MPi 220P - Miller
80
Procesos Descripción Soldadura multiproceso OM-253 918B/spa 2012-02 www.MillerWelds.com File: Multiprocess MPi 220P CE MANUAL DEL OPERADOR
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of MPi 220P - Miller
Procesos
Descripción
Soldadura multiproceso
OM-253 918B/spa 2012−02
www.MillerWelds.com
File: Multiprocess
MPi 220PCE
MANUAL DEL OPERADOR
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puedehacer su trabajo, y hacerlo bien. En Miller sabemos que usted no tienetiempo para hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras porarco, se aseguró que sus productos ofreciesen un valor duradero y unacalidad superior, pues sus clientes, al igual que usted, no podíanarriesgarse a recibir menos. Los productos Miller debían ser los mejoresposibles, es decir, los mejores que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúancon la tradición y están comprometidas a proveer equipos y servicios quecumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximosus productos Miller. Por favor, tómese el tiempo necesario para leer detenida-mente las precauciones de seguridad, las cuales le ayudarán a protegerse de lospeligros potenciales de su lugar de trabajo. Hemos hecho que la instalacióny operación sean rápidas y fáciles. Con los productos Miller, y el manteni-miento adecuado, usted podrá contar con años de funcionamiento confiable.Y si por alguna razón el funcionamiento de la unidad presenta problemas, hayuna sección de “Reparación de averías” que le ayudará a descubrir la causa.A continuación, la lista de piezas le ayudará a decidir con exactitud cuál piezanecesita para solucionar el problema. Además, el manual contiene informa-ción sobre la garantía y el servicio técnico correspondiente a su modelo.
Trabajando tan duro comousted − cada fuente de poderpara soldadura de Miller estárespaldada por la garantía conmenos trámites complicados dela industria.
Miller Electric fabrica una linea completa demáquinas y accesorios de soldar. Parainformación en otros productos de calidad de Miller, comuníquese con sudistribuidor local de Miller para recibir su catálogo completo o hojaindividual de folleteria.
Desde Miller a Usted

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1. . . . . . . . . . . . . . . . . . . . . . . .1-1. Uso de símbolos 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Peligros en soldadura de arco 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-3. Símbolos adicionales para instalación, operación y mantenimiento 3. . . . . . . . . . . . . . . . . . . . . . . . . . .1-4. CALIFORNIA Proposición 65 Advertencia 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-5. Estándares principales de seguridad 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1-6. Información sobre los campos electromagnéticos (EMF) 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 2 − DEFINICIONES 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-1. Etiqueta WEEE 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2-2. Símbolos y definiciones 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 3 − ESPECIFICACIONES 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-1. Información importante correspondiente a los productos con marca CE (Vendidos dentro de la UE) 113-2. Información sobre compatibilidad electromagnética (EMC) 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-4. Ciclo de trabajo y el sobrecalentamiento 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3-5. Curvas voltio-amperio 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 4 − INSTALLATION 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos de
la máquina 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Seleccionando la ubicación 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SECCIÓN 5 − OPERACIÓN 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SECCIÓN 6 − MANTENIMIENTO Y REPARACION DE AVERIAS 43. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SECCIÓN 7 − DIAGRAMAS ELECTRICOS 46. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .SECCIÓN 8 − DIRECTIVAS PARA SOLDADURA MIG (GMAW) 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Conexiones típicas para el proceso MIG 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-2. Fijaciones de control para un proceso de MIG típico 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-3. Como sostener y posicionar la pistola de soldar 50. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-4. Condiciones que afectan la forma del cordón de suelda 51. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-5. Movimiento de la pistola durante la suelda 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-6. Características malas de un cordón de soldadura 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-7. Características buenas de un cordón de soldadura 52. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-8. Soluciones a problemas de soldadura − excesiva salpicadura 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-9. Soluciones a problemas de soldadura − porosidad 53. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-10. Soluciones a problemas de soldadura − penetración excesiva 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-11. Soluciones a problemas de soldadura − falta de penetración 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-12. Soluciones a problemas de soldadura − fusión incompleta 54. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-13. Soluciones a problemas de soldadura − hacer hueco 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-14. Soluciones a problemas de soldadura − cordón en forma de olas 55. . . . . . . . . . . . . . . . . . . . . . . . . . . .8-15. Soluciones a problemas de soldadura − distorción 55. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-16. Gases protectores comunes para MIG 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8-17. Resolución de problemas para equipo de soldar semiautomático 56. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 9 − DIRECTIVAS PARA SOLDADURA CONVENCIONAL POR ELECTRODO (SMAW) 58. . . . .SECCIÓN 10 − SELECCIÓN Y PREPARACIÓN DE UN ELECTRODO DE TUNGSTENO PARA SOLDADURAPOR ARCO EN CC O CA EN MÁQUINAS CON INVERSOR 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Selección de un electrodo de tungsteno (Use guantes limpios para evitar la contaminación del tungsteno) 65. . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativo corriente directa (DCEN)o soldadura con CA en máquinas con inversor 65. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECCIÓN 11 − GUÍA PARA SOLDADURA TIG (GTAW) 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-1. Posicionando la antorcha 66. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-2. Movimiento de la antorcha mientras se suelda 67. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11-3. Posicionando la antorcha de tungsteno para diferentes tipos de uniones de soldadura 67. . . . . . . . . . .
SECCIÓN 12 − LISTA DE PARTES 68. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .GARANTIA
DECLARATION OF CONFORMITY
for European Community (CE marked) products.
ITW Welding Products Italy S.r.l Via Privata Iseo 6/E, 20098 San Giuliano M.se, (MI) Italy declares that
the product(s) identified in this declaration conform to the essential requirements and provisions of
the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product Stock Number
MPi 220P 230VAC 059016014
Council Directives:
2006/95/EC Low Voltage
2004/108/EC Electromagnetic Compatibility
Standards:
IEC 609741 Arc Welding Equipment Welding Power Sources: edition 3, 200507.
IEC 609745 Arc Welding Equipment – Wire Feeders: edition 2, 200711.
IEC 6097410 Arc Welding Equipment Electromagnetic Compatibility Requirements: edition 2.0, 200708.
EN 50445:2008 Product family standard to demonstrate compliance of equipment for resistance welding, arc
welding and allied processes with the basic restrictions related to human exposure to electromagnetic fields
(0Hz300Hz)
EU Signatory:
September 30th, 2011
___________________________________________________________________________________
Massimigliano Lavarini Date of Declaration
ELECTRONIC ENGINEER R&D TECH. SUPPORT
956 142 896
OM-253 918 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEAANTES DE USAR
spa_som_2011−107
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad einstrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si nose la evita, resultará en muerte o lesión grave. Los peli-gros posibles se muestran en los símbolos adjuntos ose explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-dría resultar en muerte o lesión grave. Los peligros po-sibles se muestran en los símbolos adjuntos, o se expli-can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
� Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUEO DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligrosde PARTES CALIENTES. Consulte los símbolos e instrucciones re-lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manualpara llamar la atención a y identificar a peligros posibles.Cuando usted vee a este símbolo, tenga cuidado, y siga a lasinstrucciónes relacionadas para evitar el peligro. La informa-ción de seguridad dada abajo es solamente un resumen de lainformación más completa de seguridad que se encuentra enlos estandares de seguridad de sección 1-5. Lea y siga todaslos estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmentea los niños.
UNA DESCARGA ELECTRICA puedematarlo.
El tocar partes con carga eléctrica viva puede causarun toque fatal o quemaduras severas. El circuito deelectrodo y trabajo está vivo eléctricamente cuandoquiera que la salida de la máquina esté prendida. Elcircuito de entrada y los circuitos internos de lamáquina también están vivos eléctricamente cuandola máquina está prendida. Cuando se suelda conequipo automático o semiautomático, el alambre,carrete, el bastidor que contiene los rodillos dealimentación y todas las partes de metal que tocan elalambre de soldadura están vivos eléctricamente.Equipo instalado incorrectamente o sin conexión atierra es un peligro.
� No toque piezas que estén eléctricamente vivas.
� Use guantes de aislamiento secos y sin huecos y protección en elcuerpo.
� Aíslese del trabajo y de la tierra usando alfombras o cubiertas losuficientemente grandes para prevenir cualquier contacto físicocon el trabajo o tierra.
� No use la salida de corriente alterna en áreas húmedas, si estárestringido en su movimiento, o esté en peligro de caerse.
� Use la salida CA SOLAMENTE si lo requiere el proceso de solda-dura.
� Si se requiere la salida CA, use un control remoto si hay uno pre-sente en la unidad.
� Se requieren precauciones adicionales de seguridad cuando cual-quiera de las siguientes condiciones eléctricas peligrosas estánpresentes en locales húmedos o mientras trae puesta ropa húme-da, en estructuras de metal, tales como pisos, rejillas, o andamios;cuando esté en posiciones apretadas tal como sentado, arrodilla-do, acostado o cuando hay un riesgo alto de tener contactoinevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) unsoldadora semiautomática de voltaje constante (alambre) CD, 2)una soldadura CD manual (convencional), o 3) una soldadora CAvoltaje reducido de circuito abierto. En la mayoría de las situacio-nes, el uso de soldadora de alambre de voltaje constante CD es lorecomendado. ¡Y, no trabaje solo!
� Desconecte la potencia de entrada o pare el motor antes de instalaro dar servicio a este equipo. Apague con candado o usando etiquetainviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA29 CFR 1910.147 (vea Estándares de Seguridad).
� Instale, conecte a tierra y utilice correctamente este equipo de ac-uerdo a las instrucciones de su Manual del usuario y a loestablecido en los reglamentos nacionales, estatales y locales.
� Siempre verifique el suministro de tierra − chequee y asegúreseque la entrada de la potencia al alambre de tierra esté apropiada-mente conectada al terminal de tierra en la caja de desconexióno que su enchufe esté conectado apropiadamente al receptáculode salida que esté conectado a tierra.
� Cuando esté haciendo las conexiones de entrada, conecte el con-ductor de tierra primero − doble chequee sus conexiones.
� Mantenga los cordones o alambres secos, sin aceite o grasa, yprotegidos de metal caliente y chispas.
� Frecuentemente inspeccione el cordón de entrada de potencia pordaño o por alambre desnudo. Reemplace el cordón inmediata-mente si está dañado − un alambre desnudo puede matarlo.
� Apague todo equipo cuando no esté usándolo.
� No use cables que estén gastados, dañados, de tamaño muy pe-queño, o mal conectados.
� No envuelva los cables alrededor de su cuerpo.
� Si se requiere grampa de tierra en el trabajo haga la conexión detierra con un cable separado.
� No toque el electrodo si usted está en contacto con el trabajo o cir-cuito de tierra u otro electrodo de una máquina diferente.
� No ponga en contacto dos portaelectrodos conectados a dos má-quinas diferentes al mismo tiempo porque habrá presenteentonces un voltaje doble de circuito abierto.
� Use equipo bien mantenido. Repare o reemplace partes dañadasinmediatamente. Mantenga la unidad de acuerdo al manual.
� Use tirantes de seguridad para prevenir que se caiga si está traba-jando más arriba del nivel del piso.
� Mantenga todos los paneles y cubiertas en su sitio.
� Ponga la grampa del cable de trabajo con un buen contacto de me-tal a metal al trabajo o mesa de trabajo lo más cerca de la sueldaque sea práctico.
� Guarde o aísle la grampa de tierra cuando no esté conectada a lapieza de trabajo para que no haya contacto con ningún metal o al-gún objeto que esté aterrizado.

OM-253 918 Página 2
� Aísle la abrazadera de tierra cuando no esté conectada a la piezade trabajo para evitar que contacto cualquier objeto de metal. Dis-connect cable for process not in useDesconecte los cables si noutiliza la máquina.
Aun DESPUÉS de haber apagado el motor, puedequedar un VOLTAJE IMPORTANTE DE CC en lasfuentes de poder con convertidor CA/CC.� Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en lasección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES puedenocasionar quemaduras.� No toque las partes calientes con la mano sin
guante.� Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
� Para manejar partes calientes, use herramientas apropiadas y/opóngase guantes pesados, con aislamiento para solar y ropapara prevenir quemaduras.
El soldar produce humo y gases. Respirando estoshumos y gases pueden ser peligrosos a su salud.
� Mantenga su cabeza fuera del humo. No respi-re el humo.
HUMO y GASES pueden ser peligrosos.
� Si está adentro, ventile el área y/o use ventilación local forzada an-te el arco para quitar el humo y gases de soldadura.
� Si la ventilación es mala, use un respirador de aire aprobado.
� Lea y entienda las Hojas de Datos sobre Seguridad de Material(MSDS’s) y las instrucciones del fabricante con respecto a metales,consumibles, recubrimientos, limpiadores y desengrasadores.
� Trabaje en un espacio cerrado solamente si está bien ventilado omientras esté usando un respirador de aire. Siempre tenga unapersona entrenada cerca. Los humos y gases de la suelda puedendesplazar el aire y bajar el nivel de oxígeno causando daño a lasalud o muerte. Asegúrese que el aire de respirar esté seguro.
� No suelde en ubicaciones cerca de operaciones de grasa, limpia-miento o pintura al chorro. El calor y los rayos del arco puedenhacer reacción con los vapores y formar gases altamente tóxicose irritantes.
� No suelde en materiales de recubrimientos como acero galvaniza-do, plomo, o acero con recubrimiento de cadmio a no ser que se haquitado el recubrimiento del área de soldar, el área esté bien venti-lada y mientras esté usando un respirador con fuente de aire. Losrecubrimientos de cualquier metal que contiene estos elementospueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de sueldaproducen un calor intenso y rayos ultravioletasfuertes que pueden quemar los ojos y la piel. Laschispas se escapan de la soldadura.
LOS RAYOS DEL ARCO puedenquemar sus ojos y piel.
� Use una careta para soldar aprobada equipada con un filtro de protec-ción apropiado para proteger su cara y ojos de los rayos del arco y delas chispas mientras esté soldando o mirando.(véase los estándaresde seguridad ANSI Z49.1 y Z87.1).
� Use anteojos de seguridad aprobados que tengan protección lateral.
� Use pantallas de protección o barreras para proteger a otros deldestello, reflejos y chispas, alerte a otros que no miren el arco.
� Use ropa protectiva hecha de un material durable, resistente a lallama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,tambores o tubos, puede causar explosión. Laschispas pueden volar de un arco de soldar. Laschispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contactoaccidental del electrodo a objetos de metal puede causar chispas,explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que elárea esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego oexplosión.
� Quite todo material inflamable dentro de 11m de distancia del arcode soldar. Si eso no es posible, cúbralo apretadamente con cubier-tas aprobadas.
� No suelde donde las chispas pueden impactar material inflamable.
� Protéjase a usted mismo y otros de chispas que vuelan y metal ca-liente.
� Este alerta de que chispas de soldar y materiales calientes del ac-to de soldar pueden pasar a través de pequeñas rajaduraso aperturas en áreas adyacentes.
� Siempre mire que no haya fuego y mantenga un extinguidor defuego cerca.
� Esté alerta que cuando se suelda en el techo, piso, pared o algúntipo de separación, el calor puede causar fuego en la parte escon-dida que no se puede ver.
� No suelde en recipientes que han contenido combustibles, ni enrecipientes cerrados como tanques, tambores o tuberías, a me-nos que estén preparados correctamente de acuerdo con lanorma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
� No suelde donde la atmósfera pudiera contener polvo inflamable,gas, o vapores de líquidos (como gasolina).
� Conecte el cable del trabajo al área de trabajo lo más cerca posibleal sitio donde va a soldar para prevenir que la corriente de soldadurahaga un largo viaje posiblemente por partes desconocidas causandouna descarga eléctrica, chispas y peligro de incendio.
� No use una soldadora para descongelar tubos helados.
� Quite el electrodo del porta electrodos o corte el alambre de soldarcerca del tubo de contacto cuando no esté usándolo.
� Use ropa protectiva sin aceite como guantes de cuero, camisa pe-sada, pantalones sin basta, zapatos altos o botas y una corra.
� Quite de su persona cualquier combustible, como encendedorasde butano o cerillos, antes de comenzar a soldar.
� Después de completar el trabajo, inspeccione el área para asegu-rarse de que esté sin chispas, rescoldo, y llamas.
� Use sólo los fusibles o disyuntores correctos. No los ponga de ta-maño más grande o los pase por un lado.
� Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51Bpara trabajo caliente y tenga una persona para cuidar fuegos y unextinguidor cerca.
METAL QUE VUELA o TIERRA puedelesionar los ojos.
� El soldar, picar, cepillar con alambre, o esmeri-lar puede causar chispas y metal que vuele.Cuando se enfrían las sueldas, estás puedensoltar escoria.
� Use anteojos de seguridad aprobados con resguardos lateraleshasta debajo de su careta.
EL AMONTAMIENTO DE GAS puedeenfermarle o matarle.
� Cierre el suministro de gas comprimido cuandono lo use.
� Siempre dé ventilación a espacios cerrados ouse un respirador aprobado que reemplaza elaire.
OM-253 918 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS(EMF) pueden afectar el funcionamientode los dispositivos médicos implantados.
� Las personas que utilicen marcapasos u otrosdispositivos médicos implantados deben man-tenerse apartadas de la zona de trabajo.
� Los usuarios de dispositivos médicos implantados debenconsultar a su médico y al fabricante del dispositivo antes deefectuar trabajos, o estar cerca de donde se realizan, desoldadura por arco, soldadura por puntos, ranurado, corte porarco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañarsu oído
� Use protección aprobada para el oído si el nivelde ruido es muy alto.
LOS CILINDROS pueden estallar siestán averiados.Los cilindros de gas comprimido contienen gas aalta presión. Si están averiados los cilindros puedenestallar. Como los cilindros son normalmente partedel proceso de soldadura, sie pre trátelos concuidado.
� Proteja cilindros de gas comprimido del calor excesivo, golpesmecánicos, daño físico, escoria, llamas, chispas y arcos.
� Instale y asegure los cilindros en una posición vertical asegurán-dolos a un soporte estacionario o un sostén de cilindros paraprevenir que se caigan o se desplomen.
� Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
� Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
� Nunca permita que un electrodo de soldadura toque ningún cilindro.
� Nunca suelde en un cilindro de presión − una explosión resultará.
� Use solamente cilindros de gas comprimido, reguladores, man-gueras y conexiones diseñados para la aplicación específica;manténgalos, al igual que las partes, en buenas condiciones.
� Siempre mantenga su cara lejos de la salida de una válvula cuan-do esté operando la válvula de cilindro.
� Mantenga la tapa protectiva en su lugar sobre la válvula exceptocuando el cilindro está en uso o conectado para ser usado.
� Use el equipo correcto, procedimientos correctos, y suficiente nú-mero de personas para levantar y mover los cilindros.
� Lea y siga las instrucciones de los cilindros de gas comprimido,equipo asociado y la publicación de la Asociación de Gas Compri-mido (CGA) P−1 que están enlistados en los Estándares deSeguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
� No ponga la unidad encima de, sobre o cercade superficies combustibles.
� No instale la unidad cerca a objetos inflama-bles.
� No sobrecarga a los alambres de su edificio − asegure que susistema de abastecimiento de potencia es adecuado en tamañocapacidad y protegido para cumplir con las necesidades de estaunidad.
Un EQUIPO AL CAER puede producirlesiones.
� Use solamente al ojo de levantar para levantarla unidad, NO al tren de rodaje, cilindros degas, ni otros accesorios.
� Use equipo de capacidad adecuada para le-vantar la unidad.
� Si usa montacargas para mover la unidad, asegúrese que laspuntas del montacargas sean lo suficientemente largas para ex-tenderse más allá del lado opuesto de la unidad.
� Cuando trabaje desde una ubicación elevada, mantenga elequipo (cables y cordones) alejado de los vehículos enmovimiento.
� Siga las pautas incluidas en el Manual de aplicaciones de laecuación revisada para levantamiento de cargas del NIOSH(Publicación Nº 94–110) cuando tenga que levantar cargaspesadas o equipos.
SOBREUSO puede causar SOBRE−CALENTAMIENTO DEL EQUIPO
� Permite un período de enfriamiento, siga el ci-clo de trabajo nominal.
� Reduzca la corriente o ciclo de trabajo antes desoldar de nuevo.
� No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por losequipos pueden ocasionar lesiones.
� Use un resguardo para la cara para protegerlos ojos y la cara.
� De la forma al electrodo de tungsteno solamente en una amola-dora con los resguardos apropiados en una ubicación segurausando la protección necesaria para la cara, manos y cuerpo.
� Las chispas pueden causar fuego − mantenga los inflamableslejos.
ESTÁTICA (ESD) puede dañar las ta-blillas impresas de circuito.
� Ponga los tirantes aterrizados de muñeca AN-TES de tocar las tablillas o partes.
� Use bolsas y cajas adecuadas anti-estáticaspara almacenar, mover o enviar tarjetas impre-sas de circuito.
Las PIEZAS MÓVILES pueden provo-car lesiones.
� Aléjese de toda parte en movimiento.� Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puedecausar heridas.
� No presione el gatillo de la antorcha hasta quereciba estas instrucciones.
� No apunte la punta de la antorcha hacia ningu-na parte del cuerpo, otras personas o cualquierobjeto de metal cuando esté pasando el alam-bre.
OM-253 918 Página 4
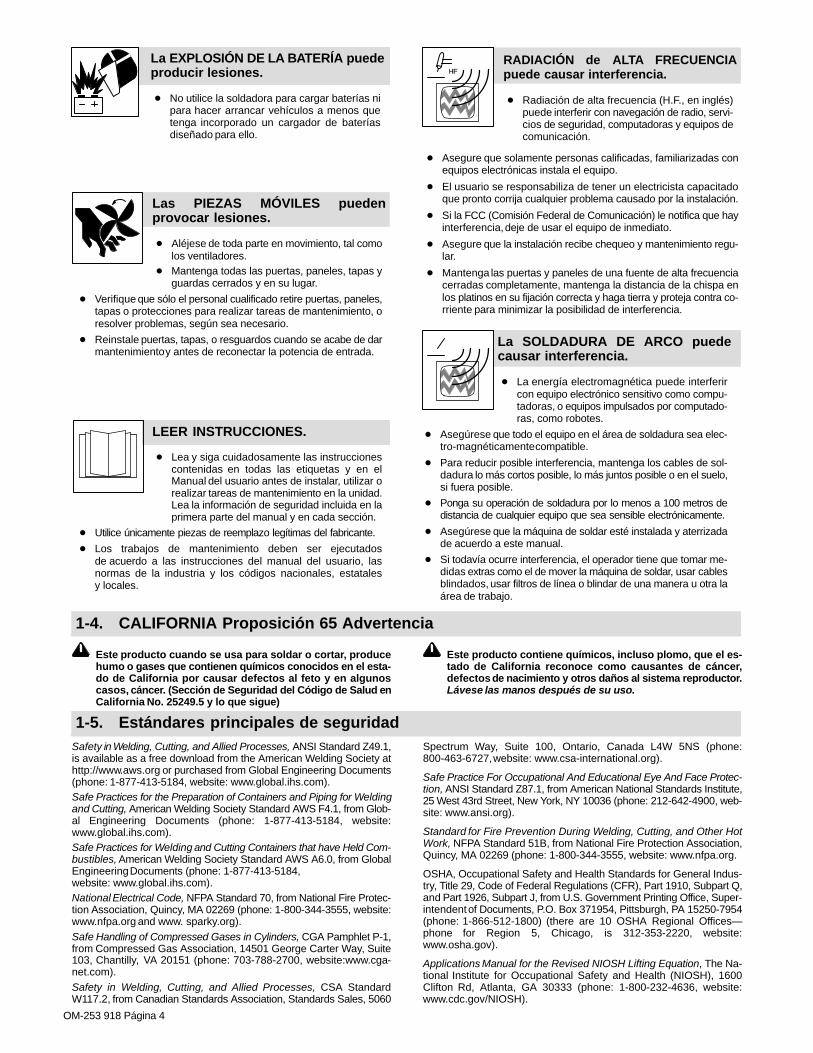
La EXPLOSIÓN DE LA BATERÍA puedeproducir lesiones.
� No utilice la soldadora para cargar baterías nipara hacer arrancar vehículos a menos quetenga incorporado un cargador de bateríasdiseñado para ello.
Las PIEZAS MÓVILES puedenprovocar lesiones.
� Aléjese de toda parte en movimiento, tal comolos ventiladores.
� Mantenga todas las puertas, paneles, tapas yguardas cerrados y en su lugar.
� Verifique que sólo el personal cualificado retire puertas, paneles,tapas o protecciones para realizar tareas de mantenimiento, oresolver problemas, según sea necesario.
� Reinstale puertas, tapas, o resguardos cuando se acabe de darmantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
� Lea y siga cuidadosamente las instruccionescontenidas en todas las etiquetas y en elManual del usuario antes de instalar, utilizar orealizar tareas de mantenimiento en la unidad.Lea la información de seguridad incluida en laprimera parte del manual y en cada sección.
� Utilice únicamente piezas de reemplazo legítimas del fabricante.
� Los trabajos de mantenimiento deben ser ejecutadosde acuerdo a las instrucciones del manual del usuario, lasnormas de la industria y los códigos nacionales, estatalesy locales.
RADIACIÓN de ALTA FRECUENCIApuede causar interferencia.
� Radiación de alta frecuencia (H.F., en inglés)puede interferir con navegación de radio, servi-cios de seguridad, computadoras y equipos decomunicación.
� Asegure que solamente personas calificadas, familiarizadas conequipos electrónicas instala el equipo.
� El usuario se responsabiliza de tener un electricista capacitadoque pronto corrija cualquier problema causado por la instalación.
� Si la FCC (Comisión Federal de Comunicación) le notifica que hayinterferencia, deje de usar el equipo de inmediato.
� Asegure que la instalación recibe chequeo y mantenimiento regu-lar.
� Mantenga las puertas y paneles de una fuente de alta frecuenciacerradas completamente, mantenga la distancia de la chispa enlos platinos en su fijación correcta y haga tierra y proteja contra co-rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puedecausar interferencia.
� La energía electromagnética puede interferircon equipo electrónico sensitivo como compu-tadoras, o equipos impulsados por computado-ras, como robotes.
� Asegúrese que todo el equipo en el área de soldadura sea elec-tro-magnéticamente compatible.
� Para reducir posible interferencia, mantenga los cables de sol-dadura lo más cortos posible, lo más juntos posible o en el suelo,si fuera posible.
� Ponga su operación de soldadura por lo menos a 100 metros dedistancia de cualquier equipo que sea sensible electrónicamente.
� Asegúrese que la máquina de soldar esté instalada y aterrizadade acuerdo a este manual.
� Si todavía ocurre interferencia, el operador tiene que tomar me-didas extras como el de mover la máquina de soldar, usar cablesblindados, usar filtros de línea o blindar de una manera u otra laárea de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, producehumo o gases que contienen químicos conocidos en el esta-do de California por causar defectos al feto y en algunoscasos, cáncer. (Sección de Seguridad del Código de Salud enCalifornia No. 25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el es-tado de California reconoce como causantes de cáncer,defectos de nacimiento y otros daños al sistema reproductor.Lávese las manos después de su uso.
1-5. Estándares principales de seguridadSafety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,is available as a free download from the American Welding Society athttp://www.aws.org or purchased from Global Engineering Documents(phone: 1-877-413-5184, website: www.global.ihs.com).Safe Practices for the Preparation of Containers and Piping for Weldingand Cutting, American Welding Society Standard AWS F4.1, from Glob-al Engineering Documents (phone: 1-877-413-5184, website:www.global.ihs.com).Safe Practices for Welding and Cutting Containers that have Held Com-bustibles, American Welding Society Standard AWS A6.0, from GlobalEngineering Documents (phone: 1-877-413-5184,website: www.global.ihs.com).National Electrical Code, NFPA Standard 70, from National Fire Protec-tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:www.nfpa.org and www. sparky.org).Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,from Compressed Gas Association, 14501 George Carter Way, Suite103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-net.com).Safety in Welding, Cutting, and Allied Processes, CSA StandardW117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-tion, ANSI Standard Z87.1, from American National Standards Institute,25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other HotWork, NFPA Standard 51B, from National Fire Protection Association,Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,and Part 1926, Subpart J, from U.S. Government Printing Office, Super-intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—phone for Region 5, Chicago, is 312-353-2220, website:www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-tional Institute for Occupational Safety and Health (NIOSH), 1600Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:www.cdc.gov/NIOSH).
OM-253 918 Página 5
1-6. Información sobre los campos electromagnéticos (EMF)La corriente que fluye a través de un conductor genera camposeléctricos y magnéticos (EMF) localizados. La corriente de la soldaduragenera un campo EMF alrededor del circuito y los equipos desoldadura. Los campos EMF pueden interferir con algunos dispositivosmédicos implantados como, por ejemplo, los marcapasos. Por lo tanto,se deben tomar medidas de protección para las personas que utilizanestos implantes médicos. Por ejemplo, aplique restricciones al accesode personas que pasan por las cercanías o realice evaluaciones deriesgo individuales para los soldadores. Todos los soldadores debenseguir los procedimientos que se indican a continuación con el objetode minimizar la exposición a los campos EMF generados por el circuitode soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolosmediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Dispongalos cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo delcircuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de lasoldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, nise siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o elalimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultarcon su médico y el fabricante del aparato antes de llevar a cabo o acer-carse a soldadura de arco, soldadura de punto, ranurar, hacer corte porplasma, u operaciones de calentamiento por inducción. Si su doctor lopermite, entonces siga los procedimientos de arriba.

OM-253 918 Página 6
OM-253 918 Página 7
SECCIÓN 2 − DEFINICIONES
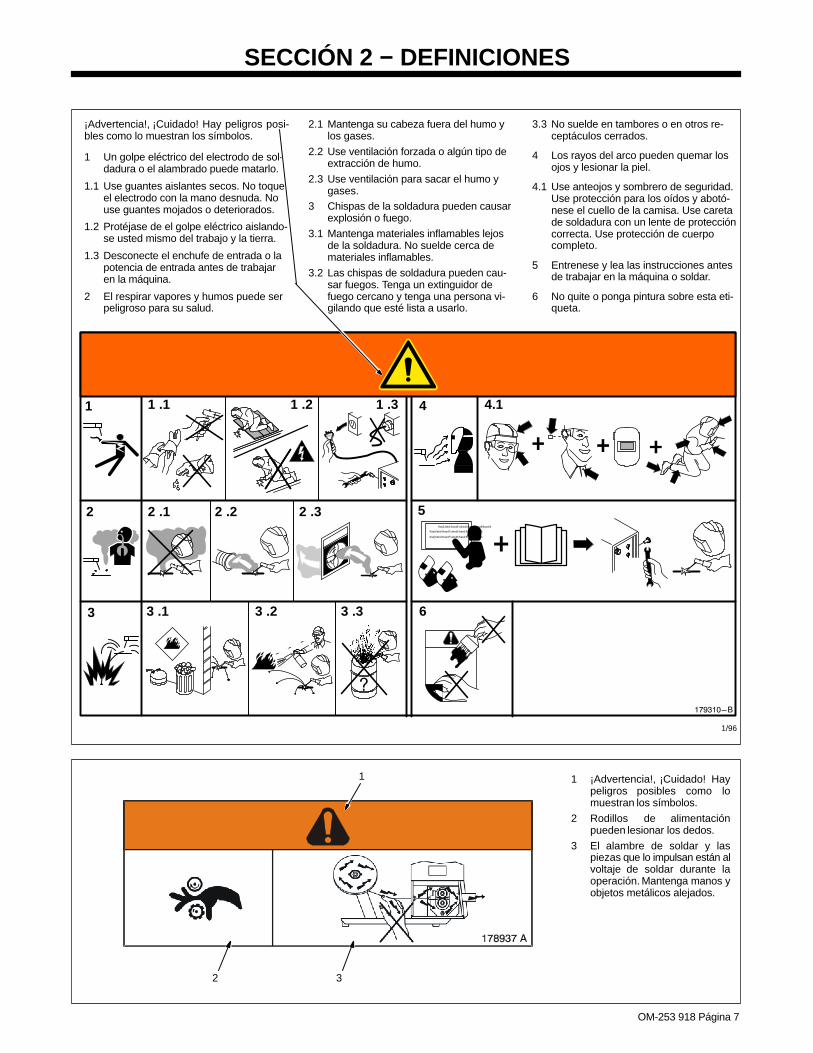
¡Advertencia!, ¡Cuidado! Hay peligros posi-bles como lo muestran los símbolos.
1 Un golpe eléctrico del electrodo de sol-dadura o el alambrado puede matarlo.
1.1 Use guantes aislantes secos. No toqueel electrodo con la mano desnuda. Nouse guantes mojados o deteriorados.
1.2 Protéjase de el golpe eléctrico aislando-se usted mismo del trabajo y la tierra.
1.3 Desconecte el enchufe de entrada o lapotencia de entrada antes de trabajaren la máquina.
2 El respirar vapores y humos puede serpeligroso para su salud.
2.1 Mantenga su cabeza fuera del humo ylos gases.
2.2 Use ventilación forzada o algún tipo deextracción de humo.
2.3 Use ventilación para sacar el humo ygases.
3 Chispas de la soldadura pueden causarexplosión o fuego.
3.1 Mantenga materiales inflamables lejosde la soldadura. No suelde cerca demateriales inflamables.
3.2 Las chispas de soldadura pueden cau-sar fuegos. Tenga un extinguidor defuego cercano y tenga una persona vi-gilando que esté lista a usarlo.
3.3 No suelde en tambores o en otros re-ceptáculos cerrados.
4 Los rayos del arco pueden quemar losojos y lesionar la piel.
4.1 Use anteojos y sombrero de seguridad.Use protección para los oídos y abotó-nese el cuello de la camisa. Use caretade soldadura con un lente de proteccióncorrecta. Use protección de cuerpocompleto.
5 Entrenese y lea las instrucciones antesde trabajar en la máquina o soldar.
6 No quite o ponga pintura sobre esta eti-queta.
1/96
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
179310-B
1 1 .1 1 .2 1 .3
2 2 .1 2 .2 2 .3
3 3 .1 3 .2 3 .3
4 4.1
5
6
1
2 3
1 ¡Advertencia!, ¡Cuidado! Haypeligros posibles como lomuestran los símbolos.
2 Rodillos de alimentaciónpueden lesionar los dedos.
3 El alambre de soldar y laspiezas que lo impulsan están alvoltaje de soldar durante laoperación. Mantenga manos yobjetos metálicos alejados.

