
Policarbonato Compacto Manual técnico Mecanização do Policarbonato Compacto
33
Policarbonato Compacto Manual técnico O Policarbonato pussui elevada transparência e superfície lisa que o tornan um material para diversas aplicações. Resistente a impactos e temperaturas até - 100ºC Principais Vantagens Mecanização fácil e diversa; Extraordinária resistência à ruptura; Excelente trans parência; Boa resistência à intempérie; Cores Incolor Bronze Branco translúcido fumê verde azul Mecanização do Policarbonato Compacto Ferramentas As chapas de policarbonato Acrilicos Brasil podem ser trabalhadas com ferramentas que normalmente se utilizam para trabalhar metal ou madeira. Recomenda-se o uso de ferramentas produzidas em metal duro. Antes de tudo é importante que as ferramentas se encontrem em bom estado, isto é, bem afiadas, com geometria correcta e com evacuação suficiente. Arrefecimento Para a mecanização normal com retirada de aparas não é necessário proceder ou esfriamento das chapas de policarbonato. No caso de sobreaquecimento local, por
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Policarbonato Compacto Manual técnico Mecanização do Policarbonato Compacto

Policarbonato CompactoManual técnicoO Policarbonato pussui elevada transparência e superfície lisa que o tornan um material para diversas aplicações.
Resistente a impactos e temperaturas até - 100ºC
Principais Vantagens
Mecanização fácil e diversa; Extraordinária resistência à ruptura; Excelente trans parência; Boa resistência à intempérie;
Cores
Incolor Bronze Branco translúcido fumê verde azul
Mecanização do Policarbonato CompactoFerramentas
As chapas de policarbonato Acrilicos Brasil podem ser trabalhadas com ferramentas que normalmente se utilizam para trabalhar metal ou madeira. Recomenda-se o uso de ferramentas produzidas em metal duro. Antes de tudo é importante que as ferramentas se encontrem em bom estado, isto é, bem afiadas,com geometria correcta e com evacuação suficiente.
Arrefecimento
Para a mecanização normal com retirada de aparas não é necessário proceder ou esfriamento das chapas de policarbonato. No caso de sobreaquecimento local, por

exemplo, produzido pela perfuração de chapas grossas, recomenda-se arrefecer a superfície com água ou com ar comprimido isento de óleos.
Para a mecanização com retirada de aparas das chapas de policarbonato não devem ser utilizadas emulsões de óleo. Podem conter aditivos aos quais o policarbonato não seja resistente, e favorecer deste modo a formação de fissuras por tensões internas.
Controle das dimensões
O coeficiente de dilatação térmica linear do policarbonato é de 0,065 mm/ m ºC. Este valor é superior ao do metal ou vidro. Por conseguinte, o controle das medidasterá que ser sempre feito à temperatura ambiente.
Nota: a primeira vez que se aquece o material a uma temperatura superior a 145º (temperatura de transição vítrea), produz-se uma contração entre 3-6% em funçãoda espessura.
Película de Proteção
As chapas de policarbonato Acrilícos Brasil estão protegidas por uma película de polietileno em ambos os lados para evitar danificar o aspecto polido da superfície dachapa durante o seu transporte e transformação.
Não retirar a película de protecção antes de mecanizar a chapa. Os raios solares e as condições climáticas podem alterar as propriedades desta película, pelo que,após algum tempo de exposição à intempérie a mesma pode serdifícil de retirar.
Marcação
A marcação da posição dos furos a realizar, limites a cortar, etc., deve ser realizada sobre a película de protecção. Se for necessário efetuar marcações, utilizar umlápis macio ou um marcador.

Evitar objetos pontiagudos, porque a linha produzida actua como entalha e, quando o esforço/ pressão é muito grande a chapa podequebrar por esta linha.
Corte Manual
Para dividir as chapas de policarbonato podem utilizar-se as serras manuais habituais. O espaço entre dentes deve serpequeno.
Serra Circular
A forma mais simples para cortar as chapas de policarbonatoé através de uma serra circular. A experiência demonstra que o corte mais perfeito obtém-se através de serras circulares de metal duro. O espaço entre dentes da lâmina varia de um pequeno espaço para chapas finas e mais espaçados para chapas mais grossas. A mesa deve estar isenta de particulas, que podem danificar a película de protecção e consequentemente riscar as chapas de policarbonato. No caso da chapas de 1,5 mm de espessura, utilizar uma chapa grossa de apoio ou utilizar tesoura no lugar da serra circular.
Serra de Fita
As serras de fita são ideais para cortes curvos, por exemplo, em peças moldadas ou para cortar formas irregulares. Para se obter cortes com limites lisos é importante que a mesa tenha um apoio firme. Se o material égrosso requer um grande espaçamento entre dentes.

