Overview of NDT
32
Ch 6 1 Prepared by Dr. Hassan Shaaban Emeritus Professor of Metallurgy, AEA AWS Certified Welding Engineer Overview of Nondestructive Testing Techniques Training program on CERTIFIED WELDING INSPECTOR (CWI)
Transcript of Overview of NDT

Ch 6 1
Prepared byDr. Hassan Shaaban
Emeritus Professor of Metallurgy, AEAAWS Certified Welding Engineer
Overview ofNondestructive Testing Techniques
Training program onCERTIFIED WELDING INSPECTOR
(CWI)
Ch 6 2
Introduction Oil& Gas industry is one of the most Strategic industries in the world
Oil& Gas industry includes exploration, extraction, refining, transporting
In all stages of the industry a highly strict and firm Inspection & Testing Techniques are required
Prepared byProfessor Dr. Hassan Shaaban
Ch 6 3
Overview of Conventional NDT Methods
Visual Testing (VT) Penetrant Test (PT) Magnetic Particle
(MT) Ultrasonic (UT) Radiographic Testing
(RT) Eddy Current (ET) Acoustic Emission
(AE) Leak Testing (LT)
Prepared byProfessor Dr. Hassan Shaaban

Ch 6 4
Prepared byDr. Hassan Shaaban
Main Divisions of NDT Techniques

Ch 6 5
Prepared byDr. Hassan Shaaban
Summery of Surface Inspection Techniques

Ch 6 6
Prepared byDr. Hassan Shaaban 6
Volumetric Techniques
Ch 6 7
Prepared byDr. Hassan Shaaban
Introduction to Visual Testing (VT)
The inspector using his eyes to look for defects.
May also use special tools such as magnifying glasses, mirrors, or Borescopes.
Visual examiners follow procedures that range from simple to very complex.

Ch 6 8
Prepared byDr. Hassan Shaaban
Applications of (VT)Applications Surface discontinuities only Cracks, porosity, slag, misalignment, warpage, incorrect size or number.
Comments Should always be the first method applied.
Ch 6 9
Prepared byDr. Hassan Shaaban
Advantages& Limitations of (VT)
Advantages Inexpensive; fast; simple; apply during processing. Can eliminate need for other methods.
LimitationsSurface only; variable and poor resolution; eye fatigue; distractions. Need good illumination.

Ch 6 10
Prepared byDr. Hassan Shaaban
Liquid Penetrant Inspection
1. Surface Preparation
2. Penetrant Application
3. Penetrant Dwell
4. Excess Penetrant Removal
5. Developer Application
6. Indication Development

Ch 6 11
Prepared byDr. Hassan Shaaban
Applications of (PT)
Applications Surface discontinuities:
Cracks, porosity, seams, laps, leaks.
Comments Messy; need good ventilation.

Ch 6 12
Prepared byDr. Hassan Shaaban
Advantages& Limitations of (PT) Advantagesinexpensive; easy to apply; more sensitive than visual alone; use on most materials; rapid; portable.
LimitationsSurface only; not useful on hot, dirty, painted, or very rough surfaces. Requires some technique.
Ch 6 13
Prepared byDr. Hassan Shaaban
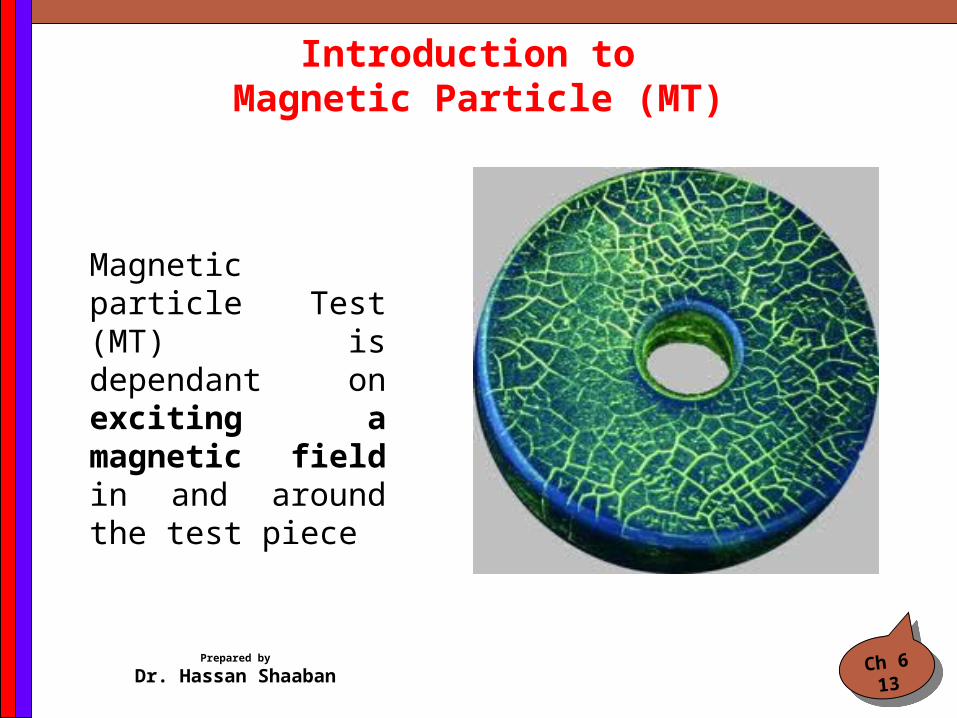
Introduction to Magnetic Particle (MT)
Magnetic particle Test (MT) is dependant on exciting a magnetic field in and around the test piece

