
Prediction of diameter errors in bar turning: a computationally effective model
14
Prediction of diameter errors in bar turning: a computationally eective model J.R. Ren e Mayer, Anh-V~ u Phan * ,1 , Guy Cloutier Department of Mechanical Engineering, Ecole Polytechnique, Montr eal, Que., Canada H3C 3A7 Received 11 December 1998; received in revised form 6 April 2000; accepted 23 May 2000 Abstract Machining accuracy can be considerably aected by the deflections of the machine–workpiece–tool system as well as the thermal expansion of material during machining. An improved model for predicting dimensional errors in turning process is presented. This model uses a geometric analysis in the machine frame, in which the elastic deflections of the machine–workpiece–tool system due to the cutting force are studied. In this paper, our workpiece deflection model [A.-V. Phan, G. Cloutier, J.R.R. Mayer, International Journal of Production Research 37 (1999) 4039–4051; G. Cloutier, J.R.R. Mayer, A.-V. Phan, Computer Modeling and Simulation in Engineering 4 (1999) 133–137] earlier developed is employed. As described in Phan et al. (1999), this deflection model is general, accurate and computationally eective thanks to its closed-form solutions derived from the finite element technique. Also, due to the coupling between the cutting force and actual depth of cut, iterative computations are performed to obtain the coupling value of this force which provides further accuracy to the prediction. Finally, via numerical examples, the predicted diameter error on a workpiece, the ratio between the coupled cutting force and its nominal value along the part axis as well as the influence of the cutting force components on the error prediction are computed using the proposed model. The results provide additional insight into the error formation in the turning process. Ó 2000 Elsevier Science Inc. All rights reserved. Keywords: Turning simulation; Finite element model; Dimensional errors; Deflections of machining systems 1. Introduction The cutting force generated during the turning process causes the workpiece, tool system as well as machine elements to deflect. Consequently, at the point of surface generation, the true depth of cut diers from the planned value. After the cutting passes, the elastic deformations manifest themselves as surface or dimensional errors on the workpiece. Investigations on surface and dimensional errors in turning have received attention in the literature. Kops et al. [3,4] dealt with the error due to workpiece deflection by using an analytical formulation that accounts for the existence of two diameters during the turning of a cylinder of uniform diameter, and then built an interelationship between the part deflection and depth of www.elsevier.nl/locate/apm Applied Mathematical Modelling 24 (2000) 943–956 * Corresponding author. Tel.: +1-423-574-0582; fax: +1-423-574-0680. E-mail address: [email protected] (A.-V. Phan). 1 Present address: Computer Science and Mathematics Division, Oak Ridge National Laboratory, P.O. Box 2008, Bld 6012, MS-6367, Oak Ridge, TN 37831, USA. 0307-904X/00/$ - see front matter Ó 2000 Elsevier Science Inc. All rights reserved. PII: S 0 3 0 7 - 9 0 4 X ( 0 0 ) 0 0 0 2 7 - 5
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Prediction of diameter errors in bar turning: a computationally effective model

