
Pemilihan material dan pembuatan casing pompa air isuzu ...
30
4. ANALISA DATA 4.1. Redesain Casing Pompa Air Isuzu Panther 4.1.1. Casing Pompa Air Isuzu Panther Casing pompa air ini tidak melakukan kerja tetapi menerima kerja. Kerja yang diterima oleh casing ini, yaitu air bertekanan yang dihasilkan oleh impeller. Fungsi dari casing ini adalah mempertahankan tekanan air yang dihasilkan oleh impeller. Casing pompa air ini diduga terbuat dari besi tuang kelabu ASTM A 48 kelas 40. Besi tuang ini dapat memiliki sifat yang harus dimiliki oleh casing, yaitu tahan terhadap tekanan dan machinability yang baik. Proses pembuatan casing pompa air ini dengan proses pengecoran cetakan pasir. Setelah produk dinyatakan baik maka produk tersebut dilakukan proses machining. Proses machining ini untuk menghaluskan permukaan yang dibutuhkan dan membuat lubang baut. Pada penutup casing dibuat dengan proses drawing. Penutup casing ini memiliki laju korosi yang cukup rendah karena air bertekanan yang dihasilkan impeller tidak secara langsung mengenai bagian plat. Kendala yang dimiliki oleh casing yang ada saat ini, yaitu berat dan korosi. Casing dan penutup casing yang akan dibuat pada gambar 4.1. dan gambar 4.2. Gambar 4.1. Casing Pompa Air dan Potongan 33 Universitas Kristen Petra
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Pemilihan material dan pembuatan casing pompa air isuzu ...

4. ANALISA DATA
4.1. Redesain Casing Pompa Air Isuzu Panther
4.1.1. Casing Pompa Air Isuzu Panther
Casing pompa air ini tidak melakukan kerja tetapi menerima kerja. Kerja
yang diterima oleh casing ini, yaitu air bertekanan yang dihasilkan oleh impeller.
Fungsi dari casing ini adalah mempertahankan tekanan air yang dihasilkan oleh
impeller. Casing pompa air ini diduga terbuat dari besi tuang kelabu ASTM A 48
kelas 40. Besi tuang ini dapat memiliki sifat yang harus dimiliki oleh casing, yaitu
tahan terhadap tekanan dan machinability yang baik.
Proses pembuatan casing pompa air ini dengan proses pengecoran
cetakan pasir. Setelah produk dinyatakan baik maka produk tersebut dilakukan
proses machining. Proses machining ini untuk menghaluskan permukaan yang
dibutuhkan dan membuat lubang baut. Pada penutup casing dibuat dengan proses
drawing. Penutup casing ini memiliki laju korosi yang cukup rendah karena air
bertekanan yang dihasilkan impeller tidak secara langsung mengenai bagian plat.
Kendala yang dimiliki oleh casing yang ada saat ini, yaitu berat dan korosi.
Casing dan penutup casing yang akan dibuat pada gambar 4.1. dan
gambar 4.2.
Gambar 4.1. Casing Pompa Air dan Potongan
33 Universitas Kristen Petra

34
Gambar 4.2. Penutup Casing Pompa Air dan Potongan
4.1.2. Persyaratan dan Spesifikasi Casing Pompa Air Isuzu Panther
Persyaratan yang harus dimiliki oleh casing pompa air ini agar dapat
berfungsi adalah:
1. Bentuk bagian dalam casing pompa (rumah keong).
2. Dimensi lubang baut.
3. Tidak bocor apabila casing dan penutupnya digabungkan.
Spesifikasi yang harus dimiliki oleh casing pompa air ini harus sesuai
dengan sifat-sifat casing pompa yang baik antara lain: (Karasik, Igor J., 2001, p.
5.28)
1. Tahan terhadap tekanan.
2. Tahan korosi.
3. Machinability yang baik.
Justifikasi dipusatkan pada pemilihan material pengganti besi tuang.
Dimana pemilihan material pengganti besi tuang dapat memenuhi sifat-sifat
casing yang baik, mengurangi laju korosi, dan untuk mereduksi berat total dari
benda yang dicor secara keseluruhan. Selain produk cor yang telah selesai dibuat,
apabila dirakit dengan bagian lain dari pompa dapat bekerja dengan maksimal.
4.1.3. Redesain Material
Lingkungan kerja bagian dalam casing pada pompa air mobil sangat
rentan terjadinya korosi karena bagian dalam casing selalu terendam air. Casing
Universitas Kristen Petra

35
yang tersedia sekarang ini terbuat dari besi tuang. Pada penutup casing terbuat
dari plat besi. Kedua material tersebut akan menyebabkan korosi yang berakibat
terjadinya erosion corrosion sehingga dibutuhkan material yang tidak mudah
korosi. Material alternatif pengganti harus dapat mengurangi laju korosi dan lebih
ringan dari besi tuang dan plat besi sehingga dapat mengurangi beban kerja mesin.
Berdasarkan kebutuhan kondisi kerja diatas maka akan dipilih material
yang dapat memenuhi kondisi kerja tersebut. Material alternatif pengganti akan
mempertimbangkan beberapa logam yang dapat mengganti bahan besi tuang.
Logam yang akan dibandingkan adalah logam aluminium dan kuningan.
Pemilihan aluminium sebagai logam pengganti berdasarkan
perkembangan otomotif sekarang yang berorientasi pada pada penggunaan
aluminium untuk mereduksi berat pada mobil sampai dengan 50% tetapi tetap
memperhatikan faktor keselamatan, performa dan biaya dari mobil itu sendiri
(Spada, p. 1). Pada tahun 2008 salah satu komponen mobil yang akan dibuat dari
aluminium adalah pompa air mobil seperti yang terlihat pada tabel 4.1.
Tabel 4.1. Forecast of Cast Aluminum Use By Component in 2008
Component % Using Cast
Aluminium by 2008 Rocker Arm Cover 25
Rocker Arm 30 Master Cylinder 60
Disc Brake Calipers 8 Disc Brake Rotors 8
Water Pump and Oil Pump Housings 50 Steering Knuckle 10
Suspension Control Arms 10 Differential Carrier Cover 10
Accelerator Pedal 10 Whell Brake Cylinder Body 30
Sumber: Stratecasts Inc., Ft. Myers, Florida, dikutip oleh Alfred T. Spada,
Daimler-Chrysler’s Prowler is a showcase for aluminum, including the cast brake
rotors that provide a 50% weight reduction, p.1. http://Search of Light-Weight
Components.htm
Universitas Kristen Petra

