
Optimizing Drug Delivery Systems Using Systematic "Design of Experiments." Part II: Retrospect and...
80
27 Critical Reviews™ in erapeutic Drug Carrier Systems, 22(1):27–105 (2004) Optimizing Drug Delivery Systems Using Systematic “Design of Experiments.” Part I: Fundamental Aspects Bhupinder Singh, Rajiv Kumar, & Naveen Ahuja Pharmaceutics Division, University Institute of Pharmaceutical Sciences, Panjab University, Chandigarh, India Address all correspondence to Bhupinder Singh, University Institute of Pharmaceutical Sciences, Panjab University, Chandigarh 160 014 India; [email protected] Referee: Dr. Gurvinder Singh Rekhi, Elan Holdings Inc., Gainesville, GA 30504, USA ABSTRACT: Design of an impeccable drug delivery product normally encompasses multiple objectives. For decades, this task has been attempted through trial and error, supplemented with the previous experience, knowledge, and wisdom of the formulator. Optimization of a pharmaceutical formulation or process using this traditional approach involves changing one variable at a time. Using this methodology, the solution of a specific problematic formulation characteristic can certainly be achieved, but attainment of the true optimal composition is never guaranteed. And for improvement in one characteristic, one has to trade off for degeneration in another. is customary approach of developing a drug product or process has been proved to be not only uneconomical in terms of time, money, and effort, but also unfavorable to fix errors, unpredictable, and at times even unsuccessful. On the other hand, the modern formulation optimization approaches, employing system- atic Design of Experiments (DoE), are extensively practiced in the development of diverse kinds of drug delivery devices to improve such irregularities. Such systematic approaches are far more advantageous, because they require fewer experiments to achieve an optimum formulation, make problem tracing and rectification quite easier, reveal drug/polymer inter- actions, simulate the product performance, and comprehend the process to assist in better formulation development and subsequent scale-up. Optimization techniques using DoE represent effective and cost-effective analytical tools to yield the “best solution” to a particular “problem.”rough quantification of drug delivery systems, these approaches provide a depth of understanding as well as an ability to explore and defend ranges for formulation factors, where experimentation is completed before optimization is attempted. e key elements of a DoE optimization methodology encompass planning the study objectives, screening of influential variables, experimental designs, postulation of mathematical models for various chosen response characteristics, fitting experimental data into these model(s), mapping and generating graphic outcomes, and design validation using model-based response surface methodology. e broad topic of DoE optimization methodology is covered in two parts. Part I of the 0743-4863/05$20.00 © 2005 by Begell House, Inc., www.begellhouse.com Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Optimizing Drug Delivery Systems Using Systematic "Design of Experiments." Part II: Retrospect and...

27
Critical Reviews™ in Th erapeutic Drug Carrier Systems, 22(1):27–105 (2004)
Optimizing Drug Delivery Systems Using Systematic “Design of Experiments.” Part I: Fundamental Aspects
Bhupinder Singh, Rajiv Kumar, & Naveen Ahuja
Pharmaceutics Division, University Institute of Pharmaceutical Sciences, Panjab University, Chandigarh, India
Address all correspondence to Bhupinder Singh, University Institute of Pharmaceutical Sciences, Panjab
University, Chandigarh 160 014 India; [email protected]
Referee: Dr. Gurvinder Singh Rekhi, Elan Holdings Inc., Gainesville, GA 30504, USA
ABSTRACT: Design of an impeccable drug delivery product normally encompasses multiple objectives. For decades, this task has been attempted through trial and error, supplemented with the previous experience, knowledge, and wisdom of the formulator. Optimization of a pharmaceutical formulation or process using this traditional approach involves changing one variable at a time. Using this methodology, the solution of a specifi c problematic formulation characteristic can certainly be achieved, but attainment of the true optimal composition is never guaranteed. And for improvement in one characteristic, one has to trade off for degeneration in another. Th is customary approach of developing a drug product or process has been proved to be not only uneconomical in terms of time, money, and eff ort, but also unfavorable to fi x errors, unpredictable, and at times even unsuccessful.
On the other hand, the modern formulation optimization approaches, employing system-atic Design of Experiments (DoE), are extensively practiced in the development of diverse kinds of drug delivery devices to improve such irregularities. Such systematic approaches are far more advantageous, because they require fewer experiments to achieve an optimum formulation, make problem tracing and rectifi cation quite easier, reveal drug/polymer inter-actions, simulate the product performance, and comprehend the process to assist in better formulation development and subsequent scale-up. Optimization techniques using DoE represent eff ective and cost-eff ective analytical tools to yield the “best solution” to a particular “problem.” Th rough quantifi cation of drug delivery systems, these approaches provide a depth of understanding as well as an ability to explore and defend ranges for formulation factors, where experimentation is completed before optimization is attempted. Th e key elements of a DoE optimization methodology encompass planning the study objectives, screening of infl uential variables, experimental designs, postulation of mathematical models for various chosen response characteristics, fi tting experimental data into these model(s), mapping and generating graphic outcomes, and design validation using model-based response surface methodology.
Th e broad topic of DoE optimization methodology is covered in two parts. Part I of the
0743-4863/05$20.00 © 2005 by Begell House, Inc.,
www.begellhouse.comBegell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

28
B. SINGH ET AL.
review attempts to provide thought-through and thorough information on diverse DoE aspects organized in a seven-step sequence. Besides dealing with basic DoE terminology for the novice, the article covers the niceties of several important experimental designs, mathematical models, and optimum search techniques using numeric and graphical meth-ods, with special emphasis on computer-based approaches, artifi cial neural networks, and judicious selection of designs and models.
KEY WORDS: artifi cial neural networks, computer software, drug product development, experimental design, factor screening, response surface methodology
I. INTRODUCTION
Th e domain of drug delivery has enabled a newer look toward drug formulation
development and subsequent patient therapy. Lately, pharmaceutical scientists have
made remarkable strides in the development of diverse types of newer drug deliv-
ery systems (DDS).¹-³ Development of such DDS invariably involves handling a
plethora of drugs, polymers, excipients, and processes. Th e traditional approach of
optimizing a formulation or process essentially entails studying the infl uence of
the corresponding composition and process variables by Changing One Single (or
Separate) variable or factor at a Time (COST), while keeping others as constant.⁴-⁹
Th e technique, at times, is also referred to as OVAT (i.e., One Variable at a Time) or
OFAT (i.e., One Factor at a Time) or “shotgun” approach.⁶,¹⁰,¹¹ During these COST
studies, the fi rst variable is fi xed at a favorable value, and the next is examined until
no further improvement is attained in the response variable.
For decades, drug formulations have been developed by this process of trial
and error.¹¹,¹² Th e COST approach can somehow achieve the solution of a specifi c
problematic property, but attainment of the true optimum composition or process is
never guaranteed.⁹,¹¹,¹³ It may be ascribed to the presence of interactions—i.e., the
infl uence of one or more variable(s) on others.⁷,¹⁴ During such interactions among
variables, the COST approach gets stuck, usually far from optimum. Because there is
no further improvement in the response, the experimenter may erroneously assume
attainment of the optimum. Th e fi nal product may be thought satisfactory but will
really be suboptimal, because a better formulation still exists, although unperceived
under the studied conditions.¹⁰,¹⁴-¹⁶
Th e prior experience, knowledge, and wisdom of the formulator have been the
key factors in formulating new or customized dosage forms. Sometimes, when the
developer is instinctive, skilled, and fortunate, such unsystematic approach may yield
surprisingly successful outcomes. Invariably, however, when skill, acumen, or chance
are not in the developer’s favor, it leads to squandering remarkable amounts of time,
energy, and resources. ⁴,¹⁵,¹⁶ Accordingly, the intuitive COST approach requires
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

29
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
many experiments for little gain in information about the system under investiga-
tion. Fıgure 1 illustrates the case of an arbitrary DDS depicting that the “arrived”
COST optimum is quite distant from the “missed” true optimum.
A drug delivery product and process design problem is normally characterized by
multiple objectives.¹¹,¹²,¹⁷ In an attempt to accomplish such objectives, a pharmaceu-
tical scientist has to fulfi ll various control limits for a formulation. For a controlled
release bioadhesive tablet, for instance, the dissolution rate profi le and bioadhesion
would be most appropriate to control.¹⁸ Because most of the objectives of a formula-
tion are often diff ering, accepting a suitable trade-off or compromise between one
or more properties—e.g., dissolution rate at the expense of bioadhesion—usually
becomes unavoidable.⁶,¹¹,¹⁷ Th us, the primary aim of the traditional formulator has
been to fi nd that suitable trade-off under the given set of constraints rather than
to design the best formulation. Th e imposed pressures of time, cost, resources, aes-
FIGURE 1. Pictorial representation of the COST approach to designing an archetypical trans-
dermal gel employing the optimal values of gelling polymer and penetration enhancer.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

30
B. SINGH ET AL.
thetics, and performance benchmarks further exacerbate the situation. Th erefore,
the conventional COST approach of drug formulation development suff ers from
several pitfalls.⁴,⁶-⁸,¹²,¹⁵,¹⁹,²⁰ Th e most important of these are enumerated in Box 1.
Th ese drug product inconsistencies are generally due to inadequate knowledge of
the underlying cause-and-eff ect relationship(s).⁶,⁹,¹⁹
Systematic optimization techniques, on the other hand, have widely been
practiced to alleviate such inconsistencies.⁷,¹¹,¹⁹,²¹-²⁶ Development of the principles
behind such optimization techniques, now known as design of experiments (DoE),
dates back to 1925, with its discovery by British statistician, Sir Ronald Fısher.²⁷
Th e implementation of DoE optimization techniques invariably encompasses use
of experimental designs and generation of mathematical equations and graphic
outcomes, thus depicting a complete picture of variation of the product/process
response(s) as a function of the input variable(s).¹⁵,²⁶,²⁸,²⁹ Employing various rational
combinations of formulation variables, DoE fi ts experimental data into statistical
equations, uses these as models to predict formulation performance, and optimizes
the critical responses. In direct contrast to the COST approach, DoE optimization
off ers an organized methodology that connects various experiments in a rational
manner, giving more precise information from fewer experiments.⁷,³⁰ Considering
all the multiple variables at once, DoE demonstrates how the system works as a
whole. It enables the experimenter to optimize all the critical responses and fi nd
BOX 1. Various Limitations of Changing One Variable at a Time (COST) Approach
Shortcomings of COST approach
Strenuous.
Uneconomical.
Time consuming.
Unsuitable to plug errors.
Inapt to reveal interactions.
Isolated and unconnected studies.
Pseudo-convergent to untrue optimum.
Result only in “just satisfactory” solutions.
Detailed study of all variables is prohibitive.
Prone to misinterpretation or faking of results.
Futile when all variables change simultaneously.
Unable to establish “cause and effect” relationship.
Ineffectual as leads to unnecessary runs and batches.
New product may retain defects inherent in the old one.
Irreproducible as infers randomly on the basis of origin.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

31
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
the “triumphant” combination. DoE undertakes a simultaneous testing approach in
parallel studies, which has proved to be far more eff ective, effi cient, economical, and
expedient than the “sequential” COST scheme.⁷,¹⁵ In a nutshell, the optimization
techniques possess much greater benefi ts, because they surmount several pitfalls
inherent to the traditional approaches.⁶,⁷,¹²,¹⁶,¹⁹,²²,²⁸,²⁹,³¹-³⁵ Several meritorious
features of DoE vis-à-vis COST optimization have been summarized in Box 2.
Of late, DoE optimization techniques are becoming a regular practice globally,
not only in the design and development of an assortment of new dosage forms, but
also for modifying existing ones.⁸,¹⁰ Putting such rational approaches into practice,
however, usually involves a great deal of mathematical and statistical intricacy. De-
spite its discovery in the 1920s, DoE optimization lay virtually dormant because
the manual calculations it required were extremely cumbersome. It often called
for the pivotal help of an apt computer interface.²⁵,³⁵-³⁷ Software that automates
the “designed-experiment” studies was invented in the early days of mainframe
computers.³⁸ Mainframes no doubt chugged through complicated DoE equations
but required programming skills beyond the scope of the most experimenters.
BOX 2. Various Meritorious Features of Systematic DoE Optimization Techniques
Advantages of systematic optimization techniques
Require fewer experiments to achieve an optimum formulation.
Can trace and rectify a “problem” in a remarkably easier manner.
Lead to comprehensive understanding of the formulation system.
Yield the “best solution” in the presence of competing objectives.
Help in fi nding the “important” and “unimportant” input variables.
Tests and improves “robustness” amongst the experimental studies.
Can change the formulation ingredients or processes independently.
Aid in determining experimental error and detecting “bad data points.”
Can simulate the product or process behavior using model equation(s).
Save a signifi cant amount of resources viz. time, effort, materials and cost.
Evaluate and improve the statistical signifi cance of the proposed model(s).
Can predict the performance of formulations even without preparing them.
Detect and estimate the possible interactions and synergies among variables.
Facilitate decision–making before next experimentation by response mapping.
Provide reasonable fl exibility in experimentation to assess the product system.
Can decouple signal from background noise enabling inherent error estimation.
Comprehend a process to aid in formulation development and ensuing scale–up.
Furnish ample information on formula behavior from one simultaneous study only.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

32
B. SINGH ET AL.
Nonetheless, it wasn’t until those room-sized computers became desktop PCs that
aff ordable DoE software fi rst appeared to cater to the nonstatistical experts. Today,
with the availability of comprehensive DoE software, coupled with the powerful and
economical hardware, the erstwhile computational hiccups have been greatly simpli-
fi ed and streamlined.⁶,²⁸ Hence, computer use is considered almost indispensable
in DoE optimization methods to take care of the numeric calculations entailed in
its realization. Accordingly, the onerous task of systematic optimization of a DDS
can be accomplished using a three-pronged strategy encompassing vistas of drug
delivery, DoE, and computer-aided computation. Fıgure 2 illustrates the synergy
between them.
Th e conduct of systematic DoE studies using computers, undeniably obviates
an in-depth knowledge of statistical and mathematical precepts. However, com-
prehension of varied concepts behind these methodologies is certainly a must for
the successful conduct of optimization studies. Th e information on such rational
techniques, however, lies scattered in diff erent books and journals. Complete and
lucid description of the variegated facets of DoE optimization is not available from
a single textual source. Th e current article is an earnest attempt to furnish such
unambiguous and illustrated information.
Th e vast topic of DoE optimization of drug delivery is being discussed in two
parts. Part I, herein, acquaints the reader with the DoE fundamentals by presenting
a concise and cogent account of vital principles and precepts of these systematic
methodologies, absolutely needed to comprehend and execute the approach. Part
II, appearing in a subsequent issue, will thrash out the subtler features of the DoE
application in designing wide-ranging products and processes and lead to successful
development of variegated DDS.
FIGURE 2. Pivotal elements for successful endeavor in optimization of drug delivery systems.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

33
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
II. OPTIMIZATION: FUNDAMENTAL DoE CONCEPTS AND TERMINOLOGY
Th e word optimize simply means to make as perfect, eff ective, or functional as pos-
sible.⁴,¹⁶ Th e term optimized has been used in the past to suggest that a product has
been improved to accomplish the objectives of a development scientist. However,
today the term implies that DoE and computers have been used to achieve the
objective(s). With respect to drug formulations or pharmaceutical processes, opti-
mization is a phenomenon of fi nding the best possible composition or operating
conditions.⁴,⁶ Accordingly, optimization has been defi ned as the implementation of
systematic approaches to achieve the best combination of product and/or process
characteristics under a given set of conditions.¹⁹
II.A. Variables
Design and development of any drug formulation or pharmaceutical process invari-
ably involves several variables.⁴,²⁵,³⁹ Th e input variables, which are directly under
the control of the product development scientist, are known as independent vari-
ables—e.g., drug content, polymer composition, compression force, percentage of
penetration enhancer, hydration volume, agitation speed. Such variables can either
be quantitative or qualitative.²⁸,⁴⁰ Quantitative variables are those that can take
numeric values (e.g., time, temperature, amount of polymer, osmogent, plasticizer,
superdisintegrants) and are continuous. Instances of qualitative variables, on the
other hand, include the type of polymer, lipid, excipient, or tableting machine.
Th ese are also known as categorical variables.⁶,⁴¹ Th eir infl uence can be evaluated
by assigning discrete dummy values to them. Th e independent variables, which
infl uence the formulation characteristics or output of the process, are labeled fac-
tors.⁶,³⁴,⁴⁰ Th e values assigned to the factors are termed levels—e.g., 100 mg and 200
mg are the levels for the factor, release-rate-controlling polymer in the compressed
matrices. Restrictions imposed on the factor levels are known as constraints.¹⁶,⁴⁰
Th e characteristics of the fi nished drug product or the in-process material are
known as dependent variables—e.g., drug release profi le, percent drug entrapment,
pellet size distribution, moisture uptake.⁶,²⁸,⁴² Popularly termed response variables, these
are the measured properties of the system to estimate the outcome of the experiment.
Usually, these are direct function(s) of any change(s) in the independent variables.
Accordingly, a drug formulation (product), with respect to optimization tech-
niques, can be considered as a system whose output (Y ) is infl uenced by a set of
input variables via a transfer function (T ).⁷,³¹ Th ese input variables may either be
controllable (X; signal factors) or uncontrollable (U; noise factors).²⁸,⁴³ Fıgure 3 depicts
the same graphically.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

34
B. SINGH ET AL.
Th e nomenclature of T depends upon the predictability of the output as an ef-
fect of the change of input variables. If the output is totally unpredictable from the
previous studies, T is termed the black box. Th e term white box is used for a system
with absolutely true predictability, while the term gray box is used for moderate pre-
dictability. Using optimization methods, the attempt of the formulator is to attain
a white box or nearly white box status from the erstwhile black or gray box status
observed in the traditional studies.¹⁹ Th e greater the number of variables in a given
system, the more complicated becomes the job of DoE optimization.³¹ Nevertheless,
regardless of the number of variables, a distinct relationship exists between a given
response and the factors studied.⁶,³¹
II.B. Effect, Interaction, and Confounding
Th e magnitude of the change in response caused by varying the factor level(s) is
termed as an eff ect.³⁴,⁴⁰ Th e main eff ect is the eff ect of a factor averaged over all the
levels of other factors.
However, an interaction is said to occur when there is “lack of additivity of
factor eff ects.” Th is implies that the eff ect is not directly proportional to the change
in the factor levels.⁴⁰ In other words, the infl uence of a factor on the response is
nonlinear.⁴,⁶,⁷,⁴⁴ In addition, an interaction may said to take place when the eff ect
of two or more factors are dependent on each other—e.g., the eff ect of factor A
changes on changing factor B by one unit. Th e measured property of the interacting
X Y
U
T
U
FIGURE 3. System with controllable input variables (X), uncontrollable input variables (U),
transfer function (T), and output variables (Y).
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

35
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
variables depends not only on their fundamental levels, but also on the degree of
interaction between them. Depending upon whether the change in the response is
desired (positive) or undesired (negative), the phenomenon of interaction may be
described as synergism or antagonism, respectively.⁶,⁴⁰ Fıgure 4 illustrates the concept
of interaction graphically.
Eff ects plot is plotted between the magnitude of various coeffi cients for the ef-
fects and/or interactions against the response variable.⁶,³¹ Th e plot is drawn during
the initial stages of DoE to determine the infl uence of each term.
Th e term orthogonality is used if the estimated eff ects are due to the main factor
of interest and are independent of interactions.²⁹,⁴⁰,⁴⁵,⁴⁶ Conversely, lack of orthogo-
nality (or independence) is termed confounding or aliasing.⁴⁰,⁴⁴ When an eff ect is
confounded (or aliased, or mixed up, or equalled), one cannot assess how much of
the observed eff ect is due to the factor under consideration. Th e eff ect is infl uenced
by other factors in a manner that cannot easily be explored. Th e measure of the de-
gree of confounding is known as resolution.⁷,⁴⁵ At times, there is confusion between
confounding and interaction. Confounding, in fact, is a bias that must be controlled
by suitable selection of the design and data analysis. Interaction, on the other hand,
is an inherent quality of the data, which must be explored. Confounding must be
assessed qualitatively, while interaction may be tested more quantitatively.⁴⁴
NO INTERACTION
DRUG DRUG
Low polymer level
D
SSO
UT
ON
D
SSO
UT
ON
D
SSO
UT
ON
DISSOLUTION
Low High
DISSOLUTION
Low High
Low polymer level
High polymer level High polymer level
INTERACTION
FIGURE 4. Diagrammatic depiction of interaction. Unparallel lines in (b) describe the
phenomenon of interaction between the levels of drug and polymer amount affecting
drug dissolution. (—): Linear response-factor relationship; (.....): nonlinear response-factor
relationship.
(a) (b)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

