Perencanaan rantai pasok tangguh yang memperhatikan permintaan dan lead time stokastik
10
rpported By: BADAN KBRJA SAMA PBNYELENGGARA PENDIDI.K* Til\GGI -.. . TE}0..[IKINDUSTfuNDONECIA(BI$ri)' I - ^-1" SB}fINAR NASIONALTBKNIK INDUSTru D4N K,NGRES BADAN IGRJA SAMA PEN].ELENGCaTT PENDIDIKAN TIN GGI TE KNIK IND TJS TRI-IBI6i;'-; Tema : "Peranan Teknik rndustri dalam Menghasirkan sDM yang Handar untuk Menghadapi Kemajoin D;;industri,, rekomr & lndonesra ffi H# s_6 0kf6b Convention Ifali - Hot. 5-6 Okf6b er 20tt el Tiara Jl- Cut Meutia, Medrn_Srrrr;;;;; Utara rsryl qfa-soe-ii e??_o_ s ,H[l}#$ffi.lttttu
Transcript of Perencanaan rantai pasok tangguh yang memperhatikan permintaan dan lead time stokastik
rpported By:
BADAN KBRJA SAMA PBNYELENGGARA PENDIDI.K* Til\GGI-.. . TE}0..[IKINDUSTfuNDONECIA(BI$ri)'I - ^-1"
SB}fINAR NASIONALTBKNIK INDUSTru D4N K,NGRESBADAN IGRJA SAMA PEN].ELENGCaTT PENDIDIKANTIN GGI TE KNIK IND TJS TRI-IBI6i;'-;
Tema :"Peranan Teknik rndustri dalam Menghasirkan sDM yang Handaruntuk Menghadapi Kemajoin D;;industri,,
rekomr &lndonesra
ffiH#
s_6 0kf6bConvention Ifali - Hot.
5-6 Okf6b er 20ttel TiaraJl- Cut Meutia, Medrn_Srrrr;;;;; Utara
rsryl qfa-soe-ii e??_o_ s
,H[l}#$ffi.lttttu
DAFTAR ISI
Bagian Production Engineering
Perancangan Ulan g Tata l-etak Fasiliras kntai Produksi prosesPerakitan Sofa (Studi Kasrx : usaha perabot putra IndahPekanbaru)Merry Siska, Yenita Moreno, M- Chandra
llengurangi Pemborosan Transportasi Melalui Perancangan UlangTataletak Pabrik Berbasis Pengetompokkan Produk (Strdi KasgsProduk ltrexilon pada perusatraan X)Djoko sihono Gobriel, Rahmat Nurcahyo, bamuyudhaf Sushendroto
Armlisa Perbandirga' Tata Letak peti KemasMetode Parallel Layout Dan perpendicular l^ryoutPeti Kemas SemarangWiwiek Fatmawoti , Nurwidiana , ArdNovianto
Penggunaan Simulasi Tata Letak Lantai produksi unhrkMeminimasi waktu Prcduksi Dan Biaya penanganan MaterialPa noadi Moe n g in, lyic a lcs o n o H a rya p utro.-........................
Perancangan Tata Letak Pabrik Departemen Sarana Kereta Api pTXYZ Dengan Menggunakan algori;m a CrafiMuhanud zaki Yamani, iWuhimntad lgbal, Ametia Kurniawati..-
Perarrcangan Dan Simulasi Tata Letak Fasilitas pabrik UntukMengoptimalkan Materiar Hardting Dengan MenggunakanAlgoritna CRAFT pada pT XyZRamadian A ries tyadi, Muh ommod lgbal, Amel ia K ur n iawali.......
Analisis Pemilihan pengganti I-y out Machine Dan checkingFixture Pada Proses pengecekan Komponen Frame Bo* DanCover Body Sepeda MotorRomadhani Ardi, Ertinda lrrasria At Hijrah Kurniawan -.;.-.._...-.
