
Optimalizace vybrané části posilovače řazení vozů TATRA pro ...
72
VŠB – Technical University of Ostrava Faculty of Mechanical Engineering Department of Applied Mechanics Optimalizace vybrané části posilovače řazení vozů TATRA pro 3D tisk Optimization of Selected Gearshift Booster Part of TATRA Vehicles for 3D Printing Student: Aldabash Tariq Diploma thesis supervisor: prof. Ing. Radim Halama, Ph.D. Ostrava 2019/2020
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Optimalizace vybrané části posilovače řazení vozů TATRA pro ...

VŠB – Technical University of Ostrava
Faculty of Mechanical Engineering
Department of Applied Mechanics
Optimalizace vybrané části posilovače
řazení vozů TATRA pro 3D tisk
Optimization of Selected Gearshift Booster
Part of TATRA Vehicles for 3D Printing
Student: Aldabash Tariq
Diploma thesis supervisor: prof. Ing. Radim Halama, Ph.D.
Ostrava 2019/2020



ANNOTATION OF DIPLOMA THESIS

ALDABASH TARIQ. Optimization of Selected Gearshift Booster Part of TATRA
Vehicles for 3D Printing. Ostrava: VŠB – Technical University of Ostrava, Faculty of
Mechanical Engineering, Department of Applied Mechanics, 2020, 72 p. Thesis head: prof.
Ing. Radim Halama, Ph.D.
This thesis describes the design procedure of a main shifting thumb in a gearshift booster
using several topology optimization methods and software which has been created to support
additive manufacturing. The thesis is divided into three main parts. The first part is a
familiarization with the different types of systems that are used by TATRA trucks. The
following section deals with topology optimization methods and the application of topology
optimization using ANSYS software. The final part deals with additive manufacturing
preparation, process and experimental validation.
Keywords: TATRA, Shift booster, topology optimization, additive manufacturing, SLM,
FEM
ANOTACE DIPLOMOVÉ PRÁCE
ALDABASH TARIQ. Optimalizace vybrané části posilovače řazení vozů TATRA pro 3D
tisk. VŠB-TU Ostrava, Fakulta strojní, Katedra aplikované mechaniky, 2020, 72 s. Vedoucí
diplomové práce: prof. Ing. Radim Halama, Ph.D.
Tato práce popisuje postup návrhu hlavního řadícího palce v posilovači řazení pomocí
několika optimalizačních metod topologie a softwaru, který byl vytvořen pro podporu aditivní
výroby. Práce je rozdělena do tří hlavních částí. V první části je seznámení s různými typy
systémů, které jsou používány nákladními vozidly TATRA. Následující část se zabývá
metodami topologické optimalizace a aplikací topologické optimalizace pomocí software
ANSYS. Závěrečná část se zabývá přípravou aditivní výroby, vlastním zpracováním a
experimentální validací.
Klíčová slova: TATRA, posilovač řazení, topologická optimalizace, additivní výroba, SLM,
MKP

Table of Contents
1 Introduction ............................................................................................................. 13
2 Related Technical Details of TATRA Trucks ....................................................... 16
2.1 Study Related TATRA trucks ............................................................................ 16
2.1.1 TATRA FORCE ......................................................................................... 16
2.1.2 TATRA TERRA ......................................................................................... 17
2.2 Used Transmissions for TATRA Trucks ........................................................... 18
2.2.1 TATRA 10TS/14TS ................................................................................... 18
2.2.2 TATRA-NORGREN .................................................................................. 19
2.2.3 Transfer case of TATRA ............................................................................ 20
2.3 Used shift boosters for TATRA trucks .............................................................. 21
2.3.1 Pneumatic shift boosters ............................................................................. 22
2.3.2 Hydraulic shift boosters .............................................................................. 22
2.3.3 Electro-mechanical shift boosters ............................................................... 23
2.4 TATRA 14TS210 gearbox boosters .................................................................. 23
2.4.1 TATRA mechanical-pneumatic booster ..................................................... 23
2.4.2 Pneumatic booster TATRA-NORGREN.................................................... 25
3 Topology Optimization ........................................................................................... 27
3.1 Geometry of Model ............................................................................................ 28
3.2 Material of Model .............................................................................................. 29
3.3 Mesh of Model ................................................................................................... 30
3.4 Static Structural Analysis System Setup and Solution ...................................... 31
3.5 The SIMP Method on ANSYS Workbench ....................................................... 34
3.5.1 Advantages and Disadvantages of SIMP Method ...................................... 34
3.5.2 Mathematical model ................................................................................... 35
3.5.3 ANSYS setup and results ........................................................................... 36

3.5.3.1 Setup Overview ....................................................................................... 36
3.5.3.2 Topology Optimization Setup and Results ............................................. 38
3.5.3.3 Smoothing and Validation of the Results ............................................... 42
3.6 The Level-Set Method on ANSYS Workbench ................................................. 43
3.6.1 Advantages and Disadvantages of Level Set Method ................................ 44
3.6.2 Mathematical model ................................................................................... 44
3.6.3 ANSYS setup and results ........................................................................... 46
3.6.3.1 Setup Overview ....................................................................................... 46
3.6.3.2 Topology Optimization Setup and Results ............................................. 47
3.6.3.3 Smoothing and Validation of the Results ............................................... 51
3.7 Other Approaches .............................................................................................. 52
3.8 Selection of Printed Part .................................................................................... 56
4 Additive Manufacturing ......................................................................................... 57
4.1 Types of Additive Manufacturing Technologies ............................................... 57
4.2 Selective Laser Melting (SLM) ......................................................................... 57
4.3 Renishaw AM 400 Additive Manufacturing System ......................................... 58
4.4 Materials Used for 3D Printing .......................................................................... 59
4.5 ANSYS Printing Setup and Thermal Analysis .................................................. 60
4.6 Printing Results .................................................................................................. 64
4.7 Testing................................................................................................................ 65
4.7.1 Setup ........................................................................................................... 65
4.7.2 Results ........................................................................................................ 66
5 Conclusion ................................................................................................................ 67
6 Bibliography ............................................................................................................ 70

List of Figures
Figure 1 Gear Shift - TATRA FORCE [1] ....................................................................... 14
Figure 2 Gear Shift Detail - TATRA FORCE [1] ............................................................ 14
Figure 3 Shifter mechanism - TATRA TERRA [1] ......................................................... 15
Figure 4 TATRA FORCE – Recovery [2] ........................................................................ 17
Figure 5 TATRA TERRA 8x8 [2] ................................................................................... 18
Figure 6 14TS210L gearbox fitted with TATRA mechanical-pneumatic booster [1] ..... 19
Figure 7 TATRA 14TS210T-N gearbox fitted with TATRA-NORGREN [2] ................ 20
Figure 8 Shift selector for TATRA-NORGREN [7] ........................................................ 20
Figure 9 Gear shift fork 14TS210 including original thumb [4] ...................................... 21
Figure 10 Original mechanical-pneumatic booster TATRA [1] ....................................... 24
Figure 11 TATRA pneumatic booster section [6] ............................................................ 24
Figure 12 Power steering TATRA-NORGREN [7] ......................................................... 25
Figure 13 TATRA-NORGREN in neutral position [4] .................................................... 26
Figure 14 TATRA-NORGREN in second gear [4] .......................................................... 26
Figure 15 Topology optimization cycle [5] ...................................................................... 27
Figure 16 Original geometry of main shifting thumb [Author] ........................................ 28
Figure 17 Modified geometry of main shifting thumb [Author] ...................................... 28
Figure 18 Experimental stress-strain curve of 316 stainless steel [Author] ..................... 29
Figure 19 Modulus of elasticity graph [Author] ............................................................... 29
Figure 20 Implemented material data into ANSYS [Author] ........................................... 30
Figure 21 Mesh of the main shifting thumb [Author] ...................................................... 30
Figure 22 General overview of applied constraints [Author] ........................................... 31
Figure 23 Applied force location [Author] ....................................................................... 31
Figure 24 Applied force values [Author] .......................................................................... 31
Figure 25 Fixed support location [Author] ....................................................................... 32

Figure 26 Cylindrical support location [Author] .............................................................. 32
Figure 27 Displacement location [Author] ....................................................................... 32
Figure 28 Static structural analysis setting [Author] ........................................................ 33
Figure 29 Equivalent (Von-Mises) stress [Author] .......................................................... 33
Figure 30 Total deformation [Author] .............................................................................. 33
Figure 31 SIMP method constraints [Author] .................................................................. 37
Figure 32 Calculation layout [Author] ............................................................................. 37
Figure 33 General overview of applied constraints [Author] ........................................... 38
Figure 34 Topology optimization analysis settings SIMP method [Author] .................... 38
Figure 35 Optimization region settings and method selection [Author] .......................... 39
Figure 36 Objective settings [Author] .............................................................................. 39
Figure 37 Mass constraint [Author] .................................................................................. 39
Figure 38 Mass constraint setup [Author] ........................................................................ 39
Figure 39 Symmetry constraint Y-axis [Author] .............................................................. 40
Figure 40 Symmetry constraint Y-axis setup [Author] .................................................... 40
Figure 41 Symmetry constraint X-axis [Author] .............................................................. 40
Figure 42 Symmetry constraint X-axis setup [Author] .................................................... 41
Figure 43 Solution information [Author] ......................................................................... 41
Figure 44 Convergence graph [Author] ............................................................................ 41
Figure 45 Final iteration 12 of solution [Author] ............................................................. 42
Figure 46 Smoothing in Mechanical ANSYS [Author] ................................................... 42
Figure 47 Smoothing in SpaceClaim [Author] ................................................................. 42
Figure 48 Equivalent Von-Mises stress evaluation [Author] ........................................... 43
Figure 49 Level-Set method constraints [Author] ............................................................ 46
Figure 50 Calculation layout [Author] ............................................................................. 46
Figure 51 General overview of applied constraints [Author] ........................................... 47

Figure 52 Topology optimization analysis settings Level-set method [Author] .............. 47
Figure 53 Optimization region settings and method selection [Author] .......................... 48
Figure 54 Objective settings [Author] .............................................................................. 48
Figure 55 Mass constraint [Author] .................................................................................. 48
Figure 56 Mass constraint setup [Author] ........................................................................ 48
Figure 57 Solution information [Author] ......................................................................... 49
Figure 58 Convergence graph [Author] ............................................................................ 49
Figure 59 Iteration 3 of solution [Author] ........................................................................ 50
Figure 60 Final iteration 22 of solution [Author] ............................................................. 50
Figure 61 Smoothing in Mechanical ANSYS [Author] ................................................... 51
Figure 62 Smoothed geometry in SpaceClaim [Author] .................................................. 51
Figure 63 Equivalent Von-Mises stress evaluation [Author] ........................................... 51
Figure 64 ANSYS Discovery Live structural constraints [Author] .................................. 52
Figure 65 Topology optimization result (volume reduction 60%) [Author] ................... 53
Figure 66 Topology optimization result (volume reduction 65%) [Author] .................... 53
Figure 67 Topology optimization result (volume reduction 63%) [Author] .................... 53
Figure 68 Topology optimization result (volume reduction 64%) [Author] .................... 54
Figure 69 Final geometry (trial 3) [Author] ..................................................................... 54
Figure 70 Symmetry and smoothing modifications [Author] ........................................... 55
Figure 71 Validation of trial 3 with 63% reduction [Author] ........................................... 55
Figure 72 Stainless steel square hollow section (SHS) member built using SLM [15] ... 57
Figure 73 Selective Laser Melting process [21] ............................................................... 58
Figure 74 AM 400 additive manufacturing system [20] .................................................. 58
Figure 76 Orientation map [Author] ................................................................................. 60
Figure 77 Selected orientation [Author] ........................................................................... 60
Figure 78 Chessboard print strategy [26] ......................................................................... 61

