Product Selectivity and Optimization of Lipase-Catalyzed 1,3Propylene Glycol Esters by Mixture...
11
ORIGINAL PAPER Product Selectivity and Optimization of Lipase-Catalyzed 1,3-Propylene Glycol Esters by Mixture Design and RSM Hsiao-Ching Chen • Chia-Hung Kuo • Wei-Chuan Tsai • Yi-Lin Chung • Wen-Dee Chiang • Chieh-Ming J. Chang • Yung-Chuan Liu • Chwen-Jen Shieh Received: 28 September 2010 / Revised: 15 June 2011 / Accepted: 26 July 2011 / Published online: 13 August 2011 Ó AOCS 2011 Abstract Propylene glycol mono- (PGM) and diesters (PGD) are widely used as emulsifiers in food and phar- maceutical industry. Solvent engineering was applied to determine the optimum solvent mixtures for the lipase- catalyzed synthesis of 1,3-PGM and 1,3-PGD. After 24 h reaction, the results showed that the molar production of 1,3-PGM was 75% under pure 2M2B (2-methyl-2-butanol) system, whereas 1,3-PGD was preferred to produce in binary mixture system (n-hexane: octane 1:1) with 55% of molar production. Furthermore, the reaction parameters that affect esterification of 1,3-PGD using oleic acid as acyl donor in optimum cosolvent environment were evaluated by response surface methodology (RSM). The reaction temperature and reaction time were the most important parameters. Based on a ridge max analysis, the optimum conditions for 1,3-PGD synthesis were predicted to consist of a reaction time of 40.6 min, a temperature of 59 °C, an enzyme amount of 70.4%, a substrate molar ratio (1,3-propylene glycol/oleic acid) of 1:2.7 and an enzyme pretreatment pH of 6.4 on percentage of molar production of 1,3-PGD of 43.3 ± 4.2%. Keywords Ester Lipase Mixture design Optimization Propylene glycol RSM Introduction Specifically structured derivatives, such as propylene gly- col (propanediol; PDO) mono- (PGM) and diester (PGD) are widely used as emulsifiers and cosmetic formulations, such as: skin conditioning agents and viscosity increasing agents in the food and pharmaceutical industries [1]. However, the synthesis of propylene glycol esters by chemical method usually results in a complex mixture, dark by-products, off-flavors, toxicity and low purity at high reaction temperature [2–4]. The lipases-mediating biosynthetic reactions in organic media for preparing value-added structured glycerides as natural products, offer several advantages such as milder operating conditions, high molar conversion, cleaner products, and reduced waste production [5, 6]. A number of parameters have been screened and eval- uated the effects on the lipase-catalyzed conversion of PGM and PGD including temperature, enzyme pretreat- ment pH, organic solvents, reaction time, etc [7, 8]. The first element to be considered is the organic solvent selection according to the mutual solubility between reac- tants and organic solvents, or that the product around the enzyme will cause enzyme inhibition or side reaction to occur. That means, if the polarity of reactants is high, it indicates that the product will easily dissolve in water, so H.-C. Chen, C.-H. Kuo contributed equally to this work. H.-C. Chen W.-C. Tsai Department and Graduate Program of Bioindustry Technology, Dayeh University, Chang-Hua 515, Taiwan C.-H. Kuo Y.-L. Chung C.-J. Shieh (&) Biotechnology Center, National Chung Hsing University, Taichung 402, Taiwan e-mail: [email protected] W.-D. Chiang Department of Food Science, Tunghai University, Taichung 402, Taiwan, ROC C.-M. J. Chang Y.-C. Liu Department of Chemical Engineering, National Chung Hsing University, Taichung 402, Taiwan 123 J Am Oil Chem Soc (2012) 89:231–241 DOI 10.1007/s11746-011-1914-9
-
Upload
rrameshprabu -
Category
Documents
-
view
5 -
download
0
Transcript of Product Selectivity and Optimization of Lipase-Catalyzed 1,3Propylene Glycol Esters by Mixture...

ORIGINAL PAPER
Product Selectivity and Optimization of Lipase-Catalyzed1,3-Propylene Glycol Esters by Mixture Design and RSM
Hsiao-Ching Chen • Chia-Hung Kuo • Wei-Chuan Tsai •
Yi-Lin Chung • Wen-Dee Chiang • Chieh-Ming J. Chang •
Yung-Chuan Liu • Chwen-Jen Shieh
Received: 28 September 2010 / Revised: 15 June 2011 / Accepted: 26 July 2011 / Published online: 13 August 2011
� AOCS 2011
Abstract Propylene glycol mono- (PGM) and diesters
(PGD) are widely used as emulsifiers in food and phar-
maceutical industry. Solvent engineering was applied to
determine the optimum solvent mixtures for the lipase-
catalyzed synthesis of 1,3-PGM and 1,3-PGD. After 24 h
reaction, the results showed that the molar production of
1,3-PGM was 75% under pure 2M2B (2-methyl-2-butanol)
system, whereas 1,3-PGD was preferred to produce in
binary mixture system (n-hexane: octane 1:1) with 55% of
molar production. Furthermore, the reaction parameters
that affect esterification of 1,3-PGD using oleic acid as acyl
donor in optimum cosolvent environment were evaluated
by response surface methodology (RSM). The reaction
temperature and reaction time were the most important
parameters. Based on a ridge max analysis, the optimum
conditions for 1,3-PGD synthesis were predicted to consist
of a reaction time of 40.6 min, a temperature of 59 �C,
an enzyme amount of 70.4%, a substrate molar ratio
(1,3-propylene glycol/oleic acid) of 1:2.7 and an enzyme
pretreatment pH of 6.4 on percentage of molar production
of 1,3-PGD of 43.3 ± 4.2%.
Keywords Ester � Lipase � Mixture design �Optimization � Propylene glycol � RSM
Introduction
Specifically structured derivatives, such as propylene gly-
col (propanediol; PDO) mono- (PGM) and diester (PGD)
are widely used as emulsifiers and cosmetic formulations,
such as: skin conditioning agents and viscosity increasing
agents in the food and pharmaceutical industries [1].
However, the synthesis of propylene glycol esters by
chemical method usually results in a complex mixture,
dark by-products, off-flavors, toxicity and low purity at
high reaction temperature [2–4]. The lipases-mediating
biosynthetic reactions in organic media for preparing
value-added structured glycerides as natural products, offer
several advantages such as milder operating conditions,
high molar conversion, cleaner products, and reduced
waste production [5, 6].