Ch 6 14
Prepared byDr. Hassan Shaaban
Basic Principles of Magnetic Particle (MT)
When a bar magnet is broken in the center of its length, two complete bar magnets will result.
If the magnet is just cracked but not broken completely in two, a north and south pole will form at each edge of the crack.

Ch 6 15
Prepared byDr. Hassan Shaaban
Basic Principles cont’
If iron particles are sprinkled on a cracked magnet, the particles will be attracted to the poles at the edges of the crack.

Ch 6 16
Prepared byDr. Hassan Shaaban
Applications of (MT)
Applications Surface and near surface discontinuities: Cracks, voids, porosity, inclusions, seams, laps.
Comments Messy. Can cause defects.

Ch 6 17
Prepared byDr. Hassan Shaaban
Advantages& Limitationsof (MT)
AdvantagesLow cost; fast; more sensitive to tight cracks than PT; can do near subsurface; portable.
LimitationsMaterial must be ferromagnetic; surface must be clean; part may be demagnetized; alignment of field is important. Requires operator technique.

Ch 6 18
Prepared byDr. Hassan Shaaban
Ultrasonic Testing (UT) Ultrasonic Testing (UT) uses piezoelectric Crystals to produce high frequency sound energy to conduct examinations and make measurements.
Ultrasonic inspection can be used for: flaw detection/evaluation,
dimensional measurements,
material characterization, and more.

Ch 6 19
Prepared byDr. Hassan Shaaban
Applications of (UT)
Applications Surface and deep subsurface discontinuities: Cracks, laminations, porosity, lack of fusion, inclusions, thickness.
Comments Need good
standards. Frequently used method.

Ch 6 20
Prepared byDr. Hassan Shaaban
Advantages& Limitationsof (UT)
AdvantagesRapid if automated but manual is slow; applicable to very thick specimens; can give location and size of discontinuity; good sensitivity; inspect from one side; portable.
Limitations Couplant required; thin
complex shapes are difficult; orientation of discontinuity important; very operator-dependent.