Perancangan Tata Letak Fasititas pada kntai produksi DenganPendekatan Group Technologt l^a1nut (Sardi Kasus cv. suyahima Yudha Craft)Rosleini Rio Puoi Zendraro, Bagus rsnail Adhi yrcalcsano--_--_--
MenggunakanDi Terrninal
Halaman
I- 13
r-21
I-3 I
l-37
14t
I-l
t-7
vr
146
Bagian Supply Chain Management Halaman
Perencanaan Rantar Pasok Tangguh yang lv{ernpenirnbaagkanPerrrrintaan daa Leod Time StokastikCorles Sitompul Johanna Hariandja------ VU- I
Kajian Decoupling Point dalarn Supply Clwin Manag.ement di PTXYZH. Mulyadi, Irwan Setiawan---...---- VU-7
Pengukuran Bullwhip Effect Rantai Fasok (Snrdi Kasus di CV LirnaD,ra)Nofi Erni, Heryondi Haryadi ............. ...:....-......;.-. VII-15
Aplikasi Supply Chain Managemenl pada Usaha Pancingan FishingValey di Kabupaten SidoarjoMochammad Hatta--- VII-23
Perancangan Sistem Supply Chain dengan Pendekatan ThinkingProcess of Theory of Constroint (TOC) di PT XYZAulia Ishak, Rosnani Ginting, Indra Suriadi Saragih VII-32
lntegrasi Fuzzy-Anp Dan Goal Programming Dalam PcmilihanSupplier Dan Alokasi Order (studi kasus : PT. Perokimia Gresik)Annisa Kesy Garside, Thomi Eko Saputro.....,.-..... VI.I-4O
e-DRP unnrk Koordinasi Perencanaan Persediaan Antara MainDealer dan Deoler pada PT CDNHendra Soewarno----.---- VII-49
Evaluesi Sisrem Disribusi Semen pada PT. Semen Padang denganPendeka tan Di s tri bur i o n Re source P lannirg (DRP)Sukaria Sinulinggo, Rosnani Ginting, Sari [Jsdiona Putri.-.. VU-57
Usulan Model Penentuan Jadwal Dan Rute Distribusi UntukMinimasi Biaya Transportasi (Shrdi Kasus Pada Cv- Mega TirtaAlami Cabang Semarang)Nurwidiana , wiwiek Fatmawati , Dion Miranti ...-....--.-.-.- VII-64
Pengelolaan Kualitas dalam Perspekrif supply chainRahmi Yuniani, I Nyoman Pujawan -.--...-.......--..-o-.
)o(vr
YH-72
F
vrI-82
)o(vrr
. -.:'
Evaluasi Dan perbandingan Kebijakan Penediaa' Di PT- xYZ
Pada Sistem Probabilistik Dengan Menggunakan Model P
Mahomtnd Adh a llhoml'-'-"""-""""""""'-"""""".."""
a
r,
;-*
€=

ffi
Oi
Proceeding Seminarl{asional Teknk Industri &Kongres BKSTI VI 201I
Hal VII - IPERENCANAAN RANTAI PASOK TANGGUH YAIIG
MEMPERHATII(AN PERMINTAAN DAN LEAD TIMESTOI(ASTIK
Carles Sitompul dan Johanna HariandjaJunrsan Tekrik krdustri
Un i versitas Katoli k ParahyanganJl. Ciumbuleuit 94 Bandung 40141
Phone/Fax .: t$?-22- 2A327WE-mait : carles@unpar-ac-id
Abstrak
Pgrencanaan rantai pasok di level srrategis berkaitan t€rutama dengan keputusan-keputusan jangkapanjang yang berimplikasi besar dari sisi keuangan dan kerna*p,r- hidui perusahaan. Salah satukepaltusan strategis dalam Perencanaan rantai pasok adalah penentuan lokasi- dan jurnlah persediaanpengaman atau biasa disebut dengan penempatan persediaan penganran. Selain adanya fermintaankonsumen yang-berfluktuasi, perrnasalahan pen€rnpafan persedi*- p.rrgamim di sebudr rantai pasokrnenjadi semakin komptreks karena adanya variasi lead time yang disebabkan oleh variasi pada prosesproduksi atau pada proses tmnsportasi. Penelitian ini akan mernbahas masalah .penempatan persediaanpengaman di sebuah rantai pasok yang mempertimbangk n pe.*intaan dan lead tinres yang stokastik.Metode optimasi tangguh (robust optimization) diusulkan untuk menyelesaikan masalah tersebutsehingga rencana yang diperoleh bersifat hngguh pula yairu tetap stabil meskipun beberapa parameterpererrcan aan .berubah -ubah.
Keywords: Optimasi Tangguh, Rantai Pasok, Lead time Stokastik, Persediaan pengaman.
I
o
l. Pendahuluan
Ketidakpastian adalah satu fenomena alami )angdihadapi berbagai perusahaan terurama dalarnkonteks lingkungan bisnis yang komperitif danpenuh perubahan-Para manajer yang sedangmembuat rencana atau mengambil kepurusanharus mempertimbangkan faktor ketidakpastianini agar rencananya tetap stabil meskipunIingkerngan atau parameter perencanaannyaberubah-ubah.Rencana )ang srabil bukan hanyaelbktif tetapi juga efisien karena tidak perludirevisi setiap kali ada perubahan.Ada kalanyarevisi terhadap suatu rencana yrang sudah dibuatmenjadi tidak layak atau sangat mahal untukdilaksanakan.