Para conseguir limites de corte com grande qualidade é melhor usar serras circulares ou fresas, em substituição das serras de cinta.
Solução para problemas no corte
Limites de corte fundidos
verificar o cortante da ferramenta verificar a velocidade de corte e reduzi-la se
necessário controlar a velocidade de avanço e reduzi-la se
necessário arrefecer se necessário
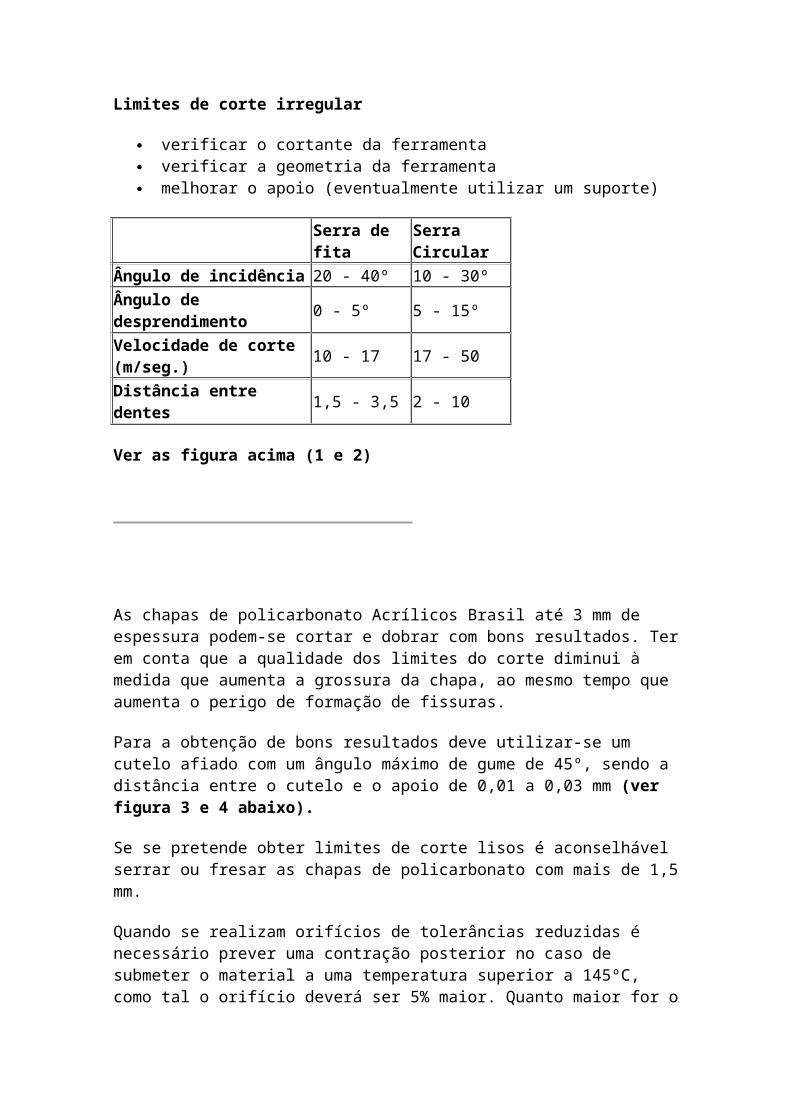
Limites de corte irregular
verificar o cortante da ferramenta verificar a geometria da ferramenta melhorar o apoio (eventualmente utilizar um suporte)
Serra de fita
Serra Circular
Ângulo de incidência 20 - 40º 10 - 30ºÂngulo de desprendimento 0 - 5º 5 - 15º
Velocidade de corte (m/seg.) 10 - 17 17 - 50
Distância entre dentes 1,5 - 3,5 2 - 10
Ver as figura acima (1 e 2)
As chapas de policarbonato Acrílicos Brasil até 3 mm de espessura podem-se cortar e dobrar com bons resultados. Terem conta que a qualidade dos limites do corte diminui à medida que aumenta a grossura da chapa, ao mesmo tempo que aumenta o perigo de formação de fissuras.
Para a obtenção de bons resultados deve utilizar-se um cutelo afiado com um ângulo máximo de gume de 45º, sendo a distância entre o cutelo e o apoio de 0,01 a 0,03 mm (ver figura 3 e 4 abaixo).
Se se pretende obter limites de corte lisos é aconselhável serrar ou fresar as chapas de policarbonato com mais de 1,5mm.
Quando se realizam orifícios de tolerâncias reduzidas é necessário prever uma contração posterior no caso de submeter o material a uma temperatura superior a 145ºC, como tal o orifício deverá ser 5% maior. Quanto maior for o

orifício e maior for a espessura da chapa, menor será a tendência de contração. Obtêm-se bons resultados utilizandocutelos de gume simétrico em ambos os lados.
Para a dobra ou corte de chapas de policarbonato com mais de 1,5 mm de espessura recomenda-se a utilização de cutelo de gume assimétrico. Para obter ângulos rectos devem-se utilizar lâminas afiadas por um lado com um ângulo de 30º. Procure que a chapa de apoio (poliamida ou polietileno HDPEde alto peso molecular) esteja perfeitamente encaixada e, sobretudo, centrada relativamente àferramenta de dobra, com o objectivo de conseguir limites de cortes lisos.
Furação

Os berbequins comerciais destinados a metais podem ser usados para a mecanização das chapas de policarbonato.Ter em conta que os gumes da ferramentas devem ser vivos. Durante a perfuração é necessário proceder a arrefecimento.Se o orifício a realizar é profundo recomenda-se o arrefecimento com água ou ar comprimido, ou então retirar abroca regularmente com o fim de evacuar o calor e as partículas. Para furar as chapas de policarbonato não se deve usar emulsões de óleo em água nem óleos de corte. Se os furos são grandes podese utilizar cisalhas (de lâmina circular) ou serrote de perfurar.

