REPORTE DE ESTADÍA ENI SAIPEM MONTAJE DE TUBERÍAS DE PROCESO EN CONTRATOS DE OBRA PÚBLICA...
96
REPORTE DE ESTADÍA ENI SAIPEM MONTAJE DE TUBERÍAS DE PROCESO EN CONTRATOS DE OBRA PÚBLICA INTERNACIONAL PARA OBTENER EL TÍTULO DE TÉCNICO SUPERIOR UNIVERSITARIO EN MECÁNICA PRESENTA JOSÉ BERNARDINO RANGEL GÓMEZ VALLE DE SANTIAGO, GTO, AGOSTO 2014
Transcript of REPORTE DE ESTADÍA ENI SAIPEM MONTAJE DE TUBERÍAS DE PROCESO EN CONTRATOS DE OBRA PÚBLICA...

REPORTE DE ESTADÍA
ENI SAIPEM
MONTAJE DE TUBERÍAS DE PROCESO EN CONTRATOS DE
OBRA PÚBLICA INTERNACIONAL
PARA OBTENER EL TÍTULO DE TÉCNICO SUPERIOR
UNIVERSITARIO EN MECÁNICA
PRESENTA JOSÉ BERNARDINO RANGEL GÓMEZ
VALLE DE SANTIAGO, GTO, AGOSTO 2014

REPORTE DE ESTADÍA
ENI SAIPEM
MONTAJE DE TUBERÍAS DE PROCESO EN CONTRATOS DE
OBRA PÚBLICA INTERNACIONAL
PARA OBTENER EL TÍTULO DE TÉCNICO SUPERIOR
UNIVERSITARIO EN MECÁNICA
PRESENTA
JOSÉ BERNARDINO RANGEL GÓMEZ
ASESOR ACADÉMICO
REYNALDO LEDESMA JAIME
ASESOR EMPRESARIAL
HUGO E. MARTÍNEZ AYALA
GENERACIÓN 2012-2014

ÍNDICE Página.
I. INTRODUCCIÓN. 1
1.1. Antecedentes de la empresa. 1
1.2. Justificación. 3
1.3. Identificación y explicación del problema. 3
II. OBJETIVOS. 4
2.1. General. 4
2.2. Específicos. 4
III. MARCO TEÓRICO. 5
53.1. Válvulas. 5
3.1.1. Selección de válvulas. 6
3.1.2. Tipo de válvula. 6
3.1.3. Materiales de construcción. 11
3.1.4. Capacidades de presión y temperatura. 12
3.1.5. Almacenamiento de válvulas. 15
3.1.6. Montaje de válvulas en líneas de proceso. 16
3.1.7. Instalación de válvulas bridadas. 17
3.1.8. Instalación de válvulas de extremos
soldables. 17
3.2. Empaques. 19
3.2.1. Material de empaquetaduras. 19
3.2.2. Tipos de empaques. 24
3.2.3. Almacenamiento de empaques. 26
3.3. Bridas. 27
3.3.1. Tipos de bridas. 27
3.3.2. Caras normalizadas para bridas. 29
3.3.3. Procedimiento de ajuste de pernos de brida. 30
3.3.4. Requisitos generales para bridas de cara plana. 30
3.3.5. Selección de herramientas. 32
3.3.6. Secuencia típica de ajuste de pernos. 35

3.4. Espárragos o pernos. 39
3.4.1. Definiciones y pruebas de calidad. 40
3.4.2. Símbolos y abreviaturas. 44
3.4.3. Proceso de fabricación. 44
3.4.4. Tratamiento térmico. 45
3.4.5. Clases de espárragos. 52
3.4.6. Calidad, acabado y apariencia. 54
3.4.7. Accesorios de los pernos. 55
3.5. Tubería. 59
3.5.1. Fabricación de tubos. 59
3.5.2. Designación de la clase de tubería según su
servicio. 64
IV. DESARROLLO DEL PROYECTO. 67
4.1. Área donde se realizó montaje. 67
4.2. Isométricos. 70
4.3. Pruebas de soldaduras. 72
4.4. Procedimiento de liberación de material del almacén. 74
4.5. Montaje de tubería. 75
V. RESULTADOS. 84
VI. CONCLUSIONES. 85
VII. BIBLIOGRAFÍA

ÍNDICE DE TABLAS. Página.
Tabla 1. Válvulas disponibles en el mercado para industrias de
procesos químicos 13
Tabla 2. Materiales de empaque para válvulas en servicio en diversos
procesos. 19
Tabla 3. Métodos de ajuste para bridas estándar de cara plana, ANSI. °
150. 33
Tabla 4. Métodos de ajuste de bridas de cara plana, ANSI N. º 300. 34
Tabla 5. Métodos de ajuste de bridas estándar de cara plana, ANSI N. º
600. 35
Tabla 6. Requerimientos Mecánicos. 46
Tabla 7. Valores de torque recomendados. 57
Tabla 8. Cedulas de tubería. 62

ÍNDICE DE FIGURAS. Página.
Figura 1. Válvula de compuerta. 7
Figura 2. Válvula macho. 8
Figura 3. Válvula de globo. 8
Figura 4. Válvula de mariposa. 9
Figura 5. Válvula de aguja. 10
Figura 6. Válvula Y. 10
Figura 7. Válvula de ángulo. 11
Figura 8. Tipos de juntas o empaques. 25
Figura 9. Almacenamiento de empaques. 26
Figura 10. Tipos de caras en bridas. 29
Figura 11. Ajuste de brida de 4 pernos. 36
Figura 12. Ajuste de brida de 12 pernos. 36
Figura 13. Ajuste de brida de 16 pernos. 37
Figura 14. Ajuste de brida de 20 pernos. 37
Figura 15. Ajuste de brida de 24 pernos. 38
Figura 16. Ajuste de brida de 28 pernos. 38
Figura 17. Ajuste de brida de 32 pernos. 39
Figura 18. Tramo de tubería de gran longitud. 61
Figura 19. Área donde se trabajo en el periodo de estadías planta
ULSG.
67
Figura 20. Torre de enfriamiento de agua utilizada en el proceso de
producción de la planta.
68
Figura 21. Ejemplo de cómo se marcan los spools con su nombre de
línea.
70
Figura 22. Spool con brida es su extremo. 71
Figura 23. Brida porta orificio. 72
Figura 24. Maniobra de montaje con grúa. 76
Figura 25. Montaje en área de quemador. 76
Figura 26. Traslado de tubería al área de montaje. 77
Figura 27. Descarga de tubería al área de montaje. 77
Figura 28. Montaje de válvula de 32 in. 78
Figura 29. Alineación de la válvula con la ayuda de las indicaciones del
maniobrista.
79
Figura 30. Colocación de válvula. 79
Figura 31. Preparación de levantamiento de tubería con grúa. 80 Figura 32. Elevación de spool. 80 Figura 33. Maniobra de colocación en su posición final. 81

Figura 34. Termino de la maniobra con spool en su posición final. 81 Figura 35. Intervención del personal en la maniobra de colocación de spool.
82
Figura 36. Personal revisando notificaciones de llegada de spools con
respecto a los planos.
83

RESUMEN.
En este proyecto que se realizo en una empresa de construcción e ingeniería se
tuvo como objetivo principal entender y aplicar el proceso constructivo de
fabricación y montaje de tubería de proceso y detectar que el personal realmente
cumpla con los procedimientos que se deben seguir y detectar deficiencias y
proponer posibles soluciones para una mejora continua.
Se documento cada paso en el proceso de montaje y se comparo con respecto
a los protocolos para revisar su cumplimiento tanto en lo administrativo como en el
campo y de igual manera las especificaciones que debe cumplir los materiales que
se emplean así como su correcto montaje y almacenamiento.
Con lo obtenido durante este periodo se logro cumplir con los objetivos
planteados al inicio, se documentaron las fallas y las propuestas de solución a la
empresa.
La empresa aun está en proceso de terminar de construir la planta ULSG, se
participo solo durante un periodo de este proyecto.

1
I. INTRODUCCIÓN
1.1. Antecedentes de la empresa.
Saipem S.p.A. una compañía del sector de la industria del petróleo y gas. Es
subsidiaria de la compañía de energía italiana Eni, que posee aproximadamente el
43% de las acciones de Saipem. Saipem tiene contratos para el diseño y
construcción de varios oleoductos, incluyendo Blue Stream, Greenstream, Nord
Stream y South Stream.
Saipem fue originalmente fundada en 1957 como proveedor de servicios para el
grupo Eni. Fue fundada mediante la fusión de la empresa Snam Montaggi y el
contratista de perforaciones SAIP. En la década de 1960 empezó a proveer
servicios fuera del grupo Eni y en 1969 empezó a operar autónomamente. A pesar
de que inicialmente Saipem estaba especializada en oleoductos en tierra,
construcción plantas petroleras y perforaciones, a principios de la década de 1960
empezó también operaciones offshore. Las operaciones offshore empezaron en el
mar Mediterráneo y fueron expandidas al mar del Norte en 1972.
Desde 1984, Saipem cotiza en la bolsa de Milán. En 2001, Saipem empezó un
número de adquisiciones, culminando con la adquisición de Bouygues Offshore
s.a. en 2002. En respuesta a las tendencias de la industria, incluidas las
relacionadas con la monetización del gas, explotación de petróleo en zonas
difíciles (petróleo pesado, arenas bituminosas, etc.), y para fortalecer su posición
en Oriente Medio y las compañías nacionales clientes, en 2006 Saipem adquirió
Snamprogetti.
En 2008, Saipem fue incluida en la lista de las 100 compañías globales más
sostenibles del mundo.
Saipem es un grande internacional y uno de los mejores contratistas
equilibrados en la industria de petróleo y gas.

2
Saipem tiene un fuerte sesgo hacia las actividades de petróleo y gas
relacionadas en áreas remotas y de aguas profundas, y es líder en la provisión de
ingeniería, abastecimiento, gestión de proyectos y servicios de construcción con
capacidades distintivas en el diseño y la ejecución de gran escala en alta mar y
proyectos en tierra, y competencias tecnológicas como la monetización del gas y
la explotación de petróleo pesado.
Saipem opera en la Ingeniería y Construcción y las empresas de perforación. La
empresa goza de una posición competitiva superior para la prestación de servicios
de EPC / EPCI a la industria del petróleo tanto en tierra como en alta mar; con un
enfoque particular en los proyectos más difíciles y tecnológicamente más
desafiantes - actividades en áreas remotas, en aguas profundas, gas, petróleo
"difícil". Sus servicios de perforación siguen siendo distintivo, que opera en
muchos de los "hotspots" de la industria de petróleo y gas, con frecuencia en
sinergia con sus actividades en tierra y mar.
Saipem es un contratista global, con una fuerte presencia local en áreas
estratégicas y emergentes, como África Occidental, África del Norte, FSU, Asia
Central, Oriente Medio y el sudeste asiático. Saipem es una empresa
verdaderamente internacional. Además de su fuerte contenido europeo, la mayor
parte de su base de recursos humanos proviene de países en desarrollo. Saipem
emplea a más de 48.000 personas con más de 127 nacionalidades. Además de la
fuerte contenido local de su pueblo, que emplea a un gran número de personas de
los países en desarrollo más rentables en sus buques y sitios, y tiene bases de
servicios importantes en la India, Croacia, Rumania e Indonesia.
Sus clientes y la gente - en particular su salud y seguridad - son el foco principal
de toda la actividad de Saipem. Saipem cuenta con un Sistema de Gestión de
Medio Ambiente distintivo de Salud y Seguridad y su Sistema de Gestión de
Calidad se ha concedido la ISO 9001: 2000 por Registro de Certificación de Lloyd.

3
1.2. Justificación
Un proyecto como lo es el montaje de tubería de proceso es complejo en
muchos aspectos, desde el diseño y calculo hasta su montaje y puesta en marcha
en la planta. La oportunidad de ver más de cerca los procedimientos en los
montajes con la finalidad de recopilar la información que se genera y realmente
comprobar si lo que en teoría se debe hacer realmente sucede en la práctica ya en
el área laboral y realizar observaciones que ayuden a mejorar estos protocolos
sabiendo que siempre se puede mejorar para lograr una mayor eficiencia en el
trabajo.
Montaje de tubería de proceso en contratos de obra pública abarca las piezas
principales en proyectos de montaje de tubería como lo son válvulas, empaques,
bridas y pernos (o espárragos) de los cuales se hablara en este documento, sus
tipos y especificaciones.
1.3 Identificación y explicación del problema.
Existen protocolos ya establecidos a la hora de realizar los trabajos de montaje
de tubería desde el acarreo de material del almacén al área de trabajo, así como
la designación de las piezas para cada línea de tubería a montar.
Existen planos o isométricos de cada una de las líneas de tubería que pueden
existir en la planta en construcción y en estos planos se especifica los tipos de
válvulas, empaques, bridas, espárragos que se usaran, estos planos se designan
al personal en cargado en el área de trabajo (soldadores, paileros, argoneros,
cabos y supervisores) ellos se encargan de leer y comprender la posición y
correcto montaje de las tuberías que en el plano se menciona.

4
Existen casos en el que los planos son sometidos a revisiones para hacer
correcciones o mejoras que se presentan a la hora de esta en el área de trabajo
ver las necesidades que existen.
Mediante el uso de estos planos o isométricos se documentará en este proyecto
el control de material que se solicita al almacén en donde se encuentran todas las
piezas que las líneas de tubería necesitaran, a cada línea se le designa un nombre
para poder solicitar las piezas al almacén para esa tubería y así tener un control,
pero ¿en realidad se cumple al pie de la letra estos protocolos para tener un
control del material?.
II. OBJETIVOS
2.1. General.
Entender y aplicar el proceso constructivo de fabricación y montaje de tubería
de proceso. Con el propósito de que el personal realmente cumpla con los
procedimientos que se deben seguir y detectar deficiencias y proponer posibles
soluciones.
2.2. Específicos.
Llevar un control de material para su montaje en su respectiva línea de proceso.
Llevando la documentación necesaria en orden para evitar la pérdida o extravió de
material y así mismo tener que hacer una reposición de la misma generando
gastos innecesarios para la empresa contratista.
5
III. MARCO TEÓRICO.
3.1. Válvulas
Una de las piezas fundamentales en una planta de proceso son las válvulas
(todos sus diferentes tipos) ya que estas constituyen el 20 al 30% del costo de la
tubería en una planta. Según sea la función o propósito de la misma en la
producción el tipo y el costo puede variar. Por ello la selección de válvulas para
una planta toma varios puntos a considerar.
El tipo de válvula seleccionada para esta planta de proceso de refinado de
gasolina se realizo desde el momento de su diseño tomando en cuenta los
siguientes parámetros: temperatura, presión, flujo, procedimientos para arranque y
paro, etc. Para seleccionar el tipo correcto de válvula el área de ingeniería que es
la encargada de realizar esta tarea debe considerar como mínimo la siguiente
información:
Tipos de válvulas, tamaños, fabricantes, y número de modelo de los
fabricantes.
Capacidades de presiones y temperaturas de las válvulas.
Materiales de construcción.
Materiales para empaquetaduras y juntas.
Materiales de las guarniciones de la válvula.
Servicio recomendado por el fabricante.
La válvula tiene dos funciones básicas que son cierre y estrangulación. Las
válvulas utilizadas para aislar equipos, instrumentos y componentes de la tubería
cuando se necesita mantenimiento se llaman válvulas de bloque o cierre. También
se utilizan para desviar la corriente a diferentes lugares según se desee. Podemos
decir que cualquier válvula que no esté completamente cerrada o abierta se le
puede considerar como válvula de bloqueo. Estas válvulas suelen ser del tamaño

6
de la tubería y su orificio por lo regular son del tamaño del diámetro interior del
tubo.
Las válvulas de operación manual cuya finalidad es regular el flujo, la presión o
ambos, se denominan de estrangulación.
3.1.1. Selección de válvulas
Es difícil que una planta de proceso de petróleo para obtener gasolina no
cuente con válvulas en sus líneas de proceso.
La selección de la válvula se hace en base a los requerimientos y los cálculos
realizados por el área de ingeniería. Cada válvula tiene una función y sus
especificaciones y características son diferentes una de otra por ello es necesario
saber el tipo de válvulas que los proveedores del mercado industrial nos ofrecen
para así seleccionar la correcta.
A continuación se desplegara la información necesaria para la selección de las
válvulas.
3.1.2. Tipo de válvula.
El tipo dependerá de la función que desempeñe ya sea de cierre (bloqueo),
estrangulación o para impedir el flujo inverso.
Es importante y primordial saber las características químicas y físicas de los
fluidos que se manejen. En resumen se debe prestar atención a lo siguiente:
Función de la válvula:
Válvula de cierre o bloqueo.
Válvula de estrangulación.
Valvular de retención.

