Journal of Coatings Technology 1983 Vol.55 No.701
105
- , Effect of Molecular Weight On Performance of CeUulosic Thickeners in Latex Paints
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Journal of Coatings Technology 1983 Vol.55 No.701

- ,
Effect of Molecular WeightOn Performance of CeUulosic
Thickeners in Latex Paints
Switch to DuPont DBE:••getmajorsavings in solventcosts.
Coatings fonnulatorshave saved up to 45%with this readilyavallable solvent.
Try Du Pont's Dibasic Ester solvent in place of glycol ethers, glycolether acetates, and high-boilingketones and aromatics to developpaint formulations that producehigh performance finishes '" formulations that can result in majorsavings in solvent costs.
You'll discover that DBE is compatible with most common resinsystems. Also, Dibasic Ester solventcan give you higher solids formulations without adversely affectingpaint rheology. In fact, DBE hasbeen found to improve the rheologyof high solids coating systems byreducing viscosity and improvingleveling properties. This makesDBE suitable for a wide range ofindustrial and automotive coatings.
Along with cost reduction andversatility, DBE solvent is exemptfrom Rule 442 (photochemicallynonreactive) and can be storedindoors without restriction.
Get assistance inyour R&D evaluation.
Let us show you how you canuse Du Pont's DBE in your coatingapplication. We can help youformulate a DBE blend tailoredto fit your existing paint systemor a new paint line. For furtherinformation and samples, write:DuPont Company, Room G39261,Wilmington, DE 19898.
"'Mixed dibasic esters of adipic, glutaric andsuccinic acids.
. R .•ered Trademark of Union Carbide CorporationUCAR IS a egIs
lI~son"isa odor.
1Il\.......·son.LT!y "
isa lawyer."l\t1yson
makesplintwithUCAR Acrylics~

• Vancide TH is a highly effective, economical preservative for latex paints. It prevents the growth of bacteriathat causes latex formulations to turn thin and watery.
Latex paint with Vancide TH is just as thick when it leavesthe retailer's shelf as it was when it left your mixing room.
Vancide TH is extremely cost efficient. And because it'sin liquid form, Vancide TH mixes quickly and easily intoyour formulations.In the highly competitive market for latex paint, keep yourproducts in the thick of it with Vancide® TH.
2
~~~~~~~;~~~~~~~~~;~~~;~--~~lI I'd like to see for myself thai Vancide TH is a superior biocide. II 0 Please send me a free sample of Vancide TH. II 0 I'd like to discuss arrangements for testing my latex formulation with and withoul II Vancide TH in your laboratories. IINa~ Trt~ II Company II 51,••, II C~y Stale Z,p IL ~::~~=~:=~:~: J
.' .:., .,. Journal of Coatings Technology'.', , !
Technical Articles 33
43
53
59
65
Federation news 14
161819
22Departments
Comment 7Government and Industry 20
Society Meetings 79Elections 85
federation MembershipAnniversaries 85
Meetings/Education 86People 90
91Obituary 92Literature 93
Le"ers to the Editor 96Coming Events 97
Humbug from Hillman 100
Effect of Moleculor Weight on Performance of Cellulosic ThickenersIn Latex Palnts-D.M. Blake
Rheological Properties of Alkyd Solutions and Their Relation withSolubility Parameters of Solvents-K.MA Shareef and M. Yaseen
SUrface Coloring of Glassy Palymers by Solvent Diffusion- G.Guerra,C. Paolone, and L. Nlcolals
study on the Workability of Paints. Forces Exerted During Brushing andthe Rheological Characteristics of Palnts-Y. Kuge
factorial experimental Design: Determination 01 Hydroxyl ContentIn Polymers-B.O. Demarest and L.E. Harper
exhibitor Interest Insures 'sellouf of First Paint Industries'Show In Canada
1983 Paint Industries' Show exhibitors
Polymer and COOtlngs students Aided by FSCT
Society Technical Committee Chairmen Meet with FSCT Ac:tvIsoryCommittee
Housing and Advance Registration Forms for the 1983 AnnualMeeting and Paint Industries' Show
Accentuating the PR In PRI
Consensus Rule on PCB's SUbmitted to EPA
KSU SCheduled Rheology Course June 20-24
John C. Weaver Presented Distinguished service Award
Zeno W. WIcks, Jr., of NDSU, to Retire
Evaporation Mechanism Data Questioned
Thoughts for SCeptics; Jerome's Gems; and More
Give your paint equaat lower Ti02 levels...and reduce your cost
\
Ropaque 0P-42 non-pigmentary additive lets you maintainthe hiding of your paint and reduce your raw material costs atthe same time. It also lets you keep the good scrub and stainresistance, adhesion and gloss properties. What's more, paintfonnulated with Ropaque 0P-42 has excellent exterior durabil·ity. And we have more than four years of exposure test data toprove it.
Ropaque 0P-42 additive is made up of polymer sphereswith hollow centers. The spheres function as light-scatteringsites and, thus, contribute to hiding. They also act as spacersfor the n02 particles, allowing the pigment to work more efficiently. Because of its low vehicle demand, Ropaque 0P-42
lets you fonnulate paint at higher PVC's without losingproperties.
So you can reduce the Ti02 and the vehicle level . . . andreduce your costs. Or, of course, you can increase your hidingwithout increasing your costs.
Find out how this revolutionary additive will lower the costof your paint fonnulations . . . whether they are for exterior orinterior use, or for flat, sheen or semi-gloss finishes. Gall yourRohm and Haas technical representative or write to Rohm andHaas Company, Independence Mall West, Philadelphia, PA19105, Attn: Marketing services Dept.

PHILADELPHIA, PA. 19105
RDHMDIHAAS~
iding

FEDERATION OF SOCIETIESFOR COATINGS TECHNOLOGY
BOARD OF DIRECTORS1982-1983
PRESIDENT
•A. CLARKE BOYCENacao Products lid.371 Wallace Ave.Toronto. Ont. M6P 4Pl. Can.
PRESIDENT-ELECT
'TERRYL F. JOHNSONCook Paint & Varnish Co.P.o. Box 389Kansas City. MO 64141
TREASURER
•JOSEPH A. BAUERPorter Paint Co.400 S. 13th St.Louisville. KY 40203
RUDOLPH C. ALBRECHTAce Paint Div.,Ace Hardware Corp.Matteson. IL 60443
WILLY CP. BUSCHPPG Industries, Inc.Houston. TX 77001
MORRIS COFFINOD.H. Utter Co" Inc.New York. NY 10003
DERMONT G. CROMWELLSinclair Paint Co.Los Angeles. CA 90023
CARLOS E. DORRISJones-Blair Co.Dallas. TX 75235
WILLIAM DUNNMonarch Coatings Lid.Rexdale. Ont. M9W 5G5. Can
TOM FITZGERALD. SA.Sterling Lacquer MIg. CoSt. Louis. MO 63139
RICHARD L FRICKERValspar Corp.Minneapolis. MN 55415
CARL W. FULLERReichard-Coulston. Inc.New York. NY 10010
JAMES A. HOECKReliance Universal, Inc.Louisville. KY 40221
NORMAN A. HONCook Paint & Varnish Co.Kansas City. MO 64141
• HOWARD JEROMESpatz Paint Industries, Inc.St. Louis. MO 63102
BERGER JUSTENJusten &AssociatesTampa. FL 33603
ELDER C. LARSONHouslon. TX 77036
STANLEY LeSOTARohm and Haas Co.Spring House. PA 19471
EUGENE LeVEAPratt & Lambert. Inc.Buftalo. NY 14240
DAVID LOVEGROVECarrs Paints Ltd.Birmingham. B31 3PG. England
HARRY B. MAJCHERStandard Delroit Paint Co.Detroil. MI 48238
GARY MARSHALLPaint Products Co., Inc.Walkertown. NC 27051
JAMES A. McCORMICKInland-LeidyBaltimore. MD 21230
WILLIAM MIRICKBattelle Memorial InstituteColumbus. OH 43201
DERYK A. PAWSEYRohm and Haas Co. LidVancouver. B.C. V6J 3P7. Can.
JAMES E. PETERSONPeterson PaintsPueblo. CO 81002
• HORACE S. PHILIPPShe'rwin-Williams Co.Montreal. Que. H3C 2T4. Can.
ANTONIO PINAMexicana de Pinturas IntI.lxtapalapa, Mexico
A. GORDON ROOKSan Francisco. CA 94131
• FRED G. SCHWABCoatings Research Group. Inc.Cleveland. OH 44114
HELEN SKOWRONSKAConsultantCleveland. OH 44112
SAUL SPINDELOIL Laboratories. Inc.New York. NY 10003
DANIEL TOOMBSLukens Chemical CoCambridge. MA 02138
•JOHN T. VANDEBERGDeSoto. Inc.Des Plaines. IL 60018
EDWARD VANDEVORTPPG Industries, Inc.Springdale. PA 15144
KURT WEITZIndusmin lid.Toronto. Onl. M4W 3L4. Can.
• Executive Committee Members
EXECUTIVE VICE-PRESIDENT
FRANK J. BORRELLEFSCT Headquarters Ottice1315 Walnut St.Philadelphia. PA 19107
6 Journal of Coatings Technology

Accentuating the PR In PRIA major effort to upgrade communications is currently being pursued by the Paint
Research Institute Board of Trustees, to assure that the coatings industry generallyand the Federation membership specifically are kept abreast of PRI activity.
Upcoming shortly in the JCT will be a summary andanalysisofthe results from therecent industry survey on suggested areas for PRJ research,as wellasa progress reporton wort beiDa done by the PRI-sponsored Mildew CoJlSOrtium.
And Technical Committees of a dozen Societies are about ready to begin acooperative testing proJl'l'lD in conjunction with the Mildew Consortium. Tbey willbe provided with quantities of a polymer containing an anchored funsicide, toformulate into paint systems for exposure testing. The project will help determine ifthe anchored-fungicide concept will lead to a paint system that "fJghts back"againstmildew. It also provides an opportunity for Society II1embers to participate in PRIresearch work.
Meanwhile, liaison witlrthe Constituent Societies is being pursued in other areas.The PRI Trustees have set up a matching funds program to assist Societieswishing toestablish joint research projects with their local colleges. In addition, researchersdoing work funded by PRI Fellowshipgrants will report on theiractivities to Societiesin their local area, when and as requested.
PRJ's work is important, and so is industry and member awareness of that work.The current emphasis on promoting that awareness should benefit all concerned.
T. A. Kocis,Contributing Editor
elBA-GEIGY•epoxy resins
vs. tile toughestapplications
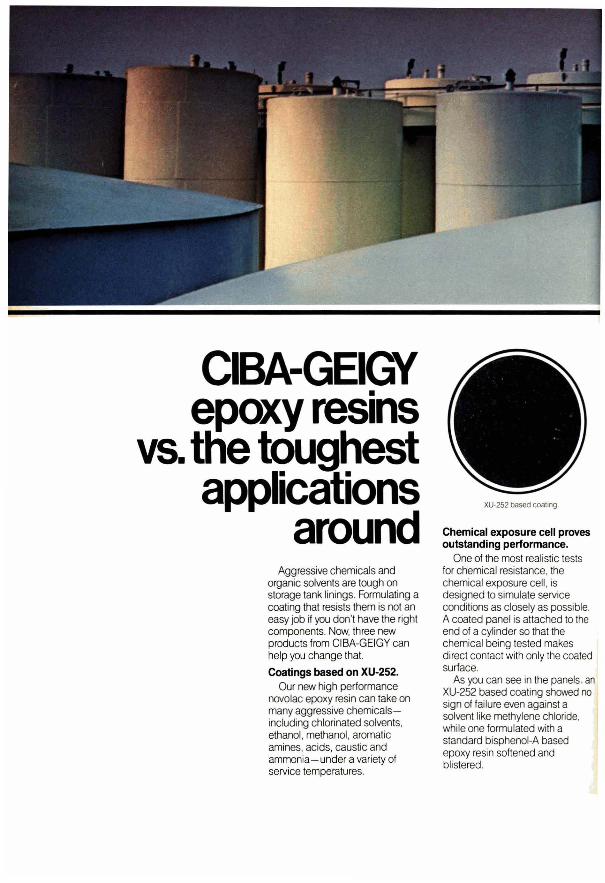
aroundAggressive chemicals and
organic solvents are tough onstorage tank linings. Formulating acoating that resists them is not aneasy job if you don't have the rightcomponents. Now, three newproducts from elBA-GEIGY canhelp you change that.
Coatings based on XU-252.Our new high performance
novolac epoxy resin can take onmany aggressive chemicalsincluding chlorinated solvents,ethanol, methanol, aromaticamines, acids, caustic andammonia-tmder a variety ofservice temperatures.
xu-252 based coatIng
Chemical exposure cell provesoutstanding performance.
One of the most realistic testsfor chemical resistance, thechemical exposure cell, isdesigned to simulate serviceconditions as closely as possible.A coated panel is attached to theend of a cylinder so that thechemical being tested makesdirect contact with only the coatedsurface.
As you can see in the panels, anXU-252 based coating showed nosign of failure even against asolvent like methylene chloride,while one formulated with astandard bisphenol-A basedepoxy resin softened andblistered.
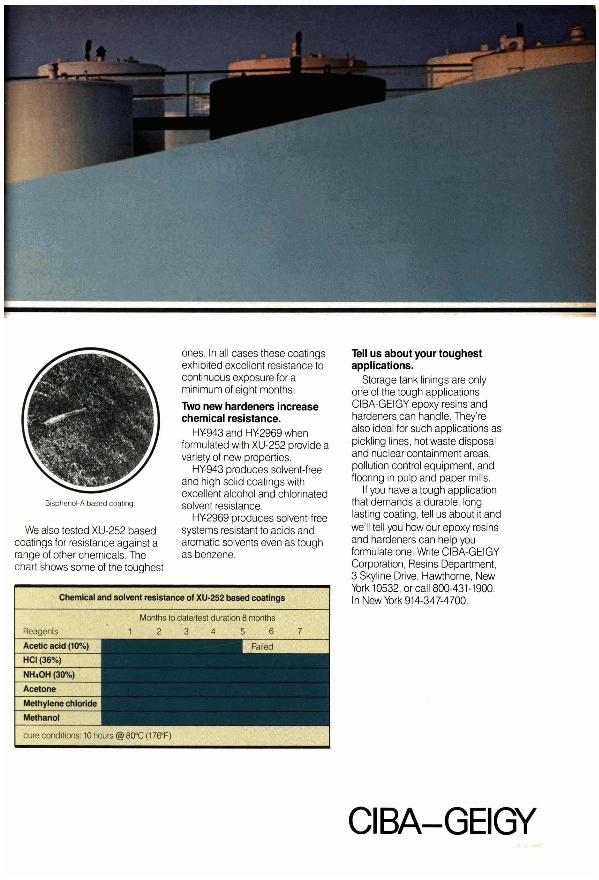
Chemical and solvent resistance of XU-252 based coatings
Blsphenol·A based coating.
We also tested XU-252 basedcoatings for resistance against arange of other chemicals. Thechart shows some of the toughest
ones. In all cases these coatingsexhibited excellent resistance tocontinuous exposure for aminimum of eight months.
Two new hardeners increasechemical resistance.
HY-943 and HY-2969 whenformulated with XU-252 provide avariety of new properties.
HY-943 produces solvent-freeand high solid coatings withexcellent alcohol and chlorinatedsolvent resistance.
HY-2969 produces solvent-freesystems resistant to acids andaromatic solvents even as toughas benzene.
Tell us about your toughestapplications.
Storage tank linings are onlyone of the tough applicationsCIBA-GEIGY epoxy resins andhardeners can handle. They'realso ideal for such applications aspickling lines, hot waste disposaland nuclear containment areas,pollution control equipment, andflooring in pulp and paper mills.
If you have a tough applicationthat demands a durable, longlasting coating, tell us about it andwe'll tell you how our epoxy resinsand hardeners can help youformulate one. Write ClBA-GEIGYCorporation, Resins Department,3 Skyline Drive, Hawthorne, NewYork 10532, or call 800-431-1900.In New York 914-347-4700.
Reagents
Acetic acid (10%)
HCI(36%)
NH40H(30%)
Acetone
Methylene chloride
Methanol
Months to date/test duration 8 months
2 3 4 5 6--------l
elBA-GEIGY


Now, one high-performance pigmentfor rust-inrubiting systems.
UlN is a trademark of NL Industries, Inc.
//
/Introducing non-toxic NALZIN* 2 /jI'
anticorrosive pigment. /~q,,(j/ [()<;"
It's an environmentally safe replacement for strontium, / ~olead and chrome-containing pigments. Great versatility, too. / ..l-O
NALZIN 2 is an excellent anticorrosive pigment that works equally //,.,'r'well in aqueous and solvent-based coatings alike. . / '$
Oil-absorption level is low, particle size is small. So you can / ~,. .....<:-%\:>''''increase the amount of anticorrosive pigment in your formulation. / '{p0'l\:>\:>' ~rs;.,:;
Which results in better stability, a higher performance product. /~~~+s::,..~""\,,,o,
Dispersion is easy. And the ability to generate high gloss, / '# <:-V':J,!?<;j§V",~b.. in the broadest range of colors, is inherent. / ~() .tl\b.b. >$>G)",~' /
Our proof is in the sample. Mail the coupon, write or call. / O'r' ;,<f!'<J\:>o, "'''..f:>'¢ w~/ 1S' <:-'IS . ~". '" e,''''
/..§ ",,"I,",'" ","I~", %/e,'r'~~ ",'Ii'", ~
Chemicals /..~()~,,~<:-. i/I;(}~ •/ ",c.; ,<:-'" ,-0 ,<:-'" ~'" ~'\ i?~
/.,fj C~~CO:-<>-S-~ Q"'l§/ q,V' ~'v((\~OO ~'v~o .;:;.'" ,(.,~~ (,o-s- ~'I:! G'I:-'\ V-" ",q;..
/
EFFECT OF MOLECULAR WEIGHT ON PERFORMANCEOF CELLULOSIC THICKENERS IN LATEX PAINTSD.M. Blake
Journal of Coatings Technology, 55, No. 701, 33 (June 1983)
A latex paint was formulated in five versions, eachthickened with hydroxypropyl methylcellulose of a different molecular weight. The five were brought toessentially equal viscosity for comparison of thickenerefficiencies. To determine and compare other effects ofthickener molecular weight variation, the five wereevaluated for: rheology at low-shearand high-shear rates;flow and leveling characteristics; spatter resistance;foaming tendency; 'scrub resistance; and color acceptance. Thickener molecular weight was found to affect thepaint's high-shear rheology, spatter resistance, andfoaming tendency; it has no effect on low-shear rheology,scrub resistance, or color acceptance. The color acceptance testing indicated shortcomings in the commonlyused hand rubup test procedure.
RHEOLOGICAL PROPERTIES OF ALKYD SOLUTIONSAND THEIR RELATION WITH SOLUBILITY PARAMETERS OF SOLVENTS-K.M.A. Shareef and M. Yaseen
Journal of Coatings Technology, 55, No. 701, 43 (June 1983)
The rheological properties of alkyd solutions in poorlyand moderately hydrogen bonded solvents have beenstudied by viscometry. The data at six concentrations andat eight shear rates have been analyzed with the h,elp ofstandard and proposed equations. The concentrationdependence and solubility parameter dependence ofseveral rheological parameters were obtained. This information was used for determining the solubilityparameter of the alkyd.
SURFACE COLORING OF GLASSY POLYMERS BYSOLVENT DIFFUSION-G. Guerra, C. Paolone, andL. Nicolais
Journal of Coatings Technology, 55, No. 701, 53 (June 1983)
The technique of surface coloring of polymeric glassymaterials based on the swelling properties of the organic
12
solvents is suitable for solving particular problems indecoration of plastic objects.
The depth of dye penetration and the concentration inthe surface layer, and hence the coloring effect, arefunctions of diffusion conditions. Therefore, aknowledgeof the solvent diffusion process is preliminary to thecontrol of the surface coloring process.
1[1 this paper a comparison between diffusion kinetics ofmethanol in polymethylmethacrylate samples, obtainedby different processing technologies, is reported.
STUDY ON THE WORKABILITY OF PAINTS. FORCESEXERTED DURING BRUSHING AND THE RHEOLOGICAL CHARACTERISTICS OF PAINTS-Y. Kuge
Journal of Coatings Technology, 55, No. 701, 59 (June 1983)
The brush drag and the pressure applied on the brushwere quantitatively measured under various brushingconditions using an apparatus which has a reciprocator,two-dimensional dynamometer, and brush. The theoretical equations to correlate the drag and pressure withrheological characteristics of paints were derived and thevalidity was tested with experiment. Equations for thedrag, Fh, and pressure, Fv, were found to agree with theexperimental results.
FACTORIAL EXPERIMENTAL DESIGN: DETERMINATION OF HYDROXYL CONTENT IN POLYMERS-B.O.Demarest and L.E. Harper
Journal of Coatings Technology, 55, No. 701,65 (June 1983)
A statistical method for experimentation facilitated investigation of the following methods for determininghydroxyl content in polymers: an imidazole catalyzedesterification with pyromellitic dianhydride; two acidcatalyzed acetylations utilizing perchloric and p-toluenesulfonic acids as catalysts; and a dibutyltin dilauratecatalyzed urethane formation with phenyl isocyanate.The statistical method involved a factorial experimentaldesign,where three independent variables were evaluatedat two levels (two level three factorial design). Thisapproach facilitated comparison of the methods fordetermination of hydroxyl content in polymers byefficiently optimizing reaction parameters.
Journal of Coatings Technology


Federation news
Exhibitor Interest Insures 'Sellout'Of First Paint Industries' Show in Canada
In its initial appearance in Canada, the48th Annual Paint Industries' Show willfeature the exhibits of over 170 suppliercompanies who have purchased all available booth space. In addition, with over40,000 sq. ft. of exhibit space, the 1983Paint Show is the largest in Federationhistory.
The Show will be held October 12-14in conjunction with the 61st AnnualMeeting of the Federation at the PlaceBonaventure in Montreal, Quebec.
The Paint Show is the only nationalexhibit of raw materials, and equipmentused in the manufacture of paints andrelated coatings, and participating firmswill have their top technical personnel onhand to discuss the latest developmentsin coatings manufacturing technology.The list of current exhibitors is on page00.
Exhibit hours will"be II :30 am to 5:30pm on Wednesday, October 12; 9:30 amto 5:30 pm on Thursday, October 13;and9:30 am to 3:00 pm on Friday, October14.
Annual Meeting Program
The 61st Annual Meeting program willopen Wednesday, October 12, at thePlace Bonaventure, and Program Chairman John Hiscocks, of Cil Paints,Toronto, Ontario, has announced thetheme, "Knowledge Applied Profitably."He and his Program Steering Committeeare developing a schedule of presentations around this topic.
Headquarters Hotel
The Queen Elizabeth will serve asheadquarters hotel. Other hotels withblocks of rooms set aside for the AnnualMeeting are the Hotel Bonaventure,L'Centre Sheraton, Regence Hyatt Montreal, Chateau Champlain, Hotel Meridien Montreal, Ramada Inn, Holiday InnDowntown, and the Mt. Royal.
Room Reservations
All requests for rooms and suites mustbe sent to the Federation office on the
14
official housing form which has beenmailed to all members and is included inthis issue (see pages 22-30). Additionalhousing forms are available from theFederation headquarters office.
Registration Fees
Advance registration fees are availablefor $50 for members and $65 for nonmembers. Fee for spouses activities is $35in advance.
Once again there will be a specialregistration fee of $25 each for retiredmembers and their spouses. This appliesto advance registration only.
On-site registration fees will be $60 fulltime and $40 one day for members. Nonmember fees will be $75 full time and $50one day. Spouses registration will be $45on-site.
Cash payment of on-site registrationfees will be accepted in Canadian currency only at the then current rate ofexchange. A currency exchange boothwill be available in the registration area.Checks in both U.S. and Canadianfundswill be accepted.
Registration forms were mailed to allmembers in April and are included in thisissue (see pages 22-30).
Spouses Activities
Included in the spouses registration feewill be a get acquainted wine and cheesesocial on Wednesday afternoon; continental breakfast on Thursday and Fridayat the Queen Elizabeth Hotel; and a tourof Montreal with lunch on Thursday.
Federation Luncheon
The Annual Federation Luncheon willbe held on friday at the Queen ElizabethHotel.
Presentations will be made to therecipients of the George Baugh HeckelAward (outstanding individual who has
contributed to the advancement of thefederation) and the Flynn Awards (firmsjudged to have the best exhibit booths inthe 1983 Paint Industries' Show).
The featured speaker will be DavidBroadfoot, Canadian humorist and political satirist.
Program Committee
Assisting Chairman Hiscocks on theProgram Steering Committee are: Darlene Brezinski (Vice-Chairman). of DeSoto, Inc., Des Plaines, IL; N. BradfordBrakke, Lilly Industrial Coatings, Inc.,Templetom, MA; Glenn Cunningham,PPG Industries, Inc., Allison Park, PA:John Flack, International Paints Ltd.,Outremont, Quebec, Canada; and F.Louis Floyd, Glidden Coatings & ResinsDiv. of SCM Corp., Strongsville. OH.
Host Committee
Members of the Montreal and TorontoSocieties are serving on the Host Committee under the General Chairmanshipof Horace S. Phillip, Sherwin-WilliamsCo. of Canada, Montreal. Assisting himare: (Program Operations) Arthur Hagopian, CI L Paints, Inc.; (InformationServices) Dennis H. Yokota. Consultant:(FSCT Booth) Andrew J. Jones, DegussaCanada Ltd.; (Registration)Jean Brunet.Van Waters & Rogers Ltd.; (Language)Andre Lamarre, Reichhold Ltd.; and(Publicity and Spouses' Program) RobertO. Payette, L.V. Lomas Chemical Co.
Largest PAINT SHOWIn Federation History
PAINT SHOW HOURS
Wed., Oct. 12-11:30 am-5:30 pmThurs., Oct. 13-9:30 am-5:30 pmFri., Oct. 14-9:30 am-3:00 pm
Journal of Coatings Technology
The color matching systemyou've been waiting for ...
2431 Linden LaneSilver Spring. MD 20910 USATele: (301) 495·7000Telex: 9OB161 PACSCI UR
An Affordable Color Matching SystemCompare the Spectrogard Automatch System foryourseif. You'll find this unique color matching systemoffers more capability and features than systemscosting twice as much. Write or call today forinformation or a demonstration.
Total Customer CommitmentThe Gardner name representshigh-quality products, innovativetechnology and worldwide
service and applications support.
!i!acIFlc®SCIEnTIFIC
A Complete Color Matching SystemThe Spectrogard Automatch is a comprehensivesystem consisting of an Advanced Digital Computer,Spectrogard'· Color Sensor, Automatch'· Software
and a high-speed Printer/Plotter.
Two Instruments in One-Acomplete color matching systemand a quality control tool forchecking incoming rawmaterials and finished products.
Compact, Table-Top SystemEasily installed without specialfacilities, auxiliary air conditioningor power utilities.
Compare the Spectrogard Automatch O. System withother color matching systems. You'll find there's nocomparison. The Spectrogard Automatch System isthe most significant innovation in computer colormatching in recent years. it offersadvanced capabilities notavailable on other systems.