36
Aluminium yang akan dipilih sebagai material pengganti adalah
aluminium paduan silikon yang termasuk seri 4XX.X. Paduan silikon biasanya
digunakan untuk komponen otomotif yang dibuat dengan proses pengecoran,
selain itu penggunaan aluminium silikon juga mempunyai keuntungan yaitu
(R.Cornell, 1999, p. 261):
- Menambah sifat kekerasan pada aluminium.
- Mempunyai low density (2,34 g.cm-3) sehingga mempunyai keuntungan untuk
mereduksi berat total dari benda yang dicor secara keseluruhan.
Sifat tahan korosi aluminum diperoleh dari terbentuknya lapisan oksida
aluminium dari permukaan aluminium. Lapisan oksida ini melekat pada
permukaan dengan kuat dan rapat serta stabil (tidak bereaksi dengan
lingkungannya) sehingga melindungi bagian dalam. Adanya lapisan oksida ini
satu pihak dapat mengakibatkan tahan korosi tetapi di lain pihak menyebabkan
aluminium sulit untuk dilas dan disolder. Pengadaan material dipasaran yang
tersedia saat ini adalah ADC-12 maka material ini digunakan sebagai pengganti
aluminium tipe 4XX.X. Aluminium 4XX.X dan ADC-12 harus dibandingkan
karena ADC-12 dapat menggantikan tipe 4XX.X atau tidak yang dapat dilihat
pada tabel 4.2.
Tabel 4.2. Perbandingan Properti Aluminium 4XX.X dan ADC-12
Sumber: Davis, J.R., Metals Handbook Desk Edition (2nd ed), 1998, p. 433
Unsur Si pada ADC-12 lebih tinggi karena material ini digunakan untuk
proses pengecoran dengan metode diecast yang membutuhkan castability yang
lebih tinggi daripada dengan metode cetakan pasir. Nilai dari unsur Si pada ADC-
12 yang lebih tinggi dapat meningkatkan castability tetapi kekerasannya juga
Komposisi (%)
Material
Si Fe Cu Mn Mg Sn Zn
4XX.X 7-8 0,0-0,4 3-4 0,5 0,25-0,35 - -
ADC-12 10,98 0,824 2,234 0,077 0,2450 0,0174 0,12
Universitas Kristen Petra

37
meningkat. Tingginya kandungan Si juga diimbangi dengan nilai Mg yang besar
sesuai dengan range tipe 4XX.X. Fungsi dari unsur Mg ini untuk mengurangi
kemungkinan cracking, intergranural corrosion, dan menurunkan kekuatan.
Unsur Cu pada material 4XX.X lebih tinggi dibandingkan tipe ADC-12 karena
adanya perlakuan hardening. Unsur Fe pada tipe ADC-12 tidak terlalu berbeda
jauh nilainya dengan ketentuan kandungan maksimal nilai unsur Fe sebesar 0,8%
pada aluminium paduan sehingga tidak mempunyai pengaruh yang besar terhadap
produk cor. Unsur Zn ADC-12 lebih tinggi dari tipe 4XX.X yang berarti sifat
fluiditas materialnya lebih baik. Kandungan Mn pada tipe ADC-12 memiliki nilai
lebih rendah dibanding tipe 4XX.X. Unsur Mn ini berfungsi untuk menurunkan
kekerasan tetapi pada tipe ADC-12 nilai dari Mn kecil sehingga tidak
mempengaruhi terlalu besar terhadap produk cor. Berdasarkan alasan di atas maka
ADC-12 dapat digunakan sebagai material alternatif untuk mengganti tipe
4XX.X.
Kuningan yang dipilih sebagai material pembanding adalah kuningan
tipe C85400. Pemilihan kuningan tipe ini berdasarkan penggunaan sebagai
berikut (Davis, 1998, p. 521):
- Aplikasi kerja didalam air yang membutuhkan ketahanan korosi termasuk
peralatan kapal
- Cooling system pada otomotif.
Perbandingan properti dari material aluminium dan kuningan yang
digunakan proses sand casting pada tabel 4.3.
Tabel 4.3. Perbandingan Properti Aluminium ADC-12 dan Kuningan C85400
Sumber: Davis, J.R., Metals Handbook Desk Edition (2nd ed), 1998, p. 521
Komposisi (%)
Material
Si Fe Cu Mn Mg Sn Zn Pb
ADC-12 10,98 0,824 2,234 0,07 0,245 0,0174 0,895 -
C85400 0,05 0,7 70-74 - - 0,5-1,5 24-32 1,5-3,8
Universitas Kristen Petra

38
Pada logam C85400 termasuk kuningan jenis Yellow Brass dimana
unsur paduan yang dominan adalah Cu antara 70 – 74% dan unsur Zn antara 24 –
32%. Hal ini berbeda dengan logam aluminium dimana yang menjadi unsur utama
untuk jenis casting adalah Si, Cu dan Mn. Unsur-unsur pada kuningan memiliki
perbedaan fungsi dengan unsur yang terdapat pada aluminium paduan perbedaan
fungsi unsur adalah sebagai berikut (Ashby, 1991, p. 1107):
- Unsur Al pada aluminium paduan adalah sebagai unsur paduan utama yang
besarnya antara delapan puluh sampai sembilan puluh persen lebih, sedangkan
pada kuningan fungsi unsur Al adalah untuk meningkatkan kekerasan dan juga
menambah ketahanan korosi .
- Unsur Si pada kuningan berfungsi untuk meningkatkan ketahanan terhadap
korosi sedang pada aluminium berfungsi untuk menambah kemampuan
castability.
- Unsur Zn pada kuningan berfungsi untuk menaikan sifat mekanis yaitu
kekuatan tekan, keuletan, kekerasan dan kemampuan permesinan. Sedangkan
pada aluminium lebih berfungsi untuk meningkatkan fluiditas logam.
- Unsur Fe pada kuningan mempunyai fungsi yang sama dengan aluminium
untuk meningkatkan kekuatan tarik.
Pemilihan material pengganti besi tuang diprioritaskan pada lima faktor,
dengan prioritas persentase sebagai berikut :
1. Castability (35%)
Faktor Castability diberi bobot tertinggi yaitu sebesar 35% dengan
pertimbangan material alternatif yang dipilih mempunyai kemampuan
castability yang tinggi. Apabila dilihat dari fluidity (kemampuan cairan logam
untuk mengisi rongga cetakan) maka aluminium tipe ADC-12 lebih baik
dibandingkan kuningan tipe C84500 menurut tabel peringkat dimana ADC-12
mendapat nilai 1 sedangkan C84500 mendapat nilai 6 (Davis, 1998, p. 534).
Pernyataan diatas diperkuat dengan unsur silikon yang cukup besar yaitu
10,98%. Unsur silikon pada aluminium berfungsi untuk meningkatkan
castability (Brown, 2000, p. 107), sedangkan pada kuningan unsur yang
mempengaruhi castability adalah Mg (Ashby, 1991, p. 1107). Unsur Mg pada
kuningan tipe C85400 sangat kecil sehingga pada tabel properti unsur
Universitas Kristen Petra

