OSGA: genetic-based open-shop scheduling with consideration of machine maintenance in small and...
16
Ann Oper Res DOI 10.1007/s10479-015-1855-z OSGA: genetic-based open-shop scheduling with consideration of machine maintenance in small and medium enterprises Shahaboddin Shamshirband 1 · Mohammad Shojafar 2 · A. A. Rahmani Hosseinabadi 3 · Maryam Kardgar 3 · M. H. N. Md. Nasir 4 · Rodina Ahmad 4 © Springer Science+Business Media New York 2015 Abstract The problem of open-shop scheduling includes a set of activities which must be performed on a limited set of machines. The goal of scheduling in open-shop is the presentation of a scheduled program for performance of the whole operation, so that the ending performance time of all job operations will be minimised. The open-shop scheduling problem can be solved in polynomial time when all nonzero processing times are equal, becoming equivalent to edge coloring that has the jobs and workstations as its vertices and that has an edge for every job-workstation pair with a nonzero processing time. For three or more workstations, or three or more jobs, with varying processing times, open-shop scheduling is NP-hard. Different algorithms have been presented for open-shop scheduling so far. However, most of these algorithms have not considered the machine maintenance problem. Whilst in production level, each machine needs maintenance, and this directly influences the assurance reliability of the system. In this paper, a new genetic-based algorithm to solve the open-shop scheduling problem, namely OSGA, is developed. OSGA considers machine maintenance. To confirm the performance of OSGA, it is compared with DGA, SAGA and TSGA algorithms. It is observed that OSGA performs quite well in terms of solution quality and efficiency in small and medium enterprises (SMEs). The results support the efficiency of the proposed method for solving the open-shop scheduling problem, particularly considering machine maintenance especially in SMEs’. B Shahaboddin Shamshirband [email protected] Mohammad Shojafar [email protected] 1 Department of Computer System and Technology, Faculty of Computer Science and Information Technology, University of Malaya, 50603 Kuala Lumpur, Malaysia 2 Department of Information Engineering Electronics and Telecommunications (DIET), Sapienza University of Rome, Via Eudossiana 18, 00184 Rome, Italy 3 Young Research Club, Behshahr Branch, Islamic Azad University, Behshahr, Iran 4 Department of Software Engineering, Faculty of Computer Science and Information Technology, University of Malaya (UM), 50603 Kuala Lumpur, Malaysia 123
Transcript of OSGA: genetic-based open-shop scheduling with consideration of machine maintenance in small and...
Ann Oper ResDOI 10.1007/s10479-015-1855-z
OSGA: genetic-based open-shop schedulingwith consideration of machine maintenancein small and medium enterprises
Shahaboddin Shamshirband1 · Mohammad Shojafar2 ·A. A. Rahmani Hosseinabadi3 · Maryam Kardgar3 ·M. H. N. Md. Nasir4 · Rodina Ahmad4
© Springer Science+Business Media New York 2015
Abstract The problem of open-shop scheduling includes a set of activities which mustbe performed on a limited set of machines. The goal of scheduling in open-shop is thepresentation of a scheduled program for performance of the whole operation, so that theending performance time of all job operations will be minimised. The open-shop schedulingproblem can be solved in polynomial time when all nonzero processing times are equal,becoming equivalent to edge coloring that has the jobs and workstations as its vertices and thathas an edge for every job-workstation pair with a nonzero processing time. For three or moreworkstations, or three or more jobs, with varying processing times, open-shop scheduling isNP-hard. Different algorithms have been presented for open-shop scheduling so far. However,most of these algorithms have not considered the machine maintenance problem. Whilst inproduction level, each machine needs maintenance, and this directly influences the assurancereliability of the system. In this paper, a new genetic-based algorithm to solve the open-shopscheduling problem, namely OSGA, is developed. OSGA considers machine maintenance. Toconfirm the performance of OSGA, it is compared with DGA, SAGA and TSGA algorithms.It is observed that OSGA performs quite well in terms of solution quality and efficiency insmall and medium enterprises (SMEs). The results support the efficiency of the proposedmethod for solving the open-shop scheduling problem, particularly considering machinemaintenance especially in SMEs’.
B Shahaboddin [email protected]
Mohammad [email protected]
1 Department of Computer System and Technology, Faculty of Computer Science and InformationTechnology, University of Malaya, 50603 Kuala Lumpur, Malaysia
2 Department of Information Engineering Electronics and Telecommunications (DIET),Sapienza University of Rome, Via Eudossiana 18, 00184 Rome, Italy
3 Young Research Club, Behshahr Branch, Islamic Azad University, Behshahr, Iran
4 Department of Software Engineering, Faculty of Computer Science and Information Technology,University of Malaya (UM), 50603 Kuala Lumpur, Malaysia
123

Ann Oper Res
Keywords Timing · Open-shop · Scheduling · Genetic Algorithm
1 Introduction
Scheduling is one of the unavoidable problems in being effective in industrial and economicactivities. Among the most important scheduling problems is open-shop scheduling, whichis widely used in the world of industry. Car repairs, control of central quality, attributionof classes, scheduling inspection and satellite signalling are some of instances discussed byKubiak et al. (1991), Liu and Bulfin (1987) and Prins (1994).
The input to the open-shop scheduling problem consists of a set of n jobs, another set ofm workstations, and a two-dimensional table of the amount of time each job should spendat each workstation (possibly zero). Each job may be processed only at one workstation at atime, and each workstation can process only one job at a time. The aim of scheduling open-shop is to present a scheduled program for assigning a time for each job to be processed byeach workstation, so that no two jobs are assigned to the same workstation at the same time,no job is assigned to two workstations at the same time, and every job is assigned to eachworkstation for the desired amount of time. The open-shop scheduling problem has a verybig solving span but is more complicated in comparison to the job-shop, flow-shop and theflexible manufacturing system (FMS). The open-shop scheduling problem is part of NP-hardproblems and has attracted the concern of many researchers.
Different algorithms have been presented to solve the open-shop problem. Dorndorf et al.(2001) used bound branch and innovative algorithms based on adaptive algorithms and adhe-sive operation. Brasel et al. (1993) offered some algorithms based on heuristic algorithms,adaptation and integration of operations, with the aim of minimising the schedule length.Their computational results show that for large problems, their proposed algorithm yieldsexcellent results.
