Manualul operatorului frezei - Haas Automation Inc.
430
, Haas Automation Inc. 2800 Sturgis Road Oxnard, CA 93030-8933 U.S.A. | HaasCNC.com Versiuni de tradus ale acestui manual: 1. Accesaţi www.HaasCNC.com 2. Consultaţi Owner Resources (partea inferioară a paginii) 3. Selectaţi Manuals and Documentation © 2014 Haas Automation, Inc. Toate drepturile rezervate. Copiere doar cu acordul Haas. Drepturi de autor strict aplicabile. Manualul operatorului frezei 96-RO8200 Revizia C Iunie 2015 Română Traducerea instrucţiunilor originale
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of Manualul operatorului frezei - Haas Automation Inc.

,
Haas Automation Inc.2800 Sturgis Road
Oxnard, CA 93030-8933U.S.A. | HaasCNC.com
Versiuni de tradus ale acestui manual:1. Accesaţi www.HaasCNC.com2. Consultaţi Owner Resources
(partea inferioară a paginii)3. Selectaţi Manuals and Documentation© 2014 Haas Automation, Inc. Toate drepturile rezervate. Copiere doar cu acordul Haas. Drepturi de autor strict aplicabile.
Manualul operatorului frezei
96-RO8200Revizia C
Iunie 2015Română
Traducerea instrucţiunilor originale


© 2015 Haas Automation, Inc.
Toate drepturile rezervate. Nicio parte a acestei publicaţii nu poate fi reprodusă, stocată într-un sistemde redare sau transmisă, în orice formă sau prin orice mijloace mecanice, electronice, fotocopiere,înregistrare sau în alt mod, fără acordul scris al Haas Automation, Inc. Nu ne asumăm niciun patent cuprivire la utilizarea unor informaţii conţinute în aceasta. În plus, dată fiind politica Haas Automation deîmbunătăţire constantă a produselor sale de înaltă calitate, informaţiile conţinute în acest manual potface obiectul modificărilor fără o notificare prealabilă. Am luat toate măsurile de precauţie la pregătireaacestui manual; totuşi, Haas Automation nu îşi asumă nicio responsabilitate cu privire la erori sauomisiuni şi nu ne asumăm nicio responsabilitate pentru eventuale daune rezultate în urma utilizării unorinformaţii conţinute în această publicaţie.
i

ii

iii
CERTIFICAT DE GARANŢIE LIMITATĂ
Haas Automation, Inc.
ce acoperă echipamentele CNC Haas Automation, Inc.
Valabil începând cu 1 septembrie 2010
Haas Automation Inc. (denumit „Haas” sau „Producătorul”) acordă o garanţie limitatăpentru toate centrele de frezare, centrele de strunjire şi maşinile rotative noi (denumitecolectiv „Maşini CNC”) şi componentele acestora (cu excepţia celor enumerate mai jos însecţiunea Limitări şi excluderi ale garanţiei) (denumite „Componente”), care sunt produsede Haas şi comercializate de Haas sau distribuitorii săi autorizaţi conform celor stipulate înprezentul Certificat. Garanţia stipulată în prezentul Certificat este o garanţie limitată şireprezintă unica garanţie acordată de Producător, fiind supusă termenilor şi condiţiilorprezentului Certificat.
Acoperirea garanţiei limitate
Fiecare Maşină CNC şi Componentele acesteia (denumite colectiv „Produse Haas”) suntgarantate de Producător împotriva defectelor de material şi de fabricaţie. Această garanţieeste acordată exclusiv utilizatorului final al Maşinii CNC (denumit „Client”). Perioadaacestei garanţii limitate este de un (1) an. Perioada de garanţie începe de la data instalăriiMaşinii CNC la sediul Clientului. Clientul poate achiziţiona o extindere a perioadei degaranţie de la Haas sau de la un distribuitor autorizat Haas (denumită „Garanţie extinsă”)în orice moment în timpul primului an de exploatare.
Numai reparaţia sau înlocuirea
Singura responsabilitate a Producătorului şi remedierea exclusivă pentru Client referitoarela oricare şi la toate Produsele Haas se va limita la repararea sau înlocuirea, conformdeciziei Producătorului, a Produsului Haas defect.
Declinarea răspunderii
Prezenta garanţie este unica şi exclusiva garanţie a Producătorului şi ţine loc de orice altegaranţii de orice fel sau natură, explicite sau implicite, scrise sau orale, inclusiv dar fără ase limita la orice garanţie comercială implicită, garanţie implicită a adecvării la un anumitscop sau altă garanţie de calitate sau performanţe ori de neîncălcare a drepturilor. Prinprezentul document, Producătorul declină astfel de garanţii de orice tip, iar Clientul renunţăla acestea.

iv
Limitări şi excluderi ale garanţiei
Componentele supuse uzurii în cursul utilizării normale şi în timp, inclusiv dar fără a selimita la vopseaua, finisarea şi starea geamurilor, becurile, garniturile de etanşare, periilede contact, garniturile, sistemul de evacuare a aşchiilor ( de ex. transportorul de tip şnec,jgheabul de şpan), curelelor de transmisie, benzile, filtrele, rolele uşilor, bolţurileschimbătorului de scule etc., sunt excluse din prezenta garanţie. Procedurile de întreţinerespecificate de Producător trebuie respectate şi înregistrate în vederea validării garanţiei defaţă. Această garanţie este invalidată dacă Producătorul constată că (i) orice Produs Haasa făcut obiectul manipulării sau exploatării incorecte, abuzurilor, neglijării, accidentelor,instalării, întreţinerii sau depozitării neadecvate, respectiv exploatării neadecvate saupentru aplicaţii improprii, inclusiv utilizarea de lichide de răcire sau alte lichidenecorespunzătoare (ii) orice Produs Haas a fost reparat sau deservit necorespunzător decătre Client, tehnician de service neautorizat sau o altă persoană neautorizată, (iii) Clientulsau orice altă persoană aduce sau încearcă să aducă modificări oricărui Produs Haas fărăautorizarea prealabilă în scris a Producătorului şi/sau (iv) orice Produs Haas a fost utilizatîn scop necomercial (de exemplu pentru uz personal sau casnic). Această garanţie nuacoperă daunele sau defectele datorate unor factori externi sau chestiuni aflate în afaracontrolului rezonabil al Producătorului, inclusiv dar fără a se limita la furturi, acte devandalism, incendii, intemperii (cum ar fi ploi, inundaţii, vânt, trăsnete sau cutremure), actede război sau terorism.
Fără a limita caracterul general al oricăreia dintre excluderile sau limitările descrise înprezentul Certificat, această garanţie nu include nicio garanţie cu privire la conformitateaoricărui Produs Haas cu toate specificaţiile de producţie sau cu alte cerinţe sau cu privirela funcţionarea neîntreruptă şi fără erori a oricărui Produs Haas. Producătorul nu îşi asumănicio responsabilitate cu privire la utilizarea oricărui Produs Haas de către orice persoanăşi nu îşi va asuma nicio responsabilitate faţă de nicio persoană pentru nicio problemă deproiectare, producţie, funcţionare, performanţă sau de altă natură pentru oricare ProdusHaas, în afară de repararea sau înlocuirea acestuia, conform celor stipulate în garanţia demai sus.

v
Limitarea responsabilităţii şi a daunelor
Producătorul nu va răspunde faţă de Client sau faţă de orice altă persoană pentru niciunfel de daune-interese compensatorii, daune incidente, daune indirecte, daune punitive,daune speciale, respectiv alte daune sau pretenţii, fie în cadrul executării contractului, încaz de prejudiciu, sau altă regulă juridică sau de echitate ce rezultă din ori în legătură cuorice Produs Haas, alte produse sau servicii furnizate de Producător sau de un distribuitorautorizat, tehnician de service sau un alt reprezentant autorizat al Producătorului (denumiţicolectiv „reprezentant autorizat”), sau defectarea componentelor sau produselor realizateprin utilizarea unui produs Haas, chiar dacă Producătorul sau orice reprezentant autorizatal acestuia a fost informat cu privire la posibilitatea unor asemenea daune, daune saupretenţii care includ, fără a se limita la, pierderi de profit, de date, de produse, de venituri,sau de utilizare, costuri cu timpii morţi, fond comercial, orice prejudiciu adusechipamentelor, facilităţilor sau altor bunuri ale oricărei persoane, şi orice daune care arputea fi cauzate de o defectare a oricărui Produs Haas. Orice astfel de daune şi pretenţiisunt declinate de Producător, Clientul renunţând la acestea. Singura responsabilitate aProducătorului şi remedierea exclusivă pentru Client referitoare la daune şi pretenţiiindiferent de cauză se va limita la repararea sau înlocuirea, conform decizieiProducătorului, a Produsului Haas defect, conform celor stipulate în garanţia de faţă.
Clientul a acceptat limitările şi restricţiile stipulate în prezentul Certificat, inclusiv dar fără ase limita la restricţiile cu privire la dreptul său de a recupera daune ca parte a tranzacţieiîncheiate cu Producătorul sau Reprezentantul autorizat al acestuia. Clientul înţelege şiacceptă faptul că preţul Produselor Haas ar fi mai mare dacă Producătorul ar trebui sărăspundă pentru daune şi pretenţii ce nu fac obiectul garanţiei de faţă.
Acordul deplin
Prezentul Certificat anulează oricare şi toate celelalte acorduri, promisiuni, prezentări saugaranţii, fie orale, fie în scris, încheiate între părţi sau de către Producător în legătură cuaspectele ce fac obiectul acestui Certificat şi include toate înţelegerile şi acordurileconvenite de părţi sau de către producător în legătură cu aceste aspecte. Prin prezentuldocument, Producătorul respinge explicit orice alte acorduri, promisiuni, prezentări saugaranţii, făcute fie oral, fie în scris, care sunt adiţionale sau care nu concordă cu oricetermen sau condiţie a acestui Certificat. Termenii şi condiţiile stipulate în acest Certificat nupot face obiectul unor modificări sau amendamente decât cu acordul scris şi semnat atâtde Producător, cât şi de Client. Cu toate acestea, Producătorul va onora o Garanţie extinsănumai în limitele în care aceasta extinde perioada de garanţie aplicabilă.
Transmisibilitatea
Această garanţie este transmisibilă de la Clientul iniţial către o terţă parte dacă MaşinaCNC este vândută printr-un contract privat de vânzare înaintea expirării perioadei degaranţie, cu condiţia notificării scrise a Producătorului cu privire la aceasta şi ca aceastăgaranţie să fie validă la momentul transferului. Cesionarul acestei garanţii se va supunetuturor termenilor şi condiţiilor acestui Certificat.

vi
Diverse
Această garanţie va fi guvernată de legislaţia Statului California, fără aplicarea regulilorreferitoare la conflictele de legi. Oricare şi toate disputele pe marginea acestei garanţii vorfi rezolvate de o Curte din jurisdicţia de competenţă aflată în Ventura County, Los AngelesCounty sau Orange County, California. Oricare termen sau clauză a acestui Certificatinvalidat(ă) sau neexecutoriu(e) în orice situaţie şi în orice jurisdicţie nu va afectavalabilitatea sau titlul executoriu al celorlalţi termeni şi clauze prezentate aici sauvalabilitatea ori titlul executoriu al termenului sau clauzei respectiv(e) în orice altă situaţiesau orice altă jurisdicţie.

vii
Feedback de la clienţi
Dacă aveţi probleme sau întrebări cu privire la prezentul Manual al operatorului, vă rugămsă ne contactaţi la adresa www.HaasCNC.com. Utilizaţi link-ul „Contact Haas” şi transmiteţicomentariile dumneavoastră către Customer Advocate.
Puteţi găsi de asemenea o copie în format electronic a acestui manual şi alte informaţii utileîn pagina noastră web în „Resource Center” (Centru resurse). Alăturaţi-vă onlineproprietarilor de utilaje Haas şi faceţi parte din marea comunitate CNC în următoarelepagini web:
atyourservice.haascnc.com
diy.haascnc.com
haasparts.com
www.facebook.com/HaasAutomationInc
www.twitter.com/Haas_Automation
www.linkedin.com/company/haas-automation
www.youtube.com/user/haasautomation
www.flickr.com/photos/haasautomation

viii
Politica referitoare la satisfacţia clienţilor
Stimate client Haas,
Satisfacţia deplină şi bunăvoinţa dumneavoastră sunt de maximă importanţă atât pentruHaas Automation, Inc., cât şi pentru distribuitorul Haas (HFO) de la care aţi achiziţionatechipamentul. Normal, orice problemă veţi întâmpina în legătură cu tranzacţia sauexploatarea echipamentului va fi rezolvată rapid de către HFO.
Totuşi, dacă modul de rezolvare a problemelor dumneavoastră nu vă satisface deplin, şiaţi discutat despre acestea cu un membru al echipei de management a HFO, Managerulgeneral sau direct cu proprietarul HFO, vă rugăm să procedaţi astfel:
Contactaţi Centrul de asistenţă Servicii clienţi al Haas Automation la 805-988-6980. Pentrua putea rezolva cât mai rapid posibil problemele dumneavoastră, vă rugăm să aveţi laîndemână următoarele informaţii atunci când ne apelaţi:
• Numele companiei, adresa şi numărul de telefon• Modelul maşinii şi seria de fabricaţie• Numele HFO, precum şi numele ultimei persoane de la HFO pe care aţi contactat-o• Natura problemei dumneavoastră
Dacă doriţi să vă adresaţi în scris companiei Haas Automation, vă rugăm să utilizaţi adresa:
Haas Automation, Inc. U.S.A.2800 Sturgis RoadOxnard CA 93030Att: Customer Satisfaction Manageremail: [email protected]
Odată contactat Centrul de servicii clienţi al Haas Automation, vom întreprinde toateeforturile pentru a rezolva cât mai rapid problemele respective în colaborare cudumneavoastră şi HFO. Noi, cei de la Haas Automation, ştim că o bună relaţie Client -Distribuitor - Producător va contribui la succesul pe termen lung al tuturor celor implicaţi.
Internaţional:
Haas Automation EuropeMercuriusstraat 28, B-1930Zaventem, Belgiaemail: [email protected]
Haas Automation AsiaNo. 96 Yi Wei Road 67,Waigaoqiao FTZShanghai 200131 P.R.C.email: [email protected]

Declaraţie de Conformitate
Produs: Centre de frezare CNC (verticale şi orizontale)*
*Inclusiv toate dotările opţionale instalate din fabricaţie sau instalate la client de către oReprezentanţă autorizată Haas (HFO)
Fabricat de: Haas Automation, Inc.
2800 Sturgis Road, Oxnard, CA 93030 805-278-1800
Declarăm, pe proprie răspundere, că produsele enumerate mai sus, la care face referireaceastă declaraţie, sunt conforme cu reglementările enunţate în directiva CE privindCentrele de prelucrare:
• Directiva privind Maşinile şi utilajele 2006 / 42 / EC• Directiva privind Compatibilitatea electromagnetică 2014 / 30 / EU• Directiva privind Joasa tensiune 2014 / 35 / EU• Standarde suplimentare:
– EN 60204-1:2006 / A1:2009– EN 614-1:2006+A1:2009– EN 894-1:1997+A1:2008– CEN 13849-1:2015
RoHS: CONFORME prin exceptare în baza documentaţiei producătorului. Exceptarepentru:
a) Utilaje industriale staţionare de mare gabaritb) Sisteme de monitorizare şi controlc) Plumbul ca element de aliere în oţeluri, aluminiu şi cupru
Persoana autorizată să întocmească fişa tehnică:
Patrick GorisAdresă: Haas Automation Europe
Mercuriusstraat 28, B-1930Zaventem, Belgia
ix

SUA: Haas Automation certifică faptul că această maşină este conformă cu standardele deproiectare şi fabricaţie OSHA şi ANSI enumerate mai jos. Funcţionarea acestei maşini vafi conformă cu standardele enumerate mai jos numai atât timp cât producătorul şioperatorul va respecta permanent cerinţele referitoare la operare, întreţinere şi instruire dinstandardele respective.
• OSHA 1910.212 - Cerinţe generale pentru toate maşinile
• ANSI B11.5-1983 (R1994) Maşini de găurire, frezare şi alezare
• ANSI B11.19-2003 Criterii de performanţă pentru protecţie
• ANSI B11.23-2002 Cerinţe de siguranţă pentru centrele de prelucrare şi maşinile degăurire, frezare şi alezare cu comandă numerică automată
• ANSI B11.TR3-2000 Evaluarea riscurilor şi reducerea riscurilor - Directivă referitoarela estimarea, evaluarea şi reducerea riscurilor asociate maşinilor-unelte
CANADA: Ca producător al echipamentului original, declarăm că produsele enumeratesunt conforme cu reglementările enunţate în Secţiunea 7, Inspecţii înainte de pornire cuprivire la sănătate şi securitate a Reglementării 851 din cadrul Reglementărilor privindsănătatea şi securitatea în muncă în mediul industrial pentru dispoziţiile şi standardeleprivind protecţia maşinilor.
În plus, acest document satisface notele din dispoziţiile scrise cu privire la exceptarea dela inspecţia înainte de pornire pentru echipamentele enumerate conform celor evidenţiateîn Directivele de sănătate şi securitate pentru Ontario, Directivele PSR emise în aprilie2001. Directivele PSR admit că nota scrisă furnizată de producătorul echipamentuluioriginal cu privire la conformitatea cu standardele aplicabile este acceptabilă pentruexceptarea de la Inspecţia înainte de pornire cu privire la sănătate şi securitate.
Traducerea instrucţiunilor originale
ETL LISTEDCONFORMS TONFPA STD 79
ANSI/UL STD 508UL SUBJECT 2011
CERTIFIED TO CAN/CSA STD C22.2 N O.73
9 7 0 0 8 4 5
x

Modul de utilizare a acestui manual
Pentru a profita la maximum de noua dumneavoastră maşină Haas, citiţi cu atenţie acestmanual şi consultaţi-l cât mai frecvent. Conţinutul acestui manual este de asemeneadisponibil pe unitatea de comandă a maşinii în cadrul funcţiei HELP (ajutor).
IMPORTANT:Înainte să puneţi în funcţiune maşina, Citiţi şi înţelegeţi capitolul Siguranţa alManualului operatorului.
Declaraţie referitoare la avertizări
Pe parcursul întregului manual, enunţurile importante sunt evidenţiate în textul principalprin intermediul unei pictograme şi al unui cuvânt de semnalare asociat: „Pericol”,„Avertisment”, „Atenţie”, sau „Notă”. Pictograma şi cuvântul de semnalare indică gravitateastării sau situaţiei. Citiţi obligatoriu aceste enunţuri şi acordaţi o atenţie specialărespectării instrucţiunilor.
Descriere Exemplu
Pericol înseamnă că există o stare sau situaţie ce va cauza o accidentare gravă sau mortală dacă nu respectaţi instrucţiunile specificate. PERICOL:Acces interzis. Pericol de electrocu-
tare, accidentare sau avariere a utilajului. Nu vă urcaţi sau staţionaţi în această zonă.
Avertisment înseamnă că există o stare sau situaţie ce va cauza o accidentare de gravitate medie dacă nu respectaţi instrucţiunile specificate. AVERTISMENT:Nu plasaţi niciodată mâinile
între schimbătorul de scule şi păpuşa portsculă.
Atenţie înseamnă că se poate produce o accidentare minoră sau avarierea maşinii dacă nu respectaţi instrucţiunile specificate. Poate fi de asemenea necesar să reporniţi o procedură dacă nu respectaţi instrucţiunile dintr-un enunţ marcat cu Atenţie.
ATENŢIE:Scoateţi maşina de sub tensiune înainte să executaţi lucrări de întreţinere.
Notă înseamnă că textul furnizează informaţii suplimentare, clarificări sau recomandări utile.
NOTĂ:Respectaţi aceste indicaţii dacă maşina este echipată cu o masă opţională cu gabarit extins pentru axa Z.
xi

Convenţii utilizate în acest manual
Descriere Exemplu de text
Textul Bloc de cod oferă exemple de programe. G00 G90 G54 X0. Y0.;
O Referinţă buton de comandă indică denumirea unei taste sau unui buton de comandă pe care îl apăsaţi.
Apăsaţi butonul [CYCLE START] (pornire ciclu).
O Cale fişier descrie o secvenţă de directoare ale sistemului de fişiere.
Service > Documents and Software > ... (service, documente şi software)
O Referinţă mod descrie un mod al maşinii. MDI
Un Element ecran descrie un obiect de pe afişajul maşinii cu care puteţi interacţiona.
Selectaţi tab-ul SYSTEM (sistem).
Ieşire sistem descrie textul pe care îl afişează unitatea de comandă a maşinii ca răspuns la acţiunile operatorului.
ÎNCHEIERE PROGRAM
Intrare utilizator descrie textul pe care trebuie să îl introduceţi în unitatea de comandă a maşinii.
G04 P1.;
Variabilă n indică o gamă de numere întregi ne-negative cuprinsă între 0 şi 9.
Dnn reprezintă D00 până la D99.
xii

Cuprins
Capitolul 1 Siguranţa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1 Note generale de siguranţă . . . . . . . . . . . . . . . . . . . . . . . 1
1.1.1 Citiţi înainte de punerea în funcţiune . . . . . . . . . . . 11.1.2 Limite ale maşinii cu privire la mediu . . . . . . . . . . . 31.1.3 Limite ale maşinii cu privire la zgomot . . . . . . . . . . . 4
1.2 Funcţionarea nesupravegheată . . . . . . . . . . . . . . . . . . . . . 41.3 Modul Setare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.3.1 Comportamentul maşinii cu uşa deschisă . . . . . . . . . 51.3.2 Celulele robotizate . . . . . . . . . . . . . . . . . . . . . 6
1.4 Modificarea maşinii . . . . . . . . . . . . . . . . . . . . . . . . . . . 71.5 Lichide de răcire necorespunzătoare . . . . . . . . . . . . . . . . . . 71.6 Etichete de siguranţă . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.6.1 Etichete de avertizare . . . . . . . . . . . . . . . . . . . 91.6.2 Alte etichete de siguranţă . . . . . . . . . . . . . . . . . 10
1.7 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . . 11
Capitolul 2 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 132.1 Orientarea frezei verticale . . . . . . . . . . . . . . . . . . . . . . . . 132.2 Orientarea frezei orizontale . . . . . . . . . . . . . . . . . . . . . . . 182.3 Consola de comandă . . . . . . . . . . . . . . . . . . . . . . . . . . 26
2.3.1 Panoul frontal al consolei . . . . . . . . . . . . . . . . . 262.3.2 Panourile din dreapta, superior şi inferior ale consolei . . 272.3.3 Tastatura. . . . . . . . . . . . . . . . . . . . . . . . . . 292.3.4 Ecranul de comandă . . . . . . . . . . . . . . . . . . . . 412.3.5 Captura de ecran . . . . . . . . . . . . . . . . . . . . . 56
2.4 Noţiuni de bază despre navigarea prin meniurile de tip tab . . . . . . . 562.5 Meniul de ajutor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
2.5.1 Meniul de tip tab Ajutor . . . . . . . . . . . . . . . . . . 582.5.2 Tab-ul Căutare. . . . . . . . . . . . . . . . . . . . . . . 582.5.3 Indexul de ajutor . . . . . . . . . . . . . . . . . . . . . . 592.5.4 Tab-ul Tabel burghie. . . . . . . . . . . . . . . . . . . . 592.5.5 Tab-ul Calculator. . . . . . . . . . . . . . . . . . . . . . 59
2.6 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . . 65
Capitolul 3 Pictogramele de comandă . . . . . . . . . . . . . . . . . . . . . . . . 673.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 673.2 Ghid pictograme de comandă . . . . . . . . . . . . . . . . . . . . . . 68
xiii

3.3 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . . 76
Capitolul 4 Operaţie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .774.1 Punerea în funcţiune a maşinii . . . . . . . . . . . . . . . . . . . . . 774.2 Încălzirea arborelui principal. . . . . . . . . . . . . . . . . . . . . . . 784.3 Managerul de dispozitive . . . . . . . . . . . . . . . . . . . . . . . . 78
4.3.1 Sistemele de directoare de fişiere . . . . . . . . . . . . . 794.3.2 Selectarea programelor . . . . . . . . . . . . . . . . . . 804.3.3 Transferarea programelor . . . . . . . . . . . . . . . . . 804.3.4 Ştergerea programelor. . . . . . . . . . . . . . . . . . . 814.3.5 Numărul maxim de programe . . . . . . . . . . . . . . . 824.3.6 Duplicarea fişierelor . . . . . . . . . . . . . . . . . . . . 824.3.7 Modificarea numerelor programelor . . . . . . . . . . . . 83
4.4 Salvarea datelor maşinii . . . . . . . . . . . . . . . . . . . . . . . . . 834.4.1 Crearea unei copii de rezervă . . . . . . . . . . . . . . . 844.4.2 Recuperarea datelor dintr-o copie de rezervă . . . . . . . 85
4.5 Noţiuni de bază despre căutarea în program . . . . . . . . . . . . . . 864.6 RS-232 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
4.6.1 Lungimea cablului . . . . . . . . . . . . . . . . . . . . . 874.6.2 Colectarea datelor de prelucrare . . . . . . . . . . . . . 87
4.7 Comanda numerică prin fişiere (FNC). . . . . . . . . . . . . . . . . . 904.8 Comanda numerică directă (DNC) . . . . . . . . . . . . . . . . . . . 90
4.8.1 Notele DNC . . . . . . . . . . . . . . . . . . . . . . . . 924.9 Sculele. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
4.9.1 Portcuţitele. . . . . . . . . . . . . . . . . . . . . . . . . 924.9.2 Prezentarea funcţiei de management avansat al sculei . . 93
4.10 Schimbătoarele de scule . . . . . . . . . . . . . . . . . . . . . . . . 984.10.1 Încărcarea schimbătorului de scule . . . . . . . . . . . . 994.10.2 Redresarea schimbătorului de scule tip umbrelă . . . . 1044.10.3 Note referitoare la programarea SMTC . . . . . . . . . 1044.10.4 Redresarea SMTC. . . . . . . . . . . . . . . . . . . . 1054.10.5 Panoul de comutare uşă SMTC . . . . . . . . . . . . . 105
4.11 Setarea piesei . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1064.11.1 Setarea corecţiilor/decalajelor . . . . . . . . . . . . . . 106
4.12 Funcţii . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1104.12.1 Modul Grafic . . . . . . . . . . . . . . . . . . . . . . . 1104.12.2 Funcţionarea simulată . . . . . . . . . . . . . . . . . . 1124.12.3 Cronometrul de suprasolicitare axă . . . . . . . . . . . 112
4.13 Rularea programelor. . . . . . . . . . . . . . . . . . . . . . . . . . 1134.14 Oprire rulare - Avans rapid - Continuare . . . . . . . . . . . . . . . 1134.15 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 114
xiv

Capitolul 5 Programarea. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1155.1 Programele numerotate . . . . . . . . . . . . . . . . . . . . . . . . 1155.2 Editoarele de programe . . . . . . . . . . . . . . . . . . . . . . . . 115
5.2.1 Noţiuni de bază despre editarea programului . . . . . . 1165.2.2 Editarea în fundal . . . . . . . . . . . . . . . . . . . . 1175.2.3 Introducerea manuală a datelor (MDI) . . . . . . . . . . 1185.2.4 Editorul avansat . . . . . . . . . . . . . . . . . . . . . 1195.2.5 Editorul pentru comanda numerică prin fişiere (FNC) . . 128
5.3 Convertorul de programe Fadal . . . . . . . . . . . . . . . . . . . . 1395.4 Funcţia de optimizare program . . . . . . . . . . . . . . . . . . . . 140
5.4.1 Operarea funcţiei de optimizare program . . . . . . . . 1405.5 Funcţia de importare fişiere DXF . . . . . . . . . . . . . . . . . . . 141
5.5.1 Originea piesei . . . . . . . . . . . . . . . . . . . . . . 1425.5.2 Opţiunile Înfăşurarea şi Gruparea pentru geometria piesei .
1425.5.3 Selectarea traiectoriei sculei . . . . . . . . . . . . . . . 143
5.6 Noţiuni de bază despre programare . . . . . . . . . . . . . . . . . . 1445.6.1 Pregătirea . . . . . . . . . . . . . . . . . . . . . . . . 1455.6.2 Aşchierea . . . . . . . . . . . . . . . . . . . . . . . . 1465.6.3 Finalizarea . . . . . . . . . . . . . . . . . . . . . . . . 1475.6.4 Poziţionarea absolută versus incrementală (G90, G91) . 147
5.7 Apelarea corecţiilor sculelor şi decalajelor de origine . . . . . . . . . 1515.7.1 G43 Corecţia sculei . . . . . . . . . . . . . . . . . . . 1525.7.2 G54 Decalajele de origine . . . . . . . . . . . . . . . . 152
5.8 Coduri diverse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1535.8.1 Funcţiile sculei (Tnn). . . . . . . . . . . . . . . . . . . 1535.8.2 Comenzile arborelui principal . . . . . . . . . . . . . . 1545.8.3 Comenzile de oprire a programului . . . . . . . . . . . 1545.8.4 Comenzile referitoare la lichidul de răcire . . . . . . . . 155
5.9 Codurile G de aşchiere . . . . . . . . . . . . . . . . . . . . . . . . 1555.9.1 Mişcarea de interpolare liniară. . . . . . . . . . . . . . 1555.9.2 Mişcarea de interpolare circulară . . . . . . . . . . . . 156
5.10 Compensarea frezei . . . . . . . . . . . . . . . . . . . . . . . . . . 1575.10.1 Descriere generală a funcţiei de compensare a frezei. . 1585.10.2 Intrarea şi ieşirea din modul compensarea frezei . . . . 1615.10.3 Reglarea avansului la compensarea frezei . . . . . . . 1625.10.4 Interpolarea circulară şi compensarea frezei . . . . . . 164
5.11 Ciclurile închise . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1675.11.1 Ciclurile închise de găurire. . . . . . . . . . . . . . . . 1675.11.2 Ciclurile închise de tarodare . . . . . . . . . . . . . . . 1685.11.3 Ciclurile de alezare şi lărgire a alezajului . . . . . . . . 1685.11.4 Planurile R . . . . . . . . . . . . . . . . . . . . . . . . 169
5.12 Codurile G speciale . . . . . . . . . . . . . . . . . . . . . . . . . . 169
xv

5.12.1 Gravarea. . . . . . . . . . . . . . . . . . . . . . . . . 1695.12.2 Frezarea unei cavităţi . . . . . . . . . . . . . . . . . . 1695.12.3 Rotaţia şi scalarea . . . . . . . . . . . . . . . . . . . . 1705.12.4 Funcţia imagine în oglindă. . . . . . . . . . . . . . . . 170
5.13 Subrutinele . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1705.13.1 Subrutina externă (M98) . . . . . . . . . . . . . . . . . 1715.13.2 Subroutina locală (M97) . . . . . . . . . . . . . . . . . 1745.13.3 Exemplu de subrutină externă pentru un ciclu închis (M98).
1755.13.4 Subrutinele externe cu dispozitive de fixare multiple (M98) .
1775.14 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 179
Capitolul 6 Programarea opţionalelor . . . . . . . . . . . . . . . . . . . . . . . . 1816.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1816.2 Programarea pe axele a 4-a şi a 5-a . . . . . . . . . . . . . . . . . 181
6.2.1 Crearea programelor pe cinci axe . . . . . . . . . . . . 1816.2.2 Instalarea unei a 4-a axe opţionale . . . . . . . . . . . 1856.2.3 Instalarea unei a 5-a axe opţionale . . . . . . . . . . . 1876.2.4 Decalajul centrului de rotaţie pe axa A (înclinarea produselor
rotative) . . . . . . . . . . . . . . . . . . . . . . . . . 1876.2.5 Dezactivarea axelor a 4-a şi a 5-a . . . . . . . . . . . . 189
6.3 Macro-urile (opţional) . . . . . . . . . . . . . . . . . . . . . . . . . 1896.3.1 Prezentarea macro-urilor . . . . . . . . . . . . . . . . 1896.3.2 Note referitoare la operare. . . . . . . . . . . . . . . . 1936.3.3 Variabilele de sistem în profunzime . . . . . . . . . . . 2066.3.4 Utilizarea variabilelor . . . . . . . . . . . . . . . . . . 2146.3.5 Readresarea . . . . . . . . . . . . . . . . . . . . . . . 2146.3.6 G65 Apelarea subrutinei macro pentru dotarea opţională
(Grupa 00) . . . . . . . . . . . . . . . . . . . . . . . . 2266.3.7 Comunicaţia cu dispozitive externe - DPRNT[ ] . . . . . 2286.3.8 Macro-urile tip FANUC neincluse . . . . . . . . . . . . 230
6.4 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 231
Capitolul 7 Codurile G . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2337.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 233
7.1.1 Lista codurilor G . . . . . . . . . . . . . . . . . . . . . 2337.2 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 338
Capitolul 8 Codurile M . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3398.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 339
8.1.1 Lista codurilor M . . . . . . . . . . . . . . . . . . . . . 3398.2 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 358
xvi

Capitolul 9 Setările . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3599.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 359
9.1.1 Lista de setări . . . . . . . . . . . . . . . . . . . . . . 3599.2 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 398
Capitolul 10 Întreţinerea . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .39910.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39910.2 Monitorul pentru întreţinere . . . . . . . . . . . . . . . . . . . . . . 399
10.2.1 Setările pentru întreţinere . . . . . . . . . . . . . . . . 39910.2.2 Pagina Monitor întreţinere . . . . . . . . . . . . . . . . 40010.2.3 Pornirea, oprirea sau setarea funcţie de monitorizare a
întreţinerii . . . . . . . . . . . . . . . . . . . . . . . . 40110.3 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 402
Capitolul 11 Alte echipamente . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40311.1 Prezentare . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.2 Mini-frezele . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.3 Seria VF înclinabile . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.4 Freze portal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.5 Freza de atelier . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.6 EC-400 - Fondul de palete . . . . . . . . . . . . . . . . . . . . . . 40311.7 UMC-750 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40311.8 Informaţii suplimentare disponibile online . . . . . . . . . . . . . . . 404
Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .405
xvii

xviii
Siguranţa
Capitolul 1: Siguranţa
1.1 Note generale de siguranţă
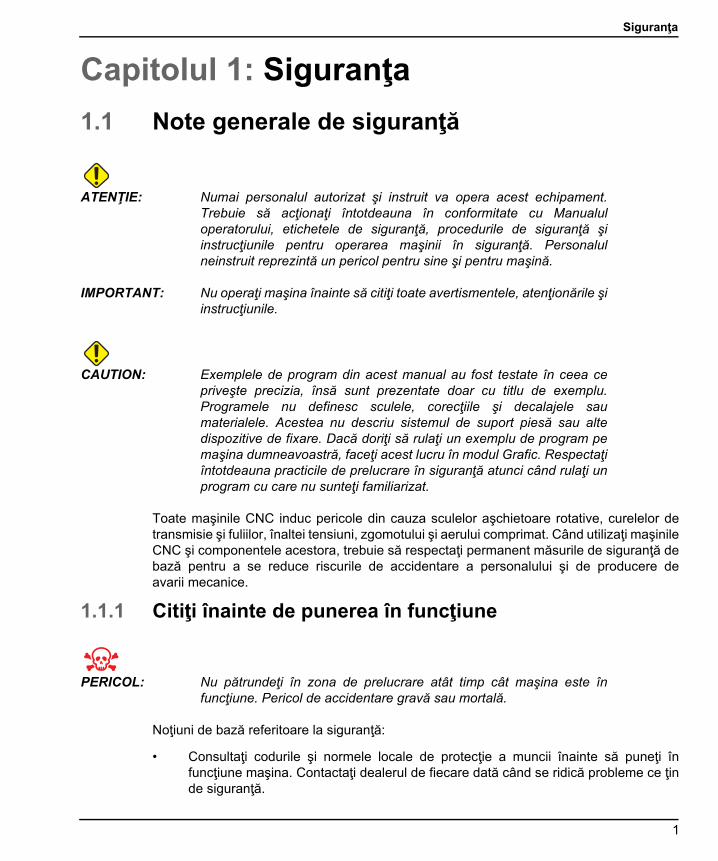
ATENŢIE: Numai personalul autorizat şi instruit va opera acest echipament.Trebuie să acţionaţi întotdeauna în conformitate cu Manualuloperatorului, etichetele de siguranţă, procedurile de siguranţă şiinstrucţiunile pentru operarea maşinii în siguranţă. Personalulneinstruit reprezintă un pericol pentru sine şi pentru maşină.
IMPORTANT: Nu operaţi maşina înainte să citiţi toate avertismentele, atenţionările şiinstrucţiunile.
CAUTION: Exemplele de program din acest manual au fost testate în ceea cepriveşte precizia, însă sunt prezentate doar cu titlu de exemplu.Programele nu definesc sculele, corecţiile şi decalajele saumaterialele. Acestea nu descriu sistemul de suport piesă sau altedispozitive de fixare. Dacă doriţi să rulaţi un exemplu de program pemaşina dumneavoastră, faceţi acest lucru în modul Grafic. Respectaţiîntotdeauna practicile de prelucrare în siguranţă atunci când rulaţi unprogram cu care nu sunteţi familiarizat.
Toate maşinile CNC induc pericole din cauza sculelor aşchietoare rotative, curelelor detransmisie şi fuliilor, înaltei tensiuni, zgomotului şi aerului comprimat. Când utilizaţi maşinileCNC şi componentele acestora, trebuie să respectaţi permanent măsurile de siguranţă debază pentru a se reduce riscurile de accidentare a personalului şi de producere deavarii mecanice.
1.1.1 Citiţi înainte de punerea în funcţiune
PERICOL: Nu pătrundeţi în zona de prelucrare atât timp cât maşina este înfuncţiune. Pericol de accidentare gravă sau mortală.
Noţiuni de bază referitoare la siguranţă:
• Consultaţi codurile şi normele locale de protecţie a muncii înainte să puneţi înfuncţiune maşina. Contactaţi dealerul de fiecare dată când se ridică probleme ce ţinde siguranţă.
1

Citiţi înainte de punerea în funcţiune
• Intră în aria de responsabilitate a proprietarului atelierului să se asigure că toţi ceiimplicaţi în instalarea şi exploatarea maşinii sunt temeinic familiarizaţi cuinstrucţiunile de operare şi de siguranţă furnizate împreună cu maşina ÎNAINTE săexecute orice fel de lucrări. Responsabilitatea finală pentru siguranţă ţine deproprietarul atelierului şi de personalul ce lucrează cu maşina.
• Utilizaţi protecţii adecvate pentru ochi şi urechi în timpul exploatării maşinii. Serecomandă ochelarii de protecţie la impact omologaţi ANSI şi căştile de protecţieantifonică omologate OSHA pentru reducerea riscurilor de afectare a văzului sauauzului.
• Maşina este comandată automatizat şi poate porni în orice moment.
• Această maşină poate provoca accidente grave.
• La livrare, maşina nu este echipată corespunzător pentru a procesa materiale toxicesau inflamabile; acestea pot emana vapori toxici mortali sau particule în suspensieîn aer. Consultaţi producătorul materialelor cu privire la manipularea în siguranţă aproduselor secundare şi implementaţi toate măsurile de precauţie înainte să lucraţicu astfel de materiale.
• Înlocuiţi imediat geamurile dacă sunt deteriorate sau puternic zgâriate.
• Menţineţi blocate geamurile laterale în timpul funcţionării maşinii (dacă suntprevăzute).
Siguranţa electrică:
• Tensiunea de alimentare trebuie să respecte specificaţiile. Încercarea de a alimentamaşina din orice altă sursă poate conduce la avarii grave şi la invalidarea garanţiei.
• Panoul electric trebuie să fie închis, iar Cheia şi încuietorile de pe compartimentulde comandă trebuie să fie asigurate permanent, cu excepţia lucrărilor de instalare şiservice. În cazurile respective, numai electricienii calificaţi vor avea acces la panou.Când întrerupătorul principal de reţea este cuplat, panoul electric se află sub înaltătensiune (inclusiv plăcile de circuite şi circuitele logice), iar unele componentefuncţionează la temperaturi ridicate; de aceea, se impune o atenţie maximă. Odatămaşina instalată, compartimentul de comandă trebuie încuiat, iar cheia va fiaccesibilă exclusiv personalului de service calificat.
• Nu resetaţi întrerupătorul de reţea înainte să fie investigată şi înţeleasă cauzadefecţiunii. Numai personalul de service calificat Haas va executa lucrări dedepanare şi reparaţie a echipamentului.
• Nu deserviţi niciodată maşina aflată sub tensiune.
• Nu apăsaţi butonul [POWER UP/RESTART] (iniţializare/repornire) de pe consola decomandă înainte să se finalizeze instalarea maşinii.
Siguranţa în funcţionare:
• Nu puneţi în funcţiune maşina decât dacă uşile sunt închise, iar sistemele deinterblocare ale uşilor funcţionează corespunzător.
2
Siguranţa
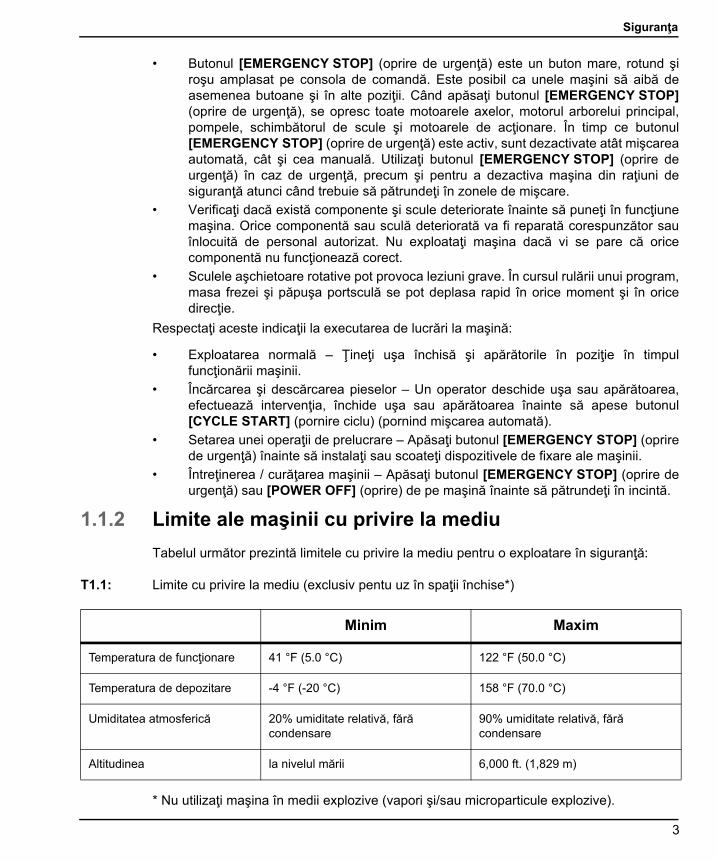
• Butonul [EMERGENCY STOP] (oprire de urgenţă) este un buton mare, rotund şiroşu amplasat pe consola de comandă. Este posibil ca unele maşini să aibă deasemenea butoane şi în alte poziţii. Când apăsaţi butonul [EMERGENCY STOP](oprire de urgenţă), se opresc toate motoarele axelor, motorul arborelui principal,pompele, schimbătorul de scule şi motoarele de acţionare. În timp ce butonul[EMERGENCY STOP] (oprire de urgenţă) este activ, sunt dezactivate atât mişcareaautomată, cât şi cea manuală. Utilizaţi butonul [EMERGENCY STOP] (oprire deurgenţă) în caz de urgenţă, precum şi pentru a dezactiva maşina din raţiuni desiguranţă atunci când trebuie să pătrundeţi în zonele de mişcare.
• Verificaţi dacă există componente şi scule deteriorate înainte să puneţi în funcţiunemaşina. Orice componentă sau sculă deteriorată va fi reparată corespunzător sauînlocuită de personal autorizat. Nu exploataţi maşina dacă vi se pare că oricecomponentă nu funcţionează corect.
• Sculele aşchietoare rotative pot provoca leziuni grave. În cursul rulării unui program,masa frezei şi păpuşa portsculă se pot deplasa rapid în orice moment şi în oricedirecţie.
Respectaţi aceste indicaţii la executarea de lucrări la maşină:
• Exploatarea normală – Ţineţi uşa închisă şi apărătorile în poziţie în timpulfuncţionării maşinii.
• Încărcarea şi descărcarea pieselor – Un operator deschide uşa sau apărătoarea,efectuează intervenţia, închide uşa sau apărătoarea înainte să apese butonul[CYCLE START] (pornire ciclu) (pornind mişcarea automată).
• Setarea unei operaţii de prelucrare – Apăsaţi butonul [EMERGENCY STOP] (oprirede urgenţă) înainte să instalaţi sau scoateţi dispozitivele de fixare ale maşinii.
• Întreţinerea / curăţarea maşinii – Apăsaţi butonul [EMERGENCY STOP] (oprire deurgenţă) sau [POWER OFF] (oprire) de pe maşină înainte să pătrundeţi în incintă.
1.1.2 Limite ale maşinii cu privire la mediu
Tabelul următor prezintă limitele cu privire la mediu pentru o exploatare în siguranţă:
T1.1: Limite cu privire la mediu (exclusiv pentu uz în spaţii închise*)
* Nu utilizaţi maşina în medii explozive (vapori şi/sau microparticule explozive).
Minim Maxim
Temperatura de funcţionare 41 °F (5.0 °C) 122 °F (50.0 °C)
Temperatura de depozitare -4 °F (-20 °C) 158 °F (70.0 °C)
Umiditatea atmosferică 20% umiditate relativă, fără condensare
90% umiditate relativă, fără condensare
Altitudinea la nivelul mării 6,000 ft. (1,829 m)
3

Limite ale maşinii cu privire la zgomot
1.1.3 Limite ale maşinii cu privire la zgomot
ATENŢIE: Luaţi măsuri pentru prevenirea afectării auzului datorită zgomotuluiprodus de maşină/prelucrare. Purtaţi căşti de protecţie antifonică,modificaţi aplicaţia (scule, turaţie arbore principal, viteze axe,dispozitive de fixare, traiectorii programate) astfel încât să se reducăzgomotul, respectiv restricţionaţi accesul în zona maşinii încursul aşchierii.
O persoană aflată în poziţia obişnuită a operatorului este supusă unor niveluri de zgomotde 70 dB - 85 dB sau chiar mai mari în cursul funcţionării maşinii.
1.2 Funcţionarea nesupravegheată
Maşinile CNC Haas complet închise sunt proiectate să funcţioneze nesupravegheat; totuşi,s-ar putea să nu fie sigur ca procesarea să se deruleze nesupravegheat.
Cum intră în aria de responsabilitate a proprietarului atelierului setarea sigură a maşinilorşi utilizarea celor mai bune tehnologii de prelucrare, este de asemenea responsabilitateaacestuia să gestioneze evoluţia acestor proceduri. Trebuie să monitorizaţi procesul deprelucrare pentru a preveni daunele, accidentele sau pierderile de vieţi omeneşti dacăsurvine o situaţie periculoasă.
De exemplu, dacă există riscul de producere a unor incendii din cauza materialuluiprelucrat, va trebui să instalaţi un sistem adecvat de stingere a incendiilor pentru a reduceriscul afectării personalului, echipamentelor şi facilităţilor. Contactaţi un specialist pentruinstalarea sistemelor de monitorizare înainte ca procesul de prelucrare să fie lăsatnesupravegheat.
Este în special important să se selecteze echipamente de monitorizare care să poatăîntreprinde imediat acţiuni adecvate fără intervenţie umană, astfel încât să se previnăaccidentele în cazul identificării unor probleme.
1.3 Modul Setare
Toate maşinile CNC Haas sunt prevăzute cu încuietori pe uşile operatorului şi comutatorcu cheie pe latura consolei de comandă pentru blocarea şi deblocarea modului Setare. Îngeneral, starea modului Setare (blocată sau deblocată) afectează modul de funcţionare amaşinii atunci când uşile sunt deschise.
Modul Setare trebuie să fie în general blocat (comutatorul în poziţie verticală, blocată). Înmodul blocat, uşile incintei sunt blocate în stare închisă în timpul executării unui programCNC, rotirii arborelui principal sau deplasării unei axe. Uşile se deblochează automatatunci când maşina nu se află într-un ciclu de prelucrare. Multe funcţii ale maşinii suntindisponibile cu uşa deschisă.
4
Siguranţa
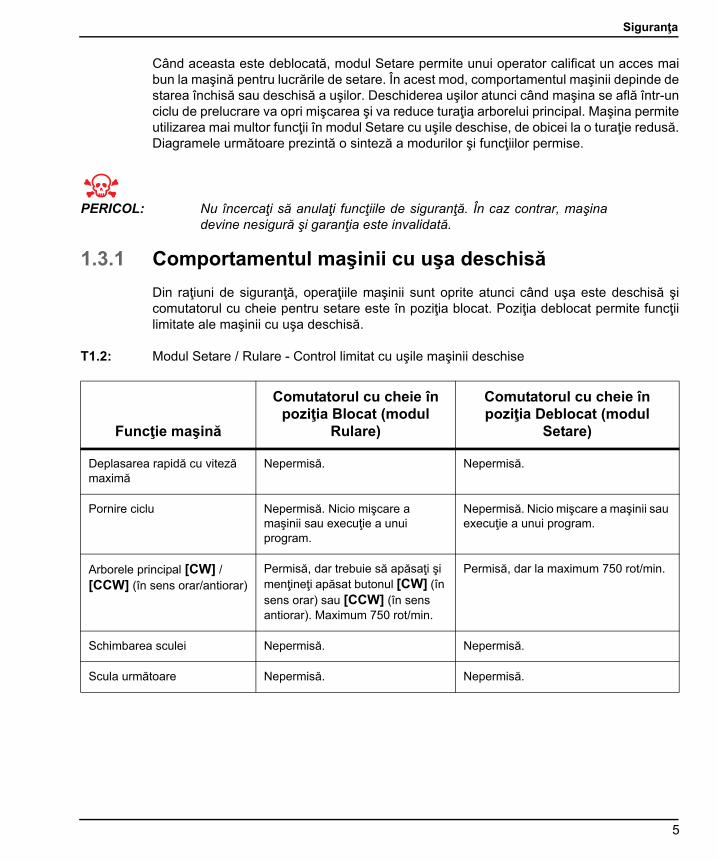
Când aceasta este deblocată, modul Setare permite unui operator calificat un acces maibun la maşină pentru lucrările de setare. În acest mod, comportamentul maşinii depinde destarea închisă sau deschisă a uşilor. Deschiderea uşilor atunci când maşina se află într-unciclu de prelucrare va opri mişcarea şi va reduce turaţia arborelui principal. Maşina permiteutilizarea mai multor funcţii în modul Setare cu uşile deschise, de obicei la o turaţie redusă.Diagramele următoare prezintă o sinteză a modurilor şi funcţiilor permise.
PERICOL: Nu încercaţi să anulaţi funcţiile de siguranţă. În caz contrar, maşinadevine nesigură şi garanţia este invalidată.
1.3.1 Comportamentul maşinii cu uşa deschisă
Din raţiuni de siguranţă, operaţiile maşinii sunt oprite atunci când uşa este deschisă şicomutatorul cu cheie pentru setare este în poziţia blocat. Poziţia deblocat permite funcţiilimitate ale maşinii cu uşa deschisă.
T1.2: Modul Setare / Rulare - Control limitat cu uşile maşinii deschise
Funcţie maşină
Comutatorul cu cheie în poziţia Blocat (modul
Rulare)
Comutatorul cu cheie în poziţia Deblocat (modul
Setare)
Deplasarea rapidă cu viteză maximă
Nepermisă. Nepermisă.
Pornire ciclu Nepermisă. Nicio mişcare a maşinii sau execuţie a unui program.
Nepermisă. Nicio mişcare a maşinii sau execuţie a unui program.
Arborele principal [CW] / [CCW] (în sens orar/antiorar)
Permisă, dar trebuie să apăsaţi şi menţineţi apăsat butonul [CW] (în sens orar) sau [CCW] (în sens antiorar). Maximum 750 rot/min.
Permisă, dar la maximum 750 rot/min.
Schimbarea sculei Nepermisă. Nepermisă.
Scula următoare Nepermisă. Nepermisă.
5

Celulele robotizate
1.3.2 Celulele robotizate
O maşină în celulă robotizată este lăsată să funcţioneze fără restricţii cu uşa deschisă înmodul Blocat/rulare.
Această stare cu uşa deschisă este permisă numai dacă un robot comunică în momentulrespectiv cu maşina CNC. În mod normal, o interfaţă dintre robot şi maşina CNCcontrolează siguranţa ambelor echipamente.
Setarea celulei robotizate nu face obiectul acestui manual. Apelaţi la un integrator de celulerobotizate şi HFO pentru a seta corect o celulă robotizată sigură.
Deschiderea uşilor în timpul rulării unui program
Nepermisă. Uşa este blocată. Permisă, dar mişcarea axei se opreşte şi arborele principal încetineşte la maximum 750 rot/min.
Mişcarea transportorului Permisă, dar trebuie să apăsaţi şi menţineţi apăsat butonul [CHIP REV] (transportor şpan înapoi) pentru acţionarea spre înapoi.
Permisă, dar trebuie să apăsaţi şi menţineţi apăsat butonul [CHIP REV] (transportor şpan înapoi) pentru acţionarea spre înapoi.
Funcţie maşină
Comutatorul cu cheie în poziţia Blocat (modul
Rulare)
Comutatorul cu cheie în poziţia Deblocat (modul
Setare)
CW CCW
750 RPM Max.
750RPM Max.
0%
0%CHIP
FWD
CHIP
REV
CHIP
FWD
CHIP
REV
YX
Z
G00
G01
6

Siguranţa
1.4 Modificarea maşiniiNU transformaţi sau modificaţi sub nicio formă acest echipament. Reprezentanţadumneavoastră autorizată (HFO) trebuie să gestioneze toate solicitările de modificare.Modificarea sau transformarea oricărei maşini Haas fără autorizarea producătorului poateduce la accidentarea personalului şi/sau avarii mecanice şi va determina invalidareagaranţiei.
1.5 Lichide de răcire necorespunzătoare
Lichidul de răcire este o parte importantă pentru numeroase operaţii de prelucrare. Cândeste utilizat şi întreţinut corect, lichidul de răcire poate îmbunătăţi gradul de finisare apiesei, prelungi durata de viaţă a sculei şi proteja componentele maşinii împotriva ruginii şialtor deteriorări. În schimb, lichidele de răcire necorespunzătoare pot cauza deteriorărigrave ale maşinii dumneavoastră.
Astfel de deteriorări pot duce la invalidarea garanţiei, putând conduce însă şi la situaţiipericuloase la nivelul atelierului dumneavoastră. De exemplu, scurgerile de lichid de răcirede la nivelul garniturilor de etanşare deteriorate pot genera pericolul de alunecare.
Utilizarea de lichide de răcire necorespunzătoare include, fără a se limita la acestea,următoarele:
• Nu utilizaţi apă. Aceasta cauzează ruginirea componentelor maşinii.
• Nu utilizaţi lichide de răcire inflamabile.
• Nu utilizaţi produse de distilare primară sau uleiuri minerale „pure”. Aceste produsepot cauza deteriorări ale garniturilor de etanşare şi tubulaturii din cauciuc de la nivelulmaşinii. Dacă utilizaţi un sistem de lubrifiere cu debit minim pentru prelucrarecvasi-uscată, utilizaţi uleiurile recomandate.
Lichidul de răcire al maşinii trebuie să fie un lichid de răcire sau lubrifiant sintetic sau pebază de ulei sintetic, solubil în apă.
Adresaţi-vă HSO sau furnizorului dumneavoastră de lichide de răcire dacă aveţi întrebăricu privire la un anumit lichid de răcire pe care vă propuneţi să îl utilizaţi. Pagina web HaasResource Center (Centru resurse) prezintă materiale video şi alte informaţii generalereferitoare la utilizarea şi întreţinerea lichidului de răcire. Puteţi de asemenea scana codulde mai jos cu telefonul mobil pentru a accesa direct aceste informaţii.
7

Celulele robotizate
1.6 Etichete de siguranţă
Fabrica Haas aplică etichete pe maşina dumneavoastră pentru transmiterea rapidă apericolelor posibile. Dacă etichetele se deteriorează sau uzează, sau dacă sunt necesareetichete suplimentare pentru evidenţierea unui punct specific referitor la siguranţă,contactaţi reprezentanţa Haas (HFO).
NOTĂ: Nu modificaţi sau îndepărtaţi niciodată nicio etichetă şi niciun simbolde siguranţă.
Fiecare pericol este definit şi explicat pe eticheta generală de siguranţă amplasată înpartea frontală a maşinii. Parcurgeţi şi înţelegeţi fiecare avertisment de siguranţă şifamiliarizaţi-vă cu simbolurile aferente.
F1.1: Configuraţia de avertizare standard [1] Simbolul de avertizare, [2] Gravitatea şi mesajul text, [3] Simbolul de acţiune. [A] Descrierea pericolului, [B] Consecinţa ignorării avertizării, [C] Acţiunea pentru prevenirea accidentării.
2 31
8

Siguranţa
1.6.1 Etichete de avertizare
Acesta este un exemplu de etichetă de avertizare generală în limba engleză. Puteţicontacta Reprezentanţa dumneavoastră autorizată (HFO) pentru a procura aceste eticheteîn alte limbi.
F1.2: Exemplu de etichetă de avertizare pentru freze
Опасност от електрическиудар.Може да последва смърт отелектрически удар.Изключете и заключете системата предисервизно обслужване.
De automatische machinekan elk moment starten.Niet geautoriseerd gebruikkan leiden tot letsel of fatalegevolgen.Lees en begrijp debedieningshandleiding en deveiligheidssymbolen voordat dezemachine wordt gebruikt.
Vakavan tapaturmanvaara.Kehikko ei pysäytä kaikkiasinkoutuvia osia.Varmista työasetukset ennenkoneistuksen aloittamista.Käytä aina turvallisiakoneistusmenetelmiä. Älä käytäkonetta, jos jokin ovi tai ikkuna onauki tai suojus poistettu.
Risques de blessures.Glissades et chutes peuventprovoquer de sérieusescoupures, abrasions et autresblessures.Éviter d’utiliser la machine dans deslieux sombres, humides et mouillés.
Risiko von Augen- undGehörschäden.Ungeschützte Augen können durchfliegende Trümmer Sehverlusterleiden. Lärmpegel über 70 dBAmöglich.Bei Bedienung oder bei Aufenthalt an derMaschine sind Sicherheitsbrille undGehörschutz erforderlich.
Με την πάροδο του χρόνου, τα παράθυρα ασφαλείας ενδέχεται να καταστούν εύθραυστα και να χάσουν την αποτελεσματικότητά τους όταν εκτίθενται στα ψυκτικά υγρά και τα έλαια τουμηχανήματος. Εάν εντοπιστούν ίχνη αποχρωματισμού, τριχοειδών ρηγματώσεων ή ραγισμάτων φροντίστε για την αντικατάσταση αμέσως. Τα παράθυρα ασφαλείας θα πρέπει νααντικαθίστανται κάθε δύο χρόνια.
Opasnost od teških tjelesnih ozljeda.Stroj ne može zaštititi od toksina.Para rashladnog sredstva, fine čestice,piljevina i isparavanja mogu bitiopasna.Poštujte proizvođačeve sigurnosnotehničke listove za materijale iupozorenja.
Nebezpečí požáru avýbuchuStroj není určen k tomu, aby odolávalnebo zadržel exploze či oheň.Neopracovávejte výbušné nebohořlavé materiály, či chladivaSledujte údaje a varování výrobce zbezpečnostního listu materiálu.
Der kan forekomme alvorligpersonskade.Dele, der er i bevægelse, kansammenfiltre, indfange eller skære.Skarpe værktøjer eller spåner kanlet skære i huden.Sørg for, at maskinen ikke kan sættes idrift automatisk inden du rækker ind imaskinen.
Súlyos sérüléskövetkezhet be.A mozgó részek beakadást,becsípődést okozhatnak.A laza ruházatot hosszú hajatmindig rögzíteni kell.
Niebezpieczeństwopoważnych obrażeń ciała.Zawsze stosować bezpiecznąpraktykę mocowania.Niewłaściwie zamocowane częścimogą być wyrzucone z maszyny,stwarzając śmiertelne zagrożenie.Mocować obrabiane elementy iosprzęt w sposób bezpieczny.
As peças móveis podemesmagar.O comutador da ferramenta moverse-á e esmagará a sua mão.Nunca colque a sua mão no fuso epressione ATC FWD, ATC REV, NEXTTOOL, ou provoque um ciclo de comutaçãoda ferramenta
Rischio di collisione.I componenti della macchina possonocausare schiacciamenti e tagli.Non utilizzare nessuna parte della macchinadurante il funzionamento automatizzato.Tenersi sempre a distanza dalle parti inmovimento.
Nu permiteţi operarea utilajului de către personal neinstruit.
Filtre eleğini haftalık olarak temizleyin.Haftalık olarak soğutma sıvısı tank kapağını çıkarın ve tank içindeki tortuları temizleyin.Normal su kullanmayın, kalıcı korozyon hasarına yol açacaktır. Pas önleyici soğutmasıvısı gereklidir.Soğutma sıvısı olarak zehirli veya yanıcı sıvılar kullanmayın.
Запрещается изменять или модифицировать конструкцию станка любым способом.Tento stroj nepoužívajte, ak má opotrebované alebo poškodené komponenty.No existen piezas a revisar en el interior. La máquina sólo debe ser reparada o revisada por técnicos de servicio autorizados.
9
Alte etichete de siguranţă
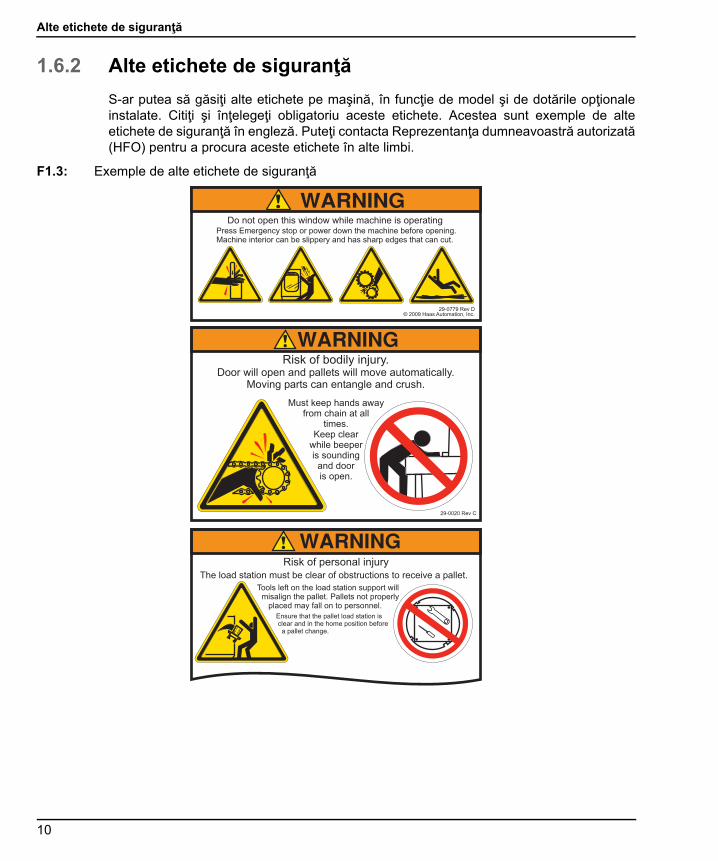
1.6.2 Alte etichete de siguranţă
S-ar putea să găsiţi alte etichete pe maşină, în funcţie de model şi de dotările opţionaleinstalate. Citiţi şi înţelegeţi obligatoriu aceste etichete. Acestea sunt exemple de alteetichete de siguranţă în engleză. Puteţi contacta Reprezentanţa dumneavoastră autorizată(HFO) pentru a procura aceste etichete în alte limbi.
F1.3: Exemple de alte etichete de siguranţă
10

Siguranţa
1.7 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi pagina web www.HaasCNC.com şi selectaţi ResourceCenter (Centru resurse).
Puteţi de asemenea scana acest cod cu telefonul mobil pentru a accesa direct pagina „BestPractices” (Cele mai bune practici) în Resource Center (Centru resurse), ce conţineinformaţii referitoare la siguranţă.
11

Alte etichete de siguranţă
12

Prezentare
Capitolul 2: Prezentare
2.1 Orientarea frezei verticale
Figurile următoare prezintă câteva funcţii standard şi opţionale ale frezei Haas verticale.Reţineţi că aceste figuri au doar caracter ilustrativ; aspectul maşinii dumneavoastră poatesă difere în funcţie de model şi de dotările opţionale instalate.
F2.1: Funcţiile frezei verticale (vedere din faţă)
1. Schimbătorul de scule lateral (opţional)2. Uşa automată cu servomotor (opţional)3. Subansamblul arborelui principal4. Compartimentul electric de comandă5. Lampa de lucru (2x)6. Comenzile pentru geam7. Tava de depozitare8. Pistolul de aer comprimat9. Masa de lucru frontală10. Containerul de şpan11. Menghina de fixare scule12. Transportorul de şpan (opţional)13. Platoul de scule14. Lămpile de mare intensitate (2x) (opţional)
A. Schimbătorul de scule tip umbrelă (nereprezentat în figură)B. Consola de comandăC. Subansamblul păpuşii portsculă
VF
3
4
5
6
7
8910
12
11
13
12
C
14A
B
13

F2.2: Detaliul A
1. Schimbătorul de scule tip umbrelă
F2.3: Detaliul B
1. Memoria temporară2. Lampa de avertizare3. Suportul pentru manivela menghinei4. Platoul de scule5. Lista de referinţă a codurilor G şi M6. Manualul operatorului şi Date subansamble
(păstrate în interior)7. Maneta de comandă avans rapid de la distanţă
F2.4: Detaliul C
1. Braţul dublu SMTC (dacă este prevăzut)2. Butonul de eliberare a sculei3. Lichidul de răcire programabil (opţional)4. Ajutajele de lichid de răcire5. Arborele principal
1
2
1
6
3
5
7
4
5
3
4
12
14
Prezentare
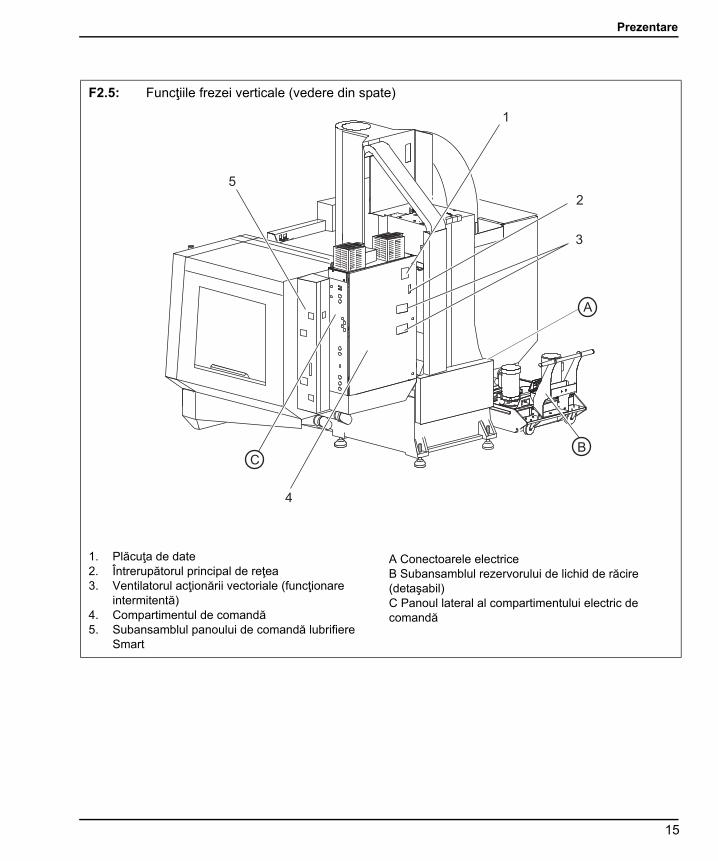
F2.5: Funcţiile frezei verticale (vedere din spate)
1. Plăcuţa de date2. Întrerupătorul principal de reţea3. Ventilatorul acţionării vectoriale (funcţionare
intermitentă)4. Compartimentul de comandă5. Subansamblul panoului de comandă lubrifiere
Smart
A Conectoarele electriceB Subansamblul rezervorului de lichid de răcire (detaşabil)C Panoul lateral al compartimentului electric de comandă
1
2
3
5
4
B
A
C
15

F2.6: Detaliul A - Conectoarele electrice
1. Senzorul de nivel lichid de răcire2. Lichidul de răcire (opţional)3. Lichidul de răcire auxiliar (opţional)4. Spălătorul (opţional)5. Transportorul (opţional)
F2.7: Detaliul B
1. Pompa de lichid de răcire standard2. Senzorul de nivel lichid de răcire3. Tava de aşchii4. Sita5. Pompa de lichid de răcire prin arborele
principal
1
2
3
4
5
2
1
4
3
5
16

Prezentare
F2.8: Detaliul C
1. RS-232 (opţional)2. Enet (opţional)3. Scala pentru axa A (opţional)4. Scala pentru axa B (opţional)5. Alimentarea electrică pentru axa A (opţional)6. Traductorul de cod pentru axa A (opţional)7. Alimentarea electrică pentru axa B (opţional)8. Traductorul de cod pentru axa B (opţional)9. 115 VAC @ 0.5A
12
3456 78
9
17
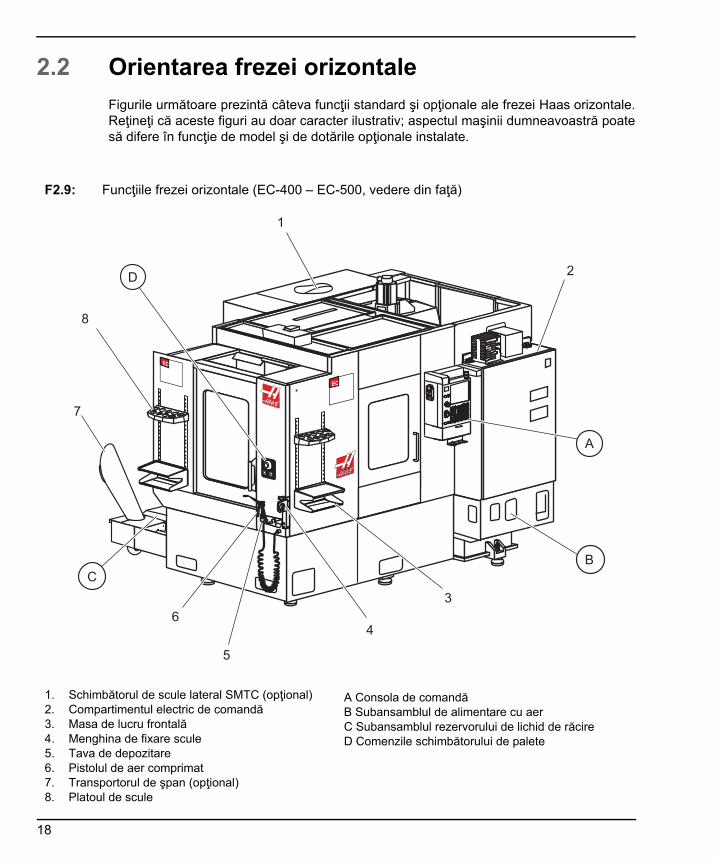
2.2 Orientarea frezei orizontale
Figurile următoare prezintă câteva funcţii standard şi opţionale ale frezei Haas orizontale.Reţineţi că aceste figuri au doar caracter ilustrativ; aspectul maşinii dumneavoastră poatesă difere în funcţie de model şi de dotările opţionale instalate.
F2.9: Funcţiile frezei orizontale (EC-400 – EC-500, vedere din faţă)
1. Schimbătorul de scule lateral SMTC (opţional)2. Compartimentul electric de comandă3. Masa de lucru frontală4. Menghina de fixare scule5. Tava de depozitare6. Pistolul de aer comprimat7. Transportorul de şpan (opţional)8. Platoul de scule
A Consola de comandăB Subansamblul de alimentare cu aerC Subansamblul rezervorului de lichid de răcireD Comenzile schimbătorului de palete
7
3
46
8
5
EC
EC
1
A
2
C
D
B
18

Prezentare
F2.10: Detaliul A
1. Lampa de avertizare2. Funcţia Rulare la acţionare (dacă există în dotare)3. Suportul pentru manivela menghinei4. Uşa de acces cu deschidere verticală a
compartimentului de depozitare5. Manualul operatorului şi Date subansamble
(păstrate în interior)6. Lista de referinţă coduri G şi M (păstrată în
interior)7. Maneta de comandă avans rapid de la distanţă
F2.11: Detaliul B
1. Regulatorul/filtrul de aer2. Furtunul cu cârlig (reţea de aer atelier)3. Pistolul de aer comprimat 1 (tub de aer)4. Pistolul de aer comprimat 2 (tub de aer)5. Receptorul pentru jetul de aer6. Strângere / destrângere paletă7. Regulatorul de debit ridicat
2
1
4
5
3
6
7
1
2
34
5
6
7
19

F2.12: Detaliul C
1. Pompa de lichid de răcire standard2. Senzorul de nivel lichid de răcire3. Tava de aşchii4. Sita5. Pompa de lichid de răcire prin arborele principal
(opţional)
F2.13: Detaliul D
1. Butonul Emergency Stop (oprire de urgenţă)2. Butonul Part Ready (piesă pregătită)3. (opţional)4. (opţional)5. Butonul Rotary Index (indexor rotativ)
5
1
2
3
4
2
3
5
4
1
20

Prezentare
F2.14: Funcţiile frezei orizontale (EC-400, capacele de protecţie îndepărtate)
1. Paleta (2)2. Unitatea rotativă3. Braţele de suport pentru paletă (paleta
îndepărtată)4. Uşile de acces la paletă5. SMTC6. Braţul SMTC
E Ajutajele de lichid de răcire, EC-400
3
4
1
2
5
6
E
21
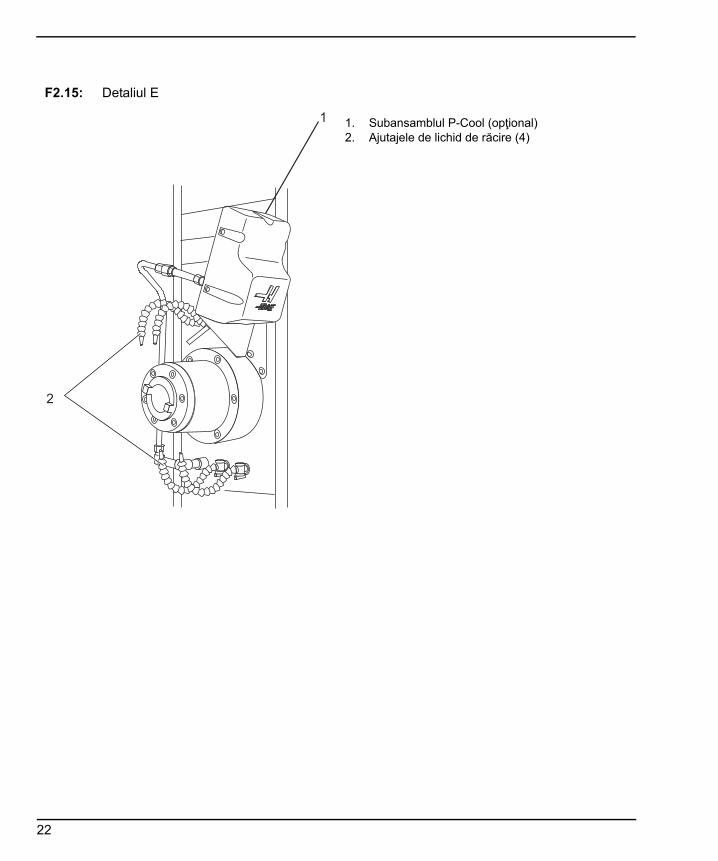
F2.15: Detaliul E
1. Subansamblul P-Cool (opţional)2. Ajutajele de lichid de răcire (4)
2
1
22

Prezentare
F2.16: Funcţiile frezei orizontale (EC-400 cu fond de palete)
1. SMTC2. Coloana axa X şi axa Y3. Compartimentul electric de comandă principal4. Rastelul de scule5. Masa frontală6. Staţia de încărcare7. Fondul de palete8. Ansamblul glisorului fondului de palete9. Staţia de încărcare fond de palete
A Consola de comandăD Comenzile schimbătorului de palete
PALLET POOL
PALLET POOL
EC
400
3
4
5
1
8
7
6
2
D
9
A
23
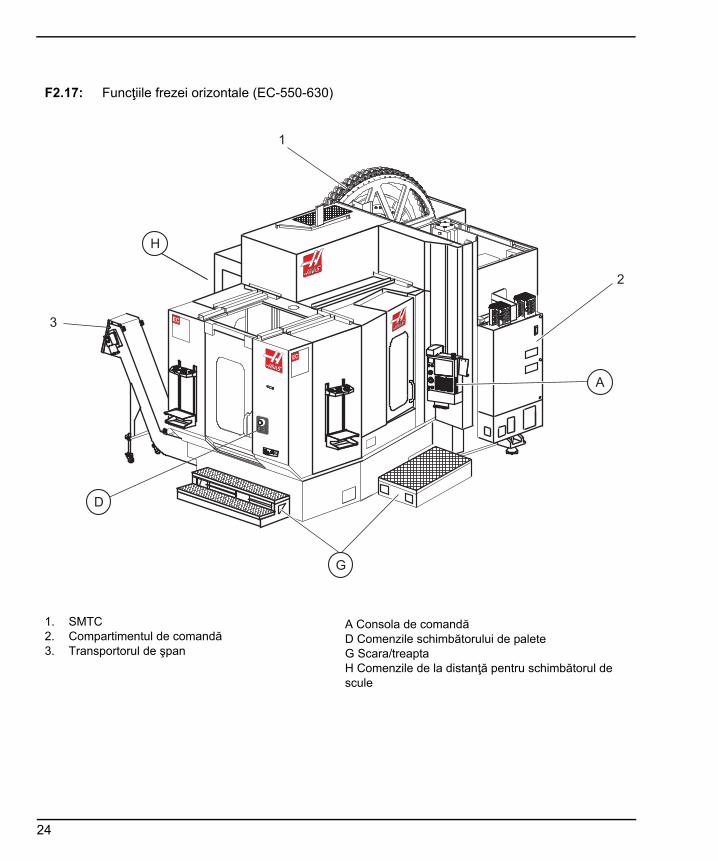
F2.17: Funcţiile frezei orizontale (EC-550-630)
1. SMTC2. Compartimentul de comandă3. Transportorul de şpan
A Consola de comandăD Comenzile schimbătorului de paleteG Scara/treaptaH Comenzile de la distanţă pentru schimbătorul de scule
1
2
3
A
H
D
G
24
Prezentare
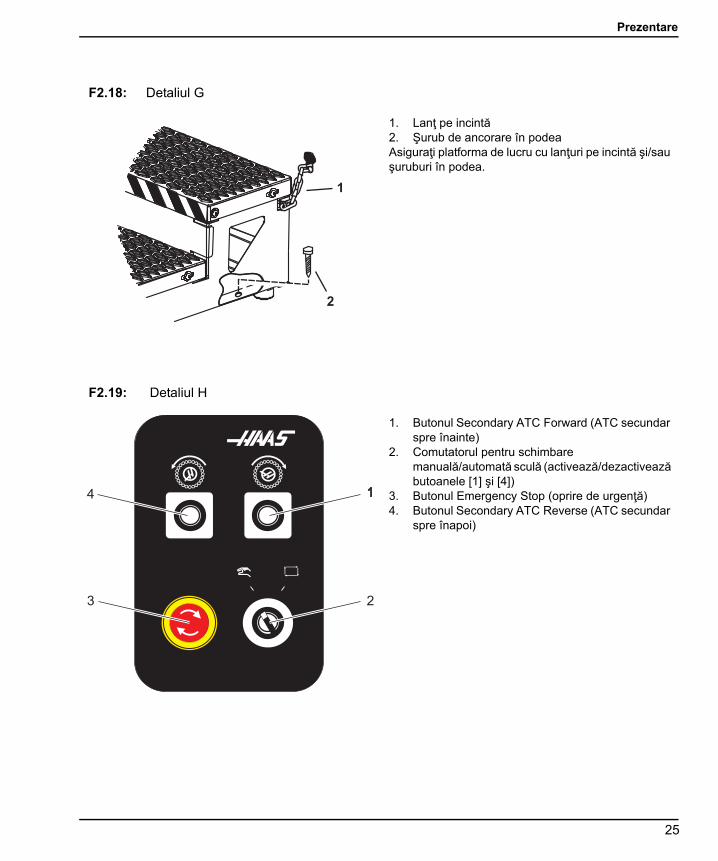
F2.18: Detaliul G
1. Lanţ pe incintă2. Şurub de ancorare în podeaAsiguraţi platforma de lucru cu lanţuri pe incintă şi/sau şuruburi în podea.
F2.19: Detaliul H
1. Butonul Secondary ATC Forward (ATC secundar spre înainte)
2. Comutatorul pentru schimbare manuală/automată sculă (activează/dezactivează butoanele [1] şi [4])
3. Butonul Emergency Stop (oprire de urgenţă)4. Butonul Secondary ATC Reverse (ATC secundar
spre înapoi)
1
2
1
23
4
25
Panoul frontal al consolei
2.3 Consola de comandă
Consola de comandă este interfaţa principală a maşinii Haas. De aici puteţi programa şirula proiectele de prelucrare CNC. Această secţiune de prezentare a consolei de comandădescrie diferitele secţiuni ale consolei:
• Panoul frontal al consolei
• Părţile din dreapta, superioară şi inferioară ale consolei
• Tastatura
• Ecranele de afişare
2.3.1 Panoul frontal al consolei
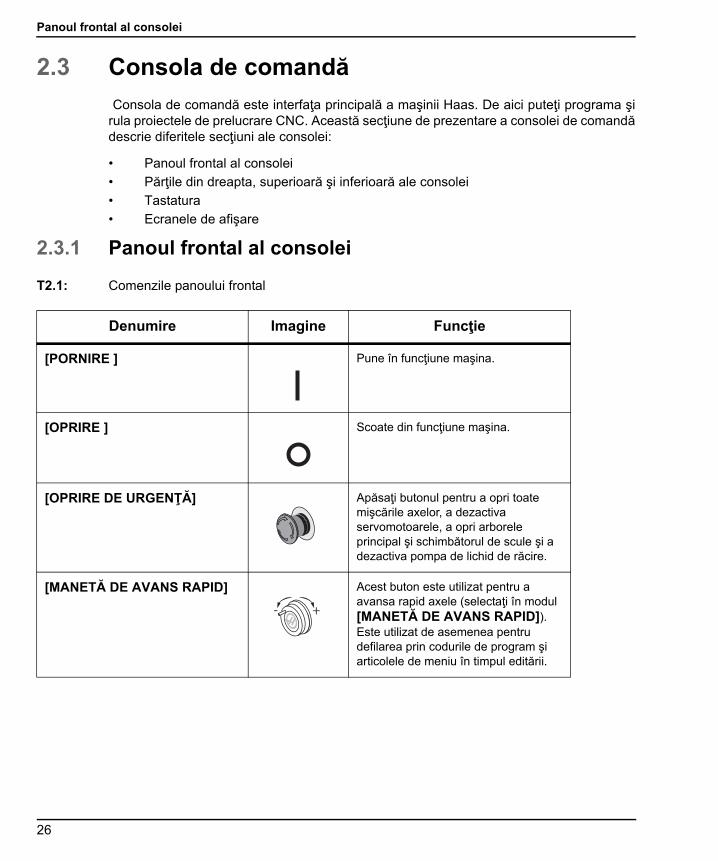
T2.1: Comenzile panoului frontal
Denumire Imagine Funcţie
[PORNIRE ] Pune în funcţiune maşina.
[OPRIRE ] Scoate din funcţiune maşina.
[OPRIRE DE URGENŢĂ] Apăsaţi butonul pentru a opri toate mişcările axelor, a dezactiva servomotoarele, a opri arborele principal şi schimbătorul de scule şi a dezactiva pompa de lichid de răcire.
[MANETĂ DE AVANS RAPID] Acest buton este utilizat pentru a avansa rapid axele (selectaţi în modul [MANETĂ DE AVANS RAPID]). Este utilizat de asemenea pentru defilarea prin codurile de program şi articolele de meniu în timpul editării.
+-
26
Prezentare
2.3.2 Panourile din dreapta, superior şi inferior ale consolei
Tabelele următoare descriu părţile din dreapta, superioară şi inferioară ale consolei.
T2.2: Comenzile panoului din dreapta
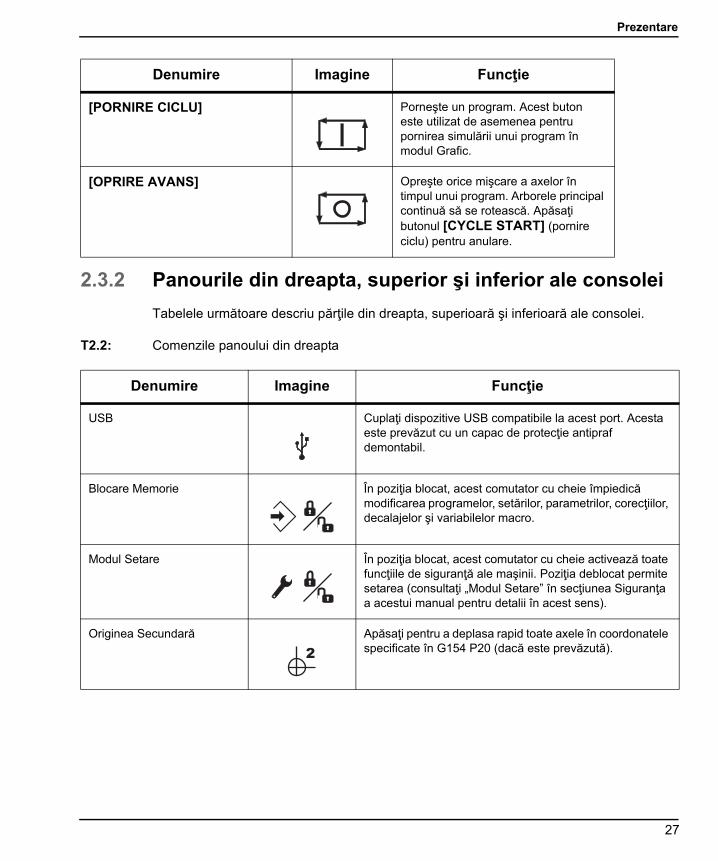
[PORNIRE CICLU] Porneşte un program. Acest buton este utilizat de asemenea pentru pornirea simulării unui program în modul Grafic.
[OPRIRE AVANS] Opreşte orice mişcare a axelor în timpul unui program. Arborele principal continuă să se rotească. Apăsaţi butonul [CYCLE START] (pornire ciclu) pentru anulare.
Denumire Imagine Funcţie
Denumire Imagine Funcţie
USB Cuplaţi dispozitive USB compatibile la acest port. Acesta este prevăzut cu un capac de protecţie antipraf demontabil.
Blocare Memorie În poziţia blocat, acest comutator cu cheie împiedică modificarea programelor, setărilor, parametrilor, corecţiilor, decalajelor şi variabilelor macro.
Modul Setare În poziţia blocat, acest comutator cu cheie activează toate funcţiile de siguranţă ale maşinii. Poziţia deblocat permite setarea (consultaţi „Modul Setare” în secţiunea Siguranţa a acestui manual pentru detalii în acest sens).
Originea Secundară Apăsaţi pentru a deplasa rapid toate axele în coordonatele specificate în G154 P20 (dacă este prevăzută).
2
27

Panourile din dreapta, superior şi inferior ale consolei
T2.3: Panoul superior al consolei
T2.4: Panoul inferior al consolei
Servo Auto Door Override (control manual uşă automată servo)
Apăsaţi acest buton pentru a deschide sau închide uşa automată cu servomotor (dacă este prevăzută).
Lampa de lucru Aceste butoane comută între lampa de lucru internă şi iluminarea de mare intensitate (dacă este prevăzută).
Lampa de avertizare
Oferă o confirmare optică rapidă a stării curente a maşinii. Există cinci stări diferite ale lămpii de avertizare:
Stare lampă Semnificaţie
Stinsă Maşina este în repaus.
Aprinsă în verde Maşina este în funcţiune.
Clipeşte în verde Maşina este oprită, dar este în stare pregătită de lucru. Este necesară o comandă de la operator pentru a continua.
Clipeşte în roşu A survenit o eroare sau maşina este oprită de urgenţă.
Clipeşte în galben O sculă a expirat, ecranul privind durata de viaţă a sculei este afişat automat.
Denumire Funcţie
Keyboard Beeper (avertizor acustic tastatură) Amplasat în partea inferioară a consolei de comandă. Rotiţi capacul pentru a regla volumul.
Denumire Imagine Funcţie
28
Prezentare
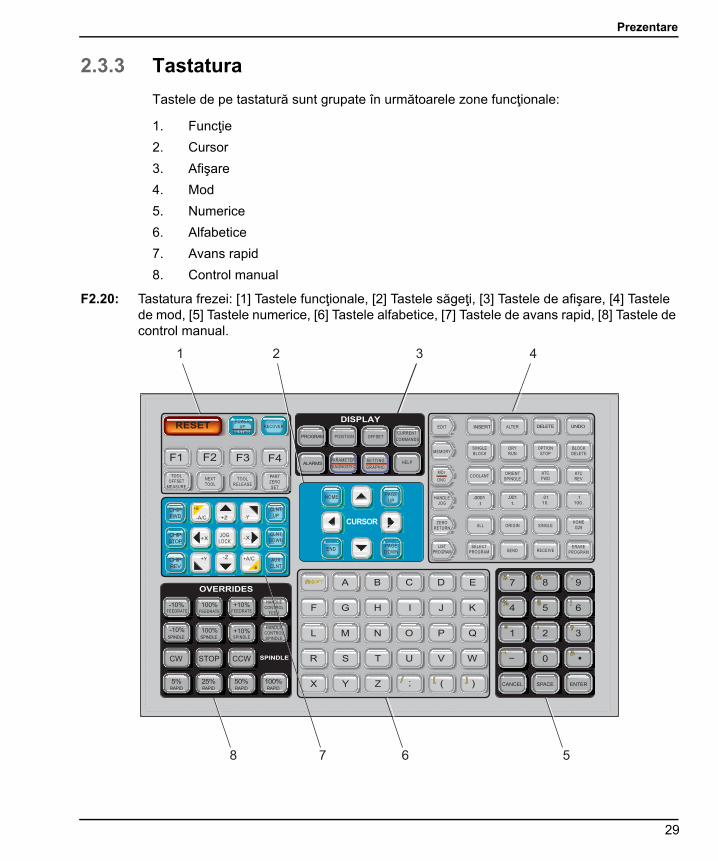
2.3.3 Tastatura
Tastele de pe tastatură sunt grupate în următoarele zone funcţionale:
1. Funcţie
2. Cursor
3. Afişare
4. Mod
5. Numerice
6. Alfabetice
7. Avans rapid
8. Control manual
F2.20: Tastatura frezei: [1] Tastele funcţionale, [2] Tastele săgeţi, [3] Tastele de afişare, [4] Tastele de mod, [5] Tastele numerice, [6] Tastele alfabetice, [7] Tastele de avans rapid, [8] Tastele de control manual.
SHIFT
// [[ ]]
&& @@ ::
%%
**
++
$$
,,
==
!!
??
##
ALARMS
PROGRAM
DISPLAY
OVERRIDES
CURSOR
CHIP
CHIP
STOP
REV
7 8 9
4
1
-
5
2
0
6
3
SHIFT EDCBA
K
Q
W
)
J
P
V
(
I
O
U
H
N
T
Z
G
M
S
Y
F
L
R
X
SPINDLE
RAPID
5%RAPID RAPID RAPID
25% 50% 100%
INSERT DELETE UNDO
. .0001
.1
001
1.
F1 F2 F3 F4
-X+X
-Z
+Z
E
RESET
NEXTTOOL
RECOVERPOWER
UPRESTART
CANCEL SPACE ENTER;
POSITIONCURRENT
HELP
OFFSET
SETTINGPARAMETER
DIAGNOSTIC GRAPHIC
COMMANDS
SPINDLE
HANDLECONTROL
FEED
HANDLECONTROLSPINDLE
FEEDRATE
100%
-A/C -Y
+A/C+Y
FEEDRATE FEEDRATE
CHIPFWD
PAGEUP
PAGEDOWN
ALTER
DRYRUN
OPTIONSTOP
BLOCKDELETE
SINGLEBLOCK
COOLANT
.0110.
.1100.
HOMEG28ALL ORIGIN SINGLE
ERASEPROGRAM
SELECTPROGRAM SEND RECEIVE
LISTPROGRAM
ZERORETURN
HANDLEJOG
MEMORY
EDIT
MDI
DNC
HOME
END
SPINDLE
100%
STOP
-10%
-10%
+10%
SPINDLE+10%
TOOLOFFSET
MEASURE
TOOLRELEASE
PARTZEROSET
JOGLOCK
+B
-B
CLNTUP
CLNTDOWN
AUXCLNT
CW CCW
ORIENTSPINDLE
ATCFWD
ATCREV
21 3 4
68 7 5
29
Tastatura
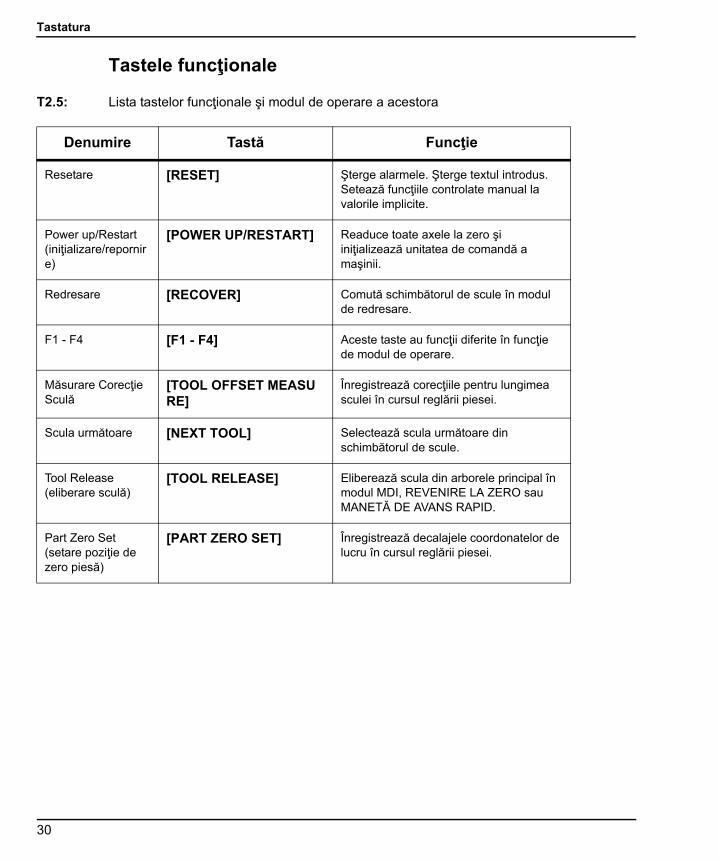
Tastele funcţionale
T2.5: Lista tastelor funcţionale şi modul de operare a acestora
Denumire Tastă Funcţie
Resetare [RESET] Şterge alarmele. Şterge textul introdus. Setează funcţiile controlate manual la valorile implicite.
Power up/Restart (iniţializare/repornire)
[POWER UP/RESTART] Readuce toate axele la zero şi iniţializează unitatea de comandă a maşinii.
Redresare [RECOVER] Comută schimbătorul de scule în modul de redresare.
F1 - F4 [F1 - F4] Aceste taste au funcţii diferite în funcţie de modul de operare.
Măsurare Corecţie Sculă
[TOOL OFFSET MEASURE]
Înregistrează corecţiile pentru lungimea sculei în cursul reglării piesei.
Scula următoare [NEXT TOOL] Selectează scula următoare din schimbătorul de scule.
Tool Release (eliberare sculă)
[TOOL RELEASE] Eliberează scula din arborele principal în modul MDI, REVENIRE LA ZERO sau MANETĂ DE AVANS RAPID.
Part Zero Set (setare poziţie de zero piesă)
[PART ZERO SET] Înregistrează decalajele coordonatelor de lucru în cursul reglării piesei.
30
Prezentare
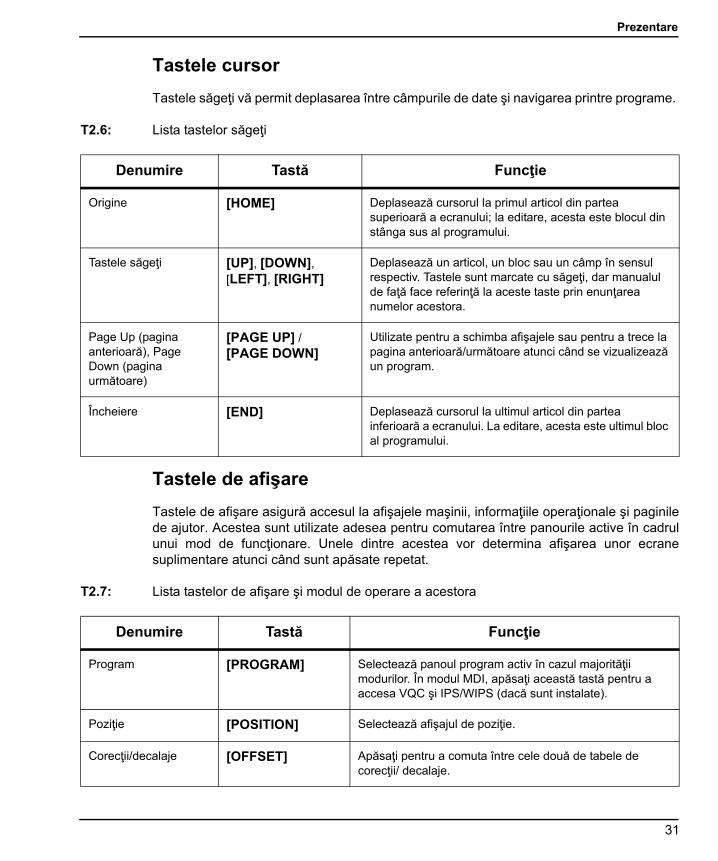
Tastele cursor
Tastele săgeţi vă permit deplasarea între câmpurile de date şi navigarea printre programe.
T2.6: Lista tastelor săgeţi
Tastele de afişare
Tastele de afişare asigură accesul la afişajele maşinii, informaţiile operaţionale şi paginilede ajutor. Acestea sunt utilizate adesea pentru comutarea între panourile active în cadrulunui mod de funcţionare. Unele dintre acestea vor determina afişarea unor ecranesuplimentare atunci când sunt apăsate repetat.
T2.7: Lista tastelor de afişare şi modul de operare a acestora
Denumire Tastă Funcţie
Origine [HOME] Deplasează cursorul la primul articol din partea superioară a ecranului; la editare, acesta este blocul din stânga sus al programului.
Tastele săgeţi [UP], [DOWN], [LEFT], [RIGHT]
Deplasează un articol, un bloc sau un câmp în sensul respectiv. Tastele sunt marcate cu săgeţi, dar manualul de faţă face referinţă la aceste taste prin enunţarea numelor acestora.
Page Up (pagina anterioară), Page Down (pagina următoare)
[PAGE UP] / [PAGE DOWN]
Utilizate pentru a schimba afişajele sau pentru a trece la pagina anterioară/următoare atunci când se vizualizează un program.
Încheiere [END] Deplasează cursorul la ultimul articol din partea inferioară a ecranului. La editare, acesta este ultimul bloc al programului.
Denumire Tastă Funcţie
Program [PROGRAM] Selectează panoul program activ în cazul majorităţii modurilor. În modul MDI, apăsaţi această tastă pentru a accesa VQC şi IPS/WIPS (dacă sunt instalate).
Poziţie [POSITION] Selectează afişajul de poziţie.
Corecţii/decalaje [OFFSET] Apăsaţi pentru a comuta între cele două de tabele de corecţii/ decalaje.
31

Tastatura
Tastele de mod
Tastele de mod schimbă starea funcţională a maşinii. Fiecare tastă de mod are formă desăgeată şi indică şirul de taste ce execută funcţii aflate în legătură cu tasta de modrespectivă. Modul curent este afişat întotdeauna în colţul din stânga sus al ecranului, înformatul de afişare Mod: Tastă.
T2.8: Lista tastelor de mod [EDIT] (editare) şi modul de operare a acestora
Comenzi curente [CURRENT COMMANDS]
Afişează meniurile Întreţinere, Durata de viaţă a sculei, Încărcarea sculei, Managementul avansat al sculei (ATM), Variabilele de sistem, Setarea ceasului şi setările pentru cronometre/ contoare.
Alarme/mesaje [ALARMS] Afişează jurnalul de alarme şi ecranele de mesaje.
Parametri / diagnosticare
[PARAMETER / DIAGNOSTIC]
Afişează parametrii ce definesc funcţionarea maşinii. Parametrii sunt setaţi din fabricaţie şi nu vor fi modificaţi decât cu autorizarea reprezentanţilor Haas.
Setări / grafice [SETTING / GRAPHIC]
Afişează şi permite modificarea setărilor utilizatorului, activează modul Grafic.
Meniul de ajutor [HELP] Afişează informaţii ajutătoare.
Denumire Tastă Funcţie
Denumire Tastă Funcţie
Editare [EDIT] Selectează modul EDITARE pentru editarea programelor din memoria unităţii de comandă. Se indică EDITARE: EDIT în colţul din stânga sus al afişajului.
Inserare [INSERT] Introduce în program textul din linia de introducere date sau memoria temporară în poziţia cursorului.
Schimbare [ALTER] Înlocuieşte comanda marcată sau textul marcat cu textul din linia de introducere date sau memoria temporară.
NOTĂ: Tasta [ALTER] (schimbare) nu este funcţională pentru corecţii/decalaje.
32
Prezentare
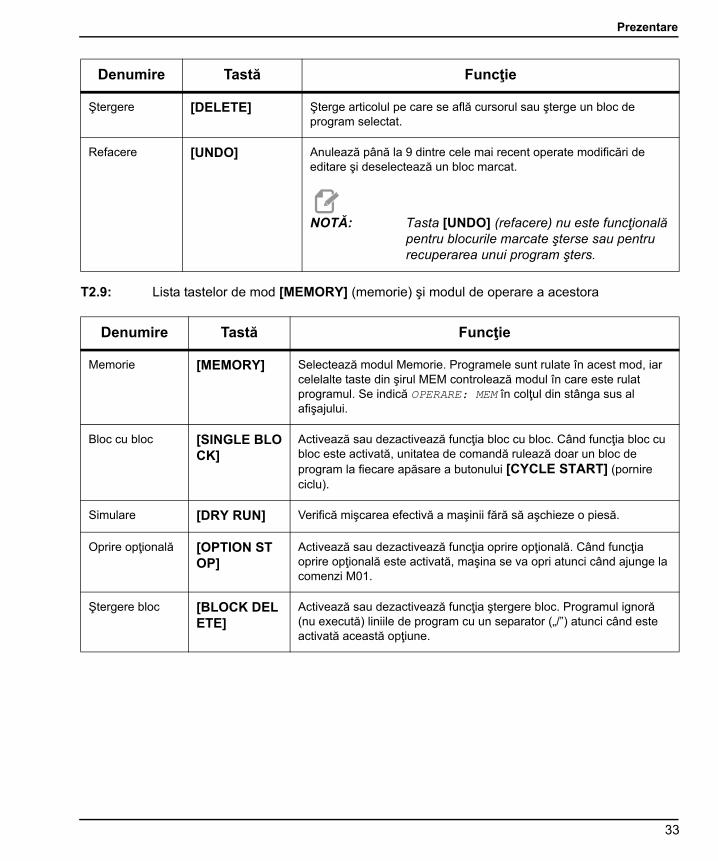
T2.9: Lista tastelor de mod [MEMORY] (memorie) şi modul de operare a acestora
Ştergere [DELETE] Şterge articolul pe care se află cursorul sau şterge un bloc de program selectat.
Refacere [UNDO] Anulează până la 9 dintre cele mai recent operate modificări de editare şi deselectează un bloc marcat.
NOTĂ: Tasta [UNDO] (refacere) nu este funcţională pentru blocurile marcate şterse sau pentru recuperarea unui program şters.
Denumire Tastă Funcţie
Memorie [MEMORY] Selectează modul Memorie. Programele sunt rulate în acest mod, iar celelalte taste din şirul MEM controlează modul în care este rulat programul. Se indică OPERARE: MEM în colţul din stânga sus al afişajului.
Bloc cu bloc [SINGLE BLOCK]
Activează sau dezactivează funcţia bloc cu bloc. Când funcţia bloc cu bloc este activată, unitatea de comandă rulează doar un bloc de program la fiecare apăsare a butonului [CYCLE START] (pornire ciclu).
Simulare [DRY RUN] Verifică mişcarea efectivă a maşinii fără să aşchieze o piesă.
Oprire opţională [OPTION STOP]
Activează sau dezactivează funcţia oprire opţională. Când funcţia oprire opţională este activată, maşina se va opri atunci când ajunge la comenzi M01.
Ştergere bloc [BLOCK DELETE]
Activează sau dezactivează funcţia ştergere bloc. Programul ignoră (nu execută) liniile de program cu un separator („/”) atunci când este activată această opţiune.
Denumire Tastă Funcţie
33

