Synthetic Lubricants - Mechanic Master
76
12 YEARS of publishing excellence TRIBOLOGY & LUBRICATION TECHNOLOGY SYSTEMS, STRATEGIES & RESEARCH FOR LUBRICATION PROFESSIONALS AN PUBLICATION | FEBRUARY 2016 Digital TLT: Sponsored this month by Afton Chemical Corp. at www.stle.org. Synthetic Lubricants Applications, performance and the challenges in bringing a new product to market. EPA & Chlorinated Industry report from Dr. Neil Canter Q&A with Calumet’s Lynn Massad The tribology of driving 1,000 mph Readers pick their favorites Dr. Kenneth L. Johnson TLT
-
Upload
khangminh22 -
Category
Documents
-
view
6 -
download
0
Transcript of Synthetic Lubricants - Mechanic Master
12 YEARS of publishing excellence
T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
SYSTEMS, STRATEGIES & RESEARCH FOR LUBRICATION PROFESSIONALS AN PUBLICATION | FEBRUARY 2016
Digital TLT: Sponsored this month by Afton Chemical Corp. at www.stle.org.
Synthetic LubricantsApplications, performance and the challenges in bringing a new product to market.
EPA & Chlorinated
Industry report from Dr. Neil Canter
Q&A with Calumet’s Lynn Massad
The tribology of driving 1,000 mph
Readers pick their favorites
Dr. Kenneth L. Johnson
TLT
INTRODUCING
WHERE TEMPERATURES SOAR AND PRESSURE IS INTENSE, WHERE THE ENEMIES ARE MANY AND RESPITES FEW. PATROLLING AND PROTECTING OUR CUSTOMERS’ LUBRICANTS, DEEP INSIDE THE EQUIPMENT THEY SERVE.
THIS IS THEIR WORLD. NEVER SEEN, NEVER TIRING, NEVER BEATEN.
THROUGH OUR PASSION FOR SOLUTIONS®, WE HAVE CREATED SEVEN UNIQUE GUARDIANS. THEIR MISSION: TO GUIDE YOU THROUGH THE INDUSTRIAL LANDSCAPE. EXPLAINING THE BENEFITS OF AFTON’S
ADDITIVE TECHNOLOGY TO YOUR BUSINESS AND INTRODUCING YOU TO NEW SOLUTIONS. EACH IS AN APPLICATION EXPERT; FROM TURBINE TO SLIDEWAY, INDUSTRIAL GEAR TO METALWORKING, WIND TURBINE, HYDRAULIC AND GREASE.
SEVEN CHAMPIONS. SEVEN HEROES OF PROTECTION AND PERFORMANCE. IN THE MONTHS AHEAD, THEIR STORY WILL UNFOLD...
www.aftonmicrobotz.com
IN PLACES FEW WILL EVER SEE - WHERE THE WORLD’S INDUSTRIAL LUBRICATION IS DONE -
THE MICROBOTZ™ DO THEIR WORK.
© 2014. Afton Chemical Corporation is a wholly owned subsidiary of NewMarket Corporation (NYSE:NEU). AFTON®, Microbotz™ and Passion for Solutions® are trademarks owned by Afton Chemical Corporation.

PEER-REVIEWED PAPER (EDITOR’S CHOICE)
36 Properties and Performance of Gas-Expanded Lubricants in Tilting Pad Journal Bearings
By Brian K. Weaver, Amir A. Younan, Timothy W. Dimond, Zhuosong Wang, Paul Allaire and Andres F. Clarens
FEATURES
TLT / FEBRUARY 2016 / VOLUME 72 / NO. 2
16 22 24
Contents
FEATURE ARTICLE
28 The challenge of bringing synthetic lubricants to market
Performance, price and product differentiation are keys to entry, but acceptance still can take years.
By Debbie Sniderman
20 MINUTES WITH…
16 Lynn Massad
With 25 years of industry experience, this corporate R&D chemist discusses the evolution of quality inspections and technology.
By Rachel Fowler
LUBRICATION FUNDAMENTALS
22 It’s all in the name
Old habits die hard with the term soluble oil.
By Dr. Robert M. Gresham
WEBINARS
24 Industry Report: Chlorinated paraffins under EPA scrutiny
Current deadline for stopping importation and production is mid-2017.
By Stuart F. Brown
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y F E B R U A R Y 2 0 1 6 • 1
28Front cover photo: © Can Stock Photo Inc. / ldambies

DEPARTMENTS
10 Tech Beat
New welding approach; sustainable manufacturing; magnetocaloric effect using high-entropy alloys.
By Dr. Neil Canter
50 Newsmakers
This month’s newsmakers include Chevron Oronite, Calumet Specialty Products Partners, L.P., Chemtura Corp., Des-Case Corp. and more.
56 New Products
Deep groove ball bearings; amino alcohol product; super-resolution microscope and more.
58 Sounding Board
What is your favorite book on tribology, lubrication or a related topic?
64 Advertisers Index
66 Resources
Keep up to date with the latest technical literature available in print and online.
PUBLISHER/ EDITOR-IN-CHIEF Thomas T. Astrene [email protected]
ASSOCIATE EDITOR Rachel Fowler [email protected]
SENIOR FEATURE WRITER Jeanna Van Rensselar
CONTRIBUTING EDITORS Stuart F. Brown Dr. Neil Canter Dr. Robert M. Gresham Dr. Nancy McGuire Debbie Sniderman
CIRCULATION COORDINATORS Myrna Scott Judy Enblom (847) 825-5536
DESIGN/PRODUCTION Joe Ruck
ADVERTISING SALES Tracy Nicholas VanEe Phone: (630) 922-3459 Fax: (630) 904-4563 [email protected]
TRIBOLOGY AND LUBRICATION TECHNOLOGY (USPS 865740) Vol. 72, Number 2, (ISSN-1545-858), is published monthly by the Society of Tribologists and Lubrication Engineers, 840 Busse Hwy, Park Ridge, IL 60068-2376. Periodicals Postage is Paid at Park Ridge, IL and at additional mailing offices. POSTMASTER: Send address changes to Tribology and Lubrication Technology, 840 Busse Hwy, Park Ridge, IL 60068-2376.
EDITOR Evan Zabawski ALS Tribology
Calgary, Alberta, [email protected]
TECHNICAL EDITORS
Contents
4 President’s Report Darwinian tribology
6 From the Editor Finding efficiencies
8 Headquarters Report What’s keeping you up
at night?
68 Social Media Marketing Baby steps
70 Automotive Tribology Speed demon
72 Cutting Edge In memoriam:
Kenneth L. Johnson
COLUMNS
Patrick Brutto ANGUS Chemical Co. Buffalo Grove, Illinois
Vincent Gatto Vanderbilt Chemicals, LLC Norwalk, Connecticut
David B. Gray Evonik Oil Additives Horsham, Pennsylvania
Dr. Martin Greaves The Dow Chemical Co. Horgen, Switzerland
Michael D. Holloway ALS Tribology Highland Village, Texas
Tyler Housel INOLEX, Inc. Philadelphia, Pennsylvania
Dr. Robert Jackson Auburn University Auburn, Alabama
Dr. Zulfiqar Khan Bournemouth University Poole, Dorset, United Kingdom
Dr. Kook-Wha Koh Chrysan Industries, Inc. Plymouth, Michigan
Andras Korenyi-Both Tribologix, Inc. Golden, Colorado
Michael N. Kotzalas The Timken Co. North Canton, Ohio
Dr. Anoop Kumar Royal Manufacturing Co. Tulsa, Oklahoma
Shawn McCarthy Ocean State Oil, Inc. Riverside, Rhode Island
Dr. Mary Moon Presque Isle Innovations, LLC Yardley, Pennsylvania
William Nehart Calumet Specialty Products Partners, L.P. Apple Valley, Minnesota
Jason Papacek POLARIS Laboratories Indianapolis, Indiana
Dr. Mehdi Shafiei Novelis Global Research & Technology Center Kennesaw, Georgia
Paula Vettel Novvi, LLC Emeryville, California
Jeff Walkup Gram & Juhl Englewood, Colorado
This Month’s Factoids: Pomp, eh?
2 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Copyright © 2016 Society of Tribologists and Lubrication Engineers. All Rights Reserved.
TLT magazine is owned and published in print and electronically by the Society of Tribologists and Lubrication Engineers (STLE). The views set forth in this magazine are those of the authors and not necessarily the views of STLE. Material from TLT magazine may be reproduced only with written permission from STLE. TLT magazine assumes no liability or responsibility for any inaccurate, delayed or incomplete information. For more information, contact us at [email protected].
Subscription and Single Copies: Current volume single copies are $25 (not including shipping and handling). Annual subscription rate is $225/U.S., $290/international. Prepayment is required before subscription is started. Remittances from foreign countries must be by international money order or bank draft drawn on U.S. bank.
58
© C
an S
tock
Pho
to In
c. /
Amm
it
Performance Fluidsfor the metalworking industry
H
Learn how our products, technical expertise and a genuine dedication, can help your business.
Americas : +1-281-719-7780Europe : +44-1946-694-108Asia Pacific : +65-6297-3363
www.huntsman.com/metalworking

RECENTLY MY WIFE JANET AND I UNDER-TOOK AN ECO-TOUR OF THE GALÁPAGOS IS-LANDS. This has been on our bucket list for a while, and we were anxious to learn more about the wildlife and ecosystem of this unique archi-pelago. The islands began to form almost 10 million years ago, created by undersea volcanic eruptions. Subsequent movement of the tec-tonic plates moved the newly formed islands away from the active volcano site. The repeated process of island formation and tectonic drift, which continues today, eventually resulted in the existing group of islands we see today.
The island’s most famous visitor was Charles Darwin. His famous book, The Origin of the Species, published in 1859, was inspired by some of the observations of the life he found and catalogued during his stay. This work was controversial at the time but even-tually formed the basis for the evolutionary biology concepts we know today.
Their isolation from the mainland and the fact that each island represents a different stage in an evolutionary cycle creates a unique series of different environments. Naturalists and biologists still conduct research studies on the Galápagos Islands, which have been de-scribed as an ecological laboratory. In learning more about how the evolutionary process has worked on these islands, I began to realize that parallels exist in the formation and evolution of our own discipline.
Since they have never been connected to the mainland, life on the islands gained its start by life forms that were transported by wind, ocean currents or carried by visiting sea birds and animals. Likewise when the term tribology was first used to unify our disparate disciplines,
existing ideas and concepts were transported from the worlds of engineering, physics, chem-istry and materials science.
Over time, new islands have been created to add to the original archipelago. Likewise, we have seen new tribological islands created that have added to the original classical topics. A great example is the emergence of nanotribol-ogy, which is now providing us with a mecha-nistic understanding of friction and wear pro-cesses at the molecular level. Furthermore, like the final fate of a Galápagos Island that ends up being eroded below sea level, we have seen waning interest in some hitherto topical areas. An example would be research into the tribol-ogy of magnetic recording media that had its heyday more than a decade ago.
Evolutionary forces have created diversity even among a single species. The Galápagos Islands are home to 13 different subspecies of birds that are often referred to as Darwin’s Finches. The variations can be recognized by looking at something as simple as the beaks, which range in size and shape from being blunt and well suited to crushing seeds to sharp needle-shaped versions that are adapted to-ward probing for food sources. The changes are driven by external environmental factors and can be imperceptibly gradual between the dif-ferent sub-species.
In our tribological world, a group of experts might have a common interest, but their indi-vidual expertise may be honed to solve specific problems. Taking our nanotribology example,
individuals may focus on either a theoretical approach using such tools as molecular dynam-ics simulations or a more experimental ap-proach using nano-tools such as the atomic force microscope. Combinations between these approaches produce a continuum of specializa-tions much like Darwin’s Finches.
Our visit to the Galápagos Islands coincided with an El Niño year in which the cool Humboldt Current is replaced by a warmer Equatorial Cur-rent. The changes in sea temperature influence local and global weather patterns. Crucially, it also disrupts the distribution of nutrients associ-ated with the Humboldt Current and has a dra-matic effect on the entire Galápagos food chain.
Lack of food forces some animals to pro-duce fewer offspring in El Niño years while other groups are less affected. Even at the early stage of this year’s El Niño, we witnessed albatross eggs and even sea lion pups that had been abandoned. In our tribological archipela-go, lean economic times reduced funding sources from government and industry can force some hard decisions. Some activities such as work toward meeting global fuel econ-omy and emission standards might be main-tained while other programs are delayed until funding returns at a later date.
The chance to visit the unique ecosystem that exists on the Galápagos Islands has left Janet and me with a renewed appreciation for the fragility of the life that exists there. Hap-pily, Ecuador and naturalists around the world have recognized the need to maintain the en-vironment and natural resources on the is-lands. Tours such as ours are limited and are well managed in order to limit their impact. Visitors to the islands are encouraged to be ambassadors for the wildlife that inhabits the islands to make sure they remain preserved for future generations.
Similarly, through various advocacy ef-forts, STLE is striving to improve the public perception of how important lubrication and tribology are to human existence both so-cially and economically. Each of us should consider ourselves as ambassadors to carry the message at every opportunity.
PRESIDENT’S REPORT
Dr. Martin Webster
Martin Webster is a senior research associate for ExxonMobil Research and Engineering in Annandale, N.J. You can reach him at martin.n. [email protected].
The sea lion is just one of the species naturalists study on the Galápagos Islands, which have been described as an ecological laboratory.
The Galápagos Islands show us a unique ecosystem and the fragility of life.
Darwinian Tribology
4 The word volcano is from the Latin Volcanus for Vulcan, the Roman god of fire.
SPECIALTY CHEMICALS®
Call
www.kingindustries.comwww.kingindustries.com
g
www.kingindustries.comgg
for Specialty ...and ask our chemists which Alkylated Naphthalene product is best for you!
1-800-431-7900 Toll Free
www.kingindustries.comwww.kingindustries.comndustries.comgg
www.kingindustries.comndustries.comgg
www.kingindustries.comndusttries.comgg
www.kingindustries.comndusttries coand ask our chemists which
gg
www.kingindustries.com..and ask our chemists which gaand ask our chem
www.kingindustries.com
Call
Broadest Range of Alkylated Naphthalene thalene
EXCELLENT SOLUBILITYExtremely Versatile Solubility
NA-LUBE® KR Series synthetic base oils provide excellent additive solubilizing properties in a
wide selection of natural and synthetic base oils
LOW VISCOSITY
NA-LUBE® KR-009 alkylated naphthalene combines low viscosity with low volatility for
enhanced fuel economy.
PLUS Low Volatility
BROADEST RANGESupported with Custom Solutions
NA-LUBE® KR synthetic base oils are available in a broad viscosity range from 22-193 cSt at 40°C and
3.8-20 cSt at 100°C. King has the expertise and capabilities to customize products to meet your
EXCELLENT STABILITYHighest Thermal-Oxidative Stability
NA-LUBE® KR Series synthetic base oils have exceptional thermal-oxidative stability to
provide excellent varnish control and to help extend drain intervals.
Property
Visc. @ 40˚C
Noack VolatilityVisc. @ 100˚C
KR-008NA-LUBE
KR-009NA-LUBE
22 cSt3.8 cSt39.0%
36 cSt5.6 cSt12.0%
39 cSt5.7 cSt7.7%
KR-007ANA-LUBE
KR-00A-LUB
R-00A-LUB
Pour Point < -48˚C -33˚C -33˚C
NEW
Alkylated Naphthalene
NA-LUBE® KR Series

DEVELOPING NEW PRODUCTS RE-QUIRES A KEEN MIND, one like that of John Ramsbottom. Born in 1814, he grew up in West Yorkshire, England. His father, who owned the first steam-driven cot-ton mill in the valley, gave him a 6-inch lathe, and John set to work constructing various models of steam engines.
He rebuilt and erected the engine in his father’s mill which included “a larger cylinder of 18 inches diameter and 4 feet stroke, a new beam, connecting-rod, air-pump, and condenser… he also designed and fitted up new side pipes with slide-valves, and a new parallel-motion.”1 He then applied the new illuminant, coal gas, to light the mill and later designed and built an automatic machine to man-ufacture cut nails.
He also patented the weft fork, a device which stops the motion of the shuttle the instant the weft (crosswise threads) breaks. This enabled looms to work at a high speed and allowed one weaver to attend to two or three looms at a time. This was his most notable inven-tion before he went to work at age 25 for Sharp, Roberts and Co., a manufacturer of locomotive engines and cotton-spinning machinery.
Ramsbottom’s focus switched to the con-struction and working of locomotives, result-ing in him developing a telescopic boiler, solid coupling rod ends, weldless steel tires forged and rolled from conical ingots and portable appliances for reboring cylinders and plan-ning up valve-faces of locomotives in situ.
One of his most popular inventions was the tamper-proof duplex spring safety valve. It replaced the existing pressure relief valves that relied on a weight for closure but could open unexpectedly when the engine hit a bump in the track. Early designs that included a spring led to over-tightening as a manner of marginally improving the performance of the steam engine but at the expense of safety.
The Ramsbottom valve became the universal standard for many years, however its com-plexity had the potential for incorrect assem-bly, leading to failure.
He had a more positive and resilient im-pact with his invention of the water trough (aka track pan) in 1860. For express trains to operate nonstop, they needed a method of replenishing their water supply without stop-ping. Ramsbottom selected a section of level track several hundred yards long, built a shal-low trough in between the rails and filled it with water. A train was equipped with a water scoop that could be lowered into the trough, and the speed of the train would drive the water up the scoop into the tender. The ad-vent of the water scoop precipitated the need for Ramsbottom to develop a form of speed indicator as well.
When diesel locomotives were intro-duced in the 1950s, water troughs were still necessary since passenger vehicles were heated by steam. Their usage con-tinued until the late 1970s, at which time the remaining cars were converted to electric heat.
Nonstop travel was further enabled by Ramsbottom with the first commer-cial displacement lubricator, invented in 1858 but patented and improved in 1860. The basic design allowed steam to enter the lubricator—where it would condense and sink—and thereby displace lubricant into the delivery pipes to be atomized in the steam pipes before being deliv-ered to valves and cylinders. The rate of oil feed was dependent on the en-gine doing work (it could not operate while a locomotive was coasting) and would increase in colder weather since the steam would condense faster. These remained in use until the 1920s.
A portion of new product develop-ment requires a problem-solving mind, but to truly become innovative one has
to first perceive the areas of needed improve-ment—like John Ramsbottom. Though most of his innovations are now defunct, his ability to perceive a necessity and invent a solution remains an inspiration to others seeking to develop well-received new products.
REFERENCE1. The Institution of Mechanical Engineers. (1897), Proceedings - The Institution of Me-chanical Engineers, Parts 1-2, p. 236.
Evan Zabawski, CLS, is a business development/reliability specialist for ALS Tribology in Calgary, Alberta, Canada. You can reach him at [email protected].
FROM THE EDITOR
Evan Zabawski
John Ramsbottom seated in front of a model showing his water scoop. (Photo courtesy of the BBC, www.bbc.co.uk/arts/yourpaintings/artists/william-percy.)
Necessity is the mother of invention.
Finding efficiencies
6 Volcanoes are vents in the Earth’s crust through which lava, rock, fragments, hot vapors and gases are ejected.
To help meet your reliability expectations
Add Oronite.®
It feels good when things run smoothly and expectations are met. At Chevron Oronite we believe our customers should have that same confidence when it comes to their additive supply. Meeting expectations by delivering consistent, high quality products on time, every time is our commitment. We leverage our robust and flexible global supply chain to help meet that goal, driven by an unwavering focus on protecting people and the environment at a world class level. To learn more about how Oronite’s commitment to providing exceptional reliability can add up for you, please contact your local Oronite representative or visit www.oroniteaddsup.com.
© 2015 Chevron Oronite Company LLC. All rights reserved. Chevron, the Chevron hallmark, Oronite, and Adding Up are registered trademarks of Chevron Intellectual Property LLC.

GLOBAL ECONOMIC UNCER-TAINTY AND PRESSURE ONPROFIT MARGINS continue tobe the factors having the mostimpact on STLE members andtheir organizations betweennow and 2018.
That’s according to re-search conducted in December2015 for STLE by AssociationLaboratory, Inc., (ALI) a re-search and consulting firm withoffices in Chicago and Washing-ton, D.C. The response rate forthe survey was high at nearly18% (509 completed question-naires received out of 2,853survey invitations distributed).
STLE has been working with ALI on thisinvestigative process since 2013 to assist insetting strategic directions for the organiza-tion. In general the most recent results con-firm that many issues identified at the startof the research linger as challenges today.There are, however, a number of new concernsand areas attracting greater interest than inprior surveys.
Here’s a snapshot look at some of thefindings:
• Global economic uncertainty and environ-mental regulation and scrutiny continueto top the list of market force trends ex-pected to have the most impact in thenext three years. These also were theprimary external concerns in the 2013 and2014 research. Not surprisingly, change incrude oil prices is a new factor that ap-pears at the top of the list for 2015.
• Reduction in research funding from both commercial and government sources is an emerging concern. For example, in 2014 10% of respondents cited lack of commer-
cial research funding as an issue. That number jumped to 15% in the current survey. For government research funding, the comparable numbers are 9% in 2014 and 12% in 2015.
• Pressure on profit margins remains the internal issue affecting the most organi-zations (about 60% of respondents). Profit pressure may be driving organiza-tions to employ fewer staff or less expe-rienced staff to accomplish the same amount of work. These three issues, all related to productivity and efficiency, were cited by about 40% of respondents.
• Workforce transition, especially the need to replace senior technical staff, is viewed as an issue by about 40% of respondents. That contrasts with the fact that concern for reduced company investment in train-ing and development jumped from 16% in 2014 to 22% in the current survey.
The ALI research also provides STLE lead-ership with valuable trends information onmembers’ views on environmental factors
affecting their organizationsand personal professional de-velopment, reasons for STLEmembership, satisfaction withbenefits and informationalneeds.
One key finding to note isthat almost half of the respon-dents say that STLE member-ship is of high value to theirorganization. That’s an increasefrom 2014 when 38% of the re-spondents rated STLE member-ship to be of high value. Thismovement toward a greaterperceived value might reflectthe impact of programs initiat-ed through the STLE strategic
plan, which began in 2013 and emphasizes theConnect, Learn, Achieve value proposition.
Satisfaction with individual benefits isalso high, especially for those consideredmost important. Topping the list once againis TLT magazine, which gets a 92% satisfac-tion rating. Other benefits in the top tier (80%or greater) are the STLE Annual Meeting andinformation on www.stle.org.
The ALI study is part of STLE’s ongoingefforts to understand the key concerns andissues facing the organization and its mem-bers. Detailed results from the latest researchwill be used by the STLE board of directors torefresh the strategic plan by mid-2016. Watchfor more details on how the new plan willmaintain and grow membership satisfactionand value in the coming months.
HEADQUARTERS REPORT
Edward P. Salek, CAE / Executive Director
You can reach Certified Association Executive Ed Salek at [email protected].
What’s keeping you up at night?A survey of 500 STLE members reveals the market forces that will
impact the lubricants business during the next three years.
Almost half of the respondents say that STLE membership is of high value to their organization.
8 The three different kinds of volcanoes—composite cones, shields and cinder cones—are categorized by size, composition and explosive style.
Email [email protected] | Visit www.doverchem.com | Call 1-800-321-8805
Mayfree®, Doverlube®, Doverphos®, Mayphos®, Klorfree®, Mayco Base®, and Syn-Chek® are registered trademarksof Dover Chemical Corporation, a subsidiary of ICC Industries Inc.
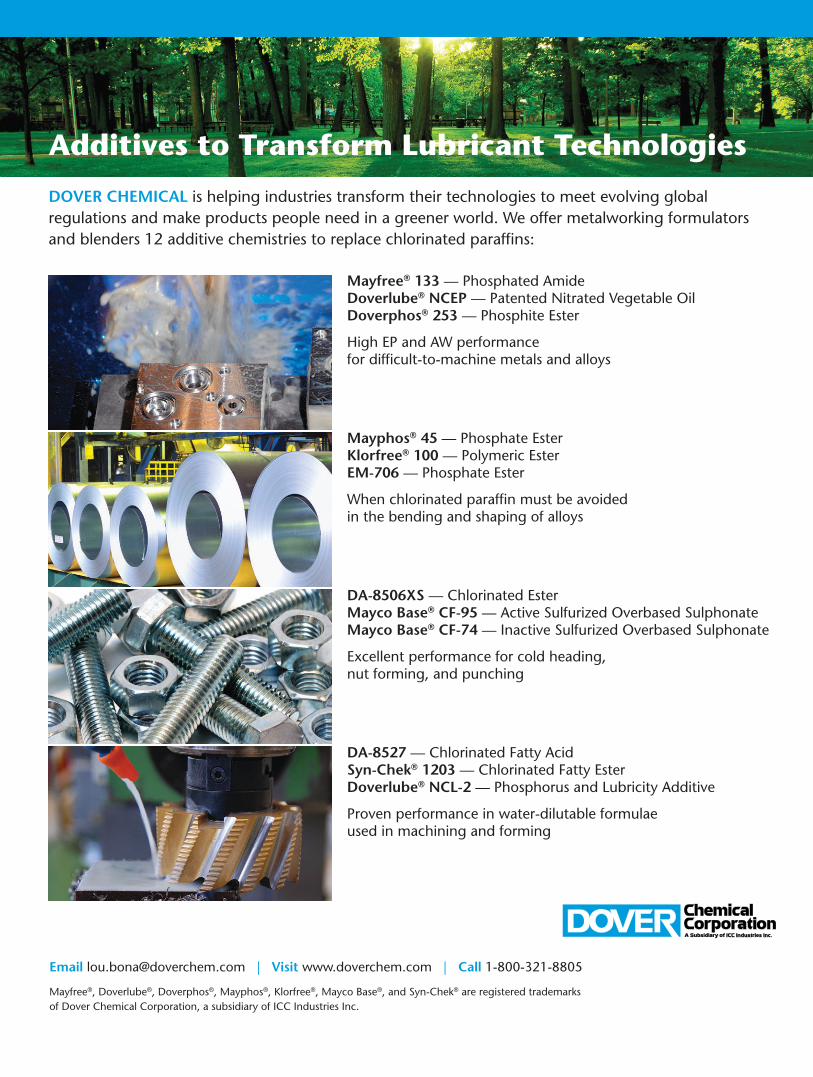
Additives to Transform Lubricant Technologies
DOVER CHEMICAL is helping industries transform their technologies to meet evolving globalregulations and make products people need in a greener world. We offer metalworking formulatorsand blenders 12 additive chemistries to replace chlorinated paraffins:
Mayfree® 133 — Phosphated AmideDoverlube® NCEP — Patented Nitrated Vegetable OilDoverphos® 253 — Phosphite Ester
High EP and AW performancefor difficult-to-machine metals and alloys
Mayphos® 45 — Phosphate EsterKlorfree® 100 — Polymeric EsterEM-706 — Phosphate Ester
When chlorinated paraffin must be avoidedin the bending and shaping of alloys
DA-8506XS — Chlorinated EsterMayco Base® CF-95 — Active Sulfurized Overbased SulphonateMayco Base® CF-74 — Inactive Sulfurized Overbased Sulphonate
Excellent performance for cold heading,nut forming, and punching
DA-8527 — Chlorinated Fatty AcidSyn-Chek® 1203 — Chlorinated Fatty EsterDoverlube® NCL-2 — Phosphorus and Lubricity Additive
Proven performance in water-dilutable formulaeused in machining and forming