Figure 79 Additive Manufacturing thermal analysis setup [Author] ................................ 62
Figure 80 AM thermal analysis mesh [Author] ................................................................ 62
Figure 81 AM thermal analysis [Author] ......................................................................... 62
Figure 82 AM Structural analysis [Author] ...................................................................... 63
Figure 83 Standalone structural analysis [Author] ........................................................... 63
Figure 84 Part printing under process [Author] ................................................................ 64
Figure 85 Residual powder material removal [Author] .................................................... 64
Figure 86 Printed part with supports and base plate [Author] .......................................... 64
Figure 87 Cameras used for testing and setup [Author] ................................................... 65
Figure 88 Setup during cutting process [Author] ............................................................. 65
Figure 89 Top and bottom sides after cutting [Author] .................................................... 66
Figure 90 Maximum displacement – left and right cameras [Author] ............................. 66
List of Tables
Table 1 Engines and gearboxes used in the FORCE model [3] ...................................... 16
Table 2 Engines and gearboxes used in the TERRA model [8] ...................................... 17
Table 3 Advantages and disadvantages of pneumatic booster [1] .................................... 22
Table 4 Advantages and disadvantages of hydraulic booster [1] .................................... 22
Table 5 Advantages and disadvantages of electromechanical boosters [1] ...................... 23
Table 6 Topology optimization analysis settings [Author]. ............................................. 52
Table 7 Table of trials [Author] ........................................................................................ 54
Table 8 Mechanical properties of SS 316L-040 [22] ....................................................... 59
Table 9 3D Printing parameters [25] ................................................................................ 61

List of abbreviations and symbols used
𝑥𝑖 – Element density
𝐸𝑖 – Elastic modulus of an element (Young’s modulus)
𝐸0 – Elastic modulus of the solid material
𝐸𝑚𝑖𝑛 – Elastic modulus of the void material
𝑝 – Penalization power (𝑝 > 1)
𝑁𝑖 – Neighbourhood of an element
𝑣 – Volume of an element
𝐻𝑖𝑗 – Weight factor
𝑅 – Size of neighbourhood of filter size
�̃� – Filtered density
𝑒(𝑢) – Total strain vector
𝑒𝑡ℎ – Thermal strain vector
𝜎(𝑢) – Stress vector
(𝑓, 𝑔) – External loads
𝜆𝑢 – Reaction forces
𝑢0 – Prescribed displacement
𝐽(Ω) – Compliance function

1 Introduction
The transmission is one of the key parts of the vehicle drivetrain, which ensures the
transmission of torque further to the wheels. Gear ratios of individual gears significantly affect
the driving characteristics of the vehicle and fuel consumption. For the comfort of driving and
easier operation of the vehicle, especially in difficult terrain, the way of shifting gears is
important. It can be manual, automatic or semi-automatic. TATRA first used manual
transmissions of its own design in its vehicles with parameters optimized for both off-road and
road driving. Later, according to customer requirements, the Twin Disc and Allison automatic
transmissions were built into their vehicles. Using its own mechanical gearboxes and in
cooperation with NORGREN, it has developed semi-automatic transmissions.
The thesis is focused on design of a shifting thumb of a mechanical-pneumatic power
steering, which will be used on manual transmissions TATRA 14TS210L, by utilizing topology
optimization methods to achieve optimum shape. Afterward, manufacturing the part using the
technology of Selective Laser Melting (SLM) to 3D print the desired part in stainless-steel
material then evaluate the structural rigidity of the part and the manufacturability as a 3D
printed part.
The gear shifter booster has high demands on functionality and reliability, as it is one of
the important elements of the powertrain. Failure of such a system can endanger the lives not
only of the vehicle operator but also the surrounding lives nearby the vehicle. Of course,
manufacturing intensity must be taken into consideration, which goes hand in hand with the
overall price of the booster and this is an important factor for the proposal of such equipment.
The booster is designed by my colleague Ing. Machálek Filip and was only consulted with
the design department of TATRA TRUCKS a.s. [1] with the vision to mount this booster on
TERRA and FORCE models fitted with 14TS210 gearboxes in 2020. However, further more
developmental study was raised by TATRA TRUCKS a.s. in order to implement new
manufacturing capabilities such as additive manufacturing.
The advantage of this new design of thumb shifter is to ensure the part durability whilst
using one of the latest technologies in the market. This will increase the overall reliability and
safety of the vehicle during operation, as it eliminates the possibility of a wrong gear shift.
Topology optimization has a big role in order to find the optimum design of the part. Therefore,
there will be a dedicated section that explain the methods used to find the optimum shape using

ASNSYS Workbench and compare obtained results with other software such as ANSYS
Discovery Live.
Figure 1 Gear Shift - TATRA FORCE[1]
Figures 1-3 show the shift mechanism of the TATRA FORCE. The driver of the vehicle
controls the shift lever (No. 1), which is mounted in the articulated mechanism (No. 2). Control
is done by means of Bowden cables, which are attached to this mechanism. In the case of the
selector movement, i.e. by moving the lever left / right, the force is transmitted through the
articulated mechanism and the selector lever (No. 8), which is attached to the end of the dial
by the ball pin (No. 7). The shifting movement, i.e. the forward / reverse movement of the
lever, is transmitted to the shift Bowden (No. 4) by means of a ball pin (No. 6) located on the
shift lever bar. The gearshift bracket (No. 3) ensures that the Bowden cables and the entire
gearshift system are securely attached to the cab.
Figure 2 Gear Shift Detail - TATRA FORCE[1]

Since 2016, when the mechanism has been upgraded, gearbox shifting is ensured by a
combination of Bowden and fixed linkages, as the shift rod would not be able to perform both
the necessary movements due to the various stops. The choice thus remained controlled by a
Bowden cable attached to the power lever, the shifting itself is controlled by a pull rod.
Figure 3 Shifter mechanism - TATRA TERRA[1]
The Figure 3 shows the shift mechanism of the TATRA TERRA vehicle. The vehicle
driver operates the shift lever (No. 1). If the shift lever is selected, i.e. the left / right movement,
the bar (No. 3) transmits the movement by rotation. In the case of shifting, i.e. a forward /
reverse movement, the movement is transmitted to the sliding movement of the bar. The
mechanism (No. 4) is attached to the console (No. 5) to form a support for this shift system.
This mechanism converts the movements of the bar (No. 3) into similar movements of the bar
(No. 7), i.e. the shifting movement is sliding and selecting rotary except for the opposite
rotation provided by the bar (No. 6). The substantial mechanism (No. 2) allows the cab to be
safely tilted without having to disconnect and then engage the shift linkage system. This
shifting mechanism excels in its built-in dimensions, low production cost and precise control.
The disadvantage is the complex kinematic linkages used on the mechanism.

2 Related Technical Details of TATRA Trucks
2.1 Study Related TATRA trucks
TATRA offers manual, semi-automatic or fully automatic gearboxes, but this work is
mainly focused on the semi-automatic 14TS210 gearbox. This type of transmission is only
available on TERRA and FORCE models.
2.1.1 TATRA FORCE
FORCE trucks (Figure 4) are mainly used for special purposes. The former model name
is 815-7 and this type has been produced since 2008 to this day. Most trucks are used in the
armament industry, fire brigade, or oil industry. The differences in vehicles are not only in the
type of body used, but also in the different number of axles, cab, armour and more see Table
1.
Table 1 Engines and gearboxes used in the FORCE model[3]
Model Motor Transmission
FORCE (T815-7)
TATRA T3-928
TATRA 14TS
- manual, 14 speed
TATRA-NORGREN
- semi-automatic, 14 speed
Allison 4500
- automatic, 6 speed
Cummins ISL/ISM
TATRA 14TS
- manual, 14 speed
TATRA-NORGREN
- semi-automatic, 14 speed
Allison 4500
- automatic, 6 speed

Figure 4 TATRA FORCE – Recovery[2]
2.1.2 TATRA TERRA
The truck is produced in many variants. It varies according to the number of axles and
body type. It will be used in many industries, such as agriculture, mining, firefighting, military
and others. TATRA TERRA (Figure 5), originally under the designation T815, is a model
manufactured since 1983. When the owners of the company also changed the factory
designation to TATRA TERRA. It comes in several configurations shown in Table 2.
Table 2 Engines and gearboxes used in the TERRA model [8]
Model Motor Transmission
TERRA (T815-2)
TATRA T3-928
TATRA 14TS
- manual, 14 speed
TATRA-NORGREN
- semi-automatic, 14 speed
Allison 4500
- automatic, 6 speed
(Rarely used)
Cummins ISL/ISM
(Rarely used)
TATRA 14TS
- manual, 14 speed
TATRA-NORGREN
- semi-automatic, 14 speed
Allison 4500
- automatic, 6 speed

Figure 5 TATRA TERRA 8x8 [2]
2.2 Used Transmissions for TATRA Trucks
2.2.1 TATRA 10TS/14TS
TATRA basic gearbox is a manually operated 10TS170 gearbox, which is mounted
directly on the vehicle's auxiliary transmission housing. This becomes an integrated part of the
chassis. The 10TS and 14TS gearboxes differ in the number of gears (10-speed 10TS and 14-
speed 14TS) in combination with a two-speed or a one-speed auxiliary transmission, and of
course differ in the range and scale of individual gears.
The transmission itself provides only five forward and one reverse gears. Their distribution
is guaranteed by a two-stage reduction, which is shifted using electro-pneumatic switch, which
is located on the shift lever of the driver. With this reduction, the transmission already reaches
10 degrees forward and 2 reverse. The gears are synchronized, but with the exception of reverse
and special slow travel marked as C (Crawler), which is used in situations when the vehicle is
stuck or starting off with a fully loaded vehicle. Fourteen gears are thus achieved by dividing
the two fastest gears (with an input reduction of four), either with the range reduction engaged
in the additional gear for slow driving or when the range reduction is engaged in fast driving.
This will allow us to shift fourteen forward gears and two reverse gears. The advantage of this
gearbox is the maximum transmitted torque, which is 2,100 Nm[1].

Figure 6 14TS210L gearbox fitted with TATRA mechanical-pneumatic booster[1]
The benefit of this design is to reduce specific fuel consumption and increase transport
speed. Fourteen gears allow a wider range of gear and thus allow to optimize engine speed to
the desired vehicle speed by utilizing lower engine speeds with higher torque. A secondary
advantage is to reduce the impact stress of the entire drive tract due to the shifting (Figure 6).
2.2.2 TATRA-NORGREN
TATRA-NORGREN automated gearbox can be used to increase driver comfort and speed
up gear shifting (Figure 7). This system employs an electro-pneumatic power shift, which shifts
individual gears. It is based on TATRA 10TS or 14TS gearbox (Figure 8).
The power steering itself increases the driver's comfort to a certain extent, increases the
safety of operation and reduces the risk of damage in the event of incorrect gear changes. The
transmission has two basic shift modes, i.e. manual and automatic. The automatic mode is
divided into AE, AM, AP, AS and MB modes which discussed further in 2.4.2.

Figure 7 TATRA 14TS210T-N gearbox fitted with TATRA-NORGREN[2]
Figure 8 Shift selector for TATRA-NORGREN[7]
2.2.3 Transfer case of TATRA
TATRA mounts transfer case gearboxes on its vehicles, which are used to transmit torque
from the gearbox to a section of the drive train located in the central support pipe. Transfer
case is produced in two variants namely single-speed and two-speed, allowing better
optimization of engine operating speed not only when driving on paved roads and roads, but
also when moving in difficult terrain. This gearbox can only be shifted at a standstill. The
Transfer case is also combined with the ZF and Allison gearboxes. Depending on the selected
type, the gear ratio changes in the transfer case gearbox.