39
komposisi tidak dicantumkan besarnya. Jain berpendapat (tabel 2.3.) bahwa
besi tuang kelabu mempunyai kemampuan castability setara dengan kuningan
(dinilai baik), sedangkan aluminium dinilai lebih rendah. Pada tabel tersebut
juga tidak diketahui seri aluminium dan kuningan yang digunakan. Sementara
itu, Davis memberikan penilaian yang berbeda, dimana castability aluminium
lebih tinggi dibandingkan kuningan. Oleh karena itu, scoring pada tabel 4.4.
didasarkan pada penilaian Davis khususnya aluminium dan kuningan (Davis,
1998, p. 534).
2. Strenght to weight ratio (25%)
Penentuan nilai 25% berdasarkan kebutuhan otomotif yang menitikberatkan
Strenght to weight ratio untuk memilih material yang digunakan untuk
membuat komponen otomotif. Material yang dipilih memiliki Strenght to
weight ratio yang lebih tinggi di banding material alternatif yang lain sebagai
pengganti besi tuang.
Nilai faktor strenght to weight ratio pada aluminium adalah:
- Berat casing menggunakan material aluminium adalah: 0,929 kg
- Besar tensile strength aluminum tipe ADC-12 adalah: 296 Mpa
- Besar strenght to weight ratio adalah :
kgsmkg
929,0/.10.296 236
= 23 /4,174.622.318 sm=
Nilai faktor strenght to weight ratio pada kuningan adalah:
- Berat casing menggunakan material kuningan adalah: 2,9036 kg
- Besar tensile strength kuningan tipe C85400 adalah: 234 Mpa
- Besar strenght to weight ratio adalah :
kgsmkg
9036,2/.10.234 236
= 23 /89,612.589.80 sm=
Nilai faktor strength to weight ratio pada besi tuang kelabu adalah:
- Berat casing menggunakan material besi tuang kelabu adalah: 2,5 kg
- Besar tensile strength besi tuang kelabu adalah: 276 MPa
- Besar strenght to weight ratio adalah:
kgsmkg
5,2/.10.276 236
= 23 /000.400.110 sm=
Universitas Kristen Petra

40
Perhitungan diatas diketahui Nilai faktor strenght to weight ratio aluminium
lebih tinggi dari kuningan dan besi tuang kelabu.
3. Korosi (15%)
Karena kondisi kerja casing bagian dalam yang selalu terendam air maka
korosi juga menjadi faktor yang harus diprioritaskan. Pemberian nilai
persentase bobot faktor korosi lebih rendah dari kedua faktor diatas karena
dua material alternatif yaitu aluminium dan kuningan sama-sama memiliki
ketahanan korosi yang hampir sama baiknya. Pada perbandingan ketahanan
korosi antara aluminium paduan pada salt spray test, tipe ADC-12 mendapat
nilai 2 yang berarti cukup baik untuk ketahanan korosinya (Davis, 1998, p.
490). Kuningan C85400 unsur silikon 5% sudah lebih dari cukup memenuhi
ketentuan ketahanan korosi dengan penambahan silikon minimal sebesar 4%
dari berat total (Ashby, 1991, p.1107). Kuningan tipe ini juga dapat digunakan
pada peralatan kapal. Jadi, secara general purpose C85400 ketahanan
korosinya lebih tinggi daripada ADC-12 melihat dari kemampuannya untuk
aplikasi di laut. Lingkungan kerja casing tidak pada air laut maka kemampuan
kedua jenis material ini dalam hal ketahanan korosi dianggap sama yaitu pada
lingkungan kerja otomotif. Besi tuang kelabu mempunyai laju korosi yang
paling tinggi dibandingkan dengan material lainnya berdasarkan hasil test laju
korosi pada lampiran 4. Besi tuang kelabu jika dilihat secara general purpose
memiliki ketahanan korosi yang rendah dibandingkan aluminium dan
kuningan.
4. Machinability (15%)
Nilai persentase bobot faktor machinability hanya 15%, karena pada produk
cor yang telah selesai dituang permesinan yang tidak rumit yaitu drilling
untuk membuat lubang baut dan membuat ulir baut. Proses bubut untuk
menepatkan diameter lubang bearing, poros bearing dan bagian rumah keong.
Aluminium tipe ADC-12 memiliki nilai kekerasan 85 HB dengan elongation
at break pada 50mm sebesar 2,5%, sedangkan kuningan tipe C85400 memiliki
memiliki nilai kekerasan 50 HB dengan elongation at break pada 50mm
sebesar 35 %, ini berarti machinability ADC-12 lebih rendah dibandingkan
C85400 karena kekerasannya lebih tinggi dan elongation at break pada 50mm
Universitas Kristen Petra

41
hanya sebesar 2,5% sangat rendah dibanding tipe C85400 sebesar 35%
(www.MatWeb.com). Hal ini juga diperkuat dengan tabel peringkat
machinability dimana untuk ADC-12 memperoleh nilai 4 yang berarti
machinability sangat rendah (Davis, 1998, p. 490). Berdasarkan tabel 2.3.,
besi tuang kelabu mempunyai kemampuan machinability baik.
5. Biaya (10%)
Untuk faktor biaya mendapat bobot 10% karena yang menjadi landasan utama
penilaian menitikberatkan pada castability, reduksi berat dan ketahanan
korosi. Faktor lain yang menjadi dasar penentuan besar nilai faktor biaya
terhadap pemilihan material alternatif dipertimbangkan setelah ketiga faktor
diatas. Pertimbangan lain yang menyangkut faktor biaya adalah:
- Konsumsi bahan bakar yang digunakan untuk melebur material.
- Harga material.
Temperatur penuangan aluminium lebih rendah dari kuningan dan besi tuang
dimana untuk aluminium antara 650-7500C, untuk kuningan 980-12000C dan
besi tuang 1250-14500C berarti konsumsi bahan bakar yang diperlukan untuk
meleburkan aluminium lebih sedikit dari pada kuningan dan besi tuang. Untuk
harga ingot aluminium lebih murah yaitu sekitar Rp 18.695,-/kg sedangkan
harga ingot kuningan sekitar Rp 50.000,-/kg dan harga ingot besi tuang sekitar
Rp 7.000,-/kg.
Pemilihan material dapat dilihat pada tabel 4.4.
Tabel 4.4. Pemilihan Material
Aluminium
Kuningan
Besi Tuang Kriteria
Bobot (%) Weight Score Weight Score Weight Score
Castability 35 5 1,75 3 1,05 5 1,75 Strenght to weight ratio 25 7 1,75 3 0,75
5
1,25
Korosi 15 5 0,75 5 0,75 3 0,45 Machinability 15 3 0,45 5 0,75 5 0,75
Biaya 10 5 0,5 3 0,3 5 0,5 Total 100 5,2 3,6 4,7
Universitas Kristen Petra