Gonzalez and Sahni (1976) presented an algorithm to solve the O2llCmax problem witha complexity of O(n) for two machines which can be solved in a finish time schedule for nmachines in a Polynomial time. In Pinedo (1995), presented another simple law on distrib-ution called Longest Alternate Processing Time (LAPT), which solves the problem for twomachines in multi-nominal time. He also showed that for M ≥ 3, the open-shop schedulingproblem NP is complete. Brucker et al. (1997) developed a branch and bound method forthe open-shop problem based on the disjunctive graph formulation. They implemented sixbranch and bound algorithms, with different heuristic algorithms for the smaller instances.All versions of their algorithm find the optimal solutions. For the small instances, only onealgorithm terminates within the given time limit, and for hard instances their proposed methodoutperforms a tabu search method. Alcaide et al. (1997) presented a tabu search algorithm tominimise the makespan of the scheduling problem in the open-shop problem by using simplelist scheduling algorithms. They tested their algorithm on random instances. In Yadollahiand Rahmani (2009), proposed a mimetic algorithm for distributed FMS scheduling by con-sidering the maintenance problem. The objective of this algorithm was a tradeoff betweentime and cost. Liaw (2000) presented a hybrid genetic algorithm (HGA), which is a hybrid oftabu search and the basic genetic algorithm, to solve the scheduling problem of open-shop.The proposed algorithm outperforms other existing methods in terms of solution quality. Asgenetic algorithms are the best tools to solve larger open-shops, in Prins (2000) presenteda GA for the scheduling problem of open-shop. His GA is simple, but it has four essentialfeatures of performance, including generation of active schedules, small populations withdistinct makespans, and chromosome reordering to increase the efficacy of the crossover.
123

Ann Oper Res
Taillard (1993) investigated certain problems in the field of scheduling, such as the permu-tations of flow-shop, job-shop and open-shop scheduling problems. None of these considerthe set-up time, nor due dates, nor release dates. They also assume that processing times arefixed. Their objective is to minimise the makespan.
A set of several versions of list scheduling algorithms and bipartite graphs was presentedby Gueret and Prins (1998). The computational results show that these algorithms are betterthan the classical heuristics and can easily solve open-shop instances. In Cheng et al. (1996),conducted a survey on solving classical job-shop problems (JSP) using a genetic algorithm;the survey presents the representation schemes for JSP and various hybrid approaches ofgenetic algorithms. Matta (2009) studied the multiprocessor open-shop (MPOS) problemand developed two original mixed integer programming formulations for the proportionateMPOS, using the genetic algorithm to schedule all jobs with the aim of minimising themakespan. Matta and Elmaghraby (2010) considered a hospital diagnostic testing centrethat schedules hundreds of patients as a multiprocessor open-shop (MPOS) problem anddeveloped a two-phase scheduling method to solve it. Kordon and Rebaine (2010) investigatedthe problem of scheduling a set of n jobs with time delay considerations, and presented twoapproaches to solve it. The first approach included two special patterns for solvable cases andthe second approach included two heuristic algorithms, including an online algorithm and asorting algorithm. The criterion was to minimise the makespan. Some two-phase heuristicalgorithms for the open-shop scheduling problem with movable dedicated machines andwithout time restrictions were presented by Baccarelli et al. (2012), Hosseinabadi et al.(2014a, b), Lina et al. (2008), Pooranian et al. (2011). The aim of these solutions was toreduce the social costs, such as air pollution and traffic congestion. Andresen et al. (2008)developed two algorithms, namely simulated annealing and a genetic algorithm, to minimisethe completion time. They also compared their algorithms to each other; the results show thatthe genetic algorithm is superior to simulated annealing. Liaw (2000) combined the propertiesof the genetic algorithm and tabu search and proposed a hybrid algorithm, namely HGA, tosolve the open-shop scheduling problem, with the aim of minimising the makespan. Thesimulation results show that this algorithm can produce high-quality solutions. Hybrid antcolony optimisation (HACO) Panahi and Moghaddam (2011), which is based on simulatedannealing and ant colony optimisation, was developed for minimising the makespan andtotal tardiness in the open-shop scheduling problem. Sha and Hsu (2008), by modifyingthe particle position representation, presented a new particle swarm optimisation (PSO) forscheduling in open-shop and reducing the makespan. Low and Yeh proposed a genetic-basedscheduling algorithm Baccarelli et al. (2012) and Low and Yeh (2009) for minimising jobtardiness in open-shop. They took into account some restrictions, such as setup time andremoval time. Yu et al. (2011) presented improved approximation algorithms for routingopen-shop and flow shop scheduling. The aim of these algorithms was to minimise themakespan.
In general, most of the presented algorithms for solving the open-shop problem do nottake the problem of machine maintenance into account. While in production level, eachmachine needs maintenance, and this directly influences the availability of machines, theproduction rate and the usage rate. So, neglecting the maintenance problem reduces theassurance capability of machines and systems.
This paper presents a new GA to solve the scheduling problem of open-shop. Its aim is toreduce the ending time of all jobs and it has the additional advantage that the proposed algo-rithm considers the problem of machine maintenance. The input of the proposed algorithmis jobs and operations, and the output is reducing the finish time of the jobs.
123

Ann Oper Res
The remainder of the paper is set out as follows. In Sect. 2, the problem is described;Sect. 3 explains the proposed algorithm; Sect. 4 gives the computational results; and Sect. 5presents the conclusion.
2 Problem description
In open-shop production there is a set of n jobs, and each job must be performed by mmachine. In other words, each job consists of a set of m operations and each operation shouldbe performed by previously defined machines in a known time span (i.e., according to aspecific considered deadline). The aim of scheduling open-shop production is to reduce theending time of the performance of all operations’ makespan. The scheduling problem ofopen-shop is similar to the job-shop problem; the only difference is that there is no priorityfor the performance of each job. In other words, the jobs can be performed in any order.
Based on the mentioned problem, the following issues are notable:
N: number of jobsM: number of machinesT: time indexi: ith jobj: jth jobmi: number of jobs must be performed by ith machinenj: number of operations of jth jobTi: finish time of ith jobTEij: finish time of ith operation of jth jobXijtm: if the ith operation of jth job is on the ith machine on time T, the Xijtm is equalto 1; otherwise it is 0.
