Optimization of boiler cold-end and integration with the steam cycle in supercritical units
10
Optimization of boiler cold-end and integration with the steam cycle in supercritical units Sergio Espatolero * , Cristóbal Cortés, Luis M. Romeo CIRCE – Center of Research of Energy Resources and Consumptions, Department of Mechanical Engineering, University of Zaragoza, María de Luna 3, 50018 Zaragoza, Spain article info Article history: Received 22 June 2009 Received in revised form 7 October 2009 Accepted 8 October 2009 Available online 30 October 2009 Keywords: Supercritical steam cycle Integration Flue gas heat recovery Efficiency abstract In order to gain an extra increment of efficiency to compensate for capital costs, one of the main issues in the design of advanced supercritical power plants is the reduction of boiler exit gas temperature below typical values of conventional, subcritical units. Currently, the use of heat exchange surfaces made of plastic has become feasible, thereby avoiding cor- rosion and fouling problems derived from cold-end acid condensate. In this manner, flue gas temperature can be reduced down to typically 90 °C, which obviously leads to an increase of boiler efficiency. Besides, there is an additional energy available for heating the main condensate flow of the power cycle. If mod- ification of air–gas rotary heaters is also considered, a manifold of possibilities opens up for plant opti- mization and integration of components. The objective of this paper is to analyze this class of schemes for increasing power output and net effi- ciency of a reference supercritical plant. A complete simulation of the steam cycle is assembled using Aspen Plus and different plant configurations are examined under reduced exit gas temperatures. Several uses of flue gas energy are considered, taking into account limits of temperature and realistic efficiencies of heat exchangers. Mass flow rates, point of extraction of condensate, pressures and temperatures are selected heuristically to optimize performance. Finally, required exchange areas are estimated, and a cost analysis is carried out in order to economically assess the new configurations and estimate the additional profit for the plant. Ó 2009 Elsevier Ltd. All rights reserved. 1. Introduction Coal is still an important source of electricity all around the world. Consequently, great efforts have been devoted to improve the efficiency of coal-fired power stations, as a means to reduce fuel consumption and specific emissions. Within the context of this pursuit, most plants built in recent years use supercritical steam conditions. More than 400 units of this class are presently operating worldwide [1]. In the second half of the last decade, more than 20 GW e of new supercritical capacity were installed in OECD countries, compared to only 3 MW e subcrit- ical [2]. Current status of the technology achieves efficiencies of 45% (LHV basis) with live steam parameters limited at about 300 bar and 600 °C. Nevertheless, efficiencies up to 49% are accom- plished in the case of sea water cooling units with double reheat [3–6]. These limits are mainly imposed by the materials of the high-pressure turbine. Blades, rotor and discs not only have to withstand harsh operating conditions, but also their manufacture is complicated by their size and the use of novel materials. How- ever, prospects of technology development aim at 700 °C and high- er pressures in the near future, with plant efficiencies above 50% [7]. Here, one of the challenges is the reduction of auxiliaries con- sumption [8] that is in the range of 5–7% [9]. Supercritical technology also allows larger unit sizes, up to the order of 1 GW e , thanks to the compactness of the once-through, high-pressure steam generator. At once, this can be regarded as a necessary development to reduce unitary costs, since a supercriti- cal steam plant is comparatively more expensive due to materials and the complication of high pressure, bypass and condensate cir- cuitry and equipment. Nevertheless, in spite of these high sizes and efficiencies, and due to the flexibility of the energy markets the economy of a coal plant continues to be critical nowadays. In addition, emerging reg- ulations concerning carbon emissions in developed countries are likely to worsen the situation. As a consequence, there is still the need to further improve the technology, not only considering materials and steam conditions, but also any other instance that can raise efficiency. However, there is a lack of literature raising this question in supercritical steam cycles. Several attempts for static [10,11] and dynamic simulation [11] have recently pre- sented, but most of the scarce papers deal with combined cycle [12,13] or sub-critical power cycles [14,15]. 0306-2619/$ - see front matter Ó 2009 Elsevier Ltd. All rights reserved. doi:10.1016/j.apenergy.2009.10.008 * Corresponding author. Tel.: +34 976 762237; fax: +34 976 732078. E-mail address: [email protected] (S. Espatolero). Applied Energy 87 (2010) 1651–1660 Contents lists available at ScienceDirect Applied Energy journal homepage: www.elsevier.com/locate/apenergy
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Optimization of boiler cold-end and integration with the steam cycle in supercritical units

Applied Energy 87 (2010) 1651–1660
Contents lists available at ScienceDirect
Applied Energy
journal homepage: www.elsevier .com/locate /apenergy
Optimization of boiler cold-end and integration with the steam cyclein supercritical units
Sergio Espatolero *, Cristóbal Cortés, Luis M. RomeoCIRCE – Center of Research of Energy Resources and Consumptions, Department of Mechanical Engineering, University of Zaragoza, María de Luna 3, 50018 Zaragoza, Spain
a r t i c l e i n f o a b s t r a c t
Article history:Received 22 June 2009Received in revised form 7 October 2009Accepted 8 October 2009Available online 30 October 2009
Keywords:Supercritical steam cycleIntegrationFlue gas heat recoveryEfficiency
0306-2619/$ - see front matter � 2009 Elsevier Ltd. Adoi:10.1016/j.apenergy.2009.10.008
* Corresponding author. Tel.: +34 976 762237; fax:E-mail address: [email protected] (S. Espatolero).