7
Tipos de servicio:
Líquidos.
Gases.
Líquidos con gases.
Líquidos con sólidos
Gases con sólidos.
Vapores generados instantáneamente por la reducción en la presión del
sistema.
Con corrosión o sin corrosión.
Con erosión o sin erosión.
Las características principales y los usos más comunes de las válvulas de cierre
o bloqueo son:
Válvula de compuerta: resistencia mínima al fluido de la tubería. Se utiliza
totalmente abierta o cerrada. Accionamiento poco frecuente. (Ver figura 1).
Figura 1. Válvula de compuerta.
Válvula de macho: cierre hermético. Deben estar abiertas o cerradas del
todo. (Ver figura 2).

8
Figura 2. Válvula macho.
Válvulas de globo: son para uso poco frecuente. Cierre positivo. El asiento
suele estar paralelo con el sentido del flujo; produce resistencia y caída de
presión considerables. (Ver figura 3).
Figura 3. Válvula de globo.
Válvulas de mariposa: su uso principal es para cierre y estrangulación de
grandes volúmenes de gases y líquidos a baja presión. Su diseño de disco
abierto, rectilíneo evita la acumulación de sólidos, la caída de presión es
muy pequeña. (Ver figura 4).

9
Figura 4. Válvula de mariposa.
Válvulas de bola: no hay obstrucción al flujo. Se utilizan para líquidos
viscosos o pastas aguadas. Cierre positivo, se utilizan totalmente abiertas o
cerradas.
Características principales de las válvulas y los usos más comunes de las
válvulas de estrangulación son:
Válvulas de globo: son para uso poco frecuente. Cierre positivo. El asiento
suele estar paralelo con el sentido del flujo; produce resistencia y caída de
presión considerables.
Válvulas de aguja: son básicamente válvulas de cono que tiene un macho
cónico similar a una aguja que ajusta con precisión a su asiento. Se puede
tener estrangulación exacta de volúmenes pequeños por que el orifico
formado por el macho cónico y el asiento se puede variara a intervalos
pequeños y precisos. (Ver figura 5).

10
Figura 5. Válvula de aguja.
Válvulas Y: son válvulas de globo que permiten el paso rectilíneo y sin
obstrucción igual que las válvulas de compuerta. La ventaja es una menor
caída de presión en esta válvula de globo que en la de globo convencional.
(Ver figura 6).
Figura 6. Válvula Y.
Válvulas de ángulo: son, en esencia, iguales que las de globo. La diferencia
principal es que el flujo del fluido en la válvula de ángulo hace un giro de
90°. (Ver figura 7).

11
Figura 7. Válvula de ángulo.
Válvulas de mariposa: Su uso principal es para cierre y estrangulación de
grandes volúmenes de gases y líquidos a baja presión (desde 150 psig
hasta el vacío). Su diseño de disco abierto, rectilíneo evita acumulación de
sólidos no adherentes y produce poca caída de presión. [1]
3.1.3. Materiales de construcción.
Se deben considerar los materiales de construcción adecuados para el servicio
a que se destinará la válvula. Todas las partes de la válvula que están en contacto
con el fluido deben tener la resistencia necesaria a la corrosión a la que se verán
expuestas.
Para saber esto podemos apoyarnos de los datos del fabricante, en caso de ser
considerados insuficientes o poco confiables habrá que obtener datos de la
corrosión mediante pruebas de laboratorio. Pero si no se trata de un proceso
nuevo se puede considerar los datos que el fabricante proporciona ya que los
mismos han tenido poca variación con el paso de los años. Pero tampoco
podemos considerarlos definitivos ya en nuestro proceso, en este caso, el refinado
de gasolina, porque otras condiciones en el servicio real pueden influir en la
rapidez de la corrosión y se deben tener en cuenta.

12
Por ejemplo, la presencia de contaminantes del proceso y de diferentes
compuestos del proceso, aeración de los líquidos, altas velocidades de los fluidos,
la presencia de abrasivos, la ocurrencia de cavitación o de vaporización
instantánea por variaciones de la presión del sistema, variaciones en las
temperaturas y concentraciones, etc. El efecto que estos factores pueden generar
no se puede determinar por completo, excepto cuando se cuenta con datos de una
unidad o sistema idénticos. Por tanto, aunque los datos publicados de corrosión
resultarán válidos en muchos casos, sólo se podrá tener una certidumbre
completa con la experiencia previa obtenida en proyectos semejantes.
En este proyecto se cuenta con la experiencia previa por otros proyectos
semejantes ya realizados en cuanto a proceso y refinación de combustibles
fósiles.
3.1.4. Capacidades de presión y temperatura.
Las presiones y temperaturas máximas de operación son determinadas en el
momento del diseño por el área de ingeniería encargada de todos los cálculos,
con esto se podrá establecer la capacidad de presión requerida por la válvula. A
este respecto, se compara la selección hecha con las listas de los fabricantes
respecto a las capacidades de presión y temperatura con el fin de asegurarse que
se ajustan a ella.
Como una guía para la selección del material de la válvula tomando como base
la presión, en la tabla siguiente (tabla 1), se presentan las capacidades de presión
de gran número de materiales disponibles para válvulas con rosca, con extremo
de enchufe soldado y con bridas. Estas capacidades están basadas en las normas
ANSI. Para materiales que no aparezcan en la tabla, se deben consultar las
normas ANSI o la literatura del fabricante para el tipo de servicio.

13
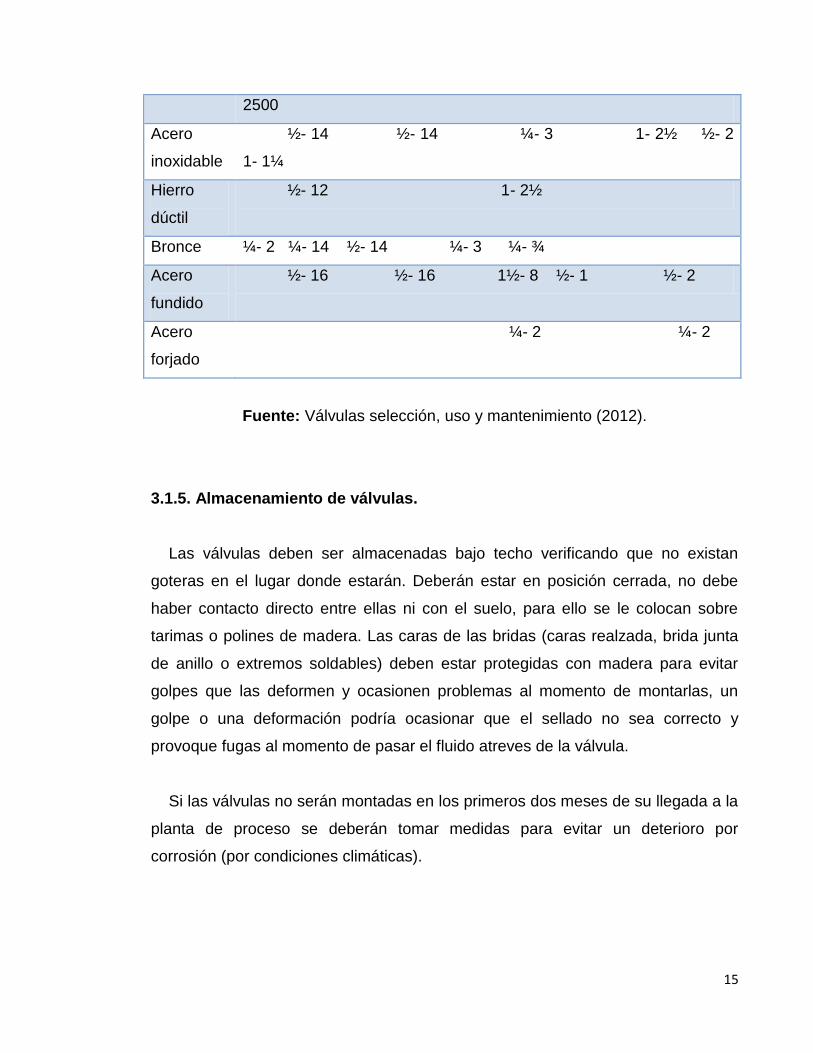
Tabla 1. Válvulas disponibles en el mercado para industrias de procesos
químicos. (El tamaño de la válvula corresponde al diámetro nominal del tubo
en pulgadas) Capacidad de presión, psi.
Válvulas de compuerta
Material 125 150 175 200 250 300 400 600 900
1500 2500
Acero
inoxidable
½ - 24 ¼ - 2 ½ - 24 ½ - 24
Hierro
fundido
2 -48 ½ - 4 2 ½ - 14 2 - 16
Hierro
dúctil
2 – 24
Bronce ¼ - 3 1/8 – 3 1/8 – 3 1/8 – 3 1/8 - 3
Acero
fundido
2 – 48 2 – 30 4 – 16 ½ -24 3 – 24 1
– 24 2½ - 24
Acero
forjado
½ - 3 ½ - 2
Válvulas de globo
Material 125 150 200 250 300 400 600 900 1500
2500 4500
Acero
inoxidable
½ - 24 ¼ - 2 ½ -24 ¼ - 24 ¼ - 3
¼ - 2
Hierro
fundido
2-10 2 – 8
Hierro
dúctil
2 – 24 2 – 6
Bronce 1/8–3 1/8-6 ¼- 3 ¼- 3 1/4 -3

14
Acero
fundido
2 – 14 2 -16 4-12 2-18 3-24 1- 18
2½ -24
Acero
forjado
½ - 2 ¼ -2 ¼ - 4 ½
- 4 ½ - 4
Válvulas de ángulo
Material 125 150 200 250 300 400 600 900 1500
2500
Acero
inoxidable
½- 6 ¼- 2 ½- 2 ¼- 3 ¼-
2
Hierro
fundido
2 -10 2- 8
Hierro
dúctil
2- 24 2- 6
Bronce 1/8- 3 1/8- 6 ¼- 3 ¼- 3 ¼- 3
Acero
fundido
2- 14 2- 16 4- 12 2- 8 3- 8 1- 18
2½- 24
Válvulas de macho (lubricadas)
Material 125 150 250 300 400 600 900 1500 2500
Acero
inoxidable
1- 4 ½- 4
Hierro
fundido
½- 16 ½- 24
Acero
fundido
1- 36 ½- 24 4- 26 ½- 26 2- 20 ½- 16 ½- 16
Válvulas de bola
Material 125 150 200 300 400 600 900 1000 1500
15
2500
Acero
inoxidable
½- 14 ½- 14 ¼- 3 1- 2½ ½- 2
1- 1¼
Hierro
dúctil
½- 12 1- 2½
Bronce ¼- 2 ¼- 14 ½- 14 ¼- 3 ¼- ¾
Acero
fundido
½- 16 ½- 16 1½- 8 ½- 1 ½- 2
Acero
forjado
¼- 2 ¼- 2
Fuente: Válvulas selección, uso y mantenimiento (2012).
3.1.5. Almacenamiento de válvulas.
Las válvulas deben ser almacenadas bajo techo verificando que no existan
goteras en el lugar donde estarán. Deberán estar en posición cerrada, no debe
haber contacto directo entre ellas ni con el suelo, para ello se le colocan sobre
tarimas o polines de madera. Las caras de las bridas (caras realzada, brida junta
de anillo o extremos soldables) deben estar protegidas con madera para evitar
golpes que las deformen y ocasionen problemas al momento de montarlas, un
golpe o una deformación podría ocasionar que el sellado no sea correcto y
provoque fugas al momento de pasar el fluido atreves de la válvula.
Si las válvulas no serán montadas en los primeros dos meses de su llegada a la
planta de proceso se deberán tomar medidas para evitar un deterioro por
corrosión (por condiciones climáticas).
16
El transporte de las válvulas, del almacén al área de trabajo, debe ser con
vehículos específicamente destinados al trabajo de carga y transporte como los
son montacargas o titanes, los titanes cuentan con plataformas donde llevan las
cargas, ahí mediante eslingas se fija la o las válvulas para inmovilizarlas y usando
polines de madera para evitar el contacto con la plataforma para proteger la
válvula de golpes. Si la válvula tiene un peso menor a los 30 kg es posible
llevarlas en una carretilla siempre y cuando el personal de seguridad lo permita y
tomando las medidas necesarias, si el peso excede estas magnitudes será
necesario el uso de vehículos de carga.[1]
3.1.6. Montaje de válvulas en líneas de proceso.
El montaje deberá realizarse por personal capacitado ya sea que la válvula se
monte mediante unión por tornillos (o espárragos) o por soldadura. El personal
deberá tener los conocimientos para su correcto montaje.
Antes de montar la válvula se debe revisar que esta sea la correspondiente a
esa línea de proceso, esto se hace mediante la revisión del isométrico (plano de
montaje de la línea) en él se encuentra especificado el tipo de válvula a usar,
identificado con un código que debe estar en una placa en la válvula así como el
tipo de esparrago, sus medidas, o si se hará el montaje con soldadura. Deberán
ser instaladas en líneas de tubería limpias y libres de objetos extraños, la limpieza
se hace mediante un pulidor con una carda cónica o de espiral para remover todo
el oxido de la cara de la brida donde se unirá el extremo de la válvula, aplica lo
mismo si será soldada, el bisel debe estar libre de corrosión.
La presión de operación de la línea debe ser compatible con la válvula que será
instalada. El fluido que manejara la línea no debe producir corrosión excesiva a la
válvula de ahí la importancia de instalar la válvula correcta ya que esta fue
designada a esta línea por cumplir con las especificaciones que se necesitan para
el manejo del fluido que tendrá la línea. De ser necesario se debe usar una grúa

17
con la capacidad suficiente para sostener la válvula mientras el personal hace los
trabajos de ajuste con espárragos o de soldadura.
Se usaran cables de acero, cadenas o eslingas con capacidad sobrada para el
peso de la válvula. Estas se colocaran en partes solidas como las bridas o en
orejas diseñadas para soportar el peso de la misma. Nunca se debe levantar o
sujetar del volante, vástago, actuadores, aditamentos o partes débiles.
Se debe montar en posición totalmente cerrada y verificando que las caras no
estén golpeadas o deformadas, de ser así no se debe montar y se debe notificar al
oficial de área para hacer las correcciones necesarias o el reemplazo de la pieza
dañada. Nunca mezcle extremos, ejemplo, use caras realzadas con caras
realzadas.
3.1.7. Instalación de válvulas bridadas.
Se debe usar la junta adecuada para el tipo de unión requerida (metálicas,
metálicas en espiral, junta anillo o junta plástica) considerando la presión, tipo de
fluido y temperatura de la línea.
Primero se deben colocar los espárragos de la parte inferior para sostener la
junta, hecho esto se coloca el empaque y se pone el resto de los espárragos, se
ajustan lo suficiente para acercar las caras de la brida del tubo con la brida de la
válvula, el apriete requerido siempre se debe hacer en una secuencia cruzada.
Este apriete se hace con una perica, una llave de cola o de golpe.
3.1.8. Instalación de válvulas de extremos soldables.
Deben ser instaladas con prácticas correctas según lo específica la norma
“ANSI B 31.1 A B 31.8”. El tipo de soldadura, el precalentamiento y el relevado de