ONE OF THE CHALLENGES FACED IN MANU-FACTURING A COMPLEX PIECE OF MACHIN-ERY such as an automobile is finding the best approach for joining dissimilar metals. This process is becoming more important due to the growing use of lighter-weight, nonferrous metals such as aluminum being used with ferrous alloys in automobile manufacturing.
A significant example is Ford Motor Co.’s replacement of 1,000 lbs. of steel with 600 lbs. of aluminum in its best-selling F-150 pickup truck.1
A previous TLT article described a modification of a technique known as cladding that is used to bond one metal alloy.2 The modification is known as high-energy-density fusion cladding and utilizes a high-density infrared arc lamp to heat the temperature to a point
just below the melting point of a metal substrate enabling the second metal al-loy to effectively bond to that substrate.
The traditional approach used to join dissimilar metals is resistance spot welding. Glenn Daehn, profes-sor of materials science and engineer-ing at The Ohio State University in Columbus, Ohio, says, “In resistance spot welding, a high electrical current is passed through the two metals that need to be joined. This generates heat that partially melts both metals togeth-er, forming a weld.”
Daehn continues, “The main prob-lem with this technique is that the melted portions of metal are never as strong as they were prior to welding. With the continuing introduction of stronger metal alloys, joints have be-
New welding approachA new system known as vaporized foil actuator joins dissimilar metals.
TECH BEAT
Dr. Neil Canter / Contributing Editor
KEY CONCEPTS
beco epoint the join d
process j gvaporized
actuator does not thephysical properties of thejoin d metals.
• Weld stre thp types
used whichtwo are
CO CC SKEY CONCEPTSKEY CONCEPTS
• The• The problemproblem withwith resistanceresistancespotspot weldingwelding isis thethethe formationformation
fofofof jointsjoints thatthat becomebecome thethe weakweakpointpoint ofof thethe joinedjoined metals.metals.
• AAA• A• A newnew processprocess forfor jjjoiningjoining metalmetalkno nnknownknown asasas dvaporizedvaporized foilfoilfoil
t t ractuatoractuator dodoesdoesdoes tnotnot p ctimpactimpact thethetheh alphysicalphysical pr tt espropertiesproperties ofofof theethethe
joinedjoined metals.metals.
• Weld• Weld strengthstrength isis dependentdependentuuponupon thethe typestypes ofofof metalmetalmetal alloysalloysusedused andand thethe speedspeed atat whichwhichwhich thethet otwotwo alloysalloysalloys areeareare pushedpushedpushed t g th .together.together.
ww
w.fo
rd.c
om
10 Composite cone volcanoes are composed of layers of lava, ash and rock debris, grow to heights of 8,000 feet or more and erupt violently.

come the weak point. In effect, joints have not become stronger to match the new metals used.”
The result is a decrease in the joint efficiency, which is the ratio of the strength of the joint to the strength of the base material. The goal is to achieve 100% joint efficiency, but this cannot be realized using resistance spot weld-ing. One other problem is the need to generate high currents that require a large amount of costly energy.
Two other methods for joining dis-similar metals are adhesives and fasten-ers. Adhesives are weaker than metal alloys while fasteners exhibit joint ef-ficiencies less than 100%, add weight and expense and can corrode.
There is need for a new welding ap-proach that can achieve the 100% joint efficiency goal. Such an approach has now been developed.
VAPORIZED FOIL ACTUATORDaehn, in collaboration with his col-leagues, has developed a new system to join dissimilar metals that is known as vaporized foil actuator (VFA). This system uses a high-voltage capacitor bank to create a short electrical pulse within a thin piece of aluminum foil. After only microseconds, a burst of hot gas is generated by the very rapid vaporization of aluminum pushing two pieces of metal together at very high speeds.
Daehn says, “VFA is a form of im-pact welding that facilitates the colli-sion of two dissimilar metals at high speeds over a short distance to form a very strong weld without melting the metal. A typical piece of metal will move at a speed of 300-700 meters per second during this process. This is typi-cally the sweet spot for the process.”
VFA differs from other welding techniques in that the physical prop-erties of the metal are little changed, which means that a strong weld should have comparable properties to the base metal alloys used. The researchers have evaluated different combinations of fer-rous, aluminum, magnesium, titanium and nickel alloys. Daehn says, “In our experiments, we collide one piece of a metal into a second metal at multiple angles. Then we evaluate the physical properties and welding interface using optical microscopy.”
The strength of the weld is depen-dent upon the types of metal alloys used and the speed at which they col-
lide. Some alloy pairs weld extremely well and display very distinguished in-terfaces such as the weld shown in Fig-ure 1—between copper at the top and titanium at the bottom—which shows curls of titanium interacting with the copper.
Daehn believes that copper and tita-nium form the most beautiful interface. In contrast, the interface between alu-minum and steel while forming strong welds does not produce distinguishing curls.
Daehn says, “Certain pairs of alu-minum and magnesium alloys stick together after VFA but do not exhibit good strength. Our ultimate objective is to push the failure of the welded ma-terial into the base metals.”
One area of concern in working with dissimilar metals is the possibility of galvanic corrosion. Daehn says, “We believe that if the metals being welded have corrosion potentials within 150 millivolts of each other, they will not cause problems. One example of an alloy combination that is much fur-ther apart than 150 millivolts and may cause problems is ferrous alloys and magnesium.”
The researchers will continue to examine other alloy combinations and work to make the system more robust in the future. Additional information can be found in a recent reference3 or by contacting Daehn at [email protected].
REFERENCES
1. Canter, N. (2014), “Developing metalworking fluids for light metals,” TLT, 70 (3), pp. 46-57.
2. Canter, N. (2011), “A cost-effec-tive metal-cladding process,” TLT, 67 (12), pp. 10-11.
3. Liu, B., Vivek, A. and Daehn, G. (2015), “Use of vaporizing foil actuator impact welding of aluminum alloy sheets with steel and magnesium alloys,” Light Metals 2015, edited by M. Hyland, The Minerals, Metals & Materials Society. DOI: 10.1002/9781119 093435, pp. 463-468.
Some alloy pairs weld extremely well and display very distinguished interfaces.
Figure 1 | A microscopic view of the interface formed when copper (at the top) and titanium (at the bottom) are joined together through a new technique known as vaporized foil actuator is shown. (Figure courtesy of The Ohio State University.)
Mount St. Helens and Mount Rainier in Washington state are impressive examples of composite volcanoes. 1 1

TECH BEAT
SUSTAINABILITY IS ONE OF SEVERALTERMS THAT define more environmen-tally favorable or green processes, but it also encompasses ensuring economic viability and social responsibility. In a previous TLT article, answering the “What is green?” question was found to be a complex matter when concerned with defining a process that uses bio-based raw materials converted into a new substance that has a minimal haz-ard to human health and the environ-ment.1
The lens of sustainability can de-scribe the economic, environmental and social aspects of a specific pro-cess. In manufacturing, lubricants are
well positioned to improve all of these factors because they reduce the fric-tion and wear in various applications, which also enhances the sustainability of the application.
Karl Haapala, associate professor in the School of Mechanical, Industrial and Manufacturing Engineering at Oregon State University in Corvallis, Ore., says, “Sustainable manufacturing is similar to quality in that it represents a journey of continuous improvement. Rather than using quality metrics, sus-tainable manufacturing uses economic, environmental and social factors to de-velop metrics about a specific manufac-tured product or process.”
One of the problems faced in show-ing that sustainable manufacturing should be seriously considered is how to best quantify so that companies in-volved in producing a specific material can then use this concept to find the best possible procedure. Haapala and his graduate research assistant, Michael Eastwood, have developed a six-step methodology that provides means for manufacturers to quantify sustain-ability metrics. This approach will en-able manufacturers to evaluate several different approaches for producing a specific component or assembly and pick the best option not only from an economics standpoint but also from the viewpoint of environmental and social issues.
Haapala says, “The first step is to define which among the economic, en-
vironmental and social metrics is the most important and relevant to the spe-cific operation. Selection of the proper metrics is dependent upon the condi-tions such as the required accuracy and completeness of the results and time and resource constraints.” The analysis combines the use of life cycle inventory techniques with unit process modeling.
The second step is to select and quantify the metrics to be examined in a specific manufacturing process. Haa-pala says, “The metrics chosen should be of the highest importance in influ-encing how the process is conducted over the economic, environmental and social domains that define sustainabil-ity. The scope of the evaluation can involve a cradle-to-grave approach if warranted.”
In the third step, key unit manu-facturing processes are identified and defined. Haapala indicates that what-if scenarios are applicable in this step of the analysis. He says, “Such factors as
• With demand for sustainableone
problem quantify
• A six-step methodologybeen devised to
metrics.
be n u ed to
rgears generates
KEY CONCEPTSKEY CONCEPTS
• With• With demanddemand forfor sustainablesustainablenufa t ggmanufacturingmanufacturing growi g,growing,growing, oneone
problemproblem isis howhow bestbest toto quantifyquantifythhisthisthis procceess.process.process.
• A• A six-stepsix-step methodologymethodology hashasb enbeenbeen de dddeviseddevised ttototo qu tifyquantifyquantifysustainabilitysustainability metrics.metrics.
• This• This strategystrategy hashas beenbeen usedused totodeterminedetermine whichwhich ofofof threethreepathwayspathways fforfor makingmaking bevelbevelgeeearsgearsgears generatesgenerates thethe bestbest
stai b lityysustainabilitysustainability performance.performance.
Sustainable manufacturingA six-step methodology enables manufacturers to evaluate different production processes through quantification of sustainability metrics.
The lens of sustainability can be used to describe the economic, environmental and social aspects of a specific process.
1 2 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G

what if the material used in the process is changed and what if recycled mate-rial is used can be considered. This step of the analysis must include knowledge of how a specific material affects the process flow and process parameters.”
Once the first three steps are con-ducted, mathematical models for each process are developed by gathering data and devising mathematical equa-tions for each of the targeted metrics. Data is obtained through interviewing experts and doing a literature search and obtaining information on process specific parameters that will be used by the mathematical models to quantify the targeted metrics.
Application of the models occurs in step five followed by an analysis of the results in step six.
BEVEL GEARSHaapala and Eastwood applied the sustainable manufacturing methodol-ogy to evaluate three approaches for manufacturing bevel gears. He says, “As part of a sustainability assessment with a large OEM, we evaluated two alternative ways to manufacture bevel gears to determine if either of the al-ternatives offer better sustainability performance.”
Bevel gears currently used are pro-duced from a singular component de-sign made of AISI 4340 steel alloy. The researchers examined this design ver-sus two designs where the gear head also is prepared from AISI 4340 steel alloy and the shaft is a titanium alloy known as Ti-6Al-4V. In the first case, assembly is done using an inertial fric-tion welding process, while the second approach involves assembling the bevel gear through a mechanical joining pro-cess by press fitting the splines. Figure 2 shows an image of a bevel gear pre-pared by a mechanical joining process.
Haapala says, “The objective is to determine if a bevel gear produced us-ing a lighter shaft material delivers bet-ter sustainable performance. No change is made to the alloy used in the head because of the need to retain strength and resist wear.”
The assumption is made that all
three bevel gears are functionally equivalent. Haapala says, “We used a gate-to-gate analysis which covers the raw materials entering the plant, going through the process flow and ends up with the finished bevel gear.”
The economic metric used is the operating cost of each gear while the social metrics focused on occupational health and safety, which covers workers having acute injuries, lost work days and chronic illnesses. A series of six metrics were included in the environ-mental area. One of them is known as the input material non-flyway content. Haapala says, “Non-flyway content is the ratio of material purchased to mate-rial used in the finished product. The objective is to reduce this ratio to the lowest figure possible.”
The result from the analysis is that both alternative designs display better sustainability performance, but neither alternative is clearly superior compared to the other one. Haapala says, “The next step is to introduce subjectivity and weightings for metrics into the process, which will enable experts to evaluate both designs.”
Haapala also is initiating work on an approach for composability model-ing that will enable the decision maker to provide a small amount of informa-tion about the product and processes to be evaluated into a software tool. He says, “Our hope is that the user will not have to enter data for each and every process in the process flow to get an answer on sustainability performance. This approach will provide a more in-telligent tool for the user.”
Additional information can be found in a recent article2 or by con-tacting Haapala at [email protected].
REFERENCES
1. Canter, N. (2010), “What is green?” TLT, 66 (12), pp. 50-58.
2. Eastwood, M. and Haapala, K. (2015), “A unit process model based methodology to assist product sustainability assessment during design for manufactur-ing,” Journal of Cleaner Produc-tion, 108 Part A, pp. 54-64.
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y F E B R U A R Y 2 0 1 6 • 1 3
Figure 2 | In one of the three processes evaluated for sustainability, this bevel gear is pre-pared by a mechanical joining technique. (Figure courtesy of Oregon State University.)
CONCERN WITH CONVENTIONAL REFRIG-ERATION PROCESSING, WHICH UTILIZES REFRIGERANTS found to have negative impacts on the environment, is lead-ing researchers to evaluate alternative approaches. One area that is showing promise is to identify metal alloys that can absorb and then release heat when interacting with a magnetic field.
This phenomenon is known as magnetocaloric effect. Casey Miller, director for the MS Program in Ma-terials Science and Engineering and associate professor in the School of Chemistry and Materials Science at
Rochester Institute of Technology in Rochester, N.Y., says, “The magneto-caloric effect allows magnetic fields to alter the temperature of a material; this is greatest just above the magnetic ordering temperature of a ferromag-net. At such temperatures, an applied magnetic field will cause the magnetic moments to become less random. This decrease in magnetic entropy must be compensated by an increase of the lat-tice entropy, which is manifested as a temperature increase of the magnet. Conversely, removing a magnetic field decreases the material’s temperature to make up for the increased magnetic en-tropy (see Figure 3). Cycling the field and taking appropriate care of the heat flow can thus form a magnetic refrig-erator, prototypes of which have dem-onstrated efficiencies in excess of 60% of the Carnot limit—more than double conventional techniques.”
Most of the currently studied metal alloys that are magnetocaloric are based on rare earth metals. Miller says, “Rare earth metals are attractive for the mag-netocaloric effect because the group contains some of the highest magnetic moments per atom on the periodic table. The problem with using them is that they are relatively expensive, subject to geopolitical pressures, oxidize easily and are very susceptible to corrosion.”
Miller also points out that rare earth metals have mechanical issues such as lack of ductility, which makes them difficult to use. He says, “One related concern is that this metal type also is difficult to machine.”
An example of a rare earth metal used as a magnetocaloric is gadolin-ium. Miller says, “This metal has an additional problem in that it generates sparks when sand blasted.”
In a previous TLT article, research-ers facing this situation discovered a metal alloy based on manganese, iron, phosphorus and germanium that dis-plays the magnetocaloric effect.1 The reason this alloy is attractive is because it displays the magnetocaloric effect at room temperature and is less expensive than any alloy prepared from a rare earth metal.
Recently a new type of alloy known as high-entropy alloy was discovered. Miller says, “We know that these al-loys have not been examined for the magnetocaloric effect and felt that it was worth evaluating them because there are a wide variety of types that can be tested. Our objective is to find a high-entropy alloy that will exhibit the magnetocaloric effect around room temperature.”
Miller feels that high-entropy alloys have far superior mechanical properties
Magnetocaloric effect using high-entropy alloysA high-entropy alloy exhibits the magnetocaloric effect at room temperature.
TECH BEAT
KEY CONCEPTS
• A alloy
as a thatwithout
of the currentlythat
magnetocaloricrare earth metals that havesome g characteristics.
y t at
room temperature.
KEY CONCEPTSKEY CONCEPTS
• A• A metalmetal alloyalloy exhibitingexhibiting thethemagnetocaloricmagnetocaloric effecteffect cancancan actactasasas aaa magneticmagneticmagnetic refrigeratorrefrigeratorrefrigerator thatthatthatoperatesoperates withoutwithout aa refrigerant.refrigerant.
• M st• Most• Most ofofof thethethe currentlycurrentlycurrentlyavailableavailable materialsmaterials thatthat arearemagnetocaloricmagnetocaloric areareare basedbased onononrarerarerare earthearthearth metalsmetalsmetals thatthatthat havehavehavesomesome negativenegativenegative characteristic .characteristics.characteristics.
• A• A high-entropyhigh-entropyhigh-entropy alloyalloy thatthatthatcontainscontains nonono rarerare earthearthearthmetalsmetals demonstratesdemonstrates thethemagnetocaloricmagnetocaloric effecteffect atatroomroom temperature.temperature.
High-entropy alloys containing a face-centered cubic metal show promise as a magnetic refrigerator.
14 Shield volcanoes are broad, domed-shaped volcanoes with long, gently sloped sides which, from above, resemble a warrior’s shield.

compared to rare earth metals and are easier to machine. Research documented in another previous TLT article supports Miller’s opinion about high-entropy al-loys.2 An alloy containing equal percent-ages of aluminum, lithium, magnesium, scandium and titanium exhibits a higher strength-to-weight ratio than any other existing metal.
A high-entropy alloy has now been identified that exhibits the magnetoca-loric effect at room temperature.
TUNABILITYMiller and his colleagues have deter-mined that a high-entropy alloy pre-pared with equal parts of iron, cobalt, nickel and chromium in combination with palladium exhibits the magne-tocaloric effect at room temperature. He says, “Palladium has the ability to tune the Curie temperature or critical temperature of the metal alloy, which is the temperature at which a material loses its permanent magnetic proper-ties. By changing the concentration of palladium in the alloy, we can tune the critical temperature giving us the abil-ity to dictate the temperature at which high-entropy alloys engage in the mag-netocaloric effect.”
Palladium accomplishes this role by changing the crystal lattice. Miller says, “Small changes in the crystal structure generate large differences in magnetic properties.”
The high-entropy alloy is prepared by mixing the five elements in an arc furnace under an argon atmosphere. After cold rolling, which was done to process the alloy into thin sheets, the al-loy is sealed in a quartz tube with argon gas and annealed at 900 C for one hour.
Miller says, “The rolled alloy is full of crystal defects. Annealing removes these dislocations, which do tend to affect the magnetic properties of the alloy.”
The researchers measured the mag-netic phase transition as a function of temperature for the high-entropy alloys prepared with palladium concentra-tions ranging from 0-0.5 equivalent. Miller says, “Our objective is to maxi-mize the magnetic entropy change.”
The researchers found that the al-loy prepared with 0.5 equivalent of palladium yields the maximum entropy change, which is still about a factor of 20 less than that seen with gadolinium. Future work will focus on evaluation of other face-center cubic metals besides palladium to determine how they can be used to tune the magnetic properties of the alloy.
Miller says, “We hypothesize that substituting other face-centered cubic metals such as aluminum, copper and gold may lead to even stronger magne-tocaloric effects while further reducing cost.”
Additional details on the research done with the high-entropy alloy can
be found in a recent reference3 or by contacting Miller at [email protected]. A second paper that was recently pub-lished discusses theoretical work done to predict the magnetocaloric effect for high-entropy alloys prepared with face-centered cubic transition metal alloys.4
REFERENCES
1. Canter, N. (2009), “Magnetic refrigeration: Another way to cool,” TLT, 65 (5), pp. 12-13.
2. Canter, N. (2015), “High-entropy alloys,” TLT, 71 (3), pp. 14-15.
3. Belyea, D., Lucas. M., Michel, E., Horwath, J. and Miller, C. (2015), “Tunable magnetocaloric effect in transition metal alloys,” Scientific Reports, 5:15755, DOI: 10.1038/srep15755.
4. Kormann, F., Ma, D., Belyea, D., Lucas, M., Miller, C., Grabowski, B. and Sluiter, M. (2015), “‘Treasure maps’ for magnetic high-entropy alloys from theory and experiment,” Applied Physics Letters, 107 (14), 142404.
Neil Canter heads his own consulting company, Chemical Solutions, in Willow Grove, Pa. Ideas for Tech Beat can be submitted to him at [email protected].
Figure 3 | The local magnetic moment is disordered in no field (on the left), but becomes or-dered in an applied magnetic field (on the right). This transi-tion can be accompanied by a temperature change in magne-tocaloric materials. (Figure cour-tesy of the Rochester Institute of Technology.)
Shield volcanoes can cover large areas but never grow very tall due to their lava composition, which is very fluid and spreads without piling up. 1 5

With 25 years of industry experience, this corporate R&D chemist discusses the evolution of quality inspections and technology.
20 MINUTES WITH…
By Rachel Fowler / Associate Editor
Lynn Massad
Lynn Massad is a corporate R&D chemistfor Calumet Specialty Products Partners,L.P. She holds a bachelor’s of sciencedegree in chemistry and a master’s ofbusiness administration from LouisianaState University in Shreveport, La. Hercareer in the lubricants industry began in1990 while employed as a laboratorytechnician at Specialty Oil Co. inShreveport.
Since then she has accumulated 25years of laboratory and quality controlexperience. Lynn also is an STLE CertifiedLubrication Specialist™ (CLS) andCertified Oil Monitoring Analyst I™ (OMAI). She has been a member of theAmerican Chemical Society for more than 25 years.
While earning her chemistry degree, Lynn’s full-time responsibilities at Special-ty Oil Co. included analyzing used oil and environmental samples. After graduatingshe went to work as a chemist for Boots Pharmaceuticals, which was laterpurchased by BASF. From 1992-2006 she worked in the pharmaceutical industry asa chemist I, chemist II and senior chemist. In 2006 Lynn went to work for TruSouthOil, LLC as the laboratory and R&D manager. She established the laboratory anddeveloped all products and testing protocols including the TruFuel line of gasolineand oil mixtures. She managed formulations for all lubricant and fuel products. In2013 TruSouth was purchased by Calumet Specialty Products Partners, L.P., and isnow operating as Calumet Packaging, LLC.
In December 2014 she accepted the quality manager position with Lube-Techfor its new facility in Shreveport. She worked to obtain ISO certification, qualitysystems and establishment of the laboratory. In September 2015 Lynn returned toCalumet as a corporate R&D chemist. She is happy to work in research anddevelopment and expand her knowledge base to include the refinery side of thebusiness.
Lynn was born at Elmendorf Air Force Base in Alaska in July 1969. In 1972 herfamily moved to K.I. Sawyer Air Force Base on Michigan’s Upper Peninsula. In 1980her father’s transfer took them to Louisiana; she has lived in the Shreveport-Boss-ier city area since then. In her spare time she enjoys jogging, reading andspending time with her husband, Brad, and two sons, Carson and Barro. She lovesgiving back to the community by giving presentations to students.
LYNN MASSAD – The Quick File
TLT: How do you set specifications?
Massad: As a laboratory manager setting the specifications on new products, it is important to have a well-defined pro-cedure for ensuring that the product is inspected and verified at critical points during the entire process as well as a well-defined procedure for setting spec-ifications at each part of the process. As the quality and laboratory manager of blending and packaging facilities, I was responsible for the quality of ev-erything coming into the facility and everything going out. I initiated in-spections for all raw materials, blended product and packaged product. Pack-aged product inspections include ev-erything from the smallest package (2.6 oz.) to the largest package (a rail car).
When setting packaging inspec-tion points it is best to understand the packaging process and consider mul-tiple inspections to cover the length of the process. Approval of the first
Lynn Massad
16 Cinder cone volcanoes are comprised of loose cinders and are more like sand dunes than a mass solidified by lava.