In order to gain an extra increment of efficiency to compensate for capital costs, one of the main issues inthe design of advanced supercritical power plants is the reduction of boiler exit gas temperature belowtypical values of conventional, subcritical units.
Currently, the use of heat exchange surfaces made of plastic has become feasible, thereby avoiding cor-rosion and fouling problems derived from cold-end acid condensate. In this manner, flue gas temperaturecan be reduced down to typically 90 �C, which obviously leads to an increase of boiler efficiency. Besides,there is an additional energy available for heating the main condensate flow of the power cycle. If mod-ification of air–gas rotary heaters is also considered, a manifold of possibilities opens up for plant opti-mization and integration of components.
The objective of this paper is to analyze this class of schemes for increasing power output and net effi-ciency of a reference supercritical plant. A complete simulation of the steam cycle is assembled usingAspen Plus and different plant configurations are examined under reduced exit gas temperatures. Severaluses of flue gas energy are considered, taking into account limits of temperature and realistic efficienciesof heat exchangers. Mass flow rates, point of extraction of condensate, pressures and temperatures areselected heuristically to optimize performance. Finally, required exchange areas are estimated, and a costanalysis is carried out in order to economically assess the new configurations and estimate the additionalprofit for the plant.
� 2009 Elsevier Ltd. All rights reserved.
1. Introduction
Coal is still an important source of electricity all around theworld. Consequently, great efforts have been devoted to improvethe efficiency of coal-fired power stations, as a means to reducefuel consumption and specific emissions.
Within the context of this pursuit, most plants built in recentyears use supercritical steam conditions. More than 400 units ofthis class are presently operating worldwide [1]. In the second halfof the last decade, more than 20 GWe of new supercritical capacitywere installed in OECD countries, compared to only 3 MWe subcrit-ical [2]. Current status of the technology achieves efficiencies of45% (LHV basis) with live steam parameters limited at about300 bar and 600 �C. Nevertheless, efficiencies up to 49% are accom-plished in the case of sea water cooling units with double reheat[3–6]. These limits are mainly imposed by the materials of thehigh-pressure turbine. Blades, rotor and discs not only have towithstand harsh operating conditions, but also their manufactureis complicated by their size and the use of novel materials. How-
ll rights reserved.
+34 976 732078.
ever, prospects of technology development aim at 700 �C and high-er pressures in the near future, with plant efficiencies above 50%[7]. Here, one of the challenges is the reduction of auxiliaries con-sumption [8] that is in the range of 5–7% [9].
Supercritical technology also allows larger unit sizes, up to theorder of 1 GWe, thanks to the compactness of the once-through,high-pressure steam generator. At once, this can be regarded as anecessary development to reduce unitary costs, since a supercriti-cal steam plant is comparatively more expensive due to materialsand the complication of high pressure, bypass and condensate cir-cuitry and equipment.
Nevertheless, in spite of these high sizes and efficiencies, anddue to the flexibility of the energy markets the economy of a coalplant continues to be critical nowadays. In addition, emerging reg-ulations concerning carbon emissions in developed countries arelikely to worsen the situation. As a consequence, there is still theneed to further improve the technology, not only consideringmaterials and steam conditions, but also any other instance thatcan raise efficiency. However, there is a lack of literature raisingthis question in supercritical steam cycles. Several attempts forstatic [10,11] and dynamic simulation [11] have recently pre-sented, but most of the scarce papers deal with combined cycle[12,13] or sub-critical power cycles [14,15].

Nomenclature
AB shell-and-tube heater base area (m2)AHEX;j heater heat transfer area (m2)CB shell-and-tube heater base cost ($)CHEX;A;j annualized heat exchanger cost (€/year)CHP�FW HP gas-feedwater heater capital cost (€)CLP�FW LP gas-feedwater heater capital cost (€)CPH gas–water plastic heater capital cost (€)CPA water–air heater capital cost (€)DI€ additional incomes per year (€/year)FWHi feedwater heater number ifM material correction factorfM&S Marshall and Swift indexfP process pressure correction factorf$!€ dollar to euro conversion factorfT process temperature correction factorHHV high heating value (kJ/kg)
HP high pressureheq equivalent hours (h/year)i interest rateI€;j incomes per year new configuration case j (€/year)I€;ref incomes per year reference plant (€/year)IP intermediate pressureLHV low heating value (kJ/kg)LP low pressureM cost exponentn investment recovery yearsPe electricity price (€/MWh)TDCA terminal drain cooler approachTfwi feedwater mass flow temperature (stream i) (�C)UHEX;j heater overall heat transfer coefficient (kW/m2 K)We;NET;j net power output new configuration case j (MWe)We;NET;ref net power output reference plant (MWe)
Table 1Coal composition.
Ultimate analysis (wt.%; as fired)
Carbon 70.15%Hydrogen 4.83%Oxygen 7.49%Sulfur 2.18%Nitrogen 1.52%Moisture 5.20%Ash 8.63%HHV (kJ/kg) 29,148LHV (kJ/kg) 27,980
1652 S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660
Aside from the cooling system, essentially controlled by site-re-lated factors, the main influence is boiler exit gas temperature. Alower limit must be imposed on this variable in order to avoidthe effects of gas-side acid condensation, i.e., corrosion of metalsurfaces of air preheaters, their subsequent fouling and/or damageand the increased maintenance expenses resulting thereof. Notreally being a thermodynamic dew point, the effective temperatureis quoted within the range 120–150 �C depending on sulfur con-tent [16]. The latter also modifies the amount of condensateformed and thus the potential for problems. On the other hand,the acid dew point implies a limit for the cool surface, so thatgas temperatures must be limited even further, at least in theory.