42
Keterangan : 1 = Sangat buruk 5 = Baik
3 = Buruk 7 = Sangat baik
Berdasarkan tabel score, nilai aluminium adalah 5,2; nilai kuningan
adalah 3,6 dan besi tuang adalah 4,7. Aluminium dapat dipilih sebagai material
alternatif pengganti besi tuang.
4.1.4. Redesain Proses Produksi
Proses produksi produk yang lama dan yang baru sama yaitu
menggunakan penggunaan pengecoran cetakan pasir. Tetapi perbedaan proses
produksi yang lama dan yang baru adalah pola yang digunakan. Pada proses
produksi yang lama menggunakan pola logam. Karena produk tersebut diproduksi
secara massal. Sedangkan produk yang baru menggunakan pola resin. Karena
produk yang baru ini diproduksi tidak lebih dari seratus produk.
Untuk pemilihan jenis pola yang digunakan mempertimbangkan beberapa
faktor dengan prioritas persentase sebagai berikut:
1. Kemudahan pengerjaan.
Kemudahan pengerjaan menjadi prioritas utama dalam pertimbangan bobot
nilai sebesar 30%, karena faktor ini berpengaruh pada ketepatan dimensi pola
untuk menghasilkan produk cor sesuai dengan ukuran dan bentuk sebenarnya.
2. Berat
Faktor berat diberi bobot nilai 20%. Berat sangat berpengaruh pada saat
pembuatan cetakan yaitu pada saat mengangkat pola baik saat akan membuat
cetakan maupun sudah selesai mencetak. Pola yang terlalu berat mengalami
kesulitan diangkat dari rongga cetakan. Ketidakstabilan pada saat mengangkat
pola akibat berat, dapat merusak permukaan cetakan karena bersentuhan pada
waktu pola diangkat.
3. Lama pengerjaaan
Lama pengerjaan pembuatan cetakan merupakan penentu apakah produk yang
akan dibuat dapat diselesaikan sesuai dengan waktu yang telah ditentukan.
Faktor ini diberi bobot sebesar 20%.
Universitas Kristen Petra
43
4. Lama Pemakaian.
Pada saat pemilihan pola yang akan digunakan salah satu faktor yang
dipertimbangan dalam pemilihan pola adalah lama pemakaian. Lama
pemakaian suatu pola berkaitan dengan berapa kali pola itu dipakai untuk
membuat cetakan. Untuk lama pemakaian diberi bobot 15%
5. Biaya.
Faktor biaya diberi bobot 15 %. Dasar pertimbangan bobot sebesar 15%
karena faktor biaya merupakan pertimbangan terakhir setelah melihat keempat
faktor diatas. Selain itu, faktor biaya juga menentukan biaya produksi produk
cor.
Pemilihan jenis pola yang akan digunakan untuk lebih jelasnya dapat
dilihat pada tabel 4.5.
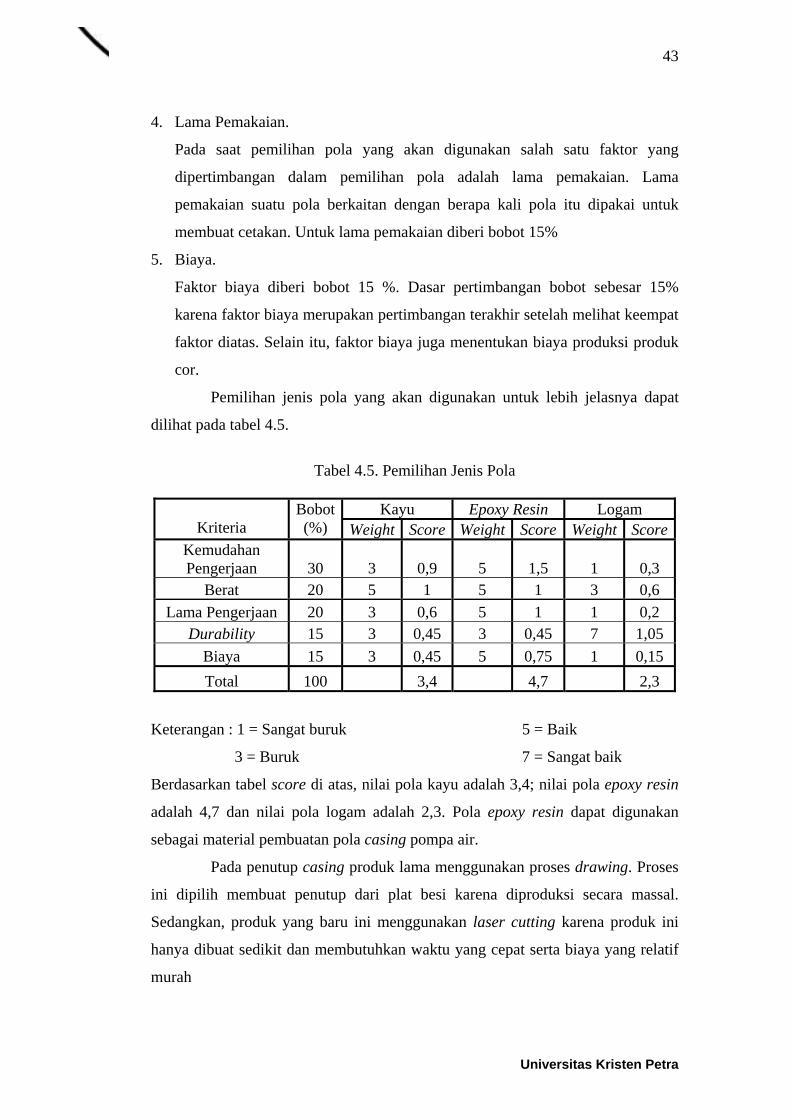
Tabel 4.5. Pemilihan Jenis Pola
Kayu Epoxy Resin Logam
Kriteria Bobot(%) Weight Score Weight Score Weight Score
Kemudahan Pengerjaan 30 3 0,9 5 1,5 1 0,3
Berat 20 5 1 5 1 3 0,6 Lama Pengerjaan 20 3 0,6 5 1 1 0,2
Durability 15 3 0,45 3 0,45 7 1,05 Biaya 15 3 0,45 5 0,75 1 0,15 Total 100 3,4 4,7 2,3
Keterangan : 1 = Sangat buruk
3 = Buruk
5 = Baik
7 = Sangat baik
Berdasarkan tabel score di atas, nilai pola kayu adalah 3,4; nilai pola epoxy resin
adalah 4,7 dan nilai pola logam adalah 2,3. Pola epoxy resin dapat digunakan
sebagai material pembuatan pola casing pompa air.
Pada penutup casing produk lama menggunakan proses drawing. Proses
ini dipilih membuat penutup dari plat besi karena diproduksi secara massal.
Sedangkan, produk yang baru ini menggunakan laser cutting karena produk ini
hanya dibuat sedikit dan membutuhkan waktu yang cepat serta biaya yang relatif
murah
Universitas Kristen Petra

44
4.2. Perencanaan Proses Produksi
4.2.1. Desain Pola
Pola yang akan digunakan dalam pembuatan produk cor ini adalah pola
resin. Jenis pola yang digunakan adalah pola tunggal dan pola belah dengan
menggunakan match-plate yang terbuat dari kayu. Pola belah pada produk cor
casing ini adalah pada bagian pipa penghubung selang ke radiator yang bentuknya
agak miring. Pola belah ini digunakan agar pipa tersebut memiliki kepresisian
yang baik. Pola ini dipilih karena dengan pertimbangan antara lain:
- Proses pembuatannya lebih mudah dibandingkan pola kayu dilihat dari bentuk
produk cor.
- Waktu pengerjaannya tidak terlalu lama.
- Biayanya lebih murah.
- Cocok untuk produksi sedikit.
Langkah-langkah pembuatan pola epoxy resin untuk casing pompa air
Isuzu Panther sebagai berikut:
1. Menutup bagian lubang-lubang produk cor yang lama. Lubang pada casing ini
ditutup untuk memudahkan pengerjaaan produk. Pembuatan lubang akan
dilakukan pada proses permesinan dengan drilling. Penutupan lubang ini akan
diperlihatkan pada gambar 4.3. dan gambar 4.4.
2. Meletakkan produk cor tersebut di atas plate dan membuat pola belah pada
bagian pipa penghubung ke selang radiator. Setelah itu, produk dilapisi
dengan mirror wax dengan tujuan agar tidak lengket saat menempel dengan
epoxy resin dan memudahkan untuk mengangkat pola dari rangka produk cor
dan resin dapat dilepas. (Gambar 4.5.)
Gambar 4.3. Produk Cor Lama Bagian Depan
Universitas Kristen Petra