OM-253 918 Página 8
Advertencia!, ¡Cuidado! Hay pelig-ros posibles como lo muestran lossímbolos.
Un golpe eléctrico del electrodo desoldadura o el alambrado puedematarlo.
Desconecte el enchufe de entradao la potencia antes de trabajar en lamáquina.
Lea el manual del dueño antes detrabajar en esta máquina.
1 Consulte la etiqueta decapacidades para determinarlos requisitos de potencia deentrada, y verifique la potenciadisponible en el lugar detrabajo. Tiene que ser igual.
2 Lea el manual del dueño y lasetiquetas adentro paradeterminar los puntos deconexión y procedimientos.
3 No se aplica4 Teniendo una porción de
longitud sobrante, conecte elconductor de tierra primero.
5 No se aplica
3/96
1 ¡Advertencia! ¡Tenga Cuida-do! Hay peligros posibles co-mo lo muestran los símbolos.
2 Partes que se mueven comoventiladores, rotores y co-rreas, pueden cortar los de-dos y las manos y causar le-siones. Manténgase lejos delas partes que se mueven.
1
2
OM-253 918 Página 9
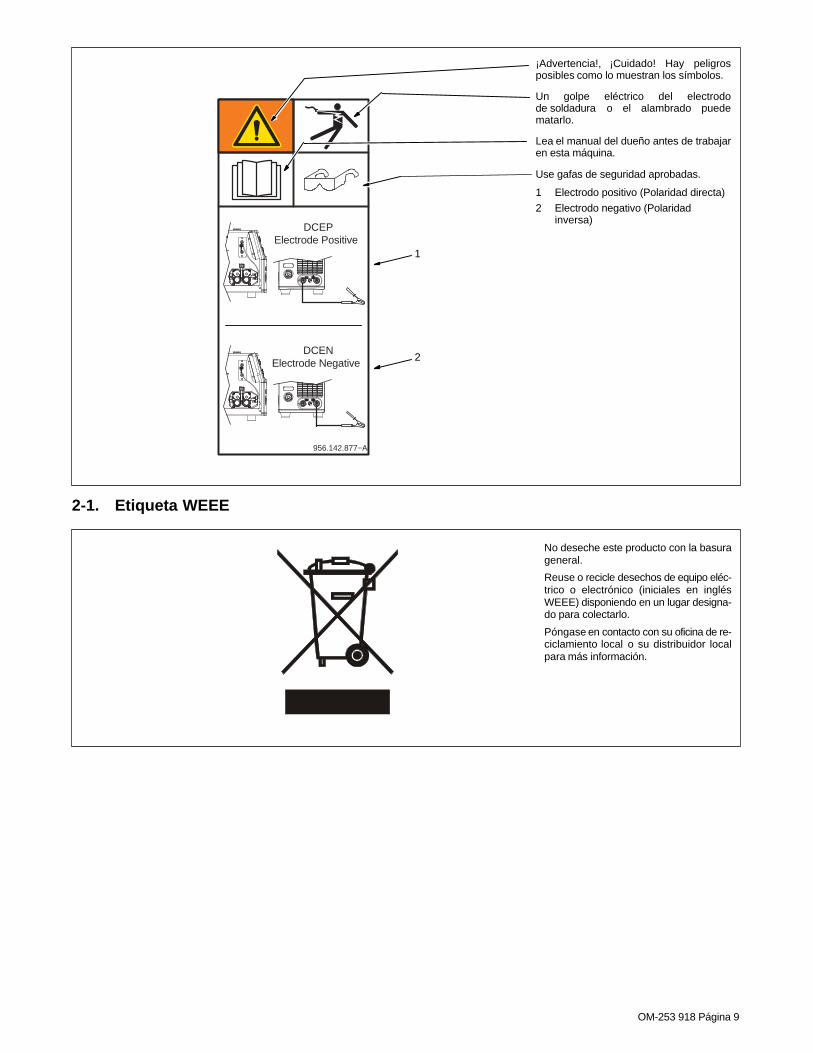
¡Advertencia!, ¡Cuidado! Hay peligrosposibles como lo muestran los símbolos.
Un golpe eléctrico del electrodode soldadura o el alambrado puedematarlo.
Lea el manual del dueño antes de trabajaren esta máquina.
Use gafas de seguridad aprobadas.
1 Electrodo positivo (Polaridad directa)
2 Electrodo negativo (Polaridadinversa)
DCEPElectrode Positive
DCENElectrode Negative
956.142.877−A
1
2
2-1. Etiqueta WEEE
No deseche este producto con la basurageneral.
Reuse o recicle desechos de equipo eléc-trico o electrónico (iniciales en inglésWEEE) disponiendo en un lugar designa-do para colectarlo.
Póngase en contacto con su oficina de re-ciclamiento local o su distribuidor localpara más información.

OM-253 918 Página 10
2-2. Símbolos y definiciones
A Amperios V VoltiosCorriente alterna
(CA)Corriente directa
(CD)
Remoto Prendido ApagadoConexión a tierra
protegida
Conexión a la línea
Convertidormonofásico de
frecuencia estático −Transformador –
Rectificador
MonofásicaSoldadura de
arco de Metal/Gas(GMAW)
U1Voltaje primario I1max
Corriente nominalmáxima
de suministro I1effCorriente eficaz
máxima de entrada U2Voltaje de carga
convencional
I2Corriente de
soldadura nominal X Ciclo de trabajo Por ciento U0Voltaje nominal
sin carga(término medio)
IP Grado deprotección Fusible
Gatillo con dospasos de
funcionamiento
Gatillo con cuatropasos de
funcionamiento
Entrada de gas Salida de gas EntradaAlimentaciónde alambre
Hz Herís Entrada ProgramaLea el manualdel operador
Control depostquemadodel alambre
DiámetroAumentar/Disminuir
Inductanciavariable
OM-253 918 Página 11
SECCIÓN 3 − ESPECIFICACIONES
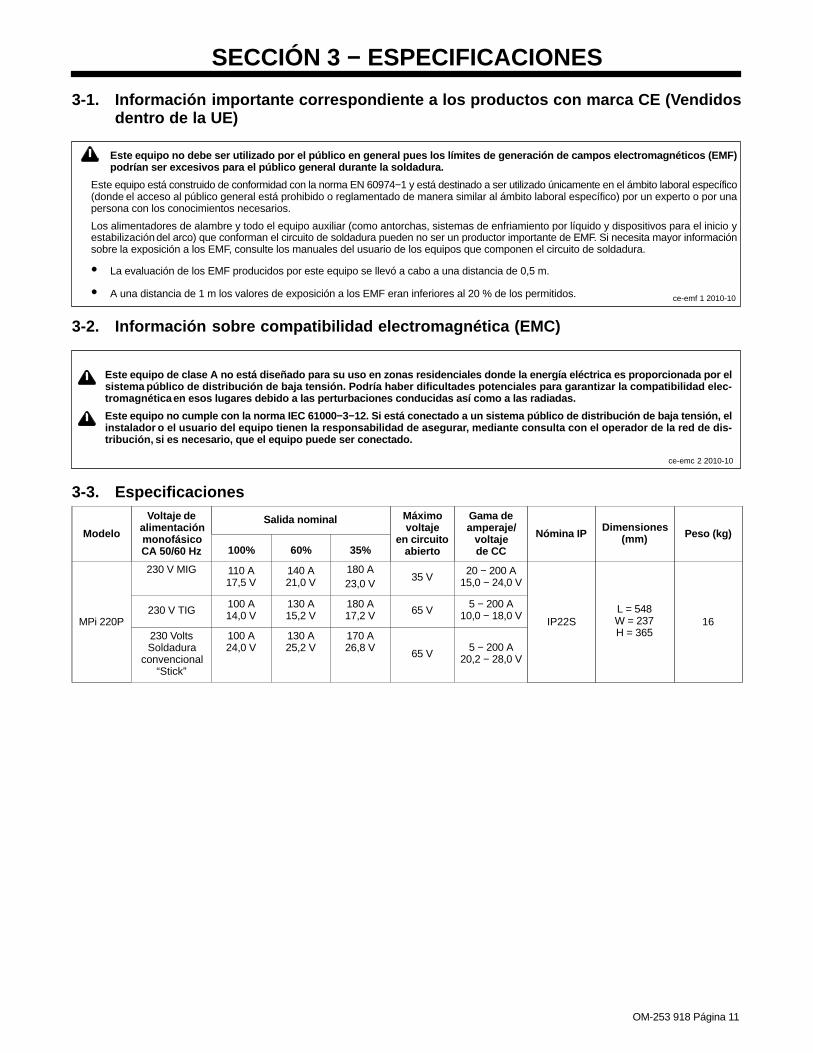
3-1. Información importante correspondiente a los productos con marca CE (Vendidosdentro de la UE)
! Este equipo no debe ser utilizado por el público en general pues los límites de generación de campos electromagnéticos (EMF)podrían ser excesivos para el público general durante la soldadura.
Este equipo está construido de conformidad con la norma EN 60974−1 y está destinado a ser utilizado únicamente en el ámbito laboral específico(donde el acceso al público general está prohibido o reglamentado de manera similar al ámbito laboral específico) por un experto o por unapersona con los conocimientos necesarios.
Los alimentadores de alambre y todo el equipo auxiliar (como antorchas, sistemas de enfriamiento por líquido y dispositivos para el inicio yestabilización del arco) que conforman el circuito de soldadura pueden no ser un productor importante de EMF. Si necesita mayor informaciónsobre la exposición a los EMF, consulte los manuales del usuario de los equipos que componen el circuito de soldadura.
� La evaluación de los EMF producidos por este equipo se llevó a cabo a una distancia de 0,5 m.
� A una distancia de 1 m los valores de exposición a los EMF eran inferiores al 20 % de los permitidos. ce-emf 1 2010-10
3-2. Información sobre compatibilidad electromagnética (EMC)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por elsistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
! Este equipo no cumple con la norma IEC 61000−3−12. Si está conectado a un sistema público de distribución de baja tensión, elinstalador o el usuario del equipo tienen la responsabilidad de asegurar, mediante consulta con el operador de la red de dis-tribución, si es necesario, que el equipo puede ser conectado.
ce-emc 2 2010-10
3-3. Especificaciones
Modelo
Voltaje dealimentaciónmonofásicoCA 50/60 Hz
Salida nominal Máximovoltaje
en circuitoabierto
Gama deamperaje/
voltajede CC
Nómina IPDimensiones
(mm) Peso (kg)
100% 60% 35%
MPi 220P
230 V MIG 110 A17,5 V
140 A21,0 V
180 A23,0 V
35 V20 − 200 A
15,0 − 24,0 V
IP22SL = 548W = 237H = 365
16230 V TIG
100 A14,0 V
130 A15,2 V
180 A17,2 V 65 V
5 − 200 A10,0 − 18,0 V
230 VoltsSoldadura
convencional“Stick”
100 A24,0 V
130 A25,2 V
170 A26,8 V 65 V
5 − 200 A20,2 − 28,0 V
OM-253 918 Página 12
3-4. Ciclo de trabajo y el sobrecalentamiento
0
15
A o V
Minutos
50
100
150
175
200
250
sduty1 5/95
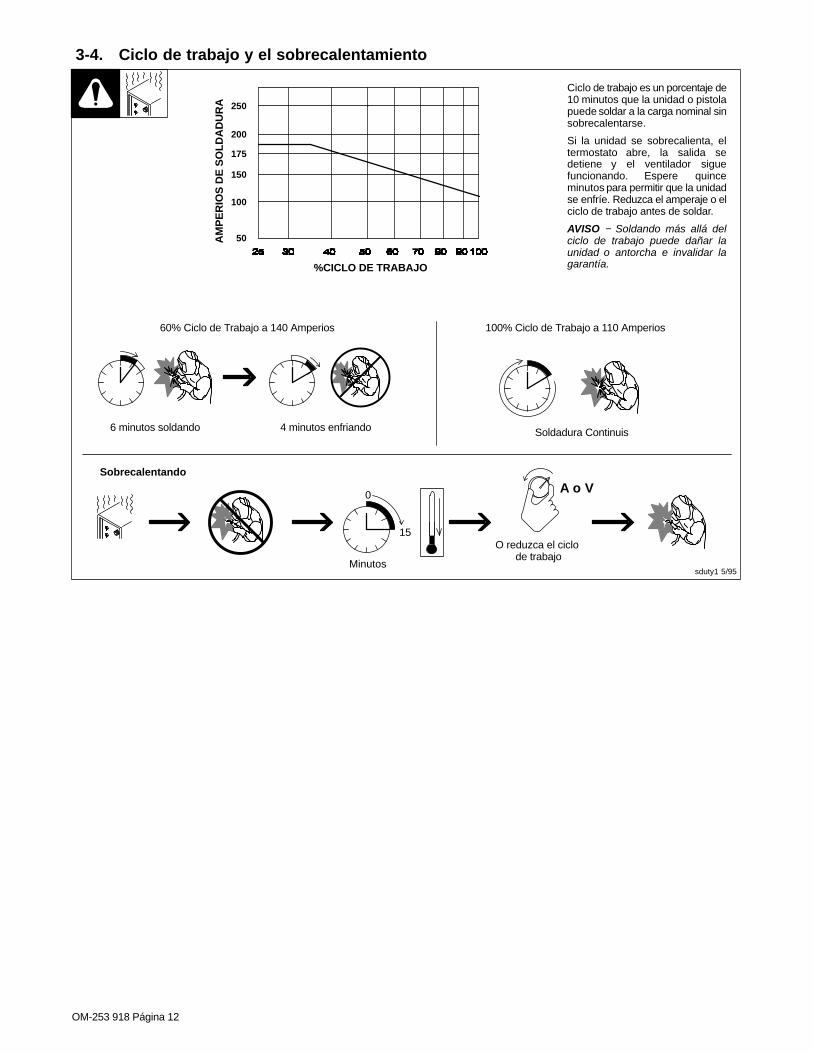
Ciclo de trabajo es un porcentaje de10 minutos que la unidad o pistolapuede soldar a la carga nominal sinsobrecalentarse.
Si la unidad se sobrecalienta, eltermostato abre, la salida sedetiene y el ventilador siguefuncionando. Espere quinceminutos para permitir que la unidadse enfríe. Reduzca el amperaje o elciclo de trabajo antes de soldar.
AVISO − Soldando más allá delciclo de trabajo puede dañar launidad o antorcha e invalidar lagarantía.
6 minutos soldando 4 minutos enfriando
%CICLO DE TRABAJO
AM
PE
RIO
S D
E S
OL
DA
DU
RA
O reduzca el ciclo de trabajo
Sobrecalentando
Soldadura Continuis
60% Ciclo de Trabajo a 140 Amperios 100% Ciclo de Trabajo a 110 Amperios

OM-253 918 Página 13
3-5. Curvas voltio-amperioLas curvas voltio-amperio muestran la capacidad mínima y máxima de salida de voltaje y amperaje de la unidad. Las curvas de otras seleccionescaen entre las curvas demostradas.
A. MIG
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
0
Amperios CD
Vo
ltio
s C
D
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
B. TIG/Soldadura convencional por electrodo
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
Amperios CD
Vo
ltio
s C
D
0 10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
OM-253 918 Página 14
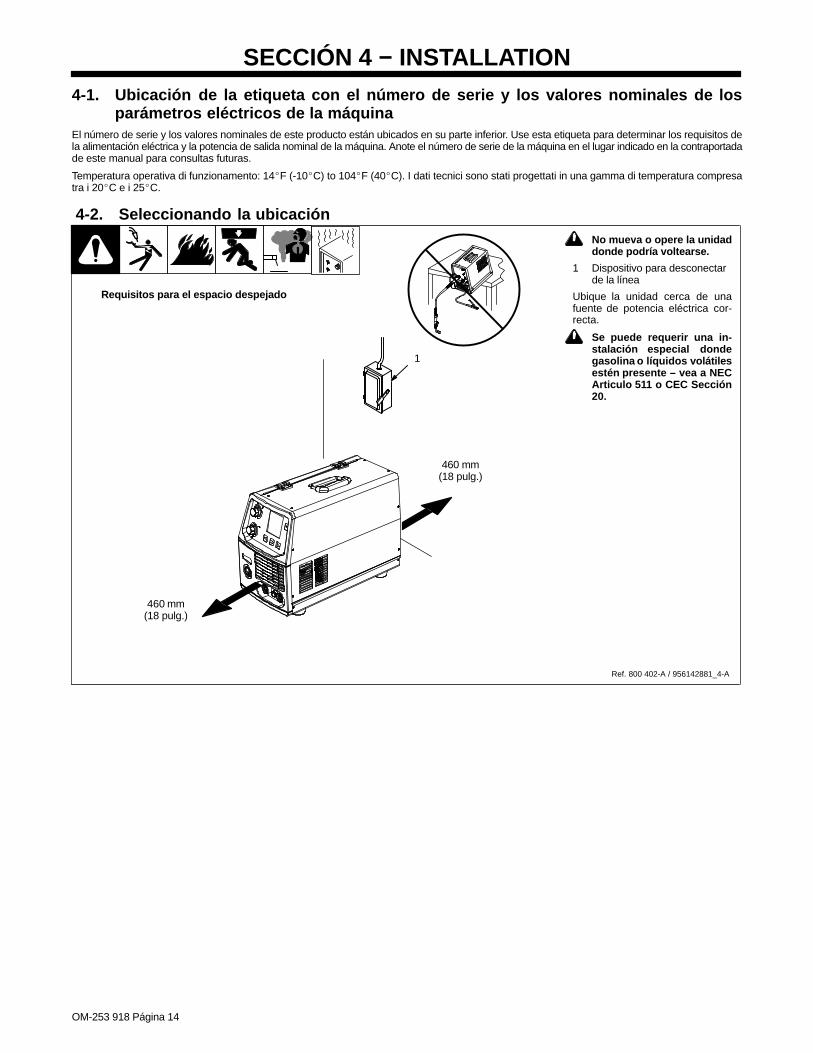
SECCIÓN 4 − INSTALLATION4-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquinaEl número de serie y los valores nominales de este producto están ubicados en su parte inferior. Use esta etiqueta para determinar los requisitos dela alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraportadade este manual para consultas futuras.
Temperatura operativa di funzionamento: 14�F (-10�C) to 104�F (40�C). I dati tecnici sono stati progettati in una gamma di temperatura compresatra i 20�C e i 25�C.
! No mueva o opere la unidaddonde podría voltearse.
1 Dispositivo para desconectarde la línea
Ubique la unidad cerca de unafuente de potencia eléctrica cor-recta.
! Se puede requerir una in-stalación especial dondegasolina o líquidos volátilesestén presente – vea a NECArticulo 511 o CEC Sección20.
4-2. Seleccionando la ubicación
1
460 mm(18 pulg.)
460 mm(18 pulg.)
Requisitos para el espacio despejado
Ref. 800 402-A / 956142881_4-A
OM-253 918 Página 15
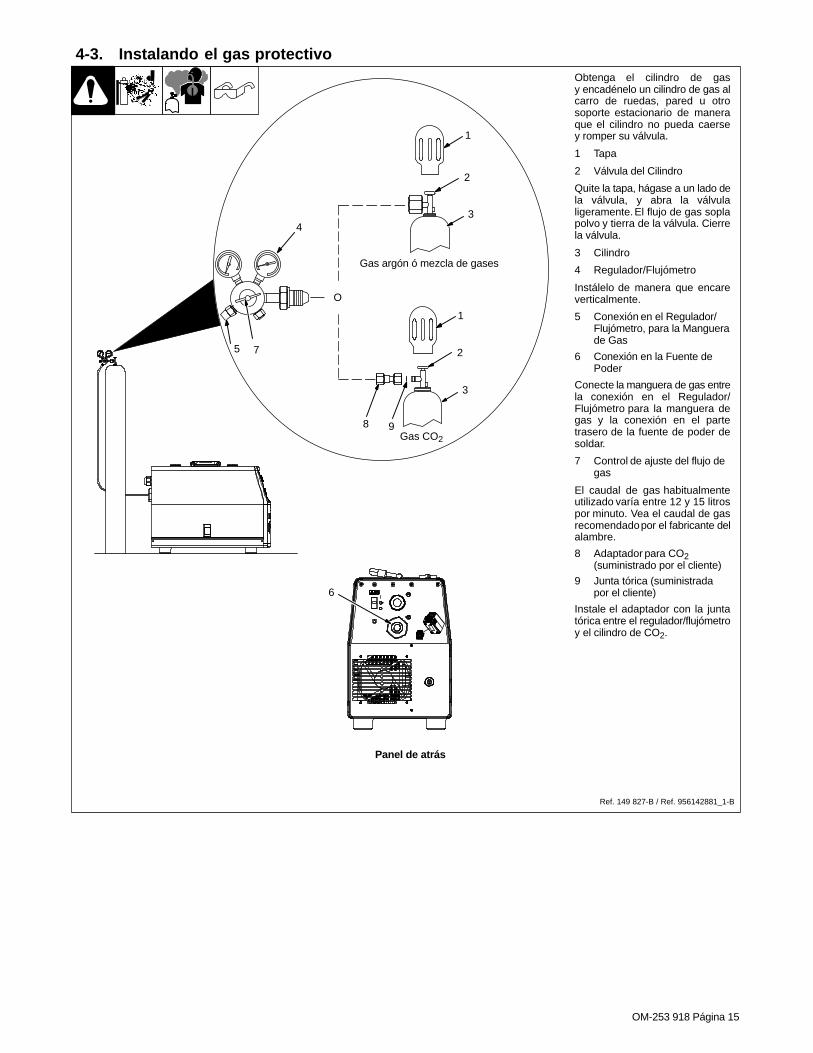
4-3. Instalando el gas protectivo
Gas CO2
1
2
3
1
2
3
Panel de atrás
4
5 7
8 9
Obtenga el cilindro de gasy encadénelo un cilindro de gas alcarro de ruedas, pared u otrosoporte estacionario de maneraque el cilindro no pueda caersey romper su válvula.
1 Tapa
2 Válvula del Cilindro
Quite la tapa, hágase a un lado dela válvula, y abra la válvulaligeramente. El flujo de gas soplapolvo y tierra de la válvula. Cierrela válvula.
3 Cilindro
4 Regulador/Flujómetro
Instálelo de manera que encareverticalmente.
5 Conexión en el Regulador/Flujómetro, para la Manguerade Gas
6 Conexión en la Fuente dePoder
Conecte la manguera de gas entrela conexión en el Regulador/Flujómetro para la manguera degas y la conexión en el partetrasero de la fuente de poder desoldar.
7 Control de ajuste del flujo degas
El caudal de gas habitualmenteutilizado varía entre 12 y 15 litrospor minuto. Vea el caudal de gasrecomendado por el fabricante delalambre.
8 Adaptador para CO2(suministrado por el cliente)
9 Junta tórica (suministradapor el cliente)
Instale el adaptador con la juntatórica entre el regulador/flujómetroy el cilindro de CO2.
Gas argón ó mezcla de gases
O
6
Ref. 149 827-B / Ref. 956142881_1-B

OM-253 918 Página 16
4-4. Conectores de la salida de soldadura y selección de la medida del cable*AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si lasoldadora está a 30 m (100 pies) de la pieza, la longitud total del cable del circuito de soldadura será 60 m (2 cables x 30 m). Use la columna 60 m(200 pies) para determinar la medida del cable.
! Apague la poderantes de conectara los terminales desalida de soldadura.
! No use cables queestén gastados,dañados, de tamañomuy pequeño, o malconectados.
Bornes o terminalesde Salida deSoldadura
Medida** del cable de soldadura y longitud total del cable (cobre) en el circuito de soldadura
que no exceda***
30 m (100 pies)o menos
45 m(150pies)
60 m(200pies)
70 m(250pies)
90 m(300pies)
105 m(350pies)
120 m(400pies)
Amperiosde
Soldadura
10 − 60%Ciclo deTrabajo
mm2 (AWG)
60 − 100%Ciclo deTrabajo
mm2 (AWG)
10 − 100% Ciclo de Trabajo
mm2 (AWG)
Negativo(−)
Positivo(+)
Ref. 956142881_-A
100 20 (4) 20 (4) 20 (4) 30 (3) 35 (2) 50 (1) 60 (1/0) 60 (1/0)
150 30 (3) 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 95 (3/0)
200 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0) 120 (4/0)
250 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)2x70
(2x2/0)2x70
(2x2/0)
*Esta tabla es una guía general y puede no adecuarse para todas las aplicaciones. Si los cables recalientan, use la siguiente medida de cable *mayor.
**La medida del cable para soldadura está basada en una caída de 4 voltios o menor o en una densidad de corriente de al menos 300 milésimas**de pulgada cuadrada por amperio.
***Para distancias mayores que las indicadas en esta guía, consulte a un representante de aplicaciones de la fábrica. Milan Ref. S-0007-J 2011-07
4-5. Tabla de Proceso/Polaridad
Proceso Polaridad Conexiones de cable
Cable de la antorcha Cable de la masa
Alambre macizo con gasprotector para soldadura por arcometálico protegido (GMAW)
Polaridad inversa, DCEP Conecte al conector de salidapositivo (+)
Conecte al conector de salidanegativo (−)
Alambre autoprotegido sin gasprotector para soldadura conalambre tubular con fundente(FCAW)
Polaridad directa DCEN Conecte al conector de salidanegativo (–)
Conecte al conector de salidapositivo (+)
OM-253 918 Página 17
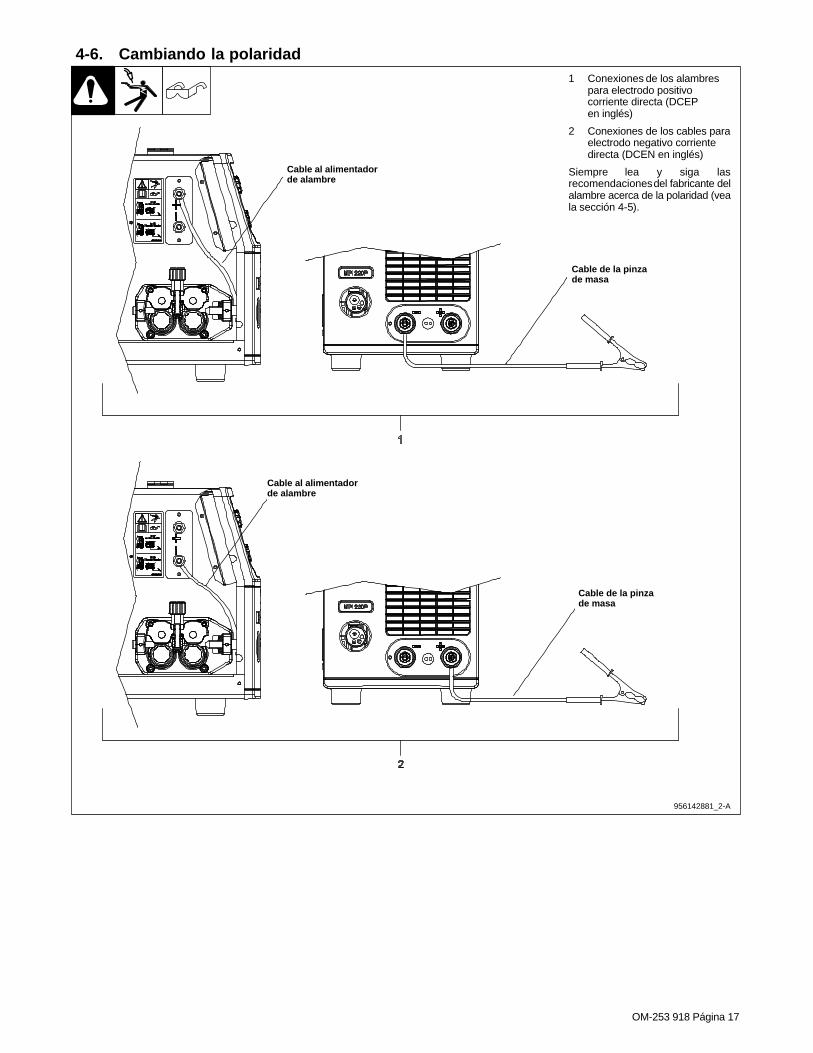
4-6. Cambiando la polaridad
956142881_2-A
1 Conexiones de los alambrespara electrodo positivocorriente directa (DCEPen inglés)
2 Conexiones de los cables paraelectrodo negativo corrientedirecta (DCEN en inglés)
Siempre lea y siga lasrecomendaciones del fabricante delalambre acerca de la polaridad (veala sección 4-5).
Cable al alimentadorde alambre
Cable de la pinzade masa
Work Clamp Lead
Cable al alimentadorde alambre
Cable de la pinzade masa
OM-253 918 Página 18
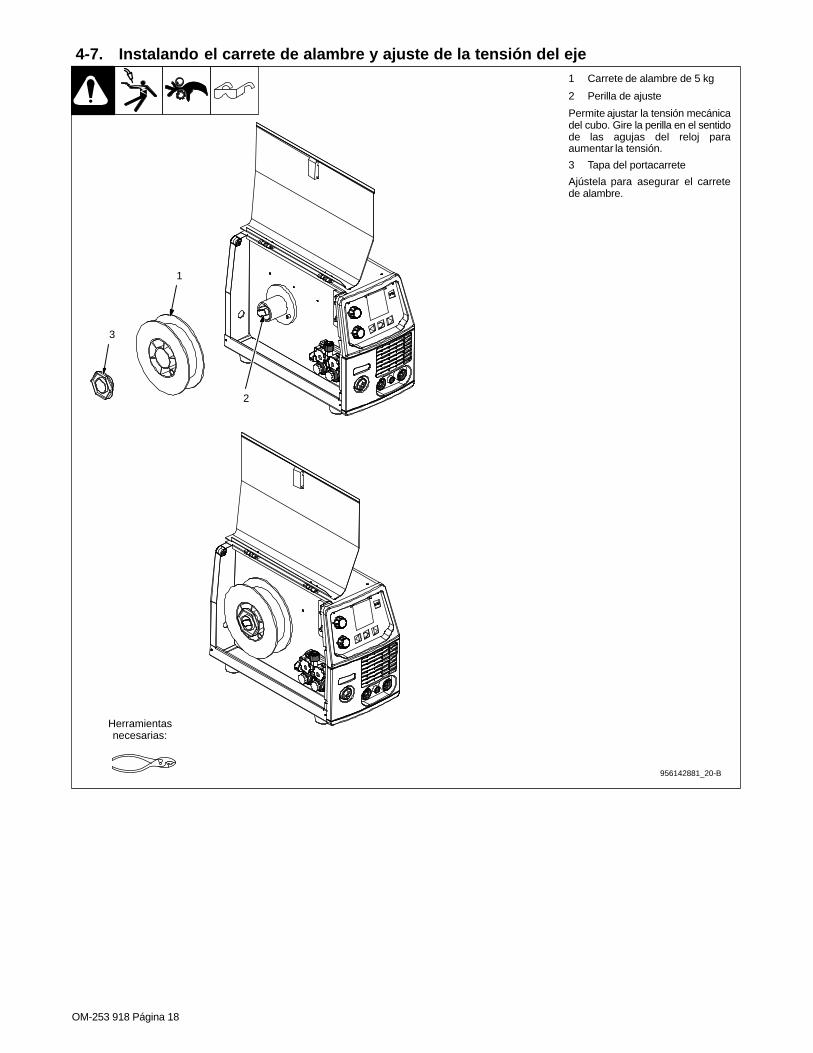
4-7. Instalando el carrete de alambre y ajuste de la tensión del eje1 Carrete de alambre de 5 kg
2 Perilla de ajuste
Permite ajustar la tensión mecánicadel cubo. Gire la perilla en el sentidode las agujas del reloj paraaumentar la tensión.
3 Tapa del portacarrete
Ajústela para asegurar el carretede alambre.
956142881_20-B
2
1
3
Herramientasnecesarias:
OM-253 918 Página 19
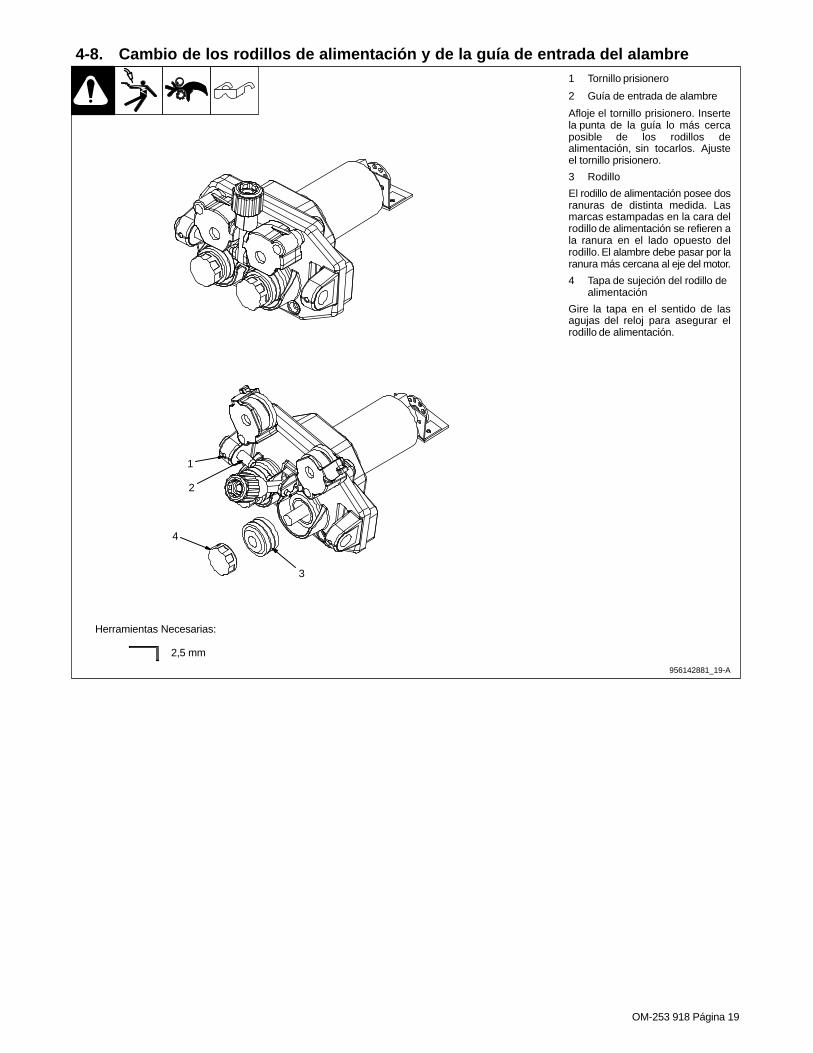
4-8. Cambio de los rodillos de alimentación y de la guía de entrada del alambre
956142881_19-A
2
1 Tornillo prisionero
2 Guía de entrada de alambre
Afloje el tornillo prisionero. Insertela punta de la guía lo más cercaposible de los rodillos dealimentación, sin tocarlos. Ajusteel tornillo prisionero.
3 Rodillo
El rodillo de alimentación posee dosranuras de distinta medida. Lasmarcas estampadas en la cara delrodillo de alimentación se refieren ala ranura en el lado opuesto delrodillo. El alambre debe pasar por laranura más cercana al eje del motor.
4 Tapa de sujeción del rodillo dealimentación
Gire la tapa en el sentido de lasagujas del reloj para asegurar elrodillo de alimentación.
1
3
4
2,5 mm
Herramientas Necesarias:

OM-253 918 Página 20
4-9. Alineamiento de los rodillos de alimentación y la guía del alambre
! Apague y desconecte laalimentación eléctrica
Vista desde la parte de arriba de losrodillos de alimentación mirandohacia abajo con el ensamblajede presión abierto.
1 Tuerca para sujetar el rodillode alimentación
2 Rodillo
3 Guía del alambre
4 Alambre de soldar
5 Engranaje de impulsar
Introduzca destornillador, y dévuelta al tornillo hacia adentro ohacia afuera hasta que la ranura enel rodillo de alimentación se alineecon la guía del alambre
Cierre el ensamblaje de presión delos rodillos.
Ref. 800 412-A
43
21
5
Correcto Incorrecto
2,5 mm
Herramientas necesarias:
4-10. Guía de Servicio Eléctrico
Cumpla con estas recomendaciones sobre el servicio eléctrico; en caso contrario podría haber peligro de que se produzcan descargaseléctricas o incendios. Estas recomendaciones asumen que la unidad será conectada a un circuito eléctrico exclusivo, correctamentedimensionado para la salida nominal y para el ciclo de trabajo de la máquina.
50/60 HzMonofásico
Voltaje de entrada (V) 230
Corriente de entrada (A) con la salida nominal 37
Máximo calibre de fusibles estándar recomendado en amperios 1
Fusibles con retardo 2 45
Fusibles de operación normal 3 60
Tamaño mínimo del conductor de entrada en calibres AWG 4 6 (10)
Largo máximo recomendado del conductor de entrada en metros (pies) 29 (95)
Tamaño mínimo del conductor de tierra en calibres AWG 4 6 (10)
Referencia: Código Nacional Eléctrico (NEC) del año 2011 (incluso el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo corriente sea comparable a la del fusible recomendado.2 Los fusibles “retardados” son clase “RK5” de UL. Vea la norma UL 248.3 Los fusibles de “operación normal” (de propósito general, sin retardo) son clase “K5” de UL (hasta 60 A inclusive) y de clase “H” de UL
(65 A mayores).4 Los datos del cable indicados en esta sección especifican la medida del conductor (excepto el cordón flexible o el cable) entre el armario y el equipo
según la tabla 310.15(B)(16) del NEC. Si se usa un cordón flexible o un cable, la medida mínima del conductor podría ser mayor. Vea en la tabla400.5(A) del NEC los requisitos del cordón flexible y el cable.
OM-253 918 Página 21
956142881_5-A
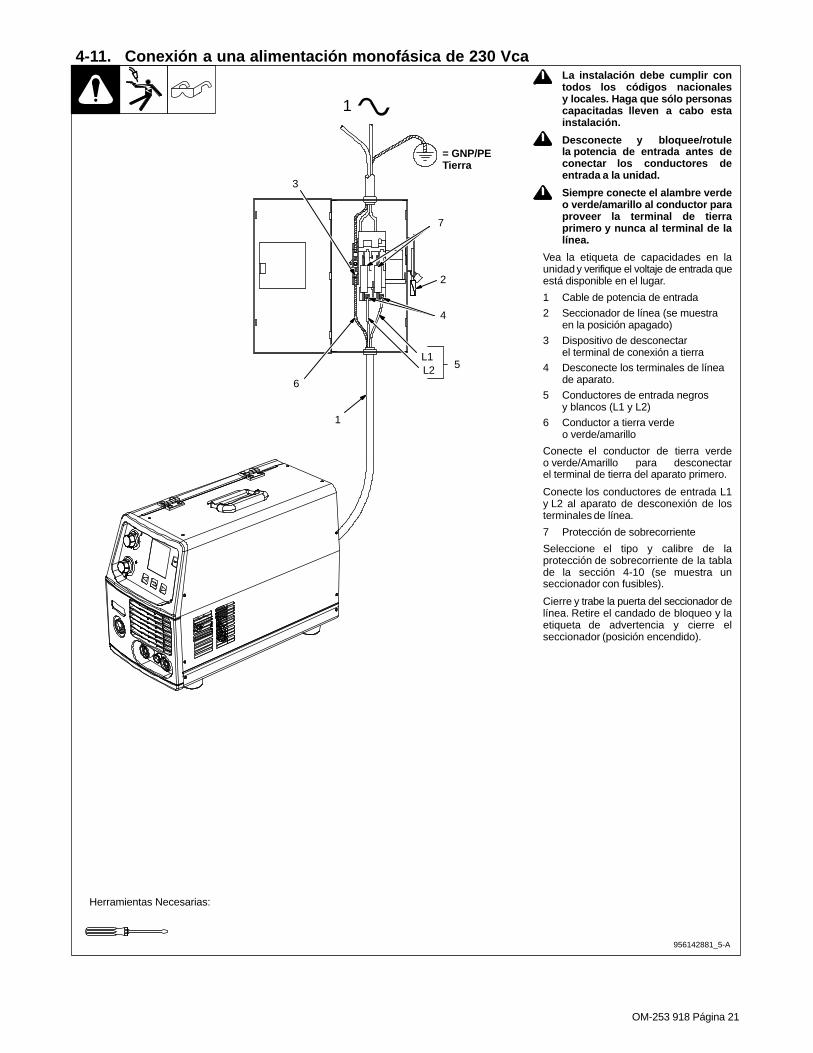
4-11. Conexión a una alimentación monofásica de 230 Vca! La instalación debe cumplir con
todos los códigos nacionalesy locales. Haga que sólo personascapacitadas lleven a cabo estainstalación.
! Desconecte y bloquee/rotulela potencia de entrada antes deconectar los conductores deentrada a la unidad.
! Siempre conecte el alambre verdeo verde/amarillo al conductor paraproveer la terminal de tierraprimero y nunca al terminal de lalínea.
Vea la etiqueta de capacidades en launidad y verifique el voltaje de entrada queestá disponible en el lugar.
1 Cable de potencia de entrada
2 Seccionador de línea (se muestraen la posición apagado)
3 Dispositivo de desconectarel terminal de conexión a tierra
4 Desconecte los terminales de líneade aparato.
5 Conductores de entrada negrosy blancos (L1 y L2)
6 Conductor a tierra verdeo verde/amarillo
Conecte el conductor de tierra verdeo verde/Amarillo para desconectarel terminal de tierra del aparato primero.
Conecte los conductores de entrada L1y L2 al aparato de desconexión de losterminales de línea.
7 Protección de sobrecorriente
Seleccione el tipo y calibre de laprotección de sobrecorriente de la tablade la sección 4-10 (se muestra unseccionador con fusibles).
Cierre y trabe la puerta del seccionador delínea. Retire el candado de bloqueo y laetiqueta de advertencia y cierre elseccionador (posición encendido).
2
1
L1L2
1
6
5
3
4
7
= GNP/PETierra
Herramientas Necesarias:
OM-253 918 Página 22
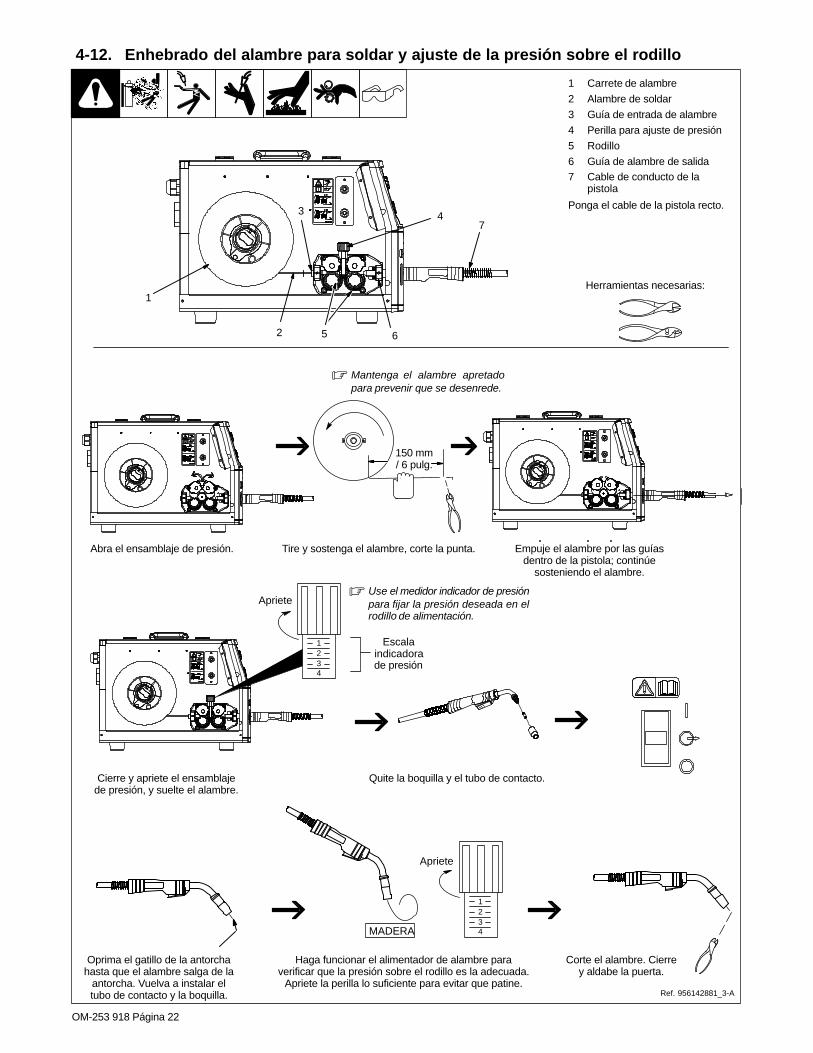
4-12. Enhebrado del alambre para soldar y ajuste de la presión sobre el rodillo
1 Carrete de alambre
2 Alambre de soldar
3 Guía de entrada de alambre
4 Perilla para ajuste de presión
5 Rodillo
6 Guía de alambre de salida7 Cable de conducto de la
pistola
Ponga el cable de la pistola recto.4
7
62
1
� Mantenga el alambre apretadopara prevenir que se desenrede.
Abra el ensamblaje de presión. Tire y sostenga el alambre, corte la punta. Empuje el alambre por las guíasdentro de la pistola; continúe
sosteniendo el alambre.
Cierre y apriete el ensamblajede presión, y suelte el alambre.
Quite la boquilla y el tubo de contacto.
Oprima el gatillo de la antorchahasta que el alambre salga de la
antorcha. Vuelva a instalar eltubo de contacto y la boquilla.
Haga funcionar el alimentador de alambre paraverificar que la presión sobre el rodillo es la adecuada.
Apriete la perilla lo suficiente para evitar que patine.
Corte el alambre. Cierrey aldabe la puerta.
Ref. 956142881_3-A
1234
� Use el medidor indicador de presiónpara fijar la presión deseada en elrodillo de alimentación.
Escalaindicadorade presión
1234
3
5
150 mm/ 6 pulg.
Apriete
Apriete
MADERA
Herramientas necesarias:
OM-253 918 Página 23
SECCIÓN 5 − OPERACIÓN
5-1. Controles
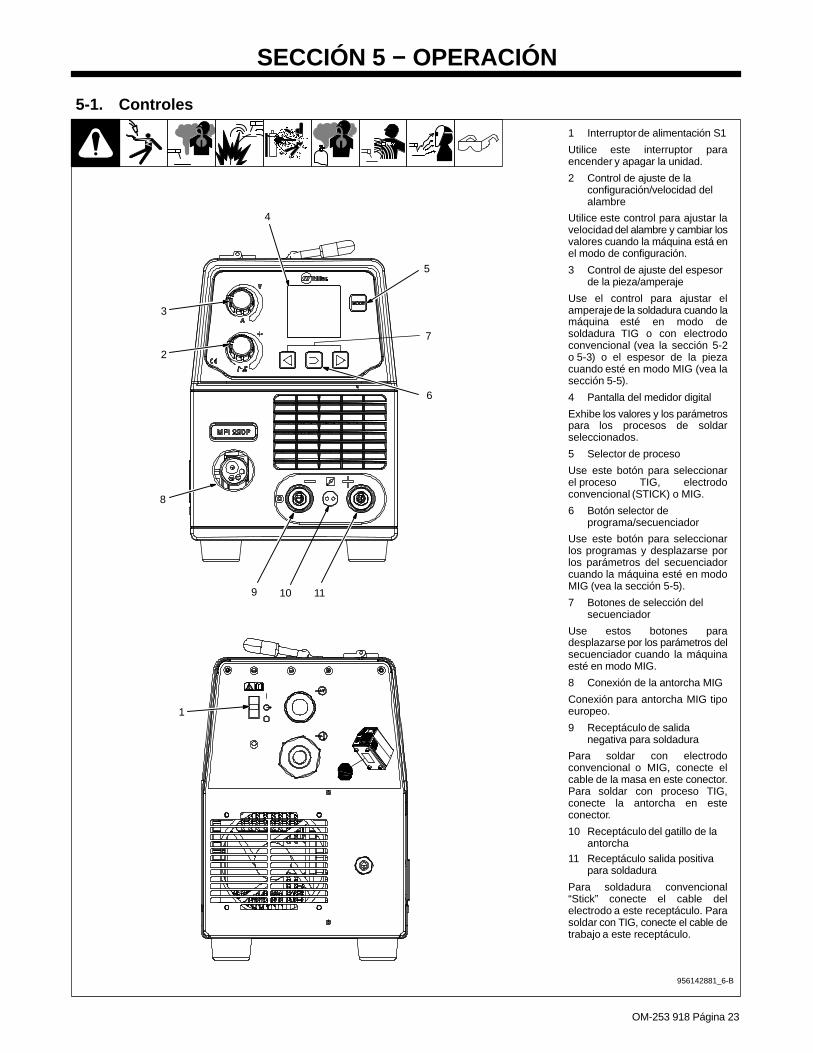
1 Interruptor de alimentación S1
Utilice este interruptor paraencender y apagar la unidad.
2 Control de ajuste de laconfiguración/velocidad delalambre
Utilice este control para ajustar lavelocidad del alambre y cambiar losvalores cuando la máquina está enel modo de configuración.
3 Control de ajuste del espesorde la pieza/amperaje
Use el control para ajustar elamperaje de la soldadura cuando lamáquina esté en modo desoldadura TIG o con electrodoconvencional (vea la sección 5-2o 5-3) o el espesor de la piezacuando esté en modo MIG (vea lasección 5-5).
4 Pantalla del medidor digital
Exhibe los valores y los parámetrospara los procesos de soldarseleccionados.
5 Selector de proceso
Use este botón para seleccionarel proceso TIG, electrodoconvencional (STICK) o MIG.
6 Botón selector deprograma/secuenciador
Use este botón para seleccionarlos programas y desplazarse porlos parámetros del secuenciadorcuando la máquina esté en modoMIG (vea la sección 5-5).
7 Botones de selección delsecuenciador
Use estos botones paradesplazarse por los parámetros delsecuenciador cuando la máquinaesté en modo MIG.
8 Conexión de la antorcha MIG
Conexión para antorcha MIG tipoeuropeo.
9 Receptáculo de salidanegativa para soldadura
Para soldar con electrodoconvencional o MIG, conecte elcable de la masa en este conector.Para soldar con proceso TIG,conecte la antorcha en esteconector.
10 Receptáculo del gatillo de laantorcha
11 Receptáculo salida positivapara soldadura
Para soldadura convencional“Stick” conecte el cable delelectrodo a este receptáculo. Parasoldar con TIG, conecte el cable detrabajo a este receptáculo.
9
2
3
4
5
7
6
8
10 11
956142881_6-B
1
OM-253 918 Página 24
5-2. Preparación de la unidad para soldadura convencional por electrodo “Stick”
Ref. 956142881_7-B
8
Pulse y suelteel botón P1
Pulse y suelteel botón P2
Pulse y suelteel botón P2
12
13
1
23
4
5
6
7
9
10 11
SALIDAENCENDIDA
SALIDAAPAGADA
SALIDAAPAGADA
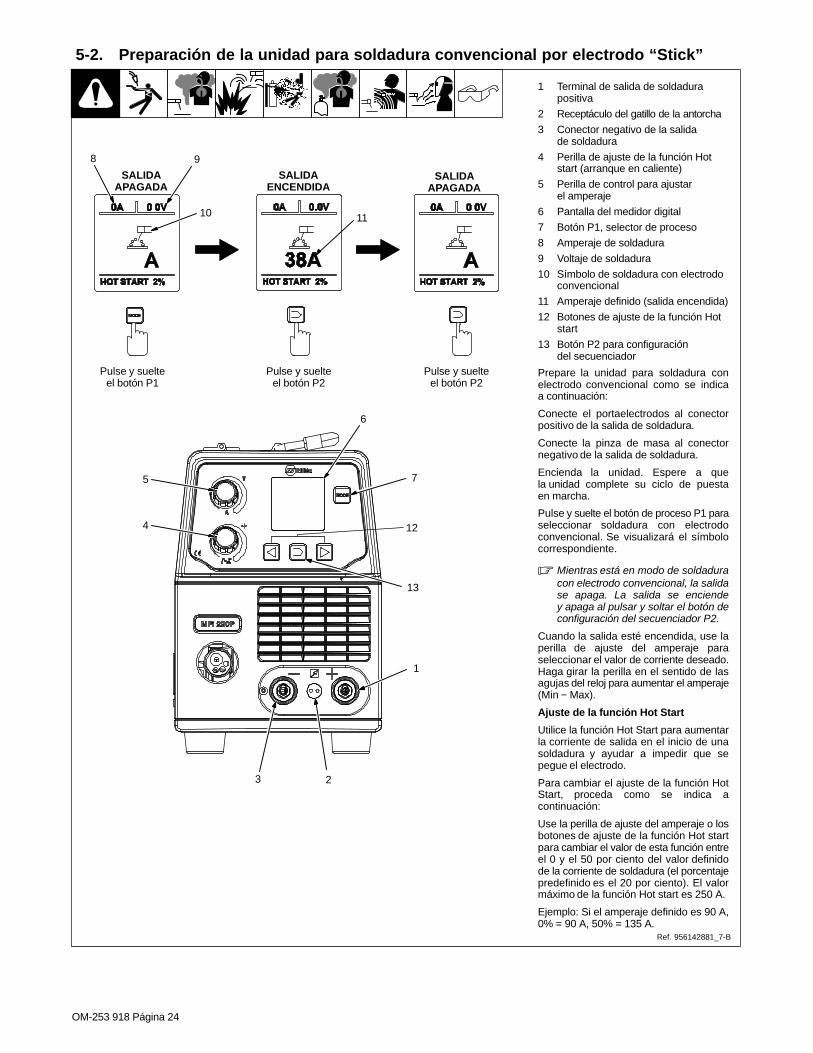
1 Terminal de salida de soldadurapositiva
2 Receptáculo del gatillo de la antorcha
3 Conector negativo de la salidade soldadura
4 Perilla de ajuste de la función Hotstart (arranque en caliente)
5 Perilla de control para ajustarel amperaje
6 Pantalla del medidor digital
7 Botón P1, selector de proceso
8 Amperaje de soldadura
9 Voltaje de soldadura
10 Símbolo de soldadura con electrodoconvencional
11 Amperaje definido (salida encendida)
12 Botones de ajuste de la función Hotstart
13 Botón P2 para configuracióndel secuenciador
Prepare la unidad para soldadura conelectrodo convencional como se indicaa continuación:
Conecte el portaelectrodos al conectorpositivo de la salida de soldadura.
Conecte la pinza de masa al conectornegativo de la salida de soldadura.
Encienda la unidad. Espere a quela unidad complete su ciclo de puestaen marcha.
Pulse y suelte el botón de proceso P1 paraseleccionar soldadura con electrodoconvencional. Se visualizará el símbolocorrespondiente.
� Mientras está en modo de soldaduracon electrodo convencional, la salidase apaga. La salida se enciendey apaga al pulsar y soltar el botón deconfiguración del secuenciador P2.
Cuando la salida esté encendida, use laperilla de ajuste del amperaje paraseleccionar el valor de corriente deseado.Haga girar la perilla en el sentido de lasagujas del reloj para aumentar el amperaje(Min − Max).
Ajuste de la función Hot Start
Utilice la función Hot Start para aumentarla corriente de salida en el inicio de unasoldadura y ayudar a impedir que sepegue el electrodo.
Para cambiar el ajuste de la función HotStart, proceda como se indica acontinuación:
Use la perilla de ajuste del amperaje o losbotones de ajuste de la función Hot startpara cambiar el valor de esta función entreel 0 y el 50 por ciento del valor definidode la corriente de soldadura (el porcentajepredefinido es el 20 por ciento). El valormáximo de la función Hot start es 250 A.
Ejemplo: Si el amperaje definido es 90 A,0% = 90 A, 50% = 135 A.
OM-253 918 Página 25
5-3. Preparación de la unidad para soldar TIG
Ref. 956142881_7-B
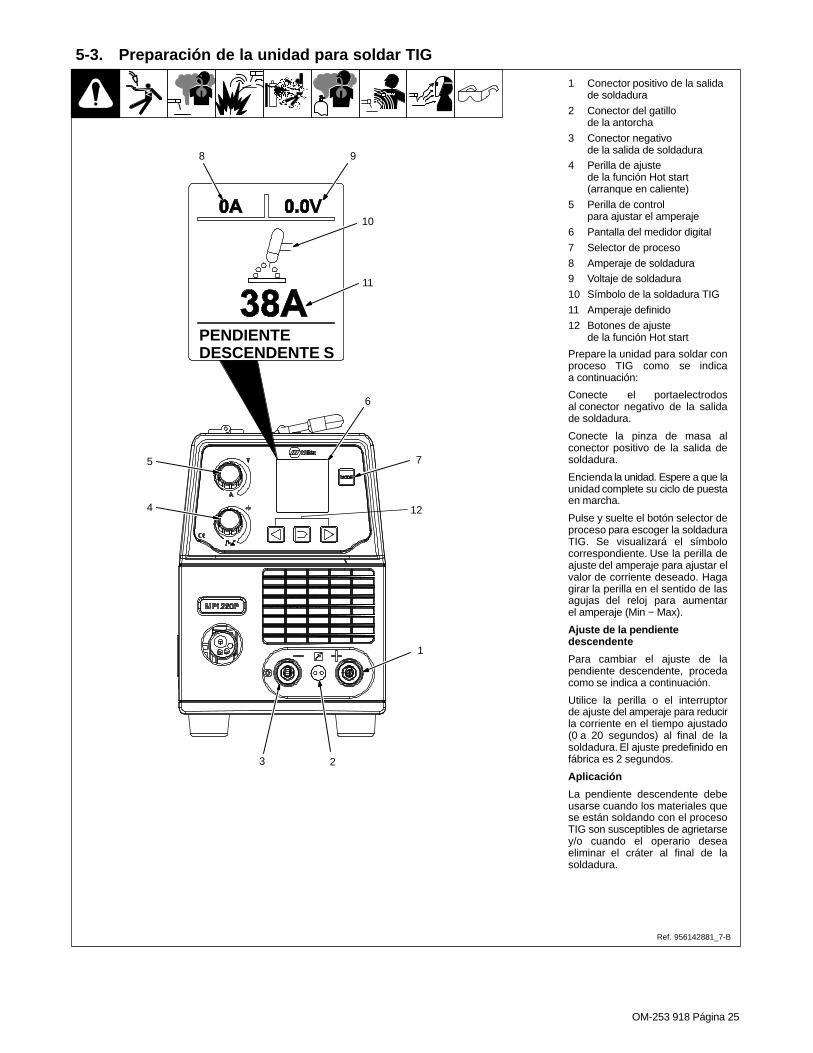
1 Conector positivo de la salidade soldadura
2 Conector del gatillo de la antorcha
3 Conector negativo de la salida de soldadura
4 Perilla de ajuste de la función Hot start(arranque en caliente)
5 Perilla de control para ajustar el amperaje
6 Pantalla del medidor digital
7 Selector de proceso
8 Amperaje de soldadura9 Voltaje de soldadura
10 Símbolo de la soldadura TIG
11 Amperaje definido
12 Botones de ajuste de la función Hot start
Prepare la unidad para soldar conproceso TIG como se indicaa continuación:
Conecte el portaelectrodosal conector negativo de la salidade soldadura.
Conecte la pinza de masa alconector positivo de la salida desoldadura.
Encienda la unidad. Espere a que launidad complete su ciclo de puestaen marcha.
Pulse y suelte el botón selector deproceso para escoger la soldaduraTIG. Se visualizará el símbolocorrespondiente. Use la perilla deajuste del amperaje para ajustar elvalor de corriente deseado. Hagagirar la perilla en el sentido de lasagujas del reloj para aumentarel amperaje (Min − Max).
Ajuste de la pendientedescendente
Para cambiar el ajuste de lapendiente descendente, procedacomo se indica a continuación.
Utilice la perilla o el interruptorde ajuste del amperaje para reducirla corriente en el tiempo ajustado(0 a 20 segundos) al final de lasoldadura. El ajuste predefinido enfábrica es 2 segundos.
Aplicación
La pendiente descendente debeusarse cuando los materiales quese están soldando con el procesoTIG son susceptibles de agrietarsey/o cuando el operario deseaeliminar el cráter al final de lasoldadura.
12
1
23
4
5
6
7
8 9
10
11
PENDIENTEDESCENDENTE S
OM-253 918 Página 26
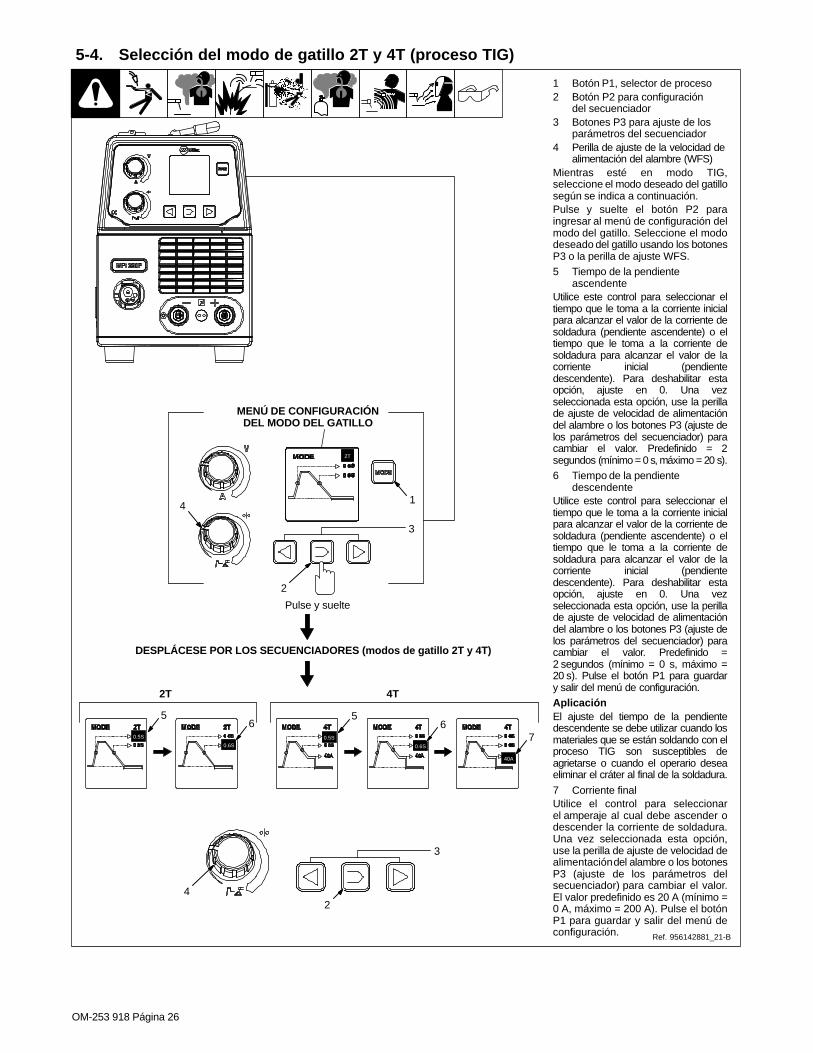
5-4. Selección del modo de gatillo 2T y 4T (proceso TIG)
Ref. 956142881_21-B
1 Botón P1, selector de proceso2 Botón P2 para configuración
del secuenciador3 Botones P3 para ajuste de los
parámetros del secuenciador4 Perilla de ajuste de la velocidad de
alimentación del alambre (WFS)Mientras esté en modo TIG,seleccione el modo deseado del gatillosegún se indica a continuación.Pulse y suelte el botón P2 paraingresar al menú de configuración delmodo del gatillo. Seleccione el mododeseado del gatillo usando los botonesP3 o la perilla de ajuste WFS.5 Tiempo de la pendiente
ascendenteUtilice este control para seleccionar eltiempo que le toma a la corriente inicialpara alcanzar el valor de la corriente desoldadura (pendiente ascendente) o eltiempo que le toma a la corriente desoldadura para alcanzar el valor de lacorriente inicial (pendientedescendente). Para deshabilitar estaopción, ajuste en 0. Una vezseleccionada esta opción, use la perillade ajuste de velocidad de alimentacióndel alambre o los botones P3 (ajuste delos parámetros del secuenciador) paracambiar el valor. Predefinido = 2segundos (mínimo = 0 s, máximo = 20 s).6 Tiempo de la pendiente
descendenteUtilice este control para seleccionar eltiempo que le toma a la corriente inicialpara alcanzar el valor de la corriente desoldadura (pendiente ascendente) o eltiempo que le toma a la corriente desoldadura para alcanzar el valor de lacorriente inicial (pendientedescendente). Para deshabilitar estaopción, ajuste en 0. Una vezseleccionada esta opción, use la perillade ajuste de velocidad de alimentacióndel alambre o los botones P3 (ajuste delos parámetros del secuenciador) paracambiar el valor. Predefinido =2 segundos (mínimo = 0 s, máximo =20 s). Pulse el botón P1 para guardary salir del menú de configuración.AplicaciónEl ajuste del tiempo de la pendientedescendente se debe utilizar cuando losmateriales que se están soldando con elproceso TIG son susceptibles deagrietarse o cuando el operario deseaeliminar el cráter al final de la soldadura.
7 Corriente finalUtilice el control para seleccionarel amperaje al cual debe ascender odescender la corriente de soldadura.Una vez seleccionada esta opción,use la perilla de ajuste de velocidad dealimentación del alambre o los botonesP3 (ajuste de los parámetros delsecuenciador) para cambiar el valor.El valor predefinido es 20 A (mínimo =0 A, máximo = 200 A). Pulse el botónP1 para guardar y salir del menú deconfiguración.
MENÚ DE CONFIGURACIÓNDEL MODO DEL GATILLO
Pulse y suelte
2
14
3
42
3
DESPLÁCESE POR LOS SECUENCIADORES (modos de gatillo 2T y 4T)
2T
2T 4T
0.6S
0.5S
56
0.5S
5
0.6S
6
40A
7