A number of parameters have been screened and eval-
uated the effects on the lipase-catalyzed conversion of
PGM and PGD including temperature, enzyme pretreat-
ment pH, organic solvents, reaction time, etc [7, 8]. The
first element to be considered is the organic solvent
selection according to the mutual solubility between reac-
tants and organic solvents, or that the product around the
enzyme will cause enzyme inhibition or side reaction to
occur. That means, if the polarity of reactants is high, it
indicates that the product will easily dissolve in water, so
H.-C. Chen, C.-H. Kuo contributed equally to this work.
H.-C. Chen � W.-C. Tsai
Department and Graduate Program of Bioindustry Technology,
Dayeh University, Chang-Hua 515, Taiwan
C.-H. Kuo � Y.-L. Chung � C.-J. Shieh (&)
Biotechnology Center, National Chung Hsing University,
Taichung 402, Taiwan
e-mail: [email protected]
W.-D. Chiang
Department of Food Science, Tunghai University, Taichung 402,
Taiwan, ROC
C.-M. J. Chang � Y.-C. Liu
Department of Chemical Engineering, National Chung Hsing
University, Taichung 402, Taiwan
123
J Am Oil Chem Soc (2012) 89:231–241
DOI 10.1007/s11746-011-1914-9

the water-miscible solvents (log P B 2) must be the best
choice for the enzymatic reaction. Laane et al. [9] reported
the major principle for the most suitable organic solvents
selection, called partition coefficient (log P), a polarity
index of organic solvents, which can be calculated by the
equation that is defined as P = [organic solvent]octanol/
[organic solvent]water. As the log P value C4, it indicates
that this kind of solvent is extremely unlikely to dissolve in
water and will not grab the essential water from the pro-
tein’s surface to benefit the enzymatic reaction. In addition,
the log P value between 2 and 4 means the polarity of
solvents is medium with a lower hydrophobicity. The log
P value of high polarity solvents (water-miscible and
hydrophilic solvents) is less than 2 and this kind of solvents
can easily grab the essential water from the protein’s sur-
face to inactive the enzymatic reaction. Therefore, the
composition of the mixed organic solvent would be another
important factor distinct in regard to the alteration of
substrate specificity and affinity of substrates for lipase-
catalyzed reactions [10–12].
For further industrial applications, it is important to design
a simple and efficient enzymatic biosynthesis system from
large experimental variables and to obtain the optimum pro-
duction of valuable products with appropriate solvent for-
mulation in a short time period and minimum trial. A number
of functional statistical models, such as response surface
methodology (RSM), central composite rotatable design
(CCRD) and mixture design, have been successfully applied
to investigate their possible interactions and to optimize var-
ious valuable esters production by lipase [13–15].
The present work focuses on obtaining a fundamental
understanding of the solvents polarity effects on regioselec-
tivity of lipase by using a simplex centroid design. Three kinds
of organic solvents with different reactant solubility properties
accompanied by varied log P values were selected in this
study; they are 2M2B (2-methyl-2-butanol; log P = 1.5),
hexane (log P = 3.5), and octane (log P = 4.5), respectively.
Triangular contour plots were employed to achieve the opti-
mum solvent mixtures for further optimum biosynthesis pro-
cedure development of PGM and PGD by RSM; it can be used
to better understand the relationships between the selected
factors, including reaction time, temperature, enzyme amount,
substrate molar ratio, and enzyme pretreatment pH on the
response (percentage of molar production of 1,3-propylene
glycol ester (PGE)).
Experimental Procedures
Materials
Novozym� 435 (from presently named Candida antarc-
tica) supported on macroporous acrylic resin was pur-
chased from Novo Nordisk Bioindustrials, Inc. (Bagsvaerd,
Denmark). Oleic acid (99% pure), 1,3-propylene glycol
(99% pure), 1(3)-monooleoyl-rac-glycerol, 1,3-dioleoyl
glycerol and 2M2B (2-methyl-2-butanol) were purchased
from Sigma Chemical Co. (St. Louis, MO, USA). Octane
and n-hexane were obtained from Merck Chemical Co.
(Darmstadt, Germany). All other chemicals were of ana-
lytical reagent grade.
Experimental Design
A three-variable simplex centroid design was employed, in
which the total number of points was 2q - 1, q being equal
to the number of variables, i.e., three in this study resulted in
23 - 1 total number of points as shown in Table 1 [16, 17].
Table 1 Three-variable
simplex centroid design,
experimental data, and
predicted data for mixture
response surface analysis
Mixture design results in seven
formulations
2M2B 2-methyl-2-butanol;
1,3-PGM 1,3-propylene glycol
monoester; 1,3-PGD1,3-propylene glycol diester;
PG propropylene glycola Unreacted PG (%) was
calculated by comparing the
amount of PG input and the
amount of products madeb Underline type indicates
predicted values from model
listing in Table 2
Formula number Components of solvent (%) Yield (%) Unreacteda
2M2B n-hexane Octane 1,3-PGM 1,3-PGD PG (%)
1 100 0 0 79.32 7.02 13.66
72.63b 7.03 20.34
2 0 100 0 63.30 36.71 0
60.39 39.61 0
3 0 0 100 55.74 37.84 6.42
55.88 38.10 6.02
4 50 50 0 75.15 13.58 11.27
77.61 12.24 10.15
5 50 0 50 63.74 16.78 19.48
65.18 14.82 20.00
6 0 50 50 39.67 56.51 3.82
46.83 49.20 3.97
7 33.3 33.3 33.3 67.75 20.85 11.40
68.10 19.74 12.16
232 J Am Oil Chem Soc (2012) 89:231–241
123

The percentage of composite blends of solvent is presented
at levels ranging from 0 to 100%. Two replications were
conducted in this study.
A 5-level-5-factor CCRD was employed in this study,
requiring 32 experiments [18, 19]. The fractional factorial
design consisted of 16 factorial points, 10 axial points (two
axial points on the axis of each design variable at a distance
of 2 from the design center), and 6 center points. The
variables and their levels selected for the study of 1,3-PGD
synthesis were: reaction time (10–50 min); temperature
(25–65 �C); enzyme amount (20–100%), (by weight of
1,3-propylene glycol; 0.0046 to 0.0182 g); substrate molar
ratio (1,3-propylene glycol/oleic acid; 1:2–1:4); and
enzyme pretreatment pH (pH 5–9). Table 3 shows the
independent factors (xi), levels and experimental design in
terms of coded and uncoded.
Immobilized Lipase Pretreated under Different
pH Value
Novozym� 435 was soaked in the different pH value of
0.1 M phosphate buffer solution (pH 5–9) stirred in an
orbital shaking water bath (200 rpm) for 24 h, then dehy-
drated by a freeze dryer (Eyela FD-1000, Japan) for 24 h.
The water content of lipase was measured with a Karl-
Fischer analyzer (Mettler-Toledo DL31, USA). The initial
water content of lipase was 2.1%.