In practice, minimum exhaust gas temperatures are considered,depending on type of boiler, air preheater, coal and sulfur content.Also considerable scatter is present among different boiler design-ers, supposedly in accordance with their particular experience. Inany case, the limitation represents a significant waste of heat; ifa part could be used directly, boiler efficiency will increase by typ-ically 1% for each 22 �C of reduction in flue gas temperature [17].
The possibility to accomplish such an advance has become realthrough the development of plastic coatings for protection of metalsurfaces. In this manner, ‘‘plastic” heat exchangers are built that re-sist corrosion and allow to handle all acids resulting from the com-bustion of fossil fuels. Typical plastic materials for gas-side steeltubes are polyethylene, polyvinyl chloride (PVC), epoxy resinsand polyamides. Condensing heat exchangers (CHX) are usuallycovered with polytetrafluoroethylene (commercially named Du-Pont Teflon�). This kind of composite tubes can withstand up to200–210 �C, so that they are best cooled by water at pressuresaround 10 bar [18,19]. New designs use an improved fluoropoly-mer resin (Q-series fluoropolymer tubes), which extends theseoperational limits [18].
By using both, plastic heat exchangers or new coatings, newconfigurations of the flue gas heat recovery system (FGHRS) ofthe boiler are feasible that lead to substantially higher plant effi-ciencies. Currently, it is estimated that exit gas temperature canbe reduced down to 85 �C, resulting in an increase of 0.8% unitsin overall plant efficiency [6,20].
In principle, since the need of preheated air is already satisfied,the use of an extra heat at �130 �C must be the substitution of low-pressure regenerative heating of the main condensate in the powercycle. The increase in efficiency is then due additionally to a boostof power output at roughly constant (or even slightly reduced) cy-cle heat rate. However, in this manner, the normally overlookedquestion of boiler-cycle integration opens up.
If gas–water heaters are to be considered, the air preheatercould be redesigned for using higher gas temperature and heatinghigher-pressure condensate. For a large supercritical plant, a greatvariety of configurations do exist indeed, and it is quite difficult totell which is better or even by which criteria they should be judged.At the end, the fundamental question is if both size and efficiencywould provide a compensation for complexity.
In this paper, we attempt to contribute to answer these ques-tions. Firstly, a reference supercritical plant of realistic size and lay-out is selected, and a computer simulation is built to calculate theperformance of the boiler FGHRS and the power cycle. Several ad-vanced schemes with low exit gas temperature and high plant effi-ciency are then considered, and heuristically designed. Finally,required exchange areas are estimated and the economics of theplant is re-calculated under the different alternatives.
2. Case-study and problem statement
The boiler of the case-study power plant produces 450 kg/s oflive steam at 300 bar and 590 �C. There is a single reheat at610 �C. Table 1 gives the coal composition. At nominal load, boilersteam output is 1240 MWth; a tri-sector regenerative air heaterhandles 582 kg/s of flue gases that enter the unit at 325 �C andleave at 125 �C. Boiler efficiency is estimated as 91.9% (HHV basis).
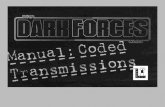
Fig. 1 is the flow diagram of the power cycle. Live steam is ex-panded through nine turbine stages to a condenser pressure of0.05 bar. There are four high-pressure (HP) heaters, deaeratorand four low-pressure (LP) heaters. Overall cycle data, electricityoutput and efficiency estimations are collected in Table 2. Table 3shows the m–P–T data corresponding to the flows of Fig. 1.

Fig. 1. Reference power plant.
Table 2Reference power plant data.
Steam cycle data (100% load)
Main steam 450 kg/s (300 bar/590 �C)Reheat steam 388 kg/s (57 bar/610 �C)Condenser pressure 0.05 barGross electrical output 623.0 MWeNet electrical output 591.9 MWeTurbopump consumption 20.4 MWeGross efficiency 46.15%Net efficiency 43.84%
Table 3m–P–T data for the reference cycle.
Stream ID Mass flow (kg/s) Pressure (bar) Temperature (�C)
1 450.00 300.00 590.02 28.23 76.80 371.23 33.37 58.37 334.24 388.41 58.37 334.25 388.41 57.20 610.06 21.91 28.10 496.47 47.87 11.04 366.18 24.40 11.04 366.19 23.47 11.04 366.1
10 17.71 4.42 256.911 17.72 1.48 148.812 11.11 0.46 79.413 13.89 0.18 58.014 258.21 0.05 32.915 13.89 0.18 57.016 296.50 0.05 32.917 296.50 22.00 33.018 296.50 22.00 58.0
S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660 1653
In this study, we consider different layouts of an improved boi-ler FGHRS. Starting from the standard design [6,20], additionalgas–water heaters are used to reduce exit gas temperature downto 90 �C by means of
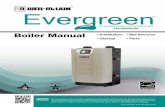
(a) Direct use of additional flue gas energy to substitute regen-erative heating of the LP condensate, Fig. 2. In this case, aplastic-tube heat exchanger is used and the rotary air–gaspreheater is not modified.