OM-253 918 Página 27
5-5. Preparación de la unidad para el proceso de soldadura MIG manual (GMAW y FCAW)
Ref. 956142881_8-A
Para seleccionar el proceso de soldaduraMIG proceda como se indica a continuación:
Prepare la unidad según la Sección 4.
Use un cable con un adaptador adecuadoy conecte la antorcha al conector de laantorcha MIG.
Para el proceso GMAW:
Conecte el cable del alimentador de alambreal conector positivo de la salida. Conecte elcable de la pinza de masa al conectornegativo de la salida. Vea en la sección 4-5el proceso de soldadura GMAW con alambremacizo con gas protector. Para instalarel suministro de gas, vea la sección 4-3.
Para el proceso FCAW:
Conecte el cable del alimentador de alambreal conector negativo de la salida. Conecte elcable de la pinza de masa al conectorpositivo de la salida. Vea en la sección 4-5 elproceso FCAW con alambre autoprotegidosin gas de protección.
1 Botón P1, selector de proceso2 Botón P2 para configuración
del secuenciador
3 Botones P3 para ajuste de los parámetros del secuenciador/punto de consignadel operario (vea la sección 5-16)
4 Perilla de ajuste del voltaje de soldadura
Use la perilla para seleccionar el voltaje desoldadura deseado. Haga girar la perilla enel sentido de las agujas del reloj paraaumentar el valor del voltaje de salida(mín. = 10 Vcc, máx. = 35 Vcc).
5 Perilla de ajuste de la velocidad dealimentación del alambre (WFS)
Use la perilla para seleccionar el control develocidad del alambre (WFS) deseado.Haga girar la perilla en el sentido de lasagujas del reloj para aumentar el valor deWFS (mín. = 0 mpm, máx. = 20,9 mpm).
Configure el proceso de soldadura MIGusando el botón P1 de selección de proceso.Para ingresar al modo MIG manual, pulsey suelte el botón P2 de ajuste delsecuenciador. Use los botones P3 paraajuste de los parámetros del secuenciadorhasta que la pantalla muestre SYN-OFF.Pulse y suelte P2 una vez más paraconfirmar la selección.
� En el modo MIG manual, el operariopuede necesitar ajustar los parámetrosprincipales de soldadura para lascaracterísticas específicas del arco.La velocidad de alimentación delalambre y el voltaje del arco apareceránen la pantalla del medidor digital.
Pulse y suelte
2
15
3
4
SYN OFF
OM-253 918 Página 28
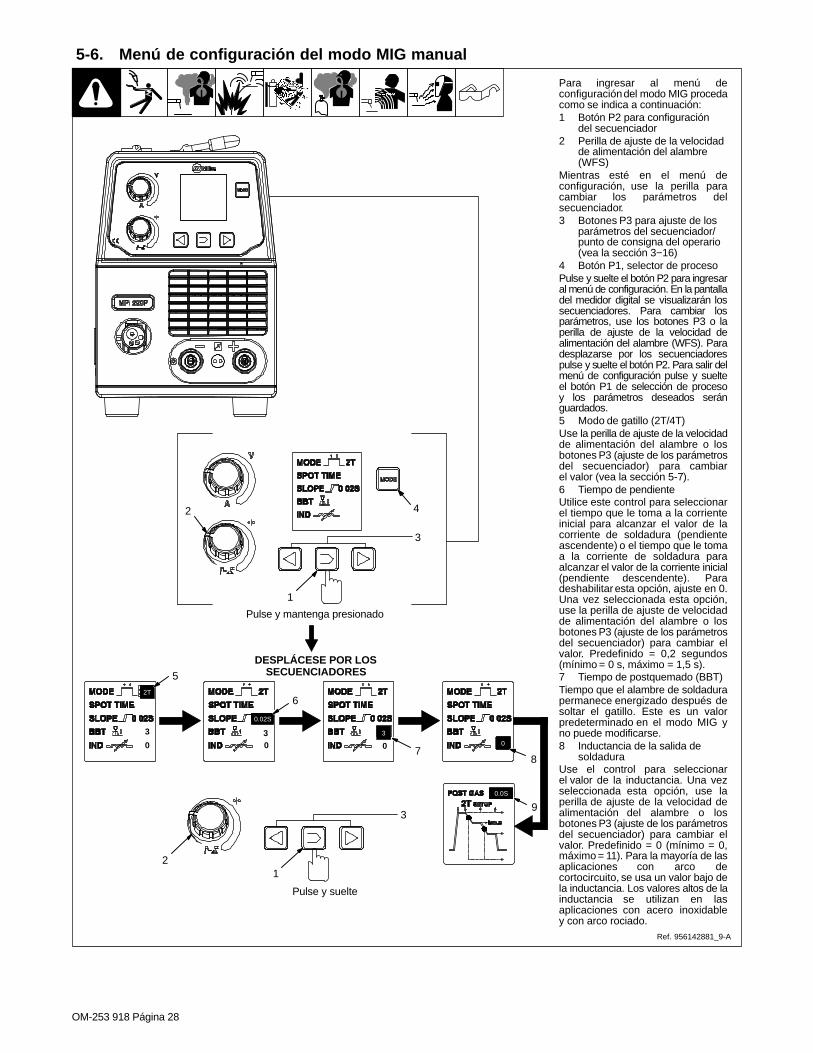
5-6. Menú de configuración del modo MIG manual
Ref. 956142881_9-A
Para ingresar al menú deconfiguración del modo MIG procedacomo se indica a continuación:1 Botón P2 para configuración
del secuenciador2 Perilla de ajuste de la velocidad
de alimentación del alambre(WFS)
Mientras esté en el menú deconfiguración, use la perilla paracambiar los parámetros delsecuenciador.3 Botones P3 para ajuste de los
parámetros del secuenciador/punto de consigna del operario(vea la sección 3−16)
4 Botón P1, selector de procesoPulse y suelte el botón P2 para ingresaral menú de configuración. En la pantalladel medidor digital se visualizarán lossecuenciadores. Para cambiar losparámetros, use los botones P3 o laperilla de ajuste de la velocidad dealimentación del alambre (WFS). Paradesplazarse por los secuenciadorespulse y suelte el botón P2. Para salir delmenú de configuración pulse y suelteel botón P1 de selección de procesoy los parámetros deseados seránguardados.5 Modo de gatillo (2T/4T)Use la perilla de ajuste de la velocidadde alimentación del alambre o losbotones P3 (ajuste de los parámetrosdel secuenciador) para cambiarel valor (vea la sección 5-7).6 Tiempo de pendienteUtilice este control para seleccionarel tiempo que le toma a la corrienteinicial para alcanzar el valor de lacorriente de soldadura (pendienteascendente) o el tiempo que le tomaa la corriente de soldadura paraalcanzar el valor de la corriente inicial(pendiente descendente). Paradeshabilitar esta opción, ajuste en 0.Una vez seleccionada esta opción,use la perilla de ajuste de velocidadde alimentación del alambre o losbotones P3 (ajuste de los parámetrosdel secuenciador) para cambiar elvalor. Predefinido = 0,2 segundos(mínimo = 0 s, máximo = 1,5 s).7 Tiempo de postquemado (BBT)Tiempo que el alambre de soldadurapermanece energizado después desoltar el gatillo. Este es un valorpredeterminado en el modo MIG yno puede modificarse.8 Inductancia de la salida de
soldaduraUse el control para seleccionarel valor de la inductancia. Una vezseleccionada esta opción, use laperilla de ajuste de la velocidad dealimentación del alambre o losbotones P3 (ajuste de los parámetrosdel secuenciador) para cambiar elvalor. Predefinido = 0 (mínimo = 0,máximo = 11). Para la mayoría de lasaplicaciones con arco decortocircuito, se usa un valor bajo dela inductancia. Los valores altos de lainductancia se utilizan en lasaplicaciones con acero inoxidabley con arco rociado.
Pulse y mantenga presionado
1
42
3
DESPLÁCESE POR LOSSECUENCIADORES
Pulse y suelte
12
3
2T
0.02S
3
0
0.0S
3 30 0 0
5
6
78
9

OM-253 918 Página 29
5-6. Menú de configuración del modo MIG manual (continuación)
� En la soldadura GMAW decortocircuito, un incremento enla inductancia disminuirá lacantidad de transferencias porcortocircuito por segundo(mientras no se hagan otroscambios) e incrementaráel tiempo en que el arco estáencendido. El aumento en eltiempo del arco encendidohace más fluido el charco de lasoldadura.
9 Tiempo de Posflujo
Utilice este control para ajustarel tiempo durante el cual fluye elgas después de la soldadura paraproteger el charco de soldadura.Una vez seleccionada esta opción,use la perilla de ajuste de lavelocidad de alimentación delalambre para cambiar el valor.Predefinido = 0,3 segundos(mínimo = 0 s, máximo = 3 s).

OM-253 918 Página 30
5-7. Selección del modo del gatillo y el tiempo de punto (proceso MIG)
Ref. 956142881_10-A
� Seleccione siempre un modode gatillo.
1 Pantalla del medidor digital2 Botón P3 para configuración
del secuenciador
3 Perilla de ajuste de la velocidad de alimentación del alambre (WFS)
4 Botones P2 para ajuste de los parámetros del secuenciador/ajuste de parámetros del operario
Para seleccionar el modo del gatilloy el temporizador del punto desoldadura, proceda como se indicaa continuación:
Pulse y suelte el botón P2 paraingresar al menú de configuración.En la pantalla del medidor digital sevisualizarán los secuenciadores.Para cambiar los parámetros, uselos botones P3 o la perilla de ajustede la velocidad de alimentación delalambre (WFS).
5 Modo de gatillo 2T
Al apretar el gatillo, comienzala soldadura. Al soltar el gatillo lasoldadura se detiene.
6 Modo de gatillo 4T
Al apretar el gatillo, comienzala soldadura. Al soltar el gatillo lasoldadura continúa. Al pulsary soltar el gatillo por segunda vez lasoldadura se detiene.
7 Tiempo del puntode soldadura
Utilice este control para ajustar eltiempo durante el cual permaneceactivo el arco de soldadura antesde apagarse automáticamente.Una vez seleccionada esta opción,use la perilla de ajuste de lavelocidad de alimentación delalambre o los botones P3 de ajustedel secuenciador para cambiar elvalor. Predefinido = 2,2 segundos(mínimo = 0 s, máximo = 10 s).
� Después de encender launidad, la pantalla del medidormostrará el último modo degatillo seleccionado. El valorpredefinido es 2T.
2T 4T
1
2
4
3
5 6 7
OM-253 918 Página 31
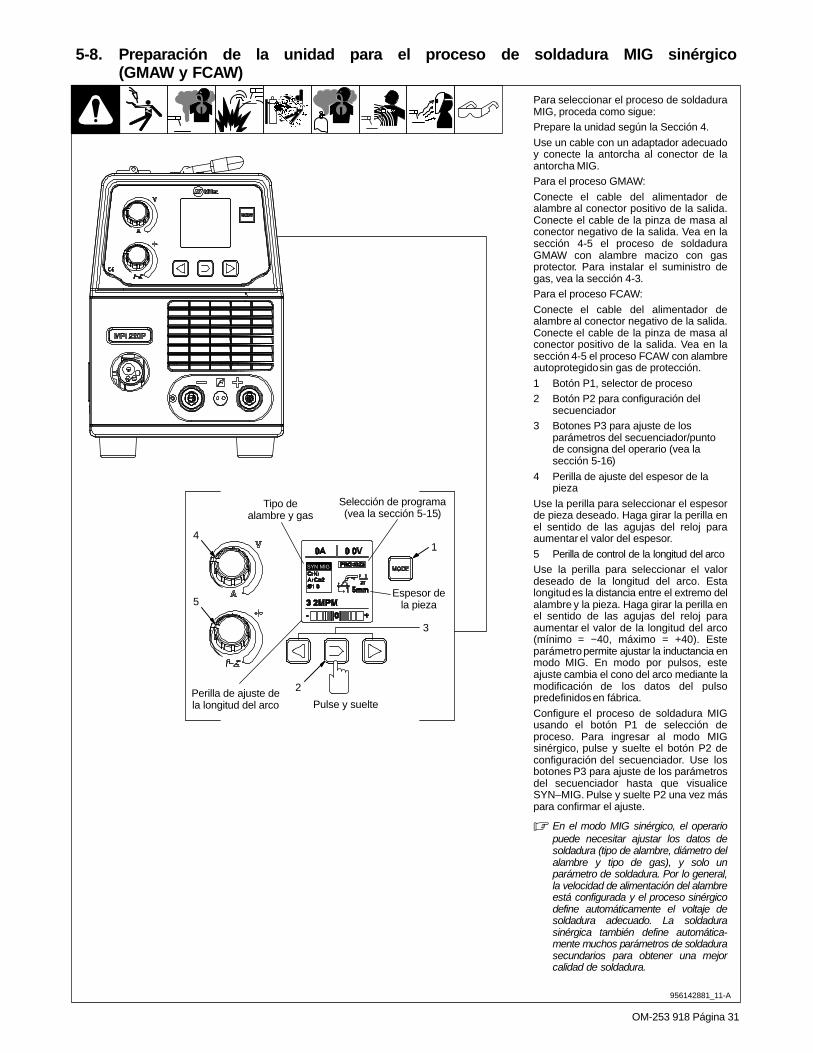
5-8. Preparación de la unidad para el proceso de soldadura MIG sinérgico(GMAW y FCAW)
956142881_11-A
Para seleccionar el proceso de soldaduraMIG, proceda como sigue:Prepare la unidad según la Sección 4.
Use un cable con un adaptador adecuadoy conecte la antorcha al conector de laantorcha MIG.Para el proceso GMAW:
Conecte el cable del alimentador dealambre al conector positivo de la salida.Conecte el cable de la pinza de masa alconector negativo de la salida. Vea en lasección 4-5 el proceso de soldaduraGMAW con alambre macizo con gasprotector. Para instalar el suministro degas, vea la sección 4-3.Para el proceso FCAW:
Conecte el cable del alimentador dealambre al conector negativo de la salida.Conecte el cable de la pinza de masa alconector positivo de la salida. Vea en lasección 4-5 el proceso FCAW con alambreautoprotegido sin gas de protección.
1 Botón P1, selector de proceso2 Botón P2 para configuración del
secuenciador3 Botones P3 para ajuste de los
parámetros del secuenciador/puntode consigna del operario (vea lasección 5-16)
4 Perilla de ajuste del espesor de lapieza
Use la perilla para seleccionar el espesorde pieza deseado. Haga girar la perilla enel sentido de las agujas del reloj paraaumentar el valor del espesor.
5 Perilla de control de la longitud del arcoUse la perilla para seleccionar el valordeseado de la longitud del arco. Estalongitud es la distancia entre el extremo delalambre y la pieza. Haga girar la perilla enel sentido de las agujas del reloj paraaumentar el valor de la longitud del arco(mínimo = −40, máximo = +40). Esteparámetro permite ajustar la inductancia enmodo MIG. En modo por pulsos, esteajuste cambia el cono del arco mediante lamodificación de los datos del pulsopredefinidos en fábrica.
Configure el proceso de soldadura MIGusando el botón P1 de selección deproceso. Para ingresar al modo MIGsinérgico, pulse y suelte el botón P2 deconfiguración del secuenciador. Use losbotones P3 para ajuste de los parámetrosdel secuenciador hasta que visualiceSYN–MIG. Pulse y suelte P2 una vez máspara confirmar el ajuste.
� En el modo MIG sinérgico, el operariopuede necesitar ajustar los datos desoldadura (tipo de alambre, diámetro delalambre y tipo de gas), y solo unparámetro de soldadura. Por lo general,la velocidad de alimentación del alambreestá configurada y el proceso sinérgicodefine automáticamente el voltaje desoldadura adecuado. La soldadurasinérgica también define automática-mente muchos parámetros de soldadurasecundarios para obtener una mejorcalidad de soldadura.
Pulse y suelte
2
1
5
3
4
SYN MIG
Selección de programa(vea la sección 5-15)
Espesor dela pieza
Tipo dealambre y gas
Perilla de ajuste dela longitud del arco
OM-253 918 Página 32
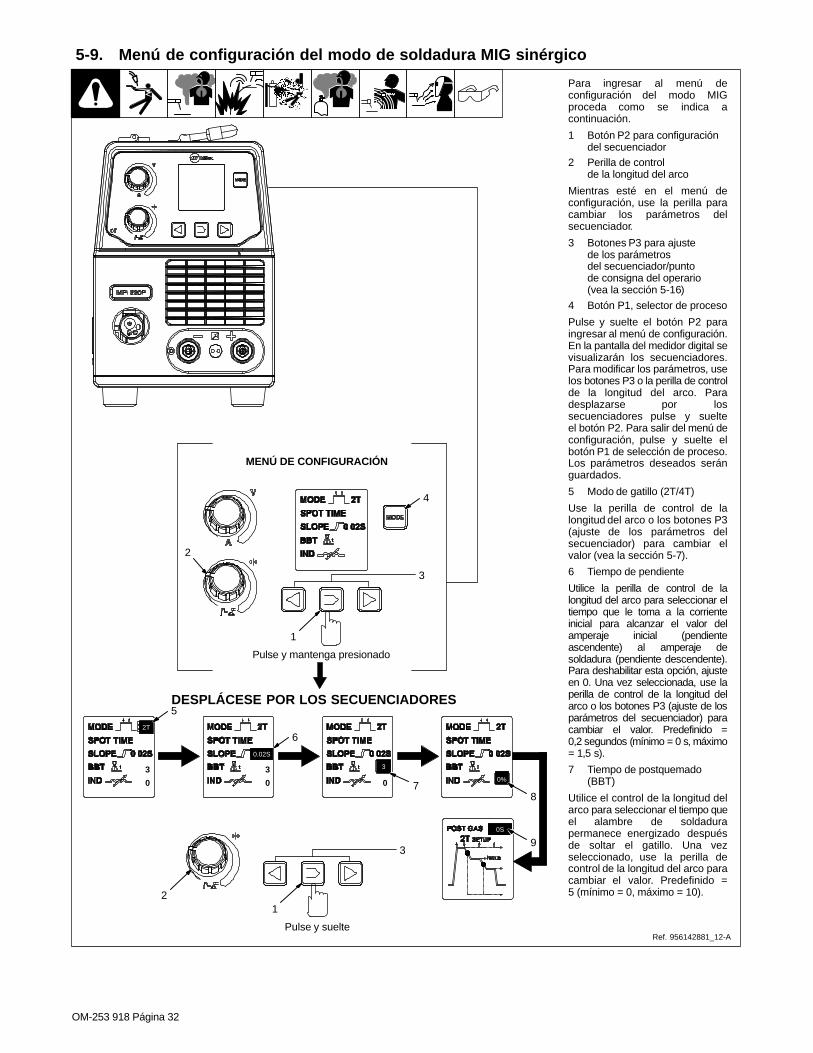
5-9. Menú de configuración del modo de soldadura MIG sinérgico
Ref. 956142881_12-A
Para ingresar al menú deconfiguración del modo MIGproceda como se indica acontinuación.
1 Botón P2 para configuracióndel secuenciador
2 Perilla de control de la longitud del arco
Mientras esté en el menú deconfiguración, use la perilla paracambiar los parámetros delsecuenciador.
3 Botones P3 para ajuste de los parámetros del secuenciador/punto de consigna del operario (vea la sección 5-16)
4 Botón P1, selector de proceso
Pulse y suelte el botón P2 paraingresar al menú de configuración.En la pantalla del medidor digital sevisualizarán los secuenciadores.Para modificar los parámetros, uselos botones P3 o la perilla de controlde la longitud del arco. Paradesplazarse por lossecuenciadores pulse y suelteel botón P2. Para salir del menú deconfiguración, pulse y suelte elbotón P1 de selección de proceso.Los parámetros deseados seránguardados.
5 Modo de gatillo (2T/4T)
Use la perilla de control de lalongitud del arco o los botones P3(ajuste de los parámetros delsecuenciador) para cambiar elvalor (vea la sección 5-7).
6 Tiempo de pendiente
Utilice la perilla de control de lalongitud del arco para seleccionar eltiempo que le toma a la corrienteinicial para alcanzar el valor delamperaje inicial (pendienteascendente) al amperaje desoldadura (pendiente descendente).Para deshabilitar esta opción, ajusteen 0. Una vez seleccionada, use laperilla de control de la longitud delarco o los botones P3 (ajuste de losparámetros del secuenciador) paracambiar el valor. Predefinido =0,2 segundos (mínimo = 0 s, máximo= 1,5 s).
7 Tiempo de postquemado(BBT)
Utilice el control de la longitud delarco para seleccionar el tiempo queel alambre de soldadurapermanece energizado despuésde soltar el gatillo. Una vezseleccionado, use la perilla decontrol de la longitud del arco paracambiar el valor. Predefinido =5 (mínimo = 0, máximo = 10).
Pulse y mantenga presionado
1
4
2
3
DESPLÁCESE POR LOS SECUENCIADORES
Pulse y suelte
12
3
2T
0.02S
3
0%
0S
5
6
78
9
MENÚ DE CONFIGURACIÓN
3
0
3
0 0
OM-253 918 Página 33
5-9. Menú de configuración del modo MIG sinérgico (continuación)
8 Porcentaje de inductancia de la salidade soldadura
Use la perilla de control de la longitud del arcopara seleccionar el porcentaje del valor de lainductancia de soldadura. Una vezseleccionado, use la perilla o los botones P3del secuenciador para cambiar el valor.Predefinido = 0 % (mínimo = −10 %, máximo= +10 %) Para la mayoría de las aplicacionescon arco de cortocircuito, se usa un valor bajode la inductancia. Los valores altos de lainductancia se utilizan en las aplicacionescon acero inoxidable y con arco rociado.
� En la soldadura GMAW de cortocircuito,un incremento en la inductanciadisminuirá la cantidad de transferenciaspor cortocircuito por segundo (mientrasno se hagan otros cambios) e increment-ará el tiempo en que el arco estáencendido. El aumento en el tiempodel arco encendido hace más fluidoel charco de la soldadura.
9 Tiempo de Posflujo
Utilice la perilla de control de la longitud delarco para ajustar el tiempo durante el cualfluye el gas después de la soldadura paraproteger el charco de soldadura. Una vezseleccionada esta opción, use la perilla deajuste de la velocidad de alimentación delalambre para cambiar el valor. Predefinido =0,3 segundos (mínimo = 0 s, máximo = 3 s).
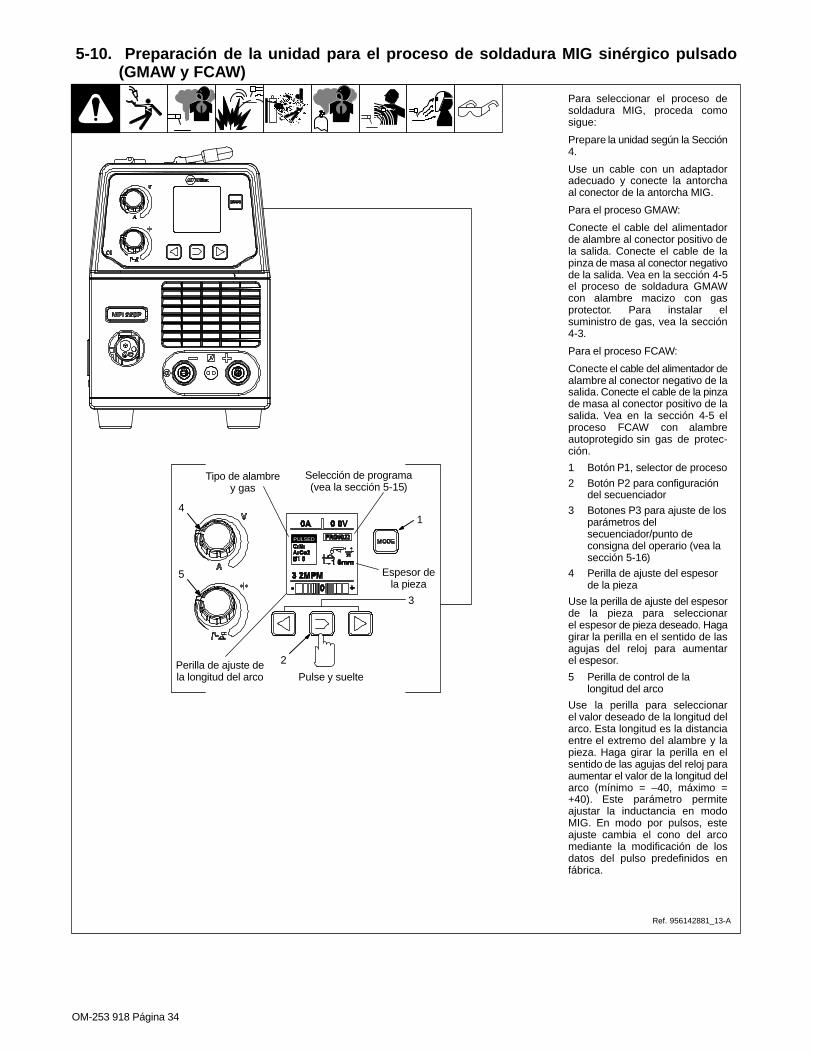
OM-253 918 Página 34
5-10. Preparación de la unidad para el proceso de soldadura MIG sinérgico pulsado(GMAW y FCAW)
Ref. 956142881_13-A
Para seleccionar el proceso desoldadura MIG, proceda comosigue:
Prepare la unidad según la Sección4.
Use un cable con un adaptadoradecuado y conecte la antorchaal conector de la antorcha MIG.
Para el proceso GMAW:
Conecte el cable del alimentadorde alambre al conector positivo dela salida. Conecte el cable de lapinza de masa al conector negativode la salida. Vea en la sección 4-5el proceso de soldadura GMAWcon alambre macizo con gasprotector. Para instalar elsuministro de gas, vea la sección4-3.
Para el proceso FCAW:
Conecte el cable del alimentador dealambre al conector negativo de lasalida. Conecte el cable de la pinzade masa al conector positivo de lasalida. Vea en la sección 4-5 elproceso FCAW con alambreautoprotegido sin gas de protec-ción.
1 Botón P1, selector de proceso
2 Botón P2 para configuracióndel secuenciador
3 Botones P3 para ajuste de losparámetros delsecuenciador/punto deconsigna del operario (vea lasección 5-16)
4 Perilla de ajuste del espesorde la pieza
Use la perilla de ajuste del espesorde la pieza para seleccionarel espesor de pieza deseado. Hagagirar la perilla en el sentido de lasagujas del reloj para aumentarel espesor.
5 Perilla de control de lalongitud del arco
Use la perilla para seleccionarel valor deseado de la longitud delarco. Esta longitud es la distanciaentre el extremo del alambre y lapieza. Haga girar la perilla en elsentido de las agujas del reloj paraaumentar el valor de la longitud delarco (mínimo = –40, máximo =+40). Este parámetro permiteajustar la inductancia en modoMIG. En modo por pulsos, esteajuste cambia el cono del arcomediante la modificación de losdatos del pulso predefinidos enfábrica.
Pulse y suelte
2
1
5
3
4
PULSED
Selección de programa(vea la sección 5-15)
Espesor dela pieza
Tipo de alambrey gas
Perilla de ajuste dela longitud del arco

OM-253 918 Página 35
5-10. Preparación de la unidad para el proceso de soldadura MIG sinérgico pulsado(GMAW y FCAW) (continuación)
Configure el proceso de soldadura MIGusando el botón P1 de selección de proceso.Para ingresar al modo MIG pulsado, pulsey suelte el botón P2 de configuración delsecuenciador. Use los botones P3 paraajuste de los parámetros del secuenciadorhasta que visualice PULSED. Pulse y suelteP2 una vez más para confirmar el ajuste.
� El proceso de soldadura MIG sinérgicopulsado produce una soldadura de grancalidad con muy pocas salpicaduras yaque el alambre no toca el charco desoldadura. Las aplicaciones que mejorse adaptan para el proceso MIG pulsadoson aquellas que usan el método detransferencia de cortocircuito parasoldadura en acero, en piezas de calibre14 (1,8 mm) y mayores. Este procesofunciona bien en piezas metálicas finascomo acero inoxidable y aluminio.
� En el modo MIG sinérgico pulsado,el operario puede necesitar ajustar losdatos de soldadura (tipo de alambre,diámetro del alambre y tipo de gas),y solo un parámetro de soldadura. Por logeneral, la velocidad de alimentación delalambre está configurada y el procesosinérgico define automáticamenteel voltaje de soldadura adecuado.La soldadura sinérgica también defineautomáticamente muchos parámetrosde soldadura secundarios para obteneruna mejor calidad de soldadura.