Esterification Method
Typical enzymatic synthesis of 1,3-PGD was carried out
in closed screw-capped test tubes containing 100 mM
1,3-propylene glycol and 200 mM oleic acid, 0.23 g (100%
1,3-propylene glycol, w/w) of Novozym� 435 and 3 mL
organic solvent mixtures containing variant components
as shown in Table 1. All reactions were incubated in an
orbital shaking water bath (200 rpm) at a reaction tem-
perature of 55 �C for 24 h.
After the optimum cosolvent environment (n-hexane
and 2M2B, 1:1, v/v) was established by simplex centroid
design and triangular contour plots. Each modified bio-
synthesis reactions contained 100 mM 1,3-propylene gly-
col, diverse molar ratios of oleic acid and 3 mL optimum
cosolvent environment, followed by different amounts of
pretreated Novozym� 435 with different pH values and
incubated under various reaction temperatures and reaction
times as shown in Table 3.
Determination of 1,3-PGE
Immobilized enzyme and residual water was removed by
passing the reaction media through an anhydrous sodium
sulfate column. All samples were analyzed by injecting a
20-lL aliquot into a Hewlett-Packard 1100 high-performance
liquid chromatograph (Avondale, PA, USA) equipped with an
ultraviolet detector at 210 nm and a C18 reversed-phase
analytical Spherisorb ODS-2 column (5 lM, 250 9 4.6 mm)
(Macherey-Nagel, Duren, Germany) thermostated at a reac-
tion temperature of 45 �C. Elution was carried out using
acetone and acetonitrile (50:50, vol/vol), a flow rate of
1 mL/min held for 5 min and then increased to 1.5 mL/min.
The total running time was 12 min. The molar conversion was
defined as (mmol of product (PGM or PGD)/mmol of initial
PG) 9 100%. PGM and PGD concentrations were calcu-
lated using response factors derived from calibration curves of
1(3)-monooleoyl-rac-glycerol and 1,3-dioleoyl glycerol,
respectively.
Statistical Analysis
The Statistical Analysis System (SAS) was employed to
analyze the experimental data listed in Table 1 [20].
Multiple regression analysis (Proc Reg) of this package
was employed to fit a quadratic canonical polynomial
model described as follows [16]:
Y ¼ b1X1 þ b2X2 þ b3X3 þ b1b2X1X2 þ b1b3X1X3
þ b2b3X2X3 ð1Þ
where Y is a predicted dependent variable (each yield of
acylglycerides); b1, b2, b3, b1b2, b1b3, b2b3 are the cor-
responding parameter estimates for each linear and cross-
product term produced for the prediction models; X1 is the
component of 2M2B; X2 is the component of n-hexane; and
X3 is the component of octane.
Another experimental data (Table 3) were analyzed by
the response surface regression (RSREG) procedure to fit
the following second-order polynomial Eq. 2:
Y ¼ bk0 þX5
i¼1
bkixi þX5
i¼1
bkiix2i þ
X4
i¼1
X5
j¼iþ1
bkijxixj ð2Þ
where Y is response (percentage of molar production of
1,3-PGE); bk0, bki, bkii, and bkij are constant coefficients
and xi the uncoded independent variables. The RIDGE
MAX analysis was used to compute the estimated ridge of
maximum response for increasing radii from the center of
the original design.
Results and Discussion
Optimum Solvent Constituents for Specific Selectivity
of Lipase
The enzyme utilized in this study, called Novozym� 435, is
an immobilized preparation of a thermostable lipase. The
J Am Oil Chem Soc (2012) 89:231–241 233
123

positional specificity of Novozym� 435 depends on the
reactants. In some reactions it shows 1,3-positional speci-
ficity whereas in other reactions the lipase functions as a
non-positional specific lipase. Several studies have shown
that the activity and specificity of hydrolases in organic
solvents is highly dependent on the nature of the solvent
[21, 22]. To get a better understanding of solvent polarity
effects on reaction selectivity and productivity, a system-
atically statistical methodology, mixture RSM, able to
evaluate the prediction of variant propylene glycol ester
distribution has been employed in our study. Three organic
phases, 2M2B, hexane and octane, accompanied different
polarity (log P value) of 1.5, 3.5 and 4.5, were selected for
optimum solvent system strategy development.
The experimental and predicted product distributions at
equilibrium in Novozym� 435 catalyzed esterification of
1,3-propylene glycol are presented in Table 1. Among the
various treatments, the molar production of 1,3-PGD was
only 7% in pure 2M2B (treatment no.1), but 57% higher
molar production (treatment no.6) in binary mixture system
containing n-hexane and octane (1:1; v/v) represented that
a positive correlation between the solubility of hydropho-
bic substrates (oleic acid and 1,3-propylene glycol) in
binary mixture system containing n-hexane (log P = 3.5)
and octane (log P = 4.5), and the product yields obtained
in a lipase-catalyzed esterification reaction. Based on the
results of multiple regressions, the estimates of parameters
and the coefficient of determination (R2) for the prediction
models for percentage yield of all products are shown in
Table 2. With very satisfactory R2 value ([0.99) indicated
that the quadratic canonical polynomial equations were
highly significant and adequate to represent the actual
relationship and the response (percent yield) and significant
variables. The prediction models were employed to gen-
erate triangular response surface and contour plots for
further applicable evaluation.
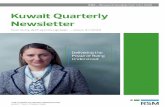
The triangular contour and response surface plots of
percentage of molar production of 1,3-PGM and 1,3-PGD
in lipase-catalyzed esterification of 1,3-propylene glycol
are shown in Fig. 1. The contour and response surface
behavior of the 1,3-PGM (Fig. 1A and a) revealed that the
percentage of molar production of 1,3-PGM were 75, 60
and 35% under pure 2M2B, n-hexane and octane biosyn-
thetic systems, respectively. These indicated that the lipase
tends to be more favorable toward a polar solvent system
with low log P value for higher monoester production
activity that might be caused by specific interaction
between the enzyme and 2M2B. However, only 10% of
1,3-PGD (Fig. 1B and b) molar production was observed in
the pure 2M2B system, but a 4-fold higher diester pro-
duction was achieved under a pure n-hexane and octane
system with high log P value. More interestingly, since the
lipase catalyzed esterification in a solvent mixture con-
taining 50% n-hexane and 50% octane, the 1,3-PGD pro-
duction increased to 55%. It indicated that the hydrophobic
co-solvent system might cause the protein conformational
change to maintain a high stable status to enhance the
specificity of lipase toward 1,3-PGD production. In com-
parison with previous works, our results are in agreement
with a former observation that suggested various physico-
chemical effects on enzyme molecules, especially lipase,
differ depending upon the kinds of organic solvents [13,
15, 23]. The yields of PGMDHA and PGMEPA with fatty
acid and propylene glycol as substrate in hexane/tert-butyl
alcohol = 9:1 (log P 3.5/0.8) by lipase-catalyzed, were 47
and 49 mM [10]. Esterification reaction of undecanoic acid
and 1,3 propanediol or 1,2 propanediol, using catalyzed
PS-30, in solvent log P 1.2–5.0 or log P 1.4–4.5. The yields
were 18–84% and 12–52% [11]. Monoglyceride synthesis
by lipase-catalysis esterification in hexane/2M2B system
obtained 94% yield [24]. These results were same as ours .