Perubahan-perubahan )ang berasal daripermintaan konsumen, seperti jumlah, jenis danwaktq perlu dicermati oleh manajer persediaanatau stok agau. tingkat pelayanan penrsahaankonsumen tetap stabil-Suatu rantai pasokmemiliki kebijakan tersendiri renrang tingkarpelalanan.Selain ongkos, seringkali tingkatpelayanan ini menjadi ulcuran performansi suatu
perusahaan atau suatu rantai pasok.Metode yangtangguh, selain memberikan kestabilan rerhadapperobahan, haruslah juga rnenyediakan rencanayang efisien, yaitu ongkos yangminimal.Permasalahan-perrnasalahan berikutadalah permasalahan yang melibatkan investasibesar dan implikasi jangka panjang padaperusahaan, yaitu: pemilihan supplier (Vidaldan Goetschalckx, 2000; Wang er al-, 2005; Wudan Olson, 2008), perancangan jaringan rantaipasok (Chen, et al., 2O07; You dan Grossmann,2008), pererlcanaan kapasiras (Laguna, 1998)dan penempatan persediaan atau stok pengaman(Graves dan Willems, 2000; Sitornpul, et al.,2O08).
Pada penelitian ini, pengernbangan metodeoptimasi tangguh akan dilalcukan padapermasalahan rantai pasok di level strategis,khususnya penempatan stok pengaman.Performami metode optimasi tangguh ),iangdiusulkan oleh Mulvey, er al. (1995) akandievaluasi dalam hal penggunaannya untukmenentukan jurnlatr dan tokasi stok pengaman.

Proceeding Seminar Nasional Teknik Industri &Kongres BKSTI VI 201I
Hal VII - 2
o
2. Deskripsi masalah
Pengembangan model rantai pasok dilakukanpada sebuah rantai pasok )ang memilih bentukyang sederhana, yaitu benpa jaringan linearatau serial. Stage I yang mertryakan tahapanproses )ang paling awal memasok materialkepada stage 2, kemudian stage 2 rnemasokmaterraU barang setengah jadi kepada stage 3,dan seterusnya hingga stage n yang rnemasokproduk pada komumen atau pelanggan. StageTmenyimpan produk/hasil prosesnya ke dalambentuk persediaan Ii Permintaan pelangganbersifat stokastik yang mengikuti berxukdistribusi normal dengan rata-rata pdan deviasistandar o. Jika lead time dari stage j ke stage
i+/ ditulis dengan L, maka lead time dari stageI ke stage 2 adalah L1 dan lead time dari stage 2ke stage 3 adalah Lz dan seterusn)xa.Diasumsikan jug" bahwa stage I memilihpasokan rnaterial )ang tidak terbatas dari stage0, dengan demikian lead time dari stage O, Ls4.Jika rantai pasok ingin memasok kebutuhankonsumen seczua seketika atau secepat mungkinmaka lead time dari stage n, Lo:A. Secara grafis,deskripsi masalah ini dapat dilihat pada GambarI.Untuk dapat memenuhi permintaan konsurnenyang berubah-ubah maka perlu diketahui berapabesar persediaan pengarnan di setiap tahap, yainrSS, f.rrg berpengaruh pada ongkos persediaansecara keseluruhan.
Gambar I Deslcipsi masalah rantai pasok serial
3. Nlodel matematis lead timedeterministic
Menurut Graves dan Willems (2000), jaminanwalcu pelalanan (guaranteed semice time) olehstage j (ditulis S) didefinisikan sebagai waktupelayanan )ang dijamin l0tr/o oleh stage jrkepada stage sesudahnla, yaitu 7+,r denganasurnsi adanya maksimum perrnintaan ),iangdapat dipeuhi. Jika permintaaan sebuah produkbersifat independen dan berdistribrsi normaluntuk setiap periode dengan rata-rata pdandeviasi standar omaka manajer harus rnemenuhibatas maksimum permintaan sebesar:
dimana tadalah waktu penggantian persediaan
(net replenishment time) dan z. ditentukan agarpersediaan pengaman mampu rnenutupi variasipermintaan berdasarkan ukuran tingkatpelayanan yang telah ditentukan
Pada setiap stage j diasosiasikan pula hal-halberi'kut, yaitu Lj yaitu lead time yang diperlu,kanuntuk *nendapatkan material dad pernasok
langsungnla (inbound lead tirne). Pada periode, stage 7 rnendapatkan perrnintaan d1 @ &nmeriernpat'kan or<ier pada stage seirelumnya.Lead time stage./-, yaitu Lqdalah lead tirne untukmerrenuhi perrnintaan &rnand stage
sesudahnya- Dengan demikian permintaan pada
periode takan dipenuhi pada perid t +Li- JikaIiadalah persediaan pada stageT di akhir periodet, maka menurut kebijakan persediaan dasar(base stock), tingkat persediaan dapatdidefi nisikan sebagai berilart:
I.tQ) = B, * d,Q - rr, - 7.,,t - L,)tz)
dirnanaBj adalah persediaan dasar, di {t*LI;-71t-L)permintaan sepanjang periode (t-LIj-Ti, t-L)yang merupakan waktu penggantian persediaandan Tpdalah lead ti'rne produksi stageT.