Ch 6 21
Prepared byDr. Hassan Shaaban
Introduction to Radiographic Testing (RT)
This method uses X or Gamma radiation using a radiographic Film as a recording medium.
In order to get maximum sensitivity the defect must be imparallel to the radiation beam.
Ch 6 22
Prepared byDr. Hassan Shaaban
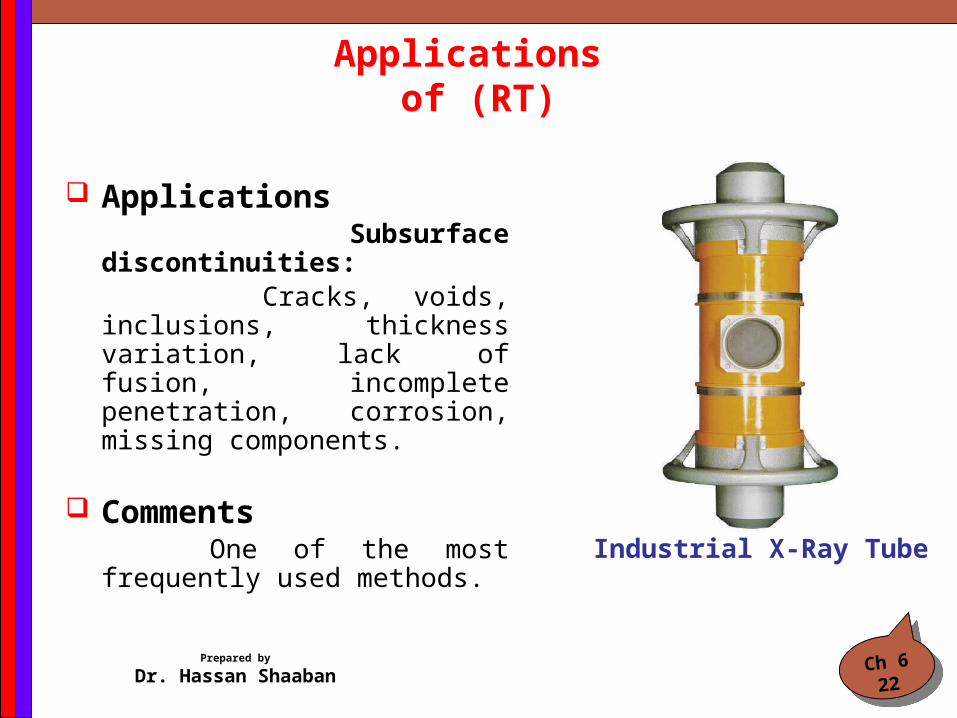
Applications of (RT)
Applications Subsurface
discontinuities: Cracks, voids,
inclusions, thickness variation, lack of fusion, incomplete penetration, corrosion, missing components.
Comments One of the most
frequently used methods.Industrial X-Ray Tube
Ch 6 23
Prepared byDr. Hassan Shaaban
Advantages& Limitationsof (RT)
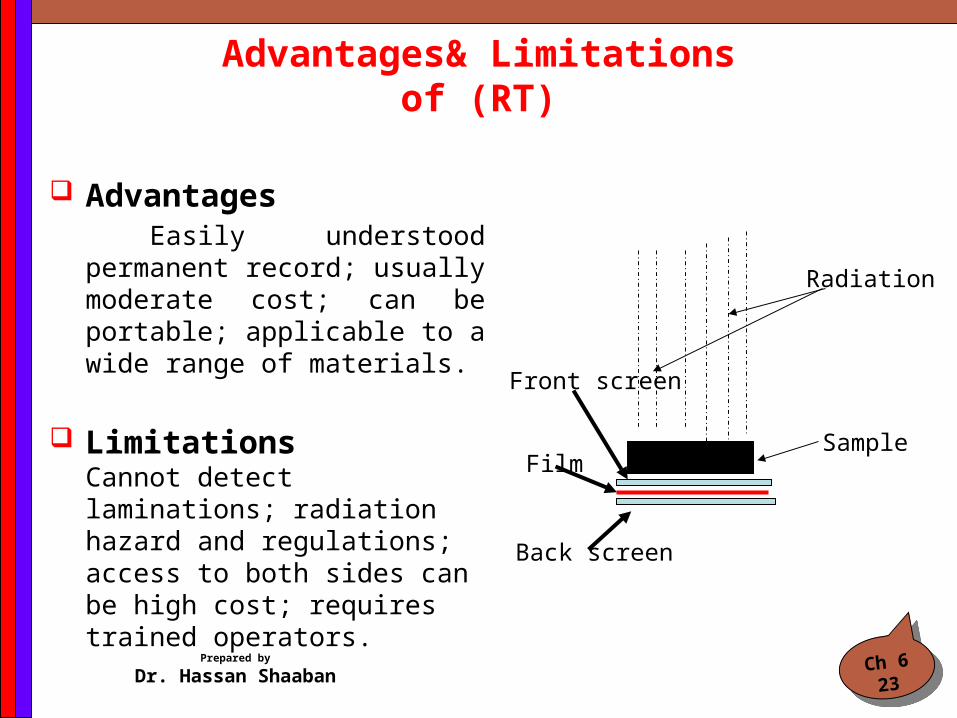
Advantages Easily understood
permanent record; usually moderate cost; can be portable; applicable to a wide range of materials.
LimitationsCannot detect laminations; radiation hazard and regulations; access to both sides can be high cost; requires trained operators.
Radiation
Sample
Front screen
Film
Back screen

Ch 6 24
Prepared byDr. Hassan Shaaban 24
Eddy Current Inspection (ECT)
Eddy current inspection is one of several NDT methods that use the principal of “electromagnetism” as the basis for conducting examinations.