Prediction of diameter errors in bar turning: a computationallye�ective model
J.R. Ren�e Mayer, Anh-V~u Phan *,1, Guy Cloutier
Department of Mechanical Engineering, �Ecole Polytechnique, Montr�eal, Que., Canada H3C 3A7
Received 11 December 1998; received in revised form 6 April 2000; accepted 23 May 2000
Abstract
Machining accuracy can be considerably a�ected by the de¯ections of the machine±workpiece±tool system as well as
the thermal expansion of material during machining. An improved model for predicting dimensional errors in turning
process is presented. This model uses a geometric analysis in the machine frame, in which the elastic de¯ections of the
machine±workpiece±tool system due to the cutting force are studied. In this paper, our workpiece de¯ection model
[A.-V. Phan, G. Cloutier, J.R.R. Mayer, International Journal of Production Research 37 (1999) 4039±4051; G. Cloutier,
J.R.R. Mayer, A.-V. Phan, Computer Modeling and Simulation in Engineering 4 (1999) 133±137] earlier developed is
employed. As described in Phan et al. (1999), this de¯ection model is general, accurate and computationally e�ective
thanks to its closed-form solutions derived from the ®nite element technique. Also, due to the coupling between the
cutting force and actual depth of cut, iterative computations are performed to obtain the coupling value of this force
which provides further accuracy to the prediction. Finally, via numerical examples, the predicted diameter error on a
workpiece, the ratio between the coupled cutting force and its nominal value along the part axis as well as the in¯uence
of the cutting force components on the error prediction are computed using the proposed model. The results provide
additional insight into the error formation in the turning process. Ó 2000 Elsevier Science Inc. All rights reserved.
Keywords: Turning simulation; Finite element model; Dimensional errors; De¯ections of machining systems
1. Introduction
The cutting force generated during the turning process causes the workpiece, tool system aswell as machine elements to de¯ect. Consequently, at the point of surface generation, the truedepth of cut di�ers from the planned value. After the cutting passes, the elastic deformationsmanifest themselves as surface or dimensional errors on the workpiece.
Investigations on surface and dimensional errors in turning have received attention in theliterature. Kops et al. [3,4] dealt with the error due to workpiece de¯ection by using an analyticalformulation that accounts for the existence of two diameters during the turning of a cylinder ofuniform diameter, and then built an interelationship between the part de¯ection and depth of
www.elsevier.nl/locate/apm
Applied Mathematical Modelling 24 (2000) 943±956
* Corresponding author. Tel.: +1-423-574-0582; fax: +1-423-574-0680.
E-mail address: [email protected] (A.-V. Phan).1 Present address: Computer Science and Mathematics Division, Oak Ridge National Laboratory, P.O. Box 2008, Bld 6012,
MS-6367, Oak Ridge, TN 37831, USA.
0307-904X/00/$ - see front matter Ó 2000 Elsevier Science Inc. All rights reserved.
PII: S 0 3 0 7 - 9 0 4 X ( 0 0 ) 0 0 0 2 7 - 5

cut to propose a predictive compensation. Yang et al. [5] developed a real-time error com-pensation system to reduce the cutting force induced planar error on a turning center by usingsensing, metrology, modelling and computer control techniques. In both work, only the radialcomponent of the cutting force is considered. The ®nite element algorithm used in the model ofYang et al. requires repetitions of the analysis for a number of cutting tool positions along thepart axis.
The primary contribution of this paper is proposing a geometric analysis for predicting thediameter errors in bar turning. This scheme takes into account the elastic de¯ections of themachine±workpiece±tool system due to the cutting force. Here, the workpiece de¯ection is de-termined using our previously developed model [1,2]. The model is initially established forworkpieces made of up to three diameters [1] and then extended to multi-diameter bars [2] andtapered workpieces [6] by using singular function representation. The de¯ection model proposedis general, accurate and computationally e�ective. These advantages can be explained by thefollowing: First, the model is developed using the ®nite element method which enables the con-sideration of all three cutting force components as well as several diameters of the workpiece in astraightforward manner. Second, in comparison with models using a traditional ®nite elementcode which requires repetitive analyses at di�erent cutting points along the part axis and theninterpolation techniques to provide continuous responses, the de¯ection solutions here are ob-tained using a symbolic solver instead of a numerical one. Thus, the solutions are derived inclosed-form (functions of the cutting tool position along the part axis) which require less time-consuming calculations while yielding more accurate results. Due to the complex structures of thetool system as well as of the machine (part holders), the de¯ections of these components caused bythe cutting force need to be derived from their experimental sti�nesses for this work as usuallydone in turning simulations. Finally, the turning force in this model is predicted by using theapproach introduced by Stephenson and Bandyopadhyay [7].
It should be noted that our proposed geometric analysis together with our workpiece de¯ectionclosed-form solutions play a crucial role in the diameter error model presented in this paper. As aconsequence, this new and more accurate model for predicting diameter errors in bar turningremains relatively simple and computationally e�ective, even with workpieces made of several co-axial cylinders and with all three cutting force components taken into account. Therefore, themodel is not only rich in providing insight, but also well suited for o�-line precompensation oreven on-line implementation for real-time compensation.
2. Dimensional errors in bar turning
Consider a bar turning process for which a nominal depth of cut d is required for an initialdiameter D as shown in Fig. 1(a). The diameter errors on the workpiece are essentially deter-mined from the de¯ections of the machine±workpiece±tool system in the part cross-sectioncontaining the cutting point (Fig. 1(b)). The workpiece de¯ection and the shift of the machinecenter(s) in the X direction (due to both the radial Fr and axial Fa components of the cuttingforce) are denoted as dwx and dmx, respectively. Similarly, dwy and dmy are those in the Y direction(due to the tangential force Ft). Also, the force components Fr and Ft cause the tool de¯ections dtx
and dty in the X and Y directions, respectively. The e�ect of the tool and part axial de¯ections dueto Fa on the predicted diameter error is minor and thus, these de¯ections are neglected in thismodel. Due to dwy, dmy and dty, the back rake angle decreases by an amount Dab (see Fig. 1(b)).However, this amount is relatively small and so the variation of the back rake angle duringturning is also neglected.
944 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956