2.3 Used shift boosters for TATRA trucks
The shift booster is usually fixed to the gearbox. Such a mechanism can be powered by
different systems. Mechanically, pneumatically, hydraulically, with the help of electric motors
or a combination of these systems. However, the power steering is not included in the
transmission.
In a pneumatic or hydraulic system, pistons are hidden inside the booster body (usually
the casting) by means of which the shifting elements can be moved. In an electric motor-driven
servo booster, the shift elements are part of the shaft that exists in the system.
The primary function of the power shift is to increase driver comfort, increase operational
safety, and reduce the likelihood of gearbox misalignment. A typical example is the TATRA
14TS210 gearbox, in which a 4580 N force is required on the gearshift to engage a gear and
410 N to select a thumb movement[1]. In the absence of a booster, it would be a difficult gear
selection or impossible in some conditions.
In older trucks, without this system, it was difficult to classify, as the accumulation of
power was solved by a long gear lever. The moment of levering between the shift lever and the
shift element helped to shift more easily, but the long shift lever required the operator's feel
and experience to precisely position the gear (Figure 9).
The first application of the power-assisted steering of TATRA vehicles appeared on the
T138. The system was electro-pneumatic and was used to boost shifting on the auxiliary
transmission. In the present, TATRA trucks use pneumatic or mechanical-pneumatic shifting
boosters.
Figure 9 Gear shift fork 14TS210 including original thumb[4]

2.3.1 Pneumatic shift boosters
The pneumatic shifter works with compressed air, which generates the required force using
a pneumatic engine. Its advantages and disadvantages are displayed in Table 3.
Table 3 Advantages and disadvantages of pneumatic booster [1]
Advantages Disadvantages
- Easier wiring system - Large piston dimensions
- Environmentally friendly in case of system failure - Compressor medium required
- The medium used is available for free - Lower overall efficiency
- The medium can be used from the central distribution - More expensive operation
- No air return is required
- Fast response to the control signal
- High movement frequencies (high speed of
compressed air flow)
2.3.2 Hydraulic shift boosters
The hydraulic booster works with a pressurized fluid that generates the required power
with the hydro-motor. Its advantages and disadvantages are displayed in Table 4.
Table 4 Advantages and disadvantages of hydraulic booster [1]
Advantages Disadvantages
- Small dimensions of the piston - More expensive operation
- The medium is incompressible - Lower overall efficiency
- Higher efficiency of the hydro-motor - The need for liquid return
- Faster response - The price of hydraulic oil
- Ecologically harmful in case of leakage

2.3.3 Electro-mechanical shift boosters
The electro-mechanical shifter uses electric energy to move it, which is converted into
mechanical energy by an electric motor. Its advantages and disadvantages are displayed in
Table 5.
Table 5 Advantages and disadvantages of electromechanical boosters [1]
Advantages Disadvantages
- Simpler design - High price
- Ecologically harmless in case of failure
- Quick response to control signal
- Independence from engine operation
2.4 TATRA 14TS210 gearbox boosters
The gearbox TATRA 14TS210 can be fitted with two types of shifting boosters. The first
one is TATRA-pneumatic booster. The transmission with this shifting booster is called
14TS210L. The second is the electro-pneumatic booster TATRA-NORGREN. In this
configuration, the gear unit is referred to as 14TS210T-N.
2.4.1 TATRA mechanical-pneumatic booster
The mechanical-pneumatic booster TATRA is classified into the category of manual
shifting systems. Gear selection and shifting is classic, just like any passenger car equipped
with a manual transmission. Shifting the gear begins by pressing the clutch pedal, then shifting
the desired gear on the shift lever and then gradually releasing the clutch pedal. The shift lever
therefore performs a total of four movements from the neutral position: right, left, front and
back. This movement is transmitted by means of Bowden or rods to the shift servo in which
the final force is transferred to the gear shifting thumb, the element that controls the forks of
the gearbox. In the original version (Figures 10-11), the rotary motion of the thumb is used to
select the fork and the sliding motion is used to shift the gear itself. The fork selection is thus
performed by sliding the shift lever right / left and shifting the speed by sliding forward /
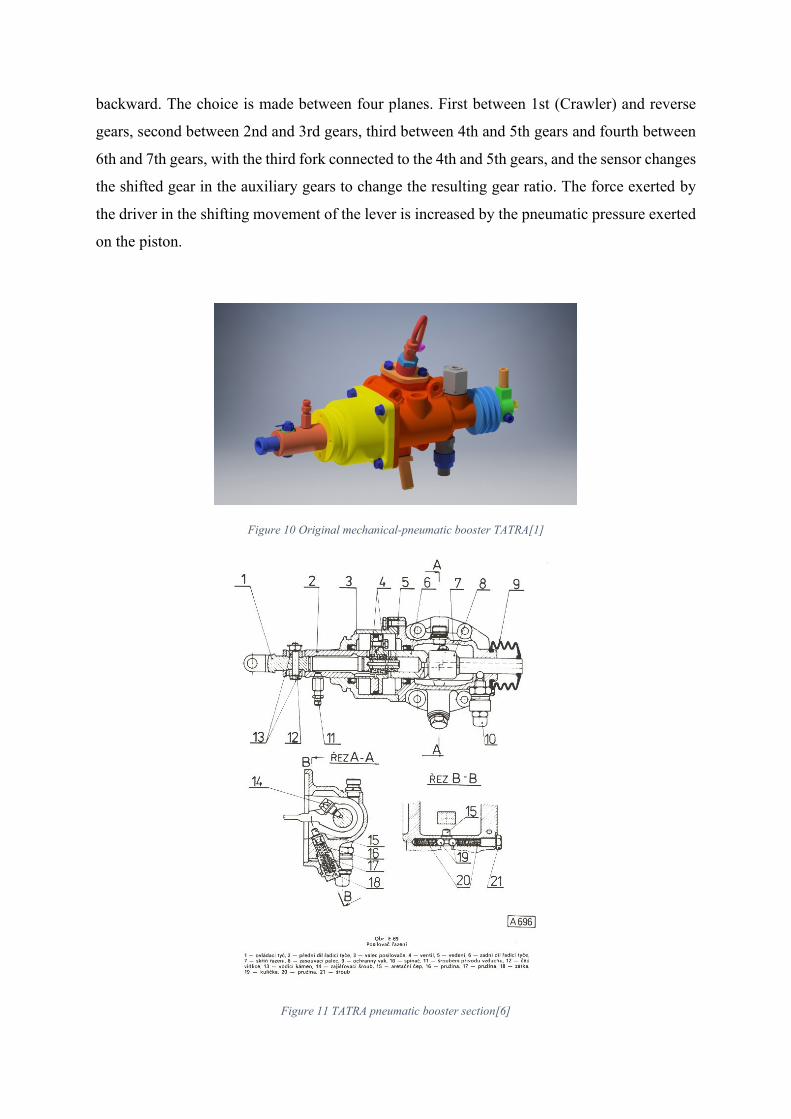
backward. The choice is made between four planes. First between 1st (Crawler) and reverse
gears, second between 2nd and 3rd gears, third between 4th and 5th gears and fourth between
6th and 7th gears, with the third fork connected to the 4th and 5th gears, and the sensor changes
the shifted gear in the auxiliary gears to change the resulting gear ratio. The force exerted by
the driver in the shifting movement of the lever is increased by the pneumatic pressure exerted
on the piston.
Figure 10 Original mechanical-pneumatic booster TATRA[1]
Figure 11 TATRA pneumatic booster section[6]

2.4.2 Pneumatic booster TATRA-NORGREN
These boosters are created in cooperation with the American company Norgren. They are
fitted to TATRA 10TS170 and 14TS210 gearboxes, a 10 or 14 speed gearbox, which is
equipped with sensors ensuring feedback of the engaged speed. The entire shift system,
including the shift lever, is replaced by an electro-pneumatic system. In the cab, there is a
control unit for this system, a dashboard display, instead of a shift lever, a gear selector and an
emergency button to shut down the system in the event of a system failure. The solenoid valve
system is located directly on the transmission at the original servo, see Figure 12.
Figure 12 Power steering TATRA-NORGREN[7]
The vehicle driver only pre-sets the planned speed on the shift selector, which is shown on
the display and then depresses the clutch pedal. This will automatically engage the speed by
means of the air pressure acting on the piston connected to the gearbox thumb. The gearbox
cover also allows mounting of the auxiliary drives.
If manual mode is selected, any speed can be engaged, but the system will not allow a gear
to cause the engine to crank. The gear is selected by moving the gear selector back and forth,
which shifts down or up. The pre-set stage is shown on the display. It engages when the driver
depresses the clutch pedal. The correct engagement is confirmed by an acoustic signal and the
clutch can then be released.
In automatic mode, the selector sets the desired mode. It can be adapted to the driving
conditions and needs of the driver. These modes offer gear shifting depending on the
programmed engine speed that corresponds to the pre-set transmission mode. The mode set by
the driver in this way is shown on the display and the gear shift the speed is restored when the
clutch pedal is depressed. Successful gear selection is signalled by an acoustic tone, and the
clutch pedal can be released. However, in automatic mode, the driver can also adjust the gear
shifting by changing the shift selector to change vehicle dynamics according to his needs.
If the vehicle driver wants to engage a gear with a clutch engaged, there is protection in
the form of an electro-pneumatic valve that only allows compressed air to enter the work
cylinders after at least 70% of the clutch pedal travel has been depressed.
The automatic modes are divided according to the driving characteristics of the vehicle.
AE - economic driving mode, AM - vehicle load mode, AP - dynamic driving mode, AS - self-
recovery mode and MB - engine brake mode. TATRA also offers professional training for
drivers using this system, with an emphasis on optimum use of the shift system.
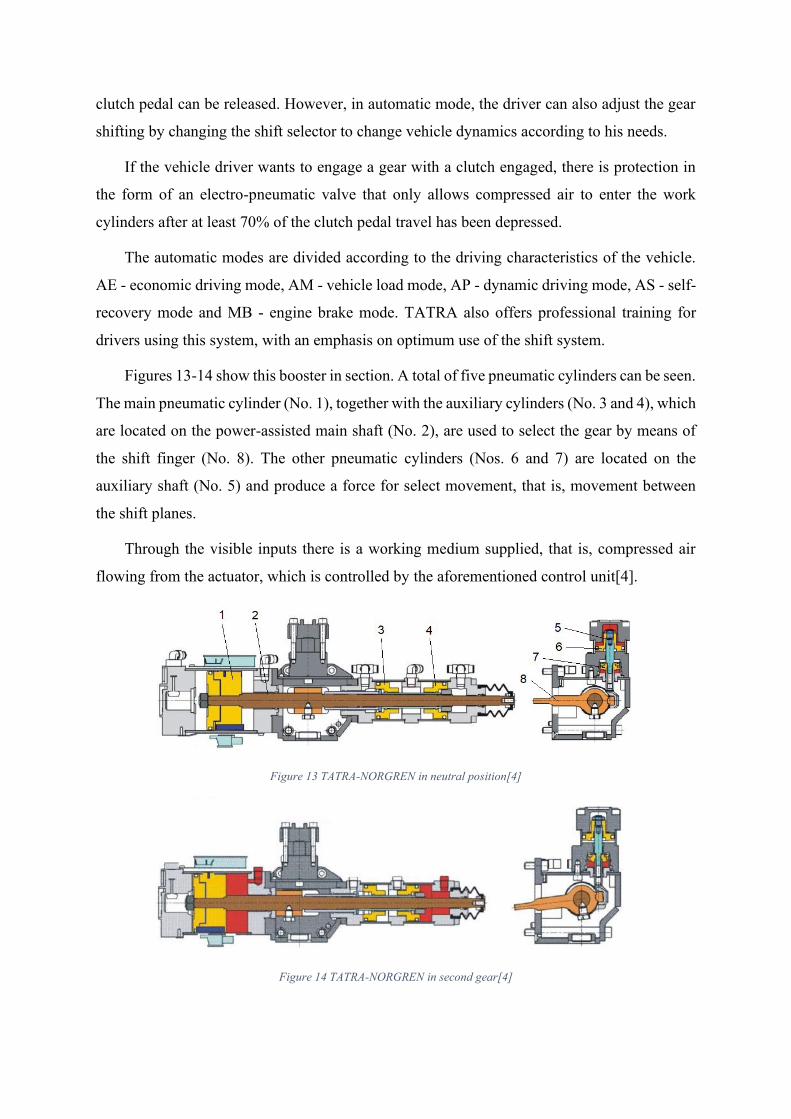
Figures 13-14 show this booster in section. A total of five pneumatic cylinders can be seen.
The main pneumatic cylinder (No. 1), together with the auxiliary cylinders (No. 3 and 4), which
are located on the power-assisted main shaft (No. 2), are used to select the gear by means of
the shift finger (No. 8). The other pneumatic cylinders (Nos. 6 and 7) are located on the
auxiliary shaft (No. 5) and produce a force for select movement, that is, movement between
the shift planes.
Through the visible inputs there is a working medium supplied, that is, compressed air
flowing from the actuator, which is controlled by the aforementioned control unit[4].
Figure 13 TATRA-NORGREN in neutral position[4]
Figure 14 TATRA-NORGREN in second gear[4]