Oleh karena /20 diharuskan setiap waktu unrukrnendapatkan l00oh jaminan pelayanan, makapersediaan dasar harus lebih besar daripermintaan sepanjang periode (rLIr-Tr, t-L).Dengan dernikiaru persediaan dasar dapat
ditetapkan sebagai berikut, laitu Bj : Djr ,
dimana x - max[0, LIj+Ij-LjJ. Ini berartipersediaan dasar ditentukan sebagai maksimumpermintaan sepanjang waktu pengganlianpersediaan.Jika LIj+Ij-Lj < 0 maka persediaandasar ditetapkan sebesar nol namun tetap dapatmemenuhi permintaan.
Model persediaan pengarnan dapat ditentukandengan mencari rata-rata persediaan, EFl,yaitu:
EII,I= D,(LI, * T, - L,)- (lJ, * T, - L)p Q)
untuklli+Tr-Si, 0. Dengan dernikian,persediaan pengaman di stage j tergannrng pada
waktu penggantian persediaan dan dibatasi olehpermintaan. Misalkan, jika permintaan dibatasiseperti pada maka persediaan pengaman
dirumuskan sebagai berikrx:
0 - s(p.oi
D, = pT + rro-ti 61
#-i
Proceeding Seminar Nasional Teknik Industri &Kongres BKSTI VI 201I
Hal VII - 3EII jl= Zoo
Perumnsan untuk satu stage di atas tentunyadapat digeneralisasi untuk banyak stage yangakan dilalorkan pada bagian berikuurya-
5. Pengembangan model matematis leadtime stokastik
Seperti telah disebutkan sebelumny4 lead timepengiriman material atau produk setengah jadibersifat deterministik karena dijamin oleh setiaps{age. Dengan demikiafl, persdiaan penga.rnan
)ang diperlukan untuk rnenjamin lead tirnetersebut harrya ditentukan oleh variasi yangdiakibatkan oleh keidakpasti an permintaan.Pada kenlataanya, waktu produlsi fbisabersifat stokastik jrga yang berimplikasilangsung pada tingkat pemenuhan permintaan.Jika waktu produlcsi {-memanjang maka ada duakonselarensi )rang bisa te{adi. Pertama, leadtime yangdijamin masih bisa dipenuhi tetapibesaran permintaan tidak dipenuhi.Kedua,besaran permintaan dipenuhi tetapi lead timetidak bisa dijamin. Jika {berdistribusi normaldengan rata-rata pridan standar deviasi Jimak,adiketahui bahwa sebesar 99,73o/odankemunculan lead time akan berada di hsaran,u]- 3d, d^n p'i + 3Ji.