As a result of the above elastic de¯ections, the actual depth of cut is di�erent from its nominalvalue and its predicted value is denoted as dp. A geometric analysis of the cutting process based onFig. 1 leads to the following expression for the predicted workpiece diameter Dp�z� along axis Zafter machining
Dp�z� � 2
���������������������������������������������������������������������������������������������������������������������������������D2ÿ d � dtx�z� ÿ dwx�z� ÿ dmx�z�
� �2
� dty�z� ÿ dwy�z� ÿ dmy�z�� �2
s: �1�
In Eq. (1), it should be noted that Dp, D and d are positive scalars while all the de¯ections d arealgebraic quantities whose signs follow the machine XYZ coordinate system shown in Fig. 1.
Finally, the predicted depth of cut dp and diameter error DD are given by
dp�z� � Dÿ Dp�z�2
; �2�DD�z� � Dp�z� ÿ D� 2d � Dp�z� ÿ Dd : �3�
Fig. 1. Predicted part diameter during turning.
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 945

3. Determination of de¯ections
3.1. Workpiece de¯ections
A ®nite element model for calculating part de¯ections has been presented in detail in our earlierwork [1,2,6]. This model considers all three cutting force components (Fr, Fa and Ft) and threeusual methods of mounting workpieces on a turning machine (cantilever, chuck-center and `be-tween centers' mountings). Of particular interest is the closed-form of the de¯ection responseswhich enables less time-consuming computation while resulting in continuous solutions along thepart axis. As in Ref. [1] and without any loss of generality of the proposed model, workpiecesmade of up to three diameters during turning are considered in this paper (see Figs. 2±4). In these®gures, D2 is the initial diameter (D2 � D), Fa, Fb denote the cutting force components, I1, I2, I3 arethe moments of inertia of cross-sectional area and L is the machined length.
At a cutting position z, the workpiece de¯ections along the X or Y axes are given by following.
For the cantilever mounting:
dwx=wy�z� � 2Fa�I1z3 � 3I2l1z2 � 3I2l21z� I2l3
1� � 3M�I1z2 � 2I2l1z� I2l21�
6EI1I2
; �4�
where E is Young's modulus of the part material.
Fig. 2. Finite element model of a bar turning process (cantilever mounting).
Fig. 3. Finite element model of a bar turning process (chuck-center mounting).
946 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956

For the chuck-center mounting:
dwx=wy�z� � l3�FaDF �MDM�12EI1I2D0
�5�
in which
l3 � Lÿ z;
DM � I1
�ÿ 3I1I3z4 ÿ 12I2I3l1z3 � 6�I1I2l23 ÿ 3I2I3l2
1�z2
� 12l1�I22 l2
3 ÿ I2I3l21�z� 6I2
2 l21l2
3
�ÿ 3I3I22 l4
1; �6�
DF � I1l3 3I1I3z4� � 4�3I2I3l1 � I1I2l3�z3 � 6�2I2
2 l1l3 � 3I2I3l21�z2
� 12l21�I2
2 l3 � I2I3l1�z� 4I22 l3
1l3
�� 3I3I22 l4
1l3; �7�
D0 � I1I2l33 � I1I3z�z2 � 3l3z� 3l2
3� � I2I3l1 3z�z� � l1 � 2l3� � l21 � 3l1l3 � 3l2
3
�: �8�
For the `between centers' mounting:
dwx=wy�z� � l3�FaDF �MDM�3EI1I2I3�z2 � 2�l1 � l3�z� l2
1 � l23 � 2l1l3� ; �9�
where
l3 � Lÿ z;
DM � I1
�ÿ I3z3 ÿ 3I3l1z2 � �I2l23 ÿ 3I3l2
1�z� I2l1l23
�ÿ I2I3l31; �10�
DF � I1l3 I3z3� � �3I3l1 � I2l3�z2 � l1�3I3l1 � 2I2l3�z� I2l2
1l3
�� I2I3l31l3: �11�
In Eqs. (4), (5) and (9), Fa � Fr < 0 and M � ÿFbDd=2 � ÿFaDd=2 > 0 for computing dwx�z�, andFa � Ft < 0 and M � 0 for computing dwy�z�.
3.2. Machining axis shift due to the elastic de¯ections of the part holder(s)
As mentioned earlier, the instantaneous rotation axis shift is calculated here using experimentalsti�nesses of the part holder(s). The shift components dmx and dmy in the X and Y directions aredetermined as follows.
Fig. 4. Finite element model of a bar turning process (`between centers' mounting).
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 947