3 Topology Optimization
In the last few years, topology optimization has become an important research area because
of its powerful and efficient algorithms that have been created to enable designers develop
innovative conceptual designs. Specifically, topology optimization has become a powerful area
since its algorithms can be applied in many design problems in different physical disciplines
such as solid mechanics, fluid dynamics, as well as thermal dynamics. Using topology
optimization methods and related algorithms, a designer can generate innovative design ideas
especially in engineering fields. Instead of using trial and error methods in designing
engineering products, designers use different topology optimization methods to generate
conceptual designs (Figure 15). Currently, there are two main topology optimization methods
which are used by most designers namely the Solid Isotropic Material with Penalization
method, otherwise known as SIMP, and the level-set method. These two methods have unique
features and even though each of them can be used to achieve the same goals, they are
fundamentally different. This section will review the characteristic of each method on ANSYS,
show the differences and similarities between them and discuss the advantages and
disadvantages of each method. Even more, both methods will be validated and compared to
other topology optimization software in order to produce the optimized part using additive
manufacturing.
Figure 15 Topology optimization cycle[5]

3.1 Geometry of Model
In topology optimization, it is usually done by creating a geometry that only considers the
constraints of the part ranging from supports to the vacant area that the body can move around
within the assembly. However, since that part has almost no space within the assembly, the
original geometry has been considered in this study with a slight modification for simplicity of
calculations and some fitment issues, where the radius at the tip of the thumb was not perfectly
matching when attaching it into the main assembly, see Figures 16-17.
Figure 16 Original geometry of main shifting thumb [Author]
Figure 17 Modified geometry of main shifting thumb [Author]

3.2 Material of Model
The material assigned is 316 Stainless Steel. As it is the material, which will be used in
additive manufacturing afterwards. The benefits of this material are various. Firstly, we can
consider its widespread availability in the market. Also, it’s one of the leading materials that
has a relatively long history in 3D printing which makes it easier to utilize and design according
the numerous scientific research papers that have been published.
In order to simplify the calculations, nonlinear and thermal strain effects have been
neglected. Such simplifications were considered due to the lack of computing power which
will lead to an undesired time consumed.
Material properties were obtained from a test that has been commissioned on a 3D printed
part at VSB-Technical University of Ostrava laboratories and therefore, a new material
properties were initiated according to the provided test data, see Figures 18-20.
Figure 18 Experimental stress-strain curve of 316 stainless steel [Author]
Figure 19 Modulus of elasticity graph [Author]
0
100
200
300
400
500
600
700
0 0.005 0.01 0.015 0.02
σM
Pa
ε
Static stress-strain curve
y = 183034x - 1.4288
0
50
100
150
200
250
0 0.0002 0.0004 0.0006 0.0008 0.001 0.0012 0.0014
Modulus of Elasticity

Figure 20 Implemented material data into ANSYS [Author]
3.3 Mesh of Model
For calculation simplicity, elements order of the mesh has been considered to be linear.
Linear elements would reduce the quality of the mesh. Therefore, in order to slightly increase
the quality of mesh, Hex Dominant Method has been chosen. Hex dominant method is a method
where it assigns all faces to have hexahedron elements then dragged into the body until it
reaches a point where it is very complex to achieve hexahedron elements. At that point, the
domination of the method ends, and the general meshing rule becomes effective, which is
tetrahedron method, see Figure 21.
Figure 21 Mesh of the main shifting thumb [Author]

3.4 Static Structural Analysis System Setup and Solution
Static structural analysis setup has to be very simple and convenient for topology
optimization program to utilize it with less complexity and that is because of its relation to the
consumed time for solving, where more complex setup would lead to longer solving periods.
Therefore, the analysis settings were configured to have a direct solver and one substep as
shown below, see Figures 22-28.
Figure 22 General overview of applied constraints [Author]
Figure 23 Applied force location [Author]
Figure 24 Applied force values [Author]

Figure 25 Fixed support location [Author]
Figure 26 Cylindrical support location [Author]
Figure 27 Displacement location [Author]

Figure 28 Static structural analysis setting [Author]
Both of Von-Mises Stress, Figure 29, and total deformation, Figure 30 where evaluated as
a reference to the newly developed geometries.
Figure 29 Equivalent (Von-Mises) stress [Author]
Figure 30 Total deformation [Author]

3.5 The SIMP Method on ANSYS Workbench
The simple topology optimization approach makes use of discrete element densities when
generating optimization variables. Therefore, designers are only capable of generating a
staggered grey image of their conceptual design. If the conceptual design is to be manufactured,
the image must go through three post-treatment stages which are identifying the topology
design as the black-and-white image, the smoothening of the structural boundary and the
realization of the parameters. In the early years of topology design field, designers only used
the area as a conceptual idea and they would only make an interpretation of the idea[8].
However, this approximation method was inaccurate and arbitral and hence ineffective. This
limitation was overcome when designers came up with image processing techniques where
grey images were converted into binary maps which could then be processed further to form a
skeleton extraction through boundary smoothening. In other cases, a binary map could be
repaired to remove noisy elements as well as fill the voids before the external boundaries of
the design were constructed.
3.5.1 Advantages and Disadvantages of SIMP Method
The SIMP topology optimization method remains among the most popular methods
because of its conceptual simplicity and computational efficiency. This is mainly because the
method makes use of the isotropic material. As such, the Solid Isotropic Material with
Penalization method allows designers to implement the conceptual designs at a lower
computational cost. Despite the fact that the SIMP method is the most popular of the two
methods, its computational complexity and numerical instability such as the grayscales
elements and checkboard patterns remains to be its major disadvantages. The final optimized
topology must be processed further since it contains a lot of grey elements which make it
blurry[9]. Therefore, most designers find it as not feasible as they will have to do a lot more
before the final production of the design.

3.5.2 Mathematical model
The SIMP method is based on a heuristic relation between (relative) element density 𝑥𝑖
and element Young’s modulus 𝐸𝑖 given by
𝐸𝑖 = 𝐸𝑖(𝑥𝑖) = 𝑥𝑖𝑝𝐸0 , 𝑥𝑖 ∈ [0,1], (1)
where 𝐸0 is the elastic modulus of the solid material, 𝑝 is the penalization power (𝑝 > 1).
A modified SIMP approach is given by
𝐸𝑖 = 𝐸𝑖(𝑥𝑖) = 𝐸𝑚𝑖𝑛 + 𝑥𝑖𝑝(𝐸0 − 𝐸𝑚𝑖𝑛) , 𝑥𝑖 ∈ [0,1],
(2)
where 𝐸𝑚𝑖𝑛 is the elastic modulus of the void material, which is non-zero to avoid singularity
of the finite element stiffness matrix.
The modified SIMP approach offers a number of advantages over the classical SIMP
formulation, including the independency between the minimum values of the materials elastic
modulus and the penalization power[10].
However, topology optimization methods are likely to encounter numerical difficulties
such as mesh dependency, checkerboard patterns, and local minima[11]. In order to mitigate
such issues, researchers have proposed the use of regularization techniques[12]. One of the
most common approaches is the use of density filters[13]. A basic filter density function is
defined as
�̃�𝑖 =∑𝑗∈𝑁𝑖
𝐻𝑖𝑗𝑣𝑗𝑥𝑗
∑𝑗∈𝑁𝑖𝐻𝑖𝑗𝑣𝑗
,
(3)
where 𝑁𝑖 is the neighbourhood of an element 𝑥𝑖 with volume 𝑣𝑖, and 𝐻𝑖𝑗 is a weight factor. The
neighbourhood is defined as:
𝑁𝑖 = {𝑗: 𝑑𝑖𝑠𝑡(𝑖, 𝑗) ≤ 𝑅} ,
(4)

