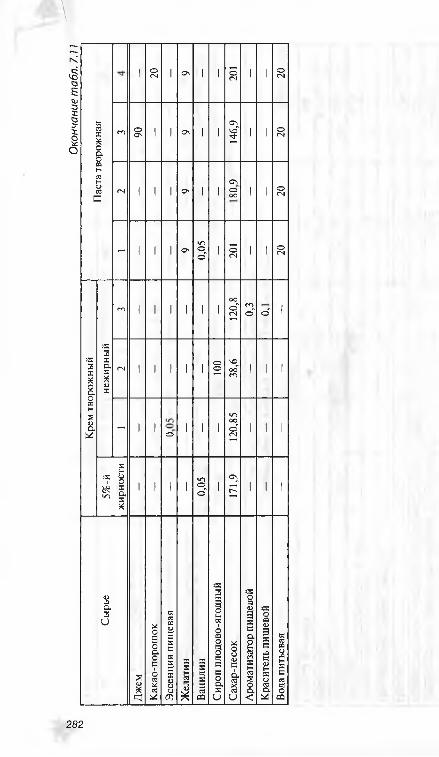
Око
нчан
ие т
абл.
7.1
1
\
Пас
та т
воро
жн
ая
I 20 I ON I I 201
1 1 20
ГО
06 I I ON I I
146,
9
1 1 20
г ч I I I O ' I ION©OO 1 1 20
- I I I O n
0,05 I 201
1 1 20
Кре
м т
воро
жн
ый
неж
ирн
ый
ГО I I I I I I
120,
8
0,3
©" 1
с ч I I I I I 100
38,6
1 1 1
- г I © I I 1
120,
85
1 1 1
5%-й
жи
рнос
ти
I I I I 0,05 1
171,
9
1 1 1
Сы
рье
Дж
ем
Как
ао-п
орош
ок
| Эсс
енц
ия
пи
щев
ая
Жел
ати
н
| Ван
или
н
Си
роп
пло
дово
-яго
дны
й
| Сах
ар-п
есок
Аро
мат
иза
тор
пи
щев
ой
Кра
сите
ль п
ищ
евой
Вод
а п
ить
евая
2 8 2
Глазированные сырки вырабатывают из творога пониженной влажности согласно рецептуре. В качестве вкусовых и ароматических наполнителей применяют ванилин, цукаты, лимон, кофе, какао. Масса каждого сырка до глазирования составляет 40 г, а после глазирования — 50 г. Технологический процесс производства глазированных сырков состоит из следующих операций: приемка и подготовка сырья, приготовление замеса, формование, предварительное замораживание, приготовление глазури, глазирование, завертывание и упаковывание. Особенностью производства сырков является их предварительное замораживание (перед глазированием или после него). В зависимости от последовательности выполнения этой операции сырки вырабатывают на оборудовании, предназначенном для изготовления мороженого эскимо (в первом случае) или на поточных линиях (во втором случае).
Приемка, подготовка сырья и приготовление замеса для глазированных сырков осуществляются так же, как и для всех творожных изделий. При выработке глазированных сырков с предварительным замораживанием подготовленную творожную массу выгружают из мешалки в шприц, который дозирует массу в ячейки эскимогенера- тора, имеющие вид усеченного конуса. После заполнения творожной массой ячейки закрывают крышками со шпильками.
При закрывании формы шпильки попадают в центр ячейки. Закрытые формы с продуктом, двигаясь в эскимогенераторе, попадают сначала в рассол (температура —18...—30 °С), где замораживаются, а затем в ванну с горячей водой, после чего крышку с замороженными сырками вынимают из формы. Замороженные сырки погружают в глазурь с температурой 30 + 2 °С. Для снятия готовых сырков со шпилек на крышку подают напряжение 12 В, и сырки попадают на упаковочный стол, где их завертывают и укладывают в ящики.
Глазированные сырки, вырабатываемые на поточных линиях без предварител ьного замораживания перед глазированием, имеют прямо- угольную или цилиндрическую форму с небольшим срезом подлине. Их длина 60,2 мм, а диаметр 28—30 мм. Подготовленная творожная масса температурой 7 ± 2 °С загружается в дозировочно-формовочную машину. Сформированные сырки поступают по конвейеру в глазиро- вочную машину, где они покрываются сверху шоколадной глазурью. Нижняя часть сырков глазируется при помощи вращающихся валиков глазировочной машины. Температура глазури, приготовленной на масле какао, 38 ± 3 °С и на кондитерском жире — 40 ± 3 °С. Остатки глазури с сырков сдувают струей теплого воздуха в глазировочной машине. После глазирования сырки поступают по конвейеру в холодильный шкаф, в котором при температуре воздуха—1...+1 °С глазурь застывает. Сырки из холодильного шкафа поступают в заверточный полуавтомат. Завернутые в фольгу сырки укладывают в коробки.
2 8 3
Глазурь поступает в готовом виде с кондитерских фабрик, а на мо лочных заводах ее расплавляют и добавляют необходимое количество жира. При производстве сырков в шоколаде в шоколадную глазурь добавляют масло какао.
Творожные торты вырабатывают из высококачественного творога с массовой долей влаги 55—63%. Особенность технологического процесса производства творожных тортов — их формование. После составления замеса творожную массу с наполнителем охлаждают до 8 °С и направляют на формование. Творожные торты формуют вручную, применяя круглые, овальные, квадратные и другие металлические формы. Подготовленную порцию творожной массы выкладывают в форму, на дне которой в два слоя уложена марля. Массу в форме выравнивают и одновременно уплотняют через марлю пестом, свободно входящим в форму.
Отформован ную творожную массу выкладывают из марли в картонную коробку, дно которой выстлано пергаментом, а затем помещают в холодильную камеру с температурой не выше 6 ‘’С. После охлаждения сформованную творожную массу покрывают глазурью или украшают рисунком. Для отделки творожных тортов применяют пищевые красители: индиго (синий), тартразин (желтый), краситель красный, а также их производные (смеси) цвета винограда (желтый и зеленый), клубники (красный и желтый), черной смородины (красный и синий) и др. После отделки или глазирования творожные торты хранят в холодильной камере при температуре 6 ± 2 °С.
Технологический процесс производства творожных кремов такой же, как и всех творожных изделий. Дополнительной является операция измельчения подготовленной массы на коллоидной мельнице для уменьшения ее вязкости и улучшения текучести. Измельченную массу охлаждают до температуры 10+2 °С и направляют на фасование и упаковывание.
При производстве творожной пасты творог загружают в мешалку, а затем добавляют наполнители согласно рецептуре и в зависимости от вида готового продукта. Это могут быть сливки или смесь желатина со сливками. Последнюю готовят таким образом: набухший желатин заливают сливками, нагревают до 63 ± 2 °С и выдерживают в течение 25-30 мин. Затем эту смесь охлаждают до 43 ± 2 °С и смешивают с творогом.
Технологический процесс производства творожных полуфабрикатов состоит из следующих операций: приемка, подготовка и обработка сырья, фасование, упаковывание, маркирование, охлаждение и хранение. Для выработки творожных полуфабрикатов используют нежирный и обезжиренный творог, пшеничную муку 30%-го или 70%-го помола, куриные яйца или яичный порошок, пищевой крахмал, соль, сахар-песок, сливочное масло, пластические сливки.284
При подготовке сырья творог зачищают и сортируют. Если применяют замороженный творог, то его размораживают и направляют на обработку. Соль, сахар, муку и крахмал просеивают. Яйца сортируют, разбивают, выливают в специальную посуду и перемешивают.
Творог для выработки полуфабрикатов пропускают через вальцовку, чтобы его консистенция была однородной и без крупинок. При производстве сырников, теста для сырников и ленивых вареников творог после вальцовки загружают в мешалку и добавляют сначала сахар (или соль) и яйца, а затем в перемешанную массу — муку согласно рецептуре (табл. 7.12) и перемешивают до получения однородной массы и равномерного распределения в ней всех составных частей рецептуры. Затем подготовленную творожную массу фасуют и упаковывают.
При производстве замороженных вареников с творогом готовят тесто и фарш. Тесто готовят следующим образом: в мешалку заливают воду температурой 32—35 °С в количестве 50-55% массы муки и добавляют соль, яйца и муку. Все компоненты перемешивают до однородной массы. Температура готового теста должна быть 26-28 °С. Фарш готовят из творога, пропущенного через вальцовку и смешанного с сахаром и яйцами. Приготовленное тесто и фарш направляют в формовочно-фасовочный автомат (пельменный и т.п.). Готовые вареники укладывают на лотки, обсыпанные тонким слоем муки, и направляют в морозильную камеру при температуре -18 °С.
После замораживания вареники фасуют и упаковывают в тару. Творожные полуфабрикаты хранят в холодильных камерах при температуре не выше 8 °С: соленые полуфабрикаты — не более 36 ч, сладкие — 24 ч, Замороженные вареники хранят при температуре не выше — 10°С не более 3 сут.
7.6. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА КИСЛОМОЛОЧНЫХ ПРОДУКТОВ. ЗАКВАСОЧНИКИ
Для производства кисломолочных продуктов применяют различное технологическое оборудование, конструкция которого определяется видом вырабатываемого продукта. К оборудованию для производства кисломолочных продуктов относятся заквасочники, сливкосозрева- тельные аппараты, творожные ванны, охладители, измельчители, смесители творога и творожных изделий, линии производства творога и др.
Для приготовления закваски на предприятиях отрасли применяют специальные заквасочники. Основным техническим параметром их является вместимость. Заквасочники вместимостью 12 и 40 л применяют для приготовления лабораторной и производственной заквасок, а заквасочники вместимостью 150,350,630 л и более используют для получения производственной закваски. На рис. 7.6 приведена схема заквасочников.
2 8 5
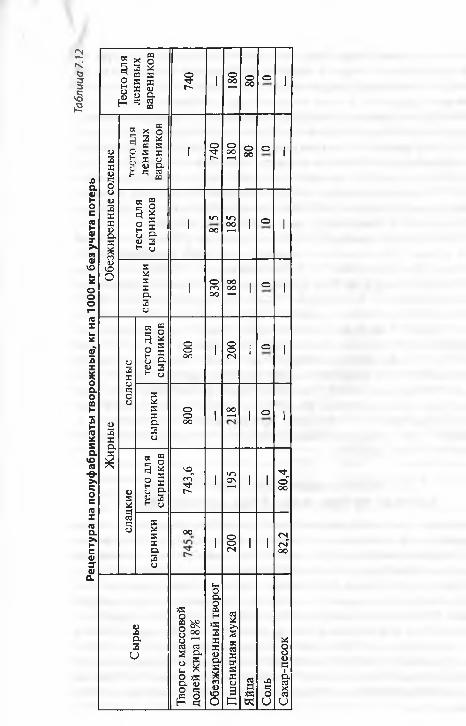
Реце
птур
а на
пол
уфаб
рика
ты тв
орож
ные,
кг н
а 10
00 к
г без
учет
а по
терь
Табл
ица
7.1
2Ре
цепт
ура
на п
олуф
абри
каты
твор
ожны
е, к
г на
1000
кг б
ез уч
ета
поте
рь
Тес
то д
ля
лени
вых
варе
нико
в
740
1 180
80 О 1
Обе
зжир
енны
е со
лены
е
тест
о ДЛ
Я ле
нивы
х ва
рени
ков
1 740
180
80 О 1
тест
о дл
я сы
рник
ов
11/~)ОС 18
51 О 1
сырн
ики
1 830
188
1 о 1
Жир
ные
соле
ные
тест
о дл
я сы
рник
ов
ооос 1 20
0
1 о 1
сырн
ики
оооо 1
ООт—̂ 1 о 1
слад
кие
тест
о дл
я сы
рник
ов
743,
6
1 195
1 1 80,4
сырн
ики
001 2
00
1 1 82,2
Сы
рье
Тво
роге
мас
сово
й до
лей
жир
а 18
%
Обе
зжир
енны
й тв
орог
Пш
енич
ная
мук
аЯ
йца
Сол
ьС
ахар
-пес
ок

Рис. 7.В. Схема заквасочников вместимостью: а— 12 л: 1 — наружная ванна; 2 — внутренняя ванна; 3 — термоизоляция; 4 — пере
ливная труба; 5 — крышка; 6 — ушат; 7 — рукоятка вентиля подачи холодной воды 8 — рукоятка вентиля подачи горячей воды; 9 — рукоятка вентиля подачи хладоноси-
теля; 10 — пульт управления; 11 — датчики БРТ и БИТ; 12 — электронагревательный элемент; 13— шток вентиля; 14 — вентиль; 15 — злектрошкаф; б— 350 л [630 л]:
1 — наружная ванна; 2 — внутренняя ванна; 3 — мешалка; 4 — переливная труба;5 — термопреобразователь сопротивления; В — заливной патрубок; 7 — привод;
8 — моющая головка; 9 — конечный выключатель; 10— крышка; 11 — теплоизоляция; 12 — змеевик ледяной воды; 13 — змеевик пара; 14 — выпускной кран; 15— обратные
клапаны; 16 — вентиль для слива и подачи воды в рубашку
Заквасочник вместимостью 12л (рис. 7.6, а) состоитиз термоизолированной ванны с подставкой, термоизолированной крышки, четырех ушатов с крышками, электрошкафа с пультом управления, комплекта принадлежностей. Ванна заквасочника представляет собой сварную конструкцию из наружной и внутренней ванн, пространство между которыми заполненотеплоизоляцией. Ванна имеет крышку, прикрепленную шарнирно. Со стороны электрошкафа в ванну вмонтированы три электронагревательных элемента и датчикблоков регулирования и измерения температуры.
В верхней части ванны установлена решетка, в которую вставляют ушаты (сосуды цилиндрической формы с крышкой и ручками). Ушаты с молоком помешают в ванну, заполненную водой до верха переливной
2 8 7
трубы. Нагрев молока до температуры пастеризации и выдержка при этой температуре происходятвавтоматическом режиме. Затем в ванну поступает холодная вода, молоко охлаждается до температуры сквашивания, после чего в ушаты вносят культуры молочнокислых бактерий. Сквашивание молока происходит при заданной температуре. Готовая закваска охлаждается хладоносителем и хранится в камерах до употребления. Хладоносителем служитледяная вода температурой 2—3 °С.
Заквасочник вместимостью 40 л по конструкции аналогичен за- квасочнику вместимостью 12 л. Внутри ванны в нижней части смонтирована парораспределительная головка, представляющая собой цилиндр, на боковой поверхности которого имеются 144 отверстия диаметром 3 мм.
Поворачивая рукоятки на электрошкафу, подают напряжение и устанавливают режим пастеризации. В ванну поступает пар, и молоко пастеризуется. Подостижении температуры пастеризации молоко выдерживают в течение 50—60 мин. Затем в ванну подают холодную воду, и молоко охлаждается до температуры сквашивания, после чего в ушаты вносят культуры молочнокислых бактерий. Рукоятку режима работ на панели электрошкафа устанавливают в положение «Сквашивание». Сквашивание молока происходит при температуре, автоматически поддерживаемой в течение времени, определяемого технологическими инструкциями по производству заквасок.
Заквасочник вместимостью 350л (630л) (рис. 7.6, б) представляет собой термоизолированную емкость со следующими устройствами: для залива и слива продукта, перемешивающим, для мойки внутренней поверхности, змеевиками, датчиком контроля температуры пастеризации и сквашивания и др. В электрошкафу смонтированы электрические приборы, управляющие работой привода мешалки, вентилей с электромагнитным приводом и контролирующие температуру продукта.
Заквасочник состоит из внутренней и наружной ванн и облицовки, пространство между которыми заполнено теплоизоляцией. В пространстве между внутренней и наружной ваннами (в рубашке) находятся змеевики и переливная труба. Внутренняя и наружная ванны состоят из обечайки и днища. К днищу внутренней ванны приварен патрубок для вывода продукта. Для полного слива продукта днище имеет уклон в сторону выпускного патрубка.
По образующей обечайки, в ее верхней части, приварен змеевик для подачи ледяной воды. К днищу наружной ванны приварены переливная труба, патрубок для слива воды из рубашки и змеевикдля подачи пара при пастеризации продукта. На выходных концах змеевиков подачи пара и ледяной воды установлены обратные клапаны. Через патрубок, приваренный ко дну наружной ванны, заполняется водой межстенное пространство (рубашка). Для контроля за уровнем воды288
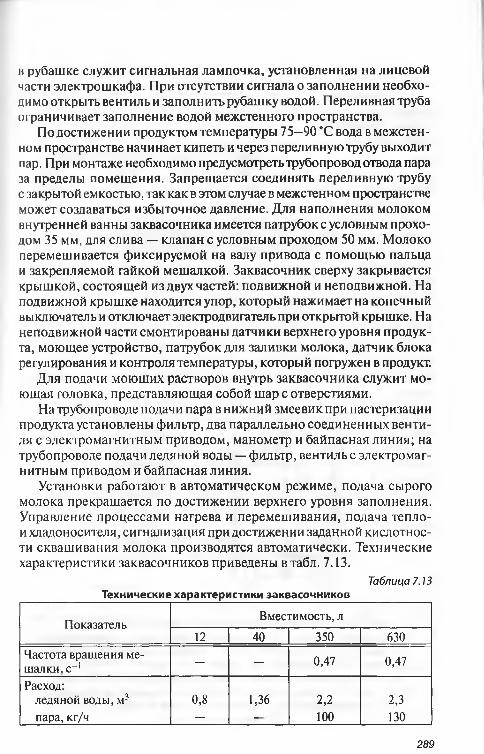
и рубашке служит сигнальная лампочка, установленная на лицевой части электрошкафа. При отсутствии сигнала о заполнении необходимо открыть вентиль и заполн ить рубашку водой. Переливная труба ограничивает заполнение водой межстенного пространства.
По достижении продуктом температуры 75-90 °С вода в межстенном пространстве начинает кипеть и через переливную трубу выходит пар. При монтаже необходимо предусмотреть трубопровод отвода пара за пределы помещения. Запрещается соединять переливную трубу с закрытой емкостью, так как в этом случае в межстенном пространстве может создаваться избыточное давление. Для наполнения молоком внутренней ванны заквасочника имеется патрубок с условным проходом 35 мм, для слива — клапан с условным проходом 50 мм. Молоко перемешивается фиксируемой на валу привода с помощью пальца и закрепляемой гайкой мешалкой, Заквасочник сверху закрывается крышкой, состоящей из двух частей: подвижной и неподвижной. На подвижной крышке находится упор, который нажимает на конечный выключатель и отключает электродвигатель при открытой крышке. На неподвижной части смонтированы датчики верхнего уровня продукта, моющее устройство, патрубок для заливки молока, датчик блока регулирования и контроля температуры, который погружен в продукт.
Для подачи моющих растворов внутрь заквасочника служит моющая головка, представляющая собой шар с отверстиями.
На трубопроводе подачи пара в нижний змеевик при пастеризации продукта установлены фильтр, два параллельно соединенных вентиля с электромагнитным приводом, манометр и байпасная линия; на трубопроводе подачи ледяной воды — фильтр, вентиль с электромагнитным приводом и байпасная линия.
Установки работают в автоматическом режиме, подача сырого молока прекращается по достижении верхнего уровня заполнения. Управление процессами нагрева и перемешивания, подача тепло- и хладоносителя, сигнализация при достижении заданной кислотности сквашивания молока производятся автоматически. Технические характеристики заквасочников приведены в табл. 7.13.
Таблица 7.13Технические характеристики заквасочников
ПоказательВместимость, л
12 40 350 630Частота вращения мешалки, с-1 — — 0,47 0,47
Расход:ледяной воды ,м 3 0,8 1,36 2,2 2,3пара, кг/ч — - 100 130
289
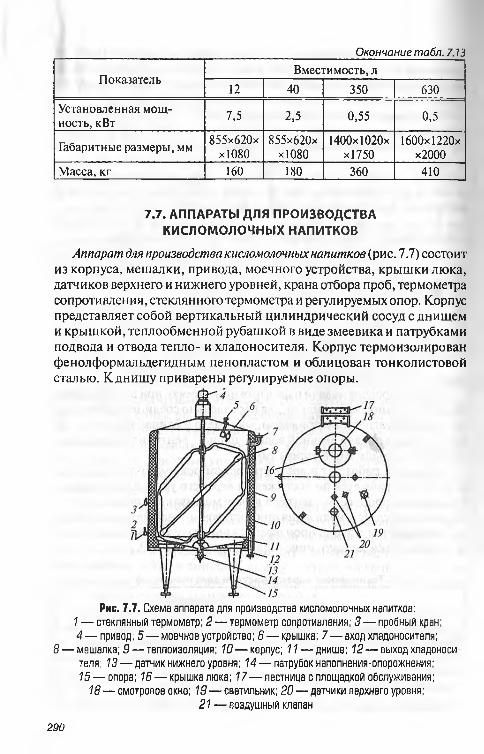
____________Окончание табл. 7.13
Вместимость, лПоказатель
12 40 350 630
Установленная мощность, кВт 7,5 2,5 0,55 0,5
Габаритные размеры, мм855х620х
х1080855х620х
х10801400х1020х
ХІ7501600х1220х
х2000Масса, кг 160 180 360 410
7.7. АППАРАТЫ ДЛЯ ПРОИЗВОДСТВА КИСЛОМОЛОЧНЫХ НАПИТКОВ
Аппарат для производства кисломолочных напитков (рис. 7.7) состоит из корпуса, мешалки, привода, моечного устройства, крышки люка, датчиков верхнего и нижнего уровней, крана отбора проб, термометра сопротивления, стеклянного термометра и регулируемых опор. Корпус представляет собой вертикальный цилиндрический сосуд с днищем и крышкой, теплообменной рубашкой в виде змеевика и патрубками подвода и отвода тепло- и хладоносителя. Корпус термоизолирован фенолформальдегидным пенопластом и облицован тонколистовой сталью. К днищу приварены регулируемые опоры.
Рис. 7.7. Схема аппарата для производства кисломолочных напитков:1 — стеклянный термометр: 2 — термометр сопротивления; 3 — пробный кран;4 — привод; 5 — моечное устройство; 6 — крышка; 7— вход хладоносителя;
В — мешалка; 9 — -теплоизоляция; 10 — корпус; 11 — днише; 12 — выход хладоносителя; 13 — датчик нижнего уровня: 14 — патрубок наполнения-опорожнения;15 — опора; 16 — крышка люка; 17— лестница с площадкой обслуживания;
18— смотровое окно; 19— светильник; 20— датчики верхнего уровня;21 — воздушный клапан
2 9 0
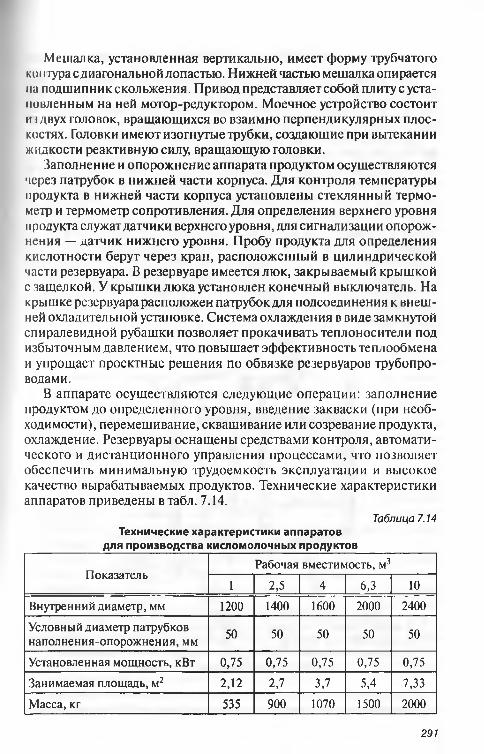
Мешалка, установленная вертикально, имеет форму трубчатого ко1 ітура с диагональной лопастью. Нижней частью мешалка опирается на подшипник скольжения. Привод представляет собой плиту с установленным на ней мотор-редуктором. Моечное устройство состоит и 1 двух головок, вращающихся во взаимно перпендикулярных плоскостях. Головки имеют изогнутые трубки, создающие при вытекании жидкости реактивную силу, вращающую головки.
Заполнение и опорожнение аппарата продуктом осуществляются через патрубок в нижней части корпуса. Для контроля температуры продукта в нижней части корпуса установлены стеклянный термометр и термометр сопротивления. Для определения верхнего уровня продукта служат датчики верхнего уровня, для сигнализации опорожнения — датчик нижнего уровня. Пробу продукта для определения кислотности берут через кран, расположенный в цилиндрической части резервуара. В резервуаре имеется люк, закрываемый крышкой с защелкой. У крышки люка установлен конечный выключатель. На крышке резервуара расположен патрубокдля подсоединения к внешней охладительной установке. Система охлаждения в виде замкнутой спиралевидной рубашки позволяет прокачивать теплоносители под избыточным давлением, что повышает эффективность теплообмена и упрощает проектные решения по обвязке резервуаров трубопроводами.
В аппарате осуществляются следующие операции: заполнение продуктом до определенного уровня, введение закваски (при необходимости), перемешивание, сквашивание или созревание продукта, охлаждение. Резервуары оснащены средствами контроля, автоматического и дистанционного управления процессами, что позволяет обеспечить минимальную трудоемкость эксплуатации и высокое качество вырабатываемых продуктов. Технические характеристики аппаратов приведены в табл. 7.14.
Таблица 7.14Технические характеристики аппаратов
для производства кисломолочных продуктов
ПоказательРабочая вместимость, м3
1 2,5 4 6,3 10
Внутренний диаметр, мм 1200 1400 1600 2000 2400
Условный диаметр патрубков наполнения-опорожнения, мм 50 50 50 50 50
Установленная мощность, кВт 0,75 0,75 0,75 0,75 0,75
Занимаемая площадь, м2 2,12 2,7 3,7 5,4 7,33
Масса, кг 535 900 1070 1500 2000
291

7.8. СЛИВКОСОЗРЕВАТЕЛЬНЫЕ АППАРАТЫПри производстве сметаны применяютемкостные аппараты (ван
ны) различной конструкции. Одним из них является вертикальный аппарат для созревания сливок, применяемый для подготовки и обработки сливок, сливочного масла и других продуктов.
Основные сборочные единицы аппарата: трубопроводы, лестница, емкость для созревания сливок, пульт управления, устройство для подогревания воды, площадка для обслуживания, электрошкаф и блок-приставка. Сливки созревают в специальной емкости (рис. 7.8), состоящей из собственно емкости, привода мешалки, стойки, двух лопастей, люка и приборов для автоматического ведения процесса. Емкость представляет собой вертикальный цилиндрический сосуд с коническим днищем. На наружной стороне днища и боковой стенке сосуда имеются змеевики, соединенные между собой перемычкой. К змеевикам, расположенным на днище и боковой стенке емкости, приварены патрубки для подвода тепло- и хладоносителя. Пространство между змеевиками и облицовкой емкости заполнено теплоизоляционным материалом.
Рис. 7.8. Схема вертикального сливкосозревательного аппарата:1 — моющая головка; 2 — привод; 3— внутренняя емкость; 4— люк; 5 — стойка;
В — термоизоляционный материал; 7, 10 — змеевики; 8 — уровнемер; 9 — труба слива холодной и теплой воды; 11 — патрубок для подвода тепло- и хладоносителя;
12, 14— лопасти мешалки; 13— опора
Верхнее днище емкости одностенное, без термоизоляции, со стро- повочными проушинами д ля подъема при транспортировании и мон-292
гаже. Для предотвращения загрязнений облицовки при мойке емкости в верхней части между облицовкой и верхним днищем предусмотрена кольцевая канавка для отвода жидкости. Емкость устанавливают на четырех опорах, закрытых кожухами и регулируемых по высоте опорным винтом.
Привод мешалки закреплен на верхнем днище емкости. Выходной вал привода выполнен из нержавеющей стали. Конструкция привода исключает попадание смазочного материала в продукт и на поверхность деталей, соприкасающихся с ним. Привод закрыт кожухом. Мешалка, состоящая излопастей и стойки, предназначена для перемешивания сливок в аппарате. Лопасти прикреплены к стойке с помощью направляющих стержней и накидных гаек. В верхней части емкости на выходном валу привода мешалки болтом закреплена стойка. Для предотвращения бокового перемещения мешалки во время работы в нижней части емкости имеется опора.
В верхней части емкости установлены три моющие головки, которые с помощью резьбового соединения закреплены в кольцевом коллекторе, приваренном к верхнему днищу. Моющий раствор поступает вколлектор по трубопроводу. Моющие головки расположены под углом к оси емкости, что способствует качественной мойке ее внутренней поверхности. Автоматическую подачу моющего раствора обеспечивает пневматический клапан на трубопроводе подачи моющего раствора.
Для возможности внутреннего обслуживания емкости предусмотрена закрывающаяся откидная крышка с окном для наблюдения, имеющая блокировку (конечный выключатель), которая обеспечивает отключение электродвигателя и остановку автоматической мойки при открывании крышки. С помощью винта и резиновой прокладки крышка герметично закрывает люк емкости. На верхнем днище емкости смонтированы светильник с электролампой для освещения внутреннего пространства, а также вентиляционное устройство для предотвращения возникновения избыточного давления или вакуума. На крышке вентиляционного устройства предусмотрен датчик верхнего уровня продукта.
В емкости имеется датчик дистанционного измерения уровня сливок, а на боковой стенке смонтированы пробный кран, датчик температуры сливок, стеклянный термометр и датчик рН-метра. Пульт автоматического управления и электрошкаф включают в себя приборы, обеспечивающие автоматическое ведение процесса созревания сливок. Управление режимами работы аппарата и ввод программ осуществляются с клавиатуры пульта автоматического управления, отображение информации — на однострочном дисплее и светодиодных индикаторах пульта автоматического управления.
Аналогичное назначение имеют горизонтальные сливкосозреватель- ные ванны (рис. 7.9) — корытообразные емкости с мешалкой и привод-
293
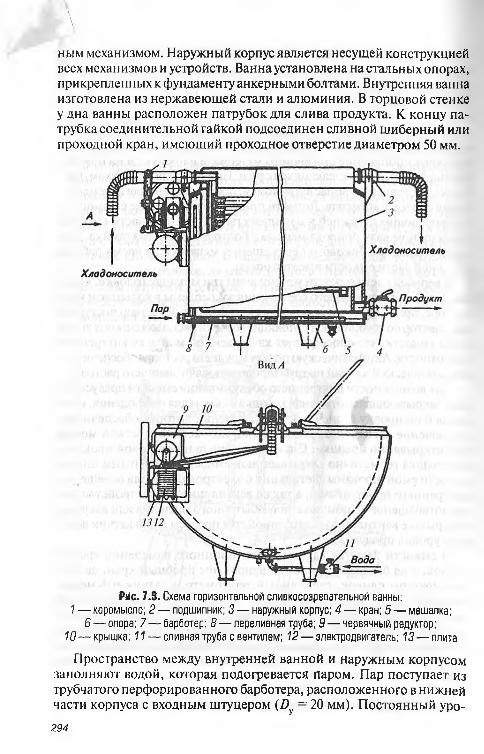
\
ным механизмом. Наружный корпус является несущей конструкцией всех механизмов и устройств. Ванна установлена на стальных опорах, прикрепленных к фундаменту анкерными болтами. Внутренняя ванна изготовлена из нержавеющей стали и алюминия. В торцовой стенке у дна ванны расположен патрубок для слива продукта. К концу патрубка соединительной гайкой подсоединен сливной шиберный или проходной кран, имеющий проходное отверстие диаметром 50 мм.
Рйс. 7.9. Схема горизонтальной сливкосозревательной ванны:1 — коромысло; 2 — подшипник; 3 — наружный корпус; 4 — кран; 5 — мешалка;
6 — опора; 7— барботер; 8 — переливная труба; 9 — червячный редуктор;10 — крышка; 11 — сливная труба с вентилем; 12 — электродвигатель; 13 — плита
Пространство между внутренней ванной и наружным корпусом заполняют водой, которая подогревается паром. Пар поступает из трубчатого перфорированного барботера, расположенного в нижней части корпуса с входным штуцером (Dy = 20 мм). Постоянный уро-
294
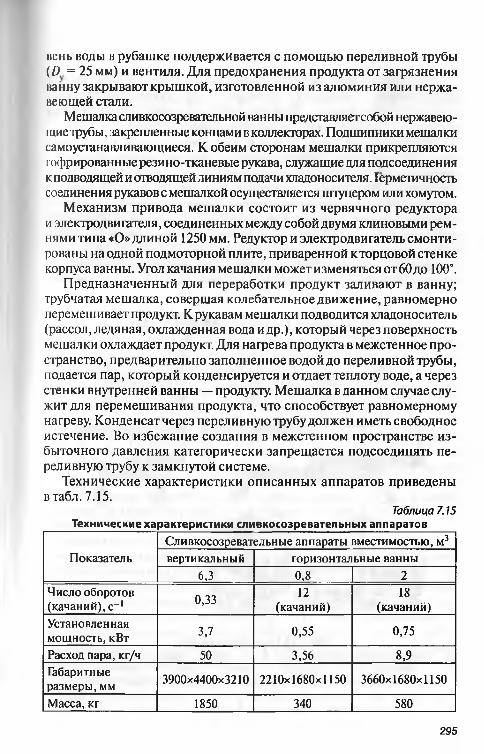
пень воды в рубашке поддерживается с помощью переливной трубы (Z) = 25 мм) и вентиля. Для предохранения продукта от загрязнения ванну закрывают крышкой, изготовленной из алюминия или нержавеющей стали.
Мешалка сливкосозревательной ванны представляет собой нержавею- I цие трубы, закрепленные концами в коллекторах. Подшипники мешалки самоустанавливающиеся. К обеим сторонам мешалки прикрепляются гофрированные резино-тканевые рукава, служащие для подсоединения к подводящей и отводящей линиям подачи хладоносителя. Герметичность соединения рукавов с мешалкой осуществляется штуцером или хомутом.
Механизм привода мешалки состоит из червячного редуктора и электродвигателя, соединенных между собой двумя клиновыми ремнями типа «О» длиной 1250 мм. Редуктор и электродвигатель смонтированы на одной подмоторной плите, приваренной кторцовой стенке корпуса ванны. Угол качания мешалки может изменяться от 60 до 100°.
Предназначенный для переработки продукт заливают в ванну; трубчатая мешалка, совершая колебательное движение, равномерно перемешивает продукт. Крукавам мешалки подводится хладоноситель (рассол, ледяная, охлажденная вода и др.), который через поверхность мешалки охлаждает продукт. Для нагрева продукта в межстенное пространство, предварительно заполненное водой до переливной трубы, подается пар, который конденсируется и отдает теплоту воде, а через стенки внутренней ванны — продукту. Мешалка в данном случае служит для перемешивания продукта, что способствует равномерному нагреву. Конденсат через переливную трубу должен иметь свободное истечение. Во избежание создания в межстенном пространстве избыточного давления категорически запрещается подсоединять переливную трубу к замкнутой системе.
Технические характеристики описанных аппаратов приведены в табл. 7.15.
Таблица 7.15Технические характеристики сливкосозревательных аппаратов
Сливкосозревательные аппараты вместимостью, м3Показатель вертикальный горизонтальные ванны
6,3 0,8 2Число оборотов
0,33 12 18(качаний), с_| (качаний) (качаний)Установленная мощность, кВт 3,7 0,55 0,75
Расход пара, кг/ч 50 3,56 8,9Габаритные размеры, мм 3900x4400x3210 2210x1680x1150 3660x1680x1150
М асса, кг 1850 340 580
295

7.9. ТВОРОЖНЫЕ ВАННЫДля производства творога применяется различное технологическое
оборудование. Основным оборудованием для сквашивания и заквашивания молока при производстве творога традиционным способом являются горизонтальные творожные ванны (для калье).
Горизонтальная ванна и ванна для самопрессования для калье (рис. 7.10, а) имеют рабочий корпус полуцилиндрической формы, теплообменную рубашку с патрубками для горячей и холодной воды, шиберный кран для выпуска продукта и четыре опоры для установки на полу цеха. После заполнения ванны молоком и его заквашивания в рубашку подают горячую воду для нагрева молока и поддержания необходимой температуры сквашивания. По окончании процесса сквашивания горячую воду спускают и подают холодную для охлаждения сгустка. Через шиберный кран готовым сгустком наполняют мешки и укладывают рядами в ванну самопрессования на решетки.
в) 6 7Рис. 7.10. Схема творожных ванн:
а — горизонтальная ванна для калье: 1,5,6 — сливной, переливной и заливной патрубки; 2 — шиберный кран; 3— рубашка; 4 — ванна; 7 — опора; 6 — ванна самопрессова
ния: 1 — решетка; 2— тележка; 3 — ванна; 4 — сливной патрубок; 5— колесо; в — пресс-ванна: 1 — нажимная плита-решетка; 2— ванна внутренняя; 3 — ванна
внешняя; 4 — перекладина; 5 — винт; 6, 7— колеса
2 9 6
В комплект творожного оборудования входит также и ванна само- прессования (рис. 7.8, б), корпус которой сделан из пищевого алюминия. Ванна состоит из тележки с колесами и решетки, устанавливаемой под шиберным краном ванны для калье. Технические характеристики творожных ванн приведены в табл. 7.16.
Таблица 7.16Технические характеристики творожных ванн________________
ПоказательТворожные ванны
для калье для самопрессования творога
Вместимость, м3 2,5 0,7Диаметр проходного сечения отверстия сливного крана, мм 120 —
Габаритные размеры, мм 3096x1372x1070 2160x1070x760Масса, кг 330 105
7.10. ОХЛАДИТЕЛИ ТВОРОГА
Установка для прессования и охлаждения творога в мешочках (рис. 7.11) представляет собой модифицированный ротационный трубчатый пресс-охладитель системы Г.А. Митрофанова. Установка состоит из рамы, на которой смонтирован трубчатый барабан для прессования и охлаждения творога в мешочках, имееюший загрузочное отверстие с запирающимися на замок раздвижными дверцами. К раме снизу на специальной оси подвешена съемная ванна. Полый приводной вал разделен заглушкой на две камеры. Из трубопровода через трубу хладоноситель (рассол, ледяная вода) поступает в левую камеру, затем, обойдя трубчатый барабан, — в правую и через трубу возвращается в трубопровод сети. Барабан закрыт кожухом с двумя откидными крышками. Вал с укрепленным на нем барабаном приводится во вращение от приводной станции.
Мешочки со сгустком общей массой 400 кг загружают в барабан установки и включают двигатель. При вращении барабана (без циркуляции хладоносителя) происходит прессование сгустка в течение 1,5 ч. После прессования творог охлаждают, открыв вентили ввода и вывода хладоносителя. Продолжительность охлаждения составляет 1,5 ч. Температура сгустка перед прессованием 25—30 "С, после прессования — 25, а после охлаждения (рассолом температурой —5...—6°С) — 14 °С. После достижения требуемой температуры подача хладоносителя прекращается, выключается двигатель и мешочки с творогом выгружают.
В двухцилиндровом охладителе осуществляется непрерывное охлаждение творога (рис. 7.12). Охладитель состоит из двух закрытых цилиндров с общим бункером, смонтированных на станине. Внут-
297
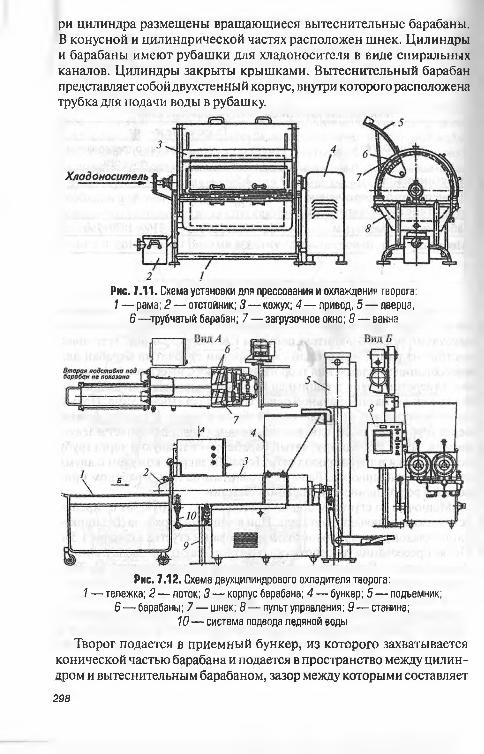
ри цилиндра размещены вращающиеся вытеснительные барабаны. В конусной и цилиндрической частях расположен шнек. Цилиндры и барабаны имеют рубашки для хладоносителя в виде спиральных каналов. Цилиндры закрыты крышками. Вытеснительный барабан представляет собойдвухстенный корпус, внутри которого расположена трубка для подачи воды в рубашку.
Рис. 7.11. Схема установки для прессования и охлаждения творога: 1 — рама; 2 — отстойник; 3 — кожух; 4— привод; 5 — • дверца;
5 — трубчатый барабан; 7 — загрузочное окно; 8 — ванна
Рис. 7.12. Схема двухцилиндрового охладителя творога:1— тележка; 2 — лоток; 3 — корпус барабана; 4 — бункер; 5 — подъемник;
В— барабаны; 7 — шнек; 8 — пульт управления; 9 — станина;10 — система подвода ледяной воды
Творог подается в приемный бункер, из которого захватывается конической частью барабана и подается в пространство между цилиндром и вытеснительным барабаном, зазор между которыми составляет
2 9 8
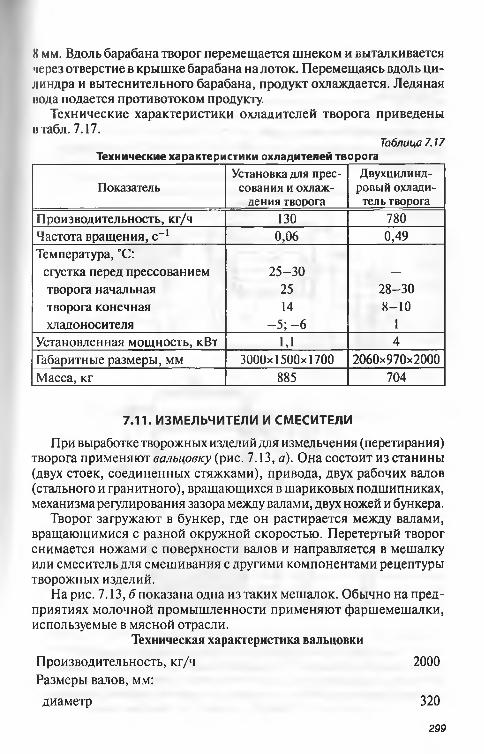
8 мм. Вдоль барабана творог перемешается шнеком и выталкивается через отверстие в крышке барабана на лоток. Перемещаясь вдоль цилиндра и вытеснительного барабана, продукт охлаждается. Ледяная вода подается противотоком продукту.
Технические характеристики охладителей творога приведены в табл. 7.17.
Таблица 7.17Технические характеристики охладителей творога______________
ПоказательУстановка для прес
сования и охлаждения творога
Двухцилиндровый охладитель творога
Производительность, кг/ч 130 780Частота вращения, с-1 0,06 0,49Температура, °С:
сгустка перед прессованием 25-30 _творога начальная 25 28-30творога конечная 14 8-10хладоносителя - 5 ; - 6 1
Установленная мощность, кВт U 4Габаритные размеры, мм 3000x1500x1700 2060x970x2000Масса, кг 885 704
7.11. ИЗМЕЛЬЧИТЕЛИ И СМЕСИТЕЛИ
При выработке творожных изделий для измельчения (перетирания) творога применяют вальцовку (рис. 7.13, а). Она состоит из станины (двух стоек, соединенных стяжками), привода, двух рабочих валов (стального и гранитного), вращающихся в шариковых подшипниках, механизма регулирования зазора между валами, двух ножей и бункера.
Творог загружают в бункер, где он растирается между валами, вращающимися с разной окружной скоростью. Перетертый творог снимается ножами с поверхности валов и направляется в мешалку или смеситель для смешивания с другими компонентами рецептуры творожных изделий.
На рис. 7.13, б показана одна из таких мешалок. Обычно на предприятиях молочной промышленности применяют фаршемешалки, используемые в мясной отрасли.
Техническая характеристика вальцовкиПроизводительность, кг/ч 2000Размеры валов, мм:диаметр 320
299
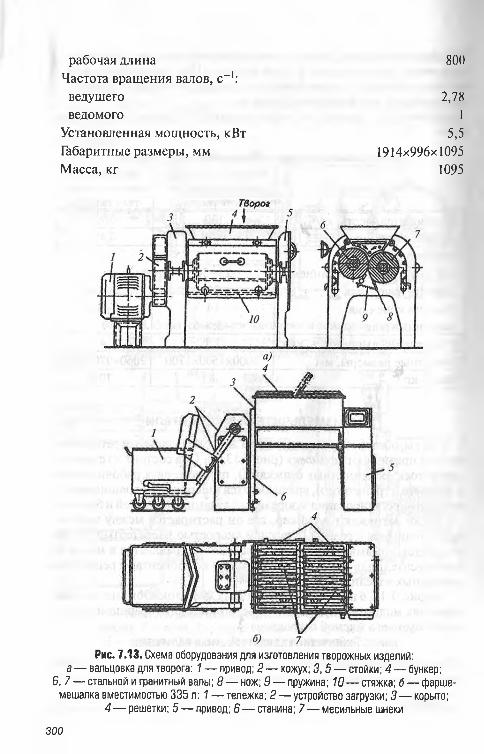
рабочая длина 800Частота вращения валов, с-1:
ведущего 2,78ведомого I
Установленная мощность, кВт 5,5Габаритные размеры, мм 1914x996x1095Масса, кг 1095
Рис. 7.13. Схема оборудования для изготовления творожных изделий: а — вальцовка для творога: 1 — привод; 2 — кожух; 3,5 — стойки; 4 — бункер;
6,7 — стальной и гранитный валы; 8 — нож; 9 — пружина; 10— стяжка; 6 — фаршемешалка вместимостью 335 л: 1 — тележка; 2 — устройство загрузки; 3 — корыто;
4 — решетки; 5 — привод; 6 — станина; 7 — месильные шнеки
300
Фаршемешалка вместимостью 335л состоитизстанины, месильного корыта, привода шнеков, механизма загрузки, правой и левой крышек- решеток, шиберного устройства для выгрузки и электрооборудования. Творог и наполнители, предусмотренные рецептурой, загружают и фаршемешалку, где они перемешиваются месильными шнеками и корыте, закрытом двумя решетчатыми крышками. Продукты загружают в корыто загрузочным устройством, а выгружают месильными шнеками через шиберное устройство, которое открывают вручную, вращая рычаг по ходу часовой стрелки.
Техническая характеристика фаршемешалкиГеометрическая вместимость корыта, м3 0,335Частота вращения месильных шнеков,с-1:левого 0,76правого 0,76
Установленная мощность, кВт 7Габаритные размеры, мм 3200x965x1375
(с механизмом загрузки) Масса, кг 920
(с механизмом загрузки)
7.12. КОНТРОЛЬ КАЧЕСТВА ПРИ ПРОИЗВОДСТВЕ КИСЛОМОЛОЧНЫХ ПРОДУКТОВ
Технологический процесс производства кисломолочных продуктов контролируют по органолептическим, физико-механическим, биохимическим и микробиологическим показателям. Микробиологический контроль заключается в проведении анализов молока, предназначенного для заквашивания (на наличие бактерий группы кишечной палочки), закваски, полуфабрикатов и готовой продукции. При производстве кисломолочных продуктов основную роль играют микроорганизмы закваски и пастеризованного молока. Они формируют органолептические, физико-механические и биохимические свойства готового продукта. Контроль качества при производстве кисломолочных продуктов осуществляется на основе действующей технической документации.
Молоко, применяемое для приготовления закваски, должно соответствовать требованиям I класса по редуктазной пробе, которую определяют 2 -3 раза в неделю. Эффективность пастеризации молока для заквасок по наличию бактерий группы кишечной палочки (БГКП) проверяют 1 раз в 10 дней путем посева 10 см3 пастеризованного молока
301
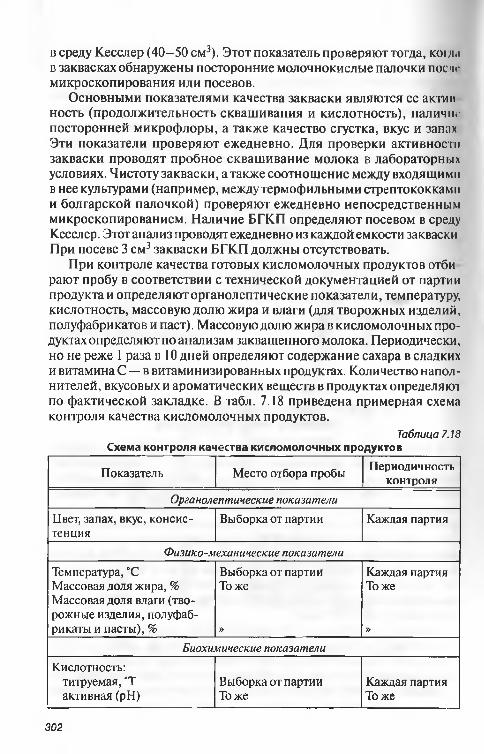
в среду Кесслер (40-50 см3). Этот показатель проверяют тогда, когда в заквасках обнаружены посторонние молочнокислые палочки пост- микроскопирования или посевов.
Основными показателями качества закваски являются ее актин ность (продолжительность сквашивания и кислотность), наличие посторонней микрофлоры, а также качество сгустка, вкус и запах Эти показатели проверяют ежедневно. Для проверки активности закваски проводят пробное сквашивание молока в лабораторных условиях. Чистоту закваски, а также соотношение между входящими в нее культурами (например, между термофильными стрептококками и болгарской палочкой) проверяют ежедневно непосредственным микроскопированием. Наличие БГКП определяют посевом в среду Кесслер. Этот анализ проводят ежедневно из каждой емкости закваски При посеве 3 см3 закваски БГКП должны отсутствовать.
При контроле качества готовых кисломолочных продуктов отби рают пробу в соответствии с технической документацией от партии продукта и определяют органолептические показатели, температуру, кислотность, массовую долю жира и влаги (для творожных изделий, полуфабрикатов и паст). Массовую долю жира в кисломолочных продуктах определяют по анализам заквашенного молока. Периодически, но не реже 1 раза в 10 дней определяют содержание сахара в сладких и витамина С — в витаминизированных продуктах. Количество наполнителей, вкусовых и ароматических веществ в продуктах определяют по фактической закладке. В табл. 7.18 приведена примерная схема контроля качества кисломолочных продуктов.
