Optimization of steel wool contents in non-asbestos organic (NAO) friction composites for best...
6
Wear 263 (2007) 1243–1248 Short communication Optimization of steel wool contents in non-asbestos organic (NAO) friction composites for best combination of thermal conductivity and tribo-performance Jayashree Bijwe ∗ , Mukesh Kumar Industrial Tribology Machine Dynamics and Maintenance Engineering Centre, Indian Institute of Technology Delhi, Hauz Khas, New Delhi 110016, India Received 13 September 2006; received in revised form 4 January 2007; accepted 6 January 2007 Available online 23 May 2007 Abstract Thermal conductivity (TC) of friction composites plays a vital role in the performance of the composites. Low TC renders the tribo-surface vulnerable for degradation of organic ingredients and affecting the braking capability adversely. Too high TC, on the other hand, results in adverse effect on brake-fluid. The optimum TC as a result of tailoring the composite with right contents of metallic fillers is hence desired. However, hardly any in depth efforts are placed in this direction. Hence, in this work, three friction composites were developed using same ingredients in same proportion except steel wool and barite which were added in a complementary manner. The compositions containing 4, 8 and 12 wt.% of steel wool (and inert filler barite in 31, 27, and 23 wt.%) were developed as brake-pads and designated as S 1 ,S 2 and S 3 , respectively. The brake-pads were tested for their friction and wear behavior on a Krauss type RWDC 100, 450 V/50 Hz machine in simulated braking condition against a cast iron commercial disc and evaluated as per ECR 90 test schedule. It was observed that with increasing metal contents, mechanical properties decreased, TC increased slowly and other important friction properties including fade resistance improved. Wear properties however, did not show any correlation with amount of steel wool, TC or mechanical properties. Overall, composite S 3 proved to be the best performer. SEM studies proved helpful in understanding the wear mechanism. © 2007 Elsevier B.V. All rights reserved. Keywords: Non-asbestos organic (NAO) friction composites; Thermal conductivity; Fade and recovery; Brake-pad materials 1. Introduction Non-asbestos organic composite friction materials are being increasingly used in automotive brake disc pads and clutch facing applications. They are essentially multi-ingredient sys- tems in order to achieve the desired amalgam of performance properties [1] amongst which the coefficient of friction and its stability under various operating conditions, such as tempera- ture, pressure and speed is most important. The four categories of ingredients, viz. binders, fibers, friction modifiers and fillers based on the major function they perform apart from contribut- ing towards friction and wear performance are selected. Binders mainly from phenolics or modified phenolics provide mechani- cal integrity to the friction material while fibers, such as mineral, ceramics, organic and metallic types provide mainly the strength. ∗ Corresponding author. Tel.: +91 11 26591280; fax: +91 11 26591280. E-mail address: [email protected] (J. Bijwe). Friction modifiers, such as abrasives and solid lubricants are used to achieve the desired range of friction. Fillers the fourth class is again subdivided as functional fillers (to enhance the specific function, such as resistance to fade, thermal conductivity, etc.) and space fillers/inert fillers (just to cut the cost without any adverse effect on performance properties). The effect of such ingredients on tribo-performance [2–4] and fade and recovery behavior [5–11] is extensively studied in the literature. Ther- mal properties, such as specific heat, thermal conductivity (TC), diffusivity, thermal expansion, etc. also play a vital role in per- formance of brake-pads, especially when braking is severe. Low TC renders the tribo-surface vulnerable due to accumulation of frictional heat which leads to the degradation of organic ingredi- ents and affects the braking capability adversely. Too high TC on the other hand, results in adverse effect on brake-fluid because of conduction of heat towards piston and brake-fluid via back plate. The optimum TC as a result of tailoring the composite with right contents of metallic fillers is hence desired. In spite of this fact, literature pertaining either to the ideal range of these 0043-1648/$ – see front matter © 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.wear.2007.01.125
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Optimization of steel wool contents in non-asbestos organic (NAO) friction composites for best...