where the operator 𝑑𝑖𝑠𝑡(𝑖, 𝑗) is the distance between the centre of the element 𝑖 and the centre
of element 𝑗, and 𝑅 is the size of the neighbourhood or filter size. The weight factor 𝐻𝑖𝑗 may
be defined as a function of the distance between neighbouring elements, for example
𝐻𝑖𝑗 = 𝑅 − 𝑑𝑖𝑠𝑡(𝑖, 𝑗), (5)
where 𝑗 ∈ 𝑁𝑖. The filtered density �̃�𝑖 defines a modified (physical) density field that is now
incorporated in the topology optimization formulation of the SIMP model as
𝐸𝑖(�̃�𝑖) = 𝐸𝑚𝑖𝑛 + �̃�𝑖𝑝(𝐸0 − 𝐸𝑚𝑖𝑛), �̃�𝑖 ∈ [0,1]. (6)
3.5.3 ANSYS setup and results
3.5.3.1 Setup Overview
The main idea of the topology optimization analysis system is utilizing other analysis
systems, which in our case are the static structural and modal analysis systems, in order to solve
for the main topology optimization analysis system. After the calculation, a new geometry will
be proposed by the software, taking into account the constraints applied in order to achieve the
desired outcome. Such parameters may be a mass constraint, which could be either a constant
limit or a range. Another constraint could be a global or local von-Mises stress constraint,
which ensures that the newly calculated geometry avoids highly stressed areas. Once a newly
designed model has been proposed by the solver, a validation process is executed to evaluate
the whether the new design is valid and good to use or is poorly design and the process has to
be rerun again with modified constraints that help in improving the design. SIMP method has
different constraints that can be applied; thus they are mentioned in Figure 31 as a reference.
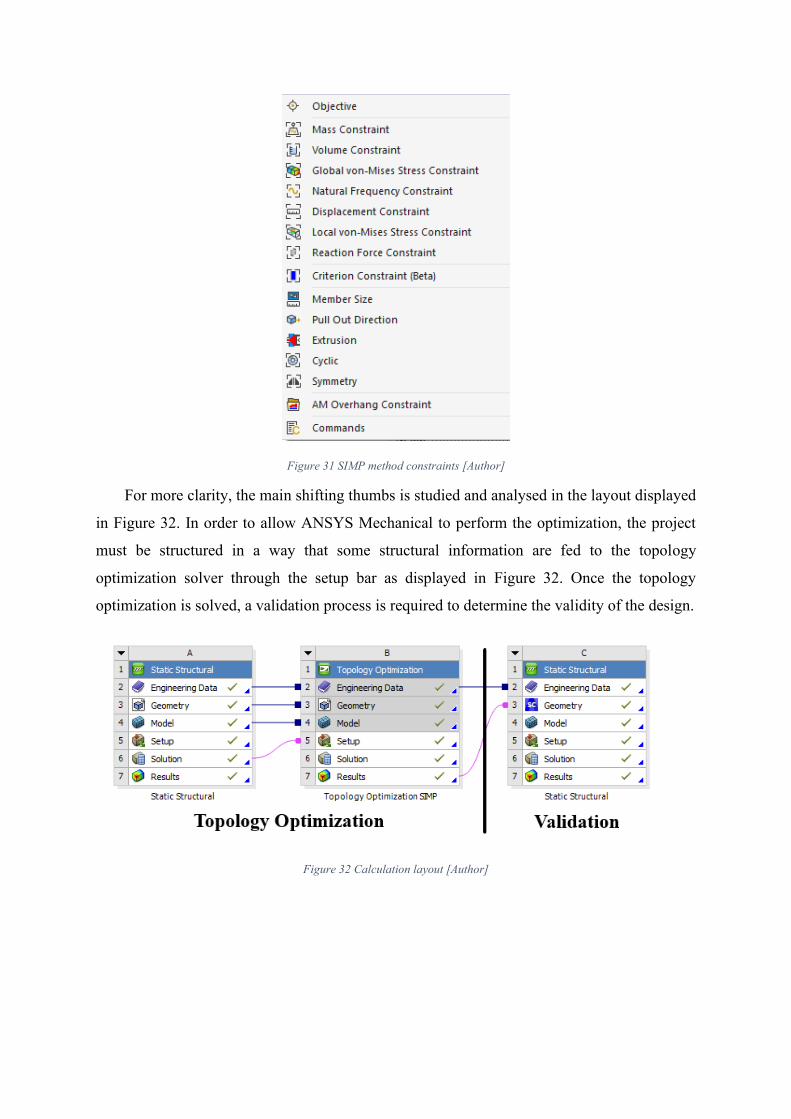
Figure 31 SIMP method constraints [Author]
For more clarity, the main shifting thumbs is studied and analysed in the layout displayed
in Figure 32. In order to allow ANSYS Mechanical to perform the optimization, the project
must be structured in a way that some structural information are fed to the topology
optimization solver through the setup bar as displayed in Figure 32. Once the topology
optimization is solved, a validation process is required to determine the validity of the design.
Figure 32 Calculation layout [Author]

3.5.3.2 Topology Optimization Setup and Results
The Solid Isotropic Material with Penalization method in the topology optimization solver
has its own constraints which makes it distinct from the Level-Set method. Generally, both
methods have mass and natural frequency constraints, but they have different approaches in
the remaining constraints.
For our setup, mass constraint has been assigned and the percentage of mass to retain is
37% of the original mass of the body. Two symmetry constraints where applied as well in both
y-axis and z-axis to retain manufacturability.
Optimization region has been assigned to all faces of the body except for the regions where
there are structural constraints such as loads and supports, as shown in Figures 33-42.
Figure 33 General overview of applied constraints [Author]
Figure 34 Topology optimization analysis settings SIMP method [Author]

Figure 35 Optimization region settings and method selection [Author]
Since the part is relatively thick, the frequency objective has been switched of in order to
simplify the solution, see Figure 36.
Figure 36 Objective settings [Author]
After several trials with the mass constraint, it has been decided that 63% of mass to be
reduced taking into account the validity of the design (Figure 37).
Figure 37 Mass constraint [Author]
Figure 38 Mass constraint setup [Author]

Two symmetry constraint were applied in both Y-axis and Z-axis to maintain the
manufacturability of the topology optimized part (Figures 39-42).
Figure 39 Symmetry constraint Y-axis [Author]
Figure 40 Symmetry constraint Y-axis setup [Author]
Figure 41 Symmetry constraint X-axis [Author]

Figure 42 Symmetry constraint X-axis setup [Author]
In Figure 43, the solution of this setup took around 22 minutes to solve, which is
convenient for designers to have general overview of the solution without spending a
tremendous amount of time such as the Level-Set method.
Figure 43 Solution information [Author]
As it could be observed from Figure 45 above, the geometry is very rough and proves the
theoretical observations previously mentioned in 3.5.1. Therefore, post-processing is required
to obtain a printable geometry.
Figure 44 Convergence graph [Author]

Figure 45 Final iteration 12 of solution [Author]
3.5.3.3 Smoothing and Validation of the Results
In this chapter, furthermore post processing is being conducted to achieve a printable part.
There are two smoothing steps, one was performed a built it option in ANSYS Mechanical and
the other was performed using SpaceClaim with more smoothing capabilities.
Figure 46 Smoothing in Mechanical ANSYS [Author]
Figure 47 Smoothing in SpaceClaim [Author]
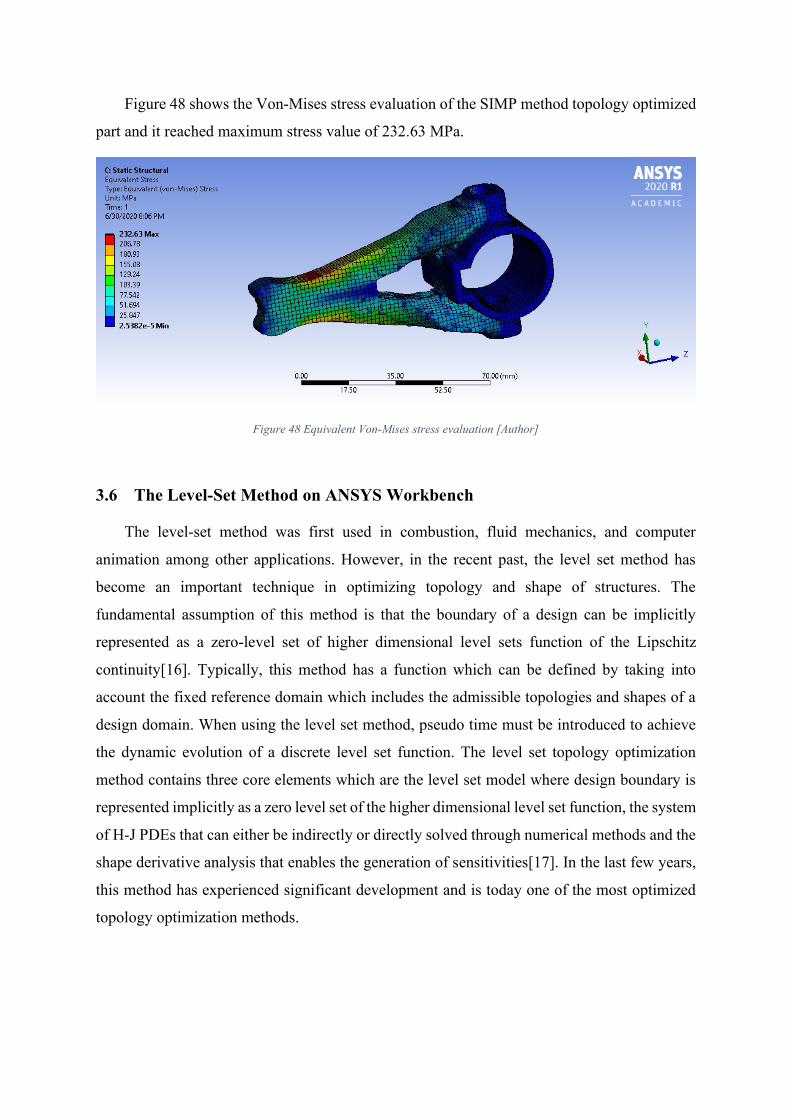
Figure 48 shows the Von-Mises stress evaluation of the SIMP method topology optimized
part and it reached maximum stress value of 232.63 MPa.
Figure 48 Equivalent Von-Mises stress evaluation [Author]
3.6 The Level-Set Method on ANSYS Workbench
The level-set method was first used in combustion, fluid mechanics, and computer
animation among other applications. However, in the recent past, the level set method has
become an important technique in optimizing topology and shape of structures. The
fundamental assumption of this method is that the boundary of a design can be implicitly
represented as a zero-level set of higher dimensional level sets function of the Lipschitz
continuity[16]. Typically, this method has a function which can be defined by taking into
account the fixed reference domain which includes the admissible topologies and shapes of a
design domain. When using the level set method, pseudo time must be introduced to achieve
the dynamic evolution of a discrete level set function. The level set topology optimization
method contains three core elements which are the level set model where design boundary is
represented implicitly as a zero level set of the higher dimensional level set function, the system
of H-J PDEs that can either be indirectly or directly solved through numerical methods and the
shape derivative analysis that enables the generation of sensitivities[17]. In the last few years,
this method has experienced significant development and is today one of the most optimized
topology optimization methods.

3.6.1 Advantages and Disadvantages of Level Set Method
The level set topology optimization method is a relatively new method in the area of
conceptual designs. It is a versatile yet a simple method that is used to track the interfaces’
evolution. Since its first introduction, level set method has gained the attention of many
researchers because unlike the other traditional topology optimization methods, it is more
effective and direct when dealing with most structural optimization problems. The method
allows designers to come up with shapes with distinct interfaces. As such, this method allows
designers to solve design problems with string interfacial phenomena while at the same time
avoiding the ambiguous grey-scale intermediate densities that surround the design boundary
[18]. When using this method, it is possible to develop smooth boundaries which is an
important characteristic of design problems that require more accurate response and interface.
Through the level set topology method, it is possible to generate a meaningful physical solution
using the Hamilton-Jacobi PDEs. The main disadvantage which is associated with the level set
method is the Courant-Friedrichs-Lewy condition. It is also associated with difficulty in how
finite difference techniques are used.
3.6.2 Mathematical model
The compliance function in the Level-Set method relies on the response type or constraint.
The static structural analysis supports the combination of force-based and displacement-based
loading as well as thermal loading. The compliance function can be described as following
𝐽(Ω) =1
2[∫ 𝐴(𝑒(𝑢) − 𝑒𝑡ℎ): 𝑒𝑡ℎ𝑑𝑥
−
Ω
+ ∫ 𝑓 ∗ 𝑢𝑑𝑥
−
Ω
+ ∫ 𝑔 ∗ 𝑢𝑑𝑠
−
Γ𝑁
+ ∫ 𝜆𝑢 ∗ 𝑢0𝑑𝑠
−
Γ𝑢
]
= [−1
2∫ 𝐴(𝑒(𝑢) − 𝑒𝑡ℎ): (𝑒(𝑢) − 𝑒𝑡ℎ)𝑑𝑥
−
Ω
+ ∫ 𝑓 ∗ 𝑢𝑑𝑥
−
Ω
+ ∫ 𝑔 ∗ 𝑢𝑑𝑠
−
Γ𝑁
]
(7)
where
𝑒(𝑢) =1
2(∇𝑢 + (∇𝑢)𝑡) , is the total strain vector

𝑒𝑡ℎ , the thermal strain vector.
(𝑒(𝑢) − 𝑒𝑡ℎ) , is the elastic strain vector.
𝜎(𝑢) = 𝐴(𝑒(𝑢) − 𝑒𝑡ℎ) , is the stress vector.
(𝑓, 𝑔) , are the external loads.
(𝜆𝑢, 𝑢0) , are the reaction force and the prescribed displacement.
These formulas are equivalent and are based on the potential energy. The compliance is a
self-adjoint response meaning that no adjoint problem needs to be solved. The compliance is
always computed over the whole model[14].
Displacement-based Criterion
Context for displacement-based response:
• For a singular node selection, the response = 𝐽(Ω) = |𝑢𝑘𝑖 | (𝑖𝑡ℎ node, 𝑘-axis). Upper
limit can be defined for each direction.
• For multiple node selection, the response = 𝐽(Ω) =1
|𝐵|∫ |𝑢𝑘|
−
𝐵𝑑𝑠 (the average of the
absolute displacement along the 𝑘-axis).
Reaction Force Criterion
• For a singular node selection, the response = 𝐽(Ω) = |𝜆𝑘𝑖 | (𝜆 = 𝜎𝑛) (𝑖𝑡ℎ node, 𝑘-
axis). Upper limit can be defined for each direction.
• For multiple node selection, the response = 𝐽(Ω) = ∫ |𝜆𝑘(𝑥)|−
𝐵𝑑𝑠 (𝜆 = 𝜎𝑛) (the
absolute RF along the 𝑘-axis) [14].

