
rohit garg - NIT Kurukshetra
313
Ph.D. THESIS On EFFECT OF PROCESS PARAMETERS ON PERFORMANCE MEASURES OF WIRE ELECTRICAL DISCHARGE MACHINING By ROHIT GARG REGISTRATION NO: 2K-05-NITK Ph.D. 1065M Submitted to MECHANICAL ENGINEERING DEPARTMENT NATIONAL INSTITUTE OF TECHNOLOGY, KURUKSHETRA-136 119, HARYANA, INDIA Under the supervision of Dr. Hari Singh Associate Professor, Mechanical Engineering Department, National Institute of Technology, Kurukshetra MAY, 2010
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of rohit garg - NIT Kurukshetra
Ph.D. THESIS
On
EFFECT OF PROCESS PARAMETERS ON PERFORMANCE
MEASURES OF WIRE ELECTRICAL DISCHARGE MACHINING
By
ROHIT GARG
REGISTRATION NO: 2K-05-NITK Ph.D. 1065M
Submitted to
MECHANICAL ENGINEERING DEPARTMENT
NATIONAL INSTITUTE OF TECHNOLOGY, KURUKSHETRA-136 119,
HARYANA, INDIA
Under the supervision of
Dr. Hari Singh
Associate Professor, Mechanical Engineering Department,
National Institute of Technology, Kurukshetra
MAY, 2010

i
CERTIFICATE
Certified that the thesis entitled “EFFECT OF PROCESS PARAMETERS ON
PERFORMANCE MEASURES OF WIRE ELECTRICAL DISCHARGE
MACHINING” submitted by Mr. Rohit Garg in partial fulfilment of the requirements for
the award of the degree of Doctor of Philosophy in the Mechanical Engineering, is the
candidate‟s own work carried out by him under my supervision and guidance.
The matter presented in this thesis has not been submitted for the award of any
other degree of this or any other University/Institute.
Dr. Hari Singh
Associate Professor
Mechanical Engineering Department
National Institute of Technology
Kurukshetra-139 119

ii
ABSTRACT
Accompanying the development of mechanical industry, the demands for alloy
materials having high hardness, toughness and impact resistance are increasing. Wire
EDM machines are used to cut conductive metals of any hardness or that are difficult or
impossible to cut with traditional methods. The machines also specialize in cutting
complex contours or fragile geometries that would be difficult to be produced using
conventional cutting methods. Machine tool industry has made exponential growth in its
manufacturing capabilities in last decade but still machine tools are not utilized at their
full potential. This limitation is a result of the failure to run the machine tools at their
optimum operating conditions. The problem of arriving at the optimum levels of the
operating parameters has attracted the attention of the researchers and practicing
engineers for a very long time.
The literature survey has revealed that a little research has been conducted to
obtain the optimal levels of machining parameters that yield the best machining quality in
machining of difficult to machine materials like hot die steel H-11. The hot die steel H-11
is extensively used for hot-work forging, extrusion, manufacturing punching tools,
mandrels, mechanical press forging die, plastic mould and die-casting dies, aircraft
landing gears, helicopter rotor blades and shafts, etc. The consistent quality of parts being
machined in wire electrical discharge machining is difficult because the process
parameters can not be controlled effectively. These are the biggest challenges for the
researchers and practicing engineers. Manufacturers try to ascertain control factors to
improve the machining quality based on their operational experiences, manuals or failed
attempts. Keeping in view the applications of material H-11 hot die steel, it has been
selected and has been machined on wire-cut EDM (Elektra Sprintcut 734) of Electronica
Machine Tools Limited.
The objective of the present work was to investigate the effects of the various
WEDM process parameters on the machining quality and to obtain the optimal sets of
process parameters so that the quality of machined parts can be optimized. The working
ranges and levels of the WEDM process parameters are found using one factor at a time
approach. The Taguchi technique has been used to investigate the effects of the WEDM

iii
process parameters and subsequently to predict sets of optimal parameters for optimum
quality characteristics. The response surface methodology (RSM) in conjunction with
second order central composite rotatable design has been used to develop the empirical
models for response characteristics. Desirability functions have been used for
simultaneous optimization of performance measures. Also, the Taguchi technique and
utility function have been used for multi- response optimization. Confirmation
experiments are further conducted to validate the results.
The following levels of process parameters are selected for the present work:
Process Parameters Symbol units Range
(machine units)
Range
(actual units)
Pulse on Time Ton µs 105-126 0.35-1.4 µs
Pulse off time Toff µs 40-63 14 -52 µs
Spark gap set voltage SV V 10-50 10-50 volt
Peak Current IP A 70-230 70-230 ampere
Wire Feed WF m/min 4-12 4 -12 m/min
Wire Tension WT gram 4-12 500-1800 gram
Apart from the parameters mentioned above, the following parameters are kept
constant at a fixed value during the experiments:
1. Work Material : Hot Die Steel, H-11
2. Cutting Tool : Brass wire of diameter 0.25 mm
3. Servo Feed : 2050 unit
4. Flushing Pressure : 1 unit (15 kg/cm2)
5. Peak Voltage : 2 units (110 volt DC)
6. Conductivity of Dielectric : 20 mho
7. Work Piece Height : 24 mm
The entire set of experiments was carried out in a phased manner. The experiments
in each phase were repeated three times. The different phases of experiments and the
techniques used for the experimentation are as follows:

iv
Phase -I
Development of experimental set up providing varying range of input
parameters in WEDM and measuring the various responses on-line and off-
line
Investigation of the working ranges and the levels of the WEDM process
parameters (pilot experiments) affecting the selected quality characteristics,
by using one factor at a time approach
Phase –II
Investigation of the effects of WEDM process parameters on quality
characteristics viz. cutting rate, surface roughness, gap current and
dimensional deviation while machining H-11 hot die steel
Optimization of quality characteristics of machined parts:
Prediction of optimal sets of WEDM process parameters
Prediction of optimal values of quality characteristics
Prediction of confidence interval (95%CI)
Experimental verification of optimized individual quality characteristics
The Taguchi‟s parameter design approach has been used to obtain the above objectives.
Phase –III
Development of mathematical models and response surfaces of cutting rate,
surface roughness, gap current and dimensional deviation using response
surface methodology
The half fractional second order central composite rotatable design has been used
to plan the experiments and the input parameters like pulse on time, pulse off time, spark
gap set voltage, peak current and wire tension are varied to ascertain their effects on the
responses.
Phase –IV
Development of single response optimization model using desirability
function

v
Development of multi objective optimization models using desirability
function
Determination of optimal sets of WEDM process parameters for desired
combinations of quality characteristics
Experimental verification of quality characteristics optimized in different
combinations
Phase –V
Development of multi objective optimization models using Taguchi technique
and utility concept
Determination of optimal sets of WEDM process parameters for desired
combined quality characteristics
Experimental verification of quality characteristics optimized in different
combinations
Chapter wise breakup of the present thesis is given below:
Chapter 1 deals with the general introduction, advantages, and applications of WEDM
machine tools, statement of the problem, and objectives of the present investigation.
Chapter 2 presents the review of the published literature on machining under different
conditions, optimization of process parameters, multi-objective optimization of
machining parameters used in WEDM process. Also, the identified gaps in the literature
have been discussed.
Chapter 3 deals with the details of the experimental set-up and the equipment used for
measurement of different performance characteristics of the machined parts (cutting rate,
surface roughness, gap current and dimensional deviation) and their evaluation criterion.
An Ishikawa cause-effect diagram has been drawn for this purpose. Also, the levels of the
process parameters based on preliminary investigation are finalized in this chapter.
vi
Chapter 4 deals with details of Taguchi experimental design technique and response
surface methodology. Also, the data analysis procedure has been described in this
chapter.
Chapter 5 presents the description of the process variables and their selection using
Taguchi‟s method for experimentation. The optimal levels of the process parameters for
the selected quality characteristics are identified and their respective confidence intervals
are determined.
Chapter 6 deals with the development of mathematical models and 3-D graphs through
response surface methodology. The regression models for cutting rate, surface roughness,
gap current and dimensional deviation are presented in this chapter.
Chapter 7 deals with the use of desirability function for single response and multi-
response optimization. Responses were simultaneously optimized using this technique
and the optimal levels of process parameters yielding maximum desirability were
determined.
Chapter 8 deals with the development of multi-objective optimization models using
utility function and Taguchi technique. The responses are simultaneously optimized and
the optimal levels of the process parameters are determined.
Chapter 9 contains the summary of the research conducted in this thesis. Also, at the end
of this chapter, some suggestions for future work on the related topics have been
enumerated.

vii
ACKNOWLEDGEMENT
I take the opportunity to express my heart felt adulation and gratitude to my
supervisor, Dr. Hari Singh, Associate Professor, Mechanical Engineering Department,
National Institute of Technology, Kurukshetra for his unreserved guidance, constructive
suggestions, thought provoking discussions and unabashed inspiration in nurturing this
research work. It has been a benediction for me to spend many opportune moments under
the guidance of the perfectionist at the acme of professionalism. The present work is a
testimony to his alacrity, inspiration and ardent personal interest, taken by him during the
course of this thesis work in its present form.
I am grateful to Dr. S.S. Rattan, Professor and Head, Mechanical Engineering
Department, National Institute of Technology, Kurukshetra for providing facilities to
carry out the investigations. Thanks are also due to Dr. K.S. Kasana, Professor and
former Head, Mechanical Engineering Department, National Institute of Technology,
Kurukshetra to facilitate my experimental work.
I am thankful to Dr. Sudhir Kumar, Professor, Department of Mechanical
Engineering, Noida Institute of Engineering and Technology, Greater Noida, for his
timely guidance, support and encouragement during the course of my work.
I wish to thank Sh. C.P. Khatter, former Director, Central Institute of Hand Tools,
Jalandhar for providing valuable suggestions concerning this research work. I am
particularly thankful to Mr. Aman Verma, Central Institute of Hand Tools, Jalandhar for
providing technical assistance during the experimental work.
I would like to thank Mr. Bikramjeet (Branch Manager), Mr. Vipin (Senior
Engineer) and Mr. Maneesh (Service Engineer), Electronica Machine Tools Ltd.,
Ludhiana for extending their help during this work.
The services of the staff of Advanced Manufacturing Technology, Mechanical
Engineering Department, National Institute of Technology, Kurukshetra are
acknowledged with sincere thanks.
It is a pleasure to acknowledge the support and help extended by all my
colleagues Dr. Vinay Kumar Goyal , Dr. Prithvi Raj Arora and Mr. Rahul Goel.

viii
I cannot close these prefatory remarks without expressing my deep sense of
gratitude and reverence to my dear parents for their blessings and endeavour to keep my
moral high throughout the period of my work. The author feels extremely happy to
express his sincere appreciation to his wife Shelly and son Adi for their understanding,
care, support and encouragement.
I want to express my sincere thanks to all those who directly or indirectly helped
me at various stages of this work.
Above all, I express my indebtedness to the “ALMIGHTY” for all His blessing
and kindness.
(ROHIT GARG)

ix
CONTENTS
CERTIFICATE i
ABSTRACT ii
ACKNOWLEDGEMENT vii
CONTENTS ix
LIST OF FIGURES xv
LIST OF TABLES xxii
NOMENCLATURE xxvii
CHAPTER 1: INTRODUCTION AND PROBLEM FORMULATION 1-9
1.1 INTRODUCTION 1
1.2 IMPORTANCE OF WEDM PROCESS IN PRESENT DAY 1
MANUFACTURING
1.3 BASIC PRINCIPLE OF WEDM PROCESS 2
1.4 MECHANISM OF MATERIAL REMOVAL IN WEDM 5
PROCESS
1.5 ADVANTAGES OF WEDM PROCESS 6
1.6 DISADVANTAGES OF WEDM PROCESS 6
1.7 APPLICATIONS OF WEDM PROCESS 6
1.8 STATEMENT OF THE PROBLEM 7
1.9 OBJECTIVES OF THE PRESENT INVESTIGATION 8
1.10 DIFFERENT PHASES OF EXPERIMENTATION 8
CHAPTER 2: LITERATURE SURVEY 10-21
2.1 REVIEW OF LITERATURE 10
2.2 IDENTIFIED GAPS IN THE LITERATURE 21
CHAPTER 3: EXPERIMENTAL SET-UP AND PROCESS PARAMETER 22-42
SELECTION
3.1 MACHINE TOOL 22
3.2 WORK PIECE MATERIAL 23

x
3.3 PREPARATION OF SPECIMENS 24
3.4 MEASUREMENT OF EXPERIMENTAL PARAMETERS 25
3.4.1 Cutting Rate 25
3.4.2 Gap Current 25
3.4.3 Surface Roughness 26
3.4.4 Dimensional Deviation 27
3.5 EXPERIMENTATION 28
3.6 SELECTION OF PROCESS PARAMETERS 29
3. 6 1 Pulse on Time 29
3. 6 2 Pulse off Time 30
3. 6 3 Peak Current 31
3. 6 4 Spark Gap Set Voltage 31
3. 6 5 Wire Feed 31
3. 6 6 Wire Tension 31
3. 6 7 Pulse Peak Voltage 32
3. 6 8 Flushing Pressure 32
3. 6 9 Servo Feed 32
3.7 PILOT EXPERIMENTS 32
3.7.1 Effect of Pulse on Time on Performance Measures 33
3.7.2 Effect of Pulse off Time on Performance Measures 34
3.7.3 Effect of Spark Gap Set Voltage on Performance Measures 36
3.7.4 Effect of Peak Current on Performance Measures 38
3.7.5 Effect of Wire Feed on Performance Measures 39
3.7.6 Effect of Wire Tension on Performance Measures 40
3.8 SELECTION OF RANGE OF PARAMETERS BASED ON PILOT 42
INVESTIGATION
CHAPTER 4: EXPERIMENTAL DESIGN METHODOLOGY 43-70
4.1 TAGUCHI EXPERIMENTAL DESIGN AND ANALYSIS 43
4. 1 1 Taguchi‟s Philosophy 43

xi
4. 1 2 Experimental Design Strategy 44
4. 1 3 Loss Function 46
4.1.3.1 Average loss function for product population 47
4.1.3.2 Other loss functions 47
4. 1 4 Signal to Noise Ratio 47
4. 1 5 Relation between S/N Ratio and Loss Function 51
4. 1 6 Steps in Experimental Design and Analysis 52
4.1.6.1 Selection of orthogonal array (OA) 52
4.1.6.2 Assignment of parameters and interaction to the OA 54
4.1.6.3 Selection of outer array 55
4.1.6.4 Experimentation and data collection 55
4.1.6.5 Data analysis 55
4.1.6.6 Parameters design strategy 56
4.1.6.6.1 Parameter classification and selection of optimal 56
levels
4.1.6.6.2 Prediction of the mean 57
4.1.6.6.3 Determination of confidence intervals 57
4.1.6.6.4 Confirmation experiment 58
4.2 RESPONSE SURFACE METHODOLOGY 59
4.2.1 Central Composite Second Order Rotatable Design 60
4.2.2 Estimation of the Coefficients 62
4.2.3 Analysis of Variance 65
4.2.4 Significance Testing of the Coefficients 65
4.2.5 Adequacy of the Model 67
CHAPTER 5: EXPERIMENTAL RESULTS AND ANALYSIS - TAGUCHI 71-108
DESIGN METHOD
5.1 INTRODUCTION 71
5.2 SELECTION OF ORTHOGONAL ARRAY AND PARAMETER 71
ASSIGNMENT

xii
5.3 EXPERIMENTAL RESULTS 72
5.4 ANALYSIS AND DISCUSSION OF RESULTS 77
5.4.1 Effect on Cutting Rate 77
5.4.1.1 Selection of optimal levels 80
5.4.2 Effect on Surface Roughness 82
5.4.2.1 Selection of optimal levels 87
5.4.3 Effect on Gap Current 87
5.4.3.1 Selection of optimal levels 89
5.4.4 Effect on Dimensional Deviation 94
5.4.4.1 Selection of optimal levels 95
5.5 ESTIMATION OF OPTIMUM RESPONSE CHARATERISTICS 100
5.5.1 Cutting Rate (CR) 101
5.5.2 Surface Roughness (SR) 102
5.5.3 Gap Current (IG) 104
5.5.4 Dimensional Deviation (DD) 106
5.6 CONFIRMATION EXPERIMENT 107
CHAPTER 6: EXPERIMENTAL RESULTS AND ANALYSIS – 109-140
RESPONSE SURFACE METHODOLOGY
6.1 INTRODUCTION 109
6.2 EXPERIMENTAL RESULTS 109
6.3 ANALYSIS AND DISCUSSION OF RESULTS 113
6.3.1 Selection of Adequate Model 113
6.3.2 Effect of Process Variables on Cutting Rate 118
6.3.3 Effect of Process Variables on Surface Roughness 121
6.3.4 Effect of Process Variables on Gap Current 127
6.3.5 Effect of Process Variables on Dimensional Deviation 131
6.4 ANALYSIS OF VARIANCE 135
CHAPTER 7: MULTI CHARACTERISTIC OPTIMIZATION USING 141-201
DESIRABILITY FUNCTION

xiii
7.1 DESIRABILITY FUNCTION 141
7.2 SINGLE RESPONSE OPTIMIZATION USING DESIRABILITY 143
FUNCTION
7.2.1 Optimal Solutions 145
7.3 MULTI RESPONSE OPTIMIZATION USING DESIRABILITY 165
FUNCTION
7.3.1 Model 1: Cutting Rate and Surface Roughness 165
7.3.2 Model 2: Cutting Rate, Surface Roughness and Gap Current 174
7.3.3 Model 3: Cutting Rate, Surface Roughness and Dimensional 183
Deviation
7.3.4 Model 4: Cutting Rate, Surface Roughness, Gap Current and 192
Dimensional Deviation
CHAPTER 8: MULTI CHARACTERISTIC OPTIMIZATION USING 202-247
UTILITY FUNCTION
8.1 MULTI-CHARACTERISTIC OPTIMIZATION MODEL 202
8.1.1 Introduction 202
8.1.2 The Utility Concept 203
8.1.3 Determination of Utility Value 203
8.1.4 The Algorithm 204
8.2 MULTI CHARACTERISTIC OPTIMIZATION OF QUALITY 205
CHARACTERISTICS
8.2.1 Introduction 205
8.2.2 Model 1: Cutting Rate and Surface roughness 206
8.2.3 Model 2: Cutting Rate, Surface Roughness and Gap Current 216
8.2.4 Model 3: Cutting Rate, Surface Roughness, and Dimensional 226
Deviation
8.2.5 Model 4: Cutting Rate, Surface Roughness, Gap Current and 236
Dimensional Deviation

xiv
CHAPTER 9: CONCLUSIONS AND SCOPE FOR FURTHER WORK 248-253
9.1 CONCLUSIONS 248
9.2 SUGGESTIONS FOR FUTURE WORK 253
REFERENCES 254-263
LIST OF PUBLICATIONS 264-265
APPENDIX A: CNC PROGRAM FOR CUTTING A PUNCH OF 5 MM FROM 266-284
WORK PIECE ON ELECTRONICA SPRINT CUT WEDM
MACHINE TOOL
APPENDIX B: CONVERSION TABLES FOR PROCESS VARIABLES FROM 268
MACHINE UNITS TO ACTUAL VALUES
APPENDIX C: INNER / OUTER ORTHOGONAL ARRAY AND LINEAR 270
GRAPH
APPENDIX D: UNPOOLED ANOVA TABLES FOR THE RESPONSE 272
CHARACTERISTICS AS PER TAGUCHI METHODS
APPENDIX E: UNPOOLED ANOVA TABLES FOR THE RESPONSE 276
CHARACTERISTICS AS PER RESPONSE SURFACE
METHODOLOGY
APPENDIX F: UNPOOLED ANOVA TABLES OF UTILITY FUNCTIONS FOR 281
VARIOUS MODELS

xv
LIST OF FIGURES
Number Title Page
No.
Fig. 1.1 Schematic Diagram of the Basic Principle of WEDM Process 3
Fig. 1.2 Block Diagram of Wire-EDM 4
Fig. 1.3 Detail of WEDM Cutting Gap 5
Fig. 3.1 Pictorial View of WEDM Machine Tool 23
Fig. 3.2 Plate Material Blank Mounted on WEDM Machine 24
Fig. 3.3a The Specimens Shown Lying Horizontally 25
Fig. 3.3b The Specimens Shown Lying Vertically 25
Fig. 3.4 Set Up for Cutting Rate and Gap Current Measurement 26
Fig. 3.5 Set Up for Surface Roughness Measurement 27
Fig. 3.6 Set Up for Measurement of Dimensional Deviation 28
Fig. 3.7 Ishikawa Cause and Effect Diagram for WEDM Process 29
Fig. 3.8 Process Parameters and Performance Measures of WEDM 30
Fig. 3.9 Series of Electrical Pulses at the Inter Electrode Gap 31
Fig. 3.10. Scatter Plots of Pulse on Time vs. Response characteristics 35
Fig. 3.11 Scatter Plots of Pulse off Time vs. Response characteristics 35
Fig. 3.12 Scatter Plots of Spark Gap Set Voltage vs. Response characteristics 37
Fig. 3.13 Scatter Plots of Peak Current vs. Response characteristics 39
Fig. 3.14 Scatter of Wire feed vs. Response characteristics 40
Fig. 3.15 Scatter Plots of Wire Tension vs. Response characteristics 41
Fig. 4.1 (a) The Taguchi Loss-Function (b) The Traditional Approach 48
Fig. 4.2 (a, b)The Taguchi Loss-Function for LB and HB Characteristics 49
Fig. 4.3 Taguchi Experimental Design and Analysis Flow Diagram 53
Fig. 4.4 Central Composite Rotatable Design in 3X-Variables 61
Fig. 5.1 Effects of Process Parameters on Cutting Rate (Raw Data) 78
Fig. 5.2 Effects of Process Parameters on Cutting Rate (S/N Data) 78
Fig. 5.3 Effects of Process Parameters Interactions on Cutting Rate 79
(Raw Data)

xvi
Fig. 5.4 Effects of Process Parameters Interactions on Cutting Rate 79
(S/N Data)
Fig. 5.5 Residual Plots for Cutting Rate (Raw Data) 81
Fig. 5.6 Residual Plots for Cutting Rate (S/N Data) 81
Fig. 5.7 Effects of Process Parameters on Surface Roughness (Raw Data) 84
Fig. 5.8 Effects of Process Parameters on Surface Roughness (S/N Data) 84
Fig. 5.9 Effects of Process Parameters Interactions on Surface Roughness 85
(Raw Data)
Fig. 5.10 Effects of Process Parameters Interactions on Surface Roughness 85
(S/N Data)
Fig. 5.11 Residual Plots for Surface Roughness (Raw Data) 86
Fig. 5.12 Residual Plots for Surface Roughness (S/N Data) 86
Fig. 5.13 Effects of Process Parameters on Gap Current (Raw Data) 90
Fig. 5.14 Effect of Process Parameters on Gap Current (S/N Data) 90
Fig. 5.15 Effect of Process Parameters Interactions on Gap Current (Raw Data) 91
Fig. 5.16 Effect of Process Parameters Interactions on Gap Current (S/N Data) 91
Fig. 5.17 Residual Plots for Gap Current (Raw Data) 92
Fig. 5.18 Residual Plots for Gap Current (S/N Data) 92
Fig. 5.19 Effect of Process Parameters on Dimensional Deviation (Raw Data) 96
Fig. 5.20 Effect of Process Parameters on Dimensional Deviation (S/N Data) 96
Fig. 5.21 Effect of Process Parameters Interactions on Dimensional 97
Deviation (Raw Data)
Fig. 5.22 Effect of Process Parameters Interactions on Dimensional 97
Deviation (S/N Data)
Fig. 5.23 Residual Plots for Dimensional Deviation (Raw Data) 98
Fig. 5.24 Residual Plots for Dimensional Deviation (S/N Data) 98
Fig. 6.1a Combined Effect of Toff and Ton on Cutting Rate 119
Fig. 6.1b Combined Effect of SV and Ton on Cutting Rate 119
Fig. 6.1c Combined Effect of IP and Ton on Cutting Rate 120

xvii
Fig. 6.1d Combined Effect of WT and Ton on Cutting Rate 120
Fig. 6.2 Normal Plot of Residuals for Cutting Rate 122
Fig. 6.3 Predicted Vs. Actual Plot for Cutting Rate 122
Fig. 6.4a Combined Effect of Toff and Ton on Surface Roughness 124
Fig. 6.4b Combined Effect of SV and Ton on Surface Roughness 124
Fig. 6.4c Combined Effect of IP and Ton on Surface Roughness 125
Fig. 6.4d Combined Effect of WT and Ton on Surface Roughness 125
Fig. 6.5 Normal Plot of Residuals for Surface Roughness 126
Fig. 6.6 Predicted vs. Actual for Surface Roughness 126
Fig. 6.7a Combined Effect of Toff and Ton on Gap Current 128
Fig. 6.7b Combined Effect of SV and Ton on Gap Current 128
Fig. 6.7c Combined Effect of IP and Ton on Gap Current 129
Fig. 6.7d Combined Effect of WT and Ton on Gap Current 129
Fig. 6.8 Normal Plot of Residuals for Gap Current 130
Fig. 6.9 Predicted vs. Actual for Gap Current 130
Fig. 6.10a Combined Effect of Toff and Ton on Dimensional Deviation 132
Fig. 6.10b Combined Effect of SV and Ton on Dimensional Deviation 132
Fig. 6.10c Combined Effect of IP and Ton on Dimensional Deviation 133
Fig. 6.10d Combined Effect of WT and Ton on Dimensional Deviation 133
Fig. 6.11 Normal Plot of Residuals for Dimensional Deviation 134
Fig. 6.12 Predicted vs. Actual for Dimensional Deviation 134
Fig. 7.1 3D Surface Graph of Desirability for Cutting Rate (Toff, Ton) 152
Fig. 7.2 3D Surface Graph of Desirability for Cutting Rate (SV, Ton) 152
Fig. 7.3 3D Surface Graph of Desirability for Cutting Rate (IP, Ton) 153
Fig. 7.4 3D Surface Graph of Desirability for Cutting Rate (WT, Ton) 153
Fig. 7.5 3D Surface Graph of Desirability for Surface Roughness (Toff, Ton) 154
Fig. 7.6 3D Surface Graph of Desirability for Surface Roughness (SV, Ton) 154
Fig. 7.7 3D Surface Graph of Desirability for Surface Roughness (IP, Ton) 155
Fig. 7.8 3D Surface Graph of Desirability for Surface Roughness (WT, Ton) 155

xviii
Fig. 7.9 3D Surface Graph of Desirability for Gap Current (Toff, Ton) 156
Fig. 7.10 3D Surface Graph of Desirability for Gap Current (SV, Ton) 156
Fig. 7.11 3D Surface Graph of Desirability for Gap Current (IP, Ton) 157
Fig. 7.12 3D Surface Graph of Desirability for Gap Current (WT, Ton) 157
Fig. 7.13 3D Surface Graph of Desirability for Dimensional Deviation 158
(Toff, Ton)
Fig. 7.14 3D Surface Graph of Desirability for Dimensional Deviation 158
(SV, Ton)
Fig. 7.15 3D Surface Graph of Desirability for Dimensional Deviation 159
(IP, Ton)
Fig. 7.16 3D Surface Graph of Desirability for Dimensional Deviation 159
(WT, Ton)
Fig. 7.17 Ramp Function Graph of Desirability for Cutting Rate 161
Fig. 7.18 Bar Graph of Desirability for Cutting Rate 161
Fig. 7.19 Ramp Function Graph of Desirability for Surface Roughness 162
Fig. 7.20 Bar Graph of Desirability for Surface Roughness 162
Fig. 7.21 Ramp Function Graph of Desirability for Gap Current 163
Fig. 7.22 Bar Graph of Desirability for Gap Current 163
Fig. 7.23 Ramp Function Graph of Desirability for Dimensional Deviation 164
Fig. 7.24 Bar Graph of Desirability for Dimensional Deviation 164
Fig. 7.25 Ramp Function Graph of Desirability for CR and SR 168
Fig. 7.26 Bar Graph of Desirability for CR and SR 168
Fig. 7.27 3D Surface Graph of Desirability for CR and SR (Toff, Ton) 170
Fig. 7.28 3D Surface Graph of Desirability for CR and SR (SV, Ton) 170
Fig. 7.29 3D Surface Graph of Desirability for CR and SR (IP, Ton) 171
Fig. 7.30 3D Surface Graph of Desirability for CR and SR (WT, Ton) 171
Fig. 7.31 Contour Plot of Desirability for CR and SR (Toff, Ton) 172
Fig. 7.32 Contour Plot of Desirability for CR and SR (SV, Ton) 172
Fig. 7.33 Contour Plot of Desirability for CR and SR (IP, Ton) 173

xix
Fig. 7.34 Contour Plot of Desirability for CR and SR (WT, Ton) 173
Fig. 7.35 Ramp Function Graph of Desirability for CR, SR and IG 177
Fig. 7.36 Bar Graph of Desirability for CR, SR and IG 177
Fig. 7.37 3 D Surface Graph of Desirability for CR, SR and IG (Toff, Ton) 179
Fig. 7.38 3 D Surface Graph of Desirability for CR, SR and IG (SV, Ton) 179
Fig. 7.39 3 D Surface Graph of Desirability for CR, SR and IG (IP, Ton) 180
Fig. 7.40 3 D Surface Graph of Desirability for CR, SR and IG (WT, Ton) 180
Fig. 7.41 Contour Plot of Desirability for CR, SR and IG (Toff, Ton) 181
Fig. 7.42 Contour Plot of Desirability for CR, SR and IG (SV, Ton) 181
Fig. 7.43 Contour Plot of Desirability for CR, SR and IG (IP, Ton) 182
Fig. 7.44 Contour Plot of Desirability for CR, SR and IG (WT, Ton) 182
Fig. 7.45 Ramp Function Graph of Desirability for CR, SR and DD 187
Fig. 7.46 Bar Graph of Desirability for CR, SR and DD 187
Fig. 7.47 3D Surface Graph of Desirability for CR, SR and DD (Toff, Ton) 188
Fig. 7.48 3D Surface Graph of Desirability for CR, SR and DD (SV, Ton) 188
Fig. 7.49 3D Surface Graph of Desirability for CR, SR and DD (IP, Ton) 189
Fig. 7.50 3D Surface Graph of Desirability for CR, SR and DD (WT, Ton) 189
Fig. 7.51 Contour Plot of Desirability for CR, SR and DD (Toff, Ton) 190
Fig. 7.52 Contour Plot of Desirability for CR, SR and DD (SV, Ton) 190
Fig. 7.53 Contour Plot of Desirability for CR, SR and DD (IP, Ton) 191
Fig. 7.54 Contour Plot of Desirability for CR, SR and DD (WT, Ton) 191
Fig. 7.55 Ramp Function Graph of Desirability for CR, SR, IG and DD 196
Fig. 7.56 Bar Graph of Desirability for CR, SR, IG and DD 196
Fig. 7.57 3D Surface Graph of Desirability for CR, SR, IG and DD (Toff, Ton) 198
Fig. 7.58 3D Surface Graph of Desirability for CR, SR, IG and DD (SV, Ton) 198
Fig. 7.59 3D Surface Graph of Desirability for CR, SR, IG and DD (IP, Ton) 199
Fig. 7.60 3D Surface Graph of Desirability for CR, SR, IG and DD (WT, Ton) 199
Fig. 7.61 Contour Plot of Desirability for CR, SR, IG and DD (Toff, Ton) 200
Fig. 7.62 Contour Plot of Desirability for CR, SR, IG and DD (SV, Ton) 200

xx
Fig. 7.63 Contour Plot of Desirability for CR, SR, IG and DD (IP, Ton) 201
Fig. 7.64 Contour Plot of Desirability for CR, SR, IG and DD (WT, Ton) 201
Fig. 8.1 Effects of Process Parameters on Utility Function (UCR, SR) for 210
Raw Data
Fig. 8.2 Effects of Process Parameters on Utility Function (UCR, SR) for 210
S/N Data
Fig. 8.3 Effects of Process Parameters Interactions on Utility Function 211
(UCR, SR) for Raw Data
Fig. 8.4 Effects of Process Parameters Interactions on Utility Function 211
(UCR, SR) for S/N Data
Fig. 8.5 Residual Plots for Utility Function (UCR, SR) for S/N Data 213
Fig. 8.6 Residual Plots for Utility Function (UCR, SR) for Raw Data 213
Fig. 8.7 Effects of Process Parameters on Utility Function (UCR, SR, IG) 220
for Raw Data
Fig. 8.8 Effects of Process Parameters on Utility Function (UCR, SR, IG) for 220
S/N Data
Fig. 8.9 Effects of Process Parameters Interactions on Utility Function 221
(UCR, SR, IG) for Raw Data
Fig. 8.10 Effects of Process Parameters Interactions on Utility Function 221
(UCR, SR, IG) for S/N Data
Fig. 8.11 Residual Plots for Utility Function (UCR, SR, IG) for S/N Data 223
Fig. 8.12 Residual Plots for Utility Function (UCR, SR, IG) for Raw Data 223
Fig. 8.13 Effects of Process Parameters on Utility Function (UCR, SR, DD) for 230
Raw Data
Fig. 8.14 Effects of Process Parameters on Utility Function (UCR, SR, DD) for 230
S/N Data
Fig. 8.15 Effects of Process Parameters Interactions on Utility Function 231
(UCR, SR, DD) for Raw Data
Fig. 8.16 Effects of Process Parameters Interactions on Utility Function 231

xxi
(UCR, SR, DD) for S/N Data
Fig. 8.17 Residual Plots for Utility Function (UCR, SR, DD) for S/N Data 233
Fig. 8.18 Residual Plots for Utility Function (UCR, SR, DD) for Raw Data 233
Fig. 8.19
Effects of Process Parameters on Utility Function (UCR, SR, IG, DD)
240
for Raw Data
Fig. 8.20 Effects of Process Parameters on Utility Function (UCR, SR, IG, DD) 240
for S/N Data
Fig. 8.21 Effects of Process Parameters Interactions on (UCR, SR, IG, DD) for 241
Raw Data
Fig. 8.22 Effects of Process Parameters Interactions on (UCR, SR, IG, DD) for 241
S/N Data
Fig. 8.23 Residual Plots for (UCR, SR, IG, DD) for S/N Data 244
Fig. 8.24 Residual Plots for (UCR, SR, IG, DD) for Raw Data 244
Fig. A.1 2D Profile Generated on ELCAM Software for Developing a 266
CNC Program
Fig. C.1 Linear Graph of L27 Orthogonal Array 270

xxii
LIST OF TABLES
Number Title Page
No.
Table 3.1 Chemical Composition of the Material 24
Table 3.2 Performance Measures for Pulse on Time 34
Table 3.3 Performance Measures for Pulse off Time 36
Table 3.4 Performance Measures for Spark Gap Set Voltage 37
Table 3.5 Performance Measures for Peak Current 38
Table 3.6 Performance Measures for Wire Feed 39
Table 3.7 Performance Measures for Wire Tension 41
Table 3.8 Process Parameters, Symbols and their Ranges 42
Table 4.1 Components of Central Composite Second Order Rotatable Design 61
Table 4.2 Analysis of Variance for Central Composite Second Order 66
Rotatable Design
Table 4.3 Central Composite Second Order Rotatable Design Matrix for 68
5 Variables
Table 5.1 Process Parameters and their Levels 71
Table 5.2 Taguchi's L27 Standard Orthogonal Array 73
Table 5.3 Experimental Results of Cutting Rate and Surface Roughness 75
Table 5.4 Experimental Results for Gap Current and Dimensional Deviation 76
Table 5.5 Pooled Analysis of Variance for Cutting Rate (S/N Data) 82
Table 5.6 Pooled Analysis of Variance for Cutting Rate (Raw Data) 82
Table 5.7 Response Table for Cutting Rate (S/N Data) 83
Table 5.8 Response Table for Cutting Rate (Raw Data) 83
Table 5.9 Pooled Analysis of Variance for Surface Roughness (S/N Data) 88
Table 5.10 Pooled Analysis of Variance for Surface Roughness (Raw Data) 88
Table 5.11 Response Table for Surface Roughness (S/N Data) 88
Table 5.12 Response Table for Surface Roughness (Raw Data) 89
Table 5.13 Pooled Analysis of Variance for Gap Current (S/N data) 93
Table 5.14 Pooled Analysis of Variance for Gap Current (Raw Data) 93
xxiii
Table 5.15 Response Table for Gap Current (S/N data) 93
Table 5.16 Response Table for Gap Current (Raw Data) 94
Table 5.17 Pooled Analysis of Variance for Dimensional Deviation (S/N Data) 99
Table 5.18 Pooled Analysis of Variance for Dimensional Deviation (Raw Data) 99
Table 5.19 Response Table for Dimensional Deviation (S/N Data) 99
Table 5.20 Response Table for Dimensional Deviation (Raw Data) 100
Table 5.21 Predicted Optimal Values, Confidence Intervals and Results of 108
Confirmation Experiments
Table 6.1 Process Parameters and their Levels 109
Table 6.2 Coded Values and Real Values of the Variables 110
Table 6.3 Observed Values for Performance Characteristics 111
Table 6.4 Selection of Adequate Model for Cutting Rate 114
Table 6.5 Selection of Adequate Model for Surface Roughness 115
Table 6.6 Selection of Adequate Model for Gap Current 116
Table 6.7 Selection of Adequate Model for Dimensional deviation 117
Table 6.8 Pooled ANOVA- Cutting Rate 136
Table 6.9 Pooled ANOVA- Surface Roughness 137
Table 6.10 Pooled ANOVA- Gap Current 138
Table 6.11 Pooled ANOVA- Dimensional Deviation 139
Table 7.1 Range of Input Parameters and Cutting Rate for Desirability 143
Table 7.2 Range of Input Parameters and Surface Roughness for Desirability 143
Table 7.3 Range of Input Parameters and Gap Current for Desirability 144
Table 7.4 Range of Input Parameters and Dimensional Deviation for Desirability 144
Table 7.5 Set of Optimal Solutions for Desirability (Cutting Rate) 146
Table 7.6 Set of Optimal Solutions for Desirability (Surface Roughness) 147
Table 7.7 Set of Optimal Solutions for Desirability (Gap Current) 149
Table 7.8 Set of Optimal Solutions for Desirability (Dimensional Deviation) 150
Table 7.9 Optimal sets of Process parameters using RSM and Desirability 160
Function
xxiv
Table 7.10 Range of Input Parameters and Responses for Desirability 165
(CR and SR)
Table 7.11 Set of Optimal Solutions for Cutting Rate and Surface Roughness 166
Table 7.12 Point Prediction at Optimal Setting of Responses (CR and SR) 169
Table 7.13 Range of input parameters and responses for desirability 174
(CR, SR and IG)
Table 7.14 Set of Optimal Solutions for Cutting Rate, Surface Roughness 175
and Gap Current
Table 7.15 Point Prediction at Optimal Setting of Responses (CR, SR & IG) 183
Table 7.16 Range of Input Parameters and Responses for Desirability 183
(CR, SR and DD)
Table 7.17 Set of Optimal Solutions for Desirability (CR, SR and DD) 185
Table 7.18 Point Prediction at Optimal Setting of Responses (CR,SR & DD) 192
Table 7.19 Range of Input Parameters and Responses for Desirability 193
(CR, SR, IG and DD)
Table 7.20 Set of Optimal Solutions for Desirability (CR, SR, IG and DD) 194
Table 7.21 Point Prediction at Optimal Setting of Responses (CR, SR, IG & DD) 197
Table 8.1 Optimal Settings of Process Parameters and Optimal Values of 206
Individual Quality Characteristics
Table 8.2 Utility Data Based on Quality Characteristics 209
(a)Cutting Rate (b) Surface Roughness
Table 8.3 Pooled Analysis of Variance for Utility Function (UCR, SR) 212
for S/N Data
Table 8.4 Pooled Analysis of Variance for Utility Function (UCR, SR) 212
for Raw Data
Table 8.5 Response Table for Utility Function (UCR, SR) (S/N Data) 212
Table 8.6 Response Table for Utility Function (UCR, SR) (Raw Data) 212
Table 8.7 Utility Data Based on Quality Characteristics 219
(a) Cutting Rate (b) Surface Roughness (c) Gap Current

xxv
Table 8.8 Pooled Analysis of Variance for Utility Function (UCR, SR, IG) 222
for S/N Data
Table 8.9 Pooled Analysis of Variance for Utility Function (UCR, SR, IG) 222
for Raw Data
Table 8.10 Response Table for Utility Function (UCR, SR, IG) for S/N Data 222
Table 8.11 Response Table for Utility Function (UCR, SR, IG) for Raw Data 222
Table 8.12 Utility Data Based on Quality Characteristics 229
(a) Cutting Rate (b) Surface Roughness (c) Dimensional Deviation
Table 8.13 Pooled Analysis of Variance for Utility Function (UCR, SR, DD) 232
for S/N Data
Table 8.14 Pooled Analysis of Variance for Utility Function (UCR, SR, DD) 232
for Raw Data
Table 8.15 Response Table for Utility Function (UCR, SR, DD) for S/N Data 232
Table 8.16 Response Table for Utility Function (UCR, SR, DD) for Raw Data 232
Table 8.17 Utility Data Based on Quality Characteristics 239
(a)Cutting Rate (b) Surface Roughness (c) Gap Current
(d) Dimensional Deviation
Table 8.18 Pooled Analysis of Variance for (UCR, SR, IG, DD) for S/N Data 243
Table 8.19 Pooled Analysis of Variance for (UCR, SR, IG, DD) for Raw Data 243
Table 8.20 Response Table for (UCR, SR, IG, DD) for S/N Data 243
Table 8.21 Response Table for (UCR, SR, IG, DD) for Raw Data 243
Table 8.22 Predicted Optimal Values, Confidence Intervals and Results of 247
Confirmation Experiments for Utility Functions
Table B.1 Conversion Table for Pulse on Time from Machine Units to 268
Micro Seconds
Table B.2 Conversion Table for Pulse off Time from Machine Units to 268
Micro Seconds
Table B.3 Conversion Table for Wire Tension from Machine Units to Grams 269
Table C.1 Inner / Outer Orthogonal Array 271

xxvi
Table D.1 Analysis of Variance for Cutting Rate (S/N Data) 272
Table D.2 Analysis of Variance for Cutting Rate (Raw Data) 272
Table D.3 Analysis of Variance for Surface Roughness (S/N Data) 273
Table D.4 Analysis of Variance for Surface Roughness (Raw Data) 273
Table D.5 Analysis of Variance for Gap Current (S/N Data) 274
Table D.6 Analysis of Variance for Gap Current (Raw Data) 274
Table D.7 Analysis of Variance for Dimensional Deviation (S/N Data) 275
Table D.8 Analysis of Variance for Dimensional Deviation (Raw Data) 275
Table E.1 Analysis of Variance for Cutting Rate 276
Table E.2 Analysis of Variance for Surface Roughness 278
Table E.3 Analysis of Variance for Gap Current 279
Table E.4 Analysis of Variance for Dimensional Dimension 280
Table F.1 Analysis of Variance of Utility Function (UCR, SR) for S/N Data 281
Table F.2 Analysis of Variance of Utility Function (UCR, SR) for Raw Data 281
Table F.3 Analysis of Variance of Utility Function (UCR, SR, IG) for S/N Data 282
Table F.4 Analysis of Variance of Utility Function (UCR, SR, IG) for Raw Data 282
Table F.5 Analysis of Variance of Utility Function (UCR, SR, DD) for S/N Data 283
Table F.6 Analysis of Variance of Utility Function (UCR, SR, DD) for Raw Data 283
Table F.7 Analysis of Variance of Utility Function (UCR, SR, IG, DD) for S/N Data 284
Table F.8 Analysis of Variance of Utility Function (UCR, SR, IG, DD) for Raw Data 284

xxvii
NOMENCLATURE
Symbol Description
A Pulse on time
B Pulse off time
C Spark gap set voltage
CCD Central composite design
CF Correction factor
CI Confidence interval
CICE Confidence interval for the confirmation experiments
CIPOP Confidence interval for the population
CR Cutting rate
D Peak current
DF,DOF Degree of freedom
DD Dimensional deviation
EDM Electric Discharge Machining
E Wire feed
EL Expected loss
F Wire Tension
f1 Number of degree of freedom for residual sum of squares
NLf Total degrees of freedom of an OA
Fα (1, fe) The F ratio at a confidence level of (1-α) against DOF, 1 and
error degree of freedom fe.
HB Higher is better
IG Gap current
LN OA designation
L(y) Loss in monetary unit
LB Lower is better
m Target value for quality characteristic
MS Mean Square (Variance)

xxviii
MSD Mean square deviation
n Number of units in a given sample
neff Effective number of replication
N Total number of observations
NB Nominal is best
OA Orthogonal array
OFAT One factor at a time
RMS Root mean square
S/N Signal to Noise
SR Surface Roughness
SS Sum of Square
_
T Overall mean of the response characteristics
Ve Error of the variance
WEDM Wire-electric discharge machining
1
CHAPTER 1
INTRODUCTION AND PROBLEM FORMULATION
1.1 INTRODUCTION
Accompanying the development of mechanical industry, the demands for alloy
materials having high hardness, toughness and impact resistance are increasing.
Nevertheless, such materials are difficult to be machined by traditional machining methods.
Hence, non-traditional machining methods including electrochemical machining, ultrasonic
machining, electrical discharging machine (EDM) etc. are applied to machine such difficult
to machine materials. WEDM process with a thin wire as an electrode transforms electrical
energy to thermal energy for cutting materials. With this process, alloy steel, conductive
ceramics and aerospace materials can be machined irrespective to their hardness and
toughness. Furthermore, WEDM is capable of producing a fine, precise, corrosion and wear
resistant surface.
WEDM is considered as a unique adoption of the conventional EDM process, which
uses an electrode to initialize the sparking process. However, WEDM utilizes a continuously
travelling wire electrode made of thin copper, brass or tungsten of diameter 0.05-0.30 mm,
which is capable of achieving very small corner radii. The wire is kept in tension using a
mechanical tensioning device reducing the tendency of producing inaccurate parts. During
the WEDM process, the material is eroded ahead of the wire and there is no direct contact
between the work piece and the wire, eliminating the mechanical stresses during machining.
1.2 IMPORTANCE OF WEDM PROCESS IN PRESENT DAY MANUFACTURING
Wire electrical discharge machining (WEDM) technology has grown tremendously
since it was first applied more than 30 years ago. In 1974, D.H. Dulebohn applied the optical-
line follower system to automatically control the shape of the components to be machined by
the WEDM process. By 1975, its popularity rapidly increased, as the process and its
capabilities were better understood by the industry. It was only towards the end of the 1970s,
when computer numerical control (CNC) system was initiated into WEDM, which brought
about a major evolution of the machining process (Ho et. al., 2004).

2
Its broad capabilities have allowed it to encompass the production, aerospace and
automotive industries and virtually all areas of conductive material machining. This is
because WEDM provides the best alternative or sometimes the only alternative for
machining conductive, exotic, high strength and temperature resistive materials, conductive
engineering ceramics with the scope of generating intricate shapes and profiles (Kozak et.al.,
2004 and Lok and Lee, 1997).
WEDM has tremendous potential in its applicability in the present day metal cutting
industry for achieving a considerable dimensional accuracy, surface finish and contour
generation features of products or parts. Moreover, the cost of wire contributes only 10% of
operating cost of WEDM process. The difficulties encountered in the die sinking EDM are
avoided by WEDM, because complex design tool is replaced by moving conductive wire and
relative movement of wire guides.
1.3 BASIC PRINCIPLE OF WEDM PROCESS
The WEDM machine tool comprises of a main worktable (X-Y) on which the work
piece is clamped; an auxiliary table (U-V) and wire drive mechanism. The main table moves
along X and Y-axis and it is driven by the D.C servo motors. The travelling wire is
continuously fed from wire feed spool and collected on take up spool which moves though
the work piece and is supported under tension between a pair of wire guides located at the
opposite sides of the work piece. The lower wire guide is stationary where as the upper wire
guide, supported by the U-V table, can be displaced transversely along U and V-axis with
respect to lower wire guide. The upper wire guide can also be positioned vertically along Z-
axis by moving the quill.
A series of electrical pulses generated by the pulse generator unit is applied between
the work piece and the travelling wire electrode, to cause the electro erosion of the work
piece material. As the process proceeds, the X-Y controller displaces the worktable carrying
the work piece transversely along a predetermined path programmed in the controller. While
the machining operation is continuous, the machining zone is continuously flushed with
water passing through the nozzle on both sides of work piece. Since water is used as a
dielectric medium, it is very important that water does not ionize. Therefore, in order to

3
prevent the ionization of water, an ion exchange resin is used in the dielectric distribution
system to maintain the conductivity of water.
In order to produce taper machining, the wire electrode has to be tilted. This is
achieved by displacing the upper wire guide (along U-V axis) with respect to the lower wire
guide. The desired taper angle is achieved by simultaneous control of the movement of X-Y
table and U-V table along their respective predetermined paths stored in the controller. The
path information of X-Y table and U-V table is given to the controller in terms of linear and
circular elements via NC program. Figure 1.1 exhibits the schematic diagram of the basic
principle of WEDM process (Saha et. al., 2004). The complete block diagram of WEDM is
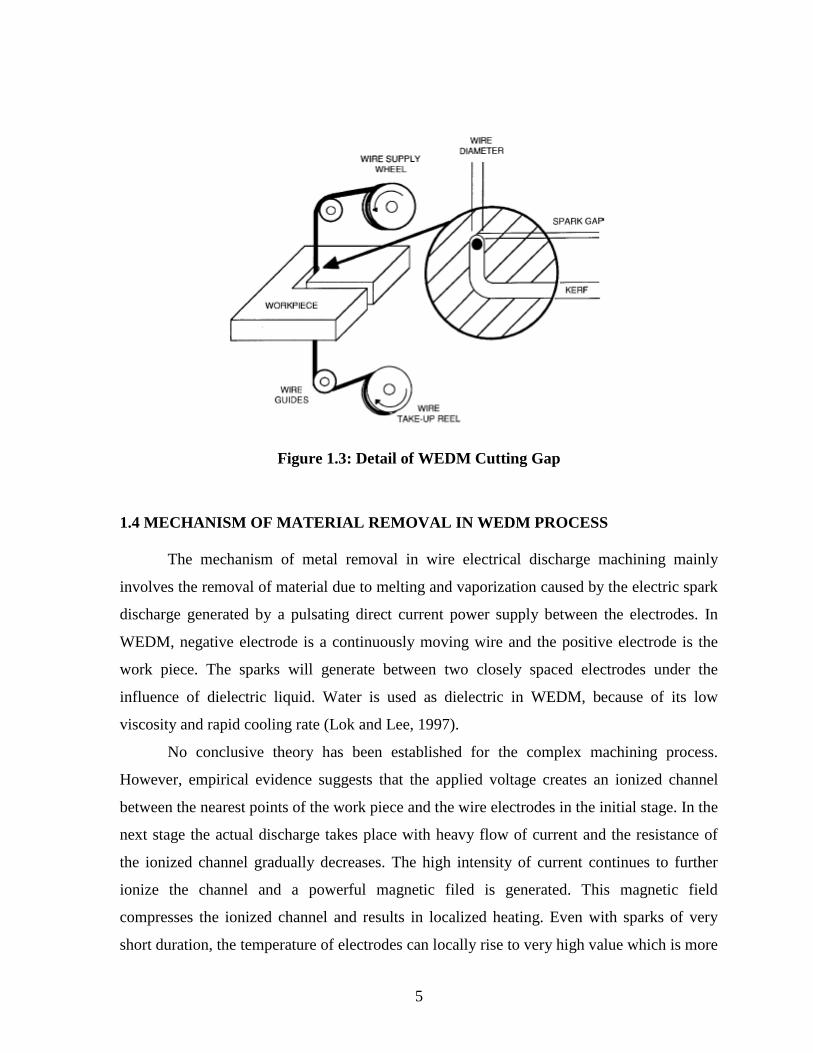
shown in Figure1.2. Figure 1.3 shows the detail of WEDM cutting gap (Tosun et.al., 2004).
Figure 1.1: Schematic Diagram of the Basic Principle of WEDM Process

4
Fig
ure
1.2
: B
lock
Dia
gra
m o
f W
ire-
ED
M
5
Figure 1.3: Detail of WEDM Cutting Gap
1.4 MECHANISM OF MATERIAL REMOVAL IN WEDM PROCESS
The mechanism of metal removal in wire electrical discharge machining mainly
involves the removal of material due to melting and vaporization caused by the electric spark
discharge generated by a pulsating direct current power supply between the electrodes. In
WEDM, negative electrode is a continuously moving wire and the positive electrode is the
work piece. The sparks will generate between two closely spaced electrodes under the
influence of dielectric liquid. Water is used as dielectric in WEDM, because of its low
viscosity and rapid cooling rate (Lok and Lee, 1997).
No conclusive theory has been established for the complex machining process.
However, empirical evidence suggests that the applied voltage creates an ionized channel
between the nearest points of the work piece and the wire electrodes in the initial stage. In the
next stage the actual discharge takes place with heavy flow of current and the resistance of
the ionized channel gradually decreases. The high intensity of current continues to further
ionize the channel and a powerful magnetic filed is generated. This magnetic field
compresses the ionized channel and results in localized heating. Even with sparks of very
short duration, the temperature of electrodes can locally rise to very high value which is more

6
than the melting point of the work material due to transformation of the kinetic energy of
electrons into heat. The high energy density erodes a part of material from both the wire and
work piece by locally melting and vaporizing and thus it is the dominant thermal erosion
process.
1.5 ADVANTAGES OF WEDM PROCESS (Benedict G.F., 1987)
As continuously travelling wire is used as the negative electrode, so electrode
fabrication is not required as in EDM.
There is no direct contact between the work piece and the wire, eliminating the
mechanical stresses during machining.
WEDM process can be applied to all electrically conducting metals and alloys
irrespective of their melting points, hardness, toughness or brittleness.
Users can run their work pieces over night or over the weekend unattended.
1.6 DISADVANTAGES OF WEDM PROCESS (Benedict G.F., 1987)
High capital cost is required for WEDM process.
There is a problem regarding the formation of recast layer.
WEDM process exhibits very slow cutting rate.
It is not applicable to very large work piece.
1.7 APPLICATIONS OF WEDM PROCESS
The present application of WEDM process includes automotive, aerospace, mould,
tool and die making industries. WEDM applications can also be found in the medical,
optical, dental, jewellery industries, and in the automotive and aerospace R & D areas (Ho et.
al., 2004).
The machine‟s ability to operate unattended for hours or even days further increases
the attractiveness of the process. Machining thick sections of material, as thick as 200 mm, in
addition to using computer to accurately scale the size of the part, make this process
especially valuable for the fabrication of dies of various types. The machining of press
stamping dies is simplified because the punch, die, punch plate and stripper, all can be
machined from a common CNC program. Without WEDM, the fabrication process requires

7
many hours of electrodes fabrication for the conventional EDM technique, as well as many
hours of manual grinding and polishing. With WEDM the overall fabrication time is reduced
by 37%, however, the processing time is reduced by 66%. Another popular application for
WEDM is the machining of extrusion dies and dies for powder metal (PM) compaction
(Benedict G.F., 1987).
1.8 STATEMENT OF THE PROBLEM
The present work “Effect of Process Parameters on Performance Measures of Wire
Electrical Discharge Machining” has been undertaken keeping into consideration the
following problems:
It has been long recognized that cutting conditions such as pulse on time, pulse off
time, servo voltage, peak current and other machining parameters should be selected
to optimize the economics of machining operations as assessed by productivity, total
manufacturing cost per component or other suitable criterion.
High cost of numerically controlled machine tools, compared to their conventional
counterparts, has forced us to operate these machines as efficiently as possible in
order to obtain the required payback.
New materials of increasing strengths and capabilities are being developed
continuously and response characteristics are not only dependent on the machining
parameters but also on materials of the work part (Ho et. al., 2004). H-11, hot die
steel is one such material which can be used in applications of extreme loads such as
hot-work forging, extrusion, manufacturing punching tools, mandrels, mechanical
press forging die, plastic mould and die-casting dies, aircraft landing gears, helicopter
rotor blades and shafts, etc. The investigation of optimal machining parameters for H-
11 is thus very essential.
Predicted optimal solutions may not be achieved practically using optimal setting of
machining parameters suggested by any optimization technique. So, all the predicted
optimal solutions should be verified experimentally using suggested combination of
machining parameters.