Misalkan C): I ,2,..., S adalah himpunan semuaskenario )ang mungkin muncul dan untuk setiapskenario sef) muncul realisasi lead time dengannotasi {,dengan probabilitas kemunculan*besar ps. Persediaan pengaman adalah variabelkeputrsan yang ditentukan di awal padaformulasi masalah yang tidak terpengaruholehkemunculan skenario lead time Tj". Jikapenyelesaian masalah ini menggunakan nilairatz-rata lead time (pr) sebagai parameter makapermasalahan muncul jikaskenario lead timeberbeda dengan nilai rata-ratan)E- JikaTi,, t 'i* k^ masalahyang timbul adalahrendahnya persediaan perlgaman yang tersediaunhrk mel ayani variasi permi ntaan selama waktupenggantian persediaan atau biasa disebutdengan under stock.Jika T;<ltr.imaka masalahyang timbul adalah berlebihnya persediaanpengaman )ang tersedia untuk melapni variasipermintaan selamawaktu penggantianpersediaan yang biasa disebut dengan overstock. Dua fenomena tersebut tentunla tidakdiinginkan akan tetapi selalu muncul dalampermasalahan dengan lead time yang stokastik-
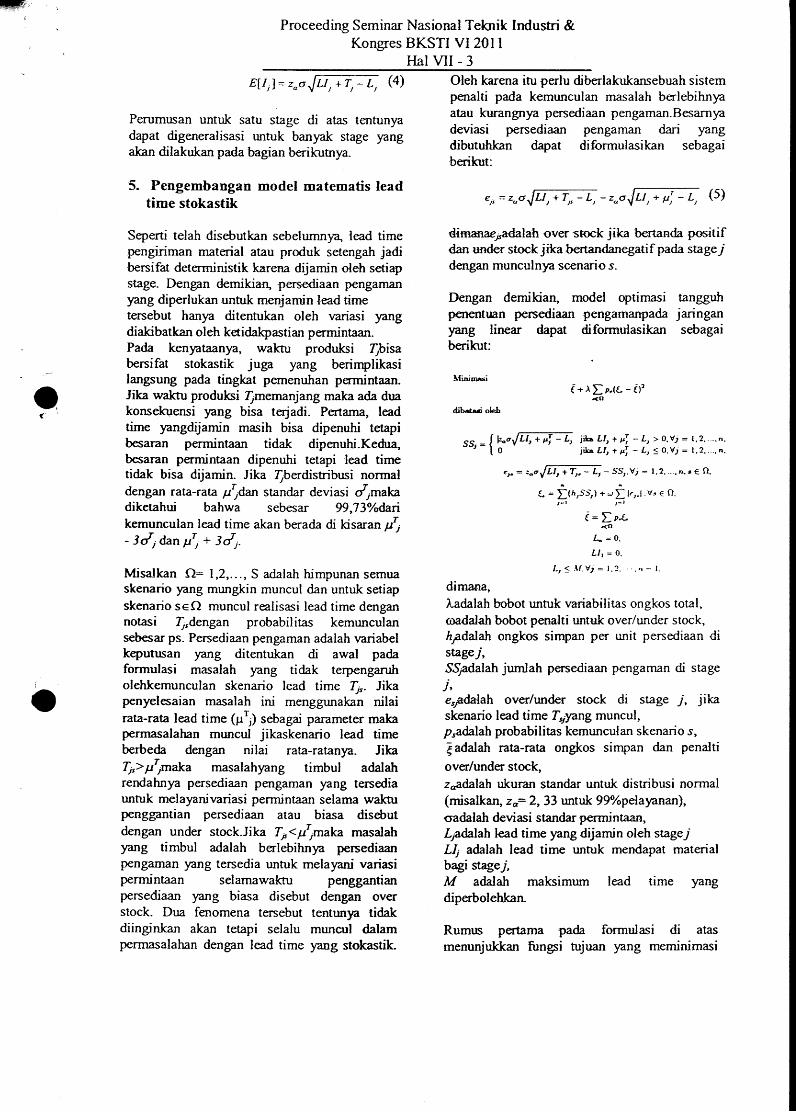
Oleh karena itu perlu diberlakukansebuah sistempenalti pada kemunculan masalah berlebihnlaatau kuranglya persediaan pengaman.Besarnyadeviasi penediaan pengaman dari yangdibutuhkan dapat diformulasikan sebagaiberikut:
",,=rur,ttfjlJ-2o6
dimanae;adalah over stock jika -b€rtanda positifdan under stock jikabertandanegatif pada stagejrdengan munculnla scenario s.
Dengan demikian, model optimasi tangguhpslentuan persediaan pengamanpada jaringanyang linear dapat diformulasikan sebagaiberikut:
trIinimasi
f +,rf r-{C - €)2
dibatrrti oleh
"" _ I y-"Ju, +fiJ iil. Ll, + ul - L, > o.v1: 1.2.....n.""'-l o jib.Llrru!-!.,so.Y1:1.2....,a.
,r. = .-orflff\,- ssr.v., = 1,2, .... n. r € Q.
g = i1r,,sq,) * -ilc,.l.vs ( Q.
(: f p-c
L=0.Ll': g'
LrS\1.Y1 :1.2. '.n- l.
dirnana,l"adalah bobot untuk variabilitas ongkos total,roadalah bobot penalti untuk over/under stock,hpdalah ongkos simpan per unit persediaan distagejr,SSpdalah jumlah persediaan pengalrnn di stagej,e,radalah over/under stock di stage j, jikaskenario lead time Triyang muncul,p,adalah probabilitas kemunculan skenario s,
! adalah rata-rata ongkos simpan dan penalti
over/under stock,z;adalah ukuran standar untuk dis.tribusi normal(misalkan, Z o: 2, 33 untuk 99o/opdayanan),
oadalah deviasi standar p€rmintaan,Lradalah lead time yang dijamin oleh stageT