You've Waited Long EnoughThe Spectrogard AutomatchSystem is a complete colormatching system withformulation, batch correctionand quality control capabilities. Ithas been designed with youthe Colorist-in mind:
Simple to Operate/User Friendly-The first color matching systemdesigned to communicate withthe Colorist in his own language.Fully menu driven, users can learn to operate thesystem in less than 30 minutes.
Automatic Selection of Colorants-For the first time,an operator need not preselect colorants. Up to 72colorants can be evaluated for each match inminutes instead of hours.
Lowest Cost Colorant Formulation-Your entirecolorant inventory is "shopped" on every match.You're always assured of the lowest cost formulation.
Gardner/ NeotecInstrument Division
r--------------------------I Iwant to compare the SpectrogardAutomatch'·I System for myself.I D Send Me Information
D Have a Representative Contact Me
.~~ Mail to: Pacific Scientific2431 Linden laneSilver Spring, MD 20910
NAME _
TITLE _
CO. _
ADDRESS _
CITY/STATE ZIP _
TELE: _

1983 Paint Industries' ShowCurrent List of Exhibitors
Aceto Chemical Co., Inc.Air Products & Chemicals, Inc.Alcan Ingot and PowdersAluminum Co. of AmericaC. M. Ambrose Co.Angus Co.Applied Color Systems, Inc.ARCO Chemical Co.Armstrong Containers, Inc.Ashland Chemical Co./ Ashland
Chem. CanadaAtlas Electric Devices Co.
BAG. Corp.BASF Wyandotte Corp.Beltron Corp.Berol Chemicals, Inc.Blackmer Pump Div., Dover Corp.Bowers Process Equipment, Inc.Brookfield Engineering Labs., Inc.Buckman Laboratories, Inc.Burgess Pigment Co.Byk-Mallinckrodt USA, Inc.
Cabot Corp.Canada Colors & Chemicals Ltd.Canada Talc Industries Ltd.Canadian Paint & Ctgs. AssociationCargill, Inc.CdF Chimie North America, Inc.CDI DispersionsCelanese Chemical Co., Inc.Celanese Specialty ResinsCEM Corp.Certified Equipment Mfg. Co.Chemical & Engineering News (ACS)Chemische Werke Huels AGChicago Boiler Co.Chromalloy, Ind. Minerals Div.Clawson Tank Co.Color Corp. of AmericaColumbian Chemicals Co.Commercial Filters Div., Kennecott
Corp.Continental Fibre Drum Co.Cordova Chemical Co. of MichiganCosan Chemical Corp.
Daniel Products Co.Degussa Corp.Frank E. Dempscy & Sons Ltd.Diamond Shamrock Corp., Process
Chem. Div.D/ L LaboratoricsDominion Colour Co. Ltd.Dow Chemical USADraiswerke, Inc.Drew Chemical Corp.DSET Laboratories, Inc.
Eastman Chemical Products, Inc.Ebonex Corp.E.C.C. AmericaEiger Machinery, Inc.Elektro-Physik, Inc.EM Chemicals
16
Engelhard Corp., Minerals & Chern.Div.
Erwin. Schafer & Associates. Inc.
Fawcett Co., Inc.Fed. Socs. Coatings TechnologyFilter Specialists, Inc.Freeport Kaolin Co.Fricke Enterprises
GAF Corp.Georgia Kaolin Co.W.R. Grace & Co., Davison Chem. Div.Graco. Inc.
Halox Pigments, Div. Hammond LeadProds.
Harshaw Chemical Co., Surface Tech.Harshaw Chemical Co., ColorHenkel Corp., Chemical SpecialitiesHenkel Corp.Hercules IncorporatedDr. Hans Heubach Gmbh & Co. KGHilton-Davis Chemical GroupHockmeyer Equipment Corp.Hooker Industrial & Specialty ChemicalsHoover Universal, Inc.J. M. Huber Corp.Hunter Associates Lab., Inc.
ICI Americas, Inc.Ideal Manufacturing & Sales Corp.Indusmin Ltd.lnterstab Chemicals, Inc.ISC Alloys Ltd.
S.c. Johnson & Sons, Inc.
Kay-Fries, Inc.Kay Publishing Co. Ltd.Kenrich Petrochemicals, Inc.
Laporte (United States) Inc.Leneta Co.Liquid Controls Corp.Lorama Chemicals, Inc.
3M Co., Commercial Chemicals Div.Macbeth Div., Kollmorgen Corp.Manville Products Corp., Fill. & Min.McCloskey Varnish Co.Meadowbrook Corp.Mead Corp.Merck & Co., Inc./Calgon Corp.Miller Paint Equipment, Inc.Mineral Pigments Corp.Mini FIBERS, Inc.Minolta Corp.Mobay Chemical Co.Modern Paint and CoatingsMorehouse Industries. Inc.Myers Engineering
Nalco Chemical Co.National Assn. of Chemical DistributorsNational Assn. of Corrosion EngineersNetzsch Incorporated
Neville Chemical Co.NL Chemicals/NL Industries. Inc.Northern Pigment. Div. CCMC Ltd.Nuodex, Inc.NYCO, Div. of Processed Minerals. Inc.
Ore & Chemical Corp.Ottawa Silica Co.
Pacific Scientific Co.. Gardnerj NeotecPaint Research InstitutePenn Color. Inc.Pennsylvania Glass Sand Corp.Pfizer. Inc., MPM Div.Plastican. Inc.Polyvinyl Chemical Industries. Inc.PPG Industries. Inc.Premier Mill Corp.Purity Zinc Metals Co. Ltd.
Q-Panel Co.
Reichard-Coulston. Inc.Reichhold Chemicals. Inc.Reichhold Ltd.Reliance Products Ltd.Rohm and Haas Co.Russell Finex, Inc.
Sandoz Colors & ChemicalsSemi-Bulk Systems. Inc.Shamrock Chemicals Corp.Sherwin-Williams ChemicalsSherwin-Williams Container Div.Sherwin-Williams Graphic Arts Div.Silberline Manufacturing Co., Inc.South Florida Test Service. Inc.Spencer Kellogg. Div. of Textron. Inc.Standard Container Co.Sun Chemical Corp.. Pigments Div.Synray Corp.
Technology Marketing Corp.Thibaut & Walker Co.. Inc.Thiele Engineering Co.Tioxide Canada. Inc.Troy Chemical Corp.
Union Camp Corp.Union Carbide Corp., Spec. Pol. &
Compo Div.Union Chemicals Div .• Union Oil Co.United Catalysts. Inc.Universal Color DispersionsUniversity of DetroitUniversity of Missouri-Rolla
R. T. Vanderbilt Co., Inc.Vorti-Siv Div.. M&M Machine. Inc.
Wacker Chemical Co.Weathering Research Service Co.Wellco Products & Itasco Ind.Wilden Pump & Engineering Co.Witco Chemical Corp.
Zeelan Industries. Inc.Carl Zeiss Canada Ltd.
Journal of Coatings Technology


Federation news (continued)
Polymer and Coatings Students Aided by FSCT Scholarship Funding
The Federation, through its Educational Committee (James A. Hoeck.Chairman), currently offers scholarshipmonies to six universities which have acurricula in polymers and coatings technologies. These schools are: EasternMichigan University, Ypsilanti, MI;Kent State University, Kent, OH; NorthDakota State University, Fargo, NO;University of Detroit, Detroit, M I; University of Missouri-Rolla, Rolla, MO;and University of Southern Mississippi,Hattiesburg. MS.
Although eligible children of Federation members receive preference inscholarship selection, the main objectiveis to provide a continuing supply of welleducated, technical personnel for thecoatings industry.
The following is a list of Federationscholarship recipients and their presentstatus:
A recent visitor to Philadelphia and theFederation olflce was John Gilmour,Secretary of the 011 and Colour Chemists'!'ssoclatlon-Australla. Mr. Gilmour, whoIS Reglstrator of the National Associationof Testing Authorities, Chatswood, Australia, was In Philadelphia for meetings at
ASTM
18
Eastern Michigan Unlv.
CURRENT RECIPIENTS:
John CrimminsThaddeus Lepkowski
Kent State Unlv.
1982 GRADUATES:
Adarsh Krishen, Northeast Ohio College of Medicine, Rootstown OH
Daniel Sayre. Research Organic~,lnc.,Cleveland. OH
1983 GRADUATE:
Cynthia Colby, UncommittedCURRENT RECIPIENTS:
Janet Domer. North Canton, OHAlita Durney, Warren. OHFerdinand Fojas. Steubenville, OHTricia Richardson. Hudson. OHGlenn Rothhaas, Tallmadge, OH
North Dakota State Unlv.
CURRENT RECIPIENTS:
Gary Asmus, Lakeville. MNSjfVe Conyne. Bismark. NOB1'tJce Harkness. Moorhead MNGregory Kaster. Erskine. M'NThong Bao Ky, Fargo, NDRick Lau. FargoMicheline Liddle, FargoMark Murphy, Kansas City, MOAlan D. Rott, Bismark
Univ. of Detroit
CURRENT RECIPIENTS:
Tony Busuttil, Windsor, Ont., CanadaCharles W. Kirby, Farmington Hills.
MIJagdish P. Tarpara
Unlv. of Missouri-Rolla
1982 GRADUATES:Laura Plyler, UncommittedSteve Roth, Carboline Co.,
St. Louis. MOGarth Studebaker. Pursuing Master's
DegreeCURRENT RECIPIENTS:
Mike BeckmanMark MoniqueDavid PriceMarlene Sermeno
Unlv. of Southern Mississippi
1982 GRADUATES:
Ralph M. Gonzalez, Martin- MariettaAerospace Corp., New Orleans, LA
Patricia M. Lewis, Sylacauga CalciumProducts, Sylacauga, AL
Alan K. Randall, PPG Industries. Inc ..Pittsburgh, PA
Gregory L. Wascomb, Bywater Coatings. Belle Chasse, LA
CURRENT RECIPIENTS:
Terry AsherBrian D. BlackledgeRobert H. BloodworthManuel L. BosargeDaniel L. ButcherJon C. CarrGlen S. CookKenneth W. CooleyCarla T. CotruvoK.Y. CraftDianne L. DearmanSonja A. DraughnRobert J. HalleyBrent G. HowellThomas M. KeelPatrick J. KergosienBrian J. KinkopfTeresa A. KloskeSusan D. L.eonardtJames C. LockardAngela L. MarksWalter D. MuseTammy L. NattrassWayne K. NgTerry B. ParsonsLeah A. PeavyMichael E. PriceRhonda K. Purer
"Franklin D. RectorJohn G. SantobiancoGordon A. SmithCharles A. SmithWilliam M. SullivanRebeca L. SullivanPhillip H. TallyRandall L. ThompsonJoseph G. TomeiRobert T. WattsDavid B. Wiggins
".Ion of Federation member
For information concerning scholarship availability and application. pleasecontact the Federation headquarters office at 1315 Walnut St.. Philadelphia.PA 19107.
Journal of Coatings Technology
Society Technical Committee Chairmen Meet with FSCT Advisory Committee
For the eighth year, chairmen of the Technical Committees of Constituent Societies attended a joint meetingwith the Federation Technical Advisory Committee (TAC)to discuss their respective programs. Society members inattendance April 28-29, in Kansas City, were: DavidHeath, of Birmingham Club; Gerry K. Noren, of Chicago;Mike McGroarty, of C-D-I-C; Carl J. Knauss, of Cleveland;Richard G. Gohman, of Dallas; Tim Specht, of GoldenGate; Elder C. Larson, of Houston; Richard McFadden, ofKansas City; V.C. "Bud" Jenkins, of Los Angeles; DonCollier, of Louisville; Luigi Cutrone, of Montreal;
Maureen M. Lein, of New England; Dan DeChaine, ofNorthwestern; Lothar Sander, of Philadelphia; JohnHajnos, of Piedmont; William Meadows, of Rocky Mountain; and Rob DeRuiter, of Toronto. TAC membersincluded: Chairman William Holmes, of Dallas; JanGrodzinski, of Toronto; Colin Penny, of Baltimore; andSaul Spindel, of New York. Also attending were: Royal A.Brown, FSCT Technical Advisor; Chuck Reitter, Editor ofAmerican Paint & Coatings Journal; Thomas A. Kocis,FSCT Director of Field Services; and Robert Ziegler,Editor of JCT.

Government and Industry
Consensus Rule on PCBs Submitted to EPA
Battelle to Study MarketsFor Application of Plasma Technology
The Chemical Manufacturers Association and two public-interest organizationshavc submitted to the EnvironmentalProtection Agency a proposed ·consensusfinal rule" covering the "inadvertentgeneration" of polychlorinated biphenyls(PCBs).
The proposed censensus final rule,which was presented to EPA officials at ameeting held at the agency's Washington,DC headquarters, was developed byCM A, the Natural Resources DefenseCouncil, and the Environmental DefenseFund. It is the result of several months ofdiscussions between the three organizations aimed at reaching an agreement onhow PCBs that are inadvertently generated as an unwanted byproduct of variousmanufacturing processes are to beregulated.
CMA President Robert A. Rolandcalled the proposed consensus rule significant for two reasons. First, it establishesthe framework for effective and reasonable controls over the inadvertent generation of PCBs. Second, and equallyimportant, it represents what the industry hopes will be the beginning ofa periodof greater cooperation between industryand organizations like NRDC and EDF.
CMA, EDF, and NRDC have demonstrated that negotiation and agreementare not only possi ble between the organizations, but are more beneficial andproductive alternatives to litigation.
PCBs are no longer commerciallymanufactured in this country but remainin equipment such as electrical transformers installed before the governmentbanned PCBs in 1979. PCBs are alsounintentionally generated in many manufacturing processes.
PCBs are organic chemicals whichcontain various configurations of chlorine, carbon, and hydrogen. Some PCBsare persistent and resist breaking down inthe environment into more simple compounds. Since the ban four years ago, theamount of PCBs in the environment hassteadily declined because ofcurtailed use,proper disposal, and environmental degradation.
The proposed consensus rule is a resultof negotiations between the three organizations that followed a 1980 federalappeals court decision that struck downparts of the agency's original regulationsimplementing the Toxic Substances Control Act. If adopted by EPA, the consensus rule would be the latest in a series ofregulations covering PCBs following thecourt's decision.
20
The proposed consensus rule wouldspecify how inadvertently generated PCBsare to be measured and establish concentration limits on release of PCBs to products, air, water-25 ppm average peryear and 50 ppm at any given time inproducts; 10 ppm at any given time forreleases to air; and 0.1 ppm in water
A study to forecast uses and marketsfor applications of plasma technology topolymer coatings and surface treatmentsis under way at Battelle's ColumbusLaboratories, Columbus, OH.
The study also will review the currentstate of the art of plasma polymerizationin the deposition of polymeric materials.It is being sponsored by a number ofcompanies, and will help participantsdetermine whether plasma polymerization represents an opportunity or athreat to their operations.
According to Dr. Edmund J. Drauglis,who heads Battelle's study team, economical and environmental considerations recently have prompted increasedinterest in plasma technology and itspotential applications.
The technology can be used to applythin, pinhole-free, conformal, adherentpolymeric coatings to a variety of substrates, such as glass, metals, wood,paper, plastics, and elastomers.
Such coatings are particularly usefulfor resistance to corrosion, abrasion, andmoisture; lubrication; biocompatibility;and gas-barrier selectivity.
They also can be used to modifysurfaces of polymeric materials. In thisway, they can be used for cleaningsurfaces, improving adhesion or printability, reducing tack, or for activatingsurfaces for subsequent grafting reactions.
In addition, because plasma polymerization does not use solvents, as doconventional coating methods, it is pollution-free. In the face of environmentalrestrictions, this characteristic of plasmapolymerization is making the processattractive to many companies.
To carry out their study, Battelleresearchers are analyzing available dataand gathering field information aboutvarious subject areas, including materialsand equipment, processing, coatings, andsurface treatments. properties ofcoatingsand treated surfaces, process economics,
discharged from manufacturing sites.Also, it would maintain process wastedisposal requirements and create reporting mechanisms by which EPA willbe informed of any significant quantitiesof PCBs released into the environment orin products.
applications, markets. patents. and newconcepts.
Researchers then will access the information before analyzing and forecastingmarket size through 1992.
Participation in the one-year study isstill available to interested companiesfor $8,500. More information may be obtained from Dr. Edmund J. Drauglis.Battelle's Columbus Laboratories. 505King Ave., Columbus, OH 43201.
Hazardous Waste ProgramProposed by Battelle
The challenges involved in managingand safely disposing of hazardous wasteswill be addressed in a new group programbeing proposed by Battelle-Geneva.
The program will help companiesidentify and develop containment matrixsystems and materials for the terminalstorage and disposal of wastes.
During the study, researchers will:• Review the cost-effectiveness ofcon
tainment matrix systems based oncements, silicates, inorganic andpolymeric materials, and compositessuitable for encapsulating hazardouswastes.
• Assess the long-term durability ofwaste! matrix composites under avariety of environmental conditions.
• Analyze potential applications ofencapsulation-isolation technologiesand final storage! disposal.
• Evaluate future trends in wastetreatment, containment matrix systems. and final disposal management.
For inTormation on the program.please contact Battelle Memorial Labs ..505 King Ave.. Columbus, OH 43201.Battelle Today
Journal of Coatings Technology

GLOSSTO MEASURE'Powder coating hardenersfor high-gloss to dead-mat cowithout additives
-Fashion trends and many applicationconditions call for different degreesof gloss - of powder coatings, too.By selecting one or a combinationof our special hardeners B 31, B 55,B68 or B73, coatings, from highgloss to mat, can be achieved without additives for epoxy powders orblends (hybrids). And this with goodresin and pigment compatibility.Coatings powders with our specialhardeners offerdecisive advantages:• easy to work Oust 1operation)• exact reproducibility• no sedimentation of the powder
during reclamation• good adhesion, even on difficult
substrates
• high flexibility and impactresistance
• resistant to chemicals anddetergents
• very good corrosion protectionPost the adjacent coupon for moredetails. And we shall be pleased togive you technical advice.
Our product range equallyincludes:Crosslinking agents forPU powder coating systemsIPDI-B989IPDI-B1065IPDI-B1530IPDI-BF1540
1-------------------Please send me full details ono Hardeners B31, B 55, B 68, B73
o Crosslinking agents forPU powders
o I would like some technical advice
Name
Position
Company
I Address
i-----------II
1 CHEMISCHE WERKE HULS AGI 0-4370 Marl, F. R. Germany
!hiilsOur representative for USA and Canada: Thorson Chemical Corporation, Olympic Towers, 645 Fifth Avenue, New York,
N.Y. 10022, Phone (212) 421-0800, Telex 233276 RCA, 424151 ITT, 148326 WU

federation of Societies for Coatings Technology
1983
:«~1tLA. Clarke BoycePresidentFederation of Societiesfor Coatings Technology
1983 Annual MeetingPaint Industries' ShowOctober 12, 13, 14Place BonaventureMontreal, Quebec, Canada
TO OUR MEMBERS AND FRIENDS:
As the fifth Canadian President of theFederation, it is a distinct pleasure andprivilege for me to invite you to the firstAnnual Meeting and Paint Industries'Show to be held in my native country.
The two host Societies-Montreal andToronto-are eagerly awaiting this eventand have been very busy in making arrangements so that you will have anenjoyable and memorable visit to thebeautiful city of Montreal.
The Paint Show, which we expect will bethe biggest ever, will be held in one ofCanada's top showplaces, Place Bonaventure. This magnificentbuilding, truly acity within a city, sits on top of anothercity within a city-Place Ville Marie.
Program sessions will be geared to thetheme of the meeting, "Knowledge Applied Profitably." The selection of papers,workshops, and seminars being arranged by Peter Hiscocks and his Program Committee will send you home witha pocketful of ideas to put to profitableuse in your companies.
On behalf of the 800 Canadian membersassociated with the Montreal, Toronto,Detroit, Northwestern, and Pacific Northwest Societies . .. Bienvenue a Canada.

HOTEL INFORMATION AND RATES
All Rates are in Canadian Funds
Doubles Parlor & Parlor & Parlor &Hotel Singles Twins 1 Bedroom 2 Bedrooms 3 Bedrooms
$208/220/246 $376/382/305QUEEN ELIZABETH' $79 $89 271/280 420 $544/635
HOTEL BONAVENTURE' $95 $105 $250/400 $475 $525
L'HOTEL CENTRE SHERATON $83 $96 $200/426 $430
$164/220/330 $184/220/330REGENCE HYATI MONTREAL $83 $95 480/600 480/600
CHATEAU CHAMPLAIN $84 $96 $210/275 $375
HOTEL MERIDIEN MONTREAL $78 $88
RAMADA INN $59 $69
HOLIDAY INN DOWNTOWN $68 $74 $105
MT. ROYAL $53 $63
'Requests for accommodations at either the Queen Elizabeth or the Bonaventure will be limited to five rooms per company. Aparlor counts as one room.
~IiiIII METRO STATIONS
L Mary Queen of the World CathedralM Central StationN Planetarium Dowo Windsor StationP Concordia University
ENDROITS INTERESSANTS/POINTS OF INTEREST
C Place des ArtsE Place Ville MarieF Eglise Notre·DameG 51. Patrick's ChurchH Unjyer,ite du QuebecI Christ Church CathedralJ Musee McCordK McGill University
r-1 nn '--J ICD I~_~~L....-:_~
J~( Jacques I~O~i Io Notre Dame west
j~;1 10 L01f St. Maurice Lemoyne
ir= IO~I_-"(' 51. Paul west
~ CommIssIoners
FSCT 1983 ANNUAL MEETING AND PAINT INDUSTRIES' SHOWPLACEBONAVENTURE,MONTREAL,aUEBEC, CANADA
OCTOBER 12, 13, 14 (Wednesday, Thursday, Friday)
APPLICATION FOR HOTEL ACCOMMODATIONS
MAILTO:
Fed. Sacs. Coatings Tech. ]1315 Walnut St.-Dept. HPhiladelphia, PA 19107
All reservations will be processed by the Montreal Convention and Visitors Bureau.
Please indicate below the type of accommodations desired and choice of hotels. Assignments will be made in accordance withprevailing availability. Three to four weeks after mailing this application you will receive a confirmation from the hotel to which youhave been assigned.
To make any inquiries regarding hotel reservations, please observe the following procedure:
Prior to Receiving a Confirmation: Phone the Housing Super- After Receiving a Confirmation: Phone the Reservationsvisor of the Montreal Convention and Visitors Bureau. Dept. of the hotel. (Phone numbers are given in this bro·(514-871-1129). chure).
All reservations will be held until 6:00 p.m. and none can be guaranteed after September 12.
TYPE OF ACCOMMODATION NUMBER RATE REQUESTED
Single (1 person)
Double (2 persons)
Twin (2 persons)
Suite (parlor and 1 bedroom)
Suite (parlor and 2 bedrooms)
CHOICE OF HOTELS:
1st
2nd
3rd
4th
AddressName
NAMES AND ADDRESSES OF ROOM OCCUPANTS AND DATES OF ARRIVAL/DEPARTURE
DatesArrive Depart
Type ofRoom
Please Type Additional Reservations on a Separate Sheet and Attach to This Form
SEND CONFIRMATION FOR ALL RESERVATIONS TO:
Name _
Company _
Address _
City State or Province _
Country Mailing Code _
Note: Requests for accommodations at either the Queen Elizabeth or the Bonaventure will be limited to five rooms percompany. A parlor counts as one room.
Vol. 55, No. 701, June 1983 25
THE CITY
There's no place like Montreal. Here you'll discover ablend of the best of French and English, of Europeanand North American ways. Montreal is the secondlargest French-speaking city in the world, and whollycosmopol itan.
The old and new co-exists comfortably in Montreal, and for all its respect for tradition, this is one ofthe world's best planned cities. Montreal is a majorinternational business center, a majo'r universitycenter, and the largest inland port in the world. And,it is also a city of arts, home to La Place des Arts, oneof the world's best-known entertainment centers.
The "City Below" is Montreal's answer to downtown congestion. Instead of building skyscrapers inthe air and chaos on the ground, Montreal put intoaction an idea first suggested more than 500 yearsago by Leonardo da Vinci-a multilevel city whichseparates people from traffic so that both can movefreely: cars and trains through separate tunnels andfree-ways, pedestrians through their own enclosed,air-conditioned streets.
The City Below stretches eight miles beneath theavenues of Montreal. Brief, silent (rubber-tires)Metro rides lead to boutiques, department stores,hotels, restaurants, theatres, art galleries and more.
26
Ol.D \!O.\ nw \1.
People frequently portray Montreal as "a little bit ofEurope in North America." This description is particularly applicable to that part of the city known as"Old Montreal," the site of the early colonization ofthe region. The first permanent settlement of Montreal was established by the French explorer, DeMaisonneuve in 1642. The early history of FrenchCanada is preserved through the existence of manyof the original structures, as well as statues andplaques commemorating the exploits of early explorers, settlers, and military figures.
A stroll through Old Montreal is a treat for even themost casual observer. Some of the oldest and mostbeautiful architecture in North America is to befound in this quarter.
During the month of October, Montreal's climateranges from a low of 46° to a high of 57°. Medium toheavy-weight apparel will keep you comfortable. Autumn draws out the best in Mother Nature. Bringyour camera to capture the "gold rush" in thick autumn foliage.
Journal of Coatings Technology

Place Bonaventure
.\IH TH \:\'iPOHT\TIO:\
Two major airports serve the city: Dorval, located 16km (10 miles) from downtown, which handles flightsto and from all points in Canada and the U.S.;Mirabel, some 55 km (35 miles) from downtown, forinternational passenger traffic.
Till :\C'i TO DO
Montreal's 5,000 restaurants, of which more than100 are internationally rated, serve dishes andspecialties from all corners of the earth, makingMontreal a gourmet's paradise.
Exquisite French cuisine, wholesome French Canadian dishes and quick snacks are readily availablethroughout the city, providing quality, variety andconvenience.
Vegetarians and health food enthusiasts will findthat Montreal leads the way in the preparation andservice of specialty foods. Kosher and seafoods alsonumber among Montreal's specialties. The city's culinary shops and delicatessens offer meats, cheesesand other specialties from all over the world.
Montreal has justly earned its reputation as a "cityof the world," where life is "a la Quebecoise," at anAmerican pace, with a touch of European charm. It isstimulating, exciting and truly cosmopolitan.
Vol. 55, No. 701, June 1983
GETTINC THEBE
If you are a citizen or permanent resident of the U.S.,you can cross the Canadian border and return without any difficulty or delay. Passports or visas are notrequired. Native-born U.S. citizens should carryidentification papers such as a birth, baptismal orvoter's certificate, and proof of residence. Naturalized U.S. citizens should carry a naturalization certificate or other evidence of citizenship.
After 48 hours in Canada, U.S. residents may takehome, duty free, $300 worth of goods for personaland household use. These must accompany the traveler. Family members traveling together may combine their personal exemptions.
PI.ACE BONAVENTl'HE
Place Bonaventure is a city within a city. It's a tradecity: marketplace of the world's buyers and sellers,showplace for the merchandise of many nations anda rich source of information on trade and tourism.
It covers a six-acre multilevel site, containing notonly the Exhibition Hall, where Paint Show exhibitswill be on display, but a busy, bustling, boutiquefilled Shopping Concourse, complete with stores,bars, restaurants, movies, entertainment, activitiesand services. And, atop the Place Bonaventure complex, is Hotel Bonaventure with its rooftop gardens.