Tastatura
T2.10: Lista tastelor de mod [MDI/DNC] (introducere manuală date/comandă numerică directă) şi modul de operare a acestora
T2.11: Lista tastelor de mod [HAND JOG] (manetă de avans rapid) şi modul de operare a acestora
Denumire Tastă Funcţie
Introducere manuală date / comandă numerică directă
[MDI/DNC] În modul MDI, puteţi rula programe sau blocuri de cod fără a le salva. Modul DNC permite „alimentarea cu pipeta” a programelor mari în unitatea de comandă pe măsură ce sunt rulate. Se indică EDITARE: MDI/DNC în colţul din stânga sus al afişajului.
Lichid de răcire [COOLANT] Activează şi dezactivează lichidul de răcire opţional.
Orientare arbore principal
[ORIENT SPINDLE] Roteşte arborele principal într-o poziţie dată şi apoi îl blochează.
Schimbător automat de scule înainte / înapoi
[ATC FWD] / [ATC REV]
Roteşte capul revolver spre scula următoare / anterioară.
Denumire Tastă Funcţie
.0001/.1 [.0001 /.1], [.001 / 1], [.01 / 10], [.1 / 100]
Selectează distanţa parcursă la fiecare clic al manetei de avans rapid. Când freza este în modul MM, primul număr este înmulţit cu zece pentru avansul rapid pe axă (de ex. .0001 devine 0.001 mm). Numărul de jos este utilizat pentru modul Simulare. Se indică SETARE: AV.RAP în colţul din stânga sus al afişajului.
34
Prezentare
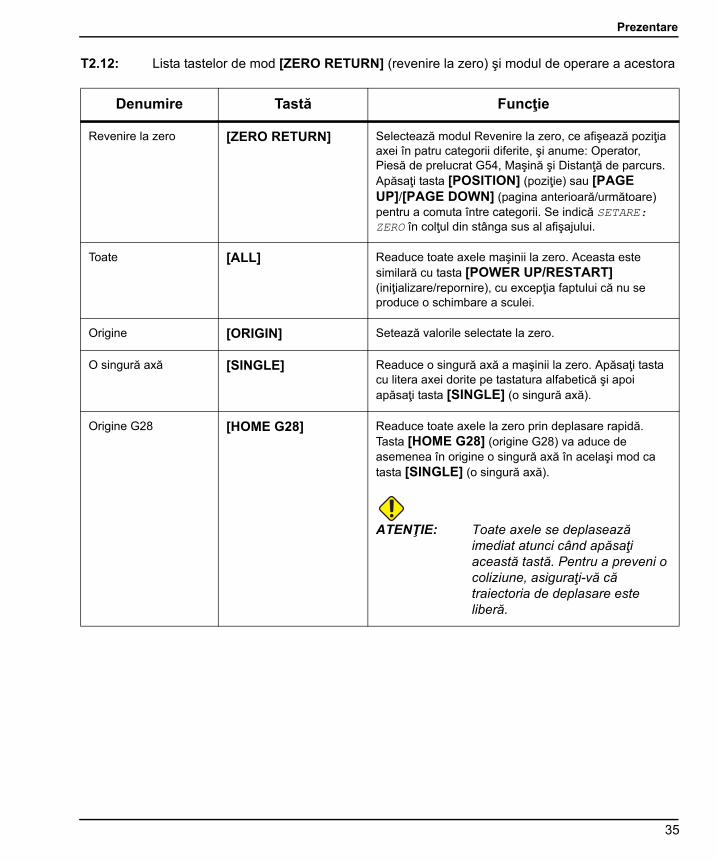
T2.12: Lista tastelor de mod [ZERO RETURN] (revenire la zero) şi modul de operare a acestora
Denumire Tastă Funcţie
Revenire la zero [ZERO RETURN] Selectează modul Revenire la zero, ce afişează poziţia axei în patru categorii diferite, şi anume: Operator, Piesă de prelucrat G54, Maşină şi Distanţă de parcurs. Apăsaţi tasta [POSITION] (poziţie) sau [PAGE UP]/[PAGE DOWN] (pagina anterioară/următoare) pentru a comuta între categorii. Se indică SETARE: ZERO în colţul din stânga sus al afişajului.
Toate [ALL] Readuce toate axele maşinii la zero. Aceasta este similară cu tasta [POWER UP/RESTART] (iniţializare/repornire), cu excepţia faptului că nu se produce o schimbare a sculei.
Origine [ORIGIN] Setează valorile selectate la zero.
O singură axă [SINGLE] Readuce o singură axă a maşinii la zero. Apăsaţi tasta cu litera axei dorite pe tastatura alfabetică şi apoi apăsaţi tasta [SINGLE] (o singură axă).
Origine G28 [HOME G28] Readuce toate axele la zero prin deplasare rapidă. Tasta [HOME G28] (origine G28) va aduce de asemenea în origine o singură axă în acelaşi mod ca tasta [SINGLE] (o singură axă).
ATENŢIE: Toate axele se deplasează imediat atunci când apăsaţi această tastă. Pentru a preveni o coliziune, asiguraţi-vă că traiectoria de deplasare este liberă.
35
Tastatura
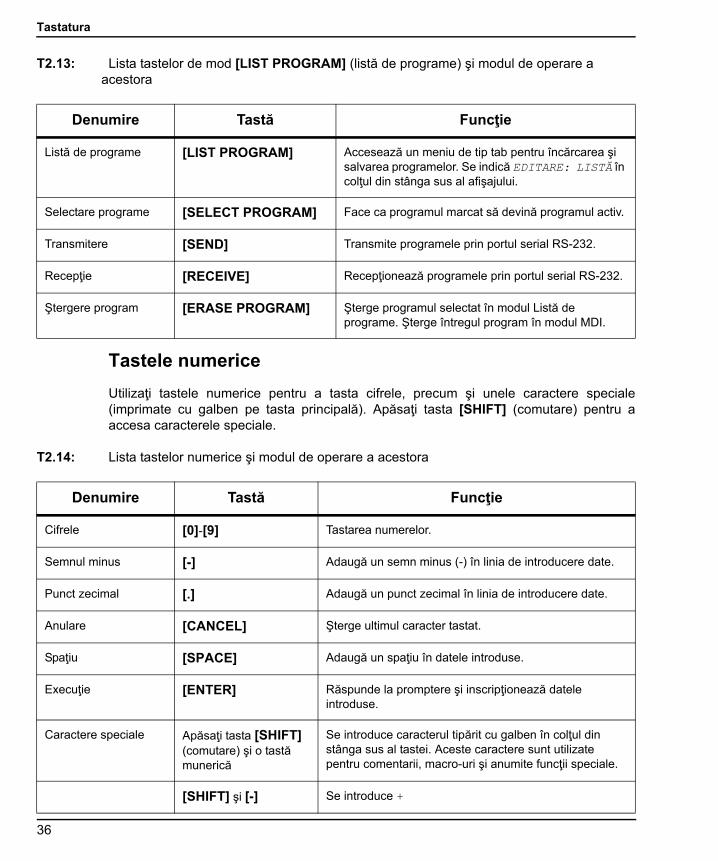
T2.13: Lista tastelor de mod [LIST PROGRAM] (listă de programe) şi modul de operare a acestora
Tastele numerice
Utilizaţi tastele numerice pentru a tasta cifrele, precum şi unele caractere speciale(imprimate cu galben pe tasta principală). Apăsaţi tasta [SHIFT] (comutare) pentru aaccesa caracterele speciale.
T2.14: Lista tastelor numerice şi modul de operare a acestora
Denumire Tastă Funcţie
Listă de programe [LIST PROGRAM] Accesează un meniu de tip tab pentru încărcarea şi salvarea programelor. Se indică EDITARE: LISTĂ în colţul din stânga sus al afişajului.
Selectare programe [SELECT PROGRAM] Face ca programul marcat să devină programul activ.
Transmitere [SEND] Transmite programele prin portul serial RS-232.
Recepţie [RECEIVE] Recepţionează programele prin portul serial RS-232.
Ştergere program [ERASE PROGRAM] Şterge programul selectat în modul Listă de programe. Şterge întregul program în modul MDI.
Denumire Tastă Funcţie
Cifrele [0]-[9] Tastarea numerelor.
Semnul minus [-] Adaugă un semn minus (-) în linia de introducere date.
Punct zecimal [.] Adaugă un punct zecimal în linia de introducere date.
Anulare [CANCEL] Şterge ultimul caracter tastat.
Spaţiu [SPACE] Adaugă un spaţiu în datele introduse.
Execuţie [ENTER] Răspunde la promptere şi inscripţionează datele introduse.
Caractere speciale Apăsaţi tasta [SHIFT] (comutare) şi o tastă munerică
Se introduce caracterul tipărit cu galben în colţul din stânga sus al tastei. Aceste caractere sunt utilizate pentru comentarii, macro-uri şi anumite funcţii speciale.
[SHIFT] şi [-] Se introduce +
36

Prezentare
Tastele alfabetice
Utilizaţi tastele alfabetice pentru a tasta literele alfabetului, precum şi unele caracterespeciale (imprimate cu galben pe tasta principală). Apăsaţi tasta [SHIFT] (comutare)pentru a accesa caracterele speciale.
T2.15: Lista tastelor alfabetice şi modul de operare a acestora
[SHIFT] şi [0] Se introduce =
[SHIFT] şi [.] Se introduce #
[SHIFT] şi [1] Se introduce *
[SHIFT] şi [2] Se introduce ‘
[SHIFT] şi [3] Se introduce ?
[SHIFT] şi [4] Se introduce %
[SHIFT] şi [5] Se introduce $
[SHIFT] şi [6] Se introduce !
[SHIFT] şi [7] Se introduce &
[SHIFT] şi [8] Se introduce @
[SHIFT] şi [9] Se introduce :
Denumire Tastă Funcţie
Denumire Tastă Funcţie
Taste alfabetice [A]-[Z] Literele cu majuscule sunt implicite. Apăsaţi tasta [SHIFT] (comutare) şi tasta unei litere pentru minuscule.
Caracter de încheiere a blocului (EOB)
[;] Acesta este caracterul de încheiere a blocului ce indică sfârşitul unei linii de program.
Paranteze [(], [)] Separă comenzile programului CNC de comentariile utilizatorului. Acestea trebuie introduse întotdeauna în perechi.
37

Tastatura
Tastele de avans rapid
T2.16: Lista tastelor de avans rapid şi modul de operare a acestora
Comutare [SHIFT] Accesează caracterele suplimentare disponibile prin intermediul tastaturii, respectiv comută la caractere alfanumerice cu minuscule. Caracterele suplimentare pot fi văzute în colţul din stânga sus al unora dintre tastele alfabetice sau numerice.
Caractere speciale Apăsaţi tasta [SHIFT] (comutare) şi o tastă alfabetică
Se introduce caracterul tipărit cu galben în colţul din stânga sus al tastei. Aceste caractere sunt utilizate pentru comentarii, macro-uri şi anumite funcţii speciale.
[SHIFT] şi [;] Se introduce /
[SHIFT] şi [(] Se introduce [
[SHIFT] şi [)] Se introduce ]
Denumire Tastă Funcţie
Denumire Tastă Funcţie
Transportor de şpan spre înainte
[CHIP FWD] Porneşte sistemul de evacuare a şpanului spre înainte (evacuare din maşină).
Oprire transportor şpan
[CHIP STOP] Opreşte sistemul de evacuare a şpanului.
Transportor şpan spre înapoi
[CHIP REV] Porneşte sistemul de evacuare a şpanului spre „înapoi”.
Tastele de avans rapid axe
[+X/-X, +Y/-Y, +Z/-Z, +A/C/-A/C ŞI +B/-B (SHIFT +A/C/-A/C)]
Avansează rapid manual axele. Apăsaţi şi menţineţi apăsat butonul aferent axei, respectiv apăsaţi-l şi eliberaţi-l pentru a selecta o axă şi utilizaţi apoi maneta de avans rapid.
Blocare avans rapid [JOG LOCK] Se utilizează împreună cu tastele de avans rapid al axelor. Apăsaţi tasta [JOG LOCK] (blocare avans rapid), apăsaţi apoi un buton aferent axei, iar axa se va deplasa până când apăsaţi din nou tasta [JOG LOCK] (blocare avans rapid).
38
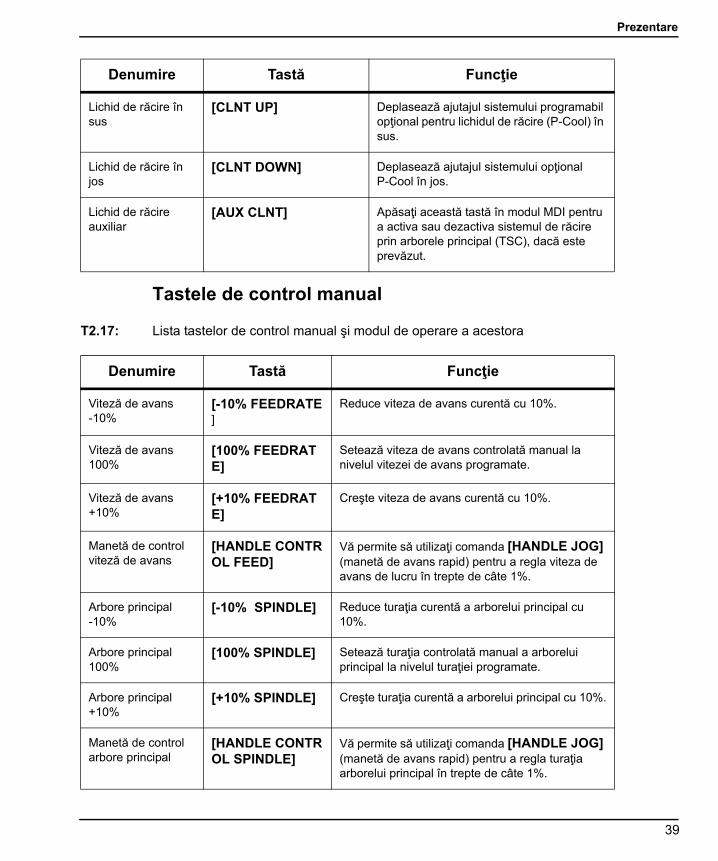
Prezentare
Tastele de control manual
T2.17: Lista tastelor de control manual şi modul de operare a acestora
Lichid de răcire în sus
[CLNT UP] Deplasează ajutajul sistemului programabil opţional pentru lichidul de răcire (P-Cool) în sus.
Lichid de răcire în jos
[CLNT DOWN] Deplasează ajutajul sistemului opţional P-Cool în jos.
Lichid de răcire auxiliar
[AUX CLNT] Apăsaţi această tastă în modul MDI pentru a activa sau dezactiva sistemul de răcire prin arborele principal (TSC), dacă este prevăzut.
Denumire Tastă Funcţie
Denumire Tastă Funcţie
Viteză de avans -10%
[-10% FEEDRATE]
Reduce viteza de avans curentă cu 10%.
Viteză de avans 100%
[100% FEEDRATE]
Setează viteza de avans controlată manual la nivelul vitezei de avans programate.
Viteză de avans +10%
[+10% FEEDRATE]
Creşte viteza de avans curentă cu 10%.
Manetă de control viteză de avans
[HANDLE CONTROL FEED]
Vă permite să utilizaţi comanda [HANDLE JOG] (manetă de avans rapid) pentru a regla viteza de avans de lucru în trepte de câte 1%.
Arbore principal -10%
[-10% SPINDLE] Reduce turaţia curentă a arborelui principal cu 10%.
Arbore principal 100%
[100% SPINDLE] Setează turaţia controlată manual a arborelui principal la nivelul turaţiei programate.
Arbore principal +10%
[+10% SPINDLE] Creşte turaţia curentă a arborelui principal cu 10%.
Manetă de control arbore principal
[HANDLE CONTROL SPINDLE]
Vă permite să utilizaţi comanda [HANDLE JOG] (manetă de avans rapid) pentru a regla turaţia arborelui principal în trepte de câte 1%.
39

Tastatura
Utilizarea controlului manual
Funcţiile de control manual vă permit să reglaţi temporar turaţiile şi vitezele de avans dinprogramul respectiv. De exemplu, puteţi încetini cursele rapide în timp ce testaţi unprogram, respectiv regla viteza de avans pentru a experimenta efectele acesteia asuprafinisajului piesei etc.
Puteţi utiliza setările 19, 20 şi 21 pentru a dezactiva controlul manual al vitezei de avans,al arborelui principal şi respectiv al deplasării rapide.
Butonul [FEED HOLD] (oprire avans) acţionează ca un buton de control manual, ceopreşte avansul rapid şi avansul de lucru atunci când este apăsat. Butonul [FEED HOLD](oprire avans) opreşte de asemenea schimbările sculelor şi cronometrele pentru piese,însă nu şi ciclurile de tarodare sau cronometrele pentru opririle temporizate.
Apăsaţi butonul [CYCLE START] (pornire ciclu) pentru a continua după o apăsare abutonului [FEED HOLD] (oprire avans). Când cheia pentru modul Setare este în poziţiadeblocat, întrerupătorul uşii de pe incinta maşinii are un efect similar, dar se va afişaInterblocare uşă atunci când este deschisă uşa. Când este închisă uşa, unitatea decomandă va fi în modul Oprire avans şi trebuie apăsat butonul [CYCLE START] (pornireciclu) pentru a continua. Funcţia Interblocare uşă şi butonul [FEED HOLD] (oprire avans)nu opresc niciuna dintre axele auxiliare.
Puteţi controla manual setările pentru lichidul de răcire apăsând tasta [COOLANT] (lichidde răcire). Pompa de lichid de răcire rămâne pornită sau oprită până când intră în acţiuneurmătorul cod M sau intervine operatorul (a se vedea Setarea 32).
Utilizaţi setările 83, 87 şi 88 pentru a readuce valorile controlate manual ale comenzilor M30şi M06, respectiv [RESET] (resetare) la valorile implicite.
În sens orar [CW] Iniţiază rotirea arborelui principal în sens orar.
Oprire [STOP] Opreşte arborele principal.
În sens antiorar [CCW] Iniţiază rotirea arborelui principal în sens antiorar.
Deplasare rapidă [5% RAPID ]/ [25% RAPID ]/ [50% RAPID] / [100% RAPID]
Limitează cursele rapide ale maşinii la valoarea de pe tastă.
Denumire Tastă Funcţie
40
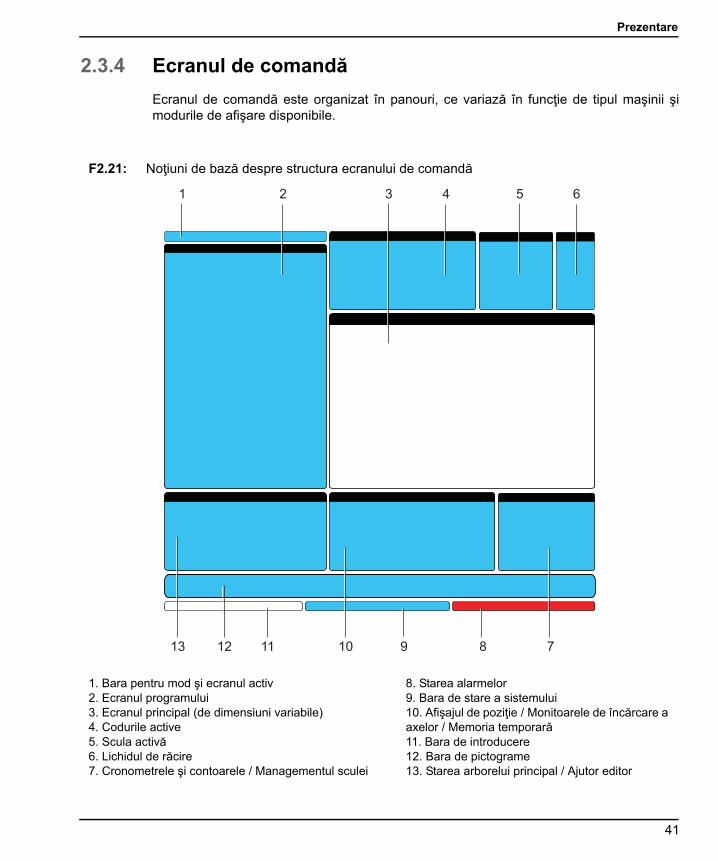
Prezentare
2.3.4 Ecranul de comandă
Ecranul de comandă este organizat în panouri, ce variază în funcţie de tipul maşinii şimodurile de afişare disponibile.
F2.21: Noţiuni de bază despre structura ecranului de comandă
1. Bara pentru mod şi ecranul activ2. Ecranul programului3. Ecranul principal (de dimensiuni variabile)4. Codurile active5. Scula activă6. Lichidul de răcire7. Cronometrele şi contoarele / Managementul sculei
8. Starea alarmelor9. Bara de stare a sistemului10. Afişajul de poziţie / Monitoarele de încărcare a axelor / Memoria temporară11. Bara de introducere12. Bara de pictograme13. Starea arborelui principal / Ajutor editor
21
8 791012
3 54 6
1113
41

Ecranul de comandă
Panoul activ la un moment dat are un fundal alb. Puteţi interveni asupra datelor dintr-unpanou doar atunci când panoul respectiv este activ, iar la un moment dat doar un panoueste activ. De exemplu, dacă doriţi să prelucraţi tabelul Corecţii scule program,apăsaţi tasta [OFFSET] (corecţii) până când tabelul este afişat cu un fundal alb. Puteţiopera apoi modificările dorite ale datelor. În majoritatea cazurilor, puteţi modifica panoulactiv cu ajutorul tastelor de afişare.
Bara pentru mod şi ecranul activ
Funcţiile maşinii sunt organizate în trei moduri: Setare, Editare şi Operare. Fiecare modoferă toate informaţiile necesare pentru executarea sarcinilor referitoare la modulrespectiv, organizate astfel încât să intre pe un ecran. De exemplu, modul Setare afişeazăatât tabelele pentru corecţiile sculelor şi decalajele de origine, cât şi informaţiile de poziţie.Modul Editare oferă două panouri de editare programe şi asigură accesul la sistemeleopţionale Visual Quick Code (VQC, codul rapid de vizualizare), Intuitive ProgrammingSystem (IPS, sistemul de programare intuitiv) şi Wireless Intuitive Probing System (WIPS,sistemul fără fir de palpare intuitivă), dacă sunt instalate. Modul Operare include MEM,modul în care vă puteţi rula programele.
F2.22: Bara pentru mod şi afişaj prezintă [1] modul curent şi [2] funcţia afişată curent.
T2.18: Modul, accesul la taste şi afişarea barei
Mod Tastă de mod Afişaj bară Funcţie
Setare [REVENIRE LA ZERO]
SETARE: ZERO Asigură toate funcţiile de control pentru setarea maşinii.
[MANETĂ DE AVANS RAPID]
SETARE: AV.RAP
Editare [EDIT] EDITARE: EDIT Asigură toate funcţiile de editare, management şi transfer ale programelor.[MDI/DNC] EDITARE: MDI
[LIST PROGRAM] EDITARE: LISTĂ
Operaţie [MEMORY] OPERARE: MEM Asigură toate funcţiile de control necesare pentru rularea unui program.
1 2
42

Prezentare
Ecranul Corecţii/decalaje
Există două tabele de corecţii/decalaje, tabelul Corecţii scule program şi tabelul Decalaj deorigine activ. În funcţie de mod, aceste tabele pot să apară în două panouri de afişareseparate, respectiv pot fi incluse în acelaşi panou; utilizaţi tasta [OFFSET] (corecţie) pentrua comuta între tabele.
T2.19: Tabelele de corecţii/decalaje
Comenzi curente
Această secţiune descrie pe scurt diferitele pagini Comenzi curente şi tipurile de date pecare le furnizează acestea. Informaţiile din majoritatea acestor pagini apar de asemeneaîn alte moduri.
Pentru a accesa acest ecran, apăsaţi tasta [CURRENT COMMANDS] (comenzi curente),apoi apăsaţi tasta [PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare)pentru a naviga printre pagini.
Afişaj cronometre funcţionare & setare - Această pagină prezintă:
• Data şi ora curentă.
• Timpul total de funcţionare.
• Timpul total de la pornirea ciclului.
• Timpul total de avans.
• Două contoare M30. De fiecare dată când un program ajunge la o comandă M30,ambele contoare avansează cu o unitate.
• Două ecrane pentru variabile macro.
Aceste cronometre şi contoare apar în partea din dreapta jos a ecranului în modurileOPERARE:MEM şi SETARE:ZERO.
Afişaj variabile macro -Această pagină prezintă o listă a variabilelor macro şi a valorilorcurente ale acestora. Unitatea de comandă actualizează aceste variabile pe măsură cesunt rulate programele. Puteţi de asemenea modifica variabilele din acest ecran; consultaţisecţiunea „Macro-urile” de la pagina 193 din Programarea dotărilor opţionale.
Coduri active - Această pagină prezintă lista codurilor de program active curent. Oversiune mai mică a acestui ecran este inclusă în ecranul modului OPERARE:MEM.
Denumire Funcţie
Corecţii scule program Acest tabel afişează codurile sculelor şi geometria longitudinală a sculelor.
Decalaj de origine activ Acest tabel afişează valorile introduse astfel încât fiecare sculă să ştie exact unde se află piesa de prelucrat.
43

Ecranul de comandă
Poziţii - Această pagină prezintă o imagine extinsă a poziţiilor curente ale maşinii, cu toatepunctele de referinţă (operator, piesă de prelucrat, maşină sau distanţă de parcurs) incluseîn acelaşi ecran.
NOTĂ: Puteţi avansa rapid axele maşinii din acest ecran dacă unitatea decomandă este în modul SETARE:AVANS RAPID.
Afişaj durată de viaţă a sculei - Această pagină prezintă informaţiile pe care le utilizeazăunitatea de comandă pentru estimarea duratei de viaţă a sculei.
Afişaj şi monitorizare încărcare sculă - În această pagină, puteţi introduce nivelul maximprocentual de încărcare a sculei aşteptat pentru fiecare sculă.
Întreţinere - În această pagină, puteţi activa şi dezactiva o serie de verificări de întreţinere.
Managementul avansat al sculei - Această funcţie vă permite să creaţi şi gestionaţigrupele de scule. Pentru informaţii suplimentare în acest sens, consultaţi secţiuneaManagementul avansat al sculei din capitolul Operarea al acestui manual.
Resetarea cronometrelor şi contoarelor
Pentru a reseta cronometrele şi contoarele din pagina COMENZI CURENTE, CRONOMETRE& CONTOARE:
1. Apăsaţi tastele săgeţi pentru a marca numele cronometrului sau contorului pe care doriţi să îl resetaţi.
2. Apăsaţi tasta [ORIGIN] (origine) pentru a reseta cronometrul sau contorul.
RECOMANDARE: Puteţi reseta independent contoarele M30 pentru a urmări pieseleprelucrate în două moduri diferite; de exemplu, piesele prelucrateîntr-un schimb şi totalul pieselor prelucrate.
Setarea datei şi orei
Pentru a seta data şi ora:
1. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente).
2. Apăsaţi tasta [PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare) până când găsiţi ecranul DATA ŞI ORA.
3. Apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă).
4. Tastaţi data curentă (în format LL-ZZ-AAAA) sau ora curentă (în format HH:MM:SS).
44
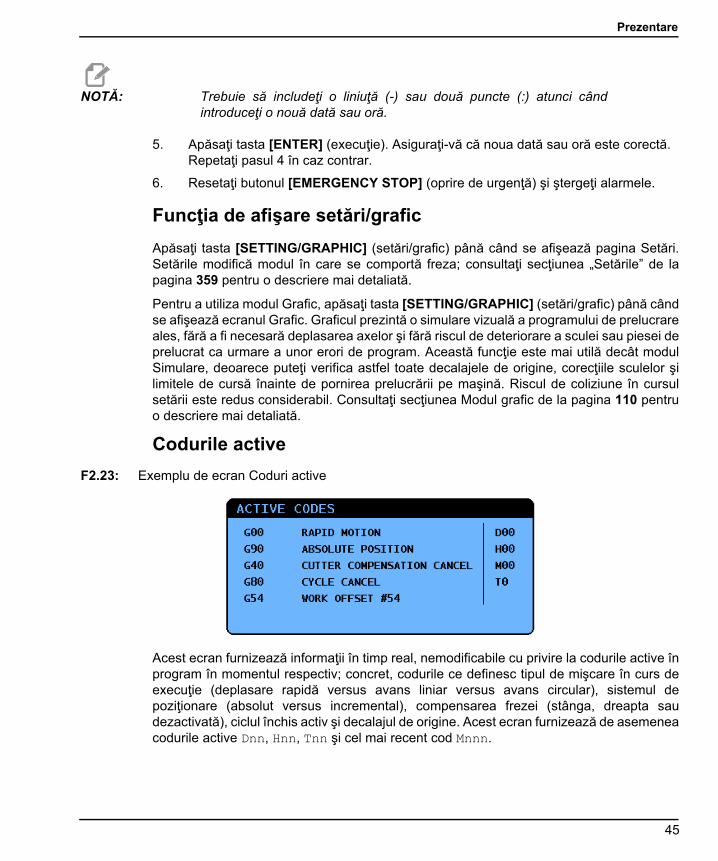
Prezentare
NOTĂ: Trebuie să includeţi o liniuţă (-) sau două puncte (:) atunci cândintroduceţi o nouă dată sau oră.
5. Apăsaţi tasta [ENTER] (execuţie). Asiguraţi-vă că noua dată sau oră este corectă. Repetaţi pasul 4 în caz contrar.
6. Resetaţi butonul [EMERGENCY STOP] (oprire de urgenţă) şi ştergeţi alarmele.
Funcţia de afişare setări/grafic
Apăsaţi tasta [SETTING/GRAPHIC] (setări/grafic) până când se afişează pagina Setări.Setările modifică modul în care se comportă freza; consultaţi secţiunea „Setările” de lapagina 359 pentru o descriere mai detaliată.
Pentru a utiliza modul Grafic, apăsaţi tasta [SETTING/GRAPHIC] (setări/grafic) până cândse afişează ecranul Grafic. Graficul prezintă o simulare vizuală a programului de prelucrareales, fără a fi necesară deplasarea axelor şi fără riscul de deteriorare a sculei sau piesei deprelucrat ca urmare a unor erori de program. Această funcţie este mai utilă decât modulSimulare, deoarece puteţi verifica astfel toate decalajele de origine, corecţiile sculelor şilimitele de cursă înainte de pornirea prelucrării pe maşină. Riscul de coliziune în cursulsetării este redus considerabil. Consultaţi secţiunea Modul grafic de la pagina 110 pentruo descriere mai detaliată.
Codurile active
F2.23: Exemplu de ecran Coduri active
Acest ecran furnizează informaţii în timp real, nemodificabile cu privire la codurile active înprogram în momentul respectiv; concret, codurile ce definesc tipul de mişcare în curs deexecuţie (deplasare rapidă versus avans liniar versus avans circular), sistemul depoziţionare (absolut versus incremental), compensarea frezei (stânga, dreapta saudezactivată), ciclul închis activ şi decalajul de origine. Acest ecran furnizează de asemeneacodurile active Dnn, Hnn, Tnn şi cel mai recent cod Mnnn.
45

Ecranul de comandă
Scula activă
F2.24: Exemplu de ecran Sculă activă
Acest ecran furnizează informaţii cu privire la scula curentă din arborele principal, inclusivtipul de sculă (dacă este specificat), încărcarea maximă înregistrată a sculei şi procentulduratei rămase de viaţă a sculei (dacă se utilizează sistemul de management avansatal sculei).
Indicatorul de nivel al lichidului de răcire
Nivelul lichidului de răcire este afişat în colţul din dreapta sus al ecranului în modulOPERARE:MEM. O bară verticală indică nivelul lichidului de răcire. Bara verticală clipeşteatunci când lichidul de răcire ajunge la un nivel ce ar putea cauza probleme în privinţafluxului de lichid de răcire. Acest indicator este afişat de asemenea în modulDIAGNOSTICARE, ce poate fi accesat prin intermediul tab-ului INDICATOARE.
Ecranul Cronometre şi contoare
Secţiunea cronometre a acestui ecran (amplasată în partea din dreapta jos a ecranului)furnizează informaţii referitoare la duratele ciclurilor (Acest ciclu, Ultimul ciclu şi Rămase).
Secţiunea contoare include două contoare M30, precum şi un ecran Bucle rămase.
• M30 contor #1: şi M30 contor #2: de fiecare dată când un program ajunge la ocomandă M30, contoare avansează cu o unitate. Dacă setarea 118 este activată,contoarele vor avansa de asemenea de fiecare dată când un program ajunge la ocomandă M99.
• Dacă aveţi macro-uri, puteţi şterge sau modifica M30 Counter #1 cu #3901 şi M30Counter #2 cu #3902 (#3901=0).
• Consultaţi la pagina 5 pentru informaţii referitoare la modul de resetare acronometrelor şi contoarelor.
• Bucle rămase: prezintă numărul de bucle subprogram rămase de parcurs pentrufinalizarea ciclului curent.
46

Prezentare
Ecranul Alarme
Puteţi utiliza acest ecran pentru a afla mai multe despre alarmele maşinii atunci când apar,pentru a vizualiza întregul jurnal de alarme al maşinii sau a citi informaţii referitoare laalarmele care apar.
Apăsaţi tasta [ALARMS] (alarme) până când apare ecranul ALARME. Apăsaţi tastelesăgeţi [RIGHT] (dreapta) şi [LEFT] (stânga) pentru a comuta între cele (3) ecrane deafişare alarme diferite:
• Ecranul Alarme active indică alarmele ce afectează în momentul respectivfuncţionarea maşinii. Puteţi utiliza tastele săgeţi [UP] (în sus) şi [DOWN] (în jos)pentru a vedea următoarea alarmă; acestea sunt afişate una câte una.
• Ecranul Jurnal alarme prezintă o listă de alarme ce au afectat recent funcţionareamaşinii.
• Ecranul Vizualizare alarme prezintă descrierea detaliată a celei mai recente alarme.Puteţi de asemenea introduce un număr de alarmă şi apăsa tasta [ENTER](execuţie) pentru a citi descrierea acesteia.
Mesajele
Puteţi adăuga un mesaj în ecranul MESAJE şi acesta va fi salvat acolo până când este şterssau modificat. Ecranul MESAJE apare în cursul punerii în funcţiune dacă nu există nicioalarmă în curs. Pentru a citi, adăuga, corecta sau şterge mesajele:
1. Apăsaţi tasta [ALARMS] (alarme) până când apare ecranul MESAJE.
2. Utilizaţi tastatura pentru a tasta mesajul dorit.
Apăsaţi tasta [CANCEL] (anulare) sau [SPACE] (spaţiu) pentru a şterge caracterele existente. Apăsaţi tasta [DELETE] (ştergere) pentru a ştergere un întreg rând. Datele mesajului dumneavoastră sunt memorate automat şi păstrate chiar şi cu maşina scoasă din funcţiune.
Avertizările alarmei
Maşinile Haas includ o aplicaţie de bază pentru transmiterea unei avertizări către o adresăde e-mail sau către un telefon mobil atunci când apare o alarmă. Setarea acestei aplicaţiireclamă unele cunoştinţe cu privire la reţeaua dumneavoastră; adresaţi-văadministratorului de reţea sau furnizorului de servicii internet (ISP) dacă nu cunoaşteţisetările corecte.
Înainte să setaţi avertizările, asiguraţi-vă că maşina dispune de o conexiune cu reţeauaLAN şi că setarea 900 defineşte un nume de reţea unic pentru maşină. Această funcţiereclamă existenţa pe maşină a opţiunii Ethernet şi a versiunii software 18.01 sau ulterioară.
47

Ecranul de comandă
1. Utilizând un navigator web sau un alt dispozitiv conectat la reţea, tastaţi numele de reţea al maşinii (setarea 900) în bara de adresă a navigatorului şi apăsaţi tasta [ENTER] (execuţie).
2. S-ar putea să apară un mesaj tip pop-up cu o solicitare de setare a unui cookie în navigator. Acest lucru se va întâmpla de fiecare dată când accesaţi maşina prin intermediul unui alt computer sau navigator, respectiv dacă un cookie existent a expirat. Faceţi clic pe butonul OK.
3. Se afişează ecranul de pornire, cu opţiunile de setare în partea inferioară a ecranului. Faceţi clic pe butonul Gestionare avertizări.
48

Prezentare
4. În ecranul Gestionare avertizări, tastaţi adresa de email şi/sau numărul de telefon mobil la care doriţi să se transmită avertizările. Dacă tastaţi un număr de telefon mobil, selectaţi furnizorul din meniul de tip pull-down de sub câmpul număr de telefon. Faceţi clic pe butonul CONFIRMARE MODIFICĂRI.
NOTĂ: Dacă furnizorul de servicii mobile nu este inclus în meniu, solicitaţifurnizorului dumneavoastră să vă pună la dispoziţie adresa de email acontului în care puteţi recepţiona mesaje tip text. Tastaţi aceastăadresă în câmpul email.
49

Ecranul de comandă
5. Faceţi clic pe butonul Configurare interfaţă email.
NOTĂ: Personalul de service Haas Automation nu poate diagnostica sauremedia problemele ce ţin de reţeaua dumneavoastră.
6. Completaţi câmpurile cu informaţiile referitoare la sistemul dumneavoastră de email. Adresaţi-vă administratorului dumneavoastră de reţea sau ISP dacă nu cunoaşteţi valorile corecte. Faceţi clic pe butonul Confirmare modificări după ce terminaţi.
a. În acest câmp, tastaţi adresa IP pentru serverul de nume domeniu (DNS).
b. În al doilea câmp, tastaţi numele serverului dumneavoastră pentru protocolul de transfer mailuri simple (SMTP).
c. Al treilea câmp, portul serverului SMTP, este deja completat cu cea mai uzuală valoare (25). Modificaţi-o doar dacă setarea implicită nu este valabilă.
50

Prezentare
d. În ultimul câmp, tastaţi o adresă de email autorizată, ce va fi utilizată de aplicaţie pentru transmiterea avertizărilor.
7. Apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă) pentru a genera o alarmă în vederea testării sistemului. Trebuie să se recepţioneze un email sau un mesaj tip text la adresa indicată sau la numărul de telefon indicat cu detalii referitoare la alarmă.
Bara de stare a sistemului
Bara de stare a sistemului este o secţiune needitabilă a ecranului amplasată central înpartea inferioară. Aceasta afişează mesajele pentru utilizator referitoare la acţiunile cetrebuie executate.
Afişajul de poziţie
Afişajul de poziţie apare de obicei în apropierea centrului părţii inferioare a ecranului.Acesta indică poziţia curentă a axei în raport cu patru puncte de referinţă (Operator, Piesăde prelucrat, Maşină şi Distanţă de parcurs). În modul SETARE:AVANS RAPID, acest afişajindică simultan toate poziţiile relative. În alte moduri, apăsaţi tasta [POSITION] (poziţie)pentru a comuta între diferitele puncte de referinţă.
T2.20: Punctele de referinţă pentru poziţia axei
Selectarea axei pentru afişajul de poziţie
Utilizaţi această funcţie pentru a modifica poziţiile axei indicate pe ecran.
Afişaj în coordonate Funcţie
OPERATOR Această poziţie indică distanţa pe care aţi avansat rapid axele. Aceasta nu reprezintă neapărat distanţa efectivă a axei faţă de punctul de zero al maşinii, cu excepţia cazului în care maşina tocmai a fost pornită.
DE LUCRU (G54)
Aceasta indică poziţiile axei faţă de punctul de zero al piesei. La punerea în funcţiune, această poziţie utilizează automat decalajul de origine G54. Apoi se vor afişa poziţiile axei în raport cu cel mai recent utilizat decalaj de origine.
MAŞINĂ Aceasta indică poziţiile axei faţă de punctul de zero al maşinii.
DISTANŢĂ DE PARCURS
Aceasta indică distanţa rămasă înainte ca axele să ajungă în poziţia comandată. În modul SETARE:AVANS RAPID, puteţi utiliza acest afişaj de poziţie pentru a se indica o distanţă parcursă. Comutaţi modurile (MEM, MDI) şi apoi comutaţi înapoi în modul SETARE:AVANS RAPID pentru a aduce la zero această valoare.
51

Ecranul de comandă
1. Cu un afişaj de poziţie activ, apăsaţi tasta [F2]. Apare meniul de tip pop-up Selectare axă.
F2.25: Meniul de tip pop-up Selectare axă
2. Apăsaţi tastele săgeţi [LEFT] (stânga) [RIGHT] (dreapta), [UP] (în sus) sau [DOWN] (în jos) pentru a marca litera unei axe.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a plasa o bifă în dreptul literei axei marcate. Această bifă înseamnă că doriţi să includeţi litera axei respective în afişajul de poziţie.
F2.26: Axele X şi Y selectate în meniul Selectare axă
4. Repetaţi paşii 2 şi 3 până când selectaţi toate axele pe care doriţi să le afişaţi.
5. Apăsaţi tasta [F2]. Afişajul de poziţie este actualizat cu axele selectate.
52
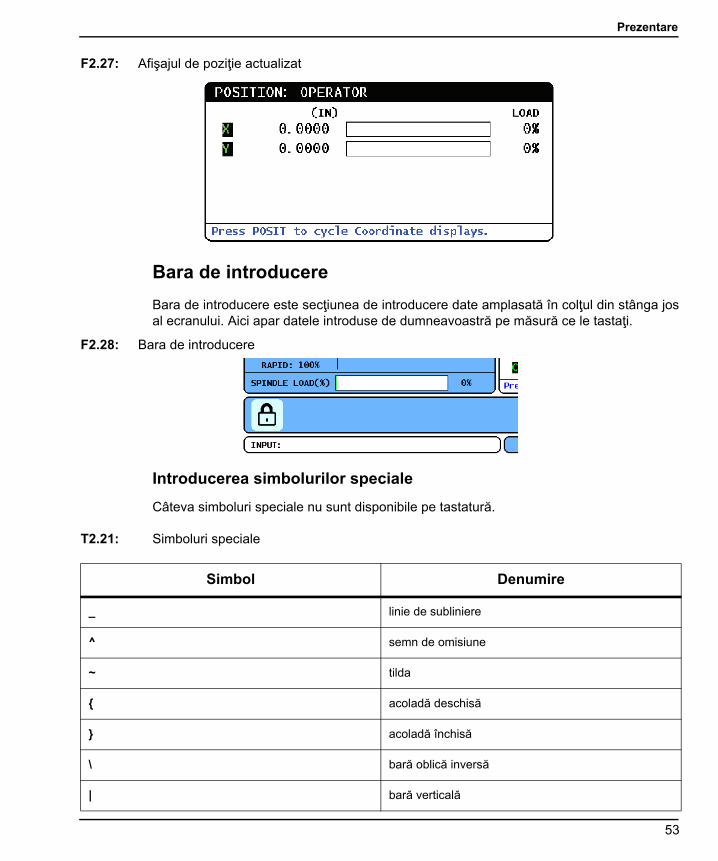
Prezentare
F2.27: Afişajul de poziţie actualizat
Bara de introducere
Bara de introducere este secţiunea de introducere date amplasată în colţul din stânga josal ecranului. Aici apar datele introduse de dumneavoastră pe măsură ce le tastaţi.
F2.28: Bara de introducere
Introducerea simbolurilor speciale
Câteva simboluri speciale nu sunt disponibile pe tastatură.
T2.21: Simboluri speciale
Simbol Denumire
_ linie de subliniere
^ semn de omisiune
~ tilda
{ acoladă deschisă
} acoladă închisă
\ bară oblică inversă
| bară verticală
53
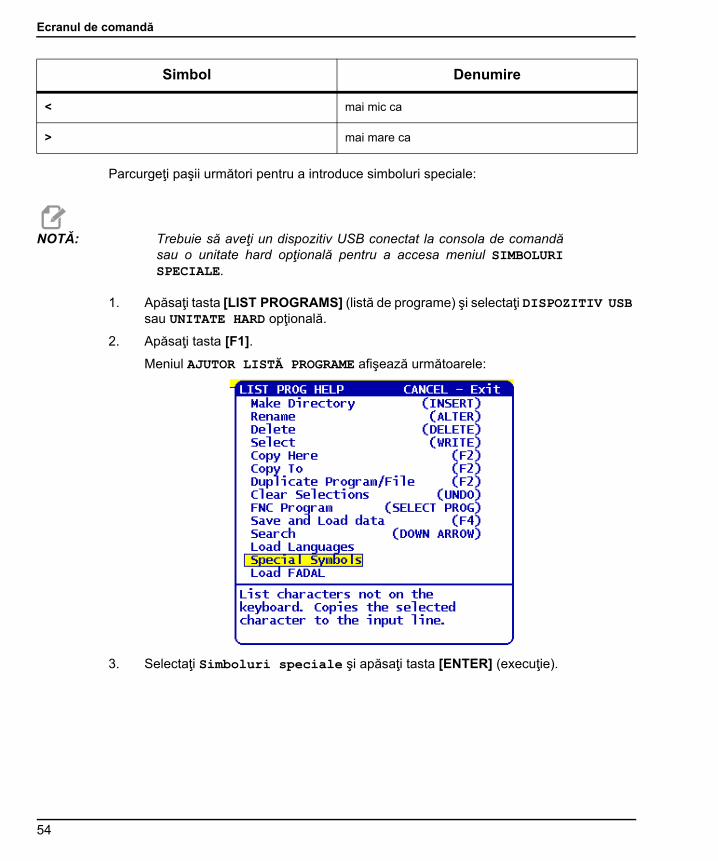
Ecranul de comandă
Parcurgeţi paşii următori pentru a introduce simboluri speciale:
NOTĂ: Trebuie să aveţi un dispozitiv USB conectat la consola de comandăsau o unitate hard opţională pentru a accesa meniul SIMBOLURISPECIALE.
1. Apăsaţi tasta [LIST PROGRAMS] (listă de programe) şi selectaţi DISPOZITIV USB sau UNITATE HARD opţională.
2. Apăsaţi tasta [F1].
Meniul AJUTOR LISTĂ PROGRAME afişează următoarele:
3. Selectaţi Simboluri speciale şi apăsaţi tasta [ENTER] (execuţie).
< mai mic ca
> mai mare ca
Simbol Denumire
54

Prezentare
Lista de selecţie SIMBOLURI SPECIALE afişează următoarele:
4. Selectaţi simbolul şi apăsaţi tasta [ENTER] (execuţie) pentru a copia simbolul în bara INTRODUCERE:.
De exemplu, pentru a schimba numele directorului în MY_DIRECTORY:
1. Marcaţi directorul al cărui nume doriţi să îl schimbaţi.
2. Tastaţi MY.
3. Apăsaţi tasta [F1].
4. Selectaţi Simboluri speciale şi apăsaţi tasta [ENTER] (execuţie).
5. Marcaţi _ (linie de subliniere) şi apăsaţi tasta [ENTER] (execuţie).
6. Tastaţi DIRECTORY.
7. Apăsaţi tasta [ALTER] (schimbare).
Ecranul Arborele principal
F2.29: Ecranul Arborele principal (starea turaţiei şi avansului)
Prima coloană a acestui ecran vă oferă informaţii referitoare la starea arborelui principal şivalorile controlate manual curente pentru arborele principal, avansul de lucru şiavansul rapid.
A doua coloană indică sarcina efectivă a motorului în kW. Această valoare reflectă putereatransmisă efectiv sculei prin intermediul arborelui principal. Aceasta indică de asemeneaturaţiile programată şi efectivă curente ale arborelui principal, precum şi vitezele de avansprogramată şi efectivă.
55

Captura de ecran
Indicatorul de sarcină pe arborele principal indică prin intermediul unui grafic cu bareîncărcarea arborelui principal ca procent din capacitatea motorului.
2.3.5 Captura de ecran
Unitatea de comandă poate captura şi salva o imagine a ecranului curent pe un dispozitivUSB conectat sau pe o unitate hard. Dacă nu este conectat un dispozitiv USB şi maşina nudispune de o unitate hard, nu se va salva nicio imagine.
1. Dacă doriţi să salvaţi captura de ecran sub un anumit nume de fişier, tastaţi mai întâi numele dorit. Unitatea de comandă adaugă automat extensia de fişier *.bmp.
NOTĂ: Dacă nu doriţi să specificaţi un nume de fişier, unitatea de comandăva utiliza numele de fişier implicit snapshot.bmp. Astfel se vasuprascrie o eventuală captură de ecran salvată anterior sub numeleimplicit al fişierului. Aveţi grijă să specificaţi un nume de fişier defiecare dată când doriţi să salvaţi o serie de capturi de ecran.
2. Apăsaţi tasta [SHIFT] (comutare).
3. Apăsaţi tasta [F1].
Captura de ecran este salvată pe dispozitivul USB sau pe unitatea hard a maşinii, iarunitatea de comandă afişează mesajul Imagine salvată pe hard-disk/USB laîncheierea procesului.
2.4 Noţiuni de bază despre navigarea prin meniurile de tip tabMeniurile de tip tab sunt utilizate pentru mai multe funcţii de control, cum ar fi Parametri,Setări, Ajutor, Listă programe şi IPS. Pentru a naviga în aceste meniuri:
1. Utilizaţi tastele săgeţi [LEFT] (stânga) şi [RIGHT] (dreapta) pentru a selecta un tab.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a deschide tab-ul respectiv.
3. Dacă tabul selectat conţine subtab-uri, utilizaţi tastele săgeţi, apăsaţi apoi tasta [ENTER] (execuţie) pentru a selecta subtab-ul dorit. Apăsaţi din nou tasta [ENTER] (execuţie) pentru a deschide subtab-ul respectiv.
56

Prezentare
NOTĂ: În meniurile de tip tab pentru parametri şi setări, precum şi însecţiunea VIZUALIZARE ALARME a ecranului Alarme / mesaje,puteţi tasta numărul unui parametru, unei setări sau unei alarme devizualizat, apăsaţi apoi tastele săgeţi [UP] (în sus) sau [DOWN] (înjos) pentru vizualizarea articolului respectiv.
4. Apăsaţi tasta [CANCEL] (anulare) dacă doriţi să închideţi un subtab şi să reveniţi la nivelul superior de tab-uri.
2.5 Meniul de ajutor
Utilizaţi funcţia de ajutor atunci când aveţi nevoie de informaţii referitoare la funcţiilemaşinii, comenzi sau programare. Conţinutul acestui manual este de asemenea disponibilpe unitatea de comandă.
Când apăsaţi tasta [HELP] (ajutor), apare un meniu de tip pop-up cu opţiunile de meniupentru diferitele informaţii ajutătoare. Dacă doriţi să accesaţi direct meniul de tip tab Ajutor,apăsaţi din nou tasta [HELP] (ajutor). Consultaţi la pagina 58 pentru informaţiisuplimentare referitoare la meniul respectiv. Apăsaţi din nou tasta [HELP] (ajutor) pentru aieşi din funcţia de ajutor.
F2.30: Meniul de tip pop-up Ajutor
Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a marca o opţiune de meniu,apoi apăsaţi tasta [ENTER] (execuţie) pentru a o selecta. Opţiunile disponibile din acestmeniu sunt:
• Index ajutor - Prezintă o listă a subiectelor de ajutor dintre care puteţi alege.Pentru informaţii suplimentare în acest sens, consultaţi secţiunea „Index ajutor” de lapagina 59.
57

Meniul de tip tab Ajutor
• Pagină principală ajutor - Prezintă cuprinsul Manualului operatorului dinunitatea de comandă. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentrua selecta un subiect şi apăsaţi tasta [ENTER] (execuţie) pentru a vizualizamaterialele referitoare la acesta.
• Ajutor fereastră activă - Prezintă subiectul sistemului de ajutor ce se referăla fereastra activă în momentul respectiv.
• Ajutor comenzi fereastră activă - Prezintă o listă a comenzilor disponibileîn fereastra activă. Puteţi utiliza tastele rapide specificate în paranteze, respectivputeţi selecta o comandă din listă.
• Ajutor coduri G - Prezintă o listă a codurilor G din care puteţi selecta în acelaşimod ca în cazul opţiunii de meniu Pagină principală ajutor pentru a obţineinformaţii suplimentare.
• Ajutor coduri M - Prezintă o listă a codurilor M din care puteţi selecta în acelaşimod ca în cazul opţiunii de meniu Pagină principală ajutor pentru a obţineinformaţii suplimentare.
2.5.1 Meniul de tip tab Ajutor
Pentru a accesa meniul de tip tab Ajutor, apăsaţi tasta HELP (ajutor) până când este afişattab-ul Cuprins Manual operator. Puteţi apoi naviga în cuprinsul Manualuluioperatorului salvat în unitatea de comandă.
Puteţi accesa alte funcţii de ajutor din meniul de tip tab; apăsaţi tasta [CANCEL] (anulare)pentru a închide tab-ul Cuprins Manual operator şi accesa restul meniului. Pentruinformaţii referitoare la meniurile de navigare de tip tab, consultaţi la pagina 56.
Tab-urile disponibile sunt următoarele. Acestea sunt descrise detaliat în secţiunileurmătoare.
• Căutare - Vă permite să introduceţi un cuvânt cheie de căutat în CuprinsulManualului operatorului salvat în unitatea de comandă.
• Index ajutor - Prezintă o listă a subiectelor de ajutor dintre care puteţi alege.Această opţiune este similară cu opţiunea de meniu Index ajutor descrisă lapagina 59.
• Tabel burghie - Prezintă un tabel de referinţă cu dimensiunile burghielor şitarozilor cu echivalenţe zecimale.
• Calculator - Acest submeniu de tip tab prezintă opţiuni pentru o serie decalculatoare geometrice şi trigonometrice. Consultaţi secţiunea „Tab-ul Calculator”începând de la pagina 59 pentru informaţii suplimentare în acest sens.
2.5.2 Tab-ul Căutare
Utilizaţi tab-ul Căutare pentru a căuta în cuprins pe baza unui cuvânt cheie.
1. Apăsaţi tasta [F1] pentru a parcurge cuprinsul manualului, respectiv apăsaţi tasta [CANCEL] (anulare) pentru a ieşi din tab-ul Ajutor şi selectaţi tab-ul Căutare.
2. Tastaţi termenul de căutare în câmpul de introducere text.
58

Prezentare
3. Apăsaţi tasta [F1] pentru a executa căutarea.
4. Pagina de rezultate afişează subiectele ce conţin termenul de căutare; marcaţi un subiect şi apăsaţi tasta [ENTER] (execuţie) pentru a-l vizualiza.
2.5.3 Indexul de ajutor
Această opţiune de meniu prezintă o listă a subiectelor manualului ce reprezintă link-urispre informaţiile din manualul afişabil pe ecranul unităţii de comandă. Utilizaţi tastele săgeţipentru a marca subiectul ce vă interesează şi apăsaţi apoi tasta [ENTER] (execuţie) pentrua accesa secţiunea respectivă a manualului.
2.5.4 Tab-ul Tabel burghie
Afişează un tabel cu dimensiuni de burghie, ce prezintă echivalenţele zecimale şidimensiunile de tarozi.
1. Selectaţi tab-ul Tabel burghie. Apăsaţi tasta [ENTER] (execuţie).
2. Utilizaţi tastele [PAGE UP] (pagina anterioară) şi [PAGE DOWN] (pagina următoare) şi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a citi tabelul.
2.5.5 Tab-ul Calculator
Tab-ul CALCULATOR are subtab-uri pentru diferitele funcţii ale calculatorului. Marcaţisubtab-ul dorit şi apăsaţi tasta [ENTER] (execuţie).
Calculatorul
Toate subtab-urile calculatorului efectuează operaţii simple de adunare, scădere, înmulţireşi împărţire. Când este selectat unul dintre subtab-uri, apare o fereastră calculator cuoperaţiile posibile (ÎNCĂRCARE, +, -, *, şi /). Numerele pentru calcul se introduc prinintermediul barei de introducere la apăsarea tastei [ENTER] (execuţie).
1. Opţiunea ÎNCĂRCARE şi fereastra calculatorului sunt marcate iniţial. Celelalte opţiuni pot fi selectate cu tastele săgeţi [LEFT]/[RIGHT] (stânga/dreapta). Numerele sunt introduse prin tastare directă şi apăsarea tastei [ENTER] (execuţie). Când este tastat un număr şi opţiunea ÎNCĂRCARE şi fereastra calculatorului sunt marcate, numărul respectiv este introdus în fereastra calculatorului.
2. Când este tastat un număr după ce este selectată o altă funcţie (+, -, *, /), calculul respectiv va fi efectuat cu numărul tocmai introdus şi orice număr care se afla deja în fereastra calculatorului.
3. Calculatorul va accepta de asemenea o expresie matematică din bara de introducere. De exemplu, tastaţi 23*4- 5.2+6/2 şi apăsaţi tasta [ENTER] (execuţie). Unitatea de comandă evaluează această expresie, cu efectuarea mai întâi a înmulţirii şi împărţirii şi apoi a scăderii şi adunării. Rezultatul, 89.8, este afişat în fereastră. Nu se admit exponenţi.
59

Tab-ul Calculator
NOTĂ: Datele nu pot fi introduse într-un câmp a cărui etichetă este marcată.Ştergeţi datele din celelalte câmpuri (prin apăsarea tastei [F1] sau[ENTER] - execuţie) până când eticheta nu mai este marcată pentru amodifica direct câmpul.
4. Tastele funcţionale: Tastele funcţionale pot fi utilizate pentru a copia rezultatele calculate dintr-o secţiune în alta a programului sau într-o altă zonă a funcţiei Calculator.
5. [F3]: În modurile EDITARE şi MDI, funcţia [F3] va copia valoarea marcată de frezare/ tarodare triunghiulară/ circulară în linia de introducere date din partea inferioară a ecranului. Aceasta este utilă atunci când soluţia calculată urmează a fi utilizată într-un program.
6. În funcţia Calculator, prin apăsarea tastei [F3] se copiază valoarea din fereastra calculator în linia de introducere date marcată pentru calcularea operaţiei de frezare/ tarodare triunghiulară/ circulară.
7. [F4]: În funcţia Calculator, această tastă utilizează valoarea dată pentru frezare/ tarodare triunghiulară/ circulară pentru încărcare, adunare, scădere, înmulţire sau împărţire cu calculatorul.
Subtab-ul Triunghi
Pagina Calculator pentru triunghi preia câteva dimensiuni ale triunghiului şi rezolvă restulvalorilor. Pentru date introduse ce conduc la mai mult de o soluţie, introducerea din nou aultimei valori va determina afişarea următoarei soluţii posibile.
1. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a selecta câmpul pentru valoarea de introdus.
2. Tastaţi o valoare, apoi apăsaţi tasta [ENTER] (execuţie).
3. Tastaţi lungimile laturilor şi unghiurile cunoscute ale unui triunghi.
Când sunt introduse suficiente date, unitatea de comandă rezolvă triunghiul şi afişeazărezultatele.
60

Prezentare
F2.31: Exemplu de calculator pentru triunghi
Subtab-ul Cerc
Această pagină a calculatorului este de ajutor în rezolvarea unei probleme a cercului.
1. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a selecta câmpul pentru valoarea de introdus.
2. Tastaţi centrul, raza, unghiurile şi punctele de pornire şi final. Apăsaţi tasta [ENTER] (execuţie) după fiecare introducere de date.
După ce se introduc suficiente date, unitatea de comandă rezolvă mişcarea circulară şiafişează restul valorilor. Apăsaţi tasta [ENTER] (execuţie) în câmpul SENS pentru a comutaîntre ORAR/ANTIORAR. Unitatea de comandă va lista de asemenea formate alternativepentru ca o astfel de mişcare să poată fi programată cu un G02 sau G03. Selectaţi formatuldorit şi apăsaţi tasta [F3] pentru a importa linia marcată în programul aflat în curs deeditare.
61

Tab-ul Calculator
F2.32: Exemplu de calculator pentru cerc
Subtab-ul Tangentă cerc-linie
Această funcţie oferă posibilitatea de a determina punctele de intersecţie în care un cerc şio linie se întâlnesc tangenţial.
1. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru marcarea câmpului de date pentru valoarea pe care doriţi să o introduceţi.
2. Tastaţi valoarea şi apăsaţi tasta [ENTER] (execuţie).
3. Introduceţi două puncte, A şi B, pe o linie şi un al treilea punct, C, în afara liniei respective.
Unitatea de comandă calculează punctul de intersecţie. Punctul este situat acolo unde olinie normală din punctul C se intersectează cu linia AB, precum şi perpendiculara pe liniarespectivă.
62

Prezentare
F2.33: Exemplu calculator tangentă cerc-linie
Subtab-ul Tangentă cerc-cerc
Această funcţie determină punctele de intersecţie dintre două cercuri. Furnizaţi poziţiacelor două cercuri şi razele acestora. Unitatea de comandă calculează punctele deintersecţie formate de tangentele la ambele cercuri.
NOTĂ: Pentru fiecare condiţie introdusă (două cercuri separate), există pânăla opt puncte de intersecţie. Patru puncte rezultă prin trasareatangentelor drepte, iar celelalte patru prin trasareatangentelor încrucişate.
1. Utilizaţi tastele săgeţi UP (în sus) şi DOWN (în jos) pentru marcarea câmpului de date pentru valoarea pe care doriţi să o introduceţi.
2. Tastaţi valoarea şi apăsaţi tasta [ENTER] (execuţie).
După ce introduceţi valorile necesare, unitatea de comandă afişează coordonatele tangentelor şi diagrama dreaptă asociată.
3. Apăsaţi tasta [F1] pentru a comuta între rezultatele pentru tangentele drepte şi încrucişate.
4. Apăsaţi tasta [F] şi unitatea de comandă va solicita punctele De la şi Până la (A, B, C etc.) ce determină un segment al diagramei. Dacă segmentul este un arc, unitatea de comandă va solicita de asemenea tastarea unui [C] sau [W] (CW pentru sens orar, respectiv CCW pentru sens antiorar). Pentru a modifica rapid segmentul selectat, apăsaţi tasta [T] pentru ca punctul Până la anterior să devină noul punct De la şi unitatea de comandă va solicita un nou punct Până la.
63

Tab-ul Calculator
Bara de introduce afişează codul G pentru segment. Soluţia este în modul G90. Apăsaţi tasta M pentru a comuta la modul G91.
5. Apăsaţi tasta [MDI DNC] (introducere manuală date/ comandă numerică directă) sau [EDIT] (editare) şi apăsaţi tasta [INSERT] (inserare) pentru a introduce codul G din bara de introducere.
F2.34: Tip tangentă cerc-cerc calculator: dreaptă Exemplu
Acest exemplu creează următorul cod G în linia de intrare. De la: A Până la: C generează:
G01 X-4.346 Y-3.7565
F2.35: Tip tangentă cerc-cerc calculator: încrucişată Exemplu
64

Prezentare
2.6 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
65

Tab-ul Calculator
66

Pictogramele de comandă
Capitolul 3: Pictogramele de comandă
3.1 Prezentare
Ecranul unităţii de comandă afişează pictograme pentru a vă oferi rapid informaţiireferitoare la starea maşinii. Pictogramele vă informează cu privire la modurile curente alemaşinii, la program în timpul rulării acestuia şi la starea de întreţinere a maşinii.
Bara de pictograme se află în apropierea părţii inferioare a afişajului consolei de comandă,deasupra barelor de introducere date şi de stare.
F3.1: Poziţia barei de pictograme
67
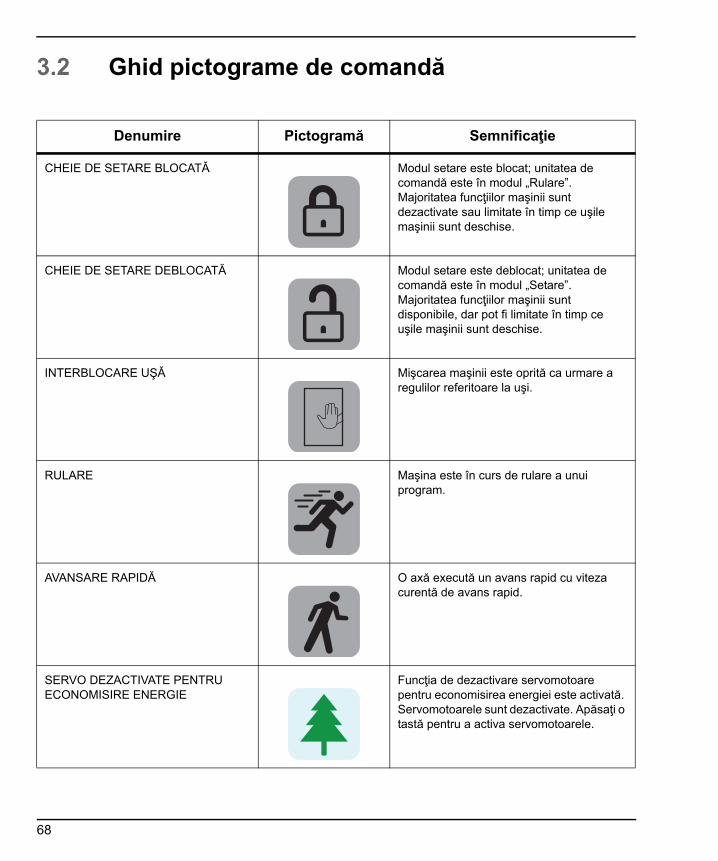
3.2 Ghid pictograme de comandă
Denumire Pictogramă Semnificaţie
CHEIE DE SETARE BLOCATĂ Modul setare este blocat; unitatea de comandă este în modul „Rulare”. Majoritatea funcţiilor maşinii sunt dezactivate sau limitate în timp ce uşile maşinii sunt deschise.
CHEIE DE SETARE DEBLOCATĂ Modul setare este deblocat; unitatea de comandă este în modul „Setare”. Majoritatea funcţiilor maşinii sunt disponibile, dar pot fi limitate în timp ce uşile maşinii sunt deschise.
INTERBLOCARE UŞĂ Mişcarea maşinii este oprită ca urmare a regulilor referitoare la uşi.
RULARE Maşina este în curs de rulare a unui program.
AVANSARE RAPIDĂ O axă execută un avans rapid cu viteza curentă de avans rapid.
SERVO DEZACTIVATE PENTRU ECONOMISIRE ENERGIE
Funcţia de dezactivare servomotoare pentru economisirea energiei este activată. Servomotoarele sunt dezactivate. Apăsaţi o tastă pentru a activa servomotoarele.
68

Pictogramele de comandă
AVANS RAPID DE REVENIRE Această pictogramă apare în timp ce unitatea de comandă revine spre piesa de prelucrat în cursul unei operaţii de rulare-oprire-avans rapid-continuare.
OPRIRE AVANS RAPID Dacă aţi apăsat butonul [FEED HOLD] (oprire avans) în cursul unei operaţii de rulare-oprire-avans rapid-continuare.
AVANS RAPID DE ÎNDEPĂRTARE Această pictogramă vă solicită să executaţi un avans rapid de îndepărtare în cursul unei operaţii de rulare-oprire-avans rapid-continuare.
REPORNIRE Unitatea de comandă scanează programul înainte de repornire dacă setarea 36 este ACTIVATĂ.
OPRIRE BLOC CU BLOC Modul BLOC CU BLOC este activat, iar unitatea de comandă aşteaptă o comandă pentru a continua.
OPRIRE AVANS Maşina este în starea de oprire avans. Mişcarea axelor s-a oprit, dar arborele principal continuă să se rotească.
AVANS Maşina execută o mişcare de aşchiere.
Denumire Pictogramă Semnificaţie
69

DEPLASARE RAPIDĂ Maşina execută o mişcare neaşchietoare a axei (G00) cu viteza maximă posibilă.
OPRIRE TEMPORIZATĂ Maşina execută o comandă de oprire temporizată (G04).
BLOCARE AVANS RAPID ACTIVATĂ Funcţia de blocare avans rapid este activată. Dacă apăsaţi tasta aferentă unei axe, axa respectivă se deplasează cu viteza curentă de avans rapid până când apăsaţi din nou tasta [JOG LOCK] (blocare avans rapid).
AVANS RAPID DE LA DISTANŢĂ Maneta opţională de control avans rapid de la distanţă este activată.
AVANS RAPID VECTORIAL Pentru frezele cu arbore principal cu articulaţie cardanică, scula va avansa rapid în sensul vectorului definit prin poziţia arborelui principal şi poziţiile mesei rotative.
OGLINDĂ X Modul imagine în oglindă (G101) este activat în sens pozitiv. Mesajul asociat pictogramei conţine axele pentru care este activată funcţia imagine oglindă în momentul respectiv.
AXĂ DEBLOCATĂ O axă rotativă, respectiv o combinaţie de axe rotative, este deblocată. Mesajul asociat pictogramei conţine axele care sunt deblocate în momentul respectiv.
Denumire Pictogramă Semnificaţie
70

Pictogramele de comandă
AVERTIZARE JOASĂ TENSIUNE Tensiunea de la modulul de detectare erori de tensiune (PFDM) se află sub nivelul nominal de funcţionare.
AVERTIZARE ÎNALTĂ TENSIUNE Tensiunea de la PFDM se află peste nivelul nominal de funcţionare.
ALARMĂ ÎNALTĂ TENSIUNE Tensiunea de la PFDM se află peste nivelul nominal de funcţionare.
ALARMĂ PRESIUNE REDUSĂ AER Presiunea aerului din sistem este critic de redusă.
AVERTIZARE PRESIUNE REDUSĂ AER
Presiunea aerului din sistem este redusă.
AVERTIZARE PRESIUNE RIDICATĂ AER
Presiunea aerului din sistem este ridicată.
ALARMĂ PRESIUNE RIDICATĂ AER Presiunea aerului din sistem este critic de ridicată.
Denumire Pictogramă Semnificaţie
71

DEBIT REDUS DE ULEI CUTIE DE VITEZE NIVEL SCĂZUT DE ULEI ÎN CUTIA DE VITEZE
Nivelul uleiului din cutia de viteze a arborelui principal este scăzut.
VERIFICAŢI NIVELUL LUBRIFIANTULUI UNITĂŢII ROTATIVE
Rezervorul de ulei de lubrifiere al mesei rotative necesită o intervenţie service, respectiv lichidul de frână al mesei rotative necesită o intervenţie service.
FILTRU TSC MURDAR Filtrul de lichid de răcire prin arborele principal necesită o intervenţie service.
NIVEL REDUS CONCENTRAT LICHID DE RĂCIRE
Rezervorul de concentrat al sistemului de completare a lichidului de răcire necesită o intervenţie service.
NIVEL SCĂZUT ULEI ARBORE PRINCIPAL NIVEL SCĂZUT ULEI ARBORE SECUNDAR NIVEL SCĂZUT VASELINĂ
Sistemul de ulei de lubrifiere a arborelui principal a detectat o stare de nivel scăzut al uleiului, respectiv sistemul de lubrifiere a şurubului cu bile a detectat o stare de nivel scăzut al vaselinei sau de presiune redusă. Consultaţi nota aflată după acest tabel.
NIVEL REDUS LICHID DE FRÂNĂ UNITATE ROTATIVĂ
Rezervorul de lichid de frână al mesei rotative necesită o intervenţie service.
SCADENŢĂ ÎNTREŢINERE O procedură de întreţinere a ajuns la scadenţă, conform informaţiilor din pagina ÎNTREŢINERE. Pagina Întreţinere face parte din ecranul Comenzi curente.
Denumire Pictogramă Semnificaţie
TSCFILTER
72

Pictogramele de comandă
OPRIRE DE URGENŢĂ, CONSOLĂ A fost apăsat butonul [EMERGENCY STOP] (oprire de urgenţă) de pe consolă. Pictograma dispare atunci când butonul [EMERGENCY STOP] (oprire de urgenţă) este resetat.
OPRIRE DE URGENŢĂ, PALETE A fost apăsat butonul [EMERGENCY STOP] (oprire de urgenţă) de pe schimbătorul de palete. Pictograma dispare atunci când butonul [EMERGENCY STOP] (oprire de urgenţă) este resetat.
OPRIRE DE URGENŢĂ, CARCASĂ TC
A fost apăsat butonul [EMERGENCY STOP] (oprire de urgenţă) de pe carcasa schimbătorului de scule. Pictograma dispare atunci când butonul [EMERGENCY STOP] (oprire de urgenţă) este resetat.
OPRIRE DE URGENŢĂ, AUXILIAR A fost apăsat butonul [EMERGENCY STOP] (oprire de urgenţă) de pe un dispozitiv auxiliar. Pictograma dispare atunci când butonul [EMERGENCY STOP] (oprire de urgenţă) este resetat.
BLOC CU BLOC Modul BLOC CU BLOC este activat. Unitatea de comandă execută programele câte (1) bloc odată, trebuind să apăsaţi butonul [CYCLE START] (pornire ciclu) pentru executarea blocului următor.
SIMULARE Modul SIMULARE este activat.
Denumire Pictogramă Semnificaţie
1
2
3
4
73

OPRIRE OPŢIONALĂ Funcţia OPRIRE OPŢIONALĂ este activată. Unitatea de comandă opreşte programul la fiecare comandă M01.
ŞTERGERE BLOC Funcţia ŞTERGERE BLOC este activată. Unitatea de comandă omite blocurile de program ce încep cu un separator (/).
CARCASĂ DESCHISĂ Uşa schimbătorului de scule lateral este deschisă.
REDRESARE MANUALĂ SCHIMBĂTOR DE SCULE ÎN SENS ANTIORAR
Caruselul schimbătorului de scule lateral se roteşte în sens antiorar conform comenzilor primite de la un buton de control manual al rotaţiei caruselului.
REDRESARE MANUALĂ SCHIMBĂTOR DE SCULE ÎN SENS ORAR
Caruselul schimbătorului de scule lateral se roteşte în sens orar conform comenzilor primite de la un buton de control manual al rotaţiei caruselului.
SCHIMBARE SCULĂ Schimbarea sculei este în curs.
SCULĂ DESTRÂNSĂ Scula din arborele principal este destrânsă.
Denumire Pictogramă Semnificaţie
74

Pictogramele de comandă
TRANSPORTOR ÎNAINTE Transportorul este activat şi se deplasează în momentul respectiv spre înainte.
TRANSPORTOR ÎNAPOI Transportorul este activat şi se deplasează în momentul respectiv spre înapoi.
TSC ACTIVAT Sistemul de lichid de răcire prin arborele principal (TSC) este activat.
TAB ACTIVAT Jetul de aer comprimat al sculei (TAB) este activat.
JET AER ACTIVAT Pistolul automat de aer comprimat este activat.
LICHID RĂCIRE ACTIVAT Sistemul principal de lichid de răcire este activat.
COMPLETARE LICHID DE RĂCIRE ACTIVATĂ
Funcţia de completare a lichidului de răcire amestecă şi completează lichidul de răcire din rezervor.
Denumire Pictogramă Semnificaţie
75

NOTĂ: * - Mesajul referitor la gresarea axei, pentru tip 3, este Nivel scăzutvaselină?. Mesajul referitor la gresarea axei, pentru tip 5, depindede starea detectată:
• Ultimul ciclu de lubrifiere s-a încheiat normal.• Presiunea aerului a fost redusă în timpul ciclului anterior de
lubrifiere a axei. Verificaţi dacă se livrează o presiune suficientă şi un debitsuficient de aer la maşină atunci când aceasta se află în funcţiune.
• Nu s-a detectat o presiune de lubrifiere a axei. Completaţilubrifiantul din rezervor. Dacă s-a completat recent lubrifiantul dinrezervor, s-ar putea ca această avertizare să apară în cursul mai multor cicluri delubrifiere, până la purjarea aerului din sistem.
• Presiunea de lubrifiere a scăzut mai rapid decât în mod normal.Completaţi lubrifiantul din rezervor. Dacă s-a completat recentlubrifiantul din rezervor, s-ar putea ca această avertizare să apară în cursul maimultor cicluri de lubrifiere, până la purjarea aerului din sistem.
3.3 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
76

Operaţie
Capitolul 4: Operaţie
4.1 Punerea în funcţiune a maşiniiAceastă secţiune vă prezintă modul de punere în funcţiune pentru prima dată a unei maşininoi.
1. Apăsaţi şi menţineţi apăsat butonul [POWER ON] (pornire) până când apare sigla Haas pe ecran. După o secvenţă de autotestare şi iniţializare a sistemului, pe afişaj apare ecranul de pornire.
Pe ecranul de pornire se afişează instrucţiunile de bază pentru pornirea maşinii. Apăsaţi tasta [CANCEL] (anulare) pentru a ieşi din ecranul respectiv. Puteţi de asemenea să apăsaţi tasta [F1] pentru a face acest lucru.
2. Rotiţi butonul [EMERGENCYSTOP] (oprire de urgenţă) spre dreapta pentru a-l reseta.
3. Apăsaţi tasta [RESET] (resetare) pentru a şterge alarmele de pornire. Dacă nu puteţi şterge o alarmă, s-ar putea ca maşina să aibă nevoie de o intervenţie service. Contactaţi Reprezentanţa Haas (HFO) pentru asistenţă.
4. Dacă maşina dispune de o incintă, închideţi uşile.
AVERTISMENT: Înainte de a trece la pasul următor, reţineţi faptul că mişcareaautomată va începe imediat ce este apăsat butonul[POWER UP/RESTART] (iniţializare/repornire). Asiguraţi-vă cătraiectoria de deplasare este liberă. Păstraţi distanţa faţă de arboreleprincipal, masa maşinii şi schimbătorul de scule.
5. Apăsaţi butonul [POWER UP/RESTART] (iniţializare/repornire).
Axele se deplasează rapid în poziţiile de origine. Axele se deplasează apoi lent până când maşina ajunge la întrerupătoarele de origine pentru fiecare axă. Astfel se stabileşte poziţia de origine a maşinii.
Unitatea de comandă este acum în modul OPERARE: MEM.
POWER
UP
RESTART
RECOVERRESET
77

4.2 Încălzirea arborelui principal
Dacă arborele principal al maşinii respective a rămas în repaus timp de peste (4) zile, rulaţiprogramul de încălzire a arborelui principal înainte să utilizaţi maşina. Acest program aducelent arborele principal la turaţia de lucru pentru a distribui lubrifiantul şi a permite arboreluiprincipal să ajungă la o temperatură constantă.
Maşina dumneavoastră are inclus un program de încălzire de 20 minute (O02020) în listade programe. Dacă utilizaţi frecvent arborele principal la turaţii ridicate, ar trebui să rulaţizilnic acest program.
4.3 Managerul de dispozitive
Managerul de dispozitive vă prezintă dispozitivele de memorie disponibile şi conţinutulacestora într-un meniu de tip tab. Pentru informaţii referitoare la navigarea în meniurile detip tab ale unităţii de comandă Haas, consultaţi la pagina 56.
NOTĂ: Unităţile hard-disk externe USB trebuie să fie formatate în sistem FATsau FAT32. Nu utilizaţi dispozitive formatate NTFS.
Acest exemplu prezintă directorul pentru dispozitivul USB în managerul de dispozitive.
78

Operaţie
4.3.1 Sistemele de directoare de fişiere
Dispozitivele de stocare date, cum ar fi stick-urile USB şi hard-disk-urile, au de regulă ostructură de directoare (denumită uneori structură de „foldere”), cu un director rădăcină ceconţine directoare şi eventual subdirectoare pe mai multe niveluri. Puteţi naviga şi gestionadirectoarele de pe aceste dispozitive în managerul de dispozitive.
NOTĂ: Tab-ul MEMORIE din managerul de dispozitive accesează o listăsimplă a programelor salvate în memoria maşinii. În această listă nusunt indicate directoarele.
F4.1: Meniul Dispozitiv USB
1. Programul activ2. Directorul activ3. Programul marcat4. Ora5. Data6. Subdirectorul7. Dimensiunea fişierului8. Programul selectat
MEMORY HARD DRIVEUSB DEVICE NET SHARE
CURRENT DIRECTORY: USB DEVICE\(USB DEVICE)
A: FILES IN SELECTION: ACTIVE PROGRAM (O01254)
Use CURSOR keys to navigate listingand CANCEL to go back to devices.Press HELP for Help listing.
O11133 (WORK ORDER 7)O12234 (WORK ORDER 11)FITTINGPROJECT 2 <DIR>
3 PROGRAMS 88% FREE (889260 KB)
A1153784
10-29-0711-12-07
11:13:2508:20:00
1 3
7
65 4
ALL
2
8
USB DEVICE 2
79

Selectarea programelor
Navigarea în directoare
1. Marcaţi directorul pe care doriţi să îl deschideţi (directoarele au un indicativ <DIR> în lista de fişiere). Apăsaţi tasta [ENTER] (execuţie).
2. Pentru a reveni la nivelul anterior al structurii de directoare, marcaţi numele directorului aflat în partea superioară a listei de fişiere. Apăsaţi tasta [ENTER] (execuţie) pentru a accesa nivelul respectiv al structurii de directoare.
Crearea de directoare
Puteţi adăuga directoare în structura de fişiere a dispozitivului de memorie USB, unităţilorhard-disk şi directorului partiţiei de reţea.
1. Navigaţi la tab-ul dispozitivului şi directorul în care doriţi să creaţi noul director.
2. Tastaţi numele noului director şi apăsaţi tasta [INSERT] (inserare).
Noul director apare în lista de fişiere cu indicativul <DIR>.
4.3.2 Selectarea programelor
Când selectaţi un program, acesta devine activ. Programul activ apare în fereastraprincipală a modului EDITARE: EDIT şi este programul pe care îl rulează unitatea decomandă atunci când apăsaţi butonul [CYCLE START] (pornire ciclu) în modulOPERARE:MEM.
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe) pentru a se afişa programele din memorie. Puteţi utiliza de asemenea meniurile de tip tab pentru a selecta programele de pe alte dispozitive în managerul de dispozitive. Consultaţi la pagina 56 pentru informaţii suplimentare referitoare la navigarea prin meniurile de tip tab.
2. Marcaţi programul pe care doriţi să îl selectaţi şi apăsaţi tasta [SELECT PROGRAM] (selectare program). Puteţi de asemenea să tastaţi numărul unui program existent şi să apăsaţi tasta [SELECT PROGRAM] (selectare program).
Programul respectiv devine programul activ.
3. În modul OPERARE:MEM, puteţi să tastaţi numele unui program existent şi să apăsaţi tasta săgeată [UP] (în sus) sau [DOWN] (în jos) pentru a derula rapid programele.
4.3.3 Transferarea programelor
Puteţi transfera programele numerotate, setările, corecţiile, decalajele şi variabilele macroîntre memoria maşinii şi dispozitivele USB, unităţi hard-disk sau partiţii de reţea conectate.
Programul trimis la unitatea de comandă de la un PC trebuie să înceapă şi să se încheiecu câte un %.
80

Operaţie
Convenţia de denumire a fişierelor
Fişierele pe care intenţionaţi să le transferaţi în şi din unitatea de comandă a maşinii vor fidenumite cu un nume de fişier din (8) caractere şi o extensie din (3) caractere; de exemplu:program1.txt. Unele programe CAD/CAM utilizează „.NC” ca extensie de fişier, aceastafiind de asemenea acceptată.
Extensiile de fişier vizează aplicaţiile PC; unitatea de comandă CNC le va ignora. Puteţidenumi fişierele de program fără extensie, însă unele aplicaţii PC nu vor recunoaştefişierele fără extensie.
Fişierele procesate pe unitatea de comandă vor fi denumite cu litera „O” urmată de 5 cifre.De exemplu, O12345.
Copierea fişierelor
1. Marcaţi un fişier şi apăsaţi tasta [ENTER] (execuţie) pentru a-l selecta. Va apărea o bifă lângă numele fişierului. Puteţi selecta în acest mod mai multe fişiere deodată.
2. Dacă doriţi să schimbaţi numele unui fişier în folderul de destinaţie, tastaţi un nou nume. Omiteţi această etapă dacă nu doriţi să schimbaţi numele fişierului.
3. Apăsaţi tasta [F2].
4. În fereastra Copiere în, utilizaţi tastele săgeţi pentru a selecta destinaţia.
5. Apăsaţi tasta [ENTER] (execuţie) pentru a copia programul.
4.3.4 Ştergerea programelor
NOTĂ: Nu puteţi anula acest proces. Aveţi grijă să salvaţi copii ale datelor pecare s-ar putea să doriţi să le reîncărcaţi în unitatea de comandă. Nuputeţi apăsa tasta [UNDO] (refacere) pentru a recupera unprogram şters.
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe) şi selectaţi tab-ul dispozitivului ce conţine programele pe care doriţi să le ştergeţi.
2. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru marcarea numelui programului.
3. Apăsaţi tasta [ERASE PROGRAM] (ştergere program).
NOTĂ: Nu puteţi şterge programul activ.
4. Apăsaţi tasta [Y] de pe prompter pentru a şterge programul, respectiv tasta [N] pentru a anula acest proces.
81

Numărul maxim de programe
5. Pentru a şterge mai multe programe:
a. marcaţi fiecare program pe care doriţi să îl ştergeţi şi apăsaţi tasta [ENTER] (execuţie). Aceasta plasează o bifă lângă numele fiecărui program.
b. Apăsaţi tasta [ERASE PROGRAM] (ştergere program).
c. Răspundeţi prompterului Y/N (da/nu) pentru fiecare program.
6. Dacă doriţi să ştergeţi toate programele din listă, selectaţi opţiunea TOATE de la sfârşitul listei şi apăsaţi tasta [ERASE PROGRAM] (ştergere program).
NOTĂ: Există câteva programe importante ce pot fi incluse în maşină, cum arfi O02020 (încălzirea arborelui principal) sau programele macro(O09XXX). Salvaţi aceste programe pe un dispozitiv de memorie sauPC înainte să ştergeţi toate programele. Puteţi de asemenea săactivaţi setarea 23 pentru a proteja programele O09XXXîmpotriva ştergerii.
4.3.5 Numărul maxim de programe
Lista de programe din MEMORIE poate conţine până la 500 de programe. Dacă unitateade comandă conţine 500 de programe şi încercaţi să creaţi un program nou, unitatea decomandă afişează mesajul DIRECTOR PLIN, şi nu este creat noul program.
Ştergeţi câteva programe din lista de programe pentru a putea crea noi programe.
4.3.6 Duplicarea fişierelor
Pentru a crea un duplicat al fişierului:
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe) pentru a accesa managerul de dispozitive.
2. Selectaţi tab-ul Memorie.
3. Deplasaţi cursorul la programul de duplicat.
4. Tastaţi numărul noului program (Onnnnn) şi apăsaţi tasta [F2].
Se creează un duplicat pentru programul marcat sub noul nume, acesta devenind programul activ.
5. Pentru a crea un duplicat al programului pe un alt dispozitiv, marcaţi programul şi apăsaţi tasta [F2]. Nu tastaţi un număr de program.
Un meniu de tip pop-up listează dispozitivele de destinaţie.
82
Operaţie
6. Selectaţi un dispozitiv şi apăsaţi tasta [ENTER] (execuţie) pentru a crea un duplicat al fişierului.
7. Pentru a copia mai multe fişiere, apăsaţi tasta [ENTER] (execuţie) pentru a plasa câte o bifă în dreptul fiecărui nume de fişier.
4.3.7 Modificarea numerelor programelor
Pentru a modifica numărul unui program:
1. Marcaţi fişierul în modul LISTĂ DE PROGRAM.
2. Tastaţi un nou număr de program în format Onnnnn.
3. Apăsaţi tasta [ALTER] (schimbare).
Modificarea numărului programului (în memorie)
Pentru a modifica numărul unui program din MEMORIE:
1. Setaţi programul ca program activ. Consultaţi la pagina 80 pentru informaţii suplimentare referitoare la programul activ.
2. Introduceţi noul număr de program în modul EDITARE.
3. Apăsaţi tasta [ALTER] (schimbare).
Numărul programului se modifică în numărul specificat.
Dacă există un program în memorie care are deja noul număr de program, unitatea de comandă afişează mesajul Programul există. Numărul programului nu se modifică.
4.4 Salvarea datelor maşinii
Funcţia de salvare a datelor maşinii salvează o copie de rezervă a setărilor, parametrilor,programelor şi altor date ale maşinii, astfel încât să o puteţi recupera cu uşurinţă în cazulpierderii datelor.
Puteţi crea şi încărca fişiere de rezervă prin intermediul meniul de tip pop-upSALVARE ŞI ÎNCĂRCARE. Pentru a accesa meniul de tip pop-up, apăsaţi tasta [LISTPROG] (listă programe), apoi selectaţi tab-ul USB, Reţea, sau Unitate hard şi apăsaţitasta [F4].
83

Crearea unei copii de rezervă
F4.2: Meniul de tip pop-up Salvare şi încărcare
4.4.1 Crearea unei copii de rezervă
Funcţia de salvare a datelor maşinii salvează fişierele sub numele indicat dedumneavoastră. Numele specificat va primi o extensie asociată fiecărui tip de date:
Tip de fişier salvat Extensie fişier
Corecţii/decalaje .OFS
Setări .SET
Variabile macro .VAR
Parametri .PAR
Parametri - poziţii palete (freze) .PAL
Parametri - compensare şurub conducător .LSC
Parametri unitate rotativă, axa A (freze) .ROT
Parametri unitate rotativă, axa B (freze) .ROT
Jurnal .HIS
Program .PGM
ATM - Managementul avansat al sculei .ATM
84
Operaţie
Pentru salvarea informaţiilor din maşina dumneavoastră:
1. Introduceţi un dispozitiv de memorie USB în portul USB din partea dreaptă a consolei de comandă.
2. Selectaţi tab-ul USB în managerul de dispozitive.
3. Deschideţi directorul de destinaţie. Dacă doriţi să creaţi un director nou pentru datele salvate, consultaţi la pagina 80 pentru instrucţiuni în acest sens.
4. Deschideţi directorul de destinaţie. Dacă doriţi să creaţi un director nou pentru datele salvate, consultaţi secţiunea Crearea de directoare pentru instrucţiuni în acest sens.
5. Apăsaţi tasta [F4].
Apare meniul de tip pop-up Salvare şi încărcare.
6. Marcaţi opţiunea dorită.
7. Tastaţi numele fişierului de rezervă. Acestui nume i se ataşează o extensie unică pentru fiecare opţiune de copiere de rezervă selectată. Apăsaţi tasta [ENTER] (execuţie).
Unitatea de comandă salvează datele alese, sub numele tastat (plus extensiile), în directorul curent de pe dispozitivul de memorie USB.
4.4.2 Recuperarea datelor dintr-o copie de rezervă
Această procedură vă prezintă modul în care puteţi recupera datele maşinii prin intermediulunei copii de rezervă salvate pe un dispozitiv de memorie USB.
1. Introduceţi un dispozitiv de memorie USB cu fişierele de rezervă în portul USB din partea dreaptă a consolei de comandă.
2. Selectaţi tab-ul USB în managerul de dispozitive.
3. Apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă).
4. Deschideţi directorul ce conţine fişierele pe care doriţi să le recuperaţi.
5. Apăsaţi tasta [F4].
Apare meniul de tip pop-up Salvare şi încărcare.
6. Marcaţi Încărcare toate - restabilire pentru a încărca toate tipurile de fişiere (setări, parametri, programe, macro-uri, corecţii scule, variabile etc.).
IPS şi palpator .IPS
Jurnal cheie .KEY
Copie de rezervă - toate
Tip de fişier salvat Extensie fişier
85

Recuperarea datelor dintr-o copie de rezervă
7. Tastaţi numele fişierului de rezervă fără extensie (de ex., 28012014) pe care doriţi să îl restabiliţi şi apăsaţi tasta [ENTER] (execuţie).
Toate fişierele cu numele tastat al fişierului de rezervă sunt încărcate în maşină. După ce încărcarea se încheie, se afişează mesajul „Disc finalizat”.
8. Pentru a încărca un anumit tip de fişier (cum ar fi nume.PAR pentru parametri), apăsaţi tasta [F4], marcaţi tipul de fişier (în acest caz, Încărcare parametri), tastaţi numele fişierului de rezervă fără extensie, apoi apăsaţi tasta [ENTER] (execuţie).
Toate fişierele cu numele tastat al fişierului de rezervă (în acest caz, nume.PAR) sunt încărcate în maşină. După ce încărcarea se încheie, se afişează mesajul „Disc finalizat”.
4.5 Noţiuni de bază despre căutarea în program
Puteţi căuta în program anumite coduri sau texte în modurile MDI, EDITARE sau MEMORIE.
NOTE: Aceasta este o funcţie de căutare rapidă ce va găsi prima apariţie atermenului în sensul de căutare specificat. Puteţi utiliza editorulavansat pentru o căutare mai complexă. Consultaţi la pagina 125pentru informaţii detaliate referitoare la funcţia de căutare a editoruluiavansat.
1. Tastaţi textul pe care doriţi să îl căutaţi în programul activ.
2. Apăsaţi tasta săgeată [UP] (în sus) sau [DOWN] (în jos).
Tasta săgeată [UP] (în sus) caută spre începutul programului pornind din poziţia curentă acursorului. Tasta săgeată [DOWN] (în jos) caută spre sfârşitul programului. Prima apariţiegăsită a termenului este marcată.
4.6 RS-232
RS-232 este un mod de conectare a unităţii de comandă CNC Haas la un computer (PC).Această funcţie vă permite să încărcaţi şi descărcaţi programe, setări şi corecţii scule depe un PC.
Aveţi nevoie de un cablu de nul pentru modem cu conectoare de 9, respectiv 25 pini(neinclus) sau un cablu cu conexiune directă cu conectoare de 9, respectiv 25 pini şi unadaptor de nul pentru modem pentru a conecta unitatea de comandă CNC cu PC-ul. Existădouă tipuri de conexiuni RS-232: conectorul cu 25 pini şi conectorul cu 9 pini. Conectorulcu 9 pini este utilizat mai frecvent pentru PC-uri. Cuplaţi conectorul cu 25 pini la conectorulde pe maşina Haas amplasat pe panoul lateral al compartimentului de comandă din parteadin spate a maşinii.
86

Operaţie
NOTĂ: Haas Automation nu livrează cabluri de nul pentru modem.
4.6.1 Lungimea cablului
În tabelul următor sunt prezentate vitezele de transfer cu lungimile maximecorespunzătoare ale cablului.
T4.1: Lungimea cablului
4.6.2 Colectarea datelor de prelucrare
Colectarea datelor de prelucrare vă permite să extrageţi o comandă Q prin intermediulportului RS-232 (sau prin utilizarea unui pachet hardware opţional). Setarea 143 activeazăfuncţia. Aceasta este o funcţie care se bazează pe un software specific şi care necesită uncomputer auxiliar pentru solicitarea, interpretarea şi memorarea datelor de la unitatea decomandă. Computerul auxiliar poate de asemenea seta anumite variabile macro.
Colectarea datelor cu ajutorul portului RS-232
Unitatea de comandă răspunde unei comenzi Q doar dacă setarea 143 este ACTIVATĂ.Unitatea de comandă utilizează următorul format de ieşire:
<STX> <CSV response> <ETB> <CR/LF> <0x3E>
• STX (0x02) marchează începutul datelor. Acest caracter de control este pentrucomputerul auxiliar.
• CSV reprezintă acronimul pentru Comma Separated Variables (variabile separateprin virgulă), fiind vorba despre una sau mai multe variabile de date separate prinvirgule.
• ETB (0x17) marchează sfârşitul datelor. Acest caracter de control este pentrucomputerul auxiliar.
• CR/LF îi spune computerului auxiliar că segmentul de date este complet şi că trebuiesă treacă la linia următoare.
• 0x3E Afişează prompterul >.
Viteză de transfer Lungime max. cablu (ft)
19200 50
9600 500
4800 1000
2400 3000
87

Colectarea datelor de prelucrare
Dacă unitatea de comandă este ocupată, aceasta răspunde Stare, ocupată. Dacă osolicitare nu este recunoscută, unitatea de comandă răspunde Necunoscută şi apare unnou prompter >. Sunt disponibile următoarele comenzi:
T4.2: Comenzi Q de la distanţă
Comandă Definire Exemplu
Q100 Seria de fabricaţie a maşinii >Q100 SERIAL NUMBER, 3093228
Q101 Versiunea software-ului de control >Q101 SOFTWARE, VER M18.01
Q102 Codul de model al maşinii >Q102 MODEL, VF2D
Q104 Modul (LISTĂ DE PROGRAME, MDI etc.) >Q104 MOD, (MEM)
Q200 Schimbările sculelor (total) >Q200 SCHIMBĂRI SCULE, 23
Q201 Codul sculei aflate în uz >Q201 SCULĂ UTILIZATĂ, 1
Q300 Timpul de funcţionare (total) >Q300 TIMP MAŞINĂ PORNITĂ, 00027:50:59
Q301 Timpul de mişcare (total) >Q301 TIMP CICLU PORNIT, 00003:02:57
Q303 Durata ultimului ciclu >Q303 ULTIM CICL, 000:00:00
Q304 Durata ciclului anterior >Q304 CICLU ANT, 000:00:00
Q402 M30 Contorul de piese #1 (resetabil de la unitatea de comandă)
>Q402 M30 #1, 553
Q403 M30 Contorul de piese #2 (resetabil de la unitatea de comandă)
>Q403 M30 #2, 553
Q500 Trei-în-unu (PROGRAM, Oxxxxx, STARE, PIESE, xxxxx)
>Q500 STARE, OCUPATĂ
Q600 Variabila macro sau de sistem >Q600 801 MACRO, 801, 333.339996
88

Operaţie
Utilizatorul poate solicita conţinutul oricărei variabile macro sau de sistem cu ajutorulcomenzii Q600; de exemplu Q600 xxxx. Aceasta va afişa conţinutul variabilei macro xxxxpe computerul auxiliar. În plus, variabilele macro #1-33, 100-199, 500-699 (reţineţi căvariabilele #550-580 nu sunt disponibile dacă freza este echipată cu un sistem depalpare), 800-999 şi #2001 până la #2800 pot fi suprascrise cu ajutorul unei comenzi E,de exemplu Exxxx yyyyyy.yyyyyy, unde xxxx reprezintă variabila macro, iaryyyyyy.yyyyyy este noua valoare a acesteia.
NOTĂ: Utilizaţi această comandă numai atunci când nu există nicio alarmă.
Colectarea datelor cu ajutorul hardware-ului opţional
Această metodă este utilizată pentru a furniza computerului auxiliar date despre stareamaşinii, fiind activată prin instalarea unei plăci de relee cod M cu 8 rezerve (toate 8 fiinddedicate funcţiilor de mai jos şi neputând fi utilizate pentru funcţionarea cod M normală), unreleu de pornire, un set suplimentar de contacte pentru butonul [EMERGENCY STOP](oprire de urgenţă) şi un set special de cabluri. Contactaţi dealerul pentru informaţii cuprivire la preţurile acestor componente.
Odată instalate, releele de ieşire 40 - 47, un releu de pornire şi butonul[EMERGENCY STOP] (oprire de urgenţă) sunt utilizate pentru a comunica starea maşiniicătre unitatea de comandă. Parametrul 315, bitul 26, Stare relee, trebuie să fie activat.Codurile M de rezervă standard sunt în continuare disponibile.
Sunt disponibile următoarele stări ale maşinii:
• Contactele E-STOP. Acestea vor fi închise atunci când este apăsat butonul[EMERGENCY STOP] (oprire de urgenţă).
• Alimentare cu tensiune cuplată - 115 VAC. Indică faptul că unitatea de comandă estepornită. Aceasta trebuie conectată la un releu electromagnetic de 115 VAC pentruinterfaţă.
• Releul de ieşire de rezervă 40: Indică faptul că unitatea de comandă este In-Cycle(în curs de rulare).
• Releele de ieşire de rezervă 41 şi 42:
– 11 = modul MEM & lipsă alarme (modul AUTO)– 10 = modul MDI & lipsă alarme (modul manual)– 01 = modul bloc cu bloc (modul singular)– 00 = alte moduri (zero, DNC, avans rapid, listă de programe etc.)
• Releele de ieşire de rezervă 43 şi 44:
– 11 = oprire pentru funcţia oprire avans (Oprire avans)– 10 = oprire M00 sau M01– 01 = oprire M02 sau M30 (Oprire program)– 00 = niciuna dintre cele de mai sus (poate fi o oprire în modul bloc cu bloc sau
o RESETARE)
89
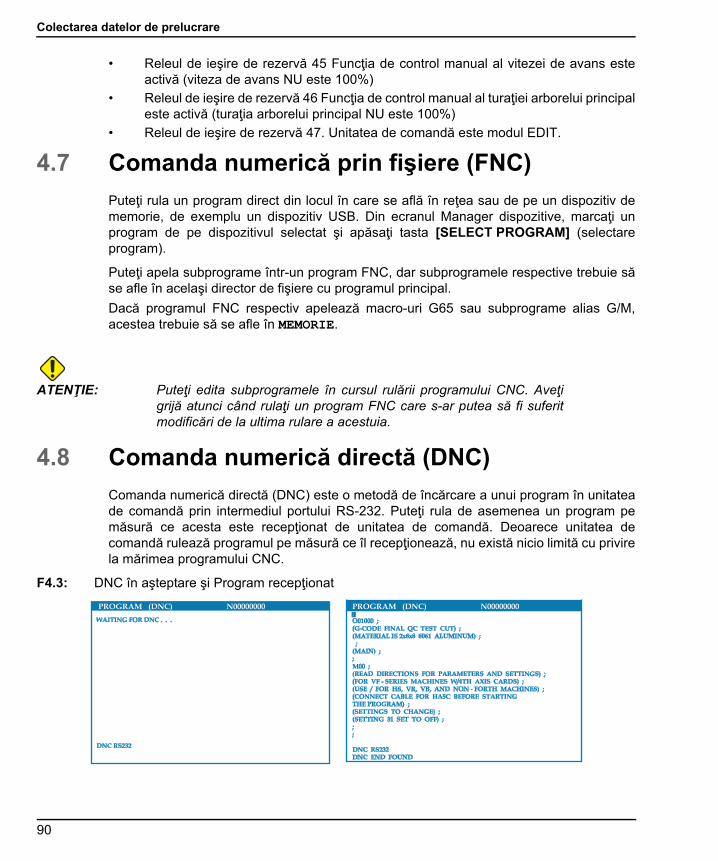
Colectarea datelor de prelucrare
• Releul de ieşire de rezervă 45 Funcţia de control manual al vitezei de avans esteactivă (viteza de avans NU este 100%)
• Releul de ieşire de rezervă 46 Funcţia de control manual al turaţiei arborelui principaleste activă (turaţia arborelui principal NU este 100%)
• Releul de ieşire de rezervă 47. Unitatea de comandă este modul EDIT.
4.7 Comanda numerică prin fişiere (FNC)
Puteţi rula un program direct din locul în care se află în reţea sau de pe un dispozitiv dememorie, de exemplu un dispozitiv USB. Din ecranul Manager dispozitive, marcaţi unprogram de pe dispozitivul selectat şi apăsaţi tasta [SELECT PROGRAM] (selectareprogram).
Puteţi apela subprograme într-un program FNC, dar subprogramele respective trebuie săse afle în acelaşi director de fişiere cu programul principal.
Dacă programul FNC respectiv apelează macro-uri G65 sau subprograme alias G/M,acestea trebuie să se afle în MEMORIE.
ATENŢIE: Puteţi edita subprogramele în cursul rulării programului CNC. Aveţigrijă atunci când rulaţi un program FNC care s-ar putea să fi suferitmodificări de la ultima rulare a acestuia.
4.8 Comanda numerică directă (DNC)
Comanda numerică directă (DNC) este o metodă de încărcare a unui program în unitateade comandă prin intermediul portului RS-232. Puteţi rula de asemenea un program pemăsură ce acesta este recepţionat de unitatea de comandă. Deoarece unitatea decomandă rulează programul pe măsură ce îl recepţionează, nu există nicio limită cu privirela mărimea programului CNC.
F4.3: DNC în aşteptare şi Program recepţionat
;O01000 ;(G-CODE FINAL QC TEST CUT) ;(MATERIAL IS 2x8x8 6061 ALUMINUM) ;;(MAIN) ;;M00 ;(READ DIRECTIONS FOR PARAMETERS AND SETTINGS) ;(FOR VF - SERIES MACHINES W/4TH AXIS CARDS) ;(USE / FOR HS, VR, VB, AND NON - FORTH MACHINES) ;(CONNECT CABLE FOR HA5C BEFORE STARTINGTHE PROGRAM) ;(SETTINGS TO CHANGE) ;(SETTING 31 SET TO OFF) ;;;
DNC RS232DNC END FOUND
PROGRAM (DNC) N00000000WAITING FOR DNC . . .
DNC RS232
PROGRAM (DNC) N00000000
90

