STUDY ON OPERATING CONDITIONS OF ORANGE DRYING PROCESSING: COMPARISON BETWEEN CONVENTIONAL AND...
19
STUDY ON OPERATING CONDITIONS OF ORANGE DRYING PROCESSING: COMPARISON BETWEEN CONVENTIONAL AND COMBINED TREATMENT TERESA DE PILLI 1,3 , RAFFAELLA LOVINO 2 , SILVIA MAENZA 2 , ANTONIO DEROSSI 1 and CARLA SEVERINI 1 1 Department of Food Science Faculty of Agricultural Science University of Foggia 25 Via Napoli, 71100 Foggia, Italy 2 Centro Ricerca Bonomo C.da Castel Del Monte – 70031 Andria (BA), Italy Accepted for Publication February 21, 2008 ABSTRACT A drying system able to reduce processing time without compromise the quality of dried orange was studied. Three drying treatments were evaluated: microwave, hot air (conven- tional treatment) and microwaves/hot air (combined treatment). In our experimental conditions, the combined system resulted the most effective treatment in terms of drying speed (treatment time of combined system was 230 min compared with 375 min of hot air drying). Moreover, this treatment did not determine a quality and nutritional decline of dried product greater than the conventional system. The highest L* and b* values (46.19 and 41.50, respectively) of oranges dried with combined system were obtained at high values of drying tempera- ture and air speed (more than 84C and 550 m 3 /h, respectively), whereas the lowest value of ascorbic acid loss (10.14%) was obtained for samples dried at low drying temperatures and intermediate values of air speed (65C and 400 m 3 /h). PRACTICAL APPLICATIONS Most of the citrus production is destined for ingredients in complex foods such as ice creams, cereals, dairy, confectionery and bakery products. In this 3 Corresponding author. TEL: +39-881-589245; FAX: +39-881-589308; EMAIL: [email protected] Journal of Food Processing and Preservation 32 (2008) 751–769. © 2008, The Author(s) Journal compilation © 2008 Wiley Periodicals, Inc. 751
Transcript of STUDY ON OPERATING CONDITIONS OF ORANGE DRYING PROCESSING: COMPARISON BETWEEN CONVENTIONAL AND...

STUDY ON OPERATING CONDITIONS OF ORANGE DRYINGPROCESSING: COMPARISON BETWEEN CONVENTIONAL AND
COMBINED TREATMENT
TERESA DE PILLI1,3, RAFFAELLA LOVINO2, SILVIA MAENZA2,ANTONIO DEROSSI1 and CARLA SEVERINI1
1Department of Food ScienceFaculty of Agricultural Science
University of Foggia25 Via Napoli, 71100 Foggia, Italy
2Centro Ricerca BonomoC.da Castel Del Monte – 70031 Andria (BA), Italy
Accepted for Publication February 21, 2008
ABSTRACT
A drying system able to reduce processing time without compromise thequality of dried orange was studied.
Three drying treatments were evaluated: microwave, hot air (conven-tional treatment) and microwaves/hot air (combined treatment).
In our experimental conditions, the combined system resulted the mosteffective treatment in terms of drying speed (treatment time of combinedsystem was 230 min compared with 375 min of hot air drying). Moreover, thistreatment did not determine a quality and nutritional decline of dried productgreater than the conventional system.
The highest L* and b* values (46.19 and 41.50, respectively) of orangesdried with combined system were obtained at high values of drying tempera-ture and air speed (more than 84C and 550 m3/h, respectively), whereas thelowest value of ascorbic acid loss (10.14%) was obtained for samples dried atlow drying temperatures and intermediate values of air speed (65C and400 m3/h).
PRACTICAL APPLICATIONS
Most of the citrus production is destined for ingredients in complex foodssuch as ice creams, cereals, dairy, confectionery and bakery products. In this
3 Corresponding author. TEL: +39-881-589245; FAX: +39-881-589308; EMAIL: [email protected]
Journal of Food Processing and Preservation 32 (2008) 751–769.© 2008, The Author(s)Journal compilation © 2008 Wiley Periodicals, Inc.
751
sense, orange is dehydrated for different products such as powders, flakes andslices. The development of new citrus products (such as dry products for directuse or for rehydration) is interesting to promote their consumption accordingto the current tendencies. High temperatures or long drying times in conven-tional air drying, may cause serious damage to product flavor, color andnutrients, reducing bulk density and rehydration capacity of the dried product.To avoid these problems and to achieve a fast thermal processing it is advisableto use microwaves in the drying processing. The heating through microwavespermits a substantial reduction of processing time leading to an increase ofproduction capacity, as well as an improvement of quality and shelf life of finalproducts.
INTRODUCTION
The drying process can be considered the most ancient method of foodpreservation (Dall’Aglio et al. 1986). Nowadays, the dehydration process ismostly applied to produce food with particular organoleptic and structuralcharacteristics particularly appraised by consumers. Many dried products canbe eaten without further processing (e.g., dried fruits); others are used assemiprocessed products and are added to several foods like ice creams, yogurtand pastries (Mastrocola et al. 1995): in that case, rehydration is necessary.Drying process entails not only the water loss from food matrix and theconsequently structural changes, but also the concentration of all the com-pounds responsible for the flavor (Tsami et al. 1998).
Generally, food dehydration through hot air (conventional method),because of high temperature or long drying times, may cause serious damageto product flavor, color and nutrients, reducing bulk density and rehydrationcapacity of dried product (Khachick et al. 1992; Tonucci et al. 1995; Drouzasand Schubert 1996; Lin et al. 1998; Zanoni et al. 2000).
Since these changes cause a significant quality loss, alternative methodsare proposed in order to resolve these inconveniences. Studies on combinedmicrowave/convection drying methods have been tackled by several authors(Decareau 1985; Rosenberg and Boegl 1987; Mudgett 1988; Tulasidas et al.1992, 1993; Maskan 2000, 2001; Diaz et al. 2003).
