Managing and Communicating Change - SMRP
21
The magazine by practitioners for practitioners February 2012 | Volume 7, Issue 1 www.smrp.org Avoid Communication Failure Mode 4 What is Alliancing? 16 New BoK Products now online 20 SMRP’s Management Transition! 23 Managing and Communicating Change
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Managing and Communicating Change - SMRP

The magazine by practitioners for practitioners
February 2012 | Volume 7, Issue 1 www.smrp.org
Avoid Communication
Failure Mode
4
What is Alliancing?
16
New BoK Products now online
20
SMRP’s Management Transition!
23
Managing and Communicating Change

Features
4 Communication as a Failure Mode To maintain critical asset health assurance, have you factored in all the communication failure modes? Learn from GPAllied’s principal why, when, and how often to facilitate communications as well as an build an effective communications model. MICHAEL ARONEY
10 How Reliability Impacts Shareholder Value Management Resources Group, Inc.’s Director of Reliability Services illustrates the importance of Reliability and its impact on the key areas of generating shareholder value. If reliability is integral to the organization’s culture, this can drive benefits in all facets of the operation. BRUCE HAWKINS, CMRP
16 Alliancing Overview Former Eastman Kodak manager shares details on this new and innovative style of business relationship building, called Alliancing. Major Alliancing principles are reviewed, including the benefits and challenges of this future trend. WIL CAREY, CMRP
Departments2 OFFICeRS And dIReCtORS
2 FROM tHe CHAIR Are you a leader? SMRP’s Board Chair discusses leadership and introduces SMRP new management and staffing company, Kellen Company in Atlanta, GA. STAN MOORE, CMRP
20 BOK CORneR SMRPs Body of Knowledge Product and Business Development manager and Director for BoK showcases newer BoK products: SMRP Knowledge Library and Benchmarking Surveys with member friendly pricing. Find out how these can help you and your company leverage change and growth as well as how you can contribute to the continuous improvement of SMRPs BoK. LAURA B. KEANE AND RON LEONARD, PE, CMRP
21 FROM tHe eXeCUtIVe dIReCtOR Farewell from SMRP’s outgoing Executive Director. BARBARA DUNLAVEY, CMP, CAE
22 FROM tHe eXAM teAM On behalf of the entire Team, CMRP and CMRT Exam Director shares updates on the Spanish, Brazilian Portuguese and electronic exams as well as discusses 2012 plans for growth. Bonus: don’t miss the newest Exam Team Reliability Tip. TERRY HARRIS, CMRP
23 FROM tHe neW MAnAGeMent COMPAnY Press announcing the new SMRP Kellen Company management partnership. The release was written by SMRP’s incoming Executive Director, Jon Krueger. jON KRUEgER
27 SMRPCO SUStAInInG SPOnSORS
26 WelCOMe neW MeMBeRS SMRP welcomes new executive and individual members.
33 neW CMRPS SMRPCO welcomes new certificants
SMRP Solutions ( ISN#1552-5082) is published bi-monthly by the Society for Maintenance and Reliability Professionals, exclusively for SMRP members. The annual subscription rate is $15 for members, which is included in dues. The Society was incorporated as an Illinois not-for profit corporation in 1992 for those in the maintenance profession to share practitioner experiences and network. The Society is dedicated to excellence in maintenance and reliability in all types of manufacturing and services organizations, and promotes maintenance excellence worldwide. SMRP’s Mission is to develop and promote leaders in Reliability and Physical Asset Management.
The products featured in SMRP Solutions are not endorsed by SMRP, and SMRP assumes no responsibility in connection with the purchase or use of such products. The opinions expressed in the articles contained in SMRP Solutions are not necessarily those of the editor or SMRP.
Back Issues: The current issue and back issues of SMRP Solutions can be downloaded from the library area of the SMRP Website. Original versions of the current issue and some back issues of Solutions are available by contacting SMRP Headquarters ($5 per copy for members, $10 per copy for non-members).
SEND ADDRESS CHANGES AND INQUIRIES TO: SMRP Headquarters, 1100 Johnson Ferry Road, Suite 300, Atlanta, GA 30342, 800-950-7354, E-mail: [email protected].
February 2012 Volume 7, Issue 1
4
16
10Reliability and maintenance training for the manufacturing and process industry.
www.idcon.com 1-800-849-2041
We don’t sell engineering services, parts, tools, equipment or software...our independence translates into objective and credible advice and training.
Training
IDCON’s Best Practice Open Seminar Schedule for 2012Course Dates/Raleigh, NCMaintenance Planning and Scheduling / Reliability Based May 9-11, 2012 Spare Parts and Materials Management and November 12-14, 2012Preventive Maintenance / Essential Care and Condition Monitoring May 7-8, 2012 and September 10-11, 2012Root Cause Problem Elimination Training™ September 12-13, 2012 and November 15-16, 2012
For on-site training please call1-800-849-2041
ing pleas041
call

3 SMRP SolutionSFebruary 2012 | Volume 7, Issue 12 SMRP SolutionS February 2012 | Volume 7, Issue 1
FRoM the ChaiR
are you a leader?By stan moore, CmrP ChaIr oF smrP 2011-2012
there are several well known personality
profile tools that are used to determine
personality traits. Maybe your company
has participated in, or has used someone to
conduct assessments for your leadership?
For example, the Small Business Association
government website, www.sba.gov/content/
being-leader, has a listing of leadership traits
developed by Raymond Cattell way back in
1954. Based on an analysis of military leaders, the following list of traits were devel-
oped that characterize an effective leader.
• Emotionalstability: Good leaders must be able to tolerate frustration and stress.
Overall, they must be well-adjusted and have the psychological maturity to deal
with anything they are required to face.
• Dominance: Leaders are often competitive, decisive and usually enjoy overcom-
ing obstacles. Overall, they are assertive in their thinking style as well as their
attitude in dealing with others.
• Enthusiasm:Leaders are usually seen as active, expressive and energetic. They
are often very optimistic and open to change. Overall, they are generally quick
and alert and tend to be uninhibited.
• Conscientiousness: Leaders are often dominated by a sense of duty and tend
to be very exacting in character. They usually have a very high standard of
excellence and an inward desire to do their best. They also have a need for
order and tend to be very self-disciplined.
• Socialboldness: Leaders tend to be spontaneous risk-takers. They are usually
socially aggressive and generally thick-skinned. Overall, they are responsive to
others and tend to be high in emotional stamina.
• Self-assurance: Self-confidence and resiliency are common traits among leaders.
They tend to be free of guilt and have little or no need for approval. They are
generally unaffected by prior mistakes or failures.
• Compulsiveness: Leaders are controlled and very precise in their social inter-
actions. Overall, they are very protective of their integrity and reputation and
consequently tended to be socially aware and careful, abundant in foresight,
and very careful when making decisions or determining specific actions.
• Intuitiveness: Rapid changes in the world today, combined with information
overload result in an inability to know everything. In other words, reasoning
and logic will not get you through all situations. In fact, more and more lead-
ers are learning the value of using their intuition and trusting their gut when
making decisions.
• Empathy:Being able to put yourself in the other person’s shoes is a key trait of
leaders today. Without empathy, you can’t build trust; without trust, you will
never be able to get the best effort from your employees.
• Charisma: People usually perceive leaders as larger than life. Charisma plays
a large part in this perception. Leaders who have charisma are able to arouse
strong emotions in their employees by defining a vision which unites and cap-
tivates them. Using this vision, leaders motivate employees to reach toward a
future goal by tying the goal to substantial personal rewards and values.
Do any of these traits resonate with you? When it comes to the business side of
2012 SMRP officers & Directors
ChairStan Moore, CMRPAscend [email protected]
immediate Past Chair, advisory CommitteeRick Baldridge, CMRPCargill, [email protected]
Vice ChairShon Isenhour, CMRPGP [email protected]
treasurerNick Roberts, [email protected]
SecretaryCraig Seibold, CMRPJohns [email protected]
executive DirectorBarbara Dunlavey, CAE, CMPSMRP301-523-7435
Certification DirectorGreg Yeager, CMRPCargill, [email protected]
Body of Knowledge DirectorRon Leonard, CMRPLife Cycle Engineering, [email protected]
education DirectorButch DiMezzo, CMRPManagement Resources Group, [email protected]
Member Services DirectorHoward Penrose, CMRPDreisilker Electrical [email protected]
outreach DirectorHoward Penrose, CMRPDreisilker Electrical [email protected]
reliability, are we leaders? Do we understand our own
company’s business plan and model? Do we lever-
age our collective expertise in the maintenance and
reliability field to deliver value to our stock holders
or owners? As leaders in this area, our management
looks to us to provide solutions and recommendations
that will improve our ability to produce products reli-
ably and cost-effectively.
SMRP is an enabler in this area, providing its
membership with a variety of tools and resources. The
continuing work of our BoK with the metrics library,
benchmarking, and the online searchable database of
past proceedings are but a few examples. As SMRP
continues to mature and grow, we continue to look for
ways to bring value to our membership. Having said
that, SMRP has recently chosen Kellen Company as
their new association management company. Kellen
Company is a global professional services company,
delivering innovative solutions and new opportuni-
ties to clients, helping them achieve greater levels
of success. Kellen Company serves more than 100
association and corporate clients, representing more
than 10,000 companies and 100,000 professionals
worldwide. Kellen has offices worldwide and is head-
quartered in Atlanta, GA with offices worldwide.
SMRP would also like to acknowledge the service and
support that AMG has provided over the last six years.
We gratefully acknowledge the support of the AMG
staff that has interfaced with the membership over the
years, most notably Maureen Gribble and Ali Sturman.
We also want to thank Barb Dunlavey. Barb has
been our executive director for the past two years and
has helped us to grow in many areas. Her expertise
in association management, especially in the area of
governance and helping the board to function more
strategically has been valuable in helping SMRP grow.
We appreciate her leadership and support of SMRP.
I would also like to welcome Ed Foster to the SMRP
Board as our new Membership Director.
A native of Houston, Ed works for The Mundy
Companies. His positions have ranged from shutdown
planning to ASME Code Quality Control Inspector to
Crew leader to Project Manager. Ed also helped start the
Houston chapter of SMRP. We are excited to have Ed as
our new membership directorate and he is looking for
to the opportunity to serve the membership and “give
back” to the industry. Please join me in welcoming Ed.
You will be hearing from him in the near future!
By the time you read this article, it will be February
of 2012. We will each be engaged in our own areas of
expertise, providing value to our companies and our
families. In our respective leadership roles, we have
the awesome privilege and responsibility to lead
effectively and efficiently. I look forward to 2012, no
doubt filled with challenges, but then aren’t challenges
simply opportunities in disguise?
Project3 12/14/11 2:02 PM Page 1

4 SMRP SolutionS 5 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
Communication as a Failure Mode
By: mIChael aroney, PrInCIPal, GPAllied
this is probably the biggest challenge a leader faces when
trying to get new points across, like communicating to
stakeholders how reliability and maintenance improvement
aligns with business goals. How can he or she be certain the
message is received as intended and rally support? Communi-
cation ability could be one of the most critical skills for imple-
menting a maintenance and reliability initiative, yet it often
receives the least attention.
Asset health assurance is a foundational aspect of mainte-
nance and reliability. Asset health is the percent of assets that
are defect free and is associated with the P-F curve, component
failure modes, and “P”, the point where a defect first presents
itself in the asset with a pending failure. The longer the defect
remains, the greater the loss of functionality until the compo-
nent fails catastrophically. (Figure 1)
In this regard, there are several failure modes that are
routinely identified as contributing to failed projects. Reliability
and maintenance improvement projects, for example, often
fail because of (1) lack of top management support, (2) disen-
gaged workforce, (3) unclear goals, (4) resource constraints, (5)
competing priorities, (6) unclear roles, and (7) ineffective com-
munication. Many papers published by the Project Management
“The single biggest problem in communication
is the illusion that it has taken place.”
—George Bernard Shaw

