
LICEUL TEHNOLOGIC "DUMITRU MANGERON"
27
LICEUL TEHNOLOGIC "DUMITRU MANGERON" PROIECT Pentru examenul de certificare a competențelor profesionale Calificarea profesională: TEHNICIAN PRELUCRARI MECANICE, NIVEL 3 Îndrumător, Candidat, Prof.
-
Upload
independent -
Category
Documents
-
view
6 -
download
0
Transcript of LICEUL TEHNOLOGIC "DUMITRU MANGERON"
LICEUL TEHNOLOGIC "DUMITRU MANGERON"
PROIECT
Pentru examenul de certificare a competențelor
profesionale
Calificarea profesională: TEHNICIAN PRELUCRARI MECANICE, NIVEL 3
Îndrumător, Candidat,
Prof.
-2013 –
2
Recondiționarea pieselor uzate ale
maşinilor unelte
CUPRINS
3
Argument ..................................................................................4
Cap.1. Noțiuni introductive...............................................
......5
Cap.2. Sisteme de reparații...............................................
......5
Cap.3. Metode de reparare a utilajului tehnologic ...............7
Cap.4. Ciclul de reparații ........................................................8
Cap.5. Procedee de recondiționare a pieselor uzate ..............9
Cap.6. Demontarea pieselor în vederea demontării..............13
Cap.7. Scule şi dispozitive pentru demontare ........................14
Bibliografie .............................................................................19
4
Argument
În industria constructoare de maşini se realizează, prin
procedee de prelucrări mecanice, produse necesare diferitelor
domenii ale tehnicii, cum ar fi: industria de electrotehnică şi
mecanică fină, industria de automobile, energetică-nucleară,
construcţii metalice şi utilaj tehnologic, construcţii aero-
spaţiale, etc.
Tehnologia prelucrării mecanice prin aşchiere se ocupă cu
aplicarea ştiinţifică a proceselor de prelucrare a pieselor, prin
îndepărtarea surplusului de material sub formă de aşchii, în vederea
obţinerii unor produse de înalt nivel tehnic şi la un cost minim.
Operaţia de prelucrare mecanică prin aşchiere se realizează cu
ajutorul maşinilor-unelte.
Maşina-unealtă este o maşină de lucru echipată cu scule şi
dispozitive necesare pentru realizarea operaţiilor de prelucrare
prin aşchiere.Din categoria maşinilor-unelte fac parte: strunguri de
diferite tipuri, maşini de frezat, rabotat, mortezat, maşini de
rectificat, maşini de găurit, maşini de alezat, etc.
În general, o maşină-unealtă se compune dintr-o serie de
mecanisme şi organe specifice maşinilor-unelte (batiuri, ghidaje,
5
arbori, axe, lagăre, cuplaje, etc.) care face posibilă realizarea
ciclului de prelucrare prin aşchiere.
Condiţiile tehnologice de prelucrare a pieselor prin aşchiere
au condus la realizarea unui număr de tipuri de maşini-unelte cu
mişcarea principală de rotaţie.
În general, maşinile-unelte sunt acţionate de motoare electrice care
asigură mişcarea de rotaţie la intrarea în cutia de viteze, turaţia
mişcării putând fi variată în limite foarte strânse (una, două, trei
şi mai rar patru turaţii).
Capitolul 1. Noțiuni introductive
În timpul funcţionarii şi exploatării maşinilor siutilajelor,acestea sunt supuse unui proces de degradare fizică prinuzaremecanică şi prin corodare. În practică, s-a constatat că poate fiprelungită durata de folosirea utilajelor dacă prin anumite lucrări,se înlătura degradările produseşi se recondiţionează piesele care aufost degradate. Aceste lucrări poartă denumirea de reparaţii. Prinlucrările de reparaţie se urmăreşte:
6
- Restabilirea proprietăţilor iniţiale ale materialelor din caresuntexecutate piesele, sau aducerea acestor proprietăţi cât maiaproape de cele iniţiale;
- Restabilirea formei, dimensiunilor, poziţiei relative şicalităţii suprafeţelor pieselor;
- Inlocuirea pieselor degradate care nu mai pot fi recondiţionateşi a căror folosire, în continuare, ar compromite funcţionareamaşinii sau instalaţiei sau ar periclita securitatea funcţionării.
Capitolul 2. Sisteme de reparații
Sistemul de reparaţie reprezintă un ansamblu de măsuri tehnico-organizatorice prin care se urmăreşte asigurarea capacităţii delucru a parcului de utilaje dintr-o unitate industrială la careîntreţinere a maşinilor şi instalaţiilor, între două reparaţii, seface pe baza unui plan.
Elementele de bază ale sistemului de reparaţii sunt:
- Planificarea datelor scoaterii din funcţiune a utilajului, învederea reparării (periodicitatea reparaţiilor);
- Planificarea volumului fiecărei reparaţii şi aprovizionareacu piese de schimb;
- Termenul pentru care se face planificarea reparatiilir,adicatermenul de, previziune’’.
Sistemele de reparaţii folosite în industria constructoare demaşini sunt:
- Sistemul de reparaţii pe baza de constatări prealabile(revizii);
- Sistemul de reparaţii preventive.
În sistemul de reparaţii pe baza constatărilor, seplanificareviziile pe o perioadă lungă de timp. Cu ocazia fiecăreirevizii se stabileşte:
- Daca utilajul mai poate fi păstrat în exploatare până ladataurmatoarei revizii;
7
- Data scoaterii din serviciu a utilajului şi volumul lucrărilordereparatii.
Sistemul de reparaţii preventive cu planificare rigidăse planifica:
- Datele la care utilajul se scoate obligatoriu din serviciu,indiferent de starea în care se afla;
- Piesele sau subansamblurile care se înlocuiesc ladatarespectiva;
- Piesele care se repara obligatoriu cu această ocazie;
- Tehnologia completă a reparaţiei, precum şi metodele ce trebuieaplicate.
Acest sistem prezintă avantajul planificării reparaţiilor dar nuia în considerare toate posibilităţile de prelungire a duratei defuncţionare a utilajului.
În sistemul reparaţiilor preventive cu planificare controlatăse planifica termenele şi categoriile reparaţiilor şi reviziilorînsă pe baza constatărilor făcute după demontare, volumul fiecăreireparatiiconcrete poate să difere de volumul planificat. Acestsistem este maielastic şi permite ca, în unele cazuri, pe bazaconstatărilor făcute, oreparatie prevăzută după grafic să poată firedusă la o categorie inferioară.