Таблица 7.18Схема контроля качества кисломолочных продуктов
Показатель Место отбора пробы Периодичностьконтроля
Органолептические показатели
Цвет, запах, вкус, консистенция
Выборка от партии Каждая партия
Физико-механические показатели
Температура, °С Массовая доля жира, % Массовая доля влаги (творожные изделия, полуфабрикаты и пасты), %
Выборка от партии Тоже
»
Каждая партия Тоже
»
Биохимические показатели
Кислотность: титруемая, ”Т активная (pH)
Выборка от партии Тоже
Каждая партия Тоже
302
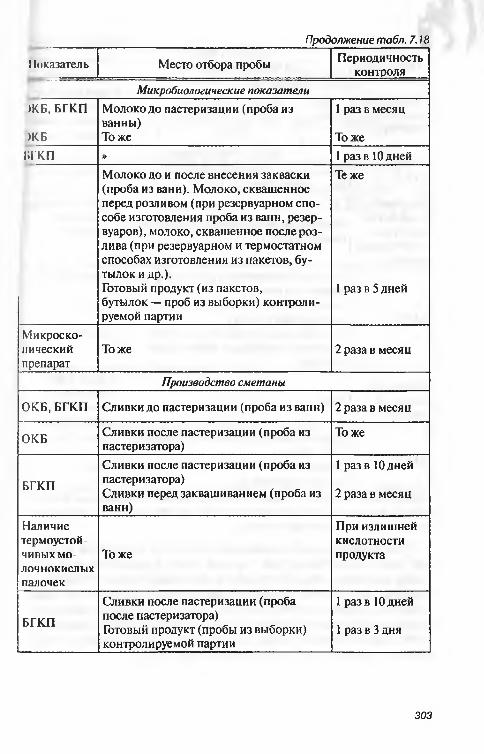
Продолжение табл. 7.18
Показатель Место отбора пробы Периодичностьконтроля
Микробиологические показатели
*КБ, БГКП
Ж Б
М олоко д о пастеризации (проба из ванны)Т ож е
1 раз в месяц
Тож еБ Г К П » 1 раз в 10 дней
М олоко до и после внесения закваски (проба из ванн). М олоко, сквашенное перед розливом (при резервуарном сп особе изготовления проба из ванн, резервуаров), молоко, сквашенное после розлива (при резервуарном и термостатном способах изготовления из пакетов, бутылок и др.).Готовый продукт (из пакетов, бутылок — проб из выборки) контролируемой партии
Те же
1 раз в 5 дней
Микроскопическийпрепарат
Т ож е 2 раза в месяц
Производство сметаны
ОКБ, БГКП Сливки до пастеризации (проба из ванн) 2 раза в месяц
ОКБ Сливки после пастеризации (проба из пастеризатора)
Тоже
БГКП
Сливки после пастеризации (проба из пастеризатора)Сливки перед заквашиванием (проба из ванн)
1 раз в 10 дней
2 раза в месяц
Наличие термоустойчивых м олочнокислых палочек
Т ож е
При излишнейкислотностипродукта
БГКП
Сливки после пастеризации (проба после пастеризатора)Готовый продукт (пробы из выборки) контролируемой партии
1 раз в 10 дней
1 раз в 3 дня
303
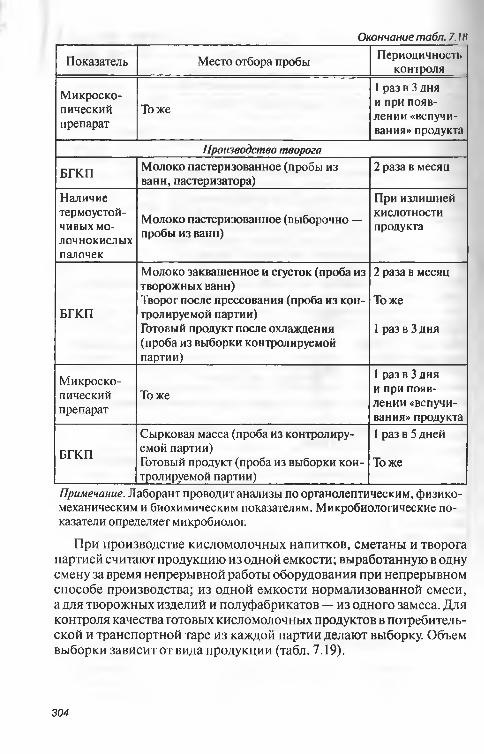
Окончание табл. 7 .1Н
Показатель М есто отбора пробы Периодичностьконтроля
М икроскопическийпрепарат
Тож е
1 раз в 3 дня и при появлении «вспучивания» продукта
Производство творога
БГКП М олоко пастеризованное (пробы из ванн, пастеризатора)
2 раза в месяц
Наличие термоустойчивых м олочнокислых палочек
М олоко пастеризованное (выборочно — пробы из ванн)
При излишнейкислотностипродукта
БГКП
М олоко заквашенное и сгусток (проба из творожных ванн)Творог после прессования (проба из контролируемой партии)Готовый продукт после охлаждения (проба из выборки контролируемой партии)
2 раза в месяц
Т ож е
1 раз в 3 дня
М икроскопическийпрепарат
Тож е
1 раз в 3 дня и при появлении «вспучивания» продукта
БГКП
Сырковая масса (проба из контролируемой партии)Готовый продукт (проба из выборки контролируемой партии)
1 раз в 5 дней
Тож е
Примечание. Лаборант проводит анализы по органолептическим, ф изикомеханическим и биохимическим показателям. М икробиологические показатели определяет микробиолог.
При производстве кисломолочных напитков, сметаны и творога партией считают продукцию из одной емкости; выработанную в одну смену за время непрерывной работы оборудования при непрерывном способе производства; из одной емкости нормализованной смеси, а для творожных изделий и полуфабрикатов — из одного замеса. Для контроля качества готовых кисломолочных продуктов в потребительской и транспортной таре из каждой партии делают выборку. Объем выборки зависит от вида продукции (табл. 7.19).
304
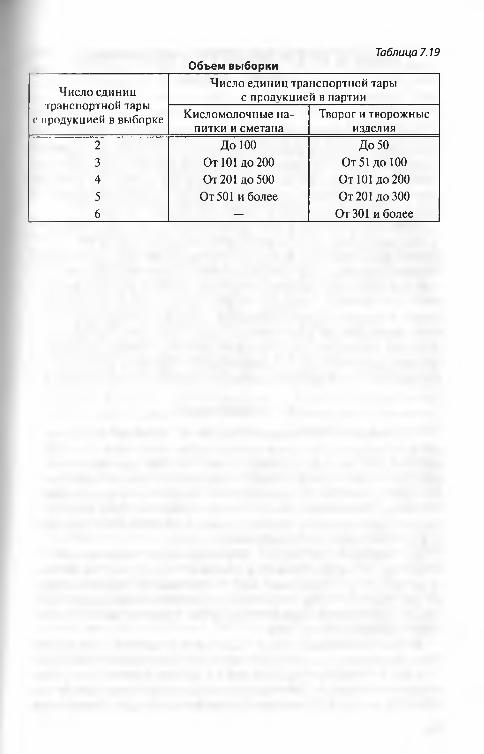
Объем выборкиТаблица 7.19
Число единиц транспортной тары
с продукцией в выборке
Число единиц транспортной тары с продукцией в партии
Кисломолочные напитки и сметана
Творог и творожные изделия
2 Д о 100 Д о 503 От 101 до 200 От 51 до 1004 От 201 до 500 От 101 до 2005 От 501 и более От 201 д о 3006 — От 301 и более
Глава 8. ПРОИЗВОДСТВО МОЛОЧНЫХ КОНСЕРВОВ
Молочные консервы представляют собой продукты, выработанные из молока и пищевых добавок и подвергнутые тепловой обработке (выпариванию, стерилизации, сушке), при которой сохраняются их свойства в процессе длительного хранения в упакованном (закатанном) виде. Выпускаемые молочные консервы можно разделить на три группы: сгущенные с сахаром, стерилизованные и сухие.
Основное сырье для молочных консервов — цельное молоко кислотностью не более 20 Т , а для стерилизованных консервов — 19 Т. Последнее должно быть термоустойчивым. Кроме того, для выработки консервов используют обезжиренное молоко, сливки и пахту, полученную при производстве сладкосливочного масла. В качестве пищевых добавок и вкусовых наполнителей примениютсахар-песок, сахар-рафинад, белковые концентраты (казеинат натрия), растительное масло, кофе, какао-порошок, витамин С, лимонную кислоту, низин и др. Для затравки при выработке сгущенного молока с сахаром используют лактозу (молочный сахар). Чтобы повысить термоустойчивость молока стерилизованных консервов, к нему добавляют соли-стабилизаторы.
8.1. ВЫПАРИВАНИЕЦель выпаривания — концентрирование (сгущение) молока и мо
лочных продуктов путем удаления части воды испарением. При этом по мере удаления воды из выпарного аппарата в виде пара концентрация нелетучих сухих веществ в продукте повышается. Следует отметить, что при выпаривании между отдельными компонентами молока сохраняется то же соотношение, что и перед его сгущением. Движущей силой выпаривания является разность температур теплоносителя (греющего пара) и кипения концентрируемого продукта.
Для нагревания молока до температуры кипения используют водяной пар, который называют греющим или первичным в отличие от вторичного пара, образующегося из выпариваемого продукта. Выпаривание происходит при кипении, т.е. в условиях, когда давление пара под продуктом равно давлению в рабочем объеме аппарата (корпуса) вакуум-выпарной установки.
Выпаривание проводят при избыточном давлении и под вакуумом. При избыточном давлении вторичный пар имеет высокую температуру, поэтому его часто используют для нагревания в различных теплообменных аппаратах, работающих под меньшим давлением. В этом случае эффективность выпарной установки возрастает. Однако повы-
306
шсние температуры и давления вторичного пара связано с соответствующим увеличением расхода греющего пара и стоимости установки.
При выпаривании под вакуумом температура в точке кипения жидких пищевых продуктов снижается, что позволяет использовать для обогрева вакуум-выпарных установок пар низкого давления. Этот cl юсоб широко применяют для выпаривания молока. Достоинствами выпаривания под вакуумом являются сокращение потерь теплоты в окружающую среду и увеличение полезной разности температур I реющего пара и кипящего продукта, что позволяет уменьшить поверхность теплообмена и габаритные размеры аппарата.
По мере концентрирования изменяются физико-механические свойства продукта: температура кипения, теплопроводность, теплоемкость, вязкость и др. С ростом концентрации сухих веществ уменьшаются теплопроводность, теплоемкость продукта и увеличивается вязкость. При этом улучшаются условия теплоотдачи от поверхности нагрева аппарата к кипящему продукту, что необходимо учитывать при определении режимов обработки, а также при расчете, конструировании и эксплуатации выпарных установок.
Для более полного использования теплоты вторичного пара, образующегося в вакуум-аппарате, установки комплектуют тепловым насосом. В частности, применяют пароструйные инжекторы, которые устанавливают на однокорпусные установки или на первый корпус многокорпусных установок. Основным параметром, характеризующим эффективность работы инжектора, является коэффициент инжекции. Он показывает, какое количество вторичного пара может быть сжато в инжекторе до необходимых параметров 1 кг греющего пара.
Технология выпаривания при производстве молочных консервов заключается в подборе температур испарения воды из молока в корпусах вакуум-выпарной установки. В процессе выпаривания увеличивается содержание сухих веществ молока, а количество воды в продукте уменьшается.
Отношение конечной концентрации какого-либо компонента молока к его начальной концентрации принято называть степенью сгущения. При выработке консервов сгущенных с сахаром и стерилизованных степень сгущения составляет 2,5—3, а сухих консервов — 4—5. Сгущение молока приводит к увеличению титруемой кислотности, так как повышается концентрация солей и других компонентов, обладающих кислыми свойствами. Частицы казеина при сгущении сближаются. Это создает условия для более легкой коагуляции казеина, и продукт становится менее термоустойчивым.
Технологические режимы выпаривания при производстве молочных консервов различны. При изготовлении консервов с сахаром пастеризованное молоко и сахарный сироп или их смесь перед на-
307
правлением в вакуум-выпарную установку фильтруют. Температура кипения молока в вакуум-аппарате установки циркуляционного типи в течение всего процесса сгущения должна быть не выше: для однокор пусной установки — 55—58 °С (в середине варки) и 60-63 °С (в копт варки); для двухкорпусной — 70-80 °С (в первом корпусе) и 50-52 "< (во втором корпусе). При непрерывном способе изготовления ком сервов с сахаром и наполнителями (кофе и др.) нормализованную и пастеризованную смесь сгущают в первом и третьем корпусах ваку ум-выпарной установки при 78 и 48 °С, а затем во втором и четвертом корпусах при 60 и 50 °С.
Температура кипения молока в пароотделителях вакуум-выпар ной установки в первом корпусе не должна превышать 78-80 °С, во втором — 65-67, в третьем — 48—56 °С. Сгущение молока рекомеп дуется проводить до достижения плотности 1061—1063 кг/м3 (при 20 °С) при производстве сгущенного стерилизованного молока и 1066—1068 кг/м3 для концентрированного молока и молока с наполнителями.
При производстве сухих молочных консервов пастеризованное молоко перед сгущением фильтруют. Температура кипения молока составляет: для циркуляционной двухкорпусной установки в первом корпусе — 68—70 °С, во втором — 50—52 °С; для пленочной трехкорпусной вакуум-выпарной установки в первом корпусе — 72-74 °С, во втором — 60—72, в третьем — 46-48 °С; для четырехкорпусной: в первом корпусе — 74-80 °С, во втором — 68-73, в третьем — 56- 62 и в четвертом — 42-46 °С. Рекомендуемая степень сгущения молока в циркуляционной вакуум-выпарной установке составляет 43-48%, а в пленочной — 52-54%; продолжительность сгущения — соответственно 50 и 3 -4 мин. Если сушка обезжиренного молока или пахты будет осуществляться на вальцовых сушилках, то сгущение проводят до концентрации сухих веществ 30—32%.
При производстве сухих молочных консервов повышенной растворимости процесс выпаривания ведут непрерывно до концентрации сухих веществ 45-55%. Температура кипения нормализованного и пастеризованного молока в четырехкорпусной вакуум-выпарной установке по корпусам для быстрорастворимого молока составляет: в первом — 73 + 2 °С; во втором — 67 ± 2; в третьем — 55 ± 2; в четвертом — 42 + 2 °С; в пятикорпусной вакуум-выпарной установке для сухого молока «Смоленское»: в первом — 69 + 2 °С; во втором — 65 + 2; в третьем — 52 ± 2; в четвертом и пятом — 42 + 2 °С.
8.2. СУШКА
Сушку проводят в специальных сушильных установках. Влажный продукт поступает в камеру установки, где обогревается сушильным агентом (воздухом, перегретым водяным паром). Сушильный агент
3 0 8
I іі ш водит к продукту теплоту и отводит из сушильной камеры установки m на ре иную влагу. Количество поглощенной сушильным агентом влагиі.шисит от его свойств и способности растворять водяные пары.
Н аибол ее распространены способы сушки, основанн ые на контакте высушиваемого продукта с нагретой поверхностью (кондуктивный подвод теплоты), создании теплового излучения, направленного на поверхность высушиваемого продукта, контакте высушиваемого продукта с нагретым газом (конвективный подвод теплоты). Сушка может происходить при атмосферном и пониженном давлении. В последнем случае теплота подводится только за счет контакта высушиваемого продукта с нагретой поверхностью путем теплового идлучения. Высушивание при пониженном давлении применяют для термолабильных продуктов, не выдерживающих интенсивноготеплового воздействия.
Сушка замороженных продуктов в глубоком вакууме при отрицательной температуре (сублимация) происходит в результате прямого перехода воды из твердого состояния в газообразное, минуя жидкое. Мри увлажнении такие продукты приходят в состояние, близкое к первоначальному. Часто материалы перед сушкой замораживают. В сублимационных сушилках обычно используют подвод теплоты к влажному продукту двумя способами: за счет контакта с нагретой поверхностью и теплового излучения. Образовавшийся водяной пар конденсируется в виде льда на поверхности конденсатора, охлаждаемого низкотемпературным хладагентом.
Увеличение удельной поверхности продукта при сушке позволяет интенсифицировать выделение влаги. Для увеличения удельной поверхности жидкие продукты при сушке распыляют, разбрызгивают или создают из них тонкие пленки, а влажные материалы дробят или гранулируют.
Плотность потока теплоты у поверхности влажного продукта при сушке увеличивают следующим образом:• повышением скорости движения нагретого воздуха возле поверх
ности продукта с помощью специальных побудителей;• ворошением и разрыхлением слоя высушиваемого продукта за счет
использования механических ворошителей, создания полувзве- шенного слоя зернистого продукта (путем продувки восходящим потоком нагретого воздуха);
• сушкой зернистых материалов в закрученном потоке нагретого воздуха.Для сушки используют молоко, предварительно нормализованное,
пастеризованное, гомогенизированное и сгущенное до концентрации сухих веществ 50%. Такое молоко или молочная смесь представляет собой коллоидную систему. Соли и углеводы содержатся в молоке в состоянии молекулярного раствора, белки — в коллоидном, а жир — в виде эмульсии.
3 0 9
В распылительных сушильных установках молоко диспергируем см при помощи вращающихся дисков или форсунок до мелких капель Вследствие малого размера капель молока (40—50 мкм) поверхнос і1. влагообменадостигает 150-250 м3 на 1 м2 и продолжительность сушки не превышает4—6 с. Сушка производится горячим воздухом.
В контактных (кондуктивных) сушилках молоко высыхает при непосредственном контакте с горячей поверхностью барабанов (вали нов). В зависимости от конструкции этих установок молоко можно су шить при атмосферном давлении и в вакууме. Температура сушки при атмосферном давлении составляет 110 — 130 °С, а в вакууме — 6 0 - 7 0 °(' В качестве сушильного агента используют водяной пар, подаваемый во внутреннюю часть вальцов (барабанов) и нагревающий их. Основное требование ктакой сушке — равномерное нанесение продукта в виде пленки на горячую поверхность вальцов. При высоких температурах продукт может пригорать в том месте, где он имеет минимальную толщину. Молоко наносят на вальцы наливом, накатыванием вали ками и распылением. Два последних способа обеспечивают наиболее равномерный по толщине слой продукта на вальцах.
8.3. СГУЩЕННЫЕ МОЛОЧНЫЕ КОНСЕРВЫСгущенные молочные консервы вырабатывают двух видов: с са
харом и без него (стерилизованные).Сгущенные молочные консервы с сахаром имеют однородную по всей
массе консистенцию без ощутимых органолептически кристаллов лактозы, белый с кремовым оттенком цвет (для нежирных консервов допускается голубоватый оттенок, а для консервов с наполнителем — темно-коричневый). Эти консервы обладают сладким вкусомсвыра- женным оттенком пастеризованного молока или сливок, а консервы с наполнителя ми — хорошо выраженными вкусом и запахом натурального кофе или какао. В настоящее время изготовляют большой ассор- тиментсгущенныхконсервовссахаром, нежирныхи с массовой долей влаги от 26 до 30%, сухих веществ от 26 до 36, жира от 5 до 19 и сахарозы от 37 до 44%, кислотностью от 37 до 60 Т. В готовых консервах общее количество бактерий в 1 г допускается не более 50 000 (для молока сгущенного с сахаром, нежирного и пахты) и 35 000 (для сгущенных консервов с сахаром, кофе и какао); бактерии группы кишечной палочки в 0,1 г продукта и патогенные микроорганизмы не допускаются.
Предприятия отрасли выпускают следующие виды консервов: цельное сгущенное молоко с сахаром, сгущенные сливки с сахаром; нежирное сгущенное молоко с сахаром; сгущенную пахту с сахаром; натуральный кофе со сгущенным молоком и сахаром, какао со сгущенным молоком и сахаром, какао со сгущенными сливками и сахаром и другие с различными оригинальными названиями.
зю
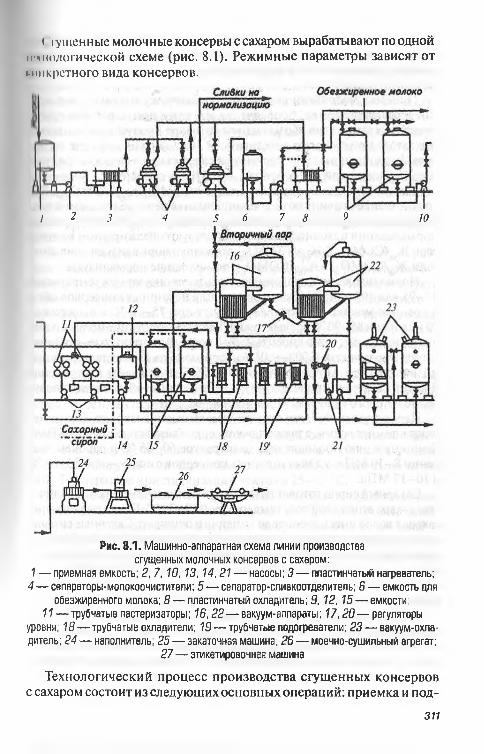
( 'гущенные молочные консервы с сахаром вырабатывают по одной микологической схеме (рис. 8.1). Режимные параметры зависят от Конкретного вида консервов.
I 2 з 4 5 6 7 8 9 Ю
Рис. 8.1. Машинно-аппаратная схема линии производства сгущенных молочных консервов с сахаром:
1 — приемная емкость; 2, 7 ,10, 13,14,21 — насосы; 3 — пластинчатый нагреватель; 4 — сепараторы-молокоочистители; 5 — сепаратор-сливкоотделитель; В — емкость для
обезжиренного молока; 8 — пластинчатый охладитель; 9,12,15 — емкости;11 — трубчатые пастеризаторы; 16,22 — вакуум-аппараты; 17,20— регуляторы
уровня; 18— трубчатые охладители; 19 — трубчатые подогреватели; 23— вакуум-охладитель; 24 — наполнитель; 25 — закаточная машина; 2Б — моечно-сушильный агрегат;
27— этикетировочная машина
Технологический процесс производства сгущенных консервов с сахаром состоит из следующих основных операций: приемка и под
311
готовка сырья и компонентов, нормализация, пастеризация, гомогенизация, приготовление и добавление сахарного сиропа, сгущение, охлаждение сгущенного продукта, фасование, упаковывание (закатывание) и хранение.
Приемку молочного сырья и его подготовку (очистку, охлаждение и резервирование) проводят так же, как и при выработке других молочных продуктов. Компоненты готового продукта по рецептуре подготовляют согласно действующей документации. После подготовки молоко нормализуют с учетом содержания в готовом продукте жира, сухого молочного остатка, сухого обезжиренного молочного остатка (СОМО) и соотношения жира и СОМО (ЖШ1/СОМОпр). Это соотношение сравнивают с соотношением в перерабатываемой партии молока (Жм/СОМ Ом). Если Жм/СОМОм > Жпр/СОМ Опр, то для нормализации исходного молока используют обезжиренное молоко; если Жм/СОМОм < Жпр/ СОМОпр, то молоко нормализуютсливками; если Жм/СОМОм = Жпр/СОМ Опр, то молоко не нормализуют.
Нормализованную молочную смесь пастеризуют при температуре 85—95 или 105-112 ”С без выдержки. Для нежирных консервов обезжиренное молоко и пахту пастеризуют при 75-77 °С с выдержкой 10 мин и при 85-90 °Сбез выдержки. В нормализованное молоко перед пастеризацией можно вносить 25%-й водный раствор соли-стабилизатора в количестве 0,008-0,01 % массы молока. После пастеризации молоко рекомендуется охладить до 70—75 °С и направить на сгущение. Выдержка молока при температуре пастеризации обеспечивает получение готового продукта повышенной вязкости.
Перед сгущением допускается гомогенизация молока. Ее применяют в зимнее время, а также д ля консервов вязкостью менее 2,5 Па-с. Гомогенизацию проводят при температуре 60-65 ’С и рабочем давлении 8-10 МПа, а для сгущенных консервов с кофе — при 75—80 °С и 10-12 МПа.
Сахарный сироп готовят путем растворения необходимого количества сахара в питьевой воде температурой 60—70 °С. После смешивания сахара с водой смесь доводят до кипения и очищают. Сахарные сиропы рекомендуется готовить с концентрацией сахара 65-70%. С целью предотвращения расщепления (инверсии) сахарозы, а также засахаривания и загустения сироп нельзя выдерживать более 20 мин от начала кипения до начала его смешивания с молоком. Температура сиропа при смешивании должна быть 90-95 °С.
Сахарный сироп может поступать в вакуум-аппарат установки в смеси с молоком или поэтапно: сироп — молоко - сироп. Перед поступлением в выпарной аппарат молочную смесь с сахарным сиропом, молоко или сироп фильтруют. Сгущение (варку) проводят при температуре кипения: в однокорпусной установке — 55-58 °С в середине процесса и 60 63 °С в конце процесса; в двухкорпусной
312
установке — 70-80 °С в первом корпусе и 50-52 *С во втором корпусе. Продолжительность сгущения продукта в вакуум-аппарате должна быть минимальной. Для установления готовности продукта отбирают его пробу, охлаждают до 18—20 °С и определяют плотность, массовую долю сухого вещества и органолептические показатели. Плотностьсгу- щенного цельного молока с сахаром при 50 °С равна 1280-1320 кг/м3. Массовая доля сухих веществ в готовом продукте по рефрактометру при 20 °С составляет 73,8-74%. Консистенция пробы продукта при 50 “С должна быть слабовязкой. Продукт должен легко стекать со шпателя или ареометра при извлечении его из цилиндра, в котором определяли плотность пробы. Сгущенный продукт из вакуум-выпарной установки направляют на охлаждение, для чего применяют охладители-кристаллизаторы и вакуумные охладители. Продукт охлаждают до температуры 18-20 °С в течение 40-60 мин.
При охлаждении сгущенного молока с сахаром начинается кристаллизация лактозы. Этот процесс неуправляем, и результатом его является образование крупных кристаллов. Для получения продукта высокого качества необходимо, чтобы размеры кристаллов лактозы не превышали 10 мкм. Если образуются кристаллы большего размера, то консистенция сгущенного продукта становится мучнистой и даже песчанистой. Для интенсификации кристаллизации и образования мелких кристаллов лактозы в сгущенный продукт вносят затравку — сухую мелкокристаллическую лактозу с размером кристаллов 2-3 мкм. Количество затравки соответствует 0,2% массы продукта. Лактозу перед внесением прогревают при 105 ± 2 °С не менее 1 ч. После внесения лактозы в сгущенное молоко увеличивается число зародышей кристаллизации, которые способствуют образованию мелких кристаллов. В качестве затравки можно использовать сгущенное молоко предыдущей выработки. Его количество должно составлять не менее 10%. Температура кристаллизации лактозы 25—35 °С.
О правильно проведенной кристаллизации лактозы судят по ее размерам.Однородность консистенции продукта определяют по средним размерам и распределению кристаллов по группам, а их количество — подсчетом под микроскопом с применением окуляров-микрометров. Величину кристалла измеряют по длине грани. Все кристаллы делят на четыре группы. По средней величине кристаллов в каждой группе и их количеству вычисляют средний размер кристаллов в сгущенном молоке с сахаром. При определении размеров кристаллов молочного сахара измеряют не менее 100 кристаллов. В зависимости от размеров кристаллов молочного сахара выделяют следующую консистенцию продукта: до 10 мкм — консистенция, однородная по всей массе; от 11 до 15 — мучнистая; от 16 до 25 — песчанистая; более 25 — хрустящая на зубах.
Из охлажденного сгущенного молока отбирают также пробы для определения физико-механических и биохимических показателей.
313
Если эти показатели соответствуют нормативной документации, то продукт направляют на фасование и закатывание. Готовый продукт фасуют и закатывают в жестяные банки № 1 ,7 , 13, металлические тубы № 13, а также фанерно-штампованные или деревянные заливные бочки и металлические фляги.
Если продукт не соответствует по содержанию воды и жира требованиям технической документации, его нормализуют (стандартизируют) после сгущения водой, обезжиренным молоком или сливками. Вода должна быть кипяченой и очищенной. Ее количество можно определить по формуле
^в = (ЧрСпр/Стр) - Л /пр,где Мв — масса добавляемой воды и продукта, кг; Спр, Стр — массо
вая доля сухих веществ в нормализуемом продукте и требуемая массовая доля сухих веществ в готовом продукте, %.
Количество обезжиренного молока, которое необходимо для нормализации готового продукта, определяют по формуле
К = Чр[(Жпр/Опр) - СПР]/[С0 - (Ж /0 ПР)],где М0 — масса добавляемого обезжиренного молока, кг; Ж ^ , Жо —
массовая доля жира в продукте и обезжиренном молоке, %; Опр — отношение массовых долей жира и СОМО, которое должно быть в готовом продукте; Со — массовая доля сухих веществ в обезжиренном молоке, %.
Количество сливок, которое необходимо добавить при нормализации сгущенного продукта:
К п = К Р( С сло пр -ж пр)/(жа1 - сслопр),где Мш — масса добавляемых сливок, кг; Ссл — массовая доля СОМО
в сливках, %.Обезжиренное молоко и сливки, добавляемые в сгущенный про
дукт, пастеризуют при той же температуре, что и молоко, используемое для сгущения. Температура воды, обезжиренного молока и сливок, используемых для нормализации, должна быть равна температуре нормализуемого сгущенного молока. Если сгущенное молоко с сахаром содержит воды больше, чем предусмотрено нормативной документацией, то разрешается смешивать его с продуктом более низкой влажности другой варки.
Сгущенные стерилизованные молочные консервы вырабатывают из сгущенного цельного и обезжиренного молока или сливок без сгущен ия с последующей их стерилизацией в таре. Для некоторых видов консервов применяют наполнители (кофе, какао и др.). Сгущенные стерилизованные консервы имеют однородную, соответствующую жидким сливкам консистенцию, белый с кремовым оттенком цвет,
314
.і консервы с наполнителями — светло-коричневый или коричневый мнет. Вкус консервов сладковато-солоноватый, свойственный топленому молоку или сливкам. Предприятиями отрасли вырабатывается большой ассортимент сгущенных стерилизованных консервов — нежирных, с массовой долей жира 6—25%, сухих веществ 20-32% и кис- потностью 17—60 °Т.
Выпускают следующие виды консервов: сгущенное стерилизованное молоко в банках; нежирное стерилизованное молоко; концентрированное стерилизованное молоко; сгущенное стерилизованное молоко с какао; сгущенное стерилизованное молоко с кофе; сгущенное стерилизованное молоко с кофейным напитком; молоко чайное; стерилизованные сливки и т.д.
Технологический процесс производства стерилизованных сгущенных консервов состоит из следующих операций: приемка и подготовка молока и наполнителей, нормализация, пастеризация и сгущение молока, гомогенизация, охлаждение, нормализация готового продукта, пробная стерилизация, упаковывание (закатка), стерилизация, выдержка продукта, упаковывание и хранение. На рис. 8.2 приведена общая машинно-аппаратная схема производства сгущенных стерилизованных консервов. Особенности технологии конкретных видов консервов связаны с режимными параметрами проведения технологических операций, приведенными в технологических инструкциях (ТИ).
Исходное молоко для производства стерилизованных консервов должно быть термоустойчивым. При выработке сгущенного стерилизованного молока применяют молоко кислотностью не выше 19Т, термоустойчивое по алкогольной пробе не ниже IV группы, а для сгущенного молока и консервов с наполнителями термоустойчивость должна соответствовать алкогольной пробе не ниже III группы. Молоко сгущают, нормализуют и пастеризуют при температуре 74 ± 2 или 90 ± 2 °С с выдержкой 10 мин.
Нормализацию молока проводятобезжиренным молоком или сливками с учетом содержания жира и сухих веществ в готовом продукте. Для нормализации используют обезжиренное молоко кислотностью не выше 20 °Т и термоустойчивостью по алкогольной пробе не ниже IVгруппы и сливки кислотностью плазмы не выше 22 °Т (при выработке сгущенного стерилизованного молока) или обезжиренное молоко кислотностью не выше 19 °Т и термоустойчивостью по алкогольной пробе не ниже III группы (при выработке сгущенного стерилизованного молока и стерилизованных консервов с наполнителями).
После пастеризации молоко сгущаютв вакуум-выпарных установках. При использовании трехкорпусной установки температура испарения молока в пароотделителях должна быть в первом корпусе 78—80 °С, во втором — 65—67 и в третьем — 48-56 °С. Варку (сгущение) следует заканчивать по достижении плотности продукта 1061—1063 кг/м3 при
315
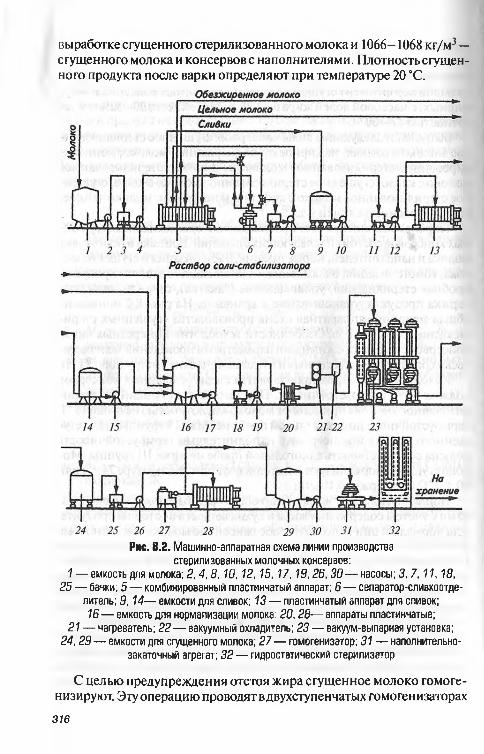
выработке сгущенного стерилизованного молока и 1066-1068 кг/м3 — сгущенного молокаи консервов с наполнителями. Плотность сгущенного продукта после варки определяют при температуре 20 'С.
Рис. 8.2. Машинно-аппаратная схема линии производства стерилизованных мопочных консервов:
1 — емкость для молока; 2,4,8,10,12,15,17,19,26,30— насосы; 3, 7,11,18, 25 — бачки; 5 — комбинированный пластинчатый аппарат; 6— сепаратор-сливкоотде
литель; 9,14— емкости для сливок; 13 — пластинчатый аппарат для сливок;16— емкость для нормализации молока; 20,28— аппараты пластинчатые;
21 — нагреватель; 22— вакуумный охладитель; 23 — вакуум-выпарная установка; 24,29— емкости для сгущенного молока; 27 — гомогенизатор; 31 — наполнительно-
закаточный агрегат; 32 — гидростатический стерилизатор
С целью предупреждения отстоя жира сгущенное молоко гомогенизируют. Эту операцию проводят вдвухступенчатых гомогенизаторах
316
клапанного типа. Продукт подогревают до 74 + 2 °С и гомогенизируют при рабочем давлении 18 ± 1 МПа, причем на второй ступени гомо- іенизации давление 3 ± 0,5 МПа. Для стерилизованных консервов с наполнителями давление гомогенизации составляет 12,5—13,5 М Па. Гомогенизированный продукт охлаждают д о 4 ± 2 °Сдля временного хранения перед стерилизацией (до 24 ч).
Если охлажденное сгущенное молоко по своему физико-химическому составу не соответствует технической или другой нормативной документации, то в отдельных случаяхдопускается проводить его нормализацию. Для этого используют охлажденную питьевую кипяченую воду и пастеризованные при 95 °С с выдержкой 10 мин обезжиренное молоко и сливки. Количество воды, обезжиренного молока и сливок можно определить по приведенным выше формулам. Сливки перед охлаждением должны быть гомогенизированы при давлении 18— 19 М Па.
Для определения термоустойчивости сгущенного молока перед стерилизацией проводят пробную стерилизацию. Ее осуществляют периодически: с наступлением нового сезона в начале организации производства сгущенного молока, а затем по мере изменения состава сырья в зависимости от условий содержания и кормления скота. При неизменном качестве применяемого сырья и готового продукта пробную стерилизацию проводят не от каждой партии, а для определенного периода, но не реже 1—2 раз в месяц. Пробную стерилизацию проводят в шести банках № 7 в такой последовательности: приготовляют 25%-й водный раствор соли-стабилизатора; банки нумеруюти в каждую фасуют по 300 г продукта. Затем в банки № 2,3,4 и 5 вносят соль-стабилизатор, а в банку № 1 соль не вносят. Соль вводят из такого расчета, чтобы в готовом продукте ее количество было0,05-0,2%, т.е. в банку, содержащую 300 г сгущенного молока, нужно ввести 25% раствора соли в количестве от 0,6 до 3,6 см3. Степень разведения сгущенного молока выравнивают дистиллированной водой. После этого сгущенное молоко перемешивают с раствором соли и водой, закатывают, стерилизуют и определяют в готовом продукте органолептические показатели и вязкость. Продукт в той или иной банке, получивший высшую оценку по органолептическим показателям и имеющий вязкость 8-18 Па с (для сгущенного молока) и 15-20 Па с (для концентрированного молока), принимают за эталон.
На основании результатов пробной стерилизации рассчитывают количество соли-стабилизатора, которое нужно ввести в партию молока перед его стерилизацией. Практика показывает, что соль-стабилизатор нужно вносить в нормализованное молоко перед пастеризацией, так как это может предотвратить коагуляцию белков при высокой температуре пастеризации, а затем и стерилизации. Кроме того, исключается задержка сгущенного молока перед фасованием.
Сгущенное молоко с внесенной солью-стабилизатором, выдержавшее пробную стерилизацию, фасуют в банки № 7, закатывают и направ
3 1 7
ляют на стерилизацию либо в потоке с последующим асептическим фасованием продукта, либо в таре после фасования в банки и закатывания. В таре продукт обрабатывают в стерилизаторах периодического и непрерывного действия (роторных, гидростатических и др.). Банки с продуктом перед стерилизацией проверяют на герметичность.
Режим стерилизации консервов подбирают с учетом термостойкости микроорганизмов, физико-механических свойств продукта, скорости проникновения теплоты к центру продукта в банке и рассчитывают по формуле стерилизации
(т, + т2 + т 3)/Т,где т,, т2, т3 — продолжительность подогревало температуры стери
лизации, собственно стерилизации, охлаждения продукта, мин; Т — температура стерилизации, °С.
Закатанные банки с продуктами стерилизуют в аппаратах периодического действия по формуле (30 + 20 + 30)/117. В стерилизаторах непрерывного действия роторного типа продукт стерилизуют при 116-118 °С с выдержкой 14-17 мин и температурой водывзоне подогрева 90—93 "С, а для консервов с наполнителями температура стерилизации составляет 115—116 °С с выдержкой 15 мин. В гидростатических стерилизаторах продукт обрабатывают при 116—117 “С с выдержкой 15—17 мин. Температура воды в зоне подогрева для сгущенного молока — 90 + 5°С, для концентрированного — 80 + 5 и для нежирного молока — 70 ± 2 °С, а в зоне охлаждения — 20—40 °С.
Сгущенное стерилизованное молоко после каждой стерилизации (варки) выдерживают для проверки на стерильность. Для этого всю партию консервов выдерживают на складе при температуре 18—25 °С не менее 20-22 сут, либо в термокамере при температуре 37 °С в течение 6—10 сут, либо без выдержки, но при обязательном увеличении числа банок, подлежащих микробиологическому анализу от каждой варки, до пяти. При обнаружении хотя бы одной банки с нестерильным продуктом все банки данной варки выдерживают в термостатической камере при 37 °С в течение 10 сут.
После выдержки (термостатирования) выбраковывают банки с измененной формой (вспучивание, бомбаж и др.). Отсутствие характерного звука при взбалтывании содержимого банки указывает на коагуляцию белка и нестандартность продукта. Установив соответствие качества изготовленных консервов, их упаковывают в транспортную тару (ящики из гофрированного картона) и хранят на складе до отгрузки при температуре не ниже 0 и не выше 20 °С.
8.4. СУХИЕ МОЛОЧНЫЕ ПРОДУКТЫ
Сухие молочные продукты представляют собой порошок из агломерированных частиц молока разных форм и размеров, зависящих от
3 1 8
вида продукта и способа сушки. Цвет от белого до светло-кремового и кремового. В многокомпонентных сухих смесях цвет может быть светло-коричневым, допускается наличие белых вкраплений. Одним из основных физико-химических показателей сухих консервов является растворимость. Ее определяютпо количеству сухого продукта, который перешел при восстановлении порошка в раствор, и выражают в миллилитрах нерастворившегося сырого осадка, полученного в пробирке после центрифугирования растворенной навески сухого порошка. При распылительной сушке индекс растворимости должен быть не более 0,2-0,05 см3 сырого осадка (растворимость 98-99,5%), а при контактной сушке — 2-1,5 см3 сырого осадка (растворимость 80-85%).
Ассортимент сухих молочных продуктов очень разнообразен. Основными видами сухих молочных продуктов, выпускаемых отечественной молочной отраслью, являются: сухое коровье молоко с массовой долей жира 15,20 и 25% и влаги 4-7% ; сухие сливки с массовой долей жира 42% и влаги 4%; сухие высокожирные сливки с массовой долей жира 75% и влаги 2%; молоко сухое домашнее с массовой долей жира 15% и влаги 4%; молоко обезжиренное с массовой долей влаги 4-7%; молоко сухое «Смоленское» с массовой долей жира 15% и влаги 4%; молоко сухое цельное быстрорастворимое с массовой долей жира 25% и влаги 4%; сухие кисломолочные продукты с массовой долей жира 12,5, 19, 26, 27,5, 36, 40% и влаги 4%; сухая пахта с массовой долей жира 5% и влаги 5-7%. Кроме того, вырабатываются продукты сухие с растительными компонентами: молоко сухое с растительным жиром с массовой долей жира 15% и влаги 4%; молоко сухое с гидрогенизиро- ванным жиром с массовой долей жира 25% и влаги 4%; молоко сухое с солодовым экстрактом с массовой долей жира 12%ивлаги4%; пюре сухое молочно-картофельное с массовой долей жира 8,5% и влаги 8%; различные сухие многокомпонентные смеси для мороженого и др.
Технологический процесс выработки сухих молочных продуктов состоит из следующих технологических операций: приемка и подготовка сырья, нормализация, пастеризация, сгущение, гомогенизация, сушка, охлаждение сухого продукта, упаковывание и хранение. Общая машинно-аппаратная схема производства сухих молочных продуктов показана на рис. 8.3, а. Особенности технологии отдельных видовсухих продуктов связаны с применениемдополнительных операций, режимными параметрами технологических операций и способами сушки.
Для выработки сухих молочных продуктов применяют молоко не н иже 11 сорта и кислотностью не более 20 °Т, сливки с массовой долей жира не более 40% и кислотностью не более 26 Т, обезжиренное молоко и пахту кислотностью не более 20 °Т. Подготовку молока (очистку, охлаждение и т.п.) осуществляют так же, как и при выработке сухих сгущенных консервов.
319
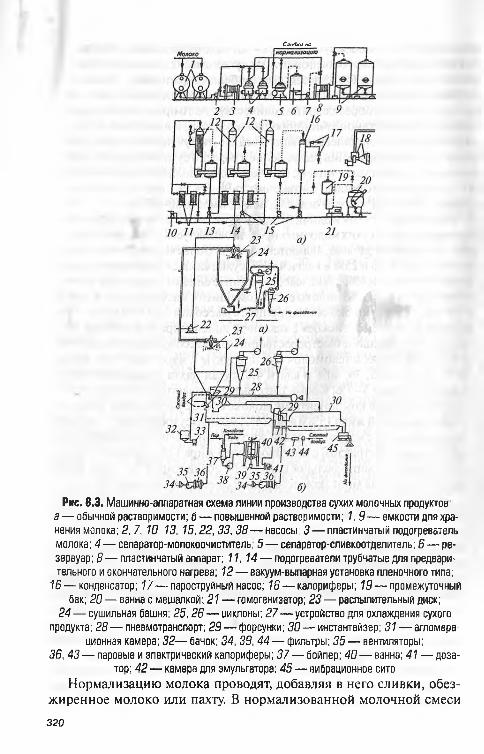
СяМ1ли по
Рис. 8.3. Машинно-аппаратная схема линии производства сухих молочных продуктов. а — обычной растворимости; б — повышенной растворимости; 1, 9 — емкости для хранения молока; 2, 7, 10, 13, 15,22,33,38— насосы; 3— пластинчатый подогреватель молока; 4 — сепаратор-молокоочиститель, 5— сепаратор-сливкоотделитель; 6— резервуар ; 8 — пластинчатый аппарат; 11,14 — подогреватели трубчатые для предварительного и окончательного нагрева; 12 — вакуум-выпарная установка пленочного типа;
16 — конденсатор; 17 — пароструйный насос; 18— калориферы; 19— промежуточный бак; 20 — ванна с мешалкой; 21 — гомогенизатор; 23 — распылительный диск;
24 — сушильная башня; 25,26 — циклоны; 27 — устройство для охлаждения сухого продукта; 28— пневмотранспорт; 29 — форсунки; 30— инстантайзер; 31 — агломера
ционная камера; 32— бачок; 34, 39, 44 — фильтры; 35 — вентиляторы;36, 43 — паровые и электрический калориферы; 37 — бойлер; 40 — ванна; 41 — доза
тор; 42— камера для эмульгатора: 45 — вибрационное сито Нормализацию молока проводят, добавляя в него сливки, обез
жиренное молоко или пахту. В нормализованной молочной смеси
320
соотношение жира и сухого молочного обезжиренного остатка должно ныть таким же, как и в готовом продукте. Молоко пастеризуют при температуре 95 °С без выдержки, фильтруют и направляют в вакуум- пы парную установку на сгущение. Процесс сгущения молока проводят гак же, как и при производстве сгущенных консервов. Продолжитель- ность сгущения в пленочных вакуум-выпарных установках до массовой доли сухих веществ 52—54% составляет 3—4 мин, в циркуляционных установках — соответственно 43-48% 50 мин.
После сгущения молоко или сливки гомогенизируют при температуре 55-60 °С и рабочем давлении в гомогенизаторе при одноступенчатой гомогенизации 10—15 МПа, при двухступенчатой гомогенизации — 11,5-12,5 МПа на первой ступени и 2,5—3 МПа — на второй ступени. Сгущенные сливки гомогенизируют при рабочем давлении 5—6 МПа. Гомогенизированный продукт фильтруют и направляют на сушку.
Для сушки молока применяют распылительные, вальцовые, ленточные (пленочные) и сублимационные установки. При распылительной сушке молоко диспергируется и высушивается в атмосфере горячего воздуха. Для этого используют центробежные, дисковые и форсуночные распылители. Сушку сгущенного молока в распылительных сушилках рекомендуют проводить при следующих режимах: температура горячего воздуха, поступающего в сушильную башню, 165-180 °С, а отработавшего воздуха — 65—85 °С; в прямоточных сушилках с параллельным или смешанным движением сушильного воздуха и продукта температура на входе в сушилку должна быть 140-170 °С, а на выходе — 65-85 °С.
Высушенные продукты выгружают из сушильной башни, просеивают на сите с размером ячеек 2x2мм и охлаждают до 15—20 °С в системе пневмотранспорта или аппаратах вибрационного типа. Охлажденные сухие молочные продукты упаковывают и хранят до отгрузки потребителю. Срок хранения сухого цельного молока при температуре 1—10°С составляет не более 10 мес, влажность продукта при этом должна быть не выше 4% для герметично упакованных и 7% — для негерметично упакованных продуктов.
Пленочную сушку осуществляют на вальцовых и ленточных сушилках. Наибольшее применение получили вальцовые сушилки. При сушке обезжиренного молока или пахты на вальцовой сушилке перед пуском щупом проверяют зазор между вальцами по всей длине: он должен быть не менее 3 мм. Затем вальцы прогревают паром, постепенно увеличивая давление до 0,25-0,3 МПа в течение 15—20 мин. Во время сушки давление пара должно быть 0,25-0,3 МПа. Для интенсификации сушки, снижения вязкости и улучшения распыления продукт рекомендуется подогреть до 55—60 °С. Продукт наносится тонким слоем на поверхность вальцов наливом или распылением. Температура наружной поверхности вальцов составляет 130 °С. При
321
контакте с горячей поверхностью продукт высыхает в виде тонкой пленки в течение 2—3 с.
В процессе сублимационной сушки из продукта вымораживается влага. Для интенсификации обезвоживания продуктподоіревают. Этот способ используют для получения сухих кисломолочных продуктов.
Сухие молочные продукты повышенной растворимости. Предприятия молочной отрасли, кроме сухих молочных продуктов обычной растворимости, вырабатывают сухие молочные продукты повышенной растворимости. Их изготовляют агломерированием (укрупнением) частиц сухого молока. Эти продукты вырабатываются так же, как и сухие молочные продукты обычной растворимости, нос применением дополнительных операций досушки, охлаждения и агломерации частиц сухого молока, приготовления эмульгатора и внесения его в сухое молоко.
К сухим продуктам повышенной растворимости относят: сухое цельное быстрорастворимое молоко и сухое молоко «Смоленское». На рис. 8.3, б показана машинно-аппаратная схема производства сухого цельного быстрорастворимого молока. Для повышения растворимости в сухое молоко вносят эмульгаторы — пищевые соевые фосфатидные концентраты — в виде смеси с топленым маслом.
При выработке сухих молочных продуктов повышенной растворимости нормализованное молоко пастеризуют при 105 ± 5 °С, а затем сгущают в вакуум-вы парных установках. Сгущение проводят до массовой доли сухих веществ 48—50% (для сухого цельного быстрорастворимого) и 45-55% (для «Смоленского»). Гомогенизируют молоко при температуре выхода из вакуум-выпарной установки при следующих режимах: для цельного быстрорастворимого — 8—10 МПа на первой ступени и 2,5—3,5 МПа на второй ступени, а для «Смоленского» — 10-15 МПа на первой ступени и 2 -5 МПа — на второй.
Для быстрорастворимых молочных продуктов применяют прямоточные распылительные сушильные установки. При производстве сухого цельного быстрорастворимого молока температура воздуха 170-180 °С на входе в сушилку и 62-75 °С — на выходе из нее, а для «Смоленского» — соответственно 145—175 и 60—80 °С. После сушки массовая доля влаги в сухом цельном быстрорастворимом молоке равна 5-6% , а в «Смоленском» — 5-8%.
После сушки молочный порошок поступает в трехсекционный прямоходный вибрационно-конвективный аппарат. В первой секции порошок агломерируют в псевдоожиженном слое с эмульгатором при температуре воздуха 65—80 °С. Во второй секции порошок досушивают до массовой доли влаги 6—6,5% при 100-110 °С, а в третьей секции его охлаждают при 6—12 °С. Сухое молоко «Смоленское» охлаждают до 25 °С, а затем просеивают на вибрационном сите с размером ячеек 2x2 мм и направляют на упаковывание. Сухое цельное быстро
322
растворимое молоко после выхода из башни сушильной установки увлажняется обезжиренным молоком до массовой доли влаги 7-9% при температуре 50—70 °С и агломерируется с эмульгатором в псевдоожиженном слое. Эмульгатор наносят на увлажненный молочный порошок распылением через форсунки под давлением 0,15—0,25 МПа. Досушивание продукта осуществляется псевдоожиженным способом в вибрационно-конвективном аппарате при температуре воздуха 95— 120 °С в первой секции аппарата до нормативной величины массовой доли влаги. Продолжительность хранения сухих молочных продуктов повышенной растворимости при температуре 1—10 °С и относительной влажности воздуха 75% составляет не более 6 мес со дня выработки для молока сухого цельного быстрорастворимого и не более 8 мес — для «Смоленского».