18
esfuerzos posterior a la soldadura deberá ser conforme al procedimiento calificado
“ASME sección IX de P.V.C.”
Al aplicar la soldadura se debe verificar que el precalentamiento no exceda los
200°C (392 °F), esto es para evitar deformaciones térmicas que posteriormente
provoquen fugas en la línea. [6]

19
3.2. Empaques
3.2.1. Material de empaquetaduras.
Al momento de montar la válvula en la línea en la que será empleada es
necesario y de suma importancia que entre la válvula y la brida se coloque un
empaque, la selección del material adecuado para empaquetaduras y juntas es
tan importante como la de los materiales de la válvula para el servicio a que se
destinan. Una selección inadecuada de una empaquetadura puede permitir fugas
en la válvula y requerir un paro del sistema para reemplazarla.
Si el fluido de la línea que se escapa es tóxico o inflamable, puede ocurrir una
grave situación de emergencia, con posibles lesiones al personal que está en
operación y daños a la planta, hablamos que se vería perjudicado los recursos
humanos (personal que trabaja en el proyecto de montaje) y los recursos
económicos ya que se tendría que hacer un paro total de las actividades hasta que
los supervisores de seguridad indiquen que es seguro que el personal regrese al
área de trabajo y dependiendo del daño serian las reparaciones a realizar y ya no
se tendría un avance en los montajes de las líneas de proceso.
En la tabla 2 se enumeran los tipos de las empaquetaduras para diversas
aplicaciones y sus correspondientes límites de temperatura.
Tabla 2. Materiales de empaque para válvulas en servicio en diversos
procesos.
Material de
empaque
Presentación Se utiliza para Temperatura
Flexible, metálico Envoltura espiral.
Listones delgados
de hoja de babbit
Vástago de válvula Hasta 450 °F

20
blando
Empaquetaduras
metálicas flexibles
(aluminio)
Envoltura espiral.
Listones delgados
de hoja de
aluminio
anodizado flojas
en torno a núcleo
pequeño de
asbesto puro y
seco
Válvulas para
aceite caliente,
válvulas
para difenilo
Hasta 1 000 °F
Empaquetaduras
metálicas flexibles
(cobre)
Hoja de cobre
recocido floja en
torno
a un núcleo
pequeño de
asbesto
puro y seco
Válvulas para
aceite caliente,
válvulas
para difenilo
Hasta 1 000 °F
Asbesto puro de
fibra larga y grafito
lubricante fino (no
metálico)
Grafito y
aglutinante para
asbesto de fibras
largas
Gran elasticidad Hasta 750 °F
Hilo de asbesto
trenzado cerrado;
camisa superior
reforzada con
alambre de
Inconel; núcleo de
asbesto
de fibras largas
Carretes, anillos
troquelados
Válvulas para alta
temperatura
Hasta 1 200 °F
Hilo de asbesto Carretes, anillos Vástagos de Temperatura de

21
puro con inserto
de
alambre de
Inconel en torno a
un núcleo
elástico de
asbesto
impregnado
con grafito
troquelados válvula para aire,
vapor,
aceite mineral
estopero
hasta 1 200 °F
Asbesto
canadiense de
fibras largas
torcidas
Carretes, anillos
troquelados
Válvulas para
vapor a alta y baja
presión
Hasta 500°F
Asbesto, grafito y
aglutinante a
prueba de aceite
Carretes, anillos
troquelados
Válvulas de cierre
TFE macizo,
trenzado
Bobina, carrete,
anillo
Eje de válvula
para servicio muy
corrosivo
Asbesto trenzado
con impregnación
completa con TFE
Bobina, carrete,
anillo
Vástagos de
válvula en servicio
con
productos
químicos o
disolventes
s u a v e s
- 100°F a 600 °F
Asbesto trenzado
con inserto de
alambre de alta
calidad sobre un
Bobinas, carretes Vástagos de
válvula para vapor,
aire, aceite mineral
H a s t a 1 200°F

22
núcleo
flojo de grafito y
asbesto
Asbesto trenzado
con inserto de
alambre de alta
calidad sobre un
núcleo
flojo de grafito
Bobinas, carretes Vástago de acero
inoxidable de
válvulas
para aire, vapor,
agua
Hasta 1200 °F
Hilo de asbesto
canadiense de
fibras
largas trenzado,
con cada cabo
impregnado
con lubricante
resistente
al calor
Bobinas, carretes Válvulas para
vapor, aire, gases
y
productos
químicos suaves
H a s t a 550 °F
Hilo de asbesto
canadiense de
fibras
largas, cada cabo
tratado con
aglutinante
sintético a prueba
de aceite
e impregnado con
grafito seco
Bobinas, carretes Válvulas para
refinerías
Hasta 750 °F
Asbesto blanco
con trenzado y
Bobinas, carretes Vástagos de
válvulas para
Hasta 750 °F

23
sobretrenzado
con inserto de
alambre
impregnado con
lubricante
resistente
al calor
vapor,
aire, gas, ácido
cresílico
Hilo de asbesto
blanco trenzado
con
suspensoide de
TFE
Bobinas, carretes Vástagos de
válvulas
-100 °F a 600 °F
Trenzado de hilo
multifilamento de
TFE blanqueado
Bobinas, carretes Vástagos de
válvulas para
líquidos
muy corrosivos
-12 °F a 500 °F
Hilo multifilamento
de TFE trenzado
impregnado con
suspensoide de
TFE
Bobinas. carretes Vástagos de
v8lvulas para
productos
químicos,
disolventes, gases
corrosivos
-120 °F a 600 °F
Camisa de
asbesto trenzada
sobre
núcleo plástico de
asbesto, grafito
y elastómeros
Bobinas, carretes Vástagos de
válvulas para
vapor
supercalentado,
gases calientes
Hasta 850 °F
Fuente: Válvulas selección uso y mantenimiento (2012).

24
3.2.2. Tipos de empaques.
Las juntas espirometalicas que son las que se usaron en este proyecto, se
hacen con una cinta metálica espiral y se le coloca un material suave como
relleno, gracias a lo cual, puede brindar un sello muy efectivo al estar comprimida
entre las bridas. Estas juntas pueden incluir un anillo centrador, un anillo interior o
ambos, de acuerdo al tipo de brida a sellar.
La elasticidad y resistencia de las juntas espirometálicas las convierte en una
buena elección para dar servicio en; refinerías, plantas de procesos químicos,
plantas generadores de energía, industria aeronáutica y donde se requiera de un
sellado fuerte y efectivo.
Son elaboradas con una combinación alternada de cinta metálica preformada y
un material no metálico como relleno, estas juntas forman un sello de gran
efectividad cuando se comprime. Un perfil en "V" al centro de la parte metálica
actúa como resorte, permitiendo a la junta incrementar su resiliencia (capacidad
de un material para absorber energía en la zona elástica al someterlo a un
esfuerzo de rotura). Ya que estas juntas son capaces de soportar altas
temperaturas (hasta 2000°F - 1090°C) y altas presiones (hasta 3000 psi - 1200
bar), son recomendadas para refinerías, industrias químicas y plantas de energía.
(Ver figura 8).

25
Figura 8. Tipos de juntas o empaques.
El estilo Garlock SW (FLEXITALLIC R) Elemento Espiral Únicamente es
utilizado en bridas tipo ranura-lengüeta, macho-hembra, ranura-cara plana y en
aplicaciones de fabricación de equipo original. Este tipo de junta espirometalica es
de construcción básica, los diámetros interior y exterior están reforzados con
varias vueltas muertas para dar mayor estabilidad y mayores características de
compresión y sellado. Esta junta espirometalica es adecuada para bridas
machihembrada o macho y hembra o de cara plana contra cara almenada.
El estilo Garlock RW (FLEXITALLIC CG) Elemento Espiral con Anillo Centrador
contiene un anillo que asegura un centrado rápido y preciso de la junta sobre la
cara de la brida. También actúa como un tope para evitar la sobrecompresión del
elemento espiral. Esta junta utiliza un anillo exterior que centra la junta
espirometalica perfectamente en la cara de la brida, proporciona un refuerzo
adicional radial para evitar que le junta reviente y actúa como limitador de
compresión, se trata de una junta de uso general adecuada para utilizarla con
bridas de cara plana y con resalte hasta clase 2500 se recomienda un anillo
interior.

26
El estilo Garlock RWI (FLEXITALLIC CGI) Elemento Espiral con Doble Anillo
recomendado para aplicaciones de alta presión y cuando se utiliza PTFE, como
material senador, también actúa como un tope a la presión protegiendo a la junta
del medio manejado. Esta junta espirometalica cuenta con un anillo interior que
proporciona un limitador de compresión adicional y anticorrosión protegiendo las
vueltas de la junta espirometalica y evitando la corrosión de la brida, es adecuada
para utilizarla con bridas de cara plana y con resalte y esta especificada para
servicios de alta presión y temperatura clase 900lbs y superiores o donde se
encuentren medios corrosivos o tóxicos. [2]
3.2.3. Almacenamiento de empaques.
Es de suma importancia que los empaques no se encuentres golpeados o que
presenten signos de corrosión. Su almacenamiento se debe hacer en un lugar
donde no estén expuestos al agua y en una correcta posición.
El almacenamiento correcto se ejemplifica en la figura 9.
Figura 9. Almacenamiento de empaques.

27
3.3. Bridas.
3.3.1. Tipos de bridas.
Bridas con cuello para soldar (Welding neck flanges).
Se unen al tubo mediante soldadura a tope. Se las prefiere cuando se requiere
uniones radiografiadas, o cuando los esfuerzos sobre la unión son máximos.
El largo cuello cónico optimiza la distribución de tensiones.
ASME B 16.5 Es la norma de bridas más utilizada en el mundo. lncluye bridas
forjadas, fundidas o de chapa. Cubre presiones de servicio, materiales,
dimensiones, tolerancias, marcado, y pruebas para bridas. Se describen todos los
tipos en medidas de 1/2” hasta 24" en clases de presión 150, 300, 400, 600, 900 y
1500 y de 1/2” a 12” en 2500 lbs.
Bridas deslizantes (Slip-on flages)
Se colocan mediante dos filetes de soldadura, deslizando el tubo en su interior.
Por ello su costo de instalación es menor, requiriendo menos precisión en el
corte del tubo.
ASME B 16.36 Esta norma es de aplicación en bridas para medición de
caudales con placa orificio. Dimensionalmente las bridas son idénticas a las
prescriptas por B 16.5 excepto en el espesor mínimo que se incrementa para
permitir los orificios de medición, además se agregan dos ranuras y bulones que
permiten la separación de las bridas y el recambio de la placa de medición. Cubre
medidas de I a 24" en series de presión de 300 a 1500, y de 1” a 12"en 2500 lbs.

28
Bridas roscadas (Threaded flanges).
Se colocan en el tubo previamente roscado, normalmente en lugares donde no
pueden aplicarse soldaduras. No se recomienda su uso en instalaciones con
variaciones de presión intensas.
MSS SP-44 Una estandarización utilizada para tubo de espesor fino y alta
resistencia. Cubre rangos de 12 a 60" en clases de 150 a 600 y hasta 48" en
900lbs únicamente con cuello para soldar y ciegas. El diámetro exterior y la
plantilla de perforar coinciden con ASME hasta 36", por lo tanto pueden usarse
con válvulas y bombas construidas según ellas.
Bridas para junta con solapa (Lap joint flanges).
Deslizan sobre una junta solapada. Normalmente se usan en lugares donde es
necesario desarmar frecuentemente para limpieza o reparaciones. El costo de
desmontaje disminuye por la facilidad de girar las bridas y alinear los agujeros.
ASME B 16.47 Incluye la norma anterior complementándola con los materiales,
rangos de presión y temperatura, de ASME B 16.5.
Bridas con asiento para soldar (Socket welding flanges).
Desarrolladas especialmente para pequeños diámetros y altas presiones. Se
inserta el tubo en ellas hasta el asiento y luego se suelda en filete contra el cubo.
ASME B 16.20 Incluye materiales, dimensiones y marcado de anillos para junta
de acero de I/2” a 24” en 150 lbs a 1500 lbs y hasta 36” en 900 lbs.

29
Bridas ciegas (Blind flanges).
Se utilizan a fin de cerrar extremos de tuberías.
API 6 A Especificación creada para cabezas de pozo y árboles de navidad.
Incluye la normalización de bridas para junta con anillo, que son dimensionalmente
intercambiables con ASME B 16.5 pero agregan tolerancias para todas las
medidas. Sin embargo al ser los materiales prescriptos por API de mayor
resistencia, en una unión API/ASME la presión máxima de servicio queda limitada
a la de la brida de menor prestación.
3.3.2. Caras normalizadas para bridas.
En la figura 10 se muestran los tipos de caras para bridas que están normalizados
para uso industrial.
Figura 10. Tipos de caras en bridas.

30
3.3.3. Procedimientos de ajuste de pernos de brida.
Responsabilidad directa/responsabilidad final:
Representante designado previo al trabajo, tuberías, mecánico, técnico en
ajuste de pernos.
Reunión previa al trabajo:
Se analiza el proyecto de ajuste de la brida durante la reunión previa al trabajo y
se verifican los planos correspondientes para identificar las bridas que se
instalarán o a las que se les brindará mantenimiento.
Se verificara lo siguiente:
Tamaño de la brida.
Clase de presión de la brida.
Número de pernos y grado de los pernos.
Diámetro y longitud de los pernos.
Tamaño de las tuercas.
Método de ajuste preferido (manual o con una llave de ajuste hidráulica).
Valores de par de ajuste.
Tipo de junta para utilizar
3.3.4. Requisitos generales para bridas de cara plana.
Responsabilidad directa/responsabilidad final:
Tuberías, mecánico, contratista.
Utilice un cepillo de alambre o un removedor de juntas para garantizar que las
caras de la brida se encuentran limpias.

31
Asegúrese de que las caras de la brida no contengan daños, por ejemplo:
abolladuras o ralladuras.
Asegúrese de que las juntas no tengan daños; las juntas no se deben reutilizar.
No lubrique las juntas, ya que esto impide su sellado correcto.
Las juntas que contengan asbesto se deben manipular utilizando
procedimientos adecuados de seguridad y equipos de protección personal.
Nota: El uso de amoladoras y otras herramientas eléctricas para el retiro de
juntas con asbesto está prohibido, debido a las potenciales amenazas a la salud a
causa de la emisión de fibras de asbesto al aire.
Antes de instalar los pernos:
Limpie los pernos o pernos prisioneros usados con un cepillo de alambre o con
el producto de limpieza preferido y asegúrese de que las roscas no tengan daños
mecánicos, residuos, pintura ni óxido. Los pernos prisioneros pueden volver a
utilizarse siempre que la rosca no muestre ningún daño y se encuentre libre de
residuos, pintura y óxido. Deseche todos los pernos o pernos prisioneros y las
tuercas que presenten daños o alargamientos.
Nota: Cuando se utilicen pernos prisioneros para equipos tensores, se los debe
instalar en la brida de conexión con una extensión mínima adicional de 2 a 3 hilos
de rosca por sobre la longitud de la tuerca a cada lado de la brida.
Nota: Cuando se utilicen equipos tensores, el perno o perno prisionero en el
lado de trabajo de la brida requiere una longitud adicional de 1 ½ veces el
diámetro del perno prisionero más allá de la longitud de la tuerca. Esto permite un
acople apropiado de la rosca sobre el tensor del perno. (Por ejemplo: un perno
prisionero de 2" debe tener 3" de rosca visible más allá de la cara de la tuerca).

