
МЕТОДИКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
78
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Белорусский национальный технический университет Кафедра «Профессиональное обучение и педагогика» Е. П. Дирвук А. А. Плевко Е. С. Копытко МЕТОДИКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ Пособие для студентов учреждений высшего образования, обучающихся по специальности 1-08 01 01 «Профессиональное обучение (по направлениям)» Рекомендовано учебно-методическим объединением по профессионально-техническому обучению Минск БНТУ 2021
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of МЕТОДИКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
1
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ Белорусский национальный технический университет
Кафедра «Профессиональное обучение и педагогика»
Е. П. Дирвук А. А. Плевко
Е. С. Копытко
МЕТОДИКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Пособие
для студентов учреждений высшего образования, обучающихся по специальности 1-08 01 01
«Профессиональное обучение (по направлениям)»
Рекомендовано учебно-методическим объединением по профессионально-техническому обучению
Минск БНТУ 2021
2
УДК 37.091.3(072)(075.9) ББК 74.58
Д47
Р е ц е н з е н т ы: кафедра технологий профессионального образования факультета повышения квалификации и переподготовки кадров УО РИПО
(зав. каф. С. М. Барановская); директор филиала БГУИР «Минский радиотехнический колледж»,
канд. пед. наук, доцент С. Н. Анкуда Дирвук, Е. П.
Методика производственного обучения : пособие для студентов учрежде-ний высшего образования, обучающихся по специальности 1-08 01 01 «Профес-сиональное обучение (по направлениям)» / Е. П. Дирвук, А. А. Плевко, Е. С. Ко-пытко. – Минск : БНТУ, 2021. – 77 с.
ISBN 978-985-583-305-6.
В пособии приводятся краткие теоретические сведения, а также инструктивные указания к выполнению лабораторных работ по дисциплине «Методика производственного обучения» для студентов, обучающихся по специальности 1-08 01 01 «Профессиональное обучение (по направ-лениям)».
Пособие разработано на основе содержания образовательного стандарта и учебной програм-мы УВО по дисциплине «Методика производственного обучения» для специальности 1-08 01 01 «Профессиональное обучение (по направлениям)», утвержденной проектором по учебной рабо-те БНТУ А. Г. Бахановичем 06.01.2020, рег. № ИПФ29-63/уч.
УДК 37.091.3(072)(075.9)
ББК 74.58
ISBN 978-985-583-305-6 © Дирвук Е. П., Плевко А. А.,
Копытко Е. С., 2021 © Белорусский национальный
технический университет, 2021
Д47
3
СОДЕРЖАНИЕ
Введение ............................................................................................................... 4 Лабораторная работа № 1. Составление плана производственного
обучения группы на месяц ......................................................................................... 6 Лабораторная работа № 2. Разработка инструкционной карты
на выполнение операции .......................................................................................... 13 Лабораторная работа № 3. Разработка
инструкционно-технологической карты ................................................................. 16 Лабораторная работа № 4. Составление учебно-планирующей
документации к уроку производственного обучения ............................................ 18 Лабораторная работа № 5. Проведение и анализ пробных уроков
производственного обучения ................................................................................... 25 Лабораторная работа № 6. Деловая игра « Современный урок
производственного обучения» ................................................................................. 30 Приложение 1 .................................................................................................... 33 Приложение 2 .................................................................................................... 34 Приложение 3 .................................................................................................... 35 Приложение 4 .................................................................................................... 50 Приложение 5 .................................................................................................... 61 Приложение 6 .................................................................................................... 62 Приложение 7 .................................................................................................... 63 Приложение 8 .................................................................................................... 67 Приложение 9 .................................................................................................... 70 Приложение 10 .................................................................................................. 72 Приложение 11 .................................................................................................. 74 Список литературы ........................................................................................... 75
4
ВВЕДЕНИЕ Реформирование национальной системы высшего образования, начатое
в сентябре 1994 года (внедрение нового перечня специальностей) и основанное на принципах государственной политики в области образования и международ-ной классификации ЮНЕСКО, переход к цифровой экономике, а также подпи-сание Республикой Беларусь Болонской декларации объективно выдвинуло для решения задачу кардинального обновления структуры и содержания высшего образования.
Особое значение приобретает данная задача применительно к подготовке студентов, обучающихся по специальности 1-08 01 01 «Профессиональное обу-чение (по направлениям)», призванных впоследствии выполнять свои профес-сиональные функции и компетенции в учреждениях профессионально-технического (УПТО) и среднего специального образования (УССО) в должно-сти мастера производственного обучения.
Профессиональная компетентность данного специалиста в значительной мере определяется качеством методической подготовки, фундаментом которой служат лабораторно-практические занятии по интегративной учебной дисци-плине «Методика производственного обучения».
На протяжении многих лет преподаватели в качестве информационно-методического обеспечения при проведении лабораторно-практических занятий в БПИ-БГПА-БНТУ использовали пособие Михаила Филипповича Аронова и Александра Александровича Плевко «Технология производственного обуче-ния» (1997), а также учебно-методические пособия Семена Шмулевича Френ-келя (1971), Иосифа Петровича Позняка и Владимира Владимировича Малаше-вича (1975), Семена Абрамовича Шапоринского (1981), Наума Ильича Тамари-на и Марка Самойловича Шафаренко (1988), Алексея Ивановича Титова (1988), Владислава Александровича Скакуна (1988, 2007), Михаила Александровича Жиделева (2000), Владимира Ивановича Шевченко и Татьяны Юрьевны Авето-вой (2004), Натальи Евгениевны Эргановой (2008), Сергея Яковлевича Батыше-ва и Александра Михайловича Новикова (2010), Людмилы Леонидовны Молчан и Александра Дмитриевича Лашука (2010), Григория Исааковича Кругликова (2010, 2013), Михаила Васильевича Ильина (2012), Светланы Михайловны Ба-рановской и Аркадия Хононовича Шкляра (2012), Андрея Васильевича Лукья-новича (2014), Ольги Васильевны Славинской (2015).
Недостатком многих из указанных выше источников является отсутствие в них качественных примеров выполнения отдельных лабораторно-практических работ для студентов специальности 1-08 01 01 «Профессиональное обучение (по направлениям)». В этой связи достаточно актуальным и значимым пред-ставляется предлагаемое пособие, поскольку в нем на основе обобщения и си-стематизации отечественного и зарубежного опыта изложены краткие теорети-ческие сведения, необходимые инструктивные указания и примеры выполнения лабораторно-практических работ, выполненные авторами совместно со студен-
5
тами инженерно-педагогического факультета БНТУ прошлых лет (Г. И. Свирид-чуком, В. И. Шакуном, П. Н. Турко, Е. И. Царук, А. А. Крайко, А. А. Хоменей).
Структура и содержание пособия определяется профессиональными ком-петенциями мастера производственного обучения, связанными с планированием производственного обучения на месяц, разработкой документации письменного инструктирования обучающихся УПТО, разработкой учебно-планирующей доку-ментации к уроку производственного обучения, его последующим проведением и детальным анализом. Большую ценность представляют примеры выполнения лабораторных работ, которые могут быть использованы студентами дневной и, в особенности, заочной форм получения образования, а также контрольные вопросы, включаемые во входные тестовые задания на этапе предлабораторного контроля и сигнализирующие преподавателю университета о степени теорети-ческой готовности отдельного студента к выполнению каждой работы.
По окончании проделанной работы студенту требуется выполнить и защи-тить отчет (прил. 1).
Представленные в пособии лабораторные работы в течение длительного времени апробировались в процессе профессиональной подготовки специали-стов инженерно-педагогического факультета Белорусского национального тех-нического университета.
Мы с благодарностью отнесемся ко всем читателям, которые не останутся равнодушными к данной работе. Замечания и предложения, направленные на совершенствование содержания данного пособия, просьба присылать по адресу: Республика Беларусь, г. Минск, 220013 г. Минск, ул. Ф. Скорины, 25/3, учебный корпус 20 , кабинет № 215, раб. телефон 267-66-89, Дирвуку Евгению Петровичу.
6
Лабораторная работа № 1
СОСТАВЛЕНИЕ ПЛАНА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ГРУППЫ НА МЕСЯЦ
Цель работы: формирование первоначальных умений перспективного
планирования учебно-производственной деятельности учебной группы уча-щихся УПТО на месяц.
Исходные документы и материалы: образовательные стандарты, учеб-
ные планы и учебные программы для подготовки в УПТО квалифицированных рабочих по профессиям: слесарь механосборочных работ, слесарь-инстру-ментальщик, токарь, фрезеровщик, оператор станков с программным управ-лением и др. (направление 01 «Машиностроение»); слесарь-электрик по ре-монту электрооборудования, слесарь-электромонтажник и др. (03 «Энергети-ка»); каменщик, маляр, штукатур, облицовщик-плиточник, укладчик напольных покрытий, столяр, плотник и др. (направление 05 «Строительство»); слесарь по ремонту автомобилей и др. (направление 09 «Автомобильный транспорт»); перспективно-тематический план и соответствующий перечень учебно-производственных работ, разработанные с учетом реального «портфеля зака-зов» конкретного УПТО.
Основные теоретические положения
План производственного обучения группы на месяц является документом
перспективного планирования учебно-производственной деятельности мастера производственного обучения для одной учебной подгруппы.
План производственного обучения устанавливает перечень тем учебных занятий для каждой темы или подтемы учебной программы, соотвествующие им наименования учебно-производственных заданий, а также при необходимо-сти формы организации их выполнения учащимися в предстоящем месяце (фронтально всей группой, побригадно или индивидуально каждым учащимся).
Разрабатывается данный план непосредственно мастером производствен-ного обучения под руководством старшего мастера на основании действующих и утвержденных в установленном порядке документов (учебного плана, учеб-ной программы, перспективно-тематического плана и перечня учебно-произ-водственных работ).
Последовательность тем уроков в плане производственного обучения на месяц определяется соблюдением дидактического правила «от простого к сложному» применительно к той или иной операции или наиболее известному их сочетанию (комплексу). Что же касается формулирования тем конкретных учебных занятий (уроков) производственного обучения, то здесь следует учи-тывать их специфические особенности. Так, например, наименование операци-онных тем должно начинаться с отглагольной формы, побуждающей будущего
7
рабочего соответствующей квалификации к пооперационному выполнению своей профессиональной деятельности:
– рубка листовой стали в тисках и на плите; склепывание двух листов стали внахлест заклепками с потайными головками; точение наружной цилиндрической поверхности; разрезание труб труборезом; сборка элементов трубопроводных си-стем; подрезание торцов и обработка уступов; вытачивание канавок на цилин-дрических поверхностях; растачивание глухих цилиндрических отверстий; наре-зание наружной резьбы плашкой; фрезерование многогранников с использовани-ем непосредственного метода деления на УДГ; фрезерование шпоночного паза «маятниковым» методом и др. (направление 01 «Машиностроение»);
– оконцевание алюминиевых проводов; монтаж выключателей, розеток, патронов; монтаж осветительных электропроводок; присоединение проводов к клеммам и др. (направление 03 «Энергетика»);
– нанесение обрызга на кирпичную поверхность; нанесение накрывки; за-тирка мест сопряжения поверхностей; выполнение падуг; вытягивание тяг; уста-новка марок и маяков; кладка кирпича по однорядной системе перевязки швов; настилка полов керамической плиткой и др. (направление 05 «Строительство»);
– разборка, ремонт и сборка несложных сборочных единиц системы пита-ния карбюраторных двигателей; притирка клапанов двигателя легкового авто-мобиля; регулировка теплового зазора в клапанах механизма газораспределе-ния; разборка прерывателей-распределителей; разборка реле-регуляторов, рас-пределителей зажигания, фар, замков зажигания, сигналов и др. (направление 09 «Автомобильный транспорт») и т. д.
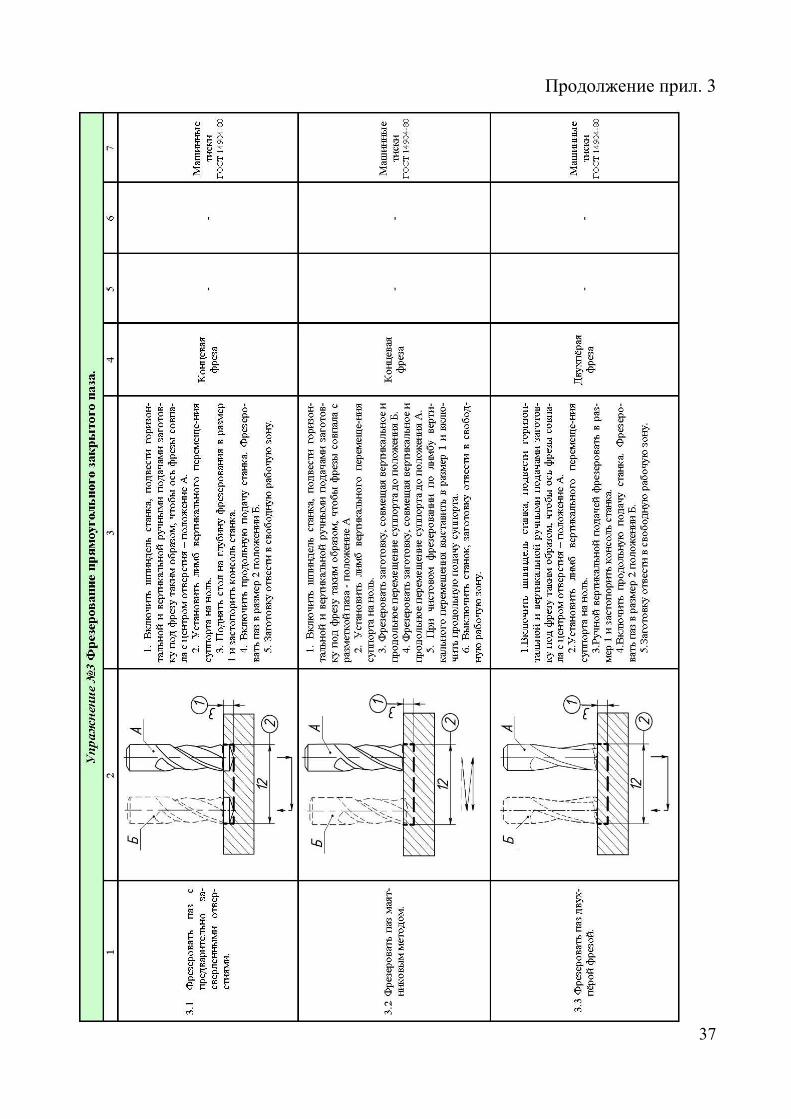
Что касается формулировок тем комплексных уроков производственного обучения, то здесь рекомендуется либо сочетать у учащихся освоенные ранее операции (фрезерование плоскостей и закрытого глухого прямоугольного паза), либо непосредственно указывать на объект труда, представляющий данные со-четания: токарная обработка детали типа «Болт»; фрезерование детали типа «Молоток»; токарная обработка детали типа «Шайба» с применением сверле-ния и рассверливания по 10…12 квалитетам точности по чертежам и операци-онным картам и т. д.1
При подборе объектов учебно-производственных работ к уроку производ-ственного обучения следует учитывать:
– тему учебного занятия (урока); – требования образовательного стандарта специальности и специфики ра-
бочей квалификации с учетом периода производственного обучения (конкрет-ный месяц и год освоения квалификации) и уровня подготовленности обучаю-щихся (определяют его сложность);
1Вводные темы («Введение», «Охрана труда в токарной мастерской», «Экскурсия на предприятие», «Упражнения в управлении токарным станком») и т. д. не предполагают указания в формулировке темы урока на объект учебно-производственных работ. Проверочные работы вообще не имеют фор-мулировки темы, поскольку их целью является собственно не столько производственное обучение, сколько проверка сформированных профессиональных умений и навыков, сформированные за про-шедшее полугодие.
8
– наличие «портфеля заказов» УПТО на ближайшую перспективу (отражен в перечне учебно-производственных работ);
– необходимость разнообразия объектов труда (по форме, точности, мате-риалу и т. д.), которая способствует повышению уровня интереса учащихся к данной профессии и расширению их профессионального кругозора в целом.
«Задачи планирования учебно-производственной деятельности учащихся учебной группы УПТО на месяц состоит в том, чтобы определить объем произ-водства, рассчитанный по месяцам обучения, сроки выпуска продукции, строго подчиняя их требованиям учебных планов и учебных программ производствен-ного обучения. Четкое планирование позволяет заблаговременно и правильно подобрать и распределить по учебным группам работы, чтобы все учащиеся были полностью и равномерно загружены ими. Объем производства может быть определен в тех УПТО, где в процессе производственного обучения уча-щиеся выполняют производственные задания и изготавливают полезную про-дукцию» [22, с. 15–16].
Исходным фактором при составлении плана производственного обучения группы является общий месячный фонд учебного времени ув,Т который опреде-
ляется следующим образом:
ув м ,Т Т n (1.1)
где мТ – месячный фонд времени одного учащегося;
n – количество учащихся в данной группе. В свою очередь месячный фонд времени одного учащегося определяется
по формуле:
м 6 ,T N (1.2) где N – количество уроков производственного обучения в месяц.
Общий фонд учебного времени складывается из следующих составляющих:
ув инстр тр. упр пр. деят ,Т Т Т Т (1.3)
где инстрТ – время на проведение вводных и заключительных инструктажей
(принимается 1 час);
тр. упрТ – время на выполнение тренировочных упражнений (для станочных
и машинно-ручных работ берется из расчета 30–40 % времени, отведенного на тему);
пр. деятТ – время на производственную деятельность.
Покажем на примере, как рассчитывался общий фонд учебного времени на производственную деятельность пр. деятТ в ноябре 2018 года для подгруппы
учащихся 1-го курса УПТО численностью 14 человек. Число занятий в ноябре 2018 года равно 3 продолжительностью по 6 учебных часов (по 45 минут каждое).
9
Общий фонд учебного времени:
ув 3 6 14 252 часов.Т
Общий фонд учебного времени на производственную деятельность:
пр. деят ув инстр тр. упр– 252 – 3 1 14 0,3 3 6 14
252 – 42 75,6 134,4 часов.
Т Т Т Т
При расчете пр. деятТ возможные потери учебного времени отдельными
учащимися по болезни и другим причинам во внимание не принимаются, т. е. расчет выполняется исходя из «чистого» времени для учащихся одной учебной подгруппы.
При составлении плана производственного обучения на месяц необходимо определить нормы времени для учащихся учТ на единицу выполняемых учеб-
но-производственных работ, включенных в данный план. Основанием для установления ученической нормы времени на изготовления
одного изделия является норма техническая (расчетная) техн,Т определяемая пу-тем установления величины затрат времени на следующие составляющие:
– оперативное время:
оп осн всп;Т Т Т – время облуживания рабочего места обсл,Т включающее время, затрачива-
емое на смену и переточку инструмента, его раскладку, уборку, регулирование и подналадку станка в процессе работы, его чистку и смазку, уборку от стружки;
– подготовительно-заключительное время пз,T затрачиваемое рабочим в начале (получение деталей, чертежа, технологической документации, наладка станка) и в конце работы (снятие приспособлений, инструментов, сдача гото-вых изделий и т. д.) над данной партией деталей (Z);
– время перерывов на отдых и естественные надобности отдТ рабочего
(определяется по справочным данным). Основным временем оснТ называется время, в течение которого выполня-
ется учебно-производственное задание. Оно может быть: – машинным, если обработка осуществляется без непосредственного участия
учащегося, когда он только наблюдает за протачиванием на механической подаче; – машинно-ручным, если деталь обрабатывается на станке с применением
ручной подачи; – ручным, если обработка производится без применения механизмов (руч-
ное опиливание, рубка, резка металла ручной ножовкой и т. д.).
10
Вспомогательным вспТ называется время, затрачиваемое учащимся на установку заготовок и снятие деталей, их измерение, пуск и остановку станка, включение и выключение подачи, время ускоренного хода.
Таким образом:
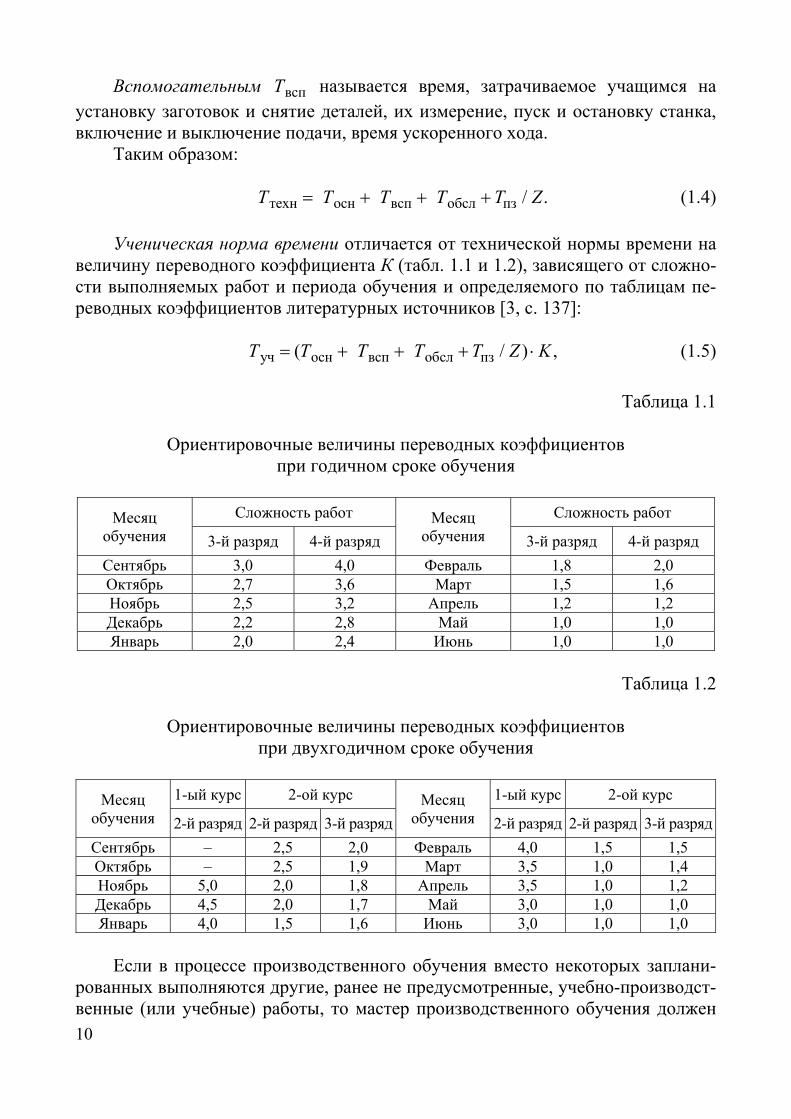
техн осн всп обсл пз / .Т Т Т Т T Z (1.4) Ученическая норма времени отличается от технической нормы времени на
величину переводного коэффициента К (табл. 1.1 и 1.2), зависящего от сложно-сти выполняемых работ и периода обучения и определяемого по таблицам пе-реводных коэффициентов литературных источников [3, с. 137]:
уч осн всп обсл пз ( / ,)Т Т Т Т T Z K (1.5)
Таблица 1.1
Ориентировочные величины переводных коэффициентов
при годичном сроке обучения
Месяц обучения
Сложность работ Месяц обучения
Сложность работ
3-й разряд 4-й разряд 3-й разряд 4-й разряд
Сентябрь 3,0 4,0 Февраль 1,8 2,0 Октябрь 2,7 3,6 Март 1,5 1,6 Ноябрь 2,5 3,2 Апрель 1,2 1,2 Декабрь 2,2 2,8 Май 1,0 1,0 Январь 2,0 2,4 Июнь 1,0 1,0
Таблица 1.2
Ориентировочные величины переводных коэффициентов при двухгодичном сроке обучения
Месяц обучения
1-ый курс 2-ой курс Месяц обучения
1-ый курс 2-ой курс
2-й разряд 2-й разряд 3-й разряд 2-й разряд 2-й разряд 3-й разряд
Сентябрь – 2,5 2,0 Февраль 4,0 1,5 1,5 Октябрь – 2,5 1,9 Март 3,5 1,0 1,4 Ноябрь 5,0 2,0 1,8 Апрель 3,5 1,0 1,2 Декабрь 4,5 2,0 1,7 Май 3,0 1,0 1,0 Январь 4,0 1,5 1,6 Июнь 3,0 1,0 1,0
Если в процессе производственного обучения вместо некоторых заплани-
рованных выполняются другие, ранее не предусмотренные, учебно-производст-венные (или учебные) работы, то мастер производственного обучения должен
11
внести в план соответствующие поправки с указанием причин отклонений в графе «Примечание» или «Отметка о выполнении». Таким образом, план в конце месяца послужит отчетным документом, позволяющим установить степень выполнения программы и объективно оценить результаты учебно-производственной деятельности каждой группы учащихся УПТО и мастера производственного обучения.
В случае невозможности фронтального изучения темы мастер должен, наряду с планом производственного обучения на месяц, также составить гра-фик перемещения учащихся по рабочим местам. В нем указывается порядок и сроки перевода отдельных учащихся или бригад с одной операции или учебной работы на другую.
План производственного обучения группы на месяц составляется в двух эк-земплярах мастером под руководством старшего мастера (заведующего отделени-ем), рассматривается на методической комиссии и утверждается заместителем ди-ректора УПТО по учебно-производственной работе. Один экземпляр плана произ-водственного обучения группы на месяц должен храниться в учебно-произ-водственной части, а другой – у самого мастера производственного обучения.
Задания для самостоятельного выполнения обучающимся
1. Получить у преподавателя учебный план и соответствующую учебную программу предмета «Производственное обучение». Уточнить согласно вари-анту месяц, курс и наименование квалификации учащихся УПТО, для которых составляется план производственного обучения на месяц.
2. Изучить и проанализировать учебный план и учебную программу подго-товки квалифицированных рабочих в УПТО:
2.1. Определить по учебному плану недельную загрузку мастера производ-ственного обучения, т. е. количество часов и дней производственного обучения в неделю.
2.2. Определить по календарю конкретные даты проведения уроков произ-водственного обучения в соответствии с результатами анализа учебного плана и условного расписания учебных занятий (назначаются преподавателем уни-верситета конкретные дни производственного обучения).
3. Разбить тему на несколько уроков длительностью по 6 часов каждый или, наоборот, объединить несколько тем в один урок, в случае если количе-ство часов на них согласно тематическому плану учебной программы составля-ет менее 6 часов. Пронумеровать данные уроки.
4. Проанализировать перечень учебно-производственных работ, состав-ленный в соответствии с имеющимися «портфелем заказов» УПТО:
4.1. Определить общий фонд учебного времени на группу ув.Т
4.2. Определить время на производственную деятельность учащихся пр. деят.Т
4.3. Подобрать наименование учебных работ в соответствии с формули-ровкой темы урока и вышеуказанными требованиями к подбору учебно-производственных работ.
12
4.4. Определить норму времени на выполнение учебно-производственного задания одним учащимся.
4.5. Определить количество изделий, выполняемых всей учебной группой. 4.6. Оформить и утвердить план производственного обучения группы
на месяц у своего коллеги в соответствии с приведенной формой (прил. 2).
Контрольные вопросы 1. Назначение плана производственного обучения на месяц. 2. Исходные документы для разработки плана производственного обуче-
ния на месяц. 3. Структурные элементы плана производственного обучения на месяц. 4. Задачи планирования учебно-производственной деятельности учащихся
УПТО на месяц. 5. Методика расчета общего месячного фонда учебного времени на одного
учащегося и на всю учебную группу. 6. Требования к формулировкам тем вводных и проверочных уроков про-
изводственного обучения. 7. Требования к формулировкам тем операционных уроков производствен-
ного обучения. 8. Требования к формулировкам тем комплексных уроков производствен-
ного обучения. 9. Требования к подбору учебно-производственных работ учащихся. 10. Методика расчета технической нормы учебного времени. 11. Методика расчета ученической нормы учебного времени 12. Содержание графы «Примечание» плана производственного обучения
на месяц. 13. Порядок и сроки разработки и утверждения плана производственного
обучения группы на месяц. 14. В каких случаях составляется график перемещения учащихся по рабо-
чим местам?
13
Лабораторная работа № 2
РАЗРАБОТКА ИНСТРУКЦИОННОЙ КАРТЫ НА ВЫПОЛНЕНИЕ ОПЕРАЦИИ
Цель работы: формирование умений составления инструкционной карты
на выполнение операции к уроку производственного обучения. Исходные документы и материалы: учебные планы и учебные програм-
мы для подготовки в УПТО квалифицированных рабочих; планы производ-ственного обучения группы на месяц; рабочие или сборочные чертежи деталей, узлов или механизмов; маршрутные и операционные карты технологических процессов.
Основные теоретические положения
В целях интенсификации учебного процесса на уроках производственного
обучения применяют документацию письменного инструктирования обучаю-щихся: инструкционные, инструкционно-технологические и технологические карты. Применение данных карт способствует:
– более успешному овладению умениями и навыками в процессе выполне-ния отдельных трудовых приемов, движений или операций;
– активизации учебного процесса и обеспечение самостоятельности обу-чающихся в период производственного обучения;
– формированию профессиональной привычки к соблюдению технологи-ческой дисциплины, необходимой каждому квалифицированному рабочему;
– приучению обучающихся к использованию технической и технологиче-ской документации.
Применение письменного инструктажа не заменяет функции мастера про-изводственного обучения, а помогает в ведении учебного процесса, частично разгружает его и дает возможность более целенаправленно и качественно про-водить текущий инструктаж.
Основные достоинства применения документации письменного инструктажа: 1. Она может быть эффективно использована на уроке мастером производ-
ственного обучения на вводном (при рассмотрении технологического маршрута выполнения работы, применяемого оборудования, инструмента и приспособле-ний), текущем (при непосредственном выполнении учащимися учебно-произ-водственного задания) и заключительном инструктажах (при разборе наиболее типичных ошибок, допущенных учащимися в процессе выполнения работы).
2. Деятельность учащегося становится в значительной степени более ак-тивной и самостоятельной, что способствует частичному освобождению масте-ра производственного обучения от функции «ходячего справочника» в период самостоятельного выполнения учащимися учебно-производственного задания.