45
Gambar 4.4. Produk Cor Lama Bagian Dalam
Gambar 4.5. Produk Cor Pada Plate
3. Membuat rangka dari kayu untuk bentuk negatif bagian depan casing.
(Gambar 4.6.)
Gambar 4.6. Pembuatan Rangka pada Pola Negatif Casing
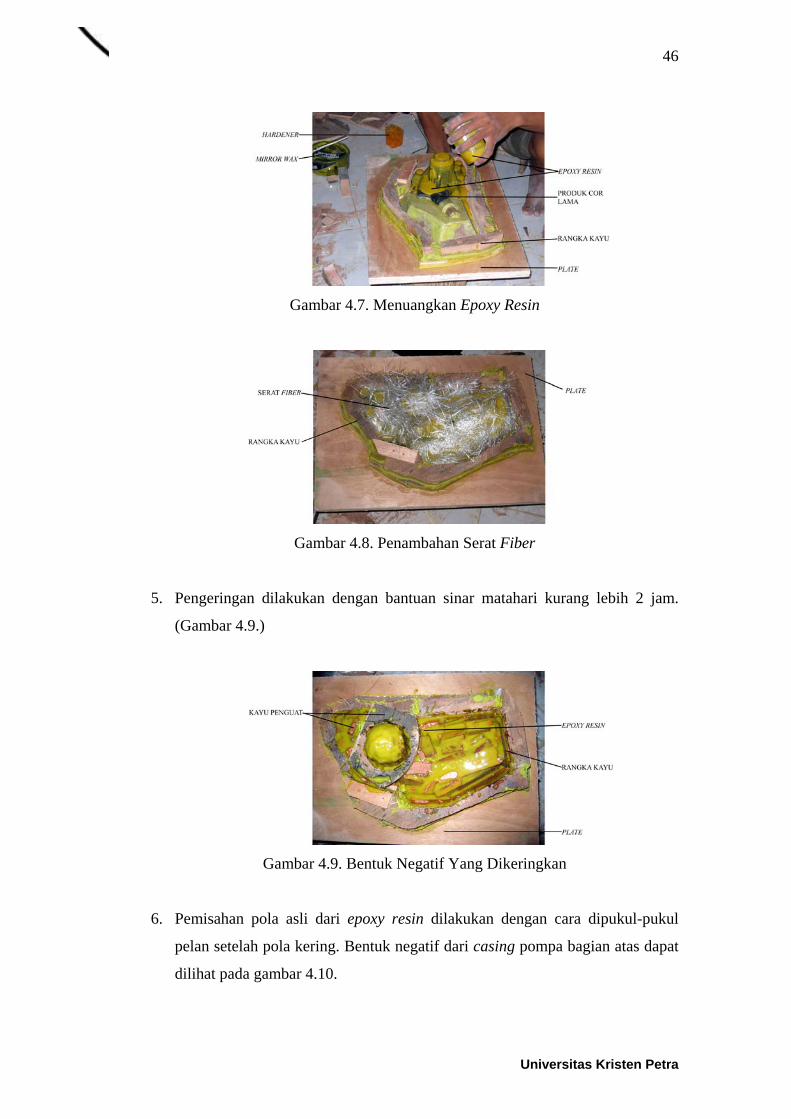
4. Menuangkan campuran epoxy resin keseluruh permukaan casing bagian depan
dan menambahkan serat fiber dan potongan kayu kecil yang berfungsi untuk
memperkuat bentuk negatif dari casing. (Gambar 4.7. dan gambar 4.8.)
Universitas Kristen Petra
46
Gambar 4.7. Menuangkan Epoxy Resin
Gambar 4.8. Penambahan Serat Fiber
5. Pengeringan dilakukan dengan bantuan sinar matahari kurang lebih 2 jam.
(Gambar 4.9.)
Gambar 4.9. Bentuk Negatif Yang Dikeringkan
6. Pemisahan pola asli dari epoxy resin dilakukan dengan cara dipukul-pukul
pelan setelah pola kering. Bentuk negatif dari casing pompa bagian atas dapat
dilihat pada gambar 4.10.
Universitas Kristen Petra

47
Gambar 4.10. Bentuk Negatif Casing Pompa
7. Pembuatan rangka dari kayu yang akan digabungkan dengan bagian depan
casing. Campuran epoxy resin dituangkan keseluruh permukaan casing bagian
dalam dan menambahkan serat fiber, maupun potongan kayu kecil yang
berfungsi untuk memperkuat bentuk negatif dari casing. (Gambar 4.11.)
8. Bentuk negatif dibuka untuk mengambil produk cor lama. (Gambar 4.12.)
9. Pola negatif dari casing ditangkupkan dengan dempul dan dilubangi sedikit
untuk mengisi epoxy resin. Sebelum ditangkupkan bagian dalam dari pola
negatif ini dilapisi dengan mirror wax dengan tujuan agar tidak lengket dan
memudahkan untuk mengambil pola positif dari pola negatif.
Gambar 4.11. Menuangkan Epoxy Resin Dan
Penambahan Serat Fiber Bagian Dalam Casing
Universitas Kristen Petra

48
Gambar 4.12. Pola Negatif Casing Pompa
10. Pola negatif yang telah kering dibuka untuk mengeluarkan pola positif casing.
11. Pola positif yang telah jadi apabila ada yang rusak diperbaiki dengan dempul
dan dihaluskan. Setelah itu, pola positif ditempelkan di match-plate. (Gambar
4.13. dan gam 4.14.)
Gambar 4.13. Pola Positif Bagain Depan
Gambar 4.14. Pola Positif Bagian Dalam
Universitas Kristen Petra

49
4.2.2. Layout Cetakan
Merencanakan layout cetakan adalah langkah awal dalam pembuatan
pola dengan menggunakan match-plate. Pertimbangan yang dipilih dalam
merencanakan layout casing ini adalah sebagai berikut:
- Pembuatan runner, gate dan sprue seminimal mungkin agar tidak banyak
membuang logam cair. (Gambar 4.15.)
- Match-plate dibuat dengan ukuran standart 435 × 320 mm, sesuai dengan
ukuran standar dari cope dan drag.
- Pembuatan cetakan inti. (Gambar 4.16. dan 4.17.)
Gambar 4.15. Pola Casing
Gambar 4.16. Cetakan Inti Untuk Saluran Air
Universitas Kristen Petra

50
Gambar 4.17. Cetakan Inti Untuk Rumah Bearing dan Seal
4.2.3. Perhitungan Sistem Saluran
1) Langkah awal dalam perhitungan sistem saluran adalah menghitung laju
penuangan logam. Laju penuangan logam dapat dihitung dengan
menggunakan persamaan 2-1.
WbR =
Dimana: R = laju penuangan logam (kg/s)
b = tebal dinding cetakan, diambil 0,47 karena lebih dari 12 mm
W = berat produk cor (kg)
Dengan menggunakan bantuan perhitungan dari program Mechanical Desktop
dan diambil massa jenis aluminium paduan adalah 2,71× 103 kg/m3, maka
didapatkan berat, volume dan luas permukaan pola casing pompa seperti
terlihat pada tabel 4.6.
Tabel 4.6. Berat, Volume Dan Luas Permukaan Pola Casing Pompa
Keterangan Casing Pompa
Berat 0,929 kg
Volume 342813,8482 mm3
Luas Permukaan 125035,1453 mm2
Universitas Kristen Petra