Sistemul de reparaţii preventive planificate cuprinde treicategorii de reparaţii:
- Reparatii curente (RC)
- Reparatii mijlocii (RM)
- Reparatii capitale (RK)
Reparaţiile curente prevăd remedierea pieselor saua unor elemente dintr-o instalaţie care nu cer demontări desubansamblurimari şi care, în majoritatea cazurilor, sunt uşoraccesibile. La reparaţiile curente se execută:
- Curatirea, ştergerea şi ungerea maşinii sau instalaţiei;
8
- Demontarea parţială a unor elemente care în timpul exploatăriisunt solicitate mai intens;
- Spalarea pieselor provenite de la elementele demontabile siremedierea defectelor de suprafaţă;
- Schimbarea sau repararea pieselor uzate;
- Razuirea suprafeţelor de frecare, ajustarea penelor,inlocuireainelelor şi a garniturilor;
- Spalarea, verificarea şi repararea dispozitivelor de ungere,înlocuirea furtunurilor uzate;
- Verificarea şi repararea aparatului electric;
- Grunduirea şi vopsirea parţială a utilajului.
Reparaţii mijlocii sunt reparaţiile care asigura păstrareacapacităţii normale de funcţionare a maşinilor şi instalaţiilorpanacand amsamblurile principale ale acestora ajung la limiteleadmisede degradare (uzură, coroziune etc) şi trebuie trecutla executarea reparaţiei capitale.
În afară lucrărilor prevăzute în cazul reparaţiilor curente, cuocazia reparaţiilor mijlocii se mai executa:
- Inlocuirea rulmenţilor;
- Repararea sau înlocuirea lagărelor; -repararea sau reglareasistemelor de comanda;
- Repararea ambreajelor;
- Inlocuirea bolţurilor, şuruburilor, bucşelor uzate;
- Reconditionarea tuturor pieselor uzate;
- Reglarea completă a maşinii sau instalaţiei;
- Vopsirea suprafeţelor cu vopsea de protecţie.
Reparaţiile capitale sunt acelea care recondiţionează completunutilaj înlăturând toate degradările apărute. Cu ocazia reparaţieicapitale se execută demontarea completă a utilajului, se refac şiseinlocuiesc părţile deteriorate ale maşinilor şi ale aparatelorelectrice, se recondiţionează sau se înlocuiesc toate piesele uzate.
9
La reparaţiile capitale se înlocuiesc 50% sau chiar mai mult dinpieselecomponente ale utilajului. Prin reparaţia capitală,capacitatea delucru a utilajului trebuie adusă la valoarea sanominală. Prin capacitatea de lucru se înţelege posibilitateautilajului de afunctiona cu asigurarea principalelor caracteristici(de exemplu: debitul şi presiunea unui compresor; debitul şipresiuneaunei pompe; factorul de separare la o centrifugă etc).
De mai multe ori, cu ocazia reparaţiilor capitale, se aducutilajuluisi unele îmbunătăţiri funcţionale, prin modernizareaacestuia.
Capitolul 3. Metode de reparare a utilajului tehnologic
Cu toată diversitatea mare a utilajului tehnologic, sistemulreparaţiilor preventive planificate permite trei variante principalede reparaţii:
După efectuarea lucrărilor:
- Reparatii la locul de instalare şi funcţionare a utilajului;
- Reparatii cu demontarea utilajului şi transportarea lui înatelierulde reparaţii, unde se efectuează toate lucrările necesareşi se controlează calitatea acestora;
- Repararea piesei sau subansamblului de bază (batiu, suport,schelet) la locul de instalare, iar a altor subansambluri sau pieseîn atelierul de reparaţii.
După metoda pregătirii şi efectuării reparaţiilor:
- Repararea individuală a utilajului cu demontarea acestuiapână la îndepărtarea tuturor pieselor deteriorate, conformvolumului prevăzut în categoria respectivă de reparaţie. Pieseleuzate se repara sau se înlocuiesc cu piese de schimb păstrate îndepozit;
- Reparatii pe agregat cu înlocuirea unor complexe mari
10
- Denumiteagregate- cu altele din rezerva. În acest mod se potschimbareductoarele morilor mari cu bile sau ale altor agregatecu tambur rotativ; sistemele de acţionare ale amestecătoarelor etc;
- Inlocuirea maşinilor uzate cu maşini din rezerva. Reparareamaşinii demontate urmează să se efectueze în intervalul detimpdintre două reparaţii, deci nu este legată de oprireainstalaţiei.
După planificarea reparaţiilor în timp:
- Repararea utilajului cu repartizarea lucrărilor pe tot timpulanului. Aceasta permite eşalonarea lucrărilor şi încărcareajudicioasă a maşinilor şi a brigăzilor de lucru;
- Concentrarea reparaţiilor pentru o perioadă scurtă de timpcuintrerupere funcţionarii întregii instaltaii sau a majorităţiimaşinilor şi aparatelor. Această metodă se poate aplica în secţiilecu regimcontinu de funcţionare;
- Concentrarea reparaţiilor pentru o anumită perioadă a anului,atunci când utilajul nu este încărcat sau are o încărcare mică.Astfel, este cazul termocentralelor, staţiilor frogorifice,fabricilor dezahar, maşinilor agricole etc.
Capitolul 4. Ciclul de reparații
Pentru planificarea reparaţiilor se folosesc ca dateiniţiale periodicitatea reparaţiilor şi volumul acestora pentrufiecare utilaj.
Prin periodicitatea reparaţiei se înţelege repetarea ciclicăadiferitelor categorii de reparaţii într-un interval determinat detimp.
Viteza cu care se produce uzura este diferită de la o piesă laalta, ea depinzând de o serie de factori constructiv-functional şide exploatare printre care:
- Marimea şi natura solicitărilor în timpul funcţionarii maşinii;
11
- Materialul şi calitatea materialului piesei;
- Precizia şi calitatea (rugozitatea) suprafeţelor piesei;
- Modul de ungere; -actiunea mediului de lucru sau mediuluiambiant. Pe lângă faptul că viteza de uzare diferă de la o piesă laalta, însăşi limitele admisibile de uzură sunt diferite în funcţiede rolul pe care acestea îl îndeplinesc în funcţionarea maşinii.
Rezultă că unele piese ale maşinilor trebuie să fie înlocuite maifregvent decât altele şi din acest motiv au apărut categoriiledereparatii: revizii, reparaţii curente, reparaţii medii şireparaţii capitale.
Intervalul de timp între două reparaţii capitale succesive senumeşte ciclu. Între două reparaţii capitale se prevăd reviziile,reparaţiile curente şi medi. În figură 34.1 este reprezentat unciclu dereparatii precum şi categoriile de reparaţii ce se executăîntre două reparaţii capitale.
Din grafic rezultă că după fiecare categorie de reparaţiecapacitatea de lucru a maşinii se restabileşte parţial. Singurareparaţie care restabileşte integral capacitatea de lucru a maşiniieste reparaţia capitală. După o reparaţie capitală, ciclul dereparaţie se reduce cu aproximativ 10%. Toate reparaţiile efectuatese consemnează incartea maşinii (utilajului).