8
1.9 OBJECTIVES OF THE PRESENT INVESTIGATION
Investigation of the working ranges and levels of the WEDM process parameters
using one factor at a time approach
Experimental determination of the effects of the various process parameters viz pulse
on time, pulse off time, spark gap set voltage, peak current, wire feed and wire
tension on the performance measures like cutting rate, surface roughness, gap current
and dimensional deviation in WEDM process
Optimization of the performance measures using Taguchi method
Modelling of the performance measures using response surface methodology (RSM)
Single response optimization of the process parameters of WEDM process using
RSM and desirability function
Multi-objective optimization of the process parameters of WEDM process using
desirability function in conjunction with RSM
Multi-objective optimization of the process parameters of WEDM process using
Taguchi‟s technique and utility concept
Validation of the results by conducting confirmation experiments
1.10 DIFFERENT PHASES OF EXPERIMENTATION
To accomplish the objectives, present work has been done in five phases
Phase -I
Development of experimental set up providing varying range of input parameters
in WEDM and measuring the various responses on-line and off-line
Investigation of the working ranges and the levels of the WEDM process
parameters (pilot experiments) affecting the selected quality characteristics, by
using one factor at a time approach
Phase –II
Investigation of the effects of WEDM process parameters on quality
characteristics viz. cutting rate, surface roughness, gap current and dimensional
deviation while machining H-11 hot die steel

9
Optimization of quality characteristics of machined parts:
Prediction of optimal sets of WEDM process parameters
Prediction of optimal values of quality characteristics
Prediction of confidence interval (95%CI)
Experimental verification of optimized individual quality characteristics
The Taguchi‟s parameter design approach has been used to obtain the above objectives.
Phase –III
Development of mathematical models and response surfaces of cutting rate,
surface roughness, gap current and dimensional deviation using response surface
methodology
The half fractional second order central composite rotatable design has been used to
plan the experiments and the input parameters like pulse on time, pulse off time, spark gap
set voltage, peak current and wire tension are varied to ascertain their effects on the
responses.
Phase –IV
Development of single response optimization model using Desirability Function
Development of multi objective optimization models using Desirability Function
Determination of optimal sets of WEDM process parameters for desired
combinations of quality characteristics
Experimental verification of quality characteristics optimized in different
combinations
Phase –V
Development of multi objective optimization models using Taguchi technique and
utility concept
Determination of optimal sets of WEDM process parameters for desired
combined quality characteristics
Experimental verification of quality characteristics optimized in different comb

10
CHAPTER 2
LITERATURE SURVEY
2.1 REVIEW OF LITERATURE
WEDM is an essential operation in several manufacturing processes in some
industries, which gives importance to variety, precision and accuracy. Several researchers
have attempted to improve the performance characteristics namely the surface roughness,
cutting speed, dimensional accuracy and material removal rate. But the full potential
utilization of this process is not completely solved because of its complex and stochastic
nature and more number of variables involved in this operation (Spedding and Wang, 1997;
Scott et al., 1991). Scott et. al. (1991) developed mathematical models to predict material
removal rate and surface finish while machining D-2 tool steel at different machining
conditions. It was found that there is no single combination of levels of the different factors
that can be optimal under all circumstances. Tarng et. al. (1995) formulated a neural network
model and simulated annealing algorithm in order to predict and optimize the surface
roughness and cutting velocity of the WEDM process in machining of SUS-304 stainless
steel materials. Spedding and Wang (1997) attempted to model the cutting speed and surface
roughness of EDM process through the response-surface methodology and artificial neural
networks (ANNs). The authors attempted further to optimize the surface roughness, surface
waviness and used the artificial neural networks to predict the process performance. Liao et.
al. (1997) performed an experimental study using SKD11 alloy steel as the workpiece
material and established mathematical models relating the machine performance like MRR,
SR and gap width with various machining parameters and then determined the optimal
parametric settings for WEDM process applying feasible-direction method of non-linear
programming. Spedding and Wang (1997) attempted to optimize the process parametric
combinations by modeling the process using artificial neural networks (ANN) and
characterizing the WEDM machined surface through time series techniques. A feed-forward
back-propagation neural network based on a central composite rotatable experimental design
is developed to model the machining process. Optimal parametric combinations are selected
for the process. The periodic component of the surface texture is identified and an

11
autoregressive AR (3) model is used to describe its stochastic component. Huang et.
al.(1999) investigated experimentally the effect of various machining parameters on the gap
width, SR and the depth of white layer on the machined workpiece (SKD11alloy steel)
surface. They adopted the feasible-direction non-linear programming method for
determination of the optimal process settings. Hsue et. al. (1999) introduced a useful concept
of discharge-angle Cθ and presented a systematic analysis for metal removal rate (MRR) in
corner cutting. Discharge-angle Cθ and MRR dropped drastically to a minimum and then
recovered to the same level of straight-path cutting sluggishly. The amount of the drop at the
corner apex was dependent on the angle of the turning corner. The drastic variation of
sparking frequency in corner cutting could be interpreted as the symptom of the abrupt
change of MRR. The sudden increase of gap-voltage could also be interpreted as the result of
abrupt MRR drop. Murphy and Lin (2000) developed a combined structural-thermal model
using energy balance approach to describe the vibration and stability characteristics of an
EDM wire. High-temperature effects were also included resulting from the energy
discharges. The thermal field was used to determine the induced thermal stresses in the wire.
An equilibrium and eigen value analysis (for small vibrations about the computed
equilibrium) showed that the transport speed influenced the stability of the straight
equilibrium configuration. The wire had an extended residency time in the kerf and the wire
thermally buckled. Yan et. al. (2001) presented a feed forward neural network using a back
propagation learning algorithm for the estimation of the work piece height in WEDM. The
average error of work piece height estimation was 1.6 mm, and the transient response to
change in work piece height was found reasonably satisfactory. The developed hierarchical
adaptive control system enabled the machining stability and the machining speed to be
improved by 15% compared with a commonly used gap voltage control system. Lin et. al.
(2001) proposed a control strategy based on fuzzy logic to improve the machining accuracy.
Multi-variables fuzzy logic controller was designed to determine the reduced percentage of
sparking force. The objective of the total control was to improve the machining accuracy at
corner parts, but still keep the cutting feed rate at fair values. As a result of experiments,
machining errors of corner parts, especially in rough-cutting, could be reduced to less than
50% of those in normal machining, while the machining process time increased not more
than 10% of the normal value. Lin and Lin (2001) reported a new approach for the

12
optimization of the electrical discharge machining (EDM) process with multiple performance
characteristics based on the orthogonal array with the grey relational analysis. Optimal
machining parameters were determined by the grey relational grade obtained from the grey
relational analysis as the performance index. The machining parameters, namely work piece
polarity, pulse on time, duty factor, open discharge voltage, discharge current and dielectric
fluid were optimized with considerations of multiple performance characteristics including
material removal rate, surface roughness, and electrode wear ratio. Liao et. al. (2002) used a
feed-forward neural network with back propagation algorithm to estimate the work piece
height. The developed network could successfully estimate the work piece height. Based on
the on-line estimated work piece height, a rule-based strategy for adaptive parameters setting
was proposed to maintain a stable machining and improve the machining efficiency. Miller et
al. (2003) investigated the effect of spark on-time duration and spark on-time ratio on the
material removal rate (MRR) and surface integrity of four types of advanced material; porous
metal foams, metal bond diamond grinding wheels, sintered Nd-Fe-B magnets and carbon–
carbon bipolar plates. Regression analysis was applied to model the wire EDM MRR.
Scanning electron microscopy (SEM) analysis was used to investigate effect of important
EDM process parameters on surface finish. Machining the metal foams without damaging the
ligaments and the diamond grinding wheel to precise shape was very difficult. Sintered Nd-
Fe-B magnet material was found very brittle and easily chipped by using traditional
machining methods. Carbon–carbon bipolar plate was delicate but could be machined easily
by the EDM. Huang et al. (2003) reported the microstructure analysis for martensitic
stainless steel quenched and then tempered at 600°C. Specimens of the material were
finished with either 4 or 5 cutting passes. Negatively polarized wire electrode (NPWE) was
applied in the first four cutting passes, except the last cutting pass, in which the positively
polarized wire electrode (PPWE) was used. From the results of scanning electron microscopy
(SEM) examination, craters and martensitic grains were registered in the micrograph of the
finished surface machined after the 4th cutting pass. From the results of transmission electron
microscopes TEM-examination, a heat-affected zone (HAZ) of 1.5µm thick was detected in
the surface layer finished with NPWE. Klocke et. al. (2003) tested different electrical
parameters in a series of experiments. The measuring sensor was positioned at the place
where the discharges occurred and was electrically isolated in order to prevent measuring

13
interference. Cutting speed was found to be lower for material containing more number of
electrically non-conductive particles. The idle voltage pulse on-time and the discharge
current had little influence on the crater dimensions. At lower idle voltages the craters
became more elliptical. The discharge forces depended strongly on the electrical parameters
and the machined materials. The forces were linearly proportional to the discharge current
and the idle voltage. Liao and Yu (2003) presented a new concept of specific discharge
energy (SDE), a material property in WEDM. The relative relationship of SDE between
different materials remained fixed as long as the materials were machined under the same
machining conditions. Under steady machining process, the smaller discharge gap resulted in
higher discharge efficiency. The shorter the normal discharge on time, the higher was the
discharge efficiency. Using the characteristics of SDE, determination of parameter settings of
different materials could be greatly simplified. Puri and Bhattacharyya (2003) performed
analysis of wire-tool vibration in order to achieve a high precision and accuracy in WEDM
with the system equation based on the force acting on the wire in a multiple discharge
process. It was clarified from the solution that the wire vibration during machining got
mainly manipulated by the first order mode (n = 1). Also, a high tension without wire rupture
proved always beneficial to reduce the amplitude of wire-tool vibration. Ho and Newman
(2003) reviewed the research work carried out from the inception to the development of die-
sinking EDM within the past decade. It reported on the EDM research relating to improving
performance measures, optimizing the process variables, monitoring and control the sparking
process, simplifying the electrode design and manufacture. A range of EDM applications
were highlighted together with the development of hybrid machining processes. Ebeid et. al.
(2003) designed a knowledge-based system (KBS) to select an optimal setting of process
parameters and diagnose the machining conditions for WEDM. The system allowed a fast
retrieval for information and ease of modification or of appending data. The sample results
for alloy steel 2417 and Al 6061 of the various twelve tested materials were presented in the
form of charts to aid WEDM users for improving the performance of the process. Altpeter
and Perez (2003) carried out a survey on wire modeling and control of WEDM. They found
that the numerous solutions have been proposed in the past for mastering wire slackness but
very little publications deal with issues like vibration damping and amplification of process
randomness. Puri and Bhattacharyya (2003) employed Taguchi methodology involving

14
thirteen control factors with three levels for an orthogonal array L27 (313
) to find out the
main parameters that affect the different machining criteria, such as average cutting speed,
surface roughness values and the geometrical inaccuracy caused due to wire lag. Tosun et. al.
(2003) studied the effect of the cutting parameters on size of erosion craters (diameter and
depth) on wire electrode in WEDM. Brass wire of 0.25 mm diameter and AISI 4140 steel of
0.28 mm thickness were used as tool and work piece materials in the experiments. It was
found that increase in the pulse duration, open circuit voltage and wire speed increases the
crater size, whereas increase in the dielectric flushing pressure decreases the crater size. The
variation of wire crater size with machining parameters was modelled mathematically by
using a power function. The level of importance of the machining parameters on the wire
crater size was determined through analysis of variance (ANOVA). Liao et. al. (2003) used
the modified traditional circuit using low power for ignition for WEDM. With the assistance
of Taguchi quality design, ANOVA and F-test, machining voltage, current-limiting
resistance, type of pulse-generating circuit and capacitance were identified as the significant
parameters affecting the surface roughness in finishing process. It was found that a low
conductivity of dielectric should be incorporated for the discharge spark to take place. After
analyzing the effect of each relevant factor on surface roughness, appropriate values of all
parameters were chosen and a fine surface of roughness Ra = 0.22 µm was achieved. Saha et.
al. (2003) developed a new approach using finite element modeling and optimization
procedures for analyzing the process of wire electro-discharge machining. The results of the
modeling and optimization showed that non uniform heating is the most important variable
affecting the temperature and thermal strains. Tzeng and Chiu (2003) conducted experiments
on castek-03 for medium carbon steel material having excellent wear resistance. The most
important factors affecting the EDM process robustness were pulse on time, applied electric
current in low voltage and sparking current in high voltage. The most important factors
affecting the machining speed were pulse on time and applied electric current in low voltage.
The gain of 13.17 dB was able to decrease the variation range to 21.84%, which improved
process robustness by 4.6 times. Huang and Liao (2003) presented the use of grey relational
and S/N ratio analysis, for determining the optimal parameters setting of WEDM process.
The results showed that the MRR and surface roughness are easily influenced by the table
feed rate and pulse on time. Kuriakose et. al. (2003) carried out experiments with titanium

15
alloy (Ti-6Al-4V) and used a data-mining technique to study the effect of various input
parameters of WEDM process on the cutting speed and SR. They reformulated the WEDM
domain as a classification problem to identify the important decision parameters. In their
approach, however, the optimal process parameters for the multiple responses need to be
decided by the engineers based on judgment. Puri and Bhattacharyya (2003) investigated the
wire lag phenomenon in wire-cut electrical discharge machining process and the trend of
variation of the geometrical inaccuracy caused due to wire lag with various control
parameters. They found that the optimal parametric settings with respect to productivity, SR
and geometrical inaccuracy due to wire lag were different. Lin and Lin (2004) reported the
use of an orthogonal array, grey relational generating, grey relational coefficient, grey-fuzzy
reasoning grade and analysis of variance to study the performance characteristics of the
WEDM machining process. The machining parameters (pulse on time, duty factor and
discharge current) with considerations of multiple responses (electrode wear ratio, material
removal rate and surface roughness) were effective. The grey-fuzzy logic approach helped to
optimize the electrical discharge machining process with multiple process responses. The
process responses such as the electrode wear ratio, material removal rate and surface
roughness in the electrical discharge machining process could be greatly improved. Sarkar et.
al. (2004) performed experimental investigation on single pass cutting of wire electrical
discharge machining of γ-TiAl alloy. The process was successfully modelled using additive
model. Both surface roughness as well as dimensional deviation was independent of the pulse
off time. The process was optimized using constrained optimization and pareto optimization
algorithm. Based on constrained optimization algorithm the WEDM process was optimized
under single constraint as well as multi-constraint condition. By using pareto optimization
algorithm, the 20 pareto optimal solutions were searched out from the set of all 243 outputs.
Ho et. al. (2004) reviewed the vast array of research work carried out from the spin-off from
the EDM process to the development of the WEDM. It reported on the WEDM research
involving the optimization of the process parameters surveying the influence of the various
factors affecting the machining performance and productivity. The paper also highlighted the
adaptive monitoring and control of the process investigating the feasibility of the different
control strategies of obtaining the optimal machining conditions. Tosun et. al. (2004)
investigated the effect and optimization of machining parameters on the kerf (cutting width)

16
and material removal rate (MRR) in wire electrical discharge machining (WEDM)
operations. Based on ANOVA method, the highly effective parameters on both the kerf and
the MRR were found as open circuit voltage and pulse duration, whereas wire speed and
dielectric flushing pressure were less effective factors. The results showed that open circuit
voltage was about three times more important than the pulse duration for controlling the kerf,
whereas open circuit voltage for controlling the MRR was about six times more important
than pulse duration. Yan et. al. (2004) performed experiments on a FANUC W1 CNC wire
electrical discharge machine for cutting both the 10 and 20 vol. % Al2O3 particles reinforced
6061Al alloys-based composite and 6061Al matrix material itself. Results indicated that the
cutting speed (material removal rate), the surface roughness and the width of the slit of
cutting test material significantly depend on volume fraction of reinforcement (Al2O3
particles). Liao and Yu (2004) used specific discharge energy (SDE) concept in WEDM.
Experimental results revealed that the relative relationship of SDE between different
materials is invariant as long as all materials are machined under the same machining
conditions. By means of dimensional analysis of SDE, a quantitative relationship between the
machining parameters and gap width in WEDM was obtained. Under the same machining
conditions, the surface finish improved when there was a greater SDE and vice versa. Manna
and Bhattacharyya (2004) performed experiments using a typical four-axes Electronica
Supercut-734 CNC-wire cut EDM machine on aluminium-reinforced silicon carbide metal
matrix composite Al/SiCMMC. Open gap voltage and pulse on period are the most
significant machining parameters, for controlling the metal removal rate. The open gap
voltage affected the cutting speed significantly. Wire tension and wire feed rate were the
most significant machining parameters, for the surface roughness. Wire tension and spark
gap voltage setting were the most significant for controlling spark gap. Tosun et. al. (2004)
modelled the variation of response variables with the machining parameters in WEDM using
regression analysis method and then applied simulated annealing approach searching for
determination of the machining parameters that can simultaneously optimize all the
performance measures, e.g. kerf and MRR. Ozdemir and Ozek (2005) investigated the
machinability of standard GGG40 nodular cast iron by A300 Fine Sodick Mark XI WEDM
using different parameters. The increase in surface roughness and cutting rate clearly
followed the trend indicated with increasing discharge energy as a result of an increase in
17
current and pulse on time, because the increased discharge energy produced larger and
deeper discharge craters. Three zones were identified in rough regimes of machining for all
samples: decarburized layer, heat affected layer, and bulk metal. Miller et. al. (2005)
investigated effects of spark cycle and pulse on-time on wire EDM micro features. Tests
were conducted on various materials viz. Nd–Fe–B magnetic material, carbon bipolar plate,
and titanium for wire EDM cutting of minimum cross section thickness. A hypothesis was
proposed based on the combined thermal and electrostatic force to cause the fracture of thin-
section during wire EDM. This was supported by findings from SEM micrographs of EDM
surface, subsurface and debris. Sarkar et. al. (2005) developed a feed forward back-
propagation neural network to model WEDM machining process. A feed forward neural
network of type 6-15-3 was adopted to model the process. Twenty-seven such optimal
parametric combinations were identified out of 15625 combinations. The three most
important measures of the process performance parameters –cutting speed, surface roughness
and wire offset were considered. The model was capable of predicting the response
parameters as a function of six different control parameters, i.e. pulse on time, pulse off
time, peak current, wire tension, dielectric flow rate and servo reference voltage. It was
observed that the surface quality decreased as the cutting speed increased and it varies almost
linearly up to a surface roughness value of 2.44 μm and a cutting speed of 2.65 mm/min.
Beyond this value of cutting speed, surface roughness deteriorated drastically. Kuriakose and
Shunmugam (2005) used a multiple regression model to represent relationship between input
and output variables and a multi-objective optimization method based on a non-dominated
sorting genetic algorithm (NSGA) is used to optimize wire-EDM process. The sorting
procedure employs a fitness assignment scheme which prefers non dominated solutions and
uses a sharing strategy which reserves diversity among the solutions. Also, none of the
solutions in the pareto-optimal set was better than any other solution in the set.
Ramakrishnan and Karunamoorthy (2005) described the multi objective optimization of the
WEDM process using parametric design of Taguchi methodology. The effect of various
machining parameters such as pulse on time, wire tension, delay time, wire feed speed, and
ignition current intensity has been studied in machining of heat-treated tool steel. It was
identified that the pulse on time and ignition current intensity has influence more than the
other parameters. Moreover, the multiple performance characteristics such as material

18
removal rate, surface roughness, and wire wear ratio for the WEDM process could be
improved by setting the various process parameters at their optimal levels. Sarkar et. al.
(2005) performed experiments using γ-titanium aluminide alloy as work material and then
formulated mathematical models to predict the cutting speed, surface finish and dimensional
deviation as the function of different control parameters. They determined the optimal
process parameters by applying constrained optimization technique in which one
performance characteristic was optimized considering others as constraints. Kuriakose and
Shunmugam (2005) used titanium alloy (Ti-6Al-4V) as the work material and conducted
experiments based on Taguchi‟s L-18 orthogonal array. Then they employed the non-
dominated sorting genetic algorithm to determine the optimal process parameters that would
optimize the cutting velocity and SR of WEDM process. Chiang and Chang (2006) presented
an approach for the optimization of the WEDM process of Al2O3 particle reinforced material
with two performance characteristics, e.g. SR and MRR, based on the grey relational
analysis. Ramakrishnan and Karunamoorthy (2006) considered three response characteristics,
e.g. MRR, SR and wire wear ratio (WWR) for a WEDM process and determined the optimal
process settings by optimization of multiple response signal-to-noise (MRSN) ratio, which is
the logarithmic transformation of the sum of the weighted normalized quality loss of
individual response variable. Manna and Bhattacharyya (2006) established mathematical
models relating to the machining performance criteria like MRR, SR, spark gap and gap
current using the Gauss elimination method for effective machining of Al/SiC-MMC.
Mahapatra and Patnaik (2006) conducted experiments on ROBOFIL 100 high precision 5
axis CNC WEDM to find the relationship between control factors and responses like MRR,
SF and kerf by means of nonlinear regression analysis. Genetic algorithm was employed to
optimize the wire electrical discharge machining process with multiple objectives. The error
associated with MRR, SF, and kerf were 3.14%, 1.95%, and 3.72%, respectively. The
optimum search of machining parameter values for maximizing MRR and SF and
minimizing kerf was formulated as a multi-objective, multivariable, non-linear optimization
problem. Hargrove and Ding (2006) applied finite element method (FEM) to determine work
piece temperature for different cutting parameters. They investigated the effect of WEDM
parameters such as discharge voltage and pulse on-time on the damaged layer thickness of a
machined work piece using low carbon steel (AISI 4340) as the cutting material. The

19
thickness of the temperature affected layers for different cutting parameters was computed
based on a critical temperature value. Through minimizing the thickness of the temperature
affected layers and satisfying a certain cutting speed, a set of the cutting process parameters
was determined for work piece manufacture. A set of optimum parameters for this machining
process was selected such that the condition of machine cutting speed was 1.2 mm/min, on
time pulse was 8 μs and no load voltage was 4 volt. The analyzed results had a good
agreement with testing results. Han et al (2006) conducted experiments on WEDM EU64 to
machine alloy steel (Cr12) having thickness of 40 mm. It was reported that the surface finish
improved by decreasing pulse duration and discharge current. Mahapatra and Patnaik (2007)
developed relationships between various process parameters and responses like MRR, SR
and kerf by means of non-linear regression analysis and then employed genetic algorithm to
optimize the WEDM process with multiple objectives. Saha et. al. (2007) developed a second
order multi-variable regression model and a feed-forward back-propagation neural network
(BPNN) model to correlate the input process parameters, such as pulse on-time, pulse off
time, peak current and capacitance with the performance measures namely, cutting speed and
surface roughness in wire electro- discharge machining (WEDM) of tungsten carbide-cobalt
(WC-Co) composite material. 4-11-2 neural network architecture provides the best prediction
capability with 3.29% overall mean prediction error, while 6.02% error was revealed by
regression model. Li et. al. (2007) developed a model of WEDM with higher forecast
precision and generalization ability which combined modeling function of fuzzy inference
with the learning ability of artificial neural network and a set of rules were generated directly
from the experimental data. The process relation expressed by the neural-fuzzy inference
model was used directly as the fitness function and was embedded in GA to be optimised,
and then the automatic optimization of the wire electrical discharge machining was realized.
Sarkar et. al. (2007) performed experimental investigation on trim cutting of wire electrical
discharge machining of γ-TiAl alloy. The process was successfully modelled using RSM and
model adequacy checking was also carried out. WEDM process was optimized using Minitab
(statistical software package) which generally makes use of the desirability function
approach. But it was observed that lot of trial and error and manual tuning was required to
obtain the true optimal solution. By using developed computer program based upon pareto
optimization algorithm, the 33 pareto-optimal solutions were searched out from the set of all

20
6561 outputs. It was observed that the developed pareto optimization strategy eliminates the
guess work. It was also seen that the surface quality decreases as the cutting speed increases
and varies almost linearly up to surface roughness value of 1.22 µm and cutting speed of
13.88 mm/min. Beyond this value of cutting speed, surface roughness deteriorates
drastically. Kanlayasiri and Boonmung (2007) investigated influences of wire-EDM
machining variables on surface roughness of newly developed DC 53 die steel of width,
length, and thickness 27, 65 and 13 mm, respectively. The machining variables included
pulse-on time, pulse-off time, pulse-peak current, and wire tension. The variables affecting
the surface roughness were identified using ANOVA technique. Results showed that pulse-
on time and pulse-peak current were significant variables to the surface roughness of wire-
EDMed DC53 die steel. The maximum prediction error of the model was less than 7% and
the average percentage error of prediction was less than 3%. Ramakrishnan and
Karunamoorthy (2008) developed artificial neural network (ANN) models and multi
response optimization technique to predict and select the best cutting parameters of wire
electro-discharge machining (WEDM) process. Inconel 718 was selected as work material to
conduct experiments and brass wire of 0.25mm diameter was used as tool electrode.
Experiments were planned as per Taguchi‟s L-9 orthogonal array. Experiments were
performed under different cutting conditions of pulse on time, delay time, wire feed speed
and ignition current. It was found that the pulse on time, delay time and ignition current had
more influence than wire feed speed on the performance characteristics considered in the
study. An MRR was improved with increase in pulse on time and ignition current. But the
surface quality of the work specimen was affected adversely with increased value of pulse on
time and ignition current. Gauri and Chakraborty (2008) suggested a modified approach of
the principal component analysis (PCA) based procedure for multi-response optimization.
Analysis was done data on experimental data on WEDM processes obtained by the past
researchers i.e. on γ-titanium aluminized alloy with the settings of six controllable factors.
Quality characteristics were material removal rate (MRR) (larger the better type), surface
roughness (SR) (smaller the better type) and wire wear ratio (WWR) (smaller the better
type). Rao and Sarcar (2009) analyzed the effects of process parameters on machining
characteristics for CNC WEDM for brass work pieces of varying thickness. Mathematical
relations were obtained for cutting speed, spark gap and MRR. Pradhan et. al. (2009)

21
optimized micro-EDM process parameters for machining Ti-6Al-4V super alloy. The
influence of machining process parameters such as peak current, pulse-on-time, dielectric
flushing pressure and duty ratio on performance criteria like MRR, TWR, over cut and taper
have been examined. Manna and Kumar (2009) investigated the effects of various cutting
parameters of WEDM on wire crater depth, electrode wear rate and surface roughness using
Taguchi methods based on L-18 mixed orthogonal array.
2.2 IDENTIFIED GAPS IN THE LITERATURE
After a comprehensive study of the existing literature, a number of gaps have been
observed in machining of WEDM.
Most of the researchers have investigated influence of a limited number of
process parameters on the performance measures of WEDMed parts.
Literature review reveals that the researchers have carried out most of the work on
WEDM developments, monitoring and control but very limited work has been
reported on optimization of process variables.
The effect of machining parameters on hot working tool steel (H-11) has not been
fully explored using WEDM with brass wire as electrode.
Multi-response optimization of WEDM process is another thrust area which has
been given less attention in past studies.
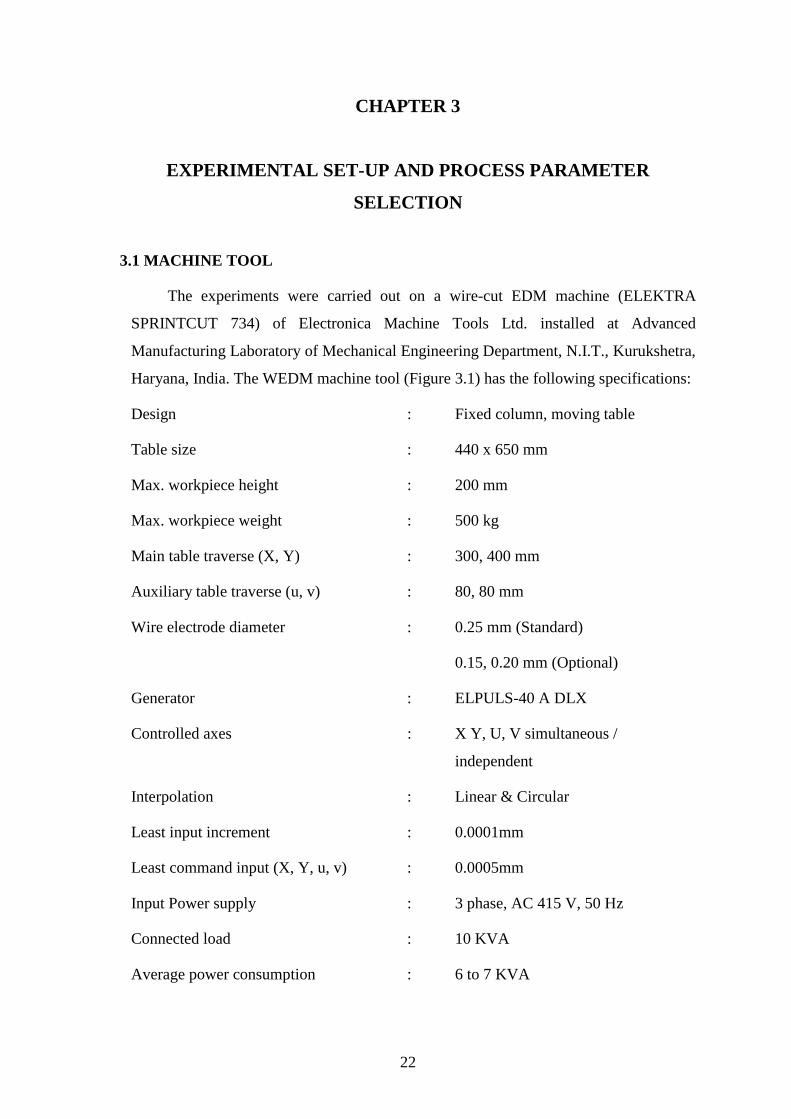
22
CHAPTER 3
EXPERIMENTAL SET-UP AND PROCESS PARAMETER
SELECTION
3.1 MACHINE TOOL
The experiments were carried out on a wire-cut EDM machine (ELEKTRA
SPRINTCUT 734) of Electronica Machine Tools Ltd. installed at Advanced
Manufacturing Laboratory of Mechanical Engineering Department, N.I.T., Kurukshetra,
Haryana, India. The WEDM machine tool (Figure 3.1) has the following specifications:
Design : Fixed column, moving table
Table size : 440 x 650 mm
Max. workpiece height : 200 mm
Max. workpiece weight : 500 kg
Main table traverse (X, Y) : 300, 400 mm
Auxiliary table traverse (u, v) : 80, 80 mm
Wire electrode diameter : 0.25 mm (Standard)
0.15, 0.20 mm (Optional)
Generator : ELPULS-40 A DLX
Controlled axes : X Y, U, V simultaneous /
independent
Interpolation : Linear & Circular
Least input increment : 0.0001mm
Least command input (X, Y, u, v) : 0.0005mm
Input Power supply : 3 phase, AC 415 V, 50 Hz
Connected load : 10 KVA
Average power consumption : 6 to 7 KVA

23
Figure 3.1: Pictorial View of WEDM Machine Tool
3.2 WORK PIECE MATERIAL
The H-11 hot die steel plate of 125mm x 100mm x 24mm size has been used as a
work piece material for the present experiments. H-11 is special hot-worked chromium
tool-steel with good hardness and toughness properties. It is used for extreme load
conditions such as hot-work forging, extrusion etc. It has varied practical applications
such as manufacturing of punching tools, mandrels, mechanical press forging die, plastic
mould and die-casting dies, aircraft landing gears, helicopter rotor blades and shafts. The
working life and dimensional accuracy of H-11 steel dies and tools can be improved with
suitable heat treatment. The H-11 die steel plate blank has been heated to a temperature of
10250C with half an hour soak time followed by quenching in a 500
0C hot salt bath. It is
then tempered in three cycles with maximum temperature of 5500C and 2 hours of soak
time to obtain a final hardness of 55 HRC. The chemical composition of this material as
obtained by EDAX (Electro Dispersive X-ray Spectroscopy) test is given in Table 3.1.
DISPLAY SCREEN
KEYBOARD
POWER ON/OFF
WORK TANK
WIRE FEED SPOOL
WORK HEAD

24
LOWER NOZZLE
UPPER NOZZLE
WORK-PIECE
Table 3.1: Chemical Composition of the Material
Constituent C Si Mn P S Cr Mo V
%
Composition 0.33 0.53 0.27 0.012 0.027 5.30 1.40 0.53
3.3 PREPARATION OF SPECIMENS
The H-11 hot die steel plate of 125mm x 100mm x 24mm size is mounted on the
ELECTRONICA SPRINTCUT WEDM machine tool (Figure 3.1) and specimens of
5mmx5mmx24mm size are cut. The close up view of plate blank used for cutting the
specimens is shown mounted on the WEDM machine (Figure 3.2). A set of cut specimens
is shown in Figures 3.3a and 3.3b.
Figure 3.2: Plate Material Blank Mounted on WEDM Machine

25
Figure 3.3a: The Specimens Shown
Lying Horizontally.
Figure 3.3b: The Specimens Shown
Lying Vertically.
3.4 MEASUREMENT OF EXPERIMENTAL PARAMETERS
The discussions related to the measurement of WEDM experimental parameters e.g.
cutting rate, surface roughness, gap current and dimensional accuracy, are presented in
the following subsections.
3.4.1 Cutting Rate
For WEDM, cutting rate is a desirable characteristic and it should be as high as
possible to give least machine cycle time leading to increased productivity. In the present
study cutting rate is a measure of job cutting which is digitally displayed on the screen of
the machine and is given quantitatively in mm/min (Figure 3.4).
3.4.2 Gap Current
In WEDM machining the specimen is mounted on the machine and during the
process of cutting a small amount of gap is maintained between the job and the electrode
wire. To initiate the cutting a pulse of current is given by the pulse generator and the
current passes through the material being cut which is measured and named as gap
current. The gap current is read on an ammeter, which is an integral part of the machine,
in amperes and is shown in Figure 3.4.

26
3.4.3 Surface Roughness
Roughness is often a good predictor of the performance of a mechanical
component, since irregularities in the surface may form nucleation sites for cracks or
corrosion. Roughness is a measure of the texture of a surface. It is quantified by the
vertical deviations of a real surface from its ideal form. If these deviations are large, the
surface is rough; if small, the surface is smooth. Roughness is typically considered to be
the high frequency, short wavelength component of a measured surface.
Figure 3.4: Set Up for Cutting Rate and Gap Current Measurement
The parameter mostly used for general surface roughness is Ra. It measures average
roughness by comparing all the peaks and valleys to the mean line, and then averaging
them all over the entire cut-off length. Cut-off length is the length that the stylus is
KEYBOARD
ON/OFF SWITCH AMMETER
(GAP CURRENT)
DISPLAY
CUTTING RATE

27
dragged across the surface; a longer cut-off length will give a more average value, and a
shorter cut-off length might give a less accurate result over a shorter stretch of surface.
In this work the surface roughness was measured by Mitutoyo surftest SJ-201P
(Figure 3.5). The surftest is a shop–floor type surface-roughness measuring instrument,
which traces the surface of various machine parts and calculates the surface roughness
based on roughness standards, and displays the results in µm. The work piece is attached
to the detector unit of the SJ-201P which traces the minute irregularities of the work piece
surface. The vertical stylus displacement during the trace is processed and digitally
displayed on the liquid crystal display of the SJ-201P. The surf test has a resolution
varying from .01 µm to 0.4 µm depending on the measurement range.
Figure 3.5: Set Up for Surface Roughness Measurement
3.4.4 Dimensional Deviation
The specimen cross-section is measured with the help of a Mitutoyo‟s digital
micrometer having the least count of 0.001 mm and the deviation of the measured
dimension is calculated in percentage using the following expression:
(3.1)
The set up for the measurement of dimensions is shown in Figure 3.6.
WORK PIECE
DISPLAY
WORK TABLE
PARAMETER CONTROL
PROBE / STYLUS
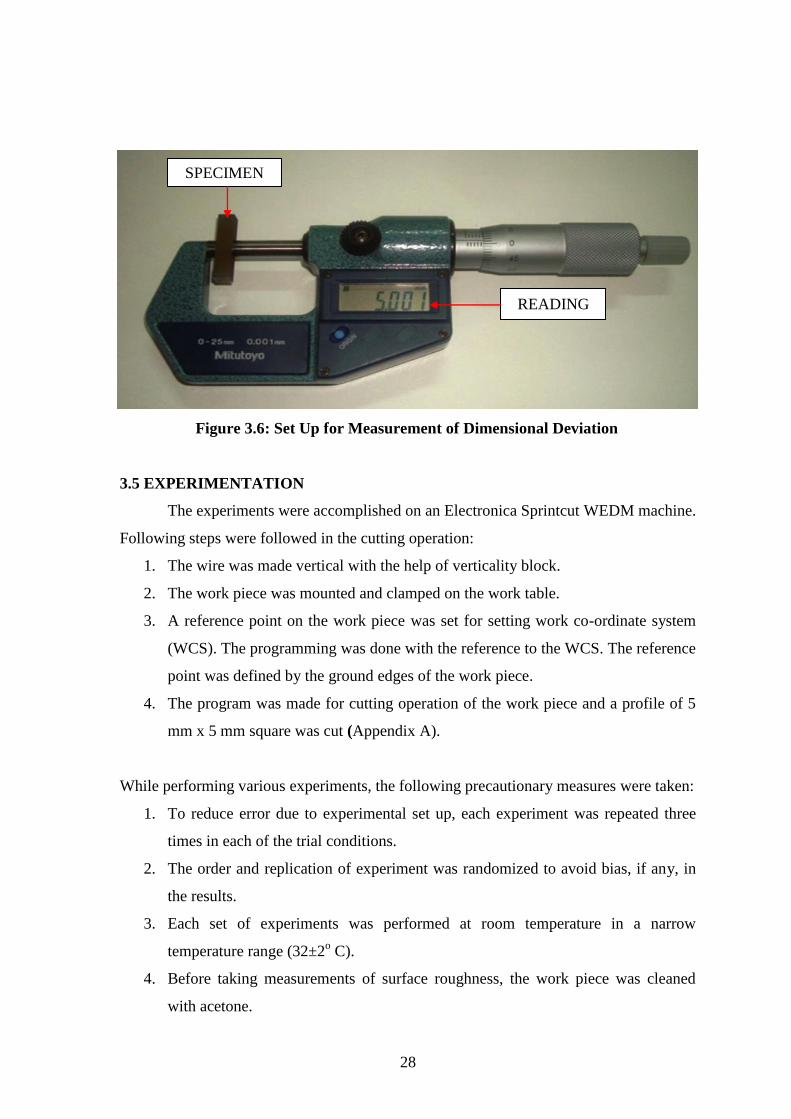
28
Figure 3.6: Set Up for Measurement of Dimensional Deviation
3.5 EXPERIMENTATION
The experiments were accomplished on an Electronica Sprintcut WEDM machine.
Following steps were followed in the cutting operation:
1. The wire was made vertical with the help of verticality block.
2. The work piece was mounted and clamped on the work table.
3. A reference point on the work piece was set for setting work co-ordinate system
(WCS). The programming was done with the reference to the WCS. The reference
point was defined by the ground edges of the work piece.
4. The program was made for cutting operation of the work piece and a profile of 5
mm x 5 mm square was cut (Appendix A).
While performing various experiments, the following precautionary measures were taken:
1. To reduce error due to experimental set up, each experiment was repeated three
times in each of the trial conditions.
2. The order and replication of experiment was randomized to avoid bias, if any, in
the results.
3. Each set of experiments was performed at room temperature in a narrow
temperature range (32±2o C).
4. Before taking measurements of surface roughness, the work piece was cleaned
with acetone.
SPECIMEN
READING

29
3.6 SELECTION OF PROCESS PARAMETERS
In order to identify the process parameters that may affect the machining
characteristics of WEDM machined parts an Ishikawa cause and effect diagram was
constructed and is shown in Figure 3.7.
Figure 3.7: Ishikawa Cause and Effect Diagram for WEDM Process
The input process parameters and output characteristics selected from Ishikawa
cause and effect diagram for the present work are shown in Figure 3.8.
3.6.1 Pulse on Time
The pulse on time is referred as Ton and it represents the duration of time in micro
seconds, µs, for which the current is flowing in each cycle (Figure 3.9). During this time
the voltage, VP, is applied across the electrodes. The Ton setting time range available on
the machine tool is 100-131 which is applied in steps of 1 unit. The equivalent time
setting in micro seconds is given in Table B.1 (Appendix B). The single pulse discharge
energy increases with increasing Ton period, resulting in higher cutting rate. With higher
values of Ton, however, surface roughness tends to be higher. The higher value of
discharge energy may also cause wire breakage.
Dielectric flow rate
(WP)
Wire Tension (WT)
ELECTRODE PARAMETERS
Pulse off Time (Toff)
Servo Feed (SF)
Wire Feed rate (WF)
Conductivity of dielectric (S)
Pulse on Time
(Ton)
Gap Voltage (VP)
Material
Height
WEDM
Performance
Meseaures
(CR, SR, IG, DD)
WORK PIECE
Wire Size
Wire Material
NON ELECTRICAL PARAMETERS
Spark gap set voltage (SV)
ELECTRICAL PARAMETERS
Peak Current (IP)

30
WEDM PROCESS
PROCESS
PARAMETERS
PERFORMANCE
MEASURES
PULSE ON TIME
PULSE OFF TIME
WIRE TENSION
WIRE FEED
PEAK CURRENT
SPARK GAP SET
VOLTAGE
CUTTING RATE
DIMENSIONAL
DEVIATION
GAP CURRENT
SURFACE ROUGHNESS
Figure 3.8: Process Parameters and Performance Measures of WEDM
3.6.2 Pulse off Time
The pulse off time is referred as Toff and it represents the duration of time in
micro seconds, µs, between the two simultaneous sparks (Figure 3.9). The voltage is
absent during this part of the cycle. The Toff setting time range available on the machine
tool is 00 - 63 which is applied in steps of 1 unit. The equivalent time setting in micro
seconds is given in Table B.2 (Appendix B). With a lower value of Toff, there are more
number of discharges in a given time, resulting in increase in the sparking efficiency. As
a result, the cutting rate also increases. Using very low values of Toff period, however,
may cause wire breakage which in turn reduces the cutting efficiency. As and when the
discharge conditions become unstable, one can increase the Toff period. This will allow
lower pulse duty factor and will reduce the average gap current.

31
Figure 3.9: Series of Electrical Pulses at the Inter Electrode Gap
3.6.3 Peak Current
The peak current is represented by IP and it is the maximum value of the current
passing through the electrodes for the given pulse. The IP setting current range available
on the present WEDM machine is 10–230 ampere which is applied in steps of 10 ampere.
Increase in the IP value will increase the pulse discharge energy which in turn can
improve the cutting rate further. For higher value of IP, gap conditions may become
unstable with improper combination of Ton, Toff, SV & SF settings. As and when the
discharge conditions become unstable one must reduce the IP value (Tarng et. al.,
(1994)).
3.6.4 Spark Gap Set Voltage
The spark gap set voltage is a reference voltage for the actual gap between the
work piece and the wire used for cutting. The SV voltage range available on the present
machine is 00 - 99 volt and is applied in steps of 1volt.
3.6.5 Wire Feed
Wire feed is the rate at which the wire-electrode travels along the wire guide path
and is fed continuously for sparking. The wire feed range available on the present WEDM
machine is 1–15 m/min in steps of 1m/min. It is always desirable to set the wire feed to
maximum. This will result in less wire breakage, better machining stability and slightly
more cutting speed.
3.6.6 Wire Tension
Wire tension determines how much the wire is to be stretched between upper and
lower wire guides. This is a gram-equivalent load with which the continuously fed wire is
kept under tension so that it remains straight between the wire guides. More the thickness

32
of job more is the tension required. Improper setting of tension may result in the job
inaccuracies as well as wire breakage. The wire tension range available on the machine is
1-15 units in steps of 1. The gram equivalent load and the machine setting units are
reported in Table B.3 (Appendix B).
3.6.7 Pulse Peak Voltage
Pulse peak voltage setting is for selection of open gap voltage. Increase in the VP
value will increase the pulse discharge energy which in turn can improve the cutting rate.
The pulse peak voltage setting range available on the machine is either 1 or 2 .Normally it
is selected at value 2.
3.6.8 Flushing Pressure
Flushing Pressure is for selection of flushing input pressure of the dielectric. The
flushing pressure range on this machine is either 1 (High) or 0 (low). High input pressure
of water dielectric is necessary for cutting with higher values of pulse power and also
while cutting the work piece of more thickness. Low input pressure is used for thin work
piece and in trim cuts.
3.6.9 Servo Feed
Servo feed setting decides the servo speed; the servo speed, at the set value of SF,
can vary in proportion with the gap voltage (normal feed mode) or can be held constant
while machining (with constant feed mode).
The ranges of process parameters for the experiments were decided on the basis of
literature survey and the pilot experiments conducted using one factor at a time approach
(OFAT). Results of the pilot experiments are given in subsequent sections.
3.7 PILOT EXPERIMENTS
The purpose of the pilot experiments is to study the variations of the WEDM
process parameters on performance measures such as cutting rate, surface roughness, gap
current and dimensional deviation. Also, it is intended to ascertain the range of different
parameters required for the two types of experimental design methodology used in this
work.
The pilot experiments were performed on ELEKTRA SPRINTCUT 734 WEDM
machine (Figure 3.1). Various input parameters varied during the experimentation are

33
pulse on time (Ton), pulse off time (Toff), servo voltage (SV), peak current (IP), wire
feed (WF) and wire tension (WT). The effects of these input parameters are studied on
cutting rate, surface roughness, gap current and dimensional deviation using one factor at
a time approach.
Apart from the parameters mentioned above following parameters were kept
constant at a fixed value during the experiments:
8. Work Material : Hot Die Steel, H-11
9. Cutting Tool : Brass wire of diameter 0.25 mm
10. Servo Feed : 2050 unit
11. Flushing Pressure : 1 unit (15 kg/cm2)
12. Peak Voltage : 2 unit (110 volt DC)
13. Conductivity of Dielectric : 20 mho
14. Work Piece Height : 24 mm
Cutting rate in mm/min and gap current in ampere were directly noted from
machine‟s control panel. Surface roughness measurements in µm were repeated three
times using a Mitutoyo‟s surftest, a portable surface roughness tester and the average
value was considered as surface roughness value for the analysis purpose. The
dimensions of the samples, cut from the material blank, were measured by a Mitutoyo‟s
digital micrometer having a least count of 0.001mm. Dimensional deviation was
calculated in percentage using Equation 3.1 as given below:
3.7.1 Effect of Pulse on Time on Performance Measures
The pulse on time (Ton) is varied from 105 unit to 129 unit in steps of 3 units. The
values of the other parameters are kept constant and their values are given as Toff = 51
unit; IP = 230 ampere; WF = 8 m/min; WT = 8 unit; SV = 20 volt; SF = 2050 unit. The
experimentally observed data for the response characteristics for different values of pulse
on time is given in Table 3.2. Figure 3.10 shows the scatter plots of pulse on time versus
response characteristics. The cutting rate increases with the increase in the pulse on time
in a practically straight line fashion and is shown plotted in Figure 3.10a.The value of
surface roughness though increases with increase in pulse on time but rather with a little

34
wavy pattern and is shown in Figure 3.10b. Whereas the value of the gap current with
pulse on time shows initially a wavy pattern but ends up finally into a straight line pattern
(Figure 3.10.c). The dimensional deviation shows an irregular pattern. It increases first
with pulse on time initially for few machine units of pulse on time and then settles into a
decreasing pattern with increase in pulse on time (Figure 3.10.d). These findings are in
agreement with Tarng et. al. (1994), Hascalyk and Cayda (2004), Hang et.al. (2007),
Kanlayasiri and Boonmung (2007) and Ramakrishnan and Karunamoorthy (2008).
Table 3.2: Performance Measures for Pulse on Time
S. No.
Pulse on
Time
(machine unit)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1 105 0.34 1.33 0.8 0.0033
2 108 0.65 1.59 1 0.0490
3 111 0.94 2.11 1.8 0.0507
4 114 1.26 2.46 2.2 0.0477
5 117 1.57 2.53 2.92 0.0430
6 120 1.96 2.64 3.8 0.0397
7 123 2.25 3.05 4.6 0.0367
8 126 2.63 3.15 5.5 0.0333
3.7.2 Effect of Pulse off Time on Performance Measures
The pulse off time (Toff) is varied from 63 unit to 39 unit with a decrement of 3
units. The values of the other parameters are kept constant and their values are given as
Ton = 114 unit; IP = 230 ampere; WF = 8 m/min; WT = 8 unit; SV = 20 Volt; SF = 2050
unit. The experimentally observed data for the performance parameters for a given value
of pulse off time is given in Table 3.3. Figure 3.11 shows the scatter plots of pulse off
time versus response characteristics. The cutting rate decreases with the increase in the
pulse off time in a practically straight line fashion and is shown plotted in Figure 3.11a
which is in agreement with the findings of Tarng et. al. (1994), Hascalyk and Caydas
(2004) and Kern (2007). The average value of surface roughness is little higher for pulse
off value from 36 unit to 42 unit and then remains practically constant (Figure 3.11b).
The values of the gap current with pulse off time show a decreasing trend with an

35
129126123120117114111108105102
3.0
2.5
2.0
1.5
1.0
0.5
0.0129126123120117114111108105102
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
129126123120117114111108105102
6
5
4
3
2
1
0129126123120117114111108105102
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Pulse on Time Pulse on Time
Pulse on Time Pulse on Time
Figure 3.10: Scatter Plots of Pulse on Time vs. Response Characteristics
6663605754514845423936
3.0
2.5
2.0
1.5
1.0
0.5
0.0
6663605754514845423936
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
6663605754514845423936
6
5
4
3
2
1
0
6663605754514845423936
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Pulse off Time Pulse off Time
Pulse off Time Pulse off Time
Figure 3.11: Scatter Plots of Pulse off Time vs. Response Characteristics

36
increase of pulse off time (Figure 3.11c). The dimensional deviation though shows an
irregular pattern but it remains practically constant with increase in pulse off time (Figure
3.11d). This is in agreement with Scott et. al. (1991), Tarng et. al. (1994), Hascalyk and
Caydas (2004), Manna and Bhattacharyya (2006), Kern (2007) and Ramakrishnan and
Karunamoorthy (2008).
3.7.3 Effect of Spark Gap Set Voltage on Performance Measures
The spark gap set voltage is varied from 5 volt to 80 volt in the increments of 15
volt. The values of the other parameters are kept constant and their values are given as
Ton = 114 unit; Toff = 51 unit; WF = 8 m/min; IP = 230 ampere; WT = 8 unit; SF = 2050
unit. The experimentally observed data for the performance measures for different values
of SV is given in Table 3.4. Figure 3.12 shows the scatter plots of spark gap set voltage
versus response characteristics. The cutting rate, surface roughness, and gap current
decrease linearly with increase in spark gap set voltage (Figures 3.12a-3.12c).The
dimensional deviation also decreases with wavy trend with increase in spark gap set
voltage (Figure 3.12d). This is in agreement with Tarng et. al. (1994).
Table 3.3: Performance Measures for Pulse off Time
S. No.
Pulse off
Time
(machine unit)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1. 63 0.69 2.33 1.4 0.0447
2. 60 0.78 2.32 1.5 0.0433
3. 57 0.88 2.2 1.8 0.0453
4. 54 1.06 2.36 2 0.0447
5. 51 1.23 2.36 2.2 0.0460
6. 48 1.5 2.31 2.7 0.0497
7. 45 1.87 2.34 3.35 0.0443
8. 42 2.13 2.67 3.75 0.0523
9. 39 2.31 2.554 4.2 0.0480

37
Table 3.4: Performance Measures for Spark Gap Set Voltage
S. No.
Spark Gap
Set Voltage
(volt)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1. 5 1.49 2.54 2.5 0.0647
2. 20 1.24 2.36 2.2 0.0460
3. 35 1.01 2.16 1.95 0.0423
4. 50 0.75 2 1.55 0.0317
5. 65 0.56 1.89 1.25 0.0263
6. 80 0.36 1.82 1 0.0213
95806550352050
3.0
2.5
2.0
1.5
1.0
0.5
0.095806550352050
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
95806550352050
6
5
4
3
2
1
095806550352050
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Figure 3.12: Scatter Plots of Spark Gap Set Voltage vs. Response Characteristics
Spark Gap Set Voltage Spark Gap Set Voltage
Spark Gap Set Voltage Spark Gap Set Voltage

38
3.7.4 Effect of Peak Current on Performance Measures
The peak current is varied from 230 ampere to 50 ampere in the decrements of 30
ampere. The values of the other parameters are kept constant and their values are given as
Ton = 114 unit; Toff = 51 unit; WF = 8 m/min; SV = 20 volt; WT = 8 unit; SF = 2050
unit. The experimentally observed data for the performance measures for different values
of peak current is given in Table 3.5.
Figure 3.13 shows the scatter plots of peak current versus response characteristics.
The cutting rate first increases then rate of increase decreases and again increases with
almost same rate with increase in peak current (Figure 3.13a). The surface roughness
value increases first with increase in peak current and thereby levels off with increase in
peak current (Figure 3.13b). These results tally with those of Tarng et. al. (1994). and
Rozenek et. al. (2001). The gap current first increases with peak current and then remains
practically constant with wavy nature with further increase in peak current (Figure 3.13c).
The dimensional deviation has a slightly decreasing trend with wavy nature with increase
in peak current (Figure 3.13d).
Table 3.5: Performance Measures for Peak Current
S. No.
Peak
Current
(ampere)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1. 230 1.26 2.36 2.2 0.046
2. 200 1.16 2.38 2.15 0.0507
3. 170 1.08 2.46 1.9 0.055
4. 140 1.03 2.51 2 0.054
5. 110 0.95 2.44 1.95 0.0587
6. 80 0.8 2.25 1.8 0.0597
7. 50 0.52 1.59 1.3 0.0563

39
260230200170140110805020
3.0
2.5
2.0
1.5
1.0
0.5
0.0260230200170140110805020
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
260230200170140110805020
6
5
4
3
2
1
0
260230200170140110805020
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Peak Current Peak Current
Peak Current Peak Current
Figure 3.13: Scatter Plots of Peak Current vs. Response Characteristics
3.7.5 Effect of Wire Feed on Performance Measures
The wire feed is varied from 2 m/min to 12 m/min in the steps of 2m/min.The
values of the other parameters are kept constant and their values are given as Ton = 114
unit; Toff = 51 unit; IP = 230 ampere; SV = 20 volt; WT = 8 unit; SF = 2050 unit.
The experimentally observed data for the performance measures for different
values of wire feed is given in Table 3.6.
Table 3.6: Performance Measures for Wire Feed
S. No.
Wire
Feed
(m/min)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1. 2 1.25 2.33 2.2 0.0513
2. 4 1.27 2.32 2.2 0.0480
3. 6 1.24 2.41 2.2 0.0483
4. 8 1.26 2.36 2.2 0.0460
5. 10 1.27 2.48 2.2 0.0473
6. 12 1.24 2.31 2.2 0.0493

40
Figure 3.14 shows the scatter plots of wire feed versus response characteristics. The
cutting rate and gap current remain practically constant with the increase in wire feed
(Figure 3.14a, 3.14c). Whereas the surface roughness though remains practically constant
but has a little wavy character (Figure 3.14b). The dimensional deviation first decreases
drastically with wire feed and then increases with the further increase in wire feed (Figure
3.14d). These finding are in agreement with Hascalyk and Cayda (2004), Ramakrishnan
and Karunamoorthy (2008).
14121086420
3.0
2.5
2.0
1.5
1.0
0.5
0.014121086420
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
14121086420
6
5
4
3
2
1
014121086420
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Wire Feed Wire Feed
Wire Feed Wire Feed
Figure:3.14 Scatter Plots of Wire Feed vs. Response Characteristics
3.7.6 Effect of Wire Tension on Performance Measures
The wire tension is varied from 2 unit to 12 unit in the steps of 2 units. The values
of the other parameters are kept constant and their values are given as Ton = 114 unit;
Toff = 51 unit; IP = 230 ampere; WF = 8 m/min; SV = 20 volt; SF = 2050 unit. The
experimentally observed data for the performance measures for different values of wire
tension is given in Table 3.7. Figure 3.15 shows the scatter plots of wire tension versus
response characteristics. The cutting rate, surface roughness and gap current remain
practically constant with the increase in wire tension (Figure 3.15a-3.15c). These findings
are in agreement with Rajurkar and Wang (1993).