(b) Indirect air preheating combined with one LP heater thatuses bypassed gas from the rotary air–gas preheater, Fig. 3.The gas side of the indirect system uses plastic tubes, but
Stream ID Mass flow (kg/s) Pressure (bar) Temperature (�C)
19 28.82 22.00 79.420 325.32 22.00 80.021 17.72 1.46 108.022 325.32 22.00 110.023 17.71 22.00 150.424 343.02 22.00 140.525 24.40 0.06 36.026 450.00 10.82 183.427 450.00 344.00 189.528 83.50 27.54 202.129 21.91 28.10 303.830 61.59 57.20 222.531 450.00 344.00 216.532 28.23 75.26 258.833 450.00 344.00 252.834 450.00 344.00 278.835 450.00 344.00 283.3

Fig. 2. Case (1): direct use of gas energy.
1654 S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660
with adequate choice of pressure, the LP heater can be ofstandard type.
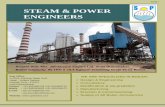
(c) Indirect air preheating combined with one HP heater andone LP heater that use bypassed gas from the rotary air–gas preheater, Fig. 4. Same as above, with two condensateheaters.
3. Power plant calculations: main assumptions
Boiler efficiency, including the rotary air heater and the com-plete FGHRS, is calculated by the method of separated losses [21]assuming the following data:
� Ambient conditions: 25 �C, 70% humidity, atmospheric pressure.� Primary/secondary air ratio: 30/70%.� Primary and secondary air temperature at fan discharge: 40 �C.� Combustion excess air: 20%.� Bottom/fly ash ratio: 15/85%.� Bottom ash temperature: 400 �C.� Ash unburnt content: 0.5%. Unburnt gases: 0%.
Simulation of the boiler FGHRS and the power cycle is accom-plished by means of the code Aspen Plus (Advanced System for
Fig. 3. Case (2): Indirect FGH
Process Engineering) [22]. The simulation is approached as a smallvariation around the nominal conditions of operation, thus allow-ing the following simplifying assumptions:
� For the different stages of the HP, IP and LP turbines: constantisentropic efficiency, equal to 0.89. Constant pressure ratio,between 3.9 and 1.3.
� Constant electromechanical efficiency of the generator, equal to1.0. Plant auxiliaries: fixed 5% of gross electrical output.
� Pressure drop in feedwater heaters: 2% inlet pressure at steamside, negligible at water side.
� A constant Terminal Drain Cooler Approach (TDCA) and aconstant difference between inlet and outlet feedwater tem-perature have been chosen for modeling the low-pressureheaters.
These hypotheses allow estimating the reduction of steamextraction rate simply by re-calculating the energy balance of theheater when a part is substituted by flue gas sensible heat. Obvi-ously, constant pressure and temperature of turbine extractionsare implied; a complete calculation would have to consider therate equation of the exchanger and the relationship betweenextraction pressure and mass flow [23] (and thus, a complete rede-sign of turbine stages and bleeds). However, this complication ishardly warranted for such minute excursions from the nominalpoint. Likewise, savings derived from the small reduction in ex-change area are best neglected.
Finally, calculation of the new heat exchangers is done underthe following approximations:
� Condensate flow and area of gas–water heaters, ‘‘plastic” orstandard: Heat balance, rate equation according to the logarith-mic mean temperature difference (i.e., assuming pure counterflow) and a typical heat transfer coefficient.
� Liquid-coupled gas–air system: Adequate water temperaturesare set and mass flow is calculated by heat balance, in a mannerso as to minimize total area. Each side is then calculated asabove.
RS with one LP heater.

Fig. 4. Case (3): Indirect FGHRS with two (LP and HP) heaters.
S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660 1655
Table 4Boiler results.
Base case Cases 1 and 2 Case 3
Exit gas temperature 125 �C 90 �C 90 �CBoiler power output
(SH + RH)1240.3 MWth 1240.3 MWth 1242.8 MWth
Gas–water HP heatexchanger
– – 10.6 MWth
Gas–water LP heat exchanger – 21.5 MWth 10.9 MWth
Boiler efficiency (HHV) 91.9% 93.5% 93.5%Boiler power input 1350.1 MWth 1350.1 MWth 1352.6 MWth
Table 5Results for the direct use of flue gas energy.
Base case Case (1a) Case (1b)
Plastic heat exchanger dataInlet feedwater temperature 0.0 �C 58.0 �C 80.0 �COutlet feedwater temperature 0.0 �C 115.0 �C 115.0 �CFeedwater mass flow 0.0 kg/s 89.8 kg/s 145.9 kg/s
ResultsGross electrical output 623.01 MWe 626.63 MWe 627.35 MWe
Net electrical output 591.86 MWe 595.30 MWe 595.98 MWe
Plant gross efficiency 46.15% 46.42% 46.47%Plant net efficiency 43.84% 44.10% 44.15%Efficiency increase % +0.00% +0.59% +0.71%
4. Operational design and efficiency results
4.1. Direct use of flue gas energy
The proposed reduction of stack gas temperature, from 125 �Cto 90 �C, offers 21.5 MWth to integrate within the main condensateheating system. Temperature level restricts the possibilities to theLP area; assuming a minimum gas–water difference of 10 �C, weconsider two schemes. A fraction of the condensate is extractedfrom the outlet of the first LP heat exchanger (FWH1, Tfw1 = 58 �C)in the first case (1a), and from the outlet of the second (FWH2,Tfw1 = 80 �C) in the second case (1b). In both, it is heated up toTfw2 = 115 �C and then introduced back to the cycle at point no.22, see Fig. 1. In this manner, steam bleeds nos. 11 and 12 of theLP turbine are reduced. We assume this translates into an in-creased steam flow and the ensuing power boost of the turbineat constant boiler input.