Capitolul 5. Procedee de recondiționare a pieselor uzate
În timpul exploatării maşinilor şi aparatelor, piesele acestorasunt supuse solicitărilor mecanice şi acţiunilor termice sau chimicealemediului de lucru, precum şi ale celui ambiant. În funcţie derolul pecare îl îndeplineşte utilajul, unele dintre acestea
12
sunt preponderente. Astfel, la majoritatea maşinilor, acţiunilemecanice sunt preponderente, pe când la majoritatea aparatelorsunt predominante acţiunile termodinamice. La aceste acţiuni se maipot adăuga cele produse de tensiunile interneale materialului pieselor, tensiuni care apar în procesul deelaborare a semifabricatelor acestora (turnare, forjare, matriţare,sudare etc) sau în timpul asamblării.
În urma catiunii acestor factori se pot produce schimbărialeformei şi dimensiunilor suprafeţelor pieselor, precum şimodificariale propietatilor fizico-mecanice ale materialuluiacestora. Cele maifrecvente degradări ale pieselor în timpulexploatării sunt: pierderea preciziei, apariţia deformărilor,fisurilor, zgârieturilor, rizurilor etc. În afara acestor degradăriinevitabile, se mai pot produce degradări sau avarii datoritănerespectării tehnologiei de fabricare a pieselor sau de asamblare,precum şi a regulilor şi regimului de exploatare a utilajului.
Recondiţionarea pieselor care şi-au pierdut precizia dimensionalăsau de formă ca urmare a uzării mecanice sau în urma unor avarii,se poate face prin diferite metode.
Cele mai răspândite metode de recondiţionare sunt următoarele:
A. Pentru piese cu degradări superficiale (în special uzuri):
- Prelucrarea la dimensiuni de reparaţie;
- Metalizarea;
- Incarcarea prin sudare;
- Reconditionarea prin turnare;
- Galvanizarea;
- Reconditionarea cu piese suplimentare.
B.Pentru piese deteriorate:
- Sudarea;
- Lipirea;
- Utilizarea unor adaosuri;
- Ajustarea.
Prelucrarea la dimensiunile de reparaţie consta în prelucrarea mecanică apieselor uzate până la aşa-zisele dimensiuni de reparatiecare au
13
valori mai mici decât cele iniţiale în cazul arborilor şi maimari încazul alezajelor. Dintr-o îmbinare a două piese se repara piesa ceamai complicată şi de regulă, mai scumpă, urmând ca piesacea maisimplă să fie înlocuită sau recondiţionată prin încărcareasuprafeţei.
Dimensiunile modificate ale suprafeţelor pieselor conjugate dupăo astfel de recondiţionare se numesc dimensiuni de reparaţie.
Recondiţionarea prin metalizare consta în pulverizarea cu un jetde aera unui metal topit pe suprafaţa piesei de reparat.
Metalizarea se face cu ajutorul unor aparate denumite şipistoalede metalizare. Părţile principale ale unui astfel deaparatsunt: mecanismul de alimentare cu metal ce urmează afi pulverizat, dispozitivele de încălzire şi de pulverizare.Picăturile demetal topit sunt antrenate de jetul de aer comprimatsau de orice gazsi proiectate pe suprafaţa piesei de recondiţionat.
Adeziunea picăturilor de metal topit pe suprafaţa piesei sepoateexplica printr-un proces molecular-mecanic. Contactul molecularsecompleteaza cu aderarea mecanică a picăturii pulverizatelasuprafata rugoasa a piesei, formând, prin forţa loviturii, ofixare puternică la metalul de bază.
Materialul de adaos poate fi sub formă de sârmă sau pulbere.
Un procedeu modern de realizare îl constituie metalizareacu plasmă. Pentru metalizare se folosesc, de regulă, plasmatroane„tip combinat”, materialul de adaos prezentându-se sub formăde pulbere. În figură 34.2 este reprezentată schema unei instalaţiidemetalizare cu plasmă folosind pulbere metalică cu granulatiemare.Pulberea se presara pe suprafaţa de metalizat, în fata jetuluide plasmă prin intermediul unui alimentator. Având greutate mare,pulberea nu este împrăştiată de către jetul de plasmă şi nici decatregazul protector. La temperatura jetului de plasmă pulberea estetopitasi fixată pe suprafaţa piesei de recondiţionat.Gazul protector (amestec de argon şi heliu) protejează topituraîmpotriva acţiunii aerului. Ca gaz plasmogen (generator de plasmă)se folosesteargonul.
14
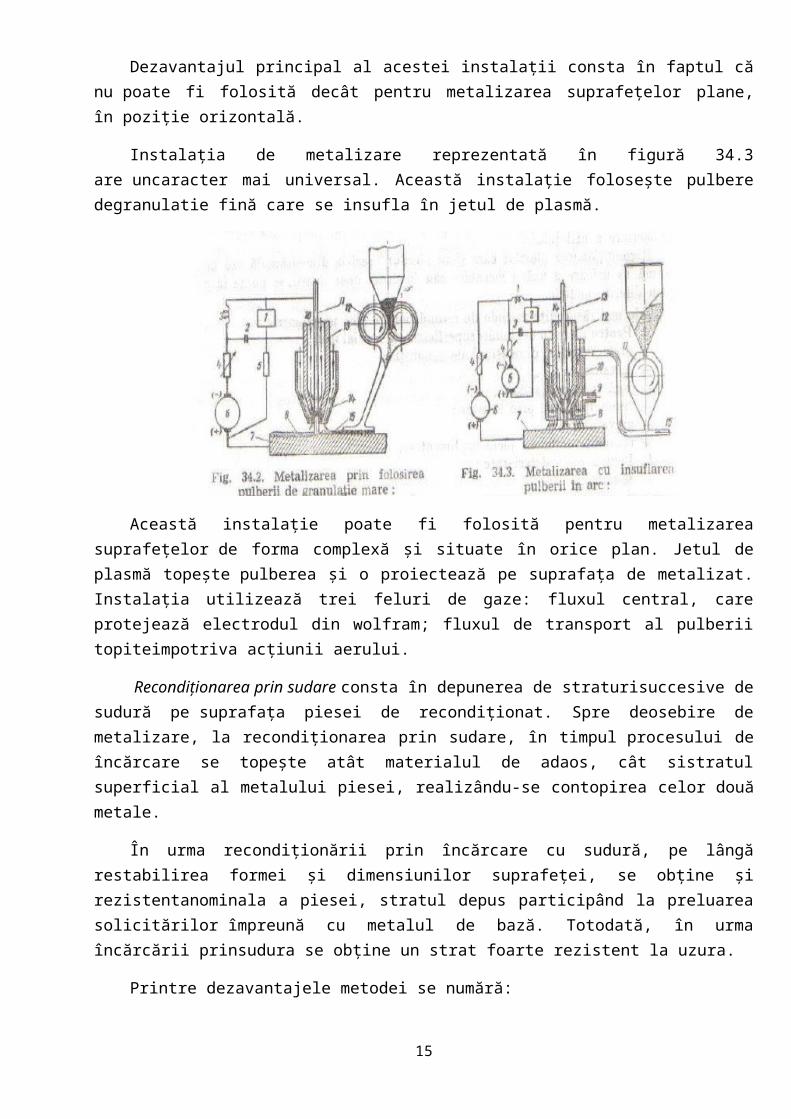
Dezavantajul principal al acestei instalaţii consta în faptul cănu poate fi folosită decât pentru metalizarea suprafeţelor plane,în poziţie orizontală.