A
veapw
apds©
K
1
iftpstobimcc
0d
Wear 263 (2007) 1243–1248
Short communication
Optimization of steel wool contents in non-asbestos organic (NAO)friction composites for best combination of thermal conductivity
and tribo-performance
Jayashree Bijwe ∗, Mukesh KumarIndustrial Tribology Machine Dynamics and Maintenance Engineering Centre, Indian Institute of Technology Delhi, Hauz Khas, New Delhi 110016, India
Received 13 September 2006; received in revised form 4 January 2007; accepted 6 January 2007Available online 23 May 2007
bstract
Thermal conductivity (TC) of friction composites plays a vital role in the performance of the composites. Low TC renders the tribo-surfaceulnerable for degradation of organic ingredients and affecting the braking capability adversely. Too high TC, on the other hand, results in adverseffect on brake-fluid. The optimum TC as a result of tailoring the composite with right contents of metallic fillers is hence desired. However, hardlyny in depth efforts are placed in this direction. Hence, in this work, three friction composites were developed using same ingredients in sameroportion except steel wool and barite which were added in a complementary manner. The compositions containing 4, 8 and 12 wt.% of steelool (and inert filler barite in 31, 27, and 23 wt.%) were developed as brake-pads and designated as S1, S2 and S3, respectively.The brake-pads were tested for their friction and wear behavior on a Krauss type RWDC 100, 450 V/50 Hz machine in simulated braking condition
gainst a cast iron commercial disc and evaluated as per ECR 90 test schedule. It was observed that with increasing metal contents, mechanicalroperties decreased, TC increased slowly and other important friction properties including fade resistance improved. Wear properties however,id not show any correlation with amount of steel wool, TC or mechanical properties. Overall, composite S3 proved to be the best performer. SEMtudies proved helpful in understanding the wear mechanism.
2007 Elsevier B.V. All rights reserved.
ivity;
FtifaaibmdfT
eywords: Non-asbestos organic (NAO) friction composites; Thermal conduct
. Introduction
Non-asbestos organic composite friction materials are beingncreasingly used in automotive brake disc pads and clutchacing applications. They are essentially multi-ingredient sys-ems in order to achieve the desired amalgam of performanceroperties [1] amongst which the coefficient of friction and itstability under various operating conditions, such as tempera-ure, pressure and speed is most important. The four categoriesf ingredients, viz. binders, fibers, friction modifiers and fillersased on the major function they perform apart from contribut-ng towards friction and wear performance are selected. Binders
ainly from phenolics or modified phenolics provide mechani-al integrity to the friction material while fibers, such as mineral,eramics, organic and metallic types provide mainly the strength.
∗ Corresponding author. Tel.: +91 11 26591280; fax: +91 11 26591280.E-mail address: [email protected] (J. Bijwe).
fetopwo
043-1648/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.wear.2007.01.125
Fade and recovery; Brake-pad materials
riction modifiers, such as abrasives and solid lubricants are usedo achieve the desired range of friction. Fillers the fourth classs again subdivided as functional fillers (to enhance the specificunction, such as resistance to fade, thermal conductivity, etc.)nd space fillers/inert fillers (just to cut the cost without anydverse effect on performance properties). The effect of suchngredients on tribo-performance [2–4] and fade and recoveryehavior [5–11] is extensively studied in the literature. Ther-al properties, such as specific heat, thermal conductivity (TC),
iffusivity, thermal expansion, etc. also play a vital role in per-ormance of brake-pads, especially when braking is severe. LowC renders the tribo-surface vulnerable due to accumulation of
rictional heat which leads to the degradation of organic ingredi-nts and affects the braking capability adversely. Too high TC onhe other hand, results in adverse effect on brake-fluid because
f conduction of heat towards piston and brake-fluid via backlate. The optimum TC as a result of tailoring the compositeith right contents of metallic fillers is hence desired. In spitef this fact, literature pertaining either to the ideal range of these
1 ear 2
ptameAtcwcSotaivoirecic
2
2
w(aT1rcLmhsiibdoith
Tl
I
BS
T
wsfiifivicacisS
2
aptcspmsmcpsiR
2e
t[Suzuki 1000 cc) with radius 0.12 m and average roughness (Ra)value 3.28 �m was used as a counterface. Details about testingmethod are explained elsewhere [13]. The software computesthe various values (as shown in Table 3) as an essence of fade
244 J. Bijwe, M. Kumar / W
arameters or influence of such ingredients on these parame-ers is not available. Moreover, it is also important to note thatn ingredient added to tailor a specific property of a compositeay influence other important performance properties in a ben-
ficial or undesirable manner and hence has to be monitored.ny research papers could not be available on the optimiza-
ion of thermal conductivity and tribo-performance of frictionomposites. Hence, in the present work, three NAO compositeere developed by varying steel wool and barite (inert filler) in
ompensatory manner keeping apparent composition unaltered.ince influence of thermal conductivity is best reflected in severeperating conditions, fade and recovery mode of performanceesting was selected in the present work. The comparative studieslong with worn surface analysis are reported in this paper. Fadendicates the loss in braking effectiveness of a material at ele-ated temperature (typically in the range 300–400 ◦C) becausef a reduction in the kinetic friction coefficient (μ). High fades undesirable since it affects the deterioration in efficiency andeliability of brakings in severe operating conditions. The recov-ry term is used to quantify the revival of μ when the pad getsooled after severe brakings. Since fade and recovery behav-or indicates the potential of composites in very harsh operatingonditions, it was selected for this research study.
