
PM Ch 1
52
Production Management Production Management Chapter One Introduction to Production Management
Transcript of PM Ch 1
Production ManagementProduction Management
Chapter One
Introduction to Production Management
•The Industrial RevolutionThe Industrial Revolution•Scientific ManagementScientific Management•Human Relations and BehaviorismHuman Relations and Behaviorism•Operations ResearchOperations Research•Influence of Japanese ApproachInfluence of Japanese Approach
Historical Perspectives of POM
The Industrial Revolution The Industrial Revolution (18th century)(18th century)
The The industrial revolutionindustrial revolution developed developed in England in the 1700s.in England in the 1700s.
•The steam engine, invented by James The steam engine, invented by James Watt in 1764, largely replaced human Watt in 1764, largely replaced human and water power for factories.and water power for factories.
•Adam Smith’s Adam Smith’s The Wealth of NationsThe Wealth of Nations in in 1776 touted the economic benefits of 1776 touted the economic benefits of the the specialization of laborspecialization of labor..
•Thus the late-1700s factories had Thus the late-1700s factories had not only machine power but also ways not only machine power but also ways of planning and controlling the of planning and controlling the tasks of workers.tasks of workers.
The Industrial Revolution (18th The Industrial Revolution (18th century)century)
• The industrial revolution spread from The industrial revolution spread from England to other European countries and to England to other European countries and to the United Sates.the United Sates.
• In 1790 an American, Eli Whitney, In 1790 an American, Eli Whitney, developed the concept of developed the concept of interchangeable interchangeable partsparts..
• In the 1800s the development of the In the 1800s the development of the gasoline engine and electricity further gasoline engine and electricity further advanced the revolution.advanced the revolution.
• By the mid-1800s, the old By the mid-1800s, the old cottage systemcottage system of production had been replaced by the of production had been replaced by the factory systemfactory system..
Scientific Management (1900s)Scientific Management (1900s)• Frederick Taylor is known as the father Frederick Taylor is known as the father of of scientific managementscientific management. His . His shop shop systemsystem employed these steps: employed these steps:–Each worker’s skill, strength, and learning Each worker’s skill, strength, and learning ability were determined.ability were determined.
–Stopwatch studies were conducted to precisely Stopwatch studies were conducted to precisely set standard output per worker on each task.set standard output per worker on each task.
–Material specifications, work methods, and Material specifications, work methods, and routing sequences were used to organize the routing sequences were used to organize the shop.shop.
–Supervisors were carefully selected and Supervisors were carefully selected and trained.trained.
–Incentive pay systems were initiated.Incentive pay systems were initiated.
Scientific ManagementScientific Management• In the 1920s, Ford Motor Company’s operation In the 1920s, Ford Motor Company’s operation embodied the key elements of scientific embodied the key elements of scientific management:management:
–standardized product designsstandardized product designs–mass productionmass production–low manufacturing costslow manufacturing costs–mechanized assembly linesmechanized assembly lines–specialization of laborspecialization of labor–interchangeable partsinterchangeable parts
Human Relations and Human Relations and BehavioralismBehavioralism
• In the 1927-1932 period, researchers in the In the 1927-1932 period, researchers in the Hawthorne Studies realized that human factors Hawthorne Studies realized that human factors were affecting production.were affecting production.
• Researchers and managers alike were recognizing Researchers and managers alike were recognizing that psychological and sociological factors that psychological and sociological factors affected production.affected production.
• From the work of From the work of behavioralistsbehavioralists came a gradual came a gradual change in the way managers thought about and change in the way managers thought about and treated workers.treated workers.
Operations Research (Management Operations Research (Management Science)Science)
• During World War II, enormous quantities of resources During World War II, enormous quantities of resources (personnel, supplies, equipment, …) had to be deployed.(personnel, supplies, equipment, …) had to be deployed.
• Military Military operations researchoperations research (OR) teams were formed to (OR) teams were formed to deal with the complexity of the deployment.deal with the complexity of the deployment.
• After the war, operations researchers found their way After the war, operations researchers found their way back to universities, industry, government, and back to universities, industry, government, and consulting firms.consulting firms.
• OR helps operations managers make decisions when problems OR helps operations managers make decisions when problems are complex and wrong decisions are costly.are complex and wrong decisions are costly.
Influence of Japanese ApproachInfluence of Japanese Approach•Total Quality ManagementTotal Quality Management•Just In Time Management.Just In Time Management.•Strong employees involvementStrong employees involvement
Introduction to operations ManagementIntroduction to operations Management•Operations:Operations: All activities that All activities that involved in the Conversion Process involved in the Conversion Process of Input to Output (Goods/service)of Input to Output (Goods/service)
•Management:Management: The Process of The Process of Planning, Organizing and Planning, Organizing and Controlling in achieving the Controlling in achieving the desired objectives.desired objectives.
Define ProductionDefine Production• Production is a process by which goods or services are created. It involves the step by step conversion of one form of material into another through chemical or mechanical process with a view to enhance the utility of the product or services.
• Production Management:Deals with the decision making related to production process of that the resulting goods and service is produced according to specifications in the amounts and the scheduled demanded at minimum cost.
• In some organizations the product is a physical good In some organizations the product is a physical good (refrigerators, bread, etc.) and the activities (refrigerators, bread, etc.) and the activities creating such tangible product is usually referred to creating such tangible product is usually referred to as Production. as Production.
• In others the product is a service (insurance, health In others the product is a service (insurance, health care for elderly, etc.). The production that takes care for elderly, etc.). The production that takes place to produce a service is called Operations.place to produce a service is called Operations.
•An Integrated Production System Including: Inventory Control / Aggregate Planning / Demand Forecasting/Scheduling / Capacity Planning / Scheduling / Capacity Planning / Purchasing / Quality Control / Facility Location & Purchasing / Quality Control / Facility Location & Layout / Production and Process Design / Job Layout / Production and Process Design / Job Design / Maintenance / Project Management / ……Design / Maintenance / Project Management / ……
• Operations Manager’s Responsibility: Operations Manager’s Responsibility: (typically)(typically)
——— ——— 75% of the Firm’s Investment75% of the Firm’s Investment ——— ———80% of the Firm’s Personnel80% of the Firm’s Personnel ——— ———85% of Firm’s Expenditures for 85% of Firm’s Expenditures for MaterialsMaterials
Functions of Operations Functions of Operations ManagementManagement
Twin objectives of operations Twin objectives of operations managementmanagement
1. The customer service objective.1. The customer service objective.To provide agreed/adequate levels of customer service To provide agreed/adequate levels of customer service (and hence customer satisfaction) by providing goods (and hence customer satisfaction) by providing goods or services with the right specification, at the or services with the right specification, at the right cost and at the right time.right cost and at the right time.
2.2. The resource utilization The resource utilization objective. objective.
To achieve adequate levels of resource utilization (or To achieve adequate levels of resource utilization (or productivity) e.g., to achieve agreed levels of productivity) e.g., to achieve agreed levels of utilization of material,machines and laborutilization of material,machines and labor..