14
3. Учащийся имеет возможность обратиться к ней в любой момент време-ни выполнения работы.
4. Инструктивный материал можно изучать непосредственно в производ-ственных условиях (на своем рабочем месте в учебно-производственной ма-стерской УПТО или в цеху предприятия).
5. Процесс производственного обучения подстраивается под индивидуаль-ные возможности и способности каждого учащегося, поскольку при ее изуче-нии темп учебной деятельности данного учащегося не зависит от темпа учеб-ной деятельности других учащихся.
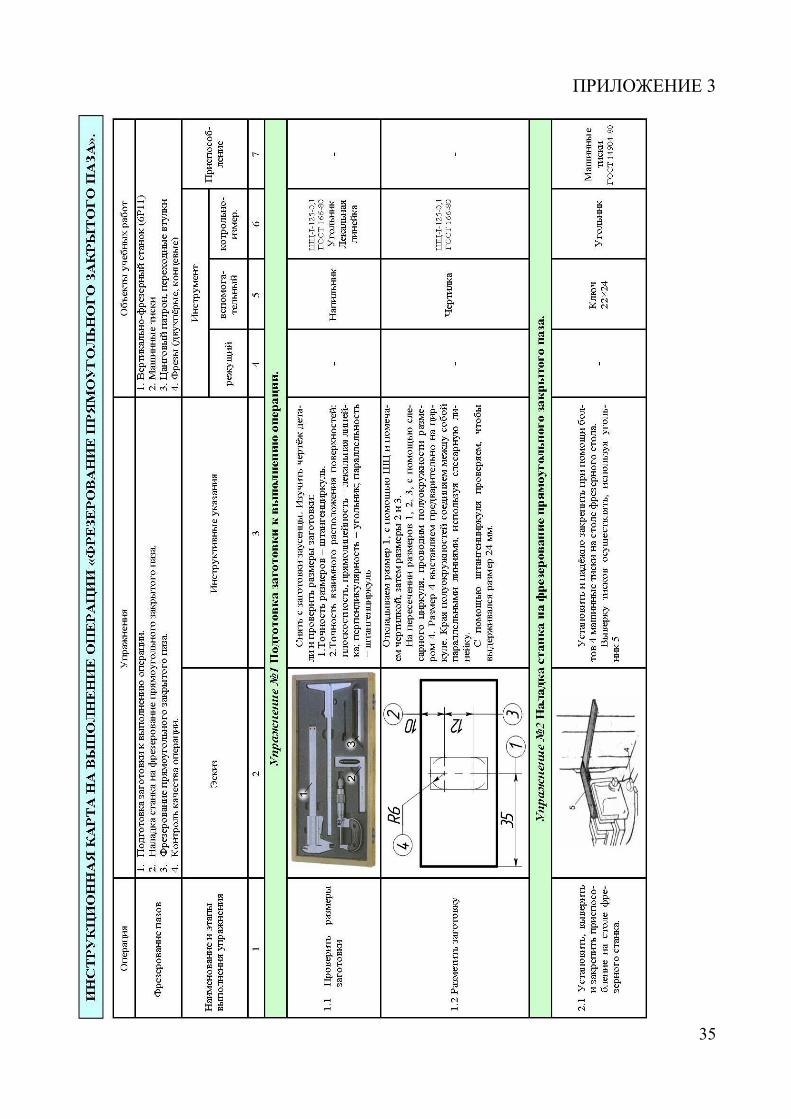
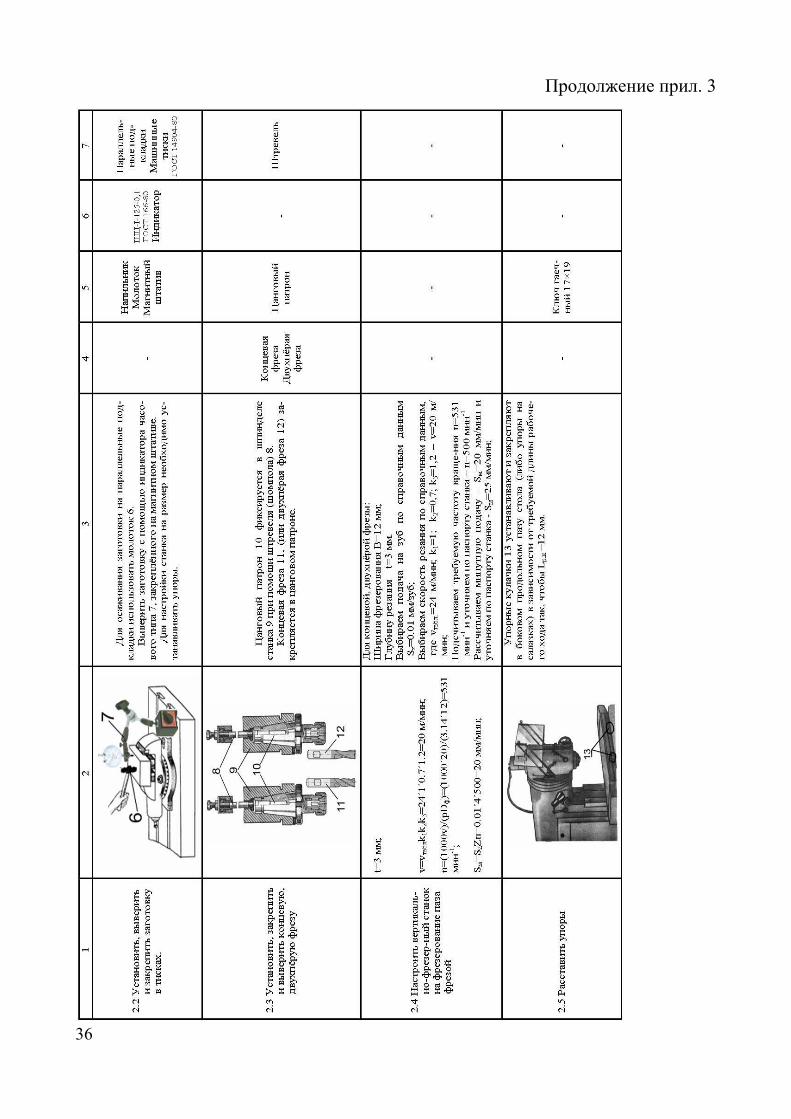
При изучении операционных тем на уроках производственного обучения применяются инструкционные карты, примерные формы которых представле-ны в прил. 3.
Инструкционная карта представляет собой достаточно подробную и раз-вернутую двигательную структуру ориентировочной основы деятельности обу-чающихся (ДСООД) при освоении соответствующей изучаемой трудовой опе-рации на примере того или иного учебно-производственного задания.
Вся информация в инструкционных картах представлена в словесной (опи-сание наиболее рациональной последовательности изучаемых трудовых прие-мов и действий, рекомендаций и инструктивных указаний по выполнении дан-ных упражнений с учетом неукоснительного соблюдения норм охраны труда, применяемых приспособлений и инструментов) и графической форме (чертежи, эскизы, рисунки, схемы, графики и др.), наглядно иллюстрирующей данные действия и имеющей важнейшее дидактическое значение. Наибольший эффект дает такой способ использования инструкционных карт, когда они имеются у каждого учащегося на его рабочем месте и к ним можно обратиться в любой момент времени.
Инструкционная карта раскрывает изучаемую операцию с двух сторон: «Что делать?» и «Как делать?». Инструктивные указания и пояснения к каждо-му элементу карты «Как делать?» должны быть сформулированы четко, сжато, максимально доходчиво, но в то же время абсолютно полно по содержанию. Важно подчеркнуть, что содержание инструктивных указаний и пояснений, находящихся в карте, должно быть органически «вплетено» в содержание вводного инструктирования учащихся мастером производственного обучения. Ни в коем случае нельзя допускать такого положения, когда инструктаж и инструкцион-ная карта сами по себе. Тогда и учащиеся ею пользоваться не будут, так как ви-дят, что сам мастер производственного обучения обходится без нее. Если же педагог каждое свое пояснение и указание аргументирует соответствующими пояснениями и указаниями инструкционной карты, тогда и учащиеся будут убеждаться в ее необходимости и полезности.
Если в ходе текущего инструктирования и самостоятельной работы обу-чающихся мастер производственного обучения обнаружил, что учащийся что-то выполняет неправильно или нерационально, то не следует сразу указывать ему на его ошибку, а предложить внимательно прочитать соответствующие по-яснения в инструкционной карте и самостоятельно ее исправить. Аналогичным
15
образом можно поступать, если учащийся сам обратился к мастеру производ-ственного обучения за повторными пояснениями или в ходе коллективного разбора типичных ошибок, допущенных учащимися за день во время проведе-ния заключительного инструктажа.
Задания для самостоятельного выполнения студентом На основании составленного месячного плана производственного обуче-
ния (см. лабораторную работу № 1) необходимо: 1. Получить у преподавателя задание в виде темы урока и подобрать к ней
объект труда соответствующего уровня сложности. 2. Определить порядок выполнения технологической операции (устано-
вить четкий перечень и последовательность упражнений, а также этапов их вы-полнения).
3. Выполнить необходимые эскизы, схемы, рисунки или фотографии эта-пов выполнения данной операции.
4. Дать подробное описание трудовых приемов и действий в виде инструк-тивных указаний в соответствии с выполненными эскизами, используя при этом отглагольные формы повелительного наклонения (фрезеровать, точить, сверлить и др.).
5. Предоставить перечень необходимого оборудования, приспособлений, инструментов, режимов резания.
6. Оформить инструкционную карту, обращая внимание на необходимость соблюдения принципов научности, наглядности, доступности, систематичности и последовательности обучения (прил. 3).
Контрольные вопросы
1. Назначение документации письменного инструктирования учащихся
на уроке производственного обучения. 2. Достоинства применения инструкционных карт на уроке производ-
ственного обучения. 3. Назначение инструкционных карт на уроке производственного обучения. 4. Кем, как и на основании чего разрабатываются инструкционные карты
на выполнение операции? 5. Какие элементы содержит инструкционная карта на выполнение операции? 6. Какие упражнения обычно включает в себя инструкционная карта на
выполнение операции? 7. Дидактические требования, предъявляемые к эскизам, рисункам, фото-
графиям. 8. Дидактические требования, предъявляемые к инструктивным указаниям. 9. Методические рекомендации по использованию мастером производствен-
ного обучения инструкционных карт на уроке производственного обучения.
16
Лабораторная работа № 3
РАЗРАБОТКА ИНСТРУКЦИОННО-ТЕХНОЛОГИЧЕСКОЙ КАРТЫ
Цель работы: формирование умений и навыков в разработке инструкцион-
но-технологической карты выполнения комплексного учебно-производственного задания.
Исходные документы и материалы: учебные планы и учебные программы
для подготовки в УПТО квалифицированных рабочих; планы производственного обучения группы на месяц; рабочие или сборочные чертежи деталей, узлов или механизмов; маршрутные и операционные карты технологических процессов.
Основные теоретические положения
Другой не менее значимой разновидностью документации письменного
инструктирования обучающихся УПТО на уроках производственного обуче-ния при выполнении комплексных работ являются инструкционно-технологи-ческие карты.
Они также разрабатываются непосредственно мастером производственно-го обучения в учебных целях на основе «портфеля заказов» УПТО и реальных маршрутных технологических карт, применяемых на производственных пред-приятиях.
В отличие от инструкционных карт в инструкционно-технологических по-дробно раскрывается технологическая последовательность (двигательная структура ООД) комплексного учебно-производственного задания, включаю-щего ранее изученные трудовые операции с предоставлением всех необходи-мых эскизов, инструктивных указаний, перечнем необходимых инструментов, приспособлений, режимов резания и т. д.
При выполнении эскизов также следует строго соблюдать принцип наглядности, а при составлении соответствующих кратких инструктивных ука-заний использовать отглагольные формы повелительного наклонения (устано-вить, закрепить, фрезеровать, точить, сверлить, нарезать, клепать и т. д.) и тер-минологию соответствующей рабочей профессии (разметка, паз, фреза, малка, марка, маяк, накрывка, фрезер, зенкер, резьба, вкладыш, муфта, клапан, головка блока цилиндров, газораспределительный механизм и т. д.).
При описании применяемых инструментов и приспособлений следует при-держиваться соотвествующих ГОСТов. Расчетные режимы резания на каждый технологический переход следует уточнять по паспортам соответствующих станков. При расчете времени выполнения данных переходов следует руковод-ствоваться формулами (см. лабораторную работу № 1).
Формы инструкционно-технологических карт приведены в прил. 4.
17
Задания для самостоятельного выполнения студентом На основании составленного плана производственного обучения на месяц
(см. лабораторную работу № 1) необходимо: 1. Получить у преподавателя задание в виде темы комплексного урока и
проанализировать соответствующее учебно-производственное задание, опреде-лить его сложность (разряд), ученическую норму времени, с учетом переводно-го коэффициента, и оптимальную технологическую последовательность вы-полнения операций, установов и переходов.
2. Создать соответствующие эскизы, схемы, рисунки или фотографии эта-пов выполнения учебно-производственного задания (технологических устано-вов и переходов) с необходимыми инструктивными указаниями.
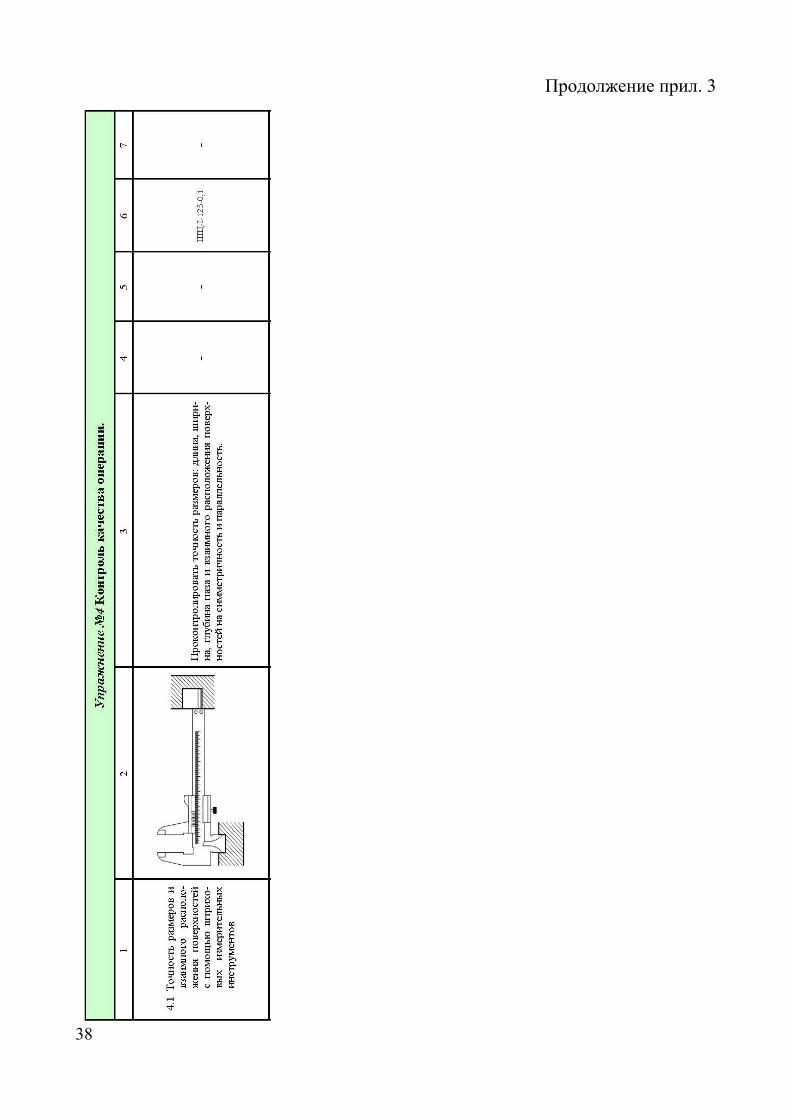
3. Предоставить перечень необходимых режущих, вспомогательных и кон-трольно-измерительных инструментов, режимов резания с указанием времени выполнения каждого технологического перехода (мин).
4. Составить в соответствии с приведенными формами инструкционно-технологическую карту на изготовление заданной детали (прил. 4).
Контрольные вопросы
1. Назначение инструкционно-технологических карт на уроках производ-
ственного обучения. 2. Достоинства применения инструкционно-технологических карт на уроке
производственного обучения. 3. Кем, как и на основании чего разрабатываются инструкционно-
технологическая карта? 4. Структурные элементы инструкционно-технологической карты. 5. От чего зависит порядок выполнения учебно-производственного задания? 6. Дидактические требования, предъявляемые к эскизам и к инструктив-
ным указаниям. 7. Дидактические требования, предъявляемые к описанию применяемого
инструмента, приспособлений, режимов резания и времени выполнения техно-логических переходов.
8. Методические рекомендации по использованию мастером инструкцион-но-технологических карт на уроке производственного обучения.
18
Лабораторная работа № 4
СОСТАВЛЕНИЕ УЧЕБНО-ПЛАНИРУЮЩЕЙ ДОКУМЕНТАЦИИ К УРОКУ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Цель работы: формирование первоначальных умений в разработке доку-ментации текущего планирования производственного обучения (плана и техно-логической карты урока).
Исходные документы и материалы: учебные планы и программы для
подготовки в УПТО квалифицированных рабочих; планы производственного обучения группы на месяц; рабочие или сборочные чертежи деталей, узлов или механизмов; инструкционные или инструкционно-технологические карты.
Основные теоретические положения
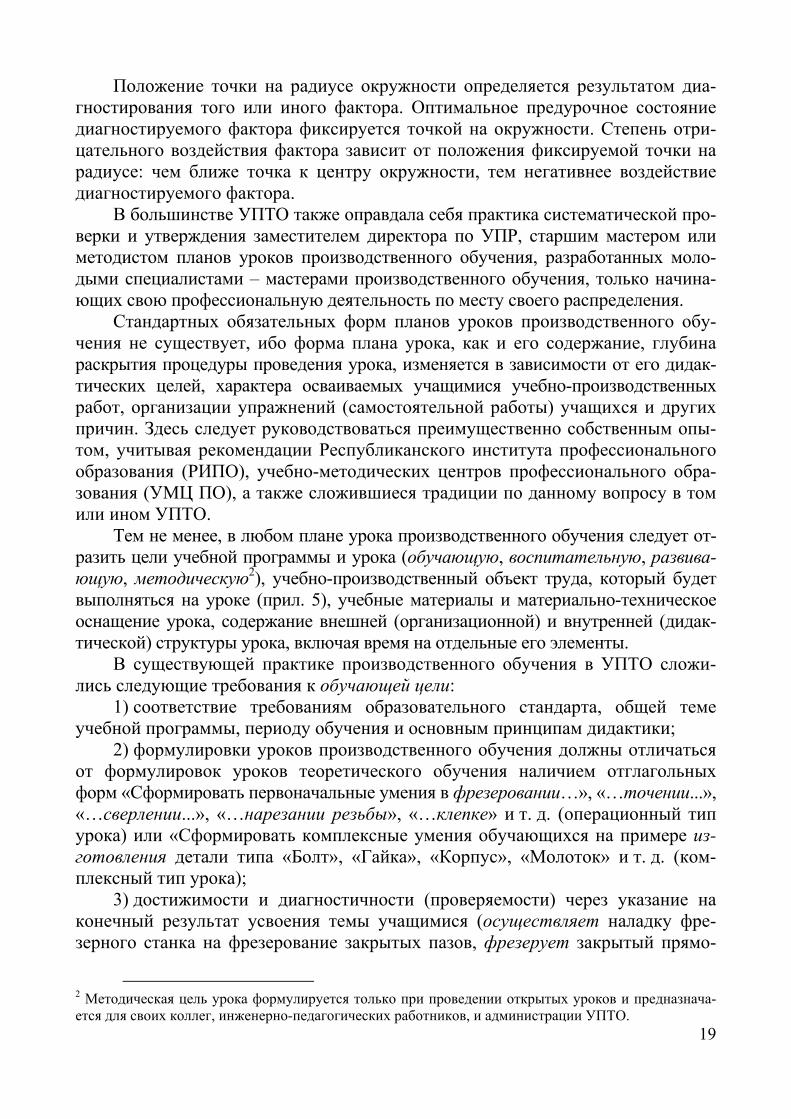
План урока является обязательным документом текущего планирования производственного обучения. Он составляется мастером производственного обучения заблаговременно на основе учебной программы, плана производ-ственного обучения на месяц, перечня учебно-производственных работ, а также результатов анализа предурочной ситуации или профиля урока производствен-ного обучения (рис. 4.1). В нем в сжатом виде представлен проект учебных действий мастера производственного обучения на уроке с учетом его владения современными педагогическими технологиями.
Рис. 4.1. Диаграмма «Профиль урока производственного обучения»: 1 – сложность технологии выполнения предстоящих учебно-производственных работ;
2 – достигнутый уровень профессиональной подготовленности учащихся; 3 – возможность привлечения обучающихся к проведению отдельных элементов урока
на разных его этапах; 4 – уровень учебной активности обучающихся; 5 – методы и методические приемы, которые может использовать мастер
производственного обучения; 6 – наличие или отсутствие необходимых материалов, инструментов, приспособлений и оборудования; 7 – отношение обучающихся к урокам
данного мастера производственного обучения; 8 – уровень работоспособности обучающихся
19
Положение точки на радиусе окружности определяется результатом диа-гностирования того или иного фактора. Оптимальное предурочное состояние диагностируемого фактора фиксируется точкой на окружности. Степень отри-цательного воздействия фактора зависит от положения фиксируемой точки на радиусе: чем ближе точка к центру окружности, тем негативнее воздействие диагностируемого фактора.
В большинстве УПТО также оправдала себя практика систематической про-верки и утверждения заместителем директора по УПР, старшим мастером или методистом планов уроков производственного обучения, разработанных моло-дыми специалистами – мастерами производственного обучения, только начина-ющих свою профессиональную деятельность по месту своего распределения.
Стандартных обязательных форм планов уроков производственного обу-чения не существует, ибо форма плана урока, как и его содержание, глубина раскрытия процедуры проведения урока, изменяется в зависимости от его дидак-тических целей, характера осваиваемых учащимися учебно-производственных работ, организации упражнений (самостоятельной работы) учащихся и других причин. Здесь следует руководствоваться преимущественно собственным опы-том, учитывая рекомендации Республиканского института профессионального образования (РИПО), учебно-методических центров профессионального обра-зования (УМЦ ПО), а также сложившиеся традиции по данному вопросу в том или ином УПТО.
Тем не менее, в любом плане урока производственного обучения следует от-разить цели учебной программы и урока (обучающую, воспитательную, развива-ющую, методическую2), учебно-производственный объект труда, который будет выполняться на уроке (прил. 5), учебные материалы и материально-техническое оснащение урока, содержание внешней (организационной) и внутренней (дидак-тической) структуры урока, включая время на отдельные его элементы.
В существующей практике производственного обучения в УПТО сложи-лись следующие требования к обучающей цели:
1) соответствие требованиям образовательного стандарта, общей теме учебной программы, периоду обучения и основным принципам дидактики;
2) формулировки уроков производственного обучения должны отличаться от формулировок уроков теоретического обучения наличием отглагольных форм «Сформировать первоначальные умения в фрезеровании…», «…точении...», «…сверлении...», «…нарезании резьбы», «…клепке» и т. д. (операционный тип урока) или «Сформировать комплексные умения обучающихся на примере из-готовления детали типа «Болт», «Гайка», «Корпус», «Молоток» и т. д. (ком-плексный тип урока);
3) достижимости и диагностичности (проверяемости) через указание на конечный результат усвоения темы учащимися (осуществляет наладку фре-зерного станка на фрезерование закрытых пазов, фрезерует закрытый прямо-
2 Методическая цель урока формулируется только при проведении открытых уроков и предназнача-ется для своих коллег, инженерно-педагогических работников, и администрации УПТО.
20
угольный паз с предварительно засверленным отверстием, «маятниковым» ме-тодом и двухперой фрезой, контролирует качество паза и т. д.).
Чтобы конкретизировать формулировку воспитательной цели урока необ-ходимо воспользоваться результатами дидактического анализа учебного мате-риала темы с точки зрения ее воспитательного потенциала, соответствующими разделами образовательного стандарта, а также ключевыми понятиями темы урока. Формулируя эти цели, важно также указать, какие конкретно формиру-ются профессионально-важные и профессионально-значимые качества лично-сти специалиста на учебном занятии (бережное отношение к оборудованию, инструменту, материалам, окружающей среде; технологическая дисциплина; профессиональная самостоятельность; ответственность за результаты учебной деятельности; терпеливость; аккуратность; настойчивость; требо-вательность; стремление к взаимопомощи, коллективизм, сотрудничество; чувство собственного достоинства и уважение к людям труда и др.) и каким путем предполагается это делать (на личном примере мастера производствен-ного обучения; опираясь на мнение авторитетных специалистов, ученых, эко-логов; используя автобиографические сведения, фрагменты кинофильмов, при-меры из истории, художественной литературы; используя потенциальные возможности технологии группового обучения и т. д.).
Чтобы представить себе возможный круг развивающих целей урока, необ-ходимо иметь в виду, что личность в психологическом плане характеризуется взаимодействием четырех основных сфер: интеллектуальной, волевой, эмоцио-нальной и мотивационной. Вот почему, планируя развивающее влияние урока, следует учитывать уровень интеллекта, технологического или технического мышления, пространственного воображения, воли, эмоций, мотивов (внешних и внутренних потребностей, интересов) учащихся. Здесь также следует указать путь развития данных психологических сфер личности учащегося (путем установления причинно-следственных связей между качеством изделия и со-блюдением технологии его производства; использование инструкционной или инструкционно-технологической карты; использование на уроке возможно-стей web-камер, технологии 3-D моделирования или flash-анимаций; использо-вание современных электронных учебников, компьютерных тренажеров-симуляторов, стендов, виртуальных лабораторий и др.).
В структуре урока производственного обучения следует различать органи-зационную (внешнюю) и дидактическую (внутреннюю) содержательную под-структуру. Они взаимосвязаны друг с другом как целое и часть.
Организационная (внешняя) подструктура, как правило, является посто-янной, инвариантной для большинства3 уроков производственного обучения, отличая их от планов уроков теоретического обучения. Она включает организа-ционную часть, вводный инструктаж самостоятельное выполнение упражне-ний или операций учащимися, сопровождаемое текущим и заключительным инструктированием учащихся мастером производственного обучения.
3 Здесь имеются в виду, прежде всего, операционные и комплексные уроки производственного обучения.
21
Оптимальная внутренняя (дидактическая) подструктура урока производ-ственного обучения должна иметь следующий вид:
– организационная часть (3–5 мин), проводимая в целях проверки наличия учащегося и степени готовности к уроку;
– вводный инструктаж (40–50 мин), включающий мотивационный компо-нент, сообщение темы и целевую установку на урок, актуализацию знаний и опыта учащихся по вопросам предыдущего учебного материала (перечень во-просов и способов трудовых действий определяется мастером ПО, исходя из результатов дидактического анализа темы и предурочной ситуации в целом), формирование смысловой структуры ориентировочной основы действий (ССООД) рабочего, сопровождающихся постановкой и решением в умственном плане совместно с учащимися учебно-производственного задания репродук-тивного и проблемного характера, демонстрацию мастером производственного обучения двигательной структуры ООД (ДСООД) по отдельным упражнениям или наиболее трудоемким операциям с элементами рефлексии и самоконтроля, их повторением 1–2 учащимися, первичной рефлексией трудностей учащихся, возникших при формировании ССООД и ДСООД, расстановкой учащихся по рабочим местам, выдачей им необходимых материалов, инструментов и при-способлений (прил. 6);
– самостоятельное выполнение учащимися учебно-производственного за-дания (4 ч 40 мин – 4 ч 50 мин) – основной этап формирования исполнительской и контрольно-рефлексивной основы действий обучающимся по выполнению учебно-производственного задания, характеризующийся целевыми обходами мастером производственного обучения их рабочих мест, сопровождаемыми те-кущим инструктажем, оценкой качества выполненных работ, уборкой рабочих мест и учебно-производственной мастерской, приемом инструментов, приспо-соблений, готовых изделий, выставлением текущих отметок в журнал произ-водственного обучения;
– заключительный инструктаж (15–20 мин) учащихся мастером произ-водственного обучения направлен на рефлексивный анализ итогов урока в це-лом (формирование рефлексивно-оценочной основы действий – РОД – будуще-го рабочего), демонстрацию лучших работ отдельных обучающихся, совмест-ное обсуждение с ними наиболее типичных ошибок, их причин и способов предупреждения, выдачу домашнего задания, закрепляющего или опережаю-щего характера (прил. 7).
Технологическая карта урока (аналог операционной технологии на произ-водстве), как правило, разрабатывается начинающим мастером производствен-ного обучения в связи с отсутствием у него поведенческого стереотипа действий на уроке (прил. 8). Она также может успешно применяться опытным мастером производственного обучения при подготовке к проведению открытого урока. Ее отличие от плана урока заключается в подробном описании учебных действий мастера производственного обучения на уроке, прогнозировании ответных дей-ствий обучающихся, наличием методической подструктуры, в которой фикси-руются методы, средства и организационные формы обучения на уроке.
22
Важно подчеркнуть, что конкретизация элементов смысловой структуры ООД в технологической карте урока производственного обучения является ва-риативной, вследствие специфических особенностей трудовых профессий, от-дельных операций или их комплексов, а также самого учебно-производст-венного задания. Что же касается общей смысловой структуры ООД, то она яв-ляется инвариантной, поскольку фактически представляет обобщенный алго-ритм (программу) умственной деятельности и двигательной активности буду-щего рабочего.
В последнее время, некоторые мастера производственного обучения вме-сто планов или технологических карт стали активно использовать дидактиче-ские сценарии уроков производственного обучения, которые строятся вокруг полифонично поставленных целей урока и создания при помощи различных ва-риантов заданий-ловушек такой проблемной ситуации, чтобы обучающиеся совместными усилиями смогли ее решить (прил. 9).
Эффективность производственного обучения учащихся УПТО во многом зависит от того, какие организационные формы, методы и средства применяют преподаватели специальных дисциплин и мастера производственного обучения во время проведения учебных занятий, насколько обоснованно они умеют вы-бирать и применять их в учебном процессе.