Operaţie
T4.3: Setările RS-232 recomandate pentru DNC
ATENŢIE: Se recomandă rularea DNC cu XMODEM sau cu paritatea activată.Aceasta permite sistemului să detecteze erorile de transmisie şi săoprească maşina înainte să se producă o coliziune.
Setările unităţii de comandă CNC şi computerului referitoare la transmisia de date trebuiesă fie adaptate între ele. Pentru a modifica
1. setările, apăsaţi tasta [SETTING/GRAPHIC] (setări/grafic) şi defilaţi până la setările RS-232 (sau tastaţi „11” şi apăsaţi tasta săgeată în sus sau în jos).
2. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a marca variabilele şi tastele săgeţi stânga şi dreapta pentru a modifica valorile.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a confirma selecţia.
4. DNC este selectat prin apăsarea de două ori a tastei [MDI/DNC]. DNC reclamă un minim de 8 kbytes de memorie utilizator disponibilă. Aceasta se poate face prin accesarea paginii Listă de programe şi verificarea nivelului de memorie liberă indicat în partea inferioară a paginii.
5. Programul trimis la unitatea de comandă trebuie să înceapă şi să se încheie cu câte un %. Viteza de transfer selectată (setarea 11) pentru portul RS-232 trebuie să fie suficient de mare pentru a se susţine viteza de execuţie a blocurilor programului. Dacă viteza de transfer este prea mică, este posibil ca scula să se oprească în timpul aşchierii.
6. Iniţiaţi transmiterea programului spre unitatea de comandă înainte să fie apăsat butonul [CYCLE START] (pornire ciclu). Odată afişat mesajul Program DNC găsit, apăsaţi butonul [CYCLE START] (pornire ciclu).
Setare Variabilă Valoare
11 Selectare viteză de transfer: 19200
12 Selectare paritate FĂRĂ
13 Biţi oprire 1
14 Sincronizare XMODEM
37 Biţi date RS-232 8
91

Notele DNC
4.8.1 Notele DNC
În cursul rulării unui program în DNC, modurile nu pot fi schimbate. De aceea, funcţiile deeditare, cum ar fi editarea în fundal, nu sunt disponibile.
DNC suportă modul de „alimentare cu pipeta” a programelor. Unitatea de comandăexecută 1 bloc (comandă) odată. Fiecare bloc este executat imediat, fără anticipare blocuri.O excepţie se face atunci când se comandă compensarea frezei. Compensarea frezeireclamă citirea a trei blocuri de comandă mişcare înainte să fie executat un blocde compensare.
Comunicaţia duplex deplină în cursul DNC este posibilă prin utilizarea comenzii G102 saua DPRNT pentru transmiterea axelor de coordonate înapoi la computerul de control.Consultaţi la pagina 306.
4.9 SculeleAceastă secţiune descrie managementul sculei în unitatea de comandă Haas: comandareaschimbării sculelor, încărcarea sculelor în portcuţit şi managementul avansat al sculei.
4.9.1 Portcuţitele
Există mai multe opţiuni diferite de arbori principali pentru frezele Haas. Fiecare dintreacestea reclamă un portcuţit specific. Cei mai uzuali sunt arborii principali cu con ISO 40sau 50. Arborii principali cu con ISO 40 se împart în două tipuri, BT şi CT; aceştia suntdenumiţi BT40, respectiv CT40. Arborele principal şi schimbătorul de scule ale uneianumite maşini pot susţine un singur tip de sculă.
Îngrijirea portcuţitului
1. Asiguraţi-vă că portcuţitele şi tiretele sunt în bună stare şi strânse împreună, astfel încât să nu se blocheze în arborele principal.
F4.4: Subansamblul portcuţitului, exemplu CT cu con ISO 40: [1] Tiretă, [2] Sculă (freză deget).
2. Curăţaţi corpul conic al portcuţitului (partea care intră în arborele principal) cu o lavetă umezită uşor cu ulei, ce contribuie la prevenirea coroziunii.
1 2
92

Operaţie
Tiretele
O tiretă (denumită uneori şi buton de fixare) asigură portcuţitul în arborele principal. Tiretelesunt înfiletate în partea superioară a portcuţitului şi sunt specifice pentru un anumit tip dearbore principal. Consultaţi informaţiile referitoare la arborii principali cu con ISO 30, 40 şi50 şi scule din pagina web Haas Resource Center (Centru resurse) pentru descrierireferitoare la tiretele necesare.
ATENŢIE: Nu utilizaţi un arbore scurt sau tirete cu un cap în unghi drept (90grade); acestea nu sunt potrivite şi pot cauza deteriorări grave alearborelui principal.
4.9.2 Prezentarea funcţiei de management avansat al sculei
Funcţia ATM (Advanced Tool Management - managementul avansat al sculei) vă permitesă setaţi scule dublate pentru o aceeaşi operaţie sau o serie de operaţii.
ATM clasifică sculele dublate sau de rezervă în grupe specifice. În program, specificaţi ogrupă de scule, în loc să indicaţi o singură sculă. ATM va urmări utilizarea sculelorindividuale dintr-o grupă de scule şi o va compara cu limitele pe care le-aţi definit. Când osculă atinge o limită (de ex. numărul de utilizări sau încărcarea sculei), unitatea decomandă o consideră „expirată”. Data următoare când programul apelează gruparespectivă de scule, unitatea de comandă va alege o sculă neexpirată din grupă.
Când o sculă este expirată, lampa de avertizare clipeşte în portocaliu şi este afişat automatecranul privind durata de viaţă a sculei.
Pagina ATM este inclusă în modul Comenzi curente. Apăsaţi tasta[CURRENT COMMANDS] (comenzi curente) şi apoi tasta [PAGE UP] (pagina anterioară)până când apare ecranul ATM.
93

Prezentarea funcţiei de management avansat al sculei
F4.5: Fereastra Managementul avansat al sculei: [1] Eticheta fereastră activă, [2] Fereastra Grupă de scule, [3] Fereastra Limite admise, [4] Fereastra Date scule, [5] Text ajutor
Grupă de scule - În fereastra Grupă de scule, operatorul defineşte grupele de scule utilizateîn program.
Anterioară – Marcaţi <ANTERIOARĂ> şi apăsaţi tasta [ENTER] (execuţie) pentru a comutaafişajul la grupa anterioară.
Următoare – Marcaţi <URMĂTOARE> şi apăsaţi tasta [ENTER] (execuţie) pentru a comutaafişajul la grupa următoare.
Adăugare – Marcaţi <ADĂUGARE>, tastaţi un număr cuprins între 1000 şi 2999 şi apăsaţitasta [ENTER] (execuţie) pentru a adăuga o grupă de scule.
Ştergere – Utilizaţi <ANTERIOARĂ> sau <URMĂTOARE> pentru a defila până la grupa deşters. Marcaţi <ŞTERGERE> şi apăsaţi tasta [ENTER] (execuţie). Confirmaţi ştergerea;răspundeţi [Y] (da) pentru a executa ştergerea; răspundeţi [N] (nu) pentru aanula ştergerea.
Redenumire – Marcaţi <REDENUMIRE>, tastaţi un număr cuprins între 1000 şi 2999 şiapăsaţi tasta [ENTER] (execuţie) pentru a schimba codul grupei.
Căutare - Pentru a căuta o grupă, marcaţi <CĂUTARE>, introduceţi codul unei grupe şiapăsaţi tasta [ENTER] (execuţie).
Cod grupă – Afişează codul de identificare al grupei.
Utilizare grupă – Introduceţi ordinea în care sunt apelate sculele dintr-o grupă. Utilizaţitastele săgeţi stânga şi dreapta pentru a selecta modul de utilizare a sculelor.
Descriere – Introduceţi un nume descriptiv pentru grupa de scule.
Limite admise - Fereastra Limite admise conţine limitele definite de utilizator pentru a sedetermina când este uzată o sculă. Aceste variabile vizează toate sculele din grupă. Dacăoricare dintre variabile este setată la zero, aceasta va fi ignorată.
Timp de avans – Introduceţi perioada totală de timp, în minute, în care este utilizată sculaîn avans de lucru.
<NEXT> <ADD> <DELETE>
DESCRIPTION:
IN ORDER
FEED TIME:
HOLES:
TL IN SPINDLE 1
TOOLS EXP LIFE
000000
CRNT PKT
ADVANCED TOOL MANAGEMENT
1
2
3
4
5Press WRITE/ENTER to displaythe previous tool groups data
<PREVIOUS>
GROUP ID:
GROUP USAGE:
<RENAME>
1000
<SEARCH>
TL ACTION: ALARM
TOTALTIME:
TOOL LOAD:
USAGE: 0
0
0
0
0
HOLES
0
FEED TIME TOTAL TIME
H-CODE D-CODE FLUTES
USAGE LOAD
(TOOL DATA)
94

Operaţie
Timp total – Introduceţi timpul total, în minute, în care este utilizată scula.
Utilizare sculă – Introduceţi timpul total în care este utilizată o sculă (numărul de schimbăriale sculei).
Alezaje – Introduceţi numărul total de alezaje pe care o sculă le poate găuri.
Încărcare sculă – Introduceţi încărcarea maximă a sculei (în procente) pentru sculeledintr-o grupă.
Acţiune sculă* – Introduceţi acţiunea automată ce trebuie întreprinsă atunci când este atinsprocentul de încărcare maximă a sculei. Utilizaţi tastele săgeţi stânga şi dreapta pentru aselecta acţiunea automată.
Date scule
Sculă în arborele principal – Scula aflată în arborele principal.
Sculă – Utilizată pentru a adăuga sau elimina o sculă dintr-o grupă. Pentru a adăuga osculă, apăsaţi tasta [F4] până când este marcată fereastra Date scule. Utilizaţi tastelesăgeţi pentru a marca oricare dintre zonele din coloana Sculă şi introduceţi un cod desculă. Introducerea unui zero va şterge scula, respectiv marcarea codului sculei şiapăsarea tastei [ORIGIN] (origine) determină resetarea codului H, codului D şi a datelordespre caneluri la valorile implicite.
Expirare – Utilizată pentru scoaterea manuală din uz a unei scule dintr-o grupă. Pentru ascoate din uz o sculă, apăsaţi tasta [*] ([SHIFT] şi [1]). Pentru a îndepărta o sculă scoasădin uz (indicată printr-un asterisc), apăsaţi tasta [ENTER] (execuţie).
Durată de viaţă – Durata de viaţă rămasă a unei scule în procente. Aceasta este calculatăde unitatea de comandă CNC, ce utilizează datele efective ale sculei şi limitele introdusede operator pentru grupă.
Locaş curent – Locaşul magaziei schimbătorului de scule ce conţine scula marcată.
Cod H (Lungime sculă) – Nu puteţi edita codul H decât dacă setarea 15 este setată laDEZACTIVATĂ. Pentru a modifica un cod H (dacă este permis acest lucru), tastaţi unnumăr şi apăsaţi tasta [ENTER] (execuţie). Numărul introdus va corespunde cu codulsculei din ecranul Corecţii scule.
Cod D (Diametru sculă) – Pentru a modifica un cod D, tastaţi un număr şi apăsaţi tasta[ENTER] (execuţie).
NOTĂ: Implicit, codurile H şi D sunt setate în managementul avansat al sculeiastfel încât să fie egale cu codul sculei ce este inclusă în grupă.
Caneluri – Numărul de caneluri al sculei. Pentru editare, tastaţi un număr nou şi apăsaţitasta [ENTER] (execuţie). Aceasta este similară coloanei Caneluri din paginaCorecţii scule.
Încărcare – Încărcarea maximă, în procente, exercitată asupra sculei.
Alezaje – Numărul de alezaje pe care scula le-a găurit/ tarodat/ alezat prin aplicarea unorcicluri închise de grupa 9.
95

Prezentarea funcţiei de management avansat al sculei
Marcaţi câmpul Alezaje sau Încărcare, apoi apăsaţi tasta [ORIGIN] (origine) pentru aşterge valorile din acestea. Pentru modificarea valorilor, marcaţi valoarea pe care doriţi săo modificaţi, introduceţi noul număr şi apăsaţi tasta [ENTER] (execuţie).
Timp de avans – Perioada de timp, în minute, în care scula a fost utilizată în avans de lucru.
Timp total – Perioada totală de timp, în minute, în care a fost utilizată scula.
Utilizare – Numărul de ocazii în care a fost utilizată scula.
Setarea grupei de scule
Pentru a adăuga o grupă de scule:
1. Apăsaţi tasta [F4] până când este marcată fereastra Grupă de scule.
2. Utilizaţi tastele săgeţi pentru a marca opţiunea <ADĂUGARE>.
3. Introduceţi un număr între 1000 şi 2999 (acesta va fi codul de identificare al grupei).
4. Apăsaţi tasta [ENTER] (execuţie).
5. Pentru modificarea codului de identificare al unei grupe, marcaţi opţiunea <REDENUMIRE>.
6. Introduceţi un număr nou.
7. Apăsaţi tasta [ENTER] (execuţie).
Utilizarea grupei de scule
Trebuie să setaţi o grupă de scule înainte să rulaţi un program cu ATM. Pentru a utiliza ogrupă de scule într-un program:
1. Setaţi o grupă de scule.
2. Înlocuiţi cu codul de identificare al grupei de scule codul de sculă şi codurile H şi D în program. Consultaţi acest program pentru a vedea un exemplu de format nou de programare. Aveţi grijă să setaţi corespunzător decalajele de origine pentru a preveni alarmele (316, 317, 318) ca urmare a comandării unei deplasări a axelor X, Y sau Z pe distanţe mai mari decât cele pe care se poate mişca maşina.
% ;O30001 (Exemplu de program cu schimbarea sculei) ;(G54 X0 Y0 este în colţul din dreapta sus al piesei) ;(Z0 este în partea superioară a piesei) ;(Grupa 1000 se referă la un burghiu) ;(BLOCURI DE PREGĂTIRE T1000) ;T1000 M06 (Selectare grupă de scule 1000) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H1000 Z0.1 (Activare corecţie grupă de scule) ;(1000) ;M08 (Activare lichid de răcire) ;
96

Operaţie
(BLOCURI DE AŞCHIERE T1000) ;G83 Z-0.62 F15. R0.1 Q0.175 (Început G83) ;X1.115 Y-2.75 (Al 2-lea alezaj) ;X3.365 Y-2.87 (Al 3-lea alezaj) ;G80 ;(BLOCURI DE FINALIZARE T1000) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(BLOCURI DE PREGĂTIRE T2000) T2000 M06 (Selectare) ;(grupă de scule 2000) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0.565 Y-1.875 (Deplasare rapidă în a 4-a) ;(poziţie) ;S2500 M03 (Pornire arbore principal în sens orar) ;G43 H2000 Z0.1 (Activare corecţie grupă de scule) ;(2000) ;M08 (Activare lichid de răcire) ;(BLOCURI DE AŞCHIERE T2000) ;G83 Z-0.62 F15. R0.1 Q0.175 (Început G83) ;X1.115 Y-2.75 (Al 5-lea alezaj) ;X3.365 Y2.875 (Al 6-lea alezaj) ;(BLOCURI DE FINALIZARE T2000) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Macro-urile pentru managementul avansat al sculei
Funcţia de management al sculei poate utiliza macro-uri pentru a scoate din uz o sculădintr-o grupă de scule. Macro-urile 8001 - 8200 reprezintă sculele 1 - 200. Puteţi seta unuldintre macro-uri la 1 pentru a indica o sculă ca fiind expirată. De exemplu:
8001 = 1 (aceasta va indica scula 1 ca fiind expirată, iar aceasta nu va mai fi utilizată)
8001 = 0 (dacă scula 1 a fost indicată ca expirată manual sau printr-un macro, atuncisetarea macro-ului 8001 la 0 va face ca scula 1 să fie din nou disponibilă pentru utilizare)
Variabilele macro 8500 - 8515 activează un program cod G pentru a obţine informaţiidespre o grupă de scule. Dacă specificaţi un cod de identificare grupă de scule cu ajutorulmacro-ului 8500, unitatea de comandă va transmite informaţiile despre grupa de scule învariabilele macro #8501 - #8515.
97

Prezentarea funcţiei de management avansat al sculei
Consultaţi variabilele #8500 - #8515 din secţiunea Macro-urile cu privire la informaţiile dineticheta de date a variabilelor macro.
Variabilele macro #8550 - #8564 activează un program cod G pentru a obţine informaţiidespre fiecare sculă în parte. Dacă specificaţi un cod de identificare grupă de scule cuajutorul macro-ului #8550, unitatea de comandă va transmite informaţiile despre sculaindividuală în variabilele macro #8551 - #8564.
În plus, un utilizator poate să specifice codul unei grupe ATM cu ajutorul macro-ului 8550.În acest caz, unitatea de comandă va transmite informaţiile despre scula individuală dingrupa de scule ATM specificată cu ajutorul variabilelor macro 8551 - 8564. Consultaţidescrierea pentru variabilele #8550 - #8564 din capitolul Macro-urile. Valorile din acestemacro-uri furnizează date ce sunt accesibile şi prin macro-urile începând cu 1601, 1801,2001, 2201, 2401, 2601, 3201 şi 3401 şi pentru macro-urile începând cu 5401, 5501, 5601,5701, 5801 şi 5901. Primele 8 seturi asigură accesul la datele referitoare la sculele 1 - 200;ultimele 6 seturi furnizează date pentru sculele 1 - 100. Macro-urile 8551 - 8564 asigurăaccesul la aceleaşi date, dar pentru sculele 1 - 200 pentru toate articolele de date.
Salvarea şi restabilirea tabelelor de management avansat al sculei
Unitatea de comandă poate salva şi restabili variabilele asociate funcţiei de managementavansat al sculei (ATM) pe un dispozitiv USB şi prin intermediul RS-232. Aceste variabileinclud datele introduse în ecranul ATM.
1. Informaţiile pot fi salvate în cadrul unui back-up general prin utilizarea ferestrei [LISTĂ PROGRAME]/Salvare/Încărcare ([F4]).
Când datele ATM sunt salvate în cadrul unui back-up general, sistemul creează un fişier separat cu o extensie ATM.
2. Datele ATM pot fi salvate şi restabilite prin intermediul portului RS-232 prin apăsarea tastelor [SEND] (transmitere) şi [RECEIVE] (recepţie) în timp ce este afişat ecranul Managementul avansat al sculei.
4.10 Schimbătoarele de sculeSunt disponibile (2) tipuri de schimbătoare de scule pentru freze: schimbătorul de scule tipumbrelă (UTC) şi schimbătorul de scule lateral (SMTC). Ambele schimbătoare de sculesunt comandate în acelaşi mod, dar setarea fiecăruia se face diferit.
1. Asiguraţi-vă că s-a executat revenirea în poziţia de zero a maşinii. În caz contrar, apăsaţi tasta [POWER UP/RESTART] (iniţializare/repornire).
2. Utilizaţi tastele [TOOL RELEASE] (eliberare sculă), [ATC FWD] (ATC înainte) şi [ATC REV] (ATC înapoi) pentru a comanda manual schimbătorul de scule. Există (2) butoane de eliberare a sculei, unul pe carcasa păpuşii portsculă, celălalt pe tastatură.
98

Operaţie
4.10.1 Încărcarea schimbătorului de scule
ATENŢIE: Nu depăşiţi specificaţiile maxime ale schimbătorului de scule. Maselesculelor extrem de grele vor fi distribuite uniform. Aceasta înseamnăcă sculele grele vor fi amplasate diametral opus una faţă de cealaltă,nu una lângă cealaltă. Asiguraţi-vă că există o distanţă adecvată întrescule în schimbătorul de scule; această distanţă este de 3.6" pentruun schimbător cu magazie cu 20 de locaşuri.
NOTĂ: Presiunea redusă a aerului sau debitul insuficient va determinareducerea presiunii exercitate asupra pistonului de eliberare a sculeişi va prelungi timpul de schimbare a sculei sau nu se va asiguraeliberarea acesteia.
AVERTISMENT: Păstraţi distanţa faţă de schimbătorul de scule în cursul punerii înfuncţiune sau scoaterii maşinii de sub tensiune, respectiv în cursuloperaţiilor de schimbare a sculei.
Încărcaţi întotdeauna sculele în schimbătorul de scule din arborele principal. Nu încărcaţiniciodată o sculă direct în caruselul schimbătorului de scule. Unele freze au comenzi de ladistanţă pentru schimbătorul de scule ce vă permit să verificaţi şi înlocuiţi sculele dincarusel. Această staţie nu este destinată încărcării iniţiale şi alocării sculelor.
ATENŢIE: Sculele ce produc un zgomot puternic atunci când sunt eliberate indicăo problemă şi vor fi verificate înainte să se producă o deteriorare gravăa schimbătorului de scule.
Încărcarea sculelor la un schimbător de scule lateral
Această secţiune descrie modul de încărcare a sculelor într-un schimbător de scule golpentru o nouă aplicaţie. Se presupune că tabelul Locaşuri magazie scule conţine încăinformaţii provenite de la aplicaţia anterioară.
1. Asiguraţi-vă că portcuţitele dumneavoastră au tireta de tipul corect pentru freza respectivă.
2. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente). Apăsaţi tasta [PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare) până când se afişează ecranul TABEL LOCAŞURI MAGAZIE SCULE.
99

Încărcarea schimbătorului de scule
3. Ştergeţi indicativele pentru scule „mari” sau „grele” din tabelul Locaşuri magazie scule. Utilizaţi tastele săgeţi pentru a defila până la un locaş al magaziei de scule ce are un L sau H în dreptul acestuia. Apăsaţi tasta [SPACE] (spaţiu), apoi tasta [ENTER] (execuţie) pentru a şterge indicativele. Pentru a şterge toate indicativele, apăsaţi tasta [ORIGIN] (origine) şi selectaţi opţiunea ŞTERGERE INDICATOARE CATEGORIE.
F4.6: O sculă mare şi grea (stânga), respectiv o sculă grea (dar nu mare) (dreapta)
4. Apăsaţi tasta [ORIGIN] (origine) pentru a reseta tabelul Locaşuri magazie scule la valorile implicite. Aceasta va plasa scula 1 în arborele principal, scula 2 în locaşul 1, scula 3 în locaşul 2 etc. Aceasta şterge setările anterioare ale tabelului Locaşuri magazie scule şi resetează tabelul Locaşuri magazie scule pentru programul următor. Puteţi de asemenea să apăsaţi tasta [ORIGIN] (origine) şi să selectaţi ORDONARE TOATE LOCAŞURILE pentru a reseta tabelul Locaşuri magazie scule.
NOTĂ: Nu puteţi aloca un cod de sculă mai multor locaşuri ale magaziei descule. Dacă introduceţi un cod de sculă deja specificat în tabelulLocaşuri magazie scule, se va afişa o eroare Număr nevalabil.
5. Determinaţi dacă programul respectiv necesită eventuale scule mari. O sculă mare are un diametru mai mare de 3” pentru maşini cu con ISO 40, respectiv mai mare de 4” pentru maşini cu con ISO 50. Dacă programul dumneavoastră nu necesită scule mari, treceţi la pasul 7.
6. Organizaţi sculele astfel încât să corespundă programului dumneavoastră CNC. Determinaţi poziţiile numerice ale sculelor mari şi indicaţi locaşurile respective ca „mari” în tabelul Locaşuri magazie scule. Pentru a indica un locaş al magaziei de scule ca „mare”, defilaţi până la locaşul respectiv şi apăsaţi tasta [L], apoi tasta [ENTER] (execuţie).
1 2
100

Operaţie
ATENŢIE: Nu puteţi plasa o sculă mare în schimbătorul de scule dacă unul sauambele locaşuri învecinate conţin deja scule. În caz contrar,schimbătorul de scule va intra în coliziune. Sculele mari trebuie săaibă locaşurile învecinate goale. Însă, două scule mari pot împărţiacelaşi locaş gol învecinat.
7. Introduceţi scula 1 (tireta mai întâi) în arborele principal. Rotiţi scula astfel încât cele două degajări din portcuţit să fie aliniate cu proeminenţele arborelui principal. Împingeţi scula în sus în timp ce apăsaţi butonul Tool release (eliberare sculă). Când scula este fixată în arborele principal, eliberaţi butonul Tool release (eliberare sculă).
F4.7: Introducerea unei scule în arborele principal: [1] Butonul Tool release (eliberare sculă).
Schimbătorul de scule lateral de mare viteză
Schimbătorul de scule lateral de mare viteză are un indicativ suplimentar pentru scule, şianume „Grea”. Sculele ce cântăresc peste 4 livre sunt considerate a fi scule grele. Trebuiesă indicaţi sculele grele printr-un H (Notă: Toate sculele mari sunt considerate grele). Încursul funcţionării, un „h” în tabelul de scule indică o sculă grea într-un locaş mare.
Ca măsură de precauţie, schimbătorul de scule va funcţiona la maximum 25% din vitezanormală dacă se schimbă la o sculă grea. Viteza de urcare/ coborâre a locaşului nu estemicşorată. Unitatea de comandă resetează viteza la nivelul rapid implicit odată încheiatăschimbarea sculei. Contactaţi Reprezentanţa Haas (HFO) pentru asistenţă dacă aveţiprobleme la schimbarea unor scule neuzuale sau extreme.
H - Grea, dar nu neapărat mare (sculele mari reclamă locaşuri goale de o parte şi de alta).
h - Sculă grea de diametru mic într-un locaş indicat a fi pentru o sculă mare (trebuie să aibălocaşuri goale de o parte şi de alta). Indicaţiile cu minuscule „h” şi „l” sunt plasate de cătreunitatea de comandă; nu introduceţi un indicativ cu minuscule „h” sau „l” în tabelul de scule.
1
101
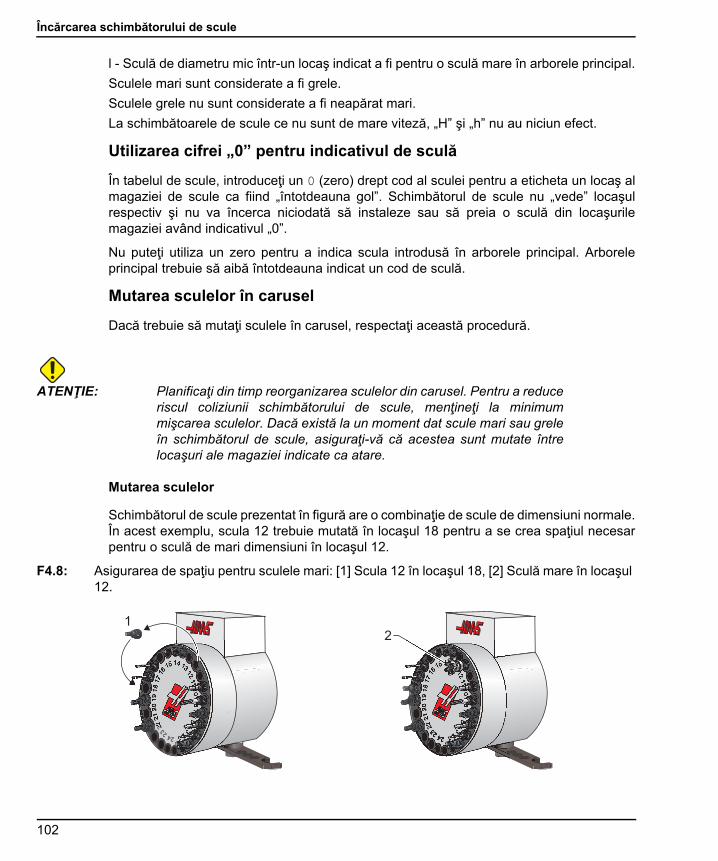
Încărcarea schimbătorului de scule
l - Sculă de diametru mic într-un locaş indicat a fi pentru o sculă mare în arborele principal.
Sculele mari sunt considerate a fi grele.
Sculele grele nu sunt considerate a fi neapărat mari.
La schimbătoarele de scule ce nu sunt de mare viteză, „H” şi „h” nu au niciun efect.
Utilizarea cifrei „0” pentru indicativul de sculă
În tabelul de scule, introduceţi un 0 (zero) drept cod al sculei pentru a eticheta un locaş almagaziei de scule ca fiind „întotdeauna gol”. Schimbătorul de scule nu „vede” locaşulrespectiv şi nu va încerca niciodată să instaleze sau să preia o sculă din locaşurilemagaziei având indicativul „0”.
Nu puteţi utiliza un zero pentru a indica scula introdusă în arborele principal. Arboreleprincipal trebuie să aibă întotdeauna indicat un cod de sculă.
Mutarea sculelor în carusel
Dacă trebuie să mutaţi sculele în carusel, respectaţi această procedură.
ATENŢIE: Planificaţi din timp reorganizarea sculelor din carusel. Pentru a reduceriscul coliziunii schimbătorului de scule, menţineţi la minimummişcarea sculelor. Dacă există la un moment dat scule mari sau greleîn schimbătorul de scule, asiguraţi-vă că acestea sunt mutate întrelocaşuri ale magaziei indicate ca atare.
Mutarea sculelor
Schimbătorul de scule prezentat în figură are o combinaţie de scule de dimensiuni normale.În acest exemplu, scula 12 trebuie mutată în locaşul 18 pentru a se crea spaţiul necesarpentru o sculă de mari dimensiuni în locaşul 12.
F4.8: Asigurarea de spaţiu pentru sculele mari: [1] Scula 12 în locaşul 18, [2] Sculă mare în locaşul 12.
12
102

Operaţie
1. Selectaţi modul MDI. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente) şi defilaţi până la ecranul TABEL LOCAŞURI MAGAZIE SCULE. Verificaţi codul sculei aflate în locaşul 12.
2. Tastaţi Tnn (unde nn este codul sculei de la pasul 1). Apăsaţi tasta [ATC FWD] (ATC înainte). Aceasta determină plasarea sculei din locaşul 12 în arborele principal.
3. Tastaţi P18, apoi apăsaţi tasta [ATC FWD] (ATC înainte) pentru a plasa scula aflată în arborele principal în locaşul 18.
4. Defilaţi până la locaşul 12 din tabelul Locaşuri magazie scule şi apăsaţi tasta L, apoi tasta [ENTER] (execuţie) pentru a indica locaşul respectiv ca fiind „mare”.
5. Introduceţi codul sculei la rubrica ARB.PR. (arbore principal) în tabelul Locaşuri magazie scule. Introduceţi scula în arborele principal.
NOTĂ: Sculele foarte mari pot fi de asemenea programate. O sculă „foartemare” este una care ocupă până la trei locaşuri; diametrul sculei vaacoperi locaşurile sculelor de pe ambele părţi ale locaşului în care esteinstalată. Solicitaţi HFO să modifice parametrul 315:3 în 1 dacă estenecesară o sculă cu astfel de dimensiuni. Tabelul de scule trebuieactualizat, deoarece acum sunt necesare două locaşuri goale întredouă scule foarte mari.
6. Introduceţi P12 în unitatea de comandă şi apăsaţi tasta [ATC FWD] (ATC înainte). Scula va fi plasată în locaşul 12.
Schimbătorul de scule tip umbrelă
Sculele sunt încărcate în schimbătorul de scule tip umbrelă prin instalarea mai întâi a sculeiîn arborele principal. Pentru a încărca o sculă în arborele principal, pregătiţi scula şi apoiparcurgeţi paşii următori:
1. Asiguraţi-vă că sculele încărcate au tireta de tipul corect pentru freza respectivă.
2. Apăsaţi tasta [MDI/DNC] (introducere manuală date/comandă numerică directă) pentru a accesa modul MDI.
3. Organizaţi sculele astfel încât să corespundă programului CNC.
4. Luaţi scula în mână şi introduceţi-o (tireta mai întâi) în arborele principal. Rotiţi scula astfel încât cele două degajări din portcuţit să fie aliniate cu proeminenţele arborelui principal. Împingeţi scula în sus în timp ce apăsaţi butonul Tool release (eliberare sculă). Când scula este fixată în arborele principal, eliberaţi butonul Tool release (eliberare sculă).
5. Apăsaţi tasta [ATC FWD] (ATC înainte).
6. Repetaţi paşii 4 şi 5 pentru celelalte scule până când sunt încărcate toate sculele.
103

Redresarea schimbătorului de scule tip umbrelă
4.10.2 Redresarea schimbătorului de scule tip umbrelă
Dacă schimbătorul de scule se blochează, unitatea de comandă va intra automat în starede alarmă. Pentru a corecta acest lucru:
AVERTISMENT: Nu apropiaţi mâinile de schimbătorul de scule decât dacă este apăsatmai întâi butonul Emergency Stop (oprire de urgenţă).
1. Apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă).
2. Eliminaţi cauza blocajului.
3. Apăsaţi tasta [RESET] (resetare) pentru a şterge alarmele.
4. Apăsaţi tasta [RECOVER] (redresare) şi urmaţi instrucţiunile pentru a reseta schimbătorul de scule.
4.10.3 Note referitoare la programarea SMTC
Preapelarea sculei
Pentru a economisi timp, unitatea de comandă anticipează până la 80 de linii aleprogramului pentru a executa şi pregăti mişcările maşinii şi schimbările sculelor. Cândunitatea de comandă constată la anticipare că urmează o schimbare a sculei, aceasta vaaşeza în poziţie următoarea sculă din program. Această operaţie se numeşte „preapelareasculei”.
Unele comenzi din program dezactivează funcţia de anticipare. Dacă programuldumneavoastră include astfel de comenzi înainte de următoarea schimbare a sculei,unitatea de comandă nu va preapela scula următoare. Aceasta poate determina o rularemai lentă a programului, deoarece maşina trebuie să aştepte ca scula următoare să sedeplaseze în poziţie înainte să poată schimba scula.
Comenzi din program ce dezactivează funcţia de anticipare:
• Comenzi de selectare a decalajului de origine (G54, G55 etc.)
• G103 Limitarea anticipării blocurilor, atunci când este programată fără o adresă Psau cu o adresă P diferită de zero
• M01 Oprirea opţională
• M00 Oprirea programului
• Separatoare de ştergere bloc (/)
• Un număr mare de blocuri de program executate în mare viteză
Pentru a vă asigura că unitatea de comandă preapelează scula următoare fără anticipare,puteţi comanda deplasarea caruselului în poziţia sculei următoare imediat după o comandăde schimbare a sculei, conform fragmentului de cod următor:
T01 M06 (SCHIMBARE SCULĂ) ;T02 (PREAPELARE SCULĂ URMĂTOARE) ;
104

Operaţie
;
4.10.4 Redresarea SMTC
Dacă a apărut o problemă în cursul schimbării sculei, se impune redresarea schimbătoruluide scule. Accesaţi modul Redresarea schimbătorului de scule astfel:
1. Apăsaţi tasta [RECOVER] (redresare). Unitatea de comandă va încerca mai întâi o redresare automată.
2. În ecranul de redresare a schimbătorului de scule, apăsaţi tasta [A] pentru a iniţia redresarea automată, respectiv tasta [E] pentru a ieşi. Dacă redresarea automată eşuează, apare opţiunea de redresare manuală.
3. Apăsaţi tasta [M] pentru a continua.
4. În modul manual, urmaţi instrucţiunile şi răspundeţi la întrebări pentru a executa o redresare corespunzătoare a schimbătorului de scule. Trebuie parcurs întregul proces de redresare a schimbătorului de scule înainte să se iasă din acest mod. Porniţi rutina de la început dacă ieşiţi prematur din aceasta.
4.10.5 Panoul de comutare uşă SMTC
Frezele cum ar fi MDC, EC-300 şi EC-400 dispun de un panou auxiliar pentru facilitareaîncărcării sculelor. Comutatorul pentru schimbare manuală/automată sculă trebuie setat înpoziţia „Funcţionare automată” pentru o operaţie automată de schimbare a sculei. Dacăacesta este setat în poziţia „Manual”, celelalte două butoane, prevăzute cu simbolurilepentru sens orar şi sens antiorar, sunt activate, iar schimbările automate ale sculelor suntdezactivate. Uşa este prevăzută cu un senzor ce detectează când aceasta este deschisă.
F4.9: Simbolurile de pe panoul de comutare a uşii schimbătorului de scule: [1] Rotirea caruselului schimbătorului de scule în sens antiorar, [2] Rotirea caruselului schimbătorului de scule în sens orar, [3] Comutatorul pentru schimbare sculă - Selectare funcţionare manuală, [4] Comutatorul pentru schimbare sculă - Funcţionare automată.
1 2
34
105

Setarea corecţiilor/decalajelor
Funcţionarea uşii SMTC
Dacă uşa carcasei este deschisă în timp ce se produce schimbarea sculei, schimbareasculei este oprită şi este reluată atunci când se închide uşa. Eventuale operaţii deprelucrare aflate în curs nu vor fi întrerupte.
Dacă se aduce comutatorul în poziţia „Manual” în timp ce o schimbare a sculei este în curs,mişcarea curentă a schimbătorului de scule va fi finalizată. Următoarea schimbare a sculeinu va fi executată până când nu este adus comutatorul înapoi în poziţia „Automat”.Eventuale operaţii de prelucrare aflate în curs nu vor fi întrerupte.
Caruselul se va roti cu câte o poziţie de fiecare dată când este apăsat butonul pentru sensorar sau sens antiorar, cu comutatorul setat în poziţia „Manual”.
În cursul redresării schimbătorului de scule, dacă uşa carcasei este deschisă sau dacăpoziţia comutatorului este „Manual” şi este apăsat butonul [RECOVER] (redresare), seafişează un mesaj ce informează operatorul că uşa este deschisă sau că este cuplat modulmanual. Operatorul trebuie să închidă uşa şi să seteze comutatorul în poziţia Auto pentrua putea continua.
4.11 Setarea piesei
Utilizarea sistemului de suport piesă corect este importantă pentru siguranţă şi pentruobţinerea rezultatelor dorite la prelucrare. Există numeroase sisteme de suport piesăopţionale disponibile pentru diferitele aplicaţii. Contactaţi HFO sau furnizorul de sisteme desuport piesă pentru consultanţă în acest sens.
F4.10: Exemple de setare a piesei: [1] Bridă de fixare, [2] Mandrină, [3] Menghină.
4.11.1 Setarea corecţiilor/decalajelor
Pentru a se prelucra cu precizie o piesă, freza trebuie să ştie exact unde este amplasatăpiesa pe masă şi distanţa de la vârful sculei până în partea superioară a piesei (decalajulsculei faţă de poziţia de origine).
Pentru introducerea manuală a corecţiilor/decalajelor:
1
2
3
106

Operaţie
1. Selectaţi una dintre paginile de corecţii/decalaje.
2. Deplasaţi cursorul în coloana dorită.
3. Tastaţi valoarea corecţiei/decalajului pe care doriţi să o utilizaţi.
4. Apăsaţi tasta [ENTER] (execuţie) sau [F1].
Valoarea este introdusă în coloană.
5. Introduceţi o valoare pozitivă sau negativă şi apăsaţi tasta [ENTER] (execuţie) pentru a adăuga valoarea introdusă la numărul din coloana selectată; apăsaţi tasta [F1] pentru a înlocui numărul din coloană.
Modul avans rapid
Modul avans rapid vă permite să avansaţi rapid axele maşinii într-o poziţie dorită. Înaintesă puteţi avansa rapid o axă, trebuie să fie stabilită poziţia de origine. Unitatea de comandăstabileşte poziţia de origine la iniţializarea maşinii. Consultaţi la pagina 77 pentru informaţiisuplimentare referitoare la procedura de iniţializare a maşinii.
Pentru a accesa modul avans rapid:
1. Apăsaţi tasta [HANDLE JOG] (manetă de avans rapid).
2. Apăsaţi tasta aferentă axei dorite ([+X], [-X], [+Y],[-Y], [+Z], [-Z], [+A/C] sau [-A/C], [+B] sau [-B]).
3. Există diferite trepte de creştere a vitezei ce pot fi utilizate în modul avans rapid; acestea sunt [.0001], [.001], [.01] şi [.1]. Puteţi utiliza de asemenea maneta opţională de comandă avans rapid de la distanţă (RJH) pentru avansarea rapidă a axelor.
4. Apăsaţi şi menţineţi apăsate butoanele de avans rapid manual sau utilizaţi comanda [HANDLE JOG] (manetă de avans rapid) pentru a deplasa axele.
107

Setarea corecţiilor/decalajelor
Setarea decalajului pentru poziţia de zero a piesei
Pentru a se prelucra o piesă de prelucrat (piesă), freza trebuie să ştie exact unde esteamplasată piesa pe masă. Puteţi utiliza un dispozitiv de găsire muchie, un palpatorelectronic sau numeroase alte instrumente sau metode pentru a stabili punctul de zero alpiesei. Pentru a seta decalajul pentru poziţia de zero a piesei cu un indicator mecanic:
F4.11: Part Zero Set (setare poziţie de zero piesă)
1. Aşezaţi materialul [1] în menghină şi strângeţi-l.
2. Introduceţi scula de calibrare [2] în arborele principal.
3. Apăsaţi tasta [HANDLE JOG] (manetă avans rapid) [E].
4. Apăsaţi tasta [.1/100.] [F] (freza se va deplasa cu viteză mare atunci când este rotită maneta).
5. Apăsaţi tasta [+Z] [A].
6. Avansaţi manual [J] axa Z până la aproximativ 1" deasupra piesei.
7. Apăsaţi tasta [.001/1.] [G] (freza se va deplasa cu viteză mică atunci când este rotită maneta).
8. Avansaţi manual [J] axa Z până la aproximativ. 0.2" deasupra piesei.
9. Selectaţi una dintre axele X şi Y [I] şi avansaţi manual [J] scula până în colţul din stânga sus al piesei (conform figurii [9]).
10. Apăsaţi tasta [OFFSET] (corecţie) [C] până când este activat panoul Decalaj de origine activ.
11. Deplasaţi cursorul [H] până la G54, coloana Axa X.
A D F
H
B E
I
C
GJ
1
29
108

Operaţie
ATENŢIE: La pasul următor, nu apăsaţi a treia oară tasta [PART ZERO SET](setare poziţie de zero piesă); astfel s-ar introduce valoarea în coloanaAxa Z. Aceasta ar cauza o coliziune sau o alarmă pentru axa Z atuncicând este rulat programul.
12. Apăsaţi tasta [PART ZERO SET] (setare poziţie de zero piesă) [B] pentru a introduce valoarea în coloana Axa X. A doua apăsare a tastei [PART ZERO SET] (setare poziţie de zero piesă) [B] introduce valoarea în coloana Axa Y.
Setarea corecţiei sculei
Următorul pas este acela de a palpa sculele. Astfel se defineşte distanţa dintre vârful sculeişi suprafaţa superioară a piesei de prelucrat. O altă denumire pentru această mărime este„corecţia lungimii sculei”, ce este indicată cu H în linia codului de maşină. Distanţa pentrufiecare sculă este introdusă în tabelul Corecţii scule.
F4.12: Setarea corecţiei sculei Cu axa Z în poziţia de origine, corecţia pentru lungimea sculei este măsurată de la vârful sculei [1] până în partea superioară a piesei [2].
1. Încărcaţi scula în arborele principal [1].
2. Apăsaţi tasta [HANDLE JOG] (manetă de avans rapid) [F].
3. Apăsaţi tasta [.1/100.] [G] (freza se va deplasa cu viteză mare atunci când este rotită maneta).
4. Selectaţi una dintre axele X şi Y [J] şi avansaţi manual [K] scula până în apropierea centrului piesei.
5. Apăsaţi tasta [+Z] [C].
6. Avansaţi manual [K] axa Z până la aproximativ 1" deasupra piesei.
7. Apăsaţi tasta [.0001/.1] [H] (freza se va deplasa cu viteză mică atunci când este rotită maneta).
8. Plasaţi o coală de hârtie între sculă şi piesa de prelucrat. Coborâţi cu atenţie scula cât mai aproape de partea superioară a piesei, astfel încât să mai puteţi totuşi mişca hârtia.
9. Apăsaţi tasta [OFFSET] (corecţie) [D].
B FD
IK
C
H
E
J
GA
1
2
109
Modul Grafic
10. Apăsaţi tasta [PAGE UP] (pagina anterioară) [E] până când se afişează fereastra Corecţii scule program. Defilaţi până la scula #1.
11. Aduceţi cursorul [I] la geometria pentru poziţia #1.
12. Apăsaţi tasta [TOOL OFFSET MEASURE] (măsurare corecţie sculă) [A].
ATENŢIE: Pasul următor va determina deplasarea rapidă a arborelui principal peaxa Z.
13. Apăsaţi tasta [NEXT TOOL] (scula următoare) [B].
14. Repetaţi procesul de corecţie pentru fiecare sculă.
Setări suplimentare ale sculelor
Există alte pagini de setare a sculelor în cadrul modului comenzi curente.
1. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente) şi utilizaţi tastele [PAGE UP]/[PAGE DOWN] (pagina anterioară/următoare) pentru a naviga printre pagini.
2. Prima este pagina cu menţiunea „Încărcare sculă” în partea superioară a paginii. Puteţi adăuga o limită de încărcare a sculei. Unitatea de comandă va lua aceste valori ca referinţă, putând fi setată să execute o acţiune specifică în cazul atingerii limitelor respective. A se vedea setarea 84 (pagina 383) pentru informaţii suplimentare referitoare la acţiunile la atingerea limitelor sculei.
3. A doua pagină este pagina „Durata de viaţă a sculei”. Pe această pagină există o coloană intitulată „Alarme”. Programatorul poate introduce o valoare în această coloană ce va determina oprirea maşinii odată atinsă perioada de timp specificată pentru utilizarea sculei.
4.12 Funcţii
Funcţii de operare Haas:
• Modul Grafic
• Operarea simulării
• Editarea în fundal
• Cronometrul de suprasolicitare axă
4.12.1 Modul Grafic
Un mod sigur de a depana un program presupune rularea acestuia în modul Grafic. Nu seproduce nicio mişcare pe maşină, mişcările fiind ilustrate în schimb pe ecran.
Afişajul Grafic dispune de o serie de funcţii:
110

Operaţie
• Zona de ajutor taste Partea din stânga jos a panoului de afişare grafică este zonade ajutor pentru tastele funcţionale. Tastele funcţionale disponibile curent suntafişate aici însoţite de o scurtă descriere a modului de utilizare.
• Fereastra de localizare În partea din dreapta jos a afişajului este prezentatăîntreaga suprafaţă a mesei şi se indică poziţia curentă a sculei în cursul simulării.
• Fereastra pentru traiectoria sculei În centrul afişajului există o fereastră mare încare este prezentată o vedere a zonei de lucru. Aceasta prezintă pictograma uneiscule şi traiectoriile sculei în cursul unei simulări grafice a programului.
NOTĂ: Mişcarea de avans este afişată cu linii continue subţiri. Deplasărilerapide sunt afişate cu linii punctate. Setarea 4 dezactivează afişarealiniilor punctate. Locurile în care se utilizează un ciclu închis de găuriresunt marcate cu un X. Setarea 5 dezactivează afişarea X-ului.
• Reglarea focalizării Apăsaţi tasta [F2] pentru a se afişa un dreptunghi (fereastră defocalizare) ce indică suprafaţa ce urmează a fi mărită. Utilizaţi tasta [PAGE DOWN](pagina următoare) pentru a micşora distanţa focală (mărire), respectiv [PAGE UP](pagina anterioară) pentru a creşte distanţa focală (micşorare). Utilizaţi tastele săgeţipentru a deplasa fereastra de focalizare în poziţia dorită şi apăsaţi tasta [ENTER](execuţie) pentru a finaliza focalizarea şi a redimensiona fereastra pentru traiectoriasculei. Fereastra de localizare (imagine micşorată în colţul din dreapta jos) prezintăîntreaga suprafaţă a mesei, cu o evidenţiere a punctului în care este focalizatăfereastra pentru traiectoria sculei. Fereastra pentru traiectoria sculei este ştearsăcând este focalizată, iar programul trebuie rulat din nou pentru vizualizareatraiectoriei sculei. Apăsaţi tasta [F2] şi apoi tasta [HOME] (origine) pentru a extindefereastra pentru traiectoria sculei astfel încât să acopere întreaga zonă de lucru.
• Linia de zero a piesei pentru axa Z Linia orizontală afişată pe bara axei Z în colţuldin dreapta sus al graficului pentru a indica poziţia decalajului de origine curentpentru axa Z plus lungimea sculei curente. În timpul rulării unui program, porţiuneaumbrită a barei indică profunzimea mişcării axei Z. Puteţi urmări poziţia vârfului sculeiîn raport cu poziţia de zero a piesei pe axa Z pe măsură ce este rulat programul.
• Starea de control Partea din stânga jos a ecranului afişează starea de control.Aceasta este similară ultimelor patru linii ale tuturor celorlalte afişaje.
• Panoul de poziţie Panoul de poziţie afişează poziţiile axelor la fel cum ar face-o încursul unei prelucrări efective.
• Viteza de simulare [F3] reduce viteza de simulare, iar [F4] măreşte vitezade simulare.
Modul Grafic poate fi accesat din modurile Memorie, MDI, DNC sau Editare. Pentru a rulaun program:
111

Funcţionarea simulată
1. Apăsaţi tasta [SETTING/GRAPHIC] (setări/grafic) până când se afişează pagina GRAFIC. Sau apăsaţi butonul [CYCLE START] (pornire ciclu) din panoul Program activ în modul Editare pentru a accesa modul Grafic.
2. Pentru a rula DNC în modul Grafic, apăsaţi tasta [MDI/DNC] până când se activează modul DNC, apoi deschideţi pagina GRAFIC şi transmiteţi programul către unitatea de comandă a maşinii (consultaţi secţiunea DNC).
3. Apăsaţi butonul [CYCLE START] (pornire ciclu).
NOTĂ: Nu toate funcţiile sau mişcările maşinii sunt simulate în grafice.
4.12.2 Funcţionarea simulată
ATENŢIE: Maşina execută toate mişcările exact aşa cum au fost programate. Nuutilizaţi o piesă de prelucrat în maşină în timp ce funcţia simulare esteactivată.
Funcţia simulare este utilizată pentru a se verifica rapid un program fără a se prelucraefectiv vreo piesă. Pentru a selecta funcţionarea simulată:
1. În modul MEM sau MDI, apăsaţi tasta [DRY RUN] (simulare).
În modul Simulare, toate avansurile rapide şi avansurile de lucru sunt rulate la vitezele selectate cu ajutorul butoanelor de avans rapid.
2. Simularea poate fi activată sau dezactivată numai atunci când un program este finalizat sau când este apăsată tasta [RESET] (resetare). Simularea execută toate mişcările X Y Z comandate şi face schimbările necesare ale sculelor. Tastele de control manual pot fi utilizate pentru reglarea turaţiei arborelui principal.
NOTĂ: Modul Grafic este pe cât de util, pe atât de sigur, deoarece acesta nudeplasează axele maşinii înainte ca programul să fie verificat.
4.12.3 Cronometrul de suprasolicitare axă
Când pentru arborele principal sau o axă se înregistrează o suprasolicitare de 180%, estepornit un cronometru, ce este afişat în panoul POZIŢIE. Cronometrul porneşte de la 1.5minute şi face o numărătoare inversă spre zero. O alarmă de suprasolicitare axăSUPRASARCINĂ SERVO este afişată atunci când perioada respectivă de timp a expirat.
112

Operaţie
4.13 Rularea programelorOdată încărcat un program pe maşină şi corecţiile/decalajele setate, pentru a rulaprogramul:
1. Apăsaţi butonul [CYCLE START] (pornire ciclu).
2. Vă recomandăm să rulaţi programul în modul Simulare sau Grafic înainte să executaţi orice operaţie de aşchiere.
4.14 Oprire rulare - Avans rapid - ContinuareAceastă funcţie vă permite să opriţi un program în curs de rulare, să îndepărtaţi scula depiesă, apoi să reluaţi execuţia programului.
1. Apăsaţi tasta [FEED HOLD] (oprire avans).
Mişcarea axelor încetează. Arborele principal continuă să se rotească.
2. Apăsaţi tasta [X], [Y] sau [Z], apoi apăsaţi tasta [HANDLE JOG] (manetă de avans rapid). Unitatea de comandă va memora poziţiile curente pe axele X, Y şi Z.
NOTĂ: Puteţi avansa doar axele X, Y şi Z în acest mod.
3. Unitatea de comandă afişează mesajul Avans rapid de îndepărtare. Utilizaţi maneta de avans rapid sau tastele de avans pentru a îndepărta scula de piesă. Puteţi comanda lichidul de răcire cu tasta [AUX CLNT] (lichid de răcire auxiliar) sau tasta [COOLANT] (lichid de răcire). Puteţi porni sau opri arborele principal cu tastele [CW] (sens orar), [CCW] (sens antiorar) şi [STOP] (oprire). Puteţi de asemenea elibera scula pentru a înlocui inserţiile.
ATENŢIE: Când reporniţi programul, unitatea de comandă utilizează decalajeleanterioare pentru poziţia de revenire. De aceea, este nesigur şinerecomandat să se schimbe sculele şi corecţiile/decalajele atuncicând programul este întrerupt.
4. Avansaţi rapid într-o poziţie cât mai apropiată posibil de poziţia memorată sau într-o poziţie pentru care există o traiectorie rapidă neobstrucţionată pentru revenirea în poziţia memorată.
5. Apăsaţi tasta [MEMORY] (memorie) sau [MDI/DNC] (introducere manuală date/comandă numerică directă) pentru a reveni în modul Rulare. Unitatea de comandă va continua numai dacă reveniţi în modul în care se afla maşina atunci când aţi oprit programul.
113

Cronometrul de suprasolicitare axă
6. Apăsaţi butonul [CYCLE START] (pornire ciclu). Unitatea de comandă va afişa mesajul Avans rapid de revenire şi se va avansa rapid axele X şi Y la 5% în poziţia în care aţi apăsat tasta [FEED HOLD] (oprire avans). Apoi se va reveni pe axa Z. Dacă apăsaţi butonul [FEED HOLD] (oprire avans) în cursul unei mişcări, mişcarea axelor se opreşte, iar unitatea de comandă va afişa mesajul Oprire avans rapid de revenire. Apăsaţi butonul [CYCLE START] (pornire ciclu) pentru a se relua mişcarea de avans rapid de revenire. Unitatea de comandă va reveni în starea de oprire avans atunci când mişcarea este încheiată.
ATENŢIE: Unitatea de comandă nu va urma aceeaşi traiectorie utilizată pentruavansul rapid de îndepărtare.
7. Apăsaţi din nou butonul [CYCLE START] (pornire ciclu) şi programul îşi va relua funcţionarea.
ATENŢIE: Dacă setarea 36 este ACTIVATĂ, unitatea de comandă scaneazăprogramul pentru a se asigura că maşina este în starea corectă(sculele, corecţiile, decalajele, codurile G şi M etc.), astfel încât să secontinue în siguranţă programul. Dacă setarea 36 esteDEZACTIVATĂ, unitatea de comandă nu scanează programul.Aceasta poate conduce la economii de timp, dar poate cauza ocoliziune în cazul unui program neverificat.
4.15 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
114

Programarea
Capitolul 5: Programarea
5.1 Programele numerotatePentru a crea un program nou:
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe) pentru a accesa afişajul programului şi modul Listă de programe.
2. Introduceţi un număr de program (Onnnnn) şi apăsaţi tasta [SELECT PROGRAM] (selectare program) sau [ENTER] (execuţie).
NOTĂ: Nu utilizaţi numerele de program O09XXX atunci când creaţi noiprograme. Programele macro utilizează frecvent cifre în acest bloc, iarsuprascrierea acestora poate cauza funcţionarea defectuoasă sauoprirea funcţiilor maşinii.
Dacă programul există, unitatea de comandă îl setează ca program activ (consultaţi la pagina 80 pentru informaţii suplimentare referitoare la programul activ). Dacă programul nu există încă, unitatea de comandă îl creează şi îl setează ca program activ.
3. Apăsaţi tasta [EDIT] (editare) pentru a lucra cu noul program. Un program nou conţine doar numărul programului şi un caracter de încheiere a blocului (punct şi virgulă).
5.2 Editoarele de programeUnitatea de comandă Haas dispune de (3) editoare de programe diferite: editorul MDI,editorul avansat şi editorul FNC.
115
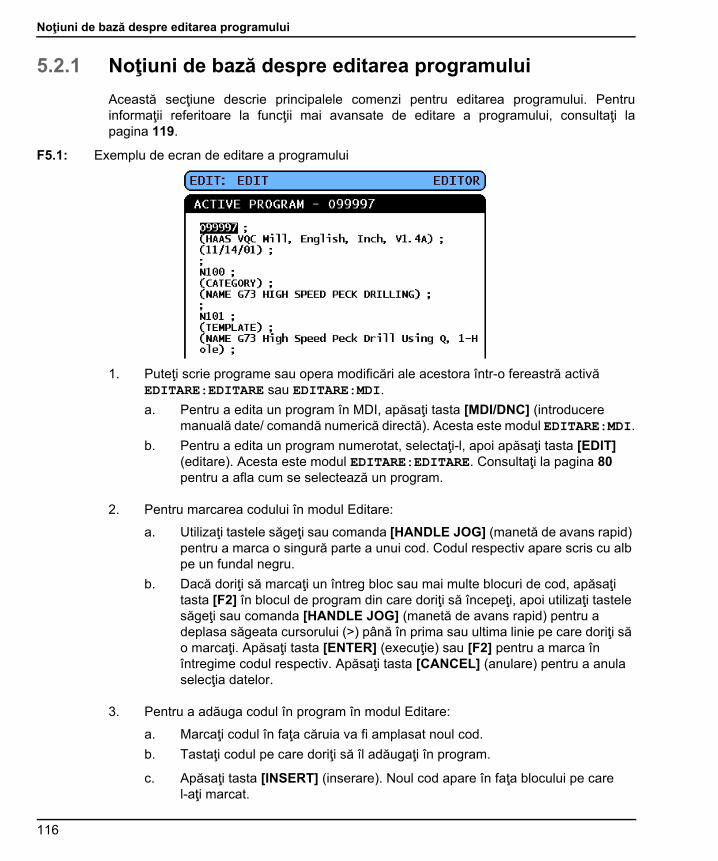
Noţiuni de bază despre editarea programului
5.2.1 Noţiuni de bază despre editarea programului
Această secţiune descrie principalele comenzi pentru editarea programului. Pentruinformaţii referitoare la funcţii mai avansate de editare a programului, consultaţi lapagina 119.
F5.1: Exemplu de ecran de editare a programului
1. Puteţi scrie programe sau opera modificări ale acestora într-o fereastră activă EDITARE:EDITARE sau EDITARE:MDI.
a. Pentru a edita un program în MDI, apăsaţi tasta [MDI/DNC] (introducere manuală date/ comandă numerică directă). Acesta este modul EDITARE:MDI.
b. Pentru a edita un program numerotat, selectaţi-l, apoi apăsaţi tasta [EDIT] (editare). Acesta este modul EDITARE:EDITARE. Consultaţi la pagina 80 pentru a afla cum se selectează un program.
2. Pentru marcarea codului în modul Editare:
a. Utilizaţi tastele săgeţi sau comanda [HANDLE JOG] (manetă de avans rapid) pentru a marca o singură parte a unui cod. Codul respectiv apare scris cu alb pe un fundal negru.
b. Dacă doriţi să marcaţi un întreg bloc sau mai multe blocuri de cod, apăsaţi tasta [F2] în blocul de program din care doriţi să începeţi, apoi utilizaţi tastele săgeţi sau comanda [HANDLE JOG] (manetă de avans rapid) pentru a deplasa săgeata cursorului (>) până în prima sau ultima linie pe care doriţi să o marcaţi. Apăsaţi tasta [ENTER] (execuţie) sau [F2] pentru a marca în întregime codul respectiv. Apăsaţi tasta [CANCEL] (anulare) pentru a anula selecţia datelor.
3. Pentru a adăuga codul în program în modul Editare:
a. Marcaţi codul în faţa căruia va fi amplasat noul cod.
b. Tastaţi codul pe care doriţi să îl adăugaţi în program.
c. Apăsaţi tasta [INSERT] (inserare). Noul cod apare în faţa blocului pe care l-aţi marcat.
116

Programarea
4. Pentru a înlocui codul în modul Editare:
a. Marcaţi codul pe care doriţi să îl înlocuiţi.
b. Tastaţi codul cu care doriţi să înlocuiţi codul marcat.
c. Apăsaţi tasta [ALTER] (schimbare). Noul cod înlocuieşte codul marcat.
5. Pentru a şterge caractere sau comenzi în modul Editare:
a. Marcaţi textul pe care doriţi să îl ştergeţi.
b. Apăsaţi tasta [DELETE] (ştergere). Codul pe care l-aţi marcat este eliminat din program.
NOTE: Unitatea de comandă salveză programele în MEMORIE pe măsură ceintroduceţi fiecare linie. Pentru a salva programele pe USB, HD sau înpartiţia de reţea, consultaţi secţiunea Editorul Haas (FNC) de lapagina 128.
6. Apăsaţi tasta [UNDO] (refacere) pentru a reveni asupra ultimelor până la (9) modificări.
5.2.2 Editarea în fundal
Editarea în fundal vă permite să editaţi un program în timp ce este rulat un alt program.
1. Apăsaţi tasta [EDIT] (editare) până când este activat panoul de editare în fundal (Program inactiv) în partea dreaptă a ecranului.
2. Apăsaţi tasta [SELECT PROGRAM] (selectare program) pentru a selecta din listă un program pentru editarea în fundal (programul trebuie să se afle în memorie).
3. Apăsaţi tasta [ENTER] (execuţie) pentru a începe editarea în fundal.
4. Pentru a selecta un alt program pentru editarea în fundal, apăsaţi tasta [SELECT PROGRAM] (selectare program) din panoul de editare în fundal şi alegeţi un nou program din listă.
5. Toate modificările făcute în cursul editării în fundal nu vor afecta programul în curs de rulare, nici subprogramele acestuia. Modificările vor avea efect cu proxima ocazie cu care este rulat programul. Pentru a ieşi din editarea în fundal şi a reveni la programul în curs de rulare, apăsaţi tasta [PROGRAM].
117

Introducerea manuală a datelor (MDI)
6. Butonul [CYCLE START] (pornire ciclu) nu poate fi utilizat în modul Editare în fundal. Dacă programul conţine o oprire programată (M00 sau M01), ieşiţi din modul Editare în fundal (apăsaţi tasta [PROGRAM]) şi apăsaţi butonul [CYCLE START](pornire ciclu) pentru a relua programul.
NOTĂ: Toate datele de la tastatură sunt orientate spre modul Editare în fundalatunci când o comandă M109 este activă şi este accesat modulEditare în fundal. Odată o editare încheiată (prin apăsarea tastei[PROGRAM]), intrările de la tastatură vor reveni la M109 pentruprogramul în curs de rulare.
5.2.3 Introducerea manuală a datelor (MDI)
Introducerea manuală a datelor (MDI) vă permite să comandaţi mişcările CNC automatefără a utiliza un program oficial. Datele introduse rămân în pagina de introducere a MDIpână când le ştergeţi.
F5.2: Exemplu de pagină de introducere a MDI
1. Apăsaţi tasta [MDI/DNC] (introducere manuală date/ comandă numerică directă) pentru a accesa modul MDI.
2. Tastaţi comenzile programului în fereastră. Apăsaţi butonul [CYCLE START] (pornire ciclu) pentru a executa comenzile.
3. Dacă doriţi să salvaţi programul creat în MDI ca program numerotat:
a. Apăsaţi tasta [HOME] (origine) pentru a poziţiona cursorul la începutul programului.
b. Tastaţi un nou număr de program. Numerele de program trebuie să respecte formatul standard al unui număr de program (Onnnnn).
c. Apăsaţi tasta [ALTER] (schimbare).
118

Programarea
Unitatea de comandă salveză programul în memorie şi şterge pagina de introducere a MDI. Puteţi găsi un program nou în tab-ul MEMORIE din meniul Manager dispozitive (apăsaţi tasta [LIST PROGRAM] - listă de programe).
4. Apăsaţi tasta [ERASE PROGRAM] (ştergere program) pentru a şterge complet datele din pagina de introducere a MDI.
5.2.4 Editorul avansat
Editorul avansat vă permite să editaţi programele cu ajutorul meniurilor de tip pop-up.
F5.3: Ecranul Editor avansat: [1] Panoul program activ, [2] Meniurile de tip pop-up, [3] Panoul program inactiv, [4] Memoria temporară, [5] Mesajele de ajutor sensibile la context.
1. Apăsaţi tasta [EDIT] (editare) pentru a accesa modul Editare.
2. Sunt disponibile două panouri de editare: un panou pentru programul activ şi un panou pentru un program inactiv. Apăsaţi tasta [EDIT] (editare) pentru a comuta între cele două panouri.
3. Apăsaţi tasta [SELECT PROGRAM] (selectare program).
Fereastra activă prezintă lista de programe din memorie, programul activ fiind marcat printr-un asterisc (*) plasat în faţa numelui acestuia.
4. Pentru a edita un program, tastaţi numărul programului (Onnnnn) sau selectaţi-l din lista de programe şi apăsaţi tasta [SELECT PROGRAM] (selectare program).
Programul se va deschide în fereastra activă.
5. Apăsaţi tasta [F4] pentru a deschide o altă copie a programului respectiv în panoul program inactiv dacă în acesta nu se află deja un alt program.
6. Puteţi de asemenea selecta un program diferit pentru panoul program inactiv. Apăsaţi tasta [SELECT PROGRAM] (selectare program) din panoul program inactiv şi selectaţi programul din listă.
ACTIVE PROGRAM - Onnnnn
INACTIVE PROGRAM - OnnnnnEDIT: EDIT
EDITOR HELP (PRESS F1 TO NAVIGATE) CLIPBOARD
1
5 4
3
2
EDITOR
119

Editorul avansat
7. Apăsaţi tasta [F4] pentru a schimba programele între cele două panouri (pentru a inactiva programul activ şi invers).
8. Utilizaţi maneta de avans rapid sau tastele săgeţi pentru a defila printre codurile de program.
9. Apăsaţi tasta [F1] pentru a accesa meniul de tip pop-up.
10. Utilizaţi tastele săgeţi [LEFT] (stânga) şi [RIGHT] (dreapta) pentru a selecta o opţiune de meniu (AJUTOR, MODIFICARE, CĂUTARE, EDITARE, PROGRAM), respectiv utilizaţi tastele [UP] (săgeată în sus) şi [DOWN] (săgeată în jos) sau maneta de avans rapid pentru a selecta o funcţie.
11. Apăsaţi tasta [ENTER] (execuţie) pentru a executa o comandă din meniu.
NOTĂ: Un panou de ajutor sensibil la context din colţul din stânga jos oferăinformaţii cu privire la funcţia selectată curent.
12. Utilizaţi tasta [PAGE UP]/[PAGE DOWN] (pagina anterioară/următoare) pentru a defila printre mesajele de ajutor. Acest mesaj prezintă de asemenea tastele rapide pe care le puteţi utiliza pentru anumite funcţii.
Meniul de tip pop-up Editor avansat
TMeniul de tip pop-up asigură accesul uşor la funcţiile editorului grupate pe 5 categorii:AJUTOR, MODIFICARE, CĂUTARE, EDITARE şi PROGRAMARE. Această secţiune descriefiecare categorie în parte şi opţiunile disponibile atunci când o selectaţi.
Apăsaţi tasta [F1] pentru a accesa meniul. Utilizaţi tastele săgeţi [LEFT] (stânga) şi[RIGHT] (dreapta) pentru a selecta din lista de categorii, respectiv tastele săgeţi [UP] (însus) şi [DOWN] (în jos) pentru a selecta o comandă din lista categoriei respective. Apăsaţitasta [ENTER] (execuţie) pentru a executa comanda.
120
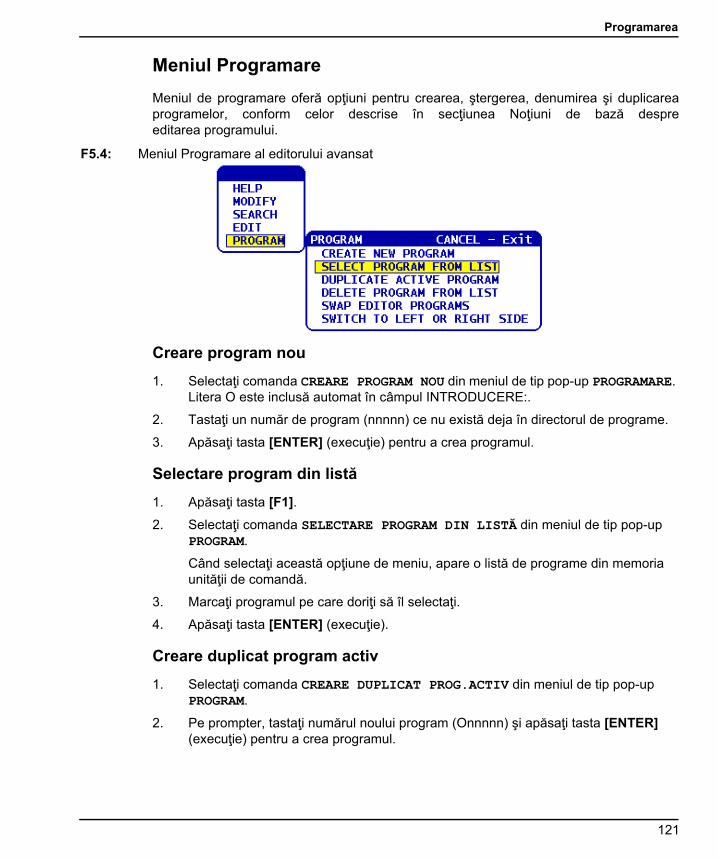
Programarea
Meniul Programare
Meniul de programare oferă opţiuni pentru crearea, ştergerea, denumirea şi duplicareaprogramelor, conform celor descrise în secţiunea Noţiuni de bază despreeditarea programului.
F5.4: Meniul Programare al editorului avansat
Creare program nou
1. Selectaţi comanda CREARE PROGRAM NOU din meniul de tip pop-up PROGRAMARE. Litera O este inclusă automat în câmpul INTRODUCERE:.
2. Tastaţi un număr de program (nnnnn) ce nu există deja în directorul de programe.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a crea programul.
Selectare program din listă
1. Apăsaţi tasta [F1].
2. Selectaţi comanda SELECTARE PROGRAM DIN LISTĂ din meniul de tip pop-up PROGRAM.
Când selectaţi această opţiune de meniu, apare o listă de programe din memoria unităţii de comandă.
3. Marcaţi programul pe care doriţi să îl selectaţi.
4. Apăsaţi tasta [ENTER] (execuţie).
Creare duplicat program activ
1. Selectaţi comanda CREARE DUPLICAT PROG.ACTIV din meniul de tip pop-up PROGRAM.
2. Pe prompter, tastaţi numărul noului program (Onnnnn) şi apăsaţi tasta [ENTER] (execuţie) pentru a crea programul.
121

Editorul avansat
Ştergere program din listă
1. Selectaţi comanda ŞTERGERE PROGRAM DIN LISTĂ din meniul de tip pop-up PROGRAM.
Când selectaţi această opţiune de meniu, apare o listă de programe din memoria unităţii de comandă.
2. Marcaţi un program sau marcaţi TOATE pentru a selecta toate programele din memorie în vederea ştergerii.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a şterge programele selectate.
Interschimbare programe editor
Această opţiune de meniu plasează programul activ în panoul program inactiv şi programulinactiv în panoul program activ.
1. Selectaţi comanda INTERSCHIMBARE PROGRAME EDITOR din meniul de tip pop-up PROGRAM.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a schimba programele între ele.
3. Puteţi de asemenea să apăsaţi tasta [F4] pentru a face acest lucru.
Comutare spre stânga/dreapta
Aceasta comută unitatea de comandă între programul activ şi cel inactiv pentru editare.Programele inactiv şi activ rămân în panourile aferente.
1. Selectaţi comanda COMUTARE SPRE STÂNGA / DREAPTA din meniul de tip pop-up PROGRAM.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a comuta între programul activ şi cel inactiv.
Meniul Editare
Meniul de editare oferă opţiuni de editare avansate în completarea funcţiilor de editarerapidă descrise în secţiunea Noţiuni de bază despre editarea programului.
F5.5: Meniul de tip pop-up Editor avansat
122

Programarea
Refacere
Inversează ultima operaţie de editare, operantă pentru până la ultimele 9 operaţii deeditare.
1. Apăsaţi tasta [F1]. Selectaţi comanda REFACERE din meniul de tip pop-up EDITARE.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a anula ultima operaţie de editare. Puteţi utiliza de asemenea tasta rapidă - [UNDO] (refacere).
Selectare text
Această opţiune de meniu va selecta liniile unui cod de program:
1. Selectaţi comanda SELECTARE TEXT din meniul de tip pop-up EDITARE.
2. Apăsaţi tasta [ENTER] (execuţie) sau utilizaţi tasta rapidă - [F2] pentru setarea punctului de început al selecţiei textului.
3. Utilizaţi tastele săgeţi, [HOME] (origine), [END] (încheiere), [PAGE UP] (pagina anterioară) / [PAGE DOWN] (pagina următoare) sau maneta de avans rapid pentru a derula până la ultima linie a codului ce urmează a fi selectată.
4. Apăsaţi tasta [F2] sau [ENTER] (execuţie).
Textul selectat este marcat şi îl puteţi acum muta, copia sau şterge.
5. Pentru a deselecta blocul, apăsaţi tasta [UNDO] (refacere).
Mutare text selectat
După ce selectaţi un segment de text, puteţi utiliza această comandă din meniu pentru a-lmuta într-o altă parte a programului.
1. Deplasaţi cursorul (>) în linia de program în care doriţi să mutaţi textul selectat.
2. Selectaţi comanda MUTARE TEXT SELECTAT din meniul de tip pop-up EDITARE.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a muta textul selectat în punctul aflat după cursor (>).
Copiere text selectat
După ce selectaţi un segment de text, puteţi utiliza această comandă din meniu pentru a ocopia într-o altă poziţie în programul respectiv.
1. Deplasaţi cursorul (>) în linia de program în care doriţi să copiaţi textul selectat.
2. Selectaţi comanda COPIERE TEXT SELECTAT din meniul de tip pop-up EDITARE.
3. Apăsaţi tasta [F2] sau [ENTER] (execuţie) pentru a copia textul selectat până în punctul aflat după cursor (>).
4. Tasta rapidă - Selectaţi textul, poziţionaţi cursorul şi apăsaţi tasta [ENTER] (execuţie).
123

Editorul avansat
Ştergere text selectat
Pentru a şterge textul selectat:
1. Apăsaţi tasta [F1]. Selectaţi comanda ŞTERGERE TEXT SELECTAT din meniul de tip pop-up EDITARE.
2. Apăsaţi tasta [F2] sau [ENTER] (execuţie) pentru a şterge textul selectat până în punctul aflat după cursor (>).
Dacă nu este selectat niciun bloc, elementul evidenţiat curent este şters.
Decupare selecţie cu stocare în memoria temporară
După ce selectaţi un segment de text, puteţi utiliza această comandă din meniu pentru a-lşterge din program şi insera în memoria temporară.
1. Selectaţi comanda DECUPARE SELECŢIE ÎN MEM.TEMP. din meniul de tip pop-up EDITARE.
2. Apăsaţi tasta [F2] sau [ENTER] (execuţie) pentru a decupa textul selectat.
Textul selectat este şters din programul curent şi inserat în memoria temporară. Acesta înlocuieşte orice alt conţinut al memoriei temporare.
Copiere selecţie cu stocare în memoria temporară
După ce selectaţi un segment de text, puteţi utiliza această comandă din meniu pentru ainsera o copie a textului în memoria temporară.
1. Selectaţi comanda COPIERE SELECŢIE ÎN MEM.TEMP. din meniul de tip pop-up EDITARE.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a copia textul selectat în memoria temporară.
Textul selectat este inserat în memoria temporară. Acesta înlocuieşte orice alt conţinut al memoriei temporare. Textul nu este şters din program.
Colaj din memoria temporară
Pentru a copia conţinutul memoriei temporare în linia ce urmează după poziţia cursorului:
1. Deplasaţi cursorul (>) în linia de program în care doriţi să inseraţi textul din memoria temporară.
2. Selectaţi comanda COLAJ DIN MEM. TEMP. din meniul de tip pop-up EDITARE.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a insera textul din memoria temporară în punctul aflat după cursor (>).
124

Programarea
Meniul de Căutare
Meniul de căutare oferă opţiuni de căutare avansate în completarea funcţiilor de căutarerapidă descrise în secţiunea Noţiuni de bază despre editarea programului.
F5.6: Meniul de tip pop-up Căutare al editorului avansat
Căutare text
Pentru a căuta un text sau cod de program în programul curent:
1. Selectaţi comanda CĂUTARE TEXT din meniul de tip pop-up CĂUTARE.
2. Tastaţi textul pe care doriţi să îl găsiţi.
3. Apăsaţi tasta [ENTER] (execuţie).
4. Apăsaţi tasta [F] pentru a căuta textul vizat sub poziţia cursorului. Apăsaţi tasta [B] pentru a căuta deasupra poziţiei cursorului.
Unitatea de comandă caută programul în sensul specificat, apoi marchează prima apariţiegăsită a termenului de căutare. Dacă la căutare nu se obţine niciun rezultat, apare mesajulNEGĂSIT în bara de stare a sistemului.
Căutare din nou
Această opţiune de meniu vă permite să repetaţi rapid ultima comandă CĂUTARE. Acestaeste un mod rapid de a continua căutarea în program a altor apariţii ale termenului decăutare.
1. Selectaţi comanda CĂUTARE DIN NOU din meniul de tip pop-up CĂUTARE.
2. Apăsaţi tasta [ENTER] (execuţie).
Unitatea de comandă caută din nou, pornind din poziţia curentă a cursorului, ultimul termen de căutare utilizat, în acelaşi sens specificat anterior.
Căutare şi înlocuire text
Această comandă caută în programul curent un anumit text sau cod de program şi vaînlocui fiecare apariţie în parte (sau pe toate) cu un alt text.
1. Apăsaţi tasta [F1]. Selectaţi comanda CĂUTARE ŞI ÎNLOCUIRE TEXT din meniul de tip pop-up CĂUTARE.
2. Tastaţi termenul de căutare dorit.
3. Apăsaţi tasta [ENTER] (execuţie).
125

Editorul avansat
4. Tastaţi textul cu care doriţi să înlocuiţi termenul de căutare.
5. Apăsaţi tasta [ENTER] (execuţie).
6. Apăsaţi tasta [F] pentru a căuta textul aflat sub poziţia cursorului. Apăsaţi tasta [B] pentru a căuta deasupra poziţiei cursorului.
7. Când unitatea de comandă ajunge la fiecare apariţie a termenului de căutare, aceasta va solicita o confirmare Înlocuire (Da/Nu/Toate/Anulare)?. Tastaţi prima literă a opţiunii dumneavoastră (Y/N/A/C) pentru a continua.
Dacă selectaţi Da sau Nu, editorul va executa opţiunea exprimată şi va trece la următoarea apariţie a termenului de căutare.
Selectaţi Toate pentru a înlocui automat toate apariţiile termenului de căutare.
Selectaţi Anulare pentru a dezactiva funcţia fără a opera modificări (textul înlocuit deja va rămâne astfel dacă selectaţi această opţiune).
Meniul Modificare
Meniul de modificare conţine funcţii pentru modificări rapide ale întregului program.
F5.7: Meniul de tip pop-up Modificare al editorului avansat
Ştergere toate numerele liniilor
Această comandă şterge automat toate numerele de linie cod N la care nu s-a făcutreferinţă în programul editat. Dacă aţi selectat o grupă de linii (consultaţi la pagina 123),această comandă va afecta doar liniile respective.
1. Selectaţi comanda ŞTERGERE TOATE NUMERELE LINIILOR din meniul de tip pop-up MODIFICARE.
2. Apăsaţi tasta [ENTER] (execuţie).
Renumerotare toate liniile
Această comandă numerotează toate blocurile din program. Dacă aţi selectat o grupă delinii (consultaţi la pagina 123), această comandă va afecta doar liniile respective.
126

Programarea
1. Selectaţi comanda RENUMEROTARE TOATE LINIILE din meniul de tip pop-up MODIFICARE.
2. Introduceţi numărul codului N de pornire.
3. Apăsaţi tasta [ENTER] (execuţie).
4. Introduceţi incrementarea pentru codul N.
5. Apăsaţi tasta [ENTER] (execuţie).
Renumerotare după sculă
Această comandă caută un cod T (sculă) în program, marchează toate codurile de programpână la următorul cod T şi renumerotează codul N (numerele liniilor) în codul de program.
1. Selectaţi comanda RENUMEROTARE DUPĂ SCULĂ din meniul de tip pop-up MODIFICARE.
2. Pentru fiecare cod T găsit, răspundeţi prompterului Renumerotare (Da/Nu/Toate/Anulare)? Dacă răspundeţi [A] (toate), procesul va continua la fel ca atunci când apăsaţi tasta Y (da) pentru fiecare cod T. Prompterul nu va mai apărea din nou în cursul acestei operaţii.
3. Introduceţi numărul codului N de pornire.
4. Apăsaţi tasta [ENTER] (execuţie).
5. Introduceţi incrementarea pentru codul N.
6. Apăsaţi tasta [ENTER] (execuţie).
7. Răspundeţi prompterului Rezolvare referinţe externe (Y/N)? prin [Y] (da) pentru a schimba codul extern (cum ar fi numerele liniilor GOTO) cu numărul corespunzător, respectiv prin [N] (nu) pentru a ignora referinţele externe.
Inversare semne + şi -
Această opţiune de meniu inversează semnele valorilor numerice dintr-un program.Procedaţi cu atenţie la utilizarea acestei funcţii dacă programul conţine un cod G10 sau G92(consultaţi secţiunea Codurile G pentru o descriere).
1. Selectaţi comanda INVERSARE SEMNE + ŞI - din meniul de tip pop-up MODIFICARE.
2. Introduceţi codul de adresă pe care doriţi să îl modificaţi.
X, Y, Z etc.
NOTĂ: Codurile de adresă D, F, G, H, L, M, N, O, P, Q, S şi T nu sunt permise.
3. Apăsaţi tasta [ENTER] (execuţie).
127

Editorul pentru comanda numerică prin fişiere (FNC)
Inversare X şi Y
Această funcţie va modifica litera X din program în litera Y şi respectiv litera Y în litera X.Astfel se inversează eficient valorile X în valori Y şi respectiv valorile Y în valori X.
1. Selectaţi comanda INVERSARE X ŞI Y din meniul de tip pop-up MODIFICARE.
2. Apăsaţi tasta [ENTER] (execuţie).
5.2.5 Editorul pentru comanda numerică prin fişiere (FNC)
Editorul FNC oferă aceleaşi funcţii ca editorul avansat, precum şi o serie de noi funcţiipentru îmbunătăţirea dezvoltării programelor pe unitatea de comandă, inclusiv vizualizareşi editare documente multiple.
În general, editorul avansat este utilizat cu programele din MEM, în timp ce editorul FNCeste utilizat cu programe de pe alte unităţi decât MEM (cum ar fi HDD, USB şi partiţia dereţea). Consultaţi secţiunile Noţiuni de bază despre editarea programului de la pagina 116şi Editorul avansat de la pagina 119 pentru informaţii referitoare la editoarele respective.
Pentru salvarea unui program după editarea cu editorul FNC:
1. Apăsaţi tasta [SEND] (transmitere) la solicitarea unităţii.
2. Aşteptaţi ca programul să finalizeze scrierea pe unitate.
Încărcarea unui program (FNC)
Pentru a încărca un program:
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe).
2. Marcaţi un program din tab-ul USB, UNITATE HARD sau CONEX.REŢEA din fereastra LISTĂ PROGRAME.
3. Apăsaţi tasta [SELECT PROGRAM] (selectare program) pentru a-l face programul activ (în Editor FNC, programele se deschid în FNC, dar sunt editabile).
4. Cu programul încărcat, apăsaţi tasta [EDIT] (editare) pentru a comuta în panoul de editare program.
Modul iniţial de afişare prezintă programul activ în stânga şi lista de programe în dreapta.
128
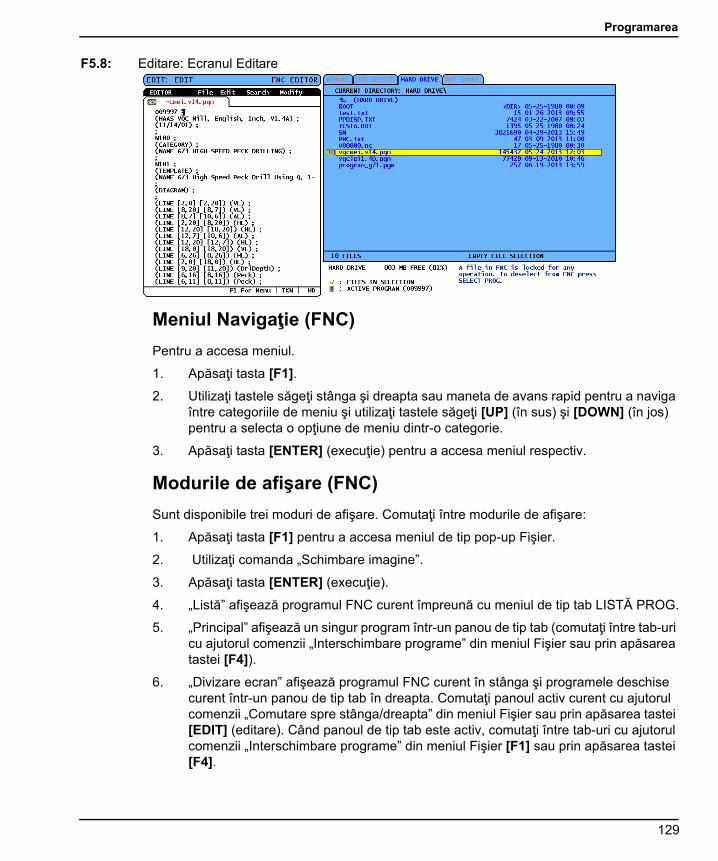
Programarea
F5.8: Editare: Ecranul Editare
Meniul Navigaţie (FNC)
Pentru a accesa meniul.
1. Apăsaţi tasta [F1].
2. Utilizaţi tastele săgeţi stânga şi dreapta sau maneta de avans rapid pentru a naviga între categoriile de meniu şi utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a selecta o opţiune de meniu dintr-o categorie.
3. Apăsaţi tasta [ENTER] (execuţie) pentru a accesa meniul respectiv.
Modurile de afişare (FNC)
Sunt disponibile trei moduri de afişare. Comutaţi între modurile de afişare:
1. Apăsaţi tasta [F1] pentru a accesa meniul de tip pop-up Fişier.
2. Utilizaţi comanda „Schimbare imagine”.
3. Apăsaţi tasta [ENTER] (execuţie).
4. „Listă” afişează programul FNC curent împreună cu meniul de tip tab LISTĂ PROG.
5. „Principal” afişează un singur program într-un panou de tip tab (comutaţi între tab-uri cu ajutorul comenzii „Interschimbare programe” din meniul Fişier sau prin apăsarea tastei [F4]).
6. „Divizare ecran” afişează programul FNC curent în stânga şi programele deschise curent într-un panou de tip tab în dreapta. Comutaţi panoul activ curent cu ajutorul comenzii „Comutare spre stânga/dreapta” din meniul Fişier sau prin apăsarea tastei [EDIT] (editare). Când panoul de tip tab este activ, comutaţi între tab-uri cu ajutorul comenzii „Interschimbare programe” din meniul Fişier [F1] sau prin apăsarea tastei [F4].
129

Editorul pentru comanda numerică prin fişiere (FNC)
Subsolul afişajului (FNC)
Secţiunea de subsol a afişajului programului prezintă mesajele de sistem şi alte informaţiireferitoare la program şi modurile active curent. Subsolul este disponibil în trei moduri deafişare.
F5.9: Secţiunea de subsol a afişajului programului
Primul câmp afişează solicitările sistemului (în text de culoare roşie) şi alte mesaje alesistemului. De exemplu, dacă un program a fost modificat şi trebuie salvat, în acest câmpapare mesajul APĂSAŢI TRANSMITERE PENTRU SALVARE.
Câmpul următor afişează modul curent de derulare cu maneta de avans rapid. TKN (token)indică faptul că editorul este în curs de navigare token cu token prin program. Navigareacontinuă prin program va comuta modul de derulare la LNE (linie), iar cursorul va navigalinie cu line. Navigarea continuă prin program va comuta modul de derulare la PGE(pagină), navigarea făcându-se pagină cu pagină.
Ultimul câmp indică pe ce dispozitiv (HD, USB, reţea) este salvat programul activ. Acestafişaj va fi gol dacă programul nu este salvat sau dacă se editează memoria temporară.
Deschiderea de programe multiple (FNC)
Puteţi deschide până la trei programe simultan în editorul FNC. Pentru a deschide sau ieşidintr-un program în timp ce un alt program este deschis în editorul FNC:
1. Apăsaţi tasta [F1] pentru a accesa meniul.
2. În categoria Fişier, selectaţi Deschidere fişier existent.
3. Este afişată lista de programe. Selectaţi tab-ul dispozitivului pe care se află programul, marcaţi programul cu tastele săgeţi în sus şi în jos sau cu maneta de avans rapid şi apăsaţi tasta [SELECT PROG] (selectare program). Afişajul va comuta în modul divizare ecran cu programul FNC în stânga şi programul nou deschis şi programul FNC în dreapta într-un panou de tip tab. Pentru a modifica programul din panoul de tip tab, selectaţi comanda Interschimbare programe din meniul de tip pop-up Fişier sau apăsaţi tasta [F4] cu panoul de tip tab activ.
Afişarea numerelor liniilor (FNC)
Pentru a afişa numerele liniilor independent de textul programului:
130
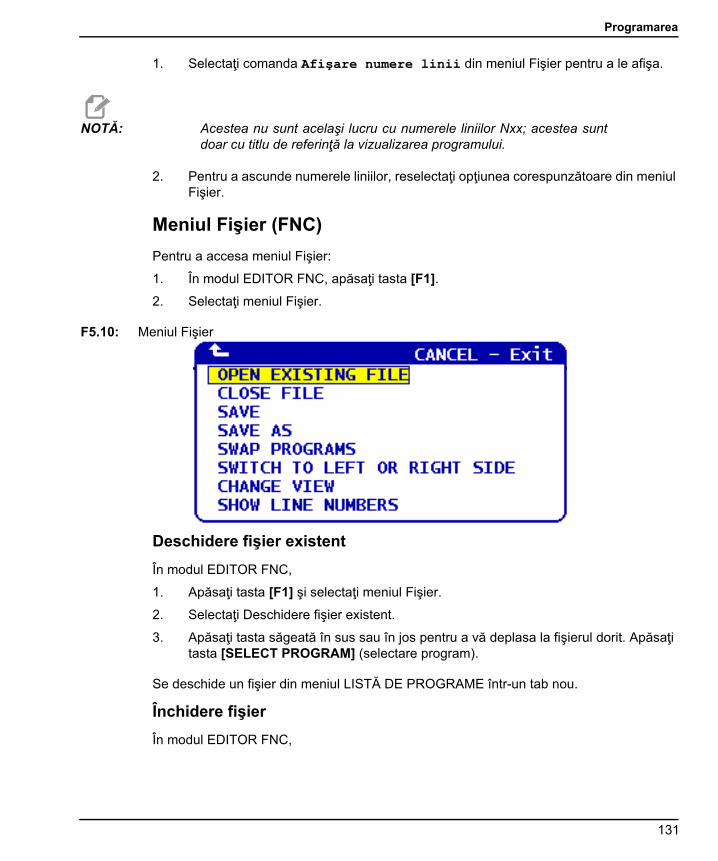
Programarea
1. Selectaţi comanda Afişare numere linii din meniul Fişier pentru a le afişa.
NOTĂ: Acestea nu sunt acelaşi lucru cu numerele liniilor Nxx; acestea suntdoar cu titlu de referinţă la vizualizarea programului.
2. Pentru a ascunde numerele liniilor, reselectaţi opţiunea corespunzătoare din meniul Fişier.
Meniul Fişier (FNC)
Pentru a accesa meniul Fişier:
1. În modul EDITOR FNC, apăsaţi tasta [F1].
2. Selectaţi meniul Fişier.
F5.10: Meniul Fişier
Deschidere fişier existent
În modul EDITOR FNC,
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi Deschidere fişier existent.
3. Apăsaţi tasta săgeată în sus sau în jos pentru a vă deplasa la fişierul dorit. Apăsaţi tasta [SELECT PROGRAM] (selectare program).
Se deschide un fişier din meniul LISTĂ DE PROGRAME într-un tab nou.
Închidere fişier
În modul EDITOR FNC,
131

Editorul pentru comanda numerică prin fişiere (FNC)
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi Închidere fişier.
Închide fişierul activ. Dacă fişierul a fost modificat, unitatea de comandă va solicita salvareaacestuia înainte să fie închis.
Salvare
NOTĂ: Programele nu sunt salvate automat. Dacă este întreruptă sau estedecuplată alimentarea cu tensiune înainte să se salveze modificările,acestea se vor pierde. Aveţi grijă să salvaţi frecvent programul.
Tastă rapidă: [SEND] (transmitere) (după operarea unei modificări)
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi Salvare.
Salvează fişierul activ curent sub acelaşi nume de fişier.
Salvare ca
În modul EDITOR FNC,
1. Apăsaţi tasta [F1] şi navigaţi la meniul Fişier.
2. Selectaţi Salvare ca.
Salvează fişierul activ curent sub un nou nume de fişier. Urmaţi instrucţiunile de pe ecranpentru a denumi fişierul. Afişează fişierul într-un tab nou.
Interschimbare programe
În modul EDITOR FNC şi într-un set de programe tabulate, utilizaţi tasta rapidă: [F4] sau
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi Interschimbare programe.
Se va afişa programul următor din panoul de tip tab în partea superioară a setului detab-uri.
Comutare spre stânga/dreapta
Pentru a schimba fereastra programului activ (fereastra activă la un moment dat are unfundal alb) în modul EDITOR FNC şi într-un set de programe tabulate:
1. Apăsaţi tasta [F1] sau utilizaţi tasta rapidă: [EDIT] (editare).
2. Dacă aţi apăsat tasta [F1], deplasaţi cursorul până la meniul Fişier şi selectaţi opţiunea Comutare spre stânga/dreapta.
132

Programarea
Schimbare imagine
În modul EDITOR FNC, utilizaţi tasta rapidă: [PROGRAM] sau
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi Schimbare imagine.
Aceasta comută între modurile de vizualizare Listă, Principal şi Divizare ecran.
Afişare numere linii
În modul EDITOR FNC,
1. Apăsaţi tasta [F1] şi selectaţi meniul Fişier.
2. Selectaţi opţiunea Afişare numere linii.
Afişează numerele de referinţă ale liniilor independent de textul programului. Acestea nusunt salvate niciodată ca parte a programului, aşa cum ar fi salvate numerele Nxx. Selectaţidin nou opţiunea respectivă pentru a ascunde numerele liniilor.
Meniul Editare (FNC)
Pentru a accesa meniul Editare:
1. În modul EDITOR FNC, apăsaţi tasta [F1].
2. Deplasaţi cursorul în meniul Editare.
F5.11: Meniul Editare
133

Editorul pentru comanda numerică prin fişiere (FNC)
Refacere
Revine asupra modificărilor aduse programului activ în modul EDITOR FNC:
NOTĂ: Funcţiile globale şi cele referitoare la bloc nu pot fi anulate.
1. Apăsaţi tasta [F1].
2. Selectaţi meniul EDITARE, apoi selectaţi REFACERE.
Selectare text
Pentru a marca un bloc de text în modul EDITOR FNC:
1. Înainte să selectaţi această opţiune de meniu sau să utilizaţi tasta rapidă [F2], poziţionaţi cursorul în prima linie a blocului pe care doriţi să îl selectaţi.
2. Apăsaţi tasta [F2] (tasta rapidă) sau apăsaţi tasta [F1].
3. Dacă aţi utilizat tasta rapidă, treceţi la pasul 4. În caz contrar, deplasaţi cursorul până la meniul EDITARE şi selectaţi opţiunea SELECTARE TEXT.
4. Utilizaţi tastele săgeţi sau maneta de avans rapid pentru a defini zona de selecţie.
5. Apăsaţi tasta [ENTER] (execuţie) sau [F2] pentru a marca blocul.
Mutare/copiere/ştergere text selectat
Pentru a şterge textul selectat din poziţia curentă şi a-l insera după poziţia cursorului (tastărapidă: [ALTER] - schimbare), pentru a insera textul selectat după poziţia cursorului fărăa-l şterge din poziţia în care se află curent (tastă rapidă: [INSERT] - inserare), respectivpentru a şterge textul selectat din programul curent (tastă rapidă: [DELETE] - ştergere) înmodul EDITOR FNC:
1. Înainte să selectaţi această opţiune de meniu sau să utilizaţi tastele rapide: [ALTER] (schimbare), [INSERT] (inserare) sau [DELETE] (ştergere), poziţionaţi cursorul în linia de deasupra celei în care doriţi să colaţi textul selectat. [DELETE] (ştergere) şterge textul selectat şi închide listarea programului.
2. Dacă nu utilizaţi tastele rapide, apăsaţi tasta [F1].
3. Deplasaţi cursorul până la meniul Editare şi selectaţi opţiunea Mutare text selectat, Copiere text selectat sau Ştergere text selectat.
134

Programarea
Decupare/copiere selecţie cu stocare în memoria temporară
Şterge textul selectat din programul curent şi îl mută în memoria temporară sau insereazătextul selectat în memoria temporară fără a-l şterge din program în modul EDITOR FNC:
NOTĂ: Memoria temporară este o locaţie de memorie de durată pentru codulde program; textul copiat în memoria temporară este disponibil pânăcând este suprascris, chiar şi după oprirea şi repornirea maşinii.
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul în meniul Editare şi selectaţi opţiunea Decupare/copiere selecţie cu stocare în memoria temporară.
Colaj din memoria temporară
Pentru a plasa conţinutul memoriei temporare după poziţia cursorului în modul EDITORFNC:
NOTĂ: Nu şterge conţinutul memoriei temporare.
1. Înainte să selectaţi această opţiune de meniu, deplasaţi cursorul în linia după care doriţi să urmeze conţinutul memoriei temporare.
2. Apăsaţi tasta [F1].
3. Deplasaţi cursorul până la meniul Editare şi selectaţi opţiunea Colaj din memoria temporară.
Ascundere/afişare memorie temporară
Pentru a ascunde memoria temporară pentru a vizualiza poziţia şi cronometrele saucontoarele în locul acesteia sau pentru a reveni la afişarea memoriei temporare în modulEDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Editare şi selectaţi opţiunea Afişare memorie temporară. Pentru a ascunde memoria temporară, repetaţi această operaţie cu meniul comutat în Ascundere memorie temporară.
135

Editorul pentru comanda numerică prin fişiere (FNC)
Editare memorie temporară
Pentru a opera ajustări ale conţinutului memoriei temporare în modul EDITOR FNC:
NOTĂ: Memoria temporară a editorului FNC este separată de memoriatemporară a editorului avansat. Editările făcute în editorul Haas nu potfi colate în editorul avansat.
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Editare şi selectaţi opţiunea Editare memorie temporară.
3. După ce aţi terminat, apăsaţi tasta [F1], deplasaţi cursorul până la meniul Editare şi selectaţi opţiunea Închidere memorie temporară.
Meniul Căutare (FNC)
Pentru a accesa meniul Căutare:
1. În modul EDITOR FNC, apăsaţi tasta [F1].
2. Deplasaţi cursorul în meniul Căutare.
F5.12: Meniul Căutare
Căutare text
Pentru a defini un termen de căutare şi sensul de căutare şi a localiza prima apariţie atermenului de căutare în sensul de căutare indicat în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Căutare şi selectaţi opţiunea Căutare text.
3. Introduceţi textul căutat.
4. Introduceţi sensul de căutare. La alegerea sensului de căutare, apăsaţi tasta F pentru a căuta termenul în jos faţă de poziţia cursorului, respectiv apăsaţi tasta B pentru a căuta termenul în sus faţă de poziţia cursorului.
Căutare din nou
Pentru a localiza următoarea apariţie a termenului de căutare în modul EDITOR FNC:
136