6 SMRP SolutionS 7 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
Communication as a Failure mode Communication as a Failure mode
Institute define project failure as exceeding
time and cost, falling short on providing
the desired functionality, and not achiev-
ing the full return on investment.
Project failure modes, or the ways in
which a project could fail, can be plotted
on a P-F curve in the same fashion as com-
ponent failure was demonstrated in Figure
1. In this perspective, a failure mode for
engaging stakeholders is communication
and the defect is “ineffective communi-
cation”. The longer the defect remains
without correction, the more likely it is that
the project will fail.
Most research on failed performance
improvement initiatives shows com-
munication as the single-most common
denominator. It is communication as a
failure mode that is uniquely human,
therefore highly variable and requires the
most attention. This article addresses com-
munication effectiveness as a failure mode
during the implementation of maintenance
and reliability improvements and provides
three principle-based strategies on Why,
When, and How to share information that
will eliminate the defect of ineffective
communication.
#1 – Know Why to Share Information
“You cannot hear what you do not understand.” —Dr. W. Edwards Deming
PRINCIPLE:Knowledge precedes attitude,
which precedes behavior.
PRINCIPLE:To change results, change
behavior. To change behavior, change the
mental model.
The intent of communicating to
stakeholders during a maintenance and
reliability initiative is to get their buy in
and support by showing them the rel-
evance and application of the change.
The challenge to communication is the
current “mental models” that are at play.
In other words, people will assign meaning
to what they hear based on what makes
sense to them, and what makes sense to
them is what they know, which is heavily
influenced by the current mental model.
Anyone who has played the party game
Telephone, where a phrase is whispered
into someone’s ear and he whispers what
he heard to the next person and so on
until the last person shares what he heard,
which is hilariously nothing like the
original phrase, has seen this challenge at
work. Similarly, anyone who has encoun-
tered a poorly written PM - such as one
that says “Inspect Pump”- knows he can
expect five different individuals to interpret
it five different ways with just about as
many results.
A mental model derives from the
individual’s current knowledge, experi-
ence, and value base and, according to
Hersey and Blanchard in Management of
Organizational Behavior, knowledge influ-
ences attitude, behavior, and commitment.
Overcoming existing mental models is the
challenge of communicating when trying to
start a new initiative in order to overcome
the “another-flavor-of-the-month” percep-
tion in order to gain commitment. People
will add meaning to what they hear based
on what they know and have experienced
in the past. A consistent communication
message and strategy for delivery can
provide new knowledge almost immediately
while the project teams are working on
results that reinforce the new experience.
An excellent example of this concept
is the story of a friend’s wife who wanted
a new car – a sporty, two-seat convertible.
After some research, the friend narrowed
the field to two options, one of which was a
Mazda Miata and the other an Austin Mini
Cooper. She was informed about the auto-
motive evaluations, customer satisfaction
and dependability ratings, and the prices
before heading out to do the test drives.
What was interesting is that she had no
conception of a Mazda Miata, but knew
about the Mini Cooper and had an opinion
about it though she had never driven one.
The friend and his wife went to test drive
the Miata first and then the Mini Cooper.
His wife loved test driving the Miata and on
the way to the BMW dealership to test the
Mini Cooper pointed out at least a dozen
Miatas, commenting on the differences
she noticed between the newer and older
models. The irony is that prior to receiving
new knowledge and having the experience
of test driving one, she could not point out
a Miata if one ran her over.
The same paradigm challenge is at
play during a maintenance and reliability
initiative. Stakeholders will add mean-
ing to what they are told about it based
on what they know and have experienced
in the past. Recently, at a kick-off for an
M&R project, a plant leadership team was
meeting with the workforce during shift
changes to start informing them of what
was going to occur. They were given some
background information on the P-F curve
and told that a condition based mainte-
nance strategy would be put in place to
improve asset reliability and enhance
production capacity. This approach would
allow defects to be identified while the
equipment was still running using
predictive technologies. The question asked
afterward was: “Why are we bypassing
Lock-out/Tag-out procedures with this
new initiative?” There was very little
knowledge of Condition Based Maintenance
and the use of PdM technology, so the
information that was presented was inter-
preted based on what the workforce knew
at the time – a time-based maintenance
strategy using Preventive Maintenance
Routines.
An example of this concept is demon-
strated by the Change Model from Steven
Covey’s The Seven Habits of Highly Effective
People (Figure 2).
According to this model, if new results
are desired (Get), it is necessary to change
behavior (Do), and the most effective way
to change behavior is to change mental
models (See). Effective communication as a
consequence of the current mental models
at play must ensure stakeholders under-
stand at a minimum: (1) Why something
is being done, (2) What the end result will
look like, (3) What’s in it for them/How it
will affect them, (4) What they are expected
to do, and (5) What they can expect from
the management team.
#2 – Know When to Share Information and How Often
“We know what we told him but we don’t know what he heard.”
—Dr. W. Edwards Deming
PRINCIPLE:Informationshouldbeshared
everytimethesituationexperiences
adifferenceinpermanenceorriskto
permanence.
PRINCIPLE:Informationshouldbeshared
assoonasitisavailableandfrequently
untilthemessageisunderstoodbyall.
In the absence of information, people
will make things up that make sense to
them, and it will almost always be nega-
tive. This process is called “closure” and
is a coping mechanism for making sense
of things by filling in gaps. When the
situation changes or might change, either
positively or negatively, information should
be shared with those stakeholders who are
directly or indirectly affected. Secondly,
this information must be uniformly com-
municated in a timely fashion.
The “ineffective communication”
failure mode, in this regard, is when some
managers and supervisors share informa-
tion while others do not. As the workforce
begins to compare notes and there are
differences in what is being said, or not
said, and how it is interpreted, all manner
of creative interpretation will occur.
Information should be communicated at
least six times before it is understood,
and if the information is heard from three
different sources, it is more likely to be
believed.
A wonderful example that demon-
strates this concept, along with human
variation in closing gaps to understand-
ing, is a word-association exercise. Here,
everyone prepares to write down the first
word that comes to their mind when they
hear a key word. The key word is “dog”. The
results when pulsed from each participant
can usually be plotted on an x/y axis with
a resulting bell curve distribution. The
mean will usually end up as “cat” with pet,
pet names, types of dogs, names of dogs,
dog items, etc. forming the outliers.
Assuming the thought “dog” rep-
resented a certain type of dog – in this
case a Husky – the initial responses are
inconsistent and inaccurate. Next, inform
the audience they need clarification of the
project “vision” and they will be given more
information to be taken in context with the
first key word. Next, say “sled” and pulse
for the new understanding. Add additional
information, such as “snow”, “Iditarod”,
and “type of dog”, and each time pulse the
audience for what they are now think-
ing until the variation in understanding
narrows and almost everyone is thinking
“Husky”.
Note that is has taken several commu-
nication initiatives and pulsing to finally
gain an understanding of the original
communication message – “dog”. The key
point is that eliminating the failure mode
of “ineffective communication” requires
constant communication and updates to
information to gain understanding. Thus,
Figure 2: Steven Covey’s Change Model
Change
See
DoGet
Point wherefailure starts
to occur Early Signal 1Early Signal 2
Early Signal 3
Audible Noise
Hot to Touch
Equipment Fails HereBroken
Time
Equ
ipm
ent C
ondi
tion
PdM DetectsProblems Early
Figure 1: Asset Health P-F Curve

Communication as a Failure mode
8 SMRP SolutionS 9 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
Communication as a Failure mode
the formula for effec-
tive communication
can be said to be “6X
+ 3X = Dog” (Figure
3). Communicate
the same message
six times to reduce
variation to a common
understanding and
ensure the message is
sent by three differ-
ent people so that it
is more likely to be
believed and accepted.
Finally, communication must provide
information that is relevant to the receiver.
It should target the receiving audience and
provide information that applies to them.
An hourly workforce is going to want to
know how implementing an asset health
assurance approach to maintenance and
reliability is going to affect them. Will
their work change, will they have to learn
new skills, will there be job cuts, who
will participate in the project, and so on.
Supervisors and managers will want to
know how the project will be implemented
given scarce resources and competing pri-
orities and how they will know if they are
making progress, while executives want to
know the return on investment and when
to expect a positive cash flow.
The bottom line is that effective
communication is about managing
stakeholders’ expectations and a realistic
timeline and resource commitment for suc-
cess. The failure that will likely result from
ineffective communication is just one more
“Flavor of the Month”.
#3 – Know How to Share Information
“If you thought you understood what I said, what you heard me say isn’t what I meant.” —Anonymous
PRINCIPLE: As a system matures, the mix
of active and passive communication will
vary. Immature systems require a higher
degree of active communication than do
mature systems.
PRINCIPLE:Active communication is not
merely the acknowledgement of receipt
of the information, but a verification of
comprehension.
Translated, this
means that when
information is shared,
the most important
part is to ensure that
the intended mes-
sage is received and
understood exactly as
the original message
was intended. Figure
4 presents a model for
this concept.
Communication
should never be open
looped. This means that communication
should always include some verification of
understanding. Without verifying that the
original message was received as intended,
the possibility of the receiver misunder-
standing the intent is very high given the
challenge of barriers to communication,
such as noise in the environment and
mental models. The failure that occurs
most often in this regard is the sacrifice
of communication effectiveness for com-
munication efficiency. Many believe in the
checklist approach to informing and once
there is a check in the box, communication
has taken place – preferably via email or
postings on boards, walls, and websites.
It never fails that supervisors and
managers are surprised by the results
of findings during a maintenance and
reliability maturity assessment when the
workforce reports they knew nothing of
what is going on. When asked what they
know about the assessment and Asset
Health Assurance, the response is often
“this is the first time we heard of it”.
When the supervisors and managers are
informed of what the workforce says they
know – which is nothing – their response is
almost always, “But we spent 10 minutes
at each shift change telling them what was
going to happen!” They were efficient, but
ineffective and this communication defect
is now at point P.
As much face-to-face direct commu-
nication with checks for understanding
and opportunities to provide feedback on
understanding is paramount when imple-
menting a maintenance and reliability
improvement initiative. The site leadership
team has to do most of the work in the
Lean ManufacturingThe 8 Wastes
Enterprise/PlantLed
Maintenance Driven
Perf
orm
ance
Lev
els
Loss EliminationOEE
Fix it Before it Breaks
Fix it After it Breaks
Staged Decay
RegressiveState
ReactiveState
PlannedState
ProactiveState
LeanState
VisionLeadership
Long-Term Commitment
Level 1Not Engaged
Level 2Experimenting
Level 3Enlightened
Level 4Good Practice
Level 5Best Practice
Figure 5: Maintenance and Reliability Maturity Continuum
beginning phase of this type of project and
too often, they are “too busy” so they rely
solely on efficient methods of informing.
As organizations become less reactive
and more proactive, the need for frequent,
formal face-to-face communication will
decrease. It is important to note that while
the frequency of face-to-face communi-
cation will decrease, the need for it will
remain. Keeping in the mind the formula
for effective communication, 6X + 3X =
Dog, the face-to-face messages can be
supplemented with other, more efficient
communication methods.
Within an organizational context,
this maturity can be assessed on Steven
Covey’s Maturity Continuum from The
Seven Habits of Highly Effective People,
where the maturity levels are: Dependence,
Independence, and Interdependence.
The higher the cultural maturity, the
less reactive the organization is and the
less need for face-to-face communication.
In terms of reliability, the more process
focused and standardized the organization
is, the better the information and the less
variation exists in how things are done.
Effective communication is embedded in
the way work is done and the communica-
tion culture is one of “interdependence”.
In Figure 5, we see the various stages of
maintenance and reliability from Staged
Decay to Planned State to Loss Elimination
on a maturity continuum.
In the Regressive State, the culture
maturity is dependent and the impact of
ineffective communication is greatest. In
the Proactive State, the culture maturity
is interdependent and effective communi-
cation is built into the way work is done.
The dichotomy is that everyone is running
around in the Reactive State putting out
fires, or in some cases just moving the fires
around, with the belief that there is no time
to communicate effectively, which in turn
leads to ineffective communication and
contributes to the Reactive Environment
in a self-perpetuating cycle. An analogy
to explain this cycle is an example of two
lumber jacks laboring over a two-person
saw to cut down a large tree. When a pass-
erby suggests that they stop to sharpen
their saw and the work will go a lot easier,
the lumber jacks reply, “We can’t stop to
sharpen the saw, we’re too busy sawing.”
Not taking the time to communicate
effectively to stakeholders is a defect that
will contribute to the failure of a mainte-
nance and reliability improvement project.
Interpretation of the following acronym is a
fair indicator of a reactive versus proactive
environment: Figure 4: Closed-Loop Model for Effective Communication
Send
Encode
Idea
Receive
Decode
Idea
Typical Communication(Open Loop)
ReceiverSender
Decode
Receive
Encode
Comprehensive Verification(Closing the Loop)
Send
Figure 3: Formula for Effective Communication, 6X + 3X = Dog
CYAIf you said “cover your assets”, you are
probably in a reactive mode and ineffective
communication can have dramatic adverse
impact. If you said “check your assump-
tions”, you are most likely in a proactive
environment and effective communication
is part of the way things are done.
mike retired from the U.s. navy
after a career flying the F-14 tomcat
and spent the past 17 years leading
organizational excellence programs
involving business process reengineer-
ing for the Department of the navy, the
Department of Defense and numerous
Fortune 1000 companies. over the
last 10 years, mike has worked exclu-
sively with companies in achieving the
full benefit of asset maintenance and
reliability improvements as a part of
their overall operational effectiveness
business strategy. mike is a Principal
advisor of organizational excellence
and Change management for GPAllied
(gpallied.com). he can be contacted at
[email protected] or by phone:
843 469-5458.
10 SMRP SolutionS February 2012 | Volume 7, Issue 1 11 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
a s reliability professionals, we under-
stand the obvious benefits of lower
manufacturing costs and higher uptime
in embarking on a reliability improvement
initiative. However, many organizations
that are well down this path find that there
are many additional benefits that are seen,
many of which were completely unexpect-
ed. In other words, the payback of reliabil-
ity greatly exceeds the planned benefit that
the original business case was based upon.
Some of these additional benefits are tangi-
ble and measureable; others are intangible
but no less real or important. This paper
will explore some of the reasons behind
these unexpected benefits and may provide
some assistance in determining a business
case for your own reliability initiative.
There are four general areas of value
generation due to a reliability initiative
(refer to Figure 1):
RevenueGrowth – Reliability of
manufacturing systems and equipment
enhances an organization’s ability to
increase revenue through a number of
factors. Even though the business climate
may be such that the market is sold out,
How Reliability Impacts Shareholder Value
By: BrUCe hawkIns, CmrP manaGement resoUrCes GroUP, InC.
many of these factors will still provide the
potential to increase revenue.
CostEffectiveness – A reliable manu-
facturing process makes efficient use of
labor and raw material resources, and
a sound maintenance process makes
efficient use of craft labor and spare parts
resources. Both of these result in the mini-
mum unit cost of manufacturing.
Asset Efficiency – Just as a good reli-
ability program makes efficient use of
financial resources, it also promotes effi-
cient use of physical assets, enhancing the
organization’s ability to maximize return
on those assets.
MarketExpectations – In deciding
to invest in a publicly traded company,
investors tend to look at a number of
Shareholder Value
Revenue Growth
Cost Effectiveness
Asset Efficiency
Market Expectations
Figure 1

