
STOP™ para la Supervisión STOP™ para Todos STOP™ para el Petróleo y el Gas STOP™ para la Ergonomía
Upload
khangminh22Category
view
0download
0
Live Center & Spindle Work-Stop Catalog $9.95



Style Features Application Suggested Lathe
Precision Live Center
• Precision Concentricity TRI .00015
• High Speed Precision Triple Bearings
• The Bearings are Permanently Lubricated
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to 62 Rc and Precision Ground
• Finishing to Light Roughing
• Precision Turning
• Medium Turning Speed
• General Turning Application
• Light to Medium Workpiece
• Manual Lathes • Small CNC Machine Center
Heavy Duty Live Center • Precision Concentricity TRI .00015
• Heavy Duty Precision Quad Bearings
• The Bearings are Permanently Lubricated
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to 62 Rc and Precision Ground
• Heavy Roughing & Precision Finishing
• Precision Turning
• Medium Turning Speed
• High Performance Turning Application
• Medium to Heavy Workpiece
• Manual Lathes • Heavy Duty Oil Country Lathe
• All type of CNC Machine Center
Heavy Duty Live Center w/ Interchangeable Point
• Precision Concentricity TRI .00015
• Heavy Duty Precision Quad Bearings
• The Bearings are Permanently Lubricated
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to 62 Rc and Precision Ground
• The Interchangeable Point
• Heavy Roughing & Precision Finishing
• Precision Turning
• Medium Turning Speed
• High Performance Turning Application
• Medium to Heavy Workpiece
• Multi Turning Workholding Support
• Manual Lathes • Heavy Duty Oil Country Lathe
• All type of CNC Machine Center
CNC High Speed Heavy Duty Live Center
• Precision Concentricity TRI .0001
• High Speed Precision Quad Bearings
• The Bearings are Permanently Lubricated
• Sealed with Lip Seal and Locked with a Brass Shield
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to62 Rc and Precision Ground
• Roughing & Precision Finishing
• High Precision Turning
• Medium to High Turning Speed
• High Performance CNC Turning Application
• Small & Medium Workpiece
• All type of CNC Machine Center
• High Precision Manual Lathes
CNC High Speed Heavy Duty Live Center w/Carbide Tip
• Precision Concentricity TRI .0001
• High Speed Precision Quad Bearings
• The Bearings are Permanently Lubricated
• Sealed with Lip Seal and Locked with a Brass Shield
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to 62 Rc and Precision Ground
• Point High wearing tolerance
• Roughing & Precision Finishing
• High Precision Turning
• Medium to High Turning Speed
• High Performance CNC Turning Application
• Small & Medium Workpiece
• Long Run Job
• All type of CNC Manual Lathes
• High Precision Manual Lathes
CNC High Speed Heavy Duty Live Center w/Interchangeable Point
• Precision Concentricity TRI .0001• Triple Crown Super Precision Angular Ball Bearing • The Bearings are Permanently Lubricated• Sealed with Lip Seal and Locked with a Brass Shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground • The Interchangeable Point
• Roughing & Precision Finishing
• High Precision Turning
• Medium to High Turning Speed
• High Performance CNC Turning Application
• Small & Medium Workpiece
• Multi Turning Workholding Support
• All type of CNC Manual Lathes • High Precision Manual Lathes
CNC High Speed Heavy Duty Live Center w/Extended Point
• Precision Concentricity TRI .0001• Triple Crown Super Precision Angular Ball Bearing • The Bearings are Permanently Lubricated• Sealed with Lip Seal and Locked with a Brass Shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground • The Extended Point
• Roughing & Precision Finishing • High Precision Turning • Medium to High Turning Speed • High Performance CNC Turning Application • Small & Medium Workpiece • Multi Turning Workholding Support• Small end diamater workpiece
• All type of CNC Manual Lathes
• High Precision Manual Lathes
CNC High Speed Heavy Duty Live Center w/Extended Point
& Carbide Tip
Precision Concentricity TRI .0001 Triple Crown Super Precision Angular Ball Bearing The Bearings are Permanently Lubricated Sealed with Lip Seal and Locked with a brass shield Chromium-Molybdenum Alloy Steel Surface Heat Treated to 62 Rc and Precision Ground The Extended Point & Carbide Tip
•••••••
• Roughing & Precision Finishing
• High Precision Turning
• Medium to High Turning Speed
• High Performance CNC Turning Application
• Small & Medium Workpiece
• Small End Diamater Workpiece
• Long Run Job
• All type of CNC Manual Lathes
• High Precision Manual Lathes

Style Features Application Suggested Lathe
CNC Super High Speed Heavy Duty Live Center
• Precision Concentricity TRI .0001
• Triple Crown Super Precision Angular Ball Bearing
• The Bearings are permanently lubricated
• Sealed with Lip Seal and locked with a brass shield
• Chromium-Molybdenum Alloy Steel
• Surface Heat Treated to 62 Rc and Precision Ground
• Heavy Roughing & Precision Finishing
• Super Precision Turning
• High Turning Speed Up to 12000 RPM
• Super Precision Turning & Grinding Application
• Light, Medium, Heavy Workpiece
• All type of CNC Machine Center • Cylindrical Grinding Machine
CNC Super High Speed Heavy Duty Live Centerw/Interchangeable Point
• Precision Concentricity TRI .0001• Triple Crown Super Precision Angular Ball Bearing • The Bearings are permanently lubricated• Sealed with Lip Seal and locked with a brass shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground • The Interchangeable Points
• Roughing & Precision Finishing
• High Precision Turning
• High Turning Speed Up to 12000 RPM
• Super Precision Turning & Grinding Application
• Light, Medium, Heavy Workpiece
• Multi Turning Workholding Support
• All type of CNC Machine Center • Cylindrical Grinding Machine
CNC Super High Speed Heavy Duty Live Center
w/Extended Point
• Precision Concentricity TRI .0001• Triple Crown Super Precision Angular Ball Bearing • The Bearings are permanently lubricated• Sealed with Lip Seal and locked with a brass shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground • Extended Point
• Roughing & Precision Finishing
• High Precision Turning
• High Turning Speed Up to 12000 RPM
• Super Precision Turning & Grinding Application
• Light, Medium, Heavy Workpiece
• Small End Diameter Workpiece
• All type of CNC Machine Center
• Cylindrical Grinding Machine
CNC Super High Speed Heavy Duty Live Center
w/Extended Point & Carbide Tip
• Precision Concentricity TRI .0001• Triple Crown Super Precision Angular Ball Bearing • The Bearings are permanently lubricated• Sealed with Lip Seal and locked with a brass shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground, • Extended Point & Carbide Tip
• Roughing & Precision Finishing • High Precision Turning • High Turning Speed Up to 12000 RPM • Super Precision Turning & Grinding Application • Light, Medium, Heavy Workpiece • Small End Diameter Workpiece• Long Run Job
• All type of CNC Machine Center • Cylindrical Grinding Machine
CNC High Speed Heavy Duty Live Center SET
• Precision Concentricity TRI .0001• High Speed Precision Quad Bearings • The Bearings are permanently lubricated• Sealed with Lip Seal and locked with a brass shield• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground• Includes 5 Interchangeable Points
• Multi Turning Interchangeable Point
• Roughing & Precision Finishing
• Medium to High Turning Speed
• High Performance CNC Turning Application
• Small End Diameter Workpiece
• From Small Dia. Workpiece to Pipe work
•All type of CNC Machine Center
• High Precision Manual Lathes
Constant Face Driver & Driving Prongs
• Turning the entire length of the workpiece from end to end in one single set-up and operation• Turning between Centers with Constant Driving Force • The Center is Spring Loaded, providing a longitudinal stop to the workpiece, making the machining easy, accurate & productive.• High Precision concentricity, maximum run-out .0004• The Body of the Face Driver, offer good tool clearance and chip flow.• Very little material required for Grinding operation• Quick loading and unloading of the workpiece• The Center is heat treated, to withstand repeated regrinding
• For Turning the Full Length of the Workpiece
• For Turning Shafts and Solid Bars
• For Turning all Types of Workpiece, where Centers are Permissible
• For Turning in any Rotations and Directions
• For High Precision Turning
• For High Automated and CNC Set-Up
• For High Production Environment
• All type of CNC Machine Center
• Manual Lathes • CNC Machine Center
Extra Heavy Duty Bull Nose Live Center
• Precision Concentricity TRI .00015• Heavy Duty Precision Quad Bearings System• The Bearings are permanente lubricated and hermetically sealed• Chromium-Molybdenum Alloy Steel• Surface Heat Treated to 62 Rc and Precision Ground, • Modular Taper Heads, capacity ranges from 1.77” to 23.64’ • Expecialy built for Oil Country Lathe and CNC Machine Center
• For Turning & Threading Pipes & Tubing • Heavy Duty Roughing & Finishing Operations• Low to Medium RPM and High Thrust Load • High Performance Turning Application • Medium to Heavy Workpiece • Quick loading and Unloading of the Workpiece• The Center is Heat Treated, to Withstand Repeated Regrinding
• All type of CNC Machine Center
• Manual Lathes • CNC Machine Center
CNC Threaded & Morse Taper Dead Centers
• Precision Concentricity TRI .0001
• Points Interchagibility for a specific Turning application
• Built with Tool Steel, Heat treated and super precision ground for accuracy, Precision and Durability.
• Extraction nut
• Roughing & Precision Finishing • For all Turning Applications on the CNC Machine Center
• All types of CNC Machine Center
CNC Spindle Work-Stop™ • Quick Set-up• For Collet & Chuck Stop• Work Stop supplied with 1/8” Pin & Flange Stop• Infinite Diameter adjustment• Ranging from to 3/4” to 5 3/4” Diameter Capacity • Easy and Simple to Operate• Work Stop supplied with 1/8” Pin & Flange Stop• Built for extreme Precision & Rigidity
• Job Set-up• Milling Operation• Turning Operation
• Manual Lathes • CNC Turning Center • CNC Machine Center • Used on Chucks • Use on Collet• Use on Rotary Tables

Style Point

PLC-PRE-S60
Precision Live Center Specifications
UPC733101- Description A B L1 L2 Morse
Taper Weight
(lb)Max. RPM
Max. workpiece weight (lb)
Thrust load (lb)
48200 PLC-PRE-S60-MT1 0.63 1.49 1.45 0.79 1 1.10 8500 98 365
48201 PLC-PRE-S60-MT2 0.87 1.89 1.65 0.98 2 2.00 6000 220 792
48202 PLC-PRE-S60-MT3 0.87 2.17 1.69 1.60 3 2.20 5000 572 1144
48203 PLC-PRE-S60-MT4 1.14 2.40 2.00 1.49 4 3.50 4000 1078 1320
48204 PLC-PRE-S60-MT5 1.49 3.15 2.16 1.77 5 7.70 3000 1672 1430
48205 PLC-PRE-S60-MT6 1.65 3.70 2.67 2.67 6 17.60 2500 3388 3300

Heavy Duty Live Center Specifications
UPC 733101- Description A B L1 L2 Morse Taper Weight (lb) Max. RPM Max. workpiece weight (lb) Thrust load (lb)
48206 PLC-HDA-S60-MT2 0.87 201 1.69 0.99 2 1.98 7500 506 1012
48207 PLC-HDA-S60-MT3 0.99 2.17 1.69 1.10 3 2.20 6000 2090 1144
48208 PLC-HDA-S60-MT4 1.14 2.40 2.01 1.50 4 3.52 4500 3300 1320
48209 PLC-HDA-S60-MT5 1.50 3.15 2.32 1.85 5 7.70 2800 4400 2640
48210 PLC-HDA-S60-MT6 1.65 4.26 3.47 2.17 6 22.00 200 10560 3300
48211 PLC-HDA-S60-MT6-S 2.36 5.44 4.57 2.40 6-S 26.40 1700 19800 6600
48212 PLC-HDA-S60-MTM80 2.44 5.75 4.57 2.96 M80 39.60 1100 19800 6600
48213 PLC-HDA-S60-MTM100 3.07 7.01 5.28 3.05 M100 85.80 900 29700 11000
Chromium-Molybdenum Alloy Steelsurface hardened to 62 Rc and precision ground for strength and durability.
High-Precision Double Needle Bearings support the extended spindle body. This reduces deflection, increases rigidity and neutralize vibration.
Center Shaftmakes the maintenance and bearingsreplacement simple when dismounting. Precision Ball Thrust-bearing
to minimize friction and build up thrust load.
Precision Lip SealPrevents penetration of dirt and coolant.
60º Steel Point
Full Axial Thrust-bearingload is braced with a large thrust-bearing cageand is supported from the Live Center body.
Precision Taper Roller Bearingwill sustain heavy radial and axial load without compromising precision.

Chromium-Molybdenum Alloy Steelsurface hardened to 62 Rc and precision ground for strength and durability.
High-Precision Double Needle Bearings support the extended spindle body. This reduces deflection, increases rigidity and neutralize vibration.
Center Shaftmakes the maintenance and bearingsreplacement simple when dismounting. Precision Ball Thrust-bearing
to minimize friction and build up thrust load.
Precision Lip SealPrevents penetration of dirt and coolant.
60º Steel Point
Full Axial Thrust-bearingload is braced with a large thrust-bearing cageand is supported from the Live Center body.
Precision Taper Roller Bearingwill sustain heavy radial and axial load without compromising precision.
Heavy Duty Live CenterWith Interchangeable Point Specifications
UPC733101- Description A B L1 L2 Morse
Taper Weight
(lb)Max. RPM
Max. workpiece weight (lb)
Thrust load (lb)
48214 PLC-HDA-INT-MT2 0.99 2.01 1.69 1.38 2 1.98 7500 506 1012
48215 PLC-HDA-INT--MT3 0.99 2.17 1.69 1.42 3 2.20 6000 2090 1144
48216 PLC-HDA-INT--MT4 1.14 2.40 2.01 1.58 4 3.52 4500 3300 1320
48217 PLC-HDA-INT--MT5 1.38 3.15 2.32 1.89 5 7.70 2800 4400 2640
48218 PLC-HDA-INT--MT6 1.65 4.26 3.47 2.17 6 22.00 200 10560 3300
48219 PLC-HDA-INT--MT6-S 1.65 5.44 4.57 2.40 6-S 26.40 1700 19800 6600

CNC High Speed Heavy Duty Live Center with Steel Tip
CNC High Speed Heavy Duty Live Center with Carbide Tips Specifications
UPC733101- Description UPC
733101- Description A B L1 L2 Morse Taper
Weight(lb)
Max. RPM
Max. workpiece weight (lb)
Thrust load (lb)
48220 PLC-CNC-S60-MT3 48224 PLC-CNC-C60-MT3 0.87 2.17 1.85 1.10 3 2.20 7000 1386 1144
48221 PLC-CNC-S60-MT4 48225 PLC-CNC-C60-MT4 1.14 2.40 2.17 1.58 4 3.63 5500 1883 1438
48222 PLC-CNC-S60-MT5 48226 PLC-CNC-C60-MT5 1.50 3.15 2.48 1.89 5 7.81 4500 2860 2486
48223 PLC-CNC-S60-MT6 48227 PLC-CNC-C60-MT6 1.65 3.66 2.88 2.17 6 18.70 3200 3740 2508
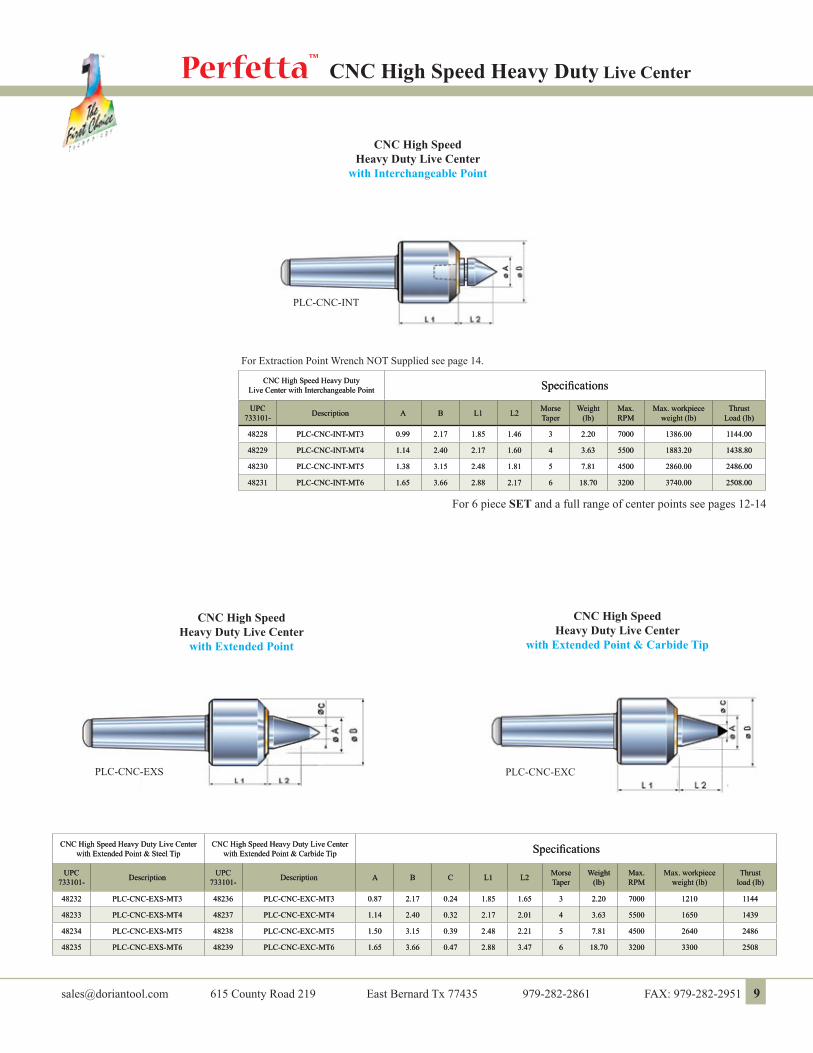
For Extraction Point Wrench NOT Supplied see page 14.
CNC High Speed Heavy Duty Live Center with Extended Point & Steel Tip
CNC High Speed Heavy Duty Live Center with Extended Point & Carbide Tip Specifications
UPC733101- Description UPC
733101- Description A B C L1 L2 Morse Taper
Weight(lb)
Max. RPM
Max. workpiece weight (lb)
Thrust load (lb)
48232 PLC-CNC-EXS-MT3 48236 PLC-CNC-EXC-MT3 0.87 2.17 0.24 1.85 1.65 3 2.20 7000 1210 1144
48233 PLC-CNC-EXS-MT4 48237 PLC-CNC-EXC-MT4 1.14 2.40 0.32 2.17 2.01 4 3.63 5500 1650 1439
48234 PLC-CNC-EXS-MT5 48238 PLC-CNC-EXC-MT5 1.50 3.15 0.39 2.48 2.21 5 7.81 4500 2640 2486
48235 PLC-CNC-EXS-MT6 48239 PLC-CNC-EXC-MT6 1.65 3.66 0.47 2.88 3.47 6 18.70 3200 3300 2508
CNC High Speed Heavy Duty Live Center with Interchangeable Point Specifications
UPC733101- Description A B L1 L2 Morse
TaperWeight
(lb)Max.RPM
Max. workpieceweight (lb)
ThrustLoad (lb)
48228 PLC-CNC-INT-MT3 0.99 2.17 1.85 1.46 3 2.20 7000 1386.00 1144.00
48229 PLC-CNC-INT-MT4 1.14 2.40 2.17 1.60 4 3.63 5500 1883.20 1438.80
48230 PLC-CNC-INT-MT5 1.38 3.15 2.48 1.81 5 7.81 4500 2860.00 2486.00
48231 PLC-CNC-INT-MT6 1.65 3.66 2.88 2.17 6 18.70 3200 3740.00 2508.00

CNC Super High Speed Heavy Duty Live Center Specifications
UPC733101- Description A B D L1 L2 L3 Morse
TaperWeight
(lb)Max.RPM
Max. workpieceweight (lb)
Thrustload (lb)
48240 PLC-SPA-S60-MT3 1.18 2.44 2.89 2.72 1.65 0.95 3 4.62 12000 3300 2860
48241 PLC-SPA-S60-MT4 1.38 3.07 3.52 3.15 2.01 0.95 4 8.25 9000 5060 4180
48242 PLC-SPA-S60-MT5 1.65 3.66 4.19 3.35 2.21 1.06 5 14.30 8000 8140 5280

CNC Super High Speed Heavy Duty with Interchangeable Point Specifications
UPC733101- Description A B D L1 L2 L3 Morse
TaperWeight
(lb)Max.RPM
Max. workpieceweight (lb)
Thrustload (lb)
48243 PLC-SPA-INT-MT3 0.99 2.44 2.89 2.72 1.36 0.95 3 4.62 12000 3300 2860
48244 PLC-SPA-INT-MT4 1.14 3.07 3.52 3.15 1.54 0.95 4 8.25 9000 5060 4180
48245 PLC-SPA-INT-MT5 1.38 3.66 4.19 3.35 1.73 1.06 5 14.30 8000 8140 5280
CNC Super High Speed Heavy Duty with Extended Point
CNC Super High Speed Heavy Duty With Extended Point & Carbide Tip Specifications
UPC733101- Description UPC
733101- Description A B D L1 L2 L3 MorseTaper
Weight(lb)
Max.RPM
Max. workpieceweight (lb)
Thrustload (lb)
48246 PLC-SPA-EXS-MT3 48249 PLC-SPA-EXC-MT3 1.18 2.44 2.89 2.72 1.58 0.95 3 4.62 12000 2640 2860
48247 PLC-SPA-EXS-MT4 48250 PLC-SPA-EXC-MT4 1.38 3.07 3.52 3.15 1.73 0.95 4 8.25 9000 4180 4180
48248 PLC-SPA-EXS-MT5 48251 PLC-SPA-EXC-MT5 1.65 3.66 4.19 3.35 2.34 1.06 5 14.30 8000 6380 5280

CNC High Speed Heavy Duty Live Center Set Specifications 6 Piece Set
UPC733101- Description Morse
TaperWeight
(lb)Max.RPM
Max. workpieceweight (lb)
Thrustload (lb) Includes 1 Live Center & 5 Points
48300 PLC-CNC-INT-MT3-SET 3 5.72 6000 1386 1144 PLC-CNC-INT-MT3 INP-2-3 EXP-2-3 USP-2-3 FCUP-2-3 SBNP-2-3
48301 PLC-CNC-INT-MT4-SET 4 7.70 5000 1883 1439 PLC-CNC-INT-MT4 INP-4 EXP-4 USP-4 FCUP-4 SBNP-4
48302 PLC-CNC-INT-MT5-SET 5 11.66 4000 2860 2486 PLC-CNC-INT-MT5 INP-5 EXP-5 USP-5 FCUP-5 SBNP-5
48303 PLC-CNC-INT-MT6-SET 6 29.70 3000 3740 2508 PLC-CNC-INT-MT6 INP-6 EXP-6 USP-6 FCUP-6 SBNP-6

Extended Point
UPC733101- Description Fits Body
Size A B C L1 L2
48325 PLCIP-EXP-2-3 2&3 0.40 0.99 0.32 1.06 1.77
48326 PLCIP-EXP-4 4 0.47 1.14 0.39 1.14 1.97
48327 PLCIP-EXP-5 5 0.68 1.38 0.47 1.18 2.32
48328 PLCIP-EXP-6 6 0.73 1.65 0.47 1.30 2.96
Standard Interchangeable Point
UPC733101- Description Fits Body
Size A B L1 L2
48305 PLCIP-INP-2-3 2&3 0.47 1.14 1.14 1.22
48306 PLCIP-INP-4 4 0.47 1.14 1.14 1.22
48307 PLCIP-INP-5 5 0.68 1.38 1.18 1.42
48308 PLCIP-INP-6 6 0.73 1.65 0.30 1.77
Standard Interchangeable Point with Carbide
UPC733101- Description Fits Body
Size A B D L1 L2
48309 PLCIP-INCP-2-3 2&3 0.39 0.99 0.39 1.06 1.10
48310 PLCIP-INCP-4 4 0.47 1.14 0.47 1.14 1.22
48311 PLCIP-INCP-5 5 0.68 1.38 0.68 1.18 1.42
48312 PLCIP-INCP-6 6 0.73 1.65 0.73 0.30 1.77
Undersized Point
UPC733101- Description Fits Body
Size A B C L1 L2 L3
48313 PLCIP-USP-2-3 2&3 0.39 0.99 0.47 1.06 1.34 0.63
48314 PLCIP-USP-4 4 0.47 1.14 0.47 1.14 1.46 0.63
48315 PLCIP-USP-5 5 0.68 1.38 0.59 1.18 1.65 0.75
48316 PLCIP-USP-6 6 0.73 1.65 0.79 1.30 2.13 0.02
Mini Sized Point
UPC733101- Description Fits Body
Size A B C L1 L2 L3
48317 PLCIP-MSP-2-3 2&3 0.39 0.99 0.47 1.06 1.34 0.63
48318 PLCIP-MSP-4 4 0.47 1.14 0.47 1.14 1.46 0.63
48319 PLCIP-MSP-5 5 0.68 1.38 0.59 1.18 1.65 0.75
48320 PLCIP-MSP-6 6 0.73 1.65 0.00 1.30 1.77 0.00
Undersized Point with Carbide Tip
UPC733101- Description Fits Body
Size A B C D L1 L2 L3
48321 PLCIP-USCP-2-3 2&3 0.39 0.99 0.47 0.28 1.06 1.34 0.63
48322 PLCIP-USCP-4 4 0.47 1.14 0.47 0.32 1.14 1.46 0.63
48323 PLCIP-USCP-5 5 0.68 1.38 0.59 0.47 1.18 1.65 0.75
48324 PLCIP-USCP-6 6 0.73 1.65 0.47 0.47 0.30 2.96 0.00