The open-shop scheduling problem has the following restrictions:
1. Every operation must be performed on its own machine∑
Tm
Xi jtm ≥ 1 {i = 1, 2, . . . , m; j = 1, 2, 4, . . . , n; t = 1, 2, 3, . . . , T } (1)
2. Each operation must be performed on one machine and within a specific time.∑
i j
Xi j tm ≤ 1 {i = 1, 2, . . . , m; j = 1, 2, 4, . . . , n; t = 1, 2, 3, . . . , T } (2)
3. In each time, only one operation from one job can be performed.
M∑
1
Xi jtm ≥ 1 {i = 1, 2, . . . , m; j = 1, 2, 4, . . . , n; t = 1, 2, 3, . . . , T } (3)
4. Preemption is not allowed. This means that when an operation is being performed on amachine, it must be performed until it is finished.
T Ei j − T Si j =M∑
1
Xi jtm (4)
5. There is no priority for operation selection, and the operations can be performed indifferent orders.
123
Ann Oper Res
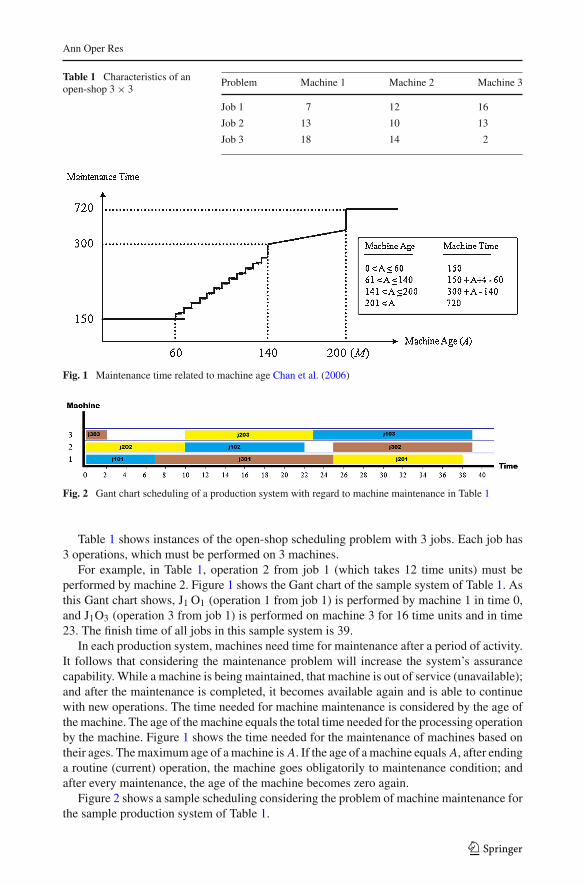
Table 1 Characteristics of anopen-shop 3 × 3
Problem Machine 1 Machine 2 Machine 3
Job 1 7 12 16
Job 2 13 10 13
Job 3 18 14 2
Fig. 1 Maintenance time related to machine age Chan et al. (2006)
Fig. 2 Gant chart scheduling of a production system with regard to machine maintenance in Table 1
Table 1 shows instances of the open-shop scheduling problem with 3 jobs. Each job has3 operations, which must be performed on 3 machines.
For example, in Table 1, operation 2 from job 1 (which takes 12 time units) must beperformed by machine 2. Figure 1 shows the Gant chart of the sample system of Table 1. Asthis Gant chart shows, J1 O1 (operation 1 from job 1) is performed by machine 1 in time 0,and J1O3 (operation 3 from job 1) is performed on machine 3 for 16 time units and in time23. The finish time of all jobs in this sample system is 39.
In each production system, machines need time for maintenance after a period of activity.It follows that considering the maintenance problem will increase the system’s assurancecapability. While a machine is being maintained, that machine is out of service (unavailable);and after the maintenance is completed, it becomes available again and is able to continuewith new operations. The time needed for machine maintenance is considered by the age ofthe machine. The age of the machine equals the total time needed for the processing operationby the machine. Figure 1 shows the time needed for the maintenance of machines based ontheir ages. The maximum age of a machine is A. If the age of a machine equals A, after endinga routine (current) operation, the machine goes obligatorily to maintenance condition; andafter every maintenance, the age of the machine becomes zero again.
Figure 2 shows a sample scheduling considering the problem of machine maintenance forthe sample production system of Table 1.
123
Ann Oper Res
3 Proposed algorithm
In this paper, a new genetic-based approach is presented to solve scheduling open productionsystems. The proposed algorithm focuses variety in genetic operations to achieve a bettersearch in solving the problem and to obtain better responses. The complete structure of theproposed algorithm is given below.
3.1 Chromosome display
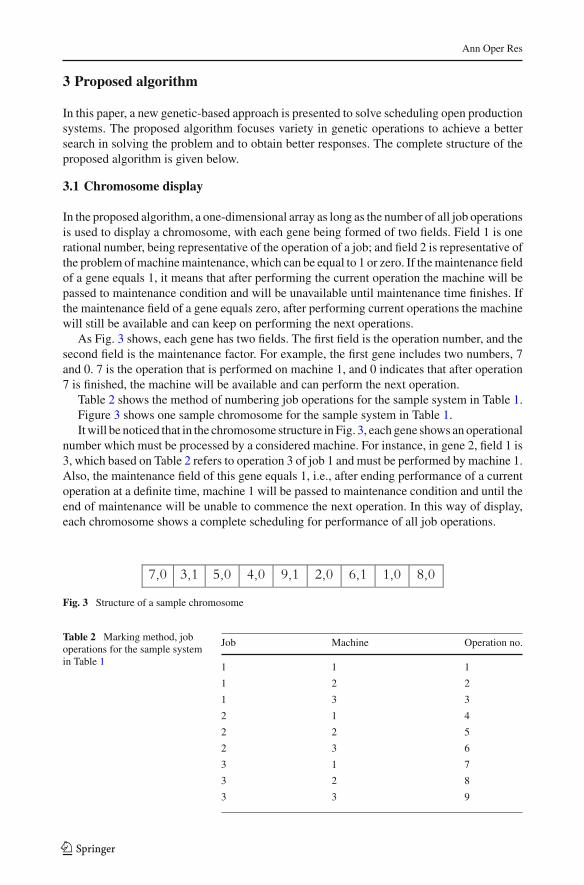
In the proposed algorithm, a one-dimensional array as long as the number of all job operationsis used to display a chromosome, with each gene being formed of two fields. Field 1 is onerational number, being representative of the operation of a job; and field 2 is representative ofthe problem of machine maintenance, which can be equal to 1 or zero. If the maintenance fieldof a gene equals 1, it means that after performing the current operation the machine will bepassed to maintenance condition and will be unavailable until maintenance time finishes. Ifthe maintenance field of a gene equals zero, after performing current operations the machinewill still be available and can keep on performing the next operations.