Table 4 shows a summary of the results for the boiler, that arecommon to all options. Taking into account the additional outputto the cycle, efficiency increases up to 93.5% (HHV). Results con-cerning heaters and power cycle are shown in Table 5, along withthe final plant efficiency. The increase of power more than offsetsthe substitution of cycle’s regenerative heating, leading to an in-creased efficiency. This is significantly higher in case (1b) as com-pared to case (1a). Increases of more than 4 MWe in power and0.7% in plant efficiency can be obtained.
4.2. Indirect FGHRS with one LP heater
Table 6 shows the m–p–T results for the air and gas flows ofFig. 3. The additional 21.5 MWth of flue gas energy now serve toheat primary and secondary air up to 79.6 �C in an indirect heat ex-changer. In this manner, an equal amount of condensate heatingcan be substituted by using about 99 kg/s of higher temperaturegas derived from the inlet of the rotary air–gas preheater(325 �C), which will have an effect on efficiency. We consider first
a single LP heater, under the same two schemes as in the precedingsection, case (2a), FWH1 outlet, Tfw1 = 58 �C, and case (2b), FWH2outlet, Tfw1 = 80 �C. Now, saturation temperature at the pressurein hand (217.3 �C at 22 bar) limits the final feedwater temperature.We select Tfw2 = 210 �C or an approach of 7.3 �C as a reasonablepossibility. Heated water is returned to the cycle at deaerator inlet,point no. 24 in Fig. 1.
Results are presented in Table 7. The increases in power andefficiency are significantly higher than in the previous cases (1a)and (1b) of direct condensate heating. Likewise, case (2b) performs

Table 6Gas and air m–P–T data for the indirect FGHRS, Figs. 3 and 4.
Stream ID Mass flow (kg/s) Pressure (bar) Temperature (�C) Stream ID Mass flow (kg/s) Pressure (bar) Temperature (�C)
a1 161.97 1.01 25.0 g2 483.16 1.01 325.0a2 377.94 1.01 25.0 g3 98.91 1.01 325.0a3 161.97 2.01 40.0 g4 483.16 1.01 125.0a4 377.94 2.01 40.0 g5 98.91 1.01 125.0a5 161.97 2.01 79.6 g6 582.07 1.01 125.0a6 377.94 2.01 79.6 g7 582.07 1.01 90.0a7 161.97 2.01 270.3a8 377.94 2.01 270.3g1 582.07 1.01 325.0
Table 8Results for the indirect FGHRS with two (LP and HP) heaters.
Base case Case (3a) Case (3b)
Gas–water LP heat exchanger dataInlet feedwater temperature 0.0 �C 58.0 �C 80.0 �COutlet feedwater temperature 0.0 �C 180.0 �C 180.0 �CFeedwater mass flow 0.0 kg/s 21.1 kg/s 25.6 kg/s
Gas–water HP heat exchanger dataInlet feedwater temperature 0.0 �C 189.5 �C 189.5 �COutlet feedwater temperature 0.0 �C 278.8 �C 278.8 �CFeedwater mass flow 0.0 kg/s 26.5 kg/s 26.5 kg/s
ResultsGross electrical output 623.01 MWe 630.85 MWe 631.12 MWe
Net electrical output 591.86 MWe 599.31 MWe 599.56 MWe
Plant gross efficiency 46.15% 46.64% 46.66%Plant net efficiency 43.84% 44.31% 44.33%Efficiency increase % +0.00% +1.07% +1.11%
1656 S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660
better than case (2a), although the difference is now lower. Maxi-mum increment in plant efficiency is more than 0.9%.
4.3. Indirect FGHRS with one LP and one HP heater
We allot an approximately equal share between both heaters,cooling the gas first from 325 to 225 �C (10.6 MWth) in the HP sec-tion and then down to 125 �C (10.9 MWth) in the LP exchanger.Otherwise, air and gas data are those of Table 6. As previously,we fix the final condensate temperature and the point of returnto the cycle: Tfw2 = 180 �C to deaerator inlet (point no. 24) andTfw4 = 278.8 �C to the inlet of the last HP heater (FWH8, no. 34).For the HP heater, feedwater is extracted after the pump atTfw3 = 189 �C and 344 bar. For the LP part, we consider the sametwo options as above, cases (3a) and (3b).
In this case, flue gas cooling is divided in two stages, the firstone from 325 to 225 �C and the second one from 225 to 125 �C.To take advantage of the first stage level of temperatures, heat istransferred to the feedwater in the HP section and steam bleedsin this section are reduced. As a consequence, main reheat flowis higher and then boiler fuel input has to be slightly modified(0.2%), Table 4.
Due to gas bypass to high and low pressure feedwater heatersthere is a reduction of flue gas through rotary air–gas heaters. Nev-ertheless, the energy transferred in this equipment remains un-changed because it is compensated with the air temperatureincrement in air preheater. It causes a small area change that hasbeen neglected in the economic analysis
Simulation results are collected in Table 8. Power output can beincreased more than 8 MWe, and plant efficiency 1.11% above thereference case. This is still more than previous cases (2a) and(2b), but the difference is clearly lower.