Instalaţia de metalizare reprezentată în figură 34.3are uncaracter mai universal. Această instalaţie foloseşte pulberedegranulatie fină care se insufla în jetul de plasmă.
Această instalaţie poate fi folosită pentru metalizareasuprafeţelor de forma complexă şi situate în orice plan. Jetul deplasmă topeşte pulberea şi o proiectează pe suprafaţa de metalizat.Instalaţia utilizează trei feluri de gaze: fluxul central, careprotejează electrodul din wolfram; fluxul de transport al pulberiitopiteimpotriva acţiunii aerului.
Recondiţionarea prin sudare consta în depunerea de straturisuccesive desudură pe suprafaţa piesei de recondiţionat. Spre deosebire demetalizare, la recondiţionarea prin sudare, în timpul procesului deîncărcare se topeşte atât materialul de adaos, cât sistratulsuperficial al metalului piesei, realizându-se contopirea celor douămetale.
În urma recondiţionării prin încărcare cu sudură, pe lângărestabilirea formei şi dimensiunilor suprafeţei, se obţine şirezistentanominala a piesei, stratul depus participând la preluareasolicitărilor împreună cu metalul de bază. Totodată, în urmaîncărcării prinsudura se obţine un strat foarte rezistent la uzura.
Printre dezavantajele metodei se numără:
15
- Posibilitatea deformării piesei şi deci necesitatea luăriiunor măsuri pentru micşorarea acestei tendinţe;
- Aparitia de tensiuni interne, precum şi unelemodificaristructurale tipice procesului de sudare.
Recondiţionarea prin turnare se aplică, de regulă, pieselor dinmetaleantifricţiune, cum sunt cuzineţii lagărelor. Metoda poate fifolosită şi la recondiţionarea altor piese, ca de exemplu:pistoane, bucşe etc. Cel mai simplu procedeu îl constituieturnareafara presiune folosind piesa de recondiţionat ca formă deturnare. În cazul recondiţionării cuzineţilor, corpul acestora arerolul de formade turnare, iar ca miez se foloseşte un dorn special.
Rezultate bune şi productivitate sporită se obţin folosindrecondiţionarea pieselor prin turnare centrifugala sau în formevidate.
Recondiţionarea prin metode electrochimice consta în depunereaunui stratde metal pe suprafaţa piesei de recondiţionat, prin încărcărigalvanice. Datorită durităţii şi rezistenţei mari la uzura acromuluiprecum şi datorită proprietăţilor sale antifricţiune, cromarea estemai avantajoasă decât depunerea altor straturi de încărcare.Cromarea în scopul creşterii rezistenţei la uzura a pieselor dinfonta sau din hotel, se realizează în două variante tehnologice şianume: cromarea dura şi cromarea poroasă.
Cromarea dura se recomanda în cazul pieselor supuse acţiuniiabrazive şi corozive a mediului de lucru (fusurile armaturilor,inelele de etanşare ale armaturilor etc).
Cromarea poroasă se recomanda în cazul pieselor care lucreazaincondiţii de frecare cu ungere (fusurile diferitelor osii şiarborietc).
Grosimea stratului de depunere este de aproximativ 0,25 mm, încazul încărcărilor dure cu crom şi de 0,5 mm, în cazulîncărcărilor poroase cu crom.
Din stratul depus se îndepărtează, de regulă, 0,1...0,15 mmprin prelucrare mecanică (rectificare).
16
Cromarea se realizează în electroliţi (soluţii) pe baza deanhidrina cromica (CrO3) şi acid sulfuric (H2SO4).
Concentraţia optimă de anhidrina cromica este de 150g/l. În ceeace proveste concentraţia acidului sulfuric, aceasta trebuie sărespecteraportul de 1/100 la cromarea dura şi de 1/125 la cromareaporoasă.
Deoarece electrolitul de cromare are puterea de pătrunderefoartescazuta, pentru realizarea unei depuneri uniforme este necesarsă seutilizeze dispozitive speciale de prindere şi suspendare apieselor în baia galvanică. Aceste dispozitive sunt prevăzute cuanozi auxiliari (din plumb în cazul cromării) cu configuraţiacorespunzătoare configuraţiei piesei şi cu ecrane de protecţie carepreiau densitatileridicate de curent de la vârfurile şi muchiileconturului.
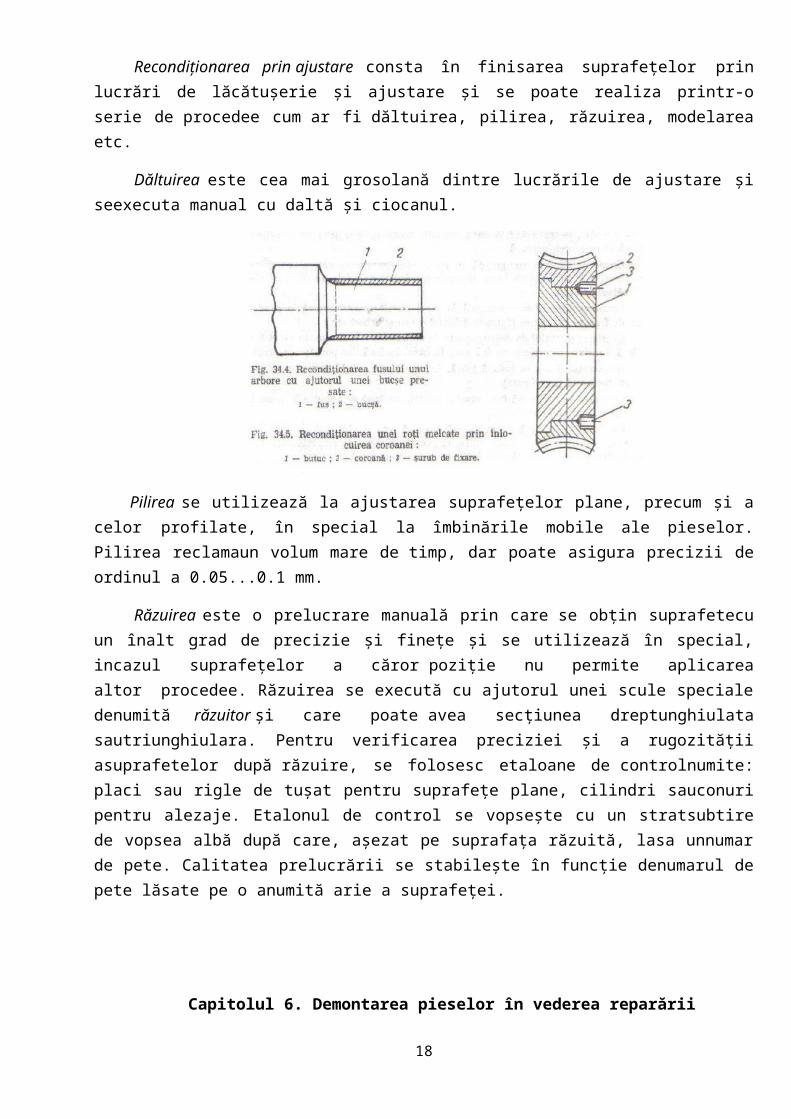
Recondiţionarea cu piese suplimentare consta în adăugarea pestesuprafeţele uzate a unor bandaje, bucşe, cămăşi etc. Ale căror formesidimensiuni compensează uzura produsă şi redau piesei formasidimensiunile necesare. În figură 34.4 este reprezentat un fusdincapatul unui arbore care a fost recondiţionat prin presareaunei bucşe unei bucşe peste suprafaţa lui uzată, iar în figură 34.5o roatamelcata a cărei coloana a fost înlocuită cu o coroana nouă.