Aim of ProductionAim of ProductionTo provide goods & services for making:
•In the right quantities•At the appropriate place•At the desired time•With the required quality•At a reasonable cost
1-6
Differences Between Differences Between Goods and ServicesGoods and Services
•Goods–Tangible–Can be inventoried–No interaction between customer and process
•Services–Intangible–Cannot be inventoried–Direct interaction between customer and process
Exhibit 1.7Exhibit 1.7
Manufacturing vs ServiceManufacturing vs Service
• Manufacturing:Manufacturing: Provide Tangible Goods Provide Tangible Goods (Cars / TV Sets / Foods /……(Cars / TV Sets / Foods /……
• Service:Service: Provide Intangible (Goods) Provide Intangible (Goods) (Education / Banking / Legal/Repairing / (Education / Banking / Legal/Repairing / Medical Service / Transportations/……Medical Service / Transportations/……
• Four Major Differences between Four Major Differences between Manufacturing and Service:Manufacturing and Service:
,
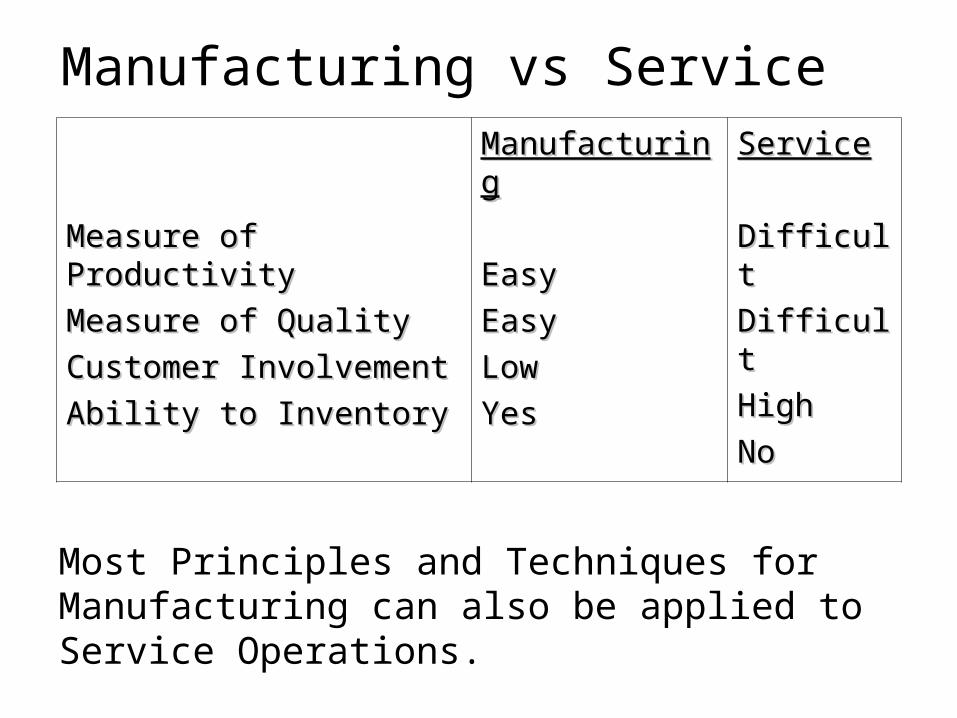
Measure of Measure of ProductivityProductivityMeasure of QualityMeasure of QualityCustomer InvolvementCustomer InvolvementAbility to InventoryAbility to Inventory
ManufacturinManufacturingg
EasyEasyEasyEasyLowLowYesYes
ServiceService
DifficulDifficulttDifficulDifficulttHighHighNoNo
Most Principles and Techniques for Manufacturing can also be applied to Service Operations.
Manufacturing vs Service
• The Classification scheme is based upon the The Classification scheme is based upon the extent of customer contactextent of customer contact in the in the creation creation of the service.of the service.
• Customer Contact-Customer Contact---The physical presence of --The physical presence of the customer in the system. The extent of the customer in the system. The extent of contact is the presence time of the customer contact is the presence time of the customer must be in the system relative to the total must be in the system relative to the total time required to service the customer.time required to service the customer.
• Creation of the service-Creation of the service---The work process --The work process that is involved in providing the service.that is involved in providing the service.
A Classification Scheme For Service OrganizationsA Classification Scheme For Service Organizations
A Classification Scheme For Service A Classification Scheme For Service OrganizationsOrganizations
• High customer contact service system-High customer contact service system----- More difficult to control, customer can affect More difficult to control, customer can affect the time if demand, exact nature of service quality the time if demand, exact nature of service quality of service. More uncertainty, customer can disrupt of service. More uncertainty, customer can disrupt service planning. Capacity unlikely to equal demand service planning. Capacity unlikely to equal demand at any given time. Balance of work more difficult, at any given time. Balance of work more difficult, must staff for demand close to peak rather than must staff for demand close to peak rather than average. Skills of employees must include significant average. Skills of employees must include significant public relations component.public relations component.
• Low customer contact service system-Low customer contact service system--- -- Easier to control. Customer usually has little Easier to control. Customer usually has little impact on the system during the production process. impact on the system during the production process. Can more easily match capacity with demand.Can more easily match capacity with demand.