3.6.3 ANSYS setup and results
3.6.3.1 Setup Overview
The setup of the Level-Set method differs from SIMP method in minor areas but in general
they almost have similar setups. The main difference in setup is constraints applied to achieve
a desired outcome. Such parameters may be a mass constraint, which could be either a constant
limit or a range. Figure 49 shows the constraints that can be applied which can be noticed that
it is slightly different from SIMP method constraints list.
Figure 49 Level-Set method constraints [Author]
Project layout (Figure 50) is similar to the layout mentioned in 3.5.3.1 Figure 32, but as
for the Level-Set, the only thing that is different is the naming of the topology optimization
solver box.
Figure 50 Calculation layout [Author]

3.6.3.2 Topology Optimization Setup and Results
The Level-Set method in the topology optimization solver has its own constraints which
makes it distinct from the SIMP method. Generally, both methods have mass and natural
frequency constraints but they have different approaches in the remaining constraints.
For our setup, only mass constraint has been assigned and the percentage of mass to retain
is 37% of the original mass of the body. Also, in contrast to the SIMP method, exclusion
thickness is accounted for in this method which allows to avoid additional constraints in the
setup.
Optimization region has been assigned to all faces of the body except for the regions where
there are structural constraints such as loads and supports, as shown in Figure 51-52.
Figure 51 General overview of applied constraints [Author]
Figure 52 Topology optimization analysis settings Level-set method [Author]
As shown in Figure 53, the exclusion thickness has been set to 5 mm in order to prevent
extremely thin walls which would be structurally invalid.

Figure 53 Optimization region settings and method selection [Author]
Also, for the same justification for the SIMP method, frequency criterion has been
neglected due to the geometry of the design (Figure 54).
Figure 54 Objective settings [Author]
Figure 55-56 show the mass constraint which requires the solver to retain 37% of the body
mass.
Figure 55 Mass constraint [Author]
Figure 56 Mass constraint setup [Author]

In Figure 57, the solution of this setup took around 7 hours to compute, which is not
convenient for designers but the results are more valuable as less work required to finalize the
geometry for production. Convergence graph of the objective response is displayed in Figure
58.
Figure 57 Solution information [Author]
Figure 58 Convergence graph [Author]

Figure 59 shows the 3rd iteration of the solver where it can be observed how the part
undergoes topology optimization process.
Figure 59 Iteration 3 of solution [Author]
It could be observed from Figure 60 that the Level-Set method produces smoother
geometry and that is conducted by avoiding grey-scale intermediate densities 3.6.1.
Figure 60 Final iteration 22 of solution [Author]

3.6.3.3 Smoothing and Validation of the Results
Moving to the validation process, the body gets roughly smoothed before transferring to
SpaceClaim software in order to further refine it, then it is transferred to the design validation
system. Move limit is set to 1 for rough smoothing which was done using Mechanical ANSYS
system (Figure 61) before transferring it to SpaceClaim software (Figure 62).
Figure 61 Smoothing in Mechanical ANSYS [Author]
Figure 62 Smoothed geometry in SpaceClaim [Author]
Final evaluation of the smoothed Level-Set method topology optimized part is displayed
in Figure 63 where the maximum equivalent Von-Mises stress is evaluated at 285.66 MPa.
Figure 63 Equivalent Von-Mises stress evaluation [Author]

3.7 Other Approaches
For assurance of the design validity, another software has been considered. ANSYS
Discovery Live, a newly built software, which is tremendously easier and quicker in solving
compared to ANSYS Workbench. Discovery Live relies on a different approach where mesh
of the geometry, which consumes a large amount of time, is not required to be implemented by
the user. Even more, the solution time compared to Workbench to develop the new design is
significantly lower where it took around five minutes.
This software is highly recommended to have general understanding of what shapes are
expected to be developed. Such solving speed allowed to investigate variants of volume
reduction. The method that the solver utilizes is unknown therefore is has been discussed
separately in a single subchapter. In the following Figure 64-69, Discovery Live solution will
be discussed. There is no function in Discovery Live making possible to get symmetric
topology optimised geometry, which is why the force was applied on two facets, see Figure 64.
Figure 64 ANSYS Discovery Live structural constraints [Author]
Table 6 displays the parameters considered in the calculations with several variants of
volume reduction.
Table 6 Topology optimization analysis settings [Author].
Parameter Set Value
Analysis Type Topology optimization
Target Structural
Goal Maximize stiffness
Volume Reduction – constraint 60% - 65% - 63% - 64%
Protection Distance - constraint 3 mm

Equivalent Von-Misses Stress evaluations of different volume reductions are ordered
respectively in Figure 65-68. It appears from the figures that the resulting geometry is similar
to ANSYS Workbench Level-Set method topology optimization.
Figure 65 Topology optimization result (volume reduction 60%) [Author]
Figure 66 Topology optimization result (volume reduction 65%) [Author]
Figure 67 Topology optimization result (volume reduction 63%) [Author]

Figure 68 Topology optimization result (volume reduction 64%) [Author]
Table 7 displays the Von-Mises stress values of each trial. From an engineering intuition
perspective, the first trial was considered to be too robust. Also, the second trial was considered
to be too weak. The third and fourth trials were very similar, therefore, the stress values were
compared and thus the third trial was lower and considered for the upcoming post processing
an analysis (Figure 69).
Table 7 Table of trials [Author]
Trial Volume Reduction Von-Mises Stress (MPa)
1 60% 233.43
2 65% 255.86
3 63% 232.25
4 64% 242.20
Figure 69 Final geometry (trial 3) [Author]
For validation purposes, the geometry has been modified where only one half was
considered for mirror operation which assures symmetry of the body. Symmetry was

considered to avoid structural defects when uniform force is applied. Then, the geometry has
been smoothed furthermore using SpaceClaim to obtain a smoother surface when 3D printed.
Furthermore, an elliptical support has been added to the tip of the part where force is being
applied to ensure the stiffness of the model (Figure 70). In ANSYS Workbench, quality of
meshing was dependent on the Hex Dominant method and quadratic element order which was
limited due to the license restrictions.
Figure 70 Symmetry and smoothing modifications [Author]
Figure 71 shows the equivalent Von-Misses stress values of the newly designed part which
is evaluated with maximum stress of 214.24 MPa. Such value is highly acceptable considering
a 63% mass reduction of the original geometry which was evaluated at 221.53 MPa (Figure
29).
Figure 71 Validation of trial 3 with 63% reduction [Author]
Elliptical support

3.8 Selection of Printed Part
The SIMP topology optimization method makes use of element or the nodal densities when
generating optimization variables. This method is thus sometimes referred to as the element-
based method which can freely generate changes in a topology fast while ensuring that the
design is stable. On the other hand, the level set topology optimization method defines the
domain of a material using a positive set field as well as the structural boundary of a design
using the zero-value set contour[19]. The level set method is thus sometimes referred to as the
boundary based structural evolution method. The level set method uses smooth and clear-cut
representations of the boundary. However, during implementation of this method, the boundary
elements are represented using the approximate Heaviside projects as well as what is passed
into a finite element model which is actually blurred.
The level set topology optimization method has emerged as one of the most powerful
methodologies for topology and shape optimization of structures. This method uses the concept
of representing the structural boundary implicitly as a zero-level set of the higher-dimensional
scalar function that is mathematically defined. This method has a lot of features as compared
to the SIMP method that is well suited for optimization of topologies and structures. Besides
its application on topological optimization of designs and structures, it can also be used in the
computational design area of mechanical materials and designs. On the other hand, the SIMP
method helps designers to obtain a temporary optimized topology or structure which must be
processed further before the final production takes place.
After completing several topology optimization trials, and including the discussion
aforementioned that arguably favours the Level-Set method. It has been decided that the
Discovery Live topology optimized resulted part is the one that the paper will continue its
course with.

4 Additive Manufacturing
4.1 Types of Additive Manufacturing Technologies
There are several technologies for Additive Manufacturing. Starting with the most
common and cheaper option which is Fused Deposition Modelling (FDM). This technology is
based on material extrusion by melting the filament on the heated in order to form the object.
Another common technology that’s used for more accurate smaller prints is Stereolithography
(SLA) where it uses laser light as hardening component to the pool of epoxy resin and making
the part afterwards. Also, there is another common technology which is Selective Laser
Sintering (SLS). This technology is based on powder bed fusion combined with laser beams to
make the part. Aforementioned technologies are based on thermoplastic materials.
Another field of additive manufacturing deals with metal alloys and depends on the
weldability to be more precise. Such technologies are Laser Melting Deposition (LMD) where
this technology welds material through a moving nozzle to finally formulate the desired shape.
Our focus in this thesis is the Selective Laser Melting (SLM) technology which will be used in
order to print the topology optimized part.
4.2 Selective Laser Melting (SLM)
Selective Laser Melting technology (Figure 72) has several synonyms which are Direct
Metal Laser Sintering (DMLS), Laser Metal Fusion (LMF), Direct Metal Printing (DMP),
Laser Beam Melting (LBM) and Direct Metal Laser Melting. This technology relies on the
powder bed fusion using laser beams. A brief illustration is displayed in Figure 73.
Figure 72 Stainless steel square hollow section (SHS) member built using SLM[15]