Two types of combination can be applied: (1) microwaves used as pre-treatment followed by hot air; or (2) hot air in the first stage of processfollowed by microwaves to complete the drying of product. The use of micro-wave both in the initial and in other critical stages of process results advanta-geous because it allows the reduction of treatment time and consequentlyproduction costs (Masi 1997). Many studies have shown the possibility tocontrol water migration and consequently the changes in the food’s volume
752 T. DE PILLI ET AL.
because of the combination of microwaves and hot air treatment (Sunderland1982; Smith 1988; Bengtsson 1994). Moreover, Krokida et al. (1999) demon-strated that microwaves favor the dehydration of food because of their abilityto increase its porosity.
Citrus fruits occupy an important position in world fruit production. Theyhave a great nutritional value because of the high content in vitamins and fiberas well as in flavonoids and terpenes (Ting and Attaway 1971; Monselise1986).
Concerning the Italian production, oranges are mainly tilled in Sicily butregions like Calabria, Basilicata and Apulia are noted for a good production ofthis fruit. In particular in Apulia, Massafra (Taranto), Castellaneta (Taranto)and Gargano Promontory (Foggia) areas are widely known for the significantproduction of the Washington navel variety. This orange is appreciated byconsumers for its juiciness and sweetness of pulp and is mainly designed fordirect consumption. Nevertheless, in order to enhance this variety, it will beadvisable to extend its use to industrial processing. The demand for healthy,natural and tasty products is continuously increasing not only for finishedproducts, but also for ingredients to be included in complex foods such as icecreams, cereals, and bakery, dairy and confectionary products. In this sense,orange is dehydrated in order to obtain different products such as powders,flakes and slices (Samson 1986). According to current tendencies, it will beadvisable the development of new citrus products (such as dry products fordirect use or for rehydration) in order to promote their consumption.
The aim of this study was to detect a drying system able to reduceprocessing time and to produce dried orange (variety Washington navel)without compromising its quality. To this purpose three drying treatments werestudied: (1) microwave; (2) hot air (conventional); and (3) microwaves/hot air(combined) treatment.
MATERIALS AND METHODS
Raw Materials
Samples of small, medium-sized oranges (Citrus sinensis var. Washing-ton navel) were purchased from Angarano Cosimo (fruit and vegetablemarket), Trani (Italy).
Sample Preparation
Oranges were graded and stored at 2C for 2 h in order to improve theircompactness; then they were hand-peeled, partially deprived of pith and cutinto round slices (about 4 m in diameter, 1 cm thickness) through a cutter
753STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
TECMON model 3028 (Milan, Italy). Only the slices of equatorial zone offruits were used in the experimentation in order to assure the slices character-istics and the regularity of dimensions.
Drying Treatments
Orange slices were dried using three different drying treatments: (1) hotair treatment (conventional system); (2) microwaves treatment; and (3)microwave/hot air treatment (combined system). All drying experiments werecarried out at the Centro Ricerche Bonomo of Andria (Italy).
The hot air drying was carried out through a dryer Scirocco (CentroRicerche Sviluppo Impianti S.A. [C.R.S.I.] Cadempino, Lugano, Switzerland)equipped with SC_MMIO1 software to control the following process param-eters: weight loss of product, temperature, speed and moisture of air. Themicrowave treatment was carried out trough a Whirpool oven (model E300,Varese, Italy). For each experiment the amount of used product was 10 kg.
The operating conditions of different drying treatments were:
(1) hot air: five different drying temperatures (65, 68, 76, 84 and 87C) and airspeed (188, 250, 400, 550 and 612 m3/h). Dehydration process wasstopped when a moisture content of 0.2 kg water/kg dry matter wasachieved (16%);
(2) microwaves: three different powers 450, 650 and 800 W for 20, 15 and10 min, respectively;
(3) combined system: microwave 450 W for 20 min; hot air 65, 68, 76, 84and 87C; and air speed 188, 250, 400, 550 and 612 m3/h. Dehydration wasstopped when a moisture content of 0.2 kg water/kg dry matter wasachieved (16%).
Table 1 shows the physical, chemical and physical-chemical characteris-tics of fresh orange slices considered as control. The obtained data were
TABLE 1.CHEMICAL, PHYSICAL AND CHEMICAL-PHYSICAL
CHARACTERISTICS OF FRESH WASHINGTON NAVELORANGE (ON DRY BASIS)
Analytical index Mean Standard deviation
Moisture % 86.56 2.27Soluble solids (°Brix) 12.8 0.52a* 12.54 0.49b* 38.10 3.37L* 43.78 4.25Ascorbic acid (mg/100 g) 323.86 4.38
754 T. DE PILLI ET AL.
derived from three batch of orange supplied in three different times. Allanalyses were replicated at least three times.
Experimental Design
Table 2 shows the reported the factorial design of the five levels and twovariables (air speed and drying temperature) obtained by a central compositedesign (CCD) (Box et al. 1978); the factorial design was used to evaluate theeffect of each variable and their possible interactions on conventional andcombined drying treatments.
The application of a CCD allowed reducing the number of possiblecombinations to a manageable size because it uses only a fraction of totalcombinations. The obtained 11 combinations are reported in Table 3.
Analyses
Physical, chemical and physical-chemical characteristics were evaluatedboth on fresh and on dried orange slices samples. The following analyses were
TABLE 2.CENTRAL COMPOSITE DESIGN OF HOT AIR AND
COMBINED DRYING SYSTEM (MICROWAVES/HOT AIR)
Codified values Air speed (m3/h) Temperature (C)
+1.41 612.13 87.31+1 550 840 400 76-1 250 68-1.41 187.87 64.69
TABLE 3.EXPERIMENTAL FACTORIAL DESIGN OF HOT AIR ANDCOMBINED DRYING SYSTEM (MICROWAVES/HOT AIR)
Samples Air speed (m3/h) Temperature (C)
1 250 682 550 683 250 844 550 845 400 64.696 400 87.317 187.89 768 612.13 769 400 76
10 400 7611 400 76
755STUDY ON OPERATING CONDITIONS OF DRIED ORANGE

carried out: moisture content, soluble solids, color (L*, a* and b*) and ascor-bic acid. All analyses were replicate at least three times.