5. Cost analysis
It can be concluded that complexity will always bring about anincrease of power and efficiency, but in a typical pattern of dimin-ishing returns. In order to see which configuration is better, a costanalysis is mandatory.
Table 7Results for the indirect FGHRS with one LP heater.
Base case Case (2a) Case (2b)
Gas–water heat exchanger dataInlet feedwater temperature 0.0 �C 58.0 �C 80.0 �COutlet feedwater temperature 0.0 �C 210.0 �C 210.0 �CFeedwater mass flow 0.0 kg/s 33.0 kg/s 38.4 kg/s
ResultsGross electrical output 623.01 MWe 628.28 MWe 628.74 MWe
Net electrical output 591.86 MWe 596.87 MWe 597.30 MWe
Plant gross efficiency 46.15% 46.54% 46.58%Plant net efficiency 43.84% 44.21% 44.25%Efficiency increase % +0.00% +0.86% +0.93%
We tackle the question as follows. Firstly, we calculate the re-quired area of the new heat exchangers (as explained in Section 3),and then proportionally estimate the additional inversion. In thismanner, only the cost of the exchanger itself is considered; differ-ences due to variation of air- or gas-side pressure losses, and waterpumps and ducting of the indirect gas–air system are neglected.
Additional incomes are due solely to the power input increase,so that the objective function is
DI€ ¼ I€;j � I€;ref �X
CHEX;A;j ð1Þ
where I€,ref and I€,j are the incomes per year for the reference plantand the alternative case j, respectively:
I€ ¼We;NET heqPe ð2Þ
heq being the equivalent operating hours per year and Pe the elec-tricity price. The last term in Eq. (1) is the annualized cost of theheat exchangers used in the different configurations:
CHEX;A;j ¼ CHEX;jið1þ iÞn
ð1þ iÞn � 1ð3Þ
where i is the fractional interest rate per year and n the number ofyears considering that the capital has been borrowed over a fixedperiod at a fixed rate of interest. Sub-index j refers to the differentconfigurations analyzed: in the first case (j = 1), there is only a‘‘plastic” gas–water heater (RCHEX,j = CPH). In the second case(j = 2), there is the indirect system made up of ‘‘plastic” gas–waterand standard air–water exchangers, plus a LP feedwater heater(RCHEX,j = CPH + CPA + CLP-FW). In the third case (j = 3), there is addi-tionally a HP feedwater heater (RCHEX,j = CPH + CPA + CLP-FW + CHP-FW).
We use the following correlation for the capital cost of a heatexchanger [24]:
CHEX;j ¼ CBAHEX;j
AB
� �M
fMfpfT fM&Sf$!€ ð4Þ

Table 9Data and correction factors for the cost model.
Ref. Variable Value
CPH CPA CLP-FW CHP-FW
[24] fM (–) 2.9 1.7 1.7 1.7fP (–) 1.0 1.0 1.5 1.9fT (–) 1.0 1.0 1.0 1.6
[25] CB ($) 32,800AB (m2) 80M (–) 0.68
[26] fM&S (–) 1.261f$?€ (–) 0.634U (W/m2 K) 100heq (h/year) 6500Pe (€/MWh) 60i (%) 5n (year) 5
S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660 1657
where CB is the base cost for shell-and-tube equipment in January2000 [25,26], AB its base-size and M a cost exponent. The rest arecorrection factors relating to materials (fM), P–T operating condi-tions (fP, fT), Marshall and Swift index (fM&S), and dollar to euro con-version (f$?€). The base for the cost is the equipment exchange areaAHEX,j, as calculated in the preceding sections. Table 9 shows the val-ues and units for all the parameters used in the cost analysis.
Combining this cost model with boiler, FGHRS and cycle calcu-lations, the purpose is to obtain the variation of the objective func-tion with flue gas exit temperature. Sensitivity analysis are carriedout too for the following parameters: electricity price Pe, correctionfactor for heater material fM, overall heat transfer coefficient UHEX,j
used to calculate the area AHEX,j and interest rate i. Analysis of theindirect FGHRS (cases 2 and 3) is carried out only for the best con-figurations (b), i.e., those extracting condensate after the second LPheater (FWH2) at 80 �C. However, for the direct gas–water heater(case 1), temperature differences are so close as to prevent someparametric calculations. Therefore, only the case (1a) is calculated,with condensate extraction from FWH1 at 58 �C, in spite of its low-er efficiency and power boost.
Fig. 5. Economic results for case (1). Parametric studies: (a) electricity price, (b) h
Exit gas temperature is varied between 95 �C and 70 �C. Risksconcerning the technology of large size ‘‘plastic” heaters are taken
eater material cost, (c) overall heat transfer coefficient and (d) interest rate.

1658 S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660
into account by varying the material correction factor fM between2.9 (stainless steel) and 6.0 [24]. A sensitivity analysis has beendone in order to select the appropriate heat exchanger designand evaluate surface fouling. Overall heat transfer coefficients inthis equipment have been taken from the specialized literature,50–150 W/m2 K [19,27,28].