. Experimental
.1. Fabrication of the composites
The fabrication of composites containing twelve ingredientsas based on keeping parent composition of 10 ingredients
65%, w/w) constant and varying two ingredients, viz. steel woolnd barite (35%, w/w) in complementary manner as shown inable 1 based on a systematic increase in steel wool (4, 8 and2 wt.%). The parent composition contained straight phenolicesin (10%), functional fillers, such as alumina, graphite, vermi-ulite, cashew dust (27%, w/w) and fibers, such as glass, PAN,apinus, Aramid and brass (28%, w/w). The ingredients wereixed in a plough type shear mixer to ensure the macroscopic
omogeneity using a chopper speed of 2800 rpm and feederpeed 1440 rpm. The addition of ingredients during mixing wasn a particular sequence. Aramid and glass fibers were mixednitially for 2 min followed by other pulpy materials and finallyy powdery materials. The mixing schedule was of ten minutesuration. The mixing sequence and time of mixing of each lot
f ingredients lead to proper uniformity in the mixture. If mix-ng time is low, proper homogeneity cannot be achieved. If it isoo high, it does not improve the homogeneity further. Hence, itas to be optimized which was done in the laboratory in earlierable 1ists the varying ingredients in composites
ngredients S1 (wt.%) S2 (wt.%) S3 (wt.%)
aSO4 31 27 23teel wool 4 8 12
otal 35 35 35
TM
P
DAWVHT%FF%
63 (2007) 1243–1248
ork [12]. The mixture was then placed into a four-cavity mouldupported by the adhesive-coated back plates. Each cavity waslled with approximately 80 g of the mixture and heat cured
n a compression-moulding machine under a pressure of 8 MPaor 7–8 min at curing temperature. Three intermittent ‘breath-ngs’ were also allowed during the initiation of curing to expelolatiles. The pads were then removed and were then post-curedn an oven at 100 ◦C for 8 h. The post curing operation is done toure the residual resin. As per standard practice in the literaturefter optimization, it is done at 100 ◦C for 8 h to ensure completeuring of the resin [12]. The surfaces of the pads were then pol-shed with a grinding wheel to attain the desired thickness andmooth surface. Three composites were designed as S1, S2 and3 accordingly (Table 1).
.2. Characterization of the composites
For mechanical strength testing, test bars were fabricateds per ASTM standards. Composites were characterized forhysical (density, water swelling, heat swelling, void con-ents) (details of the methods are given in Appendix A) andhemical properties (acetone execration). All the results arehown in Table 2. Thermal conductivity was measured aser ASTM-E1461-01 standard on FL-3000 Flash line instru-ent supplied by Anter Corporation, USA. Square samples of
ize 10 mm × 10 mm and thickness 2–3 mm were used for TCeasurement at room temperature. Thermal conductivity of a
ommercial brake-pad (composite C) was also measured to com-are with that of developed composites. (The Fade & Recoverytudy on this material, however, was not done because details ofts ingredients were not available. The data on TC and Fade &ecovery studies could not be correlated with the composition.)