bottle (beginning) is obviously neces-sary, but having inspection points like the middle and end need to be defined for package type and length of run. For example, a small run of four 55-gallon drums may only need a beginning and end sample. Longer runs should re-quire more inspections. For example, thousands of quarts need to have be-ginning, middle and end inspections and start-of-shift if it extended into another shift.
Each inspection point also should have recommended tests for capturing the critical aspects of the fluid. Inspec-tion of raw materials is critical to en-sure the fluid integrity, yet it should be quick to prevent demurrage or trans-portation charges. Inspection of the blend sample typically has the high-est number of required tests, verifying that all of the components were added and in the correct ratio. It is critical to have blend procedures that document the correct mixing temperature, the time for mixing and the sampling pro-cedure. It is crucial that the blending department proactively participates in developing the blending and sampling procedure. Bottom line, the sample must be representative of the tank. In-spections of packaged product should be staged based on the stage of the product: a higher number of inspec-tions placed on the beginning sample and fewer on middle and end.
From the beginning of the life cycle of a product, typically the specifications are set as the new product enters into the facility process from R&D. Any chemical or physical specifications required per batch should be defined with the following in mind: industry specifications, supplier specifications, customer specifications and critical fluid identifiers, instrumentation re-peatability and reproducibility and the company quality goal. Physical and chemical ranges for licensed motor oils can be found in API 1509 Annex K. Standardized test methods such as ASTM should be used since they are validated and contain the accepted cali-bration, repeatability and reproducibil-ity requirements.
Some of the trends we are seeing in the licensed motor oil category are in-creased certifications by OEMs. Specifi-cations on OEM oils need to be under-stood and accounted for when adding new items. For example, dexos1™ pas-senger car motor oils (PCMOs) have a 13.0 maximum on ASTM D5800, noack volatility, where API specifica-tions on the same viscosity grades are a 15 maximum. The dexos specification is not only lower, it adds a significant figure.
In cases where there are no industry specifications for elements, have a pro-cedure for setting specs based on other industry standards or requirements.
Know your supplier’s min and max. Are they acceptable for achieving the neces-sary performance of the product? If so, use API 1509 Annex K as a guideline to set ranges -10% (MIN) and +15% (MAX) ranges. If the supplier ranges are not able to meet the desired perfor-mance, develop a procedure to adjust the treat rate per batch of material to meet the performance requirements.
On a positive note, many companies want to set their specifications much tighter than typical industry standards. The desire to be better and eliminate any risk is a great strategy unless your process becomes bottlenecked. Here are some variables that should be consid-
Calumet Specialty Products Partners’ Cotton Valley, Louisiana, facility.
Cinder cones are the most common volcano and can form quickly but rarely grow higher than a few hundred meters. 1 7
ered when setting specifications tighter:
• Process capability. Is your process ca-pable of meeting the tighter specs? If not, know the cost to continually reprocess to meet the spec.
• Raw material specifications. If your raw material specifications are wid-er than your final specifications al-low, a procedure to change treat per batch of raw material is necessary or your process will halt.
• Instrument applicability. Using ASTM methods, allow the reproducibility and repeatability to be factored into the specification for expanded range.
• Annual product reviews. Continue to monitor changes and perform an-nual product reviews.
• Market. Does the market need the tighter specifications?
TLT: Do you use PFMEA to set your quality inspections?
Massad: Process Failure Mode Effects Analysis (PFMEA) is a powerful ana-lytical tool, especially when used by cross-functional teams. I’m speaking from my quality and lab manager expe-rience specific to blending and packag-ing facilities. Engaging members from quality, product management, sales,
laboratory, blending, packaging, engi-neering and R&D is necessary to un-derstand the impact of failure, define and prioritize action items and elimi-nate and alleviate and minimize risk.
Although PFMEA may not be new to the industry, I was introduced to it in recent years. Learning and understand-ing this analytical tool was helpful to me as a quality and lab manager by increasing and developing my under-standing of the overall process. Being
able to step through the entire process with the product and process owners in itself is a team-building opportunity and a great way to communicate. Defin-ing inspection points, tests and risks is imperative to setting up the appropriate system.
The product inspections ensure the integrity of the fluid by testing to the product specifications. PFMEA can help by ensuring the risk of con-tamination is minimized as well. Us-ing PFMEA to set quality inspection points and verify specifications is rec-ommended to aid with communication for customer specs and identifying and minimizing risk.
TLT: What is the challenge of keeping R&D in touch with operations?
Massad: Communication, communica-tion, communication! Communication is the foundation of successful businesses.
TLT: Which lab staffing and metrics help identify operations?
Massad: I was fortunate to have the opportunity to work directly with the owners at TruSouth Oil, LLC in set-ting up the laboratory. I was fortunate because they challenged me to prove myself and my results daily. They chal-lenged me to have a lab with consis-tent, solid and verifiable results. The owner was persistent in making sure that I knew that the integrity of his company and products depended on the integrity of my lab. His persistence in questioning and challenging the lab processes made me better personally and professionally. I grew more pro-fessionally because they invested time discussing details with me.
Laboratories are critical to moni-toring plant processes and managing product quality. I treated the labora-tory as a miniature version of a plant and built key performance indicators for the lab. Metrics are extremely im-portant in identifying and understand-ing capabilities. As a laboratory man-ager, I would report these metrics on a monthly basis:
• Number of samples. Broken down by type, if necessary.
• Number of hours, shifts, employees and cost.
• Sample turnaround time versus the expectation.
• Number of active products and for-mulations. Details of changes were listed.
• Number of instruments and down time due to instrument issues. Examples include calibration, repair, preven-tive maintenance, etc.
• Results for ASTM interlaboratory round robin (or other round robin). This is my favorite and most important. I always felt as a lab manager it was imperative to measure yourself. Your numbers are only as good as you know they are. Celebrate the successes and actively correct and learn from errors.
• Results for one to two plant operations that function from the laboratory re-sults. For example, first time pass for blending. Whether or not they met the plant goal, the data is use-ful for improving, especially when
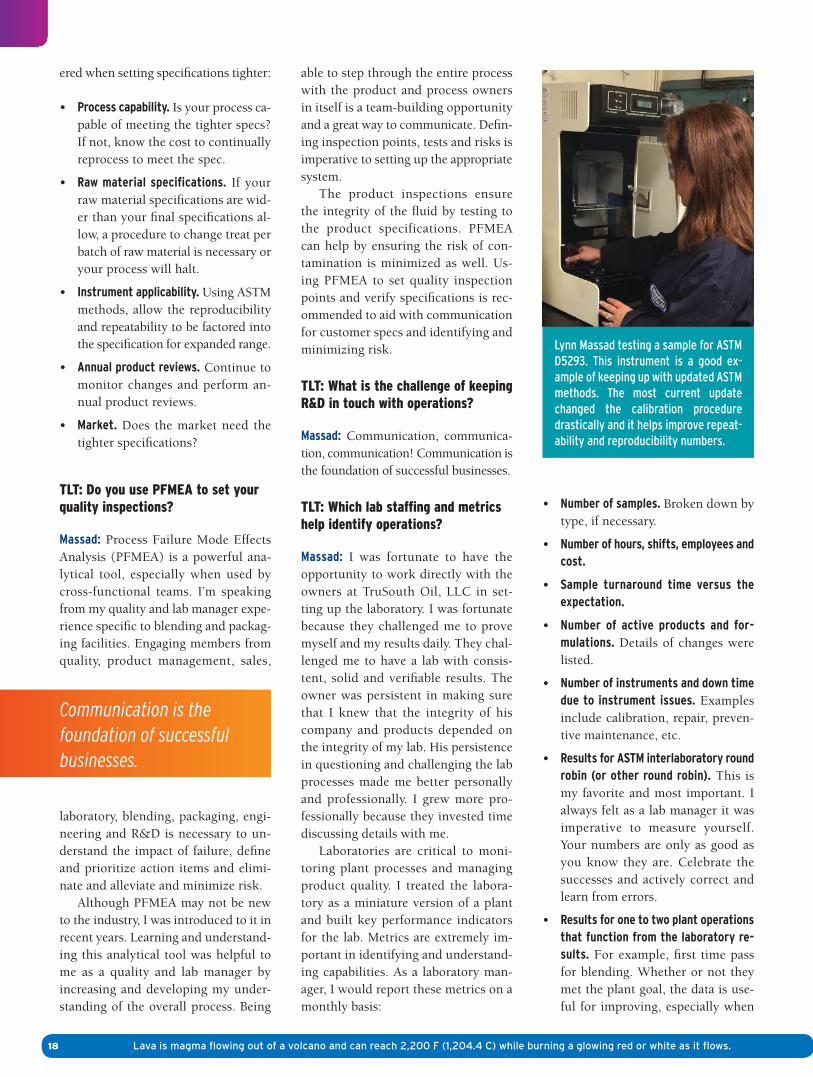
Lynn Massad testing a sample for ASTM D5293. This instrument is a good ex-ample of keeping up with updated ASTM methods. The most current update changed the calibration procedure drastically and it helps improve repeat-ability and reproducibility numbers.
Communication is the foundation of successful businesses.
18 Lava is magma flowing out of a volcano and can reach 2,200 F (1,204.4 C) while burning a glowing red or white as it flows.

some of the failures are repeated. This is a good opportunity to use the lab data to help improve pro-duction processes.
• Industry report. I would monitor the Petroleum Quality Institute of America (PQIA) weekly and report any of our products that were test-ed. I also would note any items they were discussing.
These metrics are good discussion points, especially when you need to con-sider new staff, instruments and/or po-tential expansion. If your turnaround is not meeting expectations and that older instrument has been down for repairs too many times, these metrics will help support the capital request.
TLT: What was your first role or experience in the lubricants industry?
Massad: From 1990-1992 while I was in undergraduate school obtaining my
chemistry degree, I worked for Spe-cialty Oil as a laboratory technician testing used oil and environmental samples. I performed viscosity, induc-tively coupled plasma (ICP), moisture and polychlorinated biphenyl (PCB) analysis by GC.
TLT: What has been your biggest challenge over the years?
Massad: Two things: keeping pace with the growth of business and being a working mother. I’ve been blessed with supportive colleagues and family that are a team and allow me to balance work and family. As my children become more independent, I look forward to partici-pating in more industry groups and ac-tivities. I’ve recently joined Calumet’s research and development team. I’m excited about the opportunity to learn from many of my mentors, and I’m ready to focus on what I love. That is why I chose to come home to Calumet.
TLT: In your view, has industry cer-tification (API) helped the industry? How?
Massad: Industry certification is neces-sary, but is it enough? Unfortunately in the blending and packaging industry there are a number of uninformed con-sumers and suppliers providing sub-standard products. Certifications like the API starburst and donut are a start to standardizing products. For blended lubricants, the API offers certifications for PCMOs, diesel oils and diesel ex-haust fluid. The API motor oil matters (MOM) program is intending to pro-vide a place for reporting problems, educating consumers and licensing dis-tributors. Did they wait too long to act on motor oil quality issues? Were they not aggressive enough? Is this working and is this enough? In my opinion this is a good start. However, I believe much more is needed.
Has API struggled to enforce the
Lava derives from the Latin lavara meaning ‘to wash’ and can flow up to speeds of 62 mph. 1 9

requirements? I believe that API strug-gled at developing, implementing and enforcing their monitoring system. This struggle and an uneducated con-sumer base have left the door open for the entrepreneurial creativity to pro-vide substandard products.
So how do OEMs and consumers who want, at minimum, a standard product ensure they are getting what they pay for? I believe we are about to see a big change in certifications to en-sure blended product quality. But this brings up some new concerns. I am concerned with the growing number of OEM certifications and the associ-ated cost of these certifications. The new fees issued for several specifica-tions alone seem excessive. Looking at certifications for PCMO and diesel blended products (API, dexos, Mack, Cummins, Volvo and Detroit Diesel), makes me wonder if ILMA companies will be able to survive in the OEM cer-tification market.
As a formulated motor oil requires balanced components, a balance is needed for certifications to achieve the desired goal.
TLT: Where is the industry trending?
Massad: I’m thrilled to see our industry trending toward higher quality. A grow-ing number of companies supports PQIA’s efforts to assure the quality and integrity of motor oils in the U.S. PQIA is leading the way to inform consumers by testing and reporting on the quality
and integrity of lubricants in the mar-ketplace. They have done an aston-ishing job on identifying substandard products and protecting and educating consumers. The tactics for substandard
products aren’t just for PCMO and die-sel. A number of other lubricants don’t have certifications available. I hope PQIA continues its efforts into these other areas.
TLT: How has technology and com-puting aided your job function?
Massad: I have a passion for new tech-nology at work and at home. Com-puters have changed the laboratory from data collection and analysis to big improvements in instrumentation. In my 25 years as a chemist I’ve been through four laboratory information management systems (LIMS) imple-mentations. Although it is a struggle getting the information into the system in a usable and structured fashion, it is always beneficial. Having access to data and the ability to manipulate and calculate instantaneously is imperative to keeping on top of processes. Setting an LIMS system up with the laboratory team can develop process understand-ing and good laboratory practices.
Instrumentation has improved greatly. From chromatography to IRs, we now have smaller, less expensive instruments that have the ability to collect and manipulate data. Accuracy, precision, repeatability and reproduc-ibility improvements can be seen with
newer technology as well as faster anal-ysis times and inspection cost savings.
I really enjoy the social aspect of technology. From email and texts to LinkedIn and Facebook, it is very easy to keep in touch with friends, col-leagues and businesses. Collaborative efforts are much faster. Information is usually just a few keystrokes away.
My children laugh when I tell them we didn’t have cell phones in school. I wonder what their children will be laughing about in 20 years.
TLT: Has having STLE’s CLS and OMA I certifications benefited your job?
Massad: While I was working at BASF as a chemist I chose to obtain a mas-ter’s in business administration to help bridge my gap between chemistry and business. The CLS and OMA I certifica-tions have benefited my job by bridging the gap from chemical and business un-derstanding to application and perfor-mance understanding. Understanding the details of the product’s application is imperative to formulating a product for the right application, price and mar-ket. I look forward to becoming more involved with STLE.
You can reach Lynn Massad at [email protected].
2 0 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Lynn Massad’s family. From left to right: Brad, Barro, Carson and Lynn.
Laboratories are critical to monitoring plant processes and managing product quality.

Simple… Better… TRIBOLOGY TESTING
Simply Better!
TriboScript™ user interface
The Most Versatile Tribology Testing System Ever Designed
Be part of the latest thing in tribology! Visit www.bruker.com/tribology, email [email protected] or call +1.408.376.4040/866.262.4040 for more information today.
Bruker’s Universal Mechanical Tester (UMT) platform has set the industry standard for flexibility in tribology testing. Now, the next-generation UMT TriboLab™ offers higher speeds, more torque, and better force measurements, all on a single system. Within minutes the platform can be transformed from rotary to reciprocating motion, from sub-newton to kilonewton force measurement, or from room temperature to 1000°C for environmental testing. No other mechanical testing system on the market can match the range of capabilities of the UMT TriboLab:
Exceptional Modularity – Interchangeable drives, and force sensors, all with TriboID automation
Broadest Capabilities – Rotary, reciprocating and block-on-ring testing
Environmental Testing – Tribology testing at temperature and humidity from -25°C to 1000°C
Unmatched Ease of Use – Tool-less, blind-mate connects, and intuitive TriboScript software
TriboScript™ useerr interface
Designed
, email [email protected]
rer
Visit Us at STLE 2016in Las Vegas
Innovation with Integrity Tribology & Mechanical Testers

I STARTED MY FIRST “REAL JOB” WITH THE DUPONT CO. at the Chambers Works in Deepwater, N.J., with my bright, shiny new doctorate literally in hand. I say literally since they actually photographed it. Anyway, I was confronted by a series of new but not recognizable names for things otherwise familiar to me. Some of the more notable were 2B Alcohol, Tolyene and, having just gone to school in the South, a favorite to my sweet, Southern ac-cent tuned ear was Wuddereyece. Or at least that is what it sounded like to me. When my technician, who was born in South Jersey, used these terms, I gave him that deer-in-the-headlights look of total and absolute incomprehension. This prompted from him, “Ey, man, I tawt you hadda Ph.D.! Don’t youse know nuttin’?” Ahh, no, apparently I did not—at least in that context.
Most of my experience was with reagent-grade solvents and materials from companies like Fischer Scientific, Eastman Chemical and the like, not with commercial-grade materials, either with different names or carrying names by custom of the inmates at the Chambers Works. So 2B Alcohol was in fact what I had called Absolute Alcohol, which is anhydrous (no water). However, it did contain 2% benzene as a contaminant as a consequence of distilling off the wa-ter—hence the 2B. Tolyene was South Jersey for Toluene. I’ve not figured the why of this one, unless there is some-thing mystic or unpronounceable about words that contain “ue.”
However, my all-time favorite, as
you might guess, was Wuddereyece. When I asked my technician for “aah-hce” (remember in those days I had a Georgia-style Southern accent), what I got was the question, “Youse mean wuddereyece?” This, I somewhat later learned, with much head-shaking and similar negative body language, was to mean “water ice.” And why water ice and not just ice (or aahhce as properly pronounced)? These other worldly den-izens differentiated water ice from dry ice or frozen carbon dioxide. It is simple enough once you know the names and practice the pronunciations.
These examples bring me to the point of the article. In one of our Certified Met-
alworking Fluids Specialist™ certi-fication subcommittee meetings, we got into a minor snit over the use of the term “soluble oil” in the stem of one of the exam questions. As it happens, the term soluble oil has been around for a very long time in the metalworking industry, and it has definite meaning to the user or practitioner of such metalworking fluids (MWFs).
As early as 1883, Frederick W. Taylor (see Figure 1), who later in 1911 became known as the father of scientific management in steel mills in Bethlehem and Philadel-phia (I guess he was the first true Certified Lubrication Specialist™), began experimenting with water as a metalworking cooling fluid. He dis-covered one of the metalworking in-dustry’s holy dictums: Keep the tool/workpiece interface cool, and the tool will cut better and longer. While he probably didn’t know it, water’s high
heat of vaporization does indeed make it ideal as a coolant. Over time they also discovered that lubricating this inter-face also contributed to the quality and quantity of metal removal by the cutting tool. So with the development of colloid and surface chemistry science, chemists learned to emulsify lubricating oil in the cooling water to make a stable coolant with lubricating properties. For you non-chemical types, an emulsion is a stable form of an oil (hydrophobic) material in water. Milk is one of the most common forms of an emulsion. The milk is made stable by naturally occurring surfactants (which are kind of like soap). Equally, in industry, oil-in-water emulsions are
LUBRICATION FUNDAMENTALS
Dr. Robert M. Gresham / Contributing Editor
Old habits die hard with the term soluble oil.
It’s all in the name
Figure 1 | Frederick W. Taylor experimented with water as a metalworking cooling fluid. (Photo courtesy of Explore PA History, http://explorepa-history.com/hmarker.php?markerId=1-A-251.)
22 Scientists believe 20% of volcanoes are underwater but 80% of volcanic eruptions occur under the oceans.
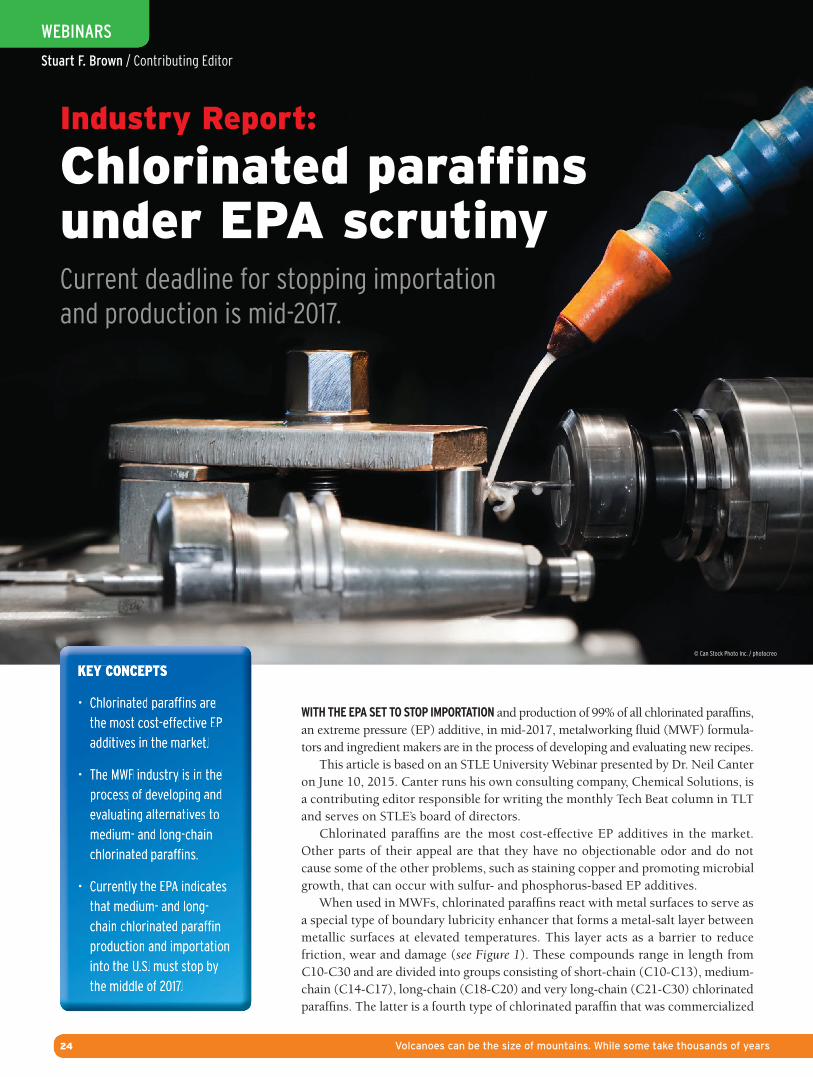
WITH THE EPA SET TO STOP IMPORTATION and production of 99% of all chlorinated paraffins, an extreme pressure (EP) additive, in mid-2017, metalworking fluid (MWF) formula-tors and ingredient makers are in the process of developing and evaluating new recipes.
This article is based on an STLE University Webinar presented by Dr. Neil Canter on June 10, 2015. Canter runs his own consulting company, Chemical Solutions, is a contributing editor responsible for writing the monthly Tech Beat column in TLT and serves on STLE’s board of directors.
Chlorinated paraffins are the most cost-effective EP additives in the market. Other parts of their appeal are that they have no objectionable odor and do not cause some of the other problems, such as staining copper and promoting microbial growth, that can occur with sulfur- and phosphorus-based EP additives.
When used in MWFs, chlorinated paraffins react with metal surfaces to serve as a special type of boundary lubricity enhancer that forms a metal-salt layer between metallic surfaces at elevated temperatures. This layer acts as a barrier to reduce friction, wear and damage (see Figure 1). These compounds range in length from C10-C30 and are divided into groups consisting of short-chain (C10-C13), medium-chain (C14-C17), long-chain (C18-C20) and very long-chain (C21-C30) chlorinated paraffins. The latter is a fourth type of chlorinated paraffin that was commercialized
Industry Report:
Chlorinated paraffins under EPA scrutiny
• Chlorinated aremost cost-effective EP
industry ins of and
g alternatives tolong-chain
paraffins.
• Currentlylong-
p by
KEY CONCEPTSKEY CONCEPTS
• Chlorinated• Chlorinated• Chlorinated pp fffinsparaffinsparaffins arearethethe mostmost cost-effectivecost-effective EPEPadddd ttivesadditivesadditives ininin tht ethethe a krket.market.market.
• The• The MWFMWF industryindustry isis iinin thetheprp oocessprocessprocess ofof d velopp ngdevelopingdeveloping dandand
l tevaluatingevaluating lt talternativesalternatives toototomedium-medium- andand long-chainlong-chainchlorinatedchlorinated paraffins.paraffins.
• Currently• Currently thethe EPEPAEPAEPA indicatesindicatesthatthat medium-medium- andand long-long-hc ainchainchain chlori attedchlorinatedchlorinated paraffinparaffin
productionproduction andand importationimportationintointo thethe U.S.S.U.S.U.S. mustmust sstopstop bybythethe middlemiddle ofof 2017.2017.
Current deadline for stopping importation and production is mid-2017.
WEBINARS
Stuart F. Brown / Contributing Editor
© Can Stock Photo Inc. / photocreo
24 Volcanoes can be the size of mountains. While some take thousands of years


long-chain chlorinated paraffins will be banned. The EPA’s rationale is that medium-chain and long-chain chlori-nated paraffins represent a risk to en-vironmental organisms and display per-sistence and bioaccumulative potential. The EPA based its ruling on conserva-tive modeling. The agency looked at a worst case scenario—that all chlorinat-ed paraffin-based MWFs end up in the
aquatic environment. The model, however, does not take into account the sig-nificant use of chlorinated paraffins in straight oils, which are not mixed with water during use and do not end up in the aquatic environment.
In December 2015 the EPA summarized its find-ings on medium-chain and long-chain chlorinated par-affins in the U.S. Federal Register and requested that all interested parties submit
available data and/or comments about the risk assessments.1 All feedback on these two chlorinated paraffin types is requested by February 22, 2016.
Alternative extreme pressure ad-ditives are available, but they are not direct replacements for the traditional medium-chain and long-chain chlori-nated paraffins; nor do they offer one-stop shopping (see Figure 2). Canter
says, “These alternative extreme pres-sure additives will need to be used in combination to achieve the desired ex-treme pressure protection.”
With the EPA intending to elimi-nate the use of medium-chain and long-chain chlorinated paraffins in the future, Canter counsels chlorinat-ed paraffin users to get working with their suppliers on developing new EP ingredients that will fit into the rapidly changing regulatory landscape.
REFERENCE1. December 23, 2015, “Chlorinated Paraffins: Request for Available Infor-mation on PMN Risk Assessments,” Federal Register, 80 (246), pp. 79886-79888.
26 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
You can reach free-lance writer Stuart F. Brown at www.stuartfbrown.com.
Figure 2 | A list of additives to use when medium-chain and long-chain chlorinated paraffins are banned.
Additives Available to Replace MCCPs and LCCPs
Sulfurized AdditivesPhosphate EstersOverbased SulfonatesFatty EstersvLCCPsChlorinated EstersCombinations of these additives
Performance and service that are
LEADING EDGEPeople and specialty productsyou can count on.
� SpectraSyn Elite™ mPAOPolyalphaolefin Base Oils Group IV
� SpectraSyn Plus™ Base Oils Group IV
� SpectraSyn™ PolyalphaolefinBase Oils Group IV
� Esterex™ Esters Group V
� Synesstic™ Alkylated Naphthalene Group V
� Ultra-S™ Base Oils Group III
� Pure Performance® Base Oils Group II
� ConoPure® Process Oils
7010 Mykawa � Houston, Texas 77033 � 800.228.3848 � www.jamdistributing.comEsterex, SpectraSyn, SpectraSyn Ultra and Synesstic are trademarks of Exxon Mobil Corporation. Ultra-S is a trademark of S-Oil Corp. and Pure Performance and ConoPure are registered by Phillips 66 Company.
Global Sales and Service

Today, some engine oils claim to be GREEN simply by virtue of their base oil selection...
MOLYVAN® FEI PlusFor The Next Generation
of GREEN Motor Oils
Vand
erbilt Chemicals, LLC
ISO 9001:2008 10002461
UL®
MOLYVAN FEI Plus additive system offers additional GREEN attributes compared to conventional GF-5 technology:
• 5-6% fuel economy improvement• 3-4 times better exhaust catalyst compatibility (phosphorus loading)
In addition, engine oil formulated with MOLYVAN FEI Plus Additive System has demonstrated excellent oil robustness in a 2-year,
100,000-mile Las Vegas taxi test. Please call your Vanderbilt Chemicals representative to learn more!
Registered and pending trademarks appearing in these materials are those of R.T. Vanderbilt Holding Company, Inc. or its respective wholly owned subsidiaries. For complete listings, please visit this location for trademarks, www.rtvanderbiltholding.com.
30 Winfield Street, PO Box 5150, Norwalk, CT 06856-5150(203) 853-1400 • F: (203) 853-1452
[email protected] • www.vanderbiltchemicals.com
FEATURE ARTICLE
Debbie Sniderman / Contributing Editor
demanding applications,
curiosity
• Mostare derived fromfeed stocks.
• Bringing productsmarket is antion and takes
KEY CONCEPTSKEY CONCEPTS
• Due• Due• Due tototo emergingemerging regulationsregulations andandmoremore demandingdemanding applications,applications, newnewlubricantlubricantlubricant productsproductsproducts alwaysalwaysalwaysgenerategenerategenerate curiosit .curiosity.curiosity.
• Most• Most syntheticsynthetic lubricantlubricant basebase oilsoilsareareare derivedderivedderived fromfrom petrochemicalpetrochemicalpetrochemicalfeedfeedfeed st ks.stocks.stocks.
• Bringing• Bringing newnew lubricantlubricant productsproducts totomarketmarketmarket isisis ananan expensiveexpensiveexpensive proposi-proposi-proposi-tiontion andand takestakes years.years.
LUBRICANTS DERIVED FROM SYNTHETIC BASE FLUIDS, such as the API Group IV and V products, have been manufactured and used for sev-eral decades. Some say there has been minimal progress in bringing to market new base fluids during the past many years. For example polyalphaolefins, polyolesters, polyalkylene glycols (PAGs), phosphate esters and polyisobutylenes have been sold for at least 40 years and dominate the synthetic lubricant landscape. Although there is signifi-cant innovation ongoing in our industry, some think attempts to bring new synthetic base oil technologies to market need to be better.
Synthetic lubricants solve problems that conventional mineral oils cannot. Like mineral oils, most synthetic lubricant base oils are derived from petrochemical feed stocks. While a small number of esters are derived from renewable feed stocks, the vast majority are derived from petrochemical feed stocks.
Most innovation today in the area of synthetic base fluids is targeted at developing products from renewable feed stocks. This is, in part,
The challenge of bringing synthetic lubricants
to market
© nightman1965/iStock/Thinkstock
The marine market is just one area where new synthetic base fluids from renewable feed stocks are needed.
28 Volcanoes can be active, dormant or extinct.