Medium Bull Nose Point
UPC733101- Description Fits Body
Size A B C L1 L2
48337 PLCIP-MBNP-2-3 2&3 0.41 3.07 1.81 1.06 1.38
48338 PLCIP-MBNP-4 4 0.47 3.07 1.81 1.14 1.38
48339 PLCIP-MBNP-5 5 0.68 3.07 1.81 1.18 1.38
48340 PLCIP-MBNP-6 6 0.73 3.07 1.81 1.30 1.38
Large Bull Nose Point
UPC733101- Description Fits Body Size A B C L1 L2
48341 PLCIP-LBNP-2-3 2&3 0.41 3.86 1.81 1.06 1.38
48342 PLCIP-LBNP-4 4 0.47 3.86 1.81 1.14 1.38
48343 PLCIP-LBNP-5 5 0.68 3.86 1.81 1.18 1.38
48344 PLCIP-LBNP-6 6 0.73 3.86 1.81 1.30 1.38
Center Point Extraction Wrench
UPC733101- Description Fits Body Size
48345 PLCIP-CPEW-2-3 MT2-3
48346 PLCIP-CPEW-4 MT4
48347 PLCIP-CPEW-5 MT5
48348 PLCIP-CPEW-6 MT6
Female Cup
UPC733101- Description Fits Body
Size A B C L1 L2
48329 PLCIP-FCUP-2-3 2&3 0.41 1.14 0.91 1.06 1.18
48330 PLCIP-FCUP-4 4 0.47 1.14 0.91 1.14 1.18
48331 PLCIP-FCUP-5 5 0.68 1.38 1.06 1.18 1.38
48332 PLCIP-FCUP-6 6 0.73 1.46 1.06 1.30 1.38
Small Bull Nose Point
UPC733101- Description Fits Body
Size A B C L1 L2
48333 PLCIP-SBNP-2-3 2&3 0.41 2.32 1.02 1.06 0.38
48334 PLCIP-SBNP-4 4 0.47 2.32 1.02 1.14 1.38
48335 PLCIP-SBNP-5 5 0.68 2.32 1.02 1.18 1.38
48336 PLCIP-SBNP-6 6 0.73 2.32 1.02 1.30 1.38
CNC Lock Nut Wrench
UPC733101- Description Fits Body Size
48349 PLCIP-LNW-30SP MT3
48350 PLCIP-LNW-40SP MT4
48351 PLCIP-LNW-50SP MT5

The Perfetta™ Face Driver develops a Thrust Force through a Mechanical Compensation system. This is accomplished by compensating the clamping force for on even workpiece ends, providing a positive & universal drive for turning forward or backward rotation, as well as turning toward and away from the Face Driver. The center of the Perfetta™ Face Driver, is Spring Loaded, providing a longitudinal stop to the workpiece, making the machining easy, accu-rate and productive.
The Perfetta™ Face Driver is built with Chro-mium-Molybdenum Alloy Steel, Surface hard-
en to 62 Rc and precision ground, for strength durability, accuracy and precise performance. The precise turning con-
centricity of the workpiece reduces the amount of material needed for grinding. This reduces the grinding operation time drastically.
The Perfetta™ Face Driver is available in three sizes; Small, Medium and Large. With
a Driving range starting from .47″ (12mm) to 3.55″ (90mm) workpiece diameter. The Shank
Diameter is available in Morse Taper size 1-6X with a (30mm) straight shank.
T

Neutral Driver Left-Hand Driver Right-Hand Driver Center Nose Driver
16 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951
Neutral Driver Left-Hand Driver Right-Hand Driver Center Nose Driver

Driving Prong
UPC733101- Description UPC
733101- Description UPC733101- Description UPC
733101- Description
48371 PLC-FDP-22-N 48372 PLC-FDP-22-L 48373 PLC-FDP-22-R 48374 PLC-FDP-22-C
Neutral Driver Left-Hand Driver Right-Hand Driver Center Nose Driver
16 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951 17
Face Driver
UPC733101- Description Capacity A B C L1 L2 Morse
Taper Weight (lb)
48353 PLC-FD-12-SS30
.47 - 1.00
0.32 0.79 0.41 2.32 2.64 30mm 1.98
48354 PLC-FD-12-MT3 0.32 0.79 0.47 2.32 2.64 3 1.98
48355 PLC-FD-12-MT4 0.32 0.79 0.68 2.32 2.64 4 2.64
Driving Prong
UPC733101- Description UPC
733101- Description UPC733101- Description UPC
733101- Description
48367 PLC-FDP-12-N 48368 PLC-FDP-12-L 48369 PLC-FDP-12-R 48370 PLC-FDP-12-C
Face Driver
UPC733101- Description Capacity A B C L1 L2 Morse
Taper Weight (lb)
48356 PLC-FD-22-SS30
.86 - 1.85
0.47 1.18 2.44 2.52 3.39 1.98 3.30
48357 PLC-FD-22-MT3 0.47 1.18 2.44 2.52 3.39 3 3.30
48358 PLC-FD-22-MT4 0.47 1.18 2.44 2.52 3.39 4 5.94
48359 PLC-FD-22-MT5 0.47 1.18 2.44 2.52 3.39 5 8.58
Neutral Driver Left-Hand Driver Right-Hand Driver Center Nose Driver

18 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951
Neutral Driver Left-Hand Driver Right-Hand Driver Center Nose Driver Over Size Center Driver
Face Driver
UPC733101- Description Capacity A B C L1 L2 Morse Taper Weight (lb)
48360 PLC-FD-42-MT4
1.58 -2.760
0.71 1.62 3.43 3.74 4.93 4 9.46
48361 PLC-FD-42-MT5 0.71 1.62 3.43 3.74 4.93 5 11.66
48362 PLC-FD-42-MT6 0.71 1.62 3.43 3.74 4.93 6 17.16
Morse Taper Bushing for Face Driver
UPC733101- Description A B L1 L2 Morse Taper Weight (lb)
48385 PLC-FD-MTB3 1.38 1.73 2.56 0.32 3 0.07
48386 PLC-FD-MTB4 1.64 1.93 2.76 0.32 4 0.99
48387 PLC-FD-MTB5 2.13 2.32 3.15 0.39 5 1.32
48388 PLC-FD-MTB6 2.96 3.31 3.35 0.39 6 0.65
Driving Prong
UPC733101- Description UPC
733101- Description UPC733101- Description UPC
733101- Description UPC733101- Description
48375 PLC-FDP-42-N 48376 PLC-FDP-42-L 48377 PLC-FDP-42-R 48378 PLC-FDP-42-C 48379 PLC-FDP-42-OSC
Face Driver
UPC733101- Description Capacity A B C L1 L2 Morse Taper Weight (lb)
48363 PLC-FD-65-MT4
2.25 - 3.55
0.91 2.25 4.29 3.94 5.52 4 15.40
48364 PLC-FD-65-MT5 0.91 2.25 4.29 3.94 5.52 5 15.40
48365 PLC-FD-65-MT6 0.91 2.25 4.29 3.94 5.52 6 15.40
Driving ProngUPC
733101- Description UPC733101- Description UPC
733101- Description UPC733101- Description UPC
733101- Description
48380 PLC-FDP-65-N 48381 PLC-FDP-65-L 48382 PLC-FDP-65-R 48383 PLC-FDP-65-C 48384 PLC-FDP-65-OSC

18 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951

Bull Nose Head
Morse Taper Class Taper Nose
Capacity range from 1.77 ″ - 23.64 ″
Perfetta™ Bull Nose Identification System
20 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951

Extra Heavy Duty Bull Nose Live Center Specifications
UPC733101- Description A B L1 L2 Morse
Taper Max. RPM
Max. Dia.Capacity
Max. workpiece weight (lb)
Thrust load (lb)
48400 PLC-HDA-BN-MT3 1.38 2.17 1.69 1.69 3 6000 5.83 2090 1144
48401 PLC-HDA-BN-MT4 1.38 2.40 2.01 1.69 4 4500 11.74 3300 1320
48402 PLC-HDA-BN-MT5 1.38 3.15 2.32 1.69 5 2800 15.68 4400 2640
48403 PLC-HDA-BN-MT6 1.38 4.26 3.47 1.69 6 2000 23.64 10560 3300
48404 PLC-HDA-BN-MT6X 1.38 5.44 4.57 1.73 6-X 1700 23.64 19800 6600
PLC-HDA BN
[email protected] 615 County Road 219 East Bernard Tx 77435 1-800-627-0266 979-282-2861 FAX: 979-282-2951 21 20 [email protected] 615 County Road 219 East Bernard Tx 77435 979-282-2861 FAX: 979-282-2951

CNC Bull Nose Dead Center
UPC733101- Description A M
Thread L1 L2 Wrench Morse Taper
Weight (lb)
48406 PLC-CNC-BNDC-MT3 1.38 41-1.5 1.64 2.29 1.26 3 2.42
48407 PLC-CNC-BNDC-MT4 1.38 41-1.5 1.64 2.29 1.26 4 2.42
48408 PLC-CNC-BNDC-MT5 1.38 48-1.5 1.64 2.29 1.26 5 4.40
48409 PLC-CNC-BNDC-MT6 1.38 68-1.5 1.69 2.29 1.26 6 11.00
Bull Nose Head Adapters
UPC
733101-48420 48421 48422 48423 48424 48425 48426 48427 48428 48429 48430
Description PLCBN-HA-0177-0386
PLCBN-HA-0374-0583
PLCBN-HA-0571-0780
PLCBN-HA-0768-0977
PLCBN-HA-0965-1174
PLCBN-HA-1162-1371
PLCBN-HA-1359-1568
PLCBN-HA-1556-1765
PLCBN-HA-1753-1962
PLCBN-HA-1950-2147
PLCBN-HA-2147-2364
A 1.77 3.74 5.71 7.68 9.65 11.62 13.59 15.56 17.53 19.50 21.47
B 3.86 5.83 7.80 9.77 11.74 13.71 15.68 17.65 19.62 21.47 23.64
L1 2.17 2.17 2.17 2.17 2.17 2.17 2.17 2.17 2.17 2.17 2.17
Nose Taper 60º 60º 60º 60º 60º 60º 60º 60º 60º 60º 60º
Max. AdapterCapacity
MT3 MT4 MT5 MT6
Weight(lb) 3.52 8.58 15.62 23.54 33.00 36.30 44.00 63.80 74.80 70.40 79.20
Extraction Screw
UPC733101- Description
48431 PLC-GTS-MT1
733101-
ø A
ø M
ø L2
L1
CH

Morse Taper Dead Center
UPC733101- Description D L Morse Taper Weight (lb)
48453 PLC-MTDC-SMT1 0.48 3.15 1 0.22
48454 PLC-MTDC-SMT2 0.71 3.94 2 0.29
48455 PLC-MTDC-SMT3 0.95 4.93 3 0.88
48456 PLC-MTDC-SMT4 1.25 6.30 4 1.65
48457 PLC-MTDC-SMT5 1.76 7.88 5 4.29
48458 PLC-MTDC-SMT6 2.51 10.64 6 16.06
Morse Taper Dead Center Carbide Tip
UPC733101- Description D L Morse
Taper P Weight (lb)
48459 PLC-MTDC-CMT2 0.71 3.94 2 0.28 0.29
48460 PLC-MTDC-CMT3 0.95 4.93 3 0.43 0.88
48461 PLC-MTDC-CMT4 1.25 6.30 4 0.55 1.65
48462 PLC-MTDC-CMT5 1.76 7.88 5 0.71 4.29
48463 PLC-MTDC-CMT6 2.51 10.64 6 0.79 16.06
Morse Taper Half Moon Dead Center
UPC733101- Description D L Morse
Taper B C Weight (lb)
48464 PLC-HMDC-SMT1 0.48 3.15 1 0.87 0.06 0.22
48465 PLC-HMDC-SMT2 0.71 3.94 2 1.18 0.08 0.29
48466 PLC-HMDC-SMT3 0.95 4.93 3 1.50 0.12 0.88
48467 PLC-HMDC-SMT4 1.25 6.30 4 1.97 0.20 1.65
48468 PLC-HMDC-SMT5 1.76 7.88 5 2.48 0.28 4.29
48469 PLC-HMDC-SMT6 2.51 10.64 6 3.11 0.39 16.06
Morse Taper Half Moon Dead Center
UPC733101- Description D L Morse
Taper B C P Weight (lb)
48470 PLC-HMDC-CMT2 0.71 3.94 2 1.18 0.08 0.28 0.29
48471 PLC-HMDC-CMT3 0.95 4.93 3 1.50 0.12 0.43 0.88
48472 PLC-HMDC-CMT4 1.25 6.30 4 1.97 0.20 0.55 1.65
48473 PLC-HMDC-CMT5 1.76 7.88 5 2.48 0.28 0.71 4.29
48474 PLC-HMDC-CMT6 2.51 10.64 6 3.11 0.39 0.79 16.06
D
L
DP
L
D
L
B
C
DC P
L
B



CNC Spindle Work-Stop™
UPC733101- Description Spindle Bore
Range (in.)Post
DiameterRod StopDiameter
FlangeDiameter
Flange Length
48050 DLSWS 19-24 ״15/16 - ״3/4 0.315 0.125 0.591 0.295
48051 DLSWS 24-33 ״5/16 1 - ״15/16 0.394 0.125 0.787 0.394
48052 DLSWS 32-41 ״5/8 1 - ״1/4 1 0.394 0.125 0.984 0.492
48053 DLSWS 41-52 ״1/16 2 - ״5/8 1 0.551 0.125 1.378 0.689
48054 DLSWS 51-62 ״7/16 2 - ״2 0.551 0.125 1.772 0.886
48055 DLSWS 62-81 ״1/4 3 - ״7/16 2 0.551 0.125 2.165 1.083
48056 DLSWS 73-93 ״11/16 3 - ״7/8 2 0.630 0.125 2.638 1.319
48057 DLSWS 93-120 ״5/8 4 - ״11/16 3 0.630 0.125 3.150 1.575
48058 DLSWS 117-146 ״3/4 5 - ״5/8 4 0.787 0.125 4.134 2.067

Jet-Stream™ Tool Holders and Boring Bars Catalog
Dorian Tool International has developed the most technologically advanced turning tool system in the industry, The Jet-Stream™, High-Pressure Air or Liquid Coolant Thru Toolholder and Boring Bar System. The concept of theJet-Stream™ Toolholder and Boring Bar is to provide theability to turn inserts at higher speeds and feeds. With advanced technologies and significant research, the patented Jet-Stream™ system is designed for use in all general turning applications from heavy roughing to high speed finishing. The unique Dor-Lock clamping system provides holding security and precisely controls the velocity of the air or liquid coolant flow in one system.
Indexable Cutting Tools Catalog
Dorian Tool offers a complete selection of indexable cutting tools. Through much research and development, a superior product has been achieved. Our wide variety of turning, mill-ing, cut-off, and drilling tools and inserts provide solutions for all your machining needs.
Machine Tool Accessories and Automation Products Catalog
With a full line of tool posts and holders as well as manual, electro-pneumatic, and electro-mechanical turrets, Dorian Tool has all that is needed to improve efficiency on both manual and CNC lathes. In addition, the Dorian TruJaws system makes for easy remachining of soft jaws. For the mill, Dorian also offers the right angle attachment to allow horizontal milling opera-tions to be performed on a standard vertical mill.
Knurling Tools Catalog
Dorian Tool offers a wide range of knurling tools to cover most knurling applications. Since the introduction of Dorian’s modu-lar knurling tool system, knurling has never been easier. The knurl tools range from cutting to forming a knurling pattern. The cutting style knurl tools have revolutionized knurling. It is faster and requires less pressure to create a knurl over forming. A wide range of knurl wheel pitches are also available.
Conditions of Sale:
All sales are made in accordance with our standard conditions of sale, current at the time orders are
accepted. Specifications and prices are subject to change without notice.
Terms of Payment:
Standard payment terms for all products is 1% 10, net 30 days upon credit approval. Dorian reserves
the right to hold shipments or to ship on a C.O.D. basis, any orders received from any purchaser
whose account is delinquent. Invoices not paid timely are subject to 1.5% interest per month, not to
exceed 18%. However, purchasers who default on terms agreed upon, Dorian reserves the right to
add collection and/or attorney fees to the total amount of the invoice or total amount of all invoices.
No order will be processed if any invoices are over 45 days old. All taxes, duties, or other expenses
arising out of, or in connection with the sale of product shall be the sole liability of purchaser.
No Minimum Order:
There will be a $5.00 handling fee for orders drop shipped with a value under $50.00 net.
Delivery Terms:
F.O.B. East Bernard, Texas. All shipments are made by regular UPS, Parcel Post, or truck. Full
transportation costs will be charged to the buyer. Specify shipment to be made by other than regular
means of transportation.
Defective Product Claim:
If within 30 days from shipping date, customer claims that product is defective and requires an imme-
diate replacement, a distributor can issue a purchase order for a new product and return the defective
product to Dorian for inspection. Upon inspection, if the product is found to be defective a credit will
be issued for the replacement. If the product is not found to be defective, an invoice will be issued for
the replacement. Freight to and from Dorian will be at the customer’s expense.
Claims:
Any claim discrepancies in shipments are to be made within 7 days of receipt of merchandise. Any
in transit claim for damaged and lost goods must be made against the transportation company only.
The foregoing shall constitute the sole and exclusive remedies of the customer and are in lieu of all
other warranties, expressed, implied, or statutory, including but not limited to any implied warranty
of merchantablity or fitness.
Satisfaction Guaranteed:
If you are not fully satisfied with a Dorian product, simply return it within 30 days of shipping date
and you will receive full CREDIT if the merchandise is received in resalable condition.
Product Limited Warranty:
Dorian extends to the purchaser for resale, use in their own business, or original equipment manu-
facturing, a limited warranty, that products made by DORIAN will be free from any defects in ma-
terial and workmanship for one year after the date of purchase when used under normal intended
applications. No other guarantee is made by this policy, nor does it apply to any product which
has been altered, misused, or used in applications other than its normal intended use. Request for
a Return Goods Authorization (RGA) number from Dorian and return freight pre-paid to Dorian
any part or product which is determined by Dorian to be defective in material or workmanship will
be repaired or replaced at Dorian’s option.
Special Product Quotations:
All special product quotations are valid for thirty days from the date of quotation unless otherwise
specified. Orders for special products must be confirmed in writing before manufacturing can
begin, along with payment for 50% of the quoted price, with the remaining 50% to be paid upon
delivery of the special products. Special products and non-stock standard products cannot be
canceled or returned for exchange or credit.
Cancellations:
Customer may not cancel or modify any purchase order once a purchase order has been expressly
accepted by Dorian, unless (a) customer has given Dorian reasonable notice to stop work, (b)
customer pays for all work -in-progress and any raw materials or supplies used or consumed by
Dorian in connection with the order, at the time work is stopped (or for which commitments have
been made by Dorian at such time) in connection with the order (c) customer pays all costs and
expenses otherwise incurred by Dorian in connection with the order, and (d) customer pays a
cancellation charge of fifteen percent (15%) of the initial quoted price.
Returns:
Except otherwise specified no product will be accepted for return after 90 days from the date of
shipment. All returns must be pre-paid and must be accompanied by our Return Goods Authoriza-
tion (RGA) number. This number must appear on the outside of the package. No return will be
accepted without an RGA number. If the product is received at Dorian damaged in shipment and
was not packaged properly, the product will be refused. The product must be in the original pack-
aging, unused, in current catalog, and in sellable condition. Products may be returned for credit
on account only. After 30 days, returns will be subject to a 15% restocking charge on product cost
plus freight invoiced. Any product purchased on Promo or on special prices are not returnable.
Condition, terms, price and specifications are subject to change without notice. Any typographical error in any printing matter is subject to correction.

At DoriAn tool We Are ConstAntly re-inventing HoW teCHnology Works.Ask You Local Distributor About These Products

INDUSTRIAL SUPPLY ASSOCIATION
Linking Channel Partners

1998 CATALOGKnurling Tool Catalog
United States of AmericaPrice $14.50
International
"The Knurling Tool SpecialistsFor C.N.C. and Manual Lathes"
®

Riccardo A. GiannettiSouthwest Product District
Manager
Henry RogersQuality Control
Nancy BucekInside Sales
Karen PreislerPurchasing
Denny RichardsonCNC Programming
Donnie KelnerEngineer
Jorge SagasteguiCNC Grinding
Humberto GironCNC Leadman
Juan ReyesCNC Lathe
Jose ValenzuelaAssembly
DORIAN TOOL INTERNATIONAL
Enrico R. GiannettiPresident
Dear Customer,
Since the introduction of our original Quadra Index Tool Post in 1982 and IndexableTool Catalog in 1995, Dorian Tool International has expanded its product line withsome of the most advanced tools in the industry. The success of our business hasnever undermined the original commitment made to our customers in supportingproductivity, quality, and cost reduction. These goals have been achieved throughdelivery and the implementation of superior products in the work shops.
The introduction of this new Knurling Tool Catalog, reflects our true vision incommunicating our product to you with all the technical information in a clearunderstandable manner to simplify the selection of the right tool.
Purchasing the Dorian Tool Product Line is simple and quick. Our distribution networkencompasses the entire Continental U.S., Canada, Mexico, and many other countriesaround the globe. Your district manager can direct you to the nearest dealer.
As always, our engineers are available to discuss technical questions. Salespersonnel can inform you of the price and availability of a product. Our customerservice is there to help and assist you. I will encourage you to pass on any suggestionsor criticisms in order to improve our quality and service.
We at Dorian Tool International would like to express our thanks to all of our customersthat have supported our business through the years. Without you, the publication ofthis catalog would not be possible.
Sincerely,
Enrico R. GiannettiPresident

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Dorian Tool CorporateOffice and Manufacturing Plant615 County Road 219East Bernard, TX 77435
USA« (800) 627-0266 (979) 282-2861
FAX (979) 282-2951E-MAIL [email protected]
WEB SITE www.doriantool.com
B-II
International Dorian Service Network
Contact Dorian Tool for your closest international agent.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
United States Dorian Service Network
B-III
D & L Sales Co.310 Meyer RoadBensenville, IL 60106
Upstate Marketing2065 River Rd., Unit 2Niagara Falls, NY 14304
4
5
Rick Lowney(630) 595-9240
FAX (630) 595-9517
Mark L. Nicolette(716) 283-2158
FAX (716) 283-7517
Dorian Tool CorporateOffice and Manufacturing Plant615 County Road 219East Bernard, TX 77435
(800) 627-0266 (979) 282-2861
FAX (979) 282-2951E-MAIL [email protected]
WEB SITE www.doriantool.com
USA«
Bill Grisez(800) 551-1081(440) 358-9219
FAX (440) 358-9219
Gradco, Inc463 Scarborough LanePainesville Township, OH 44077
6
Southwest ProductDistrict Manager615 County Road 219East Bernard, TX 77435
Riccardo A. Giannetti(979) 282-2861
FAX (979) 282-2951
1
3
Gradco, Inc.40120 Grand River Ave.Novi, MI 48375
9 Nick Grad(800) 551-1081(248) 478-0666
FAX (248) 478-0826
7 Innovative Tool Sales329 W. Cerritos Ave.Anaheim, CA 92805
Rick Berry & Alan Mendosa(714) 780-0730
FAX (714) 780-0735
17
Meggan Sales Assoc.348 Luther Dr.Southbury, CT 06488
John S. Reeder, Jr.(203) 264-2587
FAX (203) 264-4951
15
Dalton Tool Sales5485 Deerlake CourtCincinnati, OH 45247
Guy Dalton(513) 741-7077
FAX (513) 741-7275
18
Dorian Tool615 County Road 219East Bernard, TX 77435
12
Voight Enterprises23801 N.E. 53rd St.Vancouver, WA 98662
Andrew Feucht(800) 426-9346(360) 253-9789
FAX (360) 253-3976
10
(979) 282-2861FAX (979) 282-2951
11
Pittman Associates1033T S. 30th St.Birmingham, AL 35205
13 Mike Pittman(205) 930-0173
FAX (205) 930-0117
Industrial Tooling &Accessories, Inc.114-G Northington PlaceCary, NC 27513
14 Larry Robbins(919) 481-4979
FAX (919) 481-4312
Wolin Industrial Sales, Inc.3262 Southeast Canby Rd.Port St. Lucie, FL 34952
Mike Wolin(561) 335-3333
FAX (561) 335-4886
Professional Tech.985 E. 4500 S.Salt Lake City, UT 84117
Clyde Cottrell(801) 269-1055
FAX (801) 268-0511
3271 S. Magnolia St.Denver, CO 80224
Greg Burns(303) 757-8011
FAX (303) 757-8011
Northeast ProductDistrict Manager49 Dayton Rd.Lake Parsippany, NJ 07054
Craig R. Gasparine Jr.(973) 428-1173
FAX (973) 428-1178
Southwest ProductDistrict Manager615 County Road 219East Bernard, TX 77435
Riccardo A. Giannetti(979) 282-2861
FAX (979) 282-2951
2
8 C-E Sales & Marketing. Inc.26010 Eden Landing Rd. #1BHayward, CA 94545
Bob Cottril(510) 887-1237
FAX (510) 887-3846
Johnson Brothers & Assoc.10336 W. 79th St.Shawnee, KS 66214
Craig & Randy Johnson(913) 962-7111
FAX (913) 962-7168
19