Методы производственного обучения – это способы совместной деятель-ности мастера производственного обучения и учащихся, в результате которых достигается усвоение учащимися профессиональных знаний, умений и навы-ков, формируется их мировоззрение и развиваются творческие способности.
Существует множество классификаций методов обучения, ориентирован-ных на деятельность мастера производственного обучения и учащегося, на сте-пень самостоятельности и активности его в обучении и т. д.
Наиболее популярна и широко используется в отечественной практике группа методов производственного обучения, классифицируемая по источнику передачи и характеру восприятия информации: словесные (рассказ, объяснение, беседа, самостоятельная работа с текстом учебника и др.), наглядные (демон-страция иллюстраций, демонстрация производственных объектов в натураль-ную величину или их уменьшенных / увеличенных копий-макетов, демонстра-ция видеоизображений, личный показ мастером производственного обучения трудовых приемов и операций и др.) и практические (упражнения, ролевые, де-ловые или организационно-деятельностные игры и др.). Однако основным ком-плексным методом на уроке производственного обучения является инструк-таж (устный и письменный).
В настоящее время существуют четыре основные формы организации в производственном обучении учащихся УПТО на уроке: фронтальная, группо-вая (бригадная, звеньевая по 3–7 человек), парная (например, при выполнении работ на деревообрабатывающем станке) и индивидуальная.
При проведении уроков производственного обучения мастер производ-ственного обучения может использовать различные вербальные (учебная лите-ратура на печатных носителях и в электронном виде), наглядные (оборудова-
23
ние, инструмент, приспособления, рабочие чертежи, разнообразный иллюстра-тивный материал, видеоролики, макеты, модели и т. д.) средства обучения и со-ответствующие им технические средства обучения (ТСО) (компьютеры, муль-тимедийные проекторы, электронные тренажеры-симуляторы, компьютерные стенды и т. д.).
Важно подчеркнуть, что при планировании и проведении современного урока производственного обучения следует отдавать предпочтение использова-нию интерактивных методов и наиболее передовых ТСО.
Задания для самостоятельного выполнения студентом
1. Получить задание у преподавателя в виде темы урока производственно-
го обучения согласно плану производственного обучения на месяц. 2. Проанализировать учебно-производственное задание, разработать тех-
нологический маршрут его выполнения с учетом имеющихся в лаборатории средств учебно-методического и материально-технического обеспечения.
3. Определить тип урока производственного обучения (вводного периода, операционный, комплексный или проверочный), обучающую, воспитательную и развивающую цели.
4. Описать последовательность учебных действий мастера производствен-ного обучения при проведении организационной части, вводного, текущего и заключительного инструктажей (с примерным указанием учебного времени на каждый из них).
5. Представить в виде соответствующих таблиц полный перечень и коли-чество учебных материалов и отдельных видов материально-технического обеспечения урока производственного обучения. В случае отсутствия отдель-ных средств наглядности к уроку разработать их самостоятельно.
6. Оформить и подписать самостоятельно план урока производственного обучения (прил. 7).
7. Разработать систему учебных ситуаций на уроке и деятельность мастера производственного обучения с использованием современных и инновационных методов (следует отдавать предпочтение в пользу методов активного обуче-ния), средств и организационных форм производственного обучения.
8. Спрогнозировать ответные учебные действия обучающихся. 9. Рассчитать примерное время, затрачиваемое на каждый элемент внеш-
ней и внутренней структуры урока производственного обучения. 10. Оформить и подписать самостоятельно технологическую карту урока
производственного обучения (прил. 8).
Контрольные вопросы 1. Назначение плана урока производственного обучения. 2. Кем и когда разрабатывается план урока производственного обучения? 3. Профиль урока производственного обучения.
24
4. Требования к формулированию обучающих целей урока производствен-ного обучения.
5. Требования к формулированию воспитательных целей урока производ-ственного обучения.
6. Требования к формулированию развивающих целей урока производ-ственного обучения.
7. Назначение методической цели урока производственного обучения. 8. Учебные материалы и материально-техническое обеспечение урока про-
изводственного обучения. 9. Примерное распределение учебного времени на уроке производственно-
го обучения. 10. Элементы внешней и внутренней структуры урока производственного
обучения. 11. Типовая структура и методика проведения вводного инструктажа на
уроке производственного обучения при изучении отдельных технологических операций.
12. Типовая структура и методика проведения вводного инструктажа на уроке производственного обучения в процессе выполнения комплексных работ.
13. Организация самостоятельной работы учащихся на уроке производ-ственного обучения и особенности их текущего инструктирования мастером производственного обучения.
14. Заключительный инструктаж урока производственного обучения, его типовая структура и обучающая направленность.
15. Кем и когда разрабатывается технологическая карта урока производ-ственного обучения?
16. Назначение технологической карты урока производственного обуче-ния. Ее связь с планом урока производственного обучения.
17. Структурные элементы технологической карты урока производствен-ного обучения.
18. Отличительные признаки дидактического сценария урока производ-ственного обучения.
19. Методы производственного обучения по источникам передачи и харак-теру восприятия учебной информации.
20. Классификация средств производственного обучения. 21. Формы организации производственного обучения на протяжении учеб-
ного занятия (урока).
25
Лабораторная работа № 5
ПРОВЕДЕНИЕ И АНАЛИЗ ПРОБНЫХ УРОКОВ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Цель работы: формирование первоначальных умений в проведении и ана-
лизе пробных уроков производственного обучения. Исходные документы и материалы: учебные планы и учебные программы
для подготовки в УПТО квалифицированных рабочих по профессиям (направле-ния «Машиностроение», «Строительство», «Энергетика», «Автомобильный транспорт»); планы и технологические карты уроков, инструкционные или ин-струкционно-технологические карты, средства наглядного обучения по теме.
Основные теоретические положения
Урок анализируют в день его проведения. Анализу подлежат в равной мере
как положительные факты, явления, моменты в организации урока, деятельно-сти мастера производственного обучения, так и отрицательные. Анализ урока ведут в доброжелательном, спокойном тоне по отношению к мастеру производ-ственного обучения, поскольку даже в явно неудачном уроке есть отдельные положительные моменты, а ошибки поучительны для всех.
При проведении каждого учебного занятия мастеру производственного обучения, как и любому другому педагогическом работнику, крайне важно знать и соблюдать требования к культуре речевого поведения:
1. Использование в достаточно умеренном темпе различимых с наиболее удаленного от рабочего места мастера производственного обучения до мест уча-щихся (громкость), отчетливо-произносимых (четкость дикции, правильные уда-рения в словах), грамотных с технической и лингвистической точки зрения и по-нятных учащимся терминов, логически верно построенных фраз и предложений.
2. Экспрессивность (выразительность) и вокальная мимика в речи, демон-стрирующая личностное отношение мастера производственного обучения к тому или иному факту или суждению через эмоциональное, интонационное и ритмическое разнообразие, а также тембральную окраску своего голоса.
3. Категорический запрет на употребление на уроках производственного обучения и в бытовом обиходе ненормативной лексики, тавтологии (необос-нованного повторения одних и тех же однокоренных или близких по смыслу слов, например, «масло масляное», «спросить вопрос» и т. п.), плеоназмов (из-лишеств и оборотов в речи, нескольких языковых форм, в которых без надоб-ности дублируются одни и те же смысловые элементы), макаронизмов (шуточ-ного пересыпания речи местными диалектами или, наоборот, заимствованны-ми, иностранными, бытовыми или жаргонными словами), эканья, а также других лишних, «пустых» словосочетаний, слов-паразитов («ну», «это», «вот», «так сказать», «то есть» и др.) и new-паразитов («как бы»), активно используе-
26
мых в письменной и разговорной речи, но не несущих никакой смысловой нагрузки или искажающих смысл высказывания.
4. Необходимость разъяснения происхождения и истинного значения от-дельных технических терминов, в особенности имеющих иностранное проис-хождение.
5. Правильный выбор и расстановка пауз. В дополнение к перечисленным требованиям мастер производственного
обучения также должен грамотно и эффективно использовать различные сред-ства невербальной коммуникации:
1. Кинесика (от др. греч. κίνησις – движение) – область паралигивистики, изучающая невербальное поведение человека в жестах4, дополняющих речь и усиливающих информационное воздействие на обучающихся (следует избе-гать непроизвольной жестикуляции, движений указкой, покачиваний и т. д., от-влекающих внимание учащихся), мимике (движений мышц лица), пантомими-ки (правильности рабочей позы в зоне личного рабочего пространства мастера производственного обучения, а также движений всего тела в ходе выполнения трудовых приемов и операций).
2. Такесика – область психологии, изучающая невербальное поведение людей при помощи прикосновений (прикосновение к локтю учащегося, под-держивающее и одобрительное похлопывание его по плечу, рукопожатие за по-беду в конкурсе «Лучший по профессии» т. д.).
3. Проксемика (от англ. proximity – близость) – область социальной психо-логии и семиотики, занимающаяся изучением пространственной и временной знаковой системы общения людей, отвечающая, в частности, за выбор адекват-ной дистанции коммуникативного взаимодействия мастера производственного обучения с аудиторией (публичная) или с конкретным учащимся (личная).
4. Деловой, аккуратный и отвечающий правилам и нормам охраны труда стиль рабочей одежды и обуви, прически, маникюра, используемой косметики, парфюмерии и т. д. Немаловажное значение имеет отсутствие вредных привы-чек у мастера производственного обучения, поддержание и активное пропаган-дирование им здорового образа жизни, соблюдение правил личной гигиены и занятие спортом.
С помощью демонстрации наглядных пособий у учащихся формируется конкретный зрительный образ технических объектов, технологических процес-сов. Важно подчеркнуть, что на уроке производственного обучения демонстра-ции различных изобразительных пособий (плакатов, средств статической про-екции – слайдов электронной презентации, транспарантов, фотографий, диа-фильмов, средств динамической проекции – электронных фильмов или их кратких фрагментов – роликов) следует отдавать предпочтение в пользу демон-страции технических объектов в натуральную величину (действующего обору-дования, тренажеров, инструментов, приспособлений, их уменьшенных / уве-личенных копий – макетов, моделей, образцов качественно выполненных или
4 Важно учитывать, что в разных культурах один и тот же жест может трактоваться по-разному.
27
бракованных изделий) или в графическом виде (чертежей, гидравлических, электрических и др. схем, графиков и т. д.), поскольку именно они обеспечива-ют наиболее четкий с технической и методической точки зрения образ восприя-тия обучающимися предметов труда, процессов или явлений.
Рекомендации к демонстрации наглядных пособий: 1. Максимальное использование возможностей существующей материально-
технической базы УПТО (парка учебно-производственного оборудования, ком-пьютеров, мультимедийных проекторов, виртуальных тренажеров-симуляторов, лабораторий, стендов и т. д.).
2. Разнообразие и адекватность выбора наглядных пособий для той или иной учебной ситуации.
3. Соответствие зрительного образа теме урока, рассматриваемым вопросам, его точность и величина, достаточная для фронтального использования на уроке (видимость и различимость с наиболее удаленного места учащегося), а также со-ответствие графических изображений (чертежей, схем и т. д.) требованиям ГОСТ.
4. Контрастность фона изображения, выбор адекватной величины букв, цветовой гаммы, обеспечивающие соблюдение психологических требований наиболее эффективного восприятия учащимися.
5. Включение в восприятие учебного материала, по-возможности, не толь-ко зрения, но и других органов чувств (осязания, слухового анализатора, обоня-тельных и вкусовых рецепторов5 и т. д.).
6. Следует отдавать предпочтение средствам динамической проекции (flash-анимаций, цифрового видео, видеороликов и т. д.) при первичном вос-приятии демонстрации трудовых процессов или явлений перед изобразитель-ными средствами или средствами статической проекции.
7. Руководство восприятием и возможность управления вниманием уча-щихся при помощи указки с объекта или процесса в целом на отдельные его элементы.
8. Наиболее важным и значимым методом наглядного обучения является демонстрация (личный показ мастером производственного обучения) трудовых приемов, способствующая правильному их выполнению учащимися УПТО.
Основные требования, предъявляемые к методике демонстрации трудовых приемов и операций:
1. Соответствие демонстрируемого трудового процесса теме урока, перио-ду обучения и уровню квалификации учащихся.
2. Профессиональная грамотность и безопасность демонстрируемых опе-раций (обеспечивается тщательностью и многократностью предварительной отработки трудовых приемов, консультированием со специалистами более вы-сокой квалификации).
3. Хорошая видимость показа трудовых действий, приемов и операций для всех учащихся, что обеспечивается их правильной расстановкой, достаточностью
5 При подготовке кулинаров, поваров, кондитеров и т. д.
28
освещения (естественного, искусственного, или комбинированного местного), а также применением современных компьютерных средств (web-камер и т. д.).
4. Использование при показе самых передовых и современных оборудова-ний, инструментов и приспособлений.
5. Необходимость профессионального комментирования мастером произ-водственного обучения и / или учащимися отдельных, наиболее примечатель-ных трудовых действий и приемов, предваряющих показ, сопровождающих по-каз и рефлексирующих результаты выполненной работы. При этом во время самого показа нужно стараться быть немногословным. Все пояснения должны быть уместны, различимы и понятны учащимся. Если возникает такая необходи-мость, лучше всего выключить оборудование и временно приостановить показ.
6. Демонстрацию трудовых приемов следует осуществлять в таком темпе, чтобы обеспечить осознанное восприятие учащимися трудовых действий прие-мов и операций: сначала в рабочем (обеспечивает первичное восприятие рабо-чей позы, наиболее характерных рабочих движений, трудовых приемов), потом в замедленном (направлен на покадровое или поэтапное восприятие отдельных элементов и нюансов технологии выполнения операции или их наиболее ти-пичных сочетаний – комплексов) и затем снова в рабочем (обеспечивает вос-приятие и запечатление в сознании учащегося скорости выполнения того или иного трудового действия или приема) темпе.
7. Использование в качестве закрепления показа пробного выполнения упражнения отдельными учащимися. Рекомендуется предварительное прогова-ривание своих действий вслух.
Очень большое значение при подготовке к проведению пробного урока имеет детальная проработка всех его элементов, а также психологический настрой и уверенность молодого мастера производственного обучения в поло-жительном его результате.
Задание для самостоятельного выполнения студентом
1. Уточнить Ф.И.О. коллеги-сокурсника, тему и дату проведения им проб-
ного урока производственного обучения. Провести развернутый анализ. 2. Изучить и проанализировать качество необходимой документации (план
производственного обучения на месяц, инструкционную или инструкционно-технологическую карту, план урока, технологическую карту или сценарий уро-ка производственного обучения), а также учебно-методическое и материально-технологическое оснащение проводимого урока производственного обучения.
3. Посетить пробный урок своего коллеги-сокурсника. По возможности ор-ганизовать видеосъемку данного урока. Записать Ф.И.О. мастера производ-ственного обучения, дату проведения урока, курс, группу и количество уча-щихся, присутствовавших на уроке.
4. Оценить четкость и правильность постановки целей урока производ-ственного обучения.
5. Оценить наличие и эффективность мотивационного компонента.
29
6. Оценить характер урока (традиционный или нестандартный) производ-ственного обучения.
7. Оценить эффективность предложенной структуры урока производ-ственного обучения и рациональность распределения учебного времени по его отдельным этапам.
8. Оценить грамотность учебных действий мастера производственного обучения, задействование им всей группы учащихся на уроке, эффективность использования им организационных форм, методов и средств обучения.
9. Оценить активность учащихся на уроке и их отношение к мастеру про-изводственного обучения (доброжелательное, индифферентное, враждебное).
10. Оцените качество демонстрации мастером производственного обуче-ния трудовых приемов и операций (двигательной структуры ориентировочной основой действий).
11. Оцените педагогический такт и соблюдение норм педагогической эти-ки взаимодействия мастера производственного обучения с учащимися.
12. Оцените дидактическую эффективность всей технологии проведения урока производственного обучения. Сделайте общие выводы и выставьте по де-сятибалльной системе отметку мастеру производственного обучения за урок. Свои рассуждения аргументируйте при помощи конкретных примеров и фото-графий наиболее характерных моментов урока.
13. Оформите анализ урока производственного обучения в соответствии с примерной схемой (прил. 10).
Контрольные вопросы
1. Назначение и общие требования к проведению анализа урока производ-
ственного обучения. 2. Требования к постановке целей урока производственного обучения. 3. Требования к культуре речевого поведения мастера производственного
обучения. 4. Требования к использованию средств невербальной коммуникации. 5. Разновидности технических объектов в натуральную величину или
в графическом виде, используемых на уроке производственного обучения. 6. Разновидности изобразительных пособий, используемых на уроке про-
изводственного обучения. 7. Рекомендации к демонстрации наглядных пособий на уроке производ-
ственного обучения. 8. Основные требования к методике показа трудовых приемов и операций. 9. Комментирование мастером производственного обучения показа от-
дельных трудовых приемов выполнения операции. 10. Примерная схема анализа урока производственного обучения.
30
Лабораторная работа № 6
ДЕЛОВАЯ ИГРА «СОВРЕМЕННЫЙ УРОК ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ»
Цель игры: 1. Углубление, обобщение, закрепление знаний и умений студентов по
планированию уроков производственного обучения, а также выработка творче-ского подхода к их подготовке и проведению.
2. Совершенствование практических навыков по анализу и самоанализу уроков производственного обучения на основе современных требований к под-готовке квалифицированных рабочих.
3. Проверка умения студентов применять полученные знания для каче-ственной подготовки к проведению занятий, аргументированного обоснования выбора цели, форм, методов и средств производственного обучения.
Исходные документы и материалы: учебные планы и программы для
подготовки в УО ПТО квалифицированных рабочих по профессиям (направ-ления «Машиностроение», «Строительство», «Энергетика», «Автомобильный транспорт»); задания командам-участницам; перечень вопросов для экспертов и оппонентов; ведомость оценки работы команд; нормативно-справочная доку-ментация и методическая литература.
Правила ведения игры, состав и функции ее участников
Деловые игры, как форма (метод) обучения, относятся к широко применя-
емым в профессиональных учебных заведениях дидактическим играм. Сцена-рии деловых игр основаны на имитации принятия решений в производственных ситуациях, разыгрывании ролей, поиске способа разрешении возможных кон-фликтных ситуаций, оценивании результатов профессиональной деятельности.
Деловая игра «Современный урок производственного обучения» рассчита-на на 6 учебных часов. Проводит ее преподаватель, который знакомит всех участников игры с ее целями, содержанием, регламентом, а также с функциями игроков команд (капитана, оппонента, эксперта). Кроме того, он управляет процессом познавательной деятельности студентов в ходе игры, ориентирует ее участников на активное выполнение заданий, принятие и обсуждение решений.
Из состава студенческой группы формируются команды по 5–6 игроков. В каждой команде выбирается капитан (модератор, игротехник). Его функция заключается в комплектовании команд, распределении ролей и обязанностей между участниками игры с учетом личной заинтересованности в изучении предложенных проблем, степени подготовленности отдельных студентов и вы-ступление с итоговым докладом группы о проделанной работе.
Перед началом игры определяются группы оппонентов и экспертов. Оппоненты совместно с преподавателем организуют оппонирование об-
суждаемых решений, выдвинутым предложениям и выводам каждой команды.
31
Эксперты оценивают работу команд и определяют победителей, учитывая при этом не только правильность предлагаемых решений, но и организован-ность работы команды, соблюдение временного режима, корректность педаго-гического общения в процессе работы и т. д. Независимо друг от друга экспер-ты заполняют ведомость оценки работы команд (прил. 11), а на заключитель-ном этапе игры подводят ее итоги и выявляют команду-победительницу.
Регламент игры: 1. Организационный момент (уточнение состава команд, определение це-
лей игры, раздача заданий командам, постановка задач оппонентам, экспертам и др.) – 5 мин.
2. Работа команд над выполнением задания – проектирование оптимальной технологии урока производственного обучения – 45 мин.
3. Выступление капитана каждой команды по обоснованию целей, струк-туры и содержания плана урока, спроектированного каждой командой – 15 мин (общее время этапа 5 ∙ 3 = 15 мин).
4. Выступления оппонентов – 15 мин. 5. Выступления экспертов – 15 мин. 6. Обобщение ведущего деловой игры – 5 мин.
Задания командам 1. Выбрать любую тему из программы производственного обучения
(I курс, II полугодие). 2. Провести логико-дидактический анализ содержания материала выбран-
ной темы и оценить предурочную ситуацию. 3. Сформулировать тему урока, его цели и определить (выбрать) тип урока
производственного обучения. 4. Подобрать объект трудовой деятельности, выполняемый на уроке про-
изводственного обучения. 5. Разработать и обосновать наиболее рациональную структуру вводного
инструктажа на уроке производственного обучения. 6. Выбрать и обосновать оптимальные организационные методы и сред-
ства реализации поставленных целей урока производственного обучения. 7. Определить количество необходимых целевых обходов рабочих мест
учащихся и текущих инструктажей их мастером производственного обучения, обосновать необходимость каждого из них в процессе самостоятельной работы учащихся.
8. Охарактеризовать требования к показу трудовых действий, приемов и операций.
9. Определить цели и содержание заключительного инструктажа. 10. Подобрать соответствующие учебные материалы и материально-тех-
ническое обеспечение урока производственного обучения по выбранной теме.
32
11. Оформить план урока производственного обучения и представить его на рассмотрение оппонентам и экспертам.
12. Защитить принятые решения на общегрупповом собрании.
Примерные вопросы для оппонентов и экспертов при анализе проекта урока производственного обучения
1. Каким образом предложенный план производственного обучения гаран-
тирует качество учебно-производственных работ, выполняемых учащимися? 2. Рациональна ли структура урока и методов проведения вводного ин-
структажа? 3. В какой мере содержание предложенного плана урока способствует ак-
тивизации мыслительной деятельности учащихся, стимуляции их познаватель-ной активности на протяжении всего урока производственного обучения?
4. Предусмотрены ли в плане урока производственного обучения вопросы формирования навыков самоконтроля и воспитания производственной само-стоятельности?
5. Соответствует ли содержание, методы и средства обучения при прове-дении вводного инструктажа соответствуют целям урока производственного обучения?
6. Предусматривает ли план урока производственного обучения использо-вание нетрадиционных форм, методов и средств обучения?
7. Каким образом обеспечивается соответствие содержания упражнений (самостоятельных работ), выполняемых учащимися на уроке производственно-го обучения, целям урока и требованиям образовательного стандарта и учебной программы?
8. Насколько в данном плане урока производственного обучения использо-вания знаний, умений и навыков, сформированных учащимися при изучении курса «Специальная технология» и других учебных предметов, а также на предыдущих уроках производственного обучения?
9. Что предусмотрено в плане урока производственного обучения для пре-дупреждения типичных ошибок и затруднений в работе учащихся?
10. Что предусмотрено в плане урока для индивидуализации процесса про-изводственного обучения на данном конкретном уроке?
33
ПРИЛОЖЕНИЕ 1
Министерство образования Республики Беларусь Белорусский национальный технический университет
Кафедра «Профессиональное обучение и педагогика»
ОТЧЕТ по лабораторной работе № 1
«Составление плана производственного обучения группы на месяц» по дисциплине «Методика производственного обучения»
Исполнитель: студент группы 10903112 _______________ И. И. Иванов
(подпись)
Проверил: доцент, канд. пед. наук _______________ Е. П. Дирвук
(подпись)
20___
34
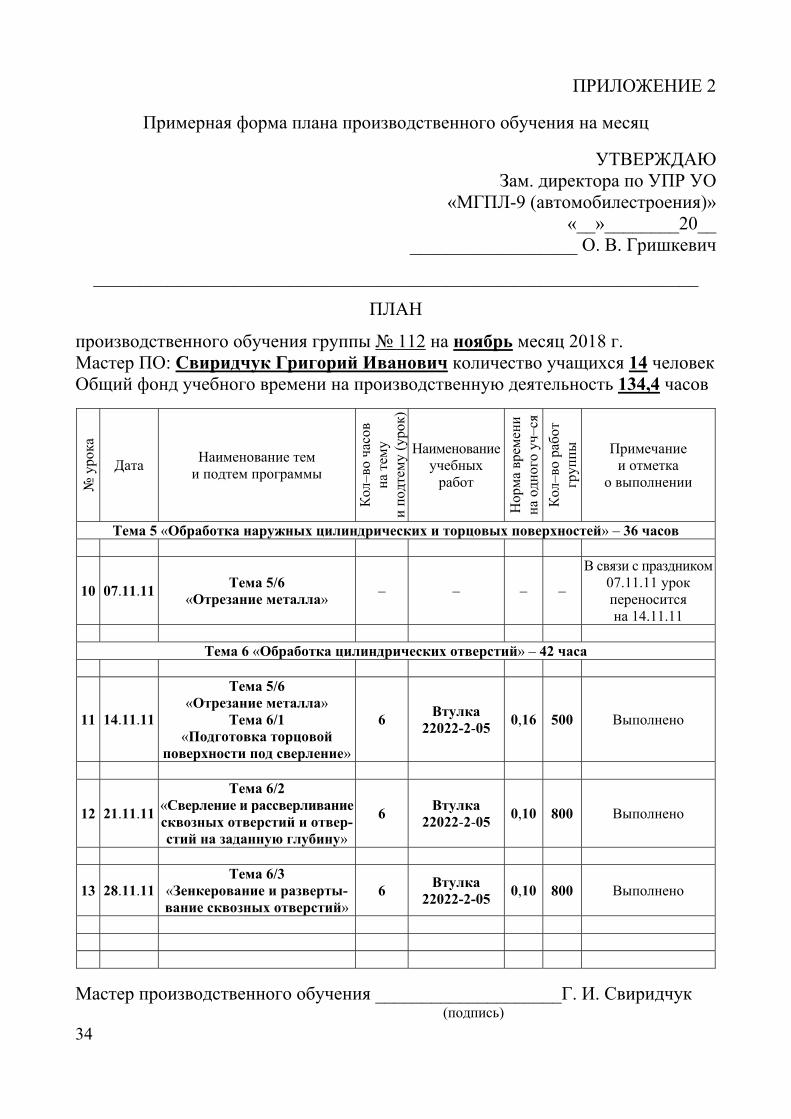
ПРИЛОЖЕНИЕ 2
Примерная форма плана производственного обучения на месяц
УТВЕРЖДАЮ Зам. директора по УПР УО
«МГПЛ-9 (автомобилестроения)» «__»________20__
__________________ О. В. Гришкевич
_________________________________________________________________
ПЛАН
производственного обучения группы № 112 на ноябрь месяц 2018 г. Мастер ПО: Свиридчук Григорий Иванович количество учащихся 14 человек Общий фонд учебного времени на производственную деятельность 134,4 часов
№ у
рока
Дата Наименование тем
и подтем программы
Кол
–во
часо
в
на т
ему
и
подт
ему
(уро
к)
Наименование учебных
работ
Нор
ма
врем
ени
на
одн
ого
уч–с
я
Кол
–во
рабо
т
груп
пы
Примечание и отметка
о выполнении
Тема 5 «Обработка наружных цилиндрических и торцовых поверхностей» – 36 часов
10 07.11.11 Тема 5/6
«Отрезание металла» – – – –
В связи с праздником07.11.11 урок переносится на 14.11.11
Тема 6 «Обработка цилиндрических отверстий» – 42 часа
11 14.11.11
Тема 5/6 «Отрезание металла»
Тема 6/1 «Подготовка торцовой
поверхности под сверление»
6 Втулка
22022-2-05 0,16 500 Выполнено
12 21.11.11
Тема 6/2 «Сверление и рассверливаниесквозных отверстий и отвер-стий на заданную глубину»
6 Втулка
22022-2-05 0,10 800 Выполнено
13 28.11.11 Тема 6/3
«Зенкерование и разверты-вание сквозных отверстий»
6 Втулка
22022-2-05 0,10 800 Выполнено
Мастер производственного обучения ____________________Г. И. Свиридчук (подпись)
35
ПРИЛОЖЕНИЕ 3
36
Продолжение прил. 3
37
Продолжение прил. 3
38
Продолжение прил. 3
39
Ин
стр
укц
ион
ная
кар
та н
а вы
пол
нен
ие
опер
аци
и
«Фр
езер
ован
ие
паз
ов н
а к
руг
лом
пов
орот
ном
сто
ле»
(н
апр
авл
ени
е 01
«М
аши
нос
трое
ни
е»)
О
пер
аци
я У
пр
ажн
ени
я О
бъек
ты у
чеб
ны
х р
абот
Продолжение прил. 3
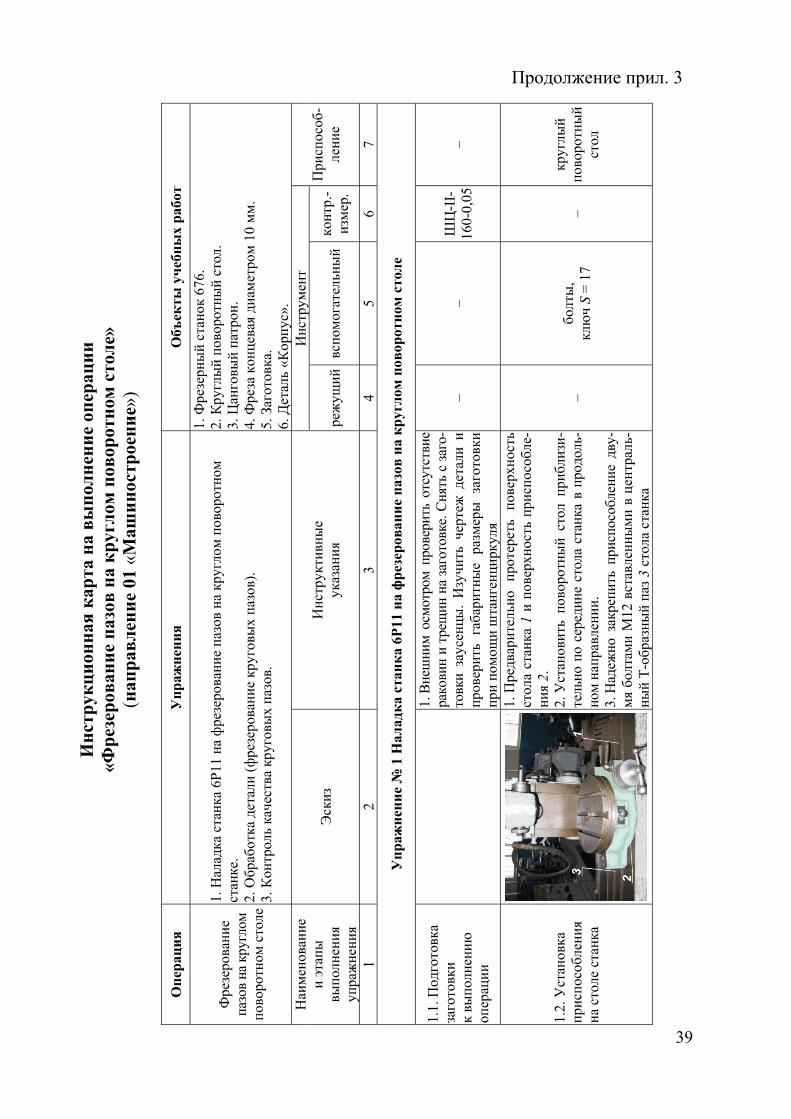
Фре
зеро
вани
е па
зов
на к
ругл
ом
пово
ротн
ом с
толе
1. Н
алад
ка с
танк
а 6Р
11 н
а ф
резе
рова
ние
пазо
в на
кру
глом
пов
орот
ном
ст
анке
. 2.
