
Process for the preparation of indigo compounds - European Patent ...
15
(19) Europaisches Patentamt European Patent Office Office europeen des brevets (12) peen des brevets EP 0 339 887 B1 EUROPEAN PATENT SPECIFICATION (45) Date of publication and mention of the grant of the patent: 10.07.1996 Bulletin 1996/28 (21) Application number: 89304005.5 (22) Date of filing: 21.04.1989 (51) Intel e C07D 209/36 (54) Process for the preparation of indigo compounds Verfahren zur Herstellung von Indigoverbindungen Procede pour la preparation de composes d'indigo (84) Designated Contracting States: CH DE FR GB LI (30) Priority: 25.04.1988 JP 100214/88 (43) Date of publication of application: 02.11.1989 Bulletin 1989/44 (73) Proprietor: MITSUI TOATSU CHEMICALS, Inc. Chiyoda-Ku Tokyo 100 (JP) (72) Inventors: • Yamamoto, Yoshihiro Yokohama-shi Kanagawa-ken (JP) • Takaki, Usaji Fujisawa-shi Kanagawa-ken (JP) • Aoki, Shinobu 2-11, Mitsui Toatsu Kosugaya Apaato Yokohama-shi Kanagawa-ken (JP) • Hara, Isao 4-18, Mitsui Toatsu Apaato Yokohama-shi Kanagawa-ken (JP) DO Is- 00 00 O) 00 00 o a. LU (74) Representative: West, Alan Harry et al R.G.C. Jenkins & Co. 26 Caxton Street London SW1H 0RJ (GB) (56) References cited: EP-A- 330 419 EP-A- 368 508 JUSTUS LIEBIGS ANNALEN DER CHEMIE, vol. 558, 1947, VerlagChemie GMBH, Heidelberg und Berlin BERNHARD WITKOP et al. "Gelenkte Oxydation in der Indol-Reihe. II." pages 91-98 BULL. ARG. CHEM. SOC. Japan, vol. 20, no. 2, 1956 SADAO SAKAMURA et al. "The photochemical reaction pro- ducts of indole in sunlight" pages 80-83 Remarks: The file contains technical information submitted after the application was filed and not included in this specification Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid. (Art. 99(1) European Patent Convention). Printed byJouve, 75001 PARIS(FR)
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Process for the preparation of indigo compounds - European Patent ...
(19)
Europaisches Patentamt
European Patent Office
Office europeen des brevets
(12)
peen des brevets E P 0 3 3 9 8 8 7 B 1
EUROPEAN PATENT S P E C I F I C A T I O N
(45) Date of publication and mention of the grant of the patent: 10.07.1996 Bulletin 1996/28
(21) Application number: 89304005.5
(22) Date of filing: 21.04.1989
(51) Intel e C07D 2 0 9 / 3 6
(54) Process for the preparation of indigo compounds
Verfahren zur Herstellung von Indigoverbindungen
Procede pour la preparation de composes d'indigo
(84) Designated Contracting States: CH DE FR GB LI
(30) Priority: 25.04.1988 JP 100214/88
(43) Date of publication of application: 02.11.1989 Bulletin 1989/44
(73) Proprietor: MITSUI TOATSU CHEMICALS, Inc. Chiyoda-Ku Tokyo 100 (JP)
(72) Inventors: • Yamamoto, Yoshihiro
Yokohama-shi Kanagawa-ken (JP) • Takaki, Usaji
Fujisawa-shi Kanagawa-ken (JP) • Aoki, Shinobu
2-11, Mitsui Toatsu Kosugaya Apaato Yokohama-shi Kanagawa-ken (JP)
• Hara, Isao 4-18, Mitsui Toatsu Apaato Yokohama-shi Kanagawa-ken (JP)
DO Is- 00 00 O) 00 00 o a . LU
(74) Representative: West, Alan Harry et al R.G.C. Jenkins & Co. 26 Caxton Street London SW1H 0RJ (GB)
(56) References cited: EP-A- 330 419 EP-A- 368 508
JUSTUS LIEBIGS ANNALEN DER CHEMIE, vol. 558, 1947, VerlagChemie GMBH, Heidelberg und Berlin BERNHARD WITKOP et al. "Gelenkte Oxydation in der Indol-Reihe. II." pages 91-98 BULL. ARG. CHEM. SOC. Japan, vol. 20, no. 2, 1956 SADAO SAKAMURA et al. "The photochemical reaction pro- ducts of indole in sunlight" pages 80-83
Remarks: The file contains technical information submitted after the application was filed and not included in this specification
Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid. (Art. 99(1) European Patent Convention).
Printed by Jouve, 75001 PARIS (FR)
EP 0 339 887 B1
Description
This invention relates to a process for the preparation of an indigo compound. More specifically, it relates to a process for the preparation of an indigo compound by reacting an indole compound having no substituent at the 2-
5 and 3-positions with an organic hydroperoxide in the presence of a specific additive and a catalyst. Indigo compounds are important compounds that are useful as dyes. The presently employed industrial processes
for the preparation of indigo comprise forming an N-phenylglycine salt from aniline and chloroacetic acid, or from aniline, cyanic acid and formaldehyde, converting this salt into an indoxyl compound by alkali fusion at elevated temperature, and then oxidizing this compound with air. However, these processes are not only complicated involving many steps,
10 but also require the use of large amounts of potassium hydroxide and sodium hydroxide. Moreover the recovery and reuse of used potassium hydroxide and sodium hydroxide has the disadvantage of consuming much energy and requirin special equipment. Therefore, conversion to a simpler process has been desired.
Meanwhile, it has been reported in the field of synthetic organic chemistry that a small amount of indigo was formed by oxidation of indole. Specifically, Obata et al. have reported that, when peracetic acid, which is a percarboxylic acid,
is was produced from hydrogen peroxide and acetic acid in the reaction system and reacted with indole, a trimer of indole, or 2,2-diindyl-\|/-indoxyl, was obtained and in addition a small amount of indigo was formed as a by-product (Bull. Agr. Chem. Soc. Japan, Vol. 20, pp. 80-83, 1956). Moreover, B. Witkop et al. have reported that, when perbenzoic acid, which is a percarboxylic acid, was reacted with indole in chloroform by allowing the reaction mixture to stand in a refrigerator overnight, a considerable amount of indigo was formed together with a variety of other products (Justus
20 Liebigs Annalen der Chemie, Vol. 558, pp. 91 -98, 1 947). Furthermore, A.K. Sheinkman et al. have reported that, when hydrogen peroxide, which is an inorganic peroxide, was reacted with indole in methanol, the trimer 2, 2-diindyl-\|/-indoxyl was obtained in high yield, as was the case with the reaction using peracetic acid, and the formation of indigo was only detected by chromatography (Khim, Geterotsikl. Soedin., Vol. 11, pp. 1490-1496, 1978).
