
Soldadura de estanque
14
17/7/2014 trabajo http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 1/14 DISEÑO DE UN ESTANQUE NOMBRE: JAMES PAUL MARTINEZ BRAVO UNIVERSIDAD TECNICA FEDERICO SANTA MARIA
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Soldadura de estanque
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 1/14
DISEÑO DE UN ESTANQUE
NOMBRE: JAMES PAUL MARTINEZ BRAVO
UNIVERSIDAD TECNICA FEDERICO SANTA MARIA
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 2/14
INTRODUCCION: El diseño de un estanque para el almacenamiento tiene un sinnúmero de variables que pueden ser
seguidas, cada una de las cuales tiene que ser estudiada de forma separada a fin de seleccionar la mas adecuada de
acuerdo a los requisitos impuestos a dicha unidad, el presente trabajo tiene como finalidad entregar algunos conocimientos
prácticos y teóricos sobre el tema, además, un diseño de estanque según las normas.
RESUMEN: Este trabajo solamente mostrar a grandes rasgos los distintos tópicos que se deben considerar al diseñar un
estanque y cada uno de sus componentes, de acuerdo a las normas establecidas por el A.P.I., ya que cada una de las
materias que deben tenerse en cuenta al diseñar un estanque pueden ser objeto de estudios mucho más completos, con el
fin de poder captar en toda su magnitud el campo de acción de éstas.
DISEÑO DE UN ESTANQUE
SELECCIÓN DEL TIPO DE ESTANQUE
El primer paso en el diseño de cualquier estanque, generalmente, es la selección del tipo de estanque que sea más
conveniente para el servicio a prestar.
Los estanques pueden ser clasificados de acuerdo a su función, temperatura y presión del servicio, materiales de
construcción o geometría del envase. Los tipos más comunes pueden ser clasificados según su geometría como:
1. Estanque abiertos,
2. Estanques cilíndricos verticales
3. Estanques horizontales cilíndricos con extremos semiesférico
4. Estanques esféricos o esferas modificadas
ESTANQUES ABIERTOS: Estos se utilizan para una diversidad de procesos; desde estanques de madera para almacenar
vinos o alcoholes, soluciones diluidas de ácido clorhídrico y soluciones salinas, hasta estanques de fierro forrado con plomo,
goma, vidrio o plástico, interiormente, para mejorar la resistencia a la corrosión en la industria alimenticia.
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 3/14
ESTANQUES CERRADOS: El uso extenso de estanques en el campo de la industria del petróleo y química ha obtenido como
resultado grandes esfuerzos de parte del INSTITUTO NORTEAMERICANO DEL PETROLEO (A.P.I. 650 especificaciones para
estanques soldados). Estas normas son aplicadas en el diseño de estanques para la industria del petróleo, pero también es
una guia muy útil para otras aplicaciones.
ESPECIFICACIONES DE MATERIALES A EMPLEAR
Las especificaciones para materiales se han extractado de la norma A.P.I. 650, capitulo II, páginas 2-1, 2-2, 2-3. Allí se
pueden encontrar los tipos de planchas y aceros que se pueden ocupar en el manto del estanque, por supuesto antes de
ocupar dichos mantos debemos saber primero el material el cual vamos a colocar dentro del estanque. A continuación
deberemos algunos de los mantos que se ocupan usualmente para el diseño de un estanque.
PLANCHAS: A 238 grado D (según normas A.S.T.M.). Esta es una plancha de aceros al carbono estructural de resistencia baja
e intermedia, cuyo rango de valores mínimos para el ensayo de tracción varía entre 4420 (kg/cm2) - 5060 (kg/cm2) y su limite
de fluencia es de 2320 (kg/cm2).
ACERO ESTRUCTURAL(águlo): A 37 24 ES ( según normas chilenas) Es un acero al carbono estructural de soldabilidad
garantizada, cuya resistencia a la tracción es de 3700(kg/cm2) y su límite de fluencia de 2400 (kg/cm2).