As Fig. 3 shows, each gene has two fields. The first field is the operation number, and thesecond field is the maintenance factor. For example, the first gene includes two numbers, 7and 0. 7 is the operation that is performed on machine 1, and 0 indicates that after operation7 is finished, the machine will be available and can perform the next operation.
Table 2 shows the method of numbering job operations for the sample system in Table 1.Figure 3 shows one sample chromosome for the sample system in Table 1.It will be noticed that in the chromosome structure in Fig. 3, each gene shows an operational
number which must be processed by a considered machine. For instance, in gene 2, field 1 is3, which based on Table 2 refers to operation 3 of job 1 and must be performed by machine 1.Also, the maintenance field of this gene equals 1, i.e., after ending performance of a currentoperation at a definite time, machine 1 will be passed to maintenance condition and until theend of maintenance will be unable to commence the next operation. In this way of display,each chromosome shows a complete scheduling for performance of all job operations.
7,0 3,1 5,0 4,0 9,1 2,0 6,1 1,0 8,0 Fig. 3 Structure of a sample chromosome
Table 2 Marking method, joboperations for the sample systemin Table 1
Job Machine Operation no.
1 1 1
1 2 2
1 3 3
2 1 4
2 2 5
2 3 6
3 1 7
3 2 8
3 3 9
123

Ann Oper Res
Fig. 4 Crossover operation
3.2 Fitness function
The fitness of chromosomes is calculated based on the time needed to finish all the jobs. Inour algorithm, the fitness function is as in formula 5:
Fitness = Max1 < I ≤ n {Ti} (5)
In this formula, ‘n’ is the number of jobs and Ti is the ending time of job I in scheduling.
3.3 Parent selection
We use the ranking method for selecting the parents. In the ranking method, all chromosomesare arranged according to their fitness, based on the following equation:
(max − Fiti ) + 1Cri ≤ in ≤ n (6)
Cri is the rank of the ith chromosome, ‘max’ is the highest fitness or the worst fitness, andFiti is the fitness of the ith chromosome. The rank of the best chromosome is Max-Fiti + 1(‘max’ is the highest fitness) and the rank of the worst chromosome is equal to 1. Therefore,in this selection method all chromosomes have the chance to be selected.
3.4 Crossover operation
In the OSGA, a random number in the range of 1 to n is first chosen. The genes which existin the range of zero to the random number are transferred from the first parent to the child,and any identical genes are omitted from the second parent. The remaining genes from thesecond parent are inserted in the respective empty blanks of the child. Figure 4 shows asample transfer operation in the proposed algorithm.
3.5 Mutation operation
In a mutation operation, after choosing a random chromosome of the parent, two genesare chosen randomly and their positions are changed. Then the maintenance field of thesetwo genes is inverted, i.e., if the maintenance field of a gene is 1, it equals zero, and if themaintenance field of the gene is zero, it equals 1. This kind of mutation operation attempts
123
Ann Oper Res
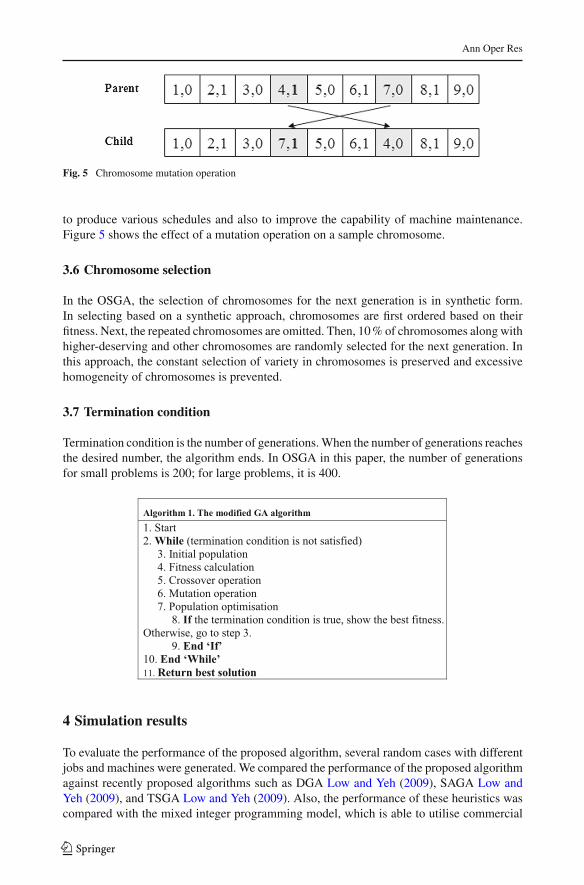
Fig. 5 Chromosome mutation operation
to produce various schedules and also to improve the capability of machine maintenance.Figure 5 shows the effect of a mutation operation on a sample chromosome.
3.6 Chromosome selection
In the OSGA, the selection of chromosomes for the next generation is in synthetic form.In selecting based on a synthetic approach, chromosomes are first ordered based on theirfitness. Next, the repeated chromosomes are omitted. Then, 10 % of chromosomes along withhigher-deserving and other chromosomes are randomly selected for the next generation. Inthis approach, the constant selection of variety in chromosomes is preserved and excessivehomogeneity of chromosomes is prevented.
3.7 Termination condition
Termination condition is the number of generations. When the number of generations reachesthe desired number, the algorithm ends. In OSGA in this paper, the number of generationsfor small problems is 200; for large problems, it is 400.
Algorithm 1. The modified GA algorithm1. Start2. While (termination condition is not satisfied)
3. Initial population4. Fitness calculation5. Crossover operation6. Mutation operation7. Population optimisation
8. If the termination condition is true, show the best fitness. Otherwise, go to step 3.
9. End ‘If’10. End ‘While’11. Return best solution
4 Simulation results
To evaluate the performance of the proposed algorithm, several random cases with differentjobs and machines were generated. We compared the performance of the proposed algorithmagainst recently proposed algorithms such as DGA Low and Yeh (2009), SAGA Low andYeh (2009), and TSGA Low and Yeh (2009). Also, the performance of these heuristics wascompared with the mixed integer programming model, which is able to utilise commercial
123

Ann Oper Res
software such as Lindo or Cplex, or the recently proposed scheduling methods, to generateoptimised solutions.