The result indicated the hydrophobic co-solvent system
may influence a high stable status to enhance the specificity
of lipase toward the 1,3-PGD production. Apparently, the
combination of solvent engineering and mixture RSM
created another powerful tool to simplify the production
process with an appropriate biosynthetic solvent phase to
increase the yield of diverse valuable products for further
industrial applications.
RSM Basis of Optimum Enzymatic Synthesis
of 1,3-PGD
As a result of unapparent solvent polarity effects on lipase-
catalyzed of 1,3-PGM, we decided to utilize the 5-level-5-
factor CCRD and RSM, a useful statistical technique,
for further optimum biosynthesis of 1,3-PGD investiga-
tion. With minimum experimental frequency and time
consumption, we clearly realized the inter-relationships
between reaction parameters and responses and could
obtain the molar production process to benefit food man-
ufacturers and processors.
Table 2 Parameter estimates for variables used in predicted models
for glycerolysis products
Solvent 1,3-PGM 1,3-PGD
2M2B (x1) 0.075 1.003
n-hexane (x2) -0.179 1.253
Octane (x3) -85.072 107.697
2M2B 9 n-hexane (x1x2) 0.027 -0.030
2M2B 9 octane (x1x3) 1.264 -1.753
n-hexane 9 octane (x2x3) 4.244 -3.987
R2 0.994 0.992
2M2B 2-methyl-2-butanol; 1,3-PGM 1,3-propylene glycol monoester;
1,3-PGD 1,3-propylene glycol diester; PG propropylene glycol
234 J Am Oil Chem Soc (2012) 89:231–241
123
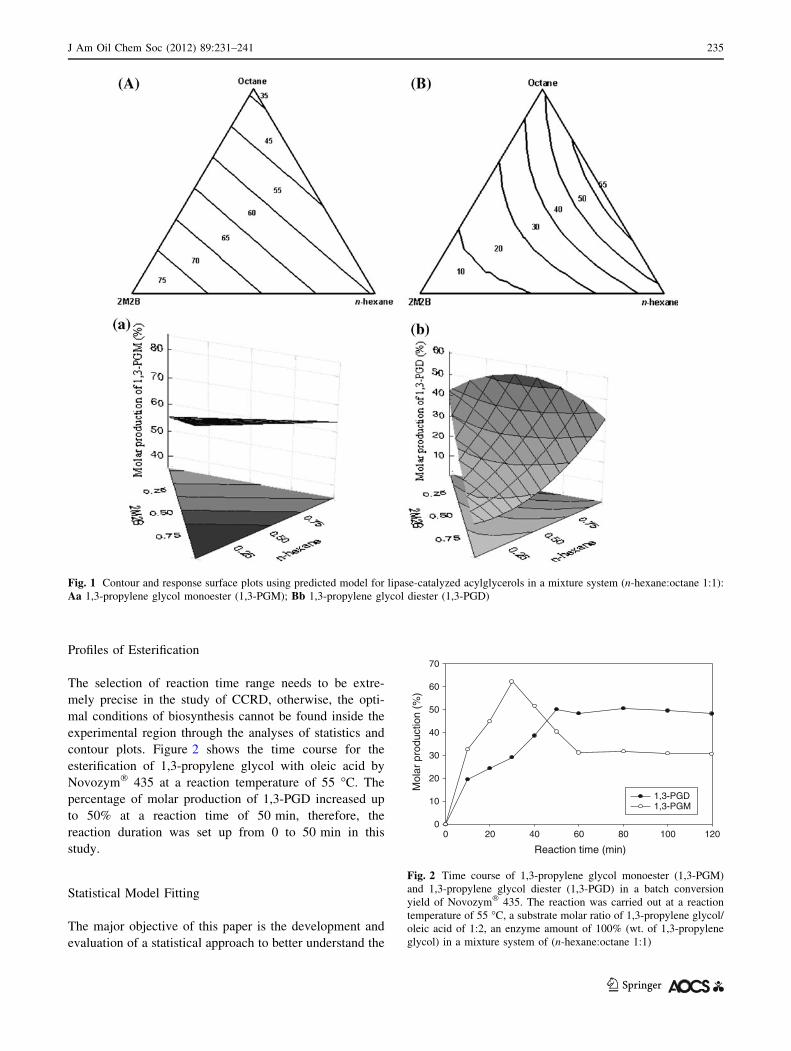
Profiles of Esterification
The selection of reaction time range needs to be extre-
mely precise in the study of CCRD, otherwise, the opti-
mal conditions of biosynthesis cannot be found inside the
experimental region through the analyses of statistics and
contour plots. Figure 2 shows the time course for the
esterification of 1,3-propylene glycol with oleic acid by
Novozym� 435 at a reaction temperature of 55 �C. The
percentage of molar production of 1,3-PGD increased up
to 50% at a reaction time of 50 min, therefore, the
reaction duration was set up from 0 to 50 min in this
study.
Statistical Model Fitting
The major objective of this paper is the development and
evaluation of a statistical approach to better understand the
Fig. 1 Contour and response surface plots using predicted model for lipase-catalyzed acylglycerols in a mixture system (n-hexane:octane 1:1):
Aa 1,3-propylene glycol monoester (1,3-PGM); Bb 1,3-propylene glycol diester (1,3-PGD)
Reaction time (min)
0 20 40 60 80 100 120
Mol
ar p
rodu
ctio
n (%
)
0
10
20
30
40
50
60
70
1,3-PGD1,3-PGM
Fig. 2 Time course of 1,3-propylene glycol monoester (1,3-PGM)
and 1,3-propylene glycol diester (1,3-PGD) in a batch conversion
yield of Novozym� 435. The reaction was carried out at a reaction
temperature of 55 �C, a substrate molar ratio of 1,3-propylene glycol/
oleic acid of 1:2, an enzyme amount of 100% (wt. of 1,3-propylene
glycol) in a mixture system of (n-hexane:octane 1:1)
J Am Oil Chem Soc (2012) 89:231–241 235
123

relationship between the variables and the responses (per-
centage of molar production) of a lipase-catalyzed esteri-
fication reaction. In this way, the process can be optimized
before the scaling-up procedure, in order to save work,
money and time consumption, allowing us to obtain an
economically valuable product with high quality and lower
costs. Compared with a one-factor-at-a-time design, which
has been adopted most often in the literature, RSM con-
jugated with 5-level-5-factor CCRD employed in this study
was more efficient in reducing the experimental runs
and time consumption for the optimized biosynthesis of
1,3-PGD under investigation.