Сухие кисломолочные продукты. К ним относят простоквашу «Меч- никовскук», плодово-ягодный йогурт, сладкий и жирный йогурт, ацидофильную пасту и др. Кисломолочные продукты сублимационной сушки представляют собой порошки, полученные из жидких кисломолочных продуктов. Для сушки применяют продукты, которые хранили в холодильной камере при 8 °С не более 12 ч. Перед сушкой их предварительно замораживают до температуры —20.. —25 *С. Это необходимо, чтобы исключить вспенивание продукта при замораживании его в вакууме. До начала вакуумирования в сублимационной камере температура охлаждающей поверхности конденсатора должна быть не выше -30 ...—35 'С. После загрузки продукта создается остаточное давление 66—133 Павтечение 10—15 мин. Для установокс односторонним контактным энергоподводом начальная температура составляет 50—75 °С и регулируется таким образом, чтобы в центре продукта она была не более —18...—20 "С. Сушка заканчивается после выравнивания температур продукта и греющих плит до 40-45 °С. В установках с радиационным энергоподводом начальная температура подогрева составляет 100— 180 °С. Количество подводимой теплоты необходимо регулировать, чтобы не допустить резкого повышения температуры в продукте и его полного или частичного размораживания.
При радиационном подводе теплоты в конце сушки температура на поверхности и в центре продукта не должна превышать 30—35 °С (для «светлых» излучателей) и 40-45 °С (для «темных» излучателей).
Массовая доля влаги в кисломолочных продуктах сублимационной сушки составляет 4%.
При выработке сухих кисломолочных продуктов выполняют дополнительные технологические операции: приготовление закваски, ее хранение и внесение в сгущенное молоко. Закваску готовят в соответствии с Инструкцией по приготовлению и применению закваски для кисломолочных продуктов на предприятиях молочной промышленности. Кислотность готовой закваски должна быть для цельного
323
сухого молока 100-130 Т , сухой диетической простокваши — 65-75, чистых культур молочнокислого стрептококка — 80—90, болгарской палочки — 100-130 Т Закваску вносят в гомогенизированное сгу щенное молоко при температуре 40-45 °С.
Для приготовления сухого ацидофильного молока вносят 5-10% закваски ацидофильной палочки; сухой диетической простокваши5—10% (1 часть закваски молочнокислого стрептококка и 9 частей закваски болгарской или ацидофильной палочки). Кислотность сгущенного молока в зависимости от концентрации сухих веществ составляет 85—100 °Т. После внесения закваски сгущенное молоко направляют на сублимационную сушку.
В связи с тем что жидкие кисломолочные продукты имеют высокую кислотность (80-200 Т ) и при замораживании в вакууме они вспениваются, их предварительно замораживают до -20 ...-25 °С. Замороженные продукты на противнях загружают в сублимационную камеру сушилки и создают в ней разрежение 66-133 Павтечение 10—15мин. Высушенные продукты снимают с противней, инспектируют и упаковывают. Сухие кисломолочные продукты должны храниться при температуре не выше 25 °С и относительной влажности воздуха 75% не более 12мес.
Сухие молочные продукты с растительными компонентами. К нимотносят сухое молоко с растительным маслом, гидрогенизиро ванным жиром, солодовым экстрактом. Сырьем для этих продуктов служат цельное и обезжиренное молоко, пахта, а в качестве наполнителей используются подсолнечное или кукурузное масло, разные виды гид- рогенизированногожира и солодовый экстракт. Для сушки применяют распылительные или вальцовые сушильные установки. Особенность технологии этих продуктов заключается в подготовке смесей молока и наполнителей к сушке.
Растительное масло добавляют при температуре 55—60 °С в сгущенное молокос массовойдолей сухих веществ43-48%. Полученную смесь гомогенизируют при рабочем давлении 10 МПа и высушивают. Смесь из обезжиренного молока и гидрогенизированного жира приготовляют при 63 + 2 °С и затем ее гомогенизируют при рабочем давлении 10—12 МПа и температуре 60-80 °С. Гомогенизированную смесь доводят до массовой доли жира 14 ± 2% и направляют на сушку.
Солодовый экстракт вносят в нормализованное молоко, пастеризуют при температуре 90 °С без выдержки, сгущают и высушивают.
Многокомпонентные молочные смеси изготовляют путем высушивания распылением нормализованных, пастеризованных, сгущенных и гомогенизированных смесей, составленных из цельного обезжиренного молока или сливок, сахара, наполнителей, стабилизаторов и других компонентов. Температура сгущенной смеси, поступающей на
3 2 4
I у 111 ку, должна быть не менее 50 °С. Тем пература воздуха, поступающего и сушильную башню, 150—165 °С, а выходящего из нее — 70—80 °С.
8.5. ОБОРУДОВАНИЕ ДЛЯ ВЫПАРИВАНИЯ
Это оборудование предназначено для концентрирования (вымаривания) молока и молочных продуктов путем испарения части йоды. Выпаривание может осуществляться в одном вакуум-аппарате (однокорпусная установка) либо в нескольких последовательно соединенных аппаратах (многокорпусная установка) под избыточным давлением и вакуумом. В состав вакуум-выпарной установки входит вакуум-аппараты, конденсаторы, вакуум-насосы, пароструйные аппараты, а также соединительные трубопроводы, коммуникации, вспомогательные устройства (ловушки, брызгоуловители, пробоотборники и конденсатоотводчики), контрольно-измерительные и регулирующие приборы.
Вакуум-аппарат состоит из калоризатора (греющей камеры) и сепаратора (пароотделителя), Греющая камера может находиться на одном уровне с сепаратором, быть выше или ниже его. Вакуум-аппараты по расположению греющей поверхности разделяют на вертикальные, горизонтальные и наклонные. По форме поверхности нагрева они бывают с трубчатой, змеевиковой или подвесной камерой из кольцевых элементов и в виде пластинчатого теплообменника. В зависимости от расположения поверхность нагрева может быть внутренней (встроенной) и выносной.
По кратности циркуляции вакуум-аппараты бывают прямоточные (продукт проходит через поверхность нагрева однократно) и с многократной циркуляцией (продукт циркулирует много раз). По режиму циркуляции их разделяют на аппараты с принудительной циркуляцией (от насоса); с организованной естественной циркуляцией, характеризующейся наличием циркуляционного контура; с неорганизованной естественной циркуляцией, т.е. продукт в аппарате перемешивается; пленочные. Вакуум-аппараты обогреваются преимущественно водяным паром.
В молочной отрасли применяют вакуум-аппараты, в которых греющая поверхность выполнена в виде трубчатых, пластинчатых и пле- ночных теплообменников. В пленочных аппаратах продукт стекает по греющей поверхности в виде тонкой пленки. Продолжительность сгущения молока в таких аппаратах 2—3 мин. Качество продукта в результате повышается, уменьшается расход воды и греющего пара, исключается возможность пенообразования и потерь продукта.
Пленочные вакуум-аппараты бывают с восходящей пленкой, с падающей пленкой и роторные. Достоинство пленочных аппаратов — кратковременный контакт продукта с поверхностью нагрева, одно
325
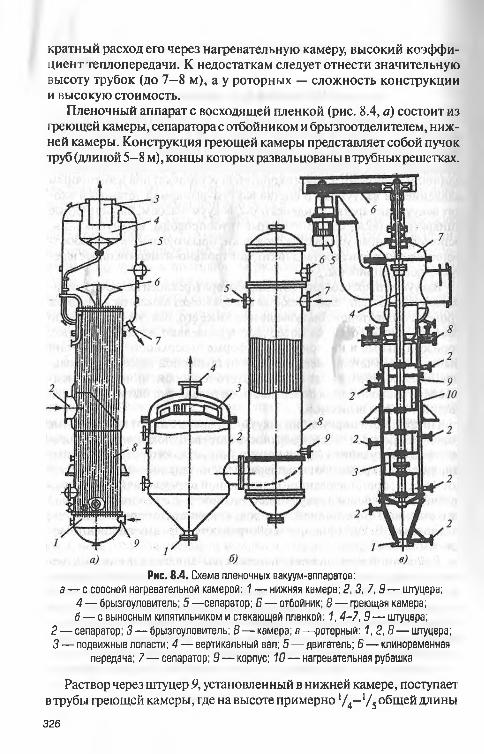
кратный расход его через нагревательную камеру, высокий коэффициент теплопередачи. К недостаткам следует отнести значительную высоту трубок (до 7—8 м), а у роторных — сложность конструкции и высокую стоимость.
Пленочный аппарат с восходящей пленкой (рис. 8.4, а) состоит из греющей камеры, сепаратора с отбойником и брызгоотделителем, нижней камеры. Конструкция греющей камеры представляет собой пучок труб (длиной 5-8 м), концы которых развальцованы в трубных решетках.
Рис. 8.4. Схема пленочных вакуум-аппаратов: а — с соосной нагревательной камерой: 1 — нижняя камера; 2, 3, 7,9— штуцера;
4 — брызгоуловитель; 5 — сепаратор; 6 — отбойник; 8 — греющая камера; б — с выносным кипятильником и стекающей пленкой: 1,4-7,9 — штуцера;
2 — сепаратор; 3 — брызгоуловитель; 8 — камера; в — роторный: 1 ,2 ,8— штуцера;3 — подвижные лопасти; 4 — вертикальный вал; 5 — двигатель; 6— клиноременная
передача; 7— сепаратор; 9— корпус; 10— нагревательная рубашка
Раствор через штуцер 9, установленный в нижней камере, поступает в трубы греющей камеры, где на высоте примерно V4—V5 общей длины
326
грубы вскипает. Образовавшийся в этой зоне вторичный пар, поднимаясь вверх, постепенно занимает все центральное пространство и с большой скоростью увлекает за собой раствор в виде тонкой пленки по периметру трубы за счет поверхностного трения. При движении вверх по трубам влага выпаривается. Образовавшаяся парожидкостная смесь ударяется о поверхность горизонтально расположенного вогнутого диска, снабженного изогнуты ми лопатками, получает вращательное движение и отбрасывается к периферии. Вторичный пар, пройдя брызгоотделитель, выводится из аппарата через штуцер 3. Упаренный продукт отводится из нижнего пространства сепаратора через штуцер 7. Таким образом, выпаривание протекает в тонком слое при однократном прохождении раствора через трубы греющей камеры обычно за 60—90 с.
Нагревательная камера аппарата с выносным кипятильником и стекающей пленкой (рис. 8.4, б) конструктивно аналогия на, но расположена над сепаратором. Исходный продукт через штуцер 7 подается насосом сверху в трубы нагревательной камеры и стекает вниз, образуя на поверхности трубок тонкую пленку. Из нижнего сечения нагревательной камеры парожидкостная смесь поступает в сепаратор, расположенный внизу. В нем поток разделяется на вторичный пар, который через брызгоотделитель выводится через верхний штуцер 4, и упаренный продукт, уходящий из аппарата через нижний штуцер 1. Греющий пар поступает в межтрубное пространство через штуцер 6. Конденсат греющего пара вытекает через штуцер 9. Аппарат предназначен для непрерывной работы.
Роторные аппараты (рис. 8.4, в) изготовляют двух типов: РП — имеющий ротор с подвижными лопатками; РИ — имеющий ротор с жестким креплением лопаток. Аппарат состоит из вертикального цилиндрического корпуса, снабженного секционной нагревательной рубашкой для теплоносителя (вода, пар), и соосно расположенного сепаратора. Внутри корпуса размещен ротор в виде вертикального вала с насаженными на него лопастями. Ротор приводится во вращение электродвигателем через клиноременную передачу и имеетокружную скорость на конце лопасти 3 м/с.
Исходный продукт подается дозировочным насосом в верхнюю часть аппарата через штуцер 8, откуда в виде тонкой пленки стекает по внутренней стенке цилиндрического корпуса. При стекании продукт захватывается лопатками ротора и приводится в движение. Образуется пленка, отбрасываемая центробежной силой к внутренней поверхности аппарата. Шарнирные лопасти при вращении ротора прижимаются к поверхности нагрева и тем самым регулируют толщину стекающей пленки. Дл ител ьность контакта продукта с поверхностью нагрева обычно 5-25 с. Упаренный продукт снимается лопастями и сбрасывается на дно аппарата. Продукт удаляется через штуцер 1 и секторный затвор.
Аппарат предназначен для непрерывной работы. Номинальная поверхность нагрева 0,05—20 м2.
327
Оптимальное число вакуум-аппаратов (корпусов) в вакуум-вы- парной установке определяют, исходя из технико-экономического обоснования и технологических требований. В молочной отрасли применяют вакуум-выпарные установки, имеющие не более 2—3 корпусов. В качестве примера рассмотрим устройство двух- и трехкорпусной установок.
Установка непрерывного действия пленочного типа с нисходящей пленкой состоит из двух вакуум-аппаратов с комплектом подогревателей, пастеризатора, выдерживателя, конденсаторам вспомогательного оборудования, соединенных между собой продуктовыми, конденсатными, паровыми трубопроводами и трубопроводами мойки (рис. 8.5). В целях экономии греющего пара вакуум -ап параты включены последовательно. Крометого, на первом корпусе установки и пастеризаторе используется инжектируемый вторичный пар первого корпуса, проходящий через паровую камеру второго корпуса. Оборудование и аппараты компонуют в установке по ходу технологического процесса.
Так, для приема и подачи продукта, а также моющих растворов в технологическую коммуникацию и автоматической подачи воды (конденсата) при отсутствии продукта предназначена емкость исходного продукта. Она представляет собой вертикальный цилиндрический сосуд с днищем, имеющим уклон в сторону слива, и оборудована датчиками уровня и сливным клапаном с поплавковым приводом. Для подогрева исходного продукта до температуры выпаривания служат подогреватели — вертикальные восьмиходовые кожухотрубные теплообменники.
Вакуум-аппараты — это теплообменники, состоящие из верхней продуктовой камеры с распределительным устройством для организации пленки жидкости, паровой камеры с вертикальными кипятильными трубами и нижней продуктовой камеры, соединенной с выносным центробежным сепаратором. В конструкции сепаратора заложен принцип выпаривания жидкости, гравитационно стекающей в виде пленки по внутренней поверхности вертикальных кипятильных трубок. Пастеризатор представляет собой восьмиходовой кожухотрубный теплообменник с поверхностью нагрева 3 м2. Выдерживатель состоит из корпуса в виде трубы диаметром 180 мм и двух крышек. Конденсатор — вертикально-трубчатый шестиходовой поверхностный теплообменник с поверхностью теплообмена 24 м2. Установка инжекторов состоит из инжектора первого корпуса, инжектора пастеризатора, паро- и трубопроводов. На вакуум-выпарной установке в качестве пароструйного инжектора первого корпуса применен односопловый инжектор с цилиндрической камерой смешивания.
Для удаления неконденсирующихся газов из конденсатора и создания разрежения в установке в пусковой период служит пароструйный двухступенчатый вакуум-насос с поверхностным четырехходовым конденсатором (поверхность охлаждения 0,9 м2).
328
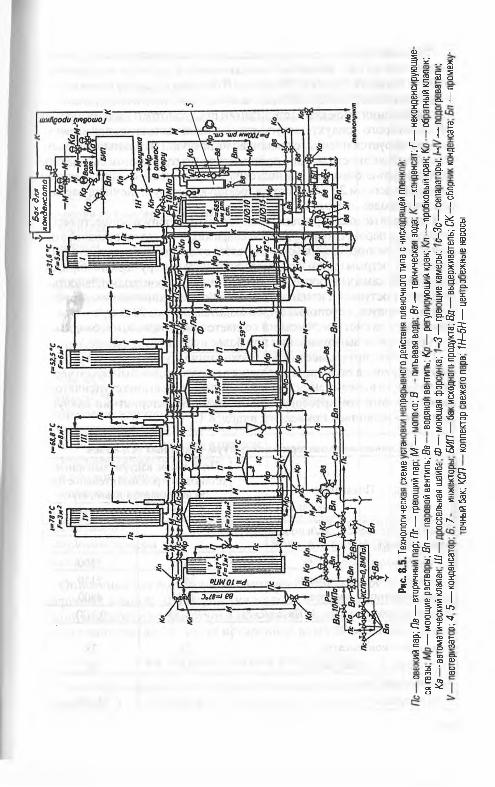
Бак
для
конд
енса
та
аз Is ..3 х . . *0 03! | 5 § ё I S = S I е- I1О) VD г m= ° f рI l l sI—• > V I «=С t- а:5 т?1 g a s .s ^ °
3 *сц о с *1 1
= g Q -О о со £ 2 voS ш °VO О I
° § ? і й |^ о I С'з ■ - о У ш | ^ О 5 _ с о ^ ®X О) X“ -2 ■ - . . fe ш я и х з са лС Ш Я Q .S г
f І ,| 1 S. &§ оз =§■ S § 'ох I- J Q) л Ғ
5 I S - I T £s i I f ё 00. i & S I' g a l шЭЕ1 1 1 4 IS03 S s ' "a ш ^ • - S- ioо fS jf S f S.S ra s =>> о с
^ S-a °§ 4О Q]
-o I 03 о о $3a, CQ “ "В- S ^Э « о S s mL . . -г
О О vo ^ ^ =r о В Э ° 3 2 9 g °
. а а § I g
E 5m N I ^ oо ^ ^ Ө § *г о a . -5 » „ 5 CD 5 Юa c 5 5 is« fe § S H1 S Q) 3
■ З т о : 5 ^ ^ 'ьс; О >S го X (о0 ш сэ X s хо§2 е- о £ I ’51 I § | - |I * Iё ё<§ I р
і-э I® £ О X S . Т Ш со ?а Ц s Iа ? - 5 |
СО 03 >s I
| I § « i, § s-*С 2 ^ • - 7:: s s о-g - | CD fc£ I § S>s ^ л C J> CD P> ro 03 - “ • о
COо_D COs £CXо
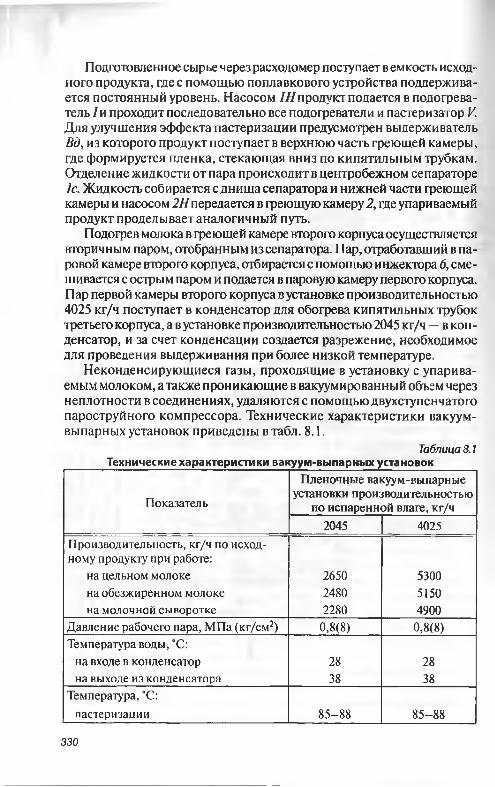
Подготовленное сырье через расходомер поступает в емкость исходного продукта, где с помощью поплавкового устройства поддерживается постоянный уровень. Насосом /Япродукт подается в подогреватель / и проходит последовательно все подогреватели и пастеризатор V. Для улучшения эффекта пастеризации предусмотрен выдерживатель Вд, из которого продукт поступает в верхнюю часть греющей камеры, где формируется пленка, стекающая вниз по кипятильным трубкам. Отделение жидкости от пара происходит в центробежном сепараторе 1с. Жидкость собирается с днища сепаратора и нижней части греющей камеры и насосом 211 передается в греющую камеру 2, где упариваемый продукт проделывает аналогичный путь.
Подогрев молока в греющей камере второго корпуса осуществляется вторичным паром, отобранным из сепаратора. Пар, отработавший в паровой камере второго корпуса, отбирается с помощью инжектора 6, смешивается с острым паром и подается в паровую камеру первого корпуса. Пар первой камеры второго корпуса в установке производительностью 4025 кг/ч поступает в конденсатор для обогрева кипятильных трубок третьего корпуса, а в установке производительностью 2045 кг/ч — в конденсатор, и за счет конденсации создается разрежение, необходимое для проведения выдерживания при более низкой температуре.
Неконденсирующиеся газы, проходящие в установку с упариваемым молоком, атакже проникающие в вакуумированный объем через неплотности в соединениях, удаляются с помощью двухступенчатого пароструйного компрессора. Технические характеристики вакуум- выпарных установок приведены в табл. 8.1.
Таблица 8.1Технические характеристики вакуум-выпарных установок
Пленочные вакуум-выпарные
Показательустановки производительностью
по испаренной влаге, кг/ч
2045 4025Производительность, кг/ч по исходному продукту при работе:
на цельном молоке 2650 5300на обезжиренном молоке 2480 5150на молочной сыворотке 2280 4900
Давление рабочего пара, М Па (кг/см 2) 0,8(8) 0,8(8)Температура воды, "С:
на входе в конденсатор 28 28на выходе из конденсатора 38 38
Температура, °С:пастеризации 8 5 -8 8 8 5 -8 8
3 3 0
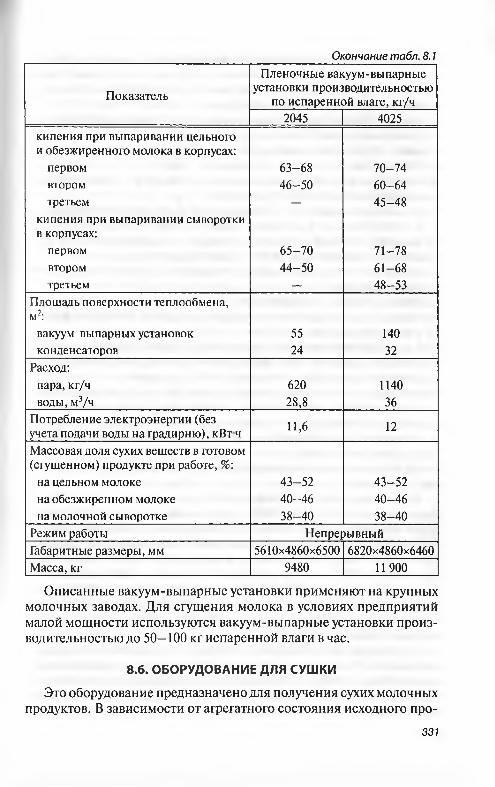
Окончание табл. 8.1
Показатель
Пленочные вакуум-выпарные установки производительностью
по испаренной влаге, кг/ч2045 4025
кипения при выпаривании цельного и обезжиренного молока в корпусах:
первом 6 3 -6 8 7 0 -7 4втором 4 6 -5 0 6 0 -6 4третьем — 4 5 -4 8
кипения при выпаривании сыворотки в корпусах:
первом 6 5 -7 0 7 1 -7 8втором 4 4 -5 0 6 1 -6 8третьем — 4 8 -5 3
Площадь поверхности теплообмена, м2:
вакуум-выпарных установок 55 140конденсаторов 24 32
Расход:пара, кг/ч 620 1140воды, м3/ч 28,8 36
Потребление электроэнергии (без учета подачи воды на градирню), кВт ч 11,6 12
Массовая доля сухих веществ в готовом (сгущенном) продукте при работе, %:
на цельном молоке 4 3 -5 2 4 3 -5 2на обезжиренном молоке 4 0 -4 6 4 0 -4 6на молочной сыворотке 3 8 -4 0 3 8 -4 0
Режим работы НепрерывныйГабаритные размеры, мм 5610x4860x6500 6820x4860x6460Масса, кг 9480 11900
Описанные вакуум-выпарные установки применяют на крупных молочных заводах. Для сгущения молока в условиях предприятий малой мощности используются вакуум-выпарные установки производительностью до 50—100 кг испаренной влаги в час.
8.6. ОБОРУДОВАНИЕ ДЛЯ СУШКИ
Это оборудование предназначено для получения сухих молочных продуктов. В зависимости от агрегатного состояния исходного про
331
дукта сушильные установки можно разделить на две основные группы: для сушки молока и жидких молочных продуктов и для сушки твердых молочных продуктов. Крометого, эти основные группы сушильного оборудования можно классифицировать:• по конструктивным отличиям — камерные, вальцовые, барабанные,
ленточные, скребковые и др.;• направлению движения сушильного агента и продукта — прямо
точные, противоточные, смешанного типа;• способу подвода теплоты к влажному материалу — конвективные,
кондуктивные, комбинированные;• способу распыления (диспергирования) высушиваемого продукта —
с центробежным дисковым и форсуночным распылением;• способу нагревания сушильного агента —с паровыми калорифе
рами, с огневыми (газ, мазут) теплогенераторами;• кратности использования теплоносителя — прямоточные и ре
циркуляционные;• типу гидродинамического режима — с неподвижным слоем в виде
пленки, с распылением в потоке сушильного агента взвешенным и псевдоожиженным слоем;
• виду транспортирования высушиваемого продукта — с механическим перемещением, пневмотранспортом, импульсным пневмотранспортом при высокой плотности продукта;
• способу очистки отработавшего воздуха — с циклонной одно- и двухступенчатой очисткой, с очисткой в тканевых фильтрах, с одно- и двухстадийной смешанной (циклон — фильтр) и др.;
• установки с использованием рекуператоров теплоты выходящего из сушилки газа и без них.Наибольшее распространение получили сушильные распылитель
ные установки.Парк сушильного оборудования на предприятиях молочной отрас
ли для производства СОМ, ЗЦМ и сухой сыворотки длительное время формировали из импортных сушильных распылительных установок RCM, RC и ВРА-4 (Чехословакия) производительностью по испаренной влаге 500—1000 кг/ч; Niro Atomizer и Anhidro (Дания) производительностью 1000—3500 кг/ч и др.; установок со смешанной подачей сушильного агента марок Z7, ZTR, NEMA производительностью 300-500 кг/ч и др. Отечественные сушильные распылительные установки производительностью по испаренной влаге 100, 500 и 1000 кг/ч предприятия начали получать после 1976 г.
Сушильная распылительная установка представляет собой сложный агрегат. В его состав входят сушильная башня с воздухораспределительными и воздухоотводящими устройствами, распылителями, а также устройства для выгрузки продукта и его обработки на выходе из башни, транспортирования, возврата циклонной фракции в сушилку,
332
очистки воздуха, поступающего и отводимого из башни, калорифера и вентиляторов.
Сушильная башня является одним из основных элементов установки. По конструкции сушильные башни бывают вертикального и горизонтального типов. Вертикальная башня представляет собой камеру, состоящую из верхней цилиндрической и нижней конической частей; горизонтальная башня — короб, верхняя часть которого имеет прямоугольную, а нижняя — треугольную форму. Чтобы уменьшить I ютери теплоты при сушке, башню теплоизолируют. Для освобождения башни от слоя продукта применяют общий или локальный обдув воздухом ее внутренней поверхности, скребковые и другие механические, пневматические устройства.
Для диспергирования продукта в сушильной башне применяют центробежные дисковые и форсуночные распылители. Дисковые распылители бывают одно- и многоярусные с различными формами каналов (изогнутыми, радиальными, наклонными, тангенциальными и др.) и выходного отверстия (круглыми, овальными, щелевыми, прямоугольными). Форсуночные распылители представляют собой механические форсунки (струйные и центробежные). Принцип их работы основан на выбрасывании продукта из отверстия малого диаметра под высоким давлением. Дисковые и форсуночные распылители при качественном конструктивном исполнении способны обеспечить практически одинаковую дисперсность капель распыляемого продукта. Дисковые распылители при прочих равных условиях получили большее распространение в молочной отрасли. Это, вероятно, связано с их универсальностью при сушке молока и молочных продуктов.
Распылитель молока И7-ОРБ (рис. 8.6, а) состоит из конуса, рамы, плиты, насосной установки, маслопроводов, кожуха, подставки. Внутри конуса в двух подшипниковых опорах установлен вертикальный вал. На верхнем консольном конце его смонтирован шкив, а на нижнем — распыляющий диск с радиальными каналами прямоугольной формы. Вал приводится во вращение с помощью электродвигателя через плоскоременную передачу. Натяжение и соосность плоскоременной передачи регулируются посредством качающейся рамы и двух стоек, перемещающихся на плите. Для непрерывной смазки распылителя во время работы предназначена насосная установка с баком для масла, маслоуказателем и маслопроводами.
Распылитель работает следующим образом. Исходный продукт под давлением 0,2 МПа поступает по трубопроводу к быстровраща- ющемуся диску и под действием центробежной силы протекает по каналам диска в виде тонкой пленки. Отрываясь от кромок каналов при окружной скорости около 170 м/с, струи продукта распадаются на капли размерами 5—200 мкм, и образуется полидисперсный факел распыленного продукта. При взаимодействии с потоком нагретого
ззз
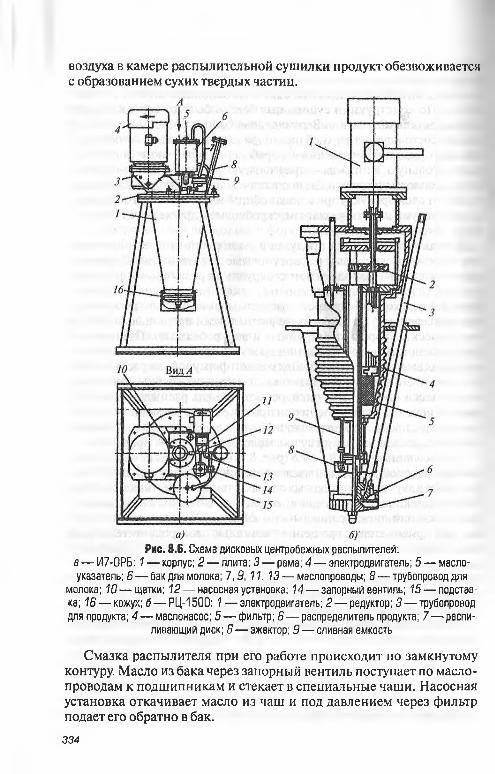
воздуха в камере распылительной сушилки продукт обезвоживается с образованием сухих твердых частиц.
Рис. 8.6. Схема дисковых центробежных распылителей: а — И7-0РБ: 1 — корпус; 2 — плита; 3 — рама; 4 — электродвигатель; 5 — масло- указатель; 6— бак для молока; 7,9,11, 13 — маслопроводы; 8— трубопровод для
молока; 10 — щетки; 12 — насосная установка; 14 — запорный вентиль; 15 — подставка; 1В — кожух; б — РЦ-1500: 7 — электродвигатель; 2 — редуктор; 3 — трубопровод для продукта; 4 — маслонасос; 5 — фильтр; В — распределитель продукта; 7 — ■ распи
ливающий диск; 8 — эжектор; 9 — сливная емкость
Смазка распылителя при его работе происходит по замкнутому контуру. Масло из бака через запорный вентиль поступает по маслопроводам к подшипникам и стекает в специальные чаши. Насосная установка откачивает масло из чаш и под давлением через фильтр подает его обратно в бак.334
С помощью охладительной установки, состоящей из вентилятора и двух гибких рукавов, распылитель охлаждается.
В нерабочем положении распылитель устанавливают на подставке. Распыляющий диск закрывается защитным кожухом. Распылитель монтируют в камере сушилки на специальном опорном фланце, который должен быть выверен по уровню. Допускаемое отклонение по горизонтали не выше 0,1 мм на диаметре фланца. Зазор между щетками должен быть в пределах 6—7 мм. Аналогичное назначение имеют дисковые распылители РЦ-1500 (рис. 8.6, б) и др. Их технические характеристики приведены в табл. 8.2.
Отличительная особенность отечественных распылителей — конструкция мультипликаторов, исключающих вертикальные нагрузки на быстроходный вал при передаче вращения от электродвигателя, что позволяет повысить ресурс работы подшипников до 10 тыс. ч при частоте вращения быстроходного вала 200-250 с-1.
Рассмотрим конструкцию сушильных распылительных установок отечественного производства, применяемых в молочной отрасли.
Концентрированное цельное и обезжиренное молоко, ЗЦМ с массовой долей жира до 30%, а также молочную сыворотку ультрафиль- грационной обработки сушат на установке (рис. 8.7). Она состоит из сушильной установки, установки газодувки, установки скруббера, щита управления и контроля, воздуховодов и трубопроводов.
Оборудование сушильной установки смонтировано на полу цеха и металлоконструкциях (площадке обслуживания). На полу цеха установлены сушильная камера, системы подачи продукта, мойки, охладитель воздуха, разгрузочный циклон, ловушка, затвор, просеиватель и вентилятор пневмотранспорта. Площадка имеет два уровня, соединенных между собой и крышей сушильной камеры переходными лестницами.
Установка газодувки для подачи сжатого воздуха в устройство пневмоочистки сушильной камеры представляет собой ротационный воздушный компрессор с воздушным фильтром, системой глушителей шума, теплообменником и воздуховодами. Она монтируется в отдельном звукоизолируемом вентилируемом помещении.
Установка скруббера для тонкой очистки отработавшего воздуха состоит из полого орошаемого скруббера, смонтированного на площадке промежуточной емкости, фильтра, двух центробежных насосов, трубопроводов и арматуры.
Система подачи продукта предназначена для фильтрации исходного продукта, его накопления перед сушкой с возможностью перемещения, подогрева или охлаждения, а также дозированной подачи на распылитель. Эта система включает двухкорпусный сетчатый фильтр, бочку для воды, ванну для продукта с рубашкой и мешалкой вместимостью 600 л, насос-дозатор, центробежный моечный насос, комплект трубопроводов и арматуры.
335
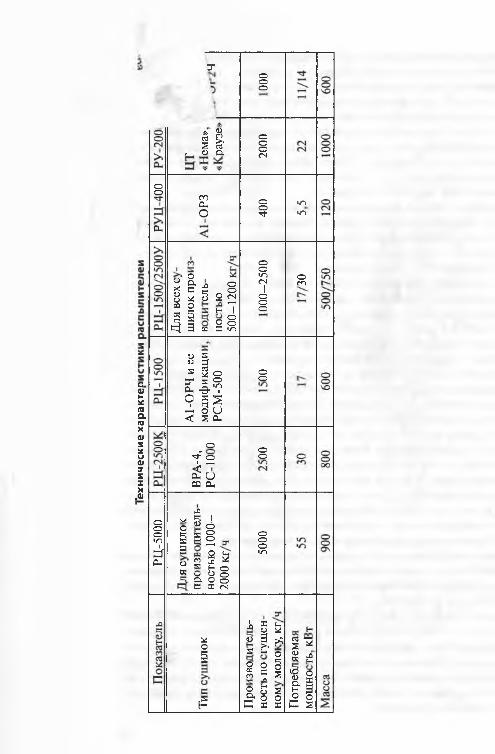
GФHXФa(QXФsXuaiTsXX
.Ф
оо
Ph
У
A «rt g>s S*r <u a
Г0a.O
о °* & i8 *И Оr 5
5 I
F лr 4<u
CQ
о2 Sh 7
02 0X <0
ооо
ооосч
оо•̂ f
оо•О(NI
ооо
tOto
оГО
1) sо аS ^ _.S Х о № S О£ -e 1?9 §2-н о U< S рц
оо
о
”7 2е£ иСО Он
оо
оооtoIяСи
нОV! Ч IО “ §§ §2Э И
о 5R
2 ЬJ3 *н о
w О о й О о С I ( N
оооto
*о45
е5
І | &« Э р ; s ^ о о о §И г *W 7 S
О s 2 £ ■ 0 0 С ж я
л "s * ё ЙЮ о&1Н э2 °С s
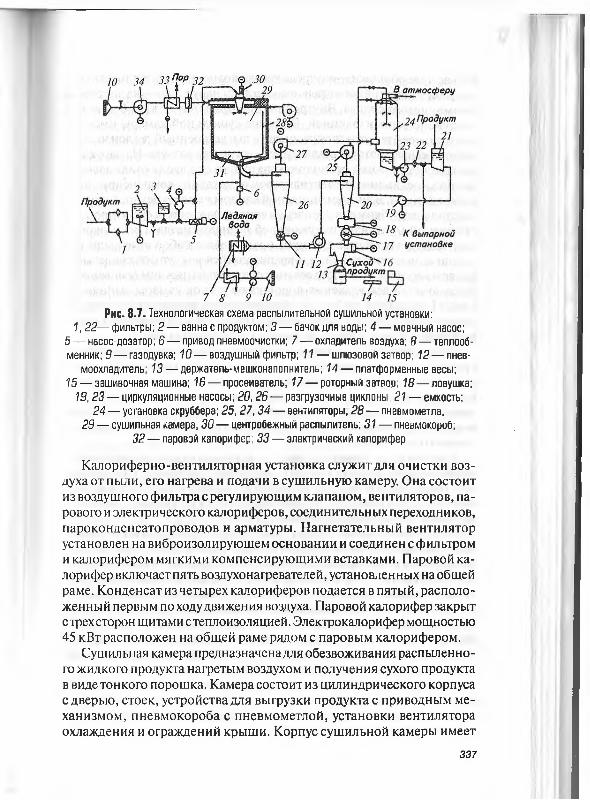
Рис. 8.7. Технологическая схема распылительной сушильной установки:1, 22— фильтры; 2 — ванна с продуктом; 3 — бачок для воды; 4 — моечный насос;
5 — насос-дозатор; В — привод пневмоочистки; 7 — охладитель воздуха; 8 — теплообменник; 9— газодувка; 10 — воздушный фильтр; 11 — шлюзовой затвор; 12— пнев
моохладитель; 13 — держатепь-мешконаполнитель; 14 — платформенные весы;15 — зашивочная машина; 1В — просеиватель; 17— роторный затвор; 18— ловушка;
19,23 — циркуляционные насосы; 20,26— разгрузочные циклоны; 21 — емкость;24 — установка скруббера; 25,27,34 — вентиляторы, 28 — пневмометла;
29 — сушильная камера; 30 — центробежный распылитель; 31 — пневмокороб;32 — паровой калорифер; 33 — электрический калорифер
Калориферно-вентиляторная установка служит для очистки воздуха от пыли, его нагрева и подачи в сушильную камеру. Она состоит из воздушного фильтра с регулирующим клапаном, вентиляторов, парового и электрического калориферов, соединительных переходников, пароконденсатопроводов и арматуры. Нагнетательный вентилятор установлен на виброизолирующем основании и соединен сфильтром и калорифером мягкими компенсирующими вставками. Паровой калорифер включает пять воздухонагревателей, установленных на общей раме. Конденсат из четырех калориферов подается в пятый, расположенный первым по ходу движения воздуха. Паровой калорифер закрыт с трех сторон щитами с теплоизоляцией. Электрокалорифер мощностью 45 кВт расположен на общей раме рядом с паровым калорифером.
Сушильная камера предназначена для обезвоживания распыленного жидкого продукта нагретым воздухом и получения сухого продукта в виде тонкого порошка. Камера состоит из цилиндрического корпуса с дверью, стоек, устройства для выгрузки продукта с приводным механизмом, пневмокороба с пневмометлой, установки вентилятора охлаждения и ограждений крыши. Корпус сушильной камеры имеет
337
каркас и две обшивки — внутреннюю, выполненную из полированного коррозионно-стойкого стального листа, и наружную — из листового алюминиевого сплава. Внутреннее пространство между обшивками заполнено теплоизоляцией. В крыше сушильной камеры имеются центральное отверстие для распылителя и встроенный теплоизолированный канал с патрубком для отвода нагретого воздуха. На наружной поверхности крыши расположен патрубок для ввода охлаждаемого воздуха, соединенный с вентилятором охлаждения компенсирующим переходником. В днище сушильной камеры имеется центральное отверстие с патрубком для крепления отвода, на котором смонтированы приводной механизм, пневмокороб и пневмометла. Пневмокороб для удаления осевшего порошка представляет собой опирающийся на дно камеры через ролик и вращающийся вокруг оси сушильной камеры короб треугольного сечения с открытым нижним основанием. Пневмометла для удаления порошка со стенок камеры выполнена в виде L-образной трубы с перфорированной вертикальной частью, опирающейся верхним концом через ролик на стенки камеры и вращающейся вместе с пневмокоробом вокруг оси камеры.
Центробежный дисковый механизм для распыления исходного продукта в объеме сушильной камеры состоит из фланцевого двухскоростного электродвигателя, корпуса с повышающей косозубой цилиндрической передачей, вертикального шпинделя на двух подшипниковых опорах, распыляющего диска, защитного кожуха с установочным фланцем, систем охлаждения, смазки, подбора и подвода жидкого продукта.
Система отсасывания служит для удаления из сушильной камеры отработавшего воздуха и сухого продукта, разделения их и вывода воздуха на тонкую очистку в скруббер и далее в атмосферу. Система состоит из воздуховодов, основного циклона с роторным шлюзовым затвором и отсасывающего вентилятора.
Основной циклон для отделения порошка от воздуха выполнен из листовой коррозионно-стойкой стали с полированной внутренней поверхностью. На нем смонтированы электромагнитные встряхи- ватели, роторный шлюзовой затвор, гнезда для моющих форсунок, четыре съемных люка для чистки. Шлюзовой затвор для выгрузки сухого продукта из основного циклона без нарушения герметичности представляет собой отлитый из алюминиевого сплава корпус, в котором вращается секторный ротор небольшой конусности. Ротор может перемещаться по оси корпуса, при наладке выставляют минимальный зазор между ротором и корпусом. Привод затвора состоит из электродвигателя и червячного редуктора, собранных в единый блок. Для создания необходимого напора и расхода воздуха в системе на раме смонтирован установленный на виброизолируюшем основании радиальный вентилятор с приводом.
3 3 8
Охладитель для очистки, охлаждения и сушки воздуха состоит из двух фильтров, пяти калориферов, каплеотделителя и подогревателя, смонтированных на общем основании и закрытых стенками излистовой углеродистой стали. Калориферы связаны последовательно трубопроводами для воздуха и охлаждающей воды. Трубопроводы выполнены излистовой стали и представляют собой набор прямых участков и отводов с внутренним диаметром 1670 мм, соединенных между собой с помощью быстросъемных хомутов. На линии пневмотранспорта установлен радиальный вентилятор с электродвигателем мощностью5,5 кВт и частотой вращения 300 мин~‘, смонтированным на раме, которая опирается на площадку через виброизолирующие опоры.
Охладитель продукта представляет собой аппарат вихревого типа диаметром 800 мм и шириной 160 мм с тангенциальным вводом возду- ховзвеси и осевым выходом. Он имеетопорнуюраму, дверь для очистки со смотровым люком, входной и выходной патрубки; выполнен из листовой коррозионно-стойкой стали.
Ловушкой для сбора порошка, выходящего из разгрузочного циклона, служит цилиндрическая емкость с горизонтальной осью и торцовыми крышками. По оси ловушки установлен вал со скребками, приводимыми в движение через червячный редуктор.
Роторный шлюзовой затвор аналогичен затвору основного циклона. Просеиватель центробежного типа для отделения от сухого продукта комков, пригоревших частиц и других включений состоит из корпуса, установленных в нем просеивающего барабана и вала с радиальными лопастями, приводного электродвигателя.
Мешконаполнительдля закрепления крафт-мешков с полиэтиленовыми вкладышами и заполнения их сухим продуктом представляет собой вертикальную трубу с заслонкой и патрубком с захватом.
Система мойки предназначена для санитарной обработки сушильной камеры, основного циклона и воздуховода. С ее помощью снижаются затраты рабочего времени и потери продукта при мойке установки, повышается качество мойки и улучшаются условия обслуживания. Система мойки включает электронасосный агрегат, центробежный молочный насос, гидромонитор с узлом крепления, гидропистолет, моечные форсунки, устройство сбора моющей жидкости, систему трубопроводов, шланг и арматуру.
Принцип работы установки (см. рис. 8.7). Сгущенный в вакуум- выпарной установке продукте концентрацией сухих веществ 43—48% подается через фильтр 1 в ванну, где может перемешиваться, охлаждаться или подогреваться. Затем насосом-дозатором винтового типа продукт перекачивается на центробежный распылитель, установленный в сушильной камере. С помощью быстровращающегося диска концентратраспыляется (диспергируется) в объеме сушильной камеры на жидкие частицы диаметром 10-100 мкм, образуя факел.
339
Воздух из помещения очищается в воздушном фильтре 10 и подается нагнетательным вентилятором 34 в паровой и электрический калориферы и далее в воздухораспределительное устройство сушильной камеры. В результате взаимодействия с потоком нагретого воздуха капли распыленного продукта в сушильной камере обезвоживаются и образуются твердые сухие частицы. Высушенный продукт вместе с отработавшим воздухом по воздуховоду поступает в разгрузочный циклон 26, где происходит их разделение. Очищенный от порошка воздух направляется отсасывающим вентилятором 27 на тонкую очистку в скруббер, а сухой порошок через роторный шлюзовой затвор поступает в систему охлаждения и выгрузки.
В режиме пневмотранспортирования охлажденным воздухом порошок охлаждается до заданной температуры. Для более глубокого охлаждения продукта служит пневмоохладитель вихревого типа. Воздух охлаждается и частично осушается в охладителе воздуха, предварительно очищаясь во встроенных ячейковых фильтрах. Порошок отделяется от охлаждающего воздуха в разгрузочном циклоне 20 и поступает через ловушку и роторный затвор в просеиватель. Очищенный воздух подается вентилятором пневмотранспорта 25 на тонкую очистку в скруббер. В просеивателе порошок разделяется на кондиционную и некондиционную части. Кондиционный порошок поступает в бумажный крафт-мешокс полиэтиленовым вкладышем, установленный наспециальномдержателе-мешконаполнителе. Мешки с порошком взвешивают на платформенных весах и зашивают на зашивочной машине.
Порошок, осевший на стенки и дно сушильной камеры, удаляется с помощью системы пневмоочистки — пневмометлы и пневмокороба, вращающихся по оси сушильной камеры. Сжатый воздух на пневмометлу подается от газодувки, укомплектованной фильтром и теплообменником. Тонкая очистка и рекуперация теплоты отработавшего воздуха происходят в установке, состоящей из емкости, фильтра 22, циркуляционных центробежных насосов и скруббера. Орошение скруббера производится исходным продуктом перед подачей его на вакуум-выпаривание.
Описанная установка может работать в двух режимах: дистанционном и автоматическом. Регулируемым параметром является температура воздуха на выходе из сушильной камеры. Эта температура, которая определяет влажность сухого продукта, поддерживается регулированием подачи на распылитель исходного продукта.
Установка имеет автоматическую систему пожаротушения. При резком повышении температуры воздуха на выходе из сушильной камеры до предельного значения открывается электромагнитный клапан подачи в камеру холодной воды через душевые насадки. Для мойки трубопроводов исходного продукта предусмотрен моечный340
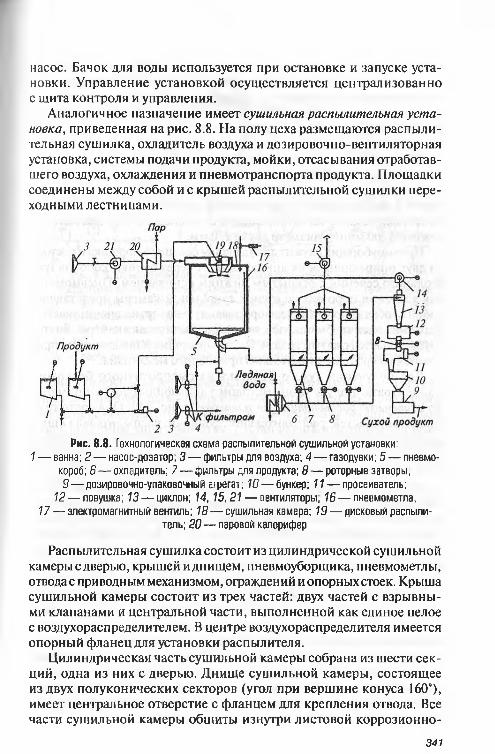
насос. Бачок для воды используется при остановке и запуске установки. Управление установкой осуществляется централизованно с щита контроля и управления.
Аналогичное назначение имеет сушильная распылительная установка,, приведенная на рис. 8.8. На полу цеха размещаются распылительная сушилка, охладитель воздуха и дозировочно-вентиляторная установка, системы подачи продукта, мойки, отсасывания отработавшего воздуха, охлаждения и пневмотранспорта продукта. Площадки соединены между собой и с крышей распылительной сушилки переходными лестницами.
Рис. 8.8. Технологическая схема распылительной сушильной установки:7 — ванна; 2 — насос-дозатор; 3 — фильтры для воздуха; 4 — газодувки; 5 — пневмо-
короб; 6 — охладитель; 7 — фильтры для продукта; 8 — роторные затворы,9 — дозировочно-упаковочный агрегат; 10 — бункер; 77 — просеиватель;
12 — ловушка; 13 — циклон; 14,15,21 — вентиляторы, 16 — пневмометла;77 — электромагнитный вентиль; 18 — сушильная камера; 19 — дисковый распыли
тель; 20 — паровой калорифер
Распылительная сушилка состоит из цилиндрической сушил ьной камеры с дверью, крышей и днищем, пневмоуборщика, пневмометлы, отводасприводныммеханизмом,огражденийиопорных стоек. Крыша сушильной камеры состоит из трех частей: двух частей с взрывными клапанами и центральной части, выполненной как единое целое с воздухораспределителем. В центре воздухораспределителя имеется опорный фланец для установки распылителя.
Цилиндрическая часть сушильной камеры собрана из шести секций, одна из них с дверью. Днище сушильной камеры, состоящее из двух полуконических секторов (угол при вершине конуса 160°), имеет центральное отверстие с фланцем для крепления отвода. Все части сушильной камеры обшиты изнутри листовой коррозионно-
341
стойкой сталью, а снаружи — алюминиевым сплавом, крыша камеры — листовой рифленой сталью. Внутреннее пространство каркаса заполнено теплоизоляцией из минерального материала. Элементы распылительной сушилки собирают на месте монтажа с помощью болтовых соединений с последующей проваркой и зачисткой внутренней обшивки.
Центробежный распылитель состоит из корпуса с вертикальным шпинделем, установленным на подшипниковых опорах, кожуха с фланцем, двухскоростного фланцевого электродвигателя мощностью 14 кВт, плоскоременной повышающей передачи и насосной установки с системой связки. Частота вращения шпинделя с диском на рабочем режиме 1200 мин-1, диаметр диска 270 мм.
Пневмоуборщик служит для удаления осевшего порошка и состоит из двух опирающихся на днище камеры через ролики коробов треугольного сечения с открытым нижним основанием. Пневмометла для удаления порошка со стенок сушильной камеры представляет собой L-образную трубу, перфорированную на вертикал ьном участке. Верхний конец трубы опирается через ролик на стенки камеры. Внутрь трубы подается сжатый воздух. Пневмоуборщик и пневмометла приводятся во вращение с помощью приводного механизма.
Для получения сухого порошка из сывороточного белкового концентрата, полученного методом ультрафильтрации, применяют сушильную распылительную установку (рис. 8.9). Она состоит из следующих частей: распылительной сушилки, распылителей (2 шт.), калориферно-вентиляторной установки, систем подачи продукта, удаления отработавшего воздуха, охлаждения и транспортирования продукта, установки маслонасоса, щита контроля и управления.
