Statistical Process Control (SPC) Global Partner for Business Success Global Partner for Business...
132
Statistical Process Control (SPC) Global Partner for Business Success Global Partner for Business Success Presented by : Statistical Process Control
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Statistical Process Control (SPC) Global Partner for Business Success Global Partner for Business...

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Presented by :
Statistical Process Control

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 1 CTQ and SPC Issue 0, Feb 2014
Sasaran Pelatihan
Untuk memahami konsep dan peranan SPC di dalam Sistem Manajemen Mutu
Untuk menerapkan SPC secara efektif melalui penggunaan teknik-teknik control chart

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 2 CTQ and SPC Issue 0, Feb 2014
Outline - Pelatihan
Prinsip-prinsip Variasi Perencanaan Pengumpulan Data Variable Control Chart Analisa Pola Grafik Attribute Control Chart Process Capability Analysis Analisa Masalah dan Tindakan Perbaikan

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Pengenalan 1

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 4 CTQ and SPC Issue 0, Feb 2014
Definisi Statistik
Metode Ilmiah dalam pengumpulan,
pengolahan, penyajian, analisa dan
interpretasi dari data.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 5 CTQ and SPC Issue 0, Feb 2014
Definisi Process
Kumpulan dari aktifitas-aktifitas yang saling terkait atau berinteraksi untuk mengubah input menjadi output
(ISO 9000:2005)
Sumberdaya termasuk manusia, peralatan, bahan baku, teknologi, metode dan fasilitas
Input in-process output
(sumberdaya) activities (produk
/ jasa)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 6 CTQ and SPC Issue 0, Feb 2014
Definisi Statistical Process Control ( SPC )
SPC adalah kumpulan teknik-teknik pemecahan masalah untuk mengumpulkan atau menganalisa data sedemikian rupa sehingga kita dapat memahami dan bertindak untuk menstabilkan proses, mengurangi variasi dan memperbaiki kapabilitas
Alat utama dari SPC adalah Control Chart (Fokus utama dalam pelatihan ini)
Alat-alat SPC yang lainnya yang dikenal dengan “QC Tools” adalah diagram pareto, histogram, check sheet, flow chart, diagram sebab dan akibat dan diagram pencar.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 7 CTQ and SPC Issue 0, Feb 2014
Statistical Quality Control
SPC dapat digunakan untuk memenuhi ISO 9001:2008
Klausul :
8.4 Data Analysis
8.5.2 Tindakan Perbaikan
8.5.3 Tindakan Pencegahan

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 8 CTQ and SPC Issue 0, Feb 2014
E
X
T
E
R
N
A
L
C
U
S
T
O
M
E
R
P
D
A
C
P
D C A
P
D C A
P
D C A
P
D C A
P
D C A
P
D C A
E
X
T
E
R
N
A
L
C
U
S
T
O
M
E
R
Process A
Process B
Process C Process D
Process E
Process F Internal
Customer
Internal
Customer
Input A
Input B
Input C
Input E
Input D
Output C
Output F
Output E
Output D
Input F
Output A
Output B
Feedback
PDCA cycle in organization

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 9 CTQ and SPC Issue 0, Feb 2014
Busines Process Example
Marketing/
Business Dev/ PMM
Operation
D D HSE
Corporate Objective
Planning
Review and Improvement
<QA, Marketing,Technical, PMM>
Procure-ment
Fin.
IT HRD Edu/C
SM
Support
Core Process
Cu
sto
mer
Cu
sto
mer
Distribution/
Branch
Others
R&D

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 10 CTQ and SPC Issue 0, Feb 2014
Quality/productivity improvement
Productivity
2009 2010 2011 2012
M/C
_1
M/C
_2
M/C
_3
2011 result
80 85
90 95
90 95
80
Ave:90
To increase result in 2012
We must analysis result between machine
PDCA cycle in organization
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 11 CTQ and SPC Issue 0, Feb 2014
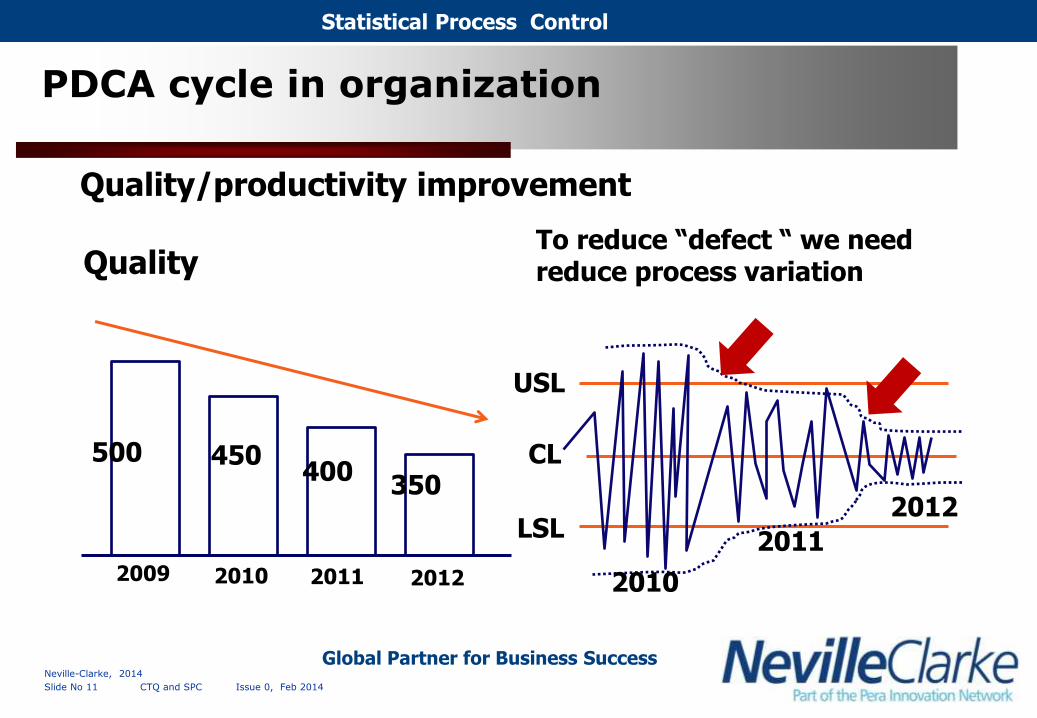
Quality/productivity improvement
Quality
2009 2010 2011 2012
500 450 400
350
To reduce “defect “ we need reduce process variation
2010
2011
2012
USL
LSL
CL
PDCA cycle in organization

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Proses Control 2

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 13 CTQ and SPC Issue 0, Feb 2014
CTQ ( Critical to Quality )
CTQ’s in Support area
CTQ’s in Operation area

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 14 CTQ and SPC Issue 0, Feb 2014
CTQ ( Critical to Quality )
Operation
Product Identi-
fication
Material
Used
Mixing
Material
Drying
Material
Barrel Die
Head
Sizing Cooling Bath
Houll Off Marking
-Hot Print,
Inject,Laser
SAW Tipping Product Spec
Input
Output
CTQ example

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 15 CTQ and SPC Issue 0, Feb 2014
Data
Data adalah fakta-fakta kuantitative dan pengukuran yang dikumpulkan terhadap beberapa
karakteristik dari suatu populasi atau sample.
1 2 3 4 5 6 7 8 9
0
5
10
15
20
25
30
35
40
45
50
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9
l
0
5
10
15
20
25
30
35
40
45
50
Contoh : Data : Prosentase defect dalam satu lot produksi. Populasi – Produksi sepatu model baru pada keseluruhan produksi. Sample - Produksi sepatu baru pada bulan ketiga.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 16 CTQ and SPC Issue 0, Feb 2014
Populasi Statis dan Dinamis
Populasi statis adalah dimana semua anggotanya adalah tetap. Contoh : Kartu remi yang berjumlah 52 Untuk manufaktur atau bidang jasa, populasinya dinamis, terjadi perubahan sepanjang waktu. Oleh karena itu referensi apapun terhadap suatu populasi dari suatu proses harus dalam kondisi statis pada suatu waktu tertentu. (tidak ada perubahan yang direncakan).