For the cantilever mounting:
dmx�z� � Fr�z�kmx1
; �12�
dmy�z� � Ft�z�kmy1
; �13�
where kmx1 and kmy1 are the sti�nesses of the chuck (located at node 1, see Fig. 2) in the X and Ydirections, respectively. Since kmx1 and kmy1 are positive constants, the above equations reveal thatthe shift components along the X and Y axes have the same signs as the respective components ofthe cutting force.
For the chuck-center mounting:
dmx�z� � dmx4 ÿ dmx1
L� l1
� ��z� l1� � dmx1; �14�
dmy�z� � dmy4 ÿ dmy1
L� l1
� ��z� l1� � dmy1: �15�
In Eqs. (14) and (15),
dmxi�z� � ÿRxi�z�kmxi
; �16�
dmyi�z� � ÿRyi�z�kmyi
�17�
in which the index i denotes the ith node where the chuck/headstock center and tailstock centerare located. In the context of this work, i � 1 for the chuck/headstock center and i � 4 for thetailstock center. Here, the shift components along the X and Y axes have opposite signs to thecomponents Rxi and Ryi of the support reaction forces.
The support reaction force components in this case of workpiece mounting are:
R�x=y�1�z� � C1F Fa � CM M2C0
; �18�
R�x=y�4�z� � C4F Fa ÿ CM M2C0
; �19�
where
C1F � l3 2I1I2l23
� � 3I2I3l1�2L� l1� � 3I1I3z�2Lÿ z��; �20�
C4F � I3 I1z2�3L� ÿ z� � I2l1 3�l1
� � 2z�l3 � 2�l21 � 3l1z� 3z2��; �21�
CM � 3I3 I1z�2L� ÿ z� � I2l1�2L� l1��; �22�
C0 � I1I2l33 � I1I3z 3Ll3
� � z2�� I2I3l1 3l3�L
� � l1 � z� � l21 � 3l1z� 3z2
�: �23�
For the `between centers' mounting:In this case, the workpiece shift is also determined by Eqs. (14)±(17), except that the support
reaction force components are given by
948 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956

R�x=y�1�z� � ÿFal3 �Ml1 � L
; �24�
R�x=y�4�z� � ÿFa�l1 � z� ÿMl1 � L
: �25�
In Eqs. (18), (19), (24) and (25) Fa � Fr < 0, M � FaDd=2 > 0 for computing Rx1�z� and Rx4�z�, andFa � Ft < 0, M � 0 for computing Ry1�z� and Ry4�z�.
3.3. Turning tool de¯ection
The de¯ection components of the turning tool along the X and Y axes are de®ned from therespective force components as:
dtx�z� � ÿ Fr�z�ktx
; �26�
dty�z� � ÿ Ft�z�kty
; �27�
where ktx and kty are the tool system sti�nesses in the X and Y directions.
4. Iterative calculation of the predicted-coupled cutting force
Obtaining accurate cutting forces is a crucial step in predicting workpiece and tool de¯ections,and other parameters of interest such as cutting temperatures, machining power consumption,etc. The cutting force can be experimentally evaluated or predicted using a force model. In thisstudy, a force model proposed in Ref. [7] is used. As claimed by the authors, the model is ap-plicable to a wide range of machining processes, including turning. Expressions for the nominaltangential, axial and radial forces are given by [8]
Ft � ÿKnAc cos ab cos a� � Kf cos cLe sin a� � sin cLe sin ab��; �28�Fa � ÿKnAc� ÿ cos ab sin a� Kf cos cLe cos a� ��; �29�Fr � ÿKnAc� ÿ sin ab � Kf sin cLe cos ab� ��; �30�
where the minus signs are added to ensure sign consistency with the XYZ coordinate system (seeFig. 1). The normal rake angle a can be determined from the back rake ab, side rake as and leadangles cL of the cutter as [9]
a � arctan cos k�tan as cos cL� � tan ab sin cL�� �31�with the inclination angle k given by
k � arctan tan ab cos cL� ÿ tan as sin cL�: �32�In Eqs. (28)±(30), the normal cutting pressure Kn and e�ective friction coe�cient Kf are empiri-cally determined, [7] and the e�ective lead angle cLe can be calculated using the method developedin Ref. [10]. Finally, the uncut chip area is usually approximated by
Ac � fd; �33�where f is the feed per rotation.
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 949