driven by environmental policies and a trend toward more sustainable solutions. There are several start-up companies leading such innova-tion, spending years and tens of millions of dollars developing their technologies. Yet, despite this investment, some industry analysts be-lieve the need for synthetic fluids derived from renewable feed stocks is not evident.
NEED FOR NOVEL SYNTHETIC BASE FLUIDSAccording to STLE-member Daryl Beatty, product development man-ager at American Chemical Technologies (ACT)—a privately owned supplier of lubricants for more than 40 years located in Fowlerville, Mich.—there are many opportunities for new oils that offer new chem-istries, and there have been many new innovations offering improve-ments and new applications for existing chemistries in the last few years. Beatty started and managed his own private label blending com-pany as a start-up and then began working with ACT.
“The increased use of Group III hydrocarbons has come on strong,” says Beatty. “There’s a new line of Oil-Soluble Polyalkylene Glycol (OSP) Base Fluids from Dow, and a new base stock that has shown improvements over traditional polyalphaolefins (PAOs). Alkylated naphthalenes (ANs) aren’t new but have seen a lot of increased usage. What’s driving them is always going to be whether the same thing can be done for less money, or something can be done better for the same money. Cost always factors into it.”
STLE-member Andrew Larson, associate technical service and de-velopment manager working in the performance lubricants business for The Dow Chemical Co. in Midland, Mich., says automotive is one industry where performance and regulations are driving the continued development of new synthetic oils. Larson works closely with formula-tors, OEMs, end-users and Dow’s internal R&D group.
Automotive also might offer the greatest opportunity for synthetics. “Overall, fleets need higher fuel efficiency to meet upcoming govern-ment regulations and benchmarks in 2017 and 2025,” says Larson. “The automotive industry is looking for any type of technology that can help them improve the efficiency of cars to reach these benchmarks, and they are spending a lot of money.”
The industrial market is another performance-based space as higher demands are being placed on the gear oils, compressors, hydraulic fluids and turbine fluids. “Customers need higher temperature per-
Performance, price and product differentiation are keys to entry,
but acceptance still can take years.
Photos courtesy of American Chemical Technologies.
The drum and tote filling station at ACT where small batch blending also is done.
The pail station at ACT where the product is metered off from a finished bulk tank and put into pails.
The main station where railcars and tanker trucks are offloaded and loaded at ACT and where railcars wait for unloading in the building. The main bulk manifold is used for unloading, loading and blending of products.
American Chemical Technologies
An extinct volcano hasn’t erupted in 10,000 years and isn’t expected to for the same period of time. 2 9

formance out of their fluids as equip-ment is getting smaller and processing temperatures are getting hotter,” says Larson. “More demands are made on tighter footprints and the pressure of faster cycle times, stressing the fluids more. So customers are looking for any extra performance fluids that gives them less downtime. The best way to get a new synthetic introduced is by demonstrating less downtime such as a new fluid that can last longer in a sys-tem without varnishing or needing to be topped off. There’s always interest in a fluid that can meet these needs and is balanced to be affordable.”
BASE FLUIDS FROM RENEWABLE FEED STOCKSMany start-up companies in North America invest heavily in develop-ing new synthetic base fluids from renewable feed stocks. According to Larson, this is because the fluids of-fer performance advantages. “Research is showing where they could provide performance advantages,” he says. “As long as they have unique performance attributes and aren’t a me-too offering, then they need to find the applications that could benefit. If there is a chance a new product from renewable sources gives an advantage to the automotive market and improved efficiency, they would look at it.
“If they are entering a space where 99% of the market is served by min-
eral oil, which is cheap and works well enough, the adoption is either performance or regulatory based. Per-formance applications could use them where using mineral oils will not meet certain requirements such as fire resis-tance. The marine market is just one area where they are needed because an EPA regulation was issued requiring the use of readily biodegradable fluids,” says Larson.
At the end of 2013, the EPA issued the Vessel General Permit (VGP) that specified requirements for discharges of marine vessels. It covers a lot more than just lubricant, but part of it speci-fies Environmentally Acceptable Lubri-cants (EALs) and who has to use them (all commercial vessels greater than 79 feet long). They must be readily biode-gradable, have low eco-toxicity and be non-bioaccumulative. According to the EPA, the impact of lubricant discharges (not accidental spills) to the aquatic ecosystem is substantial.
“The regulation has been out for two years, but adoption takes time and there are many loopholes for exclu-sion,” Larson says. “All vessels must use an EAL, unless technically infea-sible. If they have reason why it is tech-nically infeasible, then vessel operators have to specify in writing why they don’t use them and report the use of a non-EAL. For example, some vessels only come into port once a year and have only one chance to change their
fluids; it will take time.”Larson says there is a need for new
oils from renewable feed stocks. “Regu-lations like the EPA VGP have to be in place to dictate someone to use it. Many industries have been using min-eral oils for decades. If the government tells them they have to change, they will. But they won’t just pay more for a fluid. There has to be a reason to do it. Sometimes biofluids have performance disadvantages along with a higher price, so the regulations have to be in place to get them to be considered.”
Although currently the only regu-lation is in the U.S., other regions are adopting voluntary programs such as the European Ecolabel, which requires more than 50% of a lubricant be from renewable carbon sources and more than 90% readily biodegradable for hy-draulic fluids. Larson says, “For a hy-draulic fluid to have this label, it would need to use renewable base stocks. These aren’t government regulations, but labeling programs like these do promote the use of renewable sources. A cruise ship may be interested be-cause they can promote or advertise about their use. Sometimes it is up to the end-user or consumer to drive its use if they want it.”
Biosynthetic Technologies is an example of a start-up company that believes there is a need for new base fluids from renewable feed stocks. It has operated for six years developing, manufacturing and marketing new
3 0 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Biosynthetic Technologies’ biosynthetic base oil received ILSAC GF-5 certification. (Photo courtesy of Biosynthetic Technologies.)
Automotive is one industry where performance and regulations are driving the continued development of new synthetic oils.
© C
an S
tock
Pho
to In
c. /
Fran
klju
nior

estolide ester materials. The estolide molecular structure was invented and patented by the USDA using catalytic reactions to convert fatty acids in veg-etable oils into synthetic ethers. These estolides are marketed as biosynthetic base oils—a new class of biodegrad-able and non-toxic esters. Biosynthetic Technologies has exclusive rights to this USDA technology and has filed almost 100 patents covering the mo-lecular structure as well as the methods of fabrication, the catalysts and the use of the molecule in products like motor oil and greases.
Biosynthetic Technologies has part-nered with Albemarle Corp. to build a continuous flow demonstration plant at Albemarle’s chemical plant in Baton Rouge, La., and is now moving forward with Albemarle on construction of a commercial production plant. This cat-alytic process uses typical petrochemi-cal equipment, catalysts and processes. CEO Allen Barbieri and Chief Tech-nology Officer Jacob Bredsguard, both STLE members, explain their success in optimizing the process for scale-up to a full-scale commercial plant in Texas, which will break ground in midyear.
Barbieri says the product this start-up offers has both performance and environmental benefits over PAOs, other esters or Group II or III base oils. Many oil companies and other distribu-tors of lubrication products have been performing field trials, tests and valida-tions for the last several years. One ma-jor additive company has achieved API SN and ILSAC GF-5 certifications after testing and validating 5W-20 and 5W-30 (see Figure 1) formulations of motor oil. Barbieri also expressed customers have proven significant performance benefits seen when these biosynthetic oils are used as a co-blend in formula-tions for metalworking fluids, greases, hydraulic fluids and gear oils. No prod-ucts are for sale yet, but production samples from the demonstration plant are helping prepare to launch commer-cial products that are expected to sell at lower costs than high-grade Group IV and V products when the full-scale plant comes online.
According to Barbieri, many for-mulators are willing to invest in as-sessing new technologies derived from non-petroleum feed stocks. Many ma-jor lubricant companies are currently evaluating Biosynthetic Technologies’ product, including major oil, lubrica-tion and chemical companies, as well as two automaker OEMs.
He says certain regions of the world are more receptive to trying new tech-nologies, with Europe being the most receptive to environmentally friendly products and with some areas in Asia showing surprisingly high levels of in-terest as well. He says, “China is tak-ing a very strong look at the fuels and chemicals they’re using because of the high level of pollution in their envi-ronment. Over time, we expect to see many more regulations encouraging their use.”
Beatty agrees that there is a need for renewable feed stocks. He says, “This is a big thing in esters because by their nature their fatty acids can come from petrochemical or plant or even animal sources. The fatty acids used in esters often are byproducts of agricultural products. They are successful because good products are able to be made from very low-cost feed stocks.”
However, Beatty adds that there are only certain areas where using re-newable feed stocks matters. He says, “Any fluid serving U.S. government ap-plications must meet the mandate for renewable content in the fluid. Other than government customers, no one has ever asked me if the base stock was renewable in 27 years. In today’s indus-try, customers want performance, price and sometimes biodegradability when they have to dispose of things like con-densates from compressors.” Beatty says there will be a big future for new base oils from renewable feed stocks under two conditions: they perform at least as well as existing products and they are priced equivalently.
INNOVATION DRIVES DEVELOPMENT Beatty says in North America there are many customers who want to have pro-prietary patented products and own the intellectual property, and a novel base
Figure 1 | API certification of 5W-20 and 5W-30 motor oil with Biosynthetic Technol-ogies’ biosynthetic base oil (Photo courtesy of Biosynthetic Technologies.)
Metalworking is one of the spaces with more visibility and where PAGs offer numerous benefits.
© k
adm
y/iS
tock
/Thi
nkst
ock
Historians and scientists have categorized more than 6,000 volcanoes on the planet in the past 10,000 years. 3 1

stock is one way to get that. Extend-ed life and other performance factors cause them to look for new base stocks, but patent protection is the real hook. In Europe there is more interest in bet-ter performance, and everyone in the compressor market is looking for new varnish-free products with longer life and better resistance to bad environ-ments.
Another important driver for new base oils, according to Beatty, is the abundant sup-ply of natural gas. He says, “Looking for ways to use gas and increase its value is like bringing a solution and look-ing for a problem. Making a good quality base stock from it is not looking for a better base stock. Gas to liquids are not performance driven but rather strictly an economic consider-ation from a much lower cost feed stock.
“Metallocene polyalphao-lefins are next-generation products that are much better than traditional PAOs,” Beatty adds. “They have higher VIs and better oxidative stability and are at a cost fairly compa-rable to regular PAOs. It arrived on the market knowing that it would replace existing PAOs and other base stocks. There is not a machine out there sit-ting idle waiting for someone to de-velop a lubricant for it. Everything is running on something. All lubricants displace others because they are either better or cheaper. It is the same for base fluids. Create something better, do the same for less money or come up with something evolutionary that could be used in applications that were more expensive to fill. When there is a better product, customers will gravitate toward it.”
Governments also are helpful in supporting the use of new non-petro-leum derived products for lubricant components in several ways. Accord-ing to Barbieri, they are helping with financing, the use of biobased products and regulations that would potentially require their use.
The USDA’s BioPreferred® Program requires government agencies and con-tractors (such as FedEx and UPS) to use biobased products when they are available. They created a category for motor oil and specified a minimum 25% biobased content to meet the re-quirements. Barbieri says other coun-tries are setting up similar require-ments for their government agencies.
He expects in the long term there will be some level of requirement that all motor contain some level of environ-mentally friendly ingredients, since it often drips out of cars and is illegally dumped down drains, polluting our water.
The USDA will act as guarantor of a bank loan for Biosynthetic Technolo-gies to construct its first commercial plant. Biosynthetic Technologies also is working with and will be announcing that several departments in the federal government will start using its product, as well as three branches of the military and other agencies in a select number of passenger cars and non-passenger vehicles in their fleets.
MARKET CHALLENGESSmall companies are at a distinct disad-vantage when it comes to introducing new synthetic base oil technologies be-cause of the costs to manufacture. Be-atty’s company didn’t develop new base oils; he created new formulations from those that were available. He says, “Big companies are more likely to come up
with new base fluids because they have access to low-cost feed stocks, and they already have spent the capital to syn-thesize things. It’s easy to be a blender but takes a lot of money to get into the feed stock business.
“The majors make PAOs and PAGs; start-ups don’t. Most of the oxides like ethylene oxide and butylene oxide and ANs will come from bigger compa-
nies. Start-ups also can’t create hydro-treated hydrocarbons. It takes refineries with hundreds of millions of capital and pro-duction on a big scale to cre-ate them. Although there are a few companies that are trying to create novel base stocks that seem to be fairly small, they didn’t differentiate themselves well. They didn’t offer anything that couldn’t be done with ex-isting base stocks,” Beatty says.
“Esters are the only thing that will be in the range of someone starting up working with limited capital,” Beatty
says. “They are one of the simplest things to make and don’t take a lot of hardware to produce. There is no limit to the number of esters that can be made, especially if they are made on the small scale. A different ester comes from every different fatty acid. That’s the main thing a start-up can accom-plish in base fluids.
“The reason most new things fail in this industry is not for lack of mar-keting. Everyone looks at something new when it comes along. It’s usually that the product doesn’t have a niche. Most new products do the same things as other products and offer a different way to reach the same results. This is the biggest challenge for start-ups,” says Beatty.
Larson agrees. He says, “Synthetics have the stigma that they cost more. A benefit has to be proven. New products have to meet the performance require-ments. If performance improvements can’t be demonstrated, end-users won’t be interested. Unless there’s a regulation to meet, the product must have an ad-vantage. If the regulation can be met, it
Biomass feed stocks are the plant and algal materials—such as corn starch and crop residues—used to derive fuels.
© P
RIm
ageF
acto
ry/iS
tock
/Thi
nkst
ock
32 About 1,500 active volcanoes now exist on the planet with about 20 of them erupting each day.
P.O. BOX 480 NEWTOWN, PA 18940 USA 800.852.5942 UNITEDCOLOR.COM
Count on UNISOL®
Liquid Dyes when you want to easily and economically color your petroleum products.
UNISOL®
Liquid Dyes are strong and bright and are a highly effective way to differentiate any fuel or
lubricant. Whether you select a standard color or choose a specialized shade UNISOL®
Liquid Dyes offer
powerful coloring capabilities.
To learn more about the UNISOL®
Advantage contact us at 215-860-2165 or visit us at www.unitedcolor.com.
United Color Manufacturing, Inc.E X C E L L E N C E I N C O L O R T E C H N O L O G Y
3/12
Explore the possibilities™
®
brightUNISOL UniqueSTRONG

can save the customer money by avoid-ing fines. Then, once a benefit is proven, the biggest barrier becomes cost.”
It takes time for new technologies to penetrate the industry because test-ing every application takes a long time and a lot of money. There are many standards a new product has to meet. Combined with long development cycles, OEM approvals, ASTM testing and working with formulators, Larson says, “A quick cycle for a new product to get into a new application is a few years. It takes longer to get into higher end applications like aviation. Start-ups won’t see quick returns and most can’t wait that long. Trying to introduce a
product into an application in a year won’t be successful. It’s important to understand what’s needed from a regu-latory and certification standpoint first, find someone willing to accept it and want to try it and then take the time and money to do it all.”
Barbieri says one of the biggest bar-riers to start-ups is the cost of testing and validating new formulations. He says, “It is expensive to change a for-mulation and do engine or equipment testing. Some applications like motor oil require regulatory approvals and certifications. While some customers aren’t willing to test a new product in their application until it is commer-cially available, others are happy to. Validating that a product has a perfor-mance benefit sometimes can take sev-eral years of testing, along with a cost.”
Another reason it is difficult for start-up companies with innovative technologies to penetrate the industry is they are competing in an industry that has been in existence for more
than 100 years and has become very efficient. Bredsguard says, “To survive, start-ups must compete with price. It’s not possible to be in the market in any significant way if they don’t. Although some new technologies may have in-herent manufacturing benefits or use lower cost feed stocks, it is hard to compete in a very old, stable, commod-ity-type industry that has economies of scale generated over decades. The investment requirement is a challenge when it requires hundreds of millions of dollars to create and manufacture at a scale that is price competitive. How-ever, esters is a sector where such new products can compete. There are few esters that are produced in high vol-umes and at low prices. This is where Biosynthetic Technologies can easily compete while we scale to higher ef-ficiency output.”
Technically this also is a challenge. Start-ups have to do many things to develop products and processes with a low cost to produce that have compa-rable or improved performance charac-teristics so they can compete and offer an advantage. For four years, product and process development at Biosyn-thetic Technologies centered on keep-ing costs down and delivering some-thing the market wanted. Its product is biobased, which always generates curiosity, but Bredsguard says it also delivers real benefits and performs well.
Biosynthetic Technologies’ new product is made with equipment and processes common to the petrochemi-cal industry, integrating into existing infrastructure. It is made by a continu-ous process instead of a batch process because it is more efficient. There are several recycle streams in the process so unreacted feed stock is not lost and there is extremely little material waste.
Performance characteristics were improved iteratively with feedback from the market who sampled the product. BP as an initial investor helped Biosynthetic Technologies get off the ground. Bredsguard says, “Once our technology worked well in a motor oil, things took off. Having a working ILSAC GF-5 grade motor oil was im-
pressive to many in the industry. It pro-vided a lot of validation to the overall formulation and things took off.”
LESSONS LEARNEDBredsguard mentions that this indus-try doesn’t change quickly or easily. He says, “Products that are in use now were used 40 years ago. Although the manu-facturing and processes have changed, it’s not a terribly entrepreneurial indus-try. Once a company is in and becomes established, it’s easy to grow as your product is seen and appreciated. New-comers should expect that it will take many years to break into this industry. Product testing takes years to perform. It takes focus and patience.”
Barbieri says the key to their suc-cess is that they are working with oil companies, not competing with them. He states, “Our largest shareholder is BP, an oil company that was looking for a new technology it wanted. Today we are working with more than 80 major lubricant formulators. There is always a strong interest in improving perfor-mance. It’s important to understand what benefits the industry is look-ing for such as lower deposits, higher oxidative stability and higher VI; then you must be patient while the industry slowly adopts your new technology. That part hasn’t been easy, but having the formulators do the heavy lifting, developing and certifying the formu-lations, then pushing these products to the end customers simplifies our business model, allowing us to focus on product development, leveraging the formulation and distribution infra-structure of these big companies.”
Another lesson learned that sur-prised both Barbieri and Bredsguard was the degree to which companies are willing to spend a lot of money test-ing a product before it is commercially available. Barbieri says, “A finished product field trial campaign can cost $300,000 to run. The willingness for our major customers to spend tens or hundreds of thousands of dollars, in a few cases millions, testing our products shows that there is a significant level of interest in the market.”
There is always an interest when something new comes along because applications are getting more demanding.
34 Volcanic eruptions bring forth nutrients such as potassium and phosphorus, producing some of the Earth’s most fertile soil.
REVOLUTIONARY CHANGE OR THE TRADITIONAL CULTUREWhether formulators look for and adopt revolutionary changes and new technologies versus preferring the tra-ditional evolutionary culture depends on the product itself. Beatty says there is a need for both. He states, “That’s something that is unique about this industry—the pace of development is very slow. It takes decades for incre-mental improvements to happen. If it is a better product, it will do well. No one has stumbled on anything that has to-tally changed the world in this industry recently, but we’d love to have some-thing revolutionary pop out. There is no fear of that and no barrier to entry. For example, if someone brings some-
thing with tremendous oxidative stabil-ity that has all the desired properties, it would be formulated and tested as quickly as possible, without hesitation. But it’s just not there. People have been looking for a long time. Most of what has come around is evolutionary, not revolutionary.”
Barbieri says the revolutionary aspect of a new product can be problematic: “While our products offer a strong envi-ronmental marketing story, better tech-nical performance and better fuel econ-omy, the higher product validation and certification costs will still cause many to delay adoption of these products.”
According to Larson, there is always an interest when something new comes along because applications are getting
more demanding. He says, “As manu-facturing processes speed up to push products out faster and reduce the foot-print of equipment to produce more in a given space, lubricants have to handle higher temperatures packed in smaller spaces for longer times. Oil-soluble polyalkylene glycols got people’s atten-tion. It was a novel product offering a big change. They provide the benefits of traditional PAGs and also are oil sol-uble. That was more than seven years ago, and they are still considered new. The industry is still finding new ways to use them.”
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y F E B R U A R Y 2 0 1 6 • 3 5
Debbie Sniderman is an engineer and CEO of VI Ventures, LLC, an engineering consulting company. You can reach her at [email protected].
FOR MORE INFORMATION
American Chemical Technologies: http://americanchemtech.comBiosynthetic Technologies: http://biosynthetic.comThe DOW Chemical Co.: www.dow.comEPA Vessel General Permit (VGP): http://water.epa.gov/polwaste/npdes/vessels/Vessels-FAQs.cfm#faqTitle2
+1 281 587 0900 | +1 800 275 8580 | [email protected] | soltexinc.com
Reliable Quality“Above-and-Beyond” ServiceInnovative Logistics25 Years of ExperienceSolutions-Driven Commitment
R
I25
“A
S
SYNTHETIC BASE STOCKS • PERFORMANCE CHEMICAL ADDITIVES • FINISHED FLUIDSSome suppliers just want to fill your order. We think you deserve more.
Things like personalized, responsive service. Problem solving. And expert technical support.
If you’re developing a new formulation or just looking for a better way to produce the ones you have, call Soltex. We add value.

KEY WORDS Gas-Expanded Lubricants; TEHD Lubrication; Phase Behavior; Tilting Pad Journal Bearings
ABSTRACTLubricants enable proper function and reduce friction in rotating machinery, but they can also contribute to power loss and heat buildup. Gas-expanded lubricants (GELs) have been proposed as tunable mixtures of lubricant and CO2 under pressure with properties such as viscosity that can be controlled directly in response to changing environmental or ro-tordynamic conditions. In this work, experimental results of GEL viscosity, gas diffusiv-ity, and thermal conductivity were combined with high-pressure phase equilibrium data to understand how these mixtures will behave in tilting pad journal bearings under a range of industry-relevant high-speed conditions. Simulations were carried out using the experi-mental data as inputs to a thermoelastohydrodynamic model of tilting pad journal bearing performance. Viscosity could be easily tuned by controlling the composition of the GEL and the effect on bearing efficiency was appreciable, with 14–46% improvements in power loss. This trend held for a range of lubricant chemistries with polyalkylene glycols, polyalpha olefins, and a polyol ester tested in this work. Diffusivity, which drives how readily CO2 and lubricants form homogenous mixtures, was found to be a function of the viscosity of the synthetic lubricant, with more viscous lubricants having a lower diffusivity than less viscous formulations. Model results for a bearing in a pressurized housing suggested that cavitation would be minimal for a range of speed conditions. Other bearing parameters, such as eccentricity, temperature, and minimum film thickness were relatively unchanged between conventionally lubricated and GEL-lubricated bearings, suggesting that the ef-ficiency improvements could be achieved with few performance tradeoffs.
INTRODUCTION Lubricants are needed for the proper function of most rotating machinery and greatly reduce friction in these devices when deployed correctly (Taylor, et al. (1)). However, lubricants also introduce inefficiencies of their own. In many high-speed rotating ma-chines, the shear in the lubricant film can create an appreciable loss of power in the system (Harangozo, et al. (2)). This often manifests itself in the form of heat generation near the pad and in the lubricant itself. The effect is directly proportional to the viscos-
PEER-REVIEWED
Properties and Performance of Gas-Expanded Lubricants in Tilting Pad Journal Bearings
BRIAN K. WEAVER, AMIR A. YOUNAN, TIMOTHY W. DIMOND, ZHUOSONG WANG, PAUL ALLAIRE,and ANDRES F. CLARENS
University of VirginiaCharlottesville, VA
Editor’s Note: While some research is directed toward new technologies for manu-facturing synthetic lubricants, alternate research seeks to merely modify existing base stocks by other means. This month’s Editor’s Choice paper investigates tunable carbon dioxide and synthetic lubricant mixtures. Working with polyalkylene glycols, polyalpha olefins and polyol esters, the diffusion charac-teristics and energy efficiency are simulated in tilting pad journal bearings. The former seems to match the perfor-mance of mineral lubricants and that latter shows promise. It may be safe to say we have not fully exploited all that we can from current base stock technologies.
Evan Zabawski, CLSEditor
Manuscript received Aug. 10, 2012Manuscript accepted Feb. 20, 2013Review led by Michael Khonsari© STLE
3 6 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G

ity of the lubricant, with higher viscosity lubricants exhibit-ing greater power losses. For most rotating machines, these higher viscosity lubricants are also the most effective at sepa-rating rotating surfaces and minimizing wear. Consequently, there is a tradeoff between lubricants with high viscosity that can protect mechanical components and the power losses that they generate. For rotating machines in the real world, dynamic operating conditions can present a range of load-ing, temperature, and other environmental conditions that change the rotordynamics and the physical properties of the lubricant. Engineers typically select fluids assuming worst-case conditions, often resulting in unnecessary power losses.
To avoid this tradeoff between power loss and protection of mechanical components, gas-expanded lubricants (GELs) have been proposed as a tunable lubricant with properties that can be adjusted in real time to improve the overall efficiency of a rotating machine (Figure 1). GELs are binary mixtures of synthetic lubricants and liquid/supercritical carbon dioxide with properties that can be adjusted by changing the relative composition of the mixture (Clarens, et al. (3)). The compo-sition can be adjusted by setting the system pressure or by adjusting the flow rate of the two mixture components, which in turn will specify a unique composition with bulk mechani-cal and thermal characteristics. Preliminary work suggests
NOMENCLATURE
a1–a5 = Empirical constantsC = Solubility (kg/kg)CP = Specific heat (J/g·K)D = Diffusion coefficient (cm2/s)d = Empirical constantH = Henry’s constant (MPa)L = Lubricant depth (cm)MW = Molecular weight (g/mol)m = Mass fraction
n = IndexP = Pressure (MPa)R = Universal gas constant (m3MPa/mol·K)T = Temperature (K)t = Time (s)V = Volume (cm3)
Greek
μ = Viscosity (mPa·s)ρ = Density (g/cm3)
Figure 1 | 1—Schematics of (a) a conventional bearing assembly and (b) a GEL-modified bearing. The viscosity is static for the conventional sys-tem but can be easily controlled using pressure in the GEL lubricated bearing. This means that for (a) power loss , where is shear force and is lubricant viscosity but for (b) power loss xCO2 P, where xCO2 is the mass fraction of CO2 in the lubricant and P is the pres-sure in the bearing.
Fire Fountains are fiery masses that volcanoes shoot straight up, as high as 200 feet. 37

that significant power loss reductions in a tilting pad journal bearing are possible using these mixtures when compared to conventional petroleum-based lubricants in a flooded lubrica-tion bearing. GELs are made using synthetic lubricants because their chemistry is more homogeneous than conventional petro-leum and the properties of the mixture can be more easily pre-dicted. This has the added advantage of enhancing the thermal characteristics of the fluid because synthetic lubricants tend to have higher thermal conductivities and viscosity indexes. As a result, the pad temperatures in GEL systems are lower, and several other important process parameters such as lubricant film thickness, eccentricity, and stiffness/damping behavior can be maintained within acceptable ranges.
Though GELs are a relatively new concept for improving the energy efficiency of rotating machines, mixtures of syn-thetic lubricants and carbon dioxide have been studied for their behavior in refrigeration systems. The phase behavior and flow properties of these mixtures have been reported for a range of lower temperatures and mixture compositions (Hauk (4); Yokozeki (5); Hauk and Weidner (6); Youbi-Idrissi, et al. (7); Bobbo, et al. (8)). The diffusion of carbon dioxide into various fluids (Matthews, et al. (9); Wang, et al. (10); Zhang, et al. (11); Tharanivasan, et al. (12); Shiflett and Yo-kozeki (13); Sheikha, et al. (14); Tharanivasan, et al. (15); Yang andGu (16); Farajzadeh, et al. (17); Hou and Baltus (18); Rasmussen and Civan (19); Etminan, et al. (20); Mo-ganty and Baltus (21)) and the diffusion of refrigerants into lubricant oils (Yokozeki (22); Prata, et al. (23); Gessner and Barbosa (24); Barbosa and Ortolan (25); Marcelo Neto and Barbosa (26)) have been described in the literature. Despite this effort, a number of important parameters have not yet been explored, including the diffusion of carbon dioxide into synthetic oils and the implications of using these mixtures in rotating machinery bearings in terms of phase behavior, cavitation, thermal behavior, and oxidative stability.
This work characterizes the phase behavior of GELs and simulates their behavior in tilting pad journal bearings. In fluid film bearings, the lubricant pressure profile changes con-siderably as it passes through the region of shaft support. In standard journal bearings and load-on-pad tilting pad journal bearings, the pressure in the lubricant film is highest directly below the region of peak load and then quickly drops as the lubricant film expands through this zone. In conventionally lubricated bearings, this pressure drop can result in cavita-tion, which can result in pitting or other forms of enhanced corrosion. Khonsari and Booser (27) described two primary forms of cavitation in journal bearings: gaseous cavitation and vapor cavitation. Gaseous cavitation, the most common form, involves phase separation as the fluid film expands in the divergent region of the pad and the pressure drops below the gas saturation pressure. This low-pressure cavity of air is then reintegrated into the fluid as the pressure increases again, resulting in no damaging effects on the bearing. Vapor cavitation, which is more typical in dynamically loaded bear-ings, results from pressure drops below the vapor pressure of
the lubricant, creating air cavities that are then rapidly com-pressed by the dynamic load. This causes a collapse of the air cavity on the surface of the material, resulting in an erosive damaging effect on the bearing surface.
In order to fully estimate the phase behavior of GELs in journal pad bearings, it is necessary to make assumptions about thermodynamic equilibrium in the lubricant. Tempera-ture has an important impact on phase behavior in the GEL. Grando and coworkers (28) applied a two-phase modeling approach to a journal bearing lubricated with a mixture of polyol ester (POE) and refrigerant with a mass fraction of 7.13%, comparing both equilibrium and nonequilibrium flow conditions to the classical Reynolds approach that utilizes boundary conditions in the cavitation region to assume ther-modynamic equilibrium. Their results produced pressure pro-files that were very similar to that of the classical approach, suggesting that the generalized Reynolds approach used here is accurate for the GEL systems being proposed. They studied an equilibrium case where the pressure returns to the supply pressure at the end of the cavitation region and a nonequilib-rium case where the gas has not been reabsorbed, resulting in a multiphase flow throughout the bearing. The multiphase flow simulations had only minimal effect on the maximum film pressure in the loaded region and produced a wider over-all pressure profile, indicating adequate support for the same bearing load but under a lower eccentricity. This behavior could be beneficial for the case of GELs, resulting in a more stable rotor motion while reducing friction forces.
This work tests the hypothesis that GELs will not exhibit significant cavitation in journal bearings using a combination of experimental and modeling tools. The results of this analy-sis help establish the feasibility of using GELs over a range of operating conditions and GEL properties to understand how the technology could be deployed. The relationship between carbon dioxide composition in the GEL and viscosity is re-ported for a library of representative lubricants and the power loss from using these lubricants in a bearing is reported. The thermodynamic and thermochemical properties of GELs are also studied and incorporated into the modeling effort.
EXPERIMENTAL CO2 diffusivity into a group of representative lubricants was measured using a modified pressure-decay method developed by Hou and Baltus (18). Lubricant was added gravimetrically to a pressure vessel of known volume and dimensions. The vessel was sealed, placed into a 25°C water bath, and pres-surized with 30 psi of CO2. The vessel was then thermally isolated and the pressure was recorded using a pressure trans-ducer (Omega Engineering PX41). The CO2 diffused into the lubricant until an equilibrium pressure was achieved. The time to reach equilibrium ranged between 20 h and 7 days, depending on the molecular weight of the fluid. Each pres-sure curve could then be fit by nonlinear regression to Eq. [1], derived from Fick’s law for one-dimensional diffusion, Henry’s law, and a mole balance of the gas column above the
38 The worst volcanic disaster of the 20th Century is considered to be the eruption of Mount Pelée in 1902 on the island of Martinique in the Caribbean, which killed