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 17 CTQ and SPC Issue 0, Feb 2014
ATTRIBUTE DATA
Parameter yang tidak terukur, dimana setiap keluarannya menghasilkan dua kemungkinan, misalnya : • Angka atau Gambar (pada uang logam) • Diterima atau Ditolak • Ya atau Tidak
Analisa terhadap data attribute adalah melalui perhitungan kemunculannya dan hasilnya dapat dinyatakan sebagai : • Jumlah kejadian/kemunculan, atau • Proporsi atau prosentasi kejadian atau kemunculan.
Jika menggunakan data attribute, kriteria yang digunakan untuk mengklasifikasikan keluannya harus jelas. Tanpa adanya klarifikasi yang jelas, data attribute yang dikumpulkan tidak dapat dipercaya dan selanjutnya tidak dapat digunakan analisa dengan menggunakan SPC.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 18 CTQ and SPC Issue 0, Feb 2014
VARIABLE DATA
Data variabel adalah data yang didapatkan dari hasil suatu pengukuran (dapat dengan menggunakan suatu instrumen). Contoh Parameter listrik (mis, tegangan, arus listrik, nilai tahanan) •Dimensi •Berat •Tekanan •Waktu … atau penunjukan indikator angka berdasarkan skema indeks tertentu….. Contoh •Harga Saham •Intelligent Quotient (IQ) Dengan menggunakan data variabel, isu yang terpenting adalah kemampuan alat harus diperhatikan.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 19 CTQ and SPC Issue 0, Feb 2014
Statistik sederhana dari data variabel
Jika kita mempunyai data X1, X2, ..., Xn , dan Xmax = max(X1, X2, ..., Xn), Xmin = min (X1, X2, ..., Xn), maka _ Rata-rata (X ) = Range (R) = Xmax – Xmin
Standard deviation (σ atau s) =
Rata-rata digunakan untuk menggambarkan “Lokasi” atau “Pusat” dari suatu data. Range atau std deviation digunakan untuk menggambarkan “sebaran” atau “variasi” dari suatu data.
n
n
iiX
1
1
1
2
n
XXn
i
i

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 20 CTQ and SPC Issue 0, Feb 2014
Range vs. Std Deviation
Keuntungan dari Range : - Mudah dalam perhitungan - Mengindikasikan sebaran mutlak dari suatu data Kelemahan dari range: - Teori statistiknya sulit dipahami dalam aplikasi - Penggunaannya tidak baik untuk penggunaan semua data yang ada (Hanya min dan Maks) Contoh : Data 1: 4,5,5,6,6,6,7,7,7,7,8,8,8,9,9,10 mean= range = Data 2: 4, 6.5, 6.6, 6.7, 6.7, 6.7, 7,7,7,7, 7.3,7.3, 7.3, 7.4, 7.5, 10 mean= range = Apakah menurut anda kedua data tersebut diatas sama ?

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 21 CTQ and SPC Issue 0, Feb 2014
Karakteristik Mutu
• Properti dari suatu proses yang dianggap mensifatkan dari suatu mutu proses.
• Dinyatakan baik dengan menggunakan data attribute atau data variabel.
• Dapat diambil dari input proses, aktifitas dalam proses atau
output. Contoh : (Pembuatan kue) Tahapan Proses Data Attribute Variable Data input Permukaan telur Berat telur in-process Kehalusan texture Temperatur oven Output [a] Texture kue [a] berat kue [b] Jumlah lubang [b] peringkat koki

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 22 CTQ and SPC Issue 0, Feb 2014
Tipe Control Chart
Untuk data variabel, _ X - R (mean & range) chart _ X - s (mean & standard deviation) chart X - MR (individual & moving range) chart
Untuk data attribute, Np chart (Untuk hitungan non-conformance) p chart (Untuk proporsi non-conformance) c chart (Untuk hitungan non-conformities) u chart (Untuk proporsi non-conformities, per unit basis)
0
5
10
15
20
25
30
35
40
45
50
1 2 3 4 5 6 7 8 9
LCL
UCL

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Prinsip variasi 3

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 24 CTQ and SPC Issue 0, Feb 2014
10 Prinsip Variasi
1. Segala sesuatu bervariasi. Variasi adalah normal selalu ada , tidak ada pengecualian.
2. Semua variasi ada penyebabnya
Ada yang jelas dan ada juga yang tidak jelas.
3. Tidak semua penyebab variasi mempunyai kontribusi
yang sama. Penyebab variasi mengikuti prinsip pareto
(80/20 rule) 4. Kebanyakan penyebab-penyebab variasi dapat
dikategorikan kedalam kelompok-kelompok berikut :
•Metode
•Bahan Baku
•Mesin
•Manusia
•Pengukuran
•Lingkungan

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 25 CTQ and SPC Issue 0, Feb 2014
10 Prinsip Variasi (Lanj’t)
5. Proses yang stabil akan menghasilkan pola variasi yang konsisten sepanjang waktu.
Hal ini berarti kita dapat memperkirakan kinerja proses dalam batasan-batasan tertentu.
6. Variasi yang terdapat di dalam proses yang stabil dihasilkan oleh
common causes yang merupakan bagian dari proses yang normal. Common Cause juga disebut sebagai ‘random’ atau ‘system’ cause.
Contoh variasi yang disebabkan oleh common cause : • Aliran proses produksi • Mutu bahan baku • Kestabilan lingkungan (mis., getaran fluktuasi listrik, cuaca) • Perbedaan kecepatan kerja antara beberapa operator • Standart kerja (Dikarenakan ketidakjelasan standart kerja atau
pelatihan) Bagaimanapun juga ketika common causes menjadi berlebihan akan mengakibatkan menjadi assignable cause.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 26 CTQ and SPC Issue 0, Feb 2014
Illustrasi grafik tentang proses yang terkendali
Jika hanya ada common cause dari suatu variasi yang muncul di dalam suatu proses, proses tersebut akan menghasilkan pola distribusi yang stabil sepanjang waktu dan dapat diprediksikan.
prediction
quality characteristics

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 27 CTQ and SPC Issue 0, Feb 2014
10 Prinsip Variasi (Lanj’t)
7.Variasi yang berasal dari special (‘assignable’) causes akan mengakibatkan proses menjadi tidak stabil atau “out-of-control”.
Kondisi akan mengakibatkan variasi yang besar.
Contoh special causes dari suatu variasi :
• Operator baru yang tidak mendapat pelatihan yang cukup
• Kesalahan dalam pen-setting-an parameter proses
• Kesalahan pemasukan data
• Listrik padam (Mempengaruhi kerja sistem komputer, kestabilan mesin)
• Alat ukur tidak terkalibrasi
• Bagian dari suatu mesin yang aus
• Lot yang tercampur dengan material yang lain

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 28 CTQ and SPC Issue 0, Feb 2014
Ilustrasi grafik dari suatu proses yang out of control
Prediction ???
quality characteristics

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 29 CTQ and SPC Issue 0, Feb 2014
10 Prinsip Variasi (Lanj’t)
8. Untuk memahami penyebab dari suatu variasi, pilah-pilah data yang ada kedalam berbagai kondisi yang sesuai dan bandingkan.
Contoh :
Pilah berdasarkan lama waktu perbaikan peralatan oleh beberapa teknisi
Pilah produk yang cacat beradasarkan shift dan line produksi
9. Penyebab-penyebab yang utama dari suatu variasi dapat dianalisa dengan penggunaan alat-alat statistisk yang sederhana
(contoh histogram, normal probability plot, scatter plot, boxplot, & control charts)
10. Dengan mengurangi variasi akan dapat menghasilkan cost yang rendah
dan dapat meningkatkan mutu.
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 30 CTQ and SPC Issue 0, Feb 2014
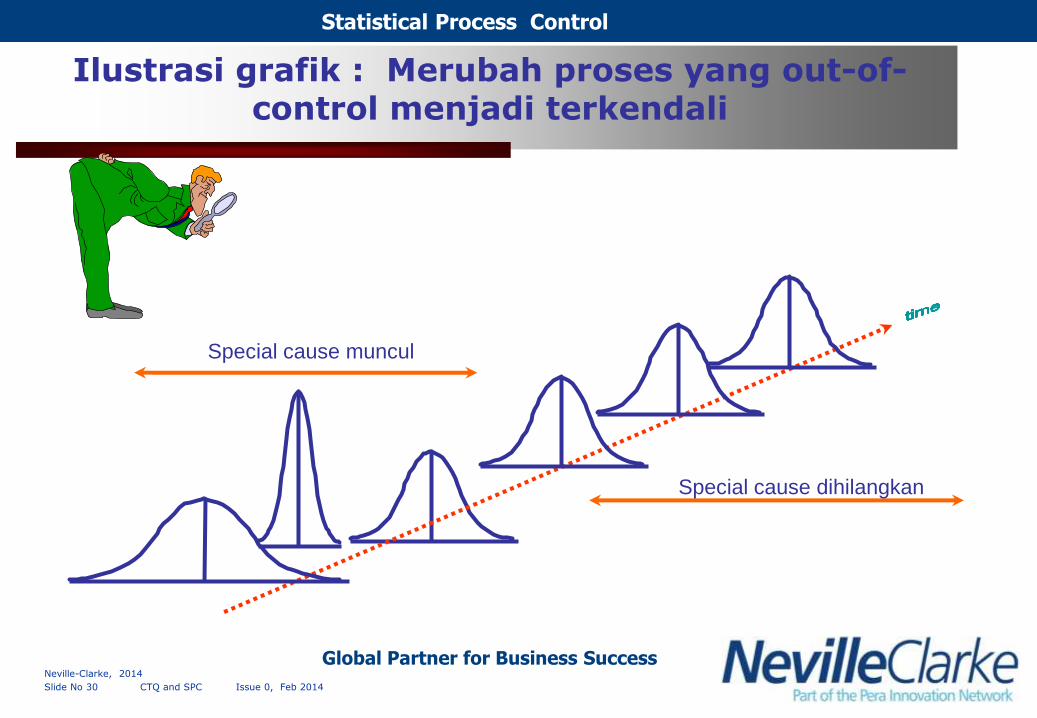
Ilustrasi grafik : Merubah proses yang out-of-control menjadi terkendali
Special cause muncul
Special cause dihilangkan