LIi adalah lead time untuk rnendapat materialbagi stageT,
M adalah maksirnumdiperbolehkan
lead tirne yang
Rumw pertarna pada formulasi di atas
rnenunjukkan fungsi hrjuan )ang meminimasi
(4)
{5}
o
Proceeding Seminar Nasional Teknik Industri &Kongres BKSTI VI 201 I
Hal VII - 4:
I
I
l
l
rata-rata ongkos total serta variabilitas ongkostotal yang diberi bobot 1,. Rumus keduarnenryakan formula penciri an ukuran persedi aan
pengaman )ang tergantung dari skenario yangmuncul. Rurnus ketiga menunjukkan pencarian
, nilai over/under stock di stage 7 jika scenarios
)4ang .rnuncul. Rumus ketiga addah rufirusperhitunpn ongkos total jika scenario s yangmurrcul ,aitu penjurnlahan ongkos sirryan s€rtaongkos over/under sloc&.Rumus keempatrnenunjukkan rata-rata ongkos sirrpan danpenalti untuk over/under stock. Rumus kelimadan kenam berturut-tunrt menunjukkan besaranlead tirne pngdijamin oleh stage terakhir sertalead time untuk mendapatkan material oleh stagepertama- Penetapan batas maksimum lead time
)xang dijamin setiap stage ditulisdalarn rumusteraktrir
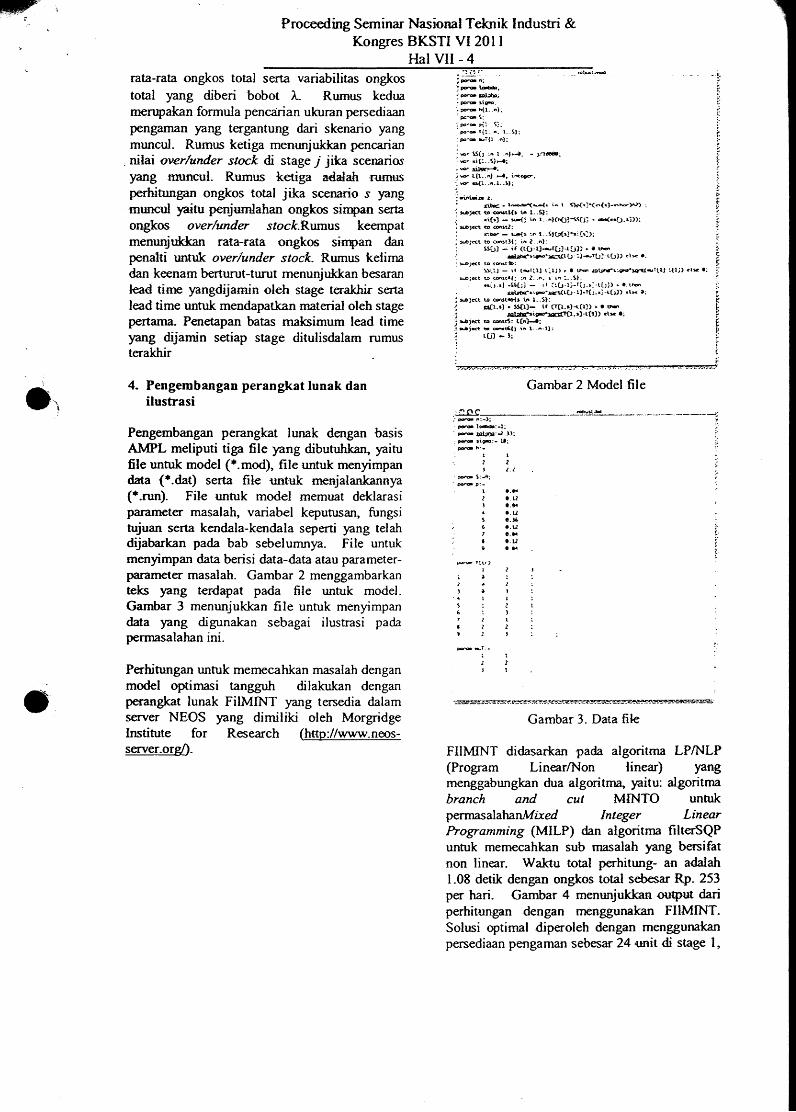
4. Pengembangan perangkat lunak danilustrasi
Pengembangan perangkat lunak dengan basisAlv{PL rneliputi tiga file }ang dibutuhkan, }airufile untuk model (*.mod), file untuk menfmpandata (*.dat) serta file unt'uk menjalankannya(*.run). File untuk model mernLlat deklarasiparamet€r rnasalah, variabel keputusan, fungsitujuan serta kendala-kendala seperti yang telahdijabarkan pada bab sebelumnya. File untukmenyrrnpan data berisi data-data atau parameter-paranrct€r masalah. Gambar 2 menggambarkanteks yang terdapat pada file unhrk model.Gambar 3 menunjukkan file untuk menfmpandata yang digunakan sebagai ilustrasi padapermasalahan ini.
Perhirungan untuk memecahkan masalah denganmodel optimasi tangguh dilakukan denganperangkat lunak FiIMINT yang tersedia dalamserver NEOS yang dimiliki oleh MorgridgeInstitute for Research @senrer.org/).
: l: i:.'_-jwa; -i.
e-
,igoq l.a;;rep1fu. pt rigrc-. ,oo h(f- .^):'r.o 9:: e.o ail Si:- p.- ri:. a. l..S!:: ru E:(! .a):
<!rt.j.(nt.]--b)^r) .
Gambar 2 Model file
g@ la&:-l;,.o td8 .t.)!:91 1i9-:- U;
tl2Z, t.t
re l:4;
a. O.a. raC. O.a. 11
r. !5a. L:O...a.uo. a.