Moisture Content. Samples were placed in a vacuum oven I.S.Co.Model NSV 9090 (Florence, Italy) at 105C until constant weight (AACC2003).
Soluble Solids Content. Dried samples were ground, added of distilledwater in a ratio of 1:6, filtered and analyzed after 15 min through a refracto-meter Abbe (Irymen Sistem-TYPE WYA 2s, Krüss Optronic, Hamburg,Germany). All tests were carried out at room temperature (20C).
Color Analysis. Ten images of cross section for each sample wereacquired through a scanner HP Scanjet 3400 (Foggia, Italy). For each image,color analysis was carried out in four zones. Data were elaborated through aPhotoshop version 6.0 software (Adobe, Roma, Italy) to determine parametersof Commission Internationale d’Eclairage L*a*b* score. The images acquiredin the color space red, green, blue were converted in color space L*, a* and b*(luminosity, red value and yellow value, respectively, on the Hunter scale) andthen were taken through image histogram with the colorimeter parametervalues as mean of interest zone, with dimensions 150 pixels ¥ 150 pixels. L*,a* and b* values were converted into a standard format through the followingequations (Eqs. 1–3):
L* = ×Lightness
255100 (1)
aa
* = × −240
255120 (2)
bb
* = × −240
255120 (3)
Ascorbic Acid Determination. Ascorbic acid analysis was carried outaccording to the HPLC procedure of Rapisarda and Intelisano (1996). Thechromatographic system consisted of a Gilson 321 solvent pump, equippedwith Gilson 234 autoinjector, a diode array detector 170 (Villiers-le-Bel,France) with a programmable wavelength ultraviolet detector and a HypersilODS reverse-phase column (Phase Sep, Norwalk, CT) with a 5-mm packing(250 ¥ 4.6 mm). Integration and data storage were performed using GilsonUnipoint software. The ascorbic acid was eluted isocratically with a mobile
756 T. DE PILLI ET AL.
phase of K2HPO4/H3PO4 0.20 M (pH 2.8) at a flow rate of 0.8 mL/min. Theeluate was monitored at 260 nm.
A 2.5 g sample was added to 50 mL of metaphosphoric acid (product :acid ratio 1:20), homogenizated with Oster blender model Pulse Matic 8 andcentrifuged at 7,000 rpm for 15 min at 4C (Sigma centrifuge, model 3228,Deisenhofen, Germany). One mL of centrifuged sample was placed into anEpphendorf vial and centrifuged again at 12,000 rpm for 5 min at 4C (Sigmacentrifuge, model 3K15, Osterode am Harz, Germany).
The loss of ascorbic acid was determined as difference between contentof ascorbic acid in fresh and dried oranges.
Statistical Analysis
The obtained data were submitted to statistical analysis, using Winstatversion 5.1 (Statsoft, Tulsa, OK) software. The mathematical modeling wascarried out in two steps. The first step involved a stepwise regression toidentify the relevant variables; the second one consisted of a multiple regres-sion (standard least square fitting) to fit a second-order mathematical model,according to the following polynomial equation (Eq. 4):
y B B Bi i ii ii ij i j= + + +∑ ∑ ∑B0 2χ χ χ χ (4)
where y is the dependent variable (moisture %, soluble solids, L*, a*, b*, lossof ascorbic acid); B0 is a constant value, ci and cj are the independent variablesin coded values; and Bi, Bii, Bij are the regression coefficients of the model.Variables having a significance lower than 99% (P > 0.01) were left out of theequation. This model assessed the effects of the linear (ci), quadratic (ci
2) andcombined (cicj) terms of the independent variables (drying temperature and airspeed) on the dependent variable.
In order to describe the individual and interactive effects of theindependent variables on the positive outcome of the drying treatments(in terms of color and ascorbic acid retention), iso-response surfaces weredeveloped.
Standard deviation, variation coefficients and kinetic constants were cal-culated by Excel Office XP Microsoft Corporation software (Redmond, WA).The kinetic constants were determined considering the angular coefficient ofregression curves relating to the straight line of drying curves.
The t-test was used to compare the values of analytical index (moisture%,soluble solids, L*, a*, b* and loss of ascorbic acid) of samples dried byconventional and combined drying. This test was carried out using the Statsoftversion 6.0 software.
757STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
RESULTS AND DISCUSSION
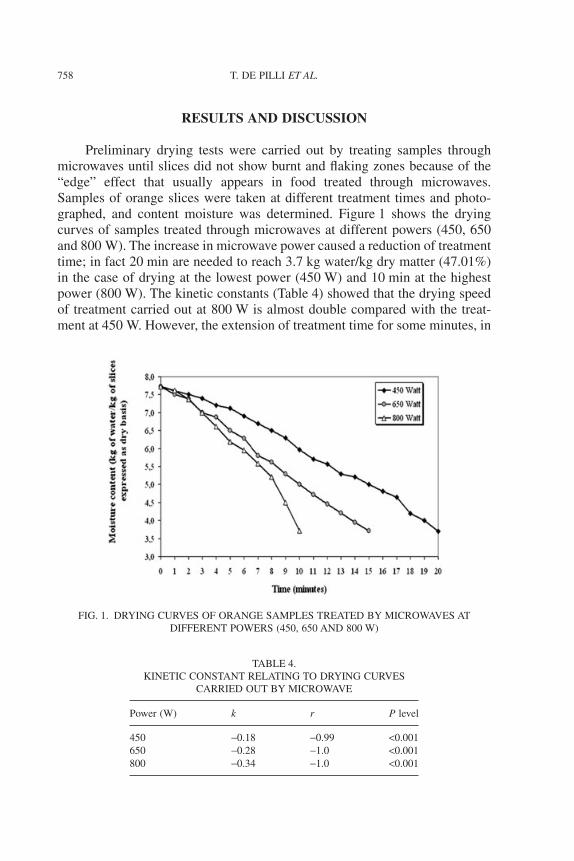
Preliminary drying tests were carried out by treating samples throughmicrowaves until slices did not show burnt and flaking zones because of the“edge” effect that usually appears in food treated through microwaves.Samples of orange slices were taken at different treatment times and photo-graphed, and content moisture was determined. Figure 1 shows the dryingcurves of samples treated through microwaves at different powers (450, 650and 800 W). The increase in microwave power caused a reduction of treatmenttime; in fact 20 min are needed to reach 3.7 kg water/kg dry matter (47.01%)in the case of drying at the lowest power (450 W) and 10 min at the highestpower (800 W). The kinetic constants (Table 4) showed that the drying speedof treatment carried out at 800 W is almost double compared with the treat-ment at 450 W. However, the extension of treatment time for some minutes, in
FIG. 1. DRYING CURVES OF ORANGE SAMPLES TREATED BY MICROWAVES ATDIFFERENT POWERS (450, 650 AND 800 W)