Programarea
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Căutare şi selectaţi opţiunea Căutare din nou.
3. Selectaţi această funcţie imediat după o căutare „Căutare text”. Repetaţi pentru a continua cu apariţia următoare.
Căutare şi înlocuire text
Pentru a defini un termen de căutare, un termen cu care să fie înlocuit acestea şi sensul decăutare şi a selecta Da / Nu / Toate / Anulare în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Căutare şi selectaţi opţiunea Căutare şi înlocuire text.
3. Tastaţi textul de localizat.
4. Tastaţi textul de înlocuire.
5. Introduceţi sensul de căutare. La alegerea sensului de căutare, apăsaţi tasta F pentru a căuta termenul în jos faţă de poziţia cursorului, respectiv apăsaţi tasta B pentru a căuta termenul în sus faţă de poziţia cursorului.
6. Când se ajunge la prima apariţie a termenului de căutare, unitatea de comandă va solicita o confirmare Înlocuire (Da/Nu/Toate/Anulare)?. Tastaţi prima literă a opţiunii dumneavoastră (Y/N/A/C) pentru a continua. Dacă se selectează Da sau Nu, editorul va executa opţiunea exprimată şi va trece la următoarea apariţie a termenului de căutare. Selectaţi Toate pentru a înlocui automat toate apariţiile termenului de căutare. Selectaţi Anulare pentru a dezactiva funcţia fără a opera modificări (textul înlocuit deja va rămâne astfel dacă este selectată această opţiune).
Căutare sculă
Pentru a căuta în program coduri de sculă în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Căutare şi selectaţi opţiunea Căutare sculă.
3. Reselectaţi opţiunea pentru a localiza următorul cod de sculă.
Meniul Modificare (FNC)
Pentru a accesa meniul Modificare:
1. În modul EDITOR FNC, apăsaţi tasta [F1].
2. Deplasaţi cursorul în meniul Modificare.
137
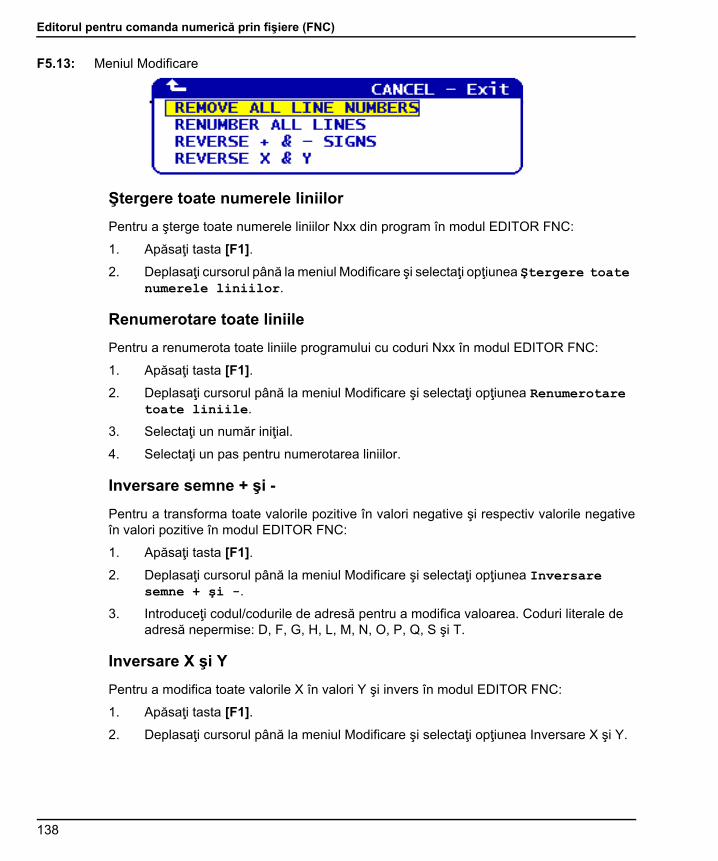
Editorul pentru comanda numerică prin fişiere (FNC)
F5.13: Meniul Modificare
Ştergere toate numerele liniilor
Pentru a şterge toate numerele liniilor Nxx din program în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Modificare şi selectaţi opţiunea Ştergere toate numerele liniilor.
Renumerotare toate liniile
Pentru a renumerota toate liniile programului cu coduri Nxx în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Modificare şi selectaţi opţiunea Renumerotare toate liniile.
3. Selectaţi un număr iniţial.
4. Selectaţi un pas pentru numerotarea liniilor.
Inversare semne + şi -
Pentru a transforma toate valorile pozitive în valori negative şi respectiv valorile negativeîn valori pozitive în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Modificare şi selectaţi opţiunea Inversare semne + şi -.
3. Introduceţi codul/codurile de adresă pentru a modifica valoarea. Coduri literale de adresă nepermise: D, F, G, H, L, M, N, O, P, Q, S şi T.
Inversare X şi Y
Pentru a modifica toate valorile X în valori Y şi invers în modul EDITOR FNC:
1. Apăsaţi tasta [F1].
2. Deplasaţi cursorul până la meniul Modificare şi selectaţi opţiunea Inversare X şi Y.
138

Programarea
5.3 Convertorul de programe Fadal
Dacă trebuie să convertiţi un program din structura Fadal în structura Haas, convertorul deprograme Fadal vă permite să faceţi rapid acest lucru.
F5.14: Meniul de tip pop-up Încărcare FADAL
F5.15: Conversia completă Fadal
F5.16: Erori de conversie Fadal
139

Operarea funcţiei de optimizare program
1. Apăsaţi tasta [LIST PROGRAM] (listă de programe) pentru a accesa convertorul.
2. Marcaţi programul Fadal.
3. Apăsaţi tasta [F1].
4. Selectaţi ÎNCĂRCARE FADAL din meniul de tip pop-up.
Unitatea de comandă încarcă programul convertit în memorie. O copie a programului convertit este salvată de asemenea pe dispozitivul de memorie curent, cu o extensie „.out”. Fişierul conţine specificaţia Program Fadal convertit în partea superioară pentru a confirma faptul că este vorba despre un program convertit. Toate liniile ce nu au putut fi convertite sunt marcate printr-un comentariu M199, ce emite o alarmă generată de utilizator atunci când este rulat programul. Editaţi aceste linii pentru a asigura compatibilitatea cu Haas.
RECOMANDARE: Puteţi utiliza funcţia de căutare în modul EDITARE pentru a găsi rapidliniile neconvertite. Cu programul convertit în panoul activ (apăsaţitasta [PROGRAM] pentru a comuta între panouri), apăsaţi tasta [F1]sau [HELP] (ajutor) şi selectaţi Căutare din meniul de tip pop-up.Utilizaţi M199 ca termen de căutare.
5.4 Funcţia de optimizare program
Această funcţie vă permite să controlaţi manual turaţia arborelui principal, avansurile peaxe şi poziţiile lichidului de răcire (pentru o freză) într-un program pe măsură ce este rulatprogramul. Odată programul finalizat, funcţia de optimizare program marchează blocurilede program pe care le-aţi modificat şi vă permite să permanentizaţi modificările sau săreveniţi la valorile iniţiale.
Puteţi să tastaţi comentarii în linia de introducere date şi să apăsaţi tasta [ENTER](execuţie) pentru a salva datele introduse ca note în program. Puteţi vizualiza ecranul deoptimizare program în timpul rulării unui program prin apăsarea tastei [F4].
5.4.1 Operarea funcţiei de optimizare program
Pentru a accesa ecranul Optimizare program:
1. La încheierea rulării unui program, apăsaţi tasta [MEMORY] (memorie).
2. Apăsaţi tasta [F4].
3. Utilizaţi tastele săgeţi dreapta/stânga şi în sus/în jos, [PAGE UP] (pagina anterioară)/[PAGE DOWN] (pagina următoare) şi [HOME] (origine)/[END] (încheiere) pentru a defila în coloanele Control manual şi Observaţii.
4. În coloana subiectului de editat, apăsaţi tasta [ENTER] (execuţie).
140

Programarea
Se va deschide o fereastră tip pop-up cu selecţiile disponibile pentru coloana respectivă. Programatorul poate opera o serie de modificări cu ajutorul comenzilor din meniu.
F5.17: Ecranul Optimizare program: Exemplu de meniu de tip pop-up Control manual avans (este prezentat ecranul unei freze)
5. În plus, poate fi marcată o secţiune a codului (plasaţi cursorul la începutul selecţiei, apăsaţi tasta [F2], derulaţi la sfârşitul selecţiei şi apăsaţi tasta [F2]). Reveniţi în ecranul Optimizare program (apăsaţi tasta [EDIT] - editare) şi apăsaţi tasta [ENTER] (execuţie) pentru a modifica toate vitezele de avans şi turaţiile din secţiunea marcată.
5.5 Funcţia de importare fişiere DXF
Această funcţie poate construi rapid un program cod G dintr-un fişier .dxf.
F5.18: Importarea fişierelor DXF
ExitActivate ZoomPrev Chain ptNext Chain ptSelect PointCancel ActionSelect GroupChng Line Width
EDIT: EDIT
XY
0.00000.0000
Type: STARTGroup: 0Chain: 0
EXTRA KEY COMMANDS
Enter Origin Point: Use one of the following and press the WRITE key:
X: 0.0000 1) Jog to X and Y position on part. (Use jog axis keys)Y: 0.0000 2) Use up and down arrows to select point.
3) Enter X and Y coordinates.
INPUT:
CURRENT GROUPS
(F1)(F4)
(LEFT)(RIGHT)
(UP/DOWN)(CANCEL)
(PG UP/DOWN)(ALTER)
141

Originea piesei
Funcţia de importare DXF asigură texte de ajutor pe ecran pentru ghidarea în proces. Pemăsură ce parcurgeţi fiecare etapă în parte, textul din caseta de evidenţiere etapă devineverde. După ce finalizaţi o traiectorie a sculei, o puteţi salva în orice program din memorie.Funcţia de importare DXF poate identifica şi executa automat operaţiile repetitive. Aceastaîmbină de asemenea automat contururile lungi.
NOTĂ: Maşina dumneavoastră treuie să dispună de opţiunea sistem deprogramare intuitiv (IPS) pentru a putea utiliza funcţia de importareDXF.
1. Setaţi sculele în IPS. Selectaţi un fişier .dxf.
2. Apăsaţi tasta [F2].
3. Selectaţi [MEMORIE] şi apăsaţi tasta [ENTER] (execuţie). Unitatea de comandă recunoaşte un fişier .dxf şi îl importă în editor.
5.5.1 Originea piesei
Utilizaţi una dintre aceste metode pentru a seta originea piesei.
• Selectarea punctului
• Avansul rapid
• Introducerea coordonatelor
1. Utilizaţi maneta de avans rapid sau tastele săgeţi pentru a marca un punct.
2. Apăsaţi tasta [ENTER] (execuţie) pentru a accepta punctul marcat ca origine. Unitatea de comandă utilizează acest punct pentru setarea informaţiilor referitoare la coordonatele de lucru ale piesei brute.
5.5.2 Opţiunile Înfăşurarea şi Gruparea pentru geometria piesei
Această etapă identifică geometria profilului/profilurilor. Funcţia de generare automată prinînfăşurare va identifica majoritatea geometriilor pieselor. Dacă geometria este complexă şistructura de deducţie se ramifică, se afişează o solicitare de confirmare, astfel încât săputeţi selecta una dintre ramuri. Funcţia de generare automată prin înfăşurare continuădupă ce selectaţi o ramură. Funcţia de importare DXF grupeză alezajele împreună pentruoperaţiile de găurire şi tarodare.
142

Programarea
F5.19: Meniurile Înfăşurarea/Gruparea ale funcţiei de importare DXF
1. Utilizaţi maneta de avans rapid sau tastele săgeţi pentru a alege poziţia de pornire a traiectoriei sculei.
2. Apăsaţi tasta [F2] pentru a deschide caseta de dialog.
3. Alegeţi opţiunea cea mai adecvată pentru aplicaţia dorită. De cele mai multe ori, funcţia de generare automată prin înfăşurare este cea mai bună opţiune, întrucât aceasta trasează automat traiectoria sculei pentru un contur al piesei.
4. Apăsaţi tasta [ENTER] (execuţie). Aceasta schimbă culoarea conturului respectiv al piesei şi adaugă o grupă la regiştri sub Grupă curentă în partea stângă a ferestrei.
5.5.3 Selectarea traiectoriei sculei
Această etapă aplică o traiectorie a sculei unei anumite grupe din înfăşurare.
F5.20: Meniul Înregistrator IPS DXF
1. Selectaţi grupa şi apăsaţi tasta [F3] pentru a alege o traiectorie a sculei.
2. Utilizaţi maneta de avans rapid pentru a secţiona o muchie a conturului piesei. Unitatea de comandă utilizaeză această poziţie ca punct de intrare pentru sculă.
După ce selectaţi o traiectorie a sculei, se afişează modelul IPS (Intuitive Programming System, sistem de programare intuitiv) pentru traiectoria respectivă.
Majoritatea modelelor IPS sunt completate cu modele implicite raţionale bazate pe sculele şi materialele pe care le-aţi setat.
3. Apăsaţi tasta [F4] pentru a salva traiectoria sculei odată ce modelul este finalizat. Puteţi adăuga segmentul de cod G IPS într-un program existent sau puteţi crea un program nou. Apăsaţi tasta [EDIT] (editare) pentru a reveni la funcţia de importare DXF pentru a crea următoarea traiectorie a sculei.
CHAIN OPTIONS CANCEL - ExitAUTOMATIC CHAININGMANUAL CHAININGREMOVE GROUP REFERENCESREMOVE ALL GROUP REFERENCES
AUTOMATICALLY FINDS A PATH TOCHAIN. IF MULTIPLE PATHS AREENCOUNTERED, WILL SWITCH TO MANUALCHAINING
TOOLPATH OPERATION CANCEL - ExitFACECONTOURPOCKETDRILLISLAND
Create a single pass contour tool path.
IPS RECORDER CANCEL - Exit
1.) Select / Create Program2.) Output to current program
This option allows you to select aprogram currently in memory from a list
orcreate a new program file.
143

Selectarea traiectoriei sculei
5.6 Noţiuni de bază despre programare
Un program CNC tipic are (3) părţi:
1. Pregătirea: Această porţiune a programului selectează decalajul de origine şi corecţia sculei, selectează scula aşchietoare, activează lichidul de răcire, setează turaţia arborelui principal şi selectează poziţionarea absolută sau incrementală a mişcării axei.
2. Aşchierea: Această porţiune a programului defineşte traiectoria sculei şi viteza de avans pentru operaţia de aşchiere.
3. Finalizarea: Această porţiune a programului dă deoparte arborele principal, opreşte arborele principal, dezactivează lichidul de răcire şi deplasează masa într-o poziţie în care să poată fi descărcată şi inspectată piesa.
Acesta este un program de bază ce execută o aşchiere de 0.100" (2.54 mm) adâncime cuscula 1 într-o bucată de material de-a lungul unei traiectorii rectilinii din punctul X = 0.0, Y= 0.0 în punctul X = - 4.0, Y = - 4.0.
NOTĂ: Un bloc de program poate să conţină mai multe coduri G, cu condiţiaca respectivele coduri G să aparţină unor grupe diferite. Nu estepermisă includerea a două coduri G din aceeaşi grupă într-un bloc deprogram. Reţineţi de asemenea că este permis un singur cod M într-unbloc.
% ;O40001 (Programul de bază) ;(G54 X0 Y0 este în colţul din dreapta sus al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de 1/2") ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G17 G40 G49 G54 (Pornire în siguranţă) ;X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 F20. Z-0.1 (Avans la adâncimea de aşchiere) ;X-4. Y-4. (mişcare liniară) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;
144

Programarea
G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
5.6.1 Pregătirea
Blocurile de cod de pregătire din exemplul de program O40001 sunt următoarele:
Bloc de cod de pregătire Descriere
% Indică începutul unui program scris cu ajutorul unui editor de texte.
O40001 (Program de bază) ; O40001 este numele programului. Convenţia de denumire a programelor respectă formatul Onnnnn: litera „O” sau „o” urmată de un număr cu 5 cifre.
(G54 X0 Y0 este în colţul din dreapta sus al piesei) ;
Comentariu
(Z0 este în partea superioară a piesei) ;
Comentariu
(T1 este o freză deget de 1/2") ; Comentariu
(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;
Comentariu
T1 M06 (Selectare scula 1) ; Selectează scula T1 ce urmează a fi utilizată. M06 comandă schimbătorului de scule să încarce scula 1 (T1) în arborele principal.
G00 G90 G17 G40 G49 G54 (Pornire în siguranţă) ;
Aceasta este aşa-numita linie de pornire în siguranţă. Este recomandabil la prelucrare să se includă acest bloc de cod după fiecare schimbare a sculei. G00 stabileşte executarea mişcării axei de după acesta în modul mişcare rapidă. G90 stabileşte executarea mişcărilor axei de după acesta în modul absolut (consultaţi la pagina 147 pentru informaţii suplimentare în acest sens). G17 defineşte planul de aşchiere ca fiind planul XY. G40 anulează compensarea frezei. G49 anulează compensarea lungimii sculei. G54 stabileşte centrarea sistemului de coordonate pe baza decalajului de origine memorat în G54 din ecranul Corecţii/decalaje.
145
Aşchierea
5.6.2 Aşchierea
Blocurile de cod de aşchiere din exemplul de program O40001 sunt următoarele:
X0 Y0 (Deplasare rapidă în prima poziţie) ;
X0 Y0 comandă deplasarea mesei în poziţia X=0.0 şi Y=0.0 în sistemul de coordonate G54.
S1000 M03 (Pornire arbore principal în sens orar) ;
M03 porneşte rotirea arborelui principal în sens orar. Acesta preia codul de adresă Snnnn, în care nnnn este turaţia dorită a arborelui principal. La maşinile cu cutie de viteze, unitatea de comandă selectează automat treapta superioară sau treapta inferioară pe baza turaţiei comandate a arborelui principal. Puteţi utiliza un M41 sau M42 pentru controlul manual. Consultaţi la pagina 349 pentru informaţii suplimentare referitoare la aceste coduri M.
G43 H01 Z0.1 (Activare corecţie sculă 1) ;
G43 H01 activează compensarea lungimii sculei +. H01 specifică utilizarea lungimii memorate pentru scula 1 din ecranul Corecţii scule. Z0.1 comandă axa Z în punctul Z = 0.1.
M08 (Activare lichid de răcire) ; M08 comandă activarea lichidului de răcire.
Bloc de cod de pregătire Descriere
Bloc de cod de aşchiere Descriere
G01 F20. Z-0.1 (Avans la adâncimea de aşchiere) ;
G01 F20. stabileşte executarea rectilinie a mişcărilor axei de după acesta. G01 reclamă un cod de adresă Fnnn.nnnn. Codul de adresă F20. specifică faptul că viteza de avans pentru mişcare este 20" (508 mm) / min. Z-0.1 comandă axa Z în punctul Z = - 0.1.
X-4. Y-4. (mişcare liniară) ; X-4. Y-4. comandă deplasarea axei X în punctul X = - 4.0 şi comandă deplasarea axei Y în punctul Y = - 4.0.
146

Programarea
5.6.3 Finalizarea
Blocurile de cod de finalizare din exemplul de program O40001 sunt următoarele:
5.6.4 Poziţionarea absolută versus incrementală (G90, G91)
Poziţionarea absolută (G90) şi incrementală (G91) defineşte modul în care interpreteazăunitatea de comandă comenzile de mişcare pe o axă.
Când comandaţi o mişcare pe axă după un cod G90, axa se deplasează în poziţiarespectivă în raport cu originea sistemului de coordonate aflat în uz în momentul respectiv.
Când comandaţi o mişcare pe axă după un cod G91, axa se deplasează în poziţiarespectivă în raport cu poziţia curentă.
Programarea absolută este utilă în majoritatea cazurilor. Programarea incrementală estemai eficientă pentru operaţii de aşchiere repetitive, la distanţe egale.
Figura F5.21 prezintă o piesă cu 5 alezaje de diametru Ø0.25" (13 mm) aflate la distanţeegale. Adâncimea alezajului este de 1.00" (25.4 mm), iar distanţa dintre acestea este de1.250" (31.75 mm).
Bloc de cod de finalizare Descriere
G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid de răcire) ;
G00 comandă finalizarea mişcării axei în modul mişcare rapidă. Z0.1 comandă axa Z în punctul Z = 0.1. M09 comandă dezactivarea lichidului de răcire.
G53 G49 Z0 M05 (Deplasare în origine Z, oprire arbore principal) ;
G53 stabileşte raportarea mişcărilor axei de după acesta la sistemul de coordonate al maşinii. G49 anulează compensarea lungimii sculei. Z0 este o comandă de deplasare în punctul Z = 0.0. M05 opreşte arborele principal.
G53 Y0 (Deplasare în origine Y) ; G53 stabileşte raportarea mişcărilor axei de după acesta la sistemul de coordonate al maşinii. Y0 este o comandă de deplasare în punctul Y = 0.0.
M30 (Încheiere program) ; M30 încheie programul şi deplasează cursorul de pe unitatea de comandă la începutul programului.
% Indică sfârşitul unui program scris cu ajutorul unui editor de texte.
147

Poziţionarea absolută versus incrementală (G90, G91)
F5.21: Exemplu de program în modul absolut / incremental G54 X0. Y0. pentru Incremental [1], G54 pentru Absolut [2]
Mai jos sunt prezentate două exemple de programe ce execută găurirea alezajelor conformdesenului, cu o comparaţie între poziţionarea absolută şi respectiv incrementală. Se începeprelucrarea alezajelor cu un burghiu cu centrare şi se încheie găurirea alezajelor cu unburghiu de 0.250" (6.35 mm). Se utilizează o adâncime de aşchiere de 0.200" (5.08 mm)pentru burghiul cu centrare şi o adâncime de aşchiere de 1.00" (25.4 mm) pentru burghiulde 0.250". Se utilizează codul G81, Ciclul închis de găurire, pentru găurirea alezajelor.
F5.22: Exemplu de poziţionare incrementală a frezei
% ;O40002 (Program ex. incremental) ;N1 (G54 X0 Y0 este centrul din stânga al piesei) ;N2 (Z0 este în partea superioară a piesei) ;N3 (T1 este un burghiu de centrare) ;N4 (T2 este un burghiu) ;N5 (BLOCURI DE PREGĂTIRE T1) ;
7.500
1.0
00
1.250 1.250 1.250 1.250 1.250 0.25
0.5
00
21
R
X0. Y0.
1.250 TYP
148

Programarea
N6 T1 M06 (Selectare scula 1) ;N7 G00 G90 G40 G49 G54 (Pornire în siguranţă) ;N8 X0 Y0 (Deplasare rapidă în prima poziţie) ;N9 S1000 M03 (Pornire arbore principal în sens orar) ;N10 G43 H01 Z0.1(Activare corecţie sculă 1) ;N11 M08 (Activare lichid de răcire) ;N12 (BLOCURI DE AŞCHIERE T1) ;N13 G99 G91 G81 F8.15 X1.25 Z-0.3 L5 ;N14 (Iniţiere G81, 5 ori) ;N15 G80 (Anulare G81) ;N16 (BLOCURI DE FINALIZARE T1) ;N17 G00 G90 G53 Z0. M09 (Retragere rapidă,) ;(dezactivare lichid de răcire) ;N18 M01 (Oprire opţională) ;N19 (BLOCURI DE PREGĂTIRE T2) ;N20 T2 M06 (Selectare sculă 2) ;N21 G00 G90 G40 G49 (Pornire în siguranţă) ;N22 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;N23 S1000 M03 (Pornire arbore principal în sens orar) ;N24 G43 H02 Z0.1 (Activare corecţie sculă 2) ;N25 M08 (Activare lichid de răcire) ;N26 (BLOCURI DE AŞCHIERE T2) ;N27 G99 G91 G81 F21.4 X1.25 Z-1.1 L5 ;N28 G80 (Anulare G81) ;N29 (BLOCURI DE FINALIZARE T2) ;N30 G00 Z0.1 M09 (Retragere rapidă, dezactivare) ;(lichid de răcire) ;N31 G53 G90 G49 Z0 M05 (Deplasare în origine Z,) ;(oprire arbore principal) ;N32 G53 Y0 (Deplasare în origine Y) ;N33 M30 (Încheiere program) ;% ;
149
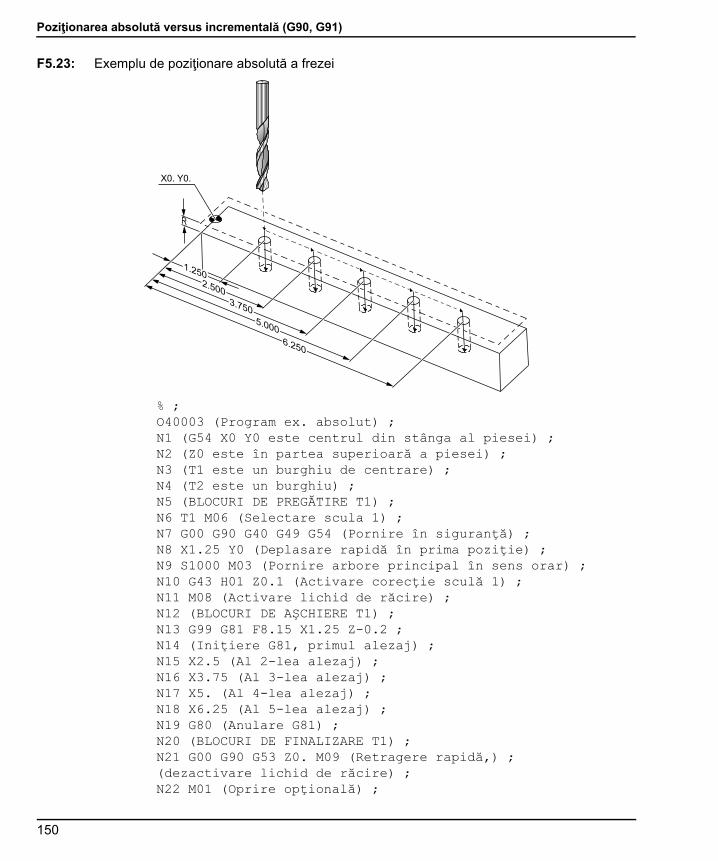
Poziţionarea absolută versus incrementală (G90, G91)
F5.23: Exemplu de poziţionare absolută a frezei
% ;O40003 (Program ex. absolut) ;N1 (G54 X0 Y0 este centrul din stânga al piesei) ;N2 (Z0 este în partea superioară a piesei) ;N3 (T1 este un burghiu de centrare) ;N4 (T2 este un burghiu) ;N5 (BLOCURI DE PREGĂTIRE T1) ;N6 T1 M06 (Selectare scula 1) ;N7 G00 G90 G40 G49 G54 (Pornire în siguranţă) ;N8 X1.25 Y0 (Deplasare rapidă în prima poziţie) ;N9 S1000 M03 (Pornire arbore principal în sens orar) ;N10 G43 H01 Z0.1 (Activare corecţie sculă 1) ;N11 M08 (Activare lichid de răcire) ;N12 (BLOCURI DE AŞCHIERE T1) ;N13 G99 G81 F8.15 X1.25 Z-0.2 ;N14 (Iniţiere G81, primul alezaj) ;N15 X2.5 (Al 2-lea alezaj) ;N16 X3.75 (Al 3-lea alezaj) ;N17 X5. (Al 4-lea alezaj) ;N18 X6.25 (Al 5-lea alezaj) ;N19 G80 (Anulare G81) ;N20 (BLOCURI DE FINALIZARE T1) ;N21 G00 G90 G53 Z0. M09 (Retragere rapidă,) ;(dezactivare lichid de răcire) ;N22 M01 (Oprire opţională) ;
R
X0. Y0.
1.2502.500
3.750
5.000
6.250
150
Programarea
N23 (BLOCURI DE PREGĂTIRE T2) ;N24 T2 M06 (Selectare sculă 2) ;N25 G00 G90 G40 G49 (Pornire în siguranţă) ;N26 G54 X1.25 Y0 (Deplasare rapidă în prima poziţie) ;N27 S1000 M03 (Pornire arbore principal în sens orar) ;N28 G43 H02 Z0.1 (Activare corecţie sculă 2) ;N29 M08 (Activare lichid de răcire) ;N30 (BLOCURI DE AŞCHIERE T2) ;N31 G99 G81 F21.4 X1.25 Z-1. (Primul alezaj) ;N32 X2.5 (Al 2-lea alezaj) ;N33 X3.75 (Al 3-lea alezaj) ;N34 X5. (Al 4-lea alezaj) ;N35 X6.25 (Al 5-lea alezaj) ;N36 G80 (Anulare G81) ;N37 (BLOCURI DE FINALIZARE T2) ;N38 G00 Z0.1 M09 (Retragere rapidă, dezactivare) ;(lichid de răcire) ;N39 G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;N40 G53 Y0 (Deplasare în origine Y) ;N41 M30 (Încheiere program) ;% ;
Metoda de programare absolută necesită mai multe linii de cod mai mult decât un programincremental. Programul are secţiuni de pregătire şi finalizare similare.
Priviţi linia N13 din exemplul de programare incrementală în care începe operaţia cuburghiul cu centrare. G81 utilizează codul de adresă buclă, Lnn, pentru a specifica numărulde repetări ale ciclului. Codul de adresă L5 repetă acest proces de (5) ori. De fiecare datăcând se repetă ciclul închis, acesta se deplasează cu distanţa specificată prin intermediulvalorilor X şi Y opţionale. În acest program, programul incremental comandă deplasarea cu1.25" pe axa X faţă de poziţia curentă în fiecare buclă, apoi execută ciclul de găurire.
Pentru fiecare operaţie de găurire, programul specifică o adâncime de găurire cu 0.1" maimare decât adâncimea efectivă, deoarece mişcarea începe la 0.1" deasupra piesei.
La poziţionarea absolută, G81 specifică adâncimea de găurire, dar nu utilizează codul deadresă buclă. În schimb, programul specifică poziţia fiecărui alezaj într-o line separată.Până când G80 anulează ciclul închis, unitatea de comandă execută ciclul de găurire înfiecare poziţie.
Programul de poziţionare absolută specifică adâncimea exactă a alezajului, deoareceadâncimea începe de la suprafaţa piesei (Z=0).
5.7 Apelarea corecţiilor sculelor şi decalajelor de origine
151

G43 Corecţia sculei
5.7.1 G43 Corecţia sculei
Comanda G43 Hnn Compensarea lungimii sculei va fi utilizată după fiecare schimbare asculei. Aceasta ajustează poziţia axei Z pentru a lua în calcul lungimea sculei. ArgumentulHnn specifică lungimea sculei ce urmează a fi utilizată. Pentru informaţii suplimentare înacest sens, consultaţi Setarea corecţiilor sculelor de la pagina 109 din secţiunea Operarea.
ATENŢIE: Valoarea nn pentru lungimea sculei va corespunde cu valoarea nn dincomanda de schimbare a sculei M06 Tnn pentru a preveni eventualecoliziuni.
Setarea 15 - Adaptare cod H & T controlează dacă valoarea nn trebuie sau nu să fieaceeaşi în argumentele Tnn şi Hnn. Dacă setarea 15 este ACTIVATĂ şi argumentele Tnnşi Hnn nu corespund, se declanşează alarma 332 - H şi T neadaptate.
5.7.2 G54 Decalajele de origine
Decalajele de origine definesc poziţia în care se află piesa de prelucrat pe masă.Decalajele de origine disponibile sunt G54-G59, G110-G129 şi G154 P1-P99. G110-G129şi G154 P1-P20 se referă la aceleaşi decalaje de origine. O funcţie utilă este aceea desetare a mai multor piese de prelucrat pe masă şi prelucrarea mai multor piese într-unsingur ciclu al maşinii. Acest lucru este realizat prin alocarea unui decalaj de origine pentrufiecare piesă de prelucrat în parte. Pentru informaţii suplimentare în acest sens, consultaţisecţiunea Codurile G a acestui manual. Mai jos este prezentat un exemplu de prelucrare amai multor piese într-un singur ciclu. Programul utilizează codul M97 Apelarea unuisubprogram local pentru operaţia de aşchiere.
% ;O40005 (Exemplu de program cu decalaje de origine) ;(G54 X0 Y0 este centrul din stânga al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X0 Y0 ;(Deplasare în prima poziţie în coordonate de lucru) ;(- G54) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;M97 P1000 (Apelare subrutină locală) ;G00 Z3. (Retragere rapidă) ;G90 G110 G17 G40 G80 X0. Y0. ;
152

Programarea
(Deplasare în a doua poziţie în coordonate de lucru) ;(- G110) ;M97 P1000 (Apelare subrutină locală) ;G00 Z3. (Retragere rapidă) ;G90 G154 P22 G17 G40 G80 X0. Y0. ;(Deplasare în a treia poziţie în coordonate de) ;(lucru - G154 P22) ;M97 P1000 (Apelare subrutină locală) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;N1000 (Subrutină locală) ;G81 F41.6 X1. Y2. Z-1.25 R0.1 (Început G81) ;(Primul alezaj) ;X2. Y2. (Al 2-lea alezaj) ;G80 (Anulare G81) ;M99 ;% ;
5.8 Coduri diverseAceastă secţiune prezintă codurile M utilizate frecvent. Majoritatea programelor includ celpuţin câte un cod M din fiecare din familiile următoare. Consultaţi secţiunea Codurile M aacestui manual, începând de la pagina 339, pentru o listă a tuturor codurilor M cudescrierile aferente.
5.8.1 Funcţiile sculei (Tnn)
Codul Tnn selectează următoarea sculă din schimbătorul de scule ce trebuie fixată înarborele principal. Adresa T nu iniţiază operaţia de schimbare a sculei, aceasta doarselectează ce sculă urmează a fi utilizată în continuare. M06 va iniţia operaţia de schimbarea sculei; de exemplu, T1M06 va fixa scula 1 în arborele principal.
ATENŢIE: Nu este necesară o mişcare pe axa X sau Y înainte de o schimbare asculei; totuşi, dacă piesa de prelucrat sau dispozitivul de fixare esteprea mare, poziţionaţi axa X sau Y înainte de o schimbare a sculeipentru a preveni o coliziune între scule şi piesă sau dispozitivul defixare.
153

Comenzile arborelui principal
Puteţi comanda o schimbare a sculei cu axele X, Y şi Z în orice poziţie. Unitatea decomandă va aduce axa Z în poziţia de zero a maşinii. Unitatea de comandă va deplasaaxa Z într-o poziţie aflată deasupra poziţiei de zero a maşinii în cursul schimbării sculei, darnu va coborî niciodată sub poziţia de zero a maşinii. La încheierea schimbării sculei, axa Zva fi plasată în poziţia de zero a maşinii.
5.8.2 Comenzile arborelui principal
Există (3) comenzi cod M ale arborelui principal:
• M03 Snnnn comandă rotirea arborelui principal în sens orar.
• M04 Snnnn comandă rotirea arborelui principal în sens antiorar.
NOTE: Adresa Snnnn comandă rotirea arborelui principal cu o turaţie dennnn rot/min până la turaţia maximă a arborelui principal.
• M05 comandă oprirea arborelui principal.
NOTĂ: Când comandaţi un cod M05, unitatea de comandă aşteaptă caarborele principal să se oprească înainte ca programul să continue.
5.8.3 Comenzile de oprire a programului
Există (2) coduri M principale şi (1) subprogram cod M pentru indicarea sfârşitului unuiprogram sau subprogram:
• M30 - Încheierea programului şi resetarea încheie programul şi resetează unitatea laînceputul programului. Acesta este cel mai uzual mod de încheiere a unui program.
• M02 - Încheierea programului încheie programul şi rămâne în poziţia blocului de codM02 din program.
• M99 - Revenirea la subprogram sau buclă determină ieşirea din subprogram şireluarea programului care l-a apelat.
NOTĂ: Dacă subrutina dumneavoastră nu se încheie cu un M99, unitatea decomandă va emite Alarma 312 - Sfârşit program.
154

Programarea
5.8.4 Comenzile referitoare la lichidul de răcire
Utilizaţi codul M08 pentru a comanda activarea lichidului de răcire standard. Utilizaţi codulM09 pentru a comanda dezactivarea lichidului de răcire standard. Consultaţi la pagina 345pentru informaţii suplimentare referitoare la aceste coduri M.
Dacă maşina dispune de funcţia lichid de răcire prin arborele principal (TSC), utilizaţi codulM88 pentru a comanda activarea acestuia, respectiv codul M89 pentru a comandadezactivarea acestuia.
5.9 Codurile G de aşchierePrincipalele coduri G de aşchiere sunt clasificate în mişcări de interpolare şi cicluri închise.Codurile de aşchiere cu mişcare de interpolare se împart în:
• G01 - Mişcarea de interpolare liniară
• G02 - Mişcarea de interpolare circulară în sens orar
• G03 - Mişcarea de interpolare circulară în sens antiorar
• G12 - Frezarea unei cavităţi circulare în sens orar
• G13 - Frezarea unei cavităţi circulare în sens antiorar
5.9.1 Mişcarea de interpolare liniară
Codul G01 Mişcarea de interpolare liniară este utilizat pentru aşchierea traiectoriilorrectilinii. Acesta necesită o viteză de avans, ce este specificată printr-un cod de adresăFnnn.nnnn. Xnn.nnnn, Ynn.nnnn, Znn.nnnn şi Annn.nnn sunt coduri de adresăopţionale pentru specificarea traiectoriei de aşchiere. Comenzile ulterioare de mişcare peaxe vor utiliza viteza de avans specificată prin G01 până când se comandă o nouă mişcarea axei, G00, G02, G03, G12 sau G13.
Colţurile pot fi teşite prin utilizarea unui argument opţional Cnn.nnnn pentru definireateşiturii. Colţurile pot fi rotunjite prin utilizarea unui cod de adresă opţional Rnn.nnnnpentru definirea razei arcului. Consultaţi la pagina 245 pentru informaţii suplimentarereferitoare G01.
155
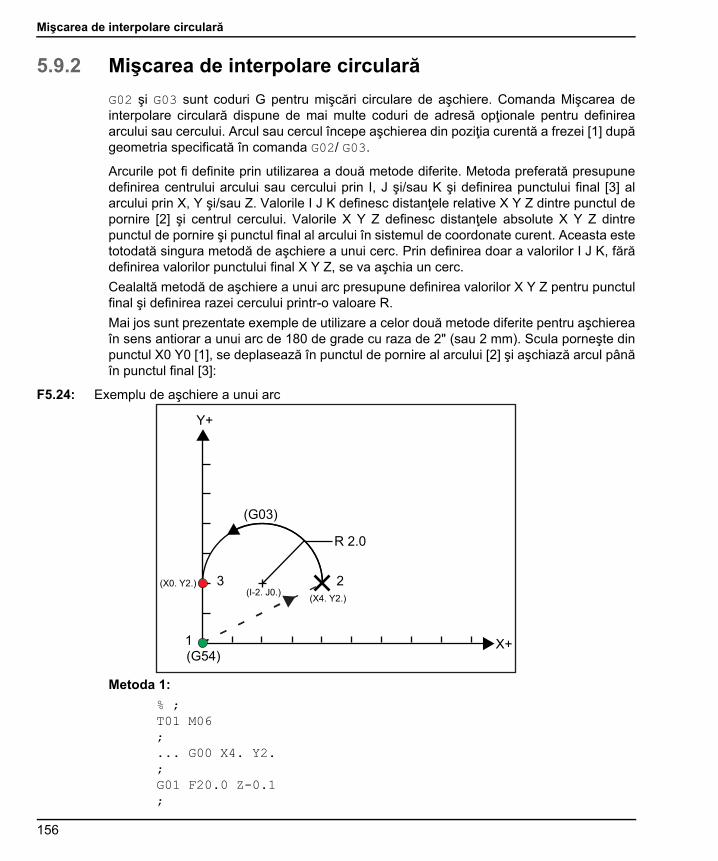
Mişcarea de interpolare circulară
5.9.2 Mişcarea de interpolare circulară
G02 şi G03 sunt coduri G pentru mişcări circulare de aşchiere. Comanda Mişcarea deinterpolare circulară dispune de mai multe coduri de adresă opţionale pentru definireaarcului sau cercului. Arcul sau cercul începe aşchierea din poziţia curentă a frezei [1] dupăgeometria specificată în comanda G02/ G03.
Arcurile pot fi definite prin utilizarea a două metode diferite. Metoda preferată presupunedefinirea centrului arcului sau cercului prin I, J şi/sau K şi definirea punctului final [3] alarcului prin X, Y şi/sau Z. Valorile I J K definesc distanţele relative X Y Z dintre punctul depornire [2] şi centrul cercului. Valorile X Y Z definesc distanţele absolute X Y Z dintrepunctul de pornire şi punctul final al arcului în sistemul de coordonate curent. Aceasta estetotodată singura metodă de aşchiere a unui cerc. Prin definirea doar a valorilor I J K, fărădefinirea valorilor punctului final X Y Z, se va aşchia un cerc.
Cealaltă metodă de aşchiere a unui arc presupune definirea valorilor X Y Z pentru punctulfinal şi definirea razei cercului printr-o valoare R.
Mai jos sunt prezentate exemple de utilizare a celor două metode diferite pentru aşchiereaîn sens antiorar a unui arc de 180 de grade cu raza de 2" (sau 2 mm). Scula porneşte dinpunctul X0 Y0 [1], se deplasează în punctul de pornire al arcului [2] şi aşchiază arcul pânăîn punctul final [3]:
F5.24: Exemplu de aşchiere a unui arc
Metoda 1:
% ;T01 M06;... G00 X4. Y2.;G01 F20.0 Z-0.1;
Y+
X+(G54)
R 2.0
23(X0. Y2.)(I-2. J0.)
(G03)
1
(X4. Y2.)
156

Programarea
G03 F20.0 I-2.0 J0. X0. Y2.;... M30;% ;
Metoda 2:
% ;T01 M06;... G00 X4. Y2.;G01 F20.0 Z-0.1;G03 F20.0 X0. Y2. R2.;...M30;% ;
Mai jos este prezentat un exemplu de aşchiere a unui cerc cu raza de 2" (sau 2 mm):
% ;T01 M06;... G00 X4. Y2.;G01 F20.0 Z-0.1;G02 F20.0 I2.0 J0.;... M30;% ;
5.10 Compensarea frezeiCompensarea frezei este o metodă de decalare a traiectoriei programate a sculei astfelîncât axa centrală a sculei să se deplaseze în stânga sau dreapta traiectoriei programate.În mod normal, compensarea frezei este programată pentru a deplasa scula pentrucontrolarea dimensiunii profilului. Ecranul Corecţii/decalaje este utilizat pentru introducereavalorii cu care trebuie decalată scula. Decalajul poate fi introdus ca o valoare referitoare ladiametru sau rază, în funcţie de setarea 40, atât pentru valorile referitoare la geometrie, câtşi pentru valorile referitoare la uzură. Dacă se specifică diametrul, mărimea decalajului estejumătate din valoarea introdusă. Valorile efective ale decalajului reprezintă suma valorilorreferitoare la geometrie şi uzură. Compensarea frezei este disponibilă numai pe axa X şiaxa Y pentru prelucrarea 2D (G17). Pentru prelucrarea 3D, compensarea frezei estedisponibilă pe axa X, axa Y şi axa Z (G141).
157

Descriere generală a funcţiei de compensare a frezei
5.10.1 Descriere generală a funcţiei de compensare a frezei
G41 selectează compensarea frezei spre stânga. Aceasta înseamnă că unitatea decomandă deplasează scula spre stânga traiectoriei programate (raportat la sensul dedeplasare) pentru compensarea razei sau diametrului sculei definite în tabelul Corecţiiscule (a se vedea setarea 40). G42 selectează compensarea frezei spre dreapta, ce vadeplasa scula spre dreapta traiectoriei programate raportat la sensul de deplasare.
O comandă G41 sau G42 trebuie să aibă o valoare Dnnn pentru selectarea codului corectal corecţiei din coloana corecţiei pentru diametrul / raza sculei. Numărul ce trebuie utilizatîmpreună cu D se află în ultima coloană din stânga a tabelului Corecţii scule. Valoarea pecare o utilizează unitatea de comandă pentru compensarea frezei se află în coloanaGEOMETRIE în dreptul D (dacă setarea 40 este DIAMETRU), respectiv R (dacă setarea 40este RAZĂ). Dacă valoarea corecţiei este negativă, compensarea frezei funcţionează ca şicum s-ar fi specificat codul G opus. De exemplu, dacă s-a introdus o valoare negativăpentru un G41, maşina va acţiona ca şi cum s-ar fi introdus o valoare pozitivă pentru G42.De asemenea, dacă este selectată compensarea frezei (G41 sau G42), puteţi utiliza doarplanul X-Y pentru mişcarea circulară (G17). Compensarea frezei este limitată lacompensarea exclusiv în planul X-Y.
Dacă valoarea corecţiei este negativă, compensarea frezei funcţionează ca şi cum s-ar fispecificat codul G opus. De exemplu, dacă s-a introdus o valoare negativă pentru un G41,maşina va acţiona ca şi cum s-ar fi introdus o valoare pozitivă pentru G42. De asemenea,dacă funcţia compensarea frezei este activă (G41 sau G42), puteţi utiliza doar planul X-Y(G17) pentru mişcarea circulară. Compensarea frezei este limitată la compensareaexclusiv în planul X-Y.
G40 anulează compensarea frezei şi este starea implicită la punerea maşinii în funcţiune.Când compensarea frezei nu este activă, traiectoria programată este aceeaşi cu cea acentrului sculei. Nu este admisă încheierea unui program (M30, M00, M01 sau M02) cucompensarea frezei activă.
Unitatea de comandă operează un singur bloc de mişcare la un moment dat. Însă, aceastava anticipa pentru a verifica următoarele (2) blocuri ce conţin mişcări pe axa X sau Y.Unitatea de comandă verifică aceste (3) blocuri cu privire la informaţii referitoare lainterferenţe. Setarea 58 controlează modul de funcţionare a acestei părţi a compensăriifrezei. Valorile disponibile pentru setarea 58 sunt Fanuc sau Yasnac.
Dacă setarea 58 este setată la Yasnac, unitatea de comandă trebuie să poată poziţionamuchia sculei de-a lungul tuturor muchiilor conturului programat fără a supratăia douămişcări consecutive. O mişcare circulară îmbină toate unghiurile exterioare.
Dacă setarea 58 este setată la Fanuc, unitatea de comandă nu trebuie să poziţionezemuchia tăietoare a sculei de-a lungul tuturor muchiilor conturului programat, prevenindsupratăierea. Însă, unitatea de comandă va genera o alarmă dacă traiectoria sculei esteprogramată astfel încât să se producă supratăierea. Unitatea de comandă îmbină în colţascuţit unghiurile exterioare mai mici sau egale cu 270°. Aceasta îmbină unghiurileexterioare de peste 270° printr-o mişcare liniară suplimentară.
Diagramele următoare prezintă cum funcţionează compensarea frezei pentru valorileadmise ale setării 58. Reţineţi că o tăietură mai mică decât raza sculei şi în unghi drept faţăde mişcarea precedentă se va putea realiza numai în setare Fanuc.
158

Programarea
F5.25: Compensarea frezei, tip YASNAC, G41 cu diametru pozitiv al sculei sau G42 cu diametru negativ al sculei: [1] Centrul efectiv al traiectoriei sculei, [2] Traiectoria programată a sculei, [3] Punctul de pornire, [4] Compensarea frezei. G41 / G42 şi G40 sunt comandate la începutul şi sfârşitul traiectoriei sculei.
F5.26: Compensarea frezei, tip YASNAC, G42 cu diametru pozitiv al sculei sau G41 cu diametru negativ al sculei: [1] Centrul efectiv al traiectoriei sculei, [2] Traiectoria programată a sculei, [3] Punctul de pornire, [4] Compensarea frezei. G41 / G42 şi G40 sunt comandate la începutul şi sfârşitul traiectoriei sculei.
1
2
3
4
G40
G41 / G42
YASNAC, G41+ / G42-
S S
G41 / G42
G40
1
2
3
4
YASNAC, G42+ / G41-
S
S
159

Descriere generală a funcţiei de compensare a frezei
F5.27: Compensarea frezei, tip FANUC, G41 cu diametru pozitiv al sculei sau G42 cu diametru negativ al sculei: [1] Centrul efectiv al traiectoriei sculei, [2] Traiectoria programată a sculei, [3] Punctul de pornire, [4] Compensarea frezei. G41 / G42 şi G40 sunt comandate la începutul şi sfârşitul traiectoriei sculei.
F5.28: Compensarea frezei, tip FANUC, G42 cu diametru pozitiv al sculei sau G41 cu diametru negativ al sculei: [1] Centrul efectiv al traiectoriei sculei, [2] Traiectoria programată a sculei, [3] Punctul de pornire, [4] Compensarea frezei. G41 / G42 şi G40 sunt comandate la începutul şi sfârşitul traiectoriei sculei.
1
2
3
4S
S
G40
G41 / G42
FANUC, G41+ / G42-
1
2
3
4
FANUC, G42+ / G41-
G40
G41 /G42
SS
160

Programarea
5.10.2 Intrarea şi ieşirea din modul compensarea frezei
La intrarea şi ieşirea din modul compensarea frezei sau atunci când se trece de lacompensarea spre stânga la compensarea spre dreapta, trebuie să ţineţi cont de câtevaaspecte importante. Nu se vor efectua aşchieri în cursul oricăror mişcări de acest tip.Pentru activarea compensării frezei, trebuie specificat un cod D diferit de zero cu G41 sauG42, respectiv trebuie specificat un cod G40 în linia ce dezactivează compensarea frezei.În blocul ce activează compensarea frezei, poziţia de început al mişcării este aceeaşi cupoziţia programată, dar poziţia de încheiere va fi decalată, fie spre stânga, fie spre dreaptatraiectoriei programate, cu nivelul introdus în coloana de corecţie rază/diametru.
În blocul ce dezactivează compensarea frezei, punctul de început al mişcării este decalat,iar punctul de încheiere nu este decalat. Similar, atunci când se trece de la compensareaspre stânga la cea spre dreapta şi reciproc, punctul de început al mişcării necesare pentruschimbarea sensului de compensare a frezei va fi decalat de o parte a traiectorieiprogramate, iar mişcarea se va încheia într-un punct decalat în partea opusă faţă detraiectoria programată. Ca urmare a acestor situaţii, scula se mişcă pe o traiectorie ce s-arputea să difere de traiectoria sau sensul intenţionat.
Dacă se activează sau dezactivează compensarea frezei într-un bloc fără nicio mişcareX-Y, nu se produce nicio modificare a compensării frezei până când nu se ajunge laurmătoarea mişcare pe axa X sau Y. Pentru a ieşi din modul compensarea frezei, trebuiespecificat un cod G40.
Compensarea frezei trebuie dezactivată întotdeauna într-o mişcare de îndepărtare a sculeide piesa de prelucrat. Dacă se încheie un program cu compensarea frezei încă activă, segenerează o alarmă. În plus, nu este posibilă activarea şi dezactivarea compensării frezeiîn cursul unei mişcări circulare (G02 sau G03); în caz contrar, se generează o alarmă.
Selectarea unui decalaj D0 va utiliza zero ca valoare a decalajului şi va avea acelaşi efectca dezactivarea compensării frezei. Dacă se selectează o nouă valoare D cu compensareafrezei deja activă, noua valoare va intra în vigoare la sfârşitul mişcării în curs. Nu esteposibilă modificarea valorii D sau schimbarea de pe o parte pe alta în cursul unui bloc demişcare circulară.
La activarea compensării frezei într-o mişcare ce este urmată de o a doua mişcare în unghimai mic de 90°, există două moduri de calculare a primei mişcări: compensarea frezei tipA sau tip B (setarea 43). Tipul A este cel implicit pentru setarea 43 şi este cel necesar înmod normal; scula se deplasează direct în punctul de pornire decalat pentru a douamişcare de aşchiere. Tipul B este utilizat atunci când este necesar un spaţiu liber în jurulunui dispozitiv de fixare sau în cazurile rare în care geometria sculei reclamă acest lucru.Diagramele din această secţiune ilustrează diferenţele dintre modurile tip A şi tip B pentruambele setări Fanuc şi Yasnac (setarea 58).
161
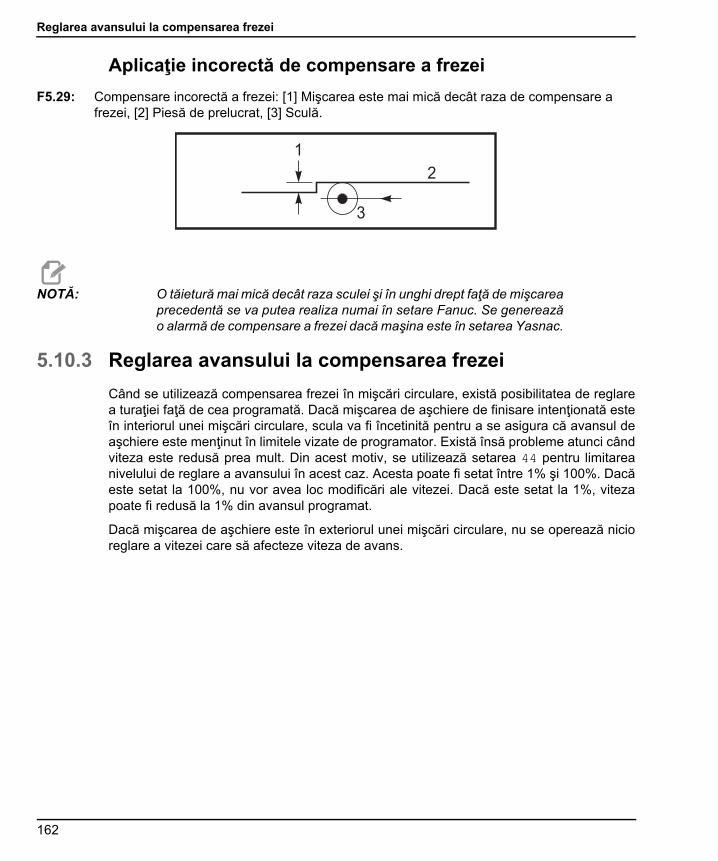
Reglarea avansului la compensarea frezei
Aplicaţie incorectă de compensare a frezei
F5.29: Compensare incorectă a frezei: [1] Mişcarea este mai mică decât raza de compensare a frezei, [2] Piesă de prelucrat, [3] Sculă.
NOTĂ: O tăietură mai mică decât raza sculei şi în unghi drept faţă de mişcareaprecedentă se va putea realiza numai în setare Fanuc. Se genereazăo alarmă de compensare a frezei dacă maşina este în setarea Yasnac.
5.10.3 Reglarea avansului la compensarea frezei
Când se utilizează compensarea frezei în mişcări circulare, există posibilitatea de reglarea turaţiei faţă de cea programată. Dacă mişcarea de aşchiere de finisare intenţionată esteîn interiorul unei mişcări circulare, scula va fi încetinită pentru a se asigura că avansul deaşchiere este menţinut în limitele vizate de programator. Există însă probleme atunci cândviteza este redusă prea mult. Din acest motiv, se utilizează setarea 44 pentru limitareanivelului de reglare a avansului în acest caz. Acesta poate fi setat între 1% şi 100%. Dacăeste setat la 100%, nu vor avea loc modificări ale vitezei. Dacă este setat la 1%, vitezapoate fi redusă la 1% din avansul programat.
Dacă mişcarea de aşchiere este în exteriorul unei mişcări circulare, nu se operează nicioreglare a vitezei care să afecteze viteza de avans.
1
2
3
162

Programarea
Intrarea în compensarea frezei (Yasnac)
F5.30: Intrarea în compensarea frezei (Yasnac) tip A şi B: [1] Traiectoria programată, [2] Traiectoria centrului sculei, [r] Raza sculei
r r
G42 G42
r r
r
G42 G42
TYPE A TYPE B
r
1
1
2
2
1
1
2
2
163
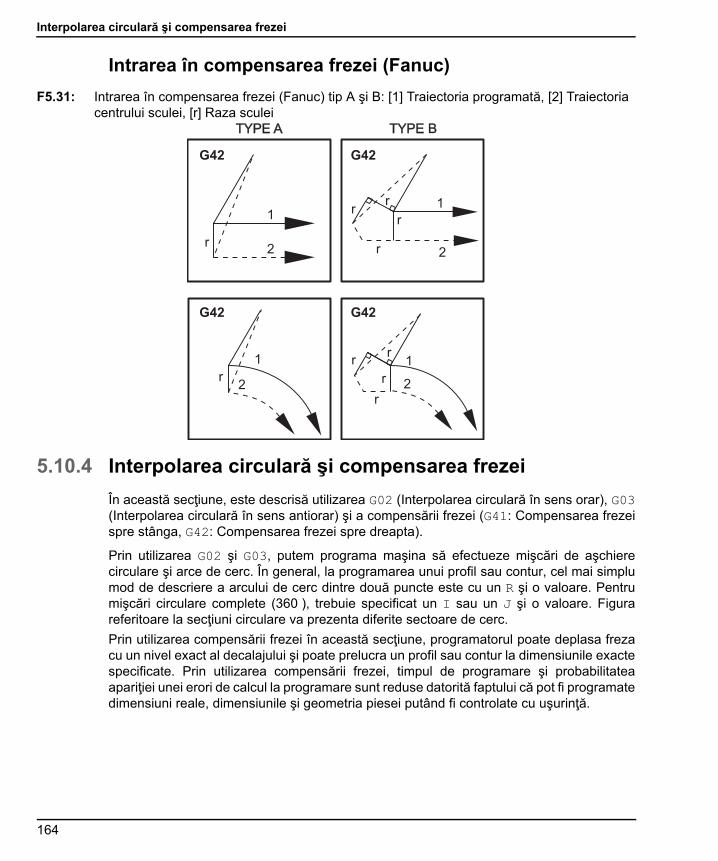
Interpolarea circulară şi compensarea frezei
Intrarea în compensarea frezei (Fanuc)
F5.31: Intrarea în compensarea frezei (Fanuc) tip A şi B: [1] Traiectoria programată, [2] Traiectoria centrului sculei, [r] Raza sculei
5.10.4 Interpolarea circulară şi compensarea frezei
În această secţiune, este descrisă utilizarea G02 (Interpolarea circulară în sens orar), G03(Interpolarea circulară în sens antiorar) şi a compensării frezei (G41: Compensarea frezeispre stânga, G42: Compensarea frezei spre dreapta).
Prin utilizarea G02 şi G03, putem programa maşina să efectueze mişcări de aşchierecirculare şi arce de cerc. În general, la programarea unui profil sau contur, cel mai simplumod de descriere a arcului de cerc dintre două puncte este cu un R şi o valoare. Pentrumişcări circulare complete (360 ), trebuie specificat un I sau un J şi o valoare. Figurareferitoare la secţiuni circulare va prezenta diferite sectoare de cerc.
Prin utilizarea compensării frezei în această secţiune, programatorul poate deplasa frezacu un nivel exact al decalajului şi poate prelucra un profil sau contur la dimensiunile exactespecificate. Prin utilizarea compensării frezei, timpul de programare şi probabilitateaapariţiei unei erori de calcul la programare sunt reduse datorită faptului că pot fi programatedimensiuni reale, dimensiunile şi geometria piesei putând fi controlate cu uşurinţă.
TYPE ATYPE A TYPE BTYPE B
G42 G42
G42 G42
1
1
2
2
1
2r
rr
r
r
r1
2r
r
rr
164

Programarea
Iată câteva reguli referitoare la compensarea frezei ce trebuie respectate strict pentru a seexecuta operaţii de prelucrare de succes. Respectaţi întotdeauna aceste reguli atunci cândscrieţi un program.
1. Compensarea frezei trebuie activată în cursul unei mişcări G01 X,Y ce este mai mare sau egală cu raza sculei sau nivelul compensării.
2. După efectuarea operaţiei ce utilizează compensarea frezei, trebuie dezactivată compensarea frezei, pe baza aceloraşi reguli ce se aplică procesului de activare, respectiv ceea ce intră, trebuie să şi iasă.
3. La majoritatea maşinilor, în cursul compensării frezei, o mişcare liniară X,Y ce este mai mică decât raza sculei nu va funcţiona. (Setarea 58 - setată la Fanuc - pentru rezultate pozitive.)
4. Compensarea frezei nu poate fi activată sau dezactivată într-o mişcare în arc G02 sau G03.
5. Cu compensarea frezei activă, prelucrarea în interiorul unui arc cu o rază mai mică decât cea definită prin valoarea D activă va determina declanşarea unei alarme. Nu este admis un diametru prea mare al sculei dacă raza arcului este prea mică.
F5.32: Secţiuni circulare
Figura prezintă modul de calculare a traiectoriei sculei pentru compensarea frezei.Secţiunea de detaliu prezintă scula în poziţia de pornire şi apoi în poziţia decalată atuncicând scula ajunge la piesa de prelucrat.
165

Interpolarea circulară şi compensarea frezei
F5.33: Interpolarea circulară G02 şi G03: [1] Freză deget de 0.250" diametru, [2] Traiectoria programată, [3] Centrul sculei, [4] Poziţia de pornire, [5] Traiectoria decalată a sculei.
Exerciţiu de programare ce prezintă traiectoria sculei.
Acest program utilizează compensarea frezei. Traiectoria sculei este programată în axacentrală a sculei. Acesta este de asemenea modul în care unitatea de comandă calculeazăcompensarea frezei.
% ;O40006 (Exemplu de compensare a frezei) ;(G54 X0 Y0 este în colţul din stânga jos al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .250"diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-1. F50. (Avans la adâncimea de aşchiere) ;G41 G01 X0 Y0 D01 F50. (Activare compensare freză) ;(2D spre sânga) ;Y4.125 (Mişcare liniară) ;G02 X0.25 Y4.375 R0.375 (Rotunjire de colţ) ;G01 X1.6562 (Mişcare liniară) ;G02 X2. Y4.0313 R0.3437 (Rotunjire de colţ) ;G01 Y3.125 (Mişcare liniară) ;
X0. Y0.
X1. Y1.
R .375
R .5625
X0. Y0.
R .3437
R .375R .500
1
234
5
166
Programarea
G03 X2.375 Y2.75 R0.375 (Rotunjire de colţ) ;G01 X3.5 (Mişcare liniară) ;G02 X4. Y2.25 R0.5 (Rotunjire de colţ) ;G01 Y0.4375 (Mişcare liniară) ;G02 X3.4375 Y-0.125 R0.5625 (Rotunjire de colţ) ;G01 X-0.125 (Mişcare liniară) ;G40 X-1. Y-1. (Poziţia finală, dezactivare) ;(compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
5.11 Ciclurile închiseCiclurile închise sunt coduri G utilizate pentru efectuarea de operaţii repetitive cum ar figăurirea, tarodarea şi alezarea. Puteţi defini un ciclu închis printr-un cod de adresăalfabetic. În timp ce un ciclu închis este activ, maşina execută operaţia specificată defiecare dată când comandaţi o nouă poziţie dacă nu se specifică altfel.
5.11.1 Ciclurile închise de găurire
Toate cele patru cicluri închise de găurire pot fi incluse în codul G91, Modul incrementalde programare.
• Codul G81 Ciclul închis de găurire este ciclul de găurire de bază. Acesta este utilizatpentru găurirea alezajelor de adâncime redusă sau găurirea cu lichid de răcire prinarborele principal (TSC).
• Codul G82 Ciclul închis de pregăurire este similar cu G81 Ciclul închis de găurire, cuexcepţia faptului că acesta poate executa o oprire temporizată la fundul alezajului.Argumentul opţional Pn.nnn specifică durata opririi temporizate.
• Codul G83 Ciclul închis de găurire progresivă normală este utilizat de obicei pentrugăurirea alezajelor adânci. Adâncimea de aşchiere progresivă poate fi variabilăsau constantă şi este întotdeauna incrementală. Qnn.nnn. Nu utilizaţi o valoare Qatunci când programaţi cu I, J şi K.
• Codul G73 Ciclul închis de găurire progresivă de mare viteză este similar cu G83Ciclul închis de găurire progresivă normală, cu excepţia faptului că este specificatăretragerea sculei după progresie prin setarea 22 - Delta Z ciclu închis. Ciclurile degăurire progresivă sunt recomandate pentru adâncimi ale alezajelor de peste 3 orimai mari decât diametrul burghiului. Adâncimea iniţială de aşchiere progresivă,definită prin I, va fi în general o adâncime egală cu 1 diametru al sculei.
167

Ciclurile închise de tarodare
5.11.2 Ciclurile închise de tarodare
Există două cicluri închise de tarodare. Toate ciclurile închise de tarodare pot fi incluse încodul G91, Modul incremental de programare.
• Codul G84 Ciclul închis de tarodare este ciclul de tarodare normală. Acesta esteutilizat pentru tarodarea filetelor pe dreapta.
• Codul G74 Ciclul închis de tarodare inversă este ciclul de tarodare inversă a filetelor.Acesta este utilizat pentru tarodarea filetelor pe stânga.
5.11.3 Ciclurile de alezare şi lărgire a alezajului
Există şapte cicluri închise de alezare. Toate ciclurile închise de alezare pot fi incluse încodul G91, Modul incremental de programare.
• Codul G85 Ciclul închis de alezare este ciclul de alezare de bază. Acesta va executaalezarea până la înălţimea dorită şi va reveni la înălţimea specificată.
• Codul G86 Ciclul închis de alezare şi oprire este similar cu G85 Ciclul închis dealezare, cu excepţia faptului că arborele principal se va opri când ajunge la fundulalezajului înainte să revină la înălţimea specificată.
• Codul G87 Ciclul închis de alezare la intrare şi retragere manuală este de asemeneasimilar, cu excepţia faptului că arborele principal se va opri când ajunge la fundulalezajului, scula va fi retrasă prin avans rapid manual din alezaj, iar programul va fireluat atunci când este apăsat butonul Cycle Start (pornire ciclu).
• Codul G88 Ciclul închis de alezare la intrare, oprire temporizată şi retragere manualăeste similar cu G87, cu excepţia faptului că există o oprire temporizată înainte caoperatorul să poată retrage scula prin avans rapid manual din alezaj.
• Codul G89 Ciclul închis de alezare la intrare, oprire temporizată şi alezare la ieşireeste similar cu G85, cu excepţia faptului că există o oprire temporizată la fundulalezajului, iar alezarea continuă cu viteza de avans specificată în timp ce scula revineîn poziţia specificată. Acesta diferă de alte cicluri închise de alezare în care scula sedeplasează în poziţia de revenire fie prin deplasare rapidă, fie prin avans rapid.
• G76 Ciclul închis de alezare fină efectuează alezarea la adâncimea specificată şi,după alezare, deplasează scula pentru a o îndepărta de alezaj înainte de retragere.
• G77 Ciclul închis de alezare posterioară funcţionează similar cu G76, cu excepţiafapului că, înainte de începerea alezării, acesta deplasează scula pentru a oîndepărta de alezaj, coboară în alezaj şi execută alezarea la adâncimea specificată.
168
Programarea
5.11.4 Planurile R
Planurile R, sau planurile de revenire, sunt comenzi cod G ce specifică înălţimea derevenire a axei Z în timpul ciclurilor închise. Codurile G plan R rămân active pe toată durataciclului închis pentru care sunt utilizate. G98 Revenirea în punctul iniţial al ciclului închisdeplasează axa Z la înălţimea axei Z de dinainte de ciclul închis. G99 Revenirea în planulR al ciclului închis deplasează axa Z la înălţimea specificată prin argumentul Rnn.nnnnspecificat pentru ciclul închis. Pentru informaţii suplimentare în acest sens, consultaţisecţiunea Codurile G şi M.
5.12 Codurile G speciale
Codurile G speciale sunt utilizate pentru operaţii complexe de frezare. Acestea includ:
• Gravarea (G47)
• Frezarea unei cavităţi (G12, G13 şi G150)
• Rotaţia şi scalarea (G68, G69, G50, G51)
• Funcţia imagine în oglindă (G101 şi G100)
5.12.1 Gravarea
Codul G G47 Gravarea textului vă permite să gravaţi un text sau serii de fabricaţiesecvenţiale cu un singur bloc de cod. Se suportă de asemenea caracterele ASCII.
Consultaţi la pagina 268 pentru informaţii suplimentare referitoare la gravare.
5.12.2 Frezarea unei cavităţi
Există două tipuri de coduri G pentru frezarea unei cavităţi pe unitatea de comandă Haas:
• Frezarea unei cavităţi circulare este executată cu codurile G pentru comanda G12Frezarea unei cavităţi circulare în sens orar şi comanda G13 Frezarea unei cavităţicirculare în sens antiorar.
• Codul G150 Frezarea unei cavităţi de uz general utilizează un subprogram pentruprelucrarea unor geometrii definite de utilizator ale cavităţii.
Asiguraţi-vă că geometria din subprogram este un profil complet închis. Asiguraţi-vă căpunctul de pornire X-Y din comanda G150 se află în limitele profilului complet închis. În cazcontrar, se poate declanşa alarma 370 - Eroare definire cavitate.
Consultaţi la pagina 257 pentru informaţii suplimentare referitoare la codurile G pentrufrezarea unei cavităţi.
169

Rotaţia şi scalarea
5.12.3 Rotaţia şi scalarea
NOTĂ: Trebuie să achiziţionaţi opţiunea de rotaţie şi scalare pentru a puteautiliza aceste funcţii. Este disponibilă de asemenea opţiunea licenţeide probă de 200 ore.
Codul G68 Rotaţia este utilizat pentru rotirea sistemului de coordonate în planul dorit. Puteţiutiliza această funcţie împreună cu G91 Modul incremental de programare pentruprelucrarea modelelor simetrice. Codul G69 anulează rotaţia.
Codul G51 aplică un factor de scalare pentru micşorarea valorilor de poziţionare dinblocurile de după comanda G51. Codul G50 anulează scalarea. Puteţi utiliza scalareaîmpreună cu rotaţia, însă aveţi grijă să comandaţi mai întâi scalarea.
Consultaţi la pagina 279 pentru informaţii suplimentare referitoare la codurile G de rotaţieşi scalare.
5.12.4 Funcţia imagine în oglindă
Codul G101 Activarea imaginii în oglindă va activa mişcarea axei în oglindă faţă de axaspecificată. Setările 45-48, 80 şi 250 permit utilizarea funcţiei imagine în oglindă faţă deaxele X, Y, Z, A, B şi C. Punctul de pivotare în oglindă de-a lungul unei axe este definit prinintermediul argumentului Xnn.nn. Acesta poate fi specificat pentru o axă Y ce este activatăpe maşină şi în setări prin utilizarea ca argument a axei de utilizat pentru funcţia imagineîn oglindă. G100 anulează G101.
Consultaţi la pagina 303 pentru informaţii suplimentare referitoare la codurile G pentrufuncţia imagine în oglindă.
5.13 Subrutinele
Subrutinele (subprogramele):
• Sunt constituite de obicei dintr-o serie de comenzi repetate de mai multe ori într-unprogram.
• Sunt scrise sub forma unui program separat, în locul repetării de mai multe ori acomenzilor în programul principal.
• Sunt apelate în programul principal printr-un cod M97 sau M98 şi un cod P.
• Pot să includă un L pentru contorizarea repetărilor. Apelarea subrutinei este repetatăL ori înainte ca programul principal să continue cu blocul următor.
Când se utilizează M97:
• Codul P (nnnnn) este acelaşi cu poziţia subrutinei în program (Onnnnn).
• Subprogramul trebuie să fie inclus în programul principal.
Când se utilizează M98:
170

Programarea
• Codul P (nnnnn) este acelaşi cu poziţia subrutinei în program (Onnnnn).
• Subprogramul trebuie să se afle în memoria unităţii de comandă sau pe unitateahard (opţională).
Ciclurile închise reprezintă cel mai uzual mod de utilizare a subrutinelor. De exemplu, aţiputea introduce poziţiile pe axele X şi Y ale unei serii de alezaje într-un program separat.Apoi puteţi apela programul respectiv ca subrutină printr-un ciclu închis. În loc să scrieţipoziţiile câte o dată pentru fiecare sculă, scrieţi poziţiile o singură dată pentru oricâte scule.
5.13.1 Subrutina externă (M98)
O subrutină externă este un program separat la care se face referinţă în programulprincipal. Utilizaţi codul M98 pentru a comanda (apela) subrutine externe, cu un Pnnnnn cese referă la numărul programului pe care doriţi să îl apelaţi.
În acest exemplu, subrutina (programul O40008) specifică (8) poziţii. Aceasta include deasemenea o comandă G98 la deplasarea între poziţiile 4 şi 5. Aceasta determină revenireaaxei Z în poziţia iniţială de pornire în loc de planul R, astfel că scula trece peste sistemulde suport.
Programul principal (programul O40007) specifică (3) cicluri închise diferite:
1. G81 Pregăurire în fiecare poziţie
2. G83 Găurire progresivă în fiecare poziţie
3. G84 Tarodare în fiecare poziţie
Fiecare ciclu închis apelează subrutina şi execută operaţia în fiecare poziţie.
% ;O40007 (Exemplu de program pentru o subrutină) ;(externă) ;(G54 X0 Y0 este centrul din stânga al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu de pregăurire) ;(T2 este un burghiu) ;(T3 este un tarod) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X1.5 Y-0.5 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1. (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 G99 Z-0.14 R0.1 F7. (Început G81) ;M98 P40008 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;
171

Subrutina externă (M98)
G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T2 M06 (Selectare scula 2) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X1.5 Y-0.5 (Deplasare rapidă în prima) ;(poziţie) ;S2082 M03 (Pornire arbore principal în sens orar) ;G43 H02 Z1. (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G83 G99 Z-0.75 Q0.2 R0.1 F12.5 (Început G83) ;M98 P40008 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T3 M06 (Selectare scula 3) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X1.5 Y-0.5 (Deplasare rapidă în prima) ;(poziţie) ;S750 M03 (Pornire arbore principal în sens orar) ;G43 H03 Z1. (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G54 H03 Z1. M08 (Activare corecţie sculă 3) ;G84 G99 Z-0.6 R0.1 F37.5 (Început G84) ;M98 P40008 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
172

Programarea
F5.34: Model subrutină
Subrutină
% ;O40008 (Subrutină) ;X0.5 Y-0.75 (A 2-a poziţie) ;Y-2.25 (A 3-a poziţie) ;G98 X1.5 Y-2.5 (A 4-a poziţie) ;(Revenire în punctul iniţial) ;G99 X3.5 (A 5-a poziţie) ;(Revenire în planul R) ;X4.5 Y-2.25 (A 6-a poziţie) ;Y-0.75 (A 7-a poziţie) ;X3.5 Y-0.5 (A 8-a poziţie) ;M99 (Revenire la subprogram sau buclă) ;% ;
12
3 4 5 6
78
G98
G99
Y0.
X0
.
2x 0
.50
0
2x 3
.50
0
2x 4
.50
0
2x 1
.50
0
G98
2x 0.500
2x 2.2502x 2.500
2x 0.750 12
3 4 5 6
78
173
Subroutina locală (M97)
5.13.2 Subroutina locală (M97)
O subrutină locală este un bloc de cod din programul principal la care se face referinţă demai multe ori în programul principal. Subrutinele locale sunt comandate (apelate) cuajutorul unui M97 şi al unui Pnnnnn ce se referă la numărul liniei N al subrutinei locale.
Structura subrutinei locale presupune încheierea programului principal cu un M30 şi apoiintroducerea subrutinelor locale după M30. Fiecare subrutină trebuie să aibă un număr delinie N la început şi un M99 la sfârşit, care va trimite programul înapoi la linia următoare aprogramului principal.
Exemplu de subrutină locală
% ;O40009 (Exemplu de program pentru o subrutină locală) ;(G54 X0 Y0 este în colţul din stânga sus al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu de pregăurire) ;(T2 este un burghiu) ;(T3 este un tarod) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X1.5 Y-0.5 (Deplasare rapidă în prima poziţie) ;S1406 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1.(Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 G99 Z-0.26 R0.1 F7. (Început G81) ;M97 P1000 (Apelare subrutină locală) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T2 M06 (Selectare scula 2) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G54 X1.5 Y-0.5 (Deplasare rapidă în prima poziţie) ;S2082 M03 (Pornire arbore principal în sens orar) ;G43 H02 Z1. (Activare corecţie sculă 2) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G83 G99 Z-0.75 Q0.2 R0.1 F12.5 (Început G83) ;M97 P1000 (Apelare subrutină locală) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;
174

Programarea
G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T3 M06 (Selectare scula 3) ;G00 G90 G40 G49 (Pornire în siguranţă) ;G54 X1.5 Y-0.5 ;(Deplasare rapidă în prima poziţie) ;S750 M03 (Pornire arbore principal în sens orar) ;G43 H03 Z1. (Activare corecţie sculă 3) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G84 G99 Z-0.6 R0.1 F37.5 (Început G84) ;M97 P1000 (Apelare subrutină locală) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;(SUBRUTINĂ LOCALĂ) ;N1000 (Început subrutină locală) ;X0.5 Y-0.75 (A 2-a poziţie) ;Y-2.25 (A 3-a poziţie) ;G98 X1.5 Y-2.5 (A 4-a poziţie) ;(Revenire în punctul iniţial) ;G99 X3.5 (A 5-a poziţie) ;(Revenire în planul R) ;X4.5 Y-2.25 (A 6-a poziţie) ;Y-0.75 (A 7-a poziţie) ;X3.5 Y-0.5 (A 8-a poziţie) ;M99 ;% ;
5.13.3 Exemplu de subrutină externă pentru un ciclu închis (M98)
% ;O40010 (Exemplu de subrutină externă pentru un) ;(ciclu închis M98) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu de pregăurire) ;(T2 este un burghiu) ;
175

Exemplu de subrutină externă pentru un ciclu închis (M98)
(T3 este un tarod) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X0.565 Y-1.875 (Deplasare rapidă în prima poziţie) ;S1275 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G82 Z-0.175 P0.03 R0.1 F10. (Început G82) ;M98 P40011 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) T2 M06 (Selectare) ;(scula 2) ;G00 G90 G40 G49 (Pornire în siguranţă) ;G54 X0.565 Y-1.875 ;(Revenire rapidă în prima poziţie) ;S2500 M03 (Pornire arbore principal în sens orar) ;G43 H02 Z0.1 (Activare corecţie sculă 2) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G83 Z-0.72 Q0.175 R0.1 F15 (Început G83) ;M98 P40011 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;M01 (Oprire opţională) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T3 M06 (Selectare scula 3) ;G00 G90 G40 G49 (Pornire în siguranţă) ;G54 X0.565 Y-1.875 ;(Revenire rapidă în prima poziţie) ;S900 M03 (Pornire arbore principal în sens orar) ;G43 H03 Z0.1 (Activare corecţie sculă 3) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G84 Z-0.6 R0.2 F56.25 (Început G84) ;M98 P40011 (Apelare subrutină externă) ;G80 G00 Z1. M09 (Anulare ciclu închis) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;
176

Programarea
G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Subrutină
% ;O40011 (Subrutină M98, poziţii X,Y) ;X1.115 Y-2.75 (A 2-a poziţie) ;X3.365 Y-2.875 (A 3-a poziţie) ;X4.188 Y-3.313 (A 4-a poziţie) ;X5. Y-4. (A 5-a poziţie) ;M99 ;% ;
5.13.4 Subrutinele externe cu dispozitive de fixare multiple (M98)
Subrutinele pot fi utile atunci când se prelucrează aceeaşi piesă în poziţii diferite pe axeleX şi Y ale maşinii. De exemplu, atunci când sunt montate şase menghine pe masă. Fiecaredin aceste menghine utilizează o altă poziţie de zero X, Y. Referinţa la acestea se face înprogram prin utilizarea decalajelor de origine G54 - G59 în coordonate absolute. Utilizaţi undispozitiv de găsire muchie sau un indicator pentru a stabili punctul de zero pentru fiecarepiesă. Utilizaţi tasta de setare punct de zero al piesei în pagina de decalaje de originepentru a înregistra fiecare poziţie X, Y. Odată poziţia de zero X, Y pentru fiecare piesă deprelucrat setată în pagina de decalaje, programarea poate să înceapă.
Figura prezintă cum ar trebui să arate o astfel de setare pe masa maşinii. De exemplu,fiecare din aceste şase piese trebuie să fie găurită în centru, în poziţia de zero X, Y.
Program principal
% ;O40012 (Subrutină externă cu dispozitive de fixare) ;(multiple M98) ;(G54-G59 X0 Y0 este în centrul fiecărei piese) ;(G54-G59 Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;X0 Y0 (Deplasare rapidă în prima poziţie) ;S1500 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;
177

Subrutinele externe cu dispozitive de fixare multiple (M98)
M98 P40013 (Apelare subrutină externă) ;G55 (Modificare decalaj de origine) ;M98 P40013 (Apelare subrutină externă) ;G56 (Modificare decalaj de origine) ;M98 P40013 (Apelare subrutină externă) ;G57 (Modificare decalaj de origine) ;M98 P40013 (Apelare subrutină externă) ;G58 (Modificare decalaj de origine) ;M98 P40013 (Apelare subrutină externă) ;G59 (Modificare decalaj de origine) ;M98 P40013 (Apelare subrutină externă) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
F5.35: Subrutina cu dispozitive de fixare multiple
Subrutină
% ;O40013 (Subrutină M98) ;X0 Y0 (Aducere la zero decalaj de origine) ;G83 Z-1. Q0.2 R0.1 F15. (Început G83) ;G00 G80 Z0.2 M09 (Anulare ciclu închis) ;M99 ;% ;
178

Programarea
5.14 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
179

Subrutinele externe cu dispozitive de fixare multiple (M98)
180

Programarea opţionalelor
Capitolul 6: Programarea opţionalelor
6.1 Prezentare
În afara funcţiilor standard incluse în maşina dumneavoastră, s-ar putea să aveţi uneledotări opţionale, cu aspecte speciale referitoare la programare. Această secţiune văprezintă modul de programare a acestor opţionale.
Puteţi contacta HFO local pentru a achiziţiona majoritatea acestor dotări opţionale dacămaşina dumneavoastră nu a fost livrată cu acestea.
6.2 Programarea pe axele a 4-a şi a 5-aF6.1: Mişcarea axei la VR-11 şi TRT-210: [1] Axa B, [2] Axa A
6.2.1 Crearea programelor pe cinci axe
Programele cu deplasare pe cinci axe sunt destul de complexe şi vor fi scrise prin utilizareaunui pachet software CAD/CAM. Trebuie să se determine lungimea pivotului şi lungimeacalibrului pentru maşină, şi ca acestea să fie introduse în programele de acest gen.
Fiecare maşină are lungime specifică a pivotului. Aceasta este distanţa dintre centrul derotaţie al păpuşii portsculă şi suprafaţa inferioară a portcuţitului principal ce este livratîmpreună cu maşinile cu 5 axe. Lungimea pivotului poate fi găsită în setarea 116, fiindgravată de asemenea pe portcuţitul principal.
+32°-32°+32° -32°
B-AXIS
360º
±120º
1
2
21
--++
+
+
-
-
-- ++
181
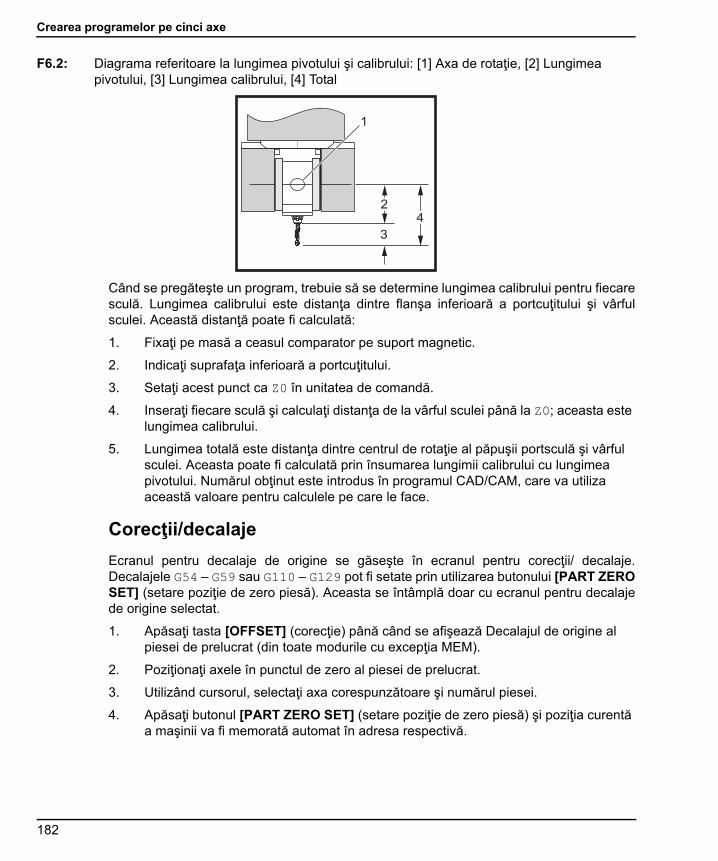
Crearea programelor pe cinci axe
F6.2: Diagrama referitoare la lungimea pivotului şi calibrului: [1] Axa de rotaţie, [2] Lungimea pivotului, [3] Lungimea calibrului, [4] Total
Când se pregăteşte un program, trebuie să se determine lungimea calibrului pentru fiecaresculă. Lungimea calibrului este distanţa dintre flanşa inferioară a portcuţitului şi vârfulsculei. Această distanţă poate fi calculată:
1. Fixaţi pe masă a ceasul comparator pe suport magnetic.
2. Indicaţi suprafaţa inferioară a portcuţitului.
3. Setaţi acest punct ca Z0 în unitatea de comandă.
4. Inseraţi fiecare sculă şi calculaţi distanţa de la vârful sculei până la Z0; aceasta este lungimea calibrului.
5. Lungimea totală este distanţa dintre centrul de rotaţie al păpuşii portsculă şi vârful sculei. Aceasta poate fi calculată prin însumarea lungimii calibrului cu lungimea pivotului. Numărul obţinut este introdus în programul CAD/CAM, care va utiliza această valoare pentru calculele pe care le face.
Corecţii/decalaje
Ecranul pentru decalaje de origine se găseşte în ecranul pentru corecţii/ decalaje.Decalajele G54 – G59 sau G110 – G129 pot fi setate prin utilizarea butonului [PART ZEROSET] (setare poziţie de zero piesă). Aceasta se întâmplă doar cu ecranul pentru decalajede origine selectat.
1. Apăsaţi tasta [OFFSET] (corecţie) până când se afişează Decalajul de origine al piesei de prelucrat (din toate modurile cu excepţia MEM).
2. Poziţionaţi axele în punctul de zero al piesei de prelucrat.
3. Utilizând cursorul, selectaţi axa corespunzătoare şi numărul piesei.
4. Apăsaţi butonul [PART ZERO SET] (setare poziţie de zero piesă) şi poziţia curentă a maşinii va fi memorată automat în adresa respectivă.
1
2
3
4
182

Programarea opţionalelor
NOTĂ: Introducerea unui decalaj de origine Z diferit de zero va interfera cuutilizarea unei corecţii a lungimii sculei introduse automat.
5. Coordonatele de lucru se introduc de obicei ca număr pozitiv. Coordonatele de lucru sunt introduse în tabel doar sub formă de numere. Pentru a introduce o valoare X de X2.00 în G54, deplasaţi cursorul în coloana X şi tastaţi 2.0.
Note referitoare la programarea pe cinci axe
Utilizarea unei sincronizări strânse la prelucrare, coroborată cu rezoluţia geometricăasigurată de sistemul CAD/CAM, permite o curgere fluentă a contururilor şi realizarea unorpiese mai precise.
Crearea unui vector de apropiere (deplasarea traiectoriei sculei) spre piesa de prelucrat nuse va face decât la o distanţă sigură deasupra sau în lateral faţă de piesa de prelucrat.Când vă aflaţi în modul deplasare rapidă, axele vor ajunge în poziţia programată înmomente diferite; axa aflată cel mai aproape de poziţia ţintă va ajunge prima, iar cea aflatăcel mai departe va ajunge ultima. O viteză de avans mare va forţa axele să ajungăconcomitent în poziţia comandată, evitându-se riscul producerii unei coliziuni.
Codurile G
Programarea pe cinci axe nu este afectată de selecţia modului ţoli (G20) sau metric (G21),întrucât axele A şi B sunt programate întotdeauna în grade.
Funcţia timp invers G93 trebuie să fie activată pentru mişcarea simultană pe 4 sau 5 axe;totuşi, dacă freza dumneavoastră suportă funcţia Controlul punctului central al sculei(G234), puteţi utiliza codul G94. Consultaţi „G93” de la pagina 300 pentru informaţiisuplimentare în acest sens.
Limitaţi solicitarea post-procesorului (software-ul CAD/CAM) la o valoare maximă F G93 de45000. Aceasta va duce la o mişcare mai fluentă, ce ar putea fi necesară atunci când setrece în apropierea unor pereţi înclinaţi.
Codurile M
IMPORTANT: Se recomandă ca frânele A/B să fie cuplate atunci când se executăorice altă mişcare decât pe 5 axe. Aşchierea cu frânele dezactivatepoate cauza o uzură excesivă a angrenajelor.
M10/M11 cuplează/ decuplează frâna axei A
M12/M13 cuplează/ decuplează frâna axei B
183

Crearea programelor pe cinci axe
Când se execută aşchierea pe 4 sau 5 axe, maşina va face pauze între blocuri. Pauza sedatorează eliberării frânelor pe axele A şi/sau B. Pentru a se evita această opriretemporizată şi a se permite o execuţie mai fluentă a programului, programaţi un M11 şi/sauun M13 chiar înainte de G93. Codurile M vor decupla frânele, rezultând o mişcare mai linăşi fluentă. Reţineţi că dacă frânele nu sunt recuplate, acestea vor rămâne dezactivate untimp nelimitat.
Setările
O serie de setări sunt utilizate pentru programarea pe axele a 4-a şi a 5-a.
Pentru axa a 4-a:
• Setarea 30 - Activare axa a 4-a
• Setarea 34 - Diametru axa a 4-a
• Setarea 48 - Imagine în oglindă pe axa A
Pentru axa a 5-a:
• Setarea 78 - Activare axa a 5-a
• Setarea 79 - Diametru axa a 5-a
• Setarea 80 - Imagine în oglindă pe axa B
Setarea 85 - Rotunjire de colţ maximă va fi setată la .0500 pentru aşchierea pe 5 axe.Setările sub .0500 vor deplasa maşina mai aproape de o oprire exactă şi vor determina omişcare neuniformă.
Puteţi utiliza de asemenea G187 Pn Ennnn pentru a seta nivelul de fineţe în programpentru a se încetini axele. G187 anulează temporar setarea 85.
ATENŢIE: Când se aşchiază în modul pe 5 axe, pot să apară poziţionareadefectuoasă sau depăşirea capătului de cursă dacă nu se anuleazăcorecţia pentru lungimea sculei (cod H). Pentru a se preveni aceastăproblemă, utilizaţi G90, G40, H00 şi G49 în primele blocuri după oschimbare a sculei. Această problemă poate să apară atunci când seprogramează împreună axele a 3-a şi a 5-a, la repornirea programuluisau atunci când se iniţiază o nouă operaţie de prelucrare şi corecţiapentru lungimea sculei este încă activată.
Vitezele de avans
Puteţi comanda un avans într-un program printr-un cod G01 pentru axa alocată unităţiirotative. De exemplu,
G01 A90
.
F50. ;
184

Programarea opţionalelor
;
va roti axa A cu 90 de grade.
Fiecare linie de cod pe axa a 4-a/a 5-a trebuie să specifice o viteză de avans. Limitaţi vitezade avans la maximum 75 ţoli/min la găurire. Vitezele de avans recomandate pentruprelucrări de finisare la lucrul pe 3 axe nu vor depăşi 50 - 60 ţoli/min, cu cel puţin 0.0500” -0.0750” adâncime rămasă pentru operaţia de finisare.
Deplasările rapide nu sunt admise; deplasarea rapidă, intrarea şi ieşirea din alezaje (cicluride găurire progresivă cu retragerea completă) nu sunt acceptate.
Când se programează mişcarea simultană pe 5 axe, se impun adaosuri de material maimici şi se admit viteze de avans mai mari. În funcţie de adaosul de finisare, lungimea frezeişi tipul de profil aşchiat, se pot aplica viteze de avans mai mari. De exemplu, la prelucrareaprofilurilor de matriţe sau a contururilor prelungi şi line, vitezele de avans pot depăşi100 ţoli/min.
Avansul rapid pe axele a 4-a şi a 5-a
Toate aspectele referitoare la avansul rapid manual pe axa a 5-a sunt similare celoraplicabile pentru celelalte axe. Excepţia ţine de metoda de selectare a avansului rapid întreaxa A şi axa B.
1. Apăsaţi tasta [+A] sau [-A] pentru a selecta axa A pentru avansul rapid.
2. Apăsaţi tasta [SHIFT](comutare) şi apăsaţi apoi fie tasta [+A], fie tasta [-A] pentru a avansa rapid axa B.
3. EC-300: Modul avans rapid indică A1 şi A2, apăsaţi tasta [A] pentru a avansa rapid A1, respectiv apăsaţi tastele [SHIFT] (comutare) şi [A] pentru a avansa rapid A2.
6.2.2 Instalarea unei a 4-a axe opţionale
Setările 30 şi 34 trebuie modificate atunci când se adaugă o masă rotativă la freza Haas.Setarea 30 specifică modelul de masă rotativă, iar setarea 34 specifică diametrul piesei.
Modificarea setării 30
Setarea 30 (şi setarea 78 pentru axa a 5-a) specifică un set de parametri pentru o unitaterotativă dată. Aceste setări vă permit să selectaţi unitatea rotativă dintr-o listă, ce seteazăapoi automat parametrii necesari care să permită interacţiunea frezei dumneavoastră cuunitatea rotativă.
AVERTISMENT: Dacă nu se adaptează corect setările pentru masa rotativă cu sau fărăperii la produsul montat efectiv pe freză, servomotorul poate fi avariat.B în setări indică un produs rotativ fără perii. Indexoarele fără perii audouă cabluri de la masa de lucru şi două conectoare la unitatea decomandă a frezei pentru fiecare axă rotativă.
185

Instalarea unei a 4-a axe opţionale
F6.3: Meniul de selecţie fişier pentru o nouă unitate rotativă
1. Marcaţi setarea 30 şi apăsaţi tasta săgeată stânga sau dreapta.
2. Apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă).
3. Selectaţi NOU şi apoi apăsaţi tasta [ENTER] (execuţie).
Se afişează lista seturilor de parametri disponibili pentru unitatea rotativă.
4. Apăsaţi tasta săgeată [UP] (în sus) sau [DOWN] (în jos) pentru a selecta unitatea rotativă corectă. Puteţi de asemenea începe să tastaţi numele unităţii rotative pentru a reduce lista înainte să operaţi o selecţie. Modelul de masă rotativă marcat pe unitatea de comandă trebuie să corespundă cu modelul specificat pe plăcuţa de identificare a unităţii rotative.
5. Apăsaţi tasta [ENTER] (execuţie) pentru a confirma opţiunea dumneavoastră.
Setul de parametri este apoi încărcat în maşină. Numele setului curent de parametri apare pentru setarea 30.
6. Resetaţi butonul [EMERGENCY STOP] (oprire de urgenţă).
7. Nu încercaţi să utilizaţi unitatea rotativă înainte să opriţi şi reporniţi maşina.
Parametri
Arareori poate fi necesară modificarea unor parametri pentru a se obţine performanţelespecifice ale indexoarelor respective. Nu faceţi asta fără a avea la dispoziţie o listă aparametrilor de modificat.
NOTĂ: NU MODIFICAŢI PARAMETRII dacă nu aţi primit o listă de parametriîmpreună cu indexerorul. Aceasta va duce la invalidarea garanţiei.
186
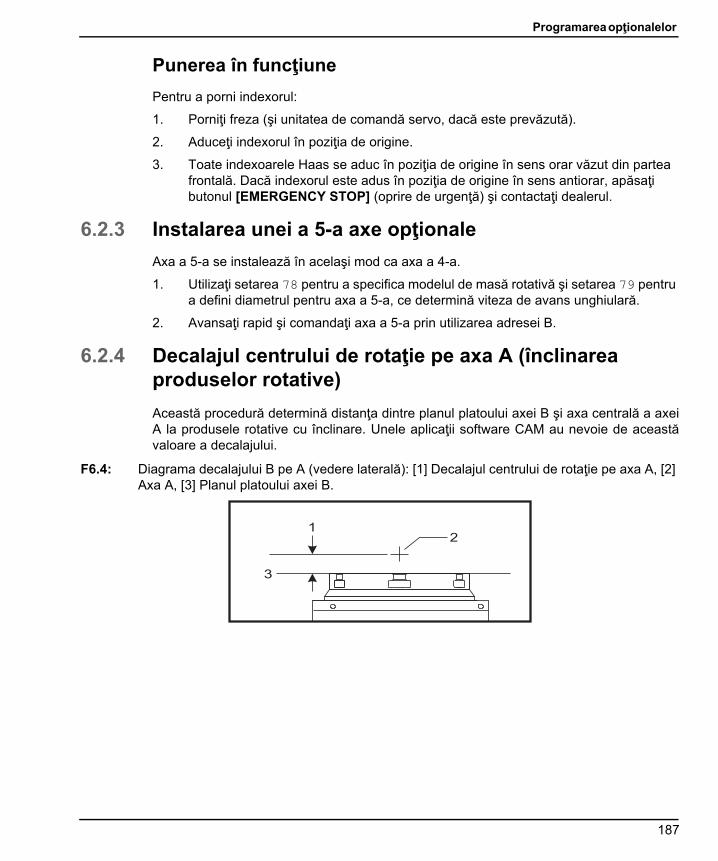
Programarea opţionalelor
Punerea în funcţiune
Pentru a porni indexorul:
1. Porniţi freza (şi unitatea de comandă servo, dacă este prevăzută).
2. Aduceţi indexorul în poziţia de origine.
3. Toate indexoarele Haas se aduc în poziţia de origine în sens orar văzut din partea frontală. Dacă indexorul este adus în poziţia de origine în sens antiorar, apăsaţi butonul [EMERGENCY STOP] (oprire de urgenţă) şi contactaţi dealerul.
6.2.3 Instalarea unei a 5-a axe opţionale
Axa a 5-a se instalează în acelaşi mod ca axa a 4-a.
1. Utilizaţi setarea 78 pentru a specifica modelul de masă rotativă şi setarea 79 pentru a defini diametrul pentru axa a 5-a, ce determină viteza de avans unghiulară.
2. Avansaţi rapid şi comandaţi axa a 5-a prin utilizarea adresei B.
6.2.4 Decalajul centrului de rotaţie pe axa A (înclinarea produselor rotative)
Această procedură determină distanţa dintre planul platoului axei B şi axa centrală a axeiA la produsele rotative cu înclinare. Unele aplicaţii software CAM au nevoie de aceastăvaloare a decalajului.
F6.4: Diagrama decalajului B pe A (vedere laterală): [1] Decalajul centrului de rotaţie pe axa A, [2] Axa A, [3] Planul platoului axei B.
12
3
187

Decalajul centrului de rotaţie pe axa A (înclinarea produselor rotative)
F6.5: Procedura ilustrată pentru centrul de rotaţie pe axa A
1. Avansaţi axa A până când platoul rotativ este vertical. Aplicaţi un ceas comparator pe arborele principal al maşinii (sau altă suprafaţă independentă de mişcarea mesei) şi palpaţi suprafaţa platoului. Setaţi ceasul comparator la zero.
2. Setaţi poziţia operatorului la zero pentru axa Y (selectaţi poziţia şi apăsaţi tasta [ORIGIN] (origine)).
3. Avansaţi axa A cu 180°.
4. Palpaţi suprafaţa platoului în acelaşi sens în care s-a făcut prima palpare:
a. Ţineţi un bloc 1-2-3 în contact cu suprafaţa platoului.
b. Palpaţi suprafaţa blocului aflată în contact cu suprafaţa platoului.
c. Avansaţi axa Y spre bloc până când ceasul comparator indică zero.
5. Citiţi noua poziţie a operatorului pe axa Y. Împărţiţi această valoare la 2 pentru a determina valoarea decalajului centrului de rotaţie pe axa A.
1 3
4 - 5
188

Programarea opţionalelor
6.2.5 Dezactivarea axelor a 4-a şi a 5-a
Pentru a dezactiva axele a 4-a şi a 5-a:
F6.6: Salvarea setului de parametri disponibili pentru unitatea rotativă
1. Dezactivaţi setarea 30 pentru axa a 4-a şi/sau setarea 78 pentru axa a 5-a atunci când demontaţi unitatea rotativă de pe maşină.
Când dezactivaţi setarea 30 sau 78, se va afişa o solicitare de salvare a setului de parametri.
ATENŢIE: Nu conectaţi sau deconectaţi niciun cablu cu unitatea de comandăpornită.
2. Selectaţi un fişier cu ajutorul tastelor săgeţi în sus şi în jos şi apăsaţi tasta [ENTER] (execuţie) pentru a confirma.
Numele setului de parametri selectat curent apare în casetă. Puteţi modifica acest nume de fişier pentru a salva un set personalizat de parametri.
3. Maşina generează o alarmă dacă aceste setări nu sunt dezactivate atunci când este demontată unitatea.
6.3 Macro-urile (opţional)
6.3.1 Prezentarea macro-urilor
NOTĂ: Această funcţie de control este opţională; contactaţi HFO pentruinformaţii în acest sens.
189

Prezentarea macro-urilor
Macro-urile conferă unităţii de comandă posibilităţi de prelucrare şi flexibilitate ce nu suntdisponibile în cazul codurilor G standard. Câteva utilizări posibile se referă la: familiile depiese, ciclurile închise speciale, mişcările complexe şi dispozitivele opţionale de antrenare.Posibilităţile sunt practic nelimitate.
Se numeşte macro orice rutină/ subprogram ce poate fi rulat de mai multe ori. Oinstrucţiune macro poate aloca o valoare unei variabile sau citi o valoare pentru o variabilă,evalua o expresie, determina un salt condiţionat sau necondiţionat spre un alt punct dinprogram, respectiv repeta condiţionat o secţiune a programului.
Iată câteva exemple de aplicaţii pentru macro-uri. Exemplele evidenţiază principii de bază,nu prezintă programe macro complete.
• Scule pentru dispozitive de fixare rapidă pe masă - Puteţi seta numeroaseproceduri de setare semiautomatizate pentru asistarea operatorului. Puteţi rezervasculele pentru situaţii concrete care nu au fost anticipate în cursul proiectării sculelor.De exemplu, să presupunem că o companie utilizează o bridă standard cu un modelstandard de alezaje de şuruburi. Dacă se constată, după setare, că dispozitivul defixare respectiv necesită o bridă suplimentară şi dacă aţi programat o subrutinămacro 2000 pentru găurirea modelului de alezaje de şuruburi al bridei, atunci estesuficientă procedura următoare în două etape pentru adăugarea bridei la dispozitivulde fixare:
a) Avansaţi rapid maşina în coordonatele X, Y şi Z şi în unghiul în care trebuie poziţionată brida. Citiţi coordonatele de poziţie pe afişajul maşinii.
b) Executaţi următoarea comandă în modul MDI:G65 P2000 Xnnn Ynnn Znnn Annn ;;
unde nnn sunt coordonatele determinate în etapa a). Aici, macro 2000 (P2000) execută prelucrarea, întrucât a fost proiectată pentru găurirea modelului de alezaje de şuruburi al bridei în unghiul specificat pentru A. În esenţă, acesta este un ciclu închis personalizat.
• Modelele simple ce sunt repetate Puteţi defini cu ajutorul macro-urilor şi memoramodelele repetate. De exemplu:
a) Modele alezaje de şuruburib) Mortezarec) Modele unghiulare, cu orice număr de alezaje, în orice unghi, cu orice spaţiered) Frezare specializată, cum ar fi cu fălci moie) Modele matriciale (de ex. 12 orizontal şi 15 vertical)f) Strunjire oscilantă de suprafaţă, (de ex. 12 ţoli pe 5 ţoli cu o freză cu un singur
dinte de 3 ţoli)
• Setarea automată a decalajelor în baza programului - Cu ajutorul macro-urilor,decalajele coordonatelor pot fi setate în fiecare program, astfel încât procedurile desetare devin mai facile şi mai puţin susceptibile la erori (variabilelemacro #2001-2800).
190