All of these methods were implemented using the C# programming language and ran on apersonal computer with 2.4GHz Pentium-IV processor and 2GB RAM. Two computationalexperiments are investigated in this section.
4.1 Testing sets of problems
To implement a comparison of the findings from the proposed hybrid heuristics, some testproblems for each manufacturing environment were randomly generated. The details are asfollows:
(1) A manufacturing environment is defined as a set of jobs in a machines scenario in whichthe number of jobs can be (3, 4) or (10, 30, 50), and the number of machines can be(2, 3) or (5, 10, 15).
(2) The time is a certain specific proportion ratio for each operation. It is defined assetup/processing scenario. We consider seven types of time scenarios in this research:10:1:10, 5:1:5, 3:1:3, 1:1:1, 1:3:1, 1:5:1, and 1:10:1. The processing time for each jobis an integer number in (10,100).
4.2 Adaptability verification
To verify the adaptability of the proposed algorithm, we compare it with the three aforemen-tioned methods. The main body of these methods is the genetic algorithm. The differencebetween the methods is in their local optimisations, which are implemented by GA, SA,and TS. The structure of TS and SA with a short memory is the same as in classical forms[(simulated annealing (SA) Laarhoven and Aarts (1987), tabu search (TS) Glover and Laguna(1997)].
The neighbour selection strategy for both TS and SA is an adjacent pair exchange. In thissection the proposed algorithm (OSGA) and DGA, SAGA and TSGA are explained. Theirperformance was evaluated in small problems (job size n=3 or 4; machine size m=2 or 3)and then a comparison with the optimum solution was performed Low and Yeh (2009).
In this paper, four test problems (denoted by k with {1, 2, 3, 4}) were generated for eachmanufacturing scenario, in which each test problem ran 10 times. The results are shown inTable 3. They indicate that in the first three scenarios—3 × 2, 3 × 3, 4 × 2—and in eachrun of test problems, the proposed algorithm and the compared algorithms could obtain anoptimum solution. In scenario 4 × 3, for 50 running hours the proposed algorithm (OSGA)could obtain the best schedule (solution). Also, the computation cost of these four algorithmsis less than 0.4 s.
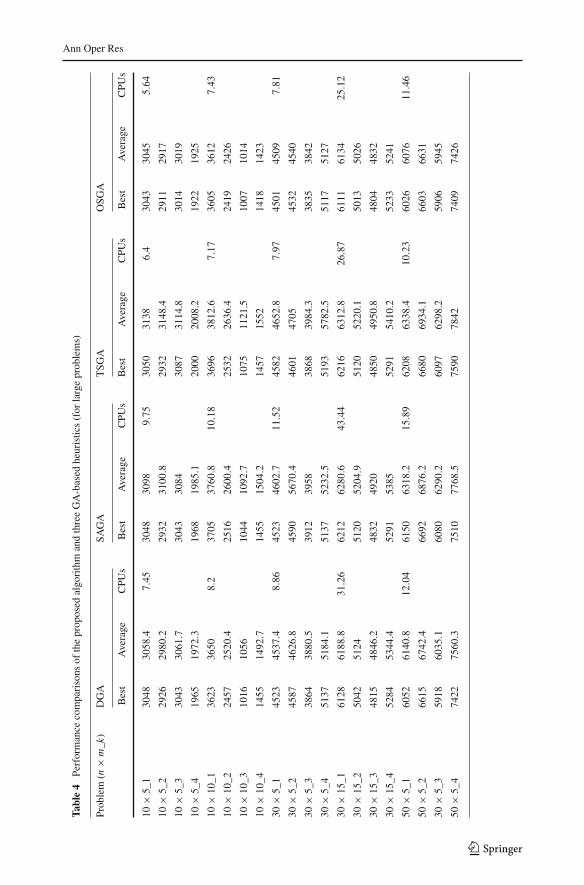
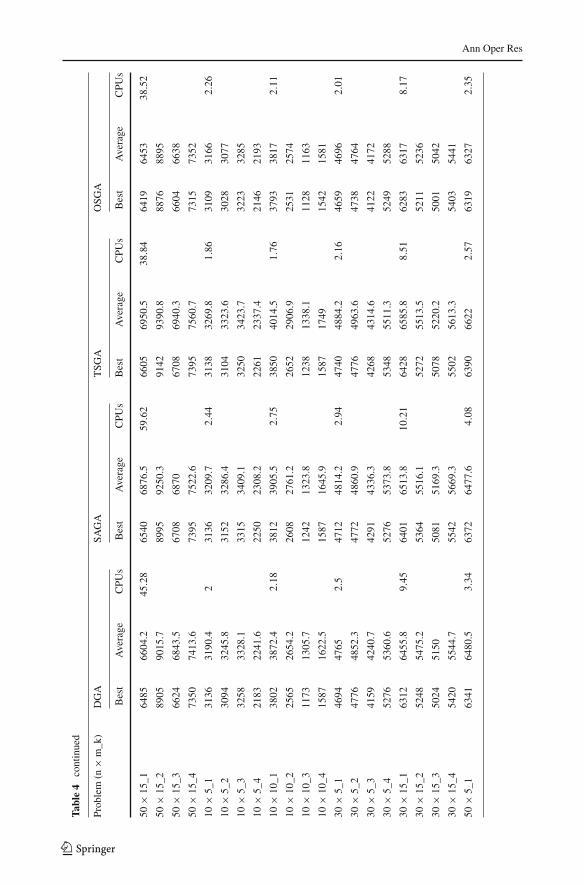
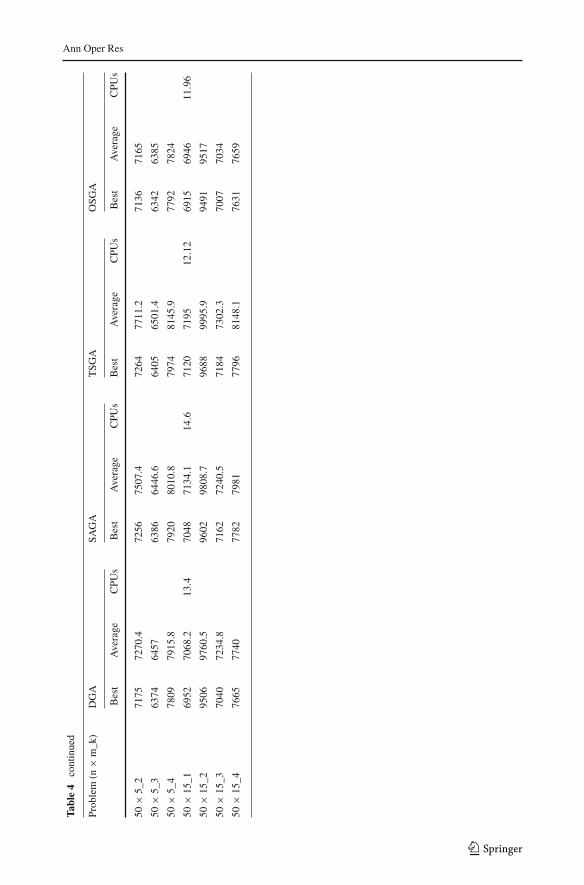
4.3 Solution quality and efficiency of various heuristics
To demonstrate the performance of the proposed algorithm (OSGA), we compared it withthree hybrid algorithms: DGA, SAGA, and TSGA Low and Yeh (2009). We evaluated theperformance of these algorithms in medium and large test problems suitable for industry(job size n = 10, 30, or 50; machine size m = 5, 10, or 15) in terms of solution qualityand efficiency. Four random test problems were generated for each manufacturing scenarioand each test problem ran 10 times. As mentioned in the previous section, the structure and