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Graphic Index
Single Wheel FixedKnurling Tool
Page B-10
Three Swivel HeadKnurling Tool
Pages B-9
Fixed Knurling Tool Page B-11
Shoulder Fixed Knurling Tool Page B-11
Self-Centering Knurling ToolPage B-12
Shoulder Self-CenteringKnurling Tool
Page B-12
Heavy Duty Self-CenteringKnurling Tool
Page B-13Milling Machine Knurling Tool
Page B-14Internal Knurling Tool
Page B-14
Heavy Duty Fixed Knurling ToolPage B-13
Heavy Duty SingleWheel Fixed Knurling Tool
Page B-10
KT109-00DStraddle Knurling Tool
Page B-15
KTW109 Straddle Knurling ToolPages B-16 - B-17
107ST Straight CuttingKnurling Tool
Pages B-7
Knurl Wheels & Spare PartsPages B-20- B-33
Three Wheel Square ShankKnurling Tool
Page B-18 - B-19
KT109C CompactStraddle Knurling Tool
Pages B-17
CNC ModularKnurling Tool
Pages B-1 - B-6
B-IV
CNC109 Side MountStraddle Knurling Tool
Pages B-7
Single Wheel FixedKnurling Tool
Page B-9

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Company ______________________________________________
Address _______________________________________________
City __________________________________________________
State ________________________ Zip _____________________
Name _______________________________________________
Phone _______________________________________________
Fax _________________________________________________
Where did you hear of our products: ____________________
Need help, fill in the required information shown below and fax to: (409) 282-2951
etouQrebmuN
esahcruPrebmuNredrO
Knurling Tool Applications
( )
( )
Comments: ___________________________________________________________________________________________________________
_____________________________________________________________________________________________________________________________
_____________________________________________________________________________________________________________________________
Knurl Type Examples
Diamond Straight
Shoulderless
Tothe
shoulder
Face
Taper
Flat
Internal
When ordering a knurling tool you must know: Check þþþþþ Box:
D - Diameter Range
From __________ To ___________
L - Length of Knurl
From __________ To ___________
Type of Knurl¨ Shoulderless
¨ To the shoulder
¨ Face
¨ Taper
¨ Flat
¨ Internal
Knurl Pattern¨ Straight
¨ Diamond
¨ Diagonal
Pitch Style¨ Circular pitch (TPI)
¨ Diametral (DP)
¨ Metric (mm)
Pitch SizeTPI
DP
Metric
Qty of PartsBeing Knurled
Type of Mat'l
Tool CenterHeight
Tool ShankSize
¨ Solid
¨ Tubing
MaterialHardness
¨ RC
¨ BHN
Righthand or Lefthand¨ Righthand - chuck rotation
is counterclockwise.
¨ Lefthand - chuck rotation
is clockwise
looTgnilrunKdednemmoceR
eciohCtsriF eciohCdnoceS
rebmuNtraP noitpircseD ecirP yrevileD rebmuNtraP noitpircseD ecirP yrevileD
looTgnilrunK
daeHgnilrunK
leehWlrunK
niPlrunK
Type of Machine
B-V
D1 - Diameter Range
From __________ To ___________
A° - Angle
__________

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
.aiDllamSdnomaiD
redluohSaoTtseB dooG riaF
toNdednemmoceR
901WTK&1-CNC1-CNCS
KCSS C901TK
.aiDllamSthgiartS
redluohSaoTtseB dooG riaF
toNdednemmoceR
901WTK KCSS C901TK
.aiDllamSthgiartS
sselredluohStseB dooG riaF
toNdednemmoceR
,7-CNC&,7-CNCS
C901TK901WTK TS701 KCS
.aiDllamSdnomaiD
sselredluohStseB dooG riaF
toNdednemmoceR
,7-CNC&,7-CNCS
C901TK901WTK
&1-CNC1-CNCS
KCS
dnomaiDredluohSaoT tseB dooG riaF
toNdednemmoceR
901WTK6-CNC
KCSSTKFS KCS
dnomaiDsselredluohS tseB dooG riaF
toNdednemmoceR
3/2/1-CNC901WTKC901TK&
KCS KCSS
thgiartSredluohSaoT tseB dooG riaF
toNdednemmoceR
901WTK6-CNC
KCSSTKFS KCS
thgiartSsselredluohS tseB dooG riaF
toNdednemmoceR
&TS701TKFWS
901WTKC901TK&
KCS KCSS
Knurling Applications
Consult the tables below for the best tool for your application.
Table below indicates what the tool can do, not what is best for the application.
B-VI
.oNtraPCNCS
1CNCS
6CNCS
7CNC
1CNC
2CNC
3CNC
5CNC
6CNC
7TS701 901CNC TKHS3 TKFWS
DHTKFWS
TKF TKFS KCS KCSS TKFDH KCSDH TKMM TKI D-901TK 901WTK C-901TK TKW3
.oNegaP 3-B 3-B 3-B 6-B 6-B 6-B 6-B 6-B 6-B 7-B 7-B 9-B 01-B 01-B 11-B 11-B 21-B 21-B 31-B 31-B 41-B 41-B 51-B 71-B 71-B 91-B
ehtoTredluohS • • • • • • • • •
sselredluohS • • • • • • • • • • • • • • • • •thgieHretneC
tnemtsujdA • • • • • • • • • • • • • • • • • •retneCdexiF
thgieH • • • • • • • •thgiartS
nrettaP • • • • • • • • • • • • • • • • • • • • • •dnomaiD
nrettaP • • • • • • • • • • • • • • • • • • • • • • • • •"4/3otpU • • • • • • • • • • •revo&"4/3 • • • • • • • • • • • • • • • • • • • • •
lanretnIthgiartSrodnomaiD
redluohSaoTtseB dooG riaF
toNdednemmoceR
TKI
ecaFtalFthgiartSrodnomaiD tseB dooG riaF
toNdednemmoceR
TKMM

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Discover The Mystery Of Knurling
ApplicationsKnurling has a wide variety of applications in day to day use.
It is most commonly used for decorative purposes and forserrating surfaces where components are locked or keyedtogether in unit assemblies.
The term "knurling" designates both the process and theknurled portion of the work.
Knurling is obtained by displacement of the material when theknurl is pressed against the surface of a rotating work blank. Aknurled tooth is "V" shaped.
Knurling tools are used for producing STRAIGHT, DIAGONAL,OR DIAMOND shapes, having teeth of uniform pitch on cylindricalsurfaces.
Speed and FeedsKnurling is ordinarily performed at the same speeds used in
the cutting operations.
For in-feed knurling , the knurl should be fed toward the workgradually until contact is made with the blank. This can becompleted within 5 to 25 work revolutions.
For end-feed knurling , the feeds used with the turret varyconsiderably and are dependent on the pitch of the knurl, thematerial, the diameter of the work blank, and the hardness beingknurled.
Knurling and Pitch SystemsThe CIRCULAR PITCH SYSTEM knurling is related to the
distance between the teeth on the circumference of the workblank. It is usually expressed in terms of the number of teeth perinch (TPI), although sometimes erroneously referred to as Pitch.
The DIAMETRAL PITCH SYSTEM knurling is to permit workblank diameters of standard fractional stock sizes rangingfrom 3/32" - 1".
Methods of Applying KnurlsThe knurling tools on lathes and CNC lathes are mounted on
the compound or turrets for either in-feed or end-feed knurling,depending upon the type of knurling and the knurling tool holderused.
In-Feed KnurlingStraight or diamond knurling can be produced by using either
one or two knurls mounted in a holder in the front or rear of thecross slide which applies direct pressure to the work.
Diamond knurls require greater pressure than straight ordiagonal knurls, sometimes placing prohibitive loads on bothmachine and work, causing damage to the machine.
For a better knurling, Adjustable Floating Straddle TypeHolders with two knurls are used. The two opposed knurls formthe knurling as they are fed onto the blank. Side pressure on thework and the machine spindle is reduced with the straddle typeholders, as most of the pressure required for knurling is absorbedin the holder.
Straight, diagonal, or diamond knurling may be producedwith type end-feed knurling holders mounted on the compoundor turret.
Knurls used for end-feed knurling should have bevelededges.
Only straight and diagonal knurls can be used with the end-feeding holders.
When producing diagonal and diamond knurling, the straightknurls are swiveled in the holder to obtain the diagonal anddiamond knurling as the knurls are fed over the blank.
Straight knurling may be produced with end-feeding holdersusing either straight or diagonal knurls.
This method permits easier starting of the knurls with uniformraise up of material, resulting in high quality knurling.
End-Feed Knurling
Two Ways to Achieve KnurlingForming
Knurl forming is achieved by pushing the knurl wheelsagainst the blank while rotating. This will cause the materialto be displaced in cold form, reproducing the same wheelpattern on the blank circumference. The blank is increasedaccordingly to the T.P.I. The force applied through formingis increased in larger diameters making knurling difficult andslow.
Cutting
For Best Results1. Diameter of part being knurled should be turned to size for
concentricity and quality of knurl.
2. Knurl wheels must be exactly in center line with the workingpart for an even knurl pattern.
3. Knurl wheels are to run freely and the knurl pin must besecured on the tool holder.
4. Use heavy flow of coolant to keep the knurl wheels cool andclean.
5. There is not an exact formula for knurling. Before startingproduction, follow the instructions and with trial and error thebest results will be achieved.
When Ordering a Knurling Tool, Specify:1. Knurl pattern2. Pitch style3. Type of knurl4. Diameter range5. Type of material
Knurl cutting is achieved by using knurl wheels to actuallycut instead of forming the blank. The knurl wheels are in a setangle, making the knurling edges of the knurl wheel cut intothe blank. Pressure is minimized while speed and feed isincreased.
6. Qty. of parts being knurled7. Tool center height8. Tool shank size9. Right hand or Left hand
For Metric Conversion see page B-33.
FKT20 = Metric System = 20 mm Shank
FKT75 = Inches System = 3/4 in Shank
Example:
Knurling Tools Available:1. Metric System2. Inches System
B-VII

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
General Knurling Information
Knurling Pattern
RIGHT-HANDKNURLING
STRAIGHTKNURLING
LEFT-HANDKNURLING
DIAMONDKNURL
Tooth FormA knurled tooth is V-shaped and the depth of the tooth is less
than the depth of a theoretical V-form. The tooth has a roundedroot and crest. The relationship between the actual depth oftooth to the theoretical V varies with the pitch of the teeth. Onfiner pitches, the tooth is a smaller proportion of the theoreticalV-depth than coarser pitches. Also, female diamond patternshave shallower tooth depth than male diamond patterns.
Male or Female
Measured on linear inchTPI (Tooth Per Inch)
Circular pitch knurling is related to the distance between theteeth on the circumference of the work blank. It is usuallyexpressed in terms as the number of teeth per inch, TPI,although sometimes erroneously referred to as pitch.
Number of Teeth per Inch - TPITPI refers to the number of teeth per inch measured on the
circumference of the work blank diameter. The approximateTPI, however, may be measured on the outside diameter of theknurling for reference purposes. TPI is used and is measuredperpendicular to the teeth or helix angle.
The Circular Pitch System
*30° Helix Angle
For Straight, Diagonal, and Diamond KnurlingTPI and Circular Pitches
Relation ChartgnilrunKthgiartS gnilrunKdnomaiDdnalanogaiD*
IPT)hcnIrePhteeT(
ralucriChctiP
IPT)hcnIrePhteeT(
hctiPralucriC
lamroN)nIPT(
esrevsnarT)tIPT(
lamroN)P(
esrevsnarT)tP(
21 3380. 21 93.01 3380. 2690.
61 5260. 61 68.31 5260. 2270.
91 6250. 91 54.61 6250. 7060.
02 0050. 02 23.71 0050. 7750.
42 7140. 42 87.02 7140. 2840.
52 0040. 52 56.12 0040. 2640.
92 5430. 92 11.52 5430. 8930.
03 3330. 03 89.52 3330. 5830.
53 6820. 53 13.03 6820. 0330.
04 0520. 04 46.43 0520. 9820.
14 4420. 14 15.53 4420. 2820.
74 3120. 74 07.04 3120. 6420.
05 0020. 05 03.34 0020. 1320.
08 5210. 08 82.96 5210. 4410.
Diagonal or Diamond Knurling
Straight Knurling
B-VIII

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
lrunKfoepyT lrunKfohtpeDgnitceffaegatnecreP
htooTthgiartS hctipralucricfo%53
lanogaiD hctipralucriclamronfo%53
elaMdnomaiD hctipralucriclamronfo%04
elameFdnomaiD hctipralucriclamronfo%52
Circular Knurling Information
(P)
(Pn)
(Pn)
(Pn)
Tool Depth withStandard Circular Pitch Knurl
Tooth Depth Examples
Dw=Theoretical work blank diameter.
Nw=Number of teeth on work.
P=Circular pitch.
TPI=Number of teeth per inch measured
on circumference of blank diameter.
Where:
• TPI (Teeth Per Inch)• Work Blank Diameter• Knurled Diameter
Tooth Depth
TPI1.000 Where circular pitch=
PN
w= 3.1416 x D
w
3.1416 x Dw
TPI=N
w
1.000TPI
P=
3.1416Dw= P x Nw
Straight Knurl - Tooth and Pitch Calculations
General Purpose Knurling
Pt = Pn ÷ Cos 30° = .0500 ÷ .86603 = .0577 Circular TransversePitch
Where .0500 is the Normal Circular Pitch of 20 TPI.
TPI and Circular Pitch Calculations
TPIt=TPI
n x Cos 30° (.86603)
The formula for finding the Transverse Teeth Per Inch (TPIt), ifthe Normal Teeth Per Inch (TPIn) is known, is shown below.
The formula for finding the Transverse Circular Pitch (Pt), if theCircular Pitch (P) is known, is shown below.
Pt=
Cos 30° (.86603)
P
TPI and Circular Pitch Examples
TPIt = TPIn x Cos 30° = 20 x .86603 = 17.32 TPIt
Find the Transverse Circular Pitch if the Normal Circular Pitchis .0500.
For general purpose knurling, only limited dimensions arenecessary.
Find the Transverse Pitch if the Normal Pitch is 20 TPI.
Depth of tooth is in direct relationship with circular pitch knurlwith approximate percentages which will vary, accordingly tomaterial, speed, and feed used in knurling.
Find the circular pitch and depth of tooth for a straight tooth knurland has 20 TPI.
20 TPI1.000 = .0500 Circular PitchP=
Tool Depth= .0500 x 35%= .0175
Precision KnurlingKnurled diameters and the circular pitch of the knurl are
related. The circumference of the work blank should be anapproximate multiple of the circular pitch for straight knurlingand transverse circular pitch for diagonal and diamond knurling.Blank diameters vary with the circular pitch of the knurlingselected, and should only be specified after the proper diameterof blank is determined by experimentation.
B-IX

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Circular Knurling Information
3.1416 x Dw 3.1416 x .625
Work Blank Diameters
=D
k
Nk
Diagonal & Diamond KnurlTooth & Pitch Calculations
Dw=Theoretical work blank diameter.
Nw=Number of teeth on work.
P=Circular pitch.
Pn=Normal circular pitch.
Pt=Transverse circular pitch.
TPI=Number of teeth per inch measured
on circumference of blank diameter.
TPIn=Normal teeth per inch.
TPIt=Transverse teeth per inch.
Ø =Helix angle (cos 30°=.86603).
Where: P=TPI
Pt=
.86603
Pn
Nw=
Pt
3.1416 x Dw
Pn
3.1416 x Dw x cos Øor
Pn x N
wP
t x N
3.1416 x cos Ø3.1416or
Nwor
3.1416 x Dw x cos ØTPIt=
Nw
3.1416 x Dw
Nw=3.1416 x D
w x TPI
t
or 3.1416 x Dw x TPI
n x cos Ø
Where: Dw=Diameter of the work blank.Nw=Number of teeth on the work blank.Dk=Outside diameter of the knurl.Nk=Number of teeth on the knurl.
A proportional formula frequently used for selecting thediameter and number of teeth on a given work blank is shownbelow. It enables one to easily visualize the relationships of thediameters and teeth on both the knurling of the work and theknurl. With several of these elements as variables, proportionscan be quickly established that permit a single solution ofknurling problems.
Where P=.0385 (transverse circular pitch for 30 TPI)
PNw= =
.0385= 51 teeth
Determine the approximate number of diagonal teeth thatcan be rolled on a blank .625" diameter, with a 30 normal TPIknurl, and having a 30° helix angle.
Where P=.0500 (circular pitch for 20 TPI)
3.1416
P x Nw
P
3.1416 x Dw
3.1416 x Dw
Nw
Theoretical work blank diameter.
Number of teeth on work.
Dw=
Circular pitch on the work blank diameter
for straight knurling. The transverse
circular pitch is used for diagonal and
diamond knurling.
Nw=
P=
or TPIn x cos Ø
1.000
Nw
Dw
Dw=
Nw=
P=
Dw=
TPIn=
cos Ø
TPIt
The diameter of the blank has a definite relation to the propertracking of the knurl on its original contact with the work. Thecircumference of the work blank should be an approximatemultiple of the circular pitch of straight knurls and the transversecircular pitch of diagonal knurls. With improper blank diameters,the teeth of the knurl as they continue to feed into the work failto mesh with the indentations made during the first revolution ofthe blank. Blanks for straight knurling should be free of taperand the surface of the blank reasonably smooth. Blank diametersalso differ with knurling conditions such as materials andvariations of practice.
Improper and varying blank diameters result in reduced knurllife, poor finish, double teeth, uneven tooth profile, and inabilityto obtain uniformity of number of teeth and knurled diameter onthe work.
The knurled diameter is larger than the unknurled blank by anamount approximately equal to the tooth depth of the knurl used.Blank diameters for knurling are therefore approximately equalto the knurled diameter minus the depth of the tooth. It isimportant, therefore, that the work blank does not contain morethan the correct amount of material required to form the finishedknurled diameter. As variation in the blank diameter results invariation of knurled diameter, it is necessary that the blankdiameter tolerances be controlled according to the accuracy ofthe knurling to be produced. Uniformity of blanks is required toproduce uniform knurling.
Work Blank Diameter ExamplesDetermine the approximate blank diameter for rolling 60
straight teeth on a knurled surface with a 20 TPI knurl.
=3.1416
.0500 x 60= .955 approx. blank diameterD
w=3.1416
P x Nw
B-X

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Circular Knurling Information
Dimensioning of Diametral andCircular Pitch Knurling
Based on rolling conditions satisfactory for knurling and workbeing right and properly supported.Refers to normal TPI on diagonal knurling.
Knurled Diameters
*
†
The approximate increase in blank diameters for differentteeth per inch with straight, diagonal, and diamond patternknurling is shown below. The amount of increase shown isbased on knurling soft steels and should be used as a guideonly. The amount of increase varies slightly with differentmaterials.
When the full depth of the knurl is not required (no sharppoints), penetrate the work blank to displace at least 75% of theknurl tooth depth. This insures proper tracking of the knurl onthe work.
Care should be exercised not to specify knurled diameterswith too few teeth. Consideration should be also given to thelength of the knurling and the pressure required to force the knurlinto the work. The greatest pressures are exerted by the coarserpitches with in-feed knurling using single knurls. Wide knurlsrequire more pressure than narrow knurls. The followingtabulation may be used as a guide in selecting the smallestknurled diameters to use for knurling with different number ofteeth per inch (TPI) and widths of knurl faces.
Minimum Knurled DiametersFor In-feed Rolling with Circular Pitch Knurls on General Applications
Refers to normal teeth per inch on diagonal and diamond knurling. With 30° helix angle.
***
Approximate Diameter Increase of Blankwith Standard Circular Pitch Knurls
Uniform drafting practice is desirable and dimensioningshould include length and knurled diameter of the knurling andspecifications of the teeth. The method of dimensioning diametersand tooth specifications is important as improper use ofdimensions may result in considerable confusion.
Always specify the tooth pattern of the knurling, statingwhether it is straight , diagonal , or diamond pattern. Mentionwhether the diagonal knurling is right or left hand, and indicatethe angle of the helix.
IPT†*)hcnIrePhteeT(
ecaFlrunKfohtdiWdradnatS
61/3 4/1 8/3
61 — 23/31 2/1
02 61/5 23/11 61/7
52 4/1 23/9 8/3
03 23/7 4/1 61/5
53 61/3 23/7 23/9
04 23/5 61/3 4/1
05 8/1 23/5 23/7
08 46/5 46/7 46/11
hteeT*rePhcnI
**lanogaiDdnathgiartSgnilrunK
gnilrunKdnomaiD**
)stnioPdesiaR(elaM )stnioPdesserpeD(elameF
21 430. 830. —
61 520. 920. —
02 020. 320. 410.
52 610. 810. 110.
03 310. 510. 900.
53 110. 310. —
04 900. 010. —
05 900. 010. 700.
08 500. 600. —
B-XI

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
.I.P.T ssarB.mulA leetSdliM leetSyollA21 21 51 52
02-61 01 31 2253-52 8 11 0208-04 6 9 81
.I.P.T ssarB.mulA leetSdliM leetSyollA21 800. 600. 400.
02-61 010. 800. 500.53-52 310. 010. 700.08-04 710. 210. 900.
Method Of Knurling - Speeds & Feeds
Speeds and Feeds
Straight or DiagonalEND-FEED KNURLINGApproximateFEED per REVOLUTION
Straight or DiagonalIN-FEED KNURLINGApproximateREVOLUTION
Knurling is ordinarily performed at the same speeds used ascutting operations. Use the same SFM used for high speed andcobalt tool bits to calculate speeds and feeds. However, wherespindle speeds can be reduced without loss of production, it isrecommended that spindle speeds be lowered as much aspossible to increase knurl life.
For in-feed knurling, the knurl should be fed toward the workgradually until contact is made with the blank, and from there on,the feed should be progressive until the feed is at the high pointof the cam. As few work revolutions as possible should beallowed for feeding the knurl into the work. The knurl should befed to full depth as rapidly as permissible without causing unduepressure on the work, the tools, and the equipment. Too manyrevolutions may result in a roughened or slivered tooth surfaceand destruction of the knurl and the knurling tool.
The rate of feed is governed by the type of material beingknurled, diameter and rigidity of the work, and the width andpitch of the knurl. Faster feeds are used for the softer materialsand slower feeds for harder materials. Although the knurlingshould be normally completed within 10 to 25 work revolutions,the ability of many machine cross slides to operate at the desiredhigh speeds prohibits the use of the preferred revolutions,especially when high work spindle speeds are used.
The cam rise must be continuous with no dwell or backingaway until the high point is reached. It is desirable to have aslight dwell on the cam at the completion of the feeding whichallows several revolutions of the work with the knurl at full toothdepth. The amount of dwell depends upon the nature of the workand the material. The knurl should be then withdrawn from thework quickly.
The feeds used for end-feed knurling with the turret varyconsiderably and are dependent upon the pitch of the knurl,material being knurled, and the nature and diameter of the work.
The tables shown may be used as a guide for determining theamount of end-feed or in-feed per revolution of the work. Therate of the feed for diamond pattern knurling is slower than thatfor straight or diagonal knurling.
B-XII