Os orifícios perfurados devem ficar lisos, sem entalhas nemzonas rugosas, por forma a conseguir uma fixação segura. Ângulos recomendados para a broca:
Ângulo de incidência 5 - 15º
Ângulo de desprendimento 0 - 5º
Ângulo do vértice 110 - 130ºÂngulo da estria 19 - 40ºVelocidade de corte
15 - 30 m/min.
Avanço 0,1 - 0,3 mm/rotação
Ver as figura acima (3 e 4)
As chapas de policarbonato são facilmente trabalháveis com fresas. A escolha da fresa a utilizar dependerá do trabalhopretendido. Verifique que a ferramenta tem o gume afiado e uma boa evacuação das partículas.
Ângulos recomendados para a fresa:

Ângulo de incidência 5 - 15º
Ângulo de desprendimento 0 - 10º
Velocidade de corte
100 - 500 m/min.
Avanço 0,1 - 0,5 mm/rotação
Para a divisão térmica de chapas de policarbonato, com ou sem película de proteção, podem utilizar-se diversos tipos de laser. O laser é útil quando se pretende cortar contornos complicados. Para obter cortes sem bolhas, deve-se secar previamente as chapas de policarbonato. É recomendável um recozimento posterior. O corte com laser dechapas de policarbonato com espessura superior a 2 mm pode provocar a alteração da cor dos limites.
Curva a frioAs chapas de policarbonato podem curvar-se a frio com um ângulo mínimo de 150 vezes a espessura da chapa, exceto naschapas de policarbonato.
Raio mínimo 150 x espessura da chapa
Se o raio de curvatura pretendido tem que ser menor, então é recomendado o recurso à termo-moldagem.
Moldagem a frio

As chapas de policarbonato podem ser moldadas a frio. Para obter bons resultados não devem ultrapassar-se os seguinteslimites:
Espessura da Chapa (mm)
Raio mínimo de curvatura (mm)
Ângulo máximo debiselamento
1 a 2 , 5 2 90º3 e 4 3 90º5 e 6 4 90º
O relaxamento que se segue de imediato da moldagem a frio exige que a chapa seja submetida a uma curvatura por excesso de 25º. As tensões internas e externas só se equilibram passados alguns dias, só então as peças adquirem a sua forma definitiva.
Ter em consideração que durante o processo de modelagem a frio formam-se grandes tensões nas zonas marginais do material. É necessário evitar o uso de produtos químicos agressivos, em especial quando as peças foram modeladas ou curvadas a frio.
A modelagem a frio é viável nas chapas finas de policarbonato.
Secagem PréviaAs chapas de policarbonato apenas absorvem pequenas quantidades de humidade do ambiente. Apesar deste fato, recomenda-se uma secagem prévia das chapas antes de as termomoldar. Se a secagem for insuficiente, durante o processo de aquecimento irão surgir pequenas bolhas diminuindo a qualidade visual da peça acabada.
Para uma secagem correta a uma temperatura de 120 a 125º recomenda-se o uso de estufas com ar circulante. Os tempos

de secagem variam em função da espessura das chapas de policarbonato.
Espessura da Chapa
Tempo de secagem a 125cº (h)
1 1,52 43 74 125 186 228 30
Após ter sido removida a película de protecção, as chapas devem ser colocadas em bastidores ou colocadas em posição vertical. A distância entre as chapas deve ser de 20 30 mm,por forma a que o ar possa circular livremente.
Para poupar tempo e energia na termomoldagem, as chapas de policarbonato deveriam permanecer na estufa de secagem até ao momento da sua moldagem. As chapas de policarbonato resfriadas à temperatura ambiente depois da secagemdeverão ser termomoldadas num prazo não superior a 10 horas(em função das condições ambientais).
Quando se cortam as chapas para a termomoldagem, ter em consideração que durante o primeiro aquecimento superior a 145º (temperatura de transição vítrea) produz-se uma contracção.
Os valores desta contração única são no máximo de 6% nas chapas de 3 mm de espessura e de no máximo de 3% em chapas mais grossas.
Antes de serem termomoldadas as chapas de policarbonato devem ser limpas com um produto de limpeza anti-estático oucom ar comprimido ionizado. Deste modo evitam-se defeitos superficiais , por exemplo, partículas de pó incrustadas nasuperfície da peça acabada ( ver parte “ Limpeza”).

Moldagem a QuenteA modelagem a quente é uma termomoldagem relativamente fácil, para fabricar peças moldadas com recurso a um eixo. Basta aquecer localmente as chapas de policarbonato a 150-160ºC. Geralmente não é necessário realizar secagem prévia.
Aquece-se a chapa de policarbonato com raios infra-vermelhos ou resistências ao longo de uma linha (ver figura6). Uma vez alcançada a temperatura desejada retirase a chapa da proximidade do elemento aquecedor e procede-se à modelagem, colocando a chapa no molde exercendo pressão. Obtêm-se a forma desejada assim que o material solidifica.
Se o aquecimento se realiza num dos lados, a chapa deverá ser voltada diversas vezes para se obter um aquecimento uniforme em ambos os lados. Chapas a partir de 3 mm e quando se tenham que produzir muitas unidades, recomenda-seo aquecimento em simultâneo por ambos os lados com aquecedores tipo sandwich. Ajustando a largura submetida a aquecimento através de uma tela móvel (ver figura 6 abaixo)podem realizar-se diversos raios de curvatura, porém sem ultrapassar o raio de curvatura mínimo, que equivale a 3 vezes à espessura da chapa.
Devido ao aquecimento local formam-se tensões na peça acabada. Deve-se ter muito cuidado em colocar as peças modeladas em contacto com produtos químicos.