32
Nota: Se debe utilizar una lubricación adecuada que cuente con un coeficiente
de fricción (k) igual a 0.15. (Por ejemplo, grasa de bisulfuro de molibdeno, Fastorc
70+) en todos los pernos no recubiertos con xilano o Teflón.
Asegúrese de que ambas caras de la brida se encuentran limpias y libres
de defectos.
Mediante clavijas de alineación, garantice que las caras de la brida estén
alineadas en todas las direcciones (axial con la tubería, planar y torsional).
Instale los pernos y las tuercas en el extremo inferior de la brida para poder
apoyar a la junta previamente seleccionada.
Instale la junta.
Instale los pernos y las tuercas restantes.
Poco a poco y uniformemente, ajuste los pernos prisioneros para acercar
las caras de la brida.
Ajuste al menos cuatro de los pernos en aproximadamente un 25 % del
ajuste requerido (uno en cada cuadrante).
Nota: Las llaves de impacto no deben utilizarse en pernos recubiertos con
Teflón o xilano debido a que pueden dañar el recubrimiento.
Retire las clavijas de alineación e instale los dos últimos pernos y sus
tuercas.
Utilizando el procedimiento para las herramientas seleccionadas, ajuste los
pernos.
3.3.5. Selección de herramientas.
Responsabilidad directa/responsabilidad final:
Tuberías, mecánico, contratista.
33
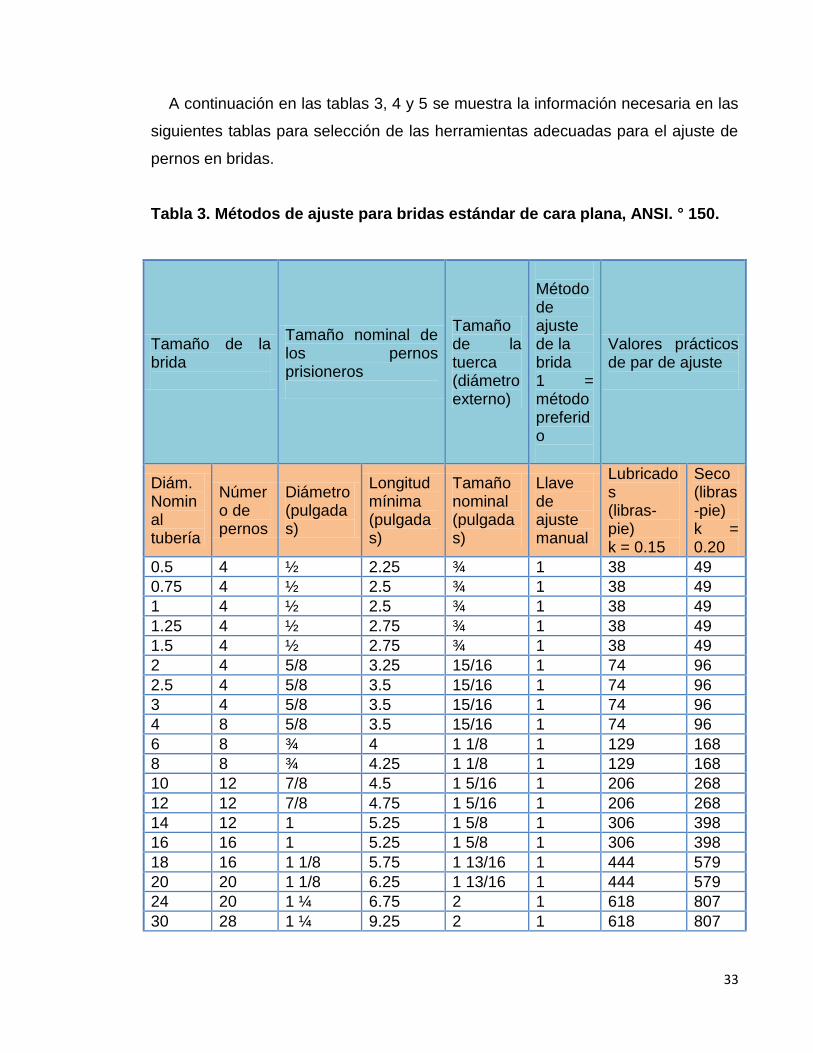
A continuación en las tablas 3, 4 y 5 se muestra la información necesaria en las
siguientes tablas para selección de las herramientas adecuadas para el ajuste de
pernos en bridas.
Tabla 3. Métodos de ajuste para bridas estándar de cara plana, ANSI. ° 150.
Tamaño de la brida
Tamaño nominal de los pernos prisioneros
Tamaño de la tuerca (diámetro externo)
Método de ajuste de la brida 1 = método preferido
Valores prácticos de par de ajuste
Diám. Nominal tubería
Número de pernos
Diámetro (pulgadas)
Longitud mínima (pulgadas)
Tamaño nominal (pulgadas)
Llave de ajuste manual
Lubricados (libras-pie) k = 0.15
Seco (libras-pie) k = 0.20
0.5 4 ½ 2.25 ¾ 1 38 49
0.75 4 ½ 2.5 ¾ 1 38 49
1 4 ½ 2.5 ¾ 1 38 49
1.25 4 ½ 2.75 ¾ 1 38 49
1.5 4 ½ 2.75 ¾ 1 38 49
2 4 5/8 3.25 15/16 1 74 96
2.5 4 5/8 3.5 15/16 1 74 96
3 4 5/8 3.5 15/16 1 74 96
4 8 5/8 3.5 15/16 1 74 96
6 8 ¾ 4 1 1/8 1 129 168
8 8 ¾ 4.25 1 1/8 1 129 168
10 12 7/8 4.5 1 5/16 1 206 268
12 12 7/8 4.75 1 5/16 1 206 268
14 12 1 5.25 1 5/8 1 306 398
16 16 1 5.25 1 5/8 1 306 398
18 16 1 1/8 5.75 1 13/16 1 444 579
20 20 1 1/8 6.25 1 13/16 1 444 579
24 20 1 ¼ 6.75 2 1 618 807
30 28 1 ¼ 9.25 2 1 618 807

34
32 28 1 ½ 10.24 2 3/8 1 1090 1429
42 36 1 ½ 11.61 2 3/8 1 1090 1429
Fuente: Procedimientos de ajuste de pernos de brida (2014).
Tabla 4. Métodos de ajuste de bridas de cara plana, ANSI N. º 300.
Tamaño de la brida
Tamaño nominal de los pernos prisioneros
Tamaño de la tuerca (diámetro externo)
Método de ajuste de la brida 1 = método preferido 2 = método aceptado
Valores prácticos de par de ajuste
Diám. Nominal tubería
Número de pernos
Diámetro (pulgadas)
Longitud mínima (pulgadas)
Tamaño nominal (pulgadas)
Llave de ajuste
Ajuste hidráulico
Lubricados (libras-pie) k = 0.15
Seco (libras-pie) k = 0.2
0.5 4 ½ 2.5 ¾ 1 38 49
0.75 4 5/8 3 1 1/16 1 74 96
1 4 5/8 3 1 1/16 1 74 96
1.25 4 5/8 3.25 1 1/16 1 74 96
1.5 4 ¾ 3.5 1 ¼ 1 129 168
2 8 5/8 3.5 1 1/16 1 74 96
2.5 8 ¾ 4 1 ¼ 1 129 168
3 8 ¾ 4.25 1 ¼ 1 129 168
4 8 ¾ 4.5 1 ¼ 1 129 168
6 12 ¾ 4.75 1 ¼ 1 129 168
8 12 7/8 5.5 1 7/16 1 206 268
10 16 1 6.25 1 5/8 1 2 306 398
12 16 1 1/8 6.75 1 13/16 1 2 444 579
14 20 1 1/8 7 1 13/16 2 444 579
16 20 1 ¼ 7.5 2 2 618 807
18 24 1 ¼ 7.75 2 2 618 807
20 24 1 ¼ 8 2 2 618 807
24 24 1 ½ 9 2 3/8 2 1090 1429
30 28 1 ¾ 12.01 2 ¾ 2 1090 1429
Fuente: Procedimientos de ajuste de pernos de brida (2014).

35
Tabla 5. Métodos de ajuste de bridas estándar de cara plana, ANSI N. º 600.
Tamaño de la brida
Tamaño nominal de los pernos prisioneros
Tamaño de la tuerca (diámetro externo)
Método de ajuste de la brida 1 = método preferido 2 = método aceptado
Valores prácticos de par de ajuste
Diám. Nominal tubería
Número de pernos
Diámetro (pulgadas)
Longitud mínima (pulgadas)
Tamaño nominal (pulgadas)
Llave de ajuste
Ajuste hidráulico
Lubricados (libras-pie) k = 0.15
Seco (libras-pie) k = 0.2
0.5 4 ½ 3 ¾ 1 64 82
0.75 4 5/8 3.5 1 1/6 1 124 160
1 4 5/8 3.5 1 1/6 1 124 160
1.25 4 5/8 3.75 1 1/6 1 124 160
1.5 4 ¾ 4.25 1 ¼ 1 216 280
2 8 5/8 4.25 1 1/16 1 124 160
3 8 ¾ 5 1 1/4 1 216 280
4 8 7/8 5.75 1 7/16 1 343 446
6 12 1 6.75 1 5/8 1 2 511 664
8 12 1 1/8 7.5 1 13/16 1 2 740 965
Fuente: Procedimientos de ajuste de pernos de brida (2014).
3.3.6. Secuencia típica de ajuste de pernos.
Para que el ajuste de las bridas sea correcto y eficiente se debe seguir una
secuencia de ajuste para cada perno de la brida, esto es para logra un sellado
optimo y no dar lugar a fugas de fluido de la línea de proceso, a continuación en
las figuras 11, 12, 13, 14, 15, 16 y 17 se muestra la secuencia que se debe seguir
dependiendo del número de pernos a ajustar. [4]

36
Figura 11. Ajuste de brida de 4 pernos.
Figura 12. Ajuste de brida de 12 pernos.

37
Figura 13. Ajuste de brida de 16 pernos.
Figura 14. Ajuste de brida de 20 pernos.

38
Figura 15. Ajuste de brida de 24 pernos.
Figura 16. Ajuste de brida de 28 pernos.

39
Figura 17. Ajuste de brida de 32 pernos.
3.4. Espárragos o pernos.
En las instalaciones industriales de Petróleos Mexicanos se cuenta con
recipientes a presión, recipientes atmosféricos, equipos dinámicos y sistemas de
tuberías para servicios de alta y baja temperatura que contienen juntas bridadas,
que requieren para su unión el uso de espárragos, tornillos o birlos (sujetadores
roscados).
Por lo anterior, y tomando en cuenta que estas instalaciones son consideradas
de alto riesgo en virtud de los productos que manejan, es necesario definir los
criterios para la selección y especificación de espárragos, tornillos y tuercas de
aleación y de aceros inoxidables.
Para ello veremos algunas definiciones que son importantes conocer a la hora
de hacer la adquisición de espárragos para la el proyecto.

40
3.4.1. Definiciones y pruebas de calidad.
Acero de aleación. Un acero de aleación es un acero que contiene los
elementos, con excepción del carbón, que se han agregado en cantidades
suficientes para obtener mejores características mecánicas o físicas definidas,
tales como más alta resistencia en temperaturas elevadas y dureza entre otros.
Barras formadas en frío (Estiradas en Frío). Son barras laminadas en caliente
que posteriormente se someten a un proceso de formado en frío (estirado y/o
laminado) a fin de dar tolerancias dimensionales más cerradas, mejorar el
acabado superficial y las propiedades mecánicas, así como darle la forma de
sección transversal y dimensiones: redonda, cuadrada, cuadrada con esquinas
redondeadas, hexagonal, octagonal y rectangular (soleras).
Ensayo de Dureza. Prueba que mide la resistencia de la superficie de un
material metálico a la penetración por un objeto duro. Se han inventado una
diversidad de pruebas de dureza.
Ensayo de Dureza Brinell (HB). Una esfera de acero duro (por lo general 10 mm
de diámetro), se oprime sobre la superficie del material. Se mide el diámetro de la
impresión generada, comúnmente de 2 a 6 mm y se calcula el número de dureza o
índice de dureza Brinell.
Ensayo de Dureza Rockwell (HR). Se utiliza una bola de acero para materiales
blandos un cono de diamante para materiales más duros. La profundidad de la
penetración es medida automáticamente por el instrumento y se convierte al índice
de dureza Rockwell (HR) Se utilizan diversas variantes del ensayo Rockwell, la
escala de Rockwell C se utiliza para aceros duros y Rockwell B para aceros de
baja resistencia..

41
Límite elástico. Es el esfuerzo mayor de un material es capaz de soportar, sin
dejar deformaciones permanentes después de liberarlo completamente de dicho
esfuerzo.
Límite de fluencia. Es el esfuerzo, en el que se presenta un súbito alargamiento
o deformación sin incrementar el esfuerzo en la prueba de tensión. Se debe hacer
notar que solamente los materiales que presentan el fenómeno de cedencia,
pueden tener un límite de fluencia.
Longitud de Cuerda útil. Longitud de cuerda adyacente a la punta a cuerda
adyacente al otro extremo de la punta y no incluye la longitud de la punta.
Longitud de la punta. Los espárragos deben terminar en punta y tener un
acabado de calidad, las puntas deben ser cónicas o redondeada a opción del
fabricante. La longitud de la punta en los tornillos y espárragos debe ser no menor
a un hilo de rosca completa y no mayor a dos hilos. Esta punta es para facilitar la
entrada de sujetadores en los agujeros en el ensamblaje.
Cuando el acabado de la punta sea cónico, la punta es un cono truncado, el
extremo de la cual es aproximadamente plana y perpendicular al eje del sujetador.
Estas puntas en los sujetadores roscados tienen generalmente ángulos de 45 a 90
grados.
Lote. Se entiende por lote el conjunto de unidades de producto sometidas a
inspección en una sola vez, del mismo tipo específico, tamaño, longitud, grado y
serie de cuerda, que han sido fabricadas bajo las mismas condiciones de proceso.
Macro ataque (Macroetch). El macro ataque es un ensayo que se usa para
revelar la heterogeneidad metales y aleaciones, variaciones de composición
química como evidencias de segregación, bandas de carburos y ferrita,
segregación central e inclusiones de profundidad de carburización. Después de
42
preparada la superficie se limpia con solventes y se aplican soluciones específicas
para cada aleación. La información proporcionada con respecto a las variaciones
en la composición química es estrictamente cualitativa.
Normalizado. Un proceso en el cuál un metal es calentado a una temperatura
apropiada arriba del rango de transformación y es subsecuentemente enfriado en
aire calmado hasta la temperatura ambiente.
Recocido. Proceso de calentamiento a que se somete el metal a una
temperatura ligeramente, superior a la temperatura crítica, se mantiene arriba de
estas temperaturas durante un tiempo apropiado y enseguida se le da un
enfriamiento lento controlado en horno. Este proceso releva esfuerzos pero
incrementa el tamaño del grano. Baja la resistencia a la tensión y el límite elástico,
y eleva la temperatura de transición.
Recocido de una solución. Retención de metal durante un tiempo, a una
temperatura en la que el carburo de hierro u otros carburos presentes van en la
solución. Después se enfría al aire o en un medio líquido a un límite que evite la
precipitación. La solución es inestable y supersaturada y puede
subsecuentemente exhibir envejecimiento por sumergimiento.
Relevado de esfuerzos. Es el calentamiento uniforme de un metal a una
temperatura superior a la temperatura de recuperación que permite sin cambio de
estructura metalográfica eliminar los esfuerzos residuales, seguido de un
enfriamiento uniforme.
Resistencia de Fluencia. Es el esfuerzo sobre un material, específicamente
limitado para desviarse de la proporcionalidad de los esfuerzos y las
deformaciones. Se expresa en términos de deformación: 0.2 % de la deformación
por el método de desalojamiento; 0.5% de la deformación por el método de la
extensión total bajo la carga.