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 31 CTQ and SPC Issue 0, Feb 2014
VARIATION, STABILITY, & CAPABILITY
high low / high out-of-control (unstable) & NOT capable low high in control (stable) but NOT capable low low in control (stable) & capable
Tidak valid membicarakan kapabilitas proses jika kondisi terkendali tidak disertakan. Kapabilitas proses ditetapkan juga dengan limit.
Special
Causes
Common
Causes Kondisi Proses
Kunci dari kegiatan perbaikan proses adalah membawa kedalam kondisi stable dan capable

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 32 CTQ and SPC Issue 0, Feb 2014
Specification vs. Control Limits
specification limits – disediakan oleh pelanggan atau bagian pengembangan produk (R & D)
control limits – Ditetapkan hanya berdasarkan variasi yang ada dalam proses.
Control limits tidak ada hubungan dengan spesifikasi
Bagaimanapun, process capability diindikasikan melalui
perbandingan antara control limit vs spec limits.
Bagian pengembangan produk dapat menetapkan spesifikasi
setelah mengkaji control limits, sedemikian rupa sehingga
penentuan Specification limit menjadi wajar.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 33 CTQ and SPC Issue 0, Feb 2014
Ilutrasi grafik : Perbaikan dari kondisi tidak capable ke dalam kondisi yang capable
upper
specification
lower specification
stable & capable
stable but not capable

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 34 CTQ and SPC Issue 0, Feb 2014
Mengelola Variasi
Special cause • Dapat ditangani oleh level ‘shop-floor’ yang melakukan kegiatan rutin sehari-
hari • Solusi yang dapat dilakukan dapat spesifik untuk mencegah keterulangan
terhadap suatu penyebab yang khusus. • Tidak mengarah ke dalam perubahan sistem secara mendasar. • Pada umumnya solusi yang diambil bersifat jangka pendek.
Common cause • Ditangani oleh mereaka yang mempunyai kemampuan teknikal/manajemen,
tidak menutup kemungkinan juga dengan membentuk tim antar bagian. • Membutuhkan perubahan sistem secara mendasar untuk memperbaiki process
capability. • Tindakan perbaikan biasanya medium sampai jangka panjang.
W. E. Deming mengatakan bahwa 80% variasi proses dalam suatu industri disebabkan oleh common cause, dimana 20% disebabkan oleh special cause.

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Perencanaan
Pengumpulan
Data 4

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 36 CTQ and SPC Issue 0, Feb 2014
Subgroup Satu atau lebih kejadian atau pengkuran yang disampling pada suatu waktu dan digunakan untuk menghitung karakteristik mutu dari suatu proses pada waktu tertentu.
Subgroup size Jumlah pengamatan dalam satu pengambilan sample dari suatu subgroup. Semakin besar ukuran subgroup size akan menghasilkan Control limit yang lebih sempit Penentuan ukuran subgroup perlu dipertimbangkan aspek biaya dalam pengambilan sample
Subgroup and Subgroup size
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 37 CTQ and SPC Issue 0, Feb 2014
Pertimbangan Subgroup size
Untuk variable control charts Jika biaya sampling sangat tinggi atau variasi within subgroup dapat diabaikan, maka gunakan s.s = 1 (X-MR chart) Jika biaya dalam pengambilan sample dapat diterima, variasi within subgroup tidak dapat diabaikan dan mudah untuk menghitung standard deviation, maka use s.s = ≥ 11 ( chart) Jika variasi within subgroup tidak dapat diabaikan, tidak mudah menghitung standard deviation atau tidak ada masalah dengan faktor biaya, maka use s.s = 1<ss<11 ( chart)
Untuk attribute control charts - Cukup untuk mendeteksi penyimpangan dengan minimal 5 kemunculan setiap subgroup - Bervariasi dengan tidak lebih kurang lebih + 25% dari rata-rata subgroup size
Rx
Sx

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 38 CTQ and SPC Issue 0, Feb 2014
Metode Sampling
Metode A : Waktu sesaat […...xxx] […...xxx] […...xxx] […...xxx] […...xxx] […...xxx] […...xxx] Metode B: Waktu yang acak [x..x...x] […x..x..x] [.x...x..x] [x..x….x] […x..x..x] [.x….x.x][..x..x..x]
one sampling period
e.g. every shift
x = one or more sampling units
Umumnya, pengambilan sample sebaiknya dilakukan secara acak, sedemikian rupa sehingga setiap unit di dalam populasi mempunyai peluang yang sama untuk disample.
Perimbangan-pertimbangan yang dapat diambil : Jika tujuannya adalah :
• Memaksimalkan perbedaan pergeseran proses antara 2 periode pengambilan sample, maka gunakan metode A.
• Mendapatkan sample yang mewakili selama periode pengambilan sample untuk menguji kesesuaian, maka gunakan metode B.
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 39 CTQ and SPC Issue 0, Feb 2014
Memilih Sub-group Yang Baik
•Analisa faktor signifikan dan berikan ranking signifikansinya.
•Jangan menyatukan data menjadi subgroup (merata-ratakan) bila yang data dirata-ratakan berasal dari beberapa sumber yang berbeda namun sumber ini memiliki kecendrungan sebagai special cause yang cukup signifikan.
•Jangan menetapkan satu periode sebagai sebuah sub group bila peluang masuknya special cause pada periode tersebut adalah sangat besar.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 40 CTQ and SPC Issue 0, Feb 2014
Bagaimana Memilih Sub-group Yang Baik - Part I
Contoh mesin : 1, 2, 3 operator : A, B, C, (shift I); D, E, F (shift II); G, H, K (shift III)
SHIFT I II III A B C D E F G H K 1 * * * * * * * * * 2 * * * * * * * * * 3 * * * * * * * * *
machine * Menggambarkan 1
sample atau lebih

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 41 CTQ and SPC Issue 0, Feb 2014
Jika suatu subgroup dipilih dalam dibawah, maka Within-subgroup variation : variasi diantara operator-mesin- shift yang sama Between-subgroup variation : variasi antara operator-mesin dan shift yang berbeda
Bagaimana Memilih Sub-group Yang Baik - Part II
SHIFT I II III A B C D E F G H K 1 * * * * * * * * * 2 * * * * * * * * * 3 * * * * * * * * *

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 42 CTQ and SPC Issue 0, Feb 2014
Jika suatu subgroup dipilih dalam dibawah, maka Within-subgroup variation : Variasi diantara operator- shift yang sama Between-subgroup variation : variasi antar operator antar shift
SHIFT I II III A B C D E F G H K 1 * * * * * * * * * 2 * * * * * * * * * 3 * * * * * * * * *
Bagaimana Memilih Sub-group Yang Baik - Part III

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 43 CTQ and SPC Issue 0, Feb 2014
Jika suatu subgroup dipilih dalam dibawah, maka Within-subgroup variation : variasi pada mesin dan shift yang sama Between-subgroup variation : variasi antar mesin antar shift
SHIFT I II III A B C D E F G H K 1 * * * * * * * * * 2 * * * * * * * * * 3 * * * * * * * * *
Bagaimana Memilih Sub-group Yang Baik - Part IV

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 44 CTQ and SPC Issue 0, Feb 2014
Jika suatu subgroup dipilih dalam dibawah, maka
Within-subgroup variation : variasi dalam shift yang sama Between-subgroup variation : variasi antar shift
SHIFT I II III A B C D E F G H K 1 * * * * * * * * * 2 * * * * * * * * * 3 * * * * * * * * *
Bagaimana Memilih Sub-group Yang Baik - Part V

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 45 CTQ and SPC Issue 0, Feb 2014
Dampak Terhadap Kesalahan Pemilihan Metode Subgrouping
Jika metode subgrouping yang digunakan salah, maka control chart kemungkinan tidak mampu menangkap ketidakstabilan.
Contoh :
Handouts Illustration Page 4:12a – 4:12b