Обр
абот
ка д
етал
и (ф
резе
рова
ние
круг
овы
х па
зов)
. 3.
Кон
трол
ь ка
чест
ва к
руго
вых
пазо
в.
1. Ф
резе
рны
й ст
анок
676
. 2.
Кру
глы
й по
воро
тны
й ст
ол.
3. Ц
анго
вый
патр
он.
4. Ф
реза
кон
цева
я ди
амет
ром
10
мм
. 5.
Заг
отов
ка.
6. Д
етал
ь «К
орпу
с».
Наи
мен
ован
ие
и эт
апы
вы
полн
ения
уп
раж
нени
я
Эск
из
Инс
трук
тивн
ые
ук
азан
ия
Инс
трум
ент
При
спос
об-
лени
е ре
жущ
ийвс
пом
огат
ельн
ый
конт
р.-
изм
ер.
1 2
3 4
5 6
7
Уп
раж
нен
ие
№ 1
Нал
адк
а ст
анк
а 6Р
11 н
а ф
рез
еров
ани
е п
азов
на
кр
угл
ом п
овор
отн
ом с
тол
е
1.1.
Под
гото
вка
заго
товк
и
к вы
полн
ению
оп
ерац
ии
1. В
неш
ним
осм
отро
м п
рове
рить
отс
утст
вие
рако
вин
и тр
ещин
на
заго
товк
е. С
нять
с з
аго-
товк
и за
усен
цы.
Изу
чить
чер
теж
дет
али
и пр
овер
ить
габа
ритн
ые
разм
еры
за
гото
вки
при
пом
ощи
шта
нген
цирк
уля
– –
ШЦ
-II-
160-
0,05
–
1.2.
Уст
анов
ка
прис
посо
блен
ия
на с
толе
ста
нка
1. П
редв
арит
ельн
о пр
отер
еть
пове
рхно
сть
стол
а ст
анка
1 и
пов
ерхн
ость
при
спос
обле
-ни
я 2.
2.
Уст
анов
ить
пово
ротн
ый
стол
при
близ
и-те
льно
по
сере
дине
сто
ла с
танк
а в
прод
оль-
ном
нап
равл
ении
. 3.
Над
ежно
зак
репи
ть п
рисп
особ
лени
е дв
у-м
я бо
лтам
и М
12 в
став
ленн
ым
и в
цент
раль
-ны
й Т
-обр
азны
й па
з 3
стол
а ст
анка
– бо
лты
, кл
юч
S =
17
– кр
углы
й
пово
ротн
ый
стол
39
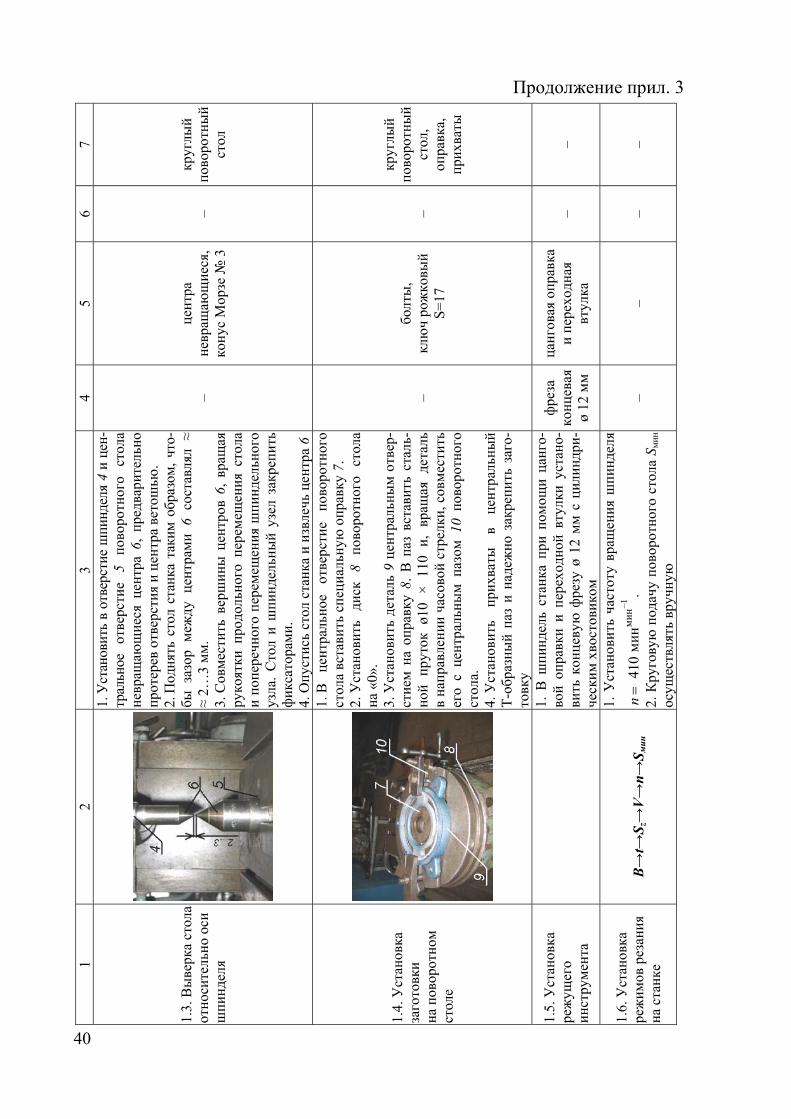
40
1 2
3 4
5 6
7 Продолжение прил. 3
1.3.
Вы
верк
а ст
ола
отно
сите
льно
оси
ш
пинд
еля
1. У
стан
овит
ь в
отве
рсти
е ш
пинд
еля
4 и
цен-
трал
ьное
от
верс
тие
5 по
воро
тног
о ст
ола
невр
ащаю
щие
ся ц
ентр
а 6,
пре
двар
ител
ьно
прот
ерев
отв
ерст
ия и
цен
тра
вето
шью
. 2.
Под
нять
сто
л ст
анка
так
им о
браз
ом,
что-
бы з
азор
м
ежду
це
нтра
ми
6 со
став
лял
≈≈
2…3
мм
. 3.
Сов
мес
тить
вер
шин
ы ц
ентр
ов 6
, вр
ащая
ру
коят
ки п
родо
льно
го п
ерем
ещен
ия с
тола
и
попе
речн
ого
пере
мещ
ения
шпи
ндел
ьног
о уз
ла.
Сто
л и
шпи
ндел
ьны
й уз
ел з
акре
пить
ф
икса
тора
ми.
4.
Опу
стис
ь ст
ол с
танк
а и
извл
ечь
цент
ра 6
– це
нтра
не
вращ
ающ
иеся
, ко
нус
Мор
зе №
3–
круг
лый
пово
ротн
ый
стол
1.4.
Уст
анов
ка
заго
товк
и
на п
овор
отно
м
стол
е
1. В
це
нтра
льно
е от
верс
тие
пово
ротн
ого
стол
а вс
тави
ть с
пеци
альн
ую о
прав
ку 7
. 2.
Уст
анов
ить
диск
8
пово
ротн
ого
стол
а на
«0»
. 3.
Уст
анов
ить
дета
ль 9
цен
трал
ьны
м о
твер
-ст
ием
на
опра
вку
8. В
паз
вст
авит
ь ст
аль-
ной
прут
ок
ø10
×
110
и,
вращ
ая
дета
ль
в на
прав
лени
и ча
сово
й ст
релк
и, с
овм
ести
ть
его
с це
нтра
льны
м п
азом
10
пово
ротн
ого
стол
а.
4. У
стан
овит
ь пр
ихва
ты
в це
нтра
льны
й Т
-обр
азны
й па
з и
наде
жно
зак
репи
ть з
аго-
товк
у
– бо
лты
, кл
юч
рож
ковы
й S
=17
–
круг
лый
пово
ротн
ый
стол
, оп
равк
а,
прих
ваты
1.5.
Уст
анов
ка
реж
ущег
о
инст
рум
ента
1. В
шпи
ндел
ь ст
анка
при
пом
ощи
цанг
о-во
й оп
равк
и и
пере
ходн
ой в
тулк
и ус
тано
-ви
ть к
онце
вую
фре
зу ø
12
мм
с ц
илин
дри-
ческ
им х
вост
овик
ом
фре
за
конц
евая
ø 12
мм
цанг
овая
опр
авка
и
пере
ходн
ая
втул
ка
– –
1.6.
Уст
анов
ка
реж
имов
рез
ания
на
ста
нке
B→
t→S
z→V→
n→
Sмин
1. У
стан
овит
ь ча
стот
у вр
ащен
ия ш
пинд
еля
–1м
ин 4
10 м
ин.
n
2.
Кру
гову
ю п
одач
у по
воро
тног
о ст
ола
S мин
осущ
еств
лять
вру
чную
– –
– –
40
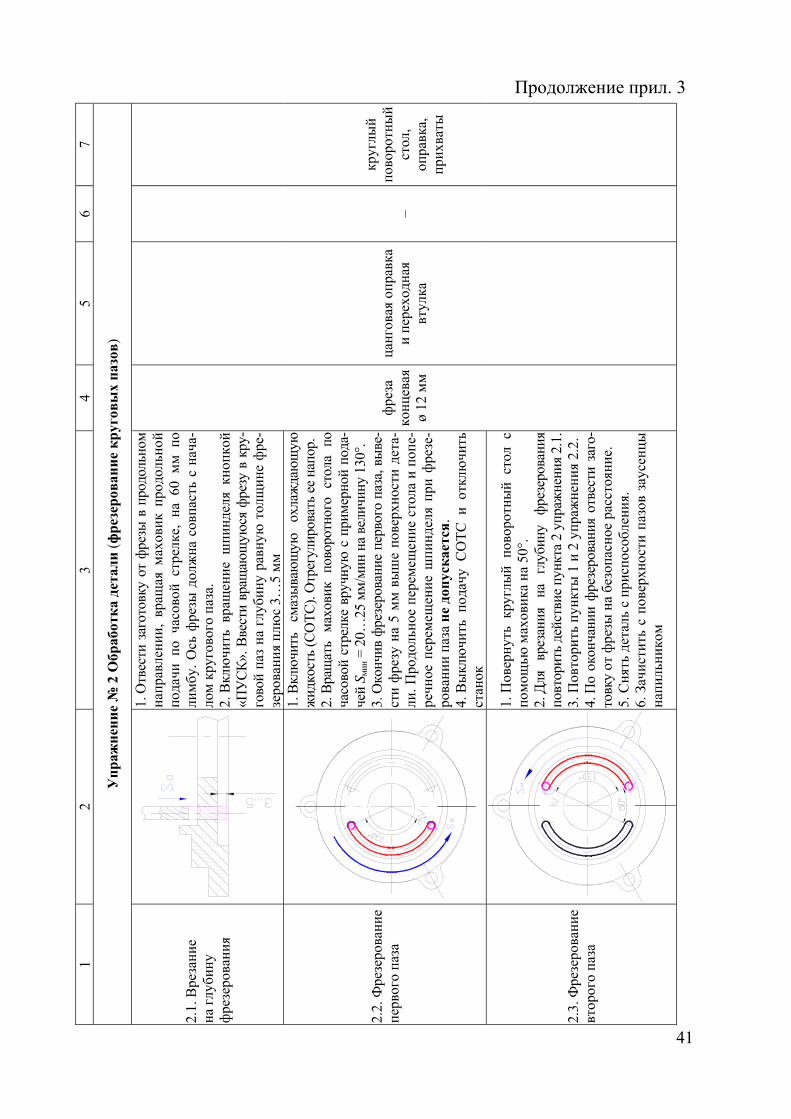
41
1 2
3 4
5 6
7 Продолжение прил. 3
Уп
раж
нен
ие
№ 2
Обр
абот
ка
дета
ли
(ф
рез
еров
ани
е к
руг
овы
х п
азов
)
2.1.
Вре
зани
е
на г
луби
ну
фре
зеро
вани
я
1. О
твес
ти з
агот
овку
от
фре
зы в
про
доль
ном
на
прав
лени
и, в
ращ
ая м
ахов
ик п
родо
льно
й по
дачи
по
часо
вой
стре
лке,
на
60 м
м п
о ли
мбу
. О
сь ф
резы
дол
жна
сов
паст
ь с
нача
-ло
м к
руго
вого
паз
а.
2. В
клю
чить
вра
щен
ие ш
пинд
еля
кноп
кой
«ПУ
СК
». В
вест
и вр
ащаю
щую
ся ф
резу
в к
ру-
гово
й па
з на
глу
бину
рав
ную
тол
щин
е ф
ре-
зеро
вани
я пл
юс
3…5
мм
фре
за
конц
евая
ø
12 м
м
цанг
овая
опр
авка
и
пере
ходн
ая
втул
ка
–
круг
лый
пово
ротн
ый
стол
, оп
равк
а,
прих
ваты
2.2.
Фре
зеро
вани
е пе
рвог
о па
за
1. В
клю
чить
см
азы
ваю
щую
ох
лаж
даю
щую
ж
идко
сть
(СО
ТС
). О
трег
улир
оват
ь ее
нап
ор.
2. В
ращ
ать
мах
овик
по
воро
тног
о ст
ола
по
часо
вой
стре
лке
вруч
ную
с п
рим
ерно
й по
да-
чей
S мин
= 2
0…25
мм
/мин
на
вели
чину
130
°.
3. О
конч
ив ф
резе
рова
ние
перв
ого
паза
, вы
ве-
сти
фре
зу н
а 5
мм
вы
ше
пове
рхно
сти
дета
-ли
. Про
доль
ное
пере
мещ
ение
сто
ла и
поп
е-ре
чное
пер
емещ
ение
шпи
ндел
я пр
и ф
резе
-ро
вани
и па
за н
е до
пус
кае
тся.
4.
Вы
клю
чить
под
ачу
СО
ТС
и о
тклю
чить
ст
анок
2.3.
Фре
зеро
вани
е вт
орог
о па
за
1. П
овер
нуть
кру
глы
й по
воро
тны
й ст
ол с
по
мощ
ью м
ахов
ика
на 5
0°.
2. Д
ля
врез
ания
на
гл
убин
у ф
резе
рова
ния
повт
орит
ь де
йств
ие п
ункт
а 2
упра
жне
ния
2.1.
3. П
овто
рить
пун
кты
1 и
2 у
праж
нени
я 2.
2.
4. П
о ок
онча
нии
фре
зеро
вани
я от
вест
и за
го-
товк
у от
фре
зы н
а бе
зопа
сное
рас
стоя
ние.
5.
Сня
ть д
етал
ь с
прис
посо
блен
ия.
6. З
ачис
тить
с п
овер
хнос
ти п
азов
зау
сенц
ы
напи
льни
ком
41
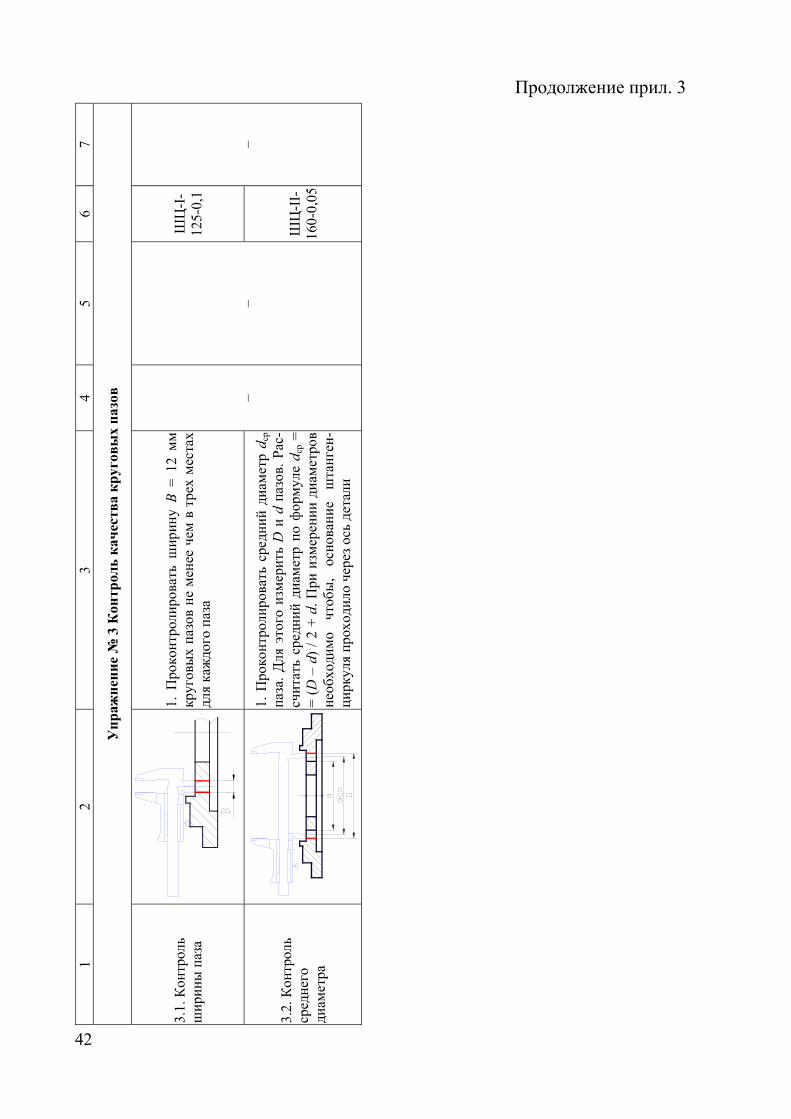
42
1 2
3 4
5 6
7 Продолжение прил. 3
Уп
раж
нен
ие
№ 3
Кон
трол
ь к
ачес
тва
кр
угов
ых
паз
ов
3.1.
Кон
трол
ь
шир
ины
паз
а
1. П
роко
нтро
лиро
вать
шир
ину В
= 1
2 м
м
круг
овы
х па
зов
не м
енее
чем
в т
рех
мес
тах
для
каж
дого
паз
а
– –
ШЦ
-I-
125-
0,1
–
3.2.
Кон
трол
ь ср
едне
го
диам
етра
1. П
роко
нтро
лиро
вать
сре
дний
диа
мет
р d с
р
паза
. Д
ля э
того
изм
ерит
ь D
и d
паз
ов.
Рас
-сч
итат
ь ср
едни
й ди
амет
р по
фор
мул
е d с
р =
= (
D –
d)
/ 2
+ d
. При
изм
ерен
ии д
иам
етро
в не
обхо
дим
о чт
обы
, ос
нова
ние
шта
нген
-ци
ркул
я пр
оход
ило
чере
з ос
ь де
тали
ШЦ
-II-
160-
0,05
42
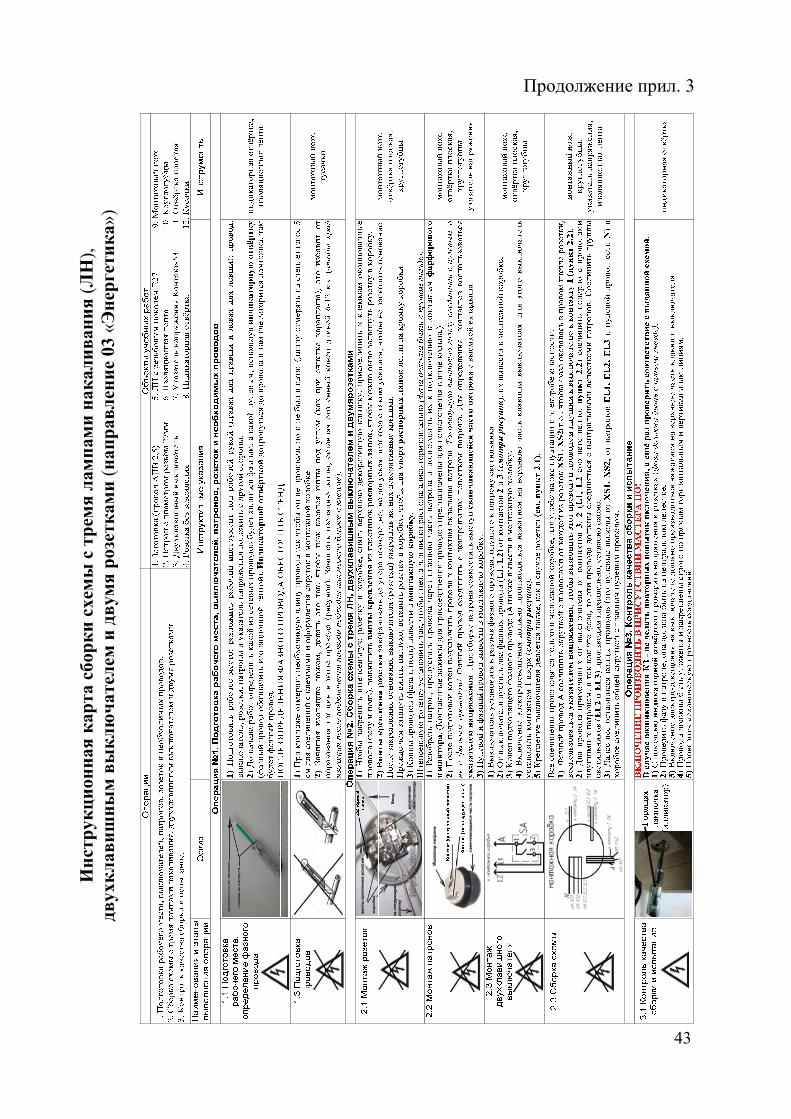
43
Ин
стр
укц
ион
ная
кар
та с
бор
ки
схе
мы
с т
рем
я л
амп
ами
нак
али
ван
ия
(ЛН
),
двух
кл
ави
шн
ым
вы
кл
юч
ател
ем и
дву
мя
роз
етк
ами
(н
апр
авл
ени
е 03
«Э
нер
гети
ка»
)
Продолжение прил. 3
43
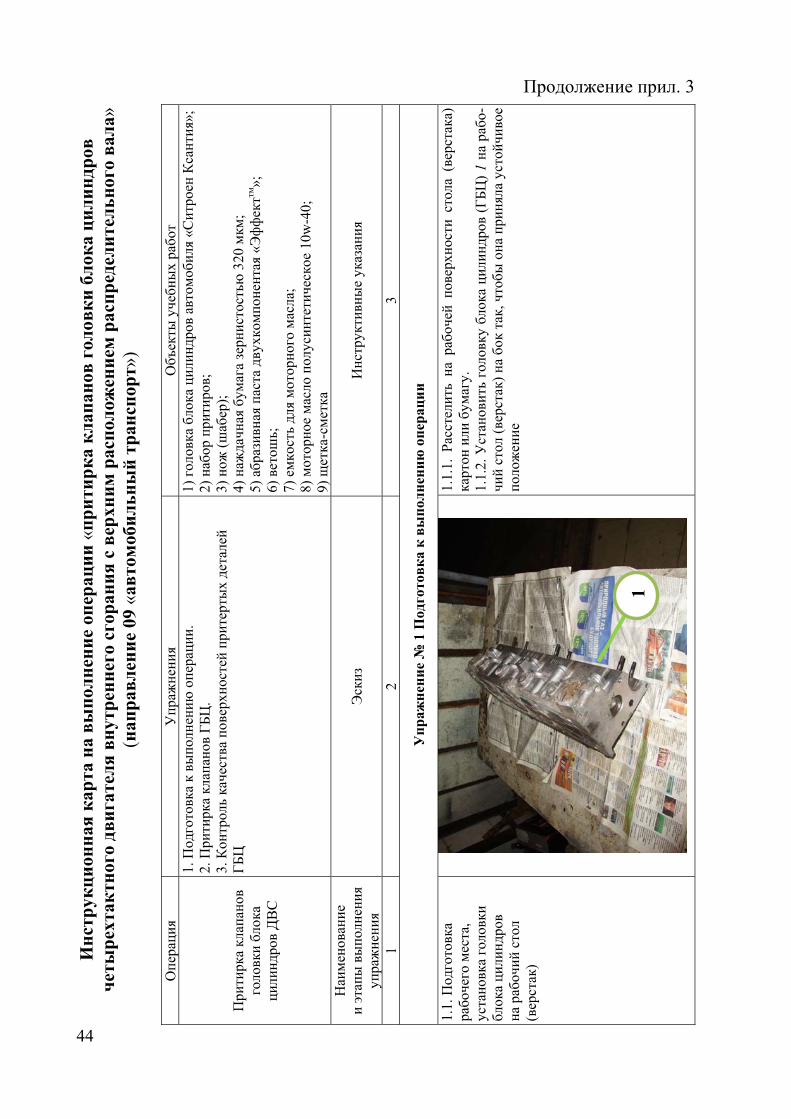
44
Ин
стр
укц
ион
ная
кар
та н
а вы
пол
нен
ие
опер
аци
и «
пр
ити
рк
а к
лап
анов
гол
овк
и б
лок
а ц
ил
ин
дров
ч
еты
рех
так
тног
о дв
ига
тел
я вн
утр
енн
его
сгор
ани
я с
вер
хни
м р
асп
олож
ени
ем р
асп
ред
ели
тел
ьног
о ва
ла »
(н
апр
авл
ени
е 09
«ав
том
оби
льн
ый
тр
ансп
орт»
) О
пера
ция
Упр
ажне
ния
Объ
екты
уче
бны
х ра
бот
Продолжение прил. 3
При
тирк
а кл
апан
ов
голо
вки
блок
а
цили
ндро
в Д
ВС
1. П
одго
товк
а к
выпо
лнен
ию о
пера
ции.
2.
При
тирк
а кл
апан
ов Г
БЦ
. 3.
Кон
трол
ь ка
чест
ва п
овер
хнос
тей
прит
ерты
х де
тале
й Г
БЦ
1) г
олов
ка б
лока
цил
индр
ов а
втом
обил
я «С
итро
ен К
сант
ия»;
2)
наб
ор п
рити
ров;
3)
нож
(ш
абер
);
4) н
ажда
чная
бум
ага
зерн
исто
стью
320
мкм
; 5)
абр
азив
ная
паст
а дв
ухко
мпо
нент
ая «
Эф
фек
ттм»;
6)
вет
ошь;
7)
ем
кост
ь дл
я м
отор
ного
мас
ла;
8) м
отор
ное
мас
ло п
олус
инте
тиче
ское
10w
-40;
9)
щет
ка-с
мет
ка
Наи
мен
ован
ие
и эт
апы
вы
полн
ения
уп
раж
нени
я Э
скиз
И
нстр
укти
вны
е ук
азан
ия
1 2
3
Уп
раж
нен
ие
№ 1
Под
гото
вка
к в
ып
олн
ени
ю о
пер
аци
и
1.1.
Под
гото
вка
ра
боче
го м
еста
, ус
тано
вка
голо
вки
блок
а ци
линд
ров
на
раб
очий
сто
л
(вер
стак
)
1.1.
1. Р
асст
елит
ь на
раб
очей
пов
ерхн
ости
сто
ла (
верс
така
) ка
ртон
или
бум
агу.
1.
1.2.
Уст
анов
ить
голо
вку
блок
а ци
линд
ров
(ГБ
Ц)
1 на
раб
о-чи
й ст
ол (
верс
так)
на
бок
так,
что
бы о
на п
риня
ла у
стой
чиво
е по
лож
ение
1
44
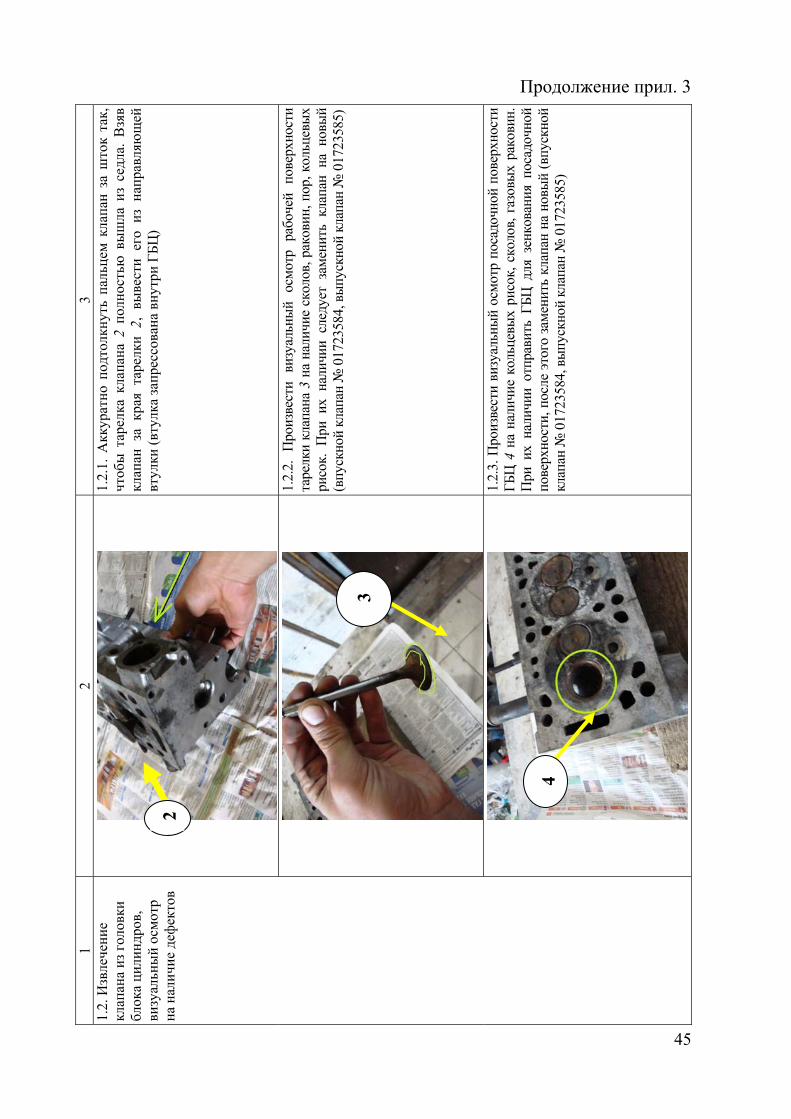
45
1 2
3 Продолжение прил. 3
1.2.