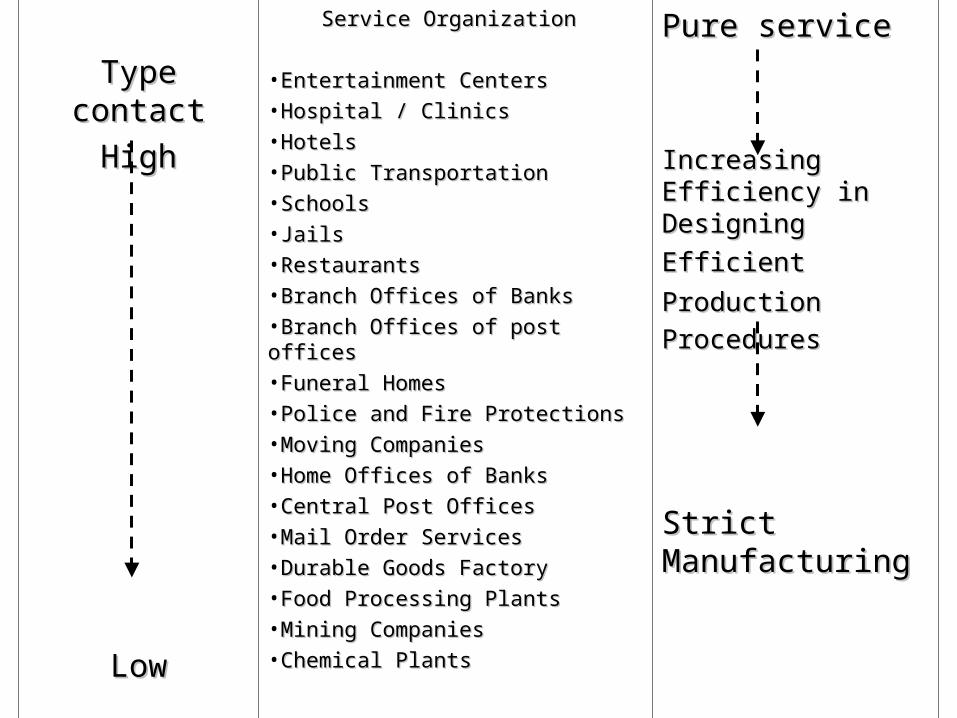
Type Type contactcontactHighHigh
LowLow
Service Organization Service Organization
•Entertainment CentersEntertainment Centers•Hospital / ClinicsHospital / Clinics•HotelsHotels•Public TransportationPublic Transportation•SchoolsSchools•JailsJails•RestaurantsRestaurants•Branch Offices of BanksBranch Offices of Banks•Branch Offices of post Branch Offices of post officesoffices•Funeral HomesFuneral Homes•Police and Fire ProtectionsPolice and Fire Protections•Moving CompaniesMoving Companies•Home Offices of BanksHome Offices of Banks•Central Post OfficesCentral Post Offices•Mail Order ServicesMail Order Services•Durable Goods FactoryDurable Goods Factory•Food Processing PlantsFood Processing Plants•Mining CompaniesMining Companies•Chemical PlantsChemical Plants
Pure servicePure service
Increasing Increasing Efficiency in Efficiency in Designing Designing EfficientEfficientProduction Production ProceduresProcedures
Strict Strict ManufacturingManufacturing
Basic components of Basic components of Production/ Operation SystemsProduction/ Operation Systems
Outputs can be classified as: Outputs can be classified as: •DirectDirect–GoodsGoods–ServicesServices
•IndirectIndirect–WasteWaste–PollutionPollution–Technological AdvancesTechnological Advances

Basic components of Basic components of Production/ Operation SystemsProduction/ Operation Systems
•A pure good is a tangible product A pure good is a tangible product that can be stored, transported, that can be stored, transported, and purchased for later useand purchased for later use
•A pure service is an intangible A pure service is an intangible product which cannot be stored product which cannot be stored since it is consumed as it is since it is consumed as it is produced.produced.
Operations Approaches to Improving Operations Approaches to Improving Service DesignService Design
1.Substitute Technology for personnel1.Substitute Technology for personnel
• Automatic Banking TellersAutomatic Banking Tellers• Scanners at Grocery and Department Scanners at Grocery and Department
storesstores• Long Distance Direct DialingLong Distance Direct Dialing• Vending MachinesVending Machines• Automatic Car WashAutomatic Car Wash• Computerized Legal Research SystemComputerized Legal Research System
Operations Approaches to Improving Operations Approaches to Improving Service DesignService Design
2. Increasing Customer Involved in Production 2. Increasing Customer Involved in Production of Service:of Service:
• Self Service Department Store Self Service Department Store • Customer Reading of Utility metersCustomer Reading of Utility meters• Mail Order Shopping (e-commerce)Mail Order Shopping (e-commerce)• Customer Fills out Order Blank at Discount Customer Fills out Order Blank at Discount Store Store
• U-Frame-It Picture Frame ShopsU-Frame-It Picture Frame Shops• ………………..
Operations Approaches to Improving Operations Approaches to Improving Service DesignService Design
3. General System Approach in Service 3. General System Approach in Service OperationsOperations
• Color Coding of Food Wrappers at Fast Color Coding of Food Wrappers at Fast Food RestaurantsFood Restaurants
• Drive-In Claims Service in Insurance-Use Drive-In Claims Service in Insurance-Use of Rate Booksof Rate Books
• Computerized Allocation of Police to Computerized Allocation of Police to Patrol RoutesPatrol Routes
Classification of OperationsClassification of Operations1.Based on Demand Pattern:1.Based on Demand Pattern: a) Make-to-Order (e.g. Airplane / Film a) Make-to-Order (e.g. Airplane / Film Developing/……)Developing/……) Assembly-to-Order (e.g. Car/ Fast food/……)Assembly-to-Order (e.g. Car/ Fast food/……)
A business production strategy that typically allows consumers to A business production strategy that typically allows consumers to purchase products that are customized to their specifications. The make purchase products that are customized to their specifications. The make to order (MTO) strategy only manufactures the end product once the to order (MTO) strategy only manufactures the end product once the customer places the order. This creates additional wait time for the customer places the order. This creates additional wait time for the consumer to receive the product, but allows for more flexible consumer to receive the product, but allows for more flexible customization compared to purchasing from retailers' shelves.customization compared to purchasing from retailers' shelves.
The make to order (MTO) strategy relieves the problems of excessive The make to order (MTO) strategy relieves the problems of excessive inventory that is common with the traditional make to stock (MTS) inventory that is common with the traditional make to stock (MTS) strategy. Dell Computers is an example of a business that uses the MTO strategy. Dell Computers is an example of a business that uses the MTO production strategy.production strategy.