36
B. SINGH ET AL.
II.C. Coding
Th e process of transforming a natural variable into a nondimensional coded variable,
Xi , so that the central value of experimental domain is zero is known as coding (or
normalization).³⁴,⁴⁰,⁴⁷
Generally, the various levels of a factor are designated as –1, 0, and +1, repre-
senting the lowest, intermediate (central), and highest factor levels investigated,
respectively.⁶,³¹,⁴⁰ For instance, if sodium carboxymethyl cellulose, a hydrophilic
polymer, is studied as a factor in the range of 120–240 mg, then codes –1 and +1
signify 120 mg and 240 mg amounts, respectively. Th e code 0 would represent the
central point at the arithmetic mean of the two extremes—i.e., 180 mg. Alterna-
tively, for convenience, the factors and their levels have been denoted by alphabetic
notation (symbol) to express various combinations investigated in the study. For
example, a factor is denoted by a capital alphabet letter (say factor A ), the high
level by a, and low level as (–1). Table 1 illustrates the alphabetic denotations used
in pharmaceutical literature for coding factors and their factor combinations at the
respective levels.
Although the terminology for factors as A and B and their levels as (1), a, b, etc.
is comprehensive in the text format, their translation into mathematical equation(s)
is neither practical nor easy to comprehend.¹⁹ Th erefore, the symbol Xk is normally
used for representing the factor X, where the subscript k depicts the number of fac-
tors.²⁸,³¹ Analogously, the subscripted β values are employed to denote the coeffi cient
values in the mathematical equations.
Coding involves the orthogonality of eff ects and depicts eff ects and interaction(s)
using (+) or (–) signs.¹⁶,⁴⁰ It assigns equal signifi cance to each axis and allows not
only easier calculation of coeffi cients and coeffi cient variances, but easier depiction
of response surfaces as well.
To circumvent any anomaly in factor sensitivity with change in levels, it is
recommended that the factor coding must be carried out judiciously.²⁸,⁴⁰ For instance,
in the case of microsphere production, if one factor is stirring speed (say, within
TABLE 1. Denotation of Various Levels of Two Factors
Factor Level notations
Low level High level
A –1 a
B –1 b
AB 1 ab
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

37
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
the range of 1500–3000 rpm) and the other is pH (say within the range of 1–5), a
change of 1 pH unit is far more signifi cant than a change of 1 rpm.
II.D. Experimental Domain
Th e dimensional space defi ned by the coded variables is known as factor space.⁶,²²
Fıgure 5 illustrates the factor space for two factors on a bidimensional (2-D) plane
during the formulation of controlled release microspheres.⁴⁸ Th e part of the factor
space, investigated experimentally for optimization, is the experimental domain.⁶,⁴⁷
Also known as the region of interest, it is enclosed by the upper and lower levels of
the variables. Th e factor space covers the entire fi gure area and extends even beyond
it, whereas the design space of the experimental domain is the square enclosed by
X₁ = ±1, X₂ = ±1.
II.E. Experimental Design
Th e conduct of an experiment and the subsequent interpretation of its experimental
outcome are the twin essential features of the general scientifi c methodology.⁴,²² Th is
FIGURE 5. Quantitative factors and factor space. The axes for the natural variables, ethyl
cellulose:drug ratio and Span 80 are labeled U1 and U2 and those of the corresponding
coded variables X1 and X2.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

38
B. SINGH ET AL.
can be accomplished only if the experiments are carried out in a systematic way and
the inferences are drawn accordingly. An experimental design is the statistical strategy
for organizing the experiments in such a manner that the required information is
obtained as effi ciently and precisely as possible.²⁶,²⁹,³⁴,⁴⁹ Runs or trials are the experi-
ments conducted according to the selected experimental design.⁶,²⁸ Such DoE trials
are arranged in the design space so that the reliable and consistent information is
attainable with minimum experimentation. Th e layout of the experimental runs in a
matrix form, according to the experimental design, is known as the design matrix.⁶,³¹
Th e choice of design depends upon the proposed model, the shape of the domain,
and the objective of the study. Primarily, the experimental (or statistical) designs are
based on the principles of randomization (i.e., the manner of allocations of treat-
ments to the experimental units), replication (i.e., the number of units employed for
each treatment), and error control or local control (i.e., the grouping of specifi c types
of experiments to increase the precision).⁷,³¹,³⁴,⁴⁷
For deriving maximal benefi ts from DoE, an experimenter has invariably to
know, comprehend and apply some or all of the following aspects.
1. Blocking in Experimental Designs
Often the estimation of “eff ects” and “interaction” becomes complicated as a result
of variability in the results caused by some uncontrollable factors, commonly termed
nuisance factors or extraneous factors.⁷ Although these nuisance factors are the fac-
tors that may aff ect the measured result, they are not of primary interest. In such
situations, blocks are generated in the experimental domain. Each block is a set of
relatively homogenous experimental conditions, wherein every level of the primary
factor occurs the same number of times with each level of nuisance factor.⁷,³¹,⁴⁶
Th ese uncontrollable factors, therefore, are usually taken as the blocking factors. Th is
technique of blocking is used to reduce or eliminate the variability transmitted by
the nuisance factors. Accordingly, the analysis of the experiment focuses on the
eff ect of varying levels of the primary factor “within each block” of the experiment.
Runs are distributed over blocks in such a way that any diff erence between the
blocks does not bias the results for the factors of interest. Th is is accomplished
by treating the blocking factor as another factor in the design. Th e inclusion of
blocking factors as additional factors in the design results in loss of estimation of
some interaction terms, eventually lowering the resolution of the design. None-
theless, the technique of blocking makes the design statistically more powerful.³¹
It allows simultaneous estimation and control of variability stemming from the
diff erence(s) between the blocks during optimization of a process or formulation.
Blocking considerably improves the precision with which comparisons are made
among the factors of interest.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

39
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
2. Resolution of Experimental Designs
One of the important features of the experimental designs is their resolution—i.e.,
the ability to describe the degree to which the estimated main eff ects are aliased (or
confounded) with the estimated two-, three-, or higher level interactions.⁶,⁷,¹⁵,⁴⁵ In
general, the resolution of a design is one more than the smallest order interaction
that some main eff ect is confounded with.⁴¹ For instance, if some main eff ects are
confounded with some two-level interactions, then the resolution is III. Th e most
prevalent design resolutions in the pharmaceutical arena are III, IV, and V.⁶ Th ese
designs imply that
a. Resolution III Designs: In such designs, the main eff ects are confounded (aliased)
with two-factor interactions.
b. Resolution IV Designs: No main eff ects are aliased with two-factor interactions,
but two-factor interactions are aliased with each other.
c. Resolution V Designs: No main eff ect or two-factor interaction is aliased with
any other main eff ect or two-factor interaction, but two-factor interactions are
aliased with three-factor interactions.
Th e orthogonal designs, where the estimation of main eff ects and interactions are
independent of each other, are said to possess “infi nite resolution.”³¹ For most practi-
cal purposes, when the number of factors is quite large in pharmaceutical product
development, a resolution IV design may be adequate, while a resolution V design
is an excellent choice. Resolution III designs, on the other hand, are also useful in
conditions where the number of factors is large and interactions among them are
assumed to be negligible.
Th e resolution of experimental designs can be improved upon by the fold over
technique.⁷,³¹,⁴⁶,⁵⁰ Th e procedure involves the generation or addition of a second
block of experiments, in which the levels of each factor are reversed from the origi-
nal block. For a resolution III design, this will improve the alias structure for all
the factors. Fold over designs can either be mirror-image fold over designs (resulting
in complete dealiasing of main eff ects and all interactions) or alternative fold over
designs (involving break-up of specifi c alias patterns).
3. Design Augmentation
In the whole DoE endeavor, a situation sometimes arrives in which a study, conducted
at some stage, is found to be inadequate and needs to be investigated further, or
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

40
B. SINGH ET AL.
when the study carried out during the initial stages needs to be “reused.”¹⁵ In either
situation, more design points can be added systematically to the erstwhile design.
Th us, the erstwhile primitive design can be enhanced to a more advanced design
furnishing more information, better reliability, and higher resolution. Th is process
of extension of a statistical design, by adding some more rational design points, is
known as design augmentation.³¹,⁴¹ For instance, a design involving study at two levels
can be augmented to a three-level design by adding some more design points. A
design can be augmented in a number of ways, such as by replicating, adding center
points to two-level designs, adding axial points (i.e., design points at various axes of
the experimental domain), or by folding over.
II.F. Response Surfaces
Conduct of DoE trials, according to the chosen statistical design, yields a series
of data on the response variables explored. Such data can be suitably modeled to
generate mathematical relationships between the independent variables and the
dependent variables. Graphical depiction of the mathematical relationship is known
as a response surface.¹⁹,⁴⁵,⁴⁹ A response surface plot is a 3-D graphical representation of
a response plotted between two independent variables and one response variable.
Th e use of 3-D response surface plots allows us to understand the behavior of the
system by demonstrating the contribution of the independent variables.
Th e geometric illustration of a response obtained by plotting one independent
variable against another, while holding the magnitude of response and other variables
as constant, is known as a contour plot.²⁸ Such contour plots represent the 2-D slices
of the corresponding 3-D response surfaces. Th e resulting curves are called contour
lines. Fıgure 6 depicts a typical response surface and contour plot for a diff usional
release exponent (proposed by Korsemeyer et al.⁵¹) as the response variable, reported
with mucoadhesive compressed matrices of atenolol.⁵² For complete response depic-
tion among k independent variables, a total of kC₂ number of response surfaces and
contour plots may be required. In other words, 1, 3, 6, or 10 number of 3-D and
2-D plots are needed to provide depiction of each response for 2, 3, 4, or 5 number
of variables, respectively.¹⁵,³¹
II.G. Mathematical Models
Th e mathematical model, simply referred to as the model, is an algebraic expression
defi ning the dependence of a response variable on the independent variable(s).⁴⁶,⁵³
Mathematical models can either be empirical or theoretical.²⁸ An empirical model
provides a way to describe the factor/response relationship. It is most frequently, but
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

41
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
not invariably, a set of polynomial equations of a given order.⁷,⁴⁶ Most commonly
used linear models are shown in Eqs. (1)–(3):
Y X X= + + + +β β β ε0 1 1 2 2 ... (1)
Y X X X X= + + + + +β β β β ε0 1 1 2 2 12 1 2 ... (2)
Y X X X X X X= + + + + + + +β β β β β β ε0 1 1 2 2 12 1 2 11 12
22 22 ... (3)
where Y represents the estimated response, sometimes also denoted as E(y). Th e
symbols Xi represent the value of the factors, and β0, βi, βii, and βij are the constants
representing the intercept, coeffi cients of fi rst-order (fi rst-degree) terms, coeffi cients
of second-order quadratic terms, and coeffi cients of second-order interaction terms,
respectively. Th e symbol ε implies pure error. Equations (1) and (2) are linear in
variables, representing a fl at surface and a twisted plane in 3-D space, respectively.
Equation (3) represents a linear second-order model that describes a twisted plane
with curvature, arising from the quadratic terms.
A theoretical model or mechanistic model may also exist or be proposed. It is most
-10
1-1
0
1
0.64
0.70
0.76
0.82
Rel
ease
exp
one
nt
HPMCSod. CMC
0.76-0 .82
0.70-0 .76
0.64-0 .70
H P M C
So
d.
CM
C- 1 . 0 - 0 . 5 0 . 0 0 . 5 1 . 0
- 1 . 0
- 0 . 5
0 . 0
0 . 5
1 . 0
0 .6 8
0 .7 4
0 .7 7
0 .8 0
0 .7 1
0 .7 1
(a) (b)
FIGURE 6. (a) A typical response surface plotted between a response variable, release
exponent, and two factors, HPMC and sodium CMC, in case of mucoadhesive compressed
matrices; (b) the corresponding contour plot.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

42
B. SINGH ET AL.
often a nonlinear model, where transformation to a linear function is not usually
possible.²⁸ Such theoretical relationships are, however, rarely employed in pharma-
ceutical product development.
III. DRUG DELIVERY OPTIMIZATION: DoE METHODOLOGY
An experimental approach to DoE optimization of DDS comprises several
phases.⁵,¹⁵,²⁸,⁵⁴ Broadly, these phases can be sequentially summed up in seven salient
steps. Fıgure 7 delineates these steps pictographically.
FIGURE 7. Seven-step ladder for optimizing drug delivery systems.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

43
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
• Th e optimization study begins with Step I, where an endeavor is made to as-
certain the initial drug delivery objective(s) in an explicit manner. Various main
response parameters, which closely and pragmatically epitomize the objective(s),
are chosen for the purpose.
• In Step II, the experimenter has several potential independent product and/or
process variables to choose from. By executing a set of suitable screening tech-
niques and designs, the formulator selects the “vital few” infl uential factors among
the possible “so many” input variables. Following selection of these factors, a
factor infl uence study is carried out to quantitatively estimate the main eff ects
and interactions. Before going to the more detailed study, experimental studies
are undertaken to defi ne the broad range of factor levels as well.
• During Step III, an apposite experimental design is worked out on the basis of
the study objective(s), and the number and the type of factors, factor levels, and
responses being explored. Working details on variegated vistas of the experi-
mental designs, customarily required to implement DoE optimization of drug
delivery, have been elucidated in the subsequent section. Afterwards, response
surface modeling (RSM) is characteristically employed to relate a response vari-
able to the levels of input variables, and a design matrix is generated to guide
the drug delivery scientist to choose optimal formulations.
• In Step IV, the drug delivery formulations are experimentally prepared according
to the approved experimental design, and the chosen responses are evaluated.
• Later in Step V, a suitable mathematical model for the objective(s) under
exploration is proposed, the experimental data thus obtained are analyzed
accordingly, and the statistical signifi cance of the proposed model discerned.
Optimal formulation compositions are searched within the experimental domain,
employing graphical or numerical techniques. Th is entire exercise is invariably
executed with the help of pertinent computer software.
• Step VI is the penultimate phase of the optimization exercise, involving vali-
dation of response prognostic ability of the model put forward. Drug delivery
performance of some studies, taken as the checkpoints, is assessed vis-à-vis that
predicted using RSM, and the results are critically compared.
• Fınally, during Step VII, which is carried out in the industrial milieu, the process
is scaled up and set forth ultimately for the production cycle.
Th e niceties of the signifi cance and execution of each of these seven steps is discussed
in greater detail below.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

44
B. SINGH ET AL.
III.A. Step I: Objective
Th e foremost step while executing systematic DoE methodology is to understand the
deliverables of the fi nished product. Th is step is not merely confi ned to understanding
the process performance and the product composition, but it usually goes beyond
to enfold the concepts of economics, quality control, packaging, market research,
etc.³¹ Th e term objective (also called criterion) has been used to indicate either the
goal of an optimization experiment or the property of interest.¹⁶,²⁸ Th e objectives
for an experiment should be clearly determined after discussion among the project
team members having sound expertise and empiricism on product development,
optimization, production, and/or quality control. Th e group of scientists contemplates
the key objectives and identifi es the trivial ones. Prioritizing the objectives helps in
determining the direction to proceed with regard to the selection of the factors, the
responses, and the particular design.⁵,⁵⁴,⁵⁵ Th is step can be very time consuming and
may not furnish rapid results. However, unless the objectives are accurately defi ned,
it may be necessary to repeat the entire work that is to follow. Th e response variables,
selected with dexterity, should be such that they provide maximal information with
the minimal experimental eff ort and time. Such response variables are usually the
performance objectives, such as the extent and rate of drug release, or are occasionally
related to the visual aesthetics, such as chipping, grittiness, or mottling.¹⁵
III.B. Step II: Factor Studies
Subsequent to ascertaining the study objectives and responses, “several possible” fac-
tors are envisioned and screening of a “few important” ones is done. Th e infl uence
of the important factors—i.e., the main eff ects and the possible interactions are also
studied. Collectively, screening and factor infl uence studies are also known as factor
studies.⁴ Often carried out as a prelude to fi nding the optimum, these are sequential
stages in the development process. Screening methods are used to identify important
and critical eff ects.⁶,⁵⁴ Factor studies aim at quantitative determination of the eff ects
as a result of a change in the potentially critical formulation or process parameter(s).
Such factor studies usually involve statistical experimental designs, and the results
so obtained provide useful leads for further response optimization studies.
1. Screening of Infl uential Factors
As the term suggests, screening is analogous to separating “rice” from “rice husk,”
where rice is a group of factors with signifi cant infl uence on response, and husk is
a group of the rest of the noninfl uential factors.¹⁵ A product development scientist
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

45
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
normally has numerous possible input variables to be investigated for their impact
on the response variables. During the initial stages of optimization, such input
variables are explored for their infl uence on the outcome of the fi nished product
to see if they are factors.⁴,⁶,⁵⁶ Th e process, called screening of infl uential variables, is
a paramount step. An input variable, identifi ed as a factor, increases the chance of
success, while an input variable that is not a factor has no consequence.²⁸ Further-
more, an input variable falsely identifi ed as a factor unduly increases the eff ort and
cost, while an unrecognized factor leads to an erroneous picture, and a true optimum
may be missed.
Principally, screening embarks upon the phenomenon of sparsity eff ect—i.e.,
only a few of the factors among the numerous envisioned ones truly explain a
larger proportion of the experimental variation.⁷,³¹,⁵⁷ Th e factors responsible for the
variability are the active or infl uential variables, while others are termed inactive
or less infl uential variables. Th e entire exercise aims solely at selecting the active
factors and excluding the redundant variables, but not at obtaining complete and
exact numerical data on the system properties. Such a reduction in the number
of factors becomes necessary before the pharmaceutical scientist invests the hu-
man, fi nancial, and industrial resources in more elaborate studies.⁴,⁵⁴ Th is phase
may be omitted if the process is known well enough from the analogous studies.
Even after elimination of the noninfl uential variables, the number of factors may,
at times, still be too large to optimize in terms of available resources of time,
money, manpower, equipment, etc.⁴ In such cases, more infl uential variables are
optimized, keeping less infl uential ones as constant at their best levels. Th e number
of experiments is kept as small as possible to limit the volume of work carried out
during the initial stages.
a. Screening Designs
Th e experimental designs employed for this purpose are commonly termed screening
designs.⁵⁴,⁵⁶ Screening presumes considerable approximation of the additivity of the
diff erent factors and the absence of interaction. Th erefore, the primary purpose of
the screening design is to identify signifi cant main eff ects, rather than interaction
eff ects. Th us, these are usually fi rst-order designs with low resolution.²²,³¹ Th ese
designs are also sometimes termed main eff ects designs or orthogonal main eff ect plans
or simply orthogonal arrays.⁶ Th e number of experiments in the screening process is
kept small, but it must at least be equal to the number of independent coeffi cients
(P ) required to be calculated, as in Eq. (4).
P Sik
i= + −∑ =1 11( ) (4)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

46
B. SINGH ET AL.
where Si is the number of levels of the ith factor, when there are k factors in all.⁶ Th e
estimators of the coeffi cients should be orthogonal and be estimated with minimum
possible error. In general, in order to determine main eff ects independently, the
number of runs should be four times the number of factors to be estimated.³¹ Th e
experimental designs are said to be saturated if the number of runs equals the number
of model terms to be estimated.³¹,⁵⁷ In cases where a larger number of factors needs
to be screened, the number of runs becomes exorbitantly high. In such circumstances,
supersaturated designs, which possess fewer runs than factors, are used. Supersaturated
designs can be attractive for factor screening, especially when there are many factors
and/or the experimental runs are expensive. A supersaturated design can examine
dozens of factors using fewer than half the number of runs. Th is is usually at the
expense of the precision and accuracy of the information. Th e mathematical models
normally considered for screening include the linear and interaction models already
described by Eqs. (1) and (2).⁴,⁵⁴,⁵⁶ A two-level screening design can be augmented
to a high-level design by adding axial points along with center points.
2. Factor Infl uence Study
Having screened the infl uential variables, a more comprehensive study is subsequently
undertaken, with the main aim to quantify the eff ect of factors and to determine the
interactions, if any.⁴,⁶,⁴⁵ Herein, the studied experimental domain is less extensive,
as many fewer active factors are studied. Th e models used for this study are neither
predictive nor capable of generating a response surface. Th e number of levels is usu-
ally limited to two (i.e, the factors are investigated at the extreme values). However,
suffi cient experimentation is carried out to allow for the detection of interactions
among factors.⁶,⁵³ Th e experimental designs used are generally of the same kind as
used for screening. Th e experiments conducted at this step may often be “reused”
during the optimization or response modeling phase by augmenting the experimental
designs with additional design points at the center or the axes.³¹ Central points (i.e.,
at the intermediate level), if added at this stage, are not included in the calculation
of model equations.⁴ Nevertheless, they may prove to be useful in identifying the
curvature in the response, in allowing the reuse of the experiments at various stages,
and if replicated, in validating the reproducibility of the experimental study.
III.C. Step III: Response Surface Modeling and Experimental Designs
During this crucial stage in DoE, one or more selected experimental responses
are recorded for a set of experiments carried out in a systematic way to develop a
mathematical model.⁸,²¹,²⁶,³³,⁴⁷,⁵⁸,⁵⁹ Th ese approaches comprise the postulation of an
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