41
Table 3.7: Performance Measures for Wire Tension
S. No.
Wire
Tension
(machine unit)
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1. 2 1.23 2.36 2.2 0.0430
2. 4 1.23 2.36 2.15 0.0403
3. 6 1.23 2.37 2.2 0.0433
4. 8 1.23 2.36 2.2 0.0460
5. 10 1.22 2.38 2.2 0.0483
6. 12 1.24 2.36 2.2 0.0520
14121086420
3.0
2.5
2.0
1.5
1.0
0.5
0.014121086420
3.5
3.0
2.5
2.0
1.5
1.0
0.5
0.0
14121086420
6
5
4
3
2
1
014121086420
0.100
0.075
0.050
0.025
0.000
(a) Cutting Rate (b) Surface Roughness
(c) Gap Current (d) Dimensional Deviation
Wire Tension Wire Tension
Wire Tension Wire Tension
Figure:3.15 Scatter Plots of Wire Tension vs. Response Characteristics
The dimensional deviation increases slightly with increase in wire tension (Figure
3.15d). This is in agreement with Hascalyk and Cayda (2004) and Kanlayasiri and
Boonmung (2007).

42
3.8 SELECTION OF RANGE OF PARAMETERS BASED ON PILOT
INVESTIGATION
The pilot experiments were carried by varying the process parameters e.g. pulse
on time, pulse off time, spark gap set voltage, peak current, wire feed and wire tension to
study their effect on output parameters e.g. cutting rate, surface roughness, gap current,
and dimensional deviation as shown in Figures 3.10 to 3.15. The ranges of these process
parameters are given in Table 3.8. From these ranges of the process parameters, different
levels of process parameters would be selected for Taguchi experimental design and
experimental design methodology using response surface methodology.
Table 3.8: Process Parameters, Symbols and their Ranges
Process Parameters Symbol units Range
(machine units)
Range
(actual units)
Pulse on Time Ton µs 105-126 0.35-1.4 µs
Pulse off time Toff µs 40-63 14 -52 µs
Spark gap set voltage SV V 10-50 10-50 volt
Peak Current IP A 70-230 70-230 ampere
Wire Feed WF m/min 4-12 4 -12 m/min
Wire Tension WT gram 4-12 500-1800 gram

43
CHAPTER 4
EXPERIMENTAL DESIGN METHODOLOGY
A scientific approach to plan the experiments is a necessity for efficient conduct
of experiments. By the statistical design of experiments the process of planning the
experiment is carried out, so that appropriate data will be collected and analyzed by
statistical methods resulting in valid and objective conclusions. When the problem
involves data that are subjected to experimental error, statistical methodology is the only
objective approach to analysis. Thus, there are two aspects of an experimental problem:
the design of the experiments and the statistical analysis of the data. These two points are
closely related since the method of analysis depends directly on the design of
experiments employed. The advantages of design of experiments are as follows:
Numbers of trials is significantly reduced.
Important decision variables which control and improve the performance of the
product or the process can be identified.
Optimal setting of the parameters can be found out.
Qualitative estimation of parameters can be made.
Experimental error can be estimated.
Inference regarding the effect of parameters on the characteristics of the process
can be made.
In the present work, the Taguchi‟s method, and the response surface methodology have
been used to plan the experiments and subsequent analysis of the data collected.
4.1 TAGUCHI EXPERIMENTAL DESIGN AND ANALYSIS
4.1.1 Taguchi’s Philosophy
Taguchi‟s comprehensive system of quality engineering is one of the greatest
engineering achievements of the 20th
century. His methods focus on the effective
application of engineering strategies rather than advanced statistical techniques. It
includes both upstream and shop-floor quality engineering. Upstream methods efficiently

44
use small-scale experiments to reduce variability and remain cost-effective, and robust
designs for large-scale production and market place. Shop-floor techniques provide cost-
based, real time methods for monitoring and maintaining quality in production. The
farther upstream a quality method is applied, the greater leverages it produces on the
improvement, and the more it reduces the cost and time. Taguchi‟s philosophy is founded
on the following three very simple and fundamental concepts (Ross, 1988; Roy, 1990):
Quality should be designed into the product and not inspected into it.
Quality is best achieved by minimizing the deviations from the target. The
product or process should be so designed that it is immune to uncontrollable
environmental variables.
The cost of quality should be measured as a function of deviation from the
standard and the losses should be measured system-wide.
Taguchi proposes an “off-line” strategy for quality improvement as an alternative
to an attempt to inspect quality into a product on the production line. He observes that
poor quality cannot be improved by the process of inspection, screening and salvaging.
No amount of inspection can put quality back into the product. Taguchi recommends a
three-stage process: system design, parameter design and tolerance design (Ross, 1988,
Roy, 1990). In the present work Taguchi‟s parameter design approach is used to study the
effect of process parameters on the various responses of the WEDM process.
4.1.2 Experimental Design Strategy
Taguchi recommends orthogonal array (OA) for laying out of experiments. These
OA‟s are generalized Graeco-Latin squares. To design an experiment is to select the most
suitable OA and to assign the parameters and interactions of interest to the appropriate
columns. The use of linear graphs and triangular tables suggested by Taguchi makes the
assignment of parameters simple. The array forces all experimenters to design almost
identical experiments (Roy, 1990).
In the Taguchi method the results of the experiments are analyzed to achieve one
or more of the following objectives (Ross, 1988):
To establish the best or the optimum condition for a product or process
To estimate the contribution of individual parameters and interactions
45
To estimate the response under the optimum condition
The optimum condition is identified by studying the main effects of each of the
parameters. The main effects indicate the general trends of influence of each parameter.
The knowledge of contribution of individual parameters is a key in deciding the nature of
control to be established on a production process. The analysis of variance (ANOVA) is
the statistical treatment most commonly applied to the results of the experiments in
determining the percent contribution of each parameter against a stated level of
confidence. Study of ANOVA table for a given analysis helps to determine which of the
parameters need control (Ross, 1988).
Taguchi suggests (Roy, 1990) two different routes to carry out the complete
analysis. First, the standard approach, where the results of a single run or the average of
repetitive runs are processed through main effect and ANOVA analysis (Raw data
analysis). The second approach which Taguchi strongly recommends for multiple runs is
to use signal- to- noise ratio (S/N) for the same steps in the analysis. The S/N ratio is a
concurrent quality metric linked to the loss function (Barker, 1990). By maximizing the
S/N ratio, the loss associated can be minimized. The S/N ratio determines the most robust
set of operating conditions from variation within the results. The S/N ratio is treated as a
response (transform of raw data) of the experiment. Taguchi recommends (Ross, 1988)
the use of outer OA to force the noise variation into the experiment i.e. the noise is
intentionally introduced into experiment. However, processes are often times subject to
many noise factors that in combination, strongly influence the variation of the response.
For extremely „noisy‟ systems, it is not generally necessary to identify specific noise
factors and to deliberately control them during experimentation. It is sufficient to
generate repetitions at each experimental condition of the controllable parameters and
analyze them using an appropriate S/N ratio (Byrne and Taguchi, 1987).
In the present investigation, the raw data analysis and S/N data analysis have been
performed. The effects of the selected WEDM process parameters on the selected quality
characteristics have been investigated through the plots of the main effects based on raw
data. The optimum condition for each of the quality characteristics has been established
46
through S/N data analysis aided by the raw data analysis. No outer array has been used
and instead, experiments have been repeated three times at each experimental condition.
4.1.3 Loss Function
The heart of Taguchi method is his definition of the nebulous and elusive term
„quality‟ as the characteristic that avoids loss to the society from the time the product is
shipped (Braker, 1986). Loss is measured in terms of monetary units and is related to
quantifiable product characteristic.
Taguchi defines quality loss via his „loss function‟. He unites the financial loss
with the functional specification through a quadratic relationship that comes from a
Taylor series expansion. The quadratic function takes the form of a parabola. Taguchi
defines the loss function as a quantity proportional to the deviation from the nominal
quality characteristic (Roy, 1990). He has found the following quadratic form to be a
useful workable function (Roy, 1990):
L(y) = k (y-m)2
(4.1)
Where,
L = Loss in monetary units
m = value at which the characteristic should be set
y = actual value of the characteristic
k = constant depending on the magnitude of the characteristic and the monetary
unit involved
The loss function represented in Eq. 4.1 is graphically shown in Figure 4.1a. The
characteristics of the loss function are (Roy, 1990):
The farther the product‟s characteristic varies from the target value, the greater is
the loss. The loss must be zero when the quality characteristic of a product meets
its target value.
The loss is a continuous function and not a sudden step as in the case of
traditional (goal post) approach (Figure 4.1b). This consequence of the continuous
loss function illustrates the point that merely making a product within the
specification limits does not necessarily mean that product is of good quality.

47
4.1.3.1 Average loss-function for product population
In a mass production process, the average loss per unit is expressed as (Roy
1990):
2
n
2
2
2
1 myk...mykmyk1
yL n
(4.2)
Where,
y1, y2…yn = Actual value of the characteristic for unit 1, 2,…n respectively
n = Number of units in a given sample
k = Constant depending on the magnitude of the characteristic and the
monetary unit involved
m = Target value at which the characteristic should be set
The Eq. 4.2 can be simplified as:
NBMSDkyL (4.3)
Where,
MSDNB = Mean squared deviation or the average of squares of all deviations
from the target or nominal value
NB = “Nominal is Best”
4.1.3.2 Other loss functions
The loss-function can also be applied to product characteristics other than the
situation where the nominal value is the best value (m).
The loss-function for a „smaller is better‟ type of product characteristic (LB) is
shown in Figure 4.2a. The loss function is identical to the „nominal-is-best‟ type of
situation when m=0, which is the best value for „smaller is better‟ characteristic (no
negative value). The loss function for a „larger-is-better‟ type of product characteristic
(HB) is also shown in Figure 4.2b, where also m=0.
4.1.4 Signal to Noise Ratio
The loss-function discussed above is an effective figure of merit for making
engineering design decisions. However, to establish an appropriate loss-function with its

48
(a) Taguchi Loss Function
(b) Traditional (Goal-Post) Approach
Figure 4.1(a, b): The Taguchi Loss-Function and The Traditional Approach
(Ross, 1988)
NO LOSS
TARGET (m)
LOSS LOSS
LSL USL
AO AO
A0 A0

49
CHARCTERISTIC: LB 2kyL
Loss
(m
onet
ary u
nit
)
Y
CHARACTERISTIC: HB
2
1
ykL
y
Lo
ss (
monet
ary U
nit
)
(a)
(b)
Figure 4.2(a, b): The Taguchi Loss-Function for LB and HB Characteristics
(Barker, 1990)

50
k value to use as a figure of merit is not always cost-effective and easy. Recognizing the
dilemma, Taguchi created a transform function for the loss-function which is named as
signal -to-noise (S/N) ratio (Barker, 1990).
The S/N ratio, as stated earlier, is a concurrent statistic. A concurrent statistic is
able to look at two characteristics of a distribution and roll these characteristics into a
single number or figure of merit. The S/N ratio combines both the parameters (the mean
level of the quality characteristic and variance around this mean) into a single metric
(Barker, 1990).
A high value of S/N implies that signal is much higher than the random effects of
noise factors. Process operation consistent with highest S/N always yields optimum
quality with minimum variation (Barker, 1990).
The S/N ratio consolidates several repetitions (at least two data points are
required) into one value. The equation for calculating S/N ratios for „smaller is better‟
(LB), „larger is better‟ (HB) and „nominal is best‟ (NB) types of characteristics are as
follows (Ross, 1988):
1. Larger the Better:
HB( ) 10 log MSDHBS
N (4.4)
Where,
R
1j
)2j
(1/yR
1MSDHB
2. Smaller the Better:
LBLB
S 10 log MSDN
(4.5)
Where,
R
1j
2
jLB )(yR
1MSD
3. Nominal the Best
NBNB
S 10 log MSDN
(4.6)

51
Where,
R
1j
2
ojNB )y-(yR
1MSD
R = Number of repetitions
The mean squared deviation (MSD) is a statistical quantity that reflects the deviation
from the target value. The expressions for MSD are different for different quality
characteristics. For the „nominal is best‟ characteristic, the standard definition of MSD is
used. For the other two characteristics the definition is slightly modified. For „smaller is
better‟, the unstated target value is zero. For „larger is better‟, the inverse of each large
value becomes a small value and again, the unstated target value is zero. Thus for all
three expressions, the smallest magnitude of MSD is being sought.
4.1.5 Relation between S/N Ratio and Loss Function
Figure 4.2a shows a single sided quadratic loss function with minimum loss at the
zero value of the desired characteristic. As the value of y increases, the loss grows. Since,
loss is to be minimized the target in this situation for y is zero.
The basic loss function (Eq. 4.1) is:
L(y) = k (y-m)2
If m = 0
L(y) = k (y2)
The loss may be generalized by using k=1 and the expected value of loss may be found
by summing all the losses for a population and dividing by the number of samples R
taken from this population. This in turn gives the following expression (Barker, 1990).
EL = Expected loss = (Σy2/R) (4.7)
The above expression is a figure of demerit. The negative of this demerit
expression produces a positive quality function. This is the thought process that goes into
the creation of S/N ratio from the basic quadratic loss function. Taguchi adds the final
touch to this transformed loss-function by taking the log (base 10) of the negative
expected loss and then he multiplies by 10 to put the metric into the decibel terminology

52
(Barker, 1990). The final expression for „smaller-is-better‟ S/N ratio takes the form of
Equation 4.2. The same thought pattern follows in creation of other S/N ratios.
4.1.6 Steps in Experimental Design and Analysis
The Taguchi experimental design and analysis flow diagram is shown in Figure
4.3. The important steps are discussed in the subsequent article.
4.1.6.1 Selection of orthogonal array (OA)
In selecting an appropriate OA, the pre-requisites are (Ross, 1988; Roy, 1990):
Selection of process parameters and/or interactions to be evaluated
Selection of number of levels for the selected parameters
The determination of which parameters to investigate hinges upon the product or
process performance characteristics or responses of interest (Ross, 1988). Several
methods are suggested by Taguchi for determining which parameters to include in an
experiment. These are (Ross, 1988):
a) Brainstorming
b) Flow charting
c) Cause-Effect diagrams
The total Degrees of Freedom (DOF) of an experiment is a direct function of total
number of trials. If the number of levels of a parameter increases, the DOF of the
parameter also increases because the DOF of a parameter is the number of levels minus
one. Thus, increasing the number of levels for a parameter increases the total degrees of
freedom in the experiment which in turn increases the total number of trials. Thus, two
levels for each parameter are recommended to minimize the size of the experiment (Ross,
1988). If curved or higher order polynomial relationship between the parameters under
study and the response is expected, at least three levels for each parameter should be
considered (Barker, 1990). The standard two level and three level arrays (Taguchi and
Wu, 1979) are:
Two level arrays: L4, L8, L12, L16, L32
Three level arrays : L9, L18, L27

53
Selection of Orthogonal Array (OA)
Decide: Number of parameters
Number of levels
Interactions of interest
Degrees of freedom (DOF) required
OA Selection Criterion
Total DOF of OA> DOF required for parameters and
interactions
Assign parameters and interactions to columns of OA
using linear graph and/or Triangular tables
Noise?
Consider noise factors and use
appropriate outer array Decide the number of repetitions
(at least two repetitions)
Run the experiment in random order
Record the responses
Determine the S/N ratio
Conduct ANOVA on raw data Conduct ANOVA on S/N data
Classify the factors
Class I: affect both average and variation
Class II: affect variation only
Class III: affect average only
Class IV: affect nothing
Identify control parameters which
affect mean of the quality
characteristics
Identify control parameters which
affect mean and variation of the
quality characteristics
Select proper levels of Class I and Class II factors to reduce
variation and Class III factors to adjust the mean to the target
and Class IV to the most economic levels
Predict the mean at the selected levels
Determine confidence intervals
Determine optimal range
Conduct confirmation experiments
Draw conclusions
Figure 4.3: Taguchi Experimental Design and Analysis Flow Diagram
54
The number as subscript in the array designation indicates the number of trials in that
array. The total degrees of freedom (DOF) available in an OA are equal to the number of
trials minus one (Ross, 1988):
1NfNL (4.8)
Where,
NLf = Total degrees of freedom of an OA
LN = OA designation
N = Number of trials
When a particular OA is selected for an experiment, the following inequality must be
satisfied (Ross, 1988):
NLf ≥ Total degree of freedom required for parameters and interactions (4.9)
Depending on the number of levels of the parameters and total DOF required for the
experiment, a suitable OA is selected.
4.1.6.2 Assignment of parameters and interaction to the OA
The OA‟s have several columns available for assignment of parameters and some
columns subsequently can estimate the effect of interactions of these parameters. Taguchi
has provided two tools to aid in the assignment of parameters and interactions to arrays
(Ross, 1988; Roy, 1990):
1. Linear graphs
2. Triangular tables
Each OA has a particular set of linear graphs and a triangular table associated
with it. The linear graphs indicate various columns to which parameters may be assigned
and the columns subsequently evaluate the interaction of these parameters. The triangular
tables contain all the possible interactions between parameters (columns). Using the
linear graphs and /or the triangular table of the selected OA, the parameters and
interactions are assigned to the columns of the OA. The linear graph of L27 OA is given in
Figure C.1 (Appendix C).

55
4.1.6.3. Selection of outer array
Taguchi separates factors (parameters) into two main groups: controllable factors
and uncontrollable factors (noise factors). Controllable factors are factors that can easily
be controlled. Noise factors, on the other hand, are nuisance variables that are difficult,
impossible, or expensive to control (Byrne and Taguchi, 1987). The noise factors are
responsible for the performance variation of a process. Taguchi recommends the use of
outer array for the noise factors and inner arrays for controllable factors. If an outer array
is used, the noise variation is forced into the experiment. However, experiments against
the trial conditions of the inner array (the OA used for the controllable factors) may be
repeated and in this case the noise variation is unforced into the experiment (Byrne and
Taguchi, 1987). The outer array, if used, will have same assignment considerations.
However, the outer array should not be complex as the inner array because the outer array
is noise only which is controlled only in the experiment (Ross, 1988). An example of
inner and outer array combination is shown in Table C.1 (Appendix C).
4.1.6.4. Experimentation and data collection
The experiment is performed against each of the trial conditions of the inner
array. Each experiment at a trial condition is repeated simply (if outer array is not used)
or according to the outer array (if used). Randomization should be carried to reduce bias
in the experiment.
The data (raw data) are recorded against each trial condition and S/N ratios of the
repeated data points are calculated and recorded against each trial condition.
4.1.6.5 Data analysis
A number of methods have been suggested by Taguchi for analyzing the data:
observation method, ranking method, column effect method, ANOVA, S/N ANOVA,
plot of average response curves, interaction graphs etc. (Ross, 1988). However, in the
present investigation the following methods have been used:
Plot of average response curves
ANOVA for raw data

56
ANOVA for S/N data
S/N response graphs
Interaction graphs
Residual graphs
The plot of average responses at each level of a parameter indicates the trend.
It is a pictorial representation of the effect of parameter on the response. The
change in the response characteristic with the change in levels of a parameter can
easily be visualized from these curves. Typically, ANOVA for OA‟s are
conducted in the same manner as other structured experiments (Ross, 1988).
The S/N ratio is treated as a response of the experiment, which is a measure of the
variation within a trial when noise factors are present. A standard ANOVA can be
conducted on S/N ratio which will identify the significant parameters (mean and
variation). Interaction graphs are used to select the best combination of interactive
parameters (Peace, 1993). Residual plots are used to check the accurac
4.1.6.6. Parameters design strategy
4.1.6.6.1 Parameter classification and selection of optimal levels
When the ANOVA on the raw data (identifies control parameters which affect
average) and S/N data (identifies control parameters which affect variation) are
completed, the control parameters may be put into four classes (Ross1988):
Class I : Parameters which affect both average and variation
(Significant in both i.e. raw data ANOVA and S/N ANOVA)
Class II : Parameters which affect variation only
(Significant in S/N ANOVA only)
Class III : Parameters which affect average only
(Significant in raw data ANOVA only)
Class IV : Parameters which affect nothing.
(Not significant in both ANOVAs)
The parameters design strategy is to select the proper levels of class I and class II
parameters to reduce variation and class III parameters to adjust the average to the target

57
value. Class IV parameters may be set at the most economical levels since nothing is
affected.
4.1.6.6.2 Prediction of the mean
After determination of the optimum condition, the mean of the response (µ) at the
optimum condition is predicted. The mean is estimated only from the significant
parameters. The ANOVA identifies the significant parameters. Suppose, parameters A
and B are significant and A2B2 (second level of A=A2, second level of B=B2) is the
optimal treatment condition. Then, the mean at the optimal condition (optimal value of
the response characteristic) is estimated as (Ross, 1988):
TBA
TBTATμ
22
22
Where
T = Overall mean of the response
22 B ,A = Average values of response at the second levels of parameters A and B
respectively
It may also so happen that the prescribed combination of parameter levels
(optimal treatment condition) is identical to one of those in the experiment. If this
situation exists, then the most direct way to estimate the mean for that treatment
condition is to average out all the results for the trials which are set at those particular
levels (Ross, 1988).
4.1.6.6.3 Determination of confidence interval
The estimate of the mean (µ) is only a point estimate based on the average of
results obtained from the experiment. Statistically this provides a 50% chance of the true
average being greater than µ. It is therefore customary to represent the values of a
statistical parameter as a range within which it is likely to fall, for a given level of
confidence (Ross, 1988). This range is termed as the confidence interval (CI). In other
words, the confidence interval is a maximum and minimum value between which the true
average should fall at some stated percentage of confidence (Ross, 1988).

58
The following two types of confidence interval are suggested by Taguchi in
regards to the estimated mean of the optimal treatment condition (Ross, 1988).
1. Around the estimated average of a treatment condition predicted from the
experiment. This type of confidence interval is designated as CIPOP
(confidence interval for the population).
2. Around the estimated average of a treatment condition used in a confirmation
experiment to verify predictions. This type of confidence interval is
designated as CICE (confidence interval for a sample group).
The difference between CIPOP and CICE is that CIPOP is for the entire population
i.e., all parts ever made under the specified conditions, and CICE is for only a sample
group made under the specified conditions. Because of the smaller size (in confirmation
experiments) relative to entire population, CICE must slightly be wider. The expressions
for computing the confidence intervals are given below (Ross, 1988; Roy, 1990)
eff
eeαPOP
n
V)f(1,FCI (4.10)
R
1
n
1V)f(1,FCI
eff
eeαCE (4.11)
Where, Fα (1, fe) = The F ratio at a confidence level of (1-α) against DOF 1, and error
degree of freedom fe.
mean theof estimatethein associated DOF Total1
Neff
n
N = Total number of results
R = Sample size for confirmation experiment
In Eq. 4.11, as R approaches infinity, i.e., the entire population, the value 1/R
approaches zero and CICE = CIPOP. As R approaches 1, the CICE becomes wider.
4.1.6.6.4 Confirmation experiment
The confirmation experiment is a final step in verifying the conclusions from the
previous round of experimentation. The optimum conditions are set for the significant
59
parameters (the insignificant parameters are set at economic levels) and a selected
number of tests are run under specified conditions. The average of the confirmation
experiment results is compared with the anticipated average based on the parameters and
levels tested. The confirmation experiment is a crucial step and is highly recommended to
verify the experimental conclusion (Ross, 1988).
4.2 RESPONSE SURFACE METHODOLOGY
Response surface methodology (RSM) is a collection of mathematical and
statistical techniques useful for analyzing problems in which several independent
variables influence a dependent variable or response, and the goal is to optimize this
response (Cochran and Cox, 1962). In many experimental conditions, it is possible to
represent independent factors in quantitative form as given in Equation 4.12. Then these
factors can be thought of as having a functional relationship with response as follows:
1 2 k r Y x ,x ,..........., x e (4.12)
This represents the relation between response Y and x1, x2,… ,xk of k quantitative
factors. The function Φ is called response surface or response function. The residual er
measures the experimental errors (Cochran and Cox, 1962). For a given set of
independent variables, a characteristic surface is responded. When the mathematical form
of Φ is not known, it can be approximated satisfactorily within the experimental region
by a polynomial. Higher the degree of polynomial, better is the correlation but at the
same time costs of experimentation become higher.
For the present work, RSM has been applied for developing the mathematical
models in the form of multiple regression equations for the quality characteristic of
machined parts produced by WEDM process. In applying the response surface
methodology, the dependent variable is viewed as a surface to which a mathematical
model is fitted. For the development of regression equations related to various quality
characteristics of WEDM process, the second order response surface has been assumed
as:
r
2
2ji
jiij
k
1i
2
iii
k
1i
iio exxbxbxbbY
(4.13)
60
This assumed surface Y contains linear, squared and cross product terms of
variables xi‟s. In order to estimate the regression coefficients, a number of experimental
design techniques are available. Box and Hunter (1957) have proposed that the scheme
based on central composite rotatable design fits the second order response surfaces quite
accurately.
4.2.1 Central Composite Second Order Rotatable Design
In this design, standard error remains the same at all the points which are
equidistant from the centre of the region. This criterion of rotatability can be explained as
follows: Let the point (0, 0, ---, 0) represent the centre of the region in which the relation
between Y and X is under investigation. From the results of any experiment, the standard
error, er of Y can be computed at any point on the fitted surface. This standard error acts
as a function of the co-ordinates xi‟s of the point. Because of rotatability condition, this
standard error is same at all equidistant points with the distance ρ from the centre of
region i.e. for all points, which satisfy the following equation:
2 2 2 2
1 2 k.... ρ constantx x x (4.14)
Central composite rotatable design is subdivided into the following three parts:
Points related to 2k
design, where k is the number of parameters and 2 is the
number of levels at which the parameters is kept during experimentation
Extra points called star points positioned on the co-ordinates axes to form a
central composite design with a star arm of size α
Few more points added at the centre to give roughly equal precision for response
Y with a circle of radius one
The factor α is the radius of the circle or sphere on which the star points lie. With k ≥5
the experimental size is reduced by using half replication of 2k
factorial design. With half
replication, α become 2
(k-1)/4. Also, no replication is needed to find error mean square,
since this can be found out by replicating the centre points (Akhanazarova and Kafarov,
1982). The components of central composite second order rotatable design for different
number of variables are given in Table 4.1. A pictorial representation of different points
for the case of 3 variables is shown in Figure 4.4.

61
Table 4.1: Components of Central Composite Second Order Rotatable Design
(Cochran and Cox, 1962)
Variables
(k)
Factorial
Points (2k)
Star Points
(2k)
Center
Points (n)
Total (N) Value of α
3 8 6 6 20 1.682
4 16 8 7 31 2.000
5** 16* 10 6 32 2.000
6 32* 12 9 53 2.378
* Half replication , **This row is used in the present work
Figure 4.4: Central Composite Rotatable Design in 3X-Variables
(Cochran and Cox, 1962)
X3
X1
X2
(0, 0, - 1.682)
(0, 0, 1.682)
(1.682, 0, 0) (-1.682, 0, 0)
(0, 1.682, 0)
(0, -1.682, 0)
(1, -1, -1) (-1, -1, -1)
(-1, -1, 1) (1, -1, 1)
(1, 1, 1)
(1, 1, -1)
(-1, -1, 1)
(-1, 1, -1)
6 Points at center

62
4.2.2 Estimation of the Coefficients
As stated earlier the regression equation representing second order response
surface has been assumed as (Eq. 4.13):
r
2
2ji
jiij
k
1i
2
iii
k
1i
iio exxbxbxbbY
(4.15)
Where, Y is the estimated response, b‟s are the coefficients and xi‟s are the independent
variables.
The method of least squares may be used to estimate the regression coefficients
(Hines and Montgomery, 1990). Let xqi denote the qth
observation of the variable xi and N
the total number of observations. Then the data for N observations in terms of various
variables will appear as shown below:
Y x1 x2… xk x12 x2
2…
xk
2 x1x2… xk-1xk
y1 x11 x12 x1k x112 x12
2 x1k
2 x11x12 x1k-1x1k
y2 x21 x22 x2k x212 x22
2 x2k
2 x21x22 x2k-1x2k
.
.
.
.
yN xN1 xN2 xNk xN12
xN22
xNk2
xN1xN2 xNk-1xNk
In terms of the qth
observation the Equation 4.13 can be written as:
qqkqkkkqqqkkkqqkkqqq exxbxxbxbxbxbxbxbbY 1,12112
22
11122110 ......
(4.16)
Or

63
q
k
2ji
qjqiij
k
1i
2
qiii
k
1i
qiioq exxbxbxbbY
(4.17)
Where,
q = 1, 2… N
The least square function is,
N
q
qeL1
2 (4.18)
Hence from the Equation 4.17
2
1 1 1 2
0
N
q
k
i
k
i
k
ji
qjqiijqiiiqiiq xxbxbxbbYL (4.19)
This function L is to be minimized with respect to b0, b1… This least square estimate of
b0, bi, bii and bij must satisfy the following set of equations:
021 1 1 2
2
0
0
N
q
k
i
k
i
k
Ji
qjqiijqiiiqiiq xxbxbxbbYb
L (4.20)
021 1 1 2
2
0
qi
N
q
k
i
k
i
k
Ji
qjqiijqiiiqiiq
i
xxxbxbxbbYb
L (4.21)
02 2
1 1 1 2
2
0
qi
N
q
k
i
k
i
k
Ji
qjqiijqiiiqiiq
ii
xxxbxbxbbYb
L (4.22)
021 1 1 2
2
0
qjqi
N
q
k
i
k
i
k
Ji
qjqiijqiiiqiiq
ij
xxxxbxbxbbYb
L (4.23)
There are P = k+1 normal equations, one for each unknown regression equation
coefficient. Hence, by solving the above equations the coefficients of the regression
equation can be obtained.
It is simpler to solve the normal equations if they are expressed in matrix form.
The second order response surface in matrix form may be written as:
εβXY (4.24)

64
Where,
N
2
1
y
y
y
Y
,
...x...xx...xxx1
...x...xx...xxx1
...x...xx...xxx1
X
2N1N
2
1NkN2N1N
2212
2
12k22212
2111
2
11k12111
,
p
1
o
b
b
b
β
,
N
2
1
e
e
e
ε
N = Total number of experiments
P = Total number of coefficients
Y is an (N × 1) vector of the observations, X is an (N × P) matrix of the levels of the
independent variables, β is a (P × 1) vector of the regression coefficients and ε is a (N ×
1) vector of random errors.
The least square estimator is
XβYβXYεε'εL'
N
1q
2
q
(4.25)
This may be expressed as
XβX'β'βXY'YX'β'YY'L (4.26)
Since YX '' is a (1 × 1) matrix and its transpose will also be a (1× 1) matrix. Then
Y'XβYX'β''
Hence the Equation 4.26 has been written as:
XβX'β'YX'β'2YY'L (4.27)
The least square estimates must satisfy
0'2'2
XXYXL
(4.28)
This on simplification yields the values of different coefficients of regression equation as
(Beveridge and Haughev, 1971):
YX'XX'β
YX'βXX'
1
(4.29)

65
4.2.3 Analysis of Variance
For the analysis of variance, the total sum of squares may be divided into four
parts:
The contribution due to the first order terms
The contribution due to the second order terms
A „Lack of fit‟ component which measures the deviations of the response from
the fitted surface
Experimental error which is obtained from the centre points
The general formulae for the sum of squares are given in Table 4.2 (Peng, 1967;
Steel and Torrie, 1986), where, N is the total number of experimental points, n0, Ys, 0Y
represent total number of observations, sth
response value and mean value of response
respectively at the centre points of the experimental region. The design matrix for five
independent variables is shown in Table 4.3.
4.2.4 Significance Testing of the Coefficients
In order to determine the individual coefficients for significance one has to set up
a null hypothesis, which tests the estimated coefficients for difference from its mean
value using the student‟s t-test (Hines, 1990; Steel, 1986). Where design is completely
randomized, it may be shown that the analysis of variance could be used in place of t-test
to compare two treatments. This is due to the reason that the one tailed F-test with 1 and
n degree of freedom (DOF) corresponds to the two tailed t-test with n degree of freedom
i.e. t2
= F for 1 DOF (Steel and Torrie, 1986). Hence, for the significance testing of
individual coefficients F test with 1 and n0 degree of freedom has been used, where n0 is
the total number of observations of the centre point.

66
Table 4.2: Analysis of Variance for Central Composite Second Order Rotatable
Design (Peng, 1967)
S. No. Source Sum of Squares Degree of freedom
1 First order terms
k
q
N
q
qiqi Yxb1 1
K
2 Second order
terms
N
y
yxxb
Yqxbyb
N
q
qk
ji
qjq
N
q
iqij
k
i
N
q
iqii
N
q
qo
2
1
1
1 1
2
1
2
1kk
3 Lack of fit Found by subtraction
2
3
kknN o
4 Experimental
error
on
1s
2
os yy no-1
5 Total
N
y
y
N
q
qN
q
q
2
1
2
1
N-1
The F ratio is given by:
2
e
ii
2
i
oS
cb
n1,F
(4.30)
Where,
'
ib = Regression coefficients
cii = Element of the error matrix 1' )( XX
Se = Standard deviations of experimental error calculated from replicating
observations at zero level as:

67
;yy1n
1S
on
1s
2
os
o
2
e
(4.31)
Where,
0
10
0
1n
s
syn
y
Ys = sth
response value at the centre
This calculated value of F can be compared with theoretical value of F at 95% confidence
level. If for a coefficient the computed value of F is greater than the theoretical value,
then the effect of that term is significant. The insignificant second order terms can be
deleted from the equations and remaining co-efficients can be recalculated.
4.2.5 Adequacy of the Model
Once the co-efficients have been estimated and tested for their significance, the
estimated regression equation is then tested for the adequacy of fit as follows
(Akhanazarova and Kafarov, 1982):
1. Find the residual sum of squares as:
N
1q
2
qq1 yyS (4.32)
Where, yq‟s are the observations at experimental points and qy is the mean of all
observations. N is the total number of observations and k is the total number of
variables. The number of degree of freedom for residual sum of squares will be:
2
321
kkNf
2. From repeated observations at the centre point, the error sum of squares can be
found as
on
1s
2
os2 yyS (4.33)
Where, ys is the sth
response value at center point. oy is the mean of all the
responses at the center point and n0 is the total number of experimental points at the
centre. The degree of freedom for error sum of squares is f2 = n0-1.

68
Table 4.3: Central Composite Second Order Rotatable Design Matrix for 5 Variables (Kumar, 1994)
SN.
Linear terms Square terms Interaction terms
C X1 X2 X3 X4 X5 X1
1
X2
2
X3
3
X4
4
X5
5
X1
2
X1
3
X1
4
X1
5
X2
3
X2
4
X2
5
X3
4
X3
5
X4
5
1 1 -1 -1 -1 -1 1 1 1 1 1 1 1 1 1 -1 1 1 -1 1 -1 -1
2 1 1 -1 -1 -1 -1 1 1 1 1 1 -1 -1 -1 -1 1 1 1 1 1 1
3 1 -1 1 -1 -1 1 1 1 1 1 1 -1 1 1 1 -1 -1 -1 1 1 1
4 1 1 1 -1 -1 -1 1 1 1 1 1 1 -1 -1 1 -1 -1 1 1 -1 -1
5 1 -1 -1 1 -1 1 1 1 1 1 1 1 -1 1 1 -1 1 1 -1 -1 1
6 1 1 -1 1 -1 -1 1 1 1 1 1 -1 1 -1 1 -1 1 -1 -1 1 -1
7 1 -1 1 1 -1 1 1 1 1 1 1 -1 -1 1 -1 1 -1 1 -1 1 -1
8 1 1 1 1 -1 -1 1 1 1 1 1 1 1 -1 -1 1 -1 -1 -1 -1 1
9 1 -1 -1 -1 1 1 1 1 1 1 1 1 1 -1 1 1 -1 1 -1 1 -1
10 1 1 -1 -1 1 -1 1 1 1 1 1 -1 -1 1 1 1 -1 -1 -1 -1 1
11 1 -1 1 -1 1 1 1 1 1 1 1 -1 1 -1 -1 -1 1 1 -1 -1 1
12 1 1 1 -1 1 -1 1 1 1 1 1 1 -1 1 -1 -1 1 -1 -1 1 -1
13 1 -1 -1 1 1 1 1 1 1 1 1 1 -1 -1 -1 -1 -1 -1 1 1 1
14 1 1 -1 1 1 -1 1 1 1 1 1 -1 1 1 -1 -1 -1 1 1 -1 -1
15 1 -1 1 1 1 1 1 1 1 1 1 -1 -1 -1 1 1 1 -1 1 -1 -1
16 1 1 1 1 1 -1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
17 1 -2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0 0 0
Contd……

69
SN.
Linear terms Square terms Interaction terms
C X1 X2 X3 X4 X5 X1
1
X2
2
X3
3
X4
4
X5
5
X1
2
X1
3
X1
4
X1
5
X2
3
X2
4
X2
5
X3
4
X3
5
X4
5
18 1 2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0 0 0
19 1 0 -2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0 0
20 1 0 2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0 0
21 1 0 0 -2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0
22 1 0 0 2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0 0
23 1 0 0 0 -2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0
24 1 0 0 0 2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0 0
25 1 0 0 0 0 -2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0
26 1 0 0 0 0 2 0 0 0 0 4 0 0 0 0 0 0 0 0 0 0
27 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
28 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
29 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
30 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
31 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
32 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
X11=X1*X1, X22= X2*X2, X33= X3*X3, X44=X4*X4, X55=X5*X5, X12=X1*X2, X13=X1*X3, X14=X1*X4, X15=X1*X5,
X23=X2*X3, X24=X2*X4, X25=X2*X5, X34=X3*X4, X35=X3*X5, X45=X4*X5

70
3. Find the inadequacy of fit sum of squares
S3 = S1 – S2 (4.34)
For which the number of degree of freedom is
1n
2
2k1kNfff o213
4. Apply F- test to test the adequacy of fit as below
2
2
3
3
fS
fS
F (4.35)
The estimated regression equation fits the data adequately if F<F0.05 (f3, f2) at 95%
confidence level or if F< F0.99 (f3, f2) at 99% confidence level.

71
CHAPTER 5
EXPERIMENTAL RESULTS AND ANALYSIS –
TAGUCHI DESIGN METHOD
5.1 INTRODUCTION
The present chapter gives the application of the Taguchi experimental design
method. The scheme of carrying out experiments was selected and the experiments were
conducted to investigate the effect of process parameters on the output parameters e.g.
cutting rate, surface roughness, gap current and dimensional deviation. The experimental
results are discussed subsequently in the following sections.
5.2 SELECTION OF ORTHOGONAL ARRAY AND PARAMETER
ASSIGNMENT
For the present experimental work the six process parameters each at three levels
have been decided. It is desirable to have three minimum levels of process parameters to
reflect the true behaviour of output parameters of study. The process parameters are
renamed as factors and they are given in the adjacent column. The levels of the individual
process parameters/factors are given in Table 5.1.
Table 5.1: Process Parameters and their Levels
Factors Parameters Levels
L1 L2 L3
A Pulse on Time 106 116 126
B Pulse off Time 40 50 60
C Spark Gap Set Voltage 20 40 60
D Peak Current 70 150 230
E Wire Feed 4 8 12
F Wire Tension 4 8 12
72
As per Taguchi experimental design philosophy a set of three levels assigned to
each process parameter has two degrees of freedom (DOF). This gives a total of 12 DOF
for six process parameters selected in this work. For three process parameters, pulse on
time, pulse off time and spark gap set voltage, taking two parameters at a time we have
three possible interactions (AxB, AxC and BxC) which have been included in the present
study. As a two factor interaction consists of two process parameters and the degree of
freedom of interaction will be equal to the product of DOF of the interacting factors.
Thus each interaction e.g. AxB will have (3-1) x (3-1) = 4 DOF. This gives total DOF of
12 for three interactions AxB, AxC & BxC. Thus we have a total of 24 DOF for the
factors as well as the interactions considered for the present experiments. The nearest
three level orthogonal array available satisfying the criterion of selecting the OA is L27
having 26 DOF (Ross 1988). For each trial in the L27 array, the levels of the process
parameters are indicated in Table 5.2.
5.3 EXPERIMENTAL RESULTS
The WEDM experiments were conducted to study the effect of process
parameters over the output response characteristics with the process parameters and
interactions assigned to columns as given in Table 5.2. The experimental results for
cutting rate and surface roughness are given in Table 5.3 and Table 5.4 reports the same
for gap current and dimensional deviation. 27 experiments were conducted using Taguchi
experimental design methodology and each experiment was simply repeated three times
for obtaining S/N values. In the present study all the designs, plots and analysis have
been carried out using Minitab statistical software.

73
Table 5.2: Taguchi's L27 Standard Orthogonal Array
Colu
mn
No.
1 2 3 4 5 6 7 8 9 10 11 12 13 RESPONSE
(Raw Data) S/N
RATIO
(dB) Trial
No. A B AxB AxB C AxC AxC BxC D E BxC F R1 R2 R3
1 1 1 1 1 1 1 1 1 1 1 1 1 1 Y11 Y12 Y13 S/N(1)
2 1 1 1 1 2 2 2 2 2 2 2 2 2 . . . .
3 1 1 1 1 3 3 3 3 3 3 3 3 3 . . . .
4 1 2 2 2 1 1 1 2 2 2 3 3 3 . . . .
5 1 2 2 2 2 2 2 3 3 3 1 1 1 . . . .
6 1 2 2 2 3 3 3 1 1 1 2 2 2 . . . .
7 1 3 3 3 1 1 1 3 3 3 2 2 2 . . . .
8 1 3 3 3 2 2 2 1 1 1 3 3 3 . . . .
9 1 3 3 3 3 3 3 2 2 2 1 1 1 . . . .
10 2 1 2 3 1 2 3 1 2 3 1 2 3 . . . .
11 2 1 2 3 2 3 1 2 3 1 2 3 1 . . . .
12 2 1 2 3 3 1 2 3 1 2 3 1 2 . . . .
13 2 2 3 1 1 2 3 2 3 1 3 1 2 . . . .
Contd ….

74
Colu
mn
No.
1 2 3 4 5 6 7 8 9 10 11 12 13 RESPONSE
(Raw Data)
S/N
RATIO
(dB)
Trial
No. A B AxB AxB C AxC AxC BxC D E BxC F R1 R2 R3
14 2 2 3 1 2 3 1 3 1 2 1 2 3 . . . .
15 2 2 3 1 3 1 2 1 2 3 2 3 1 . . . .
16 2 3 1 2 1 2 3 3 1 2 2 3 1 . . . .
17 2 3 1 2 2 3 1 1 2 3 3 1 2 . . . .
18 2 3 1 2 3 1 2 2 3 1 1 2 3 . . . .
19 3 1 3 2 1 3 2 1 3 2 1 3 2 . . . .
20 3 1 3 2 2 1 3 2 1 3 2 1 3 . . . .
21 3 1 3 2 3 2 1 3 2 1 3 2 1 . . . .
22 3 2 1 3 1 3 2 2 1 3 3 2 1 . . . .
23 3 2 1 3 2 1 3 3 2 1 1 3 2 . . . .
24 3 2 1 3 3 2 1 1 3 2 2 1 3 . . . .
25 3 3 2 1 1 3 2 3 2 1 2 1 3 . . . .
26 3 3 2 1 2 1 3 1 3 2 3 2 1 . . . .
27. 3 3 2 1 3 2 1 2 1 3 1 3 2 Y271 Y272 Y273 S/N(27)
R1, R2, R3 represent response values for three repetitions of each trial. The 1‟s, 2‟s, and 3‟s represent levels 1, 2, and 3 of the
variables, which appear at the top of the column. Yij are the measured values of the quality characteristic (response).

75
Table 5.3: Experimental Results of Cutting Rate and Surface Roughness
Trial
No.
Cutting Rate (mm/min) S/N
Ratio
Surface Roughness (µm) S/N Ratio
R1 R2 R3 R1 R2 R3
1 0.66 0.68 0.69 -3.39697 1.41 1.35 1.37 -2.778
2 0.72 0.7 0.7 -3.018 1.26 1.26 1.25 -1.98446
3 0.5 0.51 0.5 -5.96402 1.18 1.21 1.13 -1.39186
4 0.47 0.49 0.47 -6.44071 1.31 1.35 1.37 -2.56517
5 0.4 0.41 0.4 -7.88848 1.26 1.25 1.29 -2.05403
6 0.2 0.2 0.2 -13.9794 1.07 1.11 1.12 -0.82953
7 0.32 0.31 0.31 -10.0828 1.39 1.3 1.4 -2.69676
8 0.17 0.16 0.17 -15.5737 1.16 1.24 1.08 -1.30291
9 0.17 0.16 0.17 -15.5737 1.09 1.08 1.06 -0.64221
10 2.44 2.4 2.38 7.626926 2.51 2.63 2.63 -8.26807
11 2.24 2.2 2.18 6.873079 2.38 2.41 2.39 -7.58018
12 0.73 0.75 0.76 -2.54113 1.47 1.43 1.42 -3.16823
13 1.55 1.52 1.57 3.785625 2.54 2.56 2.5 -8.07427
14 0.58 0.57 0.59 -4.73402 1.38 1.35 1.41 -2.79895
15 0.66 0.67 0.65 -3.61112 1.7 1.72 1.73 -4.69395
16 0.46 0.48 0.46 -6.62508 1.66 1.63 1.6 -4.24473
17 0.63 0.63 0.62 -4.06001 1.91 1.8 1.9 -5.43989
18 0.49 0.5 0.51 -6.02408 1.61 1.58 1.73 -4.30365
19 3.3 3.45 3.4 10.58243 3.01 2.9 2.84 -9.30027
20 1.27 1.24 1.26 1.983112 1.86 1.88 1.83 -5.37521
21 2.2 2.15 2.3 6.903836 2.68 2.66 2.65 -8.50861
22 0.91 0.92 0.9 -0.82022 2.11 2.05 2.08 -6.36187
23 1.67 1.64 1.66 4.383961 2.54 2.64 2.68 -8.36822
24 1.54 1.56 1.53 3.768347 2.42 2.46 2.45 -7.75986
25 1.34 1.32 1.35 2.519323 2.85 2.83 2.87 -9.09704
26 1.37 1.34 1.33 2.583145 2.61 2.5 2.63 -8.23452
27 0.28 0.28 0.3 -10.8661 1.31 1.27 1.3 -2.23496

76
Table 5.4: Experimental Results for Gap Current and Dimensional Deviation
Trial
No.
Gap Current (ampere) S/N Ratio
Dimensional Deviation
(%) S/N Ratio
R1 R2 R3 R1 R2 R3
1 1.4 1.3 1.4 2.6972277 0.69 0.64 0.68 3.47399146
2 1.2 1.3 1.2 1.8032341 0.454 0.486 0.47 6.55468879
3 1.1 1 1.1 0.5340159 0.5 0.61 0.55 5.11167366
4 1 1 1 0 0.8 0.76 0.78 2.15620482
5 0.8 0.9 0.8 -1.6232219 0.48 0.44 0.46 6.73937366
6 0.6 0.7 0.7 -3.5916553 0.593 0.564 0.605 4.61857927
7 0.8 0.75 0.8 -2.1332095 0.62 0.605 0.632 4.16480443
8 0.6 0.65 0.6 -4.2173658 0.67 0.714 0.694 3.18658645
9 0.6 0.7 0.6 -4.0348496 0.28 0.27 0.31 10.8372156
10 4.4 4.3 4.2 12.66467 0.58 0.6 0.59 4.5821281
11 4 3.9 3.8 11.815579 0.52 0.532 0.56 5.39090135
12 1.6 1.7 1.6 4.2509301 0.28 0.26 0.255 11.5278735
13 2.8 2.7 2.9 8.9320723 0.44 0.4 0.4 7.6649624
14 1.4 1.3 1.4 2.6972277 0.376 0.347 0.363 8.82116924
15 1.3 1.4 1.3 2.4830117 0.372 0.38 0.321 8.9073089
16 1.1 1.2 1.1 1.0654581 0.56 0.523 0.576 5.1385064
17 1.3 1.3 1.2 2.0345425 0.22 0.232 0.243 12.6955959
18 1.1 1.2 1.1 1.0654581 0.02 0.018 0.027 33.1485564
19 6.4 6.5 6.3 16.121479 0.633 0.617 0.654 3.94661189
20 2.6 2.7 2.5 8.2866053 0.38 0.4 0.285 8.90956073
21 4.4 4.6 4.5 13.05996 0.167 0.143 0.189 15.5253704
22 2.3 2.4 2.3 7.354317 0.793 0.756 0.806 2.09944597
23 3.7 3.6 3.7 11.283249 0.553 0.523 0.586 5.12044731
24 3.4 3.4 3.3 10.541414 0.427 0.407 0.453 7.34249289
25 2.9 2.8 2.9 9.1439651 0.44 0.424 0.469 7.03819823
26 3.1 3 3 9.6353014 0.1 0.095 0.134 19.091426
27 1.2 1.2 1.2 1.5836249 0.38 0.4 0.307 8.76530576
77
5.4 ANALYSIS AND DISCUSSION OF RESULTS
The WEDM experiments were conducted by using the parametric approach of the
Taguchi‟s method. The effects of individual WEDM process parameters, on the selected
quality characteristics – cutting rate, surface roughness, gap current and dimensional
deviation, have been discussed in this section. The average value and S/N ratio of the
response characteristics for each variable at different levels were calculated from
experimental data. The main effects of process variables both for raw data and S/N data were
plotted. The response curves (main effects) are used for examining the parametric effects on
the response characteristics. The analysis of variance (ANOVA) of raw data and S/N data is
carried out to identify the significant variables and to quantify their effects on the response
characteristics. The most favourable values (optimal settings) of process variables in terms of
mean response characteristics are established by analyzing the response curves and the
ANOVA tables.
5.4.1 Effect on Cutting Rate
In order to see the effect of process parameters on the cutting rate, experiments were
conducted using L27 OA (Table 5.2). The experimental data is given in Tables 5.3 and
5.4.The average values of cutting rate for each parameter at levels 1, 2 and 3 for raw data and
S/N data are plotted in Figures 5.1 and 5.2 respectively.
Figures 5.1 and 5.2 shows that the cutting rate increases with the increase of pulse on
time and peak current, and decreases with increase in pulse off time and spark gap set
voltage. This is because the discharge energy increases with the pulse on time and peak
current leading to a faster cutting rate. As the pulse off time decreases, the number of
discharges within a given period becomes more which leads to a higher cutting rate. With
increase in spark gap set voltage the average discharge gap gets widened resulting into a
lower cutting rate. The effects of wire feed and wire tension on cutting rate are not very
significant. It is also evident that cutting rate is minimum at first level of pulse on time and
maximum at first level of pulse off time. It is seen from the Figures 5.3 and 5.4 that there is
very weak interaction between the process parameters in affecting the cutting rate since the
responses at different levels of process parameters for a given level of parameter value are
almost parallel.

78
126116106
1.50
1.25
1.00
0.75
0.50
605040 604020
23015070
1.50
1.25
1.00
0.75
0.50
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 5.1: Effects of Process Parameters on Cutting Rate (Raw Data)
126116106
0
-5
-10
605040 604020
23015070
0
-5
-10
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 5.2: Effects of Process Parameters on Cutting Rate (S/N Data)

79
2
1
0
604020
605040
2
1
0
126116106
2
1
0
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 5.3: Effects of Process Parameters Interactions on Cutting Rate (Raw Data)
0
-8
-16
604020
605040
0
-8
-16
126116106
0
-8
-16
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 5.4: Effects of Process Parameters Interactions on Cutting Rate (S/N Data)
80
Residual plots are used to evaluate the data for the problems like non normality, non
random variation, non constant variance, higher-order relationships, and outliers. It can be
seen from Figures 5.5 and 5.6 that the residuals follow an approximately straight line in
normal probability plot and approximate symmetric nature of histogram indicates that the
residuals are normally distributed. Residuals possess constant variance as they are scattered
randomly around zero in residuals versus the fitted values. Since residuals exhibit no clear
pattern, there is no error due to time or data collection order.
5.4.1.1 Selection of optimal levels
In order to study the significance of the process variables towards cutting rate,
analysis of variance (ANOVA) was performed. It was found that wire tension and wire feed
are non significant process parameters for cutting rate. Non significant parameters were
pooled and the pooled versions of ANOVA of the S/N data and the raw data for cutting rate
are given in Tables 5.5 and 5.6 respectively. From these tables, it is clear that pulse on time,
pulse off time, peak current, spark gap set voltage significantly affect both the mean and the
variation in the CR values. The response tables (Tables 5.7 and 5.8) show the average of each
response characteristic (S/N data, means) for each level of each factor. The tables include
ranks based on delta statistics, which compare the relative magnitude of effects. The delta
statistic is the highest minus the lowest average for each factor. Minitab assigns ranks based
on delta values; rank 1 to the highest delta value, rank 2 to the second highest, and so on. The
ranks indicate the relative importance of each factor to the response. The ranks and the delta
values show that pulse on time have the greatest effect on cutting rate and is followed by
pulse off time , peak current and spark gap set voltage in that order. As cutting rate is the
„higher the better‟ type quality characteristic, it can be seen from Figure 5.1 that the third
level of pulse on time(A3), first level of pulse off time(B1), first level of spark gap set voltage
(C1), and third level of peak current(D3) provide maximum value of cutting rate. The S/N
data analysis (Figure 5.2) also suggests the same levels of the variables (A3, B1, C1, and D3)
as the best levels for maximum CR in WEDM process.