Эти установки бывают двух типов. Они отличаются наличием фильтра исходного продукта, теплообменника для его подогрева перед подачей на распылитель, измененной конструкцией узлов газоввода в сушильную камеру, увеличенным диаметром трубопровода пневмотранспортера, отсутствием пневмоочистки стенок сушильной камеры и общей компоновкой оборудования. Остальные части имеют аналогичное описанному для других сушильных установок назначение.
Сушилка представляет собой вертикальный цилиндрический корпус с коническим дном (160°), установленный на шести опорах. Аппарат состоит из плоской крыши, собственно сушильной камеры, днища с центральным патрубком для отвода воздуха, на котором смонтирован привод короба пневмоуборщика. На крыше сушильной камеры имеются два предохранительных клапана, патрубок для подачи охлаждающего воздуха, воздухопроводящее устройство в виде встроенного короба с закручивающими воздух направляющими лопатками, а также центральное отверстие для распылителя.342
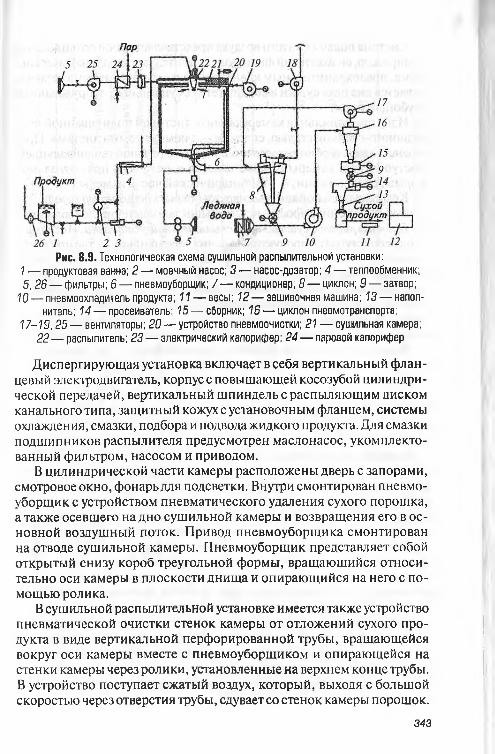
Рис. 8.9. Технологическая схема сушильной распылительной установки:1 — продуктовая ванна; 2 — моечный насос; 3 — насос-дозатор; 4 — теплообменник;5,26 — фильтры; 6 — пневмоуборщик; 7 — кондиционер; В — циклон; 9 — затвор;
10 — пневмоохладитель продукта; 11 — весы; 12 — зашивочная машина; 13 — наполнитель; 14 — просеиватель; 15 — сборник; 16 — циклон пневмотранспорта;
17-19,25 — вентиляторы; 20 — устройство пневмоочистки; 21 — сушильная камера;22 — распылитель; 23 — электрический калорифер; 24 — паровой калорифер
Диспергирующая установка включает в себя вертикальный фланцевый электродвигатель, корпус с повышающей косозубой цилиндрической передачей, вертикальный шпиндель с распыляющим диском канального типа, защитный кожух с установочным фланцем, системы охлаждения, смазки, подбора и подвода жидкого продукта. Для смазки подшипников распылителя предусмотрен маслонасос, укомплектованный фильтром, насосом и приводом.
В цилиндрической части камеры расположены дверь с запорами, смотровое окно, фонарь для подсветки. Внутри смонтирован пневмоуборщик с устройством пневматического удаления сухого порошка, а также осевшего на дно сушильной камеры и возвращения его в основной воздушный поток. Привод пневмоуборщика смонтирован на отводе сушильной камеры. Пневмоуборщик представляет собой открытый снизу короб треугольной формы, вращающийся относительно оси камеры в плоскости днища и опирающийся на него с помощью ролика.
В сушильной распылительной установке имеется также устройство пневматической очистки стенок камеры от отложений сухого продукта в виде вертикальной перфорированной трубы, вращающейся вокруг оси камеры вместе с пневмоуборщиком и опирающейся на стенки камеры через ролики, установленные на верхнем конце трубы. В устройство поступает сжатый воздух, который, выходя с большой скоростью через отверстия трубы, сдувает со стенок камеры порошок.
343
Система подачи сжатого воздуха представляет собой ротационный компрессор, снабженный фильтром, глушителями аэродинамического шума, предохранительным клапаном и арматурой. Система устанавливается вне цеха сушки и соединяется с сушильным оборудованием трубопроводом.
Изнутри сушильная камера обшита листовой полированной коррозионно-стойкой сталью, снаружи —алюминиевыми листами. Пространство между обшивками заполнено минеральной теплоизоляцией. Доступ внутрь камеры осуществляется через дверь прямоугольной формы, расположенную в цилиндрической части камеры.
Кры ша су шил ьной камеры снаружи покрыта рифленой углеродистой сталью. Внутреннее пространство крыши заполнено теплоизоляцией.
Принцип работы сушильной распылительной установки. Исходный продукт поступает в продуктовую ванну через фильтр 26, где при необ- ходи мости перемешивается и охлаждается. Из ванны винтовым насосом-дозатором продукт подается на распылитель (в установке другого типа продукт перед распылителем может подогреваться в теплообменнике горячей водой), установленный в сушильной камере. С помощью диска, вращающегося с частотой 266,7 с"1, жидкость распыляется в объеме сушильной камеры на капельки диаметром 5-100 мкм.
Воздух из помещения черезфильтр подается нагнетательным вентилятором 25в паровой и электрический калориферы, где нагревается до 200—220 °С, а затем поступает в воздухораспределительное устройство сушильной камеры. Распыленный жидкий продукт в сушил ьной камере быстро обезвоживается и вместе с отработавшим воздухом выводится в основные циклоны. Сухой порошок, осевший на дно камеры, возвращается в воздушный потоке помощью пневмоуборщика.
Очищенный в основном циклоне воздух выбрасывается вентилятором 18 в атмосферу, а сухой продукт с помощью затвора выводится из сборника циклонов в систему пневмоохлаждения. Порошок охлаждается в режиме пневмотранспортирования охлажденным и осушенным воздухом. Подготовка воздуха производится в кондиционере, где воздух очищается отпыли, охлаждается в калориферах ледяной водой температурой 2 °С; при этом из воздуха конденсируется влага, а затем она подогревается с помощьюТЭНовдля уменьшения относительной влажности. Пневмоохладитель продукта служит для увеличения продолжительности нахождения порошка в системе для более глубокого охлаждения. В циклоне пневмотранспортера охлажденный продукт отделяется от воздуха, через сборник, затвор, просеиватель и наполнитель фасуется вкрафт-мешки. Воздух вентилятором /7подаетсянаповторнуюочистку в основные циклоны. Крафт-мешки взвешивают на платформенных весах, зашивают на зашивочной машине и направляют на склад.
Технические характеристики сушильных распылительных установок приведены в табл. 8.3.
3 4 4
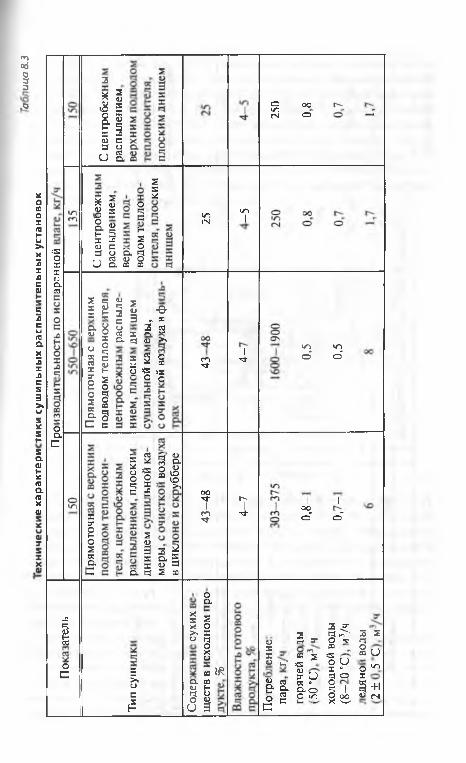
"Ообо33
£
я* В £ 1
I II J2 OJ С 3 О
г % яU а
ЖосооX<0ни>»ж2XмЕи
с2сUгааж2хлсs3>*SJSЖSкSа©н*гаагажф
>SоXX ■<иО.а
Оа."С
I !& 8Xо
В хггSо§ аз§С
исе1X3-2 О ZXCL
С
г>«=;2 с о Й х Q . d
2D3
■е* азЭ я<и >.
5 2 §5 ’§ 3§
m<N
mTf
ооTfImгг
«пI
I■̂t
г*-I
Tf
оiП <N
осo '
»Пo '
ino'
Iooo'
Io'
оCl
J2
Iоa
X -.= sx о>* Xu s
3>*оE£
оXиX &
а. сс 1> ь-«3 О
a i
zto s
<u M -3 -sX« u" >S
- ¥ и5 £ « •6 & &QО g
СО щ
1 © §"•* са
dSо иX °с* Оо5 I8 2S
з s§1о U
о ^X§+1 и гч
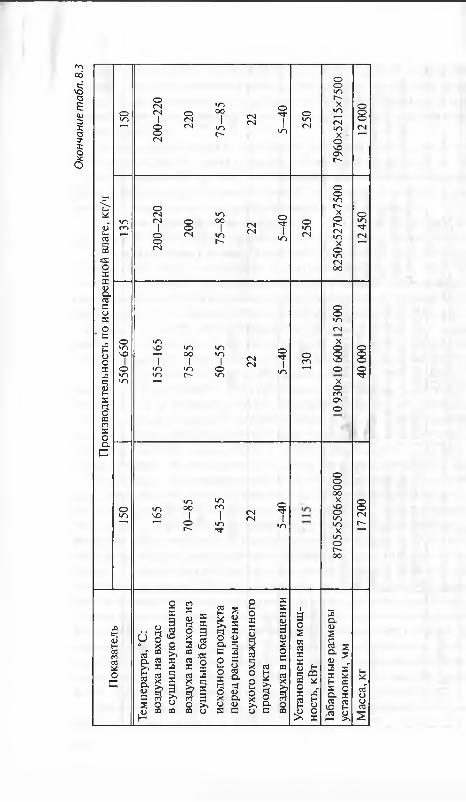
Око
нчан
ие т
абл.
8.3
Про
изво
дите
льно
сть
по и
спар
енно
й вл
аге,
кг/
ч
150
200-
220
220
75-8
5
22
5-4
0
250
7960
x521
5x75
00
12 0
00
135
200-
220
200
75-8
5
22 5-40
250
8250
x527
0x75
00
12 4
50
550-
650
155-
165
75-8
5
50-5
5
22 5-40 130
8юCNX
Оо40ОXоСО
04О
40 0
00
150
165
70-8
5
45
-35
22 5-40
8705
x550
6x80
00
17 2
00
Пок
азат
ель
Тем
пера
тура
, °С
: во
здух
а на
вхо
де
в су
шил
ьную
баш
ню
возд
уха
на в
ыхо
де и
з су
шил
ьной
баш
ни
исхо
дног
о пр
одук
та
пере
д ра
спы
лени
ем
сухо
го о
хлаж
денн
ого
прод
укта
возд
уха
в по
мещ
ении
Уст
анов
ленн
ая м
ощ
ност
ь, к
Вт
Габа
ритн
ые
разм
еры
ус
тано
вки,
мм
Мас
са, к
г
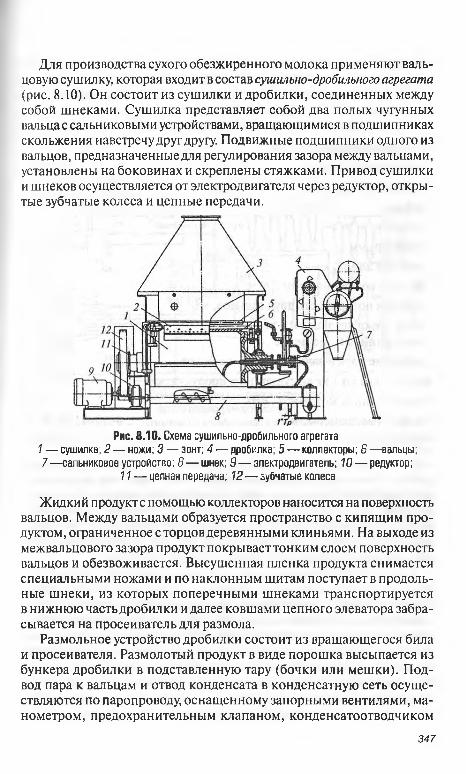
Для производства сухого обезжиренного молока применяют вальцовую сушилку, которая входит всостав сушильно-дробильного агрегата (рис. 8.10). Он состоит из сушилки и дробилки, соединенных между собой шнеками. Сушилка представляет собой два полых чугунных вальцас сальниковыми устройствами, вращающимися в подшипниках скольжения навстречу друг другу. Подвижные подшипники одного из вальцов, предназначенные для регулирования зазора между вальцами, установлены на боковинах и скреплены стяжками. Привод сушилки и шнеков осуществляется от электродвигателя через редуктор, открытые зубчатые колеса и цепные передачи.
Рис. 8.10. Схема сушильно-дробильного агрегата:1 — сушилка; 2 — ножи; 3 — зонт; 4-—дробилка; 5 — коллекторы; 6 —вальцы;7—сальниковое устройство; б—шнек; 9— электродвигатель; 10— редуктор;
11 — цепная передача; 1 2 —зубчатые колеса
Жидкий продукте помощью коллекторов наносится на поверхность вальцов. Между вальцами образуется пространство с кипящим продуктом, ограниченное с торцов деревянными клиньями. На выходе из межвальцового зазора продукт покрывает тонким слоем поверхность вальцов и обезвоживается. Высушенная пленка продукта снимается специальными ножами и по наклонным щитам поступает в продольные шнеки, из которых поперечными шнеками транспортируется в нижнюю часть дробилки и далее ковшами цепного элеватора забрасывается на просеиватель для размола.
Размольное устройство дробилки состоит из вращающегося била и просеивателя. Размолотый продукт в виде порошка высыпается из бункера дробилки в подставленную тару (бочки или мешки). Подвод пара к вальцам и отвод конденсата в конденсатную сеть осуществляются по паропроводу, оснащенному запорными вентилями, манометром, предохранительным клапаном, конденсатоотводчиком
347
и сальниковыми устройствами. Водяные пары, образующиеся при сушке продукта, удаляются с помощью системы вытяжки, состоящей из зонта, боковых щитов, воздуховодов (не входящих в комплект поставки) и вытяжного вентилятора.
Техническая характеристика сушильно-дробильного агрегата
Производительность, кг/ч:по испаренной влаге 230—250по сухому продукту при сгущении 3 :1 90
Вальцы:число 2диаметр, мм 800рабочая длина, мм 1000частота вращения, мин-1 24рабочая поверхность двух ватьцов, м2 5зазор между вальцами в холодном ^состоянии, мм, не менеедавление пара в вальцах, МПа, не более 0,35
Расход пара на 1 кг высушенного продукта, кг 1,2-1,4Установленная мощность, кВт 10,5Габаритные размеры, мм 4010x2180x2625Масса, кг 3700
Установка для сушки и гранулирования обезжиренного молока (рис. 8.11) работает следующим образом. Вентиляторы засасывают наружный воздух через рулонные фильтры и подают его в блок калориферов, где он нагревается, а затем поступает в аппарат под газораспределительную решетку. Часть холодного воздуха после вентиляторов отбирается и подается по воздуховоду под газораспределительную решетку зоны охлаждения и в сепаратор измельчителя.
Нагретый воздух через газораспределительную решетку зоны сушки поступает в слой порошкообразного и гранулированного молока и приводит его в псевдоожиженное состояние. Сгущенное молоко с концентрацией сухих веществ 35—45% из емкости насосом через регулирующий кран и ограничительную диафрагму подается в ротор и на распределительное устройство, которое подает сгущенное молоко по рабочей поверхности конуса в виде пленки, прогоняет по ней поток сухих гранул из псевдоожиженного слоя и смачивает их поверхность микродозами молока. Нагретый воздух контактирует в слое с влажной поверхностью гранул, на которые нанесено
348
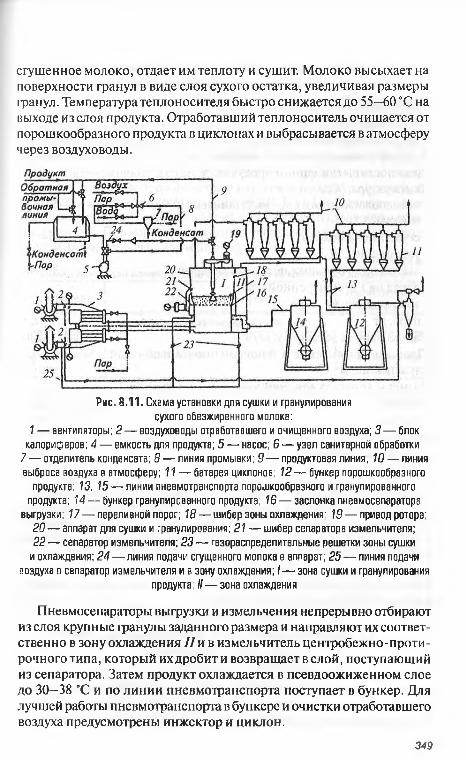
сгущенное молоко, отдает им теплоту и сушит. Молоко высыхает на поверхности гранул в виде слоя сухого остатка, увеличивая размеры гранул. Температура теплоносителя быстро снижается до 55—60 °С на выходе из слоя продукта. Отработавший теплоноситель очищается от порошкообразного продукта в циклонах и выбрасывается в атмосферу через воздуховоды.
Рис. 8.11. Схема установки для сушки и гранулированиясухого обезжиренного молока:
1 — вентиляторы; 2 — воздуховоды отработавшего и очищенного воздуха; 3— блок калориферов; 4 — емкость для продукта; 5 — насос; Б — узел санитарной обработки;
7— отделитель конденсата; В — линия промывки; 9 — продуктовая линия, 10— линия выброса воздуха в атмосферу; 11 — батарея циклонов; 1 2 — бункер порошкообразного
продукта; 13, 15 — линии пневмотранспорта порошкообразного и гранулированного продукта; 1 4 — бункер гранулированного продукта; 16 — заслонка пневмосепаратора
выгрузки; 1 7 — -переливной порог; 18 — шибер зоны охлаждения; 19 — привод ротора; 20— аппарат для сушки и гранулирования; 21 — шибер сепаратора измельчителя;22— сепаратор измельчителя; 23 — газораспределительные решетки зоны сушки
и охлаждения; 24— линия подачи сгущенного молока в аппарат; 25—линия подачи воздуха в сепаратор измельчителя и в зону охлаждения; I — зона сушки и гранулирования
продукта; II—зона охлаждения
Пневмосепараторы выгрузки и измельчения непрерывно отбирают из слоя крупные гранулы заданного размера и направляют их соответственно в зону охлаждения II ив измельчитель центробежно-протирочного типа, который ихдробити возвращает вслой, поступающий из сепаратора. Затем продукт охлаждается в псевдоожиженном слое до 30—38 °С и по линии пневмотранспорта поступает в бункер. Для лучшей работы пневмотранспорта в бункере и очистки отработавшего воздуха предусмотрены инжектор и циклон.
349
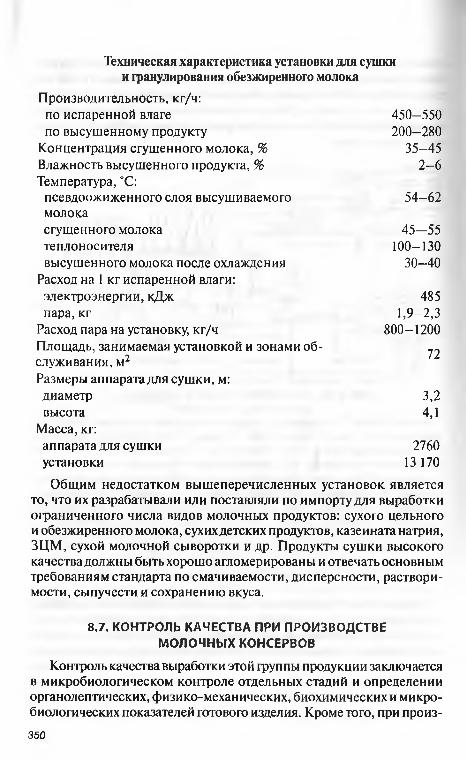
Техническая характеристика установки для сушки и гранулирования обезжиренного молока
Производительность, кг/ч:по испаренной влаге 450-550по высушенному продукту 200—280
Концентрация сгущенного молока, % 35-45Влажность высушенного продукта, % 2 -6Температура, °С;
псевдоожиженного слоя высушиваемого 54-62молокасгущенного молока 45—55теплоносителя 100-130высушенного молока после охлаждения 30—40
Расход на 1 кг испаренной влаги:электроэнергии, кДж 485пара, кг 1,9-2,3
Расход пара на установку, кг/ч 800-1200Площадь, занимаемая установкой и зонами об- ^служивания, м2Размеры аппарата для сушки, м:диаметр 3,2высота 4,1
Масса, кг:аппарата для сушки 2760установки 13 170
Общим недостатком вышеперечисленных установок является то, что их разрабатывали или поставляли по импорту для выработки ограниченного числа видов молочных продуктов: сухого цельного и обезжиренного молока, сухих детских продуктов, казеината натрия, ЗЦМ, сухой молочной сыворотки и др. Продукты сушки высокого качества должны быть хорошо агломерированы и отвечать основным требованиям стандарта по смачиваемости, дисперсности, растворимости, сыпучести и сохранению вкуса.
8.7, КОНТРОЛЬ КАЧЕСТВА ПРИ ПРОИЗВОДСТВЕ МОЛОЧНЫХ КОНСЕРВОВ
Контроль качества выработки этой группы продукции заключается в микробиологическом контроле отдельных стадий и определении органолептических, физико-механических, биохимических и микробиологических показателей готового изделия. Кроме того, при произ-350
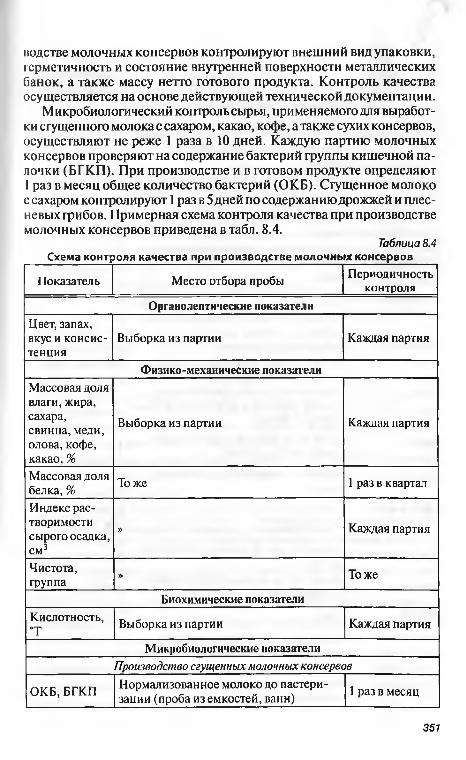
іюдстве молочных консервов контролируют внешний вид упаковки, герметичность и состояние внутренней поверхности металлических банок, а также массу нетто готового продукта. Контроль качества осуществляется на основе действующей технической документаци и.
М икробиологический контроль сырья, применяемого для выработки сгущенного молока с сахаром, какао, кофе, а также сухих консервов, осуществляют не реже 1 раза в 10 дней. Каждую партию молочных консервов проверяют на содержание бактерий группы кишечной палочки (БГКП). При производстве и в готовом продукте определяют 1 раз в месяц общее количество бактерий (ОКБ). Сгущенное молоко с сахаром контролируют 1 раз в 5 дней по содержанию дрожжей и плесневых грибов. Примерная схема контроля качества при производстве молочных консервов приведена в табл. 8.4.
Таблица 8.4Схема контроля качества при производстве молочных консервов
Показатель М есто отбора пробыПериодичность
контроля
Органолептические показателиЦвет, запах, вкус и консистенция
Выборка из партии Каждая партия
Физико-механические показателиМассовая доля влаги, жира, сахара, свинца, меди, олова, кофе, какао,%
Выборка из партии Каждая партия
Массовая доля белка, %
Тож е 1 раз в квартал
Индекс растворимости сырого осадка, см 3
» Каждая партия
Чистота,группа
» Тоже
Биохимические показателиКислотность,Т Выборка из партии Каждая партия
Микробиологические показателиПроизводство сгущенных молочных консервов
ОКБ, БГКП Нормализованное молоко до пастеризации (проба из емкостей, ванн) 1 раз в месяц
351
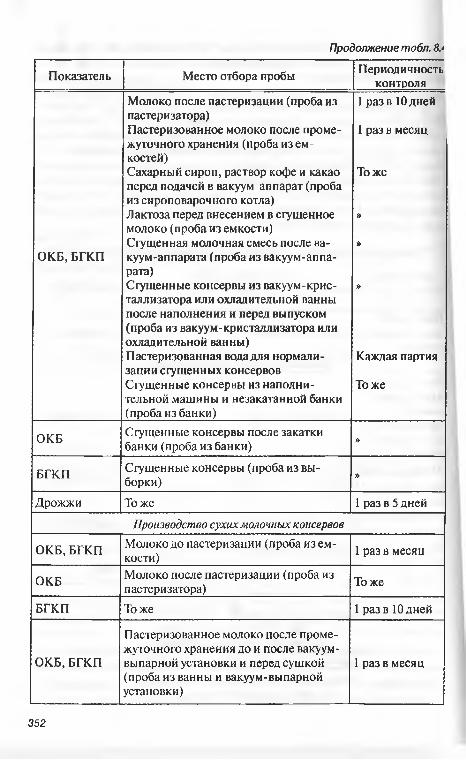
П р о д о л ж е н и е т а б л . 8.‘
Показатель Место отбора пробы Периодичностьконтроля
ОКБ, БГКП
Молоко после пастеризации (проба из пастеризатора)Пастеризованное молоко после промежуточного хранения (проба из емкостей)Сахарный сироп, раствор кофе и какао перед подачей в вакуум-аппарат (проба из сироповарочного котла)Лактоза перед внесением в сгущенное молоко (проба из емкости)Сгущенная молочная смесь после вакуум-аппарата (проба из вакуум-аппарата)Сгущенные консервы из вакуум-кристаллизатора или охладительной ванны после наполнения и перед выпуском (проба из вакуум-кристаллизатора или охладительной ванны) Пастеризованная вода для нормализации сгущенных консервов Сгущенные консервы из наполнительной машины и незакатанной банки (проба из банки)
1 раз в 10 дней
1 раз в месяц
Тоже
»
»
»
Каждая партия
Тоже
ОКБ Сгущенные консервы после закатки банки (проба из банки) »
БГКП Сгущенные консервы (проба из выборки) »
Дрожжи Тоже 1 раз в 5 днейПроизводство сухих молочных консервов
ОКБ, БГКП Молоко до пастеризации (проба из емкости) 1 раз в месяц
ОКБ Молоко после пастеризации (проба из пастеризатора) Тоже
БГКП Тоже 1 раз в 10 дней
ОКБ, БГКП
Пастеризованное молоко после промежуточного хранения до и после вакуум- выпарной установки и перед сушкой (проба из ванны и вакуум-выпарной установки)
1 разе месяц
3 5 2
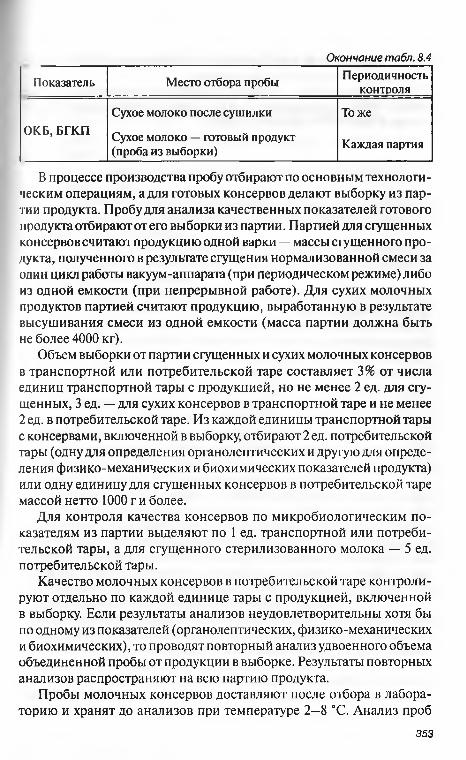
Окончание табл. 8.4
Показатель М есто отбора пробы Периодичностьконтроля
Сухое молоко после сушилки Т ож еОКБ, БГКП Сухое молоко — готовый продукт
(проба из выборки)Каждая партия
В процессе производства пробу отбирают по основным технологическим операциям, а для готовых консервов делают выборку из партии продукта. Пробу для анализа качественных показателей готового продукта отбирают от его выборки из партии. Партией для сгущенных консервов считают продукцию одной варки — массы сгущенного продукта, полученного в результате сгущения нормализованной смеси за один цикл работы вакуум-аппарата (при периодическом режиме) либо из одной емкости (при непрерывной работе). Для сухих молочных продуктов партией считают продукцию, выработанную в результате высушивания смеси из одной емкости (масса партии должна быть не более 4000 кг).
Объем выборки от партии сгущенных и сухих молочных консервов в транспортной или потребительской таре составляет 3% от числа единиц транспортной тары с продукцией, но не менее 2 ед. для сгущенных, 3 ед. — для сухих консервов в транспортной таре и не менее 2 ед. в потребительской таре. Из каждой единицы транспортной тары с консервами, включенной в выборку, отбирают2 ед. потребительской тары (одну для определения органолептических и другую для определения физико-механических и биохимических показателей продукта) или одну единицу для сгущенных консервов в потребительской таре массой нетто 1000 г и более.
Для контроля качества консервов по микробиологическим показателям из партии выделяют по 1 ед. транспортной или потребительской тары, а для сгущенного стерилизованного молока — 5 ед. потребительской тары.
Качество молочных консервов в потребительской таре контролируют отдельно по каждой единице тары с продукцией, включенной в выборку. Если результаты анализов неудовлетворительны хотя бы по одному из показателей (органолептических, физико-механических и биохимических), то проводят повторный анализ удвоенного объема объединенной пробы от продукции в выборке. Результаты повторных анализов распространяют на всю партию продукта.
Пробы молочных консервов доставляют после отбора в лабораторию и хранят до анализов при температуре 2—8 °С. Анализ проб
353

продуктов необходимо проводить сразу после доставки влабораторию, но не позднее чем через 4 ч после отбора.
Молочные консервы, оставшиеся после составления объединенной пробы и пробы, предназначенной для анализа от продукции в транспортной таре, присоединяют к партии.
Глава 9. ПРОИЗВОДСТВО МАСЛА
9.1. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИТехнологическая схема производства сливочного масла включает
следующие операции:• общие — прием молока, получение сливок, пастеризация и дезо
дорация сливок;• при сбивании сливок — охлаждение и физическое созревание,
сбивание сливок, механическая обработка масляного зерна, промывка, посол, упаковка;
• при преобразовании высокожирных сливок — сепарирование сливок, нормализация и термомеханическая обработка высокожирных сливок, упаковка.После приема молока его сепарируют. Молоко пониженного каче
ства следует сепарировать отдельно. Полученные сливки используют после переработки основной части сырья. При сепарировании массовую долю жира сливок устанавливают с учетом способа производства масла. При выработке масла сбиванием в маслоизготовителях периодического действия и преобразованием высокожирных сливок применяют сливки с массовой долей жира 32—37%, а при сбивании в маслоизготовителях непрерывного действия — 36-47%. При выработке крестьянского масла допускается использование сливок, полученных сепарированием подсырной сыворотки. Кислотность плазмы подсырных сливок должна быть не более 30 Т , поэтому после сепарирования их охлаждают до 6—8 °С. При этой температуре продолжительность сбора партии сливок не должна превышать двух дней.
Цель пастеризации сливок — уничтожение микрофлоры и разрушение ферментов, ускоряющих порчу масла. Поскольку жир имеет низкую теплопроводность и медленно прогревается, сливки пастеризуют при более высокой температуре, чем молоко. Для пастеризации сливок применяют пластинчатые пастеризационно-охладительные установки, в которыхсливки прогреваются равномерно в тонком слое. Режимы пастеризации устанавливаютсучетом качества сливок (кислотности, наличия посторонних привкусов и запахов).
Температура пастеризации при выработке сладкосливочного масла составляет при переработке второсортных сливок 92—95 °С, первосортных — 85-90 °С. Сливки, пастеризованные при температуре ниже допустимой, возвращают на повторную обработку.
В случае наличия в сливках посторонних привкусов и запахов повышают температуру пастеризации и применяют дезодорацию. В осенне-зимний период температуру пастеризации для таких сливок
355
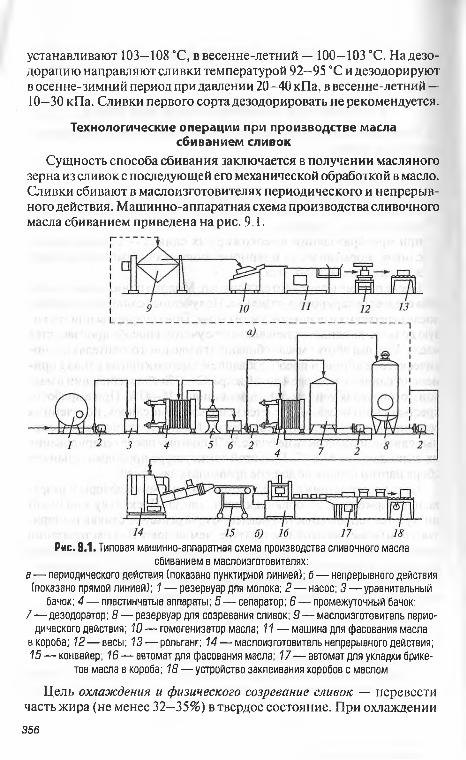
устанавливают 103—108 °С, в весенне-летний — 100—103 'С. На дезодорацию направляют сливки температурой 92-95 °С и дезодорируют в осенне-зимний период при давлении 20-40 кПа, в весенне-летний — 10—30 кПа. Сливки первого сорта дезодорировать не рекомендуется.
Технологические операции при производстве масла сбиванием сливок
Сущность способа сбивания заключается в получении масляного зерна из сливок с последующей его механической обработкой в масло. Сливки сбивают в маслоизготовителях периодического и непрерывного действия. Машинно-аппаратная схема производства сливочного масла сбиванием приведена на рис. 9.1.
Рис. 9.1 Липовая машинно-аппаратная схема производства сливочного масла сбиванием в маслоизготовителях:
а — периодического действия (показано пунктирной линией); б — непрерывного действия (показано прямой линией); 1 — резервуар для молока; 2 — насос; 3 — уравнительный
бачок; 4 — пластинчатые аппараты; 5 — сепаратор; 6 — промежуточный бачок;7— дезодоратор; В — резервуар для созревания сливок; 9 — маслоизготовитель перио
дического действия; 10— гомогенизатор масла; 11 — машина для фасования масла в короба; 12 — весы; 13 — рольганг; 14 — маслоизготовитель непрерывного действия; 15 — конвейер ,16 — автомат для фасования масла; 7 7 — автомат для укладки брике
тов масла в короба; 18 — устройство заклеивания коробов с маслом
Цель охлаждения и физического созревание сливок — перевести часть жира (не менее 32—35%) в твердое состояние. При охлаждении
3 5 6
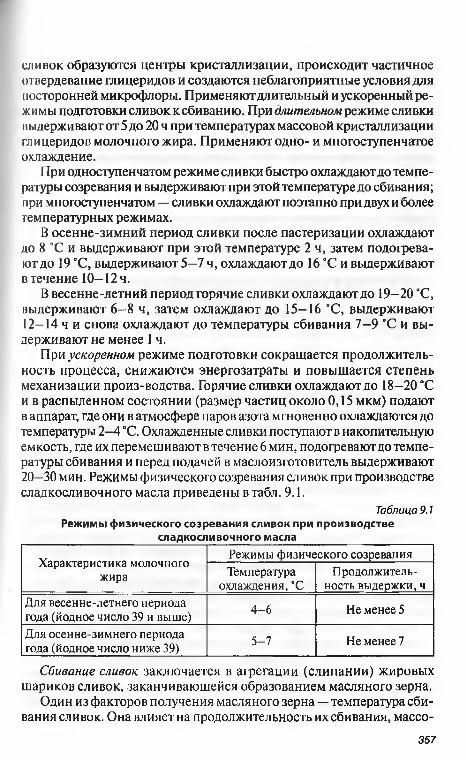
сливок образуются центры кристаллизации, происходит частичное отвердевание глицеридов и создаются неблагоприятные условия для посторонней микрофлоры. Применяют длительный и ускоренный режимы подготовки сливок к сбиванию. При с!/ш/нель«сш режиме сливки выдерживают от 5 до 20 ч при температурах массовой кристаллизации гл и церидов молочного жира. Применяют одно- и многоступенчатое охлаждение.
При одноступенчатом режиме сливки быстро охлаждают до температуры созревания и выдерживают при этой температуре до сбивания; при многоступенчатом—сливки охлаждают поэтапно при двух и более температурных режимах.
В осенне-зимний период сливки после пастеризации охлаждают до 8 °С и выдерживают при этой температуре 2 ч, затем подогревают до 19 °С, выдерживают 5—7 ч, охлаждают до 16 °С и выдерживаютв течение 10—12 ч.
В весенне-летний период горячие сливки охлаждают до 19-20 “С, выдерживают 6 -8 ч, затем охлаждают до 15-16 °С, выдерживают 12-14 ч и снова охлаждают до температуры сбивания 7—9 °С и выдерживают не менее 1 ч.
При ускоренном режиме подготовки сокращается продолжительность процесса, снижаются энергозатраты и повышается степень механизации произ-водства. Горячие сливки охлаждают до 18-20 °С и в распыленном состоянии (размер частиц около 0,15 мкм) подают в аппарат, где они в атмосфере паров азота мгновенно охлаждаются до температуры 2—4 °С. Охлажденные сливки поступают в накопительную емкость, где их перемешивают в течение 6 мин, подогревают до температуры сбивания и перед подачей в маслоизготовитель выдерживают 20-30 мин. Режимы физического созревания сливок при производстве сладкосливочного масла приведены в табл. 9.1.
Таблица 9.1Режимы физического созревания сливок при производстве
сладкосливочного масла
Характеристика молочного жира
Режимы физического созреванияТемпература
охлаждения, °СПродолжитель
ность выдержки, чДля весенне-летнего периода года (йодное число 39 и выше) 4-6 Не менее 5
Для осенне-зимнего периода года (йодное число ниже 39) 5-7 Не менее 7
Сбивание сливок заключается в агрегации (слипании) жировых шариков сливок, заканчивающейся образованием масляного зерна.
Один из факторов получения масляного зерна — температура сбивания сливок. Она влияет на продолжительность их сбивания, массо
357
вую долю жира в пахте и консистенцию масла. В производственных условиях сливки сбивают при 12—16 °С. В осенне-зимний период года температуру сбивания сливок повышают на 1—1,5 °С. Снижение тем - пературы увеличи вает продолжительность сбивания, что ведет к получению масла с невыработанной влагой и засаленной консистенцией. Повышение температуры сбивания повышает массовую долю жира в пахте, и масло имеет мягкую, мажущуюся консистенцию.
Продолжительность сбивания сливок зависит от способности их вспенивания и скорости разрушения пены. Для ускорения сбивания следует повысить пенистость сливок, понизить устойчивость образующейся пены и создать благоприятные условия для ее разрушения. Однако при повышении пенистости сливок возможно увеличение продолжительности сбивания. При обильном вспенивании (причиной можетбыть попадание в сливки соды) весь объем маслоизготовителя может быть заполнен пеной, из-за чего сбивания сливокне происходит.
Для определения продолжительности сбивания сливок в масло- изготовителях периодического действия А.Д. Грищенко рекомендует следующую формулу:
с
где т — продолжительность сбивания, с; с — коэффициент пропорциональности (при сбивании в маслоизготовителе с вращающейся двухлопастной мешалкой с = 400 с); # уд — пенообразующая способность сливок (Нуя = 0,5-1,5).
Продолжительность сбивания сливок зависит также от массовой доли в них жира, с увеличением которой сокращается продолжительность сбивания и повышается массовая доля жира в пахте. Это связано с тем, что с увеличением массовой доли жира в сливках в них одновременно увеличивается количество мелких жировых шариков в единице объема, которые переходят в пахту. С повышением массовой доли жира в сливках одновременно возрастает вязкость, причем особенно резко — на стадии образования структурированной пены. Иногда вязкость сливок может увеличиваться до такой степени, что они прилипают к стенкам барабана маслоизготовителя и вращаются вместе с ним, в результате прекращается перемешивание сливок и, как следствие, масляное зерно не образуется. Во избежание этого ограничивают массовую долю жира в сливках (например, при сбивании в маслоизготовителях периодического действия не выше 37%).
В маслоизготовителях периодического действия сбивание сливок происходит в результате их гравитационного перемешивания. При вращении барабана маслоизготовителя, заполненного на 30—50%, сливки сначала поднимаются на некоторую высоту, а затем падают3 5 8
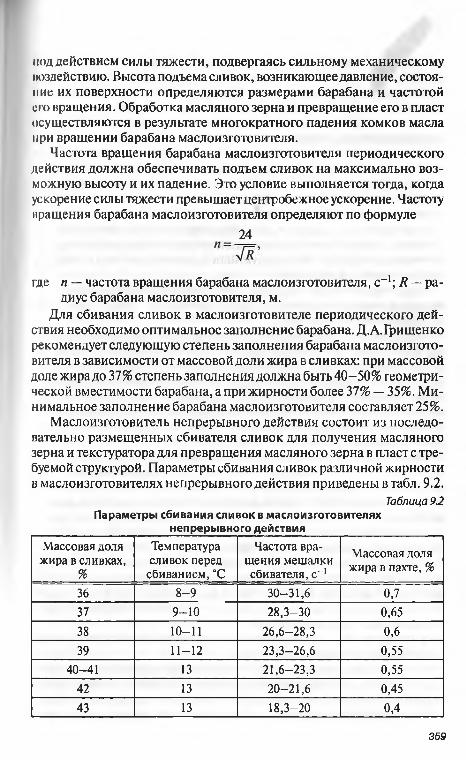
под действием силы тяжести, подвергаясь сильному механическому воздействию. Высота подъема сливок, возникающее давление, состояние их поверхности определяются размерами барабана и частотой ею вращения. Обработка масляного зерна и превращение его в пласт осуществляются в результате многократного падения комков масла при вращении барабана маслоизготовителя.
Частота вращения барабана маслоизготовителя периодического действия должна обеспечивать подъем сливок на максимально возможную высоту и их падение. Это условие выполняется тогда, когда ускорение силы тяжести превышаетцентробежноеускорение. Частоту вращения барабана маслоизготовителя определяют по формуле
24
где п — частота вращения барабана маслоизготовителя, с-1; R — радиус барабана маслоизготовителя, м.
Для сбивания сливок в маслоизготовителе периодического действия необходимо оптимальное заполнение барабана. Д.А.Грищенко рекомендует следующую степень заполнения барабана маслоизготовителя в зависимости от массовой доли жира в сливках: при массовой доле жира до 37% степень заполнения должна быть 40-50% геометрической вместимости барабана, а при жирности более 37% — 35%. Минимальное заполнение барабана маслоизготовителя составляет 25%.
Маслоизготовитель непрерывного действия состоит из последовательно размещенных сбивателя сливок для получения масляного зерна и текстуратора для превращения масляного зерна в пласте требуемой структурой. Параметры сбивания сливок различной жирности в маслоизготовителях непрерывного действия приведены в табл. 9.2.
Таблица 9.2Параметры сбивания сливок в маслоизготовителях ________________ непрерывного действия_____________________________
Массовая доля жира в сливках,
%
Температура сливок перед сбиванием, °С
Частота вращения мешалки сбивателя, с-1
Массовая доля жира в пахте, %
36 8-9 30-31,6 0,737 9-10 28,3-30 0,6538 10-11 26,6-28,3 0,639 11-12 23,3-26,6 0,55
40-41 13 21,6-23,3 0,5542 13 20-21,6 0,4543 13 18,3-20 0,4
359
Промывка масляного зерна — операция, влияющая на вкус, запах, консистенцию и стойкость масла при его хранении. В соответствии с действующей технологической инструкцией промывка масляного зерна не является обязательной. При использовании высококачественных сливок плазма обладает высокой антиокислительной способностью; если она хорошо диспергирована в монолите масла, промывку можно исключить, что не окажет отрицательного влияния на стойкость. При выработке масла из сливок, обладающих выраженным кормовым привкусом и запахом, концентрирующимися в плазме, промывка масляного зерна обязательна.
В маслоизготовителях периодического действия масляное зерно промывают после удаления пахты орошением или ополаскивают.
В маслоизготовителях непрерывного действия промывка масляного зерна определяется конструктивными особенностями аппаратов и осуществляется в потоке.
Масло солят сухим и мокрым (рассолом) способами. Для этого применяют поваренную соль «Экстра» вакуумной выработки с кристаллами размером до 0,8 мм.
Сухой способ применяют при использовании маслоизготовителей периодического действия, а мокрый — при использовании аппаратов как периодического, так и непрерывного действия. При сухом способе соль вносят непосредственно в масляное зерно или в полуотжатый масляный пласт. Преимущества посола в пласт: повышается степень использования соли до 97%; уменьшается погрешность при расчете соли, необходимой для посола, так как массовую долю влаги в пласте можно определить точнее, чем в зерне.
При мокром посоле (рассолом) в продукт заранее вносят рассол из расчета 10—12 л на каждые 100 кг масла. Для приготовления рассола берут 1 кг соли на каждые 2,8 л воды. Рассол пастеризуют, дают отстояться в течение 1 ч, затем фильтруют и охлаждают. При применении маслоизготовителей периодического действия рассол вносят после удаления пахты или промывной воды в количестве 10—15% по отношению к массе масляного зерна (пласта) и врабатываютего при закрытых кранах в люке маслоизготовителя. После нескольких отжатой (8— 15 раз) рассол сливают. Затем в маслоизготовитель вносяттакое же количестве оставшегося рассола и врабатываютего до получения требуемого содержания соли в масле. После этого рассол сливают и заканчивают обработку масла.
Для посола в маслоизготовителях непрерывного действия рассол вносят дозирующими устройствами.
Механическую обработку масляного зерна применяют для формирования пласта масла из разрозненных частей масляного зерна, а также равномерного смешения компонентов, усреднения состава и пластификации продукта, что влияет на его вкусовые качества,
360
консистенцию, стойкость в хранении и предопределяет товарные показатели готового продукта. Механическую обработку масляного зерна начинают сразу после отжатая масляного пласта и слива пахты или промывной воды.
Показатель завершенности механической обработки — степень дисперсности капель плазмы на границе соприкосновения ее с жиром. Для масла, вырабатываемого сбиванием в маслоизготовителях как периодического, так и непрерывного действия, этот показатель соответственно составляет 1,28 и 1,37—1,41 м2/см 3.
Степень дисперсности плазмы в масле определяют индикаторными бумажками, на которых отпечатывается размер капель и их распределение на срезе монолита продукта.
Поверхность хорошо обработанного масла сухая на вид, с невидимой мелкодиспергированной влагой. Такое масло можно получить из твердого масляного зерна при интенсивной механической его обработке, особенно на завершающем этапе. В мягком масляном зерне, содержащем мало тугоплавкого твердого жира, не представляется возможным достичь одинакового воздействия на все слои обрабатываемого продукта, а следовательно, и равномерного диспергирования влаги в монолите. При этом в масле останутся каналы, соединяющие капли плазмы, вследствие чего наряду с непрерывной жировой фазой в нем сохранится непрерывная водяная среда.
При выработке масла в маслоизготовителях периодического действия для диспергирования плазмы и пластификации масла используют гомогенизаторы. Однако при достаточной механической обработке масляного зерна гомогенизация нецелесообразна, так как это может быть причиной пороков масла (мягкая, засаленная консистенция и пониженная термоустойчивость).
Сливочное масло, изготовленное сбиванием сливок, фасуют после его выхода из маслоизготовителя, формируя крупные монолиты и мелкие брикеты различной формы и массы (от 10—15 до 50-100 г). В качестве тары для масла используют деревянные ящики и картонные короба. Внутреннюю поверхность их перед наполнением маслом выстилают упаковочным материалом: пергаментом, кэшированной фольгой, полимерными пленками, разрешенными для контакта с маслом, и др. Монолит масла в ящике должен быть плотным (без пустот) с ровной поверхностью.
Ящики (короба) с маслом направляютв камеру охлаждения и хранения, где их укладывают в 3—4 ряда по высоте. Для ускорения охлаждения масла между рядами ящиков укладывают тонкие деревянные рейки. После отвердевания масла (обычно на следующий день) ящики укладывают штабелями высотой до восьми ящиков.
Масло с массовой долей влаги 16% можно выдерживать перед фасовкой 1—Зч при температуре 12-15°С. В осенне-зимний период тем-
3 6 г
пература масла должна соответствовать 14-16 °С, в весенне-летний — 13—15 °С. Масло с массовой долей влаги 16 и 20% можно хранить при отрицательных температурах до фасовки в течение 60 сут. Ящики (коробки) с фасованным маслом помещают в холодильную камеру для быстрого охлаждения и хранения (до отгрузки), раскладывая их в шахматном порядке.
Особенности производства сливочного масла способом сбивания сливок
Сбиванием сливок вырабатывают сладкосливочное, кислосливочное, вологодское, крестьянское масло.
Сладкосливочное масло изготовляют из свежих пастеризованных сливок в маслоизготовителях периодического и непрерывного действия. Вырабатывают масло двух видов: соленое и несоленое.
Технологический процесс выработки сладкосливочного масла осуществляется в последовательности, показанной на рис. 9.1. После приема, первичной и механической обработки сырья сливки направляют на пастеризацию и дезодорацию. Температура пастеризации сливок зависит от их кислотности, наличия посторонних привкусов и запахов. Если сливки имеют повышенную кислотность, то температуру пастеризации снижают. При повышенной кислотности сливок ухудшается теплопередача и снижается производительность пастеризационной пластинчатой установки. Кроме того, возможно появление «пригорелого привкуса».
Летом температура пастеризации сливок первого сорта составляет 85—90 “С. Зимой температуру пастеризации повышают до 92—95 °С. С повышением температуры образуются сульфгидрильные соединения, которые придают маслу привкус пастеризации и повышают его стойкость при хранении. При температуре пастеризации ниже допустимой сливки возвращают на повторную пастеризацию. Применяется однократная пастеризация сливок; в случае необходимости — многократная, но при этом ухудшается работа оборудования.