27

1983 ADVANCE REGISTRATION L£J Office Use Only
~ Date receivedFEDERATION OF SOCIETIES FOR COATINGS TECHNOLOGY • Amount$
1315 Walnut St., Philadelphia, PA 19107 V Check No.
Please fill out this form and mail with a check in the correct amount (made payable to the FSCT) to the Federationaddress shown above. All checks must be payable in U.S. Funds, and in U.S. Banks. Any that are not will be returned.Deadline date for advance registration is September 9. None will be accepted after that date.
INDUSTRY REGISTRATION FEES: INFORMATION FOR REGISTRATION BADGE:
Society
B 0 NON·MEMBER $65.00
G 0 SPECIAL FEE FORRETIRED MEMBERS $25.00 MAILING ZONE=
$50.00
Please name the Society in whichyou are a paid-up member:
Society
A 0 MEMBER
BUSINESS CLASSIFICATION DATA FOR THE ABOVE REGISTRANT:
BB 0 Manufacturers of RawMaterials
CC 0 Manufacturers ofEqUipment andContainers
Please Check One Block Only Under Company And Under Position
YOUR COMPANY (CHECK ONE BLOCK ONLY) YOUR POSITION (CHECK ONE BLOCK ONLY)AA 0 Manufacturers of Paints, DD 0 Sales Agent for Raw KK 0 ManagemenV RR 0 Consultant
Varnishes, Lacquers, Materials and EqUipment Administration SS 0 EducatorlStudenVPrinting Inks, Sealants EE 0 Government Agency LL 0 Manufacturing and Librarian
FF 0 ResearchfTestingi Engineering TT 0 OtherConsuning MM 0 Quality Control
GG 0 Educationallnstitutionl NN 0 Research andLibrary Development
HH 0 Paint Consumer PP 0 Technical Sales ServiceJJ 0 Other QQ 0 Sales and Marketing
SPOUSES REGISTRATION AND INFORMATION FOR REGISTRATION BADGE:
SPECIAL FEE FOR THESPOUSES OF RETIREDMEMBERS ONLY:H 0 $25.00
MAILING ZONE=
D 0 SPOUSE $35.00
TICKETS FOR FEDERATION LUNCHEON,FRIDAY, OCTOBER 14 ($20 each)
z 0 NUMBER OF TICKETS REQUIRED____@ $20.00 EACH.
A CHECK IN THE AMOUNT OF U.S. $, (U.S. BANKS)
IS ENCLOSED

Thixotropic control:aconstant battle against tinle.Time. It's the biggest challengethixotropic control faces. Often, thedifference between poor and greatthixotropiccontrol becomes increasingly eVIdent as time passes by. Butnow there's no excuse for poor thix0tropy-not even time-becauseSouthern Clay Products has develQP.ed highJy thixotropic CLAYTONE HT. CLAYTONE HT givescoating systems superior suspensionproperties and excellent sag control-even after months on the shelf.
CLAYTONE HT promotes highshear fluidity while providing excellent sedimentation control. Thatmakes CLAYTONE HT especiallyuseful in two-comJlOnent and aero·sol applications. CLAYTONE HTis fully compatible in wide rangingsolvent systems of varying polarity,including most aliphatic and aromatic hydrocarbons, esters, polyethers, ketones, alcohols, vmylacrylics, natl1ral oil alkyds and twocomponent enamels (epoxy/polyester, polyester/polyurethane, oracrylic/polyurethane).
TIME
With CLAYTONE HT, Southern Clay Products takes the guesswork out of rheological control by
Vol. 55, No. 701, June 1983
~ Southern (lay Productsensuring that each and every batchproduces consistent viscosity levels.And CLAYTONE HT is designedto save you monel. Often, a lesseramount of CLAYTONE HT willproduce the same results as a largeramount of a competitive product.
Next time you find yourself battling with thixotropic control, tryCLAYTONE HT.
For additional information, call orwrite. Southern Clal Products, P.O.Box 44, Gonzales, Texas 78629,Tel. (512) 672-2891
29

PRICE:
Federation of Societies for Coatings Technology
POST-CONVENTION TOUR OF OLD QUEBECOCTOBER 15-17. 1983
Saturday, October 15
9:00 am -- Depart downtown Montreal hotel by charter bus for Quebec City, takingthe scenic "Chemin du Roi" highway.
1:00 pm -- Approximate arrival at Quebec City -- Chateau Frontenac Hotel.No planned activities.
Sunday, October 16
2:00 pm -- Sightseeing tour of Quebec City and then to Ste. Anne de Beaupre Shrine.
Monday, October 17
10:00 am -- "Au Revoir" Quebec. Board bus for return to Montreal Airport (Dorval).Arrive approximately 12:30 pm (express route). Transportation to Mirabel Airportavailable from Dorval Airport.
$127.50 U.S. per person - twin occupancy I$152.50 U.S. per person - single occupancy
Included: - Round trip transportation by chartered bus.- Two nights hotel accommodation, based on twin or single occupancy.- Baggage handling in/out of hotel.
Deposit Required: $50 U.S. per person with Registration Form - plus optionalCancellation Insurance ($8.50) in case of illness.
Balance: Due before September 1, 1983. Cancellation Fee: Full amount afterSeptember 15th.
Tour Managed by: Bel-Air Travel, Inc., Beaconsfield, Que. (514-697-8116).
--------------- ---------------------. REGISlRAliON FORM . -- --------- --- ------ ---- -------------
F.S.C.T. QUEBEC TOUR - Attn. Patty Henchey, Mgr.Bel-Air Travel, Inc.50 St. Charles Rd.Beaconsfield, Que., H9W 2X3, Canada
Name: Tel.:
Address:
Office Use: _
Date: _
City: _______________ State:
____________ Mailing Code: _Country:
Please Reserve: Twin ( ) Single for above.
30
CHECKS PAYABLE TO BEL-AIR TRAVEL, nIC.: Deposit Enclosed - Per P. $ _Cancellation Insurance $ _
Journal of Coatings Technology

SACI rust preventives:the best protection,
test aftertest aftertest.One thousand hours salt fog. Pipes after three-year burial test. Six-month atmospheric test. 8343
0.5 milSACI.
As these tests show, SACI@!rust preventive provides betterprotection against corrosion.
That's because it has a uniquestructure ofhighly polar, overlapping microscopic platelets thatkeeps moisture out.
Versatile protection.There are five SACI rust
preventives. You can dilute or useth~malone.
Or you can formulate themwith asphalts, aliphatic andaromatic solvents, hydrocarbonresins or polymers, waxes, petrolatums and oils.
SACI can be pigmented for useon bridges, storage tanks, signal
Vol. 55, No. 701, June 1983
towers, guard rails and pipes.Its tough, long-lasting protec
tion makes it ideal for marine uses,such as barges and offshore rigs.
Easy application.SACI is easy to apply. SACI
coatings have strong bondingpower, so you don't need extensivesurface preparation. In fact, SACIwill even adhere to rust withoutpreliminary sandblasting.
It's thixotropic, so it adhereson corners and sharp edges. Andit's thermally stable, so it won'tcrack or peel.
SACI rust preventivessave.For the same cost you're
paying now, you could be getting
Witeo
longer protection with SACI rustpreventives.
Ofcourse, the thicker theSACI coating, the better yourresults. But our salt fog tests haveshown that even a 0.5 mil layer willprotect for at least 1,300 hours.
Ifyou want a formulation thatworks better, is easy to apply andgives a better cost/performanceratio, talk to us about SACI rustpreventives.
Sonneborn Division.For more details, write to:
Sonneborn Division, WitcoChemical Corporation, Dept. Z31,520 Madison Ave., New York, NY10022. Or call 212-605-3916.•
31


Effect of Molecular WeightOn Performance of Cellulosic Thickeners
In Latex Paints
D. M. BlakeThe Dow Chemical Company'
A latex paint was formulated in five versions. eachthickened with hydroxypropyl methylcellulose of adifferent molecular weight. The five were brought toessentially equal viscosity for comparison ofthickener efficiencies. To determine and compareother effects of thickener molecular weight variation, the five were evaluated for: rheology at lowshear and high-shear rates; flow and levelingcharacteristics; spatter resistance; foaming tendency; scrub resistance; and color acceptance.Thickener molecular weight was found to affect thepaint's high-shear rheology. spatter resistance, andfoaming tendency; it has no effect on low-shearrheology, scrub resistance, or color acceptance.The color acceptance testing indicated shortcomings in the commonly used hand rubup testprocedure.
INTRODUCTION
Virtually all latex paint formulations in current useinclude a cellulosic thickener to increase the viscosity ofthe finished paint to an acceptable and desirable level.The established thickener materials are hydroxypropylmethylcellulose and hydroxyethylcellulose. Since each ofthese cellulosics is commercially available in a range ofvarying molecular weights, the formulator enjoys considerable choice among thickeners. But he has littleguidance for the choice.
It is generally known that the higher the molecularweight of the thickener used, the less the amount ofthickener needed to bring a latex paint to the desiredStormer viscosity. Also, it is generally accepted that the
• Dow Chcmicalll.S.A .. Designed I'mducts I)cpl.. 2040 Dnw ecmer. Midland. MI4ljb40.
Vol. 55, No. 701, June 1983
rheology of a latex paint is primarily determined by thepercent solids and the thickener level in the formulation.Beyond these generalities, however, the literature offerslittle on how the physical properties ofa paint, other thanStormer viscosity, may be affected by varying themolecular weight of the thickener used.
This study was undertaken to develop informationuseful in choosing between cellulosic thickeners ofdiffering molecular weights. It identified several paintproperties significantly affected by molecular weight ofthe thickener used. It established that paints formulatedwith thickeners of different molecular weights can beobjectively evaluated and compared by existing testprocedures.
MATERIALS
The paint used in this study was an interior flat vinylacrylic latex, formulated as indicated in Table I. Asformulated, the paint had a 50% pigment volumeconcentration (PVC) and a density of 11.43 Ibl gal. Fiveversions of the model formulation were prepared, allversions employing hydroxypropyl methylcellulose as athickener, each specific thickener having a differentmolecular weight and hence, a different nominalviscosity.
All the thickeners used were surface-treated powders,marketed as Methocel® brand cellulose ethers, anddesignated as Methocel J products. These powders donot lump when added directly to nonalkaline water and,if no pH adjustment is made, hydration is delayed for upto an hour. However, once the thickener is dispersed,adjustment of the pH to 8.5 will cause hydration to beginimmediately. The powders are available in nominalviscosity grades of 5,000, 12,000, 20,000, 40,000, and75,000 cps-the values being for2% wlw water solutions.
33
D.M. BLAKE
Table 1-Formulatlon lor the Test Paint, An Interior Flat VinylAcrylic Latex (PVC, 50%; density, 11.43 Ib/gal)"
The ingredients listed above were loaded to a Cowles dissolver. in theorder shown, and ground at 1200 rpm for 20 minutes. The combinationwas then let down as follows, decreasing the vortex speed as the letdown progressed:
UCAR® 366 285.0Drew L 405 2.0Methocel® J Varied b
Water.............................................. 40.0AMp® 95 0.5
1.000 10.0001001010
0.1 L..-__L-_--.J__---i__---L__---J
0.1
Apparent shear rate. sec-'
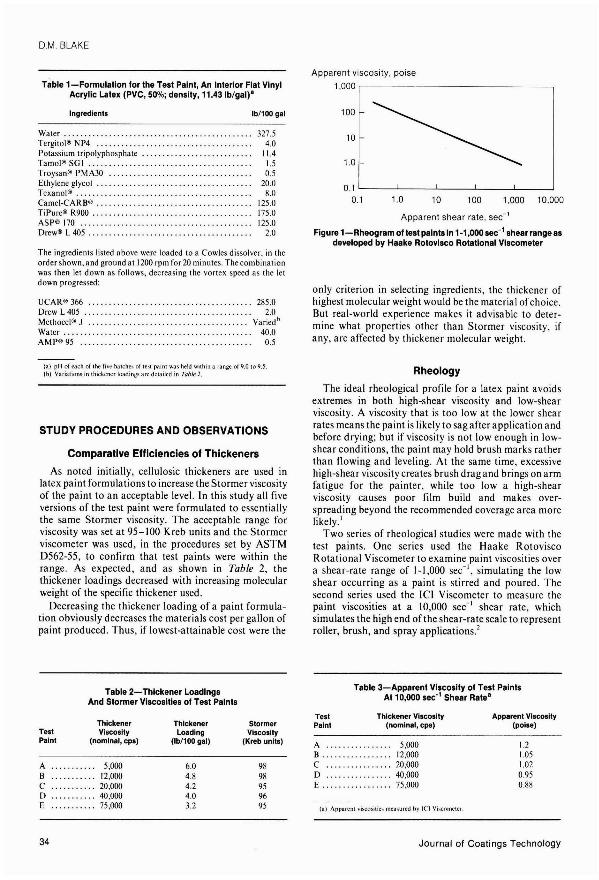
Figure 1-Rheogram 01 lest paints In 1·1,000 sec- l shear range asdeveloped by Haake Rotovlsco Rotational Viscometer
1.0
100
10
only criterion in selecting ingredients, the thickener ofhighest molecular weight would be the material of choice.But real-world experience makes it advisable to determine what properties other than Stormer viscosity, ifany, are affected by thickener molecular weight.
Apparent viscosity. poise1.000~--------------~
327.54.0
11.41.505
20.08.0
125.0175.0125.0
2.0
Ib/l00 galIngredients
Water ..................................•..........Tergitol® NP4 .Potassium tripolyphosphate , ..Tamol® SGI .Troysan® PM A30 .Ethylene glycol , .Texanol® ..............•...•....•............•.....Camel-CARB® .TiPure® R900 .ASp® 170 ..Drew® L 405 .
(a) pH of each of Ihe fiw batches of lest paim was held within a range of9.0 to 9.5.(b) Variations in thickener loadings arc detailed in TahJe 2.
STUDY PROCEDURES AND OBSERVATIONS
Comparative Efficiencies of Thickeners
As noted initially, cellulosic thickeners are used inlatex paint formulations to increase the Stormer viscosityof the paint to an acceptable level. In this study all fiveversions of the test paint were formulated to essentiallythe same Stormer viscosity. The acceptable range forviscosity was set at 95-100 Kreb units and the Stormerviscometer was used, in the procedures set by ASTM0562-55, to confirm that test paints were within therange. As expected, and as shown in Table 2, thethickener loadings decreased with increasing molecularweight of the specific thickener used.
Decreasing the thickener loading of a paint formulation obviously decreases the materials cost per gallon ofpaint produced. Thus, if lowest-attainable cost were the
Rheology
The ideal rheological profile for a latex paint avoidsextremes in both high-shear viscosity and low-shearviscosity. A viscosity that is too low at the lower shearrates means the paint is likely to sag after application andbefore drying; but if viscosity is not low enough in lowshear conditions, the paint may hold brush marks ratherthan flowing and leveling. At the same time, excessivehigh-shear viscosity creates brush drag and brings on armfatigue for the painter, while too Iowa high-shearviscosity causes poor film build and makes overspreading beyond the recommended coverage area morelikely.1
Two series of rheological studies were made with thetest paints. One series used the Haake RotoviscoRotational Viscometer to examine paint viscosities overa shear-rate range of 1-1,000 sec-I, simulating the lowshear occurring as a paint is stirred and poured. Thesecond series used the leI Viscometer to measure thepaint viscosities at a 10,000 sec-I shear rate, whichsimulates the high end ofthe shear-rate scale to representroller, brush, and spray applications 2
Table 2-Thickener LoadingsAnd Stormer Viscosities 01 Test Paints
Table 3-Apparent Viscosity 01 Test PaintsAt 10,000 sec-' Shear Rate"
ThickenerTest ViscosityPoint (nominal, cps)
A .BCDE
5,00012,00020,00040.00075,000
ThickenerLoading
(lb/l00 gal)
6.0484.24.03.2
StormerViscosity
(Kreb units)
9898959695
Tes. Thickener ViscosityPaint (nomlnol, cps)
A 5,000B 12,000C 20,000D " .. 40,000E 75,000
(a) Apparent \liscosjtic~ measured hy 1('1 Vi~c()mclcr.
Apparent Viscosity(poise)
1.21.051.020.95088
34 Journal of Coatings Technology
EFFECT OF MOLECULAR WEIGHT
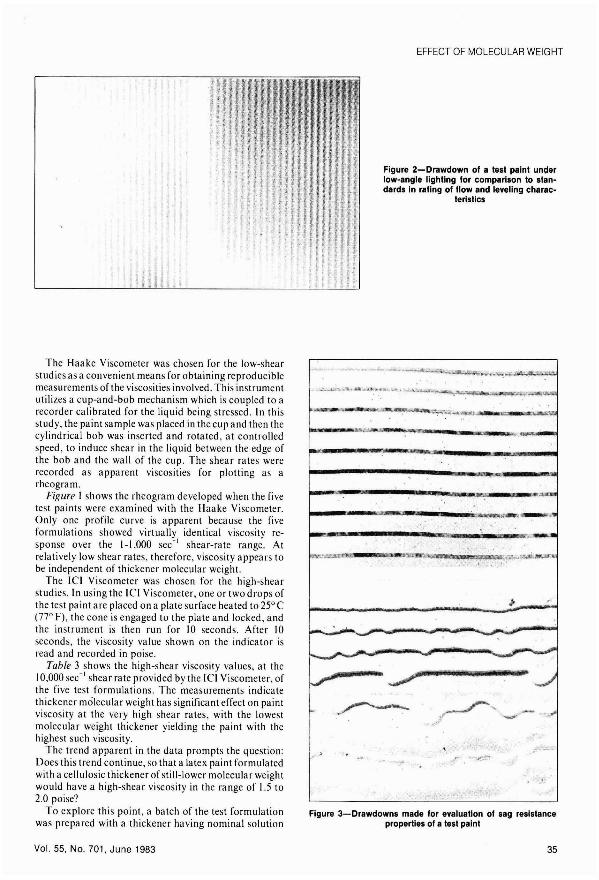
Figure 2-Drawdown 01 a test paint underlow-angle lighting lor comparison to standards In rating 01 Ilow and leveling charac-
teristics
I I
PJ
- ---
Figure 3-Drawdowns made lor evaluation 01 sag resistanceproperties 01 a test paint
'-----'-......_.._-;",;..."'-:.-:_".
The Haake Viscometer was chosen for the low-shearstudies as a convenient means for obtaining reproduciblemeasurements of the viscosities involved. This instrumentutilizes a cup-and-bob mechanism which is coupled to arecorder calibrated for the liquid being stressed. In thisstudy, the paint sample was placed in the cup and then thecylindrical bob was inserted and rotated, at controlledspeed, to induce shear in the liquid between the edge ofthe bob and the wall of the cup. The shear rates wererecorded as apparent viscosities for plotting as arheogram.
Fi/:ure I shows the rheogram developed when the fivetest paints were examined with the Haake Viscometer.Only one profile curve is apparent because the fiveformulations showed virtually identical viscosity response over the 1-1,000 scc- I shear-rate range. Atrelatively low shear rates, therefore, viscosity appears tobe independent of thickener molecular weight.
The ICI Viscometer was chosen for the high-shearstudies. In using the ICI Viscometer, one or two drops ofthe test paint are placed on a plate surface heated to 25° C(77° Fl, the cone is engaged to the plate and locked, andthe instrument is then run for 10 seconds. After 10seconds, the viscosity value shown on the indicator isread and recorded in poise.
Table 3 shows the high-shear viscosity values, at the10,000 sec-I shear rate provided by the ICI Viscometer, ofthe five test formulations. The measurements indicatethickener molecular weight has significant effect on paintviscosity at the very high shear rates, with the lowestmolecular weight thickener yielding the paint with thehighest such viscosity.
The trend apparent in the data prompts the question:Does this trend continue, so that a latex paint formulatedwith a cellulosic thickener of stilHower molecular weightwould have a high-shear viscosity in the range of 1.5 to2.0 poise')
To explore this point, a batch of the test formulationwas prepared with a thickener having nominal solution
Vol. 55, No. 701, June 1983 35

D.M. BLAKE
Figure 4-Spatter patterns produced with thefive versions ot the model paint formulation
viscosity of 1700 cps. ICI Viscometer study put the highshear viscosity of this paint at 1.2 poise~identical to thatof Test Paint A. This plateauing suggests there is a limitbeyond which decreasing the molecular weight of thccellulosic thickener produces no further significantincrease in the high-shear viscosity of the paint.
An ICI Viscosity of2.0 poise is usually considered theupper limit for an acceptable latex paint. The studyresults indicate the formulator can more closely approachthis value, and still keep low-shear viscosity within anacceptable range, by using a thickener with lower, but notnecessarily the lowest, molecular weight.
Flow and Leveling
The cellulosic thickeners used in latex paints solubilizeby association of water molecules in hydration layersalong the polymer chain constituting the thickener. Theassociation of the water molecules occurs throughhydrogen bonding of the active hydrogen in the cellulosebackbone as well as in the substituent groups. Shearapplied in the painting procedure disturbs the hydrationlayers and, at shear rates approaching those involved in
Figure 5-Test panels being compared lorevaluation olloamingtendencies. For this part otthe study, the five versions 01 themodel paint lormulation were modified by removal of the
defoamer agent
36
brush or roller applications, results in a vcry rapiddccrcase in viscosity.
Thus, at thc moment paint leavcs the roller, brush. orspray nozzle, disturbance of the hydration layers ismaximum and viscosity is minimum. But these conditionsarc short-lived. With the removal of shear, the hydrationlayers rebuild quickly to develop a viscosity at the higherend of the low-shear range. It is this restored viscositythat limits thc flow and Ievcling charactcristics of a latexpaint.
Flow and leveling relate to the tendency of a paint.when newly-applied and no longer subject to the shearingeffect of the roller, brush, or spray used in application. tocontinue to flow under the low-shear conditions inducedby gravity. It is desirable that the paint flows sufficientlvto level out irregularities in the film surface, yet resist !lowsufficiently to prevent runs or sags in paint applied tovert ica I su rfaces.
The l.eneta Leveling Test was used to study flow andleveling of the model paints. For this test, 10 grams ofpaint are applied by syringe onto a Leneta WB chart andarc drawn down in a pattern of stripcs. The LenetaLeveling Test Blade used for the drawdown controlspaint thickness so that alternate stripes are 6 mils and 2mils thick. The chart is air-d ricd in a dust-frce cabinet andthcn placed under a low-angle light source for side-byside comparison against standards. In the comparison.the tcst films are rated on a I-to-IO, poor-to-excellentscale for surface irregularities and sags. Figure 2 showsthc rating procedure.
When the films produced in thcsc tests werc comparedagainst standards, the leveling characteristics of all fivepaint versions wcre rated as practically equal. Theequality indicates that variation in thickener molecularweight has no noticeablc effect on leveling characteristicsof the paint.
Sag tendencies of a paint arc evaluated by dctermininghow thickly the paint can be applied before gravityinduced flow shows up as sag. The Leneta Antisag Testdeveloped by the l.eneta Co. provides a practical andreproducible method for these determinations. For sagantisag ~tudies, a drawdown of the sample paint is madeon Leneta 7B chart paper in a pattern of stripes. Thestripes, separated by narrow bands of unpainted chartsurface, are of equal width but progressively greater
Journal 01 Coatings Technology

EFFECT OF MOLECULAR WEIGHT
(a) !\Vcragc of four IC~I~ to failure on each formulation,
Figure 7-Typical charts produced In rubup tests 01 test paints Invarious colors
496517533552523
Number of Scrub CyclesRequired To Induce Failure"
Thickener Viscosity(nominal, cps)
Table 4-Scrub Resistance 01 Test PaintsAs Indicated by Gardner Scrub Test (ASTM D2486-66T)
Foaming
Cellulosic thickeners act as mild surfactants. Thus,they contribute to the foaming tendencies which, in latex
(HEC) but not hydroxypropyl methylcellulose, Glassobserved that as thickener molecular weight increases,the amount of spatter increases.
The spatter tests done for the study reported here,while not replicating Glass's methodology, confirm thathis findings also apply to hydroxypropyl methylcellulosethickeners. For this study, the spatter tests involvedpainting a vertical surface placed 12 inches above a blackplastic panel laid flat to catch the spatter. An area I ft 2
marked on the vertical surface was coated in nine passeswith a 3-inch HHR-3 roller made by the Shur-LineManufacturing Co. A set of the spatter patternsproduced with the five test formulations appears inFigure 4.
The visually obvious differences in the extent of thespatter patterns establish a definite correlation betweenthickener molecular weight and spatter. The results showthat, as with thickeners of other chemical compositions,increasing the molecular weight of an hydroxypropylmethylcellulose thickener increases the spatter tendenciesof a latex paint.
TestPaint
A 5.000B 12.000C 20,000D 40.000E 75,000
Spatter Resistance
Glass has done the definitive work to identify andevaluate factors influencing roller-induced spatter oflatex paints.1
-4 Working with thickeners of different
chemical compositions, including hydroxyethyl cellulose
Figure 6-Test panels coated with the model lormulatlonprovided a IInal comparison, and control, lor the tests 01 loamlngtendencies. The pattern seen here was Induced by the roller used
thickness. After the drawdown, the chart is allowed todry in a vertical position and with the drawdown stripesrunning horizontally. Thus, sag occurring anywherealong the length of any stripe shows up as intrusion intoan unpainted area. The thickness, in mils, of the thickeststripe that does not sag to touch the stripe below itself iscalled the antisag number.
The test blade commonly used for antisag studyproduces drawdown stripes in thicknesses from 3 mils to12 mils. The drawdowns of the five test formulationsmade with this 12-mil bar developed no noticeablesagging. To determine antisag limits, new drawdownswere made with a bar producing stripes of 12-mil to60-mil thickness. Again, all five test paints showed thesame results: sagging occurred in all five samples whenpaint thickness was 14 mils or more, so that each samplereceived the same antisag number of 12. Figure 3 showsthe Leneta Antisag Test chart, with both sets ofdrawdowns, for one of the test samples.
This part of the study makes it evident that molecularweight of the thickener has no significant effect on sagantisag characteristics of a latex paint.