81
0.80.40.0-0.4-0.8
99
90
50
10
1
Residual
Pe
rce
nt
3210
0.5
0.0
-0.5
Fitted Value
Re
sid
ua
l
0.80.60.40.20.0-0.2-0.4
10.0
7.5
5.0
2.5
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
0.5
0.0
-0.5
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 5.5: Residual Plots for Cutting Rate (Raw Data)
3.01.50.0-1.5-3.0
99
90
50
10
1
Residual
Pe
rce
nt
100-10-20
2
1
0
-1
-2
Fitted Value
Re
sid
ua
l
2.41.20.0-1.2-2.4
4.8
3.6
2.4
1.2
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
2
1
0
-1
-2
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 5.6: Residual Plots for Cutting Rate (S/N Data)

82
5.4.2 Effect on Surface Roughness
In order to see the effects of process parameters on the surface roughness,
experiments were conducted using L27 OA (Table 5.2). The experimental data are given in
Table 5.3. The average values of surface roughness for each parameter at levels 1, 2, and 3
for raw data and S/N data are plotted in Figures 5.7 and 5.8.
Table 5.5: Pooled Analysis of Variance for Cutting Rate (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 621.95 621.95 310.977 137.72 0.000
Toff 2 381.20 381.20 190.602 84.41 0.000
SV 2 115.27 115.27 57.637 25.53 0.000
IP 2 187.63 187.63 93.817 41.55 0.000
Residual Error 18 40.64 40.64 2.258
Total 26 1346.71
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.6: Pooled Analysis of Variance for Cutting Rate (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.990 5.990 2.9948 20.17 0.000
Toff 2 4.603 4.603 2.3015 15.50 0.000
SV 2 1.227 1.227 0.6137 4.13 0.033
IP 2 2.539 2.539 1.2695 8.55 0.002
Residual Error 18 2.672 2.672 0.1485
Total 26 17.031
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.7: Response Table for Cutting Rate (S/N Data)

83
Level Ton Toff SV IP
1 -9.1020 2.1166 -0.3168 -6.2837
2 -1.0344 -2.8373 -2.1612 -1.2522
3 2.3375 -7.0781 -5.3208 -0.2630
Delta 11.4395 9.1947 5.0040 6.0208
Rank 1 2 4 3
Table 5.8: Response Table for Cutting Rate (Raw Data)
Level Ton Toff SV IP
1 0.4015 1.5670 1.2796 0.5878
2 1.0822 0.8863 0.9944 1.1393
3 1.5485 0.5789 0.7581 1.3052
Delta 1.1470 0.9881 0.5215 0.7174
Rank 1 2 4 3
It is seen from the Figures 5.7 and 5.8 that surface roughness increases with the
increase of pulse on time, and peak current and decreases with increase in pulse off time,
spark gap set voltage, and wire feed. The discharge energy increases with the pulse on time
and peak current and larger discharge energy produces a larger crater, causing a larger
surface roughness value on the work piece. As the pulse off time decreases, the number of
discharges increases which causes poor surface accuracy. With increase in spark gap set
voltage the average discharge gap gets widened resulting into better surface accuracy due to
stable machining .The effects of wire tension are not very significant. It is noticed from
Figures 5.9 and 5.10 that there is a slight interaction between pulse off time and spark gap set
voltage while there is very weak interaction between all the other process parameters in
affecting the surface roughness since the responses at different levels of process parameters
for a given level of parameter value are almost parallel. Residual plots do not show any
problem in the distribution of the data and model assumptions (Figures 5.11 and 5.12).

84
126116106
2.4
2.1
1.8
1.5
1.2
605040 604020
23015070
2.4
2.1
1.8
1.5
1.2
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 5.7: Effects of Process Parameters on Surface Roughness (Raw Data)
126116106
-2
-4
-6
-8
605040 604020
23015070
-2
-4
-6
-8
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Figure 5.8: Effects of Process Parameters on Surface Roughness (S/N Data)

85
2.5
2.0
1.5
604020
605040
2.5
2.0
1.5
126116106
2.5
2.0
1.5
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 5.9: Effects of Process Parameters Interactions on Surface Roughness
(Raw Data)
0
-4
-8
604020
605040
0
-4
-8
126116106
0
-4
-8
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Figure 5.10: Effects of Process Parameters Interactions on Surface Roughness
(S/N Data)

86
0.40.20.0-0.2-0.4
99
90
50
10
1
Residual
Pe
rce
nt
3.02.52.01.51.0
0.2
0.0
-0.2
-0.4
Fitted Value
Re
sid
ua
l
0.30.20.10.0-0.1-0.2-0.3
12
9
6
3
0
Residual
Fre
qu
en
cy
2624222018161412108642
0.2
0.0
-0.2
-0.4
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 5.11: Residual Plots for Surface Roughness (Raw Data)
10-1
99
90
50
10
1
Residual
Pe
rce
nt
0.0-2.5-5.0-7.5-10.0
1.0
0.5
0.0
-0.5
-1.0
Fitted Value
Re
sid
ua
l
1.00.50.0-0.5-1.0
6.0
4.5
3.0
1.5
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
1.0
0.5
0.0
-0.5
-1.0
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 5.12: Residual Plots for Surface Roughness (S/N Data)

87
5.4.2.1 Selection of Optimal Levels
In order to study the significance of the process variables towards surface roughness,
analysis of variance (ANOVA) was performed. It was found that wire tension is non
significant process parameter for surface roughness. Non significant parameter was pooled
and the pooled versions of ANOVA of the S/N data and the raw data for surface roughness
are given in Tables 5.9 and 5.10 respectively. From these tables, it is observed that pulse on
time, pulse off time, peak current, spark gap set voltage and wire feed significantly affect
both the mean and the variation in the SR values. The response tables (Tables 5.11 and 5.12)
show the average of each response characteristic (S/N data and raw data) for each level of
each factor. The Tables include ranks based on delta statistics, which compare the relative
magnitude of effects. The delta statistic is the highest minus the lowest average for each
factor. Minitab assigns ranks based on delta values; rank 1 to the highest delta value, rank 2
to the second highest, and so on. The ranks indicate the relative importance of each factor to
the response. The ranks and the delta values for various parameters show that pulse on time
has the greatest effect on surface roughness and is followed by peak current, spark gap set
voltage, wire feed and pulse of time in that order. As surface roughness is the „lower the
better‟ type quality characteristic, from Figure 5.7, it can be seen that the first level of pulse
on time (A1), third level of pulse off time (B3), third level of spark gap set voltage (C3), first
level of peak current (D1), and third level of wire feed (E3) result in minimum value of
surface roughness. The S/N ratio analysis (Figure 5.8) also suggests the same levels of the
variables (A1, B3, C3, D1 and E3) as the best levels for minimum SR in WEDM process.
5.4.3 Effect on Gap Current
In order to see the effects of process parameters on the gap current, experiments were
conducted using L27 OA (Table 5.2). The experimental data are given in Table 5.4. The
average values of gap current for each parameter at levels 1, 2 and 3 for raw data and S/N
data are plotted in Figure 5.13 and 5.14. It is seen from the Figures 5.13 and 5.14 that gap
current increases with increase in pulse on time and peak current, decreases with increase in
pulse off time, spark gap set voltage, and wire feed.

88
Table 5.9: Pooled Analysis of Variance for Surface Roughness (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 137.905 137.905 68.9527 111.85 0.000
Toff 2 5.737 5.737 2.8683 4.65 0.026
SV 2 21.905 21.905 10.9526 17.77 0.000
IP 2 34.068 34.068 17.0339 27.63 0.000
WF 2 9.614 9.614 4.8072 7.80 0.004
Residual Error 16 9.863 9.863 0.6165
Total 26 219.093
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.10: Pooled Analysis of Variance for Surface Roughness (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.8365 5.8365 2.91826 81.47 0.000
Toff 2 0.2702 0.2702 0.13510 3.77 0.045
SV 2 0.9546 0.9546 0.47732 13.33 0.000
IP 2 1.7351 1.7351 0.86753 24.22 0.000
WF 2 0.5801 0.5801 0.29005 8.10 0.004
Residual Error 16 0.5731 0.5731 0.03582
Total 26 9.9496
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.11: Response Table for Surface Roughness (S/N Data)
Level Ton Toff SV IP WF
1 -1.805 -5.373 -5.932 -3.233 -5.649
2 -5.397 -4.834 -4.793 -5.508 -4.522
3 -7.249 -4.244 -3.726 -5.711 -4.280
Delta 5.444 1.129 2.206 2.478 1.370
Rank 1 5 3 2 4

89
Table 5.12: Response Table for Surface Roughness (Raw Data)
Level Ton Toff SV IP WF
1 1.235 1.963 2.076 1.480 2.037
2 1.910 1.831 1.820 1.999 1.785
3 2.367 1.718 1.616 2.034 1.690
Delta 1.132 0.245 0.460 0.555 0.347
Rank 1 5 3 2 4
Wire tension is not influencing the gap current significantly. It is observed from
Figures 5.15 and 5.16 that there is a slight interaction between pulse off time and spark gap
set voltage and there is very weak interaction between all the other process parameters in
affecting the gap current since their responses at different levels of process parameters for a
given level of parameter value are almost parallel.
Four residual plots (Figures 5.17 and 5.18) are drawn for estimating the accuracy of
the model. The histogram plot indicates a mild tendency for the non normality; however the
normal probability plots of these residuals do not reveal any abnormality. Residual versus
fitted value and residual versus observation order plot do not indicate any undesirable effect.
5.4.3.1 Selection of optimal levels
In order to study the significance of the process variables towards gap current,
analysis of variance (ANOVA) was performed. It was found that spark gap set voltage, wire
feed, and wire tension are non significant process parameter for gap current. Non significant
parameters were pooled and the pooled versions of ANOVA of the S/N data and the raw data
for gap current are given in Tables 5.13 and 5.14 respectively. From these tables, it is
observed that pulse on time, pulse off time and peak current significantly affect both the
mean and the variation in the gap current values. The response tables (Tables 5.15 and 5.16)
show the average of each response characteristic (S/N data, raw data) for each level of each
factor. The tables include ranks based on delta statistics, which compare the relative
magnitude of effects. The delta statistic is the highest minus the lowest average for each
factor. Minitab assigns ranks based on delta values; rank 1 to the highest delta value, rank 2
to the second highest, and so on.

90
126116106
3.0
2.5
2.0
1.5
1.0
605040 604020
23015070
3.0
2.5
2.0
1.5
1.0
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 5.13: Effects of Process Parameters on Gap Current (Raw Data)
126116106
10.0
7.5
5.0
2.5
0.0
605040 604020
23015070
10.0
7.5
5.0
2.5
0.0
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 5.14: Effect of Process Parameters on Gap Current (S/N Data)

91
4.5
3.0
1.5
604020
605040
4.5
3.0
1.5
126116106
4.5
3.0
1.5
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 5.15: Effect of Process Parameters Interactions on Gap Current (Raw Data)
10
5
0
604020
605040
10
5
0
126116106
10
5
0
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 5.16: Effect of Process Parameters Interactions on Gap Current (S/N Data)

92
210-1-2
99
90
50
10
1
Residual
Pe
rce
nt
4.83.62.41.20.0
2
1
0
-1
Fitted Value
Re
sid
ua
l
1.51.00.50.0-0.5-1.0
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
2
1
0
-1
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 5.17: Residual Plots for Gap Current (Raw Data)
5.02.50.0-2.5-5.0
99
90
50
10
1
Residual
Pe
rce
nt
151050-5
4
2
0
-2
-4
Fitted Value
Re
sid
ua
l
3210-1-2-3
4.8
3.6
2.4
1.2
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
4
2
0
-2
-4
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 5.18: Residual Plots for Gap Current (S/N Data)

93
Table 5.13: Pooled Analysis of Variance for Gap Current (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 534.67 534.67 267.333 55.98 0.000
Toff 2 182.65 182.65 91.325 19.12 0.000
IP 2 75.98 75.98 37.992 7.96 0.003
Residual Error 20 95.51 95.51 4.775
Total 26 888.81
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.14: Pooled Analysis of Variance for Gap Current (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 26.325 26.325 13.1625 22.06 0.000
Toff 2 11.864 11.864 5.9321 9.94 0.001
IP 2 6.542 6.542 3.2711 5.48 0.013
Residual Error 20 11.934 11.934 0.5967
Total 26 56.665
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor` at
95% confidence level
Table 5.15: Response Table for Gap Current (S/N Data)
Level Ton Toff IP
1 -1.174 7.915 2.236
2 5.223 4.231 5.382
3 9.668 1.571 6.099
Delta 10.842 6.343 3.863
Rank 1 2 3

94
Table 5.16: Response Table for Gap Current (Raw Data)
Level Ton Toff IP
1 0.9111 3.0000 1.4352
2 2.0963 1.9296 2.3111
3 3.3296 1.4074 2.5907
Delta 2.4185 1.5926 1.1556
Rank 1 2 3
The ranks indicate the relative importance of each factor to the response. The ranks
and the delta values for various parameters show that pulse on time has the greatest effect on
gap current and is followed by pulse off time and peak current in that order. As gap current is
the „larger the better‟ type quality characteristic, from Figure 5.13, it can be seen that the
third level of pulse on time (A3), first level of pulse off time (B1) and third level of peak
current (D3), provide maximum value of gap current. The S/N data analysis (Figure 5.14)
also suggests the same levels of the variables (A3, B1, and D3) as the best levels for maximum
gap current in WEDM process.
5.4.4 Effect on Dimensional Deviation
In order to see the effects of process parameters on the dimensional deviation,
experiments were conducted using L27 OA (Table 5.2). The experimental data are given in
Table 5.4. The average values of dimensional deviation for each parameter at levels 1, 2, and
3 for raw data and S/N data are plotted in Figures 5.19 and 5.20 respectively.
Figure 5.19 show that dimensional deviation first decreases strongly with increase in
pulse on time and then very slightly increases. As pulse off time increases, the dimensional
deviation first increases and then decreases. With the increase in peak current and spark gap
set voltage, decrement in the value of dimensional deviation is observed. Increasing wire
tension value leads to higher dimensional deviation. The effect of wire feed is not very
clearly seen. The forces acting on the wire electrode are the main causes of the geometrical
inaccuracy of the machined parts. The efficiency and the accuracy of the process are limited
by the process parameters as well. Dimensional deviation value increases if the energy

95
contained in a pulse increases to a large value. That‟s why when pulse on time is very high
the dimensional deviation increases. With increase in wire tension the vibration and
deflection of the wire change resulting into increase of dimensional deviation.
It is clear from the Figures 5.21 and 5.22 that there is moderate interaction between
pulse on time and pulse off time, pulse on time and spark gap set voltage and pulse off time
and spark gap set voltage in affecting the dimensional deviation since the responses at
different levels of these process parameters are non parallel.
Residual plots are drawn to check for data for the non normality, non random
variation, non constant variance, higher-order relationships, and outliers (Figures 5.23 and
5.24). The residual versus fitted value indicates a little tendency for variance of the residuals
to increase as the dimensional deviation value increases.
The problem, however, is not severe enough to have any dramatic impact on the
analysis and conclusions. The normal probability plot, histogram plot, and residual versus
observation order plot of these residuals (Figure 5.23) do not reveal any problem.
5.4.4.1 Selection of optimal levels
In order to study the significance of the process variables towards dimensional
deviation, analysis of variance (ANOVA) was performed. It was found that the peak current,
and wire feed are non significant process parameters for dimensional deviation. Non
significant parameters were pooled and the pooled versions of ANOVA of the S/N data and
the raw data for dimensional deviation are given in Tables 5.17 and 5.18 respectively. From
these tables, it is observed that pulse on time, pulse off time, spark gap set voltage and wire
tension significantly affect both the mean and the variation in the dimensional deviation
values. The response tables (Tables 5.19 and 5.20) show the average of each response
characteristic (S/N data, raw data) for each level of each factor. The tables include ranks
based on delta statistics, which compare the relative magnitude of effects. The delta statistic
is the highest minus the lowest average for each factor. Minitab assigns ranks based on delta
values; rank 1 to the highest delta value, rank 2 to the second highest, and so on. The ranks
indicate the relative importance of each factor to the response. The ranks and the delta values
for various parameters show that spark gap set voltage has the greatest effect on dimensional
deviation and is followed by pulse on time, wire tension and pulse off time in that order. As
dimensional deviation is the „lower the better‟ type quality characteristic, from Figure 5.20,

96
126116106
0.6
0.5
0.4
0.3
605040 604020
23015070
0.6
0.5
0.4
0.3
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 5.19: Effect of Process Parameters on Dimensional Deviation (Raw Data)
126116106
12
10
8
6
4
605040 604020
23015070
12
10
8
6
4
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Figure 5.20: Effect of Process Parameters on Dimensional Deviation (S/N Data)

97
0.6
0.4
0.2
604020
605040
0.6
0.4
0.2
126116106
0.6
0.4
0.2
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 5.21: Effect of Process Parameters Interactions on Dimensional Deviation
(Raw Data)
15
10
5
604020
605040
15
10
5
126116106
15
10
5
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Figure 5.22: Effect of Process Parameters Interactions on Dimensional Deviation
(S/N Data)

98
0.20.10.0-0.1-0.2
99
90
50
10
1
Residual
Pe
rce
nt
1.00.80.60.40.2
0.2
0.1
0.0
-0.1
-0.2
Fitted Value
Re
sid
ua
l
0.200.150.100.050.00-0.05-0.10-0.15
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
0.2
0.1
0.0
-0.1
-0.2
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 5.23 Residual Plots for Dimensional Deviation (Raw Data)
1050-5-10
99
90
50
10
1
Residual
Pe
rce
nt
24181260
15
10
5
0
-5
Fitted Value
Re
sid
ua
l
12.510.07.55.02.50.0-2.5-5.0
10.0
7.5
5.0
2.5
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
15
10
5
0
-5
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 5.24 Residual Plots for Dimensional Deviation (S/N Data)

99
Table 5.17: Pooled Analysis of Variance for Dimensional Deviation (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 146.9 146.9 73.46 3.55 0.050
Toff 2 156.2 156.2 78.11 3.77 0.043
SV 2 239.4 239.4 119.69 5.78 0.011
WT 2 144.5 144.5 72.27 3.49 0.052
Residual Error 18 372.6 372.6 20.70
Total 26 1059.6
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.18: Pooled Analysis of Variance for Dimensional Deviation (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 0.1885 0.1885 0.09423 8.86 0.002
Toff 2 0.1135 0.1135 0.05676 5.33 0.015
SV 2 0.3538 0.3538 0.17688 16.62 0.000
WT 2 0.1449 0.1449 0.07244 6.81 0.006
Residual Error 18 0.1915 0.1915 0.01064
Total 26 0.9922
DF -degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table 5.19: Response Table for Dimensional Deviation (S/N Data)
Level Ton Toff SV WT
1 5.205 7.225 4.474 8.470
2 10.875 5.941 8.501 10.956
3 8.649 11.563 11.754 5.303
Delta 5.670 5.622 7.280 5.654
Rank 2 4 1 3
Table 5.20: Response Table for Dimensional Deviation (Raw Data)

100
Level Ton Toff SV WT
1 0.5688 0.4713 0.6099 0.3950
2 0.3702 0.5254 0.4191 0.4123
3 0.4267 0.3690 0.3366 0.5583
Delta 0.1986 0.1564 0.2733 0.1633
Rank 2 4 1 3
it can be seen that the second level of pulse on time (A2), third level of pulse off time (B3),
third level of spark gap set voltage (C3), and first level of wire tension (F1) provide minimum
value of dimensional deviation. The S/N data analysis (Figure 5.21) also suggests the same
levels of the variables (A1, B3, C3, and F1) as the best levels for minimum dimensional
deviation in WEDM process.
5.5 ESTIMATION OF OPTIMUM RESPONSE CHARATERISTICS
In this section, the optimal values of the response charateristics (cutting rate, surface
roughness, gap current, dimensional deviation) along with their respective confidence
intervals have been predicted. The results of confirmation experiments are also presented to
validate the optimal results. The optimal levels of the process parameters for the selected
response charateristics have already been identified and are reported in the previous section.
The optimal value of each response charateristic is predicted considering the effect of the
significant parametes only. The average values of the response charateristics obtained
through the confirmation experiments must lie within the 95% confidence interval, CICE
(equation 4.11, Chapter 4). However, the average values of quality charateristics obtained
from the confirmation experiments may or may not lie with in 95% confidence interval,
CIPOP (calculated for the mean of the population, equation 4.10). The Taguchi approach for
predicting the mean of response charateristics and determination of confidence intervals for
the predicted means has been presented in section 4.1.6.6 (Chapter 4).

101
5.5.1 Cutting Rate (CR)
The optimum value of CR is predicted at the optimal levels of significant variables
which have already been selected as pulse on time (A3), pulse off time(B1), spark gap set
voltage (C1) and peak current(D3) (Table 5.6 and Figure 5.1). The estimated mean of the
response characteristic (CR) can be determined (Kumar, 1993 and Roy, 1990) as
(5.1)
Where,
T = overall mean of cutting rate = (R1+R2+R3)/81 =1.010741 mm/min
Where, R1, R2, and R3 values are taken from the Table 5.3, and the values of 3A , 1B , 1C , and
3D are taken from the Table 5.8.
3A = average value of cutting rate at the third level of pulse on time = 1.5485 mm/min
1B = average value of cutting rate at the first level of pulse off time = 1.5670 mm/min
1C = average value of cutting rate at the first level of spark gap set voltage = 1.2796 mm/min
3D = average value of cutting rate at the third level of peak current = 1.3052 mm/min
Substituting the values of various terms in the above equation,
µCR = 1.5485 + 1.5670 + 1.2796 + 1.3052 – 3 (1.010741) = 2.6681 mm/min
The 95 % confidence intervals of confirmation experiments (CICE) and
population (CIPOP) are calculated by using the Equations 4.10 and 4.11as rewritten below for
ready reference:
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
T33113CR DCBA

102
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+8)
= 9
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.1485 (Table 5.6)
fe = error DOF = 18 (Table 5.6)
F0.05 (1, 18) = 4.4139 (Tabulated F value ; Roy, 1990)
So, CICE = ± 0.5397 , and
CIPOP = ± 0.2699
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µCR - CICE < µCR < Mean µCR + CICE
2.1284 < µCR < 3.2078
The 95% confidence interval of the population is:
Mean µCR – CIPOP < µCR < Mean µCR + CIPOP
2.3982 < µCR < 2.938
The optimal values of process variables at their selected levels are as follows:
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
First level of spark gap set voltage (C1) : 20 volt
Third level of peak current (D3) : 230 ampere
5.5.2 Surface Roughness (SR)
The optimum value of SR is predicted at the optimal levels of significant variables
which have already been selected as pulse on time (A1), pulse off time(B3), spark gap set
voltage (C3), peak current(D1) and wire feed (E3) (Table 5.10 and Figure 5.7). The estimated
mean of the response characteristic (SR) can be determined (Kumar, 1993 and Roy, 1990) as
(5.2)
Where,
T4 31331 EDCBASR

103
T = overall mean of surface roughness= (R1+R2+R3)/81 = 1.8411 µm
Where, R1, R2, and R3 values are taken from the Table 5.3, and the values of 1A , 3B , 3C ,
1D and 3E are taken from the Table 5.12.
1A = average value of surface roughness at the first level of pulse on time =1.235 µm
3B = average value of surface roughness at the third level of pulse off time =1.718 µm
3C = average value of surface roughness at the third level of spark gap set voltage =1.616 µm
1D = average value of surface roughness at the first level of peak current =1.480 µm
3E = average value of surface roughness at the third level of wire feed =1.690 µm
Substituting the values of various terms in the above equation,
µSR = 1.235 + 1.718 + 1.616 + 1.480 + 1.690 – 4 (1.8375) = 0.3890 µm
The 95 % confidence intervals of confirmation experiments (CICE) and population (CIPOP) are
calculated by using the following Equations 4.10 and 4.11 as reproduce below:
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+10)
= 7.3636
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.03582 (Table 5.10)
fe = error DOF = 16 (Table 5.10)

104
F0.05 (1, 16) = 4.4940 (Tabulated F value; Roy, 1990)
So, CICE = ± 0.2748, and
CIPOP = ± 0.1478
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µSR - CICE < µSR < Mean µSR + CICE
0.1142 < µSR < 0.6638
The 95% confidence interval of the population is:
Mean µSR – CIPOP < µSR < Mean µSR + CIPOP
0.2412 < µSR < 0.5368
The optimal values of process variables at their selected levels are as follows:
First level of pulse on time (A1) : 106 machine unit
Third level of pulse off time (B3) : 60 machine unit
Third level of spark gap set voltage (C3) : 60 volt
First level of peak current (D1) : 70 ampere
Third level of wire feed (E3) : 12 m/min
5.5.3 Gap Current (IG)
The optimum value of IG is predicted at the optimal levels of significant variables
which have already been selected as pulse on time (A3), pulse off time (B1) and peak current
(D3) (Table 5.14 and Figure 5.13). The estimated mean of the response characteristic (IG)
can be determined (Kumar, 1993 and Roy, 1990) as
(5.3)
Where,
T = overall mean of gap current = (R1+R2+R3)/81 = 2.11234 ampere
Where, R1, R2, and R3 values are taken from the Table 5.4, and the values of, 3A , 1B , and
3D are taken from the Table 5.16.
3A = average value of gap current at the third level of pulse on time = 3.3296 ampere
1B = average value of gap current at the first level of pulse off time = 3.0 ampere
T2313IG DBA

105
3D = average value of gap current at the third level of peak current = 2.5907 ampere
Substituting the values of various terms in the above equation,
µIG = 3.3296 + 3.0 + 2.5907 – 2 (2.11234) = 4.6956 ampere
The 95 % confidence intervals of confirmation experiments (CICE) and population (CIPOP) are
calculated by using the Equations 4.10 and 4.11 as reproduced below
R
1
n
1V)f(1,FCI
eff
eeαCE and
and eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+6)
= 11.5714
N = Total number of results = 27 x 3 =81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.5967 (Table 5.14)
fe = error DOF = 20 (Table 5.14)
F0.05 (1, 20) = 4.35 (Tabulated F value; Roy, 1990)
So, CICE = ± 1.0437 and
CIPOP = ± 0.4736
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µIG - CICE < µIG < Mean µIG + CICE
3.6519 < µIG < 5.7393
The 95% confidence interval of the population is:
Mean µIG – CIPOP < µIG < Mean µIG + CIPOP
4.222 < µIG < 5.1692
The optimal values of process variables at their selected levels are as follows:

106
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
Third level of peak current (D3) : 230 ampere
5.5.4 Dimensional Deviation (DD)
The optimum value of DD is predicted at the optimal levels of significant variables
which have already been selected as pulse on time (A2), pulse off time(B3), spark gap set
voltage (C3) and wire tension (F1) (Table5.18and Figure 5.19). The estimated mean of the
response characteristic (DD) can be determined (Kumar, 1993 and Roy, 1990) as
(5.4)
Where, T = overall mean of dimensional deviation (R1+R2+R3)/81 = 0.1052 %
Where, R1, R2, and R3 values are taken from the Table 5.4, and the values of, 2A , 3B , 3C
and 1F are taken from the Table 5.20.
2A = average value of dimensional deviation at the third level of Ton = 0.3702 %
3B = average value of dimensional deviation at the first level of Toff = 0.3690 %
3C = average value of dimensional deviation at the first level of SV = 0.3366 %
1F = average value of dimensional deviation at the third level of WT = 0.3950 %
Substituting the values of various terms in the above equation,
µDD = 0.3702 + 0.3690 + 0.3366 + 0.3950 – 3 (0.45522) = 0.10524 %
The 95 % confidence intervals of confirmation experiments (CICE) and population (CIPOP) are
calculated by using the Equations 4.10 and 4.11 as reproduced below:
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
T31332DD FCBA

107
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+8)
= 9.0
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.01064 (Table 5.18)
fe = error DOF = 18 (Table 5.18)
F0.05 (1, 18) = 4.4139 (Tabulated F value; Roy, 1990)
So, CICE = ± 0.1445 and
CIPOP = ± 0.0722
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µDD - CICE < µDD < Mean µDD + CICE
-0.0393 < µDD < 0.2497
The 95% confidence interval of the population is:
Mean µDD – CIPOP < µDD < Mean µDD + CIPOP
0.0330 < µDD < 0.1774
The optimal values of process variables at their selected levels are as follows:
Second level of pulse on time (A2) : 116 machine unit
Third level of pulse off time (B3) : 60 machine unit
Third level of spark gap set voltage (C3) : 60 volt
First level of wire tension (F1) : 04 machine unit
5.6 CONFIRMATION EXPERIMENT
In order to validate the results obtained, three confirmation experiments were
conducted for each of the response characteristics (CR, SR, IG, and DD) at optimal levels of
the process variables. The average values of the characteristics were obtained and compared
with the predicted values. The results are given in Table 5.21. The values of CR, SR, IG and
DD obtained through confirmation experiments are with in the 95% of CICE of respective

108
response characteristic. It is to be pointed out that these optimal values are with in the
specified range of process variables. Any extrapolation should be confirmed through
additional experiments.
Table 5.21: Predicted Optimal Values, Confidence Intervals and Results of Confirmation
Experiments
Performance
Measures/
Responses
Optimal Set
of
Parameters
Predicted
Optimal
Value
Predicted Confidence Intervals
at 95% Confidence Level
Actual Value
(average of
three
confirmation
experiments)
Cutting Rate A3B1C1D3 2.6681
mm/min
CIPOP : 2.3982 < µCR < 2.938
CICE : 2.1284 < µCR < 3.2078 2.85 mm/min
Surface
Roughness A1B3C3D1E3
0.3890
µm
CIPOP : 0.2412 < µSR < 0.5368
CICE : 0.1142 < µSR < 0.6638 0.479 µm
Gap Current A3B1D3 4.6956
ampere
CIPOP : 4.222 < µIG < 5.1692
CICE : 3.6519 < µIG < 5.7393 5.0 ampere
Dimensional
Deviation A2B3C3F1
0.10524
%
CIPOP : -0.0330 < µDD < 0.1774
CICE : -0.0393 < µDD < 0.2497 0.124 %

109
CHAPTER 6
EXPERIMENTAL RESULTS AND ANALYSIS - RESPONSE
SURFACE METHODOLOGY
6.1 INTRODUCTION
The present chapter gives the application of the response surface methodology.
The scheme of carrying out experiments was selected and the experiments were
conducted to investigate the effect of process parameters on the output parameters e.g.
cutting rate, surface roughness, gap current and dimensional deviation. The experimental
results are discussed subsequently in the following sections. The selected process
variables were varied up to five levels and central composite rotatable design was
adopted to design the experiments. Response Surface Methodology was used to develop
second order regression equation relating response characteristics and process variables.
The process variables and their ranges are given in Table 6.1.
Table 6.1: Process Parameters and their Levels
Coded
Factors
Real
Factors Parameters
Levels
(-2) (-1) (0) (+1) (+2)
X1 Ton Pulse on Time 105 110 115 120 125
X2 Toff Pulse off Time 43 48 53 58 63
X3 SV Spark Gap Set Voltage 10 20 30 40 50
X4 IP Peak Current 150 170 190 210 230
X5 WT Wire Tension 4 6 8 10 12
6.2 EXPERIMENTAL RESULTS
The WEDM experiments were conducted, with the process parameter levels set as
given in Table 6.1, to study the effect of process parameters over the output parameters.
Experiments were conducted according to the test conditions specified by the second
order central composite design (Table 6.2). Experimental results are given in Table 6.3
for cutting rate, surface roughness, gap current and dimensional deviation. Altogether 32
experiments were conducted using response surface methodology.

110
Table 6.2: Coded Values and Real Values of the Variables
S.No. X1 (Ton) X2 (Toff) X3 (SV) X4 (IP) X5 (WT)
Coded Real Coded Real Coded Real Coded Real Coded Real
1 -1 110 -1 48 -1 20 -1 170 1 10
2 1 120 -1 48 -1 20 -1 170 -1 6
3 -1 110 1 58 -1 20 -1 170 -1 6
4 1 120 1 58 -1 20 -1 170 1 10
5 -1 110 -1 48 1 40 -1 170 -1 6
6 1 120 -1 48 1 40 -1 170 1 10
7 -1 110 1 58 1 40 -1 170 1 10
8 1 120 1 58 1 40 -1 170 -1 6
9 -1 110 -1 48 -1 20 1 210 -1 6
10 1 120 -1 48 -1 20 1 210 1 10
11 -1 110 1 58 -1 20 1 210 1 10
12 1 120 1 58 -1 20 1 210 -1 6
13 -1 110 -1 48 1 40 1 210 1 10
14 1 120 -1 48 1 40 1 210 -1 6
15 -1 110 1 58 1 40 1 210 -1 6
16 1 120 1 58 1 40 1 210 1 10
17 -2 105 0 53 0 30 0 190 0 8
18 2 125 0 53 0 30 0 190 0 8
19 0 115 -2 43 0 30 0 190 0 8
20 0 115 2 63 0 30 0 190 0 8
21 0 115 0 53 -2 10 0 190 0 8
22 0 115 0 53 2 50 0 190 0 8
23 0 115 0 53 0 30 -2 150 0 8
24 0 115 0 53 0 30 2 230 0 8
25 0 115 0 53 0 30 0 190 -2 4
26 0 115 0 53 0 30 0 190 2 12
27 0 115 0 53 0 30 0 190 0 8
28 0 115 0 53 0 30 0 190 0 8
29 0 115 0 53 0 30 0 190 0 8
30 0 115 0 53 0 30 0 190 0 8
31 0 115 0 53 0 30 0 190 0 8
32 0 115 0 53 0 30 0 190 0 8
X1, X2, X3, X4, X5 represent coded values of various factors

111
Table 6.3: Observed Values for Performance Characteristics
Std.
order
Run
order
Factor
A
Factor
B
Factor
C
Factor
D
Factor
E
Response
1
Response
2
Response
3
Response
4
Pulse on
Time
Pulse
off
Time
Spark
Gap Set
Voltage
Peak
Current
Wire
Tension
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
1 24 110 48 20 170 10 0.83 1.62 1.53 0.593
2 32 120 48 20 170 6 1.83 2.65 3.5 0.453
3 4 110 58 20 170 6 0.48 1.68 1.13 0.473
4 6 120 58 20 170 10 1.09 2.35 2.17 0.487
5 26 110 48 40 170 6 0.63 1.48 1.33 0.367
6 15 120 48 40 170 10 1.4 2.29 2.97 0.187
7 9 110 58 40 170 10 0.33 1.7 1 0.327
8 10 120 58 40 170 6 0.78 2.2 1.93 0.127
9 27 110 48 20 210 6 1 1.97 1.89 0.5
10 25 120 48 20 210 10 2.1 2.78 3.97 0.393
11 22 110 58 20 210 10 0.5 1.72 1 0.56
12 19 120 58 20 210 6 1.22 2.55 2.37 0.287
13 29 110 48 40 210 10 0.7 1.7 1.57 0.393
14 20 120 48 40 210 6 1.58 2.35 3.23 0.087
15 16 110 58 40 210 6 0.38 1.37 1 0.32
16 17 120 58 40 210 10 0.89 2.1 2 0.113
Contd…..

112
Std.
order
Run
order
Factor
A
Factor
B
Factor
C
Factor
D
Factor
E
Response
1
Response
2
Response
3
Response
4
Pulse on
Time
Pulse
off
Time
Spark
Gap Set
Voltage
Peak
Current
Wire
Tension
Cutting
Rate
(mm/min)
Surface
Roughness
(µm)
Gap
Current
(ampere)
Dimensional
Deviation
(%)
17 5 105 53 30 190 8 0.31 1.14 0.9 0.533
18 21 125 53 30 190 8 1.72 2.58 3.63 0.267
19 12 115 43 30 190 8 1.7 2.3 3.27 0.36
20 11 115 63 30 190 8 0.57 2 1.3 0.293
21 28 115 53 10 190 8 1.17 2.5 2.1 0.767
22 23 115 53 50 190 8 0.68 1.77 1.57 0.153
23 30 115 53 30 150 8 0.87 2.03 1.9 0.387
24 31 115 53 30 230 8 1 2.11 1.97 0.213
25 7 115 53 30 190 4 0.96 1.97 2 0.247
26 18 115 53 30 190 12 0.95 1.96 2 0.400
27 14 115 53 30 190 8 0.93 1.89 1.93 0.307
28 13 115 53 30 190 8 0.94 2.07 1.93 0.287
29 3 115 53 30 190 8 0.96 2.01 1.9 0.340
30 8 115 53 30 190 8 0.86 1.89 2.03 0.353
31 1 115 53 30 190 8 0.97 1.9 2 0.320
32 2 115 53 30 190 8 0.97 1.98 2 0.307

113
6.3 ANALYSIS AND DISCUSSION OF RESULTS
The experiments were designed and conducted by employing response surface
methodology (RSM). The selection of appropriate model and the development of response
surface models have been carried out by using statistical software, “Design Expert (DX-7)”.
The regression equations for the selected model were obtained for the response
characteristics, viz., cutting rate, surface roughness, gap current and dimensional deviation.
These regression equations were developed using the experimental data (Table 6.3) and were
plotted to investigate the effect of process variables on various response characteristics. The
analysis of variance (ANOVA) was performed to statistically analyze the results.
6.3.1 Selection of Adequate Model
To decide about the adequacy of the model, three different tests viz. sequential model
sum of squares, lack of fit tests and model summary statistics were performed for cutting
rate, surface roughness, gap current and dimensional deviation characteristics of WEDM
process. The Tables 6.4 - 6.7 display three different tests to select an adequate model to fit
various output characteristics. The sequential model sum of squares test in each table shows
how the terms of increasing complexity contribute to the model. It can be observed that for
all the responses, the quadratic model is appropriate. The „lack of fit‟ test compares the
residual error to the pure error from the replicated design points. The results (Tables 6.4- 6.7)
indicate that the quadratic model in all the characteristics does not show significant lack of
fit, hence the adequacy of quadratic model is confirmed. Another test „model summary
statistics‟ given in the following sections further confirms that the quadratic model is the best
to fit as it exhibits low standard deviation, high “R-Squared” values, and a low “PRESS”
(Adeq Precision).
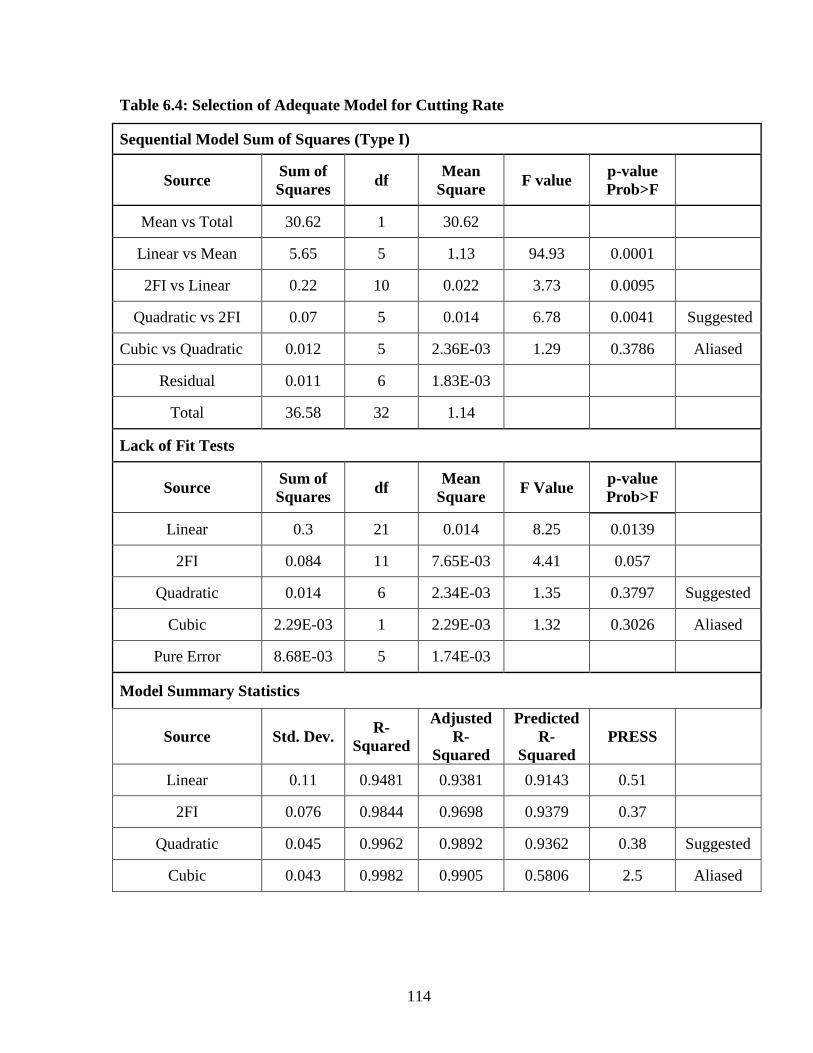
114
Table 6.4: Selection of Adequate Model for Cutting Rate
Sequential Model Sum of Squares (Type I)
Source Sum of
Squares df
Mean
Square F value
p-value
Prob>F
Mean vs Total 30.62 1 30.62
Linear vs Mean 5.65 5 1.13 94.93 0.0001
2FI vs Linear 0.22 10 0.022 3.73 0.0095
Quadratic vs 2FI 0.07 5 0.014 6.78 0.0041 Suggested
Cubic vs Quadratic 0.012 5 2.36E-03 1.29 0.3786 Aliased
Residual 0.011 6 1.83E-03
Total 36.58 32 1.14
Lack of Fit Tests
Source Sum of
Squares df
Mean
Square F Value
p-value
Prob>F
Linear 0.3 21 0.014 8.25 0.0139
2FI 0.084 11 7.65E-03 4.41 0.057
Quadratic 0.014 6 2.34E-03 1.35 0.3797 Suggested
Cubic 2.29E-03 1 2.29E-03 1.32 0.3026 Aliased
Pure Error 8.68E-03 5 1.74E-03
Model Summary Statistics
Source Std. Dev. R-
Squared
Adjusted
R-
Squared
Predicted
R-
Squared
PRESS
Linear 0.11 0.9481 0.9381 0.9143 0.51
2FI 0.076 0.9844 0.9698 0.9379 0.37
Quadratic 0.045 0.9962 0.9892 0.9362 0.38 Suggested
Cubic 0.043 0.9982 0.9905 0.5806 2.5 Aliased

115
Table 6.5: Selection of Adequate Model for Surface Roughness
Sequential Model Sum of Squares (Type I)
Source Sum of
Squares df
Mean
Square F value
p-value
Prob>F
Mean vs Total 130.45 1 130.45
Linear vs Mean 4 5 0.8 51.88 0.0001
2FI vs Linear 0.21 10 0.021 1.72 0.1605
Quadratic vs 2FI 0.15 5 0.029 6.89 0.0038 Suggested
Cubic vs Quadratic 0.016 5 3.18E-03 0.62 0.6927 Aliased
Residual 0.031 6 5.14E-03
Total 134.85 32 4.21
Lack of Fit Tests
Source Sum of
Squares df
Mean
Square F Value
p-value
Prob>F
Linear 0.37 21 0.018 3.13 0.1044
2FI 0.16 11 0.015 2.64 0.1467
Quadratic 0.018 6 3.07E-03 0.54 0.7621 Suggested
Cubic 2.51E-03 1 2.51E-03 0.44 0.5356 Aliased
Pure Error 0.028 5 5.67E-03
Model Summary Statistics
Source Std. Dev. R-
Squared
Adjusted
R-
Squared
Predicted
R-
Squared
PRESS
Linear 0.12 0.9089 0.8914 0.8556 0.64
2FI 0.11 0.9561 0.915 0.8421 0.69
Quadratic 0.065 0.9894 0.9701 0.8809 0.52 Suggested
Cubic 0.072 0.993 0.9638 0.3728 2.76 Aliased

116
Table 6.6: Selection of Adequate Model for Gap Current
Sequential Model Sum of Squares (Type I)
Source Sum of
Squares df
Mean
Square F value
p-value
Prob>F
Mean vs Total 132.11 1 132.11
Linear vs Mean 18.25 5 3.65 73.40 0.0001
2FI vs Linear 0.87 10 0.087 3.25 0.0176
Quadratic vs 2FI 0.35 5 0.070 10.14 0.0008 Suggested
Cubic vs Quadratic 0.051 5 0.010 2.44 0.1543 Aliased
Residual 0.025 6 4.182E-003
Total 151.66 32 4.74
Lack of Fit Tests
Source Sum of
Squares df
Mean
Square F Value
p-value
Prob>F
Linear 1.28 21 0.061 22.82 0.0013
2FI 0.41 11 0.038 14.07 0.0045
Quadratic 0.063 6 0.010 3.91 0.0779 Suggested
Cubic 0.012 1 0.012 4.40 0.0901 Aliased
Pure Error 0.013 5 2.670E-003
Model Summary Statistics
Source Std. Dev. R-
Squared
Adjusted
R-
Squared
Predicted
R-
Squared
PRESS
Linear 0.22 0.9338 0.9211 0.8903 2.14
2FI 0.16 0.9782 0.9577 0.9199 1.56
Quadratic 0.083 0.9961 0.9890 0.9154 1.65 Suggested
Cubic 0.065 0.9987 0.9934 0.3469 12.76 Aliased

117
Table 6.7: Selection of Adequate Model for Dimensional deviation
Sequential Model Sum of Squares [Type I]
Source Sum of
Squares df
Mean
Square F value
p-value
Prob>F
Mean vs Total 3.92 1 3.92
Linear vs Mean 0.59 5 0.12 36.56 < 0.0001
2FI vs Linear 0.025 10 2.535E-003 0.68 0.7247
Quadratic vs 2FI 0.041 5 8.250E-003 5.04 0.0121 Suggested
Cubic vs Quadratic 0.014 5 2.719E-003 3.70 0.0713 Aliased
Residual 4.414E-
003 6 7.356E-004
Total 4.60 32 0.14
Lack of Fit Tests
Source Sum of
Squares df
Mean
Square F Value
p-value
Prob>F
Linear 0.082 21 3.891E-003 6.69 0.0221
2FI 0.056 11 5.123E-003 8.80 0.0132
Quadratic 0.015 6 2.517E-003 4.32 0.0648 Suggested
Cubic 1.504E-
003 1 1.504E-003 2.58 0.1689 Aliased
Pure Error 2.910E-
003 5 5.820E-004
Model Summary Statistics
Source Std. Dev. R-
Squared
Adjusted
R-Squared
Predicte
d R-
Squared
PRESS
Linear 0.057 0.8755 0.8515 0.8049 0.13
2FI 0.061 0.9128 0.8310 0.4958 0.34
Quadratic 0.040 0.9735 0.9253 0.4067 0.40 Suggested
Cubic 0.027 0.9935 0.9664 -1.4077 1.64 Aliased

118
6.3.2 Effect of Process Variables on Cutting Rate
The regression coefficients of the second order equation (Equation 4.15, Chapter 4)
are obtained by using the experimental data (Table 6.3). The regression equation for the
cutting rate as a function of five input process variables was developed using experimental
data and is given below. The coefficients (insignificant identified from ANOVA) of some
terms of the quadratic equation have been omitted.
Cutting rate = -13.04695+0.10669 * Ton+0.19454 * Toff+0.068183 * SV-0.012100 * Ip-
3.65000E-003 * Ton* Toff -1.02500E-003 *Ton* SV +2.37500E-004 * Ton* Ip+6.75000E-
004 * Toff* SV-2.37500E-004 * Toff* Ip+6.35714E-004 * Ton2+1.83571E-003 * Toff2
(6.1)
The above response surface is plotted to study the effect of process variables on the
cutting rate and is shown in Figures 6.1a-6.1d. From Figure 6.1a the cutting rate is found to
have an increasing trend with the increase of pulse on time and at the same time it decreases
with the increase of pulse off time. This establishes the fact that cutting rate is proportional to
the energy consumed during machining and is dependent not only on the energy contained in
a pulse determining the crater size, but also on the applied energy rate or power. It is
observed from Figure 6.1b that cutting rate decreases with increase in spark gap set voltage.
With increase in spark gap set voltage the average discharge gap gets widened resulting into
a lower cutting rate. It is seen from Figure 6.1c that cutting rate increases with increase in
the peak current values. The higher is the peak current setting, the larger is the discharge
energy. This leads to increase in cutting rate. But, the sensitivity of the peak current setting
on the cutting performance is stronger than that of the pulse on time. While the peak current
setting is too high, wire breakage may occur frequently. It is seen from Figure 6.1d that
cutting rate almost remains constant with increase in the wire tension. Though with increase
in wire tension, the machining stability increases as vibrations get restricted. But its
increment does not influence the cutting rate much.

119
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.4
0.75
1.1
1.45
1.8
C
uttin
g R
ate
A: Pulse on Time B: Pulse off Time
Figure 6.1a: Combined Effect of Toff and Ton on Cutting Rate
110.00
112.50
115.00
117.50
120.00
20.00
25.00
30.00
35.00
40.00
0.4
0.7
1
1.3
1.6
C
uttin
g R
ate
A: Pulse on Time C: Spark Gap set voltage
Figure 6.1b: Combined Effect of SV and Ton on Cutting Rate

120
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.54
0.755
0.97
1.185
1.4
C
uttin
g R
ate
A: Pulse on Time D: Peak Current
Figure 6.1c: Combined Effect of IP and Ton on Cutting Rate
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.57
0.7575
0.945
1.1325
1.32
C
utt
ing
Ra
te
A: Pulse on Time E: Wire Tension
Figure 6.1d: Combined Effect of WT and Ton on Cutting Rate.

121
The residual analysis as a primary diagnostic tool is also done. Normal probability
plot of residuals has been drawn (Figure 6.2). All the data points are following the straight
line. Thus the data is normally distributed. It can be seen from Figure 6.3 that all the actual
values are following the predicted values and thus declaring model assumptions are correct.
6.3.3 Effect of Process Variables on Surface Roughness
The regression coefficients of the second order equation (Equation 4.8, Chapter 4) are
obtained by using the experimental data (Table 6.3). The regression equation for the surface
roughness as a function of five input process variables was developed using experimental
data and is given below. The coefficients (insignificant identified from ANOVA) of some
terms of the quadratic equation have been omitted.
Surface roughness = -31.55752 + 0.43482 * Ton + 0.074671 * Toff + 0.086635 * SV +
0.018187 * Ip - 0.072396 * WT - 1.42500E-003 * Ton* Toff - 8.12500E-004 * Ton * SV -
5.93750E-004 * Toff * Ip - 2.71875E-004 * SV* Ip + 2.40625E-003 * SV * WT - 1.13333E-
003 * Ton2 + 1.76667E-003 * Toff2 + 4.04167E-004 * SV2 + 6.04167E-005 * Ip2
(6.2)
The above response surface is plotted to study the effect of process variables on the surface
roughness and is shown in Figures 6.4 (a, b, c, d). It is clear that from Figure 6.4a the surface
roughness has an increasing trend with the increase of pulse on time and at the same time it
decreases with the increase of pulse off time. The surface roughness is most affected by the
amount of discharge energy which increases with increase in pulse on-time. The surface
roughness depends on the size of spark crater. A shallow crater together with a larger
diameter leads to a better workpiece surface roughness. To obtain a flat crater, it is important
to control the electrical discharging energy at a smaller level by setting a small pulse-on time
(Ton). A large discharging energy will cause violent sparks resulting in a deeper erosion
crater on the surface. Accompanying the cooling process after the spilling of molten metal,
residues will remain at the periphery of the crater to form a rough surface. Furthermore,
greater discharge energy will produce a larger crater, causing a larger surface roughness
value on the workpiece. It is observed from Figure 6.4b that surface roughness decreases
with increase in spark gap set voltage. With the higher spark gap set voltage, the discharge

122
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.91 -0.92 0.07 1.06 2.05
1
5
10
20
30
50
70
80
90
95
99
Figure 6.2: Normal Plot of Residuals for Cutting Rate
22
Actual
Pre
dic
ted
Predicted vs. Actual
0.26
0.72
1.18
1.64
2.10
0.31 0.76 1.21 1.65 2.10
Figure 6.3: Predicted vs. Actual Plot for Cutting Rate

123
time gets longer. To obtain the longer discharge time, the machining speed needs to be
slowed down. This will lead to a wider average discharge gap. Therefore, the discharge
condition becomes more stable but the number of discharge cycles decreases within a given
period. Owing to this stable machining, surface accuracy becomes better and surface
roughness value decreases. It is seen from Figure 6.4c that surface roughness increases
slightly with increase in the peak current values. The higher is the peak current setting, the
larger is the discharge energy. This leads to increase in surface roughness. It is seen from
Figure 6.4d that surface roughness shows mild tendency to increase with increase in the wire
tension. This can be attributed to minimize the wire bending due to increase wire tension
which leads to a dynamic stable condition of wire.
Normal probability plot has been drawn for residuals in Figure 6.5. Linearity of this
normal plot confirms the normal distribution of the data. It can be seen from Figure 6.6 that
all the actual values are following the predicted values.
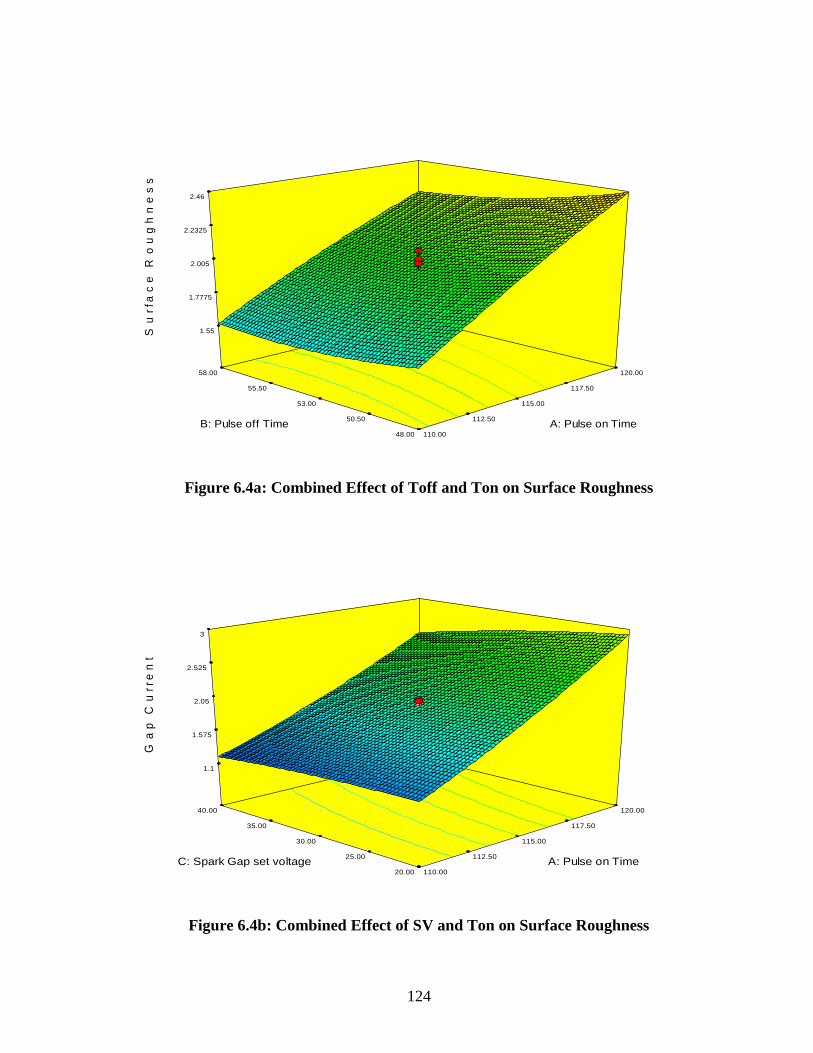
124
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
1.55
1.7775
2.005
2.2325
2.46
S
ur
fac
e R
ou
gh
ne
ss
A: Pulse on Time B: Pulse off Time
Figure 6.4a: Combined Effect of Toff and Ton on Surface Roughness
110.00
112.50
115.00
117.50
120.00
20.00
25.00
30.00
35.00
40.00
1.1
1.575
2.05
2.525
3
G
ap
Cu
rre
nt
A: Pulse on Time C: Spark Gap set voltage
Figure 6.4b: Combined Effect of SV and Ton on Surface Roughness

125
110.00
112.50
115.00
117.50
120.00
170
180
190
200
210
1.54
1.745
1.95
2.155
2.36
S
ur
fac
e R
ou
gh
ne
ss
A: Pulse on Time D: Peak Current
Figure 6.4c: Combined Effect of IP and Ton on Surface Roughness.
110.00
112.50
115.00
117.50
120.00
6.00
7.00
8.00
9.00
10.00
1.55
1.74
1.93
2.12
2.31
S
ur
fac
e R
ou
gh
ne
ss
A: Pulse on Time E: Wire Tension
Figure 6.4d: Combined Effect of WT and Ton on Surface Roughness

126
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.97 -0.98 0.01 0.99 1.98
1
5
10
20
30
50
70
80
90
95
99
Figure 6.5: Normal Plot of Residuals for Surface Roughness
2
Actual
Pre
dic
ted
Predicted vs. Actual
1.10
1.53
1.95
2.38
2.81
1.14 1.55 1.96 2.37 2.78
Figure 6.6: Predicted vs. Actual for Surface Roughness

127
6.3.4 Effect of Process Variables on Gap Current
The regression coefficients of the second order equation (Equation 4.8, Chapter 4) are
obtained by using the experimental data (Table 6.3). The regression equation for the gap
current as a function of five input process variables was developed using experimental data
and is given below. The coefficients (insignificant identified from ANOVA) of some terms
of the quadratic equation have been omitted.
Gap current = - 23.11525 - 0.027826*Ton + 0.56794*Toff + 0.11664*SV + 0.042773*Ip -
7.52500E-003*Ton*Toff - 1.53750E-003*Ton*SV + 1.31250E-003*Toff*SV - 7.43750E-
004*Toff*Ip + 2.67692E-003*Ton2 + 2.87692E-003*Toff2 - 4.05769E-004*SV2 (6.3)
The response surface is plotted to study the effect of process variables on the gap
current and is shown in Figures 6.7a-6.7d. From Figure 6.7a it is seen that the gap current
increases with increase in pulse on time. A probable reason for it may be that with increase in
pulse on time, discharge energy increases causing higher gap current. Further it is seen from
Figure 6.7b that higher the spark gap set voltage, the longer the discharge wait time leading
to a smaller gap current. It is observed from Figure 6.7c that the gap current increases with
increase in the peak current This result has been attributed to the increase in peak current
which leads to the increase in the rate of the heat energy and hence in the rate of melting and
evaporation. Figure 6.7d shows that the wire tension is not influencing the gap current
significantly.
A typical check for normality assumption is made by constructing a normal
probability plot of the residuals. Each residual is plotted against its expected value under
normality. The residual distribution is found normal, as this plot is a straight line (Figure
6.8). It can be seen from Figure 6.9 that the predicted values and the actual values have a
linear graph.