b) Make-to-Stock (e.g. Clothes/ Toys/……)b) Make-to-Stock (e.g. Clothes/ Toys/……) Assembly-to-Stock (e.g. Electronic Products/ TV Sets/……)Assembly-to-Stock (e.g. Electronic Products/ TV Sets/……)
Classification of OperationsClassification of Operations
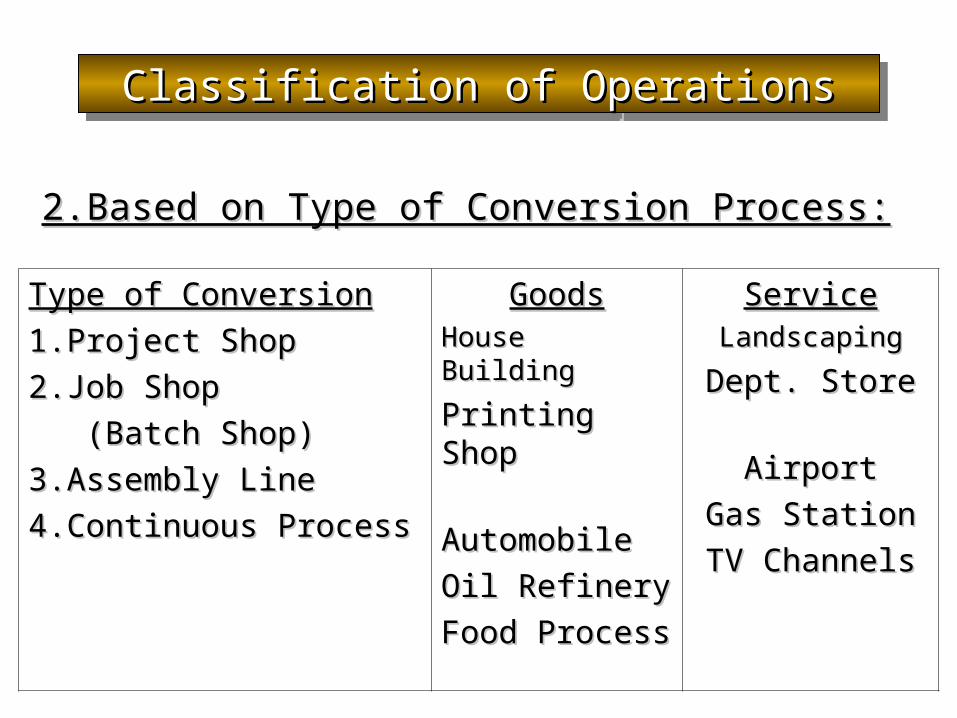
2.Based on Type of Conversion Process:2.Based on Type of Conversion Process:
Type of ConversionType of Conversion1.Project Shop1.Project Shop2.Job Shop2.Job Shop (Batch Shop)(Batch Shop)3.Assembly Line3.Assembly Line4.Continuous Process4.Continuous Process
GoodsGoodsHouse House BuildingBuildingPrinting Printing ShopShop
AutomobileAutomobileOil RefineryOil RefineryFood ProcessFood Process
ServiceServiceLandscapingLandscapingDept. StoreDept. Store
AirportAirportGas StationGas StationTV ChannelsTV Channels
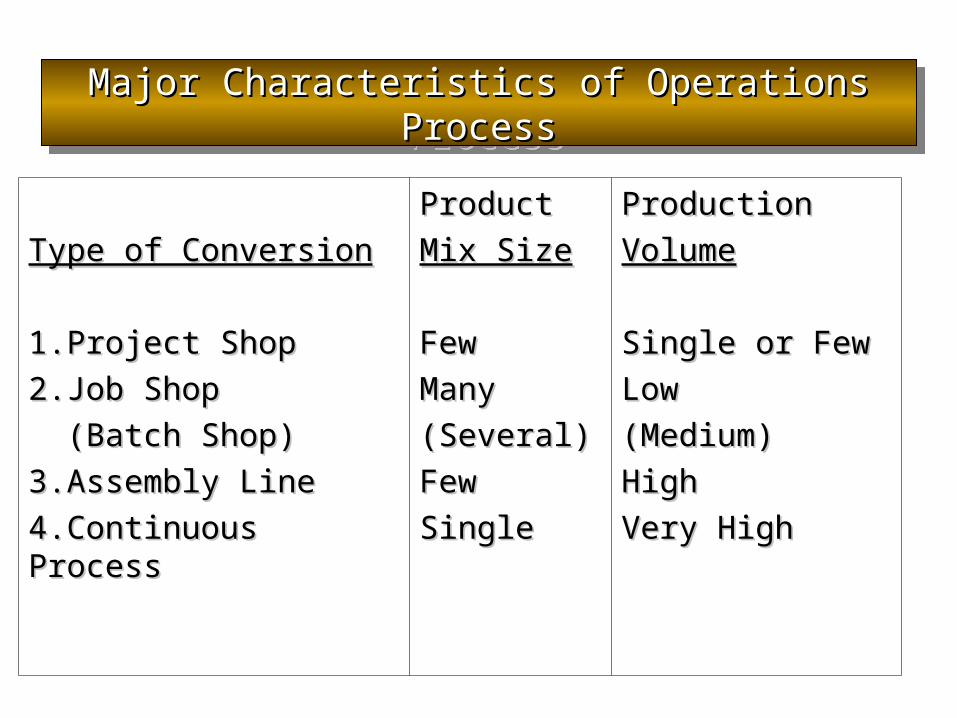
Major Characteristics of Operations Major Characteristics of Operations ProcessProcess
Type of ConversionType of Conversion
1.Project Shop1.Project Shop2.Job Shop2.Job Shop (Batch Shop)(Batch Shop)3.Assembly Line3.Assembly Line4.Continuous 4.Continuous ProcessProcess
ProductProductMix SizeMix Size
FewFewManyMany(Several)(Several)FewFewSingleSingle
ProductionProductionVolumeVolume
Single or FewSingle or FewLowLow(Medium)(Medium)HighHighVery HighVery High
Classification of OperationsClassification of Operations1.Project Shop1.Project Shop
A manufacturing facility that produces large items, such A manufacturing facility that produces large items, such as airplanes, by bringing the machines and materials to as airplanes, by bringing the machines and materials to the project.the project.
2.Job Shop2.Job Shop
A job shop is a type of manufacturing process structure A job shop is a type of manufacturing process structure where small batches of a variety of custom products are where small batches of a variety of custom products are made. In the job shop process flow, most of the made. In the job shop process flow, most of the products produced require a unique set-up and products produced require a unique set-up and sequencing of processing steps. Examples of a job shop sequencing of processing steps. Examples of a job shop include a machine tool shop, a factory machining include a machine tool shop, a factory machining center, paint shops, a French restaurant, a commercial center, paint shops, a French restaurant, a commercial printing shop, and other manufacturers that make custom printing shop, and other manufacturers that make custom products in small lot sizes. Volume and standardization products in small lot sizes. Volume and standardization is low and products are often one of a kind.is low and products are often one of a kind.
Classification of OperationsClassification of Operations3. Assembly Line/4.Continuous Process3. Assembly Line/4.Continuous Process
Industrial arrangement of machines, equipment, and workers for continuous flow of work pieces in mass-production operations. An assembly line is designed by determining the sequences of operations for manufacture of each component as well as the final product. Each movement of material is made as simple and short as possible, with no cross flow or backtracking. Work assignments, numbers of machines, and production rates are programmed so that all operations performed along the line are compatible. Automated assembly lines consist entirely of machines run by other machines and are used in such continuous-process industries as petroleum refining and chemical manufacture and in many modern automobile-engine plants.