Vol. 55, No. 701, June 1983 37
OM. BLAKE
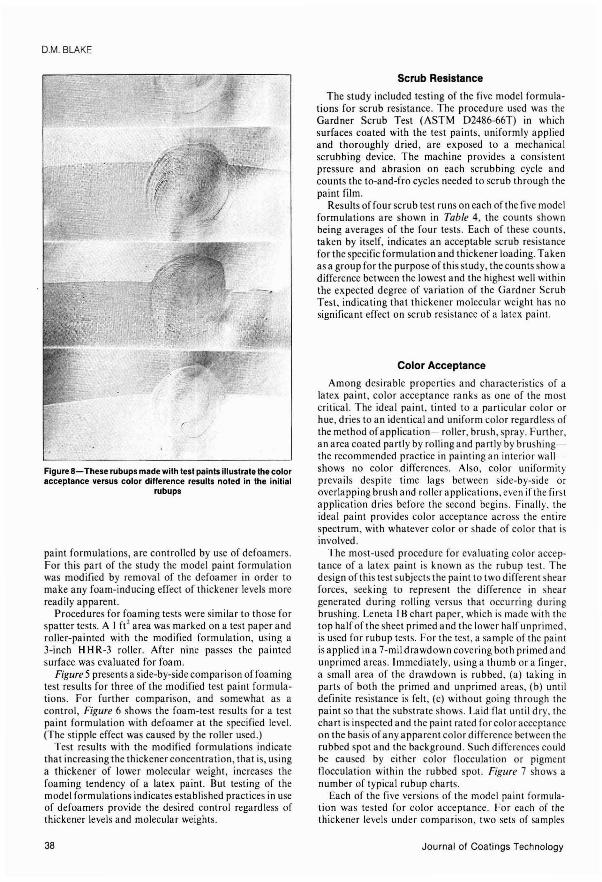
Flgur&8-Th&s& rubups mad& with t&st paints lIIustrat& th& coloracc&ptanc& v&rsus color difl&r&nc& r&sults not&d In th& initial
rubups
paint formulations, are controlled by use of defoamers.For this part of the study the model paint formulationwas modified by removal of the defoamer in order tomake any foam-inducing effect of thickener levels morereadily apparent.
Procedures for foaming tests were similar to those forspatter tests. A I ft ' area was marked on a test paper androller-painted with the modified formulation, using a3-inch H H R-3 roller. After nine passes the paintedsurface was evaluated for foam.
Figure 5 presents a side-by-side comparison offoamingtest results for three of the modified test paint formulations. For further comparison, and somewhat as acontrol, Figure 6 shows the foam-test results for a testpaint formulation with defoamer at the specified level.(The stipple effect was caused by the roller used.)
Test results with the modified formulations indicatethat increasing the thickener concentration, that is, usinga thickener of lower molecular weight, increases thefoaming tendency of a latex paint. But testing of themodel formulations indicates established practices in useof defoamers provide the desired control regardless ofthickener levels and molecular weights.
38
Scrub Resistance
The study included testing of the five model formulations for scrub resistance. The proced ure used was theGardner Scrub Test (ASTM D2486-66T) in whichsurfaces coated with the test paints, uniformly appliedand thoroughly dried, are exposed to a mechanicalscrubbing device. The machine provides a consistentpressure and abrasion on each scrubbing cycle andcounts the to-and-fro cycles needed to scrub through thepaint film.
Results offour scrub test runs on each of the five modelformulations are shown in Table 4, the counts shownbeing averages of the four tests. Each of these counts.taken by itself, indicates an acceptable scrub resistancefor the specific formulation and thickener loading. Takenas a group for the purpose of this study, the counts show adifference between the lowest and the highest well withinthe expected degree of variation of the Gardner ScrubTest, indicating that thickener molecular weight has nosignificant effect on scrub resistance of a latex paint.
Color Acceptance
Among desirable properties and characteristics of alatex paint, color acceptance ranks as one of the mostcritical. The ideal paint, tinted to a particular color orhue, dries to an identical and uniform color regardless ofthe method of application roller, brush, spray. Further.an area coated partly by rolling and partly by brushingthe recommended practice in painting an interior wallshows no color differences. Also, color uniformityprevails despite time lags between side-by-side oroverlapping brush and roller applications, even if the firstapplication dries before the second begins. Finally, theideal paint provides color acceptance across the entirespectrum, with whatever color or shade of color that isinvolved.
The most-used procedure for evaluating color acceptance of a latex paint is known as the rubup test. Thedesign of this test subjects the paint to two different shearforces, seeking to represent the difference in sheargenerated during rolling versus that occurring duringbrushing. Leneta IB chart paper, which is made with thetop half of the sheet primed and the lower half unprimed.is used for rubup tests. For the test. a sample of the paintis applied in a 7-mil drawdown covering both primed andunprimed areas. Immediately, using a thumb or a finger.a small area of the drawdown is rubbed. (a) taking inparts of both the primed and unprimed areas, (b) untildefinite resistance is felt, (c) without going through thepaint so that the substrate shows. Laid Oat until dry. thechart is inspected and the paint rated for color acceptanceon the basis of any apparent color difference between therubbed spot and the background. Such differences couldbe caused by either color Oocculation or pigmentOocculation within the rubbed spot. Figure 7 shows anumber of typical rubup charts.
Each of the five versions of the model paint formulation was tested for color acceptance. For each of thethickener levels under comparison. two sets of samples
Journal of Coatings Technology
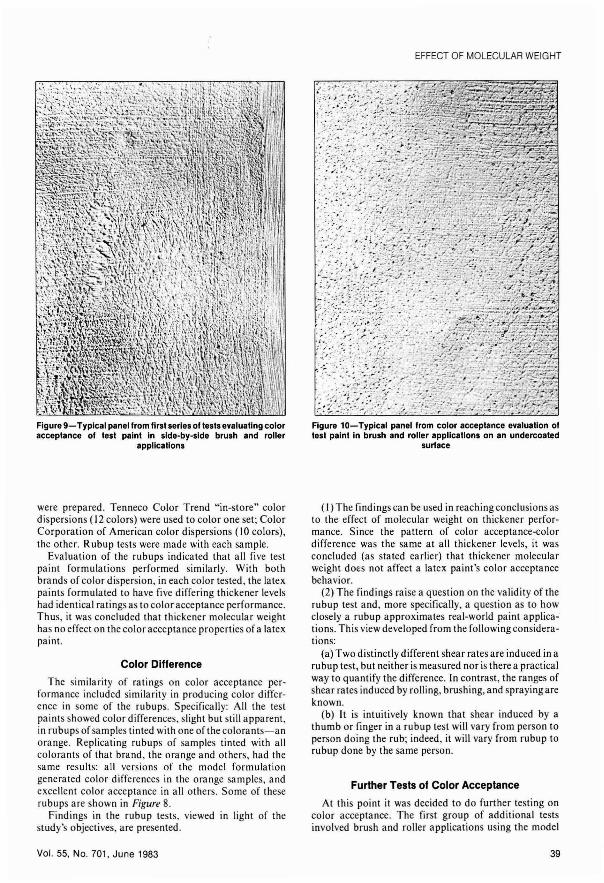
Figure 9-Typical panellrom first series of tests evaluating coloracceptance of test paint In slde-by-slde brush and roller
applications
were prepared. Tenneco Color Trend "in-store" colordispersions (12 colors) were used to color one set; ColorCorporation of American color dispersions (10 colors),the other. Rubup tests were made with each sample.
Evaluation of the rubups indicated that all five testpaint formulations performed similarly. With bothbrands of color dispersion, in each color tested, the latexpaints formulated to have five differing thickener levelshad identical ratings as to color acceptance performance.Thus, it was concluded that thickener molecular weighthas no effect on the color acceptance properties of a latexpaint.
Color Difference
The similarity of ratings on color acceptance performance included similarity in producing color difference in some of the rubups. Specifically: All the testpaints showed color differences, slight but still apparent,in rubups of samples tinted with one of the colorants-anorange. Replicating rubups of samples tinted with allcolorants of that brand, the orange and others, had thesame results: all versions of the model formulationgenerated color differences in the orange samples, andexcellent color acceptance in all others. Some of theserubups are shown in Figure 8.
Findings in the rubup tests, viewed in light of thestudy's objectives, are presented.
Vol. 55, No. 701, June 1983
EFFECT OF MOLECULAR WEIGHT
Figure 10-Typical panel from color acceptance evaluation oftest paint In brush and roller applications on an undercoated
surface
(I) The findings can be used in reaching conclusions asto the effect of molecular weight on thickener performance. Since the pattern of color acceptance-colordifference was the same at all thickener levels, it wasconcluded (as stated earlier) that thickener molecularweight does not affect a latex paint's color acceptancebehavior.
(2) The findings raise a question on the validity of therubup test and, more specifically, a question as to howclosely a rubup approximates real-world paint applications. This view developed from the following considerations:
(a) Two distinctly different shear rates are induced in arubup test, but neither is measured nor is there a practicalway to quantify the difference. In contrast, the ranges ofshear rates induced by rolling, brushing, and spraying areknown.
(b) It is intuitively known that shear induced by athumb or finger in a rubup test will vary from person toperson doing the rub; indeed, it will vary from rubup torubup done by the same person.
Further Tests of Color Acceptance
At this point it was decided to do further testing oncolor acceptance. The first group of additional testsinvolved brush and roller applications using the model
39
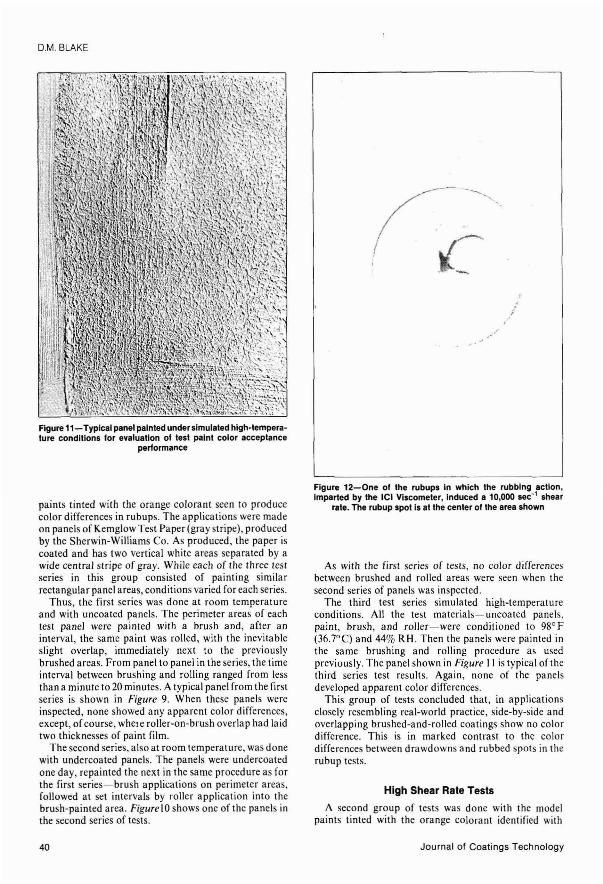
D.M. BLAKE
Figure 11-Typical panel painted under simulated high-temperature conditions for evaluation of fest paint color acceptance
performance
paints tinted with the orange colorant seen to producecolor differences in rubups. The applications were madeon panels of Kemglow Test Paper (gray stripe), producedby the Sherwin-Williams Co. As produced, the paper iscoated and has two vertical white areas separated by awide central stripe of gray. While each of the three testseries in this group consisted of painting similarrectangular panel areas, conditions varied for each series.
Thus, the first series was done at room temperatureand with uncoated panels. The perimeter areas of eachtest panel were painted with a brush and, after aninterval, the same paint was rolled, with the inevitableslight overlap, immediately next to the previouslybrushed areas. From panel to panel in the series, the timeinterval between brushing and rolling ranged from lessthan a minute to 20 minutes. A typical panel from the firstseries is shown in Figure 9. When these panels wereinspected, none showed any apparent color differences,except, of course, whele roller-on-brush overlap had laidtwo thicknesses of paint film.
The second series, also at room temperature, was donewith undercoated panels. The panels were undercoatedone day, repainted the next in the same procedure as forthe first series-brush applications on perimeter areas,followed at set intervals by roller application into thebrush-painted area. Figure to shows one of the panels inthe second series of tests.
40
Figure 12-0ne of the rubups In which the rubbing acllon,Imparted by the lei Viscometer, Induced a 10,000 sec·1 shear
rate. The rubup spot Is at the center of the area shown
As with the first series of tests, no color differencesbetween brushed and rolled areas were seen when thesecond series of panels was inspected.
The third test series simulated high-temperatureconditions. All the test materials-uncoated panels,paint, brush, and roller-were conditioned to 98° F(36.7°C) and 44% RH. Then the panels were painted inthe same brushing and rolling procedure as usedpreviously. The panel shown in Figure II is typical of thethird series test results. Again, none of the panelsdeveloped apparent color differences.
This group of tests concluded that, in applicationsclosely resembling real-world practice, side-by-side andoverlapping brushed-and-rolled coatings show no colordifference. This is in marked contrast to the colordifferences between drawdowns and rubbed spots in therubup tests.
High Shear Rate Tests
A second group of tests was done with the modelpaints tinted with the orange colorant identified with
Journal of Coatings Technology
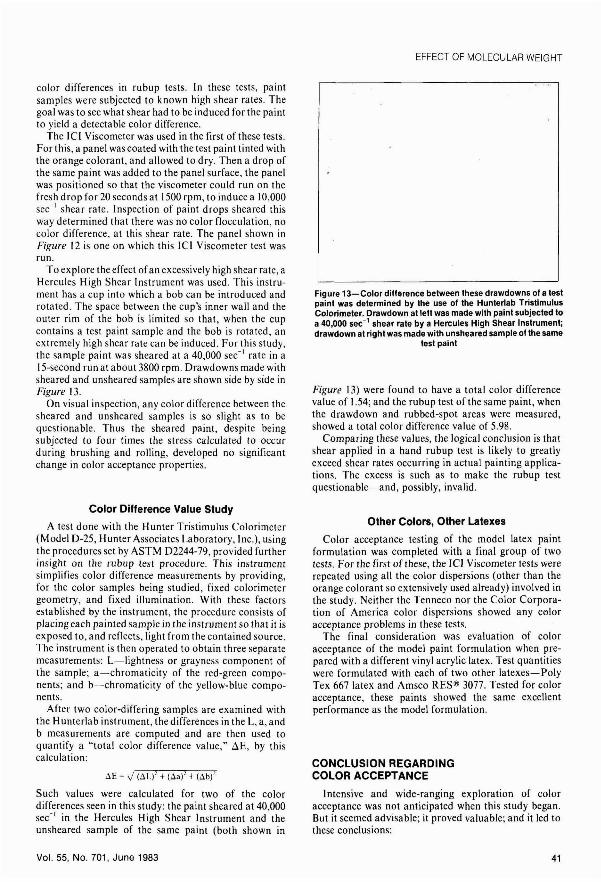
color differences in rubup tests. In these tests, paintsamples were subjected to known high shear rates. Thegoal was to see what shear had to be induced for the paintto yield a detectable color difference.
The ICI Viscometer was used in the first of these tests.For this, a panel was coated with the test paint tinted withthe orange colorant, and allowed to dry. Then a drop ofthe same paint was added to the panel surface, the panelwas positioned so that the viscometer could run on thefresh drop for 20 seconds at 1500 rpm, to induce a 10,000sec~l shear rate. Inspection of paint drops sheared thisway determined that there was no color flocculation, nocolor difference, at this shear rate. The panel shown inFigure 12 is one on which this ICI Viscometer test wasrun.
To explore the effect of an excessively high shear rate, aHercules High Shear Instrument was used. This instru~
ment has a cup into which a bob can be introduced androtated. The space between the cup's inner wall and theouter rim of the bob is limited so that, when the cupcontains a test paint sample and the bob is rotated, anextremely high shear rate can be induced. For this study,the sample paint was sheared at a 40,000 sec- l rate in aIS-second run at about 3800 rpm. Orawdowns made withsheared and unsheared samples are shown side by side inFigure 13.
On visual inspection, any color difference between thesheared and unsheared samples is so slight as to bequestionable. Thus the sheared paint, despite beingsubjected to four times the stress calculated to occurduring brushing and rolling, developed no significantchange in color acceptance properties.
Color Difference Value Study
A test done with the Hunter Tristimulus Colorimeter(Model 0-25, Hunter Associates Laboratory, Inc.), usingthe procedures set by ASTM 02244-79, provided furtherinsight on the rubup test procedure. This instrumentsimplifies color difference measurements by providing,for the color samples being studied, fixed colorimetergeometry, and fixed illumination. With these factorsestablished by the instrument, the procedure consists ofplacing each painted sample in the instrument so that it isexposed to, and reflects, light from the contained source.The instrument is then operated to obtain three separatemeasurements: L-lightness or grayness component ofthe sample; a-chromaticity of the red-green components; and b-chromaticity of the yellow-blue components.
After two COlor-differing samples are examined withthe Hunterlab instrument, the differences in the L, a, andb measurements are computed and are then used toquantify a "total color difference value," tiE, by thiscalculation:
~E = v' (~I.)' + (~a)' + (~b)'
Such values were calculated for two of the colordifferences seen in this study: the paint sheared at 40,000sec- r in the Hercules High Shear Instrument and theunsheared sample of the same paint (both shown in
Vol. 55, No. 701, June 1983
EFFECT OF MOLECULAR WEIGHT
Figure 13-Color difference between these drawdowns 01 a testpaint was determined by the use 01 the Hunterlab TristimulusColorimeter. Drawdown at leff was made with paint subjected toa 40,000 sec-1 shear rate by a Hercules High Shear Instrument;drawdown at right was made with unsheared sample 01 the same
test paint
Figure 13) were found to have a total color differencevalue of 1.54; and the rubup test of the same paint, whenthe drawdown and rubbed-spot areas were measured,showed a total color difference value of 5.98.
Comparing these values, the logical conclusion is thatshear applied in a hand rubup test is likely to greatlyexceed shear rates occurring in actual painting applications. The excess is such as to make the rubup testquestionable-and, possibly, invalid.
Other Colors, Other Latexes
Color acceptance testing of the model latex paintformulation was completed with a final group of twotests. For the first of these, the ICI Viscometer tests wererepeated using all the color dispersions (other than theorange colorant so extensively used already) involved inthe study. Neither the Tenneco nor the Color Corporation of America color dispersions showed any coloracceptance problems in these tests.
The final consideration was evaluation of coloracceptance of the model paint formulation when prepared with a different vinyl acrylic latex. Test quantitieswere formulated with each of two other latexes-PolyTex 667 latex and Amsco RES® 3077. Tested for coloracceptance, these paints showed the same excellentperformance as the model formulation.
CONCLUSION REGARDINGCOLOR ACCEPTANCE
Intensive and wide-ranging exploration of coloracceptance was not anticipated when this study began.But it seemed advisable; it proved valuable; and it led tothese conclusions:
41

D.M. BLAKE
(I) The hand rubup test commonly used for coloracceptance evaluation is not necessarily indicative of apaint's color acceptance behavior in actual applications.
(2) Color acceptance tests comparing actual brush androller applications are practical, uncomplicated, requirelittle time, and can provide dependably representativesamples for evaluation.
(3) Latex paints demonstrating excellent color acceptance can be formulated with hydroxypropyl methylcellulose thickeners of any molecular weight.
CONCLUSIONS REGARDINGMOLECULAR WEIGHT
The body of this study examined the effects ofvariations in thickener molecular weight on the properties of latex paints thickened with hydroxypropylmethylcellulose. The study shows such variations do haveeffects. The specific conclusions are: (I) thickenerefficiency increases with increasing molecular weight; (2)spatter increases with increasing molecular weight; (3)foaming attributable to thickener action as a surfactantdecreases with increasing molecular weight; any suchfoaming can be controlled with defoamers; (4) low-shearrheology is independent of molecular weight (as isindicated by Haake Rheology and substantiated by theLeneta Leveling Test); (5) high-shear viscosity decreaseswith increasing molecular weight; (6) scrub resistance isindependent of molecular weight; (7) color acceptance isindependent of molecular weight; and (8) known procedures and proven instruments are available for testingto determine how a cellulosic thickener affects a latexpaint formulation.
SUMMARY
Cellulosic thickeners of various molecular weight areavailable for use in formulating latex paints to acceptableviscosity. It is known that the higher the molecularweight, the lower the level of thickener needed to achievethe desired viscosity. However, little has previously beenpUblished about how variations in thi·ckener molecularweight affect the properties of the paint. This study wasundertaken to determine those effects.
The model paint formulated for the study was aninterior flat vinyl acrylic latex. A hydroxypropylmethylcellulose thickener available in five molecularweights, ranging from 5,000 cps to 75,000 cps in nominalviscosity, was used to prepare five versions of the model
42
formulation. These five versions of the model were thensubjected to testing procedures selected to yield validevaluations on significant properties.
The study found that thickener molecular weight,besides the known effect on thickener efficiency, has adetectable effect on high-shear rheology, spaaer resistance, and foaming tendency of a latex paint. It alsoestablished that low-shear rheology, scrub resistance,and color acceptance properties of a latex paint areindependent of thickener molecular weight.
As an. ancillary finding, the study determined that thecommon hand rubup test is a less-reliable indication ofcolor acceptance behavior of a latex paint than is a test ofthe paint in small-scale side-by-side applications withbrush and roller.
ACKNOWLEDGMENT
The author is grateful to The Dow Chemical Co. forpertnission to publish this paper.
References(I) Sarkar. N. and Lalk. R. H.• "Rheological Correlation with the
Application Properties of Latex Paints." JOllR~Al OF PAI\·,TECHNOlOGY. 46. No. 590. 29 (1974).
(2) Monk. C.J.H., "Routine Measurement of the Viscosity of PaintSamples," 1. Oil & C%ur Chemis/.I·· Aswc" 49. 7, (1966).
(3) Glass, J.E" "Dynamics of Roll Spatter and Tracking. Part I:Commercial Latex Trade Paints," JOlJR\AI. OF COATI\GS
TECHNOUX;Y,50. No. 640, 53 (1978).(4) Glass, J.E., "Dynamics of Roll Spatter and Tracking. Part II:
Formulation Effects in Experimental Paints,"JotJRNAI. OF COAII\(jSTECHNOUll;Y,50. No. 640,61 (197K).
Trademark ReferencesAMP International Minerals & Chemicals Corp.Amseo RES Union Chemicals Div" Union Oil Co. of Calif.ASP Engelhard Minerals & Chemicals Corp.Camel-CARS , Genstar Stone Products Co.Drew , , . . . . . . . . . . . . . . . . . . .. Drew Chemical Corp.Methocel Dow Chemical Co.Poly Tex ...............•...... Celanese Polymers Specialties Co.Tamol , ., ..•...•.................. Rohm and Haas Co.Tergitol, UCAR ....•..................... Union Carbide Corp.Texanol ..............•........ Eastman Chemical Products Co.TiPure , E.!. du Pont de Nemours & Co., Inc.Troysan , Trny Chemical Corp.
Journal of Coatings Technology

Rheological Properties of Alkyd SolutionsAnd Their Relation with Solubility Parameters of Solvents
K.MA Shareef and M. YaseenRegional Research Laboratory'
The rheological properties of alkyd solutions inpoorly and moderately hydrogen bonded solventshave been studied by viscometry. The data at sixconcentrations and at eight shear rates have beenanalyzed with the help of standard and proposedequations. The concentration dependence andsolubility parameter dependence of several rheological parameters were obtained. This informationwas used for determining the solubility parameter ofthe alkyd.
Here, the constants k and n represent consistency andflow behavior of a system, respectively. As the relation isexpressed in logarithmic terms; this equation is called thepower law equation. This is found to have good fit forpractical data; the values of log k and n are used fordetermining the other rheological parameters.
Martin's Equation
The following equation proposed by Martin 2 is alsochosen for analyzing the results:
MATHEMATICAL EXPRESSIONS
Power Law Equation
The following equation represents the relation betweenshear stress (T) and shear rate (y)'
INTRODUCTION
Alkyds form the major part of the total consumptionamong resins used in the paint industry. Most alkyds arethinned with solvents before use. The solvent-alkydinteractions influence the rheological properties of theresin solution. At concentrations typical to paint formulations, the unpigmented resin solutions show nonNewtonian behavior in viscosity measurements. Therheological properties data of such systems can be usedfor determining the interaction between resin andsolvent. The present work describes the flow behavior ofalkyd solutions in poorly and moderately hydrogenbonded solvents at different shear rates.
• Div. of Surface Coatings. Hydcrabad 500 009. India.
(2)
or
Concentration Dependence of Log k
The constant k in power law equation is found to be afunction concentration. However, in literature no equation is available to represent the relation. The followingErickson's equation] describes the dependence of relativeviscosity 7).., on weight fraction Wand weight fractiondependent intrinsic viscosity [7)]w:
W I--~kw'W+-- (3)In ~> [~lw
Taking Martin's and Erickson's equations into consideration, a relation between log k and W is proposed:
log (~) ~ k,W + C (4)
Here, the constants k2 and C are rheological parameters,where k2 defines the interaction ofalkyd molecules with a
( ~ - ~ )log ---' ~ log [~l + k,[~l<p~,<p
log (:p) ~ log [~l + k,[~l<p
Here,7) and 7), are viscosities of solution and solvent. 7),pand [7)] are specific and intrinsic viscosities of the system,</> is the volume fraction of solute. The constant k,depends on the nature of the solute and solvent system. Inother words it represents the interaction between the two.
(I)
T=k:yn
log T ~n log y + log kor
Vol. 55, No. 701, June 1983 . 43

K.MA SHAREEF and M. YASEEN
(a) The solubility parameter of while spirit was determined by Aniline point method. I.•
Table 1-Solvents
solvent and C is termed as a function of limiting shearstress. This equation is based on the assumption that thefunction of shear stress (log T) is a limiting value whenshear rate function (log y) is zero.
The following simple and empirical expression is alsosuggested for analyzing log k data from power lawequation:
Code No. Solubility ViscosltyUaedlor Par,meter aI26±1°CSolvents Solvents (caVcc)"' CP
Poorly Hydrogen Bonded
A ...... Xylene 8.80' 0.6035B ...... White spirit 7.82' 0.7854C ...... Xylene + White spirit 8.31' 0.6670
(I:I v/v)D . . . . .. Cyclohexane 8.18' 0.8812
Moderately Hydrogen Bonded
E ...... Ethyl acctatc 9.10' 0.4420F ...... Butyl cellosolve 9.87' 2.7432G ...... Methyl ethyl ketone 9.27' 0.4011H ...... Cyclohexanone 9.88' 1.9932
reagent grade except white spmt. The fractions ofcommercial white spirit distilled at 157-167°C are usedas solvent code No. B and solvent code No. C is a ( I: I)mixture of A and B.
Calculation of Shear RateAnd Shear Stress
In the present work, equations previously reported"were used for calculating shear rate and shear stress. Theshear rate YI (sec-I) for spindles 0.2-6 of BrookfieldRVT model is:
Procedure
The solutions having different weight fractions ofalkyd were prepared and stored in a room conditioned at26 ± 1° C. The concentrations of alkyd in a solvent typicalto that of paint formulations are given in Table 2.
The viscosity properties of alkyd solutions weremeasured bya Brookfield RVT viscometer. The choice ofspindles was so made that a spindle produces observations at rpm ranging from 0.5 to 100 and also covers themaximum number of concentrations. The determinationswere first conducted in ascending order of rpm (0.5-100)and then in descending order. The observations under thetwo conditions indicate that alkyd solutions do notexhibit thixotropic behavior. The possible loss of solventwas controlled so that the concentration of alkydsolution does not change during the experiment.
(5)log k = k, log W + B
71870
Here, Nand R H are the number of revolutions per secondand radius of disc of spindle, respectively, and x is theheight of liquid column over the disc.
The shear rate Y2 (sec-I) of RVT spindle No. I is:
(8)
(7)
(6). 2rr N RII)'1=--
X
T;:IOOX21rR~
The symbol D is the dial reading and 7187 dyne.cm is fullscale torque of RVT viscometer.
Several workers I\-13 have also used other equationsapart from the above equations for calculating shear rateand shear stress data from measurements made by usingthe Brookfield RVT viscometer.