128
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
1
1.625
2.25
2.875
3.5
G
ap
Cu
rre
nt
A: Pulse on Time B: Pulse off Time
Figure 6.7a: Combined Effect of Toff and Ton on Gap Current
110.00
112.50
115.00
117.50
120.00
20.00
25.00
30.00
35.00
40.00
1.1
1.575
2.05
2.525
3
G
ap
Cu
rre
nt
A: Pulse on Time C: Spark Gap set voltage
Figure 6.7b: Combined Effect of SV and Ton on Gap Current

129
110.00
112.50
115.00
117.50
120.00
170
180
190
200
210
1.2
1.65
2.1
2.55
3
G
ap
Cu
rre
nt
A: Pulse on Time D: Peak Current
Figure 6.7c: Combined Effect of IP and Ton on Gap Current
110.00
112.50
115.00
117.50
120.00
6.00
7.00
8.00
9.00
10.00
1.3
1.675
2.05
2.425
2.8
G
ap
Cu
rre
nt
A: Pulse on Time E: Wire Tension
Figure 6.7d: Combined Effect of WT and Ton on Gap Current

130
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.81 -0.87 0.06 0.99 1.93
1
5
10
20
30
50
70
80
90
95
99
Figure 6.8: Normal Plot of Residuals for Gap Current
42
Actual
Pre
dic
ted
Predicted vs. Actual
0.80
1.59
2.38
3.18
3.97
0.90 1.67 2.44 3.20 3.97
Figure 6.9: Predicted vs. Actual for Gap Current

131
6.3.5 Effect of Process Variables on Dimensional Deviation
The regression coefficients of the second order equation (Equation 4.8, Chapter 4) are
obtained by using the experimental data (Table 6.3). The regression equation for the
dimensional deviation as a function of five input process variables was developed using
experimental data and is given below. The coefficients (insignificant identified from
ANOVA) of some terms of the quadratic equation have been omitted.
Dimensional Deviation = + 5.59943 - 0.11868*Ton - 3.44167E-003*Toff + 0.023276*SV +
0.026339*Ip + 0.015521*WT - 4.83750E-004*Ton*SV - 2.41875E-004*Ton*Ip +
7.08929E-004*Ton2 + 3.27232E-004*SV2 (6.4)
The response surface is plotted to study the effect of process variables on the
dimensional deviation and is shown in Figures 6.10a-6.10d. It is seen from Figure 6.10a that
the dimensional deviation decreases with increase in pulse on time. A probable reason for it
may be that with increase in pulse on time, discharge energy increases. During every
individual spark discharge, the wire experiences an impact, which acts in the reverse
direction of the discharge occurrence. Thus, dimensional deviation decreases. It is seen from
Figure 6.10b that dimensional deviation decreases with higher spark gap set voltage. It is
observed from Figure 6.10c that the dimensional deviation increases with increase in the
peak current. The density of spark discharges would also be changed depending on the peak
current. This will have an impact on the precision and accuracy of the work piece. It can be
seen from Figure 6.10d that the dimensional deviation gradually increases with the increase
in the wire tension. This can be attributed to the increase of the wire tension minimizing the
wire bending which leads to a dynamic stable condition of the diameter and the depth of the
crater leading to higher dimensional deviation. Normal probability plot has been drawn for
residuals in Figure 6.11. Normality of residuals was checked using a normal probability plot.
Linearity of this normal plot confirms the normal distribution of the data. Linearity is
observed between predicted values and actual values (Figure 6.12).

132
110.00
112.50
115.00
117.50
120.00
48
50.5
53
55.5
58
0.23
0.28
0.33
0.38
0.43
D
ime
ns
ion
al
De
via
tio
n
A: Pulse on Time B: Pulse off Time
Figure 6.10a: Combined Effect of Toff and Ton on Dimensional Deviation
110.00
112.50
115.00
117.50
120.00
20.00
25.00
30.00
35.00
40.00
0.13
0.235
0.34
0.445
0.55
D
ime
ns
ion
al
De
via
tio
n
A: Pulse on Time
C: Spark Gap set voltage
Figure 6.10b: Combined Effect of SV and Ton on Dimensional Deviation

133
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.19
0.2475
0.305
0.3625
0.42
D
ime
ns
ion
al
De
via
tio
n
A: Pulse on Time
D: Peak Current
Figure 6.10c: Combined Effect of IP and Ton on Dimensional Deviation
110.00
112.50
115.00
117.50
120.00
6.00
7.00
8.00
9.00
10.00
0.21
0.27
0.33
0.39
0.45
D
ime
ns
ion
al
De
via
tio
n
A: Pulse on Time E: Wire Tension
Figure 6.10d: Combined Effect of WT and Ton on Dimensional Deviation

134
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.65 -0.49 0.68 1.84 3.01
1
5
10
20
30
50
70
80
90
95
99
Figure 6.11: Normal Plot of Residuals for Dimensional Deviation
2
Actual
Pre
dic
ted
Predicted vs. Actual
0.06
0.24
0.42
0.59
0.77
0.09 0.26 0.43 0.60 0.77
Figure 6.12: Predicted vs. Actual for Dimensional Deviation

135
6.4 ANALYSIS OF VARIANCE
In order to statistically analyze the results, ANOVA was performed. Process variables
having p-value<0.05 are considered significant terms for the requisite response
characteristics. The insignificant parameters were pooled using backward elimination
method. The pooled version of ANOVA for cutting rate (Table 6.8) indicates that the pulse
on time (A), the pulse off time(B), Spark gap set voltage(C), Peak current(D), the interaction
terms (AB, AC, AD, BC, BD) and the quadratic terms (A2, B2)are significant parameters
affecting cutting rate. For surface roughness the pulse on time(A), the pulse off time(B),
Spark gap set voltage(C), Peak current(D), the interaction terms (AC, BD, CD, CE), and the
quadratic terms (A2, B2, C2) are significant parameters affecting its value (Table 6.9). For
gap current the pulse on time(A), the pulse off time(B), Spark gap set voltage(C), Peak
current(D), the interaction terms (AB, AC, BC, BD), and the quadratic terms (A2, B2, C2)
are significant terms (Table 6.10). For dimensional deviation the pulse on time(A), the pulse
off time(B), Spark gap set voltage(C), Peak current(D), the wire tension (E), the interaction
terms (AC, AD), and the quadratic terms (A2,C2) are significant model terms (Table 6.11).
Some more statistical inferences are also given at the bottom of ANOVA tables (Tables 6.8 -
6.11).

136
Table 6.8: Pooled ANOVA- Cutting Rate
Source Sum of
Squares Df Mean Square F Value
p-value
Prob > F
Model 5.93 11 0.54 354.80 0.0001 Significant
A-Pulse on Time 3.27 1 3.27 2152.95 0.0001
B-Pulse off Time 1.85 1 1.85 1216.51 0.0001
C-Spark Gap set
voltage 0.46 1 0.46 305.96 0.0001
D-Peak Current 0.066 1 0.066 43.54 0.0001
AB 0.13 1 0.13 87.69 0.0001
AC 0.042 1 0.042 27.66 0.0001
AD 9.025E-003 1 9.025E-003 5.94 0.0243
BC 0.018 1 0.018 12.00 0.0025
BD 9.025E-003 1 9.025E-003 5.94 0.0243
A2 7.544E-003 1 7.544E-003 4.97 0.0375
B2 0.063 1 0.063 41.41 0.0001
Residual 0.030 20 1.519E-003
Lack of Fit 0.022 15 1.447E-003 0.83 0.6444 Not
significant
Pure Error 8.683E-003 5 1.737E-003
Cor Total 5.96 31
R-Squared = 0.9949 Adj R-Squared = 0.9921
Pred R-Squared = 0.9853 Adeq Precision =75.356
Statistical inferences:
1. The Model F-value of 354.80 implies the model is significant. There is only a 0.01%
chance that a "Model F-Value" of this much magnitude could occur due to noise.
2. The "Lack of Fit F-value" of 0.83 implies the Lack of Fit is not significant relative to
the pure error. There is a 64.44% chance that a "Lack of Fit F-value" of this order
could occur due to noise. Non-significant lack of fit is good.
3. The "Pred R-Squared" of 0.9853 is in reasonable agreement with the "Adj R-
Squared" of 0.9921."Adeq Precision" measures the signal to noise ratio. This model
can be used to navigate the design space as the ratio (75.356) indicates an adequate
signal.
4. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this
case A, B, C, D, AB, AC, AD, BC, BD, A2, B
2 are significant model terms.

137
Table 6.9: Pooled ANOVA- Surface Roughness
Source Sum of
Source df
Mean
Square
F
Value
p-value
Prob >
F
Model 4.33 14 0.31 78.42 0.0001 Significant
A-Pulse on Time 3.31 1 3.31 838.49 0.0001
B-Pulse off Time 0.13 1 0.13 33.09 0.0001
C-Spark Gap set
voltage 0.54 1 0.54 136.12 0.0001
D-Peak Current 0.022 1 0.022 5.63 0.0297
E-Wire Tension 4.167E-006 1 4.167E-006 1.056E-
003 0.9745
AB 0.020 1 0.020 5.15 0.0366
AC 0.026 1 0.026 6.69 0.0192
BD 0.056 1 0.056 14.30 0.0015
CD 0.047 1 0.047 11.99 0.0030
CE 0.037 1 0.037 9.39 0.0070
A2 0.024 1 0.024 6.01 0.0253
B2 0.058 1 0.058 14.61 0.0014
C2 0.048 1 0.048 12.23 0.0028
D2 0.017 1 0.017 4.37 0.0518
Residual 0.067 17 3.945E-003
Lack of Fit 0.039 12 3.228E-003 0.57 0.8033 Not
significant
Pure Error 0.028 5 5.667E-003
Cor Total 4.40 31
R-Squared = 0.9848 Adj R-Squared = 0.9722
Pred R-Squared = 0.9442 Adeq Precision=39.596
Statistical inferences:
1. The Model F-value of 78.42 implies the model is significant. There is only a 0.01%
chance that a "Model F-Value" of this much magnitude could occur due to noise.
2. The "Lack of Fit F-value" of 0.57implies the Lack of Fit is not significant relative to
the pure error. There is a 80.33% chance that a "Lack of Fit F-value" of this order
could occur due to noise. Non-significant lack of fit is good.
3. The "Pred R-Squared" of 0.9442 is in reasonable agreement with the "Adj R-
Squared" of 0.9722."Adeq Precision" measures the signal to noise ratio. This model
can be used to navigate the design space as the ratio (35.596) indicates an adequate

138
signal.
4. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this
case A, B, C, D, AB, AC, BD, CD, CE, A2, B
2, C
2 are significant model terms.
Table 6.10: Pooled ANOVA- Gap Current
Source Sum of
Source
df Mean
Square
F Value p-value
Prob > F
Model 19.41 11 1.76 264.10 0.0001 Significant
A-Pulse on Time 12.26 1 12.26 1834.32 0.0001
B-Pulse off Time 5.35 1 5.35 800.59 0.0001
C-Spark Gap set
voltage 0.54 1 0.54 80.38 0.0001
D-Peak Current 0.11 1 0.11 16.17 0.0007
AB 0.57 1 0.57 84.76 0.0001
AC 0.095 1 0.095 14.15 0.0012
BC 0.069 1 0.069 10.31 0.0044
BD 0.089 1 0.089 13.25 0.0016
A2 0.13 1 0.13 19.92 0.0002
B2 0.15 1 0.15 23.01 0.0001
C2 0.049 1 0.049 7.32 0.0136
Residual 0.13 20 6.681E-003
Lack of Fit 0.12 15 8.018E-003 3.00 0.1149 Not
significant
Pure Error 0.013 5 2.670E-003
Cor Total 19.54 31
R-Squared = 0.9932 Adj R-Squared = 0.9894
Pred R-Squared = 0.9780 AdeqPrecision=61.296
Statistical inferences:
1. The Model F-value of 264.10 implies the model is significant. There is only a 0.01%
chance that a "Model F-Value" of this much magnitude could occur due to noise.
2. The "Lack of Fit F-value" of 3.00 implies the Lack of Fit is not significant relative to
the pure error. There is a 11.49% chance that a "Lack of Fit F-value" of this order
could occur due to noise. Non-significant lack of fit is good.
3. The "Pred R-Squared" of 0.9780 is in reasonable agreement with the "Adj R-
Squared" of 0.9894."Adeq Precision" measures the signal to noise ratio. This model

139
can be used to navigate the design space as the ratio (61.296) indicates an adequate
signal.
4. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this
case A, B, C, D, AB, AC, BC, BD, A2, B
2, C
2 are significant model terms.
Table 6.11: Pooled ANOVA- Dimensional Deviation
Source Sum of
Source
df Mean Square F
Value
p-value
Prob >
F
Model 0.65 9 0.073 59.85 0.0001 Significant
A-Pulse on Time 0.16 1 0.16 128.18 0.0001
B-Pulse off Time 7.107E-003 1 7.107E-003 5.86 0.0242
C-Spark Gap set
voltage 0.39 1 0.39 320.41 0.0001
D-Peak Current 0.021 1 0.021 17.28 0.0004
E-Wire Tension 0.023 1 0.023 19.08 0.0002
AC 9.361E-003 1 9.361E-003 7.72 0.0109
AD 9.361E-003 1 9.361E-003 7.72 0.0109
A2 9.381E-003 1 9.381E-003 7.74 0.0109
C2 0.032 1 0.032 26.39 0.0001
Residual 0.027 22 1.212E-003
Lack of Fit 0.024 17 1.397E-003 2.40 0.1692 Not
significant
Pure Error 2.910E-003 5 5.820E-004
Cor Total 0.68 31
R-Squared=0.9608 Adj R-Squared = 0.9447
Pred R-Squared = 0.8792 Adeq Precision =32.590
Statistical inferences:
1. The Model F-value of 59.85 implies the model is significant. There is only a 0.01%
chance that a "Model F-Value" of this much magnitude could occur due to noise.
2. The "Lack of Fit F-value" of 2.40 implies the Lack of Fit is not significant relative to
the pure error. There is a 16.92% chance that a "Lack of Fit F-value" of this order
could occur due to noise. Non-significant lack of fit is good.
3. The "Pred R-Squared" of 0.8792 is in reasonable agreement with the "Adj R-
Squared" of 0.9447."Adeq Precision" measures the signal to noise ratio. This model

140
can be used to navigate the design space as the ratio (32.590) indicates an adequate
signal.
4. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this
case A, B, C, D, E, AC, AD, A2, C
2 are significant model terms

141
CHAPTER-7
SINGLE AND MULTI RESPONSE OPTIMIZATION USING
DESIRABILITY FUNCTION
7.1 DESIRABILITY FUNCTION
Derringer and Suich (1980) describe a multiple response method called desirability. It
is an attractive method for industry for optimization of multiple quality characteristic
problems. The method makes use of an objective function, D(X), called the desirability
function and transforms an estimated response into a scale free value (di) called desirability.
The desirable ranges are from zero to one (least to most desirable respectively). The factor
settings with maximum total desirability are considered to be the optimal parameter
conditions.
The simultaneous objective function is a geometric mean of all transformed responses:
n
nddddD/1
321 =
nn
i
id
/1
1
(7.1)
Where, n is the number of responses in the measure. If any of the responses or factors falls
outside the desirability range, the overall function becomes zero.
It can be extended to
nwn
n
ww dddD/12
2
1
1 (7.2)
to reflect the possible difference in the importance of different responses, where the weight
iw satisfies 0< iw <1 and 121 nwww .
Desirability is an objective function that ranges from zero outside of the limits to one
at the goal. The numerical optimization finds a point that maximizes the desirability function.
The characteristics of a goal may be altered by adjusting the weight or importance. For
several responses and factors, all goals get combined into one desirability function.
For simultaneous optimization each response must have a low and high value

142
assigned to each goal. The "Goal" field for responses must be one of five choices: "none",
"maximum", "minimum", "target", or "in range". Factors will always be included in the
optimization, at their design range by default, or as a maximum, minimum of target goal. The
meanings of the goal parameters are:
Maximum:
di = 0 if response < low value
0 di 1 as response varies from low to high
di = 1 if response > high value
Minimum:
di = 1 if response < low value
1 di 0 as response varies from low to high
di = 0 if response > high value
Target:
di = 0 if response < low value
0 di 1 as response varies from low to target
1 di 0 as response varies from target to high
di = 0 if response > high value
Range:
di = 0 if response < low value
di = 1 as response varies from low to high
di = 0 if response > high value
The di for "in range" are included in the product of the desirability function "D", but are not
counted in determining "n": D = n
id/1
.
If the goal is none, the response will not be used for the optimization.
Desirability function has been used to determine the optimum parameters for WEDM
parts for optimization of cutting rate, surface roughness, gap current and dimensional
deviation in the present investigation. Second order central composite experimental design
involving five factors ( Pulse on time, pulse off time, spark gap set voltage, peak current and
wire tension) each at five levels has been used to find optimum combination of factors and
levels in WEDM machining of H-11 steel. The single response and multi response
optimizations were achieved through desirability function.

143
7.2 SINGLE RESPONSE OPTIMIZATION USING DESIRABILITY FUNCTION
The constraints for the optimization of individual response characteristics viz. cutting
rate, surface roughness, gap current, and dimensional deviation, are given in Tables 7.1-7.4.
Goals and limits were established for each response individually in order to accurately
determine their impact on individual desirability. A maximum or minimum level is provided
for each response characteristic which has to be optimized.
Table 7.1: Range of Input Parameters and Cutting Rate for Desirability
Process
Parameter Goal
Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Cutting Rate maximize 0.31 2.1 1 1 3
Table 7.2: Range of Input Parameters and Surface Roughness for Desirability
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Surface Roughness minimize 1.14 2.78 1 1 3

144
Table 7.3: Range of Input Parameters and Gap Current for Desirability
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Gap Current maximize 0.9 3.97 1 1 3
Table 7.4: Range of Input Parameters and Dimensional Deviation for Desirability
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Dimensional
Deviation minimize 0.087 0.767 1 1 3
Weights are assigned to give added emphasis to upper / lower bounds or to emphasize
a target value. The default value “1”of weight is assigned to a goal to adjust the shape of its
particular desirability function. The default value “3” is selected for importance in order to
give equal importance to all goals.

145
7.2.1 Optimal Solutions
The goal of optimization is to find a good set of conditions that will meet all the
goals. It is not necessary that the value of desirability is always 1.0 as the value is completely
dependent on how closely the lower and upper limits are set relative to the actual optimum
(Aggarwal et. al., 2008). A set of 47 optimal solutions is derived for the specified design
space constraints for individual response characteristic viz. cutting rate, surface roughness,
gap current, and dimensional deviation using Design Expert statistical software. The set of
conditions possessing highest desirability value is selected as optimum condition for the
desired response. Tables 7.5-7.8 report the optimal set of conditions with higher desirability
function required for obtaining desired response characteristic under specified constraints.
Desirability 3D-plots were first drawn keeping input parameters in range and cutting
rate and gap current at maximum. Likewise plots were made for surface roughness, and
dimensional deviation independently keeping their values at minimum level. Figure 7.1
shows a plot of desirability function distribution of cutting rate for H-11 steel according to
pulse on time and pulse off time. It can be visualized that high level of pulse on time and low
value of pulse off time favor high cutting rate. Likewise plots were drawn between spark gap
set voltage and pulse on time. Plots revealed that low value of spark gap set voltage and
higher value of pulse on time favor high cutting rate (Figure 7.2). From Figure 7.3 it can be
seen that the high values of peak current favor high cutting rate. Wire tension has almost
insignificant effect (Figure 7.4). Figures 7.5-7.8 show plots of desirability function
distribution of surface roughness for H-11 steel according to various input process
parameters. Low level of pulse on time, higher value of pulse off time, higher values of spark
gap set voltage and higher peak current favor lower value of surface roughness. Figures 7.9-
7.12 show plots of desirability function distribution of gap current for H-11 steel according to
various input process parameters. High level of pulse on time, low level of pulse off time,
lower values of spark gap set voltage and high values of peak current favor higher value of
gap current. Wire tension does not affect the gap current significantly. Figures 7.13-7.16
show plots of desirability function distribution of dimensional deviation for H-11 steel
according to various input process parameters. High level of pulse on time, low level of pulse
off time, higher values of spark gap set voltage, high values of peak current and lower values
of wire tension favor lower values of dimensional deviation.

146
Table 7.5: Set of Optimal Solutions for Desirability (Cutting Rate)
S.No. Ton Toff SV IP WT CR Desir-
ability
1 120.00 48.00 20.00 210.00 10.00 2.05565 0.975 Selected
2 120.00 48.00 20.09 210.00 6.59 2.05365 0.974
3 120.00 48.00 20.00 209.51 7.42 2.05319 0.974
4 120.00 48.00 20.00 209.51 8.45 2.05317 0.974
5 120.00 48.02 20.04 210.00 6.00 2.0523 0.973
6 119.94 48.00 20.00 210.00 9.95 2.04857 0.971
7 119.93 48.00 20.00 210.00 9.01 2.04804 0.971
8 120.00 48.11 20.00 210.00 7.04 2.04396 0.969
9 119.84 48.00 20.00 210.00 6.17 2.0374 0.965
10 120.00 48.19 20.00 209.99 8.10 2.03565 0.964
11 119.74 48.00 20.00 210.00 6.67 2.02616 0.959
12 119.74 48.00 20.00 210.00 8.41 2.0257 0.958
13 120.00 48.00 20.00 203.16 8.65 2.02126 0.956
14 120.00 48.00 20.01 203.16 6.47 2.02123 0.956
15 120.00 48.00 20.00 201.98 8.49 2.01556 0.953
16 120.00 48.01 21.79 210.00 6.04 2.01409 0.952
17 120.00 48.00 20.43 202.10 10.00 2.0066 0.948
18 120.00 48.40 20.00 206.64 7.39 1.99791 0.943
19 119.99 48.00 20.00 198.51 6.65 1.99659 0.942
20 120.00 48.00 20.00 195.99 7.08 1.98559 0.936
21 120.00 48.00 20.00 194.56 6.48 1.97824 0.932
22 119.54 48.00 21.26 209.99 6.00 1.97555 0.930
23 119.81 48.00 20.01 198.18 6.00 1.97511 0.930
24 120.00 48.76 20.00 209.37 10.00 1.97465 0.930
25 119.99 48.07 23.28 210.00 7.29 1.97346 0.929
26 120.00 48.00 23.80 210.00 6.00 1.97052 0.928
27 120.00 48.00 22.17 202.63 10.00 1.97019 0.927
28 120.00 48.00 20.00 191.93 9.74 1.96523 0.925
29 120.00 48.25 22.88 210.00 7.57 1.96521 0.925
30 119.40 48.33 20.00 210.00 6.86 1.95519 0.919
31 120.00 48.32 20.01 195.01 6.00 1.94869 0.915
Contd…….

147
S.No. Ton Toff SV IP WT CR Desir-
ability
32 119.45 48.00 20.00 200.30 6.08 1.94654 0.914
33 118.82 48.00 20.00 210.00 6.00 1.92286 0.901
34 120.00 48.00 22.80 194.68 9.04 1.91638 0.897
35 120.00 49.16 22.27 208.87 6.00 1.8836 0.879
36 120.00 48.00 28.01 210.00 7.80 1.87588 0.875
37 120.00 48.00 23.82 188.45 10.00 1.86218 0.867
38 119.91 48.00 20.00 172.05 10.00 1.85627 0.864
39 119.99 48.04 20.00 170.00 9.07 1.85096 0.861
40 120.00 49.17 20.00 188.15 8.15 1.83378 0.851
41 120.00 48.00 30.07 209.59 6.17 1.82794 0.848
42 119.97 49.72 20.00 190.95 6.00 1.79265 0.828
43 117.81 48.00 20.00 191.27 9.99 1.72584 0.791
44 120.00 49.87 26.76 210.00 10.00 1.72546 0.791
45 118.05 48.00 20.00 170.00 10.00 1.65489 0.751
46 120.00 48.00 38.45 210.00 6.29 1.64205 0.744
47 120.00 50.10 36.08 208.96 10.00 1.50357 0.667
Table 7.6: Set of Optimal Solutions for Desirability (Surface Roughness)
S.No. Ton Toff SV IP WT CR Desir-
ability
1 110.00 58.00 40.00 210.00 6.00 1.38979 0.848 Selected
2 110.00 57.40 40.00 209.71 6.00 1.39217 0.846
3 110.00 58.00 40.00 209.99 6.41 1.39961 0.842
4 110.00 55.82 40.00 210.00 6.14 1.40557 0.838
5 110.00 56.71 40.00 202.50 6.00 1.40588 0.838
6 110.00 56.19 39.98 199.70 6.00 1.41247 0.834
7 110.00 55.60 39.30 210.00 6.00 1.41372 0.833
8 110.09 58.00 39.10 210.00 6.40 1.41665 0.831
9 110.00 54.98 39.96 197.86 6.00 1.42027 0.829
10 110.12 54.55 40.00 210.00 6.00 1.42629 0.825
11 110.52 58.00 39.85 210.00 6.00 1.42828 0.824
12 110.02 53.91 40.00 195.22 6.00 1.4312 0.822
13 110.00 56.04 39.98 209.88 7.32 1.43198 0.822
Contd………

148
S.No. Ton Toff SV IP WT SR Desir-
ability
14 110.42 55.64 40.00 210.00 6.03 1.43562 0.820
15 110.00 57.25 39.71 191.88 6.00 1.43813 0.818
16 110.03 53.85 40.00 188.91 6.00 1.44178 0.816
17 110.00 57.45 36.49 208.48 6.00 1.44295 0.815
18 110.09 55.03 40.00 188.82 6.00 1.44417 0.815
19 110.00 58.00 39.33 210.00 8.26 1.44911 0.812
20 110.00 53.51 40.00 192.12 6.78 1.45511 0.808
21 110.00 58.00 39.84 209.95 8.71 1.45554 0.808
22 110.00 56.90 36.03 210.00 6.28 1.45617 0.807
23 110.00 57.99 39.99 210.00 8.84 1.45755 0.806
24 110.02 57.15 40.00 210.00 8.93 1.46416 0.802
25 110.00 56.66 39.95 183.03 6.00 1.46535 0.802
26 110.00 56.54 40.00 194.36 7.72 1.46595 0.801
27 110.00 51.51 40.00 179.22 6.00 1.46863 0.800
28 110.00 52.48 40.00 191.93 7.13 1.47282 0.797
29 110.00 57.36 40.00 205.88 9.14 1.47315 0.797
30 110.00 57.13 40.00 191.06 7.52 1.47402 0.796
31 110.00 57.32 40.00 209.96 9.53 1.47603 0.795
32 110.00 50.73 39.43 180.02 6.00 1.47675 0.795
33 110.11 56.15 40.00 210.00 8.94 1.4773 0.794
34 110.00 57.99 40.00 209.97 9.79 1.48056 0.792
35 110.00 55.67 34.58 197.78 6.00 1.48188 0.792
36 110.02 53.05 40.00 189.58 8.02 1.49267 0.785
37 110.00 53.28 40.00 183.60 8.32 1.50748 0.776
38 110.00 53.42 40.00 190.21 9.00 1.51139 0.774
39 110.07 54.66 40.00 170.00 6.23 1.51394 0.772
40 110.00 51.56 40.00 180.21 8.25 1.52032 0.768
41 110.00 51.91 36.11 210.00 6.30 1.52766 0.764
42 110.00 55.59 34.12 194.67 9.98 1.52848 0.763
43 110.00 53.19 36.74 192.70 9.85 1.53155 0.761
44 110.00 52.24 29.57 170.00 9.92 1.55074 0.750
45 110.00 52.25 25.21 170.00 10.00 1.56269 0.742
46 110.00 54.17 25.39 171.36 10.00 1.57116 0.737
47 110.02 52.47 32.83 210.00 9.95 1.59648 0.722

149
Table 7.7: Set of Optimal Solutions for Desirability (Gap Current)
S.No. Ton Toff SV IP WT IG Desir-
ability
1 120.00 48.00 20.00 210.00 10.00 3.86478 0.966 Selected
2 120.00 48.01 20.00 210.00 6.04 3.86214 0.965
3 120.00 48.00 20.10 210.00 6.73 3.86209 0.965
4 120.00 48.01 20.20 209.98 8.38 3.85843 0.964
5 120.00 48.00 20.00 208.25 9.77 3.8523 0.962
6 119.92 48.00 20.00 210.00 6.77 3.84655 0.960
7 120.00 48.00 20.00 207.27 9.80 3.84542 0.959
8 120.00 48.00 20.00 205.36 9.15 3.83189 0.955
9 119.90 48.00 20.73 209.97 9.42 3.82788 0.954
10 120.00 48.07 20.00 206.51 6.54 3.82768 0.954
11 119.99 48.00 21.86 209.97 6.00 3.82084 0.951
12 119.78 48.02 20.06 210.00 6.65 3.81141 0.948
13 119.74 48.00 20.00 209.99 9.37 3.80699 0.947
14 120.00 48.00 20.00 201.56 7.87 3.80507 0.946
15 120.00 48.00 22.88 209.41 7.80 3.7965 0.943
16 120.00 48.00 20.00 200.06 7.66 3.79444 0.943
17 120.00 48.01 23.44 210.00 9.97 3.78617 0.940
18 119.99 48.22 20.02 202.68 10.00 3.77024 0.935
19 120.00 48.00 20.00 196.31 7.21 3.76728 0.934
20 119.98 48.00 24.68 210.00 6.00 3.75377 0.930
21 120.00 48.08 20.01 195.43 10.00 3.74703 0.927
22 120.00 48.00 25.23 209.97 9.92 3.74297 0.926
23 120.00 48.00 25.31 209.96 8.16 3.74096 0.925
24 120.00 48.00 20.23 190.95 6.07 3.72519 0.920
25 120.00 48.01 20.05 190.06 8.18 3.72147 0.919
26 119.99 48.00 20.00 189.56 8.43 3.71717 0.918
27 120.00 48.84 20.00 210.00 7.60 3.70817 0.915
28 119.95 48.00 20.00 187.35 9.80 3.69439 0.910
29 120.00 48.00 26.25 203.66 6.00 3.67214 0.903
30 119.85 48.00 20.61 187.86 6.00 3.66174 0.900
31 120.00 48.33 26.24 210.00 6.00 3.65791 0.898
Contd……..

150
S.No. Ton Toff SV IP WT CR Desir-
ability
32 119.96 48.00 20.00 179.67 7.91 3.64184 0.893
33 120.00 48.00 20.00 170.43 6.74 3.58493 0.875
34 119.73 48.00 20.34 178.55 10.00 3.57619 0.872
35 120.00 48.00 21.38 170.13 8.12 3.55287 0.864
36 120.00 49.72 20.18 209.98 6.01 3.5452 0.862
37 120.00 48.02 24.86 180.88 10.00 3.54273 0.861
38 120.00 48.00 34.11 210.00 8.82 3.48617 0.842
39 120.00 48.00 24.28 170.00 7.87 3.48427 0.842
40 120.00 48.00 28.32 170.00 6.70 3.37838 0.807
41 119.75 48.00 35.98 202.90 10.00 3.32499 0.790
42 120.00 48.00 38.95 210.00 6.04 3.31927 0.788
43 120.00 51.17 20.00 210.00 6.85 3.29496 0.780
44 119.98 49.61 30.76 205.67 10.00 3.28731 0.778
45 120.00 48.19 40.00 170.00 6.52 2.97261 0.675
46 120.00 48.46 40.00 170.00 9.82 2.93731 0.664
47 120.00 51.14 33.36 182.80 10.00 2.87203 0.642
Table 7.8: Set of Optimal Solutions for Desirability (Dimensional Deviation)
S.No. Ton Toff SV IP WT %D Desir-
ability
1 119.68 56.12 39.59 200.83 6.20 0.0718747 1.000
2 119.17 57.00 39.55 205.21 7.32 0.0844189 1.000
3 119.84 49.47 39.31 203.96 6.17 0.0858989 1.000
4 119.98 56.40 36.98 206.98 6.42 0.0782588 1.000
5 119.70 52.69 39.67 208.69 7.19 0.0774591 1.000
6 119.92 54.72 39.98 205.01 6.26 0.0590252 1.000
7 119.76 56.29 39.74 197.48 6.77 0.0862995 1.000
8 119.47 57.65 37.19 207.11 6.85 0.0867775 1.000
9 119.90 54.90 39.65 201.68 6.96 0.0813809 1.000
10 120.00 48.00 40.00 210.00 6.00 0.0632262 1.000 Selected
11 119.98 57.83 39.95 209.77 9.56 0.0859158 1.000
12 119.87 50.12 39.18 204.79 6.45 0.0864382 1.000
13 119.84 57.60 38.99 206.59 7.27 0.0708631 1.000
Contd…….

151
S.No. Ton Toff SV IP WT CR Desir-
ability
14 118.96 57.86 39.94 209.31 8.17 0.0853462 1.000
15 118.09 57.16 38.96 209.77 6.32 0.0837448 1.000
16 120.00 57.84 39.88 196.81 7.33 0.0865397 1.000
17 119.94 48.17 39.32 207.83 6.63 0.0852636 1.000
18 119.21 56.46 38.30 207.15 6.50 0.0790664 1.000
19 120.00 49.02 39.45 209.97 7.42 0.0867664 1.000
20 120.00 51.14 39.98 209.60 8.06 0.0856057 1.000
21 119.83 53.96 39.07 207.30 7.28 0.0810984 1.000
22 119.89 48.74 39.90 209.90 7.35 0.0847615 1.000
23 119.64 57.93 39.67 203.64 6.62 0.0648702 1.000
24 119.74 51.49 38.56 209.80 7.04 0.0856608 1.000
25 119.89 57.99 39.34 206.06 7.77 0.0746668 1.000
26 119.90 54.30 39.95 197.20 6.02 0.0782201 1.000
27 119.86 51.89 39.88 208.77 7.78 0.084328 1.000
28 119.90 53.40 39.97 209.92 8.51 0.0859122 1.000
29 119.56 56.62 39.65 205.32 6.84 0.0700299 1.000
30 120.00 57.91 40.00 210.00 9.82 0.0884137 0.998
31 117.67 58.00 38.65 210.00 6.29 0.0913407 0.994
32 119.10 48.68 40.00 202.90 6.00 0.0957774 0.987
33 120.00 58.00 40.00 184.76 6.00 0.0966458 0.986
34 119.99 51.33 40.00 209.71 8.91 0.097812 0.984
35 120.00 57.16 40.00 184.35 6.00 0.100595 0.980
36 119.99 49.91 40.00 210.00 8.86 0.101256 0.979
37 119.98 58.00 40.00 203.34 10.00 0.109179 0.967
38 118.26 48.00 38.48 209.99 6.00 0.110435 0.966
39 116.90 58.00 40.00 210.00 7.29 0.113534 0.961
40 120.00 52.70 40.00 191.98 7.54 0.119424 0.952
41 120.00 54.05 34.09 203.06 6.00 0.123223 0.947
42 120.00 49.57 40.00 207.88 9.97 0.125125 0.944
43 118.78 58.00 39.56 180.13 6.00 0.127649 0.940
44 120.00 48.11 39.25 210.00 10.00 0.131539 0.935
45 120.00 58.00 40.00 188.87 9.76 0.143926 0.916
46 120.00 58.00 40.00 178.56 9.07 0.161033 0.891
47 117.25 57.97 40.00 176.75 7.73 0.179674 0.864

152
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.100
0.320
0.540
0.760
0.980
D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.1: 3D Surface Graph of Desirability for Cutting Rate (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.240
0.425
0.610
0.795
0.980
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.2: 3D Surface Graph of Desirability for Cutting Rate (SV, Ton)

153
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.310
0.477
0.645
0.813
0.980 D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.3: 3D Surface Graph of Desirability for Cutting Rate (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.370
0.522
0.675
0.828
0.980
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.4: 3D Surface Graph of Desirability for Cutting Rate (WT, Ton)

154
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.280
0.422
0.565
0.708
0.850 D
es
ira
bil
ity
A: Pulse on Time
B: Pulse off Time
Figure 7.5: 3D Surface Graph of Desirability for Surface Roughness (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.130
0.310
0.490
0.670
0.850
D
es
ira
bil
ity
A: Pulse on Time
C: Spark Gap set voltage
Figure 7.6: 3D Surface Graph of Desirability for Surface Roughness (SV, Ton)

155
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.380
0.498
0.615
0.732
0.850
D
es
ira
bil
ity
A: Pulse on Time
D: Peak Current
Figure 7.7: 3D Surface Graph of Desirability for Surface Roughness (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.420
0.527
0.635
0.742
0.850
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.8: 3D Surface Graph of Desirability for Surface Roughness (WT, Ton)

156
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.050
0.280
0.510
0.740
0.970 D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.9: 3D Surface Graph of Desirability for Gap Current (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.230
0.415
0.600
0.785
0.970
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.10: 3D Surface Graph of Desirability for Gap Current (SV, Ton)

157
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.230
0.415
0.600
0.785
0.970 D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.11: 3D Surface Graph of Desirability for Gap Current (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.320
0.482
0.645
0.807
0.970
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.12: 3D Surface Graph of Desirability for Gap Current (WT, Ton)

158
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.640
0.730
0.820
0.910
1.000 D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.13: 3D Surface Graph of Desirability for Dimensional Deviation (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.380
0.535
0.690
0.845
1.000
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.14: 3D Surface Graph of Desirability for Dimensional Deviation
(SV, Ton)

159
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.670
0.753
0.835
0.917
1.000 D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.15: 3D Surface Graph of Desirability for Dimensional Deviation (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.580
0.685
0.790
0.895
1.000
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.16: 3D Surface Graph of Desirability for Dimensional Deviation (WT, Ton)

160
The ramp function graphs and bar graphs (Figures 7.17-7.24) drawn using Design
Expert solver show the desirability for each factor and each response. The dot on each ramp
reflects the factor setting or response prediction for that response characteristic. The height of
the dot shows how desirable it is. A linear ramp function is created between the low value
and the goal or the high value and the goal as the weight for each parameter was set equal to
one. Bar graphs show the individual/ partial desirability functions (di) of each of the
responses (cutting rate, surface roughness, gap current, dimensional deviation); di varies
from 0 to 1 depending upon the closeness of the response towards target (Aggarwal et. al.,
2009). The bar graph shows how well each variable satisfies the criterion: values close to one
are considered good. Table 7.9 reports the final set of optimum levels of various process
parameters and the predicted values of various response characteristics.
Table 7.9: Optimal Sets of Process Parameters Using RSM and Desirability Function
FACTORS→
RESPONSE↓ Desirability
A
Ton
B
Toff
C
SV
D
IP
E
WT
Predicted
Optimal
Response
CR 0.975 120.00 48.00 20.00 210.00 10.00 2.05565
mm/min
SR 0.848 110.00 58.00 40.00 210.00 6.00 1.38979
µm
IG 0.966 120.00 48.00 20.00 210.00 10.00 3.86478
ampere
DD 1.000 120.00 48.00 40.00 210.00 6.00 0.063226
%
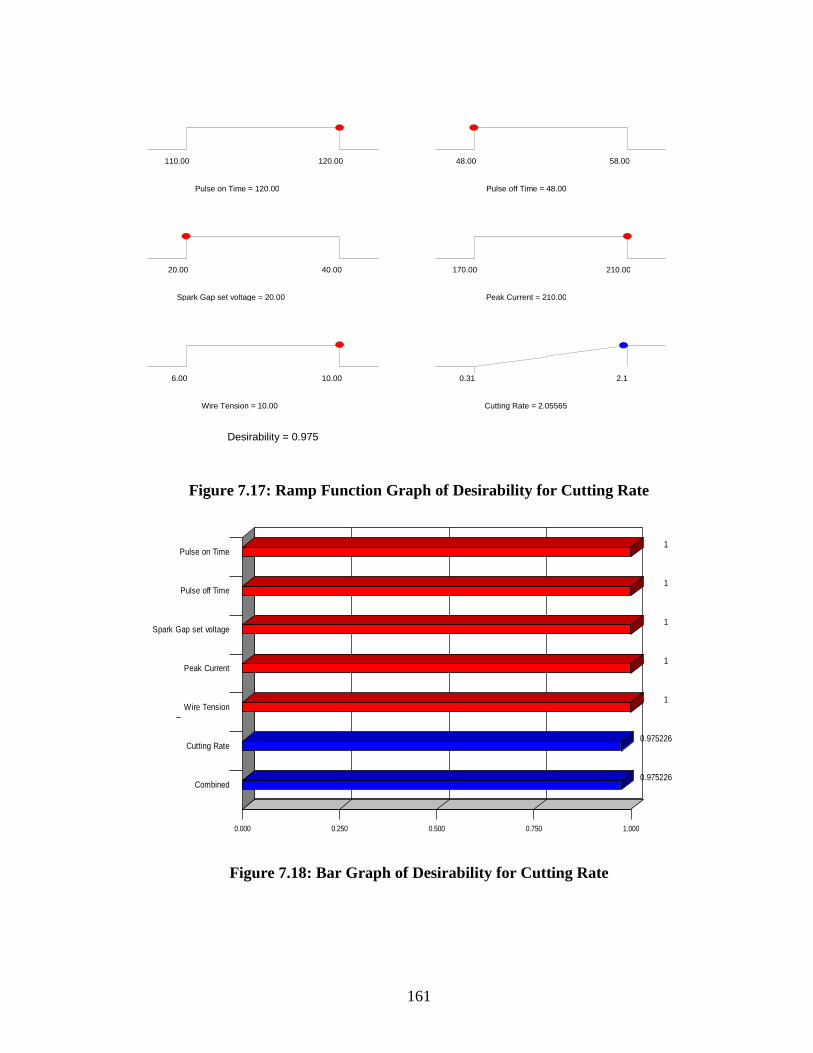
161
Figure 7.17: Ramp Function Graph of Desirability for Cutting Rate
1
1
1
1
1
0.975226
0.975226
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Cutting Rate
Combined
Figure 7.18: Bar Graph of Desirability for Cutting Rate
Pulse on Time = 120.00
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 20.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 10.00
6.00 10.00
Cutting Rate = 2.05565
0.31 2.1
Desirability = 0.975

162
Figure 7.19: Ramp Function Graph of Desirability for Surface Roughness
1
1
1
1
1
0.847688
0.847688
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Surface Roughness
Combined
Figure 7.20: Bar Graph of Desirability for Surface Roughness
Pulse on Time = 110.00
110.00 120.00
Pulse off Time = 58.00
48.00 58.00
Spark Gap set voltage = 40.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 6.00
6.00 10.00
Surface Roughness = 1.38979
1.14 2.78
Desirability = 0.848

163
Figure 7.21: Ramp Function Graph of Desirability for Gap Current
1
1
1
1
1
0.965725
0.965725
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Gap Current
Combined
Figure 7.22: Bar Graph of Desirability for Gap Current
Pulse on Time = 120.00
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 20.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 10.00
6.00 10.00
Gap Current = 3.86478
0.9 3.97
Desirability = 0.966

164
Pulse on Time = 119.68
110.00 120.00
Pulse off Time = 56.12
48.00 58.00
Spark Gap set voltage = 39.59
20.00 40.00
Peak Current = 200.83
170.00 210.00
Wire Tension = 6.20
6.00 10.00
Dimensional Deviation = 0.0718747
0.087 0.767
Desirability = 1.000
Figure 7.23: Ramp Function Graph of Desirability for Dimensional Deviation
1
1
1
1
1
1
1
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Dimensional Deviation
Combined
Figure 7.24: Bar Graph of Desirability for Dimensional Deviation

165
7.3 MULTI RESPONSE OPTIMIZATION USING DESIRABILITY FUNCTION
To overcome the problem of conflicting responses of single response optimization,
multi response optimization was carried out using desirability function in conjunction with
response surface methodology. Various multi-characteristic models have been developed.
Goals and limits were established for each response in order to accurately determine their
impact on overall desirability. A maximum or minimum level is provided for all response
characteristics which are to be optimized. Weights are assigned in order to give added
emphasis to upper or lower bounds or to emphasize a target value. The importance is
assigned to each response relative to the other responses. Importance varies from the least
important (1), to the most important (5).
7.3.1 Model 1: Cutting Rate and Surface Roughness
The ranges and goals of input parameters viz. pulse on time, pulse off time, spark gap set
voltage, peak current, wire tension, and the response characteristics viz. cutting rate and
surface roughness are given in Table 7.10. Cutting rate has been assigned an importance of 5
relative to surface roughness with an importance of 2.
Table 7.10: Range of Input Parameters and Responses for Desirability (CR and SR)
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Cutting Rate maximize 0.31 2.1 1 1 5
Surface Roughness minimize 1.14 2.78 1 1 2

166
The goal of optimization is to find a good set of conditions that will meet all the
goals. It is not necessary that the desirability value is 1.0 as the value is completely
dependent on how closely the lower and upper limits are set relative to the actual optimum. A
set of 47 optimal solutions is derived for the specified design space constraints (Table 7.11)
for cutting rate and surface roughness using Design expert statistical software. The set of
conditions possessing highest desirability value is selected as optimum condition for the
desired responses. Table 7.11 shows the optimal set of condition with higher desirability
function required for obtaining desired response characteristics under specified constraints.
Table 7.11: Set of Optimal Solutions for Cutting Rate and Surface Roughness
S.No. Ton Toff SV IP WT CR SR Desir-
ability
1 120.00 48.00 40.00 210.00 6.00 1.60732 2.31729 0.554 Selected
2 120.00 48.00 39.14 205.35 6.01 1.60311 2.31661 0.552
3 120.00 48.07 39.26 210.00 6.00 1.61761 2.32967 0.552
4 120.00 48.00 39.58 210.00 6.18 1.61672 2.33027 0.552
5 118.25 48.00 21.08 170.01 10.00 1.65378 2.36112 0.552
6 120.00 48.00 38.38 201.93 6.00 1.60327 2.31925 0.552
7 118.18 48.05 20.37 170.00 10.00 1.6572 2.3647 0.551
8 117.87 48.00 20.00 170.00 9.83 1.63697 2.34957 0.551
9 119.82 48.00 39.79 210.00 6.14 1.59519 2.31375 0.551
10 117.79 48.00 21.17 174.14 10.00 1.62365 2.34122 0.550
11 117.38 48.03 20.00 174.49 10.00 1.60418 2.32628 0.549
12 118.28 48.10 22.13 170.00 10.00 1.62617 2.34602 0.549
13 120.00 48.00 35.69 198.42 6.00 1.64603 2.36216 0.549
14 120.00 48.00 40.00 209.43 6.55 1.60449 2.32811 0.549
15 118.19 48.00 22.68 175.63 10.00 1.64006 2.35842 0.549
16 118.37 48.00 22.63 170.00 9.74 1.63286 2.35303 0.549
17 118.89 48.00 24.03 170.12 10.00 1.65603 2.372 0.548
18 118.80 48.00 23.57 170.00 9.71 1.65565 2.37447 0.547
19 119.59 48.00 39.85 210.00 6.63 1.57308 2.30994 0.545
20 120.00 48.00 36.83 201.62 6.86 1.63658 2.3645 0.545
21 119.10 48.00 37.25 210.00 6.00 1.58367 2.32025 0.545
22 117.95 48.35 20.01 170.00 9.73 1.61522 2.35027 0.544
Contd……

167
S.No. Ton Toff SV IP WT CR SR Desir-
ability
23 117.63 48.00 20.87 170.00 9.06 1.59583 2.33414 0.544
24 119.18 48.00 34.85 195.87 6.04 1.57479 2.31578 0.544
25 120.00 48.00 39.04 207.82 7.15 1.61799 2.35335 0.544
26 118.73 48.35 23.07 170.00 10.00 1.62924 2.36251 0.544
27 120.00 48.73 37.45 210.00 6.06 1.59871 2.33865 0.543
28 119.55 48.00 26.93 172.81 10.00 1.67019 2.39538 0.543
29 119.25 48.00 34.00 190.12 6.00 1.57181 2.31629 0.543
30 119.47 48.29 23.06 170.00 10.00 1.70747 2.42124 0.543
31 116.63 48.02 20.00 182.94 10.00 1.56506 2.31233 0.542
32 120.00 48.00 35.81 194.24 7.35 1.62244 2.36277 0.542
33 117.58 48.02 20.02 183.00 9.98 1.66304 2.39338 0.542
34 119.90 48.00 32.19 184.83 7.33 1.64657 2.38639 0.540
35 118.98 48.05 28.67 184.09 10.00 1.62707 2.37204 0.540
36 119.78 48.00 32.13 188.72 7.71 1.65611 2.39498 0.539
37 119.81 48.00 31.35 182.81 7.80 1.64669 2.38964 0.539
38 119.90 48.00 28.96 181.39 9.14 1.70175 2.42843 0.538
39 120.00 48.00 32.73 175.12 6.06 1.59579 2.35149 0.538
40 119.56 48.04 30.42 182.18 7.65 1.63691 2.38395 0.538
41 119.74 48.00 32.21 188.52 8.51 1.64961 2.39427 0.538
42 120.00 48.00 33.12 204.01 6.00 1.73132 2.44795 0.537
43 120.00 48.42 23.19 170.00 10.00 1.74579 2.45635 0.537
44 117.25 48.00 22.27 186.37 8.78 1.60181 2.37061 0.533
45 119.98 48.15 30.73 170.00 6.01 1.60032 2.37143 0.532
46 117.35 48.12 20.01 170.00 7.45 1.57487 2.36154 0.528
47 120.00 49.49 38.59 209.99 8.35 1.50693 2.32306 0.521
The ramp function graph and bar graph (Figures 7.25 and 7.26) drawn using Design
Expert solver show the desirability for cutting rate and surface roughness. The dot on each
ramp reflects the factor setting or response prediction for that response characteristic. The
height of the dot shows how much desirable it is. A linear ramp function is created between
the low value and the goal or the high value and the goal as the weight for each parameter
was set equal to one. Bar graph shows the overall desirability function of the responses
(cutting rate and surface roughness). Desirability varies from 0 to 1 depending upon the
closeness of the response towards target. The bar graph shows how well each variable
satisfies the criterion, values close to one are considered good.

168
Figure 7.25: Ramp Function Graph of Desirability for CR and SR
1
1
1
1
1
0.724761
0.282139
0.553514
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Cutting Rate
Surface Roughness
Combined
Figure 7.26: Bar Graph of Desirability for CR and SR
Pulse on Time = 120.00
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 40.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 6.00
6.00 10.00
Cutting Rate = 1.60732
0.31 2.1
Surface Roughness = 2.31729
1.14 2.78
Desirability = 0.554

169
Desirability 3D-plots were first drawn keeping input parameters in range, cutting rate
at maximum and surface roughness at minimum. Figure 7.27 shows a plot of desirability
function distribution of desired responses for H-11 steel according to pulse on time and pulse
off time. It can be interpreted that overall desirability value is less in the region of low pulse
on time and high level of pulse off time. To show the sensitivity of results to condition,
contour plots for overall desirability for the considered model are shown in Figure 7.31. The
near optimal region was located close to the right hand bottom region of the plot, which had
overall desirability value greater than 0.55 that gradually reduced while moving left and
upwards. Sensitivities are obtained using the shape of the contour lines in Figure 7.31.
Figures 7.28-7.30 show that overall desirability value is higher in the region where there is a
high pulse on time, high spark gap set voltage, and high peak current while the wire tension
does not significantly affect the overall desirability. Contour plots (Figures 7.32-7.34) also
reveal the same fact.
Table 7.12 shows point prediction of optimal responses at optimal setting of
parameters. The 95% CI (confidence interval) is the range in which one can expect the
process average to fall into 95% of the time. The 95% PI (prediction interval) is the range in
which one can expect any individual value to fall into 95% of the time. The prediction
interval will be larger (a wider spread) than the confidence interval since one can expect
more scatter in individual values than in averages. Confirmation experiments were
conducted at optimal levels and the results were found within 95% confidence interval.
Table 7.12: Point Prediction at Optimal Setting of Responses (CR and SR)
Response Prediction 95%
CI low
95%
CI high
95%
PI low
95%
PI high
Actual value
(average of three
confirmation
experiments)
Cutting Rate
(mm/min) 1.60732 1.55 1.67 1.51 1.71 1.62
Surface
Roughness
(µm)
2.31729 2.22 2.42 2.15 2.48 2.34

170
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.100
0.218
0.335
0.453
0.570 D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.27: 3D Surface Graph of Desirability for CR and SR (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.000
0.143
0.285
0.428
0.570
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.28: 3D Surface Graph of Desirability for CR and SR (SV, Ton)

171
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.270
0.345
0.420
0.495
0.570 D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.29: 3D Surface Graph of Desirability for CR and SR (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.320
0.383
0.445
0.508
0.570
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.30: 3D Surface Graph of Desirability for CR and SR (WT, Ton)

172
110.00 112.50 115.00 117.50 120.00
48.00
50.50
53.00
55.50
58.00
Desirability
A: Pulse on Time
B: P
uls
e o
ff T
ime 0.178
0.253
0.328
0.403
0.478
Prediction 0.554
Figure 7.31: Contour Plot of Desirability for CR and SR (Toff, Ton)
110.00 112.50 115.00 117.50 120.00
20.00
25.00
30.00
35.00
40.00
Desirability
A: Pulse on Time
C: S
pa
rk
G
ap
s
et v
olt
ag
e
0.092
0.185
0.2770.369
0.369
0.461
0.461
Prediction 0.554
Figure 7.32: Contour Plot of Desirability for CR and SR (SV, Ton)

173
110.00 112.50 115.00 117.50 120.00
170.00
180.00
190.00
200.00
210.00
Desirability
A: Pulse on Time
D: P
ea
k C
ur
re
nt
0.322
0.368 0.414 0.4610.507
Prediction 0.554
Figure 7.33: Contour Plot of Desirability for CR and SR (IP, Ton)
110.00 112.50 115.00 117.50 120.00
6.00
7.00
8.00
9.00
10.00
Desirability
A: Pulse on Time
E: W
ire
T
en
sio
n
0.361 0.400 0.438 0.4770.515
Prediction 0.554
Figure 7.34: Contour Plot of Desirability for CR and SR (WT, Ton)

174
7.3.2 Model 2:.Cutting Rate, Surface Roughness and Gap Current
The ranges and goals of input parameters viz. pulse on time, pulse off time, spark gap
set voltage, peak current, wire tension, and the response characteristics viz. cutting rate,
surface roughness, and gap current are given in Table 7.13. Cutting rate has been assigned an
importance of 5 relative to surface roughness and gap current each with an importance of 3.
Table 7.13: Range of Input Parameters and Responses for Desirability (CR, SR and IG)
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Cutting Rate maximize 0.31 2.1 1 1 5
Surface Roughness minimize 1.14 2.78 1 1 3
Gap Current maximize 0.9 3.97 1 1 3
Table 7.14 reports 47 values of overall desirability and the corresponding responses
under discussion. The set of conditions possessing highest desirability value is selected as
optimum condition for the desired responses.
The ramp function graph drawn using Design Expert solver shows the desirability for
cutting rate, surface roughness and gap current (Figure 7.35). A linear ramp function is
created between the low value and the goal or the high value and the goal as the weight for
each parameter was set equal to one.