fluid film. The full derivation of Eq. [1] can be found in Hou and Baltus (18).
lnPP0
=(
kHCO2
) ∑∞n=1
1(2n + 1)2
×{
exp[− (2n + 1)2π2DCO2 t
4L2
]− 1
}, [1]
where
k = 8RTVOilρOil
π2VCO2MWOil
.
The regression resulted in outputs of diffusion coefficients, DAB (cm2/s), and Henry’s constants, H (bar). Because Henry’s law is only appropriate for predicted solute mole fractions at very low concentrations, this parameter could be used for method verification purposes but is generally less important when considering higher concentration lubricant–CO2 mix-tures. The diffusion coefficients do provide some insight into how GELs form, how the two components separate, and what physical mechanisms are the primary drivers of this process.
The accuracy of this method was verified by measuring the Henry’s constant for a mixture of carbon dioxide and n-dodecane. Henry’s constants for this mixture were pub-lished by Henni and coworkers (29), with an empirical equa-tion developed for predicting the values at any temperature. At 25°C this value was calculated to be 79.36 bar, within 3.3% of our experimentally measured value of 76.72 bar. Two rep-licates were measured for each lubricant, with the cutoff time for the data used in the regression established by the shorter of the two replicates.
The viscosity of the pure lubricants and GELs was mea-sured using an Anton Paar MCR 301 rheometer equipped with a high-pressure cell rated to 15 MPa. The CO2 was delivered to the pressure cell using a Teledyne ISCO 500HP syringe pump with a constant-temperature jacket. The temperature jacket en-sured the delivery of liquid CO2, allowing for the calculation of the CO2 mass fraction via volumetric measurements and mass balance calculations. The temperature of each sample was con-trolled to within ±0.1°C using a Peltier-style temperature con-troller integrated into the rheometer. All measurements were performed at 40 and 100°C, which represent a typical operating temperature range in bearing and gearbox environments.
The thermo-oxidative stability of the pure lubricants and GELs was also evaluated, using viscosity as an indicator of degradation, by monitoring the viscosity of the lubricants sub-jected to high temperatures and pressures over 6 weeks. The synthetic lubricant base stocks tested contained no antioxi-dants and were susceptible to thermo-oxidative breakdown under the conditions tested in this study. The petroleum oil benchmark used in this study did contain phenolic antioxi-dants, but because this is an industry standard for these ap-plications, it was appropriate to benchmark its performance to the synthetic fluids selected. Our analysis represents a conser-vative analysis of the potential of synthetic lubricants in GELs. The use of viscosity as an indicator of oxidative stability has
been used in the past by other researchers to analyze the oxi-dative stability of various fluids, including lubricants, often in conjunction with one or more other metrics of oxidation such as total acid number (TAN) or oxidation induction time (Hamblin (30); Adamczewska and Love (31); Maleville, et al. (32); Cerny, et al. (33)). Methods that utilize these metrics, including differential scanning calorimetry (DSC) (Hamb-lin (30); Adamczewski and Love (31); Maleville, et al. (32); Erhan, et al. (34)), TAN (Hamblin (30); Cerny, et al. (33); Erhan, et al. (34)), and the rotary bomb oxidation test (RBOT; Maleville, et al. (32); Erhan, et al. (34)) were also considered but were found to be challenging to apply to a pressurized CO2 environment because these methods typically require the use of pressurized oxygen atmospheres (RBOT), oxygen flows (DSC), or reagents that could react with the carbon dioxide (TAN). Two replicates each of pure lubricant and GEL pres-surized to 2.76 MPa were loaded into sealed pressure vessels and placed into an oven at 100°C. Each week the samples were cooled to room temperature and the CO2 was removed from the GELs by depressurization and a vacuum pump. Sam-ples were then measured for viscosity at 40°C before being pressurized and placed back in the oven.
Test Lubricants Seven lubricant base stocks representing three of the most common synthetic lubricant chemistry classes were analyzed to calculate a CO2 diffusion coefficient and Henry’s constant. The lubricants included were three polyalkylene glycols (Dow Chemical Company, Midland, MI), three polyalpha olefins (Chemtura, Fords, NJ, and ExxonMobil Chemical, Houston, TX), and one polyol ester (POE; Chemtura). These three synthetic oil types are widely used in bearing and gearbox applications. The lubricant selection within each class was based on viscosity grade and molecular structure. A total of 11 lubricants were evaluated for viscosity, diffusivity, and thermal stability as pure fluids and as GELs.
The lubricant used for modeling GEL phase behavior in a tilting pad journal bearing was a POE because POEs are known to be highly compatible with CO2 and because extensive litera-ture data are available detailing the high-pressure fluid-phase behavior of POE–CO2 mixtures. A combination of experimen-tal and published parameters was used as inputs to the model. Viscosity and carbon dioxide solubility data were obtained from Hauk (4) for a POE 3. The effect of dissolved carbon dioxide on the viscosity of the GEL was measured experimentally and the results were fit using a modified Grunberg and Nissan equa-tion, which has previously been used to accurately predict the viscosity of these mixtures (Grunberg and Nissan (35)):
lnμMix = m1lnμ1 + m2lnμ2 + m1m2d. [2]
The POE thermal conductivity was measured using a Decagon KD2 Pro equipped with a KS-1 sensor for measuring the thermal conductivity of liquids. The thermal conductivity was also measured for a polyalkylene glycol and polyalpha olefin of similar viscosity. The density was obtained from the
30,121 people. Only two people survived: a shoemaker living on the edge of the island and a prisoner locked in a dungeon cell with thick stone walls. 39
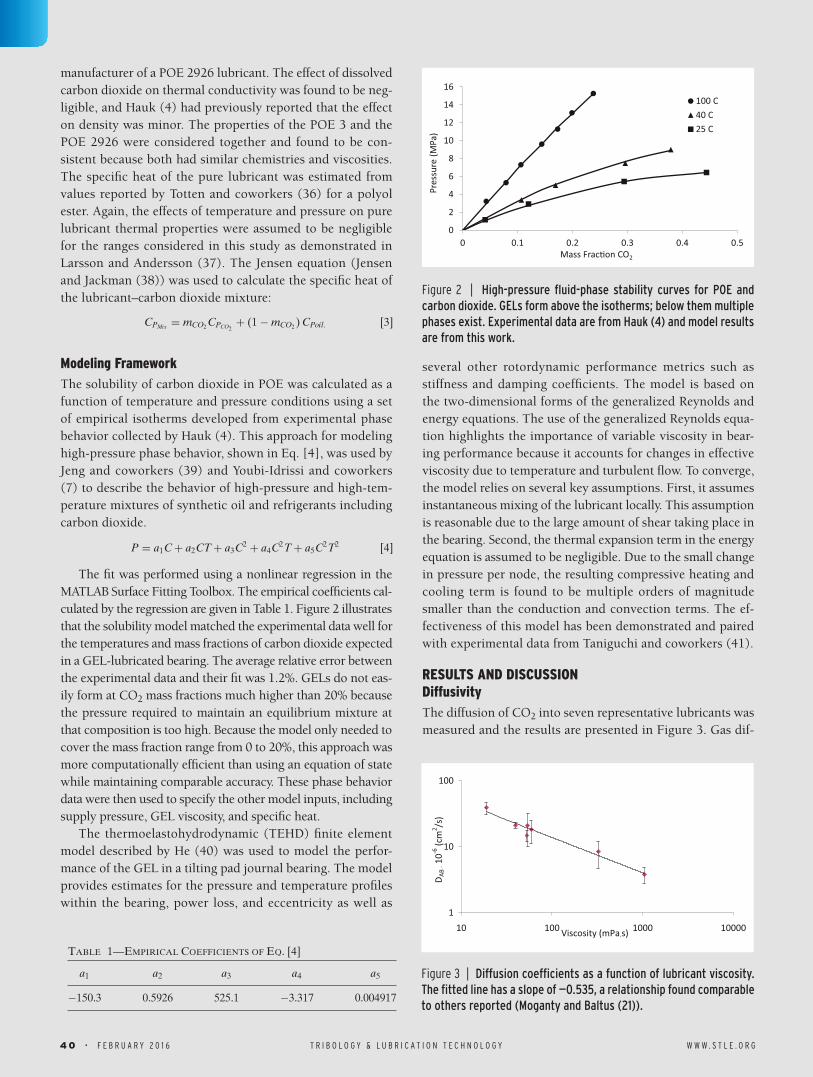
manufacturer of a POE 2926 lubricant. The effect of dissolved carbon dioxide on thermal conductivity was found to be neg-ligible, and Hauk (4) had previously reported that the effect on density was minor. The properties of the POE 3 and the POE 2926 were considered together and found to be con-sistent because both had similar chemistries and viscosities. The specific heat of the pure lubricant was estimated from values reported by Totten and coworkers (36) for a polyol ester. Again, the effects of temperature and pressure on pure lubricant thermal properties were assumed to be negligible for the ranges considered in this study as demonstrated in Larsson and Andersson (37). The Jensen equation (Jensen and Jackman (38)) was used to calculate the specific heat of the lubricant–carbon dioxide mixture:
CPMix = mCO2 CPCO2+ (1 − mCO2 ) CPoil. [3]
Modeling Framework The solubility of carbon dioxide in POE was calculated as a function of temperature and pressure conditions using a set of empirical isotherms developed from experimental phase behavior collected by Hauk (4). This approach for modeling high-pressure phase behavior, shown in Eq. [4], was used by Jeng and coworkers (39) and Youbi-Idrissi and coworkers (7) to describe the behavior of high-pressure and high-tem-perature mixtures of synthetic oil and refrigerants including carbon dioxide.
P = a1C + a2CT + a3C2 + a4C2T + a5C2T2 [4]
The fit was performed using a nonlinear regression in the MATLAB Surface Fitting Toolbox. The empirical coefficients cal-culated by the regression are given in Table 1. Figure 2 illustrates that the solubility model matched the experimental data well for the temperatures and mass fractions of carbon dioxide expected in a GEL-lubricated bearing. The average relative error between the experimental data and their fit was 1.2%. GELs do not eas-ily form at CO2 mass fractions much higher than 20% because the pressure required to maintain an equilibrium mixture at that composition is too high. Because the model only needed to cover the mass fraction range from 0 to 20%, this approach was more computationally efficient than using an equation of state while maintaining comparable accuracy. These phase behavior data were then used to specify the other model inputs, including supply pressure, GEL viscosity, and specific heat.
The thermoelastohydrodynamic (TEHD) finite element model described by He (40) was used to model the perfor-mance of the GEL in a tilting pad journal bearing. The model provides estimates for the pressure and temperature profiles within the bearing, power loss, and eccentricity as well as
several other rotordynamic performance metrics such as stiffness and damping coefficients. The model is based on the two-dimensional forms of the generalized Reynolds and energy equations. The use of the generalized Reynolds equa-tion highlights the importance of variable viscosity in bear-ing performance because it accounts for changes in effective viscosity due to temperature and turbulent flow. To converge, the model relies on several key assumptions. First, it assumes instantaneous mixing of the lubricant locally. This assumption is reasonable due to the large amount of shear taking place in the bearing. Second, the thermal expansion term in the energy equation is assumed to be negligible. Due to the small change in pressure per node, the resulting compressive heating and cooling term is found to be multiple orders of magnitude smaller than the conduction and convection terms. The ef-fectiveness of this model has been demonstrated and paired with experimental data from Taniguchi and coworkers (41).
RESULTS AND DISCUSSION Diffusivity The diffusion of CO2 into seven representative lubricants was measured and the results are presented in Figure 3. Gas dif-
4 0 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
0
2
4
6
8
10
12
14
16
0 0.1 0.2 0.3 0.4 0.5
Pres
sure
(MPa
)
Mass Frac�on CO2
100 C40 C25 C
Figure 2 | High-pressure fluid-phase stability curves for POE and carbon dioxide. GELs form above the isotherms; below them multiple phases exist. Experimental data are from Hauk (4) and model results are from this work.
1
10
100
10 100 1000 10000Viscosity (mPa·s)
D AB
· 10-6
(cm
2 /s)
Figure 3 | Diffusion coefficients as a function of lubricant viscosity. The fitted line has a slope of —0.535, a relationship found comparable to others reported (Moganty and Baltus (21)).
TABLE 1—EMPIRICAL COEFFICIENTS OF EQ. [4]
a1 a2 a3 a4 a5
−150.3 0.5926 525.1 −3.317 0.004917
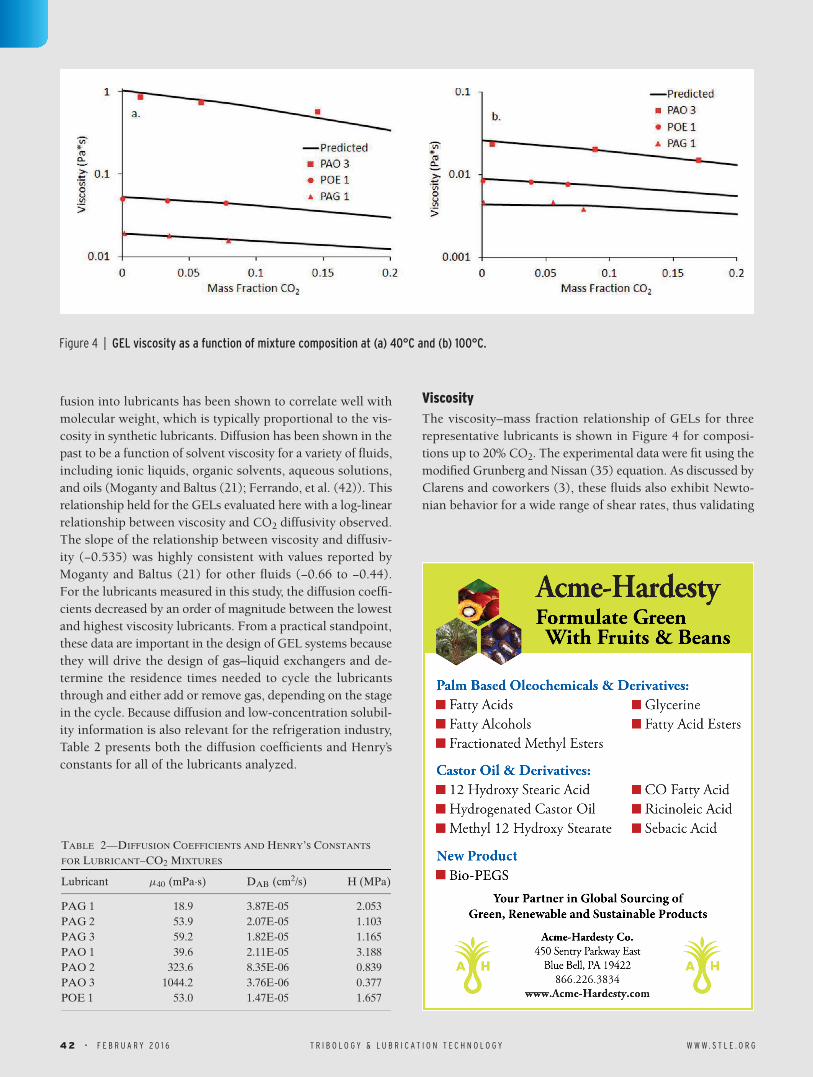
fusion into lubricants has been shown to correlate well with molecular weight, which is typically proportional to the vis-cosity in synthetic lubricants. Diffusion has been shown in the past to be a function of solvent viscosity for a variety of fluids, including ionic liquids, organic solvents, aqueous solutions, and oils (Moganty and Baltus (21); Ferrando, et al. (42)). This relationship held for the GELs evaluated here with a log-linear relationship between viscosity and CO2 diffusivity observed. The slope of the relationship between viscosity and diffusiv-ity (−0.535) was highly consistent with values reported by Moganty and Baltus (21) for other fluids (−0.66 to −0.44). For the lubricants measured in this study, the diffusion coeffi-cients decreased by an order of magnitude between the lowest and highest viscosity lubricants. From a practical standpoint, these data are important in the design of GEL systems because they will drive the design of gas–liquid exchangers and de-termine the residence times needed to cycle the lubricants through and either add or remove gas, depending on the stage in the cycle. Because diffusion and low-concentration solubil-ity information is also relevant for the refrigeration industry, Table 2 presents both the diffusion coefficients and Henry’s constants for all of the lubricants analyzed.
Viscosity The viscosity–mass fraction relationship of GELs for three representative lubricants is shown in Figure 4 for composi-tions up to 20% CO2. The experimental data were fit using the modified Grunberg and Nissan (35) equation. As discussed by Clarens and coworkers (3), these fluids also exhibit Newto-nian behavior for a wide range of shear rates, thus validating
TABLE 2—DIFFUSION COEFFICIENTS AND HENRY’S CONSTANTS
FOR LUBRICANT–CO2 MIXTURES
Lubricant μ40 (mPa·s) DAB (cm2/s) H (MPa)
PAG 1 18.9 3.87E-05 2.053PAG 2 53.9 2.07E-05 1.103PAG 3 59.2 1.82E-05 1.165PAO 1 39.6 2.11E-05 3.188PAO 2 323.6 8.35E-06 0.839PAO 3 1044.2 3.76E-06 0.377POE 1 53.0 1.47E-05 1.657
Figure 4 | GEL viscosity as a function of mixture composition at (a) 40°C and (b) 100°C.
4 2 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
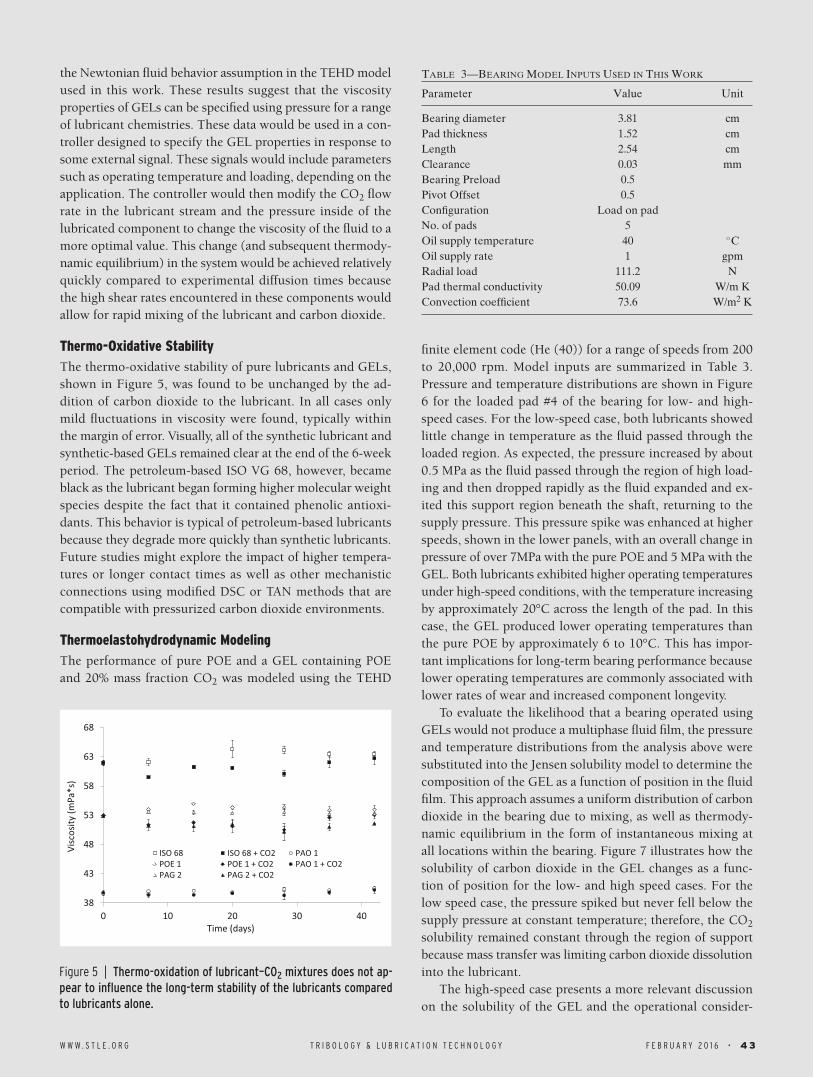
the Newtonian fluid behavior assumption in the TEHD model used in this work. These results suggest that the viscosity properties of GELs can be specified using pressure for a range of lubricant chemistries. These data would be used in a con-troller designed to specify the GEL properties in response to some external signal. These signals would include parameters such as operating temperature and loading, depending on the application. The controller would then modify the CO2 flow rate in the lubricant stream and the pressure inside of the lubricated component to change the viscosity of the fluid to a more optimal value. This change (and subsequent thermody-namic equilibrium) in the system would be achieved relatively quickly compared to experimental diffusion times because the high shear rates encountered in these components would allow for rapid mixing of the lubricant and carbon dioxide.
Thermo-Oxidative Stability The thermo-oxidative stability of pure lubricants and GELs, shown in Figure 5, was found to be unchanged by the ad-dition of carbon dioxide to the lubricant. In all cases only mild fluctuations in viscosity were found, typically within the margin of error. Visually, all of the synthetic lubricant and synthetic-based GELs remained clear at the end of the 6-week period. The petroleum-based ISO VG 68, however, became black as the lubricant began forming higher molecular weight species despite the fact that it contained phenolic antioxi-dants. This behavior is typical of petroleum-based lubricants because they degrade more quickly than synthetic lubricants. Future studies might explore the impact of higher tempera-tures or longer contact times as well as other mechanistic connections using modified DSC or TAN methods that are compatible with pressurized carbon dioxide environments.
Thermoelastohydrodynamic Modeling The performance of pure POE and a GEL containing POE and 20% mass fraction CO2 was modeled using the TEHD
finite element code (He (40)) for a range of speeds from 200 to 20,000 rpm. Model inputs are summarized in Table 3. Pressure and temperature distributions are shown in Figure 6 for the loaded pad #4 of the bearing for low- and high-speed cases. For the low-speed case, both lubricants showed little change in temperature as the fluid passed through the loaded region. As expected, the pressure increased by about 0.5 MPa as the fluid passed through the region of high load-ing and then dropped rapidly as the fluid expanded and ex-ited this support region beneath the shaft, returning to the supply pressure. This pressure spike was enhanced at higher speeds, shown in the lower panels, with an overall change in pressure of over 7MPa with the pure POE and 5 MPa with the GEL. Both lubricants exhibited higher operating temperatures under high-speed conditions, with the temperature increasing by approximately 20°C across the length of the pad. In this case, the GEL produced lower operating temperatures than the pure POE by approximately 6 to 10°C. This has impor-tant implications for long-term bearing performance because lower operating temperatures are commonly associated with lower rates of wear and increased component longevity.
To evaluate the likelihood that a bearing operated using GELs would not produce a multiphase fluid film, the pressure and temperature distributions from the analysis above were substituted into the Jensen solubility model to determine the composition of the GEL as a function of position in the fluid film. This approach assumes a uniform distribution of carbon dioxide in the bearing due to mixing, as well as thermody-namic equilibrium in the form of instantaneous mixing at all locations within the bearing. Figure 7 illustrates how the solubility of carbon dioxide in the GEL changes as a func-tion of position for the low- and high speed cases. For the low speed case, the pressure spiked but never fell below the supply pressure at constant temperature; therefore, the CO2
solubility remained constant through the region of support because mass transfer was limiting carbon dioxide dissolution into the lubricant.
The high-speed case presents a more relevant discussion on the solubility of the GEL and the operational consider-
38
43
48
53
58
63
68
0 10 20 30 40
Visc
osity
(mPa
*s)
Time (days)
ISO 68 ISO 68 + CO2 PAO 1POE 1 POE 1 + CO2 PAO 1 + CO2PAG 2 PAG 2 + CO2
Figure 5 | Thermo-oxidation of lubricant–CO2 mixtures does not ap-pear to influence the long-term stability of the lubricants compared to lubricants alone.
TABLE 3—BEARING MODEL INPUTS USED IN THIS WORK
Parameter Value Unit
Bearing diameter 3.81 cmPad thickness 1.52 cmLength 2.54 cmClearance 0.03 mmBearing Preload 0.5Pivot Offset 0.5Configuration Load on padNo. of pads 5Oil supply temperature 40 ◦COil supply rate 1 gpmRadial load 111.2 NPad thermal conductivity 50.09 W/m KConvection coefficient 73.6 W/m2 K
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y F E B R U A R Y 2 0 1 6 • 4 3

ations involved in the local phase behavior. High-speed sys-tems are more likely to adopt GELs because of the greater overall energy savings. As with the low-speed case, an increase in pressure was observed through the loaded region on pad #4. There was considerably more heat in this system and the operating temperatures across the pad began at values above the supply temperature and increased across the length of the pad. CO2 solubility increased with the pressure buildup on the pad but because of the higher temperature the overall value was low and it dropped to its lowest value at the end of the pad.
In a bearing operated as in the low-speed case, these con-ditions could result in multiphase flow through the region of support because not all of the carbon dioxide would be dissolved into the lubricant locally. This behavior is com-monly avoided by adjusting the CO2 flow rate or by modify-ing the operating pressure. This would effectively control the mixture such that the amount of carbon dioxide delivered to the bearing would only be enough to reach the solubility point of the minimum pressure and maximum temperature conditions, eliminating the solubility spike and subsequent drop as the fluid exits the region of support. Because changes to these operating inputs would have a direct effect on the temperature of the bearing, any adjustments to the system would be performed in a stepwise fashion to enhance the control over the mixture properties. Maintaining proper film thickness would remain an important consideration in these
Pure POE - 200 RPM GEL - 200 RPM
Pure POE - 20,000 RPM GEL - 20,000 RPM
39.0
39.2
39.4
39.6
39.8
40.0
40.2
40.4
40.6
40.8
41.0
5.7
5.8
5.9
6.0
6.1
6.2
6.3
6.4
0 0.5 1 1.5 2
Tem
pera
ture
(°C)
Pres
sure
(MPa
)
Circumferen�al Direc�on (cm)
b.
75
80
85
90
95
100
105
5.5
7.5
9.5
11.5
13.5
15.5
0 0.5 1 1.5 2
Tem
pera
ture
(°C)
Pres
sure
(MPa
)
Circumferen�al Direc�on (cm)
d.
75
80
85
90
95
100
105
0
2
4
6
8
10
0 0.5 1 1.5 2
Tem
pera
ture
(°C)
Pres
sure
(MPa
)
Circumferen�al Direc�on (cm)
c.
39.0
39.2
39.4
39.6
39.8
40.0
40.2
40.4
40.6
40.8
41.0
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 0.5 1 1.5 2
Tem
pera
ture
(°C)
Pres
sure
(MPa
)
Circumferen�al Direc�on (cm)
a.
GEL - 200 RPM
GEL - 20,000 RPM
0
0.1
0.2
0.3
0 0.5 1 1.5 2
CO2 M
ass F
rac�
on
Circumferen�al Direc�on (cm)
b.
0
0.1
0.2
0.3
0 0.5 1 1.5 2
CO2 M
ass F
rac�
on
Circumferen�al Direc�on (cm)
a.
Figure 6 | 6—Pressure (solid lines) and temperature (dashed lines) distributions on the loaded pad #4 of the tilting pad journal bearing. Profiles are shown for (a) POE at 200 rpm, (b) the POE-based GEL at 200 rpm, (c) POE at 20,000 rpm, and (d) the GEL at 20,000 rpm.
Figure 7 | GEL composition in the fluid film region along pad #4 of the tilting pad journal bearing at (a) 200 rpm and (b) 20,000 rpm.
4 4 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G