In Eqs. (28)±(30), it is noted that Ft, Fa and Fr are functions of the nominal depth of cut d (seealso Eq. (33)). Since a predicted value dp of the actual depth of cut can be determined from Eq. (2),dp should be used in Eq. (33) instead of d. Further, since dp itself is function of the cutting force,there exists a coupling between these two parameters, and thus iterative calculation needs to beperformed to determine the coupled cutting force values. It can be seen that, in a given machiningcondition with constant parameters, while the nominal cutting force components are constantalong a part segment, the coupled cutting force components generally are not. The ¯ow chart ofthis iterative calculation at a cutting point z is shown in Fig. 5.
5. Numerical examples
The model developed earlier is employed here to predict the workpiece diameter errors DD�z�in turning. Three types of workpiece mounting are considered. For each mounting type, thefollowing results are presented:1. The errors DD�z�, calculated in two cases: (a) the sti�nesses of the part, part holder(s) and tool
system are all taken into account, and (b) the part holder(s) and tool system are assumed to berigid. It is noted that the coupled cutting forces predicted from iterative calculations are used inboth aforementioned cases.
2. The ratios between the coupled cutting force components and their nominal values along thepart axis: this result is only derived for the case of ¯exible part, part holder(s) and tool system.
Fig. 5. Flow chart for iterative calculation of the coupled cutting force.
950 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956
For all numerical examples treated in this section, the parts with D � D2 � 20 mm, L=D � 5 andD1 � 22 mm are turned using the following tool/workpiece material combination:· Work material: 1018 Steel (E � 2:1� 105 MPa).· Hardness (BHN): 163.· Tool material: Coated WC.Further, the turning tool employed has the following geometrical parameters: ab � 5°,as � cL � 0 and rn � 0:8 mm, and the tool system sti�nesses are ktx � kty � 0:25� 106 N/mm.
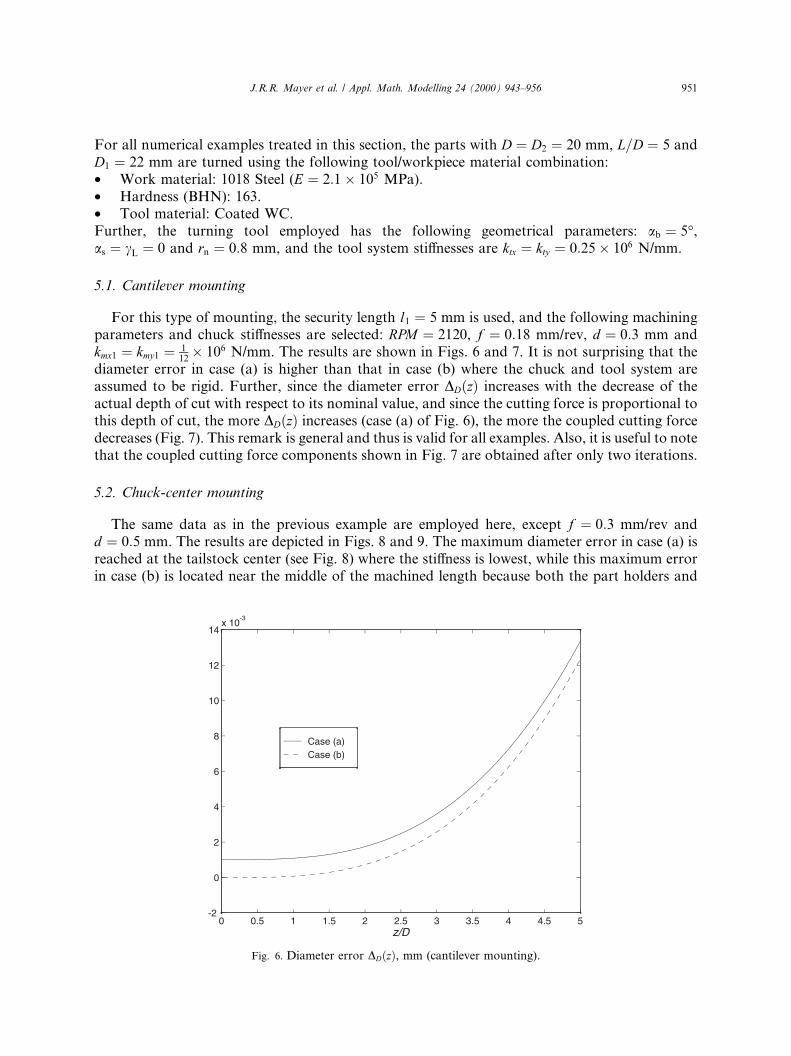
5.1. Cantilever mounting
For this type of mounting, the security length l1 � 5 mm is used, and the following machiningparameters and chuck sti�nesses are selected: RPM � 2120, f � 0:18 mm/rev, d � 0:3 mm andkmx1 � kmy1 � 1
12� 106 N/mm. The results are shown in Figs. 6 and 7. It is not surprising that the
diameter error in case (a) is higher than that in case (b) where the chuck and tool system areassumed to be rigid. Further, since the diameter error DD�z� increases with the decrease of theactual depth of cut with respect to its nominal value, and since the cutting force is proportional tothis depth of cut, the more DD�z� increases (case (a) of Fig. 6), the more the coupled cutting forcedecreases (Fig. 7). This remark is general and thus is valid for all examples. Also, it is useful to notethat the coupled cutting force components shown in Fig. 7 are obtained after only two iterations.
5.2. Chuck-center mounting
The same data as in the previous example are employed here, except f � 0:3 mm/rev andd � 0:5 mm. The results are depicted in Figs. 8 and 9. The maximum diameter error in case (a) isreached at the tailstock center (see Fig. 8) where the sti�ness is lowest, while this maximum errorin case (b) is located near the middle of the machined length because both the part holders and
Fig. 6. Diameter error DD�z�, mm (cantilever mounting).
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 951