12 SMRP SolutionS 13 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
how reliabil ity Impacts shareholder Value how reliabil ity Impacts shareholder Value
factors such as a sound balance sheet,
consistently meeting or beating analyst’s
earnings projections, and a consistent
ability to grow dividends. A stable, predict-
able and reliable manufacturing process
enhances an organization’s ability to meet
and exceed these expectations.
Details of the benefit areas are shown
in Figure 2 above and are described in
detail throughout the document.
Revenue GrowthA manufacturing organization has the
potential to grow revenue by increasing
sales volume and increasing pricing (refer
enables the organization to research and
address the sources of common cause
variation, leading to quality improvement.
Consistently higher quality products than
the competition enables the organization to
command premium prices, or at least the
ability to maintain pricing in the face of a
market downturn.
Cost EffectivenessA reliable manufacturing process helps
ensure that the products can be produced
at a minimum unit cost. In most commod-
ity businesses, the low cost producer wins
– it is in the best position to ride through a
potential market downturn while remain-
ing profitable and providing an acceptable
return on assets. Referring to Figure 4
above, a good reliability program can have
a significant impact on Costs of Goods
Sold (COGS) through efficient resource
utilization and the ability to eliminate
unnecessary work.
Operations and maintenance costs
are optimized through ensuring that the
labor and material resources are effi-
ciently deployed in the manufacturing
process. It takes less operating labor for a
manufacturing process that is stable and
operating well than it does for one plagued
by equipment problems. Likewise, properly
planned maintenance work ensures that
maintenance labor resources are used at
maximum efficiency with as few delays
to Figure 3 below). It does this by maximiz-
ing the three factors of Overall Equipment
Effectiveness (OEE) which are Availability,
Throughput and Quality.
Sales volumes are increased by ensur-
ing the physical assets are available to
manufacture products when needed and
can manufacture them at the required
rate. Availability is defined as the per-
centage of time the process is actually
operating compared to when it is sched-
uled to operate. Throughput is defined
as the percentage of actual production
rates or speeds compared to the best
potential run rate or speed. As availability
and throughput improve, the potential
exists to increase production volumes. In
some organizations, market limitations
may preclude the use of this availability
improvement, but ensuring the assets can
run when needed will improve the organi-
zation’s ability to capture a greater share of
the market.
Stable production processes within
statistical control inherently produce
consistent quality products. Unreliable
equipment that frequently fails intro-
duces “special cause” variation into the
process that leads to quality problems. If
these special causes can be eliminated, it
and as little wasted effort as possible.
Ensuring that proactive maintenance
tasks are linked to anticipated failure
modes prevents unnecessary scheduled
maintenance, and a sound predictive
maintenance program that allows the
maintenance function to respond to equip-
ment problems at the first sign of distress
avoids the potential for collateral damage
to other areas of the machine or process.
This has the effect of eliminating work that
is unnecessary; after all, we don’t have to
repair a failure that doesn’t occur!
Waste and energy reduction are also
areas for cost savings. Higher quality as
mentioned above means that there is less
“non-saleable” product to rework or for
disposal. Fewer repairs means there is
less potential hazardous waste to dispose
of. Energy costs are reduced because well
maintained equipment operates more
smoothly; there are also fewer steam and
compressed air leaks and insulation sys-
tems are maintained in good repair.
Asset EfficiencyOne of the key measures of any busi-
ness is the return on assets – how much
money is the business earning relative to the
investment in assets. It is a measure of how
efficient management is at using its assets to
generate earnings. From an investor’s per-
spective, they want to see maximum returns
for minimum investment.
For the purposes of this discussion,
assets can be divided into two categories:
fixed assets and current assets (refer to
Figure 5). Fixed assets are the property,
plant and equipment used to manufac-
ture products. Current assets are those
assets that are expected to be turned into
cash within one year; inventories, includ-
ing spare parts inventories, fall into this
classification.
A reliability program assists with asset
efficiency by helping to maximize output
with a minimum of investment. As we
increase reliability we would be able to
increase asset utilization without invest-
ing in additional capacity (more capital
assets). Also, if we clearly understand the
operating condition of the equipment (its
“health”, so to speak), we have less uncer-
tainty and therefore less of a need to have
redundant spare equipment. Additionally,
if the equipment is appropriately cared for,
its useful life is extended and there is less
need for replacement capital (this also has
the effect of reducing costs due to a reduc-
tion in depreciation expense). The business
has the option to deploy that capital on
items that will increase productivity or
reduce operating costs.
One major expense in some industries
is the scheduled turnaround (also referred
to as shutdowns or outages in some indus-
tries). A good reliability program helps to
maximize the efficiency and effectiveness
Shareholder Value
Revenue Growth
Cost Effectiveness
Asset Efficiency
MarketExpectations
Volume
Price Realization
Operations / Maintenance
Fixed Assets
Current Assets
Company Strengths
Externalities
COGS
Availability
Throughput
Quality
Resource Utilization
Work Elimination
Waste Reduction
Energy Reduction
Utilization
Life Extension
Shutdown Effectiveness
Design for Reliability
Asset Intelligence
Execution
Managerial Effectiveness
Fact-Based Decision Making
Risk Management
Executive Credibility
Spares Inventory
Figure 2
Revenue Growth
Volume
Price Realization
Availability
Throughput
Quality
Asset Efficiency
Fixed Assets
Current Assets
Utilization
Life Extension
Shutdown Effectiveness
Design for Reliability
Spares Inventory
Figure 3 Figure 5
Cost Effectiveness
Operations / Maintenance
COGS
Resource Utilization
Work Elimination
Waste Reduction
Energy ReductionFigure 4
14 SMRP SolutionS February 2012 | Volume 7, Issue 1
how reliabil ity Impacts shareholder Value
15 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
how reliabil ity Impacts shareholder Value
of the turnaround by ensuring that the
scope of the turnaround is known (the
predictive maintenance program provides
information on asset health and there
are fewer “surprises” when equipment is
opened). Advanced notice of issues and
effective planning of the corrective actions
can help minimize turnaround duration.
Another way that a reliability program
helps increase asset efficiency is through
the “design for reliability” process. Tools
such as Reliability Centered Maintenance
(RCM) used during equipment design can
enable small design changes to be made
before equipment is purchased to eliminate
some failure modes, and thus eliminate
the need for maintenance to mitigate those
failure modes. Maintainability reviews
in the design stage can incorporate ideas
to increase the speed and efficiency of
maintenance actions to reduce ongoing
maintenance and repair costs.
In a reliable plant, spare parts
inventories are minimized for a number
of reasons. There is a lower demand for
parts in a proactive organization because
there are fewer repairs needed. Since the
purpose of inventory is to protect against
risk and uncertainty, lower inventory levels
are required in proactive organizations
because there is less uncertainty – the
predictive program provides information
concerning developing problems. Also,
because the predictive program provides
advanced warning of problems, many parts
can be procured “just in time” instead of
needing to be stocked. Lower inventory
levels also impact COGS due to reduced
carrying costs and frees working capital
for other uses.
beating commitments and quarterly guid-
ance. Only information in the Market can
impact market price, so executives share
some of the information in an effort to
positively influence share price. The more
credibility the company and executive
team has, the more those announcements
will have their intended effect. An organi-
zation can develop credibility by being very
conservative, but that doesn’t do much
for share value growth. If an organization
is going to be aggressive, it has to have
disciplined processes and accurate data.
The company has to be able to forecast
improvements and then deliver against
them.
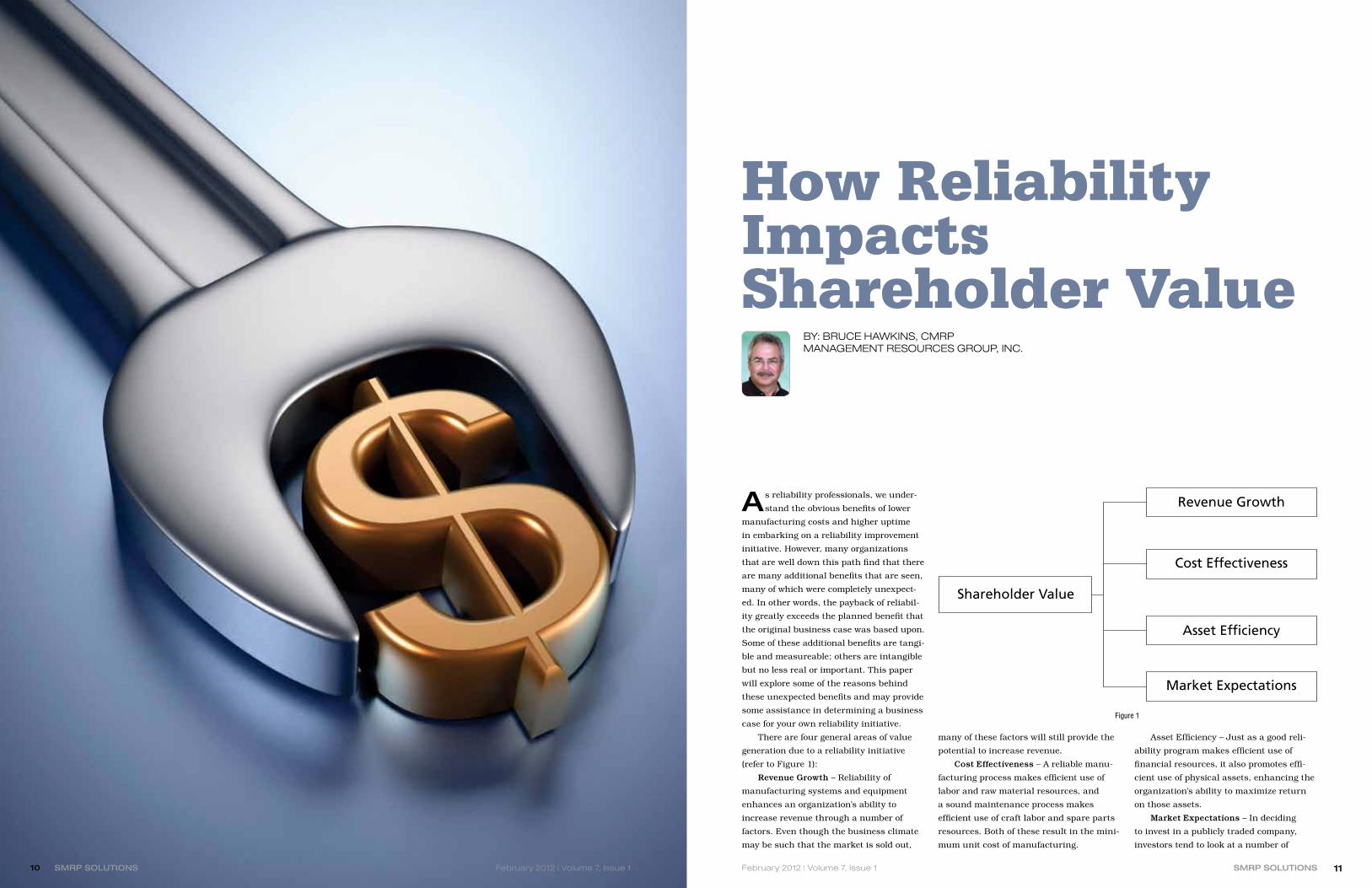
Measuring Shareholder ValueArguably the best measure of share-
holder value is Return on Assets (ROA).
According to Investopedia, it is “an indica-
tor of how profitable a company is relative
to its total assets. ROA gives an idea as to
how efficient management is at using its
assets to generate earnings.” It is cal-
culated by dividing a company’s annual
earnings by its total assets and is depicted
in Figure 7 below.
Potential investors often use ROA as
a comparative measure between compa-
nies in a similar industry to determine
which has the best value. The assets of
the company are comprised of both debt
and equity. Both of these types of financ-
ing are used to fund the operations of the
company. The ROA figure gives investors
an idea of how effectively the company is
converting the money it has to invest into
net income. The higher the ROA number,
the better, because the company is earning
more money on less investment.
As with any ratio, ROA is increased
by either increasing the numerator or
decreasing the denominator (or both).
Good asset reliability drives each factor in
the correct direction to increase ROA. Net
Income is calculated by subtracting annual
operating costs from revenue generated by
the business. As we have seen, a sound
reliability program increases revenue by
both volume growth and by the ability to
Market ExpectationsIf we consider a discounted cash flow
model for a business, we have forecasted
costs and revenues and a discounted rate
(or risk-adjusted rate) of return. Market
expectations addresses implicit market
perceptions on the magnitude of those
cash flows as well as the perceived risk
(uncertainty and variability). The more
confidence the market has in a particular
organization, the less of a risk “premium”
it will demand relative to others in the
same industry and a higher stock price
should result. The factors that a reliability
program should influence are somewhat
intangible in this area and are shown in
Figure 6.
Reliable physical assets enhance the
market’s perception of an organization in
several ways. If an organization is better
at producing asset information, leverag-
ing that information to make better and
timelier decisions, and ultimately improve
their ability to execute, they will be more
flexible and adaptable to changes in the
marketplace. With those strengths, and
in all likelihood a better cost structure
as a result of those strengths, they will
be better able to position themselves for
market opportunities. This can amount
to significant value reflected in the stock
price.
Organizations with reliable assets
inherently have better knowledge and
information about those assets; it is a
byproduct of understanding how the equip-
ment is supposed to operate and how it can
potentially fail. They understand both the
capacity constraints of the equipment and
the potential consequences of exceeding
those constraints. They also, through
effective condition monitoring, understand
the operating condition and the general
asset health at any point in time so miti-
gating actions can be taken with minimal
disruption to the operation.
The market values consistency and
nimbleness in an organization; consis-
tently being able to deliver on promises
and guidance enhances management’s
credibility. Having the necessary informa-
tion coupled with disciplined processes
to be able to act on that information
enhances management’s effectiveness and
ability to execute. Decisions can be made
on the basis of solid facts and tangible
information versus experience or “gut feel”.
Well-defined systems and work processes
serve to reduce the riskiness in a company
and can lead to reduced uncertainty in
the company’s performance and financial
outcomes.
Risk management is a key capability
that is augmented by good asset reliability.
The more it is integrated into other func-
tions, the more effective an organization
will be at identifying and mitigating risk.
For asset intensive industries it’s only logi-
cal that asset performance represents the
biggest risks. The key to risk management
is information – data and analytical capa-
bilities. Organizations that do not leverage
asset information have to suffer the conse-
quences or operate with a costly safety net
– excess capacity – which leads to higher
operating costs, a higher fixed asset base,
and ultimately lower margins.
There is a great deal of attention that
gets placed on corporate presentations to
the analyst community, and meeting or
increase pricing. It also reduces operat-
ing costs by increasing the efficiency of
resource utilization and eliminating waste,
so both factors are driven in the correct
direction to increase the numerator in the
ROA equation.
Total assets are made up of a combina-
tion of fixed and current assets. As we have
seen above, with a good reliability program
the fixed asset base is lowered by reducing
the need to recapitalize the machinery and
equipment used in production. Current
assets are reduced by minimizing spare
parts inventory. Again, both factors are
driven in the correct direction to reduce
the denominator in the ROA equation (refer
to Figure 7 below). There are few other
initiatives that an organization can imple-
ment that drive each factor in the correct
direction to maximize ROA!
SummaryOrganizations that embrace asset
reliability and focus on implementing the
tools, techniques and technologies neces-
sary to enhance and sustain it nearly
always find that the returns are much
greater than anticipated. When reliability
becomes an integral part of an organiza-
tion’s culture, the discipline and rigor
necessary to launch and sustain it tend to
permeate throughout the organization and
drive benefits in all facets of the operation.
It is doubtful that an organization can
embark on any other initiative that can
have such a far-reaching impact on the
entire business.
Bruce hawkins, CmrP, Director of
reliability services with management
resources Group, Inc.
(www.mrgsolutions.com), is a
management consultant with more
than 35 years of experience in
implementing systems and processes
targeted at improving machinery
reliability. he has extensive experi-
ence at helping companies achieve
significantly improved operating results
while dramatically reducing costs.
an accomplished public speaker and
educator, he has taught over 100
courses in maintenance and reliability
management as well as in reliability
Centered maintenance and root
Cause analysis techniques.
MarketExpectations
Company Strengths
Exernalities
Asset Intelligence
Execution
Managerial Effectiveness
Fact-Based Decision Making
Risk Management
Executive Credibility
Figure 6
Return on Assets (ROA) =Net Income (Earnings)
Total AssetsFigure 7
Shareholder Value= f (ROA)
Net Income(earnings)
Total Assets
Revenue
Costs
Current Assets
Fixed Assets
Figure 8