Projects & ProductionProjects & ProductionProject Production
RM to FG Conversion of
Similar Similar
Frequency of activities
Once, one-time entity
Repetitive
Projects & ProductionProjects & ProductionProject
(Done once)Production
(Done repetitively)Automobile factory Produce automobiles
Build a house Operate household
Construct hospital Treat patients
Conceive new product Manufacture
Develop prototype Produce multiples
An Operational-Level PM An Operational-Level PM PerspectivePerspective
•PM’s function focuses on adding value through the transformation process (technical core) of converting inputs into outputs.–Physical: manufacturing–Locational: transportation–Exchange:retailing–Storage: warehousing–Physiological: health care–Informational: telecommunications
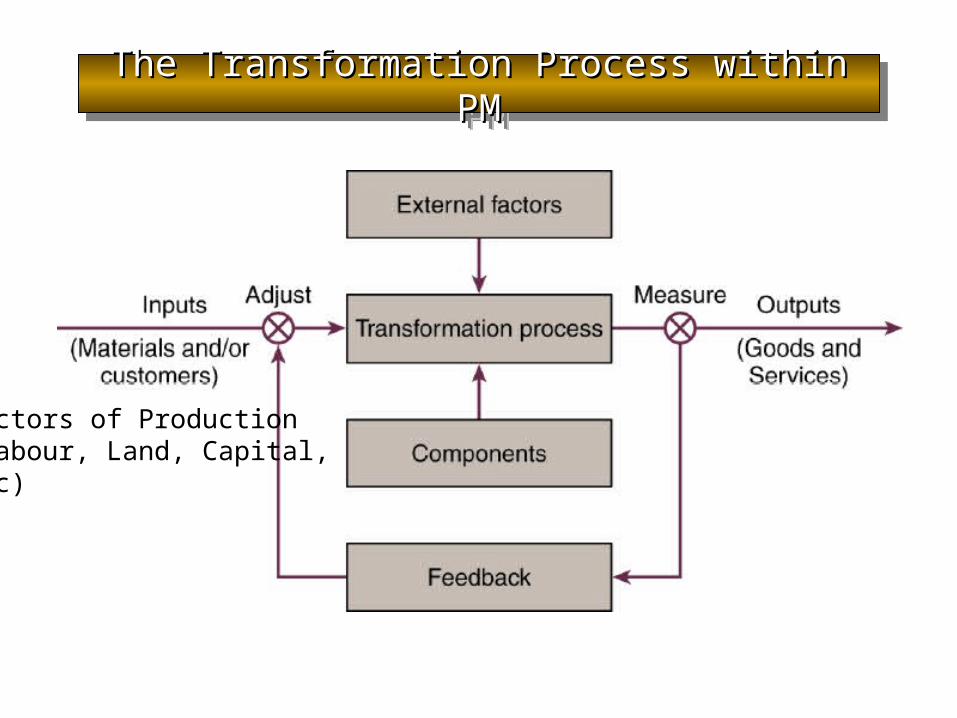
The Transformation Process within The Transformation Process within PMPM
Factors of Production(Labour, Land, Capital,etc)
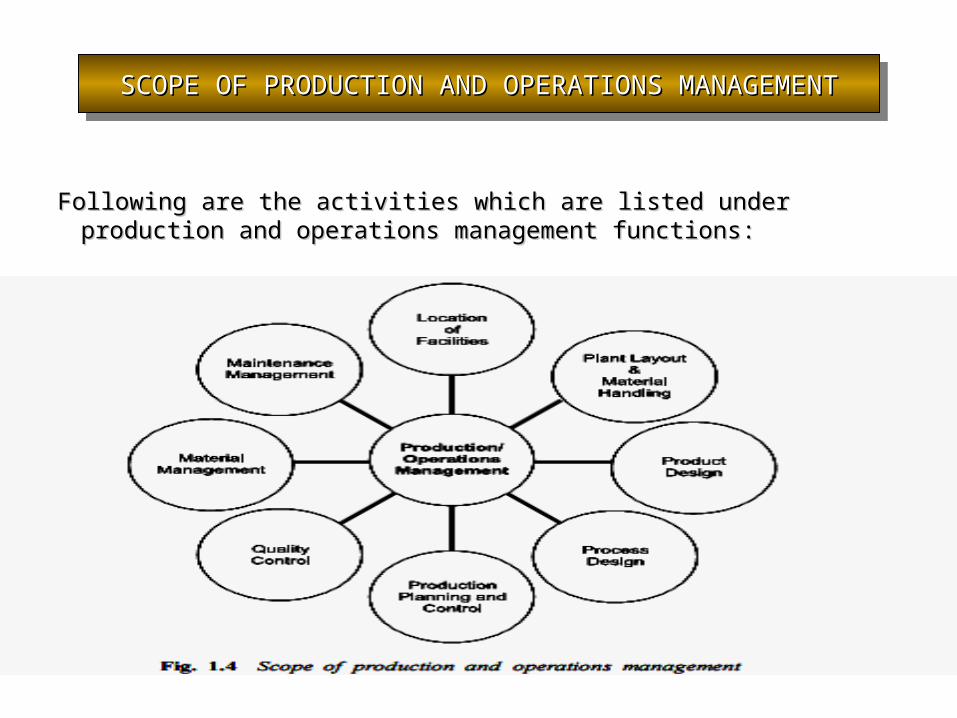
SCOPE OF PRODUCTION AND OPERATIONS MANAGEMENTSCOPE OF PRODUCTION AND OPERATIONS MANAGEMENT
Following are the activities which are listed under Following are the activities which are listed under production and operations management functions:production and operations management functions:
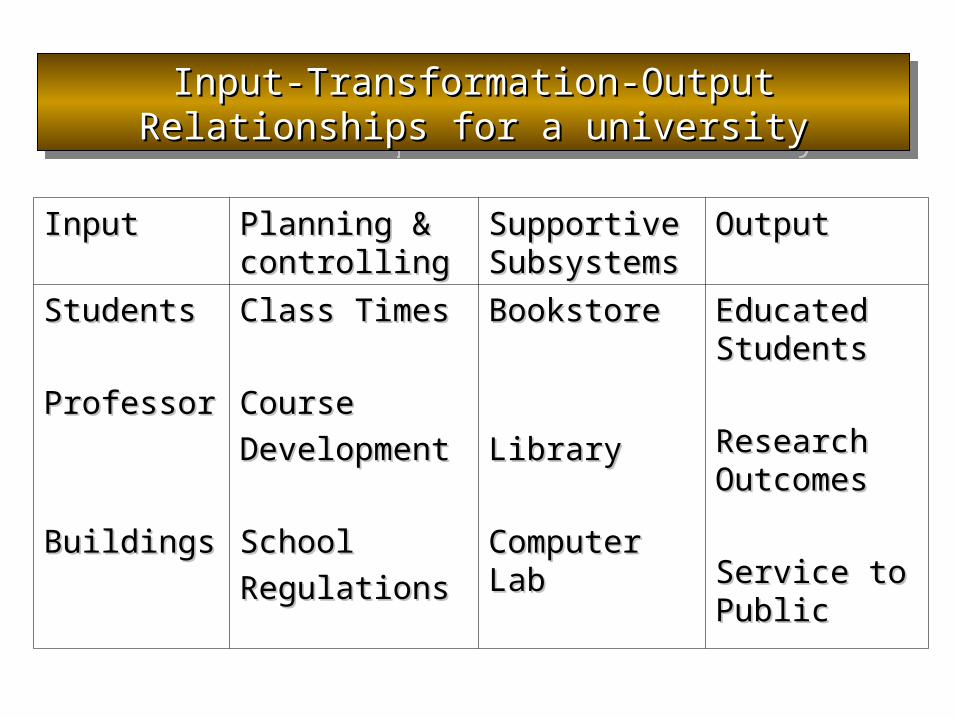
Input-Transformation-OutputInput-Transformation-OutputRelationships for a universityRelationships for a university
InputInput Planning & Planning & controllingcontrolling
Supportive Supportive SubsystemsSubsystems
OutputOutput
StudentsStudents
ProfessorProfessor
BuildingsBuildings
Class TimesClass Times
CourseCourseDevelopmentDevelopment
School School RegulationsRegulations
BookstoreBookstore
LibraryLibrary
Computer Computer LabLab
Educated Educated StudentsStudents
Research Research OutcomesOutcomes
Service to Service to PublicPublic
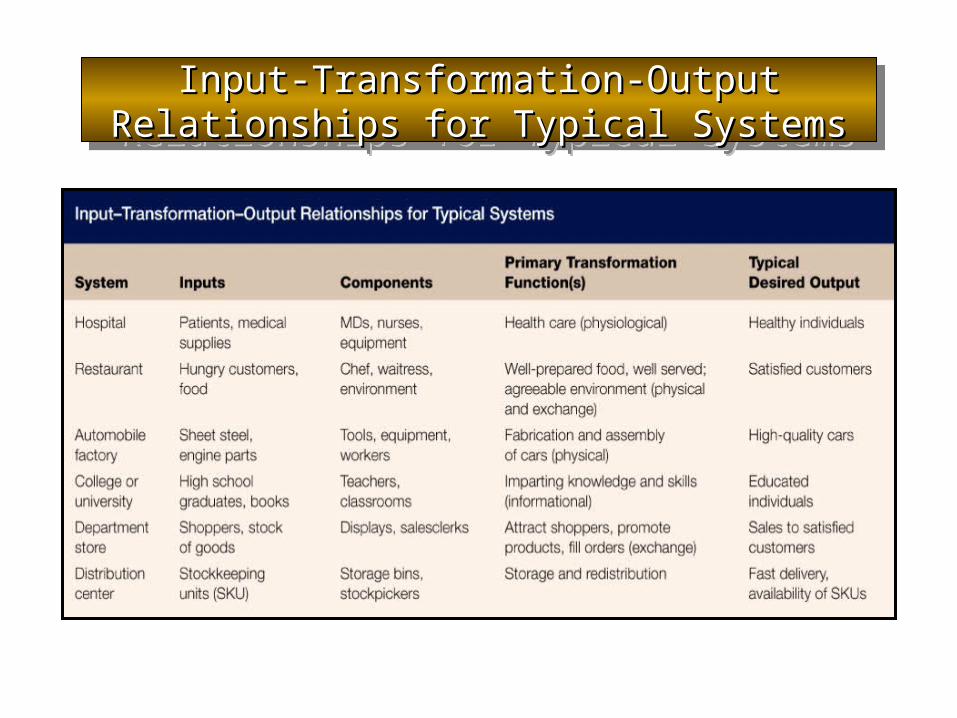
Input-Transformation-OutputInput-Transformation-OutputRelationships for Typical SystemsRelationships for Typical Systems

Globalization and Industry Globalization and Industry StructureStructure
• Globalization–Globally dispersed production lowers costs and increases quality.
–Global markets are replacing national markets.