More recently still EP-A-0330419 (published 30th August 1989) and EP-A-0368508 (published 16th May 1990) 25 have described more efficient procedures for preparing indigo, both documents constitute prior art within the meaning
of Article 54(3) EPC. The former describes the preparation of indigo compounds by reacting indole compounds un- substituted in the 2- and 3-positions with organic hydroperoxides, preferably secondary or tertiary alkyl hydroperoxides, preferably in the presence of a metallic compound catalyst capable of oxidising the indole 3-carbon atom (for example compounds of titanium, vanadium, molybdenum and tungsten) and preferably in the presence of at least one solvent
30 selected from water, aliphatic and alicyclic hydrocarbons, aromatic hydrocarbons, aliphatic and aromatic halogen com- pounds, ethers, alcohols, ketones, esters, carbonates and aromatic nitro compounds. The latter describes the prepa- ration of indigo compounds by reacting a corresponding indole compound having no substituents at the 2- and 3-po- sitions with a percarboxylic acid in an alcohol solvent or by heating to above 60°C in an aprotic solvent, preferably selected from aliphatic and alicyclic hydrocarbons, aromatic hydrocarbons, aliphatic and aromatic halogen compounds,
35 ethers, ketones, esters, carbonates, aliphatic and aromatic nitro compounds and nitriles and preferably in the presence of a metallic compound catalyst capable of oxidising the carbon atom at the 3-position of the indole, especially a compound of titanium, vanadium, molybdenum or tungsten, and/or a promoter, for example a dehydrating agent, a radical scavenger, a ligand of a catalytic metal, a boric acid ester, a metaboric acid ester, a salt of an alkaline metal or alkaline earth metal or a salt of a rare earth metal.
40 The present inventors have made exhaustive investigations on a wide variety of oxidizing agents and additives, with a view to developing a reaction system which can produce an indigo compound efficiently and simply by using, as a starting material, an indole compound which can readily be obtained industrially. As a result, it has now been found that, if an organic hydroperoxide is used as an oxidizing agent and reacted with an indole compound in the presence of a specific additive and of a metal compound catalyst an indigo compound can readily be obtained in a
45 single step while achieving a higher yield and formation rate than achievable in the above-described prior art processes using other oxidizing agents or than achievable in the case without using any additive. The present invention has been completed on the basis of these findings.
According to the present invention, there is provided a process for the preparation of an indigo compound which comprises reacting an indole compound having no substituent at the 2- and 3-positions with an organic hydroperoxide
so in the presence of an additive, the organic hydroperoxide being selected from secondary and tertiary alkyl hydroper- oxides, the additive being selected from (1 ) carboxyl-containing compounds selected from carboxylic acids, carboxylic anhydrides and metallic carboxylates and (2) boric acid ester compounds, and the reaction being carried out in the presence of a metallic compound catalyst capable of oxidizing the indole 3-carbon atom and of at least one solvent selected from water, aliphatic and alicyclic hydrocarbons, aromatic hydrocarbons, aliphatic and aromatic halogen com-
55 pounds, ethers, alcohols, ketones, esters, carbonates and aromatic nitro compounds. The indole compound having no substituent at the 2- and 3-positions, which is used as one of the starting materials
in the process of the present invention, is selected from indole; alkylindoles having 1 to 4 alkyl groups of 1 to 1 0 carbon atoms, such as 1 -methylindole, 4-ethylindole, 5-methylindole, 6-methylindole, 6-isopropylindole, 7-methylindole and
2
EP 0 339 887 B1
4,5-dimethylindole; cycloalkylindoles having 1 to 4 cycloalkyl groups of 3 to 12 carbon atoms, such as 4-cyclohexylin- dole and 5-cyclopentylindole; arylindoles having 1 to 4 unsubstituted or alkyl-substituted aryl groups of 6 to 30 carbon atoms, such as 5-phenylindole and 6-p-naphthylindole; halogenated indoles having 1 to 4 halogen atoms, such as 4- chloroindole, 5-chloroindole, 5,7-dichloroindole, 5-bromoindole, 6-bromoindole, 5,7-dibromoindole and 4-chloro-
5 5-bromoindole; hydroxyindoles having 1 to 4 hydroxyl groups, such as 4-hydroxyindole, 5-hydroxyindole and 4,5-di- hydroxyindole; alkoxyindoles having 1 to 4 alkoxy groups of 1 to 10 carbon atoms, such as 4-methoxyindole and 5- benzyloxyindole; phenoxyindoles having 1 to 4 phenoxy groups of 6 to 30 carbon atoms, such as 5-phenoxyindole; halogenated alkylindoles having 1 to 3 halogen atoms and 1 to 3 alkyl groups of 1 to 1 0 carbon atoms, such as 4-chloro- 5-ethylindole, 6-chloro-4-methylindole, 4-bromo-5-ethylindole and 5-bromo-4-methylindole; nitroindoles having 1 to 4
10 nitro groups, such as 4-nitroindole, 5-nitroindole and 7-nitroindole; acylindoles having 1 to 4 acyl groups of 2 to 20 carbon atoms, such as 1-benzoylindole and 4-acetylindole; acyloxyindoles having 1 to 4 acyloxy groups of 2 to 20 carbon atoms, such as 1 -acetoxyindole and 4-benzoyloxyindole; indolecarboxylic acids, such as indole-5-carboxylic acid, and esters thereof; N,N-dialkylaminoindoles having 1 to 4 N,N-dialkylamino groups in which each alkyl group contains 1 to 10 carbon atoms, such as 5-N,N-dimethylaminoindole; and sulfonated indoles. Of course, these indole
is compounds should not have the above-described substituent groups at the 2- and 3-positions. In addition, indole com- pounds having a combination of two or more types of substituent groups as described above are also useful in the process of the present invention. At positions other than the 2-and 3-positions, these indole compounds may have any substituent that does not interfere with the reaction. Among these indole compounds, indole is especially preferred.
The organic hydroperoxide, which is used as the other starting material in the process of the present invention, is 20 a secondary or tertiary alkyl hydroperoxide preferably having 3 to 30 carbon atoms in the alkyl moiety, such as tert-
butyl hydroperoxide, 1-phenylethyl hydroperoxide, 1-methyl-1-phenylethyl hydroperoxide (cumene hydroperoxide), bis-(1-methylethyl)phenyl hydroperoxides, 1-methyl-1-(4-methylcyclohexyl)ethyl hydroperoxide, 2,5-dimethylhexane- 2,5-dihydroperoxide or 1 ,1 ,3,3-tetramethylbutyl hydroperoxide.
Among these compounds, tert-butyl hydroperoxide, 1-phenylethyl hydroperoxide and 1-methyl-1-phenylethyl hy- 25 droperoxide are especially preferred.