SOLDADURA
Los estanques y sus estructuras soportantes deben ser soldados de acuerdo con los métodos permitidos por la norma A.P.I.
650, siendo la soldadura el proceso que necesita la mayor atención y exactitud durante la construcción de un estanque
UNIONES DE PLANCHAS DE FONDO (A.P.I. 650)
Todas las costuras en planchas con soldadura de filete por el lado superior solamente. El traslapo mínimo debe ser de cinco
veces el espesor de la plancha.
Cuando se utilizan planchas de segmento anular las costuras radiales tienen que ser hechas a tope y de penetración
completa con una platina en parte inferior de un espesor mínimo de 5 milímetros.
UNIÓN DE FONDO A MANTO (A.P.I. 650)
Las planchas de manto deben soldarse al fondo mediante soldadura de filete por ambos lados. La dimensión del filete tiene
que ser igual al espesor de plancha de fondo. Si el espesor de la plancha de manto es menor que la plancha de fondo, el
filete de soldadura no puede exceder el espesor del manto por más de 1,5 milímetros.
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 4/14
UNIONES A TOPE EN EL MANTO (A.P.I. 650)
En el manto deben efectuarse costuras a tope de acuerdo a lo siguiente:
A. Todas las costuras verticales a tope, planas, e V, deben tener penetración completa en el espesor total de la plancha.
B. Todas las costuras a tope planas y de bisel, deben tener penetración completa.
C. Todas las costuras a tope horizontal y bisel, deben tener penetración completa por un mínimo de 75 milímetros por
cada lado de una costura vertical.
D. En costura a tope, en V o bisel, la V o el bisel debe ser hecho sobre el lado exterior del estanque, a menos que se
especifique lo contrario.
E. La separación entre planchas debe ser de 3 milímetros.
UNIONES DE PLANCHAS DE TECHO
Todas las costuras en planchas traslapadas tienen que ser soldadas con soldadura de filete por el lado superior solamente.
El traslapo mínimo debe ser seis veces el espesor de la plancha.
TORCHADO
El proceso de torchado está siendo ampliamente usado en la industria para ranurar, cortar, biselar, escoplear o perforar
cualquier tipo de metal.
Las principales ventajas de este método son: facilidad de operación, mejor acabado superficial, reducción de los costos y
tiempo de operación, además que no requiere de preparación previa de la superficie ni de limpieza adicional. Otras de las
ventajas de este proceso en comparación a los métodos convencionales como el oxi-corte y el uso de electrodos de
remoción de material, son la disminución de la temperatura de corte y el proporcionar una operación libre de humos tóxicos.
DISEÑO DEL FONDO
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 5/14
ESPESOR Y TAMAÑODE LAS PLANCHAS
Los espesores mínimos recomendados para las planchas del fondo según shell son los siguientes: para estanques sobre 12
metros el espesor de las planchas debe ser de 6mm. Cuando se usa un anillo exterior de planchas en el fondo, éste tiene
que ser, a lo menos, de 10mm de espesor, siempre que la primera corrida de planchas de manto tenga un espesor menor a
25 mm.
Según lo anterior, se adopta para las planchas del anillo exterior un espesor de 10 mm y para las interiores un espesor de 6
mm.
CONEXIONES A LAS PLANCHAS DE MANTO
La conexión de las planchas de fondo a la primera corrida de planchas de manto tiene que hacerse con un filete continuo de
soldadura por ambos lados de la plancha de manto, de dimensión igual al espesor de ella (la mínima dimensión de soldadura
según A.P.I. es de 7 mm para espesores sobre 5 mm y hasta 19 mm)
UNIONES EN LAS PLANCHAS DE FONDO
Tomando en cuenta las recomendaciones de shell, se determina lo siguiente:
A. Todas las uniones deben ser traslapadas, con un traslapo mínimo de 30 mm y soldado con un filete continuo de
soldadura de dimensión igual al espesor de la plancha.