Изв
лече
ние
кл
апан
а из
гол
овки
бл
ока
цили
ндро
в,
визу
альн
ый
осм
отр
на
нал
ичие
деф
екто
в
1.2.
1. А
ккур
атно
под
толк
нуть
пал
ьцем
кла
пан
за ш
ток
так,
чт
обы
тар
елка
кла
пана
2 п
олно
стью
вы
шла
из
седл
а. В
зяв
клап
ан з
а кр
ая т
арел
ки 2
, вы
вест
и ег
о из
нап
равл
яющ
ей
втул
ки (
втул
ка з
апре
ссов
ана
внут
ри Г
БЦ
)
1.2.
2.
Про
изве
сти
визу
альн
ый
осм
отр
рабо
чей
пове
рхно
сти
таре
лки
клап
ана
3 на
нал
ичие
ско
лов,
рак
овин
, пор
, кол
ьцев
ых
рисо
к. П
ри и
х на
личи
и сл
едуе
т за
мен
ить
клап
ан н
а но
вый
(впу
скно
й кл
апан
№ 0
1723
584,
вы
пуск
ной
клап
ан №
017
2358
5)
1.2.
3. П
роиз
вест
и ви
зуал
ьны
й ос
мот
р по
садо
чной
пов
ерхн
ости
Г
БЦ
4 н
а на
личи
е ко
льце
вых
рисо
к, с
коло
в, г
азов
ых
рако
вин.
П
ри и
х на
личи
и от
прав
ить
ГБ
Ц д
ля з
енко
вани
я по
садо
чной
по
верх
ност
и, п
осле
это
го з
амен
ить
клап
ан н
а но
вый
(впу
скно
й кл
апан
№ 0
1723
584,
вы
пуск
ной
клап
ан №
017
2358
5)
3
4
2
45
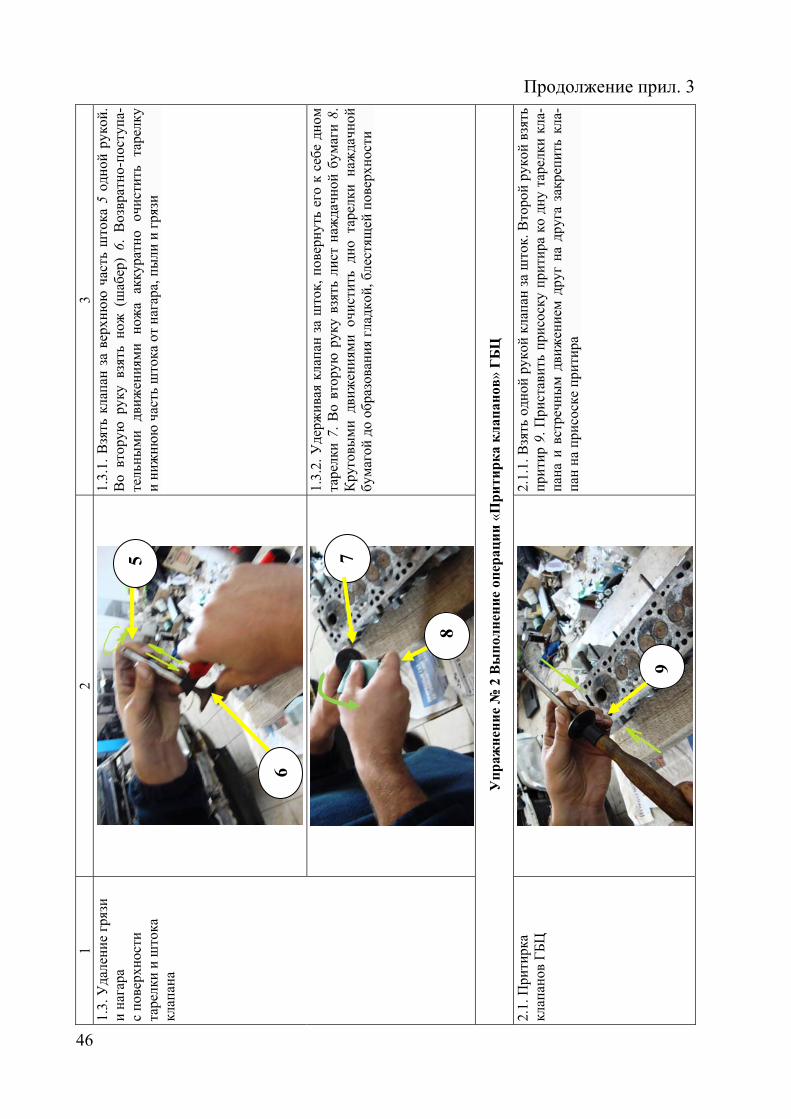
46
1 2
3 Продолжение прил. 3
1.3.
Уда
лени
е гр
язи
и
нага
ра
с по
верх
ност
и
таре
лки
и ш
тока
кл
апан
а
1.3.
1. В
зять
кла
пан
за в
ерхн
юю
час
ть ш
тока
5 о
дной
рук
ой.
Во
втор
ую р
уку
взят
ь но
ж (
шаб
ер)
6. В
озвр
атно
-пос
тупа
-те
льны
ми
движ
ения
ми
нож
а ак
кура
тно
очис
тить
та
релк
у и
ниж
нюю
час
ть ш
тока
от
нага
ра, п
ыли
и г
рязи
1.3.
2. У
держ
ивая
кла
пан
за ш
ток,
пов
ерну
ть е
го к
себ
е дн
ом
таре
лки
7. В
о вт
орую
рук
у вз
ять
лист
наж
дачн
ой б
умаг
и 8.
К
руго
вым
и дв
ижен
иям
и оч
исти
ть д
но т
арел
ки н
ажда
чной
бу
маг
ой д
о об
разо
вани
я гл
адко
й, б
лест
ящей
пов
ерхн
ости
Уп
раж
нен
ие
№ 2
Вы
пол
нен
ие
опер
аци
и «
Пр
ити
рк
а к
лап
анов
» Г
БЦ
2.1.
При
тирк
а
клап
анов
ГБ
Ц
2.1.
1. В
зять
одн
ой р
укой
кла
пан
за ш
ток.
Вто
рой
руко
й вз
ять
прит
ир 9
. При
став
ить
прис
оску
при
тира
ко
дну
таре
лки
кла-
пана
и в
стре
чны
м д
виж
ение
м д
руг
на д
руга
зак
репи
ть к
ла-
пан
на п
рисо
ске
прит
ира
5
6
7
9
8
46
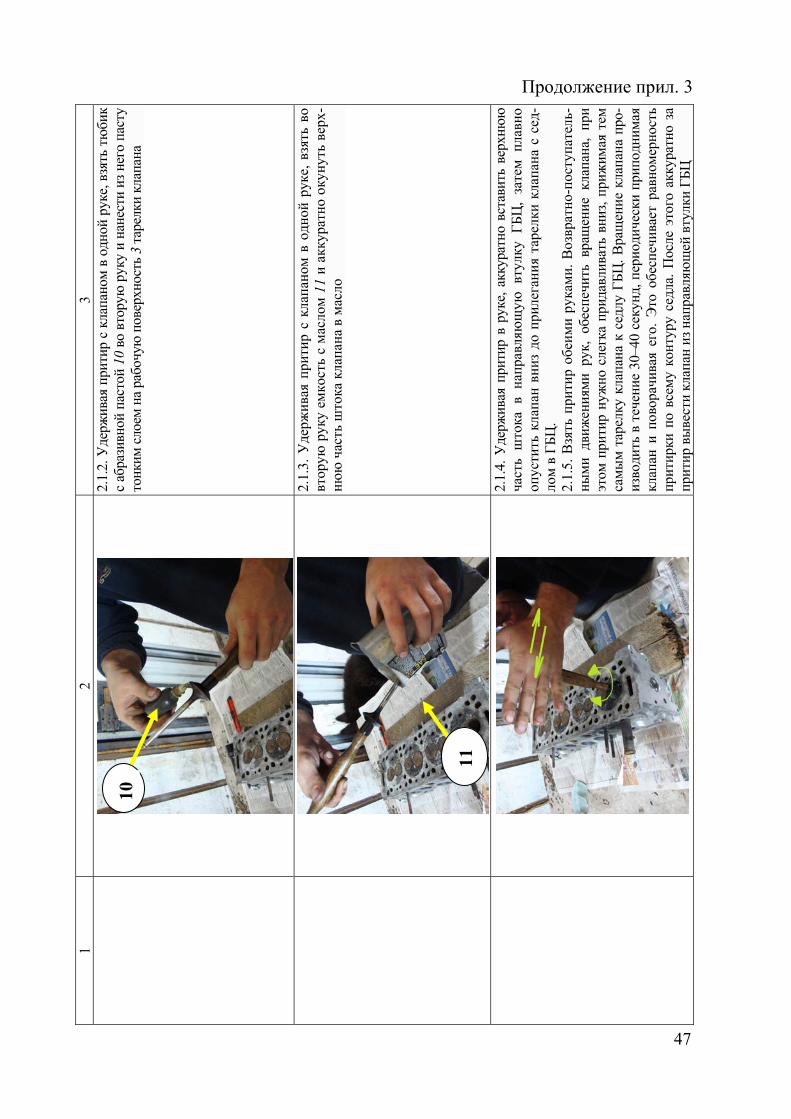
47
1 2
3 Продолжение прил. 3
2.1.
2. У
держ
ивая
при
тир
с кл
апан
ом в
одн
ой р
уке,
взя
ть т
юби
к с
абра
зивн
ой п
асто
й 10
во
втор
ую р
уку
и на
нест
и из
нег
о па
сту
тонк
им с
лоем
на
рабо
чую
пов
ерхн
ость
3 т
арел
ки к
лапа
на
2.1.
3. У
держ
ивая
при
тир
с кл
апан
ом в
одн
ой р
уке,
взя
ть в
о вт
орую
рук
у ем
кост
ь с
мас
лом
11
и ак
кура
тно
окун
уть
верх
-ню
ю ч
асть
што
ка к
лапа
на в
мас
ло
2.1.
4. У
держ
ивая
при
тир
в ру
ке,
акку
ратн
о вс
тави
ть в
ерхн
юю
ча
сть
што
ка в
нап
равл
яющ
ую в
тулк
у Г
БЦ
, за
тем
пла
вно
опус
тить
кла
пан
вниз
до
прил
еган
ия т
арел
ки к
лапа
на с
сед
-ло
м в
ГБ
Ц.
2.1.
5. В
зять
при
тир
обеи
ми
рука
ми.
Воз
врат
но-п
осту
пате
ль-
ным
и дв
ижен
иям
и ру
к, о
бесп
ечит
ь вр
ащен
ие к
лапа
на,
при
этом
при
тир
нуж
но с
легк
а пр
идав
лива
ть в
низ,
при
жим
ая т
ем
сам
ым
тар
елку
кла
пана
к с
едлу
ГБ
Ц.
Вра
щен
ие к
лапа
на п
ро-
изво
дить
в т
ечен
ие 3
0–40
сек
унд,
пер
иоди
ческ
и пр
ипод
ним
ая
клап
ан и
пов
орач
ивая
его
. Э
то о
бесп
ечив
ает
равн
омер
ност
ь пр
итир
ки п
о вс
ему
конт
уру
седл
а. П
осле
это
го а
ккур
атно
за
прит
ир в
ыве
сти
клап
ан и
з на
прав
ляю
щей
вту
лки
ГБ
Ц
11
10
47
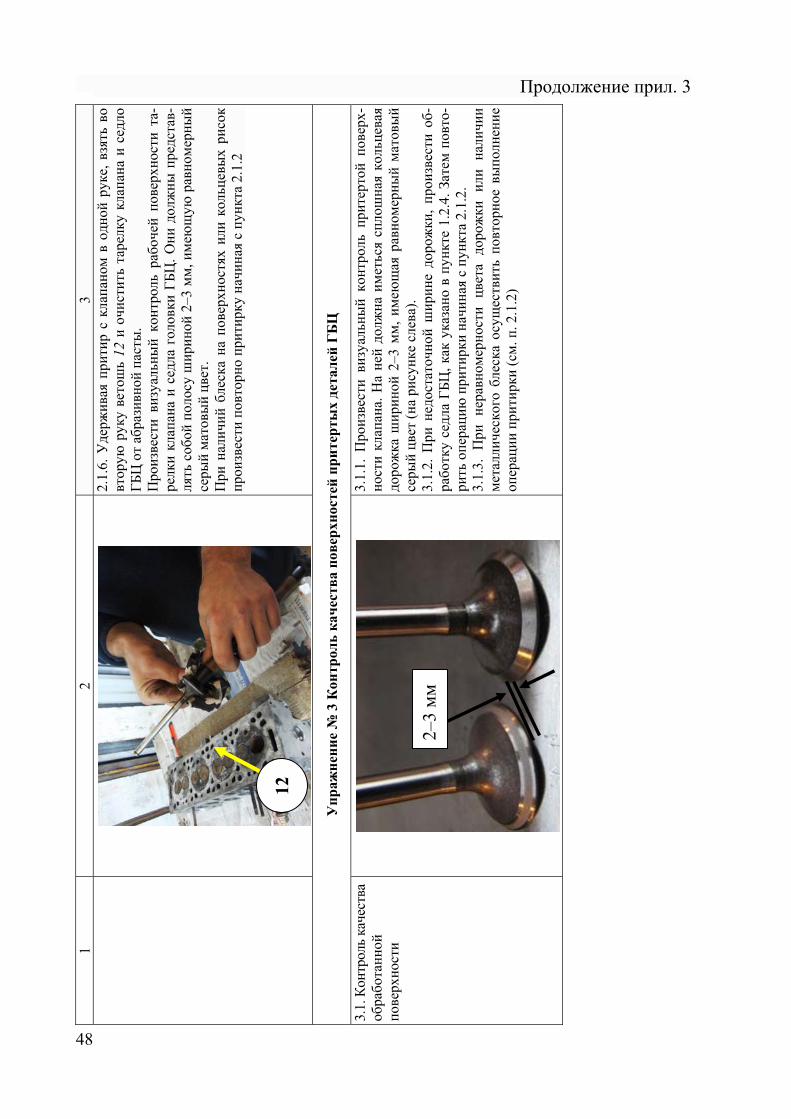
48
1 2
3
2.1.
6. У
держ
ивая
при
тир
с кл
апан
ом в
одн
ой р
уке,
взя
ть в
о вт
орую
рук
у ве
тош
ь 12
и о
чист
ить
таре
лку
клап
ана
и се
дло
ГБ
Ц о
т аб
рази
вной
пас
ты.
Про
изве
сти
визу
альн
ый
конт
роль
раб
очей
пов
ерхн
ости
та-
релк
и кл
апан
а и
седл
а го
ловк
и Г
БЦ
. О
ни д
олж
ны п
редс
тав-
лять
соб
ой п
олос
у ш
ирин
ой 2
–3 м
м, и
мею
щую
рав
ном
ерны
й се
рый
мат
овы
й цв
ет.
При
нал
ичий
бле
ска
на п
овер
хнос
тях
или
коль
цевы
х ри
сок
прои
звес
ти п
овто
рно
прит
ирку
нач
иная
с п
ункт
а 2.
1.2
Продолжение прил. 3
Уп
раж
нен
ие
№ 3
Кон
трол
ь к
ачес
тва
пов
ерхн
осте
й п
ри
тер
тых
дета
лей
ГБ
Ц
3.1.
Кон
трол
ь ка
чест
ва
обра
бота
нной
по
верх
ност
и
3.1.
1. П
роиз
вест
и ви
зуал
ьны
й ко
нтро
ль п
рите
ртой
пов
ерх-
ност
и кл
апан
а. Н
а не
й до
лжна
им
етьс
я сп
лош
ная
коль
цева
я до
рож
ка ш
ирин
ой 2
–3 м
м,
имею
щая
рав
ном
ерны
й м
атов
ый
серы
й цв
ет (
на р
исун
ке с
лева
).
3.1.
2. П
ри н
едос
тато
чной
шир
ине
доро
жки
, пр
оизв
ести
об-
рабо
тку
седл
а Г
БЦ
, ка
к ук
азан
о в
пунк
те 1
.2.4
. За
тем
пов
то-
рить
опе
раци
ю п
рити
рки
начи
ная
с пу
нкта
2.1
.2.
3.1.
3.
При
не
равн
омер
ност
и цв
ета
доро
жки
ил
и на
личи
и м
етал
личе
ског
о бл
еска
осу
щес
твит
ь по
втор
ное
выпо
лнен
ие
опер
ации
при
тирк
и (с
м. п
. 2.1
.2)
2–3
мм
12
48
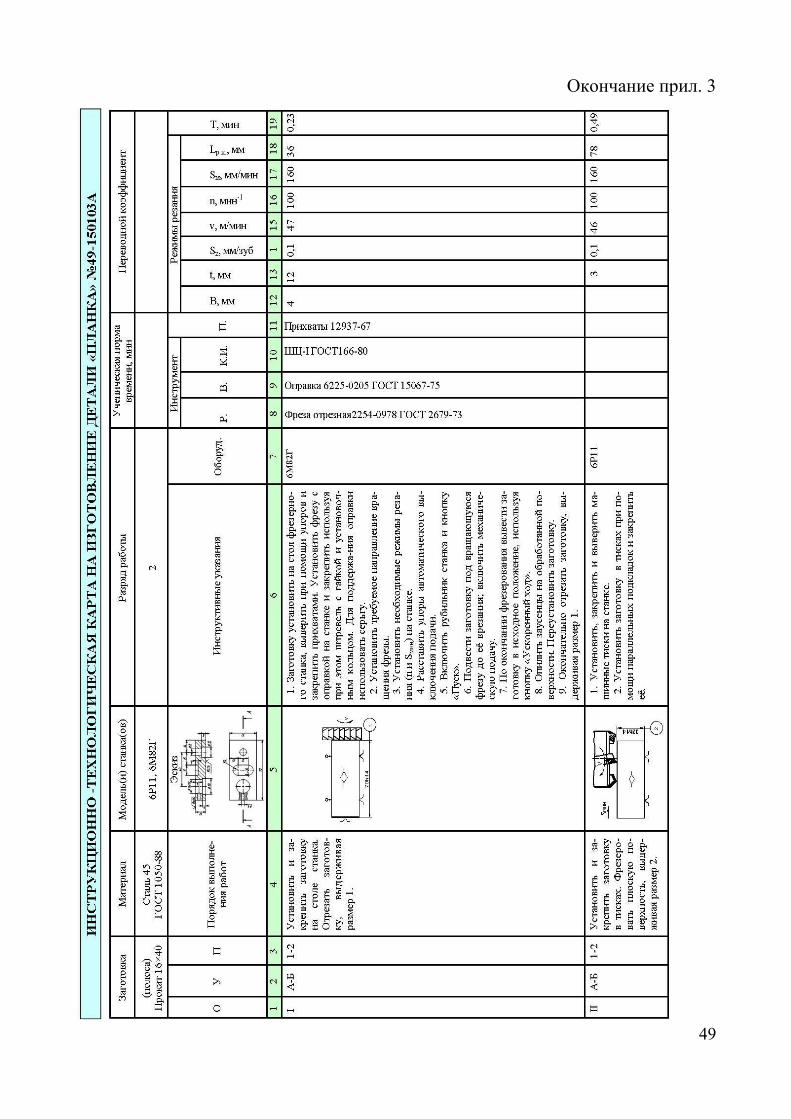
49
Окончание прил. 3
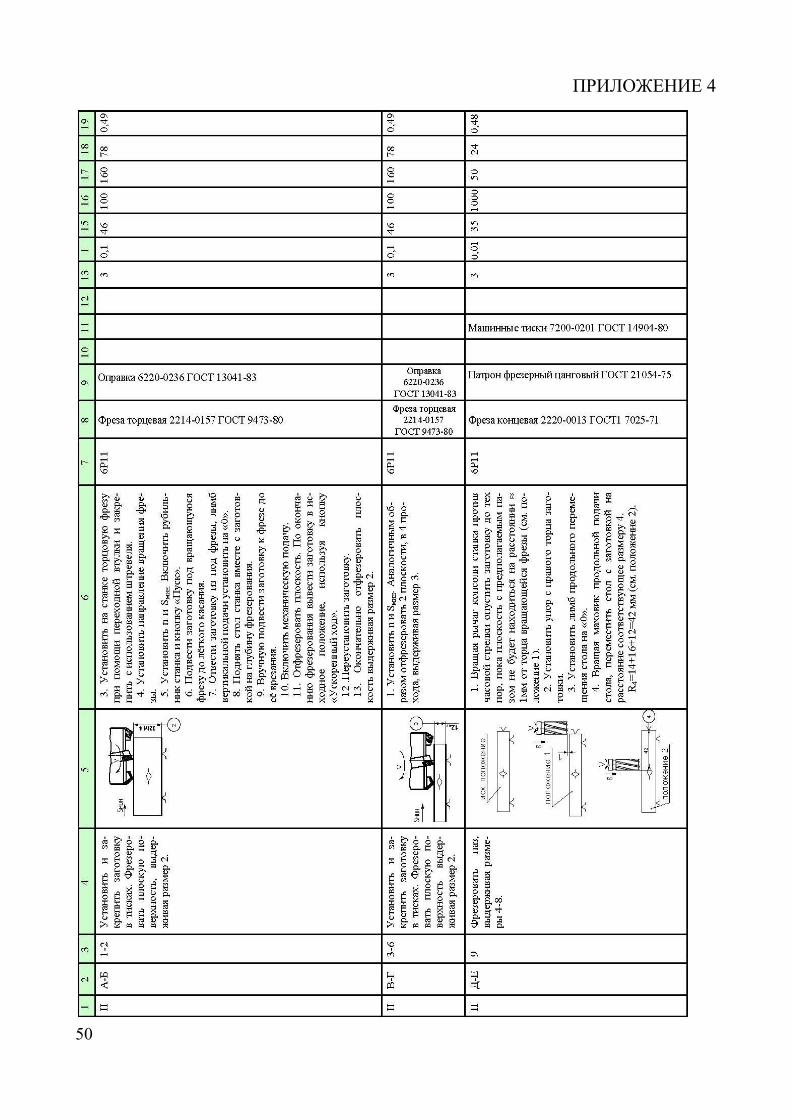
50
ПРИЛОЖЕНИЕ 4
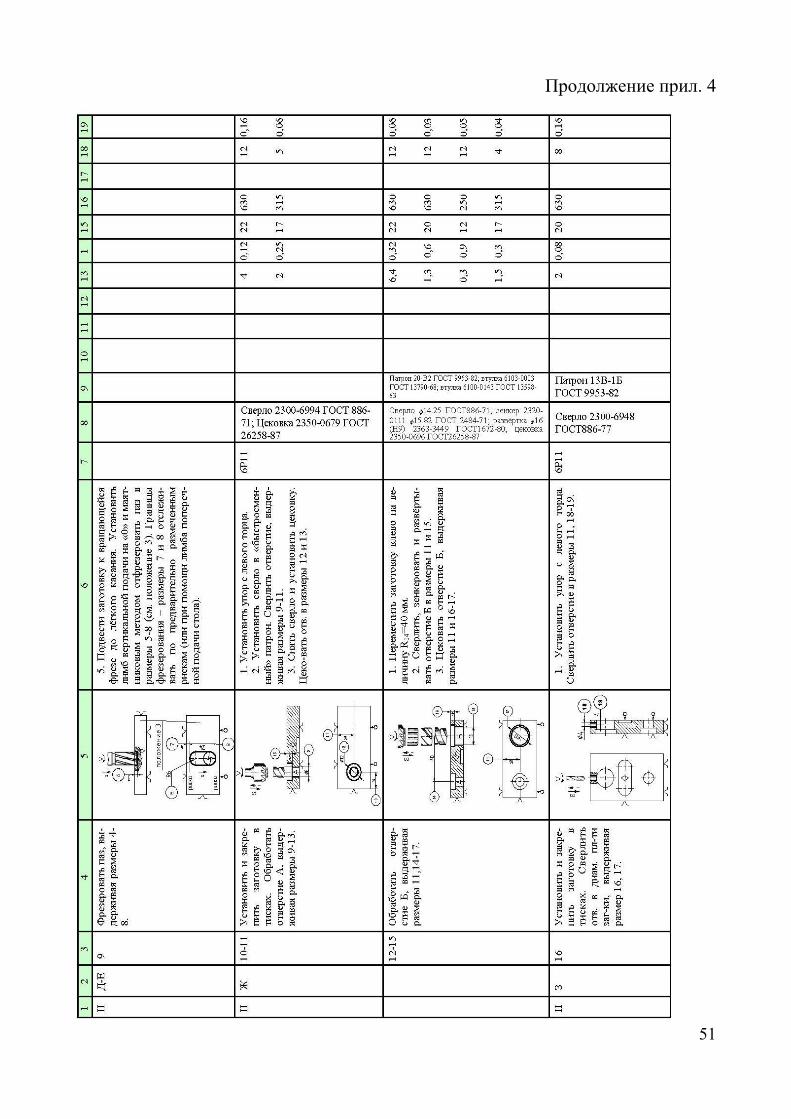
51
Продолжение прил. 4
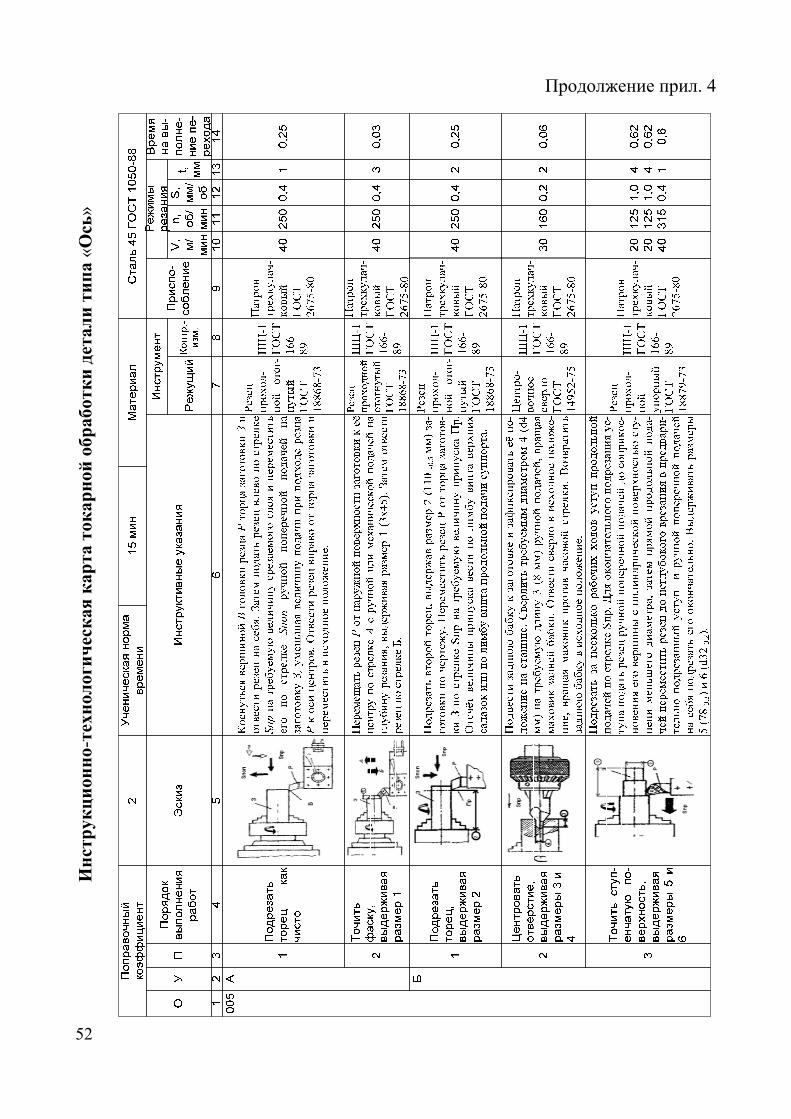
52
Продолжение прил. 4
Ин
стр
укц
ион
но-
техн
олог
ич
еск
ая к
арта
ток
арн
ой о
браб
отк
и д
етал
и т
ип
а «О
сь»
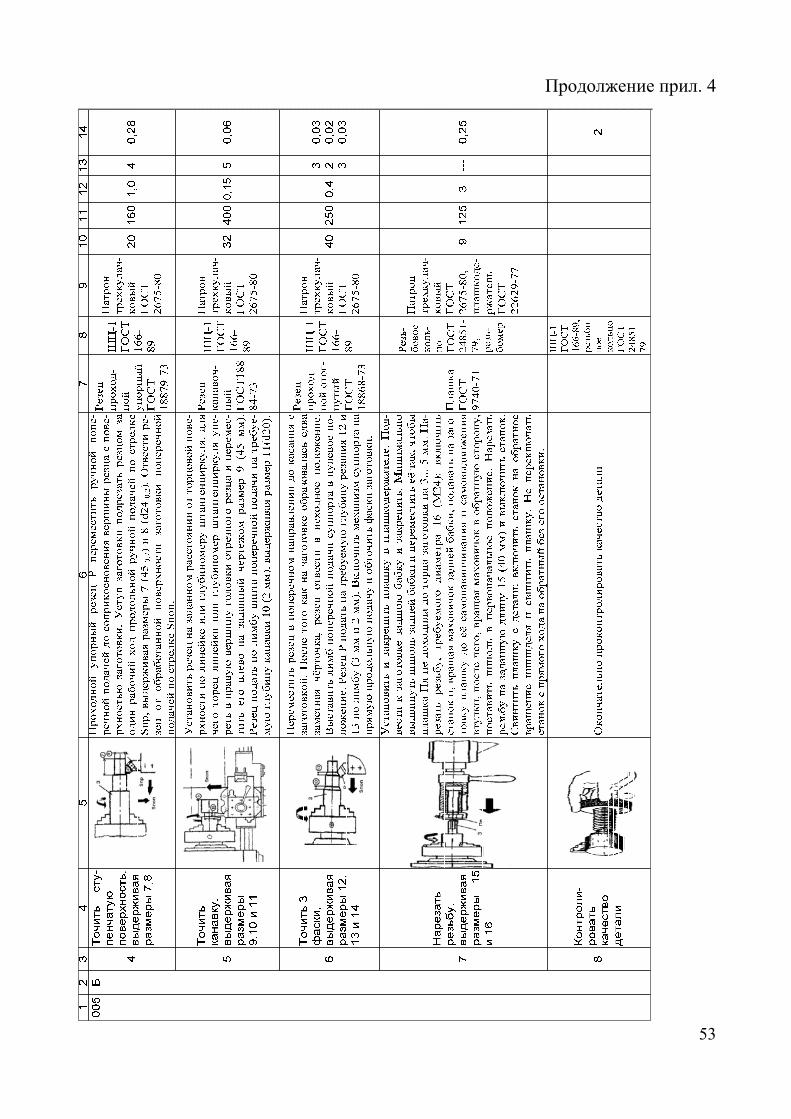
53
Продолжение прил. 4 ________________________________________________________________________
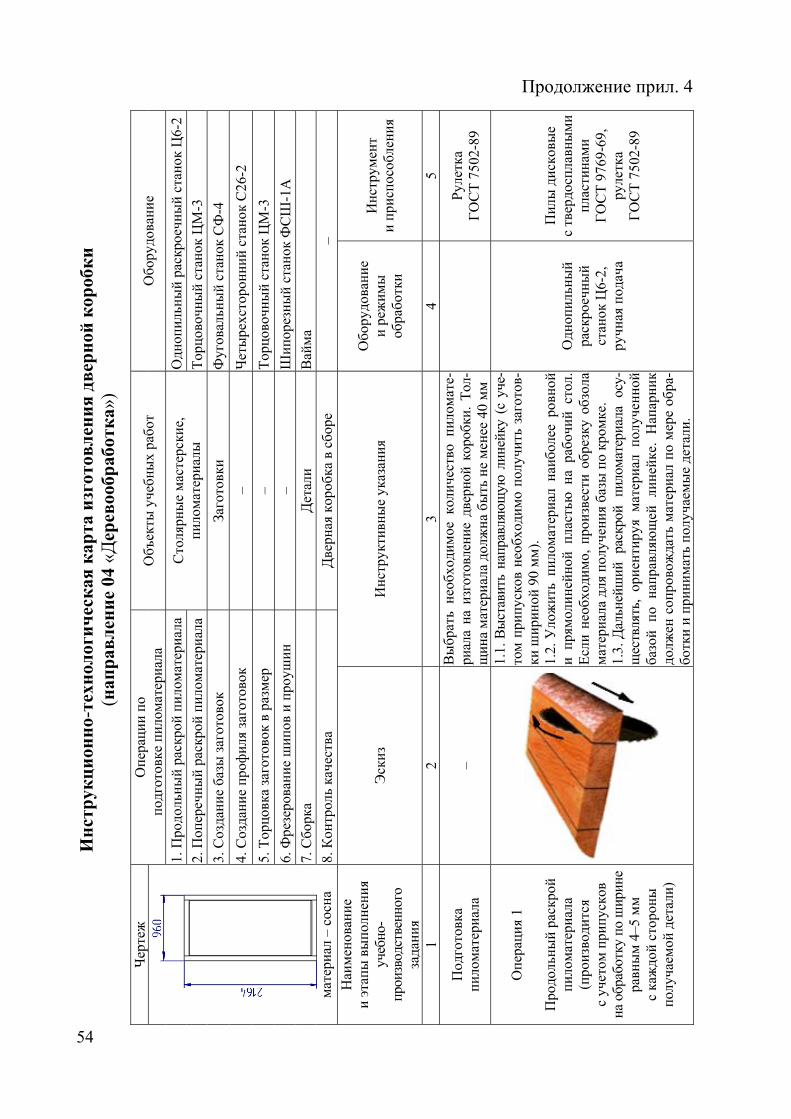
54
Ин
стр
укц
ион
но-
техн
олог
ич
еск
ая к
арта
изг
отов
лен
ия
двер
ной
кор
обк
и
(нап
рав
лен
ие
04 «
Дер
евоо
браб
отк
а»)
Чер
теж
О
пера
ции
по
подг
отов
ке п
илом
атер
иала
О
бъек
ты у
чебн
ых
рабо
т О
бору
дова
ние
Продолжение прил. 4
м
атер
иал
– со
сна
1. П
родо
льны
й ра
скро
й пи
лом
атер
иала
Сто
лярн
ые
мас
терс
кие,
пи
лом
атер
иалы
О
дноп
ильн
ый
раск
роеч
ный
стан
ок Ц
6-2
2. П
опер
ечны
й ра
скро
й пи
лом
атер
иала
Т
орцо
вочн
ый
стан
ок Ц
М-3
3. С
озда
ние
базы
заг
отов
ок
Заго
товк
и Ф
угов
альн
ый
стан
ок С
Ф-4
4. С
озда
ние
проф
иля
заго
тово
к –
Чет
ыре
хсто
ронн
ий с
тано
к С
26-2
5. Т
орцо
вка
заго
тово
к в
разм
ер
– Т
орцо
вочн
ый
стан
ок Ц
М-3
6. Ф
резе
рова
ние
шип
ов и
про
ушин
–
Шип
орез
ный
стан
ок Ф
CШ
-1А
7. С
борк
а Д
етал
и В
айм
а
8. К
онтр
оль
каче
ства
Д
верн
ая к
ороб
ка в
сбо
ре
– Н
аим
енов
ание
и
этап
ы в
ыпо
лнен
ия
учеб
но-
прои
звод
стве
нног
о за
дани
я
Эск
из
Инс
трук
тивн
ые
указ
ания
О
бору
дова
ние
и
реж
имы
об
рабо
тки
Инс
трум
ент
и
прис
посо
блен
ия
1 2
3 4
5
Под
гото
вка
пи
лом
атер
иала
–
Вы
брат
ь не
обхо
дим
ое к
олич
еств
о пи
лом
ате-
риал
а на
изг
отов
лени
е дв
ерно
й ко
робк
и. Т
ол-
щин
а м
атер
иала
дол
жна
бы
ть н
е м
енее
40
мм
Рул
етка
Г
ОС
Т 7
502-
89
Опе
раци
я 1
П
родо
льны
й ра
скро
й пи
лом
атер
иала
(п
роиз
води
тся
с
учет
ом п
рипу
сков
на
обр
абот
ку п
о ш
ирин
е ра
вны
м 4
–5 м
м
с ка
ждо
й ст
орон
ы
полу
чаем
ой д
етал
и)
1.1.