These organic hydroperoxides may be used alone, or two or more of them may be used in admixture or in sequence. Alternatively, it is also possible to use a suitable combination of components (e.g., isopropylbenzene and an oxygen- containing gas) which can produce such an organic hydroperoxide in the reaction system. Although the amount of organic hydroperoxide used is not critical, it is usually in the range of 0.01 to 100 moles, preferably 0.1 to 20 moles,
30 per mole of the indole compound. The additive used in the process of the present invention is selected from (1) various carboxyl-containing com-
pounds and (2) boric acid ester compounds. The carboxyl-containing compound used as the additive is a compound selected from carboxylic acids, carboxylic
acid anhydrides and metallic carboxylates. Examples of useful carboxylic acids include saturated aliphatic carboxylic 35 acids such as formic acid, acetic acid, propionic acid, butyric acid, isobutyric acid, valeric acid, isovaleric acid, pivalic
acid, caproic acid, caprylic acid, lauric acid, stearic acid, phenylacetic acid, diphenylacetic acid, 3-phenylpropionic acid, succinic acid, adipic acid and sebacic acid; unsaturated aliphatic carboxylic acids such as oleic acid, linoleic acid, linolenic acid, acrylic acid, methacrylic acid, cinnamic acid and fumaric acid; alicyclic carboxylic acids such as cyclohex- anecarboxylic acid and cyclohexane-1 ,4-dicarboxylic acid; aromatic carboxylic acids such as benzoic acid, phthalic
40 acid, isophthalic acid, terephthalic acid, trimesic acid, a-naphthalenecarboxylic acid and naphthalene-1 ,8-dicarboxylic acid; alkyl-substituted aromatic carboxylic acids such as p-methylbenzoic acid, m-isopropylbenzoic acid and toluene- 3,5-dicarboxylic acid; halogen-substituted aromatic carboxylic acids such as o-chlorobenzoic acid, m-chlorobenzoic acid, p-chlorobenzoic acid, m-bromobenzoic acid, 2,4-dichlorobenzoic acid and 6-bromonaphthalene-1 -carboxylic ac- id; hydroxy-substituted aromatic carboxylic acids such as m-hydroxybenzoic acid, p-hydroxybenzoic acid and 6-hy-
45 droxynaphthalene-1 -carboxylic acid; alkoxy-substituted aromatic carboxylic acids such as o-methoxybenzoic acid, m- methoxybenzoic acid, p-ethoxybenzoic acid, 5-methoxynaphthalene-2-carboxylic acid and ethoxyterephthalic acid; and heterocyclic aromatic carboxylic acids such as nicotinic acid, isonicotinic acid and quinoline-3-carboxylic acid. These compounds may additionally have any substituent group that does not interfere with the reaction. Examples of useful carboxylic acid anhydrides include the anhydrides of the above-described carboxylic acids. Examples of useful
so metallic carboxylates include the salts derived from the above-described carboxylic acids and metals such as alkali metals, alkaline earth metals, zinc, silver, iron family metals (i.e., iron, cobalt and nickel) and rare earth metals (e.g., lanthanum and cerium). Moreover, it is also possible to use a suitable compound, or combination of compounds, which can produce such a carboxyl-containing compound in the reaction system.
The boric acid ester compound used as the additive is selected from orthoboric acid esters and metaboric acid 55 esters. Examples of useful orthoboric acid esters include trialkyl borates such as trimethyl borate, triethyl borate, tri-
isopropyl borate, tri-sec-butyl borate, tri-tert-butyl borate, tricyclohexyl borate, trimenthyl borate and tribenzyl borate; triaryl borates such as triphenyl borate; and other boric acid esters such as menthoxyboric acid, 2-acetylacetonato-l, 3,2-benzodioxaborole and 2-hexafluoroacetylacetonato-1 ,3,2-benzodioxaborole. Examples of useful metaboric acid
3
EP 0 339 887 B1
esters include alkyl metaborates such as isopropyl metaborate, n-butyl metaborate, sec-butyl metaborate, tert-butyl metaborate, cyclohexyl metaborate and menthyl metaborate; and aryl metaborates such as phenyl metaborate and (2,6-di-tert-butyl-4-methyl)phenyl metaborate. Moreover, it is also possible to use a suitable combination of compounds which can produce such a boric acid ester in the reaction system.
5 The above-described carboxyl-containing compounds and boric acid ester compounds, which are useful as addi- tives, may be used alone or in admixture of two or more. These additives may usually be used in an amount of not greater than 50 moles, preferably 0.001 to 20 moles, per mole of the indole compound.
In the process of the present invention, no particular limitation is placed on the method by which the reaction is carried out. There may be employed any method that permits at least the indole compound, organic hydroperoxide
10 and additive to be effectively mixed or contacted with each other, and the reaction may be carried out in any of batch, semibatch and continuous operations. More specifically, there may be employed a method in which the indole com- pound, organic hydroperoxide and additive are charged into a reactor all at once, a method in which one of the materials is continuously or intermittently added to a mixture of the other two, a method in which two of the materials are similarly added to the other, or a method in which the three materials are continuously or intermittently fed to a reactor.
is The reaction temperature and the reaction time may vary according to the types and amounts of the indole com- pound, organic hydroperoxide and additive used. However, the reaction temperature is usually in the range of -10°C to 200°C. If the reaction temperature is too low, the reaction will become unduly slow, while if it is too high, the reaction may be attended with danger because of violent decomposition of the organic hydroperoxide. Preferably, the reaction temperature is in the range of 10°C to 150°C. The reaction time is usually within 50 hours and preferably in the range
20 of 0.01 to 20 hours. According to circumstances, the reaction may be carried out under reduced, atmospheric or su- peratmospheric pressure.
In the process of the present invention, the reaction may be carried out under an atmosphere of an inert gas or in the presence of molecular oxygen such as air.