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 46 CTQ and SPC Issue 0, Feb 2014
Pemilihan Penetapan Control Limit
Biasanya control limit di set pada +/- 3 std. deviation (sigma) dari rata-rata pada suatu karakteristik mutu tertentu. Alasannya : - Berdasarkan “best practice” - Mampu memberikan perlindungan secara praktis dalam mendeteksi penyimpangan Bagaimanapun juga perlindungan yang diberikan tidak begitu bagus terhadap pergeseran proses yang sedikit (akan dibahas pada sesi advance) Terdapat suatu aturan ‘sensitizing’ atau aturan peluang terkait dengan ‘2-out-of-3’ yang keluar dari limit 2-sigma.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 47 CTQ and SPC Issue 0, Feb 2014
Prosedur Untuk Mempersiapkan Control Chart
1. Pilih karakteristik mutu yang akan dikendalikan. 2. Pilih control chart yang sesuai. 3. Tetapkan sampling plan, ukuran subgroup dan frekuensi pengambilan
data. 4. Kumpulkan dan catat data dengan paling sedikit 20 sampai 25 subgroup
atau gunakan data sebeumnya. 5. Hitung nilai statistik untuk karakteristik mutu dari setiap subgroup.
Calculate center line and control limits based on the statistics from subgroup samples
6. Buat suatu chart dan masukkan nilai-nilai statistik dari setiap subgroup. 7. Uji pola yang ada terhadap titik-titik yang keluar dari control limit dan
untuk pola-pola yang mengindikasikan kehadiran dari special cause. 8. Jika ada, maka, - Selidiki akar masalah dan lakukan tindakan perbaikan - hilangkan titik-titik pada step 8 dan lanjutkan pengambilan data untuk menggantikan data yang dihilangkan . - kembali ke tahapan 5 10.Uji pola yang ada dan lihat apakah ada pola non random.

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Variable Control
Charts 5

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 49 CTQ and SPC Issue 0, Feb 2014
Latar Belakang dibalik penggunaan variable control chart
Untuk data variable, control chart yang terbentuk terdiri atas 2 buah chart, yaitu _ • X - R (mean & range) chart
_ • X - s (mean & standard deviation) chart
• X - MR (individual & moving average) chart
Dengan demikian kita dapat membandingkan within-subgroup variation vs. between-subgroup variation
between subgroup : monitored by atau X chart within-subgroup : monitored by R atau s chart Suatu proses yang dikatakan out-of-control jika • between-subgroup variation berlebihan atau..
• within-subgroup variation berlebihan
x

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 50 CTQ and SPC Issue 0, Feb 2014
Penggunaan Variable Control Chart
Tahapan Proses Penggunaan
input memantau mutu raw material
in-process memantau parameter proses dan produk semi finish
output memantau mutu finish good
…. Baik untuk kesesuaian terhadap spesifikasi maupun untuk memastikan kestabilan

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 51 CTQ and SPC Issue 0, Feb 2014
Pemilihan Variable Control Chart
Tipe Chart Digunakan ketika... _ •X - R chart ukuran subgroup kecil (1<ss<11);
Sulit menghitung standart deviasi _ •X - s chart ukuran subgroup adalah ≥ 11 ;
Tidak sulit menghitung std dev. •X - MR chart within-subgroup variation dapat diabaikan ; mahal dalam pengambilan data

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 52 CTQ and SPC Issue 0, Feb 2014
Pembuatan skala yang tepat dalam pembentukan control chart
_
X atau X chart Pilih lower limit and upper limit sedemikian rupa sehingga jarak dari lower limit dan upper limit dari nilai rata-rata mendekati perbedaan antara nilai tertinggi dan terendah dari data-data yang diambil dari data awal. The R or s chart lower limit : 0 upper limit : kira-kira dua kali nilai tertinggi dari data-data yang diambil dari data awal

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 53 CTQ and SPC Issue 0, Feb 2014
Dasar Teori Statistik Dari Variable Control Chart
Rumus yang digunakan untuk menurunkan control limit dari variable control charts adalah didasarkan pada asumsi rata-ratanya terdistribusi secara normal.
Teori tersebut dikenal dengan CENTRAL LIMIT THEOREM yang mengatakan bahwa :
“Tanpa memperhatikan distribusi yang mendasari distribusi dari populasi, distribusi dari nilai rata-rata sample yang diambil dari populasi akan mendekati distribusi normal seiring dengan meningkatnya ukuran sample”
Ukuran subgroup 5 atau lebih akan pada umumnya dapat memenuhi persyaratan ini.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 54 CTQ and SPC Issue 0, Feb 2014
Karakteristik Dari Distribusi Normal
1. Berbentuk bel dan mempunyai satu puncak pada nilai rata- ratanya 2. Simetris terhadap nilai rata-ratanya 3. kira-kira 68,26 % berada dalam 1 sigma dari rata-rata kira-kira 95,46 % berada dalam 2 sigma dari rata-rata kira-kira 99,73 % berada dalam 3 sigma dari rata-rata
68.26%
95.46%
99.73%
- 2 - 1 u 1 2

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 55 CTQ and SPC Issue 0, Feb 2014
Statistical Process Control (SPC) CD1
Formula Variable Control Chart
m
X
X
m
i
i 1
RAX 2
RX
CL =
UCL =
LCL =
CL =
UCL =
LCL =
(m = jumlah subgroups)
RAX 2
X
m
R
R
m
i
i 1
RD4
RD3
m
X
X
m
i
i 1
SAX 3
SX
CL =
UCL =
LCL =
CL =
UCL =
LCL =
SAX 3
X
m
S
S
m
i
i 1
SB4
SB3
1. chart
R Chart
Chart
2. chart
S Chart
Chart

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 56 CTQ and SPC Issue 0, Feb 2014
m
X
X
m
i
i
i
1CL =
UCL =
LCL =
CL =
UCL =
LCL =
note:
MR is defined as follows:
X MR
X1 MR1 = undefined
X2 MR2 = | X2-X1 |
X3 MR2 = | X3-X2 |
….
Xm MRm =| Xm-Xm-1 |
3. X-MR chart
MRXd
MRX 66.23
2
MRXd
MRX 66.23
2
1
2
m
MR
MR
m
i
i
MRMRD 267.34
03 MRD
MR Chart
X Chart
Formula Variable Control Chart

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 57 CTQ and SPC Issue 0, Feb 2014
Statistical Process Control (SPC) CD1
Parameter-parameter Yang Digunakan Untuk Membentuk Variable Control Chart
SUB- Chart for Averages Chart for Standard Deviations Chart for Ranges
GROUP Factors for Factors for Factors for Control Limits Factors for Factors for Control Limits
SIZE Control Limits Central Line Central Line
A A2 A3 c4 1/(c4) B3 B4 B5 B6 d2 1/(d2) d3 D1 D2 D3 D4
2 2.121 1.88 2.659 0.7979 1.2533 0 3.267 0 2.606 1.128 0.8865 0.853 0 3.686 0 3.2673 1.732 1.023 1.954 0.8862 1.1284 0 2.568 0 2.276 1.693 0.5907 0.888 0 4.358 0 2.5744 1.5 0.729 1.628 0.9213 1.0854 0 2.266 0 2.088 2.059 0.4857 0.88 0 4.698 0 2.2825 1.312 0.577 1.427 0.94 1.0638 0 2.089 0 1.964 2.326 0.4299 0.864 0 4.918 0 2.114
6 1.225 0.483 1.287 0.9515 1.051 0.03 1.97 0.029 1.874 2.534 0.3946 0.818 0 5.078 0 2.0047 1.134 0.419 1.182 0.9594 1.0423 0.118 1.882 0.113 1.806 2.704 0.3698 0.833 0.204 5.204 0.076 1.9248 1.061 0.373 1.099 0.965 1.0863 0.185 1.815 0.179 1.751 2.847 0.3517 0.82 0.388 5.306 0.136 1.8619 1 0.337 1.032 0.9693 1.0317 0.239 1.761 0.237 1.707 2.97 0.3367 0.808 0.547 5.393 0.184 1.81610 0.949 0.308 0.975 0.9727 1.0281 0.284 1.716 0.276 1.669 3.078 0.3249 0.797 0.687 5.469 0.223 1.777
11 0.905 0.285 0.927 0.9754 1.0252 0.321 1.679 0.313 1.637 3.173 0.3152 0.787 0.811 5.535 0.256 1.74412 0.866 0.266 0.886 0.9776 1.0229 0.354 1.616 0.346 1.61 3.258 0.3069 0.778 0.922 5.594 0.283 1.71713 0.832 0.249 0.85 0.9794 1.021 0.382 1.618 0.374 1.585 3.336 0.2998 0.77 1.025 5.647 0.307 1.69314 0.802 0.235 0.817 0.981 1.0194 0.406 1.594 0.399 1.563 3.407 0.2935 0.763 1.118 5.696 0.328 1.67215 0.775 0.223 0.789 0.9823 1.018 0.428 1.572 0.421 1.544 3.472 0.288 0.756 1.203 5.741 0.347 1.653
16 0.75 0.212 0.763 0.9835 1.0168 0.448 1.552 0.44 1.526 3.532 0.2831 0.75 1.282 5.782 0.363 1.63717 0.728 0.203 0.739 0.9815 1.0157 0.466 1.534 0.458 1.511 3.588 0.2787 0.744 1.356 5.82 0.378 1.62218 0.707 0.194 0.718 0.9854 1.0148 0.482 1.518 0.475 1.496 3.64 0.2747 0.739 1.424 5.856 0.391 1.60819 0.688 0.187 0.698 0.9862 1.014 0.497 1.503 0.49 1.483 3.689 0.2711 0.734 1.487 5.891 0.403 1.59720 0.671 0.18 0.68 0.9869 1.0133 0.51 1.49 0.504 1.47 3.735 0.2677 0.729 1.549 5.921 0.415 1.585
21 0.655 0.173 0.663 0.9876 1.0126 0.523 1.477 0.516 1.459 3.778 0.2647 0.724 1.605 5.951 0.425 1.57522 0.64 0.167 0.647 0.9882 1.0119 0.534 1.466 0.528 1.448 3.819 0.2618 0.72 1.659 5.979 0.434 1.56623 0.626 0.162 0.633 0.9887 1.0114 0.515 1.455 0.539 1.138 3.858 0.2592 0.716 1.71 6.006 0.443 1.55724 0.612 0.157 0.619 0.9892 1.0109 0.555 1.455 0.549 1.129 3.895 0.2567 0.712 1.759 6.031 0.451 1.54825 0.6 0.153 0.606 0.9896 1.0105 0.565 1.435 0.559 1.12 3.931 0.2544 0.708 1.806 6.056 0.459 1.541