Recondiţionarea prin sudare se aplică, de obicei, pieselor cudegradarisub formă de fisuri, crestături sau chiar ruperi de material.
Repararea unor astfel de piese-in special din fonta-se faceprincuratirea locului degradat, încălzirea piesei şi turnareade metal topitin golul format. În cazul intrepinderilor industrialechimice care nu dispun de turnătorii proprii repararea unor astfelde defecte se poate face prin sudare cu gaze sau cu arc electric.
Recondiţionarea prin lipire se aplică unor piese care nu suntsupuse lasolicitări mari şi deci nu trebuie să aibă rezistenţă mare (băi deulei sau vase mici de depozitare). Acestor piese trebuie că, prinrecondiţionare, să li se refacă etansietatea.
Repararea consta în determinarea extremitatiilor crăpăturiisaufisurii, curăţirea acestora şi lipirea cu aliaj moale folosindadezivi speciali.
17
Recondiţionarea prin ajustare consta în finisarea suprafeţelor prinlucrări de lăcătuşerie şi ajustare şi se poate realiza printr-oserie de procedee cum ar fi dăltuirea, pilirea, răzuirea, modelareaetc.
Dăltuirea este cea mai grosolană dintre lucrările de ajustare şiseexecuta manual cu daltă şi ciocanul.
Pilirea se utilizează la ajustarea suprafeţelor plane, precum şi acelor profilate, în special la îmbinările mobile ale pieselor.Pilirea reclamaun volum mare de timp, dar poate asigura precizii deordinul a 0.05...0.1 mm.
Răzuirea este o prelucrare manuală prin care se obţin suprafetecuun înalt grad de precizie şi fineţe şi se utilizează în special,incazul suprafeţelor a căror poziţie nu permite aplicareaaltor procedee. Răzuirea se execută cu ajutorul unei scule specialedenumită răzuitor şi care poate avea secţiunea dreptunghiulatasautriunghiulara. Pentru verificarea preciziei şi a rugozităţiiasuprafetelor după răzuire, se folosesc etaloane de controlnumite:placi sau rigle de tuşat pentru suprafeţe plane, cilindri sauconuripentru alezaje. Etalonul de control se vopseşte cu un stratsubtirede vopsea albă după care, aşezat pe suprafaţa răzuită, lasa unnumarde pete. Calitatea prelucrării se stabileşte în funcţie denumarul depete lăsate pe o anumită arie a suprafeţei.
Capitolul 6. Demontarea pieselor în vederea reparării
18
Pentru ca piesele uzate să poată fi reparate, acestea trebuie săfie demontate.
Demontarea reprezintă procesul de desfacere a maşinii sauaparatului inunitati de asamblare şi apoi în piesele componente.Demontarea în vederea reparării cuprinde următoarele etape:
Stabilirea preliminară a degradărilor consta în observaţii asupra moduluicum funcţionează maşina sau aparatul, asupra capacităţii de lucru aacestora, controlul temperaturii la subansamblurile în frecare,controlul vibraţiilor, al şocurilor etc.
Indicii care arata modul cum funcţionează maşina sunt specificifiecărei construcţii. De exemplu, la concasoarele cu fălci seproduce o uzare intensă afalcilor, precum şi o creştere a joculuidintre fus şi cuzinet la falcă mobila.
Uzarea acestor elemente conduce la micşorarea gradului deconcasare adicala creşterea granulaţiei materialului concasat.
Temperatura pieselor în frecare-in general a lagarelor-indicagradul de uzuraa acestora. Dacă diferenţa dintre temperatura
lagărelor şi a mediului ambiant depăşeşte 40...50 ْ C-este un indiciufrecvent că s-a produs uzarea acestora, acrescut frecarea şi decilucrul mecanic de frecare.
Şocurile indica existenţa unor uzuri neuniforme a elementelor înmişcare. Existenţa vibraţiilor se constată prin apariţia unorzgomote diferite de zgomotele de fond ale funcţionării normaleale concasorului. Prin analizarea zgomotelor produse se poatestabilii elementul care-l produce.
Demontarea generală consta în dezmembrarea maşinii în unităţideasamblare într-un volum impus de categoria reparaţiei ce urmează afi efectuată. Concomitent cu demontarea, se realizează a douatreaptă a stabilirii degradărilor. Aceasta se face prin diversemăsurări, controale şi verificări.
Cele mai mari dificultăţi, în timpul demontării generale, apar lademontarea ansamblurilor demontabile fixe-buluoane, pene, ajustajepresate (bucşe, rulmenţi)- din cauza impurităţilor mecanice ce se
19
depun pe suprafeţele lor (praf, produşi decoroziune, zgura sau altedepuneri), precum şi ca urmare a degradării acestora.
Demontarea detaliată consta în demontarea unităţilor de asamblareîn unitatimai reduse (grupe de ordin inferior) până la pieselecomponente, în scopulinlocuirii sau refacerii celor cu defecte.Ultima etapă a demontării consta incuratirea pieselor şi stabilireastării fiecăreia, adică a gradului de modificare adimensiunilor aformei, a calităţii suprafeţelor etc. În comparaţie cuvalorileinitiale.