OM-253 918 Página 36
5-11. Menú de configuración del modo de soldadura MIG sinérgico pulsado
Ref. 956142881_14-A
Para ingresar al menú de configuracióndel modo MIG proceda como se indicaa continuación:
1 Botón P2 para configuración del secuenciador
2 Perilla de control de la longitud del arco
Mientras esté en el menú de configuración,use la perilla para cambiar los parámetrosdel secuenciador.
3 Botones P3 para ajuste de los parámetros del secuenciador/punto de consignadel operario (vea la sección 5-16)
4 Botón P1, selector de proceso
Pulse y suelte el botón P2 para ingresaral menú de configuración. En la pantalladel medidor digital se visualizarán lossecuenciadores. Para modificar losparámetros, use los botones P3 o la perillade control de la longitud del arco. Paradesplazarse por los secuenciadores pulsey suelte el botón P2. Para salir del menúde configuración, pulse y suelte el botónP1 de selección de proceso. Losparámetros deseados serán guardados.
5 Modo de gatillo (2T/4T)
Use la perilla de control de la longituddel arco o los botones P3 (ajuste de losparámetros del secuenciador) paracambiar el valor (vea la sección 5-7).
6 Tiempo de pendiente
Utilice la perilla de control de la longituddel arco para seleccionar el tiempo quele toma a la corriente inicial para alcanzarel valor del amperaje inicial (pendienteascendente) al amperaje de soldadura(pendiente descendente). Para deshabi-litar esta opción, ajuste en 0. Una vezseleccionada, use la perilla de control de lalongitud del arco o los botones P3 (ajustede los parámetros del secuenciador) paracambiar el valor. Predefinido = 0,2segundos (mínimo = 0 s, máximo = 1,5 s).
7 Tiempo de postquemado (BBT)
Este valor está configurado en 1 segundo.
8 Tiempo de Posflujo
Utilice la perilla de control de la longitud delarco para ajustar el tiempo durante el cualfluye el gas después de la soldadura paraproteger el charco de soldadura. Una vezseleccionada esta opción, use la perillade ajuste de la velocidad de alimentacióndel alambre para cambiar el valor.Predefinido = 0,3 segundos (mínimo = 0 s,máximo = 3 s).
� En el modo MIG sinérgico pulsad no se puede configurar la inductanciade la soldadura.
Pulse y mantenga presionado
1
4
2
3
MENÚ DE CONFIGURACIÓN
DESPLÁCESE POR LOS SECUENCIADORES
Pulse y suelte
12
3
2T
0.02S
1
5
6
7
0S
8
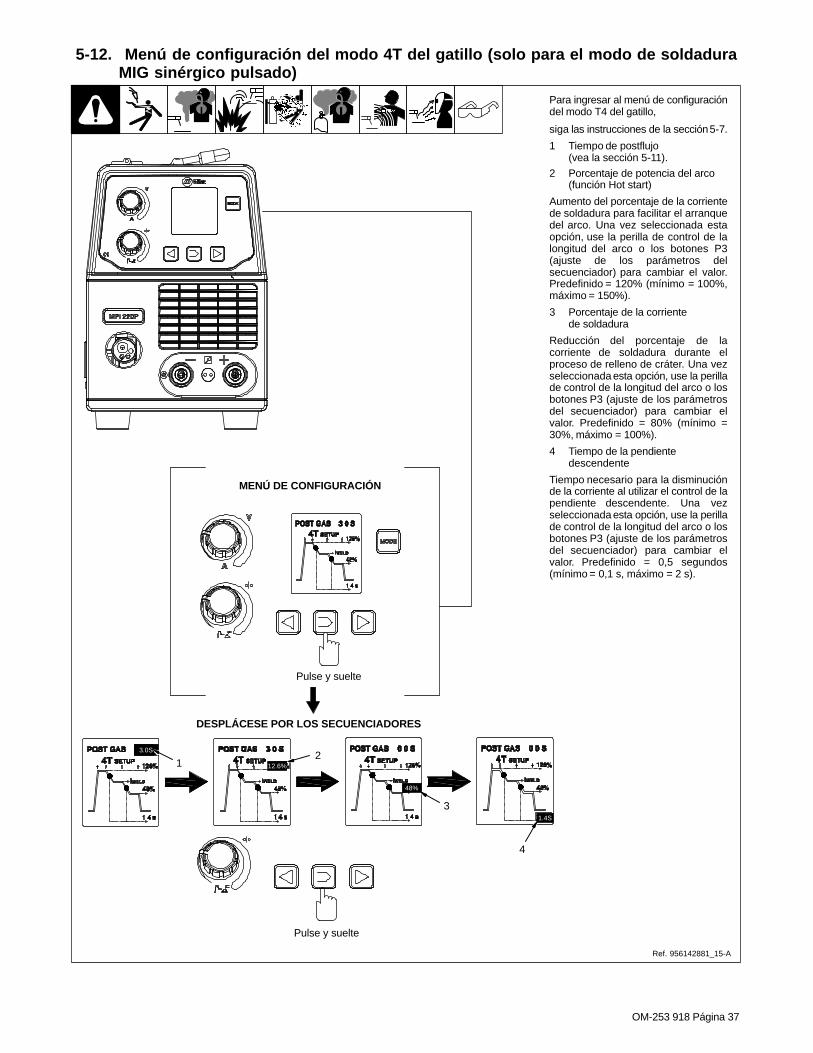
OM-253 918 Página 37
5-12. Menú de configuración del modo 4T del gatillo (solo para el modo de soldaduraMIG sinérgico pulsado)
Ref. 956142881_15-A
Para ingresar al menú de configuracióndel modo T4 del gatillo,
siga las instrucciones de la sección 5-7.
1 Tiempo de postflujo (vea la sección 5-11).
2 Porcentaje de potencia del arco(función Hot start)
Aumento del porcentaje de la corrientede soldadura para facilitar el arranquedel arco. Una vez seleccionada estaopción, use la perilla de control de lalongitud del arco o los botones P3(ajuste de los parámetros delsecuenciador) para cambiar el valor.Predefinido = 120% (mínimo = 100%,máximo = 150%).
3 Porcentaje de la corriente de soldadura
Reducción del porcentaje de lacorriente de soldadura durante elproceso de relleno de cráter. Una vezseleccionada esta opción, use la perillade control de la longitud del arco o losbotones P3 (ajuste de los parámetrosdel secuenciador) para cambiar elvalor. Predefinido = 80% (mínimo =30%, máximo = 100%).
4 Tiempo de la pendientedescendente
Tiempo necesario para la disminuciónde la corriente al utilizar el control de lapendiente descendente. Una vezseleccionada esta opción, use la perillade control de la longitud del arco o losbotones P3 (ajuste de los parámetrosdel secuenciador) para cambiar elvalor. Predefinido = 0,5 segundos(mínimo = 0,1 s, máximo = 2 s).
Pulse y suelte
MENÚ DE CONFIGURACIÓN
DESPLÁCESE POR LOS SECUENCIADORES
Pulse y suelte
3.0S
1 12.6%2
3
48%
4
1.4S
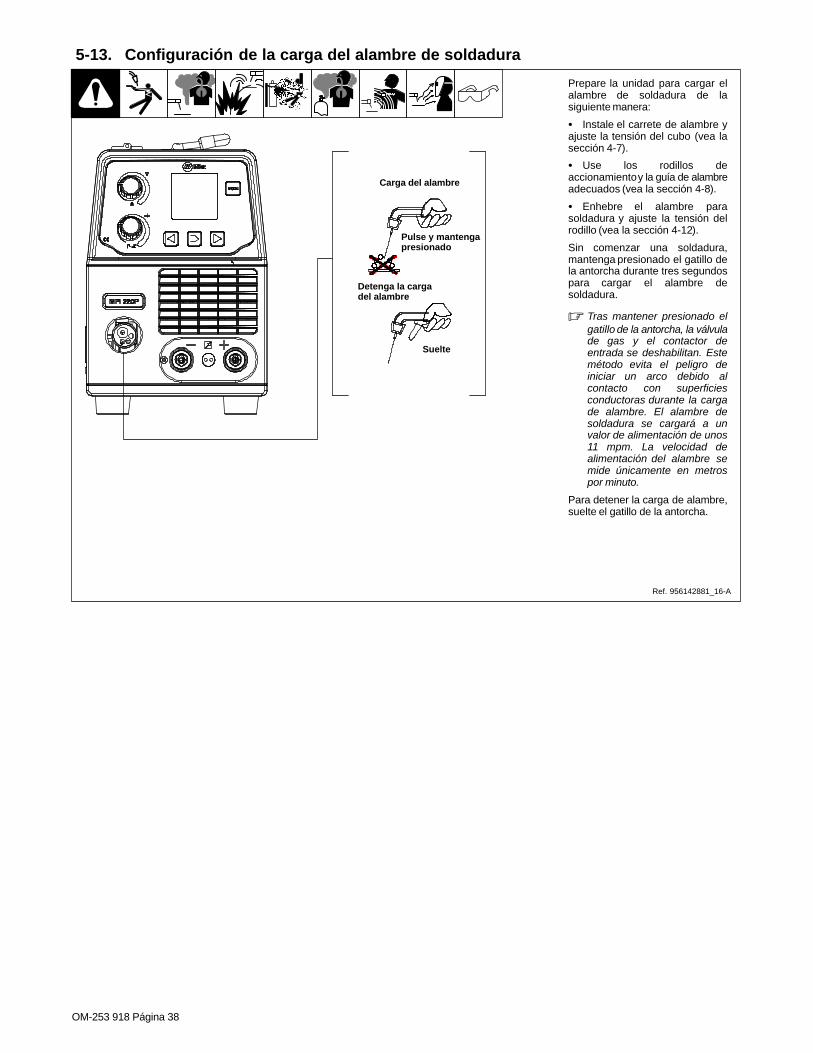
OM-253 918 Página 38
5-13. Configuración de la carga del alambre de soldadura
Ref. 956142881_16-A
Prepare la unidad para cargar elalambre de soldadura de lasiguiente manera:
� Instale el carrete de alambre yajuste la tensión del cubo (vea lasección 4-7).
� Use los rodillos deaccionamiento y la guía de alambreadecuados (vea la sección 4-8).
� Enhebre el alambre parasoldadura y ajuste la tensión delrodillo (vea la sección 4-12).
Sin comenzar una soldadura,mantenga presionado el gatillo dela antorcha durante tres segundospara cargar el alambre desoldadura.
� Tras mantener presionado elgatillo de la antorcha, la válvulade gas y el contactor deentrada se deshabilitan. Estemétodo evita el peligro deiniciar un arco debido alcontacto con superficiesconductoras durante la cargade alambre. El alambre desoldadura se cargará a unvalor de alimentación de unos11 mpm. La velocidad dealimentación del alambre semide únicamente en metrospor minuto.
Para detener la carga de alambre,suelte el gatillo de la antorcha.
Carga del alambre
Pulse y mantengapresionado
Detenga la cargadel alambre
Suelte
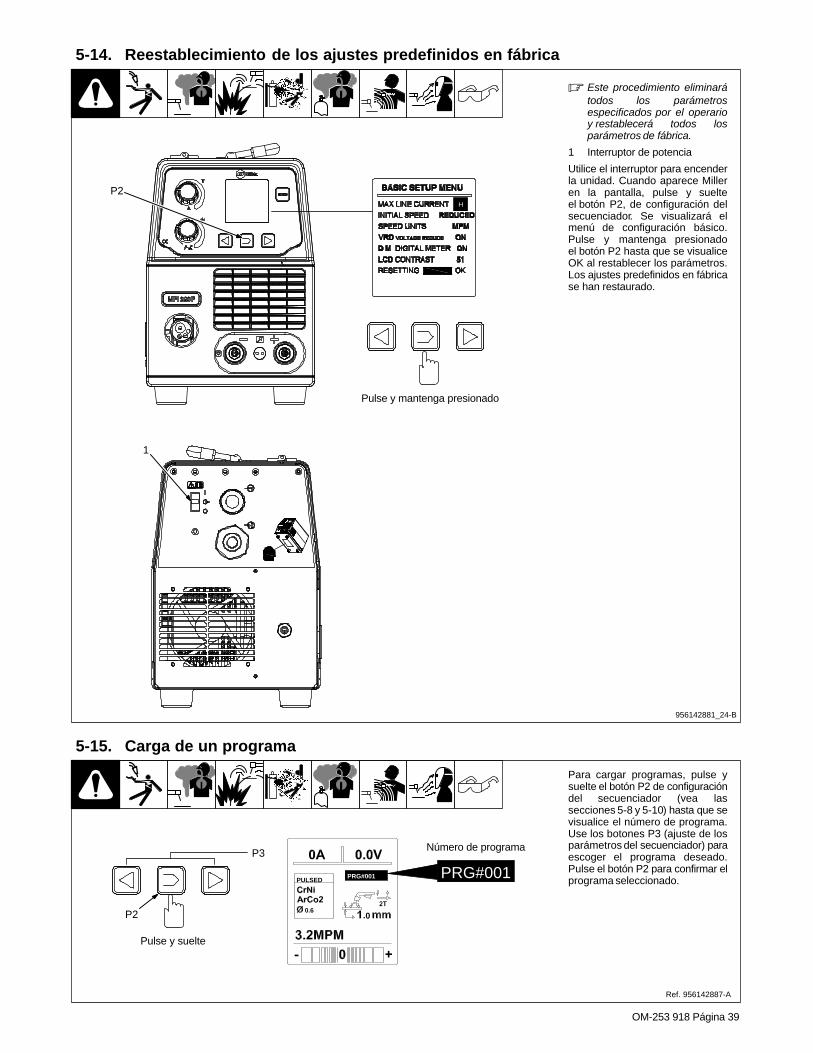
OM-253 918 Página 39
5-14. Reestablecimiento de los ajustes predefinidos en fábrica
� Este procedimiento eliminarátodos los parámetrosespecificados por el operarioy restablecerá todos losparámetros de fábrica.
1 Interruptor de potencia
Utilice el interruptor para encenderla unidad. Cuando aparece Milleren la pantalla, pulse y suelteel botón P2, de configuración delsecuenciador. Se visualizará elmenú de configuración básico.Pulse y mantenga presionadoel botón P2 hasta que se visualiceOK al restablecer los parámetros.Los ajustes predefinidos en fábricase han restaurado.
H
P2
Pulse y mantenga presionado
1
956142881_24-B
5-15. Carga de un programa
Ref. 956142887-A
Para cargar programas, pulse ysuelte el botón P2 de configuracióndel secuenciador (vea lassecciones 5-8 y 5-10) hasta que sevisualice el número de programa.Use los botones P3 (ajuste de losparámetros del secuenciador) paraescoger el programa deseado.Pulse el botón P2 para confirmar elprograma seleccionado.
Pulse y suelte
P2
P3
PRG#001PULSED
0.60
Número de programa
PRG#001
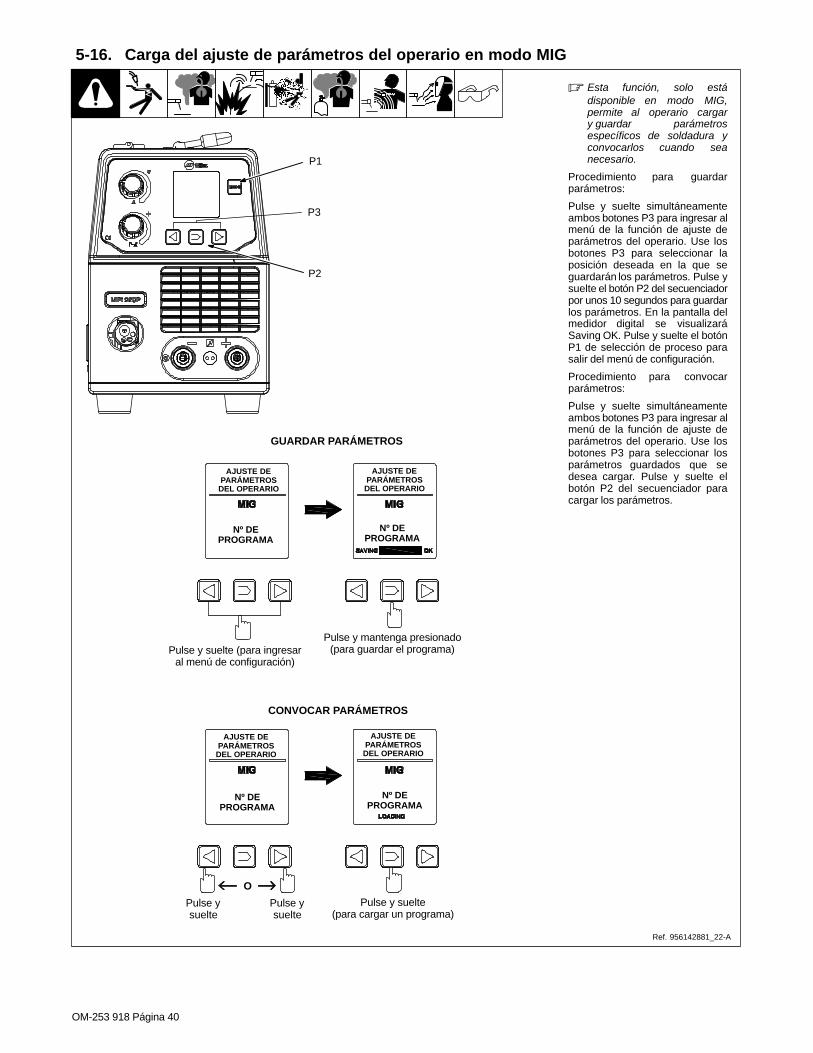
OM-253 918 Página 40
5-16. Carga del ajuste de parámetros del operario en modo MIG
Ref. 956142881_22-A
� Esta función, solo estádisponible en modo MIG,permite al operario cargary guardar parámetrosespecíficos de soldadura yconvocarlos cuando seanecesario.
Procedimiento para guardarparámetros:
Pulse y suelte simultáneamenteambos botones P3 para ingresar almenú de la función de ajuste deparámetros del operario. Use losbotones P3 para seleccionar laposición deseada en la que seguardarán los parámetros. Pulse ysuelte el botón P2 del secuenciadorpor unos 10 segundos para guardarlos parámetros. En la pantalla delmedidor digital se visualizaráSaving OK. Pulse y suelte el botónP1 de selección de proceso parasalir del menú de configuración.
Procedimiento para convocarparámetros:
Pulse y suelte simultáneamenteambos botones P3 para ingresar almenú de la función de ajuste deparámetros del operario. Use losbotones P3 para seleccionar losparámetros guardados que sedesea cargar. Pulse y suelte elbotón P2 del secuenciador paracargar los parámetros.
P1
P3
P2
Pulse y suelte (para ingresaral menú de configuración)
Pulse y mantenga presionado(para guardar el programa)
Pulse ysuelte
Pulse ysuelte
Pulse y suelte(para cargar un programa)
O
GUARDAR PARÁMETROS
CONVOCAR PARÁMETROS
AJUSTE DEPARÁMETROS
DEL OPERARIO
AJUSTE DEPARÁMETROS
DEL OPERARIO
Nº DEPROGRAMA
AJUSTE DEPARÁMETROS
DEL OPERARIO
AJUSTE DEPARÁMETROS
DEL OPERARIO
Nº DEPROGRAMA
Nº DEPROGRAMA
Nº DEPROGRAMA
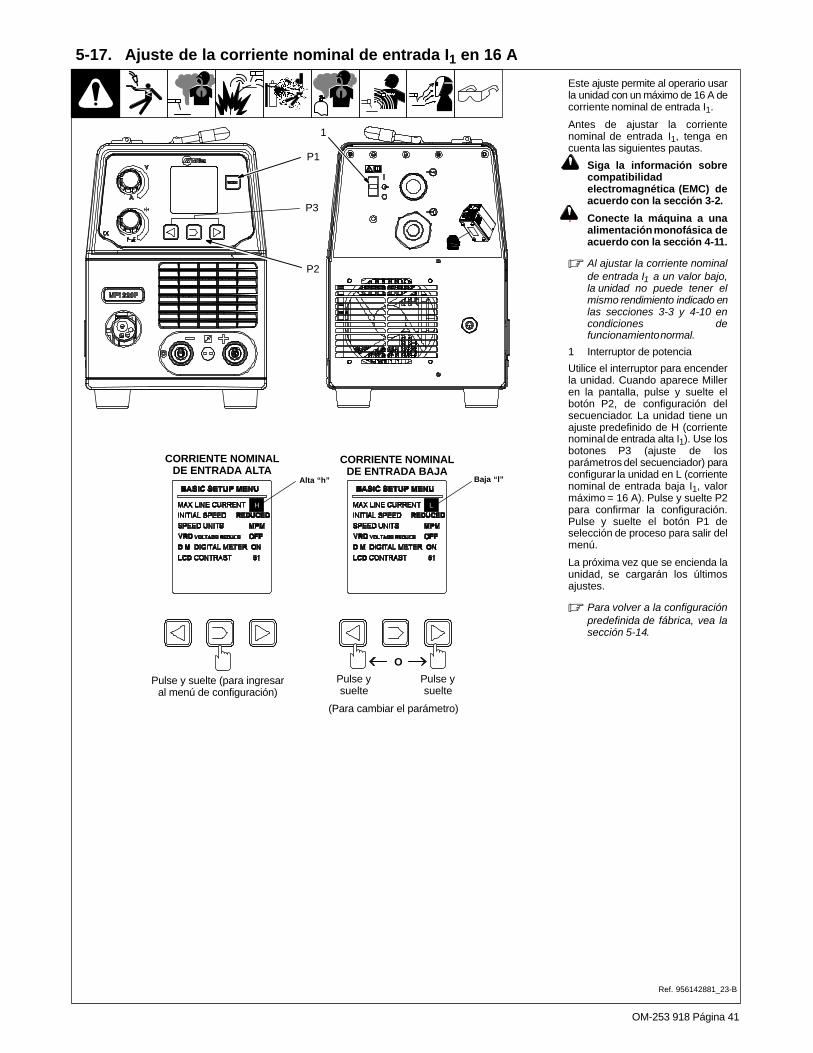
OM-253 918 Página 41
5-17. Ajuste de la corriente nominal de entrada I1 en 16 A
Este ajuste permite al operario usarla unidad con un máximo de 16 A decorriente nominal de entrada I1.
Antes de ajustar la corrientenominal de entrada I1, tenga encuenta las siguientes pautas.
! Siga la información sobrecompatibilidadelectromagnética (EMC) deacuerdo con la sección 3-2.
! Conecte la máquina a unaalimentación monofásica deacuerdo con la sección 4-11.
� Al ajustar la corriente nominalde entrada I1 a un valor bajo,la unidad no puede tener elmismo rendimiento indicado enlas secciones 3-3 y 4-10 encondiciones defuncionamiento normal.
1 Interruptor de potencia
Utilice el interruptor para encenderla unidad. Cuando aparece Milleren la pantalla, pulse y suelte elbotón P2, de configuración delsecuenciador. La unidad tiene unajuste predefinido de H (corrientenominal de entrada alta I1). Use losbotones P3 (ajuste de losparámetros del secuenciador) paraconfigurar la unidad en L (corrientenominal de entrada baja I1, valormáximo = 16 A). Pulse y suelte P2para confirmar la configuración.Pulse y suelte el botón P1 deselección de proceso para salir delmenú.
La próxima vez que se encienda launidad, se cargarán los últimosajustes.
� Para volver a la configuraciónpredefinida de fábrica, vea lasección 5-14.
P1
P3
P2
Pulse y suelte (para ingresaral menú de configuración)
Pulse ysuelte
Pulse ysuelte
O
(Para cambiar el parámetro)
H L
CORRIENTE NOMINALDE ENTRADA ALTA
CORRIENTE NOMINALDE ENTRADA BAJA
Alta “h” Baja “l”
1
Ref. 956142881_23-B

OM-253 918 Página 42
5-18. Ajuste de los parámetros del menú de configuración básico
1 Interruptor de potencia
Utilice el interruptor para encenderla unidad. Cuando aparece Milleren la pantalla, pulse y suelteel botón P2, de configuración delsecuenciador. Se visualizaráel menú de configuración básico.
2 Configuración de la velocidadinicial de alimentación delalambre (WFS)
Pulse y suelte el botón P2 paraseleccionar el parámetro deseado.Use los botones P3 para modificarel valor. Este valor puede ser“reducido” o “normal”. El valorpredefinido es “reducido”.
3 Configuración de la unidad demedida de la velocidad dealimentación del alambre(WFS)
Pulse y suelte el botón P2 paraseleccionar el parámetro deseado.Use los botones P3 para modificarel valor. Las unidades de medidadisponibles son MPM (metros porminuto) o IPM (pulgadas porminuto). El valor predefinido es“MPM”.
4 Configuración del dispositivode reducción de voltaje (VRD)
Pulse y suelte el botón P2 paraseleccionar el parámetro deseado.Use los botones P3 para modificarel valor. Este valor puede ser “OFF(apagado)” o “ON (encendido)”.El valor predefinido es “ON”.
5 Configuración de la pantalladel medidor digital
Pulse y suelte el botón P2 paraseleccionar el parámetro deseado.Use los botones P3 para modificarel valor. Este valor puede ser “OFF”o “ON”. El valor predefinido es“ON”.
6 Configuración del contrastede la pantalla LCD
Pulse y suelte el botón P2 paraseleccionar el parámetro deseado.Use los botones P3 para modificarel valor. El valor predefinido es “51”(mínimo = 30, máximo = 63).
Pulse y suelte el botón P1 deselección de proceso para salir delmenú. La próxima vez que seencienda la unidad, se cargarán losúltimos ajustes.
� Para volver a la configuraciónpredefinida de fábrica, vea lasección 5-14.
P1
P3
P2
Pulse y suelte(para ingresar al menú
de configuración)
Pulse ysuelte
Pulse ysuelte
O
(Para cambiar el parámetro)
H L
RESETTING
Ver Sección 5-17 Ver Sección 5-17
23456
1
Ref. 956142881_23-B
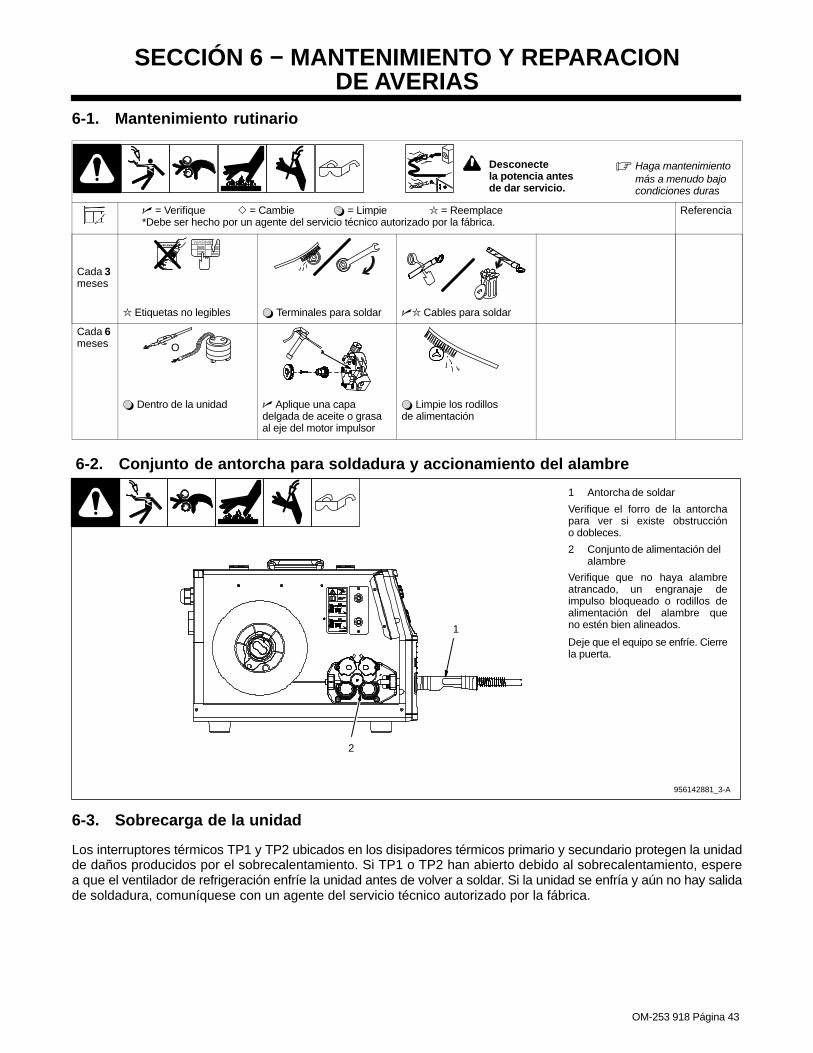
OM-253 918 Página 43
SECCIÓN 6 − MANTENIMIENTO Y REPARACIONDE AVERIAS
6-1. Mantenimiento rutinario
! Desconecte la potencia antesde dar servicio.
� Haga mantenimientomás a menudo bajocondiciones duras
� = Verifique � = Cambie � = Limpie = Reemplace*Debe ser hecho por un agente del servicio técnico autorizado por la fábrica.
Referencia
Cada 3meses
Etiquetas no legibles � Terminales para soldar � Cables para soldar
Cada 6meses O
� Dentro de la unidad � Aplique una capadelgada de aceite o grasaal eje del motor impulsor
� Limpie los rodillosde alimentación
6-2. Conjunto de antorcha para soldadura y accionamiento del alambre
956142881_3-A
1 Antorcha de soldar
Verifique el forro de la antorchapara ver si existe obstruccióno dobleces.
2 Conjunto de alimentación delalambre
Verifique que no haya alambreatrancado, un engranaje deimpulso bloqueado o rodillos dealimentación del alambre queno estén bien alineados.
Deje que el equipo se enfríe. Cierrela puerta.
1
2
6-3. Sobrecarga de la unidad
Los interruptores térmicos TP1 y TP2 ubicados en los disipadores térmicos primario y secundario protegen la unidadde daños producidos por el sobrecalentamiento. Si TP1 o TP2 han abierto debido al sobrecalentamiento, esperea que el ventilador de refrigeración enfríe la unidad antes de volver a soldar. Si la unidad se enfría y aún no hay salidade soldadura, comuníquese con un agente del servicio técnico autorizado por la fábrica.