16 SMRP SolutionS February 2012 | Volume 7, Issue 1 17 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
Alliancing Overview
What Is Alliancing?
Introduction
a number of large global companies have been at the forefront
of championing alliance relationships across the services
and manufacturing industry. Alliancing is a relatively new in-
novative style of business relationship that differs from tradi-
tional forms of contracting and strategic partnering. This style of
relationship is based on the concept of mutual trust and shared
risk and reward between the client and the service provider. In
practise this means the service provider’s profit is directly linked
to the achievement of pre-determined Key Performance Indica-
tors (KPI’s), which in turn are aligned to the client’s performance
expectations.
Companies that have formed successful alliance style rela-
tionships are aware of the realities of operating in a commercially
competitive environment with the need to reduce overheads
whilst increasing market share. It is this realisation that has
prompted them to move away from the traditional adversarial
style contracting agreements.
Because the rewards derived for the service provider are
solely performance-based, alliancing encourages and empowers
the service provider to deliver whatever innovation and change
that is necessary to improve the performance of client’s asset.
When it works well, alliancing is a most satisfying arrangement
for all concerned. However looking to get the most from an alli-
ance style relationship requires a huge amount of effort, trust
and hard work by all of the parties involved.
The Principles Of Successful AlliancingExperience demonstrates whilst most clients want the benefits
that can be gained from an alliance relationship, most propose a
style of contracting that goes only part of the way towards setting
up an alliance environment where these benefits can be fully
achieved. In some cases, key clauses within the agreements retain
elements of a traditional client / contractor relationship, even
though the client may espouse an alliancing mindset.
For alliance agreements to be successful all parties must
firmly be committed to the use of alliance principles in relation to
the term of the agreement. It is highly recommended that all par-
ties take the time to develop and promote these principles across
their organisations.
The principles for a successful alliance are:
• That the leadership teams must have a common vision, dem-
onstrate commitment and real leadership for the development
of an aligned business relationship.
• The alliance’s true objective is to achieve the client’s busi-
ness expectations in a way that would not be possible
under more traditional contracting arrangements.
• That everyone is rewarded by achieving those objectives
and they are measured by pre-determined KRS’s and KPI’s
• For an alliance to be successful in the long-term there must
be a cultural fit between the parties as a platform for devel-
oping a high level of trust, openness and cooperation.
• A shared set of principles guides all decision-making
• A “no blame” cultural environment
• A “joint ownership” of problems mindset (i.e. “how are we
going to solve this problem?)
• Total transparency in all commercial and financial matters
• They work together to always select the right person, regard-
less of employer
• The senior management teams must lead by example first
in establishing a framework of trust before cascading the
alliancing philosophy down through the teams.
• The trust is then reflected in a the creation of an operating
structure that integrates resources in the most effective way
to achieve the desired outcomes
• Alliance structures encourages and actually demand
that all involved work together to achieve business objec-
tives through innovations and continuous improvement
approaches
• The processes and structure is supported by systems that
are transparent between the parties
• Good alliance agreements are flexible enough to deal with:
• Changes in the client’s objectives and/or its customers
changing objectives
• Market changes and uncertainty
• The changes in behaviour and processes required to
embrace continuous improvement initiatives
• Dynamics caused by personnel changes
Alliancing Best Practice:The top ten lessons learned from best practice companies in
alliance management structures are as follows.
THEY:
• Focus on building the relationship and cooperative cultures
first
• Ensure stakeholders are informed, involved and engaged in
building the relationship
• Develop the processes and practices that will drive the right
behaviours
• Establish realistic benchmarks and performance expecta-
tions or the development of the relationship
• Develop performance measures jointly
• Ensure performance measures are in accordance and
aligned with the client’s corporate goals and strategies
• Articulate qualitative goals for the service delivery arrange-
ment at the start
• Link and balance performance measurements so they cas-
cade up to and down from value drivers for the business
• Design flexibility into the performance measurement
systems
• Measure the fewest number of things with the fewest pos-
sible metrics
How Alliancing And Traditional Contracting Forms Differ:
Traditional contracting:These arrangements by definition are developed to control an
activity and tightly manage the process and cost in a way that can
be enforced in a court of law. They are often based around con-
frontation, adversarial, aggressive and uncooperative relationships
managed on the bases of mistrust with high levels of control and
compliance.
These relationships normally are seen as short term in dura-
tion with little or no incentive for innovation or exceeding contract
expectations. More times than not they are task related and the
contractors are not involved or even encouraged to be engaged
in the total business outcomes. Contracts are normally awarded
on the lowest price, are managed as hard dollar, fixed amounts
where changes to the details of the contract are tightly contested
due to the cost of variations.
Alliance relationships: The active word here is “Relationship”. Contracting is more
likely to be a nameless, faceless hard nose arrangement with little
By: wIl Carey, CmrP