При наличии в сливках посторонних привкусов и запахов повышают температуру пастеризации или применяют дезодорацию. Если сливки имеют слабовыраженные посторонние привкусы и запахи, то температура пастеризации в весенне-летний период составляет 100—103 °С, в осенне-зимний — 103—108 °С. Если нецелесообразно повышать температуру пастеризации, то сливки нагревают до температуры 92—95 °С и дезодорируют в вакуумном дезодораторе при давлении 20-40 кПа в осенне-зимний и 10—30 кПа — в весенне-летний период.
Если сливки имеют сильно выраженные посторонние запахи и привкусы, то рекомендуют следующий режим тепловой обработки: в секции рекуперации пластинчатой пастеризационной установки сливки нагревают до 80 °С, затем обрабатывают в дезодораторе при
3 6 2
давлении 40—60 кПа и направляют во вторую секцию пастеризационной установки, где нагревают до 95 °С. Такая обработка способствует удалению веществ, снижающих качество масла, и стимулирует образование привкуса пастеризации. При дезодорации с водяными парами уносятся летучие вещества, содержащиеся в сливках. Поэтому при высокоинтенсивных режимах дезодорации полученное масло может иметь невыраженный, пустой вкус.
После пастеризации и дезодорации горячие сливки охлаждают до температуры 4 -7 °С. Сливки доохлаждают в сливкосозревательных ваннах. От температуры охлаждения и выдержки при ней зависит степень отвердевания молочного жира. Чем ниже температура охлаждения и продолжительнее выдержка, тем выше степень отвердевания жира и лучше происходит образование масляного зерна при сбивании.
В случае необходимости сливки можно выдерживать с целью созревания 15-17 ч. При выборе режима созревания следует учитывать повышение температуры сливок на 1 - 2 °С вследствие выделения скрытой теплоты кристаллизации. При правильно выбранном режиме созревания сливок улучшается степень использования молочного жира за счет снижения его в пахте. При несоблюдении режимов созревания жир переходит в пахту и ухудшает консистенцию масла. Режимы созревания сливок при подготовке их к сбиванию в маслоизготовителях периодического и непрерывного действия одинаковы. По окончании созревания сливки направляют на сбивание в маслоизготовители. Во избежание подсбивания жира для перекачивания сливок применяют винтовые, плунжерные, ротационные и другие насосы объемноготипа.
Температура сбивания сливок зависит от массовой доли жира, режимов созревания и времени года: в весенне-летний период года составляет?—12 °С; в осенне-зимний — 8—14 °С. Для весенне-летнего периода температуру сбивания определяют по формуле
Гсб = 0,55(54,7- Ж и ),
где Гсб — температура сбивания, °С; Жсл — массовая доля жира в сливках, %.
Для осенне-зимнего периода года температуру сбивания повышают на 1—1,5 °С. На практике температура сбивания может уточняться с учетом предыдущих выработок. Сливки маложирные и созревавшие при пониженной температуре следует сбивать при сравнительно повышенной температуре, а сливки более жирные и недостаточно созревшие — при пониженной температуре.
После созревания сливки подогревают до температуры сбивания в сливкосозревательных ваннах. При заниженной температуре сбивания продолжительность его увеличивается, готовый продукт содержит невыработанную влагу и имеет засаленную консистенцию. При повышении температуры сбивания наблюдаются потери жира с пахтой,
363
а полученное масло имеет мягкую, мажущуюся консистенцию. Сбивание сливок в маслоизготовителях периодического и непрерывного действия различно.
Сбивание в маслоизготовителях периодического действия. Продолжительность сбивания составляет 50—60 мин и зависит от температуры сбивания, массовой доли жира в сливках, времени года, степени заполнения. В подготовленный маслоизготовитель заливают сливки. При сбивании сливок массой долей жира до 37% степень заполнения барабана составляет 40-50%.
В первые 3 -5 мин сбивания маслоизготовитель останавливают 1-2 раза и выпускают воздух. Сливки сбивают до образования масляного зерна размером 3—5 мм, после чего сливают пахту через сито. Массовая доля жира в пахте не должна превышать установленной нормы. При превышении нормы пахту сепарируют отдельно или в смеси с молоком. Свежие сливки, полученные сепарированием пахты, можно перерабатывать в смеси с обычными.
Масляное зерно после образования промывают, за исключением масляного зерна из сливок первого сорта. Количество промывок зависит от качества сливок. Для каждой промывки используют 50-60% воды от объема сливок. Вода для промывки должна отвечать требованиям ГОСТ на питьевую воду. Для промывки масляного зерна нельзя использовать воду, содержащую более 0,3 мг железа на 1 л; общее количество органических веществ не должно превышать 2,5 мг на 1 л воды. Если вода неудовлетворительного качества, то ее подвергают специальной обработке (пастеризации, фильтрации, коагуляции солей, примесей, хлорированию и т.д.).
При промывке орошают всю поверхность масляного зерна. Залив необходимое количество воды, люк барабана закрывают и вкл ючают маслоизготовитель на скорость сбивания. После обработки масляного зерна промывную воду сливают. При необходимости проводят двукратную промывку. Для получения масляного зерна нормальной консистенции температура промывной воды должна быть на 1-2 °С ниже температуры пахты. При промывке мягкого, слипшегося зерна для достаточ ного отвердевания его температуру воды снижают еще на 1—2 °С и увеличивают продолжительность промывки до 5 мин. Если зерно грубое, рыхлое и малосвязанное, то температуру промывной воды увеличивают на 1—2 °С по сравнению с температурой пахты.
Для получения монолита масла с равномерным распределением всех компонентов промытое масляное зерно подвергают механической обработке, продолжительность которой зависит от степени загрузки и частоты вращения барабана, химического состава молочного жира и температуры продукта.
В весенне-летний период обработка масляного зерна продолжается 15—25 мин, а в осенне-зимний — 25—50 мин. В начале обработки, до
364
образования масляного пласта (5 -8 мин), барабан маслоизготовителя вращается с закрытыми кранами, а после образования пласта краны открывают для вытекания свободной влаги. При достижении критического момента, когда влага перестает вытекать, маслоизго- товитель останавливают, отбирают среднюю пробу масла из разных мест и определяют массовую долю влаги.
Температуру обработки масляного зерна регулируют орошением водой барабана маслоизготовителя. Для твердого масляного зерна она составляет 18-20 °С, а если зерно мягкое, для орошения применяют холодную воду. После прекращения вытекания влаги из барабана при механической обработке температуру обрабатываемого масла поддерживают в диапазоне 11 —14 °С.
Количество недостающей влаги в масле определяют по формуле
К , = Н И Д К ~ т а / (100 - И̂м) } - Мт,где К — масса вырабатываемого масла, кг; И/пл — массовая доля
влаги в масле нормативная и в пласте в критический момент, %; М — масса воды на стенках барабана маслоизготовителя в момент отбора пробы, кг (определяется опытным путем).
При добавлении в масло пахты, вместо воды формула имеет видW = { | М (W" - Н' ) ] / ( W - W * ) } - M .вл 11 mv м mi/J ' v п ы п ал’
где Wn — массовая доля влаги в пахте, %.Для определения Л/й1 применяют следующий прием. После отбора
пробы масла из пласта в критический момент необходимо закрыть краны для выпуска пахты и люк барабана и обрабатывать масло до полной обсушки барабана, после чего отобрать пробу масла и определить в ней массовую долю влаги Полученные значения позволяютопределить Л/]К
Ч л = [ ^ м ( ^ п л - т а / О О О - ^ Н е полученное значение М можно использовать в дальнейших рас
четах массы недостающей влаги в масле.Количество масла Л/м рассчитывается по формуле
^ м = [ Л / А - Ж п ) ] / ( Ж м - Ж п),
где А / . А/ — масса масла и сливок, кг; Ж . Жп — массовая доляМ L J I LJ1 1J
жира в масле и пахте, %.По завершении механической обработки отбирают пробу масла из
разных мест и определяют в нем массовую долю влаги. Если массовая доля влаги в масле ниже нормативной, то в маслоизготовитель вносят ее недостающее количество и продолжают обработку. Окончание обработки устанавливают по отсутствию влаги на поверхности масла. Готовый продукт выгружают из маслоизготовителя и направляют на фасование.
365
Сбивание сливок в маслоизготовителях непрерывного действия. Применяют сливки с массовой долей жира 36—45%. Процесс регулируют так, чтобы получить масляное зерно размером 1—3 мм. При этом масляное зерно должно быть упругим и легко должна отделяться пахта. Для поддержания температуры сбивания сливок в теплообменную рубашку сбивателя подают горячую или холодную воду. В весеннелетний период температуру сбивания сливок принимают 8-12 °С, в осенне-зимний — 10—14 °С. В непрерывном потоке сливки сбивают при определенной скорости вращения мешалки сбивателя. Для опре- деления минимальной скорости вращения мешалки В.Д. Сурковым предложено выражение
где п — скорость вращения мешалки сбивателя, с-1; /?м — радиус мешалки, м.
Сливки высокой жирности сбивают при низкой скорости вращения мешалки. Скорость вращения также снижают при высокой температуре сбивания. Для сливок с массовой долей жира до 42% прирост температуры должен составлять 2 -3 °С, а для сливок с массовой долей жира более 42% — до 4 “С.
Содержание влаги в масле регулируют изменением скорости вращения мешалки сбивателя и шнеков обработника, температуры сбиван ия сливок, подачи сливоквсбиватель и уровня пахты в первой шнековой камере обработника. На практике при увеличении скорости вращения мешалки на 0,67 с-1, температуры сбивания на 0,4 °С и уменьшении подачи сливок на 10% массовую долю влаги повышают на 1%; при этих параметрах с отрицательным знаком массовую долю влаги снижают на 1%.
При сбивании масляное зерно должно образовываться в последней трети цилиндра сбивателя. В результате сбивания температура смеси сливок и пахты повышается на 3—5 °С. Для понижения температуры в теплообменную рубашку шнековой камеры обработника подают ледяную воду.
После сбивания масляное зерно промывают питьевой водой при температуре 58 °С в количестве, равном половине количества масляного зерна. Механическую обработку масла осуществляют шнеками маслоизготовителя непрерывного действия. Готовый продукт направ- ля ют на фасование. Температуру масла на выходе из маслоизготовителя при фасовании в ящики по 20 кг поддерживают в диапазоне 12—15 °С в весенне-летний период и 13—16 °С — восенне-зимний. При мелкой фасовке масла его температуру снижают на 1 —1,5 °С.
135,6
366
Для улучшения консистенции и распределения влаги масло обрабатывают дополнительно в гомогенизаторах. В осенне-зимний период при повышенном содержании высокоплавких глицеридов для получения сравнительно твердого масла его гомогенизируют сразу после выработки. Масло, выработанное в весенне-летний период, имеет относительно мягкую консистенцию. Перед гомогенизацией его выдерживают в течение 1—2 ч для стабилизации структуры.
Аналогично изготовляют соленое сладкосливочное масло. Посол осуществляютв зернесухим (солью) или мокрым (рассолом) способом. Количество соли, необходимое для посола, определяют по формуле
Мс = кМмМ" / 100,
где А/с, Л/м, ЛГ1 — масса соли, масла и нормативная масса соли в масле, кг; к — коэффициент, учитывающий потери соли в результате отжима избытка соленой плазмы масла при обработке в масло- изготовителе периодического действия.
Коэффициент к равен отношению массовой доли влаги в пласте масла к нормативному значению:
Если массовая доля влаги в пласте W меньше или равна то потерь соли в результате отжима избытка влаги из масляного зерна не будет и величина к = 1.
Рассчитанное количество соли равномерно рассеивают по поверхности пласта и вращают барабан маслоизготовителя на малой скорости для перемешивания продукта с солью, после чего врабатывают соль в продукт. При этом режим работы маслоизготовителя должен обеспечивать сбор масляного зерна в пласт и массовую долю влаги в нем не более 16%. При посоле в пласт необходимое количество соли рассчитывают с учетом влаги, содержащейся в пласте после удаления свободной влаги из барабана маслоизготовителя.
Для мокрого посола готовят рассол из расчета 10—12 л на 100 кг масла и вносят его в масляное зерно после удаления пахты. Для лучшего распределения рассола маслоизготовитель включают на 5—8 оборотов для образования масляного пласта. После этого рассол выпускают и продолжают отжим масла с полуоткрытыми кранами и люком. Маслоизготовитель останавливают после каждого оборота для вытекания выделившейся влаги. После прекращения вытекания рассола маслоизготовитель останавливают и берут среднюю пробу для определения массовой доли соли, которая в масле не должна превышать 1%. При выработке сладкосливочного соленого масла на маслоизготовителях непрерывного действия для посола применяют рассол 25%-й концентрации, используя дозирующие устройства.
3 6 7
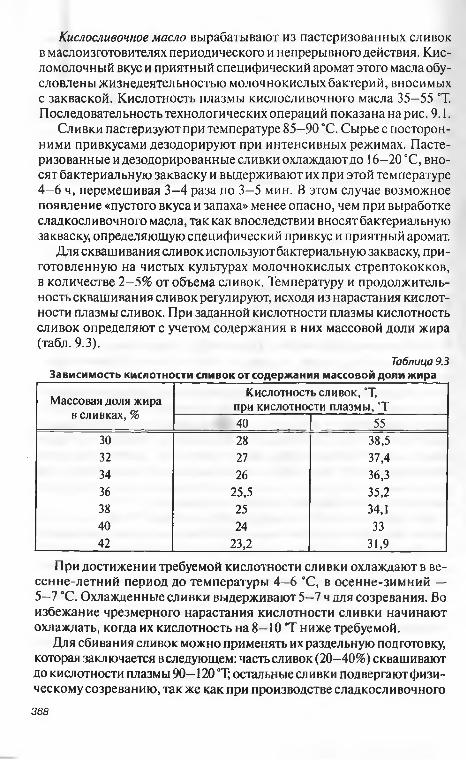
Кислосливочное масло вырабатывают из пастеризованных сливок в маслоизготовителях периодического и непрерывного действия. Кисломолочный вкус и приятный специфический аромат этого масла обусловлены жизнедеятельностью молочнокислых бактерий, вносимых с закваской. Кислотность плазмы кислосливочного масла 35—55 °Т. Последовательность технологических операций показана на рис. 9.1.
Сливки пастеризуют при температуре 85—90 °С. Сырье с посторонними привкусами дезодорируют при интенсивных режимах. Пастеризованные и дезодорированные сливки охлаждают до 16-20'С, вносят бактериал ьную закваску и выдерживают их при этой температуре 4 -6 ч, перемешивая 3 -4 раза по 3 -5 мин. В этом случае возможное появление «пустого вкуса и запаха» менее опасно, чем при выработке сладкосливочного масла, так как впоследствии вносят бактериальную закваску, определяющую специфический привкус и приятный аромат.
Для сквашивания сливок используют бактериальную закваску, приготовленную на чистых культурах молочнокислых стрептококков, в количестве 2—5% от объема сливок. Температуру и продолжительность сквашивания сливок регулируют, исходя из нарастания кислотности плазмы сливок. При заданной кислотности плазмы кислотность сливок определяют с учетом содержания в них массовой доли жира (табл. 9.3).
Таблица 9.3Зависимость кислотности сливок от содержания массовой доли жира
Массовая доля жира в сливках, %
Кислотность сливок, Т , при кислотности плазмы, °Т40 55
30 28 38,532 27 37,434 26 36,336 25,5 35,238 25 34,140 24 3342 23,2 31,9
При достижении требуемой кислотности сливки охлаждают в весенне-летний период до температуры 4—6 °С, в осенне-зимний — 5—7 °С. Охлажденные сливки выдерживают 5—7 ч для созревания. Во избежание чрезмерного нарастания кислотности сливки начинают охлаждать, когда их кислотность на 8—10 °Т ниже требуемой.
Для сбивания сливок можно применять их раздельную подготовку, которая заключается в следующем: часть сливок (20-40%) сквашивают до кислотности плазмы 90-120 Т; остальные сл ивки подвергаютфизи- ческому созреванию, также как при производстве сладкосливочного
3 6 8
масла. Затем сливки смешивают в соотношениях, необходимых для получения требуемой кислотности.
Температуру сл ивок устанавливают с учетом температуры сби ван ия и до начала сбивания их выдерживают 1,5-2 ч. Для снижения вязкости сливки перемешивают2—3 мин через каждые 30 мин. Режимы созревания и сквашивания сливок при выработке кислосливочного масла сбиванием в маслоизготовителях периодического и непрерывного сбивания одинаковы.
Сбивание сквашенных сливок в маслоизготовителях периодического действия. При одинаковом содержании массовой доли жира, условиях физического созревания и сбивания сквашенные сливки сбиваются на 5— 15 мин быстрее, чем несквашенные. Температура сбивания сквашенных сливок в весенне-летний период года составляет 7— 12 °С и в осенне-зимний — 8—14 °С. В начале сбивания сквашенных сливок маслоизготовитель останавливают для выпуска воздуха чаще, чем при сбивании сладкосливочного масла.
При выработке кислосливочного масла масляное зерно не промывают. Если возникает необходимость промывки, то вносят 15-20% воды от количества сливок в маслоизготовителе и масляное зерно промывают так же, как и при производстве сладкосливочного масла. Если вырабатываемое кислосливочное масло имеет недостаточно выраженные вкус и аромат, то при нормализации его по влаге вместо пахты разрешается вносить бактериальную закваску, количество которой можно определить по формуле
К = { [ * „ ( » ? - W J ] / - л#м.где W — массовая доля влаги в закваске, %.
Сбивание сквашенных сливок в маслоизготовителе непрерывного действия производится при такой же температуре, как при сбивании в маслоизготовителях периодического действия. Производительность маслоизготовителя при непрерывном сбивании сквашенных сливок уменьшают на 10-15% по сравнению со сбиванием несквашенных.
При производстве кислосливочного масла масляное зерно промывают питьевой водой температурой 5—8 °С в количестве, равном примерно количеству масляного зерна. Содержание влаги в масле регулируют аналогично производству сладкосливочного масла.
Консистенция кислосливочного масла более мягкая, чем сладкосливочного. При обработке кислосливочного масла температура его должна быть на 1 °С ниже, чем температура сладкосливочного масла. В весен нее-летн ий период температура обработки составляет 1 )-14°С, а в осенне-зимний — 12—15 “С. При выработке кислосливочного масла скорость вращения шнеков обработника и давление в вакуум-камере дезодоратора ниже на 5-10%, чем при обработке сладкосливочного.
369
Производство соленого кислосливочного масла осуществляют аналогично производству соленого сладкосливочного масла.
Для получения вологодского масла с хорошо выраженным вкусом и ароматом температуру пастеризации устанавливают в зависимости от содержания массовой доли жира сливок.
Массовая доля жира в сливках, %
253035
Температура пастеризации, °С 115 ПО 105
Допускается пастеризация сливок при температуре 97-98 °С с последующей выдержкой их при этой температуре 10 мин в закрытой системе. Высокая температура пастеризации, двукратная пастеризация, а также выдержка более 20 мин отрицательно влияют на специфический вкус и аромат вологодского масла.
После пастеризации сливки охлаждают до 4 -7 °С, выдерживают при этой температуре 4 -5 ч, а затем сбивают. Масляное зерно не промывают. Для нормализации используют сливки или пахту. Количество сливок, необходимых для нормализации, рассчитывают по формуле
А/
где Мсл — масса сливок, необходимых для нормализации, кг; W — массовая доля влаги в сливках, %; ее значения приведены ниже.
Массовая доля жира в сливках, %
303132333435
Массовая доля влаги в сливках, %
63.662.761.860,960
59,1
При нормализации сливок пахтой массовую долю влаги в сливках заменяют на массовую долю влаги в пахте Wn. Для расчета массовая
доля влаги в пахте можетбыть принята равной 91%.Сбивание и обработку в маслоизготовителях непрерывного дей
ствия проводят так же, как и при сбивании и обработке сливок при выработке сладкосливочного масла. Масляное зерно не промывают. Фасование, упаковывание, маркирование вологодского масла осуществляют в соответствии с действующей нормативной документацией.
Крестьянское масло вырабатывают из молока и сливок , а также подсырных сливок. Используют бактериальную закваску, приготов
370
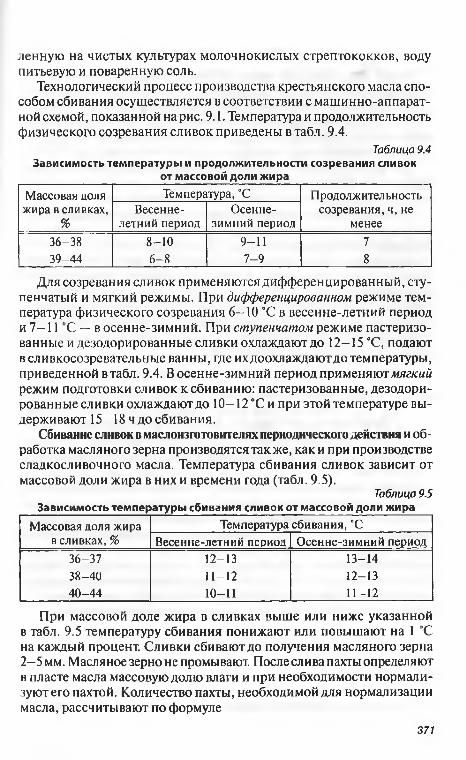
ленную на чистых культурах молочнокислых стрептококков, воду питьевую и поваренную соль.
Технологический процесс производства крестьянского масла способом сбивания осуществляется в соответствии с машинно-аппаратной схемой, показанной на рис. 9.1. Температура и продолжительность физического созревания сливок приведены в табл. 9.4.
Таблица 9.4Зависимость температуры и продолжительности созревания сливок
от массовой доли жираМассовая доля Температура, °С П родолж ител ьность
жира в сливках, Весенне- О сенне- созревания, ч, не% летний период зимний период менее
36 -3 8 8 -1 0 9 -1 1 73 9 -4 4 6 - 8 7 -9 8
Для созревания сливок применяются дифференцированный, ступенчатый и мягкий режимы. При дифференцированном режиме температура физического созревания 6-10 °С в весенне-летний период и 7—11 °С — в осенне-зимний. При ступенчатом режиме пастеризованные и дезодорированные сливки охлаждают до 12—! 5 °С, подают в сливкосозревательные ванны, где их доохлаждаютдо температуры, приведенной в табл. 9.4. В осенне-зимний период применяют мягкий режим подготовки сливок к сбиванию: пастеризованные, дезодорированные сливки охлаждают до 10-12 °С и при этой температуре выдерживают 15-18 ч до сбивания.
Сбивание сливок в маслоизготовителях периодического действия и обработка масляного зерна производятся также, как и при производстве сладкосливочного масла. Температура сбивания сливок зависит от массовой доли жира в них и времени года (табл. 9.5).
Таблица 9.5Зависимость температуры сбивания сливок от массовой доли жира
Массовая доля жира в сливках, %
Температура сбивания, °СВесенне-летний период О сенне-зимний период
3 6 -3 7 12 -13 13 -143 8 -4 0 1 1 -1 2 12-134 0 -4 4 10-11 11-12
При массовой доле жира в сливках выше или ниже указанной в табл. 9.5 температуру сбивания понижают или повышают на 1 °С на каждый процент. Сливки сбивают до получения масляного зерна 2 -5 мм. Масляное зерно не промывают. После слива пахты определяют в пласте масла массовую долю влаги и при необходимости нормализуют его пахтой. Количество пахты, необходимой для нормализации масла, рассчитывают по формуле
371
К = < W К - W J / ОК - ^ )]} - Кп-После нормализации пахтой отбирают пробу из пласта масла
и определяют содержание массовой доли влаги в нем. При необходимости нормализацию повторяют. Если содержание массовой доли СОМО (сухого обезжиренного молочного остатка) в крестьянском масле меньше нормативного (2,5%), то для нормализации масла по влаге применяют пахту с повышенной долей сухих веществ.
Для диспергирования плазмы масло сразу после выработки гомогенизируют. Сладкосливочное крестьянское масло солят так же, как и при производстве сладкосливочного соленого масла.
Сбивание сливок в маслоизготовителе непрерывного действия. В весенне-летний период температура сбивания сливок с массовой долей жира 36-44% составляет 10-13 °С, в осенне-зимний — 11 —14 “С. Продолжительность механической обработки масла увеличивают, снижая производительность маслоизготовителя и увеличивая скорость вращения на 15-25%. Для регулирования режимов сбивания в начальный период работы маслоизготовителя и достижения в масле стабильной массовой доли влаги рекомендуют определить количество пахты, выходящей из обработника влечение 1 мин, и рассчитать массовую долю влаги в масле по формуле
К = ИЗспООО - Жсл)] Ч Ч О 00 - ж п)] / [1 ,н е сл - м п)],где Qcn — производительность насоса подачи по сливкам, кг/мин;
Жсл, Жп — массовая доля жира в сливках и пахте (значение Жп условно принимается равным 0,7%), %; Мп — количество пахты из сифонов обработчика, кг/мин; 1,1— коэффициент, учитывающий соотношение содержания массовой доли СОМО и влаги в масле.
После определения значения 1VM его доводят до нормативного, изменяя скорость вращения мешалки сбивателя: с увеличением скорости вращения мешалки на 30—40% массовая доля влаги повышается примерно на 1%. При этом необходимо наличие в цилиндре сбивателя перфорированной перегородки и зазора в 2,5—3 мм. Сливки рекомендуют сбивать при скорости 25-30 с-1. Окончательно регулируют массовую долю влаги по результатам лабораторного анализа. Для контроля нормативного выхода крестьянского масла АС, вырабатываемого непрерывным сбиванием, может быть использована формула
л г 1,3479А/СЛ.Ж СЛ м 100
где 1,3479 — коэффициент выхода масла, учитывающий нормативную степень использования молочного жира при производстве масла и нормативное содержание массовой доли жира в нем.
37 2
Кислосливочное крестьянское масло вырабатывают из сливок, сквашенных бактериальной закваской на чистых культурах молочнокислых стрептоккоков.
Сливки после пастеризации и дезодорации охлаждают до 16-20 °С, направляют в сливкосозревательные ванны, кудав начале их наполнения вносят 3—5% закваски, исквашиваютвтечение4—6 ч. В это время сливки 3—4 раза перемешивают по 3—5 мин. По достижении требуемой кислотности их охлаждают в весенне-летний периоддо 6—10 *С, в осенне-зимний — до 7—11 "С. При подготовке сливок к сбиванию применяют следующие дифференцированные режимы созревания:
Режим созреванияОхлаждение сливок до 16-20 “С, внесение бактериальной закваски, выдержка 4 -6 ч, охлаждение до 6-10 °С и выдержка при этой температуре до сбивания.Охлаждение сливокдо7—11 °С, выдержка 2—3 ч, подогрев водой температурой 27 °С до 16-20 °С, внесение бактериальной закваски, выдержка при этой температуре 4—6 ч, охлаждение до температуры сбивания и выдержка до переработки. При подогреве и внесении закваски сливки перемешивают.
Технологические операции при производстве масла преобразованием высокожирных сливок
Сущность способа — концентрация жировой фазы молока в центробежном поле сепаратора и последующее преобразование полученных высокожирных сливок в масло. Машинно-аппаратная схема производства сливочного масла методом преобразования высокожирных сливок приведена на рис. 9.2. Отдельные технологические операции такие же, как и при выработке сливочного масла сбиванием сливок. На заключительной стадии эти схемы различаются, поэтому рассмотрим те операции, которые характерны для данного способа производства сливочного масла.
Получение высокожирных сливок включает следующие стадии:* сепарирование молока при температуре 45—50 °С с целью полу
чения сливок;• уплотнение жировой фазы в результате деформации жировых ша
риков при сепарировании сливок (температура 70—90 °С).Для устойчивости сепарирования следует подбирать сливки, од
нородные по качеству, а именно с кислотностью плазмы не выше 25 °Т и одинаковой массовой долей жира (32—37%) и температурой.
Период года
Весенне-летний
Осенне-зимний
373
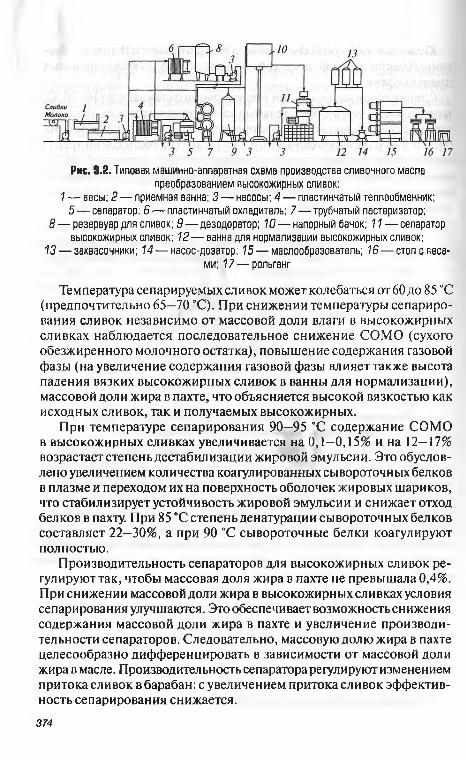
Рис. 9.2. Типовая машинно-аппаратная схема производства сливочного масла преобразованием высокожирных сливок:
1 — весы; 2 — приемная ванна; 3 — насосы; 4 — пластинчатый теплообменник;5 — сепаратор; В — пластинчатый охладитель; 7 — трубчатый пастеризатор;
8 — резервуар для сливок; 9 — дезодоратор; 10 — напорный бачок; 11 — сепаратор высокожирных сливок; 12 — ванна для нормализации высокожирных сливок;
13 — заквасочники; 14 — насос-дозатор; 15 — маслообразователь; 1Б — стол свесами; 17 — рольганг
Температура сепарируемых сливок может колебаться от 60 до 85 °С (предпочтительно 65—70 °С). При снижении температуры сепарирования сливок независимо от массовой доли влаги в высокожирных сливках наблюдается последовательное снижение СОМО (сухого обезжиренного молочного остатка), повышение содержания газовой фазы (на увеличение содержания газовой фазы влияет также высота падения вязких высокожирных сливок в ванны для нормализации), массовой доли жира в пахте, что объясняется высокой вязкостью как исходных сливок, так и получаемых высокожирных.
При температуре сепарирования 90—95 °С содержание СОМО в высокожирных сливках увеличивается на 0,1—0,15% и на 12—17% возрастает степень дестабилизации жировой эмульсии. Это обусловлено увеличением количества коагулированных сывороточных белков в плазме и переходом их на поверхность оболочек жировых шариков, что стабилизирует устойчивость жировой эмульсии и снижает отход белков в пахту. При 85 °С степень денатурации сывороточных белков составляет 22—30%, а при 90 °С сывороточные белки коагулируют полностью.
Производительность сепараторов для высокожирных сливок регулируют так, чтобы массовая доля жира в пахте не превышала 0,4%. При снижении массовой доли жира в высокожирных сливках условия сепарирования улучшаются. Это обеспечивает возможностьснижения содержания массовой доли жира в пахте и увеличение производительности сепараторов. Следовательно, массовую долю жира в пахте целесообразно дифференцировать в зависимости от массовой доли жира в масле. Производительность сепаратора регулируют изменением притока сливок в барабан: с увеличением притока сливок эффективность сепарирования снижается.
374
Высокожирные сливки нормализуют по массовой доле влаге и СОМО, используя для этого пахту, пастеризованное цельное молоко или сливки. Лучше всего использовать для нормализации пастеризованные сливки с массовой долей жира 31—32%. Получаемое масло имеет приятный привкус пастеризации, который становится более выраженным с увеличением молочной плазмы (СОМО + вода).
При посолемасла применяют сухой способ. В высокожирныесливки вносят 0,8—1% поваренной соли сорта «Экстра», которую предвари- тельнопрокаливаютпри температуре 120-130 °СвтечениеЗ мин, просеивают и хранят в специальной емкости в сухом чистом помещении.
При посоле соль рассеивают по поверхности горячих высокожирных сливок в ванне до их нормализации по влаге, после чего высокожирные сливки тщательно перемешивают и отбирают пробы для определения в них массовой доли влаги.
Термомеханическая обработка высокожирных сливок осуществляется в маслообразователях где происходят интенсивное охлаждение высокожирных сливок и механическая обработка кристаллизующейся массы продукта, сопровождаемая интенсивным образованием центров кристаллизации. При этом из расплава выделяется твердый жир в количестве, достаточном для образования первичной структуры масла, диспергируются образующиеся кристаллоагрегаты молочного жира.
При производстве масла преобразованием высокожирных сливок формированию первичной структуры предшествует сепарирование жировой фазы до содержания ее в готовом продукте. При этом стадия образования масляного зерна выпадает из общей схемы процесса.
При преобразовании высокожирных сливок в масло условно выделяют две температурные зоны: охлаждение продукта и кристаллизацию глицеридов жира. Для получения масла хорошей консистенции решающее значение имеет продолжительность механической обработки продукта в зоне кристаллизации. В зависимости от условий охлаждения и состава молочного жира граница между зонами охлаждения и кристаллизации в аппарате может перемещаться ближе ко входу или к выходу из него.
Термомеханическую обработку высокожирных сливок условно разделяют на три стации. В качестве показателей эффективности мас- лообразования по стадиям приняты: скорость и температурный диапазон охлаждения на первой стадии; степеньдестабилизации жировой эмульсии на второй; интенсивность обработки, которая определяется интенсивностью механического воздействия и продолжительностью обработки кристаллизующейся массы продукта, на третьей.
Охлаждение и механическая обработка высокожирных сливок в маслообразователях протекают одновременно, в результате чего ускоряется кристаллизация глицеридов. Преобразование высокожирных сливок в масло не заканчивается в маслообразователе, а продолжа
375
ется некоторое время после выхода масла из аппарата в холодильной камере.
Масло фасуют при его вытекании в виде свободно падающей струи из маслообразователя. Масло имеет вязкую, но легкоподвижную консистенцию и хорошо распределяется в таре, образуя через 2—3 мин выдержки в состоянии покоя плотный монолит без пустот. При заполнении тары поверхность масла периодически выравнивают специальной линейкой и аккуратно закрывают длинным торцом пергамента, затем коротким, после этого — боковыми листами. Картонный ящик закрывают и заклеивают специальной бумажной лентой.
При фасовке масла на заводе его предварительно выдерживают в холодильной камере при температуре не выше 5 °С (в ящиках или специальных тележках) до отвердевания монолита и стабилизации структуры не более 24 ч. Масло с содержанием влаги 16 и 20% можно хранить при отрицательных температурах до фасовки не более 60 сут.
Отепление масла рекомендуется проводить при температуре не выше 16 °С. В зависимости от времени года сливочное масло с массовой долей влаги 16% фасуют в весенне-летний период при 11—12 °С, в осенне-зимний —при 12-14 °С.
Особенности производства сливочного масла преобразованием высокожирных сливок
При производстве сливочного масла преобразованием высокожирных сливок концентрирование массовой доли жира до требуемой жирности масла достигается сепарированием сливок с последующей их термомеханической обработкой в потоке. Преимущество способа — значительное (в 2-3 раза) сокращение продолжительности технологического процесса.
Преобразованием высокожирных сливок вырабатывают сладко- сливочное, кислосливочное, вологодское, любительское, крестьянское масло, масло с наполнителями и др.
Сладкосливочное масло. Высокожирные сливки получают сепарированием исходных сливок температурой 60—85 °С. Предварительно барабан сепаратора при полном числе оборотов промывают горячей водой. Вода, оставшаяся в барабане, под напором сливок вытесняется через отверстия для пахты. В данном случае под словом «пахта» подразумевается обезжиренное молоко, получаемое после сепарирования сливок. Производительность сепаратора регулируют так, чтобы массовая доля влаги в высокожирных сливках была 15—15,2%,ав пахте — не более 0,5%. Устойчивая работа сепаратора обеспечивается при использовании качественных сливок кислотностью не выше 25 °Т. Во избежание насыщения высокожирных сливок воздухом необходимо обеспечить их свободное вытекание из приемно-выводного устройства376
сепаратора и использовать специальные направляющие лотки, по которым сливки стекают по стенкам ванн нормализации.
Окончание сепарирования определяют по прекращению выхода из сепаратора высокожирных сливок, после чего сепаратор останавливают для мойки. Для облегчения разборки сепаратора перед остановкой в него подают воду температурой 30—40 °С.
Высокожирные сливки нормализуют по массовой доле влаги пахтой. После заполнения ванны отбирают пробу высокожирных сливок и определяют в них массовую долю влаги. Количество пахты, которое необходимо добавить в высокожирные сливки, рассчитывают поформуле
Ч , = ^ ВЖС В̂ЖС-где Мп — масса пахты, кг; к — коэффициент нормализации, опреде
ляющий количество пахты (молока), которое необходимо добавить на каждые 100 кг высокожирных сливок, чтобы повысить содержание массовой доли влаги на 1%; Мвжс — масса нормализуемых высокожирных сливок в ванне, кг.
При применении пахты с массовой долей сухих веществ 9% и молока 12,5% коэффициенты нормализации будут равны 1,33 и 1,4:• для пахты
kn = m / ( W n - W $ ;• для молока
* „= 1 0 0 / ( » ; - » * ) ,где W — массовая доля влаги в пахте, %; WM — массовая доля влаги
в молоке; — нормативная массовая доля влаги в масле.Недостающее количество влаги ( И/вжс) в нормализуемых сливках
определяют как разность между нормативной массовой долей влаги в масле и высокожирных сливках и количеством связанной влаги:
Wв ж с
= И/н _ г _ W' В Л В В Ж С ’
где ^ вжс — массовая доля влаги, которую необходимо добавить в высокожирные сливки при нормализации, %; — нормативнаямассовая доля влаги в масле, %; Св — поправка на неполное испарение связанной влаги в высокожирных сливках, %; И'вжс — массовая доля влаги в высокожирных сливках до нормализации, %.
При обработке высокожирных сливок испаряется не вся влага, поэтому массовую долю влаги в них устанавливают меньше, чем требуется в масле (15,8%). Количество связанной влаги в высокожирных сливках непостоянно и изменяется от 0,2 до 0,8% в зависимости от качества сливок, состава высокожирных сливок, изменения химического состава молочного жира по сезонам года. Поэтому И/вжс следует периодически уточнять, сопоставляя массовую долю влаги в высокожирных сливках после нормализации и в масле, полученном из них.
1 м
3 7 7
При значении Wm до 1,7% необходимое количество пахты для нормализации можно определить по таблице, приведенной в технологической инструкции. Пахту для нормализации отбирают непосредственно на выходе из сепаратора и вносят в высокожирные сливки в ваннах.
Ванны заполняют высокожирными сливками поочередно и в таком же порядке их освобождают. После нормализации высокожирные сливки сразу направляют в маслообразователь. Задержка высокожирных сливок после нормализации не должна превышать 30-40 мин. Высокожирные сливки в ваннах необходимо перемешивать 2—3 мин через каждые 10-15 мин. Кратковременный (до 10 мин) возврат высокожирных сливок из маслообразователя допустим только в начале работы в первую ванну. При несоблюдении этих требований возможны интенсивное испарение влаги, вытапливание жира, ухудшение однородности, консистенции масла в результате появления пороков мучнистости, слоистости и нетермоустойчивости.
При выработке соленого сладкосливочного масла соль в количестве 0,8— 1 % вносят рассеиванием по поверхности высокожирных сливок в ваннах до нормализации по массовой доле влаги. После внесения соли высокожирные сливки перемешивают и отбирают пробу для определения массовой доли влаги. Количество соли, которое нужно добавить в высокожирные сливки, определяют по формуле
М = ^ в ж с С 100
где Мс — масса соли, вносимой в высокожирные сливки, кг; Л/вжс — масса высокожирных сливок в ванне, кг; С — нормативный процент соли в масле, %.
Для преобразования высокожирных сливок в масло применяют маслообразователь. В нем происходят быстрое охлаждение нормализованных высокожирных сливок и интенсивная механическая обработка. Режим работы маслообразователей определяют, уточняют и регулируютс учетом его модели, состава молочного жира, результатов контроля консистенции масла предыдущих выработок.
Цилиндрические маслообразователи регулируют следующим образом. при мягкой консистенции увеличивают производительность и повышают температуру масла на выходе из аппарата; при твердой, крошливой консистенции масла уменьшают производительность и снижают температуру охлаждения. В первом случае упрочняется структура, во втором — снижаются прочности ые характеристики, что улучшает консистенцию масла.
Пластинчатые маслообразователи регулируют следующим образом: при выработке масла с мягкой и неудовлетворительной консистенцией следует повысить температуру продукта на выходе из охладителя
3 7 8
и уменьшить скорость вращения мешалки обработника. В осенне- зимний период при высокоплавком молочном жире необходимо увеличение скорости вращения мешалки обработника. При получении масла твердой, крошливой консистенции понижают температуру охлаждения и увеличивают скорость вращения мешалки обработника.
Для работы маслоизготовителя необходимо соблюдать температурный режим обработки. Температуру продукта контролируют на входе и выходе из аппарата, а температуру хладоносителя — на входе и выходе его из теплообменной рубашки аппарата.
Масло из маслообразователя поступает в тару (ящики, коробки). Тару с маслом направляют в камеры охлаждения и хранения.
Кислосливочное масло изготовляют так же, каки сладкосливочное. Особенности технологии — внесение в высокожирные сливки 2—4% от их объема закваски на чистых культурах молочнокислых стрептококков. При этом температура высокожирных сливок должна быть 41 -45 °С. Закваску вносят насосом-дозатором в потоке между первым и вторым цилиндрами маслообразователя или в ванны с высокожирными сливками. Температура сливок в ваннах должна быть понижена дотемпературы заквашивания (41-45 °С). Охлажденные высокожирные сливки нормализуют добавлением закваски, количество которой определяют по формуле
Ну/ . К 3 ^ в ж с ^ в ж с
"3 100где К3 — коэффициент нормализации, определяющий массу заквас
ки, которую надо добавить на каждые 100 кг высокожирных сливок, чтобы повысить в них содержание массовой доли влаги на 1%; при приготовлении закваски на молоке К3 = 1,4.
После внесения закваски высокожирные сливки перемешивают в течение 5—7 мин. При выработке соленого кислосливочного масла посол осуществляют так же, как при выработке сладкосливочного масла. После внесения соли высокожирные сливки охлаждают до 41—45 °С. Подготовленные нормализованные сливки подают насосом в маслообразователь, где происходит их преобразование.
Технологический процесс производства вологодского масла такой же, как и при выработке сладкосливочного масла преобразованием высокожирных сливок. Машинно-аппаратная схема показана на рис. 9.2. Полученные высокожирные сливки нормализуют (если массовая доля влаги менее 15,2%) пастеризованными сливками. Необходимое количество сливок для нормализации рассчитывают по формуле
К М WAf _ ЛҮСЛ ІТЛ ВЖС ВЖСГ Д . „ _ э
379
где Каі — коэффициент нормализации, определяющий массу сливок, которую необходимо добавить на каждые 100 кг нормализуемых высокожирных сливок, чтобы увеличить в них содержание массовой доли влаги на 1%.
Ниже приведен коэффициент нормализации сливок Ксп в зависимости от массовой доли жира в сливках.
Массовая доля жира в сливках, применяемых Коэффициент К лдля нормализации, %
30 2,0931 2,1332 2,1733 2,2134 2,2635 2,31
Количество сливок, необходимое для нормализации, вносятвван- ну с высокожирными сливками, перемешивают и повторно определяют в них массовую долю влаги. Подготовленные нормализованные высокожирные сливки перекачивают в маслообразователь, где происходит их преобразование в масло.
Преобразованием высокожирныхсливоквырабатывают сладкосливочное соленое, несоленое и кислосливочное несоленое крестьянское масло. Машинно- аппаратная схема производства крестьянского масла приведена на рис. 9.2.
Работу операторов регулируют так, чтобы массовая доля влаги в высокожирных сливках составляла 23,5-24,2%, массовая доля жира в пахте —0,5%.
Высокожирные сливки нормализуют пахтой или пастеризованными сливками в ваннах. Необходимое количество пахты или сливок определяют по формуле
М = К М ■ Wт й п ( п ) л 'ижс вжс>
где МСЛ(П) — масса сливок (пахты) для нормализации высокожирных сливок, кг; К — коэффициент нормализации, показывающий, какую массу сливок (Ксп) или пахты (K J требуется добавить на каждые 100 кг высокожирных сливок, чтобы повысить массовую долю влаги в них на 1%.
В табл. 9.6 приведен коэффициент К в зависимости от массовой доли жира в сливках и сухих веществ в пахте.
При выработке соленого крестьянского масла соль рассеивают на поверхность высокожирных сливок перед нормализацией в ваннах. Нормализованные высокожирные сливки насосом подают в маслообразователь, где их преобразовывают в масло.
3 8 0
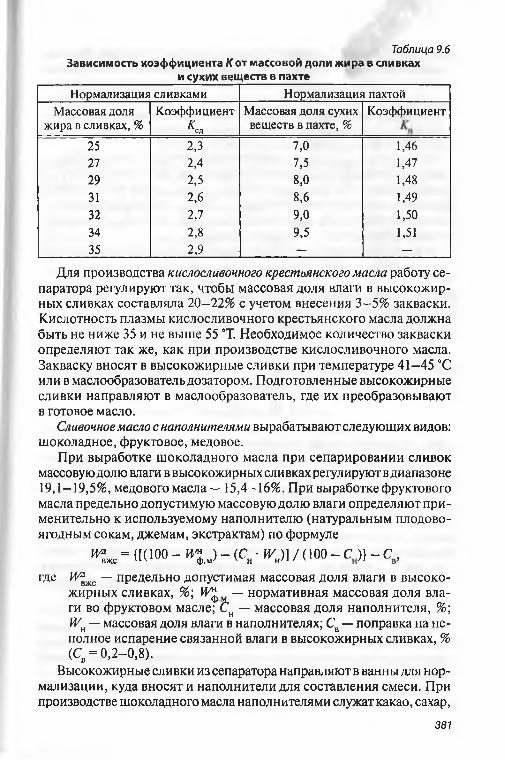
Таблица 9.6Зависимость коэффициента К от массовой доли жира в сливках ________________________и сухих веществ в пахте______________________________Нормализация сливками Нормализация пахтой
Массовая доля К оэффициент Массовая доля сухих Коэффициентжира в сливках, % *сл веществ в пахте, %
25 2,3 7,0 1,4627 2,4 7,5 1,4729 2,5 8,0 1,4831 2,6 8,6 1,4932 2,7 9,0 1,5034 2,8 9,5 1,5135 2,9 — —
Для производства кислосливочного крестьянского масла работу сепаратора регулируют так, чтобы массовая доля влаги в высокожирных сливках составляла 20—22% с учетом внесения 3-5% закваски. Кислотность плазмы кислосливочного крестьянского масла должна быть не ниже 35 и не выше 55 Т. Необходимое количество закваски определяют так же, как при производстве кислосливочного масла. Закваску вносят в высокожирные сливки при температуре 41—45 °С или в маслообразователь дозатором. Подготовленные высокожирные сливки направляют в маслообразователь, где их преобразовывают в готовое масло.
Сливочное масло с наполнителями вырабатывают следующих видов: шоколадное, фруктовое, медовое.
При выработке шоколадного масла при сепарировании сливок массовую долю влаги в высокожирных сливках регулируют в диапазоне 19,1-19,5%, медового масла — 15,4—16%. При выработке фруктового масла предельно допустимую массовую долю влаги определяют применительно к используемому наполнителю (натуральным плодово- ягодным сокам, джемам, экстрактам) по формуле
к ж< = {[(100 - »£„ ) - <сн • и д ] / (100 - С ) } - с ,
где И^жс — предельно допустимая массовая доля влаги в высокожирных сливках, %; И ^ м - нормативная массовая доля влаги во фруктовом масле; Сн — массовая доля наполнителя, %; WH — массовая доля влаги в наполнителях; С в — поправка на неполное испарение связанной влаги в высокожирных сливках, % (С„ = 0,2-0,8).
Высокожирные сливки из сепаратора направляют в ванны для нормализации, куда вносят и наполнители для составления смеси. При производстве шоколадного масла наполнителями служат какао, сахар,
381
ванилин. Их вносят в высокожирные сливки в сухом виде. Ванилин добавляют из расчета 15 г на тонну масла. Смесь наполнителей д ля нор- мализации пахтой вносят в высокожирные сливки и перемешивают.
Для производства фруктового масла в высокожирные сливки до- бавляютфруктово-ягодные соки (вишни, малины, клюквы, черники, клубники, яблок), соки с мякотью (сливы, абрикосов, кизила, черной смородины и др.) и наполнители в виде сиропов.
В медовом масле наполнителем является пчелиный мед натуральный, прозрачный, без посторонних примесей. Мед, отобранный для производства масла, фильтруют. Количество его определяют из расчета массовой доли сухих веществ меда в готовом масле не менее 28,8%, что соответствует 36% натурального меда. Мед вносят в ванну с высокожирными сливками и перемешивают.
Расчетное количество готового продукта определяют по формуле
Ч , = ( ^ в ж с - > К с л ) / Ж м ,
где А/ — масса вырабатываемого масла, кг; Ж Ж „ п — массовая долям м с л
жира в масле и высокожирных сливках.Количество каждого наполнителя рассчитывают по формуле
К = ( К - с и) / юо,где Мн — масса наполнителя; Сң — массовая доля наполнителя, %.
Количество пахты для нормализации высокожирных сливокМп = Мм- (Мвжс - Ми).
Плодово-ягодные наполнители в высокожирные сливки вносят в количестве 10%, а сиропы — 16%.
Составленную смесь из высокожирных сливок и наполнителей подогревают в ванне для нормализации при постоянном перемешивании до температуры пастеризации 65-70 °С и выдерживают 20 мин. Затем пастеризованную смесь направляют в маслообразователь. Преобразование смеси в масло осуществляется также, как и сладкосливочного масла с массовой долей влаги 16%. Для получения масла с равномерным цветом и однородной консистенцией следует поддерживать температуру его на выходе из маслообразователя 14—16 °С. Готовый продукт направляют на фасование, упаковку, хранение и реализацию.
Контроль качества при производстве сливочного маслаКонтроль качества производства сливочного масла осуществляют
на основе действующей технической документации. Схема контроля качества молока, предназначенного для приготовления закваски для сливочного масла, приведена в табл. 9.7.
Для контроля качества сырья отбирают пробы при его поступлении по основным операциям (сепарирования, нормализации, пастериза-
3 8 2
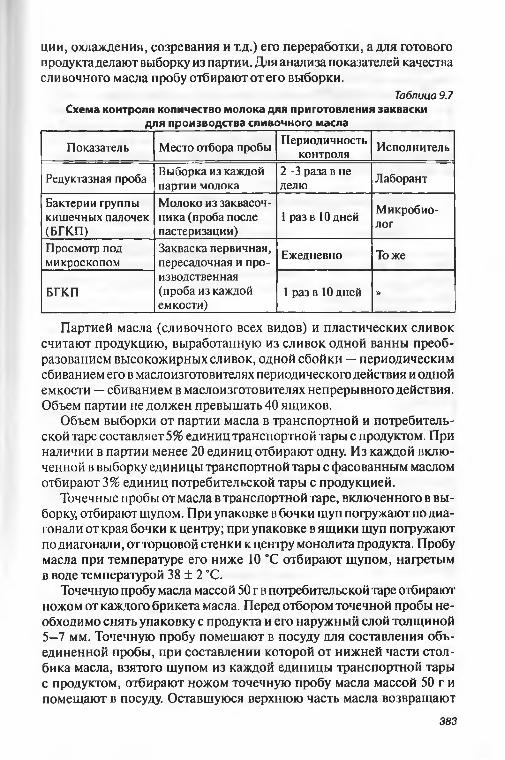
ции, охлаждения, созревания и т.д.) его переработки, а для готового продукта делают выборку из партии. Для анализа показателей качества сливочного масла пробу отбирают от его выборки.
