
Performance of coated, cemented carbide, mixed-ceramic and PCBN-H tools when turning W320 steel
10
ORIGINAL ARTICLE Performance of coated, cemented carbide, mixed-ceramic and PCBN-H tools when turning W320 steel W. F. Sales & L. A. Costa & S. C. Santos & A. E. Diniz & J. Bonney & E. O. Ezugwu Received: 29 October 2007 / Accepted: 9 April 2008 / Published online: 21 May 2008 # Springer-Verlag London Limited 2008 Abstract TiN-coated cemented carbide, mixed ceramic and PCBN with a high percentage of CBN (PCBN-H) tools were used for reconditioned turning of hardened and tempered W320 steel hot working dies. The dies are usually scraped after their useful life because they are difficult to be reconditioned by machining. One alternative to scraping these dies is to convert them, increasing their internal diameters by internal turning. The machining experiments showed that coated carbide tools performed better at cutting speeds up to 120 m/min, while PCBN tools were superior at higher speeds up to 200 m/min. Mixed ceramic tools did not perform well under the conditions investigated. The tribological system showed abrasion, adhesion and plastic deformation as the dominant wear mechanisms. Chipping on the tool rake and flank faces, as well as catastrophic failure, was also observed in some experiments. Keywords PCBN . Mixed ceramic . Cemented carbide . Turning . Hardened steels 1 Introduction Surfaces of steel components with improved wear resis- tance are achieved through changes in the chemical composition of the steel with addition of Cr, Mo, W, V, Cr, Ni, usually followed by a hardening process using thermo-chemical means. Tools like dies used for stamping and forging processes are examples of tools that work in an extremely aggressive tribological system. Such tools must have a good compromise between hardness and toughness in order to perform efficiently. These hardened steels are considered as difficult to machine materials mainly due to high chip-tool interface temperatures and forces generated during the cutting process [1]. Cutting tool materials usually employed for machining hardened steels are cemented carbide, cermets, ceramics and ultra-hard polycrystalline cubic boron nitride (PCBN). All these tool materials are available as coated or uncoated. Coatings are applied on tool materials to improve the surface strength and/or reduce the chip-tool interface friction. PCBN tools are the preferred tool materials for machin- ing hardened steels [1–7]. However for intermittent Int J Adv Manuf Technol (2009) 41:660–669 DOI 10.1007/s00170-008-1523-4 W. F. Sales (*) South of Bahia Faculty - FASB, Petroleum & Gas and Production Engineering Department, Teixeira de Freitas, BA, Brazil e-mail: [email protected] L. A. Costa Tekfor do Brasil, Betim, MG, Brazil e-mail: [email protected] S. C. Santos Mechanical Engineering, Federal Technological Education Centre of Minas Gerais, CEFET MG, Belo Horizonte, MG, Brazil e-mail: [email protected] A. E. Diniz Mechanical Engineering Faculty, State University of Campinas - UNICAMP, Campinas, SP, Brazil e-mail: [email protected] J. Bonney : E. O. Ezugwu Machining Research Centre, Department of Engineering Systems, London South Bank University, London SE 1 0AA, UK J. Bonney e-mail: [email protected] E. O. Ezugwu e-mail: [email protected]
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Performance of coated, cemented carbide, mixed-ceramic and PCBN-H tools when turning W320 steel

ORIGINAL ARTICLE
Performance of coated, cemented carbide, mixed-ceramicand PCBN-H tools when turning W320 steel
W. F. Sales & L. A. Costa & S. C. Santos &
A. E. Diniz & J. Bonney & E. O. Ezugwu
Received: 29 October 2007 /Accepted: 9 April 2008 / Published online: 21 May 2008# Springer-Verlag London Limited 2008
Abstract TiN-coated cemented carbide, mixed ceramicand PCBN with a high percentage of CBN (PCBN-H)tools were used for reconditioned turning of hardened andtempered W320 steel hot working dies. The dies are usuallyscraped after their useful life because they are difficult to bereconditioned by machining. One alternative to scrapingthese dies is to convert them, increasing their internaldiameters by internal turning. The machining experiments
showed that coated carbide tools performed better at cuttingspeeds up to 120 m/min, while PCBN tools were superior athigher speeds up to 200 m/min. Mixed ceramic tools didnot perform well under the conditions investigated. Thetribological system showed abrasion, adhesion and plasticdeformation as the dominant wear mechanisms. Chippingon the tool rake and flank faces, as well as catastrophicfailure, was also observed in some experiments.