Capitolul 7. Scule şi dispozitive pentru demontare
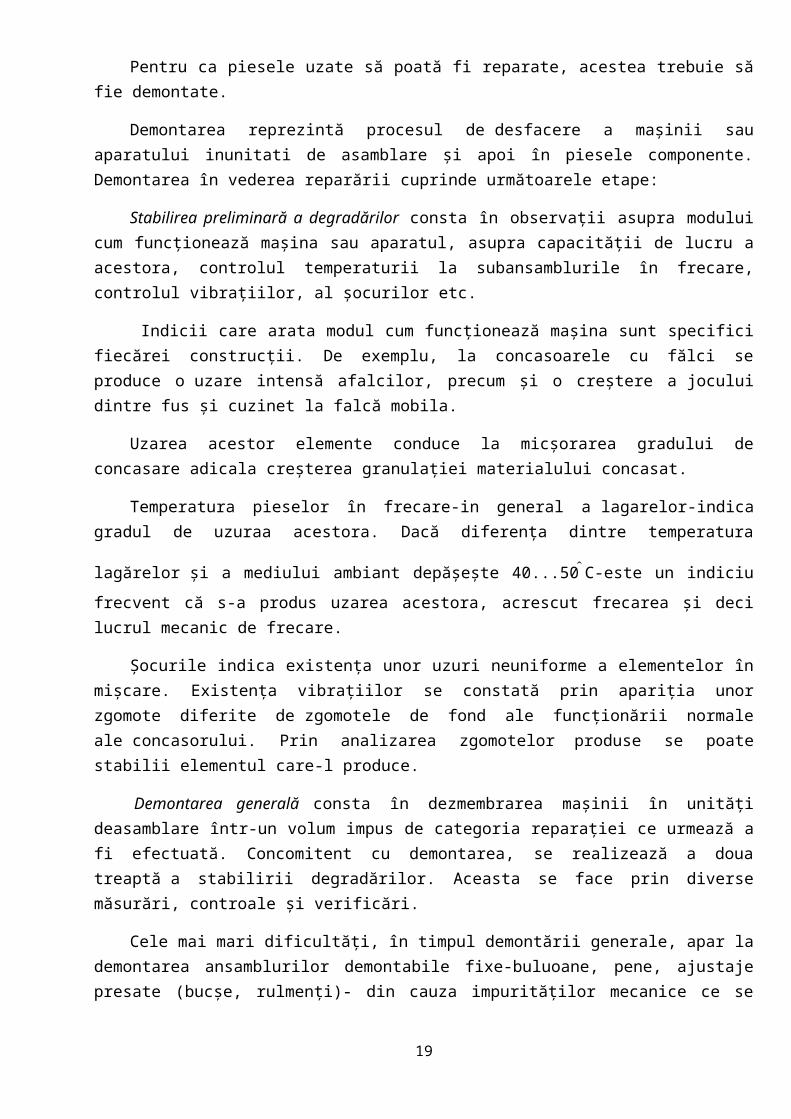
Demontarea îmbinărilor cu filet (buloane, prezoane, şuruburi) se facecuajutorul şuruburilor sau a cheilor de diferite tipuri.
În figură 34.6 este reprezentată o chee tubulara cu capulde lucruschimbabil. Fixarea capului de lucru 1 la corpul cheii2 poate fi realizată cuajutorul unei bile 3 acţionată de un arc.Cheile pentru piuliţe rotunde au diferiteforme constructive (figura34.7)
20
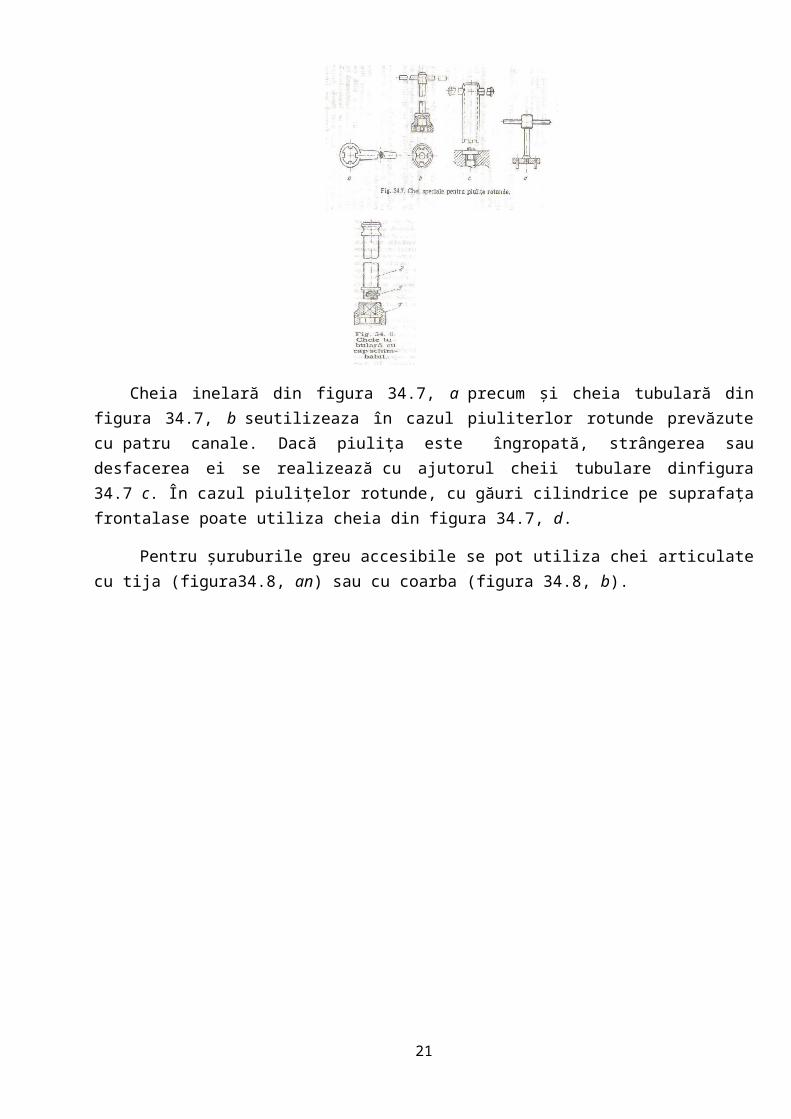
Cheia inelară din figura 34.7, a precum şi cheia tubulară dinfigura 34.7, b seutilizeaza în cazul piuliterlor rotunde prevăzutecu patru canale. Dacă piuliţa este îngropată, strângerea saudesfacerea ei se realizează cu ajutorul cheii tubulare dinfigura34.7 c. În cazul piuliţelor rotunde, cu găuri cilindrice pe suprafaţafrontalase poate utiliza cheia din figura 34.7, d.
Pentru şuruburile greu accesibile se pot utiliza chei articulatecu tija (figura34.8, an) sau cu coarba (figura 34.8, b).
21

Mărirea productivităţii muncii în lucrările de asamblareşi demontare se poate obţine folosind cheia cu clichet.