As for the electricity price, current European markets (June2009) differ widely in the range from below 40 €/MWh to above100 €/MWh, with an average somewhat around 80 €/MWh. Thisparameter also offers the occasion to introduce uncertainty comingfrom carbon regulations. Our boiler and coal produce roughly2.7 MtCO2/year. For the base-case (625 MWe, 6500 h/year) thisamounts to 0.685 tCO2/MWh. Considering a generous CO2 priceof 25 €/tCO2, we see that the penalty would be 17 €/MWh. In orderto reflect all this variability, we consider values of Pe from 20 to100 €/MWh, with the base-case Pe = 60 €/MWh. The lower end ispossibly too low in modern times, but at once the level 20–40 €/MWh could also represent values of the immediate past, whenthe design of large-size supercritical plants began.
Main data and correction factors for the cost model are col-lected in Table 9. The interest rate is between 5% and 8%. Due tothe novelty of the use of plastic heat exchangers and new coatings
Fig. 6. Economic results for case (2). Parametric studies: (a) electricity price, (b) h
a low lifetime of investment of 5 years has been considered for theannualized cost of the new equipment. A sensitivity analysisdepending on lifetime of investment is shown in Fig. 7.
6. Results and discussion
Figs. 5–7 show respectively the results for cases (1a), (2b) and(3b). Direct use of flue gas energy is the alternative with the worstresults, Fig. 5. Maximum benefit is slightly more than 0.6 M€/yearat a low temperature of �77 �C, although the result is practicallythe same for a wide plateau up to �85 �C. Lower electricity pricesshift the maximum to 90 �C, but the benefit is almost nil or evennegative. In the other direction, market rewards of 80–100 €/MWh would increase the benefit above 1 M€/year and justify coldgas temperatures of about 70 �C. This value represents around a1.3% of the benefit under conservative economical assumptions.The influence of the material factor fM is also high, although rea-sonable figures only displace the optimum to approx. 0.3 M€/yearat �85 �C, and an extreme value is necessary to enter into eco-nomic losses. Results for the heat transfer coefficient are very sim-ilar. The interest rate i is comparatively of much lesser importance.
eater material cost, (c) overall heat transfer coefficient and (d) interest rate.

70 72 74 76 78 80 82 84 86 88 90 92 94-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0Pe = 100€/MWhPe = 100€/MWh
Pe = 40€/MWh
Pe = 80€/MWhPe = 60€/MWh
Pe = 20€/MWh
70 72 74 76 78 80 82 84 86 88 90 92 94-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
fM = 2.9fM = 2.9
fM = 4.0fM = 6.0
fM = 3.5
70 72 74 76 78 80 82 84 86 88 90 92 94-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
U = 150W/m2·KU = 150W/m2·KU = 100W/m2·KU = 100W/m2·K
U = 50W/m2·KU = 70W/m2·K
70 72 74 76 78 80 82 84 86 88 90 92 94-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
i = 5%i = 5%i = 6%i = 6%i = 7%i = 8%i = 8%
70 72 74 76 78 80 82 84 86 88 90 92 94-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6.0
years = 15years = 15years = 10
years = 20
years = 5
years = 25
Flue gas exit temperature (ºC)
Inco
mes
incr
emen
t (M
/y
ear)
Flue gas exit temperature (ºC)
Inco
mes
incr
emen
t (M
/y
ear)
Flue gas exit temperature (ºC)
Flue gas exit temperature (ºC)
Inco
mes
incr
emen
t (M
/y
ear)
Flue gas exit temperature (ºC)
Inco
mes
incr
emen
t (M
/ye
ar)
Inco
mes
incr
emen
t (M
/y
ear)
(a) (b)
(c) (d)
(e)
Fig. 7. Economic results for case (3). Parametric studies: (a) electricity price, (b) heater material cost, (c) overall heat transfer coefficient, (d) interest rate, (e) heat exchangerseconomic lifetime.
S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660 1659

1660 S. Espatolero et al. / Applied Energy 87 (2010) 1651–1660
More interesting are the results for the two proposed indirectFGHRS. We see in Fig. 6 that the additional income is positiveand much higher. In fact, only a price Pe = 20 €/MWh would renderthe investment uneconomic. Above that, even for the worsthypotheses in fM or UHEX,j, the benefit would be higher than0.5 M€/year. For normal parameters, it can run about 1.5 M€/yearor well above. We see also that optimum gas temperatures arerather low: �75 �C for normal circumstances and �85 �C in ex-treme situations.
The alternative of two feedwater heaters exhibits similar re-sults, Fig. 7, only that the additional income is even greater. Thisresult rises between 0.6 and 0.9 M€/year considering more realisticassumptions with heat exchanger lifetime, 10–20 years. In thiscase the capital cost is 5.18 M€, that represents a 0.75% of the totalcost of the power plant. The base-case offers �2.5 M€/year that candecrease to �2 M€/year for moderately worse conditions, but cango up to 4 M€/year for high Pe. The sole factor that always leadsto losses is again a very low price of electricity. Accordingly, opti-mum gas temperatures are roughly 2–3 �C lower than in the previ-ous alternative. It seems thus that there is not an optimumconcerning plant complexity and integration.
7. Conclusions
One of the main challenges for the power generation industry isthe research and demonstration of technologies that substantiallyimprove power plant efficiency without negatively affect econom-ical feasibility. Power plant efficiency optimization includes notonly steam cycle improvement or flue gas temperature minimiza-tion, but also a perfect integration between both systems. It is not anovel question, but the great variety of configurations in advancedsupercritical plants opens up new heuristic optimization schemes.