In the process of the present invention, the yield of the indigo compound and the reaction rate are enhanced by 25 additionally using a metallic compound catalyst capable of oxidizing carbon atom at the 3-position of the indole com-
pound. The term "metallic compound catalyst capable of oxidizing carbon atom at the 3-position of the indole compound" comprehends compounds of metals which, in the reaction of the indole compound with the organic hydroperoxide, can cause carbon atom at the 3-position of the indole compound to be oxidized by an oxygen atom. For example, this catalyst is at least one compound selected from compounds of the metals of groups 4A, 5A and 6A of the periodic
30 table. Specifically, useful metallic compounds include various compounds of titanium, zirconium, hafnium, vanadium, niobium, tantalum, chromium, molybdenum and tungsten. More specifically, they include inorganic compounds of the aforesaid metals, such as halides, oxyhalides, oxides, mixed oxides, sulfides, borides, phosphides, hydroxides, oxy- hydroxides, cyano complexes, inorganic acid salts (e.g., sulfates, nitrates and phosphates), metallic oxyacids (e.g., titanic acid, molybdic acid and tungstic acid) and salts thereof, and heteropoly-acids (e.g., phosphomolybdic acid and
35 silicotungstic acid) and salts thereof; compounds of the aforesaid metals having an organic group in at least a portion thereof, such as organic acid salts (e.g., acetates, oxalates, benzoates and naphthenates), alkoxides (e.g., those derived from ethyl alcohol and isopropyl alcohol), phenoxides (e.g., those derived from phenol and m-chlorophenol), and halogen compounds having an alkoxy or phenoxy group; complex compounds of the aforesaid metals, such as carbonyl complexes, amine complexes, pyridine complexes (e.g., those derived from pyridine and bipyridyl), oxo com-
40 plexes, thiolate complexes (e.g., those derived from cysteine and dithiocatechol), sulfide complexes, dithiocarbamate complexes, thiocyanate complexes, isocyanate complexes, nitrosyl complexes, phosphine complexes (e.g., those de- rived from triphenylphosphine and 1 ,2-diphenylphosphinoethane), phosphoryl complexes, phthalocyanine complexes, porphyrin complexes, nitrile complexes, ether complexes, ketone complexes, p-ketocarbonyl complexes (e.g., those derived from acetylacetone), alkyl and allene complexes, olefin complexes and cyclopentadienyl complexes; and com-
45 pounds of the aforesaid metals coming under two or more of the foregoing categories. These metallic compounds may be used alone or in admixture of two or more. It is also possible to use a suitable combination of components which can produce any of these metallic compounds in the reaction system. Although these metallic compounds are preferably soluble in the reaction mixture, they may be partially or totally insoluble therein. These metallic compounds are usually used in an amount of not greater than 0.5 mole, preferably 0.00001 to 0.1 mole, per mole of the indole compound.
so The process of the present invention is carried out in the presence of a solvent. For this purpose, there may be used any solvent that does not interfere with the reaction. Useful solvents include, for example, water; aliphatic and alicyclic hydrocarbons such as n-hexane, n-pentane and cyclohexane; aromatic hydrocarbons such as benzene, tol- uene, ethylbenzene and cumene; aliphatic and aromatic halogen compounds such as dichloromethane, chloroform, chlorobenzene and dichlorobenzene; ethers such as diethyl ether, diphenyl ether, tetrahydrofuran and ethylene glycol
55 diethyl ether; alcohols such as methanol, ethanol, tert-butanol cyclohexanol, benzyl alcohol and propylene glycol; ke- tones such as acetone, methyl ethyl ketone and acetophenone; esters such as ethyl acetate and ethyl propionate; carbonates such as dimethyl carbonate; and aromatic nitro compounds such as nitrobenzene. These solvents may be used alone or in admixture of two or more. When these solvents are used, it does not matter whether the reaction
4
EP 0 339 887 B1
mixture forms a homogeneous system or a heterogeneous system consisting of a plurality of phases. In the process of the present invention, the desired indigo compound can be obtained by working up the resulting
reaction mixture in the usual manner. On completion of the reaction, most of the formed indigo compound has usually separated out. Therefore, the indigo compound can easily be recovered as a solid according to a conventional solid-
5 liquid separation technique such as filtration, centrifugation ordecantation. Where the amount of the precipitated indigo compound is insufficient, it is also possible to concentrate the reaction mixture and then recover the resulting increased amount of precipitate therefrom.
The present invention is further illustrated by the following examples.
10 Example 1
A three neck flask having a capacity of 500 ml and fitted with a stirrer, a thermometer and a cooling coil was charged with 10.0 g (85.4 mmoles) of indole, 1.04 g (8.5 mmoles) of benzoic acid as an additive, 225 mg (0.85 mmole) of molybdenum hexacarbonyl as a catalyst, 300 g of cumene as a solvent, and 47.0 g (256.3 mmoles as cumene hy-
15 droperoxide) of an 83 wt.% solution of cumene hydroperoxide in cumene (the CHP solution), all at once. This reaction mixture was heated at 80°C on an oil bath and stirred under an atmosphere of air for 5 hours to effect the reaction. After completion of the reaction, this reaction mixture was filtered. The solid so separated was washed with small amounts of cumene and methanol, and then dried at 50°C under reduced pressure to obtain 7.91 g of indigo. The indigo yield was 70.7% and the indigo yield per hour was 14.1%.
20 Comparative Example 1
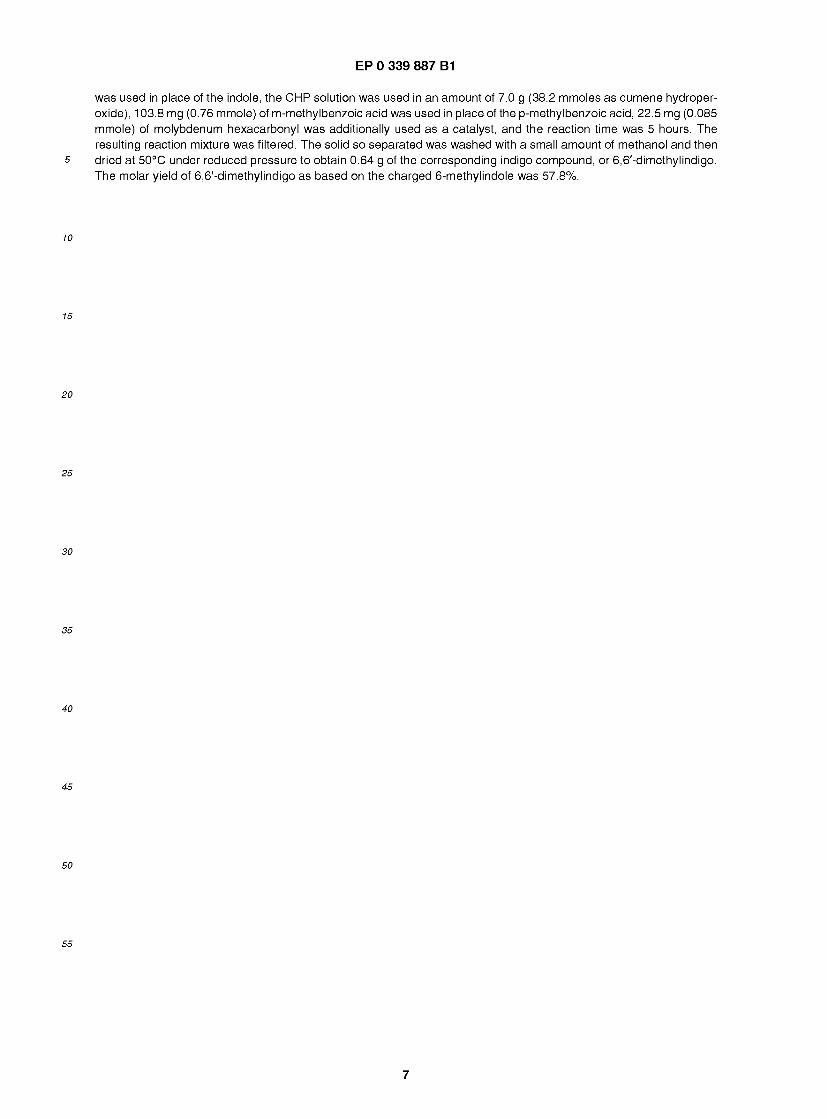
Reaction and after-treatment were carried out in the same manner as in Example 1 , except that the use of benzoic acid was omitted. Thus, there was obtained 5.91 g of indigo. The indigo yield was 52.8% and the indigo yield per hour
25 was 10.6%. The omission of the additive resulted in a low yield and a slow formation rate.