Programarea opţionalelor
• Palparea - Utilizarea unui palpator îmbunătăţeşte capacităţile de prelucrare alemaşinii în diferite moduri.
a) Crearea profilului unei piese pentru determinarea dimensiunilor necunoscute în vederea prelucrării ulterioare.
b) Calibrarea sculei pentru valorile referitoare la corecţii şi uzură.c) Inspectarea înainte de prelucrare pentru determinarea adaosurilor de material
la piese turnated) Inspecţia după prelucrare pentru determinarea valorilor referitoare la
paralelism şi planeitate, precum şi a poziţionării.
Coduri G şi M utile
M00, M01, M30 - Oprire program
G04 - Oprire temporizată
G65 Pxx - Apelare subprogram macro. Permite transmiterea variabilelor.
M96 Pxx Qxx - Salt local condiţionat atunci când semnalul de intrare discret este 0
M97 Pxx - Apelare subrutină locală
M98 Pxx - Apelare subprogram
M99 - Revenire la subprogram sau buclă
G103 - Limită anticipare bloc. Nu este permisă compensarea frezei.
M109 - Intrare interactivă pentru utilizator (consultaţi la pagina 356)
Setările
Există 3 setări ce pot afecta programele macro (programele din seria 9000), acestea fiindBlocare editare programe 9xxx (setarea 23), Urmărire programe 9xxx(setarea 74) şi Programe bloc cu bloc 9xxx (setarea 75).
Rotunjirea
Unitatea de comandă memorează numerele zecimale în format binar. Ca urmare,numerele memorate în variabile pot diferi cu cel puţin o zecimală semnificativă. Deexemplu, numărul 7 memorat în variabila macro #100 poate fi citit ulterior ca 7.000001,7.000000 sau 6.999999. Dacă instrucţiunea era
IF [#100 EQ 7]… ;;
aceasta poate conduce la un rezultat eronat. O metodă mai sigură de programare în acestcaz ar fi
IF [ROUND [#100] EQ 7]… ;;
Acest aspect este în mod normal o problemă doar la stocarea numerelor întregi în variabilemacro în care nu vă aşteptaţi să găsiţi ulterior componente zecimale.
191

Prezentarea macro-urilor
Anticiparea
Anticiparea este un concept foarte important în prograrea cu macro-uri. Unitatea decomandă încearcă să proceseze cât mai multe linii posibil în avans în scopul creşteriivitezei de procesare. Aceasta include interpretarea variabilelor macro. De exemplu:
#1101 = 1 ;G04 P1. ;#1101 = 0 ;;
Aceasta urmăreşte activarea unei ieşiri, aşteptarea timp de o secundă, şi apoi dezactivareaacesteia. Însă, anticiparea determină activarea şi dezactivarea imediată a ieşirii în timp ceunitatea de comandă procesează o oprire temporizată. G103 P1 este utilizată pentrulimitarea anticipării la 1 bloc. Pentru a face ca exemplul prezentat să funcţioneze corect,modificaţi-l după cum urmează:
G103 P1 (Consultaţi secţiunea Codurile G a) ;(manualului pentru o explicare mai detaliată a G103) ;;#1101=1 ;G04 P1. ;;;;#1101=0 ;;
Anticiparea blocurilor şi ştergerea blocurilor
Unitatea de comandă Haas utilizează funcţia de anticipare a blocurilor pentru citirea şipregătirea pentru blocurile de cod ce urmează după blocul de cod curent. Aceasta permitetranziţia fluentă a unităţii de comandă de la o mişcare la următoarea. G103 limiteazănumărul de blocuri de cod anticipate de unitatea de comandă. Codul de adresă Pnn dinG103 specifică până unde poate merge unitatea de comandă cu anticiparea. Pentruinformaţii suplimentare, a se vedea G103 de la pagina 306.
Modul Ştergere bloc vă permite să omiteţi la alegere blocurile de cod. Utilizaţi un caracter/ la începutul blocurilor de program pe care doriţi să le omiteţi. Apăsaţi tasta[BLOCK DELETE] (ştergere bloc) pentru a accesa modul Ştergere bloc. În timp ce modulŞtergere bloc este activat, unitatea de comandă nu execută blocurile marcate cu uncaracter /. De exemplu:
Utilizarea unui
/ M99 (Revenire la subprogram) ;;
înainte de un bloc cu
M30 (Încheiere program şi resetare) ;;
192

Programarea opţionalelor
transformă subprogramul într-un program principal atunci când tasta [BLOCK DELETE](ştergere bloc) este în poziţia activat. Programul este utilizat ca subprogram atunci cândmodul Ştergere bloc este dezactivat.
6.3.2 Note referitoare la operare
Puteţi salva sau încărca variabilele macro prin intermediul RS-232 sau portului USB,similar cu setările şi corecţiile/decalajele.
Pagina de afişare variabile
Variabilele macro #1 - #999 sunt afişate şi pot fi modificate prin intermediul ecranuluiComenzi curente.
1. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente) şi utilizaţi tastele [PAGE UP]/[PAGE DOWN] (pagina anterioară/următoare) pentru a ajunge la pagina Variabile macro.
Pe măsură ce unitatea de comandă interpretează un program, schimbările variabilelor sunt afişate pe pagina de afişare Variabile macro.
2. Introduceţi o valoare şi apăsaţi tasta [ENTER] (execuţie) pentru a seta o variabilă macro. Apăsaţi tasta [ORIGIN] (origine) pentru a şterge variabilele macro, ceea ce determină afişarea ferestrei de tip pop-up ORIGINE pentru ştergerea înregistrărilor. Selectaţi una dintre opţiunile disponibile şi apăsaţi tasta [ENTER] (execuţie).
F6.7: Fereastra de tip pop-up [ORIGINE] pentru ştergerea înregistrărilor. Ştergere celulă - Aduce celula marcată la zero. Ştergere coloană - Aduce înregistrările din coloana în care se află cursorul la zero. Ştergere toate macro globale - Aduce înregistrările macro globale (macro 100-199, macro 500-699 şi macro 800-999) la zero.
3. Introducerea numărului unei variabile macro şi apăsarea tastei săgeată în sus/în jos va determina căutarea variabilei respective.
4. Variabilele afişate reprezintă valorile variabilelor în cursul rulării programului. La un moment dat, acestea pot fi cu până la 15 blocuri în avans faţă de acţiunile efective ale maşinii. Depanarea unui program este mai uşoară atunci când se inserează un cod G103 P1 la începutul unui program pentru a se limita memoria tampon pentru blocuri şi se anulează codul G103 P1 după ce se încheie depanarea.
193

Note referitoare la operare
Afişarea macro-urilor definite de utilizator 1 şi 2
Puteţi afişa valorile oricăror 2 macro-uri definite de utilizator (Etichetă macro 1,Etichetă macro 2).
NOTĂ: Numele Etichetă macro 1 şi Etichetă macro 2 sunt etichetemodificabile. Marcaţi pur şi simplu numele, tastaţi noul nume şi apăsaţitasta [ENTER](execuţie).
Pentru a seta cele două variabile macro care se vor afişa sub denumirile Etichetămacro 1 şi Etichetă macro 2, din fereastra ecranului Cronometre funcţionareşi setare:
1. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente).
2. Apăsaţi tastele [PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare) pentru a ajunge la pagina Cronometre funcţionare şi setare.
3. Utilizaţi tastele săgeţi pentru a selecta câmpul de introducere Etichetă macro 1 sau Etichetă macro 2 (aflat în dreapta etichetei).
4. Tastaţi numărul variabilei (fără #) şi apăsaţi tasta [ENTER] (execuţie).
Câmpul din dreapta numărului variabilei introduse afişează valoarea curentă.
Argumentele macro
Argumentele dintr-o instrucţiune G65 sunt un mijloc de a transmite valori către osubrutină macro şi a seta variabilele locale ale unei subrutine macro.
Următoarele (2) tabele indică modul de punere în corespondenţă a variabilelor adresealfabetice cu variabilele numerice utilizate într-o subrutină macro.
Adresarea alfabetică
Adresă Variabilă Adresă Variabilă
A 1 N -
B 2 O -
C 3 P -
D 7 Q 17
E 8 R 18
194

Programarea opţionalelor
Adresarea alfabetică alternativă
F 9 S 19
G - T 20
H 11 U 21
I 4 V 22
J 5 W 23
K 6 X 24
L - Y 25
M 13 Z 26
Adresă Variabilă Adresă Variabilă
Adresă Variabilă Adresă Variabilă Adresă Variabilă
A 1 K 12 J 23
B 2 I 13 K 24
C 3 J 14 I 25
I 4 K 15 J 26
J 5 I 16 K 27
K 6 J 17 I 28
I 7 K 18 J 29
J 8 I 19 K 30
K 9 J 20 I 31
I 10 K 21 J 32
J 11 I 22 K 33
195

Note referitoare la operare
Argumentele acceptă orice punct zecimal mobil pentru până la patru zecimale. Dacăunitatea de comandă este în modul metric, aceasta va aproxima la miimi (.000). Înexemplul de mai jos, variabila locală #1 va recepţiona .0001. Dacă o zecimală nu esteinclusă într-o valoare argument, cum ar fi:
G65 P9910 A1 B2 C3 ;;
valorile sunt transmise unor subrutine macro conform tabelului următor:
Transmiterea argumentelor întregi (fără punct zecimal)
Pentru toate variabilele macro locale 33 se pot aloca valori cu argumente prin utilizareametodei de adresare alternativă. Exemplul următor prezintă modul în care se trimit douăseturi de coordonate de poziţie către o subrutină macro. Variabilele locale #4 – #9 pot fisetate la .0001 - .0006.
Exemplu:
G65 P2000 I1 J2 K3 I4 J5 K6 ;;
Literele următoare nu pot fi utilizate pentru transmiterea parametrilor către o subrutinămacro: G, L, N, O sau P.
Adresă Variabilă Adresă Variabilă Adresă Variabilă
A .0001 J .0001 S 1.
B .0001 K .0001 T 1.
C .0001 L 1. U .0001
D 1. M 1. V .0001
E 1. N - W .0001
F 1. O - X .0001
G - P - Y .0001
H 1. Q .0001 Z .0001
I .0001 R .0001
196

Programarea opţionalelor
Variabilele macro
Există (3) categorii de variabile macro: locale, globale şi de sistem.
Constantele macro sunt valori cu punct zecimal mobil plasate într-o expresie macro.Acestea pot fi combinate cu adrese A-Z sau pot fi de sine stătătoare atunci când suntutilizate într-o expresie. Exemple de constante sunt 0.0001, 5.3 sau -10.
Variabilele locale
Variabilele locale se află în gama #1 – #33. Un set de variabile locale este disponibilpermanent. Când se execută o apelare a unei subrutine cu o comandă G65, variabilelelocale sunt salvate şi un nou set devine disponibil pentru utilizare. Acest proces estedenumit încapsularea variabilelor locale. În cursul unei apelări G65, toate variabilele localenoi sunt şterse ca valori nedefinite şi toate variabilele locale ce au în corespondenţăvariabile de adresă în linia G65 sunt setate la valorile din linia G65. Mai jos este prezentatun tabel cu variabile locale însoţite de argumentele variabilelor de adresă ce le modifică.
Variabilele 10, 12, 14-16 şi 27-33 nu au argumente de adresă corespondente. Acesteapot fi setate dacă se utilizează un număr suficient de argumente I, J şi K, conform celorindicate mai sus în secţiunea referitoare la argumente. Odată incluse în subrutina macro,variabilele locale pot fi citite şi modificate făcându-se referinţă la numerele variabilelor1-33.
Când este utilizat un argument L pentru executarea de repetiţii multiple ale unei subrutinemacro, argumentele sunt setate numai cu ocazia primei repetiţii. Aceasta înseamnă că,dacă variabilele locale 1-33 sunt modificate în cursul primei repetiţii, repetiţia următoare vaavea acces numai la valorile modificate. Valorile locale sunt reţinute de la o repetiţie la altaatunci când adresa L este mai mare ca 1.
Variabilă: 1 2 3 4 5 6 7 8 9 10 11
Adresă: A B C I J K D E F H
Alternativă: I J K I J
Variabilă: 12 13 14 15 16 17 18 19 20 21 22
Adresă: M Q R S T U V
Alternativă: K I J K I J K I J K I
Variabilă: 23 24 25 26 27 28 29 30 31 32 33
Adresă: W X Y Z
Alternativă: J K I J K I J K I J K
197
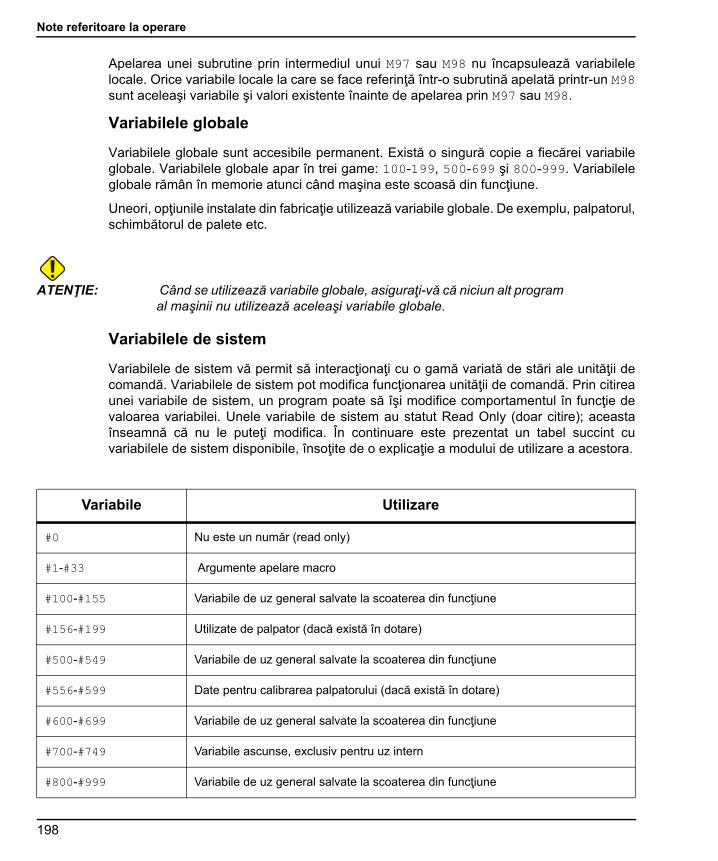
Note referitoare la operare
Apelarea unei subrutine prin intermediul unui M97 sau M98 nu încapsulează variabilelelocale. Orice variabile locale la care se face referinţă într-o subrutină apelată printr-un M98sunt aceleaşi variabile şi valori existente înainte de apelarea prin M97 sau M98.
Variabilele globale
Variabilele globale sunt accesibile permanent. Există o singură copie a fiecărei variabileglobale. Variabilele globale apar în trei game: 100-199, 500-699 şi 800-999. Variabileleglobale rămân în memorie atunci când maşina este scoasă din funcţiune.
Uneori, opţiunile instalate din fabricaţie utilizează variabile globale. De exemplu, palpatorul,schimbătorul de palete etc.
ATENŢIE: Când se utilizează variabile globale, asiguraţi-vă că niciun alt programal maşinii nu utilizează aceleaşi variabile globale.
Variabilele de sistem
Variabilele de sistem vă permit să interacţionaţi cu o gamă variată de stări ale unităţii decomandă. Variabilele de sistem pot modifica funcţionarea unităţii de comandă. Prin citireaunei variabile de sistem, un program poate să îşi modifice comportamentul în funcţie devaloarea variabilei. Unele variabile de sistem au statut Read Only (doar citire); aceastaînseamnă că nu le puteţi modifica. În continuare este prezentat un tabel succint cuvariabilele de sistem disponibile, însoţite de o explicaţie a modului de utilizare a acestora.
Variabile Utilizare
#0 Nu este un număr (read only)
#1-#33 Argumente apelare macro
#100-#155 Variabile de uz general salvate la scoaterea din funcţiune
#156-#199 Utilizate de palpator (dacă există în dotare)
#500-#549 Variabile de uz general salvate la scoaterea din funcţiune
#556-#599 Date pentru calibrarea palpatorului (dacă există în dotare)
#600-#699 Variabile de uz general salvate la scoaterea din funcţiune
#700-#749 Variabile ascunse, exclusiv pentru uz intern
#800-#999 Variabile de uz general salvate la scoaterea din funcţiune
198

Programarea opţionalelor
#1000-#1063 64 intrări discrete (read only)
#1064-#1068 Încărcări maxime axe X, Y, Z, A şi B
#1080-#1087 Date analogice brute la intrări discrete (read only)
#1090-#1098 Date analogice filtrate la intrări discrete (read only)
#1094 Nivel lichid de răcire
#1098 Încărcare arbore principal cu acţionare vectorială Haas (read only)
#1100-#1139 40 ieşiri discrete
#1140-#1155 16 ieşiri relee suplimentare prin intermediul ieşirii multiplex
#1264-#1268 Încărcări maxime axe C, U, V, W şi T
#1601-#1800 Număr de caneluri al sculelor #1 - 200
#1801-#2000 Vibraţii maxime înregistrate ale sculelor 1 - 200
#2001-#2200 Corecţii pentru lungimea sculei
#2201-#2400 Corecţii pentru uzura sculei
#2401-#2600 Corecţii pentru diametrul/ raza sculei
#2601-#2800 Uzură pentru diametrul/ raza sculei
#3000 Alarmă programabilă
#3001 Cronometru milisecunde
#3002 Cronometru orar
#3003 Suprimare bloc cu bloc
#3004 Comandă pentru controlul manual
#3006 Oprire programabilă cu mesaj
#3011 An, lună, ziuă
#3012 Oră, minut, secundă
Variabile Utilizare
199

Note referitoare la operare
NOTĂ: Reprezentarea pentru 4101 - 4126 este similară cu adresareaalfabetică din secţiunea „Argumente macro”; de ex., instrucţiuneaX1.3 setează variabila #4124 la 1.3
#3020 Cronometru maşină pornită (read only)
#3021 Cronometru ciclu pornit
#3022 Cronometru avans
#3023 Cronometru piesă curentă
#3024 Cronometru ultima piesă finalizată
#3025 Cronometru piesă anterioară
#3026 Sculă în arborele principal (read only)
#3027 Turaţie arbore principal (read only)
#3028 Număr de palete încărcate pe receptor
#3030 Bloc cu bloc
#3031 Simulare
#3032 Ştergere bloc
#3033 Oprire opţională
#3201-#3400 Diametru efectiv pentru sculele 1 - 200
#3401-#3600 Poziţii programabile lichid de răcire pentru sculele 1 - 200
#3901 M30 - contorizare 1
#3902 M30 - contorizare 2
#4000-#4021 Coduri de grupă cod G bloc anterior
#4101-#4126 Coduri de adresă bloc anterior
Variabile Utilizare
200
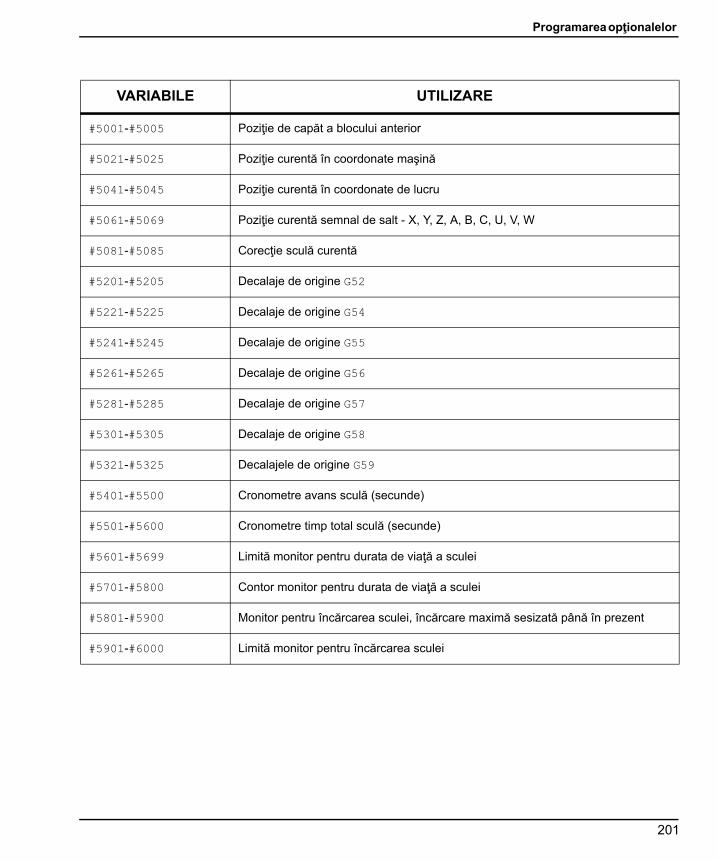
Programarea opţionalelor
VARIABILE UTILIZARE
#5001-#5005 Poziţie de capăt a blocului anterior
#5021-#5025 Poziţie curentă în coordonate maşină
#5041-#5045 Poziţie curentă în coordonate de lucru
#5061-#5069 Poziţie curentă semnal de salt - X, Y, Z, A, B, C, U, V, W
#5081-#5085 Corecţie sculă curentă
#5201-#5205 Decalaje de origine G52
#5221-#5225 Decalaje de origine G54
#5241-#5245 Decalaje de origine G55
#5261-#5265 Decalaje de origine G56
#5281-#5285 Decalaje de origine G57
#5301-#5305 Decalaje de origine G58
#5321-#5325 Decalajele de origine G59
#5401-#5500 Cronometre avans sculă (secunde)
#5501-#5600 Cronometre timp total sculă (secunde)
#5601-#5699 Limită monitor pentru durata de viaţă a sculei
#5701-#5800 Contor monitor pentru durata de viaţă a sculei
#5801-#5900 Monitor pentru încărcarea sculei, încărcare maximă sesizată până în prezent
#5901-#6000 Limită monitor pentru încărcarea sculei
201

Note referitoare la operare
#6001-#6277 Setări (read only)
NOTĂ: Biţii de ordin inferior ce au valori mari nu vor apărea în variabilele macro pentru setări.
#6501-#6999 Parametri (read only)
NOTĂ: Biţii de ordin inferior ce au valori mari nu vor apărea în variabilele macro pentru parametri.
VARIABILE UTILIZARE
#7001-#7006 (#14001-#14006) Decalaje de origine suplimentare G110 (G154 P1)
#7021-#7026 (#14021-#14026) Decalaje de origine suplimentare G111 (G154 P2)
#7041-#7046 (#14041-#14046) Decalaje de origine suplimentare G112 (G154 P3)
#7061-#7066 (#14061-#14066) Decalaje de origine suplimentare G113 (G154 P4)
#7081-#7086 (#14081-#14086) Decalaje de origine suplimentare G114 (G154 P5)
#7101-#7106 (#14101-#14106) Decalaje de origine suplimentare G115 (G154 P6)
#7121-#7126 (#14121-#14126) Decalaje de origine suplimentare G116 (G154 P7)
#7141-#7146 (#14141-#14146) Decalaje de origine suplimentare G117 (G154 P8)
#7161-#7166 (#14161-#14166) Decalaje de origine suplimentare G118 (G154 P9)
#7181-#7186 (#14181-#14186) Decalaje de origine suplimentare G119 (G154 P10)
#7201-#7206 (#14201-#14206) Decalaje de origine suplimentare G120 (G154 P11)
#7221-#7226 (#14221-#14221) Decalaje de origine suplimentare G121 (G154 P12)
#7241-#7246 (#14241-#14246) Decalaje de origine suplimentare G122 (G154 P13)
#7261-#7266 (#14261-#14266) Decalaje de origine suplimentare G123 (G154 P14)
VARIABILE UTILIZARE
202

Programarea opţionalelor
#7281-#7286 (#14281-#14286) Decalaje de origine suplimentare G124 (G154 P15)
#7301-#7306 (#14301-#14306) Decalaje de origine suplimentare G125 (G154 P16)
#7321-#7326 (#14321-#14326) Decalaje de origine suplimentare G126 (G154 P17)
#7341-#7346 (#14341-#14346) Decalaje de origine suplimentare G127 (G154 P18)
#7361-#7366 (#14361-#14366) Decalaje de origine suplimentare G128 (G154 P19)
#7381-#7386 (#14381-#14386) Decalaje de origine suplimentare G129 (G154 P20)
#7501-#7506 Prioritate palete
#7601-#7606 Stare paletă
#7701-#7706 Numere programe de prelucrare alocate paletelor
#7801-#7806 Contorizare utilizare palete
#8500 Management avansat al sculei (ATM). Cod grupă
#8501 ATM. Procent durată de viaţă disponibilă pentru toate sculele din grupă.
#8502 ATM. Număr total de utilizări disponibile pentru sculele din grupă.
#8503 ATM. Număr total de alezaje disponibile pentru sculele din grupă.
#8504 ATM. Total timp de avans disponibil (în secunde) pentru sculele din grupă.
#8505 ATM. Total timp total disponibil (în secunde) pentru sculele din grupă.
#8510 ATM. Cod sculă de utilizat următoare.
#8511 ATM. Procent durată de viaţă disponibilă pentru scula următoare.
#8512 ATM. Număr de utilizări disponibile pentru scula următoare.
#8513 ATM. Număr de alezaje disponibile pentru scula următoare.
#8514 ATM. Timp de avans disponibil pentru scula următoare (în secunde).
#8515 ATM. Timp total disponibil pentru scula următoare (în secunde).
VARIABILE UTILIZARE
203

Note referitoare la operare
#8550 Sculă individuală DI
#855 Număr de caneluri al sculelor
#8552 Vibraţii maxime înregistrate
#8553 Corecţii pentru lungimea sculei
#8554 Corecţii pentru uzura sculei
#8555 Corecţii pentru diametrul sculei
#8556 Uzură pentru diametrul sculei
#8557 Diametru efectiv
#8558 Poziţie programabilă lichid de răcire
#8559 Cronometre avans sculă (secunde)
#8560 Cronometre timp total sculă (secunde)
#8561 Limită monitor pentru durata de viaţă a sculei
#8562 Contor monitor pentru durata de viaţă a sculei
#8563 Monitor pentru încărcarea sculei, încărcare maximă sesizată până în prezent
#8564 Limită monitor pentru încărcarea sculei
#14401-#14406 Decalaje de origine suplimentare G154 P21
#14421-#14426 Decalaje de origine suplimentare G154 P22
#14441-#14446 Decalaje de origine suplimentare G154 P23
#14461-#14466 Decalaje de origine suplimentare G154 P24
#14481-#14486 Decalaje de origine suplimentare G154 P25
#14501-#14506 Decalaje de origine suplimentare G154 P26
#14521-#14526 Decalaje de origine suplimentare G154 P27
#14541-#14546 Decalaje de origine suplimentare G154 P28
VARIABILE UTILIZARE
204

Programarea opţionalelor
#14561-#14566 Decalaje de origine suplimentare G154 P29
#14581-#14586 Decalaje de origine suplimentare G154 P30
.
#14781 - #14786 Decalaje de origine suplimentare G154 P40
#14981 - #14986 Decalaje de origine suplimentare G154 P50
#15181 - #15186 Decalaje de origine suplimentare G154 P60
#15381 - #15386 Decalaje de origine suplimentare G154 P70
#15581 - #15586 Decalaje de origine suplimentare G154 P80
#15781 - #15786 Decalaje de origine suplimentare G154 P90
VARIABILE UTILIZARE
205

Variabilele de sistem în profunzime
6.3.3 Variabilele de sistem în profunzime
Variabilele de sistem sunt asociate unor funcţii specifice. În continuare este prezentată odescriere detaliată a acestor funcţii.
Variabilele #550 - #580
Aceste variabile sunt utilizate pentru memorarea datelor pentru calibrarea palpatorului.Dacă aceste variabile sunt suprascrise, va trebui să calibraţi din nou palpatorul.
Intrările discrete de 1 bit
Puteţi conecta intrările desemnate ca „Rezervă” la dispozitive externe.
Ieşirile discrete de 1 bit
Unitatea de comandă Haas este capabilă să controleze până la 56 de ieşiri discrete. Însă,o parte dintre acestea este deja rezervată pentru utilizare de către unitatea de comandăHaas.
Încărcarea maximă a axei
Variabilele următoare conţin încărcarea maximă a axei pe care a suportat-o axa respectivăde la ultima punere în funcţiune a maşinii sau de la ultima ştergere a variabilei macrorespective. Încărcarea maximă a axei se referă la cea mai mare încărcare (100.0 = 100%)pe care a suportat-o axa respectivă, nu la încărcarea axei în momentul în care unitatea decomandă citeşte variabila.
#15881 - #15886 Decalaje de origine suplimentare G154 P95
#15901 - #15906 Decalaje de origine suplimentare G154 P96
#15921 - #15926 Decalaje de origine suplimentare G154 P97
#15941 - #15946 Decalaje de origine suplimentare G154 P98
#15961-#15966 Decalaje de origine suplimentare G154 P99
VARIABILE UTILIZARE
#1064 = axa X #1264 = axa C
#1065 = axa Y #1265 = axa U
#1066 = axa Z #1266 = axa V
206

Programarea opţionalelor
Corecţiile sculelor
Fiecare corecţie a sculei are o lungime (H) şi o rază (D) împreună cu valorile asociatepentru uzură.
Mesajele programabile
#3000 Alarmele pot fi programate. O alarmă programabilă va acţiona exact ca o alarmăinternă. O alarmă este generată prin setarea variabilei macro #3000 la un număr dingama 1-999.
#3000= 15 (mesaj plasat în lista de alarme) ;;
Când se face asta, mesajul Alarmă clipeşte în partea inferioară a afişajului şi este plasattextul din comentariul următor în lista de alarme. Codul alarmei (în acest exemplu, 15) esteadunat cu 1000 şi utilizat ca şi cod de alarmă. Dacă se generează o alarmă în acest mod,toate mişcările încetează şi programul trebuie resetat pentru a se continua. Alarmeleprogramabile sunt codificate întotdeauna în gama 1000-1999. Primele 34 de caractere alecomentariului vor fi utilizate pentru mesajul alarmei.
Cronometrele
Două cronometre pot fi setate la o anumită valoare prin alocarea unui număr pentruvariabila respectivă. Un program poate citi ulterior variabila şi determina timpul scurs de lasetarea cronometrului. Cronometrele pot fi utilizate pentru a imita ciclurile de opriretemporizată, determina timpul de la o piesă la alta sau orice comportament dependent detimp se doreşte.
• #3001 Cronometrul pentru milisecunde - Cronometrul pentru milisecunde esteactualizat la fiecare 20 milisecunde, astfel că activităţile pot fi cronometrate cu oprecizie de 20 milisecunde. La punerea în funcţiune a maşinii, cronometrul pentrumilisecunde este resetat. Cronometrul are o limită de 497 zile. Numărul întregreturnat după accesarea #3001 reprezintă numărul de milisecunde.
#1067 = axa A #1267 = axa W
#1068 = axa B #1268 = axa T
#2001-#2200 H corecţii geometrie (1-200) pentru lungime.
#2200-#2400 H uzură geometrie (1-200) pentru lungime.
#2401-#2600 D corecţii geometrie (1-200) pentru diametru.
#2601-#2800 D uzură geometrie (1-200) pentru diametru.
207

Variabilele de sistem în profunzime
• #3002 Cronometrul orar - Cronometrul orar este similar cu cronometrul pentrumilisecunde, cu excepţia faptului că numărul returnat după accesarea #3002 este înore. Cronometrele orar şi pentru milisecunde sunt independente unul de altul şi potfi setate separat.
Priorităţi în sistem
Variabila #3003 are prioritate faţă de funcţia Bloc cu bloc într-un cod G. Când #3003 areo valoare egală cu 1, unitatea de comandă execută continuu fiecare comandă cod G, chiardacă funcţia Bloc cu bloc este ACTIVATĂ. Când #3003 are o valoare egală cu zero, funcţiaBloc cu bloc operează ca de obicei. Trebuie să apăsaţi tasta [CYCLE START] (pornireciclu) pentru a executa fiecare linie de cod în modul bloc cu bloc.
% ;#3003=1 ;G54 G00 G90 X0 Y0 ;S2000 M03 ;G43 H01 Z.1 ;G81 R.1 Z-0.1 F20. ;#3003=0 ;T02 M06 ;G43 H02 Z.1 ;S1800 M03 ;G83 R.1 Z-1. Q.25 F10. ;X0. Y0. ;% ;
Variabila #3004
Variabila #3004 are prioritate asupra funcţiilor specifice de control în timpul funcţionării.
Primul bit dezactivează tasta [FEED HOLD] (oprire avans). Dacă variabila #3004 estesetată la 1, tasta [FEED HOLD] (oprire avans) este dezactivată pentru blocurile deprogram ce urmează. Setaţi #3004 la 0 pentru a reactiva tasta [FEED HOLD] (oprireavans). De exemplu:
% ;(Cod de apropiere - utilizare tastă
#3006 Oprire programabilă
Puteţi adăuga în program opriri ce acţionează ca un cod M00 - Unitatea de comandă seopreşte şi aşteaptă să apăsaţi tasta [CYCLE START] (pornire ciclu), apoi programulcontinuă cu blocul de după #3006. În acest exemplu, unitatea de comandă afişeazăprimele 15 caractere ale comentariului în colţul din stânga jos al ecranului.
#3006=1 (comentariul aici) ;;
208

Programarea opţionalelor
#4001-#4021 Coduri de grupă (modale) pentru ultimul bloc
Grupele de coduri G permit unităţii de comandă a maşinii să proceseze mai eficientcodurile. Codurile G cu funcţii similare sunt incluse de obicei în aceeaşi grupă. De exemplu,G90 şi G91 sunt în grupa 3. Variabilele macro #4001 - #4021 stochează ultimul cod G saucodul G implicit pentru oricare dintre cele 21 de grupe.
Când un program macro citeşte codul grupei, programul poate să modifice comportamentulcodului G. Dacă #4003 conţine 91, atunci un program macro poate decide ca toatemişcările să fie incrementale, şi nu absolute. Nu există nicio variabilă asociată pentru grupazero; codurile G de grupa zero sunt nemodale.
#4101-#4126 Date de adresă (modale) pentru ultimul bloc
Codurile de adresă A-Z (cu excepţia G) sunt păstrate ca valori modale. Informaţiareprezentată de ultima linie a codului şi interpretată de procesul de anticipare esteconţinută în variabilele #4101 - #4126. Punerea în corespondenţă a numerelor variabilelorcu adrese alfabetice corespunde reprezentării prin adrese alfabetice. De exemplu,valoarea adresei D interpretate anterior este găsită în #4107 şi ultima valoare Iinterpretată este #4104. Când se desemnează un macro pentru un cod M, nu se pottransmite variabilele către macro cu ajutorul variabilelor #1 - #33; utilizaţi în schimb valorilede la #4101 - #4126 în macro.
#5001-#5006 Ultima poziţie ţintă
Punctul final programat pentru ultimul bloc de mişcare poate fi accesat prin intermediulvariabilelor #5001-#5006, X, Z, Y, A, B şi respectiv C. Valorile sunt date în sistemul curentde coordonate de lucru şi pot fi utilizate în timp ce maşina se află în mişcare.
Variabilele de poziţie a axei
#5021-#5026 Poziţia curentă a coordonatelor maşinii
Pentru a obţine poziţiile curente ale axelor maşinii, apelaţi variabilele macro #5021-#5026,ce corespund axelor X, Y, Z, A, B şi respectiv C.
NOTĂ: Valorile NU pot fi citite în timp ce maşina se află în mişcare.
Valoarea pentru #5023 (Z) are aplicată deja compensarea pentru lungimea sculei.
#5021 Axa X #5022 Axa Y #5023 Axa Z
#5024 Axa A #5025 Axa B #5026 Axa C
209
Variabilele de sistem în profunzime
#5041-#5046 Poziţia curentă a coordonatelor de lucru
Pentru a obţine poziţiile curente ale axelor maşinii, apelaţi variabilele macro #5041-#5046,ce corespund axelor X, Y, Z, A, B şi respectiv C.
NOTĂ: Valorile NU pot fi citite în timp ce maşina se află în mişcare.
Valoarea pentru #5043 (Z) are aplicată deja compensarea pentru lungimea sculei.
#5061-#5069 Poziţia curentă a semnalului de salt
Variabilele macro #5061-#5069 corespunzătoare axelor X, Y, Z, A, B, C, U, V şi respectivW indică poziţiile axelor în care s-a declanşat ultimul semnal de salt. Valorile sunt date însistemul curent de coordonate de lucru şi pot fi utilizate în timp ce maşina se află înmişcare.
Valoarea pentru #5063 (Z) are aplicată deja compensarea pentru lungimea sculei.
#5081-#5086 Compensarea pentru lungimea sculei
Variabilele macro #5081 - #5086 indică valoarea compensării totale curente pentrulungimea sculei pe axele X, Y, Z, A, B şi respectiv C. Aceasta include corecţia pentrulungimea sculei la care se face referinţă prin valoarea curentă setată în codul H (#4008)plus valoarea pentru uzură.
#6996-#6999 Accesare parametri cu ajutorul variabilelor macro
Aceste variabile macro pot accesa parametrii 1 - 1000 şi oricare dintre biţii parametrilor,după cum urmează:
#6996: Număr parametru
#6997: Număr bit (opţional)
#6998: Conţine valoarea numărului parametrului specificat în variabila 6996.
#6999: Conţine valoarea bitului (0 sau 1) pentru bitul parametrului specificat în variabila6997.
NOTĂ: Variabilele #6998 şi #6999 sunt protejate împotriva modificării.
210
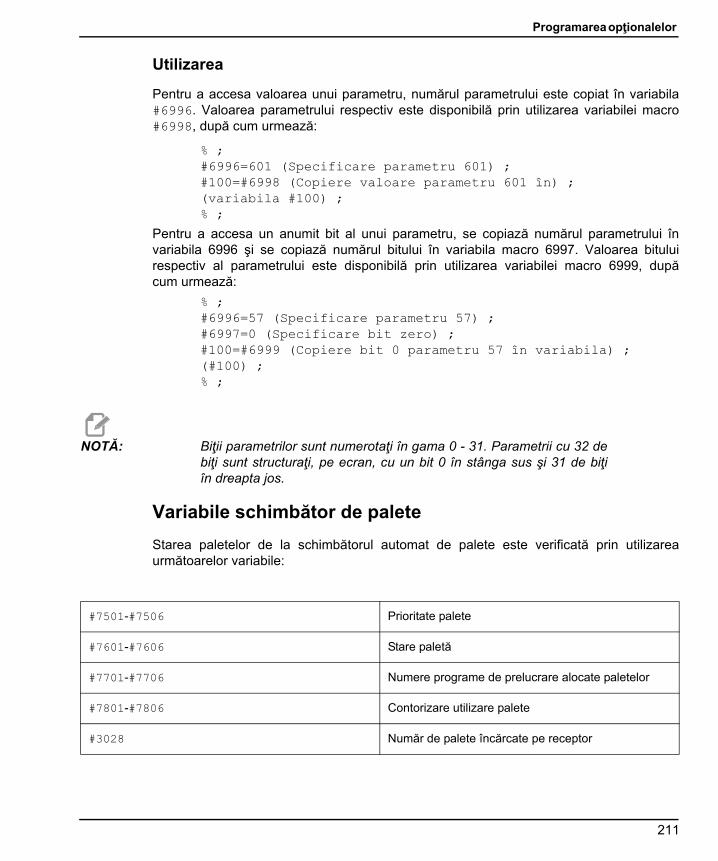
Programarea opţionalelor
Utilizarea
Pentru a accesa valoarea unui parametru, numărul parametrului este copiat în variabila#6996. Valoarea parametrului respectiv este disponibilă prin utilizarea variabilei macro#6998, după cum urmează:
% ;#6996=601 (Specificare parametru 601) ;#100=#6998 (Copiere valoare parametru 601 în) ;(variabila #100) ;% ;
Pentru a accesa un anumit bit al unui parametru, se copiază numărul parametrului învariabila 6996 şi se copiază numărul bitului în variabila macro 6997. Valoarea bituluirespectiv al parametrului este disponibilă prin utilizarea variabilei macro 6999, dupăcum urmează:
% ;#6996=57 (Specificare parametru 57) ;#6997=0 (Specificare bit zero) ;#100=#6999 (Copiere bit 0 parametru 57 în variabila) ;(#100) ;% ;
NOTĂ: Biţii parametrilor sunt numerotaţi în gama 0 - 31. Parametrii cu 32 debiţi sunt structuraţi, pe ecran, cu un bit 0 în stânga sus şi 31 de biţiîn dreapta jos.
Variabile schimbător de palete
Starea paletelor de la schimbătorul automat de palete este verificată prin utilizareaurmătoarelor variabile:
#7501-#7506 Prioritate palete
#7601-#7606 Stare paletă
#7701-#7706 Numere programe de prelucrare alocate paletelor
#7801-#7806 Contorizare utilizare palete
#3028 Număr de palete încărcate pe receptor
211

Variabilele de sistem în profunzime
Decalajele de origine
Expresiile macro pot citi şi seta toate decalajele de origine. Aceasta vă permite să presetaţicoordonatele în poziţiile aproximative, respectiv să setaţi coordonatele la valorile bazate perezultatele poziţiilor semnalelor de salt şi calculelor. Când se citeşte o corecţie/un decalaj,interpretarea şirului de anticipare este oprită până când este executat blocul respectiv.
#5201-#5206 VALORI DECALAJE G52 X, Y, Z, A, B, C
#5221-#5226 VALORI DECALAJE G54 X, Y, Z, A, B, C
#5241-#5246 VALORI DECALAJE G55 X, Y, Z, A, B, C
#5261-#5266 VALORI DECALAJE G56 X, Y, Z, A, B, C
#5281-#5286 VALORI DECALAJE G57 X, Y, Z, A, B, C
#5301-#5306 VALORI DECALAJE G58 X, Y, Z, A, B, C
#5321-#5326 VALORI DECALAJE G59 X, Y, Z, A, B, C
#7001-#7006 VALORI DECALAJE G110 X, Y, Z, A, B, C
#7021-#7026 (#14021-#14026)
Decalaje de origine suplimentare G111 (G154 P2)
#7041-#7046 (#14041-#14046)
Decalaje de origine suplimentare G112 (G154 P3)
#7061-#7066 (#14061-#14066)
Decalaje de origine suplimentare G113 (G154 P4)
#7081-#7086 (#14081-#14086)
Decalaje de origine suplimentare G114 (G154 P5)
#7101-#7106 (#14101-#14106)
Decalaje de origine suplimentare G115 (G154 P6)
#7121-#7126 (#14121-#14126)
Decalaje de origine suplimentare G116 (G154 P7)
#7141-#7146 (#14141-#14146)
Decalaje de origine suplimentare G117 (G154 P8)
#7161-#7166 (#14161-#14166)
Decalaje de origine suplimentare G118 (G154 P9)
212

Programarea opţionalelor
#8550-#8567 Sculele
Aceste variabile oferă informaţii referitoare la scule. Setaţi variabila #8550 pentru codulsculei sau al grupei de scule, apoi accesaţi informaţile referitoare la scula / grupa de sculeselectată cu ajutorul macro-urilor protejate (read only) #8551-#8567. Dacă se specifică uncod al grupei de scule, scula selectată este următoarea sculă din grupa respectivă.
NOTĂ: Variabilele macro #1801-#2000 asigură accesul la aceleaşi date ca#8550-#8567.
#7181-#7186 (#14181-#14186)
Decalaje de origine suplimentare G119 (G154 P10)
#7201-#7206 (#14201-#14206)
Decalaje de origine suplimentare G120 (G154 P11)
#7221-#7226 (#14221-#14221)
Decalaje de origine suplimentare G121 (G154 P12)
#7241-#7246 (#14241-#14246)
Decalaje de origine suplimentare G122 (G154 P13)
#7261-#7266 (#14261-#14266)
Decalaje de origine suplimentare G123 (G154 P14)
#7281-#7286 (#14281-#14286)
Decalaje de origine suplimentare G124 (G154 P15)
#7301-#7306 (#14301-#14306)
Decalaje de origine suplimentare G125 (G154 P16)
#7321-#7326 (#14321-#14326)
Decalaje de origine suplimentare G126 (G154 P17)
#7341-#7346 (#14341-#14346)
Decalaje de origine suplimentare G127 (G154 P18)
#7361-#7366 (#14361-#14366)
Decalaje de origine suplimentare G128 (G154 P19)
#7381-#7386 (#14381-#14386)
Decalaje de origine suplimentare G129 (G154 P20)
#7381-#7386 VALORI DECALAJE G129 X, Y, Z, A, B, C
213
Utilizarea variabilelor
6.3.4 Utilizarea variabilelor
Pentru toate variabilele, referinţa se face cu un semn de număr (#) urmat de un numărpozitiv: #1, #101 şi #501.
Variabilele sunt valori zecimale ce sunt reprezentate ca numere cu punct zecimal mobil.Dacă o variabilă nu a fost utilizată niciodată, aceasta poate lua o valoare specialănedefinită. Ceea ce indică faptul că aceasta nu a fost utilizată. O variabilă poate fisetată ca nedefinită cu variabila specială #0. #0 are valoarea „nedefinită” sau 0.0 înfuncţie de context. Referinţele indirecte la variabile pot fi realizate prin includerea număruluivariabilei între paranteze: #[<Expresie>]
Expresia este evaluată şi rezultatul devine variabila accesată. De exemplu:
% ;#1=3 ;#[#1]=3.5 + #1 ;% ;
Aceasta setează variabila #3 la valoarea 6.5.
O variabilă poate fi utilizată în locul adreselor cod G, unde „adresă” se referă la literele A-Z.
În blocul:
N1 G0 G90 X1.0 Y0 ;;
variabilele pot fi setate la următoarele valori:
% ;#7=0 ;#11=90 ;#1=1.0 ;#2=0.0 ;% ;
şi înlocuite cu:
N1 G#7 G#11 X#1 Y#2 ;;
Valorile din variabilele sunt utilizate în momentul execuţiei ca valori de adresă.
6.3.5 Readresarea
Metoda uzuală de setare a adreselor de comandă A-Z este prin adresă urmată de unnumăr. De exemplu:
G01 X1.5 Y3.7 F20. ;;
Setează adresele G, X, Y şi F la 1, 1.5, 3.7 şi 20.0, indicând astfel unităţii de comandă omişcare liniară, G01, în poziţia X = 1.5 Z = 3.7 la o viteză de avans de 20" pe minut. Sintaxamacro permite înlocuirea valorii de adresă cu orice variabilă sau expresie.
G01 X1.5 Z3.7 F.02 ;;
214

Programarea opţionalelor
setează adresele G, X, Y şi F la 1, 1.5, 3.7 şi 0.02, indicând astfel unităţii de comandă omişcare liniară, G01, în poziţia X = 1.5 Z = 3.7 la o viteză de avans de 0.02 ţoli pe minut.Sintaxa macro permite înlocuirea valorii de adresă cu orice variabilă sau expresie.
Instrucţiunea anterioară poate fi înlocuită cu următorul cod:
% ;#1=1 ;#2=1.5 ;#3=3.7 ;#4=20 ;G#1 X[#1+#2] Y#3 F#4 ;% ;
Sintaxa permisă pentru adresele A-Z (cu excepţia N sau O) este după cum urmează:
Dacă valoarea variabilei nu este în acord cu gama de adrese, unitatea de comandă vagenera o alarmă. De exemplu, codul următor va conduce la o alarmă tip eroare de gamă,deoarece valoarea pentru diametrul sculei variază în gama 0 - 200.
% ;#1=250 ;D#1 ;% ;
Când se utilizează o variabilă sau o expresie în locul unei valori de adresă, valoarea esterotunjită la ultima zecimală semnificativă. Dacă #1 = .123456, atunci G01 X#1 va deplasascula maşinii la .1235 pe axa X. Dacă unitatea de comandă este în modul metric, maşinava fi deplasată la .123 pe axa X.
Când se utilizează o variabilă nedefinită pentru înlocuirea unei valori de adresă, referinţala adresă este ignorată. De exemplu, dacă #1 este nedefinită, atunci blocul
G00 X1.0 Y#1 ;;
devine
G00 X1.0 ;;
şi nu se produce nicio mişcare pe axa Y.
<adresă><-><variabilă> A-#101
<adresă>[<expresie>] Z[#5041+3.5]
<adresă><->[<expresie>] Z-[SIN[#1]]
215

Readresarea
Instrucţiunile macro
Instrucţiunile macro sunt linii ale codului ce permit programatorului să manipuleze unitateade comandă cu caracteristici similare oricărui limbaj de programare standard. Se includfuncţii, operatori, expresii condiţionale şi aritmetice, instrucţiuni de alocare şi instrucţiunide comandă.
Funcţiile şi operatorii se utilizează în expresii pentru modificarea variabilelor sau valorilor.Operatorii sunt esenţiali pentru expresii, în timp ce funcţiile simplificăsarcina programatorului.
Funcţiile
Funcţiile sunt rutine integrate pe care programatorul le poate utiliza. Toate funcţiile auforma <nume_funcţie> [argument] şi returnează valori cu punct zecimal mobil. Funcţiilefurnizate împreună cu unitatea de comandă Haas sunt următoarele:
Funcţie Argument Rezultat Observaţii
SIN[ ] Grade Zecimal Sinus
COS[ ] Grade Zecimal Cosinus
TAN[ ] Grade Zecimal Tangentă
ATAN[ ] Zecimal Grade Arctangentă, la fel ca FANUC ATAN[ ]/[1]
SQRT[ ] Zecimal Zecimal Rădăcină pătrată
ABS[ ] Zecimal Zecimal Valoare absolută
ROUND[ ] Zecimal Zecimal Rotunjire număr zecimal
FIX[ ] Zecimal Întreg Fracţie trunchiată
ACOS[ ] Zecimal Grade Arccosinus
ASIN[ ] Zecimal Grade Arcsinus
#[ ] Întreg Întreg Indirecţia variabilei
DPRNT[ ] Text ASCII Ieşire externă
216

Programarea opţionalelor
Observaţii cu privire la funcţii
Funcţia ROTUNJIRE operează diferit în funcţie de contextul în care este utilizată. Când esteutilizată în expresii aritmetice, orice număr cu o parte fracţionară mai mare sau egală cu .5este rotunjit la următorul număr întreg; în caz contrar, partea fracţionară este eliminată dinnumărul respectiv.
% ;#1=1.714 ;#2=ROUND[#1] (#2 este setat la 2.0) ;#1=3.1416 ;#2=ROUND[#1] (#2 este setat la 3.0) ;% ;
Când funcţia ROTUNJIRE este utilizată într-o expresie de adresă, rezultatul este rotunjit laprecizia semnificativă. Pentru dimensiuni metrice sau unghiulare, precizia cu trei zecimaleeste implicită. Pentru ţoli, precizia cu patru zecimale este implicită.
% ;#1= 1.00333 ;G00 X[ #1 + #1 ] ;(Axa X a mesei se deplasează la 2.0067) ;G00 X[ ROUND[ #1 ] + ROUND[ #1 ] ] ;(Axa X a mesei se deplasează la 2.0066) ;G00 A[ #1 + #1 ] ;(Axa se roteşte la 2.007) ;G00 A[ ROUND[ #1 ] + ROUND[ #1 ] ] ;(Axa se roteşte la 2.006) ;D[1.67] (Diametrul 2 devine curent) ;% ;
Fix versus rotunjit
% ;#1=3.54 ;#2=ROUND[#1] ;#3=FIX[#1]. % ;
#2 va fi setat la 4. #3 va fi setat la 3.
Operatorii
Operatorii sunt clasificaţi în (3) categorii: boleeni, aritmetici şi logici.
Operatorii booleeni
Operatorii booleeni evaluează întotdeauna la 1.0 (ADEVĂRAT) sau 0.0 (FALS). Existăşase operatori booleeni. Aceşti operatori nu se limitează la expresii condiţionale, fiind însăcel mai frecvent utilizaţi în expresii condiţionale. Este vorba despre:
EQ - Egal cu
217

Readresarea
NE - Neegal cu
GT - Mai mare ca
LT - Mai mic ca
GE - Mai mare sau egal cu
LE - Mai mic sau egal cu
Iată patru exemple referitoare la modul în care pot fi utilizaţi operatorii booleeni şi logici:
Operatorii aritmetici
Operatorii aritmetici constau din operatorii unari şi binari. Aceştia sunt:
Exemplu Explicaţie
IF [#1 EQ 0.0] GOTO100 ;;
Salt la blocul 100 dacă valoarea din variabila #1 este egală cu 0.0.
WHILE [#101 LT 10] DO1 ;;
Atunci când variabila #101 este mai mică decât 10, repetă bucla DO1..END1.
#1=[1.0 LT 5.0] ;;
Variabila #1 este setată la 1.0 (adevărat).
IF [#1 AND #2 EQ #3] GOTO1 ;;
Dacă valoarea pentru variabila #1 ŞI variabila #2 este egală cu valoarea variabilei #3, atunci unitatea de comandă determină saltul la blocul 1.
+ - Plus unar +1.23
- - Minus unar -[COS[30]]
+ - Adunare binară #1=#1+5
- - Scădere binară #1=#1-1
* - Înmulţire #1=#2*#3
/ - Împărţire #1=#2/4
MOD - Rest #1=27 MOD 20 (#1 conţine 7)
218

Programarea opţionalelor
Operatorii logici
Operatorii logici sunt operatori ce funcţionează împreună cu valori cu biţi binari. Variabilelemacro sunt numere cu punct zecimal mobil. Când se utilizează operatori logici în variabilemacro, se utilizează doar partea întreagă a numărului cu punct zecimal mobil. Operatoriilogici sunt:
OR - două valori SAU logic împreună
XOR - două valori SAU exclusiv împreună
AND - două valori ŞI logic împreună
Exemple:
% ;#1=1.0 ;#2=2.0 ;#3=#1 OR #2 ;% ;
Aici variabila #3 va conţine 3.0 după operaţia OR (sau).
% ;#1=5.0 ;#2=3.0 ;IF [[#1 GT 3.0] AND [#2 LT 10]] GOTO1 ;% ;
Aici unitatea de comandă va transfera la blocul 1 deoarece #1 GT 3.0 evaluează la 1.0şi #2 LT 10 evaluează la 1.0, astfel că 1.0 AND 1.0 este 1.0 (TRUE) (adevărat) şi are locGOTO (salt la).
NOTĂ: Pentru a obţine rezultatele dorite, aveţi grijă atunci când utilizaţioperatorii logici.
Expresiile
Expresiile sunt definite ca fiind orice secvenţă de variabile şi operatori incluse în parantezepătrate, [ şi ]. Expresiile au două utilizări: expresii condiţionale şi expresii aritmetice.Expresiile condiţionale returnează valorile FALS (0.0) sau ADEVĂRAT (orice valoarediferită de zero). Expresiile aritmetice utilizează operatori aritmetici împreună cu funcţiipentru a determina o valoare.
Expresiile aritmetice
O expresie aritmetică este orice expresie ce utilizează variabile, operatori sau funcţii. Oexpresie aritmetică returnează o valoare. Expresiile aritmetice sunt utilizate de obicei îninstrucţiuni de alocare, fără însă a fi limitate la acestea.
Exemple de expresii aritmetice:
219

Readresarea
% ;#101=#145*#30 ;#1=#1+1 ;X[#105+COS[#101]] ;#[#2000+#13]=0 ;% ;
Expresiile condiţionale
În unitatea de comandă Haas, toate expresiile setează o valoare condiţională. Valoareaeste fie 0.0 (FALS), fie nonzero (ADEVĂRAT). Contextul în care este utilizată expresiadetermină dacă expresia este o expresie condiţională. Expresiile condiţionale sunt utilizateîn instruncţiunile IF (dacă) şi WHILE (atunci când) şi în comanda M99. Expresiilecondiţionale pot face uz de operatori booleeni pentru a ajuta la evaluarea stării de TRUE(adevărat) sau FALSE (fals).
Construcţia condiţională M99 este unică la nivelul unităţii de comandă Haas. Fărămacro-uri, M99 din unitatea de comandă Haas are capacitatea de a efectua un saltnecondiţionat la orice linie din subrutina curentă prin plasarea unui cod P în acea linie.De exemplu:
N50 M99 P10 ;;
face saltul la linia N10. Aceasta nu readuce unitatea de comandă la subrutina de apelare.Cu macro-urile activate, M99 se poate utiliza cu o expresie condiţională pentru un saltcondiţionat. Pentru un salt atunci când variabila #100 este mai mică decât 10, putemcodifica linia de mai sus după cum urmează:
N50 [#100 LT 10] M99 P10 ;;
În acest caz, saltul survine numai atunci când #100 este mai mică decât 10, în caz contrarprocesarea continuând cu linia de program următoare din secvenţă. Mai sus, comandacondiţională M99 poate fi înlocuită cu
N50 IF [#100 LT 10] GOTO10 ;;
Instrucţiunile de alocare
Instrucţiunile de alocare vă permit să modificaţi variabilele. Structura unei instrucţiuni dealocare este:
<expresie>=<expresie>;
Expresia din stânga semnului egal trebuie să se refere întotdeauna la o variabilă macro, fiedirect, fie indirect. Macro-ul următor iniţializează o secvenţă de variabile de orice valoare.Exemplul următor utilizează atât alocări directe, cât şi indirecte.
220

Programarea opţionalelor
% ;O50001 (SE INIŢIALIZEAZĂ O SECVENŢĂ DE VARIABILE) ;N1 IF [#2 NE #0] GOTO2 (B = variabilă de bază) ;#3000=1 (Variabilă de bază neprecizată) ;N2 IF [#19 NE #0] GOTO3 (S = dimensiune matrice) ;#3000=2 (Dimensiune matrice neprecizată) ;N3 WHILE [#19 GT 0] DO1 ;#19=#19-1 (Numărătoare inversă) ;#[#2+#19]=#22 (V = valoare la care se setează) ;(matricea) ;END1 ;M99 ;% ;
Puteţi utiliza macro-ul de mai sus pentru a iniţializa trei seturi de variabile, dupăcum urmează:
% ;G65 P300 B101. S20 (INIT 101..120 TO #0) ;G65 P300 B501. S5 V1. (INIT 501..505 TO 1.0) ;G65 P300 B550. S5 V0 (INIT 550..554 TO 0.0) ;% ;
Punctul zecimal în B101. etc. este necesar.
Instrucţiunile de comandă
Instrucţiunile de comandă permit programatorului să execute salturi, atât condiţionate, câtşi necondiţionate. Acestea oferă de asemenea posibilitatea de a itera o secţiune a unui codîn baza unei condiţii.
Saltul necondiţionat (GOTOnnn şi M99 Pnnnn)
În cazul unităţii de comandă Haas, există două metode de executare a saltuluinecondiţionat. Un salt necondiţionat va viza întotdeauna un bloc specificat. M99 P15 vaefectua saltul necondiţionat la blocul numărul 15. Codul M99 poate fi utilizat indiferent dacăsunt instalate macro-urile şi reprezintă metoda tradiţională de efectuare a salturilornecondiţionate la unităţile de comandă Haas. GOTO15 face acelaşi lucru ca un M99 P15.La unitatea de comandă Haas, comanda GOTO poate fi utilizată în aceeaşi linie cu altecoduri G. GOTO se execută după ce orice alte comenzi ca şi codurile M.
221
Readresarea
Saltul calculat (GOTO#n şi GOTO [expresie])
Saltul calculat permite programului să transfere comanda într-o altă linie a codului dinacelaşi subprogram. Unitatea de comandă poate calcula blocul în cursul rulăriiprogramului, prin utilizarea structurii GOTO [expression], respectiv acesta poate fitransmis prin intermediul unei variabile locale, prin utilizarea structurii GOTO#n.
GOTO va rotunji rezultatul variabilei sau expresiei ce este asociată saltului calculat. Deexemplu, dacă variabila #1 conţine 4.49 şi programul conţine o comandă GOTO#1, unitateade comandă va încerca transferul la blocul ce conţine N4. Dacă variabila #1 conţine 4.5,unitatea de comandă va face transferul la blocul ce conţine N5.
Exemplu: Puteţi dezvolta următoarea structură de cod într-un program ce alocă serii defabricaţie pieselor:
% ;O50002 (SALT CALCULAT) ;(D = de gravat cifră zecimală) ;;IF [[#7 NE #0] AND [#7 GE 0] AND [#7 LE 9]] GOTO99 ;#3000=1 (Cifră nevalabilă) ;;N99 ;#7=FIX[#7] (Trunchiere parte fracţionară) ;;GOTO#7 (Gravare cifră acum) ;;N0 (Execuţie cifra zero) ;M99 ;;N1 (Execuţie cifra unu) ;;M99 ;% ;
În cazul subrutinei de mai sus, se va utiliza următorul apel pentru a grava cifra cinci:
G65 P9200 D5 ;;
Comenzile GOTO calculate ce utilizează o expresie pot fi utilizate pentru procesareasalturilor pe baza rezultatelor citirii intrărilor hardware. De exemplu:
% ;GOTO [[#1030*2]+#1031] ;NO(1030=0, 1031=0) ;...M99 ;N1(1030=0, 1031=1) ;...M99 ;N2(1030=1, 1031=0) ;...M99 ;N3(1030=1, 1031=1) ;
222

Programarea opţionalelor
...M99 ;% ;
#1030 şi #1031.
Saltul condiţionat (IF şi M99 Pnnnn)
Saltul condiţionat permite programului să transfere comanda într-o altă secţiune a coduluidin aceeaşi subrutină. Saltul condiţionat poate fi utilizat doar atunci când sunt activatemacro-urile. Unitatea de comandă Haas permite două metode de executare asaltului condiţionat.
IF [<expresie condiţională>] GOTOn ;
Aşa cum s-a discutat, <expresie condiţională> este orice expresie ce utilizează oricare dincei şase operatori booleeni EQ, NE, GT, LT, GE sau LE. Parantezele ce încadrează expresiasunt obligatorii. În cazul unităţii de comandă Haas, nu este necesar să se includă aceştioperatori. De exemplu:
IF [#1 NE 0.0] GOTO5 ;;
poate fi de asemenea:
IF [#1] GOTO5 ;;
În această instrucţiune, dacă variabila #1 conţine orice altceva decât 0.0, respectivvaloarea nedefinită #0, atunci se va produce saltul la blocul 5; în caz contrar, va fi executatblocul următor.
În cazul unităţii de comandă Haas, o <expresie condiţională> poate fi utilizată de asemeneaîn structura M99 Pnnnn. De exemplu:
G00 X0 Y0 [#1EQ#2] M99 P5 ;;
Aici, condiţia se referă doar la porţiunea M99 a instrucţiunii. Scula maşinii este comandatăsă se deplaseze la X0, Y0 indiferent dacă expresia este evaluată ca adevărată sau falsă.Numai saltul, M99, este executat pe baza valorii expresiei. Se recomandă să fie utilizatăvarianta IF GOTO dacă se doreşte portabilitatea.
Execuţia condiţionată (IF THEN)
Execuţia instrucţiunilor de comandă poate fi realizată de asemenea prin utilizareaconstrucţiei IF THEN. Structura este:
IF [<expresie condiţională>] THEN <instrucţiune>;;
223

Readresarea
NOTĂ: Pentru menţinerea compatibilităţii cu sintaxa FANUC, THEN nu poatefi utlizată cu structura GOTOn.
Această structură este utilizată de regulă pentru instrucţiuni de alocare condiţionată cumar fi:
IF [#590 GT 100] THEN #590=0.0 ;;
Variabila #590 este setată la zero atunci când valoarea #590 depăşeşte 100.0. În cazulunităţii de comandă Haas, dacă o expresie condiţională este evaluată ca FALSĂ (0.0),atunci restul blocului IF este ignorat. Aceasta înseamnă că instrucţiunile de comandă potfi de asemenea condiţionate astfel încât să se poată scrie ceva de genul:
IF [#1 NE #0] THEN G01 X#24 Y#26 F#9 ;;
Aceasta determină execuţia unei mişcări liniare doar dacă variabilei #1 i s-a alocat ovaloare. Un alt exemplu ar fi:
IF [#1 GE 180] THEN #101=0.0 M99 ;;
Aceasta spune că dacă variabila #1 (adresa A) este mai mare sau egală cu 180, atuncivariabila #101 este setată la zero şi se revine din subrutină.
Iată un exemplu de instrucţiune IF ce determină saltul dacă s-a iniţializat o variabilă ceconţine orice valoare. În caz contrar, procesarea continuă şi se generează o alarmă.Reţineţi, atunci când este generată o alarmă, execuţia programului este oprită.
% ;N1 IF [#9NE#0] GOTO3 (TESTARE PENTRU VALOARE ÎN F) ;N2 #3000=11(LIPSĂ VITEZĂ DE AVANS) ;N3 (CONTINUARE) ;% ;
Iteraţia/ bucla (WHILE DO END)
Esenţială pentru toate limbajele de programare este capacitatea de a se executa osecvenţă de instrucţiuni de un număr de ori dat sau de a se parcurge în buclă o secvenţăde instrucţiuni până când este satisfăcută o condiţie. Codurile G tradiţionale permit acestlucru prin utilizarea adreselor L. O subrutină poate fi executată de oricâte ori prin utilizareaadreselor L.
M98 P2000 L5 ;;
Aceasta este limitată, deoarece nu puteţi încheia execuţia unei subrutine cu o condiţie.Macro-urile conferă flexibilitate în cazul construcţiilor WHILE-DO-END. De exemplu:
% ;WHILE [<expresie condiţională>
224

Programarea opţionalelor
] DOn ;<instrucţiuni>;ENDn ;% ;
Aceasta execută instrucţiunile dintre DOn şi ENDn atât timp cât expresia condiţională esteevaluată ca adevărată. Parantezele din expresie sunt necesare. Dacă o expresie esteevaluată ca falsă, atunci blocul de după ENDn este cel executat în continuare. WHILE poatefi abreviată WH. Porţiunea DOn-ENDn a instrucţiunii este împerecheată. Valoarea n este 1-3.Aceasta înseamnă că nu pot exista mai mult de trei bucle încapsulate într-o subrutină. Oîncapsulare se referă la o buclă inclusă în altă buclă.
Deşi încapsularea instrucţiunilor WHILE poate avea doar până la trei niveluri, în realitate nuexistă practic nicio limită, deoarece fiecare subrutină poate avea până la trei niveluri deîncapsulare. Dacă este necesară o încapsulare la un nivel mai mare de 3, segmentul ceconţine cele trei niveluri inferioare ale încapsulării poate fi transformat într-o subrutină,depăşindu-se astfel limitarea menţionată.
Dacă sunt incluse două bucle separate WHILE într-o subrutină, acestea pot utiliza acelaşiindex de încapsulare. De exemplu:
% ;#3001=0 (Aşteaptă 500 milisecunde) ;WH [#3001 LT 500] DO1 ;END1 ;<Alte instrucţiuni>#3001=0 (Aşteaptă 300 milisecunde) ;WH [#3001 LT 300] DO1 ;END1 ;% ;
Puteţi utiliza GOTO pentru a efectua un salt afară dintr-o regiune inclusă într-o buclăDO-END, dar nu puteţi utiliza GOTO pentru a efectua un salt în aceasta. Saltul în interiorulunei regiuni DO-END prin utilizarea GOTO este permis.
O buclă infinită poate fi executată prin eliminarea WHILE şi a expresiei. Astfel,
% ;DO1 ;<instrucţiuni>END1 ;% ;
execută până la apăsarea tastei RESET (resetare).
ATENŢIE: Codul următor poate fi derutant:
225

G65 Apelarea subrutinei macro pentru dotarea opţională (Grupa 00)
% ;WH [#1] D01 ;END1 ;% ;
În acest exemplu, rezultă o alarmă ce indică faptul că nu s-a găsit niciun Then; Then sereferă la D01. Modificaţi D01 (cifra zero) în DO1 (litera O).
6.3.6 G65 Apelarea subrutinei macro pentru dotarea opţională (Grupa 00)
G65 este comanda ce apelează o subrutină cu capacitatea de a-i transmite acesteiaargumente. Structura este următoarea:
G65 Pnnnn [Lnnnn] [argumente] ;;
Argumentele subliniate în paranteze drepte sunt opţionale. Consultaţi secţiuneaProgramarea pentru mai multe detalii referitoare la argumentele macro.
Comanda G65 reclamă o adresă P corespunzătoare unui număr de program aflat curent înmemoria unităţii de comandă. Când este utilizată adresa L, apelarea macro este repetatăde numărul de ori specificat.
În exemplul 1, subrutina 1000 este apelată o dată fără condiţii transmise subrutinei.Apelările G65 sunt similare, dar nu sunt acelaşi lucru cu apelările M98. Apelările G65 pot fiîncapsulate de până la 9 ori, ceea ce înseamnă că programul 1 poate apela programul 2,programul 2 poate apela programul 3 şi programul 3 poate apela programul 4.
Exemplul 1:
% ;G65 P1000 (Apelare subrutina 1000 ca macro) ;M30 (Oprire program) ;O01000 (Subrutină macro) ;... M99 (Revenire din subrutina macro) ;% ;
În exemplul 2, subrutina 9010 este concepută pentru găurirea unei serii de alezaje de-alungul unei linii a cărei înclinare este determinată prin argumentele X şi Y, ce sunt transmiseacesteia în linia de comandă G65. Adâncimea de găurire Z este transmisă ca Z, viteza deavans este transmisă ca F, iar numărul de alezaje de găurit este transmis ca T. Linia dealezaje este găurită începând din poziţia curentă a sculei atunci când este apelatăsubrutina macro.
Exemplul 2:
% ;G00 G90 X1.0 Y1.0 Z.05 S1000 M03 (Poziţionare sculă) ;G65 P9010 X.5 Y.25 Z.05 F10. T10 (Apelare 9010) ;G28 ;M30 ;O09010 (Model diagonal de alezaje) ;F#9 (F=viteză de avans) ;
226

Programarea opţionalelor
WHILE [#20 GT 0] DO1 (Repetare de T ori) ;G91 G81 Z#26 (Găurire la adâncimea Z) ;#20=#20-1 (Numărătoare inversă) ;IF [#20 EQ 0] GOTO5 (Toate alezajele găurite) ;G00 X#24 Y#25 (Deplasare pe linia înclinată) ;N5 END1 ;M99 (Revenire la codul apelator) ;% ;
Alocarea alias
Codurile alias sunt coduri G şi M definite de utilizator ce fac referinţă la un program macro.Utilizatorii au la dispoziţie 10 coduri alias G şi 10 coduri alias M.
Alocarea alias este un mod de alocare a unui cod G sau M pentru o secvenţă G65 P#####.De exemplu, în exemplul 2 de mai sus, ar fi mai uşor de scris:
G06 X.5 Y.25 Z.05 F10. T10 ;;
Când se alocă un alias, variabila poate fi transmisă cu un cod G; variabila nu poate fitransmisă cu un cod M.
Aici, s-a înlocuit un cod G neutilizat, G06 pentru G65 P9010. Pentru ca blocul de mai sussă funcţioneze, parametrul asociat cu subrutina 9010 trebuie setat la 06 (parametrul 91).
NOTĂ: G00, G65, G66 şi G67 nu pot fi utilizate ca alias. Toate celelalte coduricuprinse între 1 şi 255 pot fi utilizate pentru alocare alias.
Numerele de program 9010 - 9019 sunt rezervate pentru alocarea de alias cod G. Tabelulurmător prezintă ce parametri Haas sunt rezervaţi pentru alocarea de alias pentrusubrutinele macro.
F6.8: Alocarea alias cod G şi M
81828384858687888990
9000900190029003900490059006900790089009
Haas Parameter O Code Haas Parameter919293949596979899
100
9010
90129013901490159016901790189019
O Code
9011
227

Comunicaţia cu dispozitive externe - DPRNT[ ]
Setarea unui parametru de alocare alias la 0 dezactivează alocarea alias pentru subrutinaasociată. Dacă un parametru de alocare alias este setat pentru un cod G şi subrutinaasociată nu este în memorie, atunci se va emite o alarmă. Când se apelează un macroG65, un cod alias M sau un cod alias G, unitatea de comandă va căuta mai întâisubprogramul în MEM. Dacă acesta nu este găsit în MEM, unitatea de comandă va căutasubprogramul pe unitatea activă (USB, HDD). Se generează o alarmă dacă nu estegăsit subprogramul.
Când se apelează un macro G65, un cod alias M sau un cod alias G, unitatea de comandăva căuta subprogramul în memorie şi apoi în orice altă unitate activă dacă subprogramulnu poate fi localizat. Unitatea activă poate fi memoria, unitatea USB sau unitatea hard. Segenerează o alarmă dacă unitatea de comandă nu găseşte subprogramul nici în memorie,nici pe unitatea activă.
6.3.7 Comunicaţia cu dispozitive externe - DPRNT[ ]
Macro-urile oferă capacităţi suplimentare de comunicaţie cu dispozitivele periferice. Cudispozitivele furnizate de utilizator, puteţi digitaliza piesele, furniza rapoarte de inspecţie înmomentul execuţiei sau sincroniza unităţile de comandă. Comenzile disponibile pentruaceasta sunt POPEN, DPRNT[ ] şi PCLOS.
Comenzile pregătitoare pentru comunicaţie
POPEN şi PCLOS nu sunt necesare pe maşina Haas. S-a prevăzut ca programele de ladiferite unităţi de comandă să poată fi transmise unităţii de comandă Haas.
Ieşirea formatată
Instrucţiunea DPRNT permite programatorului să transmită un text formatat spre portulserial. Orice texte şi variabile pot fi tipărite prin intermediul portului serial. Structura uneiinstrucţiuni DPRNT este următoarea:
DPRNT [<text><#nnnn[wf]>... ] ;;
DPRNT trebuie să fie singura comandă din bloc. În exemplul anterior, <text> este oricecaracter de la A la Z sau literă (+,-,/,* şi spaţiu). Când este transmis la ieşire un asterisc,acesta este transformat în spaţiu. <#nnnn[wf]> este o variabilă urmată de un format.Numărul variabilei poate fi orice variabilă macro. Formatul [wf] este necesar şi constă dindouă cifre incluse între paranteze drepte. Vă amintim că variabilele macro sunt numerereale alcătuite dintr-o parte întreagă şi o parte fracţionară. Prima cifră din format indicănumărul total de locuri rezervate la ieşire pentru partea întreagă. A doua cifră indicănumărul total de locuri rezervate pentru partea fracţionară. Numărul total de locuri rezervatla ieşire nu poate fi egal cu zero sau mai mare ca opt. Următoarele formate sunt interzise:[00] [54] [45] [36] /* formate interzise */
228

Programarea opţionalelor
Un punct zecimal este tipărit între partea întreagă şi partea fracţionară. Partea fracţionarăeste rotunjită la ultima zecimală semnificativă. Când se rezervă zero locuri pentru parteafracţionară, nu este tipărit niciun punct zecimal. Se tipăresc zerouri în final dacă există oparte fracţionară. Cel puţin un loc este rezervat pentru partea întreagă, chiar dacă estevorba despre un zero. Dacă valoarea părţii întregi are mai puţine cifre decât au fostrezervate, se transmit la ieşire spaţii libere. Dacă valoarea părţii întregi are mai multe cifredecât au fost rezervate, câmpul este extins, astfel încât aceste numere să poată fi tipărite.
O comandă de aliniat nou este transmisă după fiecare bloc DPRNT.
Exemple DPRNT[ ]
Execuţia
Instrucţiunile DPRNT sunt executate în timpul interpretării blocului. Aceasta înseamnă căprogramatorul trebuie să fie atent unde apar instrucţiunile DPRNT în program, în specialdacă se intenţionează tipărirea.
G103 este utilă pentru limitarea anticipării blocurilor. Dacă doriţi să limitaţi interpretareaanticipată a unui bloc, va trebui să includeţi următoarea comandă la începutul programului:Aceasta determină unitatea de comandă să anticipeze (2) blocuri.
G103 P1 ;;
Pentru a anula limita de anticipare a blocurilor, modificaţi comanda în G103 P0. CodulG103 nu poate fi utilizat atunci când compensarea frezei este activă.
Cod Ieşire
N1 #1= 1.5436 ;;
N2 DPRNT[X#1[44]*Z#1[03]*T#1[40]] ;;
X1.5436 Z 1.544 T 1
N3 DPRNT[***MEASURED*INSIDE*DIAMETER***] ;;
MEASURED INSIDE DIAMETER
N4 DPRNT[] ;;
(fără text, doar trecere la aliniat nou)
N5 #1=123.456789 ;;
N6 DPRNT[X-#1[35]] ;;
X-123.45679 ;
229
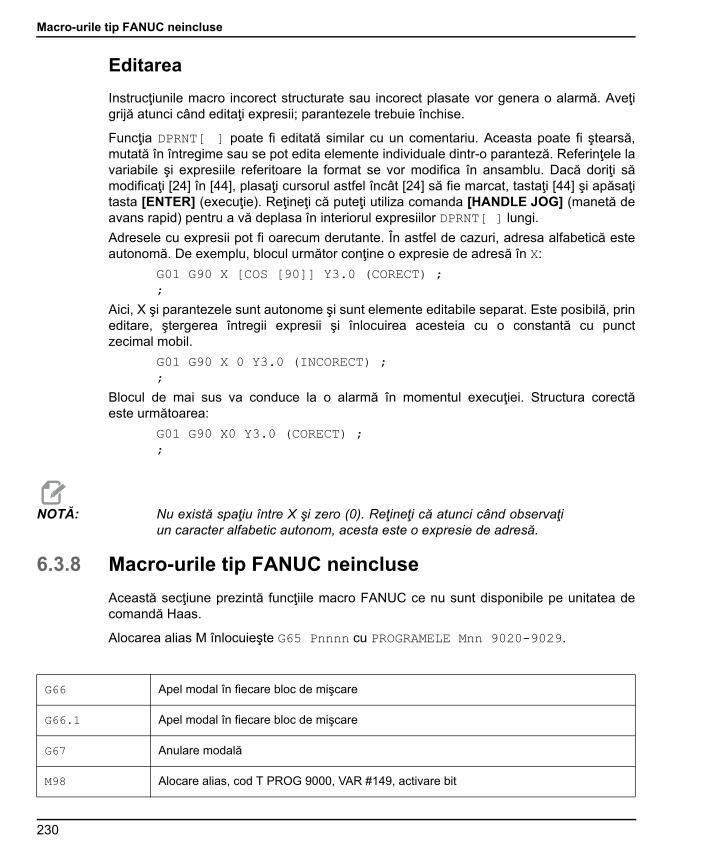
Macro-urile tip FANUC neincluse
Editarea
Instrucţiunile macro incorect structurate sau incorect plasate vor genera o alarmă. Aveţigrijă atunci când editaţi expresii; parantezele trebuie închise.
Funcţia DPRNT[ ] poate fi editată similar cu un comentariu. Aceasta poate fi ştearsă,mutată în întregime sau se pot edita elemente individuale dintr-o paranteză. Referinţele lavariabile şi expresiile referitoare la format se vor modifica în ansamblu. Dacă doriţi sămodificaţi [24] în [44], plasaţi cursorul astfel încât [24] să fie marcat, tastaţi [44] şi apăsaţitasta [ENTER] (execuţie). Reţineţi că puteţi utiliza comanda [HANDLE JOG] (manetă deavans rapid) pentru a vă deplasa în interiorul expresiilor DPRNT[ ] lungi.
Adresele cu expresii pot fi oarecum derutante. În astfel de cazuri, adresa alfabetică esteautonomă. De exemplu, blocul următor conţine o expresie de adresă în X:
G01 G90 X [COS [90]] Y3.0 (CORECT) ;;
Aici, X şi parantezele sunt autonome şi sunt elemente editabile separat. Este posibilă, prineditare, ştergerea întregii expresii şi înlocuirea acesteia cu o constantă cu punctzecimal mobil.
G01 G90 X 0 Y3.0 (INCORECT) ;;
Blocul de mai sus va conduce la o alarmă în momentul execuţiei. Structura corectăeste următoarea:
G01 G90 X0 Y3.0 (CORECT) ;;
NOTĂ: Nu există spaţiu între X şi zero (0). Reţineţi că atunci când observaţiun caracter alfabetic autonom, acesta este o expresie de adresă.
6.3.8 Macro-urile tip FANUC neincluse
Această secţiune prezintă funcţiile macro FANUC ce nu sunt disponibile pe unitatea decomandă Haas.
Alocarea alias M înlocuieşte G65 Pnnnn cu PROGRAMELE Mnn 9020-9029.
G66 Apel modal în fiecare bloc de mişcare
G66.1 Apel modal în fiecare bloc de mişcare
G67 Anulare modală
M98 Alocare alias, cod T PROG 9000, VAR #149, activare bit
230

Programarea opţionalelor
Numele variabilelor în scop de afişare:
GOTO-nnnn
Căutarea unui bloc pentru salt în sens negativ, de ex. spre înapoi în interiorul unui program,nu este necesară dacă utilizaţi coduri de adresă N unice.
Căutarea unui bloc se face pornind de la blocul interpretat în momentul respectiv. Când seajunge la sfârşitul programului, căutarea continuă de la începutul programului până cândse ajunge la blocul curent.
6.4 Informaţii suplimentare disponibile online
Puteţi găsi online informaţii referitoare la programare pentru alte echipamente opţionale înpagina web Haas Resource Center (Centru resurse), inclusiv:
• Ajutajul pentru lichidul de răcire programabil (P-Cool)
• Lichidul de răcire prin arborele principal la 300 şi 1000 psi (TSC)
• Sistemul de programare intuitiv (IPS)
• Sistemul fără fir de palpare intuitivă (WIPS)
M98 Alocare alias, cod B PROG 9028, VAR #146, activare bit
SKIP/N N=1..9
#3007 Imagine în oglindă pe fiecare axă
#4201-#4320 Date modale bloc curent
#5101-#5106 Deviaţie servo curentă
ATAN [ ]/[ ] Arctangentă, varianta FANUC
BIN [ ] Conversie de la BCD la BIN
BCD [ ] Conversie de la BIN la BCD
FUP [ ] Fracţie trunchiată la maximum
LN [ ] Logaritm natural
EXP [ ] Exponent în baza e
ADP [ ] Rescalare variabilă la număr întreg
BPRNT [ ]
231

Macro-urile tip FANUC neincluse
Pentru a accesa situl, accesaţi www.HaasCNC.com şi selectaţi Haas Resource Center(Centru resurse).
Puteţi de asemenea scana acest cod QR cu telefonul mobil pentru a accesa directsecţiunea referitoare la programarea opţionalelor a Centrului de resurse.
232

Codurile G
Capitolul 7: Codurile G
7.1 Prezentare
Acest capitol prezintă descrierile detaliate ale codurilor G pe care le puteţi utiliza pentru aprograma maşina.
ATENŢIE: Exemplele de program din acest manual au fost testate în ceea cepriveşte precizia, însă sunt prezentate doar cu titlu de exemplu.Programele nu definesc sculele, corecţiile şi decalajele saumaterialele. Acestea nu descriu sistemul de suport piesă sau altedispozitive de fixare. Dacă doriţi să rulaţi un exemplu de program pemaşina dumneavoastră, faceţi acest lucru în modul Grafic. Respectaţiîntotdeauna practicile de prelucrare în siguranţă atunci când rulaţi unprogram cu care nu sunteţi familiarizat.
NOTĂ: Exemplele de program din acest manual sunt concepute într-un stilfoarte conservator de programare. Exemplele vizează prezentareaunor programe sigure şi fiabile, acestea nefiind neapărat cel mai rapidsau eficient mod de operare a maşinii. Exemplele de programutilizează coduri G la care s-ar putea să nu apelaţi în programe maieficiente.
7.1.1 Lista codurilor G
Cod Descriere GrupăPagin
a
G00 Poziţionarea prin deplasare rapidă 01 244
G01 Mişcarea de interpolare liniară 01 245
G02 Mişcarea de interpolare circulară în sens orar 01 247
G03 Mişcarea de interpolare circulară în sens antiorar 01 247
G04 Oprirea temporizată 00 255
233

Lista codurilor G
G09 Oprirea exactă 00 255
G10 Setarea corecţiilor/decalajelor 00 256
G12 Frezarea unei cavităţi circulare în sens orar 00 257
G13 Frezarea unei cavităţi circulare în sens antiorar 00 257
G17 Selectarea planului XY 02 259
G18 Selectarea planului XZ 02 259
G19 Selectarea planului YZ 02 259
G20 Selectarea ţoli 06 260
G21 Selectarea sistemului metric 06 260
G28 Revenirea la punctul de zero al maşinii 00 260
G29 Revenirea din punctul de referinţă 00 261
G31 Avansul până la salt 00 261
G35 Măsurarea automată a corecţiei pentru diametrul sculei 00 262
G36 Măsurarea automată a decalajului de origine 00 264
G37 Măsurarea automată a corecţiei sculei 00 266
G40 Anularea compensării frezei 07 267
G41 Compensarea frezei 2D spre sânga 07 267
G42 Compensarea frezei 2D spre dreapta 07 267
G43 Compensarea lungimii sculei + (în plus) 08 268
G44 Compensarea lungimii sculei - (în minus) 08 268
G47 Gravarea textului 00 268
G49 Anularea G43/G44/G143 08 273
G50 Anularea scalării 11 273
Cod Descriere GrupăPagin
a
234
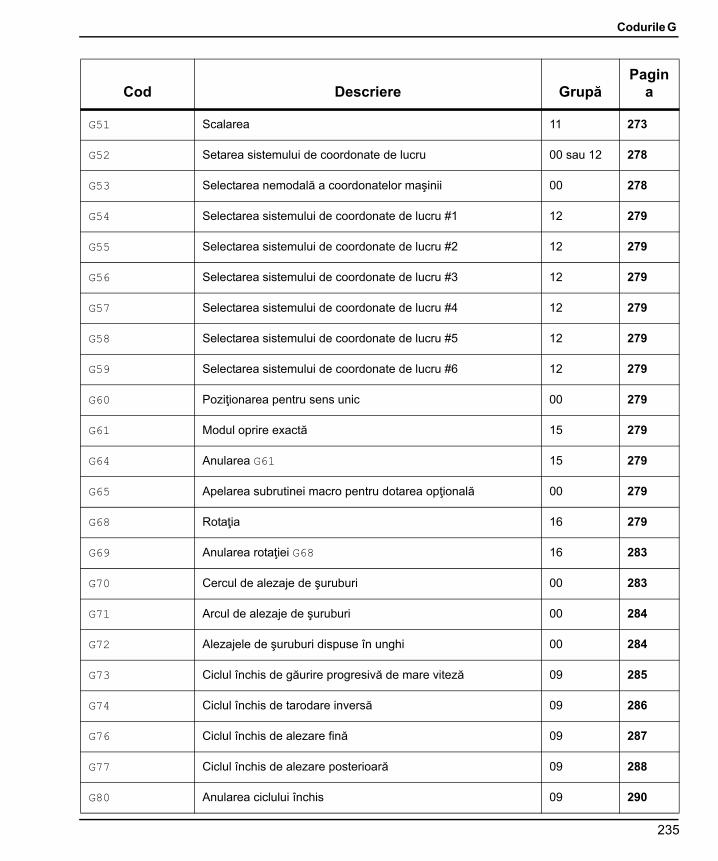
Codurile G
G51 Scalarea 11 273
G52 Setarea sistemului de coordonate de lucru 00 sau 12 278
G53 Selectarea nemodală a coordonatelor maşinii 00 278
G54 Selectarea sistemului de coordonate de lucru #1 12 279
G55 Selectarea sistemului de coordonate de lucru #2 12 279
G56 Selectarea sistemului de coordonate de lucru #3 12 279
G57 Selectarea sistemului de coordonate de lucru #4 12 279
G58 Selectarea sistemului de coordonate de lucru #5 12 279
G59 Selectarea sistemului de coordonate de lucru #6 12 279
G60 Poziţionarea pentru sens unic 00 279
G61 Modul oprire exactă 15 279
G64 Anularea G61 15 279
G65 Apelarea subrutinei macro pentru dotarea opţională 00 279
G68 Rotaţia 16 279
G69 Anularea rotaţiei G68 16 283
G70 Cercul de alezaje de şuruburi 00 283
G71 Arcul de alezaje de şuruburi 00 284
G72 Alezajele de şuruburi dispuse în unghi 00 284
G73 Ciclul închis de găurire progresivă de mare viteză 09 285
G74 Ciclul închis de tarodare inversă 09 286
G76 Ciclul închis de alezare fină 09 287
G77 Ciclul închis de alezare posterioară 09 288
G80 Anularea ciclului închis 09 290
Cod Descriere GrupăPagin
a
235
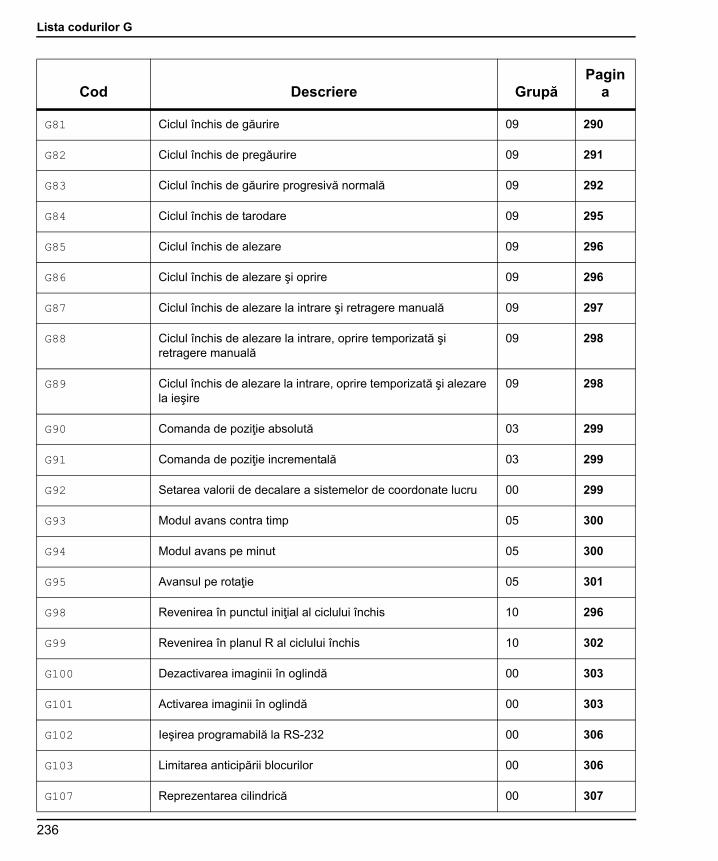
Lista codurilor G
G81 Ciclul închis de găurire 09 290
G82 Ciclul închis de pregăurire 09 291
G83 Ciclul închis de găurire progresivă normală 09 292
G84 Ciclul închis de tarodare 09 295
G85 Ciclul închis de alezare 09 296
G86 Ciclul închis de alezare şi oprire 09 296
G87 Ciclul închis de alezare la intrare şi retragere manuală 09 297
G88 Ciclul închis de alezare la intrare, oprire temporizată şi retragere manuală
09 298
G89 Ciclul închis de alezare la intrare, oprire temporizată şi alezare la ieşire
09 298
G90 Comanda de poziţie absolută 03 299
G91 Comanda de poziţie incrementală 03 299
G92 Setarea valorii de decalare a sistemelor de coordonate lucru 00 299
G93 Modul avans contra timp 05 300
G94 Modul avans pe minut 05 300
G95 Avansul pe rotaţie 05 301
G98 Revenirea în punctul iniţial al ciclului închis 10 296
G99 Revenirea în planul R al ciclului închis 10 302
G100 Dezactivarea imaginii în oglindă 00 303
G101 Activarea imaginii în oglindă 00 303
G102 Ieşirea programabilă la RS-232 00 306
G103 Limitarea anticipării blocurilor 00 306
G107 Reprezentarea cilindrică 00 307
Cod Descriere GrupăPagin
a
236

Codurile G
G110 Sistemul de coordonate #7 12 309
G111 Sistemul de coordonate #8 12 309
G112 Sistemul de coordonate #9 12 309
G113 Sistemul de coordonate #10 12 309
G114 Sistemul de coordonate #11 12 309
G115 Sistemul de coordonate #12 12 309
G116 Sistemul de coordonate #13 12 309
G117 Sistemul de coordonate #14 12 309
G118 Sistemul de coordonate #15 12 309
G119 Sistemul de coordonate #16 12 309
G120 Sistemul de coordonate #17 12 309
G121 Sistemul de coordonate #18 12 309
G122 Sistemul de coordonate #19 12 309
G123 Sistemul de coordonate #20 12 309
G124 Sistemul de coordonate #21 12 309
G125 Sistemul de coordonate #22 12 309
G126 Sistemul de coordonate #23 12 309
G127 Sistemul de coordonate #24 12 309
G128 Sistemul de coordonate #25 12 309
G129 Sistemul de coordonate #26 12 309
G136 Măsurarea automată a centrului decalajelor de origine 00 310
G141 Compensarea 3D+ a frezei 07 311
G143 Compensarea lungimii sculei + (în plus) pe axa a 5-a 08 315
Cod Descriere GrupăPagin
a
237
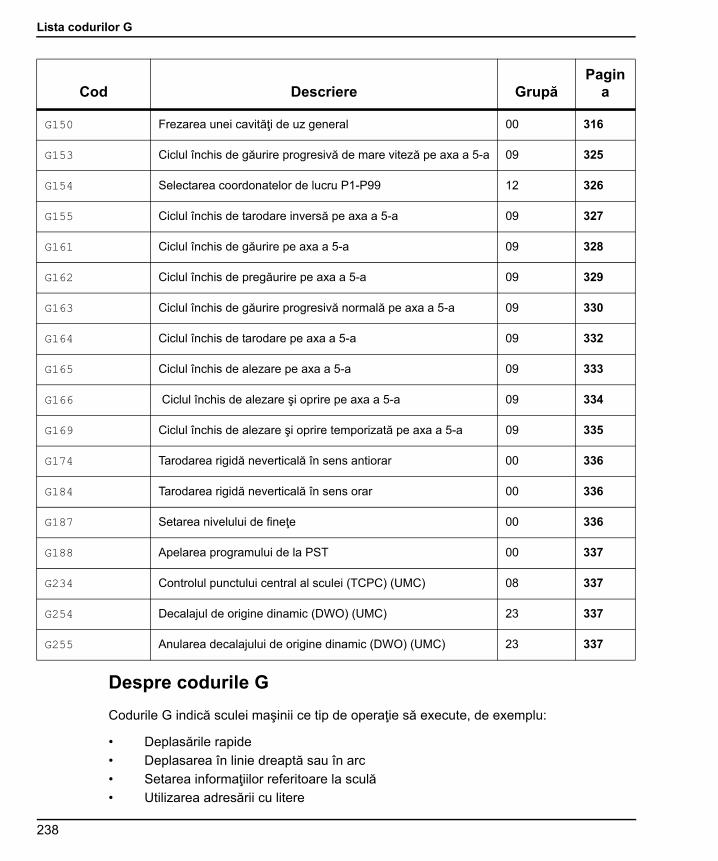
Lista codurilor G
Despre codurile G
Codurile G indică sculei maşinii ce tip de operaţie să execute, de exemplu:
• Deplasările rapide
• Deplasarea în linie dreaptă sau în arc
• Setarea informaţiilor referitoare la sculă
• Utilizarea adresării cu litere
G150 Frezarea unei cavităţi de uz general 00 316
G153 Ciclul închis de găurire progresivă de mare viteză pe axa a 5-a 09 325
G154 Selectarea coordonatelor de lucru P1-P99 12 326
G155 Ciclul închis de tarodare inversă pe axa a 5-a 09 327
G161 Ciclul închis de găurire pe axa a 5-a 09 328
G162 Ciclul închis de pregăurire pe axa a 5-a 09 329
G163 Ciclul închis de găurire progresivă normală pe axa a 5-a 09 330
G164 Ciclul închis de tarodare pe axa a 5-a 09 332
G165 Ciclul închis de alezare pe axa a 5-a 09 333
G166 Ciclul închis de alezare şi oprire pe axa a 5-a 09 334
G169 Ciclul închis de alezare şi oprire temporizată pe axa a 5-a 09 335
G174 Tarodarea rigidă neverticală în sens antiorar 00 336
G184 Tarodarea rigidă neverticală în sens orar 00 336
G187 Setarea nivelului de fineţe 00 336
G188 Apelarea programului de la PST 00 337
G234 Controlul punctului central al sculei (TCPC) (UMC) 08 337
G254 Decalajul de origine dinamic (DWO) (UMC) 23 337
G255 Anularea decalajului de origine dinamic (DWO) (UMC) 23 337
Cod Descriere GrupăPagin
a
238

Codurile G
• Definirea axelor şi poziţiilor de pornire şi încheiere
• Seriile presetate de mişcări pentru găurirea unui alezaj, aşchierea la o anumitădimensiune sau a unui contur (cicluri închise)
Comenzile cod G sunt fie modale, fie nemodale. Un cod G modal rămâne în vigoare pânăla finalul programului sau până când comandaţi un alt cod G din aceeaşi grupă. Un cod Gnemodal afectează doar linia în care se află; acesta nu afectează linia de programurmătoare. Codurile de Grupa 00 sunt nemodale; celelalte grupe sunt modale.
Pentru o descriere a noţiunilor de bază despre programare, Consultaţi secţiunea Noţiuni debază despre programare din capitolul Programarea începând de la pagina 144.
NOTĂ: Sistemul de programare intuitiv (IPS) este un mod opţional deprogramare ce vă permite să programaţi funcţiile de prelucrare fără autiliza coduri G.
NOTĂ: Un bloc de program poate să conţină mai multe coduri G, însă nu sepot include două coduri G din aceeaşi grupă în acelaşi bloc deprogram.
Ciclurile închise
Ciclurile închise sunt coduri G utilizate pentru efectuarea de operaţii repetitive cum ar figăurirea, tarodarea şi alezarea. Puteţi defini un ciclu închis printr-un cod de adresăalfabetic. În timp ce un ciclu închis este activ, maşina execută operaţia specificată defiecare dată când comandaţi o nouă poziţie dacă nu se specifică altfel.
Utilizarea ciclurilor închise
Puteţi programa poziţiile X şi Y ale ciclului închis fie în modul absolut (G90), fie în modulincremental (G91).
Exemplu:
% ;G81 G99 Z-0.5 R0.1 F6.5 (Aceasta va găuri un alezaj) ;(în poziţia curentă) ;G91 X-0.5625 L9 (Aceasta va găuri încă 9 alezaje la) ;(0.5625) ;(la distanţe egale în sensul negativ al axei) ;% ;
Există (3) moduri în care poate acţiona un ciclu închis în blocul în care este comandat:
• Dacă se comandă o poziţie X/Y în acelaşi bloc cu codul G pentru ciclu închis, seexecută ciclul închis. Dacă setarea 28 este DEZACTIVATĂ, se execută ciclul închisîn acelaşi bloc doar dacă se comandă o poziţie X/Y în blocul respectiv.
239

Lista codurilor G
• Dacă setarea 28 este ACTIVATĂ, şi se comandă un cod G pentru ciclu închis cu saufără o poziţie X/Y în acelaşi bloc, se execută ciclul închis în acelaşi bloc – fie în poziţiaîn care s-a comandat ciclul închis, fie în poziţia X/Y.
• Dacă se include un contor de bucle de zero (L0) în acelaşi bloc cu codul G pentruciclu închis, nu se execută ciclul închis în blocul respectiv. Ciclul închis nu esteexecutat indiferent de setarea 28 şi dacă blocul respectiv conţine sau nu o poziţieX/Y.
NOTĂ: Dacă nu se specifică altfel, în exemplele de program prezentate aicise presupune că setarea 28 este ACTIVATĂ.
Când un ciclu închis este activ, acesta este repetat în fiecare nouă poziţie X/Y din program.În exemplul de mai sus, după fiecare deplasare incrementală cu -0.5625 ţoli pe axa X, ciclulînchis (G81) găureşte un alezaj de 0.5" adâncime. Codul de adresă L din comanda depoziţie incrementală (G91) repetă această operaţie de (9) ori.
Ciclurile închise funcţionează diferit în funcţie de tipul de poziţionare activ, poziţionareincrementală (G91) sau absolută (G90). Mişcarea incrementală într-un ciclu închis esteadesea utilă, deoarece vă permite să utilizaţi un contor de bucle (L) pentru repetareaoperaţiei cu o mişcare incrementală X sau Y între cicluri.
Exemplu:
% ;X1.25 Y-0.75 (poziţia centrală a modelului de) ;(alezaje de şuruburi) ;G81 G99 Z-0.5 R0.1 F6.5 L0 ;(L0 în linia G81 nu va găuri un alezaj) ;G70 I0.75 J10. L6 (cerc de 6 alezaje de şuruburi) ;% ;
Cele mai importante coduri de adresă pentru ciclu închis sunt valoarea planului R şivaloarea adâncimii Z. Dacă specificaţi aceste adrese într-un bloc cu comenzi XY, mişcareaXY este executată şi toate ciclurile închise ulterioare sunt executate cu noua valoare pentruR sau Z.
Poziţionarea axelor X şi Y într-un ciclu închis se face prin deplasare rapidă.
G98 şi G99 modifică modul de funcţionare a ciclurilor închise. Când G98 este activ, axa Zva reveni în planul de pornire iniţial la finalizarea fiecărui alezaj din ciclul închis. Aceastapermite poziţionarea deasupra şi în jurul zonelor piesei şi/sau bridelor şi dispozitivelorde fixare.
Când G99 este activ, axa Z va reveni în planul R (deplasare rapidă) la finalizarea fiecăruialezaj din ciclul închis pentru degajarea spre noua poziţie XY. Modificarea selecţieiG98/G99 poate fi făcută de asemenea după ce este comandat ciclul închis, ceea ce vaafecta toate ciclurile închise ulterioare.
O adresă P este o comandă opţională pentru unele dintre ciclurile închise. Aceasta este opauză programată în fundul alezajului pentru ruperea aşchiilor, asigurarea unei finisări maibune şi descărcarea sculei de orice solicitare pentru asigurarea unei toleranţe mai strânse.
240

Codurile G
NOTĂ: O adresă P utilizată pentru un ciclu închis este utilizată în alte cicluripână când este anulată (G00, G01, G80 sau tasta [RESET](resetare)).
O comandă S (turaţie arbore principal) trebuie să fie definită în blocul de cod G pentru cicluînchis sau înaintea acestuia.
Tarodarea într-un ciclu închis reclamă o viteză de avans calculată. Formula pentruavans este:
turaţia arborelui principal împărţită la numărul de filete pe ţolale tarodului = viteza de avans în ţoli pe minut
Versiunea în sistem metric a formulei pentru avans este:
turaţia înmulţită cu pasul în mm = viteza de avans în mm pe minut
Ciclurile închise pot beneficia de asemenea de utilizarea setării 57. Dacă această setareeste ACTIVATĂ, maşina se opreşte după deplasările rapide X/Y înainte să se deplasezeaxa Z. Aceasta este utilă pentru a preveni producerea de crestături pe piesă la ieşireasculei din alezaj, în special dacă planul R este aproape de suprafaţa piesei.
NOTĂ: Adresele Z, R şi F sunt date necesare pentru toate ciclurile închise.
Anularea unui ciclu închis
G80 anulează toate ciclurile închise. Codul G00 sau G01 anulează de asemenea un cicluînchis. Un ciclu închis rămâne activ până când un cod G80, G00 sau G01 îl anulează.
Includerea ciclurilor închise într-o buclă
Acesta este un exemplu de program ce utilizează un ciclu închis de găurire repetatincremental în buclă.
NOTĂ: Secvenţa de găurire utilizată în acest caz vizează economia de timp şiurmarea celei mai scurte traiectorii de la un alezaj la altul.
241

Lista codurilor G
F7.1: G81 Ciclul închis de găurire: [R] Planul R, [Z] Planul Z, [1] Deplasare rapidă, [2] Avans de lucru.
% ;O60810 (Găurire placă grilă cu 3x3 alezaje) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X1.0 Y-1.0 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 Z-1.5 F15. R.1 (Început G81 şi găurire primul) ;(alezaj) ;G91 X1.0 L2 (Găurire rând 1 de alezaje) ;G90 Y-2.0 (Primul alezaj din al 2-lea rând) ;G91 X-1.0 L2 (Al 2-lea rând de alezaje) ;G90 Y-3.0 (Primul alezaj din al 3-lea rând) ;G91 X1.0 L2 (Al 3-lea rând de alezaje) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;
0
0
1.000
2.000
3.000
1.0
00
2.0
00
3.0
00
X0. Y0.
R
Z
1
2
242