The use of ‘‘plastic” heat exchangers in the boiler FGHRS that re-duce flue gas temperatures down to 80–90 �C could result in a sig-nificant increase of power plant efficiency. Calculations show amaximum of 0.5 efficiency points (around 1.11%) for an indirectFGHRS with two (LP and HP) feedwater heaters. Simpler modifica-tions of the FGHRS lead to lower efficiency increments, with a min-imum of 0.59%.
Cost analysis shows that the utilization of these systems is alsoa well paid-off alternative. With direct use of flue gas energy or ex-treme and severe economical and technical hypothesis, there is arisk that makes the investment inadvisable. However, under usualassumptions, benefit is positive for an indirect FGHRS, with one ortwo feedwater heaters, and final flue gas temperature around 80–90 �C.
The general conclusion is rather clear: it surely will pay off todevelop the technology of ‘‘plastic” heaters, and use it to decreaseflue gas exit temperature down to 80–90 �C or even less.
Acknowledgment
This work was carried out with a financial grant form the Re-search Fund for Coal and Steel of the European Community (ProjectNo. RFCR-CT-2005-00009).
References
[1] Ingo, P. Supercritical coal fired power plants. A technology being successfullydeployed in developing countries. Energy Issues. The World Bank, vol. 19;1999.
[2] Luby P, Susta MR. Steam power plants. New wave of supercriticality.Proceedings of Power-Gen Europe. Italy: Milan; 2002.
[3] Topper J. Coal for power world wide and the work of IEA CCC. FASI – IEA NEETworkshop, Moscow, Russia; September 2008.
[4] Coal: America’s energy future. A technical overview. The national coal council,vol. 2; March 2006.
[5] Blum R. CO2 reduction by efficiency improvement and use of CO2 neutral fuels.Combustion, carbon, capture and storage. DTU climate change technologies.Lyngby, Denmark; May 2009.
[6] Hotta A, Kettunen A, Utt J. Milestones for CFB and OTU technology. The460 MWe Lagisza supercritical boiler. Project update. Presented at Coal Gen.Milwaukee, USA; August 2007.
[7] Stamatelopoulos G, Scheffknecht G, Sadlon ES. Supercritical boilers and powerplants: experience and perspectives. In: Proceedings of power-gen Europe,Düsseldorf, Germany; 2003.
[8] Department of Trade and Industry. Technology status report. Supercriticalsteam cycles for power generation applications. TSR 009. DTI; 1999.
[9] Susta MR, Luby P. Supercritical steam power plants – an attractive option forMalaysia. Malaysia Power 2003, Kuala Lumpur; 2003
[10] Romeo LM, Espatolero S, Bolea I. Designing a supercritical steam cycle tointegrate the energy requirements of CO2 amine scrubbing. Int J GreenhouseGas Control 2008;2:563–70.
[11] Alobaid F, Ströhle J, Epple B, Kim H-G. Dynamic simulation of a supercriticalonce-through heat recovery steam generator during load changes and start-upprocedures. Appl Energy 2009;86:1274–82.
[12] Variny M, Mierka O. Improvement of part load efficiency of a combined cyclepower plant provisioning ancillary services. Appl Energy 2009;86:888–94.
[13] Bassily AM. Enhancing the efficiency and power of the triple-pressure reheatcombined cycle by means of gas reheat, gas recuperation, and reduction of theirreversibility in the heat recovery steam generator. Appl Energy2008;85:1141–62.
[14] Shu L, Chen L, Jin J, Yu J, Sun F, Wu C. Functional reliability simulation for apower-station’s steam-turbine. Appl Energy 2005;80(1):61–6.
[15] Escosa JM, Romeo LM. Optimizing CO2 avoided cost by means of repowering.Appl Energy 2009;86:2351–8.
[16] Kitto JB. Steam its generation and use. 40th ed. The Babcock & WilcoxCompany; 1992.
[17] Kitto JB. Developments in pulverized coal fired boiler technology. In: Presentedat Missouri valley electric association engineering conference, Kansas City,Missouri, USA; 1996.
[18] Kuppan T. Heat exchanger design handbook. Marcel Deckker Inc.; 2000.[19] Ametek Chemical products. Fluoropolymer heat exchangers and tubing.
<www.ametekhaveg.com>.[20] Venäläinen I, Psik R. 460 MWe supercritical CFB boiler design for Lagisza
power plant. In: Proceedings of power-gen Europe, Barcelona, Spain; 2004.[21] ASME PTC 4-1998. Fired steam generators. Performance test codes. The
American society of mechanical engineers (1998, revision of ASME PTC 4.1.-1964 (R1991)); 1998.
[22] Aspen plus user guide. Cambridge, Massachusetts, USA: Aspen technology Inc.;2003.
[23] Spencer RC, Cotton KC, Cannon CN. A method for predicting the performanceof steam turbine generators. In: ASME winter annual meeting, New York City,New York, USA; November 1962 [Revised July 1974].
[24] Smith R. Chemical process design and integration. 2nd ed. John Wiley andSons; 2005.
[25] Gerrard AM. Guide to capital cost estimating. 4th ed. IChemE; 2000.[26] Marshall RJ, Lozowsky D, Ondrey G, Phelan M, Torzewski K. Chemical
Engineering, vol. 115, No. 7; 2008. p. 64.[27] Peters MS, Timmerhaus KD, West RE. Plant design and economics for chemical
engineers. 5th ed. McGraw-Hill; 2003.[28] Shah RK, Sekulic DP. Fundamentals of heat exchanger design. 1st ed. John
Wiley and Sons; 2003.