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 58 CTQ and SPC Issue 0, Feb 2014
Statistical Process Control (SPC) CD1
DATE CONTROLSPECIFICATIN PART NO
PART NAME
ENGINRING SPCIFICATION
SAMPLE SIZE
CONTROL YES ( )
NO ( )
DATE CONTROL LOMITS CALCIULATED
A C T I O N
ON SPECIAL CAUSES
• ANY POINT OUTSIDE OF THE CONTROL LIMITS
• A RUN OF 7 POINTS ALL ABOVE AAND ALL BELOW
THE CENTRE LINE
• A RUN OF 7 INTERVALS UP OR DOWN
• ANY OTHER OBVIOSLY NON RANDOM PATTERN
A C T I O N I N S T R U C T U R S
1.
2.
3.
4.
5.
S U B G R O U O P
SIZE A2 D3 D4
2 1.88 . 3.267
3 1.023 . 2.574
4 0.729 . 2.282
5 0.577 . 2.114
6 0.483 . 2.004
7 0.419 0.076 1.924
8 0.373 0.136 1.861
9 0.337 0.184 1.816
10 0.308 0.223 1.777
THE PROCESS MUST BE IN CONTROL
BEFORE CAPABILITY CAN BE
DETERMINED
A V E R A G E S ( X B A R C H A R T)
5
SUM
R A N G E S ( R C H A R T )
For sample sizes of less than seven, there is no lower control hand f range
PLANT
MACH NO.
DEPT
DATES
OPERATION
CHARACTERISTICS
DATE
TIME
1
2 3
4
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 59 CTQ and SPC Issue 0, Feb 2014
Statistical Process Control (SPC) CD1
Variable Control Chart Exercise 1, 2 dan 3

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 60 CTQ and SPC Issue 0, Feb 2014
Control Chart x – R (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 61 CTQ and SPC Issue 0, Feb 2014
Control Chart x – R (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 62 CTQ and SPC Issue 0, Feb 2014
Control Chart x – R (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 63 CTQ and SPC Issue 0, Feb 2014
Control Chart x – S (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 64 CTQ and SPC Issue 0, Feb 2014
Control Chart x – S (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 65 CTQ and SPC Issue 0, Feb 2014
Control Chart x – S (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 66 CTQ and SPC Issue 0, Feb 2014
Control Chart x – MR (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 67 CTQ and SPC Issue 0, Feb 2014
Control Chart x – MR (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 68 CTQ and SPC Issue 0, Feb 2014
Control Chart x – MR (Minitab)

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Analisa Pola
Chart 6

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 70 CTQ and SPC Issue 0, Feb 2014
Pembacaan gelaja-gejala Out Of Control
Suatu proses dikatakan daalam keadaan out of control jika terdapat keadaan sebagai berikut :
• Satu atau lebih titik berada di luar control limits atau
• Titik-titiknya mengindikasikan beberapa pola sebagai
– Trends
– Shifts
– Cycles
– Mixture
– Stratification
– Systematic pattern

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 71 CTQ and SPC Issue 0, Feb 2014
Points beyond control limits
1. Jika ada satu atau lebih titik keluar dari batas kendali 3 sigma
2. Jika ada 2 titik dari 3 berturut-turut berada dalam area 2 sigma dan 3 sigma
µ + 3 σ
µ + 2 σ
µ + 1 σ
µ
µ - 1 σ
µ - 2 σ
µ - 3 σ

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 72 CTQ and SPC Issue 0, Feb 2014
Trend
Gejala trend adalah pergerakan continuous pada satu arah,biasanya karena disebabkan karena kerusakan yang gradual atau penurunan kemampuan proses e.g.
- Kelelahan operator - Panas atau tekanan - Komponen mesin yang aus - Usia material
Aturan deteksi umum : Berlarian 7 titik pada satu arah

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 73 CTQ and SPC Issue 0, Feb 2014
Shift
Gejala shift terlihat ketika titik yang berurutan berbelok drastis dari titik-titik pada periode sampling sebelumnya.
shift dapat terjadi dari perubahan-perubahan yang significant (direncanakan atau tidak direncanakan) di dalam proses, seperti operator baru, prosedur perbaikan/assembling/inspeksi baru, bahan baku baru, peralatan yang semakin membaik.
Aturan deteksi umum : 7 titik diatas atau dibawah center line.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 74 CTQ and SPC Issue 0, Feb 2014
Cycle
Cycle adalah pergerakan yang reguler dari perubahan lingkungan yang
sistematis, seperti
• Perubahan temperatur sepanjang hari,
• Perputaran shift atau mesin, atau
• Fluktuasi tegangan listrik atau tekanan
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 75 CTQ and SPC Issue 0, Feb 2014
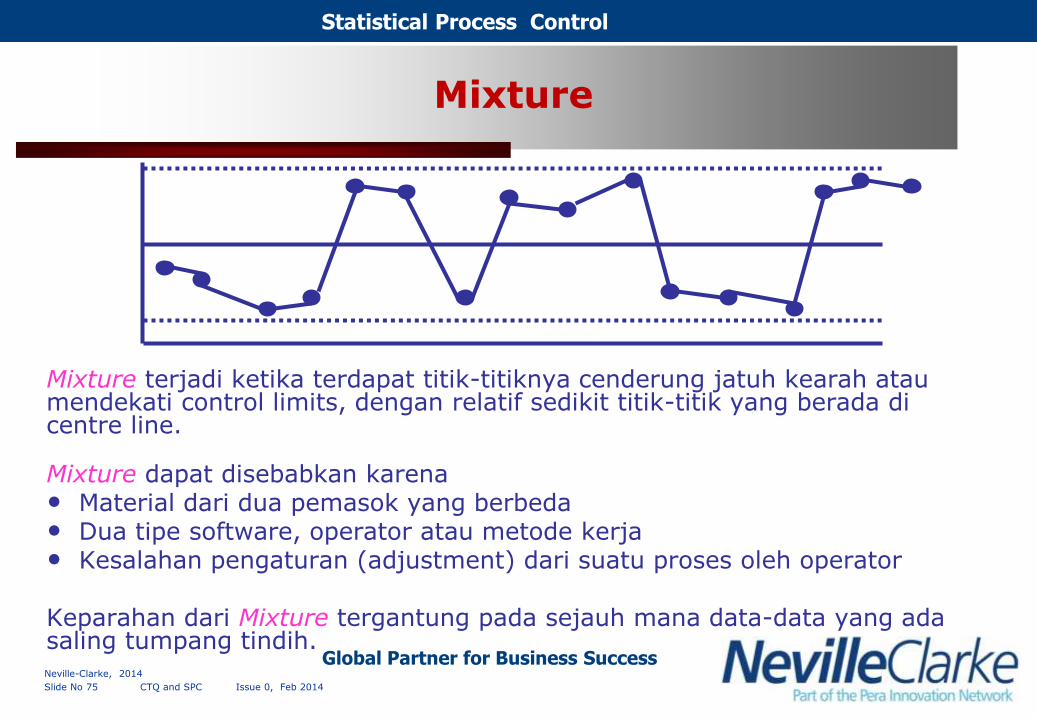
Mixture
Mixture terjadi ketika terdapat titik-titiknya cenderung jatuh kearah atau mendekati control limits, dengan relatif sedikit titik-titik yang berada di centre line. Mixture dapat disebabkan karena • Material dari dua pemasok yang berbeda • Dua tipe software, operator atau metode kerja • Kesalahan pengaturan (adjustment) dari suatu proses oleh operator Keparahan dari Mixture tergantung pada sejauh mana data-data yang ada saling tumpang tindih.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 76 CTQ and SPC Issue 0, Feb 2014
Stratification
Stratification kecenderungan titik-titik untuk berada disekitar centre line. Kasus ini dimungkinkan disebabkan karena :
• kesalahan dalam melakukan pengambilan sample • kesalahan dalam melakukan perhitungan control limits • resolusi alat ukur yang terbatas • variasi proses membaik, tetapi control limit tidak di update
* Stratification juga disebut pola “memeluk centre line”.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 77 CTQ and SPC Issue 0, Feb 2014
Systematic Pattern
Systematic pattern adalah pergerakan naik turun yang dihasilkan dari perubahan periodik yang konstan, misalkan perubahan shift, putaran mesin dll.
Hal ini dimungkinkan karena kombinasi dari shift, cycle dan mixture
Dalam menginterpretasikan Systematic pattern diperlukan pengetahuan teknis terhadap proses.