18 SMRP SolutionS 19 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
all iancing overview all iancing overview
to no involvement of the service provider. Alliancing on the other
hand promotes active interaction by all parties and encourages
ownership and rewards success.
This type of relationship is normally based on strategic long-
term vision where all parties share both risk and reward. They
focus on core business activities and share resources as required
to achieve aligned business objectives. Above all the relation-
ship must be founded on openness and integrity combined with
a seamless operation where mutual trust and accountability
manage the relationship.
These relationships require a shift in culture and must be
managed by change agents understanding the value and chal-
lenge of the journey. Alliance relationships are not only strategic
in nature they must be seen as critical catalyst for change with
long-term benefits measures by meeting and exceeding pre-
agreed performance expectations.
It must be understood that these forms of business relation-
ships do not just happen. They are not for everyone, they are
not easy and they will not create an improved environment for
businesses unwilling or unable to change. They require vision,
leadership and the energy to stay the journey for the long-term.
For those with the courage and the insight to take this path there
are opportunities to leverage core competencies and manage per-
formance in new and innovative ways.
The Principles Of Successful AlliancingExperience demonstrates the principles for a successful
alliance are:
• The aim is to achieve the client’s objectives, through coop-
erative development
• The alliance is based on a no blame relationship
• Each partner must earn the trust of the other by a clear
focus on joint values and integrity
• Customer satisfaction and health of the relationship are core
business objectives
• Business objectives are achieve by delivering on agreed KRA’s
and KPI’s, operating within a risk & reward environment
• A cultural fit is developed and matured in order to engender
the necessary trust
• The senior management teams demonstrate the alliance
vision, through commitment & leadership
• The operating structure integrates resources, right person
for the job
• The structure encourages innovation and continuous
improvement
• The systems and flow of information is transparent between
the parties
• The agreement is flexible enough to deal with changing
conditions & needs
How Alliancing Benefits Clients• The benefits clients derive from this approach include:
• Team strategy, to create an Incident free operation
• Alliance vision to achieves Lower total system cost
• Innovation and ownership creates opportunities for change
• This approach delivers a sustainable competitive advantage
for all parties
• Implementation of an Open, honest and timely communica-
tions flow
• Maximise reliability improvement at optimum cost
• Reduction of waste and duplication across the business
• Development of skilled, competent and long term workforce
• Implementation of a one team culture for success
Other Less Obvious Advantages:• Because the same things motivate both parties, there is the
potential for a higher degree of cooperation in the execution
of the operating structure than would otherwise be the case
• The degree of transparency and subsequent closeness of
the relationship that is built over time gives greater confi-
dence and assurance that outcomes will be achieved
• Maximum flexibility is achieved with greater access to
information, alliance agreements requires integration of
systems
• Problem solving is a less stressful and non-combative pro-
cess because both parties are equally incentivised to work
together to come up with the best solution without their
own agendas
How The Better Companies Providers Position Themselves
• They aligned their culture and internal processes to
engender alliancing style behaviours in their people. There
is no culture shock as they move through alliance style
structures
• The culture fully embraces alliancing as its preferred and
most common form of relationship
• Their corporate values embrace this new service provide –
client relationship and are demonstrated by the importance
they place on the health of the relationship
Planning For The Alliance
Creating a leadership team with a like-minded approachOne of the first steps in forming an alliance is to appoint a
leadership team or Alliance Board that is equally representative
of both parties. The success of the alliance is critically dependent
on top-level leadership and ongoing support, particularly when
things get hard.
• The Alliance Board establishes the framework for the alli-
ance, including:
• Establishing the guiding principles (values)
• Projecting the Vision and Mission of the relationship
• Approving the alliance objectives and KRA’s and KPI’s
• Ascertain and agree on the scope of the services
• Leading the development of the alliance culture
• Promoting a change management culture
• Determining initial budgets
It is a fundamental principle of alliancing that all of the above
issues are resolved by mutual agreement.
Establishing the risk / reward framework for the allianceThe commercial risk/reward arrangements are established to
suit the needs of the client, and the service provider, both parties
must see value in the agreement. Typically, the commercial risks
and rewards for the both parties are linked to the achievement of
key objectives such as:
• Reduced delivery time
• Reduced costs, through improved operating performance
and optimum life cycling
• Better management of risk
• Enhanced business relationships because of aligned goals
and increased satisfaction,
• Flexibility to adapt to changing circumstances and reduced
cost structures
• Innovation through improvements to existing systems &
introduction of latest technology
• Optimum standards in the areas of quality, safety,
industrial relations, environmental performance, staff
development and introduction of best practice
Once the objectives have been established, these can be
translated into KRA’s and KPI’s and agreed measurement pro-
cesses can be put into place to allow the Alliance board to assess
service delivery performance and make decisions as required
throughout the alliance period.
Implementing The Alliance Stucture
Transition PhaseAlliancing is challenging journey and requires a team effort
and commitment with ongoing daily reaffirmation of what you are
striving to achieve and how we’ve agreed to do it. Typically there
is an initial “taking charge” period where service provider begins
to work on-site.
• Initially the relationship of the parties can be tentative,
cautious and hesitant
• As daily interactions increase, the team’s comfort level
develops and team behaviours such as openness and coop-
eration become commonplace
• As comfort level increase even more people begin to work
together to achieve the mutually established business
objectives
• As challenges begin to be tackled and problems solved,
confidence in the alliance will continue to develop
• Success will breed success and the more wins on the board
all parties will develop trust in the alliance and each other
• It is important to focus on the successes and downplay the
setbacks, particularly in the early stages of the alliance
Decision-makingThe Alliance Board is the prime vehicle for making major
mutually agreed decisions throughout the alliance period. If for
some reason the Alliance Board is unable to reach agreement
the matter is escalated to the senior management teams of the
service provider and the client organisations.
Typical decisions that require attention throughout the alli-
ance agreement may include:
• Determining how the cost of experts, mediators and consul-
tants will be borne, normally shared
• Selecting the KRA’s and KPI and when the risk reward pro-
cess is implemented, normally a grace period to protect the
services providers profit is established during the imple-
mentation phase of building the relationship
• Reviewing all proposals from the “Alliance Management
Team” requiring significant change in order to accrue per-
formance improvements
• Approving scope changes, fee adjustments, overruns and
any other financial decisions
• Undertaking annual reviews of the KPIs and adjusting
them where appropriate
• Making recommendations to the client on all major changes
to the relationship or the term of the agreement
• Approving changes to all key personnel
Ongoing performance managementThe Alliance Board should meet regularly to review progress
against agreed objectives, budgets and specific project plans.
Monthly reports provided by the Alliance Management team
provide a major source of information to the board to assist them
in this process.
Stepped ChangeOnce the issues resulting from the initial transition phase
settle down, both parties start to accelerate their activities
around operating, maintaining and improving the operation of
the asset. This results in the initiation and implementation of
change initiatives that improve systems and processes.
It is critical that change is introduced according to a well-
considered plan. Time is needed to consolidate each major
change before the next generation of change is commenced. You
must develop a management of change process that encourages
keeping all stakeholders informed, involved and engaged in the
development of this new relationship. Get the relationship right
first then measure, monitor, mentor and manage for success.
ClosingI hope this overview of alliancing has been of help to you.
Moving from contracting to alliancing is a journey that is filled
with challenges and change. It is not one for the organisation
looking for a quick fix but it is an opportunity to achieve desired
business goals in a difficult global market place that might not
be other wise possible. Assess what it is you wish to achieve, plan
the journey, execute as a team, build the relationship first, select
performance measures and then measure, monitor, mentor and
manage the journey.
wil worked for eastman kodak in rochester new york for
over 25 years and now lives in australia. he is the regional
asset management technical manager for Parsons
Brinckerhoff and is based in melbourne. wil’s career started
in 1963 and he has been a senior line manager, project man-
ager and consultant with a passion to deliver excellence.

21 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
and the Survey for M&R of Facilities Maintenance, which will
open for data collection in the early part of 2012.
The new online evergreen interface allows for data to
be submitted in a secure online environment backed by
enetrix-ADivisionofGallup. All data submitted is strictly
confidential and is encrypted during transmission. In addi-
tion, the save entry feature enables data to be entered in
multiple sessions by multiple users if needed. Participants
also have the ability to track data for a single owner with
multiple facilities.
Participation in the Benchmarking Study is free and open
to both members and nonmembers of SMRP. Reports and
data will be available by subscription, which allows access to
real time data 24 hours a day/7 days a week. Performance of
data can be monitored over time as the database continues
to grow. To check out the new online Benchmarking Study
go to https://smrpbenchmarking.enetrix.com . You can also
access the Study through the newly launched Library of
Knowledge, another exciting new tool launched this year.
SMRP Library of KnowledgeIn addition to housing the new Benchmarking Survey,
SMRP’s Library of Knowledge offers access to more than
a decade of SMRP conference proceedings, all currently
published consensus-based metrics, guidelines for use of the
metrics, and SMRP’s standard glossary of terms.
Each feature of the Library of Knowledge gives users
immediate access to valuable information and tools for
improving M&R. The searchable database of conference
papers and presentations provides practical, real-life experi-
ences that support improvement in M&R. All 67 metrics,
which provide reliable and standardized guidance on how to
measure key performance indicators, are available through
the online knowledge center.
SMRP’s vision is for the Library to become the ultimate
resource for the M&R community. If you have an M&R
issue, you can visit the library and find real time, up-to-date
answers at your fingertips. If your plant is just starting the
reliability journey, you can search for metrics you need to put
in place. If you have been working on a reliability program
and need to know how you’re doing, you can click over to the
benchmarking section and compare yourself to your peers. If
you come up against a problem that you’ve never encountered
before, you can search our conference papers and publica-
tions for answers.
Attendees at this year’s conference showed great
enthusiasm for these new products. If you did not have the
opportunity to view them for yourself in Greensboro, take
a few minutes now and check out these cool new tools at
http://library.smrp.org.
I am very optimistic that the BoK will continue to have
plenty of work in front of them and would invite anyone that
has any interest in becoming part of this significant effort to
contact us through our Project and Business Development
Manager, Laura Keane at [email protected] or myself at
20 SMRP SolutionS February 2012 | Volume 7, Issue 1
the theme of this issue of Solutions
is “Managing and Communicating
Change” which is a perfect way to lead
us into this discussion on what has been
happening within the BoK. Change is what
the BoK committees are all about, either
in terms of supporting and defining new
change that is needed, managing current
change initiatives that may be going on
with your organizations or reinforcing and/
or maintaining the change for lasting and
sustained benefits and improvements in
the long term.
Change Management is now a com-
petitive advantage for organizations and
leaders that want to ensure successful
implementation and completion of major
corporate, company or site initiatives.
Research on project success continues
to identify change management as a key
focus area for successful completion of
initiatives. Organizational leaders that
have recognized the need to master change
have done so by focusing on and paying
attention to successful execution of their
role within the change initiative.
Change Management, simply stated,
is the process of managing and helping
the people involved in the initiative to be
successful. Organizations are composed
of individuals and we often believe that we
can influence and move the organization
in the direction desired and the people
will follow along. Again, research in this
area indicates that this is not always true,
especially in large organizations. Rather,
it suggest that specific focus on individual
change is a must for overall successful
organization change in order to meet the
business need and Return on Investment
(ROI) desired.
There are numerous Change
Management methodologies that have
made their appearance on the industrial
and commercial scene recently and all
have similar components that meet the
same overall objectives. Basically, effective
change happens when the following are
present:
• Dissatisfaction with the current state
of affairs or operating conditions,
• A vision of what the new state of
affairs or operating conditions look
like, and
• A plan or specific steps that need to
be taken to achieve the new state of
affairs or operating conditions
However, within most all of the numer-
ous methodologies that exist today, there
are a few key nuggets of understanding
that exist and will drive the change to
become “internalized” and “accepted” as
the “way we do business” going forward.
These include:
• A planned approach or model to
follow in preparation for the change
at all levels within the organization,
not just the leadership,
• An implementation strategy that
builds on the plans developed and
ensures that discipline is applied in
effectively rolling out that strategy
and specific actions defined, and
• A recognition that change initiatives
do not survive on their own, but
require reinforcement and recogni-
tion along the way and well into the
future life of the change.
So, how does this relate to the work
that has been and continues to be done
within the BoK. Change Management
begins with a “Planning and Preparation”
phase of change. The BoK has provided a
benchmarking survey tool that provides
a means to gather fundamental informa-
tion about where we are today so that
the vision for the future can be solidi-
fied. Change Management continues with
an “Implementation or Execution” phase
which puts into practice what you have
planned. Best Practices and benchmark
metrics are keys to successful execu-
tion during this phase of change. Lastly,
Change Management involves being able
to sustain and continual improve what is
being done within the new state driven by
the change. The M&R Knowledge Library
is the ticket to support success during this
phase and is rich with information that
can be obtained by members at “no cost”
from the SMRP website.
We have all heard the statement “It’s
hard to believe that another year has….”
but that is truly how I feel again in 2011
as we look back at what has been accom-
plished within the Body of Knowledge
(BoK) Directorate for SMRP membership
during 2011. Because of the continued
commitment and hard work of the BoK
Committees; Best Practices, Benchmarking
and M&R Knowledge, much has been
accomplished. This was highlighted
during the SMRP Annual Conference in
Greensboro this year through the suc-
cess of the BoK booth at that conference.
There were numerous visits to this booth
to review and learn more about the BoK
products available to the SMRP member-
ship. This article will focus on a couple
of the key deliverables premiered at that
conference.
SMRP Benchmarking Survey for Maintenance and Reliability:
This past year SMRP partnered with
enetrix-ADivisionofGallup, to launch its
online evergreen delivery interface for the
Benchmarking Survey. The purpose of the
survey is to provide a means for organiza-
tions to compare their M&R performance
to others in the same or similar indus-
tries. The Benchmarking Study, which is
supported by SMRP’s consensus-based,
standardized metrics and definitions, gives
M&R professionals the ability to measure
performance consistently, make valid com-
parisons, establish achievable goals and
objectives and set realistic expectations.
This is the only M&R survey that is based
entirely on SMRP conscience metrics. It is
an invaluable baseline and comparison tool.
The study’s scope is consistent with
SMRP’s M&R Body of Knowledge which is,
supported by the Five Pillars of Knowledge,
comprised of two survey components: the
Survey for M&R of Production Equipment,
which is currently open for data collection,
BoDy oF KnowleDge (BoK) CoRneR
using BoK Products to Manage and Communicate Change By: ron leonarD, Pe, CmrP, Bok DIreCtor
anD laUra B. keane, BUsIness DeVeloPment anD Bok manaGer
It’s a journey ... to operational excellence.If asset performance, reliability, or integrity is
important to your business, Ivara EXP Enterprise will support and drive the process.
Take the journey with the experts at Ivara.
Visit www.ivara.com or call 1-877-746-3787.
There is no silver bullet
for reliability, performance, integrity.
Client: IvaraProject: SMRP Solutions Half Page Print AdDate: December 2, 2011
Size: 3.75” x 10”Bleed: n/a Colour: CMYK
[email protected] | 519 936 4879
Contact: Sandra DiMatteoEmail: [email protected]: 905-632-8000 ext. 271