.3. Test set-up and procedure for fade and recoveryvaluation by ECR 90 test schedule
The fade and recovery tests were conducted using a Kraussype RWDC 100 C (450 V/50 Hz) machine discussed elsewhere11–12]. A gray cast iron rotor disc of the passenger car (Maruti
able 2echanical properties of the composites evaluated in the laboratory
roperties S1 S2 S3
ensity (g/cc) 2.27 2.29 2.32cetone extraction (%) 0.169 0.141 0.181ater absorption (%) 0.60 1.05 0.70
oid content (%) 37 39 40eat swelling (%) 1.54 2.78 2.94ensile strength (MPa) ASTM D638 22.56 20.47 17.57Strain (ASTM D638) 3.10 2.97 2.72
lexural strength (MPa) ASTM D790 46.65 44.64 38.74lexural modulus (GPa) (ASTM D790) 11 10.7 9Strain (ASTM D790) 0.53 0.49 0.49

ear 263 (2007) 1243–1248 1245
afctwc
3
cwinitAwIh
3
gatidartItbs(sfutμ
ifdtrotc
stt[tc
iddbest performer followed by S1. S1 though proved best in wearperformance, it was poor in friction performance. It was alsoconfirmed that wear and mechanical properties of the composites
Table 3ECR 90 frictional response of the composites
Properties S1 S2 S3
μperformance 0.371 0.386 0.407μrecovery 0.370 0.411 0.416μfade 0.304 0.329 0.361μmin 0.250 0.193 0.246μmax 0.446 0.499 0.482%Fade 18 14.7 11.4
J. Bijwe, M. Kumar / W
nd recovery plot. The various performance parameters derivedrom the plots are defined in Appendix B. Wear volume of theomposites was calculated using weight loss and the density ofhe materials. The change in roughness of the discs after the testas also measured. SEM studies on worn surfaces were also
arried out to understand the wear mechanisms.
. Results and discussion
As seen from Table 2, it was observed that the density ofomposites showed increasing trend because of addition of steelool which is heavier than the filler barite. Acetone exaction
ndicates amount of uncured resin in the composites which wasegligible in all the composites. Void contents increased withncrease in steel wool. The heat swelling also showed the samerend as anticipated because of higher expansion of steel wool.ll the mechanical properties, (tensile and flexural) decreasedith increase in contents of steel wool and decrease in barite%.
t could be because of the fact that barite being powdery filleras better binding capacity with the resin rather than steel wool.
.1. Fade and recovery behavior
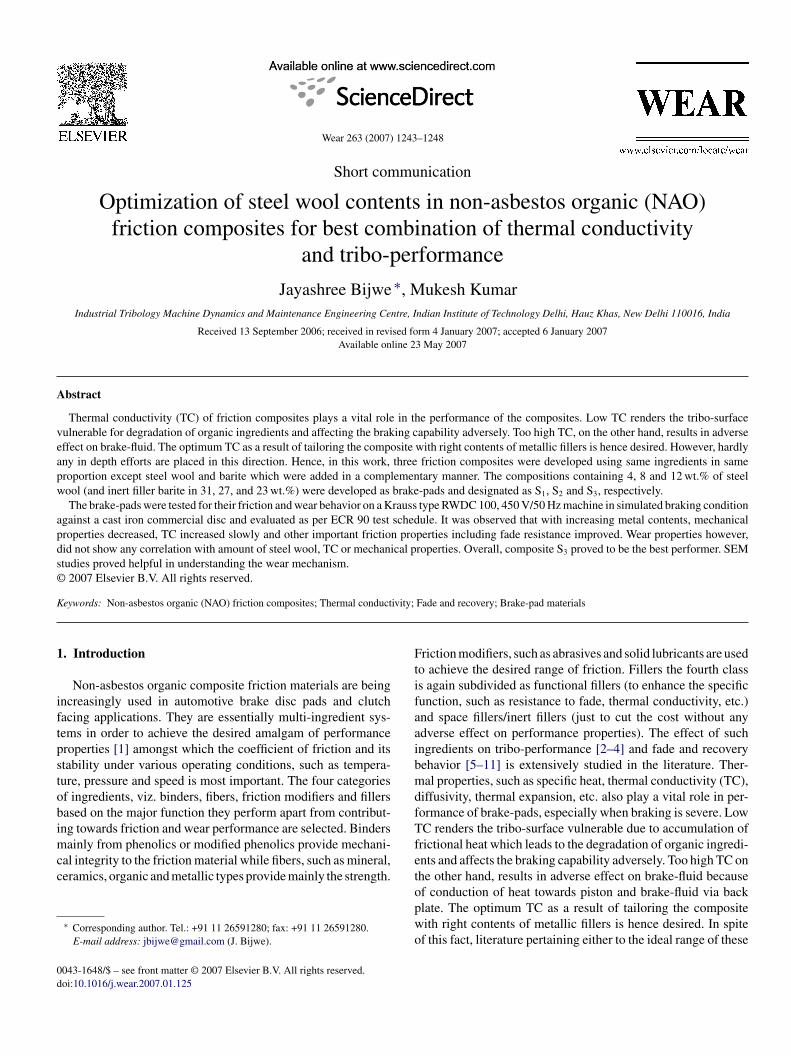
Seven steps of friction assessment test are shown in a singleraph. Three such graphs for selected composites (S1, S2 and S3)re shown in Fig. 1(a–d). Following trends were observed fromhe seven step friction assessment test graphs for the compos-te. In composite S2 large fade was observed after fifth brakinguring cold cycle, while in S1 and S3 comparatively quite lessmount of fade was observed after fifth and eighth brakings,espectively. During fade cycle S2 showed maximum fluctua-ions in μ which is not a desirable feature for friction materials.n other two composites, after first few braking cycles, fluc-uations reduced drastically as seen in plateau regions. Suchehavior is desirable for good friction material. The constantpeed (660 rpm), constant interval (5 s) and constant pressure1.82 MPa) R-90 frictional response of the three composites isummarized in Table 3. It incorporates the performance μ, theade μ, the recovery μ, temperature rise in disc and wear vol-me of pads. A clear trend was observed in all composites withhe increase of steel wool content in most of the properties.