. 2rr N R('R IIy, = R~. - R~
Here, Rc is the radius of the container used for testliquid. 1O The dimensions of spindles, i.e., R B and x aresupplied by the manufacturers. lo
The shear stress T (dynes/ cm!) is calculated by thefollowing equation:"
Materials
A commercial alkyd (66% linseed oil-pentaerythritolphthalate) having an acid value less than 10 and solidcontent 99 ± I%was used for the study. The poorly andmoderately hydrogen bonded solvents selected forstudying rheological properties of alkyd solutions arelisted in Table I. All the solvents are of laboratory
EXPERIMENTAL
Here, the constants k3 and B have the significance similarto that of constants in equation (4).
After treating the data on the flow (behavior)properties of alkyd solutions by the above equations, therheological parameters of alkyd-solvent systems andsolvency power of each solvent for the resin arecalculated. The findings are also used for determining thesolubility parameter of the alkyd.
Table 2-Alkyd Solutions
Weightot Weight 01 Weight Fraction ofSolution No. Alkyd (g) Solvent (g) AlkydW
I ............ 250 128.5 0.6605II ............ 250 257.0 0.4931
III ............ 250 300.85 0.4538IV ............ 250 352.4 0.4150v ............ 250 414.4 0.3763
VI ............ 250 487.5 0.3389
RESULTS AND DISCUSSION
The viscosity data of alkyd solutions at different shearrates have been analyzed by using the Power Lawequation, Martin's equation, and two other proposedequations.
44 Journal of Coatings Technology

RHEOLOGICAL PROPERTIES OF ALKYD SOLUTIONS
..
.............
...
...
..
........TDI ......• ]I[ ..
aa ..
r+c ..
I ....
Figure l-Shear stress vs shear rate lor alkyd solutions in xylene.'A' is an arbitrary conslant used to displace lines vertically lorclarity. RVT spindle used lor lormulalion I is No.3 and lor II·VI
No.1
1+"';
Figure 2-Shear stress vs shear rate lor alkyd solutions incyclohexane. 'A' is same as in Figure 1. RVT spindle used lor
lormulatlon I is No.4 and lor II-VI No.1
Power Law Equation
The doubly logarithmic data of shear stress versusshear rate for alkyd solutions in poorly and moderatelyhydrogen bonded solvents are plotted in Figures 1-4. Forthe sake of having better illustration of plots, thecrowding of lines corresponding to individual weightfraction of alkyd has been avoided by using an arbitrarynumeral represented by symbol A in each figure.
In Figures I and 2, the first three plots of log T vs. logyfor alkyd solutions in poorly hydrogen bonded solventsare linear at all the shear rates. When concentrations ofalkyd solutions are at weight fractions 0.415 and below,the data are better illustrated by two linear plots: onepassing through points at shear rates corresponding to0.5-20 rpm; the other passing through points corresponding to 20-100 rpm. Both plots intersect at a pointvery close to 0 on log1 axis (i.e., 2+ log 1). In the case ofmoderately hydrogen bonded solvents, this feature hasbeen observed in alkyd solutions at even higher concentrations (Figures 3 and 4).
The probable reason for the relatively high increase inshear stress is that in dilute solutions the molecules mayaggregate around the disc of a fast moving spindle due to
centrifugal forces. This may produce shear stress higherthan that expected at shear rates corresponding to rpmsof20 and above. Alkyd solutions in moderately hydrogenbonded solvents greatly exhibit this effect than those inpoorly hydrogen bonded solvents because of greaterinteraction due to structural similarity among resin andsolvents. The increase in shear stress at high shear ratescould also be attributed to the use of spindle No. I inexperiments conducted at low concentrations of alkydsolutions. The narrow clearance between spindle cylinderand the container may contribute to this effect especiallyat high speeds.
Slopes and Intercepts
The values of slope 'n' and intercept 'log k' obtainedfrom the plots (log T = n log 1 + log k) for a solutionindicate the nature of its flow behavior at different shearrates and the consistency index, respectively. In low shearrate region corresponding to speeds of spindle up to 20rpm, the values of n are less than one, i.e., 0.75-0.95. Thisshows that the flow behavior of solutions is pseudoplasticup to 20 rpm. On the other hand, at shear ratescorresponding to 20-1 00 rpm, the values of n in the range
Vol. 55, No. 701, June 1983 45

K.MA SHAREEF and M. YASEEN
_a_.. • ,.e· • .1• • J'.. • II• I ••
. -I~
I
Ll t+~;
,..<
... ..-. ~ftOlS
-..- .A.-
· WI .... • ..· D U
· • .... & U
· % ..
Figure 3-Shear stress vs shear rate for alkyd solutions In ethylacetate. 'A' Is same as in Figure 1. RVT spindle used for
formulalion I Is No.2 and for II-VI No.1
Figure 4-Shear stress vs shear rate lor alkyd solutions In methylethyl ketone. 'A' is same as In Figure 1. RVT spIndle used lor
formulalion lis No.2 and lor II-V No.1
of 1-1.5 indicate that the flow behavior of the solution isshifted from a creeping region to laminar boundary layerconditions. The deviation in values of rheologicalparameter 'n' suggests that flow behavior of alkydsolutions at low shear rates is like that of pseudoplasticsystems and is of an apparent dilatant type at higher shearrates. I
,14
The constant 'n' does not show any relation with theconcentration of alkyd and the nature of solvent in whichthe resin is dissolved. Whereas, the values of log k show adistinct relation with the concentration of alkyd insolution and also with the nature of solvent. The values oflog k can be used for quantitative assessment of thesolvency power of solvents for the alkyd.
Log k and ConcentrationIn Terms of Weight Fraction W
The linear plots of log (k/ W) versus W show that theproposed equation [log(k/W) = k2W+C) holds good inthe treatment of rheological properties data for alkydsolutions. In plotting log (k/ W) versus W in Figure 5,only the data obtained by using RVTspindle No. I is usedso that the spindle constant is the same in all calculations.This choice eliminates the effect of any possible variationin shear conditions due to change of spindle constant.The slope 'k2' and intercept 'C' of the plots are rheological
parameters corresponding to solvent-alkyd interactionand solvency power of the solvent, respectively. Theserheological parameters are in accordance with those ofMartin's equation (2) where the slope represents theinteraction between solute and solvent and the interceptis considered to be the function of solvency power. J5
The Constant k Function of W
The plots of log k versus log W for alkyd solutions inindividual solvents are linear and indicate that theconstant k and W can also be expressed by a directlogarithmic relation (Figure 6). The constants k l and B ofthe equation (log k = k l log W + B) also provideinformation similar to that obtained from the constantsin equation (4).
Treatment of ResultsBy Using Martin's Equation
Martin's equation has good application to datacollected at one speed of immersion body (spindle). Forconvenience and simplicity, only data at two shear rates,i.e., corresponding to five and 50 rpm are analyzed byusing Martin's equation; these are plotted in Figures7-10.
The data at five and 50 rpm, indicate that intrinsicviscosity of each system increases with shear rate. In the
46 Journal of Coatings Technology
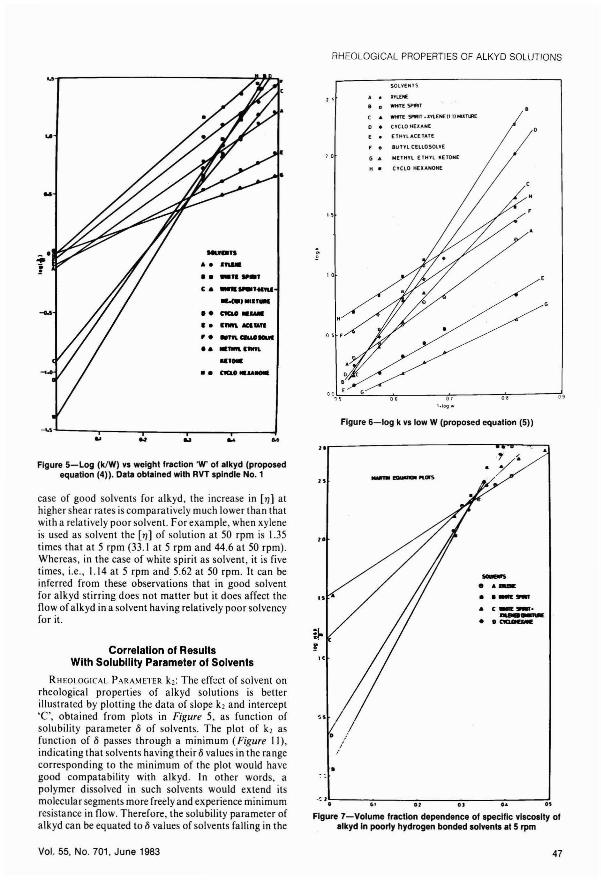
RHEOLOGICAL PROPERTIES OF ALKYD SOLUTIONS
...-r-----------------+H.,.
lI~---------------.rr'._.....,----.
09
"
H. CYClD HEltANOHE
Figure 6-log k vs low W (proposed equation (5»
SOLVENTS
,. • JI'I'lENE:
e D WHITE SPAlT
( • WKTE SPR'T .XYLENE(lllfGT~
o • CYClO KEUNE
E • ETMTlACETATE
F. au T't'l CELLOSOlYE
lOG. folETH'fl ETHYl KETONE
"
.....
"_n-• • .....
I. _0 ...' 10
c. --,....._,M.._••
CtCUI __
I. ItML _ ..., •
•• ......_-•• .tMLl........,-•• ccu .._
NN..
..
-': l~. ..,.".,---~.,:---...,."'J----:•.,...---t...Figure 7-Volume Iractlon dependence 01 .pecilic viscosity 01
alkyd In poorly hydrogen bonded solvents al 5 rpm
Figure 5-Log (kIW) vs weight Iracllon 'W' 01 alkyd (proposedequation (4». Data oblalned with RVT spindle No.1
case of good solvents for alkyd, the increase in [7)] athigher shear rates is comparatively much lower than thatwith a relatively poor solvent. For example, when xyleneis used as solvent the [7)] of solution at 50 rpm is 1.35times that at 5 rpm (33.1 at 5 rpm and 44.6 at 50 rpm).Whereas, in the case of white spirit as solvent, it is fivetimes, i.e., 1.14 at 5 rpm and 5.62 at 50 rpm. It can beinferred from these observations that in good solventfor alkyd stirring does not matter but it does affect theflow of alkyd in a solvent having relatively poor solvencyfor it.
Correlation of ResultsWith Solubility Parameter of Solvents
RHEOI.OGICAI. PARAMETER k2: The eff~ct of solvent onrheological properties of alkyd solutions is betterillustrated by plotting the data of slope k2 and intercept'C', obtained from plots in Figure 5, as function ofsolubility parameter {j of solvents. The plot of k2 asfunction of {j passes through a minimum (Figure II),indicating that solvents having their {j values in the rangecorresponding to the minimum of the plot would havegood compatability with alkyd. In other words, apolymer dissolved in such solvents would extend itsmolecular segments more freely and experience minimumresistance in flow. Therefore, the solubility parameter ofalkyd can be equated to {j values of solvents falling in the
,.
__1'tDrS
--·.-· ._....• c_,...·._........~
,.j/
i
Vol. 55. No. 701. June 1983 47

K.M.A. SHAREEF and M. YASEEN
MARTIN EQUATION PlOT~
SOLvENTS
E. ETH't'l ACE TATE
F • BUTYL CELlOSOlvf
G • METHVLETH'fL KEf0'"
H • CYClO HEXANONE
_.nA • lnE_ 1Jj
~ •• _1lW., .1 C A "'E5P'I.'J+
;~1Y1.E:t.cIMt-
0
•• CKLOMU'-:
"'E
o.s-L__-., --, .,-__--,.__---j
... ... ... 0.1 ¢ 0.3 0·'
Figure 8-Volume fracflon dependence of specific viscosity ofalkyd In poorly hydrogen bonded solvents at 50 rpm
range of the minImum on the plot, i.e., 9.2-9.6, themidpoint of which is 9.4 (call cc)~.
King'6 in a series of publications has interpreted hisfindings in terms of solvency power of petroleum solventsfor alkyds making use of viscosity and solubilityparameter data. He did not consider his results in rermsof interaction or rheological parameters. Whereas,Erickson' correlated the interaction variables with l5 ofsolvents and found that the plot of the data passedthrough a minimum.
The plot of the constant k2 as function of l5 of solventscan be used for determining solubility parameter of apolymeric material.
LIMITING SHEAR STRESS PLOT: The plot of intercept 'C'versus l5 of solvents passes through a maximum (Figure12). The significance of limiting shear stress is similar tothat of the limiting (intrinsic) viscosity of polymers. It isreported that intrinsic viscosity of a system is maximumwhen the solute and solvent have maximum compatability and polymer segments are fully stretched in thesolution.'l." This situation occurs when /j values ofsolvent and polymer are fairly close and their physicalparameters also complement each other. Hence, from themaximum of the plot in Figure 12, the solubility
48
Figure 9-Volume fraction dependence of specifiC viscosity ofalkyd in moderately hydrogen bonded solvents at 5 rpm
parameter of alkyd is equated to be 9.5 (cal/cc)v,. Thisindicates that the limiting shear stress is proportional tothe solvency power of a solvent for the alkyd and can beused for determining its solubility parameter.
RHEOI.OGICAI. PARAMETER k,: The plot values of theslope k, of equation (5), as function of solubilityparameter of solvents, pass through a minimum (Figure13). The value of the solubility parameter for the alkydderived from this plot is 9.4 (cal/cc)~.
Martin's Equation
RHEOLOGICAL PARAMETER k,: The plots of the slopek, [1)] as function of l5 of solvents at five and 50 rpm passthrough minima (Figure 14). The plots at five and 50 rpmdo not show any significant effects of the speed ofrotation of spindle on the results. In Figure 15, the plotsof k, versus l5 of solvents at five and 50 rpm differ widelyin magnitude from each other. This is because there is avast difference in the values of multiplying factor [1)] atfive and 50 rpm. The solubility parameter values of alkydobtained from the minima of the plots in Figure 14 is 9.3and plots in Figure 15 are 9.2 at five rpm and 9.3 (call cc)~at 50 rpm.
Journal of Coatings Technology

,.""'.,...
• I '''''''aa1&1f• ,. III'It.alLt1QlE
.. & ....... 1[1'MIl..-• , aa.~
RHEOLOGICAL PROPERTIES OF ALKYD SOLUTIONS
,.
"
10
••
~ '':~ ;:;.'',----tt,,---tr----n:----t, ',. o. .. ... o•
Figure 10-Volume Iracllon dependence 01 specific viscosity 01alkyd In moderately hydrogen bonded solvents at 50 rpm
ALKYD-SOLVENT INTERACTION PLOT
Figure 12-Llmlllng shear stressluncllon 'C' (Intercepts 01 plotsIn Figure 5) vs solubility parameter 01 solvents
AlIlYD-SOLYENT INTERACTION PLOT
Figure 11-Rheologlcal parameter k2 (slopes 01 plots In Figure5) vs solubility parameter 01 solvents
8.0
;- 1.0
..0
'"'
'"'].A)
'"'.0
7.0 M ,.0t
...
..
0J-:----..,----~----..,.-------iM ~ ~ 1~ I~
•Figure 13-Rheologlcal parameter k3 (slopes 01 plots In Figure 6)
vs solubility parameter 01 solvents
Vol. 55, No. 701, June 1983 49

K.MA SHAREEF and M. YASEEN
.."-..•-..•
...l------r----,......---"""T---~III
loG
~r; i•
..,
...
..III
•• At IoAAIlI
•• A' .......
Figure 14-Rheological parameter k,hl (slopes 01 plots inFigures 7-10) vs solubility parameter 01 solvents
Figure 15-Rheological parameter k, (calculated Irom slopes inFigures 7-10) vs solubility parameter 01 solvents. Legend: A = K,
at 5 rpm; • = K, at 50 rpm
INTRINSIC VISCOSITY DATA: Usually, the rate of flow ofdilute polymer solution through a capillary is used forcalculating intrinsic viscosity. Here, the data from Brookfield viscometer measurements are used for determiningintrinsic viscosity of alkyd solutions. The intrinsicviscosity data at five and 50 rpm are plotted as a functionof 15 of solvents and the plots pass through maxima(Figure 16). The two plots being vertically far apart fromeach other indicate that intrinsic viscosity of alkydsolutions increase with speed of the spindle, whereas, thecompatability of alkyd with solvent is not affected. Thevalues of solubility parameter of alkyd obtained from themaxima of the plots are 9.2 at five rpm and 9.3 (call cc)"at 50 rpm.
ApPARENT VISCOSITY PLOT: In Figure 17, the apparentviscosity of alkyd solutions of weight fraction 0.6605 atfive and 50 rpm are plotted as a function of the solubilityparameter of solvents. This plot passes through aminimum and is similar to the plots of rheologicalparameters k2, k], k" and kl [1)] versus 15 (Figures 11,13-15). The value of 15 for alkyd determined from it is9.35 (call cc)". The points corresponding to the solventswhite spirit and cyclohexane are a little away from it. Theapparent viscosity plot cannot be considered for deriving
15 value of a polymer as it does not include other physicalparameters involved in calculations.
Solubility Parameter of Alkyd
Earlier it was reported that viscosity data can be usedfor finding the solubility parameters of polymers orpolymeric materials."'" The values of the solubilityparameter of alkyd obtained from various plots do notdiffer much from those reported by others (Table 3).These findings show that the solubility parameters ofalkyds and polymeric materials can be determined byusing rheological parameters obtained from experimentsconducted with the Brookfield RVT viscometer.
SUMMARY
(I) The findings on viscosity properties of alkydsolutions provide quantitative information about rheological parameters and solvency power of differenlsolvents.
(2) The intercept 'log k' of the Power Law equation isfound to be dependent on the concentration of alkyd insolutions and the solubility parameter of solvents.
50 Journal of Coatings Technology

RHEOLOGICAL PROPERTIES OF ALKYD SOLUTIONS
INTRINSIC VISCOSITY PLOTS",
50
10
70
'0
..M~
U
'0
30
20
'0
01.0 '" "", 'M
30 I) At S RPM
-''J]A.Y'RAM . £At 50 RPM
•$(')"1 $OR,RM
~ "~~..0
., •,• "~.-
12
9·0
"..Solubtlity param~t~r of sotYents
Figure 16-lnlrlnslc vlscoslly 01 alkyd solullons (calculaled IromIhe Inlercepls 01 plolsln Figures 7-10) vs solubility parameIer 01
solvenllFigure 17-Apparent viscosity 01 slkyd solullons al 0.6605 welghl
Iracllon vs solubility parameler 01 solvenll
Type of Alkyd
Table 3-Solublllty Parameters 01 Alkyds
Method of Determlnallon601 AJk~(eal/ce)
c5-Values Obtained from Present Work66% Linseed-pentaerythritol
phthalate66% Linseed-pentaerythritol
phthalate66% Linseed-pentaerythritol
phthalate66% Linseed-pentaerythritol
phthalate66% Linseed-pentaerythritol·
phthalate66% Linseed-pentaerythritol
phthalate66% Linseed-pentaerythritol
phthalate
c5-Values Reported by OthersLong oil alkyd (Plexal P-65)Long oil linseed-glycerol-
phthalate66% Linseed-pentaerythritol
phthalateLong oil alkydLinseed-glycerol-phthalate
Vol. 55, No. 701, June 1983
(I) Rhe310gical parameter k, plot - Figure II
(2) Limiting shear stress plot - Figure 12
(3) Rheological parameter k, plot - Figure 13
(4) Rheological parameter k, [11] plot - Figure 14
(5) Rheological parameter k, plot- Figure 15
(6) Intrinsic viscosity plot· Figure 16
(7) Apparent viscosity plot - Figure 17
(I) Solubility diagram'(2) Intrinsic viscosity"
(3) Intrinsic viscosity"
(4) Solvent evaporation"(5) Group contribution technique'"
9.4
9.5
9.4
9.3
9.2 (at 5 rpm)9.3 (at 50 rpm)9.2 (at 5 rpm)9.3 (at 50 rpm)9.35
9.4g.91
9.4
9.49.399.27
51

K.MA SHAREEF and M. YASEEN
(3) The change in flow behavior ofa system at differentspeeds of stirring can be predicted by the change in slopesof plots of the Power Law equation.
(4) The equations proposed for direct relation betweenlog k and weight fraction W of alkyd are found to holdgood.
(5) The analysis of data by Martin's equation providesuseful information about shear dependent intrinsicviscosity.
(6) The rheological properties data for alkyd solutionscan be used for determining the solubility parameter ofalkyds.
ACKNOWLEDGMENT
One of the authors K.M.A. Shareef acknowledges thefinancial assistance given to him by the Council ofScientific and Industrial Research, New Delhi.
References(I) Wilkinson, W.L., "'Non-Newtonian Fluids," Pergmon Press Ltd.,
London, 1960 p 4.(2) Martin, A. F., Meeting of the American Chemical Society, April
1942.(3) Erickson, J.R., "'Viscosity of Oligomer Solutions for High Solids
and UV Curable Coatings," JOURNAL Of COATINGS TECHNOLOGY,48, No. 620,55 (1976).
(4) Hansen, e.M., "Three Dimensional Solubility Parameter andSolvent Diffusion Coefficient," Danish Technical Press, Copenhagen, 1967 pp 18-19.
(5) SCOII, R.L. and Magat, M.. J. Polymer Sci.. 4, 555 (1949).(6) Hoy, K. L., "New Values of the Solubility Parameters from Vapor
Pressure Data," JOURNAL OF PAINT TECHNOLOGY, 41. 0.541,76(1970).
52
(7) Pallon, T.e.. "Paint Flowand Pigment Dispersion: A RheologicalApproach to Coatings and Ink Technology."2nd Edition, WileyInterscience Publications, John Wiley & Sons. Inc.. ew York.1979 pp 327-328.
(8) ASTM 0-611-77, "Test for Aniline Point and Mixed AnilinePoint of Petroleum Products and Hydrocarbon Solvents,"Annual Book oj ASTM Standards. ParI 19. 1978.
(9) Van Waler, J.R .. Lyons, J. W.. Kim, K. Y., and Colwell, R.E .."Viscosity and Flow Measurement," in LoboralOry Handbook ofRheology. Interscience Publishcrs, ew York, 1963 pp 72-74:139-150.
(10) "Brookfield Synchrolectric Viscometer, Shear Rale and ShearStress Formulas," Brookficld Engineering LaboralOries. Inc ..Stoughton, MA.
(II) Pierce, P.E., "Measurement of Rheology of Thixotropic OrganicCoatings and Resins with the Brookfield Viscometer. JOlIR~AI Ot
PAINT TECHNOLOGY. 43. No. 557,35 (1971).(12) Williams. R.W" Rheologica Acta, 18. No.3. 345 (1979).(13) Williams. R.W. and Ozuturk. Y., Rheologica Acta. 19. No. 4.488
(1980).(14) Oesterle. K.M. and Palmer, M.B.. "Viscosity of Coating
Materials," in Treatise on Coalings, Vol. 2. Part II. Editors. R.R.Myers and J.S. Long. Marcel Decker, Inc" New York 1976.
(15) Song, W. R. and Brownawell, D.W" Polymer Eng. Sci.. 10.222,(1970)
(16) King, L.F" "Petrolcum Solvents as Thinners for Alkyd Resins."Official DI(;IS], 35. No. 457, 144 (1963): "'Part II: Pure Paraffinsand Cycloparaffins." ihid" 37, No. 482, 302 (1965): "Part III:Aromatics and Cycloparaffins," JOURNAl. OF PAINT TEnl\OI.O(iY.
38. No. 494, 141 (1966).(17) Ahmed, H. and Yascen, M.. "Application of Intrinsic Viscosity
Data for Determination of Solubility Parameters and MolecularWeights of Alkyds,"JOliR'ALo> COAI'''';S TH'IlNOLOGY.50. ~o.640, 86 ( 1978).
(18) Jayasri. A., "Physico-chemical Aspects of Solubility Para mete"of Solvenls and Polymers." Ph.D. Thesis submilled to AnhdraUniversity, India 1981.
(19) Sletmoe, G.M., "The Evaporation of Nonhydrogen-BondingSolvents from Resin Films," JOliRNAI.OI" PA1~'n Tr-nli\OI.O(iY. JIJ.No. 502, 642 (1966).
(20) Ahmed, H. and Yaseen, M.. Polvmer Eng. Sci.. /9. 858 (1979).
Journal of Coatings Technology

Surface Coloring of Glassy PolymersBy Solvent Diffusion
G. Guerra and C. PaoloneInstituto Guido Donegani*
and
L. NicolaisUniversity of Naplest
The technique of surface coloring of polymericglassy materials based on the swelling properties ofthe organic solvents is suitable for solving particularproblems in decoration of plastic objects.
The depth of dye penetration and the concentration in the surface layer. and hence the coloringeffect. are functions of diffusion conditions. Therefore. a knowledge of the solvent diffusion process ispreliminary to the control of the surface coloringprocess.
In this paper a comparison between diffusionkinetics of methanol in polymethylmethacrylatesamples. obtained by different processing technologies, is reported.
INTRODUCTION
The diffusion of solvents in glassy polymers cannot bedescribed generally in terms of Fick's law.' If the polymerstructure rearranges itself to accommodate the penetrantmolecules at a rate comparable to the penetrant mobility,deviations from the limits defined by Fick's law areobserved. Alfrey, et al. 2 have defined a limiting transportprocess wherein the penetrant mobility is much greaterthan structure rearrangement rates and therefore, do notplay any part in the rate determining mechanism. Such adiffusion behavior was named as Case If. that is, a secondlimiting transport behavior in contrast to the morefamiliar Fickian diffusion, termed Case I transport.
The relative contributions of penetrant mobility andpolymer relaxation are suggested by the value of theexponent. n, in the relationship between the amount of
Vol. 55, No. 701, June 1983
penetrant agent absorbed per unit area, M, and time, t,given by equation:
M = K I' (I)
where K and n are constants. The exponent, n, variesbetween unity, for a purely relaxation controlled process(Case II), to Y2 for a penetrant mobility controlledprocess (Case I).
For purely Case II penetration, the K constant isdirectly the penetration velocity of the sharp advancingboundary separating the inner unperturbed core from theouter swollen gel. Moreover, in such a case, behind theadvancing front, the concentration of the penetrant in thepolymer is homogeneous.
For any polymer-penetrant system the type of transport behavior changes with the diffusion conditions.Particularly relevant is the increase of the penetrantmobility contribution when the experimental temperature is increased: the rate of the otherwise controllingrelaxations increases enormously and at elevated temperature (approaching the polymer glass transition temperature) the relaxations at the swelling boundary are nolonger slow compared with the diffusive transport ofpenetrant.
A solute dissolved in the penetrant agent is transportedby it, if the diffusion rate of the solute in the swollenpolymer is comparable to the penetrant diffusion rate inthe glassy unperturbed polymer. Generally, such acondition is more easily reached in the relaxationcontrolled diffusion because the slow relaxation processallows a partial or total equilibration of the soluteconcentration behind the diffusion boundary.
If a non-volatile solute is carried by a volatile solvent,polymeric glassy materials modified in an outer shell aremanufactured, once the solvent driver is removed.