Keywords PCBN .Mixed ceramic . Cemented carbide .
Turning . Hardened steels
1 Introduction
Surfaces of steel components with improved wear resis-tance are achieved through changes in the chemicalcomposition of the steel with addition of Cr, Mo, W, V,Cr, Ni, usually followed by a hardening process usingthermo-chemical means. Tools like dies used for stampingand forging processes are examples of tools that work in anextremely aggressive tribological system. Such tools musthave a good compromise between hardness and toughnessin order to perform efficiently. These hardened steels areconsidered as difficult to machine materials mainly due tohigh chip-tool interface temperatures and forces generatedduring the cutting process [1].
Cutting tool materials usually employed for machininghardened steels are cemented carbide, cermets, ceramics andultra-hard polycrystalline cubic boron nitride (PCBN). Allthese tool materials are available as coated or uncoated.Coatings are applied on tool materials to improve the surfacestrength and/or reduce the chip-tool interface friction.
PCBN tools are the preferred tool materials for machin-ing hardened steels [1–7]. However for intermittent
Int J Adv Manuf Technol (2009) 41:660–669DOI 10.1007/s00170-008-1523-4
W. F. Sales (*)South of Bahia Faculty - FASB,Petroleum & Gas and Production Engineering Department,Teixeira de Freitas, BA, Brazile-mail: [email protected]
L. A. CostaTekfor do Brasil, Betim, MG, Brazile-mail: [email protected]
S. C. SantosMechanical Engineering, Federal Technological EducationCentre of Minas Gerais, CEFET MG,Belo Horizonte, MG, Brazile-mail: [email protected]
A. E. DinizMechanical Engineering Faculty,State University of Campinas - UNICAMP,Campinas, SP, Brazile-mail: [email protected]
J. Bonney : E. O. EzugwuMachining Research Centre,Department of Engineering Systems,London South Bank University,London SE 1 0AA, UK
J. Bonneye-mail: [email protected]
E. O. Ezugwue-mail: [email protected]

machining applications, it becomes expensive because ofthe high cost per cutting and also due to their lack oftoughness. Therefore, machining of any material requiresthe evaluation of all possible cutting conditions as well assuitable tool materials for efficient productivity [8–15].
Dies used for hot forging process are scrapped at the endof their life because it is uneconomical to recondition due tohigh machining costs. This study investigates the perfor-mance of cemented carbide (coated by TiN/Al2O3/Ti(C,N)),mixed ceramic (Al2O3 TiC) and PCBN-H (90% of CBNand the balance with Co), when machining W320 hardenedsteel used for hot forging dies in the hope of identifyingthe best tool material and cutting conditions suitable insuch a way to find an economical mean to machine thiskind of dies.
2 Experimental procedures
Experiments in internal turning of hardened steels were carriedout on a CNC lathe (Index), model 179 with a power of 36 HPin the main motor and maximum spindle rotation of 5000 rpm.
The work material was W320 steel manufactured byBöehler. This steel has similar properties and applicationsof either AISI H10 or DIN X32CrMoV3–3 and it is usedfor manufacturing of hot work dies for forging process.Table 1 shows the chemical composition of W320 steel.
Table 2 shows the Vickers micro hardness measuredfrom the work material surface towards its centre.
Vickers hardness was measured in 5 points at 21 mmfrom the hardened surface and the average bulk hardnesswas 490 HV.
Figure 1 shows micrograph of a section of the die. Awhite layer can be observed at the die surface, whichoriginated from the nitrading process, and resulting in amicro hardness of 1000 HV20g. At the centre is the recoverymartensite.
Dies after reaching the end of their useful life showmicro and macro grooves on the dies surfaces (with depthup to 1.5 mm) parallel to their axis, caused by the hot
forging process. This study proposes to recondition the dieby machining off the grooved surfaces in order to produce anew die for bigger diameter forgings. However, due to thehigh surface hardness and micro and macro grooves on thedie surface, the turning process is very difficult because ofthe high impact forces generated by the interruption of thecut caused by the grooves on the dies surfaces. This resultsin premature tool failure by plastic deformation, chippingand/or fracture. The focus of this study is to machine thehardened layer of the die (between 600 to 1062 HV) byremoving fine depths up to 200 μm (see Table 2).