• Trend implications–No isolated national markets–More competitors, more intense competition
–More rapid innovation and shorter product life cycles
– Emergence of New Third World Emergence of New Third World CompetitorsCompetitors
Major Changes in BusinessMajor Changes in Business
1. Better Educated Force1. Better Educated Force2. Considerably Less Loyalty to Company2. Considerably Less Loyalty to Company3. More Desire for Independence and Autonomy3. More Desire for Independence and Autonomy4. Need for Individual Motivation4. Need for Individual Motivation5. Continued Emphasis on Productivity5. Continued Emphasis on Productivity6. Increase in Just-In-Time Production6. Increase in Just-In-Time Production7. Continued Shift to Service Organizations7. Continued Shift to Service Organizations8. Dramatically Decreased Product Life Cycles.8. Dramatically Decreased Product Life Cycles.9. Increased Emphasis of Human Factor in 9. Increased Emphasis of Human Factor in ManufacturingManufacturing10. Continuing Need to Match Technology with the 10. Continuing Need to Match Technology with the Human Element.Human Element.11. Decrease in Direct Labor Component of Manufacturing 11. Decrease in Direct Labor Component of Manufacturing GoodsGoods
12. Quality, Customer Service, and Cost Challenges12. Quality, Customer Service, and Cost Challenges13. Scarcity of Production Resources13. Scarcity of Production Resources14. Issues of Social Responsibility14. Issues of Social Responsibility
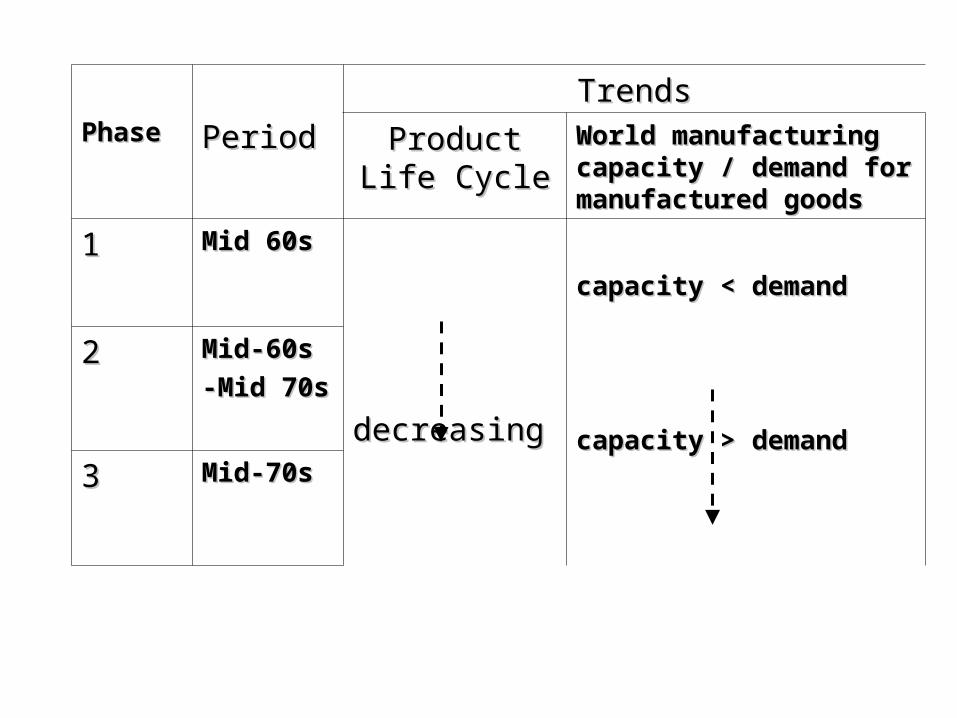
PhasePhase PeriodPeriodTrendsTrends
Product Product Life CycleLife Cycle
World manufacturing World manufacturing capacity / demand for capacity / demand for manufactured goodsmanufactured goods
11 Mid 60sMid 60s
decreasingdecreasing
capacity < demandcapacity < demand
capacity > demandcapacity > demand
22 Mid-60s Mid-60s -Mid 70s-Mid 70s
33 Mid-70sMid-70s
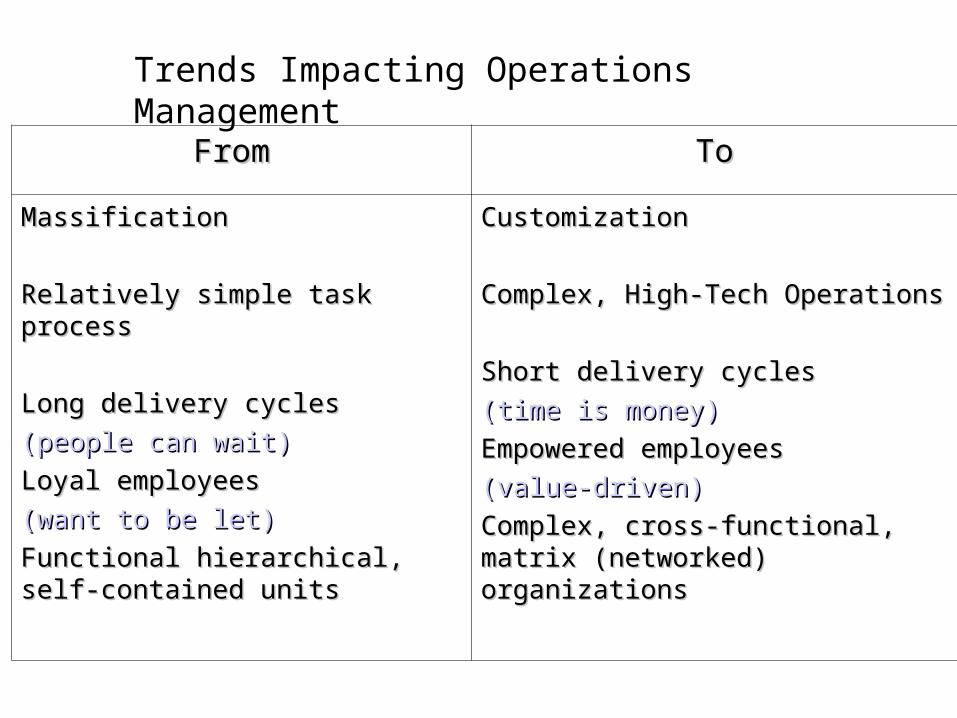
Trends Impacting Operations Management
From From ToTo
Massification Massification
Relatively simple task Relatively simple task processprocess
Long delivery cyclesLong delivery cycles(people can wait)(people can wait)Loyal employeesLoyal employees(want to be let)(want to be let)Functional hierarchical, Functional hierarchical, self-contained unitsself-contained units