47
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
empirical mathematical model for each response, which adequately represents change
in the response within the zone of interest. Rather than estimating the eff ects of each
variable directly, response surface modeling (RSM) involves fi tting the coeffi cients
into the model equation of a particular response variable and mapping the response
over the whole of the experimental domain in the form of a surface.⁶,¹⁹,²³,⁴⁶,⁵⁴
Principally, RSM is a group of statistical techniques for empirical model build-
ing and model exploitation.⁴⁶,⁵⁴ By careful design and analysis of experiments, it
seeks to relate a response to a number of predictors aff ecting it by generating a
response surface, which is an area of space defi ned within upper and lower limits
of the independent variables depicting the relationship of these variables to the
measured response.
Experimental designs, which allow the estimation of main eff ects, interaction
eff ects, and even quadratic eff ects, and, hence, provide an idea of the (local) shape
of the response surface being investigated, are termed response surface designs.⁶,²⁸,⁴⁵,⁵⁹
Under some circumstances, a model involving only main eff ects and interactions
may be appropriate to describe a response surface. Such circumstances arise when
analysis of the results reveals no evidence of “pure quadratic” curvature in the response
of interest—i.e., the response at the center approximately equals the average of the
responses at the two extreme levels, +1 and –1.
In each part of Fıgure 8 (a, b, and c), the value of the response increases from
the bottom of the fi gure to the top and those of the factor settings increase from left
to right.³¹ If a response behaves as in Fıgure 8a, the design matrix to quantify that
behavior needs only to contain factors with two levels—low and high. Th is model
is a basic assumption of simple two-level screening or factor-infl uence designs. If a
response behaves as in Fıgure 8b, the minimum number of levels required for a factor
(a) (b) (c)
FIGURE 8. Different types of responses as functions of factor settings; (a) linear; (b) qua-
dratic; (c) cubic.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

48
B. SINGH ET AL.
to quantify that behavior is three. Addition of center points to a two-level design ap-
pears to be a logical step at this point, but the arrangement of the treatments in such
a matrix may confound all the quadratic eff ects with each other.³¹,⁴⁵,⁴⁶ A two-level
design with center points can only detect the quadratic nature of the response, but
not estimate the individual pure quadratic eff ects. Generally, the quadratic models are
proposed for optimization of drug delivery devices.⁴,⁶,²² Th erefore, response surface
designs involving studies at three or more than three levels are employed for DoE
optimization purposes. Th ese response surface designs are used to fi nd improved or
optimal process settings, troubleshoot the process problems and weak points, and
make a formulation or process more robust (i.e., less variable) against external and
noncontrollable infl uences.³¹,⁴⁵ Relatively more complicated cubic responses (Fıg.
8c) are quite infrequent in pharmaceutical practice.⁶,²²
Th e prediction ability of response surface designs can be determined by prediction
variance, which is a function of experimental variance (σ²) and variance function
(d ), as described by Eq. (5).⁶,⁷,⁴⁵
2ˆvar .y d (5)
where var ( y) is the prediction variance. Th e variance function (d ) further depends
upon the levels of a factor and the experimental design. When the prediction vari-
ance of a response is constant in all the directions at a given distance from the center
point of the domain, the design is termed rotatable.⁷,⁸,³¹ Ideally, all response surface
designs should possess the characteristic of rotatability—i.e., the ability of a design
to be run in any direction without any change in response prediction variance.
1. Experimental Designs
DoE is an effi cient procedure for planning experiments in such as way that the
data obtained can be analyzed to yield valid and unbiased conclusions.⁹,³⁰ An
experimental design is a strategy for laying out a detailed experimental plan in
advance to the conduct of the experimental studies.⁸,¹⁴,²²,²⁶ Before the selection of
experimental design, it is essential to demarcate the experimental domain within the
factor space—i.e, the broad range of factor studies. To accomplish this task, fi rst a
pragmatic range of experimental domain is embarked upon and the levels and their
number are selected so that the optimum lies within its realm.¹⁹,³¹ While selecting
the levels, one must see that the increments between them should be realistic. Too
wide increments may miss fi nding the useful information between the levels, while
a too narrow range may not yield accurate results.¹⁵
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

49
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
Th ere are numerous types of experimental designs. Various commonly employed
experimental designs for RSM, screening, and factor-infl uence studies in pharma-
ceutical product development are
a. factorial designs
b. fractional factorial designs
c. Plackett–Burman designs
d. star designs
e. central composite designs
f. Box–Behnken designs
g. center of gravity designs
h. equiradial designs
i. mixture designs
j. Taguchi designs
k. optimal designs
l. Rechtschaff ner designs
m. Cotter designs
For a three-factor study, an experimental design can invariably be envisaged as a
“cube,” with the possible combinations of the factor levels (low or high) represented
at its respective corners.⁹ Th e cube thus can be the most appropriate representation
of the experimental region being explored. Most design types discussed in the cur-
rent article are, therefore, being depicted pictorially using this cubic model, with
experimental points at the corners, centers of faces, centers of edges, and so forth.
Such depiction facilitates easier comprehension of various designs and comparisons
among them. For designs in which more than three factors are adjusted, the same
concept is applicable except that a hypercube represents the experimental region.
Such cubic designs are popular because they are symmetrical and straightforward
for conceptualizing and envisioning the model.
a. Factorial Designs
Factorial designs (FDs) are very frequently used response surface designs.⁸,⁴⁰,⁶⁰ A
factorial experiment is one in which all levels of a given factor are combined with
all levels of every other factor in the experiment.⁶,⁴⁰,⁶¹ Th ese are generally based
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

50
B. SINGH ET AL.
upon fi rst-degree mathematical models. Full FDs involve studying the eff ect of all
the factors (k) at various levels (x), including the interactions among them, with the
total number of experiments being xk. FDs can be investigated at either two levels
(2k FD) or more than two levels. If the number of levels is the same for each factor
in the optimization study, the FDs are said to be symmetric, whereas in cases of a
diff erent number of levels for diff erent factors, FDs are termed asymmetric.⁶
• 2 k factorial designs. Th e two-level FDs are the simplest form of orthogonal
design, commonly employed for screening and factor infl uence studies.³¹,⁴⁰,⁴⁷
Th ey involve the study of k factors at two levels only—i.e., at high (+) and low
(–) levels. Th e simplest FD involves investigation of two factors at two levels
only. Characteristically, these represent fi rst-order models with linear response,
as demonstrated in Fıgure 8a. Fıgure 9 portrays a 2² and 2³ FD, in which each
point represents an individual experiment.
Th e design matrix for a two-level full factorial with k factors in the standard
order can be generated in the following manner. Th e fi rst column (X₁) starts
with –1 followed by alternate sign for all 2k runs.³¹ Th e second column (X₂)
starts with –1 repeated twice, then alternates with 2 in a row of the opposite
sign until all 2k places are fi lled. Th e third column (X₃) starts with –1 repeated
four times, then four repeats of +1, and so on. In general, the ith column (Xi)
starts with 2i–¹ repeats of –1 followed by 2i–¹ repeats of +1. Table 2 illustrates
a simple design matrix layout of 2³ FD. Th e signs + or – in the columns AB,
(a) (b)
FIGURE 9. Diagrammatic representation of (a) 22 factorial design; (b) 23 factorial design.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

51
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
AC, BC, and ABC are generated by multiplication of the corresponding levels
of the various factors. Th e design in the given instance has been employed for
optimization of pellets to study the eff ect of three process factors—the rotor
speed (A), the amount of water sprayed (B), and the atomizing air pressure
(C)—at two levels each on the geometric mean diameter (dg) and geometric
size distribution (σg) of the pellets.⁶²
Th e mathematical model associated with the design consists of the main ef-
fects of each variable plus all the possible interaction eff ects—i.e., interactions
between the two variables, and in fact, between as many factors as there are in
the model.⁴,⁶,⁴⁶ Equation (6) is the general mathematical relationship for the
FDs involving main eff ect and interaction terms.
Y X X Xin
i i in
j in
ij i j
in
j in
k in
ijk
= + ∑ + ∑ ∑
+ ∑ ∑ ∑
= = = +
= = + = +
β β β
β
0 1 1 1
1 1 2 XX X Xi j k (6)
where n is the number of factors (3 in the above equation), X is +1 or –1 as per
coding, Y is the measured response, and βi, βij, βijk represent the coeffi cients
computed from the responses of the formulation in the design. For a 2³ FD,
the above equation can be written as Eq. (7).
TABLE 2. Design Matrix for 23 FD in Standard Order Along with the Corresponding
Interactions and Responses*
Exp. run
Factors Interactions Responses
A(X1)
B(X2)
C(X3)
AB(X1X2)
AC(X1X3)
BC(X2X3)
ABC(X1X2X3)
dg (µm)
�g(µm)
(1) –1 –1 –1 + + + – 1150.7 224.2
a 1 –1 –1 – – + + 303.0 42.4
b –1 1 –1 – + – + 1054.5 222.8
ab 1 1 –1 + – – – 507.2 116.0
c –1 –1 1 + – – + 326.7 56.0
ac 1 –1 1 – + – – 463.5 97.6
bc –1 1 1 – – + – 792.9 135.6
abc 1 1 1 + + + + 1252.7 208.4
* Data taken from Korakianiti et al.62
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

52
B. SINGH ET AL.
Y X X X X X
X X X X X X X
= + + + +
+ + +
β β β β β
β β β
0 1 1 2 2 3 3 12 1 2
13 1 3 23 2 3 123 1 2 3 (7)
Center points can be added to 2k FDs to allow identifi cation of the curvature
in the response and, upon replication, validate the reproducibility of the ex-
perimental study.⁶⁰ Fıgure 10 shows the cubic model for 2³ FD with an added
center point.
• Higher level factorial designs. FDs at three or more number of levels are employed
mainly for response surface optimization.²⁸,⁴⁵,⁶⁰ Simple to generate, these designs
can detect and estimate nonlinear or quadratic eff ects. Th e main strength of the
design is orthogonality, because it allows independent estimation of the main
eff ects and interactions.³¹,⁴⁰,⁶⁰ On the other hand, the major limitation associated
with high-level FDs is the increased number of experiments required with the
increase in the number of factors (k). Even at a modest number of factors, the
number of runs is quite large. For instance, the absolute minimum number of
runs required to estimate all the terms present in a four-factor, three-level qua-
dratic model is 15, involving the intercept term, four main eff ects, six two-factor
interactions, and four quadratic terms. Th e corresponding 3k FD for k = 4 requires
81 runs. Another disadvantage of xk FDs is the lack of rotatability.⁷,³¹ Table 3
illustrates the design matrix for a three-level FD for buccoadhesive compressed
matrices of diltiazem hydrochloride involving two factors—Carbopol (X₁) and
HPMC K 100 LV (X₂).¹⁸ Th e response parameters studied encompass bioadhesive
strength (F ), release up to 10 hours (Rel₁₀h), and the time taken for 50% of the
drug release (t50%).
FIGURE 10. Diagrammatic representation of 23 factorial design with added center point.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

53
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
b. Fractional Factorial Designs
In a full FD, as the number of factors or factor levels increases, the number of
required experiments exceeds manageable levels. Also, with a large number of fac-
tors, it is possible that the highest order interactions have no signifi cant eff ect. In
such cases, the number of experiments can be reduced in a systematic way, with the
resulting design called fractional factorial designs (FFD) or sometimes partial facto-
rial designs.²⁸,³⁴,⁴⁷,⁶⁰ An FFD is a fi nite fraction (1/xr ) of a complete or “full” FD,
where r is the degree of fractionation and xk–r is the total number of experiments
required. Although these designs are economical in terms of number of experiments,
the ability to distinguish some of the factor eff ects is partly sacrifi ced by reduction
in the number of experiments. In other words, the eff ects in an FFD can no lon-
ger be uniquely estimated.³¹,⁶⁰ Th erefore, the FFDs often possess lower resolution
than their full factorial counterparts, because they require fewer experiments and
consequently provide fewer data. Th e degree of fractionation should be appropri-
ately chosen on the basis of resources available and the design resolution desired.⁶
It should not be large, because this may lead to confounding of factor eff ects, not
only with the interactions, but also with other factor eff ects. Properly chosen FFDs
for two-level experiments, however, have the desirable properties of being both
balanced and orthogonal.³¹,⁶⁰
TABLE 3. A 32 Full Factorial Design Layout Along with Studied Responses*
Trial no. X1 X2
Response variables
F(g)
Rel10h(%)
t50%(h)
1 –1 –1 6.66 80.66 4.99
2 –1 0 11.80 72.50 7.43
3 –1 1 14.11 67.01 8.28
4 0 –1 9.09 68.21 7.38
5 0 0 15.55 59.37 8.88
6 0 1 23.50 50.59 9.71
7 1 –1 16.32 57.10 8.35
8 1 0 19.43 47.98 10.23
9 1 1 28.16 35.94 12.03
* Data taken from Singh & Ahuja18
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

54
B. SINGH ET AL.
For a two-level, three-factor design, a full FD will require 2³—i.e., eight ex-
periments and seven eff ects are determined. Out of these seven eff ects, there are
three main eff ects, and the other four eff ects are due to the interactions among the
three factors. An FFD with r = 1, on the other hand, will require only 2³–¹, i.e., four
experiments and a total of three eff ects are estimated. However, these three eff ects
are the combined eff ects of factors and interactions. Table 4 depicts a one-half
replicate of a 2³ FD.
From Table 4, the aliases (i.e., the confounded eff ects) can be defi ned. An ef-
fect is defi ned by the signs in the corresponding columns—e.g., the eff ect of A is
(a – b – c + abc), which is exactly equal to BC. Th erefore, BC and A are aliases—i.e.,
confounded. Also, C = AB and B = AC. Th us, in this design, the main eff ects are
TABLE 4. One Half Replicate of a 3–Factor 2–Level Factorial Design
ExperimentFactors Interactions
A B C = AB AC BC
a + – – – +
b – + – + –
c – – + – –
abc + + + + +
(a) (b)
FIGURE 11. Diagrammatic representation of (a) a 23–1 fractional factorial design with design
points as spheres at the corners of the cubic model; (b) a 23–1 fractional factorial design
with added center point.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

55
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
confounded with interactions of the other two factors.²⁸,⁴⁰ Th is implies that the
main eff ects cannot be clearly interpreted if the interactions present are signifi cant.
Fıgure 11 depicts an FFD graphically as a hypercube, with its corners represented
by the spheres, depicting the experiments studied.
Low-resolution FFDs (mainly resolution III or occasionally resolution IV)
are routinely employed for screening purposes.⁴,⁵⁶ Th ey are effi cient in determin-
ing “main eff ects,” where interactions are assumed to be negligible. On the other
hand, high-resolution FFDs such as resolution V or higher are used to determine
both the main eff ects and interactions. Hence, such high-resolution FFDs, besides
factor infl uence studies, can be used for drug delivery product or process optimiza-
tion.⁷,⁶³,⁶⁴ Th e resolution of FFDs can also be improved upon by fold over methods.³¹
Th e high-resolution designs, such as resolution V FFDs, can also be augmented to
second-order response surface designs.
c. Plackett–Burman Designs
Plackett–Burman designs (PBD) are special two-level FFDs used generally for
screening of K—i.e., N–1 factors, where N is a multiple of 4.⁶⁵ Also known as Had-
amard designs or symmetrically reduced 2k–r FDs, the designs can easily be constructed
employing a minimum number of trials.⁴,⁶,⁶⁵-⁶⁸ For instance, a 30-factor study can
be accomplished using only 32 experimental runs. In most cases, the fi rst line is
given and the remaining lines are obtained by permutation, except for the last line,
which consists entirely of minus signs. Table 5 presents the fi rst lines of a PBD for
the number of experiments, with N ranging between 4 and 24.
Th e second row is generated from the fi rst one by moving the element of the
row one position right and placing the last in the fi rst position. Th e third row is
produced from the second in an analogous manner, and the process is continued
TABLE 5. Coded Experimentation Carried Out with Plackett–Burman Design
N First lines of the design
4 + + –
8 + + + – + – –
12 + + – + + + – – – + –
16 + + + + – + – + – – + – – –
20 + + – – + + – + – + – + – – – – + + –
24 + + + + + – + – + + – – + + – – + – + – – – –
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

56
B. SINGH ET AL.
until the k t line is reached. Because these designs cannot be represented as cubes,
they are sometimes called nongeometeric designs.²⁸,³⁴ Table 6 presents the PBD layout
for eight experiments.
In Plackett–Burman designs, the main eff ects are orthogonal, and two-factor
interactions are only partially confounded with main eff ects.³¹ Th is is diff erent from
resolution III FFDs, in which two-factor interactions are indistinguishable from main
eff ects. PBDs are quite favorably employed during the screening process.⁵⁴,⁶⁷,⁶⁹
d. Star Designs
Because FDs do not allow detection of curvature unless more than two levels of a
factor are chosen, a star design can be used to alleviate the problem and provide a
simple way to fi t a quadratic model.⁸,²⁸ Th e number of required experiments in a
star design is given by 2k + 1. A central experimental point is located from which
other factor combinations are generated by moving the same positive and negative
distance (= step size, α). For two factors, the star design is simply a 2² FD rotated
over 45° with an additional center point (Fıg. 12). Th e design is invariably orthogonal
and rotatable.
e. Central Composite Designs
For nonlinear responses requiring second-order models, central composite designs
(CCDs) are the most frequently employed.¹⁶,³³,⁵⁴ Also known as the Box–Wilson
TABLE 6. A Plackett–Burman Design Layout for Eight Experiments and Seven Factors
Experiment run X1 X2 X3 X4 X5 X6 X7
1 +1 +1 +1 –1 +1 –1 –1
2 –1 +1 +1 +1 –1 +1 –1
3 –1 –1 +1 +1 +1 –1 +1
4 +1 –1 –1 +1 +1 +1 –1
5 –1 +1 –1 –1 +1 +1 +1
6 +1 –1 +1 –1 –1 +1 +1
7 +1 +1 –1 +1 –1 –1 +1
8 –1 –1 –1 –1 –1 –1 –1
B e g e l l H o u s e D i g i t a l L i b r a r y , h t t p : / / d l . b e g e l l h o u s e . c o m D o w n l o a d e d 2 0 1 1 - 1 - 3 f r o m I P 1 6 8 . 2 2 3 . 7 . 1 7 1 b y F l o r i d a A & M U n i v e r s i t y

57
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
design, the “composite design” contains an imbedded (2k ) FD or (2k–r ) FFD, aug-
mented with a group of star points (2k) and a “central” point.⁷⁰ Th e star points allow
estimation of curvature and establish new extremes for the low and high settings for
all the factors. Hence, CCDs are second-order designs that eff ectively combine the
advantageous features of both FDs (or FFDs) and the star design. Th e total number
of factor combinations in a CCD is given by 2k + 2k + 1.
If the distance from the center of the design space to a factorial point is ±1 unit
for each factor, the distance from the center of the design space to a star (axial) point
is ±α with |α| > 1. Th e precise value of α depends on certain properties desired for
the design and on the number of factors involved.⁸,²⁸,³¹,⁷⁰ Th e axial points for two-
factor problems include (±α, 0) and (0, ±α). A two-factor CCD is identical to a 3²
FD with rectangular experimental domain at α = ±1, as shown in Fıgure 13a. On
the other hand, the experimental domain is spherical in shape for α = √2 = 1.414,
as shown in Fıgure 13b. Th e CCD is quite popular in response surface optimization
during pharmaceutical product development.
A face centered cube design (FCCD) results when both factorial and star points
in a CCD possess the same positive and negative distance from the center.²⁸ A
rotatable CCD (RCCD) is identical to FCCD except that the points defi ned for
the star design are changed to [±(2k )¹/⁴,…0] and those generated by the FD remain
unchanged. In this way, the design generates information equally well in all direc-
tions—i.e., the variance of the estimated response is the same at all the points on a
sphere centered at the origin.³¹ Furthermore, depending upon the type of domain
and α value, the RCCD can be either circumscribed (CCC) or inscribed (CCI). Table
7 gives an account of the salient aspects of various types of CCDs. Fıgure 14 depicts
the designed experiments carried out using various types of CCDs.
To maintain rotatability, the value of α depends on the number of experimental
FIGURE 12. Diagrammatic representation of a star design with an additional center point,
derived from the factorial by rotation over 45º.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