123

Ann Oper Res
Tabl
e3
Perf
orm
ance
com
pari
sons
ofth
epr
opos
edal
gori
thm
and
thre
eG
A-b
ased
heur
istic
s(f
orsm
allp
robl
ems)
Prob
lem
(n×
m_k
)O
ptim
umso
lutio
nsD
GA
SAG
AT
SGA
OSG
A
Bes
tA
vera
geB
est
Ave
rage
Bes
tA
vera
geB
est
Ave
rage
3×
2_1
177
177
177
177
177
177
177
177
177
3×
2_2
109
109
109
109
109
109
109
109
109
3×
2_3
224
224
224
224
224
224
224
224
224
3×
2_4
241
241
241
241
241
241
241
241
241
3×
3_1
173
173
173
173
173
173
173
173
173
3×
3_2
193
193
193
193
193
193
193
193
193
3×
3_3
212
212
212
212
212
212
212
212
212
3×
3_4
255
255
255
255
255
255
255
255
255
4×
2_1
352
352
352
352
352
352
352
352
352
4×
2_2
393
393
393
393
393
393
393
393
393
4×
2_3
408
408
408
408
408
408
408
408
408
4×
2_4
556
556
556
556
556
556
556
556
556
4×
3_1
–40
240
4.2
402
405.
040
241
0.3
399
401
4×
3_2
–48
748
748
949
2.2
487
493.
148
348
4
4×
3_3
–60
560
5.6
605
607.
060
560
7.4
601
601
4×
3_4
–38
838
8.6
388
389.
238
838
8.8
382
382
“–”
indi
cate
sth
atth
eop
timum
solu
tions
coul
dno
tbe
obta
ined
byth
eex
tend
edL
indo
with
in50
runn
ing
hour
s
123
Ann Oper Res
Tabl
e4
Perf
orm
ance
com
pari
sons
ofth
epr
opos
edal
gori
thm
and
thre
eG
A-b
ased
heur
istic
s(f
orla
rge
prob
lem
s)
Prob
lem
(n×
m_k
)D
GA
SAG
AT
SGA
OSG
A
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
10×
5_1
3048
3058
.47.
4530
4830
989.
7530
5031
386.
430
4330
455.
64
10×
5_2
2926
2980
.229
3231
00.8
2932
3148
.429
1129
17
10×
5_3
3043
3061
.730
4330
8430
8731
14.8
3014
3019
10×
5_4
1965
1972
.319
6819
85.1
2000
2008
.219
2219
25
10×
10_1
3623
3650
8.2
3705
3760
.810
.18
3696
3812
.67.
1736
0536
127.
43
10×
10_2
2457
2520
.425
1626
00.4
2532
2636
.424
1924
26
10×
10_3
1016
1056
1044
1092
.710
7511
21.5
1007
1014
10×
10_4
1455
1492
.714
5515
04.2
1457
1552
1418
1423
30×
5_1
4523
4537
.48.
8645
2346
02.7
11.5
245
8246
52.8
7.97
4501
4509
7.81
30×
5_2
4587
4626
.845
9056
70.4
4601
4705
4532
4540
30×
5_3
3864
3880
.539
1239
5838
6839
84.3
3835
3842
30×
5_4
5137
5184
.151
3752
32.5
5193
5782
.551
1751
27
30×
15_1
6128
6188
.831
.26
6212
6280
.643
.44
6216
6312
.826
.87
6111
6134
25.1
2
30×
15_2
5042
5124
5120
5204
.951
2052
20.1
5013
5026
30×
15_3
4815
4846
.248
3249
2048
5049
50.8
4804
4832
30×
15_4
5284
5344
.452
9153
8552
9154
10.2
5233
5241
50×
5_1
6052
6140
.812
.04
6150
6318
.215
.89
6208
6338
.410
.23
6026
6076
11.4
6
50×
5_2
6615
6742
.466
9268
76.2
6680
6934
.166
0366
31
30×
5_3
5918
6035
.160
8062
90.2
6097
6298
.259
0659
45
50×
5_4
7422
7560
.375
1077
68.5
7590
7842
7409
7426
123
Ann Oper Res
Tabl
e4
cont
inue
d
Prob
lem
(n×
m_k
)D
GA
SAG
AT
SGA
OSG
A
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
50×
15_1
6485
6604
.245
.28
6540
6876
.559
.62
6605
6950
.538
.84
6419
6453
38.5
2
50×
15_2
8905
9015
.789
9592
50.3
9142
9390
.888
7688
95
50×
15_3
6624
6843
.567
0868
7067
0869
40.3
6604
6638
50×
15_4
7350
7413
.673
9575
22.6
7395
7560
.773
1573
52
10×
5_1
3136
3190
.42
3136
3209
.72.