The tools used were TiN-coated cemented carbide (WCCo), mixed ceramic (Al2O3 TiC) and polycrystalline cubicboron nitride (PCBN), with high CBN content grains (90%of CBN and the balance with Co). Table 3 gives the ISOdesignations of the inserts.
The mixed ceramic and PCBN-H have their cuttingedges chamfered to 0.1 mm×20°. Tool holder has ISOdesignation PSKNL 2525M-2. The tool set on the tool holderhad the following geometry: approach angle, χr=75°;nose angle, εr=90°; rake face angle, γo=−6°; clearanceangle, αo=6° and inclination angle, λs=−4°.
3 Experimental method
3.1 Tool life tests and worn tools evaluations
The tool and the cutting conditions of each experiment areshown on Table 4. For each die, no more than two passes
Table 1 Chemical composition of the W320 steel (wt%)
C Si Mn Cr Mo V Fe
0.31 0.30 0.35 2.9 2.8 0.50 Balance
Table 2 Vickers hardness measured from surface towards die centre
Distance from surface (μm) Surface 25 75 125 175 275 375 475 575 675
Vickers hardness (HV) at 300g 1062 1052 966 690 657 575 543 543 530 523
Recovery martensite
Nitride layer
White layer
Fig. 1 Micrograph of W320 nitride and quenched steel (200X)
Int J Adv Manuf Technol (2009) 41:660–669 661

were carried out as this study focus on the hardened layer.Experiments were performed using dry cutting. However,some pre-tests were carried out using synthetic cuttingfluid, but the results were not encouraging when machiningwith ceramic tools.
After each 41 mm of feed length had been machined, isthe experiment was interrupted and the maximum tool flankwear, vBmax, was measured using optical microscope andimage analyser software. The tool life rejection criteria wasvBmax=0.6 mm.
The worn tools were evaluated using scanning electronmicroscope in order to understand the wear modes andmechanisms that affect the tool performance. No EDXanalysis was carried out hence qualitative observations wereused to affirm adhesion and plastic deformation based onbuilt up of material adhered on the rake and flank faces.
4 Results and discussions
4.1 Performance of tool materials
At first it is necessary to define the concept of flank wearrate, which appeared in several figures of this work. It was
calculated as the total flank wear encountered until reachingtool life rejection divided by feed length machined. It isshow as millimetres of wear by each meter machined on theworkpiece. In Figs. 2, 3, 4, 5, 6, 7, 8 and 9, each point inthe graph represents one tool life test.
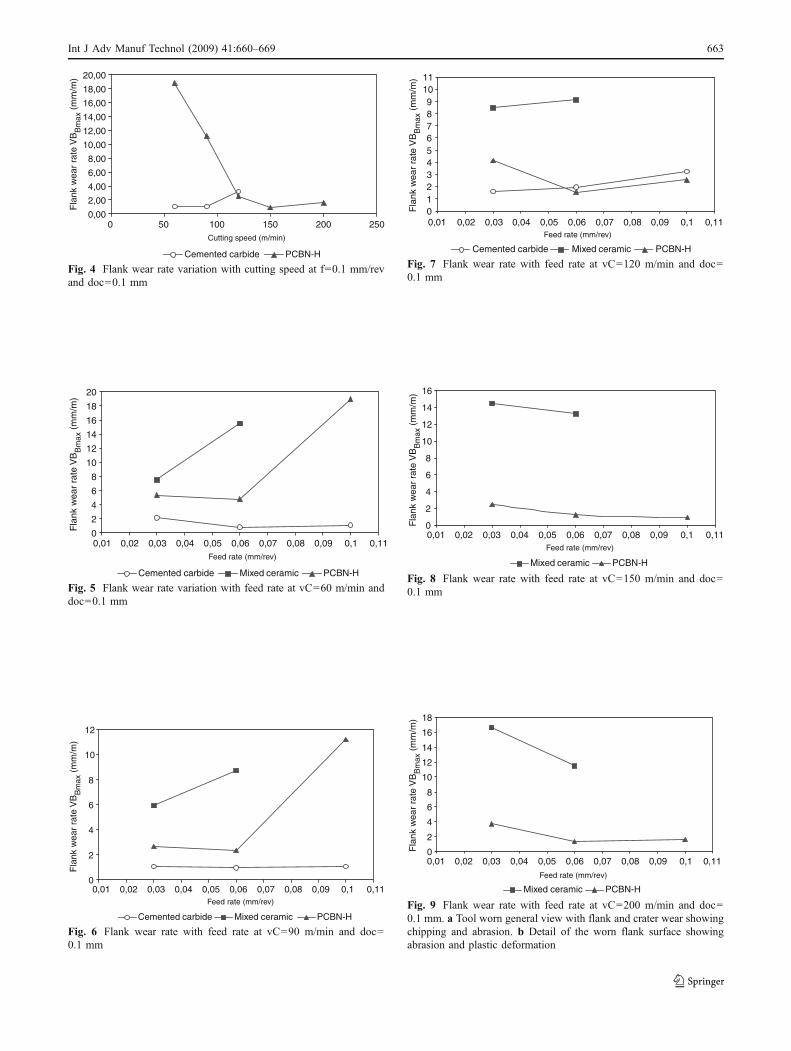
Figures 2, 3, 4 show the flank wear rate variation withcutting speed at a depth of cut of 0.1 mm and feed rates at0.03, 0.06 and 0.1 mm/rev, respectively. Figure 2 clearlyshows that the best results were attained when machiningwith cemented carbide tools, followed by PCBN-H andmixed ceramic tools, respectively. However, cementedcarbide tools were used only at cutting speed up to120 m/min. When machining at higher speeds (150 and200 m/min), cemented carbide tool lives were very shortdue to the accelerated tool wear as a result of hightemperature generation at the tool-chip interface.