The RSREG procedure was employed to fit the second-
order polynomial Eq. 2 to the experimental data—per-
centage of molar productions of 1,3-PGD (Table 3).
Among the various treatments, the highest percentage of
molar production (47.03%) was treatment #8 (a reaction
time of 40 min, a reaction temperature of 55 �C, a substrate
molar ratio (1,3-propylene glycol/ oleic acid) of 1:2.5, an
enzyme amount of 80% and an enzyme pretreatment pH of
6.0), and the lowest conversion (14.61%) was treatment
#19 (a reaction time of 30 min, a reaction temperature of
25 �C, a substrate molar ratio of 1:3, an enzyme amount of
60% and an enzyme pretreatment pH of 7.0). From the
Table 3 Central composite
rotatable second-order design,
experimental data, and
predicted values for five-level-
five-factor response surface
analysis
a The treatments were run in a
random orderb Numbers in parenthesis
represent actual experimental
amounts
Treatment Reaction
time
(min)
Reaction
temperature
(�C)
Enzyme amount
(% by wt. of 1,3-
propylene glycol)
Substrate molar
ratio (1,3-propylene
glycol/oleic acid)
Enzyme
pretreatment
pH
Yield
(%)
#a x1 x2 x3 x4 x5 Y
1 -1 (20)b -1 (35) -1 (40) -1 (1:2.5) 1 (8) 21.48
2 1 (40) -1 (35) -1 (40) -1 (1:2.5) -1 (6) 24.20
3 -1 (20) 1 (55) -1 (40) -1 (1:2.5) -1 (6) 25.56
4 1 (40) 1 (55) -1 (40) -1 (1:2.5) 1 (8) 30.00
5 -1 (20) -1 (35) 1 (80) -1 (1:2.5) -1 (6) 31.07
6 1 (40) -1 (35) 1 (80) -1 (1:2.5) 1 (8) 35.11
7 -1 (20) 1 (55) 1 (80) -1 (1:2.5) 1 (8) 34.98
8 1 (40) 1 (55) 1 (80) -1 (1:2.5) -1 (6) 47.03
9 -1 (20) -1 (35) -1 (40) 1 (1:3.5) -1 (6) 22.76
10 1 (40) -1 (35) -1 (40) 1 (1:3.5) 1 (8) 25.13
11 -1 (20) 1 (55) -1 (40) 1 (1:3.5) 1 (8) 26.94
12 1 (40) 1 (55) -1 (40) 1 (1:3.5) -1 (6) 34.60
13 -1 (20) -1 (35) 1 (80) 1 (1:3.5) 1 (8) 28.02
14 1 (40) -1 (35) 1 (80) 1 (1:3.5) -1 (6) 34.97
15 -1 (20) 1 (55) 1 (80) 1 (1:3.5) -1 (6) 23.73
16 1 (40) 1 (55) 1 (80) 1 (1:3.5) 1 (8) 33.31
17 -2 (10) 0 (45) 0 (60) 0 (1:3) 0 (7) 16.13
18 2 (50) 0 (45) 0 (60) 0 (1:3) 0 (7) 30.78
19 0 (30) -2 (25) 0 (60) 0 (1:3) 0 (7) 14.61
20 0 (30) 2 (65) 0 (60) 0 (1:3) 0 (7) 40.99
21 0 (30) 0 (45) -2 (20) 0 (1:3) 0 (7) 18.74
22 0 (30) 0 (45) 2 (100) 0 (1:3) 0 (7) 22.47
23 0 (30) 0 (45) 0 (60) -2 (1:2) 0 (7) 21.95
24 0 (30) 0 (45) 0 (60) 2 (1:4) 0 (7) 24.29
25 0 (30) 0 (45) 0 (60) 0 (1:3) -2 (5) 26.84
26 0 (30) 0 (45) 0 (60) 0 (1:3) 2 (9) 19.88
27 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 20.31
28 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 20.03
29 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 22.33
30 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 22.33
31 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 21.23
32 0 (30) 0 (45) 0 (60) 0 (1:3) 0 (7) 17.40
236 J Am Oil Chem Soc (2012) 89:231–241
123

SAS output of RSREG, the second-order polynomial
equation is given below:
Y ¼ 129:505� 0:425x1 � 1:394x2 þ 0:636x3
� 23:004x4 � 19:653x5 þ 0:017x21 þ 0:010x1x2
þ 0:028x22 þ 0:005x1x3 � 0:005x2x3 þ 0:003x2
3
þ 0:054x1x4 � 0:213x2x4 � 0:221x3x4
þ 6:467x24 � 0:166x5x1 � 0:021x2x5 � 0:009x3x5
þ 0:579x4x5 þ 1:678x25: ð3Þ
Analysis of variance (Table 4) indicated that the second-
order polynomial model was highly significant and ade-
quate to represent the actual relationship between the
response (percentage of molar production) and the signif-
icant variables with a very small p value (0.038) and a
satisfactory coefficient of determination (R2 = 0.811).
Furthermore, the overall effect of the five synthesis vari-
ables on the percentage of molar production of 1,3-PGD
was further analyzed by a joint test (Table 4). The results
revealed that the reaction time (x1) and reaction tempera-
ture (x2) were the most important parameters exerting a
statistically significant overall effect (p \ 0.1) on the
response of molar production of 1,3-PGD. Otherwise, the
most insignificant parameter, enzyme pretreatment pH,
observed in our study, will be constant at pH 7.0 (0-level)
in the subsequent discussions.
Reciprocal Effects on Various Parameters
Reaction time and reaction temperature were investigated
in the range of reaction time of 10–50 min and reaction
temperature of 25–65 �C. Figure 3a shows the effect of
varying reaction time and reaction temperature on ester-
ification efficiency at an enzyme amount of 60%, a sub-
strate molar ratio (1,3-propylene glycol/oleic acid) of 1:2
and an enzyme pretreatment pH of 7.0. With the highest
reaction temperature (65 �C) and highest reaction time
(50 min), the maximum percentage of molar production
(50%) of 1,3-PGD was obtained. Whereas, as the reaction
temperature decreased to a range from reaction tempera-
ture of 25–45 �C accompanying the short reaction time
(10–30 min), only 20–30% molar production remained.
This indicated that both of the reaction time and reaction
temperature are the most important parameters on bio-
synthesis of 1,3-PGD.