51
Maka nilai laju penuangan logam (R):
453,09638,047,0929,047,0 =×==R kg/s
Jadi, laju penuangan logam (R) adalah sebesar 0,453 kg/s.
2) Nilai dari laju penuangan logam diatas selanjutnya dapat digunakan untuk
menghitung laju penuangan yang di-adjust. Laju penuangan yang di-adjust
dapat dihitung dengan menggunakan persamaan 2-2.
ckRRa.
=
Dimana: Ra = laju penuangan yang di-adjust (kg/s)
k = 1, karena berkaitan dengan fluiditas logam
c = 0,75, karena sprue berbentuk lurus
Maka nilai laju penuangan yang di-adjust (Ra):
604,075,01
453,0=
×=Ra kg/s
Jadi, laju penuangan logam yang di-adjust (Ra) adalah sebesar 0,5657 kg/s.
3) Menghitung tinggi sprue efektif berdasarkan penempatan pola dalam rongga
cetakan dengan menggunakan persamaan 2-3.
cahH.2
2
−=
Dimana: H = tinggi sprue efektif (cm)
h = tinggi sprue (cm)
c = tinggi total rongga cetakan (cm)
a = tinggi rongga cetakan pada kerangka atas (cm)
Adapun tinggi sprue yang digunakan adalah 120 mm. Tinggi total rongga
cetakan 80 mm dan tinggi rongga cetakan pada kerangka atas 80 mm. Maka
tinggi sprue efektif adalah:
801606400120
80280120
.2
22
=−=×
−=−=c
ahH mm
Jadi, tinggi efektif sprue yang digunakan adalah 80 mm.
Universitas Kristen Petra

52
4) Dari nilai perhitungan diatas yaitu perhitungan laju penuangan yang di-adjust
(Ra) dan tinggi sprue efektif (H), maka dapat dicari nilai luas sprue base
dengan menggunakan persamaan 2-4.
HgdRaAs
..2=
Dimana: As = luas sprue base (cm2)
Ra = laju penuangan yang di-adjust (kg/s)
d = density aluminium paduan = 2,71.103 kg/m3
g = gravitasi = 9,81 m/s2
H = tinggi sprue efektif (cm)
Maka luas sprue base adalah:
33 108081,921071,2604,0
−×××××=As
5696,12710604,0
×=As
253,12710604,0×
=As
63,3395604,0
=As
410779,1 −×=As m2
779,1=As cm2
Jadi, luas sprue base minimum adalah sebesar 1,779 cm2. Karena faktor
pembuatan sistem saluran agar mudah, maka dibuat sprue base dengan
diameter 4 cm, jadi luas sprue base adalah 12,56 cm2.
5) Menghitung luas runner dan gate dengan menggunakan gating ratio 1:2:2.
Maka dalam perhitungan didapatkan luas runner 12,25256,12 =×= cm2, dan
luas gate 12,25256,12 =×= cm2.
6) Menghitung besar diameter riser dengan menggunakan metode Chvorinov’s,
dimana dalam mencari harga riser dengan menentukan terlebih dahulu harga
dari perbandingan volume produk dengan luas total produk yang terkena pasir
Universitas Kristen Petra

53
cetak atau biasa disebut Casting Modulus ⎟⎠⎞
⎜⎝⎛
AV . Casting Modulus dapat
dipakai untuk menentukan dimensi riser. Riser ini berfungsi untuk mencegah
cacat penyusutan (shrinkage) pada produk cor. Oleh karena itu diperlukan
ukuran yang tepat dalam membuat riser. Besar diameter riser ini dapat dicari
dengan menggunakan persamaan 2-5.
bendaAVriser
AV
⎟⎠⎞
⎜⎝⎛=⎟
⎠⎞
⎜⎝⎛ %115
bendariserHrHr
⎟⎠
⎞⎜⎝
⎛=⎟⎟⎠
⎞⎜⎜⎝
⎛1453,1250358482,34281315,1
...2.. 2
ππ
( )742,215,12
=⎟⎠⎞
⎜⎝⎛ r
1533,32
=⎟⎠⎞
⎜⎝⎛ r
3066,6=riserr
6132,12=riserd mm
Jadi, dapat digunakan riser dengan diameter sebesar 2 cm.
4.3. Hasil Perancangan dan Analisa
4.3.1. Hasil Redesain Casing Pompa Air Isuzu Panther
4.3.1.1. Hasil Redesain Casing Pompa Air Sebelum Permesinan
Lima produk cor dilakukan uji secara visual. Produk cor yang telah
selesai dibuat mengalami cacat cetakan rontok pada bagian dalam casing. Cacat
cetakan rontok ini disebabkan penumbukan pasir yang tidak cukup kuat atau
penarikan pola yang tidak hati-hati. Cacat hot tears yang merupakan tujuan utama
dalam visual inspection tidak terjadi. Cacat yang terjadi pada casing dapat dilihat
pada gambar 4.18.
Universitas Kristen Petra

54
Gambar 4.18. Cacat Cetakan Rontok pada Casing Sebelum Pemersinan
4.3.1.2. Hasil Redesain Casing Pompa Air Sesudah Permesinan
Casing yang telah selesai di-machining dilakuan uji visual. Pada casing
tersebut terdapat cacat porositas dan blowhole pada bagian rumah bearing dan
rumah seal yang telah di-machining dengan proses bubut. Pembuatan inti yang
terlalu padat menyebabkan gas terperangkap. Gas yang telah terperangkap
mengakibatkan cacat porositas dan blowhole. Untuk menghilangkan cacat tersebut
maka waktu pembakaran inti dipersingkat dari ±10 menit menjadi ± 8 menit. Hasil
yang didapatkan adalah tidak ada cacat porositas dan blowhole (Gambar 4.21. dan
4.22.). Hasil casing yang terdapat cacat porositas dan blowhole adalah dua dari
empat produk. Hasil dari cacat yang terjadi pada casing sesudah permesinan dapat
dilihat pada gambar 4.19. dan 4.20.
Gambar 4.19. Cacat Porositas pada Rumah Bearing
Universitas Kristen Petra