t
ta
Cambar 3. Data file
FIIMINT didasarkan pada algoritma LPINLP(Program Linear/lt{on linear) }Bngmenggabungkan dua algoritrrra, pitu: algoritmabranch and cut MINTO unRrk
permasalalanlu{ixed Integer LinearPrograrnmrng (MILP) dan algoritma filterSQPuntuk memecahkan sub masalah )ang bersifatnon linear. Waktu total perhitung- an adalah
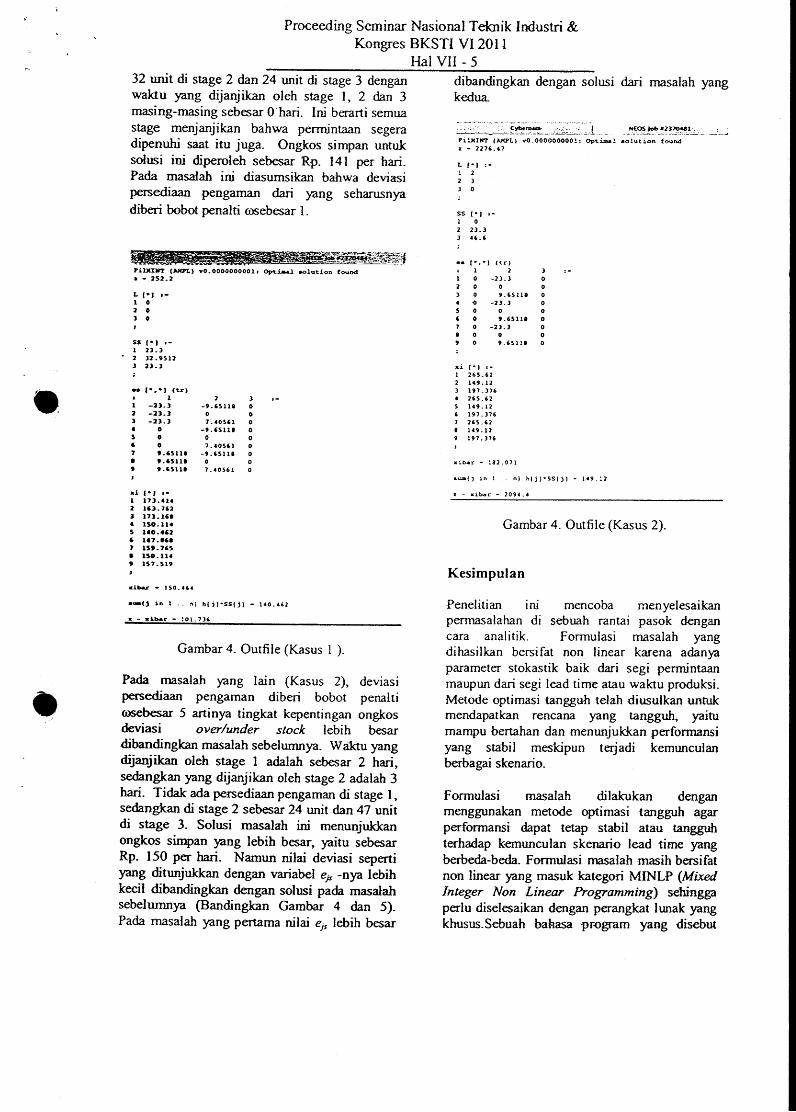
I.08 d*ik dengan ongkos total sebesar Rp- 253per hari. Carnbar 4 menunjukkan outBut dariperhitungan dengan rnenggunakan FIIMINT-Solusi optirnal diperoleh dengan menggunakanpersediaan pengaman sebesar 24 unit di stags l,
Proceeding Seminar Nasional T€lolik Industri &Kongres BKSTI VI 201I
Hal VII - 532 unit di stage 2 dan 24 unit di stage 3 denganwalcu )ang dijanjikan oleh stage l, 2 dan 3masing-masing sebesar 0'hari. Ini berarti semuastage menjanjikan bahwa permintaan segeradipenuhi saat itu j,rga- Ongkos simpan unruksolusi ini diperoleh sebesar Rp. l4l per hari.Pada masatah ini diasurnsikan bahwa deviasiperSediaan pengarnan dari )ang seharusnyadiberi bobot penalti oxebesar l.
:t-;:-j^r"t) vo-oooooooootr ostid rclqtloa laDd
dibandingkan dengan solusikedua-
dari rnasalah yang
L [.] !-loto,o,
.----:.-.:: i- <)a.e -...i:.. .r I r.E6Job.2,rDaal._ :. --. ::.. ..__ :ai:_---L__-,-_:-.!-_._. --_:._ji::.--_.J:::::-._ _::_j
Pilxlll? (l.,(Pt.) vO-OOOO0OO00!: optisf .oluLj.oa foeld, - Z2r6.a7
L I'l :-122'lo
SS [.] r-lo2 2r-lI .a-5
( rr )2]
-2r.] o009.65tt8 0
-21., ooot.55lta o
-2r.I O
oo9.6rllD o
l'l r-25r-62lar. l2197 - lr6265.6?la9. r2l9? - r76?4s.62la9.l2t97.176
rib.r - 182.071
.q(i in I .. ol hljr.sSlil - t.9.:2
r - riber - lo9a.,l
t.,'lI0o0oooooosr [.] t-
I if-,2 12 -95t2J 2t-,
ri l.l r-I lrr.at.2 tal-732t lrt-laaa lto-lt.t l.o-a52e tar-aea, ltt-r6ta lto-tl.t ltr-tre,
ribrr: - ItO-aaa
at
ri
aa!