OM-253 918 Página 44
6-4. Reparación de averías
A. Soldadura MIG (GMAW)
Dificultad Remedio
No hay salida de suelda;el alambre no devana.
Asegúrese de que el seccionador del suministro esté cerrado (posición encendido (On)) (vea la sección 4-11).
Reemplace el fusible de la línea del edificio o rearme el disyuntor si está abierto. (vea Sección 4-11).
Apriete las conexiones del gatillo de la antorcha (consulte el Manual del usuario de la antorcha).
Verifique la continuidad del interruptor de potencia S1 y reemplácelo si fuera necesario.
Haga que un agente de servicio autorizado por la fábrica revise el transformador principal T1 para verificarla ausencia de desperfectos en el bobinado. Verifique la continuidad de las bobinas y revise las conexiones. Mida los voltajes secundarios. Reemplace T1 si es necesario.
Haga que un agente del servicio técnico autorizado por la fábrica compruebe la continuidad de los termostatos TP1y TP2. Reemplace TP1 y TP2 si es necesario.
Haga que un agente de servicio autorizado por la fábrica revise la placa principal del circuito de control PC2 y lasconexiones; reemplácela si es necesario.
Haga que un agente de servicio, autorizado de la fábrica chequee todas las conexiones de la tablilla y la tablillaprincipal de control
No hay salida de suelda;el alambre devana.
Conecte la pinza de trabajo para conseguir un contacto bueno de metal a metal.
Reemplace la punta de contacto (consulte el Manual del usuario de la antorcha).
Ha ocurrido una sobrecarga (vea la sección 6-3).
Haga que un agente del servicio técnico autorizado por la fábrica revise los circuitos de alimentación primarioy secundario de la unidad.
Haga que un agente de servicio autorizado por la fábrica revise el transformador principal T1 para verificar la ausenciade desperfectos en el bobinado. Verifique la continuidad de las bobinas y revise las conexiones. Mida los voltajessecundarios. Reemplace T1 si es necesario.
Haga que un agente del servicio técnico autorizado por la fábrica revise el/los interruptor(es) de voltajey reemplácelo(s) si es necesario.
La salida de suelda es baja. Conecte la unidad al voltaje correcto o chequee por voltaje bajo de línea de entrada. (vea Sección 4-11).
Velocidad del alambre baja,alta o errática.
Vuelva a ajustar las fijaciones del panel frontal (vea Sección 5).
Haga cambio a los rodillos de alimentación al tamaño correcto (vea Sección 4-8).
Vuelva a ajustar la presión de los rodillos de alimentación (véase Sección 4-12).
Reemplace la guía de entrada, la punta de contacto y el forro interno si fuese necesario (consulte el Manual delusuario de la antorcha).
Haga que un agente del servicio técnico autorizado por la fábrica revise el control de velocidad del alambrey reemplácelo si es necesario.
Haga que un agente del servicio técnico autorizado por la fábrica revise la placa de control PC4 del motor y lasconexiones; reemplácela si es necesario.
No hay alimentación delalambre.
Gire el control de velocidad del alambre a un valor más alto (vea la sección 5).
Elimine las obstrucciones de la punta de contacto o del forro interno (vea el Manual del usuario de la antorcha).
Vuelva a ajustar la presión de los rodillos de alimentación (véase Sección 4-12).
Haga cambio a los rodillos de alimentación al tamaño correcto (vea Sección 4-8).
Vuelva a pasar el alambre de soldar (vea Sección 4-12).
Chequee el gatillo y alambres a éste. Repare o reemplace la antorcha o pistola si fuera necesario.
Haga que un Agente Autorizado de Servicio de la fábrica chequee la tablilla principal de control.
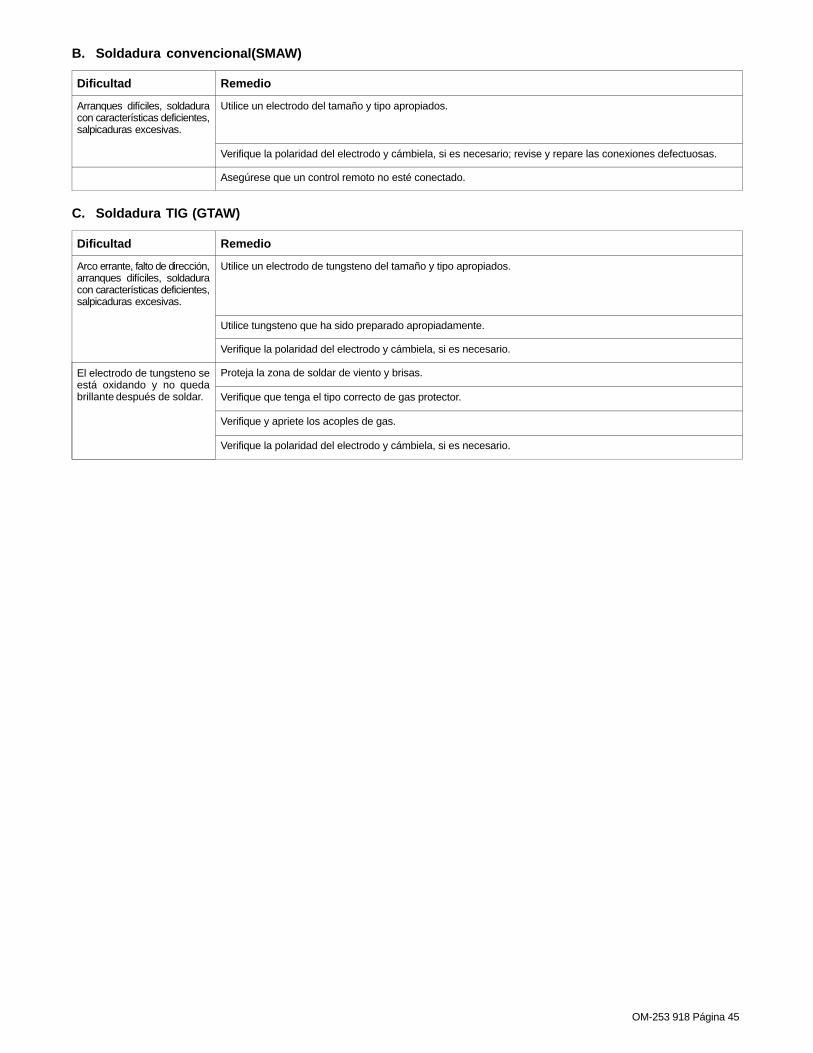
OM-253 918 Página 45
B. Soldadura convencional(SMAW)
Dificultad Remedio
Arranques difíciles, soldaduracon características deficientes,salpicaduras excesivas.
Utilice un electrodo del tamaño y tipo apropiados.
Verifique la polaridad del electrodo y cámbiela, si es necesario; revise y repare las conexiones defectuosas.
Asegúrese que un control remoto no esté conectado.
C. Soldadura TIG (GTAW)
Dificultad Remedio
Arco errante, falto de dirección,arranques difíciles, soldaduracon características deficientes,salpicaduras excesivas.
Utilice un electrodo de tungsteno del tamaño y tipo apropiados.
Utilice tungsteno que ha sido preparado apropiadamente.
Verifique la polaridad del electrodo y cámbiela, si es necesario.
El electrodo de tungsteno seestá oxidando y no quedabrillante después de soldar.
Proteja la zona de soldar de viento y brisas.
Verifique que tenga el tipo correcto de gas protector.
Verifique y apriete los acoples de gas.
Verifique la polaridad del electrodo y cámbiela, si es necesario.
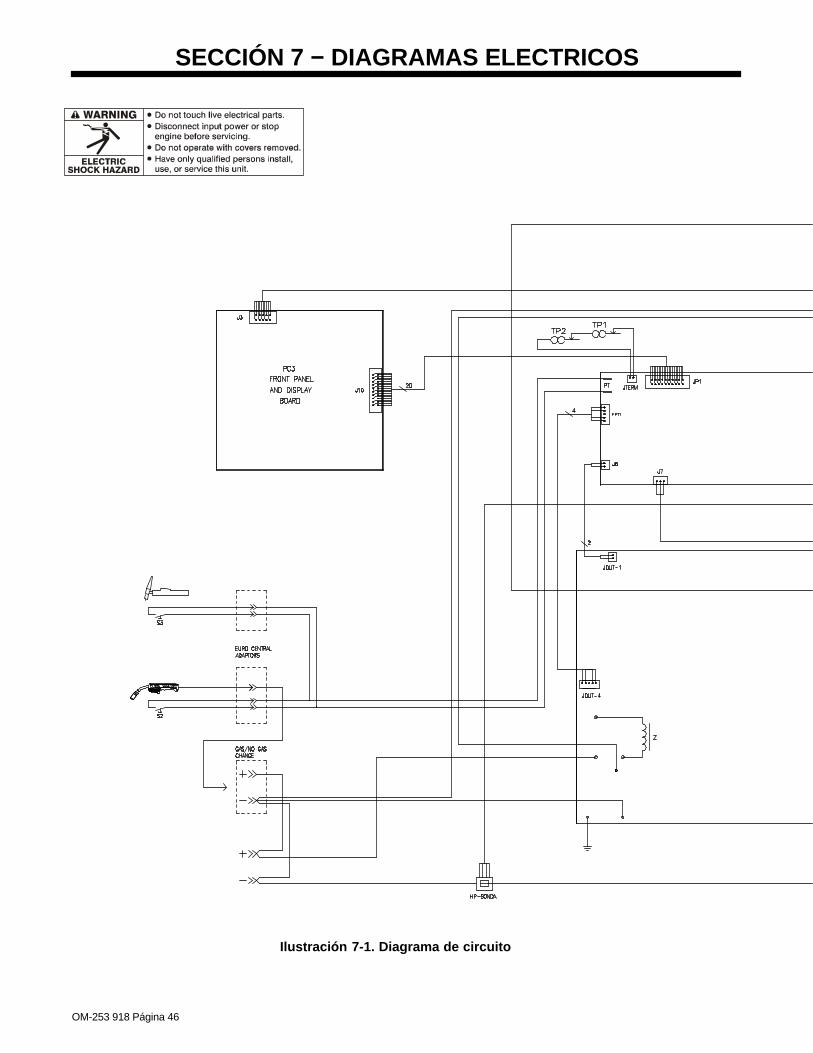
OM-253 918 Página 46
SECCIÓN 7 − DIAGRAMAS ELECTRICOS
Ilustración 7-1. Diagrama de circuito
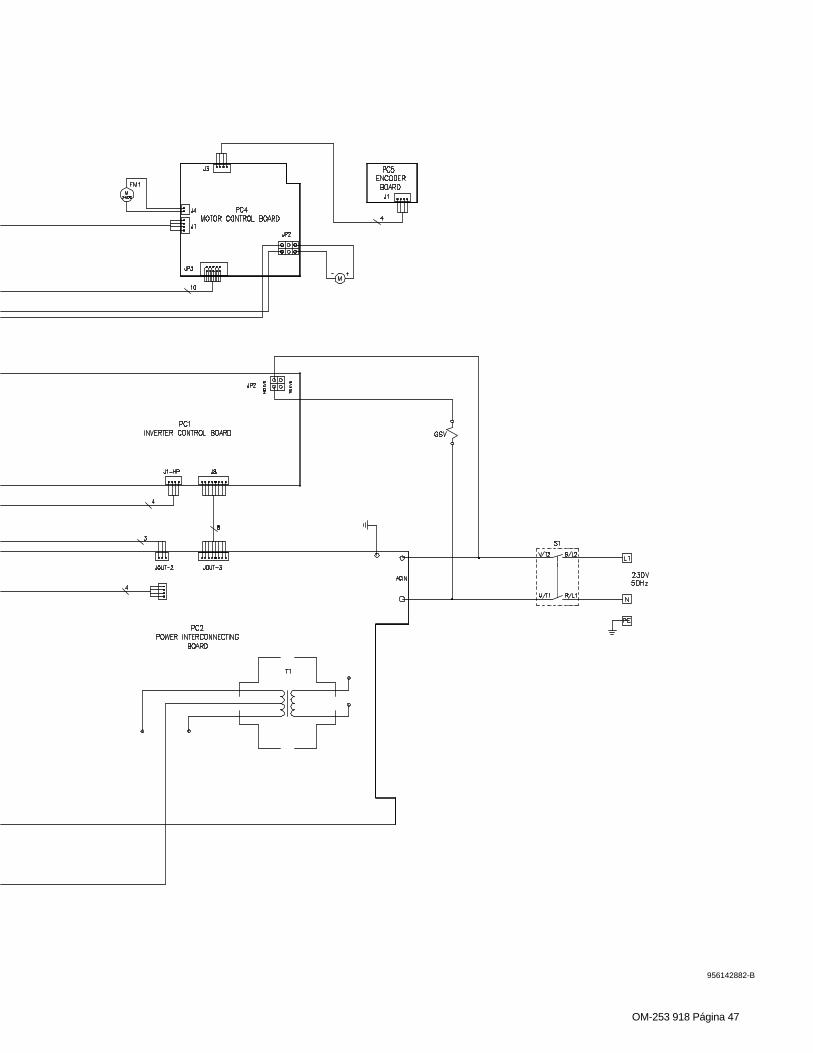
OM-253 918 Página 47
956142882-B
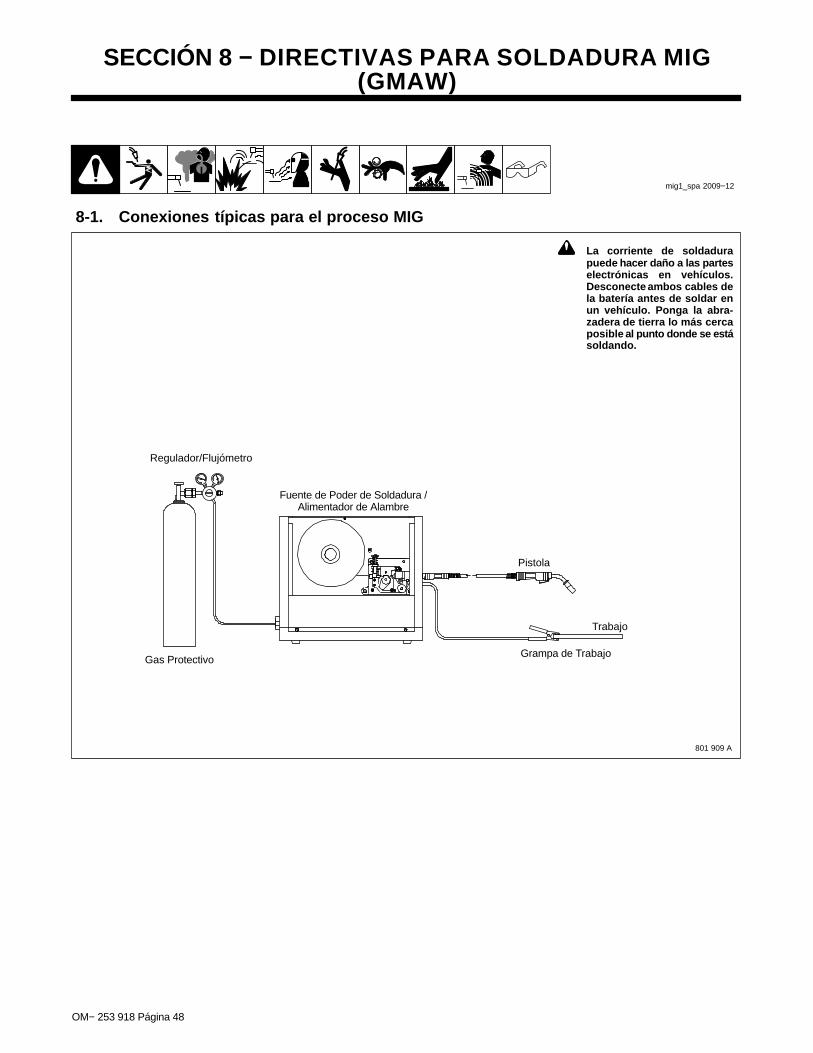
OM− 253 918 Página 48
SECCIÓN 8 − DIRECTIVAS PARA SOLDADURA MIG(GMAW)
mig1_spa 2009−12
Gas Protectivo
Fuente de Poder de Soldadura /Alimentador de Alambre
Pistola
Grampa de Trabajo
Trabajo
8-1. Conexiones típicas para el proceso MIG
! La corriente de soldadurapuede hacer daño a las parteselectrónicas en vehículos.Desconecte ambos cables dela batería antes de soldar enun vehículo. Ponga la abra-zadera de tierra lo más cercaposible al punto donde se estásoldando.
Regulador/Flujómetro
801 909 A
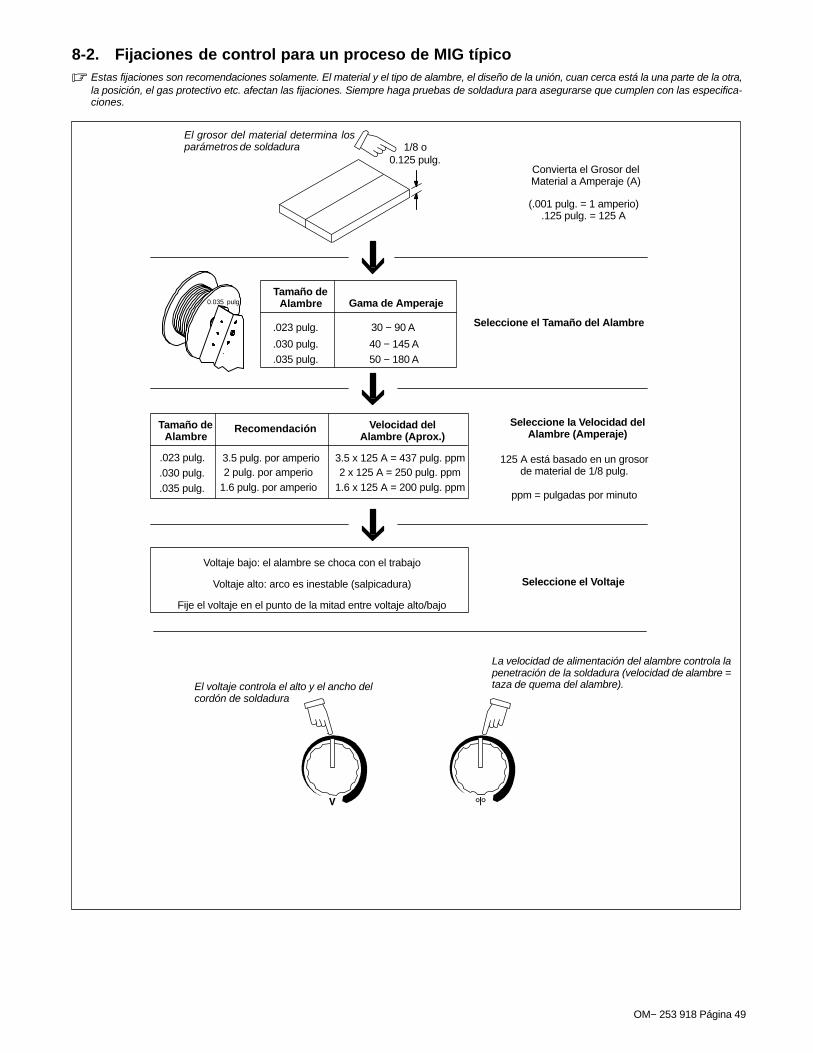
OM− 253 918 Página 49
8-2. Fijaciones de control para un proceso de MIG típico� Estas fijaciones son recomendaciones solamente. El material y el tipo de alambre, el diseño de la unión, cuan cerca está la una parte de la otra,
la posición, el gas protectivo etc. afectan las fijaciones. Siempre haga pruebas de soldadura para asegurarse que cumplen con las especifica-ciones.
Seleccione el Voltaje
Voltaje bajo: el alambre se choca con el trabajo
Voltaje alto: arco es inestable (salpicadura)
Fije el voltaje en el punto de la mitad entre voltaje alto/bajo
ppm = pulgadas por minuto
125 A está basado en un grosorde material de 1/8 pulg.
Seleccione la Velocidad delAlambre (Amperaje)
1.6 x 125 A = 200 pulg. ppm2 x 125 A = 250 pulg. ppm
3.5 x 125 A = 437 pulg. ppm
Velocidad delAlambre (Aprox.)
3.5 pulg. por amperio2 pulg. por amperio
1.6 pulg. por amperio
RecomendaciónTamaño deAlambre
Seleccione el Tamaño del Alambre
Gama de AmperajeTamaño de
Alambre
(.001 pulg. = 1 amperio).125 pulg. = 125 A
Convierta el Grosor delMaterial a Amperaje (A)
1/8 o0.125 pulg.
El grosor del material determina losparámetros de soldadura
0.035 pulg.
La velocidad de alimentación del alambre controla lapenetración de la soldadura (velocidad de alambre =taza de quema del alambre).El voltaje controla el alto y el ancho del
cordón de soldadura
.030 pulg.
.035 pulg.
.023 pulg.
40 − 145 A50 − 180 A
30 − 90 A
.030 pulg.
.035 pulg.
.023 pulg.

OM− 253 918 Página 50
8-3. Como sostener y posicionar la pistola de soldar� El alambre de soldadura está energizado cuando se presiona el gatillo de la pistola. Antes de bajar la careta y presionar el gatillo, asegúrese
que no haya más de 1/2 pulg. (13 mm.) de alambre afuera de la boquilla y que la punta del alambre esté posicionada correctamente en la uniónque va a soldarse.
Angulo de la antorcha vistoAngulo de trabajo visto
SUELDAS CON RANURAS
Angulo de la antorcha vistoAngulo de trabajo visto
1 Tome la Pistola en sus Manosy el Dedo Cerca del Gatillo
2 Trabajo
3 Grampa de Trabajo
4 Extensión del Electrodo(Stickout) 6 a 13 mm (1/4 a1/2 pulg)
5 Sostenga la Pistola con laOtra Mano y Descance suMano Sobre la Pieza deTrabajo
S-0421-A
23
5
4
90° 90°
0°-15°
45°
45°
1
0°-15°
de un extremo de un lado
SUELDAS DE FILETEde un extremo de un lado
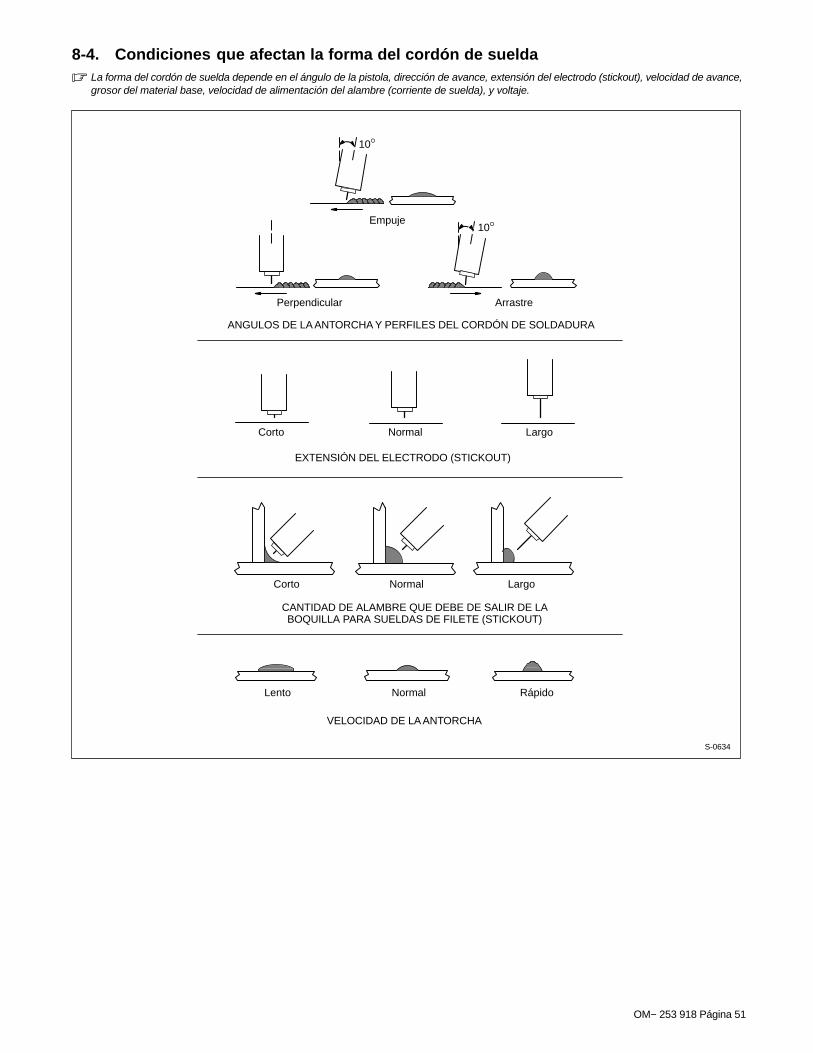
OM− 253 918 Página 51
8-4. Condiciones que afectan la forma del cordón de suelda� La forma del cordón de suelda depende en el ángulo de la pistola, dirección de avance, extensión del electrodo (stickout), velocidad de avance,
grosor del material base, velocidad de alimentación del alambre (corriente de suelda), y voltaje.
CANTIDAD DE ALAMBRE QUE DEBE DE SALIR DE LABOQUILLA PARA SUELDAS DE FILETE (STICKOUT)
VELOCIDAD DE LA ANTORCHA
RápidoLento Normal
LargoCorto Normal
EXTENSIÓN DEL ELECTRODO (STICKOUT)
LargoCorto Normal
Arrastre
ANGULOS DE LA ANTORCHA Y PERFILES DEL CORDÓN DE SOLDADURA
Perpendicular
Empuje
S-0634
10°
10°
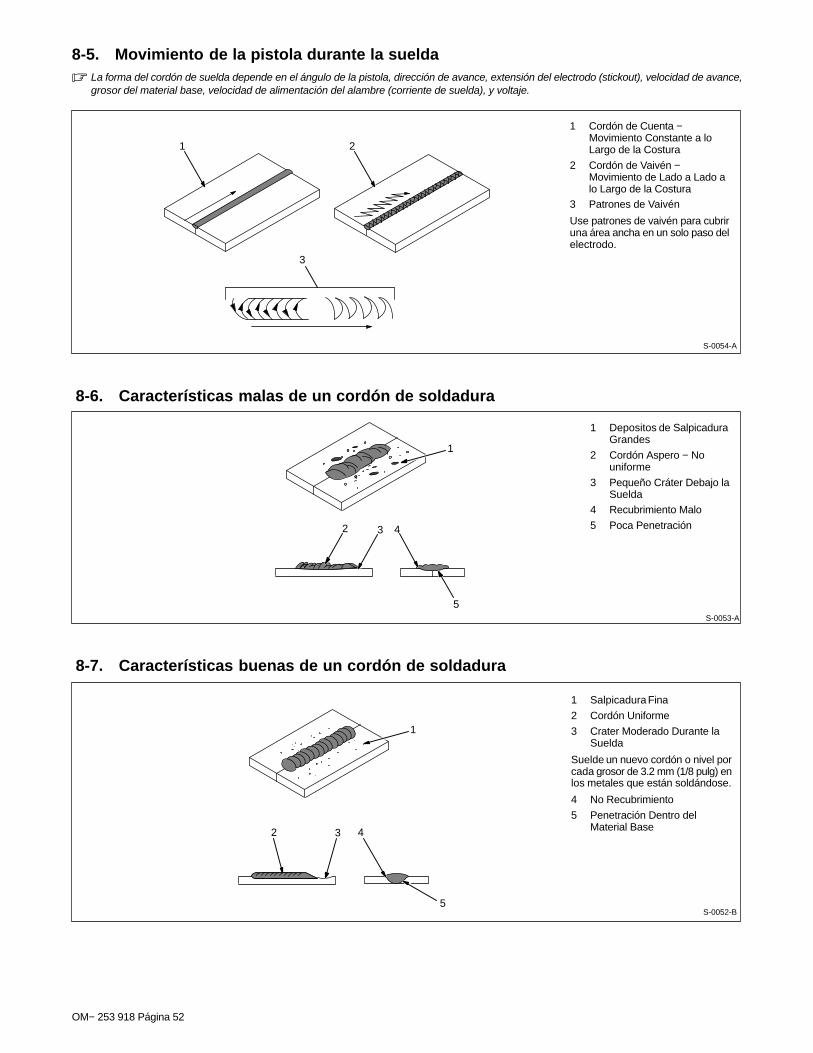
OM− 253 918 Página 52
8-5. Movimiento de la pistola durante la suelda� La forma del cordón de suelda depende en el ángulo de la pistola, dirección de avance, extensión del electrodo (stickout), velocidad de avance,
grosor del material base, velocidad de alimentación del alambre (corriente de suelda), y voltaje.
S-0054-A
3
1 2
1 Cordón de Cuenta −Movimiento Constante a loLargo de la Costura
2 Cordón de Vaivén −Movimiento de Lado a Lado alo Largo de la Costura
3 Patrones de Vaivén
Use patrones de vaivén para cubriruna área ancha en un solo paso delelectrodo.
5
42 3
1
S-0053-A
1 Depositos de SalpicaduraGrandes
2 Cordón Aspero − Nouniforme
3 Pequeño Cráter Debajo laSuelda
4 Recubrimiento Malo
5 Poca Penetración
8-6. Características malas de un cordón de soldadura
S-0052-B
2 3
1
4
5
1 Salpicadura Fina
2 Cordón Uniforme
3 Crater Moderado Durante laSuelda
Suelde un nuevo cordón o nivel porcada grosor de 3.2 mm (1/8 pulg) enlos metales que están soldándose.
4 No Recubrimiento
5 Penetración Dentro delMaterial Base
8-7. Características buenas de un cordón de soldadura