58
B. SINGH ET AL.
TABLE 7. Various Types of Composite Designs and Their Salient Features
CCDs type Notation Salient features
Face centered FCCD In this design the star points are at the center of each face of the factorial space, i.e., α = ± 1. It requires 3 levels of each factor. Augmenting an existing FD or FFD (resolution V) with appropriate star points can also produce this design.
Rotatable CCDs
Circumscribed CCC These designs are the original form of the central composite design. The star points are at some distance (α) from the center, based on the properties desired for the design and the number of factors in the design. These designs have circular, spherical, or hyperspherical symmetry, and require 5 levels for each factor. Augmenting an existing FD or FFD (resolution V) with star points can also produce this design.
Inscribed CCI For situations in which the limits specifi ed for factor settings are truly limits, this design uses the factor settings as the star points and creates a FD or FFD within those limits. In other words, a CCI design is a scaled down CCC design with each factor level of the CCC design divided by α to generate the CCI design. This design also requires 5 levels of each factor.
(a) (b)
FIGURE 13. Diagrammatic representation of (a) central composite design (rectangular
domain) with α = 1; (b) central composite design (spherical domain) with α = 1.414.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

59
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
runs in the factorial portion (factorial or FFD design space) of the CCD, as given
by Eq. (8).³¹,⁷⁰
α = [ ] number of factorial runs1 4/
(8)
If the factorial space is generated from a full factorial, it can be simplifi ed as
Eq. (9).
α = [ ]21 4k /
(9)
Table 8 illustrates some typical values of α as a function of the number of factors
for maintaining the rotatability of CCDs.
Th e second-order polynomial, generally used for the composite designs, is given
as Eq. (10).
Y X X X Xin
i i in
j in
ij i j in
ii i= + ∑ + ∑ ∑ + ∑= = = + =β β β β0 1 1 1 12
(10)
Th e values of βi, βij, and βii represent the coeffi cients for main eff ect, interaction,
and second-order terms, respectively. Th e composite designs normally involve the
investigation of X at fi ve levels—i.e., one central point (0 level), two factorial points
(a) (b) (c)
FIGURE 14. Diagrammatic representation of (a) a face centered central composite; (b) a
circumscribed rotatable central composite; (c) an inscribed rotatable central composite
design.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

60
B. SINGH ET AL.
(±1 levels) and two axial star points (±α levels). However, in case of FCCD, the
number of levels is kept at three for each factor. Th e above second-order equation
for a two-factor study, upon expansion, will transform to Eq. (3).
f. Box–Behnken Designs
A specially made design, the Box–Behnken design (BBD), requires only three levels for
each factor—i.e., –1, 0, and +1.⁷¹ A BBD is an economical alternative to CCD.⁴,⁵⁴,⁷¹-⁷³
It overcomes the inherent pitfalls of the CCDs, where each factor has to be studied
at fi ve levels, consequently escalating the number of experiments with the rise in
the number of factors. Table 9 gives a comparative account of the number of runs
required by CCDs and BBDs for a given number of factors.
Th is is an independent quadratic design, in that it does not contain an embed-
ded FD or FFD. Although BBD is also called orthogonal balanced incomplete block
design, it has limited capability for orthogonal blocking in comparison to the CCDs.
Th e design is rotatable (or nearly rotatable), and the treatment combinations are
located at the midpoints of edges and the center of the experimental domain, as
portrayed in Fıgure 15.³¹,⁷¹
Th e BBDs are also popularly used for response surface optimization of drug
delivery systems.⁴,²³,⁷²-⁷⁷ Table 10 lists a documented instance of a BBD design
layout for preparing sustained release pellets, employing 15 experiments with three
factors at three levels each.⁷⁸
TABLE 8. Determination of � Value for Maintaining the Rotatability of a Central Composite Design for Different Number of Factors
Number of factors
Factorial portion
Scaled value for � relative to ± 1
2 22 22/4 = 1.414
3 23 23/4 = 1.682
4 24 24/4 = 2.000
5 25–1 24/4 = 2.000
5 25 25/4 = 2.378
6 26–1 25/4 = 2.378
6 26 26/4 = 2.828
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

61
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
g. Center of Gravity Designs
Outlined by Podczeck,⁷⁹ these designs are modifi cations of CCD. Retaining the
advantages of CCD, these designs further reduce the total number of experiments
to 4k + 1. Th e experiments start with a midpoint, which usually lies in the factorial
region. From this midpoint (i.e., center of gravity), at least four points are decided
on each coordinate axis in such a way that the resulting geometric space becomes
as large as possible. Despite the broader geometric space, the designs include only
meaningful experiments. Such designs have been employed to optimize various
DDS quite frequently.²¹,⁸⁰,⁸¹
h. Equiradial Designs
Equiradial designs are fi rst-degree response surface designs, consisting of N points on
a circle around the center of interest in the form of a regular polygon.⁶,⁴¹ Th e designs
TABLE 9. Number of Runs Required by Central Composite and Box–Behnken Designs
Number of factors
Number of experimental runs needed
Central composite design Box–Behnken design
2 13 (5 center point runs) —
3 20 (6 center point runs) 15
4 30 (6 center point runs) 27
5 33 (fractional factorial) or 52 (full factorial) 46
6 54 (fractional factorial) or 91 (full factorial) 54
FIGURE 15. Diagrammatic representation of a Box–Behnken design for three factors.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

62
B. SINGH ET AL.
can be rotated by any angle without any loss in the properties. For six experiments,
the design is of a pentagon shape, with fi ve design points on the circumference of
a circle and one at the center.
TABLE 10. Design Layout According to Box–Behnken Design*
RunVariable factors Response variables
X1 X2 X3 Y1 Y2 Y3
1 30 6/1 500 20.0 ± 0.8 27.5 ± 1.1 38.0 ± 1.2
2 30 2/1 500 33.0 ± 1.0 45.4 ± 1.1 65.2 ± 1.1
3 10 6/1 500 42.4 ± 0.9 58.7 ± 1.5 80.5 ± 0.9
4 10 2/1 500 66.1 ± 1.3 85.6 ± 1.2 94.1 ± 2.0
5 30 4/1 700 15.4 ± 1.1 21.1 ± 1.6 29.5 ± 1.1
6 30 4/1 300 53.9 ± 1.4 71.7 ± 1.8 85.1 ± 1.0
7 10 4/1 700 32.9 ± 0.8 46.5 ± 1.3 68.5 ± 1.2
8 10 4/1 300 82.4 ± 2.0 91.0 ± 2.0 93.8 ± 2.0
9 20 6/1 700 10.8 ± 1.0 14.8 ± 1.1 20.3 ± 1.3
10 20 6/1 300 47.4 ± 1.1 62.7 ± 1.3 80.3 ± 1.5
11 20 2/1 700 22.1 ± 1.2 30.4 ± 1.2 42.8 ± 1.7
12 20 2/1 300 75.3 ± 0.9 87.1 ± 2.0 94.0 ± 1.9
13 20 4/1 500 26.5 ± 1.0 36.4 ± 1.5 50.8 ± 1.3
14 20 4/1 500 24.0 ± 1.5 32.9 ± 2.0 47.0 ± 2.0
15 20 4/1 500 25.0 ± 1.2 34.9 ± 1.5 49.3 ± 2.0
FactorsLevels
Response variables–1 0 1
X1: Plasticizer concentration (%)
10 20 30Y1: Cumulative percent drug release after 3 h
X2: Polymer ratio (Eudragit RS/Eudragit RL)
2/1 4/1 6/1Y2: Cumulative percent drug release after 4 h
X3: Quantity of coating dispersion (g)
300 500 700Y3: Cumulative percent drug release after 6 h
* Data taken from Kramar et al.78
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

63
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
Hexagonal equiradial design for two factors is popularly known as the Doehlert
design. Also known as the uniform shell design, this design is characterized by uni-
form distribution of the experimental points on the surface of a hypersphere, thus
providing a good basis for interpolation.⁶,⁸,²⁸,⁸² Th e total number of experiments is
given as k² + k + 1. For two factors, for instance, a minimum of seven experiments is
proposed in a regular hexagon shape with a central point. Each factor is analyzed at
a diff erent number of levels.⁸²,⁸³ Th e design may be extended in any direction. Th is
includes the possibility of entailing additional factors without any adverse eff ect
on the quality of the design. Lately, this design has been recommended by several
authors for pharmaceutical formulation development.⁶,⁸,²⁸,⁸³
Fıgure 16 explicitly illustrates several important cases of equiradial designs.
(a) (b)
(c) (d)
FIGURE 16. Diagrammatic representation of a two-factor equiradial designs; (a) triangular
four-run design; (b) square fi ve-run design; (c) pentagonal six-run design; (d) Doehlert
hexagonal seven-run design.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

64
B. SINGH ET AL.
i. Mixture Designs
In FDs, CCDs, BBDs, etc., all the factors under consideration can simultaneously
be varied and evaluated at all levels. Th is may not be possible under many situations.
Particularly in DDS with multiple excipients, the characteristics of the fi nished
product usually depend not so much on the quantity of each substance present but
on their proportions.⁴,¹³ Here, the sum total of the proportions of all the excipients
is unity, and none of the fractions can be negative. Th erefore, the levels of diff er-
ent components can be varied with the restriction that the sum total should not
exceed one.⁸⁴ Mixture designs are highly recommended in such cases.¹³,⁸⁵-⁸⁷ In a
two- component mixture, only one factor level can be independently varied, while
in a three-component mixture, only two factor levels can be independently varied,
and so on. Th e remaining factor level is chosen to complete the sum to unity. Hence,
they have often been described as the experimental designs for formulation opti-
mization.⁴,¹²,¹³,³² For process optimization, however, the designs such as FDs and
CCDs are preferentially employed.
Th e fact that the proportions of diff erent factors must sum to 100% complicates
the design as well as the analysis of mixture experiments. Th ere are two types of
mixture designs—standard mixture designs and constrained mixture designs.⁶,³¹,⁵⁴ If the
experimental region is a simplex, standard mixture designs are used. A simplex is the
simplest possible n-sided fi gure in an (n – 1) dimensional space.¹⁶,²⁸,³³ It is represented
as a straight line for two components, as a 2-D triangle for three components, as
a 3-D tetrahedron for four components, and so on. If the mixture components are
subject to the constraint that they must sum to one, then standard mixture designs
for fi tting standard models are used. Th e most popular standard mixture designs are
simplex mixture designs (SMDs), also known as Scheff é’s designs.²⁸,⁸⁸ Th ey can either
be centroid or lattice designs. Both of these are identical for fi rst- and second-order
models but diff er for third-order onwards. Herein, the design points are uniformly
distributed over the factor space and form the lattice. Th e design point layout for
three factors using various models is shown in Fıgure 17, where each point refers
to an individual experiment.
Scheff é’s polynomial equations are used for estimating the eff ects. General
mathematical models for a total of three components, X₁, X₂, and X₃, are given as:
Linear: Y X X X= + +β β β1 1 2 2 3 3 (11)
Quadratic: Y X X X X X X X X X= + + + + +β β β β β β1 1 2 2 3 3 12 1 2 13 1 3 23 2 3 (12)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

65
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
(a) (b) (c)
FIGURE 17. Diagrammatic representation of simplex mixture designs (a) linear model; (b)
quadratic model; (c) special cubic model.
Special cubic model: Y X X X X X
X X X X X X X
= + + +
+ + +
β β β β
β β β
1 1 2 2 3 3 12 1 2
13 1 3 23 2 3 123 1 2 3 (13)
where βi in each of Eqs. (11)–(13) represent the coeffi cients of respective variables.
Because a change of a fraction in a mixture implies a change of another fraction,
there are no quadratic interaction terms in Scheff é’s polynomial equations. Because
there are no intercept terms in these polynomials, standard linear regression analysis
of the data cannot be performed, and special regression algorithms are required for
calculating the model equations.¹³,²⁸,⁸⁸ For screening purposes, fi rst-order linear
mixture models are used involving the axial design points in the experimental do-
main.²⁹ Table 11 shows the design matrix for a simplex lattice design generated for
optimization of dissolution enhancement of an insoluble drug (prednisone) with
the physical mixtures of superdisintegrants.⁸⁹
When some or all of the mixture components are subject to additional con-
straints, such as a maximum (upper bound) and/or a minimum (lower bound) value
for each component, constrained mixture designs are preferred to standard mixture
designs.⁶,⁸⁵,⁹⁰ Th e extreme vertices design is the most widely used example of a con-
strained mixture design.⁷,³⁴,⁹¹ It is recommended when the factor space is restricted
usually on both the upper and lower limits of the factor levels. For instance, in a
study involving a formulation of a controlled release tablet by direct compression,
use of lubricant in less than 0.2% w/w amount is useless, and more than 2% w/w
is meaningless.¹⁵ In such designs, the observations are made at the corners of the
bounded design space, at the middle of the edges, and at the center of the design
space, which can be evaluated only by regression.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

66
B. SINGH ET AL.
j. Taguchi Designs
Each industrial development system is amenable to natural variability over which
one has little or no control. Such variability arises from a number of possible causes
such as materials, operators, processes, suppliers, and environmental changes. To
develop the products or processes as robust amidst such natural variability, Genichi
Taguchi, a Japanese engineer and quality consultant, proposed several experimental
design approaches in the mid 1980s.⁴³,⁹² Th ese Taguchi methods have, of late, become
globally popular in industrial experimentation. Taguchi refers to experimental design
as “off -line quality control” because it is a method of ensuring good performance in
the development of products or processes.⁹² Th e goal of these robust designs is to
divide system variability according to various sources and to fi nd the control factor
settings that generate acceptable responses.⁴,²⁹,³¹
Th e unique aspects of his approach are the use of signal (or control or design) and
noise (or uncontrollable) factors. Signal factors are the system control inputs. Noise
factors are typically too diffi cult or too expensive to control. Th e design employs
TABLE 11. Design Layout for Simplex Lattice Design*
Formulation X1 X2 X3
Percent drug dissolved in 10 min
1 1 0 0 15.2
2 0 1 0 2.8
3 0 0 1 23.1
4 0.5 0.5 0 55.3
5 0.5 0 0.5 59.5
6 0 0.5 0.5 20.6
7 0.33 0.33 0.33 82.4
8 0.667 0.167 0.167 44.7
9 0.167 0.667 0.167 45.5
10 0.167 0.167 0.667 71.6
X1 Croscarmellose Sodium
X2 Dicalcium Phosphate Dihydrate
X3 Anhydrous β–Lactose
* Data taken from Ferrari et al.89
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

67
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
two orthogonal arrays—i.e., tabulated designs. Th e signal (or control) factors, used
to fi ne-tune the process, form the inner array. Th e noise factors, associated with
process or environmental variability, form the outer array.⁶,⁴¹,⁹³ Taguchi’s orthogonal
arrays are invariably two-level, three-level, and mixed-level FFDs. An inner design
constructed over the control factors fi nds optimum settings. An outer design over
the noise factors looks at how the response behaves for a wide range of noise condi-
tions. Th e experiment is performed at all the combinations of the inner and outer
design runs.
Actually, a Taguchi experiment is the cross-product of the two orthogonal arrays.
Fıgure 18 illustrates the layout of the arrays as per two-level, three-factor Taguchi
design. Pictorially, it can be seen as a conventional design in the inner array factors
(in comparison with Fıgure 9b for the classical 2³ FD), with the addition of a “small”
outer array factorial design at each corner of the “inner array” box. Taguchi experi-
mental designs, based on the orthogonal arrays, are usually labeled L8, to indicate an
array with eight runs. Classical experimental designs are identifi ed with a superscript
to indicate the number of variables. Th us, because a 2³ classical experimental design
also has eight runs, the designs generated by the two methods are often analogous.
Table 12 shows a Taguchi L8 array (in contrast to Table 2 illustrating a classical 2³
design), to investigate the eff ects of up to seven factors in eight runs. Use of linear
graphs and interaction tables would select columns 1, 2, and 4 to identify the eff ects
of three factors, and this corresponds to the same classical design (Table 2).³¹
For Taguchi arrays, each row represents a run of the experiment. Here, each
design has eight runs. Each column represents the settings of the factor at the top
of the column. In the classical design, the levels are (–1, +1), while in the Taguchi
design, the levels are (1, 2), implying (low, high) for each factor, respectively. At
the bottom of each design is the corresponding column number for the alternative
FIGURE 18. Diagrammatic representation of inner 23 and outer 22 arrays for Taguchi robust
design with “I” as the inner array and “E” as the outer array.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

68
B. SINGH ET AL.
design—e.g., column 1 in the Taguchi design (Table 12) corresponds to the column
C in the classical design (Table 2), and vice versa. Th e Taguchi design has the same
number of components as the classical design, but in a diff erent order. However,
the columns for the settings of the factors, chosen according to the interactions as-
sumed by the investigator, may or may not be present in the process. Th e investigator
consults an interaction table and/or linear graphs to determine which columns to
choose in the design.
Th e response variable in Taguchi data analysis is not the usual raw response or
quality characteristic, but the signal-to-noise ratio (S/N ratio).⁴,⁶,⁷,⁴³ Th e S/N ratio
is a performance statistic, calculated across the entire outer array for each inner
run, which becomes the response for a fi t across the inner design runs. Its formula
depends on whether the experimental goal is to maximize, minimize, or match a
target value of the quality characteristic of interest.
From the drug delivery perspective, while using Taguchi methods, fi rst one
needs to determine the control factors that can be set by the product development
pharmacist.⁶,⁹³-⁹⁵ Th ose are the factors in the experiment for which diff erent levels
are investigated. Next, decisions are made on the choice of an appropriate orthogonal
array to select the experiment and methodology to measure the quality character-
istic of interest. It must be remembered that most S/N ratios require that multiple
measurements are taken during each run of the experiment—e.g., the variability
around the nominal value cannot otherwise be assessed. Fınally, the experiment is
conducted and the factors that most strongly aff ect the chosen S/N ratio are identi-
TABLE 12. Taguchi L8 Array for Three Variables
Experimental runColumn number
1 2 3 4 5 6 7
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Classical 23 FD column no.
C B BC A AC AB ABC
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

69
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
fi ed, and the production process is reset accordingly. Depending upon the situation at
hand, S/N ratios are maximized, minimized, or targeted to a specifi c limit or range
of limit. Table 13 lists the recommended performance parameters for Taguchi’s S/N
ratio. Th e table also encompasses the envisioned drug delivery applications, where
Taguchi arrays hold high promise and can fi nd plausible applications.
Besides robustness, the Taguchi methodology emphasizes minimization of loss
function—i.e., minimizing economic loss associated with running the experiments
at non-optimal conditions. In fact, Taguchi’s analysis begins with the operational
defi nition of quality as a measure in terms of loss; the greater the quality loss, the
lower the quality. Th e ideal point of highest quality is obviously the one represent-
ing no quality loss. Taguchi designs allow estimation for the maximum number
of main eff ects in an unbiased (orthogonal) manner, with the minimum number
of experimental runs. Most analyses of robust design experiments amount to a
standard ANOVA of the respective S/N ratios, ignoring two-way or higher-order
interactions and sometimes using accumulation analysis.⁷,⁴³ Besides screening of
infl uential variables, Taguchi array designs hold tremendous potential for response
surface modeling, especially when the number of factors is quite large.
TABLE 13: Taguchi’s Signal to Noise Ratios as Performance Statistics in Drug Delivery
Goal of optimization
studySignal to noise ratios Potential instances of
drug delivery relevance
Maximization of the response
SN n Yii
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟∑10
1 12log
•Flux from transdermal patch through skin. •Bioadhesive strength of bioadhesive tablet. •MDT of an oral controlled release tablet.•Entrapment effi ciency in nanoparticles.•Dissolution rate of rapid release tablets.•Shelf–life of a drug delivery system.• Floating time of hydrodynamically balanced system.
Minimization of the response
SN n
Yii
= −⎛
⎝⎜⎜
⎞
⎠⎟⎟∑10
1 2log •Drug leakage from liposomal systems.•T85% of a fast release solid dispersion.
Target to a specifi c value or a range
SN
Y
s= −
⎛
⎝⎜⎜
⎞
⎠⎟⎟10
2
2log
• Lag time release of enteric coated formulations.
• Release exponent value for zero–order kinetics.
•Dispersion time in dispersible tablets.•HLB of micro-emulsions.•Hardness of oral compressed matrices.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