175
Table 7.14: Set of Optimal Solutions for Cutting Rate, Surface Roughness and Gap Current
S.No. Ton Toff SV IP WT CR SR IG Desir-
ability
1 120.00 48.00 40.00 210.00 6.00 1.60732 2.31729 3.28061 0.571 Selected
2 120.00 48.02 39.59 208.11 6.00 1.60496 2.31701 3.27868 0.570
3 120.00 48.03 39.34 207.70 6.00 1.60806 2.3203 3.28421 0.570
4 120.00 48.00 38.44 203.50 6.00 1.60967 2.3238 3.29167 0.570
5 119.97 48.00 38.71 210.00 6.00 1.63364 2.34365 3.32279 0.570
6 119.91 48.00 39.97 206.83 6.00 1.58389 2.29968 3.24216 0.569
7 120.00 48.02 40.00 209.97 6.22 1.60509 2.32132 3.27664 0.569
8 120.00 48.00 38.87 205.81 6.23 1.61181 2.32897 3.29281 0.568
9 119.84 48.00 38.07 204.75 6.00 1.60979 2.32671 3.28379 0.568
10 120.00 48.00 37.48 197.40 6.00 1.6009 2.32152 3.2831 0.568
11 120.00 48.00 40.00 203.05 6.19 1.57257 2.29559 3.23145 0.568
12 120.00 48.06 37.20 210.00 6.00 1.66483 2.37682 3.37245 0.566
13 120.00 48.00 35.88 193.65 6.28 1.61787 2.34473 3.31176 0.565
14 120.00 48.00 39.68 209.99 6.76 1.61405 2.34141 3.29173 0.565
15 119.64 48.00 39.97 209.98 6.37 1.57493 2.30459 3.21366 0.564
16 120.00 48.00 39.86 206.00 6.86 1.59047 2.32447 3.25756 0.563
17 120.00 48.01 34.87 192.58 6.65 1.63437 2.36477 3.33673 0.563
18 119.82 48.00 35.42 187.75 6.00 1.58252 2.32028 3.25073 0.563
19 120.00 48.00 37.43 207.51 6.89 1.65241 2.37833 3.35612 0.563
20 120.00 48.00 35.18 194.52 7.18 1.63804 2.37264 3.3417 0.561
21 119.12 48.00 35.83 199.67 6.00 1.56634 2.30587 3.18384 0.560
22 120.00 48.24 34.34 189.05 6.42 1.60802 2.35161 3.29348 0.560
23 119.04 48.00 24.33 170.00 9.91 1.6633 2.38015 3.2773 0.559
Contd……

176
S.No. Ton Toff SV IP WT CR SR IG Desir-
ability
24 119.11 48.00 21.56 170.00 10.00 1.73021 2.42274 3.35428 0.559
25 119.93 48.00 26.14 172.55 10.00 1.72375 2.4323 3.44011 0.559
26 119.91 48.01 26.57 170.96 10.00 1.7033 2.41993 3.41146 0.559
27 120.00 48.00 32.54 183.17 7.09 1.64032 2.38092 3.34658 0.559
28 119.79 48.10 24.76 170.00 10.00 1.71912 2.42791 3.41203 0.558
29 119.41 48.00 24.55 170.36 9.64 1.69678 2.41068 3.35326 0.558
30 119.07 48.14 22.32 170.00 10.00 1.69786 2.40519 3.30957 0.558
31 120.00 48.00 32.49 181.73 7.42 1.63416 2.3795 3.33777 0.557
32 120.00 48.00 31.99 181.64 7.50 1.64505 2.38785 3.3529 0.557
33 120.00 48.06 27.91 175.26 10.00 1.69928 2.42296 3.41774 0.557
34 120.00 48.00 31.40 179.05 7.55 1.64525 2.39013 3.35252 0.556
35 119.55 48.00 31.80 185.19 7.49 1.62475 2.37158 3.2934 0.556
36 120.00 48.00 29.08 176.27 9.04 1.6835 2.41687 3.40126 0.556
37 120.00 48.00 29.59 178.64 9.02 1.68392 2.4174 3.40339 0.556
38 120.00 48.00 29.08 176.37 9.01 1.68393 2.4172 3.40186 0.556
39 120.00 48.00 30.24 179.78 8.49 1.67493 2.41189 3.39236 0.556
40 119.88 48.00 30.32 171.86 6.94 1.6226 2.38037 3.30983 0.553
41 120.00 48.00 31.50 190.30 9.84 1.69937 2.43509 3.42922 0.553
42 119.38 48.00 26.29 170.00 7.67 1.65458 2.40294 3.30234 0.550
43 118.80 48.00 29.63 191.29 6.00 1.62842 2.38464 3.24658 0.549
44 118.63 48.00 25.41 170.01 8.10 1.60087 2.35625 3.16745 0.549
45 118.19 48.00 34.70 210.00 6.00 1.54971 2.31705 3.11274 0.548
46 118.47 48.10 33.38 210.00 6.00 1.59519 2.3644 3.18999 0.546
47 120.00 49.11 26.60 180.37 10.00 1.65916 2.42572 3.32569 0.543

177
Figure 7.35: Ramp Function Graph of Desirability for CR, SR and IG
1
1
1
1
1
0.724761
0.282139
0.775443
0.570763
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Cutting Rate
Surface Roughness
Gap Current
Combined
Figure 7.36: Bar Graph of Desirability for CR, SR and IG
Pulse on Time = 120.00
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 40.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 6.00
6.00 10.00
Cutting Rate = 1.60732
0.31 2.1
Surface Roughness = 2.31729
1.14 2.78
Gap Current = 3.28061
0.9 3.97
Desirability = 0.571

178
Bar graph (Figure 7.36) shows the overall desirability function of the responses in the
considered model. Desirability varies from 0 to 1 depending upon the closeness of the
response towards target. The bar graph shows how well each variable satisfies the criterion:
values close to one are considered good.
Desirability 3D-plots (Figures 7.37-7.40) were drawn keeping input parameters in
range, cutting rate and gap current at maximum and surface roughness at minimum. It can be
interpreted that overall desirability value is less in the region of low pulse on time and high
level of pulse off time. To show the sensitivity of results to condition, contour plots for
overall desirability for the considered model are shown in Figures 7.41-7.44. It is revealed
that overall desirability value is higher in the region where there is a high pulse on time, high
spark gap set voltage, and high peak current while the wire tension does not significantly
affect the overall desirability.
Table 7.15 gives point prediction of optimal responses at optimal setting of
parameters. The 95% CI (confidence interval) is the range in which one can expect the
process average to fall into 95% of the time. The 95% PI (prediction interval) is the range in
which one can expect any individual value to fall into 95% of the time. The prediction
interval will be larger (a wider spread) than the confidence interval since one can expect
more scatter in individual values than in averages. Confirmation experiments were
conducted at optimal levels and the results were found to lie within 95% confidence interval.

179
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.100
0.220
0.340
0.460
0.580
D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.37: 3D Surface Graph of Desirability for CR, SR and IG (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.000
0.145
0.290
0.435
0.580
De
sir
ab
ilit
y
A: Pulse on Time C: Spark Gap set voltage
Figure 7.38: 3D Surface Graph of Desirability for CR, SR and IG (SV, Ton)

180
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.250
0.333
0.415
0.497
0.580
D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.39: 3D Surface Graph of Desirability for CR, SR and IG (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.310
0.378
0.445
0.512
0.580
De
sir
ab
ilit
y
A: Pulse on Time E: Wire Tension
Figure 7.40: 3D Surface Graph of Desirability for CR, SR and IG (WT, Ton)

181
110.00 112.50 115.00 117.50 120.00
48.00
50.50
53.00
55.50
58.00
Desirability
A: Pulse on Time
B: P
uls
e o
ff T
ime 0.179
0.257
0.336
0.414
0.492
Prediction 0.571
Figure 7.41: Contour Plot of Desirability for CR, SR and IG (Toff, Ton)
110.00 112.50 115.00 117.50 120.00
20.00
25.00
30.00
35.00
40.00
Desirability
A: Pulse on Time
C: S
pa
rk
G
ap
s
et v
olt
ag
e
0.095
0.190
0.285
0.381
0.381
0.476
Prediction 0.571
Figure 7.42: Contour Plot of Desirability for CR, SR and IG (SV, Ton)

182
110.00 112.50 115.00 117.50 120.00
170.00
180.00
190.00
200.00
210.00
Desirability
A: Pulse on Time
D: P
ea
k C
ur
re
nt
0.307
0.360 0.412 0.465 0.518
Prediction 0.571
Figure 7.43: Contour Plot of Desirability for CR, SR and IG (IP, Ton)
110.00 112.50 115.00 117.50 120.00
6.00
7.00
8.00
9.00
10.00
Desirability
A: Pulse on Time
E: W
ire
T
en
sio
n
0.360 0.402 0.444 0.486 0.529
Prediction 0.571
Figure 7.44: Contour Plot of Desirability for CR, SR and IG (WT, Ton)

183
Table 7.15: Point Prediction at Optimal Setting of Responses (CR, SR & IG)
Response Prediction 95% CI
low
95%
CI high
95% PI
low
95% PI
high
Actual value
(average of
three
confirmation
experiments)
Cutting Rate
(mm/min) 1.60732 1.55 1.67 1.51 1.71 1.62
Surface
Roughness
(µm)
2.31729 2.22 2.42 2.15 2.48 2.34
Gap Current
(ampere) 3.28061 3.17 3.40 3.07 3.49 3.2
7.3.3 Model 3: Cutting Rate, Surface Roughness and Dimensional Deviation
The ranges and goals of input parameters viz. pulse on time, pulse off time, spark gap
set voltage, peak current, wire tension and the response characteristics viz. cutting rate,
surface roughness and dimensional deviation are given in Table 7.16. Cutting rate has been
assigned an importance of 5 relative to surface roughness and dimensional deviation each
with an importance of 3.
Table 7.16: Range of Input Parameters and Responses for Desirability (CR, SR &DD)
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Cutting Rate maximize 0.31 2.1 1 1 5
Surface Roughness minimize 1.14 2.78 1 1 3
Dimensional
Deviation maximize 0.087 0.767 1 1 3

184
Table7.17 shows the values of 47 settings of input parameters that will give high
values of overall desirability and the corresponding values of responses under discussion are
also given. The set of conditions possessing highest desirability value is selected as optimum
condition for the desired responses.
The ramp function graph (Figure 7.45) drawn using Design Expert solver shows the
desirability for cutting rate, surface roughness and dimensional deviation. The dot on each
ramp reflects the factor setting or response prediction for that response characteristic. The
height of the dot shows how much desirable it is. A linear ramp function is created between
the low value and the goal or the high value and the goal as the weight for each parameter
was set equal to one. Bar graph (Figure 7.46) shows the overall desirability function of the
responses. Desirability varies from 0 to 1 depending upon the closeness of the response
towards target. The bar graph shows how well each variable satisfies the criterion: values
near one are considered to be good.
Desirability 3D-plots (Figures 7.47-7.56) were drawn keeping input parameters in
range, cutting rate at maximum, surface roughness and dimensional deviation at minimum.
The contour plots for overall desirability for the considered model are shown in Figures 7.51-
7.54. It is revealed that overall desirability value is higher in the region where there is a high
pulse on time, high spark gap set voltage, high peak current, and low value of wire tension.

185
Table 7.17: Set of Optimal Solutions for Desirability (CR, SR and DD)
S.No Ton Toff SV IP WT CR SR %D Desir-
ability
1 119.61 48.00 39.94 204.04 6.01 1.54322 2.27143 0.0866602 0.613 Selected
2 119.59 48.00 40.00 205.84 6.00 1.54885 2.27533 0.0818034 0.613
3 120.00 48.11 40.00 203.83 6.00 1.56708 2.28871 0.0794445 0.613
4 119.66 48.00 40.00 204.10 6.10 1.54697 2.27593 0.0864677 0.613
5 119.35 48.00 40.00 209.97 6.00 1.54684 2.27631 0.0757819 0.613
6 118.90 48.00 40.00 209.38 6.00 1.50334 2.24554 0.0860455 0.613
7 119.73 48.46 39.99 208.74 6.00 1.53581 2.27272 0.0701991 0.611
8 119.96 48.77 40.00 210.00 6.02 1.53508 2.2767 0.0616824 0.610
9 119.92 48.00 40.00 208.94 6.31 1.59478 2.31553 0.0723683 0.610
10 119.36 48.01 38.73 209.86 6.01 1.57383 2.30306 0.0870017 0.610
11 120.00 48.84 40.00 207.51 6.09 1.52137 2.26879 0.0683787 0.609
12 120.00 48.01 40.00 195.98 6.00 1.53663 2.27016 0.100861 0.609
13 120.00 48.44 40.00 196.84 6.00 1.50355 2.25378 0.097064 0.608
14 119.29 48.65 40.00 207.86 6.45 1.47499 2.24322 0.0870017 0.607
15 118.76 48.09 38.54 210.00 6.01 1.51634 2.26488 0.0995588 0.606
16 120.00 48.00 40.00 193.46 6.06 1.5246 2.26587 0.108532 0.606
17 119.98 48.00 39.97 191.99 6.01 1.51633 2.26118 0.112375 0.604
18 119.78 48.00 40.00 191.46 6.00 1.49537 2.24689 0.116163 0.603
19 119.79 48.00 40.00 207.33 7.12 1.57434 2.31995 0.0916091 0.603
20 120.00 48.99 40.00 196.57 6.18 1.4556 2.2348 0.0986729 0.602
21 120.00 48.00 38.89 190.88 6.00 1.53649 2.27751 0.124593 0.601
22 119.78 48.06 40.00 208.70 7.38 1.57583 2.32872 0.0920244 0.600
23 119.94 48.34 40.00 209.90 7.52 1.57099 2.33215 0.087006 0.599
Contd…..

186
S.No Ton Toff SV IP WT CR SR %D Desir-
ability
24 118.59 48.00 37.89 197.14 6.00 1.46136 2.22027 0.139378 0.597
25 119.67 48.00 38.07 190.37 6.02 1.52276 2.26974 0.138417 0.596
26 120.00 48.62 40.00 189.16 6.05 1.45122 2.23405 0.117897 0.596
27 118.78 48.00 40.00 201.50 7.11 1.45507 2.23546 0.12457 0.595
28 120.00 51.00 40.00 207.53 6.00 1.34301 2.17341 0.0595418 0.594
29 118.21 49.36 40.00 204.83 6.00 1.31096 2.12394 0.10585 0.593
30 119.74 48.00 38.27 186.11 6.05 1.50345 2.2627 0.147198 0.592
31 119.98 48.64 40.00 210.00 8.12 1.54927 2.33496 0.0943187 0.591
32 120.00 48.00 39.94 183.03 6.32 1.4739 2.25669 0.141128 0.589
33 119.92 48.32 40.00 210.00 8.35 1.57185 2.35244 0.10008 0.588
34 120.00 49.77 39.57 191.07 6.41 1.37615 2.21041 0.118092 0.585
35 119.96 48.00 40.00 177.68 6.00 1.44218 2.24253 0.150558 0.583
36 120.00 48.91 38.83 210.00 8.53 1.55251 2.35066 0.109924 0.582
37 120.00 48.91 39.99 210.00 8.93 1.52709 2.34194 0.105645 0.581
38 120.00 48.79 40.00 210.00 8.99 1.5374 2.34905 0.106897 0.580
39 120.00 49.82 40.00 210.00 9.01 1.4497 2.30147 0.103677 0.578
40 118.90 48.00 33.58 192.18 6.00 1.55817 2.3083 0.193068 0.577
41 120.00 50.34 40.00 210.00 9.01 1.40614 2.27814 0.101868 0.576
42 120.00 49.12 33.63 210.00 6.04 1.64645 2.4135 0.127993 0.572
43 118.29 48.00 38.90 175.19 6.00 1.31325 2.14757 0.185245 0.568
44 119.05 48.00 32.54 172.36 6.00 1.49958 2.28366 0.252942 0.555
45 119.99 53.89 37.49 202.51 6.00 1.15895 2.12402 0.0869978 0.555
46 120.00 48.02 36.35 170.00 7.79 1.48739 2.31593 0.234247 0.548
47 118.60 48.14 36.38 184.35 10.00 1.42351 2.26936 0.245486 0.545

187
Figure 7.45: Ramp Function Graph of Desirability for CR, SR and DD
1
1
1
1
1
0.688949
0.310104
1
0.613435
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Cutting Rate
Surface Roughness
Dimensional Deviation
Combined
Figure 7.46: Bar Graph of Desirability for CR, SR and DD
Pulse on Time = 119.61
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 39.94
20.00 40.00
Peak Current = 204.04
170.00 210.00
Wire Tension = 6.01
6.00 10.00
Cutting Rate = 1.54322
0.31 2.1
Surface Roughness = 2.27143
1.14 2.78
Dimensional Deviation = 0.0866602
0.087 0.767
Desirability = 0.613

188
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.200
0.305
0.410
0.515
0.620
D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.47: 3D Surface Graph of Desirability for CR, SR and DD (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.000
0.155
0.310
0.465
0.620
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.48: 3D Surface Graph of Desirability for CR, SR and DD (SV, Ton)

189
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.380
0.440
0.500
0.560
0.620
D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.49: 3D Surface Graph of Desirability for CR, SR and DD (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.390
0.448
0.505
0.563
0.620
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.50: 3D Surface Graph of Desirability for CR, SR and DD (WT, Ton)
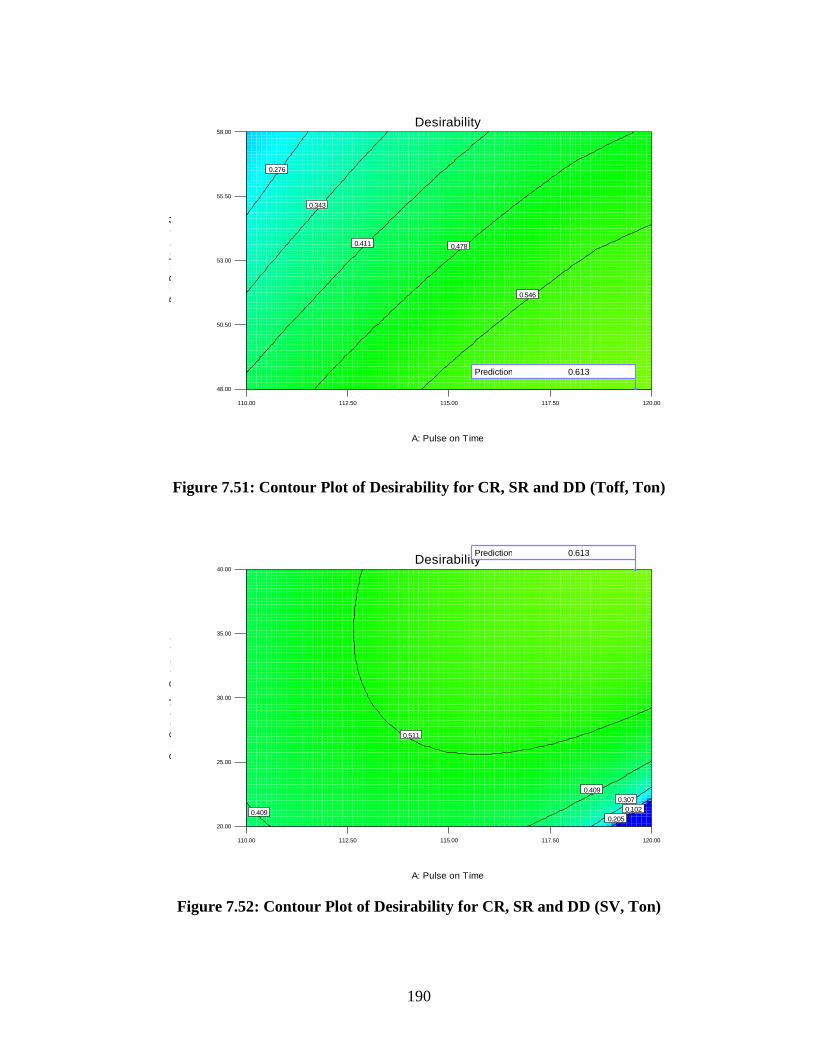
190
110.00 112.50 115.00 117.50 120.00
48.00
50.50
53.00
55.50
58.00
Desirability
A: Pulse on Time
B: P
uls
e o
ff T
ime
0.276
0.343
0.411 0.478
0.546
Prediction 0.613
Figure 7.51: Contour Plot of Desirability for CR, SR and DD (Toff, Ton)
110.00 112.50 115.00 117.50 120.00
20.00
25.00
30.00
35.00
40.00
Desirability
A: Pulse on Time
C: S
pa
rk
G
ap
s
et v
olt
ag
e
0.102
0.205
0.307
0.409
0.409
0.511
Prediction 0.613
Figure 7.52: Contour Plot of Desirability for CR, SR and DD (SV, Ton)

191
110.00 112.50 115.00 117.50 120.00
170.00
180.00
190.00
200.00
210.00
Desirability
A: Pulse on Time
D: P
ea
k C
ur
re
nt
0.420
0.459 0.4970.536 0.575
Prediction 0.613
Figure 7.53: Contour Plot of Desirability for CR, SR and DD (IP, Ton)
110.00 112.50 115.00 117.50 120.00
6.00
7.00
8.00
9.00
10.00
Desirability
A: Pulse on Time
E: W
ire
T
en
sio
n
0.433 0.469 0.505 0.541
0.577
Prediction 0.613
Figure 7.54: Contour Plot of Desirability for CR, SR and DD (WT, Ton)

192
Table 7.18 shows point prediction at optimal setting of responses. The 95% CI
(confidence interval) is the range in which one can expect the process average to fall into
95% of the time. The 95% PI (prediction interval) is the range in which one can expect any
individual value to fall into 95% of the time. The prediction interval will be larger (a wider
spread) than the confidence interval since one can expect more scatter in individual values
than in averages. Confirmation experiments were conducted at optimal levels predicted and
the results were found to be within 95% confidence interval.
Table 7.18: Point Prediction at Optimal Setting of Responses (CR, SR & DD)
Response Prediction 95%
CI low
95%
CI high
95%
PI low
95%
PI high
Actual Value
(average of
three
confirmation
experiments)
Cutting Rate
(mm/min) 1.54322 1.49 1.59 1.45 1.64 1.57
Surface
Roughness
(µm)
2.27143 2.18 2.36 2.11 2.43 2.31
Dimensional
Deviation
(%)
0.0866602 0.048 0.13 4.576E-
003
0.17
0.0901
7.3.4 Model 4: Cutting Rate, Surface Roughness, Gap Current and Dimensional
Deviation
The ranges and goals of input parameters viz. pulse on time, pulse off time, spark gap set
voltage, peak current, wire tension and the response characteristics viz. cutting rate, surface
roughness, gap current and dimensional deviation are given in Table 7.19. Cutting rate has
been assigned an importance of 5 relative to surface roughness, gap current and dimensional
deviation each with an importance of 3.

193
Table 7.19: Range of Input Parameters and Responses for Desirability (CR, SR, IG and
DD)
Process Parameter Goal Lower
Limit
Upper
Limit
Lower
Weight
Upper
Weight Importance
Pulse on Time is in range 110 120 1 1 3
Pulse off Time is in range 48 58 1 1 3
Spark Gap set
voltage is in range 20 40 1 1 3
Peak Current is in range 170 210 1 1 3
Wire Tension is in range 6 10 1 1 3
Cutting Rate maximize 0.31 2.1 1 1 5
Surface Roughness minimize 1.14 2.78 1 1 3
Gap Current maximize 0.9 3.97 1 1 3
Dimensional
Deviation minimize 0.087 0.767 1 1 3
A set of 47 optimal solutions is derived for the specified design space constraints
(Table 7.20) for the output responses using Design expert statistical software. The set of
conditions possessing highest desirability value is selected as optimum condition for the
desired responses. Table 7.20 shows the optimal set of condition with higher desirability
function required for obtaining desired response characteristics under specified constraints.
The ramp view drawn using Design Expert software shows the desirability for the output
responses (Figure 7.55). The dot on each ramp reflects the factor setting or response
prediction for that response characteristic. The height of the dot shows how much desirable it
is. A linear ramp function is created between the low value and the goal or the high value and
the goal as the weight for each parameter was set equal to one. Bar graph (Figure 7.56)
shows the overall desirability function of the responses. Desirability varies from 0 to 1
depending upon the closeness of the response towards target.

194
Table 7.20: Set of Optimal Solutions for Desirability (CR, SR, IG and DD)
S.
No. Ton Toff SV IP WT CR SR IG %D
Desir-
ability
1 120.00 48.00 40.00 210.00 6.00 1.60732 2.31729 3.28061 0.0632262 0.644 Selected
2 120.00 48.00 38.97 209.97 6.02 1.63007 2.33977 3.31807 0.0728684 0.643
3 120.00 48.00 38.85 207.85 6.17 1.62237 2.33639 3.3078 0.0819406 0.642
4 120.00 48.04 40.00 210.00 6.18 1.60331 2.31928 3.27338 0.0658536 0.642
5 119.96 48.00 39.50 202.18 6.00 1.57616 2.29563 3.237 0.0891519 0.641
6 119.80 48.00 39.99 203.76 6.22 1.5579 2.28638 3.19817 0.0869991 0.639
7 119.99 48.00 39.44 207.00 6.69 1.60421 2.33188 3.27883 0.0869947 0.639
8 120.00 48.00 39.89 205.70 6.65 1.58835 2.31794 3.2544 0.0857945 0.639
9 120.00 48.02 37.41 203.96 6.00 1.63386 2.34688 3.32946 0.103909 0.639
10 119.90 48.00 38.85 209.52 6.65 1.62121 2.34729 3.30007 0.0866512 0.638
11 119.37 48.00 38.81 209.42 6.00 1.57241 2.30062 3.19996 0.0869886 0.638
12 120.00 48.21 39.99 197.98 6.00 1.52939 2.26678 3.16415 0.0949215 0.635
13 119.99 48.00 40.00 195.44 6.00 1.53318 2.26821 3.17476 0.102577 0.635
14 120.00 48.00 39.60 210.00 7.31 1.61627 2.35575 3.29544 0.0870168 0.634
15 120.00 48.33 38.59 199.21 6.00 1.55591 2.29099 3.20466 0.103893 0.634
16 120.00 48.52 38.58 210.00 6.82 1.59238 2.33869 3.24821 0.0870012 0.633
17 120.00 48.00 40.00 193.66 6.00 1.52548 2.26491 3.16473 0.107165 0.633
18 120.00 48.00 40.00 192.56 6.01 1.52011 2.26276 3.15724 0.11017 0.631
19 120.00 49.05 38.92 203.41 6.00 1.50715 2.26595 3.1105 0.0869984 0.630
20 120.00 48.00 36.23 193.47 6.00 1.60926 2.33333 3.29876 0.144734 0.628
21 119.84 48.00 34.92 209.72 6.00 1.70444 2.42338 3.42656 0.118559 0.626
22 120.00 48.00 36.71 198.63 7.39 1.62414 2.36356 3.31846 0.147193 0.622
23 120.00 49.82 38.40 207.49 6.00 1.47227 2.25624 3.03554 0.0783206 0.621
Contd……

195
S.
No. Ton Toff SV IP WT CR SR IG %D
Desir-
ability
24 120.00 48.63 39.93 208.59 8.04 1.5456 2.32998 3.1719 0.0971571 0.621
25 120.00 48.00 39.43 184.88 6.00 1.49455 2.25857 3.12416 0.135724 0.620
26 119.80 48.00 39.44 209.94 8.54 1.60098 2.37375 3.26263 0.111477 0.619
27 120.00 48.29 39.95 209.96 8.62 1.5826 2.36572 3.2359 0.103384 0.618
28 120.00 48.05 40.00 210.00 8.80 1.60291 2.38167 3.27265 0.106582 0.618
29 120.00 48.00 40.00 209.82 8.84 1.60634 2.38427 3.27918 0.107829 0.618
30 120.00 48.00 38.26 182.68 6.00 1.50968 2.27313 3.15101 0.152575 0.617
31 120.00 48.00 37.41 204.28 8.71 1.63678 2.39671 3.33409 0.145164 0.614
32 120.00 48.08 36.07 187.95 7.10 1.57811 2.33307 3.25288 0.178124 0.613
33 120.00 48.34 36.11 199.98 8.58 1.61375 2.38136 3.29436 0.16738 0.609
34 120.00 48.03 40.00 174.36 6.05 1.42697 2.24518 3.02494 0.159646 0.600
35 119.94 48.05 36.70 172.04 6.00 1.48288 2.28076 3.11362 0.197453 0.598
36 120.00 48.84 34.46 199.19 8.91 1.60236 2.38685 3.26507 0.192329 0.598
37 120.00 49.23 39.27 209.94 9.97 1.51488 2.36009 3.11073 0.127284 0.596
38 118.73 48.00 34.13 179.13 6.00 1.46961 2.24841 3.01734 0.219577 0.593
39 120.00 48.00 35.01 182.18 9.51 1.58006 2.36714 3.25995 0.243431 0.588
40 118.75 48.00 34.94 174.94 6.02 1.4345 2.23029 2.96632 0.220424 0.587
41 120.00 48.00 31.83 170.00 6.87 1.59044 2.36131 3.2755 0.276196 0.584
42 120.00 48.00 29.80 170.00 6.17 1.63596 2.39357 3.33615 0.295011 0.580
43 120.00 48.00 30.99 176.29 9.29 1.64074 2.39305 3.34544 0.308947 0.578
44 120.00 48.00 34.70 173.32 9.44 1.54281 2.35397 3.20772 0.269935 0.577
45 120.00 48.00 36.20 176.60 9.96 1.52541 2.35485 3.18021 0.251707 0.577
46 120.00 48.00 39.89 170.23 10.00 1.41087 2.34178 3.00331 0.233065 0.555
47 120.00 52.53 33.05 210.00 10.00 1.37131 2.31588 2.80166 0.185225 0.553

196
Figure 7.55: Ramp Function Graph of Desirability for CR, SR, IG and DD
1
1
1
1
1
0.724761
0.282139
0.775443
1
0.643641
Desirability
0.000 0.250 0.500 0.750 1.000
Pulse on Time
Pulse off Time
Spark Gap set voltage
Peak Current
Wire Tension
Cutting Rate
Surface Roughness
Gap Current
Dimensional Deviation
Combined
Figure 7.56: Bar Graph of Desirability for CR, SR, IG and DD
Pulse on Time = 120.00
110.00 120.00
Pulse off Time = 48.00
48.00 58.00
Spark Gap set voltage = 40.00
20.00 40.00
Peak Current = 210.00
170.00 210.00
Wire Tension = 6.00
6.00 10.00
Cutting Rate = 1.60732
0.31 2.1
Surface Roughness = 2.31729
1.14 2.78
Gap Current = 3.28061
0.9 3.97
Dimensional Deviation = 0.0632262
0.087 0.767 Desirability = 0.644

197
Desirability 3D-plots (Figures 7.57-7.60) were drawn keeping input parameters in
range, cutting rate and gap current at maximum and surface roughness and dimensional
deviation at minimum. The contour plots for overall desirability for the considered model are
shown in Figures 7.61-7.64. It is revealed that overall desirability value is higher in the
region where there is a high pulse on time, high spark gap set voltage, and high peak current
while the wire tension does not significantly affect the overall desirability.
Table 7.21 shows point prediction at optimal setting of responses. The 95% CI
(confidence interval) is the range in which one can expect the process average to fall into
95% of the time. The 95% PI (prediction interval) is the range in which one can expect any
individual value to fall into 95% of the time. The prediction interval will be larger (a wider
spread) than the confidence interval since one can expect more scatter in individual values
than in averages. Confirmation experiments were conducted at optimum levels and the
results were within 95% confidence interval.
Table 7.21: Point Prediction at Optimal Setting of Responses (CR, SR, IG & DD)
Response Prediction 95%
CI low
95%
CI high
95%
PI low
95%
PI high
Actual Value
(average of
three
confirmation
experiments)
Cutting Rate
(mm/min) 1.60732 1.55 1.67 1.51 1.71 1.62
Surface
Roughness
(µm)
2.31729 2.22 2.42 2.15 2.48 2.34
Gap Current
(ampere) 3.28061 3.17 3.40 3.07 3.49 3.2
Dimensional
Deviation
(%)
0.0632262 0.019 0.11 -0.021 0.15
0.0804

198
110.00
112.50
115.00
117.50
120.00
48.00
50.50
53.00
55.50
58.00
0.150
0.275
0.400
0.525
0.650 D
es
ira
bil
ity
A: Pulse on Time B: Pulse off Time
Figure 7.57: 3D Surface Graph of Desirability for CR, SR, IG and DD (Toff, Ton)
110.00
112.50
115.00
117.50
120.00
20
25
30
35
40
0.000
0.163
0.325
0.488
0.650
D
es
ira
bil
ity
A: Pulse on Time C: Spark Gap set voltage
Figure 7.58: 3D Surface Graph of Desirability for CR, SR, IG and DD (SV, Ton)

199
110.00
112.50
115.00
117.50
120.00
170.00
180.00
190.00
200.00
210.00
0.300
0.388
0.475
0.563
0.650 D
es
ira
bil
ity
A: Pulse on Time D: Peak Current
Figure 7.59: 3D Surface Graph of Desirability for CR, SR, IG and DD (IP, Ton)
110.00
112.50
115.00
117.50
120.00
6
7
8
9
10
0.350
0.425
0.500
0.575
0.650
D
es
ira
bil
ity
A: Pulse on Time E: Wire Tension
Figure 7.60: 3D Surface Graph of Desirability for CR, SR, IG and DD (WT, Ton)

200
110.00 112.50 115.00 117.50 120.00
48.00
50.50
53.00
55.50
58.00
Desirability
A: Pulse on Time
B: P
uls
e o
ff T
ime 0.234
0.316
0.398
0.480
0.562
Prediction 0.644
Figure 7.61: Contour Plot of Desirability for CR, SR, IG and DD (Toff, Ton)
110.00 112.50 115.00 117.50 120.00
20.00
25.00
30.00
35.00
40.00
Desirability
A: Pulse on Time
C: S
pa
rk
G
ap
s
et v
olt
ag
e
0.107
0.215
0.322
0.429
0.429
0.536
Prediction 0.644
Figure 7.62: Contour Plot of Desirability for CR, SR, IG and DD (SV, Ton)

201
110.00 112.50 115.00 117.50 120.00
170.00
180.00
190.00
200.00
210.00
Desirability
A: Pulse on Time
D: P
ea
k C
ur
re
nt
0.365
0.421 0.477 0.5320.588
Prediction 0.644
Figure 7.63: Contour Plot of Desirability for CR, SR, IG and DD (IP, Ton)
110.00 112.50 115.00 117.50 120.00
6.00
7.00
8.00
9.00
10.00
Desirability
A: Pulse on Time
E: W
ire
T
en
sio
n
0.406 0.454 0.501 0.5490.596
Prediction 0.644
Figure 7.64: Contour Plot of Desirability for CR, SR, IG and DD (WT, Ton)

202
CHAPTER 8
MULTI - CHARACTERISTIC OPTIMIZATION USING UTILITY
FUNCTION
8.1 MULTI-CHARACTERISTIC OPTIMIZATION MODEL
8.1.1 Introduction
The work of Taguchi for determining the optimal settings of controllable factors
(parameters) through off-line experiments focuses on products with a single quality
characteristic. But most of the products have several quality characteristics of interest. A
single setting of process parameters may be optimal for one quality characteristic but the
same setting may yield detrimental results for other quality characteristics. In such cases, a
need arises to obtain an optimal setting of the process parameters so that the product can be
produced with optimum or near optimum quality characteristics. A number of techniques
have been developed for obtaining the multi-characteristic optimization of product quality.
Phadke (1989) presented a case of products with multiple characteristics such as surface
defects and thickness in his example of polysilicon deposition. In order to estimate the loss
caused by quality characteristics, Phadke has assigned a weight from experience to each
quality characteristic. A computer software package developed by Texas Instruments (1990)
offers a convenient environment for the analysis of off-line experiments. However, it
roughly chooses the most important characteristic in the case of multi-characteristic product
and determines the optimal level settings of controllable factors accordingly. Elsayed and
Chen (1993) presented a model using loss function approach to determine the optimal
settings of the process parameters of the production process for products with multiple
characteristics. Tsui (1999) extended the multivariate loss considered by Pignatiello (1993)
to include the smaller and larger the better type characteristics. Under various assumptions,
he developed an appropriate two-step procedure that minimizes the average multivariate
quality loss for products with multiple characteristics. Byrne and Taguchi (1987) presented a
case where the quality characteristics were independently optimized using Taguchi approach
and then the results were compared subjectively to select the best levels in terms of the
quality characteristics of interest. In the present investigation a simplified methodology

203
based on Taguchi‟s approach and utility concept has been developed for determining optimal
settings of the process parameters for multi characteristic product. In fact, the methodology
is an extension of Byrne and Taguchi (1987). The trade off between conflicting quality
characteristics is made objective in the developed model through utility concept. The
fundamentals of the model are discussed in the following articles.
8.1.2 The Utility Concept
A customer evaluates a product on a number of diverse quality characteristics. To be
able to make a rational choice, these evaluations on different characteristics should be
combined to give a composite index. Such a composite index represents the utility of a
product. The overall utility of a product measures the usefulness of that product in the eyes of
the evaluator. The utility of a product on a particular characteristic measures the usefulness
of that particular characteristic of the product. The overall utility of a product is the sum of
utilities of each of the quality characteristics.
Thus if xi is the measure of effectiveness of the attribute (characteristic) i and there
are n attributes evaluating the outcome space, then the joint utility function can be expressed
as (Derek, 1982) :
U(x1, x2, . . . , xn) = f[U1(x1), U2(x2), . . ., Un(xn)] (8.1)
In linear case, the function becomes :
U(x1, x2, . . . , xn) = )x(UW i
n
1i
i
(8.2)
where, Wi, is the weightage assigned to the attribute i and the sum of the weightages for all
attributes is equal to 1.
If the composite measure (the overall utility) is maximized the quality characteristics
considered for evaluation of utility will automatically be optimized (maximized or minimized
whatsoever the case may be).
8.1.3 Determination of Utility Value
A preference scale for each quality characteristic is constructed. To determine the
utility value for a number of quality characteristics later these scales are weighted to obtain a
composite number (overall utility). The weighting is done to satisfy the test of indifference

204
on the various quality characteristics. The preference scale should be a logarithmic one
(Gupta and Murthy 1980). The minimum acceptable quality level for each quality
characteristic is set out at 0 preference number and the best available quality is assigned a
preference number of 9. If a log scale is chosen the preference number (Pi) is given by Eq.
8.3 (Gupta and Murthy, 1980).
/
i
ii
x
xlogAP (8.3)
where xi = any value of quality characteristic or attribute i
x/i = minimum acceptable value of quality characteristic or attribute i
A = a constant
At optimum value (xi*) of attribute i, Pi = 9
So,
/
i
*
i
x
xlog
9A (8.4)
The next step is to assign weights or relative importance to the quality characteristics.
This assignment is subjective and based on experience. Moreover, it depends on the end use
of the product or it may depend on the customer‟s requirements. The weightage should be
assigned such that the following condition is satisfied:
1Wn
1i
i
(8.5)
The overall utility can be calculated as:
n
1i
iij PWU (8.6)
Where j = product index.
8.1.4 The Algorithm
The step by step procedure of the model developed is as follows:
1. Find optimal values of the selected quality characteristics separately using Taguchi
experimental design and analysis.
2. Using these optimal values and bare minimum quality levels for the quality
characteristics from the experimental data construct difference scales (preference

205
scales) for each quality characteristic. Use Eqs. 8.3 & 8.4.
3. Assign weightage, Wi, i = 1, 2, . . . ., n based on experience and end use of the product
such that Eq. 8.5 is satisfied.
4. Find utility values for each product against each trial condition of the experiment
using Eq. 8.6.
5. Use these values as responses of the trial conditions of the experimental plan (OA)
that is earlier used to determine the individual optimal values of the quality
characteristics. If trials are repeated, find the S/N ratios (higher-the-better type). The
Taguchi analysis procedure is given in Chapter 4.
6. Analyze results using procedure as suggested by Taguchi (Roy, 1990).
7. Find the optimal settings of the process parameters for optimum utility (mean and
minimum deviation around the mean (optimum S/N ratio)) based on the analysis in
step 6.
8. Predict the individual characteristic values considering the optimal significant
parameters determined in step 7.
9. Conduct confirmation experiment at the optimal setting and compare the predicted
optimal values of the quality characteristics with the actual ones.
8.2 MULTI CHARACTERISTIC OPTIMIZATION OF QUALITY
CHARACTERISTICS
8.2.1 Introduction
It has been observed in Chapter 5 that the optimal settings of WEDM process
parameters for different quality characteristics viz. cutting rate, surface roughness, gap
current and dimensional deviation of the machined parts, are conflicting in nature. For
example, cutting rate is improved at higher levels of pulse on time whereas the surface finish
deteriorates at higher pulse on time.
The following cases of combined quality characteristics have been considered to
obtain optimal settings of WEDM process parameters and subsequently to predict optimal
values for the selected quality characteristics in combination.

206
8.2.2 Model 1: Cutting rate and Surface roughness
The optimal settings of process parameters and the optimal values of cutting rate and
surface roughness (when they are optimized individually) have already been established
(Chapter 5) by using Taguchi‟s design of experiment. The summary results are reproduced in
Table 8.1.
(i) Preference scale construction
(a) Cutting rate (CR)
x* = optimum value of CR (when optimized individually)
= 2.6681 (Table 8.1)
Table 8.1: Optimal Settings of Process Parameters and Optimal Values of Individual
Quality Characteristics
Quality
Characteristic
(Individual)
Optimal Settings of
Process Parameters
Significant Process
Parameters (at 95%
confidence level)
Predicted Optimal
value of Quality
Characteristics
Cutting Rate A3B1C1D3 A, B, C, D 2.6681 mm/min
Surface Roughness A1B3C3D1E3 A, B, C, D, E 0.3890 µm
Gap Current A3B1D3 A, B, D 4.6956 ampere
Dimensional
Deviation A2B3C3F1 A, B, C, F 0.10524 %
* A – pulse on time; B – pulse off time ; C – Spark Gap Set Voltage ; D – Peak Current ; E
- Wire Feed ; F - Wire Tension
** Subscripts represent levels of the process parameters.

207
x/ = minimum acceptable value of CR
= 0.1 mm/min (assumed)
(All the CR values in Table. 5.3 are in between 0.16 and 3.45 mm/min)
Using these values and the Equations 8.3 & 8.4, the following preference scale for CR has
been constructed:
PCR = 6.310466 log 1.0
ix (8.7)
(b) Surface roughness (SR)
x* = optimum value of SR (when optimized individually)
= 0.3890 µm (Table 8.1)
x/ = maximum acceptable value of SR
= 3.1 µm (assumed)
(All the SR values in Table 5.3 are in between: 1.06 and 3.01 µm)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for SR
has been found:
PSR = -9.98433 log 1.3
ix (8.8)
(ii) Weightage of quality characteristic
It has been assumed that both the quality characteristics are equally important and
hence equal weightage has been assigned. However, there is no constraint on the weightage
and it can be any value between 0 and 1 subjected to the condition specified in Equation 8.5
(Singh and Kumar, 2006).
WCR = weightage for CR = 0.5
WSR = weightage for SR = 0.5
(iii) Utility value calculation
The utility value of each machined part has been calculated by using the following
relation (Singh et. al., 2006):
U(n, R) = PCR (n, R) x WCR + PSR (n, R) x WSR (8.9)

208
Where,
n = trial number, n = 1, 2, . . ., 27
R = repetition, R = 1, 2, 3
The utility values thus calculated are given in Table 8.2.
(iv) Determination of optimal settings of process parameters
The data (utility values) have been analyzed both for mean response (mean of utility
at each level of each parameter) and signal-to-noise (S/N) ratio. Since utility is a higher-the-
better (HB) type of quality characteristic, (S/N)HB has been used (Chapter 4). The mean
responses and main effects (in terms of utility value) and the S/N ratios are given in Table
8.2. The data from Table 8.2 is plotted in Figures 8.1 and 8.2. It is clear from the Figures 8.1
and 8.2 that third level of pulse on time (A3), first level of pulse off time (B1), first level of
spark gap set voltage (C1) and third level of peak current (D1) would yield best performance
in terms of utility value and S/N ratio within the selected range of parameters. Figures 8.3
and 8.4 reveal that none of the interactions between various process parameters is significant.
The pooled versions of ANOVA for S/N data and raw data (utility) are given in
Tables 8.3 and 8.4 respectively. It is seen that pulse on time (A), pulse off time (B), spark
gap set voltage (C) and peak current (D) significantly affect both mean of utility values and
S/N ratios since all these process parameters are significant in both the ANOVAS. From
Table 8.5 it can be seen that pulse off time is the most significant parameter in affecting
utility function for cutting rate and surface roughness. This is followed by pulse on time,
peak current and spark gap set voltage in that order. Residual plots are used to evaluate the
data for the problems like non normality, non-random variation, non constant variance,
higher-order relationships, and outliers. It can be seen from Figures 8.5 and 8.6 that the
residuals follow an approximately straight line in normal probability plot, and an
approximate symmetric nature of histogram indicates that the residuals are normally
distributed. Residuals possess constant variance as they are scattered randomly around zero
in residuals versus the fitted values. Residuals exhibit no clear pattern in residual versus
order plot, thus there is no error due to time or data collection order.
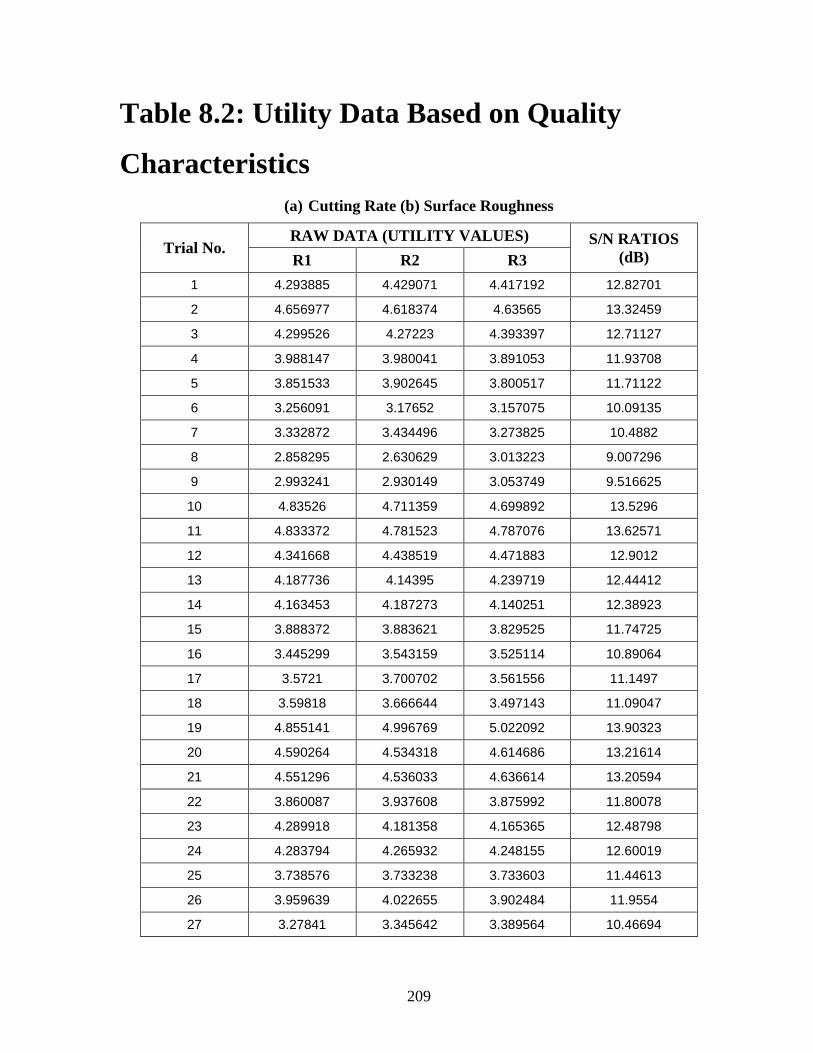
209
Table 8.2: Utility Data Based on Quality
Characteristics
(a) Cutting Rate (b) Surface Roughness
Trial No. RAW DATA (UTILITY VALUES) S/N RATIOS
(dB) R1 R2 R3
1 4.293885 4.429071 4.417192 12.82701
2 4.656977 4.618374 4.63565 13.32459
3 4.299526 4.27223 4.393397 12.71127
4 3.988147 3.980041 3.891053 11.93708
5 3.851533 3.902645 3.800517 11.71122
6 3.256091 3.17652 3.157075 10.09135
7 3.332872 3.434496 3.273825 10.4882
8 2.858295 2.630629 3.013223 9.007296
9 2.993241 2.930149 3.053749 9.516625
10 4.83526 4.711359 4.699892 13.5296
11 4.833372 4.781523 4.787076 13.62571
12 4.341668 4.438519 4.471883 12.9012
13 4.187736 4.14395 4.239719 12.44412
14 4.163453 4.187273 4.140251 12.38923
15 3.888372 3.883621 3.829525 11.74725
16 3.445299 3.543159 3.525114 10.89064
17 3.5721 3.700702 3.561556 11.1497
18 3.59818 3.666644 3.497143 11.09047
19 4.855141 4.996769 5.022092 13.90323
20 4.590264 4.534318 4.614686 13.21614
21 4.551296 4.536033 4.636614 13.20594
22 3.860087 3.937608 3.875992 11.80078
23 4.289918 4.181358 4.165365 12.48798
24 4.283794 4.265932 4.248155 12.60019
25 3.738576 3.733238 3.733603 11.44613
26 3.959639 4.022655 3.902484 11.9554
27 3.27841 3.345642 3.389564 10.46694

210
R1, R2, R3 – Repetitions of experiments against each of the trial conditions
126116106
4.50
4.25
4.00
3.75
3.50
605040 604020
23015070
4.50
4.25
4.00
3.75
3.50
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 8.1: Effects of Process Parameters on Utility Function (UCR, SR) for Raw Data
126116106
13.0
12.5
12.0
11.5
11.0
605040 604020
23015070
13.0
12.5
12.0
11.5
11.0
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better

211
Figure 8.2: Effects of Process Parameters on Utility Function (UCR, SR) for S/N Data
4.8
4.0
3.2
604020
605040
4.8
4.0
3.2
126116106
4.8
4.0
3.2
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 8.3: Effects of Process Parameters Interactions on Utility Function (UCR, SR) for
Raw Data
14
12
10
604020
605040
14
12
10
126116106
14
12
10
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better

212
Figure 8.4: Effects of Process Parameters Interactions on Utility Function (UCR, SR) for
S/N Data
Table 8.3: Pooled Analysis of Variance for Utility Function (UCR, SR) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.846 5.846 2.9231 20.86 0.000
Toff 2 30.001 30.001 15.0005 107.04 0.000
SV 2 1.670 1.670 0.8351 5.96 0.010
IP 2 2.797 2.797 1.3987 9.98 0.001
Residual Error 18 2.522 2.522 0.1401
Total 26 42.837
Table 8.4: Pooled Analysis of Variance for Utility Function (UCR, SR) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 1.0306 1.0306 0.51528 27.72 0.000
Toff 2 6.1570 6.1570 3.07852 165.62 0.000
SV 2 0.3328 0.3328 0.16642 8.95 0.002
IP 2 0.5145 0.5145 0.25725 13.84 0.000
Residual Error 18 0.3346 0.3346 0.01859
Total 26 8.3695
Table 8.5: Response Table for Utility Function (UCR, SR) (S/N Data)
Level Ton Toff SV IP
1 11.29 13.25 12.14 11.51
2 12.20 11.91 12.10 12.04
3 12.34 10.67 11.59 12.28
Delta 1.05 2.58 0.55 0.77
Rank 2 1 4 3
Table 8.6: Response Table for Utility Function (UCR, SR) (Raw Data)
Level Ton Toff SV IP
1 3.724 4.602 4.079 3.812
2 4.099 3.955 4.072 4.037
3 4.168 3.435 3.840 4.143
Delta 0.445 1.167 0.239 0.331
Rank 2 1 4 3

213
0.80.40.0-0.4-0.8
99
90
50
10
1
Residual
Pe
rce
nt
1413121110
0.5
0.0
-0.5
Fitted Value
Re
sid
ua
l
0.60.40.20.0-0.2-0.4-0.6-0.8
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
0.5
0.0
-0.5
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 8.5: Residual plots for Utility Function (UCR, SR) for S/N Data
0.20.10.0-0.1-0.2
99
90
50
10
1
Residual
Pe
rce
nt
5.04.54.03.53.0
0.2
0.1
0.0
-0.1
-0.2
Fitted Value
Re
sid
ua
l
0.20.10.0-0.1-0.2
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
0.2
0.1
0.0
-0.1
-0.2
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means

214
Figure 8.6: Residual plots for Utility Function (UCR, SR) for Raw Data
The optimal settings of process parameters for optimization of cutting rate and
surface roughness for WEDM process ascertained from main effects plots are as given
below:
Parameter Level
Pulse on Time (A) 3 (126 machine unit)
Pulse off Time (B) 1 (40 machine unit)
Spark Gap Set Voltage (C) 1 (20 volt)
Peak Current (D) 3 (230 ampere)
(v) Predicted means (Optimal)
The optimum value of utility (UCR,SR) is predicted at the selected levels of significant
variables as stated above viz. pulse on time (A3), pulse off time(B1), spark gap set voltage
(C1) and peak current(D3). The estimated mean of the response characteristic utility (UCR,SR)
can be determined (Kumar, 1993 and Roy, 1990) as
(8.10)
Where, T = overall mean of utility (UCR,SR) = (R1+R2+R3)/81 = 3.9971
Where, R1, R2, and R3 values are taken from the Table 8.2, and the values of 3A , 1B , 1C , and
3D are taken from the Table 8.6.
3A = average value of utility (UCR,SR) at the third level of pulse on time = 4.168
1B = average value of utility (UCR,SR) at the first level of pulse off time = 4.602
1C = average value of utility (UCR,SR) at the first level of spark gap set voltage = 4.079
3D = average value of utility (UCR,SR) at the third level of peak current = 4.143
Substituting the values of various terms in the above equation,
µCR,SR = 4.168 + 4.602 + 4.079 + 4.143 – 3 (3.9971) = 5.0007
The 95 % confidence intervals of confirmation experiments (CICE) and of population (CIPOP)
were calculated by using the Equations 4.10 and 4.11, which are reproduced below for ready
reference:
T33113U SRCR, DCBA

215
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at confidence level of (1-α) against DOF 1 and error degree of
freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+8)
= 9.0
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.01859 (Table 8.4)
fe = Error DOF = 18 (Table 8.4)
F0.05 (1, 18) = 4.4139 (Tabulated F value; Roy, 1990)
So, CICE = ± 0.1909 and
CIPOP = ± 0.0955
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µCR,SR - CICE < µCR,SR < µCR,SR + CICE
4.8098 < µCR,SR < 5.1916
The 95% confirmation interval of the predicted mean is:
Mean µCR,SR – CIPOP < µCR,SR < Mean µCR,SR + CIPOP
4.9052 < µCR,SR < 5.0962
The optimal values of process variables at their selected levels are as follows:
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
First level of spark gap set voltage (C1) : 20 volt
Third level of peak current (D3) : 230 ampere

216
(vi) Confirmation experiments
Three confirmation experiments have been conducted at the optimum settings of the
process parameters. The following average values have been found for the quality
characteristics considered:
(a) Average cutting rate = 2.85 mm/min
(b) Average surface roughness = 2.65 µm
The utility value of the machined part has been calculated using the following relation:
U= PCR*WCR + PSR*WSR
= 9.1807*0.5 + 0.6801*0.5
= 4.9304
This experimentally obtained utility value is lying within the 95% CICE of the optimal range
of the utility calculated for utility function (UCR, SR).
8.2.3 Model 2: Cutting Rate, Surface Roughness and Gap Current
The optimal settings of process parameters and the optimal values of cutting rate,
surface roughness and gap current (when they are optimized individually) have already been
established (Chapter 5). The summary results are reproduced in Table 8.1.
(i) Preference scale construction
(a) Cutting rate (CR)
x* = optimum value of CR (when optimized individually)
= 2.6681 (Table 8.1)
x/ = minimum acceptable value of CR
= 0.1 mm/min (assumed)
(All the CR values in Table. 5.3 are in between 0.16 to 3.45)
Using these values and the Equations. 8.3 & 8.4, the following preference scale for CR has
been constructed:
PCR = 6.310466 log 1.0
ix (8.11)
(b) Surface roughness (SR)
x* = optimum value of SR (when optimized individually)

217
= 0.3890 µm (Table 8.1)
x/ = maximum acceptable value of SR
= 3.1 µm (assumed)
(All the SR values in Table 5.3 are in between: 1.06 to 3.01 µm)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for SR
has been found:
PSR = -9.98433 log 1.3
ix (8.12)
(c) Gap current (IG)
x* = optimum value of IG (when optimized individually)
= 4.70162 ampere (Table 8.1)
x/ = minimum acceptable value of IG
= 0.5 ampere (assumed)
(All the IG values in Table 5.4 are in between: 0.6 to 6.5 ampere)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for SR
has been found:
PIG = 8.89557 log 5.0
ix (8.13)
(ii) Weightage of quality characteristic
It has been assumed that the quality characteristics SR and IG are equally important
and hence equal weightage has been assigned to them. However, there is no constraint on the
weightage and it can be any value between 0 to 1 subjected to the condition specified in
Equation 8.5. The weights assigned to the various quality characteristics are:
WCR = weightage for CR = 0.4
WSR = weightage for SR = 0.3
WIG = weightage for IG = 0.3
(iii) Utility value calculation
The utility value of each machined part has been calculated using the following
relation:

218
U (n, R) = PCR (n, R) x WCR + PSR (n, R) x WSR + PIG (n, R) x WIG (8.14)
Where, n = trial number,
n = 1,2, . . ., 27
R = repetition, R = 1, 2, 3
The utility values thus calculated are given in Table 8.7.
(iv) Determination of optimal settings of process parameters
The data (utility values) have been analyzed both for mean response (mean of utility
at each level of each parameter) and signal-to-noise (S/N) ratio. Since utility is a higher-the-
better (HB) type of quality characteristic, (S/N)HB has been used (Chapter 4). The mean
responses and main effects (in terms of utility value) and S/N ratios are given in Table 8.7.
The data from Table 8.7 are plotted in Figures 8.7 and 8.8. It is clear from the Figures 8.7 and
8.8 that third level of pulse on time (A3), first level of pulse off time (B1), first level of spark
gap set voltage (C1), third level of peak current (D1) and first level of wire feed (E1) would
yield best performance in terms of utility value and S/N ratio within the selected range of
parameters. Figures 8.9 and 8.10 reveal that none of the interaction between various process
parameters is significant as the responses are almost parallel.
The pooled versions of ANOVA for S/N data and raw data (utility) are given in
Tables 8.8 and 8.9 respectively. It is seen that pulse on time (A), pulse off time (B), spark
gap set voltage (C), peak current (D) and wire feed (E) significantly affect both mean of
utility values and S/N ratios since all these process parameters are significant in both the
ANOVAS . From Table 8.10 it can be seen that pulse on time is the most significant
parameter in affecting utility function for cutting rate, surface roughness and gap current.
This is followed by pulse off time ,peak current, spark gap set voltage and wire feed in that
order. Four residual plots are drawn to check the data for the non normality, non-random
variation, non constant variance, higher-order relationships, and outliers (Figures 8.11 and
8.12). The residual versus fitted value indicates a little tendency for variance of the residuals
to increase as the desired output response value increases. The problem, however, is not
severe enough to have a dramatic impact on the analysis and conclusions. The normal
probability plot, histogram plot, and residual versus observation order plot of these residuals
do not reveal any problem.