tool system are considered to be rigid. Due to a sti� support given by this type of workpiecemounting (as well as by the `between centers' mounting type), the actual depth of cut is onlyslightly di�erent from its nominal value (compare Figs. 6 and 8), and so the coupled cutting forcevalues are almost equal to their nominal values (compare Figs. 7 and 9).
Fig. 8. Diameter error DD�z�, mm (chuck-center mounting).
Fig. 7. Ratio between the coupled cutting force components and their nominal values along the part axis (cantilever
mounting).
952 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956

5.3. `Between centers' mounting
Due to the presence of a lathe dog, l1 � 20 mm is required here. The other data are the same asin Section 5.2. It can be observed from Fig. 10 that the maximum diameter error occurs near the
Fig. 9. Ratio between the coupled cutting force components and their nominal values along the part axis (chuck-center
mounting).
Fig. 10. Diameter error DD�z�, mm (`between centers' mounting).
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 953

middle of the machined length for both cases (a) and (b). Since the support o�ered bythe headstock center in this type of workpiece mounting is less sti� than that by the chuck in thechuck-center mounting one, the part sti�ness near the middle of its machined length is the lowest
Fig. 12. In¯uence of the cutting force components on the prediction of diameter errors (cantilever mounting).
Fig. 11. Ratio between the coupled cutting force components and their nominal value along the part axis (`between
centers' mounting).
954 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956