Figure 3 shows, for feed rate of 0.06 mm/rev, similarresults compared to feed rate of 0.03 mm/rev. However,cemented carbide showed superior performance than PCBN
Table 4 Cutting conditions evaluated
doc(mm)
f(mm/rev)
vC(m/min)
Cementedcarbide
Mixedceramic
PCBN-H
0.1 0.03 60 X X X90 X X X120 X X X150 X X200 X X
0.06 60 X X X90 X X X120 X X X150 X X200 X X
0.1 60 X X X90 X X120 X X150 X200 X
0
2
4
6
8
10
12
14
16
18
0 50 100 150 200 250Cutting speed (m/min)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide Mixed ceramic PCBN-H
Fig. 2 Flank wear rate variation with cutting speed, at f=0.03 mm/revand doc=0.1 mm
0
2
4
6
8
10
12
14
16
18
0 50 100 150 200 250
Cutting speed (m/min)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide Mixed ceramic PCBN-H
Fig. 3 Flank wear rate variation with cutting speed at f=0.06 mm/revand doc=0.1 mm
Table 3 Geometry and tools specifications evaluated
Tool ISO Specification
Cementedcarbide
SNMA 120408 KR 3015 coated byTiN/Al2O3/Ti(C,N) ISO P30
Mixed ceramic SNGA 120408 T 01020 IN 23PCBN-H SNMA 120408 T 01020 IB 90
662 Int J Adv Manuf Technol (2009) 41:660–669
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 50 100 150 200 250Cutting speed (m/min)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide PCBN-H
Fig. 4 Flank wear rate variation with cutting speed at f=0.1 mm/revand doc=0.1 mm
0
2
4
6
8
10
12
14
16
18
20
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11Feed rate (mm/rev)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide Mixed ceramic PCBN-H
Fig. 5 Flank wear rate variation with feed rate at vC=60 m/min anddoc=0.1 mm
0
2
4
6
8
10
12
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11Feed rate (mm/rev)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide Mixed ceramic PCBN-H
Fig. 6 Flank wear rate with feed rate at vC=90 m/min and doc=0.1 mm
0123456789
1011
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11Feed rate (mm/rev)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Cemented carbide Mixed ceramic PCBN-H
Fig. 7 Flank wear rate with feed rate at vC=120 m/min and doc=0.1 mm
0
2
4
6
8
10
12
14
16
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11Feed rate (mm/rev)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Mixed ceramic PCBN-H
Fig. 8 Flank wear rate with feed rate at vC=150 m/min and doc=0.1 mm
0
2
4
6
8
10
12
14
16
18
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,1 0,11
Feed rate (mm/rev)
Fla
nk w
ear
rate
VB
Bm
ax (
mm
/m)
Mixed ceramic PCBN-H
Fig. 9 Flank wear rate with feed rate at vC=200 m/min and doc=0.1 mm. a Tool worn general view with flank and crater wear showingchipping and abrasion. b Detail of the worn flank surface showingabrasion and plastic deformation
Int J Adv Manuf Technol (2009) 41:660–669 663

only at low cutting speed such as 60 and 90 m/min. At cut-ting speed higher than 120 m/min the PCBN tools showedbest results. This behaviour was also true when feed rate of0.1 mm/rev was used (Fig. 4) It also can be observed thatthe behaviour of PCBN tools had a considerably improvewhen increase cutting speed for both feed rates, 0.06 and0.1 mm/rev, what can also be observed in Fig. 5.