219
Table 8.7: Utility Data Based on Quality Characteristics
(a) Cutting Rate (b) Surface Roughness (c) Gap Current
Trial No. RAW DATA (UTILITY VALUES) S/N RATIOS
(dB) R1 R2 R3
1 4.286819 4.290222 4.372986 12.70189
2 4.349862 4.411748 4.329345 12.79617
3 3.934612 3.813198 3.990934 11.84528
4 3.620363 3.626921 3.562107 11.13274
5 3.235577 3.40952 3.204967 10.31677
6 2.354927 2.485843 2.474177 7.733955
7 2.863225 2.840699 2.819096 9.068922
8 2.07171 2.011264 2.164666 6.360047
9 2.152677 2.276866 2.188982 6.865624
10 6.297177 6.191662 6.155216 15.86717
11 6.162143 6.096752 6.067476 15.71856
12 4.497877 4.633658 4.587043 13.20177
13 5.260464 5.186686 5.335838 14.41961
14 4.173148 4.096783 4.163912 12.3488
15 3.957621 4.044782 3.918128 11.98119
16 3.399224 3.570449 3.447113 10.8067
17 3.755108 3.83227 3.651628 11.46702
18 3.508267 3.655728 3.458609 10.97503
19 6.826117 6.941245 6.916217 16.76941
20 5.361487 5.365109 5.328517 14.56972
21 6.098422 6.134483 6.187842 15.76325
22 4.689934 4.788768 4.696449 13.48695
23 5.665235 5.563376 5.588857 14.97201
24 5.54135 5.534169 5.483582 14.83803
25 4.99174 4.943745 4.990793 13.93634
26 5.20774 5.201478 5.127323 14.28401
27 3.263882 3.304221 3.349483 10.38424
R1, R2, R3 – Repetitions of experiments against each of the trial conditions

220
126116106
5.0
4.5
4.0
3.5
3.0
605040 604020
23015070
5.0
4.5
4.0
3.5
3.0
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 8.7: Effects of Process Parameters on Utility Function (UCR, SR, IG) for Raw Data
126116106
14
13
12
11
10
605040 604020
23015070
14
13
12
11
10
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.8: Effects of Process Parameters on Utility Function (UCR, SR, IG) for S/N Data

221
6
4
2
604020
605040
6
4
2
126116106
6
4
2
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 8.9: Effects of Process Parameters Interactions on Utility Function (UCR, SR, IG)
for Raw Data
16
12
8
604020
605040
16
12
8
126116106
16
12
8
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.10: Effects of Process Parameters Interactions on Utility Function (UCR, SR, IG)
for S/N Data

222
Table 8.8: Pooled Analysis of Variance for Utility Function (UCR, SR, IG) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 94.294 94.294 47.1469 134.23 0.000
Toff 2 68.403 68.403 34.2017 97.38 0.000
SV 2 12.124 12.124 6.0622 17.26 0.000
IP 2 17.140 17.140 8.5700 24.40 0.000
WF 2 1.095 1.095 0.5477 1.56 0.241
Residual Error 16 5.620 5.620 0.3512
Total 26 198.677
Table 8.9: Pooled Analysis of Variance for Utility Function (UCR, SR, IG) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 19.8473 19.8473 9.92367 285.60 0.000
Toff 2 15.2570 15.2570 7.62849 219.54 0.000
SV 2 2.5501 2.5501 1.27503 36.69 0.000
IP 2 4.0834 4.0834 2.04168 58.76 0.000
WF 2 0.6199 0.6199 0.30993 8.92 0.002
Residual Error 16 0.5560 0.5560 0.03475
Total 26 42.9136
Table 8.10: Response Table for Utility Function (UCR, SR, IG) for S/N Data
Level Ton Toff SV IP WF
1 9.869 14.359 13.132 11.288 12.509
2 12.976 12.359 12.537 12.754 12.560
3 14.334 10.461 11.510 13.137 12.110
Delta 4.465 3.898 1.622 1.849 0.451
Rank 1 2 4 3 5
Table 8.11: Response Table for Utility Function (UCR, SR, IG) for Raw Data
Level Ton Toff SV IP WF
1 3.228 5.320 4.700 3.823 4.497
2 4.559 4.284 4.430 4.537 4.440
3 5.300 3.483 3.957 4.727 4.150
Delta 2.072 1.836 0.744 0.903 0.346
Rank 1 2 4 3 5

223
1.00.50.0-0.5-1.0
99
90
50
10
1
Residual
Pe
rce
nt
18151296
1.0
0.5
0.0
-0.5
-1.0
Fitted Value
Re
sid
ua
l
1.00.50.0-0.5-1.0
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
1.0
0.5
0.0
-0.5
-1.0
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 8.11: Residual Plots for Utility Function (UCR, SR, IG) for S/N Data
0.40.20.0-0.2-0.4
99
90
50
10
1
Residual
Pe
rce
nt
642
0.4
0.2
0.0
-0.2
Fitted Value
Re
sid
ua
l
0.40.30.20.10.0-0.1-0.2
10.0
7.5
5.0
2.5
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
0.4
0.2
0.0
-0.2
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 8.12: Residual Plots for Utility Function (UCR, SR, IG) for Raw Data

224
The optimal settings of process parameters for optimization of cutting rate and
surface roughness for WEDM process ascertained from main effects plots are given below:
Parameters Level
Pulse on Time (A) 3 (126 machine unit)
Pulse off Time (B) 1 (40 machine unit)
Spark Gap Set Voltage (C) 1 (20 volt)
Peak Current (D) 3 (230 ampere)
Wire Feed (E) 1 (4 m/min)
(v) Predicted means (Optimal)
The optimum value of utility (UCR,SR,IG) is predicted at the selected levels of
significant variables as stated above viz. pulse on time (A3), pulse off time(B1), spark gap set
voltage (C1) peak current(D3) and wire feed(E1). The estimated mean of the response
characteristic utility (UCR,SR,IG) can be determined (Kumar, 1993 and Roy, 1990) as
(8.15)
Where, T = overall mean of utility (UCR,SR,IG) = (R1+R2+R3)/81 = 4.3622
Where, R1, R2, and R3 values are taken from the Table 8.7, and the values of 3A , 1B , 1C , and
3D are taken from the Table 8.11.
3A = average value of utility (UCR,SR,IG) at the third level of pulse on time = 5.3
1B = average value of utility (UCR,SR,IG) at the first level of pulse off time = 5.32
1C = average value of utility (UCR,SR,IG) at the first level of spark gap set voltage = 4.7
3D = average value of utility (UCR,SR,IG) at the third level of peak current = 4.727
1E = average value of utility (UCR,SR,IG) at the first level of wire feed = 4.497
Substituting the values of various terms in the above equation,
µCR,SR,IG = 5.3 + 5.32 + 4.7 + 4.727 + 4.497 – 4(4.3622)
= 7.0952
The 95 % confidence intervals of confirmation experiments (CICE) and of population
(CIPOP) were calculated by using the Equations 4.10 and 4.11 are reproduced below:
T413113U IGSR,CR, EDCBA

225
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81/ (1+10)
= 7.3636
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.03475 (Table 8.9)
fe = error DOF = 16 (Table 8.9)
F0.05 (1, 16) = 4.4940 (Tabulated F value; Roy, 1990)
So, CICE = ± 0.7326 and
CIPOP = ± 0.1456
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µCR,SR,IG - CICE < µCR,SR,IG < µCR,SR,IG + CICE
6.3626 < µCR,SR,IG < 7.8278
The 95% confirmation interval of the predicted mean is:
Mean µCR,SR,IG – CIPOP < µCR,SR,IG < Mean µCR,SR,IG + CIPOP
6.9496< µCR,SR,IG < 7.2408
The optimal values of process variables at their selected levels are as follows:
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
First level of spark gap set voltage (C1) : 20 volt
Third level of peak current (D3) : 230 ampere
First level of wire feed (E1) : 4 m/min

226
(vi) Confirmation experiments
Three confirmation experiments have been conducted at the optimum settings of the
process parameters. The following average values have been found for the quality
characteristics considered:
(a) Average cutting rate = 2.94 mm/min
(b) Average surface roughness = 2.6 µm
(c) Average gap current = 5.2 ampere
The utility value of the machined part has been calculated using the following
relation:
U= PCR*WCR + PSR*WSR + PIG*WIG
= 9.2659*0.4 + 0.7627*0.3+ 9.0471*0.3
= 3.70636 + 0.2288 + 2.71413
= 6.6493
This experimentally obtained utility value is lying within the 95% CICE of the optimal range
of the utility calculated for utility function (UCR, SR, IG).
8.2.4 Model 3: Cutting Rate, Surface Roughness, and Dimensional Deviation
The optimal settings of process parameters and the optimal values of cutting rate,
surface roughness, and dimensional deviation (when they are optimized individually) have
already been established (Chapter 5). The summary results are reproduced in Table.8.1.
(i) Preference scale construction
(a) Cutting rate (CR)
x* = optimum value of CR (when optimized individually)
= 2.6681 (Table 8.1)
x/ = minimum acceptable value of CR
= 0.1 mm/min (assumed)
(All the CR values in Table. 5.3 are in between 0.16 to 3.45)
Using these values and the Equations 8.3 & 8.4, the following preference scale for CR has
been constructed:

227
PCR = 6.310466 log 1.0
ix (8.16)
(b) Surface roughness (SR)
x* = optimum value of SR (when optimized individually)
= 0.3890 µm (Table 8.1)
x/ = maximum acceptable value of SR
= 3.1 µm (assumed)
(All the SR values in Table 5.3 are in between 1.06 to 3.01 µm)
Using these values and the Equations 8.3 and 8.4, the following preference scale for
SR has been found:
PSR = -9.98433 log 1.3
ix (8.17)
(c) Dimensional deviation (DD)
x* = optimum value of DD (when optimized individually)
= 0.1052 % (Table 8.1)
x/ = maximum acceptable value of DD
= 0.8 % (assumed)
(All the DD values in Table 5.4 are in between 0.02 to 0.8 %)
Using these values and the Equations 8.3 and 8.4, the following preference scale for
DD has been found:
PDD = -10.2105 log 8.0
ix (8.18)
(ii) Weightage of quality characteristic
It has been assumed that the quality characteristics CR, SR and DD are not equally
important and hence unequal weightage has been assigned. However, there is no constraint
on the weightage and it can be any value ranging from 0 to 1 subjected to the condition
specified in Equation 8.5. The weights assigned are:
WCR = weightage for CR = 0.5
WSR = weightage for SR = 0.35
WDD = weightage for DD = 0.15

228
(iii) Utility value calculation
The utility value of each machined part has been calculated using the following
relation:
U (n, R) = PCR (n, R) x WCR + PSR (n, R) x WSR + PDD (n, R) x WDD (8.19)
Where, n = trial number
n = 1,2, . . ., 27
R = repetition, R = 1, 2, 3
The utility values thus calculated are given in Table 8.12.
(iv) Determination of optimal settings of process parameters
The data (utility values) have been analyzed both for mean response (mean of utility
at each level of each parameter) and signal-to-noise (S/N) ratio. Since utility is a higher-the-
better (HB) type of quality characteristic, (S/N)HB has been used (Chapter 4). The mean
responses and main effects (in terms of utility value) and S/N ratios are given in Table 8.12.
The data from Table 8.12 are plotted in Figures 8.13 and 8.14. It is clear from the figure that
third level of pulse on time (A3), first level of pulse off time (B1), third level of peak current
(D1) would yield best performance in terms of utility value and S/N ratio within the selected
range of parameters. Figures 8.15 and 8.16 reveal that the interactions between pulse off
time, pulse on time and spark gap set voltage affect moderately the output responses since the
responses are not parallel.
The pooled versions of ANOVA for S/N data and raw data (utility) are given in
Tables 8.13 and 8.14 respectively. It is seen that pulse on time (A), pulse off time (B), and
peak current (D) significantly affect both mean of utility values and S/N ratios since all these
process parameters are significant in both the ANOVAS. From Table 8.16, it can be seen that
pulse on time is the most significant parameter in affecting utility function for cutting rate,
surface roughness and dimensional deviation. This is followed by pulse off time and peak
current in that order. Four residual plots are drawn for estimating the accuracy of the model
(Figures 8.17 and 8.18).The histogram plot indicates a mild tendency for the non normality;
however the normal probability plot of these residuals does not reveal any particular trouble.
Residual versus fitted value and residual versus observation order plot do not indicate any
undesirable effect.

229
Table 8.12: Utility Data Based on Quality Characteristics
(a) Cutting Rate (b) Surface Roughness (c) Dimensional Deviation
Trial No. RAW DATA (UTILITY VALUES) S/N RATIOS
(dB) R1 R2 R3
1 3.879865 4.036803 3.994164 11.97275
2 4.448229 4.364321 4.398681 12.87565
3 3.983917 3.840684 3.986231 11.89922
4 3.427891 3.473466 3.376765 10.69412
5 3.605743 3.709548 3.59834 11.21446
6 2.762994 2.741019 2.680731 8.715543
7 2.980713 3.055088 2.913577 9.488548
8 2.336897 2.110301 2.421937 7.15086
9 3.011698 2.966802 2.986353 9.507946
10 4.911846 4.79577 4.795483 13.68514
11 4.948001 4.889125 4.85514 13.79855
12 4.554657 4.682857 4.724573 13.3534
13 4.455801 4.480512 4.560856 13.06114
14 4.139262 4.202174 4.153452 12.39168
15 4.006937 3.99564 4.057546 12.08403
16 3.2763 3.407764 3.313432 10.45184
17 4.115805 4.170501 4.035708 12.26883
18 5.625719 5.752029 5.371823 14.92704
19 4.991368 5.126161 5.099148 14.10224
20 4.75318 4.670073 4.958378 13.60554
21 5.499975 5.58171 5.494328 14.8465
22 3.615427 3.706246 3.611482 11.23063
23 4.405539 4.359596 4.27773 12.7631
24 4.540849 4.565039 4.473388 13.11415
25 4.081541 4.09626 4.038661 12.19601
26 5.230882 5.300009 4.984022 14.26342
27 3.213321 3.226266 3.461384 10.35607
R1, R2, R3 – Repetitions of experiments against each of the trial conditions
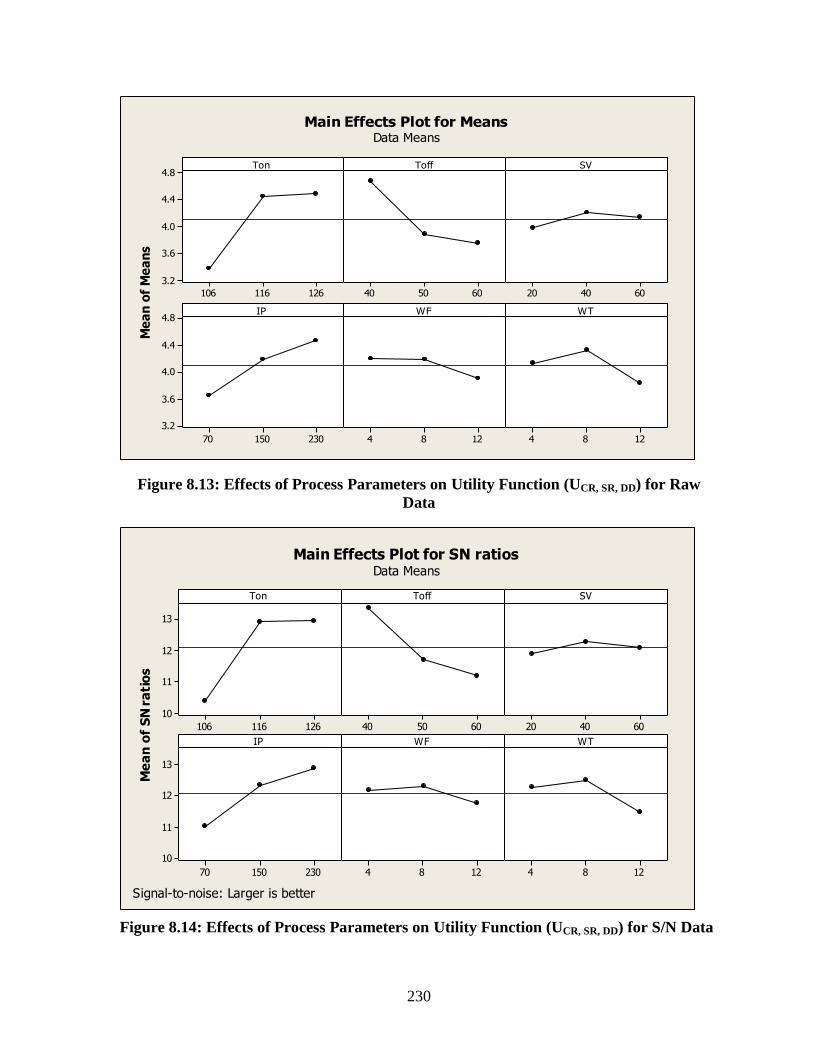
230
126116106
4.8
4.4
4.0
3.6
3.2
605040 604020
23015070
4.8
4.4
4.0
3.6
3.2
1284 1284
Ton
Me
an
of
Me
an
s
Toff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 8.13: Effects of Process Parameters on Utility Function (UCR, SR, DD) for Raw
Data
126116106
13
12
11
10
605040 604020
23015070
13
12
11
10
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.14: Effects of Process Parameters on Utility Function (UCR, SR, DD) for S/N Data
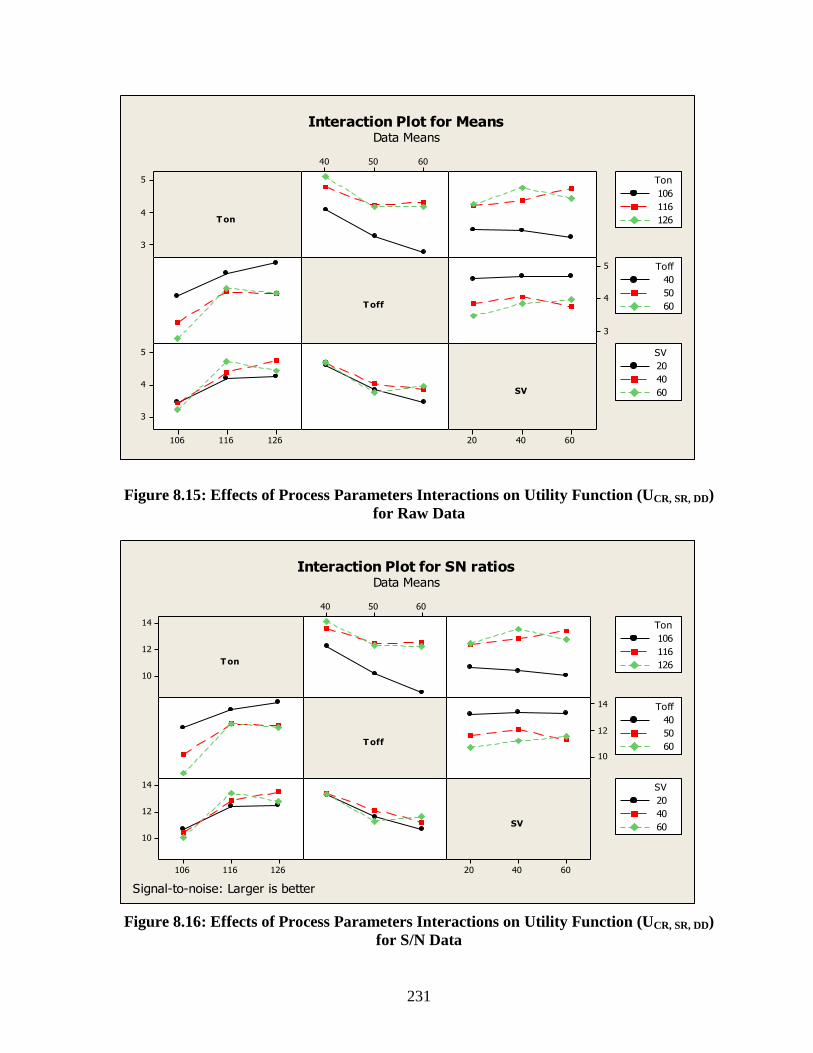
231
5
4
3
604020
605040
5
4
3
126116106
5
4
3
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 8.15: Effects of Process Parameters Interactions on Utility Function (UCR, SR, DD)
for Raw Data
14
12
10
604020
605040
14
12
10
126116106
14
12
10
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.16: Effects of Process Parameters Interactions on Utility Function (UCR, SR, DD)
for S/N Data

232
Table 8.13: Pooled Analysis of Variance for Utility Function (UCR, SR, DD) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 38.28 38.28 19.1420 21.57 0.000
Toff 2 23.12 23.12 11.5589 13.02 0.000
IP 2 16.23 16.23 8.1131 9.14 0.002
Residual Error 20 17.75 17.75 0.8875
Total 26 95.38
Table 8.14: Pooled Analysis of Variance for Utility Function (UCR, SR, DD) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 7.281 7.281 3.6404 19.68 0.000
Toff 2 4.441 4.441 2.2205 12.00 0.000
IP 2 3.161 3.161 1.5807 8.55 0.002
Residual Error 20 3.699 3.699 0.1850
Total 26 18.583
Table 8.15: Response Table for Utility Function (UCR, SR, DD) for S/N Data
Level Ton Toff IP
1 10.39 13.35 11.03
2 12.89 11.70 12.32
3 12.94 11.18 12.87
Delta 2.55 2.17 1.85
Rank 1 2 3
Table 8.16: Response Table for Utility Function (UCR, SR, DD) for Raw Data
Level Ton Toff IP
1 3.374 4.676 3.653
2 4.455 3.888 4.192
3 4.495 3.759 4.479
Delta 1.121 0.918 0.826
Rank 1 2 3

233
210-1-2
99
90
50
10
1
Residual
Pe
rce
nt
16141210
2
1
0
-1
Fitted Value
Re
sid
ua
l
2.01.51.00.50.0-0.5-1.0-1.5
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
2
1
0
-1
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 8.17: Residual Plots for Utility Function (UCR, SR, DD) for S/N Data
1.00.50.0-0.5-1.0
99
90
50
10
1
Residual
Pe
rce
nt
543
1.0
0.5
0.0
-0.5
Fitted Value
Re
sid
ua
l
1.000.750.500.250.00-0.25-0.50
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
1.0
0.5
0.0
-0.5
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 8.18: Residual Plots for Utility Function (UCR, SR, DD) for Raw Data

234
The optimal settings of process parameters for optimization of cutting rate and
surface roughness for WEDM process ascertained from main effects plots are given below:
Parameters Level
Pulse on Time (A) 3 (126 machine unit)
Pulse off Time (B) 1 (40 machine unit)
Peak Current (D) 3 (230 ampere)
(v) Predicted means (Optimal)
The optimum value of utility (UCR,SR,DD) is predicted at the selected levels of
significant variables as stated above viz. pulse on time (A3), pulse off time(B1) and peak
current(D3). The estimated mean of the response characteristic utility (UCR,SR,DD) can be
determined (Kumar, 1993 and Roy, 1990) as
(8.20)
Where, T = overall mean of utility (UCR,SR,DD) = (R1+R2+R3)/81 = 4.1078
Where, R1, R2, and R3 values are taken from the Table 8.12, and the values of 3A , 1B and 3D
are taken from the Table 8.16.
3A = average value of utility (UCR,SR,DD) at the third level of pulse on time = 4.495
1B = average value of utility (UCR,SR,DD) at the first level of pulse off time = 4.676
3D = average value of utility (UCR,SR,DD) at the third level of peak current = 4.479
Substituting the values of various terms in the above equation,
µCR,SR,DD = 4.495 + 4.676 + 4.479 – 2(4.1078)
= 5.4344
The 95 % confidence intervals of confirmation experiments (CICE) and of population
(CIPOP) were calculated by using the Equations 4.10 and 4.11 which are reproduced below:
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
T2313U DDSR,CR, DBA

235
Where, Fα (1, fe) = The F ratio at confidence level of (1-α) against DOF 1 and error degree of
freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+6)
= 11.57
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.1850 (Table 8.14)
fe = error DOF = 20 (Table 8.14)
F0.05 (1, 20) = 4.35 (Tabulated F value; Roy, 1990)
So, CICE = ± 0.5812 and
CIPOP = ± 0.2637
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µCR,SR,DD - CICE < µCR,SR,DD < µCR,SR,DD + CICE
4.8532 < µCR,SR,DD < 6.0156
The 95% confirmation interval of the predicted mean is:
Mean µCR,SR,DD – CIPOP < µCR,SR,DD < Mean µCR,SR,DD + CIPOP
5.1707 < µCR,SR,DD < 5.6981
The optimal values of process variables at their selected levels are as follows:
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
Third level of peak current (D3) : 230 ampere
(vi) Confirmation experiments
Three confirmation experiments have been conducted at the optimum settings of the
process parameters. The following average values have been found for the quality
characteristics considered:
(a) Average cutting rate = 2.98 mm/min
(b) Average surface roughness = 2.68 µm

236
(c) Average dimensional deviation = 0.553 %
The utility value of the machined part has been calculated using the following relation:
U= PCR*WCR + PSR*WSR + PDD*WDD
= 9.3030*0.5 + 0.6313*0.35 + 1.6374*0.15
= 4.6515 + 0.2209 + 0.2456
= 5.118
This experimentally obtained utility value is lying within the 95% CICE of the optimal range
of the utility calculated for utility function (UCR, SR, DD).
8.2.5 Model 4: Cutting Rate, Surface Roughness, Gap Current and Dimensional
Deviation
The optimal settings of process parameters and the optimal values of cutting rate,
surface roughness, gap current and dimensional deviation (when they are optimized
individually) have already been established (Chapter 5). The summary results are reproduced
in Table.8.1.
(i) Preference scale construction
(a) Cutting rate (CR)
x* = optimum value of CR (when optimized individually)
= 2.6681 (Table 8.1)
x/ = minimum acceptable value of CR
= 0.1 mm/min (assumed)
(All the CR values in Table 5.3 are in between 0.16 to 3.45)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for CR has been
constructed:
PCR = 6.310466 log 1.0
ix (8.21)
(b) Surface roughness (SR)
x* = optimum value of SR (when optimized individually)
= 0.3890 µm (Table 8.1)
x/ = maximum acceptable value of SR

237
= 3.1 µm (assumed)
(All the SR values in Table 5.3 are in between: 1.06 to 3.01 µm)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for SR
has been found:
PSR = -9.98433 log 1.3
ix (8.22)
(c) Gap current (IG)
x* = optimum value of IG (when optimized individually)
= 4.70162 ampere (Table 8.1)
x/ = minimum acceptable value of IG
= 0.5 ampere (assumed)
(All the IG values in Table 5.4 are in between 0.6 to 6.5 ampere)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for SR
has been found:
PIG = 8.89557 log 5.0
ix
(d) Dimensional deviation (DD)
x* = optimum value of DD (when optimized individually)
= 0.1052 % (Table 8.1)
x/ = maximum acceptable value of DD
= 0.8 % (assumed)
(All the DD values in Table 5.4 are in between 0.02 to 0.806 %)
Using these values and the Eqs. 8.3 and 8.4, the following preference scale for DD
has been found:
PDD = -10.2105 log 8.0
ix (8.23)
(ii) Weightage of quality characteristic
It has been assumed that both the quality characteristics CR and SR are equally
important and hence equal weightage has been assigned. Further the quality characteristics
IG and DD, have been assigned to be equally important and assigned equal weight
However, there is no constraint on the weightage and it can be any value between 0 to 1

238
subjected to the condition specified in Equation 8.5 the weighted assign to the chacterstics
are:
WCR = weightage for CR = 0.3
WSR = weightage for SR = 0.3
WIG = weightage for IG = 0.2
WDD = weightage for DD = 0.2
(iii) Utility value calculation
The utility value of each machined part has been calculated using the following relation:
U(n, R) = PCR (n, R) x WCR + PSR (n, R) x WSR + PIG (n, R) x WIG+ PDD (n, R) x WDD
(8.24)
Where, n = trial number, n = 1,2, . . ., 27
R = repetition, R = 1, 2, 3
The utility values thus calculated are given in Table 8.17
(iv) Determination of optimal settings of process parameters
The data (utility values) have been analyzed both for mean response (mean of utility
at each level of each parameter) and signal-to-noise (S/N) ratio. Since utility is a higher-the-
better (HB) type of quality characteristic, (S/N)HB has been used (Chapter 4). The mean
responses and main effects (in terms of utility value) and S/N ratios are given in Table 8.17.
The data from Table 8.17 are plotted in Figures 8.19 and 8.20. It is clear from the figure that
third level of pulse on time (A3), first level of pulse off time (B1), third level of peak current
(D1) would yield best performance in terms of utility value and S/N ratio within the selected
range of parameters. Figures 8.21 and 8.22 reveal that the interaction between pulse off time
and spark gap set voltage at second level values affect the output responses significantly
since the responses are not parallel.
The pooled versions of ANOVA for S/N data and raw data (utility) are given in
Tables 8.18 and 8.19 respectively. It is seen that pulse on time (A), pulse off time (B), and
peak current (D) significantly affect both mean of utility values and S/N ratios since all these
process parameters are significant in both the ANOVAS.

239
8.17: Utility Data Based on Quality Characteristics
(a) Cutting Rate (b) Surface Roughness (c) Gap Current (d) Dimensional Deviation
Trial No. RAW DATA (UTILITY VALUES) S/N RATIOS
(dB) R1 R2 R3
1 3.503062 3.593628 3.589994 11.03261
2 3.973051 3.95133 3.929538 11.93455
3 3.605758 3.339383 3.577552 10.88451
4 2.928455 2.969082 2.892652 9.336061
5 3.12711 3.325951 3.134245 10.08097
6 2.359574 2.475903 2.402001 7.644189
7 2.588933 2.621761 2.536503 8.238046
8 2.013122 1.881959 2.074866 5.955194
9 2.867875 2.981379 2.813912 9.203592
10 4.866702 4.744532 4.734376 13.58992
11 4.888773 4.817868 4.755639 13.66065
12 4.434779 4.605455 4.595853 13.14744
13 4.373959 4.404115 4.51679 12.92877
14 3.963226 3.991442 3.98051 11.99404
15 3.750402 3.785941 3.845866 11.58071
16 2.992713 3.179282 3.015619 9.712266
17 4.026483 4.056543 3.870126 12.00165
18 6.039682 6.241432 5.712905 15.54271
19 5.090124 5.210252 5.149648 14.23498
20 4.688234 4.638336 4.92772 13.52748
21 5.802282 5.963296 5.759312 15.32777
22 3.502595 3.624741 3.49809 10.98098
23 4.447359 4.411055 4.321757 12.8541
24 4.6089 4.640035 4.511337 13.22824
25 4.131576 4.134111 4.071985 12.2816
26 5.629738 5.687703 5.310549 14.8624
27 3.303709 3.298557 3.559592 10.58073
R1, R2, R3 – Repetitions of experiments against each of the trial conditions

240
126116106
4.5
4.0
3.5
3.0
605040 604020
23015070
4.5
4.0
3.5
3.0
1284 1284
Ton
Me
an
of
Me
an
sToff SV
IP WF WT
Main Effects Plot for MeansData Means
Figure 8.19: Effects of Process Parameters on Utility Function (UCR, SR, IG, DD) for
Raw Data
126116106
13
12
11
10
9
605040 604020
23015070
13
12
11
10
9
1284 1284
Ton
Me
an
of
SN
ra
tio
s
Toff SV
IP WF WT
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.20: Effects of Process Parameters on Utility Function (UCR, SR, IG, DD) for
S/N Data

241
5
4
3
604020
605040
5
4
3
126116106
5
4
3
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for MeansData Means
Figure 8.21: Effects of Process Parameters Interactions on (UCR, SR, IG, DD) for Raw Data
15
12
9
604020
605040
15
12
9
126116106
15
12
9
T on
T off
SV
106
116
126
Ton
40
50
60
Toff
20
40
60
SV
Interaction Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Figure 8.22: Effects of Process Parameters Interactions on (UCR, SR, IG, DD) for S/N Data

242
From Tables 8.20 and 8.21, it can be seen that pulse on time is the most significant
parameter in affecting utility function for cutting rate, surface roughness, gap current and
dimensional deviation. This is followed by peak current and pulse off time in that order. Four
residual plots are drawn for estimating the accuracy of the model (Figures 8.23 and 8.24).
Residual plots do not show any problem in the distribution of the data and model
assumptions. The optimal settings of process parameters for optimization of cutting rate,
surface roughness, gap current and dimensional deviation for WEDM process ascertained
from main effects plots are given below:
Parameters Level
Pulse on Time (A) 3 (126 machine unit)
Pulse off Time (B) 1 (40 machine unit)
Peak Current (D) 3 (230 ampere)
(v) Predicted means (Optimal)
The optimum value of utility (UCR,SR,IG,DD) is predicted at the selected levels of
significant variables as stated above viz. pulse on time (A3), pulse off time (B1) and peak
current (D3). The estimated mean of the response characteristic utility (UCR, SR, IG, DD) can be
determined (Kumar, 1993 and Roy, 1990) as
(8.25)
Where, T = overall mean of utility (UCR, SR, IG, DD) = (R1+R2+R3)/81 = 3.9898
Where, R1, R2, and R3 values are taken from the Table 8.17, and the values of 3A , 1B , and
3D are taken from the Table 8.21.
3A = average value of utility (UCR, SR, IG, DD) at the third level of pulse on time = 4.590
1B = average value of utility (UCR, SR, IG, DD) at the first level of pulse off time = 4.546
3D = average value of utility (UCR, SR, IG, DD) at the third level of peak current = 4.424
Substituting the values of various terms in the above equation,
Table 8.18: Pooled Analysis of Variance for (UCR, SR, IG, DD) for S/N Data
T2313U DDIG,SR,CR, DBA

243
Source DF Seq SS Adj SS Adj MS F P
Ton 2 75.24 75.24 37.622 29.91 0.000
Toff 2 23.85 23.85 11.924 9.48 0.001
IP 2 21.42 21.42 10.709 8.51 0.002
Residual Error 20 25.16 25.16 1.258
Total 26 145.67
Table 8.19: Pooled Analysis of Variance for (UCR, SR, IG, DD) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 13.370 13.370 6.6852 23.33 0.000
Toff 2 4.178 4.178 2.0890 7.29 0.004
IP 2 4.192 4.192 2.0961 7.32 0.004
Residual Error 20 5.730 5.730 0.2865
Total 26 27.471
Table 8.20: Response Table for (UCR, SR, IG, DD) for S/N Data
Level Ton Toff IP
1 9.368 13.038 10.508
2 12.684 11.181 12.012
3 13.098 10.931 12.629
Delta 3.730 2.107 2.121
Rank 1 3 2
Table 8.21: Response Table for (UCR, SR, IG, DD) for Raw Data
Level Ton Toff IP
1 3.002 4.546 3.470
2 4.377 3.696 4.075
3 4.590 3.728 4.424
Delta 1.588 0.850 0.954
Rank 1 3 2

244
3.01.50.0-1.5-3.0
99
90
50
10
1
Residual
Pe
rce
nt
161412108
3
2
1
0
-1
Fitted Value
Re
sid
ua
l
210-1
6.0
4.5
3.0
1.5
0.0
Residual
Fre
qu
en
cy
2624222018161412108642
3
2
1
0
-1
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for SN ratios
Figure 8.23: Residual Plots for (UCR, SR, IG, DD) for S/N Data
10-1
99
90
50
10
1
Residual
Pe
rce
nt
65432
1.5
1.0
0.5
0.0
-0.5
Fitted Value
Re
sid
ua
l
1.51.00.50.0-0.5
8
6
4
2
0
Residual
Fre
qu
en
cy
2624222018161412108642
1.5
1.0
0.5
0.0
-0.5
Observation Order
Re
sid
ua
l
Normal Probability Plot Versus Fits
Histogram Versus Order
Residual Plots for Means
Figure 8.24: Residual Plots for (UCR, SR, IG, DD) for Raw Data

245
µCR, SR, IG, DD = 4.168 + 4.602 + 4.079 + 4.143 – 2 (3.9898) = 5.5804
The 95 % confidence intervals of confirmation experiments (CICE) and of population
(CIPOP) were calculated by using the Equations 4.10 and 4.11
R
1
n
1V)f(1,FCI
eff
eeαCE and
eff
eeα
POPn
V)f(1,FCI
Where, Fα (1, fe) = The F ratio at the confidence level of (1-α) against DOF 1 and error
degree of freedom fe.
responsemean ofestimatethein associatedDOF1
Neff
n
= 81 / (1+6)
= 11.57
N = Total number of results = 27 x 3 = 81
R = Sample size for confirmation experiments = 3
Ve = Error variance = 0.2865 (Table 8.19)
fe = error DOF = 20 (Table 8.19)
F0.05 (1, 20) = 4.35 (Tabulated F value; Ross, 1996)
So, CICE = ± 0.7233 and
CIPOP = ± 0.3282
Therefore, the predicted confidence interval for confirmation experiments is:
Mean µCR, SR, IG, DD - CICE < µCR, SR, IG, DD < µCR, SR, IG, DD + CICE
4.8571 < µCR, SR, IG, DD < 6.3037
The 95% confirmation interval of the predicted mean is:
Mean µCR,SR,IG,DD – CIPOP < µCR,SR,IG,DD < Mean µCR,SR,IG,DD + CIPOP
5.2522 < µCR,SR,IG,DD < 5.9086
The optimal values of process variables at their selected levels are as follows:

246
Third level of pulse on time (A3) : 126 machine unit
First level of pulse off time (B1) : 40 machine unit
Third level of peak current (D3) : 230 ampere
(vi) Confirmation experiments
Three confirmation experiments have been conducted at the optimum settings of the
process parameters. The following average values have been found for the quality
characteristics considered:
(a) Average cutting rate = 2.98 mm/min
(b) Average surface roughness = 2.68 µm
(c) Average gap current = 5.0 ampere
(d) Average dimensional deviation = 0.553 %
The utility value of the machined part has been calculated using the following relation:
U= PCR*WCR + PSR*WSR + PIG*WIG + PDD*WDD
= 9.3030*0.3 + 0.6313*0.3 + 8.89557*0.2 + 1.6374*0.2
= 2.7909+ 0.1894 + 1.7791+ 0.3275
= 5.0869
This experimentally obtained utility value is lying within the 95% CICE of the optimal range
of the utility calculated for utility function (UCR, SR, IG, DD).
The final results for utility function and confirmation experiments are summarized in
Table 8.22. The values of individual response characteristics are obtained by carrying out
confirmation experiments at the optimal set of levels of process parameters suggested by
utility function analysis and further utility function values are calculated based on the
measured response characteristics. The findings are with in the 95% of CICE of respective
response characteristic model obtained through utility function. It is to be pointed out that
these optimal values are with in the specified range of process variables. Any extrapolation
should be confirmed through additional experiments.

247
Table 8.22: Predicted Optimal Values, Confidence Intervals and Results of
Confirmation Experiments for Utility Functions
Performance
Measures in
terms of Utility
Function
Optimal Set
of
Parameters
Predicted
Optimal
Value
predicted confidence intervals
at 95% confidence level
Actual value
(average of
three
confirmation
experiments)
USR,CR A3B1C1D3 5.0007 CIPOP :4.9052<µCR,SR< 5.0962
CICE :4.8098< µCR,SR < 5.1916 4.9304
USR,CR, IG A3B1C1D3E1 7.0952
CIPOP:6.9496< µCR,SR,IG< 7.2408
CICE :6.3626<µCR,SR,IG< 7.8278 6.6493
USR,CR, DD A3B1D3 5.4344 CIPOP:5.1707<µCR,SR,DD< 5.6981
CICE :4.8532<µCR,SR,DD< 6.0156 5.118
USR,CR, IG,DD A3B1D3 5.5804 CIPOP:5.2522<µCR,SR,IG,DD<5.9086
CICE:4.8571<µCR,SR,IG,DD<6.3037 5.0869

248
CHAPTER 9
CONCLUSIONS AND SCOPE FOR FUTURE WORK
In the earlier chapters, the effects of process variables on response characteristics
(cutting rate, surface roughness, gap current and dimensional deviation) of the wire electric
discharge machining (WEDM) process have been discussed. An optimal set of process
variables that yields the optimum quality features to machined parts produced by WEDM
process has also been obtained. The important conclusions from the present research work are
summarized in this chapter.
9.1 CONCLUSIONS
1. Ranges of Wire EDM process parameters have been established based on review of
literature and by performing the pilot experiments using one factor at a time (OFAT)
approach as under:
Process Parameters Symbol Units Range
(m/c units)
Range
(actual units)
Pulse on Time Ton µs 105-126 0.35-1.4 µs
Pulse off time Toff µs 40-63 14 -52 µs
Spark gap set voltage SV V 10-50 10-50 volt
Peak Current IP A 70-230 70-230 ampere
Wire Feed WF m/min 4 -12 4 -12 m/min
Wire Tension WT gram 4 -12 500-1800 gram
2. The effects of the process parameters viz. pulse on time, pulse off time, spark gap set
voltage, peak current, wire tension and wire feed, on response characteristics viz. cutting rate,
surface roughness, gap current and dimensional deviation, were studied.
3. The optimal sets of process parameters were obtained for various performance measures
using Taguchi‟s design of experiment methodology. The summary results of predicted

249
optimal values of the responses and their confidence intervals (both for confirmation
experiment and population) are given as under:
Performance
Measures/
Responses
Optimal Set
of
Parameters
Predicted
Optimal
Value
Predicted Confidence Intervals
at 95% Confidence Level
Actual Value
(Average of
Three
Confirmation
Experiments)
Cutting Rate A3B1C1D3 2.6681
mm/min
CIPOP : 2.3982 < µCR < 2.938
CICE : 2.1284 < µCR < 3.2078
2.85 mm/min
Surface
Roughness A1B3C3D1E3
0.3890
µm
CIPOP : 0.2412 < µSR < 0.5368
CICE : 0.1142 < µSR < 0.6638
0.479 µm
Gap Current A3B1D3 4.6956
ampere
CIPOP : 4.222 < µIG < 5.1692
CICE : 3.6519 < µIG < 5.7393
5.0 ampere
Dimensional
Deviation A2B3C3F1
0.10524
%
CIPOP : -0.0330 < µDD < 0.1774
CICE : -0.0393 < µDD < 0.2497
0.124 %
4. Response surface methodology (RSM) was applied for developing the mathematical
models in the form of multiple regression equations correlating the dependent parameters with
the independent parameters (pulse on time, pulse off time, spark gap set voltage, peak current,
wire tension) in WEDM machining of H-11 steel. Using the model equations, the response
surfaces have been plotted to study the effects of process parameters on the performance

250
characteristics. From the experimental data of RSM, empirical models were developed and
the confirmation experiments were performed, which were found within 95% confidence
interval. The results based on RSM were found similar to that of Taguchi‟s technique and
were more informative and crystal clear. There is better visualization of the responses due to
3-D graphs in RSM, where as there is no such representation of the responses through
Taguchi‟s approach. Moreover, it is possible to obtain regression equations correlating the
dependent response with the independent variables through RSM which is not possible
through Taguchi‟s technique.
Mathematical regression equation obtained for cutting rate is:
Cutting Rate = -13.04695 + 0.10669*Ton + 0.19454*Toff + 0.068183*SV-0.012100 Ip -
3.65000E-003*Ton*Toff - 1.02500E-003*Ton*SV + 2.37500E-004*Ton*Ip + 6.75000E-
004*Toff*SV - 2.37500E-004*Toff*Ip.+ 6.35714E-004*Ton2 + 1.83571E-003*Toff2
Mathematical regression equation obtained for surface roughness is
Surface Roughness = -31.55752 + 0.43482*Ton + 0.074671*Toff + 0.086635*SV +
0.018187*Ip - 0.072396*WT - 1.42500E-003*Ton*Toff - 8.12500E-004*Ton*SV -
5.93750E-004 *Toff*Ip - 2.71875E-004*SV*Ip + 2.40625E-003*SV*WT - 1.13333E-
003*Ton2 + 1.76667E-003*Toff2 + 4.04167E-004*SV2 + 6.04167E-005*Ip2
Mathematical regression equation obtained for gap current is:
Gap Current = -23.11525 - 0.027826*Ton + 0.56794*Toff + 0.11664*SV + 0.042773*Ip -
7.52500E-003*Ton*Toff - 1.53750E-003*Ton*SV + 1.31250E-003*Toff*SV - 7.43750E-
004*Toff*Ip + 2.67692E-003*Ton2 + 2.87692E-003*Toff2 - 4.05769E-004*SV2
Mathematical regression equation obtained for dimensional deviation is:
Dimensional Deviation = + 5.59943-0.11868*Ton - 3.44167E-003*Toff + 0.023276*SV +
0.026339*Ip + 0.015521*WT - 4.83750E-004*Ton*SV - 2.41875E-004*Ton*Ip + 7.08929E-
004*Ton2 + 3.27232E-004*SV2

251
5 Desirability function in combination with response surface methodology has been used for
single response optimization. Optimal sets of process parameters, predicted optimal response
and desirability value for single response optimization are summarized in the table.
FACTORS→
RESPONSE↓
A
Ton
B
Toff
C
SV
D
IP
E
WT
Predicted
Optimal
Response
Desirability
CR 120.00 48.00 20.00 210.00 10.00 2.05565
mm/min 0.975
SR 110.00 58.00 40.00 210.00 6.00 1.38979
µm 0.848
IG 120.00 48.00 20.00 210.00 10.00 3.86478
ampere 0.966
DD 119.68 56.12 39.59 200.83 6.20 0.0718747
% 1.000
6. Concept of desirability in combination with RSM has also been used for simultaneous
optimization of response characteristics of conflicting nature. The optimal sets of process
parameters for multi response optimization with maximum desirability of the selected
performance measures were found as per the assumed models. The optimal values of process
parameters for multi response optimization using RSM and desirability function are reported
in the table.
FACTORS→
RESPONSE↓ Ton Toff SV IP WT Desirability
CR & SR 120.00 48.00 40.00 210.00 6.00 0.554
CR , SR & IG 120.00 48.00 40.00 210.00 6.00 0.571
CR , SR & DD 119.61 48.00 39.94 204.04 6.01 0.613
CR , SR ,IG &
DD 120.00 48.00 40.00 210.00 6.00 0.644

252
7. The Utility concept has been used along with Taguchi technique for multi-response
optimization. In the multi-response problem, various combinations of responses were studied.
The optimal sets of process parameters for multi response optimization using Taguchi‟s
technique and utility concept are reported below:
Performance
Measures in
terms of
Utility
Function
Optimal Set of
Parameters
Predicted
Optimal
Value
Predicted Confidence Intervals
at 95% Confidence Level
Actual Value
(average of
three
confirmation
experiments)
USR,CR A3B1C1D3 5.0007 CIPOP :4.9052<µCR,SR< 5.0962
CICE :4.8098< µCR,SR < 5.1916 4.9304
USR,CR, IG A3B1C1D3E1 7.0952
CIPOP:6.9496< µCR,SR,IG< 7.2408
CICE :6.3626<µCR,SR,IG< 7.8278 6.6493
USR,CR, DD A3B1D3 5.4344 CIPOP:5.1707<µCR,SR,DD< 5.6981
CICE :4.8532<µCR,SR,DD< 6.0156 5.118
USR,CR, IG,DD A3B1D3 5.5804
CIPOP:5.2522<µCR,SR,IG,DD<5.9086
CICE:4.8571<µCR,SR,IG,DD<6.3037
5.0869

253
9.2 SUGGESTIONS FOR FUTURE WORK
Although the WEDM machining has been thoroughly investigated for H-11 Steel
work material, still there is a scope for further investigation. The following suggestions may
prove useful for future work:
1. The effects of machining parameters on recast layer thickness and overcut should be
investigated.
2. Efforts should be made to investigate the effects of WEDM process parameters on
performance measures in a cryogenic cutting environment.
3. The weightages to be assigned to various characteristics in multi response
optimization models should be based upon requirements of industries.
4. The effect of process parameters such as flushing pressure, conductivity of dielectric,
wire diameter, workpiece height etc. may also be investigated.

254
REFERENCES
1. Abbas, N.M., Solomon, D.G., Bahari, M. F. (2007), “A review on current research
trends in electrical discharge machining (EDM)”, International Journal of Machine
Tools & Manufacture, 47, 1214–1228.
2. Abouelatta, O.B. and Madl, J. (2001), “Surface roughness prediction based on
cutting parameters and tool vibrations in turning operations”, Journal of Materials
Processing Technology, 118, 269-277.
3. Adler, Yu. P., Markova, E.V., Granovsky, Yu.V. (1975), “The design of
experiments to find optimal conditions”, Mir Publishers, Moscow.
4. Aggarwal, A., Singh H., Kumar, P. and Singh, M.(2008), “Modeling of machining
parameters and cooling conditions in hard turning of AISI P-20 tool steel using
response surface methodology and desirability graphs”, International Journal of
Machining & Machinability of Materials , 4(1), 95-110.
5. Aggarwal, A., Singh H., Kumar, P. and Singh, M. (2009). “Simultaneous
optimization of conflicting responses for CNC turned parts using desirability
function”, International Journal of Manufacturing Technology and Management,
18, 319-332.
6. Akhanazarova, S. and Kafarov, V. (1982), “Experiment optimization in chemistry
and chemical engineering”, Mir Publishers, Moscow.
7. Altpeter, F. and Roberto, P. (2004), “Relevant topics in wire electrical discharge
machining control”, Journal of Materials Processing Technology, 149, 147–151.
8. Antony, J. (2000), “Multi response optimization in industrial experiments using
Taguchi‟s quality loss function and principal component analysis”, Quality and
Reliability Engineering International, 16, 3-8.
9. Barker, T.B. (1986), “Quality engineering by design: Taguchi‟s Philosophy”,
Quality Progress, December, 33-42.
10. Barker, T.B. (1990), “Engineering quality by design”, Marcel Dekker, Inc., New
York.
11. Benedict, G.F. (1987), “Electrical discharge machining (EDM), non traditional
manufacturing process”, Marcel Dekker, Inc, New York & Basel, 231-232.