43
Resistencia a la tensión. Es el esfuerzo de tensión máximo que un material es
capaz de soportar. La resistencia de tensión se calcula con la carga máxima
registrada durante una prueba de tensión que se lleva hasta la rotura de la sección
transversal original del espécimen.
Revenido. Es el tratamiento térmico debajo de la temperatura de transformación
de un metal que ha sido previamente endurecido mediante un tratamiento de
templado para reducir su dureza.
Sujetador. es un dispositivo mecánico para unir dos o más cuerpos en
posiciones definidas con respecto a cada uno.
Tamaño de lote. Es él número de unidades de producto contenidas en un lote.
El tamaño de un lote determina el tamaño de la muestra.
Tamaño de muestra. Es el número de unidades que constituyen la muestra, y
se debe determinar sobre la base del tamaño de lote.
Tratamiento térmico. Es una secuencia de calentamiento y enfriamiento
controlado en intensidad y tiempo que se da a los metales industriales a fin de
mejorar sus propiedades para el uso a que se destinan.
Temple. Es el calentamiento de un metal a una temperatura arriba de la
temperatura de transformación y rápido enfriamiento para obtener una dureza
elevada.
Templabilidad. Facilidad con la cual se puede templar un acero para formar la
martencita. Los aceros con alta templabilidad forman la martensita incluso en
enfriamiento lento.
Varilla.- Barra cilíndrica que se utiliza para fabricar tornillos. [4]

44
3.4.2. Símbolos y abreviaturas.
ANSI American National Standards Institute. Instituto Americano Nacional de
Estándares.
ASME.- Asociación Americana de Ingenieros Mecánicos (American Soc iety of
Mechanical Engineers)
ASTM American Society For Testing & Materials; Sociedad Americana de Pruebas
y Materiales.
CNPMOS. Comité de Normalización de Petróleos Mexicanos y Organismos
Subsidiarios.
DCSIPA. Dirección Corporativa de Seguridad Industrial y Protección Ambiental.
EMA Entidad Mexicana de Acreditación
ft-lb Pies- Libras
HB Dureza Brinell
HRB ó C Dureza Rockwell Grado B ó C
J Julios
Kg. Kilogramos
NMX Norma Mexicana
NOM Norma oficial mexicana
Pulg. Pulgadas
°C Grados Centígrados
°F) Grados Farenheigh
3.4.3. Proceso de fabricación.
El acero debe ser producido por cualquiera de los procesos siguientes: horno de
hogar abierto, básico al oxígeno, horno eléctrico o inducción de fusión por vacío.
En la fundición primaria puede incorporarse la desgasificación separada o
refinamiento. El vaciado (en molde) del acero puede ser tratado con vacío previo o
durante el vaciado del lingote o el moldeado de la barra. El proceso de oxígeno
básico está limitado a los aceros que contengan no más de 6% de Cromo.

45
Calidad
Para asegurar la integridad de las barras de acero ferrítico y las varillas deben
de ser probadas con el método ASTM E 381 o equivalente. Cuando se suministren
barras o varillas, ambos deben cumplir con las pruebas. El procedimiento de
control de calidad debe demostrar que las pruebas se efectuaron y que los
resultados son aceptables. Un lote de barras consistente en una colada de 4500
Kg (10,000 libras) o menor, debe ser representado por un macro ataque. La
revisión visual de la sección transversal no debe mostrar imperfecciones mayores
a las de las macrografías del método ASTM E 381 S4-R4-C4 o equivalente. No
deber existir distintas zonas de solidificación.
Desechos.
Asegurar que el producto esté libre de imperfecciones, rebabas y segregaciones
indebidas, por lo que se debe desechar lo necesario a fin de asegurar la calidad
del producto cuando se está fabricando la barra.
3.4.4. Tratamiento térmico.
Los aceros ferríticos deben recibir el tratamiento térmico indicado por este
documento para darles las características apropiadas para el trabajo en alta
temperatura de cada grado. Inmediatamente después de un rolado o forjado, el
material para los espárragos debe enfriarse hasta una temperatura inferior al
rango de transformación. Los materiales templados por inmersión en líquidos
deben ser revenidos a la temperatura adecuada (Tabla 6) y de manera uniforme
para refinar el grano y nuevamente sumergidos en el líquido bajo condiciones
uniformes. El uso de agua como líquido para el templado por inmersión está
estrictamente prohibido para cualquier grado de acero ferrítico, cuando el
tratamiento térmico es parte del proceso de fabricación del sujetador.

46
Esta restricción no aplica a las barras tratadas térmicamente ni a los sujetadores
tratados después del maquinado. El material grado B16 debe ser calentado a una
temperatura entre 925 y 954°C
(1700 y 1750 °F) y templados por inmersión en aceite.
Los materiales indicados como normalizados o templados en aire, deben ser
recalentados a la temperatura adecuada para refinar el grano y enfriados
uniformemente al aire hasta una temperatura inferior al rango de temperatura de
transformación. El material ya sea templado por inmersión en líquidos o
normalizado debe ser recalentado uniformemente para revenirlo. La temperatura
mínima del revenido debe ser la especificada en la Tabla 6.
Tabla 6. Requerimientos Mecánicos.
Grado Diámetro mm (pulg.)
Temperatura mínima de Revenido, °C (°F)
Resistencia Mínima a la Tensión MPa (ksi)
Resistencia Mínima a la Fluencia 0.2 % de balance MPa (ksi)
% mínimo de Elongación en 4 D
% mínimo de Reducción de área
Dureza Máxima
Aceros Ferríticos
B5 4 a 6 % cromo
M100 (4”) y mayores
593 (1100)
690 (100)
550 (80) 16 50 …….
B6 13 % cromo
M100 (4”) y mayores
593 (1100)
760 (100)
585 (85) 15 50 …….
B6X 13 % cromo
M100 (4”) y mayores
593 (1100)
620 (90) 485 (70) 16 50 26 HRC
B7 cromo molibden
M64 (2.5”) y Menore
593 (1100)
860 (125)
720 (105)
16 50 321 HB o 35

47
o s HRC
arriba de M64 (2.5”) y hasta M100 (4”)
593 (1100)
795 (115)
655 (95) 16 50
302 HB o 33 HRC
arriba de M100 (4”) y hasta M180 (7”)
593 (1100)
690 (100)
515 (75) 18 50
277 HB o 29 HRC
B7MA cromo molibdeno
M64 (2.5”) y menores
620 (1150)
690 (100)
550 (80) 18 50
235 HB o 99 HRB
M100 (4”) y menores
620 (1150)
690 (100)
550 (80) 18 50
235 BHN o 99 R/B
arriba de M100 (4”) y hasta M180 (7”)
620 (1150)
690 (100)
515 (75) 18 50
235 BHN o 99 R/B
B16 cromo molibdeno vanadio
M64 (2.5”) y menores
650 (1200)
860 (125)
725 (105)
18 50
321 HB o 35 HRC
arriba de M64 (2.5”) y hasta M100 (4”)
650 (1200)
760 (110)
655 (95) 17 45
302 HB o 33 HRC
arriba de M100 (4”) y hasta
650 (1200)
690 (100)
586 (85) 16 45
277 HB o 29 HRC

48
M180 (7”)
Grado, diámetro mm (pulg.)
Tratamiento Térmico
Resistencia Mínima a la Tensión MPa (ksi)
Resistencia Mínima a la Fluencia 0.2 % de balance MPa (ksi)
% mínimo de Elongación en 4 D
% mínimo de Reducción de área
Dureza Máxima
Aceros Austeníticos
Clase 1 y 1D; B8, B8M,B8P,B8LN,B8MLN, todos los diámetros
Tratamiento para solución de carburos en condición final
515 (75) 205 (30) 30 50
223 HB C o 96 HRB
Clase 1:B8C, B8T, en todos los diámetros.
Tratamiento para solución de carburos
515 (75) 205 (30) 30 50
233 HBC o 96 HRB
Clase 1A: B8A, B8CA, B8MA, B8PA, B8TA, B8LNA, B8MLNA, B8NA, B8MNA, B8MLCuNA, en todos los diámetros
Tratamiento para solución de carburos en la condición final
515 (75) 205 (30) 30 50
192 HB o 90 HRB
Clases 1B y 1D: B8N, B8MN y B8MLCuN en todos los diámetros
Tratamiento para solución de carburos
550 (80) 240 (35) 30 40
233 HBC o 96 HRC
Clases 1C y 1D: B8R, en todos los Diámetros
Tratamiento para solución de carburos
690 (100)
380 (55) 35 55
271 HB o 28 HRC

49
Clase 1C : B8RA, en todos los diámetros
Tratamiento para solución de carburos en la condición final
690 (100)
380 (55) 35 55
271 HB o 28 HRC
Clases 1C y 1D: B8S, en todos los diámetros
Tratamiento para solución de carburos
655 (95) 345 (50) 35 55
271 HB o 28 HRC
Clases 1C : B8SA, en todos los diámetros
Tratamiento para solución de carburos en la condición final
655 (95) 345 (50) 35 55
271 HB o 28 HRC
Clase 2: B8, B8C, B8P, B8T y B8ND M20 (3/4”) y menores
Tratamiento para solución de carburos y "estirado en fríos"
860 (125)
690 (100)
12 35
321 HB o 35 HRC
mayores a M20 (3/4”) y hasta M24 (1”) incluido
795 (115)
550 (80) 15 35
321 HB o 35 HRC
mayores a M24 (1”) y hasta M30 (1 ¼”) incluido
725 (105)
450 (65) 20 35
321 HB o 35 HRC
mayores a M30 (1 ¼”) y hasta M36 (1 1/2”) incluido
690 (100)
345 (50) 28 45
321 HB o 35 HRC
Grado, diámetro mm (pulg.)
Tratamiento Térmico
Resistencia Mínima a la
Resistencia Mínima a la
% mínimo de Elongaci
% mínimo de Reducci
Dureza Máxima

50
Tensión MPa (ksi)
Fluencia 0.2 % de balance MPa (ksi)
ón en 4 D
ón de área
Aceros Austeníticos
Clases 2 y B8M, B8MN, B8MLCuND, M20 (3/4”) y menores
Tratamiento por solución de carburos y "estirado en fríos”
760 (110)
665 (96) 15 45
321 HB o 35 HRC
mayores a M20 (3/4”) y hasta M24 (1”) incluido
690 (100)
550 (80) 20 45
321 HB o 35 HRC
mayores a M24 (1”) y hasta M30 (1 ¼”) incluido
655 (95) 450 (65) 25 45
321 HB o 35 HRC
mayores a M30 (1 ¼”)y hasta M36 (1 ½”) incluido
620 (90) 345 (50) 30 45
321 HB o 35 HRC
Clase 2B: B8, B8M2D, M48 (2”) y menores
Tratamiento por solución de carburos y "estirado en fríos"
655 (95) 515 (75) 25 40
321 HB o 35 HRC
mayores a M48 (2”) y hasta M64 (2 ½”) incluido
620 (90) 450 (65) 30 40
321 HB o 35 HRC
mayores a M64 (2 ½”) y hasta M72 (3”) incluido
550 (80) 380 (55) 30 40
321 HB o 35 HRC
Clase 2C: B8M3D, M48 (2”) y menores
Tratamiento por solución
585 (85) 450 (65) 30 60 321 HB o 35

51
de carburos y "estirado en fríos"
HRC
mayores a M48 (2”)
585 (85) 415 (60) 30 60
321 HB o 35 HRC
Fuente: Comité de normalización de petróleos mexicanos y organismos
subsidiarios (2001).
Los materiales ferríticos templados y revenidos, normalizados y revenidos, que
han sido posteriormente sometidos a estiramientos en frío para el control
dimensional, deben relevarse de esfuerzos después de haber sido estirados en
frío. La temperatura mínima para el relevado de esfuerzos debe ser 55 °C (100°F)
por debajo de la temperatura de revenido. Una prueba de las propiedades
mecánicas debe efectuarse después del relevado de esfuerzos.
Los materiales B6 y B6X deben mantenerse a la temperatura de revenido por al
menos una hora. El símbolo de identificación de material B6X se le designará
cuando el material ha sido rolado y templado. El trabajado en frío está permitido
con la limitación de la dureza (26 HRC máximo) ver Tabla 6 para el grado B6X.
Todos los aceros inoxidables austeníticos deben recibir un tratamiento térmico
para solución de carburo (ver clases 1, 1B, 1C, grados B8R y B8S y Clase 2, 2B y
2C). La Clases 1, 1B, 1C (Solamente grados B8R y B8S) y 2, 2B y 2C pueden
aplicar a barras, varillas y sujetadores terminados. La Clase 1A (todos los grados)
y Clase 1C (Solamente grados B8RA y B8SA) aplica a sujetadores terminados. La
Clase 1D aplica únicamente a barras, varillas y sujetadores terminados que son
maquinados directamente de barras o varillas de clase 1D sin ningún subsecuente
trabajo en frío o calentamiento posterior.

52
3.4.5. Clases de espárragos.
Clases 1 y 1B, y clases 1C grados B8R y B8S.
Después del rolado, forjado o formación de la cabeza ya sea en frío o caliente,
el material debe ser calentado desde la temperatura ambiente hasta la
temperatura a la cual el carburo de cromo se disuelva y mantenerlo el tiempo
suficiente para posteriormente enfriarlo a una velocidad suficiente para evitar la
precipitación del carburo.
Clase 1D.
Las barras de grados B8, B8M, B8P, B8LN, B8MLN, B8N, B8MN, B8R y B8S
roladas o forjadas deben enfriarse inmediatamente después de ser trabajadas en
caliente, cuando la temperatura esté por arriba de los 955°C [1750°F] de manera
que los carburos en los límites de grano permanezcan en solución. La aplicación
de Clase 1D debe restringirse a temperaturas menores a 455°C [850°F].
Clase 1A y Clase 1C grados B8RA y B8SA.
Los sujetadores terminados deben tratarse térmicamente para mantener en
disolución de carburos después de que el rolado, forjado descabezado y
maquinado de la cuerda se hayan terminado, los espárragos o tornillos deben
calentarse desde la temperatura ambiente hasta la temperatura a la cual el
carburo de cromo se disuelva y mantenerlo el tiempo suficiente para
posteriormente enfriarlo a una velocidad suficiente que evite la precipitación de
carburos.

53
Clases 2, 2B y 2C.
Los materiales deben tratarse para mantener en solución los carburos,
calentándolos desde la temperatura ambiente hasta la temperatura a la cual el
carburo de cromo se disuelva y mantenerlos el tiempo suficiente, posteriormente
enfriarlo a una velocidad suficiente para prevenir la precipitación del carburo.
Seguido a este tratamiento térmico, el material debe ser estirado en frío para
adquirir las propiedades requeridas.
El material para espárragos y tornillos B7 y B7M debe ser tratado térmicamente
para temple por inmersión en un líquido y luego revenido. Para espárragos B7M el
tratamiento térmico final puede ser el revenido si se efectúa a una temperatura
mínima de 620°C [1150°F]; debe realizarse después de terminada la operación de
maquinado y formado, incluyendo el maquinado de la rosca.
Salvo que se especifique otra cosa, el material grado B7, debe tratarse
térmicamente en horno por los métodos de inducción o resistencia eléctrica.
El “material para espárragos” debe ser enfriado a temperatura ambiente
después del rolado o forjado. Los grados L7, L7A, L7B, L7C, L7M, L43, L1, L70,
L71, L72 y L73 deben ser recalentados por encima de su temperatura crítica,
templados por inmersión y revenidos. Los grados B8, B8C, B8M, B8T, B8F, B8P,
B8LN y B8MLN, deben ser tratados para disolución de carburo. Los productos
hechos de este material, son conocidos como clase 1. Esto consiste en mantener
el material el tiempo suficiente a la temperatura a la cual el carburo de cromo se
disuelva y luego enfriarlo al aire o en un medio líquido a una velocidad suficiente
para evitar la reprecipitación del carburo. Los materiales así tratados son
conocidos como clase 1. Si en la orden de compra se solicitan los materiales con
tratamiento térmico con disolución de carburos después del acabado; los
materiales con este tratamiento son conocidos como clase 1A.