Cheia cu clichet se compune din corpul 1 în care este montatăbucşă 2 prevazutacu gaura hexagonală, iar la exterior cu canale încare intra clichetul 3. Clichetul 3 este împins înspre bucşă 2 decătre arcul elicoidal 4, iar ştiftul 5 îl împiedica şase rotească.Cheia cu clichet funcţionează la rotirea într-un singur sens. Prinrotirea cheii, în sensul de lucru, clichetul antrenează bucşă 2 şideci şi piuliţă. La rotirea în sens invers datorită teşiturii de lacanalele din bucşă, precum şi atesiturii capătului clichetului,acesta este împins în interiorul găurii din interiorulcheii şicomprimă arcul. În felul acesta, bucşă rămâne pe loc, ne mai fiindantrenată de către clichet. Se continua rotirea mânerului până cândclichetul intra în următorul canal al bucşei, moment în care cheiapoate fi rotita în sensul delucru, iar clichetul antrenează bucşă şirespectiv piuliţa în mişcare de rotaţie.
Cheile universale sau reglabile se folosesc rar, deoarecedatorită uzării fălcilor de prindere sau datorită erorilor de
22
reglare, muchiile piuliţelor sau capetele şuruburilor se rotunjesc,creând dificultăţi de deşurubare.
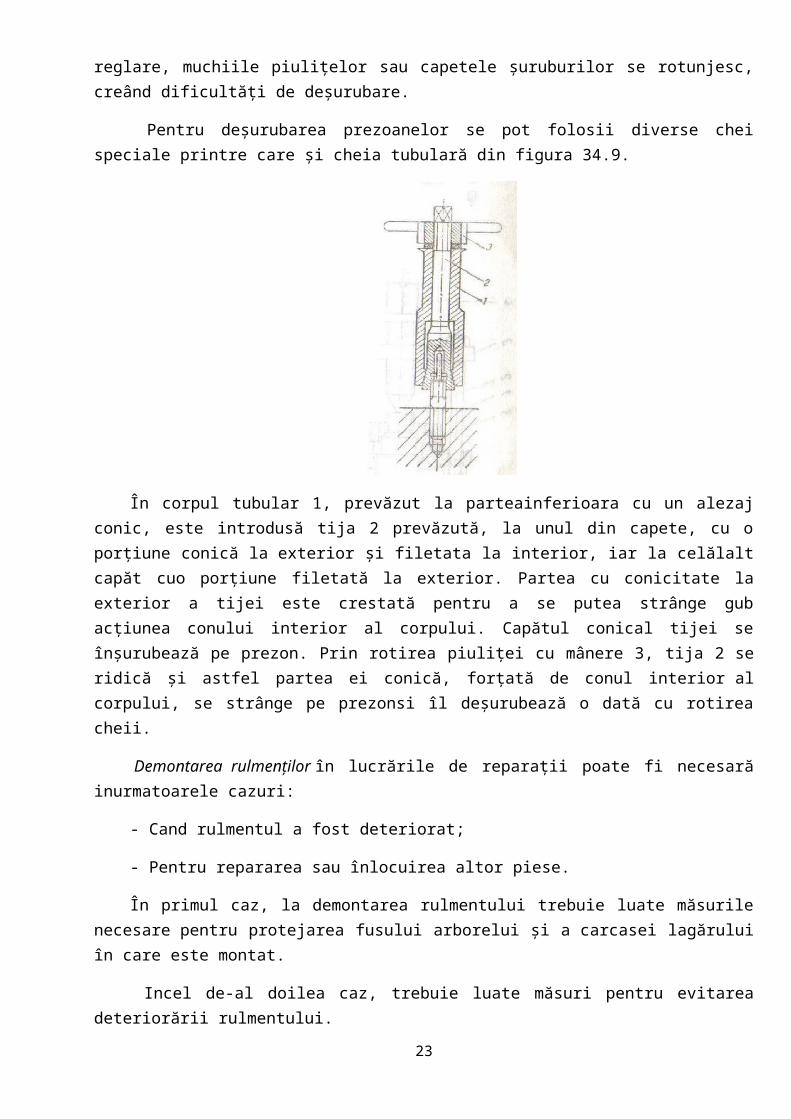
Pentru deşurubarea prezoanelor se pot folosii diverse cheispeciale printre care şi cheia tubulară din figura 34.9.
În corpul tubular 1, prevăzut la parteainferioara cu un alezajconic, este introdusă tija 2 prevăzută, la unul din capete, cu oporţiune conică la exterior şi filetata la interior, iar la celălaltcapăt cuo porţiune filetată la exterior. Partea cu conicitate laexterior a tijei este crestată pentru a se putea strânge gubacţiunea conului interior al corpului. Capătul conical tijei seînşurubează pe prezon. Prin rotirea piuliţei cu mânere 3, tija 2 seridică şi astfel partea ei conică, forţată de conul interior alcorpului, se strânge pe prezonsi îl deşurubează o dată cu rotireacheii.
Demontarea rulmenţilor în lucrările de reparaţii poate fi necesarăinurmatoarele cazuri:
- Cand rulmentul a fost deteriorat;
- Pentru repararea sau înlocuirea altor piese.
În primul caz, la demontarea rulmentului trebuie luate măsurilenecesare pentru protejarea fusului arborelui şi a carcasei lagăruluiîn care este montat.
Incel de-al doilea caz, trebuie luate măsuri pentru evitareadeteriorării rulmentului.