Figure 3b shows the effect of enzyme amount, reaction
temperature, and their mutual interaction on 1,3-PGD
synthesis at a reaction time of 30 min, a substrate molar
ratio (1,3-propylene glycol/oleic acid) of 1:3 and an
enzyme pretreatment pH of 7.0. At any given enzyme
amount ranging from 20 to 100%, there is no significant
effect on the molar production of 1,3-PGD, whereas, the
molar production was remarkably increased with a reaction
temperature increase. That might be because of variant
reaction temperature affecting the activity and stability of
the enzymes and thus the rates of reaction. Higher reaction
temperature (50–60 �C) may shift the position of the
equilibrium to the product side and increases the yield [25].
It also promotes collisions between enzyme and substrate
molecules to result in accelerated rates of reaction [26].
This contention was in support of our project to give an
explanation of the highest molar production of 1,3-PGD
(45%) observation at reaction temperature of 65 �C in this
study. During the initial reaction time, the reaction velocity
is limited by the enzyme amount; however, slight differ-
ences of molar productions with varying enzyme amounts
used in this study indicate that 20% of enzyme is sufficient
for enzyme-substrate complex formation and further
improving the total reaction velocity.
The effect of substrate molar ratio and reaction tem-
perature on esterification efficiency at a constant reaction
time of 30 min, an enzyme amount of 60% and a enzyme
pretreatment pH of 7.0 is shown in Fig. 3c. At any given
substrate molar ratio (1,3-propylene glycol/oleic acid;
1:2–1:4), an increase of the reaction temperature tends
toward higher yields of 1,3-PGD. As the reaction condition
followed by lowest substrate molar ratio (1:2) and highest
reaction temperature (65 �C), the maximal yield (50%) of
1,3-PGD was obtained. An increase in the substrate molar
ratio up from 2.0 to 4.0 resulted in a slightly reduced
esterification efficiency at higher reaction temperatures
([45 �C), whereas, a lower temperature seems to slightly
increase the molar production of 1,3-PGD. The lack of a
further increase in enzyme activity at oleic acid/1,3-pro-
pylene glycol ratios above 2.0 could be explained by a
transition from a second-order to a pseudo-first-order
reaction, where the reaction becomes independent of the
oleic acid concentration [27]. In addition, the acidity may
be increased due to the increase in the oleic acid to shift the
ionization state of residue in their active site that might
cause the enzyme inactivation by an unfavorable ionization
state conversion [28, 29].
Table 4 Analysis of variance for joint test for 1,3-propylene glycol
diester
Factor Degrees of
freedom
Sum of
squares
Prob [ Fa
Reaction time (X1) 6 427.79 0.09
Reaction temperature (X2) 6 593.98 0.04
Enzyme amount (X3) 6 315.22 0.19*
Substrate molar ratio (X4) 6 186.42 0.44*
Enzyme pretreatment pH (X5) 6 149.03 0.56*
a Prob [ F: level of significance
* Not significant at P = 0.1
J Am Oil Chem Soc (2012) 89:231–241 237
123
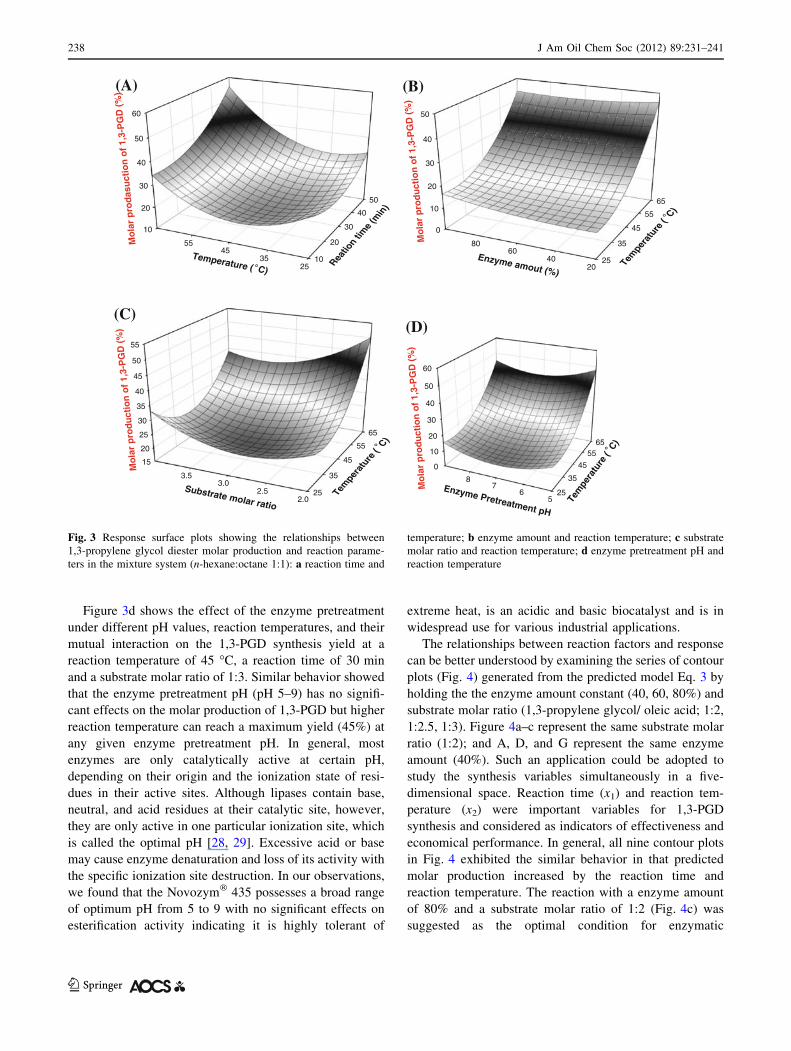
Figure 3d shows the effect of the enzyme pretreatment
under different pH values, reaction temperatures, and their
mutual interaction on the 1,3-PGD synthesis yield at a
reaction temperature of 45 �C, a reaction time of 30 min
and a substrate molar ratio of 1:3. Similar behavior showed
that the enzyme pretreatment pH (pH 5–9) has no signifi-
cant effects on the molar production of 1,3-PGD but higher
reaction temperature can reach a maximum yield (45%) at
any given enzyme pretreatment pH. In general, most
enzymes are only catalytically active at certain pH,
depending on their origin and the ionization state of resi-
dues in their active sites. Although lipases contain base,
neutral, and acid residues at their catalytic site, however,
they are only active in one particular ionization site, which
is called the optimal pH [28, 29]. Excessive acid or base
may cause enzyme denaturation and loss of its activity with
the specific ionization site destruction. In our observations,
we found that the Novozym� 435 possesses a broad range
of optimum pH from 5 to 9 with no significant effects on
esterification activity indicating it is highly tolerant of
extreme heat, is an acidic and basic biocatalyst and is in
widespread use for various industrial applications.