Ch 6 25
Prepared byDr. Hassan Shaaban
Applications of ECT
Eddy currents can be used for:Crack detection
Material thickness measurements
Coating thickness measurements
Thin tube inspection
Ch 6 26
Prepared byDr. Hassan Shaaban
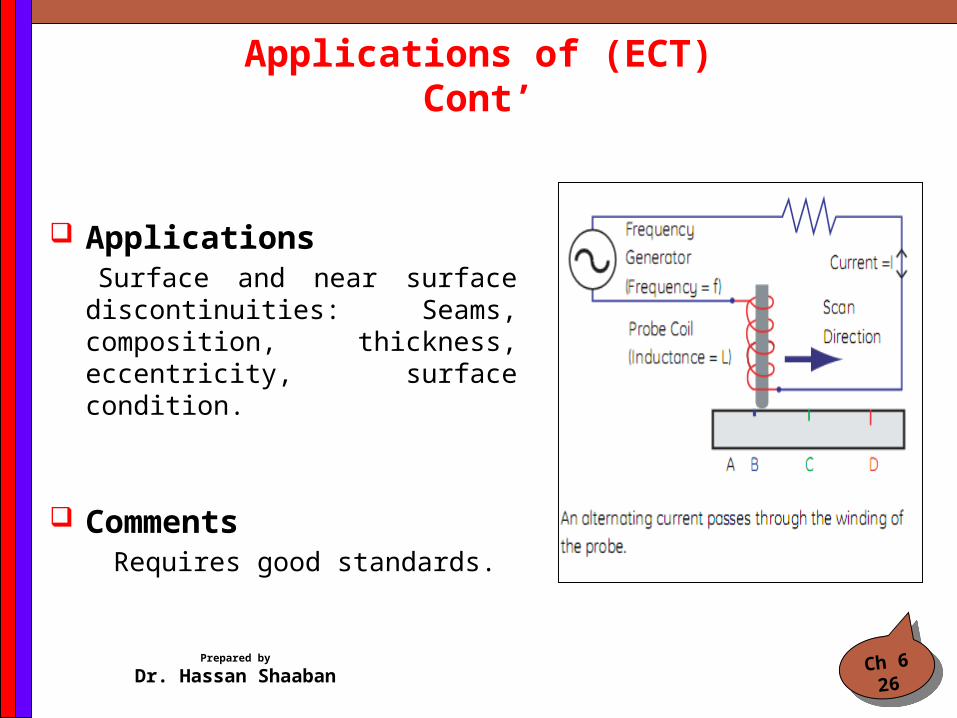
Applications of (ECT)Cont’
Applications Surface and near surface
discontinuities: Seams, composition, thickness, eccentricity, surface condition.
Comments Requires good standards.

Ch 6 27
Prepared byDr. Hassan Shaaban
Advantages& Limitationsof (ECT)
Advantages Extremely rapid; can be
automated; very sensitive; surface contact not necessary; permanent record.
LimitationsConductive materials only; difficult interpretation sometimes, may require special equipment; sensitive to geometry.

Ch 6 28
Prepared byDr. Hassan Shaaban
Acoustic Emission Testing (AET)
Acoustic Emission differs than other techniques in two regards. 1.AET simply listens for the energy released by the object.
2.AET deals with dynamic processes (Leaks), or changes (Phase Change), in a material.

Ch 6 29
Prepared byDr. Hassan Shaaban
Applications of AET
Applications Surface and subsurface discontinuities:
Crack initiation and growth, leaks, phase changes.
detecting and locating faults in pressure vessels or leakage in storage tanks or pipe systems,
monitoring welding applications

Ch 6 30
Prepared byDr. Hassan Shaaban
Advantages& Limitations of (AET)
Advantages: Remote and continuous
surveillance, location, severity, permanent record. Tests an entire vessel or system.
Limitations:Contact with system; may
need many contact points; complex interpretation; system must be stressed; usually expensive; some systems are too complex.

Ch 6 31
Prepared byDr. Hassan Shaaban
Introduction to Leak Testing
Leakage occurs through a leak (passage) when there is a pressure differential between two sides of a leak.
Leaks can be detected by using electronic listening devices, pressure gauge measurements, liquid and gas Penetrant techniques.

Ch 6 32
Prepared byDr. Hassan Shaaban
Applicationsof (LT)
Applications Leaks in systems or subassemblies.
It includes hydraulic and hydrostatic tests
Hydrostatic tests can produce damage.
Comments Usually the last testing done,
Thin Film Bubble Leak Testing