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
IPT .F.CfoeulaV.xorppA**
91-21 010.
92-02 700.
93-03 500.
94-04 300.
08-05 200.
* BLANK DIAM. =Teeth (Blank)
Teeth (Knurl)
x (Knurl Diam. + C.F.)
Condition 1 : Blank Diameter Known
Knurl Diam. (ideal)
=
= .517 - .010
= .507 ± .7 (.010) x
= .507 ± .012
Blank Diam. (approx.)
Knurl Diam. x number of teeth on knurl.
The number of teeth on the blank is the nearest whole numberto the
Tolerance on Ideal Knurl Diameter should be approx.
Diam. (Knurl)
Diam. (Blank)
± .7 (C.F.) x
Blank DiameterTeeth
(on blank)
x Teeth (on Knurl Tool)
- C.F. (Correction
FactorSee table)
.30018
x 31 - .010
.500
.300
* KNURL DIAM.(ideal)
=
Blank diameter or number of teeth not critical.(What should be the blank diameter to insure goodtracking with a given knurl?)
Condition 2 :
Correction Factor
** This value is affectedsomewhat by machine speeds,material hardness, relativediameters of knurl and blank.
Example (1) What Knurl (approx. 1/2 diam.) would be required toroll 18 teeth on a 3/8" diam. blank (approx. 15 TPI) byIn-Feeding from the cross-slide?(Closest stock knurl is a "C" Series31 Teeth)
In-Feed Knurling From The Cross-Slide(for Knurls and Blanks up to 1")
Therefor a "C" Series Knurl (.500 Diam.) would benear the low limit of the tolerance of the ideal knurldiameter. It would most likely track properly, but to bemore certain, either order a special knurl with the idealknurl diameter ± 1/2 the above tolerance, or, if possible,change the blank diameter. (In this case, a .296 blankdiameter would give an ideal knurl diameter of .500.)
* Note: These formulae apply accurately only to knurls In-Fed from the cross-slide.
Example (2) To what size should 1/2" stock be turned to insuregood tracking with an "A" series 20 TPI knurl (3/4"diameter, 47 teeth - Straight Knurl) In-Feeding fromthe cross-slide.
Therefore an "A" Series 20 TPI knurl will roll 31teeth on 1/2" stock without turning it down.
The proper blank diameter for rolling 30 teethwould be
Teeth on Blank =.750
x 47 = 31.3 (round to 31).500
Blank Diam. = 31x (.750 + .007) = .499 ± .00147
Somewhere in between .483 and .499 doubletracking would probably occur.
47x (.750 + .007) = .483 ± .00130
* Note: These formulae apply accurately only to knurls In-Fed from the cross-slide.
Common Knurling Problems
melborP esuaC noituloS
gnilrunK
elbuoD
gnikcarT
etamixorppanatonsiknalbdnuoraecnerefmucriC.1
.lrunkehtfohctipehtfoelpitlum
.htpedwollahS.2
.noitulovertsrifehtnoredrahnilrunkecroF.1
.500.±retemaidknalbegnahC.2
.lrunkhctiptnereffidylthgilsyrT.3
.lootlrunkforetemaidffo300..xorppaenotSrodnirG.4
.lrunklaicepsredrO.5
gnilrunK
gnikalF
.elacshtiwkcotsnognilloR.1
.kcotsgnillor-revO.2
.elacsffonruT.1
.gnillor-revotuohtiwsnoitulover02-01nitrappullorecudeR.2
derevilS
,traP
lrunK
noitcurtseD
.trapehtnipeedootsleehwlrunK.1
.kcotsgnillor-revO.2
.rewollahssleehwlrunkehtfohtpedehtteseR.1
.gnillor-revotuohtiwsnoitulover02-01nitrappullorecudeR.2
lrunK
s'leehw
looTrooP
efiL
.elacs,gnillor-revO.1
.)HP471&,613,403,303,203(sselniatsgnilrunK.2
.sleetsdenedrah-imesgnilloR.3
.evissecxetuonurkcotS.4
.ytilauqroopforodenedrahylreporpmislrunK.5
.noitacirbuLrooP.6
.elacsnaelc,snoituloverforebmunthgiR.1
.sdeefdnasdeepswolS.2
.sleehwlrunkgnitartiNmuinatiTtlaboCesU.3
.cirtnecnocstrapenihcaM.4
.sleehwlrunkegnahC.5
.noitacirbulesaercnI.6
B-XIII

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Diametral Knurling Information
Standard Diametral Pitches
For Example:
Increasing the angle between the knurl axis to approximately30 1/4° would provide good tracking of the knurl and make itpossible to obtain an even 83 teeth instead of 83.14.
By reducing the diameter of the work blank to a decimal size,good tracking of the knurl can be obtained for 30° diagonal knurlingaccording to the following formula:
The number of teeth produced on the work blank is measuredin the transverse plane and may be determined with the followingformula for diagonal knurling.
Nw = Dw x P x cos ¥
Dw
NwP=
Equivalent Normal TPI of Dimetral Pitch KnurlsAll Diametral Pitch Knurls made to American Standards (ASA B5.30 1958). DiametralPitch Knurls produce the D.P. number of teeth per inch of diameter. Rolled CircularPitch Knurls, produce the TPI number of teeth per inch of circumference measurednormal to the teeth.
Work Blank Diameters
P=Diametral PitchWhere:
Nw=Number of teeth on work, or P x D
w
Nw
Dw=Theoretical work blank diameter or
P¥=Angle between knurl axis andwork axis. (cos 30°=.86603)
8396 x .86603
Nw
P x cos ¥Dw= .998 inch= =
The tolerance for work blank diameters vary with the knurlingrequirements. For general purpose knurling the tolerancesgenerally range between 5 to 8% of the circular pitch and forprecise knurling, approximately 2 to 4% of the circular pitch.
Request for Diametral Blank Diameters
The four standard diametral pitches available are 64, 96,128, and 160. The 96 and 160 diametral pitches are for blankdiameters having fractional increments of 1/32" and the 64 and128 diametral pitches are for blank diameters having fractionaldiameters of 1/64". The American Standard recommends thatthe use of the 64 diametral pitch should be avoided as much aspossible, and for simplification of tools, preference be given tothe use of 96 diametral pitch.
The term diametral pitch applies to the quotient of the totalnumber of teeth in the circumference of the work divided by thebasic diameter of the work blank. The diametral pitch is the ratioof the number of teeth on the work to the number of inches ofbasic work blank diameter and equals the number of teeth toeach inch of basic blank diameter.
Approximate Increase of Blank DiameterStraight and Diagonal American Standard
** Refers to transverse TPI and transverse circular pitch on diagonal knurling.
The diametral pitch and the number of teeth are alwaysmeasured in a transverse plane which is perpendicular to the axisof rotation for diagonal as well as straight knurling.
A comparison of diametral pitches, TPI, and circular pitches isshown below.
Diagonal and diamond knurling on work blank may beaccomplished by setting the axis of straight knurls at an angle tothe work axis.
When using straight knurls to produce diagonal and diamondknurling by end-feeding, the transverse diametral pitch that isproduced on the work will not be the same as that of the knurl. Thediametral pitch in such instances refers to the diametral pitch onthe knurl rather than the knurling produced on the work.
Where:P=Diametral Pitch
Dw=Theoretical work blank diameter or
Nw=Number of teeth on work, or P x Dw
Nw
P x cos ¥
P
Nw
For end-feed knurling with straight tooth knurls:
Dw=
Dw=
Where:P=Diametral PitchN
w=Number of teeth on work, or P x D
w
Nw
Dw=Theoretical work blank diameter or
P
P=Diametral PitchWhere:
Nw=Number of teeth on work, or P x Dw
Nw
Dw=Theoretical work blank diameteror P¥=Angle between knurl axis andwork axis. (cos 30°=.86603)
The formula for theoretical work blank diameters are as follows:
If 30° diagonal knurling were to be produced on 1" stock witha 96 diametral pitch straight knurl.
Nw
= 1.000 x 96 x .86603 = 83.14 teeth
Note: .86603 equals cosine of 30°
Nw
P
lartemaiDhctiP
hteeT**hcnIreP.xorppA
ralucriC**hctiP
fohtpeD.xorppAniesaercnIrohtooT
retemaiDdelrunKhteeTfo.oN.niM
delrunKniecnerefmucriC
knalBkroWsretemaiD
thgiartS lanogaiD egnaRretemaiDstnemercnI
46 4.02 1940. 420. 120. 42 1-8/3 46/1
69 6.03 7230. 610. 410. 42 1-4/1 23/1
821 7.04 5420. 210. 010. 81 1-46/9 46/1
061 9.05 6910. 900. 800. 51 1-23/3 23/1
lartemaiDhctiP
ralucriChctiP
)IPT(hcnIrePhteeT
thgiartS lanogaiD°03
46 1940. 4.02 6.32
69 7230. 6.03 3.53
821 5420. 7.04 0.74
061 6910. 9.05 8.85
B-XIV