55
Gambar 4.20. Cacat pada Rumah Seal
Keterangan gambar: 1. Cacat Blowhole
2. Cacat Porositas
Gambar 4.21. Hasil Pengurangan dari Pembakaran Inti pada Rumah Bearing
Gambar 4.22. Hasil Pengurangan dari Pembakaran Inti pada Rumah Seal
4.3.2. Uji Redesain Casing Pompa Air Isuzu Panther
4.3.2.1. Uji Kebocoran
Uji kebocoran ini dilakukan untuk mengetahui seberapa besar tekanan
yang dapat ditahan oleh casing. Bagian-bagian yang dirakit saat pengujian
Universitas Kristen Petra
56
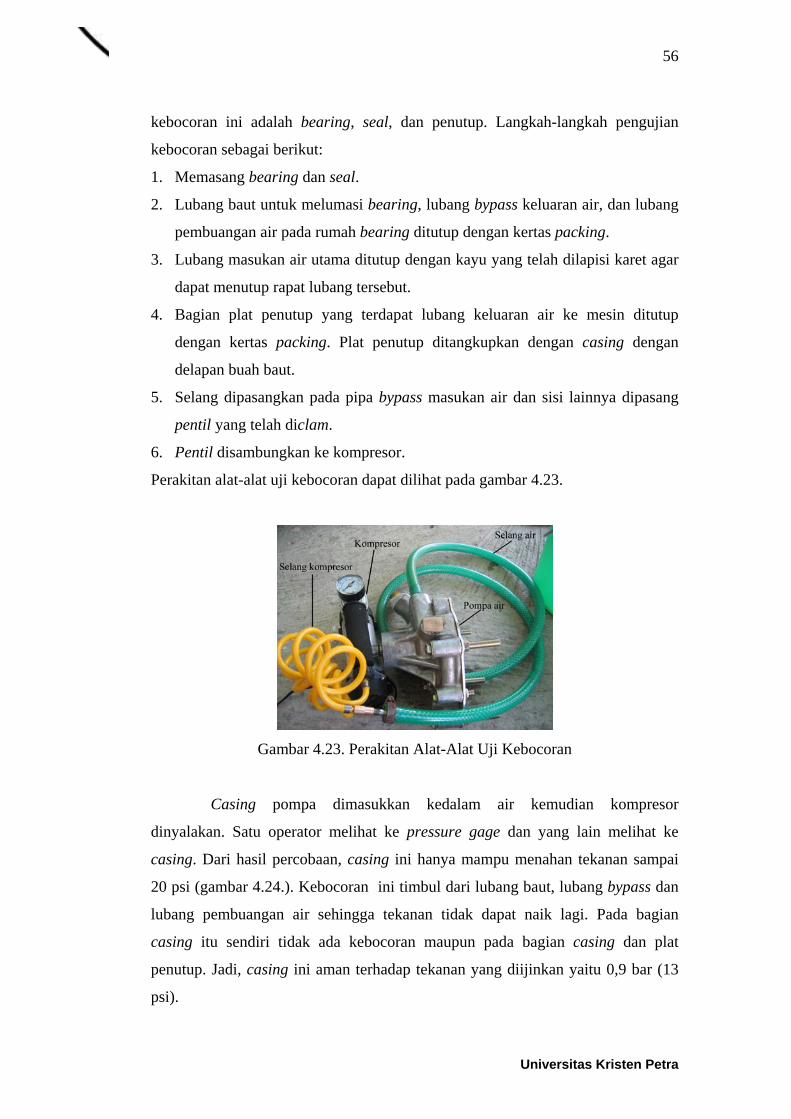
kebocoran ini adalah bearing, seal, dan penutup. Langkah-langkah pengujian
kebocoran sebagai berikut:
1. Memasang bearing dan seal.
2. Lubang baut untuk melumasi bearing, lubang bypass keluaran air, dan lubang
pembuangan air pada rumah bearing ditutup dengan kertas packing.
3. Lubang masukan air utama ditutup dengan kayu yang telah dilapisi karet agar
dapat menutup rapat lubang tersebut.
4. Bagian plat penutup yang terdapat lubang keluaran air ke mesin ditutup
dengan kertas packing. Plat penutup ditangkupkan dengan casing dengan
delapan buah baut.
5. Selang dipasangkan pada pipa bypass masukan air dan sisi lainnya dipasang
pentil yang telah diclam.
6. Pentil disambungkan ke kompresor.
Perakitan alat-alat uji kebocoran dapat dilihat pada gambar 4.23.
Gambar 4.23. Perakitan Alat-Alat Uji Kebocoran
Casing pompa dimasukkan kedalam air kemudian kompresor
dinyalakan. Satu operator melihat ke pressure gage dan yang lain melihat ke
casing. Dari hasil percobaan, casing ini hanya mampu menahan tekanan sampai
20 psi (gambar 4.24.). Kebocoran ini timbul dari lubang baut, lubang bypass dan
lubang pembuangan air sehingga tekanan tidak dapat naik lagi. Pada bagian
casing itu sendiri tidak ada kebocoran maupun pada bagian casing dan plat
penutup. Jadi, casing ini aman terhadap tekanan yang diijinkan yaitu 0,9 bar (13
psi).
Universitas Kristen Petra

57
Gambar 4.24. Pressure Gate saat Uji Kebocoran
4.3.2.2. Uji Getaran
Pengujian getaran dilakukan untuk mengetahui besar getaran yang
terjadi pada casing pompa. Pengujian ini menggunakan alat IRD MECALYSYS
model 388. Gelombang peak dipilih sebagai standart pengukuran. Range
ampiltudo yang dipilih untuk melakukan pengujian adalah velocity jenis
amplitudo vs time adalah sampai 25 mm/s sesuai dengan ketentuan manual book.
Gambar alat uji dapat dilihat pada gambar 4.25.
Gambar 4.25. Alat Uji Getaran
Pengujian ini dilakukan secara bersamaan antara casing, flens, pulley dan
impeller karena pada saat bekerja bagian-bagian tersebut berputar bersamaan
dengan dihubungkan oleh sebuah bearing. Pengujian getaran ini dilakukan pada
tiga sumbu koordinat yaitu: X,Y,Z. Posisi pengujian getaran dapat dilihat pada
gambar 4.26. Hasil pengujian dapat dilihat pada tabel 4.7.
Universitas Kristen Petra

58
X
Z
Y
Gambar 4.26. Posisi Pengujian Getaran pada Tiga Sumbu Koordinat
Tabel 4.7. Hasil Pengujian Getaran pada Casing
Pompa Koordinat Level (mm/s) X 5,87 Y 4,54
Besi Tuang
Z 4,47 X 4,52 Y 4,75
Aluminium I Z 4,33
X 5,06 Y 4,5
AluminiumII Z 3,78
X 4,8 Y 3,85
AluminiumIII Z 3,39
X 4,88 Y 4,02
AluminiumIV
Z 3,77
Data hasil pengujian getaran velocity – amplitudo vs time maka
didapatkan bahwa level getaran yang terjadi masih termasuk dalam severity
average (range normal) pada tabel velocity-peak yang terdapat pada buku
panduan. Ini berarti getaran yang terdapat pada casing cukup baik. Nilai
pengujian yang didapat masih dipengaruhi oleh rangka untuk menyangga pompa
air dan motor listrik yang tidak terlalu kokoh.
Selain itu, casing juga menerima beban kejut. Kekuatan casing
menerima beban kejut ini dapat dilihat dari sifat mekanik material yaitu
ketangguhan. Ketangguhan adalah kemampuan menyerap energi tanpa
Universitas Kristen Petra