The ultimateproductivity tool for your labIntroducing the SPECTRO GENESISICP-OES condition monitoring system
The SPECTRO GENESIS inductively coupled plasma optical emission spectrometer (ICP-OES)
sets new performance, price, and productivity standards for condition monitoring of wear
metals in oil. It delivers fast, accurate assessment of component wear trends — detecting
additives, wear elements, and contaminants. Low operating and consumables costs along
with an automated sample introduction system help make SPECTRO GENESIS a very
affordable solution for any lab.
Learn more from our new white paper, Cost-Effective Condition Monitoring, at
icp-oes.spectro.com/genesis or contact SPECTRO at 1-800-548-5809.
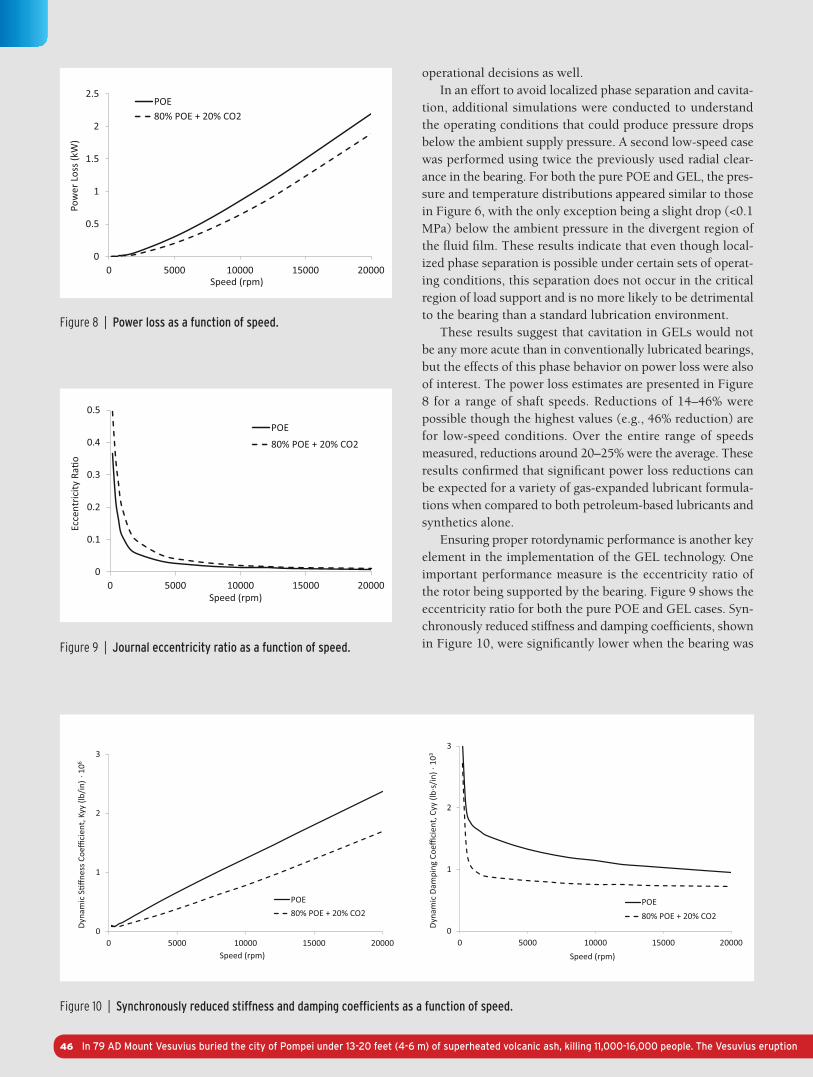
operational decisions as well. In an effort to avoid localized phase separation and cavita-
tion, additional simulations were conducted to understand the operating conditions that could produce pressure drops below the ambient supply pressure. A second low-speed case was performed using twice the previously used radial clear-ance in the bearing. For both the pure POE and GEL, the pres-sure and temperature distributions appeared similar to those in Figure 6, with the only exception being a slight drop (<0.1 MPa) below the ambient pressure in the divergent region of the fluid film. These results indicate that even though local-ized phase separation is possible under certain sets of operat-ing conditions, this separation does not occur in the critical region of load support and is no more likely to be detrimental to the bearing than a standard lubrication environment.
These results suggest that cavitation in GELs would not be any more acute than in conventionally lubricated bearings, but the effects of this phase behavior on power loss were also of interest. The power loss estimates are presented in Figure 8 for a range of shaft speeds. Reductions of 14–46% were possible though the highest values (e.g., 46% reduction) are for low-speed conditions. Over the entire range of speeds measured, reductions around 20–25% were the average. These results confirmed that significant power loss reductions can be expected for a variety of gas-expanded lubricant formula-tions when compared to both petroleum-based lubricants and synthetics alone.
Ensuring proper rotordynamic performance is another key element in the implementation of the GEL technology. One important performance measure is the eccentricity ratio of the rotor being supported by the bearing. Figure 9 shows the eccentricity ratio for both the pure POE and GEL cases. Syn-chronously reduced stiffness and damping coefficients, shown in Figure 10, were significantly lower when the bearing was
0
0.5
1
1.5
2
2.5
0 5000 10000 15000 20000
Pow
er L
oss (
kW)
Speed (rpm)
POE80% POE + 20% CO2
0
0.1
0.2
0.3
0.4
0.5
0 5000 10000 15000 20000
Ecce
ntric
ity R
a�o
Speed (rpm)
POE80% POE + 20% CO2
0
1
2
3
0 5000 10000 15000 20000
Dyna
mic
S�ff
ness
Coe
ffici
ent,
Kyy
(lb/in
) · 1
06
Speed (rpm)
POE80% POE + 20% CO2
0
1
2
3
0 5000 10000 15000 20000
Dyna
mic
Dam
ping
Coe
ffici
ent,
Cyy
(lb·s
/in) ·
103
Speed (rpm)
POE80% POE + 20% CO2
Figure 8 | Power loss as a function of speed.
Figure 9 | Journal eccentricity ratio as a function of speed.
Figure 10 | Synchronously reduced stiffness and damping coefficients as a function of speed.
46 In 79 AD Mount Vesuvius buried the city of Pompei under 13-20 feet (4-6 m) of superheated volcanic ash, killing 11,000-16,000 people. The Vesuvius eruption

REFERENCES
1. Taylor, R. I., Dixon, R. T.,Wayne, F. D., and Gunsel, S. (2005), Lubri-cants and Energy Efficiency: Life-Cycle Efficiency, Elsevier: New York.
2. Harangozo, A. V., Stolarski, T. A., and Gozdawa, R. J. (1991), “The Ef-fect of Different Lubrication Methods on the Performance of a Tilting-Pad Journal Bearing,” Tribology Transactions, 34(4), pp 529–536.
3. Clarens, A., Younan, A., Wang, S., and Allaire, P. (2010), “Feasibility of Gas-Expanded Lubricants for Increased Energy Efficiency in Tilt-ing-Pad Journal Bearings,” Journal of Tribology, 132(3), pp 031802-1–031802-8.
4. Hauk, A. (2001), Thermo- Und Fluiddynamik Von Synthetischen Schmierstoffen Mit Kohlendioxid Als Kältemittel in PKW-Klimaanlagen [Thermo and Fluid Dynamics of Synthetic Lubricants with Carbon Dioxide as Refrigerant in Car Air Conditioning], Doctoral Thesis, Ruhr University Bochum, Department of Mechanical Engineering: Bochum, Germany.
5. Yokozeki, A. (2007), “Solubility Correlation and Phase Behaviors of Carbon Dioxide and Lubricant Oil Mixtures,” Applied Energy, 84(2), pp 159–175.
operated using a GEL. There are competing effects with this change in equivalent stiffness and damping values. Though the damping coefficients were reduced, the corresponding re-duction in stiffness coefficients can result in greater effective damping of the unbalance response due to increased rotor motion at the bearings (Barrett, et al. (43)). However, this effect is specific to the supported rotor. These bearing results indicate, however, that the bearing could be suitable for sup-port of a flexible rotor while also increasing the energy effi-ciency of the bearing in cases where the specific rotordynamic characteristics—for example, the shaft loading—are favorable. A future study will address the effect of the GEL lubricant on the natural frequencies, unbalance response, and stability of a flexible rotor.
Minimum film thickness, another key parameter of bearing performance directly related to eccentricity ratio, is reported in Figure 11 for the two lubricant cases. The GEL-lubricated scenarios resulted in adequate film thickness except at very low speeds (e.g., <200 rpm), where the film thickness was just below the typical minimum threshold of 10−5 m (Martin and Garner (44)). It is unlikely that a bearing operating under these conditions would use a GEL with a high mass fraction of CO2. For speeds above 4,000 rpm, the GEL actually provided a thicker lubricant film than conventionally lubricated bear-ings, providing the benefits of better load support as well as greater bearing efficiency.
CONCLUSIONS The formation of gas-expanded lubricants was analyzed us-ing experimental and modeling techniques of high-pressure phase behavior and bearing performance to understand the benefits and potential challenges associated with deploying this technology. The diffusion of carbon dioxide into synthetic lubricants was found to be a function of the lubricant viscos-ity as previously demonstrated for other gas–liquid mixtures, while the viscosity effects of introducing CO2 was highly con-sistent across a range of lubricant classes. GEL viscosity for a variety of base lubricants of all viscosity grades was shown to be dependent on the mass fraction of the carbon dioxide present in the system.
The TEHD modeling results suggest that despite the higher pressures inside the bearing, any pressure drop experienced during GEL lubrication will be comparable to standard lubricat-ed bearings. Modest levels of phase separation were expected as the fluid exits the region of support under low-speed operating conditions but the CO2 and lubricant were rapidly reintegrated before reaching the end of the bearing pad. Even if the phase separation persisted, this behavior would not be detrimental to the bearing or to the ability of the fluid to support the bearing load. Furthermore, any thermal expansion was considered to be negligible, with lower overall operating temperatures also expected in a GEL-lubricated bearing, resulting in lower rates of wear in the bearing and a long-term cost savings for the user. Other rotordynamic performance parameters, such as ec-centricity and minimum film thickness, were well within the acceptable range for GEL-lubricated bearings, though signifi-cant effects on synchronously reduced stiffness and damping coefficients were found. The improvements in system efficiency were appreciable and these unique and tunable properties of-fered by GELs make them a promising approach for improving the energy efficiency of rotating machinery.
ACKNOWLEDGEMENTS Acknowledgment is made to the donors of the American Chemical Society Petroleum Research Fund for partial sup-port of this research. Additional financial support came from the National Science Foundation (Award No. CBET-0967915) and from the Rotating Machinery and Controls Laboratory at the University of Virginia. Test lubricants were generously donated by Dow Chemical, ExxonMobil, and Chemtura.
0
4
8
12
16
20
24
0 5000 10000 15000 20000
Min
imum
Film
Thi
ckne
ss (m
) · 1
0-6
Speed (rpm)
POE80% POE + 20% CO2
allowable film thickness
Figure 11 | Minimum film thickness as a function of speed.
ejected a cloud of stones, ash and fumes to a height of 20.5 miles (33 km) spewing molten rock and pulverized pumice at the rate of 1.5 million tons per second. 4 7
6. Hauk, A. and Weidner, E. (2000), “Thermodynamic and Fluid-Dy-namic Properties of Carbon Dioxide with Different Lubricants in Cooling Circuits for Automobile Application,” Industrial & Engineer-ing Chemistry Research, 39(12), pp 4646–4651.
7. Youbi-Idrissi, M., Bonjour, J., Terrier, M., Meunier, F., and Marvillet, C. (2003), “Solubility of CO2 in a Synthetic Oil,” Proceedings of the Interna-tional Congress of Refrigeration, Washington, DC, August 17–22, 2003.
8. Bobbo, S., Fedele, L., and Pernechele, F. (2008), “Solubility of CO2 in Commercial POE Oils with Different Standard Viscosity,” Interna-tional Refrigeration and Air Conditioning Conference, West Lafayette, IN, July 14–17, 2008.
9. Matthews, M. A., Rodden, J. B., and Akgerman, A. (1987), “High- Temperature Diffusion of Hydrogen, Carbon Monoxide, and Carbon Dioxide in Liquid n-Heptane, n-Dodecane, and n-Hexadecane,” Jour-nal of Chemical & Engineering Data, 32(3), pp 319–322.
10. Wang, L., Lang, Z., and Guo, T. (1996), “Measurement and Correla-tion of the Diffusion Coefficients of Carbon Dioxide in Liquid Hydro-carbons Under Elevated Pressures,” Fluid Phase Equilibria, 117(1–2), pp 364–372.
11. Zhang, Y. P., Hyndman, C. L., and Maini, B. B. (2000), “Measurement of Gas Diffusivity in Heavy Oils,” Journal of Petroleum Science and Engineering, 25(1–2), pp 37–47.
12. Tharanivasan, A. K., Yang, C., and Gu, Y. (2004), “Comparison of Three Different Interface Mass Transfer Models Used in the Experi-mental Measurement of Solvent Diffusivity in Heavy Oil,” Journal of Petroleum Science and Engineering, 44(3–4), pp 269–282.
13. Shiflett, M. B. and Yokozeki, A. (2005), “Solubilities and Diffusivi-ties of Carbon Dioxide in Ionic Liquids: (Bmim)(PF6) and (Bmim)(BF4),” Industrial & Engineering Chemistry Research, 44(12), pp 4453–4464.
14. Sheikha, H., Mehrotra, A. K., and Pooladi-Darvish, M. (2006), “An Inverse Solution Methodology for Estimating the Diffusion Coeffi-cient of Gases in Athabasca Bitumen from Pressure-Decay Data,” Jour-nal of Petroleum Science and Engineering, 53(3–4), pp 189–202.
15. Tharanivasan, A. K., Yang, C., and Gu, Y. (2006), “Measurements of Molecular Diffusion Coefficients of Carbon Dioxide, Methane, and Propane in Heavy Oil under Reservoir Conditions,” Energy Fuels, 20(6), pp 2509–2517.
16. Yang, C. and Gu, Y. (2006), “Diffusion Coefficients and Oil Swell-ing Factors of Carbon Dioxide, Methane, Ethane, Propane, and Their Mixtures in Heavy Oil,” Fluid Phase Equilibria, 243(1–2), pp 64–73.
17. Farajzadeh, R., Barati, A., and Delil, H. A. (2007), “Mass Transfer of CO2 into Water and Surfactant Solutions,” Petroleum Science and Technology, 25(12), pp 1493–1511.
18. Hou, Y. and Baltus, R. E. (2007), “Experimental Measurement of the Solubility and Diffusivity of CO2 in Room-Temperature Ionic Liquids Using a Transient Thin-Liquid-Film Method,” Industrial & Engineer-ing Chemistry Research, 46(24), pp 8166–8175.
19. Rasmussen, M. L. and Civan, F. (2009), “Parameters of Gas Dissolu-tion in Liquids Obtained by Isothermal Pressure Decay,” AIChE Jour-nal, 55(1), pp 9–23.
20. Etminan, S. R., Maini, B. B., and Chen, Z. (2010), “Constant-Pressure Technique for Gas Diffusivity and Solubility Measurements in Heavy Oil and Bitumen,” Energy and Fuels, 24(1), pp 533–549.
21. Moganty, S. and Baltus, R. (2010), “Diffusivity of Carbon Dioxide in Room-Temperature Ionic Liquids,” Industrial & Engineering Chemis-try Research, 49(19), pp 9370–9376.
22. Yokozeki, A. (2002), “Time-Dependent Behavior of Gas Absorption in Lubricant Oil,” International Journal of Refrigeration, 25(6), pp 695–704.
23. Prata, A., Grando, F., and Silva, A. (2004), “Improving Compressor Design through Modeling of Phase Change and Two-Phase Flow Phe-nomena,” International Compressor Engineering Conference, West La-fayette, IN, July 12–15, 2004.
24. Gessner, T. R. and Barbosa, J. R., Jr. (2006), “Modeling Absorption of Pure Refrigerants and Refrigerant Mixtures in Lubricant Oil,” Interna-tional Journal of Refrigeration, 29(5), pp 773–780.
25. Barbosa, J. R. and Ortolan, M. A. (2008), “Experimental and Theo-retical Analysis of Refrigerant Absorption in Lubricant Oil,” HVAC & R Research, 14(1), pp 141–158.
26. Marcelino Neto, M. A. and Barbosa, J. R., Jr. (2011), “Absorption of Isobutane (R-600a) in Lubricant Oil,” Chemical Engineering Science, 66(9), pp 1906–1915.
27. Khonsari, M. M. and Booser, E. R. (2001), Applied Tribology: Bearing Design and Lubrication, John Wiley & Sons: New York.
28. Grando, F. P., Priest, M., and Prata, A. T. (2006), “A Two-Phase Flow Approach to Cavitation Modelling in Journal Bearings,” Tribology Let-ters, 21(3), pp 233–244.
29. Henni, A., Jaffer, S., and Mather, A. E. (1996), “Solubility of N2O and CO2 in n-Dodecane,” The Canadian Journal of Chemical Engineering, 74(4), pp 554–557.
30. Hamblin, P. (1999), “Oxidative Stabilisation of Synthetic Fluids and Vegetable Oils,” Journal of Synthetic Lubrication, 16(2), pp 157– 181.
31. Adamczewska, J. Z. and Love, C. (2005), “Oxidative Stability of Lu-bricants Measured by PDSC CEC L-85-T-99 Test Procedure,” Journal of Thermal Analysis and Calorimetry, 80(3), pp 753–759.
32. Maleville, X., Faure, D., Legros, A., and Hipeaux, J. C. (1996), “Oxi-dation of Mineral Base Oils of Petroleum Origin: The Relationship between Chemical Composition, Thickening, and Composition of Degradation Products,” Lubrication Science, 9(1), pp 1–60.
33. Cerny, J., Strnad, Z., and Sebor, G. (2001), “Composition and Oxida-tion Stability of SAE 15W-40 Engine Oils,” Tribology International, 34(2), pp 127–134.
34. Erhan, S. Z., Sharma, B. K., and Perez, J. M. (2006), “Oxidation and Low Temperature Stability of Vegetable Oil–Based Lubricants,” Indus-trial Crops and Products, 24(3), pp 292–299.
35. Grunberg, L. and Nissan, A. H. (1949), “Mixture Law for Viscosity,” Nature, 164(4175), pp 799–800.
36. Totten, G. E., Westbrook, S. R., and Shah, R. J. (2003), Fuels and Lu-bricants Handbook Technology, Properties, Performance, and Testing, ASTM International: West Conshokocken, PA.
37. Larsson, R. and Andersson, O. (2000), “Lubricant Thermal Conduc-tivity and Heat Capacity under High Pressure,” Proceedings of the In-stitution of Mechanical Engineers - Part J: Journal of Engineering Tribol-ogy, 214(4), pp 337–342.
38. Jensen, M. and Jackman, D. (1984), “Prediction of Nucleate Pool Boiling Heat-Transfer Coefficients of Refrigerant–Oil Mixtures,” Jour-nal of Heat Transfer, 106(1), pp 184–190.
39. Jeng, Y., Chang, C., and Wang, C. (2001), “Vapor Pressure of R- 410A/oil and R-407C/Oil Mixtures,” Applied Thermal Engineering, 21(8), pp 863–870.
40. He, M. (2003), Thermoelastohydrodynamic Analysis of Fluid Film Jour-nal Bearings, Doctoral Thesis, University of Virginia, Department of Mechanical and Aerospace Engineering: Charlottesville, VA.
41. Taniguchi, S., Makino, T., and Takeshita, K. (1990), “A Thermohy-drodynamic Analysis of Large Tilting-Pad Journal Bearing in Lami-nar and Turbulent Flow Regimes with Mixing,” Journal of Tribology, 112(3), pp 542–548.
42. Ferrando, N., Mougin, P., and Defiolle, D. (2008), “Solubility and Dif-fusion Coefficient of Hydrogen Sulphide in Polyethylene Glycol 400 from 100 to 140C,” Oil and Gas Science and Technology, 63(3), pp 343–351.
43. Barrett, L. E., Gunter, E. J., and Allaire, P. E. (1978), “Optimum Bear-ing and Support Damping for Unbalance Response and Stability of Rotating Machinery,” Journal of Engineering and Power, 100(1), pp 89–94.
44. Martin, F. A. and Garner, D. R. (1974), “Plain Journal Bearings under Steady Loads: Design Guidance for Safe Operations,” First European Tribology Conference, London, England, September 25–27, 1973.
4 8 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G

TOP STORIES
BHARAT BHUSHAN AND PHILLIP BROWN WIN 2015 IChemE GLOBAL AWARD
Bharat Bhushan, STLE Life Member and Ohio Eminent Scholar, and postdoctor-al researcher Phillip Brown were present-ed with an IChemE Global Award at the Chemical Engineer’s (IChemE) Global Awards 2015 in Birmingham, UK, rec-ognizing outstanding achievement in chemical and process engineering in the Water Management and Supply category for their research, Separating oil from water.
The black-tie event was attended by more than 450 people from 18 countries, hosted by BBC business journalist Steph McGovern at the Hilton Metropole.
A new mesh has been developed using a special coating that contains thousands of tiny holes that act like a colander. When a mixture of oil and water is poured over the treated mesh, the oil gets trapped and the water passes straight through, separating the liquids and helping to clean oil spills.
Research was developed at The Ohio State University’s Nanoprobe Labora-tory for Bio- and Nanotechnology and Biomimetics.
“Oil spills are devastating to natural habitats and wildlife,” says Bhushan. “Today oil spills are sometimes handled using dispersants more toxic than the oil itself. Additionally, the emergence of fracking has shed new light on in-dustrial water contamination. We de-veloped a durable coating that, when applied to a mesh or membrane, can help reduce the environmental impact of various industries by separating oil from water.”
The work began more than 10 years ago when Bhushan began building and patenting nano-structured coatings that mimic the texture of the lotus leaf. Since then he and his team have worked to amplify the effect and tailor it to different situations.
“Nature reaches a limit of what it can do,” says Brown. “To repel synthet-ic materials like oils, we need to bring in another level of chemistry that na-ture doesn’t have access to.”
This achievement is listed in an article titled Top Ten Science Stories of 2015. To read this article, go to www.52-insights.com/inspirations/top-ten-science-stories-of-2015.
“We are humbled and proud that our work has gained significant atten-tion,” says Bhushan.
DOW CHEMICAL, DUPONT SEEK MERGER
Dow Chemical in Midland, Mich., and DuPont, based in Wilmington, Del., are merging to form a company val-ued at about $130 billion as they try to counter falling commodities prices and weakness in some key markets that have pressured their giant agriculture and chemicals businesses.
The two companies will first form DowDuPont, then separate into three in-dependent publicly traded companies focused on agriculture, material science and specialty products.
The proposed merger would tempo-rarily create the world’s second-largest chemical company behind BASF. It comes as both Dow and DuPont have seen recent declines in agricultural per-formance and been pressured by activ-ist shareholders to control spending and shift away from commodities to faster-growing parts of their businesses.
“Overall this transaction represents a tectonic shift in an industry that has been evolving over the last many years,” says Dow chairman and CEO Andrew Liveris, calling the merger a seminal event for employees and cus-tomers of the two companies, which have a combined workforce of more than 110,000.
DuPont chairman and CEO Edward Breen says the industrial logic behind the deal was compelling. “When I look at DuPont and Dow, I see businesses that fit together like hand and glove,” Breen says.
Liveris will be named executive chairman of the combined company, while Breen will be CEO. The company will have dual headquarters in Midland and Wilmington.
The deal, which the companies ex-pect to close in the second half of 2016,
NEWSMAKERS
5 0 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
STLE Life Member Bharat Bhushan (second from right) and Phillip Brown (second from left) are presented with the IChemE Global Award for their research Separating oil from water.