Examples 2-25
Reaction and after-treatment were carried out in the same manner as in Example 1 , except that the benzoic acid 30 was replaced by each of the additives whose type and amount are shown in Table 1 . The results thus obtained, together
with those of Example 1 and Comparative Example 1 , are shown in Table 1 . In all of these examples, the results show an improvement in yield and formation rate as compared with the results of Comparative Example 1 using no additive.
Example 26 35
A three neck flask having a capacity of 100 ml and fitted with a stirrer, a thermometer and a cooling coil was charged with 1 .0 g (8.5 mmoles) of indole, 58 mg (0.43 mmoles) of p-methyl benzoic acid as an additive, 2.3 mg (0.0087 mmole) of molybdenum hexacarbonyl as a catalyst, 30 g of diphenyl ether as a solvent, and 4.68 g (25.5 mmoles as cumene hydroperoxide) of an 83 wt.% solution of CHP solution, all at once. This reaction mixture was heated at 100°C on an
40 oil bath and stirred under an atmosphere of airfor 5 hours to effect the reaction. The reaction mixture was homogeneous at the start of the reaction, but a deep blue solid gradually precipitated out with the progress of the reaction. After completion of the reaction, this reaction mixture was filtered. The solid so separated was washed with a small amount of toluene and then dried at 50°C under reduced pressure to obtain a deep blue solid product. Elemental analysis and IR spectroscopic analysis revealed that this product was indigo. The indigo yield was 62.3% and the indigo yield per
45 hour, which serves as a measure of its formation rate, was 12.5%.
Examples 27-33
Reaction and after-treatment were carried out in the same manner as in Example 26, except that the amounts of so indole and the CHP solution used, the types and amounts of additive and solvent used, the reaction temperature and
the reaction time were altered as shown in Table 2, and that each of the catalysts listed in Table 2 was used in the indicated amount. The results thus obtained are shown in Table 2.
Comparative Examples 2-9 55
The procedures of Examples 26-33 were repeated except that the additive used in each of the examples was omitted. The results thus obtained, together with those of Examples 26-33, are shown in Table 2. In all of these com- parative examples, the omission of the additive resulted in a low yield and a slow formation rate.
5
EP 0 339 887 B1
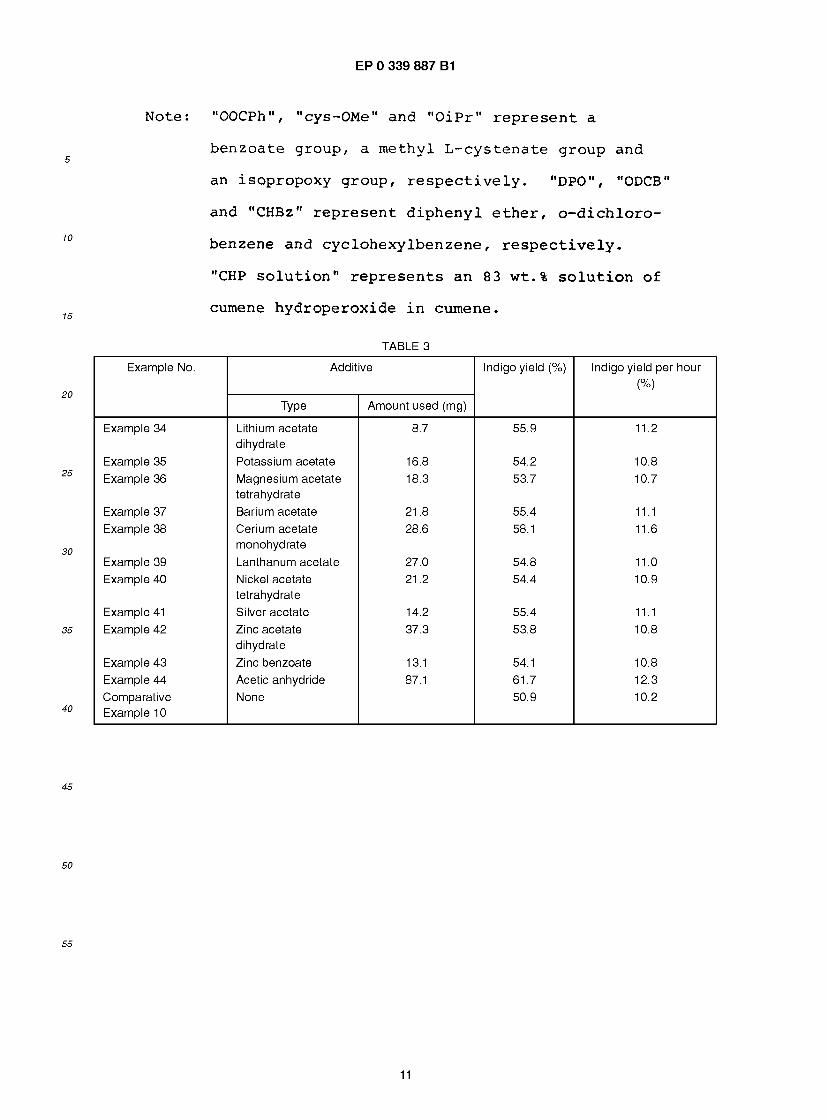
Example 34
Reaction was carried out in the same manner as in Example 26 except that 8.7 mg (0.085 mmole) of lithium acetate dihydrate was used in place of the p-methylbenzoic acid, 22.5 mg (0.085 mmole) of molybdenum hexacarbonyl was
5 used as a catalyst, and the reaction time was 5 hours. After completion of the reaction, the reaction mixture was filtered. The solid so separated was washed with a small amount of toluene, and then washed with water and methanol, and dried at 50°C under reduced pressure. As a result, the indigo yield was 55.9% and the indigo yield per hour was 11 .2%.
Comparative Example 10 10
Reaction and after-treatment were carried out in the same manner as in Example 34, except that the use of lithium acetate dihydrate was omitted. As a result, the indigo yield was 50.9% and the indigo yield per hour was 10.2%.
Examples 35-39 15
Reaction and after-treatment were carried out in the same manner as in Example 34, except that the lithium acetate dihydrate was replaced by each of the additives whose type and amount are shown in Table 3. The results thus obtained are shown in Table 3.
20 Examples 40-44
Reaction and after-treatment were carried out in the same manner as in Example 26, except that the p-methyl- benzoic acid was replaced by each of the additives whose type and amount are shown in Table 3, 22.5 mg (0.085 mmole) of molybdenum hexacarbonyl was used as a catalyst, and the reaction time was 5 hours. The results thus
25 obtained, together with those of Examples 34-39 and Comparative Example 10, are shown in Table 3.