54
Cuando se desea incrementar las propiedades mecánicas, el material
austenítico para espárragos deben ser recocidos y estirados en frío.
Para espárragos L7M, el tratamiento térmico final, pueden ser el templado o el
revenido, operaciones efectuadas a una temperatura mínima de 620°C [1150°F],
debe realizarse después del maquinado de las cuerdas.
3.4.6. Calidad, acabado y apariencia.
Los espárragos deben terminar con extremos biselados y tener un acabado de
calidad, los extremos deben ser biselados, cónicos o redondeados a opción del
cliente. La longitud de la punta en los tornillos y espárragos debe ser no menor a
un hilo de rosca completa y no mayor a dos hilos, la longitud de la cuerda útil debe
ser medida desde el primer hilo de rosca hasta el último hilo de rosca en el otro
extremo terminal debiendo ser paralelo al eje.
Recubrimiento
Los espárragos, tornillos y tuercas de acero al carbón y baja aleación se deben
proveer con recubrimiento resistente a la corrosión hecho a partir de
politetrafluoroetileno (PTFE) de 20 micras de espesor, electrodepósito hecho
basándose en zinc 20 micras de espesor (ASTM B 633 o equivalente), cadmio
(ASTM B 766 o equivalente), aleación níquel – cobalto – boro con 20 micras de
espesor en el recubrimiento. Salvo que se especifique otra cosa en la orden de
compra.

55
3.4.7. Accesorios de los pernos.
Tuercas
Los espárragos deben suministrarse con dos tuercas y los tornillos con una,
cuando se especifique en la orden de compra. Las tuercas deben de cumplir con
lo establecido en las especificaciones ASTM A 194/A 194M y deben tener el
mismo tipo de rosca que el espárrago o tornillo.
Los tornillos, espárragos y birlos de los Grados L7, L7A, L7B, L7C, L43, L1, L70,
L71, L72 y L73 deben suministrarse con tuercas de aleaciones ferriticas en Grado
4 o Grado 7, conforme a la Especificación A-194/A 194M, equivalente o con un
acero de grado similar al de los espárragos.
Las tuercas Grado 7M con dureza que no exceda de 235 HB, deben ser usados
con espárragos, birlos y tornillos Grado L7M. Todos los materiales de tuercas,
incluyendo aquellos que pueden ser suministrados bajo la Especificación ASTM A
194/A 194M, deben someterse a los requerimientos de impacto de esta norma de
la siguiente manera: las pruebas de impacto deben ser hechas en probetas de
prueba tomadas de barra o placa de la misma colada de acero usados para la
fabricación de las tuercas, y tratadas térmicamente en alguna etapa de
fabricación.
Los tornillos y espárragos de Grados B8, B8C, B8T, B8P, B8F, B8M, B8LN, y
B8MLN deben ser suministrados con tuercas de aleación austenítica conforme a
los Grados 8, 8C, 8T, 8F, 8M, 8LN, y 8MLN de acuerdo a la especificación A
194/A 194M. Las pruebas de impacto no son requeridas para los Grados 8F, 8M,
8T, y 8MLN para temperaturas arriba de -200°C (-325°F) y para los Grados 8, 8P,
8C, y 8LN en temperaturas arriba -255°C (-425°F).

56
Si se requiere tuercas con prueba Charpy, la energía de impacto absorbida no
debe ser menor a 27 J (20 ft-lb) a una temperatura por abajo-100°C (-150° F), y
puede solicitar que las tuercas sean suministradas conforme a los Grados 8, 8C,
8M, 8P, 8T, 8F, 8LN, o 8MLN de acuerdo a la especificación A 194/A 194M o
equivalente.Las roldanas para uso con sujetadores ferríticos deben cumplir con
ASTM F 436 o equivalente.
Roscas
Todos los espárragos, tornillos, y tuercas que los acompañen, salvo que se
especifique otra cosa en la orden de compra, deben de ser roscados de acuerdo a
la clase 2A ASME ANSI B 1.1 o equivalente, en diámetros de 25 mm (1 pulgada) y
menores con serie de hilos roscas gruesas, y para diámetros de 28.5 mm (1 1/8 de
pulgada) y mayores con rosca de serie de 8 hilos por pulgada.
Cuando se ordenen productos en unidades métricas, las roscas deben ser de la
serie de roscas gruesas como se especifica en el ANSI B 1.13M o equivalente, y
debe n tener la tolerancia del grado 6G. (Para espárragos y/o sujetadores de
servicio de alta temperatura).
Cuando sea práctico, todas las cuerdas de roscas serán maquinadas después
del tratamiento térmico. Todos los grados de la clase 1A y los grados B8RA y
B8SA de la clase 1C, son tratados para solución de carburos en la condición de
terminado.
Cuando sea práctico, todas las cuerdas deberán ser formadas después del
tratamiento térmico. Los grados B8A, B8CA, B8MA, B8PA, B8TA, B8LNA,
B8MLNA, B8NA, B8MNA Y B8MLCuNA de la clase 1A, y los grados B8RA y B8SA
de la clase 1C, deberán ser tratados para disolución de carburos en la condición
de acabados.

57
Para espárragos y/o sujetadores de servicio de baja temperatura. Cuando sea
práctico, todas las roscas deben ser formadas después del tratamiento térmico.
Los grados B8A, B8CA, B8MA, B8PA, B8FA, B8TA, B8LNA B8MLNA, de la clase
1A deben ser tratados para disolución de carburos en la condición de acabados.
Tabla 7. Valores de torque recomendados.
Valores de torque recomendados
STRESS = 30,000 psi
Diámetro nominal del perno o esparrago (pulgadas).
Torque (pie. Lbs.)
½ 30
9/16 45
5/8 60
¾ 100
7/8 160
1 245
1 1/8 355
1 ¼ 500
1 3/8 680
1 ½ 800
1 5/8 1100
1 ¾ 1500
1 7/8 2000
2 2200
2 ¼ 3180
2 ½ 4400
2 ¾ 5920
3 7720
3 ¼ 8400

58
3 ½ 9000
3 ¾ 9400
4 10000
Fuente: Tomada Internacional S.A. de C.V. (2014).
Los valores de torque necesarios se basan en derivación de un stress mínimo
de asentamiento del empaque de 7,500 psi.
En los valores registrados en la tabla se asume que los pernos están lubricados
de tal manera que el factor de fricción es de 0.16.
Un stress de 30,000 psi podría exceder los niveles permitidos en algunos
materiales con los que se fabriquen los pernos.
59
3.5. Tubería.
Los tubos son conductos, generalmente hechos de acero, que tienen la función
de transportar líquidos y otros fluidos. Pueden presentarse en diferentes medidas,
formas y extensiones.
También se les suele asignar un nombre en función del fluido que están
transportando, por ejemplo, cuando su función es la de transportar gas se llaman
gasoductos, cuando transportan petróleo, oleoductos.
3.5.1. Fabricación de tubos.
En general, podemos encontrar tres métodos de fabricación de tubos:
Fabricación de tubos sin soldadura: También se le conoce como fabricación de
tubos sin costura. Este método consta de la selección de un lingote cilíndrico que
se calienta a altas temperaturas. Después de ser calentado, se pasa por un dado
cilíndrico y se le hace el agujero con una máquina llamada penetrador. Por lo
regular este tipo de tubo es utilizado para contener presión y este método de
fabricación es el más común.
Fabricación de tubos en espiral: Es también llamada fabricación de tubos con
soldadura helicoidal. Se lleva a cabo seleccionando láminas de acero que se
doblan para tomar la forma de un tubo. Después se le aplica soldadura a lo largo
de todo el tubo siguiendo una forma de espiral, como si tuviera una rosca o
cuerda.
Fabricación de tubos con costura recta: También conocida como fabricación de
tubos con costura longitudinal. Este método de fabricación de tubos es
prácticamente igual al anterior, con la diferencia de que aquí la soldadura se aplica
en línea recta para unir ambos extremos del tubo. La desventaja de esta forma de
fabricación es que el área de la soldadura representa la zona más débil del tubo.

60
Existen dos tipos de tubos que son los más utilizados:
Tubos de uso industrial: Se emplean en el área del transporte de energía, como
en las plantas hidroeléctricas, en el transporte de vapor de alta energía, también
en el ámbito de la petroquímica y en el desecho de materiales residuales de los
procesos industriales.
Tubos de uso doméstico: Este uso es el más común. Se utiliza este tipo de
tubos en el abastecimiento de agua en casas, departamentos, oficinas y demás
lugares que la requieran. También en el desagüe de las mismas transportando
desechos de la cocina, el baño y agua sucia en general. Para el caso del gas, se
utilizan tubos que conectan los tanques individuales o estacionarios con las
estufas, calentadores y otros aparatos domésticos que requieran de abastecerse
de gas. En la calefacción también son importantes los tubos.
En las plantas de proceso, el material más frecuente es acero de bajo contenido
en carbono, con el que se fabrica la llamada tubería de hierro negro. Con
frecuencia se utilizan también tuberías de hierro forjado y de fundición.

61
Figura 18. Tramo de tubería de gran longitud.
Las líneas de procesos de propósitos generales frecuentemente se construyen
de tuberías de acero normalizadas. Los tamaños estándar de las tuberías se
denominan por medio de su tamaño nominal y numero de cédula o numero de
Catalogo (Schedule Nº).
El rango del número de cédula van de 10 a 160, y los más altos indican un
espesor mayor de pared. Todas las cedulas de la tuberías de un tamaño nominal
dado tienen el mismo diámetro exterior.
Los números de cédula están relacionados con la presión permisible de
operación y el esfuerzo permisible del acero en la tubería.
Schedule Nº = 1000 * P/S
P = Presión de trabajo.
S = Esfuerzo permisible.
Los diámetros nominales de las tuberías de acero varía entre 1/8 y 30 pulgadas.
Las dimensiones normalizadas de tuberías de acero, se las conoce como IPS (iron
pipe size) o NPS (normal pipe size), y se entregan a continuación:

62
Tabla 8. Cedulas de tubería.
Diámetro nominal pulgadas, mm
Diámetro exterior mm
Diámetro interior mm
Espesor mm
Peso Kg/m
Área
Momento de inercia
Modulo de sección
Radio de giro cm
No. De cedula
½
12.7
21.33 21.33 21.33
17.53 15.79 13.87
1.89 2.77 3.73
0.960 1.347 1.62
30 40 80
¾ 19.05
26.67 26.67 26.67
27.89 20.93 18.85
1.89 2.87 3.91
1.13 1.69 2.20
30 40 80
1 25.4
33.40 33.40 33.40
29.62 26.56 24.30
1.84 3.41 4.55
1.50 2.73 3.24
30 40 80
1 1/4 31.8
42.16 42.16 42.16
37.60 35.32 32.46
2.28 3.42 4.85
2.35 3.41 4.47
30 40 80
1 1/2 38
48 48 48 48
45.72 41 38 34
2.28 3.7 5.1 7.1
2.643 4.0 5.4 7.2
5.2 6.9 9.2
12.9 16.3 20.1
5.3 6.7 8.3
1.6 1.5 1.5
30 40 80
160
2 51
60 60 60 60
57.35 53 49 48
2.65 3.9 5.5 8.7
3.978 5.4 7.5
11.1
6.9 9.5
14.1
27.7 36.1 48.4
9.2 12.0 16.0
2.0 1.9 1.9
30 40 80
160
2 1/2 64
73 73 73 73
70.35 63 59 54
2.65 5.2 7.0 9.5
4.707 8.6
11.4 14.9
11.0 14.5 19.0
63.7 80.1 97.9
17.4 21.9 26.8
2.4 2.3 2.3
30 40 80
160
3 76
89 89 89 89
85.96 78 74 67
3.04 5.5 7.6
11.1
6.705 11.3 15.3 21.3
14.4 19.5 27.2
126 162 210
28.3 36.5 47.2
3.0 2.9 2.8
30 40 80
160
3 1/2
89 102 102
90 85
5.7 8.1
13.6 18.6
17.4 23.8
199 261
39.2 51.5
3.4 3.3
40 80
4 102
114 114 114 114 114
110.96 102 97 92 87
110.96 102 97 92 87
8.524 16.1 22.3 28.3 33.6
20.6 28.5 36.1 42.9
301 400 485 552
52.7 70.0 84.8 96.7
3.8 3.8 3.7 3.6
30 40 80
120 160
5 127
141 141 141 141
128 122 116 110
6.6 9.5
12.7 15.9
21.8 30.9 40.3 49.0
27.8 39.5 51.5 62.6
631 860
1071 1250
89.3 121.8 151.6 177.0
4.8 4.7 4.6 4.5
40 80
120 160
6 152
168 168 168 168 168
163.45 154 146 140 132
4.55 7.1
11.0 14.3 18.3
18.41 28.2 42.5 54.2 67.4
36.0 54.3 69.2 86.1
1171 1685 2077 2455
133.3 200.2 247 292
5.7 5.6 5.5 5.3
30 40 80
120 160
8
203
219 219 219
206 205 203
6.3 7.0 8.1
33.3 36.8 42.5
42.5 47.0 54.3
2402 2635 3018
219 241 276
7.5 7.5 7.5
20 30 40
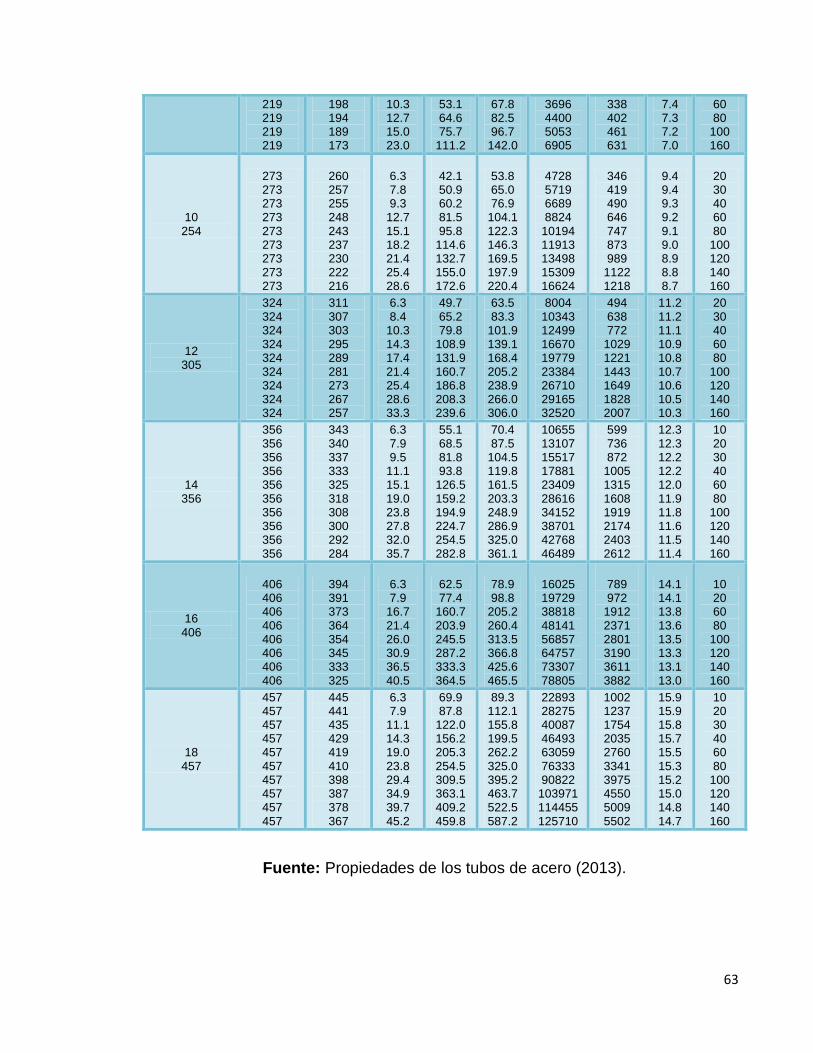
63
219 219 219 219
198 194 189 173
10.3 12.7 15.0 23.0
53.1 64.6 75.7
111.2
67.8 82.5 96.7
142.0
3696 4400 5053 6905
338 402 461 631
7.4 7.3 7.2 7.0
60 80
100 160
10 254
273 273 273 273 273 273 273 273 273
260 257 255 248 243 237 230 222 216
6.3 7.8 9.3
12.7 15.1 18.2 21.4 25.4 28.6
42.1 50.9 60.2 81.5 95.8
114.6 132.7 155.0 172.6
53.8 65.0 76.9
104.1 122.3 146.3 169.5 197.9 220.4
4728 5719 6689 8824
10194 11913 13498 15309 16624
346 419 490 646 747 873 989
1122 1218
9.4 9.4 9.3 9.2 9.1 9.0 8.9 8.8 8.7
20 30 40 60 80
100 120 140 160
12 305
324 324 324 324 324 324 324 324 324
311 307 303 295 289 281 273 267 257
6.3 8.4
10.3 14.3 17.4 21.4 25.4 28.6 33.3
49.7 65.2 79.8
108.9 131.9 160.7 186.8 208.3 239.6
63.5 83.3
101.9 139.1 168.4 205.2 238.9 266.0 306.0
8004 10343 12499 16670 19779 23384 26710 29165 32520
494 638 772
1029 1221 1443 1649 1828 2007
11.2 11.2 11.1 10.9 10.8 10.7 10.6 10.5 10.3
20 30 40 60 80
100 120 140 160
14 356
356 356 356 356 356 356 356 356 356 356
343 340 337 333 325 318 308 300 292 284
6.3 7.9 9.5
11.1 15.1 19.0 23.8 27.8 32.0 35.7
55.1 68.5 81.8 93.8
126.5 159.2 194.9 224.7 254.5 282.8
70.4 87.5
104.5 119.8 161.5 203.3 248.9 286.9 325.0 361.1
10655 13107 15517 17881 23409 28616 34152 38701 42768 46489
599 736 872
1005 1315 1608 1919 2174 2403 2612
12.3 12.3 12.2 12.2 12.0 11.9 11.8 11.6 11.5 11.4
10 20 30 40 60 80
100 120 140 160
16 406
406 406 406 406 406 406 406 406
394 391 373 364 354 345 333 325
6.3 7.9
16.7 21.4 26.0 30.9 36.5 40.5
62.5 77.4
160.7 203.9 245.5 287.2 333.3 364.5
78.9 98.8
205.2 260.4 313.5 366.8 425.6 465.5
16025 19729 38818 48141 56857 64757 73307 78805
789 972
1912 2371 2801 3190 3611 3882
14.1 14.1 13.8 13.6 13.5 13.3 13.1 13.0
10 20 60 80
100 120 140 160
18 457
457 457 457 457 457 457 457 457 457 457
445 441 435 429 419 410 398 387 378 367
6.3 7.9
11.1 14.3 19.0 23.8 29.4 34.9 39.7 45.2
69.9 87.8
122.0 156.2 205.3 254.5 309.5 363.1 409.2 459.8
89.3 112.1 155.8 199.5 262.2 325.0 395.2 463.7 522.5 587.2
22893 28275 40087 46493 63059 76333 90822
103971 114455 125710
1002 1237 1754 2035 2760 3341 3975 4550 5009 5502
15.9 15.9 15.8 15.7 15.5 15.3 15.2 15.0 14.8 14.7
10 20 30 40 60 80
100 120 140 160
Fuente: Propiedades de los tubos de acero (2013).