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Attribute Control
Chart 7
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 79 CTQ and SPC Issue 0, Feb 2014
Definisi
Jika suatu item tidak memenuhi persyaratan terhadap satu atau lebih karakteristik mutu, maka item tersebut diklasifikasikan sebagai nonconforming. Suatu nonconformity adalah ketidakterpenuhan terhadap suatu karakteristik mutu terhadap fungsi penggunaan tertentu. Nonconformity adalah titik spesifik dimana suatu spesifikasi tertentu tidak terpenuhi. Suatu nonconforming adalah suatu unit dari suatu produk atau jasa yang tidak memenuhi satu atau lebih dari spesifikasi untuk produk/jasa tersebut. Suatu nonconforming akan terdapat paling sedikit satu Nonconformity.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 80 CTQ and SPC Issue 0, Feb 2014
Tipe Attribute Control Chart
• fraksi nonconforming - P chart
• Jumlah nonconforming - NP chart
• Jumlah dari nonconformity - C chart
• Jumlah rata-rata dari nonconformity per unit - U chart
Data Nonconformity lebih informatif dibanding nonconforming,
karena biasanya terdapat beberapa jenis cacat yang berbeda
dari nonconformity

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 81 CTQ and SPC Issue 0, Feb 2014
Kapan Attribute Chart Digunakan?
Ketika dirasa cukup untuk memantau keluaran proses dengan menggunakan data attribute.
Ketika data attribute tersedia dan data variable sulit untuk didapatkan.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 82 CTQ and SPC Issue 0, Feb 2014
Kapan Attribute Chart Sebaiknya Tidak Digunakan
Jika tingkat kemunculan sangat rendah (nonconforming atau nonconformity), control limits yang didapatkan tidak akurat dan attribute chart akan hanya menunjukkan 0 (in control) dan data selain 0 yang keluar dari (out-of-control) .
Data variable sebaiknya digunakan dalam kasus ini untuk memantau masukan proses sebagai preventive action.
UCL
UCL
LCL
variable
chart
attribute
chart

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 83 CTQ and SPC Issue 0, Feb 2014
Dasar Statistik Dari (P & NP) Charts
Prinsip statistik dibalik control chart ini adalah didasarkan pada binomial distribution. Binomial distribution membantu untuk menjawab pertanyaan umum sebagai berikut : “Didalam suatu himpunan sejumlah N item, setiap item diketahui sesuai dan tidak sesuainya dalam probability tertentu, berapa non-conforming yang dapat dihitung ?” Asumsi Binomial distribution: • probability kemunculan untuk setiap keluaran adalah konstan (conforming atau non-conforming) • probability (peluang) antar keluaran yang berturutan adalah konstan
E.g. Jika kegagalan muncul di keseluruhan lot, maka binomial distribution tidak berlaku.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 84 CTQ and SPC Issue 0, Feb 2014
P-Chart
Procedure for construction 1. Tetapkan ukuran subgroup, frekuensi dan jumlah dari subgroup. 2. Ukuran subgroup tidak konstan tetapi dengan catatan menjaga +/-25%
dari rata-rata dan dengan jumlah nonconforming paling sedikit 5. 3. Kumpulkan dan catat data. 4. Hitung setiap proporsi nonconforming dari setiap subgroup (p). 5. Hitung central line dan control limits 6. Tetapkan skala untuk control chart. 7. Plot central line, control limit dan proporsi ke dalam control chart dan
lakukan pengujian kestabilan Jika ukuran subgroup tidak konstan, control limit perlu dihitung untuk setiap subgroup.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 85 CTQ and SPC Issue 0, Feb 2014
Formula Attribute Control Chart
Note
m : Jumlah subgroup
n or ni : ukuran subgroup
Ni : Jumlah item non-
conforming untuk
group i.
Ci : Jumlah nonconfor-
mity untuk group i
Jika didapatkan untuk LCL bernilai
negatif (-), maka diset ke angka 0
1. P-chart
CL =
UCLi = LCLi =
m
i
i
m
i
i
n
N
p
1
1
inppp /)1(3
inppp /)1(3
3. U-chart
CL =
UCLi = LCLi =
m
i
i
m
i
i
n
C
U
1
1
inUU /3
inUU /3
m
Nm
i
i1
n
NNN 13
n
NNN 13
2. NP-chart
CL =
UCL = LCL =
m
Cm
i
i1
CC 3
4. C-chart
CL =
UCL = LCL = CC 3

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 86 CTQ and SPC Issue 0, Feb 2014
NP-chart
Procedure for construction 1. Tetapkan ukuran subgroup, frekuensi dan jumlah subgroup : - ukuran subgroup harus konstan - setiap subgroup minimal terdapat 5 item nonconforming 2. Kumpulkan dan catat data : - Jumlah nonconforming N dicatat 3. Hitung central line dan control limits. 4. Tetapkan skala dalam control chart seperti pada p chart. 5. Gambarkan dalam control chart dan uji control limitnya (kestabilan).

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 87 CTQ and SPC Issue 0, Feb 2014
Dasar Statistik dari (C & U) Charts
Prinsip statistik dibalik control chart ini adalah didasarkan pada poisson distribution. Poisson distribution : “dimana terdapat banyak peluang yang sama untuk kemunculan dari suatu kejadian tetapi hanya sedikit kemunculan dari suatu kejadian pada suatu masa dalam waktu atau lokasi tertentu” eg. Jumlah cacat pada hasil tenunan dalam 1000 m2 kain Gelembung udara di dalam botol gelas Jumlah kerusakan paku keling pada pesawat terbang Kesalahan ketik dalam suatu halaman

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 88 CTQ and SPC Issue 0, Feb 2014
C-Chart
Prosedur pembuatan 1. Tetapkan ukuran subgroup, frekuensi dan jumlah subgroup. - Ukuran subgroup harus sama 2. Kumpulkan dan catat data. - Jumlah nonconformities (c) tiap subgroup dicatat 3. Hitung central limit dan control limit. 4. Pilih skala untuk control chart. 5. Plot c, central line dan control limitnya ke dalam chart dan uji kestabilannya.
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 89 CTQ and SPC Issue 0, Feb 2014
U-Chart
Procedure for construction 1. Tetapkan ukuran subgroup, frekuensi dan jumlah subgroup - Ukuran subgroup bervariasi dengan menjaga +/- 25 % dari rata-rata ukuran subgroupnya 2. Kumpulkan dan catat datanya - catat U (jumlah nonconformity per group inspeksi) 3. Hitung central line dan control limit 4. Pilih skala untuk control chartnya sama seperti pada p chart 5. Plot dan gambarkan pada chart, U, central line dan control limit dan uji kestabilannya

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 90 CTQ and SPC Issue 0, Feb 2014

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 91 CTQ and SPC Issue 0, Feb 2014
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 92 CTQ and SPC Issue 0, Feb 2014

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 93 CTQ and SPC Issue 0, Feb 2014
Attribute Control Chart
Exercise 4,5,6,7