Example 45
A four neck flask having a capacity of 100 ml and fitted with a stirrer, a thermometer, a dropping funnel and a 30 cooling coil was charged with 1 .0 g (8.5 mmoles) of indole, 1 04.2 mg (0.85 mmole) of benzoic acid as an additive, 11.3
mg (0.043 mmole) of molybdenum hexacarbonyl as a catalyst, and 30 g of toluene as a solvent. While this mixture was being heated at 80°C on an oil bath and stirred under an atmosphere of air, 5.6 g (42.9 mmoles as tert-butyl hydroperoxide) of a 69 wt.% aqueous solution of tert-butyl hydroperoxide was added dropwise thereto over a period of one hour. Thereafter, the reaction was continued for 5 hours under the same conditions. The resulting reaction
35 mixture was worked up in the same manner as in Example 26. As a result, the indigo yield was 29.3% and the indigo yield per hour was 5.9%.
Examples 46-48
40 Reaction and after-treatment were carried out in the same manner as in Example 45, except that the amounts of indole and benzoic acid used were altered as shown in Table 4 and the 69 wt.% aqueous solution of tert-butyl hy- droperoxide was replaced by each of the organic hydroperoxides whose type and amount are shown in Table 4. The results thus obtained, together with those of Example 45, are shown in Table 4. All of these examples gave improved results in yield and formation rate as compared with the results obtained with no additive.
45 Example 49
Reaction was carried out in the same manner as in Example 26, except that 3.0 g (1 9.8 mmoles) of 5-chloroindole was used in place of the indole, the CHP solution was used in an amount of 1 8.0 g (98.2 mmoles as cumene hydroper-
so oxide), 309.8 mg (1 .98 mmoles) of p-chlorobenzoic acid was used in place of the p-methylbenzoic acid, 22.5 mg (0.085 mmole) of molybdenum hexacarbonyl was used as a catalyst, and the reaction time was 5 hours. The resulting reaction mixture was filtered. The solid so separated was washed with a small amount of methanol and then dried at 50°C under reduced pressure to obtain 1 .64 g of the corresponding indigo compound, or 5,5'-dichloroindigo. The molar yield of 5,5'-dichloroindigo as based on the charged 5-chloroindole was 50.1%.
55 Example 50
Reaction was carried out in the same manner as in Example 26, except that 1 .0 g (7.6 mmoles) of 6-methylindole
6
EP 0 339 887 B1
was used in place of the indole, the CHP solution was used in an amount of 7.0 g (38.2 mmoles as cumene hydroper- oxide), 1 03.8 mg (0.76 mmole) of m-methylbenzoic acid was used in place of the p-methylbenzoic acid, 22.5 mg (0.085 mmole) of molybdenum hexacarbonyl was additionally used as a catalyst, and the reaction time was 5 hours. The resulting reaction mixture was filtered. The solid so separated was washed with a small amount of methanol and then dried at 50°C under reduced pressure to obtain 0.64 g of the corresponding indigo compound, or 6,6'-dimethylindigo. The molar yield of 6,6'-dimethylindigo as based on the charged 6-methylindole was 57.8%.

IP 0 339 887 B1
Table j
Additive Ind.go Ind ig0 Example y ie ld y i e l d
No , Per hour Type used (%) (%)
(g)
Example 1 Benzoic acid 1.04 70.7 14 .1
Example 2 o-Chlorobenzoic acid 1.34 65.9 13 .2
Example 3 m-Chlorobenzoic acid 0.67 72.5 14 .5
Example 4 p-Chlorobenzoic acid 1.34 72.7 14 .6
Example 5 p-Bromobenzoic acid 1.72 72.0 14 .4
Example 6 m-Hydroxybenzoic acid 1.18 71.2 14 .2
Example 7 p-Hydroxybenzoic acid 1.77 70.5 , 14 .1
Example 8 m-Methoxybenzoic acid 2.60 69.1 13 .8
Example 9 p-Methoxybenzoic acid 1.30 66.7 13 .3
Example 10 a -Naphtha lenecarboxy- 2.94 68.7 13.7 l ie a c i d
Example 11 Tereph tha l i c acid - 0.71 55.5 11 .1
Example 12 I s o p h t h a l i c acid 1.42 63.5 12.7
Example 13 Acetic acid 0.51 65.5 13 .1
Example 14 Propionic acid 0.63 67.0 13 .4
Example 15 Octanoic acid 1.23 66.7 13.3
Example 16 Phenylace t ic acid 2.32 70.5 14 .1
Example 17 Diphenylace t ic acid 3.62 71.4 14 .3
Example 18 P iva l i c acid 0.87 65.6 13 .1
Example 19 Cyclohexane carboxyl ic 1.09 69.2 13 .8 a c i d
Example 20 Cinnamic acid 1.26 63.7 12.7
8
EP 0 339 887 B1
Table 1. ( C o n t ' d . )
Addi t ive Ind.go Ind ig0 Example y ie ld y i e l d
No , per hour Type used (%) (%)
(g;
Example 21 Succinic acid 0.50 60.8 12 .2
Example 22 Fumaric acid 0.99 65.3 13 .1
Example 23 Naphthenic acid 1.00 64.8 13 .0
Example 24 I s o n i c o t i n i c acid 1.05 63.2 12 .6
Example 25 Nico t in ic acid 0.53 57.5 11 .5
Comparative None 52Q 1 0 6 Example 1
9

o u g « w *-i w -v* ...
3 (-1 c\ in cn rn i - . C T > - r r » c o n o r J o o < o w h C ' c m r-t ft on 0* r t ^ a \ r- O coco O <r °i \o lti .-h cm c g « M . - * m m < r m c M i H t - t f - i
u-. * n O o c - Ju- im u-\ m in m m m m »
2 / — 0 o o o o o o o o o o o o o o o S O O S CM CM O O o O C O O O O O C O CO CO oo «
3 "S ^ O O O O O O O O O O O O O 2 2 2 0 a oo m co «"i m cm cm m m m m m m m m m m
• a s c a o a e v e n e c _ „ > "S « i 5 2 s i l l !