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Conical, Convex, Concave, And End Surface Knurling
Figure 5 - End Knurling Figure 6
Often, parts require knurling on conical, concave, convex, orradial surfaces, either for functional or decorative purposes.
With proper tools and application, a clean, well-formed knurl orserrations can be produced.
One of the most frequent mistakes made is illustrated in Figure1. In this case, usually for convenience, the knurling tool and the partare set with parallel axis. This is similar to running a pair of bevelgears the wrong way. As the cone angle increases, the resultsbecome worse.
Figure 2, while technically not correct, is better than Figure 1, andhas the advantage of being a substantially lower cost tool. Thismethod is satisfactory on relatively large diameters when the coneangle is small.
Figure 3 illustrates the proper method of rolling conical surfacesto produce a clean knurl with maximum tool life. With properdesigned tools, and using this method, it is possible to roll taperedserrations with a controlled number of teeth.
For proper tracking at both ends of the piece, it is necessary toestablish the geometrical relationship between the part and the toolwith consideration given to the space available for tooling. It issometimes advantageous to use a shank-type knurl, as shown inFigure 4, where clearance is not available for the conventional styleknurl holder.
In certain cases, parts may be knurled with radial teeth on the endof parts, by using a conical knurl of the proper design. Here again,the results depend primarily on establishing the geometricalrelationship between the part and the tool (See Figure 5).
A tracking correction factor is usually applied to the calculateddiameter because of the many variables involved, such as hardnessof material, elasticity of machine tools and tool holders, etc. Thisfactor is necessarily empirical.
It is geometrically impossible to knurl a perfect concave orconvex part with conventional knurls. The problem is illustrated inFigure 6. If the pitch on the tool or part changes by more than 25%from the middle to the edges, poor results can be expected on thefinished part. A change of less than 10% in the pitch should producea clean looking part.
WB1 WB2*KT1 *KT2
=
* Correction Factor Less Tracking
SEE FIGURE 3
Figure 1 - Poor Figure 2 - Better
Figure 4 - Shank-Type KnurlFigure 3 - Best
B-XV These methods of knurling are special orders, for more information, See Page B-V.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
CNC Modular Knurling Tool
CNC107-100-3-M used for examples.
VersatilityThe CNC Modular Knurling Tool is a tooling system which
combines exceptional versatility, rigidity, ease of handling, andsimplicity. A limited number of knurl wheels, heads, and shanks canbe combined to provide a large number of different tools for a widerange of applications.
• Small diameter diamond pattern knurl cutting action• Heavy duty diameter diamond pattern knurl cutting action• Extra heavy duty diameter diamond pattern knurl cutting action• Straight pattern knurl forming action• Shoulder knurl forming action• Small diameter, long parts, and special application knurl
forming action
ModularThe CNC Modular Knurling Tool includes three standard shank
sizes and six standard knurling heads to create any knurling toolcombination.
AdjustableThe dovetail mounting of the shank and head insures that the tool
will be rigid and adjustable yet easy to use. By turning the adjustmentscrew clockwise or counterclockwise the center height of the headcan be adjusted. Each eighth turn of the screw, which is marked onthe screw, moves the head .004". After the desired center height hasbeen reached, tightening the lock screw ensures that the headwill remain in position while knurling a part.
Two Ways to Achieve Knurling With This ToolForming (three heads available)
Knurl forming action (material displacement by means of rolling)is generally for special application. It creates a better quality ofknurl pattern, but speeds and feeds are sacrificed for this quality. Theforce applied through forming is increased in larger diameters makingknurling difficult and slow.
Cutting (three heads available)Knurling cutting action cuts a perfect knurl pattern 10 to 20 times
faster than any conventional knurling tool. It is engineeredto knurl any material, including thin wall tubing, with minimum stressto the spindle and compound lathe. Knurling cutting action speeds upknurling enough to become applicable for CNC use.
A STANDARD KNURLING TOOL WITH THE FLEXIBILITY OF MULTI-KNURLING APPLICATIONS.
B-1
Left Hand Right Hand
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Cutting Tool Operating Instructions
Circular pitch knurling is related to the distance between theteeth on the circumference of the work blank. It is usuallyexpressed in terms as the number of teeth per inch, TPI, althoughsometimes erroneously referred to as pitch.
The Circular Pitch System
Tooth Depth Depth of tooth is 35% of circular pitch knurl which will vary,accordingly to material, speed, and feed used in knurling.
TPI1.000Circular pitch=
R.H. Spiral
L.H. Spiral
Diamond Knurl
• Knurl tool is too low.
• Top wheel is cutting a deeper R.H. Diagonal Knurl• Turn the Fine Center Adjustment Screw until both wheels are on center and touching simultaneously.
• Knurl tool is too high.
• Bottom wheel is cutting a deeper L.H. Diagonal Knurl.• Turn Fine Center Adjustment Screw until both wheels are on center and touching simultaneously.
• Tool is center.
• Both wheels are touching simultaneously, cutting a perfect Diamond Knurl.
Knurling Head Adjustments
Tooth Depth Examples Find the circular pitch and depth of tooth for a straight toothknurl and has 20 TPI.
20 TPI1.000 = .0500 Circular PitchP=
Tool Depth= .0500 x 35%= .0175
Starting the Knurl Start the machine, In Feed (Plunge) so that the full depth of knurl isbeing cut 1/8" on the part to full knurl which is 35% of the circular pitch(see formula). Then, continue longitudinally (end feed) with automaticfeed. See the Speed and Feed for approximate feed rates.IMPORTANT, ALWAYS USE A STEADY FLOW OF COOLANT TOKEEP THE WHEELS COOL AND FREE OF CHIPS.
Knurling Adjustment Set Up With the machine spindle rotating slowly, In Feed (Plunge) the toolto make a slight impression for the full width of the cutter. Thisimpression should be equal on both wheels when using DiamondKnurling Head. Misaligned patterns can be corrected by turning the fineadjustment screws in opposite directions. (See Knurling Adjustments)
Mounting to the Machine Clamp the shank at right angles to the axial center line of themachine. The knurl wheel of the knurling tool head should be set exactlyon center.
To adjust center-height:1. Loosen the lock screw.2. Turning the adjustment screw adjusts the head up or down.3. Turn adjustment screw until the center height is aligned.4. Lock head back in place by tightening the lock screw.
B-2 See Page B-VI for Help Choosing a Knurling Tool.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Small CNC Modular Knurling Tool
Supplied with 1 set of straight knurl wheels, 30 TPI for diamond pattern.
Supplied with 1 set of diagonal knurl wheels, 30 TPI for diamond pattern.
Supplied with 1 set of diagonal knurl wheels, 30 TPI for diamond pattern.
STRAIGHTPATTERN
Knurl WheelDIAMOND PATTERN
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
• Small diameter• Diamond pattern
Small cutting range: 5/16" to 1-1/2"Best for up to 1"
Shoulder diameter range: 5/16" & upBest for knurling against a shoulder
• Diamond Pattern• Straight Pattern• Shoulder Knurling
• Feed Range: .004 to .012• In feed and end feed
• Diamond Pattern• Straight Pattern• Self -Centering
Small diameter range: up to 1/2"Best for small diameter, long parts, and specialapplications
• Feed Range: .004 to .012• In feed and end feed
• End feed• Feed range: .004 to .012
Modular Knurling Tool Shank
B-3
cirteM sehcnIknahS
eziS looThtgneL
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-1-01-CNCS 50002 2-1-73-CNCS 01002 01 8/3 8/1-42-1-21-CNCS 51002 2-1-05-CNCS 02002 21 2/1 8/3-42-1-261-CNCS 52002 2-1-261-CNCS 52002 61 8/5 8/3-4
cirteM sehcnIknahS
eziS looThtgneL
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
D-7-01-CNCS 50202 D-7-73-CNCS 01202 01 8/3 4/1-4D-7-21-CNCS 51202 D-7-05-CNCS 02202 21 2/1 2/1-4D-7-261-CNCS 52202 D-7-261-CNCS 52202 61 8/5 2/1-4
cirteM sehcnIknahS
eziS looThtgneL
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-6-01-CNCS 50102 2-6-73-CNCS 01102 01 8/3 8/1-42-6-21-CNCS 51102 2-6-05-CNCS 02102 21 2/1 8/3-42-6-261-CNCS 52102 2-6-261-CNCS 52102 61 8/5 8/3-4
cirteM sehcnI ST 1L 2L A
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
01-CNCS 50302 73-CNCS 01302 01 8/3 4/3 2/1-2 4/3-2 0.121-CNCS 51302 05-CNCS 02302 21 2/1 4/3 4/3-2 0.3 0.1261-CNCS 52302 261-CNCS 52302 61 8/5 4/3 4/3-2 0.3 8/1-1
Small DiameterDiamond CuttingKnurling Head
Shoulder FormingKnurling Head
Straddle FormingKnurling Head
1
6
7
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
2-1-HKCNCS 53302 2/1-1ot61/5 S2WS S0.2-WSP 50092
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
2-6-HKCNCS 04302 pU&61/5 S2WS S2-P0.2WS 55092
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
D-7-HKCNCS 54302 2/1otpU D C-05-81-SPK 50982
DIAMOND PATTERNKnurl Wheel
Small DiameterDiamond CuttingKnurling Head
Shoulder FormingKnurling Head
Straddle FormingKnurling Head1 6 7
Supplied with Lock Screw and Adjustment Screw.
See Page B-VII for Knurling Terminology.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
CNCKH head specificationsCNC Modular Knurling Tool Shank
• Specifically designed for the CNC Lathe.• Precision square shank with preset center
height.• Right or Left hand applications.• One shank fits all heads.• One head fits all shanks.• Cobalt knurl wheels, Tin-c coated.• Carbide knurl pin.• Easy set-up.
• Center height adjustment.• Interchangeable knurl heads.• High productivity.• Best knurl quality.• Long knurl wheel life.• Low production cost.
Supplied with 1 set of diagonal knurl wheels, 30 TPI for diamond pattern.
Supplied with 1 set of diagonal knurl wheels, 25 TPI for diamond pattern.
Supplied with 1 straight knurl wheel, 25 TPI for straight pattern.
Supplied with 1 set of straight knurl wheels, 25 TPI for diamond pattern.
Supplied with 1 set of straight knurl wheels, 25 TPI for diamond pattern.
Supplied with 1 set of straight knurl wheels, 30 TPI for diamond pattern.
CNC Modular Knurling Head Flexibility
B-4
DIAMOND PATTERNKnurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
DIAMOND PATTERNKnurl Wheel
DIAMOND PATTERNKnurl Wheel
Small DiameterDiamond CuttingKnurling Head
1
Heavy DutyDiamond CuttingKnurling Head
2
Extra Heavy DutyDiamond CuttingKnurling Head
3
Single Wheel FormingKnurling Head5
Shoulder FormingKnurling Head6
Straddle FormingKnurling Head7
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
R-7-HKCNC 06012 0.1otpU R C-26-52-SPK 51982
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
3-6-HKCNC 55012 pU&61/5 5.3WS S2-P5.3WS 07092
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
O-5-HKCNC 05012 detcirtsernU O C-521-13-SPK 05982
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
M-3-HKCNC 54012 pU&0.2 SM C-001-13-SPK 54982
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
R-2-HKCNC 04012 5ot0.1 SR C-78-52-SPK 52982
noitpircseD.oNtraP-101337
retemaiDegnaR
leehWlrunKelytS
teSniPlrunK
noitpircseD.oNtraP-101337
2-1-HKCNC 53012 2/1-1ot61/5 S2WS S0.2-WSP 50092
STRAIGHTPATTERN
Knurl WheelDIAMOND PATTERN
cirteM sehcnI ST 1L 2L A
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
02-CNC 50012 57-CNC 01012 02 4/3 4/3 4/1-3 8/5-3 0.2
52-CNC 51012 001-CNC 02012 52 0.1 0.1 2/1-4 8/7-4 0.2
23-CNC 52012 521-CNC 03012 23 4/1-1 4/1-1 0.5 8/3-5 4/1-2
Supplied with Lock Screw and Adjustment Screw.
See Page B-VIII to B-XV for Technical Assistance.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Applications
CNC Modular Knurling Tool Applications
Features and Benefits
• Knurl cutting action.Minimum stress on the machine, and faster than knurl forming action.
• Twin straight SW series knurl wheels for diamond pattern.Allows tool to knurl close to a square shoulder.
• Supplied with SW2S-30C cobalt knurl wheels - Tin-c coated.Adds longer life and better performance to the knurl wheels.
• Knurl cutting action.Minimum stress on the machine, and faster than knurl forming action.
• Twin straight R series knurl wheels for diamond pattern.Supplies more rigidity for larger diameters
• Knurl wheels are mounted between thrust washers.Ensures smooth and even rotation of the knurls.
• Supplied with RS-25-C cobalt knurl wheels - Tin-c coated.Adds longer life and better performance to the knurl wheels.
• Knurl cutting action.Minimum stress on the machine, and faster than knurl forming action.
• Twin straight M series knurl wheels for diamond pattern.Supplies more rigidity for larger diameters
• Knurl wheels are mounted between thrust washers.Ensures smooth and even rotation of the knurls.
• Supplied with MS-25-C cobalt knurl wheels - Tin-c coated.Adds longer life and better performance to the knurl wheels.
• Knurl forming action.Great quality of knurl pattern.
• Single O series knurl wheel for straight or diamond pattern.Narrow knurl applications, up to .394" wide
• Knurl wheel is mounted between thrust washers.Ensures smooth and even rotation of the knurl.
• Supplied with OS-25-C cobalt knurl wheel - Tin-c coated.Adds longer life and better performance to the knurl wheel.
• Knurl forming action.Better quality of knurl pattern.
• Twin SW series knurl wheels for straight or diamond pattern.Allows tool to knurl against a square shoulder.
• A thrust washer is mounted between the knurls and tool head.Ensures smooth and even rotation of the knurls.
• Supplied with SW3.5R/L-25C cobalt knurl wheels - Tin-c coated.Adds longer life and better performance to the knurl wheels.
• Knurl forming action.Better quality of knurl pattern.
• Compact design.Allows more clearance for the tool head.
• Twin R series knurl wheels for straight or diamond pattern.Supplies more rigidity for compact design.
• Supplied with RDR/L-30-C cobalt knurl wheel - Tin-c coated.Adds longer life and better performance to the knurl wheel.
• Self-centering knurling head.Precise alignment to the working part.
Best for knurlingagainst a shoulder
• Diamond Pattern
• Straight Pattern
• Shoulder Knurling
• Feed Range: .004 to .012
• In feed and end feed
• Diamond Pattern
• Straight Pattern
• Feed Range: .004 to .012
• In feed and end feed
• Unrestricted diameter
• Straight pattern
• Male diamond pattern
• Female diamond pattern
• In feed and End feed
Straight bumpBest for narrow knurling
• Large diameter• Diamond pattern
• End feed
• Feed range: .004 to .025
Extra heavy duty cutting range 2.0" & upBest for over 2-1/2"
Heavy duty cutting range 1.0" to 5"
Small cutting range 5/16" to 1-1/2"Best for up to 1"
Best for up to 3"
• Small diameter
• Diamond pattern
• End feed
• Feed range: .004 to .012
• Medium diameter
• Diamond pattern
• End feed
• Feed range: .004 to .016
CNC-000-1-2
CNC-000-2-R
CNC-000-3-M
CNC-000-5-O
CNC-000-6-3
CNC-000-7-R
B-5
Small diameter range: up to 1"Best for small diameter, longparts, and special applications
Shoulder diameter range: 5/16" & up
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
CNC Modular Knurling Tool Data
CNC Modular Knurling Tool - A Flexibility of Applications
These tools offer better performance and flexibility. Every combinationof knurl heads and knurl shanks, along with its price, are listed on thispage. Notice how many applications that can be accomplished with oneCNC Modular Knurling Tool. Not only is this tool modular for a widevariety of applications it is also supplied with heavy duty parts. The knurlwheels are cobalt - Tin/C coated and the knurl pin supplied some of theheads is carbide.
B-6
Supplied with 1 setof straight knurlwheels, 25 TPI fordiamond pattern.
Supplied with 1 set ofstraight knurl wheels,30 TPI for diamondpattern.
Supplied with 1 setof straight knurlwheels, 25 TPI fordiamond pattern.
Supplied with1 straight knurl wheel,25 TPI for straightpattern.
Supplied with 1 set ofdiagonal knurl wheels,25 TPI for diamondpattern.
Supplied with 1 set ofdiagonal knurl wheels,30 TPI for diamondpattern.
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-1-02-CNC 50402 2-1-57-CNC 01402 02 4/3 2/1-52-1-52-CNC 51402 2-1-001-CNC 02402 52 0.1 4/3-62-1-23-CNC 52402 2-1-521-CNC 03402 23 4/1-1 4/1-7
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
O-5-02-CNC 50702 O-5-57-CNC 01702 02 4/3 2/1-5O-5-52-CNC 51702 O-5-001-CNC 02702 52 0.1 4/3-6O-5-23-CNC 52702 O-5-521-CNC 03702 23 4/1-1 4/1-7
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
R-2-02-CNC 50502 R-2-57-CNC 01502 02 4/3 2/1-5R-2-52-CNC 51502 R-2-001-CNC 02502 52 0.1 4/3-6R-2-23-CNC 52502 R-2-521-CNC 03502 23 4/1-1 4/1-7
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
3-6-02-CNC 50802 3-6-57-CNC 01802 02 4/3 2/1-53-6-52-CNC 51802 3-6-001-CNC 02802 52 0.1 4/3-63-6-23-CNC 52802 3-6-521-CNC 03802 23 4/1-1 4/1-7
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
M-3-02-CNC 50602 M-3-57-CNC 01602 02 4/3 8/5-5M-3-52-CNC 51602 M-3-001-CNC 02602 52 0.1 8/7-6M-3-23-CNC 52602 M-3-521-CNC 03602 23 4/1-1 8/3-7
cirteM sehcnI eziSknahSlooThtgneLnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
R-7-02-CNC 50902 R-7-57-CNC 01902 02 4/3 4/3-5R-7-52-CNC 51902 R-7-001-CNC 02902 52 0.1 0.7R-7-23-CNC 52902 R-7-521-CNC 03902 23 4/1-1 2/1-7
Small DiameterDiamond CuttingKnurling Tool
1
Heavy DutyDiamond CuttingKnurling Tool
2
Extra Heavy DutyDiamond CuttingKnurling Tool
3
Single Wheel FormingKnurling Tool5
Shoulder FormingKnurling Tool6
Straddle FormingKnurling Tool7
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
® Straight Cutting Knurling ToolSide Mount Diametral Knurling Tool
B-7
107ST - StraightCutting Knurling ToolWith A Square ShankFor CNC
• Knurl cutting action.Minimum stress on the machine, and faster than knurlforming action.
• Single diagonal M or R series knurl wheel for straightpattern.Supplies more rigidity for larger diameters
• Knurl wheel is mounted between thrust washers.Ensures smooth and even rotation of the knurl.
• Supplied with RDL-25-C or MDL-25-C cobalt knurl wheel-Tin-c coated.Adds longer life and better performance to the knurl wheel.
• Preset center height for CNC.
Knurl WheelSTRAIGHTPATTERN
Tool supplied with 1 set of Diagonal Knurl Wheels 25 TPI for Diamond Pattern.See Page B-32 for "SW4" Series Knurl Wheel Price and Part No.
CNC109 - Side MountSquare Shank Holder
• Precision square shank with preset center height is offset tothe side of the tool to allow for better indexing clearance.
• Self-Centering knurling head for a precise alignment to theworking part.
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
Recommended Use:For best results, use beveled knurlwheels.In Feed the knurling tool into the blankuntil the right pattern is generated, thenEnd Feed.
cirteM sehcnI lrunKleehW
elytS
teSniPlrunKS&HC
D H L 1L 2L T 1TnoitpircseD
-101337.oNtraPnoitpircseD
-101337.oNtraP -pircseDnoit
.oNtraP-101337.H.R .H.L .H.R .H.L mm ni
4-2-02-901CNC 50312 50412 4-2-57-901CNC 01312 01412
4WSP0.4WS
S2-58092
02 4/3 0.2 4/3-5 8/7-4 4/1-3 8/5-1 0.1 2/1-2
4-2-52-901CNC 51312 51412 4-2-001-901CNC 02312 02412 52 0.1 0.2 4/3-5 8/5-5 0.4 8/5-1 0.1 2/1-2
4-2-23-901CNC 52312 52412 4-2-521-901CNC 03312 03412 23 4/1-1 0.2 4/3-5 8/5-5 0.4 8/5-1 4/1-1 4/3-2
cirteM sehcnIlrunKleehW
elytS
teSniPlrunKS&HC
D L 1L 2L T 1TnoitpircseD
-101337.oNtraPnoitpircseD
-101337.oNtraPnoitpircseD
.oNtraP-101337.H.R .H.L .H.R .H.L mm ni
R-21-TS701 50112 50212 R-05-TS701 01112 01212*LDR C-001-52-SPK 03982
21 2/1 2/1 8/7-3 0.3 8/7 2/1 2/1-1
R-261-TS701 51112 51212 R-261-TS701 51112 51212 61 8/5 2/1 8/7-3 0.3 8/7 8/5 8/5-1
M-02-TS701 52112 52212 M-57-TS701 03112 03212
**LDM C-521-13-SPK 05982
02 4/3 8/5 2/1-4 4/1-3 4/1-1 4/3 0.2
M-52-TS701 53112 53212 M-001-TS701 04112 04212 52 0.1 8/5 2/1-5 4/1-4 4/1-1 0.1 4/1-2
M-23-TS701 54112 54212 M-521-TS701 05112 05212 23 4/1-1 8/5 0.6 4/3-4 4/1-1 4/1-1 2/1-2
* Tool supplied with 1 Diagonal Knurl Wheel 30 TPI. ** Tool supplied with 1 Diagonal Knurl Wheel 25 TPI.See Pages B-25 & B-28 for "M & R" Series Knurl Wheel Price and Part No.
For Optional Diagonal Arms for Cutting, See page B-17.
See Page B-VI for Help Choosing a Knurling Tool.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Speeds and Feeds
Malfunctions
Cutting Knurling Tool Speeds And Feeds
THIS TABLE IS FOR REFERENCE ONLY.Actual statistics will depend on the combination of material,machine, set-up rigidity, and machine operator. High SpeedSteel Knurl wheel (25 TPI) used for calculations.
Because of the amount of Material and Brinell hardnessvalues, the average SFM value was used for the calculationsof the speeds and feeds.
Knurling Speed, RPM, was calculated using the formula be-low:
Knurling tools should be treated like cutting tools, but theknurling wheel has many more cutting edges.Use the same SFM used for high speed and cobalt tool bitsto calculate speeds and feeds.
lrunKfohtpeDnevenU .swercstnemtsujdahtiwtcatnocleehwneverofdaehlootgnilrunktsujdA
nrettaPlrunKdetsiwT .dnemorf"8/1loottratS.thgiartsdnaretnecyltcaxeebtsumlootehT.ecivedgnidlohkcehC
hteeTlrunKfoegakaerB .esoolerasleehwlrunkropeedootsituc,deefevissecxE
hteeTlrunKfognilluD .deefdnadeepsesaerceD.drahootsilairetaM
nrettaPlrunKgnippalrevO .retsafegnulprotucfohtpedesaercnI.wolsootsi)egnulp(deef-nignitratsrowollahsootsitucfohtpeD
Wheel Grinding
(12) x (SFM)
(3.1416) x (DIA.)= RPM
When the cutting edges of the knurl wheel become dull,resharpen them by grinding the cutting face of both wheelsevenly.
SS STYLE KNURL WHEEL SW STYLE KNURL WHEEL
B-8
- WARNING -Speeds and Feeds information within this catalog are forreference only. If the operator does not feel safe using ourspeeds and feeds, then the operator should use what iscomfortable to him or her. Dorian Tool is not responsible forany damage or injury that occurs using the speeds and feedsinformation within this catalog.
lairetaMsnoitacificepS
.gvAMFS
hctiPIPT
traP.aiD
deepSMPR
deeFRPF
deeF-nIedisrep
711171L1141L215121
091 52
"2/1 0541 800.0 410.0
"1 627 210.0 410.0
"2 263 210.0 410.0
"3 242 210.0 410.0
"4 281 010.0 410.0
"5 641 900.0 410.0
8101 571 52
"2/1 7331 800.0 410.0
"1 866 210.0 410.0
"2 433 210.0 410.0
"3 322 210.0 410.0
"4 761 010.0 410.0
"5 431 900.0 410.0
04L14 071 52
"2/1 8921 800.0 410.0
"1 056 210.0 410.0
"2 423 210.0 410.0
"3 612 210.0 410.0
"4 261 010.0 410.0
"5 031 900.0 410.0
03140414
611 52
"2/1 688 800.0 410.0
"1 444 210.0 410.0
"2 222 210.0 410.0
"3 841 210.0 410.0
"4 011 010.0 410.0
"5 88 900.0 410.0
0268 631 52
"2/1 9301 800.0 410.0
"1 915 210.0 410.0
"2 062 210.0 410.0
"3 371 210.0 410.0
"4 031 010.0 410.0
"5 401 900.0 410.0
See Page B-VII for Knurling Terminology.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
® Revolving Knurling ToolFace Knurling Tool
B-9
See Pages B-24 & B-25 for "D & M" Series Knurl Wheel Price and Part No.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
3SHKT - Three SwivelHead Knurling Tool
• Precision square shank with preset center height.• Three sets of twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers to ensure a
smooth and even rotation of the knurls while knurling is performed.• With three pairs of knurl wheels and a swivelling head, changing
knurl wheels requires less time.• Can be reversed for right or left hand operation.• Supplied with three pairs of diagonal knurls for knurling Fine,
Medium, and Coarse pitch diamond patterns.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl WheelcirteM sehcnI lrunK
leehWelytS
)6(deilppuSlanogaiD
sleehWlrunK
teSniPlrunK S&HCD L 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
-pircseDnoit
.oNtraP-101337
mm ni
D-21-TKHS3 50512 D-05-TKHS3 01512D
IPT02)2(IPT03)2(IPT04)2(
-SPK05-81
5088221 2/1 252. 8/1-4 4/3-2 8/3-1 4/3 61/11-1
D-261-TKHS3 51512 D-261-TKHS3 51512 61 8/5 252. 8/1-4 4/3-2 8/3-1 4/3 61/11-1
M-02-TKHS3 52512 M-57-TKHS3 03512
MIPT61)2(IPT52)2(IPT53)2(
-SPK001-13
54882
02 4/3 283. 2/1-5 4/1-3 8/3-2 0.1 8/3-2
M-52-TKHS3 53512 M-001-TKHS3 04512 52 0.1 283. 4/1-6 0.4 8/3-2 0.1 8/3-2
M-23-TKHS3 54512 M-521-TKHS3 05512 23 4/1-1 283. 8/3-7 0.5 8/3-2 0.1 8/3-2
Recommended Use:In Feed the knurling tool into the blank untilthe right pattern is generated.
FACEKT - Face KnurlingTool
• Precision square shank with preset center height.• Single knurl wheel for Straight and Diamond pattern.• Knurl wheel is mounted on the thrust washer to ensure a smooth
and even rotation of the knurl while knurling is performed.• Specifically designed to knurl small width face knurl patterns, even
up to a shoulder.• Can be reversed for right or left hand operation.• Supplied with SW series knurl wheel - Cobalt and Tin coated.
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCL 1L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-21-TKECAF 50612 2-05-TKECAF 01612
*2WS S1-P0.2WS 05092
21 2/1 8/5-3 8/3-3 2/1 0.1
2-02-TKECAF 51612 2-57-TKECAF 02612 02 4/3 8/3-4 0.4 4/3 2/1-1
2-52-TKECAF 52612 2-001-TKECAF 03612 52 0.1 8/3-5 0.5 0.1 4/3-1
4-02-TKECAF 53612 4-57-TKECAF 04612**4WS S1-P0.4WS 08092
02 4/3 2/1-4 0.4 4/3 8/5-1
4-52-TKECAF 54612 4-001-TKECAF 05612 52 0.1 2/1-5 0.5 0.1 8/7-1
STRAIGHTPATTERN
DIAMONDPATTERN
Knurl Wheel
* Tool supplied with 1 Straight Knurl Wheel 30 TPI. ** Tool supplied with 1 Straight Knurl Wheel 25 TPI.See Pages B-30 & B-32 for "SW2 & SW4" Series Knurl Wheel Price and Part No.
See Page B-VIII to B-XV for Technical Assistance.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
* Supplied with 1 Straight Knurl Wheel 30 TPI. ** Supplied with 1 Straight Knurl Wheel 25 TPI.See Pages B-22 - B-26 for "B,D,M,O" Series Knurl Wheel Price and Part No.
Supplied with 1 Straight Knurl Wheel 25 TPI.See Pages B-26 & B-27 for "O & P" Series Knurl Wheel Price and Part No.
Single Wheel Fixed Knurling ToolHeavy Duty Single Wheel Fixed Knurling Tool
B-10
HDSWFKT - HeavyDuty Single WheelFixed Knurling Tool
SWFKT - SingleWheel FixedKnurling Tool
• Precision square shank with preset center height.
• Single wheel knurling tool for general purposes.
• Knurl wheel is mounted between the thrust washers toensure a smooth and even rotation of the knurls whileknurling is performed.
• Straight and Diamond knurl pattern.
• Carbide Knurl Pin.
• Precision square shank with preset center height.
• Single wheel knurling tool for general purposes.
• Knurl wheel is mounted between the thrust washersto ensure a smooth and even rotation of the knurlswhile knurling is performed.
• Straight and Diamond knurl pattern.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the rightpattern is generated, then End Feed.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
O-02-TKFWSDH 50812 O-57-TKFWSDH 01812 O C-001-13-SPK 54982 02 4/3 152. 4/3-4 4/1-3 2/1-1 4/3 4/3
P-52-TKFWSDH 51812 P-001-TKFWSDH 02812P C-521-05-SPK 55982
52 0.1 282. 8/7-5 0.4 8/7-1 0.1 4/1-1
P-23-TKFWSDH 52812 P-521-TKFWSDH 03812 23 4/1-1 282. 4/3-6 0.5 4/3-1 4/1-1 4/1-1
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
B-138-TKFWS 50712 B-138-TKFWS 50712 *B 06306A 50682 8 61/5 770. 8/5-2 0.2 8/5 61/5 8/3
D-01-TKFWS 51712 D-83-TKFWS 02712*D 05-81-SPK 50882
01 8/3 651. 8/3-3 2/1-2 8/7 8/3 2/1
D-21-TKFWS 52712 D-05-TKFWS 03712 21 2/1 651. 8/5-3 4/3-2 8/7 2/1 2/1
M-02-TKFWS 53712 M-57-TKFWS 04712 **M 57-13-SPK 04882 02 4/3 152. 2/1-4 4/1-3 4/1-1 4/3 4/3
O-52-TKFWS 54712 O-001-TKFWS 05712**O
001-13-SPK 54882 52 0.1 103. 2/1-5 0.4 2/1-1 0.1 0.1
O-23-TKFWS 55712 O-521-TKFWS 06712 521-13-SPK 05882 23 4/1-1 103. 2/1-6 0.5 2/1-1 4/1-1 4/1-1
See Page B-V for Knurling Tool Application Help.
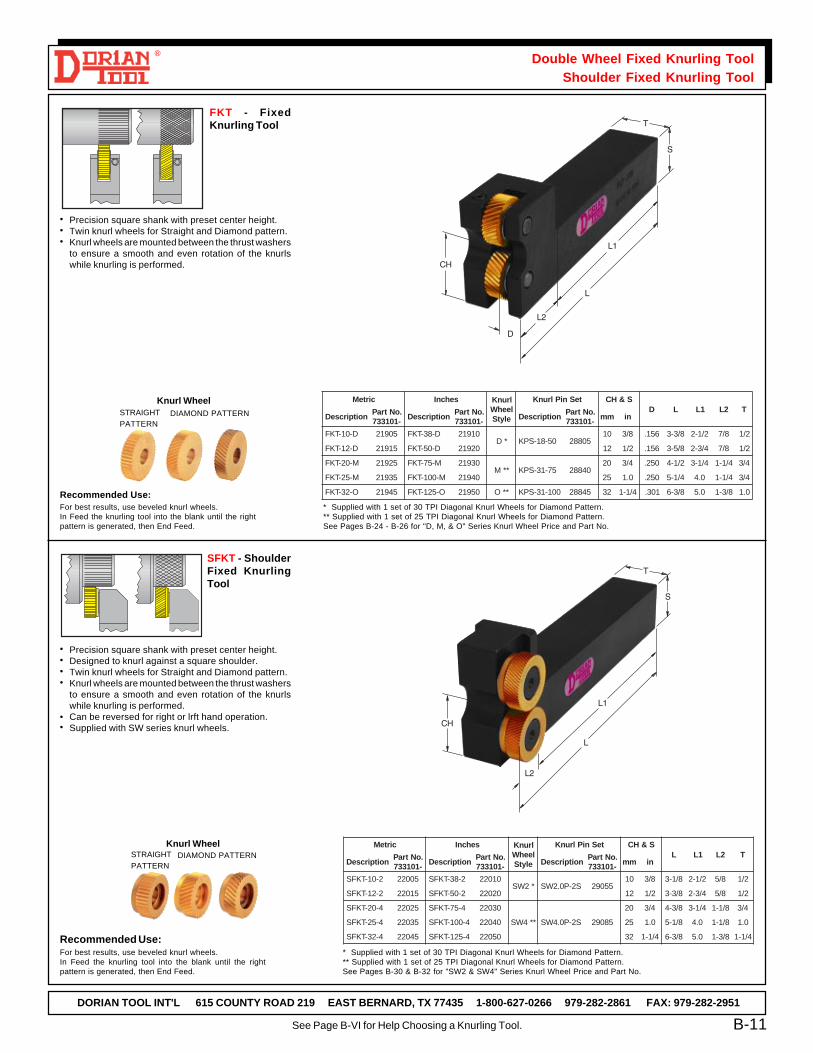
DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
FKT - FixedKnurling Tool
Double Wheel Fixed Knurling ToolShoulder Fixed Knurling Tool
B-11
STRAIGHTPATTERN
DIAMOND PATTERN
SFKT - ShoulderFixed KnurlingTool
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the rightpattern is generated, then End Feed.
* Supplied with 1 set of 30 TPI Diagonal Knurl Wheels for Diamond Pattern.** Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-30 & B-32 for "SW2 & SW4" Series Knurl Wheel Price and Part No.
STRAIGHTPATTERN
DIAMOND PATTERN
For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the rightpattern is generated, then End Feed.
Recommended Use:* Supplied with 1 set of 30 TPI Diagonal Knurl Wheels for Diamond Pattern.** Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-24 - B-26 for "D, M, & O" Series Knurl Wheel Price and Part No.
• Precision square shank with preset center height.• Twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers
to ensure a smooth and even rotation of the knurlswhile knurling is performed.
• Precision square shank with preset center height.• Designed to knurl against a square shoulder.• Twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers
to ensure a smooth and even rotation of the knurlswhile knurling is performed.
• Can be reversed for right or lrft hand operation.• Supplied with SW series knurl wheels.
Knurl Wheel
Knurl Wheel
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
D-01-TKF 50912 D-83-TKF 01912*D 05-81-SPK 50882
01 8/3 651. 8/3-3 2/1-2 8/7 2/1
D-21-TKF 51912 D-05-TKF 02912 21 2/1 651. 8/5-3 4/3-2 8/7 2/1
M-02-TKF 52912 M-57-TKF 03912**M 57-13-SPK 04882
02 4/3 052. 2/1-4 4/1-3 4/1-1 4/3
M-52-TKF 53912 M-001-TKF 04912 52 0.1 052. 4/1-5 0.4 4/1-1 4/3
O-23-TKF 54912 O-521-TKF 05912 **O 001-13-SPK 54882 23 4/1-1 103. 8/3-6 0.5 8/3-1 0.1
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCL 1L 2L T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-01-TKFS 50022 2-83-TKFS 01022*2WS S2-P0.2WS 55092
01 8/3 8/1-3 2/1-2 8/5 2/1
2-21-TKFS 51022 2-05-TKFS 02022 21 2/1 8/3-3 4/3-2 8/5 2/1
4-02-TKFS 52022 4-57-TKFS 03022
**4WS S2-P0.4WS 58092
02 4/3 8/3-4 4/1-3 8/1-1 4/3
4-52-TKFS 53022 4-001-TKFS 04022 52 0.1 8/1-5 0.4 8/1-1 0.1
4-23-TKFS 54022 4-521-TKFS 05022 23 4/1-1 8/3-6 0.5 8/3-1 4/1-1
See Page B-VI for Help Choosing a Knurling Tool.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
* Supplied with 1 set of 30 TPI Diagonal Knurl Wheels for Diamond Pattern.** Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-30 - B-32 for "SW2, SW3.5, & SW4" Series Knurl Wheel Price and Part No.
Self - Centering Knurling ToolShoulder Self - Centering Knurling Tool
B-12
* Supplied with 1 set of 30 TPI Diagonal Knurl Wheels for Diamond Pattern.** Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-24 & B-25 for "D & M" Series Knurl Wheel Price and Part No.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the rightpattern is generated, then End Feed.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
SCK - Self-CenteringKnurling Tool forC.N.C. Lathe
SSCK - ShoulderS e l f - C e n t e r i n gKnurling Tool forC.N.C. Lathe
• Specifically designed for CNC lathe.• Precision square shank with preset center height.• Twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers to
ensure a smooth and even rotation of the knurls whileknurling is performed.
• Self-centering knurling head for a precise alignment to theworking part.
• Specifically designed for CNC Lathe.• Designed to knurl against a square shoulder.• Precision square shank with preset center height.• Twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers to
ensure smooth and even rotation of the knurls whileknurling is performed.
• Supplied with SW series knurl wheels.• Self-centering knurling head for a precise alignment to the
working part.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCL 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-01-KCSS 50222 2-83-KCSS 01222*2WS S2-P0.2WS 55092
01 8/3 4/3-3 2/1-2 4/1-1 2/1 09.0
2-21-KCSS 51222 2-05-KCSS 02222 21 2/1 0.4 4/3-2 4/1-1 8/5 09.0
3-02-KCSS 52222 3-57-KCSS 03222 **5.3WS S2-P5.3WS 07092 02 4/3 8/7-4 4/1-3 8/5-1 4/3 34.1
4-02-KCSS 53222 4-57-KCSS 04222
**4WS S2-P0.4WS 58092
02 4/3 8/3-5 4/1-3 8/1-2 4/3 66.1
4-52-KCSS 54222 4-001-KCSS 05222 52 0.1 8/1-6 0.4 8/1-2 0.1 66.1
4-23-KCSS 55222 4-521-KCSS 06222 23 4/1-1 8/1-7 0.5 8/1-2 4/1-1 66.1
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
D-21-KCS 50122 D-05-KCS 01122 *D 05-81-SPK 50882 21 2/1 113. 8/3-4 8/5-2 4/3-1 4/3
M-02-KCS 51122 M-57-KCS 02122
**M 57-13-SPK 04882
02 4/3 264. 8/1-6 4/1-3 8/7-2 4/1-1
M-52-KCS 52122 M-001-KCS 03122 52 0.1 264. 8/7-6 0.4 8/7-2 4/1-1
M-23-KCS 53122 M-521-KCS 04122 23 4/1-1 264. 8/7-7 0.5 8/7-2 4/1-1
See Page B-VII for Knurling Terminology.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-26 & B-27 for "O & P" Series Knurl Wheel Price and Part No.
Supplied with 1 set of 25 TPI Diagonal Knurl Wheels for Diamond Pattern.See Pages B-26 & B-27 for "O & P" Series Knurl Wheel Price and Part No.
Heavy Duty Double Wheel Fixed Knurling ToolHeavy Duty Self Centering Knurling Tool
B-13
HDFKT - Heavy DutyFixed Knurling Tool
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
• Specifically designed for CNC Lathe.• Precision square shank with preset center height.• Twin knurl wheels for Straight or Diamond pattern.• Knurl wheels are mounted between the thrust washers to
ensure smooth and even rotation of the knurls while knurlingis performed.
• Self-Centering knurling head for a precise alignment to theworking part.
• Carbide Knurl Pin.
• Precision square shank with preset center height.• Twin knurl wheels for Straight and Diamond pattern.• Knurl wheels are mounted between the thrust washers to
ensure smooth and even rotation of the knurls whileknurling is performed.
• Carbide Knurl Pin.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
HDSCK - Heavy DutyS e l f - C e n t e r i n gKnurling Tool forC.N.C. Lathe.
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
O-02-KCSDH 50422 O-57-KCSDH 01422O
-13-SPKC-521
0598202 4/3 734. 8/3-5 4/1-3 8/1-2 4/3 4/1-1
O-52-KCSDH 51422 O-001-KCSDH 02422 52 0.1 734. 8/1-6 0.4 8/1-2 0.1 4/1-1
P-52-KCSDH 52422 P-001-KCSDH 03422P
-05-SPKC-521
5598252 0.1 573. 8/7-6 0.4 8/7-2 0.1 4/1-1
P-23-KCSDH 53422 P-521-KCSDH 04422 23 4/1-1 573. 8/7-7 0.5 8/7-2 4/1-1 4/1-1
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD L 1L 2L T 1T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
O-02-TKFDH 50322 O-57-TKFDH 01322O
-13-SPKC-001
5498202 4/3 152. 4/3-4 4/1-3 2/1-1 4/3 0.1
O-52-TKFDH 51322 O-001-TKFDH 02322 52 0.1 152. 2/1-5 0.4 2/1-1 0.1 0.1
P-52-TKFDH 52322 P-001-TKFDH 03322P
-05-SPKC-521
5598252 0.1 232. 4/3-5 0.4 4/3-1 0.1 4/1-1
P-23-TKFDH 53322 P-521-TKFDH 04322 23 4/1-1 282. 4/3-6 0.5 4/3-1 4/1-1 4/1-1
See Page B-VIII to B-XV for Technical Assistance.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
® Milling Machine Knurling ToolInternal Knurling Tool
Supplied with 1 Straight Knurl Wheel 25 TPI.See Pages B-24 - B-28 for "D, R, O, & P" Series Knurl Wheel Price and Part No.
* Supplied with 1 Straight Knurl Wheel 30 TPI.** Supplied with 1 Straight Knurl Wheel 25 TPI.See Pages B-30 & B-32 for "SW2 & SW4" Series Knurl Wheel Price and Part No.
B-14
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the right pattern isgenerated, then End Feed.
MMKT - Mill ingMachine KnurlingTool
IKT - Internal Knurling Tool
Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until the right pattern is generated,then End Feed.
STRAIGHTPATTERN
DIAMONDPATTERN
Knurl Wheel
• For internal knurling requiring a Straight or Diamond pattern.• Designed to knurl against a square shoulder.• Internal knurling is used to reduce oversize internal diameters or
for specific knurling applications.• Knurl wheel is mounted between the thrust washers to ensure a
smooth and even rotation of the knurls while knurling is performed.• Single wheel knurling tool.• Supplied with SW series knurl wheels.
• Specifically designed to knurl a flat surface.• Tool has been engineered to be used on milling machines.• Ground Weldon shank to fit in the milling holders.• Knurl wheels are mounted between the thrust washers to
ensure a smooth and even rotation of the knurls whileknurling is performed.
• Single wheel knurling tool.• Straight and Diamond pattern.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl WheelcirteM sehcnI lrunK
leehWelytS
teSniPlrunK D1D L 1L 2L
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
D-01-TKMM 50522 D-83-TKMM 01522 D 26-81-SPK 01882 01 8/3 8/5 8/3-2 2/1-1 8/7
R-21-TKMM 51522 R-05-TKMM 02522 R 78-52-SPK 52882 21 2/1 8/7 8/1-3 0.2 8/1-1
O-02-TKMM 52522 O-57-TKMM 03522 O 001-13-SPK 54882 02 4/3 0.1 8/7-3 2/1-2 8/3-1
O-52-TKMM 53522 O-001-TKMM 04522 O 521-13-SPK 05882 52 0.1 4/1-1 4/3-4 0.3 4/3-1
P-23-TKMM 54522 P-521-TKMM 05522 P 051-05-SPK 06882 23 4/1-1 2/1-1 8/5-5 2/1-3 8/1-2
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK D.niM.D.I
L 1LnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-21-TKI 50622 2-05-TKI 01622 *2WS S1-P0.2WS 05092 21 2/1 61/9 0.4 4/3-3
4-02-TKI 51622 4-57-TKI 02622
**4WS S1-P0.4WS 08092
02 4/3 8/1-1 0.6 8/5-5
4-52-TKI 52622 4-001-TKI 03622 52 0.1 8/1-1 0.8 8/5-7
4-23-TKI 53622 4-521-TKI 04622 23 4/1-1 8/3-1 0.01 8/5-9
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
B-15
Diametral Knurling Tool
KT109-00D - DiametralKnurling Tool
• Made of Heat Treated precision ground alloy steel body and shank.• The wheel setting adjustment allows the change of knurl patterns.• The dovetail guide and adjustable arms insure the most possible
accuracy and rigidity for infinite Diameter settings.• This tool is designed and engineered for most required knurling jobs
in C.N.C., Turret Lathe, and Screw Machine Applications.
Supplied with 1 set of 25 TPI Straight Knurl Wheels.See Pages B-25 & B-28 for "M & R" Series Knurl Wheel Price and Part No.
Straight wheels90° angle settingStraight pattern
Straight wheels30° angle settingDiamond pattern
Diagonal wheels90° angle settingDiamond pattern
Diagonal wheels30° angle settingStraight pattern
Recommended Use:Best results are achieved when Knurl Tool is End-Feed.Straight Knurls will form a Straight and Diamond pattern.For Diamond knurl patterns set wheels at 30°.When used with a 30° Diagonal Knurl, it will formStraight and Diamond knurling patterns with improvedquality and longer tool life.For Straight knurl patterns set wheels at 30°.See Page IX for more information.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK DOD H L 1L 2L DI
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
R-D02-52-901TK 50722 R-D57-001-901TK 01722
R 57-52-SPK 02882
02 4/3 0.1 2/1-3 4/3-5 4/1-3 2/1-1 0
R-D52-83-901TK 51722 R-D001-051-901TK 02722 52 0.1 2/1-1 2/1-4 2/1-7 0.4 0.2 8/5
R-D23-05-901TK 52722 R-D521-002-901TK 03722 23 4/1-1 0.2 4/3-5 0.9 0.5 2/1-2 4/3
M-D52-67-901TK 53722 M-D001-003-901TK 04722
M 521-13-SPK 05882
52 0.1 0.3 0.8 0.8 0.4 0.3 8/5
M-D23-67-901TK 54722 M-D521-003-901TK 05722 23 4/1-1 0.3 0.8 0.9 0.5 0.3 4/3
M-D04-67-901TK 55722 M-D051-003-901TK 06722 04 2/1-1 0.3 0.8 0.9 0.5 0.3 0.1
See Page B-VI for Help Choosing a Knurling Tool.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
KTW109 & KTW109D Diametral Knurling Tools
KTW109 SHOULDER STRAIGHT HEAD STYLE
KTW109D DIAGONAL HEAD STYLE
Uses 2 wheelsSWS Style
Uses 2 wheels1 Diag. Lt. on top
1 Diag. Rt. on bottomSWL StyleSWR Style
Uses 2 wheels1 Diag. Lt. on top
1 Diag. Rt. on bottomSWL StyleSWR Style
Uses 2 wheelsSWS Style
B-16
The knurl wheels are mounted at 90° to the working part which allows knurling close to the shoulder.While the wheels are displaced to 180° in a vertical position, only the knurling surface of the knurlwheels will make contact with the working part, making this the best tool for "in feed" operation. Twinstraight shoulder knurling wheels are used for straight pattern.For a diamond pattern use one diagonal right and one diagonal left shoulder knurl wheels.
KTW109 Straight Head Style
Recommended Use:For best results with "in feed ", use a full face wheel."In feed" (plunging over the diameter), knurling wheels should reach the center line of the workingpart to complete the knurl pattern."End feed" should be used with a beveled shoulder knurl wheels for knurling to the shoulder.
The diagonal head style wheels are mounted at a 30° angle to the axis to minimize the lateral dragand the vertical pressure when knurling is performed.The quality of the pattern, the working speed, and the life of the tools are improved drastically.Twin straight shoulder knurling wheels are used for diamond pattern.For a straight pattern use one diagonal right and one diagonal left shoulder knurl wheels.
KTW109D Diagonal Head Style
Recommended use:Best when long knurling operations and shoulderless parts are to be knurled "end feed" only."End feed" should be used with full face knurl wheel only.
Straddle
Single Wheel
Bump
Straddle application is best when pressure and deflectionare a problem. The knurling heads are able to "float"somewhat and center on the workpiece, compensating forany off-centering. It has been developed to make a perfectknurling pattern without putting any pressure on the spindleor on the lathe compound.
Single wheel application is best for narrow and quickknurling setup. The knurling heads are moved up so thatthe bottom knurling wheel is locked on center and can"bump" against the side of the working part. With onewheel touching the part, this configuration allows for aquicker setup and knurling of narrow knurling applications.
Bump application is best for narrow knurling applications.The knurling heads are moved closer together so that thetool can "bump" against the side of the working part withtwo wheels touching the part.
KTW109 & KTW109DDIAMETRALKNURLING TOOLA diametral adjustment screwregulates the depth of the knurlpattern and the diameter size. Thefloating head will allow the knurlwheel to self adjust on the workpiece - even when the work piece isnot perfectly concentric. However,the tool can be used for twin wheelapplications or single wheel knurlingapplications. This tool comes with asquare shank to be used on openslot tool holders, or on a SquareIndex Turret, with a preset centerheight adjustment which will meetthe fixed center height of the C.N.C.and the Turret Lathe. Body andshank is made of Heat Treatedprecision ground alloy steel. Thedovetail guide ensures the mostprecise accuracy and rigidity forinfinite diameter settings.
See Page B-VII for Knurling Terminology.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
KTW109 & KT109C Diametral Knurling Tools
Supplied with 1 set of Diagonal Knurl Wheels 30 TPI for Diamond Pattern.See Page B-22 for "B" Series Knurl Wheel Price and Part No.
B-17
Supplied with 1 set of Diagonal Knurl Wheels 25 TPI for Diamond Pattern.See Page B-32 for "SW4" Series Knurl Wheel Price and Part No.
KTW109 - StraddleSquare Shank Holder
KT109C - CompactStraddle SquareShank Holder
• Diametral knurling tool for knurling small diameters up to1/2" diameter maximum.
• Compact knurling head.• Precision square shank with preset center height.• Self-Centering knurling head for a precise alignment to
the working part.• Can be reversed for right or left hand operation.
• Precision square shank with preset center height.• Self-Centering knurling head for a precise alignment to the
working part.• Can be reversed for right or left hand operation.
STRAIGHTPATTERN
DIAMOND PATTERN
Knurl Wheel
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
cirteM sehcnIlanogaiDlanoitpO
gnittuCrofsmrA lrunKleehW
elytS
teSniPlrunK S&HCD H L 1L 2L T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
4-2-02-901WTK 50822 4-2-57-901WTK 018224-2-3-D901W 54822 4WS S2-P0.4WS 58092
02 4/3 0.2 4/3-5 8/3-6 4/1-3 8/1-3 0.1
4-2-52-901WTK 51822 4-2-001-901WTK 02822 52 0.1 0.2 4/3-5 8/1-7 0.4 8/1-3 0.1
4-3-52-901WTK 52822 4-3-001-901WTK 038224-3-3-D901W 05822 4WS S2-P0.4WS 58092
52 0.1 0.3 4/1-7 4/1-8 0.4 4/1-4 4/1-1
4-3-23-901WTK 53822 4-3-521-901WTK 04822 23 4/1-1 0.3 4/1-7 4/1-9 0.5 4/1-4 4/1-1
cirteM sehcnI lrunKleehW
elytS
teSniPlrunK S&HCD E L 1L 2L H T
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
B-01-C901TK 50922 B-83-C901TK 01922B C06306A 50782
01 8/3 2/1 01. 8/7-3 2/1-2 8/3-1 8/5-1 8/3
B-21-C901TK 51922 B-05-C901TK 02922 21 2/1 2/1 01. 8/1-4 4/3-2 8/3-1 8/5-1 2/1Recommended Use:For best results, use beveled knurl wheels.In Feed the knurling tool into the blank until theright pattern is generated, then End Feed.
Recommended Use:For best results, use beveled knurlwheels.In Feed the knurling tool into the blankuntil the right pattern is generated,then End Feed.
See Page B-VIII to B-XV for Technical Assistance.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
B-18
Three Wheel Knurling Tool
INFINITE LENGTHS WITH DIAMETERS AS SMALL AS 1/16 INCH
Features:
• Minimum diameter 1/16" -1.5mm
• Maximum diameter 3-1/2" -85 mm
• For straight and diamondknurl
• Infinite lengths• Precise scroll gear• Infinite diameter adjustment• Dial allows for visual
diameter adjustment• Knurl to the shoulder• Self-adjust to parts and tool
misalignment• Easy to setup• Simple to operate• Manual knurl diameter
release for manual lathes
Tool properties
1. For small diametersWhen side pressure does not allowthe use of a one or two wheel knurlingtool.
2. For long lengthsWhen support or live center is notpermissible. The part would deflectif a standard one or two wheel knurlingtool is used.
3. For high precision knurlingWhen the finished diameter of theknurled part demands closetolerance. The three wheel knurlingsystem applies less pressure perwheel controlling the displacementand the form of the material. Thismakes the knurl uniform and precise.
4. For high productionWhen high performance and qualityneed not sacrifice high production.
5. For automationWhen cost is a factor. The highperformance of this tool will keep themanufacturing cost lower.
6. Which machine to use onAutomatic Screw Machines, CNCLathes, and Turret Lathes
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Three Wheel Knurling Tool
• Made of Heat Treated precision ground alloy steel.• The dovetail guide and adjustable arms insure the most possible
accuracy and rigidity.• A precise scroll gear allows for infinite diameter settings.• Scaled dial makes setting the diameter easy.• This tool is engineered for most required knurling jobs in Screw
Machine, C.N.C. Lathe, and Turret Lathe Applications.• Square shank can be reversed for right hand or left hand operation.• Square shank with preset center height.
3WKT Style
STRAIGHTPATTERN
DIAMOND PATTERNKnurl Wheel
B-19
The Three Wheel Knurling Tools can knurl up to a shoulder,minimum diameter of 1/16 inch, up to 3-1/2 inch diameter,and infinite lengths. For Screw Machine, C.N.C. Lathe, andTurret Lathe Applications.
* Supplied with 3 Diagonal Knurl Wheels 30 TPI for Diamond Pattern.** Supplied with 3 Diagonal Knurl Wheels 25 TPI for Diamond Pattern.
† Supplied with square shank only. Round shank sold separately.See Pages B-30 - B-32 for "SW2, SW3.5, & SW4" Series Knurl Wheel Price and Part No.
cirteM sehcnI †knahSdnuoRlanoitpOlrunKleehW
elytS
teSniPlrunK
yticapaC
&HCknahS
.D.I D L 1L 2LnoitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
cirteM sehcnInoitpircseD
.oNtraP-101337noitpircseD
.oNtraP-101337
noitpircseD.oNtraP-101337
mm ni
2-21-60-TKW3 50032 2-05-60-TKW3 01032 21-60-TKRW3 50132 05-60-TKRW3 01132
*2WS)3( S3-P0.2WS 06092
4/1ot61/1 21 2/1 4/1 4/3-1 8/5-4 4/3-2 8/7-1
2-261-21-TKW3 51032 2-261-21-TKW3 51032 261-21-TKRW3 51132 261-21-TKRW3 51132 2/1ot61/1 61 8/5 8/3 4/1-2 8/5-4 4/3-2 8/7-1
2-02-52-TKW3 52032 2-57-52-TKW3 03032 02-52-TKRW3 52132 57-52-TKRW3 03132 0.1ot8/1 02 4/3 8/3 0.3 8/1-5 4/1-3 8/7-1
3-52-04-TKW3 53032 3-001-04-TKW3 04032 52-04-TKRW3 53132 001-04-TKRW3 04132**5.3WS)3( S3-P5.3WS 57092
2/1-1ot61/3 52 0.1 2/1 4/1-4 0.01 0.4 0.6
3-52-56-TKW3 54032 3-001-56-TKW3 05032 52-56-TKRW3 54132 001-56-TKRW3 05132 2/1-2ot8/3 52 0.1 2/1 4/1-5 0.01 0.4 0.6
4-52-09-TKW3 55032 4-001-09-TKW3 06032 52-09-TKRW3 55132 001-09-TKRW3 06132 **4WS)3( S3-P0.4WS 09092 2/1-3ot2/1 52 0.1 2/1 4/1-6 0.01 0.4 0.6
Recommended Use:For best results, use beveled knurl wheels.End Feed the knurling tool into the blank untilthe desired length of the knurl is done.
3WKT with optional3WRKT round shank
See Page B-VI for Help Choosing a Knurling Tool.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
slrunKhtooTthgiartSslrunKlaripS°03 slrunKdnomaiD°03
nrettaPlrunK IPTlaripS.H.R laripS.H.L elaM elameF
esruoC 61-51-41-21
muideM 03-52-02
eniF 08-05-04-53
Knurl Wheel Information
Circular Pitch Knurls are made to extremely high standards from the finest materials available. Knurls are individually hob cut and lapped toa smooth hard finish to give longer life and impart a smooth clean surface to the knurled part.Knurls available in High Speed, Cobalt, and TIC/N - Coated.
The Number (EXP. 25) indicates Number of Teeth Per Inch.1. Male Diamond Knurling produced by R.H. & L.H. knurls used in pairs.2. Right Hand Knurling produced by L.H. knurls.
3. Left Hand Knurling produced by R.H. knurls.4. Female Diamond Knurling produced by Male Diamond knurls.5. Male Diamond Knurling produced by Female Diamond knurls.
Metric Pitch is the distance between tooth to tooth, whereas the TPI is the number of teeth per inch.
B-20
Metric Pitch System Circular Pitch System
See Page B-VII for Knurling Terminology.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
B-21
"A" SERIESNo. 733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiD elaMdnomaiD
elameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
01 mm5,2 °09SH-01-SA C-01-SA SH-01-RDA C-01-RDA SH-01-LDA C-01-LDA SH-01-MA SH-01-FA
20532 86532 43632 00732 66732 23832 89832 4693253532 10632 76632 33732 99732 56832 13932 79932
21 mm0,2 °09SH-21-SA C-21-SA SH-21-RDA C-21-RDA SH-21-LDA C-21-LDA SH-21-MA SH-21-FA
40532 07532 63632 20732 86732 43832 00932 6693273532 30632 96632 53732 10832 76832 33932 99932
41 mm8,1 °09SH-41-SA C-41-SA SH-41-RDA C-41-RDA SH-41-LDA C-41-LDA SH-41-MA SH-41-FA
60532 27532 83632 40732 07732 63832 20932 8693293532 50632 17632 73732 30832 96832 53932 10042
61 mm6,1 °09SH-61-SA C-61-SA SH-61-RDA C-61-RDA SH-61-LDA C-61-LDA SH-61-MA SH-61-FA
80532 47532 04632 60732 27732 83832 40932 0793214532 70632 37632 93732 50832 17832 73932 30042
02 mm2,1 °09SH-02-SA C-02-SA SH-02-RDA C-02-RDA SH-02-LDA C-02-LDA SH-02-MA SH-02-FA
01532 67532 24632 80732 47732 04832 60932 2793234532 90632 57632 14732 70832 37832 93932 50042
52 mm0,1 °09SH-52-SA C-52-SA SH-52-RDA C-52-RDA SH-52-LDA C-52-LDA SH-52-MA SH-52-FA
21532 87532 44632 01732 67732 24832 80932 4793254532 11632 77632 34732 90832 57832 14932 70042
03 mm8,0 °09SH-03-SA C-03-SA SH-03-RDA C-03-RDA SH-03-LDA C-03-LDA SH-03-MA SH-03-FA
41532 08532 64632 21732 87732 44832 01932 6793274532 31632 97632 54732 11832 77832 34932 90042
53 mm7,0 °09SH-53-SA C-53-SA SH-53-RDA C-53-RDA SH-53-LDA C-53-LDA SH-53-MA SH-53-FA
61532 28532 84632 41732 08732 64832 21932 8793294532 51632 18632 74732 31832 97832 54932 11042
04 mm6,0 °09SH-04-SA C-04-SA SH-04-RDA C-04-RDA SH-04-LDA C-04-LDA SH-04-MA SH-04-FA
81532 48532 05632 61732 28732 84832 41932 0893215532 71632 38632 94732 51832 18832 74932 31042
05 mm5,0 °07SH-05-SA C-05-SA SH-05-RDA C-05-RDA SH-05-LDA C-05-LDA SH-05-MA SH-05-FA
02532 68532 25632 81732 48732 05832 61932 2893235532 91632 58632 15732 71832 38832 94932 51042
08 mm3,0 °07SH-08-SA C-08-SA SH-08-RDA C-08-RDA SH-08-LDA C-08-LDA SH-08-MA SH-08-FA
22532 88532 45632 02732 68732 25832 81932 4893255532 12632 78632 35732 91832 58832 15932 71042
hctiPlartemaiD
46 mm2,1 °08SH-46-SA C-46-SA SH-46-RDA C-46-RDA SH-46-LDA C-46-LDA SH-46-MA SH-46-FA
42532 09532 65632 22732 88732 45832 02932 6893275532 32632 98632 55732 12832 78832 35932 91042
69 mm8,0 °08SH-69-SA C-69-SA SH-69-RDA C-69-RDA SH-69-LDA C-69-LDA SH-69-MA SH-69-FA
62532 29532 85632 42732 09732 65832 22932 8893295532 52632 19632 75732 32832 98832 55932 12042
821 mm6,0 °08SH-821-SA C-821-SA SH-821-RDA C-821-RDA SH-821-LDA C-821-LDA SH-821-MA SH-821-FA
82532 49532 06632 62732 29732 85832 42932 0993216532 72632 39632 95732 52832 19832 75932 32042
061 mm5,0 °08SH-061-SA C-061-SA SH-061-RDA C-061-RDA SH-061-LDA C-061-LDA SH-061-MA SH-061-FA
03532 69532 26632 82732 49732 06832 62932 2993236532 92632 59632 16732 72832 39832 95932 52042
Knurl Wheel Information
See Page B-VIII to B-XV for Technical Assistance.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"B" SERIESNo. 733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiD elaMdnomaiD
elameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
02 mm2,1 °09SH-02-SB C-02-SB SH-02-RDB C-02-RDB SH-02-LDB C-02-LDB SH-02-MB SH-02-FB
20142 84142 49142 04242 68242 23342 87342 4244252142 17142 71242 36242 90342 55342 10442 74442
52 mm0,1 °09SH-52-SB C-52-SB SH-52-RDB C-52-RDB SH-52-LDB C-52-LDB SH-52-MB SH-52-FB
40142 05142 69142 24242 88242 43342 08342 6244272142 37142 91242 56242 11342 75342 30442 94442
03 mm8,0 °09SH-03-SB C-03-SB SH-03-RDB C-03-RDB SH-03-LDB C-03-LDB SH-03-MB SH-03-FB
60142 25142 89142 44242 09242 63342 28342 8244292142 57142 12242 76242 31342 95342 50442 15442
53 mm7,0 °09SH-53-SB C-53-SB SH-53-RDB C-53-RDB SH-53-LDB C-53-LDB SH-53-MB SH-53-FB
80142 45142 00242 64242 29242 83342 48342 0344213142 77142 32242 96242 51342 16342 70442 35442
04 mm6,0 °09SH-04-SB C-04-SB SH-04-RDB C-04-RDB SH-04-LDB C-04-LDB SH-04-MB SH-04-FB
01142 65142 20242 84242 49242 04342 68342 2344233142 97142 52242 17242 71342 36342 90442 55442
05 mm5,0 °07SH-05-SB C-05-SB SH-05-RDB C-05-RDB SH-05-LDB C-05-LDB SH-05-MB SH-05-FB
21142 85142 40242 05242 69242 24342 88342 4344253142 18142 72242 37242 91342 56342 11442 75442
08 mm3,0 °07SH-08-SB C-08-SB SH-08-RDB C-08-RDB SH-08-LDB C-08-LDB SH-08-MB SH-08-FB
41142 06142 60242 25242 89242 44342 09342 6344273142 38142 92242 57242 12342 76342 31442 95442
hctiPlartemaiD
69 mm8,0 °08SH-69-SB C-69-SB SH-69-RDB C-69-RDB SH-69-LDB C-69-LDB SH-69-MB SH-69-FB
61142 26142 80242 45242 00342 64342 29342 8344293142 58142 13242 77242 32342 96342 51442 16442
821 mm6,0 °08SH-821-SB C-821-SB SH-821-RDB C-821-RDB SH-821-LDB C-821-LDB SH-821-MB SH-821-FB
81142 46142 01242 65242 20342 84342 49342 0444214142 78142 33242 97242 52342 17342 71442 36442
061 mm5,0 °08SH-061-SB C-061-SB SH-061-RDB C-061-RDB SH-061-LDB C-061-LDB SH-061-MB SH-061-FB
02142 66142 21242 85242 40342 05342 69342 2444234142 98142 53242 18242 72342 37342 91442 56442
B-22
Knurl Wheel Information
See Page B-V for Knurling Tool Application Help.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"C" SERIES733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiDelaM
dnomaiDelameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
61 mm6,1 °09SH-61-SC C-61-SC SH-61-RDC C-61-RDC SH-61-LDC C-61-LDC SH-61-MC SH-61-FC
20542 65542 01642 46642 81742 27742 62842 0884292542 38542 73642 19642 54742 99742 35842 70942
02 mm2,1 °09SH-02-SC C-02-SC SH-02-RDC C-02-RDC SH-02-LDC C-02-LDC SH-02-MC SH-02-FC
40542 85542 21642 66642 02742 47742 82842 2884213542 58542 93642 39642 74742 10842 55842 90942
52 mm0,1 °09SH-52-SC C-52-SC SH-52-RDC C-52-RDC SH-52-LDC C-52-LDC SH-52-MC SH-52-FC
60542 06542 41642 86642 22742 67742 03842 4884233542 78542 14642 59642 94742 30842 75842 11942
03 mm8,0 °09SH-03-SC C-03-SC SH-03-RDC C-03-RDC SH-03-LDC C-03-LDC SH-03-MC SH-03-FC
80542 26542 61642 07642 42742 87742 23842 6884253542 98542 34642 79642 15742 50842 95842 31942
53 mm7,0 °09SH-53-SC C-53-SC SH-53-RDC C-53-RDC SH-53-LDC C-53-LDC SH-53-MC SH-53-FC
01542 46542 81642 27642 62742 08742 43842 8884273542 19542 54642 99642 35742 70842 16842 51942
04 mm6,0 °09SH-04-SC C-04-SC SH-04-RDC C-04-RDC SH-04-LDC C-04-LDC SH-04-MC SH-04-FC
21542 66542 02642 47642 82742 28742 63842 0984293542 39542 74642 10742 55742 90842 36842 71942
05 mm5,0 °07SH-05-SC C-05-SC SH-05-RDC C-05-RDC SH-05-LDC C-05-LDC SH-05-MC SH-05-FC
41542 86542 22642 67642 03742 48742 83842 2984214542 59542 94642 30742 75742 11842 56842 91942
08 mm3,0 °07SH-08-SC C-08-SC SH-08-RDC C-08-RDC SH-08-LDC C-08-LDC SH-08-MC SH-08-FC
61542 07542 42642 87642 23742 68742 04842 4984234542 79542 15642 50742 95742 31842 76842 12942
hctiPlartemaiD
46 mm2,1 °08SH-46-SC C-46-SC SH-46-RDC C-46-RDC SH-46-LDC C-46-LDC SH-46-MC SH-46-FC
81542 27542 62642 08642 43742 88742 24842 6984254542 99542 35642 70742 16742 51842 96842 32942
69 mm8,0 °08SH-69-SC C-69-SC SH-69-RDC C-69-RDC SH-69-LDC C-69-LDC SH-69-MC SH-69-FC
02542 47542 82642 28642 63742 09742 44842 8984274542 10642 55642 90742 36742 71842 17842 52942
821 mm6,0 °08SH-821-SC C-821-SC SH-821-RDC C-821-RDC SH-821-LDC C-821-LDC SH-821-MC SH-821-FC
22542 67542 03642 48642 83742 29742 64842 0094294542 30642 75642 11742 56742 91842 37842 72942
061 mm5,0 °08SH-061-SC C-061-SC SH-061-RDC C-061-RDC SH-061-LDC C-061-LDC SH-061-MC SH-061-FC
42542 87542 23642 68642 04742 49742 84842 2094215542 50642 95642 31742 76742 12842 57842 92942
B-23
Knurl Wheel Information
See Page B-VI for Help Choosing a Knurling Tool.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
61 mm6,1 °09C-61-SD C-61-RDD C-61-LDD C-61-FD
20052 65052 01152 4615292052 38052 73152 19152
02 mm2,1 °09C-02-SD C-02-RDD C-02-LDD C-02-FD
40052 85052 21152 6615213052 58052 93152 39152
52 mm0,1 °09C-52-SD C-52-RDD C-52-LDD C-52-FD
60052 06052 41152 8615233052 78052 14152 59152
03 mm8,0 °09C-03-SD C-03-RDD C-03-LDD C-03-FD
80052 26052 61152 0715253052 98052 34152 79152
53 mm7,0 °09C-53-SD C-53-RDD C-53-LDD C-53-FD
01052 46052 81152 2715273052 19052 54152 99152
04 mm6,0 °09C-04-SD C-04-RDD C-04-LDD C-04-FD
21052 66052 02152 4715293052 39052 74152 10252
05 mm5,0 °07C-05-SD C-05-RDD C-05-LDD C-05-FD
41052 86052 22152 6715214052 59052 94152 30252
08 mm3,0 °07C-08-SD C-08-RDD C-08-LDD C-08-FD
61052 07052 42152 8715234052 79052 15152 50252
hctiPlartemaiD
46 mm2,1 °08C-46-SD C-46-RDD C-46-LDD C-46-FD
81052 27052 62152 0815254052 99052 35152 70252
69 mm8,0 °08C-69-SD C-69-RDD C-69-LDD C-69-FD
02052 47052 82152 2815274052 10152 55152 90252
821 mm6,0 °08C-821-SD C-821-RDD C-821-LDD C-821-FD
22052 67052 03152 4815294052 30152 75152 11252
061 mm5,0 °08C-061-SD C-061-RDD C-061-LDD C-061-FD
42052 87052 23152 6815215052 50152 95152 31252
"D" SERIES733101-
B-24
Knurl Wheel Information
See Page B-VII for Knurling Terminology.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
B-25
"M" SERIES733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
8 mm2,3 °09C-80-SM C-80-RDM C-80-LDM C-80-FM
20352 86352 43452 0055253352 10452 76452 33552
01 mm5,2 °09C-01-SM C-01-RDM C-01-LDM C-01-FM
40352 07352 63452 2055273352 30452 96452 53552
21 mm0,2 °09C-21-SM C-21-RDM C-21-LDM C-21-FM
60352 27352 83452 4055293352 50452 17452 73552
41 mm8,1 °09C-41-SM C-41-RDM C-41-LDM C-41-FM
80352 47352 04452 6055214352 70452 37452 93552
61 mm6,1 °09C-61-SM C-61-RDM C-61-LDM C-61-FM
01352 67352 24452 8055234352 90452 57452 14552
02 mm2,1 °09C-02-SM C-02-RDM C-02-LDM C-02-FM
21352 87352 44452 0155254352 11452 77452 34552
52 mm0,1 °09C-52-SM C-52-RDM C-52-LDM C-52-FM
41352 08352 64452 2155274352 31452 97452 54552
03 mm8,0 °09C-03-SM C-03-RDM C-03-LDM C-03-FM
61352 28352 84452 4155294352 51452 18452 74552
53 mm7,0 °09C-53-SM C-53-RDM C-53-LDM C-53-FM
81352 48352 05452 6155215352 71452 38452 94552
04 mm6,0 °09C-04-SM C-04-RDM C-04-LDM C-04-FM
02352 68352 25452 8155235352 91452 58452 15552
05 mm5,0 °07C-05-SM C-05-RDM C-05-LDM C-05-FM
22352 88352 45452 0255255352 12452 78452 35552
hctiPlartemaiD
46 mm2,1 °08C-46-SM C-46-RDM C-46-LDM C-46-FM
42352 09352 65452 2255275352 32452 98452 55552
69 mm8,0 °08C-69-SM C-69-RDM C-69-LDM C-69-FM
62352 29352 85452 4255295352 52452 19452 75552
821 mm6,0 °08C-821-SM C-821-RDM C-821-LDM C-821-FM
82352 49352 06452 6255216352 72452 39452 95552
061 mm5,0 °08C-061-SM C-061-RDM C-061-LDM C-061-FM
03352 69352 26452 8255236352 92452 59452 16552
Knurl Wheel Information
See Page B-VIII to B-XV for Technical Assistance.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"O" SERIES733101-
B-26
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiDelaM
dnomaiDelameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
8 mm2,3 °09SH-80-SO C-80-SO SH-80-RDO C-80-RDO SH-80-LDO C-80-LDO SH-80-MO SH-80-FO
20652 86652 43752 00852 66852 23952 89952 4606253652 10752 76752 33852 99852 56952 13062 79062
01 mm5,2 °09SH-01-SO C-01-SO SH-01-RDO C-01-RDO SH-01-LDO C-01-LDO SH-01-MO SH-01-FO
40652 07652 63752 20852 86852 43952 00062 6606273652 30752 96752 53852 10952 76952 33062 99062
21 mm0,2 °09SH-21-SO C-21-SO SH-21-RDO C-21-RDO SH-21-LDO C-21-LDO SH-21-MO SH-21-FO
60652 27652 83752 40852 07852 63952 20062 8606293652 50752 17752 73852 30952 96952 53062 10162
41 mm8,1 °09SH-41-SO C-41-SO SH-41-RDO C-41-RDO SH-41-LDO C-41-LDO SH-41-MO SH-41-FO
80652 47652 04752 60852 27852 83952 40062 0706214652 70752 37752 93852 50952 17952 73062 30162
61 mm6,1 °09SH-61-SO C-61-SO SH-61-RDO C-61-RDO SH-61-LDO C-61-LDO SH-61-MO SH-61-FO
01652 67652 24752 80852 47852 04952 60062 2706234652 90752 57752 14852 70952 37952 93062 50162
02 mm2,1 °09SH-02-SO C-02-SO SH-02-RDO C-02-RDO SH-02-LDO C-02-LDO SH-02-MO SH-02-FO
21652 87652 44752 01852 67852 24952 80062 4706254652 11752 77752 34852 90952 57952 14062 70162
52 mm0,1 °09SH-52-SO C-52-SO SH-52-RDO C-52-RDO SH-52-LDO C-52-LDO SH-52-MO SH-52-FO
41652 08652 64752 21852 87852 44952 01062 6706274652 31752 97752 54852 11952 77952 34062 90162
03 mm8,0 °09SH-03-SO C-03-SO SH-03-RDO C-03-RDO SH-03-LDO C-03-LDO SH-03-MO SH-03-FO
61652 28652 84752 41852 08852 64952 21062 8706294652 51752 18752 74852 31952 97952 54062 11162
53 mm7,0 °09SH-53-SO C-53-SO SH-53-RDO C-53-RDO SH-53-LDO C-53-LDO SH-53-MO SH-53-FO
81652 48652 05752 61852 28852 84952 41062 0806215652 71752 38752 94852 51952 18952 74062 31162
04 mm6,0 °09SH-04-SO C-04-SO SH-04-RDO C-04-RDO SH-04-LDO C-04-LDO SH-04-MO SH-04-FO
02652 68652 25752 81852 48852 05952 61062 2806235652 91752 58752 15852 71952 38952 94062 51162
05 mm5,0 °07SH-05-SO C-05-SO SH-05-RDO C-05-RDO SH-05-LDO C-05-LDO SH-05-MO SH-05-FO
22652 88652 45752 02852 68852 25952 81062 4806255652 12752 78752 35852 91952 58952 15062 71162
hctiPlartemaiD
46 mm2,1 °08SH-46-SO C-46-SO SH-46-RDO C-46-RDO SH-46-LDO C-46-LDO SH-46-MO SH-46-FO
42652 09652 65752 22852 88852 45952 02062 6806275652 32752 98752 55852 12952 78952 35062 91162
69 mm8,0 °08SH-69-SO C-69-SO SH-69-RDO C-69-RDO SH-69-LDO C-69-LDO SH-69-MO SH-69-FO
62652 29652 85752 42852 09852 65952 22062 8806295652 52752 19752 75852 32952 98952 55062 12162
821 mm6,0 °08SH-821-SO C-821-SO SH-821-RDO C-821-RDO SH-821-LDO C-821-LDO SH-821-MO SH-821-FO
82652 49652 06752 62852 29852 85952 42062 0906216652 72752 39752 95852 52952 19952 75062 32162
061 mm5,0 °08SH-061-SO C-061-SO SH-061-RDO C-061-RDO SH-061-LDO C-061-LDO SH-061-MO SH-061-FO
03652 69652 26752 82852 49852 06952 62062 2906236652 92752 59752 16852 72952 39952 95062 52162
Knurl Wheel Information
See Page B-V for Knurling Tool Application Help.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiDelaM
dnomaiDelameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
01 mm5,2 °09SH-01-SP C-01-SP SH-01-RDP C-01-RDP SH-01-LDP C-01-LDP SH-01-MP SH-01-FP
89162 23262 66262 00362 43362 86362 20462 6346251262 94262 38262 71362 15362 58362 91462 35462
21 mm0,2 °09SH-21-SP C-21-SP SH-21-RDP C-21-RDP SH-21-LDP C-21-LDP SH-21-MP SH-21-FP
00262 43262 86262 20362 63362 07362 40462 8346271262 15262 58262 91362 35362 78362 12462 55462
41 mm8,1 °09SH-41-SP C-41-SP SH-41-RDP C-41-RDP SH-41-LDP C-41-LDP SH-41-MP SH-41-FP
20262 63262 07262 40362 83362 27362 60462 0446291262 35262 78262 12362 55362 98362 32462 75462
61 mm6,1 °09SH-61-SP C-61-SP SH-61-RDP C-61-RDP SH-61-LDP C-61-LDP SH-61-MP SH-61-FP
40262 83262 27262 60362 04362 47362 80462 2446212262 55262 98262 32362 75362 19362 52462 95462
02 mm2,1 °09SH-02-SP C-02-SP SH-02-RDP C-02-RDP SH-02-LDP C-02-LDP SH-02-MP SH-02-FP
60262 04262 47262 80362 24362 67362 01462 4446232262 75262 19262 52362 95362 39362 72462 16462
52 mm0,1 °09SH-52-SP C-52-SP SH-52-RDP C-52-RDP SH-52-LDP C-52-LDP SH-52-MP SH-52-FP
80262 24262 67262 01362 44362 87362 21462 6446252262 95262 39262 72362 16362 59362 92462 36462
03 mm8,0 °09SH-03-SP C-03-SP SH-03-RDP C-03-RDP SH-03-LDP C-03-LDP SH-03-MP SH-03-FP
01262 44262 87262 21362 64362 08362 41462 8446272262 16262 59262 92362 36362 79362 13462 56462
hctiPlartemaiD
46 mm2,1 °08SH-46-SP C-46-SP SH-46-RDP C-46-RDP SH-46-LDP C-46-LDP SH-46-MP SH-46-FP
21262 64262 08262 41362 84362 28362 61462 0546292262 36262 79262 13362 56362 99362 33462 76462
69 mm8,0 °08SH-69-SP C-69-SP SH-69-RDP C-69-RDP SH-69-LDP C-69-LDP SH-69-MP SH-69-FP
41262 84262 28262 61362 05362 48362 81462 2546213262 56262 99262 33362 76362 10462 53462 96462
"P" SERIES733101-
B-27
Knurl Wheel Information
See Page B-VII for Knurling Terminology.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"R" SERIES733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
01 mm5,2 °09C-01-SR C-01-RDR C-01-LDR C-01-FR
20562 46562 62662 8866233562 59562 75662 91762
21 mm0,2 °09C-21-SR C-21-RDR C-21-LDR C-21-FR
40562 66562 82662 0966253562 79562 95662 12762
41 mm8,1 °09C-41-SR C-41-RDR C-41-LDR C-41-FR
60562 86562 03662 2966273562 99562 16662 32762
61 mm6,1 °09C-61-SR C-61-RDR C-61-LDR C-61-FR
80562 07562 23662 4966293562 10662 36662 52762
02 mm2,1 °09C-02-SR C-02-RDR C-02-LDR C-02-FR
01562 27562 43662 6966214562 30662 56662 72762
52 mm0,1 °09C-52-SR C-52-RDR C-52-LDR C-52-FR
21562 47562 63662 8966234562 50662 76662 92762
03 mm8,0 °09C-03-SR C-03-RDR C-03-LDR C-03-FR
41562 67562 83662 0076254562 70662 96662 13762
53 mm7,0 °09C-53-SR C-53-RDR C-53-LDR C-53-FR
61562 87562 04662 2076274562 90662 17662 33762
04 mm6,0 °09C-04-SR C-04-RDR C-04-LDR C-04-FR
81562 08562 24662 4076294562 11662 37662 53762
05 mm5,0 °07C-05-SR C-05-RDR C-05-LDR C-05-FR
02562 28562 44662 6076215562 31662 57662 73762
hctiPlartemaiD
46 mm2,1 °08C-46-SR C-46-RDR C-46-LDR C-46-FR
22562 48562 64662 8076235562 51662 77662 93762
69 mm8,0 °08C-69-SR C-69-RDR C-69-LDR C-69-FR
42562 68562 84662 0176255562 71662 97662 14762
821 mm6,0 °08C-821-SR C-821-RDR C-821-LDR C-821-FR
62562 88562 05662 2176275562 91662 18662 34762
061 mm5,0 °08C-061-SR C-061-RDR C-061-LDR C-061-FR
82562 09562 25662 4176295562 12662 38662 54762
B-28
Knurl Wheel Information
See Page B-VIII to B-XV for Technical Assistance.
Bevelled wheels are non stock items
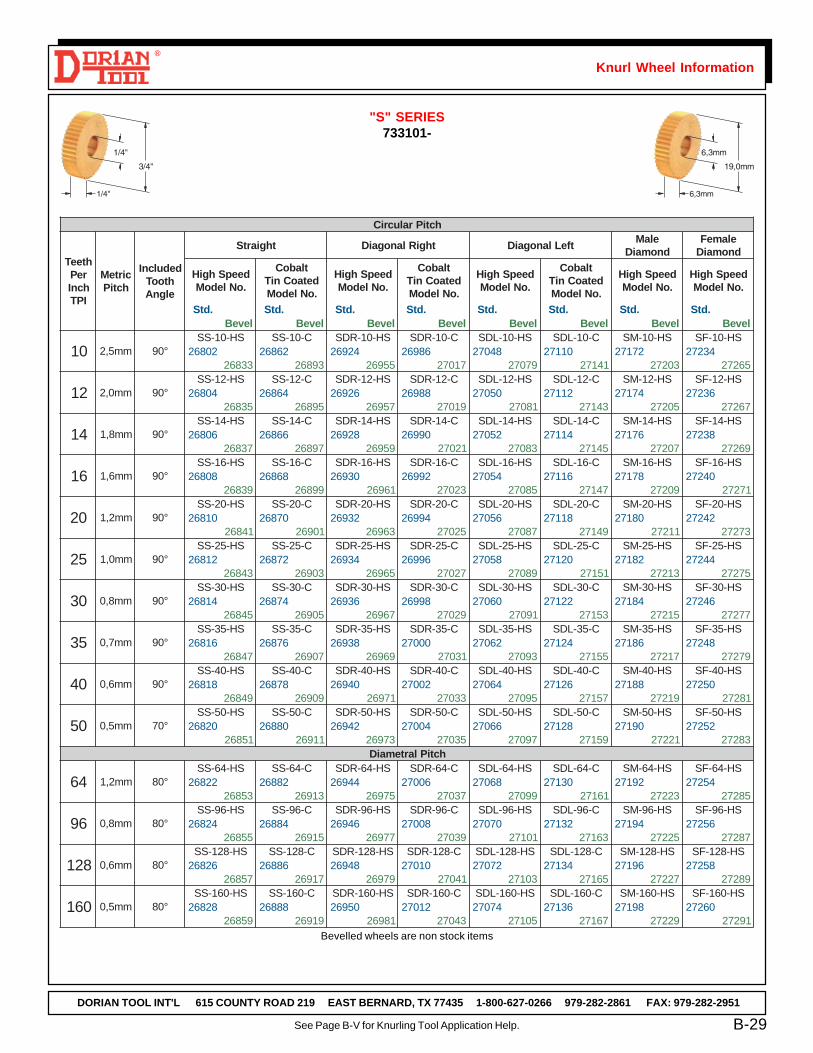
DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"S" SERIES733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS thgiRlanogaiD tfeLlanogaiDelaM
dnomaiDelameFdnomaiD
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
tlaboCdetaoCniT.oNledoM
deepShgiH.oNledoM
deepShgiH.oNledoM
.dtS .dtS .dtS .dtS .dtS .dtS .dtS .dtSleveB leveB leveB leveB leveB leveB leveB leveB
01 mm5,2 °09SH-01-SS C-01-SS SH-01-RDS C-01-RDS SH-01-LDS C-01-LDS SH-01-MS SH-01-FS
20862 26862 42962 68962 84072 01172 27172 4327233862 39862 55962 71072 97072 14172 30272 56272
21 mm0,2 °09SH-21-SS C-21-SS SH-21-RDS C-21-RDS SH-21-LDS C-21-LDS SH-21-MS SH-21-FS
40862 46862 62962 88962 05072 21172 47172 6327253862 59862 75962 91072 18072 34172 50272 76272
41 mm8,1 °09SH-41-SS C-41-SS SH-41-RDS C-41-RDS SH-41-LDS C-41-LDS SH-41-MS SH-41-FS
60862 66862 82962 09962 25072 41172 67172 8327273862 79862 95962 12072 38072 54172 70272 96272
61 mm6,1 °09SH-61-SS C-61-SS SH-61-RDS C-61-RDS SH-61-LDS C-61-LDS SH-61-MS SH-61-FS
80862 86862 03962 29962 45072 61172 87172 0427293862 99862 16962 32072 58072 74172 90272 17272
02 mm2,1 °09SH-02-SS C-02-SS SH-02-RDS C-02-RDS SH-02-LDS C-02-LDS SH-02-MS SH-02-FS
01862 07862 23962 49962 65072 81172 08172 2427214862 10962 36962 52072 78072 94172 11272 37272
52 mm0,1 °09SH-52-SS C-52-SS SH-52-RDS C-52-RDS SH-52-LDS C-52-LDS SH-52-MS SH-52-FS
21862 27862 43962 69962 85072 02172 28172 4427234862 30962 56962 72072 98072 15172 31272 57272
03 mm8,0 °09SH-03-SS C-03-SS SH-03-RDS C-03-RDS SH-03-LDS C-03-LDS SH-03-MS SH-03-FS
41862 47862 63962 89962 06072 22172 48172 6427254862 50962 76962 92072 19072 35172 51272 77272
53 mm7,0 °09SH-53-SS C-53-SS SH-53-RDS C-53-RDS SH-53-LDS C-53-LDS SH-53-MS SH-53-FS
61862 67862 83962 00072 26072 42172 68172 8427274862 70962 96962 13072 39072 55172 71272 97272
04 mm6,0 °09SH-04-SS C-04-SS SH-04-RDS C-04-RDS SH-04-LDS C-04-LDS SH-04-MS SH-04-FS
81862 87862 04962 20072 46072 62172 88172 0527294862 90962 17962 33072 59072 75172 91272 18272
05 mm5,0 °07SH-05-SS C-05-SS SH-05-RDS C-05-RDS SH-05-LDS C-05-LDS SH-05-MS SH-05-FS
02862 08862 24962 40072 66072 82172 09172 2527215862 11962 37962 53072 79072 95172 12272 38272
hctiPlartemaiD
46 mm2,1 °08SH-46-SS C-46-SS SH-46-RDS C-46-RDS SH-46-LDS C-46-LDS SH-46-MS SH-46-FS
22862 28862 44962 60072 86072 03172 29172 4527235862 31962 57962 73072 99072 16172 32272 58272
69 mm8,0 °08SH-69-SS C-69-SS SH-69-RDS C-69-RDS SH-69-LDS C-69-LDS SH-69-MS SH-69-FS
42862 48862 64962 80072 07072 23172 49172 6527255862 51962 77962 93072 10172 36172 52272 78272
821 mm6,0 °08SH-821-SS C-821-SS SH-821-RDS C-821-RDS SH-821-LDS C-821-LDS SH-821-MS SH-821-FS
62862 68862 84962 01072 27072 43172 69172 8527275862 71962 97962 14072 30172 56172 72272 98272
061 mm5,0 °08SH-061-SS C-061-SS SH-061-RDS C-061-RDS SH-061-LDS C-061-LDS SH-061-MS SH-061-FS
82862 88862 05962 21072 47072 63172 89172 0627295862 91962 18962 34072 50172 76172 92272 19272
B-29
Knurl Wheel Information
See Page B-V for Knurling Tool Application Help.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
B-30
"SW2" Series733101-
• "SW" knurling wheels are technically designed to knurl against a square shoulder.• With super precise workmanship, the wheels are made of heat treated High Cobalt Steel to
withstand severe knurling operation.• Knurl wheels are Titanium Nitrating coated to reduce the co-efficient of friction when knurling,
increasing the quality and the force of knurling as well as the life of the knurl wheels.• All SW Series knurl wheels are available only in cobalt and tin coated.
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
61 mm6,1 °09C61-S2WS C61-R2WS C61-L2WS C61-F2WS
20472 25472 20572 2557272472 77472 72572 77572
02 mm2,1 °09C02-S2WS C02-R2WS C02-L2WS C02-F2WS
40472 45472 40572 4557292472 97472 92572 97572
52 mm0,1 °09C52-S2WS C52-R2WS C52-L2WS C52-F2WS
60472 65472 60572 6557213472 18472 13572 18572
03 mm8,0 °09C03-S2WS C03-R2WS C03-L2WS C03-F2WS
80472 85472 80572 8557233472 38472 33572 38572
53 mm7,0 °09C53-S2WS C53-R2WS C53-L2WS C53-F2WS
01472 06472 01572 0657253472 58472 53572 58572
04 mm6,0 °09C04-S2WS C04-R2WS C04-L2WS C04-F2WS
21472 26472 21572 2657273472 78472 73572 78572
05 mm5,0 °07C05-S2WS C05-R2WS C05-L2WS C05-F2WS
41472 46472 41572 4657293472 98472 93572 98572
hctiPlartemaiD
46 mm2,1 °08C46-S2WS C46-R2WS C46-L2WS C46-F2WS
61472 66472 61572 6657214472 19472 14572 19572
69 mm8,0 °08C69-S2WS C69-R2WS C69-L2WS C69-F2WS
81472 86472 81572 8657234472 39472 34572 39572
821 mm6,0 °08C821-S2WS C821-R2WS C821-L2WS C821-F2WS
02472 07472 02572 0757254472 59472 54572 59572
061 mm5,0 °08C061-S2WS C061-R2WS C061-L2WS C061-F2WS
22472 27472 22572 2757274472 79472 74572 79572
Shoulder Knurl Wheel Information
See Page B-VI for Help Choosing a Knurling Tool.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"SW3.5" Series733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
41 mm8,1 °09C41-S5.3WS C41-R5.3WS C41-L5.3WS C41-F5.3WS
20772 65772 01872 4687292772 38772 73872 19872
61 mm6,1 °09C61-S5.3WS C61-R5.3WS C61-L5.3WS C61-F5.3WS
40772 85772 21872 6687213772 58772 93872 39872
02 mm2,1 °09C02-S5.3WS C02-R5.3WS C02-L5.3WS C02-F5.3WS
60772 06772 41872 8687233772 78772 14872 59872
52 mm0,1 °09C52-S5.3WS C52-R5.3WS C52-L5.3WS C52-F5.3WS
80772 26772 61872 0787253772 98772 34872 79872
03 mm8,0 °09C03-S5.3WS C03-R5.3WS C03-L5.3WS C03-F5.3WS
01772 46772 81872 2787273772 19772 54872 99872
53 mm7,0 °09C53-S5.3WS C53-R5.3WS C53-L5.3WS C53-F5.3WS
21772 66772 02872 4787293772 39772 74872 10972
04 mm6,0 °09C04-S5.3WS C04-R5.3WS C04-L5.3WS C04-F5.3WS
41772 86772 22872 6787214772 59772 94872 30972
05 mm5,0 °07C05-S5.3WS C05-R5.3WS C05-L5.3WS C05-F5.3WS
61772 07772 42872 8787234772 79772 15872 50972
hctiPlartemaiD
46 mm2,1 °08C46-S5.3WS C46-R5.3WS C46-L5.3WS C46-F5.3WS
81772 27772 62872 0887254772 99772 35872 70972
69 mm8,0 °08C69-S5.3WS C69-R5.3WS C69-L5.3WS C69-F5.3WS
02772 47772 82872 2887274772 10872 55872 90972
821 mm6,0 °08C821-S5.3WS C821-R5.3WS C821-L5.3WS C821-F5.3WS
22772 67772 03872 4887294772 30872 75872 11972
061 mm5,0 °08C061-S5.3WS C061-R5.3WS C061-L5.3WS C061-F5.3WS
42772 87772 23872 6887215772 50872 95872 31972
• "SW" knurling wheels are technically designed to knurl against a square shoulder.• With super precise workmanship, the wheels are made of heat treated High Cobalt Steel to
withstand severe knurling operation.• Knurl wheels are Titanium Nitrating coated to reduce the co-efficient of friction when knurling,
increasing the quality and the force of knurling as well as the life of the knurl wheels.• All SW Series knurl wheels are available only in cobalt and tin coated.
B-31
Shoulder Knurl Wheel Information
See Page B-VII for Knurling Terminology.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
"SW4" Series733101-
hctiPralucriC
hteeTrePhcnIIPT
cirteMhctiP
dedulcnIhtooTelgnA
thgiartS lanogaiDthgiR
lanogaiDtfeL
elameFdnomaiD
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
tlaboCdetaoCniT.oNledoM
.dtS .dtS .dtS .dtSleveB leveB leveB leveB
41 mm8,1 °09C41-S4WS C41-R4WS C41-L4WS C41-F4WS
20082 65082 01182 4618292082 38082 73182 19182
61 mm6,1 °09C61-S4WS C61-R4WS C61-L4WS C61-F4WS
40082 85082 21182 6618213082 58082 93182 39182
02 mm2,1 °09C02-S4WS C02-R4WS C02-L4WS C02-F4WS
60082 06082 41182 8618233082 78082 14182 59182
52 mm0,1 °09C52-S4WS C52-R4WS C52-L4WS C52-F4WS
80082 26082 61182 0718253082 98082 34182 79182
03 mm8,0 °09C03-S4WS C03-R4WS C03-L4WS C03-F4WS
01082 46082 81182 2718273082 19082 54182 99182
53 mm7,0 °09C53-S4WS C53-R4WS C53-L4WS C53-F4WS
21082 66082 02182 4718293082 39082 74182 10282
04 mm6,0 °09C04-S4WS C04-R4WS C04-L4WS C04-F4WS
41082 86082 22182 6718214082 59082 94182 30282
05 mm5,0 °07C05-S4WS C05-R4WS C05-L4WS C05-F4WS
61082 07082 42182 8718234082 79082 15182 50282
hctiPlartemaiD
46 mm2,1 °08C46-S4WS C46-R4WS C46-L4WS C46-F4WS
81082 27082 62182 0818254082 99082 35182 70282
69 mm8,0 °08C69-S4WS C69-R4WS C69-L4WS C69-F4WS
02082 47082 82182 2818274082 10182 55182 90282
821 mm6,0 °08C821-S4WS C821-R4WS C821-L4WS C821-F4WS
22082 67082 03182 4818294082 30182 75182 11282
061 mm5,0 °08C061-S4WS C061-R4WS C061-L4WS C061-F4WS
42082 87082 23182 6818215082 50182 95182 31282
• "SW" knurling wheels are technically designed to knurl against a square shoulder.• With super precise workmanship, the wheels are made of heat treated High Cobalt Steel to
withstand severe knurling operation.• Knurl wheels are Titanium Nitrating coated to reduce the co-efficient of friction when knurling,
increasing the quality and the force of knurling as well as the life of the knurl wheels.• All SW Series knurl wheels are available only in cobalt and tin coated.
B-32
Shoulder Knurl Wheel Information
See Page B-VIII to B-XV for Technical Assistance.
Bevelled wheels are non stock items