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 94 CTQ and SPC Issue 0, Feb 2014
P-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 95 CTQ and SPC Issue 0, Feb 2014
P-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 96 CTQ and SPC Issue 0, Feb 2014
P-Chart (Minitab)
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 97 CTQ and SPC Issue 0, Feb 2014
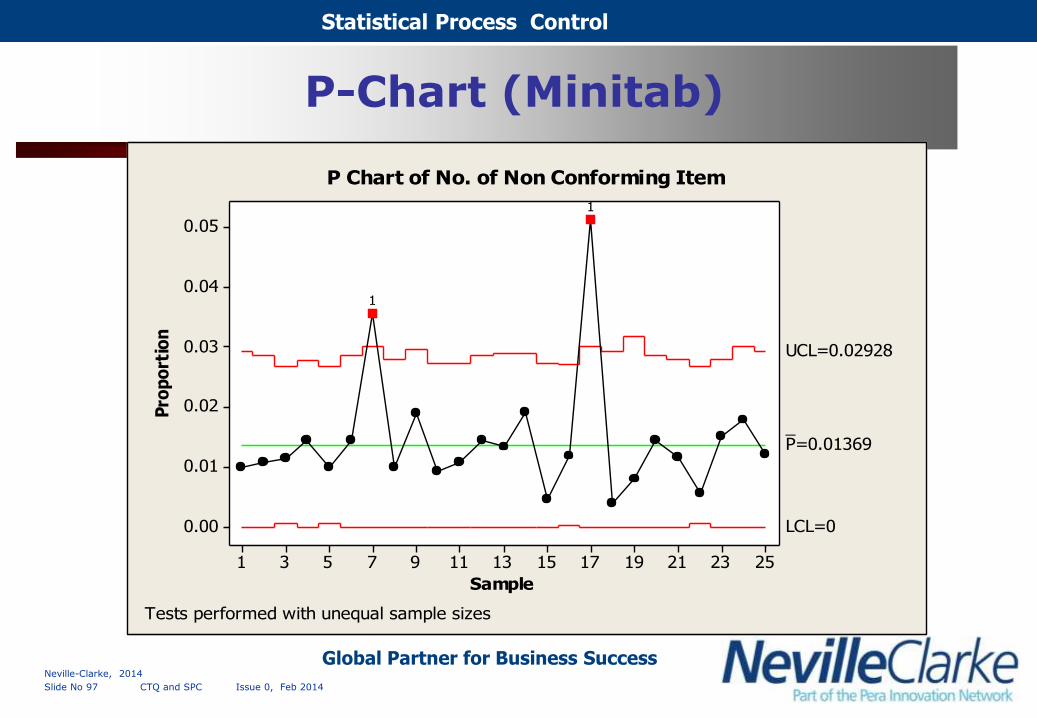
P-Chart (Minitab)
Sample
Pro
po
rtio
n
252321191715131197531
0.05
0.04
0.03
0.02
0.01
0.00
_P=0.01369
UCL=0.02928
LCL=0
1
1
P Chart of No. of Non Conforming Item
Tests performed with unequal sample sizes

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 98 CTQ and SPC Issue 0, Feb 2014
NP-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 99 CTQ and SPC Issue 0, Feb 2014
NP-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 100 CTQ and SPC Issue 0, Feb 2014
NP-Chart (Minitab)
Sample
Sa
mp
le C
ou
nt
252321191715131197531
70
60
50
40
30
20
__NP=45.88
UCL=65.93
LCL=25.831
1
NP Chart of Defective Unit

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 101 CTQ and SPC Issue 0, Feb 2014
C-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 102 CTQ and SPC Issue 0, Feb 2014
C-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 103 CTQ and SPC Issue 0, Feb 2014
C-Chart (Minitab)
Sample
Sa
mp
le C
ou
nt
252219161310741
9
8
7
6
5
4
3
2
1
0
_C=2.962
UCL=8.124
LCL=0
C Chart of No. of Defect

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 104 CTQ and SPC Issue 0, Feb 2014
U-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 105 CTQ and SPC Issue 0, Feb 2014
U-Chart (Minitab)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 106 CTQ and SPC Issue 0, Feb 2014
U-Chart (Minitab)
Sample
Sa
mp
le C
ou
nt
Pe
r U
nit
252219161310741
1.2
1.0
0.8
0.6
0.4
0.2
0.0
_U=0.324
UCL=0.764
LCL=0
U Chart of No. of Defect
Tests performed with unequal sample sizes

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Process Capability
Analysis 8

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 108 CTQ and SPC Issue 0, Feb 2014
Definisi Analisis Process Capability
Analisis variasi proses terhadap persyaratan produk atau spesifikasi. Dapat diterapkan terhadap input/in-process/output dari suatu karakteristik mutu pada suatu proses. Menyediakan suatu indeks untuk menilai kemampuan proses (process capability) dalam pemenuhan persyaratan yang ditetapkan oleh pelanggan atau persyaratan design. Berlaku untuk data variable. Satu indeks untuk satu variable karakteristik. (Untuk data attribute, dapat dilakukan dengan melihat defect ratenya secara langsung)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 109 CTQ and SPC Issue 0, Feb 2014
Apa yang menentukan Process Capability
• Spesifikasi
• Sebaran proses atau variasi proses
• Lokasi proses
• Asumsi proses stabil
• Asumsi proses terdistribusi secara
normal

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 110 CTQ and SPC Issue 0, Feb 2014
Index Process Capability
Index dari Process Capability dinyatakan dengan :
Cp : Mengukur sebaran (variability) proses terhadap spesifikasi
Cpk :Mengukur sebaran (variability) proses terhadap spesifikasi, dan termasuk mempertimbangkan pergeseran pusat/rata-rata/lokasi
Formula untuk Cp / Cpk
Cp: Cpk: Spec
2 sisi min ( , )
1 sisi Tdk terdefinisi Cpu or Cpl
(USL - LSL) Cp = 6σ
(μ - LSL)
Cpl = 3σ
(USL – μ )
Cpμ = 3σ

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 111 CTQ and SPC Issue 0, Feb 2014
Prosedur untuk mengakses Process Capability Analysis (Cp, Cpk)
1. Identifikasi karakteristik penting dan kumpulkan data 2. Plot control chart dan tetapkan control limitnya 3. Pastikan Kestabilannya (STABILITY) 4. Pastikan kenormalannya (NORMALITY) 5. Estimasi standard deviation populasi dengan menggunakan
or 6. Hitung Cp/ Cpk 7. Perbaiki Process Capability jika tidak terpenuhi 8. Analisa proses yang telah diperbaiki 9. Pantau secara terus menerus melalui SPC
σ =s / c4 σ =R / d2

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 112 CTQ and SPC Issue 0, Feb 2014
Index Process Performance
Kumpulan index yang lainnya yang dianjurkan oleh industri otomotif USA adalah Pp dan Ppk :
Formulanya sama dengan Cp dan Cpk, dengan catatan digantikan dengan s = Dimana Xi adalah pengukuran individu.
n
Σ (Xi – X)2 i=1
n - 1

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 113 CTQ and SPC Issue 0, Feb 2014
Targets for Process Capability Indices
Diharapkan Index process capability semakin tinggi. Berikut standart yang telah disepakati di kalangan industri index Jelek baik memuaskan Pp < 1.33 1.67 -- Ppk < 1.33 1.5 -- Cp < 1 1.5 2 Cpk < 1 1.33 1.5 (digunakan sebagai guidance) Terdapat kemungkinan harapan dari pelanggan lebih dari standard yang ada diatas Semangat dari perbaikan berkelanjutan berarti bahwa sepanjang waktu semua target akan ditingkatkan untuk meningkatkan kepuasan pelanggan.
Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 114 CTQ and SPC Issue 0, Feb 2014
Six Sigma Capability
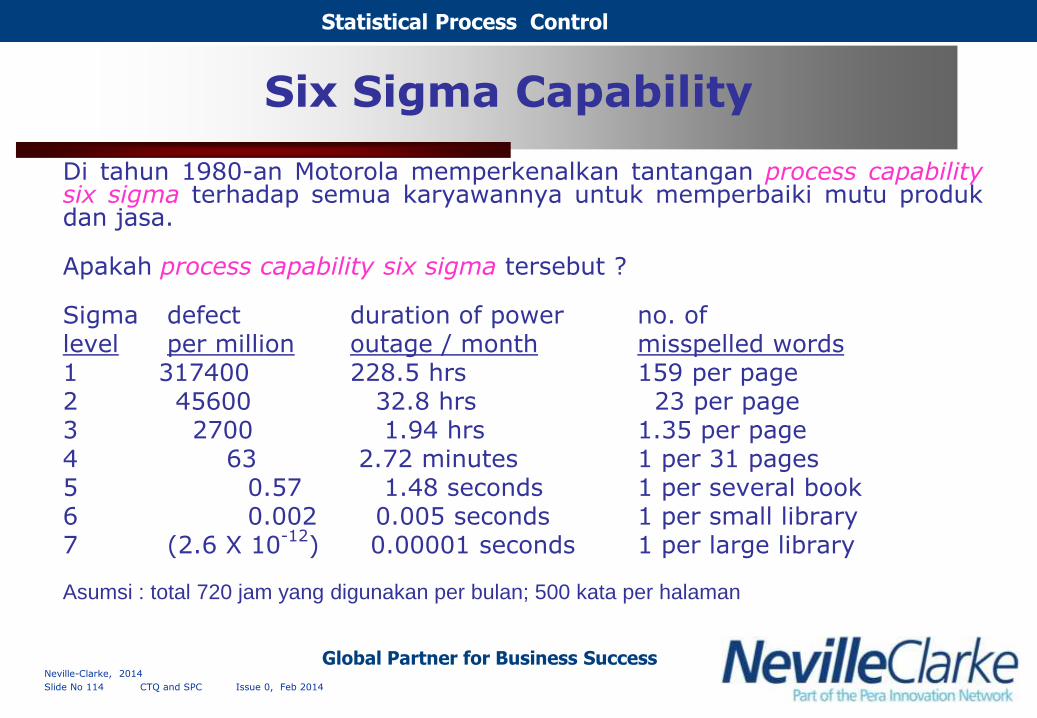
Di tahun 1980-an Motorola memperkenalkan tantangan process capability six sigma terhadap semua karyawannya untuk memperbaiki mutu produk dan jasa. Apakah process capability six sigma tersebut ? Sigma defect duration of power no. of level per million outage / month misspelled words 1 317400 228.5 hrs 159 per page 2 45600 32.8 hrs 23 per page 3 2700 1.94 hrs 1.35 per page 4 63 2.72 minutes 1 per 31 pages 5 0.57 1.48 seconds 1 per several book 6 0.002 0.005 seconds 1 per small library 7 (2.6 X 10
-12) 0.00001 seconds 1 per large library
Asumsi : total 720 jam yang digunakan per bulan; 500 kata per halaman