22 SMRP SolutionS February 2012 | Volume 7, Issue 1
ATLANTA,GA–The Society for Maintenance and Reliability Professionals (SMRP) announced that it has selected Kellen Company to provide full-service association management services beginning February 1, 2012. Kellen Company is a global professional services firm with operations in Atlanta, Chicago, New York City, Washington, DC, Brussels and Beijing.
SMRP Chair Stan Moore, Ascend Performance Materials, said the relationship with Kellen will provide the Society with a strategic partner that can help SMRP live its mission, fulfill its vision and enhance the services and programs it offers to members.
“We see this partnership as an essential step in our further development as the premier professional society for leading and advancing Reliability and Physical Asset Management,” said Moore. “We feel that Kellen is a great fit for our organization and look forward to growth in our visibility and outreach, increased benefits for our members and renewed vision.”
SMRP’s global headquarters will be Atlanta, Georgia. Jon Krueger, an experienced association CEO and Kellen account executive, will serve as SMRP’s Executive Director. Russ Lemieux, a Kellen Group Vice President, will serve as Executive Vice President for SMRP. Mr. Lemieux has nearly 30 years of association management experience at Kellen.
“Kellen is extremely excited to partner with such a tremendous industry leader like SMRP,” said Krueger. “We look forward to serving the SMRP members and to working with the Society’s leadership to continuously enhance and grow the organization.
AboutKellenCompanyFounded in 1964, Kellen Company is an accredited association management company. It provides association management, government affairs, public relations, meetings management, creative communications, Web site development and other professional services to associations, as well as individual companies and other organizations. Kellen serves more than 10,000 companies and 100,000 professionals worldwide, either through its more than 100 client associations or directly from office and representation in the United States, Europe, China, the Middle East, India and Southeast Asia. For more information, visit www.kellencompany.com.
this is my last Executive Director
column for Solutions as I take leave
of SMRP. I am proud to have served
this important professional society and
facilitated so many areas of growth for the
community of maintenance and reliability
professionals.
Back in late 2009 when I was inter-
viewed by SMRP leaders, there were three
major mandates given to the new executive
– growth in revenues and reserves, growth
in membership, and growth in outreach for
enhancing the Society’s global M&R com-
munity presence and influence. Together,
we achieved all of these goals.
I am proud to have supported Howard
Penrose and Tim Goshert’s efforts in build-
ing partnerships through international
M&R organizations, domestic government
agencies, corporate and sister society and
association relationships. A short list
includes: GFMAM, ANSI, DoE, DoD, the
Vibration Institute, SME, ASME, STLE,
ASQ, PMEC and the Canadian Metal,
Mining and Metallurgy Assoc.
With strategy and guidance led by Stan
Moore, we achieved some initial growth for
SMRPs Foundation and brought develop-
ment ‘in kind’ services by a fundraising
expert and colleague of mine.
Collaborating with your Business
Development manager, Laura B. Keane, we
were excited to have brought SMRP new
e commerce platforms for SMRPs impor-
tant Body of Knowledge specifically, a new
vendor for our Benchmarking Survey and a
robust SMRP Knowledge Library.
New marketing strategies led to suc-
cesses in both the 2010 and 2011 SMRP
Annual Conference as well as membership
growth of 7%. Each of these growth rates
is well above any growth other associations
or societies are experienced these past two
years.
I am most proud of having supported
and facilitated enough growth in revenue
that SMRP was able to contribute back to
our reserves for the first time in 3 years.
All of these successes could only have
been achieved with the support of a few
key SMRP Volunteer Leaders. The brief
list includes David Staat, CMRP; Michael
Eisenbise, CMRP; Rick Baldridge, CMRP;
Stan Moore, CMRP; Howard Penrose,
CMRP; Timothy Goshert, CMRP; Butch
DiMezzo, CMRP; Terry Harris, CMRP; and
Naomi Angel, SMRPs savvy legal counsel.
I have enjoyed meeting so many of
you, I really enjoyed connecting at the
great Plant Tours and took away great
excitement and enthusiasm from you at the
Annual Conferences.
You, the members, have great sup-
port from your new staff team, led by
Jon Krueger and Russ Lemieux. Even in
the short time I’ve enjoyed working with
Kellen, I have come to know them as pro-
fessionals eager to contribute to SMRP’s
programs and services and a team that
can bring best practices to directly support
the growth strategy of SMRP leaders.
While my tenure with SMRP is coming
to a close, I believe in the many oppor-
tunities for this Society. I sincerely look
forward to hearing about the many future
successes for SMRP!
Thank you all for the opportunity to
serve.
FRoM the exeCutiVe DiReCtoR
KellenCompanySelectedasManagementFirmforSocietyforMaintenance&ReliabilityProfessionals
Fond Farewell By BarB DUnlaVey, CmP, Cae
23 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
Society for Maintenance & Reliability Professionals
800-950-7354 [email protected] www.smrp.org
Contact: Jon Krueger, [email protected]
Barb with the GFMAM Representatives and SMRP Board members at the 2011 Annual Conference in Greensboro, NC.

24 SMRP SolutionS 25 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
the exam teams are off and running
for 2012. The English exam team has
around 60 new questions that have come
in over the past few months. We will be
reviewing these questions and making
changes, evaluating for international use,
and getting ready to beta test. The exam
team is very serious about getting ques-
tions that are quality and relative to the
Body of Knowledge areas.
The Spanish team will be working
on the candidate guide getting it trans-
lated into Spanish for use for our Latin
American friends whom have interest
in taking the exam. Interest is still high
in Columbia and Peru and we need to
maintain that momentum. There have also
been quite a few exam given in Mexico
and would really like to see those number
increase. Columbia gave 70 Exams in
December, this is a great effort by ACIEM
to improve the credibility of Columbian
reliability experts.
The Brazilian Portuguese exam is
ready and being given at a few venues
in Brazil. ABRAMAN is the Brazilian
maintenance organization and they will be
FRoM the exaM teaM
SaVe the Date!
SMRP’s 2012 Annual Conference is being held October 15-18, 2012
at the Hilton in Orlando, FL. With 50+ educational sessions from the
Five Pillars of SMRP’s Body of Knowledge: Business Management,
Manufacturing Process Reliability, Equipment Reliability, Organization
and Leadership and Work Management; 15+ Workshops; and Plant
Tours the SMRP Conference is your best resource for finding solu-
tions to maintenance & reliability challenges and revitalizing your
profitability! This year marks the 20th anniversary of the Society so
don’t miss the education and celebration!
Check www.smrp.org frequently for updates!
international exams a Focus for SMRPCoBy terry harrIs, CmrP exam DIreCtor, smrPCo
Exam Team Reliability Tip
There are two main reasons for performing an RCM analysis on a process or piece of equipment. The first is
deciding how to maintain the design or required function of the equipment you are working on. Every pro-
cess or piece of equipment in a plant must have its function defined in order to make sure we are performing to
some standard. To determine this performance we must have measures in place to make sure defined functions
are being performed and what is the actual performance.
The second reason for performing an RCM analysis is to develop a complete maintenance strategy that
keeps the equipment performing its intended function. The process looks at every way the components in the
equipment have or can fail. We than ask the questions;
1. Can the failure be predicted using a PdM technology?
2. Can the failure rate be reduced using a Preventive Maintenance task?
3. Can the failure be eliminated with a redesign?
In nearly every RCM process, improvements to the operation and component life cycles will improve.
promoting the exam this year. I am looking
for new team members for the Portuguese
exam team so if you are a CMRP and are
interested please contact me.
The electronic exam that is adminis-
tered by SMT has enough exposures that it
is due for review by looking at the statis-
tic on each question. Questions will be
compared with results of the paper exam
forms. Questions will be replaced and the
exams will be updated.
The chapter question writing contest
will be in happening again this coming
year. It will give a $1000.00 prize to the
chapter turning in the most questions
in 2012 and the prize will be announced
at the annual conference in Orlando
next October. This is a great exercise for
a chapter meeting or for members of a
chapter to work on. If you have questions
or need help with any of the information
please contact me.
Anyone can send questions in for the
exam. Questions you send in are worth
points for your re-certification and are
also worth money. When you send 3 or
more questions in, using the correct form
and from books that have a ISBN number
or publications that are available world-
wide, they are worth $10.00 per question.
Example: 1 or 2 questions are worth noth-
ing dollar wise. 3 questions are $30.00
and $10.00 per question for each after
that number. Please use the question writ-
ing form for the questions.
Something new from the exam team
for this coming year is the “Reliability
Tip”. Members of the Exam Team will
write a reliability tip in each issue in this
section. The tip will be related to an area
of the BOK in hopes of helping your plant
process or have a better understanding
of material contained in the exam. I get
emails and questions often about train-
ing for the CMRP exam. SMRPCO does
not offer any training courses for the
CMRP exam. The exam is based on your
knowledge and experience in the area of
maintenance and reliability. There is a lot
of information on the BOK areas of the
exam in the candidate guide. Many of the
articles in Solutions magazine are great
resources for basic knowledge of exam
related information.

SMRPCo Sustaining SponsorsThe SMRP Certifying Organization (SMRPCO) has developed a program of ben-efits for companies or organization wishing to provide support to the mission of SMRPCO. For an annual contribution of $1000, sponsors receive discounts on exams, recertification fees, and much more! To learn more please visit: www.smrp.og/SMRP_certification/sustaining_members.htm
aBB relIaBIlIty serVICes
aDVanCeD teChnoloGy serVICes, InC.
aeDC/ata
aesseal, InC.
aGrIUm
alCoa InC.
allIeD relIaBIlIty, InC.
aramark FaCIlIty serVICes
asCenD PerFormanCe materIals
asoCIaCIon ColomBIana De InGenIeros (aCIem)
aUstIn InDUstrIal, InC.
BhP BIllIton
BP- GUlF oF mexICo
CaCI, InC
CarGIll, InC.
CommerCIal metals ComPany steel GroUP
Delta aIr lInes
DUBaI alUmInIUm lImIteD
DUPont
e&m solUtIons C.a.
elI lIlly & ComPany
emerson ProCess manaGement
FlUor CorPoratIon
Genon enerGy
Genzyme CorPoratIon
GreenwooD, InC
GUlF soCIety oF maIntenanCe ProFessIonals (GsmP)
holCIm Us, InC.
hormel FooDs
IrVInG PUlP anD PaPer
IVara CorPoratIon
JaCoBs
JaCoBs/maF
JesCo maIntenanCe CorP.
kraFt FooDs
lIFe CyCle enGIneerInG
los alamos natIonal laBoratory
loUIs DreyFUs CommoDItIes
lUmInant Power
maInnoVatIon InC.
manaGement resoUrCes GroUP, InC.
marshall InstItUte
merIDIUm, InC.
mIllerCoors
mosaIC
nexen InC.
noVelIs, InC.
owens CornInG
PePsICo
PFIzer, InC.
PreDICtIVe serVICe
reloGICa
s.m. Cerro VerDe
saBIC InnoVatIVe PlastICs
sasol synthetIC FUels
strateGIC asset manaGement, InC.
t.a. Cook ConsUltants InC.
the CanaDIan InstItUte
the Dow ChemICal ComPany
tUrner InDUstrIes
Ue systems
UGl UnICCo
UnIteD teChnoloGIes/ Pratt & whItney
wells DaIry, InC.
wooD GroUP ColomBIa s.a.
wyle laBoratorIes
26 SMRP SolutionS 27 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
CharlesHannah,PEChevron Phillips Chemical Co LP
CurtisHarkeIRISS, INC.
GregHeardCAMS Consulting
SimonHeathEmerson Process Management
WilliamHeeterSwagelok Co.
CraigHenryUniversity of Johannesburg
KenHicksMillerCoors
StephenHicksNova Chemicals Inc.
JoeHinnenkampArmstrong World Industries
MelindaHowardSD Myers Inc.
CharlesHudsonMerck & Company, Inc.
BillyWayneHughesNRG Energy
MichaelHujarSD Myers Inc.
GregoryJeAnsonWESTINGHOUSE ELECTRIC COMPANY
AndreJeffries,CMRPNestle USA
JimmyJohnsonData Architex
MichaelKarre,CMRPRoquette America
WilliamKeaneMerck & Company, Inc.
SteveKillanekSD Myers Inc.
DennisKillebrewPotash Corp White Springs
WillKingston,CMRPBC Hydro
RogerKlineEugene Water & Electric Board
StephenKnonerFlowserve
Executive
aRMStRong woRlD inDuStRieS
Bunge
FlowSeRVe
SD MyeRS inC.
Individuals
(Note: It has come to our attention that there were missing members from the December new member list (August 1- Oct. 31). We apologize about this. Those missing members are now included in this list.)
SamiAlhazmi
SameehAl-SahafiSABIC - YANSAB
MarkAndersonArmstrong World Industries
PaulAndrews,ASQ,CSSBB,CSSGBCliffs Natural Resources
SamsudinAnggariPT Pupuk Kaltim
CarlesArgelichBunge
RafaelArguelles,CMRP,PESisvenca
DanAudetAltaSteel
JohnBahun,CMRPUSPS
ChuckBakerSD Myers Inc.
ChristopherBarclay,CETGeneral Motors
JoeBarnesBP
BillBartonArmstrong World Industries
WalterBehmer,CPMBoehringer Ingelheim
MarkBennettBayer Material Science
JohnBertzArmstrong World Industries
StuartBevanBunge
AndreyBondarevBunge
JohnBorskey
VincentBossDey Pharma
Wicus(al)BothaSasol Synfuels
HamidBouaricha
DanBozdogBunge
DavidBrands,CMRPBoise Inc
MichaelVBrownNew Standard Institute
MattBucherARAMARK Facility Services
ArkadiuszBurnosBalticBerg Consulting
LeonardCaputoNew York Power Authority
BruceCarrSabic Innovative Plastics
LawrenceCarverPCS Phosphate
DavidCederbergBasic American Foods
JamileChamletBunge
RobertChristman,CMRP,CPMMGenzyme Corp, A Sanofi Company
CraigClarkRio Tinto
JamesClemBradleys’ Inc
ConradColesGeorgia-Pacific Corp.
RodneyCollier,ASQEmerson Industrial Automation
DianeColsonEli Lilly & Company
VictorCostec,CMRP,PECenovus
TimCrIstBoehringer Ingelheim, Roxane.
HelioDanesiBunge
JasonDavidsonAsset Maintenance Success
CarlosDavilaBunge
RonDayInfor
EdisondeOliveiraBunge
DavidDePaolisFlowserve
EdgardoDevellukBunge
ShaneDicksonGeorgia Pacific
G.KeithDiepstra,ASQ,CQE,CRERalcorp
BrianDietsch,CMRPBunge
RichardEdwardsPeabody Energy
DavidEisenhawerNova Chemicals Inc.
SérgioFerreiraBunge
DemetrioFloresTipismanaPLUSPETROL
MihalyGabrielBunge
StephanieGonzalezBradleys’ Inc
DouglasGourleyIRISS, INC.
RonGraySubsea7
ArleneGreviPfizer Consumer Healthcare
PaulGriffin,CMRPManagement Resources Group, Inc.
BillGrothInfor
ClayHackney,CMRPPCS Phosphate
NovEMBER 1, 2011 – DECEMBER 31, 2011 new MeMBeRS