Surface coloring of polymeric glassy materials usingthis techniqueJ is particularly useful as a solution tocoloring problems in window decoration and in general,in plastic object ornament (i.e., polychrome goods, sheets
53

G. GUERRA, C. PAOLONE, and L NICOLAIS
;.) .....
1
Dlffu.~n tlm.,mln
Figure 1-Sorpllon kinetics of methanol In PMMA at 50· C for: 0as received cast specimens; • dried cast specimens; .. castspecimens annealed at 130· C; • dried extruded specimens;
and 6extruded specimens annealed at 130· C
colored on only one side, easily-made and stable picturesin plastics using suitable masks, etc.).
The depth of dye penetration and the concentration inthe surface layer and hence the coloring effect are fixed bydiffusion conditions (temperature, time, concentration inthe diffusion bath). A deep knowledge of the solventdiffusion process is, therefore, preliminary to a control ofthe surface coloring, or more generally surface modification, process.
Diffusion kinetics for PMMA-alcohols systems4-
S andin particular for PMMA-methanol system'-9 were recently described over the temperature range from roomtemperature to the boiling point of the penetrant agent.These studies have pointed out the change in thetransport behavior from being relaxation controlled atthe lowest temperatures to nearly approaching Fickianbehavior at the highest temperatures. In this paper acomparison between diffusion kinetics in polymer samples obtained by different processing technologies ismade.
_ 1i
1.5
-.-0/
/
•
Dlffualon tlfft_,mln
Figure 2-Thlckness penetration of methanol In PMMA at 60·Cfor: • dried cast specimens; and • dried extruded specimens
54
In particular, the diffusion behavior of methanol incommercial cast and extruded sheets is compared. Castand extruded samples are different in molecular weight,in thermal history, and in amount and type of molecularorientation. For some solvent-polymer systems it hasbeen pointed out that all these factors (molecularweight,IO thermal history,8,11,12 macroscopic and molecular orientation ll
,14) have an influence on the diffusionkinetics.
To better understand the contribution of such factorsin determining the observed differences in diffusionalbehavior in cast and extruded sheets, we have alsoinvestigated the solvent diffusion in samples annealed ata temperature higher than their glass transition temperature, by which means the preceding thermo-mechanicalhistory was completely erased.
EXPERIMENTAL
Commercial polymethylmethacrylate cast sheets andextruded sheets were obtained from MontepolimeriS.p.A. Reagent grade methanol was obtained from CarloErba S.p.A. and was used without further purification inthe penetration and sorption experiments.
Multiple 100 mm X 10 mm X 3 mm PMMA sampleswere immersed in methanol, maintained at 60°C (±0.1°C). The individual specimens were suspended in thesolvent to avoid contact with the walls of the confiningvessel.
The cross section was viewed with a "Stereoscan"reflected-light microscope at 6.3 X magnification.
A sharp boundary, easily detectable with the opticalmicroscope, separated the apparently unperturbed corefrom the morphologically altered swollen outer layers.
The thickness of penetration was determined microscopically with a calibrated, Filar micrometer eyepiece.
All the data reported are an average of at least fourmeasurements.
RESULTS
In Figure I the weight gain per unit area of PM MA inmethanol at T = 60°C as a function of time has beenreported. This temperature has been chosen for itstechnolo~ical relevance in coloring such polymericmaterial.
Curve a in Figure I refers to cast specimens as received,while curve b refers to cast specimens previouslydesiccated at T = 70° C. The difference between curves aand b is due to the amount of water contained in thesamples as received. In fact, taking into account thisvalue, which is 0.7 to 0.8% by weight, curves a and bsuperimpose.
Curve c refers to extruded dry specimens. It can benoticed that in the extruded specimens, the diffusion isfaster than in the cast ones. moreover, the exponent n ofequation (I) is slightly higher (n = 0.62 for cast specimensand n = 0.66 for extruded specimens).
Similar conclusions are also reached when analyzingthe thickness of penetration (Figure 2) and the increase in
Journal of Coatings Technology

SURFACE COLORING OF GLASSY POLYMERS
400
_.-
• n'o 30'JI 50'.180'~ 24(/
Dlf"...~. time, min.
l-----l----l---- ....
.- - - - - .- - - - -. - - - - -.
.- - - - - -. - - - - - -. - - - - - -.~.
100
~
~.I 50
o 100 200 00
D••on tlon tlme.h
Figure 4-Desorptlon kinetics of methanol trom PMMA, In air at60· C. Different points Indicate dillerent dillusion times.• 15
min; 0 30 min; X 60 min; • 120 min; and!'> 240 min
thermomechanical history of the sample. Therefore, it ispossible to conclude that the different sorption kineticsobtained in the case of cast and extruded specimens(unchanged after removal of internal stresses) can be dueto the different molecular weights. The swelling kineticsare, on the contrary, influenced (in particularly reduced)when internal frozen stresses are present in the specimens,also for the higher diffusion temperature selected.
Figure 3-(a) Swelling kinetics of methanol in PMMA at60" C. (b)Ratio volume gain over weight gain vs. dillusion time. D asreceived cast specimens; • dried cast specimens; '" castspecimens annealed at 130"C; • dried extruded specimens;
and {; extruded specimens annealed at 130·C
volume per unit area (Figure 3a) for specimens exposedto methanol.
In Figure 3b the volume gain over weight gain ratio isreported for all the materials studied. The results indicatean independence of this ratio on the diffusion time but adifferent value between cast and extruded specimens. Infact, in the first case this ratio is equal to 0.82 g/ cm J andin the second case is equal to 1.00 g/cm J
, while thespecific volume of methanol is 1.25 g/cmJ
.
In order to discriminate if the different diffusionalbehavior in cast and extruded specimens is due to thelargely different molecular weight or on the contrary tothe previous thermomechanical history, the diffusionkinetics of methanol in specimens annealed above theirglass transition temperature has been studied.
Hopfenberg, et a1. 11•12 have shown a relevant depen
dence of the diffusion kinetics of solvents in glassypolymers on their previous thermal history. Theseauthors have pointed out that such a dependence isreduced with increasing diffusion temperature andpenetrant concentration, and is completely absent forrubbery polymers. Analogous results were obtained byThomas and Windle8 for the diffusion of methanol inPM MA. They have pointed out that the diffusionkinetics at 24°C is strongly dependent on the previouscooling rate across the glass transition temperature,experienced by the polymeric samples: an increase incooling rate of three decades causes the diffusion rate toincrease by nearly a factor of three. They have also shownthat for such a polymer-solvent system the sorption rateat 62° C is practically independent of the previous coolingrate across the glass transition temperature. In our case,experiments performed on annealed PM MA sampleshave indicated the presence of higher degree of internalstresses in cast specimens which show an increase inthickness of 3.7%, while the thickness of extrudedspecimens increases by 2.3%, with a correspondingreduction in specimen area in both cases.
Weight gain per unit area for annealed cast andextruded specimens are also reported in Figure I. Thecorresponding experimental points are satisfactorilycorrelated by curves band c previously described.However, the volume gain per unit area, in contrast withthe weight gain per unit area, is strongly dependent on theprevious sample history. In fact, the experimental curvesfor annealed samples lie above the correspondingexperimental curves for the as received samples, both forcast and extruded specimens (Figure 3a).
Moreover, the results reported in Figure 3b indicatethat the volume gain in the sorption of one gram ofpenetrant does not change for annealed cast or extrudedsamples, and is equal to 1.23 g/cm J
• In other words, thevolume gain in the sorption of one gram of methanol ispractically equal to the specific volume of this solvent andindependent of the molecular weight of the polymer onceall the frozen internal stresses are removed. On the otherhand, the value of this quantity for unannealed samplesdeviates from the specific volume of methanol for castspecimens in which, as discussed before, the frozeninternal stresses are higher.
Hence, in accordance with Thomas and Windle,8 thereis no variation in the sorption kinetics by modifying the
Vol. 55, No. 701, June 1983 55
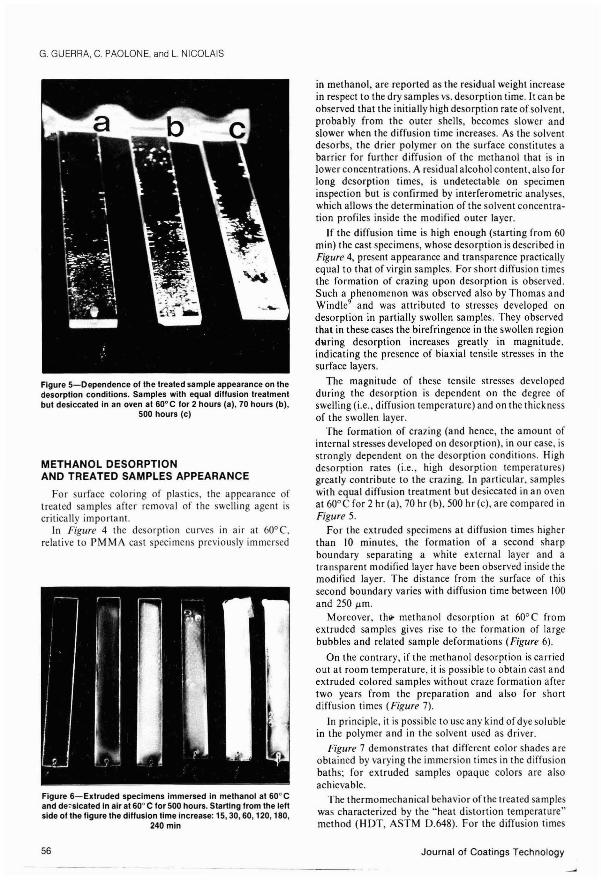
G. GUERRA, C. PAOLONE, and L. NICOLAIS
Figure 5-0ependence of the treated sample appearance on thedesorption conditions. Samples with equal diffusion treatmentbut desiccated in an oven at60·C for 2 hours (a), 70 hours (b),
500 hours (c)
METHANOL DESORPTIONAND TREATED SAMPLES APPEARANCE
For surface coloring of plastics, the appearance oftreated samples after removal of the swelling agent iscritically important.
In Figure 4 the desorption curves in air at 60° C.relative to PM MA cast specimens previously immersed
Figure 6-Extruded specimens immersed In methanol at 60· Cand de~sicated in air at 60·C for 500 hours. Starting 'rom the leftside of the figure the diffusion time increase: 15, 30, 60, 120, 180,
240 min
56
in methanol, are reported as the residual weight increasein respect to the dry samples vs. desorption time. It can beobserved that the initially high desorption rate of solvent.probably from the outer shells, becomes slower andslower when the diffusion time increases. As the solventdesorbs, the drier polymer on the surface constitutes abarrier for further diffusion of the methanol that is inlower concentrations. A residual alcohol content, also forlong desorption times, is undetectable on specimeninspection but is confirmed by interferometric analyses.which allows the determination of the solvent concentration profiles inside the modified outer layer.
If the diffusion time is high enough (starting from 60min) the cast specimens, whose desorption is described inFigure 4, present appearance and transparence practicallyequal to that of virgin samples. For short diffusion timesthe formation of crazing upon desorption is observed.Such a phenomenon was observed also by Thomas andWindle' and was attributed to stresses developed ondesorption in partially swollen samples. They observedthat in these cases the birefringence in the swollen regionduring desorption increases greatly in magnitude.indicating the presence of biaxial tensile stresses in thesurface layers.
The magnitude of these tensile stresses developedduring the desorption is dependent on the degree ofswelling (i.e., diffusion temperature) and on the thicknessof the swollen layer.
The formation of crazing (and hence, the amount ofinternal stresses developed on desorption), in our case, isstrongly dependent on the desorption conditions. Highdesorption rates (i.e., high desorption temperatures)greatly contribute to the crazing. In particular, sampleswith equal diffusion treatment but desiccated in an ovenat 60°C for 2 hr (a), 70 hr (b), 500 hr (c), are compared inFigure 5.
For the extruded specimens at diffusion times higherthan 10 minutes, the formation of a second sharpboundary separating a white external layer and atransparent modified layer have been observed inside themodified layer. The distance from the surface of thissecond boundary varies with diffusion time between 100and 250 Ilm.
Moreover, the- methanol desorption at 60° C fromextruded samples gives rise to the formation of largebubbles and related sample deformations (Figure 6).
On the contrary, if the methanol desorption is carriedout at room temperature, it is possible to obtain cast andextruded colored samples without craze formation aftertwo years from the preparation and also for shortdiffusion times (Figure 7).
In principle, it is possible to use any kind of dye solublein the polymer and in the solvent used as driver.
Figure 7 demonstrates that different color shades areobtained by varying the immersion times in the diffusionbaths; for extruded samples opaque colors are alsoachievable.
The thermomechanical behavior of the treated sampleswas characterized by the "heat distortion temperature"method (HDT, ASTM D.648). For the diffusion times
Journal of Coatings Technology
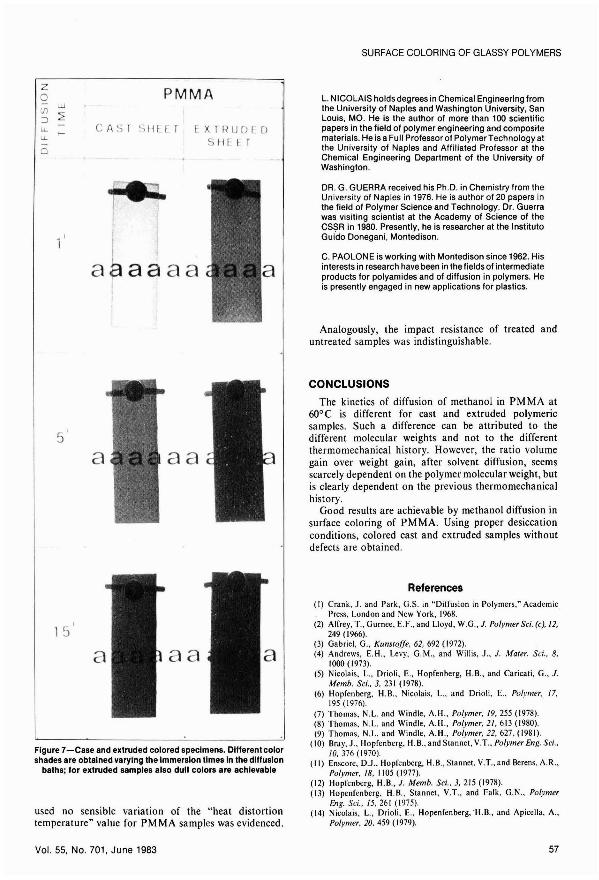
SURFACE COLORING OF GLASSY POLYMERS
PMMAzo
o
CI\S! Stifl T f XTRUDI DSHfll
L. NICOLAIS holds degrees in Chemical Engineering fromthe University of Naples and Washington University, SanLouis. MO, He is the author of more than 100 scientificpapers in the field of polymer engineering and compositematerials, He isa Full Professor of Polymer Technology atthe University of Naples and Affiliated Professor at theChemical Engineering Department of the University ofWashington.
a aaaa
DR. G, GUERRA received his Ph.D, in Chemistry from theUniversity of Naples in 1976, He is author of 20 papers inthe field of Polymer Science and Technology, Dr, Guerrawas visiting scientist at the Academy of Science of theCSSR in 1980, Presently, he is researcher at the InstitutoGuido Donegani, Montedison,
C, PAOLONE is working with Montedison since 1962, Hisinterests in research have been in the fields of intermediateproducts for polyamides and of diffusion in polymers, Heis presently engaged in new applications for plastics.
Analogously, the impact resistance of treated anduntreated samples was indistinguishable.
5
a aa
CONCLUSIONS
The kinetics of diffusion of methanol in PMMA at60° C is different for cast and extruded polymericsamples. Such a difference can be attributed to thedifferent molecular weights and not to the differentthermo mechanical history. However, the ratio volumegain over weight gain, after solvent diffusion, seemsscarcely dependent on the polymer molecular weight, butis clearly dependent on the previous thermomechanical
history,Good results are achievable by methanol diffusion in
surface coloring of PMMA. Using proper desiccation
conditions, colored cast and extruded samples withoutdefects are obtained,
used no sensible vanatlOn of the "heat distortiontemperature" value for PMMA samples was evidenced.
Figure 7-Case and extruded colored specimens. Dllferent colorshades are obtained varying the Immersion times In the diffusion
baths; for extruded samples also dull colors are achievable
References(I) Crank. J, and Park, G,S, in "Diffusion in Polymers," Academic
Press. London and New York, 1968, .(2) Alfrey, T.. Gurnee, E,F" and Lloyd, W,G,. J, Polymer Sci, (c). 12.
249 (1966),(3) Gabriel, G., Kunstoffe, 62. 692 (1972),(4) Andrews. E.H., Levy, G,M" and Willis, J,. J, Mater, Sci,. 8.
1000 (1973),(5) Nicolais, L.. Drioli, E,. Hopfenberg. H,B,. and Caricati, G., J,
Memb. Sci.• 3. 231 (1978),(6) Hopfenberg, H,B., Nicolais, L.. and Drioli. E., Poll'mer, 17,
195 (1976),(7) Thomas, N,L. and Windle, A.H., Polymer. 19,255 (1978),(8) Thomas. N,t. and Wiodle, A.H., Polymer. 21, 613 (1980),(9) Thomas, N.t. and Windle, A.H,. Polymer, 22, 627. (1981).
(10) Bray. J.. Hopfenberg, H.B., and Stannet. V,T., Polymer Eng. Sci..10, 376 (1970)
(II) Enscore, OJ., Hopfenberg, H,B" Stannet, V.T., and Berens, AR.,Polymer, 18. 1105 (1977).
(12) Hopfenberg, H.B.. J, Memb, Sci.. 3. 215 (1978).(13) Hopenfenberg, H,B.• Stannet, V.T., and Falk, G,N" Polymer
Eng. Sci" 15,261 (1975),(14) Nicolais. t., Drioli, E., Hopenfenberg, 'H.B., and Apicella, A.,
Polymer, 20. 459 ( 1979),
aa15
Vol. 55, No, 701, June 1983 57
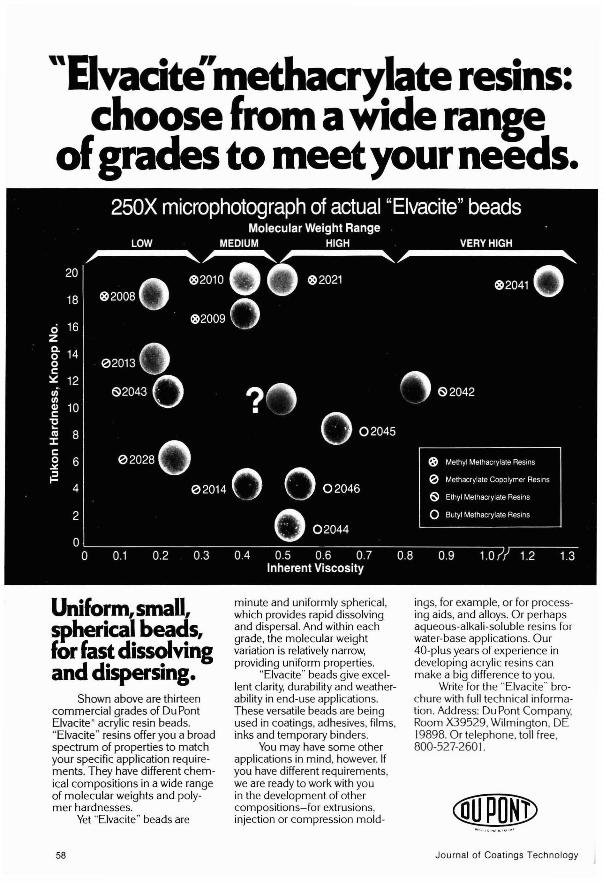
"EIvacite"methacrylateresins:choose from awide range
ofgrades to meetyourneeds.
Uniform,small,!f)herical beads,for fast dissolvingand dispersing.
Shown above are thirteencommercial grades of Du PontElvacite" acrylic resin beads."Elvacite" resins offer you a broadspectrum of properties to matchyour specific application requirements. They have different chemical compositions in a wide rangeof molecular weights and polymer hardnesses.
Yet "Elvacite" beads are
58
minute and uniformly spherical,which provides rapid dissolvingand dispersal. And within eachgrade, the molecular weightvariation is relatively narrow,providing uniform properties.
"Elvacite" beads give excellent clarity, durability and weatherability in end-use applications.These versatile beads are beingused in coatings, adhesives, films,inks and temporary binders.
You may have some otherapplications in mind, however. Ifyou have different requirements,we are ready to work with youin the development of othercompositions-for extrusions,injection or compression mold-
ings, for example, or for processing aids, and alloys. Or perhapsaqueous-alkali-soluble resins forwater-base applications. Our40-plus years of experience indeveloping acrylic resins canmake a big difference to you.
Write for the "Elvacite" brochure with full technical information. Address: Du Pont Company,Room X39529, Wilmington, DE19898. Or telephone, toll free,800-527-2601.
C[(J POtrD"I Co "s""', .. ' ... ",,,
Journal of Coatings Technology

Study on the Workability of PaintsForces Exerted During Brushing
And the Rheological Characteristics of Paints
Yasuyuki KugeInstitute of Vocational Training'
where P is the normal pressure and a is a correctingcoefficient. Since P is given as the force per unit width ofthe brush, the vertical force, Fv, of Newtonian fluid canbe given by:
Mell and Finn4 have suggested that the upward thrustof the paint due to the "wedge effect" must equal thedownward pressure of the bristles, so that the filmthickness at which this equilibrium occurs will bedependent upon the rate of shear and viscosity of thepaint at this shear rate, giving the equation as follows:
P=a')D/h
The brush drag and the pressure applied on thebrush were quantitatively measured under variousbrushing conditions using an apparatus which has areciprocator, two-dimensional dynamometer, andbrush. The theoretical equations to correlate thedrag and pressure with rheological characteristicsof paints were derived and the validity was testedwith experiment. Equations for the drag, Fh, andpressure, Fv, were found to agree with the experimental results.
a ') v
~(2)
INTRODUCTION
There have been many works on brushability of paints, inwhich the relationship between brushability and rheological charactistics of paints has been discussed. 1
-7
When the painter moves the brush on the substrate,both horizontal and vertical forces to the direction ofmotion are applied on the brush.
The horizontal force, Fh, which is equivalent to thebrush drag, can be considered to be shearing stress alongthe plane of shear, necessary to move the brush at therate of application. Thus, Fh of Newtonian fluid can begiven by:
where B is the brush width.If these equations were in good agreement with actual
brush application, they would allow the brushability tobe estimated quantitatively in terms of the forces appliedon the brush during application. But there have not beenany experimental works to confirm them by measuringthese forces.
A two-dimensional dynamometer was developed tomeasure the horizontal and vertical forces applied on abrush by modifying tool dynamometers which have beenused in mechanical engineering for a long time.H-9
The forces were measured under various brushingconditions, and a correlation with the theoreticallyderived equations was discussed. lO
-lI
Fh = AS
= A') D
A')v
h(1)
a B ') vFV=-h-'- (3)
where A is the contact area of the brush, S is the shearingstress, 17 is the viscosity of the fluid, 0 is the rate of shear,v is the brush speed, and h is the film thickness.
-Alhara 1900. S;lgamihara-shi. K;lIla~awa, Japan.I hi~ art ide i~ n:prinlcJ. with rcrmis\ion. from the .Inurn,,1 Ill' the Japan Society of ('olor
M<.ltcrial
Vol. 55, No. 701, June 1983
EXPERIMENTAL
Paints and Substrate
Polyalkyleneglycol derivatives were used since theviscosity and the thickness are not much influenced bysolvent evaporation in this system. The physicalconstants of samples used are given in Table I.
59

Y. KUGE
Table 1-Physlcal Constants 01 PolyalkyleneglycolDerivatives Used
Table 2-Brush-size
Sample
Density (g/cm') 15'CViscosity (poise) 15' C
A
0.9881.75
B
0.9964.30
687618
68102
19
A polyester sheet (270 X 160 X 0.2 mm) scuffed with a1000 # sanding paper was used as the substrate forbrushing.
Apparatus
The experimental apparatus has a reciprocator, twodimensional dynamometer, and brush (see Figure I).
The reciprocator stroke length is 60 em and strokespeed can be varied from 0 to 71.6 cmj sec. Thereciprocator has an arm, which has a brush holder at theend; the brush holder can be adjusted vertically.
The dynamometer developed is shown in Figure 2.Horizontal and vertical forces can be measured with nocross-interference by connecting gauges into two independent Wheatstone bridges. The signal from thedynamometer is fed to a strain meter and recorder.
Four pig bristle brushes of various sizes were used asshown in Table 2.
Experimental
Brushing conditions are shown in Table 3. Allexperiments were carried out at room temperature (15 ±1°C).
CONTACT AREA DETERMINATION: The contact areas ofbrushes were determined using a "cut and weigh"method. A paper patch of the bristle profile under everypressing depth was cut and weighed. The weight of eachpatch divided by the weight of the same paper of knownarea, yielded the contact area (see Table 4).
PRESSING DEPTH PREPARATIONS: The procedure forsetting the pressing depth of brush involved attaching abrush to the brush holder, letting the holder down to thezero-position where the end of bristles were almost incontact with the substrate, allowing the holder to letdown by the desired depth.
THICKNESS DETERMINATION: The film thickness wascalculated from the weight and density of the paint filmapplied.
MEASUREMENT PROCEDURE: The measurement procedure involved applying each sample to the substrate to100 /Lm thick film by a spatula, securing the substrate tothe working table by means of clamps, moving the brushparallel across the substrate to measure the horizontaland vertical forces, and finally determining the filmthickness. This procedure was repeated three or moretimes under the same condition so as to ensure thereproducibility of the measurements.