Figures 5, 6, 7, 8, 9 show the flank wear rate variationwith feed rate. Machining at cutting speeds of vc=60 and90 m/min (Figs. 5 and 6), show that the best results wereobserved for cemented carbide, followed by PCBN andceramic tools. When cutting speed was increased to 120 m/min (Fig. 7), cemented carbide tools generated lower flankwear rates at lower feed rate of 0.03 mm/rev. The PCBNtools were more effective when machining at higher feedrate conditions.
The analysis of these figures shows that mixed ceramictools are not suitable to be used in this kind of operations. Italways presented bad performance. In low cutting speeds, itwas worse (much worse) than PCBN and carbide tools and
Abrasion
Chipping
Abrasion Adhered material
Fig. 10 Cemented carbide tool after machined at vC=90 m/min,doc=0.1 mm and f=0.03 mm/rev. a Tool worn general view showingflank and crater wear. b Detail of the flank surface
Crater Flank wear
Adhesion followed by plastic flow
a − Tool worn general view showing flank and crater wear.
b − Detail of the flank surface. Fig. 11 Cemented carbide tool after machined at vc=60 m/min, doc=0.1 mm and f=0.06 mm/rev
Built up material followed by plastic flow
Fig. 12 Cemented carbide tool after machined at vC=120 m/min,doc=0.1 mm and f=0.06 mm/rev – detail of flank surface. a Generaltool worn view. b Detail of the rake face
664 Int J Adv Manuf Technol (2009) 41:660–669

Chipping Abrasion
Fig. 13 Mixed ceramic tool after machined at vC=60 m/min, doc=0.1 mm and f=0.03 mm/rev. a General view of the tool worn. b Detail of theflank face
a
Abrasion
bFig. 14 Mixed ceramic tool after machined at vC=150 m/min, doc=0.1 mm and f=0.03 mm/rev. a General view of the worn tool. b Detailof flank face
Chipping
a
Abrasion
Adhered layer followed by plastic deformation
bFig. 15 Mixed ceramic after machined at vC=200 m/min, doc=0.1 mm and f=0.03 mm/rev. a General view of the worn tool. b Detailof the rake face. c – Detail of the flank face
Int J Adv Manuf Technol (2009) 41:660–669 665

in high cutting speeds (higher than 100 m/min), when carbidetools were not tested, it was much worse PCBN tools.
Generally the flank wear rates were lower for cementedcarbide tools at low cutting speed and feed rate. PCBN toolsshow better performance at medium to high cutting speedand feed rate conditions. Mixed ceramic did not performbetter at the cutting conditions investigated. The hardness ofthe tool materials studied, in crescent order are cementedcarbide, mixed ceramic and PCBN. However, the cementedcarbide has the highest toughness, followed by, PCBN andmixed ceramic, respectively. Thus, the mixed ceramic toolshave medium hardness and low toughness and this contrib-ute for its poor performance. The tribological system ishighly aggressive with high impact load caused by the micro
and macro grooves on the die surfaces, accompanied by highchip-tool interface temperature what requires adequateproperties for cutting tools. Despite the fact that cementedcarbide tools shows good toughness and relative lowhardness, its adequate performance at low cutting speedand feed rate can be attribute to the fact that the tribologicalsystem studied required high impact resistance.