CustomizationCustomization
Complex, High-Tech OperationsComplex, High-Tech Operations
Short delivery cyclesShort delivery cycles(time is money)(time is money)Empowered employeesEmpowered employees(value-driven)(value-driven)Complex, cross-functional, Complex, cross-functional, matrix (networked) matrix (networked) organizations organizations
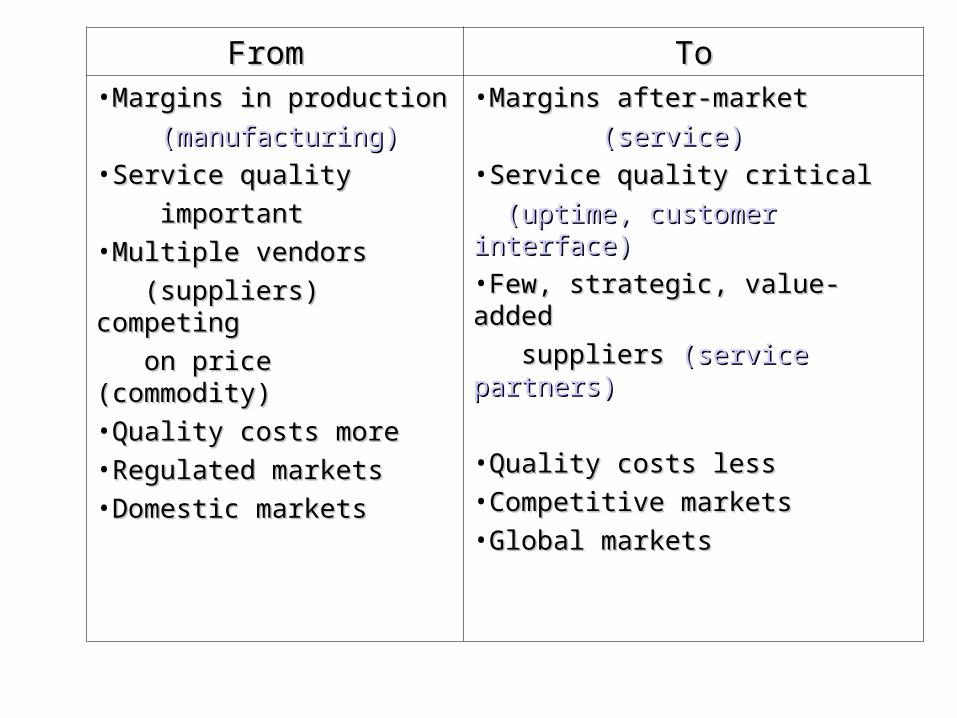
From From ToTo•Margins in productionMargins in production (manufacturing)(manufacturing)•Service quality Service quality importantimportant•Multiple vendors Multiple vendors (suppliers) (suppliers) competing competing on price on price (commodity)(commodity)•Quality costs more Quality costs more •Regulated markets Regulated markets •Domestic marketsDomestic markets
•Margins after-marketMargins after-market (service)(service)•Service quality critical Service quality critical (uptime, customer (uptime, customer interface)interface)•Few, strategic, value-Few, strategic, value-added added supplierssuppliers (service (service partners)partners)
•Quality costs lessQuality costs less•Competitive markets Competitive markets •Global markets Global markets
•Labor/management Labor/management conflicts conflicts
•Controlled Controlled situation situation
•Distinction Distinction between between customers, customers, suppliers, suppliers, competitorscompetitors
•Labor/management Labor/management collaborationcollaboration
•Ambiguity & Ambiguity & uncertaintyuncertainty
•Distinction blurredDistinction blurred
INTERFACING WITH OTHER SYSTEMSINTERFACING WITH OTHER SYSTEMS•BASIC FUNCTIONAL GROUPS:BASIC FUNCTIONAL GROUPS:–MARKETINGMARKETING• GENERATES DEMANDGENERATES DEMAND
–FINANCEFINANCE• GENERATES THE CAPITALGENERATES THE CAPITAL
–PRODUCTIONPRODUCTION• GENERATES THE SUPPLY OF OUTPUTS.GENERATES THE SUPPLY OF OUTPUTS.
MARKETING AND POMMARKETING AND POM•MARKETING SYSTEM MARKETING SYSTEM
–DISCOVERS AND TRANSMITS THE NEED OF DISCOVERS AND TRANSMITS THE NEED OF CONSUMERS TO THE TOTAL ORGANISATION CONSUMERS TO THE TOTAL ORGANISATION INCLUDING THE POM SYSTEM WHICH INCLUDING THE POM SYSTEM WHICH SUPPLIES THESE NEEDS.SUPPLIES THESE NEEDS.