64
Las series más completa de tuberías de acero disponible son las cedulas 40 y 80. [5]
3.5.2. Designación de la clase de tuberías según su servicio.
El sistema siguiente establece (con identificación de múltiples digitos) el
procedimiento para la designación de la Clase:
Primer campo: Rango de Presión
(Carácter alfa para definir la clase de presión por ASME)
A = 150 lbs D = 600 lbs
B = 300 lbs E = 900 lbs
C = 400 lbs J = 125/150 lbs
Segundo Campo: Materiales
(Carácter numérico para identificar el tipo de material)
1 = Acero al Carbón
2 = No Clasificado
3 = Acero al Carbón (Galvanizado)
4 = No Clasificado
54 = 1.25% Cr, 0,5% Mo
56 = 5.0% Cr, 0,5% Mo
6 = FRP
7 = No Clasificado
8 = Acero Inoxidable Establecido como tipo 316
Tercer Campo: Servicio
(Carácter alfa para identificar la diferencia en el servicio de proceso dentro del
mismo material y clase )
A = En general Hidrocarburos, vapor de agua, y servicios más allá del rango del
fluído Categoría "D"
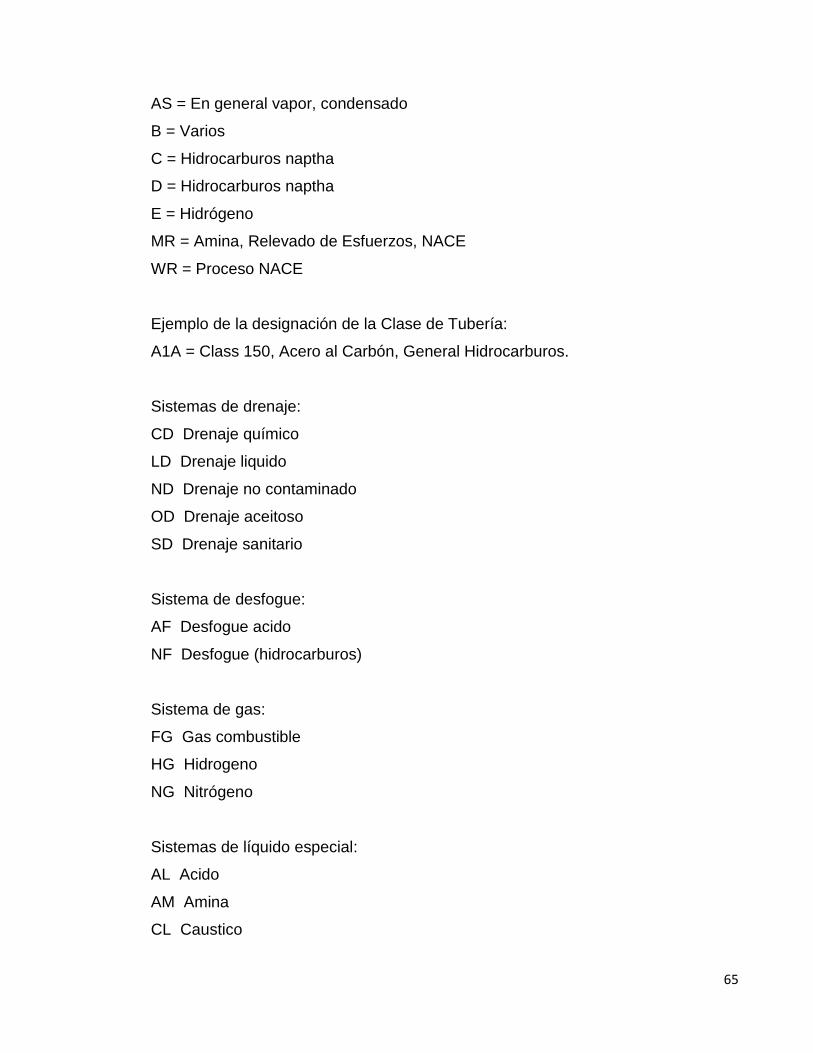
65
AS = En general vapor, condensado
B = Varios
C = Hidrocarburos naptha
D = Hidrocarburos naptha
E = Hidrógeno
MR = Amina, Relevado de Esfuerzos, NACE
WR = Proceso NACE
Ejemplo de la designación de la Clase de Tubería:
A1A = Class 150, Acero al Carbón, General Hidrocarburos.
Sistemas de drenaje:
CD Drenaje químico
LD Drenaje liquido
ND Drenaje no contaminado
OD Drenaje aceitoso
SD Drenaje sanitario
Sistema de desfogue:
AF Desfogue acido
NF Desfogue (hidrocarburos)
Sistema de gas:
FG Gas combustible
HG Hidrogeno
NG Nitrógeno
Sistemas de líquido especial:
AL Acido
AM Amina
CL Caustico

66
BL Amoniaco
IL Inyección química (desemulsificante, dmds, etc.)
Servicio de proceso:
P Proceso
Sistemas de agua:
AW Agua amarga
BW Agua de alimentación a calderas
CWR Retorno de agua de enfriamiento
CWS Suministro de agua de enfriamiento
DW Agua desmineralizada
ACI Agua contra incendio
SW Agua de lluvia
UW Agua de servicios
GWR Retorno de agua-glicol para enfriamiento
GWS Suministro de agua-glicol para enfriamiento
DWR Retorno de agua desmineralizada de enfriamiento del circuito cerrado
DWS Suministro de agua desmineralizada de enfriamiento del circuito cerrado
Identificación de tuberías
6" - P - X - X- XXXX - A1A -H Diámetro de la línea
Identificación de servicio de la línea
Identificación del sitio (3=salamanca)
Nombre equivalente de la unidad
Numero progresivo de la tubería
Especificación de la tubería
Clasificación de aislamiento (opcional)

67
IV. DESARROLLO DEL PROYECTO. En un proyecto de montaje de tubería es importante tener un estricto control de
los materiales que se utilizaran en el trabajo, hablamos de empaques, bridas,
válvulas, pernos o espárragos y de la tubería.
Todos estos materiales (a excepción de la tubería), se encuentran en el
almacén debidamente organizados y clasificados, su orden o autorización de
salida lleva un protocolo que le precede el cual nos permite tener un control y los
datos necesarios para que no se solicite el mismo material 2 veces evitan
extravíos o incluso robo del material.
4.1. Área donde se realizo el montaje.
Las figuras 19 y 20 muestran las aéreas donde se realizaron las actividades
correspondientes a las estadías, en estas aéreas se trabajo para llevar un control
de las líneas que montarían correspondientemente.
Figura 19. Área donde se trabajo en el periodo de estadías planta ULSG.

68
Figura 20. Torre de enfriamiento de agua utilizada en el proceso de producción de la planta.
. El área de compresores de servicio al inicio no contaba con ninguna tubería
montada ya que toda se encontraba aun en el área conocida como CADI que es el
lugar donde se pinta, se hacen trabajos de sand blast en la tubería y se descarga
los spools que llegan de los talleres encargados de la fabricación de las mismas.
Sand blast: La palabra en inglés proviene de los vocablos Sand: arena, Blast:
presión (arena a presión), sin embargo este sistema no emplea necesariamente
arena para su funcionamiento, por lo que lo definiremos como un sistema de
sopleteo con chorro de abrasivos a presión.
Este sistema consiste en la limpieza de una superficie por la acción de un
abrasivo granulado expulsado por aire comprimido a través de una boquilla. La
limpieza con "sandblast" es ampliamente usada para remover óxido, escama de
laminación y cualquier tipo de recubrimiento de las superficies preparándolas para
la aplicación de un recubrimiento. Dentro de los abrasivos más frecuentemente
empleados en este sistema encontramos:

69
Arena sílica
Óxido de aluminio
Carburo de silicio
Bicarbonato de Sodio
Granate
Escoria de Cobre
Perla de vidrio
Abrasivo plástico
Granalla de acero
El área de la torre de enfriamiento se encontraba en las mismas condiciones por
razones parecidas a las que tenía el área de compresores de servicio pero
también por la falta de personal que se designara a esa área para laborar y montar
la tubería necesaria.
A partir del mes de mayo con la contratación de nuevo personal se comenzaron
las labores en esta área que prácticamente se encontraba con cero actividad
originando un retraso en el proyecto. En caso muy diferente las áreas
correspondientes al edificio B y C se encontraban con personal laborando por lo
cual presentaban un avance mayor en comparación a las otras áreas.
Cabe mencionar que este proyecto que tiene como objetivo la construcción de
una planta refinadora de gasolina baja en azufre la cual se llamara “Ultra” llevaba
hasta el momento de la redacción de este documento un atraso por 2 años en su
construcción, la empresa anteriormente encargada del proyecto no cumplió con
sus objetivos y dejo a Eni Saipem con la responsabilidad de sacar a flote este
proyecto con la para estatal PEMEX.

70
4.2. Isométricos.
Al hablar de isométricos nos referimos a los planos donde se encuentran
impresos las líneas de tubería que el personal montara, en el se especifican los
materiales a usar así como la elevación y su posición con respecto a los puntos
cardinales. También es posible consultar en ellos las longitudes de los spools
(tramos de tubería) para verificar que concuerden con los que son traídos del
CADI, de no ser así será necesario su modificación en el área ya sea para agregar
un tramo extra para alargar su tamaño o por lo contrario reducirlo para su correcto
montaje. Cada línea se le designa un nombre de acuerdo al trabajo que
desempeñara o al fluido que transportara y este aparece en los isométricos para
que los tuberos, argoneros y soldadores que son los encargados sepan que
material solicitar al personal encargado de hacer los trámites de liberación de
materiales. (Ver figura 21).
Figura 21. Ejemplo de cómo se marcan los spools con su nombre de línea.
En los planos es posible la forma de los spools para su más rápida identificación
(figura 22) así como la brida que lleva en su extremo si es que la lleva ya que
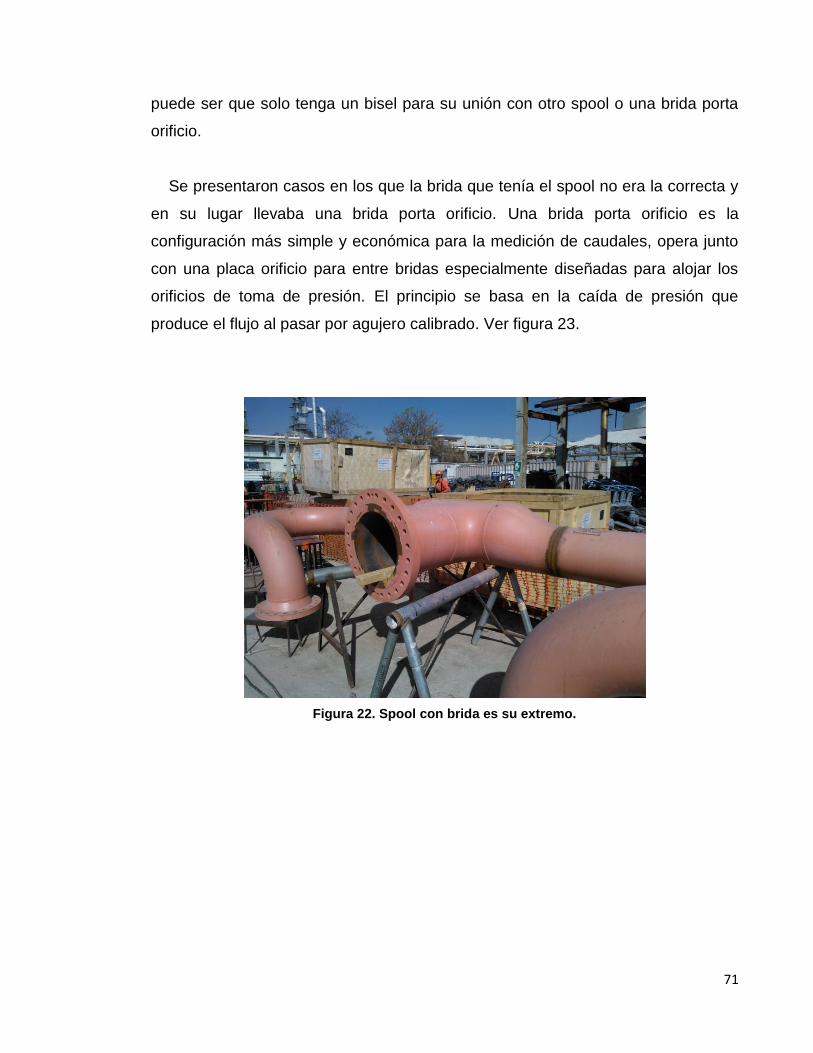
71
puede ser que solo tenga un bisel para su unión con otro spool o una brida porta
orificio.
Se presentaron casos en los que la brida que tenía el spool no era la correcta y
en su lugar llevaba una brida porta orificio. Una brida porta orificio es la
configuración más simple y económica para la medición de caudales, opera junto
con una placa orificio para entre bridas especialmente diseñadas para alojar los
orificios de toma de presión. El principio se basa en la caída de presión que
produce el flujo al pasar por agujero calibrado. Ver figura 23.
Figura 22. Spool con brida es su extremo.