B. La unión de las planchas rectangulares al anillo de planchas exteriores debe unirse con un traslapo mínimo de 65 mm,
soldado con un filete continuo de dimensión igual al espesor de la plancha interior.
C. Las costuras radiales del anillo de planchas exterior tienen que ser unidas a tope con una pestaña inferior de 5 mm de
espesor y la separación entre las planchas debe ser de 13 mm, rellenado este espacio en terreno con soldadura.
DISEÑO DEL MANTO
ESFUERZOS DE TRABAJO
Según A.P.I., el esfuerzo máximo de tensión admisible (sad) (antes de aplicar el factor de eficiencia de soldadura) debe ser
de 1479 (kg/cm2). Como las planchas están dadas por A.S.T.M.A.-328 Gr. D. Con una resistencia mínima a la tracción de 4220
- 5060 (Kg/cm2), aplicando un factor de seguridad (fs) igual a 3, el esfuerzo admisible de trabajo a ocupar (sad) es:
Sad=Sy
Fs Sy: 4220 (kg/cm2) Fs: 3
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 6/14
CARGAS
Según A.P.I., los esfuerzos deben calcularse suponiendo que el estanque es llenado con agua a 15,6 °C (60°F), (el agua a 60°
F pesa 8,0 (kg/dm3)) o de líquido a almacenar si éste es más pesado que el agua. La tensión en cada anillo tiene que ser
calculada 30 cm hacia la línea de eje desde la unión horizontal inferior de la corrida en cuestión. En el calculo de estos
esfuerzos, el diámetro del estanque debe ser considerado como el diámetro nominal de la corrida del fondo (el diámetro
nominal tomado entre los ejes de las planchas)
TAMAÑO Y ESPESOR DE LAS PLANCHAS
FORMULAS Y RECOMENDACIONES
El espesor de las planchas debe calcularse usando un factor de eficiencia de soldadura de 0,85 (según A.P.I.) y utilizando la
siguiente fórmula:
A.P.I. entrega esta fórmula en unidades americanas y shell la da en unidades métricas:
Según A.P.I.:
T = (2.6) x (D) x (H - 1) x (G)
(0,85) x (21.000)