Aquecimento da Chapa de PolicarbonatoPara se obter peças moldadas de elevada qualidade tem que se controlar as chapas de policarbonato e aquecê-las de forma uniforme até uma temperatura de 175- 205ºC. A melhor exatidão de moldagem obtém-se quando se atinge a margem superior da temperatura de termo-moldagem. A temperatura demoldagem é muito elevada e as chapas de policarbonato esfriam com rapidez, portanto é melhor aquecer directamenteas chapas na máquina de termo-moldagem e não numa estufa à parte, como sucede por exemplo com outros termoplásticos.
Para aquecer as chapas de policarbonato recomenda-se a utilização do sistema de aquecimento relativamente rápido por raios infra-vermelhos e de preferência por ambos os lados.
A vantagem do aquecimento em ambos os lados reside na uniformidade e rapidez. Deste modo, os ciclos são mais curtos e a produtividade é maior. O tempo de aquecimento aumenta de forma proporcional com a espessura das chapas deMakrolon mono; deverá determinar-se através de ensaios prévios na máquina de termo-moldagem.
Para evitar elevadas perdas de calor nas chapas durante o respectivo aquecimento ou um arrefecimento desigual, com asconsequentes tensões internas e empenamentos, recomenda-se manter a uma temperatura constante o dispositivo de pressão. Para melhorar a distribuição de espessuras, as chapas podem ser submetidas a embutição profunda com recurso a um pré-alongamento mecânico.
Arrefecimento da peça acabadaAs chapas de policarbonato esfriam rapidamente, de modo quea sua moldagem deve ser realizada com rapidez. Porém, graças à sua resistência à deformação por calor, consegue-se alternadamente ciclos curtos de arrefecimento. Quando a peça moldada se encontrar estável (aprox. a 135ºC) pode serretirada do molde.
Moldagem por sobreposição

As peças moldadas simples, curvadas relativamente a um eixo, com um grande raio de curvatura, podem submeter-se a estiramento. As chapas de policarbonato aquecidas numa estufa de ar circulante até à temperatura correta transportam-serapidamente para um molde aquecido a 80-100ºC.
Basta o próprio peso ou uma ligeira pressão aplicada com luvas ou com um tecido, para moldar a chapa sobre o molde positivo. A seguir tem-se que esfriam as chapas ao ar livre. Atenção à corrente de ar que poderia provocar deformações etensões na peça moldada.
Recomenda-se a retirada da película de protecção antes de introduzir a chapa na estufa.
Moldagem ProfundaMoldes
Para fabricar grandes quantidades e/ ou obter uma qualidadesuperficial ótima devem-se utilizar moldes de alumínio ou aço de superfície mate sedosa, mantendoos a temperatura constante (120-130ºC).
Quando se fabrica o molde de termo-moldagem deverá ter-se em conta um suplemento por contração de 0,8 a 1%. T em que se prever orifícios de arejamento em número suficiente e colocação correta, cujo diâmetro não deve ser superior a

0,5 0,8 mm, para que não deixem marca na peça moldada. Paramelhorar o arejamento pode-se ampliar o furo na parte mais afastada da peça (ver figura 8).Existem materiais especiais que permitem fabricar moldes porosos de termomoldagem que não requerem orifícios de arejamento.
Os raios têm que ser correctamente dimensionados e equivaler pelo menos à espessura da parede da chapa de policarbonato com o fim de assegurar uma maior rapidez e evitar que durante a moldagem se produza um enrrugamento.
Moldes negativos e moldes positivosA escolha de um molde positivo ou negativo dependerá de cada aplicação. Para conservar a melhor qualidade superficial da face externa da peça acabada deveriam utilizar-se moldes negativos. Estes reproduzem mais detalhes (ver figura 9).

Moldagem por sopro ou embutido sem contra-moldeEsta técnica é utilizada para produzir clarabóias semi-esféricas. No caso de soprado sem contra-molde trabalha-se com ar comprimido; no caso da moldagem sem contra-molde trabalha-se em vácuo. Para obter peças moldadas impecáveis,as chapas têm que ser aquecidas de modo homogéneo. Evitar correntes de ar na fábrica, que podem provocar um aquecimento desigual. Uma vez realizada a moldagem quando apeça atingir uma temperatura de 135ºC pode-se realizar a desmoldagem.
Outros métodosOutros métodos de termo-moldagem são combinações dos métodos descritos anteriormente.
Moldagem de alta precisãoNum molde fechado e com recurso a ar comprimido aumenta-se a pressão atmosférica que estende a chapa amolecida sobre o

molde. Com isto obtém-se uma reprodução exacta dos detalhese cantos vivos.
Moldagem simultânea de duas chapas (Twin Sheet)Colocam-se duas chapas quentes entre dois moldes negativos.Com ar comprimido fabricam-se dois corpos ocos de grande rigidez estrutural e peso reduzido. Este método permite moldar e soldar duas peças de cada vez.
RecozerAs chapas de policarbonato o deveriam ser sempre processadas em condições ótimas. Deste modo evita-se que surjam tensões internas elevadas dentro das chapas, que obrigam a um tratamento térmico posterior.
Recozer significa aquecer as chapas, mantê-las a uma determinada temperatura e depois resfria-las lentamente. Com o recozimento das chapas policarbonato numa estufa pode-se praticamente eliminar as suas tensões internas. Para isso aquece-se as peças de modo uniforme a 120-130ºC emantêm-se a esta temperatura durante um período de uma horapor cada 3 mm de espessura do material. É muito importante que as peças esfriem sem grandes variações de temperatura, de preferência dentro da mesma estufa.
Conselhos para a termomoldagem
Problema
Causa Possível Solução
Curvaturaa quente
Moldagem com alongamento
Moldagem porvácuo
Moldagem porsopro sem contramolde
Chapa com borbulhas
Humidade Secagem prévia • • • •
Aquecime Reduzir • • •