I,,ata7att
t t'.'t (trtl,
-2r.t -9.55118-2t-, o-2r-f 7..O3at
o -t.atllao0o 7..O5alt -3tlta -t. a5 t t 3t -att ra ot-a5lta ,-.o56t
,ooooooooo
.[(, ia I
t - rib-r - !Ol-7ra
Gambar 4. Outfile (Kasus I ).
Pada masalah )ang lain (Kasus Z),persed.iaan pengaman diberi bobotosebesar 5 artinya tingkat kepentingandeviasi over/under stock lebih
Gambar 4. Outfile (Kasus 2).
Kesimpulan
Penelirian ini mencoba rnenyelesaikanpermasalaMn di sebuah rantai pasok dengancara analitik. Formulasi masalah yangdihasilkan bersifat non linear karena adanyapararnetsr stokastik baik dari segi permintianmaupun dari segi lead time aiau waktu produksi.Metode optimasi tangguh telah diusulkan untukmendapatkan rencana yang tangguh, yaitumampu bertahan dan menunjukkan performansiyang stabil meskipun terjadi kemunculanberbagai skenario.
Formulasi masalah dilakukan denganmenggunakan metode optimasi tangguh agrperformansi dapat tetap stabil atau tangguhterhadap kemunculan skenario lead time yangberbeda-beda. Formulasi rnasalah masih bersi fatnon linear )ang masuk kategori MINLP (MixedInteger Non Linear hogramming) sehiaggaperlu diselesaikan dengan perangkat lunak yangkhusus.Sebuah bahasa program yang disebut
deviasipenaltiongkos
besardibandingkan masalah sebelurnnlea- Waktu yangdijanjikan oleh stage I adalah sebesar Z hmi,sedangkan ),ang dijanjikan oleh stage 2 adalah 3hari. Tidak ada persediaan pengaman di stage l,sedangkan di stage 2 sebesar 24 unit dan 47 unitdi s?age 3. Solusi masalah ini menunjukkanongkos simpan ),ang lebih besar, yaitu sebesarRp. I50 per hari. Namun nilai deviasi seperti)lang ditunjukkan dengan variabel et, -nYa lebihkecil dibandingkan dengan solusi pa& rnasalatrsebelurnnya @andinglon Gambar 4 dan 5)-Pada masalah )ang perrama nilai e7, lebih besar
Proceeding Seminar Nasional Teknik Industri &Kongres BKSTI VI 201I
HaIWI-6dengan AMPL telah dikembangkan untukmenyelesaikan model masalah )ang telah dibuat.Perangkat lunak )ang' digunakan adalahFiIMINT dari NEOS server yang menunjukkansohsi dalam wakru fang relatif cepat.
Solusi rnasalah laflg men$erikan bobot penaltibesar untuk deviasi dari persediaan p€ngarnan
)ang sehanrsnya rnemberikan variasi nilai )anglebih kecil dibandingkan masalah )ang )angdiberi bobot ).ang lebih kecil.Metode optimasitangguh dapat rnenyelesaikan masalah dengan
tetap rnemperhatikan kestabilan perfonrnnsi darisebuah rexrcana rantai pasok
Daftar Pustaka
tll. Chen, C. L., Yuan, T. W., [re, W. C.,2W7. Multi-critena fi:zzy optimization forIocating warehouses and distributioncenters in a supply chain network. Journalof the Chinese Institute of ChemicalEngineers 38,292407.
tZl. Graves, S. C., Wil'lems, S. P., 2000.Optimizing strategic safety stock place-ment in supply chains. Manufacturing andService Operations Managernent 2 (1),68-83.
t3l. Laguna, M., 1998. Applying robustoptimization to capacity expansion for onelocation in telecomrnunications withdemand uncertainty. Management Science44 (l l), l0l-l 10.
t4l. [Mulvey, J. M., Vanderbei, R. J., Zenios,S. A., 1995. Robust optimization of largescale s)6terns. Operations Research 43 (2),2g-28t
t5l. Sitompul, C., Agfiezaf, E. H., VanLandeghem, H., Dullaert, Vy'.,2008. Safetystock placement problems in capacitatedsupply chains. International Journal ofProduction Research 46, 47094727.
t6.] Vidal, C.J., Goetschdclo<, M-, 2000.Modeling the effect of uncertainties onglobal logistic s)Nst€ms. Journal ofBusiness t ogistics 2l (l), 95-120-
t71. Wang, G-, Huang S., Dismukes, J-, 2005.Manufact*ing supply chain design andevaluation. International Journal ofAdvanced Manufact*ing Technol- ogy25,93-100.
Wu, D., Olson, D., 2008. SupplY chain
risk, simulation, and vendor selection.International Journal o{ProductionEconomics I14, &ffi55.You, F., Grosmann, I. 8., 2008. Mixed-integer nordinear prograrnrning models
ad algorithnrs for large-scale supplychain design with stochastic inventorymanagement. tndusfial and EngineringChemistry Research 47 ,7802-:7817 .
t8l.
tel.