TABLE 4.KINETIC CONSTANT RELATING TO DRYING CURVES
CARRIED OUT BY MICROWAVE
Power (W) k r P level
450 -0.18 -0.99 <0.001650 -0.28 -1.0 <0.001800 -0.34 -1.0 <0.001
758 T. DE PILLI ET AL.
order to reach the desired moisture of 0.2 kg water/kg dry matter, causeda dramatic loss of product quality. This is well shown in Fig. 2, wheresamples treated for 12, 19 and 25 min at the three considered powers (800,650 and 450 W, respectively) had many burnt zones because of the rapidcaramelization of sugars; these burns are particularly evident in the center ofslices.
At equal final moisture of 3.7 kg water/kg dry matter, slices treated at450 W for 20 min appeared more compact (i.e., slices did not show the flaking)than those treated at 650 and 800 W for 15 and 10 min, respectively. But thesetreatments were not able to dry the samples entirely even if they have pre-served the color of oranges.
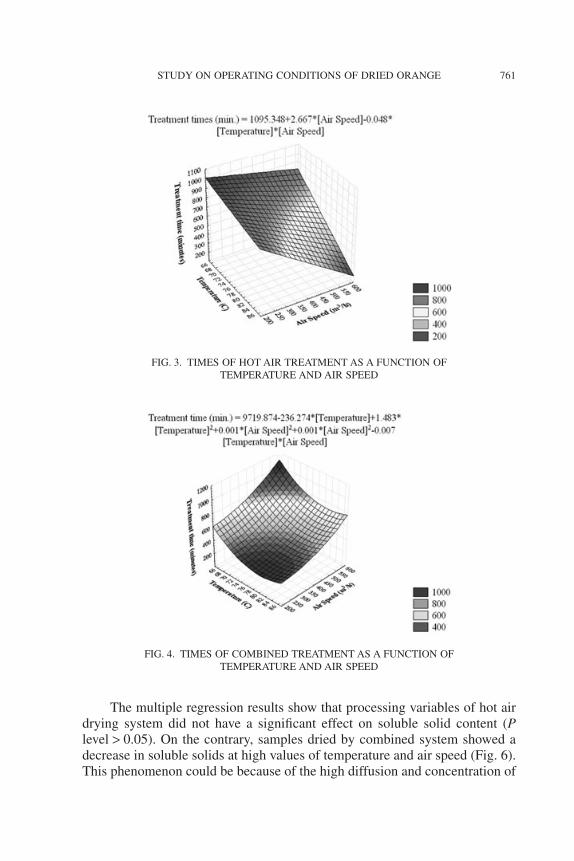
As expected, for the hot air treatment, the shortest treatment time wasneeded for drying samples at the highest temperature and air speed (Fig. 3).These operating conditions, in fact, formed a high moisture gradient that speedup the migration of water from inside to outside of orange slides. From theelaboration of data, it resulted that the best treatment conditions able to drysamples until 0.2 kg water/kg dry matter was 87C and 400 m3/h, even if itrequired a long treatment time 375 min (drying curves not shown).
Beginning from these results, we combined the microwaves and hot airtreatments. In particular, a pretreatment carried out by microwaves (450 W/20 min) was combined with different temperatures and air speeds (conven-tional treatment).
Figure 4 shows the treatment time necessary to dry the orange slices bycombined system. In this case the shortest treatment times were obtained at thehighest temperature and the lowest air speed.
From the comparison between the shortest treatments time of hot air andcombined treatments emerged that the second treatment was 2 h and 25 min(145 min) faster than the hot air system (375 min).
To evaluate and compare the quality and nutritional characteristics oforange samples dried by two systems at different processing conditions aresponse surface methodology was used.
Figure 5 shows the moisture values of samples dried by hot air as afunction of drying temperature and air speed. The iso-response surface and itsrelating partial equation show a negative interaction of air speed and dryingtemperature on moisture content; the smallest values of moisture wereobtained at the highest temperature and air speed values. These operatingconditions, causing a quickly drying of surface zones and preventing theformation of air layers with high moisture content, favored the migration ofwater from the inside of samples.
The t-test results showed that the final moisture of samples dried troughboth systems did not show any significant difference (Table 5), meaning thatoranges can be dried at the same moisture levels through both systems.
759STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
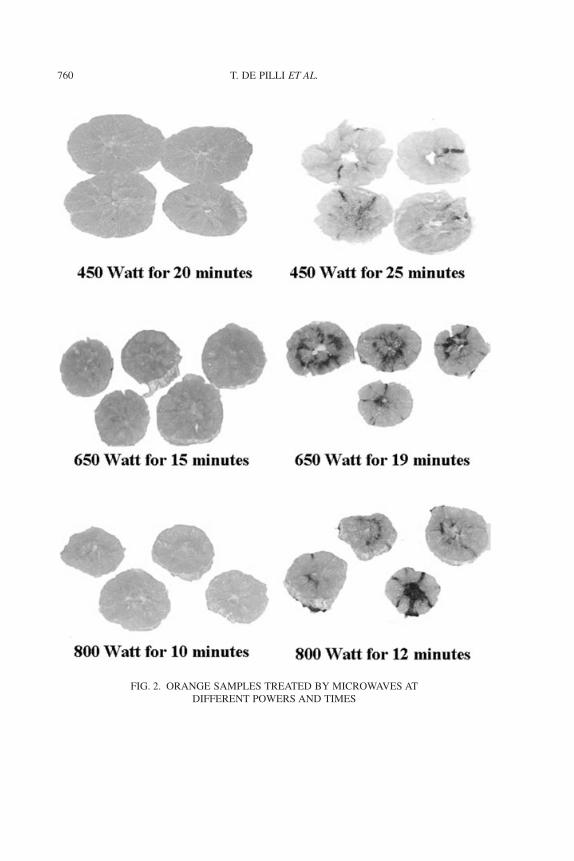
FIG. 2. ORANGE SAMPLES TREATED BY MICROWAVES ATDIFFERENT POWERS AND TIMES
760 T. DE PILLI ET AL.
The multiple regression results show that processing variables of hot airdrying system did not have a significant effect on soluble solid content (Plevel > 0.05). On the contrary, samples dried by combined system showed adecrease in soluble solids at high values of temperature and air speed (Fig. 6).This phenomenon could be because of the high diffusion and concentration of
FIG. 3. TIMES OF HOT AIR TREATMENT AS A FUNCTION OFTEMPERATURE AND AIR SPEED
FIG. 4. TIMES OF COMBINED TREATMENT AS A FUNCTION OFTEMPERATURE AND AIR SPEED
761STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
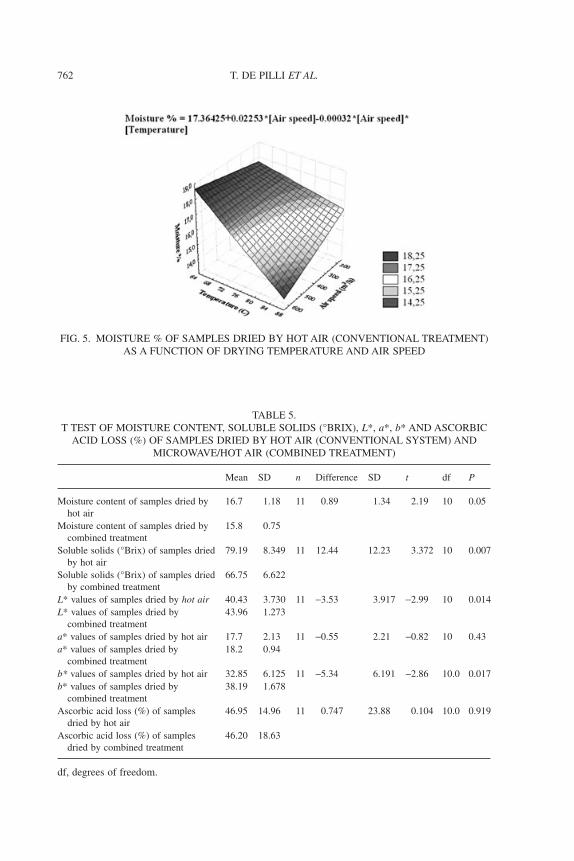
FIG. 5. MOISTURE % OF SAMPLES DRIED BY HOT AIR (CONVENTIONAL TREATMENT)AS A FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
TABLE 5.T TEST OF MOISTURE CONTENT, SOLUBLE SOLIDS (°BRIX), L*, a*, b* AND ASCORBIC
ACID LOSS (%) OF SAMPLES DRIED BY HOT AIR (CONVENTIONAL SYSTEM) ANDMICROWAVE/HOT AIR (COMBINED TREATMENT)
Mean SD n Difference SD t df P
Moisture content of samples dried byhot air
16.7 1.18 11 0.89 1.34 2.19 10 0.05
Moisture content of samples dried bycombined treatment
15.8 0.75
Soluble solids (°Brix) of samples driedby hot air
79.19 8.349 11 12.44 12.23 3.372 10 0.007
Soluble solids (°Brix) of samples driedby combined treatment
66.75 6.622
L* values of samples dried by hot air 40.43 3.730 11 -3.53 3.917 -2.99 10 0.014L* values of samples dried by
combined treatment43.96 1.273
a* values of samples dried by hot air 17.7 2.13 11 -0.55 2.21 -0.82 10 0.43a* values of samples dried by
combined treatment18.2 0.94
b* values of samples dried by hot air 32.85 6.125 11 -5.34 6.191 -2.86 10.0 0.017b* values of samples dried by
combined treatment38.19 1.678
Ascorbic acid loss (%) of samplesdried by hot air
46.95 14.96 11 0.747 23.88 0.104 10.0 0.919
Ascorbic acid loss (%) of samplesdried by combined treatment
46.20 18.63
df, degrees of freedom.
762 T. DE PILLI ET AL.
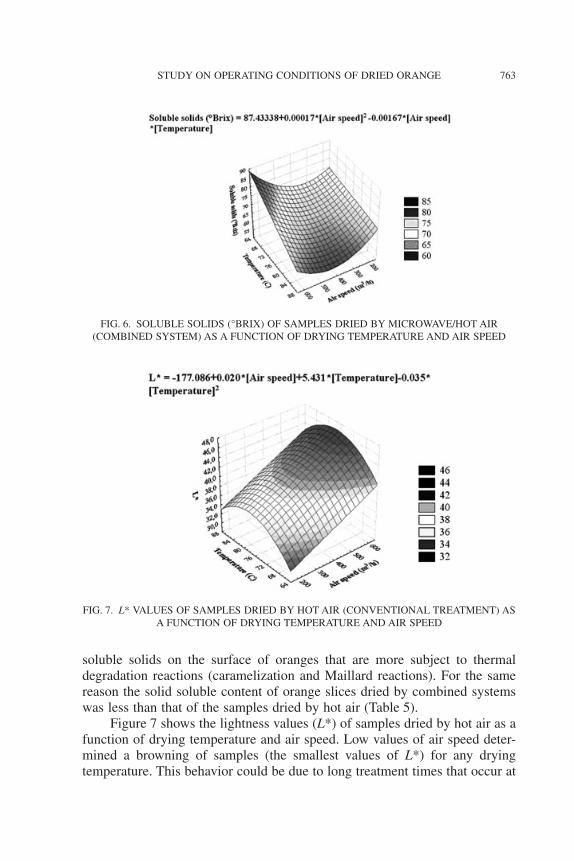
soluble solids on the surface of oranges that are more subject to thermaldegradation reactions (caramelization and Maillard reactions). For the samereason the solid soluble content of orange slices dried by combined systemswas less than that of the samples dried by hot air (Table 5).