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 115 CTQ and SPC Issue 0, Feb 2014
Six Sigma Capability vs. Cp, Cpk
Sigma centered process 1.5 s shifted process level Cp ppm Cpk ppm 3 1 2700 0.5 66803 4 1.33 63 .833 6200 5 1.67 .57 1.167 233 6 2 .002 1.5 3.4

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 116 CTQ and SPC Issue 0, Feb 2014
Exercise
Hitung Cp,Cpk untuk setiap proses dibawah
7 13 10
1
7 13 10
2
7 13 10
0.5
9
7 13 10
1
9
a)
b)
c)
d)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 117 CTQ and SPC Issue 0, Feb 2014
Modal Answer – Exercise Capability Analysis I
I. a) Cp = 13 - 7
6 * 2 = 0.5
Cpk = min [ 13 - 10
3 * 2
, 10 - 7
3 * 2 ]
= min [ 0.5 , 0.5 ] = 0.5
I. b) Cp = 13 - 7
6 * 1 = 1.0
Cpk = min [ 13 - 10
3 * 1
, 10 - 7
3 * 1 ]
= min [ 1.0 , 1.0 ] = 1.0
I. c) Cp = 13 - 7
6 * 1 = 1.0
Cpk = min [ 13 - 9
3 * 1
, 9 - 7
3 * 1 ]
= min [ 1.33 , 0.67 ] = 0.67
I. d) Cp = 13 - 7
6 * 0.5 = 2.0
Cpk = min [ 13 - 9
3 * 0.5
, 9 - 7
3 * 0.5 ]
= min [ 2.0 , 1.33 ] = 1.33

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 118 CTQ and SPC Issue 0, Feb 2014
Exercise
• Data : Tegangan Listrik (volt). • Spesifikasi 24 – 50 volt.
• Hitung Cp,Cpk
X1 X2 X3 X4 X5
1 36 35 34 33 32
2 31 31 34 32 30
3 30 30 32 30 32
4 32 33 33 32 35
5 32 34 37 37 35
6 32 32 31 33 33
7 33 33 36 32 31
8 23 33 36 35 36
9 43 36 24 24 31
10 36 35 36 41 41
11 34 38 35 34 38
12 36 38 39 39 40
13 36 40 35 26 33
14 36 35 37 34 33
15 30 37 33 34 35
16 28 31 33 33 33
17 33 30 34 33 35
18 27 28 29 27 30
19 35 36 29 27 32
20 33 35 35 39 36
MeasurementSub Group

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 119 CTQ and SPC Issue 0, Feb 2014
Modal Answer – Exercise Capability Analysis I
X1 X2 X3 X4 X5
1 36 35 34 33 32 34.00 4.00
2 31 31 34 32 30 31.60 4.00
3 30 30 32 30 32 30.80 2.00
4 32 33 33 32 35 33.00 3.00
5 32 34 37 37 35 35.00 5.00
6 32 32 31 33 33 32.20 2.00
7 33 33 36 32 31 33.00 5.00
8 23 33 36 35 36 32.60 13.00
9 43 36 24 24 31 31.60 19.00
10 36 35 36 41 41 37.80 6.00
11 34 38 35 34 38 35.80 4.00
12 36 38 39 39 40 38.40 4.00
13 36 40 35 26 33 34.00 14.00
14 36 35 37 34 33 35.00 4.00
15 30 37 33 34 35 33.80 7.00
16 28 31 33 33 33 31.60 5.00
17 33 30 34 33 35 33.00 5.00
18 27 28 29 27 30 28.20 3.00
19 35 36 29 27 32 31.80 9.00
20 33 35 35 39 36 35.60 6.00
MeasurementSub Group X R
1. Calculate the standard deviation
Average 33.44 6.20
= 6.2 / 2.326 = 2.62
2. Calculate Cp
Cp = (50-24)/(6*2.62)
= 1.65
3. Calculate Cpk
C LSL
pl
( ) m
3
C USL
pu ( ) m
3
Cpk = Min [Cpu, Cpl] = 1.20
= 2.10
R d / 2
C USL LSL
p
( )
6
= 1.20

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 120 CTQ and SPC Issue 0, Feb 2014
Long Term dan Short Term Process Variability
Kamis
Jumat
Senin
Selasa
Rabu
Satu Minggu
(Kumulatif 5 hari)

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 121 CTQ and SPC Issue 0, Feb 2014
Short term sample frame
• Data dikumpulkan dalam kurun waktu yang pendek Contoh :
- Dalam satu shift produksi
- Dalam 1 batch penggunaan material
- Dari satu mesin
Long term sample frame
• Data dikumpulkan dalam kurun waktu yang cukup panjang dimana peluang hadirnya special cause adalah sangat mungkin
Contoh :
- Dalam beberapa shift produksi
- Dalam banyak batch penggunaan material
- Dari banyak mesin
Long term process variability mewakili performance aktual dari proses.

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 122 CTQ and SPC Issue 0, Feb 2014
Short Term Process Capability Ratio
Long Term Process Performance Ratio
Dimana c4 adalah konstanta dimana nilainya tergantung dari sample size, n.
sLT
2
1
n
x x i c4
Beberapa metode dapat digunakan untuk
menghitung SST dalam Minitab :
- Pooled Std Dev;
- Rbar;
- Sbar;
- Ave moving range;
- Median moving range.
sST
LSL USL C p 6
sST
LSL X
sST
X USL min pk
3 ,
3 C
sLT
LSL USL P p 6
sLT
LSL X
sLT
X USL min pk
3 ,
3 P

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 123 CTQ and SPC Issue 0, Feb 2014
Contoh
Catatan:
Ada 7 subgroupsdan
setiap subgroup berisi 4
data.
5.33 5.35 5.40 5.42 7
5.49 5.45 5.42 5.47 6
5.49 5.45 5.41 5.47 5
5.46 5.42 5.38 5.38 4
5.46 5.39 5.45 5.42 3
5.51 5.49 5.43 5.48 2
5.46 5.37 5.42 5.44 1
X4 X3 X2 X1 Lot

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 124 CTQ and SPC Issue 0, Feb 2014
Capability Analysis - Minitab
Minitab

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 125 CTQ and SPC Issue 0, Feb 2014
Metode untuk meng-estimasi
variability within subgroup
manakala subgroup size lebih
dari 1. Defaultnya adalah
pooled standard deviation

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 126 CTQ and SPC Issue 0, Feb 2014
Didapat dari
within
subgroup
variability
Didapat dari
standard
deviation
dari the data

Statistical Process Control (SPC)
Global Partner for Business Success
Global Partner for Business Success
Analisa Masalah
dan Tindakan
Perbaikan
9

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 128 CTQ and SPC Issue 0, Feb 2014
Langkah Kegiatan Tools
1 Menemukan persoalan/Thema Check List , Histogram, Grafik , Diagram Pareto
2 Menemukan sebab dari persoalan Stratifikasi , Logic Tree , Sebab akibat atau 5
Why’s
3 Mempelajari faktor-faktor apakah yang paling berpengaruh
Diagram Pencar (Scatter Diagram) atau Diagram Pareto
4 Merencanakan penanggulangan
5 Melaksanakan Penanggulangan
6 Memeriksa Hasil Grafik / Control Chart
7 Standarisasi
8 Rencana berikutnya
Langkah langkah untuk peningkatan serta Tools yang
digunakan

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 129 CTQ and SPC Issue 0, Feb 2014
Reporting
Theme :
Judul : Dept : Hari/Tgl : PIC:
Alasan pemilihan thema:
Rencana kegiatan:
Analisa Masalah :
Tindakan Perbaikan:
Hasil Perbaikan:
Standarisasi:

Global Partner for Business Success
Statistical Process Control
Neville-Clarke, 2014
Slide No 130 CTQ and SPC Issue 0, Feb 2014
Reporting

Statistical Process Control (SPC)
Global Partner for Business Success