However, the high chip-tool interface temperaturegenerated at high cutting speed and feed rate did not favourcemented carbide tools in this tribological system. Thedecrease in its hot hardness consequently leads to acceler-ated tool wear and catastrophic failure.
In order to understand the tool behaviours in theseexperiments, pictures of the tools with large magnification
Chipping
a
Adhesion
b cFig. 16 PCBN tool after machined at vC=60 m/min, doc=0.1 mm and f=0.06 mm/rev. a General view of the worn tool. b Detail of the rake face.c Detail of the flank face
666 Int J Adv Manuf Technol (2009) 41:660–669

were taken in a Scanning Electron Microscope. Thesepictures and the discussion about the mechanisms, whichcaused wear, are shown in the next item.
4.2 Worn tools evaluation
4.2.1 Cemented carbide tools
Figures 10, 11 and 12 are micrographs of worn cementedcarbide tools after machining W320 steel. The figures showthat crater and flank wear were the dominant tool wearmodes. Chipping, abrasion and adhesion (followed byplastic deformation) were the dominant wear mechanisms.
The coating layer was removed by several microchipping and plastic deformation, which occurred at highcutting speed condition (90 and 120 m/min). On the otherhand, abrasive marks were also observed on the tool wornsurfaces.
Abrasion wear, which can be seen mainly in Fig. 10(vc=90 m/min) through the abrasive parallel risks on theflank face [8–15], occurred due to high contents of hardcarbides in the workpiece material such as SiC, Cr7C3,Mo2C, VC and Fe3C with average hardness of 2500, 1600,1500, 2800 and 1000 HV, respectively. In this case, two-body abrasion could be the most important, but three-bodyabrasion could also occur due to hard particles removed
a
b c
Abrasion
Fig. 17 PCBN tool after machined at vC=90 m/min, doc=0.1 mm and f=0.06 mm/rev. a General view of the worn tool showing crater and flankwear. b Detail of rake face. c Detail of flank face
Int J Adv Manuf Technol (2009) 41:660–669 667

from surface by stick-slip and/or chipping. Thus theseparticles can be sandwiched between chip-tool rake faceand workpiece-tool flank face and therefore creating amedium subject to three-body abrasion [8].
4.2.2 Mixed ceramic tools
Figures 13, 14 and 15 show the mixed ceramic worn toolsafter end of tool life. The evaluated cutting conditions werevC=60, 150 e 200 m/min, f=0.06 mm/rev and doc=0,1 mm. The main wear mechanism for mixed ceramictools was chipping, due to its low toughness and highimpact regime of the tribological system evaluated, caused
by the grooves on the workpiece. Abrasion marks were alsoobserved on some macrographs in all cutting speeds tested.It is possible that material adhesion from workpiece couldbe occurred, followed by its plastic deformation.
4.2.3 PCBN-H tools
Figures 16, 17 and 18 show micrographs of worn PCBN-Htools after machining W320 steel. Like the others toolmaterials evaluated, chipping, abrasion and adhesion(followed by plastic deformation of adhered material) werethe main wear mechanisms. PCBN tools also show brittlefracture (see Figs. 16a, 17a and 18a).
Chipping Crater wear
Flank wear
a
Adhesion
Abrasion
Adhered layer plastic deformation
b cFig. 18 PCBN tool after machined at vC=150 m/min, doc=0.1 mm and f=0.06 mm/rev
668 Int J Adv Manuf Technol (2009) 41:660–669

Diffusion wear is normally reported for PCBN toolswhen machining steel work pieces [4–6, 9–10]. Most ofthem reported that tribochemical reactions occurred at thechip-tool and workpiece-tool interfaces and consequentlypromoting adhesion followed by plucking of the adheredlayer (stick-slip phenomenon). It is possible that diffusionwear occurred mainly at the high cutting speed of 150 and200 m/min (see Fig. 18), due to high temperature generatedand consequently accelerates the diffusion wear process.