Figure 7 shows the lightness values (L*) of samples dried by hot air as afunction of drying temperature and air speed. Low values of air speed deter-mined a browning of samples (the smallest values of L*) for any dryingtemperature. This behavior could be due to long treatment times that occur at
FIG. 6. SOLUBLE SOLIDS (°BRIX) OF SAMPLES DRIED BY MICROWAVE/HOT AIR(COMBINED SYSTEM) AS A FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
FIG. 7. L* VALUES OF SAMPLES DRIED BY HOT AIR (CONVENTIONAL TREATMENT) ASA FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
763STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
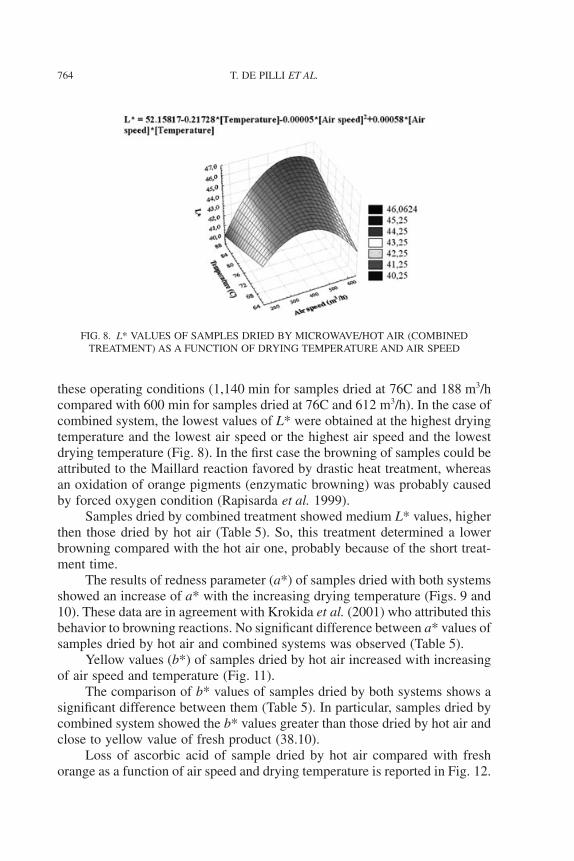
these operating conditions (1,140 min for samples dried at 76C and 188 m3/hcompared with 600 min for samples dried at 76C and 612 m3/h). In the case ofcombined system, the lowest values of L* were obtained at the highest dryingtemperature and the lowest air speed or the highest air speed and the lowestdrying temperature (Fig. 8). In the first case the browning of samples could beattributed to the Maillard reaction favored by drastic heat treatment, whereasan oxidation of orange pigments (enzymatic browning) was probably causedby forced oxygen condition (Rapisarda et al. 1999).
Samples dried by combined treatment showed medium L* values, higherthen those dried by hot air (Table 5). So, this treatment determined a lowerbrowning compared with the hot air one, probably because of the short treat-ment time.
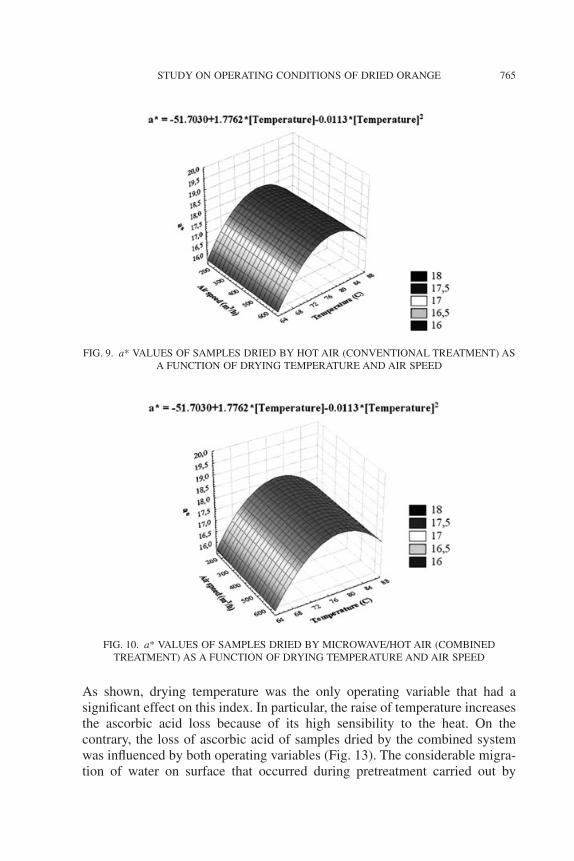
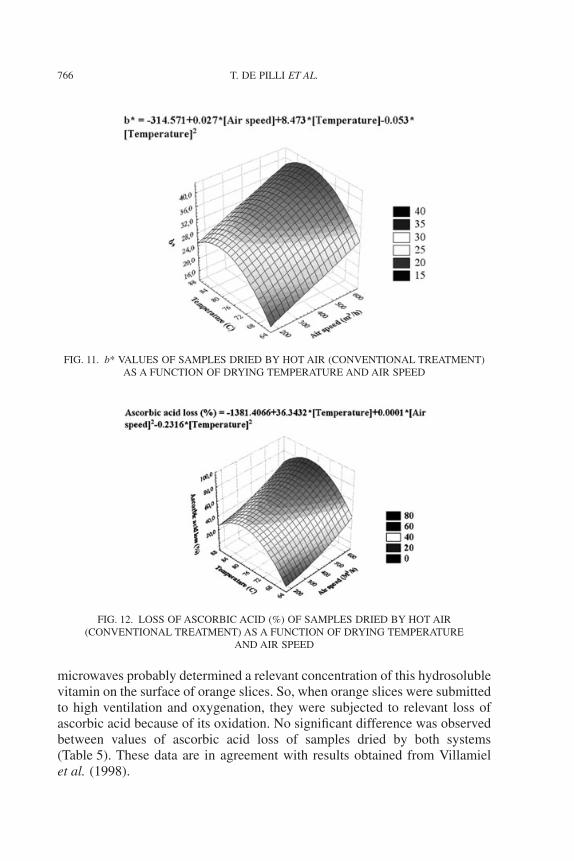
The results of redness parameter (a*) of samples dried with both systemsshowed an increase of a* with the increasing drying temperature (Figs. 9 and10). These data are in agreement with Krokida et al. (2001) who attributed thisbehavior to browning reactions. No significant difference between a* values ofsamples dried by hot air and combined systems was observed (Table 5).