OM− 253 918 Página 53
8-8. Soluciones a problemas de soldadura − excesiva salpicadura
Mucha Salpicadura − pedazos de metal derritido que seenfrían cerca del cordón de suelda.
S-0636
Causas Posibles Acción Correctiva
Velocidad de alimentación muy alta. Seleccione una velocidad de alimentación más lenta.
Voltaje muy alto. Seleccione un voltaje más bajo.
Extensión del electrodo (stickout) muy largo. Use una extensión del electrodo (stickout) más corta.
Piesa de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad de la superficie alsoldarse.
No hay suficiente gas protectivo cerca delarco de suelda.
Incremente el flujo del gas protectivo en el regulador y − o prevenga viento o brisa cerca del arcode suelda.
Alambre de suelda sucio. Use alambre limpio y seco.
No permita que el alambre de suelda recoja aceite o lubricantes del alimentador o forro interno dela pistola.
8-9. Soluciones a problemas de soldadura − porosidad
Porosidad − Pequeñas cavidades o huecos que resultan deatrapamiento de gas dentro del material de suelda.
S-0635
Causas Posibles Acción Correctiva
No hay suficiente gas protectivo en el arco. Incremente el flujo del gas protectivo en el regulador y − o prevenga viento o brisa cerca del arcode suelda.
Quite salpicadura de la boquilla de la pistola.
Chequee que no haya escapes en la manguera.
Ponga la boquilla a 6−13 mm (1/4 a 1/2 pulg) de distancia del trabajo.
Mantenga la pistola cerca del cordón al fin de la suelda hasta que el metal derritido se solidifique.
Mal gas. Use gas protectivo de pureza de soldar; cambie a otro gas.
Alambre de Suelda Sucio. Use alambre seco y limpio.
Elimine el levantar de lubricante o aceite con el alambre de suelda del alimentador o forro internode la pistola.
Trabajo Sucio. Quite grasa, aceite, humedad, corrosión, pintura, recubrimientos y suciedad en la superficie antesde soldarse.
Use un alambre de suelda con más agentes oxidantes (contacte a su proveedor).
El alambre se extiende demasiado fuera dela boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
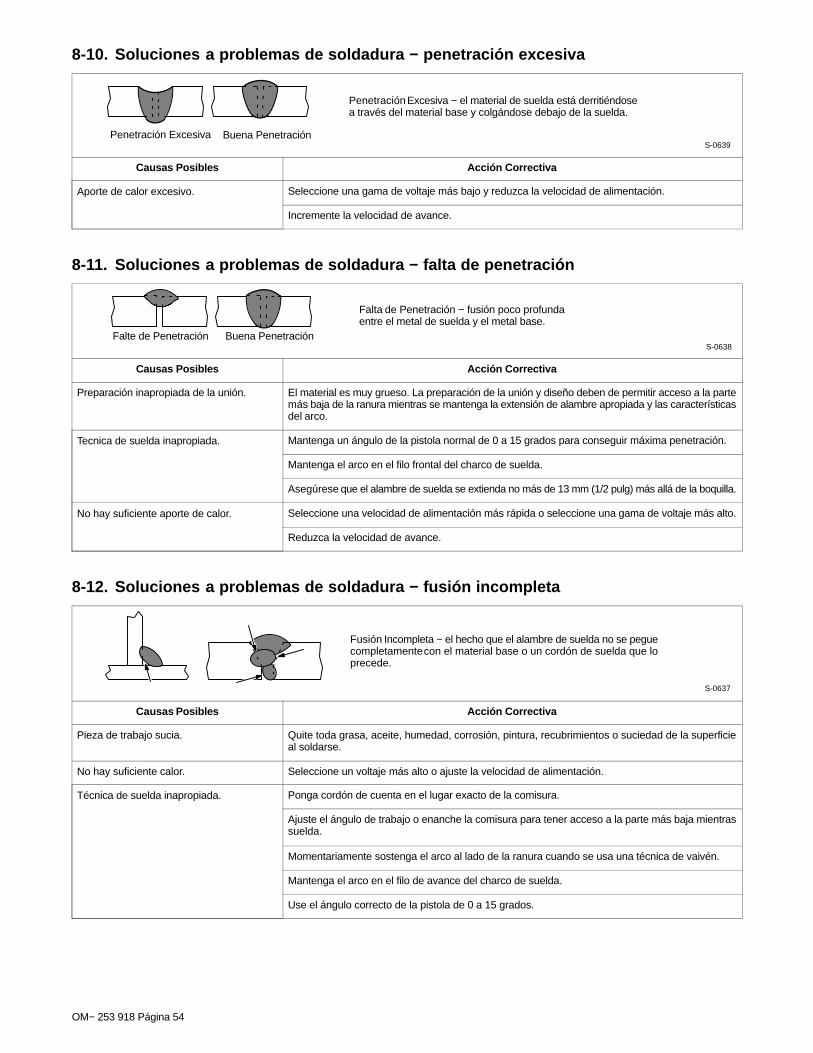
OM− 253 918 Página 54
8-10. Soluciones a problemas de soldadura − penetración excesiva
Penetración Excesiva − el material de suelda está derritiéndosea través del material base y colgándose debajo de la suelda.
Buena PenetraciónPenetración ExcesivaS-0639
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
8-11. Soluciones a problemas de soldadura − falta de penetración
Falta de Penetración − fusión poco profundaentre el metal de suelda y el metal base.
Buena PenetraciónFalte de PenetraciónS-0638
Causas Posibles Acción Correctiva
Preparación inapropiada de la unión. El material es muy grueso. La preparación de la unión y diseño deben de permitir acceso a la partemás baja de la ranura mientras se mantenga la extensión de alambre apropiada y las característicasdel arco.
Tecnica de suelda inapropiada. Mantenga un ángulo de la pistola normal de 0 a 15 grados para conseguir máxima penetración.
Mantenga el arco en el filo frontal del charco de suelda.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
No hay suficiente aporte de calor. Seleccione una velocidad de alimentación más rápida o seleccione una gama de voltaje más alto.
Reduzca la velocidad de avance.
8-12. Soluciones a problemas de soldadura − fusión incompleta
S-0637
Fusión Incompleta − el hecho que el alambre de suelda no se peguecompletamente con el material base o un cordón de suelda que loprecede.
Causas Posibles Acción Correctiva
Pieza de trabajo sucia. Quite toda grasa, aceite, humedad, corrosión, pintura, recubrimientos o suciedad de la superficieal soldarse.
No hay suficiente calor. Seleccione un voltaje más alto o ajuste la velocidad de alimentación.
Técnica de suelda inapropiada. Ponga cordón de cuenta en el lugar exacto de la comisura.
Ajuste el ángulo de trabajo o enanche la comisura para tener acceso a la parte más baja mientrassuelda.
Momentariamente sostenga el arco al lado de la ranura cuando se usa una técnica de vaivén.
Mantenga el arco en el filo de avance del charco de suelda.
Use el ángulo correcto de la pistola de 0 a 15 grados.
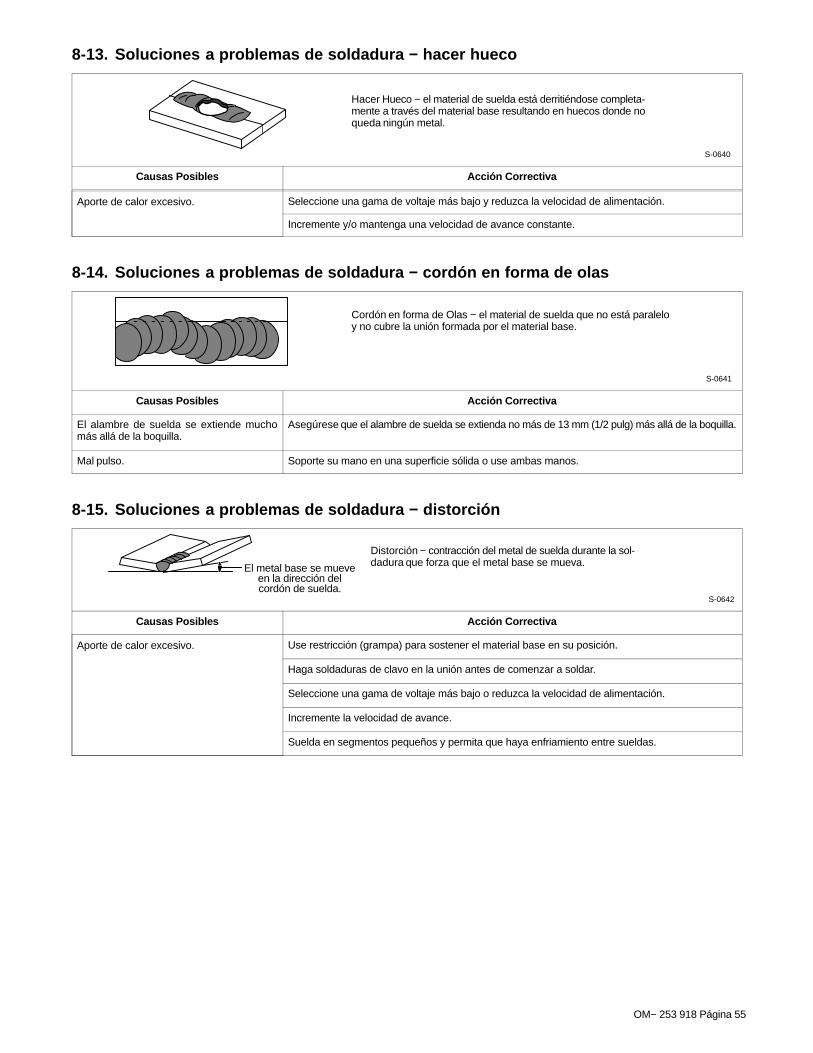
OM− 253 918 Página 55
8-13. Soluciones a problemas de soldadura − hacer hueco
S-0640
Hacer Hueco − el material de suelda está derritiéndose completa-mente a través del material base resultando en huecos donde noqueda ningún metal.
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Seleccione una gama de voltaje más bajo y reduzca la velocidad de alimentación.
Incremente y/o mantenga una velocidad de avance constante.
8-14. Soluciones a problemas de soldadura − cordón en forma de olas
Cordón en forma de Olas − el material de suelda que no está paraleloy no cubre la unión formada por el material base.
S-0641
Causas Posibles Acción Correctiva
El alambre de suelda se extiende muchomás allá de la boquilla.
Asegúrese que el alambre de suelda se extienda no más de 13 mm (1/2 pulg) más allá de la boquilla.
Mal pulso. Soporte su mano en una superficie sólida o use ambas manos.
8-15. Soluciones a problemas de soldadura − distorción
Distorción − contracción del metal de suelda durante la sol-dadura que forza que el metal base se mueva.El metal base se mueve
en la dirección delcordón de suelda.
S-0642
Causas Posibles Acción Correctiva
Aporte de calor excesivo. Use restricción (grampa) para sostener el material base en su posición.
Haga soldaduras de clavo en la unión antes de comenzar a soldar.
Seleccione una gama de voltaje más bajo o reduzca la velocidad de alimentación.
Incremente la velocidad de avance.
Suelda en segmentos pequeños y permita que haya enfriamiento entre sueldas.
OM− 253 918 Página 56
8-16. Gases protectores comunes para MIGEsta es una tabla general para los gases comunes y donde se los usa. Se han desarrollado muchas combinaciones(mezclas) de gases para protección a través de los años. Los gases usados en protección más comunes, están cata-logados en la siguiente tabla.
Aplicación
Gas Soldadura de chorro(spray) para acero
Corto circuito para acero
Corto circuito para acero inoxidable
Aluminio
Argón X
Argón + 25% CO2 X
80% ó más de Argón + la diferencia de CO2 u
oxígenoX X1
100% CO2 X
Tri-Mix2 X1 Uso limitado para corto circuito
2 90% He / 7.5% Ar / 2.5% CO2
8-17. Resolución de problemas para equipo de soldar semiautomático
Problema Causa probable Remedio
El motor de alimentación delalambre funciona, pero elalambre no alimenta.
Presión muy baja en los rodillos de alimentación. Incremente la presión en los rodillos de alimentación.
Rodillos incorrectos de alimentación. Verifique el tamaño estampado en los rodillos dealimentación; reemplácelos para que concuerden con eltamaño y tipo del alambre si es necesario.
Fijación muy alta del freno de presión en el carrete. Disminuya la presión del freno en el carrete.
Restricción en la antorcha y/o en su ensamblaje. Verifique y reemplace el cable, antorcha, y tubo decontacto si está averiado .Verifique el tamaño del tubo decontacto y del forro interno, reemplazándolos si esnecesario.
Al alambre haciendo una“jaula de pájaros” adelante delos rodillos de alimentación.
Demasiada presión en los rodillos de alimentación. Disminuya la presión en los rodillos de alimentación.
Tamaño incorrecto del forro interno o tubo de contacto enla antorcha.
Verifique tamaño del tubo de contacto y verifique el largoy diámetro del forro interno. Reemplácelos si esnecesario.
No se ha introducido la antorcha correctamente dentrodel bastidor de empujar y alimentar.
Afloje el perno de trabar la antorcha en el bastidor dealimentar y empujar e introduzca en extremo de laantorcha dentro del bastidor justamente lo suficiente sintocar los rodillos de alimentación.
Forro interno sucio o averiado (doblado). Reemplace el forro interno.
Alimenta el alambre pero nofluye el gas.
El cilindro de gas está vacío. Reemplace cilindro vacío de gas.
La boquilla del gas está obstruida. Limpie o reemplace la boquilla.
La válvula del cilindro no está abierta o ajustada. Abra la válvula de gas en el cilindro y ajuste el flujo.
Restricción en la línea de gas. Verifique la manguera de gas entre el flujómetro yalimentador de alambre, y la manguera de gas en laantorcha y sus cables y mangueras.
Alambres flojos o rotos en el solenoide de gas. Haga que un agente autorizado de servicio repare elcableado.
La válvula solenoide del gas no está funcionando. Haga que un agente autorizado de servicio reemplace laválvula solenoide de gas.
El voltaje primario conectado a la fuente de poder estáincorrecto.
Verifique el voltaje primario y cambie los puentes de lafuente de poder al voltaje correcto.
OM− 253 918 Página 57
Problema RemedioCausa probable
El voltaje del arco no está estable.
El alambre se resbala en los rodillos de alimentación. Ajuste la fijación de la presión en los rodillos dealimentación del alambre. Reemplace rodillosdesgastados si fuera necesario.
Tamaño incorrecto del forro interno o tubo de contacto. Apareje el forro interno o tubo de contacto al tamaño ytipo de alambre.
Fijación incorrecta de voltaje para la velocidad dealimentación seleccionada del alambre en la fuente depoder de soldadura.
Vuelva a ajustar los parámetros de soldar.
Conexiones flojas del cable de la antorcha o el detrabajo.
Chequee y apriete todas las conexiones.
Antorcha en mala condición o conexiones flojas dentrode la antorcha.
Repare o reemplace la antorcha como fuera necesario.

OM-253 918 Página 58
SECCIÓN 9 − DIRECTIVAS PARA SOLDADURACONVENCIONAL POR ELECTRODO (SMAW)
9-1. Procedimiento para soldadura convencional por electrodo
stick 2008−05spa − ST-151 593
1
4
3
5
2
7
6
Equipo necesario:
Fuente de poder de soldadurade corriente constante
! La corriente de soldaduracomienza cuando el elec-trodo toca la pieza detrabajo.
! La corriente de soldadurapuede dañar partes elec-trónicas en vehículos. Des-conecte ambos cables de labatería antes de soldar en unvehículo. Ponga la ab-razadera de tierra lo más cer-ca posible al sitio donde seva a soldar.
� Siempre use la ropa de protec-ción personal apropiada.
1 Trabajo
Asegúrese que la pieza de trabajoesté limpia antes de soldar.
2 Grampa de tierra
3 Electrodo
Un electrodo de diámetro pequeñorequiere menos corriente que unode diámetro grande. Siga lasinstrucciones del fabricante deelectrodos cuando esté fijando elamperaje de soldadura (véase laSección 9-2).
4 Porta electrodos aislado
5 Posición del porta electrodos6 Largo del arco
El largo del arco es la distancia dela punta del electrodo al trabajo. Unlargo de arco corto con el amperajecorrecto le dará un sonido agudocómo si estuviera hirviendo.
7 Escoria
Use un martillo de picar y un cepillode alambre para quitar la escoria.Quite la escoria y chequee el cor-dón de soldadura antes de hacerotro paso de soldadura.
Herramientas necesarias:

OM-253 918 Página 59
9-2. Tabla de selección de electrodo y amperaje
Ref. S-087 985-A
3/321/8
5/323/167/32
1/41/165/643/32
1/85/323/167/32
1/43/32
1/85/323/167/32
1/43/32
1/85/323/167/32
1/43/32
1/85/323/167/32
1/43/32
1/85/323/163/32
1/85/32
6010&
6011
6013
7014
7018
7024
Ni-Cl
308L
50 100
150
200
250
300
350
400
450 ELE
CT
RO
DE
DC
*
AC
PO
SIT
ION
PE
NE
TR
AT
ION
US
AG
E
MIN. PREP, ROUGHHIGH SPATTER
GENERAL
SMOOTH, EASY,FAST
LOW HYDROGEN,STRONG
SMOOTH, EASY,FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLATHORIZFILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY) EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELE
CT
RO
DE
AM
PE
RA
GE
RA
NG
E
DIA
ME
TE
R
9-3. Comenzando el arco
S-0049 / S-0050
1 Electrodo
2 Pieza de trabajo
3 Arco
Técnica de raspar
Arrastre el electrodo a lo largo de lapieza de trabajo como si estuvieraprendiendo un fósforo; levante elelectrodo ligeramente después detocar el trabajo. Si el arco se apagaes por qué se levantó el electrododemasiado alto. Si el electrodo sepega al trabajo, use un movimientorotativo rápido para separarlo.
Técnica de golpe
Mueva el electrodo verticalmentehacia abajo para golpear la piezade trabajo; entonces levántelo lige-ramente para comenzar el arco. Siel arco se apaga, quiere decir quese levantó al electrodo demasiadoalto. Si el electrodo se pega al tra-bajo, use un movimiento rotativo rá-pido para separarlo.
1
2
3
1
3
2
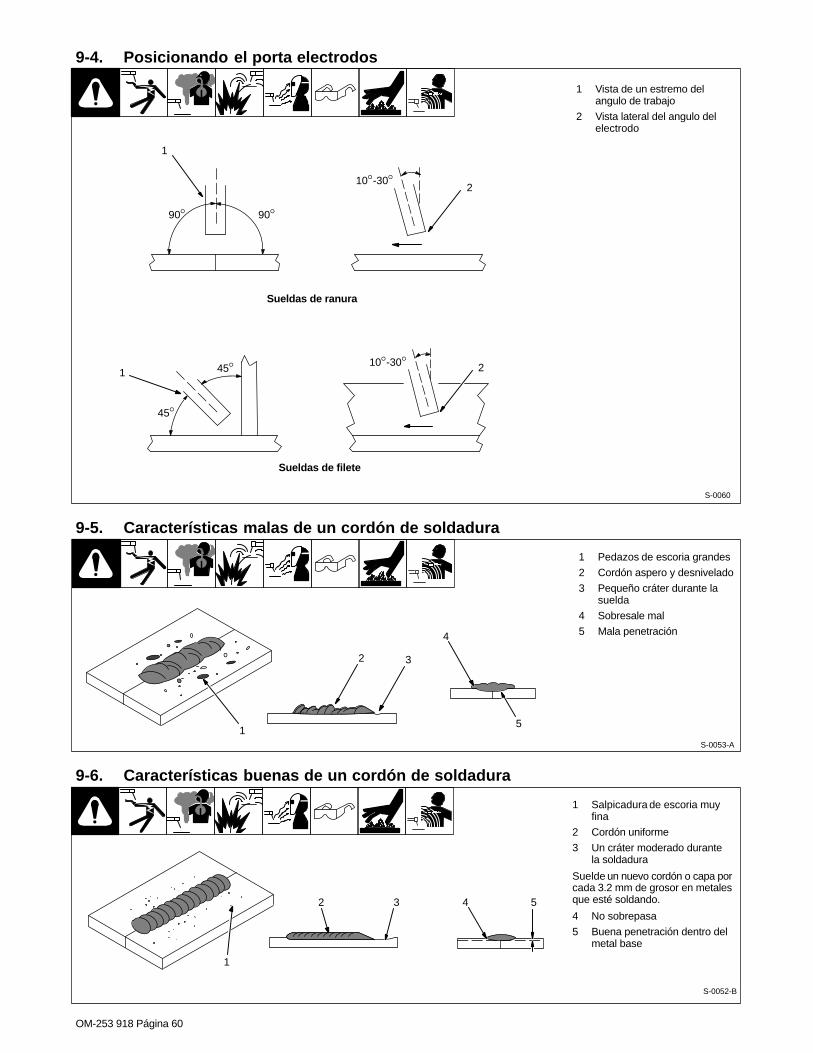
OM-253 918 Página 60
9-4. Posicionando el porta electrodos
S-0060
90° 90°
10°-30°
45°
45° 10°-30°
1 Vista de un estremo delangulo de trabajo
2 Vista lateral del angulo delelectrodo
1
1
2
2
Sueldas de ranura
Sueldas de filete
9-5. Características malas de un cordón de soldadura
S-0053-A
5
4
2 3
1
1 Pedazos de escoria grandes
2 Cordón aspero y desnivelado
3 Pequeño cráter durante lasuelda
4 Sobresale mal
5 Mala penetración
9-6. Características buenas de un cordón de soldadura
S-0052-B
1
52 3 4
1 Salpicadura de escoria muyfina
2 Cordón uniforme
3 Un cráter moderado durantela soldadura
Suelde un nuevo cordón o capa porcada 3.2 mm de grosor en metalesque esté soldando.
4 No sobrepasa
5 Buena penetración dentro delmetal base
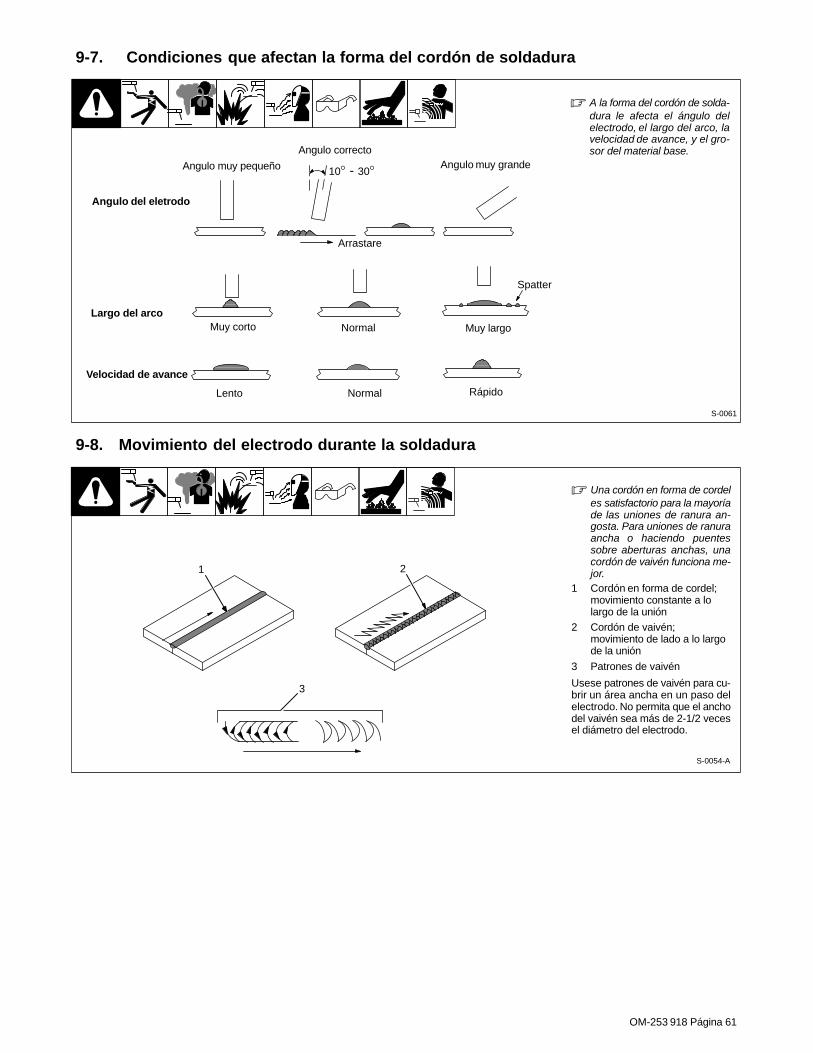
OM-253 918 Página 61
9-7. Condiciones que afectan la forma del cordón de soldadura
Angulo muy grandeAngulo muy pequeño
Angulo correcto
S-0061
10° - 30°
Arrastare
Spatter
Angulo del eletrodo
Largo del arco
Velocidad de avance
� A la forma del cordón de solda-dura le afecta el ángulo delelectrodo, el largo del arco, lavelocidad de avance, y el gro-sor del material base.
Muy largoNormalMuy corto
Lento Normal Rápido
9-8. Movimiento del electrodo durante la soldadura
S-0054-A
� Una cordón en forma de cordeles satisfactorio para la mayoríade las uniones de ranura an-gosta. Para uniones de ranuraancha o haciendo puentessobre aberturas anchas, unacordón de vaivén funciona me-jor.
1 Cordón en forma de cordel;movimiento constante a lolargo de la unión
2 Cordón de vaivén;movimiento de lado a lo largode la unión
3 Patrones de vaivén
Usese patrones de vaivén para cu-brir un área ancha en un paso delelectrodo. No permita que el anchodel vaivén sea más de 2-1/2 vecesel diámetro del electrodo.
1 2
3
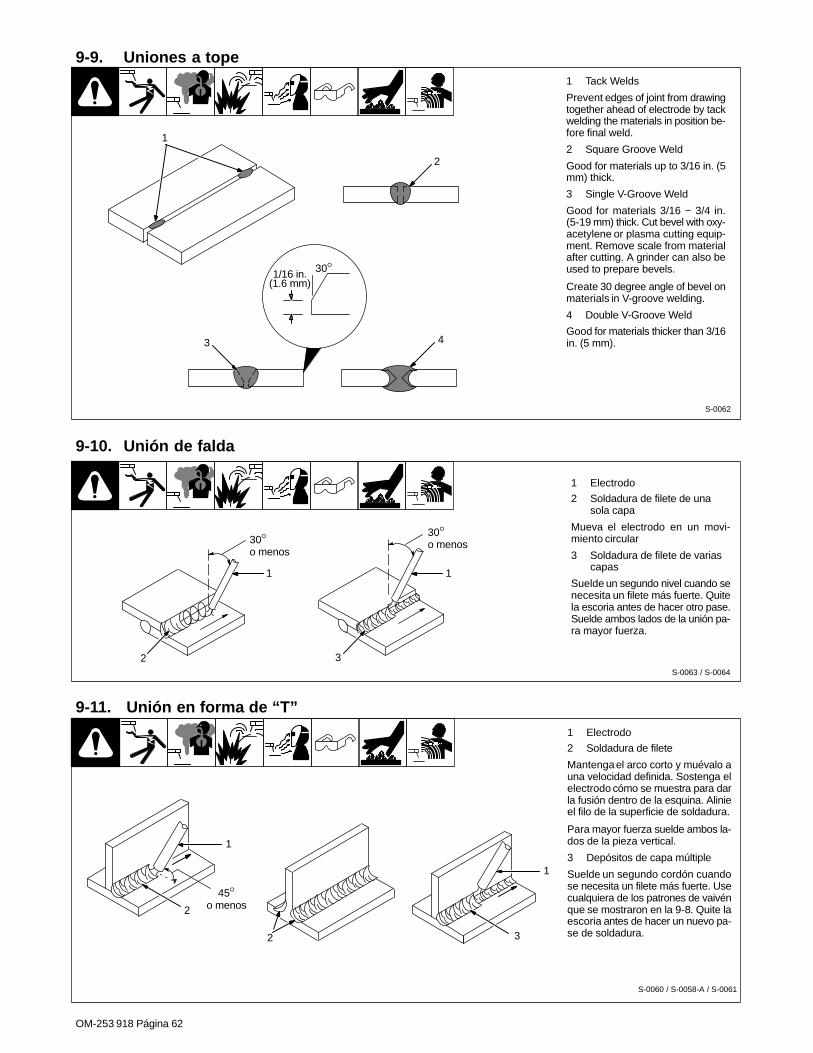
OM-253 918 Página 62
9-9. Uniones a tope
S-0062
1 Tack Welds
Prevent edges of joint from drawingtogether ahead of electrode by tackwelding the materials in position be-fore final weld.
2 Square Groove Weld
Good for materials up to 3/16 in. (5mm) thick.
3 Single V-Groove Weld
Good for materials 3/16 − 3/4 in.(5-19 mm) thick. Cut bevel with oxy-acetylene or plasma cutting equip-ment. Remove scale from materialafter cutting. A grinder can also beused to prepare bevels.
Create 30 degree angle of bevel onmaterials in V-groove welding.
4 Double V-Groove Weld
Good for materials thicker than 3/16in. (5 mm).
30°
2
1
1/16 in.(1.6 mm)
3 4
9-10. Unión de falda
S-0063 / S-0064
30°o menos
30°o menos
1 1
2 3
1 Electrodo
2 Soldadura de filete de unasola capa
Mueva el electrodo en un movi-miento circular
3 Soldadura de filete de variascapas
Suelde un segundo nivel cuando senecesita un filete más fuerte. Quitela escoria antes de hacer otro pase.Suelde ambos lados de la unión pa-ra mayor fuerza.
45°o menos
1 Electrodo
2 Soldadura de filete
Mantenga el arco corto y muévalo auna velocidad definida. Sostenga elelectrodo cómo se muestra para darla fusión dentro de la esquina. Alinieel filo de la superficie de soldadura.
Para mayor fuerza suelde ambos la-dos de la pieza vertical.
3 Depósitos de capa múltiple
Suelde un segundo cordón cuandose necesita un filete más fuerte. Usecualquiera de los patrones de vaivénque se mostraron en la 9-8. Quite laescoria antes de hacer un nuevo pa-se de soldadura.
9-11. Unión en forma de “T”
S-0060 / S-0058-A / S-0061
1
2
1
32
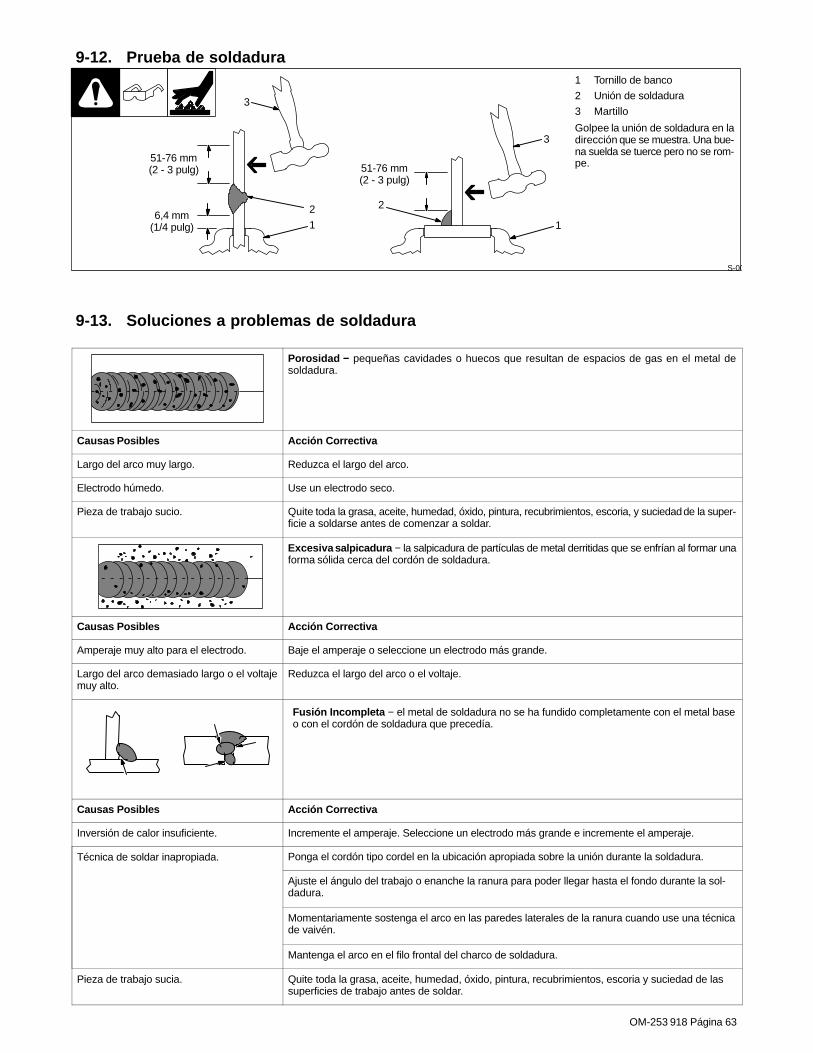
OM-253 918 Página 63
51-76 mm(2 - 3 pulg)
6,4 mm(1/4 pulg)
51-76 mm(2 - 3 pulg)
1 Tornillo de banco
2 Unión de soldadura
3 Martillo
Golpee la unión de soldadura en ladirección que se muestra. Una bue-na suelda se tuerce pero no se rom-pe.
9-12. Prueba de soldadura
S-00
3
2
1
3
2
1
9-13. Soluciones a problemas de soldadura
Porosidad − pequeñas cavidades o huecos que resultan de espacios de gas en el metal desoldadura.
Causas Posibles Acción Correctiva
Largo del arco muy largo. Reduzca el largo del arco.
Electrodo húmedo. Use un electrodo seco.
Pieza de trabajo sucio. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria, y suciedad de la super-ficie a soldarse antes de comenzar a soldar.
Excesiva salpicadura − la salpicadura de partículas de metal derritidas que se enfrían al formar unaforma sólida cerca del cordón de soldadura.
Causas Posibles Acción Correctiva
Amperaje muy alto para el electrodo. Baje el amperaje o seleccione un electrodo más grande.
Largo del arco demasiado largo o el voltajemuy alto.
Reduzca el largo del arco o el voltaje.
Fusión Incompleta − el metal de soldadura no se ha fundido completamente con el metal baseo con el cordón de soldadura que precedía.
Causas Posibles Acción Correctiva
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Técnica de soldar inapropiada. Ponga el cordón tipo cordel en la ubicación apropiada sobre la unión durante la soldadura.
Ajuste el ángulo del trabajo o enanche la ranura para poder llegar hasta el fondo durante la sol-dadura.
Momentariamente sostenga el arco en las paredes laterales de la ranura cuando use una técnicade vaivén.
Mantenga el arco en el filo frontal del charco de soldadura.
Pieza de trabajo sucia. Quite toda la grasa, aceite, humedad, óxido, pintura, recubrimientos, escoria y suciedad de lassuperficies de trabajo antes de soldar.