Таблица 9.7Схема контроля количество молока для приготовления закваски
для производства сливочного масла
Показатель М есто отбора пробыПериодичность
контроля Исполнитель
Редуктазная пробаВыборка из каждой партии молока
2—3 раза в неделю Лаборант
Бактерии группы кишечных палочек (БГКП)
М олоко из заквасоч- ника (проба после пастеризации)
1 раз в 10 дней М икробиолог
Просмотр под микроскопом
Закваска первичная, пересадочная и про- изводственная (проба из каждой емкости)
Ежедневно Тож е
БГКП 1 раз в 10 дней »
Партией масла (сливочного всех видов) и пластических сливок считают продукцию, выработанную из сливок одной ванны преобразованием высокожирных сливок, одной сбойки — периодическим сбиванием его в маслоизготовителях периодического действия и одной емкости — сбиванием в маслоизготовителях непрерывного действия. Объем партии не должен превышать 40 ящиков.
Объем выборки от партии масла в транспортной и потребительской таре составляет 5% единиц транспортной тары с продуктом. При наличии в партии менее 20 единиц отбирают одну. Из каждой включенной в выборку единицы транспортной тары с фасованным маслом отбирают 3% единиц потребительской тары с продукцией.
Точечные пробы от масла в транспортной таре, включенного в выборку, отбирают щупом. При упаковке в бочки щуп погружают по диагонали от края бочки к центру; при упаковке в ящики щуп погружают по диагонали, отторцовой стенки к центру монолита продукта. Пробу масла при температуре его ниже 10 °С отбирают щупом, нагретым в воде температурой 38 ± 2 °С.
Точечную пробу масла массой 50 г в потребительской таре отбирают ножом от каждого брикета масла. Перед отбором точечной пробы необходимо снять упаковку с продукта и его наружный слой толщиной 5—7 мм. Точечную пробу помещают в посуду для составления объединенной пробы, при составлении которой от нижней части столбика масла, взятого щупом из каждой единицы транспортной тары с продуктом, отбирают ножом точечную пробу масла массой 50 г и помещают в посуду. Оставшуюся верхнюю часть масла возвращают
3 8 3
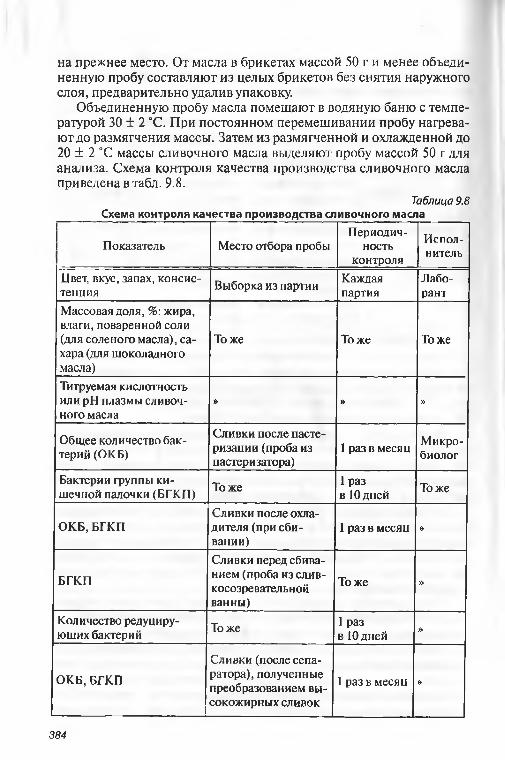
на прежнее место. От масла в брикетах массой 50 г и менее объединенную пробу составляют из целых брикетов без снятия наружного слоя, предварительно удалив упаковку.
Объединенную пробу масла помещают в водяную баню с температурой 30 ± 2 °С. При постоянном перемешивании пробу нагревают до размягчения массы. Затем из размягченной и охлажденной до 20 ± 2 °С массы сливочного масла выделяют пробу массой 50 г для анализа. Схема контроля качества производства сливочного масла приведена в табл. 9.8.
Таблица 9.8Схема контроля качества производства сливочного масла
I Показатель Место отбора пробыПериодич
ностьконтроля
И сполнитель
Цвет, вкус, запах, консистенция Выборка из партии
Каждаяпартия
Лаборант
Массовая доля, %: жира, влаги, поваренной соли (для соленого масла), сахара (для шоколадного масла)
Т ож е Т ож е Тоже
Титруемая кислотность или pH плазмы сливочного масла
» » »
Общее количество бактерий (ОКБ)
Сливки после пастеризации (проба из пастеризатора)
1 р а зе месяц М икробиолог
Бактерии группы кишечной палочки (БГКП) Т ож е 1 раз
в 10 дней Тож е
О КБ, БГКПСливки после охладителя (при сби вании)
1 раз в месяц *
БГКП
Сливки перед сбиванием (проба изслив- косозревательной ванны)
Т ож е »
Количество редуцирующих бактерий Т ож е 1 раз
в 10 дней *
ОКБ, БГКП
1
Сливки (после сепаратора), полученные преобразованием высокожирных сливок
1 раз в месяц »
3 8 4
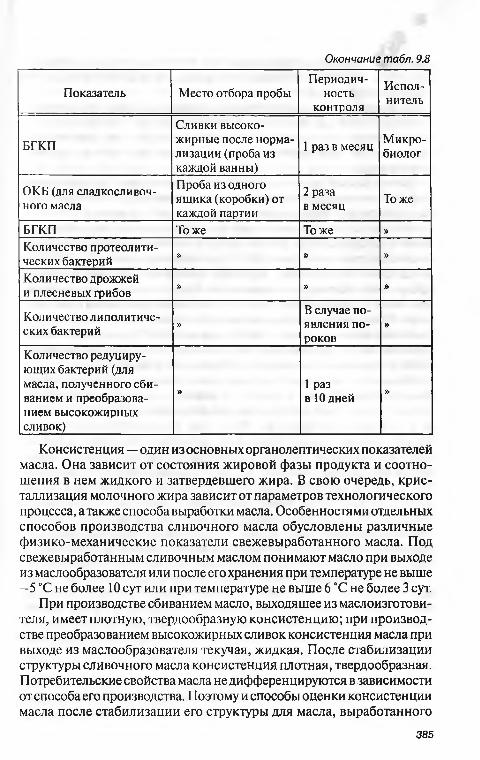
Окончание табл. 9.8
Показатель М есто отбора пробыПериодич
ностьконтроля
И сполнитель
БГКП
Сливки высокожирные после нормализации (проба из каждой ванны)
1 раз в месяцМ икробиолог
ОКБ (для сладкосливочного масла
Проба из одного ящика (коробки) от каждой партии
2 раза в месяц Тож е
БГКП Тож е Тож е »Количество протеолитических бактерий » » »
Количество дрожжей и плесневых грибов
» » »
Кол и чество л и пол ити че- ских бактерий
»В случае появления пороков
»
Количество редуцирующих бактерий (для масла, полученного сби ванием и преобразованием высокожирных сливок)
» 1 раз в 10 дней
»
Консистенция — один из основных органолептических показателей масла. Она зависит от состояния жировой фазы продукта и соотношения в нем жидкого и затвердевшего жира. В свою очередь, кристаллизация молочного жира зависит от параметров технологического процесса, а также способа выработки масла. Особенностями отдельных способов производства сливочного масла обусловлены различные физико-механические показатели свежевыработанного масла. Под свежевыработанным сливочным маслом понимают масло при выходе из маслообразователя или после его хранения при температуре не выше - 5 °С не более 10 сут или при температуре не выше 6 °С не более 3 сут.
При производстве сбиванием масло, выходящее из маслоизготови- теля, имеет плотную, твердообразную консистенцию; при производстве преобразованием высокожирных сливок консистенция масла при выходе из маслообразователя текучая, жидкая. После стабилизации структуры сливочного масла консистенция плотная, твердообразная. Потребительские свойства масла не дифференцируются в зависимости от способа его производства. Поэтому и способы оценки консистенции масла после стабилизации его структуры для масла, выработанного
385
разными способами, идентичны. Для получения масла с требуемой консистенцией ее контролируют в процессе выработки и после стабилизации структуры готового продукта.
Консистенцию сливочного масла в процессе выработки оценивают по скорости отвердевания масла и изменению его температуры, готового продукта после стабилизации его структуры — по пробе на срез, определению термоустойчивости, распределению и размеру капель влаги в масле.
Консистенцию масла по скорости его отвердевания оценивают при выработке масла преобразованием высокожирных сливок. Пробу отбирают из струи масла, выходящей из маслообразователя.
Скорость отвердевания выражают в секундах от момента отбора пробы до прекращения деформации масла. В весенне-летний период проба масла отвердевает в течение 30—70 с, в осенне-зимний — 40-100 с; это свидетельствует, что выработка масла проведена правильно и готовый продукт имеет хорошую консистенцию. Продолжительность отвердевания менее 30 с указывает на интенсивность кристаллизации молочного жира. При холодильном хранении такое масло приобретает грубую, крошливую консистенцию. Отвердевание более 70 с в весенне-летний период и 100 с в осенне-зимний указывает на чрезмерную обработку масла и очень мягкую консистенцию готового продукта.
Консистенцию масла по изменению его температуры оценивают только при преобразовании высокожирных сливок. Температуру измеряют в ящике после его наполнения маслом через каждые 5 мин до ее постоянного значения. Изменение температуры масла характеризует остаточные процессы кристаллизации глицеридов, что зависит от режимных параметров работы маслообразователя. Повышение температуры масла от 1,5 до 2,5 °С указывает на нормальный ход процесса маслообразования, а повышение температуры менее1,5 °С — на излишнюю механическую обработку в маслообразователе, что может быть причиной выработки масла с мягкой консистенцией, недостаточно термоустойчивого. Повышение температуры на 3 -5 °С свидетельствует о недостаточной обработке в маслообразователе и о том, что консистенция готового продукта может быть крошливой.
При оценке консистенции масла пробой на срез отбирают пробу массой 200-300 г, охлаждают и выдерживают в течение суток при минусовой температуре. Замороженное масло не требуется выдерживать при минусовой температуре. Затем пробу продукта отепляют дотемпературы 5 °С. От подготовленной пробы отрезают заостренным шпателем пластину масла толщиной 1,5—2 мм и длиной 50-70 мм и испытывают ее на изгиб и деформацию.
Консистенцию продукта определяют по шкале оценки в зависимости от характера среза: пластина имеет плотную ровную поверхность и края, при легком нажиме прогибается — хорошая консистенция; пластина
3 8 6
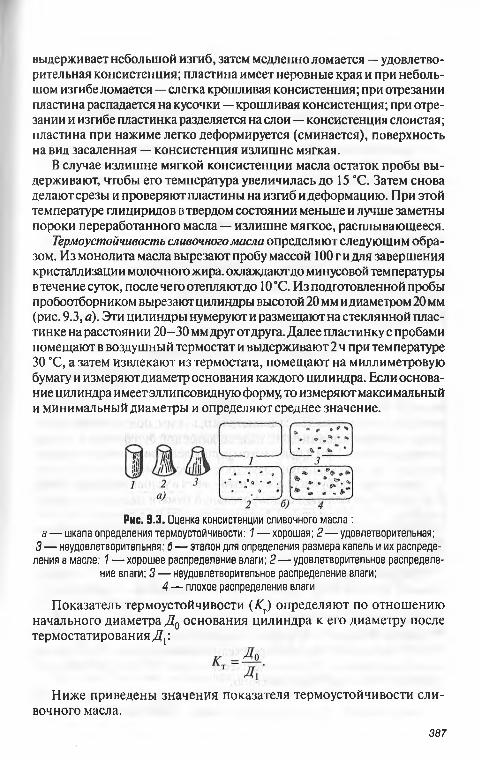
выдерживает небольшой изгиб, затем медленно ломается — удовлетворительная консистенция; пластина имеет неровные края и при небольшом изгибе ломается — слегка крошливая консистенция; при отрезании пластина распадается на кусочки —крошливая консистенция; при отрезании и изгибе пластинка разделяется на слои — консистенция слоистая; пластина при нажиме легко деформируется (сминается), поверхность на вид засаленная — консистенция излишне мягкая.
В случае излишне мягкой консистенции масла остаток пробы выдерживают, чтобы его температура увеличилась до 15 °С. Затем снова делают срезы и проверя ют пластины на изгиб и деформацию. При этой температуре глициридов в твердом состоянии меньше и лучше заметны пороки переработанного масла — излишне мягкое, расплывающееся.
Термоустойчивость сливочного масла определяют следующим образом. Из монолита масла вырезают пробу массой 100 г и для завершения кристаллизации молочного жира, охлаждают до минусовой температуры втечениесуток, после чего отепляютдо 10°С. Из подготовленной пробы пробоотборником вырезаютцилиндры высотой 20 мм и диаметром 20 мм (рис. 9.3, а). Эти цилиндры нумеруют и размешают на стеклянной пластинке на расстоянии 20—30 мм друг от друга. Далее пластинку с пробами помещают в воздушный термостат и выдерживают 2 ч при температуре 30 °С, а затем извлекают из термостата, помещают на миллиметровую бумагу и измеряют диаметр основания каждого цилиндра. Если основание цилиндра имеет эллипсовидную форму, то измеряютмаксимальный и минимальный диаметры и определяют среднее значение.
Рис. 9.3. Оценка консистенции сливочного масла:а — шкала определения термоустойчивости: 1 — хорошая; 2 — удовлетворительная;
3 — неудовлетворительная; б — эталон для определения размера капель и их распределения в масле: 1 — хорошее распределение влаги; 2 — удовлетворительное распределе
ние влаги; 3 — неудовлетворительное распределение влаги;4 — плохое распределение влаги
Показатель термоустойчивости (КТ) определяют по отношению начального диаметра Д 0 основания цилиндра к его диаметру после термостатирования Д х:
Ниже приведены значения показателя термоустойчивости сливочного масла.
387
Показатель термоустойчивости, Оценка термоустойчивости
По распределению капель влаги в масле и их размерам судят о его обработке. При правильной обработке масла влага в нем находится в виде мельчайших капелек, равномерно распределенных по всему объему. При неправильном проведении процесса наряду с мелкими каплями в масле могут быть крупные. Такое распределение влаги благоприятно влияет на развитие микрофлоры.
Распределение влаги в масле определяют по индикаторной реактивной бумаге. От монолита масла проволочным ножом делают срез размером 60x60 мм и толщиной 20—30 мм. На срез пинцетом плотно прикладывают индикаторную бумагу и выдерживают 15-30 с. Затем ее опускают в обезвоженный расплавленный парафин для фиксации образовавшихся отпечатков капель. По числу сине-фиолетовых точек или пятен, размеру и характеру их распределения судят о распределении влаги в масле. В зависимости от распределения влаги масло относят к одному из четырех классов (рис. 9.3, б).
При хорошем распределении влаги в масле на индикаторной бумаге отпечатков не видно; при удовлетворительном распределении влаги на индикаторной бумаге видно незначительное количество равномерно распределенных точек (3—5) диаметром 0,3—1 мм; при неудовлетворительном распределении влаги на индикаторной бумаге более 5 точек диаметром более 1 мм и при плохом распределении на индикаторной бумаге много точек и пятен диаметром более 3 мм.
Индикаторную бумагу можно изготовить в условиях лаборатории. Для этого из беззольной фильтровальной бумаги нарезают полоски размером 50x30 мм и на 1—1,5 мин погружают их в раствор бромфе- нолблау. Затем индикаторные бумажки просушивают при температуре 35-40 °С (всушильном шкафу или термостате). Готовые индикаторные бумажки хранят в плотно закрытой банке из темного стекла.
Предрасположенность масла к плесневению определяют сл едующи м образом. Щупом берут пробу масла из его монолита. Затем шпателем отрезают кусочки длиной 30—40 мм и кладут в открытые бюксы, которые помещают в эксикатор; на дно его налито немного воды. Эксикатор закрывают и ставят в темное место при температуре 20 °С. Поверхность масла в эксикаторе ежедневно осматривают и отмечают появление плесени. Отсутствие плесени через 14 дней указывает на устойчивость масла к плесневению.
Массовую долю жира определяют во всех видах сливочного масла без наполнителей. В чистый сухой жиромер для сливок отвешивают
К1- 0,86
0,85-0,7 Менее 0,7
ХорошаяУдовлетворительная
Неудовлетворительная
3 8 8
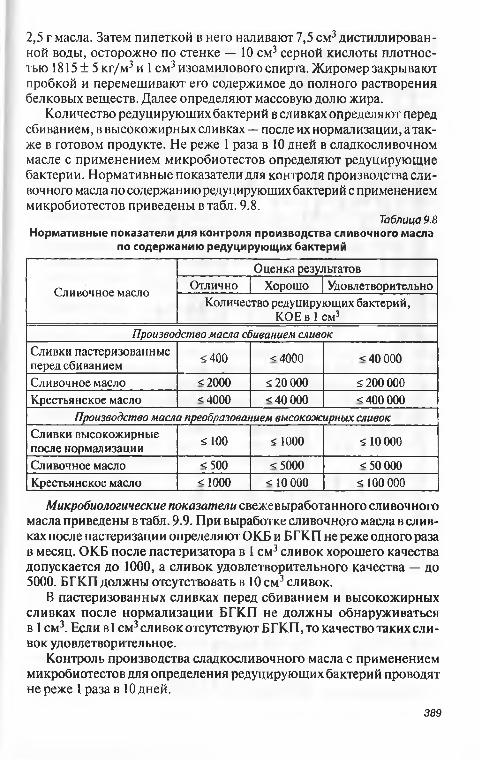
2,5 г масла. Затем пипеткой в него наливают 7,5 см3 дистиллированной воды, осторожно по стенке — 10 см3 серной кислоты плотностью 1815 ± 5 кг/м3 и 1 см3 изоамилового спирта. Жиромер закрывают пробкой и перемешивают его содержимое до полного растворения белковых веществ. Далее определяют массовую долю жира.
Количество редуцирующих бактерий в сливках определяют перед сбиванием, в высокожирных сливках — после их нормализации, а также в готовом продукте. Не реже 1 раза в 10 дней в сладкосливочном масле с применением микробиотестов определяют редуцирующие бактерии. Нормативные показатели для контроля производства сливочного масла по содержанию редуцирующих бактерий с применением микробиотестов приведены в табл. 9.8.
Таблица 9.8Нормативные показатели для контроля производства сливочного масла
по содержанию редуцирующих бактерий
Сливочное масло
Оценка результатовОтлично Хорошо Удовлетворительно
Количество редуцирующих бактерий, КОЕ в 1 см3
Производство масла сбиванием сливокСливки пастеризованные перед сбиванием ^ 400 <4000 <40000
Сливочное масло <2000 S 20 000 S 200 000Крестьянское масло <4000 <40000 <400000
Производство масла преобразованием высокожирных сливокСливки высокожирные после нормализации й 100 ^ 1000 і 10 000
Сливочное масло <, 500 <5000 <50 000Крестьянское масло <1000 <10000 <; 100 000
Микробиологические показатели свежевыработанного сливочного масла приведены втабл. 9.9. При выработке сливочного масла в сливках после пастеризации определяют ОКБ и БГКП не реже одного раза в месяц. ОКБ после пастеризатора в 1 см3 сливок хорошего качества допускается до 1000, а сливок удовлетворительного качества — до 5000. БГКП должны отсутствовать в 10 см3 сливок.
В пастеризованных сливках перед сбиванием и высокожирных сливках после нормализации БГКП не должны обнаруживаться в 1см3. Есливі см3сливок отсутствуют БГКП, то качество таких сливок удовлетворительное.
Контроль производства сладкосливочного масла с применением микробиотестов для определения редуцирующих бактерий проводят не реже 1 раза в 10 дней.
389
OnO nОз3v§lP
totzu«0Sо
УоCDscuоL_ozzp0
VO<0a5to0)1GOUsІf5m<QXОcФs*uФУsuО
оsVOОa*sШ
Кол
-во
дрож
жей
, не
бол
ее
в 1
г
1оо ОО 1
Кол
-во
пле
сен
ей,
не б
олее
в
1 г
1 100 оо 1
Кол
-во
про
теол
ити
че
ски
х б
ак
тери
й,
не
боле
е в
1 г
1
1000
0 оооо 1
БГ
КП
от
сут
ству
ют
в г
О 0,01 о
о 0,00
1
ОК
Б,
не б
олее
ты
с. в
1 г
о
001
Не
огра
н
иче
но
100
Кол
-во
дрож
жей
, н
е бо
лее
в 1
г
1 о о 1
Кол
-во
пле
сен
ей,
не б
олее
в
1 г
1 о о 1
Кол
-во
про
теол
и
тиче
ски
х ба
ктер
ий
, не
бол
ее
в 1
г ооГГ)
ооО 1000 1
БГ
КП
осут
- ст
вую
т в
1 г
- О 0,1 о
o '
ОК
Б,
не б
олее
ты
с. в
1 г
- о
Не
огра
н
иче
но
о
Мас
ло
Вол
огод
ск
ое
Сла
дкос
ли
вочн
ое (
со
лен
ое и
не
соле
ное
)
Ки
слос
ли
вочн
ое (
со
лен
ое и
не
соле
ное
)
Кре
стья
н
ское
9.2. ПРОИЗВОДСТВО ТОПЛЕНОГО МАСЛА И МАСЛОЖИРОВЫХ ПРОДУКТОВПроизводство топленого масла
Топленое мааю представляет собой молочный жир, получаемый в результате тепловой обработки сливочного, подсырного, масла-сырца и сборного топленого масла. Сырье для топленого масла оценивают по органолептическим, физико-механическим показателям (массовая доля жира, влаги, соли и СОМО) и сортируют на I и 11 сорта. КI сорту относят масло с чистыми, без посторонних привкусов и запахов, вкусом и запахом, имеющее нормальный для данного вида масла цвет и соответствующую консистенцию и внешний вид без посторонних примесей. Ко II сорту относят масло со слабовыраженными вкусом и запахом (пригорелым, кислым, затхлым, салистым, горьким, сырным, кормовым), белого цвета, неоднородной, крошливой, салистой, мажущейся консистенции.
Направляемое на производство масло (сливочное, топленое) должно быть натуральным, непрогорклым, незагрязненным, без посторонних привкусов и запахов.
Принятое сырье сортируют и подвергают следующей обработке: монолиты масла нагревают до 28—32 °С при постоянном перемешивании. По достижении однородной консистенции сырье сливают в подготовленную тару и хранят при температуре 8 °С не более 15 дней. Необработанное сырье должно быть перетоплено в течение 2—3 дней.
Топленое масло вырабатывают двумя способами: отстоем и сепарированием. Машинно-аппаратная схема выработки топленого масла способом отстоя и сепарирования приведена на рис. 9.4, а. Подбирают масло одного сорта и загружают его в плавитель. После растапливания масло выдерживают 1 ч в ванне при температуре 50-60 °С для частичного отделения плазмы масла от свободного жира.
Отделившуюся плазму масла перекачивают в промежуточную емкость, из которой направляют в сепаратор-молокоочиститель, а затем в сепараторы-сливкоотделители. В первый сепаратор-сливкоотделитель одновременно подают горячую воду (60 °С) в количестве 50% от количества плазмы масла. Выделенный сепарированием жировой продукт направляют в плавитель, где он смешивается со свободной фракцией жира. Массовая доля отсепарированной плазмы масла не должна превышать 0,2%.
Жировой продукт из плавителя направляют в трубчатый пастеризатор, где его нагревают до 90-95 °С и выдерживают при температуре пастеризации 2—4 ч в промежуточных ваннах для отстоя. При переработке масла с выраженными пороками вкуса и запаха продукт промывают, орошая его водой при температуре 85 °С в количестве 10—25% от массы жира. Плазму, отделившуюся в результате отстоя жира в ваннах, направляюгв промежуточный резервуар для последующей переработки.
397
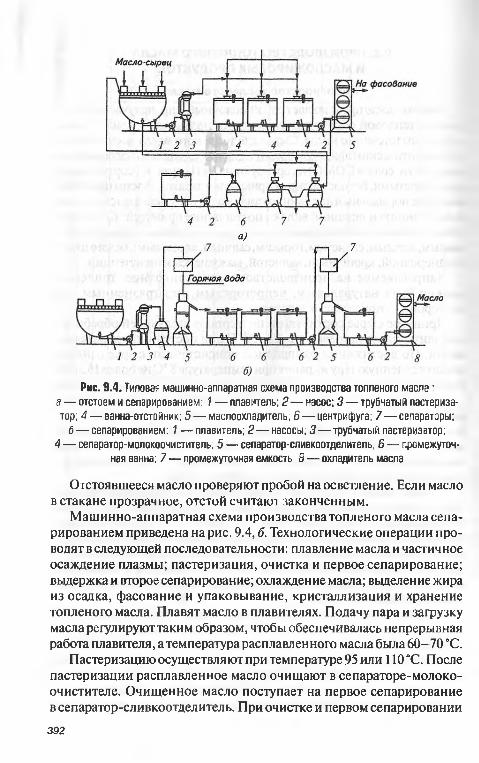
а)
Рис. 9.4. Типовая машинно-аппаратная схема производства топленого масла: а — отстоем и сепарированием: 1 — плавитель; 2 —насос; 3 — трубчатый пастеризатор; 4— ванна-отстойник; 5— маслоохладитель; В — центрифуга; 7 — сепараторы;
б — сепарированием: 1 —плавитель; 2 —насосы; 3 —трубчатый пастеризатор;4 — сепаратор-молокоочиститель; 5 — сепаратор-сливкоотделитель; В — промежуточ
ная ванна; 7 — промежуточная емкость; 8 —охладитель масла
Отстоявшееся масло проверяют пробой на осветление. Если масло в стакане прозрачное, отстой считают законченным.
Машинно-аппаратная схема производства топленого масла сепарированием приведена на рис. 9.4, б. Технологические операции проводят в следующей последовательности: плавление масла и частичное осаждение плазмы; пастеризация, очистка и первое сепарирование; выдержка и второе сепарирование; охлаждение масла; выделение жира из осадка, фасование и упаковывание, кристаллизация и хранение топленого масла. Плавят масло в плавителях. Подачу пара и загрузку масла регулируюттаким образом, чтобы обеспечивалась непрерывная работа плавителя, атемпература расплавленного масла была 60-70 °С.
Пастеризацию осуществляют при температуре 95 или 110°С. После пастеризации расплавленное масло очищают в сепараторе-молоко- очистителе. Очищенное масло поступает на первое сепарирование в сепаратор-сливкоотделитель. При очистке и первом сепарировании
392
из масла удаля ют бел ковые соединения и воду. При переработке масла второго сорта в сепаратор-сливкоотделитель одновременно подают горячую воду в количестве 50-100% от массы сырья.
После первого сепарирования продукт загружают в промежуточные ванны и выдерживают 1—2 ч при температуре 90-95 °С. Во время выдержки масло перемешивают2—3 раза, что исключает пригорание белка к стенкам ванны. Если пастеризацию масла проводят при 110 °С, то продукт после первого сепарирования не выдерживают. Обработка масла при высокой температуре и наличии в нем СОМО приводит к денатурации белка, образованию веществ, придающих топленому маслу специфический вкус и аромат.
При повторном сепарировании воду не добавляют. Производительность сепаратора регулируют так, чтобы получить масло с массовой долей жира не менее 98%. При выработке топленого масла из сборного топленого масла ограничиваются однократным сепарированием при температуре пастеризации 85—90 °С без предварительной выдержки.
После повторного сепарирования продукт направляют в промежуточную емкость, а затем на охлаждение в трехцилиндровые маслооб- разователи. Хладоносителем служит вода температурой не выше 10 *С. При фасовании в крупную тару (бочки, фляги) масло охлаждают до 36-40 °С, а в стеклянные банки вместимостью 500 мл — до 50—60 ®С.
Для кристаллизации и получения однородной зернистой структуры топленого масла используют следующие режимы охлаждения в зависимости от вида фасовки.
1. Масло, фасованное в деревянные бочки, помещают в камеру с температурой 4 -6 °С, но не выше 10-12 °С. Для равномерного охлаждения и кристаллизации жира бочки перекатывают через 6—12 ч с момента их поступления в камеру. По окончании охлаждения через 2 -3 сут бочки с маслом помещают в камеру хранения.
2. Топленое масло, фасованное во фляги, помещают в камеру с температурой 10—12 °С. Для равномерного охлаждения и получения зернистой консистенции продукт перемешивают через 5-7 ч после его поступления и оставляют при этой же температуре 1,5—2 сут, а затем фляги с маслом помещают в камеру хранения.
3. Масло, фасованное в стеклянные или жестяные банки, помещают в камеру с температурой 20—22 °С и выдерживают 14—18 ч, после чего их помещают на сутки в камеру с температурой 10—12 °С, а затем в камеру хранения. Масло хранят при температуре не выше 4 °С и не ниже - 6 °С.
Производство масложировых продуктовМасложировые продукты — это комбинированные продукты, в ко
торых молочный жир заменяют немолочными жирами с добавлением вкусовых, ароматических добавок и биологически активных веществ.
393
В настоящее время выпускают большой ассортимент различных по составу и качеству масложировых продуктов с оригинальными названиями. К таким продуктам относятся:• молочно-растительные и растительно-молочные, изготовляемые
кристаллизацией молочно-растительной (сливочно-растительной) эмульсии «вода в жире», с массовой долей молочного жира в жировой части готового продукта соответственно не менее 49% и от 20 до 50%;
• сливочно-растительные и растительно-сливочные, вырабатываемые смешиванием сливочного масла или молочного жира и растительного масла, с массовой долей молочного жира в жировой части готового продукта соответственно не менее 49% и от 20 до50%;
• молочно-жировые и жиромолочные, изготовляемые кристаллизацией молочно-жировой (сливочно-жировой) эмульсии «вода в жире», с массовой долей молочного жира в жировой части готового продукта соответственно не менее 49% и от 20 до 50%;
• сливочно-жировые и жиросливочные, изготовляемые смешиванием сливочного масла или молочного жира и других жиров, с массовой долей молочного жира в жировой части готового продукта соответственно не менее 49% и от 20 до 50%.Для производства масложировой продукции широко применяют
также переэтерифицированные или гидрогенезированные продукты. Их вырабатывают по рецептурам для маргарина, но по технологии производства масла.
Приоритет в разработке технологии масложировых продуктов принадлежит специалистам ВНИИМС. В настоящее время применяютраз- личные технологии и схемы организации производства этих продуктов.
Одна из схем предусматривает непрерывное сбивание смеси сливок из молока (или молочного жира) и молочно-жировой дисперсии, получаемой эмульгированием растительного жира (жиров или их композиций) и цельного или восстановленного цельного, обезжиренного молока, пахты. Подругой схеме масложировые продукты вырабатывают преобразованием смеси высокожирных сливок из молока и молочножировой дисперсии, получаемой эмульгированием растительного жира (жиров и их композиций), и цельного или восстановленного цельного, обезжиренного молока, пахты. Химический состав масложирового продукта, вырабатываемого по данным схемам, приведен в табл. 9.10.
Способ преобразования высокожирных сливок предусматривает следующие операции: прием и подготовка сырья (молочного жира, немолочных жиров и молочного сырья), сепарирование молочножировой смеси, составление смеси смешиванием, пастеризация, сепарирование, нормализация смеси, подготовка и внесение добавок, преобразование в масло, фасование и охлаждение продукта.
394
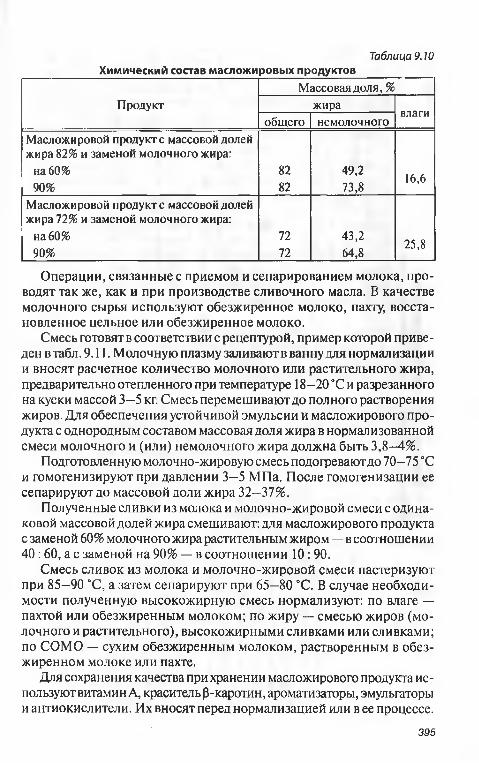
Т а б л иц а 9.10
Химический состав масложировых продуктовМассовая доля, %
Продукт жира влагиобщ его немолочного
Масложировой продукте массовой долей жира 82% и заменой молочного жира:
на 60% 82 49,2іб ,б
90% 82 73,8Масложировой продукте массовойдолей жира 72% и заменой молочного жира:
на 60% 72 43,225,8
90% 72 64,8
Операции, связанные с приемом и сепарированием молока, проводят так же, как и при производстве сливочного масла. В качестве молочного сырья используют обезжиренное молоко, пахту, восстановленное цельное или обезжиренное молоко.
Смесь готовят в соответствии с рецептурой, пример которой приведен втабл. 9.11. Молочную плазму заливают в ван ну для нормализации и вносят расчетное количество молочного или растительного жира, предварительно отепленного при температуре 18—20 °С и разрезанного на куски массой 3—5 кг. Смесь перемешивают до полного растворения жиров. Для обеспечения устойчивой эмульсии и масложирового продукта с однородным составом массовая доля жира в нормализованной смеси молочного и (или) немолочного жира должна быть 3,8—4%.
Подготовленную молочно-жировую смесь подогревают до 70-75 °С и гомогенизируют при давлении 3—5 МПа. После гомогенизации ее сепарируют до массовой доли жира 32—37%.
Полученные сливки из молока и молочно-жировой смеси с одинаковой массовой долей жира смешивают: для масложирового продукта с заменой 60% молочного жира растительным жиром — в соотношении 40:60, а с заменой на 90% — в соотношении 10 : 90.
Смесь сливок из молока и молочно-жировой смеси пастеризуют при 85-90 °С, а затем сепарируют при 65—80 °С. В случае необходимости полученную высокожирную смесь нормализуют: по влаге — пахтой или обезжиренным молоком; по жиру — смесью жиров (молочного и растительного), высокожирными сливками или сливками; по СОМО — сухим обезжиренным молоком, растворенным в обезжиренном молоке или пахте.
Для сохранения качества при хранении масложирового продукта используют витамин А, краситель (3-каротин, ароматизаторы, эмульгаторы и антиокислители. Их вносят перед нормализацией или в ее процессе.
39 5
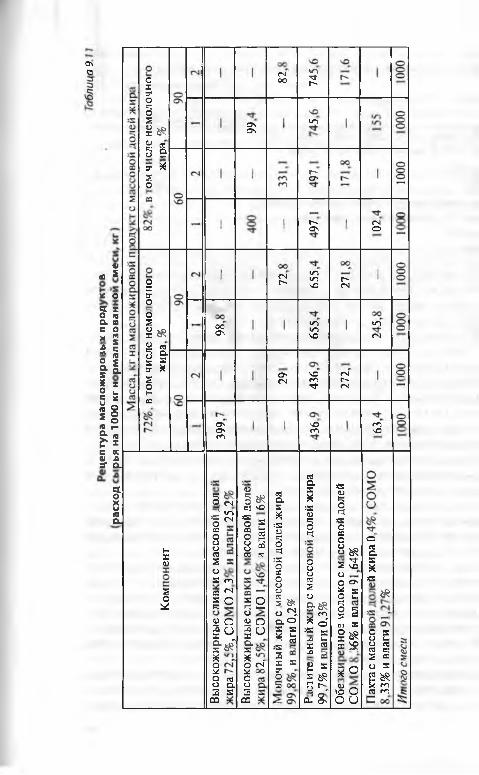
Osо
ь
л 5* о 3 хО <0 а со с о х gA q° І£ а
* х2 *-5 *1 §* о«О г-9 ; * ^ х с к ф л з- а.
(XОXуюCl
сIУ0
1I ^
g л 5 9У X7о
01 у о0
1 *g СП5 g-? X5Оназ
НIа>
S
5
ооO S
asasгн
§ CM
І »CDОо0СП 2
«5 СП
и гм1 °ы О
I ч§ • $*о3<!О сП о Q. 3 5
са
asa s
<D
5 ^CJ SO
>5 ~О sCQ ҺО gВ §СП s
1 2О<u 3 X C l 5* • О CM 3* *О a 3
CQ
<u О
! О
гмo o
гмс -
OSгм
сЛаS*
3SО)
§1=1
«оазОоо
5 ^0 <4C L ©
S S«31 sУо5
МИ”Cfг -
мн
Г 'as
г -OS
МПМПs o
МПМПso
soСПTf
SOСП
сПQ .яX
5S<D
§4
о о оСПs0s * &
* 2* sJ3 u1 cnJ3
g ss ^
5 Г*a!gs
r -ГМ
CMГ"»CM
>S<L>
§n
«оCQО
s №s Sоо <Os* s0 L.PS1 5аз SgfcS* &
* °«8 о о и
гмо
млгм
СПso
оСПaяX«
Я
о яО U О СПсП е ; S ВЗо яS ^X СПсП СП
Витамин А и (3-каротин вносят в количестве 0,02—0,03% в пересчете на сухое вещество. Предварительно их растворяют в 3—5-кратном объеме жировой смеси при 45—55 “С и тщательно перемешивают. Допускается вносить витамины непосредственно в высокожирные сливки; p-каротин предварительно смешивают с частью пахты или обезжиренного молока, используемого для нормализации. Ароматизаторы вносят в количестве 0,01—0,1%.
Антиокислитель вносят в количестве 0,15-0,2% сухого вещества от массовой доли жира в продукте. Предварительно его растворяют в жире (молочном, растительном или их смеси) в количестве 200 г при 60-65 °С. После его внесения смесь перемешивают 15-20 мин.
Эмульгаторы (дистиллированные моноглицириды) вносят в количестве 0,2-0,3%. Предварительно их растворяют в жире при 60-65 °С всоотношении 1:5. После их внесения смесь перемешивают втечение 15-20 мин и подают в маслообразователь. Преобразование высокожирной смеси в масложировой продукт осуществляют так же, как при производстве сливочного масла преобразованием высокожирных сливок.
Способ непрерывного сбивания при производстве масложировых продуктов предусматривает аналогичные технологические операции — преобразование высокожирных сливок, за исключением охлаждения смеси до температуры созревания, ее физическое созревание и сбивание.
Смесь молочных и растительных жиров составляют по рецептуре. В качестве примера в табл. 9.12 приведена рецептура масложирового продукта. Полученную смесь пастеризуют при 85-90 °С и охлаждают до температуры созревания.
Пищевые добавки подготовляют так же, как при производстве масложировых продуктов преобразованием высокожирных сливок. Витамин А и [3-каротин вносят в смесь перед сбиванием в виде 30— 35%-й эмульсии ихв пахте или обезжиренном молоке и перемешивают с целью равномерного распределения витаминов.
Ароматизаторы вносят в продукт в виде раствора их в пахте или обезжиренном молоке при сбивании масложировой смеси.
Антиокислитель вносят в смесь перед созреванием, дистилл ирован - ные моноглицириды — в растительный жир до его диспергирования в молочной плазме или в смесь перед созреванием.
В зависимости от времени года применяют следующие режимы созревания смеси:• в весенне-летний период года температура созревания 4 -8 °С при
выдержке 6 -8 ч.;• в осенне-зимний период года температура созревания 4 -8 °С при
выдержке 7 -9 ч.В период созревания смесь перемешивают 2 -4 раза по 3—5 мин.
3 9 7
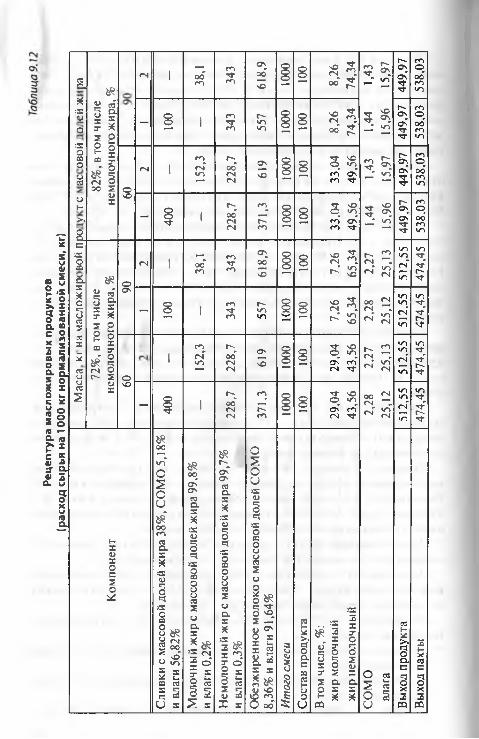
Реце
птур
а ма
слож
иров
ых
прод
укто
в (р
асхо
д сы
рья
на 1
000
кг н
орма
лизо
ванн
ой см
еси,
кг)
ТОо.*
«Б«2о
ОБСяо<->ТОон>>
я
82%
, в то
м чи
сле
немо
лочн
ого ж
ира,
%
сч 1 38,1 343
618,9
I 0001 10
0
8,26
74,34
СОМ
О 2,2
8 2.2
7 2,2
8 2,2
7 1,4
4 1,4
3 1,4
4 1,4
3 вл
ага
25,12
25
,13
25,12
25
,13
15,96
15
,97
15,96
15
,9744
9,97
538.0
3
- 100
1 343
557
I 0001 10
0
8,26
74,34
449,9
753
8,03
09
сч 1 152,3
228,7 619
1000
I
100
33,04
49,56
449,9
753
8,03
- 400
1 228,7
371,3
I 10
00
I
100
33,04
49,56
449.9
753
8,03
с•-S22 .X*О0ТО2озX—*тооCJто
£
72%
, в то
м чи
сле
немо
лочн
ого ж
ира,
%
§
сч 1 38,1 343
618,9
| 0001
001 7,26
65,34
512,5
547
4,45
- 100
1 343
557
I 10
00
I
001 7,26
65,34
512,5
547
4,45
091 15
2,3
228,7 619
1000
I
100
29,04
43,56
512,5
547
4,45
- 400 1 22
8,7
371,3
| 0001 10
0
29,04
43,56
512,5
547
4,45
Комп
онен
т
Слив
ки с
масс
овой
доле
й жи
ра 38
%, С
ОМ
О 5,1
8%
и вл
аги
56,82
%М
олоч
ный
жир с
мас
сово
й дол
ей ж
ира 9
9,8%
и вл
аги
0,2%
Немо
лочн
ый ж
ир с
масс
овой
доле
й жи
ра 99
,7%
и вл
аги
0,3%
Обез
жире
нное
мол
око с
мас
сово
й до
лей
СОМ
О 8,3
6% и
вза
ги 9
1,64%
Ито
го см
еси
Сост
ав п
роду
кта
В то
м чи
сле,
%:
жир
моло
чный
жи
р не
моло
чный
Выхо
д пр
одук
таВы
ход
пахт
ы
После созревания смесь сбивают в маслоизготовителях непрерывного действия в весенне-летний период года температура сбивания6— 12 °С; в осенне-зимний — 7-14 °С.
Готовый продукт фасуют и упаковывают в транспортную и потре- бительскуютару — брикетами, стаканчиками, коробочками из полимерных материалов.
Таким образом, масложировые продукты являются аналогом сливочного масла и никогда не будут соответствовать его пищевой и биологической ценности. Производство масложировых продуктов, а также их поставка по импорту в нашу страну растут. Это обусловлено тем, что в настоящее время государство не в состоянии обеспечить население качественным сливочным маслом, а также изготавливаемой из собственного сырья масложировой продукцией. Поэтому очень важно зафиксировать новые виды масложировых продуктов и требования к их производству в государственных стандартах, а также к качеству импортной продукции, что повысит ответственность производителей, поставщиков и облегчит выбор потребителям.
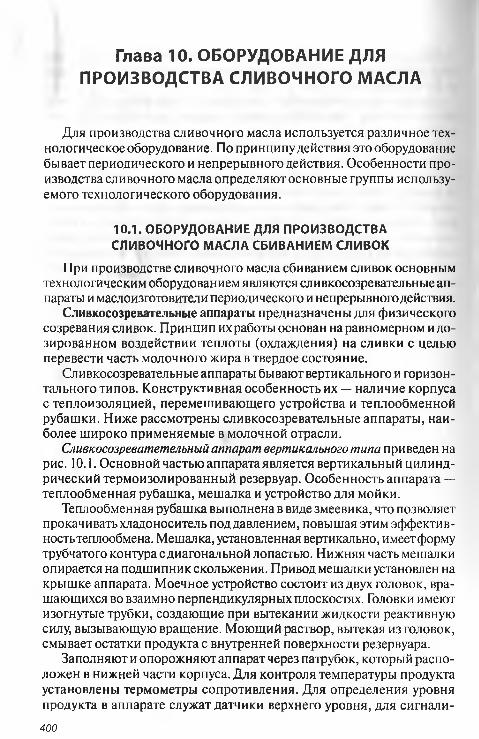
Глава 10. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СЛИВОЧНОГО МАСЛА
Для производства сливочного масла используется различное технологическое оборудование. По принципу действия это оборудование бывает периодического и непрерывного действия. Особенности производства сливочного масла определяют основные группы используемого технологического оборудования.
10.1. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СЛИВОЧНОГО МАСЛА СБИВАНИЕМ СЛИВОК
При производстве сливочного масла сбиванием сливок основным технологическим оборудованием являются сливкосозревательные аппараты и маслоизготовители периодического и непрерывного действия.
Сливкосозревательные аппараты предназначены для физического созревания сливок. Принцип их работы основан на равномерном и дозированном воздействии теплоты (охлаждения) на сливки с целью перевести часть молочного жира в твердое состояние.
Сливкосозревательные аппараты бывают вертикального и горизонтального типов. Конструктивная особенность их — наличие корпуса с теплоизоляцией, перемешивающего устройства и теплообменной рубашки. Ниже рассмотрены сливкосозревательные аппараты, наиболее широко применяемые в молочной отрасли.
Сливкосозреватетельный аппарат вертикального типа при веден на рис. 10.1. Основной частью аппарата является вертикальный цилиндрический термоизолированный резервуар. Особенность аппарата — теплообменная рубашка, мешалка и устройство для мойки.
Теплообменная рубашка выполнена в виде змеевика, что позволяет прокачиватьхладоносительподдавлением, повышая этим эффективность теплообмена. Мешалка, установленная вертикально, имеет форму трубчатого контура с диагональной лопастью. Нижняя часть мешалки опирается на подшипник скольжения. Привод мешалки установлен на крышке аппарата. Моечное устройство состоит из двух головок, вращающихся во взаимно перпендикулярных плоскостях. Головки имеют изогнутые трубки, создающие при вытекании жидкости реактивную силу, вызывающую вращение. Моющий раствор, вытекая из головок, смывает остатки продукта с внутренней поверхности резервуара.
Заполняют и опорожняют аппарат через патрубок, который расположен в нижней части корпуса. Для контроля температуры продукта установлены термометры сопротивления. Для определения уровня продукта в аппарате служат датчики верхнего уровня, для сигнали-
4 0 0

зации опорожнения — датчик нижнего уровня. Пробу продукта для определения кислотности берутчерез кран, расположенный в цилиндрической части резервуара. Аппарат оснащен средствами контроля, автоматического управления процессом. Технические характеристики аппаратов приведены в табл. 10.1.
Рис. 10.1. Схема сливкосозреватетельного аппарата вертикального типа:1 — стекляный термометр; 2 —термометр сопротивления; 3 — пробный кран;
4 — привод; 5 — моечное устройство, В •— крышка, 7 — патрубок для входа хладоноси- теля; 8— мешалка,3 — теплоизоляция; 70 — корпус; 11 — днище; 12 — патрубокдля выхода хладоносителя; 13 — датчик нижнего уровня; 14 — патрубок наполнения-опорож
нения; 15 — опора
Таблица 10.1Технические характеристики сливкосозревательных аппаратов
вертикального типа
ПоказательРабочая вместимость, м3
1 f 2.5 4 6,3 10Внутренний диаметр, мм 1200 1400 1600 2000 2400Установленная мощность, кВт 0,75 (для всех моделей)Занимаемая площадь, м2 2,12 2,7 3,7 5,4 7,33М асса, кг 535 900 1070 1500 2000
Сливкосозревательный аппарат вертикального типа с рамной мешалкой (рис. 10.2) применяют для подготовки и обработки сливок при производстве сливочного масла, сметаны и других продуктов.
401
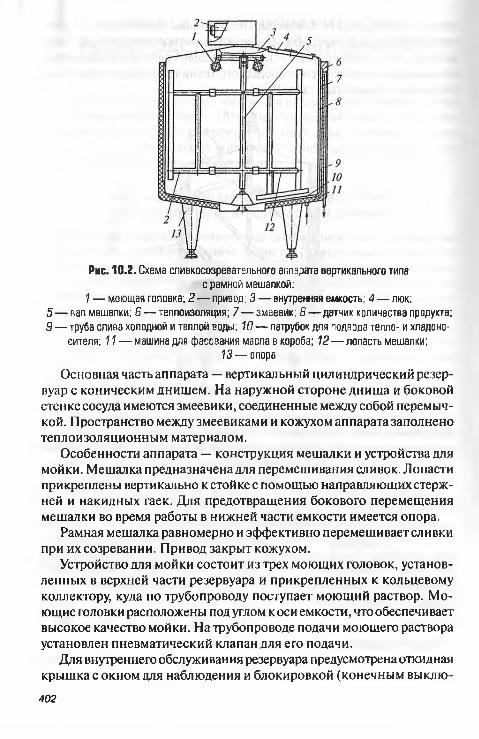
Рис. 10.2. Схема сливкосозревательного аппарата вертикального типа с рамной мешалкой:
1 — моющая головка; 2 — привод; 3 — внутренняя емкость; 4 — люк;5 — вал мешалки; 6 — теплоизоляция; 7— змеевик; 8— датчик количества продукта;9 — труба слива холодной и теплой воды; 10— патрубок для подвода тепло- и хладоно-
сителя; 11 — машина для фасования масла в короба; 12— лопасть мешалки;13 — опора
Основная часть аппарата — вертикальный цилиндрический резервуар с коническим днищем. На наружной стороне днища и боковой стенке сосуда имеются змеевики, соединенные между собой перемычкой. Пространство между змеевиками и кожухом аппарата заполнено теплоизоляционным материалом.