performance, μrecovery, μfade and μmax increased with increas-ng content of steel wool which a desirable feature. Percent ofade also showed fixed pattern. With increase in steel wool, ten-ency of fade decreased. In case of %recovery, however, no fixedrends were seen. The values did not vary much. Temperatureise in the disc should be as low as possible and termed as onef the important parameters called counterface friendliness. Inhis case, composite S1 (419 ◦C) performed better than other twoomposites S3 (431 ◦C) and S2 (456 ◦C).
Interestingly, wear behavior of composite S1 was also faruperior to the other composite. In literature, general trends showhat the friction and wear performance do not go together. If fric-
ion behavior is good, wear performance is poor and vice versa11]. However, wear performance is of secondary importancehan the friction performance. Based on above-mentioned dis-ussion it was confirmed that increase in metal contents, led to%WT�
Fig. 1. Fade and recovery cycles for composites: (a) S1, (b) S2 and (c) S3.
mprovement in friction performance (μperformance) and fade ten-ency. μperformance improved from 0.371 to 0.407 while %fadeecreased from 18 to 11% (Table 3). Thus, S3 proved to be the
Recovery 100 106 102ear of pads (×10−6 m3) 2.5 6.7 3.4
emperature rise of disc (◦C) 419 456 431Ra (original-worn sample) (�m) 2.723 2.755 2.815

1246 J. Bijwe, M. Kumar / Wear 2
Table 4Thermal properties of the composites S1, S2, S3 and C
Properties S1 S2 S3 C
Diffusivity (cm2/s) 0.0099 0.0104 0.0107 0.0091SC
dwi
aci
siaihacacnt
pecific heat (J/kg K) 1039.2 1116.2 1233.8 1001.3onductivity (W/m K) 2.39 2.43 2.51 2.15
id not show any correlation. Mechanical properties deterioratedith increase in steel wool while wear did not show any trend
n this context.
Table 4 shows the thermal properties of all composites atmbient temperature. Data on commercial sample in identicalonditions are also included. As expected thermal conductivityncreased with increasing content of steel wool. For commercial
aoμ
c
Fig. 2. SEM micrographs of co
63 (2007) 1243–1248
ample TC value was found 2.15 W/m K. For S1 almost 11%ncrease in TC value was observed while for S2 and S3 it was 13nd 16%, respectively. Thus, the increase in steel wool led to thencrease in TC and hence more efficient dissipation of frictionaleat. Higher the dissipation lower was the surface temperaturend hence lower was the degradation of organic contents in theomposite and hence lower tendency of fade. Though this wasnticipated while tailoring the composites, effect of increasingontents of steel wool on other performance properties couldot be anticipated. Present studies brought out interesting fea-ures. The increase in steel contents not only increased the TC
nd decreased the fade tendency, but also helped to improvether friction related parameters. The μperformance, μrecovery andfade, increased which are desirable features of the good frictionomposites. The difference between μmax and μmin (�μ) showsmposites S1, S2 and S3.