RESULTS AND DISCUSSION
Experimental Results
Typical oscillograms of the brush-strokes are shown inFigure 3. The horizontal, Fhobs, and vertical forces,Fvobs, measured were determined from the mean valuesofoscillograms and the average in the reciprostrokes; theaccuracy of the reading was ±3 grams. The averageFhobs, Fvobs, and thickness, h, of three measurementsare shown in Table 3.
b
d
b
Figure 1-Schematlc diagram 01 experimental apparatus. a:reciprocator; b: brush holder; c: brush: d: two-dimensional
dynamometer: e: strain-meter: I: recorder
60
Figure 2-Two dimensional dynamometer. a: strain-gauged ring;b: working table: c: base panel 01 substrate: d: substrate; e: clamp
Journal of Coatings Technology
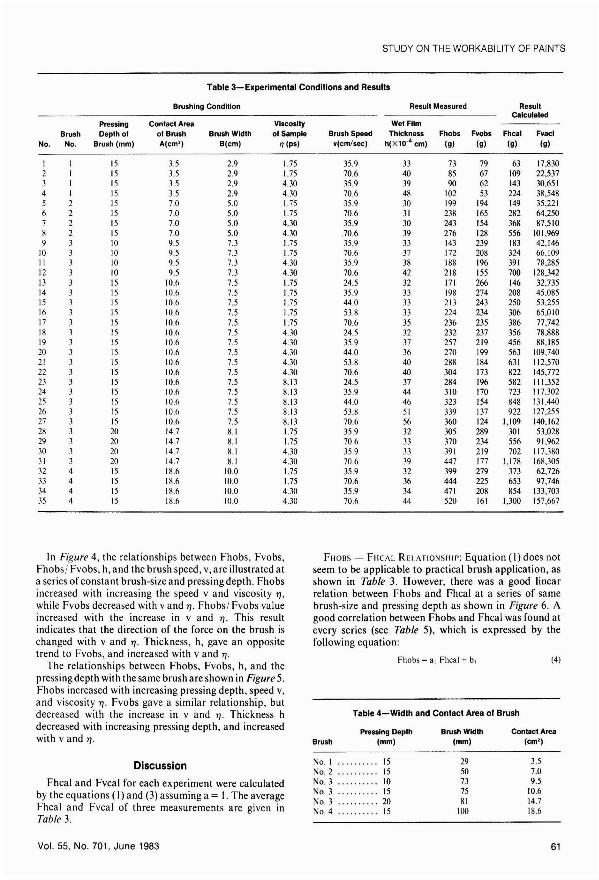
STUDY ON THE WORKABILITY OF PAINTS
Table 3-Experimental Conditions and Results
Brushing Condition Result Measured ResultCalculated
Pressing Contact Area Viscosity Wet FilmBrush Depth of of Brush Brush Width of Sample Brush Speed Thickness Fhobs Fvobs Fheal Fvael
No. No. Brush (mm) A(em') B(em) q (ps) v(em/see) h(X10-4 em) (g) (g) (g) (g)
I I 15 3.5 2.9 1.75 35.9 33 73 79 63 17,8302 I 15 3.5 2.9 1.75 70.6 40 85 67 109 22,5373 I 15 3.5 2.9 4.30 35.9 39 90 62 143 30,6514 I 15 3.5 2.9 4.30 70.6 48 102 53 224 38,5485 2 15 70 50 1.75 35.9 30 199 194 149 35,2216 2 15 7.0 5.0 1.75 70.6 31 238 165 282 64,2507 2 15 7.0 5.0 4.30 35.9 30 243 154 368 87,5108 2 15 7.0 5.0 4.30 .70.6 39 276 128 556 101,9699 3 10 9.5 7.3 1.75 35.9 33 143 239 183 42,146
10 3 10 9.5 7.3 1.75 70.6 37 172 208 324 66,109II 3 10 9.5 7.3 4.30 35.9 38 188 196 391 78,28512 3 10 9.5 7.3 4.30 70.6 42 218 155 700 128,34213 3 15 10.6 7.5 1.75 24.5 32 171 266 146 32,73514 3 15 10.6 7.5 1.75 35.9 33 198 274 208 45,08515 3 15 10.6 7.5 1.75 44.0 33 213 243 250 53,25516 3 15 10.6 7.5 1.75 53.8 33 224 234 306 65,01017 3 15 10.6 7.5 1.75 70.6 35 236 235 386 77,74218 3 15 10.6 7.5 4.30 24.5 32 232 237 356 78,88819 3 15 10.6 7.5 4.30 35.9 37 257 219 456 88,18520 3 15 10.6 7.5 4.30 44.0 36 270 199 563 109,74021 3 15 10.6 7.5 4.30 538 40 288 184 631 112,57022 3 15 10.6 7.5 4.30 70.6 40 304 173 822 145,77223 3 15 10.6 7.5 8.13 24.5 37 284 196 582 111,35224 3 15 10.6 7.5 8.13 359 44 310 170 723 117,30225 3 15 10.6 7.5 813 440 46 323 154 848 131,44026 3 15 10.6 7.5 8.13 53.8 51 339 137 922 127,25527 3 15 10.6 7.5 8.13 70.6 56 360 124 1,109 140,16228 3 20 14.7 8.1 175 35.9 32 305 289 301 53,02829 3 20 14.7 8.1 1.75 70.6 33 370 234 556 91,96230 3 20 14.7 8.1 4.30 35.9 33 391 219 702 117,38031 3 20 14.7 8.1 4.30 70.6 39 447 177 1,178 168,30532 4 15 18.6 10.0 1.75 35.9 32 399 279 373 62,72633 4 15 18.6 10.0 1.75 70.6 36 444 225 653 97,74634 4 15 18.6 10.0 4.30 35.9 34 471 208 854 133,70335 4 15 18.6 10.0 4.30 70.6 44 520 161 1,300 157.667
FHORS - FHC'AL REI.ATIONSHIP: Equation (I) does notseem to be applicable to practical brush application, asshown in Table 3. However, there was a good linearrelation between Fhobs and Fhcal at a series of samebrush-size and pressing depth as shown in Figure 6. Agood correlation between Fhobs and Fhcal was found atevery series (see Table 5), which is expressed by thefollowing equation:
Pressing Depth Brush Width Contact Area
Brush (mm) (mm) (em')
No. I 15 29 3.5No.2 15 50 7.0No.3 10 73 9.5No.3 15 75 10.6No.3 20 81 14.7No.4 .... 15 100 18.6
61
In Figure 4, the relationships between Fhobs, Fvobs,Fhobsj Fvobs, h, and the brush speed, v, are illustrated ata series of constant brush-size and pressing depth. Fhobsincreased with increasing the speed v and viscosity 17,while Fvobs decreased with v and 17, Fhobsj Fvobs valueincreased with the increase in v and 17. This resultindicates that the direction of the force on the brush ischanged with v and 17. Thickness, h, gave an oppositetrend to Fvobs, and increased with v and 17.
The relationships between Fhobs, Fvobs, h, and thepressing depth with the same brush are shown in Figure 5.Fhobs increased with increasing pressing depth, speed v,and viscosity 17. Fvobs gave a similar relationship, butdecreased with the increase in v and 1). Thickness hdecreased with increasing pressing depth, and increasedwith v and 17.
Discussion
Fhcal and Fvcal for each experiment were calculatedby the equations (I) and (3) assuming a = I. The averageFhcal and Fvcal of three measurements are given inTable 3.
Vol. 55, No. 701, June 1983
Fhobs = a, Fheal + b,
Table 4-Width and Contact Area of Brush
(4)
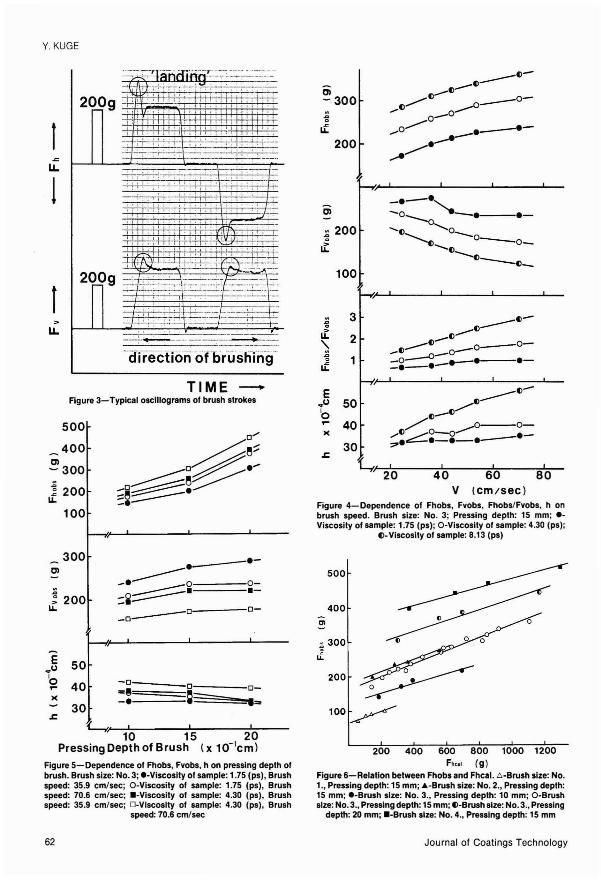
Y. KUGE
80
D3
at 2~.f 1
,,E
..CJ 50'0... 40
><
"
200
400
500
200
;'
100
100~
m-300
D 200at
V (Cm/sec)Figure 4-Dependence of Fhobs, Fvobs, Fhobs/Fvobs, h onbrush speed. Brush size: No.3; Pressing depth: 15 mm; .Viscosity of sample: 1.75 (ps); O-Vlscoslty of sample: 4.30 (ps);
()-Viscoslty of sample: 8.13 (ps)
~ 300If
200 400 600 BOO 1000 1200FhCl' (9)
Figure 6-Relatlon between Fhobs and Fhcal. b.-Brush size: No.1., Pressing depth: 15 mm; .-Brush size: No.2., Pressing depth:15 mm; .-Brush size: No.3., Pressing depth: 10 mm; O-Brushsize: No.3., Pressing depth: 15 mm; ()-Brush size: No.3., Pressing
depth: 20 mm; .-Brush size: No.4., Pressing depth: 15 mm
.'::~
'2-::, ...t+:.:::;.~~~.J~'.
.. ,,
,'II; I·!' ,:, I . ; t I : .. I' ~ I •. !. i • ".
,.,.~
.;,.:~.
~· •. r',1.• " r·
, ,.
--''--'-'-'-----_.--..:....._-_.-,", .~----
---·---:---rt---· - ~r-':-'---'" ---: ..-." _ -- ,-- . i' --~:- - -
-0-----0- 0_
'=8 "'=-. .. ........
I' '; I," I' I, I t " ••• : II II ill 'l"'I' :llt.'~
I I •. r Ii,l. r i I I',
I I I! ' : I ; : ~ : ' ! : ; I : • ; I : ! III I;. ,'~-r
2999 ~-f-e-;:.~~~~~~1p~=:~~~~--,- . - - -
50
40
TIME -Figure 3-Typical oscillograms of brush strokes
30
~,..,-,,..,':-------:-''=""------::'''=---10 15 20
Pressing Depth of Brush (x 10- fcm)
1
>u.
500
400 ~~~m o~.:~300
D
200 ~e~~~0
If -.100
,l
300 -.-m ----.-_.---:::::::::.0 0-~
::~~. .-D0 200>u. __0
0-_0
i
LL
1
1
~
E..CJ
'0...><
Figure 5-Dependence of Fhobs, Fvobs, h on pressing depth ofbrush. Brush size: No.3; .-Viscoslty of sample: 1.75 (ps), Brushspeed: 35.9 em/sec; O-Vlscoslty ot sample: 1.75 (ps), Brushspeed: 70.6 em/sec; .-Vlscoslty of sample: 4.30 (ps), Brushspeed: 35.9 em/sec; O-Viscosity of sample: 4.30 (ps), Brush
speed: 70.6 em/sec
62 Journal of Coatings Technology

STUDY ON THE WORKABILITY OF PAINTS
where al > O. Substitution of equation (I) for Fhcal inequation (4) results in the following expression:
Fvb3
(8)
20001000 1500FVClI (x 102 gl
500
Figure 7-Relation between Fvobs and Fvcal
100
300III
(5) Figure 8-Deformation of brush during brush application
The relationship between al and brush-size andpressing depth could not be found. Leakage and flow outcan occur both through and at the sides of the bristles.Therefore, al can be considered to be a correctingcoefficient for treating actual brushing as an equivalent"plane model".
b l increased with increasing pressing depth and brushsize; thus, b , can be equated with the horizontalcomponent of the force required to give a certain pressingdepth of brush.
FVOBS - FVCAL REI.ATIONSHIP: All slopes of theregression lines and correlation coefficients were negative, as shown in Figure 7 and Table 6, indicating that theupward thrust calculated by using Mell-Finn equation (2)gave a contrary trend to the normal pressure measured.
However, according to the experimental results, therelationship between Fvobs and Fvcal is given by:
Fvobs = a, Fvcal + b, (6)
It is assumed that the brush is in a state of Figure 8 (a)before moving, the horizontal and vertical componentsof the applied force being b l and b3; the brush will thendeform to be in equilibrium with the horizontal force Fhgiven by equation (4) as it moves parallel across thesubstrate [see Figure 8 (b)].
Assuming that the deformation, as shown in Figure 8(b), lowers the downward pressure and the decrease isapproximately proportional to the varying amount ofFh, the vertical force Fv can be expressed as follows:
(8)
where a3 < O.A good correlation between Fvobs and Fhcal (= A 1)
v I h) was found, as shown in Figure 9 and Table 7. b3canbe equated with the vertical component of the forcerequired to give a certain pressing depth of the brush.
where a2 < O. Thus, substituting (3) into (6) gives:
FVOBS - FHCAL RELATIONSHIP: From the viewpoint ofthe deformation of the brush, the downward brushpressure was examined to estimate the variation ofFvobs.
a, B ry vFvobs = --h'- + b, (7) Brushing of Cassonlan Fluid
It is well known that flow characteristics of the vehiclepigment system can be represented using the Cassonequation:
(9)
Table 5-Correlatlon Between Fhobs and Fhcal Table 6-Correlation Between Fvobs and Fvcal
Brush
Pressing Depthof Brush
(mm)
CorrelationCoefflclenf
r,
Coefficient ofRegression Line
Equation
Brush
Pressing Depthof Brush
(mm)
CorrelationCoelflclenl
r2
Coefficient ofRegression Line
Equation
No. I 15No.2 15No.3 10No.3 15No.3 '" 20No.4 15
0.9880.9790.9740.9870.9760.995
0.170.180.140.190.150.13
64178124163272356
No. I 15No.2 15No.3 '" 10No.3 15No.3 20No.4 15
-0.967-0.979-0.992-0.938-0.985-0.976
-0.0011-0.0009-0.0009-0.0012-0.0009-0.0011
97227274318331347
Vol. 55. No. 701, June 1983 63

Y KUGE
400Table 7-Correlatlon Between Fvobs and Fhcal
200 400 600 800 1000 1200Fhu' (g)
Figure 9-Relatlon between Fvobs and Fhcal
Coefficient ofRegression line
Pressing Depth Correilltion Equationot Brush Coefficient
Brush (mm) '3 83 b3
No. I ......... 15 -0.974 -0.16 86No.2 ......... 15 -0.991 -0.16 214No.3 ......... 10 -0.990 -0.16 262No.3 ......... 15 -0.964 -0.15 287No.3 ......... 20 -0.967 -0.12 313No.4 ......... 15 -0.984 -0.12 316
(12)
ACKNOWLEDGMENTS
vertical one Fv of Newtonian and Cassonian fluids can beexpressed by the same following equations:
The author wishes to thank the teaching staff of theInstitute of Vocational Training and many others forproviding help and encouragement, and the JapanSociety of Color Material for its recommendation topublish this paper.
( 13)
(14)
( 15)
32 B 113 VFv = --h-'- + b,
31 A 113 VFh = --h-- + b,
Fv = 3.1 A 7J3 V + blh .
where A is the contact area of the brush, B is the brushwidth, v is the brush speed, h is the film thickness, 7)ais the apparent viscosity of the fluid at the shear rate(= v I h), a's are correcting coefficients and b's areconstants concerning the horizontal and vertical components of the initial force applied the brush to bend.
where S is the shearing stress, 0 is the rate of shear, So isthe yield value, and 7)~ is the residual viscosity.
Measurements of Fh and Fv were also made of theCassonian fluids (polyalkeleneglycol derivatives pigmented with calcium carbonate) under similar brushingconditions, and measured values of Fh and Fv werecompared with the calculated ones from equations (I),(3), and (9), which resulted in the following.
The horizontal force Fhc of Cassonian fluid could begiven by:
a, A[(So h)1I + ('l~ v)lIl'Fhc = h + b, (10)
The vertical force Fvc could be given using Mell-Finnequation (3):
a, B [(5" h)1I + ('l~ v)lIl'Fvc= h' + b, (11)
and using equation (I) from the view point of thedeformation of brush:
a, A [(5" h)1I + ('l~ v)lIl'Fvc = + b,
h
CONCLUSION
If the brush size, pressing depth, and initial filmthickness are defined, the horizontal force fh, and
YASUYUKI KUGE joined the Institute ofVocational Training in 1966, and is currently working in technical coatingseducation. He is a member of the JapanSociety of Color Material.
References(I) Asbeck, W.K., Laidermann, D.O., and Van Loo. M., J. Colloid
Sl'i.. 7. 306 (1952).(2) New England Society for Paint Technology, "A Method of
Determining Brushability by Instrumentation," Offil'ial D[(;F.S1.28. No. 382, 1037 (1956).
(3) Muroi, 5., Sakai,S .. and Watanabe, K.• J. Japan Soc. Colo,Mat.. 40, 256 ( 1967). ,
(4) Mell, e.e. and Finn, S.R.• Rhe%gica Acta. 4. 260 (1965).(5) Yoshida, T., J. Japan Soc. C%r Mat., 43, 158 (1970).(6) Ueki. K.• J. Japan Soc. C%r Mat .. 33, 148 (1960).(7) Bishop. D.M., PAl' r TECHNol.(){;Y. 33. No.4. 16 (1969).(8) Cook, N.H., Loewen. E.G.,and Shaw. M.e., American Machin·
ist. May 10, 125 (1954).(9) Kuge, Y., J. Japan Soc. C%r Mat.. 50. 426 (1977).
(10) Kuge, Y.. J. Japan Soc. C%r Mat.. 52. 418 (1979).(II) Kuge, Y .• J. Japan Soc. C%r Mat., 54. 61 (1981).
64 Journal of Coatings Technology

Factorial Experimental Design:Determination of Hydroxyl Content
In Polymers
Beth O. Demarest and Larry E. HarperDeSoto,lncorporated*
A statistical method for experimentation facilitatedinvestigation of the following methods for determining hydroxyl content in polymers: an imidazolecatalyzed esterification with pyromellitic dianhydride; two acid catalyzed acetylations utilizingperchloric and p-toluenesulfonic acids as catalysts;and a dibutyllin dilaurate catalyzed urethane formation with phenyl isocyanate. The statistical methodinvolved a factorial experimental design wherethree independent variables were evaluated at twolevels (two level three factorial design). Thisapproach facilitated comparison of the methods fordetermination of hydroxyl content in polymers byefficiently optimizing reaction parameters.
INTRODUCTION
Many polymeric materials used in the coatings industry,such as polyester, polyurethane, alkyd, acrylic and epoxyresins, contain hydroxyl functionality. Accurate quantitative determination of this functional group is necessaryto characterize these types of materials and to predicttheir coating properties. Development and evaluation ofmethods for quantitative analysis of this functionalgroup have been historically achieved by employingSimple, non-polymeric materials. Since previous methodswere not routinely evaluated with polymeric materials, acomprehensive evaluation of various methods for thequantitative analysis of hydroxyl groups in polymers wasinitiated. The depth of information obtained was greatlyenhanced by the use of a statistical experimentalapproach, a two level three factorial design.
• 170n s. MI. l)rn»fK.·~,:1 Rd .• Ilt:~ Plall\C!>. II.llOOIX.I'rc~~ll-d £lIthe ~)th Annual ~ll'cl;ngllrth('Fcdcr.tliun nfS('ICiclics for{"()Ollings Icchnology
,n Wa!>hln~hln. D.C. :"tm:mhcr J. 19X2.
Vol. 55. No. 701, June 1983
Several physical properties of polyester polymers canbe related to hydroxyl content. When difunctional acidsand polyols are used, molecular weight is inverselyproportional to the amount of this functional groupremaining, that is, the higher the molecular weight thelower the hydroxyl number. In general, as the molecularweight increases the viscosity of the polyester increasesand the ability to flow decreases. In formulationscontaining polyesters, these physical properties have adefinite influence upon the application and performanceof the final product. Therefore, correlation of physicalproperties with the hydroxyl content of polyestersprovides a means of predicting the performance ofcoatings.
Many hydroxyl containing polymers cure by means ofcrosslinking agents such as urea, melamine, or benzoquanamine-formaldhyde resins. These polymer systemsinclude epoxides, alkyds, and acrylics. The alkoxygroups of the melamine resin react with the hydroxylgroups of the polymer backbone via a condensationreaction forming polymer-melamine resin crosslinks.The polymers are then crosslined into films by the furthercondensation reaction of two melamine alkoxy groups orby the formation of additional polymer-melamine crosslinks as described above. Since the stoichiometrybetween the hydroxyl functionality of the polymers andthe crosslinkers affects the cure properties, accuratedetermination of the levels ofthis functional group in thepolymer is necessary.
Various other materials used in coating formulationscontain hydroxyl groups. Examples include natural orsynthetic vegetable oils and raw materials such as polyolsand nonionic surfactants. These materials are frequentlychemically combined with polymers or other materialswhich have mutually reactive functional groups. Toobtain the desired properties in the final products, thedetermination of the reactive functional groups in thestarting material is crucial.
65

B.D. DEMAREST and LE. HARPER
X,
Figure 1-Three dimensional representation 01 two level threefactorial design. Each axis represents a parameter evaluated.Two vertices on any axis represents the low and high extreme for
that parameter
From the examples given it can be seen that hydroxylcontaining materials are utilized frequently within thecoatings industry. The ability to accurately quantify theamount of this functional group in these materials,especially in polymeric systems, would greatly enhanceformulation of these polymers and their respectivecoatings. In addition, accurate quantitative analysis ofhydroxyl groups will assist in the prediction of thecoating properties of these materials.
There are several methods available for the determination of hydroxyl content.'-4 Esterifications involvingcarboxylic acids,S acid chlorides:-K and acid anhydrides9
-14 comprise the most general method for quanti
tative analytical purposes. The general reactions for theseare illustrated by equations (I )-(3).
RCOOH + R'OH - RCOOR' + H,O (I)RCOCI + R'OH - RCOOR' + HCI (2)
(RCO),O + R'OH - RCOOR' + RCOOH (3)
Acid anhydrides are the most widely used reactivespecies for quantitative esterifications, with acetic anhydride, phthalic anhydride, and pyromellitic dianhydridebeing the reagents of choice. Of these anhydrides, aceticanhydride in the presence of a catalyst, has been mostfrequently utilized. Catalysts include bases, Lewis acids,mineral acids, and other strong acids. Pyridine is thebasic catalyst of choice while SUlfuric, hydrochloric,perchloric, 2,4-dinitrobenzenesulfonic, and p-toluenesulfonic acids have been used as acidic catalysts. Acidcatalyzed acetylations have fairly short analysis times butare sensitive to the presence of aldehydes.
The reaction of phthalic anhydride with hydroxylgroups is not as rapid and less widely applied than theacetic anhydride method. Aldehydes do not interferewith phthalation, but this reagent fails to esterifyphenols. This selectivity provides a method for determining alcohols in the presence of phenolic compounds.Pyromellitic dianhydride,IJ,'4 on the other hand, combines the advantages of acetylations and phthalationswithout their disadvantages. Aldehydes do not interferewith this reagent; it can be used to analyze alcohols in thepresence of phenols and its rate of reaction can befavorably compared with that of acetic anhydride.
Another type of method for the determination ofhydroxyl content involves urethane formation via phenylisocyanate. This reaction is usually catalyzed by organotin compounds such as stannous octoate." Equation (4)depicts the general reaction for this method.
o
Table 1-5tandard Polymers
Theoretlca'Hydroxyl Theoretical HydroxylNumber Acid Value Theoretical Functionality
Polymer Type mg KOH/g .ample mg KOH/g sample 'I,NVM Present
Standard I High solids 88 80.6 10 + 2°polyester
Standard 2 High solids 72 79.0 1°polyester
Standard 3 High solids 24 80.3 1°polyester
Standard 4 High solids 31 10 78.0 1° + 2°polyester
Standard 5 Styrenated 14 39.8 1°acrylic
Standard 6 Styrenated 40 39.9 1°acrylic
Standard 7 Styrenated 26 16 65.0 1°acrylic
66 Journal of Coatings Technology

H 0
0- =C=O catalyst) o-~-~-OR '
::::,... I + R 'OH ::::,... I (4)
This method can successfully quantify hydroxylgroups in the presence of oxirane groups, a capability theesterification reactions do not have.
Historically. most of the above-mentioned methodswere evaluated using hydroxyl containing materialswhich would be considered non-polymeric. These materials included compounds such as aliphatic, alicyclicand aralkyl alcohols, and polyols. The hydroxyl groupson these compounds behave "ideally" compared to thosefound in polymeric systems. The reactivity of hydroxylgroups in a polymer can be affected by steric hindrancefrom the polymer itself as well as by their location alongthe polymer backbone. These effects are not as severe innon-polymeric materials and, therefore, the reactivity ofthese lower aliphatic hydroxyl groups remain relativelyconstant. Consequently, polymer systems react differently with the various reagents for determining hydroxylfunctionality.
This paper describes the optimization and evaluationof four methods for the quantitation of hydroxylfunctionality utilizing actual polymer samples. Themethods choosen were: two acid catalyzed acetylationsusing perchloric' and p-toluene-sulfonic acid as catalysts,'O pyromellitic dianhydride catalyzed by imidazole"and urethane formation using phenyl isocyanate. Thetwo acetic anhydride methods were chosen due to theirwide spread use throughout industry and the shortanalysis time for non-polymeric materials. The imidazolecatalyzed pyromellitic dianhydride method was chosenbecause it has enhanced reactivity and does not sufferaldehyde interferences. Since the phenyl isocyanatemethod can be used for determination of hydroxyl in thepresence of oxirane groups as found in some epoxyresins, it was included in this investigation.
The parameters optimized were: reaction time, reactiontemperature, and sample size (concentration of hydroxylfunctionality). The optimil.ation allowed a comparisonof the methods for their application to a wide variety ofhydroxyl containing polymers. To optimize thesemethods efficiently, a statistical experimental approachwas employed. This approach, a two level three factorial
FACTORIAL EXPERIMENTAL DESIGN
design, minimized experimental time while maximizingdata accumulation and correlation.
THEORYScientific research has historically employed two
general classes of experimental strategies: a conventionaland a statistical approach. The conventional method ischaracterized by examining one variable while holdingall others constant. This one-factor-at-a-time experimentation is simple in concept and easily performed.though it requires many experimental levels for eachfactor. By necessity, this approach assumes there are nointeractions of factors and that experimental error isnegligible relative to the effects of the factors. Thestatistical approach, characterized by factorial designs.provides experimental strategies which assume thatfactor interactions are typical and that experimentalerror is not negligible relative to the effects ofthe factors.Not only are the number of experimental levels for eachfactor greatly reduced using this strategy. but the effectsof several factors can be estimated simultaneously.'6-'8
Factorial experimental designs can be applied to manyareas within the coatings industry. One type of factorialdesign, a simplex lattice. has been successfullr. applied toa mixture study for formulating coatings. • This approach allowed prediction of the optimum amounts ofprincipal components that produced specific properties.These properties maximized performance while minimizing costs. Other coatings applications suited for factorialdesigns are the investigation of physical and chemicalproperties of polymer materials as well as optimization ofchemical reactions for resin formulation.
Two level factorial designs are easy to plan. perform,and analyze. These strategies are not only readilyadaptable to a variety of problems, but can be used onboth continuous and discrete factors. Continuous factorsor independent variables are those which can assume anyvalue over a numerical range. Forexperimental purposes.these factors are set at a low and a high value. Examplesof continuous variables could be temperature, pressure.or concentration. Discrete factors are usually qualitativeand assume only specific levels. Examples of discretefactors could be catalyst type or batch of raw materials.