The relationships between reaction factors and response
can be better understood by examining the series of contour
plots (Fig. 4) generated from the predicted model Eq. 3 by
holding the the enzyme amount constant (40, 60, 80%) and
substrate molar ratio (1,3-propylene glycol/ oleic acid; 1:2,
1:2.5, 1:3). Figure 4a–c represent the same substrate molar
ratio (1:2); and A, D, and G represent the same enzyme
amount (40%). Such an application could be adopted to
study the synthesis variables simultaneously in a five-
dimensional space. Reaction time (x1) and reaction tem-
perature (x2) were important variables for 1,3-PGD
synthesis and considered as indicators of effectiveness and
economical performance. In general, all nine contour plots
in Fig. 4 exhibited the similar behavior in that predicted
molar production increased by the reaction time and
reaction temperature. The reaction with a enzyme amount
of 80% and a substrate molar ratio of 1:2 (Fig. 4c) was
suggested as the optimal condition for enzymatic
10
20
30
40
50
60
10
20
30
40
50
2535
4555M
ola
r p
rod
asu
ctio
n o
f 1,
3-P
GD
(%
)
Reatio
n tim
e (m
in)
Temperature ( C)°
0
10
20
30
40
50
25
35
45
55
65
2040
6080M
ola
r p
rod
uct
ion
of
1,3-
PG
D (
%)
Temper
ature
( C
)°
Enzyme amout (%)
(A) (B)
15
20
25
30
35
40
45
50
55
25
35
45
55
65
2.02.5
3.03.5
Mo
lar
pro
du
ctio
n o
f 1,
3-P
GD
(%
)
Temper
ature
( C
)°
Substrate molar ratio
0
10
20
30
40
50
60
25
35
45
5565
56
78
Mo
lar
pro
du
ctio
n o
f 1,
3-P
GD
(%
)
Tem
pera
ture
( C
)°
Enzyme Pretreatment pH
(C)(D)
Fig. 3 Response surface plots showing the relationships between
1,3-propylene glycol diester molar production and reaction parame-
ters in the mixture system (n-hexane:octane 1:1): a reaction time and
temperature; b enzyme amount and reaction temperature; c substrate
molar ratio and reaction temperature; d enzyme pretreatment pH and
reaction temperature
238 J Am Oil Chem Soc (2012) 89:231–241
123

biosynthesis of 1,3 PGD which represented higher pre-
dicted of molar production than the others in Fig. 4.
Attaining Optimum Circumstances
The optimum point was determined by ridge max analysis.
The method of ridge analysis computes the estimated ridge
of maximum response for increasing radii from the center
of the original design. The ridge max analysis (Table 5)
indicated that the maximum molar production of 1,3 PGD
was 43.3 ± 4.2% at a reaction time of 40.6 min, a reaction
temperature of 59 �C, a substrate molar ratio of 1:2.7, and
an enzyme amount of 70.4%. For economic reasons,
although it was suggested to utilize a high enzyme amount,
it is, however, not the most important factor (see Table 4)
and only slightly affects the 1,3-PGD production. There-
fore, if the enzyme amount is the primary consideration for
production cost reduction, the manufacturer can alterna-
tively decrease the enzyme amount with different reaction
time, temperature and substrate molar ratio based on the
results as shown in Fig. 4. Otherwise, due to the fact that
Novozym� 435 is an immobilized preparation of a ther-
mostable lipase, it can be reused to efficiently reduce the
cost of materials facilitating economic production.
253035404550556065
253035404550556065
253035404550556065
10 20 30 40 50
50
4040
4040
30
303030
2020
20
2020
20
10 20 30 40 50
6045 4545
4530 30
30
30
3010 20 30 40 50
10 20 30 40 50 10 20 30 40 50 10 20 30 40 50
10 20 30 40 50 10 20 30 40 50 10 20 30 40 50
60
6050 5050
5040 40
40
40
40
5040
40
30
303030
2020
20
20
2020
50
40
4040
30
30
30
3030
2020
20
20
30 50
5040 4040
40
40
3030
30
303030
40
4030 30
30
3020 2020
20
2020
20
50
40
40
4030
30
30
30
30
40
4030 3030
30
30
30
20 20
20
2020
20
Tem
per
ture
( C
)°
1:2
1:2.
51:
3S
ub
stra
te m
ola
r ra
tio
60 8040
(A) (B) (C)
(D) (E)(F)
(G)(H) (I)
50
4040
4040
30
303030
2020
20
2020
20
6045 4545
4530 30
30
30
30
60
6050 5050
5040 40
40
40
40
5040
40
30
303030
2020
20
20
2020
50
40
4040
30
30
30
3030
2020
20
20
30 50
5040 4040
40
40
3030
30
303030
40
4030 30
30
3020 2020
20
2020
20
50
40
40
4030
30
30
30
30
40
4030 3030
30
30
30
20 20
20
2020
20
(A) (B) (C)
(D) (E) (F)
(G) (H) (I)
Enzyme amount (%)
Reaction time (min)
Fig. 4 Contour plots of molar
production of 1,3-propylene
glycol diester using Novozym�
435 pretreated at pH 7.0.
The enzyme amount was by
weight of 1,3-propylene
glycol in mixture system
(n-hexane:octane 1:1). The
numbers inside the contour plots
indicate the percentage of molar
production under given reaction
conditions
Table 5 Estimated ridge of
maximum response for variable
percentage of molar production
Coded
radius
Estimated response
(% conversion)
Standard
error
X1
(min)
X2
(�C)
X3
(%)
X4 (1,3
PG/acid)
X5
(pH)
0.0 19.62 2.15 30.00 45.00 60.00 3.00 7.00
0.2 22.37 2.13 32.31 47.62 63.19 2.96 6.92
0.4 26.09 2.13 34.52 50.38 65.54 2.91 6.81
0.6 30.81 2.36 36.63 53.22 67.43 2.85 6.69
0.8 36.54 3.02 38.66 56.13 69.04 2.79 6.57
1.0 43.31 4.17 40.63 59.07 70.47 2.73 6.44
J Am Oil Chem Soc (2012) 89:231–241 239
123

Model Validation
The validity of the predicted model was examined by
experiments under the suggested optimum synthesis con-
ditions and 3 center points of CCRD (treatment #9, #18,
and #27). The predicted value of 1,3-PGD molar produc-
tion was 43.3% obtained by ridge max analysis. Under
optimum synthesis conditions, the actual values of 1,3-
PGM and 1,3-PGD were 50.2 ± 3.6 and 42.2 ± 2.6%,
respectively. A Chi-square test (P value = 0.971, df = 5)
indicated that the observed values were significantly the
same as the predicted values and the generated model
adequately predicted the percentage of molar production
[30]. Thus, the optimization of lipase-catalyzed synthesis
of 1,3-propylene glycol esters by Novozym� 435 was
successfully developed by CCRD and RSM.