nto excessivo
aquecimento
Peças mal moldadas
Chapa demasiado quente
Reduzir aquecimento
• •
Molde demasiado frio
Aumentartem peraturado molde
•
Peça desmoldada tarde
Reduzir ciclo dearrefecimento
•
Vácuo demasiado rápido
Restringir vácuo •
Cantos Vivos
Arredondar Cantos
•
Superfície de chapa demasiado pequena
Usar chapas maiores
•
Ondulação
Aquecimento não uniforme
Controlar as zonas quentes e “sombras”·
•
Reduzidadistância entre moldes
Distância mín. =2x profundidade
•
Vácuo demasiado rápido
Restringir vácuo •

Superfície da chapa demasiado pequena
Distância bastidor-molde < 50 mm
•
Detalhes reduzidos ou incompletos
Vácuo insuficiente
Controlar a falta deestanquicidade
•
Acrescentar orifícios de arejamento
•
Temperatura da chapa baixa
Aumentaraquecimento
•
Peça pega-seao molde
Molde demasiado quente
Reduzir temperatura do molde
•
Peça desmoldada tarde
Desmoldar mais rapidamente
•
Conicidade de desmoldagem insuficiente
Conicidade de desmoldagem > 4º - 6º
•
Marcas/vestígios
Superfície do molde demasiado lisa
Tornar superfície do molde mais porosa
•

Temperatura excessiva da chapa
Reduzir tempo deaquecimento
• •
Orifícios de arejamento mal colocados
Recolocar orifícios de arejamento
•
Defeitos superficiais
Pó sobrea chapa ou sobreo molde
Limpar com ar comprimido ionizado
• •
Orifícios de arejamento mal colocados
Recolocar orifícios de arejamento
•
Peças acabadas desiguais
Molde/bastidortensor demasiado frios
Aumentaro aquecimento prévio
•
Aquecimento/ arrefecimento
Controlar correntes de ar e aquecimento
• • • •
Desmoldagem demasiado tarde
Desmoldar mais rapidamente
•

União com colas dotadas de dissolventesMuito cuidado ao trabalhar com dissolventes: podem ser tóxicos ou conter compostos cancerígenos. É necessário uma boa ventilação e extracção de ar. Seguir as intruções das folhas de segurança fornecidas pelos fabricantes dos dissolventes.
Para a colagem das chapas de policarbonato deve-se distribuir uniformemente a cola na superfície a colar. A união resultante da colagem deve resistir a forças de deslocação ou tracção (ver figura 10).
A união de peças produzidas com o policarbonato com colas dotadas de dissolventes, é a forma mais simples e económicade colagem.
Adicionando à cola cerca de 8% de particulas de policarbonato, obtem-se um verniz adesivo de menor velocidade de evaporação e maior viscosidade, o que torna mais fácil a plicação e manipulação da cola.
Outra vantagem do verniz adesivo reside nas peças a colar, neste caso as mesmas não necessitam encaixar tão perfeitamente entre si (recheia as juntas) como no caso da utilização da cola com dissolvente na sua forma original.

No momento de colagem ter em conta:
limpar previamente as superfícies a unir de todas as gorduras, sujidades e outros elementos estranhos com um pano embebido em isopropanol;
aplicar uma fina camada de cola dotada de dissolvente sob uma das peças a unir (o excesso de cola provoca uma união fágil);
colocar em seguida as duas superfícies em contacto e pressionar brevemente uma contra a outra, para conseguir um contacto mais eficaz;
ao fim de alguns minutos podem-se mover as peças unidas apesar de que, à temperatura ambiente, a resistência máxima da união colada obtém-se passados alguns dias (evaporação lenta do dissolventepreso no interior da união).
União com Colas ReativasAs chapas de policarbonato podem colar-se, com colas dotadas de dissolventes, com outros termoplásticos, cujas superfícies possam sofrer uma dissolução primária. Estas uniões costumam apresentar menor firmeza, resultante da combinação de materiais. Nestes casos deve dar-se prioridade às colas reativas.
Seguir as instruções de segurança do fabricante da cola. Aspeças de policarbonato podem colar-se entre elas ou com outros materiaisutilizando colas reactivas comerciais, desde que as mesmas sejam compatíves com o policarbonato. No momento de escolhaa cola para a correspondente aplicação convém considerar osseguintes parâmetros: resistência ao calor, elasticiadade, aspecto visual da camada da cola, facilidade de aplicação, etc.
No momento de colagem ter em conta:
para melhorar a ancoragem, as superfícies a unir devemser “picadas” (para que apresentem uma grande rugosidade) e depois limpas a fundo;