255
12. Beveridge, G.S.G. and Haughev, D.P. (1971), “Axial heat transfer in packed beds,
stagnant beds between 20 and 750”, International Journal of Heat Mass Transfer,
14, 1093-1113.
13. Box, G.E.P., and Hunter, J.S. (1957), “Multifactor experimental design”, J. Ann.
Math. Statistics, 28.
14. Byrne, D.M. and Taguchi, S. (1987), “The Taguchi approach to parameter design”,
Quality Progress, 19-26.
15. Chiang, K.T., Chang, F.P. (2006), “Optimization of the WEDM process of particle-
reinforced material with multiple performance characteristics using grey relational
analysis”, Journal of Materials Processing Technology, 180, 96-101.
16. Cochran, G., and Cox, G.M. (1962), “Experimental design”, Asia Publishing
House, New Delhi.
17. Crosby, P.B. (1980), “Quality is free”, McGraw-Hill, New York.
18. Derek, W. Bunn (1982), “Analysis for optimal decisions”, John Wiley and Sons,
New York.
19. Deringer, G. and Suich, R. (1980), “Simultaneous optimization of several response
variables”, Journal of Quality Technology, 12, 214-219.
20. Ebeid, S., Fahmy, R., Habib, S. (2003), “An operating and diagnostic knowledge-
based system for wire EDM”, Springer Berlin/Heidelberg Publisher, 2773, 1611-
3349.
21. Electronica Machine Tools Ltd., “Technology manual for Wire cut Edm-Elektra
Sprintcut 734”, 1-2.
22. Elsayed, E.A. and Chen, A. (1993), “Optimal levels of process parameters for
products with multiple characteristics”, International Journal of Production
Research, 31(5), 1117-1132.
23. Fenggou, C., Dayong, Y. (2004), “The study of high efficiency and intelligent
optimization system in EDM sinking process”, Journal of Materials Processing
Technology, 149, 83–87.
24. Gauri, S.K. and Chakraborty, S. (2009), “Multi-response optimization of wedm
process using principal component analysis”, International Journal of Advanced
Manufacturing Technology, 41, 741-748.
25. Gokler, M. I., Ozanozgu, A. M.(2000), “Experimental investigation of effects of
cutting parameters on surface roughness in the WEDM process”, International
Journal of Machine Tools & Manufacture, 40,1831–1848

256
26. Gu,Y.H. and Hocheng, H. (2001), “Improvement of fatigue life of electrical
discharge machined AISI D2 tool steel by TiN coating”, Material Science
Engineering, 318, 155–162.
27. Guiqin, L., Fanhui, K., Wenle, L., Qingfeng, Y., Minglun, F. (2007), “The neural-
fuzzy modeling and genetic optimization in WEDM”, IEEE International
Conference on Control and Automation.
28. Gupta, V. and Murthy, P.N. (1980), “An introduction to engineering design
method”, Tata McGraw-Hill, New Delhi.
29. Han, F., Jiang, J., Dingwen, Yu. (2007), “Influence of machining parameters on
surface roughness in finish cut of WEDM”, International Journal of Advanced
Manufacturing Technology, 34, 538–546.
30. Hargrove, S. K., Ding, D. (2007), “Determining cutting parameters in wire EDM
based on workpiece surface temperature distribution”, International Journal of
Advanced Manufacturing Technology, 34, 295-299.
31. Hascalyk, A. and Caydas, U. (2004), “Experimental study of wire electrical
discharge machining of AISI D5 tool steel”, Journal of Materials Processing
Technology, 148, 362–367.
32. Hewidy, M.S., El-Taweel, T.A, El-Safty.M.F. (2005), “Modeling the machining
parameters of wire electrical discharge machining of Inconel 601 using RSM”,
Journal of Materials Processing Technology, 169, 328–336.
33. Hines, W.W. and Montgomery, D.C. (1990), “Probability and statistics in engg.
and management science”, 3rd
Edition, Wiley Publications.
34. Ho,K.H. and Newman, S.T. (2003), “State of the art in electrical discharge
machining (EDM)”, International Journal of Machine Tools & Manufacture, 43,
1287–1300.
35. Ho, K.H., Newman, S.T., Rahimifard, S., Allen, R.D. (2004), “State of art in wire
electrical discharge machining (WEDM)”, International Journal of Machine Tools
and Manufacture, 44, 1247-1259.
36. Holman, J.P. (1971), “Experimental methods for engineers (second ed.)”, McGraw
Hill Inc., Tokyo.
37. Hsue, W.J., Liao, Y.S., Lu, S.S. (1999), “Fundamental geometry analysis of wire
electrical discharge machining in corner cutting”, International Journal of Machine
Tools & Manufacture, 39, 651–667.

257
38. Huang, J.T., Liao, Y.S., Hsue, W.J. (1999), “Determination of finish-cutting
operation number and machining parameter setting in wire electrical discharge
machining”, Journal of Materials Processing Technology, 87, 69–81.
39. Jeelani, S. and Collins, M.R. (1988), “Effect of electric discharge machining on the
fatigue life of Inconel 718”, International. Journal. Fatigue, 10, 121–125.
40. Jin, Y., Kesheng, W., Tao, Y., Minglun, F. (2008), “Reliable multi-objective
optimization of high-speed WEDM process based on Gaussian process regression”,
International Journal of Machine Tools & Manufacture, 48, 47–60.
41. Jose, A. S., Luis N. L., Pez, D. L. and Lamikiz, A. (2004) “A computer-aided
system for the optimization of the accuracy of the wire electro-discharge machining
process”, Int. J. computer integrated manufacturing, 17(5), 413–420.
42. Kanlayasiri, K., Boonmung, S. (2007), “An investigation on effects of wire-EDM
machining parameters on surface roughness of newly developed DC53 die steel”,
Journal of Materials Processing Technology, 187–188, 26–29.
43. Kanlayasiria, K., Boonmung, S. (2007), “Effects of wire-EDM machining variables
on surface roughness of newly developed DC 53 die steel: design of experiments
and regression model”, Journal of Materials Processing Technology, 192-193, 459-
464.
44. Kansal, H.K., Singh, S., Kumar,P. (2005),” Parametric optimization of powder
mixed electrical discharge machining by response surface methodology”, Journal of
Materials Processing Technology,169, 427-436.
45. Kern, R. (2007), “Improving WEDM productivity”, Techtips section, EDM Today,
March/April issues.
46. Kozak, J., Rajurkar, K.P., Chandarana, N. (2004), “Machining of low electrical
conductive materials by wire electrical discharge machining (WEDM) process”,
Journal of Materials Processing Technology, 149, 266-276.
47. Kumar, P. (1993), “Optimization of process variables affecting the quality of Al-
11%Si alloy castings produced by V-process”, Ph.D. Thesis, University of
Roorkee, Roorkee.
48. Kumar, S., Kumar, P., and Shan, H.S. (2005), “Effect of process variables on sand
mold properties in EPC process using response surface methodology”, Indian
Foundry Journal, 51,12, 21-33.
49. Kuriakose. S, Shunmugam, M.S. (2004), “Characteristics of wire-electro discharge
machined Ti6Al4V surface” , Materials Letters, 58, 2231– 2237.

258
50. Kuriakose, S., Shunmugam, M.S. (2005), “Multi-objective optimization of wire-
electro discharge machining process by non-dominated sorting genetic algorithm”,
Journal of Materials Processing Technology, 170,133-141.
51. Lautre, N.K., Manna, A. (2006), “A study on fault diagnosis and maintenance of
CNC-WEDM based on binary relational analysis and expert system”, International
Journal of Advanced Manufacturing Technology, 29, 490–498.
52. Liao,Y.S., Huang, J.T., Chen, Y.H. (2004), “ A study to achieve a fine surface
finish in Wire-EDM” , Journal of Materials Processing Technology, 149,165–171.
53. Liao, Y.S., Huang, J.T., Su, H.C. (1997), “A Study of machining-parameters
Optimization of wire electrical discharge machining”, Journal of Material
Processing Technology, 71 , 487-493
54. Liao, Y.S. and Woo, J.C. (1997) “The effects of machining setting on the behavior
of pulse trains in the WEDM process” Journal of Materials Processing Technology,
71, 434-440.
55. Liao, Y.S. and Yu, Y.P. (2004), “The energy aspect of material property in WEDM
and its application”, Journal of Materials Processing Technology, 149, 77–82.
56. Liao,Y.S., Yub, Y.P. (2004), “Study of specific discharge energy in WEDM and its
application”, International Journal of Machine Tools & Manufacture, 44, 1373–
1380.
57. Lin, C.T., Chung, I.F., Huang, S.Y. (2001), “Improvement of machining accuracy
by fuzzy logic at corner parts for wire-EDM”, Fuzzy Sets and Systems, 122, 499–
511.
58. Lin, H.C.,Lin, K.M., Chen, Y.S., Chu, C.L. (2005) ,“The wire electro-discharge
machining characteristics of Fe–30Mn–6Si and Fe–30Mn–6Si–5Cr shape memory
alloys”, Journal of Materials Processing Technology, 161, 435–439.
59. Lin, J.L., Lin, C.L. (2005), “The use of grey-fuzzy logic for the optimization of the
manufacturing process”, Journal of Materials Processing Technology, 160, 9–14.
60. Lok, Y.K. and Lee, T.C. (1997), “Processing of advanced ceramics using the wire-
cut EDM process”, Journal of Materials Processing Technology, 63 (1-3), 839-843.
61. Lu, S.S., Liao, Y.S., Hsue, W.J. (1999), “Fundamental geometry analysis of wire
electrical discharge machining in corner cutting”, International Journal of Machine
Tools & Manufacture, 39, 651–667.

259
62. Magara, T., Yamada, H., Sato, S., Yatomi, T., Kobayashi, K. (1993),
“Improvement of surface quality by non-electrolysis wire-EDM”, Journal of the
Japan Society for Precision Engineering, 59(7), 1157-1162.
63. Mahapatra, S. and Patnaik, A. (2006), “Parametric optimization of wire electrical
discharge machining (wedm) process using Taguchi method”, J. of the Braz. Soc.
of Mech. Sci. & Eng., 28, 422-429.
64. Mahapatra, S. S. and Patnaik, A. (2007), “Optimization of wire electrical discharge
machining (WEDM) process parameters using Taguchi method”, International
Journal of Advanced Manufacturing Technology, 34, 911-925.
65. Manna, A. and Bhattacharyya, B. (2006), “Taguchi and Gauss elimination method:
A dual response approach for parametric optimization of CNC wire cut EDM of
PRAlSiCMMC”, International Journal of Advanced Manufacturing Technology,
28, 67–75.
66. Miller, S. F., Chen, C.K., Shih, A. J., Qu, J. (2005), “Investigation of wire electrical
discharge machining of thin cross-sections and compliant mechanisms”,
International Journal of Machine Tools & Manufacture, 45, 1717–1725.
67. Miller, S. F., Shih, A. J., Qu, J. (2004). “Investigation of the spark cycle on material
removal rate in wire electrical discharge machining of advanced materials”,
International Journal of Machine Tools & Manufacture, 44, 391–400.
68. Mingqi, L., Minghui, L., Guangyao, X. (2005), “Study on the Variations of Form
and Position of the Wire Electrode in WEDM-HS”, International Journal of
Advanced Manufacturing Technology, 25, 929–934.
69. Murphy, K.D. and Lin, Z. (2000), “The influence of spatially no uniform
temperature fields on the vibration and stability characteristics of EDM wires”,
International Journal of Mechanical Sciences, 42, 1369-1390.
70. Ozdemir, N. and Ozek, C. (2006), “An investigation on machinability of nodular
cast iron by WEDM”, International Journal of Advanced Manufacturing
Technology, 28, 869–872
71. Parmeswara, C.V.S. and Sarcar, M.M.M. (2009), “Evaluation of optimal
parameters for machining brass with wire cut EDM”, Journal of Scientific and
Industrial Research, 68, 32-35.
72. Peace, G.S. (1993), Taguchi Methods: A hands on approach, Addison Wesley, New
York.

260
73. Peng, K.C. (1967), “The design and analysis of scientific experiments”, Addison-
Wesley Publishing Company, London.
74. Phadke, M.S. (1986), “Design optimization case studies”, AT & T Technical
Journal, March-April, 65, 51-84.
75. Phadke, M.S. (1989), Quality engineering using robust design, Prentice-Hall, N.J.,
USA.
76. Pignatiello, J.J. (1993), “Strategies for robust multi-response quality engineering”,
IIE Transactions, 25, 5-25.
77. Poros, D. and Zaborski, S. (2009), “Semi-empirical model of efficiency of wire
electrical Discharge machining of hard-to-machine materials”, Journal of materials
processing technology”, 209, 1247–1253.
78. Puri, A.B. and Bhattacharyya, B. (2003), “An analysis and optimization of the
geometrical inaccuracy due to wire lag phenomenon in WEDM”, International
Journal of Machine Tools & Manufacture, 43, 151–159.
79. Puri, A.B. and Bhattacharyya, B. (2003), “Modeling and analysis of the wire-tool
vibration in wire-cut EDM”, Journal of Materials Processing Technology, 141,
295–301.
80. Puri, A.B and Bhattacharyya, B. (2005), “Modeling and analysis of white layer
depth in a wire-cut EDM process through response surface methodology”,
International Journal of Advanced Manufacturing Technology, 25, 301–307.
81. Qin, G.W., Oikawa, K., Smith, G.D.W., Hao, S.M. (2003), “Wire electric discharge
machining induced titanium hydride in Ti–46Al–2Cr alloy”, Intermetallics, 11,
907–910.
82. Rajurkar, K.P. and Wang, W.M. (1993), “Thermal modeling and on-line
monitoring of wire-EDM”, Journal of Materials Processing Technology, 38, 417-
430.
83. Rakwal,D. and Bamberg, E. (2008), “ Experimental investigation of wire electrical
discharge machining of gallium-doped germanium”, Journal of materials
processing technology,197, 419–427.
84. Ramakrishnan, R. and Karunamoorthy, L. (2006), “Multi response optimization of
wire EDM operations using robust design of experiments”, International Journal of
Advanced Manufacturing Technology, 29, 105–112.

261
85. Ramakrishnan,R. and Karunamoorthy,L. (2008), “Modeling and multi-response
optimization of Inconel 718 on machining of CNC WEDM process”, Journal of
materials processing technology, 2 0 7, 343–349.
86. Ross, P.J. (1988), “Taguchi techniques for quality engineering”, McGraw-Hill
Book Company, New York.
87. Ross, P.J. (1996), “Taguchi techniques for Quality Engineering”, McGraw-Hill
Book Company, New York.
88. Roy, R.K. (1990), “A primer on Taguchi method”, Van Nostrand Reinhold, New
York.
89. Roy, R.K. (2001), “Design of Experiments Using the Taguchi approach” Canada
John Wiley & Sons.
90. Rozenek, M. and Kozak, J. (2001), “Electrical discharge machining characteristics
of metal matrix composites”, Journal of Materials Processing Technology, 109,
367-370.
91. Saha, P., Singha, A., Pal, S.K., Saha, P. (2008), “Soft computing models based
prediction of cutting speed and surface roughness in wire electro-discharge
machining of tungsten carbide cobalt composite”, International Journal of
Advanced Manufacturing Technology, 39.,74-84.
92. Saha, S., Pachon, M., Ghoshal, A., Schulz, M.J. (2004), “Finite element modeling
and optimization to prevent wire breakage in electro-discharge machining”,
Mechanics Research Communications, 31, 451–463.
93. Sarkar, S., Mitra, S., Bhattacharyya, B. (2005), “Parametric analysis and
optimization of wire electrical discharge machining of γ-titanium aluminide alloy”,
Journal of Materials Processing Technology, 159, 286–294.
94. Sarkar, S., Mitra, S., Bhattacharyya, B. (2006), “Parametric optimisation of wire
electrical discharge machining of γ titanium aluminide alloy through an artificial
neural network model”, International Journal of Advanced Manufacturing
Technology, 27, 501–508.
95. Sarkar, S. , Sekh, M., Mitra, S., Bhattacharyya, B. (2007), “Modeling and
optimization of wire electrical discharge machining of γ-TiAl in trim cutting
operation”, Journal of Material Processing Technology, 205, 376-387.
96. Scott, D., Boyina, S., Rajurkar, K.P. (1991), “Analysis and optimization of
Parameter Combination in Wire Electrical Discharge Machining”, International
Journal of Production Research, 29, 2189-2207.
262
97. Singh, H. and Kumar, P. (2003), “Quality optimization of turned parts (En24 steel)
by Taguchi method”, Productivity, 44, 43-49.
98. Singh, H. and Kumar, P. (2004), “Tool wear optimization in turning operation by
Taguchi method”, Indian Journal of Engineering and Materials Sciences, 11, 19-24.
99. Singh, H., Kumar P. (2004), “Tool wear optimization in turning operation by
Taguchi method”, Indian Journal of Engineering and Materials Sciences, 2, 25-30.
100. Singh, H. and Kumar, P. (2005), “Optimizing cutting force for turned parts by
Taguchi parameter design approach”, Indian Journal of engineering and Materials
Sciences, 12, 97-103.
101. Singh, H. and Kumar, P. (2006), “Optimizing multi-machining characteristics
through Taguchi‟s approach and utility concept”, Journal of Manufacturing
Technology Management, 17, 36-45.
102. Spedding, T. A., Wang, Z.Q. (1997), “Parametric optimization and surface
characterization of wire electrical discharge machining process”, Precision
Engineering, 20(1), 5-15.
103. Spedding, T. A., Wang, Z.Q. (1997), “Study on modeling of wire EDM process”,
Journal of Materials Processing Technology, 69, 8- 28.
104. Steel, R.G.D. and Torrie, J.H. (1986), “Principles and procedures of statistics – a
biometric approach”, Second Edition, McGraw-Hill International Book Company,
Singapore.
105. Taguchi, G. and Wu, Y. (1979), “Off-line quality control”, Central Japan Quality
Control Association, Nagaya, Japan.
106. Tarng, Y. S., Ma, S. C., Chung, L. K. (1995), “Determination Of optimal cutting
parameters in wire electrical discharge machining”, International Journal of
Machine Tools and Manufacture, 35, 1693-170|.
107. Texas Instruments (1990), Taguchi Analyst, American Supplier Institute, Inc.,
Detroit, MI, USA.
108. Tosun, N. and Cogun, C.(2003), “ An investigation of wire wear in WEDM”,
Journal of Materials Processing Technology, 134, 273-278.
109. Tosun, N., Cogun, C. and Pihtili, H.(2003), “The effect of cutting parameters on
wire crater sizes in wire EDM”, International Journal of Advanced Manufacturing
Technology,21,857-865.

263
110. Tosun, N., Cogun, C. and Tosun, G. (2004), “A study on kerf and material
removal rate in wire electrical discharge machining based on Taguchi method”,
Journal of Materials Processing Technology, 152, 316-322.
111. Tsui, K.L. (1999), “Robust design optimization for multiple characteristics
problems”, International. Journal of Production Research, 37(2), 433-445.
112. Tzeng, Y.F. and Chiu, N.H. (2003), “Electrical-discharge machining process using
a Taguchi dynamic experiment”, International Journal of Advanced
Manufacturing Technology, 21, 1005-1014.
113. Tzeng, Y.F. and Chen, F.C. (2007), “Multi-objective optimisation of high-speed
electrical discharge machining process using a Taguchi fuzzy-based approach”,
Materials and Design, 28, 1159–1168.
114. Wansheng, Z. and Zhenlong, W., Shichun, D., Guanxin, C. and Hongyu, W.
(2002), “Ultrasonic and electric discharge machining to deep and small hole on
titanium alloy”, Journal of Materials Processing Technology, 120,101-106.
115. Williams, R. E. and Rajurkar, K. P. (1991), “Study of wire electrical discharge
machined surface characteristics”, Journal of Materials Processing Technology,
28, 127-138.
116. Yan, B. H., Tsai, H. C., Huang, F. Y., Long, L. Chorng. (2005), “Examination of
wire electrical discharge machining of Al2O3p/6061Al composites”, International
Journal of Machine Tools & Manufacture, 45, 251–259.
117. Yan, M.T., Lai,Y.P. (2007), “Surface quality improvement of wire-EDM using a
fine-finish power supply”, International Journal of Machine Tools & Manufacture,
47, 1686–1694.
118. Yan, M.T., Liao, Y.S., Chang, C.C. (2001), “On-line estimation of workpiece
height by using neural networks and hierarchical adaptive control of WEDM”,
International Journal of Advanced Manufacturing Technology, 18, 884–891.
119. Zeid, O.A. (1997), “Study on the effect of electro discharge machining parameters
on the fatigue life of AISI D6 tool steel”, Journal of Material Processing
Technology, 68, 27–32.

264
LIST OF PUBLICATIONS
(a) PUBLICATIONS IN JOURNALS
1. Rohit Garg and Hari Singh (2008), “Effects of process parameters on output
characteristics in WEDM, International Journal of Manufacturing Science and
Technology”, Vol.2, No.2, Dec.2008, pp. 103-112
2. Hari Singh and Rohit Garg (2009), “Effects of process parameters on material
removal rate in WEDM, Journal of Achievements in Materials and Manufacturing
Engineering”, Vol. 32, Issue-1, Jan., pp.70-74
3. Hari Singh and Rohit Garg (2010), “Effects of process parameters on gap current
in WEDM, International Journal of Materials Engineering and Technology”, Vol.
3, No. 1, pp 95-106
4. Hari Singh and Rohit Garg (2010), “Effect of process parameters on surface
roughness and dimensional accuracy in wire cut electro discharge machining",
Journal of Machining and Forming Technologies …....Accepted
5. Hari Singh and Rohit Garg (2010), “Optimization of process parameters in wire
cut electro discharge machining using Taguchi‟s DOE approach”, Indian Journal
of Engineering and Material Sciences …..Communicated
6. Rohit Garg and Hari Singh, (2010), “Multi response optimization of machining
parameters in WEDM using RSM and desirabilty function” Journal of Materials
Processing Technology ……Communicated
7. Rohit Garg and Hari Singh, (2010), “Modeling and optimization of surface
roughness in wire cut EDM using desirability function” International Journal of
Manufacturing Research …...Communicated
8. Rohit Garg and Hari Singh (2010), “Multi characteristics optimization in CNC
WEDM using Taguchi method and utility concept” International Journal of
Machine Tools and Manufacture ……Communicated

265
(b) PUBLICATIONS IN CONFERENCES
1. Rohit Garg and Hari Singh (2007) “Advances in the art of wire electrical
discharge machining (WEDM) ”, Proceedings of National conference on Quality
Reliability and Maintainability Aspects in Engineering Systems (QRMAES-07),
Dec.27-28, National Institute of Technology, Hamirpur, pp. 279-286.
2. Rohit Garg and Hari Singh (2008) “Accuracy improvement strategies in wire
electrical discharge machining”, Proceedings of Futuristic Trends in Engineering
& Technology(FTET-08), Jan. 28-29, Jan Nayak Ch. Devi Lal Memorial College
of Engineering, Sirsa, pp.248-251
3. Rohit Garg and Hari Singh (2008) “Comparative studies of non-conventional
machining processes”, Proceedings of National Conference on Emerging Trends
in Engineering & Technology, May 26-27, Deen Bandhu Chotu Ram University
of Science and Technology, Murthal, pp.293-296
4. Rohit Garg, Sudhir Kumar and Hari Singh (2009) “Effects of process parameters
on surface roughness in WEDM, Proceedings of Twenty Fifth National
Convention of Mechanical Engineers”, Nov.6-7, Institution of Engineers, New
Delhi, pp.T.79-T.86
5. Hari Singh and Rohit Garg (2010) “Optimization of process parameters for gap
current in wire electrical discharge machining”, e-Proceedings of International
Conference on Advances in Industrial Engineering Applications (ICAIEA- 2010),
Jan. 6-8, Anna University, Chennai
6. Rohit Garg, Hari Singh and Sudhir Kumar (2011), “Modeling and optimization of
machining parameters in WEDM process using response surface methodology
and desirability function”, ASME International Mechanical Engineering Congress
& Exposition, Denver, Colorado, USA ….communicated

266
APPENDIX A
CNC PROGRAM FOR CUTTING A PUNCH OF 5 MM FROM WORK PIECE ON
ELECTRONICA SPRINT CUT WEDM MACHINE TOOL
(0,0)
(-3,0)
(-8, -2.5)
(-8, 2.5) (-3, 2.5)
(-3, -2.5)
Figure A.1: 2D Profile Generated on ELCAM Software for Developing a CNC Program

267
CNC PROGRAM
G71
G90
G27
G40
G47
G50
G90
G75
D0 = 0.0000
D1 = 0.1600
G26 A0 X0 Y0
; #1.0
G0 X0 Y0 U0 V0
M0
G42 D0; D0 =0
G1 X-3 Y0
G42 D1; D1=0.160
G1 X-3 Y2.5
G1 X-8 Y2.5
G1 X-8 Y-2.5
G1 X-3 Y-2.5
G1 X-3 Y0
G42 D0; D0 = 0
G1 X0 Y0
G40
M00

268
APPENDIX B
CONVERSION TABLES FOR PROCESS VARIABLES FROM MACHINE UNITS
TO ACTUAL VALUES
Table B.1: Conversion Table for Pulse on Time from Machine Units to Micro Seconds
Ton
(machine
unit)
Ton
( µs )
Ton
(machine
unit)
Ton
( µs )
Ton
(machine
unit)
Ton
( µs )
Ton
(machine
unit)
Ton
( µs )
100 0.1 108 0.5 116 0.9 124 1.3
101 0.15 109 0.55 117 0.95 125 1.35
102 0.2 110 0.6 118 1 126 1.4
103 0.25 111 0.65 119 1.05 127 1.45
104 0.3 112 0.7 120 1.1 128 1.5
105 0.35 113 0.75 121 1.15 129 1.55
106 0.4 114 0.8 122 1.2 130 1.6
107 0.45 115 0.85 123 1.25 131 1.65
Table B.2: Conversion Table for Pulse off Time from Machine Units to Micro Seconds
Toff
(machine
unit)
Toff
( µs )
Toff
(machine
unit)
Toff
( µs )
Toff
(machine
unit)
Toff
( µs )
Toff
(machine
unit)
Toff
( µs )
0 2 16 6 32 10 48 22
1 2.25 17 6.25 33 10.5 49 24
2 2.5 18 6.5 34 11 50 26
3 2.75 19 6.75 35 11.5 51 28
4 3 20 7 36 12 52 30
5 3.25 21 7.25 37 12.5 53 32
6 3.5 22 7.5 38 13 54 34
7 3.75 23 7.75 39 13.5 55 36
8 4 24 8 40 14 56 38
9 4.25 25 8.25 41 14.5 57 40
10 4.5 26 8.5 42 15 58 42
11 4.75 27 8.75 43 16 59 44
12 5 28 9 44 17 60 46
13 5.25 29 9.25 45 18 61 48
14 5.5 30 9.5 46 19 62 50
15 5.75 31 9.75 47 20 63 52

269
Table B.3: Conversion Table for Wire Tension from Machine Units to Grams
WT
(machine
unit)
WT
(gram)
WT
(machine
unit)
WT
(gram)
WT
(machine
unit)
WT
(gram)
WT
(machine
unit)
WT
(gram)
0 450 4 500 8 1000 12 1800
1 450 5 600 9 1200 13 2000
2 450 6 700 10 1400 14 2200
3 450 7 850 11 1600 15 2500

270
APPENDIX C
INNER / OUTER ORTHOGONAL ARRAY AND LINEAR GRAPH
C.1 LINEAR GRAPH OF L27 OA
The linear graph of L27 OA is shown in Fig A.1. The dot in the figure represents a
column available for a three level factor which is allocated 2 degrees of freedom (DOF). The
line represents two columns (as indicated) which will evaluate the interaction of the factors
assigned to the respective dots. The two-factor interaction of 3 level factor is having 4 DOF.
So, two columns have to be assigned for each two factor interaction.
11
Figure: C.1 Linear Graph of L27 Orthogonal Array (Peace 1993)
2
5
8
11
1
2
9
10
1 5
3, 4
6, 7
9, 10
12, 13
6, 7
8, 11
3, 13
4, 12
1 9 10 12 13
3,4 6, 7
2 5 8, 11

271
OU
TE
R A
RR
AY
C.2 INNER / OUTER ORTHOGONAL ARRAY
The Table A.1 represents a situation where outer array is used along with the inner
array (a two level OA). The inner array is an L8 OA, having seven columns and eight
experiment runs. The associated outer array is an L4 OA (2 – level OA) where at the most
three noise factors can be assigned for each experimental condition of the inner array. The
experiments are repeated four times with different noise conditions specified in the outer
array. There will be 32 data points (under „Results‟ column) for such a design.
TABLE C.1: INNER / OUTER ORTHOGONAL ARRAY (ROY 1990)
CONTROL FACTORS RESULTS
Column.
Expt.
No.
1
2
3
4
5
6
7
1
2
3
4
1
2
3
4
5
6
7
8
1
1
1
1
2
2
2
2
1
1
2
2
1
1
2
2
1
1
2
2
2
2
1
1
1
2
1
2
1
2
1
2
1
2
1
2
2
1
2
1
1
2
2
1
1
2
2
1
1
2
2
1
2
1
1
2
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
Colu
mns
1 2
3
1
1
1
1
2
1
2
2
3
2
1
2
4
2
2
1
Nois
e F
acto
rs
INNER ARRAY
No

272
APPENDIX D
UNPOOLED ANOVA TABLES FOR THE RESPONSE CHARACTERISTICS
AS PER TAGUCHI METHODS
Table D.1: Analysis of Variance for Cutting Rate (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 621.95 621.954 310.977 592.03 0.002
Toff 2 381.20 381.204 190.602 362.86 0.003
SV 2 115.27 115.275 57.637 109.73 0.009
IP 2 187.63 187.634 93.817 178.61 0.006
WF 2 20.75 20.751 10.375 19.75 0.048
WT 2 2.46 2.465 1.232 2.35 0.299
Ton*Toff 4 2.24 2.236 0.559 1.06 0.537
Ton*SV 4 2.09 2.087 0.522 0.99 0.558
Toff*SV 4 12.06 12.055 3.014 5.74 0.154
Residual Error 2 1.05 1.051 0.525
Total 26 1346.71
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at 95%
confidence level
Table D.2: Analysis of Variance for Cutting Rate (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.9896 5.98960 2.99480 219.59 0.005
Toff 2 4.6030 4.60303 2.30152 168.75 0.006
SV 2 1.2273 1.22733 0.61366 45.00 0.022
IP 2 2.5390 2.53901 1.26950 93.08 0.011
WF 2 0.5648 0.56482 0.28241 20.71 0.046
WT 2 0.1267 0.12671 0.06336 4.65 0.177
Ton*Toff 4 0.7925 0.79251 0.19813 14.53 0.065
Ton*SV 4 0.3935 0.39346 0.09837 7.21 0.125
Toff*SV 4 0.7676 0.76760 0.19190 14.07 0.067
Residual Error 2 0.0273 0.02728 0.01364
Total 26 17.0314
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at 95%
confidence level

273
Table D.3: Analysis of Variance for Surface Roughness (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 137.905 137.905 68.9527 255.15 0.004
Toff 2 5.737 5.737 2.8683 10.61 0.086
SV 2 21.905 21.905 10.9526 40.53 0.024
IP 2 34.068 34.068 17.0339 63.03 0.016
WF 2 9.614 9.614 4.8072 17.79 0.053
WT 2 0.474 0.474 0.2370 0.88 0.533
Ton*Toff 4 1.511 1.511 0.3776 1.40 0.458
Ton*SV 4 1.001 1.001 0.2503 0.93 0.578
Toff*SV 4 6.337 6.337 1.5843 5.86 0.151
Residual Error 2 0.540 0.540 0.2702
Total 26 219.093
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table D.4: Analysis of Variance for Surface Roughness (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.83652 5.83652 2.91826 574.81 0.002
Toff 2 0.27020 0.27020 0.13510 26.61 0.036
SV 2 0.95464 0.95464 0.47732 94.02 0.011
IP 2 1.73507 1.73507 0.86753 170.88 0.006
WF 2 0.58010 0.58010 0.29005 57.13 0.017
WT 2 0.01432 0.01432 0.00716 1.41 0.415
Ton*Toff 4 0.10223 0.10223 0.02556 5.03 0.173
Ton*SV 4 0.12697 0.12697 0.03174 6.25 0.143
Toff*SV 4 0.31942 0.31942 0.07985 15.73 0.061
Residual Error 2 0.01015 0.01015 0.00508
Total 26 9.94964
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

274
Table D.5: Analysis of Variance for Gap Current (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 534.665 534.665 267.333 1826.11 0.001
Toff 2 182.651 182.651 91.325 623.83 0.002
SV 2 49.900 49.900 24.950 170.43 0.006
IP 2 75.985 75.985 37.992 259.52 0.004
WF 2 20.208 20.208 10.104 69.02 0.014
WT 2 0.339 0.339 0.170 1.16 0.463
Ton*Toff 4 8.983 8.983 2.246 15.34 0.062
Ton*SV 4 6.438 6.438 1.610 10.99 0.085
Toff*SV 4 9.348 9.348 2.337 15.96 0.060
Residual Error 2 0.293 0.293 0.146
Total 26 888.810
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table D.6: Analysis of Variance for Gap Current (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 26.3250 26.3250 13.1625 265.16 0.004
Toff 2 11.8643 11.8643 5.9321 119.50 0.008
SV 2 3.1242 3.1242 1.5621 31.47 0.031
IP 2 6.5422 6.5422 3.2711 65.90 0.015
WF 2 1.9726 1.9726 0.9863 19.87 0.048
WT 2 0.5026 0.5026 0.2513 5.06 0.165
Ton*Toff 4 2.5540 2.5540 0.6385 12.86 0.073
Ton*SV 4 1.1635 1.1635 0.2909 5.86 0.151
Toff*SV 4 2.5176 2.5176 0.6294 12.68 0.074
Residual Error 2 0.0993 0.0993 0.0496
Total 26 56.6653
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

275
Table D.7: Analysis of Variance for Dimensional Deviation (S/N Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 146.92 146.92 73.458 10.19 0.089
Toff 2 156.22 156.22 78.108 10.84 0.084
SV 2 239.39 239.39 119.695 16.61 0.057
IP 2 72.34 72.34 36.169 5.02 0.166
WF 2 30.13 30.13 15.067 2.09 0.324
WT 2 144.53 144.53 72.266 10.03 0.091
Ton*Toff 4 90.42 90.42 22.605 3.14 0.256
Ton*SV 4 98.14 98.14 24.536 3.40 0.240
Toff*SV 4 67.11 67.11 16.777 2.33 0.322
Residual Error 2 14.42 14.42 7.208
Total 26 1059.61
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table D.8: Analysis of Variance for Dimensional Deviation (Raw Data)
Source DF Seq SS Adj SS Adj MS F P
Ton 2 0.188455 0.188455 0.094228 35.23 0.028
Toff 2 0.113521 0.113521 0.056760 21.22 0.045
SV 2 0.353768 0.353768 0.176884 66.13 0.015
IP 2 0.048349 0.048349 0.024175 9.04 0.100
WF 2 0.010004 0.010004 0.005002 1.87 0.348
WT 2 0.144883 0.144883 0.072441 27.08 0.036
Ton*Toff 4 0.081380 0.081380 0.020345 7.61 0.120
Ton*SV 4 0.028271 0.028271 0.007068 2.64 0.293
Toff*SV 4 0.018182 0.018182 0.004545 1.70 0.403
Residual Error 2 0.005349 0.005349 0.002675
Total 26 0.992162
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

276
APPENDIX E
UNPOOLED ANOVA TABLES FOR THE RESPONSE CHARACTERISTICS
AS PER RESPONSE SURFACE METHODOLOGY
Table E.1: Analysis of Variance for Cutting Rate
Source Sum of Squares df Mean
Square F Value
p-value
Prob > F
Model 5.94 20 0.30 143.53 0.0001 significant
A-Pulse on Time 3.27 1 3.27 1581.49 0.0001
B-Pulse off Time 1.85 1 1.85 893.61 0.0001
C-Spark Gap set
voltage 0.46 1 0.46 224.75 0.0001
D-Peak Current 0.066 1 0.066 31.98 0.0001
E-Wire Tension 2.667E-004 1 2.667E-004 0.13 0.7263
AB 0.13 1 0.13 64.42 0.0001
AC 0.042 1 0.042 20.32 0.0009
AD 9.025E-003 1 9.025E-003 4.36 0.0608
AE 2.500E-003 1 2.500E-003 1.21 0.2951
BC 0.018 1 0.018 8.81 0.0128
BD 9.025E-003 1 9.025E-003 4.36 0.0608
BE 1.000E-004 1 1.000E-004 0.048 0.8300
CD 2.025E-003 1 2.025E-003 0.98 0.3437
CE 1.000E-004 1 1.000E-004 0.048 0.8300
DE 4.000E-004 1 4.000E-004 0.19 0.6686
A2 6.600E-003 1 6.600E-003 3.19 0.1016
B2 0.059 1 0.059 28.72 0.0002
C2 1.650E-003 1 1.650E-003 0.80 0.3909
D2 7.333E-004 1 7.333E-004 0.35 0.5636
E2 0.000 1 0.000 0.000 1.0000
Residual 0.023 11 2.068E-003
Lack of Fit 0.014 6 2.344E-003 1.35 0.3797 Not
significant
Pure Error 8.683E-003 5 1.737E-003
Cor Total 5.96 31
R-Squared : 0.9962; Adj R-Squared : 0.9892; Pred R-Squared: 0.9362 ; Adeq Precision : 49.357
Statistical inferences:
1. The Model F-value of 143.53 implies the model is significant. There is only a 0.01% chance
that a "Model F-Value" this large could occur due to noise.

277
2. The "Lack of Fit F-value" of 1.35 implies the Lack of Fit is not significant relative to the
pure error. There is a 37.97% chance that a "Lack of Fit F-value" this large could occur
dueto noise. Non-significant lack of fit is good.
3. The "Pred R-Squared" of 0.9362is in reasonable agreement with the "Adj R-Squared" of
0.9892."Adeq Precision" measures the signal to noise ratio. This model can be used to
navigate the design space as the ratio of 49.357 indicates an adequate signal.
4. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this case
A,B,C, D, AB, AC, BC, B2 are significant model terms. Insignificant model terms are pooled
using backward elimination method by the software and the pooled ANOVA is discussed in
Chapter 6.
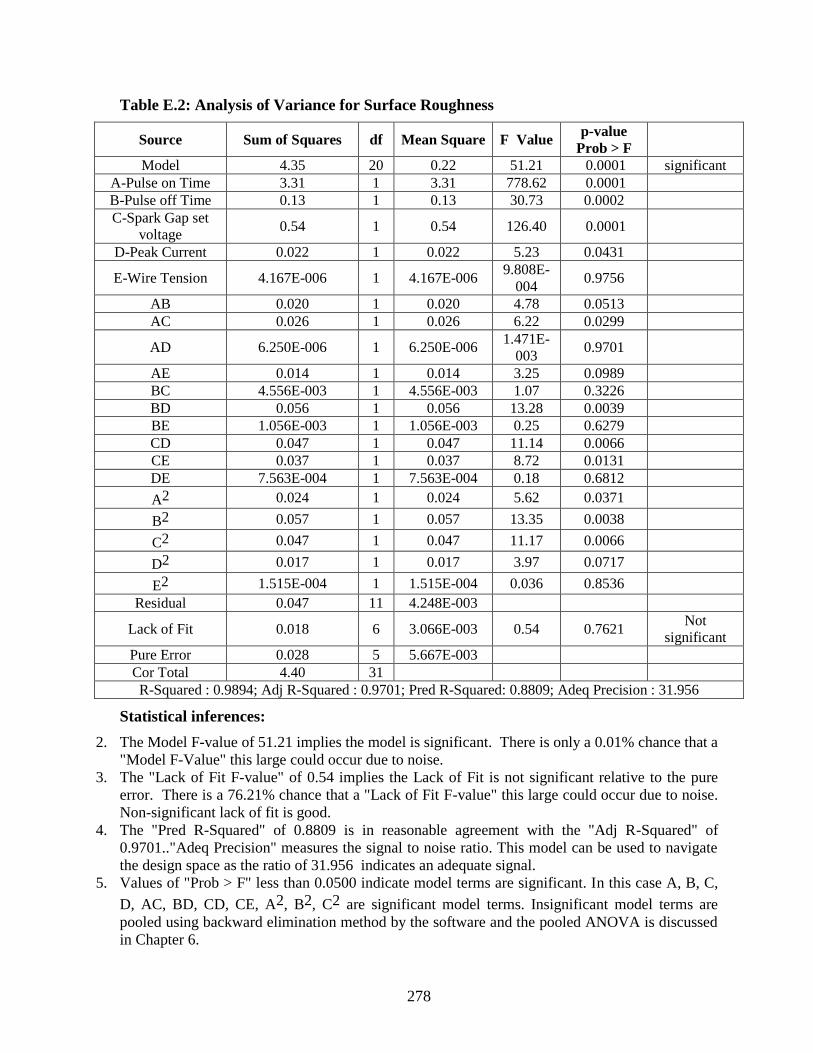
278
Table E.2: Analysis of Variance for Surface Roughness
Source Sum of Squares df Mean Square F Value p-value
Prob > F
Model 4.35 20 0.22 51.21 0.0001 significant
A-Pulse on Time 3.31 1 3.31 778.62 0.0001
B-Pulse off Time 0.13 1 0.13 30.73 0.0002
C-Spark Gap set
voltage 0.54 1 0.54 126.40 0.0001
D-Peak Current 0.022 1 0.022 5.23 0.0431
E-Wire Tension 4.167E-006 1 4.167E-006 9.808E-
004 0.9756
AB 0.020 1 0.020 4.78 0.0513
AC 0.026 1 0.026 6.22 0.0299
AD 6.250E-006 1 6.250E-006 1.471E-
003 0.9701
AE 0.014 1 0.014 3.25 0.0989
BC 4.556E-003 1 4.556E-003 1.07 0.3226
BD 0.056 1 0.056 13.28 0.0039
BE 1.056E-003 1 1.056E-003 0.25 0.6279
CD 0.047 1 0.047 11.14 0.0066
CE 0.037 1 0.037 8.72 0.0131
DE 7.563E-004 1 7.563E-004 0.18 0.6812
A2 0.024 1 0.024 5.62 0.0371
B2 0.057 1 0.057 13.35 0.0038
C2 0.047 1 0.047 11.17 0.0066
D2 0.017 1 0.017 3.97 0.0717
E2 1.515E-004 1 1.515E-004 0.036 0.8536
Residual 0.047 11 4.248E-003
Lack of Fit 0.018 6 3.066E-003 0.54 0.7621 Not
significant
Pure Error 0.028 5 5.667E-003
Cor Total 4.40 31
R-Squared : 0.9894; Adj R-Squared : 0.9701; Pred R-Squared: 0.8809; Adeq Precision : 31.956
Statistical inferences:
2. The Model F-value of 51.21 implies the model is significant. There is only a 0.01% chance that a
"Model F-Value" this large could occur due to noise.
3. The "Lack of Fit F-value" of 0.54 implies the Lack of Fit is not significant relative to the pure
error. There is a 76.21% chance that a "Lack of Fit F-value" this large could occur due to noise.
Non-significant lack of fit is good.
4. The "Pred R-Squared" of 0.8809 is in reasonable agreement with the "Adj R-Squared" of
0.9701.."Adeq Precision" measures the signal to noise ratio. This model can be used to navigate
the design space as the ratio of 31.956 indicates an adequate signal.
5. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this case A, B, C,
D, AC, BD, CD, CE, A2, B2, C2 are significant model terms. Insignificant model terms are
pooled using backward elimination method by the software and the pooled ANOVA is discussed
in Chapter 6.

279
Table E.3: Analysis of Variance for Gap Current
Source Sum of Squares df Mean
Square
F Value p-value
Prob > F
Model 19.47 20 0.97 140.78 0.0001 significant
A-Pulse on Time 12.26 1 12.26 1772.53 0.0001
B-Pulse off Time 5.35 1 5.35 773.61 0.0001
C-Spark Gap set
voltage 0.54 1 0.54 77.67 0.0001
D-Peak Current 0.11 1 0.11 15.62 0.0023
E-Wire Tension 1.204E-003 1 1.204E-003 0.17 0.6845
AB 0.57 1 0.57 81.90 0.0001
AC 0.095 1 0.095 13.68 0.0035
AD 0.018 1 0.018 2.54 0.1394
AE 6.806E-003 1 6.806E-003 0.98 0.3424
BC 0.069 1 0.069 9.97 0.0091
BD 0.089 1 0.089 12.80 0.0043
BE 7.656E-003 1 7.656E-003 1.11 0.3152
CD 6.806E-003 1 6.806E-003 0.98 0.3424
CE 4.556E-003 1 4.556E-003 0.66 0.4341
DE 4.556E-003 1 4.556E-003 0.66 0.4341
A2 0.13 1 0.13 18.24 0.0013
B2 0.15 1 0.15 21.13 0.0008
C2 0.052 1 0.052 7.46 0.0195
D2 8.409E-003 1 8.409E-003 1.22 0.2936
E2 1.364E-005 1 1.364E-005 1.972E-
003 0.9654
Residual 0.076 11 6.914E-003
Lack of Fit 0.063 6 0.010 3.91 0.0779 not significant
Pure Error 0.013 5 2.670E-003
Cor Total 19.54 31
R-Squared : 0.9961; Adj R-Squared : 0.9890; Pred R-Squared: 0.9154; Adeq Precision : 46.630
Statistical inferences:
5. The Model F-value of 140.78 implies the model is significant. There is only a 0.01% chance
that a "Model F-Value" this large could occur due to noise.
6. The "Lack of Fit F-value" of 3.91 implies the Lack of Fit is not significant relative to the
pure error. There is a 7.79% chance that a "Lack of Fit F-value" this large could occur due to
noise. Non-significant lack of fit is good.
7. The "Pred R-Squared" of 0.9154 is in reasonable agreement with the "Adj R-Squared" of
0.9890."Adeq Precision" measures the signal to noise ratio. This model can be used to
navigate the design space as the ratio 46.630 indicates an adequate signal.
8. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this case A, B,
C, D, AB, AC, BC, BD, A2, B2, C2 are significant model terms. Insignificant model terms
are pooled using backward elimination method by the software and the pooled ANOVA is
discussed in Chapter 6.

280
Table E.4: Analysis of Variance for Dimensional Dimension
Source Sum of Squares df Mean
Square
F Value p-value
Prob > F
Model 0.66 20 0.033 20.20 < 0.0001 significant
A-Pulse on Time 0.16 1 0.16 94.89 < 0.0001
B-Pulse off Time 7.107E-003 1 7.107E-003 4.34 0.0613
C-Spark Gap set
voltage
0.39 1 0.39 237.19 < 0.0001
D-Peak Current 0.021 1 0.021 12.79 0.0043
E-Wire Tension 0.023 1 0.023 14.12 0.0032
AB 2.806E-004 1 2.806E-004 0.17 0.6869
AC 9.361E-003 1 9.361E-003 5.72 0.0358
AD 9.361E-003 1 9.361E-003 5.72 0.0358
AE 1.056E-005 1 1.056E-005 6.451E-
003
0.9374
BC 1.406E-005 1 1.406E-005 8.589E-
003
0.9278
BD 5.406E-004 1 5.406E-004 0.33 0.5771
BE 9.151E-004 1 9.151E-004 0.56 0.4704
CD 1.828E-003 1 1.828E-003 1.12 0.3134
CE 2.525E-003 1 2.525E-003 1.54 0.2401
DE 5.176E-004 1 5.176E-004 0.32 0.5852
A2 8.353E-003 1 8.353E-003 5.10 0.0452
B2 6.600E-005 1 6.600E-005 0.040 0.8445
C2 0.030 1 0.030 18.20 0.0013
D 1.936E-003 1 1.936E-003 1.18 0.3001
E2 1.485E-004 1 1.485E-004 0.091 0.7689
Residual 0.018 11 1.637E-003
Lack of Fit 0.015 6 2.517E-003 4.32 0.0648 not significant
Pure Error 2.910E-003 5 5.820E-004
Cor Total 0.68 31
R-Squared : 0.9735; Adj R-Squared : 0.9253; Pred R-Squared: 0.4067; Adeq Precision : 19.195
Statistical inferences:
5. The Model F-value of 20.20implies the model is significant. There is only a 0.01% chance
that a "Model F-Value" this large could occur due to noise.
6. The "Lack of Fit F-value" of 4.32 implies the Lack of Fit is not significant relative to the
pure error. There is a 6.48% chance that a "Lack of Fit F-value" this large could occur due to
noise. Non-significant lack of fit is good.
7. The "Pred R-Squared" of 0.4067 is not as close to the "Adj R-Squared" of 0.9253 as
expected. This indicate a large block effect or a possible problem with the model. To
overcome this problem, insignificant models are pooled using backward elimination
method."Adeq Precision" measures the signal to noise ratio. This model can be used to
navigate the design space as the ratio 19.195 indicates an adequate signal.
8. Values of "Prob > F" less than 0.0500 indicate model terms are significant. In this case A, C,
D, E, AC, AD, A2, C2 are significant model terms.

281
APPENDIX F
UNPOOLED ANOVA TABLES OF UTILITY FUNCTIONS
FOR VARIOUS MODELS
Table F.1: Analysis of Variance of Utility Function (UCR, SR) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.8463 5.8463 2.9231 181.87 0.005
Toff 2 30.0011 30.0011 15.0005 933.29 0.001
SV 2 1.6702 1.6702 0.8351 51.96 0.019
IP 2 2.7974 2.7974 1.3987 87.02 0.011
WF 2 0.6403 0.6403 0.3202 19.92 0.048
WT 2 0.0845 0.0845 0.0422 2.63 0.276
Ton*Toff 4 1.1328 1.1328 0.2832 17.62 0.054
Ton*SV 4 0.4828 0.4828 0.1207 7.51 0.121
Toff*SV 4 0.1498 0.1498 0.0375 2.33 0.322
Residual Error 2 0.0321 0.0321 0.0161
Total 26 42.8374
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table F.2: Analysis of Variance of Utility Function (UCR, SR) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 5.8463 5.8463 2.9231 181.87 0.005
Toff 2 30.0011 30.0011 15.0005 933.29 0.001
SV 2 1.6702 1.6702 0.8351 51.96 0.019
IP 2 2.7974 2.7974 1.3987 87.02 0.011
WF 2 0.6403 0.6403 0.3202 19.92 0.048
WT 2 0.0845 0.0845 0.0422 2.63 0.276
Ton*Toff 4 1.1328 1.1328 0.2832 17.62 0.054
Ton*SV 4 0.4828 0.4828 0.1207 7.51 0.121
Toff*SV 4 0.1498 0.1498 0.0375 2.33 0.322
Residual Error 2 0.0321 0.0321 0.0161
Total 26 42.8374
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

282
Table F.3: Analysis of Variance of Utility Function (UCR, SR, IG) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 94.294 94.2938 47.1469 1077.63 0.001
Toff 2 68.403 68.4033 34.2017 781.75 0.001
SV 2 12.124 12.1244 6.0622 138.56 0.007
IP 2 17.140 17.1401 8.5700 195.88 0.005
WF 2 1.095 1.0955 0.5477 12.52 0.074
WT 2 0.409 0.4092 0.2046 4.68 0.176
Ton*Toff 4 3.716 3.7161 0.9290 21.23 0.045
Ton*SV 4 1.135 1.1345 0.2836 6.48 0.138
Toff*SV 4 0.272 0.2724 0.0681 1.56 0.427
Residual Error 2 0.088 0.0875 0.0438
Total 26 198.677
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table F.4: Analysis of Variance of Utility Function (UCR, SR, IG) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 19.8473 19.8473 9.92367 2191.38 0.000
Toff 2 15.2570 15.2570 7.62849 1684.55 0.001
SV 2 2.5501 2.5501 1.27503 281.56 0.004
IP 2 4.0834 4.0834 2.04168 450.85 0.002
WF 2 0.6199 0.6199 0.30993 68.44 0.014
WT 2 0.0220 0.0220 0.01101 2.43 0.291
Ton*Toff 4 0.1496 0.1496 0.03741 8.26 0.111
Ton*SV 4 0.1464 0.1464 0.03659 8.08 0.113
Toff*SV 4 0.2289 0.2289 0.05723 12.64 0.075
Residual Error 2 0.0091 0.0091 0.00453
Total 26 42.9136
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

283
Table F.5: Analysis of Variance of Utility Function (UCR, SR, DD) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 38.2840 38.2840 19.1420 79.79 0.012
Toff 2 23.1178 23.1178 11.5589 48.18 0.020
SV 2 0.6640 0.6640 0.3320 1.38 0.420
IP 2 16.2262 16.2262 8.1131 33.82 0.029
WF 2 1.4418 1.4418 0.7209 3.00 0.250
WT 2 5.0631 5.0631 2.5316 10.55 0.087
Ton*Toff 4 5.0670 5.0670 1.2667 5.28 0.166
Ton*SV 4 3.4556 3.4556 0.8639 3.60 0.229
Toff*SV 4 1.5779 1.5779 0.3945 1.64 0.412
Residual Error 2 0.4798 0.4798 0.2399
Total 26 95.3773
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level
Table F.6: Analysis of Variance of Utility Function (UCR, SR, DD) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 7.2807 7.2807 3.64037 52.66 0.019
Toff 2 4.4410 4.4410 2.22048 32.12 0.030
SV 2 0.2321 0.2321 0.11603 1.68 0.373
IP 2 3.1615 3.1615 1.58075 22.87 0.042
WF 2 0.4902 0.4902 0.24511 3.55 0.220
WT 2 1.0964 1.0964 0.54822 7.93 0.112
Ton*Toff 4 0.7057 0.7057 0.17642 2.55 0.301
Ton*SV 4 0.7149 0.7149 0.17872 2.59 0.298
Toff*SV 4 0.3219 0.3219 0.08047 1.16 0.511
Residual Error 2 0.1383 0.1383 0.06913
Total 26 18.5826
DF - degrees of freedom, SS - sum of squares, MS - mean squares(Variance), F-ratio of
variance of a source to variance of error, P < 0.05 - determines significance of a factor at
95% confidence level

284
Table F.7: Analysis of Variance of Utility Function (UCR, SR, IG, DD) for S/N Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 75.245 75.2450 37.6225 127.03 0.008
Toff 2 23.848 23.8480 11.9240 40.26 0.024
SV 2 1.620 1.6196 0.8098 2.73 0.268
IP 2 21.419 21.4186 10.7093 36.16 0.027
WF 2 2.655 2.6551 1.3276 4.48 0.182
WT 2 7.769 7.7690 3.8845 13.12 0.071
Ton*Toff 4 5.040 5.0402 1.2601 4.25 0.199
Ton*SV 4 3.667 3.6667 0.9167 3.10 0.259
Toff*SV 4 3.815 3.8153 0.9538 3.22 0.251
Residual Error 2 0.592 0.5923 0.2962
Total 26 145.670
Table F.8: Analysis of Variance of Utility Function (UCR, SR, IG, DD) for Raw Data
Source DF Seq SS Adj SS Adj MS F P
Ton 2 13.3703 13.3703 6.68517 67.16 0.015
Toff 2 4.1780 4.1780 2.08901 20.99 0.045
SV 2 0.5190 0.5190 0.25952 2.61 0.277
IP 2 4.1922 4.1922 2.09610 21.06 0.045
WF 2 0.9930 0.9930 0.49652 4.99 0.167
WT 2 1.7428 1.7428 0.87140 8.75 0.103
Ton*Toff 4 0.6719 0.6719 0.16798 1.69 0.405
Ton*SV 4 0.8625 0.8625 0.21563 2.17 0.340
Toff*SV 4 0.7417 0.7417 0.18543 1.86 0.378
Residual Error 2 0.1991 0.1991 0.09954
Total 26 27.4707




