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Knurl Tool Spare Parts
SKPS Series Knurling Pin Set
CNC Modular Knurling Tool Adjustment Screw KPS Series Knurling Pins
PSW Series Knurling Pin Set
A Series Knurling Pins
CNC Modular Knurling Tool Lock Screw
Spring & Ball Plunger For Self-Centering Knurl Tools
Metric Conversion
B-33
noitpircseD.oNtraP-101337
looTgnilrunKecnerefeR
5711-CNC 50582 looTgnilrunKraludoMCNC
578-CNCS 01582 looTgnilrunKraludoMCNCS
noitpircseD.oNtraP-101337
looTgnilrunKecnerefeR
4201-CNC 51582 looTgnilrunKraludoMCNC
238-CNCS 02582 looTgnilrunKraludoMCNCS
noitpircseD.oNtraP-101337
looTgnilrunKecnerefeR
81-LBTS 52582261,05-TKHS3
05-KCS05,83-KCSS
52-LBTS 03582
521,001,57-TKHS3051,521,001,57-KCS051,521,001,57-KCSS
051,521,001,001,57-KCSDH
:sehcnIdniFoT
alumroF sretemilliM 73930.X sehcnI=
elpmaxE mm001 73930.X ni739.3=
sretemilliMdniFoT
alumroF sehcnI 4.52X sretemilliM=
elpmaxE ni01 4.52X mm452=
cirteMstinU
cirteMstnelaviuqE
hcnIstnelaviuqE
0001 )M(reteM1 ni73.93
001 )md(retemiceD1 ni739.3
01 )mc(retemitneC1 ni7393.
1 )mm(retemilliM1 ni73930.
1. )mm(retemilliM01/1 ni739300.
10. )mm(retemilliM001/1 ni7393000.
100. )mm(retemilliM0001/1 ni73930000.
retemilliM sehcnIretemilliM sehcnI retemilliM sehcnI
1 73930.
2 47870. 02 4787. 002 478.7
3 11811. 03 1181.1 003 118.11
4 84751. 04 8475.1 004 847.51
5 58691. 05 5869.1 005 586.91
6 22632. 06 2263.2 006 226.32
7 95572. 07 9557.2 007 955.72
8 69413. 08 6941.3 008 694.13
9 33453. 09 3345.3 009 334.53
01 07393. 001 0739.3 0001 073.93
deepShgiH edibraCD L
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
06306A 50682 C06306A 50782 8/1 8/3
21406A 01682 C21406A 01782 61/3 2/1
41406A 51682 C41406A 51782 61/3 8/5
46406A 02682 C46406A 02782 4/1 8/5
56406A 52682 C56406A 52782 4/1 4/3
66406A 03682 C66406A 03782 4/1 8/7
76406A 53682 C76406A 53782 4/1 0.1
deepShgiH edibraCD L
noitpircseD.oNtraP-101337
noitpircseD.oNtraP-101337
05-81-SPK 50882 C-05-81-SPK 982 50 61/3 2/1
26-81-SPK 01882 C-26-81-SPK 982 01 61/3 8/5
26-52-SPK 51882 C-26-52-SPK 982 51 4/1 8/5
57-52-SPK 02882 C-57-52-SPK 982 02 4/1 4/3
78-52-SPK 52882 C-78-52-SPK 982 52 4/1 8/7
001-52-SPK 03882 C-001-52-SPK 982 03 4/1 0.1
521-52-SPK 53882 C-521-52-SPK 982 53 4/1 4/1-1
57-13-SPK 04882 C-57-13-SPK 982 04 61/5 4/3
001-13-SPK 54882 C-001-13-SPK 982 54 61/5 0.1
521-13-SPK 882 05 C-521-13-SPK 982 05 61/5 4/1-1
521-05-SPK 882 55 C-521-05-SPK 982 55 2/1 4/1-1
051-05-SPK 06882 C-051-05-SPK 982 06 2/1 2/1-1
deepShgiHD L
noitpircseD.oNtraP-101337
S0.2-WSP 50092 4/1 8/5S5.3-WSP 01092 8/3 0.1S0.4-WSP 51092 2/1 8/1-1
deepShgiHD L
noitpircseD.oNtraP-101337
2-05-SPKS 02092 4/1 8/5
3-05-SPKS 52092 4/1 8/5
4-05-SPKS 03092 4/1 8/5
4-57-SPKS 53092 8/3 0.1
6-57-SPKS 04092 8/3 0.1
6-001-SPKS 54092 2/1 8/1-1
deepShgiHD L
noitpircseD.oNtraP-101337
S1-P0.2WS 05092
4/1 2/1S2-P0.2WS 55092
S3-P0.2WS 06092
S1-P5.3WS 56092
8/3 0.1S2-P5.3WS 07092
S3-P5.3WS 57092
S1-P0.4WS 08092
2/1 8/1-1S2-P0.4WS 58092
S3-P0.4WS 09092
SW Series Knurling Pin Set
See Page B-V for Knurling Tool Application Help.

DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®
Index, Safety Precautions, & Product Hazards
B-34
107ST Straight Cutting Knurling Tool . . . . . . . . . .B-7"A" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-21"B" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-22"C" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-23Circular Diameter Information . . . . . . . . . .B-X - B-XICircular Pitch and Tooth Information . . . . . .B-IX - B-XCNC Modular Knurling Tool . . . . . . . . . . .B-1 - B-6Conical, Convex, Concave, and End Surface . . .B-XVDiametral Diameter Information . . . . . . . . . . .B-XIVDiametral Knurling Tool . . . . . . . . . . . . . . . . . .B-15Diametral Pitch Information . . . . . . . . . . . . . . .B-XIVDie Cut Knurling Operating Instructions . . . . . . . . .B-2Dimensioning Knurling . . . . . . . . . . . . . . . . . . . .B-XIDorian Service Network . . . . . . . . . . . . . . . .B-II - B-IIIFace Knurling Tool . . . . . . . . . . . . . . . . . . . .B-9Fixed Knurling Tool . . . . . . . . . . . . . . . . . . . . . .B-11Graphic Index . . . . . . . . . . . . . . . . . . . . . . . . . .B-IV
Heavy Duty Fixed Knurling Tool . . . . . . . . . . . .B-13Heavy Duty Self-Centering Knurling Tool . . . . .B-13Heavy Duty Single Wheel Fixed Knurling Tool .B-10In-Feed Knurling From Cross-Slide . . . . . . . . . .B-XIIIInternal Knurling Tool . . . . . . . . . . . . . . . . . . . .B-14Knurling Tool Applications . . . . . . . . . . . . .B-V - B-VIKnurl Wheels . . . . . . . . . . . . . . . . . . . . .B-20 - B-32KTW109 Knurling Tool . . . . . . . . . . . . . . . . . . . . .B-16KTW109 Knurling Tool Information . . . . . . . . . . . .B-173 Wheel Round Shank Knurling Tool . . . . .B-18 - B-193 Wheel Square Shank Knurling Tool . . . . . .B-18 - B-19"M" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-25Metric Conversion Formula and Tables . . . . . . . . .B-33Milling Machine Knurling Tool . . . . . . . . . . . . . . .B-14"O" Series Knurl Wheel . . . . . . . . . . . . . . . . . . . .B-26"P" Series Knurl Wheel . . . . . . . . . . . . . . . . . . . .B-27Pitch and Tooth Information . . . . . . . . . . . . . . . .B-VIII
"R" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-28"S" Series Knurl Wheel . . . . . . . . . . . . . . . . . . .B-29Self-Centering Knurling Tool . . . . . . . . . . . . . . . .B-12Shoulder Fixed Knurling Tool . . . . . . . . . . . . . . .B-11Shoulder Self-Centering Knurling Tool . . . . . . . . .B-12Side Mount Straddle Knurling Tool . . . . . . . . . .B-30Single Wheel Fixed Knurling Tool . . . . . . . . . . . .B-10Small CNC Modular Knurling Tool . . . . . . . . . . .B-3Spare Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-33Speeds and Feeds . . . . . . . . . . . . . . . . . . .B-XII, B-8Speeds & Feed, Malfunction, & Wheel Grinding . .B-8"SW2" Series Knurl Wheel . . . . . . . . . . . . . . . . . .B-30"SW3.5" Series Knurl Wheel . . . . . . . . . . . . . . . . . .B-31"SW4" Series Knurl Wheel . . . . . . . . . . . . . . . . . .B-32Terminology . . . . . . . . . . . . . . . . . . . . . . . . . . . .B-VIIThree Swivel Head Knurling Tool . . . . . . . . . . . .B-9
This catalog contains information and specifications concerning knurling tools sold by Dorian Tool International. Although some of the knurling tools made fromcobalts are very tough and resist breakage, most are brittle and special safety precautions are required when using them.
Small fragment and chips may be thrown from a knurling tool when a fracture occurs. Since these fragments or chips are thrown at very high speeds and are veryhot, contact with the skin or eyes could cause severe injury. Also, the grinding of these cutting tools will produce fine cobalt dust which may be harmful to the lungs. Listedbelow are some suggestions on how to minimize the potential for injury while using knurling tools.
For more information about the product hazards and safety precautions that must be taken to minimize the possibility of injury while using knurling tools, please callyour Dorian Tool Sales Engineer.
Dorian Tool has no control over use of these knurling tools. The user must determine the suitability of these tools in its particular application.
WARNING: Grinding or finishing cobalt produces fine cobalt dust. This dustmay cause injury to the lungs. Operators and observers must take thefollowing safety precautions to minimize the possibility of such injury:
WARNING: Very hot chip fragments may be thrown from knurling tools atvery high speeds. These chips can cause severe burns, cuts or puncturesto the skin, or damage to the eyes. Along with safety glasses with sideshields, the following are some of the safety precautions that must befollowed by operators and observers while using knurling tools:
WARNING: Use of cutting fluids and work materials create hazards. Becareful at all times.1. Keep the cutting fluid clean so no particles can be carried back across the
workpiece and possibly scratch it.2. Cutting fluids may catch on fire when exposed to high temperatures
generated during knurling.3. Work materials such as aluminum, magnesium, uranium, and titanium are
flammable and could catch on fire.4. Cutting fluids should be treated or replaced to reduce bacterial levels which
may cause illness.
1. Make sure that the wheel size and style are adequate for use to which it isbeing put.
2. Chip control is necessary to prevent a continuous chip catching in theworkpiece.
3. Chips are very hot and have sharp edges and should not be moved by hand.4. Turn off the machine whenever chips are removed or when the knurling tools
are changed.5. Do not use air hoses to blow chips away from the machine.6. To prevent tool breakage use the correct size toolholder.7. Make sure that the overhang on the knurl tool is as short as possible. Too
much overhang can result in chatter and tool breakage.8. To prevent the workpiece from coming loose during use, be sure the
workpiece is tight and secure in its holder.9. Overloading of cobalt knurling wheels may cause fractures of these wheels.
1. Use with adequate ventilation.2. Maintain the dust or mist level below OSHA and ACGIH levels.3. Avoid breathing dust or mist. If not possible, wear OSHA - approved
respirators, particularly when grinding cobalt.4. Minimize prolonged skin contact.5. Wash hands thoroughly after handling.
DORIAN TOOL INTERNATIONAL SALES POLICY
Minimum Order:Minimum order value is $100.00 per order.
F.O.B. East Bernard, Texas. All shipments are made by regular UPS, ParcelPost, or truck. Full transportation costs will be charged to the buyer. Specifyshipment to be made by other than regular means of transportation.
Delivery Terms:
Claims:Claims for loss in transit must be made against the transportation company. Theforegoing shall constitute the sole and exclusive remedies of the customer andare in lieu of all other warranties, expressed, implied or statutory, including butnot limited to any implied warranty of merchantability or fitness.
All sales are made in accordance with our standard conditions of sale, currentat the time orders are accepted. Specifications and prices subject to changewithout notice.
Conditions of Sale:
Payment terms for all items are 1% 10, net 30 days upon credit approval. Wereserve the right to hold shipments or to ship on a C.O.D. basis, any orderreceived by a customer whose account is delinquent. A service charge of1 1/2% per month will be assessed on all past due accounts.
Terms of Payment:
Dorian Tool will repair or replace any of its products which, in its judgement, arefound to be defective in material or workmanship. All claims must be made inwriting within thirty days after receipt of product. No claims for labor ordamages will be allowed. In no event shall Dorian Tool be liable for consequen-tial or special damages of any kind.
Product Warranty:
Special Tool Quotation:Orders for special tools must be confirmed in writing before manufacturing canbegin, along with a check for one half of the quoted price, with the remaining onehalf to be paid upon delivery of the special item. Special items and non-stockstandard items cannot be cancelled or returned for exchange or credit.
Conditions, terms, and prices are subject to change without notice.Any typographical or other error in this catalog is subject to correction.
Returns:No Knurling Tools, Knurling Wheels, or Spare Parts can be returned. Only if theKnurling Tool is found to be defective by Dorian Tool, may it be exchanged. Allreturns must be pre-paid and must be accompanied by our material returnauthorization number. This number must appear on the outside of the box.Merchandise must be received in good condition or will be refused.