is sure to be scrutinized by antitrust regulators.
DuPont announced a plan that is expected to reduce costs by $700 mil-lion in 2016 compared to this year. Dow, meanwhile, says it is taking full ownership of Dow Corning, currently a 50-50 joint venture between Dow and Corning. Dow said the move is expected to generate more than $1 bil-lion in additional adjusted earnings and increase its product offerings in the building and construction, consumer care and automotive markets.
The material science company would combine DuPont’s performance materials segment with Dow’s perfor-mance plastics, performance materials and chemicals, infrastructure solutions and consumer solutions units, exclud-ing its electronic materials business.
The specialty products company would combine DuPont’s nutrition and health, industrial biosciences, safety and protection and electronics and communications segments with Dow’s electronic materials business.
The new company’s board will have 16 directors, consisting of eight current DuPont directors and eight current Dow directors, and two independent co-lead directors.
CHEVRON ORONITE ADVANCES PLANS IN CHINA
San Ramon, Calif.-based, Chevron Oronite continues to expand its operations in China, announcing that it has recently completed the registration of a Wholly Foreign-Owned Enterprise (WFOE) based in Ningbo. In addition, the com-pany continues to increase its techni-cal support and product development capabilities in China through a growing technology center of expertise located in Shanghai.
The establishment of Chevron (Chi-na) Chemical Co., Ltd. as a WFOE is a critical milestone as Chevron advances its plans to establish a manufacturing facility in Ningbo. The project timeline currently calls for blending and ship-ping activities to begin in 2020. All Oronite product manufacturing and sales activities in China will eventually be conducted under the WFOE. “Our ongoing and significant investments in China will continue to strengthen our ability to provide customers with the exceptional reliability that they will need to meet the escalating demand in this growing market,” says Jirong Xiao, vice president, sales and marketing of Chevron Oronite.
To help meet this demand, Chev-ron continues to expand its auto-motive field test and bench testing capabilities in China both in the heavy-duty and passenger car seg-ments. In addition, the company leverages its technology center in Omaezaki, Japan, to offer a full range of formulation expertise and testing capabilities from bench tests to engine dynamometer testing, and to comple-ment the product and technology work already underway in China.
“As lubrication technology rapidly evolves in China, Chevron is well pre-pared to provide innovative additive solutions to our customers, along with the necessary in-country technical sup-port to help them navigate the emerg-ing needs of the market,” says Jerry Wang, technology manager–China of Chevron Oronite.
CALUMET’S PLANT EXPANSION
Calumet Specialty Products Partners, L.P., headquartered in Indianapolis, Ind., is pleased to announce their polyol esters plant expansion has been completed in Louisiana, Mo.
Calumet started producing new ma-terial in January 2016. This expansion doubles its capacity and allows Calu-
Calumet’s new plant expansion in Louisiana, Mo.
Venus may have at one time produced more volcanoes than any other planet in our solar system, though they are all now extinct. 5 1

met to capitalize on its biggest strength: its people.
With the vision of its executive team and the innovation of its Missouri per-sonnel, Calumet delivers world-class options for polyol esters in specialized lubricants.
The Missouri facility has a rich his-tory entering its sixth decade of pro-ducing polyol esters. It has more than 400 years of combined experience among its more than 30 staff members including plant operations, plant man-agement, technical and commercial.
The corporate support groups in-clude technical, regulatory and HS&E. To learn more about Calumet’s polyol esters, visit www.CalumetSpecialty.com.
CHEMTURA EXPANDING LATINA, ITALY SITE
Philadelphia-based, Chemtura Corp. will expand its Latina, Italy, site to increase capacity for primary antioxidants (AD-PAs) as one of the company’s efforts to
meet future market demands in the au-tomotive petroleum additive industry worldwide.
The expansion features the building of a new ADPA plant that doubles the ADPA capacity of the Latina facility. It is expected that this new plant will be-gin producing Naugalube® antioxidants before the end of 2016.
“As the transportation sector gears up for the latest requirements in greater fuel efficiency, the market is indicating a step increase in antioxidant demand in years 2017 and 2018,” says Kerim Wewer, head of asset management EMEA. “Our efforts are part of a long-range capacity expansion program that started in 2014 to ensure a continuous supply of high-quality antioxidants to the industry.”
In 2014 and 2015, Chemtura in-creased APDA capacity at its Elmira site in Ontario, Canada, and at its Latina site. Additional capacity increases and expansions will be initiated according
to market need.When automotive lubricants such
as engine oils and transmission fluids are formulated with antioxidants, they provide excellent protection against lubricant degradation and help reduce automotive emissions as mandated by the EPA; European Union; Japanese Ministry of Economy, Trade and Indus-try; and other countries.
“Chemtura is the ADPA market leader for lubricant additive applica-tions,” says Laurence Messé, global as-set manager inhibitors. “As such, we’re committed to meeting the increased de-mand for antioxidants and the evolving needs of the global lubricant industry.”
DES-CASE ACQUIRES OILMISER PRODUCT LINE
Goodlettsville, Tenn.-based, Des-Case Corp., a manufacturer of specialty fil-tration products that improve process equipment reliability and extend lubri-cant life for companies around the world,
5 2 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
The specialty additive company!
The Elco Corporation | 216-749-2605 | [email protected] or www.elcocorp.com
From the lab
to the field — We can help design and demonstrate performance in all phases of lubricant development.
Custom additives Standard and unique application testing
Field technical serviceFormula development

Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068, [email protected], www.stle.org.
STLE is inviting members and their organizations to submit ideas for hands-on experiments focused on important areas of research within the fields of tribology and lubrication engineering for the society’s 4th Annual Tribology STEM Camp to be held as part of STLE’s 71st Annual Meeting & Exhibition at Bally’s Las Vegas Hotel and Casino in Las Vegas, Nevada, May 15-19, 2016.
STLE’s goal is to expose high school students, who have interest in STEM (science, technology, engineering and mathematics), about career opportunities in the fields of tribology and lubrication engineering.
STLE is looking for short hands-on experiments lasting about 15-20 minutes, which are safe for high school students to run and, most important, are fun activities that will help students understand the principles of friction, wear and lubrication. In addition, we’re asking for donated supplies and volunteers to help conduct the experiments, too. Any ideas and write-ups of various tribology or lubrication-related experiments would be greatly appreciated.
If you can help, please contact Karl Phipps, [email protected] or Bruce Murgueitio, [email protected] at STLE Headquarters or visit www.stle.org for more information. Deadline for submission ideas is Feb. 1, 2016.
CALL FOR
TRIBOLOGY EXPERIMENTS
© C
an S
tock
Pho
to In
c. /
Yello
wPa
ul

announces its acquisition of JLM Systems Limited, most popularly known in the in-dustry for their OilMiser products.
The OilMiser product line includes oil mist adapters, oil sampling prod-ucts, reservoir aspirators, equipment adapters and more that protect gear-boxes and hydraulic reservoirs from harmful contamination. The Vapor Guard oil mist adapter, which enables oil to condense back into the reservoir creating a safer work environment, is the company’s leading product and an important strategic fit to Des-Case’s desiccant breathers. Dick Gangnon, president of JLM Systems, has always stood by the goal of “saving a million gallons of oil, one ounce at a time.”
“Bringing the OilMiser array of products into the Des-Case product portfolio will continue our growth as the industry’s top resource to help companies improve equipment reliabil-ity,” says STLE-member Brian Gleason, president & CEO of Des-Case. “Equally important, with our global network of distributors and OEM partners, we’ll enable the OilMiser product line—which has been trusted by hundreds of companies for years—to address far more reliability needs around the world.”
Gangnon says, “I’ve always been an innovator and problem-solver. OilM-iser products have played a key role in helping increase equipment reliability, but in the hands of Des-Case, they will support so many more global reliabil-ity engineers in their efforts to improve equipment uptime. I feel like I’m leaving my innovations in the hands of a leading company that will take them far.”
Following the sale, Gangnon will become a product technical consultant to Des-Case to help provide a seamless transition.
PROMOTIONS & TRANSITIONS
MONSON CO. HIRES TECHNICAL SALES REPRESENTATIVE
Leominster, Mass.-based, Monson Co. announces the addition of STLE-mem-ber Mike Woodfall as technical sales rep-resentative for the Southwest region.
Woodfall comes to Monson from Bunge North America where he was national account manager for their industrial oils group. Woodfall also worked for Afton Chemi-cal as an account manager in the Houston area. He started his career in a lab working with D.A. Stuart as an application en-gineer.
Woodfall has a chemical engineer-ing degree from University of Illinois. STLE-member Craig H. Mott, vice president, LMW Group Monson Co., says, “We are very fortunate to have such a high-quality individual on board to help us support and grow this very important territory. Woodfall has the perfect background for this position being involved in both the industrial lubes and metalworking markets.”
ADDITIVES INTERNATIONAL NAMES TECHNICAL SALES MANAGER
Additives International, based in Flint, Mich., announces the addition of STLE-member Aaron Myers as techni-cal sales manager.
Myers has held a series of technical and sales roles for Gateway and then Lubrizol, and brings a wealth of experi-ence in emulsifier and rust prevention additives. Myers holds a bachelor’s of science degree in chemistry with a mi-nor in communications and biology from University of Pittsburgh.
SEA-LAND CHEMICAL CO. APPOINTS THREE EMPLOYEES
Westlake, Ohio-based, Sea-Land Chemi-cal Co. has appointed three employees as part of its ongoing commitment to growth and to providing excellent ser-vice to customers in the U.S., Canada and Europe.
Sarah Krzyminski was hired as prod-uct coordinator to assist the company in managing its specialty chemical portfolio. Her role includes research-ing new chemistries, applications and
market opportunities; working with suppliers; and providing support for Sea-Land Chemical’s lubricant testing business, SLC Testing Services. She pre-viously worked as an alloy chemist and as a hazard communications specialist.
Charlene Levitte was hired as a cus-tomer service representative. Her roles include assisting customers with plac-ing orders, product and service ques-tions and concerns; maintaining cus-tomer records by updating account information; and working with account managers to identify and assess cus-tomer needs. She previously worked as a field support administrative assistant.
Rita Closson was hired as a recep-tionist. Her roles include welcoming visitors by greeting them in person or on the telephone, answering or refer-ring inquiries and maintaining employ-ee and department directories. She pre-viously worked as an office manager.
“As we continue to grow, the addi-tion of talented and committed staff remains important,” says Sea-Land Chemical Co. president and STLE-member Joseph Clayton. “We welcome them to our team.”
Mike Woodfall
Want to be recognized in TLT?
TLT is interested in hearing from our readers. Let us know what’s happen-ing in your company. If you have news about a new employee or if someone in your company has been recognized with an award or any other interest-ing items, let us know. Please send us your news releases and photos for publication in Newsmakers to TLT Magazine, Attn: Rachel Fowler, 840 Busse Highway, Park Ridge, IL 60068, [email protected].
TLTT R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y
54 No planet besides Earth shows active volcanoes, but Io, one of Jupiter’s moons, shows volcanoes that are erupting.

PROGRAM HIGHLIGHTS
• 400 Technical Presentations• 13 Industry-Specific Education Courses• 90-Exhibitor Trade Show• Commercial Marketing Forum• Networking• New Products• Professional Certification• Peer Recognition• Emerging Technologies• Student Posters• Business Planning
Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068, [email protected], www.stle.org, 847-825-5536
Visit www.stle.org for regular program updates and to register.
Follow us on #STLE2016
Technical and professional development you can’t get anywhere else!
When it comes to advancing your career and upgrading your technical knowledge, STLE’s Annual Meeting & Exhibition is a singular event in the lubricants industry. 1,600 of your peers in the lubricants community are expected to participate in STLE’s 71st Annual Meeting & Exhibition. Please join us in Las Vegas for a unique experience that blends the best of industry education, technical training, professional certification and new technologies.
71st STLE Annual Meeting & Exhibition
May 15-19, 2016
Bally’s Las Vegas Hotel and Casino
Las Vegas, Nevada (USA)

NEW PRODUCTS
VUTARA 352 SUPER-RESOLUTION FLUORESCENCE MICROSCOPE
Bruker Corp. announces the release of the first quantitative super-resolution microscope, the Vutara™ 352. The Vutara 352 offers speed, imaging depth and resolution to deliver significant advantages over competing approaches, now also adding real-time quantitative capabili-ties. For the first time, this represents an entirely new dimension of functionality in super-resolution microscopy, including the ability to perform pair-correlation, co-location, cluster and live-cell analysis with super resolution. The Vutara 352 is also compatible with Bruker’s Opterra multi-point confocal microscope, creating a unique combination of super-resolution and confocal capabilities, where both instru-ments are designed for high-speed imaging. This enables the visualization of large-scale, high-resolution structural context in correlation with super-resolution imaging in even the most challenging live-cell applications. Based on Bruker’s proprietary biplane technology, the Vutara 352 leverages high-performance data acquisition and image processing capabilities to perform the entire imaging workflow, from acquisition through local-ization to quantitative analysis. Utilizing GPU processing, completion of an entire workflow cycle can be accomplished in a matter of minutes, providing a significant enhancement to work throughput.
Bruker Corp.Billerica, Mass.(978) 663-3660www.bruker.com
NYCOBASE® 9300
NYCO introduces a new synthetic ester Nycobase® 9300, responding to the short-supply and high-cost issues induced by the increasing demand and limited availability of C8/C10 acid. Nycobase 9300 is a highly refined neopolyol ester, produced through NYCO stringent ester manufacturing processes, with a high level of purity as dem-onstrated by very low acid and hydroxyl numbers. Technical performance level will be at least similar when replacing TMP C8/C10 ester by Nycobase 9300, especially in industrial applications such as gear oils or automotive lubricants like engine oils. No change in formulation is required other than switching from one ester to the other at the same treat rate. Nycobase 9300 also exhibits a high level of biodegradability as per OECD 310B.
NYCOParis, France+33 (0) 1 45 61 50 00www.nyco.fr/en
DEEP GROOVE BALL BEARINGS
Featuring super-finished raceways and controlled internal geometries, Timken® deep groove ball bearings deliver run-quiet operation with best-in-class noise and vibra-tion performance. The Timken Co. recently launched its 6000 series deep groove ball bearing line in North America, which completes the company’s global roll-out of the series to its OE customer base and global distribu-tor network. The new line, which is used in a wide variety of applications and conditions, meets ISO standards and dimensionally interchanges easily with competitor prod-ucts. It reflects another step in the company’s ongoing commitment to offer Timken customers and end-users an even broader range of bearings and power transmission components.
The Timken Co.North Canton, Ohio(234) 262-3000www.timken.com
56 The most dangerous volcano today is Popocatépetl, just 33 miles (53 km) from Mexico City. It spews thousands of tons of gas and ash into the air each year.

Send us your new product news with color photos to: TLT Magazine, Attn: Rachel Fowler, 840 Busse Highway, Park Ridge, IL 60068, [email protected]
W W W . S T L E . O R G T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y F E B R U A R Y 2 0 1 6 • 5 7
CORRGUARD® FLEX AMINO ALCOHOL PRODUCT
ANGUS Chemical Co., a leading manufacturer and marketer of nitroalkanes and their derivatives, adds CORRGUARD FLEX, a new primary amino alcohol product, to its CORRGUARD metal-working fluid additives portfolio. CORRGUARD FLEX is a glob-ally compliant, multifunctional additive that extends the life of metalworking fluids. It also offers excellent neutralization, effective pH control and is compatible with a wide range of bio-cides. CORRGUARD FLEX is easy to formulate, broadly registered with low secondary amines (less than 0.2%) and designed for enhanced flexibility, enabling metalworking fluid manufacturers to optimize the functionality of their formulations. CORRGUARD FLEX leverages the proven benefits of ANGUS’ unique amino alcohols as well as the company’s formulating expertise and testing services to help metalworking fluid formulators solve their market and regulatory-driven challenges.
ANGUS Chemical Co.Buffalo Grove, Ill.(847) 808 3742www.angus.com
Pilot Chemical manufactures the leading synthetic sulfonates for metalworking and lubrication formulations, utilizing our proprietary ice-cold sulfonation process.
The Aristonate® product line offers high purity, oil soluble sulfonates with excellent emulsification and corrosion protection properties. Our Aristonate® C-5000 is a high molecular weight calcium sulfonate ideally suited for industrial lubricant formulations, including hydraulic fluids, gear oils, turbine oils, greases and spindle oils.
We’re Going FurtherWith Lubrication Additives
www.pilotchemical.com | 1.800.70.PILOT Learn more about our Aristonate series sulfonates
Lubrication Fundamentals by Don M. Pirro, Ekkehard Daschner and A.A. Wessol. Covers the broad range of lubrication.
Lubricants and Lubrication, 2nd edition.
The Principles of Lubrication by Alastair Cameron. A classic that explains so much that is still relevant.
The Lubrication Engineers Manual. It is the foundation of lubrication principles.
Metalworking Fluids, 2nd edition. It covers everything and does so in a relatively detailed way.
Synthetics, Mineral Oils and Bio-Based Lubricants.
Oil-Mist Lubrication Handbook: Systems and Applications. It helped us introduce this awesome technology almost 16 years ago.
Chemistry and Technology of Lubricants by Roy M. Mortier, Malcolm F. Fox and Stefan Orszulik. A condensed, driven chemical analysis that is very useful for the highly skilled chemist. Mostly correct and has stood the test of time well.
Handbook of Lubrication and Tribology: Volume 1-Application and Maintenance by George E. Totten.
Lubricants and Related Products by Dieter Klamann. A good compilation of facts, test methods and other background information.
Modern Tribology Handbook by Bharat Bhushan. Very comprehensive and filled with details and descriptions of lubrication mechanisms.
Lubricants and Lubrication by Theo Mang and Wilfried Dresel. It is a large volume that briefly describes nearly every practical aspect of lubrication and tribology. The book is strictly structured, which makes it easy to find the topic you need.
Tribology in Metalworking: Friction, Lubrication and Wear by Dr. John Schey.
Synthetics, Mineral Oils and Bio-Based Lubricants by Leslie Rudnick.
The Practical Handbook of Machinery Lubrication.
SOUNDING BOARD
What is your favorite book on tribology, lubrication or a related topic?
For a science most laypeople have never heard of, tribology has spawned a small library of reference books. Most TLT readers naturally chose books that most closely relate to their jobs and areas of technical expertise. Books dealing with fundamentals and key principles of tribology are most popular, but many readers selected texts dealing with specialized areas of tribology, including nanotribology and biotribology. Among the technical areas still missing a definitive reference book, survey respondents cited cold rolling, lubricant chemistry (particularly relating to engine-oil additives), viscosity and boundary layer theory. For pure pleasure reading, STLE members cited Tom Clancy, Ernest Hemingway, Ayn Rand and Michael Crichton as among their favorite authors. Note: Many of the technical books cited in this article are available at www.stle.org.
© C
an S
tock
Pho
to In
c. /
raco
rn
58 During the past 400 years, nearly a quarter of a million people have been killed as a direct result of volcanic eruptions.
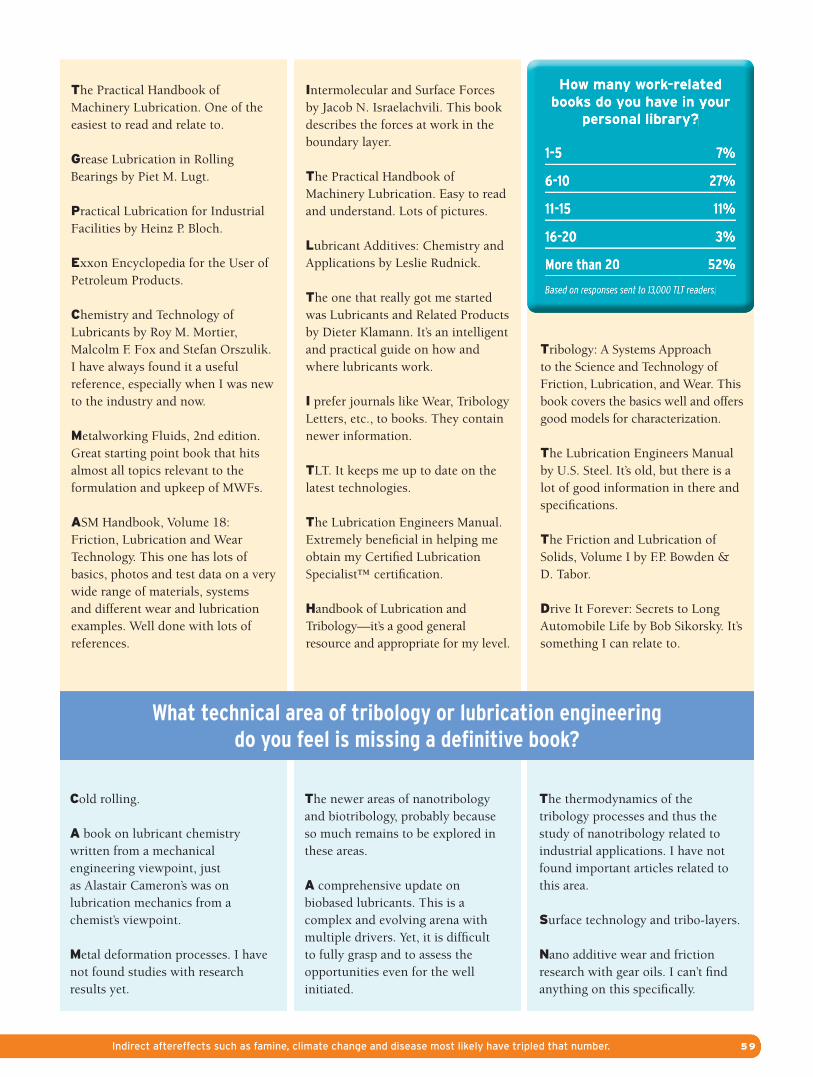
The Practical Handbook of Machinery Lubrication. One of the easiest to read and relate to.
Grease Lubrication in Rolling Bearings by Piet M. Lugt.
Practical Lubrication for Industrial Facilities by Heinz P. Bloch.
Exxon Encyclopedia for the User of Petroleum Products.
Chemistry and Technology of Lubricants by Roy M. Mortier, Malcolm F. Fox and Stefan Orszulik. I have always found it a useful reference, especially when I was new to the industry and now.
Metalworking Fluids, 2nd edition. Great starting point book that hits almost all topics relevant to the formulation and upkeep of MWFs.
ASM Handbook, Volume 18: Friction, Lubrication and Wear Technology. This one has lots of basics, photos and test data on a very wide range of materials, systems and different wear and lubrication examples. Well done with lots of references.
Intermolecular and Surface Forces by Jacob N. Israelachvili. This book describes the forces at work in the boundary layer.
The Practical Handbook of Machinery Lubrication. Easy to read and understand. Lots of pictures.
Lubricant Additives: Chemistry and Applications by Leslie Rudnick.
The one that really got me started was Lubricants and Related Products by Dieter Klamann. It’s an intelligent and practical guide on how and where lubricants work.
I prefer journals like Wear, Tribology Letters, etc., to books. They contain newer information.
TLT. It keeps me up to date on the latest technologies.
The Lubrication Engineers Manual. Extremely beneficial in helping me obtain my Certified Lubrication Specialist™ certification.
Handbook of Lubrication and Tribology—it’s a good general resource and appropriate for my level.
Tribology: A Systems Approach to the Science and Technology of Friction, Lubrication, and Wear. This book covers the basics well and offers good models for characterization.
The Lubrication Engineers Manual by U.S. Steel. It’s old, but there is a lot of good information in there and specifications.
The Friction and Lubrication of Solids, Volume I by F.P. Bowden & D. Tabor.
Drive It Forever: Secrets to Long Automobile Life by Bob Sikorsky. It’s something I can relate to.
books do ou have in our
16-20 3%
%
How ma y work-related How many work-related How many work-relatedbooks do you have in your books do you have in your books do you have in your
personal library?personal library?
1-5 1-5 7%7%
6-10 6-10 27%27%
11-15 11-15 11-15 11%11%
16-20 16-20 3%3%
Mo eMoreMore thanthanthan 202020 52%52%52%
Based on responses sent to 13,000 TLT readers.Based on responses sent to 13,000 TLT readers.
What technical area of tribology or lubrication engineering do you feel is missing a definitive book?
Cold rolling.
A book on lubricant chemistry written from a mechanical engineering viewpoint, just as Alastair Cameron’s was on lubrication mechanics from a chemist’s viewpoint.
Metal deformation processes. I have not found studies with research results yet.
The newer areas of nanotribology and biotribology, probably because so much remains to be explored in these areas.
A comprehensive update on biobased lubricants. This is a complex and evolving arena with multiple drivers. Yet, it is difficult to fully grasp and to assess the opportunities even for the well initiated.
The thermodynamics of the tribology processes and thus the study of nanotribology related to industrial applications. I have not found important articles related to this area.
Surface technology and tribo-layers.
Nano additive wear and friction research with gear oils. I can’t find anything on this specifically.
Indirect aftereffects such as famine, climate change and disease most likely have tripled that number. 5 9
SOUNDING BOARD
Chemistry of engine oil additives is poorly publicized. Many additives are used for engine oils, but since just three companies dominate in additive R&D, chemical information about their composition is often confidential. More than 10 million metric tons of engine oils are not disposed properly and end up lost in the environment. This is a shame as we don’t really know what kind of chemicals are emitted with waste engine oils.
Value of viscosity film strength in a shock-loading environment. Several different types of milling operations. Variables are too numerous to count.
Case studies or experiences in lubrication. We often encounter various lubrication cases in the field that need solutions.
Air compressors. We see point-of-sale material but not much technical info.
A real-world applications guide to industrial equipment.
Additive chemistry for engine oils. The chemistry is proprietary so no one wants to share.
Green lubrication. Biodegradable and environmentally friendly lubrication information. Examples of green technology applications.
Boundary layer theory. The subject requires a multidisciplinary approach.
An ebook with animations and/or film clips that shows lubricants in action.
Nanotechnological tribology because it’s the future.
More could be written on formulation in most areas.
A general book on lubricant applications (if it doesn’t already exist). Good application knowledge is often a trade secret and passed down in the industry. Having access to more detailed information on specific applications could help increase market competition for suppliers looking to enter new markets.
Lubrication reliability—it’s a fast-developing area.
A book that links technical aspects of tribology/lubrication and commerce/business practice.
A book specifically on commercial vehicle automotive gear oils. It is this way because most books concentrate on engine oil topics.
Tribology testing and simulations related to field performances of products.
Advances with coatings.
Developments in coolant technology, including the adverse effects of hard water.
Sheet metal deformation. Lubricant choices are dependent on too many outside variables.
Regulations and health and safety issues. It is important to develop these products.
I have published a paper on oil filtration but am unaware of a book specifically on the subject.
Materials science in general but specifically fine particle analysis as a root cause of progressive failure in lubes.
Making the application, calculating and understanding of lambda more accessible to general engineers.
Metalworking fluids—nobody wants to give away all of their secrets!
Asperity scale contact modeling.
Hot and cold rolling of ferrous and nonferrous metals.
6 0 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
Is the amount of technical information
Increasing
Decreasing
Iss tt e aa ouu tt of Is the amount of Is the amount oftechnical information technical information
you’re consuming digitally you’re consuming digitallyversus print increasing or versus print increasing or
decreasing?decreasing?
Increasing Increasing 70%70%
Decreasing Decreasing 2%%2%2%
TheThe sa eee same same 28%28%
Based on responses sent to 13,000 TLT readers.Based on responses sent to 13,000 TLT readers.
© C
an S
tock
Pho
to In
c. /
mad
y70
Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068 • [email protected] • www.stle.org • 847-825-5536
2016 STLE Tribology Frontiers Conference
Places of Interest • The Art Institute of Chicago • Museum of Science and Industry • Field Museum • Shedd Aquarium • Willis Tower • Lincoln Park Zoo • John Hancock Building • Navy Pier • Millennium Park • Michigan Avenue shopping
Follow us on:
© Can Stock Photo Inc. / rudi1976
The Drake Hotel ChicagoNov. 13-15, 2016
Please mark your calendars for the 2016 TFC, Nov. 13-15 in Chicago’s historic Drake Hotel. We’ll again gather an international community to share tribology’s most cutting-edge research.
March 15 Abstract Deadline
STLE is seeking papers for the following technical tracks:
• Surfaces and Interfaces• Biotribology• Fluid Lubrication• Lubricants• Machine Elements and Systems• Energy/Environment/Manufacturing• Tribochemistry• Materials Tribology• Beyond the Cutting Edge
For full details on the technical program, abstract submission process, registration and housing is available on www.stle.org.
Call for Papers!
Anything by Tom Clancy because of the realism and detail.
The Oz Principle.
World Made by Hand by James Howard Kunstler. A good warning about techno-narcissism and the need to get a grip on managing the world better.
Anything about golf. I think about it when I am not thinking about lubrication.
The Long Ships by Frans G. Bengtsson. Great Viking tale told with historic accuracy and humor.
Nausea by Jean-Paul Sartre.
The Universe in a Nutshell by Stephen Hawking.
Making Children Mind without Losing Yours by Kevin Leman. The title says it all and it is very good advice.
Boating for Dummies. I just bought a boat.
The Road Taken by Rona Jaffee. The book chronicles the lives of a family of women over four generations, showing how the roles of women have changed so dramatically. But the real reason it is my favorite is that it is just a great story.
Pretty much any crime fiction—Ross Macdonald, Elmore Leonard, Robert B. Parker. Mindless but enjoyable.
English Creek by Ivan Doig. Beautiful descriptions of growing up in Montana.
Anything written by Daniel Silva or Steve Berry. Good escapist thrillers.
Jurassic Park. All of Michael Crichton’s books are exciting, spellbinding and make science interesting for everyone.
Pygmy by Chuck Palahniuk. Once you find the rhythm of the book, it’s a great read. Funny with some thought-provoking ideas thrown in.
The Native American Plains Flute by Richard W. Payne. Making Native American flutes is a hobby of mine and I love knowing their history here in America.
The Big Sleep by Raymond Chandler. A brilliant work of noir fiction where dialogue is crackling and gallows humor co-exists with dark human impulses.
The New Rational Manager by Charles Kepner and Benjamin Tregoe. It covers problem solving the way it should be covered.
I am Pilgrim by Terry Hayes.
Moment in Peking, which portrays China in the early 1900s.
The Bonfire of the Vanities by Tom Wolfe. The story is a drama about ambition, racism, social class, politics and greed.
The Path Between the Seas: The Creation of the Panama Canal, 1870-1914 by David McCullough. I sailed my vessel through it with my father and my father-in-law plus my children and wife.
The Dark Tower series by Stephen King because it is an epic tale that lets the reader escape the real world for a while and enter another world.
Tiger Head, Snake Tails by Jonathan Fenby.
The newspaper.
Mutant Message Down Under by Marlo Morgan.
The Old Man and the Sea by Ernest Hemingway. It fits so much emotion and descriptive text into such a short novel and just about sums up the struggles of life.
The novella Tales From Firozsha Baag by Rohinton Mistry.
Atlas Shrugged by Ayn Rand.
Mental Edge: Peak Performance and the Inner Game with Mega Brain Technologies by Michael Hutchison. To me brain development is the most important matter now.
The Adventures of Sherlock Holmes.
Life of Pi. Perfect balance of action and psychological metaphor.
The Brothers Karamazov by Fyodor Dostoevsky.
Cooking books. I like to mess around in the kitchen.
Editor’s Note: Sounding Board is based on an email survey of 13,000 TLT readers. Views expressed are those of the respondents and do not reflect the opinions of the Society of Tribologists and Lubrication Engineers. STLE does not vouch for the technical accuracy of opinions expressed in Sounding Board, nor does inclusion of a comment represent an endorsement of the technology by STLE.
What is your favorite book not related to your work?
© C
an S
tock
Pho
to In
c. /
zbyn
ek
6 2 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
SOUNDING BOARD