70
B. SINGH ET AL.
k. Optimal Designs
If the experimental domain is of a defi nite shape—either cubic or spherical—the
standard experimental designs are normally used. However, when the domain is ir-
regular in shape, optimal designs can be used.⁴,²⁸,⁹⁶ Th ese are the nonclassic custom
designs generated by exchange algorithm using computers.⁷,⁹⁷ In general, such custom
designs are generated based on a specifi c optimality criterion such as D-, A-, G-, I-,
and V-optimality criteria.⁶,⁷,³¹ Th ese optimality criteria are based upon the minimiza-
tion of various parameter and design prediction variances. Th e variable space in such
designs consists of a candidate set of design points. Th e candidate set consists of all
the possible treatment combinations that the formulator wishes to consider in an
experiment. Th ese candidate sets are elected based upon any one of these criteria.
Th e most popular criterion in the custom designs is D-optimality. D-optimal
designs are based on the principle of minimization of variance and covariance of
parameters. Th e optimal design method requires that a correct model be postulated,
the variable space be defi ned, and the number of design points be fi xed in such a
way that will determine the model coeffi cients with maximum possible effi ciency.
Th ese powerful designs can be continuous—i.e., more design points can be added to
it subsequently, and the experimentation can be carried out in stages. In particular,
while augmenting an experimental design, the domain loses its shape; a D-optimal
design can be employed for further studies. Many new terms can be added to the
original model in any direction, and corresponding optimal new test runs (with re-
spect to this expanded model) can be determined. Two sets of experiments, carried
out in diff erent blocks, can also be grouped together. Depending upon the problem,
these designs can also be used along with factorial, central composite, and mixture
designs. Besides formulation and process optimization, these optimal designs are
also successfully used for screening of factors.⁷⁴,⁸³,⁹¹,⁹⁶,⁹⁸
Apart from these commonly employed experimental designs, there are some relatively
less popular designs, described below.
l. Rechtschaffner Designs
Th ese designs are of importance in situations where the model involves main eff ects
and fi rst-order interactions.⁶,⁹⁹ Although these designs are saturated, they are neither
balanced nor orthogonal except for the fi ve-factor design, where main eff ects can
be independently estimated. Notwithstanding the fact that the use of the designs
has seldom been reported for factor infl uence studies, they hold suffi cient promise
for the pharmaceutical formulator.⁶,¹⁰⁰
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

71
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
m. Cotter Designs
Th is design is generally used for screening purposes and is advantageously used
when a larger number of factors is to be screened with lesser resources, and there is
likelihood of interactions among the factors.⁵⁷
n. Other Designs
Some scientists have also employed the Latin square design¹⁰¹ and other orthogonal
arrays¹⁰² for optimizing pharmaceutical formulations. Experimental designs such
as distance-based designs, hybrid designs, etc. can also be employed for systematic
DoE studies with limited fruition.
2. Choosing Experimental Designs
Th e choice of an experimental design is customarily a compromise between the
information required and the number of experimental studies to be conducted.⁹ It
depends largely upon the objectives of the study and the number of factors to be
investigated. If the primary purpose of the experiment is to screen out or select the
few important main eff ects from the many less important ones, screening designs are
used.⁸,¹⁵,¹⁹,³¹ By and large, low-resolution designs suffi ce for the purpose of simpler
screening of a large number of experimental parameters. Th ese are usually FDs (full
or frac tional), PBDs, or Taguchi designs. Screening designs support only the linear
responses. Th us, if a nonlinear response is detected or a more accurate picture of the
response surface is required, a more complex design type is necessary. Hence, when
the investigator is interested in estimating interaction and even quadratic eff ects, or
intends to have an idea of the local shape of the response surface, response surface
designs are used.
For interaction models, resolution IV or V designs are usually preferred. However,
some inter action terms in the model may be confounded with others, and further
experimentation might be required to decou ple these terms at a later stage.⁹,³¹ De-
signs such as BBD or CCD, which support nonlinear re sponses, are commonly used
for RSM optimization applications. When the formulator has several factors that are
proportions of a mixture formulation, mixture designs are specifi cally favoured.¹⁵
On the whole, the fi rst-order experimental designs must enable estimation of
the fi rst-order eff ects, preferably free from interference by the interactions among
factors and other variables.⁷,⁵⁴ Th ese designs also allow testing for “goodness of
fi t” of the proposed model. Even if they are able to determine the existence of the
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

72
B. SINGH ET AL.
curvature in the response surface, they should normally be employed in the absence
of curvature of the response surface.
If there are only a smaller number of factors to be studied at extreme levels, then
2k FDs are acceptable. If there are more factors and levels, then perhaps a FFD or
BBD is better. If the number of product factors and processing parameters under
TABLE 14. Application of Important Experimental Designs Depending Upon the
Nature of Factor, Models, and Strategies
2k FD xk FD FFD PBD CCD BBD EQD SMD EVD TGD DOD
Factor type
Formulation
Process
Both
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
—
—
�
—
—
�
�
�
�
�
�
Number of factors
≤3
4–6
>6
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�
� � �
�
�
�
�
Factor level
2
≥3
�
—
—
�
� �
—
—
�
—
� �
�
� �
�
�
�
�
Model proposed
Linear model
Interaction model
Quadratic model
Mixture model
Custom made model
�
�
—
—
—
�
�
�
—
—
�
�
—
—
�
�
—
—
—
�
�
—
—
�
�
—
—
�
�
—
—
—
—
—
�
—
—
—
—
�
—
�
�
—
— �
Screening (effect study)
� � � � — — — � — � �
Factor infl uence study
� � � � — — — � — � �
Response surface mapping
� � � � � � � � �
BBD: Box–Behnken design; CCD: Central composite design; DOD: D–Optimal design; EQD: Equiradial design; EVD: Extreme vertices design; FD: Factorial design; FFD: Fractional factorial design; PBD: Plackett–Burman design; SMD: Simplex mixture design; TGD: Taguchi design
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

73
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
consideration are many (i.e., ≥7), a Taguchi design may be better. In such cases,
creating cause–eff ect diagrams (i.e., Ishikawa fi shbone diagrams) can be quite use-
ful.⁹ Computer-assisted designs such as D-opti mal are better suited to situations
wherein a large number of qualitative factors are incorporated in the design and/or
when the resultant experimental domain is irregular in shape.⁴,⁵⁴ Th e compilation
in Table 14 acts as a help guide while selecting an experimental design, based upon
the motive of the study.
To facilitate better interpretation of results, it is always worthwhile to run one or
more replicate batches (especially at the central points) and test them to determine
the reproducibility of the batches, accuracy and precision of analytical data, and
reliability of the contour plots.
III.D. Step IV: Formulation of DDS and Their Evaluation
A design matrix is generated according to the selected experimental design. Various
drug delivery formulations are prepared according to the generated design matrix
in a randomized manner.⁵,⁹,¹⁹,³⁹,⁵⁵ Randomization ensures that “noisy” factors are
spread uniformly across all “control” factors. Th e factors are varied at the selected
levels while keeping all other process and formulation variables as constant. Th e raw
material and the experimental conditions should also be kept constant to avoid any
variability from the unwanted sources. Subsequently, the prepared drug delivery
formulations are suitably evaluated for corresponding performance parameters and
response variables. Th e analytical methods used for the purpose should yield results
with maximum precision and reproducibility, because the success of any optimization
study depends largely upon the accuracy and the reliability of the input data.
III.E. Step V: Computer-Aided Modeling and Optimization
1. DoE Data Analysis and Modeling
Th e planned conduct of experimentation is succeeded by deft interpretation of data.
Th is is a vital phase that further involves several steps.⁷,⁴⁶,⁵³,¹⁰³ DoE data analysis
starts with an overview and examination of data for the presence of any outliers
or obvious problems. A wide array of plots are drawn to uncover anomalies or
provide insights that go beyond what most quantitative techniques are capable of
discovering. Plots such as response histograms, response versus time order scatter
plots, response(s) versus factor levels plots, main eff ects mean plots, and normal or
half-normal plots can be plotted for better understanding of the system. After this,
the polynomial equations are generated based upon the proposed mathematical
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

74
B. SINGH ET AL.
model. Varied statistical tests of signifi cance such as ANOVA or Student’s t test
are applied to test the model and to further simplify it. Residual graphs and other
model diagnostic plots are also plotted to confi rm the correct transformation of
the data. To accomplish the task, it is important that the formulation scientist car-
rying out the DoE data analysis be aware of the fundamental statistical principles
of data transformation, normality, linearity, residual analysis, lack of model fi t tests,
ANOVA, p values, etc.⁶,⁷,³¹
a. Model Selection
“All models are wrong. But some are useful.” Th is assertion of Box and Draper⁴⁶
characterizes the situation that a formulation scientist faces while optimizing a
system.⁴⁶ Accordingly, the success of the optimization study depends substantially
upon the judicious selection of the model. In general, a model has to be proposed
before the start of the DoE optimization study.⁴⁵ Model selection depends upon the
types of variables to be investigated and the type of study to be made—e.g., descrip-
tion of the system, prediction of the optima or feasible regions, or factor screening.
Th e choice also depends on a priori knowledge of the experimenter about possible
interactions and quadratic eff ects.⁴,²⁸,⁴⁷,⁵⁴ If the model chosen is too simple, higher-
order interactions and eff ects may be missed because the relevant terms are not
part of the model. If the model selected is too complicated, over-fi tting of the data
may occur. Th is results in large variance in the predictions and low reliability of the
predicted optimum. Th e models mostly employed to describe the response are the
fi rst-, second-, and very occasionally, third-order polynomials. A fi rst-order model
is initially postulated. If a simple model is found to be inadequate for describing the
phenomenon, the higher order models are followed.
A series of computations are performed after hypothesizing the model, for cal-
culating the coeffi cients of polynomials and their statistical signifi cance, to enable
the estimation of the eff ects and interactions.
Calculation of the coeffi cients of polynomial equations. Regression is the most widely
used method for quantitative factors.¹⁰⁴,¹⁰⁵ It cannot be used for qualitative factors,
because interpolation between discrete (categorical) factor values is meaningless.
In ordinary least-squares regression (OLS), a linear model, expressed as Eq. (14), is
fi tted to the experimental data for estimating the values of β such that the sum of
squared diff erences between predicted and observed responses is minimized.
Y X Y X X= + = + +β β β β β0 1 1 0 1 1 11 12or (14)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

75
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
Multiple linear regression analysis (MLRA) can be performed for more factors,
Xi, interactions, XiXj, and higher order terms, as depicted in Eq. (15).
Y X X X X= + + + +β β β β β0 1 1 2 2 1 2 1 2 ... (15)
In certain situations in which the factor/response relationship is nonlinear,
multiple nonlinear regression analysis (MNLRA) may also be performed.¹⁰⁵ Re-
gression analysis can only be performed on the coded data or the original values
after one or several models have been postulated, the choice being based on some
expectation of the response surface. In situations in which there are large numbers
of variables, such as in multivariate studies, the methods of partial least squares
(PLS) or principal component analysis (PCA) can also be employed for regres-
sion.²⁹,⁷³,¹⁰³ PLS is an extension of MLRA and is used in situations in which there
are fewer observations than the number of predictor variables.²⁹,⁷³,¹⁰³,¹⁰⁶ Also, it
aids in selecting suitable predictor variables and the outliers before carrying out
classical linear regression. Th e other multivariate analytical technique, PCA, aims
at reducing data dimensionality while retaining as much variation among the data
as possible.²⁹,¹⁰⁷,¹⁰⁸ It linearly transforms a large number of intercorrelated vari-
ables, often referred to as the original variables, into the same or fewer number of
uncorrelated variables.¹⁰⁹ Each of these uncorrelated variables is called a principal
component (PC). Th ese PCs are transformed in a hierarchical way so that the vari-
ances of these components are in descending order, such that the fi rst several PCs
explain most of the variation among the original variables. Data analyses are then
performed based on these leading PCs instead of the original variables.
Estimation of the signifi cance of coeffi cients and model. Signifi cance of coeffi cients
can be carried out using ANOVA, followed by Student’s t test.³³,⁵³,¹¹⁰,¹¹¹ ANOVA
computation can be performed using the Yates algorithm to fi nd the signifi cance of
each coeffi cient. Th is ANOVA helps in determining the signifi cance of the model as
well as of the lack of fi t. It is always advisable to retain only signifi cant coeffi cients
in the fi nal model equation. Th e values of Pearsonian coeffi cient of determination
(r²)and that adjusted for degrees of freedom (r ²adj) of the polynomial equation are
also compared. Th e value of r ² is the proportion of variance explained by the regres-
sion according to the model and is the ratio of the explained sum of squares to that
of the total sum of squares.
rSS SS
SSTOTAL RESIDUAL
TOTAL
2 = −( ) (16)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

76
B. SINGH ET AL.
Th e closer the value of r ² to unity, the better the fi t and the better, apparently,
the model.⁶,⁷,¹⁰⁴,¹⁰⁵,¹¹⁰ However, there are limitations to its use in MLRA, especially
in comparing the models with a diff erent number of coeffi cients fi tted to the same
data set. A saturated model will inevitably give a perfect fi t, and a model with almost
as many coeffi cients as data is likely to yield a higher value for r ². In such cases, r ²adj
is preferred, which corrects the r ² value for the number of degrees of freedom. Th e
value of r ²adj is calculated using equaivalent mean squares (MS) in place of sum of
squares (SS), as described in Eq. (17).⁶,¹⁰⁴ Its value is usually less than r ².
rMS MS
MSadj
TOTAL RESIDUAL
TOTAL
2 = −( ) (17)
Predicted residual sum of squares (PRESS) is calculated as the sum of squared diff er-
ences between the observed values (Yi) and the predicted values ( iY ), calculated using
the leave-one-out method.⁶,²⁸,⁴¹ Ideally, the value should be zero or close to it.
2ˆ( )i iPRESS Y Y (18)
Eq. (19) computes the cross-validated value of r ²—i.e., Q²—as the predictive
power of the model.¹⁴ Relative to r ², it underestimates the goodness of fi t. A fi t of
Q² > 0.5 is considered as fairly good, while Q² > 0.9 is usually taken as excellent.
QPRESS
SSTOTAL
2 1= − (19)
Fınally, all these parameters are assessed to help in choosing the most appropriate
model for a particular response. Th e fi nal polynomial equation is subsequently used
to calculate the magnitude of eff ects and interactions. Table 15 is a typical ANOVA
table generated during modeling of the controlled release buccoadhesive compressed
matrices employing HPMC and Carbopol as the factors.¹⁸,¹⁹
Statistically signifi cant values (p < 0.001) of Fısher’s ratio (F) and insignifi cant
value of “lack of fi t F-value” (p > 0.001) unambiguously ratify that the proposed
model fi ts well into the data.
Model diagnostic plots. One or more of these plots are usually plotted to investigate
the goodness of fi t of the proposed model:
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

77
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
• Actual vs. predicted: A graph is plotted between the actual and the predicted response
values.⁷,¹⁸,¹¹² Th is helps in detecting a value or a group of values that are not eas-
ily predicted by the model. Ideally, such plots, passing through origin, should be
highly linear—i.e., with r ² values close to unity. Th ese plots are simple to construct
and comprehend. Th ey reveal the most pragmatic information of prognosis—i.e.,
whether the experimentally observed values of responses are analogous to those
predicted using optimization methodology. Fıgure 19a illustrates this concept.
• Residuals vs. predicted: Residuals (or error) is the magnitudinal diff erence be-
tween the observed and the predicted response(s). Studentized residuals are the
residuals converted to their standard deviation units.³¹,⁵³,¹¹² Th e residuals (or
studentized residuals) are plotted versus the predicted values of the response
parameters. Th e plot tests the assumption of constant variance. It should have a
random and uniform scatter with points close to zero axis and a constant range
of residuals across the graph (Fıg. 19b). Distinct patterns such as expanding
variance (megaphone pattern) in the plots indicate the need for a suitable data
transformation (such as logarithmic, exponential, square root, inverse).
TABLE 15. ANOVA Table for a Response Variable*
Model terms Source DF Mean square F p value
Model 7 217.25 1.330E+5 <0.0001
X12 HPMC 1 300.62 1.841E+5 <0.0001
X12 Carbopol 1 155.63 95065.65 <0.0001
X1 HPMC * HPMC 1 1.69 1034.50 <0.0001
X2 Carbopol * Carbopol 1 1.390E–3 0.85 0.4243
X1X2 HPMC * Carbopol 1 14.10 8634.99 <0.0001
X12X2 HPMC2 * Carbopol 1 0.015 9.44 0.0545
X1X22 HPMC * Carbopol2 1 2.60 1594.72 <0.0001
Residuals 3 1.633E–3
Lack of Fit 1 4.299E–4 14.33 0.0632
Pure error 2 3.000E–4
Corrected Total 10
* Data taken from Singh & Ahuja18,19
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

78
B. SINGH ET AL.
Actual
Pre
dic
ted
0.81
1.04
1.26
1.49
1.71
0.81 1.04 1.26 1.49 1.71
(a)
PredictedSt
ud
en
tize
d R
esi
du
als
-3 .00
-1.50
0.00
1.50
3.00
0.81 1.04 1.26 1.49 1.71
(b)
Run Number
Stu
de
ntiz
ed
Re
sid
ua
ls
-3 .00
-1.50
0.00
1.50
3.00
1 2 3 4 5 6 7 8 9
(c)Studentized Residuals
No
rmal
% P
rob
abili
ty
-1 .00 -0 .50 0.00 0.50 1.00
1
510
2030
50
708090
95
99
(d)
Run Number
Ou
tlie
r T
-10.10
-6.70
-3.30
0.10
3.50
1 2 3 4 5 6 7 8 9
(e)
Run Number
Co
ok'
s D
ista
nce
0.00
1.09
2.19
3.28
4.38
1 2 3 4 5 6 7 8 9
(f)
Outlier
R u n N u m b e r
Le
ve
rag
e
0.00
0.17
0.33
0.50
0.67
0.83
1.00
1 2 3 4 5 6 7 8 9
L a m b d a
Ln
(Re
sid
ua
lSS
)
-6 .92
-3.41
0.10
3.62
7.13
-3 -2 -1 0 1 2 3
(g) (h)
(f)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

79
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
• Residuals vs. run: Th is is a plot of the residuals versus the order of the experi-
mental run.⁷,³⁴ It checks for the “lurking variables” that may have infl uenced the
response during the experiment. Th e plot should show a random and uniform
scatter, as in Fıgure 19c. Trends indicate a time-related variable lurking in the
background.
• Residuals vs. factor: Th is is a plot of the residuals versus any selected factor.³¹ It
checks whether the variance, not accounted for by the model, is diff erent for
diff erent levels of a factor. Ideally, the plot should exhibit a random scatter. Pro-
nounced curvature may indicate a systematic contribution of the independent
factor that is not accounted for by the model.
• Normal probability plot: Th is investigates the normal probability distribution of
residuals, as judged from the linear trend of the points, when plotted on a probit
scale (Fıg. 19d). Defi nite patterns such as an S-shaped curve suggest that the
transformation of the response data may provide a better analysis.⁷,³⁴,⁵³ On the
other hand, when this graph is plotted for “eff ects,” its interpretation is diff erent.
Here, insignifi cant eff ects should eff ectively follow an approximately normal
distribution with the same location and scale, with signifi cant eff ects remain-
ing distant from this normal distribution line. Th erefore, this is an alternative
method of determining signifi cant eff ects. Th ose eff ects that are substantially
away from the straight line fi tted to the normal plot are considered signifi cant.
Although this is a somewhat subjective criteria, it tends to work well in prac-
tice. It is helpful to use both the numerical output from the fi t and graphical
techniques such as the normal plot in deciding which terms are required to be
kept in the model.
• Outlier T: Th is is a measure of by how many standard deviations the actual
value deviates from the value predicted after deleting the point in question.¹¹³
Many times, this is referred to as an externally Studentized residual, because
the individual case is not used in computing the estimate of variance. Outliers
should be investigated to fi nd out if a special cause can be assigned to them. If
a defi nite cause is found, then it may be acceptable to analyze the data without
that point. However, if no special cause is identifi ed, then the point probably
FIGURE 19. Various types of diagnostic plots for selecting suitable model(s). (a) predicted
vs. actual; (b) Studentized residuals vs. predicted; (c) Studentized residuals vs. run; (d)
normal probability plots; (e) outlier T plot; (f) Cook’s distance plot; (g) leverage plot; (h)
Box–Cox plot.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