28 SMRP SolutionS 29 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
NovEMBER 1, 2011 – DECEMBER 31, 2011 new MeMBeRSNovEMBER 1, 2011 – DECEMBER 31, 2011 new MeMBeRS
AndrzejKurdzielBunge
DavidLangston,CMRPTriumph Group
PawelLecinskiBunge
YalingLeiBunge
LeonardoLeiserBunge
GavinLinderman,CMRPSabic Innovative Plastics
GlenLittleLife Cycle Engineering
DavidLumentahDP World
MichaelMachado,ASQAREMAS - Smart Business Solutions
FranciscoMangualGarcia,CMRPJohnson & Johnson
FabioMarettiBunge
AdityoMarhendroPT Pupuk Kaltim
OscarMartinezUrdaneta,CMRPABS Consulting
JeffMauntelESRG
WilliamMayoBabcock & Wilcox
RobertMcArthur,CMRPWeatherford Intl
JosephMcClain,CMRPDuPont
BarryMcGillVinylex Corporation
PeterMcLiverty,CIRMNovaspect
JasonMcMillanConoco Phillips ALPNG
DonaldMehrerPeabody Energy Corp.
R.Merchant,CMRPMichelin North America
JamesMerckOwens Corning
RobertMerrick,CMRP,PEUniversal Studios Orlando
RileyMiethRelaDyne
GabrielMijaresGeorgia Pacific LLC, Wood Products
RobertMiller,CMRPIRISS, Inc
WayneMillerISP Chemicals, Inc.
KellyMillerMeridium, Inc.
RobertMillerIRISS, INC.
William(Bill)Miller,CMM,MMCCity of Des Moines WRF
YuriMinnick
SedatMirzaBunge
JonathanMitchamAlbemarle
ScottMohrAllied Reliability, Inc.
RobertoMoLinaCelanese
BrigidoMontemayorAlcoa
TimMontgomeryAscend Performance Materials
AnthonyMontier,CMRPConstellation Energy
EdmondMoore,ASQ,CQE,CRE,PECH2M Hill
BenMorenoBayer Material Science
LucMorinRio Tinto Alcan
MichaelMorris
RaefMostafaSpanish Egytian Conmpany for LNG production (SEGAS)
KevinMoyers,CMRPScitor
AbduhMuhammadPT Pupuk Kaltim
DanielMullin,CMRPNovelis, Inc.
JosephMuniz,PE
JackMyerRobert Bosch Corp.
EdgarNajeraMaciasA.W. Chesterton Co.
BrianNelsonAmeri-Forge Group
WaldyrNetoBunge
LinhNguyen
TuanNguyen,CMRPSunCoke Energy
AndrewNorman,CMRPNorman and Associates LLC
MunaStellaEbeleNwekeShell Development Company of Nigeria Limited
GeorgeNwIgweChevron Global Upstream
KeithNyeWalmart
CharlesO’ConnellGlobal Brass and Copper dba Olin Brass
TemiOdusanyaY-12 National Security Complex
PaulOgeaNexen Inc.
AdeOladeinde,PERio Tinto Alcan
KenOliphant,PE,PHDJana
DebersonOliveiraBunge
ChristopherOlson,CMRPMillerCoors
JamesOlsonKoch Industries, Inc.
DonnaOppegaardAsset Management Services, LLC
MiguelAngelOrtizValdezASQMillerCoors
JohnOsarenren,PHDIntegrated Agricultural and Industrial Co.
OlusolaOsoNexen Inc.
AlexPadilla,CMRPHess Corporation
EdPappasDuPont Teijin Films
HillaryParhamGPAllied
SangjoonParkNovelis, Inc.
DaveParkerBlount International
NicholasParker,PHDmarathon Oil
RuthParris
ChristophePasselaigueMerck & Company, Inc.
StevePattonSakisui Specialty Chemicals America, LLC
TatePearsonAdvanced Technology Services, Inc.
CarmelitaPenaNova Chemicals Inc.
GerardoPerezBunge
DanielPerkinsKPAQ Industries LLC
GaryPerraultSunCoke Energy
TJPerreaultInfor
KeithPhelps,CMRPNovo Nordisk
BarryPhillipDevelopment &Enhancement Services Ltd.
MarkPorterIrving Oil Refining GP
RobertPriceAgrium
ThomasProkschPfizer, Inc.
KayPulverRio Tinto
AlfonsoQuinteroBueno,CMRPEcopetrol S.A.
BasukiRachmadPT Pupuk Kaltim
RyanRamage,CMRPTeck
CurtisRamsayAscend Performance Materials
DonRasHeldon Inc.
WilliamReaveyCargill, Inc.
TyrelReedTronox, LLC
PaulReinsLiebherr Mining Equipment
JosephReitz,ASQ,CMRP,CSSBBNovelis
DavidReynoldsGoodyear Tire & Rubber Co.
GregRhodesAscend Performance Materials
RaymondRice,CMRPBoehringer Ingelheim Roxane Inc.
RandyRiddell,CMRPInternational Paper
BrianRiddleyMichelin Tire
Jon-michaelRiemerMundy Companies
DebRindlerCrown Equipment
RobertoRiveraSampayo,CMRP,PEPfizer Pharmaceuticals LLC
AndyRodesSEMEQ, Inc.
AlfonsoRodriguezAscend Performance Materials
AdmilsonRomeroPraxair Inc
BibianaRondonSalomon,CMRPAMS Group Ltda
DennisRosenbaum,CMRPRio Tinto
BobRossNexen Inc.
AlanRossSD Myers Inc.
ThomasRowanAES Ironwood
FachrulRoziePT Pupuk Kaltim
WalterRuizBunge
RichardSaariNexen Inc.
CraigSagetAscend Performance Materials
AjitSahooAgrium
GeorgeSaid,ASQ,CMRPSid Richardson Carbon and Energy
KarinSalazarSPECPRO S.A.
AliSalemNexen Inc.
GutembergSalesBunge
DavidSaloggaMueller Co.
JuanSanchezEmerson
EverettSandovalHormel Foods
RicaurteSantamariaDP World
SilvioSantosSEMEQ, Inc.
AnthonySantosuossoA.W. Chesterton
DarrenSarichNexen Inc.
RaymondSarrattThe Timken Company - Gaffney Bearing Plant
KerrySayreUGL Unicco
WhitneySchaperMarathon Oil Company
MarcSchnabelCargill
PhillipSchooleyBoehringer Ingelheim Roxane Inc.
BrettSchroederAsset Performance Networks
CarlSchultz,CMRPSEMEQ, Inc.
AnthonySchwabOwens Corning
DavidSchwartzAscend Performance Materials
MichaelSchwerdtBunge
RichardSergentWalter Energy / Jim Walter Resources
MartinShaffer,PEAscend Performance Materials
MihirShethNexen Inc.
HansSiddharta,CMRPPT. Kaltim pasifik Ammonia

30 SMRP SolutionS 31 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1February 2012 | Volume 7, Issue 1
NovEMBER 1, 2011 – DECEMBER 31, 2011 new MeMBeRSNovEMBER 1, 2011 – DECEMBER 31, 2011 new MeMBeRS
DuaneSiemen,CMRPUniversal Studios Orlando
CristianJavierSierraMontañoPEPersonal
JoannaSikorska,CMRPImes Australia
CarlSimardRio Tinto Alcan
GeorgeSimonoffOwens Corning
DavidSkarupa,CMRPAdvanced Technology Services, Inc.
AlexanderSluchokMeridium
AudryKeithSmithAllied Reliability
DuaneSmithBoehringer Ingelheim, Roxane Inc.
JamesSmithIVC Technologies
JeremySmithTF Hudgins, Inc.
JohnnySmithNexen Inc.
KeithSmith,CMRPInfor
KennethSmithWestar Energy
SidSmith,CMRPRockTenn
EdSmithAustin Industrial, Inc.
JasonSmithDuPont Teijin Films
WilliamSmithPPMS, LLC
JamesSnider,CPMMSaint Gobain dba Corhart Refractories
AdamSnyder,CMRPMillerCoors
MaciejSochaczewskiBunge
GaneshSoNowane,ASQTASNEE PETROCHEMICAL
MichaelSowa
RyanSpencerJ.R. Simplot Company
RobertSpurgeon,CIMMCornorstone Chemical Co.
JamesStascavageEngineering Software Reliability Group
JonathanStatonMichelin N.A.
DanielStauftNissan North America, Inc
RobertSteibly,CPE
ThomasSteinmeyer,CMRPUniversal Studios Orlando
JanRogerStenstadvolden,CMRPPabody Energy
DarrenStevensonSwagelok Co.
RodneyStewartHoonda Manufacturing of Alabama
DinoStubosEli Lilly & Company
JeffersonSturkeyInfor
JamesSullivanEthical Search Professionals, Ltd.
ArturSzeferBunge
TeddyJr.TabanaoChevron Geothermal Philippines
AbdulazizTanbalNational Methanol Company
MalcolmTannerEvonik Degussa Corp
EdwardTarkFreeport-McMoRan
TheeraTasanachonSCG Chemicals
MartinTauberBarber Foods
ScottTaylor,CMRPThe Mundy Companies
MartinTerradez,CMRPBunge
DarcyTheriaultNexen Inc.
LeonardThillThill
RickThomasBaxter Healthcare
EdwinThomasAustin Energy
JoppuThomas,CMRPSabic
JamesThompsonUGL Services Unicco Operations
GünterThüringerBunge
HuatTungTingEvonik-Degussa
TroyTobeyMeridium, Inc.
AnaTorrealbaContrerasPetropiar
CleberTorresBunge
FranciscoToRresGomez,ASQ,CMRPPEMEX REFINACION
ThomasTreharneTEZZCO INC.
AlexTrevinoBradleys’ Inc
DavidTrumanSiemens
RussTuckGreater Cincinnati Water Works
RandyTuckerAscend Performance Materials
ShaneTurcottSteel Image
CharlieTurnerRockTenn
EduardoUnda,CMRPPEMEX
MarcelvanVelthovenMainnovation Inc.
MichaelVanVoorhisPIC Group, Inc.
WimVancauwenbergheBEMAS
JasonVaughanFMC
V.j.VenkatramanGenesis Solutions
KarenVeroskyHenkel Corporation
TomVeverkaThe Timken Company
RobertVichichAsset Performance Networks
MarcosVieiraGalp Energia
PaulVillaordunaSuncor Energy Inc.
KyleVincentiUS Gypsum Co.
DonaldVinesDayton Superior
RostislavVoytsekhovskyBunge
SaeedWahdainNexen Inc.
EricWaits
RickWalcerNexen Inc.
CraigWalkerRio Tinto/ Kennecott Utah Copper
ChangQuanWangMichelin
JohnWatson,CMRPNorth American Breweries
GregWatsonCaravan Ingredients
GaryWebbGeorgia Pacific
RonnieWeeksBradleys’ Inc
TimWeilbakerGPAllied
ScottWeiss,CMRPGeorgia-Pacific
RonWhisenantFoster Farms Dairy
EdwinWhite,CMRPFlowserve
MikeWhiteKCP&L
ShelleyWhitener,CMRP,PELogos Technologies, Inc.
JamesWhitleyJones Lang LaSalle
PeterWhitleyKanekaTexas Corp
SteveWhittleAscend Performance Materials
PeterWienholzBunge
DarrinWikoff,CMPGPAllied
AndrewWilkinson,CMRPBunge
TerryWilksAscend Performance Materials
MarcWilliamsTate and Lyle
DeanaWilliamsonWashington Metropolitan Area Transit Authority (WMATA)
StephanWilliamsonMichelin Tire
RichardWilsonRio Tinto
RileyWilson,PEMeridium
C.MathisWilsonIiiJacobs Industrials Services Inc.
BradWinchellCatalyst Paper
HarveyWinters,ASQ,CMRP,CQEStrategic Asset Management, Inc.
MikeWintersArmstrong World Industries
PrestonWitt,CMRPArcher Daniels Midland
SlawomirWojtalaBunge
LindseyWolf,CMRPTeck Coal LTD
KirkWolfinger,CMRPGPAllied
WaltWoodfinAscend Performance Materials
PaulWottonReliability Engineering Solutions Ltd.
JoeWursterCarpenter Technology Corp.
WayneYankie,CPMMGeorgia Pacific
KeithYarberMorrison Milling
GanisYudikisworoPT Pupuk Kaltim
AmirZaheer,CMRP,PEChevron Canada Limited
ScottZellen,CMRPOwens Corning
GregZembrodt,CMRP,PEWILD Flavors, Inc.
MarkZilavyWestinghouse Electric
FedericoZubiniBunge
305-591-8935 • www.ludeca.com
WatchVIDEOS
Online
ShaftAlignment
Rotalign® ULTRA
VIBXPERT® II
& GeometricMeasurement
VibrationAnalysis
& Balancing
Easy-to-usesolutions for your
maintenance needs!Sales • Rentals • Services