www.crcpress.com
What Your Colleagues Are Saying:
“… a comprehensive and well-integrat-ed review of the relevant fundamentalsand practices of the operation of gas-fueled compression ignition enginesof the dual-fuel type. … a very well-written book featuring interesting,reach-in information covering importanttopics of internal combustion enginesnot covered yet in a single book. …excellent, up-to-date … a very good and unique source of information ondual-fuel engines for engineering students, practicing engineers, and scientists. The book reviews the latestand possible future developments in thearea of dual-fuel engines.”
—Andrzej Teodorczyk, Warsaw University of Technology, Poland
• • • • •
Enjoy 20% SAVINGS and FREE shipping when youorder online and enter code STL92 at checkout.
Special Offer for STLE TLT Subscribers
• Explains the benefits and challengesassociated with internal combustion,compression ignition, gas-fueled, andpremixed dual-fuel engines
• Explores methane and natural gas as engine fuels, as well as liquefied petroleum gases, hydrogen, and other alternative fuels
• Examines safety considerations, combus-tion of fuel gases, and the conversion ofdiesel engines to dual-fuel operation
• Addresses dual-fuel engine combustion,performance, knock, exhaust emissions,operational features, and management
• Describes dual-fuel engine operation onalternative fuels and the predictive mod-eling of dual-fuel engine performance
ISBN: 978-1-4987-0308-6

TLT ADVERTISERS INDEXFEBRUARY 2016 • VOL. 72, NO. 2
Company Page
Acme-Hardesty Co. 42
Afton Chemical Corp. IFC
ANGUS Chemical Co. OBC
Bruker Nano Surfaces Business 21
Cannon Instrument Co. 19
Chevron Oronite Co., LLC 7
CRC Press - Taylor and Francis Group 63
Dover Chemical Corp. 9
The Elco Corp. 52
Huntsman Petrochemical Corp. 3
INOLEX, Inc. 23
J.A.M. Distributing Co. 26
King Industries, Inc. 5
Lubmat 2016 Conference 49
Novitas Chem Solutions, LLC 41
2017 OilDoc Conference & Exhibition 67
Pilot Chemical 57
Soltex, Inc. 35
Spectro Analytical 45
STLE 2016 Annual Meeting & Exhibition 55
STLE 2016 Call for Student Posters 69
STLE Certification 71
STLE 2016 MWF Management Certificate Program 65
STLE 2016 STEM Program 53
STLE 2016 Tribology Frontiers Conference 61
UL Information & Insights IBC
United Color Manufacturing 33
Vanderbilt Chemicals, LLC 27
80% of TLT readers:
• Authorize purchases• Evaluate products• Recommend vendors.
For information on how to customize a multimedia marketing program that fits your budget, contact:
National Sales ManagerTracy VanEe(630) [email protected]
POWER BUYERS
64 In 1963 an undersea volcano created Earth’s newest land mass, the one-square mile Surtsey Island off the southwest coast of Iceland.
METALWORKING FLUID MANAGEMENT PROGRAMFeb. 23-25, 2016, The Sheraton Suites Philadelphia Airport, 4101 Island Ave., Philadelphia, Pennsylvania
The STLE Metalworking Fluid Management Program offers a solid overview of metal-working fluid management and is tailored to provide individuals with a comprehensive look at the latest techniques and practices that are sure to improve their metalworking fluid operation. Optimize your metalworking fluid management capabilities and become a more valuable asset to your company.
This program includes the following topics:
• The various operations that use metalworking fluids
• The fundamentals of fluid and additive chemistry
• Analyzing factors affecting the quality of metalworking fluids and the work environment
• Learn about the unique aspects of metalworking fluid microbiology and toxicology
• Review a broad range of condition monitoring tests, learning how to use condition monitoring to manage metalworking fluids in individual sumps and large central systems
What’s in it for you?
• Improve your knowledge and understanding of metalworking fluid management, with content specialized to your field
• Document what you’ve learned and validate your expertise with a post-course exam
• Participate in case studies to solidify knowledge after learning important concepts
• Find solutions to common metalworking problems you encounter
• Includes lunch (2 days) and breaks
• Group discounts available
• FREE White Paper: Metalworking Fluids: TLT Best Practices Series
• Optional STLE Certified Metalworking Fluids Specialist (CMFS™) exam sitting (to be held after the program concludes on Thursday, Feb. 25). NOTE: Must register for exam by Feb. 11. If the requisite number of participants is not reached, the exam sitting will be cancelled.
STLE’sEXCLUSIVEPROGRAM
Sponsored by the Society of Tribologists and Lubrication Engineers and the Metalworking Fluid Education & Training Committee
CLASS SIZE IS LIMITED!Call (847) 825-5536 or Register at www.stle.orgRegistration Deadline: Feb. 15, 2016
Pricing:$625 (STLE members)$770 (Non-members, includes one-year STLE membership)

Events listed here are local section programs. For further details and a full listing of other upcoming section events in your area, visit www.stle.org. Meeting announcements can be sent to TLT Magazine, Attn: Rachel Fowler, [email protected].
FEBRUARY 2016STLE Canton Section: Real-Time Monitor-ing to Detect and Differentiate the Metal Wear Particles in Lubricant (Speaker: Professor Jiang (John) Zhe, University of Akron), Feb. 10, 5:30 p.m. (registration and networking), 6 p.m. (dinner), 6:45 p.m. (speaker presentation), Courtyard Canton, 4375 Metro Cir. NW, North Canton, Ohio. Contact: Paul Shiller, [email protected].
STLE Detroit Section: Driveline Fluids & GM Approval Process (Speaker: Khaled Zreik, GM), Feb. 24, 4:30 p.m. (registra-tion), 5 p.m. (speaker presentation), 6 p.m. (dinner), Powers Court Building, Green Glass Building, 17199 N. Laurel Park Dr., Livonia, Mich. Contact: Beth Zou, [email protected].
STLE CERTIFICATION EXAM
STLE is offering a certification exam on Feb. 25 from 1-4 p.m. at the Shera-ton Suites Philadelphia Airport, 4101 Island Ave., Philadelphia, Pa. For the online registration form, go to www.stle.org; click on the certification tab at the top and go to registration. Online registration closes two weeks prior to the exam date. Onsite registration may be available on a first come, first serve basis. For more information and for other methods of registering, you may contact STLE headquarters by email-ing [email protected] or call (847) 825-5536.
OLEOFUELS 2016
Oleofuels 2016 is the progression of ACI’s highly successful European Bio-diesel series of events which ran from 2008-2013. The change of name re-flects the fact that the event will now cover all fuels made from oils and fats including biodiesel, hydrogenated veg-etable oil and bio jet as well as take a more global view, which is key especial-
ly when it comes to certain feed stocks.The two-day event will be held
June 21-22 in Liverpool, UK. The con-ference will bring together the lead-ing executives and experts from across the entire value chain for two days of informative presentations, interactive discussion and excellent networking opportunities. To learn more, go to www.wplgroup.com/aci/event/oleofuels.
For more information and to regis-ter, contact Cheryl Williams by email-ing [email protected] or call +44 (0) 203 141 0623.
RELIABLE PLANT CONFERENCE
The Reliable Plant Conference serves the machinery lubrication, oil analysis and reliability professionals workshops, learning sessions and case studies cov-ering today’s trends, technologies and issues. The conference will be in Lou-isville, Kentucky, April 5-7, 2016, at the Kentucky Convention Center. Register early and save at http://conference.reli-ableplant.com.
INDUSTRIAL CATALYSIS: A PRACTICAL APPROACH, 3RD EDITION
Author: Jens Hagen
Publisher: Wiley
Despite the fact that more than 90% of production pro-cesses in industry are cata-lyzed, most chemists and engineers are restricted to trial and error when searching for the proper catalyst.
Industrial Catalysis: A Practical Approach, 3rd edition, emphasizes industrial aspects of catalysis and also is particularly well suited to studying on one’s own. It is dedicated to both homogeneous and het-erogeneous catalysis. In its 3rd edition, this book of-fers all relevant information on catalytic processes in the industry, including many recent examples. It is the ideal companion for scientists who want to get into the field or refresh existing knowledge. Available at www.wiley.com. List Price: $205 (USD).
SMALL MOLECULE MEDICINAL CHEMISTRY: STRATEGIES AND TECHNOLOGIES
Editors: Werngard Czechtizky and Peter Hamley
Publisher: Wiley
Stressing strategic and technological solutions to medicinal chemistry challenges, Small Molecule Me-dicinal Chemistry: Strategies and Technologies pres-ents methods and practices for optimizing the chem-ical aspects of drug discovery. Chapters discuss benefits, challenges, case studies and industry perspectives for improving drug discovery programs with respect to quality and costs. This book also focuses on small molecules and their critical role in medicinal chemistry, reviewing chemical and economic advantages, challenges and trends in the field from industry perspectives. It discusses novel approaches and key topics like screening collection enhancement, risk sharing, HTS tri-age, new lead finding approaches, diversity-oriented synthesis, peptido-mimetics, natural products and high throughput medicinal chemistry approaches. It also explains how to reduce design-make-test cycle times by integrating medicinal chemistry, physical chemistry and ADME profil-ing techniques. Available at www.wiley.com. List Price: $150 (USD).
RESOURCES
TECHNICAL BOOKS
STLE LOCAL SECTION MEETING CALENDAR
6 6 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G


YOU MIGHT HAVE NOTICED THAT MY LAST COLUMN WAS A REPRINT FROM AN EARLI-ER TLT COLUMN. There’s a very good reason for that: twin baby girls. They were born in May, and I took over taking care of them full time when my wife went back to work in Sep-tember. The thinking was that I could work from home; the reality is that work gets tucked between diaper changes, feed-ings, walks and naps, and not as much of it gets done as I would like. Fortunately, I have a very supportive business partner who has picked up a tremendous amount of slack and made sure our clients don’t suffer while the girls and I sort our schedules out.
Those of you who are parents will under-stand the on-the-job education I’m getting. I think I’ve learned more about life in the past eight months of watching them grow than I have in my previous 42 years, and one of those lessons relates particularly well to the topic we discuss in this column, namely digital sales and marketing.
My daughters are developing new skills at a blinding, sometimes terrifying pace. They’ve started crawling, sitting up, pulling them-selves into a standing position and taking their first shaky, hesitant steps. What I’m fas-cinated with, though, and what I think can be applied to your marketing efforts, is how they’ve developed these new skills. It’s simple really: They try new things.
That’s all there is to it. I watch them do it pretty much every day. When the toy box they tried to use to prop themselves up is a little too light and tips over, they bank that information and try using something else the next time. When the angle they were leaning at causes a tumble, the next time they try a different angle.
They are the living proof of the old adage, “If at first you don’t succeed, try, try again.”
You’ve probably heard the oft-repeated misquote of Thomas Edison regarding his at-tempts to make an efficient filament for incan-descent light bulbs that goes something like: “I didn’t fail 10,000 times; I succeeded in finding 10,000 ways that didn’t work.” While it makes for a clever coffee mug, it’s not actually what Edi-son said. What he did say is far more interesting (and valuable). The actual quote is as follows:
“…after we had conducted thousands of experiments on a certain project without solving the problem, one of my associates, after we had conducted the crowning ex-periment and it had proved a failure, ex-pressed discouragement and disgust over our having failed ‘to find out anything.’ I cheerily assured him that we had learned something. For we had learned for a cer-tainty that the thing couldn’t be done that way, and that we would have to try some other way.”
(as quoted in the January 1921 issue of American Magazine)
So let me ask you: When was the last time you tried something new in your digital marketing mix? I’ve been sharing tips for improving your efforts in this regard for a few years now; my guess is that even though those arti-cles may have seemed inter-esting at the time, they were probably relegated to the “we’ll try it someday” pile. Well friends, today is that someday. If you find that your online marketing efforts haven’t generated the results you’d like, perhaps you’ve proved “that the thing couldn’t be done that way”
and that it’s high time to try something new.So what will it be? Is it time to start a
company blog? How about setting up that business page on Facebook or the business profile on LinkedIn? Is it maybe time to con-sider an overhaul of your Website with a view to making it more discoverable? Whatever you decide, take a page from the playbook of my eight-month-old daughters: Try some-thing new and if it doesn’t work, try some-thing else.
Jerry Kennedy earned his stripes as an operations and sales manager in the lubricants industry. He is currently the co-founder of CDK Creative, a digital marketing agency that brings his real-world sales and operations experience to the world of online marketing. Learn more or request a consultation at http://cdkcreative.com. Email him at [email protected].
SOCIAL MEDIA MARKETING
Jerry L. Kennedy
6 8 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
When it comes to digital marketing, don’t be afraid to try something new.
Baby Steps
Babies have a lesson to offer marketers—if something isn’t working, create a different approach.
© C
an S
tock
Pho
to In
c. /
mas
ter1
305
THE SOCIETY OF TRIBOLOGISTS AND LUBRICATION ENGINEERS is seeking student posters for the 71st Annual Meeting & Exhibition at Bally’s Las Vegas Hotel and Casino in Las Vegas, Nevada (USA), May 15-19, 2016.
Event organizers are inviting students from all areas of tribology research to participate in a special session dedicated to student posters. The posters must deal with an aspect of tribology research that can be translated into friction, wear and lubrication. Student poster research topics can be co-authored by faculty and other researchers, but only students may exhibit their posters and discuss their work at the session. The posters will be judged by a conference committee, and awards will be given to the best nine posters.
STLE is now accepting abstracts for posters at www.stle.org. The deadline for abstract submissions is March 15, 2016. Notification of acceptance will be sent to students shortly after this date.
THE CRITERIA FOR POSTER SUBMISSIONS ARE AS FOLLOWS:
• The poster must present original work by the student during the 2015-2016 academic year.
• The student may submit only one poster as the lead author.
• As the lead author of the poster, the student should have performed the major portion of the work.
• Lead authors must be full-time graduate or undergraduate students registered during the 2015-2016 academic year.
• Posters can be no larger than 48 x 48 inches.
• Posters must be set Sunday afternoon or Monday morning. The author must be present at the poster display during the judging session Monday, May 16, during lunch and during the scheduled conference break that afternoon.
THREE AWARDS WILL BE GIVEN IN EACH OF THE FOLLOWING CATEGORIES:
Platinum: superior scientific and presentation quality ($300 prize)
Gold: good technical quality ($200 prize)
Silver: overall quality worthy to be encouraged ($100 prize)
Winners will be announced during the Presidents Luncheon Tuesday, May 17.
For additional questions about the student poster session, please contact Merle Hedland, [email protected].
CALL FOR STUDENT POSTERS
2 0 1 6 S T L E A N N U A L M E E T I N G & E X H I B I T I O N
M A Y 1 5 - 1 9 , 2 0 1 6 - L A S V E G A S , N E V A D A
Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068, [email protected], www.stle.org, 847-825-5536

AUTOMOTIVE TRIBOLOGY
Dr. Edward P. Becker
When a distinguished but elderly scientist states that something is possible, he is almost certainly right. When he states that something is impossible, he is very probably wrong.
—Arthur C. Clarke’s first law of prediction
IN 2015 THE STANDING LAND SPEED RE-CORD TURNED 18 YEARS OLD, which is also the longest standing land speed record in history. The Thrust SSC re-corded an average speed of 1,228 km/h (763 mph) over two runs in opposite directions within one hour, becoming the first land vehicle to break the sound barrier. Why has that record stood for so long? Perhaps going faster (on the ground) is impossible.
Don’t tell that to Richard Noble and Andy Green, who between them hold the last three land speed records and are currently managing project Blood-hound SSC, with the not-so-modest goal of achieving a land speed in excess of 1,609 km/h (1,000 mph), breaking the old record by at least 33%. For comparison, that would be the equiva-lent of a baseball player hitting at least 93 home runs in a single season to break Barry Bond’s record total of 73!
The engineering challenges are manifold. Accelerating the vehicle re-quires thrust from both a rocket engine and a jet engine. However, two of the most interesting problems are tribo-logical. Specifically steering and brak-ing are both friction-related concerns.
The Bloodhound SSC will have front-wheel steering, so downward force on the nose wheel must be main-tained throughout the run. Currently
the team plans to use winglets on the front of the vehicle. Also, the wheels themselves are quite special. The wheels are expected to rotate at more than 10,000 rpm and experience maxi-mum radial forces of over 50,000 lbs. Rubber tires would disintegrate under those conditions, so these wheels are solid aluminum.
Regarding steering, the human ele-ment presents quite a challenge. At 1,609 km/h (1,000 mph), the car will be traveling almost 1,500 feet per sec-ond. Average human reaction time is around 0.25 seconds, so to react to the track conditions, you or I would need to see—and process—visual informa-tion from at least 367 feet in front of the car. Andy Green, a British Royal Air Force fighter pilot, has faster reaction times than most, but even with world-record reflexes of 0.1 seconds he will still need to know what is coming from almost 150 feet away.
Getting the vehicle up to 1,609 km/h (1,000 mph) is one thing; stop-
ping the 17,000-lb. vehicle is quite an-other. Remember that kinetic energy varies as speed squared, so increasing the top speed by 33% means dissipating about 77% more energy. Mechanical brakes (which convert kinetic energy to heat) would melt without a prohibi-tively large heat sink, so the Blood-hound SSC will use air brakes until the speed is reduced to around 322 km/h (200 mph), at which point the mechan-ical brakes can be used to bring the vehicle to a safe stop.
Just what does SSC stand for? Super Sonic Car, of course.
Ed Becker is an STLE Fellow and past president. He is president of Friction & Wear Solutions, LLC in Brighton, Mich., and can be reached through his website at www.frictionandwearsolutions.com.
Scientists use tribology and a supersonic car in an attempt to reach 1,000 mph on land.
Speed Demon
Essentially a jet fighter without wings, the Bloodhound SSC is poised to travel 1,500 feet per second on land.
70 Well into the Middle Ages many believed volcanoes were entrances into the fiery underworld.
Society of Tribologists and Lubrication Engineers, 840 Busse Highway, Park Ridge, IL 60068, [email protected], www.stle.org.
Credibility. Respect. Integrity.
Those are the qualities immediately conferred upon you when you attain one of STLE’s technical certifications. Becoming STLE certified not only verifies your technical expertise, it demonstrates your professional dedication to your employer, customers and peers.
STLE offers four technical certifications:
Certified Lubrication Specialist™
STLE’s signature certification is held by more than 1,500 lubrication professionals and remains the industry’s standard for technical excellence. Independent studies show that CLS-certified professionals earn more money, supervise larger staffs and are more likely to receive raises. Designed for technical specialists, CLS also is held by hundreds of sales and marketing reps.
Certified Oil Monitoring Analyst™ I & II
STLE’s OMA certification is for the predictive maintenance professional and demonstrates proficiency in sampling and analyzing oil properties. OMA I is for the individual taking the oil sample on the shop floor. OMA II is for the person responsible for running the proper tests, interpreting data and managing the lubrication program.
Certified Metalworking Fluids Specialist™
STLE’s CMFS certification verifies knowledge, experience and education in this growing and specialized field. CMFS is for individuals with responsibility for metal-removal or forming management, application and handling of metalworking fluids and related materials.
Invest in your greatest asset—yourself. Plan now to attain your STLE certification.
For more information or to schedule an exam, contact STLE Certification Program Manager Alicia Skulemowski at [email protected], 847-825-5536.
Invest in your greatest asset—yourself.
S T L E C E R T I F I C AT I O N
CUTTING EDGEDrs. Wilfred T. Tysoe & Nicholas D. Spencer
Eddy Tysoe is a Distinguished Professor of Physical Chemistry at the University of Wisconsin-Milwaukee. You can reach him at [email protected].
Nic Spencer is professor of surface science and technology at the ETH Zurich, Switzerland. You can reach him at [email protected].
Both serve as editors-in-chief of STLE-affiliated
Tribology Letters journal.
72 • F E B R U A R Y 2 0 1 6 T R I B O L O G Y & L U B R I C A T I O N T E C H N O L O G Y W W W . S T L E . O R G
IT WAS WITH GREAT SADNESS THAT WE LEARNED OF THE PASS-ING of professor Ken Johnson, a Life Member of STLE, last September. Pro-fessor Johnson was born in Barrow-in-Furness, an industrial town at the southern tip of the Lake District in the north of England, where he attended the local grammar school. His senior school years coincided with World War II when, according to a May 2010 article in the News and Star newspa-per, he did his bit by cutting wood for pit props with his scout troop.
He studied mechanical engineer-ing at the University of Manchester, Faculty of Technology, which subse-quently became UMIST, and received his bachelor’s of science degree in 1944 and his master’s in 1948. He then went to work with Rotol Airscrews in Gloucestershire, a manufacturer of propellers for Spitfire aircraft. It was there he first became interested in contact problems while studying propeller vibrations. He realized that the damping in structural vi-brations occurred principally due to slip at clamped joints.
He returned to Manchester in 1949 as an as-sistant lecturer in engineering and earned his doctorate there in 1954 with a thesis titled The Effects of an Oscillating Force at the Interface of Bodies in Contact, published in the Proceed-ings of the Royal Society (A230, 531 (1955)).
Like many of the greatest minds from Man-chester, he was lured to the glitter and prestige of Cambridge where he became a demonstra-tor in engineering in 1954. He remained at Cambridge for the rest of his career, being ap-pointed a Fellow of Jesus College in 1957 and professor of engineering in 1977.
Professor Johnson, in spite of his intel-lectual stature, was extremely modest and generous. He invariably gave away his engi-neering department research funds to others
that he felt were in greater need. He had a self-effacing, northern sense of humor as il-lustrated by his acceptance speech for the Timoshenko Medal. He recounts how drawing vectors for the five-bladed Spitfire propeller was invaluable training for dividing a cake or a pie equitably for a family of five.
He joked that his name was so common that, during a visit to a colleague at Harvard, he had the following conversation:
“Did you write that book on vibration with Bishop?”
“No, that was Dan Johnson.”“Did you edit that British Journal of Me-
chanical Sciences?”“No, that was Bill Johnson.”“Then who the hell are you?”Professor Johnson is perhaps best known
for his book Contact Mechanics, which is mandatory reading for any tribologist and, according to Google Scholar, has been cited 14,600 times. His contributions to tribology
are remarkable for their breadth and elegance in many areas, including contact mechanics, lubrication, rhe-ology and the wheel-rail contact. His work on the contact of windscreen wipers (Surface Energy and the Con-tact of Elastic Solids) produced the ‘JKR’ theory of adhesion that remains the basis for understanding nanotri-bology.
Professor Johnson’s attain-ments are reflected in the plethora of awards that he received, including his election as a Fellow of the Royal Society, the William Prager, Royal So-ciety, Timoshenko and Tribology Gold Medals and the ASME Mayo D. Hersey Award.
He was always a strong supporter of Tribology Letters. When invited to join the editorial board of the newly founded journal at a meeting in Perth organized by Gwidon Stachowiak, he
questioned the need for yet another tribol-ogy journal. When we explained that our goal was to focus on the science of tribology, he eagerly agreed and remained a strong sup-porter of the journal ever after.
His wisdom and his council will be sorely missed.
We mourn the passing of a great tribologist.
In Memoriam: Kenneth L. Johnson
Ken Johnson, 1925-2015, Life Member of STLE
Find raw materials faster on ULProspector.comFind everything you are looking for in one place. Download data sheets, MSDSs, starter formulations, certifications and more at ULProspector.com. With technical information on over 250,000 products representing more than 7,000 suppliers and growing, UL’s Prospector makes finding infomation faster than ever.
ULProspector.com | FREE ACCESS
PROSPECTORYOUR SOURCE FORRAW MATERIALINFORMATION
®
ANGUS is proud to introduce CORRGUARD FLEX as its latest addition to the CORRGUARD family of metalworking fluid additives. Enabling metalworking fluid manufacturers and end users to reduce downtime, operating costs and waste, CORRGUARD FLEX is designed for optimized functionality, providing enhanced flexibility, excellent neutralization and pH control, ease-of-use, and longer fluid life.
Ask for new CORRGUARD FLEX and leverage the proven benefits of our unique array of amino alcohols—backed by ANGUS’ deep formulating, testing and regulatory expertise.
Take your best metalworking fluids and make them even better. Contact us at [email protected]
INTRODUCING
Get improved performance and functionalityfrom your metalworking fluids.
Superior multi-functionality
Outstanding compatibility in a broad range of metalworking fluid formulations.
Expanded benefits—extended fluid life
Improves corrosion control, pH control and works with a wide range of biocides—all while increasing fluid performance life.
Exceptional ease-of-use
Completely water-soluble—enabling metalworking fluid formulators to further optimize their fluid’s functionality.
Globally compliant
Broadly registered to support your global formulation requirements.
We make the best perform better.