J. Bijwe, M. Kumar / Wear 263 (2007) 1243–1248 1247
orresp
upitS
psstT
3
SSfwcmastorasa
pcaipbmamohhsoWptcotma(d
Fig. 3. SEM micrographs of c
ndulations in friction behavior. This was best for S1 (0.196) andoorest for S2 (0.306). For S3, it was moderate (0.236). Increasen temperature of the disc indicates counterface friendliness ofhe materials. It should be as low as possible. Table 3 shows that3 was moderate in this respect while S1 was best.
Thus, based on the studies, metallic contents up to 12%roved to be beneficial from most of the angles. However, thetudies on composites with further increase in the amount ofteel wool were not performed, which could lead to optimiza-ion of steel wool contents for best combination of friction andC values.
.2. Microscopy and wear mechanism
Wear performance of the composites was in the order,1 > S3 > S2. The reasons for lowest and highest wear of S1 and2, respectively, could be observed in SEM studies of worn sur-aces as shown in Fig. 2. Micrographs 2a1, 2b1 and 2c1 are fororn surfaces of composites S1, S2 and S3 at 500× magnifi-
ation while 2a2, 2b2 and 2c2 are for S1, S2 and S3 at 1000×agnification. When micrographs 2a1, 2b1 and 2c1 or 2a2, 2b2
nd 2c2 are compared, surface of S2 showed largest number ofecondary plateaus of very big size. (Micrograph 2b2 shows halfhe portion filled with single secondary plateau.) Such plateausriginate from the back transfer of the degraded organic mate-
ials from the disc. They do not have load-bearing capacity andffect the wear performance adversely. These micrographs alsohow the primary plateaus which contain the original ingredientslong with wear debris. These contribute in rejuvenating frictionpepf
onding discs D1, D2 and D3.
erformance and controlling wear. When the micrographs areompared, extent of secondary and primary plateaus was lowestnd highest, respectively, in S1 supporting its best wear behav-or. In case of S2, the situation was exactly reverse supporting itsoorest wear performance. For S3, which showed moderate wearehavior, the surface topography supported this since it showedoderate size and number of secondary plateaus. Fig. 3(3a1, 3b1
nd 3c1) shows the corresponding worn disc surfaces at 500×agnification. The surface was heavily covered with thick layer
f friction film. In case of D2 worn against S2 which showedighest wear, the tribo-layer was thickest and patchy supportingeavy transfer of organic materials from the composite due toevere operating conditions. For composite S1 (lowest wear),n the other hand, tribo-layer was very thin and coherent (D1).orn surface D3 showed totally different features. Hardly any
atchy transfer was seen on the surface. A thin film of uniformhickness was observed through out the surface. Surface wasovered with scorching marks (white spots) and not the patchesf organic degraded materials. These are the spots appearing onhe surface due to mild scratching followed by discoloration on
icro-level (not apparent by naked eyes) in hot conditions. Andditional micrograph of D3 (Fig. 3c2) at lower magnification100×) was also included to show the different features on theisc.
The friction layer/friction film/tribo-layer/secondary
lateaus terms are used by the researchers to describe theffect of back transfer of organic materials from the disc to thead. This back transferred materials is generally responsibleor the deterioration of friction behavior by reducing the μ,
1 ear 2
wasrndopw
4
a(thatcctca
A
TTf
A
A
id(cw
d
w
A
w
%
A
Tbrsw
A
R
[[
[12] B.K. Satapathy, Performance evaluation of non-asbestos fibre reinforced
248 J. Bijwe, M. Kumar / W
hich is undesirable feature. It influences wear behavior also indverse way. The secondary plateaus are generated on the padurface because of back transfer of organic material, such asesin (charred, degraded and softened), Aramid fibers, cashewut shell liquid (CNSL) powder, graphite, etc. These plateauso not have adhesion to the pad material as good as that ofriginal ingredients. Hence, these do not have good load bearingroperties resulting in deterioration in friction and increase inear.