OM-253 918 Página 64
Buena penetraciónFalta de penetración
Falta de Penetración − una fusión poco profunda entre el metal de soldadura y el metalbase.
Causas Posibles Acción Correctiva
Preparación inapropriada de unión. Material demasiado grueso. La preparación de la unión y el diseño deben de darle acceso alfondo de la ranura.
Técnica de soldar inapropiada. Mantenga el arco en el filo frontal del charco de soldadura.
Inversión de calor insuficiente. Incremente el amperaje. Seleccione un electrodo más grande e incremente el amperaje.
Reduzca la velocidad de avance.
Penetración Excesiva Buena Penetración
Penetración Excesiva − el metal de soldadura está derritiéndose a través del metal base y se quedacolgado debajo de la pieza de soldadura.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Agujereando la Pieza de Metal − el metal de soldadura se derrite completamente a través del me-tal base resultando en huecos donde no queda ningún metal.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Seleccione un amperaje más bajo. Use electrodos más pequeños.
Incremente y/o mantenga una velocidad de avance constante.
Vaivén en el Cordón − el metal de soldadura no está paralelo y no cubre la unión formada por elmetal base.
Causas Posibles Acción Correctiva
Mal pulso. Use las dos manos. Practique la técnica.
El metal base de meuveen la dirección delcordón de soldadura
Distorsión − la contracción del metal de soldadura durante la soldadura que forza al metal basea moverse.
Causas Posibles Acción Correctiva
Inversión de calor excesiva. Use un sostén para mantener el metal base en posición.
Haga sueldas de unión temporarias a lo largo de la unión antes de comenzar la operación desoldadura.
Seleccione un amperaje más bajo para el electrodo.
Incremente la velocidad de avance.
Suelde en segmentos pequeños y permita que todo se enfríe entre las sueldas.
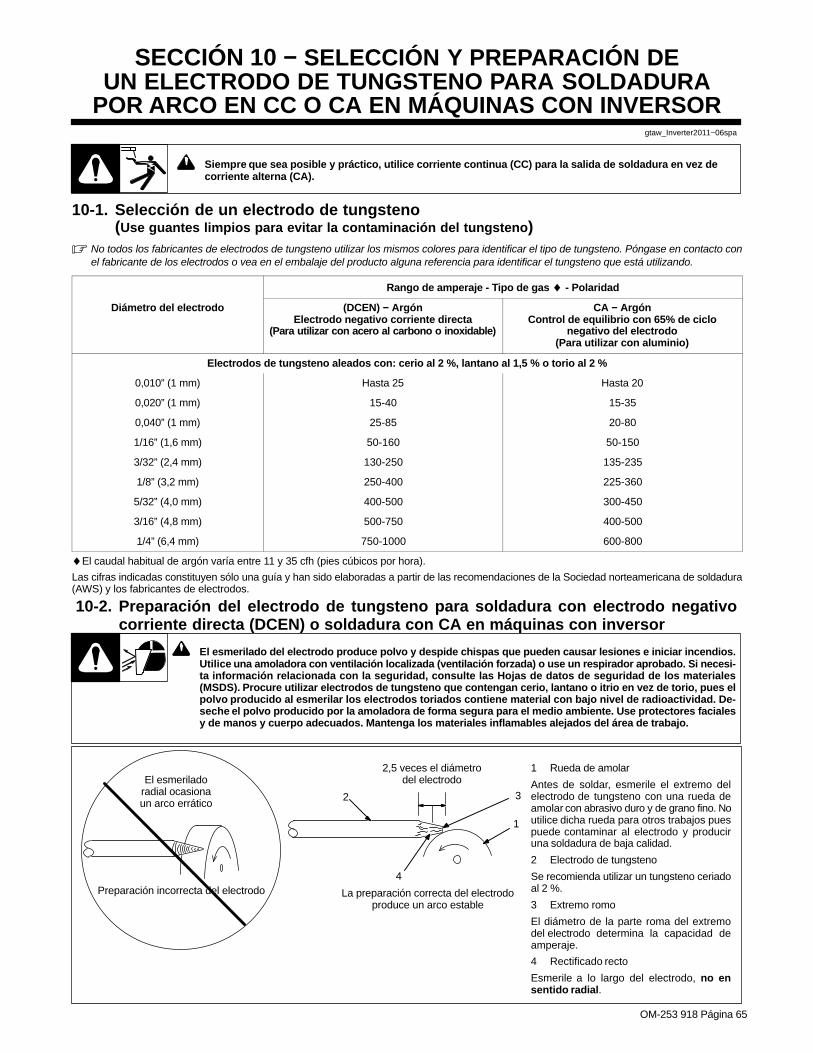
OM-253 918 Página 65
SECCIÓN 10 − SELECCIÓN Y PREPARACIÓN DEUN ELECTRODO DE TUNGSTENO PARA SOLDADURA
POR ARCO EN CC O CA EN MÁQUINAS CON INVERSORgtaw_Inverter2011−06spa
! Siempre que sea posible y práctico, utilice corriente continua (CC) para la salida de soldadura en vez decorriente alterna (CA).
10-1. Selección de un electrodo de tungsteno (Use guantes limpios para evitar la contaminación del tungsteno)
� No todos los fabricantes de electrodos de tungsteno utilizar los mismos colores para identificar el tipo de tungsteno. Póngase en contacto conel fabricante de los electrodos o vea en el embalaje del producto alguna referencia para identificar el tungsteno que está utilizando.
Rango de amperaje - Tipo de gas ♦ - Polaridad
Diámetro del electrodo (DCEN) − ArgónElectrodo negativo corriente directa
(Para utilizar con acero al carbono o inoxidable)
CA − ArgónControl de equilibrio con 65% de ciclo
negativo del electrodo(Para utilizar con aluminio)
Electrodos de tungsteno aleados con: cerio al 2 %, lantano al 1,5 % o torio al 2 %
0,010” (1 mm) Hasta 25 Hasta 20
0,020” (1 mm) 15-40 15-35
0,040” (1 mm) 25-85 20-80
1/16” (1,6 mm) 50-160 50-150
3/32” (2,4 mm) 130-250 135-235
1/8” (3,2 mm) 250-400 225-360
5/32” (4,0 mm) 400-500 300-450
3/16” (4,8 mm) 500-750 400-500
1/4” (6,4 mm) 750-1000 600-800
♦El caudal habitual de argón varía entre 11 y 35 cfh (pies cúbicos por hora).
Las cifras indicadas constituyen sólo una guía y han sido elaboradas a partir de las recomendaciones de la Sociedad norteamericana de soldadura(AWS) y los fabricantes de electrodos.
10-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativocorriente directa (DCEN) o soldadura con CA en máquinas con inversor
! El esmerilado del electrodo produce polvo y despide chispas que pueden causar lesiones e iniciar incendios.Utilice una amoladora con ventilación localizada (ventilación forzada) o use un respirador aprobado. Si necesi-ta información relacionada con la seguridad, consulte las Hojas de datos de seguridad de los materiales(MSDS). Procure utilizar electrodos de tungsteno que contengan cerio, lantano o itrio en vez de torio, pues elpolvo producido al esmerilar los electrodos toriados contiene material con bajo nivel de radioactividad. De-seche el polvo producido por la amoladora de forma segura para el medio ambiente. Use protectores facialesy de manos y cuerpo adecuados. Mantenga los materiales inflamables alejados del área de trabajo.
1 Rueda de amolar
Antes de soldar, esmerile el extremo delelectrodo de tungsteno con una rueda deamolar con abrasivo duro y de grano fino. Noutilice dicha rueda para otros trabajos puespuede contaminar al electrodo y produciruna soldadura de baja calidad.
2 Electrodo de tungsteno
Se recomienda utilizar un tungsteno ceriadoal 2 %.
3 Extremo romo
El diámetro de la parte roma del extremodel electrodo determina la capacidad deamperaje.
4 Rectificado recto
Esmerile a lo largo del electrodo, no ensentido radial.
1
3
4
2
El esmeriladoradial ocasionaun arco errático
Preparación incorrecta del electrodo
2,5 veces el diámetrodel electrodo
La preparación correcta del electrodoproduce un arco estable
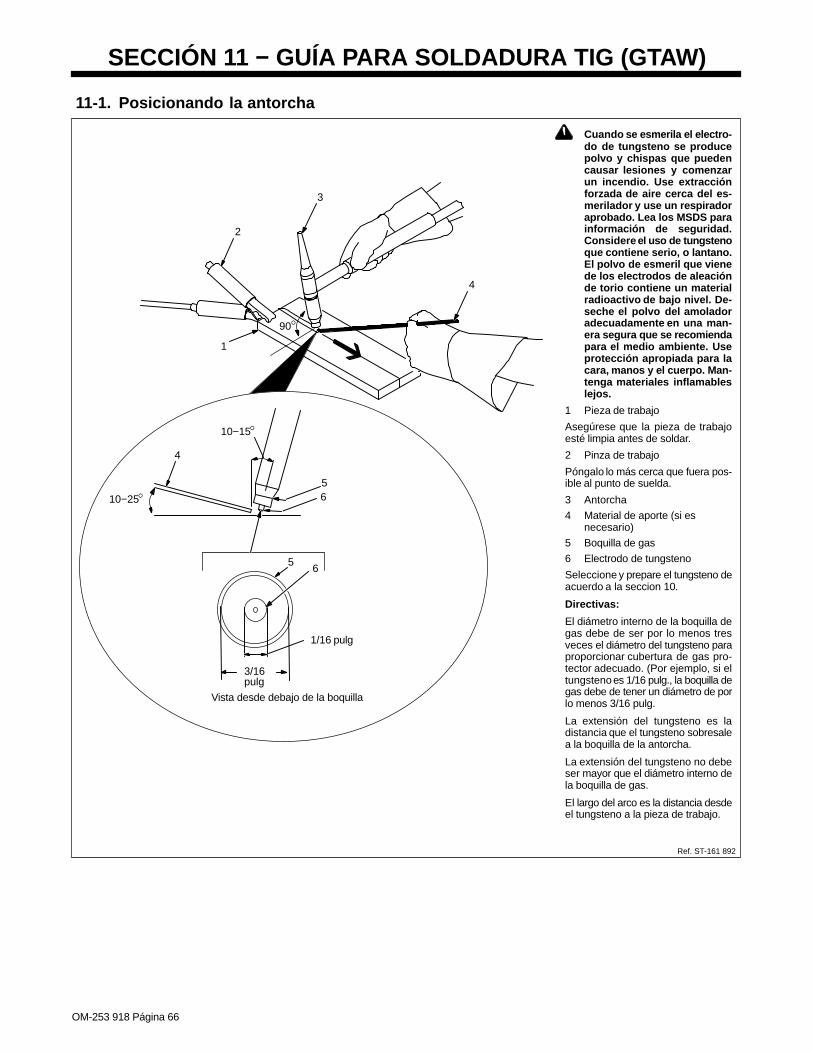
OM-253 918 Página 66
SECCIÓN 11 − GUÍA PARA SOLDADURA TIG (GTAW)
! Cuando se esmerila el electro-do de tungsteno se producepolvo y chispas que puedencausar lesiones y comenzarun incendio. Use extracciónforzada de aire cerca del es-merilador y use un respiradoraprobado. Lea los MSDS parainformación de seguridad.Considere el uso de tungstenoque contiene serio, o lantano.El polvo de esmeril que vienede los electrodos de aleaciónde torio contiene un materialradioactivo de bajo nivel. De-seche el polvo del amoladoradecuadamente en una man-era segura que se recomiendapara el medio ambiente. Useprotección apropiada para lacara, manos y el cuerpo. Man-tenga materiales inflamableslejos.
1 Pieza de trabajo
Asegúrese que la pieza de trabajoesté limpia antes de soldar.
2 Pinza de trabajo
Póngalo lo más cerca que fuera pos-ible al punto de suelda.
3 Antorcha
4 Material de aporte (si esnecesario)
5 Boquilla de gas
6 Electrodo de tungsteno
Seleccione y prepare el tungsteno deacuerdo a la seccion 10.
Directivas:
El diámetro interno de la boquilla degas debe de ser por lo menos tresveces el diámetro del tungsteno paraproporcionar cubertura de gas pro-tector adecuado. (Por ejemplo, si eltungsteno es 1/16 pulg., la boquilla degas debe de tener un diámetro de porlo menos 3/16 pulg.
La extensión del tungsteno es ladistancia que el tungsteno sobresalea la boquilla de la antorcha.
La extensión del tungsteno no debeser mayor que el diámetro interno dela boquilla de gas.
El largo del arco es la distancia desdeel tungsteno a la pieza de trabajo.
11-1. Posicionando la antorcha
Ref. ST-161 892
1
10−25°
10−15°
6
2
3
4
90°
4
5
3/16pulg
1/16 pulg
65
Vista desde debajo de la boquilla
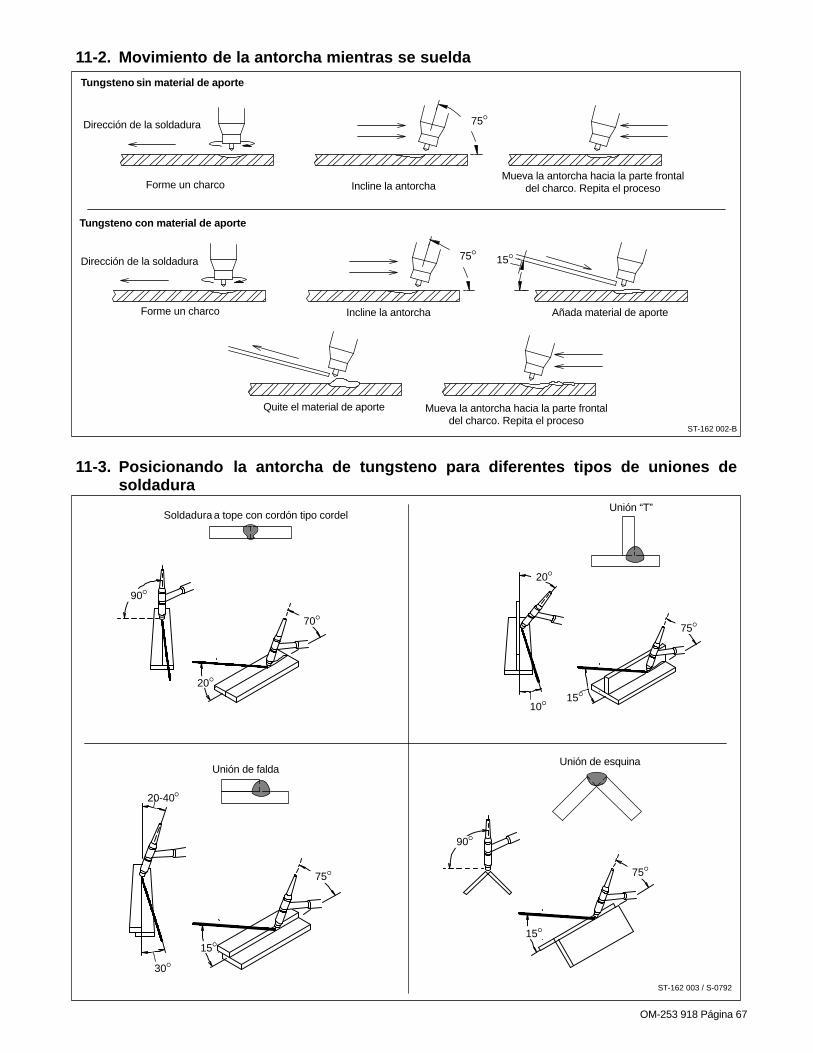
OM-253 918 Página 67
Quite el material de aporte
Añada material de aporte
Mueva la antorcha hacia la parte frontaldel charco. Repita el proceso
Tungsteno con material de aporte
Mueva la antorcha hacia la parte frontaldel charco. Repita el proceso
Dirección de la soldadura
ST-162 002-B
75°
75°
15°
Tungsteno sin material de aporte
Forme un charco Incline la antorcha
Dirección de la soldadura
Forme un charco Incline la antorcha
11-2. Movimiento de la antorcha mientras se suelda
11-3. Posicionando la antorcha de tungsteno para diferentes tipos de uniones desoldadura
ST-162 003 / S-0792
75°
70°
90°
20°
20°
10°15°
75°
20-40°
30°15°
75°
90°
15°
Soldadura a tope con cordón tipo cordelUnión “T”
Unión de faldaUnión de esquina
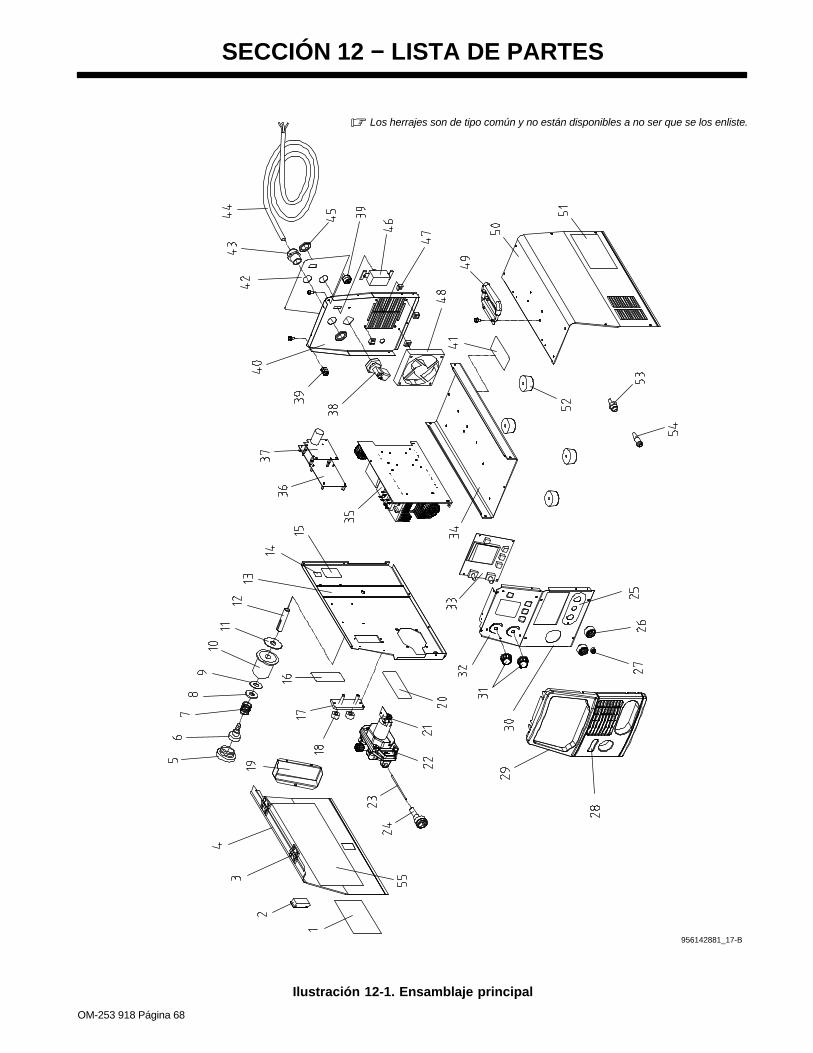
OM-253 918 Página 68
SECCIÓN 12 − LISTA DE PARTES
� Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
956142881_17-B
Ilustración 12-1. Ensamblaje principal

OM-253 918 Página 69
DescriptionPartNo.
Dia.Mkgs.
ItemNo.
Ilustración 12-1. Ensamblaje principal
Quantity
1 000207233 Label, General Precautionary 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2 156034005 Slide Clip 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3 156034007 Hinge, Plastic, 40x40 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 +156007044 Panel, LH 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 +156015030 Threaded Ring, Spool Holder, 5kg Spool 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 056020078 Handwheel, Reel, w/Ring M8x20 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 156032137 Spring 17x2, 6x4sp.L=19 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 156009146 Clamp, Holder 17x41 − 4mm Thick 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 656009005 Disk Clutch, 20x42 For Holder 5kg 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 656102008 Spool Holder c/w Ring 5kg Spool 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 556009032 Brass Washer, 8,5x51,5 − 0,7mm Thick 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 156012153 Spool Holder Shaft d.50 5kg d.16 L=58 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 +156122090 Plate, Baffle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 000155436 Label, Ground 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 000176106 Label, Moving Parts 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 956142877 Label, Warning Changing Polarity 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17 756069036 Kit, Gas/No Gas Change Board 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18 056020079 4 Lobes d.30 Handwheel 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 116039031 Box Protection, PCB 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 000178937 Label, Warning Electric Shock 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21 PC5 057084174 Circuit Card, Encoder 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22 057021025 Wire Drive System, c/w 0.8−1.0 Rolls, 4 Rolls (see Fig. ) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . .23 556090045 Wire Guide, 2x5, L69, Outlet 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24 057052052 Connector, Mini−Euro, Quick Female, L17 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25 356029245 Nameplate, MPi 220 Lower 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26 056076270 Dinse, Socket, Female, 25MMQ 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27 056076271 Receptacle, 2P, Gun Trigger 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28 956142876 Nameplate, Mpi 220P 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .29 156118081 Bezel, Front 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30 156118079 Panel, Front 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31 193919 Knob, Pointer 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32 356029244 Nameplate, Mpi 220 Upper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33 PC3 057084175 Circuit Card, Meter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 156006072 Base 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 PC2 028069126 Circuit Card, Power Interconnecting 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36 PC1 057084176 Circuit Card, Inverter Control 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37 PC4 057084177 Circuit Card, Motor Control 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38 GSV 056061071 Valve, Gas 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .39 156005146 Corner Seal, Plastic 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40 +156118080 Panel, Rear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41 956142878 Rating Plate, Mpi 220P 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42 356029246 Nameplate, Rear, Mpi 220P 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43 656089046 Strain Relief, M 25x1.5, Primary Cord 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44 256071014 Primary Cable, 3 Core 2,5 Mq 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45 000220805 Nut, Gas Valve 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46 S1 056067281 Switch, 40A 600VAC 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47 156008044 Spacer, Fan 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48 057035022 Fan, 120x120 24VDC c/w Wire Harness 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49 000195585 Handle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .50 +156122091 Panel RH 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51 000207291 Label, Primary Power Connections 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .52 656110015 Foot, Rubber Mount, D.45 H=25 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53 057052053 Hose, Connector, ⅝” 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54 256124039 Plug, 2P, TIG 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .55 956142897 Label, Weld Parameters Chart 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+ When ordering a component originally displaying a precautionary label, the label should also be ordered.To maintain the factory original performance of your equipment, use only Manufacturer’s SuggestedReplacement Parts. Model and serial number required when ordering parts from your local distributor.
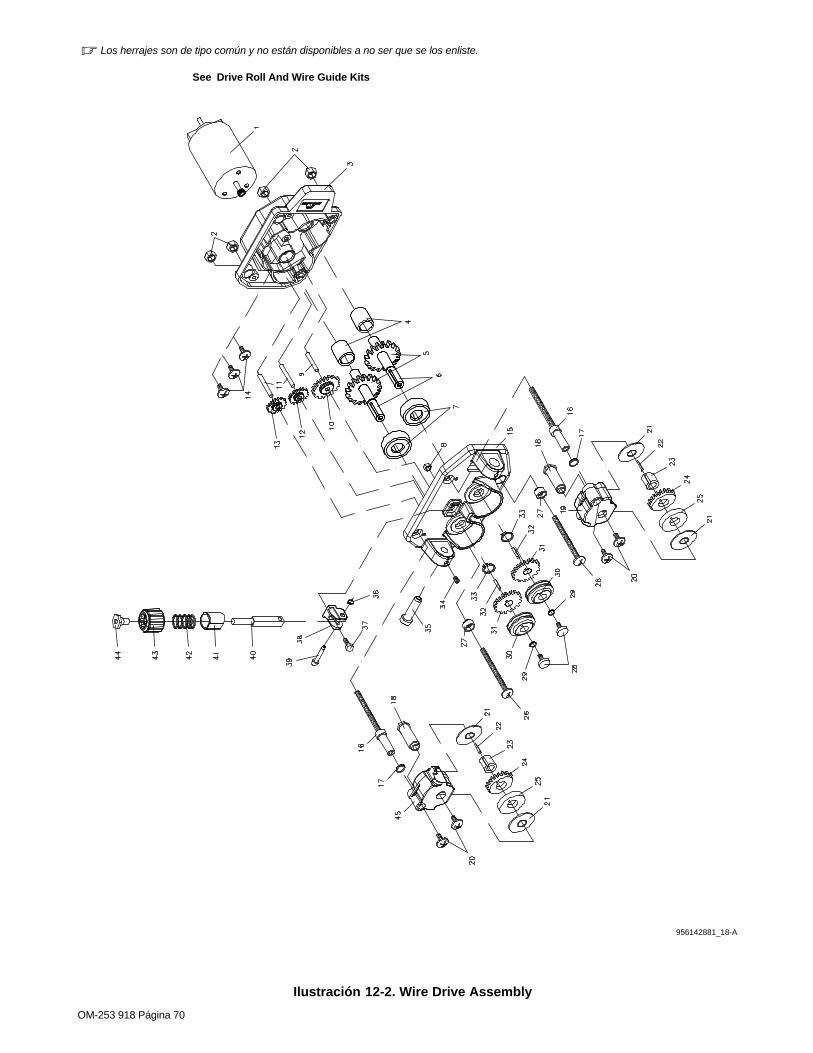
OM-253 918 Página 70
956142881_18-A
See Drive Roll And Wire Guide Kits
� Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
Ilustración 12-2. Wire Drive Assembly

OM-253 918 Página 71
DescriptionPartNo.
Dia.Mkgs.
ItemNo.
Ilustración 12-2. Wire Drive Assembly
Quantity
1 M 056126081 Motor, Gear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2 156018121 Nut, Hex M5, Steel 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3 556075033 Cover, Rear, Gear Box Assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4 156033035 Bushing, d.10x14, Brass 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5 656003014 Drive Shaft, Central Gear/Drive Roll 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6 156012154 Snap Ring, TR.PL AL ES.12 L=54 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7 156017161 Bearing, d.10x26 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8 156018126 Nut, Hex M4 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9 156012142 Pin, d.4x25 SM.0,3x45∅ C40 RETT 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 156003035 Gear, Reducer, D32Z30 D17Z12 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11 156012140 Pin, d.4x35 SM.0,3x45∅ C40 RETT 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12 156003034 Gear, Reducer, D24Z30 D14Z12 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13 156003039 Gear, Reducer, D23Z38 D12Z14 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14 156019776 Screw, M4x10, Zinc Steel 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15 356052009 Housing, Adapter Gun/Feeder 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16 156012155 Housing, Adapter Gun/Feeder 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17 156023172 O−Ring, 10x16x0,2 DIN 988 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18 156012145 Pin, Drive Roll 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19 356052010 Upper RH Pressure Arm Housing, Die Cast 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20 156019777 Screw, M4x8, Pan Head 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21 156009136 Washer, d.10,5x4, Brass 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22 156013050 Key, Upper Drive Roll Assembly, 3x3 L=15 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23 156033036 Bushing, Upper Drive Roll Assembly 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24 156003036 Gear, Upper Drive Roll Assembly, d.17x32.5 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25 156053112 Drive Roll, Upper Pressure Arm Housing, d.17x30 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .26 156019805 Bolt, M5x25, Through Housing 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27 756009061 Washer, Insulator Drive Assembly Through Bolt 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28 656033010 Thumb Screw, Drive Roll Locator, d. M4x8 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .29 656021268 O−Ring, d.7,2x1,78 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30 156053109 Wire Drive Roll, d.30, See Ilustración 12-2 and Table 10-1 2. . . . . . . . . . . . . . . . . . . . . . . . . . . .31 156003037 Gear, Lower Drive Roll Assembly d.10x32,5, Drive Roll 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32 156013051 Key, Lower Drive Roll Assembly d. 3x3 L=20 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33 156023165 C−Clip, Gear/Shaft, d.10 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34 156019779 Screw, M4x4, Wire Inlet 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35 156090026 Wire Inlet Guide, See Ilustración 12-2 and Table 10-1 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36 156023173 C−Clip, Tension Arm, d.5 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37 156019806 Screw, M4 Steel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38 356052011 Bracket, Tension Arm Support 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .39 156090027 Pin, d.4 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40 656064004 Tension Arm, Pinned 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41 156032138 Sleeve, d.7x7 Spring Housing 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42 156032134 Spring, 10x1.3 L 30, Wire Tensioning 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43 056020075 Knob, Adjustment Tension 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44 656033009 Nut, Locating, Tension Knob 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45 356052012 Upper LH Pressure Arm Housing, Die Cast 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
To maintain the factory original performance of your equipment, use only Manufacturer’s SuggestedReplacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253 918 Página 72
Table 10-1. Drive Roll And Wire Guide Kits
�Base selection of drive rolls upon the following recommended usages:1. V-Grooved rolls for hard wire.2. U-Grooved rolls for soft and soft shelled cored wires.3. V-Knurled rolls for hard shelled cored wires.4. Drive roll types may be mixed to suit particular requirements (example: V-Knurled roll in combination with U-Grooved).
Wire Diameter Drive Roll Wire Guide
Metric Fraction Decimal Part No. Type Inlet
0.6/0.8 mm* 0.023/0.030 in. 0.023/0.030 in. 156053051 V
156090026
0.8/1.0 mm* 0.030/0.035 in. 0.030/0.035 in. 156053109 V
1.0/1.2 mm* 0.035/0.045 in. 0.035/0.045 in. 156053052 V
0.8/1.0 mm* 0.030/0.045 in. 0.030/0.035 in. 156053053 U
1.2/1.6 mm* 0.045/0.065 in 0.035/0.065 in 156053054 U
1.0/1.2 mm* 0.035/0.045 in. 0.035/0.045 in. 156053110 V-K
*Available in steel 30 mm diameter**Available in nylon 30 mm diameter

Apuntes
Apuntes
Efectivo 1 enero, 2012(Equipo equipo con el número de serie que comienza con las letras “MC” o
más nuevo)Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya
sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condicionesde abajo, la compañía ITW Welding Products Italy S.r.l.,garantiza al primer comprador al por menor que el equipo deMILLER nuevo vendido, después de la fecha efectiva deesta garantía está libre de defectos en material y mano deobra al momento que fue embarcado desde MILLER. ESTAGARANTÍA EXPRESAMENTE TOMA EL LUGAR DECUALQUIERA OTRA GARANTÍA EXPRESADA OIMPLICADA, INCLUYENDO GARANTÍAS DEMERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo,MILLER reparará o reemplazará cualquier pieza ocomponente garantizado que fallen debido a tales defectosen material o mano de obra. MILLER debe de ser notificadopor escrito dentro de 30 días de que este defecto o fallaaparezca, el cual será el momento cuando MILLER daráinstrucciones en el procedimiento para hacer el reclamo degarantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipogarantizado que aparece abajo en el evento que tal falla estédentro del periodo de garantía. El período de garantíacomienza la fecha que el equipo ha sido entregado al compradoral por menor, o un año después de mandar el equipo a undistribuidor en Europea o no exceder dieciocho meses despuésde mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano deobra* Los rectificadores principales de potencia
originales solo incluyen SCR, diodos y módulosseparados de rectificador. Se excluyen las seriesSTR, Si, STi, STH y MPi.
2. Garantía de 3 años para piezas y mano de obra* Generadores de soldadura impulsados por motor
de combustión interna (NOTA: los motores son garantizadosseparadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC (excepto que se establezca otra cosa)
* Controladores de proceso* Alimentadores de alambre automáticos y
semiautomáticos* Fuentes de poder transformador/rectificador* Sistemas de agua de refrigeración (modelos para
EU integrados)3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano deobra)
* Migmatic 175* Unidades de alta frecuencia* Sistemas de agua de refrigeración (modelos para
EU no integrados)4. Garantía de 1 año para piezas y mano de obra excepto
que se especifique otra cosa* Dispositivos automáticos de movimiento* Opciones de campo
(NOTA: las opciones de campo están cubiertaspor el tiempo restante de la garantía True Bluedel producto en el que están instaladas o por unmínimo de un año, el que sea mayor.)
* Fuentes de poder para calentamiento porinducción, refrigeradores y controles oregistradores electrónicos
* Antorchas impulsadas a motor (excepto las antorchas portacarrete Spoolmate)
* Posicionadores y controladores* Unidad sopladora del respirador eléctrico de aire
purificado (PAPR) (sin mano de obra)* Sistemas de estantes para equipos* Remolques/carros de ruedas* Conjuntos alimentadores de alambre para arco
sumergido* Sistemas de agua de refrigeración (modelos para
el mercado estadounidense, no integrados)* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)5. Garantía de 6 meses para piezas
* Baterías6. Garantía de 90 días para piezas
* Juegos de accesorios* Cubiertas de lona* Bobinas y mantas para calentamiento por
inducción* Antorchas MIG* Controles remotos* Piezas de repuesto (sin mano de obra)* Antorchas portacarrete Spoolmate* Cables y controles no electrónicos.
La garantía limitada True Blue® de Miller no tiene validezpara los siguientes elementos:
1. Componentes consumibles como: puntas decontacto, toberas de corte, contactores, escobillas,interruptores, anillos rozantes, relés o piezas quefallen debido al desgaste normal.
2. Artículos entregados por MILLER pero fabricados porotros, como motores u otros accesorios. Estos artículosestán cubiertos por la garantía del fabricante, si algunaexiste.
3. Equipo que ha sido modificado por cualquier personaque no sea MILLER o equipo que ha sido instaladoinapropiadamente, mal usado u operadoinapropiadamente basado en los estándares de laindustria, o equipo que no ha tenido mantenimientorazonable y necesario, o equipo que ha sido usado parauna operación fuera de las especificaciones del equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS YDIRIGIDOS PARA LA COMPRA Y USO DE USUARIOSCOMERCIALES/INDUSTRIALES Y PERSONASENTRENADAS Y CON EXPERIENCIA EN EL USO YMANTENIMIENTO DE EQUIPO DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto poresta garantía, los remedios deben de ser, bajo la opción deMILLER (1) reparación, o (2) reemplazo o cuando autorizadopor MILLER por escrito en casos apropiados, (3) el costo dereparación y reemplazo razonable autorizado por unaestación de servicio de MILLER o (4) pago o un crédito por elcosto de compra (menos una depreciación razonablebasado en el uso actual) una vez que la mercadería seadevuelta al riesgo y costo del usuario. La opción de MILLERde reparar o reemplazar será F.O.B. en la fábrica ITWWelding Products Group, Europe o F.O.B. en la facilidad deservicio autorizado por MILLER y determinada por MILLER.Por lo tanto, no habrá compensación ni devolución de loscostos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOSREMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS YEXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTOMILLER SERÁ RESPONSABLE POR DAÑOS DIRECTOS,INDIRECTOS, ESPECIALES, INCIDENTALES O DECONSECUENCIA (INCLUYENDO LA PÉRDIDA DEGANANCIA) YA SEA BASADO EN CONTRATO,ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NOAPARECE AQUÍ Y CUALQUIER GARANTÍA IMPLICADA,GARANTÍA O REPRESENTACIÓN DE RENDIMIENTO, YCUALQUIER REMEDIO POR HABER ROTO ELCONTRATO, ENTUERTO O CUALQUIER OTRA TEORÍALEGAL, LA CUAL, QUE NO FUERA POR ESTAPROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO OEN EL CURSO DE HACER UN ARREGLO, INCLUYENDOCUALQUIER GARANTÍA IMPLICADA DECOMERCIALIZACIÓN, O APTITUD PARA UNPROPÓSITO PARTICULAR CON RESPECTO ACUALQUIER Y TODO EL EQUIPO QUE ENTREGAMILLER, ES EXCLUIDA Y NEGADA POR MILLER.
La garantía original está escrita en términos legalesen inglés. En caso de cualquier reclamo o malainterpretación, el significado de las palabras en inglés,es el que rige.
milan_warr_spa 2012−01
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Archivo de Dueño
ITW Welding Products Italy S.r.l.Via Privata Iseo, 6/E20098 San GiulianoMilanese, ItalyTel: 39 (0) 2982901Fax: 39 (0) 298290-203email: miller@itw−welding.it
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidorpara:
Equipo y Consumibles de Soldar
Opciones y Accesorios
Servicio y Reparación
Partes de Reemplazo
Manuales de Propietario
Comuníquese con su transportistapara:
Para el servicio
Poner una queja por perdida o dañodurante el embarque.
Por ayuda en registrar o arreglar una queja,comuníquese con su Distribuidor y/o el Departamentode Transporte del Fabricante del equipo.
Póngase en contacto con un Distribuidor ou una Agencia del Servicio
TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2012 Miller Electric Mfg. Co. 2012−01