Codurile G
M30 (Încheiere program) ;% ;
Evitarea obstacolelor în planul X, Y într-un ciclu închis
Dacă plasaţi un L0 într-o linie a ciclului închis, puteţi executa o mişcare X, Y fărăexecutarea operaţiei ciclului închis pe axa Z. Acesta este un mod fiabil de evitare aobstacolelor în planul X/Y.
Să presupunem că există un bloc pătrat de aluminiu de 6", cu câte o flanşă de 1" pe 1"adâncime pe fiecare parte. Desenul prevede două alezaje centrate pe fiecare parte aflanşei. Se utilizează un ciclu închis G81 pentru găurirea de alezaje. Dacă se comandă purşi simplu poziţiile alezajelor în ciclul închis de găurire, unitatea de comandă adoptă cel maiscurt traseu până în poziţia alezajului următor, ceea ce ar face ca scula să treacă prin colţulpiesei de prelucrat. Pentru a preveni acest lucru, comandaţi o poziţie dincolo de colţ, astfelîncât la deplasarea în poziţia alezajului următor să nu se treacă prin colţul piesei. Ciclulînchis de găurire este activ, dar nu doriţi să se execute un ciclu de găurire în poziţiarespectivă; prin urmare, se va utiliza un L0 în blocul respectiv.
F7.2: Evitarea obstacolelor în ciclul închis. Acest program găureşte alezajele [1] şi [2], apoi se deplasează în X5.5. Ca urmare a existenţei adresei L0 în acest bloc, nu se execută un ciclu de găurire în această poziţie. Linia [A] indică traiectoria pe care ar urma-o ciclul închis în lipsa liniei de evitare a obstacolului. Mişcarea următoare are loc doar pe axa Y până în poziţia celui de-al treilea alezaj, unde maşina execută un alt ciclu de găurire.
% ;O60811 (EVITARE OBSTACOL) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y-0.5 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 M08 (Activare corecţie sculă 1) ;(Activare lichid de răcire) ;
X5.5 L0
A
1 2
X
Y
Y-2.
243

Lista codurilor G
(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 Z-2. R-0.9 F15. (Început G81 şi găurire primul) ;(alezaj) ;X4. (Găurire al 2-lea alezaj) ;X5.5 L0 (Evitare colţ) ;Y-2. (Al 3-lea alezaj) ;Y-4. (Al 4-lea alezaj) ;Y-5.5 L0 (Evitare colţ) ;X4. (Al 5-lea alezaj) ;X2. (Al 6-lea alezaj) ;X0.5 L0 (Evitare colţ) ;Y-4. (Al 7-lea alezaj) ;Y-2. (Al 8-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G00 Poziţionarea prin deplasare rapidă (Grupa 01)
*X - Comanda de mişcare pe axa X, opţională*Y - Comanda de mişcare pe axa Y, opţională*Z - Comanda de mişcare pe axa Z, opţională*A - Comanda de mişcare pe axa A, opţională*B - Comanda de mişcare pe axa B, opţională*C - Comanda de mişcare pe axa C, opţională
* opţională
Codul G00 este utilizat pentru deplasarea axelor maşinii cu viteză maximă. Acesta esteutilizat în principal pentru poziţionarea rapidă a maşinii într-un punct dat înaintea fiecăreicomenzi de avans de lucru (aşchiere). Acest cod G este modal, astfel că un bloc cu G00determină deplasarea rapidă pentru toate blocurile următoare, până când este specificatun alt cod de Grupa 01.
O deplasare rapidă anulează de asemenea un ciclu închis activ, aşa cum o face şi codulG80.
NOTĂ: În general, deplasarea rapidă nu se va face pe o traiectorie alcătuitădintr-o singură linie dreaptă. Fiecare axă specificată se deplasează cuaceeaşi viteză, dar nu toate axele îşi vor încheia neapărat deplasareaîn acelaşi timp. Maşina va aştepta până când toate mişcările suntîncheiate înainte să fie iniţiată comanda următoare.
244

Codurile G
F7.3: G00 Deplasarea rapidă multiliniară
Setarea 57 (Oprire exactă ciclu închis X-Y) poate determina cât de aproape înainte saudupă o deplasare rapidă va executa maşina o oprire exactă.
G01 Mişcarea de interpolare liniară (Grupa 01)
F - Viteza de avans *X - Comanda de mişcare pe axa X*Y - Comanda de mişcare pe axa Y*Z - Comanda de mişcare pe axa Z*A - Comanda de mişcare pe axa A*B - Comanda de mişcare pe axa B*C - Comanda de mişcare pe axa C*,R - Raza arcului*,C - Distanţa de teşire
* opţională
G01 deplasează axele cu o viteză de avans comandată. Acesta este utilizat în principalpentru aşchierea piesei de prelucrat. Un avans G01 poate fi o deplasare pe o singură axăsau viza o combinaţie de axe. Viteza de deplasare a axelor este controlată de valoareavitezei de avans (F). Această valoare F poate fi în unităţi (ţoli sau mm) pe minut (G94) saupe rotaţie a arborelui principal (G95), respectiv poate fi timpul de finalizare a mişcării (G93).Valoarea vitezei de avans (F) poate fi în linia de program curentă sau într-o linie anterioară.Unitatea de comandă va utiliza întotdeauna cea mai recentă valoare F până când estecomandată o altă valoare F. În G93, este utilizată o valoare F în fiecare linie. A sevedea G93.
G01 este o comandă modală, ceea ce înseamnă că aceasta va rămâne în vigoare pânăcând este anulată de o comandă de mişcare rapidă, cum ar fi G00, respectiv de o comandăde mişcare circulară, cum ar fi G02 sau G03.
X +
Y +
G00G01
245

Lista codurilor G
Odată iniţiată G01, toate axele programate se vor pune în mişcare şi vor atinge concomitentpoziţia ţintă. Dacă o axă nu poate asigura viteza de avans programată, unitatea decomandă nu va executa comanda G01 şi se va genera o alarmă (viteză maximă deavans depăşită).
Exemplu de rotunjire de colţ şi teşire
F7.4: Exemplu de rotunjire de colţ şi teşire #1
% ;O60011 (G01 ROTUNJIRE DE COLŢ ŞI TEŞIRE) ;(G54 X0 Y0 este în partea din dreapta sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.5 F20. (Avans la adâncimea de aşchiere) ;Y-5. ,C1. (Teşire) ;X-5. ,R1. (Rotunjire de colţ) ;Y0 (Avans în Y0.) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
5.0
00
R1.
000
X0.
Y0.
1.000 x 45°
5.000
246

Codurile G
Un bloc de teşire sau un bloc de rotunjire de colţ poate fi inserat automat între două blocuride interpolare liniară prin specificarea ,C (teşire) sau ,R (rotunjire de colţ). Trebuie săexiste un bloc de încheiere interpolare liniară după blocul de început (poate să intervină opauză G04).
Aceste două blocuri de interpolare liniară specifică un colţ al intersecţiei. Dacă blocul deînceput specifică un ,C, valoarea de după ,C reprezintă distanţa faţă de intersecţia undeîncepe teşitura şi, în acelaşi timp, distanţa faţă de intersecţia unde se termină teşitura.Dacă blocul de început specifică un ,R, valoarea de după ,R reprezintă raza unui cerctangent la colţ în două puncte: începutul arcului de rotunjire a colţului şi punctul final alarcului respectiv. Se pot specifica blocuri consecutive de teşire sau rotunjire de colţ.Trebuie să existe deplasare pe cele două axe specificate de planul selectat, în funcţie deplanul activ XY (G17), XZ (G18) sau YZ (G19).
G02 / G03 Mişcarea de interpolare circulară în sens orar / în sens antiorar (Grupa 01)
F - Viteza de avans*I - Distanţa pe axa X faţă de centrul cercului*J - Distanţa pe axa Y faţă de centrul cercului*K - Distanţa pe axa Z faţă de centrul cercului*R - Raza arcului*X - Comanda de mişcare pe axa X*Y - Comanda de mişcare pe axa Y*Z - Comanda de mişcare pe axa Z*A - Comanda de mişcare pe axa A
* opţională
NOTĂ: Utilizarea I, J şi K este metoda preferată de programare a razei. R esteadecvat pentru arcele de cerc uzuale.
Aceste coduri G sunt utilizate pentru specificarea mişcării circulare. Sunt necesare douăaxe pentru executarea mişcării circulare şi trebuie utilizat planul corect, G17-G19. Existădouă metode de comandare a unui G02 sau G03, prima cu utilizarea adreselor I, J, K iarcea de-a doua cu utilizarea adresei R.
O funcţie de teşire sau de rotunjire de colţ poate fi inserată într-un program prin specificarea,C (teşire) sau ,R (rotunjire de colţ), conform celor descrise la definirea G01.
247

Lista codurilor G
Utilizarea adreselor I, J şi K
Adresele I, J şi K sunt utilizate pentru poziţionarea centrului arcului în raport cu punctul depornire. Cu alte cuvinte, adresele I, J şi K reprezintă distanţele de la punctul de pornirepână la centrul cercului. Sunt admise numai I, J sau K specifice planului selectat (G17utilizează IJ, G18 utilizează IK, iar G19 utilizează JK). Comenzile X, Y şi Z specificăpunctul final al arcului. Dacă nu este specificată poziţia X, Y şi Z a planului selectat, punctulfinal al arcului este acelaşi cu punctul de pornire pentru axa respectivă.
Pentru aşchierea unui cerc complet, trebuie utilizate adresele I, J şi K; utilizarea uneiadrese R nu va funcţiona. Pentru aşchierea unui cerc complet, nu specificaţi un punct final(X, Y şi Z); programaţi I, J sau K pentru a defini centrul cercului. De exemplu:
G02 I3.0 J4.0 (Presupune G17 ;planul XY) ;;
Utilizarea adresei R
Valoarea R defineşte distanţa dintre punctul de pornire şi centrul cercului. Utilizaţi o valoareR pozitivă pentru arce de cerc de 180° sau mai mici, respectiv o valoare R negativă pentruarce de cerc mai mari de 180°.
Exemple de programare
F7.5: Exemplu de programare a adresei R pozitive
% ;O60021 (G02 ADRESĂ R POZITIVĂ) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X-0.25 Y-0.25 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;
225O
.5Ø
1.5
R 1.00
248

Codurile G
(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.5 F20. (Avans la adâncimea de aşchiere) ;G01 Y1.5 F12. (Avans la Y1.5) ;G02 X1.884 Y2.384 R1.25 (Mişcare circulară în sens) ;(orar) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
F7.6: Exemplu de programare a adresei R negative
% ;O60022 (G02 ADRESĂ R NEGATIVĂ) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X-0.25 Y-0.25 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.5 F20. (Avans la adâncimea de aşchiere) ;G01 Y1.5 F12. (Avans la Y1.5) ;G02 X1.884 Y0.616 R-1.25 (Mişcare circulară în sens) ;(orar) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;
225O
.5Ø
1.5
R 1.00
249
Lista codurilor G
G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Frezarea filetelor
Frezarea filetelor utilizează o mişcare standard G02 sau G03 pentru crearea mişcăriicirculare în planul X-Y, apoi adaugă o mişcare Z în acelaşi bloc pentru crearea pasuluifiletului. Aceasta generează un pas al filetului; dinţii multiplii ai frezei generează restul.Blocul tipic de cod:
N100 G02 I-1.0 Z-.05 F5. (generează o rază de 1 ţol) ;(pentru un filet cu pas de20) ;
Note referitoare la frezarea filetelor:
Alezajele interne mai mici de 3/8 ţoli s-ar putea să nu fie posibile sau practice. Utilizaţiîntotdeauna freza pentru aşchiere în sensul avansului.
Utilizaţi un G03 pentru realizare filete interioare sau un G02 pentru realizare fileteexterioare. Un filet interior pe dreapta va urca pe axa Z cu valoarea unui pas al filetului. Unfilet exterior pe dreapta va coborî pe axa Z cu valoarea unui pas al filetului. PASUL = 1/filetepe ţoli (Exemplu - 1.0 împărţit la 8 TPI = .125)
Exemplu de frezare a filetelor:
Acest program va freza un filet interior într-un alezaj 1.5 x 8 TPI utilizând o freză melc cuun diametru 0.750 x 1.0".
1. Pentru început, luaţi diametrul alezajului (1.500). Scădeţi diametrul frezei .750 şi apoi împărţiţi la 2. (1.500 - .75) / 2 = .375Rezultatul (.375) reprezintă distanţa de pornire a frezei de la diametrul interior al piesei.
2. După poziţionarea iniţială, următoarea etapă a programului constă în activarea compensării frezei şi deplasarea la diametrul interior al cercului.
3. Etapa următoare este să se programeze un cerc complet (G02 sau G03) cu o comandă pe axa Z la valoarea unui pas complet al filetului (aceasta este denumită „interpolare elicoidală”).
4. Etapa următoare constă în îndepărtarea de diametrul interior al cercului şi dezactivarea compensării frezei.
Compensarea frezei nu poate fi dezactivată sau activată în cursul unei mişcări pe arc.Trebuie să se execute o mişcare liniară, pe axa X sau Y pentru deplasarea sculei spre şidinspre diametrul de prelucrat. Această mişcare va fi valoarea maximă a compensării cepoate fi reglată.
250
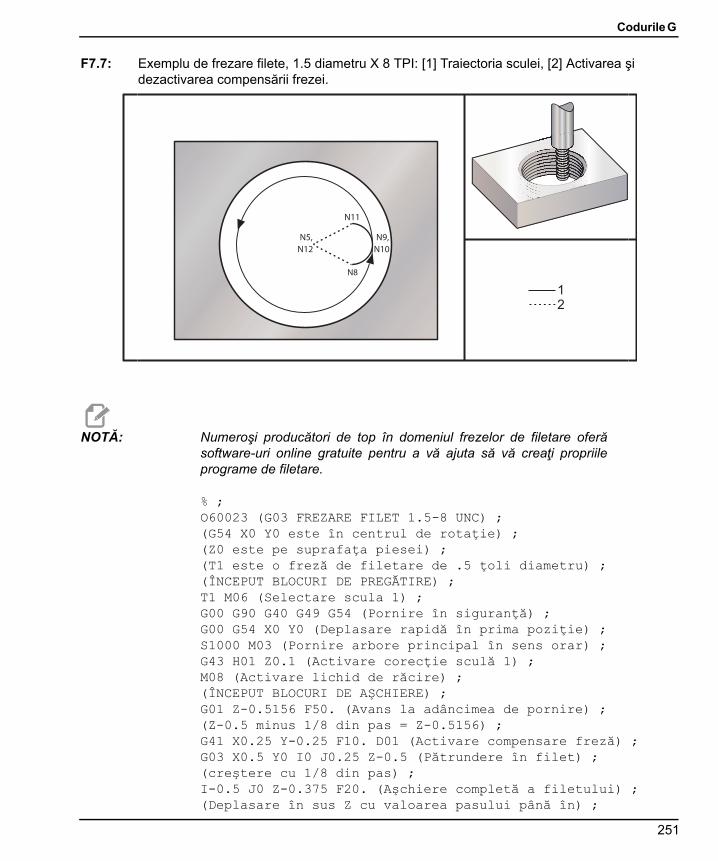
Codurile G
F7.7: Exemplu de frezare filete, 1.5 diametru X 8 TPI: [1] Traiectoria sculei, [2] Activarea şi dezactivarea compensării frezei.
NOTĂ: Numeroşi producători de top în domeniul frezelor de filetare oferăsoftware-uri online gratuite pentru a vă ajuta să vă creaţi propriileprograme de filetare.
% ;O60023 (G03 FREZARE FILET 1.5-8 UNC) ;(G54 X0 Y0 este în centrul de rotaţie) ;(Z0 este pe suprafaţa piesei) ;(T1 este o freză de filetare de .5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.5156 F50. (Avans la adâncimea de pornire) ;(Z-0.5 minus 1/8 din pas = Z-0.5156) ;G41 X0.25 Y-0.25 F10. D01 (Activare compensare freză) ;G03 X0.5 Y0 I0 J0.25 Z-0.5 (Pătrundere în filet) ;(creştere cu 1/8 din pas) ;I-0.5 J0 Z-0.375 F20. (Aşchiere completă a filetului) ;(Deplasare în sus Z cu valoarea pasului până în) ;
I.D. Thread Milling Ex ercise
N5, N9,N10N12
N11
N8
12
251

Lista codurilor G
(Z-0.375) ;X0.25 Y0.25 I-0.25 J0 Z-0.3594 (Ieşire din filet) ;(creştere cu 1/8 din pas) ;G40 G01 X0 Y1 (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
N5 = XY în centrul alezajului
N7 = Adâncimea filetului, minus pasul 1/8
N8 = Activarea compensării frezei
N9 = Pătrunderea în filet, creştere cu pas 1/8
N10 = Aşchierea completă a filetului, deplasare în sus Z cu valoarea pasului
N11 = Ieşirea din filet, creştere cu pas 1/8
N12 = Anularea compensării frezei
NOTĂ: Reglarea maximă a compensării frezei este .175.
252

Codurile G
Frezarea filetelor exterioare
F7.8: Exemplu de frezare filete exterioare, tijă cu diametru 2.0 x 16 TPI: [1] Traiectoria sculei [2] Poziţionarea prin deplasare rapidă, activarea şi dezactivarea compensării frezei, [3] Poziţia de pornire, [4] Arc cu Z.
% ;O60024 (G02 G03 FREZARE FILET 2.0-16 UNC) ;(G54 X0 Y0 este în centrul tijei) ;(Z0 este în partea superioară a tijei) ;(T1 este o freză de filetare de .5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y2.4 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G00 Z-1. (Deplasare rapidă în Z-1.) ;G01 G41 D01 X-0.5 Y1.4 F20. (Mişcare liniară) ;(Activare compensare freză) ;G03 X0 Y0.962 R0.5 F25. (Pătrundere în filet) ;G02 J-0.962 Z-1.0625 (Aşchiere filet cu reducere Z) ;G03 X0.5 Y1.4 R0.5 (Ieşire din filet) ;G01 G40 X0 Y2.4 F20. (Mişcare liniară) (Dezactivare) ;(compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;
XO, YO
12
3
4
253

Lista codurilor G
G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
NOTĂ: O mişcare de compensare a frezei poate fi orice mişcare pe axa X sauY dintr-o poziţie oarecare, atât timp cât deplasarea este mai maredecât valoarea compensării.
Exemplu de frezare a filetelor cu un singur vârf
Acest program este pentru un alezaj cu diametrul 1.0" cu un diametru al frezei de .500" şiun pas al filetului de .125 (8TPI). Acest program se poziţionează în modul absolut G90 şicomută apoi în modul incremental G91 în linia N7.
Utilizarea unei valori Lxx în linia N10 ne permite să repetăm de mai multe ori frezareaarcelor filetelor cu o freză de filetare cu un singur vârf.
% ;O60025 (G03 FREZARE FILET CU UN SINGUR VÂRF 1.5-8) ;(UNC) ;(G54 X0 Y0 este în centrul de rotaţie) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză de filetare de .5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G91 G01 Z-0.5156 F50. (Avans la adâncimea de pornire) ;(Z-0.5 minus 1/8 din pas = Z-0.5156) ;G41 X0.25 Y-0.25 F20. D01 (Activare compensare freză) ;G03 X0.25 Y0.25 I0 J0.25 Z0.0156 (Pătrundere în) ;(filet) ;(creştere cu 1/8 din pas) ;I-0.5 J0 Z0.125 L5 (Filetare, repetare de 5 ori) ;X-0.25 Y0.25 I-0.25 J0 Z0.0156 (Ieşire din filet) ;(creştere cu 1/8 din pas) ;G40 G01 X-0.25 Y-0.25 (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;
254
Codurile G
G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Descrierea liniilor specifice:
N5 = XY în centrul alezajului
N7 = Adâncimea filetului, minus pasul 1/8. Comutarea la G91
N8 = Activarea compensării frezei
N9 = Pătrunderea în filet, creştere cu pas 1/8
N10 = Aşchierea completă a filetului, deplasare în sus Z cu valoarea pasului
N11 = Ieşirea din filet, creştere cu pas 1/8
N12 = Anularea compensării frezei
N13 = Comutarea înapoi la poziţionarea absolută G90
Mişcarea elicoidală
Mişcarea elicoidală (în spirală) este posibilă cu G02 sau G03 prin programarea axei liniarece nu se află în planul selectat. Această a treia axă va fi deplasată în mod liniar, în timp cepe celelalte două axe se va executa o mişcare circulară. Viteza fiecărei axe va fi controlatăastfel încât viteza elicoidală să corespundă vitezei de avans programate.
G04 Oprirea temporizată (Grupa 00)
P - Timpul de oprire în secunde sau milisecunde
G04 specifică o întârziere sau o oprire temporizată în program. Blocul ce conţine G04 va fiîntârziat cu timpul specificat în codul de adresă P. De exemplu:
G04 P10.0. ;;
Întârzie programul cu 10 secunde.
NOTĂ: G04 P10. este o oprire temporizată de 10 secunde; G04 P10 este ooprire temporizată de 10 milisecunde. Asiguraţi-vă că utilizaţi corectpunctele zecimale, astfel încât să specificaţi corect timpul de oprire.
G09 Oprirea exactă (Grupa 00)
Codul G09 este utilizat pentru specificarea unei opriri controlate a axelor. Acesta afecteazădoar blocul în care este comandat. Acesta este nemodal, astfel că nu afectează blocurileaflate după blocul în care este comandat. Mişcările maşinii vor fi decelerate până în punctulprogramat înaintea procesării comenzii următoare.
255

Lista codurilor G
G10 Setarea corecţiilor/decalajelor (Grupa 00)
G10 vă permite să setaţi corecţiile/decalajele prin program. Utilizarea G10 înlocuieşteintroducerea manuală a corecţiilor/decalajelor (de ex. corecţiile pentru lungimea şidiametrul sculelor, respectiv decalajele de origine).
L – Selectează categoria de corecţii/ decalaje.L2 Originea coordonatelor de lucru pentru G52 şi G54-G59L10 Valoarea corecţiei pentru lungimea sculei (pentru codul H)L1 sau L11 Valoarea corecţiei pentru uzura sculei (pentru codul H)L12 Valoarea corecţiei pentru diametrul sculei (pentru codul D) L13 Valoarea corecţiei pentru uzura pe diametrul sculei (pentru codul D)L20 Originea auxiliară a coordonatelor de lucru pentru G110-G129P – Selectează o corecţie specifică.P1-P100 Utilizate pentru referiri la corecţii cod D sau H (L10-L13)P0 G52 face referinţă la coordonatele de lucru (L2)P1-P6 G54-G59 fac referinţă la coordoatele de lucru (L2)P1-P20 G110-G129 fac referinţă la coordoatele auxiliare (L20)P1-P99 G154P1-P99 fac referinţă la coordonatele auxiliare (L20)*R Valoarea corecţiei sau creşterea pentru lungime şi diametru. *X Poziţia de zero pe axa X.*Y Poziţia de zero pe axa Y.*Z Poziţia de zero pe axa Z.*A Poziţia de zero pe axa A.*B Poziţia de zero pe axa B.*C Poziţia de zero pe axa C.
* opţională
% ;O60100 (G10 SETARE CORECŢII/DECALAJE) ;G10 L2 P1 G91 X6.0 ;(Deplasare coordonate G54 cu 6.0 spre dreapta) ;;G10 L20 P2 G90 X10. Y8. ;(Setare coordonate de lucru G111 la X10.0 Y8.0) ;;G10 L10 G90 P5 R2.5 ;(Setare corecţie pentru scula #5 la 2.5) ;;G10 L12 G90 P5 R.375 ;(Setare diametru pentru scula #5 la .375”) ;;G10 L20 P50 G90 X10. Y20. ;(Setare coordonate de lucru G154 P50 la X10. Y20.) ;% ;
256
Codurile G
G12 Frezarea unei cavităţi circulare în sens orar / G13 Frezarea unei cavităţi circulare în sens antiorar (Grupa 00)
Aceste coduri G sunt utilizate pentru frezarea de profiluri circulare. Acestea diferă doar prinfaptul că G12 utilizează sensul orar, iar G13 utilizează sensul antiorar. Ambele coduri Gutilizează planul circular implicit XY (G17) şi implică utilizarea G42 (compensarea frezei)pentru G12 şi G41 pentru G13. G12 şi G13 sunt nemodale.
*D - Selectarea razei sau diametrului sculei**F - Viteza de avansI - Raza primului cerc (sau de finisare dacă nu există K). Valoarea I trebuie să fie mai mare
decât raza sculei, dar mai mică decât valoarea K.*K - Raza cercului de finisare (dacă este specificat)*L - Contorizarea buclei la treceri repetate în profunzime*Q - Creşterea razei, respectiv pasul de avans (trebuie utilizată împreună cu un K) Z - Adâncimea de aşchiere sau adaosul
* opţională
**Pentru obţinerea diametrului cercului programat, unitatea de comandă utilizeazădimensiunea sculei pentru codul D selectat. Pentru programarea axei centrale a sculei,selectaţi D0.
NOTĂ: Specificaţi D00 dacă nu doriţi să utilizaţi compensarea frezei. Dacă nuspecificaţi o valoare D în blocul G12/G13, unitatea de comandăutilizează ultima valoare D comandată, chiar dacă aceasta a fostanulată anterior cu un cod G40.
Scula este poziţionată rapid în centrul cercului. Pentru îndepărtarea integrală a materialuluidin interiorul cercului, utilizaţi valori I şi Q mai mici decât diametrul sculei şi o valoare Kegală cu raza cercului. Pentru a se prelucra doar un cerc cu raza dată, utilizaţi o valoare Isetată la nivelul razei şi nicio valoare K sau Q.
% ;O60121 (EXEMPLU DE G12 ŞI G13) ;(G54 X0 Y0 este centrul primei cavităţi) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .25 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G12 I0.75 F10. Z-1.2 D01 (Finisare cavitate în sens) ;(orar) ;
257

Lista codurilor G
G00 Z0.1 (Retragere) ;X5.(Deplasare în centrul următoarei cavităţi) ;G12 I0.3 K1.5 Q1. F10. Z-1.2 D01 ;(Degroşare şi finisare în sens orar) ;G00 Z0.1 (Retragere) ;X10.(Deplasare în centrul următoarei cavităţi) ;G13 I1.5 F10. Z-1.2 D01 (Finisare în sens antiorar) ;G00 Z0.1 (Retragere) ;X15. (Deplasare în centrul ultimei cavităţi) ;G13 I0.3 K1.5 Q0.3 F10. Z-1.2 D01 ;(Degroşare şi finisare în sens antiorar) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
F7.9: Frezarea unei cavităţi circulare, este prezentat G12 - în sens orar: [1] Doar I, [2] Doar I, K şi Q.
Aceste coduri G presupun utilizarea compensării frezei, astfel că nu este necesar un G41sau G42 în linia de program. Însă, trebuie să includeţi un cod al corecţiei D, pentru raza saudiametrul frezei, pentru ajustarea diametrului cercului.
Exemplele următoare de programare prezintă structura G12 şi G13, precum şi diferitelemoduri în care puteţi scrie aceste programe.
Trecere unică: Se utilizează doar I.
Aplicaţii: Găurire etajată într-o trecere, degroşare şi finisare cavitate alezaje mici,prelucrare pe diametru interior canale pentru garnituri inelare.
Treceri multiple: Se utilizează I, K şi Q.
Aplicaţii: Găurire etajată în mai multe treceri, degroşare şi finisare cavitate alezaje mari cuîncălecarea frezei.
Treceri multiple în adâncime pe Z: Se utilizează doar I, respectiv I, K şi Q (G91 şi L pot fide asemenea utilizate).
K
IIQ
1 2
258

Codurile G
Aplicaţii: Degroşare şi finisare în profunzime cavităţi.
Figurile anterioare prezintă traiectoria sculei în cursul codurilor G pentru frezareacavităţilor.
Examplu G13 cu treceri multiple cu utilizarea I, K, Q, L şi G91:
Acest program utilizează G91 şi un contor L de 4, astfel că acest ciclu se va executa în totalde patru ori. Adaosul în profunzime pe axa Z este 0.500. Aceasta este înmulţită cu contorulL, rezultând o adâncime totală a acestui alezaj de 2.000.
G91 şi contorul L pot fi utilizate de asemenea într-o linie G13 „doar I”.
% ;O60131 (EXEMPLU DE G13 G91 ÎN SENS ANTIORAR) ;(G54 X0 Y0 este centrul primei cavităţi) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de 0.5 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G13 G91 Z-.5 I.400 K2.0 Q.400 L4 D01 F20. ;(Degroşare şi finisare în sens antiorar) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G90 Z0.1 M09 (Retragere rapidă, dezactivare) ;(lichid de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G17 / G18 / G19 Selectarea planului XY / XZ / YZ (Grupa 02)
Suprafaţa piesei de prelucrat pe care urmează să se realizeze o operaţie de frezarecirculară (G02, G03, G12, G13) trebuie să aibă selectate două din cele trei axe principale(X, Y şi Z). Unul din cele trei coduri G este utilizat pentru selectarea planului - G17 pentruXY, G18 pentru XZ, respectiv G19 pentru YZ. Toate sunt modale şi se aplică tuturormişcărilor circulare ulterioare. Planul selectat implicit este G17, ceea ce înseamnă că omişcare circulară în planul XY poate fi programată fără selectarea G17. Selecţia planului seaplică de asemenea G12 şi G13, pentru frezarea unei cavităţi circulare (întotdeauna înplanul XY).
Dacă este selectată compensarea razei sculei (G41 sau G42), utilizaţi doar planul XY (G17)pentru mişcarea circulară.
259

Lista codurilor G
G17 definit - Mişcarea circulară cu operatorul privind de sus spre masa XY. Aceastadefineşte mişcarea sculei faţă de masă.
G18 definit - Mişcarea circulară este definită ca mişcarea percepută de operatorul cepriveşte din partea din spate a maşinii spre panoul frontal de comandă.
G19 definit - Mişcarea circulară este definită ca mişcarea percepută de operatorul cepriveşte peste masă din partea laterală a maşinii unde este montat panoul de comandă.
F7.10: Diagramele de mişcare circulară G17, G18 şi G19: [1] Vedere de sus, [2] Vedere din faţă, [3] Vedere din dreapta.
G20 Selectarea ţoli / G21 Selectarea sistemului metric (Grupa 06)
Utilizaţi codurile G G20 (ţoli) şi G21 (mm) pentru a vă asigura că selecţia ţoli/mm este setatăcorect pentru program. Utilizaţi setarea 9 pentru a comuta între programarea în ţoli şi înmodul metric. Un cod G20 într-un program va determina declanşarea unei alarme a maşiniidacă setarea 9 nu este setată la ţoli.
G28 Revenirea la punctul de zero al maşinii (Grupa 00)
Codul G28 readuce simultan toate axele (X, Y, Z, A şi B) în poziţia de zero a maşinii atuncicând nu este specificată nicio axă în linia G28.
Ca alternativă, atunci când se specifică una sau mai multe axe în linia G28, G28 vadetermina deplasarea în poziţiile specificate şi apoi în poziţia de zero a maşinii. Acesta senumeşte punctul de referinţă G29; acesta este salvat automat pentru utilizarea dotăriiopţionale în G29.
G28 anulează de asemenea corecţiile pentru lungimea sculei.
Setarea 108 afectează modul în care se readuc la zero axele rotative atunci cândcomandaţi un G28. Consultaţi la pagina 386 pentru informaţii suplimentare în acest sens.
% ;G28 G90 X0 Y0 Z0 (deplasare în X0 Y0 Z0) ;G28 G90 X1. Y1. Z1. (deplasare în X1. Y1. Z1.) ;G28 G91 X0 Y0 Z0 (deplasare directă în poziţia de) ;(zero a maşinii) ;G28 G91 X-1. Y-1. Z-1 (deplasare incrementală -1.) ;% ;
G18 G19
X XY Y
Z Z
G17
G03
G03 G02
G02G02
G03
G02
G03
G02
G03G02
G03
1 2 3
260
Codurile G
G29 Revenirea din punctul de referinţă (Grupa 00)
G29 deplasează axele într-o poziţie specificată. Axele selectate în acest bloc suntdeplasate în punctul de referinţă G29 salvat în G28, iar apoi deplasate în poziţia specificatăîn comanda G29.
G31 Avansul până la salt (Grupa 00)
(Acest cod G este opţional şi necesită un palpator.)
Acest cod G este utilizat pentru înregistrarea unei poziţii palpate într-o variabilă macro.
F - Viteza de avans*X - Comanda de mişcare absolută pe axa X*Y - Comanda de mişcare absolută pe axa Y*Z - Comanda de mişcare absolută pe axa Z*A - Comanda de mişcare absolută pe axa A*B - Comanda de mişcare absolută pe axa B*C - Comanda de mişcare absolută pe axa C (UMC)
* opţională
Acest cod G deplasează axele programate în timp ce aşteaptă un semnal de la palpator(semnal de salt). Mişcarea specificată este iniţiată şi continuă până când se ajunge înpoziţie sau până când palpatorul recepţionează un semnal de salt. Dacă palpatorulrecepţionează un semnal de salt în timpul unei mişcări G31, unitatea de comandă va emiteun semnal sonor, iar poziţia semnalului de salt va fi înregistrată în variabilele macro.Programul va executa apoi următoarea linie de cod. Dacă palpatorul nu recepţionează unsemnal de salt în timpul unei mişcări G31, unitatea de comandă nu va emite un semnalsonor, iar poziţia semnalului de salt va fi înregistrată la sfârşitul mişcării programate.Programul va continua.
Variabilele macro #5061 – #5066 sunt desemnate pentru memorarea poziţiilor semnaluluide salt pe fiecare axă. Pentru informaţii suplimentare referitoare la aceste variabile pentrusemnalul de salt, consultaţi secţiunea Macro-urile a acestui manual.
Note:
Acest cod este nemodal şi se aplică numai pentru blocul de cod în care este specificat G31.
Nu utilizaţi compensarea frezei (G41, G42) cu un G31.
Linia G31 trebuie să conţină o comandă de avans. Pentru a preveni deteriorareapalpatorului, utilizaţi o viteză de avans sub F100. (ţoli), respectiv F2500. (metric).
Activaţi palpatorul înainte să utilizaţi G31.
Dacă freza respectivă dispune de un sistem de palpare standard Renishaw, utilizaţiurmătoarele comenzi pentru a activa palpatorul.
Utilizaţi următorul cod pentru a activa palpatorul arborelui principal.
M59 P1134 ;;
Utilizaţi următorul cod pentru a activa palpatorul pentru setarea sculei.
% ;M59 P1133 ;
261

Lista codurilor G
G04 P1.0 ;M59 P1134 ;% ;
Utilizaţi următorul cod pentru a dezactiva orice palpator.
M69 P1134 ;;
A se vedea de asemenea M75, M78 şi M79.
Exemplu de program:
Acest exemplu de program măsoară partea superioară a unei piese prin deplasareapalpatorului arborelui principal în sensul negativ al axei Z. Pentru a utiliza acest program,poziţia piesei pentru G54 trebuie setată pe sau aproape de suprafaţa de măsurat.
% ;O60311 (G31 PALPATOR ARBORE PRINCIPAL) ;(G54 X0. Y0. este în centrul piesei) ;(Z0. este pe sau aproape de suprafaţă) ;(T1 este un palpator arbore principal) ;(PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G54 X0 Y0 (Deplasare rapidă în X0. Y0.) ;M59 P1134 (Activare palpator arbore principal) ;G43 H1 Z1. (Activare corecţie sculă 1) ;(PALPARE) ;G31 Z-0.25 F50. (Măsurare suprafaţă superioară) ;Z1. (Retragere în Z1.) ;M69 P1134 (Dezactivare palpator arbore principal) ;(FINALIZARE) ;G00 G53 Z0. (Retragere rapidă în origine Z) ;M30 (Încheiere program) ;% ;
G35 Măsurarea automată a corecţiei pentru diametrul sculei (Grupa 00)
(Acest cod G este opţional şi necesită un palpator.)
Acest cod G este utilizat pentru setarea corecţiei pentru diametrul sculei.
F - Viteza de avans*D - Codul corecţiei pentru diametrul sculei*X - Comanda pe axa X*Y - Comanda pe axa Y
* opţională
262

Codurile G
Funcţia de măsurare automată a corecţiei pentru diametrul sculei (G35) este utilizatăpentru setarea diametrului (sau razei) sculei prin utilizarea a două atingeri ale palpatorului;câte una pe fiecare parte a sculei. Primul punct este setat cu un bloc G31 prin utilizareaunui M75, iar al doilea punct este setat cu blocul G35. Distanţa dintre cele două puncte estesetată ca valoare a corecţiei selectate (diferită de zero) Dnnn.
Setarea 63 Tool Probe Width (lăţimea palpatorului sculei) este utilizată pentru scăderealăţimii palpatorului sculei din valoarea măsurată a lăţimii sculei. Consultaţi secţiuneaSetările a acestui manual pentru informaţii suplimentare referitoare la setarea 63.
Acest cod G deplasează axele în poziţia programată. Mişcarea specificată este iniţiată şicontinuă până când se ajunge în poziţie sau până când palpatorul transmite un semnal(semnal de salt).
OBSERVAŢII:
Acest cod este nemodal şi se aplică numai pentru blocul de cod în care este specificat G35.
Nu utilizaţi compensarea frezei (G41, G42) cu un G35.
Pentru a preveni deteriorarea palpatorului, utilizaţi o viteză de avans sub F100. (ţoli),respectiv F2500. (metric).
Activaţi palpatorul pentru setarea sculei înainte să utilizaţi G35.
Dacă freza respectivă dispune de un sistem de palpare standard Renishaw, utilizaţiurmătoarele comenzi pentru a activa palpatorul pentru setarea sculei.
% ;M59 P1133 ;G04 P1.0 ;M59 P1134 ;% ;
Utilizaţi următoarele comenzi pentru a dezactiva palpatorul pentru setarea sculei.
M69 P1134 ;;
Activaţi arborele principal în sens invers (M04) pentru o freză cu tăiş pe dreapta.
A se vedea de asemenea M75, M78 şi M79.
A se vedea de asemenea G31.
Exemplu de program:
Acest exemplu de program măsoară diametrul unei scule şi înregistrează valoareamăsurată în pagina de corecţii scule. Pentru a utiliza acest program, poziţia pentrudecalajul de origine G59 trebuie setată în poziţia palpatorului pentru setarea sculei.
% ;O60351 (G35 MĂSURARE ŞI ÎNREGISTRARE CORECŢIE) ;(DIAMETRU SCULĂ) ;(G59 X0 Y0 este poziţia palpatorului pentru setarea) ;(sculei) ;(Z0 este pe suprafaţa palpatorului pentru setarea) ;(sculei) ;(T1 este un palpator arbore principal) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;
263

Lista codurilor G
T1 M06 (Selectare scula 1) ;G00 G90 G59 X0 Y-1. (Deplasare rapidă sculă lângă) ;(palpator) ;M59 P1133 (Selectare palpator pentru setarea sculei) ;G04 P1. (Oprire temporizată de 1 secundă) ;M59 P1134 (Activare palpator) ;G43 H01 Z1. (Activare corecţie sculă 1) ;S200 M04 (Pornire arbore principal în sens antiorar) ;(ÎNCEPUT BLOCURI DE PALPARE) ;G01 Z-0.25 F50. (Avans sculă sub suprafaţa) ;(palpatorului) ;G31 Y-0.25 F10. M75 (Setare punct de referinţă) ;G01 Y-1. F25. (Îndepărtare de palpator) ;Z0.5 (Retragere deasupra palpatorului) ;Y1. (Deplasare peste palpator pe axa Y) ;Z-0.25 (Deplasare sculă sub suprafaţa palpatorului) ;G35 Y0.205 D01 F10. ;(Măsurare şi înregistrare diametru sculă) ;(Înregistrare drept corecţie sculă 1) ;G01 Y1. F25. (Îndepărtare de palpator) ;Z1. (Retragere deasupra palpatorului) ;M69 P1134 (Dezactivare palpator) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G53 Z0. (Retragere rapidă în origine Z) ;M30 (Încheiere program) ;% ;
G36 Măsurarea automată a decalajului de origine (Grupa 00)
(Acest cod G este opţional şi necesită un palpator.)
Acest cod G este utilizat pentru setarea corecţiilor sculelor cu un palpator.
F - Viteza de avans*I - Distanţa de decalare pe axa X*J - Distanţa de decalare pe axa Y*K - Distanţa de decalare pe axa Z*X - Comanda de mişcare pe axa X*Y - Comanda de mişcare pe axa Y*Z - Comanda de mişcare pe axa Z
* opţională
264
Codurile G
Măsurarea automată a decalajului de origine (G36) este utilizată pentru a comanda unuipalpator setarea decalajelor coordonatelor de lucru. Un G36 va deplasa axele maşiniipentru palparea piesei de prelucrat cu un palpator montat pe arborele principal. Axa (axele)se va deplasa până când este recepţionat un semnal de la palpator sau se ajunge lasfârşitul mişcării programate. Corecţiile sculelor (G41, G42, G43 sau G44) nu vor fi activateatunci când se execută această operaţie. Punctul în care este recepţionat semnalul de saltdevine poziţia de zero în sistemul de coordonate de lucru activat curent pentru fiecare axăprogramată.
Dacă este specificat un I, J sau K, decalajul de origine al axei corespunzătoare estedeplasat cu valoarea din comanda I, J sau K. Aceasta permite îndepărtarea decalajului deorigine faţă de punctul în care palpatorul vine efectiv în contact cu piesa.
OBSERVAŢII:
Acest cod este nemodal şi se aplică numai pentru blocul de cod în care este specificat G36.
Punctele palpate sunt corectate cu valorile din setările 59-62. Consultaţi secţiunea Setărilea acestui manual pentru informaţii suplimentare în acest sens.
Nu utilizaţi compensarea frezei (G41, G42) cu un G36.
Nu utilizaţi compensarea lungimii sculei (G43, G44) cu un G36.
Pentru a preveni deteriorarea palpatorului, utilizaţi o viteză de avans sub F100. (ţoli),respectiv F2500. (metric).
Activaţi palpatorul arborelui principal înainte să utilizaţi G36.
Dacă freza respectivă dispune de un sistem de palpare standard Renishaw, utilizaţiurmătoarele comenzi pentru a activa palpatorul arborelui principal.
M59 P1134 ;;
Utilizaţi următoarele comenzi pentru a dezactiva palpatorul arborelui principal.
M69 P1134 ;;
A se vedea de asemenea M78 şi M79.
% ;O60361 (G36 MĂSURARE AUTOMATĂ DECALAJ DE ORIGINE) ;(G54 X0 Y0 este în centrul părţii superioare a) ;(piesei) ;(Z0 este pe suprafaţa piesei) ;(T1 este un palpator arbore principal) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 20) ;G00 G90 G54 X0 Y1. (Deplasare rapidă în prima) ;(poziţie) ;(ÎNCEPUT BLOCURI DE PALPARE) ;M59 P1134 (Activare palpator arbore principal) ;Z-.5 (Deplasare palpator sub suprafaţa sculei) ;G01 G91 Y-0.5 F50. (Avans spre piesă) ;G36 Y-0.7 F10. (Măsurare şi înregistrare decalaj Y) ;
265
Lista codurilor G
G91 Y0.25 F50. (Îndepărtare incrementală de piesă) ;G00 Z1. (Retragere rapidă deasupra piesei) ;M69 P1134 (Dezactivare palpator arbore principal) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G90 G53 Z0. (Retragere rapidă în origine Z) ;M30 (Încheiere program) ;% ;
G37 Măsurarea automată a corecţiei pentru lungimea sculei (Grupa 00)
(Acest cod G este opţional şi necesită un palpator.)
Acest cod G este utilizat pentru setarea corecţiilor pentru lungimea sculei.
F - Viteza de avansH - Codul corecţiei sculeiZ - Corecţia necesară pe axa Z
Măsurarea automată a corecţiei pentru lungimea sculei (G37) este utilizată pentru acomanda unui palpator setarea corecţiilor pentru lungimea sculei. Un G37 va deplasa axaZ pentru palparea sculei cu un palpator pentru setarea sculei. Axa Z se va deplasa pânăcând este recepţionat un semnal de la palpator sau până când este atins capătul de cursă.Un cod H diferit de zero şi fie G43, fie G44 trebuie să fie active. Când este recepţionat unsemnal de la palpator (semnal de salt), poziţia Z este utilizată pentru setarea corecţieispecificate a sculei (Hnnn). Corecţia rezultată a sculei reprezintă distanţa dintre punctul dezero în sistemul de coordonate de lucru curent şi punctul în care este atins palpatorul. Dacăîn linia de cod G37 există o valoare Z diferită de zero, corecţia rezultată a sculei va fidecalată cu valoarea diferită de zero respectivă. Specificaţi Z0 pentru se lucra fără corecţiepentru decalare.
Sistemul de coordonate de lucru (G54, G55 etc.) şi corecţiile pentru lungimea sculei
(H01-H200) pot fi selectate în blocul curent sau în blocul anterior.
OBSERVAŢII:
Acest cod este nemodal şi se aplică numai pentru blocul de cod în care este specificat G37.
Un cod H diferit de zero şi fie G43, fie G44 trebuie să fie active.
Pentru a preveni deteriorarea palpatorului, utilizaţi o viteză de avans sub F100. (ţoli),respectiv F2500. (metric).
Activaţi palpatorul pentru setarea sculei înainte să utilizaţi G37.
Dacă freza respectivă dispune de un sistem de palpare standard Renishaw, utilizaţiurmătoarele comenzi pentru a activa palpatorul pentru setarea sculei.
% ;M59 P1133 ;G04 P1. ;M59 P1134 ;% ;
Utilizaţi următoarea comandă pentru a dezactiva palpatorul pentru setarea sculei.
M69 P1134 ;;
266
Codurile G
A se vedea de asemenea M78 şi M79.
Exemplu de program:
Acest exemplu de program măsoară lungimea unei scule şi înregistrează valoareamăsurată în pagina de corecţii scule. Pentru a utiliza acest program, poziţia pentrudecalajul de origine G59 trebuie setată în poziţia palpatorului pentru setarea sculei.
% ;O60371 (G37 MĂSURARE AUTOMATĂ CORECŢIE SCULĂ) ;(G59 X0 Y0 este centrul palpatorului pentru setarea) ;(sculei) ;(Z0 este pe suprafaţa palpatorului pentru setarea) ;(sculei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G59 X0 Y0 (Deplasare rapidă în centrul) ;(palpatorului) ;G00 G43 H01 Z5. (Activare corecţie sculă 1) ;(ÎNCEPUT BLOCURI DE PALPARE) ;M59 P1133 (Selectare palpator pentru setarea sculei) ;G04 P1. (Oprire temporizată de 1 secundă) ;M59 P1134 (Activare palpator) ;G37 H01 Z0 F30. (Măsurare şi înregistrare corecţe) ;(sculă) ;M69 P1134 (Dezactivare palpator) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G53 Z0. (Retragere rapidă în origine Z) ;M30 (Încheiere program) ;% ;
G40 Anularea compensării frezei (Grupa 07)
G40 anulează compensarea frezei G41 sau G42.
G41 Compensarea frezei 2D spre stânga / G42 Compensarea frezei 2D spre dreapta (Grupa 07)
G41 va selecta compensarea frezei spre stânga; aceasta înseamnă că scula estedeplasată spre stânga traiectoriei programate pentru compensarea dimensiunii sculei.Adresa D trebuie programată pentru selectarea corecţiei adecvate a razei sau diametruluisculei. Dacă valoarea corecţiei selectate este negativă, compensarea frezei va funcţionaca şi cum s-ar fi specificat G42 (compensarea frezei spre dreapta).
Partea stângă sau dreaptă a traiectoriei programate este determinată în raport cu sculaprivită din spate în timp ce se îndepărtează. Dacă scula trebuie să fie în stânga faţă detraiectoria programată atunci când se îndepărtează, utilizaţi G41. Dacă aceasta trebuie săfie în dreapta faţă de traiectoria programată atunci când se îndepărtează, utilizaţi G42.Pentru informaţii suplimentare în acest sens, consultaţi secţiunea Compensarea frezei.
267

Lista codurilor G
G43 Compensarea lungimii sculei + (în plus) / G44 Compensarea lungimii sculei - (în minus) (Grupa 08)
Un cod G43 selectează compensarea lungimii sculei în sens pozitiv; lungimea sculei dinpagina de corecţii este adăugată la poziţia comandată a axei. Un cod G44 selecteazăcompensarea lungimii sculei în sens negativ; lungimea sculei din pagina de corecţii estescăzută din poziţia comandată a axei. O adresă H diferită de zero trebuie programatăpentru selectarea înregistrării adecvate din pagina de corecţii.
G47 Gravarea textului (Grupa 00)
G47 vă permite să gravaţi o linie de text sau serii de fabricaţie secvenţiale cu un singur codG. Pentru utilizarea G47, setările 29 (G91 nemodal) şi 73 (Unghi incremental G68) trebuiesă fie DEZACTIVATE.
NOTĂ: Gravarea de-a lungul unui arc nu este suportată.
*E - Viteza de avans în profunzime (unităţi/min)F - Viteza de avans la gravare (unităţi/min)*I - Unghiul de rotaţie (-360. – +360.); unghiul implicit este 0*J - Înălţimea textului în ţoli/mm (minimum = 0.001 ţoli); înălţimea implicită este 1.0 ţolP - 0 pentru gravare text - 1 pentru gravare serii de fabricaţie secvenţiale - 32-126 pentru caractere ASCII*R - Planul de revenire*X - Pornirea gravării pe axa X*Y - Pornirea gravării pe axa Y*Z - Adâncimea de aşchiere
* opţională
Gravarea unui şir de litere (G47 P0)
Această metodă este utilizată pentru gravarea unui text pe o piesă. Textul va fi inclus subforma unui comentariu în aceeaşi linie cu comanda G47. De exemplu, G47 P0 (TEXTULDE GRAVAT) va grava TEXTUL DE GRAVAT pe piesă.
NOTĂ: Gravarea de-a lungul unui arc nu este suportată.
Caracterele disponibile pentru gravarea cu această metodă sunt:
A-Z, a-z 0-9, şi ` ~ ! @ # $ % ^ & * - _ = + [ ] { } \ | ; : ’ ” , . / < > ?
Nu toate aceste caractere pot fi introduse de la unitatea de comandă. Consultaţi secţiuneaurmătoare Gravarea caracterelor speciale atunci când programaţi de la tastatura frezei saucând gravaţi parenteze ().
268
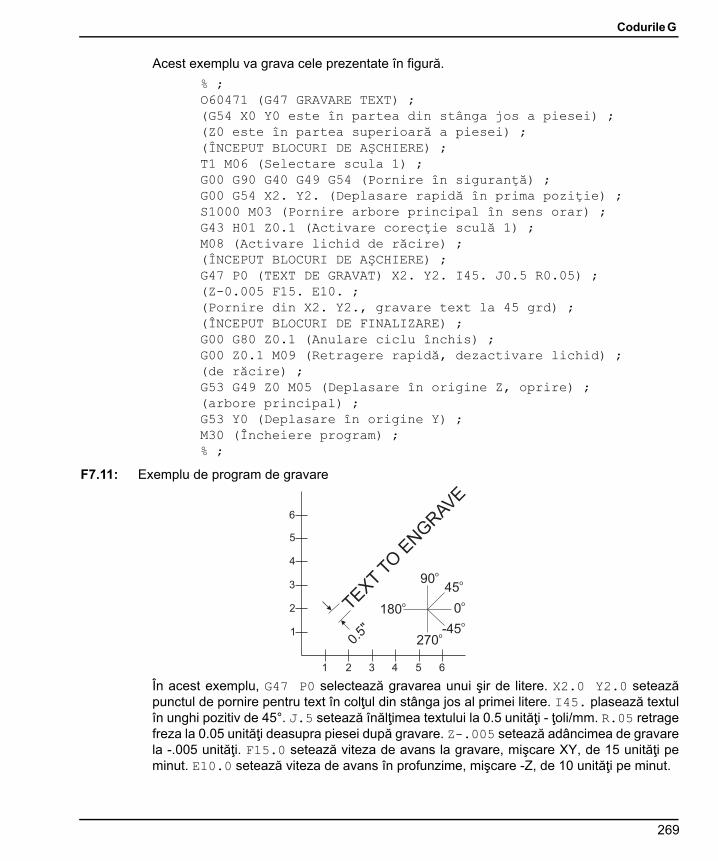
Codurile G
Acest exemplu va grava cele prezentate în figură.
% ;O60471 (G47 GRAVARE TEXT) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G47 P0 (TEXT DE GRAVAT) X2. Y2. I45. J0.5 R0.05) ;(Z-0.005 F15. E10. ;(Pornire din X2. Y2., gravare text la 45 grd) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G80 Z0.1 (Anulare ciclu închis) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
F7.11: Exemplu de program de gravare
În acest exemplu, G47 P0 selectează gravarea unui şir de litere. X2.0 Y2.0 seteazăpunctul de pornire pentru text în colţul din stânga jos al primei litere. I45. plasează textulîn unghi pozitiv de 45°. J.5 setează înălţimea textului la 0.5 unităţi - ţoli/mm. R.05 retragefreza la 0.05 unităţi deasupra piesei după gravare. Z-.005 setează adâncimea de gravarela -.005 unităţi. F15.0 setează viteza de avans la gravare, mişcare XY, de 15 unităţi peminut. E10.0 setează viteza de avans în profunzime, mişcare -Z, de 10 unităţi pe minut.
TEXTTO
ENGRAVE
3 4 5 6
3
4
5
6
2
2
1
10.
5"
45o
-45o
0o
180o
270o
90o
269
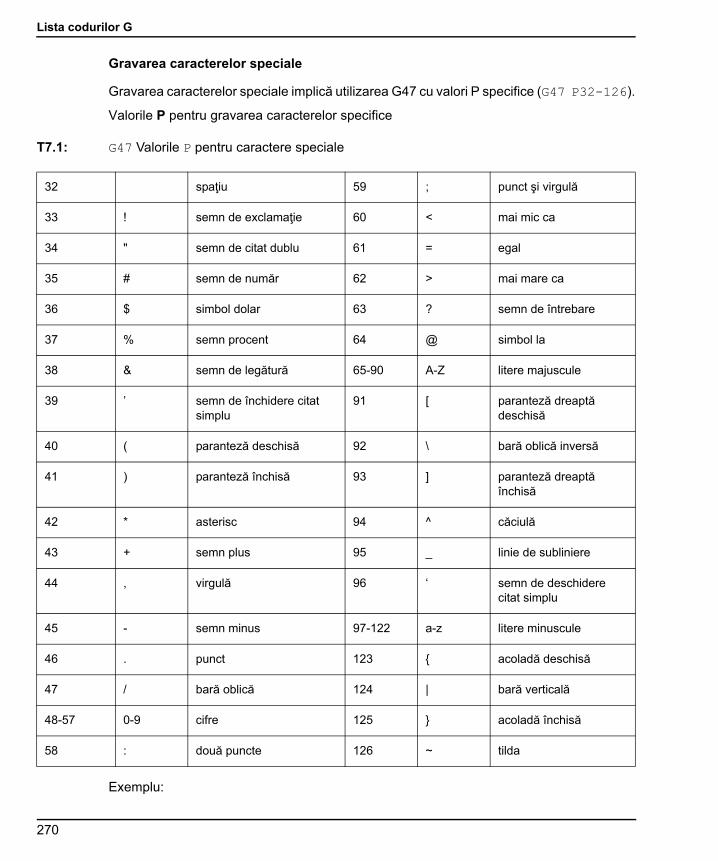
Lista codurilor G
Gravarea caracterelor speciale
Gravarea caracterelor speciale implică utilizarea G47 cu valori P specifice (G47 P32-126).
Valorile P pentru gravarea caracterelor specifice
T7.1: G47 Valorile P pentru caractere speciale
Exemplu:
32 spaţiu 59 ; punct şi virgulă
33 ! semn de exclamaţie 60 < mai mic ca
34 " semn de citat dublu 61 = egal
35 # semn de număr 62 > mai mare ca
36 $ simbol dolar 63 ? semn de întrebare
37 % semn procent 64 @ simbol la
38 & semn de legătură 65-90 A-Z litere majuscule
39 ’ semn de închidere citat simplu
91 [ paranteză dreaptă deschisă
40 ( paranteză deschisă 92 \ bară oblică inversă
41 ) paranteză închisă 93 ] paranteză dreaptă închisă
42 * asterisc 94 ^ căciulă
43 + semn plus 95 _ linie de subliniere
44 , virgulă 96 ‘ semn de deschidere citat simplu
45 - semn minus 97-122 a-z litere minuscule
46 . punct 123 { acoladă deschisă
47 / bară oblică 124 | bară verticală
48-57 0-9 cifre 125 } acoladă închisă
58 : două puncte 126 ~ tilda
270

Codurile G
Pentru a grava $2.00, sunt necesare (2) blocuri de cod. Primul bloc utilizează un P36pentru a grava simbolul dolar ($), iar cel de-al doilea bloc utilizează P0 (2.00).
NOTĂ: Decalaţi poziţia de pornire pe axele XY între prima şi a doua linie decod pentru a se realiza spaţiul dintre simbolul dolar şi cifra 2.
Aceasta este singura metodă de gravare a parantezelor ().
Setarea seriei de fabricaţie iniţiale de gravat
Există două moduri de a seta seria de fabricaţie iniţială de gravat. Primul necesităînlocuirea simbolurilor # dintre paranteze cu primul număr de gravat. Prin această metodă,nu se gravează nimic atunci când este executată linia G47 (doar se setează seria defabricaţie iniţială). Executaţi-o o dată şi apoi înlocuiţi din nou valoarea dintre paranteze cusimboluri # pentru gravarea normală.
Programul din exemplul următor va seta seria de fabricaţie iniţială de gravat la 0001. Rulaţio dată acest cod şi apoi modificaţi din (0001) în (####).
G47 P1 (0001) ;;
A doua metodă de setare a seriei de fabricaţie iniţiale de gravat constă în modificareavariabilei macro în care este memorată această valoare (variabila macro 599). OpţiuneaMacro nu trebuie să fie activată.
Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente), apoi apăsaţi tastele[PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare) pentru a se afişapagina VARIABILE MACRO. Din ecranul respectiv, tastaţi 599 şi apăsaţi tasta săgeată înjos.
Odată marcată opţiunea 599 pe ecran, tastaţi seria de fabricaţie iniţială de gravat, deexemplu [1], apoi apăsaţi tasta [ENTER] (execuţie).
Aceeaşi serie de fabricaţie poate fi gravată de mai multe ori pe aceeaşi piesă prin utilizareaunei instrucţiuni macro. Este necesară opţiunea macro. Se poate introduce o instrucţiunemacro conform celei de mai jos între două cicluri de gravare G47 pentru a se împiedicaincrementarea seriei de fabricaţie cu o unitate. Consultaţi secţiunea „Macro-urile” aacestui manual pentru detalii suplimentare în acest sens.
Instrucţiune macro: #599=[#599-1]
271

Lista codurilor G
Gravarea seriilor de fabricaţie secvenţiale (G47 P1)
Această metodă este utilizată pentru gravarea cifrelor seriilor de fabricaţie ale pieselor, cunumărul gravat mărit la fiecare ciclu cu câte o unitate. Simbolul # este utilizat pentru setareanumărului de cifre al seriei de fabricaţie. De exemplu, G47 P1 (####) limitează seria lapatru cifre, în timp ce (##) va limita seria de fabricaţie la două cifre.
NOTĂ: Gravarea de-a lungul unui arc nu este suportată.
Acest program va grava o serie de fabricaţie din patru cifre.
% ;O00037 (GRAVARE SERIE DE FABRICAŢIE) ;T1 M06 ;G00 G90 G98 G54 X0. Y0. ;S7500 M03 ;G43 H01 Z0.1 ;G47 P1 (####) X2. Y2. I0. J0.5 R0.05 Z-0.005 F15.) ;(E10. ;G00 G80 Z0.1 ;M05 ;G28 G91 Z0 ;M30 ;% ;
Gravarea pe circumferinţa exterioară a unei piese rotative (G47, G107)
În cazul unităţii de comandă Haas, este posibilă combinarea unui ciclu G47 Gravare cu unciclu G107 Reprezentare cilindrică pentru gravarea unui text (sau a unei serii de fabricaţie)pe circumferinţa exterioară a unei piese rotative.
Codul următor va grava o serie de fabricaţie din patru cifre pe circumferinţa exterioară aunei piese rotative.
% ;O60472 (G47 GRAVARE SERIE DE FABRICAŢIE) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G47 P1 (####) X2. Y2. J0.5 R0.05 Z-0.005 F15. E10. ;(Gravare serie de fabricaţie) ;
272

Codurile G
(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Pentru mai multe detalii referitoare la acest ciclu, consultaţi secţiunea G107.
G49 Anularea G43/G44/G143 (Grupa 08)
Acest cod G anulează compensarea lungimii sculei.
NOTĂ: Un H0, G28 sau M30 şi tasta [RESET] (resetare) vor anula deasemenea compensarea lungimii sculei.
G50 Anularea scalării (Grupa 11)
G50 anulează funcţia opţională de scalare. Orice axă scalată de o comandă G51 anterioarănu mai este în vigoare.
G51 Scalarea (Grupa 11)
NOTĂ: Trebuie să achiziţionaţi opţiunea Rotaţia şi scalarea pentru a puteautiliza aceste funcţii. Este disponibilă de asemenea opţiunea licenţeide probă de 200 ore.
*X - Centrul de scalare pentru axa X*Y - Centrul de scalare pentru axa Y*Z - Centrul de scalare pentru axa Z*P - Factorul de scalare pentru toate axele; număr cu trei zecimale între 0.001 şi 8383.000.
* opţională
G51 [X...] [Y...] [Z...] [P...] ;;
Unitatea de comandă utilizează întotdeauna un centru de scalare pentru determinareapoziţiei scalate. Dacă nu este specificat niciun centru de scalare în blocul de comandă G51,atunci unitatea de comandă utilizează ca centru de scalare ultima poziţie comandată.
Când este comandată scalarea (G51), unitatea de comandă înmulţeşte toate valorile X, Y,Z, I, J, K sau R cu un factor de scalare şi decalează poziţiile faţă de un centru de scalare.
Există (3) moduri de specificare a factorului de scalare:
273
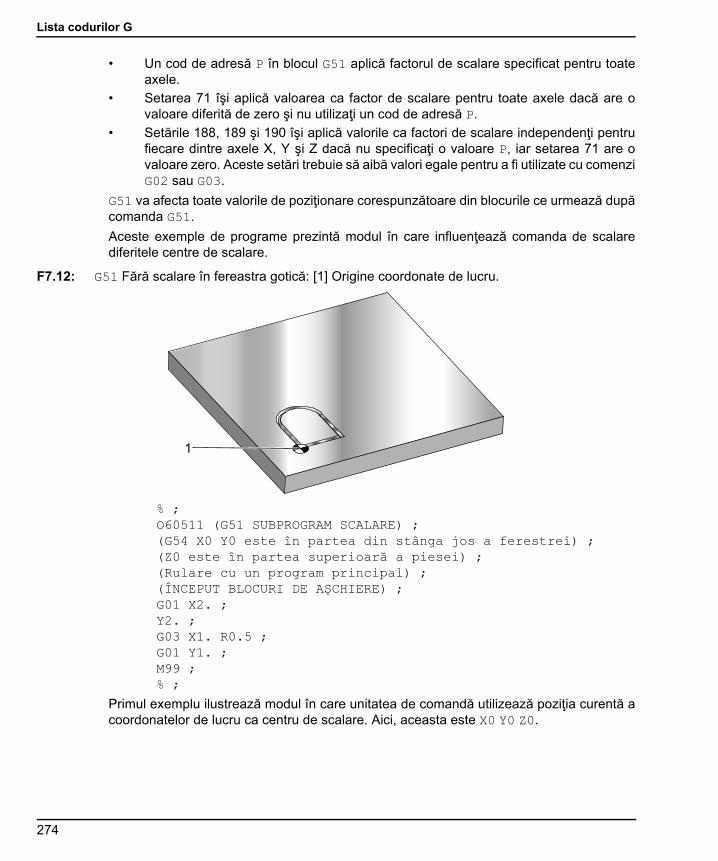
Lista codurilor G
• Un cod de adresă P în blocul G51 aplică factorul de scalare specificat pentru toateaxele.
• Setarea 71 îşi aplică valoarea ca factor de scalare pentru toate axele dacă are ovaloare diferită de zero şi nu utilizaţi un cod de adresă P.
• Setările 188, 189 şi 190 îşi aplică valorile ca factori de scalare independenţi pentrufiecare dintre axele X, Y şi Z dacă nu specificaţi o valoare P, iar setarea 71 are ovaloare zero. Aceste setări trebuie să aibă valori egale pentru a fi utilizate cu comenziG02 sau G03.
G51 va afecta toate valorile de poziţionare corespunzătoare din blocurile ce urmează dupăcomanda G51.
Aceste exemple de programe prezintă modul în care influenţează comanda de scalarediferitele centre de scalare.
F7.12: G51 Fără scalare în fereastra gotică: [1] Origine coordonate de lucru.
% ;O60511 (G51 SUBPROGRAM SCALARE) ;(G54 X0 Y0 este în partea din stânga jos a ferestrei) ;(Z0 este în partea superioară a piesei) ;(Rulare cu un program principal) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 X2. ;Y2. ;G03 X1. R0.5 ;G01 Y1. ;M99 ;% ;
Primul exemplu ilustrează modul în care unitatea de comandă utilizează poziţia curentă acoordonatelor de lucru ca centru de scalare. Aici, aceasta este X0 Y0 Z0.
1
274

Codurile G
F7.13: G51 Scalare coordonate de lucru curente: Originea [1] este originea piesei şi centrul de scalare.
% ;O60512 (G51 SCALARE FAŢĂ DE ORIGINE) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 M08 (Activare corecţie sculă 1) ;(Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.1 F25. (Avans la adâncimea de aşchiere) ;M98 P60511 (Aşchiere profil fără scalare) ;G00 Z0.1 (Rretragere rapidă) ;G00 X2. Y2. (Deplasare rapidă în noua poziţie a) ;(scalei) ;G01 Z-.1 F25. (Avans la adâncimea de aşchiere) ;G51 X0 Y0 P2. (Scală 2x faţă de origine) ;M98 P60511 (Rulare subprogram) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Exemplul următor specifică centrul ferestrei ca centru de scalare.
1
275
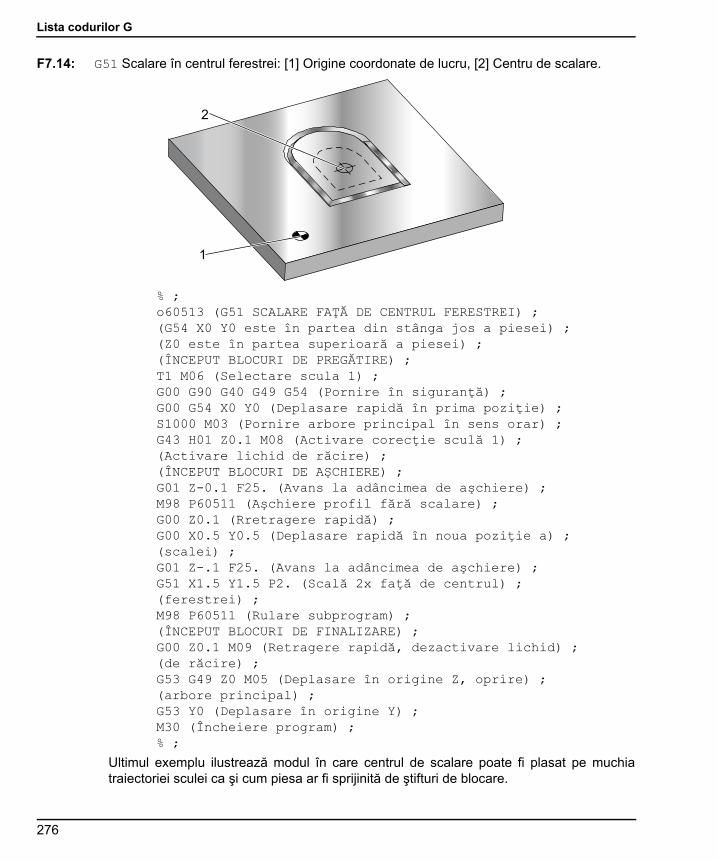
Lista codurilor G
F7.14: G51 Scalare în centrul ferestrei: [1] Origine coordonate de lucru, [2] Centru de scalare.
% ;o60513 (G51 SCALARE FAŢĂ DE CENTRUL FERESTREI) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 M08 (Activare corecţie sculă 1) ;(Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.1 F25. (Avans la adâncimea de aşchiere) ;M98 P60511 (Aşchiere profil fără scalare) ;G00 Z0.1 (Rretragere rapidă) ;G00 X0.5 Y0.5 (Deplasare rapidă în noua poziţie a) ;(scalei) ;G01 Z-.1 F25. (Avans la adâncimea de aşchiere) ;G51 X1.5 Y1.5 P2. (Scală 2x faţă de centrul) ;(ferestrei) ;M98 P60511 (Rulare subprogram) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Ultimul exemplu ilustrează modul în care centrul de scalare poate fi plasat pe muchiatraiectoriei sculei ca şi cum piesa ar fi sprijinită de ştifturi de blocare.
1
2
276

Codurile G
F7.15: G51 Scalare pe muchia traiectoriei sculei: [1] Origine coordonate de lucru, [2] Centru de scalare.
% ;o60514 (G51 SCALARE FAŢĂ DE MUCHIA TRAIECTORIEI) ;(SCULEI) ;(G54 X0 Y0 este în partea din stânga jos a piesei) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 M08 (Activare corecţie sculă 1) ;(Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.1 F25. (Avans la adâncimea de aşchiere) ;M98 P60511 (Aşchiere profil fără scalare) ;G00 Z0.1 (Rretragere rapidă) ;G00 X1. Y1. (Deplasare rapidă în noua poziţie a) ;(scalei) ;G01 Z-.1 F25. (Avans la adâncimea de aşchiere) ;G51 X1. Y1. P2. (Scală 2x faţă de muchia) ;(traiectoriei sculei) ;M98 P60511 (Rulare subprogram) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Note referitoare la programare:
1
2
277

Lista codurilor G
Valorile pentru corecţiile sculei şi compensarea frezei nu sunt afectate de scalare.
Scalarea nu afectează mişcările pe axa Z ale ciclurilor închise, cum o fac planurile dedegajare şi valorile incrementale.
Rezultatele finale ale scalării sunt rotunjite la cea mai mică valoare fracţionară avariabilei scalate.
G52 Setarea sistemului de coordonate lucru (Grupa 00 sau 12)
Comanda G52 funcţionează diferit în funcţie de valoarea setării 33. Setarea 33 selecteazăcoordonatele de tip Fanuc, Haas sau Yasnac.
Dacă se selectează YASNAC, G52 este un cod G de grupa 12. G52 funcţionează la fel caG54, G55 etc. Valorile G52 nu vor fi setate la zero (0) atunci când este pusă în funcţiunemaşina, când se apasă tasta Reset (resetare), la sfârşitul unui program sau de un M30.Când se utilizează un G92 (Setarea valorii de decalare a sistemelor de coordonate delucru), în format Yasnac, valorile X, Y, Z, A şi B sunt scăzute din poziţia de lucru curentă,fiind înregistrate automat ca decalaj de origine G52.
Dacă se selectează FANUC, G52 este un cod G de grupa 00. Aceasta este o decalare acoordonatelor de lucru globale. Valorile introduse în linia G52 a paginii de decalaje deorigine sunt însumate cu toate decalajele de origine. Toate valorile G52 din pagina dedecalaje de origine vor fi setate la zero (0) atunci când este pusă în funcţiune maşina, cândse apasă tasta Reset (resetare), la schimbarea modurilor, la sfârşitul unui program, de unM30, G92 sau G52 X0 Y0 Z0 A0 B0. Când se utilizează un G92 (Setarea valorii dedecalare a sistemelor de coordonate de lucru), în format Fanuc, poziţia curentă din sistemulde coordonate de lucru curente este decalată cu valorile G92 (X, Y, Z, A şi B). Valoriledecalajelor de origine G92 reprezintă diferenţa dintre decalajele de origine curente şivaloarea de decalare comandată de G92.
Dacă se selectează HAAS, G52 este un cod G de grupa 00. Aceasta este o decalare acoordonatelor de lucru globale. Valorile introduse în linia G52 a paginii de decalaje deorigine sunt însumate cu toate decalajele de origine. Toate valorile G52 vor fi setate la zero(0) de un G92. Când se utilizează un G92 (Setarea valorii de decalare a sistemelor decoordonate de lucru), în format Haas, poziţia curentă din sistemul de coordonate de lucrucurente este decalată cu valorile G92 (X, Y, Z, A şi B). Valorile decalajelor de origine G92reprezintă diferenţa dintre decalajele de origine curente şi valoarea de decalare comandatăde G92 (Setarea valorii de decalare a sistemelor de coordonate de lucru).
G53 Selectarea nemodală a coordonatelor maşinii (Grupa 00)
Acest cod anulează temporar decalajele pentru coordonatele de lucru şi utilizează sistemulde coordonate al maşinii. În sistemul de coordonate al maşinii, punctul de zero al fiecăreiaxe este poziţia în care se deplasează maşina când se execută revenirea la zero. G53 vareveni la acest sistem pentru blocul în care este comandat.
278

Codurile G
G54-59 Selectarea sistemului de coordonate de lucru #1 - #6 (Grupa 12)
Aceste coduri selectează unul din cele peste şase sisteme de coordonate ale utilizatorului.Toate referirile ulterioare la poziţiile axelor vor fi interpretate în noul sistem de coordonate(G54 - G59). A se vedea de asemenea G154 pentru decalaje de origine suplimentare.
G60 Poziţionarea pentru sens unic (Grupa 00)
Acest cod G este utilizat pentru asigurarea poziţionării doar din sens pozitiv. Acesta estefurnizat doar pentru compatibilitatea cu sisteme mai vechi. Această comandă estenemodală, astfel că nu afectează blocurile următoare. A se vedea de asemenea setarea35.
G61 Modul oprire exactă (Grupa 15)
Codul G61 este utilizat pentru specificarea unei opriri exacte. Această comandă estemodală, astfel că afectează blocurile următoare. Axele maşinii vor executa o oprire exactăla sfârşitul fiecărei mişcări comandate.
G64 Anularea G61 (Grupa 15)
Codul G64 anulează o oprire exactă (G61).
G65 Apelarea subrutinei macro pentru dotarea opţională (Grupa 00)
Codul G65 este descris în Macro-urile din secţiunea Programarea.
G68 Rotaţia (Grupa 16)
NOTĂ: Trebuie să achiziţionaţi opţiunea Rotaţia şi scalarea pentru a puteautiliza aceste funcţii. Este disponibilă de asemenea opţiunea licenţeide probă de 200 ore.
*G17, G18, G19 - Planul de rotaţie, implicit fiind planul curent*X/Y, X/Z, Y/Z - Coordonatele centrului de rotaţie din planul selectat***R - Unghiul de rotaţie, în grade Număr cu trei zecimale, între -360.000 şi 360.000.
* opţională
**Indicativele axelor pe care le utilizaţi pentru aceste coduri de adresă corespund axelorplanului curent. De exemplu, în G17 (planul XY), se vor utiliza X şi Y pentru specificareacentrului de rotaţie.
Când comandaţi un G68, unitatea de comandă roteşte toate valorile X, Y, Z, I, J şi K în jurulunui centru de rotaţie cu un unghi specificat (R).
Puteţi indica un plan printr-un cod G17, G18 sau G19 înainte de G68 pentru a stabili planulaxei supuse rotaţiei. De exemplu:
G17 G68 Xnnn Ynnn Rnnn ;
279

Lista codurilor G
;
Dacă nu indicaţi un plan în blocul G68, unitatea de comandă utilizează planul activ înmomentul respectiv.
Unitatea de comandă utilizează întotdeauna un centru de rotaţie pentru a determinavalorile de poziţionare după rotaţie. Dacă nu specificaţi niciun centru de rotaţie, unitatea decomandă utilizează poziţia curentă pentru aceasta.
G68 va afecta toate valorile de poziţionare corespunzătoare din blocurile ce urmează dupăcomanda G68. Valorile din linia ce include comanda G68 nu sunt supuse rotaţiei. Doarvalorile din planul de rotaţie sunt supuse rotaţiei, de aceea, dacă G17 este planul de rotaţiecurent, comanda afectează doar valorile X şi Y.
Un număr pozitiv (unghi) în adresa R va determina rotaţia în sens antiorar.
Dacă nu specificaţi niciun unghi de rotaţie (R), unitatea de comandă utilizează valoarea dinsetarea 72.
În modul G91 (incremental) cu setarea 73 ACTIVATĂ, unghiul de rotaţie este modificat cuvaloarea din R. Cu alte cuvinte, fiecare comandă G68 va modifica unghiul de rotaţie cuvaloarea specificată în R.
Unghiul de rotaţie este setat la zero la începutul programului, respectiv îl puteţi seta la ovaloare specifică prin utilizarea unui G68 în modul G90.
Exemplele următoare ilustrează rotaţia cu un cod G68. Primul program defineşte un profilde tip fereastră gotică de aşchiat. Restul programelor utilizează acest program casubrutină.
F7.16: G68 Pornire fereastră gotică, fără rotaţie: [1] Origine coordonate de lucru.
% ;O60681 (SUBRUTINA FEREASTRĂ GOTICĂ) ;F20 S500 (Setare avans şi turaţie arbore principal) ;G00 X1. Y1. (Deplasare rapidă în colţul din stânga) ;(jos al ferestrei) ;G01 X2. (Partea inferioară a ferestrei) ;Y2. (Partea dreaptă a ferestrei) ;G03 X1. R0.5 (Partea superioară a ferestrei) ;G01 Y1. (Finisare fereastră) ;M99 ;% ;
Z
X
Y
1
280

Codurile G
Primul exemplu ilustrează modul în care unitatea de comandă utilizează poziţia curentă acoordonatelor de lucru ca centru de rotaţie (X0 Y0 Z0).
F7.17: G68 Rotaţie coordonate de lucru curente: [1] Origine coordonate de lucru şi centru de rotaţie.
O60682 (ROTIRE ÎN JURUL COORDONATELOR DE LUCRU) ;G59 (Decalaj) ;G00 G90 X0 Y0 Z-0.1 (Origine coordonate de lucru) ;M98 P60681 (Apelare subrutină) ;G90 G00 X0 Y0 (Ultima poziţie comandată) ;G68 R60. (Rotire cu 60 de grade) ;M98 P60681 (Apelare subrutină) ;G69 G90 X0 Y0 (Anulare G68) ;M30 ;% ;
Exemplul următor specifică centrul ferestrei ca centru de rotaţie.
F7.18: G68 Rotaţie în centrul ferestrei: [1] Origine coordonate de lucru, [2] Centru de rotaţie.
% ;O60683 (ROTIRE ÎN JURUL CENTRULUI FERESTREI) ;G59 (Decalaj) ;G00 G90 X0 Y0 Z-0.1 (Origine coordonate de lucru) ;G68 X1.5 Y1.5 R60. ;(Rotire profil cu 60 de grade în jurul centrului) ;M98 P60681 (Apelare subrutină) ;G69 G90 G00 X0 Y0 ;(Anulare G68, ultima poziţie comandată) ;
Z
X
Y
1
Z
X
Y
12
281
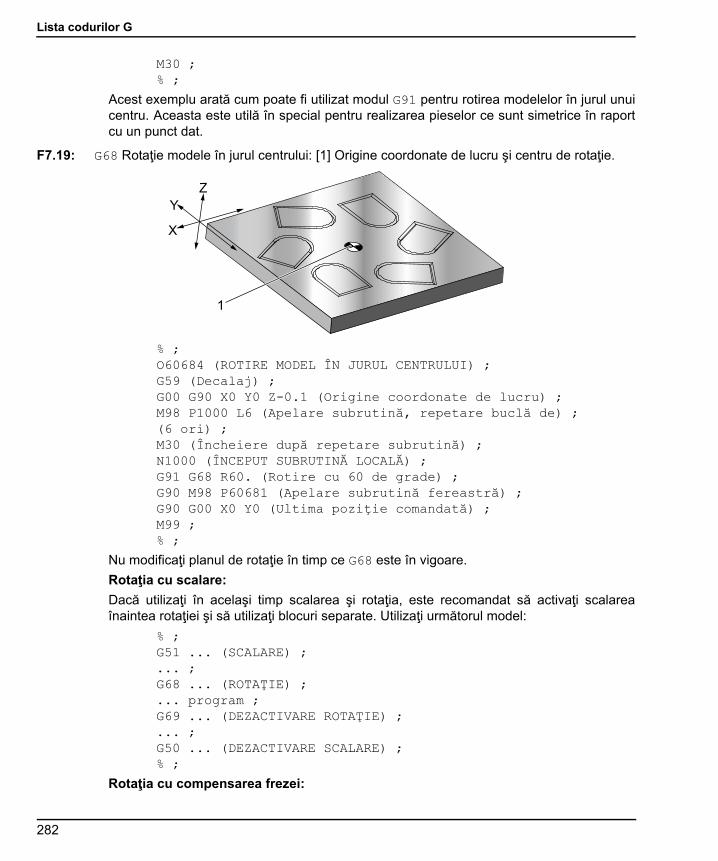
Lista codurilor G
M30 ;% ;
Acest exemplu arată cum poate fi utilizat modul G91 pentru rotirea modelelor în jurul unuicentru. Aceasta este utilă în special pentru realizarea pieselor ce sunt simetrice în raportcu un punct dat.
F7.19: G68 Rotaţie modele în jurul centrului: [1] Origine coordonate de lucru şi centru de rotaţie.
% ;O60684 (ROTIRE MODEL ÎN JURUL CENTRULUI) ;G59 (Decalaj) ;G00 G90 X0 Y0 Z-0.1 (Origine coordonate de lucru) ;M98 P1000 L6 (Apelare subrutină, repetare buclă de) ;(6 ori) ;M30 (Încheiere după repetare subrutină) ;N1000 (ÎNCEPUT SUBRUTINĂ LOCALĂ) ;G91 G68 R60. (Rotire cu 60 de grade) ;G90 M98 P60681 (Apelare subrutină fereastră) ;G90 G00 X0 Y0 (Ultima poziţie comandată) ;M99 ;% ;
Nu modificaţi planul de rotaţie în timp ce G68 este în vigoare.
Rotaţia cu scalare:
Dacă utilizaţi în acelaşi timp scalarea şi rotaţia, este recomandat să activaţi scalareaînaintea rotaţiei şi să utilizaţi blocuri separate. Utilizaţi următorul model:
% ;G51 ... (SCALARE) ;... ;G68 ... (ROTAŢIE) ;... program ;G69 ... (DEZACTIVARE ROTAŢIE) ;... ;G50 ... (DEZACTIVARE SCALARE) ;% ;
Rotaţia cu compensarea frezei:
Z
X
Y
1
282

Codurile G
Activaţi compensarea frezei după comanda de rotaţie. Dezactivaţi compensarea frezeiînainte să dezactivaţi rotaţia.
G69 Anularea rotaţiei G68 (Grupa 16)
(Acest cod G este opţional şi necesită funcţiile Rotaţia şi Scalarea.)
Codul G69 dezactivează modul Rotaţia.
G70 Cercul de alezaje de şuruburi (Grupa 00)
I - Raza*J - Unghiul de pornire (0 - 360.0 grade în sens antiorar faţă de orizontală; sau în poziţia
orei 3)L - Numărul de alezaje plasate la distanţe egale în jurul cercului
* opţională
Acest cod G nemodal trebuie utilizat cu unul dintre ciclurile închise G73, G74, G76, G77 sauG81-G89. Un ciclu închis trebuie să fie activ, astfel încât în fiecare poziţie să fie executatăo operaţie de găurire sau tarodare. A se vedea de asemenea secţiunea Ciclurile închisecod G.
% ;O60701 (G70 CERC DE ALEZAJE DE ŞURUBURI) ;(G54 X0 Y0 este centrul cercului) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 G98 Z-1. R0.1 F15. L0 (Început G81) ;(L0 omitere găurire în poziţia X0 Y0) ;G70 I5. J15. L12 (Început G70) ;(Găurire 12 alezaje pe un cerc de 10.0 ţoli diametru) ;G80 (Dezactivare cicluri închise) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
283

Lista codurilor G
G71 Arcul de alezaje de şuruburi (Grupa 00)
I - Raza*J - Unghiul de pornire (în grade în sens antiorar faţă de orizontală)K - Ecartul unghiular între alezaje (+ sau –)L - Numărul de alezaje
* opţională
Acest cod G nemodal este similar cu G70, cu excepţia faptului că nu acoperă un cerccomplet. G71 aparţine Grupei 00, astfel că este nemodal. Un ciclu închis trebuie să fie activ,astfel încât în fiecare poziţie să fie executată o operaţie de găurire sau tarodare.
G72 Alezajele de şuruburi dispuse în unghi (Grupa 00)
I - Distanţa dintre alezaje*J - Unghiul liniei (în grade în sens antiorar faţă de orizontală)L - Numărul de alezaje
* opţională
Acest cod G nemodal găureşte un număr L de alezaje în linie dreaptă într-un unghi specific.Acesta funcţionează similar cu G70. Pentru ca un G72 să funcţioneze corect, un ciclu închistrebuie să fie activ, astfel încât în fiecare poziţie să fie executată o operaţie de găurire sautarodare.
F7.20: Alezajele de şurburi G70, G71 şi G72: [I] Raza cercului de alezaje de şuruburi (G70, G71), respectiv distanţa dintre alezaje (G72), [J] Unghiul de pornire faţă de poziţia orei 3, [K] Ecartul unghiular între alezaje, [L] Numărul de alezaje.
Reguli pentru ciclurile închise cu modele de alezaje de şuruburi
1. Plasaţi scula în centrul modelului de alezaje de şuruburi (pentru G70 sau G71), respectiv în poziţia alezajului de pornire (pentru G72) înainte de execuţia ciclului închis.
2. Codul J este poziţia de pornire unghiulară şi este întotdeauna între 0 şi 360 grade măsurat în sens antiorar faţă de poziţia orei trei.
3. Amplasaţi un L0 în linia iniţială a ciclului închis înainte de un L0 utilizat cu un ciclu pentru alezaje de şuruburi pentru a omite poziţia XY iniţială. Puteţi de asemenea
I
J
I
I
J J
K
G70 G71 G72
284

Codurile G
dezactiva setarea 28 pentru a împiedica realizarea unui alezaj în poziţia X/Y iniţială Consultaţi la pagina 372 pentru informaţii suplimentare referitoare la setarea 28.
NOTĂ: Utilizarea L0 este metoda preferată.
G73 Ciclul închis de găurire progresivă de mare viteză (Grupa 09)
F - Viteza de avans*I - Prima adâncime de aşchiere progresivă*J - Valoarea cu care se reduce adâncimea de aşchiere la fiecare trecere*K - Adâncimea minimă de aşchiere progresivă (unitatea de comandă va calcula numărul
de progresii)*L - Numărul de repetiţii (numărul de alezaje de găurit) dacă se utilizează G91 (modul
incremental)*P - Pauza în fundul alezajului (în secunde)*Q - Adâncimea de aşchiere progresivă (întotdeauna incrementală)*R - Poziţia planului R (distanţa faţă de suprafaţa piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
F7.21: G73 Găurirea progresivă. Stânga: Cu utilizarea adreselor I, J şi K. Dreapta: Cu utilizarea doar a adresei Q. [#22] Setarea 22.
I, J, K şi Q sunt întotdeauna numere pozitive.
Există trei metode de a programa un G73: cu utilizarea adreselor I, J, K, cu utilizareaadreselor K şi Q, respectiv cu utilizarea doar a adresei Q.
Dacă sunt specificate I, J şi K, prima trecere va pătrunde cu valoarea I, fiecare adâncimede aşchiere succesivă va fi redusă cu valoarea J, iar adâncimea minimă de aşchiere esteK. Dacă este specificat P, scula va face o pauză la fundul alezajului pentru perioada de timprespectivă.
R
I = I1
Q
Q
Q
I = I - J2
1
I3= KZ
Z
R#22
#22
285
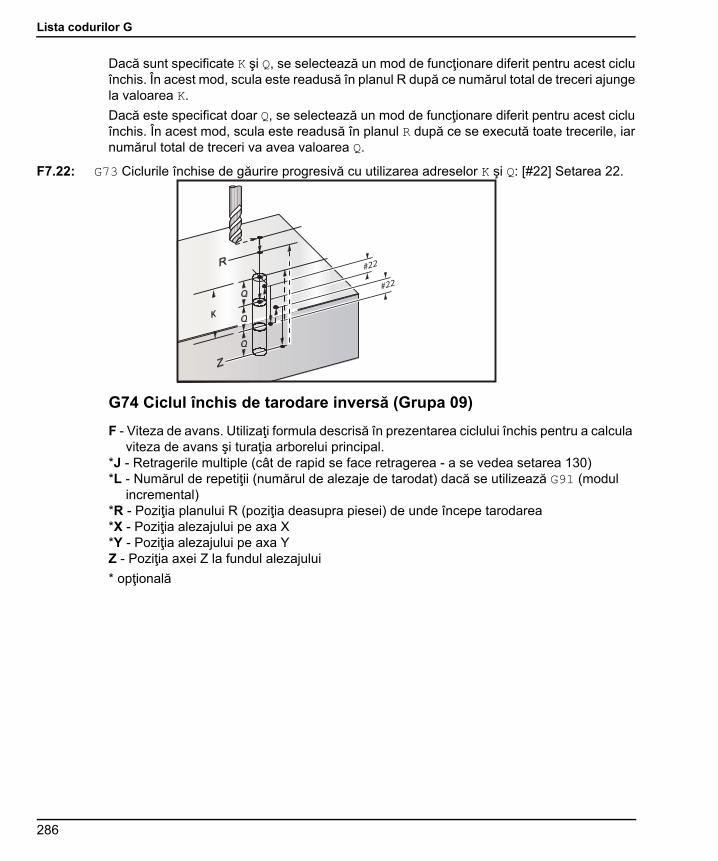
Lista codurilor G
Dacă sunt specificate K şi Q, se selectează un mod de funcţionare diferit pentru acest cicluînchis. În acest mod, scula este readusă în planul R după ce numărul total de treceri ajungela valoarea K.
Dacă este specificat doar Q, se selectează un mod de funcţionare diferit pentru acest cicluînchis. În acest mod, scula este readusă în planul R după ce se execută toate trecerile, iarnumărul total de treceri va avea valoarea Q.
F7.22: G73 Ciclurile închise de găurire progresivă cu utilizarea adreselor K şi Q: [#22] Setarea 22.
G74 Ciclul închis de tarodare inversă (Grupa 09)
F - Viteza de avans. Utilizaţi formula descrisă în prezentarea ciclului închis pentru a calcula viteza de avans şi turaţia arborelui principal.
*J - Retragerile multiple (cât de rapid se face retragerea - a se vedea setarea 130)*L - Numărul de repetiţii (numărul de alezaje de tarodat) dacă se utilizează G91 (modul
incremental)*R - Poziţia planului R (poziţia deasupra piesei) de unde începe tarodarea*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa YZ - Poziţia axei Z la fundul alezajului
* opţională
R #22
#22Q
Q
Q
Z
K
286
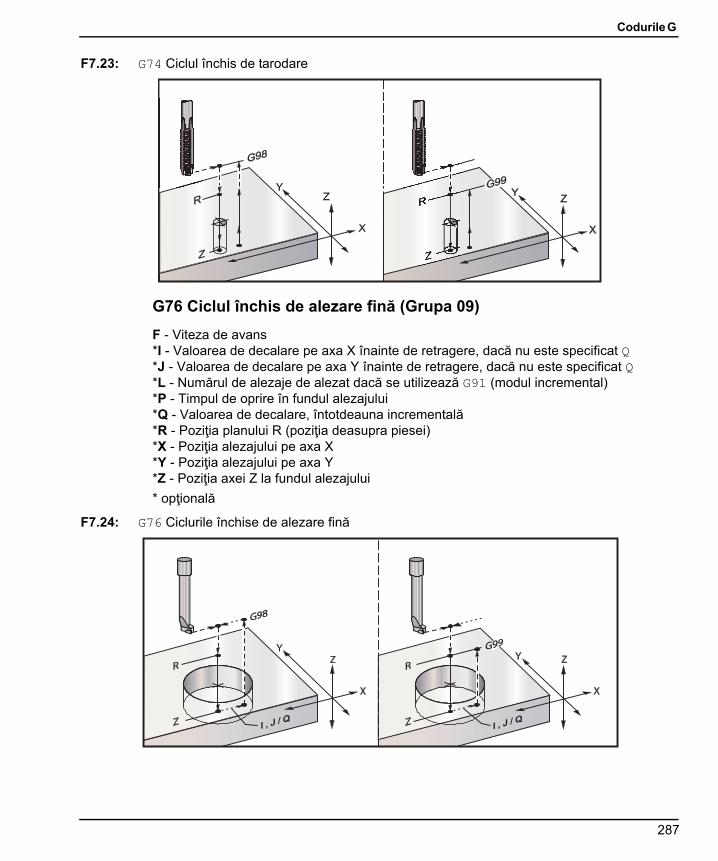
Codurile G
F7.23: G74 Ciclul închis de tarodare
G76 Ciclul închis de alezare fină (Grupa 09)
F - Viteza de avans*I - Valoarea de decalare pe axa X înainte de retragere, dacă nu este specificat Q*J - Valoarea de decalare pe axa Y înainte de retragere, dacă nu este specificat Q*L - Numărul de alezaje de alezat dacă se utilizează G91 (modul incremental)*P - Timpul de oprire în fundul alezajului*Q - Valoarea de decalare, întotdeauna incrementală*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
F7.24: G76 Ciclurile închise de alezare fină
X
ZY
X
ZY
G98
G99
R
Z
R
Z
X
ZY
X
ZY
G98
G99
R
I , J / QI , J / QZ
R
Z
287

Lista codurilor G
În afara alezării, acest ciclu va decala axele X şi/sau Y înainte de retragere pentru a degajascula în cursul ieşirii din piesă. Dacă se utilizează Q, setarea 27 determină sensul dedecalare. Dacă nu este specificat Q, valorile opţionale I şi J sunt utilizate pentru adetermina sensul şi distanţa de decalare.
G77 Ciclul închis de alezare posterioară (Grupa 09)
F - Viteza de avans*I - Valoarea de decalare pe axa X înainte de retragere, dacă nu este specificat Q*J - Valoarea de decalare pe axa Y înainte de retragere, dacă nu este specificat Q*L - Numărul de alezaje de alezat dacă se utilizează G91 (modul incremental)*Q - Valoarea de decalare, întotdeauna incrementală*R - Poziţia planului R*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia până la care să se aşchieze pe axa Z
* opţională
În afara alezării, acest ciclu va decala axele X şi Y înainte şi după aşchiere pentru a degajascula în cursul intrării în şi ieşirii din piesa de prelucrat (a se vedea G76 pentru un exemplude mişcare de decalare). Setarea 27 defineşte sensul de decalare. Dacă nu specificaţi ovaloare Q, unitatea de comandă utilizează valorile opţionale I şi J pentru a determinasensul şi distanţa de decalare.
F7.25: G77 Ciclul închis de alezare posterioară - Exemplu
Exemplu de program
% ;O60077 (CICLU G77 - PIESA DE PRELUCRAT ARE) ;(1.0" GROSIME) ;T5 M06 (SCULĂ DE ALEZARE POSTERIOARĂ) ;G90 G54 G00 X0 Y0 (POZIŢIE INIŢIALĂ) ;S1200 M03 (PORNIRE ARBORE PRINCIPAL) ;G43 H05 Z.1 (COMPENSARE LUNGIME SCULĂ) ;G77 Z-1. R-1.6 Q0.1 F10. (PRIMUL ALEZAJ) ;
X
ZY
RI, J / Q
288

Codurile G
X-2. (AL 2-LEA ALEZAJ) ;G80 G00 Z.1 M09 (ANULARE CICLU ÎNCHIS) ;G28 G91 Z0. M05 ;M30 ;% ;
F7.26: G77 Exemplu de traicetorie aproximativă a sculei Acest exemplu prezintă doar mişcarea de intrare. Dimensiunile nu sunt la scară.
NOTĂ: Pentru acest exemplu, „partea superioară” a piesei de prelucrat estesuprafaţa definită ca Z0. în decalajul de origine curent. „Parteainferioară” a piesei de prelucrat este suprafaţa opusă.
În acest exemplu, atunci când scula ajunge la adâncimea R, aceasta se deplasează cu 0.1"pe axa X (valoarea Q şi setarea 27 definesc această deplasare; în acest exemplu, setarea27 este X+). Scula avansează apoi la valoarea Z cu viteza de avans specificată. Când seîncheie aşchierea, scula se deplasează din nou spre centrul alezajului şi se retrage dinacesta. Ciclul se repetă în următoarea poziţie comandată până când se ajunge la comandaG80.
NOTĂ: Valoarea R este negativă, aceasta trebuind să se deplaseze pânădincolo de fundul piesei pentru degajare.
NOTĂ: Valoarea Z este comandată faţă de decalajul de origine Z activ.
R(-1.6")
Z(-0.5")
1.0"
0.5"
F10.
G54 Z0.
289

Lista codurilor G
NOTĂ: Nu trebuie să comandaţi o revenire în punctul iniţial (G98) după unciclu G77; unitatea de comandă o va face automat.
G80 Anularea ciclului închis (Grupa 09)
G80 anulează toate ciclurile închise active.
NOTĂ: G00 sau G01 anulează de asemenea un ciclu închis.
G81 Ciclul închis de găurire (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje de găurit dacă se utilizează G91 (modul incremental)*R - Poziţia planului R (poziţia deasupra piesei)*X - Comanda de mişcare pe axa X*Y - Comanda de mişcare pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
F7.27: G81 Ciclul închis de găurire
Acesta este un program de găurire a unei plăci de aluminiu:
% ;O60811 (G81 CICLU ÎNCHIS DE GĂURIRE) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu de .5 ţoli) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;
G99
X
ZY
X
ZY
G98
R
Z
R
Z
290

Codurile G
G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y-2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 Z-0.720 R0.1 F15. (Început G81) ;(Găurire primul alezaj în poziţia X, Y curentă) ;X2. Y-4. (Al 2-lea alezaj) ;X4. Y-4. (Al 3-lea alezaj) ;X4. Y-2. (Al 4-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G90 Z1. M09 (Retragere rapidă, dezactivare) ;(lichid de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G82 Ciclul închis de pregăurire (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje dacă se utilizează G91 (modul incremental) *P - Timpul de oprire în fundul alezajului*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia fundului alezajului
* opţională
NOTĂ: G82 este similar cu G81, cu excepţia faptului că există opţiunea deprogramare a unei opriri temporizate (P).
% ;O60821 (G82 CICLU ÎNCHIS DE PREGĂURIRE) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 burghiu de pregăurire de 0.5” x 90 grade) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y-2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;
291
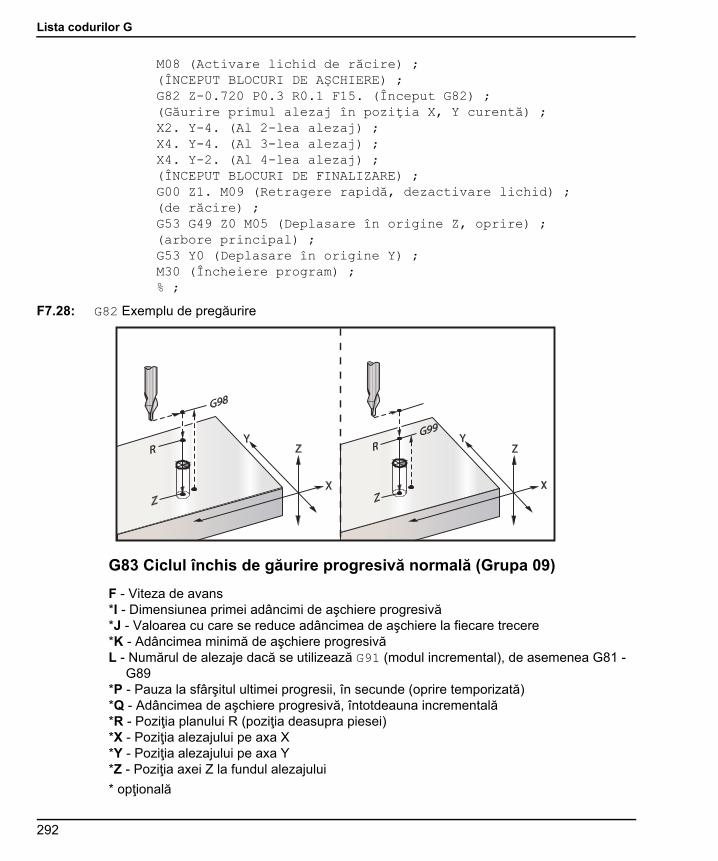
Lista codurilor G
M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G82 Z-0.720 P0.3 R0.1 F15. (Început G82) ;(Găurire primul alezaj în poziţia X, Y curentă) ;X2. Y-4. (Al 2-lea alezaj) ;X4. Y-4. (Al 3-lea alezaj) ;X4. Y-2. (Al 4-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
F7.28: G82 Exemplu de pregăurire
G83 Ciclul închis de găurire progresivă normală (Grupa 09)
F - Viteza de avans*I - Dimensiunea primei adâncimi de aşchiere progresivă*J - Valoarea cu care se reduce adâncimea de aşchiere la fiecare trecere*K - Adâncimea minimă de aşchiere progresivăL - Numărul de alezaje dacă se utilizează G91 (modul incremental), de asemenea G81 -
G89 *P - Pauza la sfârşitul ultimei progresii, în secunde (oprire temporizată)*Q - Adâncimea de aşchiere progresivă, întotdeauna incrementală*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
G99
X
ZY
X
ZY
G98
R
Z
R
Z
292

Codurile G
Dacă sunt specificate I, J şi K, prima trecere va pătrunde cu valoarea I, fiecare adâncimede aşchiere succesivă va fi redusă cu valoarea J, iar adâncimea minimă de aşchiere esteK. Nu utilizaţi o valoare Q atunci când programaţi cu I, J şi K.
Dacă este specificat P, scula va face o pauză la fundul alezajului pentru perioada de timprespectivă. Exemplul următor va executa mai multe progresii şi o oprire temporizată de 1.5secunde:
G83 Z-0.62 F15. R0.1 Q0.175 P1.5 ;;
Acelaşi timp de oprire va fi aplicat pentru toate blocurile ulterioare în care nu se specificăun timp de oprire.
F7.29: G83 Găurirea progresivă cu I, J, K şi Găurirea progresivă normală: [#22] Setarea 22.
Setarea 52 modifică modul în care funcţionează G83 atunci când revine în planul R. Deobicei, planul R este setat cu mult deasupra tăieturii, pentru a se asigura că mişcarea deprogresie permite eliminarea aşchiilor din alezaj. Aceasta presupune consum de timp,deoarece burghiul începe prin a găuri un spaţiu gol. Dacă setarea 52 este setată la distanţanecesară pentru eliminarea aşchiilor, planul R poate fi setat mult mai aproape de piesă.Când se produce mişcarea de eliminare a aşchiilor spre R, setarea 52 determină distanţape axa Z deasupra lui R.
R
#22
#22
I = I1
Q
Q
I = I - J2
1
I = I - J3
2
Z
R
Z
Q
293