£ £ b j s u j j S S 2; r< 3 = = * ° 2 f i f i a a X o X o o o s b s k o o o o h r> t< t-i 4j r-t m CM CM CM tN «— 1 i-H *H^H -T^T CM CM iH .H 1 "S '« cm ( M m o r * cs n£> vo m m m m 2 ~ 5 J i o X 6 cm cm ,h ,h m m cm " 2} S 3 < r-l rH ™ °*
CM CM CM CM r—i . — . ai a) CM CM X X . — . . — . O o m j: .e I I •» -» a. Bi b C tt H .-T O O O O O . &. >OM5
£ S 3 3 o" o" «T oT o o o1 of S 8 8 8 £ =g £ 2 2 2 2 2 Z Z 2 2 2 S * *
§ "2 '3 co i-< -» m » -5 3 !2 o a B m u-i m vo o o <o 3 w fH CM »H <H m
u O O o o -h « "5 C T5 C « ~< -I HI O
4} (U .H V O U ^ a O . J J o o o « J > > >. >H OJ O -rl 5 " H > . i- c o o p ■£
4j o o *° _ 2 ai -o a u a' x *o o a. oj n u « u g c u X - h c m c o -H c o c c c c c x-h = = S i o o o o l o o u o o j o n o i o o r < ° O . B Z < z B « z o. z « z to z o . « z o z
u 5-a co co co c o m r o m m o o c D C D c o m ci 3 A) ' — . SOVO v o c o o o c o o o M ^ ^ o ^ ^ o o o c o w i w v eg — i** o-r*> -»^a* m m 5 CM »N
u s ' S ^ O o o o o o o o o o o o o o o o <
At a) a i a i u D
a) csa) « 4i> 4f q « o a a j aiaqj ajasn o aa) o t i<u O r-l U-H p-"-H b -< -<Vi-H r H b ^ -HUli-H >H »< iH r j i j ' i z o. a a. a. a a. a. a a. a n a a a a a o a. a. aa a. a a.
B a. S 8 & 8 S as B 0. S E a. E g p. E | as 6 a s a bo o Ba o 6S «B<s o e n S S 2 2 1 2 2 9 2 x ox x ox x ox x o x o o x «o,>< »< ,°, *, t l r*?^ Id UW Id OU W CJU UUU (dU(d UUtd W OU bJOb]
10
EP 0 339 887 B1
No te : "OOCPh" , " cys -OMe" and " O i P r " r e p r e s e n t a
b e n z o a t e g r o u p , a m e t h y l L - c y s t e n a t e g r o u p a n d
an i s o p r o p o x y g r o u p , r e s p e c t i v e l y . "DPO", "ODCB"
and "CHBz" r e p r e s e n t d i p h e n y l e t h e r , o - d i c h l o r o -
b e n z e n e and c y c l o h e x y l b e n z e n e , r e s p e c t i v e l y .
"CHP s o l u t i o n " r e p r e s e n t s an 83 wt.% s o l u t i o n o f
cumene h y d r o p e r o x i d e in c u m e n e .
TABLE 3
Example No. Additive Indigo yield (%) Indigo yield per hour (%)
Type Amount used (mg)
Example 34 Lithium acetate 8.7 55.9 11.2 dihydrate
Example 35 Potassium acetate 16.8 54.2 10.8 Example 36 Magnesium acetate 18.3 53.7 10.7
tetrahydrate Example 37 Barium acetate 21.8 55.4 11.1 Example 38 Cerium acetate 28.6 58.1 11.6
monohydrate Example 39 Lanthanum acetate 27.0 54.8 11.0 Example 40 Nickel acetate 21.2 54.4 10.9
tetrahydrate Example 41 Silver acetate 14.2 55.4 11.1 Example 42 Zinc acetate 37.3 53.8 10.8
dihydrate Example 43 Zinc benzoate 13.1 54.1 10.8 Example 44 Acetic anhydride 87.1 61.7 12.3 Comparative None 50.9 10.2 Example 10
45
50
11

EP 0 339 887 B1
0 rH to Eh
h 0 3 a 'O o •WrHjS^ O ON IT> CN
CD o*> C -H >H --' 00 rH rH CN H >i (U -H ^ -"I
0 _, tJlPQ rH ^ rH •H rH • • ♦ U U # o cr\ r*» rH C -rH — ' * If) lf> VO H >,
+> C pg va f\j m cn 3 CD .»-. • • • • 0 01 0* If) C\ rH T
CD *o ■rH 0) X C -H G O 0 1 >i 1 1 _ * U -HiH CO OO) fi-JJ d) 4-> CJ) <D0J I M C -H 3 a 304 rH T3 trj 1 .Q 0 rH 0 4-t fVH U-l >, >,£ UH rH CD rH U 0 U 0 — • T3 0 .C J3 +> 0 > i ' 0 > i Tj 0JT3 rH -P C jC -H .C >< >, C >,C C J J H J C 4 J X 4 J .C 0)J3 OjS-H 0 £ > i E 0 g ) 0 C D
cd 3 -ri 4J -h i £ i -h e IH e 0 Q< 0 H -P CD CD CD +J-«rjJ0<4J(rlCD(r3
•H >i CD>i 3HHJ C 3— CD 35HCU5H C E-i 3 4-> <-t >fH CD H I ^Cl r H + ) 0 4 J (d O1 3 O .C X N OHrH-H O (D rH CD
(OX! M +> O C W 1 >i CO+JTJ-P >H 1 CO in CD rH X CD l > l l O <*> -P # £ 0)X1 <*> >i <D TS
• rH • 1 arH • .C J3 -H • » jj CD CD 4J H O >( .p .p 0 X 4-> ro r-H oo S-PTD S ^ M a 5<D>H0 S ~ > i -
•H Bi-d o a 0 U H + I H CJ\ Mh X T-H >irl ro 1 >i CD O - 3 - IB 0 0 iD^jiSQi in rH CJ Q, CT.rH.QrH
o •rH +) Ofl C f l " f CN O 00 N -H 3 GO tT> O ID CN o CO OWE rH If) CN CO fd £ 3 — ' CQ <
Q) -P rH C T3 0 3 Q) — • © o o o *o o to tr> C £ j 3 ^ - ' r H H If) rH
CD rH Qt • 0 CO CO CD g 0 r-H rH rH rH fa z a a a a X 6 • g E E m co nJ (0 nJ
X X X X W W w w
Claims
1. A process for the preparation of an indigo compound which comprises reacting an indole compound having no
12
EP 0 339 887 B1
substituent at the 2- and 3-positions with an organic hydroperoxide in the presence of an additive, the organic hydroperoxide being selected from secondary and tertiary alkyl hydroperoxides, the additive being selected from (1) carboxyl-containing compounds selected from carboxylic acids, carboxylic anhydrides and metallic carboxy- lates and (2) boric acid ester compounds, and the reaction being carried out in the presence of a metallic compound catalyst capable of oxidizing the carbon atom at the 3-position of the indole compound and of at least one solvent selected from water, aliphatic and alicyclic hydrocarbons, aromatic hydrocarbons, aliphatic and aromatic halogen compounds, ethers, alcohols, ketones, esters, carbonates and aromatic nitro compounds.
2. A process according to claim 1 , wherein the indole compound is indole.
3. A process according to claim 1 or claim 2, wherein the organic hydroperoxide is tert-butyl hydroperoxide, 1-phe- nylethyl hydroperoxide or 1-methyl-1-phenylethyl hydroperoxide.
4. A process according to any one of claims 1 to 3, wherein the organic hydroperoxide is used in an amount of 0.01 to 1 00 moles per mole of the indole compound.
5. A process according to any one of claims 1 to 4, wherein the boric acid ester compound is selected from orthoboric acid esters and metaboric acid esters.