–TRANSLATES THE DEMAND FOR FUTURE INTO TRANSLATES THE DEMAND FOR FUTURE INTO UNITS OF PRODUCTION & DESIRED DELIVERY UNITS OF PRODUCTION & DESIRED DELIVERY SCHEDULES.SCHEDULES.
POM-MARKETING INTERFACEPOM-MARKETING INTERFACE• MARKETING FURNISHES DATA ON:MARKETING FURNISHES DATA ON:
–SIZE OF MARKETSIZE OF MARKET–VOLUME OF PRODUCTION NEEDED TO MEET VOLUME OF PRODUCTION NEEDED TO MEET ANTICIPATED MARKET NEEDSANTICIPATED MARKET NEEDS
–DESIRED INVENTORIESDESIRED INVENTORIES–ANTICIPATED CHANGES IN PRODUCTION OF OTHER ANTICIPATED CHANGES IN PRODUCTION OF OTHER PRODUCTSPRODUCTS
–ANTICIPATED DELIVERY SCHEDULES: ANTICIPATED DELIVERY SCHEDULES: AMOUNT,LOCATION,TIMINGAMOUNT,LOCATION,TIMING
–PACKAGING NEEDS PACKAGING NEEDS
• UNREASONABLE COMMITMENT TO CUSTOMERS UNREASONABLE COMMITMENT TO CUSTOMERS REGARDINGREGARDING
–CUSTOMISATIONCUSTOMISATION–DELIVERY SCHEDULEDELIVERY SCHEDULE–ORDER QUANTITYORDER QUANTITY
CONFLICTS BETWEEN MARKETING CONFLICTS BETWEEN MARKETING AND POMAND POM
POM- FINANCE & ACCOUNTING POM- FINANCE & ACCOUNTING INTERFACEINTERFACE
•F&A FUNCTION F&A FUNCTION
–RESPONSIBLE FOR ALL CASH FLOWS BETWEEN RESPONSIBLE FOR ALL CASH FLOWS BETWEEN THE ORGANISATION AND EXTERNAL THE ORGANISATION AND EXTERNAL ENVIRONMENT.ENVIRONMENT.
–INTERFACES FROM THE INCEPTION OF THE INTERFACES FROM THE INCEPTION OF THE IDEA OF PRODUCT THROUGH ITS IDEA OF PRODUCT THROUGH ITS DEVELOPMENT STAGES TILL IT IS SOLDDEVELOPMENT STAGES TILL IT IS SOLD
POM-F&A INTERFACINGPOM-F&A INTERFACING• IMPORTANT AREASIMPORTANT AREAS
–ACCUMULATION OF OPERATING DATA TO FORM A ACCUMULATION OF OPERATING DATA TO FORM A STARTING POINT FOR STANDARDSSTARTING POINT FOR STANDARDS
–ACCUMULATION OF COST DATA OF A JOB, A TIME ACCUMULATION OF COST DATA OF A JOB, A TIME PERIOD OR A PROCESSPERIOD OR A PROCESS
–ASSIGNMENT OF GENERAL COSTS TO PROFIT CENTRESASSIGNMENT OF GENERAL COSTS TO PROFIT CENTRES–DETERMINATION OF PROFIT/LOSS OF PROFIT CENTRESDETERMINATION OF PROFIT/LOSS OF PROFIT CENTRES–DETERMINATION OF VALUE OF WORK-IN-PROCESS (W-DETERMINATION OF VALUE OF WORK-IN-PROCESS (W-I-P)I-P)
–DETERMINATION OF FINANCIAL VALUE OF RAW DETERMINATION OF FINANCIAL VALUE OF RAW MATERIAL & FINISHED GOODS INVENTORIESMATERIAL & FINISHED GOODS INVENTORIES
–PROVIDING STATUS OF JOBS OR W-I-PPROVIDING STATUS OF JOBS OR W-I-P
POM- INFORMATION SYSTEMPOM- INFORMATION SYSTEM•INFORMATION FUNCTIONINFORMATION FUNCTION
–INCORPORATES POLICY INFORMATION FLOW INCORPORATES POLICY INFORMATION FLOW FROM MANAGEMENT AND FEEDBACK FROM MANAGEMENT AND FEEDBACK INFORMATION TO MANAGEMENT INFORMATION TO MANAGEMENT
–ACCOMODATES INFORMATION FROM EXTERNAL ACCOMODATES INFORMATION FROM EXTERNAL AS WELL AS INTERNAL SYSTEMS WITHIN THE AS WELL AS INTERNAL SYSTEMS WITHIN THE ORGANISATIONORGANISATION
POM-INFORMATION INTERFACINGPOM-INFORMATION INTERFACING• INFORMATION FUNCTION INTERFACES IN INFORMATION FUNCTION INTERFACES IN RESPECT OF RESPECT OF –INVENTORY CONTROLINVENTORY CONTROL–COST CONTROLCOST CONTROL–REPORTING STATUS ON ORDERSREPORTING STATUS ON ORDERS–PRODUCTION SCHEDULESPRODUCTION SCHEDULES–FORECASTING & SCHEDULING MATERIAL REQUIREMENTFORECASTING & SCHEDULING MATERIAL REQUIREMENT–CONTROL OF W-I-PCONTROL OF W-I-P–QUALITY CONTROLQUALITY CONTROL–PREVENTIVE MAINTENANCE PLANNINGPREVENTIVE MAINTENANCE PLANNING–MAKE OR BUY DECISIONMAKE OR BUY DECISION–LABOUR EFFICIENCY RECORDSLABOUR EFFICIENCY RECORDS
POM INTERFACING WITH OTHER POM INTERFACING WITH OTHER FUNCTIONSFUNCTIONS
• R&D AND ENGINEERINGR&D AND ENGINEERING–TO EFFECT PRODUCT DEVELOPMENT, PRODUCTION TO EFFECT PRODUCT DEVELOPMENT, PRODUCTION PLANNING & CONTROL AND QUALITY CONTROLPLANNING & CONTROL AND QUALITY CONTROL
• PURCHASINGPURCHASING–PURCHASES, INVENTORY CONTROL, RECEIVING AND PURCHASES, INVENTORY CONTROL, RECEIVING AND WAREHOUSINGWAREHOUSING
• PERSONNELPERSONNEL–MANPOWER PLANNING, WAGES AND SALARIES, MANPOWER PLANNING, WAGES AND SALARIES, LABOUR RELATIONS, EMPLOYEE SERVICES AND LABOUR RELATIONS, EMPLOYEE SERVICES AND PERSONNEL RECORDSPERSONNEL RECORDS













![Ch 6 Trusses[1]](https://static.fdokumen.com/doc/165x107/631285ddb033aaa8b20fad21/ch-6-trusses1.jpg)