Donde:
T= espesor mínimo (en pulgadas)
D= diámetro nominal (en pies)
H= altura desde el fondo de la corrida en consideración (en pies)
G= peso especifico, siempre que éste sea mayor que 1,0.
Según shell:
T= 50 x (H - 0,3) x (D) x (G)
Sad x 0,85
Donde:
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 7/14
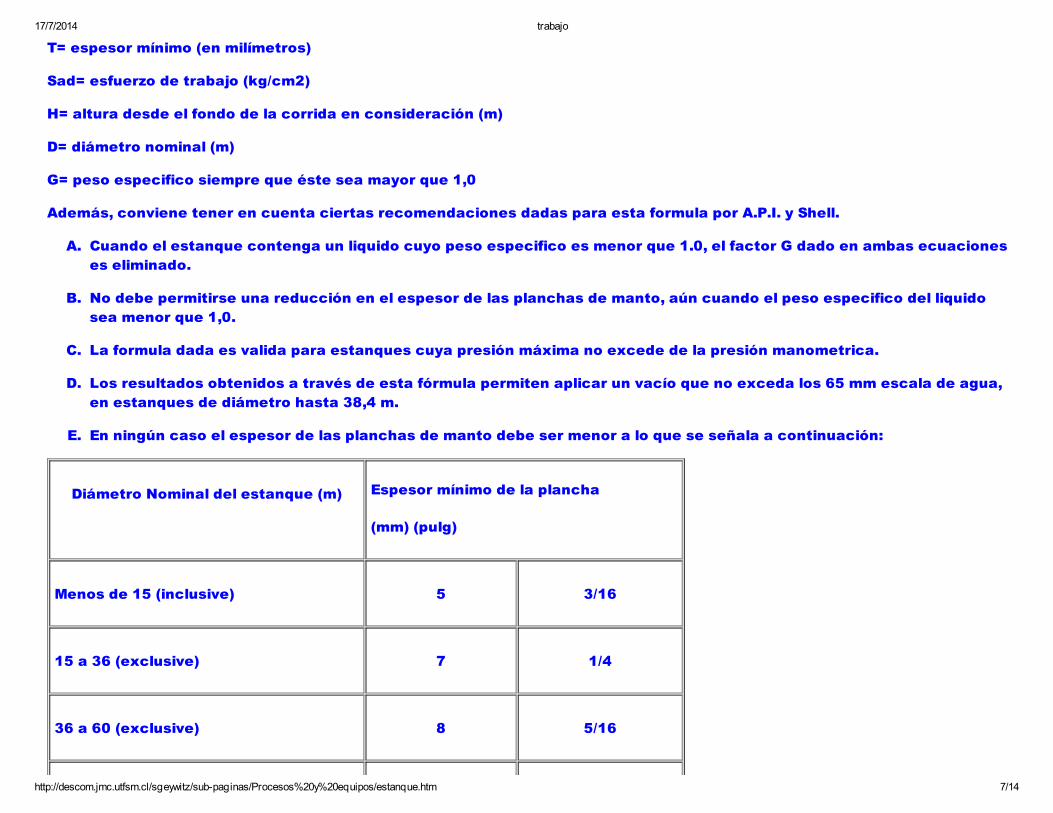
T= espesor mínimo (en milímetros)
Sad= esfuerzo de trabajo (kg/cm2)
H= altura desde el fondo de la corrida en consideración (m)
D= diámetro nominal (m)
G= peso especifico siempre que éste sea mayor que 1,0
Además, conviene tener en cuenta ciertas recomendaciones dadas para esta formula por A.P.I. y Shell.
A. Cuando el estanque contenga un liquido cuyo peso especifico es menor que 1.0, el factor G dado en ambas ecuaciones
es eliminado.
B. No debe permitirse una reducción en el espesor de las planchas de manto, aún cuando el peso especifico del liquido
sea menor que 1,0.
C. La formula dada es valida para estanques cuya presión máxima no excede de la presión manometrica.
D. Los resultados obtenidos a través de esta fórmula permiten aplicar un vacío que no exceda los 65 mm escala de agua,
en estanques de diámetro hasta 38,4 m.
E. En ningún caso el espesor de las planchas de manto debe ser menor a lo que se señala a continuación:
Diámetro Nominal del estanque (m) Espesor mínimo de la plancha
(mm) (pulg)
Menos de 15 (inclusive) 5 3/16
15 a 36 (exclusive) 7 1/4
36 a 60 (exclusive) 8 5/16
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 8/14
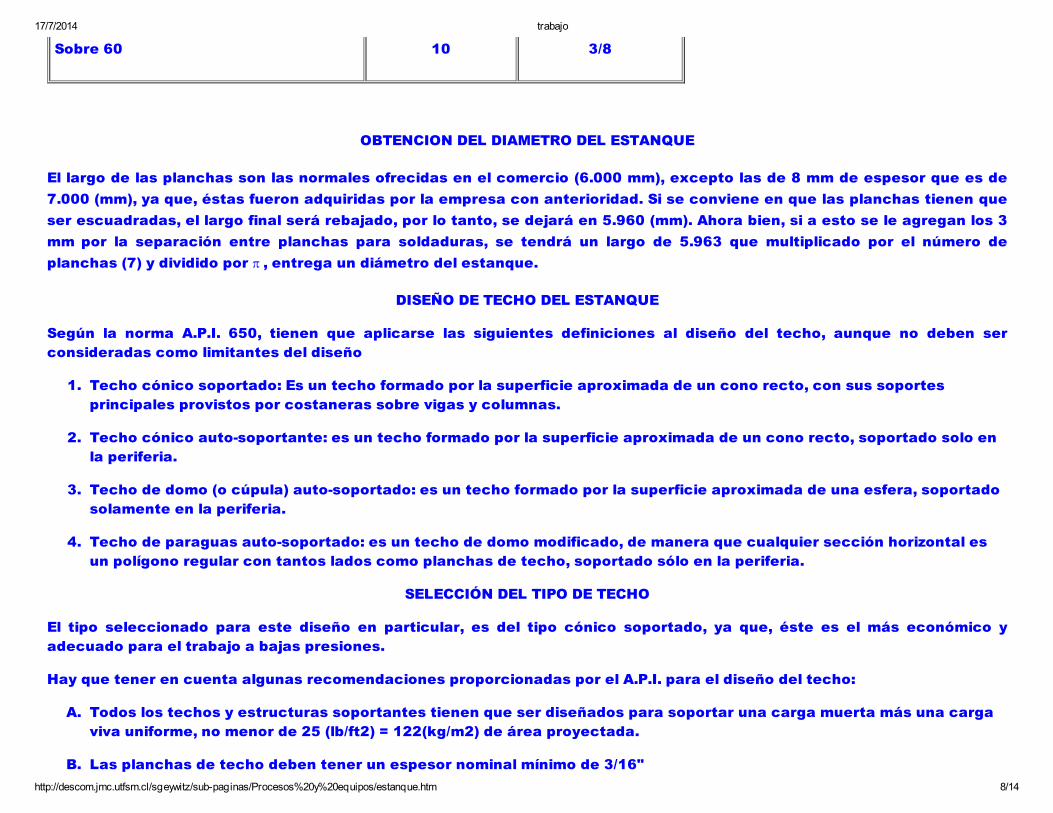
Sobre 60 10 3/8
OBTENCION DEL DIAMETRO DEL ESTANQUE
El largo de las planchas son las normales ofrecidas en el comercio (6.000 mm), excepto las de 8 mm de espesor que es de
7.000 (mm), ya que, éstas fueron adquiridas por la empresa con anterioridad. Si se conviene en que las planchas tienen que