Lista codurilor G
F7.30: G83 Ciclul închis de găurire progresivă cu setarea 52 [#52]
% ;O60831 (G83 CICLU ÎNCHIS DE GĂURIRE PROGRESIVĂ) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu scurt de 0.3125 ţoli) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y-2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G83 Z-0.720 Q0.175 R0.1 F15. (Început G83) ;(Găurire primul alezaj în poziţia X, Y curentă) ;X2. Y-4. (Al 2-lea alezaj) ;X4. Y-4. (Al 3-lea alezaj) ;X4. Y-2. (Al 4-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G98
#22
#22Q
Q
Q
#52
R
Z
294
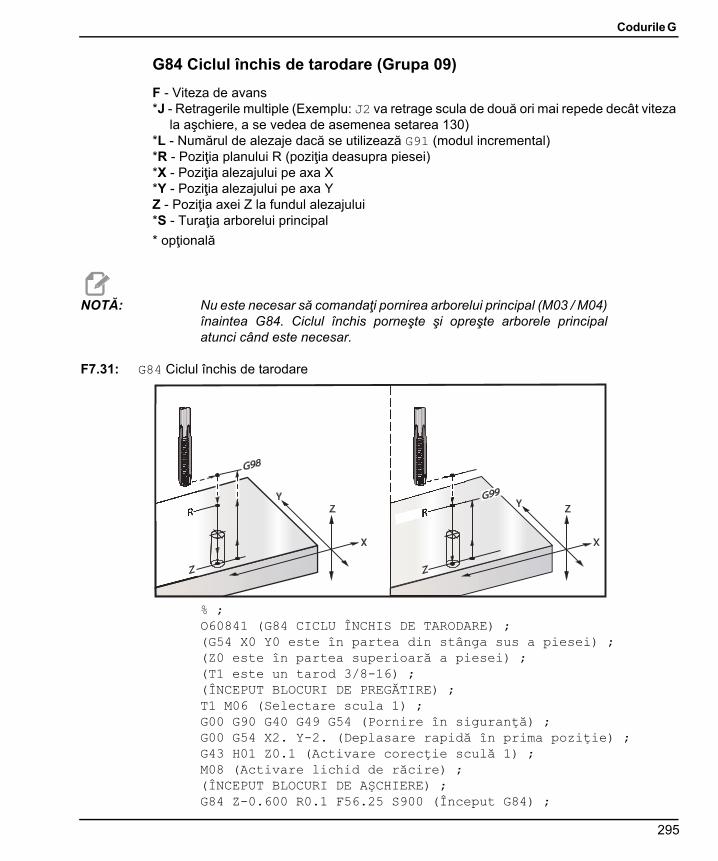
Codurile G
G84 Ciclul închis de tarodare (Grupa 09)
F - Viteza de avans*J - Retragerile multiple (Exemplu: J2 va retrage scula de două ori mai repede decât viteza
la aşchiere, a se vedea de asemenea setarea 130)*L - Numărul de alezaje dacă se utilizează G91 (modul incremental) *R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa YZ - Poziţia axei Z la fundul alezajului*S - Turaţia arborelui principal
* opţională
NOTĂ: Nu este necesar să comandaţi pornirea arborelui principal (M03 / M04)înaintea G84. Ciclul închis porneşte şi opreşte arborele principalatunci când este necesar.
F7.31: G84 Ciclul închis de tarodare
% ;O60841 (G84 CICLU ÎNCHIS DE TARODARE) ;(G54 X0 Y0 este în partea din stânga sus a piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un tarod 3/8-16) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y-2. (Deplasare rapidă în prima poziţie) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G84 Z-0.600 R0.1 F56.25 S900 (Început G84) ;
X
ZY
X
ZY
G98
G99
RR
ZZ
295

Lista codurilor G
(900 rot/min împărţit la 16 tpi = 56.25 ipm) ;(Găurire primul alezaj în poziţia X, Y curentă) ;X2. Y-4. (Al 2-lea alezaj) ;X4. Y-4. (Al 3-lea alezaj) ;X4. Y-2. (Al 4-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z1. M09 (Dezactivare ciclu închis, retragere) ;(rapidă) ;(Dezactivare lichid de răcire) ;G53 G49 Z0 (Deplasare în origine Z) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G85 Ciclul închis de alezare la intrare şi alezare la ieşire (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje dacă se utilizează G91 (modul incremental)*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajelor pe axa X*Y - Poziţia alezajelor pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
F7.32: G85 Ciclul închis de alezare
G86 Ciclul închis de alezare şi oprire (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje dacă se utilizează G91 (modul incremental)*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
X
ZY
X
ZY
G98
R
Z
R
Z
G99
296

Codurile G
Acest cod G va opri arborele principal odată ce scula ajunge la fundul alezajului. Scula vafi retrasă odată ce arborele principal s-a oprit.
F7.33: G86 Ciclurile închise de alezare şi oprire
G87 Ciclul închis de alezare la intrare şi retragere manuală (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje dacă se utilizează G91 (modul incremental) *R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
Acest cod G va opri arborele principal când se ajunge la fundul alezajului. Apoi veţi retragescula prin avans rapid manual. Programul continuă după ce apăsaţi butonul [CYCLESTART] (pornire ciclu).
F7.34: G87 Alezarea, oprirea şi retragerea manuală
X
ZY
X
ZY
G98
G99
R
Z
R
Z
X
ZY
X
ZY
G98
G99
R
Z
R
Z
297

Lista codurilor G
G88 Ciclul închis de alezare la intrare, oprire temporizată şi retragere manuală (Grupa 09)
F - Viteza de avans*L - Numărul de alezaje dacă se utilizează G91 (modul incremental) *P - Timpul de oprire în fundul alezajului*R - Poziţia planului R (poziţia deasupra piesei)*X - Poziţia alezajului pe axa X*Y - Poziţia alezajului pe axa Y*Z - Poziţia axei Z la fundul alezajului
* opţională
Acest cod G va opri arborele principal când se ajunge la fundul alezajului şi va aplica ooprire temporizată cu scula rotindu-se pentru intervalul de timp specificat prin valoarea P.În acest punct, scula este retrasă prin avans rapid manual din alezaj. Programul vacontinua atunci când este apăsat butonul [CYCLE START] (pornire ciclu).
F7.35: G88 Alezarea, oprirea temporizată şi retragerea manuală
G89 Ciclul închis de alezare la intrare, oprire temporizată şi alezare la ieşire (Grupa 09)
F - Viteza de avansL - Numărul de alezaje dacă se utilizează G91 (modul incremental) P - Timpul de oprire în fundul alezajului*R - Poziţia planului R (poziţia deasupra piesei)X - Poziţia alezajelor pe axa XY - Poziţia alezajelor pe axa YZ - Poziţia axei Z la fundul alezajului
* opţională
X
ZY
X
ZY
G98
G99
R
Z
R
Z
298

Codurile G
F7.36: G89 Ciclul închis de alezare şi oprire temporizată
G90 Comenzile de poziţie absolute - G91 incrementale (Grupa 03)
Aceste coduri G modifică modul în care sunt interpretate comenzile axelor. Comenzileaxelor ce urmează după un G90 vor deplasa axele în coordonatele indicate ale maşinii.Comenzile axelor ce urmează după un G91 vor deplasa axele cu distanţa indicată faţă depunctul curent. G91 nu este compatibil cu G143 (compensarea lungimii sculei pe axa a5-a).
Secţiunea Noţiuni de bază despre programare a acestui manual, începând de lapagina 147, include o discuţie cu privire la programarea absolută versus programareaincrementală.
G92 Setarea valorii de decalare a sistemelor de coordonate lucru (Grupa 00)
Acest cod G nu deplasează nicio axă; acesta doar schimbă valorile memorate ca decalajede origine ale utilizatorului. G92 funcţionează diferit în funcţie de setarea 33, ce selecteazăun sistem de coordonate FANUC, HAAS sau YASNAC.
FANUC sau HAAS
Dacă setarea 33 este setată ca FANUC sau HAAS, o comandă G92 decalează toatesistemele de coordonate de lucru (G54-G59, G110-G129) astfel încât poziţia comandatădevine poziţia curentă în sistemul de lucru activ. G92 este nemodală.
O comandă G92 anulează orice G52 în vigoare pentru axele comandate. Exemplu: G92X1.4 anulează G52 pentru axa X. Celelalte axe nu sunt afectate.
Valoarea de decalare G92 este afişată în partea inferioară a paginii Decalaje de origine şipoate fi ştearsă de acolo dacă este necesar. Aceasta este ştearsă de asemenea automatdupă iniţializare şi de fiecare dată când se utilizează tastele [ZERO RETURN] (revenire lazero) şi [ALL] (toate) sau [ZERO RETURN] (revenire la zero) şi [SINGLE] (o singură axă).
G92 Ştergerea valorii de decalare dintr-un program
X
ZY
X
ZY
G98
G99
e
R
Z
R
Z
299
Lista codurilor G
Decalările G92 pot fi anulate prin programarea unei alte decalări G92 pentru readucereadecalajului de origine curent la valoarea iniţială.
% ;O60921 (G92 DECALARE DECALAJE DE ORIGINE) ;(G54 X0 Y0 Z0 este în centrul cursei frezei) ;G00 G90 G54 X0 Y0 (Deplasare rapidă în origine G54) ;G92 X2. Y2. (Decalare G54 curent) ;G00 G90 G54 X0 Y0 (Deplasare rapidă în origine G54) ;G92 X-2. Y-2. (Decalare G54 curent înapoi la) ;(valoarea iniţială) ;G00 G90 G54 X0 Y0 (Deplasare rapidă în origine G54) ;M30 (Încheiere program) ;% ;
YASNAC
Dacă setarea 33 este setată ca YASNAC, o comandă G92 setează sistemul de coordonatede lucru G52 astfel încât poziţia comandată devine poziţia curentă în sistemul de lucruactiv. Sistemul de coordonate de lucru G52 va deveni apoi automat activ până când esteselectat un alt sistem de lucru.
G93 Modul avans contra timp (Grupa 05)
F - Viteza de avans (curse pe minut)
Codul G specifică faptul că toate valorile F (viteză de avans) sunt interpretate ca şi cursepe minut. Cu alte cuvinte, timpul (în secunde) necesar pentru finalizarea mişcăriiprogramate cu utilizarea G93 este 60 (secunde) împărţit la valoarea F.
G93 este utilizat în general când se lucrează pe axa a 4-a sau a 5-a atunci când programuleste generat cu ajutorul unui sistem CAM. G93 este un mod de conversie a vitezei de avansliniare (ţoli/min) într-o valoare ce ia în calcul mişcarea de rotaţie. Când se utilizează G93,valoarea F vă spune de câte ori poate fi repetată cursa într-un minut (deplasarea sculei).
Când se utilizează G93, viteza de avans (F) este obligatorie pentru toate blocurile demişcare interpolate. De aceea, fiecare bloc de mişcare nerapidă trebuie să aibă specificatăpropria viteză de avans (F).
NOTE: Apăsarea tastei [RESET] (resetare) va determina setarea maşinii înmodul G94 (avans pe minut). Setările 34 şi 79 (diametrul pe axa a 4-aşi a 5-a) nu sunt necesare atunci când se utilizează G93.
G94 Modul avans pe minut (Grupa 05)
Acest cod dezactivează G93 (modul avans contra timp) şi readuce maşina în modul avanspe minut.
300

Codurile G
G95 Modul avans pe rotaţie (Grupa 05)
Când codul G95 este activ, o rotaţie a arborelui principal va conduce la o cursă pe distanţaspecificată de valoarea pentru avans. Dacă setarea 9 este setată la ŢOLI, atunci valoareaavansului F va fi considerată în ţoli/rot (dacă este setată la MM, avansul va fi considerat înmm/rot). Controlul manual al avansului şi controlul manual al arborelui principal vor afectacomportamentul maşinii în timp ce codul G95 este activ. Când este selectat controlulmanual al arborelui principal, orice modificare a turaţiei arborelui principal va conduce la omodificare corespunzătoare a avansului pentru menţinerea unei grosimi constante aaşchiei. Însă, dacă este selectat controlul manual al avansului, atunci orice modificare aavansului va afecta doar viteza de avans, nu şi arborele principal.
G98 Revenirea în punctul iniţial al ciclului închis (Grupa 10)
La utilizarea G98, axa Z revine în punctul de pornire iniţial (poziţia Z din blocul aflat înaintede comanda ciclului închis) între fiecare două poziţii X/Y. Aceasta vă permite să programaţipoziţionarea deasupra şi în jurul zonelor piesei, bridelor şi dispozitivelor de fixare.
F7.37: G98 Revenirea în punctul iniţial După al doilea alezaj, axa Z revine în poziţia de pornire [G98] pentru a se deplasa peste brida de fixare în poziţia alezajului următor.
% ;O69899 (G98/G99 REVENIRE ÎN PUNCTUL INIŢIAL ŞI) ;(PLANUL R) ;(G54 X0 Y0 este în colţul din dreapta sus al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G17 G40 G49 G54 (Pornire în siguranţă) ;
G98
G99
301
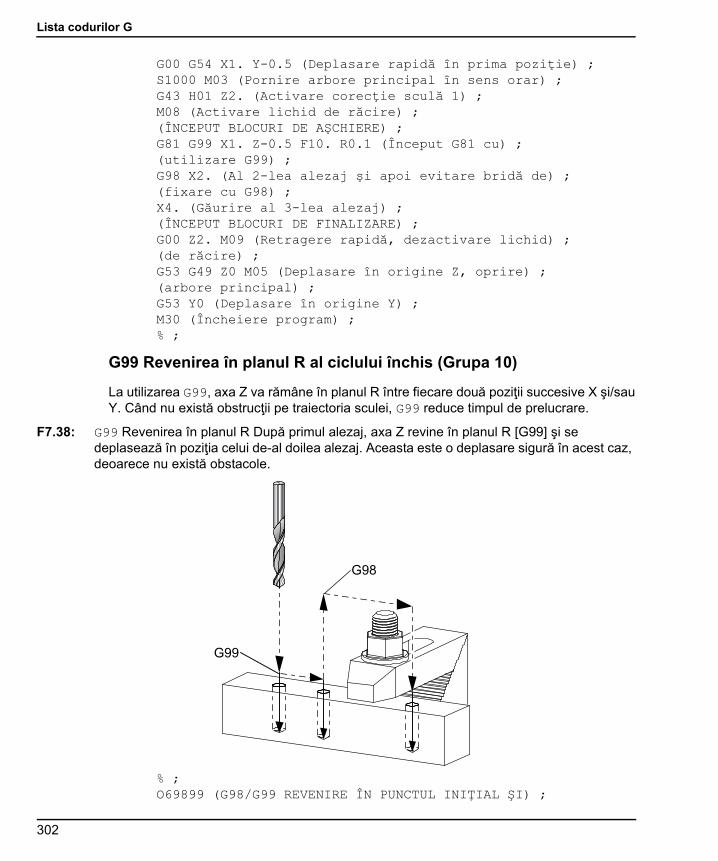
Lista codurilor G
G00 G54 X1. Y-0.5 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z2. (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 G99 X1. Z-0.5 F10. R0.1 (Început G81 cu) ;(utilizare G99) ;G98 X2. (Al 2-lea alezaj şi apoi evitare bridă de) ;(fixare cu G98) ;X4. (Găurire al 3-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z2. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G99 Revenirea în planul R al ciclului închis (Grupa 10)
La utilizarea G99, axa Z va rămâne în planul R între fiecare două poziţii succesive X şi/sauY. Când nu există obstrucţii pe traiectoria sculei, G99 reduce timpul de prelucrare.
F7.38: G99 Revenirea în planul R După primul alezaj, axa Z revine în planul R [G99] şi se deplasează în poziţia celui de-al doilea alezaj. Aceasta este o deplasare sigură în acest caz, deoarece nu există obstacole.
% ;O69899 (G98/G99 REVENIRE ÎN PUNCTUL INIŢIAL ŞI) ;
G98
G99
302

Codurile G
(PLANUL R) ;(G54 X0 Y0 este în colţul din dreapta sus al piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un burghiu) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G17 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X1. Y-0.5 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z2. (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G81 G99 X1. Z-0.5 F10. R0.1 (Început G81 cu) ;(utilizare G99) ;G98 X2. (Al 2-lea alezaj şi apoi evitare bridă de) ;(fixare cu G98) ;X4. (Găurire al 3-lea alezaj) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z2. M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G100 / G101 Dezactivarea / activarea imaginii în oglindă (Grupa 00)
*X - Comanda pe axa X*Y - Comanda pe axa Y*Z - Comanda pe axa Z*A - Comanda pe axa A*B - Comanda pe axa B*C - Comanda pe axa C
* opţională
Imaginea în oglindă programabilă este utilizată pentru activarea sau dezactivarea unei axe.Când una este ON (activată), mişcarea axei poate fi activată în oglindă (sau inversată) faţăde punctul de zero al piesei. Aceste coduri G vor fi utilizate într-un bloc de comandă fărăniciun alt cod G. Acestea nu vor determina nicio deplasare a axelor. În partea inferioară aecranului se indică dacă este activată funcţia imagine în oglindă pentru o axă. A se vedeade asemenea setările 45, 46, 47, 48, 80, şi 250 referitoare la imaginea în oglindă.
Structura pentru activarea şi dezactivarea funcţiei imagine în oglindă este:
G101 X0. (activează funcţia imagine în oglindă) ;(pentru axa X) ;G100 X0. (dezactivează funcţia imagine în oglindă) ;(pentru axa X) ;
303

Lista codurilor G
;
F7.39: Imaginea în oglindă X-Y
Funcţia imagine în oglindă şi compensarea frezei
Activarea funcţiei imagine în oglindă doar pentru una dintre axele X sau Y va determinadeplasarea sculei pe partea opusă a unei tăieturi. Unitatea de comandă va comuta automatsensul compensării frezei (G41, G42) şi va inversa comenzile pentru mişcarea circulară(G02, G03) după caz.
Când se frezează un profil cu mişcări XY, activarea funcţiei imagine în oglindă doar pentruuna dintre axele X sau Y va comuta de la frezarea în sensul avansului (G41) la frezareaconvenţională (G42) şi invers. Ca urmare, este posibil ca tipul de prelucrare şi finisarea sănu fie conform celor dorite. Activarea funcţiei imagine în oglindă pentru ambele axe X şi Yva elimina această problemă.
x- x+
Y+
Y-
1 2
4 3
304

Codurile G
F7.40: Funcţia imagine în oglindă şi frezarea unei cavităţi
Codul de program pentru funcţia imagine în oglindă pe axa X:
% ;O61011 (G101 IMAGINE ÎN OGLINDĂ PE AXA X) ;(G54 X0 Y0 este în centrul piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de 0.250 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X-.4653 Y.052 (Deplasare rapidă în prima) ;(poziţie) ;S5000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-.25 F5. (Avans la adâncimea de aşchiere) ;M98 P61012 F20. (Apelare subrutină contur) ;G00 Z.1 (Retragere rapidă deasupra piesei) ;G101 X0. (Activare imagine în oglindă pentru axa X) ;X-.4653 Y.052 (Deplasare rapidă în prima poziţie) ;G01 Z-.25 F5. (Avans la adâncimea de aşchiere) ;M98 P61012 F20. (Apelare subrutină contur) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G100 X0. (Dezactivare imagine în oglindă pentru axa) ;(X) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;
X0, Y0
X
ZY
12
305
Lista codurilor G
% % O61012 (G101 SUBRUTINĂ CONTUR) ;(Subrutină pentru cavitatea din O61011) ;(Trebuie să aibă viteza de avans din M98) ;G01 X-1.2153 Y.552 (Mişcare liniară) ;G03 X-1.3059 Y.528 R.0625 (Arc în sens antiorar) ;G01 X-1.5559 Y.028 (Mişcare liniară) ;G03 X-1.5559 Y-.028 R.0625 (Arc în sens antiorar) ;G01 X-1.3059 Y-.528 (Mişcare liniară) ;G03 X-1.2153 Y-.552 R.0625 (Arc în sens antiorar) ;G01 X-.4653 Y-.052 (Mişcare liniară) ;G03 X-.4653 Y.052 R.0625 (Arc în sens antiorar) ;M99 (Revenire la programul principal) ;% ;
G102 Ieşirea programabilă la RS-232 (Grupa 00)
*X - Comanda pe axa X*Y - Comanda pe axa Y*Z - Comanda pe axa Z*A - Comanda pe axa A
* opţională
Comandarea unui G102 va transmite coordonatele de lucru curente ale axelor la primulport RS-232, iar de acolo la un computer utilizat pentru înregistrarea valorilor transmise.Fiecare axă menţionată în blocul de comandă G102 este transmisă la portul RS-232 înacelaşi format cu valorile afişate într-un program. Un G102 va fi utilizat într-un bloc decomandă fără niciun alt cod G. Acesta nu va determina nicio mişcare a axelor; valorilepentru axe nu au niciun efect.
A se vedea de asemenea setarea 41 şi setarea 25. Valorile transmise sunt întotdeaunapoziţiile curente ale axelor faţă de sistemul de coordonate de lucru curent.
Acest cod G este util pentru palparea unei piese (a se vedea de asemenea G31). Cândpalpatorul atinge piesa, linia de cod următoare poate fi un G102 pentru transmitereapoziţiilor axelor către un computer în vederea memorării coordonatelor. Acest proces estedenumit „digitalizarea unei piese”, şi ia o piesă tangibilă şi o transformă într-o copieelectronică a acesteia. Este necesar un software suplimentar pentru PC în vedereafinalizării acestei funcţii.
G103 Limitarea anticipării blocurilor (Grupa 00)
G103 specifică numărul maxim de blocuri pe care le va anticipa unitatea de comandă (îngama 0-15), de exemplu:
G103 [P..] ;;
În cursul mişcărilor maşinii, unitatea de comandă pregăteşte din timp blocurile următoare(liniile de cod). Acest proces este denumit de obicei „anticiparea blocurilor”. În timp ceunitatea de comandă execută blocul curent, aceasta interpretează deja şi pregăteşte bloculurmător pentru o mişcare continuă.
306

Codurile G
O comandă a programului G103 P0, sau pur şi simplu G103, dezactivează limitareablocurilor. O comandă a programului G103 Pn limitează anticiparea blocurilor la n blocuri.
Codul G103 este util pentru depanarea programelor macro. Unitatea de comandăinterpretează expresiile macro în cursul anticipării. Dacă inseraţi o comandă G103 P1 înprogram, unitatea de comandă interpretează expresiile macro cu (1) bloc înainte de bloculîn curs de execuţie.
Cel mai bine este să se adauge mai multe linii libere după ce este apelat un G103 P1.Astfel se asigură faptul că nicio linie de cod de după G103 P1 nu este interpretată înaintesă se ajungă la aceasta.
G107 Reprezentarea cilindrică (Grupa 00)
*X - Comanda pe axa X*Y - Comanda pe axa Y*Z - Comanda pe axa Z*A - Comanda pe axa A*B - Comanda pe axa BC - Comanda pe axa C*Q - Diametrul suprafeţei cilindrice*R - Raza axei rotative
* opţională
Acest cod G converteşte toate mişcările programate ce se produc pe o axă liniarăspecificată într-o mişcare echivalentă de-a lungul suprafeţei unui cilindru (ataşat unei axerotative), conform celor prezentate în figura următoare. Acesta este un cod G de Grupa 0,dar funcţionarea implicită a acestuia este dependentă de setarea 56 (M30 restabileşte Gimplicit). Comanda G107 este utilizată pentru activarea sau dezactivareareprezentării cilindrice.
• Orice program pentru o axă liniară poate fi reprezentat cilindric pentru orice axărotativă (una singură la un moment dat).
• Un program cod G existent pentru o axă liniară poate fi reprezentat cilindric prininserarea unei comenzi G107 la începutul programului.
• Raza (sau diametrul) suprafeţei cilindrice poate fi redefinită, astfel că reprezentareacilindrică poate fi realizată pe suprafeţe de diametre diferite fără să fie necesarămodificarea programului.
• Raza (sau diametrul) suprafeţei cilindrice poate să fie sincronizată cu sauindependentă de diametrul (diametrele) axei rotative specificat în setările 34 şi 79.
• G107 poate fi utilizat de asemenea pentru setarea diametrului implicit al uneisuprafeţe cilindrice, independent de orice reprezentare cilindrică ce ar putea fiîn vigoare.
307

Lista codurilor G
Descrierea G107
Trei coduri de adresă pot urma după un G107: X, Y sau Z; A B sau C şi Q sau R.
X, Y sau Z: O adresă X, Y sau Z indică axa liniară ce va fi reprezentată pe axa rotativăspecificată (A sau B). Când este specificată una dintre axele liniare respective, trebuie săfie specificată de asemenea o axă rotativă.
A sau B: O adresă A sau B identifică axa rotativă asociată suprafeţei cilindrice.
Q sau R: Q defineşte diametrul suprafeţei cilindrice, în timp ce R defineşte raza. Când esteutilizat Q sau R, trebuie să fie specificată de asemenea o axă rotativă. Dacă nu se utilizeazănici Q, nici R, atunci este utilizat ultimul diametru G107. Dacă nu s-a emis nicio comandăG107 de la punerea în funcţiune a maşinii, respectiv dacă ultima valoare specificată a fostzero, atunci diametrul va avea valoarea din setările 34 şi/sau 79 pentru axa rotativărespectivă. Când este specificat Q sau R, valoarea respectivă va deveni noua valoare G107pentru axa rotativă specificată.
Reprezentarea cilindrică va fi de asemenea dezactivată automat la sfârşitul unui programcod G, dar numai dacă setarea 56 este ACTIVATĂ. Apăsarea tastei [RESET] (resetare) vadezactiva reprezentarea cilindrică aflată în vigoare la un moment dat, indiferent de stareasetării 56.
F7.41: Exemplu de reprezentare cilindrică
În timp ce R este adecvat pentru definirea razei, se recomandă ca I, J şi K să fie utilizatepentru programele mai complexe G02 şi G03.
% ;O61071 (G107 REPREZENTARE CILINDRICĂ) ;(G54 X0 Y0 este în centrul canalului rectangular) ;(Z0 este cel mai înalt punct al suprafeţei) ;(cilindrice) ;(T1 este o freză deget de .625 ţoli diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G28 G91 A0 (Deplasare în origine axă A) ;G00 G90 G54 X1.5 Y0 (Deplasare rapidă în prima) ;(poziţie) ;
XZ
Y
2.00
4.00
R .50" 4X
308

Codurile G
S5000 M03 (Pornire arbore principal în sens orar) ;G107 A0 Y0 R2. (Activare reprezentare clindrică) ;(Deplasare în A0 Y0, piesa are o rază de 2 ţoli) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z-0.25 F25. (Avans la adâncimea de aşchiere) ;G41 D01 X2. Y0.5 (Activare compensare freză) ;G03 X1.5 Y1. R0.5 (Mişcare de aşchiere în sens) ;(antiorar) ;G01 X-1.5 (Mişcare de aşchiere liniară) ;G03 X-2. Y0.5 R0.5 (Mişcare de aşchiere în sens) ;(antiorar) ;G01 Y-0.5 (Mişcare de aşchiere liniară) ;G03 X-1.5 Y-1. R0.5 (Mişcare de aşchiere în sens) ;(antiorar) ;G01 X1.5 (Mişcare de aşchiere liniară) ;G03 X2. Y-0.5 R0.5 (Mişcare de aşchiere în sens) ;(antiorar) ;G01 Y0. (Mişcare de aşchiere liniară) ;G40 X1.5 (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G91 G28 A0. (Deplasare în origine axă A) ;G107 (Dezactivare reprezentare clindrică) ;G90 G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G110-G129 Sistemul de coordonate #7-26 (Grupa 12)
Aceste coduri selectează unul dinre sistemele de coordonate de lucru suplimentare. Toatereferirile ulterioare la poziţiile axelor vor fi interpretate în noul sistem de coordonate.Funcţionarea G110 – G129 este similară cu a G54 – G59.
309

Lista codurilor G
G136 Măsurarea automată a centrului decalajelor de origine (Grupa 00)
Acest cod G este opţional şi necesită un palpator. Utilizaţi-l pentru a seta decalajele deorigine faţă de centrul unei piese de prelucrat cu un palpatorul de lucru.
F - Viteza de avans*I - Distanţa de decalare pe axa X, opţională*J - Distanţa de decalare pe axa Y, opţională*K - Distanţa de decalare pe axa Z, opţională*X - Comanda de mişcare pe axa X, opţională*Y - Comanda de mişcare pe axa Y, opţională*Z - Comanda de mişcare pe axa Z, opţională
* opţională
Măsurarea automată a centrului decalajelor de origine (G136) este utilizată pentru acomanda unui palpator setarea decalajelor de origine. Un G136 va deplasa axele maşiniipentru palparea piesei de prelucrat cu un palpator montat pe arborele principal. Axa (axele)se va deplasa până când este recepţionat un semnal (semnal de salt) de la palpator sause ajunge la sfârşitul mişcării programate. Corecţiile sculelor (G41, G42, G43 sau G44) nuvor fi activate atunci când se execută această operaţie. Sistemul de coordonate de lucruactiv curent este setat pentru fiecare axă programată. Utilizaţi un ciclu G31 împreună cu unM75 pentru a seta primul punct. Un G136 va seta coordonatele de lucru într-un punct aflatîn centrul unei linii dintre punctul palpat şi punctul setat cu un M75. Aceasta permite găsireacentrului piesei prin utilizarea a două puncte palpate separate.
Dacă este specificat un I, J sau K, decalajul de origine al axei corespunzătoare estedeplasat cu valoarea din comanda I, J sau K. Aceasta permite îndepărtarea decalajului deorigine faţă de centrul măsurat al celor două puncte palpate.
Note:
Acest cod este nemodal şi se aplică numai pentru blocul de cod în care este specificatG136.
Punctele palpate sunt corectate cu valorile din setările 59-62. Consultaţi secţiunea Setărilea acestui manual pentru informaţii suplimentare în acest sens.
Nu utilizaţi compensarea frezei (G41, G42) cu un G136.
Nu utilizaţi compensarea lungimii sculei (G43, G44) cu un G136.
Pentru a preveni deteriorarea palpatorului, utilizaţi o viteză de avans sub F100. (ţoli),respectiv F2500. (metric).
Activaţi palpatorul arborelui principal înainte să utilizaţi G136.
Dacă freza respectivă dispune de un sistem de palpare standard Renishaw, utilizaţiurmătoarele comenzi pentru a activa palpatorul arborelui principal:
M59 P1134 ;;
Utilizaţi următoarele comenzi pentru a dezactiva palpatorul arborelui principal:
M69 P1134 ;;
A se vedea de asemenea M75, M78 şi M79.
310

Codurile G
A se vedea de asemenea G31.
Acest exemplu de program măsoară centrul unei piese pe axa Y şi înregistrează valoareamăsurată în G58, decalajul de origine pe axa Y. Pentru a utiliza acest program, poziţiapentru decalajul de origine G58 trebuie setată în sau aproape de centrul piesei de măsurat.
% ;O61361 (G136 DECALAJ DE ORIGINE AUTO WORK OFFSET -) ;(CENTRUL PIESEI) ;(G58 X0 Y0 este în centrul piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este un palpator arbore principal) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G58 X0. Y1. (Deplasare rapidă în prima poziţie) ;(ÎNCEPUT BLOCURI DE PALPARE) ;M59 P1134 (Activare palpator arbore principal) ;Z-10. (Coborâre rapidă arbore principal în poziţie) ;G91 G01 Z-1. F20. (Avans incremental cu Z-1.) ;G31 Y-1. F10. M75 (Măsurare şi înregistrare) ;(referinţă Y) ;G01 Y0.25 F20. (Îndepărtare de suprafaţă) ;G00 Z2. (Retragere rapidă) ;Y-2. (Deplasare spre partea opusă a piesei) ;G01 Z-2. F20. (Avans cu Z-2.) ;G136 Y1. F10. ;(Măsurare şi înregistrare centru axă Y) ;G01 Y-0.25 (Îndepărtare de suprafaţă) ;G00 Z1. (Retragere rapidă) ;M69 P1134 (Dezactivare palpator arbore principal) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 G90 G53 Z0. (Retragere rapidă în origine Z) ;M30 (Încheiere program) ;% ;
G141 Compensarea 3D+ a frezei (Grupa 07)
X - Comanda pe axa XY - Comanda pe axa YZ - Comanda pe axa Z*A - Comanda pe axa A (opţională)*B - Comanda pe axa B (opţională)*D - Selectarea dimensiunii frezei (modală)I - Sensul compensării frezei pe axa X faţă de traiectoria programatăJ - Sensul compensării frezei pe axa Y faţă de traiectoria programatăK - Sensul compensării frezei pe axa Z faţă de traiectoria programatăF - Viteza de avans
* opţională
311

Lista codurilor G
Această funcţie realizează compensarea tridimensională a frezei.
Structura este:
G141 Xnnn Ynnn Znnn Innn Jnnn Knnn Fnnn Dnnn
Liniile ulterioare pot fi:
G01 Xnnn Ynnn Znnn Innn Jnnn Knnn Fnnn ;;
sau
G00 Xnnn Ynnn Znnn Innn Jnnn Knnn ;;
Unele sisteme CAM pot să transmită X, Y şi Z cu valorile pentru I, J, K. Valorile I, J şi Kindică unităţii de comandă sensul în care să aplice compensarea pe maşină. La fel ca înalte cazuri de utilizare a I, J şi K , este vorba despre distanţe de incrementare faţă depunctele X, Y şi Z apelate.
I, J şi K specifică sensul normal, raportat la centrul sculei, spre punctul de contact al sculeiîn sistemul CAM. Vectorii I, J şi K sunt necesari pentru ca unitatea de comandă să poatădecala traiectoria sculei în sensul corect. Valoarea compensării poate să fie în sens pozitivsau negativ.
Valoarea corecţiei înregistrate pentru sculă în rază sau diametru (setarea 40) va compensatraiectoria cu această valoare chiar dacă mişcările sculei au loc pe 2 sau 3 axe. Doar G00şi G01 pot utiliza G141. Trebuie programat un Dnn, iar codul D selectează ce corecţie deuzură pentru diametrul sculei va fi utilizată. Trebuie comandată câte o viteză de avanspentru fiecare linie într-un G93 Modul avans contra timp.
Pentru un vector unitar, lungimea liniei vectorului trebuie să fie întotdeauna egală cu 1. Aşacum un cerc unitar din matematică este un cerc cu o rază egală cu 1, un vector unitar esteo linie ce indică o direcţie şi are o lungime egală cu 1. Reţineţi, linia vectorului nu indicăunităţii de comandă cât de mult se deplasează scula atunci când se introduce valoareapentru uzură, ci numai direcţia în care se va deplasa aceasta.
Doar punctul final al blocului comandat este compensat în sensul I, J şi K. Din acest motiv,această compensare este recomandată doar pentru traiectorii de suprafaţă ale sculeiavând o toleranţă strânsă (mişcări mici între blocurile de cod). Compensarea G141 nuîmpiedică intersectarea repetată a traiectoriei sculei atunci când se introduce ocompensare excesivă a frezei. Scula va fi decalată, în direcţia liniei vectorului, cu valorilecombinate ale corecţiei pentru geometria sculei şi corecţiei pentru uzura sculei. Dacăvalorile de compensare sunt în modul diametru (setarea 40), deplasarea se va face cujumătate din valoarea introdusă în câmpurile respective.
Pentru rezultate optime, stabiliţi programul din centrul sculei, cu utilizarea unei freze degetcu vârf sferic.
% ;O61411 (G141 COMPENSARE FREZĂ 3D) ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget cu vârf sferic) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;
312

Codurile G
G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 Z0 A0 B0 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G141 D01 X0. Y0. Z0. ;(Deplasare rapidă în poziţie cu compensare freză 3D+) ;G01 G93 X.01 Y.01 Z.01 I.1 J.2 K.9747 F300. ;(Activare avans contra timp, prima mişcare liniară) ;N1 X.02 Y.03 Z.04 I.15 J.25 K.9566 F300. (a 2-a) ;(mişcare) ;X.02 Y.055 Z.064 I.2 J.3 K.9327 F300. (a 3-a mişcare) ;X2.345 Y.1234 Z-1.234 I.25 J.35 K.9028 F200. ;(ultima mişcare) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G94 F50. (Dezactivare avans contra timp) ;G00 G90 G40 Z0.1 M09 (Dezactivare compensare freză) ;(Retragere rapidă, dezactivare lichid de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
În exemplul de mai sus, putem observa cum I, J şi K sunt derivate prin introducereapunctelor în formula următoare:
AB = [(x2-x1)2 + (y2-y1)2 + (z2-z1)2], o versiune 3D a formulei pentru distanţă. Observăm căîn linia N1 se utilizează 0.15 pentru x2, 0.25 pentru y2 şi 0.9566 pentru Z2. Deoarece I, Jşi K sunt valori incrementale, se va utiliza 0 pentru x1, y1 şi z1.
313

Lista codurilor G
F7.42: Exemplu de vector unitar: Punctul final comandat al liniei [1] este compensat în direcţia liniei vectorului [2] (IJK) cu valoarea aferentă corecţiei pentru uzura sculei.
% AB=[(.15)2 + (.25)2 + (.9566)2] AB=[.0225 + .0625 + .9150] AB=1 %
În continuare este prezentat un exemplu simplificat:
% ;O61412 (G141 COMPENSARE FREZĂ 3D SIMPLĂ) ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget cu vârf sferic) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G141 D01 X0. Y0. Z0. ;(Deplasare rapidă în poziţie cu compensare freză 3D+) ;N1 G01 G93 X5. Y0. I0. J-1. K0. F300. ;(Activare avans contra timp şi mişcare liniară) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G94 F50. (Dezactivare avans contra timp) ;G00 G90 G40 Z0.1 M09 (Dezactivare compensare freză) ;(Retragere rapidă, dezactivare lichid de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;
1
2
314
Codurile G
M30 (Încheiere program) ;% ;
În acest caz, valoarea pentru uzură (diametru) pentru T01 este setată la -.02. Linia N1deplasează scula din (X0., Y0., Z0.) în (X5., Y0., Z0.). Valoarea J a indicat unităţii decomandă să compenseze punctul final al liniei programate numai pe axa Y.
Linia N1 a putut fi scrisă utilizându-se doar J-1. (fără utilizarea I0. şi K0.), trebuind să fieintrodusă însă o valoare Y dacă trebuie să se facă o compensare pe această axă (cuvaloarea J utilizată).
G143 Compensarea lungimii sculei + (în plus) pe axa a 5-a (Grupa 08)
(Acest cod G este opţional; acesta se aplică maşinilor la care toate mişcările rotative suntmişcări ale sculei aşchietoare, cum ar fi frezele din seria VR)
Acest cod G permite utilizatorului să corecteze variaţiile în lungime ale sculelor aşchietoarefără a fi nevoie de un procesor CAD/CAM. Este necesar un cod H pentru selectarealungimii sculei din tabelele existente de compensare a lungimii. O comandă G49 sau H00va anula compensarea axei pe axa a 5-a. Pentru ca G143 să funcţioneze corect, trebuie săexiste două axe rotative, A şi B. G90, modul de poziţionare absolută, trebuie să fie activ(G91 nu poate fi utilizat). Este necesară poziţia de lucru 0,0 pentru axele A şi B, astfel încâtscula să fie paralelă cu mişcarea axei Z.
Menirea G143 este să compenseze diferenţa dintre lungimea sculei înregistrate iniţial şi osculă de înlocuire. Utilizarea G143 permite rularea programului fără a fi necesarăreînregistrarea lungimii sculei noi.
Compensarea lungimii sculei G143 funcţionează numai cu deplasări rapide (G00) şi cumişcări de avans liniar (G01); nu pot fi utilizate alte funcţii (G02 sau G03) sau cicluri închise(găurire, tarodare etc.). Pentru o lungime pozitivă, axa Z se va deplasa în sus (în sensul +).Dacă una dintre X, Y sau Z nu este programată, nu va exista mişcare pe axa respectivă,chiar dacă mişcarea A sau B produce un nou vector de lungime a sculei. În consecinţă, unprogram tipic va utiliza toate cele 5 axe într-un singur bloc de date. G143 poate afectamişcarea comandată pe toate axele pentru a compensa axele A şi B.
Se recomandă modul avans contra timp (G93) atunci când se utilizează G143.
% ;O61431 (G143 LUNGIME SCULĂ PE AXA A 5-A) ;(G54 X0 Y0 este în partea din dreapta sus) ;(Z0 este în partea superioară a piesei) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 Z0 A0 B0 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G143 H01 X0. Y0. Z0. A-20. B-20. ;(Deplasare rapidă în poziţie fără compensare) ;(lungime sculă pe axa a 5-a) ;M08 (Activare lichid de răcire) ;
315

Lista codurilor G
(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 G93 X.01 Y.01 Z.01 A-19.9 B-19.9 F300. ;(Activare avans contra timp, prima mişcare liniară) ;X0.02 Y0.03 Z0.04 A-19.7 B-19.7 F300. (a 2-a mişcare) ;X0.02 Y0.055 Z0.064 A-19.5 B-19.6 F300. (a 3-a) ;(mişcare) ;X2.345 Y.1234 Z-1.234 A-4.127 B-12.32 F200. ;(ultima mişcare) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G94 F50. (Dezactivare avans contra timp) ;G00 G90 Z0.1 M09 (Retragere rapidă, dezactivare) ;(lichid de răcire) ;G53 G49 Z0 M05 (Dezactivare compensare lungime sculă) ;(Deplasare în origine Z, oprire arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G150 Frezarea unei cavităţi de uz general (Grupa 00)
D - Selectarea corecţiei pentru diametrul/ raza sculeiF - Viteza de avansI - Adaosul de aşchiere pe axa X (valoare pozitivă)J - Adaosul de aşchiere pe axa Y (valoare pozitivă)K - Adaosul pentru trecerea de finisare (valoare pozitivă)P - Codul subprogramului ce defineşte geometria cavităţiiQ - Adaosul de aşchiere pe axa Z la o trecere (valoare pozitivă) *R - Poziţia planului R de deplasare rapidă*S - Turaţia arborelui principalX - Poziţia de pornire pe axa XY - Poziţia de pornire pe axa YZ - Adâncimea finală a cavităţii
* opţională
G150 începe prin poziţionarea frezei într-un punct de pornire din interiorul cavităţii, secontinuă cu profilarea şi se încheie cu o trecere de finisare. Freza deget va avansa înprofunzime pe axa Z. Este apelat un subprogram P### ce defineşte geometria cavităţiipentru o zonă închisă prin utilizarea mişcărilor G01, G02 şi G03 pe axele X şi Y ale cavităţii.Comanda G150 va căuta un subprogram intern cu numărul N specificat de codul P. Dacăacesta nu este găsit, unitatea de comandă va căuta un subprogram extern. Dacă nu segăseşte niciunul, va fi generată alarma 314 Subprogramul nu este în memorie.
NOTĂ: La definirea geometriei cavităţii G150 în subprogram, nu vă deplasaţiînapoi la alezajul de pornire după ce profilarea cavităţii este încheiată.
316

Codurile G
O valoare I sau J defineşte distanţa pe care este deplasată freza la o trecere de degroşarepentru fiecare adaos de aşchiere. Dacă este utilizat I, cavitatea este degroşată printr-oserie de adaosuri de aşchiere pe axa X. Dacă este utilizat J, adaosurile de aşchiere suntpe axa-Y.
Comanda K defineşte adaosul pentru trecerea de finisare a cavităţii. Dacă este specificatăo valoare K, se execută o trecere de finisare cu adaosul K, în jurul profilului interior alcavităţii pentru ultima trecere, la adâncimea finală Z. Nu există o comandă de trecere definisare pentru adâncimea Z.
Valoarea R trebuie specificată, chiar dacă este zero (R0), în caz contrar fiind utilizată ultimavaloare R specificată.
Se realizează treceri multiple în zona cavităţii, începând din planul R, cu fiecare trecere Q(adâncime pe axa Z) apropiindu-ne de adâncimea finală. Comanda G150 va executa maiîntâi o trecere în jurul geometriei cavităţii, lăsând adaosul K, apoi va executa treceri dedegroşare cu I sau J în interiorul cavităţii după avansul în profunzime cu valoarea Q pânăla atingerea adâncimii Z.
Comanda Q trebuie să existe în linia G150, chiar dacă se doreşte doar o trecere până laadâncimea Z. Comanda Q porneşte din planul R.
Note: Subprogramul (P) nu va fi constituit din mai mult de 40 de mişcări pentrugeometria cavităţii.
Poate fi necesar să se găurească un punct de pornire, pentru freza G150, până laadâncimea finală (Z). Poziţionaţi apoi freza deget în poziţia de pornire pe axele XY îninteriorul cavităţii pentru comanda G150.
F7.43: G150 Frezarea unei cavităţi de uz general: [1] Punctul de pornire, [Z] Adâncimea finală.
% ;O61501 (G150 FREZARE CAVITATE DE UZ GENERAL) ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5"diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;
ZX
Y
I
J
Q
1 1
Z
317

Lista codurilor G
G00 G54 X3.25 Y4.5 (Deplasare rapidă în prima) ;(poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1.0 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G150 X3.25 Y4.5 Z-1.5 G41 J0.35 K.01 Q0.25 R.1) ;(P61502 D01 F15. ;(Secvenţă frezare cavitate, apelare subrutină) ;(cavitate) ;(Activare compensare freză) ;(Trecere de finisare 0.01” (K) pe părţile laterale) ;G40 X3.25 Y4.5 (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% % O61502 (SUBPROGRAM G150 FREZARE CAVITATE DE UZ) ;(GENERAL) ;(Subprogram pentru cavitate din O61501) ;(Trebuie să aibă viteza de avans din G150) ;G01 Y7. (Prima mişcare liniară în geometria) ;(cavităţii) ;X1.5 (Mişcare liniară) ;G03 Y5.25 R0.875 (Arc în sens antiorar) ;G01 Y2.25 (Mişcare liniară) ;G03 Y0.5 R0.875 (Arc în sens antiorar) ;G01 X5. (Mişcare liniară) ;G03 Y2.25 R0.875 (Arc în sens antiorar) ;G01 Y5.25 (Mişcare liniară) ;G03 Y7. R0.875 (Arc în sens antiorar) ;G01 X3.25 (Încheiere geometrie cavitate) ;M99 (Revenire la programul principal) ;% ;
Cavitate pătrată
318

Codurile G
F7.44: G150 Frezarea unei cavităţi de uz general: freză deget de 0.500 diametru.
Cavitate pătrată de 5.0 x 5.0 x 0.500 adâncime
Program principal
% ;O61503 (G150 FREZARE CAVITATE PĂTRATĂ) ;(G54 X0 Y0 este în centrul piesei) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5"diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y1.5 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1.0 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z0.1 F10. (Avans chiar deasupra suprafeţei) ;G150 P61504 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10. ;(Secvenţă frezare cavitate, apelare subrutină) ;(cavitate) ;(Activare compensare freză) ;(Trecere de finisare 0.01” (K) pe părţile laterale) ;G40 G01 X0. Y1.5 (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;
X0, Y0
1, 62
3 4
5
5
5
X0, Y1.5
319

Lista codurilor G
% ;
Subprogram
% ;O61505 (SUBRUTINĂ INCREMENTALĂ G150 FREZARE) ;(CAVITATE PĂTRATĂ) ;(Subrutină pentru cavitatea din O61503) ;(Trebuie să aibă viteza de avans din G150) ;G91 G01 Y0.5 (Mişcare liniară în poziţia 1) ;X-2.5 (Mişcare liniară în poziţia 2) ;Y-5. (Mişcare liniară în poziţia 3) ;X5. (Mişcare liniară în poziţia 4) ;Y5. (Mişcare liniară în poziţia 5) ;X-2.5 (Mişcare liniară în poziţia 6, încheiere) ;(buclă cavitate) ;G90 (Dezactivare mod incremental, activare mod) ;(absolut) ;M99 (Revenire la programul principal) ;% ;
Exemple absolute şi incrementale de subprograme apelate cu comanda P#### înlinia G150:
Subprogram absolut
% ;O61504 (SUBRUTINĂ ABSOLUTĂ G150 FREZARE CAVITATE) ;(PĂTRATĂ) ;(Subrutină pentru cavitatea din O61503) ;(Trebuie să aibă viteza de avans din G150) ;G90 G01 Y2.5 (Mişcare liniară în poziţia 1) ;X-2.5 (Mişcare liniară în poziţia 2) ;Y-2.5 (Mişcare liniară în poziţia 3) ;X2.5 (Mişcare liniară în poziţia 4) ;Y2.5 (Mişcare liniară în poziţia 5) ;X0. (Mişcare liniară în poziţia 6, încheiere buclă) ;(cavitate) ;M99 (Revenire la programul principal) ;% ;
Subprogram incremental
% ;O61505 (SUBRUTINĂ INCREMENTALĂ G150 FREZARE) ;(CAVITATE PĂTRATĂ) ;(Subrutină pentru cavitatea din O61503) ;(Trebuie să aibă viteza de avans din G150) ;G91 G01 Y0.5 (Mişcare liniară în poziţia 1) ;X-2.5 (Mişcare liniară în poziţia 2) ;Y-5. (Mişcare liniară în poziţia 3) ;X5. (Mişcare liniară în poziţia 4) ;
320
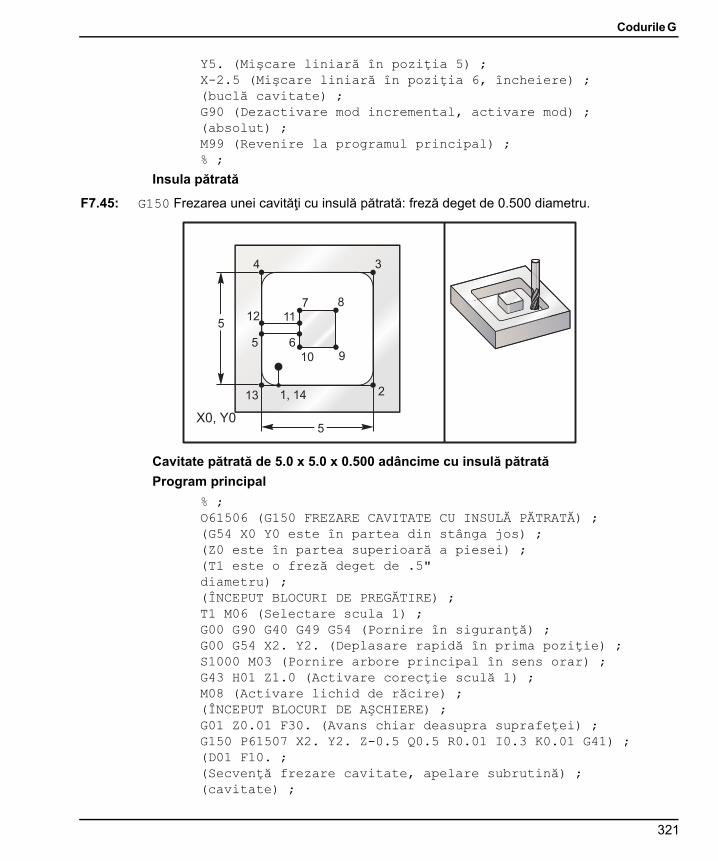
Codurile G
Y5. (Mişcare liniară în poziţia 5) ;X-2.5 (Mişcare liniară în poziţia 6, încheiere) ;(buclă cavitate) ;G90 (Dezactivare mod incremental, activare mod) ;(absolut) ;M99 (Revenire la programul principal) ;% ;
Insula pătrată
F7.45: G150 Frezarea unei cavităţi cu insulă pătrată: freză deget de 0.500 diametru.
Cavitate pătrată de 5.0 x 5.0 x 0.500 adâncime cu insulă pătrată
Program principal
% ;O61506 (G150 FREZARE CAVITATE CU INSULĂ PĂTRATĂ) ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5"diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1.0 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z0.01 F30. (Avans chiar deasupra suprafeţei) ;G150 P61507 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41) ;(D01 F10. ;(Secvenţă frezare cavitate, apelare subrutină) ;(cavitate) ;
5 6
1, 14 2
7 8
10
X0, Y0
9
4 3
5
5
13
1112
321

Lista codurilor G
(Activare compensare freză) ;(Trecere de finisare 0.01” (K) pe părţile laterale) ;G40 G01 X2.Y2. (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Subprogram
% ;O61507 (SUBRUTINĂ G150 FREZARE CAVITATE CU INSULĂ) ;(PĂTRATĂ) ;(Subrutină pentru cavitatea din O61503) ;(Trebuie să aibă viteza de avans din G150) ;G01 Y1. (Mişcare liniară în poziţia 1) ;X6. (Mişcare liniară în poziţia 2) ;Y6. (Mişcare liniară în poziţia 3) ;X1. (Mişcare liniară în poziţia 4) ;Y3.2 (Mişcare liniară în poziţia 5) ;X2.75 (Mişcare liniară în poziţia 6) ;Y4.25 (Mişcare liniară în poziţia 7) ;X4.25 (Mişcare liniară în poziţia 8) ;Y2.75 (Mişcare liniară în poziţia 9) ;X2.75 (Mişcare liniară în poziţia 10) ;Y3.8 (Mişcare liniară în poziţia 11) ;X1. (Mişcare liniară în poziţia 12) ;Y1. (Mişcare liniară în poziţia 13) ;X2. (Mişcare liniară în poziţia 14, încheiere buclă) ;(cavitate) ;M99 (Revenire la programul principal) ;% ;
Insula rotundă
322

Codurile G
F7.46: G150 Frezarea unei cavităţi cu insulă rotundă: freză deget de 0.500 diametru.
Cavitate pătrată de 5.0 x 5.0 x 0.500 adâncime cu insulă
Program principal
% ;O61508 (G150 FREZARE CAVITATE PĂTRATĂ CU INSULĂ) ;(ROTUNDĂ) ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 este o freză deget de .5"diametru) ;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X2. Y2. (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z1.0 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;G01 Z0.01 F30. (Avans chiar deasupra suprafeţei) ;G150 P61509 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41) ;(D01 F10. ;(Secvenţă frezare cavitate, apelare subrutină) ;(cavitate) ;(Activare compensare freză) ;(Trecere de finisare 0.01” (K) pe părţile laterale) ;G40 G01 X2.Y2. (Dezactivare compensare freză) ;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;
5
8
1, 12 2
X0, Y0
4, 10 3
5
5
11
9
6, 7
323

Lista codurilor G
(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
Subprogram
% ;O61509 (SUBRUTINĂ G150 FREZARE CAVITATE PĂTRATĂ CU) ;(INSULĂ ROTUNDĂ) ;(Subrutină pentru cavitatea din O61503) ;(Trebuie să aibă viteza de avans din G150) ;G01 Y1. (Mişcare liniară în poziţia 1) ;X6. (Mişcare liniară în poziţia 2) ;Y6. (Mişcare liniară în poziţia 3) ;X1. (Mişcare liniară în poziţia 4) ;Y3.5 (Mişcare liniară în poziţia 5) ;X2.5 (Mişcare liniară în poziţia 6) ;G02 I1. (Cerc în sens orar pe axa X în poziţia 7) ;G02 X3.5 Y4.5 R1. (Arc în sens orar în poziţia 8) ;G01 Y6. (Mişcare liniară în poziţia 9) ;X1. (Mişcare liniară în poziţia 10) ;Y1. (Mişcare liniară în poziţia 11) ;X2. (Mişcare liniară în poziţia 12, încheiere buclă) ;(cavitate) ;M99 (Revenire la programul principal) ;% ;
324
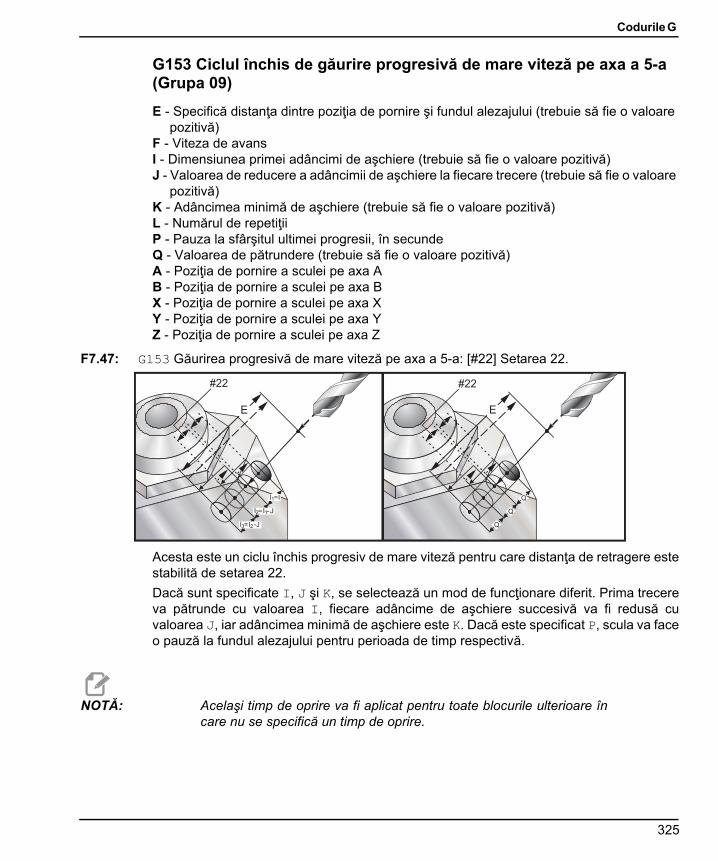
Codurile G
G153 Ciclul închis de găurire progresivă de mare viteză pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansI - Dimensiunea primei adâncimi de aşchiere (trebuie să fie o valoare pozitivă)J - Valoarea de reducere a adâncimii de aşchiere la fiecare trecere (trebuie să fie o valoare
pozitivă)K - Adâncimea minimă de aşchiere (trebuie să fie o valoare pozitivă)L - Numărul de repetiţiiP - Pauza la sfârşitul ultimei progresii, în secundeQ - Valoarea de pătrundere (trebuie să fie o valoare pozitivă)A - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
F7.47: G153 Găurirea progresivă de mare viteză pe axa a 5-a: [#22] Setarea 22.
Acesta este un ciclu închis progresiv de mare viteză pentru care distanţa de retragere estestabilită de setarea 22.
Dacă sunt specificate I, J şi K, se selectează un mod de funcţionare diferit. Prima trecereva pătrunde cu valoarea I, fiecare adâncime de aşchiere succesivă va fi redusă cuvaloarea J, iar adâncimea minimă de aşchiere este K. Dacă este specificat P, scula va faceo pauză la fundul alezajului pentru perioada de timp respectivă.
NOTĂ: Acelaşi timp de oprire va fi aplicat pentru toate blocurile ulterioare încare nu se specifică un timp de oprire.
E E
I1=I
I2=I1-J
I3=I2-J Q
Q
Q
#22 #22
325

Lista codurilor G
G154 Selectarea coordonatelor de lucru P1-P99 (Grupa 12)
Această funcţie asigură 99 decalaje de origine suplimentare. G154 cu o valoare P între 1şi 99 va activa decalajele de origine suplimentare. De exemplu, G154 P10 va selectadecalajul de origine 10 din lista de decalaje de origine suplimentare.
NOTĂ: G110 - G129 se referă la aceleaşi decalaje de origine ca G154 P1 -P20; acestea pot fi selectate prin utilizarea oricăreia dintre metode.
Când este activ un decalaj de origine G154, titlul din colţul din dreapta sus al decalajului deorigine va indica valoarea G154 P.
Structura decalajelor de origine G154
#14001-#14006 G154 P1 (de asemenea #7001-#7006 şi G110) #14021-#14026 G154 P2 (de asemenea #7021-#7026 şi G111) #14041-#14046 G154 P3 (de asemenea #7041-#7046 şi G112) #14061-#14066 G154 P4 (de asemenea #7061-#7066 şi G113) #14081-#14086 G154 P5 (de asemenea #7081-#7086 şi G114) #14101-#14106 G154 P6 (de asemenea #7101-#7106 şi G115) #14121-#14126 G154 P7 (de asemenea #7121-#7126 şi G116) #14141-#14146 G154 P8 (de asemenea #7141-#7146 şi G117) #14161-#14166 G154 P9 (de asemenea #7161-#7166 şi G118) #14181-#14186 G154 P10 (de asemenea #7181-#7186 şi G119) #14201-#14206 G154 P11 (de asemenea #7201-#7206 şi G120) #14221-#14221 G154 P12 (de asemenea #7221-#7226 şi G121) #14241-#14246 G154 P13 (de asemenea #7241-#7246 şi G122) #14261-#14266 G154 P14 (de asemenea #7261-#7266 şi G123) #14281-#14286 G154 P15 (de asemenea #7281-#7286 şi G124) #14301-#14306 G154 P16 (de asemenea #7301-#7306 şi G125) #14321-#14326 G154 P17 (de asemenea #7321-#7326 şi G126) #14341-#14346 G154 P18 (de asemenea #7341-#7346 şi G127) #14361-#14366 G154 P19 (de asemenea #7361-#7366 şi G128) #14381-#14386 G154 P20 (de asemenea #7381-#7386 şi G129) #14401-#14406 G154 P21 #14421-#14426 G154 P22 #14441-#14446 G154 P23 #14461-#14466 G154 P24 #14481-#14486 G154 P25 #14501-#14506 G154 P26 #14521-#14526 G154 P27 #14541-#14546 G154 P28 #14561-#14566 G154 P29 #14581-#14586 G154 P30 #14781-#14786 G154 P40 #14981-#14986 G154 P50 #15181-#15186 G154 P60 #15381-#15386 G154 P70 #15581-#15586 G154 P80 #15781-#15786 G154 P90 #15881-#15886 G154 P95 #15901-#15906 G154 P96 #15921-#15926 G154 P97 #15941-#15946 G154 P98 #15961-#15966 G154 P99
326

Codurile G
G155 Ciclul închis de tarodare inversă pe axa a 5-a (Grupa 09)
G155 nu utilizează decât tarozi flotanţi. G174 este disponibil pentru tarodarea rigidă inversăpe axa a 5-a.
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansL - Numărul de repetiţiiA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa ZS - Turaţia arborelui principal
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.Această poziţie este utilizată ca poziţie de pornire iniţială. Unitatea de comandă va porniautomat arborele principal în sens antiorar înaintea acestui ciclu închis.
F7.48: G155 Ciclul închis de tarodare inversă pe axa a 5-a
E
327

Lista codurilor G
G161 Ciclul închis de găurire pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
F7.49: G161 Ciclul închis de găurire pe axa a 5-a
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
% ;(G54 X0 Y0 este în partea din stânga jos) ;(Z0 este în partea superioară a piesei) ;(T1 - nedisponibilă) ;;(ÎNCEPUT BLOCURI DE PREGĂTIRE) ;T1 M06 (Selectare scula 1) ;G00 G90 G40 G49 G54 (Pornire în siguranţă) ;G00 G54 X0 Y0 (Deplasare rapidă în prima poziţie) ;S1000 M03 (Pornire arbore principal în sens orar) ;G43 H01 Z0.1 (Activare corecţie sculă 1) ;M08 (Activare lichid de răcire) ;;(ÎNCEPUT BLOCURI DE AŞCHIERE) ;(GĂURIRE DREAPTA, FRONTALĂ) ;G01 G54 G90 X8. Y-8. B23. A22. F360. (Poziţie de) ;(degajare) ;G143 H01 Z15. M8 ;G01 X7. Y-7. Z11. F360. (Poziţie de pornire iniţială) ;G161 E.52 F7. (Început G161) ;G80 ;X8. Y-8. B23. A22. Z15. (Poziţie de degajare) ;
E
328

Codurile G
;(ÎNCEPUT BLOCURI DE FINALIZARE) ;G00 Z0.1 M09 (Retragere rapidă, dezactivare lichid) ;(de răcire) ;G53 G49 Z0 M05 (Deplasare în origine Z, oprire) ;(arbore principal) ;G53 Y0 (Deplasare în origine Y) ;M30 (Încheiere program) ;% ;
G162 Ciclul închis de pregăurire pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansP - Timpul de oprire în fundul alezajuluiA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
% ;(CONTRAGĂURIRE DREAPTA, FRONTALĂ) ;T2 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S2200 M3) ;(F360. (Poziţie de degajare) ;G143 H2 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G162 E.52 P2.0 F7. (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G1 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
329

Lista codurilor G
F7.50: G162 Ciclul închis de pregăurire
G163 Ciclul închis de găurire progresivă normală pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansI - Dimensiunea a primei adâncimi de aşchiere, opţionalăJ - Valoarea cu care se reduce adâncimea de aşchiere la fiecare trecere, opţionalăK - Adâncimea minimă de aşchiere, opţionalăP - Pauza la sfârşitul ultimei progresii, în secunde, opţionalăQ - Valoarea de pătrundere, întotdeauna incrementalăA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
Dacă sunt specificate I, J şi K, prima trecere va pătrunde cu valoarea I, fiecare adâncimede aşchiere succesivă va fi redusă cu valoarea J, iar adâncimea minimă de aşchiereeste K.
Dacă este specificat P, scula va face o pauză la fundul alezajului pentru perioada de timprespectivă după ultima progresie. Exemplul următor va executa mai multe progresii şi ooprire temporizată de 1.5 secunde la sfârşit:
G163 E0.62 F15. Q0.175P1.5. ;
NOTĂ: Acelaşi timp de oprire va fi aplicat pentru toate blocurile ulterioare încare nu se specifică un timp de oprire.
E
330

Codurile G
F7.51: G163 Ciclul închis de găurire progresivă normală pe axa a 5-a: [#22] Setarea 22, [#52] Setarea 52.
Setarea 52 modifică modul în care funcţionează G163 atunci când revine în poziţia depornire. De obicei, planul R este setat cu mult deasupra tăieturii, pentru a se asigura cămişcarea de progresie permite eliminarea aşchiilor din alezaj. Aceasta presupune consumde timp, deoarece burghiul începe prin a găuri un spaţiu gol. Dacă setarea 52 este setatăla distanţa necesară pentru eliminarea aşchiilor, poziţia de pornire poate fi adusă mult maiaproape de piesa găurită. Când se produce mişcarea de eliminare a aşchiilor spre poziţiade pornire, axa Z va fi deplasată deasupra poziţiei de pornire cu valoarea precizată înaceastă setare.
% ;(GĂURIRE PROGRESIVĂ DREAPTA, FRONTALĂ) ;T5 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S2200 M3) ;(F360. (Poziţie de degajare) ;G143 H5 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G163 E1.0 Q.15 F12. (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G1 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
E
Q
Q
Q
#22
#52
E
I1=I
I2=I1-J
I3=I2-J
#22
331

Lista codurilor G
G164 Ciclul închis de tarodare pe axa a 5-a (Grupa 09)
G164 nu utilizează decât tarozi flotanţi. G174/G184 este disponibil pentru tarodarea rigidăpe axa a 5-a.
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa ZS - Turaţia arborelui principal
F7.52: G164 Ciclul închis de tarodare pe axa a 5-a
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.Unitatea de comandă va porni automat arborele principal în sens orar înaintea acestuiciclu închis.
% ;(TARODARE 1/2-13) ;T5 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S500M3) ;(F360. (Poziţie de degajare) ;G143 H5 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G164 E1.0 F38.46 (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G1 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
E
332

Codurile G
G165 Ciclul închis de alezare pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
F7.53: G165 Ciclul închis de alezare pe axa a 5-a
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
% ;(Ciclu de alezare) ;T5 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S2200 M3) ;(F360. (Poziţie de degajare) ;G143 H5 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G165 E1.0 F12. (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G00 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
E
333

Lista codurilor G
G166 Ciclul închis de alezare şi oprire pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
F7.54: G166 Ciclul închis de alezare şi oprire pe axa a 5-a
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
% ;(Ciclu de alezare şi oprire) ;T5 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S2200 M3) ;(F360. (Poziţie de degajare) ;G143 H5 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G166 E1.0 F12. (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G00 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
E
334

Codurile G
G169 Ciclul închis de alezare şi oprire temporizată pe axa a 5-a (Grupa 09)
E - Specifică distanţa dintre poziţia de pornire şi fundul alezajului (trebuie să fie o valoare pozitivă)
F - Viteza de avansP - Timpul de oprire în fundul alezajuluiA - Poziţia de pornire a sculei pe axa AB - Poziţia de pornire a sculei pe axa BX - Poziţia de pornire a sculei pe axa XY - Poziţia de pornire a sculei pe axa YZ - Poziţia de pornire a sculei pe axa Z
F7.55: G169 Ciclul închis de alezare şi oprire temporizată pe axa a 5-a
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.
% ;(Ciclu de alezare şi oprire temporizată) ;T5 M6 ;G01 G54 G90 X8.4221 Y-8.4221 B23. A21.342 S2200 M3) ;(F360. (Poziţie de degajare) ;G143 H5 Z14.6228 M8 ;G1 X6.6934 Y-6.6934 Z10.5503 F360. (Poziţie de) ;(pornire iniţială) ;G169 E1.0 P0.5 F12. (Ciclu închis) ;G80 ;X8.4221 Y-8.4221 B23. A21.342 Z14.6228 (Poziţie de) ;(degajare) ;M5 ;G00 G28 G91 Z0. ;G91 G28 B0. A0. ;M01 ;% ;
E
335

Lista codurilor G
G174 Tarodarea rigidă neverticală în sens antiorar - G184 în sens orar (Grupa 00)
F - Viteza de avansX - Poziţia axei X la fundul alezajuluiY - Poziţia axei Y la fundul alezajuluiY - Poziţia axei Z la fundul alezajuluiS - Turaţia arborelui principal
Trebuie programată o poziţie specifică X, Y, Z, A, B înainte să fie comandat ciclul închis.Această poziţie este utilizată ca poziţie de pornire.
Acest cod G este utilizat pentru executarea tarodării rigide pentru alezaje neverticale.Acesta poate fi utilizat cu un cap în unghi drept pentru executarea tarodării rigide pe axa Xsau Y pe o freză cu 3 axe, respectiv pentru executarea tarodării rigide într-un unghi arbitrarpe o freză cu 5 axe. Raportul dintre viteza de avans şi turaţia arborelui principal trebuie săfie exact pasul filetului prelucrat.
Nu este necesară pornirea arborelui principal înaintea acestui ciclu închis; unitatea decomandă o va face automat.
G187 Setarea nivelului de fineţe (Grupa 00)
G187 este o comandă referitoare la precizie ce poate seta şi controla fineţea, precum şivaloarea maximă pentru rotunjirea de colţ atunci când se prelucrează o piesă. Structurapentru utilizarea G187 este G187 Pn Ennnn.
P - Controlează nivelul de fineţe, P1(grosier), P2(mediu) sau P3(fin). Anulează temporar setarea 191.
E - Setează valoarea maximă pentru rotunjirea de colţ. Anulează temporar setarea 85.
Setarea 191 setează fineţea implicită conform celor specificate de utilizator - GROSIER,MEDIU sau FIN - atunci când G187 nu este activ. Setarea Mediu este setarea implicitădin fabricaţie.
NOTĂ: Modificarea setării 85 la o valoare scăzută poate face ca maşina săfuncţioneze de parcă s-ar afla în modul oprire exactă.
NOTĂ: Schimbarea setării 191 în FIN va prelungi timpul necesar pentruprelucrarea unei piese pe maşină. Utilizaţi această setare doar atuncicând este necesară o finisare superioară.
336
Codurile G
G187 Pm Ennnn setează atât fineţea, cât şi valoarea maximă pentru rotunjirea de colţ.G187 Pm setează fineţea, dar lasă valoarea maximă pentru rotunjirea de colţ la nivelulcurent. G187 Ennnn setează valoarea maximă pentru rotunjirea de colţ, dar lasă fineţeala nivelul curent. G187 singur anulează valoarea E şi setează fineţea la fineţea implicităspecificată de setarea 191. G187 va fi anulat întotdeauna atunci când este apăsată tasta[RESET] (resetare), când se execută M30 sau M02, când se ajunge la sfârşitul programuluisau când este apăsată tasta [EMERGENCY STOP] (oprire de urgenţă).
G188 Apelarea programului de la PST (Grupa 00)
Apelează programul de prelucrare pentru paleta încărcată pe baza înregistrării din tabelulde planificare palete (PST) pentru paleta respectivă.
G234 Controlul punctului central al sculei (TCPC) (Grupa 08)
Codul G234 Controlul punctului central al sculei (TCPC) permite unei maşini să rulezecorect un program de profilare pe axa a 4-a sau a 5-a atunci când piesa de prelucrat nueste amplasată exact în poziţia specificată printr-un program generat prin intermediul CAM.Acesta elimină necesitatea retranscrierii unui program din sistemul CAM atunci cândpoziţiile programată şi efectivă ale piesei de prelucrat diferă între ele.
Pentru informaţii suplimentare în acest sens, consultaţi Suplimentul la manualuloperatorului UMC-750.
G254 Decalajul de origine dinamic (DWO) (Grupa 23)
Codul G254 Decalajul de origine dinamic (DWO) este similar cu TCPC, cu excepţia faptuluică este conceput a fi utilizat împreună cu poziţionarea 3+1 sau 3+2, nu pentru prelucrareasimultană pe axa a 4-a sau a 5-a. Dacă programul nu utilizează axele B şi C, nu estenecesar să se utilizeze DWO.
Pentru informaţii suplimentare în acest sens, consultaţi Suplimentul la manualuloperatorului UMC-750.
G255 Anularea decalajului de origine dinamic (DWO) (Grupa 23)
G255 anulează G254 Decalajul de origine dinamic (DWO).
Pentru informaţii suplimentare în acest sens, consultaţi Suplimentul la manualuloperatorului UMC-750.
337

Lista codurilor G
7.2 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
338

Codurile M
Capitolul 8: Codurile M
8.1 Prezentare
Acest capitol prezintă descrierile detaliate ale codurilor M pe care le puteţi utiliza pentru aprograma maşina.
ATENŢIE: Exemplele de program din acest manual au fost testate în ceea cepriveşte precizia, însă sunt prezentate doar cu titlu de exemplu.Programele nu definesc sculele, corecţiile şi decalajele saumaterialele. Acestea nu descriu sistemul de suport piesă sau altedispozitive de fixare. Dacă doriţi să rulaţi un exemplu de program pemaşina dumneavoastră, faceţi acest lucru în modul Grafic. Respectaţiîntotdeauna practicile de prelucrare în siguranţă atunci când rulaţi unprogram cu care nu sunteţi familiarizat.
NOTĂ: Exemplele de program din acest manual sunt concepute într-un stilfoarte conservator de programare. Exemplele vizează prezentareaunor programe sigure şi fiabile, acestea nefiind neapărat cel mai rapidsau eficient mod de operare a maşinii. Exemplele de programutilizează coduri G la care s-ar putea să nu apelaţi în programe maieficiente.
8.1.1 Lista codurilor M
Cod DescrierePagina
M00 Oprirea programului 343
M01 Oprirea opţională a programului 343
M02 Încheierea programului 343
M03 Comenzile arborelui principal 343
M04 Comenzile arborelui principal 343
339

Lista codurilor M
M05 Comenzile arborelui principal 343
M06 Schimbarea sculei 344
M07 Activarea lichidului de răcire prin stropire 345
M08 Activarea lichidului de răcire 345
M09 Dezactivarea lichidului de răcire 345
M10 Cuplarea frânei axei a 4-a 345
M11 Decuplarea frânei axei a 4-a 345
M12 Cuplarea frânei axei a 5-a 346
M13 Decuplarea frânei axei a 5-a 346
M16 Schimbarea sculei 346
M17 Deblocarea paletei APC şi deschiderea uşii APC 346
M18 Blocarea paletei APC şi închiderea uşii APC 346
M19 Orientarea arborelui principal 346
M21 Funcţia M utilizator opţional cu M-Fin 346
M22 Funcţia M utilizator opţional cu M-Fin 346
M23 Funcţia M utilizator opţional cu M-Fin 346
M24 Funcţia M utilizator opţional cu M-Fin 346
M25 Funcţia M utilizator opţional cu M-Fin 346
M26 Funcţia M utilizator opţional cu M-Fin 346
M27 Funcţia M utilizator opţional cu M-Fin 346
M28 Funcţia M utilizator opţional cu M-Fin 346
M30 Încheierea programului şi resetarea 348
M31 Transportorul de şpan spre înainte 348
Cod DescrierePagina
340

Codurile M
M33 Oprire transportor de şpan 348
M34 Deplasarea incrementală a lichidului de răcire 348
M35 Deplasarea decrementală a lichidului de răcire 348
M36 Piesa de pe paletă pregătită 349
M39 Rotirea capului revolver 349
M41 Controlul manual al treptei inferioare 349
M42 Controlul manual al treptei superioare 349
M46 Salt dacă paleta este încărcată 350
M48 Verificarea validităţii programului curent 350
M49 Setarea stării paletei 350
M50 Executarea unei schimbări a paletei 350
M51 Setarea codurilor M de utilizator opţionale 350
M52 Setarea codurilor M de utilizator opţionale 350
M53 Setarea codurilor M de utilizator opţionale 350
M54 Setarea codurilor M de utilizator opţionale 350
M55 Setarea codurilor M de utilizator opţionale 350
M56 Setarea codurilor M de utilizator opţionale 350
M57 Setarea codurilor M de utilizator opţionale 350
M58 Setarea codurilor M de utilizator opţionale 350
M59 Setarea releului de ieşire 351
M61 Dezactivarea codurilor M de utilizator opţionale 351
M62 Dezactivarea codurilor M de utilizator opţionale 351
M63 Dezactivarea codurilor M de utilizator opţionale 351
Cod DescrierePagina
341

Lista codurilor M
M64 Dezactivarea codurilor M de utilizator opţionale 351
M65 Dezactivarea codurilor M de utilizator opţionale 351
M66 Dezactivarea codurilor M de utilizator opţionale 351
M67 Dezactivarea codurilor M de utilizator opţionale 351
M68 Dezactivarea codurilor M de utilizator opţionale 351
M69 Dezactivarea releului de ieşire 351
M75 Setarea punctului de referinţă pentru G35 sau G136 351
M76 Ecranul de comandă inactiv 351
M77 Ecranul de comandă activ 351
M78 Alarmă dacă se întâlneşte un semnal de salt 352
M79 Alarmă dacă nu se întâlneşte un semnal de salt 352
M80 Deschiderea uşii automate 352
M81 Închiderea uşii automate 352
M82 Destrângerea sculei 352
M83 Activarea pistolului automat de aer comprimat 352
M84 Dezactivarea pistolului automat de aer comprimat 352
M86 Strângerea sculei 353
M88 Activarea lichidului de răcire prin arborele principal 353
M89 Dezactivarea lichidului de răcire prin arborele principal 353
M95 Modul hibernare 353
M96 Salt în lipsa unei intrări 354
M97 Apelarea unui subprogram 354
M98 Apelarea unui subprogram 355
Cod DescrierePagina
342

Codurile M
Despre codurile M
Codurile M sunt comenzi diverse pentru maşină ce nu comandă nicio deplasare a axelor.Structura unui cod M constă dintr-o literă M urmată de două sau trei cifre, de exemplu M03.
Doar un singur cod M poate fi programat într-o linie de cod. Toate codurile M intră în vigoarela sfârşitul blocului.
M00 Oprirea programului
Codul M00 opreşte un program. Acesta opreşte axele şi arborele principal şi dezactiveazălichidul de răcire (inclusiv lichidul de răcire auxiliar). Blocul următor de după M00 estemarcat atunci când este vizualizat în editorul de programe. Apăsaţi butonul[CYCLE START] (pornire ciclu) pentru a continua funcţionarea programului cublocul marcat.
M01 Oprirea opţională a programului
M01 funcţionează la fel ca M00, cu excepţia faptului că funcţia Oprire opţională trebuie săfie activată. Apăsaţi tasta [OPTION STOP] (oprire opţională) pentru a comuta stareafuncţiei între activată şi dezactivată.
M02 Încheierea programului
M02 încheie un program.
NOTĂ: Cel mai uzual mod de încheiere a unui program este prin utilizareaunui M30.
M03 / M04 / M05 Arborele principal spre înainte / înapoi / oprirea
M03 porneşte rotirea arborelui principal în sens orar (CW).
M04 porneşte rotirea arborelui principal în sens antiorar (CCW).
M05 opreşte arborele principal şi aşteaptă ca acesta să se oprească.
M99 Revenirea la subprogram sau buclă 355
M109 Intrarea interactivă pentru utilizator 356
Cod DescrierePagina
343

Lista codurilor M
Turaţia arborelui principal este controlată cu un cod de adresă S; de exemplu, S5000 vacomanda o turaţie a arborelui principal de 5000 rot/min.
Dacă maşina respectivă are o cutie de viteze, turaţia programată a arborelui principal vadetermina treapta de viteze pe care o va utiliza maşina, cu excepţia cazului în care utilizaţiun M41 sau M42 pentru controlul manual al treptei de viteze. Consultaţi la pagina 349pentru informaţii suplimentare referitoare la codurile M pentru controlul manual al treptei deviteze.
M06 Schimbarea sculei
T - Codul sculei
Codul M06 este utilizat pentru schimbarea sculelor. De exemplu, M06 T12 va fixa scula 12în arborele principal. Dacă arborele principal este în funcţiune, arborele principal şi lichidulde răcire (inclusv TSC) vor fi oprite de comanda M06.
NOTĂ: Comanda M06 opreşte automat arborele principal, dezactiveazălichidul de răcire, deplasează axa Z în poziţia de schimbare a sculei şiorientează arborele principal pentru schimbarea sculei. Nu trebuie săincludeţi aceste comenzi pentru o schimbare a sculei în programulrespectiv.
NOTĂ: Codurile M00, M01 şi orice cod G pentru decalajul de origine (G54etc.), precum şi separatoarele de ştergere bloc plasate înaintea uneischimbări a sculei dezactivează funcţia de anticipare, iar unitatea decomandă nu va preapela scula următoare în poziţia de schimbare(doar pentru un schimbător de scule lateral). Aceasta poate cauzaîntârzieri semnificative în execuţia programului, deoarece unitatea decomandă trebuie să aştepte ca scula să se deplaseze în poziţia deschimbare înainte să poată executa o schimbare a sculei. Puteţicomanda deplasarea caruselului în poziţia sculei cu un cod T plasatdupă o schimbare a sculei; de exemplu:
M06 T1 (PRIMA SCHIMBARE A SCULEI) ;T2 (PREAPELARE SCULĂ URMĂTOARE) ;;
Consultaţi la pagina 104 pentru informaţii suplimentare referitoare la programareaschimbătorului de scule lateral.
344

Codurile M
M07 Activarea lichidului de răcire prin stropire
M07 porneşte lichidul opţional de răcire prin stropire. M09 opreşte lichidul opţional de răcireprin stropire, precum şi lichidul de răcire standard. Lichidul opţional de răcire prin stropireeste dezactivat automat înaintea unei schimbări a sculei sau a unei schimbări a paletei,fiind repornit automat după o schimbare a sculei dacă acesta era în starea ACTIVATînaintea unei secvenţe de schimbare a sculei.
NOTĂ: Uneori se utilizează relee opţionale şi coduri M opţionale, cum ar fiM51 pentru activarea lichidului de răcire prin stropire şi M61 pentrudezactivarea lichidului de răcire prin stropire. Verificaţi configuraţiamaşinii dumneavoastră pentru programarea corectă a codurilor M.
M08 Activarea lichidului de răcire / M09 Dezactivarea lichidului de răcire
M08 porneşte alimentarea cu lichid de răcire opţional, iar M09 o opreşte. Utilizaţi M34/M35pentru a porni şi opri lichidul de răcire programabil (P-Cool) opţional. Utilizaţi M88/M89pentru a porni şi opri lichidul de răcire prin arborele principal opţional.
NOTĂ: Unitatea de comandă verifică nivelul lichidului de răcire doar laînceputul unui program, astfel că o stare de nivel scăzut al lichidului derăcire nu va opri programul în curs de rulare.
ATENŢIE: Nu utilizaţi produse de distilare primară sau uleiuri de aşchiereminerale „pure”. Acestea pot cauza deteriorări ale componentelor dincauciuc de la nivelul maşinii.
M10 Cuplarea frânei axei a 4-a / M11 Decuplarea frânei axei a 4-a
M10 aplică frâna axei a 4-a opţionale, iar M11 decuplează frâna. Frâna axei a 4-a opţionaleeste normal cuplată, astfel că o comandă M10 este necesară doar atunci când a fost utilizatun cod M11 pentru decuplarea frânei.
345
Lista codurilor M
M12 Cuplarea frânei axei a 5-a / M13 Decuplarea frânei axei a 5-a
M12 aplică frâna axei a 5-a opţionale, iar M13 decuplează frâna. Frâna axei a 5-a opţionaleeste normal cuplată, astfel că o comandă M12 este necesară doar atunci când a fost utilizatun cod M13 pentru decuplarea frânei.
M16 Schimbarea sculei
T - Codul sculei
Acest cod M16 se comportă la fel ca M06. Însă M06 este metoda preferată pentrucomandarea schimbării sculei.
M17 Deblocarea paletei APC şi deschiderea uşii APC / M18 Blocarea paletei APC şi închiderea uşii APC
M17 deblochează paleta APC şi deschide uşa APC la centrele de prelucrare verticale cuschimbătoare de palete. M18 blochează paleta APC şi închide uşa APC. M17 / M18 suntutilizate doar pentru întreţinere şi testare. Utilizaţi M50 pentru schimbarea paletelor.
M19 Orientarea arborelui principal (valorile P şi R opţionale)
P - Numărul de grade (0 - 360)R - Numărul de grade cu două zecimale (0.00 - 360.00).
M19 reglează arborele principal într-o poziţie fixă. Arborele principal se orientează în poziţiazero în lipsa unei funcţii opţionale M19 de orientare a arborelui principal. Funcţia opţionalăde orientare a arborelui principal admite codurile de adresă P şi R. De exemplu:
M19 P270. (orientează arborele principal la) ; (270 grade) ; ;
Valoarea R permite programatorului să specifice până la două zecimale; de exemplu:
M19 R123.45 (orientează arborele principal la 123.45 de) ; (grade) ; ;
M21-M28 Funcţia M utilizator opţional cu M-Fin
Codurile M21 - M28 sunt opţionale pentru releele definite de utilizator. Fiecare cod Mînchide unul dintre releele opţionale. Tasta [RESET] (resetare) va opri orice operaţiepentru a se aştepta ca un accesoriu activat de releu să termine. De asemenea, a se vedeaM51 - M58 şi M61 - M68.
Unele dintre sau toate codurile M21 - M25 (M21 - M22 la frezele de sculărie, de atelier şimini-freze) pentru PCB I/O pot fi utilizate pentru dotările opţionale instalate din fabricaţie.Verificaţi dacă releele prezintă cabluri, pentru a stabili care dintre acestea sunt utilizate.Contactaţi dealerul pentru detalii suplimentare în acest sens.
346

Codurile M
Numai un releu este cuplat la un moment dat. O operaţie tipică este aceea de comandarea unui produs rotativ. Secvenţa se derulează după cum urmează: Rulaţi secţiunea deprelucrare a unui program de prelucrare CNC. Opriţi mişcarea CNC şi comandaţi mişcareade rotaţie prin intermediul releului. Aşteptaţi un semnal de finalizare (stop) de la produsulrotativ. Continuaţi programul de prelucrare CNC.
Releele cod M
Aceste ieşiri pot fi utilizate pentru activarea palpatoarelor, pompelor auxiliare saudispozitivelor de fixare etc. Dispozitivele auxiliare sunt conectate electric la regleta deborne a releului corespunzător. Regleta de borne are câte o poziţie pentru normal deschis(NO), normal închis (NC) şi comun (COM).
F8.1: Relee cod M PCB I/O principal: [1] Relee cod M PCB I/O principal, [2] Panou de relee cod M opţional (montat deasupra PCB I/O principal).
Releele opţionale cod 8M
Releele cod M suplimentare pot fi achiziţionate în blocuri de câte 8. Un total de 4 blocuri acâte 8 relee sunt posibile în sistemul Haas; acestea sunt numerotate de la 0 la 3. Blocurile0 şi 1 sunt interne pentru PCB I/O principal. Blocul 1 include releele M21-25 în parteasuperioară a PCB I/O. Blocul 2 apelează prima opţiune 8M a PCB. Blocul 3 apelează adoua opţiune 8M a PCB.
NOTĂ: Blocul 3 poate fi utilizat pentru unele opţiuni Haas instalate şi s-arputea să nu fie disponibil. Contactaţi dealerul pentru detaliisuplimentare în acest sens.
Doar un bloc de ieşiri poate fi apelat cu codurile M la un moment dat. Acesta este controlatde parametrul 352 Selectare bloc relee. Releele din blocurile neactivate sunt accesibiledoar cu variabile macro sau cu M59/M69. Parametrul 352 este setat la expediţie la 1ca standard.
K8 K1
M21M25 M22M26 M23M27 M24M28NO NCCOM
12 11 10 9 8 7 6 5 4 3 2 1 12 11 10 9 8 7 6 5 4 3 2 1
NO NCCOM
P8 P4
1 2
347
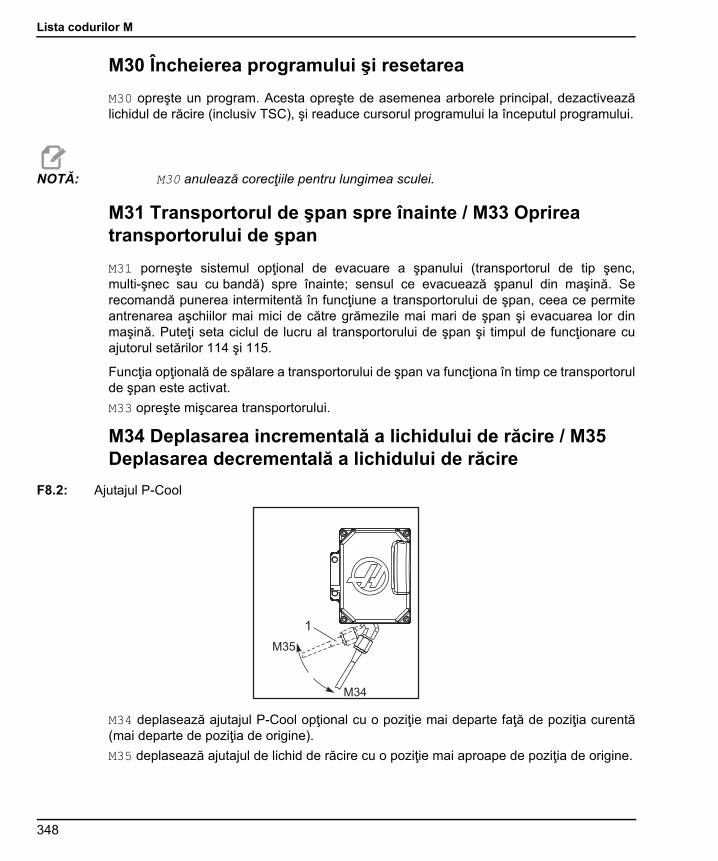
Lista codurilor M
M30 Încheierea programului şi resetarea
M30 opreşte un program. Acesta opreşte de asemenea arborele principal, dezactiveazălichidul de răcire (inclusiv TSC), şi readuce cursorul programului la începutul programului.
NOTĂ: M30 anulează corecţiile pentru lungimea sculei.
M31 Transportorul de şpan spre înainte / M33 Oprirea transportorului de şpan
M31 porneşte sistemul opţional de evacuare a şpanului (transportorul de tip şenc,multi-şnec sau cu bandă) spre înainte; sensul ce evacuează şpanul din maşină. Serecomandă punerea intermitentă în funcţiune a transportorului de şpan, ceea ce permiteantrenarea aşchiilor mai mici de către grămezile mai mari de şpan şi evacuarea lor dinmaşină. Puteţi seta ciclul de lucru al transportorului de şpan şi timpul de funcţionare cuajutorul setărilor 114 şi 115.
Funcţia opţională de spălare a transportorului de şpan va funcţiona în timp ce transportorulde şpan este activat.
M33 opreşte mişcarea transportorului.
M34 Deplasarea incrementală a lichidului de răcire / M35 Deplasarea decrementală a lichidului de răcire
F8.2: Ajutajul P-Cool
M34 deplasează ajutajul P-Cool opţional cu o poziţie mai departe faţă de poziţia curentă(mai departe de poziţia de origine).
M35 deplasează ajutajul de lichid de răcire cu o poziţie mai aproape de poziţia de origine.
M35
M34
1
348

Codurile M
ATENŢIE: Nu rotiţi ajutajul de lichid de răcire cu mâna. Se poate produceavarierea gravă a motorului.
M36 Piesa de pe paletă pregătită
Utilizat la maşinile cu schimbătoare de palete. M36 amână schimbarea paletei până cândeste apăsat butonul [PART READY] (piesă pregătită). O schimbare a paletei va survenidupă ce este apăsat butonul [PART READY] (paletă pregătită) şi uşile sunt închise.De exemplu:
% ;Onnnnn (număr program) ;M36 (Lampa „piesă pregătită” clipeşte, se aşteaptă) ;(până când este apăsat butonul) ;M01 ;M50 (Efectuare schimbare paletă după ce este apăsat) ;(butonul [PART READY] - piesă pregătită) ;(Program de prelucrare) ;M30 ;% ;
M39 Rotirea capului revolver
Codul M39 este utilizat pentru rotirea schimbătorului de scule lateral fără efectuarea uneischimbări a sculei. Numărul dorit al locaşului magaziei de scule (Tn) trebuie programatînainte de M39.
Schimbările sculelor se vor comanda cu un M06. Codul M39 nu este în mod normalnecesar, dar este util pentru diagnosticare sau pentru redresarea după o coliziune cuschimbătorul de scule.
M41 / M42 Controlul manual al treptei inferioare / superioare
La maşinile cu transmisie, codul M41 menţine maşina în treapta inferioară, iar codul M42menţine maşina în treapta superioară. În mod normal, turaţia arborelui principal (Snnn) vadetermina ce treaptă a transmisiei trebuie să fie cuplată.
Comandaţi M41 sau M42 şi turaţia arborelui principal înainte să comandaţi pornireaarborelui principal, M03. De exemplu:
% ;S1200 M41 ;M03 ;% ;
349

Lista codurilor M
M46 Salt dacă paleta este încărcată
P - Blocul programului la care se va trece atunci când se ajunge la un test condiţionalQ - Numărul paletei.
M46 determină transferarea unităţii de comandă la numărul liniei specificate de codul Pdacă paleta specificată de codul Q este încărcată în momentul respectiv.
Exemplu:
M46 Qm Pnn (Salt la linia nn din programul curent) ;(dacă paleta m este încărcată ;în caz contrar, se continuă cu blocul următor) ;;
M48 Verificarea validităţii programului curent
Codul M48 este utilizat ca sistem de protecţie la maşinile cu schimbătoare de palete.Alarma 909 (910) va fi generată dacă programul curent al paletei nu este inclus în tabelulde planificare palete.
M49 Setarea stării paletei
Codul M49 setează starea paletei specificate prin codul P la valoarea specificată de codulQ. Codurile Q posibile sunt: 1 - programată; 2 - încărcată; 3 - finalizată; 4 - 29 - pot fi definitede utilizator. Starea paletei este utilizată doar pentru afişare. Unitatea de comandă nudepinde de valoarea avută de aceasta la un moment dat, dar dacă aceasta este 0, 1, 2 sau3, unitatea de comandă o va actualiza după caz.
Exemplu:
M49Pnn Qmm (Setează starea paletei nn la o valoare) ;(de mm) ;;
Fără un cod P, această comandă setează starea paletei încărcate curent.
M50 Executarea unei schimbări a paletei
Cod utilizat cu o valoare P, cu butonul [PALLET READY] (paletă pregătită) sau cu tabelulde planificare palete pentru efectuarea unei schimbări a paletei.
M51-M58 Setarea codurilor M de utilizator opţionale
Codurile M51 - M58 sunt opţionale pentru interfeţele de utilizator. Acestea activează unuldintre releele cod M opţionale de pe placa de relee 1. Codurile M61 - M68 dezactiveazăreleul. Tasta [RESET] (resetare) dezactivează toate releele respective.
A se vedea M21 - M28 de la pagina 346 pentru detalii referitoare la releele cod M.
350

Codurile M
M59 Setarea releului de ieşire
P - Releele de ieşire discretă 1100 - 1155.
Codul M59 activează un releu. Un exemplu de utilizare a acestuia este M59 P11nn, undenn este codul releului activat. Codul M59 poate activa oricare dintre releele de ieşirediscretă din gama 1100 – 1155 în aceeaşi ordine cu mişcarea axelor. Când se utilizeazămacro-uri, M59 P1103 face acelaşi lucru ca la utilizarea comenzii macro opţionale#1103=1, cu excepţia faptului că este procesată la sfârşitul liniei de cod.
NOTĂ: Cele 8 funcţii M de rezervă de pe placa de relee 1 utilizează adresele1140 - 1147.
M61-M68 Dezactivarea codurilor M de utilizator opţionale
Codurile M61 - M68 sunt opţionale şi dezactivează unul dintre relee. Codul M corespundecodului M51 - M58 care a activat releul. Tasta [RESET] (resetare) dezactivează toatereleele. A se vedea M21-M28 de la pagina 346 pentru detalii referitoare la releele cod M.
M69 Dezactivarea releului de ieşire
Codul M69 dezactivează un releu. Un exemplu de utilizare a acestuia este M69 P11nn,unde nn este codul releului dezactivat. O comandă M69 poate dezactiva oricare dintrereleele de ieşire discretă din gama 1100 – 1155. Când se utilizează macro-uri, M69 P1103face acelaşi lucru ca la utilizarea comenzii macro opţionale #1103=0, cu excepţia faptuluică este procesată în aceeaşi ordine cu mişcarea axelor.
M73 / M74 Activarea / dezactivarea jetului de aer comprimat al sculei (TAB)
Aceste coduri M controlează jetul de aer comprimat al sculei (TAB) opţional. M73 activeazăTAB, iar M74 îl dezactivează.
M75 Setarea punctului de referinţă pentru G35 sau G136
Acest cod este utilizat pentru setarea unui punct de referinţă pentru comenzile G35 şi G136.Acesta trebuie utilizat după o funcţie de palpare.
M76 Ecranul de comandă inactiv / M77 Ecranul de comandă activ
Aceste coduri sunt utilizate pentru dezactivarea şi activarea afişajului pe ecran. Acestecoduri M sunt utile în cursul rulării unui program complicat mare, întrucât actualizareaecranului consumă din puterea de procesare, ce altfel poate fi utilizată pentru comandareamişcărilor maşinii.
351

Lista codurilor M
M78 Alarmă dacă se întâlneşte un semnal de salt
Codul M78 este utilizat cu un palpator. Un M78 generează o alarmă dacă o funcţie saltprogramată (G31, G36 sau G37) recepţionează un semnal de la palpator. Acesta esteutilizat atunci când nu se aşteaptă un semmal de salt şi poate indica o coliziune cupalpatorul. Acest cod poate fi plasat în aceeaşi linie cu codul de salt G sau în oricebloc ulterior.
M79 Alarmă dacă nu se întâlneşte un semnal de salt
Codul M79 este utilizat cu un palpator. Un M79 generează o alarmă dacă o funcţie saltprogramată (G31, G36 sau G37) nu a recepţionat un semnal de la palpator. Acesta esteutilizat atunci când lipsa semnalului de salt indică o eroare de poziţionare a palpatorului.Acest cod poate fi plasat în aceeaşi linie cu codul de salt G sau în orice bloc ulterior.
F8.3: Eroare de poziţionare a palpatorului: [1] Semnal găsit. [2] Semnal negăsit.
M80 Deschiderea uşii automate / M81 Închiderea uşii automate
M80 deschide uşa automată, iar M81 o închide. Unitatea de comandă emite semnalesonore în timp ce uşa este în mişcare.
M82 Destrângerea sculei
Codul M82 este utilizat pentru deblocarea sculei din arborele principal. Acesta este utilizatdoar ca funcţie de întreţinere/testare. Schimbarea sculei se va comanda cu un M06.
M83 / M84 Activarea / dezactivarea pistolului automat de aer comprimat / MQL
M83 activează pistoul de aer comprimat (AAG) sau sistemul opţional de lubrifiere la debitminim (MQL), iar M84 îl dezactivează. M83 cu un argument Pnnn (unde nnn este înmilisecune) activează AAG sau MQL pentru intervalul de timp specificat, apoi îldezactivează automat. Puteţi de asemenea să apăsaţi tasta [SHIFT] (comutare) şi apoitasta [COOLANT] (lichid de răcire) pentru a activa manual AAG sau MQL.
1 2
352

Codurile M
M86 Strângerea sculei
M86 strânge scula în arborele principal. Acesta este utilizat doar ca funcţie deîntreţinere/testare. Schimbarea sculei se va comanda cu un M06.
M88 Activarea lichidului de răcire prin arborele principal / M89 Dezactivarea lichidului de răcire prin arborele principal
M88 activează lichidul de răcire prin arborele principal (TSC) opţional, iar M89dezactivează TSC.
ATENŢIE: O sculă adecvată, cu un orificiu străpuns, trebuie instalată înainte deutilizarea sistemului TSC. Dacă nu se utilizează scule adecvate,păpuşa portsculă va fi inundată cu lichid de răcire, ceea ce va duce lainvalidarea garanţiei.
Exemplu de program
NOTĂ: Comanda M88 va fi plasată înaintea comenzii referitoare la turaţiaarborelui principal.
% ;T1 M6 (Lichid de răcire prin burghiu TSC) ;G90 G54 G00 X0 Y0 ;G43 H06 Z.5 ;M88 (Activare TSC) ;S4400 M3 ;G81 Z-2.25 F44. R.03 ;M89 G80 (Dezactivare TSC) ;G91 G28 Z0 ;M30 ;% ;
M95 Modul hibernare
Modul hibernare este un timp prelungit de oprire temporizată. Structura unei comenzi M95este: M95 (hh:mm).
Comentariul ce urmează imediat după M95 trebuie să conţină intervalul de timp, în ore şiminute, în care maşina va fi trecută în hibernare. De exemplu, dacă ora curentă este 6 PMşi doriţi ca maşina să rămână în hibernare până la ora 6:30 AM a doua zi, comandaţi M95(12:30). Linia (liniile) ce urmează după M95 vor fi comenzi de mişcare a axelor şi încălzirea arborelui principal.
353

Lista codurilor M
M96 Salt în lipsa unei intrări
P - Blocul programului la care se va trece atunci când se ajunge la un test condiţionalQ - Variabila intrare discretă de testat (0 - 63)
Codul M96 este utilizat pentru testarea unei intrări discrete pentru starea 0 (dezactivat).Acesta este util pentru verificarea stării dispozitivului de fixare automată a piesei deprelucrat sau a altor accesorii, ce va genera un semnal de comandă. Valoarea Q trebuie săfie în gama 0 - 63, ce corespunde intrărilor găsite în ecranul de diagnosticare (intrarea dinstânga sus este 0, iar intrarea din dreapta jos este 63). Când este executat acest bloc deprogram şi semnalul de intrare specificat de Q are valoarea 0, este executat blocul deprogram Pnnnn (Nnnnn ce corespunde cu linia Pnnnn trebuie să fie în acelaşi program).
Exemplu de M96:
% ;N05 M96 P10 Q8 (Test intrare #8, întrerupătorul) ;(uşii, până când este închisă) ;N10 (Pornire buclă program) ;... ;... (Programul de prelucrare a piesei) ;... ;N85 M21 (Execută o funcţie externă a utilizatorului) ;N90 M96 P10 Q27 (Buclă la N10 dacă intrarea de) ;(rezervă [#27] este 0) ;N95 M30 (Dacă intrarea de rezervă este 1, atunci se) ;(încheie programul) ;% ;
M97 Apelarea unui subprogram local
P - Blocul programului la care se va trece atunci când se ajunge la un test condiţionalL - Repetă apelarea subprogramului de (1-99) ori.
Codul M97 este utilizat pentru apelarea unui subprogram la care se face referinţă printr-unnumăr de linie (N) din acelaşi program. Este necesar un cod, acesta trebuind săcorespundă unui număr de linie din acelaşi program. Acesta este util pentru subprogramesimple din interiorul unui program; acesta nu necesită un program separat. Subprogramultrebuie să se încheie cu un M99. Codul Lnn din blocul M97 va repeta apelareasubprogramului de nn ori.
NOTĂ: Subprogramul este inclus în programul principal, fiind amplasat dupăM30.
Exemplu de M97:
% ;O00001 ;M97 P100 L4 (APELARE SUBPROGRAM N100) ;
354