Вы
став
ить
напр
авля
ющ
ую л
иней
ку (
с уч
е-то
м п
рипу
сков
нео
бход
имо
полу
чить
заг
отов
-ки
шир
иной
90
мм
).
1.2.
Уло
жит
ь пи
лом
атер
иал
наиб
олее
ров
ной
и пр
ямол
иней
ной
плас
тью
на
рабо
чий
стол
. Е
сли
необ
ходи
мо,
про
изве
сти
обре
зку
обзо
ла
мат
ериа
ла д
ля п
олуч
ения
баз
ы п
о кр
омке
. 1.
3. Д
альн
ейш
ий
раск
рой
пило
мат
ериа
ла
осу-
щес
твля
ть,
орие
нтир
уя м
атер
иал
полу
ченн
ой
базо
й по
на
прав
ляю
щей
ли
нейк
е.
Нап
арни
к до
лжен
соп
рово
жда
ть м
атер
иал
по м
ере
обра
-бо
тки
и пр
иним
ать
полу
чаем
ые
дета
ли.
Одн
опил
ьны
й ра
скро
ечны
й ст
анок
Ц6-
2,
ручн
ая п
одач
а
Пил
ы д
иско
вые
с
твер
досп
лавн
ым
и пл
асти
нам
и Г
ОС
Т 9
769-
69,
руле
тка
ГО
СТ
750
2-89
54
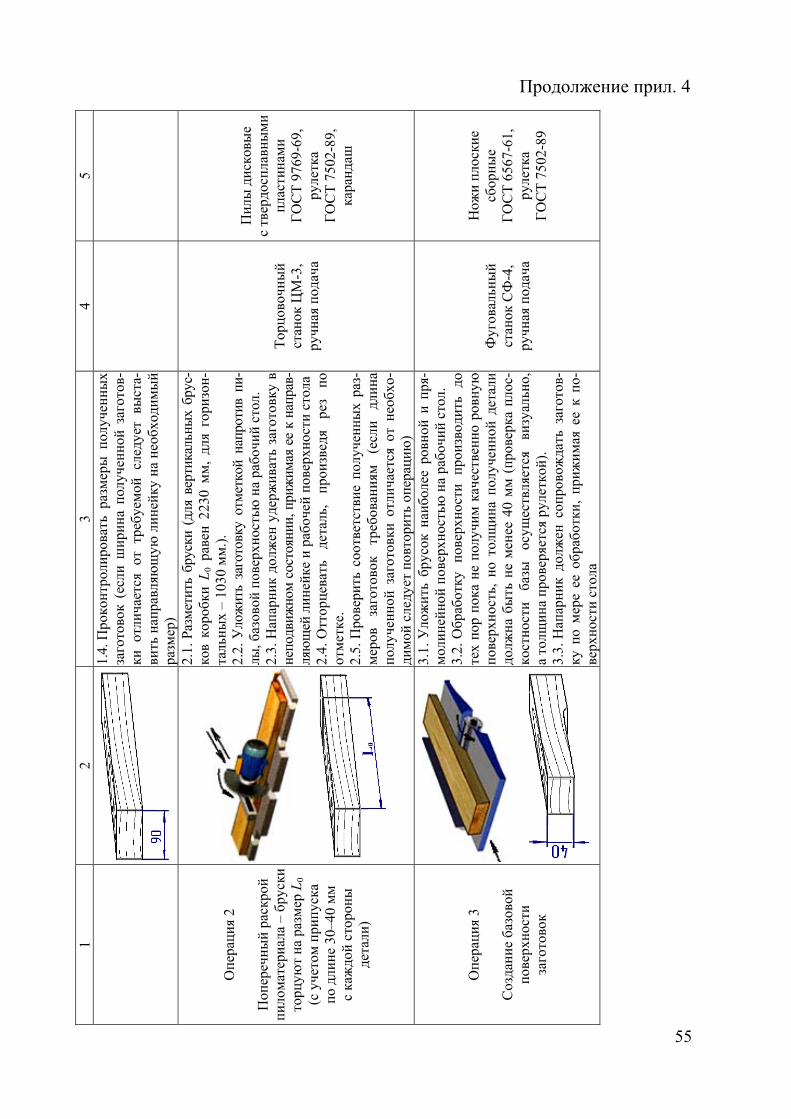
55
1 2
3 4
5 Продолжение прил. 4
1.4.
Про
конт
роли
рова
ть р
азм
еры
пол
учен
ных
заго
тово
к (е
сли
шир
ина
полу
ченн
ой з
агот
ов-
ки о
тлич
аетс
я от
тре
буем
ой с
леду
ет в
ыст
а-ви
ть н
апра
вляю
щую
лин
ейку
на
необ
ходи
мы
й ра
змер
)
Опе
раци
я 2
П
опер
ечны
й ра
скро
й пи
лом
атер
иала
– б
руск
и то
рцую
т на
раз
мер
L0
(с
уче
том
при
пуск
а
по д
лине
30–
40 м
м
с ка
ждо
й ст
орон
ы
дета
ли)
2.1.
Раз
мет
ить
брус
ки (
для
верт
икал
ьны
х бр
ус-
ков
коро
бки
L0
раве
н 22
30 м
м,
для
гори
зон-
таль
ных
– 10
30 м
м.)
. 2.
2. У
лож
ить
заго
товк
у от
мет
кой
напр
отив
пи-
лы, б
азов
ой п
овер
хнос
тью
на
рабо
чий
стол
. 2.
3. Н
апар
ник
долж
ен у
держ
иват
ь за
гото
вку
в не
подв
ижно
м с
осто
янии
, при
жим
ая е
е к
напр
ав-
ляю
щей
лин
ейке
и р
абоч
ей п
овер
хнос
ти с
тола
2.4.
Отт
орце
вать
де
таль
, пр
оизв
едя
рез
по
отм
етке
. 2.
5. П
рове
рить
соо
твет
стви
е по
луче
нны
х ра
з-м
еров
за
гото
вок
треб
ован
иям
(е
сли
длин
а по
луче
нной
заг
отов
ки о
тлич
аетс
я от
нео
бхо-
дим
ой с
леду
ет п
овто
рить
опе
раци
ю)
Тор
цово
чны
й ст
анок
ЦМ
-3,
ручн
ая п
одач
а
Пил
ы д
иско
вые
с
твер
досп
лавн
ым
и пл
асти
нам
и Г
ОС
Т 9
769-
69,
руле
тка
ГО
СТ
750
2-89
, ка
ранд
аш
Опе
раци
я 3
С
озда
ние
базо
вой
по
верх
ност
и
заго
тово
к
3.1.
Уло
жит
ь бр
усок
наи
боле
е ро
вной
и п
ря-
мол
иней
ной
пове
рхно
стью
на
рабо
чий
стол
. 3.
2. О
браб
отку
по
верх
ност
и пр
оизв
одит
ь до
те
х по
р по
ка н
е по
лучи
м к
ачес
твен
но р
овну
ю
пове
рхно
сть,
но
толщ
ина
полу
ченн
ой д
етал
и до
лжна
бы
ть н
е м
енее
40
мм
(пр
овер
ка п
лос-
кост
ност
и ба
зы
осущ
еств
ляет
ся
визу
альн
о,
а то
лщин
а пр
овер
яетс
я ру
летк
ой).
3.
3. Н
апар
ник
долж
ен с
опро
вож
дать
заг
отов
-ку
по
мер
е ее
обр
абот
ки,
приж
имая
ее
к по
-ве
рхно
сти
стол
а
Фуг
овал
ьны
й ст
анок
СФ
-4,
ручн
ая п
одач
а
Нож
и пл
оски
е сб
орны
е Г
ОС
Т 6
567-
61,
руле
тка
ГО
СТ
750
2-89
55
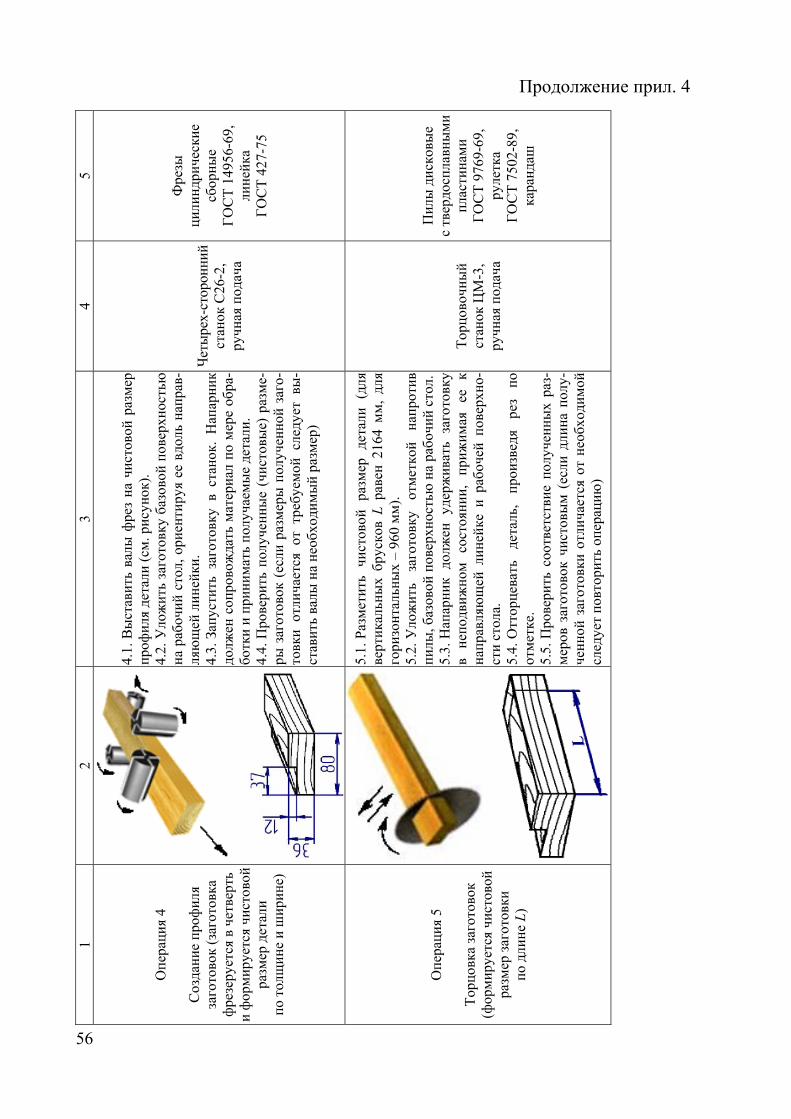
56
1 2
3 4
5 Продолжение прил. 4
Опе
раци
я 4
С
озда
ние
проф
иля
за
гото
вок
(заг
отов
ка
фре
зеру
ется
в ч
етве
рть
и
фор
мир
уетс
я чи
стов
ой
разм
ер д
етал
и
по т
олщ
ине
и ш
ирин
е)
4.1.
Вы
став
ить
валы
фре
з на
чис
тово
й ра
змер
пр
офил
я де
тали
(см
. рис
унок
).
4.2.
Уло
жит
ь за
гото
вку
базо
вой
пове
рхно
стью
на
раб
очий
сто
л, о
риен
тиру
я ее
вдо
ль н
апра
в-ля
ющ
ей л
иней
ки.
4.3.
Зап
усти
ть з
агот
овку
в с
тано
к. Н
апар
ник
долж
ен с
опро
вож
дать
мат
ериа
л по
мер
е об
ра-
ботк
и и
прин
имат
ь по
луча
емы
е де
тали
. 4.
4. П
рове
рить
пол
учен
ные
(чис
товы
е) р
азм
е-ры
заг
отов
ок (
если
раз
мер
ы п
олуч
енно
й за
го-
товк
и от
лича
ется
от
треб
уем
ой с
леду
ет в
ы-
став
ить
валы
на
необ
ходи
мы
й ра
змер
)
Чет
ыре
х-ст
орон
ний
стан
ок С
26-2
, ру
чная
под
ача
Фре
зы
цили
ндри
ческ
ие
сбор
ные
ГО
СТ
149
56-6
9,
лине
йка
ГО
СТ
427
-75
Опе
раци
я 5
Т
орцо
вка
заго
тово
к (ф
орм
ируе
тся
чист
овой
ра
змер
заг
отов
ки
по д
лине
L)
5.1.
Раз
мет
ить
чист
овой
ра
змер
де
тали
(д
ля
верт
икал
ьны
х бр
уско
в L
рав
ен 2
164
мм
, дл
я го
ризо
нтал
ьны
х –
960
мм
).
5.2.
Уло
жит
ь за
гото
вку
отм
етко
й на
прот
ив
пилы
, баз
овой
пов
ерхн
ость
ю н
а ра
бочи
й ст
ол.
5.3.
Нап
арни
к до
лжен
уд
ерж
иват
ь за
гото
вку
в не
подв
ижно
м
сост
ояни
и,
приж
имая
ее
к
напр
авля
ющ
ей л
иней
ке и
раб
очей
пов
ерхн
о-ст
и ст
ола.
5.
4. О
ттор
цева
ть
дета
ль,
прои
звед
я ре
з по
от
мет
ке.
5.5.
Про
вери
ть с
оотв
етст
вие
полу
ченн
ых
раз-
мер
ов з
агот
овок
чис
товы
м (
если
дли
на п
олу-
ченн
ой з
агот
овки
отл
ичае
тся
от н
еобх
одим
ой
след
ует
повт
орит
ь оп
ерац
ию)
Тор
цово
чны
й ст
анок
ЦМ
-3,
ручн
ая п
одач
а
Пил
ы д
иско
вые
с
твер
досп
лавн
ым
и пл
асти
нам
и Г
ОС
Т 9
769-
69,
руле
тка
ГО
СТ
750
2-89
, ка
ранд
аш
56
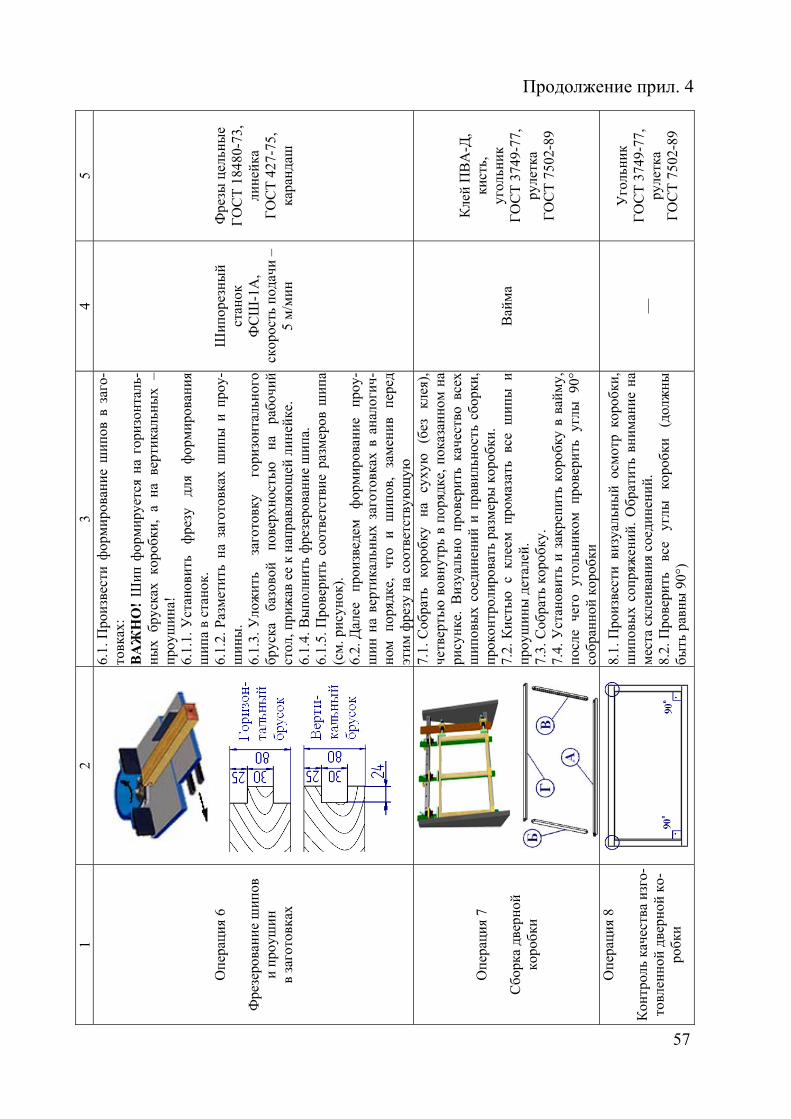
57
1 2
3 4
5 Продолжение прил. 4
Опе
раци
я 6
Ф
резе
рова
ние
шип
ов
и пр
оуш
ин
в за
гото
вках
6.1.
Про
изве
сти
фор
мир
ован
ие ш
ипов
в з
аго-
товк
ах:
ВА
ЖН
О!
Шип
фор
мир
уетс
я на
гор
изон
таль
-ны
х бр
уска
х ко
робк
и, а
на
верт
икал
ьны
х –
проу
шин
а!
6.1.
1. У
стан
овит
ь ф
резу
дл
я ф
орм
иров
ания
ш
ипа
в ст
анок
. 6.
1.2.
Раз
мет
ить
на з
агот
овка
х ш
ипы
и п
роу-
шин
ы.
6.1.
3. У
лож
ить
заго
товк
у го
ризо
нтал
ьног
о бр
уска
ба
зово
й по
верх
ност
ью
на
рабо
чий
стол
, при
жав
ее
к на
прав
ляю
щей
лин
ейке
. 6.
1.4.
Вы
полн
ить
фре
зеро
вани
е ш
ипа.
6.
1.5.
Про
вери
ть с
оотв
етст
вие
разм
еров
шип
а (с
м. р
исун
ок).
6.
2. Д
алее
пр
оизв
едем
ф
орм
иров
ание
пр
оу-
шин
на
верт
икал
ьны
х за
гото
вках
в а
нало
гич-
ном
по
рядк
е,
что
и ш
ипов
, за
мен
ив
пере
д эт
им ф
резу
на
соот
ветс
твую
щую
Шип
орез
ный
стан
ок
ФC
Ш-1
А,
скор
ость
под
ачи
– 5
м/м
ин
Фре
зы ц
ельн
ые
ГО
СТ
184
80-7
3,
лине
йка
ГО
СТ
427
-75,
ка
ранд
аш
Опе
раци
я 7
С
борк
а дв
ерно
й
коро
бки
7.1.
Соб
рать
ко
робк
у на
су
хую
(б
ез
клея
),
четв
ерть
ю в
овну
трь
в по
рядк
е, п
оказ
анно
м н
а ри
сунк
е. В
изуа
льно
про
вери
ть к
ачес
тво
всех
ш
ипов
ых
соед
инен
ий и
пра
виль
ност
ь сб
орки
, пр
окон
трол
иров
ать
разм
еры
кор
обки
. 7.
2. К
исть
ю с
кле
ем п
ром
азат
ь вс
е ш
ипы
и
проу
шин
ы д
етал
ей.
7.3.
Соб
рать
кор
обку
. 7.
4. У
стан
овит
ь и
закр
епит
ь ко
робк
у в
вайм
у,
посл
е че
го
угол
ьник
ом
пров
ерит
ь уг
лы
90°
собр
анно
й ко
робк
и
Вай
ма
Кле
й П
ВА
-Д,
кист
ь,
угол
ьник
Г
ОС
Т 3
749-
77,
руле
тка
ГО
СТ
750
2-89
Опе
раци
я 8
К
онтр
оль
каче
ства
изг
о-то
влен
ной
двер
ной
ко-
робк
и
8.1.
Про
изве
сти
визу
альн
ый
осм
отр
коро
бки,
ш
ипов
ых
сопр
яжен
ий.
Обр
атит
ь вн
иман
ие н
а м
еста
скл
еива
ния
соед
инен
ий.
8.2.
Про
вери
ть
все
углы
ко
робк
и (д
олж
ны
быть
рав
ны 9
0°)
––
Уго
льни
к Г
ОС
Т 3
749-
77,
руле
тка
ГО
СТ
750
2-89
57
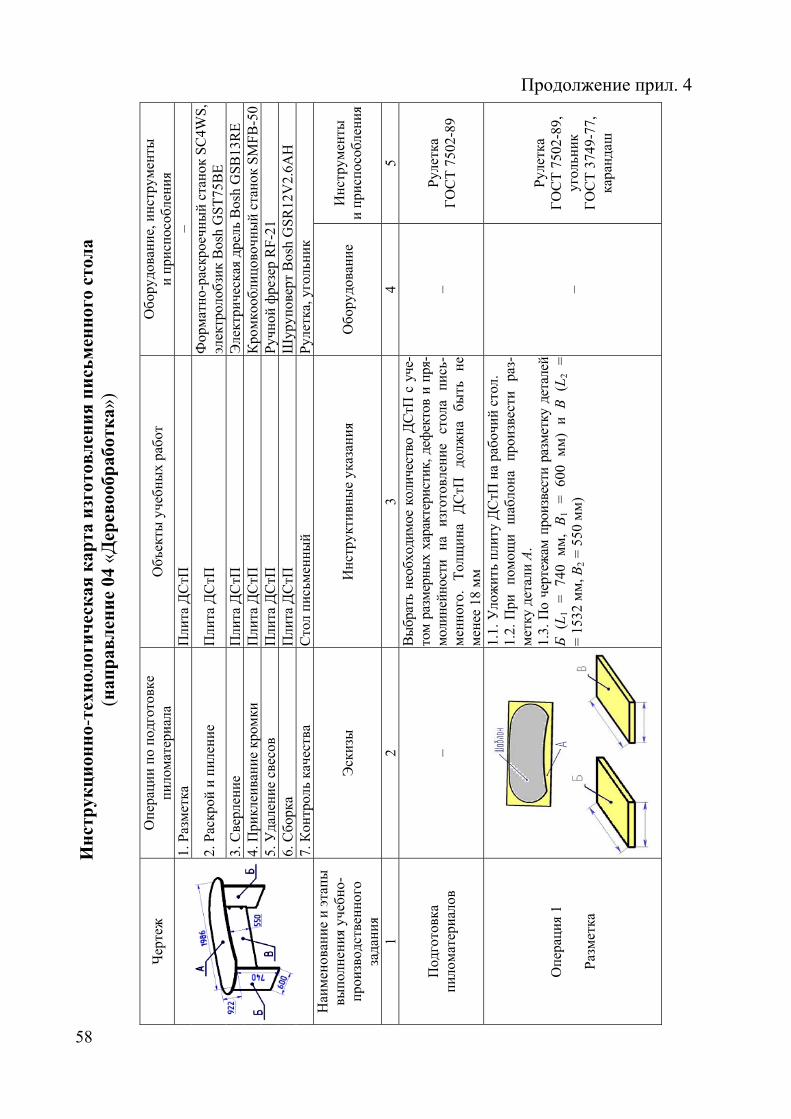
58
Ин
стр
укц
ион
но-
техн
олог
ич
еск
ая к
арта
изг
отов
лен
ия
пи
сьм
енн
ого
стол
а (н
апр
авл
ени
е 04
«Д
ерев
ообр
абот
ка»
)
Чер
теж
О
пера
ции
по п
одго
товк
е
пило
мат
ериа
ла
Объ
екты
уче
бны
х ра
бот
Обо
рудо
вани
е, и
нстр
умен
ты
и пр
испо
собл
ения
Продолжение прил. 4
1. Р
азм
етка
П
лита
ДС
тП
–
2. Р
аскр
ой и
пил
ение
П
лита
ДС
тП
Фор
мат
но-р
аскр
оечн
ый
стан
ок S
C4W
S,
элек
трол
обзи
к B
osh
GS
T75
BE
3.