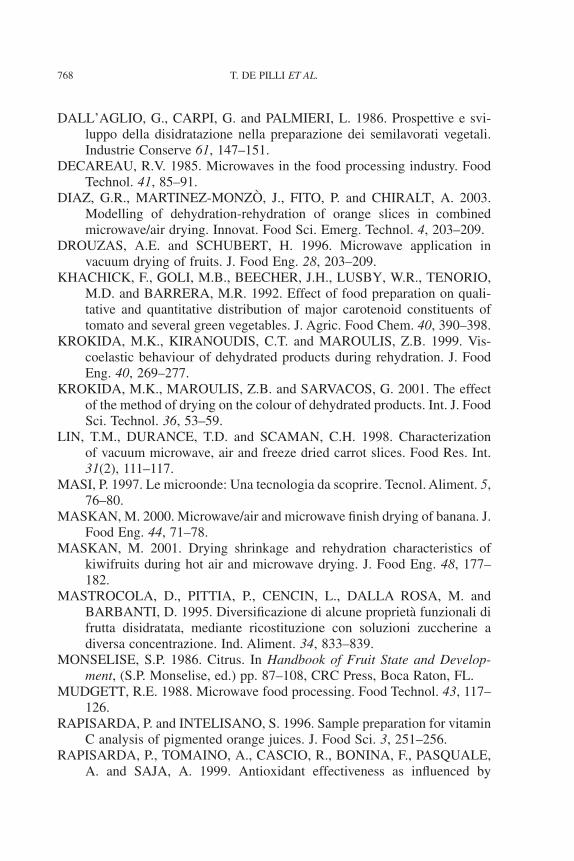
Yellow values (b*) of samples dried by hot air increased with increasingof air speed and temperature (Fig. 11).
The comparison of b* values of samples dried by both systems shows asignificant difference between them (Table 5). In particular, samples dried bycombined system showed the b* values greater than those dried by hot air andclose to yellow value of fresh product (38.10).
Loss of ascorbic acid of sample dried by hot air compared with freshorange as a function of air speed and drying temperature is reported in Fig. 12.
FIG. 8. L* VALUES OF SAMPLES DRIED BY MICROWAVE/HOT AIR (COMBINEDTREATMENT) AS A FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
764 T. DE PILLI ET AL.
As shown, drying temperature was the only operating variable that had asignificant effect on this index. In particular, the raise of temperature increasesthe ascorbic acid loss because of its high sensibility to the heat. On thecontrary, the loss of ascorbic acid of samples dried by the combined systemwas influenced by both operating variables (Fig. 13). The considerable migra-tion of water on surface that occurred during pretreatment carried out by
FIG. 9. a* VALUES OF SAMPLES DRIED BY HOT AIR (CONVENTIONAL TREATMENT) ASA FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
FIG. 10. a* VALUES OF SAMPLES DRIED BY MICROWAVE/HOT AIR (COMBINEDTREATMENT) AS A FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
765STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
microwaves probably determined a relevant concentration of this hydrosolublevitamin on the surface of orange slices. So, when orange slices were submittedto high ventilation and oxygenation, they were subjected to relevant loss ofascorbic acid because of its oxidation. No significant difference was observedbetween values of ascorbic acid loss of samples dried by both systems(Table 5). These data are in agreement with results obtained from Villamielet al. (1998).
FIG. 11. b* VALUES OF SAMPLES DRIED BY HOT AIR (CONVENTIONAL TREATMENT)AS A FUNCTION OF DRYING TEMPERATURE AND AIR SPEED
FIG. 12. LOSS OF ASCORBIC ACID (%) OF SAMPLES DRIED BY HOT AIR(CONVENTIONAL TREATMENT) AS A FUNCTION OF DRYING TEMPERATURE
AND AIR SPEED
766 T. DE PILLI ET AL.

CONCLUSIONS
Results of this research showed that the drying processing of orangeslices carried out only by microwave led to a strong negative modification ofthis product. The high content of sugars caused a strong caramelization ofproduct when the treatment was not carefully carried out, above all at thehighest power values. On the other hand, drying through hot air entailed verylong treatment times; so it is advisable to combine a pretreatment carried outby microwaves (using low values of power) followed by a hot air treatment.
In our experimental condition, the combined system resulted the mosteffective treatment in terms of drying speed and then in energy costs. More-over, this treatment did not determine a quality loss and nutritional decline ofdried product greater than conventional system.
REFERENCES
AMERICAN ASSOCIATION OF CEREAL CHEMISTS (AACC). 2003.Approved Methods of the AACC, 10th Ed., The Assn, St. Paul, MN.
BENGTSSON, N. 1994. New processes and products. An updated guide forpeople active in food processing, product development and marketing.SIK-Rapport 606, 10–24.