5 Comments and conclusions
The tribological system studied is extremely aggressivewith high specific strength and chip-tool interface temper-ature. Moreover the abrasive medium, due to hard carbidesparticles from the workpiece and plucked tool materialsfrom rake and flank faces were present. Tool materials forhard turning of these kinds of dies need to maintainoptimum relationship between hardness and toughness athigh temperature conditions. In conclusion, cementedcarbide tools performed better at low cutting speed andfeed rate conditions. However, with increasing cuttingspeed its performance drop dramatically. Mixed ceramictools did not perform better in all cutting conditionsevaluated, mainly due to its low toughness. PCBN-H tools,at low cutting speed conditions were susceptible to highwear promoted by chipping, but with increasing cuttingspeed its performance is improved. On the other hand, thehigh cost per cutting edge can be considered for the choiceof the suitable cutting tool material to be employed.
Acknowledgments The authors would like wish the firm Tekfor doBrasil for all supports needed for develop this study and CAPES(Coordenação de Aperfeiçoamento de Pessoal de Nível Superior,Project PDE 0333–04–2) and also many thanks to CDTN (CentroNacional de Tecnologia Nuclear) for sponsor and scanning electronmicroscope analyses, respectively.
References
1. Trent EM, Wright PK (2000) Metal cutting, Butteworths-Heinemann Ltd
2. Abrão AM (1995) Tool life and workpiece surface integrityevaluations when machining hardened AISI H13 and AISIE52100 steels with conventional ceramic and PCBN toolmaterials. Society Manufacturing Engineers, Dearborn
3. Chou YK, Evan CJ (1993) Experimental investigation on CBNturning of hardened AISI 52100 steel. J Mater Process Technol134(1):1–9
4. Chou Y (1994) Wear mechanisms of cubic boron nitride tools in pre-cision turning of hardened steels. Disseration, Purdue University, 1994
5. Chou YK, Evans CJ (1997) Tool wear mechanism in continuouscutting of hardened tool steels. Wear 212(1):59–65
6. Broskea TJ (2001) Analyzing PCBN tool wear—How to identifyvarious wear types na minimize early tool failure, GE report
7. Clark IE, Sem PK (1988) Advances in the development of ultrahardcutting tool material. Ind. Diamond Review, No. 2, pp. 40–44
8. Hutchings IM (1992) Tribology: friction and wear of engineeringmaterials. CRC, Boca Raton, 273 pp
9. Lim CYH, Laus PPT, Lim SC (2001) The effects of work materialon tool wear. Wear 250(1–12):344–348
10. Poulachon G, Moisan A, Jawahir IS (2001) Tool-wear mecha-nisms in hard turning with polycrystalline cubic boron nitridetools. Wear 250:576–586. DOI 10.1016/S0043-1648(01)00609-3
11. Lahiff C, Gordon S, Phelan P (2007) PCBN tool wear modes andmechanisms in finish hard turning. Robot Comput-Integr Manuf23:638–644. DOI 10.1016/j.rcim.2007.02.008
12. Noordin MY, Venkatesh VC, Sharif S (2007) Dry turning oftempered martensitic stainless tool steel using coated cermet andcoated carbide tools. J Mater Process Technol 185:83–90. DOI10.1016/j.jmatprotec.2006.03.137
13. More AS, Jiang W, Brownb WD, Malshe AP (2006) Tool wear andmachining performance of cBN–TiN coated carbide inserts and PCBNcompact inserts in turning AISI 4340 hardened steel. J Mater ProcessTechnol 180:253–262. DOI 10.1016/j.jmatprotec.2006.06.013
14. Jiang W, Malshe AP, Goforth RC (2005) Cubic boron nitride(cBN) based nanocomposite coatings on cutting inserts with chipbreakers for hard turning applications. Surf Coat Technol200:1849–1854. DOI 10.1016/j.surfcoat.2005.08.103
15. Poulachon G, Bandyopadhyay BP, Jawahir IS, Pheulpin S, SeguinE (2004) Wear behavior of CBN tools while turning varioushardened steels. Wear 256(3-4):302–310. DOI 10.1016/S0043-1648(03)00414-9
Int J Adv Manuf Technol (2009) 41:660–669 669




