ser escuadradas, el largo final será rebajado, por lo tanto, se dejará en 5.960 (mm). Ahora bien, si a esto se le agregan los 3
mm por la separación entre planchas para soldaduras, se tendrá un largo de 5.963 que multiplicado por el número de
planchas (7) y dividido por p , entrega un diámetro del estanque.
DISEÑO DE TECHO DEL ESTANQUE
Según la norma A.P.I. 650, tienen que aplicarse las siguientes definiciones al diseño del techo, aunque no deben ser
consideradas como limitantes del diseño
1. Techo cónico soportado: Es un techo formado por la superficie aproximada de un cono recto, con sus soportes
principales provistos por costaneras sobre vigas y columnas.
2. Techo cónico auto-soportante: es un techo formado por la superficie aproximada de un cono recto, soportado solo en
la periferia.
3. Techo de domo (o cúpula) auto-soportado: es un techo formado por la superficie aproximada de una esfera, soportado
solamente en la periferia.
4. Techo de paraguas auto-soportado: es un techo de domo modificado, de manera que cualquier sección horizontal es
un polígono regular con tantos lados como planchas de techo, soportado sólo en la periferia.
SELECCIÓN DEL TIPO DE TECHO
El tipo seleccionado para este diseño en particular, es del tipo cónico soportado, ya que, éste es el más económico y
adecuado para el trabajo a bajas presiones.
Hay que tener en cuenta algunas recomendaciones proporcionadas por el A.P.I. para el diseño del techo:
A. Todos los techos y estructuras soportantes tienen que ser diseñados para soportar una carga muerta más una carga
viva uniforme, no menor de 25 (lb/ft2) = 122(kg/m2) de área proyectada.
B. Las planchas de techo deben tener un espesor nominal mínimo de 3/16"
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 9/14
(4,8 mm), para techos soportantes.