Особенности аппарата — конструкция мешалки и устройства для мойки. Мешалка предназначена для перемешивания сливок. Лопасти прикреплены вертикально к стойке с помощью направляющих стержней и накидных гаек. Для предотвращения бокового перемещения мешалки во время работы в нижней части емкости имеется опора.
Рамная мешалка равномерно и эффективно перемешивает сливки при их созревании. Привод закрыт кожухом.
Устройство для мойки состоит из трех моющих головок, установленных в верхней части резервуара и прикрепленных к кольцевому коллектору, куда по трубопроводу поступает моющий раствор. Моющие головки расположены под углом коси емкости, что обеспечивает высокое качество мойки. На трубопроводе подачи моющего раствора установлен пневматический клапан для его подачи.
Для внутреннего обслуживания резервуара предусмотрена откидная крышка с окном для наблюдения и блокировкой (конечным выклю
402
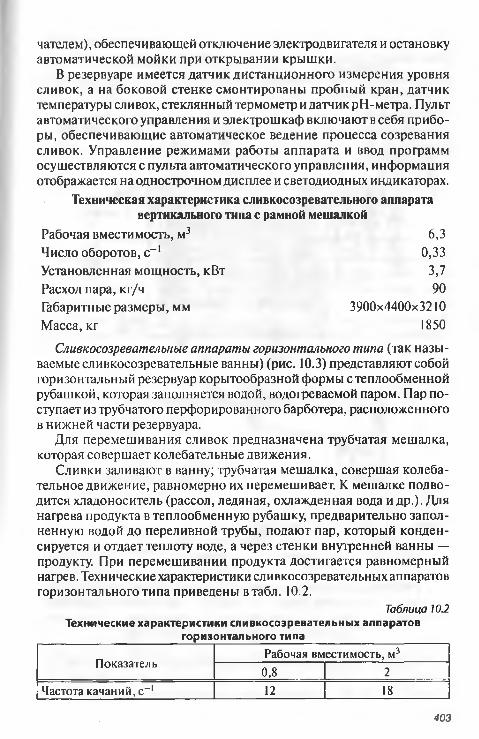
чателем), обеспечивающей отключение электродвигателя и остановку автоматической мойки при открывании крышки.
В резервуаре имеется датчик дистанционного измерения уровня сливок, а на боковой стенке смонтированы пробный кран, датчик температуры сливок, стеклянный термометр и датчик pH-метра. Пульт автоматического управления и электрошкаф включают в себя приборы, обеспечивающие автоматическое ведение процесса созревания сливок. Управление режимами работы аппарата и ввод программ осуществляются с пульта автоматического управления, информация отображается на однострочном дисплее и светодиодных индикаторах.
Техническая характеристика сливкосозревателыюго аппарата вертикального типа с рамной мешалкой
Рабочая вместимость, м3 6,3Число оборотов, с-1 0,33Установленная мощность, кВт 3,7Расход пара, кг/ч 90Габаритные размеры, мм 3900x4400x3210Масса, кг 1850
Сливкосозревательные аппараты горизонтального типа (так называемые сливкосозревательные ванны) (рис. 10.3) представляют собой горизонтальный резервуар корытообразной формы с теплообменной рубашкой, которая заполняется водой, водогреваемой паром. Пар поступает изтрубчатого перфорированного барботера, расположенного в нижней части резервуара.
Для перемешивания сливок предназначена трубчатая мешалка, которая совершает колебательные движения.
Сливки заливают в ванну; трубчатая мешалка, совершая колебательное движение, равномерно их перемешивает. К мешалке подводится хладоноситель (рассол, ледяная, охлажденная вода и др.). Для нагрева продукта в теплообменную рубашку, предварительно заполненную водой до переливной трубы, подают пар, который конденсируется и отдает теплоту воде, а через стенки внутренней ванны — продукту. При перемешивании продукта достигается равномерный нагрев. Технические характеристики сливкосозревательныхаппаратов горизонтального типа приведены втабл. 10.2.
Таблица 10.2Технические характеристики сливкосозревательных аппаратов _______________________ горизонтального типа_______________________________
ПоказательРабочая вместимость, м3
0,8 2
Частота качаний, с -1 12 18
403
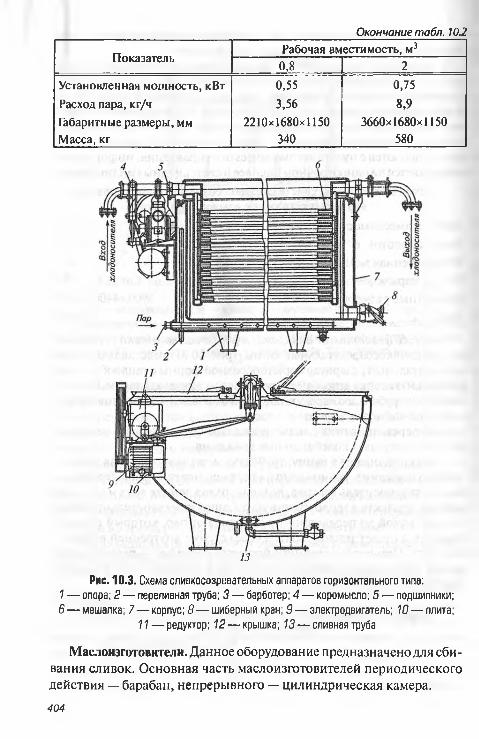
Окончание табл. 10.2
ПоказательРабочая вместимость, м3
0,8 2
Установленная мощность, кВт
Расход пара, кг/ч
Габаритные размеры, мм Масса, кг
0,55
3,56
2210x1680x1150340
0,75
8,93660x1680x1150
580
13
Рис. 10.3. Схема сливкосозревательных аппаратов горизонтального типа:1 — опора; 2 — переливная труба; 3 — барботер; 4 — коромысло: 5 — подшипники;6 — мешалка; 7— корпус; 8 — шиберный кран; 9 — электродвигатель; 10— плита;
11 — редуктор; 12 — крышка; 13 — сливная труба
Маслоизготовители. Данное оборудование предназначено для сбивания сливок. Основная часть маслоизготовителей периодического действия — барабан, непрерывного — цилиндрическая камера.404
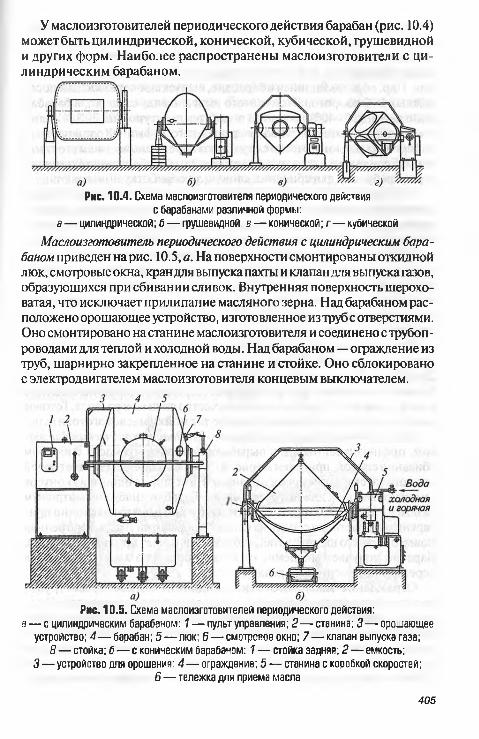
У маслоизготовителей периодического действия барабан (рис. 10.4) может быть цилиндрической, конической, кубической, грушевидной и других форм. Наиболее распространены маслоизготовители с цилиндрическим барабаном.
Рис. 10.4. Схема маспоизготовителя периодического действия с барабанами различной формы:
а — цилиндрической; б — грушевидной; в — конической; г— кубическойМаслоизготовителъ периодического действия с цилиндрическим бара
баном приведен на рис. 10.5, а. На поверхности смонтированы откидной люк, смотровые окна, кран для выпуска пахты и клапан для выпуска газов, образующихся при сбивании сливок. Внутренняя поверхность шероховатая, что исключает прилипание масляного зерна. Над барабаном расположено орошающее устройство, изготовленное изтрубсотверстиями. Оно смонтировано на станине маслоизготовителя и соединено с трубопроводами для теплой и холодной воды. Над барабаном—ограждение из труб, шарнирно закрепленное на станине и стойке. Оно сблокировано с электродвигателем маслоизготовителя концевым выключателем.
Рис. 10.5. Схема маслоизготовителей периодического действия: a — с цилиндрическим барабаном: 1 — пульт управления; 2 — станина; 3 — орошающее
устройство; 4— барабан; 5— люк; 6 — смотровое окно; 7— клапан выпуска газа;8 — стойка; б— с коническим барабаном: 1 — стойка задняя; 2 — емкость;
3 — устройство для орошения; 4 — ограждение; 5 — станина с коробкой скоростей;В — тележка для приема масла
405
Перед началом работы проводят подготовку, заключащуюся в последовательной обработке барабана маслоизготовителя горячей и холодной водой, для чего барабан заполняют на 10—15% его емкости водой температурой 75-80 °С и вращают 1-2 мин на скорости сбивания. Пар, образовавшийся в барабане, выпускают через клапан после каждых 1-2 оборотов. После этого горячую воду сливают, а барабан заливают на 30-40% холодной водой температурой на 2—3 "С ниже температуры сбивания сливок и вращают его 2—3 мин. Холодную воду из барабана маслоизготовителя удаляют перед наполнением его сл ив- ками. Если температура воды, сливаемой из барабана, выше температуры, требуемой для сбивания сливок, то обработку повторяют.
Подготовленный к работе барабан маслоизготовителя заполняют сливками в пределах 45% объема. Предварительно сливки должны пройти процесс созревания и иметь жирность 30-45% (оптимальная жирность 32-37%) и температуру сбивания 7-10 "С летом и 8-14 "С — зимой. В первые 3—5 мин сбивания происходит автоматический выпуск газов через клапан. Во время сбивания температуру сбиваемых сливок регулируют водой из орошающего устройства, подаваемой на поверхность барабана. Сливки сбивают до получения готового масляного зерна при частоте вращения барабана 0,5 с 1 втечение 2/ 3 времени от общей продолжительности процесса и при 0,33 с-1 — в конце процесса.
Продолжительность обработки в летний период при мягком жире составляет 15—25 мин, в зимний период при твердом жире — 25-30 мин. После того как влага перестанет выделяться, отбирают пробу масла для определения его влажности. При производстве соленого масла добавляютопределенное количество соли или рассола. Готовое масло выгружают вручную и производят мойку маслоизготовителя.
Маслоизготовитель периодического действия с коническим барабаном, предназначенный для выработки сливочного масла способом сбивания сливок, приведен на рис. 10.5, б. Барабан представляет собой два конуса, сваренных по основанию. На вершине одного из конусов смонтирован люк для выгрузки масла. Барабан снабжен смотровым окном и двумя кранами для слива пахты; в нем имеется наклонно приваренная лопасть для сбивания сливок и обработки масла. Внутренняя поверхность его шероховатая, что предотвращает прилипание масла. Барабан получает вращение от двухскоростного электродвигателя через клиноременную передачу.
Ограждение маслоизготовителя состоит из изогнутой трубы, имеющей на концах проушины с рычагами для противовесов. С помощью проушин ограждение крепится шарнирно к кронштейнам, установленным на корпусе коробки передач. Ограждение сблокировано с электродвигателем маслоизготовителя; оно предотвращает доступ обслуживающего персонала спереди в зону вращения емкости. Доступ в зону вращения емкости сзади предотвращается неподвижное
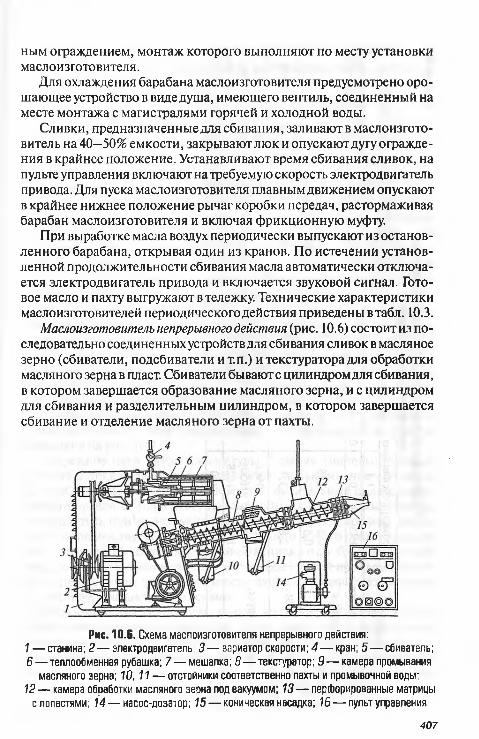
ным ограждением, монтаж которого выполняют по месту установки маслоизготовителя.
Для охлаждения барабана маслоизготовителя предусмотрено орошающее устройство в виде душа, имеющего вентиль, соединенный на месте монтажа с магистралями горячей и холодной воды.
Сливки, предназначенные для сбивания, заливают в маслоизгото- витель на 40—50% емкости, закрывают люк и опускают дугу ограждения в крайнее положение. Устанавливают время сбивания сливок, на пульте управления включают на требуемую скорость электродвигатель привода. Для пуска маслоизготовителя плавным движением опускают в крайнее нижнее положение рычаг коробки передач, растормаживая барабан маслоизготовителя и включая фрикционную муфту.
При выработке масла воздух периодически выпускают из остановленного барабана, открывая один из кранов. По истечении установленной продолжительности сбивания масла автоматически отключается электродвигатель привода и включается звуковой сигнал. Готовое масло и пахту выгружают в тележку. Технические характеристики маслоизготовителей периодического действия приведены в табл. 10.3.
Маслоизготовитель непрерывного действия (рис. 10.6) состоит из последовательно соединенных устройств д ля сбивания сливок в масляное зерно (сбиватели, подсбиватели и т.п.) и текстуратора для обработки масляного зерна в пласт. Сбиватели бывают с цилиндром для сбивания, в котором завершается образование масляного зерна, и с цилиндром для сбивания и разделительным цилиндром, в котором завершается сбивание и отделение масляного зерна от пахты.
Рис. 10.Б. С х е м а м асл о и зго то в и тел я непреры вного д ействия:1 — станина; 2 — эл ектрод в игател ь ; 3 — в ариатор скор ости; 4 — кран; 5 — сбиватель; В — тепл о о б м ен ная р уб аш ка; 7 — м е ш а л ка ; 8— текстур ато р ; 9 — ка м е р а пром ы вания
м асл яного зер н а ; 10,11 — отстойни ки со о тв етств енно пахты и пром ы вочной воды;12 — кам ер а обработки м асл яного зер н а под в акуум о м ; 13— перф орированны е матрицы
с л о п а с тя м и ; 14 — насо с -д о зато р ; 15— ко н и ч е с ка я н асад ка ; 16 — пульт управления
407
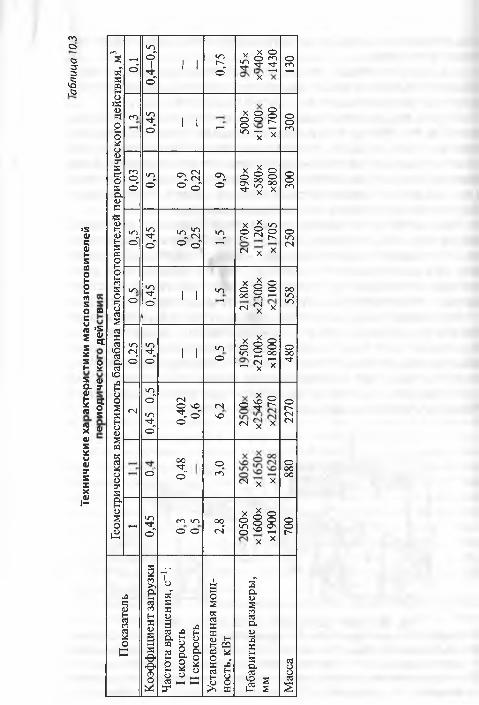
ГПоо3*3V§Ip
>sфсфьSшонок.мSо to ц.й ’55 ф1 4 X.5 он * « * 5 ф 9~ 7аIf8 *ф52рфтSZX|S
Гео
мет
риче
ская
вм
ести
мос
ть б
араб
ана
мас
лоиз
гото
вите
лей
пери
одич
еско
го д
ейст
вия,
м3 ГО
0,4-
0,5
1 1 0,75
v X О$ 3 3
'х "
130
СО
0,45 1 1 -
X О 8 О О Р о и;m *-H w
X х
300
0,03 0,5
0,9
0,22 0,9 х Д о o S o
$ 8S °°^ X х
300
I/Oо" 0,
45 0,5
0,25 1,5
х Д и-> о 8 о г**. г-гч X х
250
юо 0,
45 1 1UO
н
х Д о о g о оо S ^<N ^ X
558
0,25
0,45 1 1
UOо
х Д о о g о */о 2 оо
сч ^ т-н х х
480
СЧ
0,45
-0,5
0,40
20,
6 (Nчо
о | ^
«"’ 'х X
2270
o ' 0,48 3,0
^ X X
Ооооо
- 0,45 СО I/Oо о 2,8
х Д о О 8 Оg S 2
X X
оог-
Пок
азат
ель
Коэ
фф
ицие
нт за
груз
киЧ
асто
та в
ращ
ения
, с-1
:I с
коро
сть
II с
коро
сть
Уст
анов
ленн
ая м
ощ
ност
ь, к
Вт
Габа
ритн
ые
разм
еры
, м
м Мас
са
Обработка масляного зерна в текстураторе заключается в отжатии избытка влаги, а иногда и вработки недостающего количества влаги. Текстураторы бывают с одной шнековой камерой или с двумя камерами, размещенными последовательно или параллельно. Каждая из этих камер может быть одно-, двух- и трехступенчатой.
Цилиндр сбивателя предназначен для получения масляного зерна без дополнительной его доработки в разделительном цилиндре. В цилиндре сбивателя, который охлаждается через теплообменную рубашку, вращается мешалка.
В сбиватель сливки поступают через кран с торца или по касательной к стенке. При вводе с торца сливки, разбрызгиваемые вращающимся диском, равномерно кольцом поступают на лопасти мешалки. При вводе по касательной сливки направляются по тубе во вращающийся вместе с мешалкой конус. Равномерно распределяясь по конусу, сливки непрерывно под действием центробежной силы поступают на лопасти мешалки. Сбивание сливок происходит в условиях энергичного перемешивания. В результате сбивания образуется масляное зерно и пахта. После слива пахты масляное зерно промывают в камере промывки и направляют в камеру отпрессовки, где оно сначала продавливается шнеком через узкую щель в верхней части корпуса, а затем промывается водой, подаваемой форсунками. Воду после промывки сливают в отстойник. Из камеры промывки масляное зерно поступает в камеру обработки под вакуумом, откуда готовый продукт выгружают и направляют на хранение.
Установка непрерывного действия предназначена для непрерывного сбивания сливок и производства масла. Технологическая схема ее приведена на рис. 10.7.
Созревшие, нагретые до температуры сбивания, тщательно перемешанные сливки подают через уравнительный бак винтовым насосом на подсбиватель, а затем тангенциально в сбивательный цилиндр мас- лоизготовителя. Сливки поступают на билы сбивательного цилиндра со скоростью, примерно равной скорости вращения бильных лопастей, что способствует образованию масляного зерна и предотвращает внезапное механическое воздействие на сливки и дробление жировых шариков. Образовавшееся масляное зерно с пахтой поступает в бункер первой камеры шнекового текстуратора, где зерно промывается в пахте и обрабатывается шнеками.
Образование масляного пласта начинается в первой камере. Во второй камере происходит окончательная промывка масла и дальнейшая обработка масляного зерна. В третьей камере вакуум-насосом создается разрежение для удаления воздуха, так как высокое содержание воздуха в масле отрицательно влияет на его стойкость при хранении.
Для окончательной механической обработки масло продавливается через ряд решеток, между которыми установлены ножи для пе-
409
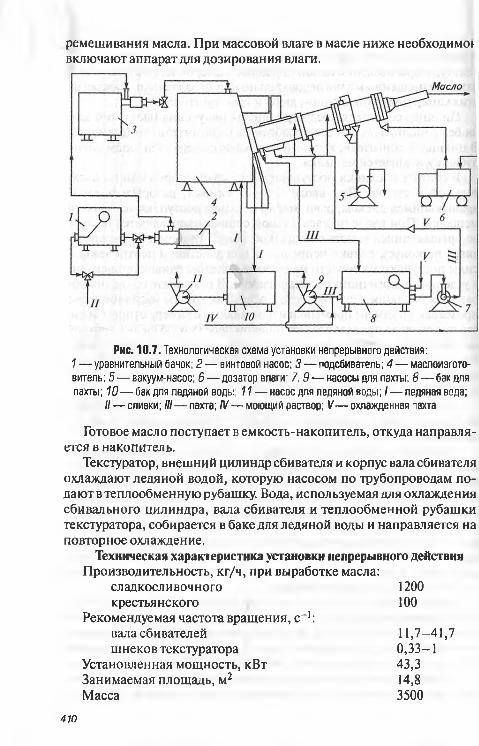
ремешивания масла. При массовой влаге в масле ниже необходимо» включают аппарат для дозирования влаги.
Рис. 10.7. Технологическая схема установки непрерывного действия:1 — уравнительный бачок; 2 — винтовой насос; 3 — подсбиватель; 4 — маслоизгото- витель; 5 — вакуум-насос; 6 — дозатор влаги; 7 , 9 —насосы для пахты; В —бак для пахты; 10—бак для ледяной воды; 11 — насос для ледяной воды; /—ледяная вода;
II—сливки; III—пахта; IV— моющий раствор; V — охлажденная пахта
Готовое масло поступает в емкость-накопитель, откуда направляется в накопитель.
Текстуратор, внешний цилиндр сбивателя и корпус вала сбивателя охлаждают ледяной водой, которую насосом по трубопроводам подают в теплообменную рубашку. Вода, используемая для охлаждения сбивального цилиндра, вала сбивателя и теплообменной рубашки текстуратора, собирается в баке для ледяной воды и направляется на повторное охлаждение.
Техническая характеристика установки непрерывного действияПроизводительность, кг/ч, при выработке масла:
сладкосливочного 1200крестьянского
Рекомендуемая частота вращения, с-1:100
вала сбивателей 11,7-41,7шнеков текстуратора 0,33-1
Установленная мощность, кВт 43,3Занимаемая площадь, м2 14,8Масса 3500
410
10.2. ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА СЛИВОЧНОГО МАСЛА ПРЕОБРАЗОВАНИЕМ ВЫСОКОЖИРНЫХ СЛИВОК
Для производства сливочного масла преобразованием высокожирных сливок применяют оборудование для получения и обработки высокожирных сливок: сепараторы, вакуум-дезодорационные установки, ванны для нормализации, маслообразователи непрерывного действия (цилиндрические и пластинчатые) и гомогенизаторы-пластификаторы.
Сепараторы для высокожирных сливок позволяютразделять сливки с массовой долей жира 30-40% на высокожирные сливки с массовой долей жира от 63,5 до 82,5% в зависимости от вида масла. Температура сепарирования сливок составляет 80-90 'С. Кислотность сливок перед сепарированием составляет 18 °Т.
Сепаратор для высокожирных сливок (рис. 10.8) отличается от сепаратора-сливкоотделителя системой разделения, основным узлом которой является барабан (рис. 10.9).
Сливки, подаваемые в сепаратор, по центральной трубе поступают в быстровращающийся барабан, через отверстия тарелкодержателя проходят в вертикальные каналы тарелок и распределяются в межтарелочном пространстве, где разделяются на высокожирные сливки и пахту. Под действием центробежной силы пахта как более тяжелая часть отбрасывается к периферии барабана, а сливки оттесняются к его оси. Пахта под давлением проходит между наружной поверхностью разделительной тарелки и внутренней поверхностью крышки барабана и поступает в напорную камеру, захватывается напорным диском и через отводящий патрубок выводится в емкость. Высокожирные сливки проходят между ребрами тарелкодержателя и тарелками и выбрасываются через отверстия в приемник высокожирных сливок. Технические характеристики сепараторов для высокожирных сливок приведены в табл. 10.4.
Вакуум-дезодорационная установка (рис. 10.10) предназначена для удаления посторонних запахов и привкусов из сливок. Основная часть ее — вакуумная камера, представляющая собой герметичную цилиндрическую емкость, в верхней части которой расположен разбрызгиватель. В камере создается разрежение не более 60 кПа, и горячие пастеризованные сливки поступают в разбрызгиватель, где интенсивно измельчаются. При давлении в камере 60 кПа продукт вскипает, влага испаряется и частично выделяются специфические запахи. Следует отметить, что полного удаления запахов и привкусов не происходит.
Продукт в виде мелких капель попадает на дно камеры, откуда откачивается насосом. Паровоздушная смесь вместе с летучими компонентами отсасывается вакуум-насосом из камеры через конденсатор, где конденсируется, а затем с водой сбрасывается в канализационную сеть.
411
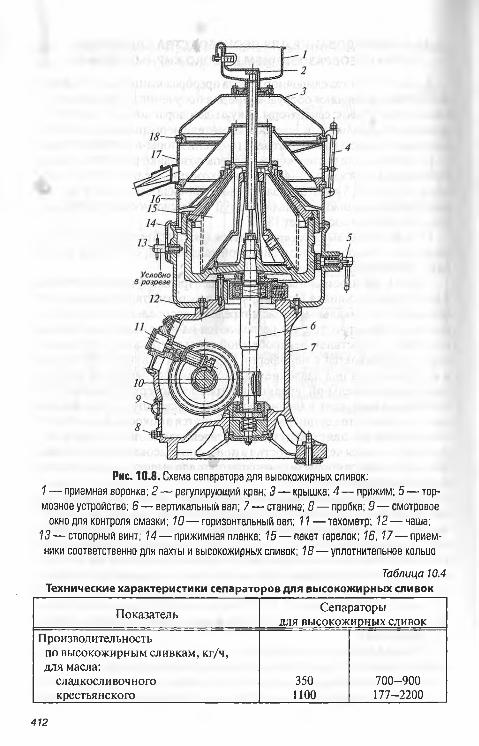
Рис. 10.8. Схема сепаратора для высокожирных сливок:1 — приемная воронка; 2 — регулирующий кран; 3 — крышка; 4 — прижим; 5 — тормозное устройство; 6 — вертикальный вал; 7— станина; 8 — пробка; 9 — смотровое
окно для контроля смазки; 10— горизонтальный вал; 11— тахометр; 12— чаша;13 — стопорный винт; 14 — прижимная планка; 15 — пакеттарелок; 16,17— приемники соответственно для пахты и высокожирных сливок; 18— уплотнительное кольцо
Таблица 10.4Технические характеристики сепараторов для высокожирных сливок
Показатель Сепараторыдля высокожирных сливок
Производительность по высокожирным сливкам, кг/ч, для масла:
сладкосливочного крестьянского
3501100
700-900177-2200
412
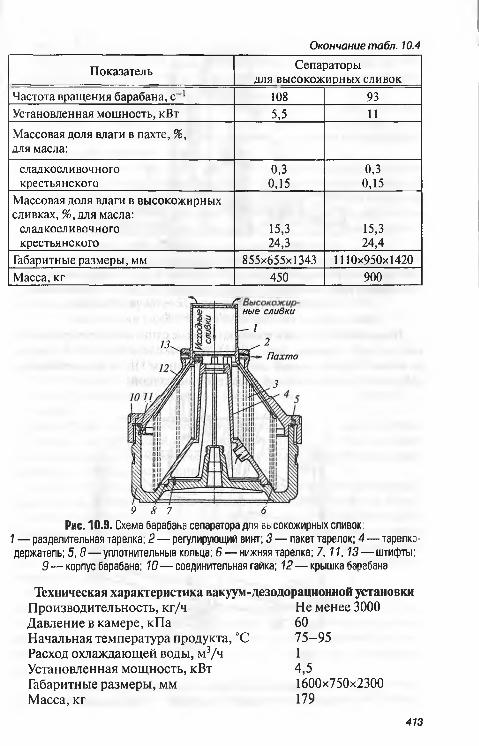
Окончание табл. 10.4
Показатель Сепараторыдля высокожирных сливок
Частота вращения барабана, с-1 108 93Установленная мощность, кВт 5,5 И
Массовая доля влаги в пахте, %,для масла:
сладкосливочного 0,3 0,3крестьянского 0,15 0,15
Массовая доля влаги в высокожирныхсливках, %, для масла:
сладкосливочного 15,3 15,3крестьянского 24,3 24,4
Габаритные размеры, мм 855x655x1343 1110x950x1420Масса, кг 450 900
9 8 7 6Рис. 10.9. Схема барабана сепаратора для высокожирных сливок:
1 — разделительная тарелка; 2 — регулирующий винт; 3 — пакет тарелок; 4 — тарелко- держатель; 5, 8 — уплотнительные кольца; б — нижняя тарелка; 7 ,11,13— штифты;
9— корпус барабана; 10 — соединительная гайка; 12— крышка барабана
Техническая характеристика вакуум-дезодорационной установкиПроизводительность, кг/ч Не менее 3000Давление в камере, кПа 60Начальная температура продукта, °С 75-95Расход охлаждающей воды, м3/ч 1Установленная мощность, кВт 4,5Габаритные размеры, мм 1600x750x2300Масса, кг 179
413
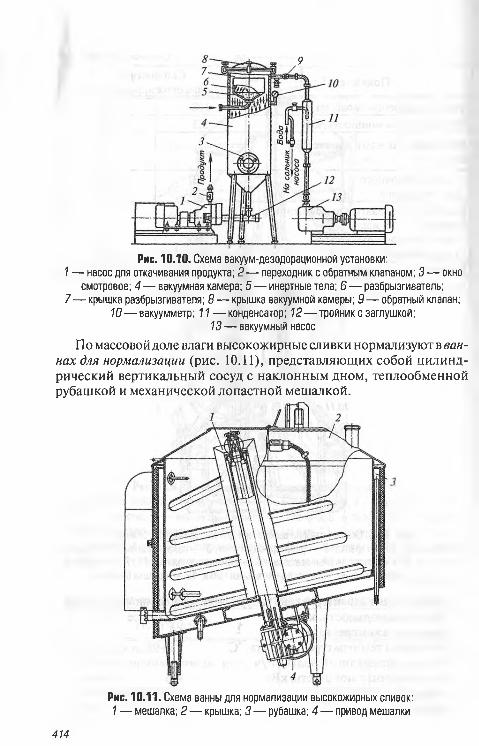
9
Рис. 10.10. Схема вакуум-дезодорационной установки:1 — насос для откачивания продукта; 2 — переходник с обратным клапаном; 3 — окно
смотровое; 4— вакуумная камера; 5 — инертные тела; 6 — разбрызгиватель;7— крышка разбрызгивателя; 8 — крышка вакуумной камеры; 9 — обратный клапан;
10— вакуумметр; 11 — конденсатор; 12— тройник с заглушкой;13 — вакуумный насос
По массовой доле влаги высокожирные сливки нормализуют в ваннах для нормализации (рис. 10.11), представляющих собой цилиндрический вертикальный сосуд с наклонным дном, теплообменной рубашкой и механической лопастной мешалкой.
Рис. 10.11. Схема ванны для нормализации высокожирных сливок: 1 — мешалка; 2 — крышка; 3— рубашка; 4 — привод мешалки
414
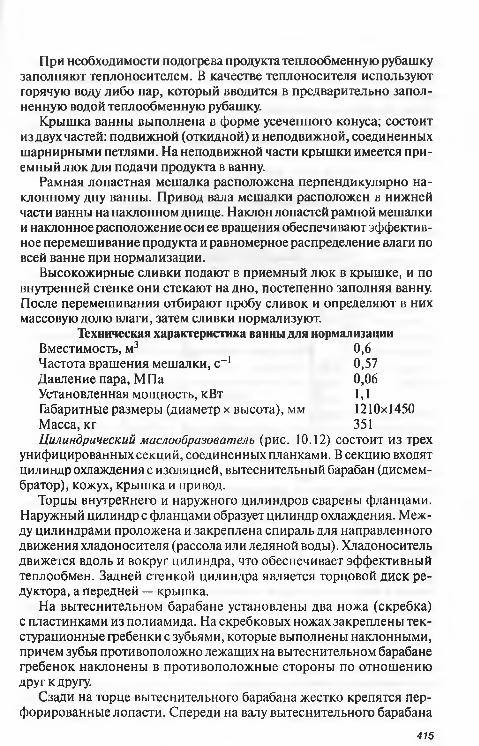
При необходимости подогрева продукта теплообменную рубашку заполняют теплоносителем. В качестве теплоносителя используют горячую воду либо пар, который вводится в предварительно заполненную водой теплообменную рубашку.
Крышка ванны выполнена в форме усеченного конуса; состоит из двух частей: подвижной (откидной) и неподвижной, соединенных шарнирными петлями. На неподвижной части крышки имеется приемный люк для подачи продукта в ванну.
Рамная лопастная мешалка расположена перпендикулярно наклонному дну ванны. Привод вала мешалки расположен в нижней части ванны на наклонном днище. Наклон лопастей рамной мешалки и наклонное расположение оси ее вращения обеспечивают эффективное перемешивание продукта и равномерное распределение влаги по всей ванне при нормализации.
Высокожирные сливки подают в приемный люк в крышке, и по внутренней стенке они стекают на дно, постепенно заполняя ванну. После перемешивания отбирают пробу сливок и определяют в них массовую долю влаги, затем сливки нормализуют.
Техническая характеристика ванны для нормализацииВместимость, м3 0,6Частота вращения мешалки, с-1 0,57Давление пара, МПа 0,06Установленная мощность, кВт 1,1Габаритные размеры (диаметр х высота), мм 1210x1450Масса, кг 351Цилиндрический маслообразователь (рис. 10.12) состоит из трех
унифицированных секций, соединенных планками. В секцию входят цилиндр охлаждения с изоляцией, вытеснительный барабан (дисмем- братор), кожух, крышка и привод.
Торцы внутреннего и наружного цилиндров сварены фланцами. Наружный цилиндр с фланцами образует цилиндр охлаждения. Между цилиндрами проложена и закреплена спираль для направленного движения хладоносителя (рассола или ледяной воды). Хладоноситель движется вдоль и вокруг цилиндра, что обеспечивает эффективный теплообмен. Задней стенкой цилиндра является торцовой диск редуктора, а передней — крышка.
На вытеснительном барабане установлены два ножа (скребка) с пластинками из полиамида. На скребковых ножах закреплены тек- стурационные гребенки с зубьями, которые выполнены наклонными, причем зубья проти воположно лежащих на вытеснительном барабане гребенок наклонены в противоположные стороны по отношению друг к другу.
Сзади на торце вытеснительного барабана жестко крепятся перфорированные лопасти. Спереди на валу вытеснительного барабана
415
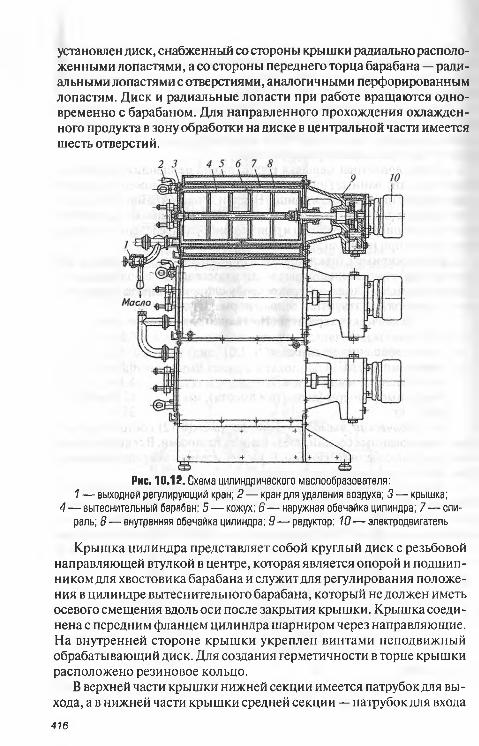
установлен диск, снабженный со стороны крышки радиально расположенными лопастями, а со стороны переднего торца барабана — радиальными лопастями сотверстиями, аналогичными перфорированным лопастям. Диск и радиальные лопасти при работе вращаются одновременно с барабаном. Для направленного прохождения охлажденного продукта в зону обработки на диске в центральной части имеется шесть отверстий.
Рис. 10.12. Схема цилиндрического маслообразователя:1 — выходной регулирующий кран; 2 — кран для удаления воздуха; 3 — крышка;
4 — вытеснительный барабан; 5 — кожух; Б — наружная обечайка цилиндра; 7 — спираль; 8 — внутренняя обечайка цилиндра; 9 — редуктор; 10— электродвигатель
Крышка цилиндра представляет собой круглый диск с резьбовой направляющей втулкой в центре, которая является опорой и подшипником для хвостовика барабана и служит для регулирования положения в цилиндре вытеснительного барабана, который не должен иметь осевого смещения вдоль оси после закрытия крышки. Крышка соединена с передним фланцем цилиндра шарниром через направляющие. На внутренней стороне крышки укреплен винтами неподвижный обрабатывающий диск. Для создания герметичности в торце крышки расположено резиновое кольцо.
В верхней части крышки нижней секции имеется патрубок для выхода, а в нижней части крышки средней секции — патрубок для входа
416
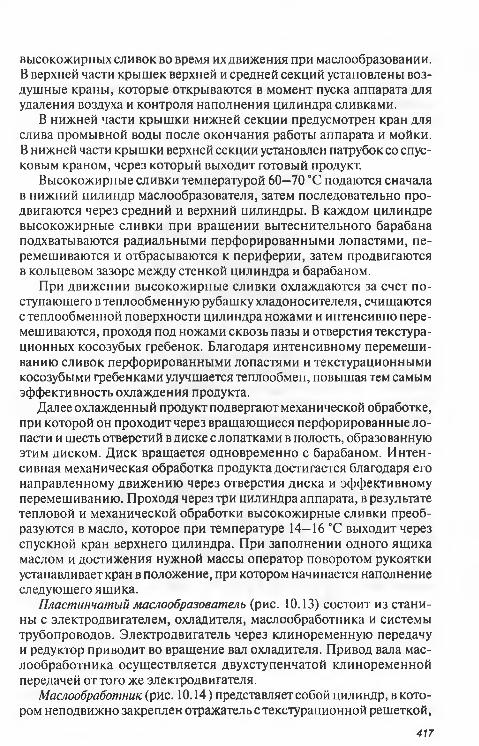
высокожирных сливок во время их движения при маслообразовании. В верхней части крышек верхней и средней секций установлены воздушные краны, которые открываются в момент пуска аппарата для удаления воздуха и контроля наполнения цилиндра сливками.
В нижней части крышки нижней секции предусмотрен кран для слива промывной воды после окончания работы аппарата и мойки. В нижней части крышки верхней секции установлен патрубок со спусковым краном, через который выходит готовый продукт.
Высокожирные сливки температурой 60—70 °С подаются сначала в нижний цилиндр маслообразователя, затем последовательно продвигаются через средний и верхний цилиндры. В каждом цилиндре высокожирные сливки при вращении вытеснительного барабана подхватываются радиальными перфорированными лопастями, перемешиваются и отбрасываются к периферии, затем продвигаются в кольцевом зазоре между стенкой цилиндра и барабаном.
При движении высокожирные сливки охлаждаются за счет поступающего в теплообменную рубашку хладоносителеля, счищаются с теплообменной поверхности цилиндра ножами и интенсивно перемешиваются, проходя под ножами сквозь пазы и отверстия текстура- ционных косозубых гребенок. Благодаря интенсивному перемешиванию сливок перфорированными лопастями и текстурационными косозубыми гребенками улучшается теплообмен, повышая тем самым эффективность охлаждения продукта.
Далее охлажденный продукт подвергают механической обработке, при которой он проходит через вращающиеся перфорированные лопасти и шесть отверстий в диске с лопатками в полость, образованную этим диском. Диск вращается одновременно с барабаном. Интенсивная механическая обработка продукта достигается благодаря его направленному движению через отверстия диска и эффективному перемешиванию. Проходя через три цилиндра аппарата, в результате тепловой и механической обработки высокожирные сливки преобразуются в масло, которое при температуре 14-16 °С выходит через спускной кран верхнего цилиндра. При заполнении одного ящика маслом и достижения нужной массы оператор поворотом рукоятки устанавливает кран в положение, при котором начинается наполнение следующего ящика.
Пластинчатый маслообразователь (рис. 10.13) состоит из станины с электродвигателем, охладителя, маслообработника и системы трубопроводов. Электродвигатель через клиноременную передачу и редуктор приводит во вращение вал охладителя. Привод вала маслообработника осуществляется двухступенчатой клиноременной передачей оттого же электродвигателя.
Маслообработник (рис. 10.14) представляет собой цилиндр, в котором неподвижно закреплен отражатель с текстурационной решеткой,
417
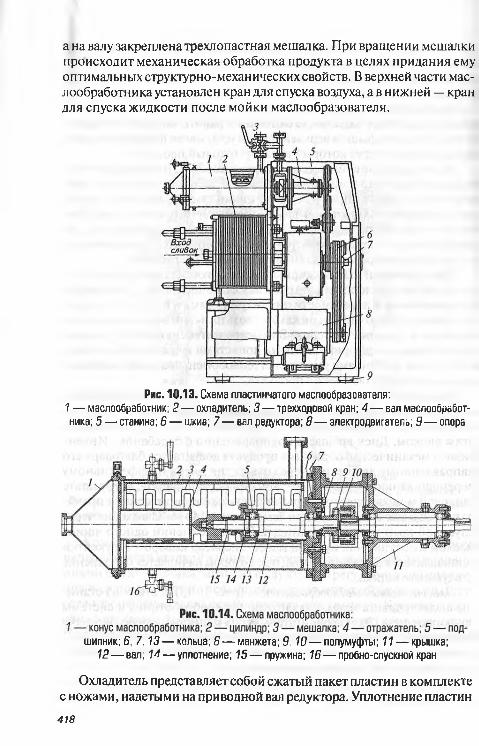
а на валу закреплена трехлопастная мешалка. При вращении мешалки происходит механическая обработка продукта в целях придания ему оптимальных структурно-механических свойств. В верхней части мас- лообработника установлен кран для спуска воздуха, а в нижней — кран для спуска жидкости после мойки маслообразователя.
Рис. 10.13. Схема пластинчатого маслообразователя:1 — маслообработник; 2 — охладитель; 3 — трехходовой кран; 4 — вал маслообработ- ника; 5 — - станина; 6 — шкив; 7— вал редуктора; 8 — электродвигатель; 9 — опора
шипник;6, 7 ,13— кольца;8 — манжета;9, 10— полумуфты; 11 — крышка;12 — вал; 14 — уплотнение; 15 — пружина; 16 — пробно-спускной кран
Охладитель представляет собой сжатый пакет пластин в комплекте с ножами, надетыми на приводной вал редуктора. Уплотнение пластин
4 1 8
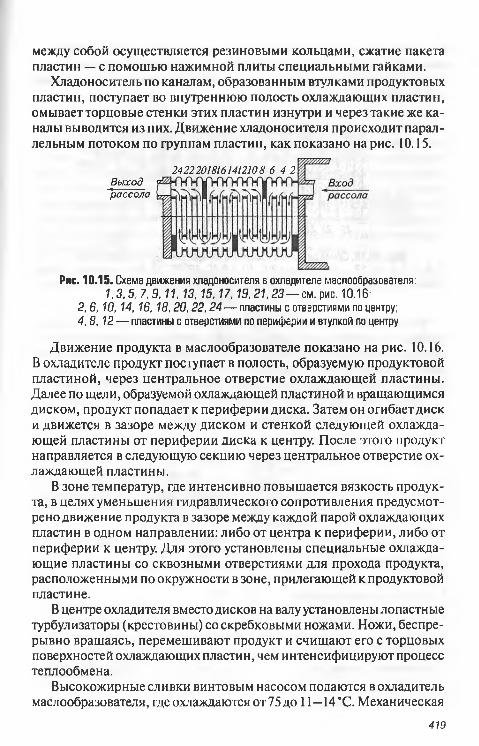
между собой осуществляется резиновыми кольцами, сжатие пакета пластин — с помощью нажимной плиты специальными гайками.
Хладоносительпо каналам, образованным втулками продуктовыхпластин, поступает во внутреннюю полость охлаждающих пластин,омывает торцовые стенки этих пластин изнутри и через такие же каналы выводится из них. Движение хладоносителя происходит параллельным потоком по группам пластин, как показано на рис. 10.15.
Выход'рассола
24222018161412108 6 4 2
Рис. 10.15. Схема движения хладоносителя в охладителе маслообразователя: 1,3,5,7,9,11, 13,15.17,19,21,23— см. рис. 10.16;
2, В, 10,14,16, 18,20,22,24 — пластины с отверстиями по центру;4 ,8,12 — пластины с отверстиями по периферии и втулкой по центру
Движение продукта в маслообразователе показано на рис. 10.16. В охладителе продукт поступает в полость, образуемую продуктовой пластиной, через центральное отверстие охлаждающей пластины. Далее по щели, образуемой охлаждающей пластиной и вращающимся диском, продукт попадает к периферии диска. Затем он огибает диск и движется в зазоре между диском и стенкой следующей охлаждающей пластины от периферии диска к центру. После этого продукт направляется в следующую секцию через центральное отверстие охлаждающей пластины.
В зоне температур, где интенсивно повышается вязкость продукта, в целях уменьшения гидравлического сопротивления предусмотрено движение продукта в зазоре между каждой парой охлаждающих пластин в одном направлении: либо от центра к периферии, либо от периферии к центру. Для этого установлены специальные охлаждающие пластины со сквозными отверстиями для прохода продукта, расположенными по окружности в зоне, прилегающей к продуктовой пластине.
В центре охладителя вместо дисков на валу установлены лопастные турбулизаторы (крестовины) со скребковыми ножами. Ножи, беспрерывно вращаясь, перемешивают продукт и счищают его с торцовых поверхностей охлаждающих пластин, чем интенсифицируют процесс теплообмена.
Высокожирные сливки винтовым насосом подаются в охладитель маслообразователя, где охлаждаются от75до 11—14°С. Механическая
419
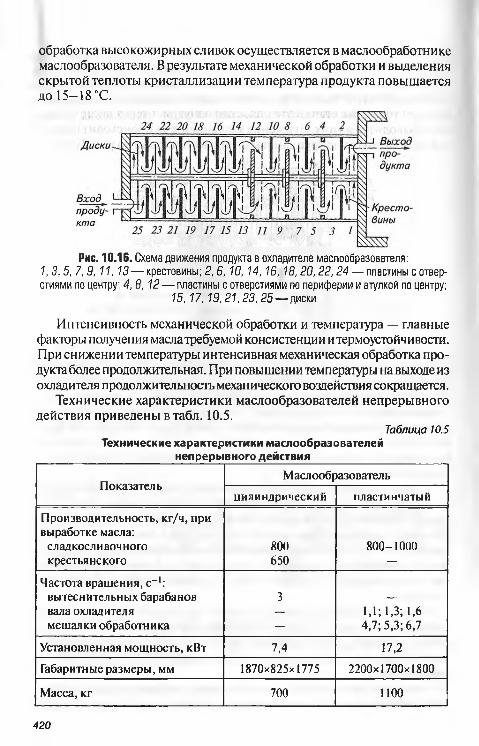
обработка высокожирных сливок осуществляется в маслообработнике маслообразователя. В результате механической обработки и выделения скрытой теплоты кристаллизации температура продукта повышается до 15-18 °С.
Рис. 10.1В. Схема движения продукта в охладителе маслообразователя:1, 3,5, 7,9,11,13 — крестовины; 2,6,10,14,16,1В, 20,22,24 — пластины с отверстиями по центру; 4, В, 12 — пластины с отверстиями по периферии и втулкой по центру;
15,17,19,21,23,25 — диски
Интенсивность механической обработки и температура — главные факторы получения масла требуемой консистенции итермоустойчивости. При снижении температуры интенсивная механическая обработка продукта более продолжительная. При повышении температуры на выходе из охладителя продолжительность механического воздействия сокращается.
Технические характеристики маслообразователей непрерывного действия приведены в табл. 10.5.
Таблица 10.5Технические характеристики маслообразователей
непрерывного действия
ПоказательМ асл ообразовател ь
цилиндрический пластинчатый
Производительность, кг/ч, при выработке масла;
сладкосливочного 800 800-1000крестьянского 650 —
Частота вращения, с -1:вытеснительных барабанов 3 —вала охладителя — U ; 1,3; 1,6мешалки обработника — 4,7; 5,3; 6,7
Установленная мощность, кВт 7,4 17,2
Габаритные размеры, мм 1870x825x1775 2200x1700x1800
Масса, кг 700 1100
420
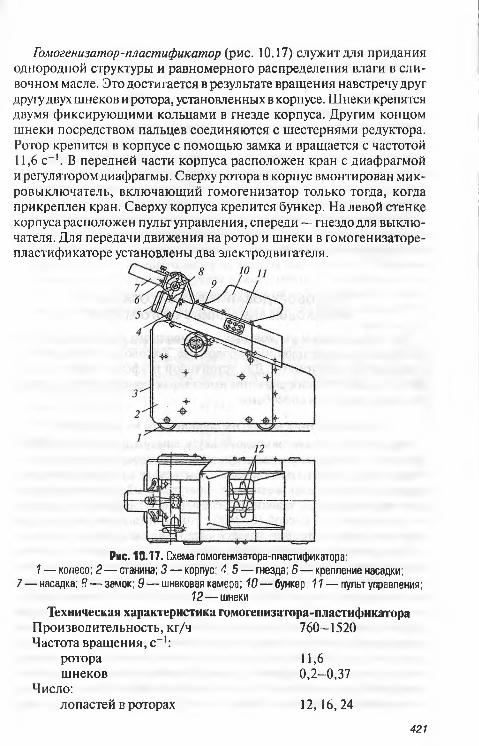
Гомогенизатор-пластификатор (рис. 10.17) служит для придания однородной структуры и равномерного распределения влаги в сливочном масле. Это достигается в результате вращения навстречудруг другу двух шнеков и ротора, установленных в корпусе. Шнеки крепятся двумя фиксирующими кольцами в гнезде корпуса. Другим концом шнеки посредством пальцев соединяются с шестернями редуктора. Ротор крепится в корпусе с помощью замка и вращается с частотой 11,6 с-1. В передней части корпуса расположен кран с диафрагмой и регулятором диафрагмы. Сверху ротора в корпус вмонтирован микровыключатель, включающий гомогенизатор только тогда, когда прикреплен кран. Сверху корпуса крепится бункер. На левой стенке корпуса расположен пульт управления, спереди — гнездо для выключателя. Для передачи движения на ротор и шнеки в гомогенизаторе- пластификаторе установлены два электродвигателя.