80
B. SINGH ET AL.
should remain in the data set. Th e graphical plots provide a better perspective
on whether a case (or two) grossly deviates from the others or not. Fıgure 19e
depicts the same with one distinct outlier.
• Cook’s distance: Th is provides measures of the infl uence, potential or actual, of
the individual runs.⁷,¹¹⁴ It is a measure of the eff ect that each point has on the
model. A point that has a very high distance value relative to the other points
may be an outlier, as shown in Fıgure 19f.
• Leverage: Th is is a measure of degree of infl uence of each point on the model
fi t.⁷ If a point has a leverage of 1, it controls the model and the model must
go through that point (Fıg. 19g). A point with leverage of near one should be
reduced by adding or replicating points.
• Box–Cox plot for power transforms: Th e Box–Cox plot is a tool to help deter-
mine the most appropriate power transformation for application to response
data.⁷,¹¹³,¹¹⁵ Most data transformations can be described by the power function,
σ = fn(µα), where σ is the standard deviation, µ is the mean, and α is the power.
If the standard deviation associated with an observation is proportional to the
mean raised to the α power, then transforming the observation by (λ = 1 – α)
power yields a scale satisfying the equal variance requirement of the statistical
model. Fıgure 19h shows a typical Box–Cox plot plotted between Ln(Residuals)
and λ. Here, the value of λ near 0 suggests no power transformation.
Transformation of data. DoE situations confronting non-normal distribution char-
acteristics or lack of the fi tness of the proposed model to the data and instability of
the response variance invariably call for appropriate transformation of experimental
data.⁷,¹¹³,¹¹⁵ Th e Box–Cox plot helps in choosing the correct form of transformation
signifi cantly. Box 3 outlines various possible and pragmatic data transformations
put to usual practice.
BOX 3. Various Types of Data Transforma -tions Adopted in Experimental Designs
List of transformations performed
Y √y logit (y)
log10(y) 1/y arcsin (y)
loge (y) 1/√y yλ
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

81
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
2. Search for Optimum
Optimization of one response or the simultaneous optimization of multiple responses
can be accomplished either graphically or numerically. Optimization aims at de-
termining the experimental conditions that lead to the best value of the response.
Th is optimum response is often a maximum or minimum. On the other hand, if
optimization aims to achieve a target value, then a single point or an optimum zone
is defi ned within the experimental region.⁶,²¹,³³,¹¹⁶ A bird’s eye view of various op-
timization methodologies for single or multiple responses is described below.
a. Graphical Optimization
Known popularly as response surface analysis, graphical optimization displays the
area of feasible response values in the factor space.⁶,¹⁶,³³,⁵⁴ For this, graphical opti-
mization criteria are set. Selection of optima using graphical methods is not based
upon minimization or maximization of any function. Hence, graphical techniques
require only computability, but not continuity or diff erentiability of the function(s),
as needed in the classical techniques. Th e experimenter has to make a choice, trading
off one objective for other(s), according to the relative importance of the objectives
considered.²³,²⁸ Th e success in locating an optimum lies in the sagacious interpre-
tation and/or comparison of the resulting plots, leading to attainment of the best
compromise. One or more of the following techniques may be employed for this
purpose.
Location of the stationary point. After completing the experimental work, often
the goal of the formulation scientist is to locate the optimum.⁷,⁵⁴ Th e nature of the
response surface is interpreted graphically, and a stationary point is located, which
may be maximum, minimum, or a target value. At this point, the partial derivatives of
the response with respect to the design variable are all zero. Fıgure 20a–b shows the
location of the stationary points in case of a maximum and minimum, respectively.
Th e case in which the stationary point is not a maximum or minimum is known as
the saddle point, as shown in Fıgure 20c.⁴⁵,¹¹⁷
Canonical Analysis. When the number of factors investigated is large—i.e., more
than two—use of a graphical procedure (as explained above) cannot be interpreted
with dexterity.¹⁶,²¹,⁵⁴ Th is is especially true when interactions among various factors
are also present. In such circumstances, canonical analysis is preferentially employed.
Canonical analysis starts with transformation of the model into a new coordinate
system with the origin at the stationary point.⁷,¹¹⁸,¹¹⁹ Rotation of the response func-
tion to a new set of axes that corresponds to the principal axes of the actual contour
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

82
B. SINGH ET AL.
system is carried out. Equation (20) is known as the canonical form of the model.
Th e equation illustrates the transformation.
� �
y y w w ws k k= + + + +λ λ λ1 12
2 22 2... (20)
where wi are the transformed independent variables, and λi are constants known as
eigenvalues or characteristic roots.⁷ Th e nature of the response surface can be deter-
mined from the stationary point, and the signs and magnitude of the λi. In case of
all positive values of λi, the stationary point is a minimum, whereas for all negative
values of λi, the stationary point is a maximum. If λi are of diff erent signs, then the
stationary point is a saddle point. Furthermore, the response surface is steepest in
the wi direction, for which a magnitude of λi is the greatest. Th ere are situations
when there is a region, rather than a point, within which the estimated optimum
response exists. Th is is often termed the stationary ridge.⁷,⁵⁴ If the stationary point
is outside the region of exploration for fi tting the second-order model and one (or
more) values of λi is near zero, then the surface may be a rising ridge. Fıgure 21a–b
illustrates the case of a stationary and rising ridges.
Even after canonical analysis has been performed, there are situations in which a
researcher needs additional help in determining the best operating conditions—e.g.,
when the stationary point is outside the experimental domain (i.e., rising ridge)
or when the stationary point is a saddle point. In such cases, ridge analysis, which
(a) (b) (c)
FIGURE 20. Diagrammatic representation of contour lines for location of the stationary
point, S. (a) Maximum; (b) minimum; (c) saddle point.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

83
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
determines the optimum response at a given distance from the center of the design
region, can aid in optimum location.⁴⁵,⁴⁶
Search methods. Search methods are employed for choosing the upper and lower limits
of the responses of interest.¹⁶,²⁸,³³,¹²⁰ Th e response surfaces in these search methods,
as defi ned by the appropriate equations, are searched to fi nd the combination of
independent variables yielding the optimum. Two major steps are used—feasibility
search and grid search. Together, these techniques are also referred to as the brute force
method.¹⁶,²⁵,²⁸,³³,³⁷,¹²⁰ Th e feasibility search method is used to locate a set of response
constraints that are just at the limit of possibility. One selects several values for the
responses of interest, and a search of the response surface is made to determine
whether a solution is feasible. Th e feasibility search method yields the possibilities of
satisfying the constraints. Subsequently, the exhaustive grid search is applied, wherein
the experimental range is further divided into a grid of specifi c size and searched
methodically. Th e grid search method has been successfully used to provide a list of
possible formulations and their corresponding response values.¹⁸,¹⁹,¹²¹
Overlay plots. Th e response surfaces or contour plots are superimposed over each
other to search for the best compromise visually.²⁸ Minimum and maximum bound-
aries are set for acceptable objective values. Th e region is highlighted wherein all
the responses are acceptable. Th is is termed an overlay plot or combined contour plot.
Within this area, an optimum is located, trading off diff erent responses.⁴,¹²,¹²²,¹²³
Th e use of overlay diagrams is limited only to three or four response variables.
(a) (b)
FIGURE 21. Diagrammatic representation of (a) ridges; (b) rising ridges.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

84
B. SINGH ET AL.
Fıgure 22 depicts an instance of overlay plots used for locating optimum formula-
tion with response values of release up to 18 hours (Rel18h) between 80 and 85%
and bioadhesive strength (F) between 24 and 28 g.¹⁵,⁵² Th e white area between the
contours of the response variables represents the feasible optimum region containing
the formulations with desired features.
Pareto optimality charts. In order to fi nd the most optimum factor combinations
satisfying multiple criteria of a formulation, a pareto optimality approach may also be
used.²⁸,³²,⁷⁵,¹²⁴ Th ese optimality charts are also called multiple criteria decision mak-
ing plots.³² In this method, a graph is plotted between the predicted values of the
objectives and the variables. Th e space occupied by the resulting cloud of points is
called the feasible criterion space. Special subsets of the points (forming a shell partly
around the cloud) are the pareto-optimal (PO) points. A PO vertex is a point in
the feasible criterion space, if there exists no other point in that space yielding an
improvement in one criterion without causing degradation in the other. In contrast
to the overlay method, here optimization is not performed by preselecting the desired
values of both the criteria and constructing contour plots. Instead, it is performed by
plotting a 2-D PO plot. Th ere is no objective hierarchy within the PO points, and
this technique can be used with any number of factors and criteria. No weighting
factors or upper and lower boundaries are needed.
HPMC
So
d.
CM
C
-1 .0 -0 .5 0.0 0.5 1.0
-1 .0
-0 .5
0.0
0.5
1.0
R e l 1 8 h : 8 0
R e l 1 8 h : 8 5
F : 2 4
F : 2 8
FIGURE 22. A contour overlay plot, plotted between two excipients, X1 and X2 shows the
region between the two set criteria—i.e., Release till 18 h (Rel18h) should be between 80
and 85% and bioadhesive strength (F ) should be between 24 and 28 g.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

85
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
b. Mathematical Optimization Methods (Numerical Optimization)
Graphical analysis is usually preferred in the case of single response. However, in cases
of multiple responses, it is usually advisable to conduct numerical or mathematical
optimization fi rst to uncover a feasible region.⁴,⁶,²⁸
Desirability functions. Th is technique involves a way of overcoming the diffi culty
of multiple, sometimes opposing, responses.¹²⁵ In this approach, each response i is
associated with its own partial desirability function (di). If the value of the response
is optimum, its desirability equals 1, and if it is totally unacceptable, its value is 0.
Th us, the desirability for each response can be calculated at a given point in the
experimental domain. An overall desirability function can be calculated by multiply-
ing all of the r partial functions together and taking its rt root. Th e optimum is the
point with the highest value of desirability. Th e contour plots of desirability surface
around the optimum should be studied along with the contour plots of the other
responses, as described under overlay plots.⁴,⁶,⁴¹
An r number of individual desirability functions are combined together, usually
as their geometric mean, to obtain the overall desirability function (D) for the system
whose maximum value can then be expressed within the domain. Th e quantitative
relationship is given as Eq. (21).
D idi
rr
=⎛
⎝⎜⎜
⎞
⎠⎟⎟
=∏
1
1/
(21)
An alternative, more general, form of the overall desirability function is shown
by Eq. (22).
D d pi ii
r
=⎛
⎝⎜⎜
⎞
⎠⎟⎟
=∏
1
(22)
where pi is the weighting of the it response, normalized so that ∑=
=i
r
ip1
1.
Th e technique allows optimization to take into account the relative importance
of each response, while selecting the most appropriate form of the partial desir-
ability function. Th e corresponding desirability is calculated over the domain for
each response using model equations. Th e overall function is then determined and
graphically mapped over the domain. Examination of various contour plots of desir-
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

86
B. SINGH ET AL.
ability surface furnishes a reliable picture of the acceptable region. Th e shape of the
function does not tend to be as smooth as the response surface(s). Th is numerical
optimization by the desirability method leads to a single point. It is necessary to
complete the determination of the optimum by drawing the contour plot of the
desirability surface.⁶,¹²⁵ Desirability surfaces should always be compared with the
response surfaces for the original factors.
Objective functions. Th ese methods are used to seek an optimum formulation by
solving the objective function either for a maximum or a minimum in the pres-
ence of equality and/or inequality constraints.¹¹,¹⁶,¹¹⁶ Th e objective function may
be expressed as Eq. (23), and the inequality and equality constraints as Eqs. (24)
and (25), respectively.
Y f X X= ( )1 2 (23)
G X f X X( ) ( , )= ≥1 1 2 0 —i.e., inequality constraint (24)
H X f X X( ) ( , )= =2 1 2 0 —i.e., equality constraint (25)
If the objective function is expressed as a function of a single variable—i.e.,
Y = f(X ), the calculus-based mathematical approach is applied to fi nd the maximum
or minimum of a function. Th e fi rst derivative of the function can be taken, and
by setting it equal to zero, the value of X can be solved to obtain the maximum or
minimum. When the relationship for the response Y (objective function) is given as
a function of two or more independent variables, as in Eq. (23) for X₁ and X₂, the
problem is slightly more involved. Mathematically, appropriate manipulations with
partial derivatives of the function can locate the necessary pair of X values for the
optimum. Th is approach is known as classical optimization and is applicable only to
unconstrained problems. Th ese techniques, however, fi nd relatively limited use in
optimization of pharmaceutical drug formulations and delivery systems, where the
problems are generally the constrained ones.¹¹,¹⁶
Sequential unconstrained minimization technique. As the name suggests, the sequen-
tial unconstrained minimization technique (SUMT) can also be used for solving the
objective function for an unconstrained maximum or a minimum.¹¹⁶,¹²⁶,¹²⁷ In this
method, the constrained optimization problem is transformed to an unconstrained
one by adding a penalty function, with the resulting function called the transformed
unconstrained objective function. However, because diff erent starting points may lead
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

87
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
to diff erent optimum solutions, application of a suitable random number technique
such as the Monte Carlo approach can be used.
Lagrangian method. Th is method can be used for optimization of functions expressed
in Eqs. (23)–(25) using a series of sequential steps—determining objective functions
and constraints, changing the inequality constraint to equality constraint by intro-
ducing a slack variable for each inequality constraint.¹¹,¹⁶,⁷⁴,¹²⁸ Several equations are
combined into a Lagrange function, with one Lagrange multiplier for each constraint.
Th e Lagrange function is then partially diff erentiated for each variable, and a set of
simultaneous equations is resolved by setting the derivatives equal to zero.
c. Extrapolation Outside the Domain
When choosing a very extensive experimental domain is diffi cult or the possible
experimental domain is not known at the beginning of the study, the optimum
may be determined by extrapolation.⁴,⁶,²⁸ Th ere are two main model-based meth-
ods for extrapolating outside the domain—steepest ascent (fi rst-order model) and
optimum path (second-order model). Th e model-independent sequential methods
are also available.
Steepest ascent (or descent) methods. Th ese methods are direct optimization methods
for fi rst-order designs.⁷,⁵⁴ Th ey are good choices when the optimum is outside the
domain and is to be arrived at rapidly.⁶,²⁸ Th ese approaches are an amalgamation of
model-independent and model-dependent methods. Assuming that the response
is to be maximized, it is determined as a function of coded variables, X₁, X₂, and
so on. Th e position(s) and direction of maximum rate of increase (steepest ascent,
∆x) are found by taking their partial derivatives and setting them equal to zero. A
straight line is then drawn along that direction from the center of the region of
interest. Th is is followed by experimentation at a suitable spacing (α) along this line,
according to Eq. (26) and subsequent measurement of response. Th is is continued
until an optimum is reached, as illustrated in Fıgure 23.
Xn = Xold + α ∆x (26)
Optimum path method. Th is method is analogous to the steepest ascent method,⁶
but it is used for extrapolating from a second-order design along a curved path.
Model-independent sequential methods. Lack of a priori knowledge about the
eff ects of variables makes the sequential methods good choices for optimiza-
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

88
B. SINGH ET AL.
tion.⁶,⁸,¹⁶,¹⁹,²⁸ In the sequential approach, optimization is attempted in a step-
wise fashion. Experimentation is started at an arbitrary point in the experimental
domain, and responses are evaluated. Subsequent experiments are designed based
on the results of these studies, according to an algorithm directing the new ex-
periments toward an optimum. Whether the chosen optimum is a maximum or
minimum, the general term used for this approach is hill climbing.²⁸ An important
aspect of sequential designs is to know when the procedure has fi nished. Although
there are many diff erent stopping rules, sometimes the best method involves the
experimenter’s skill in judging a true optimum. Th e advantage of the approach lies
in the fact that neither a priori knowledge nor the planning of experiments, all at
once, is required.¹⁶,¹²⁹ Despite its interactive nature, this approach is not devoid of
drawbacks. Th e major pitfalls include inapplicability for multiple objective problems
and situations where response surface is not continuous, diffi culty in locating global
optimum, unreliable results when multiple optima exist, and inability to generate
mathematical model.⁸,²⁸
Sequential simplex and its modifi cations. Th is technique consists of fi rst generating
the data from n + 1 experiments, where n is the number of independent variables
or factors.⁸,¹⁰,³³ Based on n + 1 responses and predetermined rules, one result is
eliminated and a new experiment is performed. A decision is made as a result of
experimentation, eventually terminating the study at an optimal response.
Evolutionary operations (EVOP). Th is is a very common technique in many
disciplines other than pharmaceutical technology. Th e underlying basis for this
FIGURE 23. Graphical depiction of steepest ascent method of optimization search.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

89
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
approach is that the production procedure (formulation and process) is allowed
to evolve to the optimum by careful planning and constant repetition.⁶,¹⁶,⁴⁹,¹²⁹
Th e process is run in such a way that it produces a product meeting all the speci-
fi cations and, at the same time, generates information on product improvement.
Generally, these involve factorial and simplex designs requiring a large number
of experiments.³³ In a typical industrial process this extensive experimentation is
usually not a problem, because the process will be run repeatedly.¹⁶,⁴⁶ However, in
most situations involving drug delivery development, this is not so because there
is often insuffi cient freedom in the formula or process to allow the necessary ex-
perimentation. In a pharmaceutical development setup, however, more effi cient
methods are desirable.
d. Artifi cial Neural Networks
Of late, the application of artifi cial neural networks (ANNs) in the fi eld of pharma-
ceutical development and optimization of dosage forms has become a burning topic
of discussion.¹³⁰ Th e technique is widely practiced in optimization of DDS.²⁰,¹³⁰-
¹³⁴ ANNs are model-independent computational paradigms that can simulate the
neurological processing ability of the human brain. Neural networks, consisting of
interconnected adaptive processing units, so-called neurons, are able to discern complex
and latent patterns in the information presented to them. ANN is a computer-based
learning system that can be applied to quantify a nonlinear relationship between
causal factors and pharmaceutical responses by means of iterative training of data
obtained from a designed experiment. Th e results obtained from implementation
of an experimental design are used as input information for learning. Once trained,
the neurons of an ANN may be used to forecast outputs from new sets of input
conditions.¹³²,¹³⁵,¹³⁶
A typical ANN must have one input layer and one output layer, and may contain
one or more hidden layers, as depicted in Fıgure 24.¹³⁰,¹³⁵ Th e information is passed
from the input layer to the output layer through hidden layer(s) by the network
connections or synapses. Modeling starts with a random set of synaptic weights and
proceeds in iterations. During each iteration, connection weights are adapted via
selected modeling. Th e basis of such modeling technique is to minimize the δ er-
ror—i.e., the diff erence between the momentary network signal and the aimed signal
based on the experimental results.¹³⁵ When the minimal value of δ error is obtained,
learning is completed and connection weights become the memory units. After this,
the test set of values can be applied on a learned ANN to evaluate it. Subsequently, it
can be used for output prediction on the basis of the new input values. Th e modeling
is invariably done with suitable computer software.
Th e prediction ability (PA) or reliability of an ANN output depends heavily on
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