4431
3832
69.8
1.86
3109
3166
2.26
10×
5_2
3094
3245
.831
5232
86.4
3104
3323
.630
2830
77
10×
5_3
3258
3328
.133
1534
09.1
3250
3423
.732
2332
85
10×
5_4
2183
2241
.622
5023
08.2
2261
2337
.421
4621
93
10×
10_1
3802
3872
.42.
1838
1239
05.5
2.75
3850
4014
.51.
7637
9338
172.
11
10×
10_2
2565
2654
.226
0827
61.2
2652
2906
.925
3125
74
10×
10_3
1173
1305
.712
4213
23.8
1238
1338
.111
2811
63
10×
10_4
1587
1622
.515
8716
45.9
1587
1749
1542
1581
30×
5_1
4694
4765
2.5
4712
4814
.22.
9447
4048
84.2
2.16
4659
4696
2.01
30×
5_2
4776
4852
.347
7248
60.9
4776
4963
.647
3847
64
30×
5_3
4159
4240
.742
9143
36.3
4268
4314
.641
2241
72
30×
5_4
5276
5360
.652
7653
73.8
5348
5511
.352
4952
88
30×
15_1
6312
6455
.89.
4564
0165
13.8
10.2
164
2865
85.8
8.51
6283
6317
8.17
30×
15_2
5248
5475
.253
6455
16.1
5272
5513
.552
1152
36
30×
15_3
5024
5150
5081
5169
.350
7852
20.2
5001
5042
30×
15_4
5420
5544
.755
4256
69.3
5502
5613
.354
0354
41
50×
5_1
6341
6480
.53 .
3463
7264
77.6
4.08
6390
6622
2.57
6319
6327
2.35
123
Ann Oper Res
Tabl
e4
cont
inue
d
Prob
lem
(n×
m_k
)D
GA
SAG
AT
SGA
OSG
A
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
Bes
tA
vera
geC
PUs
50×
5_2
7175
7270
.472
5675
07.4
7264
7711
.271
3671
65
50×
5_3
6374
6457
6386
6446
.664
0565
01.4
6342
6385
50×
5_4
7809
7915
.879
2080
10.8
7974
8145
.977
9278
24
50×
15_1
6952
7068
.213
.470
4871
34.1
14.6
7120
7195
12.1
269
1569
4611
.96
50×
15_2
9506
9760
.596
0298
08.7
9688
9995
.994
9195
17
50×
15_3
7040
7234
.871
6272
40.5
7184
7302
.370
0770
34
50×
15_4
7665
7740
7782
7981
7796
8148
.176
3176
59
123
Ann Oper Res
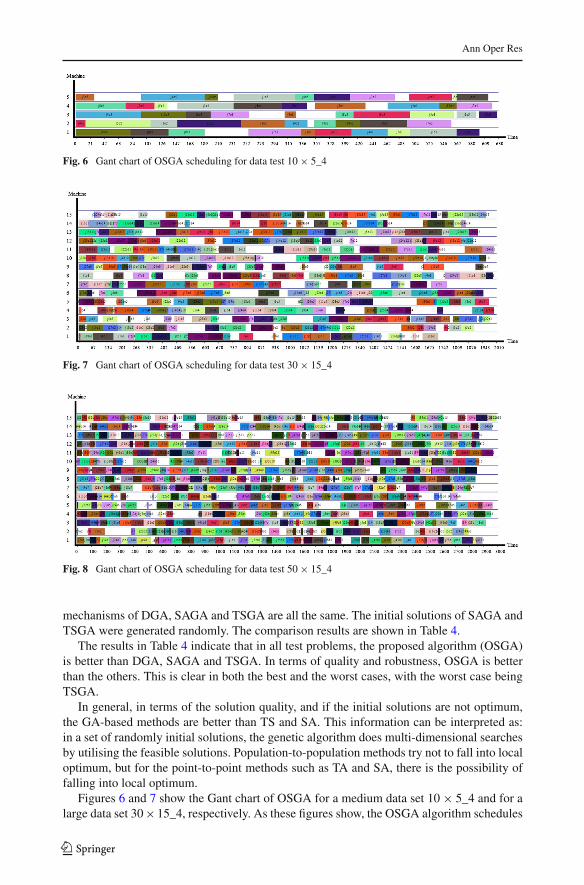
Fig. 6 Gant chart of OSGA scheduling for data test 10 × 5_4
Fig. 7 Gant chart of OSGA scheduling for data test 30 × 15_4
Fig. 8 Gant chart of OSGA scheduling for data test 50 × 15_4
mechanisms of DGA, SAGA and TSGA are all the same. The initial solutions of SAGA andTSGA were generated randomly. The comparison results are shown in Table 4.
The results in Table 4 indicate that in all test problems, the proposed algorithm (OSGA)is better than DGA, SAGA and TSGA. In terms of quality and robustness, OSGA is betterthan the others. This is clear in both the best and the worst cases, with the worst case beingTSGA.
In general, in terms of the solution quality, and if the initial solutions are not optimum,the GA-based methods are better than TS and SA. This information can be interpreted as:in a set of randomly initial solutions, the genetic algorithm does multi-dimensional searchesby utilising the feasible solutions. Population-to-population methods try not to fall into localoptimum, but for the point-to-point methods such as TA and SA, there is the possibility offalling into local optimum.
Figures 6 and 7 show the Gant chart of OSGA for a medium data set 10 × 5_4 and for alarge data set 30 × 15_4, respectively. As these figures show, the OSGA algorithm schedules
123

Ann Oper Res
the jobs even by increasing the size of the problem on corresponding machines well. For thesame problem, we conclude that, by increasing three times jobs numbers and even machinenumbers, makespan is increased three times, but the stopping duration for each machine isdecreased enormously. This means that OSGA is adaptive in large job sizes.
Figure 8 shows the Gant chart of the proposed algorithm (OSGA) for a very large dataset 50 × 15_4. The OSGA algorithm is able to schedule the incoming jobs on machinesproperly with less loss of time. Figure 8, compared with Fig. 7, shows that it is able tomanage makespan even with double times of incoming jobs with fixed machines.
5 Conclusion
In this paper, a new approach called OSGA has been presented for solving the open-shopscheduling problem by using the GA. The proposed algorithm was compared with the DGA,SAGA and TSGA algorithms. One of the properties of the proposed algorithm is that itconsiders the machine-maintenance parameter, so enhancing the assurance capability of theopen-shop system. Here, the proposed algorithm emphasises variety in genetic operations toarrive at better solutions. The experimental results show that, because of the use of transferoperation in the proposed algorithm, proper leap and the operation of synthetic choice disper-sion of chromosomes are constantly preserved; and that the algorithm prevents homogeneityof chromosomes, so arriving at better solutions in a shorter time.