não se deve aplicar colas que contenham dissolventes ou catalizadores incompatíveis com o policarbonato;
devem-se seguir as instruções de uso do fabricante da cola.
União com fita adesivaPara uma colagem rápida pode-se utilizar fitas adesivas de duplas face, transparente (de base acrílica). Esta fitas são elásticas e têm uma boa aderência sobre o policarbonato. São mais apropriadas para colar as chapas finas de policarbonato com outros plásticos, vidro ou metal.
Para obter uma boa colagem ter em conta o seguinte:
a chapa deve dobrar-se de forma a que a pestana resultante seja mais larga do que a fita adesiva;
limpar a pestana com isopropanol; aplicar a fita adesiva com cuidado; exercer uma pressão uniforme com um cilindro por forma
a eliminar as bolhas de ar e melhorar a aderência.
A colagem utiliza-se essencialmente quando as chapas são opacas. A qualidade visual de uma união por este meio não éótima, pelo que a sua utilização requer uma ponderação cuidadosa do caso.
Se apesar de tudo pretender soldar, ter em consideração o seguinte:
antes de soldar tem que se limpar e secar as peças de policarbonato e o fio de colagem eventualmente requerido com o fim de evitar a formação de bolhas e ainclusão de sujeira no cordão de colagem;
para reduzir as tensões internas resultantes da dilatação térmica local dacolagem, convém recozer as peças soldadas.
Soldar com ar quenteA soldadura utiliza-se essencialmente quando as chapas são opacas. A qualidade visual de uma união por este meio não éótima, pelo que a sua utilização requer uma ponderação cuidadosa do caso.
Se apesar de tudo pretender soldar, ter em consideração o seguinte:
antes de soldar tem que se limpar e secar as peças de policarbonato e o fio de soldadura eventualmente requerido com o fim de evitar a formação de bolhas e ainclusão de sujidade no cordão de colagem;
para reduzir as tensões internas resultantes da dilatação térmica local da colagem, convém recozer as peças soldadas.
Colagem com ultra-sonsAs chapas de policarbonato podem unir-se entre si por colagem com ultra-sons. Mais pormenores sobre esta técnica

e as condições de colagem podem ser obtidas junto dos fabricantes dos aparelhos.
Os furos realizados nas chapas de policarbonato diminuem a sua resistência. Tendo em conta o coeficiente de dilatação térmica linear relativamente alto (comparado ao do vidro ouao do metal), deve-se adoptar medidas de desenho nas quais as peças de policarbonato se possam mover livremente no caso de variação da temperatura.
Exemplo: a tabela mostra a dilatação linear de uma chapa de1 mm quando a temperatura aumenta 20ºC.
Coeficiente de dilatação térmica linear (mm/ m ºC)
Dilatação para variação 20ºC em mm
Policarbonato 0,065 1,3
Alumínio 0,024 0,48Aço 0,012 0,24Vidro 0,008 0,16
Quando se efetua a fixação, ter em conta que não se deve aplicar forças de aperto local excessivo sobre as chapas de
policarbonato. Utilizar anilhas ou cintas de borracha para repartir melhor a pressão.
Os furos de fixação deverão ser feitos sempre com um suplemento de medida para compensar os movimentos de dilatação e contração. Este suplemento dependerá das medidas das chapas e das variações de temperatura esperadaspara as peçasdepois da sua colocação. Se as chapas são muito compridas, então os furos de fixação devem ser alargados.
A distância entre o centro do furo e o limite externo da chapa tem que ser pelo menos o dobro do diâmetro do furo e ter em qualquer caso pelo menos 6 mm. Os parafusos devem apertar-se deixando que, no caso de variação da temperatura, a chapa de policarbonato possa dilatar ou contrair livremente. Distância: 2 x Ø do furo, mas sempre >6 mm (ver figura 14).
Para introduzir rosca no policarbonato pode utilizar-se machos comerciais. Existe o risco de ruptura, devido ao efeito da gravação. Deve-se recorrer este tipo de união apenas quando outro tipo (por exemplo: colagem, união com mola/ clip ou aparafusado através de um orifício) não seja viável. Pode-se incrustar e fixar peças metálicas no policarbonato por colagem com ultra-sons.
As proteções de máquinas podem montar-se utilizando perfis de borracha EPDM. As chapas finas podem ser cravadas, ligadas e rebitadas. Não obstantes, estes métodos de fixação só devem ser utilizados em casos excepcionais.

EsmerilarAs chapas de policarbonato podem ser esmeriladas com lixas normais molhadas ou seco como preparação para o polimento. Ter em conta que, para evitar a fusão do material, a força a de aperto a aplicar com a máquina de esmerilar sobre o material deve ser pequena.

Para esmerilar utilizar, se possível, rugosidade progressiva (por exemplo: 150, 240 e 400).
PolirCom discos de polir de densidade média, a uma velocidade tangencial de 20 a 30 m/s, pode-se polir as chapas de policarbonato com massas próprias.
Seguidamente, para finalizar o polimento, utilizar um discode polir limpo e sem massa de polir.
Não se deve efetuar polimentos de grandes superfícies.
Pintar e ImprimirDepois da limpeza prévia pode-se pintar ou imprimir as chapas de policarbonato, sem mais preparativos.
Ter em consideração que as pinturas e tintas aplicadas devem ser quimicamente compatíveis com o policarbonato, no caso contrário prejudicariam as suas propriedades. São vários os fabricantes que comercializam sistemas adequados de pintura: seguir a suas instruções de uso.
Gravar a quenteÉ possível gravar a quente as chapas de policarbonato com uma estampa de gravação.