Codurile M
M30 ;N100 (SUBPROGRAM) ;;M00 ;M99 (REVENIRE LA PROGRAMUL PRINCIPAL) ;% ;
M98 Apelarea unui subprogram
P - Numărul subprogramului la care se va trece atunci când se ajunge la un test condiţionalL - Repetă apelarea subprogramului de (1-99) ori.
Codul M98 este utilizat pentru apelarea unui subprogram, structura fiind M98 Pnnnn(Pnnnn este numărul programului ce este apelat). Subprogramul trebuie să fie în lista deprograme, trebuind să includă M99 pentru revenirea la programul principal. Un contor Lnnpoate fi plasat în linia ce conţine M98, determinând apelarea subprogramului de un numărnn de ori înainte să se continue cu blocul următor.
Când este apelat un subprogram M98, unitatea de comandă caută subprogramul peunitatea activă şi apoi în memorie dacă subprogramul nu poate fi localizat. Unitatea activăpoate fi memoria, unitatea USB sau unitatea hard. Se generează o alarmă dacă unitateade comandă nu găseşte subprogramul nici pe unitatea activă, nici în memorie.
Exemplu de M98:
Subprogramul este un program separat (O00100) din programul principal (O00002).
% ;O00002 ;M98 P100 L4 (APELARE SUBPROGRAM O00100 DE 4 ORI) ;M30 ;% % O00100 (SUBPROGRAM) ;M00 ;M99 (REVENIRE LA PROGRAMUL PRINCIPAL) ;% ;
M99 Revenirea la subprogram sau buclă
P - Blocul programului la care se va trece atunci când se ajunge la un test condiţional
Codul M99 are trei utilizări principale:
• Codul M99 este utilizat la sfârşitul unui subprogram, subprogram local sau macropentru revenirea la programul principal.
• Un M99 Pnn determină trecerea programului la Nnn corespunzător din program.
• Un M99 din programul principal va determina revenirea în buclă a programului laînceput şi executarea acestuia până când se apasă tasta [RESET] (resetare).
NOTĂ: Comportamentul Fanuc este simulat prin utilizarea codului următor:
355

Lista codurilor M
M99 cu macro-uri - Dacă maşina este prevăzută cu macro-uri opţionale, puteţi utiliza ovariabilă globală şi specifica un bloc la care să se treacă prin adăugarea #nnn = dddd însubprogram şi apoi utilizarea M99 P#nnn după apelarea subprogramului.
M109 Intrarea interactivă pentru utilizator
P - Un număr din gama (500-599) reprezentând variabila macro cu acelaşi nume.
Codul M109 permite unui program cod G să plaseze o solicitare scurtă (mesaj) pe ecran.O variabilă macro din gama 500 - 599 trebuie specificată printr-un cod P. Programul poateverifica orice caracter ce poate fi introdus de la tastatură, prin comparare cu echivalentulzecimal al caracterului ASCII (G47, Gravarea textului, are o listă de caractere ASCII).
Exemplul de program următor va adresa utilizatorului o întrebare cu răspuns Yes (da) sauNo (nu), apoi va aştepta să se tasteze un Y sau un N. Toate celelalte caracteresunt ignorate.
Haas Fanuc
apelare program: O0001 ;;
O0001 ;;
... ...
N50 M98 P2 ;;
N50 M98 P2 ;;
N51 M99 P100 ;;
...
... N100 (continuă de aici) ;;
N100 (continuă de aici) ;;
...
... M30 ;;
M30 ;;
subrutină: O0002 ;;
O0002 ;;
M99 ;;
M99 P100 ;;
356

Codurile M
% ;o61091 (M109 INTRARE INTERACTIVĂ UTILIZATOR) ;(Acest program nu conţine nicio mişcare a axelor) ;N1 #501= 0. (Ştergere variabilă) ;M109 P501 (Hibernare 1 min?) ;N5 IF [ #501 EQ 0. ] GOTO5 (Aşteptare apăsare tastă) ;IF [ #501 EQ 89. ] GOTO10 (Y) ;IF [ #501 EQ 78. ] GOTO20 (N) ;GOTO1 (Verifică în continuare) ;N10 (S-a tastat un Y) ;M95 (00:01) ;GOTO30 ;N20 (S-a tastat un N) ;G04 P1. (Nu se face nimic 1 secundă) ;N30 (Oprire) ;M30 ;% ;
Exemplul de program următor solicită utilizatorului să selecteze un număr, apoi aşteaptătastarea unui 1, 2, 3, 4 sau 5; toate celelalte caractere sunt ignorate.
% O00065 (M109 INTRARE INTERACTIVĂ UTILIZATOR 2) ; (Acest program nu conţine nicio mişcare a axelor) ; N1 #501= 0 (Ştergere variabilă #501) ; (Variabila #501 va fi verificată) ; (Operatorul introduce una dintre selecţiile următoare) N5 M109 P501 (1,2,3,4,5) ; IF [ #501 EQ 0 ] GOTO5 ; (Aşteaptă bucla de intrare de la tastatură până la introducere date) ; (Echivalentul zecimal pentru 49-53 reprezintă 1-5) ; IF [ #501 EQ 49 ] GOTO10 (S-a tastat 1, se trece la N10) ; IF [ #501 EQ 50 ] GOTO20 (S-a tastat 2, se trece la N20) ; IF [ #501 EQ 51 ] GOTO30 (S-a tastat 3, se trece la N30) ; IF [ #501 EQ 52 ] GOTO40 (S-a tastat 4, se trece la N40) ; IF [ #501 EQ 53 ] GOTO50 (S-a tastat 5, se trece la N50) ; GOTO1 (Verifică în continuare dacă există intrări de date de la utilizator până când se găsesc) ; N10 ; (Dacă s-a tastat 1, se rulează această subrutină) ; (Se trece la hibernare pentru 10 minute) ; #3006= 25 (Pornirea ciclului stă în hibernare pentru 10 minute) ; M95 (00:10) ; GOTO100 ; N20 ; (Dacă s-a tastat 2, se rulează această subrutină) ; (Mesaj programat) ; #3006= 25 (Pornire ciclu mesaj programat) ; GOTO100 ; N30 ; (Dacă s-a tastat 3, se rulează această subrutină) ; (Rulare subprogram 20) ; #3006= 25 (Se rulează programul de pornire ciclu 20) ; G65 P20 (Apelare subprogram 20) ; GOTO100 ; N40 ; (Dacă s-a tastat 4, se rulează această subrutină) ; (Rulare subprogram 22) ; #3006= 25 (Se rulează programul de pornire ciclu 22) ; M98 P22 (Apelare subprogram 22) ; GOTO100 ; N50 ; (Dacă s-a tastat 5, se rulează această subrutină) ; (Mesaj programat) ; #3006= 25 (Resetarea sau pornirea ciclului va scoate maşina de sub
357

Lista codurilor M
tensiune) ; #1106= 1 ; N100 ; M30 (Încheiere program); %
8.2 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
358

Setările
Capitolul 9: Setările
9.1 PrezentareAcest capitol prezintă descrierile detaliate ale setărilor pe care le puteţi utiliza pentru astfelîncât maşina să poată funcţiona.
9.1.1 Lista de setări
Setare Descriere
1 Temporizator scoatere automată din funcţiune
2 Scoatere din funcţiune la M30
4 Traiectorie de deplasare rapidă în modul grafic
5 Punct de găurire în modul grafic
6 Blocare panou frontal
7 Blocare parametri
8 Blocare memorie program
9 Dimensionare
10 Limitare deplasare rapidă la 50%
11 Selectare viteză de transfer
12 Selectare paritate
13 Biţi oprire
14 Sincronizare
15 Adaptare cod H & T
16 Blocare simulare
17 Blocare oprire opţională
18 Blocare ştergere bloc
359

Lista de setări
19 Blocare control manual al vitezei de avans
20 Blocare control manual al arborelui principal
21 Blocare control manual al deplasării rapide
22 Delta Z ciclu închis
23 Blocare editare programe 9xxx
24 Ghidaj perforator
25 Model EOB
26 Serie de fabricaţie
27 Sens de decalare G76/G77
28 Acţionare ciclu închis fără X/Y
29 G91 nemodal
30 Activare axa a 4-a
31 Resetare indicator de program
32 Control manual lichid de răcire
33 Sistem de coordonate
34 Diametru axa a 4-a
35 Decalaj G60
36 Repornire program
37 Biţi de date RS-232
39 Avertizare sonoră la M00, M01, M02, M30
40 Măsurare corecţie sculă
41 Adăugare de spaţii la ieşirea RS-232
42 M00 după schimbarea sculei
Setare Descriere
360

Setările
43 Tip compensare freză
44 F min în % CC rază
45 Imagine în oglindă pe axa X
46 Imagine în oglindă pe axa Y
47 Imagine în oglindă pe axa Z
48 Imagine în oglindă pe axa A
49 Anulare schimbare pentru aceeaşi sculă
52 Retragere G83 peste planul R
53 Avans rapid fără revenire la zero
55 Activare DNC de la MDI
56 M30 restabileşte G implicit
57 Oprire exactă ciclu închis X-Y
58 Compensare freză
59 Corecţie palpator X+
60 Corecţie palpator X-
61 Corecţie palpator Z+
62 Corecţie palpator Z-
63 Lăţime palpator sculă
64 Măsurare corecţie sculă utilizând coordonatele de lucru
65 Scală grafic (înălţime)
66 Decalaj X grafic
67 Decalaj Y grafic
68 Decalaj Z grafic
Setare Descriere
361
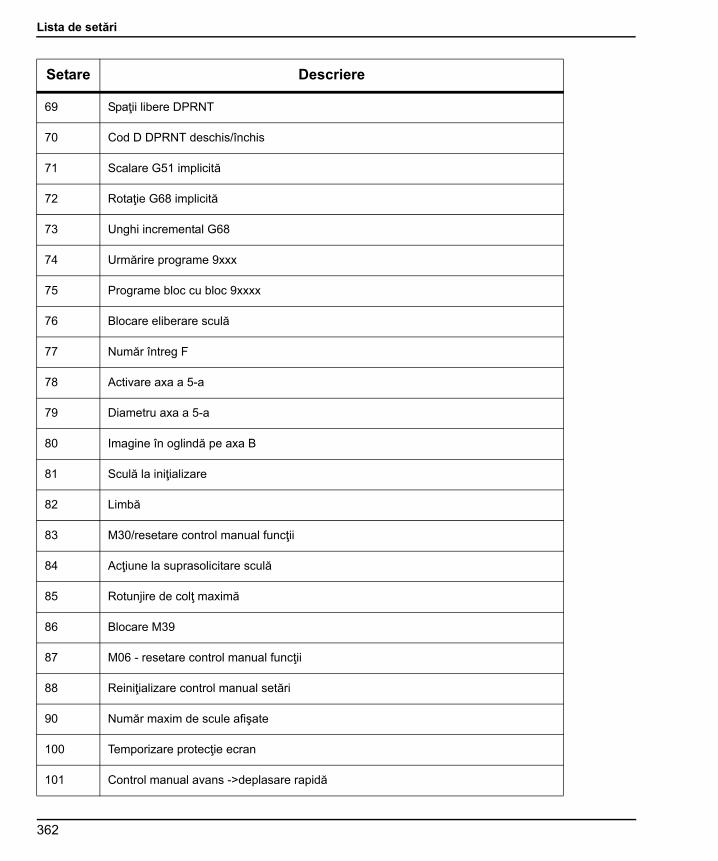
Lista de setări
69 Spaţii libere DPRNT
70 Cod D DPRNT deschis/închis
71 Scalare G51 implicită
72 Rotaţie G68 implicită
73 Unghi incremental G68
74 Urmărire programe 9xxx
75 Programe bloc cu bloc 9xxxx
76 Blocare eliberare sculă
77 Număr întreg F
78 Activare axa a 5-a
79 Diametru axa a 5-a
80 Imagine în oglindă pe axa B
81 Sculă la iniţializare
82 Limbă
83 M30/resetare control manual funcţii
84 Acţiune la suprasolicitare sculă
85 Rotunjire de colţ maximă
86 Blocare M39
87 M06 - resetare control manual funcţii
88 Reiniţializare control manual setări
90 Număr maxim de scule afişate
100 Temporizare protecţie ecran
101 Control manual avans ->deplasare rapidă
Setare Descriere
362
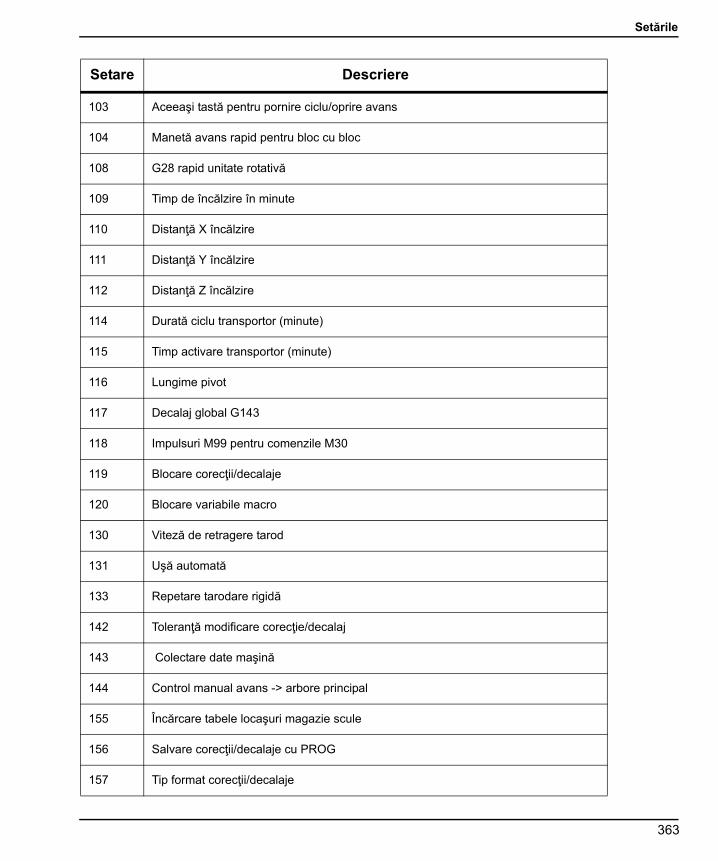
Setările
103 Aceeaşi tastă pentru pornire ciclu/oprire avans
104 Manetă avans rapid pentru bloc cu bloc
108 G28 rapid unitate rotativă
109 Timp de încălzire în minute
110 Distanţă X încălzire
111 Distanţă Y încălzire
112 Distanţă Z încălzire
114 Durată ciclu transportor (minute)
115 Timp activare transportor (minute)
116 Lungime pivot
117 Decalaj global G143
118 Impulsuri M99 pentru comenzile M30
119 Blocare corecţii/decalaje
120 Blocare variabile macro
130 Viteză de retragere tarod
131 Uşă automată
133 Repetare tarodare rigidă
142 Toleranţă modificare corecţie/decalaj
143 Colectare date maşină
144 Control manual avans -> arbore principal
155 Încărcare tabele locaşuri magazie scule
156 Salvare corecţii/decalaje cu PROG
157 Tip format corecţii/decalaje
Setare Descriere
363

Lista de setări
158 % compensare termică şurub X
159 % compensare termică şurub Y
160 % compensare termică şurub Z
162 Punct zecimal mobil implicit
163 Dezactivare viteză de avans rapid .1
164 Deplasare incrementală unitate rotativă
167-186 Întreţinere periodică
187 Retransmitere date maşină
188 Scală X G51
189 Scală Y G51
190 Scală Z G51
191 Fineţe implicită
196 Dezactivare transportor
197 Dezactivare lichid de răcire
198 Culoare fundal
199 Temporizator dezactivare afişaj (minute)
201 Prezentare doar corecţii scule şi decalaje de origine în uz
216 Dezactivare servo şi pompă hidraulică
238 Temporizator iluminare de mare intensitate (minute)
239 Temporizator stingere lampă de lucru (minute)
240 Avertizare privind durata de viaţă a sculei
242 Interval de purjare condens din aer (minute)
243 Timp de purjare condens din aer (secunde)
Setare Descriere
364

Setările
244 Lungime sculă calibru de referinţă (ţoli)
245 Sensibilitate la vibraţii periculoase
247 Mişcare simultană XYZ la schimbarea sculei
249 Activare ecran de pornire Haas
900 Nume reţea CNC
901 Obţinere automată adresă
902 Adresă IP
903 Mască de subreţea
904 Cale de acces implicită
905 Server DNS
906 Nume domeniu/grup de lucru
907 Nume server la distanţă
908 Cale de partajare la distanţă
909 Nume utilizator
910 Parolă
911 Nivel de acces la CNC (dezactivat, citire, acces complet)
912 Acces floppy activat
913 Acces unitate hard activat
914 Acces USB activat
915 Conexiune de reţea
916 Acces la al doilea USB activat
Setare Descriere
365

Lista de setări
Prezentarea setărilor
Paginile de setări conţin valori ce controlează funcţionarea maşinii şi pe care s-ar putea sătrebuiască să le modificaţi.
Setările sunt prezentate în meniurile de tip tab. Pentru informaţii referitoare la navigarea înmeniurile de tip tab ale unităţii de comandă Haas, consultaţi la pagina 56. Setările suntorganizate pe ecran în grupe.
Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a marca o setare. Pentru aaccesa rapid o setare, cu afişajul Setări activat pe ecran, tastaţi numărul setării şi apăsaţitasta săgeată [DOWN] (în jos).
Unele setări au valori numerice ce se încadrează într-o anumită gamă. Pentru a modificavaloarea acestor setări, tastaţi noua valoare şi apăsaţi tasta [ENTER] (execuţie). Alte setăriau anumite valori disponibile pe care le puteţi selecta dintr-o listă. Pentru aceste setări,utilizaţi tastele săgeţi [LEFT] (stânga) şi [RIGHT] (dreapta) pentru a se afişa opţiuniledisponibile. Apăsaţi tasta [ENTER] (execuţie) pentru a modifica o valoare. Mesajul dinapropierea părţii superioare a ecranului vă spune cum să modificaţi setarea selectată.
1 - Temporizator scoatere automată din funcţiune
Această setare este utilizată pentru scoaterea automată a maşinii de sub tensiune după operioadă de repaus. Valoarea introdusă în această setare este numărul de minute în caremaşina rămâne în repaus înainte să fie scoasă de sub tensiune. Maşina nu va fi scoasă desub tensiune în timp ce un program este în curs de rulare, iar contorizarea timpului(numărului de minute) va fi reluată de la zero de fiecare dată când este apăsat un butonsau se utilizează [HANDLE JOG] (manetă de avans rapid). Secvenţa de oprire automatăemite o avertizare pentru utilizator cu 15 secunde înainte de scoaterea de sub tensiune,moment în care o apăsare de buton va opri secvenţa de scoatere a maşinii desub tensiune.
2 - Scoatere din funcţiune la M30
Dacă această setare este setată la ACTIVATĂ, maşina este scoasă de sub tensiune lasfârşitul unui program (M30). Maşina va emite o avertizare pentru utilizator de 15 secundeatunci când se ajunge la un M30. Apăsaţi orice tastă pentru a întrerupe secvenţa descoatere a maşinii de sub tensiune.
366

Setările
4 - Traiectorie deplasare rapidă în modul grafic
Această setare modifică modul în care este vizualizat un program în modul grafic. Cândaceasta este DEZACTIVATĂ, mişcările rapide, neaşchietoare ale sculei nu indică otraiectorie. Când aceasta este ACTIVATĂ, mişcările rapide ale sculei lasă o linie întreruptăpe ecran.
F9.1: Setarea 4 - Traiectorie deplasare rapidă în modul grafic: [1] Toate mişcările rapide ale sculei sunt indicate printr-o linie întreruptă atunci când este ACTIVATĂ. [2] Doar liniile de aşchiere sunt indicate atunci când este DEZACTIVATĂ.
5 - Punct de găurire în modul grafic
Această setare modifică modul în care este vizualizat un program în modul grafic. Cândaceasta este ACTIVATĂ, mişcarea pe axa Z va lăsa un marcaj X pe ecran. Când aceastaeste DEZACTIVATĂ, nu sunt prezentate marcaje suplimentare pe afişajul grafic.
F9.2: Setarea 5, Punct de găurire în modul grafic: [1] Afişează marcajul X atunci când este ACTIVATĂ. [2] Nu afişează marcaje X atunci când este DEZACTIVATĂ.
6 - Blocare panou frontal
Când este setată la ACTIVATĂ, această setare dezactivează tastele Spindle [CW] / [CCW](arbore principal în sens orar/antiorar) şi [ATC FWD] / [ATC REV] (ATC înainte/ înapoi).
1 2
1 2
367

Lista de setări
7 - Blocare parametri
Comutarea acestei setări la ACTIVATĂ va împiedica modificarea parametrilor, cu excepţiaparametrilor 81-100.
NOTĂ: De fiecare dată când este iniţializată unitatea de comandă, aceastăsetare este setată la ACTIVATĂ.
8 - Blocare memorie program
Această setare blochează funcţiile de editare memorie ([ALTER] - schimbare, [INSERT] -inserare etc.) atunci când este setată la ACTIVATĂ. Aceasta blochează de asemenea MDI.Editarea funcţiilor în FNC nu este restricţionată de această setare.
9 - Dimensionare
Această setare comută între modul ţoli şi modul metric. Când aceasta este setată la INCH(ţoli), unitatea de măsură programată pentru X, Y şi Z este ţoli, la 0.0001". Când aceastaeste setată la MM, unitatea de măsură programată este mm, la 0.001 mm. Toate valorilecorecţiilor/decalajelor sunt transformate atunci când această setare este modificată din ţoliîn metric sau invers. Însă, modificarea acestei setări nu va transforma automat un programstocat în memorie; va trebui să transformaţi valorile axelor programate în noua unitate demăsură setată.
Când este setată la ŢOLI, codul G implicit este G20, când este setată la MM, codul G impliciteste G21.
Ţoli Metric
Avans de lucru ţoli/min mm/min
Cursă max. Variază în funcţie axă şi model
Dimensiune minimă programabilă
.0001 .001
368

Setările
10 - Limitare deplasare rapidă la 50%
Comutarea acestei setări la ACTIVATĂ limitează maşina la 50% din viteza maximă amişcărilor neaşchietoare ale axelor (deplasări rapide). Aceasta înseamnă că, dacă maşinapoate poziţiona axele cu 700 ţoli/min (ipm), aceasta este limitată la 350 ipm atunci cândaceastă setare este ACTIVATĂ. Unitatea de comandă afişează mesajul Control manualdeplasare rapidă la 50% atunci când această setare este ACTIVATĂ. Când aceasta esteDEZACTIVATĂ, este disponibilă viteza maximă de deplasare rapidă de 100%.
11 - Selectare viteză de transfer
Această setare permite operatorului să modifice viteza de transfer al datelor spre/de laportul serial (RS-232). Aceasta se aplică pentru încărcarea/descărcarea programelor etc.,precum şi pentru funcţiile DNC. Această setare trebuie să corespundă vitezei de transfera computerului.
12 - Selectare paritate
Această setare defineşte paritatea portului serial RS-232. Când este setată la FĂRĂ, nueste adăugat un bit de paritate la datele seriale. Când este setată la ZERO, se adaugă unbit 0. PAR şi IMPAR operează ca funcţii normale de paritate. Asiguraţi-vă că ştiţi care suntcerinţele sistemului dumneavoastră, de exemplu, XMODEM trebuie să utilizeze 8 biţi de date,fără paritate (setare la FĂRĂ). Această setare trebuie să corespundă vitezei de transfera computerului.
13 - Biţi oprire
Această setare defineşte numărul de biţi de oprire pentru portul serial RS-232. Aceastapoate fi 1 sau 2. Această setare trebuie să corespundă numărului de biţi de oprireal computerului.
Taste de avans rapid axe Ţoli Metric
.0001 .0001 ţoli/declic avans rapid .001 mm/declic avans rapid
.001 .001 ţoli/declic avans rapid .01 mm/declic avans rapid
.01 .01 ţoli/declic avans rapid .1 mm/declic avans rapid
.1 .1 ţoli/declic avans rapid 1 mm/declic avans rapid
369

Lista de setări
14 - Sincronizare
Această setare modifică protocolul de sincronizare dintre emitent şi receptor pentru portulserial RS-232. Această setare trebuie să corespundă protocolului de sincronizareal computerului.
Când este setată la RTS/CTS, firele de semnal ale cablului serial de date sunt utilizatepentru a solicita emitentului să întrerupă temporar transmiterea datelor până cândreceptorul preia datele.
Când este setată la X activată/X dezactivată, setarea cea mai uzuală, codurile decaractere ASCII sunt utilizate de receptor pentru a solicita emitentului să opreascătemporar transmisia.
Selectarea CODURI DC este similară X activată/X dezactivată, cu excepţia faptuluică se transmit coduri de bandă perforată sau de cititor start/stop.
XMODEM este un protocol de comunicaţie gestionat de receptor ce transmite datele înblocuri de câte 128 bytes. XMODEM a adăugat siguranţă, fiecare bloc fiind verificat în privinţaintegrităţii. XMODEM trebuie să utilizeze 8 biţi de date, fără paritate.
15 - Adaptare cod H & T
Comutarea acestei setări la ACTIVATĂ determină maşina să verifice dacă există ocorespondenţă între codul de corecţie H şi scula din arborele principal. Această verificarepoate contribui la prevenirea coliziunilor.
NOTĂ: Această setare nu va genera o alarmă cu un H00. H00 este utilizatpentru a anula corecţia pentru lungimea sculei.
16 - Blocare simulare
Funcţia simulare nu este disponibilă atunci când această setare este ACTIVATĂ.
17 - Blocare oprire opţională
Funcţia oprire opţională este disponibilă atunci când această setare este ACTIVATĂ.
18 - Blocare ştergere bloc
Funcţia ştergere bloc este disponibilă atunci când această setare este ACTIVATĂ.
19 - Blocare control manual al vitezei de avans
Tastele de control manual al vitezei de avans sunt dezactivate atunci când această setareeste ACTIVATĂ.
370
Setările
20 - Blocare control manual al arborelui principal
Tastele de control manual al arborelui principal sunt dezactivate atunci când aceastăsetare este ACTIVATĂ.
21 - Blocare control manual al deplasării rapide
Tastele de control manual al deplasării rapide sunt dezactivate atunci când această setareeste ACTIVATĂ.
22 - Delta Z ciclu închis
Această setare specifică distanţa de retragere a axei Z pentru eliminarea aşchiilor în cursulunui ciclu închis G73. Gama este 0.0000 - 29.9999 ţoli (0 - 760 mm).
22 - Delta Z ciclu închis
Această setare specifică distanţa de retragere a axei Z pentru eliminarea aşchiilor în cursulunui ciclu de îndepărtare adaos cu traiectorie neregulată G73. Gama este 0.0000 - 29.9999ţoli (0 - 760 mm).
23 - Blocare editare programe 9xxx
Comutarea acestei setări la ACTIVATĂ va împiedica vizualizarea în memorie, editarea sauştergerea programelor din seria 9000. Programele din seria 9000 nu pot fi încărcate saudescărcate în timp ce această setare este ACTIVATĂ.
NOTĂ: Programele din seria 9000 sunt de obicei programe macro.
24 - Ghidaj perforator
Această setare este utilizată pentru a controla semnalul de început de bandă (bandaneimprimată de la începutul unui program) transmis unui dispozitiv de perforare bandăconectat la portul serial RS-232.
25 - Model EOB
Această setare controlează modelul EOB (caracter de încheiere a blocului) atunci cânddatele sunt transmise şi recepţionate la/de la portul serial (RS-232). Această setare trebuiesă corespundă modelului EOB al computerului. Opţiunile sunt CR LF, DOAR LF, LF CRCR şi DOAR CR.
26 - Serie de fabricaţie
Aceasta este seria de fabricaţie a maşinii dumneavoastră. Aceasta nu poate fi modificată.
371

Lista de setări
27 - Sens de decalare G76/G77
Această setare controlează sensul de decalare (deplasare) a sculei pentru degajareasculei de alezare în cursul unui ciclu închis G76 sau G77. Selecţiile sunt X+, X-, Y+ sau Y-.Pentru informaţii suplimentare cu privire la modul de funcţionare a acestei setări, consultaţiciclurile G76 şi G77 în secţiunea Codurile G de la pagina 287.
F9.3: Setarea 27, sensul în care este decalată scula pentru degajarea sculei de alezare: [1] Piesă, [2] Alezaj.
28 - Acţionare ciclu închis fără X/Y
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Setarea implicită este ACTIVATĂ.
Când aceasta este DEZACTIVATĂ, blocul iniţial de definire a ciclului închis reclamă un codX sau Y pentru ca ciclul închis să fie executat.
Când aceasta este ACTIVATĂ, blocul iniţial de definire a ciclului închis determinăexecutarea unui ciclu, chiar dacă nu există niciun cod X sau Z în bloc.
NOTĂ: Când există un L0 în blocul respectiv, acesta nu execută ciclul închisdin linia de definire.
29 - G91 nemodal
Comutarea acestei setări la ACTIVATĂ va determina utilizarea comenzii G91 doar în bloculde program în care aceasta se află (nemodal). Când aceasta este DEZACTIVATĂ şi estecomandat un G91, maşina va utiliza mişcări incrementale pentru toate poziţiile axelor.
NOTĂ: Această setare trebuie să fie DEZACTIVATĂ pentru ciclurile degravare G47.
X+X
Y
Y1
2
372

Setările
30 - Activare axa a 4-a
Această setare iniţializează unitatea de comandă pentru o a 4-a axă specificată. Pentrudetalii referitoare la modificarea acestei setări, consultaţi secţiunea „Programarea pe axelea 4-a şi a 5-a” a acestui manual. Când această setare este DEZACTIVATĂ, cea de-a patraaxă este dezactivată; nu se pot transmite comenzi la axa respectivă. A se vedea setarea78 pentru axa a 5-a.
NOTĂ: Selecţiile: UTILIZ.1 şi UTILIZ.2 ce pot fi utilizate pentru setareaunei mese rotative unice.
31 - Resetare indicator de program
Când această setare este DEZACTIVATĂ, tasta [RESET] (resetare) nu modifică poziţiaindicatorului de program. Când aceasta este ACTIVATĂ, la apăsarea tastei [RESET](resetare), indicatorul de program se deplasează la începutul programului.
32 - Control manual lichid de răcire
Această setare controlează modul de funcţionare a pompei de lichid de răciere. SelectareaNORMAL permite operatorului să activeze şi dezactiveze pompa manual sau cu coduri M.Selectarea DEZACTIVATĂ determină afişarea mesajului FUNCŢIE BLOCATĂ dacă seîncearcă activarea manuală sau prin intermediul unui program a lichidului de răcire.Selectarea IGNORARE ignoră toate comenzile de programare a lichidului de răcire, însăpompa poate fi activată manual.
33 - Sistem de coordonate
Această setare modifică modul în care unitatea de comandă Haas recunoaşte sistemul dedecalaje de origine atunci când este programat un G52 sau G92. Aceasta poate fi setată laFANUC, HAAS sau YASNAC.
Setată la YASNAC:
G52 devine un alt decalaj de origine; similar cu G55.
Setată la FANUC cu G52:
Orice valori din registrul G52 sunt adăugate la toate decalajele de origine (decalarecoordonate globale). Această valoare G52 poate fi introdusă fie manual, fie prin intermediulunui program. Când se selectează FANUC, apăsarea tastei [RESET] (resetare),comandarea unui M30 sau scoaterea din funcţiune a maşinii va duce la ştergerea valoriidin G52.
Setată la HAAS cu G52:
373

Lista de setări
Orice valori din registrul G52 sunt adăugate la toate decalajele de origine. Această valoareG52 poate fi introdusă fie manual, fie prin intermediul unui program. Valoarea de decalarea coordonatelor G52 este setată la zero (aducere la zero) prin introducerea manuală a unuizero sau prin programarea cu G52 X0, Y0 şi/sau Z0.
Setată la YASNAC cu G92:
La selectarea YASNAC şi programarea unui G92 X0 Y0, unitatea de comandă va înregistrapoziţia curentă a maşinii ca nou punct de zero (decalaje de origine piese de prelucrat), iarpoziţia respectivă va fi înregistrată şi va apărea în lista G52.
Setată la FANUC sau HAAS cu G92:
Selectarea FANUC sau HAAS cu un G92 operează la fel ca setarea YASNAC, cu excepţiafaptului că noua valoare de poziţie de origine este încărcată ca nou G92. Această nouăvaloare din lista G92 este utilizată, împreună cu decalajul de origine recunoscut curent,pentru definirea noii poziţii de origine a piesei.
34 - Diametru axa a 4-a
Aceasta este utilizată pentru setarea diametrului pentru axa A (0.0000 - 50.0000 ţoli) pecare îl utilizează unitatea de comandă pentru determinarea vitezei de avans unghiulare.Viteza de avans dintr-un program este măsurată întotdeauna în ţoli/min sau în mm/min(G94); de aceea, unitatea de comandă trebuie să cunoască diametrul piesei de prelucratpe axa A pentru a putea calcula viteza de avans unghiulară. A se vedea setarea 79 de lapagina (382) pentru informaţii referitoare setarea diametrului pe axa a 5-a.
35 - Decalaj G60
Aceasta reprezintă o înregistrare numerică din gama 0.0000 - 0.9999 ţoli. Aceasta esteutilizată pentru specificarea distanţei pe care o axă o parcurge dincolo de punctul ţintăînainte de retragere. A se vedea de asemenea G60.
36 - Repornire program
Când această setare este ACTIVATĂ, repornirea unui program dintr-un alt punct decât dela început va determina unitatea de comandă să scaneze întregul program pentru a seasigura că sculele, corecţiile, decalajele, codurile G şi M şi poziţiile axelor sunt setate corectînainte ca programul să înceapă de la blocul unde este poziţionat cursorul.
NOTĂ: Maşina se va deplasa în poziţie şi va schimba mai întâi scula cu sculaspecificată în blocul aflat înaintea cursorului. De exemplu, în cazul încare cursorul se află în blocul de schimbare a sculei din program,maşina schimbă scula cu scula încărcată înaintea blocului respectiv,apoi o schimbă cu scula specificată în blocul în care este amplasatcursorul.
Unitatea de comandă procesează următoarele coduri M atunci când setarea 36este activată:
374
Setările
M08 Activarea lichidului de răcire
M09 Dezactivarea lichidului de răcire
M41 Treapta inferioară
M42 Treapta superioară
M51-M58 Activarea codurilor M de utilizator
M61-M68 Dezactivarea codurilor M de utilizator
Când setarea 36 este DEZACTIVATĂ, unitatea de comandă porneşte programul, însă fărăsă verifice stările maşinii. Comutarea acestei setări la DEZACTIVATĂ poate duce laeconomii de timp atunci când se rulează programe verificate.
37 - Biţi de date RS-232
Această setare este utilizată pentru a modifica numărul de biţi de date pentru portul serial(RS-232). Această setare trebuie să corespundă biţilor de date ai computerului. În modnormal trebuie să utilizeze 7 biţi de date, însă unele computere necesită 8. XMODEM trebuiesă utilizeze 8 biţi de date, fără paritate.
39 - Avertizare sonoră la M00, M01, M02, M30
Comutarea acestei setări la ACTIVATĂ va determina avertizorul acustic al tastaturii săemită semnale sonore atunci când se întâlneşte un M00, M01 (cu oprirea opţională activă),M02 sau M30. Avertizarea acustică continuă până când se apasă un buton.
40 - Măsurare corecţie sculă
Această setare selectează modul de specificare a dimensiunii sculei pentru compensareafrezei. Poate fi setată la RAZĂ sau DIAMETRU.
41 - Adăugare de spaţii la ieşirea RS-232
Când această setare este ACTIVATĂ, se adaugă spaţii între codurile de adresă atunci cândun program este transmis prin intermediul portului serial RS-232. Aceasta face ca unprogram să poată fi citit/editat mult mai uşor pe un PC. Când aceasta este setată laDEZACTIVATĂ, programele transmise prin intermediul portului serial nu au spaţii şi suntmai dificil de citit.
42 - M00 după schimbarea sculei
Comutarea acestei setări la ACTIVATĂ va determina oprirea programului după oschimbare a sculei şi afişarea unui mesaj care să indice aceasta. Trebuie apăsat butonul[CYCLE START] (pornire ciclu) pentru a se continua programul.
43 - Tip compensare freză
Aceasta controlează modul în care începe prima cursă a unei aşchieri compensate şimodul în care scula este îndepărtată de piesă. Selecţiile pot fi A sau B; consultaţisecţiunea Compensarea frezei de la pagina 157.
375

Lista de setări
44 - F min în % CC rază
Viteza minimă de avans în procente din compensarea razei frezei afectează viteza deavans atunci când compensarea frezei deplasează scula spre interiorul unei traiectorii deaşchiere circulare. Acest tip de aşchiere va încetini avansul pentru a se menţine o vitezăde aşchiere constantă. Această setare specifică cea mai redusă viteză de avans ca procentdin viteza de avans programată (în gama 1-100).
45, 46, 47 - Imagine în oglindă pe axele X, Y, Z
Când una sau mai multe dintre aceste setări este ACTIVATĂ, mişcarea axei este activatăîn oglindă (sau inversată) faţă de punctul de zero al piesei. A se vedea de asemenea G101,Activarea imaginii în oglindă.
F9.4: Fără imagine în oglindă [1], Setarea 45 ACTIVATĂ - oglindă X [2], Setarea 46 ACTIVATĂ - oglindă Y [4], Setarea 45 şi setarea 46 ACTIVATĂ - oglindă XY [3]
48 - Imagine în oglindă pe axa A
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când aceasta este DEZACTIVATĂ,mişcările axei au loc normal. Când aceasta este ACTIVATĂ, mişcarea axei A poate fiactivată în oglindă (sau inversată) faţă de punctul de zero al piesei. A se vedea deasemenea G101 şi setările 45, 46, 47, 80 şi 250.
x- x+
Y+
Y-
1 2
4 3
376

Setările
49 - Anulare schimbare pentru aceeaşi sculă
Într-un program, aceeaşi sculă poate fi apelată în secţiunea următoare a unui program sausubrutine. Unitatea de comandă va executa două schimbări ale sculei şi va continua cuaceeaşi sculă în arborele principal. Comutarea acestei setări la ACTIVATĂ va anulaschimbarea sculei dacă se utilizează aceeaşi sculă; o schimbare a sculei va surveni doardacă urmează a fi instalată o sculă diferită în arborele principal.
NOTĂ: Această setare afectează doar maşinile cu schimbătoare de scule tipcarusel (tip umbrelă).
52 - Retragere G83 peste planul R
Gama este 0.0000 - 30.0000 ţoli (0 - 761 mm). Această setare modifică modul în care secomportă G83 (ciclu de găurire progresivă). Majoritatea programatorilor setează planul dereferinţă (R) cu mult deasupra tăieturii, astfel încât să se asigure că mişcarea de progresiepermite eliminarea aşchiilor din alezaj. Însă aceasta presupune consum de timp, deoarecemaşina începe prin a găuri un spaţiu gol. Dacă setarea 52 este setată la distanţa necesarăpentru eliminarea aşchiilor, planul R poate fi setat mult mai aproape de piesa găurită.
F9.5: Setarea 52, Distanţă de retragere a burghiului: [1] Setarea 52, [2] Poziţie de pornire, [3] Distanţă de retragere setată prin setarea 52, [4] Plan R
53 - Avans rapid fără revenire la zero
Comutarea acestei setări la ACTIVATĂ permite avansul rapid al axelor fără revenire la zero(găsirea punctului de origine al maşinii). Aceasta este o stare periculoasă, întrucât axelepot intra în coliziune cu opritoarele mecanice şi maşina poate suferi avarii. Când esteiniţializată unitatea de comandă, această setare va fi readusă automat la DEZACTIVATĂ.
55 - Activare DNC de la MDI
Comutarea acestei setări la ACTIVATĂ face disponibilă funcţia DNC. DNC este selectat launitatea de comandă prin apăsarea de două ori a tastei [MDI/DNC].
Funcţia DNC (Direct Numeric Control - comanda numerică directă) nu este disponibilăatunci când setarea 55 este setată la DEZACTIVATĂ.
1 2
3
4
377

Lista de setări
56 - M30 restabileşte G implicit
Când această setare este ACTIVATĂ, încheierea unui program cu un M30 sau apăsareatastei [RESET] (resetare) readuce toate codurile G modale la valorile implicite.
57 - Oprire exactă ciclu închis X-Y
Când această setare este DEZACTIVATĂ, s-ar putea ca axele să nu ajungă în poziţiaprogramată X,Y înainte ca axa Z să înceapă mişcarea. Aceasta poate cauza probleme ladispozitivele de fixare, detaliile pieselor fine sau muchiile piesei de prelucrat.
Comutarea acestei setări la ACTIVATĂ asigură ajungerea frezei în poziţia X,Y programatăînainte ca axa Z să se mişte.
58 - Compensare freză
Această setare selectează tipul de compensare a frezei ce este utilizat (FANUC sauYASNAC). Consultaţi secţiunea Compensarea frezei de la pagina 157.
59, 60, 61, 62 - Corecţie palpator X+, X-, Z+, Z-
Aceste setări sunt utilizate pentru a defini decalarea şi dimensiunea palpatorului arboreluiprincipal. Acestea specifică distanţa parcursă şi sensul din care este declanşat palpatorulfaţă de poziţia efectivă a suprafeţei sesizate. Aceste setări sunt utilizate de codurile G31,G36, G136 şi M75. Valorile înregistrate pentru fiecare setare pot fi numere pozitive saunegative, egale cu raza vârfului palpatorului.
Puteţi utiliza macro-uri pentru a accesa aceste setări; pentru informaţii suplimentare înacest sens, consultaţi secţiunea „Macro-urile” a acestui manual (începând de lapagina 189).
NOTĂ: Aceste setări nu sunt utilizate cu opţiunea WIPS Renishaw.
63 - Lăţime palpator sculă
Această setare este utilizată pentru specificarea lăţimii palpatorului utilizat pentru testareadiametrului sculei. Această setare se aplică doar pentru opţiunea de palpare; aceasta esteutilizată de G35. Această valoare este egală cu diametrul vârfului palpatorului sculei.
64 - Măsurare corecţie sculă utilizând coordonatele de lucru
Setarea (Măsurare corecţie sculă utilizând coordonatele de lucru) modifică modul defuncţionare a tastei [TOOL OFFSET MEASURE] (măsurare corecţie sculă). Când aceastaeste ACTIVATĂ, corecţia înregistrată a sculei este corecţia măsurată a sculei plus decalajulcoordonatei de lucru (pe axa Z). Când aceasta este DEZACTIVATĂ, corecţia sculeicorespunde poziţiei maşinii pe axa Z.
378

Setările
65 - Scală grafic (înălţime)
Această setare specifică înălţimea zonei de lucru ce este afişată pe ecranul modului Grafic.Valoarea implicită a acestei setări este înălţimea maximă, ceea ce reprezintă întreaga zonăde lucru a maşinii. Utilizaţi formula următoare pentru a seta o scală specifică:
Total cursă Y = parametrul 20/parametrul 19
Scala = total cursă Y/setarea 65
66 - Decalaj X grafic
Această setare poziţionează partea dreaptă a ferestrei de scalare faţă de poziţia de zero amaşinii pe axa X (consultaţi secţiunea Modul Grafic). Valoarea implicită a acesteiaeste zero.
67 - Decalaj Y grafic
Această setare poziţionează partea superioară a ferestrei de scalare faţă de poziţia de zeroa maşinii pe axa Y (consultaţi secţiunea Modul Grafic). Valoarea implicită a acesteiaeste zero.
F9.6: Setarea 67, Decalaj Y grafic: [1] Setările 66 şi 67 setate la 0, [2] Setările 66 şi 67 setate la 2.0
68 - Decalaj Z grafic
Rezervată pentru utilizare ulterioară.
69 - Spaţii libere DPRNT
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când aceasta este setată laDEZACTIVATĂ, unitatea de comandă nu utilizează spaţii libere generate de o instrucţiuneDPRNT tip macro. Şi invers, când este setată la ACTIVATĂ, unitatea de comandăutilizează spaţii libere. Exemplul următor ilustrează comportamentul unităţii de comandăatunci când această setare este DEZACTIVATĂ sau ACTIVATĂ.
% ;#1 = 3.0 ;G0 G90 X#1 ;DPRNT[X#1[44]] ;% ;
IEŞIRE
1
2
379

Lista de setări
Observaţi spaţiul dintre X şi 3 atunci când setarea este ACTIVATĂ. Informaţiile pot fi cititemai uşor atunci când această setare este ACTIVATĂ.
70 - Cod D DPRNT deschis/închis
Această setare controlează dacă instrucţiunile POPEN şi PCLOS din macro-uri transmitcodurile de comandă DC la portul serial. Când setarea este ACTIVATĂ, aceste instrucţiunivor transmite coduri de comandă DC. Când aceasta este DEZACTIVATĂ, codurile decomandă sunt blocate. Valoarea implicită este ACTIVATĂ.
71 - Scalare G51 implicită
Aceasta specifică scalarea pentru o comandă G51 (consultaţi secţiunea Codurile G, G51)atunci când nu este utilizată adresa P. Valoarea implicită este 1.000 (gama 0.001 -8380.000).
72 - Rotaţie G68 implicită
Aceasta specifică rotaţia, în grade, pentru o comandă G68 atunci când nu este utilizatăadresa R. Aceasta trebuie să fie în gama 0.0000 - 360.0000º.
73 - Unghi incremental G68
Această setare permite modificarea unghiului de rotaţie G68 pentru fiecare G68 comandat.Când aceasta este ACTIVATĂ şi o comandă G68 este executată în modul incremental(G91), valoarea specificată în adresa R este adăugată la unghiul de rotaţie anterior. Deexemplu, o valoare R de 10 va determina o rotaţie de 10 grade atunci când funcţia estecomandată prima oară, 20 grade a doua oară etc.
NOTĂ: Această setare trebuie să fie DEZACTIVATĂ atunci când comandaţi unciclu de gravare (G47).
74 - Urmărire programe 9xxx
Această setare, împreună cu setarea 75, este utilă pentru depanarea programelor CNC.Când setarea 74 este ACTIVATĂ, unitatea de comandă afişează codul pentru programelemacro (O9xxxx). Când setarea este DEZACTIVATĂ, unitatea de comandă nu afişeazăcodurile din seria 9000.
DEZACTIVATĂ ACTIVATĂ
X3.0000 X 3.0000
380

Setările
75 - Programe bloc cu bloc 9xxxx
Când setarea 75 este ACTIVATĂ şi unitatea de comandă funcţionează în modul bloc cubloc, unitatea de comandă se opreşte după fiecare bloc de cod al unui program macro(O9xxxx) şi aşteaptă ca operatorul să apese butonul [CYCLE START] (pornire ciclu).Când setarea 75 este DEZACTIVATĂ, programul macro este rulat continuu, unitatea decomandă nu face pauze după fiecare bloc, chiar dacă modul bloc cu bloc este ACTIVAT.Setarea implicită este ACTIVATĂ.
Când setarea 74 şi setarea 75 sunt ambele ACTIVATE, unitatea de comandă se comportănormal. Aceasta înseamnă că toate blocurile sunt marcate şi afişate, iar în modul bloc cubloc există câte o pauză înaintea executării fiecărui bloc.
Când setarea 74 şi setarea 75 sunt ambele DEZACTIVATE, unitatea de comandă executăprogramele de seria 9000 fără afişarea codului de program. Dacă unitatea de comandăeste în modul bloc cu bloc, nu există pauze între blocuri la rularea programelor dinseria 9000.
Când setarea 75 este ACTIVATĂ iar setarea 74 este DEZACTIVATĂ, programele din seria9000 sunt afişate pe măsură ce sunt executate.
76 - Blocare eliberare sculă
Când această setare este ACTIVATĂ, tasta [TOOL RELEASE] (eliberare sculă) de petastatură este dezactivată.
77 - Număr întreg F
Această setare permite operatorului să selecteze modul în care unitatea de comandăinterpretează o valoare F (viteză de avans) ce nu conţine un punct zecimal. (Se recomandăsă utilizaţi întotdeauna un punct zecimal.) Această setare ajută operatorii să rulezeprograme dezvoltate pe o unitate de comandă de altă provenienţă decât Haas. Deexemplu, F12 devine:
• 0.0012 unităţi/minut cu setarea 77 DEZACTIVATĂ• 12.0 unităţi/minut cu setarea 77 ACTIVATĂ
Există 5 setări pentru viteza de avans. Această diagramă prezintă efectul fiecărei setăriasupra unei adrese F10 date.
ŢOLI MILIMETRI
IMPLICITĂ (.0001) IMPLICITĂ (.001)
ÎNTREG F1 = F1 ÎNTREG F1 = F1
.1 F10 = F1. .1 F10 = F1.
.01 F10 = F.1 .01 F10 = F.1
381

Lista de setări
78 - Activare axa a 5-a
Când această setare este DEZACTIVATĂ , cea de-a cincea axă este dezactivată şi nu sepot transmite comenzi la axa respectivă. A se vedea setarea 30 pentru a 4-a axă.
NOTĂ: Există două selecţii UTILIZ.1 şi UTILIZ.2 ce pot fi utilizate pentrusetarea unei mese rotative unice.
79 - Diametru axa a 5-a
Aceasta este utilizată pentru setarea diametrului pentru axa a 5-a (0.0 - 50 ţoli) pe care îlutilizează unitatea de comandă pentru determinarea vitezei de avans unghiulare. Viteza deavans dintr-un program este măsurată întotdeauna în ţoli/min sau în mm/min; de aceea,unitatea de comandă trebuie să cunoască diametrul piesei de prelucrat pe axa a 5-a pentrua putea calcula viteza de avans unghiulară. A se vedea setarea 34 de la pagina 374 pentruinformaţii suplimentare referitoare setarea diametrului pe axa a 4-a.
80 - Imagine în oglindă pe axa B
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când aceasta este DEZACTIVATĂ,mişcările axei au loc normal. Când aceasta este ACTIVATĂ, mişcarea axei B poate fiactivată în oglindă (sau inversată) faţă de punctul de zero al piesei. A se vedea deasemenea G101 şi setările 45, 46, 47, 48 şi 250.
81 - Sculă la iniţializare
Când este apăsat butonul [POWER UP/RESTART] (iniţializare/repornire), unitatea decomandă schimbă scula cu scula specificată în această setare. Dacă se specifică zero (0),nu se produce o schimbare a sculei la iniţializare. Valoarea implicită a setării este 1.
Setarea 81 va determina efectuarea uneia din următoarele acţiuni la apăsarea butonului[POWER UP/RESTART] (iniţializare/repornire):
• Dacă setarea 81 este setată la zero, caruselul va fi rotit la locaşul #1. Nu se executănicio schimbare a sculei.
• Dacă setarea 81 conţine scula #1, scula aflată curent în arborele principal este scula#1 şi se apasă tasta [ZERO RETURN] (revenire la zero) şi apoi tasta [ALL] (toate),caruselul va rămâne la acelaşi locaş şi nu se execută nicio schimbare a sculei.
.001 F10 = F.01 .001 F10 = F.01
.0001 F10 = F.001 .0001 F10 = F.001
ŢOLI MILIMETRI
382

Setările
• Dacă setarea 81 conţine numărul unei scule ce nu se află curent în arborele principal,caruselul va fi rotit la locaşul #1 şi apoi la locaşul ce conţine scula specificată prinsetarea 81. Se va executa o schimbare a sculei pentru instalarea sculei specificateîn arborele principal.
82 - Limbă
Sunt disponibile alte limbi decât engleza pentru unitatea de comandă Haas. Pentrucomutarea la o altă limbă, selectaţi o limbă cu tastele săgeţi [LEFT] (stânga) şi [RIGHT](dreapta), apoi apăsaţi tasta [ENTER] (execuţie).
83 - M30/resetare control manual funcţii
Când această setare este ACTIVATĂ, un M30 resetează orice funcţii controlate manual(viteza de avans, arborele principal, deplasarea rapidă) la valorile lor implicite (100%).
84 - Acţiune la suprasolicitare sculă
Când scula este suprasolicitată, setarea 84 indică reacţia unităţii de comandă. Aceastăsetare determină executarea acţiunii specificate (consultaţi Setări suplimentare ale sculelorde la pagina 110):
• ALARMĂ determină oprirea maşinii.
• OPRIRE AVANS determină afişarea mesajului Suprasolicitare sculă, iarmaşina se opreşte într-o poziţie de oprire avans. Apăsaţi orice tastă pentru aşterge mesajul.
• AVERTIZARE SONORĂ determină emiterea unui semnal sonor (bip) de către unitateade comandă.
• AVANS AUTOMAT determină unitatea de comandă să limiteze automat viteza deavans în funcţie de solicitarea sculei.
NOTĂ: La tarodare (rigidă sau flotantă), controlul manual al avansului şiarborelui principal este blocat, astfel că setarea AVANS AUTOMAT estefără efect (unitatea de comandă pare că răspunde la butoanele decontrol manual prin afişarea mesajelor de control manual).
ATENŢIE: Nu utilizaţi setarea AVANS AUTOMAT la frezarea filetelor sau tarodareainversă automată, întrucât poate conduce la rezultate neprevăzute şichiar la coliziuni.
383
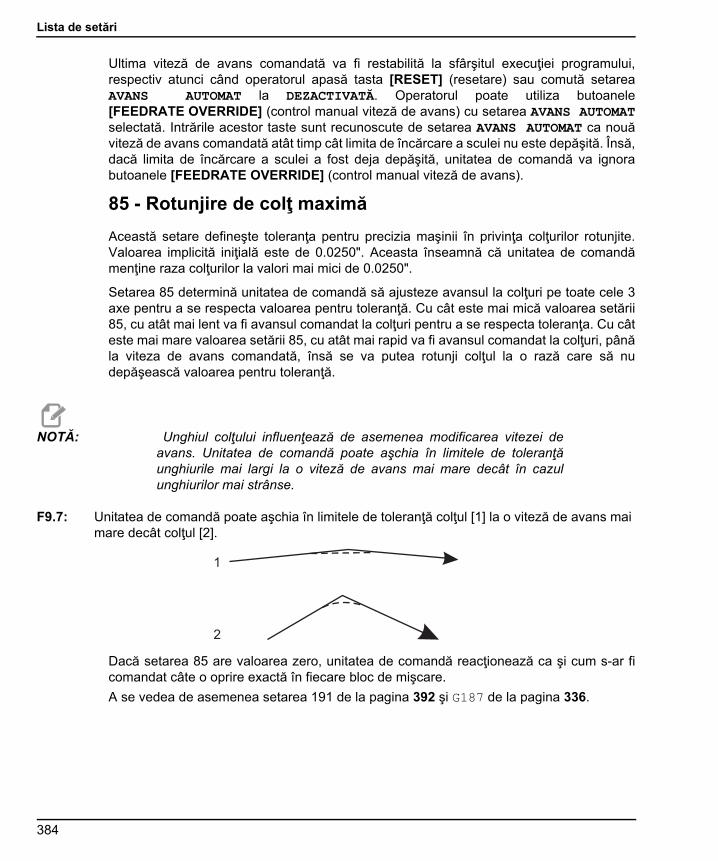
Lista de setări
Ultima viteză de avans comandată va fi restabilită la sfârşitul execuţiei programului,respectiv atunci când operatorul apasă tasta [RESET] (resetare) sau comută setareaAVANS AUTOMAT la DEZACTIVATĂ. Operatorul poate utiliza butoanele[FEEDRATE OVERRIDE] (control manual viteză de avans) cu setarea AVANS AUTOMATselectată. Intrările acestor taste sunt recunoscute de setarea AVANS AUTOMAT ca nouăviteză de avans comandată atât timp cât limita de încărcare a sculei nu este depăşită. Însă,dacă limita de încărcare a sculei a fost deja depăşită, unitatea de comandă va ignorabutoanele [FEEDRATE OVERRIDE] (control manual viteză de avans).
85 - Rotunjire de colţ maximă
Această setare defineşte toleranţa pentru precizia maşinii în privinţa colţurilor rotunjite.Valoarea implicită iniţială este de 0.0250". Aceasta înseamnă că unitatea de comandămenţine raza colţurilor la valori mai mici de 0.0250".
Setarea 85 determină unitatea de comandă să ajusteze avansul la colţuri pe toate cele 3axe pentru a se respecta valoarea pentru toleranţă. Cu cât este mai mică valoarea setării85, cu atât mai lent va fi avansul comandat la colţuri pentru a se respecta toleranţa. Cu câteste mai mare valoarea setării 85, cu atât mai rapid va fi avansul comandat la colţuri, pânăla viteza de avans comandată, însă se va putea rotunji colţul la o rază care să nudepăşească valoarea pentru toleranţă.
NOTĂ: Unghiul colţului influenţează de asemenea modificarea vitezei deavans. Unitatea de comandă poate aşchia în limitele de toleranţăunghiurile mai largi la o viteză de avans mai mare decât în cazulunghiurilor mai strânse.
F9.7: Unitatea de comandă poate aşchia în limitele de toleranţă colţul [1] la o viteză de avans mai mare decât colţul [2].
Dacă setarea 85 are valoarea zero, unitatea de comandă reacţionează ca şi cum s-ar ficomandat câte o oprire exactă în fiecare bloc de mişcare.
A se vedea de asemenea setarea 191 de la pagina 392 şi G187 de la pagina 336.
1
2
384

Setările
F9.8: Să presupunem că viteza de avans comandată este prea mare pentru a se putea obţine colţul [1]. Dacă setarea 85 are o valoare de 0.025, atunci unitatea de comandă reduce suficient viteza de avans pentru a se obţine colţul [2] (cu o rază de 0.025"). Dacă setarea 85 are o valoare de 0.05, atunci unitatea de comandă reduce suficient viteza de avans pentru a se obţine colţul [3]. Viteza de avans pentru obţinerea colţului [3] este mai mare decât viteza de avans pentru obţinerea colţului [2].
86 - Blocare M39 (rotire cap revolver)
Când această setare este ACTIVATĂ, unitatea de comandă ignoră comenzile M39.
87 - M06 - resetare control manual funcţii
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când această setare este ACTIVATĂ şise comandă un M06, orice funcţii controlate manual vor fi anulate şi setate la valorile lorprogramate sau implicite.
88 - Reiniţializare control manual setări
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când această setare este ACTIVATĂ şise apasă tasta [RESET] (resetare), orice funcţii controlate manual vor fi anulate şi setatela valorile lor programate sau implicite (100%).
90 - Număr maxim de scule afişate
Această setare limitează numărul de scule afişate în ecranul Geometrie scule. Gamaacestei setări este 1 - 200.
100 - Temporizare protecţie ecran
Când această setare are valoarea zero, protecţia de ecran este dezactivată. O valoarediferită de zero specifică numărul de minute înainte de declanşarea protecţiei de ecran.Apăsaţi [CANCEL] (anulare) pentru a ieşi din protecţia de ecran. Protecţia de ecran nu vafi declanşată dacă unitatea de comandă este în modul Hibernare, Avans rapid, Editaresau Grafic.
1
2(R0.025")
3(R0.05")
385

Lista de setări
101 - Control manual avans -> deplasare rapidă
Apăsarea butonului [HANDLE CONTROL FEED] (manetă de control viteză de avans), cuaceastă setare ACTIVATĂ, va determina maneta de avans rapid să controleze atât vitezade avans de lucru, cât şi viteza de deplasare rapidă. Setarea 10 afectează viteza maximăde deplasare rapidă. Viteza de deplasare rapidă nu poate depăşi 100%. De asemenea,tastele [+10% FEEDRATE] (+10% viteză de avans), [- 10% FEEDRATE] (+10% viteză deavans) şi [100% FEEDRATE] (viteză de avans 100%) modifică împreună viteza dedeplasare rapidă şi viteza de avans.
103 - Aceeaşi tastă pentru pornire ciclu/oprire avans
Butonul [CYCLE START] (pornire ciclu) trebuie apăsat şi menţinut apăsat pentru a se rulaun program atunci când această setare este ACTIVATĂ. Când este eliberat butonul[CYCLE START] (pornire ciclu), se generează o oprire a avansului.
Această setare nu poate fi activată în timp ce setarea 104 este ACTIVATĂ. Când una dintreacestea este setată la ACTIVATĂ, cealaltă va fi dezactivată automat.
104 - Manetă avans rapid pentru bloc cu bloc
Comanda [HANDLE JOG] (manetă de avans rapid) poate fi utilizată pentru parcurgereapas cu pas a unui program atunci când această setare este ACTIVATĂ. Rotirea în sensinvers a comenzii [HANDLE JOG] (manetă de avans rapid) generează o stare de oprireavans.
Această setare nu poate fi activată în timp ce setarea 103 este ACTIVATĂ. Când una dintreacestea este setată la ACTIVATĂ, cealaltă va fi dezactivată automat.
108 - G28 rapid unitate rotativă
Dacă această setare este ACTIVATĂ, unitatea de comandă readuce axele rotative la zeroîntr-un interval de ±-359.99 grade sau mai puţin.
De exemplu, dacă unitatea rotativă este la +/-950.000 şi se comandă o revenire la zero,masa rotativă se va roti cu +/-230.000 grade în poziţia de origine dacă această setare esteACTIVATĂ.
NOTĂ: Axa rotativă revine în poziţia de origine a maşinii, nu în poziţia dinsistemul de coordonate de lucru activ.
Pentru a se utiliza setarea 108, parametrul 43:10 (pentru axa A) şi parametrul 151:10(pentru axa B) trebuie setaţi la 1. Dacă biţii acestor parametri nu sunt setaţi la 1, unitateade comandă ignoră setarea 108.
386

Setările
109 - Timp de încălzire în minute
Acesta este numărul de minute (până la 300 minute de la iniţializare) în care sunt aplicatecompensările specificate în setările 110-112.
Prezentare generală – Când maşina este pusă în funcţiune, dacă setarea 109 şi cel puţinuna dintre setările 110, 111 sau 112 sunt setate la o valoare diferită de zero, unitatea decomandă emite următoarea avertizare:
ATENŢIE! Compensare la încălzire specificată!
Doriţi să activaţi
compensarea la încălzire?Y/N (da/nu)
Dacă se tastează Y, unitatea de comandă aplică imediat compensarea totală (setările 110,111, 112), iar compensarea începe să descrească odată cu trecerea timpului. De exemplu,după ce se scurge 50% din timpul specificat în setarea 109, distanţa de compensare estede 50%.
Pentru a reiniţializa perioada de timp, este necesar să opriţi şi reporniţi maşina, apoi sărăspundeţi DA la întrebarea referitoare la compensare de la iniţializarea maşinii.
ATENŢIE: Modificarea setării 110, 111 sau 112 în timp ce compensarea este înevoluţie poate determina o mişcare bruscă de până la 0.0044 ţoli.
Timpul de încălzire rămas este afişat în colţul din dreapta jos al ecranului Intrăridiagnosticare 2 într-un format hh:mm:ss.
110, 111, 112 - Distanţă X, Y, Z încălzire
Setările 110, 111 şi 112 specifică valorile compensărilor (max = ± 0.0020” sau ± 0.051 mm)aplicate axelor. Setarea 109 trebuie să aibă o valoare înregistrată pentru ca setările 110 -112 să aibă efect.
114 - Durată ciclu transportor (minute)
Setarea 114 Durată ciclu transportor este perioada de timp după care transportorul esteactivat automat. De exemplu, dacă setarea 114 este setată la 30, transportorul de şpaneste activat la fiecare jumătate de oră.
Timpul de activare va fi setat la nu mai mult de 80% din durata ciclului. A se vedea setarea115 de la pagina 380.
NOTĂ: Butonul [CHIP FWD] (transportor şpan înainte) (sau M31) va pornitransportorul în sens spre înainte şi va activa ciclul.
Butonul [CHIP STOP] (oprire transportor şpan) (sau M33) opreşte transportorul şianulează ciclul.
387

Lista de setări
115 - Timp activare transportor (minute)
Setarea 115 Timp activare transportor este durata de funcţionare a transportorului. Deexemplu, dacă setarea 115 este setată la 2, transportorul de şpan funcţionează 2 minute,apoi este dezactivat.
Timpul de activare va fi setat la nu mai mult de 80% din durata ciclului. A se vedea setarea114 Durată ciclu de la pagina 387.
NOTĂ: Butonul [CHIP FWD] (transportor şpan înainte) (sau M31) va pornitransportorul în sens spre înainte şi va activa ciclul.
Butonul [CHIP STOP] (oprire transportor şpan) (sau M33) opreşte transportorul şi anuleazăciclul.
116 - Lungime pivot (numai modele VR)
Setarea 116 este setată în fabricaţie şi nu va fi modificată niciodată. Numai un tehnician deservice calificat poate opera o modificare a acestei setări.
117 - Decalaj global G143 (numai modele VR)
Această setare este asigurată pentru clienţii ce deţin mai multe freze Haas cu 5 axe şidoresc să transfere programele şi sculele de la o maşină la alta. Diferenţele de lungime apivotului (diferenţele dintre setările 116 ale diferitelor maşini) pot fi înregistrate în aceastăsetare, iar aceasta va fi aplicată pentru compensarea lungimii sculei G143.
118 - Impulsuri M99 pentru comenzile M30
Când această setare este ACTIVATĂ, un M99 adăugă o unitate la contoarele M30 (acesteasunt vizibile în ecranul [COMENZI CURENTE]).
NOTĂ: M99 creşte doar contoarele ce apar într-un program principal, nuîntr-un subprogram.
119 - Blocare corecţii/decalaje
Comutarea acestei setări la ACTIVATĂ nu permite ca valorile din ecranul Corecţii/decalajesă fie modificate. Însă, programele de modificare a corecţiilor/decalajelor cu macro-uri sauG10 pot face în continuare asta.
120 - Blocare variabile macro
Comutarea acestei setări la ACTIVATĂ nu permite ca variabilele macro să fie modificate.Însă, programele de modificare a variabilelor macro pot face în continuare asta.
388
Setările
130 - Viteză de retragere tarod
Această setare afectează viteza de retragere în cursul unui ciclu de tarodare (freza trebuiesă fie prevăzută cu opţiunea tarodare rigidă). Introducerea unei valori, cum ar fi 2, vacomanda frezei să retragă tarodul cu o viteză de două ori mai mare decât cea de intrare.Dacă valoarea este 3, acesta se va retrage de trei ori mai repede. O valoare de 0 sau 1 nuva avea niciun efect asupra vitezei de retragere (în gama 0-9, însă gama recomandată este0-4).
Introducerea valorii 2 este echivalentă cu utilizarea unui cod de adresă J de valoare 2pentru G84 (ciclu închis de tarodare). Însă, specificarea unui cod J pentru tarodare rigidăva anula temporar setarea 130.
131 - Uşă automată
Această setare vizează uşa automată opţională. Setaţi-o la ACTIVATĂ la maşinile cu o uşăautomată. A se vedea M80 / M81 (codurile M Deschiderea / închiderea uşii automate) de lapagina 352.
NOTĂ: Codurile M funcţionează numai în timp ce maşina recepţionează unsemnal de celulă sigură de la un robot. Pentru informaţii suplimentareîn acest sens, contactaţi un integrator de roboţi.
Uşa se închide atunci când este apăsat butonul [CYCLE START] (pornire ciclu) şi sedeschide atunci când programul ajunge la un M00, M01 (cu oprirea opţională comutată laACTIVATĂ) sau M30, iar arborele principal a încetat să se rotească.
133 - Repetare tarodare rigidă
Această setare (Repetare tarodare rigidă) asigură orientarea arborelui principal în cursultarodării, astfel încât filetele să fie aliniate atunci când este programată o a doua trecere detarodare în acelaşi alezaj.
NOTĂ: Această setare trebuie să fie ACTIVATĂ atunci când un programcomandă tarodarea progresivă.
389
Lista de setări
142 - Toleranţă modificare corecţie/decalaj
Această setare generează un mesaj de avertizare dacă o corecţie/un decalaj estemodificat(ă) cu o valoare mai mare decât cea înregistrată pentru această setare. Dacă s-aîncercat să se modifice o corecţie/un decalaj cu o valoare mai mare decât cea înregistrată(pozitivă sau negativă), unitatea de comandă transmite următorul mesaj: Modificarecorecţie/decalaj XX cu o valoare mai mare decât setarea 142!Acceptaţi? Y/N (da/nu)
Dacă se tastează Y (da), unitatea de comandă actualizează corecţia/decalajul ca de obicei;în caz contrar, modificarea este respinsă.
143 - Colectare date maşină
Această setare permite utilizatorului să extragă date din unitatea de comandă cu ajutoruluneia sau al mai multor comenzi Q transmise prin intermediul portului RS-232 şi să setezevariabilele macro prin utilizarea unei comenzi E. Funcţia se bazează pe un softwarespecific şi necesită un computer auxiliar pentru solicitarea, interpretarea şi memorareadatelor de la unitatea de comandă. O opţiune hardare permite de asemenea citirea stăriimaşinii. Pentru informaţii detaliate în acest sens, consultaţi secţiunea Colectarea datelor amanualului de la pagina 87.
144 - Control manual avans -> arbore principal
Această setare urmăreşte menţinerea unei grosimi constante a aşchiei atunci când seaplică un control manual. Când această setare este ACTIVATĂ, orice control manual alvitezei de avans se va aplica şi asupra turaţiei arborelui principal, iar controlul manual alarborelui principal va fi dezactivat.
155 - Încărcare tabele locaşuri magazie scule
Această setare se va utiliza doar atunci când se efectuează o actualizare a software-uluişi/sau memoria este ştearsă şi/sau unitatea de comandă este reiniţializată. Pentru a seînlocui conţinutul tabelului locaşurilor schimbătorului de scule lateral cu datele din fişier,această setare trebuie să fie ACTIVATĂ.
Dacă această setare este DEZACTIVATĂ atunci când se încarcă un fişier decorecţii/decalaje de pe un dispozitiv USB sau prin intermediul RS-232, conţinutul tabeluluiLocaşuri magazie scule nu va fi modificat. Setarea 155 este comutată automat la setareaimplicită DEZACTIVATĂ atunci când este pusă în funcţiune maşina.
390

Setările
156 - Salvare corecţii/decalaje cu PROG
Când această setare este ACTIVATĂ, unitatea de comandă include corecţiile/decalajele înacelaşi fişier cu programele atunci când programul este salvat pe USB, HD sau NetShare.Corecţiile/decalajele vor apărea în fişier înainte de semnul %, sub titulatura O999999.
Când programul este reîncărcat în memorie, programul va solicita confirmarea Încărcarecorecţii (Y/N?). Apăsaţi Y dacă doriţi să încărcaţi corecţiile/decalajele salvate. ApăsaţiN dacă nu doriţi să le încărcaţi.
157 - Tip format corecţii/decalaje
Această setare controlează formatul în care sunt salvate corecţiile/decalajele împreună cuprogramele.
Când aceasta este setată la A, formatul este conform celor afişate pe unitatea de comandă,conţinând puncte zecimale şi titluri ale coloanelor. Corecţiile/decalajele salvate în acestformat pot fi mai uşor editate pe un PC şi reîncărcate ulterior.
Când aceasta este setată la B, fiecare corecţie/decalaj este salvat(ă) într-o linie separatăcu o valoare N şi o valoare V.
158,159,160 - % compensare termică şurub X, Y, Z
Aceste setări pot fi setate între -30 şi +30 şi vor ajusta compensarea termică existentă aşurubului cu -30% – +30%, după caz.
162 - Punct zecimal mobil implicit
Când această setare este ACTIVATĂ, unitatea de comandă adăugă un punct zecimal lavalorile introduse fără un punct zecimal (pentru anumite coduri de adresă). Când aceastăsetare este DEZACTIVATĂ, valorile ce urmează după codurile de adrese ce nu includpuncte zecimale sunt considerate a fi notaţii ale operatorului; de exemplu, miimi etc.Funcţia se aplică următoarelor coduri de adresă: X, Y, Z, A, B, C, E, F, I, J, K, U, şi W.
NOTĂ: Această setare afectează modul de interpretare a tuturor programelorînregistrate manual, de pe un disc sau prin intermediul RS-232.Aceasta nu modifică efectul setării 77 Număr întreg F.
Valoare introdusă Cu setarea dezactivată
Cu setarea activată
În modul ţoli X-2 X-.0002 X-2.
În modul mm X-2 X-.002 X-2.
391

Lista de setări
163 - Dezactivare viteză de avans rapid .1
Această setare dezactivează viteza maximă de avans rapid. Dacă este selectată vitezamaximă de avans rapid, va fi în schimb selectată automat următoarea vitezăinferioară disponibilă.
164 - Deplasare incrementală unitate rotativă
Această setare se aplică butonului [PALLET ROTATE] (rotire paletă) de la modeleleEC-300 şi EC-1600. Aceasta specifică rotaţia mesei rotative în staţia de încărcare. Aceastava fi setată la o valoare cuprinsă între 0 şi 360. Valoarea implicită este 90. De exemplu,introducerea 90 va roti paleta cu câte 90 de grade de fiecare dată când este apăsat butonulRotary index (index masă rotativă). Dacă aceasta este setată la zero, masa rotativă nu seva roti.
187 - Retransmitere date maşină
Când această setare este ACTIVATĂ, comenzile Q de colectare date emise de la PC-ulutilizatorului vor fi afişate pe ecranul PC-ului. Când această setare este DEZACTIVATĂ,ecranul PC-ului nu afişează aceste comenzi.
188, 189, 190 - Scală X, Y, Z G51
Puteţi scala individual axele cu ajutorul următoarelor setări (valoarea trebuie să fie unnumăr pozitiv).
Setarea 188 = Scală X G51
Setarea 189 = Scală Y G51
Setarea 190 = Scală Z G51
Dacă setarea 71 are o valoare, unitatea de comandă ignoră setările 188 - 190 şi utilizeazăvaloarea din setarea 71 pentru scalare. Dacă valoarea pentru setarea 71 este zero,unitatea de comandă utilizează setările 188 - 190.
NOTĂ: Când setările 188 - 190 sunt în vigoare, se admite doar interpolarealiniară G01. Dacă se utilizează G02 sau G03, este generatăalarma 467.
191 - Fineţe implicită
Această setare este setată la GROSIER, MEDIU sau FIN şi utilizează parametrii 302, 303,314, 749 şi 750-754 şi codul G187 pentru a seta fineţea şi un factor maxim de rotunjire decolţ. Valorile implicite sunt utilizate atunci când nu sunt anulate temporar de ocomandă G187.
392

Setările
196 - Dezactivare transportor
Aceasta specifică durata de timp în care se aşteaptă în inactivitate înainte să sedezactiveze transportorul de şpan (şi funcţia opţională de spălare, dacă este prevăzută).Valorile sunt în minute.
197 - Dezactivare lichid de răcire
Această setare reprezintă perioada de timp în care se aşteaptă în inactivitate înainte să seoprească livrarea lichidului de răcire. Valorile sunt în minute.
198 - Culoare fundal
Aceasta specifică o culoare de fundal pentru panourile de afişare inactive. Gama este 0- 254. Valoarea implicită este 235.
199 - Temporizator iluminare de fundal
Această setare reprezintă perioada de timp în minute după care este dezactivat afişajulatunci când nu se operează nicio intrare în unitatea de comandă (cu excepţia modurilorAvans rapid, Grafic sau Hibernare sau în prezenţa unei alarme). Apăsaţi orice tastă pentrua restabili ecranul (de preferinţă [ANULARE]).
201 - Prezentare doar corecţii scule şi decalaje de origine în uz
Când această setare este ACTIVATĂ, se afişează doar corecţiile sculelor şi decalajele deorigine utilizate de programul în curs de rulare. Programul trebuie să fie rulat mai întâi înmodul grafic pentru a se activa această funcţie.
216 - Dezactivare servo şi pompă hidraulică
Această setare dezactivează servomotoarele şi pompa hidraulică, dacă este prevăzută,după expirarea numărului de minute specificat de inactivitate, în lipsa unor activităţi cum arfi rularea unui program, avansul rapid, apăsarea unor butoane etc. Valoarea implicităeste 0.
238 - Temporizator iluminare de mare intensitate (minute)
Specifică perioada de timp, în minute, în care iluminarea de mare intensitate (HIL) rămâneactivată. Iluminarea este activată dacă uşa este deschisă şi lampa de lucru este aprinsă.Dacă valoarea acesteia este zero, atunci lumina va rămâne aprinsă până când sedeschid uşile.
393

Lista de setări
239 - Temporizator stingere lampă de lucru (minute)
Specifică perioada de timp, în minute, după care lampa de lucru se stinge automat dacă nuse apasă nicio tastă şi nu se acţionează comanda [HANDLE JOG] (manetă de avansrapid). Dacă există un program în curs de rulare în momentul stingerii luminii, rulareaprogramului va continua.
242 - Interval de purjare condens din aer (minute)
Această setare specifică intervalul pentru purjarea condensului din rezervorului de aer alsistemului. La scurgerea perioadei de timp specificate prin setarea 242, începând de lamiezul nopţii, este iniţiată purjarea.
243 - Timp de purjare condens din aer (secunde)
Această setare specifică durata operaţiei de purjare a condensului din rezervorului de aeral sistemului. Valorile sunt în secunde. La scurgerea perioadei de timp specificate prinsetarea 242, începând de la miezul nopţii, este iniţiată purjarea pentru un număr desecunde conform celor specificate prin setarea 243.
244 - Lungime sculă calibru de referinţă (ţoli)
Această setare specifică lungimea calibrului de referinţă utilizat pentru localizareasuprafeţei de palpare a sculei în timpul setării. Aceasta reprezintă lungimea de la bazapână la vârful calibrului de referinţă. Aceasta poate fi măsurată în general pentru un calibrude presetare a sculei.
245 - Sensibilitate la vibraţii periculoase
Această setare selectează unul dintre cele trei niveluri de sensibilitate (REDUS, MEDIU sauRIDICAT) pentru senzorul de vibraţii periculoase (dacă există în dotare). Această setareeste comutată automat la setarea implicită RIDICAT de fiecare dată când este iniţializatămaşina.
247 - Mişcare simultană XYZ la schimbarea sculei
Setarea 247 este o funcţie de control ce reclamă ca mai întâi să se deplaseze axa Z înpoziţia de schimbare a sculei, urmată de axele X şi Y. Dacă setarea 247 esteDEZACTIVATĂ, axa Z se va retrage prima, urmată de mişcarea pe axele X şi Y. Aceastăfuncţie poate fi utilă pentru prevenirea coliziunilor sculei la anumite configuraţii aledispozitivelor de fixare. Dacă setarea 247 este ACTIVATĂ, axele se vor deplasa simultan.Aceasta poate cauza coliziuni între sculă şi piesa de prelucrat ca urmare a rotaţiilor axelorB şi C. Se recomandă insistent ca această setare să rămână DEZACTIVATĂ la maşinaUMC-750 ca urmare a riscului ridicat de producere a unor coliziuni.
394

Setările
249 - Activare ecran de pornire Haas
Dacă această setare este ACTIVATĂ, pe ecran se afişează instrucţiuni de pornire defiecare dată când este pusă în funcţiune maşina. Puteţi comuta setarea 249 la ACTIVATĂsau DEZACTIVATĂ prin intermediul paginii de setări, respectiv puteţi apăsa tasta [F1] dinecranul de pornire pentru a-l dezactiva.
250 - Imagine în oglindă pe axa C
Aceasta este o setare ACTIVATĂ/DEZACTIVATĂ. Când aceasta este DEZACTIVATĂ,mişcările axei au loc normal. Când aceasta este ACTIVATĂ, mişcarea axei C poate fiactivată în oglindă (sau inversată) faţă de punctul de zero al piesei. A se vedea deasemenea G101 şi setările 45, 46, 47, 48 şi 80.
900 - Nume reţea CNC
Setarea conţine numele sub care doriţi să apară unitatea de comandă în reţea.
901 - Obţinere automată adresă
Recuperează o adresă TCP/IP şi o mască de subreţea de la un server DHCP dintr-o reţea(necesită un server DHCP). Când DHCP este activat, înregistrările TCP/IP, SUBNETMASK şi GATEWAY nu mai sunt necesare şi se va înregistra ***.
NOTĂ: Secţiunea ADMIN de la sfârşit specifică adresa IP din DHCP. Maşinatrebuie să fie oprită şi repornită pentru ca schimbările operate asupraacestei setări să intre în vigoare.
NOTĂ: Pentru a obţine setările IP de la DHCP:
1. La unitatea de comandă, apăsaţi tasta [LIST PROGRAM] (listă de programe).
2. Apăsaţi tasta [CANCEL] (anulare).
3. Apăsaţi tasta săgeată dreapta pentru a deschide directorul Unitate hard şi apăsaţi tasta [ENTER] (execuţie).
4. Tastaţi ADMIN şi apăsaţi tasta [INSERT] (inserare).
5. Selectaţi directorul ADMIN şi apăsaţi tasta [ENTER] (execuţie).
6. Copiaţi fişierul ipconfig.txt pe disc sau USB şi citiţi-l pe un computer cu sistem de operare Windows.
395
Lista de setări
902 - Adresă IP
Această setare este necesară într-o reţea cu adresă TCP/IP statică (DHCP dezactivat).Administratorul de reţea va aloca o adresă (de exemplu 192.168.1.1). Maşina trebuie să fieoprită şi repornită pentru ca schimbările operate asupra acestei setări să intre în vigoare.
NOTĂ: Structura adresei pentru Subnet Mask, Gateway şi DNS esteXXX.XXX.XXX.XXX (de exemplu 255.255.255.255). Adresa nu se vaîncheia cu un punct. Adresa maximă este 255.255.255.255; nu seadmit numere negative.
903 - Mască subreţea
Această setare este necesară într-o reţea cu adresă TCP/IP statică. Administratorul dereţea va aloca o valoare pentru mască. Maşina trebuie să fie oprită şi repornită pentru caschimbările operate asupra acestei setări să intre în vigoare.
904 - Cale de acces implicită
Această setare este necesară pentru obţinerea accesului prin intermediul unui router(punct de acces). Administratorul de reţea va aloca o adresă. Maşina trebuie să fie oprităşi repornită pentru ca schimbările operate asupra acestei setări să intre în vigoare.
905 - Server DNS
Această setare conţine adresa IP Domain Name Server (server nume domeniu) sauDomain Host Control Protocol (protocol de control gazdă domeniu) dintr-o reţea. Maşinatrebuie să fie oprită şi repornită pentru ca schimbările operate asupra acestei setări să intreîn vigoare.
906 - Nume domeniu/grup de lucru
Această setare este grupul de lucru sau domeniul unităţii de comandă CNC. Maşina trebuiesă fie oprită şi repornită pentru ca schimbările operate asupra acestei setări să intreîn vigoare.
907 - Nume server la distanţă
Pentru maşinile Haas cu WINCE FV 12.001 sau superior, această setare conţine numeleNETBIOS al computerului pe care se află directorul partajat. Adresa IP nu este acceptată.
396

Setările
908 - Cale de partajare la distanţă
Această setare conţine numele directorului partajat în reţea. Pentru a redenumi directorulpartajat după ce este selectat un nume pentru gazdă, introduceţi un nou nume pentrudirectorul partajat şi apăsaţi tasta[ENTER] (execuţie).
NOTĂ: Nu utilizaţi spaţii în numele directorului partajat.
909 - Nume utilizator
Această setare este numele utilizat pentru conectare la server sau domeniu (prin utilizareaunui cont de domeniu). Maşina trebuie să fie oprită şi repornită pentru ca schimbărileoperate asupra acestei setări să intre în vigoare. Numele de utilizator sunt sensibile lamajuscule şi nu pot conţine spaţii.
910 - Parolă
Această setare este parola utilizată pentru conectare la server. Maşina trebuie să fie oprităşi repornită pentru ca schimbările operate asupra acestei setări să intre în vigoare. Parolelesunt sensibile la majuscule şi nu pot conţine spaţii.
911 - Nivel de acces la CNC
Această setare este utilizată pentru privilegiile de citire/scriere pe unitatea hard a CNC.DEZACTIVATĂ împiedică accesarea unităţii hard prin intermediul reţelei. COMPLET permiteaccesul la unitate pentru citire/scriere prin intermediul reţelei. Dezactivarea simultană aacestei setări şi a setării 913 va dezactiva comunicaţia prin intermediul plăcii de reţea.
912 - Acces floppy activat
A se vedea setarea 914 (acces la al doilea USB activat) cu privire la această funcţie.(Software-urile mai vechi utilizau această setare pentru a dezactiva/activa accesul launitatea floppy USB. Când este setată la DEZACTIVATĂ, unitatea floppy USB nueste accesibilă.)
913 - Acces unitate hard activat
Această setare dezactivează/activează accesul la unitatea hard. Când este setată laDEZACTIVATĂ, unitatea hard nu este accesibilă. Dezactivarea simultană a acestei setărişi a partiţiei CNC (setarea 911) va dezactiva comunicaţia prin intermediul plăcii de reţea.
914 - Acces USB activat
Această setare dezactivează/activează accesul la portul USB. Când este setată laDEZACTIVATĂ, portul USB nu va fi accesibil.
397

Lista de setări
915 - Conexiune de reţea
Această setare dezactivează/activează accesul la unitatea server. Când este setată laDEZACTIVATĂ, accesul la server de pe unitatea de comandă CNC nu este posibil.
916 - Acces la al doilea USB activat
Această setare dezactivează/activează accesul la al doilea port USB. Când este setată laDEZACTIVAT, portul USB nu va fi accesibil.
9.2 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
398
Întreţinerea
Capitolul 10: Întreţinerea
10.1 PrezentareÎntreţinerea periodică este importantă pentru a vă asigura că maşina dumneavoastră are odurată de exploatare lungă şi eficientă, cu timpi de nefuncţionare reduşi la minimum. Celemai uzuale operaţii de întreţinere sunt simple şi le puteţi efectua pe cont propriu. Puteţisolicita de asemenea HFO informaţii referitoare la programul cuprinzător de întreţinerepreventivă pus la dispoziţia dumneavoastră pentru lucrări de întreţinere mai complexe.
10.2 Monitorul pentru întreţinereUnitatea de comandă Haas dispune de un monitor pentru întreţinere care vă informeazăatunci când trebuie efectuate anumite operaţii de întreţinere. Sunt incluse (14) intervenţiide întreţinere şi (6) opţiuni de rezervă pe care le puteţi personaliza cum doriţi.
10.2.1 Setările pentru întreţinere
Setările 167-186 controlează intervalul implicit de întreţinere pentru fiecare intervenţie deîntreţinere. Pagina Monitor întreţinere prezintă doar intervenţiile de întreţinere care au uninterval implicit de întreţinere specificat (diferit de zero).
Intervalele de întreţinere au (3) valori posibile:
• Timpul de funcţionare (ore): Unitatea de comandă efectuează numărătoarea inversăa acestui interval în timp ce maşina se află în funcţiune.
• Timpul de mişcare (ore): Unitatea de comandă efectuează numărătoarea inversă aacestui interval în timp ce componenta specificată se află în mişcare.
• Schimbări ale sculelor (fiecare în parte): Unitatea de comandă efectueazănumărătoarea inversă a acestui interval, scăzând câte (1) unitate după fiecareschimbare a sculei.
Puteţi modifica fiecare setare în sensul creşterii sau reducerii intervalului implicit. Lascadenţa fiecărui interval de întreţinere, unitatea de comandă afişează un mesaj referitorla SCADENŢĂ ÎNTREŢINERE şi o pictogramă asociată. Accesaţi pagina Monitor întreţinerepentru a vedea ce intervenţie de întreţinere este necesară.
399

Pagina Monitor întreţinere
F10.1: Tab-ul Setări întreţinere
10.2.2 Pagina Monitor întreţinere
Pentru a accesa pagina Monitor întreţinere:
1. Apăsaţi tasta [CURRENT COMMANDS] (comenzi curente).
2. Apăsaţi tasta [PAGE UP] (pagina anterioară) sau [PAGE DOWN] (pagina următoare) până când se afişează pagina Întreţinere.
F10.2: Pagina Întreţinere
400

Întreţinerea
10.2.3 Pornirea, oprirea sau setarea funcţie de monitorizare a întreţinerii
Pentru a porni sau opri monitorizarea din pagina Întreţinere:
1. Utilizaţi tastele săgeţi [UP] (în sus) şi [DOWN] (în jos) pentru a marca o intervenţie de întreţinere.
Intervenţiile de întreţinere pentru care se indică -- în locul unui număr nu sunt monitorizate în momentul respectiv.
2. Apăsaţi tasta [ORIGIN] (origine) pentru a activa monitorizarea intervenţiei respective. Indicaţia -- este înlocuită cu intervalul implicit de întreţinere.
3. Pentru a seta contorul curent pentru intervalul de întreţinere, utilizaţi tastele săgeţi [RIGHT] (dreapta) sau [LEFT] (stânga).
Intervalele pentru timpul de funcţionare şi timpul de mişcare cresc sau se reduc cu câte (1) unitate atunci când apăsaţi tastele săgeţi [RIGHT] (dreapta) sau [LEFT] (stânga). Intervalele de întreţinere pentru schimbările sculelor cresc sau se reduc cu câte (25) de unităţi.
4. Apăsaţi din nou tasta [ORIGIN] (origine) pentru a dezactiva monitorizarea intervenţiei respective. Intervalul de întreţinere se modifică în --.
401

Pornirea, oprirea sau setarea funcţie de monitorizare a întreţinerii
10.3 Informaţii suplimentare disponibile online
Pentru procedurile detaliate de întreţinere, desenele de execuţie pentru componentelemaşinii şi alte informaţii utile, accesaţi Centrul de resurse Haas Automation la adresadiy.HaasCNC.com. Puteţi de asemenea scana acest cod cu telefonul mobil pentru aaccesa direct informaţiile referitoare la întreţinere disponibile la Centrul de resurse.
402

Alte echipamente
Capitolul 11: Alte echipamente
11.1 PrezentareUnele maşini Haas dispun de caracteristici unice, ce nu fac obiectul acestui manual. Acestemaşini sunt însoţite de un Supliment de manual tipărit, acesta putând fi de asemeneadescărcat din pagina web www.haascnc.com.
11.2 Mini-frezeleMini-frezele sunt freze verticale versatile şi compacte.
11.3 Seria VF înclinabileAceste freze verticale sunt echipate în standard cu o unitate rotativă seria TR preinstalatăpentru aplicaţii pe cinci axe.
11.4 Freze portalFrezele portal sunt freze verticale cu cadru deschis de mare capacitate, adecvate pentruaplicaţii de frezare şi decupare a pieselor cu profil complicat.
11.5 Freza de atelierSeria Freze de atelier include freze verticale compacte de mici dimensiuni ce pot pătrundeprin rama unei uşi standard şi ce funcţionează în reţele de alimentare monofazate.
11.6 EC-400 - Fondul de paleteFondul de palete EC-400 măreşte productivitatea prin intermediul unui fond de palete cumai multe staţii şi al software-ului de planificare inovator.
11.7 UMC-750UMC-750 este o freză versatilă cu 5 axe ce dispune de o masă înclinabilă cu două axeintegrată.
403

11.8 Informaţii suplimentare disponibile online
Pentru informaţii actualizate şi suplimentare, inclusiv sugestii, recomandări, proceduri deîntreţinere şi multe altele, accesaţi Centrul de resurse Haas la adresa diy.HaasCNC.com.Puteţi de asemenea scana codul de mai jos cu telefonul mobil pentru a accesa directCentrul de resurse Haas.
404
Index
Aafişaj coduri active
comenzi curente ................................ 43afişaj durată de viaţă a sculei
comenzi curente ................................ 44afişaj poziţie
comenzi curente ................................ 44afişajul de poziţie .................................... 51
selectarea axei .................................. 51afişajul indicatoarelor
lichidul de răcire ................................ 46afişarea
graficul ............................................ 45setările ............................................ 45
ajutorcalculatorul ....................................... 59căutare cuvânt cheie .......................... 58meniul de tip tab ................................ 58tabelul burghie .................................. 59
Bbara de introducere ................................. 53bara de pictograme.................................. 68blocare memorie ..................................... 27
Ccalculatorul
cerc ................................................ 61tangenta cerc-cerc ............................. 63tangenta cerc-linie.............................. 62triunghiul .......................................... 60
celula robotizatăintegrarea.......................................... 6
ciclurile închisealezarea şi lărgirea alezajului ............. 168găurirea......................................... 167informaţii generale ........................... 239planul r şi ....................................... 169tarodarea ....................................... 168
ciclurile închise de alezare şi lărgire a alezajului 168ciclurile închise de găurire....................... 167ciclurile închise de tarodare..................... 168codurile active ........................................ 45Codurile G ........................................... 233
aşchierea....................................... 155ciclurile închise......................... 167, 239
codurile G specialefrezarea unei cavităţi ........................ 169funcţia imagine în oglindă .................. 170gravarea ........................................ 169rotaţia şi scalarea ............................ 170
Codurile M........................................... 339comenzile arborelui principal .............. 154comenzile referitoare la lichidul de răcire 155oprirea programului .......................... 154
colectarea datelor ................................... 87codurile M de rezervă ......................... 89cu ajutorul RS-232 ............................. 87
comanda numerică directă (DNC)............... 90notele de operare .............................. 92
comanda numerică prin fişiere (FNC) .......... 90afişarea numerelor liniilor .................. 130deschiderea de programe multiple....... 130editorul FNC ................................... 128încărcarea unui program ................... 128meniurile........................................ 129modurile de afişare .......................... 129subsolul afişajului ............................ 130
405

comenzi curente ..................................... 43setarea suplimentară........................ 110
compartimentul de comandăîncuietorile asigurate ............................ 2
Compensarea 3D a frezei (G141)............. 312exemplu de vector unitar ................... 312
compensarea frezeidescriere generală ........................... 158exemplu de aplicaţie incorectă ........... 162interpolarea circulară........................ 164intrarea şi ieşirea ............................. 161reglarea avansului ........................... 162setarea 58...................................... 158
comunicaţiileRS-232............................................ 86
consola de comandă ........................ 26 – 27comenzile panoului frontal ................... 26portul USB ....................................... 27
Contoarele M30...................................... 46controlul manual ..................................... 40
dezactivarea..................................... 40controlul punctului central al sculei (G234) . 337copierea fişierelor ................................... 81corecţia sculei ...................................... 152corecţia/decalajul
piesa de prelucrat ............................ 152scula............................................. 152
corecţiile sculelor .................................. 109corecţiile/decalajele
afişajele........................................... 43cronometrul de suprasolicitare axă ........... 112
Ddatele maşinii
copia de rezervă................................ 84recuperarea...................................... 85salvarea şi recuperarea ...................... 83
decalajele de origine.............................. 212decalajul b pe axa a .............................. 187decalajul de origine ........................ 108, 152decalajul de origine dinamic (G254) .......... 337dispozitivul USB ..................................... 78DNC..................................................... 90DPRNT
DNC ............................................... 92
duplicarea unui program .......................... 82
Eecranul arborele principal ......................... 55ecranul cronometre şi contoare ................. 46ecranul de comandă
codurile active .................................. 45configuraţia de bază .......................... 41corecţiile/decalajele ........................... 43panoul activ ..................................... 42scula activă...................................... 46
ecranul pentru mod ................................. 42ecranul sculei active................................ 46editarea
marcarea codului ............................. 116editarea în fundal................................... 117editorul avansat..................................... 119
meniul de căutare............................. 125meniul de programare ....................... 121meniul de tip pop-up ......................... 120meniul editare.................................. 122meniul modificare ............................. 126selectarea textului ............................ 123
editorul pentru comanda numerică prin fişiere(FNC)
selectarea textului ............................ 134etichete de siguranţă
altele .............................................. 10configuraţia standard ........................... 8generale............................................ 9
exemplu de program de bazăblocul de aşchiere ............................ 146blocul de finalizare............................ 147blocul de pregătire............................ 145
FFanuc ................................................. 158fişierele
copierea.......................................... 81folderul, See structura de directoarefuncţia ajutor.......................................... 57funcţia de importare dxf .......................... 141
înfăşurarea şi gruparea ..................... 142originea piesei ................................. 142selectarea traiectoriei sculei ............... 143
406

funcţia de optimizare program ................. 140ecranul .......................................... 141
Funcţiicronometrul de suprasolicitare axă ...... 110editarea în fundal............................. 110grafic ............................................ 110simularea....................................... 110
funcţionarea nesupravegheatăriscul de producere a unor incendii .......... 4
Iîncălzirea arborelui principal...................... 78încărcarea sculelor
sculele mari / grele........................... 100indicatorul de nivel al lichidului de răcire ...... 46indicatorul de sarcină pe arborele principal ... 55iniţializarea maşinii .................................. 77interpolarea circulară ............................. 156interpolarea liniară ................................ 155întreţinerea .......................................... 399
comenzi curente................................ 44introducerea manuală a datelor (MDI) ....... 118
Llampa de avertizare
stare ............................................... 28lichidul de răcire
controlul manual de către operator ........ 40setarea 32...................................... 373
Lichidul de răcire prin arborele principalTSC............................. 39, 75, 167, 353
limite de încărcare a sculei...................... 110linia de pornire în siguranţă ..................... 145
Mmacro-urile
anticiparea ..................................... 192codurile G şi M................................ 191contoarele M30 ................................. 46ieşirile discrete de 1 bit ..................... 206rotunjirea ....................................... 191setările .......................................... 191variabilele ...................................... 197
Managementul avansat al sculei (ATM).. 44, 93macro-urile ...................................... 97setarea grupei de scule ...................... 96utilizarea grupei de scule .................... 96
managerul de dispozitive.......................... 78selectarea programelor ...................... 80
maşinălimite cu privire la mediu ....................... 3
materialeriscul de producere a unor incendii ......... 4
memoria temporarăcolajul din ....................................... 124copierea în ..................................... 124decuparea cu stocare în .................... 124
meniurile de tip tabnoţiuni de bază despre navigare........... 56
mesajul DIRECTOR PLIN ........................ 82mişcarea axei
absolută versus incrementală ............. 147circulară ......................................... 156liniară ............................................ 155
mişcarea de interpolarecirculară ......................................... 156liniară ............................................ 155
modul avans rapidreglarea piesei................................. 107
modul de „alimentare cu pipeta”................. 92modul grafic ......................................... 110modul setare
comutatorul cu cheie.......................... 27modurile de operare ................................ 42modurile de siguranţă
setarea ............................................. 4
Nnumărul programului
modificarea...................................... 83numerele de program
Formatul Onnnnn .............................. 81modificarea în memorie ...................... 83O09xxx .......................................... 115
numerele de program O09xxx .................. 115
407

Ooperarea
managerul de dispozitive..................... 78nesupravegheată................................. 4simularea....................................... 112
oprire rulare - avans rapid - continuare ...... 113oprirea avansului
controlată manual .............................. 40oprirea opţională ................................... 343originea secundară.................................. 27
Ppericole
referitoare la mediu .............................. 3planul r ............................................... 169poziţia distanţă de parcurs ........................ 51poziţia în coordonate de lucru (G54) ........... 51poziţia maşină ........................................ 51poziţia operator ...................................... 51poziţii
de lucru (G54)................................... 51distanţă de parcurs ............................ 51maşină ............................................ 51operator........................................... 51
poziţionareaabsolută versus incrementală............. 147
poziţionarea absolută (G90)versus incrementală ......................... 147
poziţionarea incrementală (G91)versus absolută............................... 147
programactiv................................................ 80numerele liniilor
ştergerea.................................. 126programarea
exemplu de bază ............................. 144linia de pornire în siguranţă................ 145subrutinele ..................................... 170
programeledenumirea fişierelor ........................... 81duplicarea........................................ 82extensia de fişier .nc .......................... 81noţiuni de bază despre căutare ............ 86noţiuni de bază despre editare ............ 116numărul maxim de............................. 82rularea ........................................... 113ştergerea......................................... 81transferarea ..................................... 80
programul activ ...................................... 80
Rreglarea avansului
la compensarea frezei ....................... 162rolurile în atelier
curăţarea maşinii................................. 3RS-232................................................. 86
colectarea datelor.............................. 87DNC............................................... 90lungimea cablului .............................. 87Setările DNC.................................... 91
rularea programelor ............................... 113
Sschimbătorul de scule.............................. 98
siguranţa ........................................ 106schimbătorul de scule lateral (SMTC)
indicarea locaşului zero ..................... 102mutarea sculelor .............................. 102panoul uşii ...................................... 105redresarea...................................... 105sculele foarte mari ............................ 103
schimbătorul de scule tip umbrelăîncărcarea ...................................... 103redresarea...................................... 104
sculerănirea cauzată de............................... 3
sculelecodul Tnn ....................................... 153îngrijirea portcuţitului.......................... 92portcuţitele....................................... 92tiretele ............................................ 93
sculele BT............................................. 92sculele CT............................................. 92
408

selectarea programelor ............................ 80selectarea textului
editorul avansat............................... 123editorul FNC................................... 134
setarea 247 ......................................... 394Setarea 28 .......................................... 240setarea piesei ...................................... 106
corecţiile sculelor............................. 109corecţiile/decalajele.......................... 106decalajul de origine .......................... 108
Setările ............................................... 359setările
lista .............................................. 359siguranţa
celulele robotizate................................ 6electrică............................................. 2etichetele ........................................... 8funcţionarea comutatorului cu cheie ........ 5în timpul funcţionării ............................. 2încărcarea/descărcarea pieselor ............. 3materiale periculoase ........................... 2panoul electric .................................... 2prezentare ......................................... 1protecţiile pentru ochi şi urechi ............... 2
simularea ............................................ 112sistemul de directoare de fişiere................. 79
crearea de directoare ......................... 80navigarea......................................... 80
Sistemul de programare intuitiv (IPS)funcţia de importare fişiere dxf............ 142
sistemul de suport piesă......................... 106SMTC de mare viteză
sculele grele ................................... 101ştergerea programelor ............................. 81subprogramele, See subrutinelesubroutinele locale (M97) ....................... 174subrutinele .......................................... 170
externe.......................................... 171locale ............................................ 174
Ttabelele de management al sculei
salvarea şi restabilirea ........................ 98
tastaturagrupele de taste................................ 29tastele alfabetice............................... 37tastele cursor ................................... 31tastele de afişare .............................. 31tastele de avans rapid ........................ 38tastele de control manual .................... 39tastele de mod.................................. 32tastele funcţionale ............................. 30tastele numerice ............................... 36
tastele de editareINSERARE ..................................... 116SCHIMBARE .................................. 117ŞTERGERE.................................... 117UNDO ........................................... 117
Uuşa automată (opţional)
controlul manual ............................... 28uşile
sisteme de interblocare ........................ 2
Vvariabilele macro
#3006 oprire programabilă ................. 208#4001-#4021 codurile de grupă pentru ultimul
bloc .................................................... 209#5001-#5006 ultima poziţie ţintă .......... 209#5021-#5026 poziţia curentă a coordonatelor
maşinii ................................................ 209#5041-#5046 poziţia curentă a coordonatelor
de lucru ............................................... 210#5061-#5069 poziţia curentă a semnalului de
salt ..................................................... 210#5081-#5086 compensarea pentru lungimea
sculei .................................................. 210#6996-#6999 accesarea parametrilor ... 210#8550-#8567 sculele ........................ 213afişaj comenzi curente ....................... 43poziţia axei ..................................... 209
YYasnac................................................ 158
409

410