72
Figura 23. Brida porta orificio.
Los isométricos se solicitaron al área de mapeo, el mapeo consiste en la
numeración de las juntas que hacen los soldadores y los argoneros ya que
también se registra el número de pulgadas soldadas.
Al contar con el numero de junta y el numero del soldador si la junta no pasa las
pruebas de partículas o líquidos penetrantes se tiene que modificar y volver a
soldar la junta se le reporta al soldador que su trabajo no paso la prueba, si
reincide en que las soldaduras que realiza este soldador no pasan la prueba se
procede a su baja ya que las fallas en las juntas implica pérdida de tiempo y de
recursos.
4.3. Pruebas a soldaduras.
Prueba de partículas magnéticas.
La inspección por partículas magnéticas es un tipo de ensayo no destructivo que
permite detectar discontinuidades superficiales y subsuperficiales en materiales
ferromagnéticos.

73
El principio de este método consiste en que cuando se induce un campo
magnético en un material ferromagnético, se forman distorsiones en este campo si
el material presenta una zona en la que existen discontinuidades perpendiculares
a las líneas del campo magnetizables, por lo que éstas se deforman o se producen
polos. Estas distorsiones o polos atraen a las partículas magnetizables que son
aplicadas en forma de polvo o suspensión en la superficie a examinar y por
acumulación producen las indicaciones que se observan visualmente de forma
directa o empleando luz ultravioleta. Sin embargo los defectos que son paralelos a
las líneas del campo magnético no se aprecian, puesto que apenas distorsionan
las líneas del campo magnético.
El campo magnético se puede generar mediante un imán permanente, un
electroimán, una bobina o la circulación de intensidad eléctrica sobre la pieza. El
imán permanente se suele utilizar poco debido a que solamente se pueden
conseguir con campos magnéticos débiles.
En una pieza alargada, la magnetización mediante bobina genera un campo
magnético longitudinal, por lo que muestra defectos transversales. En cambio, una
corriente eléctrica entre los extremos de la pieza genera un campo transversal, por
lo que detecta defectos longitudinales.
Las partículas magnétizables deben ser de pequeño tamaño para que tengan
buena resolución, es decir, para que detecten defectos pequeños o profundos.
Esto se debe a que cuanto mayor sea el tamaño de la partícula, mayor será el
campo necesario para girarla. Sin embargo, no deben ser demasiado pequeñas
para que no se acumulen en las irregularidades de la superficie, lo que
ocasionaría lecturas erróneas. Por ello, lo habitual es combinar en mismo ensayo
partículas pequeñas (de entre 1 μm y 60 μm) y grandes (desde 60 μm hasta 150
μm). [2]

74
Como ya se ha dicho, las partículas magnétizables se pueden aplicar en forma
de polvo o en suspensión en un líquido. En este último caso, el líquido empleado
puede ser: querosene, agua o aceite, entre otros.
4.4. Procedimiento de liberación de material del almacén.
Para la liberación de material del almacén existe un documento que maneja la
empresa llamado Voucher, este documento viene en dos copias con la única
diferencia que en una aparece el nombre de la línea que se solicita.
La que tiene el nombre de la línea esta copia se queda con el cabo o personal
de campo y la que no tiene el nombre de la línea es entregada con el encargado
de o jefe correspondiente a esta área para que lo firme y lo selle aprobando que el
material puede salir del almacén al área de trabajo, este protocolo puede durar de
dos a tres días dependiendo de la cantidad de material que se solicite ya que tiene
que ser revisado los vouchers para su aceptación.
Cuando las copias de los vouchers han sido firmadas y selladas se notifica de
esto al encargado de campo para poder recogerlas y llevarlas al encargado del
almacén el cual surtirá todo el material que este escrito en estos documentos, esta
misma persona lleva un registro de todo lo que entrega y a quien se lo entrega
para evitar que un Voucher sea surtido más de una vez. Si se presenta una
anomalía como esta se notifica al departamento de recursos materiales para que
se verifique en la base de datos existente si ese Voucher ya ha sido autorizado
anteriormente y por consiguiente no puede ser surtido nuevamente. De ser así se
procede hacer una solicitud para generar un documento conocido como “Voucher
de material extraviado”.
El Voucher de material extraviado se hace cuando el material ya no se encontró
y se necesita montar en su línea correspondiente. Estos casos se dan al perder el
control del material, las causas por las que sucede esto son las siguientes:

75
Utilización de material en otra línea que no corresponde. Estos se debe a
que por la presión existente por parte de la empresa por montar toneladas
de tubería los trabajadores buscan las piezas que necesitan de otras líneas
pretendiendo reponerlas después cosa que nunca sucede y el material por
consiguiente se extravía.
Robo de espárragos para herramientas hechizas. Es frecuente toparse con
trabajadores que toman espárragos para la fabricación de alineadores de
mariposa hechizos para soldar tubería o para uso provisional en el montaje
de una válvula, dejando incompleto el lote de espárragos de una línea.
Descuido en los empaques. Una vez fuera los empaques del almacén
deben ser montados para evitar su deterioro por corrosión o por golpes que
deformen el material en espiral que actúa como empaque y que absorbe la
fuerza entre las bridas cosa que no se hace ya que muchos empaques a la
hora de montarlos están dañados y es necesario reponerlos.
4.5. Montaje de tubería.
El procedimiento de montaje de spools o tubería consiste en tener a la
mano lo siguiente:
Personal para soldar o posicionar la pieza.
Una grúa de capacidad sobrada en comparación al peso del spool.
Maniobrista que de indicaciones al que maneja la grúa.
Supervisor de seguridad que ve a que se cumplan las normas de
seguridad y autorice la maniobra. [5]

76
Figura 24. Maniobra de montaje con grúa.
Figura 25. Montaje en área de quemador.
Los spools deben ser transportados del área de sand blast y pintura en planas o
vehículos con la capacidad suficiente para cumplir con la tarea, ya en el área será
descargado con el uso de una grúa como se muestra en la figura 26 y 27.
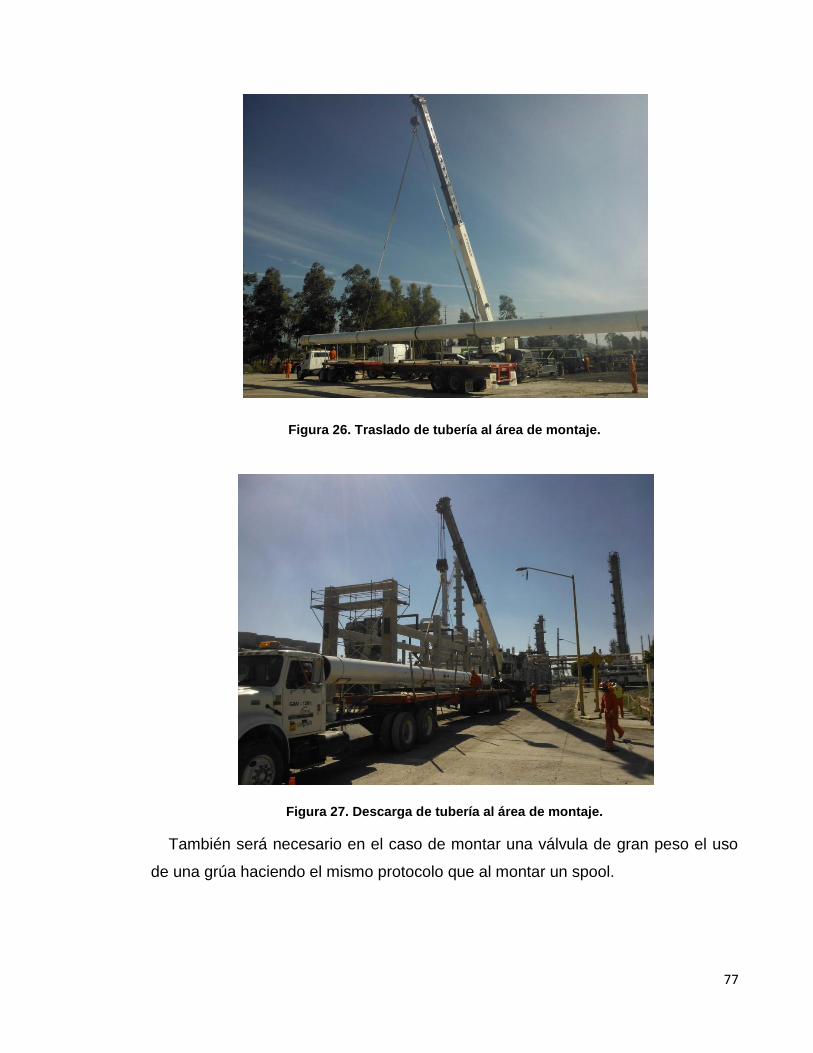
77
Figura 26. Traslado de tubería al área de montaje.
Figura 27. Descarga de tubería al área de montaje.
También será necesario en el caso de montar una válvula de gran peso el uso
de una grúa haciendo el mismo protocolo que al montar un spool.

78
Figura 28. Montaje de válvula de 32 in.
Como ya se menciono con anterioridad las válvulas se deben sostener de
lugares firmes como el volante para no dañarla a la hora de elevarla con la grúa
así como sujetarla bien con las eslingas para que no llegue a caerse esas
responsabilidades corresponden al equipo de maniobristas.

79
Figura 29. Alineación de la válvula con la ayuda de las indicaciones del maniobrista.
Figura 30. Colocación de válvula.

80
En las figuras 31, 32, 33 y 34 se muestra el proceso de montaje de una tubería
desde su ubicación a nivel de piso hasta su posición final, en este caso es un
tramo de compuesto de varios spools que se ubicara en el RACK 3 en el que van
tuberías con destino a la torre de enfriamiento conocida como CT-600.
Figura 31. Preparación de levantamiento de tubería con grúa.
Figura 32. Elevación de spool.

81
Figura 33. Maniobra de colocación en su posición final.
Figura 34. Termino de la maniobra con spool en su posición final.

82
De ser posible para la maniobra de ubicación del spool en su posición final los
obreros pueden intervenir haciéndolo manualmente como se muestra en la figura
35, obviamente al ser trabajo en altura el personal debe usar EPP (Equipo de
Protección Personal) que consta de botas con casquillo, overol, lentes de
seguridad de alto impacto, casco, guantes, arnés y tapones auditivos.
Figura 35. Intervención del personal en la maniobra de colocación de spool.
Una persona debe estar encargada de revisar los spools que llegan al CADI para
saber si entre ellos se encuentran alguno que pertenezca alguna línea de las
áreas en las que se labora, de ser así se solicita su transporte al área. (Ver figura
36).

83
Figura 36. Personal revisando notificaciones de llegada de spools con respecto a los planos.

84
V. RESULTADOS. Las áreas que presentaban un atraso considerable tuvieron un avance en este
periodo, el flujo del trabajo refiriéndose a solicitar material del almacén para su
montaje favoreció a que se montara mas toneladas de tubería por día, era
necesario la contratación de nuevo personal que cubriera áreas tanto
administrativas como en el campo.
Los supervisores de seguridad al cumplir con su propósito realizaban
constantemente paros en las obras que en ocasiones eran innecesarios
generando tiempos muertos.
Las causas por las que no se tenía un avance era la falta de control en los
procesos o protocolos establecidos esto provocaba que hubiera días sin montar
nada de tubería, así como la falta de vehículos que abastecieran las necesidades
de llevar spools a las áreas de trabajo o accesorios del almacén.
El personal de área civil no coordinaba bien sus obras e interrumpían u
obstaculizaban las obras de montaje y soldadura sobre todo al hacer obras
subterráneas como son las cimentaciones. Si no hay coordinación y comunicación
no hay avance.
El contar con personal que se encargue exclusivamente de llevar toda la
documentación en orden, es obligatorio para toda empresa que desarrolle
proyectos de este tipo tomar en cuenta a la hora de las contrataciones a personal
destinado para estas labores. Se debe manejar el estrés como un punto
considerable, una situación así puede provocar tomar decisiones incorrectas o
afectar la salud del trabajador (presión alta).

85
El orden y trabajo eficaz se puede lograr, en este caso el atraso de la empresa
anterior origino un caos en todo el proyecto, un caos que con responsabilidad se
puede controlar.
Los datos recabados permiten ver que no se cumplen al 100% los
procedimientos de trabajo en un proyecto de esta clase y que hay un descontrol
que es la cusa principal de retrasos y fallas en el proyecto.
Algunos protocolos tienen que ser más dinámicos, nos referimos al hecho que
la autorización de los vouchers para la liberación de material suele tardar más de
lo que debería, las causas pueden ser falta de personal que agilice la
documentación o simplemente una irresponsabilidad del departamento encargado.
VI. CONCLUSIONES. Se logro cumplir con los objetivos planteados al inicio de este periodo de
estadías, se tuvo acceso a los procedimientos de montaje, su documentación y los
recursos necesarios que se ven involucrados. Se propuso como objetivo encontrar
deficiencias y posibles mejoras a estos protocolos, las cuales fueron detectadas y
propuestas respectivamente.
La cooperación de cada una de las personas involucradas en un proyecto de
esta magnitud es la base para no perder el control de la misma y que el proyecto
no se vuelva un caos valores como responsabilidad, honestidad y respeto entre el
equipo de trabajo son esenciales.
Se debe tener más control de los materiales y cuidar que no se usen en líneas
que no corresponden pretender reponerlos después solo genera un descontrol
mayor y una acumulación de material que se tendrá que reponer y que será un
gasto extra para la empresa contratista en este caso Eni Saipem.

86
Se debe designar personal que se dedique exclusivamente al trabajo de llevar
la documentación y reportes del montaje de tubería y así los supervisores y cabos
se enfoquen en el trabajo de montaje de tubería que es lo importante al final del
día, obviamente, con seguridad y responsabilidad.
Debe haber una mayor comunicación entre departamentos, en este caso
seguridad, obra civil y obra mecánica. Eso evitara paros innecesarios y menos
tiempos muertos, tener maquinaria parada sin trabajar implica perdidas a la
empresa.
Si se exige avance la empresa debe proporcionar los equipos, maquinaria y
consumibles necesarios, muchos de los retrasos son provocados por falta de los
mismos.
Un proyecto debe contemplar el personal y su correcta distribución para las
tareas que se desempeñaran en el área administrativa y en el campo, el exceso
de carga de trabajo al personal provoca descuidos y que el trabajo se retrase, las
empresas en su afán de reducir costos recorta el personal pero esto solo provoca
más conflictos ya que es la misma cantidad de trabajo pero que recae sobre
menos personal. Mas trabajo y menos personal genera retrasos.

VII. BIBLIOGRAFÍA. 1.- W. Grenne Richard. (2012) Válvulas, selección, uso y mantenimiento. Primera edición. McGraw-Hill/Interamericana de México, S.A. DE C.V. México. 2. - ASME B16.5-2003 (2007). Pipe flanges and flanged fittings. Segunda edición. An American National Standard. U.S. 3. - ASME B31.3-2002 (2004). Process piping. Segunda edición. An American National Standard. U.S.
4. - Morales Gonzalez Nabora (2001). Espárragos y tornillos de acero de aleación y acero inoxidable para servicios de alta y baja temperatura. Primera edición. Comité de normalización de petróleos mexicanos y Organismos subsidiarios. México. 5.- Eni Saipem (2014). Especificaciones para materiales de tubería. Sexta edición. Eni Saipem. México. 6.-Xanik (2004). Almacenaje, instalación y mantenimiento de válvulas. Primera edición. Xanik. México.

VIII. ANEXOS