Све
рлен
ие
Пли
та Д
СтП
Э
лект
риче
ская
дре
ль B
osh
GS
B13
RE
4.
При
клеи
вани
е кр
омки
П
лита
ДС
тП
Кро
мко
обли
цово
чны
й ст
анок
SM
FB
-50
5. У
дале
ние
свес
ов
Пли
та Д
СтП
Р
учно
й ф
резе
р R
F-2
1 6.
Сбо
рка
Пли
та Д
СтП
Ш
уруп
овер
т B
osh
GS
R12
V2.
6AH
7.
Кон
трол
ь ка
чест
ва
Сто
л пи
сьм
енны
й Р
улет
ка, у
голь
ник
Наи
мен
ован
ие и
эта
пы
выпо
лнен
ия у
чебн
о-пр
оизв
одст
венн
ого
за
дани
я
Эск
изы
И
нстр
укти
вны
е ук
азан
ия
Обо
рудо
вани
е И
нстр
умен
ты
и пр
испо
собл
ения
1 2
3 4
5
Под
гото
вка
пи
лом
атер
иало
в –
Вы
брат
ь не
обхо
дим
ое к
олич
еств
о Д
СтП
с у
че-
том
раз
мер
ных
хара
ктер
исти
к, д
ефек
тов
и пр
я-м
олин
ейно
сти
на
изго
товл
ение
ст
ола
пись
-м
енно
го.
Тол
щин
а Д
СтП
до
лжна
бы
ть
не
мен
ее 1
8 м
м
– Р
улет
ка
ГО
СТ
750
2-89
Опе
раци
я 1
Р
азм
етка
1.1.
Уло
жит
ь пл
иту
ДС
тП н
а ра
бочи
й ст
ол.
1.2.
При
по
мощ
и ш
абло
на
прои
звес
ти
раз-
мет
ку д
етал
и А
. 1.
3. П
о че
ртеж
ам п
роиз
вест
и ра
змет
ку д
етал
ейБ
(L
1 =
74
0 м
м,
B1
=
600
мм
) и В
(L
2 =
=
153
2 м
м, B
2 =
550
мм
) –
Рул
етка
Г
ОС
Т 7
502-
89,
угол
ьник
Г
ОС
Т 3
749-
77,
кара
ндаш
58
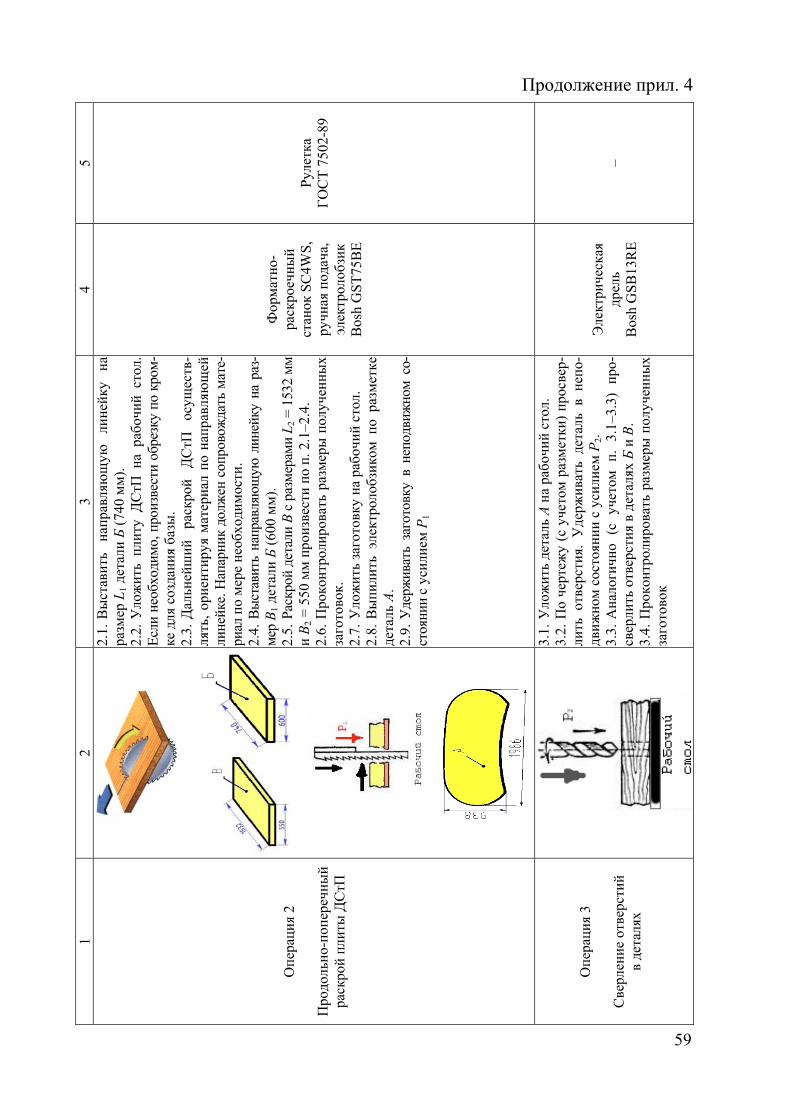
59
1 2
3 4
5 Продолжение прил. 4
Опе
раци
я 2
П
родо
льно
-поп
ереч
ный
раск
рой
плит
ы Д
СтП
2.1.
Вы
став
ить
напр
авля
ющ
ую
лине
йку
на
разм
ер L
1 де
тали
Б (
740
мм
).
2.2.
Уло
жит
ь пл
иту
ДС
тП н
а ра
бочи
й ст
ол.
Есл
и не
обхо
дим
о, п
роиз
вест
и об
резк
у по
кро
м-
ке д
ля с
озда
ния
базы
. 2.
3. Д
альн
ейш
ий
раск
рой
ДС
тП
осущ
еств
-ля
ть,
орие
нтир
уя м
атер
иал
по н
апра
вляю
щей
ли
нейк
е. Н
апар
ник
долж
ен с
опро
вож
дать
мат
е-ри
ал п
о м
ере
необ
ходи
мос
ти.
2.4.
Вы
став
ить
напр
авля
ющ
ую л
иней
ку н
а ра
з-м
ер В
1 де
тали
Б (
600
мм
).
2.5.
Рас
крой
дет
али В
с р
азм
ерам
и L 2
= 1
532
мм
и B
2 =
550
мм
про
изве
сти
по п
. 2.1
–2.4
. 2.
6. П
роко
нтро
лиро
вать
раз
мер
ы п
олуч
енны
х за
гото
вок.
2.
7. У
лож
ить
заго
товк
у на
раб
очий
сто
л.
2.8.
Вы
пили
ть э
лект
роло
бзик
ом п
о ра
змет
ке
дета
ль А
. 2.
9. У
держ
иват
ь за
гото
вку
в не
подв
ижно
м с
о-ст
ояни
и с
усил
ием
Р1
Фор
мат
но-
раск
роеч
ный
ст
анок
SC
4WS
, ру
чная
под
ача,
эл
ектр
олоб
зик
Bos
h G
ST
75B
E
Рул
етка
Г
ОС
Т 7
502-
89
Опе
раци
я 3
С
верл
ение
отв
ерст
ий
в де
таля
х
3.1.
Уло
жит
ь де
таль
А н
а ра
бочи
й ст
ол.
3.2.
По
черт
ежу
(с у
чето
м р
азм
етки
) пр
осве
р-ли
ть о
твер
стия
. У
держ
иват
ь де
таль
в н
епо-
движ
ном
сос
тоян
ии с
уси
лием
Р2.
3.
3. А
нало
гичн
о (с
уч
етом
п.
3.
1–3.
3)
про-
свер
лить
отв
ерст
ия в
дет
алях
Б и
В.
3.4.
Про
конт
роли
рова
ть р
азм
еры
пол
учен
ных
заго
тово
к
Эле
ктри
ческ
ая
дрел
ь B
osh
GS
B13
RE
–
59
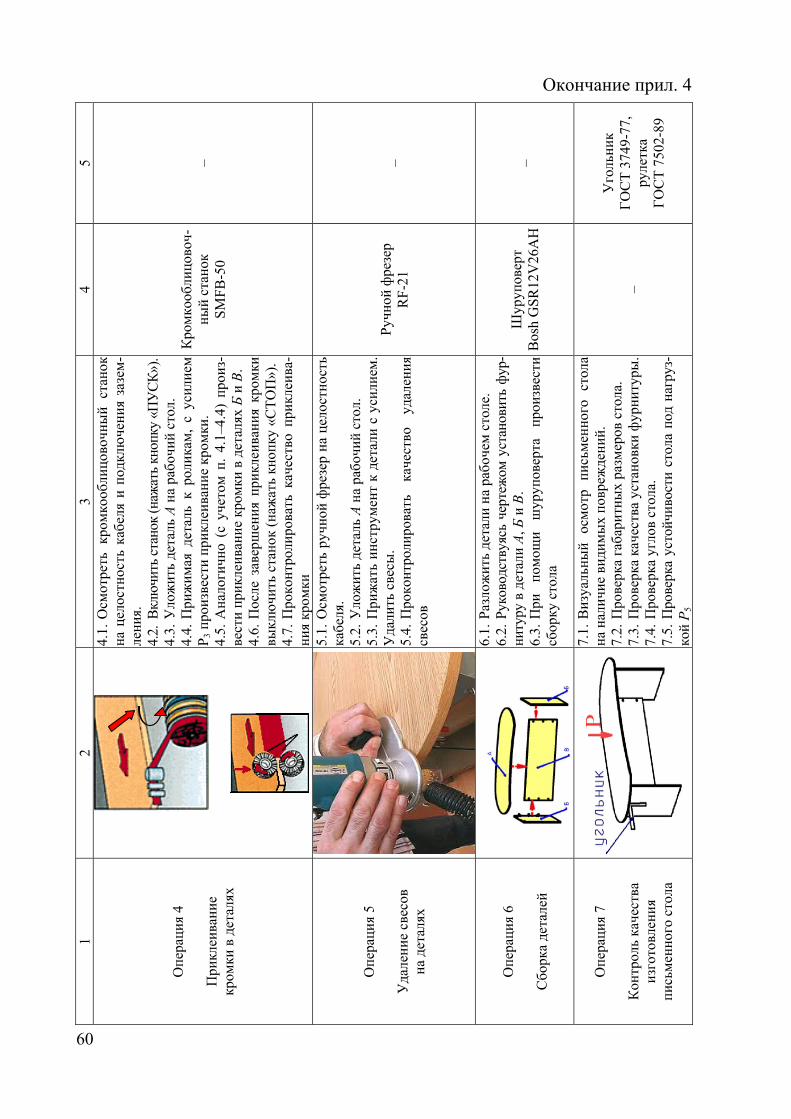
60
1 2
3 4
5 Окончание прил. 4
Опе
раци
я 4
П
рикл
еива
ние
кр
омки
в д
етал
ях
4.1.
Осм
отре
ть
кром
кооб
лицо
вочн
ый
стан
ок
на ц
елос
тнос
ть к
абел
я и
подк
люче
ния
зазе
м-
лени
я.
4.2.
Вкл
ючи
ть с
тано
к (н
ажат
ь кн
опку
«П
УС
К»)
.4.
3. У
лож
ить
дета
ль А
на
рабо
чий
стол
. 4.
4. П
риж
имая
дет
аль
к ро
лика
м,
с ус
илие
м
Р3
прои
звес
ти п
рикл
еива
ние
кром
ки.
4.5.
Ана
логи
чно
(с у
чето
м п
. 4.
1–4.
4) п
роиз
-ве
сти
прик
леив
ание
кро
мки
в д
етал
ях Б
и В
. 4.
6. П
осле
зав
ерш
ения
при
клеи
вани
я кр
омки
вы
клю
чить
ста
нок
(наж
ать
кноп
ку «
СТ
ОП
»).
4.7.
Про
конт
роли
рова
ть к
ачес
тво
прик
леив
а-ни
я кр
омки
Кро
мко
обли
цово
ч-ны
й ст
анок
S
MF
B-5
0 –
Опе
раци
я 5
У
дале
ние
свес
ов
на д
етал
ях
5.1.
Осм
отре
ть р
учно
й ф
резе
р на
цел
остн
ость
ка
беля
. 5.
2. У
лож
ить
дета
ль А
на
рабо
чий
стол
. 5.
3. П
риж
ать
инст
рум
ент
к де
тали
с у
сили
ем.
Уда
лить
све
сы.
5.4.
Про
конт
роли
рова
ть
каче
ство
уд
ален
ия
свес
ов
Руч
ной
фре
зер
RF
-21
–
Опе
раци
я 6
С
борк
а де
тале
й
6.1.
Раз
лож
ить
дета
ли н
а ра
боче
м с
толе
. 6.
2. Р
уков
одст
вуяс
ь че
ртеж
ом у
стан
овит
ь ф
ур-
ниту
ру в
дет
али А
, Б и
В.
6.3.
При
по
мощ
и ш
уруп
овер
та
прои
звес
ти
сбор
ку с
тола
Шур
упов
ерт
Bos
h G
SR
12V
26A
H–
Опе
раци
я 7
К
онтр
оль
каче
ства
из
гото
влен
ия
пись
мен
ного
сто
ла
7.1.
Виз
уаль
ный
осм
отр
пись
мен
ного
ст
ола
на н
алич
ие в
идим
ых
повр
ежде
ний.
7.
2. П
рове
рка
габа
ритн
ых
разм
еров
сто
ла.
7.3.
Про
верк
а ка
чест
ва у
стан
овки
фур
ниту
ры.
7.4.
Про
верк
а уг
лов
стол
а.
7.5.
Про
верк
а ус
тойч
ивос
ти с
тола
под
наг
руз-
кой Р
5
–
Уго
льни
к
ГО
СТ
374
9-77
, ру
летк
а
ГО
СТ
750
2-89
60
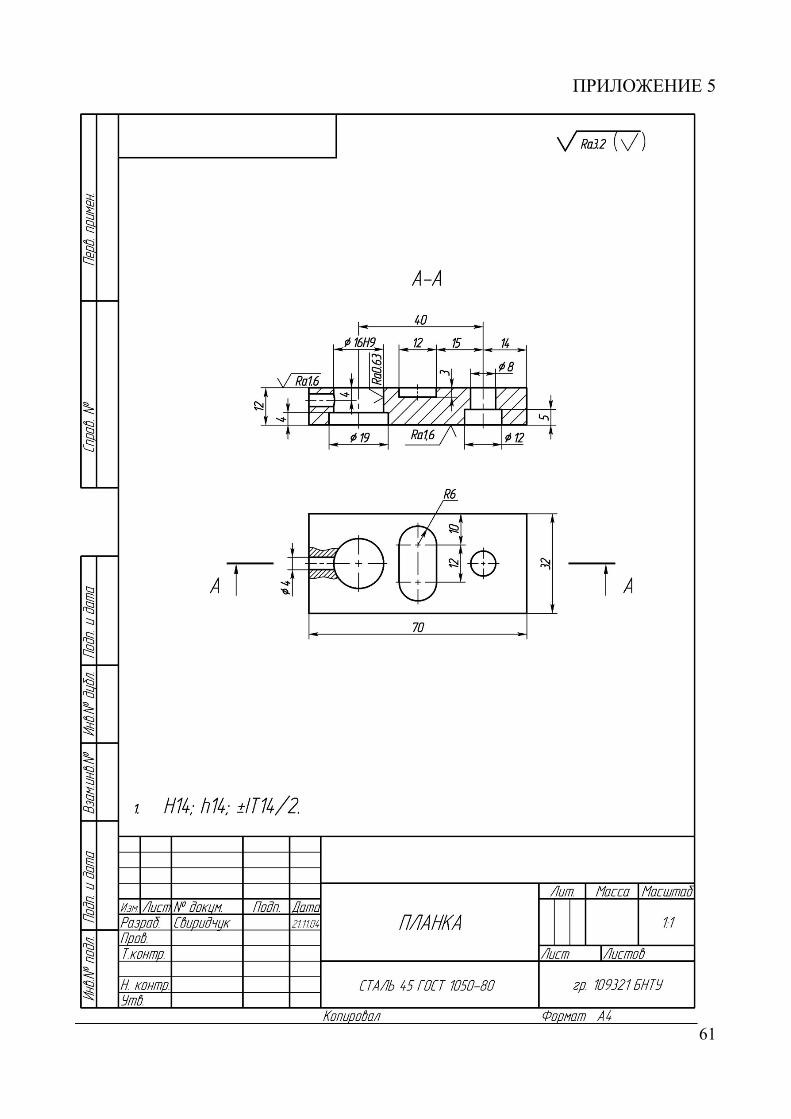
61
ПРИЛОЖЕНИЕ 5
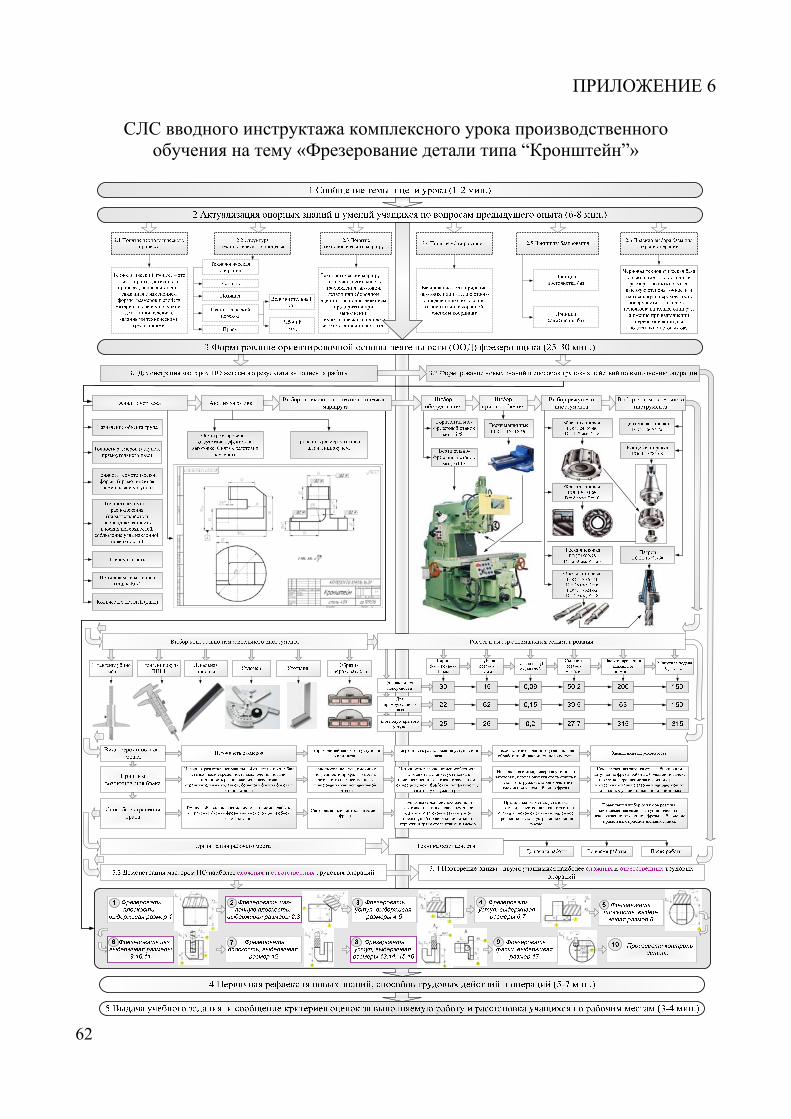
62
ПРИЛОЖЕНИЕ 6
СЛС вводного инструктажа комплексного урока производственного обучения на тему «Фрезерование детали типа “Кронштейн”»
63
ПРИЛОЖЕНИЕ 7
Примерный план урока производственного обучения Тема программы № 6 «Фрезерование уступов, прямоугольных пазов, ка-
навок. Отрезание металла». Тема урока № 6/3 «Фрезерование прямоугольного закрытого паза». Тип урока: операционный. Объект работы: деталь «Планка». Цели урока: 1. Обучающая: сформировать первоначальные умения в фрезеровании
прямоугольного закрытого паза, в результате чего учащиеся должны: – осуществлять наладку фрезерного станка на фрезерование закрытого паза; – фрезеровать паз с предварительно засверленными отверстиями, «маятни-
ковым методом» и двухперой фрезой; – контролировать качество прямоугольного закрытого паза. 2. Воспитательная: создать условия для воспитания у учащихся ответ-
ственности и технологической дисциплины при фрезеровании прямоугольного закрытого паза путем строгого соблюдения основных положений инструкцион-ной карты.
3. Развивающая: создать условия для развития технологического мышле-ния учащихся путем установления причинно-следственных связей между каче-ством прямоугольного закрытого паза и технологией его фрезерования.
Учебные материалы:
Вид СО № п/п
Шифр по паспорту мастерской
Наименование Коли-
чество, шт.
Вербаль-ные СО
1 У1 Дирвук, Е. П. Фрезерные работы / Е. П. Дирвук. –Минск : БНТУ, 2018. – С. 57–60.
5
2 У2 Безъязычный, В. Ф. Справочник фрезеровщика /В. Ф. Безъязычный [и др.]; под. ред. В. Ф. Безъязычно-го. – М. : Машиностроение, 2010. – 272 с.
5
Наглядно-иллюстра-
тивные СО
3 РИС1 Эскизный рисунок детали «Планка» на доске 1 4 Ч1 Рабочий чертеж детали «Планка» 15 5 Ч2 Рабочий чертеж детали «Молоток» (500 г) 15 6 П1 Плакат «Способы фрезерования пазов и уступов» 1
7 П2 Плакат «Инструкционная карта фрезерования прямо-угольного закрытого паза детали “Планка”»
1
8 ЭС1 Рабочий чертеж детали «Планка» 1
9 ЭС2 Способ фрезерования прямоугольного закрытого паза с предварительно засверленным отверстием
1
10 ЭС3 «Маятниковый» метод фрезерования прямоугольного закрытого паза
1
11 ЭС4 Фрезерования прямоугольного закрытого паза двухпе-рой фрезой
1
64
Продолжение прил. 7
Вид СО № п/п
Шифр по паспорту мастерской
Наименование Коли-
чество, шт.
Наглядно-иллюстра-
тивные СО
12 ЭС5 Виды, причины и способы предупреждения возможно-го брака при фрезеровании прямоугольных закрытых пазов
1
13 РМ1 Раздаточный материал «Инструкционная карта на вы-полнение операции “Фрезерование прямоугольного закрытого паза”»
15
Аудиови-зуальные
14 ВР1 Видеоролик «Фрезерование прямоугольного закрытого паза» 3,25 мин
1
Материально-техническое оснащение урока:
Вид МТО № п/п
Шифр по паспорту мастерской
Наименование Количество
Оборудование, инструмент, материалы
и инвентарь
1 6Т13 Вертикально-фрезерный станок модели 6Т13 15 2 6Р81 Горизонтально-фрезерный станок 6Р81 15 3 Н1 Тиски машинные поворотные 15 4 Н1 Натуральный образец прямоугольных пазов 1 5 Н2 Комплект разметочного инструмента 1 6 Н3 Концевые и двухперые фрез 30
7 Н4 Вспомогательный инструмент (переходные втулки, цанговые патроны)
15 компл.
8 Н5 Комплект контрольно-измерительного инстру-мента
1
9 Н6 Заготовки 45 10 Н7 Образцы готового изделия «Планка» 1 11 Н8 Образцы бракованных деталей 4 12 Н9 Плоский напильник 15 13 Н10 Молоток 15 14 Н11 Комплект рожковых ключей 15 15 Н12 Щетка-сметка 15 16 М1 Макет прямоугольных пазов 1 17 Д Доска меловая 1 18 Э Экран 1
ТСО 19 ТСО1 Ноутбук Asus X507MA-BR008 и мультимедий-ный проектор Epson EH-TW5650, лазерная указка
1
Ход урока
1. Организационная часть (3–5 минут). 1.1. Проверка наличия учащихся. 1.2. Проверка готовности учащихся к занятию.
65
Продолжение прил. 7
2. Вводный инструктаж (40–50 минут). 2.1. Сообщение темы и цели урока. 2.2. Актуализация знаний и опыта учащихся по вопросам предыдущего
учебного материала. 2.2.1. Виды пазов в зависимости от формы выемки, в продольном направ-
лении и поперечном сечении. 2.2.2. Способы фрезерования прямоугольных закрытых пазов. 2.2.3. Фрезы, применяемые для фрезерования прямоугольных закрытых
пазов. 2.3. Формирование ориентировочной основы действий (ООД) учащихся по
освоению данной операции. 2.3.1. Демонстрация желаемого результата в выполнении учебных работ,
формирование первоначальных представлений об объекте труда, его форме и конфигурации.
2.3.2. Формирование новых знаний и способов действий по выполнению данной операции:
– анализ чертежа и технических требований, предъявляемых к детали «Планка» (назначение детали – направляющая для пальца; идентификация паза (прямоугольный, закрытый, глухой; точность размеров; точность геометриче-ской формы; точности взаимного расположения поверхностей; шероховатость поверхности; анализ физико-механических свойств исходного материала детали);
– анализ заготовки (форма, габаритные размеры, способ получения заго-товки, величина снимаемого припуска и др.);
– анализ технологических маршрутов фрезерования прямоугольного за-крытого паза для каждого из трех методов фрезерования (с предварительным засверливанием отверстия; маятниковым методом; двухперой фрезой);
– выбор режущего инструмента; – выбор оборудования и приспособления; – выбор вспомогательного инструмента; – выбор контрольно-измерительного инструмента; – расчет и выбор режимов резания; – виды, причины и способы устранения возможного брака; – организация рабочего места; – безопасные приемы труда при выполнении данной операции. 2.3.3. Демонстрация мастером производственного обучения трудовых при-
емов выполнения операции: – Упражнение № 1 «Наладка станка на фрезерование прямоугольного за-
крытого паза»; – Упражнение № 2 «Фрезерование прямоугольного закрытого паза» (№ 2.1
с предварительным засверливанием отверстия, № 2.2 маятниковым методом, № 2.3 двухперой фрезой);
– Упражнение № 3 «Контроль качества прямоугольного закрытого паза».
66
Окончание прил. 7
2.3.4. Повторение 1–2 учащимися трудовых действий, приемов выполне-ния операции.
2.4. Первичная рефлексия ошибок и затруднений, возникших при изучении трудовых приемов и способов фрезерования прямоугольного закрытого паза.
2.5. Выдача учебно-производственного задания и расстановка учащихся по рабочим местам.
3. Текущий инструктаж и самостоятельная работа обучающихся (4 ча-са 20 минут – 4 часа 30 минут).
3.1. Целевые обходы рабочих мест: – контроль за своевременным началом выполнения учебно-производствен-
ного задания; – контроль за соблюдением безопасных приемов труда; – контроль за правильностью выполнения трудовых приемов и упражнений; – контроль за правильностью организации рабочего места; – контроль выполнения учащимися нормы выработки. 3.2. Индивидуальный инструктаж учащихся на рабочем месте. 3.3. Сдача учащимися готовой продукции, инструментов, приспособлений. 3.4. Уборка рабочих мест и учебно-производственной мастерской по окон-
чании рабочего дня. Выставление отметок за качество работы. 4. Заключительный инструктаж (15–20 минут). 4.1. Сообщение о достижении цели урока. 4.2. Демонстрация лучших работ учащихся. 4.3. Выявление наиболее типичных ошибок, установление их причин и
способов предупреждения. 4.4. Сообщение отметок учащимся. 4.5. Выдача домашнего задания: тема следующего занятия «Фрезерование
прямоугольных канавок (разработать технологический маршрут фрезерования канавок детали “Гильза”)». Рекомендуемая к использованию литература: [1, с. 87–93]; [2, с. 154–162].
Мастер производственного обучения __________ Г. И. Свиридчук
(подпись)
67
ПРИЛОЖЕНИЕ 8
Пример оформления технологической карты урока производственного обучения
Тема программы № 6 «Фрезерование уступов, прямоугольных пазов, ка-
навок. Отрезание металла». Тема урока № 6/3 «Фрезерование прямоугольного закрытого паза». Тип урока: операционный. Объект работы: деталь «Планка». Цели урока: 1. Обучающая: сформировать первоначальные умения в фрезеровании
прямоугольного закрытого паза в результате чего учащиеся должны: – осуществлять наладку фрезерного станка на фрезерование закрытого паза, – фрезеровать паз с предварительно засверленными отверстиями, «маятни-
ковым методом» и двухперой фрезой, – контролировать качество прямоугольного закрытого паза. 2. Воспитательная: создать условия для воспитания у учащихся ответ-
ственности и технологической дисциплины при фрезеровании прямоугольного закрытого паза путем строгого соблюдения основных положений инструкцион-ной карты.
3. Развивающая: создать условия для развития технологического мышле-ния учащихся путем установление причинно-следственных связей между каче-ством прямоугольного закрытого паза и технологией фрезерования прямо-угольного закрытого паза.
Учебные материалы:
Вид СО № п/п
Шифр по паспорту мастерской
Наименование Коли-
чество, шт.
Вербаль-ные СО
1 У1 Дирвук, Е. П. Фрезерные работы / Е. П. Дирвук. –Минск : БНТУ, 2018. – С. 57 – 60.