6. A process according to any one of claims 1 to 5, wherein the additive is used in an amount not greater than 50 moles per mole of the indole compound.
7. A process according to any one of claims 1 to 6, wherein the catalyst is a compound of a metal of groups 4A, 5A, and 6A of the periodic table.
8. A process according to claim 7, wherein the catalyst is a compound of titanium, vanadium, molybdenum or tungsten.
9. A process according to any one of claims 1 to 8, wherein the catalyst is used in an amount not greater than 0.5 mole per mole of the indole compound.
10. A process according to any one of claims 1 to 9, wherein the reaction is carried out at a temperature of -10° to200°C.
11. A process according to any one of claims 1 to 10, wherein the indigo compound is recovered as a solid from the liquid reaction mixture.
Patentanspriiche
1. Verfahren zur Herstellung einer Indigoverbindung, umfassend Umsetzen einer Indolverbindung ohne Substituen- ten an den 2- und 3-Stellungen mit einem organischen Hydroperoxid in Gegenwart eines Additivs; wobei das organische Hydroperoxid ausgewahlt ist aus sekundaren und tertiaren Alkylhydroperoxiden, das Additiv ausge- wahlt ist aus (1) Carboxyl enthaltenden Verbindungen, ausgewahlt aus Carbonsauren, Carbonsaureanhydriden und Metallcarboxylaten, und (2) Borsaureesterverbindungen und die Reaktion in Gegenwart eines Katalysators aus einer Metallverbindung, der in der Lage ist, das Kohlenstoffatom in der 3-Stellung der Indolverbindung zu oxidieren, und mindestens eines Losungsmittels, ausgewahlt aus Wasser, aliphatischen und alicyclischen Koh- lenwasserstoffen, aromatischen Kohlenwasserstoffen, aliphatischen und aromatischen Halogenverbindungen, Ethern, Alkoholen, Ketonen, Estern, Carbonaten und aromatischen Nitroverbindungen, ausgefuhrt wird.
2. Verfahren nach Anspruch 1, wobei die Indolverbindung Indol ist.
3. Verfahren nach Anspruch 1 oder Anspruch 2, wobei das organische Hydroperoxid tert-Butylhydroperoxid 1-Phe- nylethylhydroperoxid oder 1-Methyl-1-phenylethylhydroperoxid darstellt.
4. Verfahren nach einem der Anspruche 1 bis 3, wobei das organische Hydroperoxid in einer Menge von 0,01 bis 100 Mol pro Mol der Indolverbindung verwendet wird.
5. Verfahren nach einem der Anspruche 1 bis 4, wobei die Borsaureesterverbindung ausgewahlt ist aus Orthobor- saureestern und Metaborsaureestern.
13
EP 0 339 887 B1
6. Verfahren nach einem der Anspruche 1 bis 5, wobei das Additiv in einer Menge von nicht mehr als 50 Mol pro Mol der Indolverbindung verwendet wird.
7. Verfahren nach einem der Anspruche 1 bis 6, wobei der Katalysator eine Verbindung eines Metalls der Gruppe 5 4A, 5A und 6A des Periodensystems darstellt.
8. Verfahren nach Anspruch 7, wobei der Katalysator eine Verbindung von Titan, Vanadium, Molybdan oder Wolfram darstellt.
10 9. Verfahren nach einem der Anspruche 1 bis 8, wobei der Katalysator in einer Menge von nicht mehr als 0,5 Mol pro Mol der Indolverbindung verwendet wird.
10. Verfahren nach einem der Anspruche 1 bis 9, wobei die Reaktion bei einer Temperatur von -10° bis 200°C aus- gefuhrt wird.
15 11. Verfahren nach einem der Anspruche 1 bis 10, wobei die Indigoverbindung als Feststoff aus dem flussigen Reak-
tionsgemisch gewonnen wird.
20 Revendications
1. Procede pour la preparation d'un compose d'indigo, qui comprend la reaction d'un compose d'indole qui n'a pas de substituant dans les positions 2 et 3 avec un hydroperoxyde organique, en presence d'un additif, I'hydrope- roxyde organique etant choisi parmi les hydroperoxydes d'alkyles secondaires et tertiaires, I'additif etant choisi
25 parmi (1) les composes carboxyles choisis parmi les acides carboxyliques, les anhydrides carboxyliques et les carboxylates metalliques et (2) les esters de I'acide borique, et la reaction etant effectuee en presence d'un cata- lyseur, constitue d'un compose metallique capable d'oxyder I'atome de carbone de la position 3 du compose d'in- dole, et d'au moins un solvant choisi parmi I'eau, les hydrocarbures aliphatiques et alicycliques, les hydrocarbures aromatiques, les composes halogenes aliphatiques et aromatiques, les ethers, les alcools, les cetones, les esters,
30 les carbonates et les composes nitro aromatiques.
2. Procede selon la revendication 1 , dans lequel le compose d'indole est I'indole.
3. Procede selon la revendication 1 ou la revendication 2, dans lequel I'hydroperoxyde organique est I'hydroperoxyde 35 de tert-butyle, I'hydroperoxyde de 1-phenylethyle ou I'hydroperoxyde de 1-methyl-1-phenylethyle.
4. Procede selon I'une quelconque des revendications 1 a 3, dans lequel I'hydroperoxyde organique est utilise en une quantite de 0,01 a 100 moles par mole du compose d'indole.
40 5. Procede selon I'une quelconque des revendications 1 a 4, dans lequel Tester d'acide borique est choisi parmi les esters de I'acide orthoborique et les esters de I'acide metaborique.
6. Procede selon I'une quelconque des revendications 1 a 5, dans lequel I'additif est utilise en une quantite ne de- passant pas 50 moles par mole du compose d'indole.
45 7. Procede selon I'une quelconque des revendications 1 a 6, dans lequel le catalyseur est un compose d'un metal
des groupes 4A, 5A et 6A de la classification periodique.
8. Procede selon la revendication 7, dans lequel le catalyseur est un compose du titane, du vanadium, du molybdene so ou du tungstene.
9. Procede selon I'une quelconque des revendications 1 a 8, dans lequel le catalyseur est utilise en une quantite ne depassant pas 0,5 mole par mole du compose d'indole.
55 10. Procede selon I'une quelconque des revendications 1 a 9, dans lequel la reaction est effectuee a une temperature de -10° a200°c.
11. Procede selon I'une quelconque des revendications 1 a 10, dans lequel le compose d'indigo est recupere sous
14
EP 0 339 887 B1
forme d'un solide a partir du melange reactionnel liquide.
5
10
15
20
25
30
35
40
45
50
15
![Ulllted States Patent [19] [11] Patent Number: 6,138,671](https://static.fdokumen.com/doc/165x107/6317fbc571e3f2062906ff7d/ulllted-states-patent-19-11-patent-number-6138671.jpg)



