Figure 73 Selective Laser Melting process[21]
4.3 Renishaw AM 400 Additive Manufacturing System
The AM 400 system offers a 400 W focussed at 70 µm laser beam which allows for higher
melting temperatures. It has a flexible and rapid material changeover with low argon
consumption. It also allows for the build to be removed with enhanced safety.
Renishaw’s patented class leading inert atmosphere generation works by first creating a
vacuum before back filling with high purity argon gas. This method ensures a high quality
build environment as well as minimal argon usage for atmosphere generation, suitable for all
qualified metals including titanium and aluminium. Gas consumption is further minimised by
the use of a sealed and welded chamber.
Figure 74 AM 400 additive manufacturing system[20]
4.4 Materials Used for 3D Printing
Renishaw supplies a range of high quality metal powders including Ti6Al4V ELI,
AlSi10Mg, Stainless Steel 316L ( SS 316L-0407 ) , tool steels (such as Maraging Steel 300),
nickel alloys and cobalt chromium alloy.
For this diploma, it has been considered to design the part using Stainless Steel 316L. Such
decision has been made in order to maintain cost of production. Another material possibility
would be Maraging Steel 300 with heat treatment. Such possibility would be taken into
consideration if cost of production is flexible and the designed part’s robustness was not
sufficient for the application.
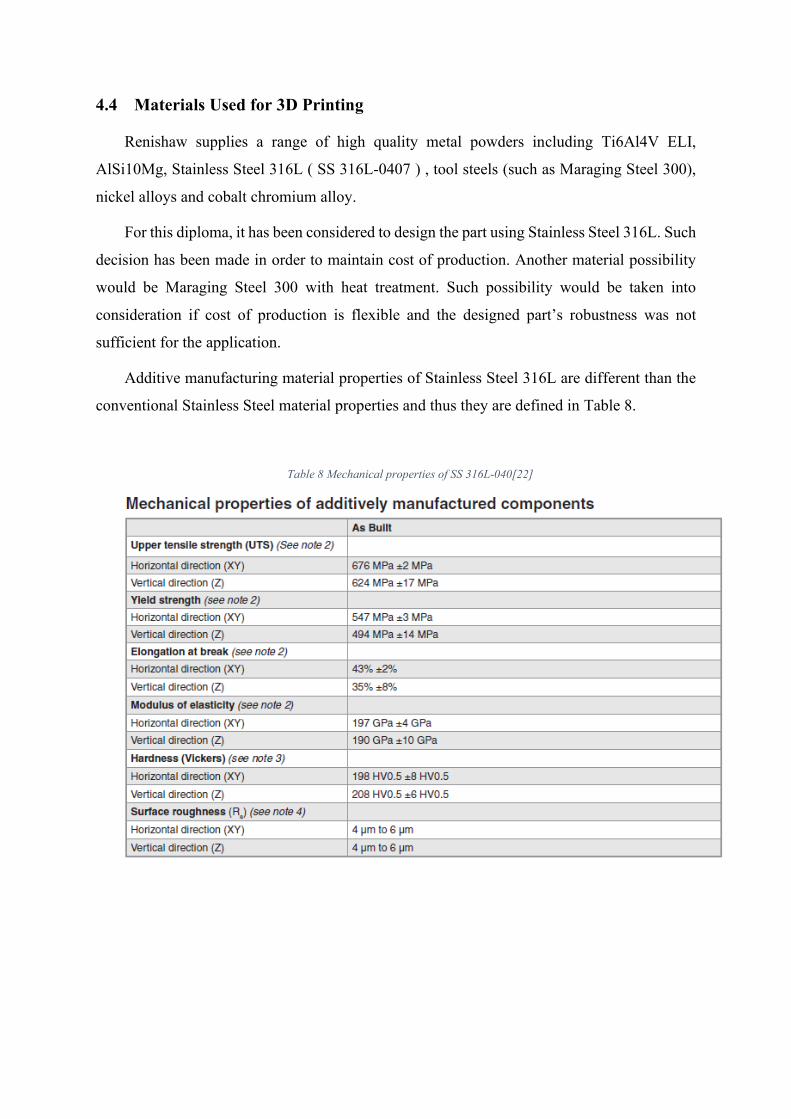
Additive manufacturing material properties of Stainless Steel 316L are different than the
conventional Stainless Steel material properties and thus they are defined in Table 8.
Table 8 Mechanical properties of SS 316L-040[22]

4.5 ANSYS Printing Setup and Thermal Analysis
The additive manufacturing setup was accomplished using ANSYS SpaceClaim. The
software offers an orientation map feature (Figure 75) where it simulates all possible angles
and calculate build time, distortion tendency, and supports. Furthermore, 3D printing was made
using SLM (Selective Laser Melting) machine manufactured by RENISHAW model AM400.
Figure 75 Orientation map [Author]
Figure 76 Selected orientation [Author]

After the selection of the appropriate orientation (Figure 76), the model then undergoes an
additive manufacturing thermal analysis to simulate the printing process and predict structural
defects such as deformation due to shrinkage during cooling time. The printing simulation
parameters that will be used to thermally evaluate the process are prescribed in Table 9.
Table 9 3D Printing parameters[25]
3D Printer: Renishaw AM400
Powder description: SS Powder AISI 316L (DIN 1.4404)
Powder Particle Size: 15–45 µm
Layer Thickness: 50 µm
Focus Size: 70 µm
Print Strategies: Chessboard, see Figure 77
Border Power: 110 W
Border Exposure Time: 100 µs
Border Point Distance: 20 µm
Hatches Power: 200 W
Hatches Exposure Time: 80 µs
Hatches Point Distance: 60 µm
Jump speed: 5000 mm·s-1
Dosing time: 7 s
Melting range: 1371 °C to 1399 °C
Concentration of Oxygen: < 0,1 % O2
Inert Gas: Argon
Purity: 5.0 (99.998 %)
Figure 77 Chessboard print strategy[26]

Using ANSYS Additive Manufacturing Wizard, the following project setup would
automatically generate (Figure 78). AM thermal analysis meshing is displayed in Figure 79,
also AM thermal analysis results are shown in Figure 80 which confirms that the effective
thermal stress proportionally related to the increase of layer height from bed surface[23].
Figure 78 Additive Manufacturing thermal analysis setup [Author]
Figure 79 AM thermal analysis mesh [Author]
Figure 80 AM thermal analysis [Author]

Figure 81 AM Structural analysis [Author]
Figure 81 shows an unacceptable result and such issue arise because of using Cartesian
mesh. Therefore, a subsequent finite element analysis (submodeling) is required to obtain finer
and more accurate results by selecting more suitable mesh. Such process was performed with
suppressed base plate and ignored nonlinear effect as well as initial strain.
Figure 82 Standalone structural analysis [Author]
After obtaining the evaluation of the simulated printing process in Figure 82, theoretical
results are then verified by performing the printing process and perform a deformation test
during cutting the part from its base plate in the chapter 4.7.

4.6 Printing Results
Below figures briefly illustrates the process of the printing cycle of the topology optimised
part. At first, the part was printed on RENISHAW AM400 machine using Stainless Steel 316L
as a material. After the completion of printing process, excess powder material was then safely
removed for recycling into future jobs. Then, the printed part goes through cutting from base
plate process which was investigated to observe if any deformation occurs in the printed part.
Figure 83 shows the printing process of the desired part. Figure 84-86 show the removal
process of powder metal then clean-up of printing part.
Figure 83 Part printing under process [Author]
Figure 84 Residual powder material removal [Author]
Figure 85 Printed part with supports and base plate
[Author]

4.7 Testing
Testing was performed using Digital Image Correlation (DIC) which is a method of
measurement where no contact to the investigated part is required. This method utilizes optical
testers which measure deformation, strain and vibration on any part.
Due to time constraints, fatigue testing was not possible and only static-deformation
testing was considered. The DIC testing goal is to investigate the deformation of the part and
compare it to the obtained calculated deformation.
4.7.1 Setup
The software used in analysing the data is Mercury RT which is capable of three-
dimensional measurements. Two high accuracy cameras where fixed in front of the
investigated part during the cutting process. The cameras record the deformation of the part
once the cutting process has begun. With the capabilities of the software, colour coded
deformation is then produced to compare it with the theoretical deformation data. Figure 86
shows the setup for recording the part’s deformation while being cut in Figure 87.
Figure 86 Cameras used for testing and setup [Author]
Figure 87 Setup during cutting process [Author]
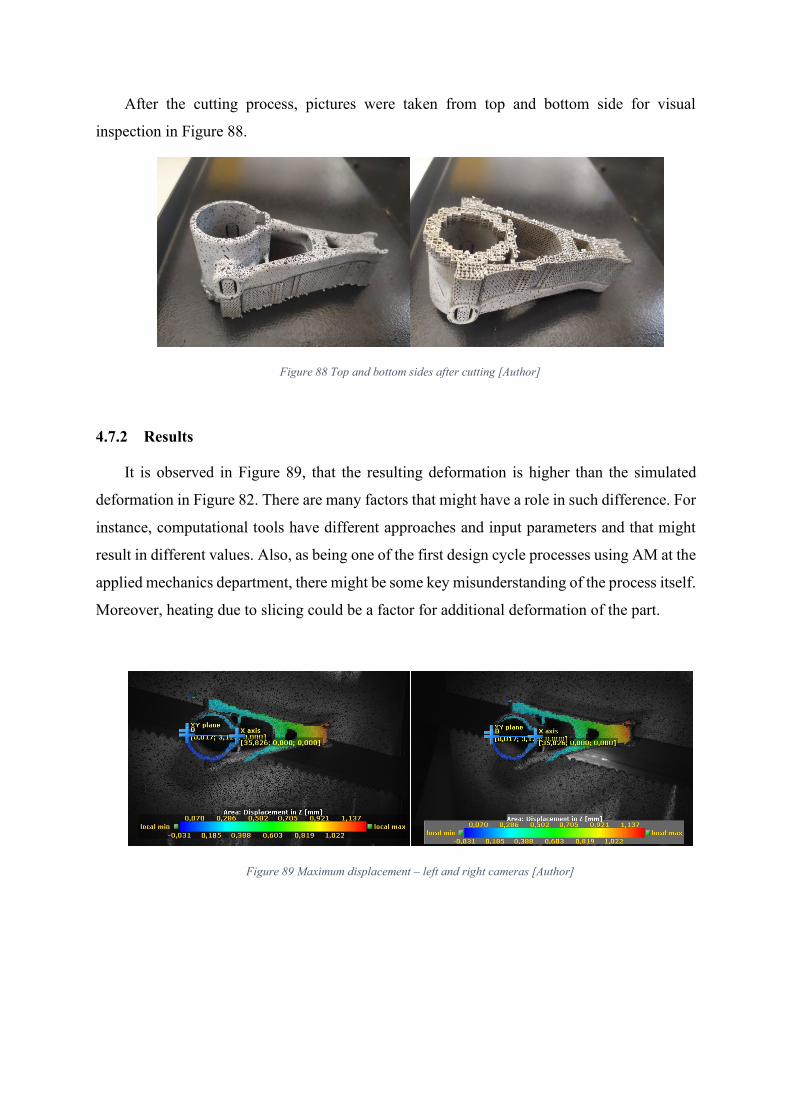
After the cutting process, pictures were taken from top and bottom side for visual
inspection in Figure 88.
Figure 88 Top and bottom sides after cutting [Author]
4.7.2 Results
It is observed in Figure 89, that the resulting deformation is higher than the simulated
deformation in Figure 82. There are many factors that might have a role in such difference. For
instance, computational tools have different approaches and input parameters and that might
result in different values. Also, as being one of the first design cycle processes using AM at the
applied mechanics department, there might be some key misunderstanding of the process itself.
Moreover, heating due to slicing could be a factor for additional deformation of the part.
Figure 89 Maximum displacement – left and right cameras [Author]

5 Conclusion
The main purpose of this study is to incorporate new technologies into design and
manufacturing. TATRA TRUCKS a.s. has a well-known history in automobile industry, and
as being in the field of customized trucks manufacturing, it is crucial to accommodate new
design solutions and manufacturing technologies that will allow TATRA to achieve more
robust yet light weight trucks and achieve more manoeuvrability which has been already
reached using the backbone tube. As part of the continuous support in the research and
development department, a newly designed gearshift booster is further investigated for more
developmental aspect. The shifting thumb part has a great potential to be utilized by topology
optimization and additive manufacturing for being a small part that continuously endures high
loads and being a very crucial part to maintain the safety of the driver.
The part has gone through several steps, starting from design optimization, where the main
shifting thumb has been slightly modified to snuggly fit into the assembly. Then it was topology
optimized using several methods and software. Three variants resulted from such process
which were then structurally evaluated, and one variant was chosen. The variant chosen was
the one produced by ANSYS Discovery Live and the two remaining where used as references
to what are the possibilities that different software and methods can achieve. After the design
part was completed, additive manufacturing using selective laser melting technology was
considered. Thermal additive manufacturing simulation was performed to estimate the
deformation of the part after cutting. After printing the part in stainless steel using Renishaw
AM400, testing has been conducted using Digital Image Correlation (DIC) to observe the
deformation of the part while releasing it from the base plate and compare it to the simulated
values.
The main comparison is in deformation of the part after cutting which is slightly different
than the simulations obtained earlier in the course of the diploma thesis. Such difference has
many factors that reflect on the observation. The factor that can be easily pointed out is the
material properties that were implemented into the simulation process where ANSYS material
library was the source of the material properties assigned. Material properties of the printed
part differ from the material properties available in the library. Even more, meshing of the
bodies might have a significant impact since the calculations where constrained to limited
number of elements to run the calculations, and that is due to the student license capabilities.