among those of the machining system, and this explains the location of the maximum diametererror mentioned above. Also in this ®gure (as well as in Fig. 8), it is interesting to point out thatthe curves of case (b) exhibit negative values of the error near the security segment (z � 0). Inturning systems with highly sti� part holders, negative errors could exist. Such cases cannot beexplained by models in which only the radial component of the cutting force is considered becausethese negative values are caused by the axial component contribution.
5.4. In¯uence of the cutting force components on the prediction of diameter errors
This example, studying the in¯uence of the cutting force components on the prediction ofdiameter errors, is devoted to giving additional insight on the error formation in bar turning.Here, the cantilever mounting and data used in case (a) of Section 5.1 are selected. For conve-nience, the diameter error shown in Fig. 6 is now denoted as DDrat to imply that in that case, allthree cutting force components Fr, Fa and Ft are considered. In this example, the calculations,including iterative computation of the coupled cutting force, are performed using our proposedmodel to obtain the three following cases of the predicted diameter error:1. DDra: the tangential component is not taken into account,2. DDrt: the axial component is not taken into account,3. DDa: only the axial component is considered.The results are compared against DDrat and shown in Fig. 12. The following remarks can be draw:· The tangential component of the cutting force and the coupling between this force and the
actual depth of cut (see Figs. 7, 9 and 11) can be neglected.· It is obvious that the radial component of the cutting force plays a dominant role in determin-
ing diameter errors. It can also be seen, from Fig. 12 and as discussed in Section 5.3, that theaxial component contribution is signi®cant. The axial component should thus not be omittedin the predicting model.
6. Concluding remarks and future work
A model for predicting diameter errors in bar turning is presented. To this end, a geometricanalysis of the elastic de¯ections of the machine±workpiece±tool system due to the cutting force isproposed. A ®nite element workpiece de¯ection solution, which is the key performance of thisdiameter error model, has been developed in our previous work. Since the workpiece de¯ectionsolution can be expressed in closed-form even for multi-diameter bars, no ®nite element code andinterpolation technique are required in the implementation of this model. The proposed model isthus general, more accurate and especially, very e�ective in computations due to its simplicity inon-line implementation. The model also provides additional insight into the error formation inbar turning as shown in Section 5.4. It is observed in this case that the in¯uence of the axialcutting force component should not be neglected while that of the tangential component as well asthe coupling between the cutting force and actual depth of cut are minor. However, such ob-servations may not be generalized for all turning situations and so, it is appropriate to maintainthe generality of the model as proposed in this work. Finally, experimental validation for thismodel is obviously necessary, and further research regarding this issue is thus underway.
Acknowledgements
The ®nancial support from the Natural Sciences and Engineering Research Council of Canadaunder grants OGP0155677 and OGP0138478 is gratefully acknowledged.
J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956 955

References
[1] A.-V. Phan, G. Cloutier, J.R.R. Mayer, A ®nite element model with closed-form solutions to workpiece de¯ections
in turning, International Journal of Production Research 4 (1999) 138±142.
[2] G. Cloutier, J.R.R. Mayer, A.-V. Phan, Singular function representation in obtaining closed-form solutions to
workpiece de¯ections in turning multi-diameter bars, Computer Modeling and Simulation in Engineering 4 (1999)
133±137.
[3] L. Kops, M. Gould, M. Mizrach, Improved analysis of the workpiece accuracy in turning, based on the emerging
diameter, ASME Journal of Engineering for Industry 115 (1993) 253±257.
[4] L. Kops, M. Gould and M. Mizrach, A search for equilibrium between workpiece de¯ection and depth of cut: key
to predict compensation for de¯ection in turning, Manufacturing Science and Engineering ASME PED-Vol. 68-2
(1994) 819±825.
[5] S. Yang, J. Yuan, J. Ni, Real-time cutting force induced error compensation on a turning center, International
Journal of Machine Tools and Manufacture 37 (1997) 1597±1610.
[6] A.-V. Phan, G. Cloutier, J.R.R. Mayer, A ®nite element model for predicting tapered workpiece de¯ections in
turning, Computer Modeling and Simulation in Engineering 4 (1999) 138±142.
[7] D.A. Stephenson and P. Bandyopadhyay, Process-independent force characterization for metal cutting
simulation, Concurrent Product and Process Engineering ASME MED-Vol. 1/DE-Vol. 85 (1995) 15±36.
[8] F.-M. Gu, S.G. Kapoor, R.E. DeVor, P. Bandyopadhyay, An approach to on-line cutter runout estimation in face
milling, Trans. NAMRI/SME 19 (1991) 240±247.
[9] N.H. Cook, Manufacturing Analysis, Addison-Wesley, Reading, MA, 1966.
[10] M.J. Kuhl, The prediction of cutting forces and surface accuracy for the turning process, M.S. Thesis, Mechanical
Engineering, University of Illinois, 1987.
956 J.R.R. Mayer et al. / Appl. Math. Modelling 24 (2000) 943±956















![Turning Back [updated 6.5.2015]](https://static.fdokumen.com/doc/165x107/6335f35102a8c1a4ec01fd86/turning-back-updated-652015.jpg)