. Conclusions
Based on studies on three composites containing increasedmount of steel wool (4–12%, w/w) at the cost of inert fillerbarite), it was confirmed that the higher the wool contents, bet-er was the friction performance in fade and recovery mode,igher was the resistance to fade. However, wear did not showny correlation with wool contents. SEM studies indicated theendency of secondary plateaus formation was maximum in theomposite which showed highest wear and vice versa. Metalontents (12 wt.%) proved to be most beneficial for tailoringhe tribo-properties. Thermal conductivity played a vital role inontrolling friction and wear behavior. Higher the steel woolmount, higher was the TC and better was the performance.
cknowledgements
Authors acknowledge funding by Department of Science andechnology (Govt. of India) to carry out this work and Mr. B.S.omar (Manager R&D) Allied Nippon Ltd. Sahibabad (India)or extending the facility of Krauss tester.
ppendix A
.1. Method for density measurement
It was based on Archimedes principle. The friction compos-te piece, however, has surface porosity and hence cannot beipped in water directly. Hence, it was covered with M-sealcuring polymer which takes approximately 12 h for completeuring). This sandwich was then dipped in water and densityas measured.
ensity = density(combined) − density(M−seal) × Vf(M−seal)
1 − Vf(M−seal)
here Vf = volume fraction
.2. Void contents
Void contents give the idea of porosity of the specimen. It
as calculated by the following relation:void content = theoretical density − actual density
theoretical density× 100
[
63 (2007) 1243–1248
.3. Heat swelling
Heat Swelling was measured by SAE J 160 JNU80 standard.hickness of the sample (10 mm × 10 mm × 4 mm ) from therake pad at six different places was measured accurately atoom temperature. The process was repeated after heating theample in oven at 200 ± 2 ◦C for 2 h. The increase in thicknessas recorded as heat swell & percentage was calculated.
ppendix B
Definitions of friction coefficient in fade and recovery studies.
μmin: this is lowest coefficient of friction for cold, fade andrecovery cycles.μmax: this is highest coefficient of friction for cold, fade andrecovery cycles.μperformance: this is average of coefficient of friction taken after1 s for fade and recovery cycles at temperature greater than100 ◦C. (The requirement of this varies from vehicle to vehi-cle. For a small sized car, μ in the range 0.4–0.45 is requiredwhile that for racing cars range of 0.5–0.6 is required. For heav-ier vehicles or medium sized cars, it should be in the range0.3–0.35.)μfade: minimum coefficient of friction for the fade cycle takenafter 270 ◦C.%Fade: (μperformance − μfade) × 100/μperformance (lower fade%is desirable for a good friction composite).μrecovery: maximum coefficient of friction for the recoverytaken after 100 ◦C.%Recovery: μrecovery × 100 /μperformance (desirable 100–120%for a good friction composite).Difference in μmax and μmin (�μ) should be minimum sinceit indicated unsteadiness of braking behavior.
eferences
[1] J. Bijwe, Polym. Compos. 18 (3) (1997) 378–396.[2] F. Dong, F.D. Blum, L.R. Dharani, Polym. Polym. Compos. 4 (3) (1996)
155–161.[3] P. Gopal, L.R. Dharani, F.D. Blum, Wear 181–183 (1995) 913–921.[4] T. Kato, A. Magario, Tribol. Trans. 37 (1994) 559–565.[5] B.K. Friley, B.E. Mcneese, J.T. Trainor, SAE Paper No. 911951, SAE,
1989–1991, pp. 1796–1807.[6] B.K. Satapathy, J. Bijwe, Wear 257 (5–6 (1–2)) (2004) 573–584.[7] P.J. Blau, J.C. Mclaughlin, Tribol. Int. 36 (2003) 709–715.[8] J.M. Herring, SAE Trans., Paper No. 670146, 1967.[9] B.K. Satapathy, J. Bijwe, J. Reinf. Plast. Compos. 24 (6) (2005) 563–577.10] A. Wirth, D. Eggleston, R. Whitaker, Wear 179 (1994) 75–81.11] J. Bijwe, Nidhi, N. Majumdar, B.K. Satapathy, Wear 259 (2005)
1068–1078.
organic friction materials, Ph.D. Thesis, Indian Institute of TechnologyDelhi, India, 2002.
13] Replacement brake lining assemblies, E.C.E. Regulation No. 90,INTEREUROPE Regulation Ltd., 1997, UN, 31 March.