90
B. SINGH ET AL.
the training data.¹³⁷ Two problems that tend to diminish PA are overfi tting (i.e., few
data points per network connection) and overtraining (i.e., long network training
period). Th us, ANN does not work well with many variables and few formulations.
Furthermore, the results from ANN cannot be treated statistically, and no defi ni-
tive reasons can be given for the same. In an attempt to improve PA and to reduce
training eff orts, genetic neural networks (GNN) and generalized regression networks
(GRN) have been used with fruition.²⁰,¹³⁷ While the former employs a combination
of genetic algorithms with ANN, the latter uses the modelization of the function
more or less directly from the training data. Because ANNs require a great deal
of iterative computations, the use of versatile computer software dedicated for the
purpose becomes almost obligatory for their execution.¹³⁵
3. Choosing an Optimization Methodology
In the case of single response, graphical analysis is usually opted for.⁶ However, in
the case of multiple response variables, certain responses can oppose one another.
Accordingly, changes in a factor that improve one response may have a negative
FIGURE 24. Schematic diagram illustrating various parts of an artifi cial neural network. X1 – X3
represent the input factors; Y is the response variable connected to the input layer via various
nodes of hidden layer (H1–H9). W11 and W93 represent the connections between the corre-
sponding input factors and the nodes of the hidden layer while W1y, W5y, and W9y denote the
connections between the corresponding respective hidden nodes and output layer, Y.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University
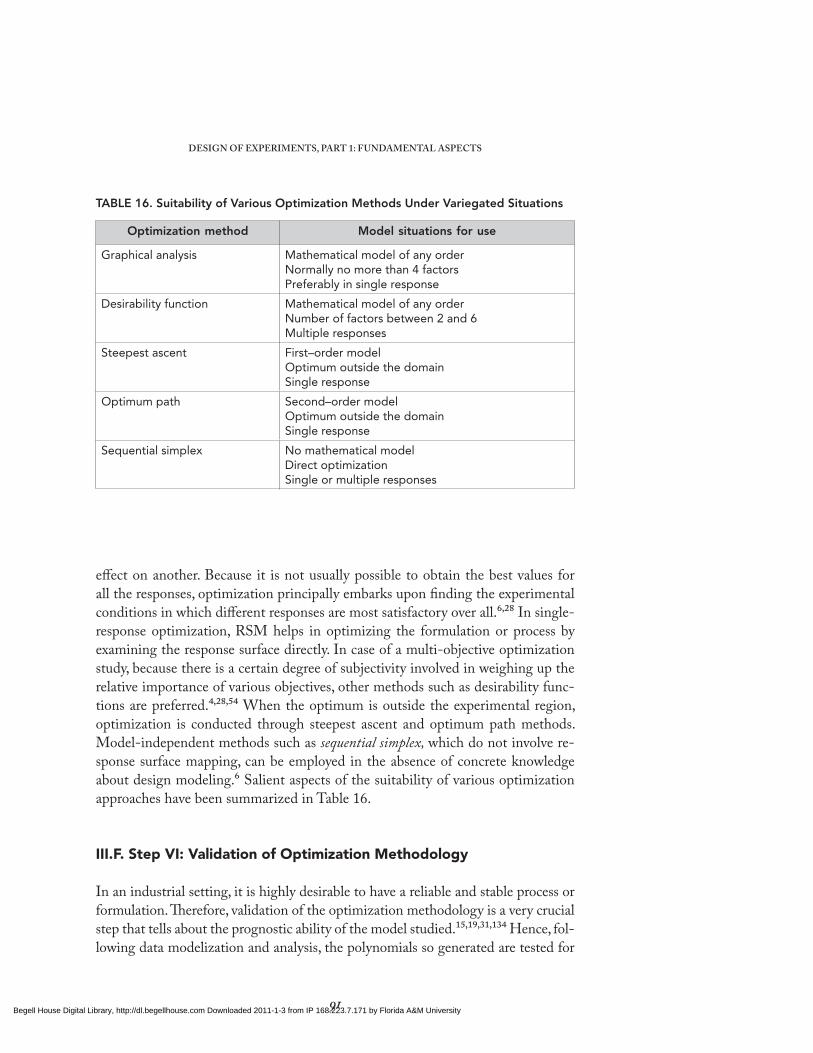
91
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
eff ect on another. Because it is not usually possible to obtain the best values for
all the responses, optimization principally embarks upon fi nding the experimental
conditions in which diff erent responses are most satisfactory over all.⁶,²⁸ In single-
response optimization, RSM helps in optimizing the formulation or process by
examining the response surface directly. In case of a multi-objective optimization
study, because there is a certain degree of subjectivity involved in weighing up the
relative importance of various objectives, other methods such as desirability func-
tions are preferred.⁴,²⁸,⁵⁴ When the optimum is outside the experimental region,
optimization is conducted through steepest ascent and optimum path methods.
Model-independent methods such as sequential simplex, which do not involve re-
sponse surface mapping, can be employed in the absence of concrete knowledge
about design modeling.⁶ Salient aspects of the suitability of various optimization
approaches have been summarized in Table 16.
III.F. Step VI: Validation of Optimization Methodology
In an industrial setting, it is highly desirable to have a reliable and stable process or
formulation. Th erefore, validation of the optimization methodology is a very crucial
step that tells about the prognostic ability of the model studied.¹⁵,¹⁹,³¹,¹³⁴ Hence, fol-
lowing data modelization and analysis, the polynomials so generated are tested for
TABLE 16. Suitability of Various Optimization Methods Under Variegated Situations
Optimization method Model situations for use
Graphical analysis Mathematical model of any orderNormally no more than 4 factorsPreferably in single response
Desirability function Mathematical model of any orderNumber of factors between 2 and 6Multiple responses
Steepest ascent First–order modelOptimum outside the domainSingle response
Optimum path Second–order modelOptimum outside the domainSingle response
Sequential simplex No mathematical modelDirect optimizationSingle or multiple responses
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

92
B. SINGH ET AL.
their predictive abilities. Various new DDS are selected from the diff erent regions of
the experimental domain, formulated and evaluated according to the standard operat-
ing conditions laid down for the formulations prepared earlier. Such formulations are
commonly termed checkpoints or confi rmatory runs.¹⁶,³¹,³³ Normally six to eight runs
are adequate, although a minimum of three runs should be conducted to allow an
estimate of variability at that region. Also, the environment and conditions should be
similar to the original experiment. Th e results obtained from these checkpoints are
then compared with the predicted ones, and the residual analysis is performed. Th e
residuals are also plotted against the observed data to check for any typical pattern
such as ascending or descending lines or cycles. Also, the model fi tness parameters
such as r ², r ²adj, and PRESS, obtained from the linear plot between the observed and
the predicted values, guide the predictive ability of the model.
III.G. Step VII: Scale-Up and Implementation in Production Cycle
To corroborate DoE performance on the production platform, this step is executed
only in the industrial milieu to ensure that the conducted DDS optimization study
is reproducible and robust.⁴,⁶ Afterwards, the results are implemented to a larger
scale production cycle.
IV. COMPUTER USE IN OPTIMIZATION
Although DoE optimization principles can be manually applied by using algorithms
found in pertinent handbooks, the pertinent software saves considerable time by
performing most calculations involved in a DoE exercise.³⁵,¹³⁸ It also eases the
complexity surrounding DoE by emphasizing graphical solutions over numerical
tables. One of the main reasons for not using DoE has been an apprehension of
statis tics, which many researchers consider to be a complication. With the advent
of sophisti cated computer packages specially designed for DoE, this is no longer
an obstacle.³⁸ Although an awareness of several statistical tests is useful to conduct
DoE successfully, one doesn’t need to be a statistician with an in-depth knowledge
of diverse statistical methodologies.
Computer software has been used almost at every step during the optimization
cycle, ranging from screening of factors, selection of design, use of response surface
designs, generation of the design matrix, plotting of 3-D response surfaces and 2-D
contour plots, robustness testing, application of optimum search methods, interpre-
tation of results, and fi nally, validation of the methodology.¹⁵,²⁵,³⁷,³⁸ In particular,
ANN optimization is based totally upon the computer interface, tailor-made for
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

93
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
the purpose.²⁰,¹³⁰,¹³⁵ Many software packages, through helpful wizards, lead the user
quite rationally through various phases of design, analysis, graphing, and optimiza-
tion, even without a mathematical model or statistical equations in sight. Use of
pertinent software can make the DoE optimization task a lot easier, faster, more
elegant, and more economical.⁶,²⁸,³⁵,¹³⁸ Specifi cally, the erstwhile impossible task
of generating varied kinds of 3-D response surfaces manually can be accomplished
with phenomenal ease using appropriate software.³⁰,³⁸
IV.A. Choice of Computer Software Package
Many commercial software packages are also available that either are dedicated to a
set of experimental designs or are of a more general statistical nature with modules for
select experimental designs. However, the dedicated software is frequently considered
to be better, because the user pays only for the DoE capabilities.³⁸ In contrast, the
more powerful, comprehensive, and expensive statistical packages such as MINITAB,
SPSS, SAS, BBN, and BMDP, are geared toward larger enterprises off ering diverse
facilities for statistical computing, support for networking and client/server com-
munication, and portability with a variety of computer hardware.¹²,³⁸ Because the
use of computers is nearly obligatory for implementing an optimization plan, the
choice of appropriate software is crucial. Consequently, while selecting an ideal DoE
software, it is vital to look for not only a statistical engine that is fast and accurate,
but also the availability of the following features:
• a wide selection of designs for screening and RSM optimization
• the facility to generate design matrix according to the chosen experimental
design
• a choice of suitable model fi tness tests and model diagnostic plots
• design evaluation tools that will reveal aliases and other potential pitfalls
• graphic tools displaying the rotatable 3-D response surfaces, 2-D contour plots,
and eff ect and interaction plots
• amenity to randomize the order of experimental runs
• simple, intuitive, and user-friendly graphic user interface (GUI), easy-to-use
menu-based operation, and thorough context-sensitive help using context-
tailored dialogs and well-formatted output for eff ortless justifi cation later
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

94
B. SINGH ET AL.
• a well-documented software manual with tutorials to get you off to a quick
start
• a spreadsheet module, fl exible enough for data entry as well as dealing with
missing data and changed factor levels
• a comprehensive glossary of various terms employed and needed during DoE
optimization
• after-sales technical support, online help through answers to various FAQs, and
training courses off ered by the manufacturing vendors
Table 17 lists some commonly used computer software packages for DoE optimi-
zation, along with their select salient features. Today, these dedicated off -the-shelf
software packages commonly sell for prices varying widely from $99 to $2500,
depending upon the features encompassed in each. However, the actual number of
available computer software systems for DoE is much greater, as the fi eld is still
rapidly growing.
V. EPILOGUE: CAUTIONS IN DoE OPTIMIZATION
Th e success of any DoE optimization study depends largely upon the crucial choice of
experimental design and experimental domain.⁴,¹⁵ An incorrect experimental design
can adversely aff ect the reliability of the prognosis, while an unsuitable experimental
range may either miss the optimum or require a greater number of experiments.
Simple experimental designs coupled with rational statistical tools for data analysis
can furnish vast amounts of information about the system under investigation from
only small experiments. However, an inappropriate DoE may generate insuffi cient
data from a limited number of experiments, eventually leading only to “half-baked
delicacy” formulations. Th e formulator can, beyond doubt, attain “the best” drug
delivery formulation, but only within the experimental domain studied, in which
the generated models have been validated. Predictions outside the region are nei-
ther advisable nor useful. Furthermore, the approach of DoE to map the responses
as well as to use the model to optimize drug delivery is limited only to the cases
in the optimal region. When this is not done, either the size of the domain has to
be reduced or a more complex model chosen to explain the phenomenon leading
to increased experimentation. Despite the well established applications of DoE in
predicting responses, its reliability of prognosis can also vary. Keeping in mind the
famous adage, garbage-in-garbage-out (GIGO), the degree of predictability will
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

95
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
TABLE 17. Important Computer Software for Optimization and Their Salient Features
Software Salient features Source
Design Expert Powerful, comprehensive and popular package used for optimizing pharmaceutical formulations and processes; allows screening and study of infl uential variables for FD, FFD, BBD, CCD, PBD and mixture designs; provides 3-D plots that can be rotated to visualize the response surfaces and 2-D contour maps; numerical and graphical optimization
www.statease.com
JMP Comprehensive DoE software for automated data analysis of various designs of RSM, with diverse graphics, help features, and documentation
www.jmp.com
FUSION PRO Powerful state-of-the-art user-friendly DoE software for automated data analysis, includes graphic and help features, with facilities of various optimal and nested designs
www.smatrix.com/fusion-pro.html
DOE PRO XL& DOE KISS
MS–Excel compatible DoE software for automated data analysis using Taguchi, FD, FFD and PBD, with a difference that DOE KISS is applicable only to single response and is relatively inexpensive
www.sigmazone.com
ECHIP Used for designing and analyzing optimization experiments
www.echip.com
DOE PC IV Used for designing the optimization experiments
www.adeptscience.co.uk/as/products/qands/qasi/doepciv/
STATISTICA ANN-based software based on GRN technique
www.statsoftinc.com
NEMROD Suitable for FDs and CCDs, has features for numerical optimization and graphic outputs
www.umt.ciw.uni-karlsruhe.de/22713
MODDE Suitable for response surface modeling and evaluation of fi tting of model
www.umetrics.com
DOE WISDOM Supports designs for screening, D-optimal, Taguchi and user defi ned designs, also options are available for Pareto-optimality charts
www.launsby.com
(continues)
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

96
B. SINGH ET AL.
Software Salient features Source
OPTIMA Generates the experimental design, fi ts mathematical equations to the data and graphically depicts response surfaces
www.optimasoftware.co.uk
XSTAT Aids in selection of an experimental design, has modules for numerical optimization and graphic outcomes
www.amazon.com
Multisimplex® AB Aids in optimization based on simplex and D-optimal designs
www.multisimplex.com
Cornerstone™ DoE software with features for executing various experimental designs
www.brooks.com
COMPACT Optimization software for systematic DoE and response surface methodology studies with state–of–art mathematical search techniques
www-fp.mcs.anl.gov/otc/ guide/SoftwareGuide/Blurbs/compact.html
Omega Only for mixture designs; only program that supports multi-criterion decision making by Pareto optimality, up to six objectives and has various statistical functions
www.winomega.com
iSIGHT General DoE software with features for implementation of Taguchi, CCDs and FDs
www.engenious.com/release1_11isightenhance. html
SOLVER Optimization software for linear and nonlinear problems with state-of-the-art mathematical programs
www.solver.com
MATREX MS–Excel compatible optimization software with facilities for various experimental designs and Taguchi design
www.rsd-associates.com/matrex.htm
GRG2 Mathematical optimization program to search for the maximum or minimum of a function with or without constraints
www.fp.mcs.anl.gov/otc/Guide/SoftwareGuide/Blurbs?grg2.html
ANN: Artifi cial neural network; DoE: Design of experiments; FD: Factorial design; FFD: Fractional factorial design; CCD: Central composite design; GRN: Genetic regression network; PBD: Plackett–Burman design; RSM: Response surface methodology.
TABLE 17. Continued
depend largely upon the accuracy and enormity of the input data and the choice of
the appropriate procedures.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

97
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
Regardless of the outstanding benefi ts of DoE, the experimenter should never
consider it as either a magic wand or a panacea for all product development problems.
In fact, DoE and product knowledge complement each other. A designed product
or process tends to enhance product information instead of acting as a surrogate to
the pharmaceutical experience.⁶,¹⁶,²⁸,³³,⁵⁴ At times, the wise scientist even chooses
the infl uential variables through empiricism and observation, bypassing the rigors
of screening and factor infl uence studies. In any case, DoE does not replace much-
needed formulation skills, prudence, and creative artistry, but rather supplements
and expedites the formulation development process.
VI. CONCLUSIONS
A product development scientist always remains in a dynamic environment, taking
drug delivery challenges in stride time and again. Th ese challenges arise invariably
as a result of escalating competitiveness among manufacturers to improve effi cacy
and cost-eff ectiveness of products, rapidly changing compendial and regulatory
specifi cations for drug delivery devices, and increasing quality consciousness among
physicians as well as patients. Furthermore, while optimizing such formulations, there
is always a constraint on time, resources, and materials. Hence, it is important for a
pharmaceutical scientist to use eff ective methodology to develop products in a timely
manner without sacrifi cing quality. However, despite applying the best knowledge,
skills, and wisdom to achieve the said goal, the outcome is not easily ascertainable.
Th e formulator may either hit the bull’s eye quickly or miss the target altogether
even after arduous workouts. Employing DoE optimization initially, keeping in view
the possible changes that might occur later, can make it much simpler to modify
existing formulations and meet redefi ned objectives. Th is is because these system-
atic approaches do not just unravel a true optimum of the objectives, but yield the
complete graphic manifestation and mathematical relationships within the realms
of the experimental domain. Also, such experimental design studies can be valuable
in product and/or process validation and subsequent scale-up operations.
Th e use of DoE is a leading edge approach to optimization and screening of ex-
perimental parameters. Currently, it has gained acceptance as a pivotal developmental
tool in diverse industrial processes. However, its enormous potential has not been
fully harvested in drug delivery development, research, and industry. Regardless of
some reports and publications, we have yet to make the most of this revolutionary
practice for routinely optimizing the DDS. Th e major impediment is our traditional
stance of sticking to established norms. As any human mind can easily grasp and
implement the simple COST methodologies, they have become well entrenched in
our product development system. What is needed today is to persuade our fellow
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

98
B. SINGH ET AL.
“creatures of habit” to adopt this newer paradigm of DoE methods and challenge
the old weary ones. Th is shift in paradigm can provide astute insight for future im-
provements, leading to newer opportunities in the form of next-generation product
launches. Short and rapid development cycles are the endeavor of pharmaceutical
houses. Becoming part statistician to accomplish this endeavor does not seem to
be a frightening prospect. Certainly, espousing new “attitudes” and “aptitudes” can
only lead to attainment of higher “altitudes.”
ACKNOWLEDGMENTS
Research grants received from the Council of Scientifi c and Industrial Research,
New Delhi, and M/s Panacea-Biotec Ltd., New Delhi, for funding the research
projects on optimization of drug delivery devices are gratefully acknowledged. Th e
authors appreciate vital help rendered by Mr. Raghavendra Kanti Gupta in the project
initiation, Dr. (Mrs.) Monika Bakshi, Dr. Ravinder Agarwal, Mr. Rajesha BC, Ms.
Sonia Pahuja, and Mr. Madela Ram Babu for their signifi cant help in surveying the
literature on DoE optimization.
REFERENCES
1. Lee VHL. Advanced drug delivery reviews: cornerstone in the stimulation and
dissemination of innovative drug delivery research. Adv Drug Deliv Rev 2004; 56:
1–2.
2. Crommelin DJA, Storm G, Jiskoot W, Stenekes R, Mastrobattista E, Hennink WE.
Nanotechnological approaches for the delivery of macromolecules. J Control Release
2003; 87:81–88.
3. Vasir JK, Tambwekar K, Garg S. Bioadhesive microspheres as a controlled drug delivery
system. Int J Pharm 2003; 255:13–32.
4. Lewis GA. Optimization methods. In: Swarbrick J, Boylan JC, editors. Encyclopedia
of Pharmaceutical Technology. 2nd ed. New York: Marcel Dekker, 2002.
5. Kannan V, Kandarapu R, Garg S. Optimization techniques for the design and devel-
opment of novel drug delivery systems, part I. Pharm Tech 2003; Feb:74–90.
6. Lewis GA, Mathieu D, Phan-Tan-Luu R. Pharmaceutical Experimental Design. 1st
ed. New York: Marcel Dekker, 1999.
7. Montgomery DC. Design and Analysis of Experiments. 5th ed. New York: Wiley,
2001.
8. Araujo PW, Brereton RG. Experimental design II. Optimization. Trends in Anal
Chem 1996; 15:63–70.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

99
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
9. Tye H. Application of statistical “design of experiments” methods in drug discovery.
Drug Discov Today 2004; 9:485–491.
10. Shekh E, Ghani M, Jones RE. Simplex search in optimization of capsule formulation.
J Pharm Sci 1980; 69:1135–1142.
11. Fonner DE, Buck JR, Banker GS. Mathematical optimization techniques in drug
product design and process analysis. J Pharm Sci 1970; 59:1587–1596.
12. Bolhuis GK, Duineveld CAA, de Boer JH, Coenegracht PMJ. Simultaneous opti-
mization of multiple criteria in tablet formulation: Part I. Pharm Tech 1995; Jun:
42–50.
13. Huisman R, van Kamp HV, Weyland JW, Doornbos DA, Bolhuis GK, Lerk CF. De-
velopment and optimization of pharmaceutical formulations using a simplex lattice
design. PharmWeek Sci 1984; 6:185–194.
14. Trygg J, Wold S. Introduction to statistical experimental design—what it is? Why
and where is it useful? Editorial page, 2002, www.acc.umu.se/~tnkjtg/Chemometrics/
Editorial, accessed on 30th August, 2004.
15. Singh B, Gupta RK, Ahuja N. Computer-assisted optimization of pharmaceutical
formulations. In: Jain NK, editor. Pharmaceutical Product Development. New Delhi:
CBS Publishers, 2004; in press.
16. Schwartz JB, Connor RE. Optimization techniques in pharmaceutical formulation
and processing. In: Banker GS, Rhodes CT, editors. Modern Pharmaceutics. 3rd ed.
New York: Marcel Dekker, 1996.
17. Banker GS, Anderson NR. Tablets. In: Lachman L, Lieberman HA, Kanig JL, editors.
Th e Th eory and Practice of Industrial Pharmacy. 3rd ed. Bombay: Varghese Publishing
House, 1987.
18. Singh B, Ahuja N. Development of controlled-release buccoadhesive hydrophilic
matrices of diltiazem hydrochloride: optimization of bioadhesion, dissolution, and
diff usion parameters. Drug Dev Ind Pharm 2002; 28:433–444.
19. Singh B, Ahuja N. Response surface optimization of drug delivery system. In: Jain
NK, editor. Progress in Controlled and Novel Drug Delivery Systems. 1st ed. New
Delhi: CBS Publishers, 2004.
20. Colbourn EA, Rowe RC. Neural computing boosts formulation productivity. Pharm
Tech IT Innov 2003; (Suppl):22–25.
21. Podczeck F. Th e development and optimization of tablet formulations using math-
ematical methods. In: Banker GS, Rhodes CT, editors. Modern Pharmaceutics. New
York: Marcel Dekker, 1996.
22. Armstrong NA, James KC. Understanding Experimental Designs and Interpretation
in Pharmaceutics. London: Ellis Horwood, 1990.
23. Doornbos DA. Optimization in pharmaceutical sciences. Pharm Week Sci 1981; 3:
33–61.
24. Fısher RA. Th e Design of Experiments. 1st ed. Edinburgh: Oliver and Boyd, 1935.
25. Schwartz J, Flamholz J, Press R. Computer optimization of pharmaceutical formula-
tions I: general procedure. J Pharm Sci 1973; 62:1165–1170.
26. Haaland PD. Experimental Design in Biotechnology. New York: Marcel Dekker,
1989.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