5
2 У2 Безъязычный, В. Ф. Справочник фрезеровщика /В. Ф. Безъязычный [и др.]; под. ред. В. Ф. Безъязычно-го. – М. : Машиностроение, 2010. – 272 с.
5
Наглядно-иллюстра-
тивные СО
3 РИС1 Эскизный рисунок детали «Планка» на доске 1 4 Ч1 Рабочий чертеж детали «Планка» 15 5 Ч2 Рабочий чертеж детали «Молоток» (500 гр.) 15 6 П1 Плакат «Способы фрезерования пазов и уступов» 1
7 П2 Плакат «Инструкционная карта фрезерования прямо-угольного закрытого паза детали “Планка”»
1
8 ЭС1 Рабочий чертеж детали «Планка» 1
9 ЭС2 Способ фрезерования прямоугольного закрытого паза с предварительно засверленным отверстием
1
10 ЭС3 «Маятниковый» метод фрезерования прямоугольного закрытого паза
1
68
Продолжение прил. 8
Вид СО № п/п
Шифр по паспорту мастерской
Наименование Коли-
чество, шт.
11 ЭС4 Фрезерования прямоугольного закрытого паза двухпе-рой фрезой
1
12 ЭС5 Виды, причины и способы предупреждения возможно-го брака при фрезеровании прямоугольных закрытых пазов
1
13 РМ1 Раздаточный материал «Инструкционная карта на вы-полнение операции “Фрезерование прямоугольного закрытого паза”»
15
Аудиови-зуальные
14 ВР1 Видеоролик «Фрезерование прямоугольного закрытого паза» 3,25 мин
1
Материально-техническое оснащение урока:
Вид МТО № п/п
Шифр по паспорту мастерской
Наименование Количество
Оборудование, инструмент, материалы и
инвентарь
1 6Т13 Вертикально-фрезерный станок модели 6Т13 15 2 6Р81 Горизонтально-фрезерный станок 6Р81 15 3 Н1 Тиски машинные поворотные 15 4 Н1 Натуральный образец прямоугольных пазов 1 5 Н2 Комплект разметочного инструмента 1 6 Н3 Концевые и двухперые фрез 30
7 Н4 Вспомогательный инструмент (переходные втулки, цанговые патроны)
по 15 компл.
8 Н5 Комплект контрольно-измерительного инстру-мента
1
9 Н6 Заготовки 45 10 Н7 Образцы готового изделия «Планка» 1 11 Н8 Образцы бракованных деталей 4 12 Н9 Плоский напильник 15 13 Н10 Молоток 15 14 Н11 Комплект рожковых ключей 15 15 Н12 Щетка-сметка 15 16 М1 Макет прямоугольных пазов 1 17 Д Доска меловая 1 18 Э Экран 1
ТСО 19 ТСО 1 Ноутбук Asus X507MA-BR008 и мультиме-дийный проектор Epson EH-TW5650, лазерная указка
1
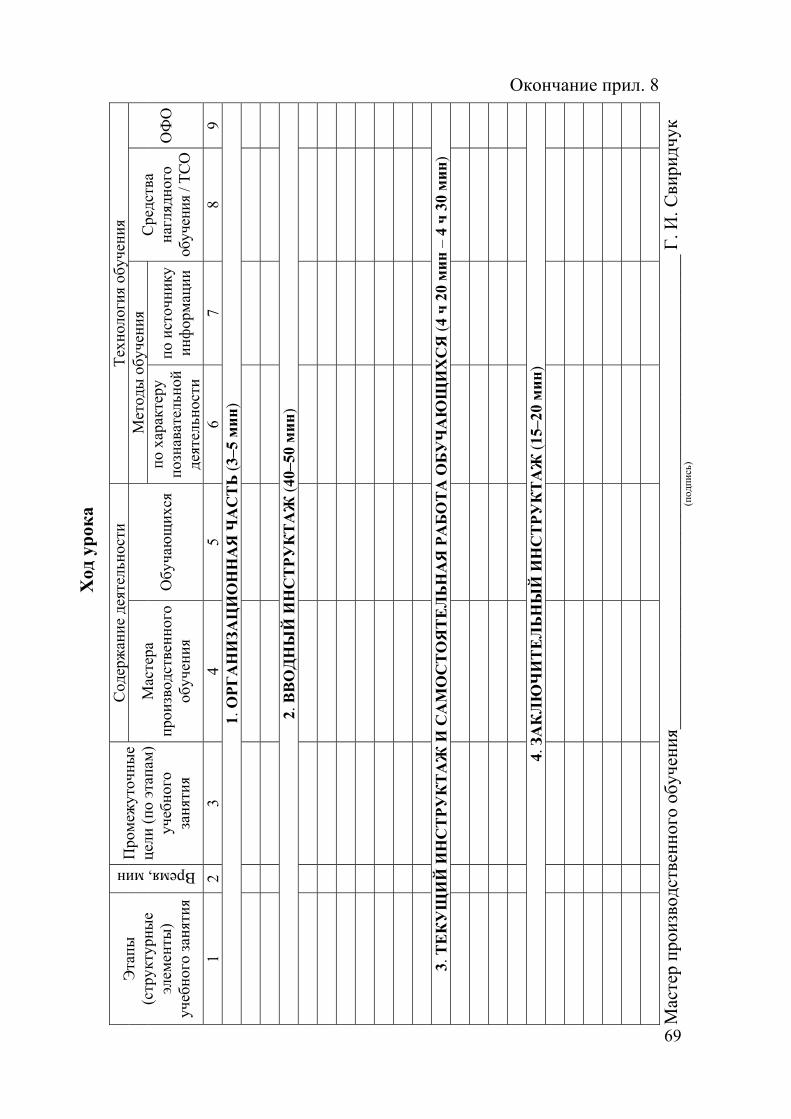
69
Ход
ур
ока
Эта
пы
(стр
укту
рны
е
элем
енты
)
учеб
ного
зан
ятия
Время, мин
Про
меж
уточ
ные
цели
(по
эта
пам
) уч
ебно
го
заня
тия
Сод
ерж
ание
дея
тель
ност
и Т
ехно
логи
я об
учен
ия
Окончание прил. 8
Мас
тера
пр
оизв
одст
венн
ого
обуч
ения
О
буча
ющ
ихся
Мет
оды
обу
чени
я С
редс
тва
нагл
ядно
го
обуч
ения
/ Т
СО
ОФ
О
по х
арак
теру
по
знав
ател
ьной
де
ятел
ьнос
ти
по и
сточ
нику
ин
фор
мац
ии
1 2
3 4
5 6
7 8
9 1.
ОР
ГА
НИ
ЗАЦ
ИО
НН
АЯ
ЧА
СТ
Ь (
3–5
ми
н)
2. В
ВО
ДН
ЫЙ
ИН
СТ
РУ
КТ
АЖ
(40
–50
ми
н)
3.
ТЕ
КУ
ЩИ
Й И
НС
ТР
УК
ТА
Ж И
СА
МО
СТ
ОЯ
ТЕ
ЛЬ
НА
Я Р
АБ
ОТ
А О
БУ
ЧА
ЮЩ
ИХ
СЯ
(4
ч 2
0 м
ин
– 4
ч 3
0 м
ин
)
4.
ЗА
КЛ
ЮЧ
ИТ
ЕЛ
ЬН
ЫЙ
ИН
СТ
РУ
КТ
АЖ
(15
–20
ми
н)
Мас
тер
прои
звод
стве
нног
о об
учен
ия__
____
____
____
____
____
____
____
____
____
____
____
____
_ Г
. И. С
вири
дчук
(п
одпи
сь)
69
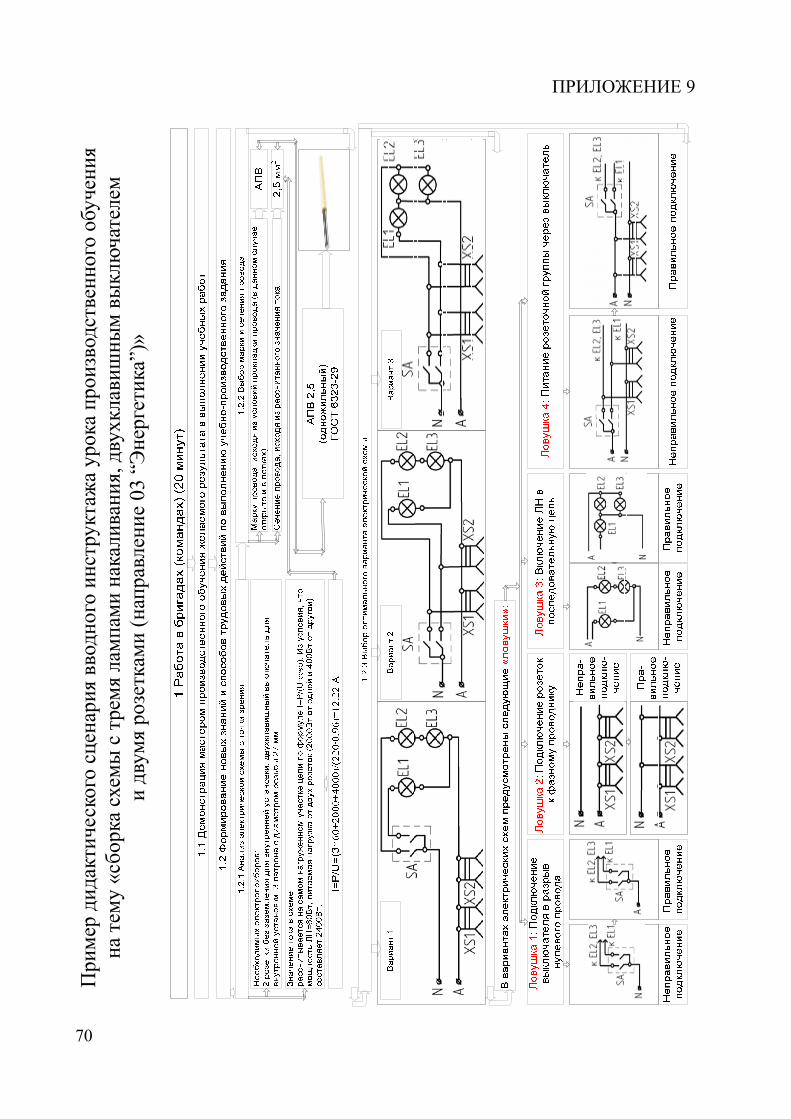
70
При
мер
дид
акти
ческ
ого
сцен
ария
вво
дног
о ин
стру
ктаж
а ур
ока
прои
звод
стве
нног
о об
учен
ия
на т
ему
«сбо
рка
схем
ы с
тре
мя
лам
пам
и на
кали
вани
я, д
вухк
лави
шны
м в
ыкл
юча
теле
м
и дв
умя
розе
ткам
и (н
апра
влен
ие 0
3 “Э
нерг
етик
а”)»
ПРИЛОЖЕНИЕ 9
70
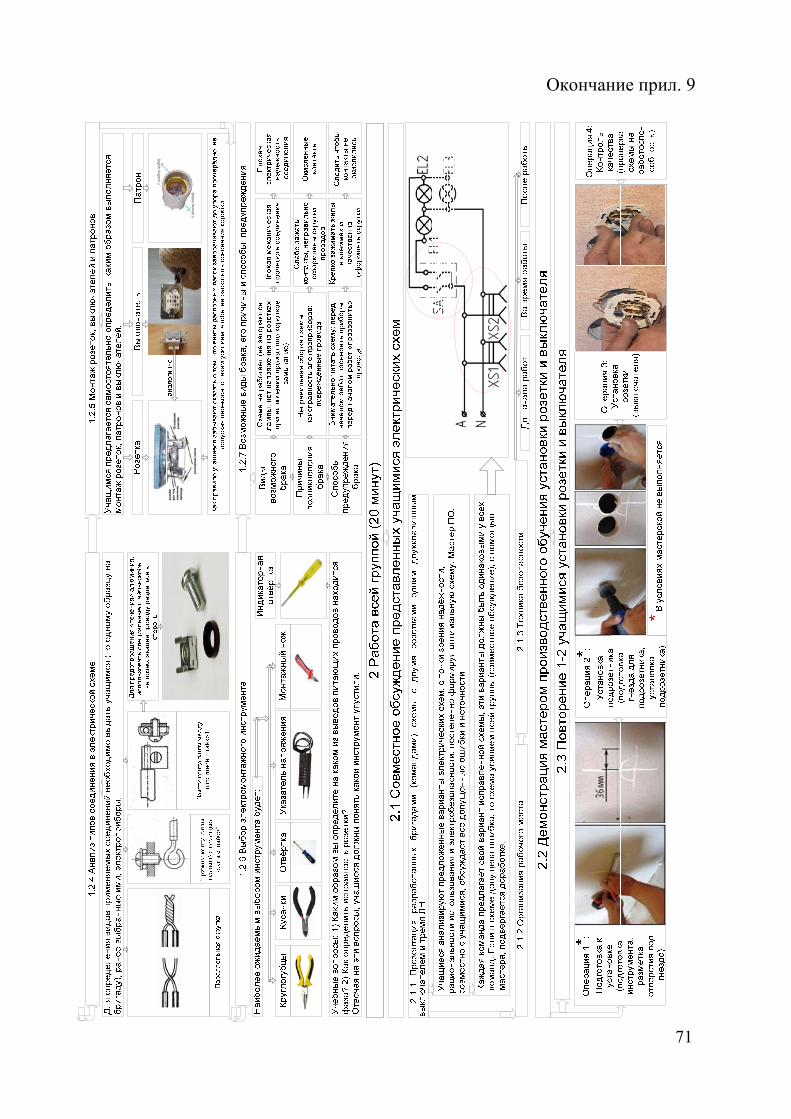
71
Окончание прил. 9
71
72
ПРИЛОЖЕНИЕ 10
Примерная схема анализа урока производственного обучения (лист наблюдения)
Профессия_______________________________________________________ Курс _________ Группа __________ Количество учащихся ______________ Дата проведения урока «____» ________________ 202__ г. Фамилия, имя, отчество мастера производственного обучения ________________________________________________________________ Тема урока ______________________________________________________ Цель урока ______________________________________________________
1. Анализ форм организации, содержания и оснащения урока: – готовность мастера производственного обучения и учащихся к уроку; со-
ответствие темы урока учебной программе; – тип урока, его временная структура и целесообразность затраченного
времени на каждый его этап; мсодержание изучаемого материала (полнота отбора учебного материала,
доступность, политехническая и профессиональная направленность, наличие уроков по теме и т. д.);
– особенности изучаемого материала (научить, отработать приемы, сфор-мировать, закрепить умения и т. д.);
– связь изучаемого материала с теорией; – оснащение урока (наличие, полнота и исправность оборудования, ин-
струментов и приспособлений, учебно-технической документации, наглядных пособий, технических средств обучения, комплексное использование дидакти-ческих средств и т. д.);
– обеспечение учащихся фронтом работ, производственными заданиями; – организация рабочих мест учащихся.
2. Анализ деятельности мастера производственного обучения: – подготовка к уроку (наличие плана-конспекта, подготовка дидактических
средств и др.); – формулировка темы, целей, плана урока, эффективность использования
учебного времени, использование дидактических средств (своевременность, со-ответствие дидактическим целям и задачам);
– техника демонстраций, уровень навыков и умений мастера производ-ственного обучения;
– техническая и графическая грамотность мастера производственного обу-чения;
– методы проведения вводного инструктажа и оценка их с точки зрения правильности и полноты изложения материала, доступности его для учащихся;
– формы организации самостоятельной работы учащихся и соответствие подобранных работ профилю и периоду обучения;
73
Окончание прил. 10 – текущий инструктаж (затруднения, испытываемые учащимися в процессе
работы, их причины, педагогическая целесообразность и эффективность теку-щего инструктажа, планомерность обхода мастером рабочих мест учащихся);
– содержание заключительного инструктажа (организация контроля и при-ема выполненных учащимися работ, соответствие выставляемых оценок каче-ству и установленным временным нормам, причины брака или низкого каче-ства работ учащихся);
– связь с группой, уровень коммуникабельности, учет индивидуальных особенностей учащихся;
– четкость, точность, методическая грамотность постановки вопросов и их проблемность;
– формы учета, проверки знаний, умений и навыков учащихся; – культура речевого поведения (темп, громкость, правильность, вырази-
тельность речи, уместность пауз, невербалистика) мастера производственного обучении, его контроль за речью учащихся и умение владеть вниманием группы;
– педагогический такт и требовательность мастера производственного обучения;
– внешний вид, поведение, настроение, присутствие чувства юмора и дру-гие особенности деятельности мастера производственного обучения.
3. Анализ деятельности учащихся: – подготовленность к уроку (внешний вид, состояние рабочего места,
направленность внимания и т. д.); – деловая активность и занятость на уроке в целом и на отдельных его этапах; – поведение на уроке (сознательность, дисциплина, подвижность, рассеян-
ность и т. д.); – уровень интеллектуальной и физической напряженности на уроке, утом-
ляемость; – уровень отработки приемов и сформированности умений, навыков; от-
ношение к мастеру производственного обучения и др. 4. Общие выводы по уроку и его оценка: – раскрытие темы и реализация плана урока, достижение дидактических
целей урока; – наличие объективных данных для педагогической деятельности; – оценка урока по десятибалльной системе и ее обоснование; – рекомендации и пожелания мастеру производственного обучения.
Анализ урока проводил мастер производственного обучения ______________ И. И. Иванов
(подпись)
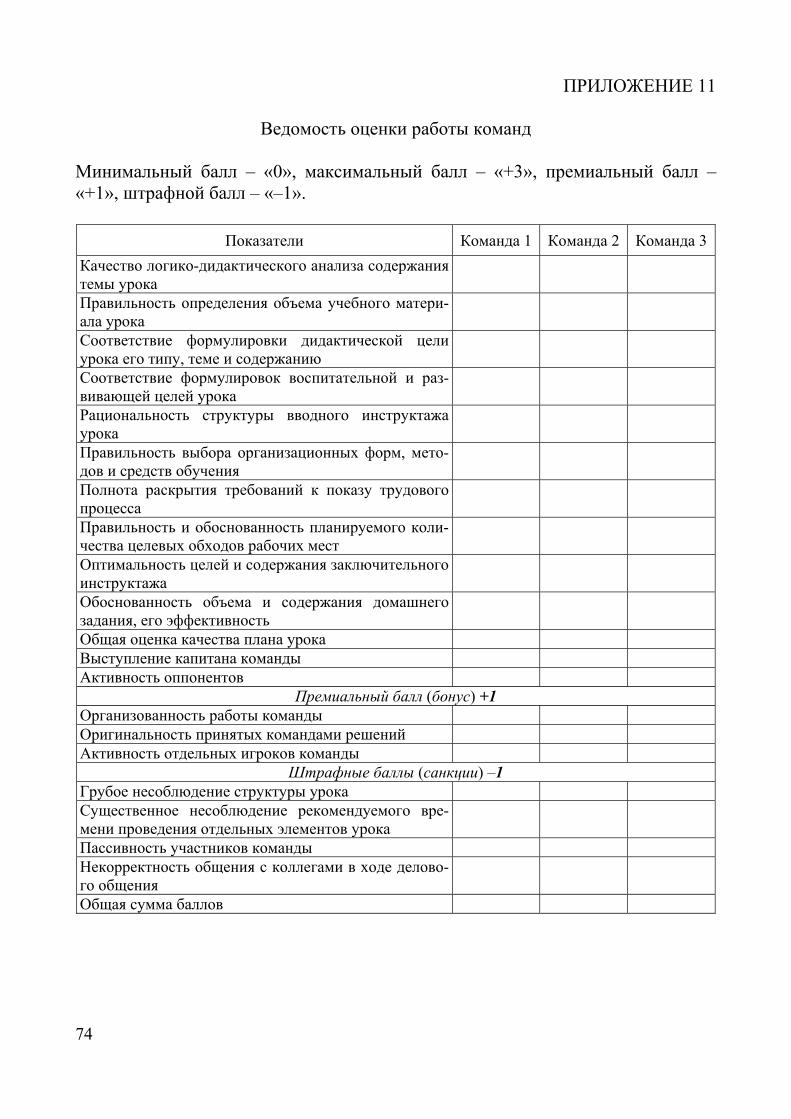
74
ПРИЛОЖЕНИЕ 11
Ведомость оценки работы команд Минимальный балл – «0», максимальный балл – «+3», премиальный балл – «+1», штрафной балл – «–1».
Показатели Команда 1 Команда 2 Команда 3
Качество логико-дидактического анализа содержания темы урока
Правильность определения объема учебного матери-ала урока
Соответствие формулировки дидактической цели урока его типу, теме и содержанию
Соответствие формулировок воспитательной и раз-вивающей целей урока
Рациональность структуры вводного инструктажа урока
Правильность выбора организационных форм, мето-дов и средств обучения
Полнота раскрытия требований к показу трудового процесса
Правильность и обоснованность планируемого коли-чества целевых обходов рабочих мест
Оптимальность целей и содержания заключительного инструктажа
Обоснованность объема и содержания домашнего задания, его эффективность
Общая оценка качества плана урока Выступление капитана команды Активность оппонентов
Премиальный балл (бонус) +1 Организованность работы команды Оригинальность принятых командами решений Активность отдельных игроков команды
Штрафные баллы (санкции) –1 Грубое несоблюдение структуры урока Существенное несоблюдение рекомендуемого вре-мени проведения отдельных элементов урока
Пассивность участников команды Некорректность общения с коллегами в ходе делово-го общения
Общая сумма баллов
75
СПИСОК ЛИТЕРАТУРЫ
1. Аронов, М. Ф. Технология производственного обучения : лабораторный практикум для подготовки мастеров производственного обучения / М. Ф. Аро-нов, А. А. Плевко. – Минск : РИПО, 1997. – 34 с.
2. Кругликов, Г. И. Методическая работа мастера производственного обу-чения : учебное пособие для студентов средних профессиональных учебных за-ведений / Г. И. Кругликов. – М. : Издательский центр «Академия», 2010. – 160 с.
3. Кругликов, Г. И. Учебная работа мастера производственного обучения : учебное пособие для студ. учреждений проф. образования / Г. И. Кругликов. – 4-е изд., стер. – М. : Издательство центр «Академия», 2013. – 192 с.
4. Молчан, Л. Л. Методика производственного обучения : учебно-мето-дическое пособие / Л. Л. Молчан [и др.]; сост.: Л. Л. Молчан, А. Д. Лашук. – Минск : РИПО, 2010. – 192 с.
5. Скакун, В. А. Организация и методика профессионального обучения / В. А. Скакун. – М. : ФОРУМ, ИНФРА-М, 2007. – 336 с.: ил.
6. Скакун, В. А. Педагогические технологии производственного обучения / В. А. Скакун. – М. : Издательский центр «НОУ ИСОМ», 2003. – 54 с.
7. Славинская, О. В. Методика производственного обучения : учебно-мето-дическое пособие для студентов, обучающихся по специальности 1-08 01 01 «Профессиональное обучение (по направлениям)» направление специальности 1-08 01 01-02 (радиоэлектроника) / О. В. Славинская. – Минск : МГВРК, 2015. – 254 с.
8. Шевченко, В. И. Организация и содержание производственного обуче-ния : пособие для преподавателей профессиональной школы / В. И. Шевченко, Т. Ю. Аветовой, Е. В. Иванова; под ред. В. И. Шевченко. – СПб. : Изд-во ООО «Полиграф-С», 2004. – 224 с.
9. Эрганова, Н. Е. Практикум по методике профессионального обучения : учебное пособие / Н. Е. Эрганова, М. Г. Шалунова, Л. В. Колясникова. – 2 изд., пересм. и доп. – Екатеринбург : Изд-во «РГППУ», 2011. – 89 с.
10. Аронов, М. Ф. Совершенствование производственного обучения / М. Ф. Аронов, Л. Л. Молчан; под ред. Л. Л. Молчан. – Минск : РИПО, 1995. – 90 с.
11. Голендухин, Н. И. Организация и методика производственного обуче-ния : курс лекций / Н. И. Голендухин. – Челябинск : ЧИРПО, 2008. – 136 с.
12. Жиделев, М. А. Производственное обучение в рамках ПТУ / М. А. Жи-делев. – Минск : 2000. – 350 с.
13. Ильин, М. В. Разработка учебно-программной документации образова-тельных программ профессионально-технического образования : методические рекомендации / М. В. Ильин [и др.]. – Минск : РИПО, 2012. – 59 с.
14. Планирование и учет производственного обучения в учреждениях профессионально-технического образования: методические рекомендации / сост.: М. В. Ильин [и др.]. – 7-е изд., стер. – Минск : РИПО, 2017. – 44 с.
15. Кодекс Республики Беларусь об образовании. – Минск : РИВШ, 2011. – 352 с.
76
16. Лукьянович, А. В. Методика производственного обучения : учебно-методическое пособие для студентов специальности 1-08 01 01 «Профессио-нальное обучение (по направлениям)» : в 3 ч. / А. В. Лукьянович. – Минск : БНТУ, 2014. – Ч. 1. – 58 с.
17. Макиенко, Н. И. Педагогический процесс в училищах профессиональ-но-технического образования / Н. И. Макиенко; под ред. И. Г. Коваленко. – Ереван : Луйс, 1983. – 344 с.
18. Матюшкин, А. М. Мышление, обучение, творчество / А. М. Матюш-кин. – М. : Издательство «Московский психолого-социальный институт». – Во-ронеж: Издательство НПО «МОДЭК», 2003. – 720 с.
19. Методика профессионального обучения : схемы, таблицы, коммента-рии: учебное пособие для вузов / сост.: И. В. Осипова [и др.]. – Екатеринбург : Изд-во «Рос. гос. проф.-пед. ун-та», 2011. – 148 с.
20. Новиков, А. М. Методология образования / А. М. Новиков. – 2-е изд., перераб. и доп. – М.: «Эгвес», 2006. – 488 с.
21. Особенности организации урока производственного обучения: методи-ческие рекомендации / сост. Н. В. Новикова. – Курск: ОБОУ СПО «КАТК», 2012. – 28 с.
22. Ильин, М. В. Нормирование и планирование производственной дея-тельности в учреждениях профессионально-технического образования: методи-ческие рекомендации / М. В. Ильин, В. В. Савенок, А. М. Аниськов. – Минск : РИПО, 2011. – 32 с.
23. Позняк, И. П. Организация и методика обучения в профтехучилищах / И. П. Позняк, В. В. Малашевич. – Минск : Вышэйшая школа, 1983. – 240 с.
24. Профессиональная педагогика : учебник для студентов, обучающихся по педагогическим специальностям и направлениям; под ред. академиков РАО С. Я. Батышева и А. М. Новикова. – 3-е изд., перераб. – М. : Из-во «ЭГВЕС», 2010. – 456 с.
25. Скакун, В. А. Введение в профессию мастера производственного обу-чения / В. А. Скакун. – М.: Высшэйшая школа, 1988. – 339 с.
26. Скакун, В. А. Производственное обучение общеслесарным работам : методический материал для ПТО / В. А. Скакун. – М. : Высшая школа, 1989. – 256 с.
27. Скакун, В. А. Организация и методика профессионального обучения : учебное пособие / В. А. Скакун. – М. : ФОРУМ, ИНФРА-М, 2007. – 336 с.: ил.
28. Славинская, О. В. Методика производственного обучения: учебно-методическое пособие для практических, лабораторных и семинарских занятий студентов специальности 1-08 01 01 «Профессиональное обучение (по направ-лениям)» для направления специальности 1-08 01 01-02 «Профессиональное обучение (радиоэлектроника)» / О. В. Славинская. – Минск : МГВРК, 2015. – 84 с.
29. Тамарин, Н. И. Справочная книга мастера производственного обучения / Н. И. Тамарин, М. С. Шафаренко. – М. : Высшая школа, 1988. – 206 с.: ил.
30. Титов, А. И. Методика производственного обучения в профтехучили-щах : для строительных профессий / А. И. Титов. – Минск : 1988. – 216 с.
77
31. Френкель, С. Ш. Организация производственного обучения в профес-сионально-технических училищах / С. Ш. Френкель. – М. : Высшая школа, 1971. – 176 с.
32. Френкель, С. Ш. Планирование учебного процесса в средних городских профессионально-технических училищах : профпедагогика / А. Ш. Френкель, Ю. А. Френкель. – М. : Высшая школа, 1981. – 112 с.
33. Чернявская, А. П. Современные средства оценивания результатов обу-чения : учебно-методическое пособие / А. П. Чернявская, Б. С. Гречин. – Яро-славль : ЯГПУ, 2008. – 98 с.
34. Шапоринский, С. А. Вопросы теории производственного обучения / С. А. Шапоринский. – Москва : Высшая школа, 1981. – 208 с. (Профтехобразо-вание).
35. Шкляр, А. Х. Учебно-методические комплексы в профессионально-техническом образовании: теоретические основы и проектирование : моногра-фия / А. Х. Шкляр, С. М. Барановская. – 4-е изд., перераб. и доп. – Минск : РИПО, 2012. – 70 с.
36. Эрганова, Н. Е. Методика профессионального обучения: учебное посо-бие для студентов профессионально-педагогических специальностей / Н. Е. Эр-ганова. – Москва : Академия, 2008. – 160 с.
37. Энциклопедия профессионального образования : в 3 т. / под ред. С. Я. Батышева. – М. : АЛО, 1999. – 464 с.
78
Учебное издание
ДИРВУК Евгений Петрович ПЛЕВКО Александр Александрович
КОПЫТКО Екатерина Сергеевна
МЕТОДИКА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ
Пособие
для студентов учреждений высшего образования, обучающихся по специальности 1-08 01 01
«Профессиональное обучение (по направлениям)»
Редактор Е. И. Беницевич Компьютерная верстка Е. А. Беспанской
Подписано в печать 27.09.2021. Формат 6084 1/8. Бумага офсетная. Ризография.
Усл. печ. л. 9,07. Уч.-изд. л. 3,55. Тираж 100. Заказ 829.
Издатель и полиграфическое исполнение: Белорусский национальный технический университет. Свидетельство о государственной регистрации издателя, изготовителя, распространителя
печатных изданий № 1/173 от 12.02.2014. Пр. Независимости, 65. 220013, г. Минск.




