59
mengakibatkan patah. Ketangguhan itu dapat ditentukan dari uji impact. Material
yang memiliki nilai lebih besar dari hasil uji impact, maka material itu semakin
tangguh. Material besi tuang kelabu memiliki uji impact sebesar 3 Joule dan
aluminium 30 Joule (Bolton W., 1985, p. 11). Material aluminium lebih tangguh
dibandingkan besi tuang kelabu sehingga aluminium lebih tahan terhadap beban
kejut.
4.4. Analisa Redesain Casing Pompa Air Isuzu Panther
4.4.1. Analisa Dimensi Casing Pompa Air
Analisa dimensi dari produk cor casing dilakukan pada:
- Diameter lubang rumah bearing, dimana diameter setelah dilakukan finishing
dengan mesin bubut adalah 39,75 mm.
- Diameter lubang seal pegas, dimana diameter setelah dilakukan finishing
dengan mesin bubut adalah 33 mm.
- Penggurangan ketinggian rumah bearing dengan mesin bubut menjadi 48
mm. Ketinggian ini disesuaikan dengan ukuran bearing.
- Pengurangan permukaan bagian bawah casing dengan mesin bubut menjadi
32,2 mm dari permukaan lubang baut ke mesin.
- Diameter lubang baut untuk pemegang ke mesin, dimana diameter setelah
dilakukan finishing dengan mesin bor adalah 10 mm dengan jumlah lima
buah.
- Diameter lubang baut untuk penutup, dimana diameter setelah dilakukan
finishing dengan mesin bor adalah 6 mm dengan jumlah tiga buah. Pengerjaan
selanjutnya adalah melakukan tapper dengan ukuran M8×1,25.
- Pembuatan lubang baut untuk melumasi bearing dengan mesin bor sebesar 6
mm. Pengerjaan selanjutnya adalah melakukan tapper dengan ukuran
M8×1,25.
- Pembuatan lubang pembuangan air pada rumah bearing sebesar 6 mm.
- Pengeboran lubang pipa bypass masukan air sebesar 15 mm.
Produk cor akan ditimbang setelah melakukan pengujian dimensi.
Perbedaan berat produk cor bahan besi tuang dan bahan aluminium paduan ini
dapat digunakan sebagai pertimbangan dalam pembuatan casing. Perbedaan berat
Universitas Kristen Petra

60
produk cor bahan aluminium paduan membuktikan bahwa keuntungan casing dari
bahan aluminium lebih ringan dibandingkan dengan bahan besi tuang. Material
aluminium ini dapat mereduksi berat casing hingga 64%. Perbedaan berat produk
cor dari bahan besi tuang dengan produk cor yang terbuat dari bahan aluminium
paduan dapat dilihat pada Tabel 4.8.
Tabel 4.8. Perbedaan Berat Casing Dari Bahan Besi Tuang dan Bahan Aluminium
Nama Benda Berat Dari Bahan Besi
Tuang (kilogram) Berat Dari Bahan Aluminium
(kilogram)
Casing pompa 2,5 0,9
4.4.2. Analisa Biaya Produksi
Analisa biaya ini dibuat untuk mengetahui besarnya ongkos produksi
dalam pembuatan casing dari bahan aluminium paduan. Analisa biaya ini dihitung
mulai dari harga bahan baku, harga pemrosesan bahan baku hingga analisa biaya
untuk proses finishing sehingga dari analisa biaya ini akan didapatkan estimasi
harga pokok casing pompa air dari bahan aluminium paduan. Biaya
diperhitungkan jika produk cor yang dibuat adalah produk masal dengan jumlah
minimal 100 produk cor. Adapun biaya yang diperlukan dalam membuat produk
cor ini antara lain:
a. Bahan baku
Disini harga bahan baku yang dipakai adalah bahan baku aluminium
ADC-12 yang masih berupa ingot aluminium dengan harga Rp 18.695,- / kg.
Aluminium ini mempunyai slag sebesar 10 %. Berat produk cor casing beserta
riser, sprue, dan runner mempunyai berat 2,25 kg. Dari angka penyusutan
aluminium sebesar 1,2 %, maka dapat diketahui berat logam cair untuk sekali
tuang yaitu 2,3 kg. Berat casing yang sudah di-machining masing-masing adalah
0,9 gram. Maka estimasi pemakaian bahan baku untuk casing adalah sebagai
beirkut: biaya bahan baku yang dikeluarkan dalam pembuatan satu produk cor
adalah 2,3 kg x Rp 18.695,- = Rp 43.000,-
b. Pembuatan Pola
Harga pembuatan pola terdiri dari:
Universitas Kristen Petra

61
- 12 kg epoxy resin (Lentonite powder, katalis, resin, dan serat fiber) Rp 300.000,-
- Dempul Rp 20.000,-
- Paku Rp 4.000,-
- Triplek Rp 40.000,-
- Lem Rajawali Rp 6.000,-
- Amplas Rp 5.000,-
- Ongkos kerja 35 hari × Rp 25000,- Rp 875.000,-
Total = Rp 1.250.000,-
Pola casing ini diestimasi untuk membuat 100 produk. Jadi, biaya pola untuk satu
produk adalah Rp 1.250.000 / 100 = Rp 12.500,-
c. Biaya operasional
Biaya operasional adalah biaya untuk proses pembuatan cetakan pasir
dan biaya untuk proses pengecoran. Biaya operasional ini dapat dibagi menjadi
dua bagian yaitu biaya tenaga kerja dan biaya minyak tanah.
- Biaya tenaga kerja
Tenaga kerja yang dibutuhkan pada pengoperasian pengecoran
aluminium ini adalah tiga orang karyawan untuk membuat cetakan pasir dan
penuangan logam cair. Setiap hari para karyawan sanggup meleburkan logam
sebanyak 50 kg dengan menggunakan minyak tanah sebanyak 20 liter. Dari 50 kg
aluminium yang dilebur terdapat slag sebesar 10 % sehingga logam cair yang
dapat dipakai untuk dituang ke cetakan pasir adalah 45 kg. Berat logam cair untuk
satu produk cor adalah 2,3 kg sehingga dari logam cair sebanyak 45 kg dapat
dibuat 19 produk cor per hari. Upah karyawan beserta uang makan per hari adalah
Rp 25.000,- per karyawan sehingga upah tiga karyawan adalah Rp 75.000,-. Upah
karyawan untuk satu produk cor adalah Rp 75.000,- / 19 = Rp 4.000,-. Jadi biaya
tenaga kerja untuk tiap-tiap produk cor adalah Rp 4.000,-.
- Biaya minyak tanah
Minyak tanah yang digunakan untuk melebur 50 kg ingot aluminium
adalah 20 liter. Harga minyak tanah adalah Rp 1.000,- per liter, sehingga biaya
untuk minyak tanah yang dikeluarkan adalah Rp 1.000,- × 20 liter = Rp 20.000,-
per hari. Biaya minyak tanah untuk satu produk cor adalah Rp 20.000,- / 19 = Rp
1.050,-. Jadi, biaya minyak tanah untuk tiap-tiap produk cor adalah Rp 1050,-.
Universitas Kristen Petra

62
d. Machining
Pada proses machining diserahkan pada bengkel dengan biaya untuk satu
buah casing Rp 75.000,-. Untuk pembuatan plat penutup diproses menggunakan
laser cutting dengan biaya Rp 130.000,- per buah. Harga ini sudah termasuk
dengan material yang digunakan yaitu plat aluminium dengan tebal 3 mm.
Dari biaya-biaya yang telah didapatkan, maka dapat diketahui harga pokok
dari tiap-tiap produk cor seperti terlihat pada Tabel 4.9. dan 4.10.
Tabel 4.9. Harga Pokok Produk casing
Biaya Casing (Rupiah/Produk)
Bahan Baku 43.000
Pola 12.500
Tenaga Kerja 4.000
Minyak Tanah 1.050
Machining 75.000
Total 135.550
Tabel 4.10. Harga Pokok Produk Plat Penutup
Biaya Plat Penutup
(Rupiah/Produk)
Material dan Machining 130.000
Jadi, biaya pokok yang diperlukan untuk membuat satu casing dan penutup adalah
sebesar Rp 265.550,-
Universitas Kristen Petra




