C. Todos los miembros estructurales externos e internos deben tener un espesor nominal mínimo, en cualquier
componente de 3/16" (4,8 mm).
D. Las planchas deben soldarse por lado superior con un filete continuo de soldadura de dimensión 3/16" (4,8 mm) como
mínimo y amarrase al estanque mediante un cordón continuo de soldadura a la cara superior del ángulo de refuerzo.
E. Las planchas de un techo deben tener cónico soportado no deben ser unidas a la estructura soportante, sino sólo en
su periferia.
F. Las costuras deben ser traslapadas con un traslapo mínimo de 30 milímetros.
G. La pendiente del techo debe ser de 3/4" en 12" (3,57° o 6,3%) o mayor si así es solicitado por el comprador.
Para mayores detalles ver norma A.P.I. 650, punto 3.5.4.
ESFUERZOS PERMISIBLES
Según A.P.I. 650, punto 3.5.3., los esfuerzos permisibles son las siguientes:
En tensión: 20.000 (psi) = 1400 (kg/cm2)
18.000 (psi) = 1260 (kg/cm2)
compresión: 20.000 (psi) = 1400 (kg/cm2)
En la columna el esfuerzo permisible para L/r (l ) sobre 131,7 es:
Sad = (149.000.000 x Y)
(L/r)2 x 1,6 - (L/200 r) (kg/cm2)
Siendo L/r (l ) máximo igual a 180 según la norma A.P.I. 650.
CARGAS
La shell recomienda para estanques hasta 128 (ft) de diámetro por una carga viva y vacío interno de 147 (kg/m2) (standard
tanks volumen 2, punto 05. 04. 02).
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 10/14
Por otro lado, A.P.I. recomienda usar una carga viva de 25 (lb/ft2) = (122 (kg/m2) ( A.P.I. 650 punto 3.5.2.a).
DETERMINACIÓN DE LA PENDIENTE
LA NORMA A.P.I. 650 en el punto 3.5.4.6., señala que la pendiente del techo para soportados tiene que ser de 3/4" en 12"
(3,57° o 6.3%) o mayor. Por otro lado, las normas de shell indican una pendiente de 1:5 (11,3° o 20%), según el diseño del
punto 01.01.08 de dicha norma.
Mientras mayor es la pendiente, mayor será la resistencia del techo, aunque será necesario hacer vigas curvas para
soportar las costaneras.
PASOS A SEGUIR
A continuación veremos algunos otros paso a seguir para la construcción de un estanque.
Después de a ver seguido los pasos anteriores debemos continuar con él calculo de las vigas, con él calculo de la columna y
las placas bases y finalmente con él calculo de las presiones y anillo de compresión.
Después de todo estos extensos pasos seguidos están preparados para construir un estanque de cualquier tipo, por
supuesto que siempre acompañados de alguna norma la cual nos ayuda en todo momento.
A continuación y a modo de observación en el mundo actual veremos lo que algunas empresas nos ofrecen en el rubro de
los estanques.
ANTECEDENTES DE LAS EMPRESAS
FOTOGRAFIAS DE ESTANQUES

17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 11/14
Estanque de almacenamiento de combustible 50 m3
Estanque de 300 m3 para almacenamiento de productos químicos en planta shellflot Antofagasta.
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 12/14
Estanque de almacenamiento de productos químicos San Antonio.
Estanque sobre camión para distribución de combustible

17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 13/14
Estanque de aire comprimido
Estanques de acero de aire comprimido
17/7/2014 trabajo
http://descom.jmc.utfsm.cl/sgeywitz/sub-paginas/Procesos%20y%20equipos/estanque.htm 14/14
Bibliografía: la información vertida aquí fue sacada en gran parte a la norma A.P.I. 650.
Libro de estudio y diseño de componentes de un estanque para almacenamiento de inflamables con capacidad para 2000
m3. Autor: Claudio H. Hernandez S




