As being one of the first experiments using topology optimization tools alongside with
additive manufacturing using stainless steel (SS 316 L), the process might have encountered
some flows which resulted in slight deformation difference between theoretical and
experimental data. There are many aspects in such difference, one of which is the software
simulation accuracy where the input data may have been determined correctly but due to
software coding, different results were obtained. This experiment gives the chance to analyse
the accuracy of the simulation in future studies.
There are some challenges that constraint the advancement of additive manufacturing to
be rapidly implemented into the manufacturing eco system. Cost, to begin with, is one of the
challenges where additive manufacturing technology is rapidly evolving and new technologies
are developed to enable some manufacturing features where that affects the cost of making a
product. The current manufacturing capabilities such as casting are very rapid and efficient
which makes it difficult for additive manufacturing technologies to join the race. Another
challenge would be the manufacturing process variability and limitation where each additive
manufacturing machine method might produce different results using the same 3D CAD file.
Furthermore, the calibration of each equipment varies from each producer which makes it
unstandardized process. Also, material properties encounter the same issue. Design and
verification of a structure can be introduced as a challenge as well, where anisotropy, geometric
imperfections and residual stresses are always higher in additive manufacturing compared to
conventional material[24].
The importance of this experiment relies on being one of several additive manufacturing
experiments at the department of applied mechanics which allows the department to have a
general overview and finer analysis of the process in future studies. It is also important to make
sure that the computational tools are usable for similar cases. This experiment has been very
enlightening the industry of additive manufacturing and we look forward to continuing
cooperation with companies and institutions.

ACKNOWLEDGMENTS
This research was supported by the Technology Agency of the Czech Republic in the
frame of the project TN01000024 National Competence Center-Cybernetics and Artificial
Intelligence and by the project Innovative and additive manufacturing technology—new
technological solutions for 3D printing of metals and composite materials, reg. no.
CZ.02.1.01/0.0/17_049/0008407 financed by Structural Funds of Europe Union.
I would like to extend my gratitude and appreciation to both of, my advisor prof. Ing.
Radim Halama, Ph.D. and Mr. Miroslav Krizek from TATRA Truck a.s., for their continuous
support and guidance, where they never hesitated with providing the support needed to
accomplish my diploma thesis.

6 Bibliography
[1] MACHÁLEK FILIP. Proporsal for Modifying of the Power Shift of the Truck Manual
Gearbox. Ostrava : VŠB – Technical University of Ostrava, Faculty of Mechanical
Engineering, Department of Production Machines and Design, 2018, 69 s. Thesis
head: Ing. Ladislav Hrabec, Ph.D.
[2] TATRA concept: TATRA.cz. TATRA WILL GET YOU FURTHER [online].
Available from: https://www.tatra.cz/proc-tatru/technicka-koncepce-tatra/tatrovacka-
koncepce/
[3] TATRA transmissions: Tatratrucks.com. TATRA TAKES YOU FURTHER [online].
Available from: https://www.tatratrucks.com/why-tatra/tatra-vehicle-design/tatra-
transmissions/
[4] Training manual 14TS210N. Kopřivnice, 2011.
[5] Engineering Simulation Consultancy, Software & Training [online]. Available from:
https://wildeanalysis.co.uk/wp-content/uploads/2018/02/ANSYS-additive-
manufacturing-simulation-process.png
[6] Workshop manual for trucks T815, TATRA, 1989.
[7] Norgren spare parts list. Kopřivnice.
[8] Shojaee, S., and M. Mohammadian. "Structural Topology Optimization Using An
Enhanced Level Set Method". Scientia Iranica, vol 19, no. 5, 2012, pp. 1157-1167.
Elsevier BV, doi:10.1016/j.scient.2012.06.024.
[9] Li, Yilun et al. "A Methodology For Topology Optimization Based On Level Set
Method And Its Application To Piezoelectric Energy Harvester Design".
International Journal of Applied Electromagnetics and Mechanics, vol 59, no. 1,
2019, pp. 79-85. IOS Press, doi:10.3233/jae-171098.
[10] Sigmund O. “Morphology-based black and white filters for topology optimization”.
Struct Multidiscip Optim, vol 33, 2007, pp. 401–424.
[11] Bendsøe MP, Sigmund O. “Topology optimization: theory, method and
applications”. Springer, 2007.
[12] Sigmund O, Peterson J. “Numerical instabilities in topology optimization: a survey
on procedures dealing with checkerboards, mesh-dependencies and local minima”.
Struct Optim vol 16, 1998, pp. 68–75.

[13] Bruns TE, Tortorelli DA. “Topology optimization of non-linear elastic structures
and compliant mechanisms”. Comput Methods Appl Mech Eng vol 190, 2001, no.
26–27, pp 3443–3459.
[14] - ANSYS Help. - ANSYS Help [online]. Available from:
https://ansyshelp.ansys.com/Account/Login?ReturnUrl=%2FViews%2FSecured%2Fc
orp%2Fv195%2Fwb_sim%2Fds_topo_opt_level_set
[15] Jared BH, Aguilo MA, Beghini LL, Boyce BL, Clark BW, Cook A, et al. “Additive
manufacturing: toward holistic design”. Scr Mater. 2017, vol. 135, pp 141–7.
[16] Luo, Zhen. "A Short Survey: Topological Shape Optimization Of Structures Using
Level Set Methods". Journal Of Applied Mechanical Engineering, vol 02, no. 03,
2013. OMICS Publishing Group, doi:10.4172/2168-9873.1000123.
[17] Wang, Yaguang, and Zhan Kang. "Structural Shape And Topology Optimization Of
Cast Parts Using Level Set Method". International Journal For Numerical Methods
In Engineering, vol 111, no. 13, 2017, pp. 1252-1273. Wiley, doi:10.1002/nme.5503.
[18] Rozvany, G.I.N. "Aims, Scope, Methods, History And Unified Terminology Of
Computer-Aided Topology Optimization In Structural Mechanics". Structural And
Multidisciplinary Optimization, vol 21, no. 2, 2001, pp. 90-108. Springer Science And
Business Media LLC, doi:10.1007/s001580050174.
[19] Liu, Jikai, and Yongsheng Ma. "A Survey Of Manufacturing Oriented Topology
Optimization Methods". Advances In Engineering Software, vol 100, 2016, pp. 161-
175. Elsevier BV, doi:10.1016/j.advengsoft.2016.07.017.
[20] AM 400. Brochure [online]. Copyright © [cit. 29.04.2020]. Available
from: https://www.renishaw.com/en/am-400--35456
[21] Rasch, M.: Konstruktive Gestaltung einer Forschungsanlage für das
Laserstrahlschmelzen von Metallen aus dem Pulverbett. Master’s thesis, Institute of
Photonic Technologies, Friedrich-Alexander-Universität Erlangen-Nürnberg
[22] Renishaw Plc. Data Sheets—Additive Manufacturing. Renishaw, 2019, UK.
Available online: https://www.renishaw.com/en/data-sheets-additive-manufacturing--
17862.
[23] Peiying B, Xiaodong S, and Jingli D. “Finite Element Analysis of Thermal Stress
and Thermal Deformation in Typical Part during SLM”. 2019.
[24] C. Buchanan, L. Gardner. “Metal 3D printing in construction: A review of methods,
research, applications, opportunities and challenges”. 2018.
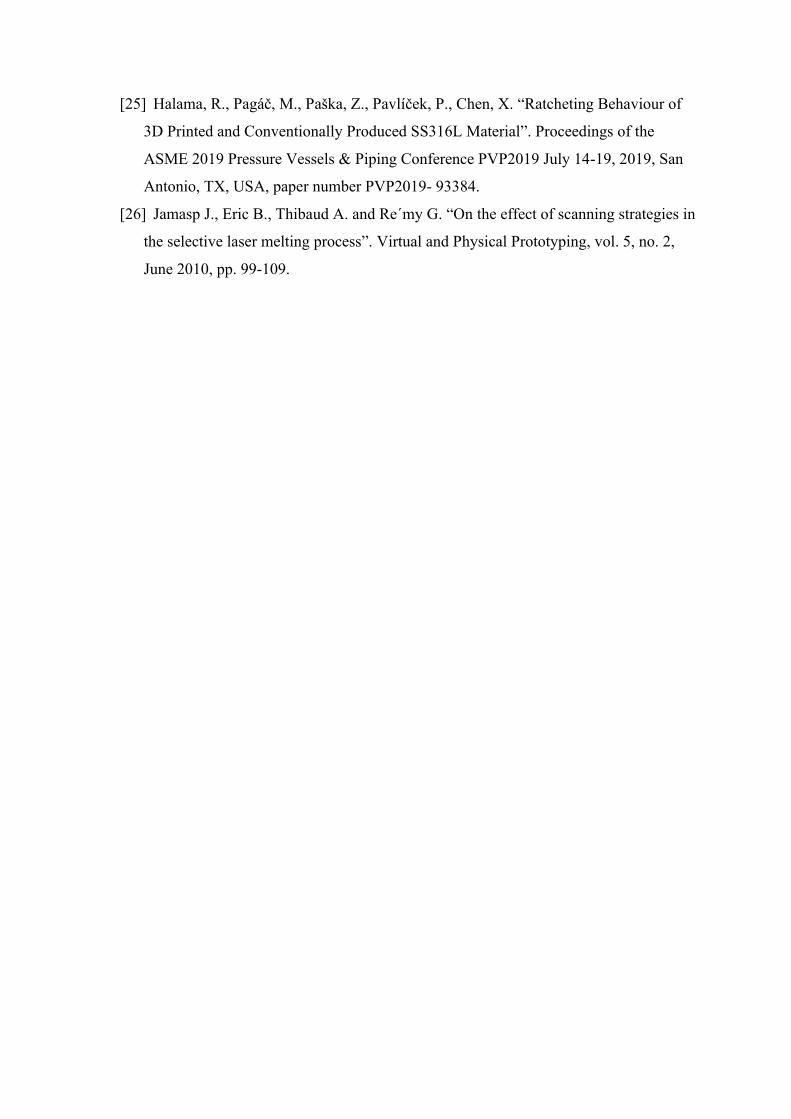
[25] Halama, R., Pagáč, M., Paška, Z., Pavlíček, P., Chen, X. “Ratcheting Behaviour of
3D Printed and Conventionally Produced SS316L Material”. Proceedings of the
ASME 2019 Pressure Vessels & Piping Conference PVP2019 July 14-19, 2019, San
Antonio, TX, USA, paper number PVP2019- 93384.
[26] Jamasp J., Eric B., Thibaud A. and Re´my G. “On the effect of scanning strategies in
the selective laser melting process”. Virtual and Physical Prototyping, vol. 5, no. 2,
June 2010, pp. 99-109.




