Acknowledgments This work has been partially sponsored by University Malaya Research Grant under thegrant no: RG327-15AFR and Grant (No. RG316-14AFR). We thank the reviewers and associate editor fortheir comments which improved this manuscript
References
Alcaide, D., Sicilia, J., & Vigo, D. (1997). Atabu search algorithmfor the open-shop problem. Top, 5, 283–286.Andresen, M., Brasel, H., Morig, M., Tusch, J., Werner, F., & Willenius, P. (2008). Simulated annealing
and genetic algorithms for minimizing mean flow time in an open shop. Mathematical and ComputerModelling, 48, 1279–1293.
Baccarelli, E., Cordeschi, N., & Patriarca, T. (2012). QoS stochastic traffic engineering for the wireless supportof real-time streaming applications. Computer Networks, 56(1), 287–302.
Baccarelli, E., Cordeschi, N., & Polli, V. (2013). Optimal self-adaptive qos resource management ininterference-affected multicast wireless networks. IEEE/ACM Transactions on Networking (TON), 21(6),1750–1759.
Brasel, H., Tautenhahn, T., & Werner, F. (1993). Constructive heuristic algorithms for the open-shop problem.Computing, 51, 95–110.
Brucker, P., Hurink, J., Jurish, B., & Wostmann, B. (1997). A branch and bound Algorithm for the open-shopproblem. Discrete Applied Mathematics, 76, 43–59.
Chan, F. T. S., Chung, S. H., Chan, L. Y., Finke, G., & Tiwari, M. K. (2006). Solving distributed FMSscheduling problems subject to maintenance: Genetic algorithms approach. Robotics and ComputerIntegrated Manufacturing, 22, 5–6.
Cheng, R., Gen, M., & Tsujimura, Y. (1996). A tutorial survey of job-shop scheduling problems using geneticalgorithms-I. representation. Computers & Industrial Engineering, 30, 983–997.
Dorndorf, U., Pesch, E., & Phan-Huy, T. (2001). Solving the open-shop scheduling problem. Journal ofScheduling, 4, 157–174.
Glover, F., & Laguna, M. (1997). Tabu search. Norwell, MA: Kluwer Academic Publishers.Gonzalez, S., & Sahni, T. (1976). Open-shop scheduling to minimize finish time. Journal of the Assooauon
for Computing Machinery, 23, 665–679.Gueret, C., & Prins, C. (1998). Classical and new heuristics for theshop problem: A computational evaluation.
European Journal of Operational Research, 107, 306–314.
123

Ann Oper Res
Hosseinabadi, A. A. R., Kardgar, M., Shojafar, M., Shamshirband, S., & Abraham, A. (2014a). GELS-GA:Hybrid metaheuristic algorithm for solving multiple travelling salesman problem (pp. 76–81). 14th IEEEISDA.
Hosseinabadi, A. A. R., Siar, H., Shamshirband, S., Shojafar, M., & Nasir M. H. N. M. (2014b). Using thegravitational emulation local search algorithm to solve the multi-objective flexible dynamic job shopscheduling problem in Small and Medium Enterprises. Annals of Operations Research, 1–24.
Kordon, A. M., & Rebaine, D. (2010). The two-machine open-shop problem with unit-time operations andtime delays to minimize the makespan. European Journal of Operational Research, 203, 42–29.
Kubiak, W., Sriskandarajah, C., & Zaras, V. (1991). A note on the complexity of open-shop schedulingproblems. INFOR, 29, 284–294.
Laarhoven, P. J. M., & Aarts, E. H. L. (1987). Simulated annealing: Theory and applications. Norwell, MA:Kluwer Academic Publishers.
Liaw, C. F. (2000). A hybrid genetic algorithm for the open-shop scheduling problem. European Journal ofOperational Research, 124, 28–42.
Lina, H., Leeb, H., & Pan, W. (2008). Heuristics for scheduling in a no-wait open shop withmovable dedicatedmachines. International Journal of Production Economics, 111, 368–377.
Liu, C. Y., & Bulfin, R. L. (1987). Scheduling ordered open-shops. Computers & Operations Research, 14,257–264.
Low, C., & Yeh, Y. (2009). Genetic algorithm-based heuristics for an open shop scheduling problem withsetup, processing, and removal times separated. Robotics and Computer-Integrated Manufacturing, 25,314–322.
Matta, M. E. (2009). A genetic algorithm for the proportionate multiprocessor open shop. Computers &Operations Research, 36, 2601–2618.
Matta, M. E., & Elmaghraby, S. E. (2010). Polynomial time algorithms for two special classes of the propor-tionate multiprocessor open shop. European Journal of Operational Research, 201, 720–728.
Panahi, H., & Moghaddam, R. T. (2011). Solving a multi-objective open shop scheduling problem by a novelhybrid ant colony optimization. Expert Systems with Applications, 38, 2817–2822.
Pinedo, M. (1995). Scheduling: Theory algorithms and systems. Englewood Cliffs, NJ: Prentice-Hall.Pooranian, Z., Harounabadi, A., Shojafar, M., & Hedayat, N. (2011). New hybrid algorithm for task scheduling
in grid computing to decrease missed task. World Academy of Science, Engineering and Technology, 55,924–928.
Prins, C. (1994). An overview of scheduling problems arising in satellite communications. The Journal of theOperational Research Society, 45, 611–623.
Prins, C. (2000). Competitive genetic algorithms for the open-shop scheduling problem. Mathematical Methodsof Operations Research, 52, 389–411.
Sha, D. Y., & Hsu, Ch Y. (2008). A new particle swarm optimization for the open shop scheduling problem.Computers & Operations Research, 35, 324–3261.
Taillard, E. (1993). Benchmarks for basic scheduling problems. European Journal of Operational Research,64, 278–285.
Yadollahi, M., & Rahmani, A. M. (2009). Solving distributed flexible manufacturing systems schedulingproblems subject to maintenance: Memetic algorithms approach. International Conference on Computerand Information Technology, 1, 36–41.
Yu, W., Liu, Zh, Wang, L., & Fan, T. (2011). Routing open shop and flow shop scheduling problems. EuropeanJournal of Operational Research, 213, 24–36.
123