B-35
Mathematical Conversion Factors
Linear Measurement
1 foot = 12 inches1 yard = 3 feet1 yard = 36 inches1 mile = 1,760 yards1 mile = 5,280 feet1 mile = 63,360 inches1 light year = 5.879 trillion miles
1 inch = 2.540 centimeters1 foot = .3048 meters1 yard = .9144 meters1 mile = 1.609 kilometers1 centimeter = .3937 inches1 meter = 3.281 feet1 meter = 1.094 yards1 kilometer = .6214 miles
1 kilometer = 1000 meters1 hectometer = 100 meters1 dekameter = 10 meters1 meter = 10 decimeters1 meter = 100 centimeters1 meter = 1000 millimeters1 light year = 9.46 trillion kilometers
Square Measurement
1 sq. foot = 144 sq. inches1 sq. yard = 9 sq. feet1 sq. yard = 1,296 sq. inches1 sq. mile = 3,097,600 sq. yards1 sq. mile = 27,878,400 sq. feet1 sq. mile = 4,014,489,600 sq. inches1 acre = 4,840 sq. yards1 acre = 43,560 sq. feet1 acre = 6,272,640 sq. inches
1 sq. inch = 6.452 sq. centimeters1 sq. foot = .09290 sq. meters1 sq. yard = .8361 sq. meters1 sq. mile = 2.590 sq. kilometers1 sq. centimeter = .155 sq. inches1 sq. kilometer = 247.1 acres1 sq. kilometer = .3861 sq. miles1 sq. meter = 10.76 sq. feet1 sq. meter = 1.196 sq. yards
1 sq. kilometer = 1,000,000 sq. meters1 sq hectometer = 10,000 sq. meters1 sq dekameter = 100 sq. meters1 sq meter = 100 sq. decimeters1 sq meter = 10,000 sq. centimeters1 sq meter = 1,000,000 sq. millimeters
Cubic Measurement
1 cu. foot = 1,728 cu. inches1 cu. yard = 27 cu. feet1 cu. yard = 46,656 cu. inches
1 cu. inch = 16.39 cu. centimeters1 cu. foot = 28,320 cu. centimeters1 cu. foot = .02832 cu. meters1 cu. yard = 764,600 cu. centimeters1 cu. yard = .7646 cu. meters1 cu. centimeter = .06102 cu. inches1 cu. meter = 35.31 cu. feet1 cu. meter = 61,023 cu. inches1 cu. meter = 1.308 cu. yards
1 cu. kilometer = 1,000,000,000 cu. meters1 cu. hectometer = 1,000,000 cu. meters1 cu. dekameter = 1,000 cu. meters1 cu. meter = 1,000 cu. decimeters1 cu. meter = 1,000,000 cu. centimeters1 cu. meter = 1,000,000,000 cu. millimeters
Weight Measurements
1 pound = 16 ounces1 ton = 2000 pounds1 ton = 32,000 ounces
1 ounce = 28.349527 grams1 pound = .4536 kilograms1 english ton = .90718 metric tons1 gram = .03527 ounces1 kilogram = 2.205 pounds1 metric ton = .98421 english tons
1 kilogram = 1000 grams1 hectogram = 100 grams1 dekagram = 10 grams1 gram = 10 decigrams1 gram = 100 centigrams1 gram = 1000 milligrams
Fluid Volume Measurements
1 gallon = 4 quarts1 gallon = 8 pints1 gallon = 16 cups1 gallon = 256 liquid ounces1 quart = 2 pints1 quart = 4 cups1 quart = 64 liquid ounces1 pint = 2 cups1 pint = 16 liquid ounces1 cup = 8 liquid ounces
1 gallon = 3.785 liters1 quart = .9463 liters1 pint = .4732 liters1 liter = .2642 gallons1 liter = 1.057 quarts1 liter = 2.113 pints
1 kiloliter = 1000 liters1 hectoliter = 100 liters1 dekaliter = 10 liters1 liter = 10 deciliters1 liter = 100 centiliters1 liter = 1000 milliliters
Temperature Conversions
To convert Fahrenheit degrees intoCelsius, subtract 32, multiply by .5556.
To convert Celsius into Fahrenheit,multiply by 1.8 and add 32.
Speeds
1 mile/hour = 88 feet/minute1 mile/hour = 1.467 feet/second1 mile/hour = 1.609 kilometers/hour1 miles/hour = 44.70 centimeters/second1 foot/minute = .0113636 miles/hour1 foot/second = 30.48 centimeters/second1 foot/second = .6818 miles/hour1 centimeter/second = .3281 feet/secondspeed of sound = 742 miles/hour in airspeed of sound = 1,193.9 kilometers/hourspeed of light = 186,295 miles/secondspeed of light = 299,748 kilometers/second
Time
1 minute = 60 seconds1 hour = 60 minutes1 hour = 3,600 seconds1 day = 24 hours1 day = 1,440 minutes1 day = 86,400 seconds1 week = 7 days1 week = 168 hours1 week = 10,080 minutes1 week = 604,800 seconds1 year = 12 months1 year = 52 weeks1 year = 365 days 6 hours1 year = 8,766 hours1 year = 525,960 minutes1 year = 31,557,600 seconds
DORIAN TOOL INT'L 615 COUNTY ROAD 219 EAST BERNARD, TX 77435 1-800-627-0266 979-282-2861 FAX: 979-282-295 1
®

All Dorian products manufactured in the United States, East Bernard, Texas* Trademarks ® of Copyright 1998. All rights reserved U.S. Patents and Patents Pending.
TEXAS(979) 282-2861
FAX NUMBER(979) 282-2951
NATIONWIDE(800) 627-0266
HOUSTON(281) 341-5267
®Mailing & Shipping Address:615 County Road 219East Bernard, Texas 77435
FONTANA LIRI, ITALY
WEB SITEwww.doriantool.com
Copyright © 2022 FDOKUMEN




