O policarbonato apresenta uma superfície sem poros, na quala sujidade apenas pode fixar-se. As peças que acumulem pó podem limpar-se com água, um pano macio ou uma esponja: nunca friccionar em seco!
Para uma limpeza a fundo recomenda-se a utilização de um produto de limpeza não abrasivo. Não devem ser utilizadas lâminas de barbear nem outros utensílios afiados, produtos de limpeza abrasivos ou muito alcalinos, solventes, gasolina com chumbo nem tetracloreto de carbono.
Com um pano de microfibra humedecido em água pode obter-se uma boa limpeza, sem provocar riscos. No caso de sujeira forte, sobretudo gordura, pode-se utilizar gasolina isenta de benzeno.
Os salpicados de tinta, gordura, restos de betume, etc., podem ser eliminados esfregando suavemente com um pano embebido em etanol, isopropanol ou éter de petróleo (ponto de ebulição 65ºC). As manchas de óxido podem eliminar-se comuma solução de ácido oxálico a 10%.
Não são adequados para o policarbonato os sistemas do tipo mecânico, quer sejam escovas giratórias, raspadores, etc., por mais abundante que seja o fluxo de água a irrigar as escovas, estas podem riscar a superfície das chapas. Os riscos pequenos e de pouca profundidade podem ser eliminados ou tornados invisíveis com um polimento com ar quente.
O policarbonato é um material isolante elétrico, pelo que pode acumular cargas electrostáticas e atrair pó. Antes de qualquer tratamento das chapas de policarbonato recomenda-se eliminar a sujeira e pó depositados na sua superfícies com ar comprimido ionizado. A “limpeza” com a pistola de arcomprimido normal ou com um pano nãoconduz à eliminação das particulas, normalmente apenas se consegue mudar a sua localização.