100
B. SINGH ET AL.
27. Fısher RA. Statistical Methods for Research Workers. Edinburgh: Oliver and Boyd,
1925.
28. Doornbos DA, de Haan P. Optimization techniques in formulation and processing.
In: Swarbrick J, Boylan JC, editors. Encyclopedia of Pharmaceutical Technology. New
York: Marcel Dekker, 1995.
29. Kettaneh-Wold N. Use of experimental design in the pharmaceutical industry. J Pharm
Biomed Anal 1991; 9:605–610.
30. Porter SC, Verseput RP, Cunnigham CR. Process optimization using design of expe-
riemnts. Pharm Tech 1997; October:1–7.
31. Anonymous. Nist/sematech e-handbook of statistical methods. www.itl.nist.gov/
div898/handbook/, 2002.
32. Bolhuis GK, Duineveld CAA, de Boer JH, Coenegracht PMJ. Simultaneous optimiza-
tion of multiple criteria in tablet formulation: Part II. Pharm Tech 1995; September:
42–51.
33. Bolton S. Optimization techniques. In: Pharmaceutical Statistics: Practical and Clinical
Applications. 3rd ed. New York: Marcel Dekker, 1997.
34. Cochran WC, Cox GM. Experimental Design. 2nd ed. New York: Wiley, 1992.
35. Down GRB, Miller RA, Chopra SK, Millar JF. Use of a desk top computer in a search
type optimization of tablet formulations. Drug Dev Ind Pharm 1980; 6:311–330.
36. Bohidar NR, Restaino FA, Schwartz JB. Selecting key parameters in pharmaceutical
formulations factors by regression analysis. Drug Dev Ind Pharm 1979; 5:175–216.
37. Schwartz JB, Flamholz JR, Press RH. Computer optimization of pharmaceutical
formulations II: Application in trouble shooting. J Pharm Sci 1973; 62:1518–1519.
38. Potter CD. Experiment design software: Better data, less work. Th e Scientist 1994; 8:
18–20.
39. Stetsko G. Statistical experimental design and its application to pharmaceutical de-
velopment problem. Drug Dev Ind Pharm 1986; 12:1109–1123.
40. Bolton S. Factorial designs. In: Pharmaceutical Statistics: Practical and Clinical Ap-
plications. 3rd ed. New York: Marcel Dekker, 1997.
41. Anderson M, Kraber S, Hansel H, Klick S, Beckenbach R, Cianca-Betancourt H.
Design Expert® Software Version 6 User’s Guide. MN: Statease Inc., 2002.
42. Box GEP, Connor LR, Cousins WR, Davies OL, Himsworth FR, Sillitto GP, editors.
Th e Design and Analysis of Industrial Experiments. 2nd ed. London: Oliver and
Boyd, 1960.
43. Taguchi G. System of Experimental Designs. New York: UNIPUB/Krauss Interna-
tional, 1987.
44. Stack CB. Confounding and interaction. In: Chow S-C, editor. Encyclopedia of
Biopharmaceutical Statistics. New York: Marcel Dekker, 2003.
45. Myers RH, Montgomery DC. Response Surface Methodology: Process and Product
Optimization using Designed Experiments. New York: Wiley, 1995.
46. Box GEP, Draper NR. Empirical Model-Building and Response Surfaces. 1st ed.
New York: Wiley, 1987.
47. Das MN, Giri NC. Design and Analysis of Experiments. 2nd ed. New Delhi: Wiley
Eastern Limited, New Age International Limited, 1994.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

101
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
48. Singh B, Agarwal R. Design development and optimization of controlled release
microcapsules of diltiazem hydrochloride. Indian J Pharm Sci 2002; 64:378–385.
49. Wehrlé P, Stamm A. Statistical tools for process control and quality improvement in
the pharmaceutical industry. Drug Dev Ind Pharm 1994; 20:141–164.
50. Loukas YL. A 2 (k-p) fractional factorial design via fold over: application to optimiza-
tion of novel multicomponent vesicular system. Analyst 1997; 122:1023–1027.
51. Korsemeyer RW, Gurny R, DoElker E, Buri P, Peppas NA. Mechanisms of solute
release from porous hydrophilic polymers. Int J Pharm 1983; 15:25–35.
52. Singh B, Chakkal SK, Ahuja N. Computer-aided design, development and optimi-
zation of controlled release mucoadhesive formulations of atenolol. In: Proceedings
of National Seminar on Pharmaceutics in the Light of Drug Delivery Challenges;
Chandigarh, India, 2003.
53. Box GEP, Hunter WG, Hunter JS. Statistics for Experimenters. New York: Wiley,
1978.
54. Myers WR. Response surface methodology. In: Chow S-C, editor. Encyclopedia of
Biopharmaceutical Statistics. New York: Marcel Dekker, 2003.
55. Kannan V, Kandarapu R, Garg S. Optimization techniques for the design and
development of novel drug delivery systems, part II. Pharm Tech 2003; March:
102–118.
56. Murphy JR. Screening design. In: Chow S-C, editor. Encyclopedia of Biopharmaceuti-
cal Statistics. New York: Marcel Dekker, 2003.
57. Anonymous. JMP® Design of Experiments, Version 5 User’s Guide. Cary: SAS In-
ternational, 2002.
58. Abu-Izza K, Garcia-Contreras L, Lu DR. Preparation and evaluation of sustained
release AZT loaded microspheres: optimization of the release characteristics using
response surface methodology. J Pharm Sci 1996; 85:144–149.
59. Wehrlé P, Nobelis P, Cuiné A, Stamm A. Response surface methodology: an interesting
statistical tool for process optimization and validation: example of wet granulation in
a high shear mixer. Drug Dev Ind Pharm 1993; 19:1637–1653.
60. Li J. Factorial designs. In: Chow S-C, editor. Encyclopedia of Biopharmaceutical
Statistics. New York: Marcel Dekker, 2003.
61. Acikgöz M, Kas H, Orman M, Hincal A. Chitosan microspheres of diclofenac sodium:
I. Application of factorial design and evaluation of release kinetics. J Micoencapsul
1996; 13:141–160.
62. Korakianiti ES, Rekkas DM, Dallas PP, Choulis NH. Optimization of the pelletization
process in a fl uid-bed rotor granulator using experimental design. AAPS PharmSciTech
2000; 1:article 35: 1–5.
63. Loukas YL. Computer-based expert system designs and analyzes a 2(k-p) fractional
factorial design for the formulation optimization of novel multicomponent liposomes.
J Pharm Biomed Anal 1998; 17:133–140.
64. Eddington ND, Ashraf M, Augsburger LL, Leslie JL, Fossler MJ, Lesko LJ, Shah VP,
Rekhi GS. Identifi cation of formulation and manufacturing variables that infl uence
in vitro dissolution and in vivo bioavailability of propranolol hydrochloride tablets.
Pharm Dev Technol 1998; 3:535–547.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

102
B. SINGH ET AL.
65. Plackett RL, Burman JP. Th e design of optimum multifactorial experiments. Biometrica
1946; 33:305–325.
66. Loukas YL. A Plackett-Burman screening design directs the effi cient formulation of
multicomponent DRV liposomes. J Pharm Biomed Anal 2001; 26:255–263.
67. Pena Romero A, Costa JB, Castel-Marteaux I, Chulia D. Statistical optimization of a
controlled release formulation obtained by a double compression process: application of an
Hadamard matrix and a factorial design. Drug Dev Ind Pharm 1989; 15:2419–2440.
68. Ozil P, Rochat MH. Experimental design, an effi cient tool for studying the stability
of parenteral nutrition. Int J Pharm 1988; 42:11–14.
69. Li JZ, Rekhi GS, Augsburger LL, Shangraw RF. Th e role of intra- and extragranular mi-
crocrystalline cellulose in tablet dissolution. Pharm Dev Technol 1996; 1:343–355.
70. Box GEP, Wilson KB. On the experimental attainment of optimum conditions. J
Royal Stat Soc Ser B 1951; 13:1–45.
71. Box GEP, Behnken DW. Some new three-level designs for the study of quantitative
variables. Technometrics 1960; 2:455–475.
72. Bodea A, Leucuta SE. Optimization of propranolol hydrochloride sustained release
pellets using Box-Behnken design and desirability function. Drug Dev Ind Pharm
1998; 24:145–155.
73. Westerhuis JA, Coenegracht PMJ. Multivariate modelling of the pharmaceutical two-
step process of wet granulation and tabletting with multiblock partial least squares. J
Chemometrics 1997; 11:372–392.
74. Bodea A, Leucuta SE. Optimization of hydrophilic matrix tablet using a D-optimal
design. Int J Pharm 1997; 153:247–255.
75. Fassihi R, Fabian J, Sakr AM. Application of response surface methodology to design
optimization in formulation of a typical controlled release system. Drugs made in
Germany 1996; 39:122–126.
76. Lin AY, Muhammad NA, Pope D, Augsburger LL. A study of the eff ects of curing
and storage conditions on controlled release diphenhydramine HCl pellets coated
with Eudragit NE30D. Pharm Dev Technol 2003; 8:277–287.
77. Shah RD, Kabadi M, Pope DG, Augsburger LL. Physico-mechanical characterization
of the extrusion-spheronization process. Part 2. Rheological determinants for successful
extrusion and spheronization. Pharm Res 1995; 12:496–507.
78. Kramar A, Turk S, Vrecer F. Statistical optimization of diclofenac sustained release
pellets coated with polymethacrylic fi lms. Int J Pharm 2003; 256:43–52.
79. Podczeck F. Th e development and optimization of tablet formulations using math-
ematical methods. In: Alderborn G, Nystrom C, editors. Pharmaceutical Powder
Compaction Technology. New York: Marcel Dekker, 1995.
80. Pinto JF, Podczeck F, Newton JM. Investigations of tablets prepared from pellets
produced by extrusion and spheronisation. II. Modelling the properties of the tablets
produced using regression analysis. Int J Pharm 1997; 152:7–16.
81. Chatchawalsaisin J, Podczeck F, Newton JM. Th e infl uence of chitosan and sodium
alginate and formulation variables on the formation and drug release from pellets
prepared by extrusion/spheronisation. Int J Pharm 2004; 275:41–60.
82. DoEhlert DH. Uniform shell designs. Appl Stat 1970; 19:231–239.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

103
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
83. Vojnovic D, Moneghini M, Rubessa F. Experimental design for a granulation process
with “a priori” criterias. Drug Dev Ind Pharm 1995; 21:823–831.
84. Snee RD. Design and analysis of mixture experiments. J Qual Technol 1971; 3:159–169.
85. Cornell JA. Experiments with Mixtures: Design, Models, and the Analysis of Mixture
Data. 2nd ed. New York: Wiley, 1990.
86. Cornell JA. Experiments with mixtures: An update and bibliography. Technometrics
1979; 21:95–106.
87. van Kamp HV, Bolhuis GK, Lerk CF. Optimization of a formulation for direct com-
pression using a simplex lattice design. PharmWeek Sci 1987; 9:265–273.
88. Scheff é H. Experiments with mixtures. J Royal Stat Soc Ser B 1958; 20:344–360.
89. Ferrari F, Bertoni M, Bonferoni CM, Rossi S, Caramella C. Dissolution enhancement
of an insoluble drug by physical mixture with a superdisintegrant: optimization with
a simplex lattice design. Pharm Dev Technol 1996; 1:159–164.
90. Hirata M, Takayama K, Nagai T. Formulation optimization of sustained release tablet
of chlorpheniramine maleate by means of extreme vertices design and simultaneous
optimization technique. Chem Pharm Bull 1992; 40:741–746.
91. Campisi B, Chicco D, Vojnovic D, Phan-Tan-Luu R. Experimental design for a pharmaceu-
tical formulation: optimization and robustness. J Pharm Biomed Anal 1998; 18:57–65.
92. Taguchi G. Introduction to Quality Engineering. White Plains, New York: UNIPUB/
Krauss International, 1986.
93. Wehrle P, Palmieri GF, Stamm A. Th e Taguchi’s performance statistic to optimize
theophylline beads production in a high-speed granulator. Drug Dev Ind Pharm
1994; 20:2823–2843.
94. Yang SC, Zhu JB. Preparation and characterization of camptothecin solid lipid
nanoparticles. Drug Dev Ind Pharm 2002; 28:265 - 274.
95. Palmieri GF, Wehrle P. Evaluation of ethylcellulose coated pellets optimized using
the approach of Taguchi. Drug Dev Ind Pharm 1997; 23:1069–1077.
96. Lewis GA, Chariot M. Non classical experimental designs in pharmaceutical formula-
tions. Drug Dev Ind Pharm 1991; 17:1551–1570.
97. de Aguiar PF, Bourguignon B, Khots MS, Massart DL, Phan Tan Luu R. D-optimal
designs. Chemom Intell Lab Syst 1995; 30:199–210.
98. Chariot M, Lewis GA, Mathieu D, Phan Tan Luu R, Stevens HNE. Experimental
design for pharmaceutical process characterisation and optimization using an exchange
algorithm. Drug Dev Ind Pharm 1988; 14:2535–2556.
99. Rechtschaff ner RL. Saturated fractions of 2n and 3n factorial designs. Technometrics
1967; 9:569–575.
100. Nielloud F, Mestres JP, Fortune R, Draussin S, Marti-Mestres G. Formulation of oil-
in-water submicron emulsions in the dermatological fi eld using experimental design.
Polymer Int 2003; 52:610–613.
101. Khan MA, Karnachi AA, Singh SK, Sastry SV, Kislalioglu SM, Bolton S. Controlled re-
lease coprecipitates: formulation considerations. J Control Release 1995; 37:131–141.
102. Zhou F, Vervaet C, Massart DL, Massart B, Remon JP. Optimization of the processing
of matrix pellets based on the combination of waxes and starch using experimental
design. Drug Dev Ind Pharm 1998; 24:353–358.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

104
B. SINGH ET AL.
103. Lindberg N-O, Lundstedt T. Application of multivariate analysis in pharmaceutical
development. Drug Dev Ind Pharm 1995; 21:987–1007.
104. Bolton S. Linear regression and correlation. In: Pharmaceutical Statistics: Practical
and Clinical Applications. 3rd ed. New York: Marcel Dekker, 1997.
105. Myers RH. Classical and Modern Regression with Applications. Boston: PWS-KENT
Publishing, 1990.
106. Pattarino F, Marengo E, Gasco MR, Carpignano R. Experimental design and partial
least squares in the study of complex mixtures: microemulsions as drug carriers. Int J
Pharm 1993; 91:157–165.
107. Bohidar NR, Restaino FA, Schwartz JB. Selecting key parameters in pharmaceutical
formulations by principal component analysis. J Pharm Sci 1975; 64:966–969.
108. Benkerrour L, Duchene D, Puisieux F, Maccario J. Granule and tablet formulae study
by principal component analysis. Int J Pharm 1984; 19:27–34.
109. Liu A, Schisterman EF. Principal component analysis. In: Chow S-C, editor. Ency-
clopedia of Biopharmaceutical Statistics. New York: Marcel Dekker, 2004.
110. Bolton S. Analysis of variance. In: Pharmaceutical Statistics: Practical and Clinical
Applications. 3rd ed. New York: Marcel Dekker, 1997.
111. Bolton S. Statistical applications in the pharmaceutical sciences. In: Lachman L, Li-
eberman HA, Kanig JL, editors. Th e Th eory and Practice of Industrial Pharmacy. 3rd
ed. Bombay: Varghese Publishing House, 1987.
112. Singh B, Mehta G, Kumar R, Bhatia A, Ahuja N, Katare OP. Design, development
and optimization of nimesulide-loaded liposomal systems for topical application. Curr
Drug Deliv 2005. [In press.]
113. Bolton S. Transformations and outliers. In: Pharmaceutical Statistics: Practical and
Clinical Applications. 3rd ed. New York: Marcel Dekker, 1997.
114. Cook DR. Detection of infl uential observations in linear regression. Technometrics
1977; 19:15–18.
115. Box GEP, Cox DR. An analysis of transformations. J Royal Stat Soc Ser B 1964; 26:
211–243.
116. Takayama K, Nagai T. Novel computer optimization methodology for pharmaceutical
formulations investigated by using sustained release granules of indomethacin. Chem
Pharm Bull 1989; 37:160–167.
117. Senderak E, Bonsignore H, Mungan D. Response surface method as an approach to
optimization of an oral solution. Drug Dev Ind Pharm 1993; 19:405–424.
118. Law MFL, Deasy PB. Use of canonical and other analyses for the optimization of an
extrusion-spheronization process for indomethacin. Int J Pharm 1997; 146:1–9.
119. Gonzalez AG. Optimization of pharmaceutical formulations based on surface-response
experimental designs. Int J Pharm 1993; 97:149–159.
120. Shah S, Morris J, Sulaiman A, Farhadieh B, Truelove J. Development of misopristol 3
hour controlled release formulations using response surface methodology. Drug Dev
Ind Pharm 1992; 18:1079–1098.
121. Bohidar NR, Bavitz JF, Shiromani PK. Formula optimization for a multiple potency
system with uniform tablet weight. Drug Dev Ind Pharm 1986; 12:1503–1510.
122. Lin K, Peck GE. Development of agglomerated talc. Part 2. Optimization of the
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

105
DESIGN OF EXPERIMENTS, PART 1: FUNDAMENTAL ASPECTS
processing parameters for the preparation of granulated talc. Drug Dev Ind Pharm
1995; 21:159–173.
123. Westerhuis JA, de Haan P, Zwinkels J, Jansen WT, Coenegracht PMJ, Lerk CF. Op-
timization of the composition and production of mannitol/microcrystalline cellulose
tablets. Int J Pharm 1996; 143:151–162.
124. Bouckaert S, Massart DL, Massart B, Remon JP. Optimization of a granulation proce-
dure for a hydrophilic matrix tablet using experimental design. Drug Dev Ind Pharm
1996; 22:321–327.
125. Derringer G, Suich R. Simultaneous optimization of several response variables. J Qual
Tech 1980; 12:214–219.
126. Takayama K, Imaizumi H, Nambu N, Nagai T. Mathematical optimization of for-
mulation of indomethacin/polyvinylpyrrolidone /methyl cellulose solid dispersions by
the sequential unconstrained minimization technique. Chem Pharm Bull 1985; 33:
292–300.
127. Fıacco AV, McCormik GP. Nonlinear Programming: Sequential Unconstrained
Minimization Techniques. New York: Wiley, 1968.
128. Lipp R, Heimann G. Statistical approach to optimization of drying conditions for a
transdermal delivery system. Drug Dev Ind Pharm 1996; 22:343–348.
129. Schwartz JB. Optimization techniques in product formulation. J Soc Cosmet Chem
1981; 32:287–301.
130. Takayama K, Fujikawa M, Obata Y, Morishita M. Neural network based optimization
of drug formulations. Adv Drug Deliv Rev 2003; 55:1217–1231.
131. Takayama K, Takahara J, Fujikawa M, Ichikawa H, Nagai T. Formula optimization
based on artifi cial neural networks in transdermal drug delivery. J Control Release
1999; 62:161–170.
132. Achanta AS, Kowalski JG, Rhodes CT. Artifi cial neural networks: implications for
pharmaceutical sciences. Drug Dev Ind Pharm 1995; 21:119–155.
133. Sun Y, Peng Y, Chen Y, Shukla AJ. Application of artifi cial neural networks in the
design of controlled release drug delivery systems. Adv Drug Deliv Rev 2003; 55:
1201–1215.
134. Kuppuswamy R, Anderson SR, Hoag SW, Augsburger LL. Practical limitations of
tableting indices. Pharm Dev Technol 2001; 6:505–520.
135. Bourquin J, Schmidli H, van Hoogevest P, Leuenberger H. Application of artifi cial
neural netrworks (ANN) in the development of solid dosage forms. Pharm Dev Technol
1997; 2:111–121.
136. Zupancic Božic D, Vrecer F, Kozjek F. Optimization of diclofenac sodium dissolution
from sustained release formulations using an artifi cial neural network. Eur J Pharm
Sci 1997; 5:163–169.
137. So S-S, Karplus MJ. Evolutionary optimization in quantitaive structure activ-
ity relationship: an application of genetic neural networks. J Med Chem 1996; 39:
1521–1530.
138. Singh B. Computer-aided education in pharmaceutical sciences. Ind J Pharm Educ
1997; 31:93–102.
Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University

Begell House Digital Library, http://dl.begellhouse.com Downloaded 2011-1-3 from IP 168.223.7.171 by Florida A&M University




