BOX, G.E.P., HUNTER, W.G. and HUNTER, J.S. 1978. Statistics for experi-ments. In An Introduction to Design Data Analysis and Model Building,John Wiley & Sons, New York, NY.
FIG. 13. LOSS OF ASCORBIC ACID (%) OF SAMPLES DRIED BY MICROWAVE/HOTAIR (COMBINED TREATMENT) AS A FUNCTION OF DRYING TEMPERATURE
AND AIR SPEED
767STUDY ON OPERATING CONDITIONS OF DRIED ORANGE
DALL’AGLIO, G., CARPI, G. and PALMIERI, L. 1986. Prospettive e svi-luppo della disidratazione nella preparazione dei semilavorati vegetali.Industrie Conserve 61, 147–151.
DECAREAU, R.V. 1985. Microwaves in the food processing industry. FoodTechnol. 41, 85–91.
DIAZ, G.R., MARTINEZ-MONZÒ, J., FITO, P. and CHIRALT, A. 2003.Modelling of dehydration-rehydration of orange slices in combinedmicrowave/air drying. Innovat. Food Sci. Emerg. Technol. 4, 203–209.
DROUZAS, A.E. and SCHUBERT, H. 1996. Microwave application invacuum drying of fruits. J. Food Eng. 28, 203–209.
KHACHICK, F., GOLI, M.B., BEECHER, J.H., LUSBY, W.R., TENORIO,M.D. and BARRERA, M.R. 1992. Effect of food preparation on quali-tative and quantitative distribution of major carotenoid constituents oftomato and several green vegetables. J. Agric. Food Chem. 40, 390–398.
KROKIDA, M.K., KIRANOUDIS, C.T. and MAROULIS, Z.B. 1999. Vis-coelastic behaviour of dehydrated products during rehydration. J. FoodEng. 40, 269–277.
KROKIDA, M.K., MAROULIS, Z.B. and SARVACOS, G. 2001. The effectof the method of drying on the colour of dehydrated products. Int. J. FoodSci. Technol. 36, 53–59.
LIN, T.M., DURANCE, T.D. and SCAMAN, C.H. 1998. Characterizationof vacuum microwave, air and freeze dried carrot slices. Food Res. Int.31(2), 111–117.
MASI, P. 1997. Le microonde: Una tecnologia da scoprire. Tecnol. Aliment. 5,76–80.
MASKAN, M. 2000. Microwave/air and microwave finish drying of banana. J.Food Eng. 44, 71–78.
MASKAN, M. 2001. Drying shrinkage and rehydration characteristics ofkiwifruits during hot air and microwave drying. J. Food Eng. 48, 177–182.
MASTROCOLA, D., PITTIA, P., CENCIN, L., DALLA ROSA, M. andBARBANTI, D. 1995. Diversificazione di alcune proprietà funzionali difrutta disidratata, mediante ricostituzione con soluzioni zuccherine adiversa concentrazione. Ind. Aliment. 34, 833–839.
MONSELISE, S.P. 1986. Citrus. In Handbook of Fruit State and Develop-ment, (S.P. Monselise, ed.) pp. 87–108, CRC Press, Boca Raton, FL.
MUDGETT, R.E. 1988. Microwave food processing. Food Technol. 43, 117–126.
RAPISARDA, P. and INTELISANO, S. 1996. Sample preparation for vitaminC analysis of pigmented orange juices. J. Food Sci. 3, 251–256.
RAPISARDA, P., TOMAINO, A., CASCIO, R., BONINA, F., PASQUALE,A. and SAJA, A. 1999. Antioxidant effectiveness as influenced by
768 T. DE PILLI ET AL.
phenolic content of fresh orange juices. J. Agric. Food Chem. 47(11),4718–4723.
ROSENBERG, U. and BOEGL, W. 1987. Microwave thawing, drying andbaking in food industry. Food Technol. 41(6), 85–91.
SAMSON, J.A. 1986. Citrus. Tropical Fruit, pp. 73–138, Longman Group UKLtd., Essex, UK.
SMITH, F.J. 1988. Microwave processing is increasing but it needs specialknowledge. Res. Dev. 30(1), 54.
SUNDERLAND, J.E. 1982. Microwave-hot air drying of pasta, onions andbacon. Food Technol. 12(6), 50.
TING, S.V. and ATTAWAY, J.A. 1971. Citrus fruits. In The Biochemistry ofFruits and Their Products, (A.C. Hulme, ed.) pp. 107–160, AcademicPress, London, UK.
TONUCCI, L.H., HOLDEN, J.M., BEECHER, G.R., KHACHIK, F., DAVIS,C.S. and MULOKOZI, G. 1995. Carotenoid content of thermally pro-cessed tomato based food products. J. Agric. Food Chem. 43, 579–586.
TSAMI, E., KROKIDA, M.K. and DROUZAS, A.E. 1998. Effect of dryingmethod on the sorption of model fruit powders. J. Food Eng. 38, 381–392.
TULASIDAS, T.N., RAGHAVAN, G.S.V. and NORRISH, E.R. 1992. Com-parative studies on air and microwave drying of grapes. Proceedings ofthe ASAE Annual Meeting, Charlotte, NC, Paper n 923016, North Caro-lina, 21 June.
TULASIDAS, T.N., RAGHAVAN, G.S.V. and NORRISH, E.R. 1993. Micro-wave and convective drying of grapes. Trans ASAE 36, 1861–1865.
VILLAMIEL, M., CASTILLO, M.D., SAN MARTIN, C. and CORZO, N.1998. Assessment of the thermal treatment of orange juice during con-tinuous microwave and conventional heating. J. Sci. Agric. 78, 196–200.
ZANONI, B., PAGLIERINI, E. and FASCHINO, R. 2000. Study of the sta-bility of dried tomato halves during shelf-life to minimise oxidativedamage. J. Sci. Food Agric. 80, 2203–2208.
769STUDY ON OPERATING CONDITIONS OF DRIED ORANGE