23
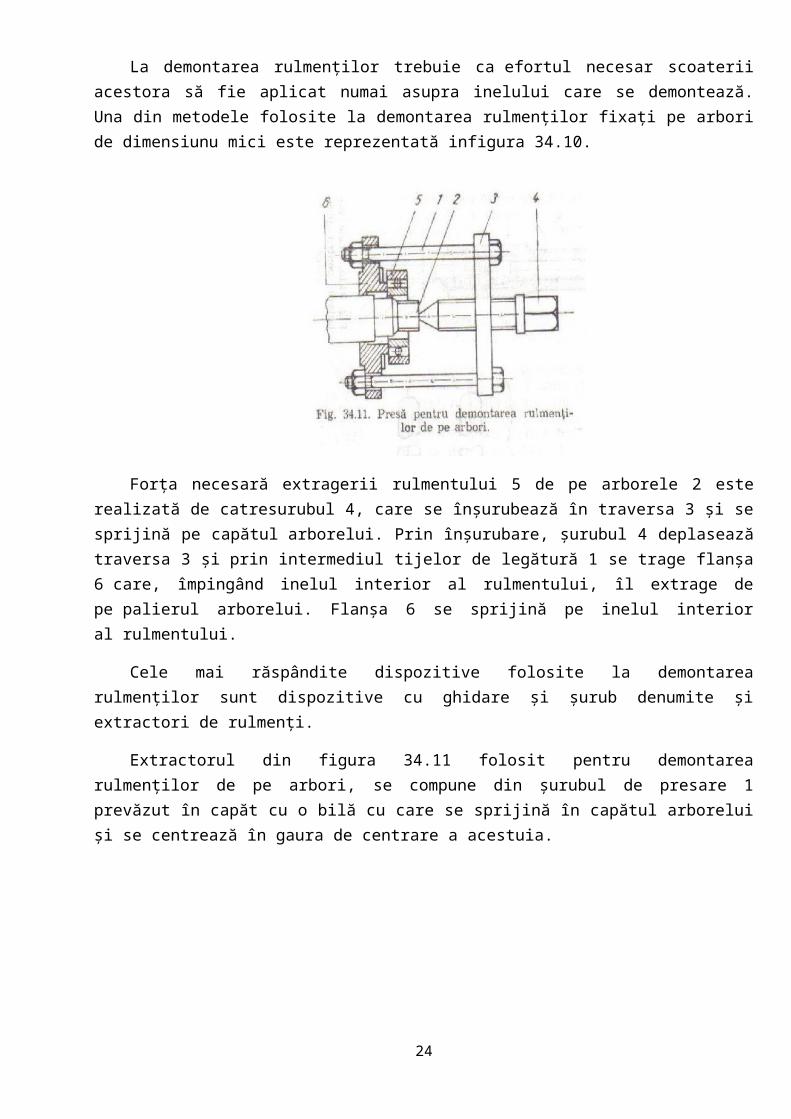
La demontarea rulmenţilor trebuie ca efortul necesar scoateriiacestora să fie aplicat numai asupra inelului care se demontează.Una din metodele folosite la demontarea rulmenţilor fixaţi pe arboride dimensiunu mici este reprezentată infigura 34.10.
Forţa necesară extragerii rulmentului 5 de pe arborele 2 esterealizată de catresurubul 4, care se înşurubează în traversa 3 şi sesprijină pe capătul arborelui. Prin înşurubare, şurubul 4 deplaseazătraversa 3 şi prin intermediul tijelor de legătură 1 se trage flanşa6 care, împingând inelul interior al rulmentului, îl extrage depe palierul arborelui. Flanşa 6 se sprijină pe inelul interioral rulmentului.
Cele mai răspândite dispozitive folosite la demontarearulmenţilor sunt dispozitive cu ghidare şi şurub denumite şiextractori de rulmenţi.
Extractorul din figura 34.11 folosit pentru demontarearulmenţilor de pe arbori, se compune din şurubul de presare 1prevăzut în capăt cu o bilă cu care se sprijină în capătul arboreluişi se centrează în gaura de centrare a acestuia.
24
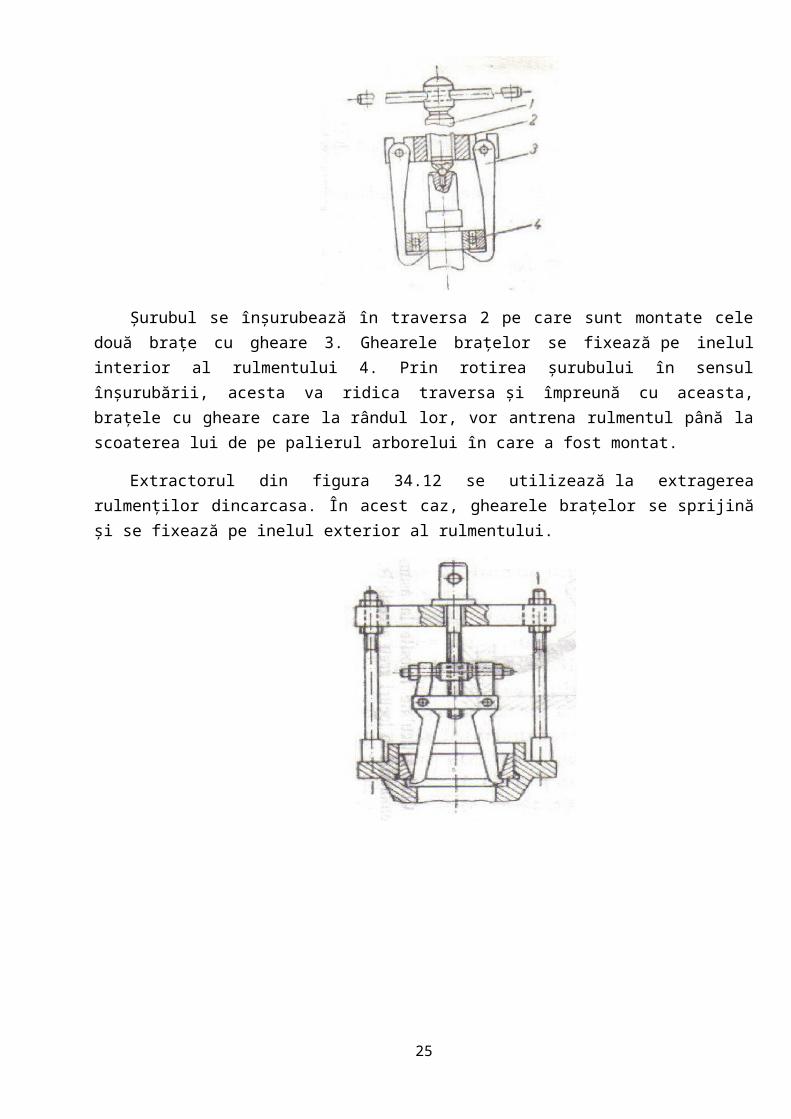
Şurubul se înşurubează în traversa 2 pe care sunt montate celedouă braţe cu gheare 3. Ghearele braţelor se fixează pe inelulinterior al rulmentului 4. Prin rotirea şurubului în sensulînşurubării, acesta va ridica traversa şi împreună cu aceasta,braţele cu gheare care la rândul lor, vor antrena rulmentul până lascoaterea lui de pe palierul arborelui în care a fost montat.
Extractorul din figura 34.12 se utilizează la extragerearulmenţilor dincarcasa. În acest caz, ghearele braţelor se sprijinăşi se fixează pe inelul exterior al rulmentului.
25
Bibliografie1. Stefan Pece; Stefan Silviu Mitrea; Aurelia Dascalescu; Ion
Bârla, Protecţia muncii, Editura Didactică Şi Pedagogică R.A., Bucureşti, 1996.
2. V. Jinescu; V. Mărginean; V. Chiriac; I. Oprean; C. Tănase; R.Iatan; D. Teodorescu, Utilajul şi tehnologia meseriei lăcătuş construcţii de maşini, Editura Didactică Şi Pedagogică R.A., Bucureşti, 1992.
26

3. I. Moraru, V. Margineanu, T. Oghina- „Utilajul si tehnologia meseriei” – constructii de masini- manual pentru clasa a XI- a, licee industriale cu profil de mecanica; Editura Dfidacticasi Pedagogica.
27