Propriedades Condiçõesdo ensaio Unidades Normas Policarbon
atoPropriedades mecânicas
C. Módulo (tração) 1 mm/min MPa ISO 527 2400
C. Tensão dúctil 50 mm/min MPa ISO 527 65
C. Alargamentode flexão 50 mm/min % ISO 527 6
C. Alargamentoà ruptura nominal
50 mm/min % ISO 527 >50
C. Tensão de ruptura 5 mm/min MPa ISO 527 -
C. Alargam ento à ruptura 5 mm/min % ISO 527 -
C. Módulo de fluência (tracção )
1h MPa ISO 899-12200
C. Módulo de fluência (tracção )
1000h MPa ISO 899-11900
C. Resistênciaao impacto CHARPY
23Cº Kj/m2 O 179-1eUNB
C. Resis tência ao impacto CHARPY
30Cº Kj/m2 O 179-1eUNB
Resistência aoimpacto com entalha IZOD
23Cº Kj/m2 ISO 180-4A 95
Resistência aoimpacto com entalha IZOD
30Cº Kj/m2 ISO 180-4A 15
Propriedades Térmicas
C. Temperaturade transição vítrea
10 K/min ºC IEC 1006 150
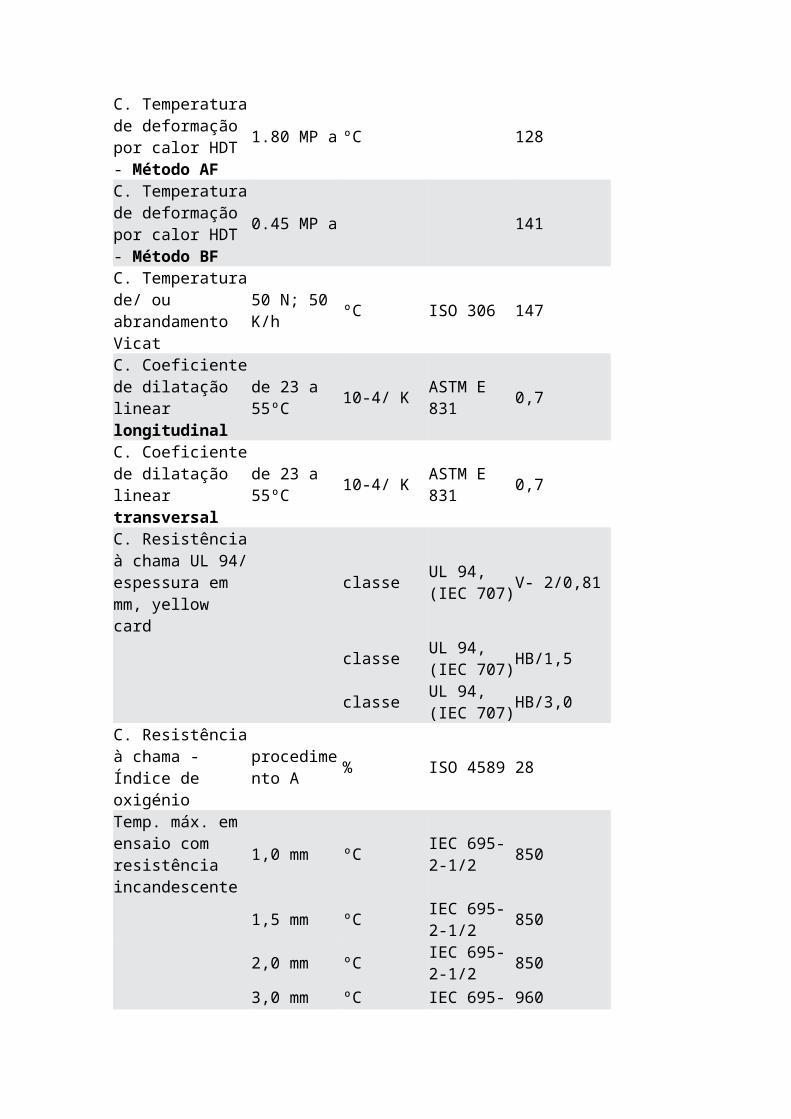
C. Temperaturade deformação por calor HDT - Método AF
1.80 MP a ºC 128
C. Temperaturade deformação por calor HDT - Método BF
0.45 MP a 141
C. Temperaturade/ ou abrandamento Vicat
50 N; 50 K/h ºC ISO 306 147
C. Coeficientede dilatação linearlongitudinal
de 23 a 55ºC 10-4/ K ASTM E
831 0,7
C. Coeficientede dilatação lineartransversal
de 23 a 55ºC 10-4/ K ASTM E
831 0,7
C. Resistênciaà chama UL 94/espessura em mm, yellow card
classe UL 94, (IEC 707)V- 2/0,81
classe UL 94, (IEC 707)HB/1,5
classe UL 94, (IEC 707)HB/3,0
C. Resistênciaà chama - Índice de oxigénio
procedimento A % ISO 4589 28
Temp. máx. em ensaio com resistência incandescente
1,0 mm ºC IEC 695-2-1/2 850
1,5 mm ºC IEC 695-2-1/2 850
2,0 mm ºC IEC 695-2-1/2 850
3,0 mm ºC IEC 695- 960
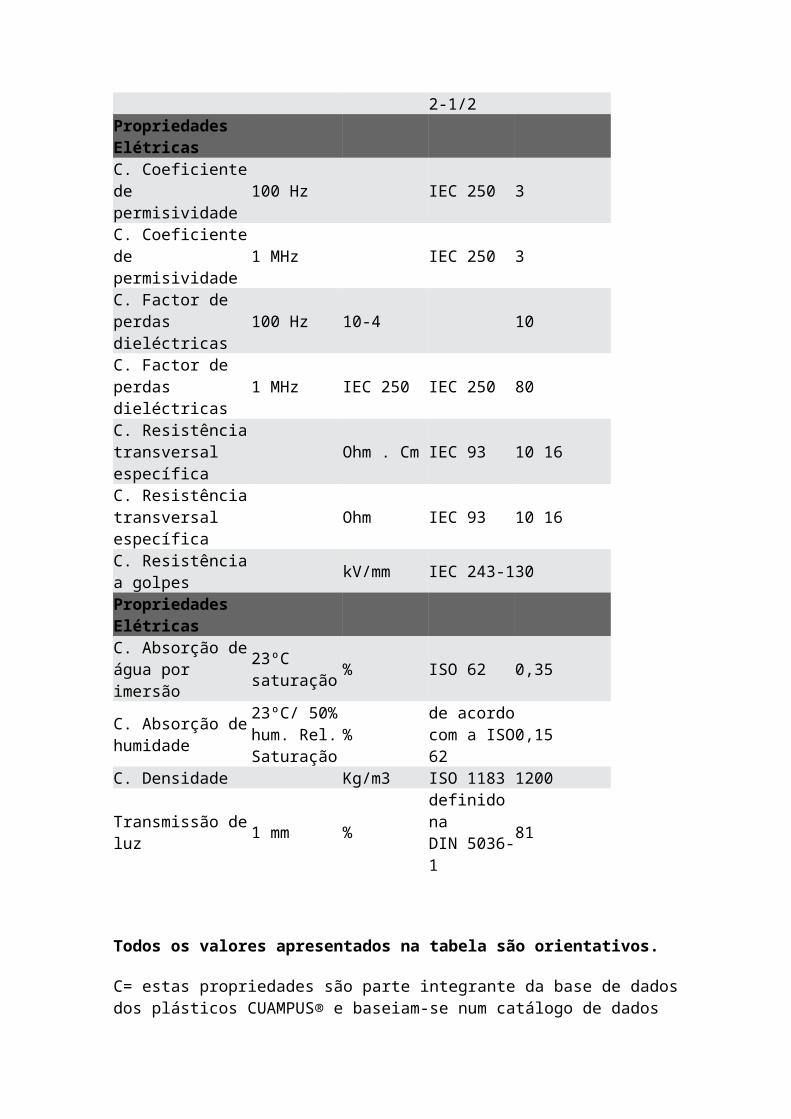
2-1/2Propriedades Elétricas
C. Coeficientede permisividade
100 Hz IEC 250 3
C. Coeficientede permisividade
1 MHz IEC 250 3
C. Factor de perdas dieléctricas
100 Hz 10-4 10
C. Factor de perdas dieléctricas
1 MHz IEC 250 IEC 250 80
C. Resistênciatransversal específica
Ohm . Cm IEC 93 10 16
C. Resistênciatransversal específica
Ohm IEC 93 10 16
C. Resistênciaa golpes kV/mm IEC 243-130
Propriedades Elétricas
C. Absorção deágua por imersão
23ºC saturação % ISO 62 0,35
C. Absorção dehumidade
23ºC/ 50%hum. Rel.Saturação
%de acordocom a ISO62
0,15
C. Densidade Kg/m3 ISO 1183 1200
Transmissão deluz 1 mm %
definido na DIN 5036-1
81
Todos os valores apresentados na tabela são orientativos.
C= estas propriedades são parte integrante da base de dadosdos plásticos CUAMPUS® e baseiam-se num catálogo de dados

básicos de plásticos estabelecido a nível internacional de acordo com a norma ISO 10350 (Plastics Acquisition and Presentation of Comparable Single-Point Data, 1993) NB = Não quebra




