Conclusions
The optimal organic media, including solvent mixtures, for
enzymatic synthesis of 1,3-PGD has been successfully iden-
tified and demonstrated in the present work which suggested a
binary solvent system (n-hexane: octane 1:1) with 55% of 1,3-
PGD molar production. For further industrial applications,
five parameters were chosen to optimize the synthesis of 1,3-
PGD, they were reaction time, temperature, substrate molar
ratio, enzyme amount and enzyme pretreatment pH, respec-
tively. The optimum molar production of 1,3-PGD (around
43%) was observed under a reaction time of 41 min, a reaction
temperature of 59 �C, a substrate molar ratio (1,3-propylene
glycol/ oleic acid) of 1:2.7, and an enzyme amount of 70.4%.
Novozym� 435 was also stable in the presence of heat and
organic solvent and is necessary for possible scale-up bio-
synthesis procedure.
Acknowledgments This research was supported by the National
Science Council (NSC 90-2313-B-212-005), Taiwan.
References
1. Parker NS (1987) Properties and functions of stabilizing agents in
food emulsions. Crit Rev Food Sci Nutr 25:300–315
2. Choudhury R, Basu R (1960) The preparation and purification of
monoglycerides. I. Glycerolysis of oils. J Am Oil Chem Soc
37:483–486
3. Lauridsen JB (1976) Food emulsifiers: surface activity, edibility,
manufacture, composition, and application. J Am Oil Chem Soc
53:400–407
4. Sonntag NOV (1982) Fat splitting, esterification, and intereste-
rification. In: Swern D (ed) Bailey’s industrial oil and fat prod-
ucts, New York, pp 134
5. Sreenivasan B (1978) Interesterification of fats. J Am Oil Chem
Soc 55:796–805
6. Macrae AR (1983) Lipase-catalyzed interesterification of oils and
fats. J Am Oil Chem Soc 60:291–294
7. Liu KJ, Chen ST, Shaw JF (1998) Lipase-catalyzed transesteri-
fication of propylene glycol with triglyceride in organic solvents.
J Agric Food Chem 46:3835–3838
8. Lee CH, Parkin KL (2001) Effects of water activity and immo-
bilization on fatty acid selectivity for esterification reactions
mediated by lipases. Biotechnol Bioeng 75:219–227
9. Laane C, Boeren S, Vos K, Veeger C (1987) Rules for optimi-
zation of biocatalysis in organic solvents. Biotechnol Bioeng
30:81–87
10. Liu KJ, Shaw JF (1995) Synthesis of propylene glycol monoes-
ters of docosahexaenoic acid and eicosapentaenoic acid by lipase-
catalyzed esterification in organic solvents. J Am Oil Chem Soc
72:1271–1274
11. Kuo SJ, Parkin KL (1996) Solvent polarity influences product
selectivity of lipase-mediated esterification reactions in micro-
aqueous media. J Am Oil Chem Soc 73:1427–1433
12. Rendon X, Lopez-Munguıa A, Castillo E (2001) Solvent engi-
neering applied to lipase-catalyzed glycerolysis of triolein. J Am
Oil Chem Soc 78:1061–1066
13. Shaw JF, Lo S (1994) Production of propylene glycol fatty acid
monoesters by lipase-catalyzed reactions in organic solvents.
J Am Oil Chem Soc 71:715–719
14. Garcıa R, Martınez M, Aracil J (2002) Enzymatic esterification of
an acid with an epoxide using an immobilized lipase from Mucormiehei as catalyst: optimization of the yield and isomeric excess
of ester by statistical analysis. J Ind Microbiol Biotechnol
28:173–179
15. Liao HF, Tsai WC, Chang SW, Shieh CJ (2003) Application
of solvent engineering to optimize lipase-catalyzed 1,3-di-
glyacylcerols by mixture response surface methodology. Bio-
technol Lett 25:1857–1861
16. Cornell JA (1983) Experiments with mixtures: a review. Tech-
nometrics 15:437–455
17. Shieh CJ, Akoh CC, Koehler PE (1996) Formulation and opti-
mization of sucrose polyester physical properties by mixture
response surface methodology. J Am Oil Chem Soc 73:455–460
18. Cochran WG, Cox GM (1992) Experimental designs. New York
19. Shieh JS, Lou YH (2000) Five-factor response surface optimi-
zation of the enzymatic synthesis of citronellyl butyrate by lipase
IM77 from Mucor miehei. J Am Oil Chem Soc 77:521–526
20. AS S (1990) SAS user’s guide. SAS Institute, Cary
21. Carrea G, Ottolina G, Riva S (1995) Role of solvent in the control
of enzyme selectivity in organic media. Trends Biotechnol 13:
63–70
22. Kazlauskas RJ, Bornscheuer UT (1998) Biotransformations with
Lipases. In: Rehm HJ, Reed G, Puhler A, Stadler P JW, Kelly DR
(eds) Biotechnology-Series, Weinheim, pp 37–191
23. Castillo E, Pezzotti F, Navarro A, Lopez-Munguıa A (2003)
Lipase-catalyzed synthesis of xylitol monoesters: solvent engi-
neering approach. J Biotechnol 102:251–259
24. Christophe BJ, Luc C, Edmundo C, Alain M (2001) Combining
solvent engineering and thermodynamic modeling to enhance
selectivity during monoglyceride synthesis by lipase-catalyzed
esterification. Enzyme Microb Technol 28:362–369
25. Chen HP, Hsiou KF, Wang KT (1995) Regioselectivity
enhancement by partial purification of lipase from Aspergillusniger. Biotechnol Lett 17:305–308
26. McGilvery RW, Goldstein GW (1983) Biochemistry: a functional
approach. Philadelphia, London, Toronto Mexico City and Tokyo
240 J Am Oil Chem Soc (2012) 89:231–241
123

27. Degn P, Zimmermann W (2001) Optimization of carbohydrate
fatty acid ester synthesis in organic media by a lipase from
Candida antarctica. Biotechnol Bioeng 74:483–491
28. Yamane T (1987) Enzyme technology for the lipids industry: an
engineering overview. J Am Oil Chem Soc 64:1657–1662
29. Malcata FX, Reyes HR, Garcia HS, Hill CG (1992) Kinetics and
mechanisms of reactions catalyzed by immobilized lipase.
Enzyme Microb Technol 14:426–446
30. Ott L (1988) An introduction to statistical methods and data
analysis. PWS-Kent Publishing, Boston
J Am Oil Chem Soc (2012) 89:231–241 241
123