32 33 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
oCtoBER 1, 2011 – DECEMBER 31, 2011 new CMRPS
DiegoAcosta,CMRPEnintcoLTOA
RobertAdornetto,CMRP
CargillDeicingJuanAguilarSantistebon,CMRPEDEGEL
TrentAiken,CMRPRiotinto
AhmadAlali,CMRP
KNPCAliAlawadhi,CMRPKNPC
RashidAldossary,CMRPSaudiAramco
AliAl-Hamdan,CMRPSaudiAvamcs
AndrewAllen,CMRPJacobs/JT-HO
MichaelAllred,CMRPSandiaNationalLabs
NezarAlshammasi,CMRPSaudiAramco
JuanAmaris,CMRPSouthConsulting
CarlosArochoRivera,CMRPPfizer
MiguelArquez,CMRPAMSGroup
EdwardBagwell,CMRPJacobs
ZetinaBarbosa,CMRPPemex
SeanBarnes,CMRPJacobs/MAF
KimBartlett,CMRPBayer
WilliamBatt,CMRPRioTinto
KerryBaughn,CMRP
LoganAluminumRyanBenning,CMRPHormel
AlanBeran,CMRPTeck
StuartBevan,CMRPBUNGE
GerardBothner,CMRPJacobs/MAF
LarryBramlitt,CMRPJacobs/JT-HO
DavidBrands,CMRPBoiseInc
JavierBravoSanchez,CMRPIntegrityAssessmentServices
TonyBuffington,CMRPVestaPartners,LLC
RyanBurk,CMRPAscendPerformanceMaterials
HectorCamargoMora,CMRPSCM
FedorCanalesHuayllas,CMRPHatchAsociadosS.A.
FranciscoCanoMonroy,CMRPPacificRubiales
AldemarCastilloManrique,CMRPPetrotigerLtd.
TerryClark,CMRPMississippiLime
ArlanCochran,CMRPJacobs/MAF
RichardCrozier,CMRPNovelis
AldoCruz,CMRPPemex
LazaroCruzJimenez,CMRPPemex
CharlesCutlerJr,CMRPPfizer
DedyDarmasetiadi,CMRPPT.KaltimPasificAmoniak
JuanDiazDeza,CMRPHatchAsociados
BrianDietsch,CMRPBungeNorthAmerica
AyepDirmawan,CMRP
JohnDraughn,CMRPATS
RobertDunkel,CMRPHenkelCanadaCorporation
DarrinEaris,CMRPCargill
GregoryElam,CMRPMRG
MichaelEngh,CMRPOwensCorning
ZacharyFijal,CMRPPigott&Associates
RichardFineout,CMRPJacobs/MAFDougFord,CMRPTateandLyle
JoyFrosch,CMRPJacobs/MAF
JoseGanoza,CMRP
FranciscoGarciaRivera,CMRPEcopetrolSA
JeffGarth,CMRPJacobs/MAF
LucGirard,CMRPRioTintoAlcan
ChristianGoernandt,CMRPNovelis
ErwinGomez,CMRPSicelubColombia
WesleyGraf,CMRPManagementResourcesGroup
PaulGriffin,CMRPMRG
JohnGriswald,CMRPManagementResourceGroup
AlfredoGutierrezSanchez,CMRPPetrotiger
DonaldHaapapuru,CMRPAll-TestPro
ClayHackney,CMRPPCSPhosphate
MuhammadHaq,CMRPSaudiAramco
JasonHarris,CMRPBarrick-NorthAmerica
Discover thehidden treasurein your company
Watch the VDM Inside demowww.mainnovation.com
The maintenance manager is under a lot of pressure. The current credit crunch
forces you to improve. But where to start? How can you find the hidden treasure in
your maintenance department? VDM Inside is the Maintenance KPI Dashboard that
provides you with real maintenance intelligence of your cost drivers, performance killers
and underlying causes. With VDM Inside you will finally get a grip on your maintenance
performance. Want to know more? Go to www.vdminside.com
CONTROLLING MAINTENANCE, CREATING VALUE.
MAINNOVATION ad(Eng) 162x229mm.indd 1 07-12-2011 14:54:09
35 SMRP SolutionSFebruary 2012 | Volume 7, Issue 1
AllenHarris,CMRPCargill
GregHeard,CMRPCamsConsulting
GregoryHeaslip,CMRPJacobs/MAF
JuanHerazo,CMRPTecnicontrolSA
AlbertoHernandez,CMRPOwensCorning
MelissaHoenstine,CMRPSKF
RichardHogsett,CMRPRECSilicon
HamlynHolder,CMRPNeal&MassyWoodGroup
ArthurHolland,CMRPCaterpillarInc.
TamoraHouser,CMRPJacobs/MAF
BillHoward,CMRPJacobs
MuhammadIrshad,CMRPNovaChemicals
JohnItai,CMRPHawaiinElectricCompany,Inc.
EverJimenez,CMRPMineraYanacocha
RussellJimison,CMRPAlbemarleCorp
KennethJohnson,CMRPMichelin
JeffreyJohnson,CMRPJacobs
MichaelKarre,CMRPRoquetteAmorka
VioletKenna,CMRPJacobs/JT-HO
JaneKennedy,CMRPJacobs/MAF
WilsonKingston,CMRPBCHydro
TimKirchner,CMRP
JamesKnott,CMRPNovelis
JayKriner,CMRP
DavidLangston,CMRPTriumphGroup
JamieLaValley,CMRPPeabodyEnergy
VictorLawrence,CMRP
DavidLeaver,CMRPMarathonPetroleumCompany
IanLehrer,CMRPHormel
RichardLeopard,CMRPRobertBosch
JoshuaLissauer,CMRPGPAllied
ShaneLloyd,CMRPMichelinNorthAmerica
SamuelLopez,CMRPPfizerPharmaceuticals
OscarLopez,CMRPConfipetrol
AndresLopez,CMRPBMSSA
GermanLopez,CMRPPEMEX
JoseLopezHernandez,CMRPPemex
MichaelMarrtinez,CMRPBoehringerIngelheim
OscarMartinez,CMRPABSConsulting
KennethMaulsby,CMRPOwensCorningRoofingandAsphalt,LLC
RobertMcArthur,CMRPWeatherfordIntl
JosephMcClain,CMRPDuPont
PhilMcGeever,CMRPABB
DavidMerko,CMRPAgrium
RobertMerrick,CMRPUniversalOrlando
RichardMiller,CMRP
PeterMontgomery,CMRPJacobs/JT-HO
AnthonyMontier,CMRPConstellationEnergy
FernandoMoran,CMRPRYASA
KevinMoyers,CMRP
TonyMurray,CMRPJacobs/MAF
OscarNavas,CMRPConfipetrol
JoseAntonioNayhuaGamarra,CMRPBarrick-Pierina
TuanNguyen,CMRPSuncokeEnergy
MartinNolan,Jr,CMRPChevronOronite
DavidNolting,CMRPJacobs/MAF
IanNorman,CMRPNormanandAssociates,LLC
EricNorman,CMRPPCSPhosphate
JavierOchoaMoreno,CMRPConfipetrolSA
CarlosOvredoCastillo,CMRPGranTierraEnergyColombia
ArturoPachas,CMRPCIAMineraConoestable
AlejandroPadilla,CMRPHessCorporation
OliverPardo,CMRPHatchAsociados
BruceParker,CMRP
AliciaParraBostuza,CMRPFeneyrosSAA
oCtoBER 1, 2011 – DECEMBER 31, 2011 new CMRPS
34 SMRP SolutionS February 2012 | Volume 7, Issue 1
oCtoBER 1, 2011 – DECEMBER 31, 2011 new CMRPS
PaulaPeres,CMRPJacobsTechnology
PercyPerezEuerrero,CMRPCorporacion
ArielPerezGelvez,CMRPEcopetrol
DavidPetry,CMRPJacobs/MAF
PaulPohlid,CMRPOwensCorning
ChristopherPond,CMRPGPAllied
JamesPrunty,CMRPJacobs
RyanRamage,CMRPTeck
WillmarRamirez,CMRPEcopetrol
KyleRamsey,CMRPGeorgiaPacific
JohnReay,CMRP
CherylRedmon,CMRPJacobs/MAF
JosephReitz,CMRPNovelis
JoseRicceRamirez,CMRPHatchAsociadosS.A.
RaymondRice,CMRPBoehringerIngelheimRoxaneInc.
WilliamRichards,CMRPManagementResourcesGroup
RobertoRivera-Sampayo,CMRPLCE
JoseRojas,CMRPSouthernPeru
LuisRojasTristan,CMRPCia.MineraAntaminaS.A.
RobertRountree,CMRPAlyeskaPipelineServiceCo.
GeorgeSaid,CMRP
JueanSanchez,CMRP
JoseAntonioSanchezBeltran,CMRPComcelSA
LarrySandifar,CMRPCaterpillarInc.
BillSchlegel,CMRPNovelis
VickieSchmersahl,CMRPJacobs/MAF
RobertShapuras,CMRPNovelis

36 SMRP SolutionS February 2012 | Volume 7, Issue 1
oCtoBER 1, 2011 – DECEMBER 31, 2011 new CMRPS
JamesShelton,CMRPJacobs/JT-HO
HansSiddharta,CMRPPtKaltimPasifikAmoniak
DuaneSiemen,CMRPUniversalStudios
JeromeSimonson,CMRPCargill
CharlesSmith,CMRPInfor
SidSmith,CMRPRockTenn
AudrySmith,CMRP
KatieSowers,CMRPDuPont
RobertSteibly,CMRP
ThomasSteinmeyer,CMRP
BenjaminStevens,CMRPAWChesterton
JohnStieber,CMRPFarmerJohn
MihrezSuleiman,CMRPSaudiAramco
ScottTaylor,CMRPTheMundyCompanies
VictorTeranHenriquez,CMRPTecnicontrol
MartinTerradez,CMRPBungeArgentina
BrentTeubel,CMRPATSPeoria
StacieThomas,CMRPJacobs/MAF
PatriciaThomas,CMRPJacobs
JoppuThomas,CMRPSabic
RalphTileston,CMRPMRG,Inc
RobertTrucksis,CMRPBallCorporation
KatheleenTuleuski,CMRPEnergizer
FredyUribe,CMRPEcopetrolSA
GeorgeValadez,CMRPAlcoa
RicardoVasquezGarcia,CMRPSolucionIndustrialTotal
SergioVidal,CMRPSaudiAramco
PaulVillaorduna,CMRP
MarkVolk,CMRPATS
JeffreyWahl,CMRP
ByranWalker,CMRPJacobs/MAF
ScottWeiss,CMRPGeorgia-Pacific
MichaelWibben,CMRPATS
KentWilcher,CMRPJacobs/JT-HO
AndrewWilkinson,CMRPBungeLTD
RoyWilliams,CMRPJacobs
JesseWiste,CMRPHormel
PrestonWitt,CMRP
LindseyWolf,CMRPTeckCoalLtd
DerekYbarra,CMRPJacobs/MAF
KanYee,CMRPGene
OmarZarka,CMRPBaxter
ScottZellen,CMRPOwensCorning

Society for Maintenance & Reliability Professionals1100 Johnson Ferry Road, Suite 300Atlanta, GA 30342 USAwww.smrp.org
Executive DirectorJon Krueger
678-303-3045
Certification and EducationTim Kline
404-252-3663
Executive Vice PresidentRuss Lemieux
404-252-3663
Exam DirectorTerry Harris, CMRP
937-371-1644
SMRP Product & Business Development ManagerLaura Keane
281-384-5943
Solutions Editorial DepartmentDan Anderson
Communications Chair
Life Cycle Engineering
Barb Dunlavey, CMP, CAE
Content Editor, SMRP
301-523-7435
Ideas Communicated, LLC
Graphic Design
www.ideascommunicated.com
Howard Penrose, CMRP
Contributing Editor
Dreisilker Electrical Motors
SMRP Staff