Рис. 10.17. Схема гомогенизатора-пластификатора:1 — колесо; 2 — станина; 3 — корпус; 4,5 — гнезда; 5— крепление насадки;
7— насадка; 8 — замок; 9— шнековая камера; 10 — бункер; 11 — пульт управления;12— шнеки
Техническая характеристика гомогенизатора-пластификатораПроизводительность, кг/ч 760-1520Частота вращения, с-1:
ротора 11,6шнеков 0,2—0,37
Число:лопастей в роторах 12,16,24
421
шнековУстановленная мощность, кВт Габаритные размеры, мм Масса, кг
218 31850x720x1430895
Перед началом работы необходимо проверяют надежность прикрепления крана, гнезда и замка; установку тумблера-переключателя в положение «нуль»; правильно ли вставлен шнек (цифры на шнеке должны совпадать с цифрами на корпусе). После этого запускают электродвигатель мощностью 15 кВт. Через 2—3 с включают двигатель мощностью 3 кВт, примерно через 1,5—2,5 с автоматически включается электромагнитная муфта.
Масло подают в бункер, откуда с помощью двух шнеков, вращающихся в противоположные стороны, оно продавливается через вращающийся ротор и через кран с диафрагмой выходит в расфасовочный автомат.
Для фасования и упаковывания сливочного масла применяют различные по конструкции фасовочные, фасовочно-упаковочные и упаковочные автоматы. Для устойчивой и эффективной работы оборудования большое значение имеет характеристика масла, выработанного разными способами.
Характеристика масла, направляемого на фасованиеФасованное сливочное масло по вкусу, запаху и другим показателям
должно соответствовать действующей технической документации. Поверхность масла на разрезе должна быть сухая или с наличием мелких одиночных капелек влаги, цвет — натуральный и равномерный по всей массе брикета. Сливочное масло в мелкой расфасовке выпускают в виде брикетов массой 10—1000 г, упакованных в кашированную фольгу или пергамент. Вологодское масло выпускают также в бочатах.
Для фасования необходимо использовать свежее сливочное масло, изготовленное сбиванием или преобразованием высокожирных сливок. Масло должно обладать хорошей, пластичной и однородной консистенцией, хорошей или удовлетворительной термоустойчивостью (не менее 0,7). Не рекомендуется фасовать масло, имеющее пороки консистенции (мягкая, засаленная, мажущаяся), которые затрудняют дозировку, нарушают процесс формирования и завертки брикетов. Допускается фасовка масла, имеющего слегка крошливую, слегка слоистую, колющуюся и мучнистую консистенцию. Эти пороки в процессе фасовки, вследствие дополнительной обработки в шнековой камере фасовочного автомата и гомогенизаторе-пластификаторе,
10.3. ОБОРУДОВАНИЕ ДЛЯ ФАСОВАНИЯ И УПАКОВЫВАНИЯ СЛИВОЧНОГО МАСЛА
4 2 2
частично или полностью устраняются. Устойчивый процесс фасования масла возможен при использовании продукта, в котором завершено формировании структуры. Масло должно обладать равномерной по всему монолиту твердостью.
Масло, изготовленное преобразованием высокожирных сливок, при фасовании подвергается дополнительному механическому воздействию шнеками автоматов, что приводит к снижению его термоустойчивости. Поэтому при выработке масла следует уменьшать интенсивность механической обработки, что достигается снижением производительности маслообразователя.
Важный параметр при фасовании сливочного масла — температура. На предприятиях-изготовителях масло выдерживают при температуре не выше 5 °С до отвердевания монолита и стабилизации структуры не более 24 ч. Если масло фасуют не на предприятии-изготовителе, то температура поступившего масла не должна быть выше 12 °С.
Отеплять масло рекомендуется в помещении с температурой не выше 16 °С до температуры, приведенной в табл. 10.6. Разность температуры масла в отдельных слоях монолита не должна превышать 2 °С.
Таблица. 10. 6Температура сливочного масла при фасовании________________
МаслоТемпература сливочного масла при фасовании, °СВесенне-летний период О сенне-зимний период
Сливочное, вологодское и масло с напол- 11-12 12 -14ните.пямиКрестьянское 1 2 -1 4 13-15
Фасование масла с неоднородной по объему монолита температурой и твердостью ухудшает консистенцию вследствие неравномерного размягчения и образования комочков в сравнительно мягкой массе продукта. Это также может служить причиной значительных колебаний массы брикетов.
Масло, изготовленное сбиванием на маслоизготовителях периодического действия, во избежание выпрессовывания плазмы перед фасованием необходимо гомогенизировать. Для масла с массовойдолей 16% допускается его выдержка перед фасованием втечение 1 -3 ч при температуре 12-15 °С. Температура при фасовании масла, изготовленного на маслоизготовителях периодического действия, составляет в весенне-летний период 13-15 °С, в осенне-зимний период 14-16 °С, а в маслоизготовителях непрерывного действия в весенне-летний период 12-14 °С, в осенне-зимний период 14—16 °С
Температура воздуха помещения для фасования должна соответствовать температуре фасуемого масла. Во избежание получения неравномерной (мраморной) окраски брикетов масло фасуется строго по
4 2 3
партиям. При необходимости поверхность масла зачищается. Перед фасованием поверхности автомата, которые соприкасаются с продуктом, обрабатывают специальными растворами.
Автоматы для фасования и упаковывания сливочного маслаРотационный автомат предназначен для фасования и упаковыва
ния сливочного масла брикетами 250, 200 или 125, 100 г. Состоит из станины с главным приводом, стола, механизма образования коробок, дозатора, механизма заделки брикетов, конвейера, бункера.
Главное связующее звено между основными узлами — круглый стол с восемью гнездами, расположенными равномерно через45°. Все механизмы и рабочие органы автомата, служащие для выполнения технологических операций, смонтированы на станине с приводом вокруг стола. Операции фасования и упаковывания продукта происходят последовательно по кругу.
Технологический цикл работы автомата состоит из следующих операций: загрузка бункера продуктом; подача упаковочного материала и нанесение даты; отрезка развертки для коробки из ленты упаковочного материала; перенос развертки на формующую матрицу; проверка развертки на формующей матрице; образование коробки и укладка ее в гнездо формующего стола; дозировка определенной порции продукта в коробку (продукт из бункера в дозатор подается шнеками); загибание краев брикета; подпрессовка, обеспечивающая плотность и окончательную заделку брикета; съем готовых брикетов со стола на переворачиватель, который переворачивает брикеты на 180° и подает их на конвейер. Все операции происходят одновременно во всех гнездах формующего стола при его периодическом последовательном перемещении.
Автомат работает следующим образом: лента упаковочного материала с рулона (рис. 10.18) сматывается при работе автомата через обратный прижим и отклоняющий валик. Для периодической отштамповки даты выпуска продукта правый край ленты проходит щель датирующего механизма. С помощью регулируемых секторов пергамент проходит между ножами, которые отрезают развертку определенной длины (Г). Захватами развертка подается под пуансон на формующую матрицу. Пуансон опускается и проталкивает развертку через формующую матрицу, придавая ей форму коробки (II), которая, опускаясь за пределы матрицы, попадает в гнездо формующего стола. Вращение стола передается через каждую */g часть оборота. Дозатор заполняет коробку (III) в гнезде формующего стола определенной порцией продукта, а механизм заделки заворачивает пакет(IV) . Механизм подпрессовки придает пакету окончательную форму(V) . Выталкиватель поднимает пакет ( VI) из гнезда формующего стола, а съемник доставляет его на переворачиватель. Переворачиватель
424
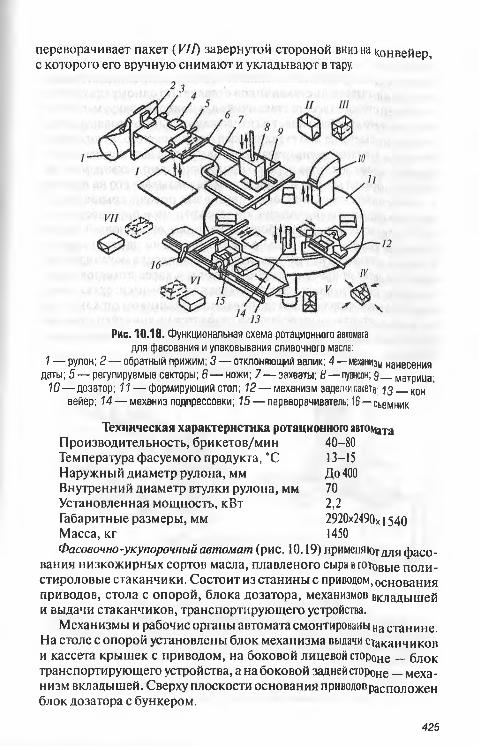
переворачивает пакет {VII) завернутой стороной вниз на конвейер, с которого его вручную снимают и укладывают в тару.
Рис. 10.18. Функциональная схема ротационного автомата для фасования и упаковывания сливочного масла:
1 — рулон; 2 — обратный прижим; 3 — отклоняющий валик; 4 — механизм нанесениядаты; 5 — регулируемые секторы; б — ножи; 7—захваты; В— пуансон; g_матрица;
1 0 — дозатор; 11 — формирующий стол; 12 — механизм заделки пакета; у з _ К0Н_ ’ вейер; 14 — механиз подпрессовки; 15 — переворачиватель; 1Е—съемник
Техническая характеристика ротационного автоматаПроизводительность, брикетов/мин 40-80Температура фасуемого продукта, °С 13-15Наружный диаметр рулона, мм До 400Внутренний диаметр втулки рулона, мм 70Установленная мощность, кВт 2,2Габаритные размеры, мм 2920х2490х 1 5 4 0Масса, кг 1450Фасовочно-укупорочный автомат (рис. 10.19) применяют для фасо
вания низкожирных сортов масла, плавленого сыра в готовые полистироловые стаканчики. Состоит из станины с приводом, основания приводов, стола с опорой, блока дозатора, механизмов вкладышей и выдачи стаканчиков, транспортирующего устройства.
Механизмы и рабочие органы автомата смонтированы ңа станине.На столе с опорой установлены блок механизма выдачи Стаканчиков и кассета крышек с приводом, на боковой лицевой стороне _ блок транспортирующего устройства, а на боковой задней стороне — механизм вкладышей. Сверху плоскости основания приводов расположен блок дозатора с бункером.
42 5
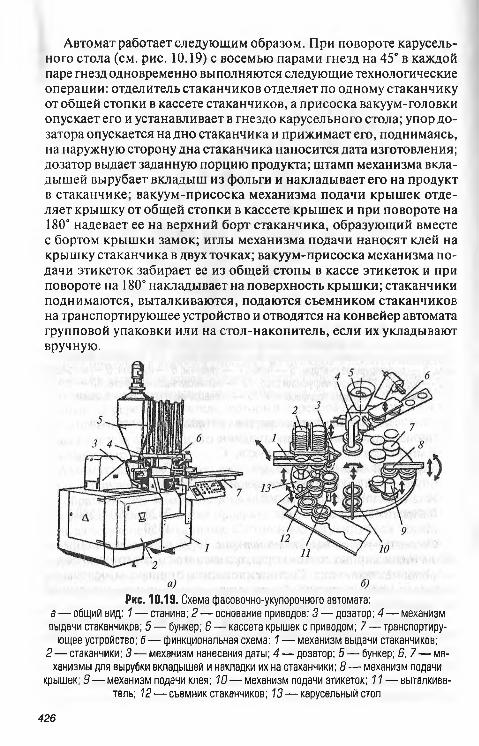
Автомат работает следующим образом. При повороте карусельного стола (см. рис. 10.19) с восемью парами гнезд на 45° в каждой паре гнезд одновременно выполняются следующие технологические операции: отделитель стаканчиков отделяет по одному стаканчику от общей стопки в кассете стаканчиков, а присоска вакуум-головки опускает его и устанавливает в гнездо карусельного стола; упор дозатора опускается на дно стаканчика и прижимаетего, поднимаясь, на наружную сторону дна стаканчика наносится дата изготовления; дозатор выдает заданную порцию продукта; штамп механизма вкладышей вырубает вкладыш из фольги и накладывает его на продукт в стаканчике; вакуум-присоска механизма подачи крышек отделяет крышку от общей стопки в кассете крышек и при повороте на 180° надевает ее на верхний борт стаканчика, образующий вместе с бортом крышки замок; иглы механизма подачи наносят клей на крышку стаканчика в двух точках; вакуум-присоска механизма подачи этикеток забирает ее из общей стопы в кассе этикеток и при повороте на 180° накладывает на поверхность крышки; стаканчики поднимаются, выталкиваются, подаются съемником стаканчиков на транспортирующее устройство и отводятся на конвейер автомата групповой упаковки или на стол-накопитель, если их укладывают вручную.
Рис. 10.19. Схема фасовочно-укупорочного автомата: а — общий вид: 1 — станина; 2 — основание приводов: 3 — дозатор; 4 — механизм выдачи стаканчиков; 5 — бункер; 6 — кассета крышек с приводом; 7 — транспортиру
ющее устройство; б — финкциональная схема: 1 — механизм выдачи стаканчиков;2 — стаканчики: 3 — механизм нанесения даты; 4 — дозатор; 5 — бункер; 6,7 — ме
ханизмы для вырубки вкладышей и накладки их на стаканчики; 8 — механизм подачи крышек; 9 — механизм подачи клея; 10— механизм подачи этикеток; 11 — выталкива
тель; 12 — съемник стаканчиков; 13 — карусельный стол
426
Техническая характеристика фасовочно-укупорочного автоматаПроизводительность,упаковочных единиц/мин До 72Массадозы,г 100-250Установленная мощность, кВт 1,7Габаритные размеры, мм 2930х 1455x2390Масса, кг 1100Машина фасовочная предназначена для фасования сливочного
масла, получаемого непрерывным сбиванием, в картонные яшики блоками по 20 кг. Она состоит изстанины привода, стола подъемного, каретки и бункера.
Короб с выложенным внутри пергаментом устанавливают на подвижную каретку, которую вручную продвигают вперед. Машина начинает работать, и шнеки подают масло в короб. Короб с кареткой придерживается штоком пневмоцилиндра и медленно отходит назад. После заполнения ящика машина останавливается. В это время раздается щелчок выбрасываемого в атмосферу воздуха. Противодействие воздуха в цилиндре создает условия для поступления масла в короб без включения воздуха. После остановки машины поворотом ножа отрезают масло, идущее с бункера в короб. Затем продвигают короб с маслом по рольгангу. После этого короб закрывают и заклеивают.
Техническая характеристика машины фасовочной Производительность, упаковочныхединиц/ч, не менее Масса дозы, кгДопустимая погрешность дозирования, г Температура масла, °С Расход воздуха, м3/ч Установленная мощность, кВт Габаритные размеры, мм Масса, кг
15120±509-160,224
2200x1350x1300630
10.4. ИНЖЕНЕРНЫЕ РАСЧЕТЫ
Производительность сливкосозревательной ванныг УК(J = ----- , ( 1)
где V— рабочий объем сливкосозревательной ванны, м3; т — продолжительность рабочего цикла, с; тц — продолжительность полного цикла работы сливкосозревательной ванны, с; z — количество рабочих циклов за смену.
Продолжительность нагрева или охлаждения сливок в сливкосозревательной ванне
427
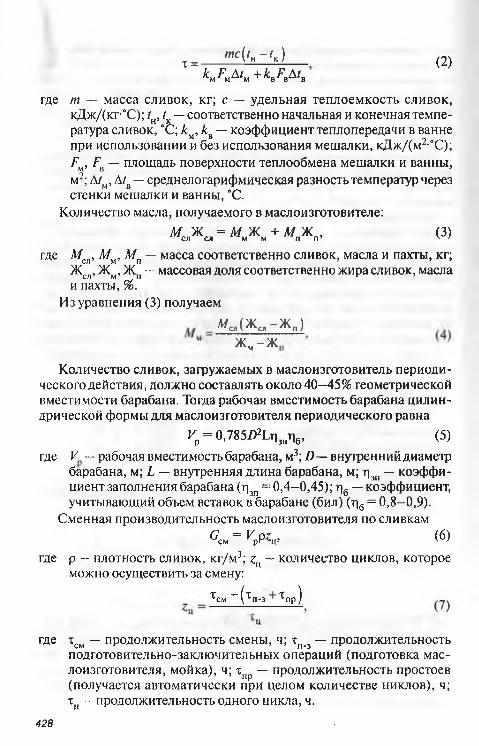
(2)тс
т = - ( ' н - ОkMFuAtM+kBFBAtB
где т — масса сливок, кг; с — удельная теплоемкость сливок, кДж/(кг°С); tH, tK — соответственно начальная и конечная температура сливок, °С; ки, кв — коэффициент теплопередачи в ванне при использовании и без использования мешалки, кДж/(м2-°С); Ғм, Ғв — площадь поверхности теплообмена мешалки и ванны, м2; Л/м, Д/в — среднелогарифмическая разность температур через стенки мешалки и ванны, “С.
Количество масла, получаемого в маслоизготовителе:М Ж = М Ж + М Ж , (3)
СЛ СЛ М М П П ’ v '
где Л/сл, Мм, Мп — масса соответственно сливок, масла и пахты, кг; жсл, жм, жп — массовая доля соответственно жира сливок, масла и пахты, %.
Из уравнения (3) получаемлиж^-ж,,)
жм-жКоличество сливок, загружаемых в маслоизготовитель периоди
ческого действия, должно составлять около 40—45% геометрической вместимости барабана. Тогда рабочая вместимость барабана цилиндрической формы для маслоизготовителя периодического равна
Кр = 0,785Л2ТлзпЛб, (5)где К — рабочая вместимость барабана, м3; D— внутренний диаметр
барабана, м; L — внутренняя длина барабана, м; т|зп — коэффициент заполнения барабана (г|зп = 0,4—0,45); цб — коэффициент, учитывающий объем вставок в барабане (бил) (г|б = 0,8-0,9).
Сменная производительность маслоизготовителя по сливкамСсм = Грр*ц, (6)
где р - плотность сливок, кг/м3; zu - количество циклов, которое можно осуществить за смену:
_ \ м — (^п-з ^пр )
где тсм — продолжительность смены, ч; тп_3 — продолжительность подготовительно-заключительных операций (подготовка маслоизготовителя, мойка), ч; тпр — продолжительность простоев (получается автоматически при целом количестве циклов), ч; тц — продолжительность одного цикла, ч.
428
Величина тц зависит от продолжительности наполнения барабана сливками, сбивания, выпуска пахты, промывки масла, его посола, механической обработки и выгрузки.
Рабочая частота вращения барабана маслоизготовителя периодического действия
п = 0,48 0,537 д + > /д ’
(8)
где D — внутренний диаметр барабана маслоизготовителя периодического действия, м.
Потребная мощность электродвигателя маслоизготовителя периодического действия при сбивании масла
N = У рР;В п е р е д
(9)
где Nva — удельный расход мощности, Вт/кг (N = 4—5 Вт/кг); г|Г]ер — КПД передачи (г) = 0,85-0,9); ц — КПД электродвигателя(Лд= 0,9-0,95).
Потребная мощность при обработке масла приблизител ьно в 2 раза меньше, чем при сбивании сливок, и зависит от температуры обрабатываемого масла. Повышение температуры сливок в маслоизготовителе при их сбивании
А 1 = МЦ^ 6- , ( 10)^РРС
где г)т — коэффициент, показывающий, какая часть мощности переходит в теплоту при сбивании сливок (г)т * 0,7-0,8); тсб — продолжительность сбивания сливок, с; с — теплоемкость сливок, Дж/(кг°С).
Температура сливок в конце процесса сбивания равна
'< — '« = М 0 0где / — начальная температура сливок в барабане маслоизготовите
ля, °С.Объем сливок, находящихся в сбивальном цилиндре маслоизго
товителя непрерывного действия, определяют по формулеVp = 2nR\J>, (12)
где R — радиус цилиндра, м; L — длина цилиндра, м; 8 — зазор между лопастью била и цилиндром (5 = R — /*); г — радиус била, м.
Производительность маслоизготовителя непрерывного действия по сбивальному цилиндру
4 2 9
(13)3600Vpp
гДе г — опытная величина (т составляет 2—5 с), с.o n v o n
Минимальное число оборотов била, при котором еще происходит сбивание сливок в маслоизготовителе непрерывного действия:
2,26- (14)
где d6 — диаметр била, м.При производстве сливочного масла способом преобразования
высокожирных сливок производительность секции цилиндрового маслообразователя можно ориентировочно определить из уравнения расхода
C=3600/iop, (15)
где / — площадь поперечного сечения потока продукта в соответствующей секции, м2; ю — скорость движения потока продукта в данной секции, м/с; р — средняя плотность продукта в секции, кг/м3.
Площадь поперечного сечения потока продукта в цилиндре можно приближенно принять равной площади поперечного сечения кольцевого пространства с учетом дополнительных полостей (для крепления ножей) и определить по формуле
0,785( D 2 - d 7 )/ = — *--------- К (16)
О о б
где D — внутренний диаметр цилиндра маслообразователя, м; d — наружный диаметр барабанной мешалки, м; т)()б — объемный КПД, учитывающий увеличение кольцевого сечения (дополнительные полости) и одновременно его уменьшение в результате установки ножей и их креплений (т)^ ~ 0,8-0,81).
Площадь поперечного сечения потока продукта в цилиндре маслообразователя можно определить и по такой формуле:
/ = (17)Lp
где т — количество одновременно обрабатываемого продукта в сек- ции, кг; L — длина барабанной мешалки, м; р о6 — объемный КПД, учитывающий количество продукта, заполнившего пространство между цилиндром и барабанной мешалкой (г)об » 0,9).
Если секции маслообразователя вмещают одинаковое количество продукта, то его производительность можно определить по формуле
430
G = 3600/cocppcp, (18)
где cocp — средняя скорость движения потока продукта секции, м/с; рср — средняя плотность продукта в маслообразователе, кг/м3.
Если секции цилиндрового маслообразователя изготовлены с различными мешалками и ножами, то их производительность будет равна
G= 3600/jtOjPj = 3600/2со2р2 и т.д., (19)где / , , / 2 — площадь поперечного сечения потока продукта в первой
и второй секциях, м2; со,, ш2 — средняя скорость движения потока продукта в первой и второй секциях, м/с; р,, р2 — средняя плотность продукта в первой и второй секциях, кг/м3.
Средняя скорость потока продукта в секции маслообразователя
®Ср = — > (2°)Т с р
где / —длина пути поступательного движения потока продукта в секции (/« L), м; тср — средняя продолжительность обработки высокожирных сливок или масла в одной секции, с; L — длина барабанной мешалки, м.
Общая продолжительность обработки продукта во всех секциях
Тобш = (21)где г —количество секций.
Производительность маслообразователя
См =3600— . (22)о̂бщ
Продолжительность обработки продукта в трехцилиндровом маслообразователе в весенне-летний период т()бш = 300-350 сит. = 100-117с; в осенне-зимний период тобш = 400-450 с и тср = 133—150 с.
Для получения масла хорошего качества решающее значение имеет правильный выбор общей продолжительности обработки продукта, поэтому приведенные данные необходимо рассматривать как ориентировочные, так как тобш зависит от многочисленных факторов, основные из которых: физико-химические свойства исходного сырья (молока) по регионам и времени года (весна, лето, осень, зима); качество высокожирных сливок; температура при их получении и преобразовании в масло; конструктивные особенности маслообразователя.
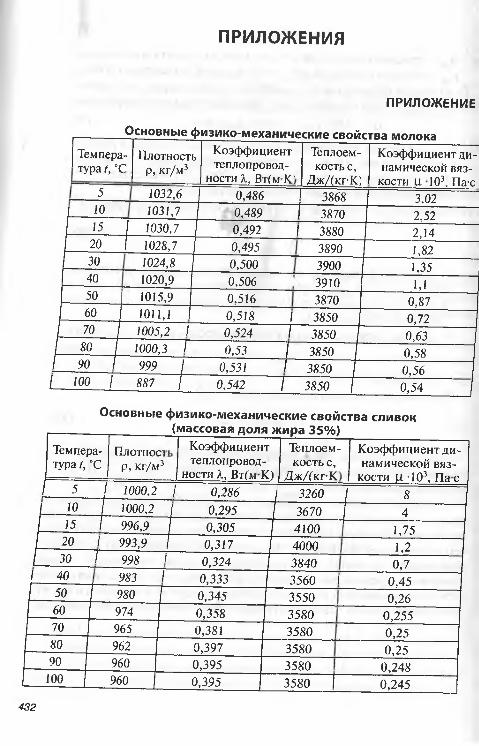
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ
Основные физико-механические свойства молокаТемпера тура t, X
- Плотность' р, кг/м3
К оэффициент теплопровод
ности А,, Вт(м К'
с и \и е св о иТеплоемкость с,
Д ж /(к гК )
ства молокаКоэффи циентди- намической вяз
кости ц I03, Па-с5 1032,6 0,486 3868 3,02
10 1031,7 0,489 I 3870 2,5215 | 1030,7 0,492 1 3880 2,14
20 Г 1028,7 0,495 3890 1,8230 1024,8 0,500 3900 1,3540 1020,9 0,506 I 3910 1,150 — | 1015,9 0,516 3870 0,8760 1 1011,1 0,518 ( 3850 0,7270 / 1005,2 / 0,524 1 3850 0,63
80 / 1000,3 / 0,53 / 3850 0,5890 / 999 I 0,531 / 3850 0,56
1 100 1 ~ Ш / 0 5 4 2 Г 3850 0,54
Основные физико-механические свойства сливок _________(массовая доля жира 35%)
Температура t, °С
Плотносз р, кг/м 3
К оэф ф ициент теплопровод
ности Я, Вт(м К
Теплоемкость с,
) Д ж /(к гК
К оэф ф и ц и ен т д и намической вяз
кости ц ТО3, Па с/ 5 / 1000,2 1 0,286 3260 / 81 Ю / 1000,2 / 0,295 3670 1 41 15 / 996,9 / 0,305 4100 1,75
/ 20 / 993,9 / 0,317 4000 1,2/ 30 / 998 ' 0 ,324 3840 0 ,7/ 40 983 / 0,333 3560 1 0 ,45
Г 50 1 980 0,345 3550 0,2660 974 0,358 3580 0,25570 965 0,381 3580 0 ,2580 962 0,397 3580 0,2590 960 0,395 3580 0 ,248
100 960 0,395 3580 1 0 ,245
4 3 2
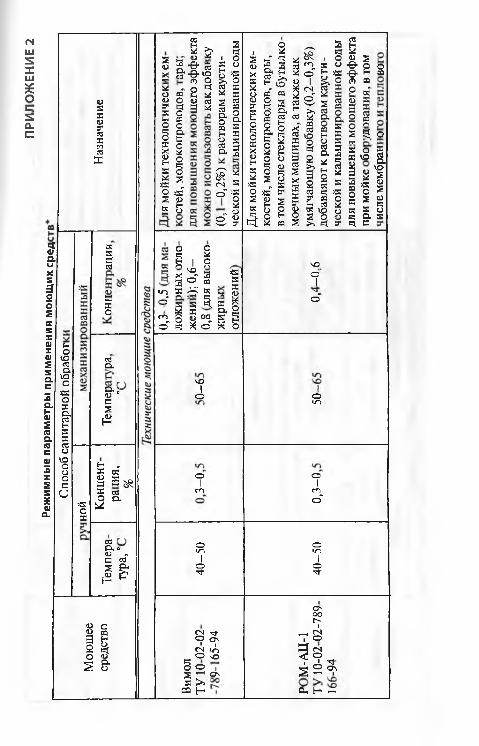
< N
ШsXш*ОSо .
С
<DsX<Dsr03Xсо03
X
ClФau
Xs?
Sо2cc5XФX<u2sac3a .
Ё2toQ .tZc
<u
2x2s%QJft
HО
vo03a
voо>xоX
I 4sXaо
voооос
U
XXX03
XXо
Xо .
f t ^ о с
S £
н „
S §я 5 ^X 03 ^ OCX
5 S ^о ^X
03f t ° о ~ X 03s g -
tS Р
<D оS * «
1 1о « и^ ft^ о
S з
« aS се* м"о сео о х X S о Ь са9 °5 сх2 с X о* Й 2 о н ч я о* S
« . о > я
* е5 о
g
Ё &Я І *0f t . ин 'X- 03-Ө- voСО О
е 31 й
3
■ §х оS «
^ § Й я5 Xs раа IS я "Н Ж о а « Ж
Л 3
£ * С Ч я
о " *
° §
o ' Sw- X
о оX йь I о ^ чо ,лX £ 3 3 О CQ- W
>хX
«ч 5 i? 2 ч 5р~ я я § . ж ^^ ж л gI 3 S °°. 5 5
о ч ч о ч о
С П
ч о
IО
ОI
С Л
оu n
IОт г
й X- о 04 I 1гч ^О 1 -
§ ОS г я >> СО Н
40I
04
м «3$ ЁI О w £
s и ■ & о оЧ >я -0« Н пл «
5 о
Я я а о я °1 £ н о 5“ l i s t
111 с І XR 5 о (=; ft X X С
4 0
o 'I
о"
о»п
оI
<ио"
о10I
оX*
0 4ооt"~I
— яI ОЭгч <с о . > ■*-S 2 Тft Н —
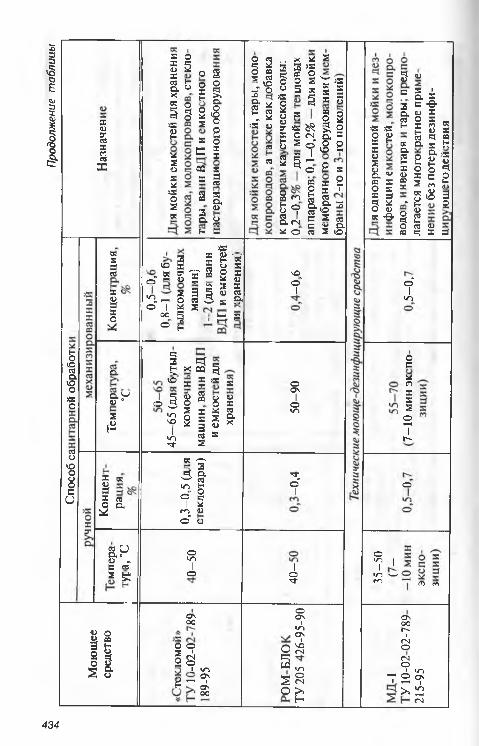
Про
долж
ение
таб
лицы
Xа>тСОXпозX
I03аюо«о
оЗО
'В8с
U
кSяя
я <SXо
*
а.
о. У<и °S
(2
5 *ЯX аз3 a
s uР « о<D *с я 2 К
<и о Н в|§i S
s о5 55 н а я х чl i s t5S8«s<DS*
эХО35«
О 3§ | h a
S °« 1
С х - X
CQ s X ^
2 £2 “ О. У н с
в* Р ¥я о Яя О я
ю §о" s 5 f 8«г - I 1 1 яо , | S
л 1 I—Г
« 0) 35 X<и ев
&оо® Н
^ X
ч2- Ч ч £ * « § ю х 5 * s
ci В 8 S 8 £S я * га2 § § І &
i I sк о
3 ^40 § o ' 2
I 2ГО о О*' О
оюIо
ONоо
о оии "
л »л o n
IO nос
О аз ^ * О э5 аЗ„ ю - о
J3
§■* н 03„ у эх <D
. . X2 3а ю1 |1и 5 иУ эх X О
« & a
« a 1
* 2 >§S ' Г * _ К хШ к г § * 5
Я о S ^^ sS, ОСМ О - ^
i s е -О 2 Xg х £Р X •ё а я9мо л
03 Р.VO
о _CQ <*»
5 903 Iо. гм ^ « О § S
i t
n©o '
I
ОO n
IО«/*>
^го "
I
IОоГ
ОON
IUOON
INOON
I•cjОг м
оS sо >.
H
эХ эЯp a
nX XVsto & " Я sО s Ж яЯ *O U К •&
3 «с 5 ■Р. Xз с -ео. и ж № О S _ Ж га 5 н и Ж га Ч в га a s ҺI В I I ж о 5 4 Я * ж оШ 5 иГ ^ М (П
8 * |о* I ч 2О 03 <иИ ^ “X X
о "I<п
осXлXX35о7г->
о
о7 >IЮ Wт <Т> еъ
ONоог -Iгмосмо— ' «о
9 2 9>> 2
СМ
4 3 4
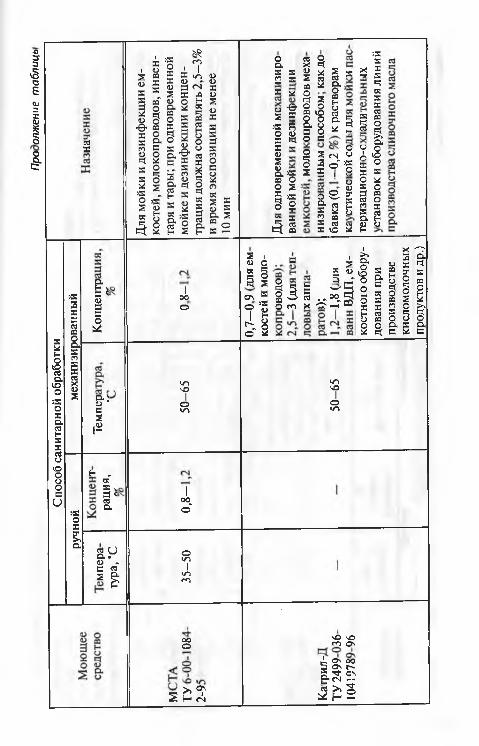
____
____
Сп
особ
сан
итар
ной
обра
ботк
и___
____
_р
уч
но
й
____
____
____
__м
ех
ан
изи
ро
ва
нн
ый
-О3*3V§3Е<L>3SI
сеX
Һ§X&
о.)Dс5fS
н „О?§ *ло,
Я иО- о<D -С Л 5 & С
I00о
т40I
о•/■)
I00лo '
осья s2 S* *
’Ө- X
* S? §
(D5о я жUSё . *ш О2 S11£ Xd 2
S §% £ I § “ & § i gg ig еЗ ООО.1 8 -
§ 1 < чi I е?
S s 3
! i
о £& * 5 * 2 я S оЗ X о
>Х X X X»=; яX XСЗ СС О5
О о & о Д ю* ж ° 8 ж я о О *<Ц X ОУ 5 Й х СЗ о н 2 х у 5 gО- Н« у О* н
S .« о « 3§ І
ON S о 525
2.1о Я
с
о
Ц І . Д Іо СЛ X O' ^ Ю
to4 0
IОto
О*ПI•лго
ооо
s S S
Ч О 4 0 ГГ) 04Д 0 4 ОО Д 0 4 Г -
&SS55 &І
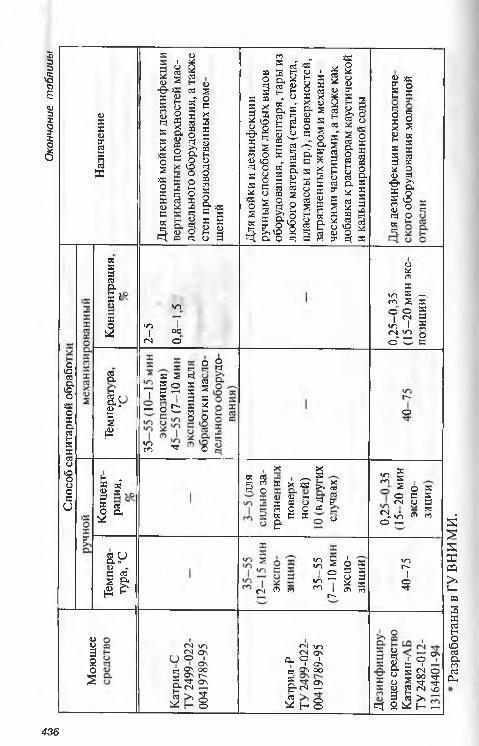
Око
нча
ни
е т
абл
иц
ы
<Dяssжзя
2 « 3 о 2 *
I fх Sg * ^ s 5 я я л Я со 2 о<U W•£ £ | s8 оS е
кяяя!><DЯ£
•о10 I I °°
ГМ О
о X л яя — 2 я
o' о 5I г м я
«Л I s<4 2 оO w n
LnГЛ
оюлаюо«ожCL2жжазоюооояи
2а.
Is<Dс2fS
■* s S ̂S о S7 я 2 яI S I я s
" 0 ^ = 2 8 О
-ГО ^ о
о g03 2
о
н л Я wg Я VI « s a
05 03§ s
XяX
x x S ' >, g5 ^ ғо я ж
жs2а> <uж »го ОW с & о
1ГЗ го' '■ 6 к с я
a g4 і Л л го
огм<4О W
аЗ ОО н оа> - с яI ^ rsj Г) го
т>ш
1
■—н 2
о
1ос
яя
*/">г -
1Т>го т
оXо
яяГО
1О7}-
г -
<и12оS
гм игз гм ом Cl О I , • омс ом о о
5 ом g - гм —
^ н 8
1 i ? "§■ s п о u , оо t1) 2 Hj- ,3.2 2 гн чо3 Ц >,Ч 2 ^ н -
4 3 6
Разр
абот
аны
в Г
У В
НИ
М И
.
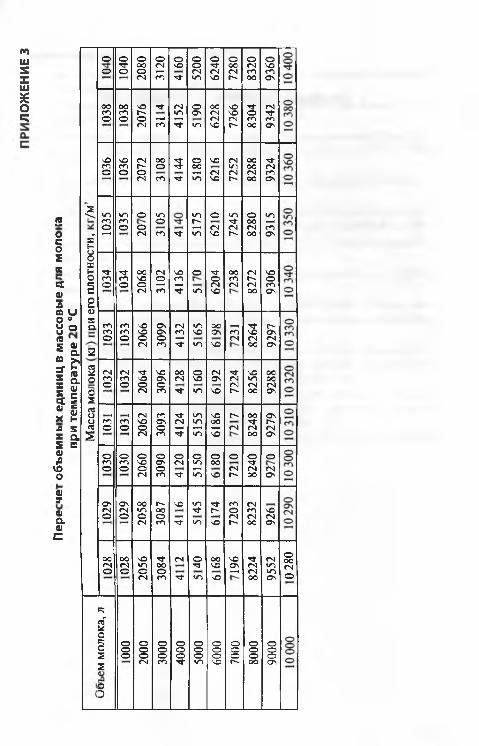
mшSXшSОс;
о О о о о о о о о оо Л" оо гч 40 о Л" 00 гч 40
О о 1—1 гч гч гч гл глгч ГЛ л- ил 40 г- оо 04
оо ОО 40 л- гч о оо 40 л- гчГЛ ГЛ г*- иЛ 04 гч 40 о Л}-о о о 1-̂ 1—1 гч гч гл ГЛ
гч ГЛ л- ил 40 г- оо 04
40 40 гч оо 3 о 40 гч оо 'Л-гл ГЛ г- о оо и> оо гчО о о — 1 гч гч гч гл
гч гл л- ил 40 г- оо 04
S\ ил ил о ил ил о ил о ил
5 гл ГЛ о г- л- оо —чО О о 1— гч гч гч гло «Ч1“Н гч гл л- ил 40 г- оо 04
со SнS 8к Xн ’Л- л- оо гч 40 о л- оо гч 40о гЛ гл чо о ГЛ о гл г- ос£ 5 О О о 1—1 —« гч гч гч ГЛф1 и
с
в«игч ГЛ л- ил 40 оо 04
о ° 5и о О, ГЛ гл 40 04 гч ил оо 1—1 Л- г-й° гл гл 40 04 гл 40 04 ГЛ 40 04
О О о о 1— гч гч гч5 Ф гч гл л- ил 40 оо 04? О. 2j e S гч гч л- 40 оо о гч Л* 40 оо5 о. о ГЛ гл 40 04 гч 40 04 гч ил оо
is о о о о гч гч гчо гч ГЛ л- ил 40 г- оо 04Srti с® Ф
X н ло , , гч гл Л" ил 40 г- оо 04о ГЛ гл 40 04 гч ил оо л- Г-л s 03 О о о о — — І 1— гч гч гч
І £ S гч ГЛ тг ил 40 оо 04ф о о о о о о о о о о£ ГЛ гл 40 04 гч ил оо "Л-VO О о о о 1— гч гч гчо гч гл л- ил 40 Г"- 00 04
фУ 04 04 оо г- 40 ил "Л" гл гчф гч гч ил оо Л- г- о гл 40о о о о —н —1 гч гч гчQ.фс
гч гл л- ил 40 г— оо 04
оо оо 40 Л" гч о оо 40 л- гчгч гч ил 00 л- 40 04 гч ило о о о 1—н гч илгч гл л- ил 40 оо 04
=:of*о5 о о о о о о о о оО о S о о о о о о оS о о о о о о о о5
о
гч ГЛ л- ил 40 г- оо 04
э
оо оГЧО

ПРИЛОЖЕНИЕ 4
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ЛИТЕРАТУРА1. Бредихин С.А. Технологическое обордуование предприятий молочной
промышленности. — М.: КолосС, 2010.2. Бредихин С.А., Зуев Б.Г., МаксимовД.А. Сепараторы для молока// Пе
реработка молока. — 2011. — № 2. — С. 30-34.3. Бредихин С.А., Бредихин А. С., Ж уков В. Г., Космодемьянский Ю.В., Я ку
шев А.О. Процессы и аппараты пищевой технологии. — СПб.: Лань. 2014.
4. Бредихин С.А. Технологическое оборудование переработки молока. — СПб.: Лань, 2014.
5. Гинзбург А.С., Громов М.А., Красовская Г. И. Теплофизические характеристики пищевых продуктов. — М.: Пищевая промышленность, 1980.
6. Золотин Ю.П. Стерилизованное молоко. — М.: Пищевая промышленность, 1979.
7. Липатов П.Н. Производство творога. Теория и практика. — М.: Пищевая промышленность, 1973.
8. Радаева И.А., Гордезиани В.С., Ш ульгаС.П. Технология молочных консервов и заменителей цельного молока: справочник/ под ред. Я.И. Костина. — М.: Агропромиздат, 1986.
9. Структурно-механические характеристики пищевых продуктов / А.В. Горбатов, А.М. Маслов, Ю.А. Мачихин и др.; под ред. А.В. Горбатова. — М.: Легкая и пищевая промышленность, 1982.
10. Сурков В.Д., Липатов Н.Н., Золотин Ю .П. Технологическое оборудование предприятий молочной промышленности. 3-е изд., перераб. и доп. — М : Легкая и пищевая промышленность, 1983.
11. Шидловская В.П. Органолептические свойства молока и молочных продуктов: справочник. М.: Колос, 2000.
ОГЛАВЛЕНИЕ
В В Е Д Е Н И Е ............... ..............................................................................................................................................................3
Глава 1. О БЩ АЯ Х А Р А К ТЕР И С ТИ К АС Ы Р Ь Я И О Б О Р У Д О В А Н И Я .................................................................................. 6
1.1. Молоко как объекттехнологической переработки................................................................................................6
1.2. Требования к молоку и продуктам его переработки...............................................151.3. Структура, классификация, основные параметры
и требования к технологическому оборудованию................................................191.4. Лабораторный контроль и требования
к технологическим процессам.............................................................................................. 29
Глава 2 . П ЕРВИ ЧН АЯ О Б РА БО ТК А М О Л О К А _______________________________ ____________312.1. Основные технологические операции............................................................................... 3122. Оборудование для транспортирования.......................... 392.3. Оборудование для учета молока.............................................................................................532.4. Оборудова ние для очистки молока......................................................................................582.5. Оборудование для приемки,
охлаждения и хранения молока...........................................................................................612.6. Контроль качества молочного сырья
при первичной обработке....................................................................................................... 69
Глава 3 . М ЕХА Н И Ч ЕС КА Я О Б РА БО ТК А М О Л О КА .......................... 753.1. Сепарирование молока.................................................................................................................. 753.2. Нормализация м олока.....................................................................................................................793.3. Гомогенизация молока.................................................................................................................... 803.4. Сепараторы..............................................................................................................................................86
3.5. Гомогенизаторы................................................................................................................................. 1123.6. Контроль качества молока
при механической обработке.............................................................................................115
Глава 4 . ТЕП Л О ВА Я О БРА БО ТКА М О Л О К А .................................................................... .................1234.1. Охлаждение и нагрев..................................................................................................................... 1244.2. Пастеризация молока.................................................................................................................... 1254.3. Стерилизация молока.................................................................................................................... 1294.4. Термовакуумная обработка м олока.................................................................................. 1334.5. Оборудование для нагрева и охлаждения.................................................................... 1334.6. Оборудование для пастеризации........................................................................................ 1424.7. Оборудование для стерилизации........................................................................................ 1644.8. Контроль качества молока при тепловой обработке...........................................168
4 4 0
Глава 5 . РО ЗЛ И В, Ф А С О ВА Н И Е И У П А К О В Ы В А Н И Е М О ЛО КАИ М О Л О Ч Н Ы Х П Р О Д У К ТО В .........................................................................................................173
5.1. Жидкие молочные продукты....................................................................................................1745.2. Вязкие и вязкопластичные молочные продукты ....................................................1785.3. Сыпучие молочные продукты..................................................................................................1795.4. Оборудование для розлива
жидких молочных продуктов.............................................................................................. 1805.5. Оборудование для фасования и упаковывания вязких
и вязкопластичных продуктов............................................................................................1845.6. Оборудование для фасования
и упаковывания сыпучих продуктов............................................................................. 201
5.7. Контроль качества при розливе, фасованиии упаковывании молока и молочных продуктов................................................. 203
Глава 6 . П РО И ЗВО Д СТВО П И ТЬЕВО ГО М О ЛО КА И СЛ И ВО К ........................................... 2126.1. Питьевое молоко.............................................................................................................................. 2126.2. С ливки .......................................................................................................................................................2266.3. Контроль качества при производстве
питьевого молока и сливок.................................................................................................. 233
Глава 7 . П РО И ЗВО Д СТВО КИ СЛ О М О Л О ЧН Ы Х П Р О Д У К Т О В ...........................................2377.1. Приготовление заквасок.............................................................................................................2377.2. Кисломолочные напитки.............................................................................................................2507.3. См етана.................................................................................................................................................... 2627.4. Творог........................................................................................................................................................2667.5. Творожные изделия........................................................................................................................ 2767.6. Оборудование для производства
кисломолочных продуктов. Заквасочники..............................................................2857.7. Аппараты для производства
кисломолочных напитков......................................................................................................2907.8. Сливкосозревательные аппараты .......................................................................................2927.9. Творожные ванны.............................................................................................................................2967.10. Охладители творога.....................................................................................................................2977.11. Измельчители и смесители............................................- .............................................. „ ....2997.12. Контроль качества при производстве
кисломолочных продуктов................................................................. 301
Глава 8 . П РО И ЗВО Д СТВО М О ЛО ЧН Ы Х К О Н С ЕР В О В ............................................................... 3068.1. Выпаривание........................................................................................................................................3068.2. Сушка.......................................................................................................................................................... 3088.3. Сгущенные молочные консервы.......................................................................................... 3108.4. Сухие молочные продукты........................................................................................................ 3188.5. Оборудование для выпаривания......................................................................................... 3258.6 . Оборудование для суш ки .............................................................................. - ........................331
441
8.7. Контроль качества при производствемолочных консервов..................................................................................................................350
Глава 9 . П РО И ЗВО Д СТВО М А С Л А .............................................................................................................. 3559.1. Основные технологические операции............................................................................ 355
Технологические операции при производстве масласбиванием сливок ......................................................................................................... 356
Особенности производства сливочного масласпособом сбивания сливок....................................................................................362
Технологические операции при производстве маслапреобразованием высокожирных сливок..................................................373
Особенности производства сливочного маслапреобразованием высокожирных сливок................................................. 376
Контроль качества при производстве сливочного масла................................. 3829.2. Производство топленого масла и масложировых продуктов......................391
Производство топленого м асла............................................................................................ 391Производство масложировых продуктов..................................................................... 393
Глава 10. О БО РУД О ВА Н И Е Д Л Я П РО И ЗВО Д СТВА СЛИВО ЧН О ГО М А С Л А .........40010.1. Оборудование для производства
сливочного масла сбиванием сливок...........................................................................40010.2. Оборудование для производства сливочного масла
преобразованием высокожирных сливок ............................................................... 41110.3. Оборудование для фасования
и упаковывания сливочного масла.................................................................................422Характеристика масла, направляемого на фасование........................................422Автоматы для фасования и упаковывания сливочного м асла ...................... 424
10.4. Инженерные расчеты........................................................................ 427
П РИ Л О Ж ЕН И Я ............................................................................................................................................................. 432ПРИЛОЖЕНИЕ 1 ..........................................................................................................................................432
Основные физико-механические свойства молока...............................................432Основные физико-механические свойства сливок
(массовая доля жира 35% ).......................................................................................432ПРИЛОЖЕНИЕ 2 ..........................................................................................................................................433
Режимные параметры применения моющих средств..........................................433ПРИЛОЖЕНИЕ 3 ..........................................................................................................................................437
Пересчет объемных единиц в массовые для молокапри температуре 20 °С ................................................................................................437
< £} Приложение 4 ..................................................................................................................................... 438Основные термины и определения............................................................................................ 438
Л И ТЕРА ТУРА 439
По вопросам приобретения книг обращайтесь: Отдел продаж «И Н Ф Р А -М » (оптовая продажа):
127282, М осква, ул. П олярная, д. 31В, стр. 1 Тел. (495) 280-15-96; ф акс (495) 280-36-29
E-mail: books@ infra-m.ru •
Отдел «Книга—почтой»:тел. (495) 280-15-96 (доб. 246)
ФЗNs 436-ФЗ
Издание не подлежит маркировке в соответствии с п. 1 ч. 4 ст. 11
Учебное издание
Бредихин Сергей Алексеевич
ТЕХНОЛОГИЯ И ТЕХНИКА ПЕРЕРАБОТКИ МОЛОКА
Учебное пособие
Оригинал-макет подготовлен в НИЦ ИНФРА-М
О О О « Н а у ч н о - и з д а т е л ь с к и й ц е н т р И Н Ф Р А - М » 1 2 7 2 8 2 , М о с к в а , у л . П о л я р н а я , д . 3 1 В , с т р . 1
Т е л .: (4 9 5 ) 2 8 0 -1 5 -9 6 , 2 8 0 -3 3 -8 6 . Ф а к с : (4 9 5 ) 2 8 0 -3 6 -2 9 E -m a il : b o o k s @ in f r a -m .r u h t tp : / /w w w .in f r a - m .r u
П о д п и с а н о в п еч а ть 17.05.2017.Ф о р м а т 6 0 x 9 0 /1 6 . Б у м ага о ф с е т н а я . Г арн и тура N ew to n .
П еч ать ц и ф р о в а я . Уел. п еч . л . 27 ,69 .П П ТЗО . З а к а з № 05825
Т К 291300-908032-251215
О тп еч атан о в т и п о г р а ф и и О О О « Н ау ч н о -и зд ател ь ск и й ц ен тр И Н Ф Р А -М » 127282, М о с к в а , ул . П о л я р н а я , д . 31В , стр . 1
Тел.: (495 ) 2 8 0 -1 5 -9 6 , 2 8 0 -3 3 -8 6 . Ф ак с : (495) 2 8 0 -36 -29




