Table 2-Reactlon Conditions for Factorial Design"
Reaction Time, Reaction Temp.,Method Polymer meqOH Min. 'C
PMDA ........... Standard I 2. 4.5. 7 10, 35. 60 25, 60, 100PMDA ........... Standard 2 3. 6. 9 10, 35, 60 25, 60, 100pTSA .......... Standard I 3. 6. 9 30. 75, 120 25, 35, 50pTSA .......... Standard 2 3, 6, 9 30, 75, 120 25, 35, 50HOO. ... Standard I 2, 4. 6b 10, 35, 60 25, 55, 85HOO. .......... .. Standard 2 2, 4. 6b 10, 35. 60 25, 55, 85
la) rotal of 24 real'lions for c:u:h method-polymer romhinatilm. including four hlanks. Midpoint for each parameter run in 4mldruplcL duplicate for parameter extremes.fbi }-rom mc'ldd cumruund (Jolla flXllrr- 5 a and b.
Vol. 55. No. 701. June 1983 67
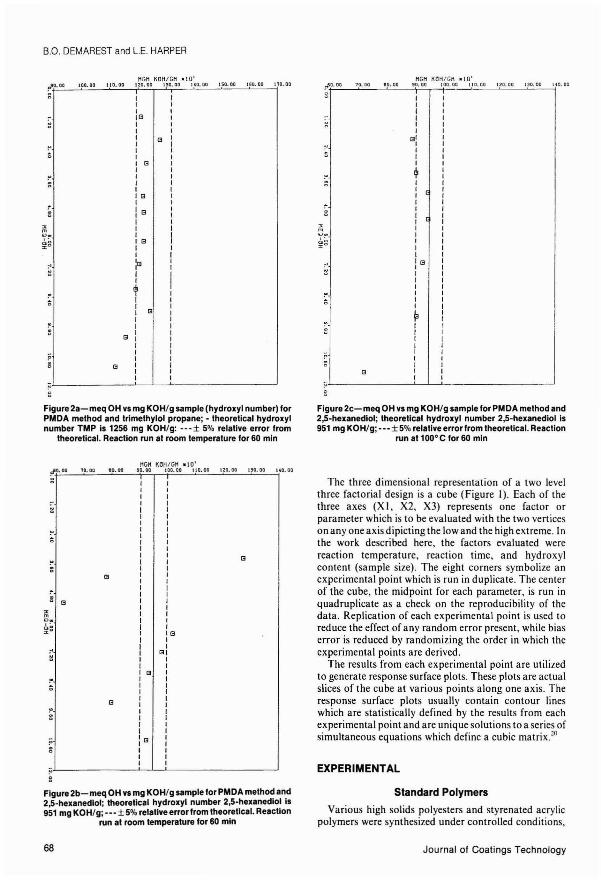
B.a. DEMAREST and LE. HARPER
~O.OD
MGN KCH/GM _10'100.00 110.00 12000 1:1000 14000 ISO DO 16000 170.00 ~ooo 7000
HGM KOH/GH -\0'8000 9000 0000 110 DO 12e 00 1'000 1\0.00
13
13
11I1131II11111311II1131
1 13
11I1131I
113
I1
~
13
13
13
1IIIII
131I11I
$1IIII
13
~,I1I1111I
Figure2a-meq OH vs mg KOH/g sample (hydroxyl number) lorPMDA method and trimethylol propane; - theoretical hydroxylnumber TMP is 1256 mg KOH/g: ---± 5% relative error Irom
theoretical. Reaction run at room temperature lor 60 min
Figure 2c-meq OH vs mg KOH/g sample for PMDA method and2,5-hexanediol; theoretical hydroxyl number 2,5-hexanediol Is951 mg KOH/g; - - - ±5% relative error from theoretical. Reaction
run at 100· C lor 60 min
HGM KDH/G/1 _to'!'f':..:.oo'----"c'·.:.;oo'---"c'·.:.;oo_-="f-.oo""-'tl':..:.'.:.;00,--"-"--,"--,00_',,,":..:.'':..:.'_',,-"--,':..:.'--'f140. 00
13
13
13
I1111111I1III1I11II111111311
13,II
13 1
13
13
The three dimensional representation of a two levelthree factorial design is a cube (Figure I). Each of thethree axes (X I, X2, X3) represents one factor orparameter which is to be evaluated with the two verticeson anyone axis dipicting the low and the high extreme. Inthe work described here, the factors evaluated werereaction temperature, reaction time, and hydroxylcontent (sample size). The eight corners symbolize anexperimental point which is run in duplicate. The centerof the cube, the midpoint for each parameter, is run inquadruplicate as a check on the reproducibility of thedata. Replication of each experimental point is used toreduce the effect of any random error present, while biaserror is reduced by randomizing the order in which theexperimental points are derived.
The results from each experimental point are utilizedto generate response surface plots. These plots are actualslices of the cube at various points along one axis. Theresponse surface plots usually contain contour lineswhich are statistically defined by the results from eachexperimental point and are unique solutions to a series ofsimultaneous equations which define a cubic matrix 20
EXPERIMENTAL
Figure2b-meq OH vs mg KOH/g sample lor PMDA method and2,5-hexanediol; theoretical hydroxyl number 2,5-hexanediol is951 mg KOH/g; ••• ± 5% relative error Irom theoretical. Reaction
run at room temperature for 60 min
68
Standard Polymers
Various high solids polyesters and styrenated acrylicpolymers were synthesized under controlled conditions,
Journal of Coatings Technology

HGM KOH/GH _10'
~+":.:'::...'_-=-=-_,,-":::'::..."=-----..,.",-,':.:'::...',-',,-":;..::.:"=-----::...":.:':.:'::.'----""=50..~O l~O. ~O_L70,00
II1I1III 131II
i 'II
i 13I,I: .,IIIIII
: 13II
: .,1,,,.,III.,:I
III
13 IIIIIIIIIIII1II
FACTORIAL EXPERIMENTAL DESIGN
HGM KQH/GH _la'
J:;":':'::-'_':;"::"':':'_:':':;:':':'::-0~0~-.........:.l..~~~_L40.00
[ II II II I
: 8 :I [I II II 13 I
:8 :I II II I113 I1IIII
~III1131I113IIIIII,113IIII[[
Figure 3a-meq OH vs mg KOH/g sample lor pTSA method andTMP; theoretical hydroxyl number TMP Is 1256 mg KOH/g;--- ±5% relative error from theoretical. Reaction run at 50· C for
60 min
Figure 3b-meq OH vs mg KOH/g sample lor pTSA and2,5-hexanedlol: theoretical hydroxyl number 2,5-hexanedlol Is951 mg KOH/g; --- ± 5% relative error from theoretical. Reaction
run at 50· C for 60 min
HGH KOH/GH _10'~OOO 100.00 12000 13000 1.000 150.00
1II[I
~ II1I1 13
13
0
.,
~13
c.,.",0,,0
13
~13
0
13
~O.OO
HGM KOH/GH -, 0 '8000 90.00 100.00 11000 12000 130 oo~ HO.DO
III
131III
13 11I
~III
e:1
~II
~IIII
~;.J---------'--'-----'----------J
g
Figure 4a-meq OH vs mg KOH/g sample lorHCI04 method andTMP; theoretical hydroxyl number TMP Is 1256 mg KOH/g;---± 5% relative error Irom theoretical. Reaction run at room
temperature lor 30 min
Vol. 55, No. 701, June 1983
Figure4b-meq OH vs mg KOH/g sample lor HCI04 method and2,5-hexanedlol; theoretical hydroxyl number 2,5-hexanedlol Is951 mg KOH/g; - - - ± 5% relative error from theoretical. Reaction
run at room temperature for 30 min
69
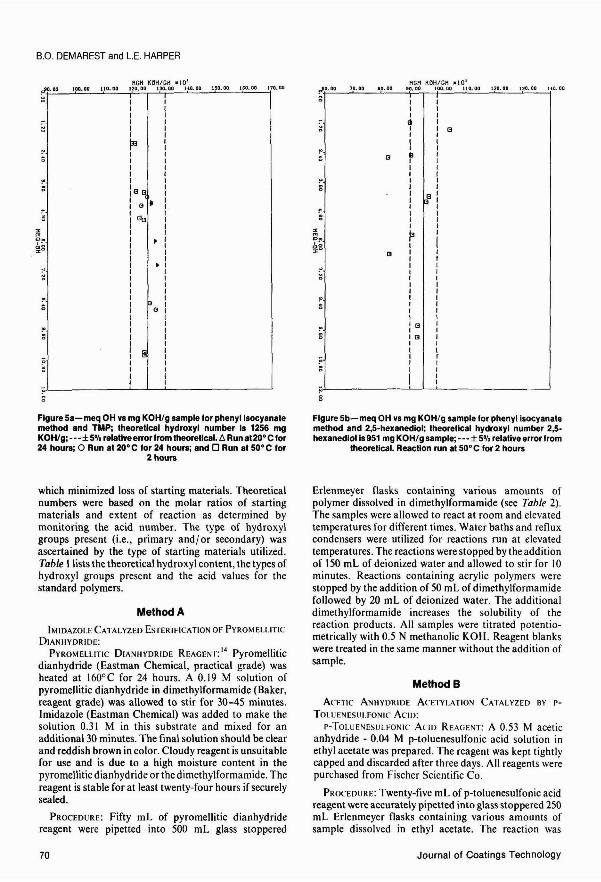
B.a. DEMAREST and L.E. HARPER
!'tGI1 KDH/GH _10'90.00 100 00 110 00?,O.oo
HGH KDH/GH _10 1
100.00 110.00 120.00 130.00 ItO 00 150.00 160.00 170,00
IIIIII
fEIIIII
la aI s •III aaII II ~ II II II II • II II I, ,I II
~sI
I II II II II II II II
~I
I II II II II I
~o.oo
g10.00 eO.OD
a
a
IIIIiII
I..IIIII,IIIII
PIIIIIIIIIIII
lalaIIIII
I
I1III aIIIIIIIIII
~a IIIIII
III
120.00 1'0.00 ItO.DO
Figure 5a- meq OH vs mg KOH/g sample for phenyl Isocyanatemethod and TMP; theoretical hydroxyl number Is 1256 mgKOHlg; - - - ± 5% relallve error from theoretical. 6. Run a120· C for24 hours; a Run al 20· C for 24 hours; and 0 Run al SO· C for
2 hours
which minimized loss of starting materials. Theoreticalnumbers were based on the molar ratios of startingmaterials and extent of reaction as determined bymonitoring the acid number. The type of hydroxylgroups present (i.e., primary and/ or secondary) wasascertained by the type of starting materials utilized.Table I lists the theoretical hydroxyl content, the types ofhydroxyl groups present and the acid values for thestandard polymers.
Method A
IMIDAZOLE CATALYZED ESTERIFICATION OF PYROMELI.ITlCDIANHYDRIDE:
PYROMELLITIC DIAN HYDRIDE REAGENT: 14 Pyromelliticdianhydride (Eastman Chemical, practical grade) washeated at 160°C for 24 hours. A 0.19 M solution ofpyromellitic dianhydride in dimethylformamide (Baker,reagent grade) was allowed to stir for 30-45 minutes.Imidazole (Eastman Chemical) was added to make thesolution 0.31 M in this substrate and mixed for anadditional 30 minutes. The final solution should be clearand reddish brown in color. Cloudy reagent is unsuitablefor use and is due to a high moisture content in thepyromellitic dianhydride or the dimethylformamide. Thereagent is stable for at least twenty-four hours if securelysealed.
PROCEDURE: Fifty mL of pyromellitic dianhydridereagent were pipetted into 500 mL glass stoppered
70
Figure 5b-meq OH vs mg KOH/g sample lor phenyllsocyanalemelhod and 2,5-hexanedlol; Iheorellcal hydroxyl number 2,5hexanedlolls951 mg KOH/g sample; --- ± 5% relallve errorlrom
Iheorellcal. Reacllon run a150· C lor 2 hours
Erlenmeyer flasks contammg various amounts ofpolymer dissolved in dimelhylformamide (see Table 2).The samples were allowed to react at room and elevatedtemperatures for different times. Water baths and refluxcondensers were utilized for reactions run at elevatedtemperatures. The reactions were stopped by the additionof 150 mL of deionized water and allowed to stir for 10minutes. Reactions containing acrylic polymers werestopped by the addition of 50 mL of dimethylformamidefollowed by 20 mL of deionized water. The additionaldimethylformamide increases the solubility of thereaction products. All samples were titrated potentiometrically with 0.5 N methanolic KGH. Reagent blankswere treated in the same manner without the addition ofsample.
Method B
ACETIC ANHYDRIDE ACETYLATION CATALYZED BY PTOI.lJENESlIl.FONIC ACID:
P-TOLUENESULFONIC ACID REAGENT: A 0.53 M aceticanhydride - 0.04 M p-toluenesulfonic acid solution inethyl acetate was prepared. The reagent was kept tightlycapped and discarded after three days. All reagents werepurchased from Fischer Scientific Co.
PROCEDURE: Twenty-five mL of p-toluenesulfonic acidreagent were accurately pipetted into glass stoppered 250mL Erlenmeyer flasks containing various amounts ofsample dissolved in ethyl acetate. The reaction was
Journal of Coatings Technology

FACTORIAL EXPERIMENTAL DESIGI
Table 3-Eflect of Various Reaction ConditionsOn Phenyllsocyanale Reagent Blank'
2 206 204 452 706 70
allowed to proceed for different lengths of time atdifferent temperatures (see Table 2). The reaction wasstopped by the addition of 10 mL of a 3: I (by volume)pyridine - water mixture. The samples were swirled toinsure complete mixing and allowed to stand for 15-30minutes. Fifty mL of reagent grade tetrahydrofuran wereadded to each flask to help solubilize the reactionproducts prior to potentiometric titration with 0.5 NmethanoIic KOH. Reagent blanks were treated in thesame manner.
Time,Hours
Temp.,'C
meqIsocyanate
14.6713.6011.0412.9410.55
Method C
ACETIC' ANHYDRlIJF ACETYI.ATION CATALYZED BYPERCHI.ORIC ACID:
PfRCHLORIC ACllJ REA(;ENT: A0.57 Macetic anhydride0.04 M perchloric acid solution in ethyl acetate wasprepared. The reagent was kept tightly capped and usedimmediately.
PROCElJURE: Twenty mL of perchloric acid reagentwere accurately pipetted into 250 mL glass stopperedErlenmeyer flasks containing various amounts ofpolymer dissolved in ethyl acetate. The flasks wereallowed to react at room and elevated temperatures fordifferent times (Table 2). Water baths and refluxcondensers were utilized for reactions run at elevatedtemperatures. The reaction was stopped by the additionof 35 mL of a dimethylformamide-pyridine-water mixture (6:3: I by volume) and then potentiometricallytitrated with 0.5 N methanolic KOH. Reagent blankswere carried through the same procedure.
(a) All clctcrminalion~ from :-aml' rC,lb>i:1I! solution.
Method D
PHENYL ISOCYANATE CATAI.YZED BY DIBUTYLTINDII.AURATE:
PHENYL ISOCYANATE REAGENT: A 1.0 M phenylisocyanate (MCB chemicals) solution in tetrahydrofuranwas prepared.
DIBUTYI. AMINE REAGENT: A 2.0 M solution of dibutylamine in toluene was made.
PROCEDURE: Fifteen mL of phenyl isocyanate reagentwere accurately pipetted into 250 mL glass stopperedErlenmeyer flasks containing various amounts of sampledissolved in tetrahydrofuran. Fifteen milligrams ofcatalyst, dibutyltin dilaurate, were added to each flask.The flasks were then placed in water baths, attached toreflux condensers and allowed to react for various timesat different temperatures (Table 2). The reaction was
Table 4-Hydroxyl Numbers Determined by HCI04 Method on Standard 1
meq Hydro,ylAdded
Reaction Temp.,'C
Reaction Time,Min.
ExperimentalHydroxyl Number
mg KOH/g sample'
TheoreticalHydroxyl Numbermg KOH/g sample
2 252 1004 .. , 556 256 100
(1I) A\cragc of dUlllicalc run~.
(h) A\cragc of four runs.
6060356060
247 ± 4255 ± 16116 ± 14 b
82 ± 485 ± 2
8888888888
Table 5-Hydroxyl Number Determination by HCIO. Method on Standard 2
meq HydroxylAdded
Reaction Temp.,'C
Reacllon Time,Min.
ExperimentalHydroxyl Number
mg KOH/g sample"
TheoreticalHydroxyl Numbermg KOH/g .ample
2 252 1004 556 256 100
(al t\\crag.c o(dur1it.-dlc run!'.(bl A\~r.. gC' o( (our run!'.
Vol. 55, No. 701, June 1983
6060356060
7610478 b
6870
7272727272
71

B.O. DEMAREST and L.E. HARPER
B.
6.
0.
..
41.5 55.0 62.5 70.0 71.5 85.0 92.5 100.0
TEMP ICl-TIHE lMIN) CONSTANT AT 10.0
I1/
I l) / I
I 1
II I ~
/I~/ J7.0
25.0
'-'
,.S
(D)
S.S
7.0
'.0
CCINC. OH HIED
'.0 3.5 4.0
CONC. CH [HEOl-'TEMP Ie) CONSTANT AT 25.0(A)
35. 'I---::>"",,'-j....,.""'--+-+-+--I-'-j--+---1
55.
"',\--:::;ofl'!''--t--+-+-+-t--t---t--+---j
TH1E IHINI
Figure 6 (a-e)-Response surface plots - PMDA method andStandard 1; contour line 88 - 88 mg KOH/g sample; contour line
84 ± 5% relative error from theoretical. Effect of temperature
B.
92.5
92.5 10t.O
47.5 55. 0 ~2. 5 70.0 11.5
TEMP [(1-
TIHE IMIN) CONSTANT RT 35.0(E)
CCINC. 01'1
32.5 41.5 55.a 62.5 77.5
TEMP (Cl-IFl TIME IMIN) CONSTANT AT 60.0
Figure 6 (d-f)-Response surface plots - PMDA method andStandard 1; contour line 88 - 88 mg KOH/g sample; contour line
84 ± 5% relative error from theoretical. Effect of lime
CONC. CH
B.
6.
0.
..
7.0
'-+--+--1'0.
'-+-~""'-+-176.
2.0 2.5 5.0 5.5
CONC. 01'1 IMEQ1-(el TEMP Ie) CCINSTRNT AT 100.0
>D.
10.
60.
os.
".TIHE (/'lIN)
35.
".>D.
IS.
'.0 ,.S S.O ,.S
CONC. "" (HECl-(BI TEMP Ie) CONSTRNT AT 63.0
55.
os.
TIME (MIN)
72 Journal of Coatings Technology

FACTORIAL EXPERIMENTAL DESIGN
stopped by the addition of 10 mL of 2 M dibutyl aminereagent. The dibutyl amine reacts with unreacted phenylisocyanate. After 15 minutes, 100 mL of methyl cellosolve were added and the samples titrated potentiometrically with 0.5 N perchloric acid in methyl cellosolve.Reagent blanks were carried through the same procedure.
CALCUl.ATIONS: For esterification Methods A, B, andC:
Hydroxyl number = (8 - 5) (0.5 N)(56.1 mg KOHl meq) = mg KOHA g sample
For the phenyl isocyanate Method D:
(5 - 8)(0.5 N) (56.1 mg KOH/meq) mg KOHHydroxyl number = A = g sample
Where A = Sample si7.e in grams8 = Reagent blank titration in mLS = Sample titration in mL
TEMP leI
10.0
(G)
20.0 25.0 '30.0 35.0
TIME IMIN) ......CONe. ClH tHEQ) CClNSTANT IH 2. a
RESULTS AND DISCUSSION
Each method was originally evaluated with two modelcompounds to insure that analytically acceptable resultscould be obtained.2t The compounds selected weretrimethylol propane which contains primary hydroxylfunctionality and 2,5-hexanediol, containing secondaryhydroxyl functionality. These compounds were evaluatedat various sample to reagent ratios, as shown in Figures2-5. Each method gave acceptable analytical results (± 5%relative error from theoretical) over a wide range ofsample sizes, with the exception of the data for thepyromellitic dianhydride method (PMDA) for 2,5hexanediol (Figure 2b). The erratic data was eliminatedby elevating the reaction temperature from roomtemperature to 100° C (Figure 2c). The room temperatureresults are probably due to the lower reactivity ofsecondary hydroxyl groups, which was resolved byelevating the reaction temperature.
During this experimentation, problems were encountered with the phenyl isocyanate method. Inconsistentresults were obtained with the model compounds whenstannous octoate was utilized as the catalyst. Furtherinvestigation revealed a variable reagent blank. Based onthe type of catalysts frequently utilized in urethanereactions, dibutyltin dilaurate was selected to resolve thisdifficulty.22
Figures 5a and b represent the data accumulated fromthe model compounds using dibutyltin dilaurate as thecatalyst. The 2,5-hexanediol data (Figure 5b) indicatessome variability in the determined hydroxyl content. It ispossible that the reaction conditions utilized did notcompletely compensate for the lower reactivity of thesecondary hydroxyl groups contained within this compound. The results for the trimethylol propane (Figure5a) were acceptable, indicating the method is quantitative.
The use of dibutyltin dilaurate as a catalyst did notcompletely eliminate the variable reagent blank. Toinvestigate this problem, various reaction conditionswere applied to reagent blanks. The results (Table 3)indicate that the amount of available isocyanate decreasesas the reflux time and temperature are increased. This
Vol. 55, No. 701, June 1983
-tTEMP Ie)
,,·'!----+-+-t--+-+'HHH--
10.0 20.0 25.0 30.0 35.0 40.0 .s.o 50.0 55.0 60.0
TIME [MIN) ......(H) CCINC. ClH (HEQ) CONSTANT AT 4.5
".'!----+-+-t-''''U--+~f--t-
"''l----+-+-t--+--'''t----jf----''Id--t-
7O·'!----+-+-t--+-+---"Ir-+~+_-TEHP Ie)
62. :I---+-+-t--+-+-----1f-\l---t-'\.--t-~
ss. '!----+-+-t--+-+-----1--+~+_---'tr__i
47. :I---+-+-t--+-+-----1f--+--t'.-+~.,
10.0 20.0 25.0 '30.0 35.11 40.0 45.0 50.0 55.0 60.0
TIHE (MINl-(I) CONe. C1H [/'tElll CCINSTANT AT 7.0
Figure 6 (g-I)-Response surface plots - PMDA method andStandard 1; contour line 88 - 88 mg KOH/g sample; contour line
84 ± 5% relatl~e error from theoretical. Ellect of sample size
73

B.a. DEMAREST and L.E. HARPER
•.• r----.--.----,---.-,-----.,.---.--,.----.---,
deviation may be due to dimer (uretidione) and trimer(cyanurate) formation of the phenyl isocyanate. Thismethod was not pursued further because of the variability in the reagent blank.
The three remaining methods were optimized utilizingthe statistical design previously discussed. This approachallowed each method to be optimized with 24 determinations per standard polymer. Since two standard polymerswere used for each method, a total of 48 reactions wererequired per method for optimization. This entailed twodays of experimental time. The conventional approach ofvarying one factor at time would have increasedexperimental time by a factor of four to eight. Thestandard polymers, high solids polyesters, containedprimary and secondary hydroxyl functionality asdescribed in Table I.
The perchloric acid catalyzed acetylation method(HelD,) produced high and erratic results for StandardI, a polyester containing polyethylene glycol (Table 4). Apossible explanation for the data is the oxidation of theether linkages by perchloric acid. Similar results havebeen reported when this method was applied to polypropylene and polyethylene glycol. l
,2" However, adequate data was obtained for Standard 2, which containsno ether linkages (Table 5).
The results from the factorial design experiments forthe PM DA and p-toluenesulfonic acid catalyzed acetylation (pTSA) methods were statistically analyzed toproduce response surface plots such as those found inFigures 6 a-i. Each set of plots a-c, d-f, and g-i, symbolizesa series of slices through the cube at various points alongone axis (parameter). The contour lines are numericallylabeled with hydroxyl numbers (mg KOHl g sample) andare derived from the experimental data. These linesrepresent regions in the cube where particular hydroxylnumbers can statistically be achieved. Curvature of thecontour lines suggests there is interaction between thetwo parameters being varied. As the curvature of theselines increases the interaction between the parametersincreases, The distances between contour lines increase asoptimum conditions are approached. This indicates agreater statistical probability of achieving acceptabledata. Contour line 88 represents the theoretical hydroxylnumber for this polyester (88 mg KOHl g sample) whilethe contour line at 84 represents 5% relative error fromtheoretical. The important portions of these plots are inthe shaded area which delineate the regions whereanalytically acceptable data can be obtained.
The response surface plots (Figures 6 a-i) indicate theeffect of temperature, time, and sample size on theesterification of the PMDA reagent with Standard I.This polyester contains both primary and secondaryhydroxyl functionality. The shaded areas in Figures 6 a-cincreased as reaction temperature increased indicatingthe optimum temperature as 100°C. In Figures 6 d-Cwhere the effect of reaction time is evaluated, the shadedareas again increase as reaction times increase. The dataindicates that the optimum reaction time is 60 minutes.The effect of sample size is measured in Figures 6 g-i,where the opposite trend is seen. As milliequivalents ofhydroxyl increase, the regions where analytically accept-
2.
.....1IlIIIl••••~1II••
~••....~.•I1
3,6 4,2 4.11 5.4 6.0 &.6 7.2 7.8 8.4 9.0
CONC. OH IHEQ) ....Ie) TEMP Ie) CONSTANT AT 70.0
I.'
1.'
,..,..
4.2 4.8 5.4 6.0 6.6 7.2 1.8 8.4 11.0
CONC. OH [HEQl ....IBI TEMP Ie) CONSTANT AT 60.0
1.'
1.'
...
'.0
4.2 4.8 S.' 6.0 6.6 1.2 7.8 8.4 9.0
CONC. ClH {HEQ1 ....(A) TEMP [e1 CONSTANT RT 50.0
1.'
I.'
,..
,..
Figure 7 (a-e)-Response surface plots - pTSA method andStandard 2; effect of temperature on the reaction; contour line72 - 72 mg KOH/g sample, contour 68 ± 5% relative error from
theoretical
,.,TIME (HrlURSl
,.,T1HE (HOURS)
TIME (HOURS]
74 Journal of Coatings Technology

FACTORIAL EXPERIMENTAL DESIGN
Table 6-0ptlmlzed Reaction Conditions from Surface Response Curves
PMDAMethod pTSA Method
Type of Simple Size Temp Time Simple Sizi Temp TlmlHydroxyl meqOH ·C Minutes meqOH ·C Hours
1° ..... ............. 3-5 100 30 3-5 50-55or
25 601° and 2° ......•...... 3-5 100 60 3-5 50-55
able data are obtained decreases. The optimum amountof hydroxyl functionality is 2-5 milliequivalents.
The response surface plots from the PMDA methodutilizing Standard 2 and the pTSA method utilizingStandards I and 2 were evaluated in a similar manner.The optimized reaction conditions determined for thePMDA and pTSA methods are summarized in Table 6.The PMDA method can be used at either roomtemperature or 100°C for primary hydroxyl groups,while secondary hydroxyl functionality requires elevatedtemperature for completion of reaction. The optimumreaction conditions for the pTSA method are the samefor both primary and secondary hydroxyl functionality.
Since the acetic anhydride used in the pTSA reagent isvery volatile, concern was expressed regarding thepossibility of its volatilization at elevated reactiontemperatures. Figures 7 a-c depict the effect of increasingreaction temperature on the acetylation of Standard 2with pTSA reagent. The theoretical hydroxyl number forthis polyester is 72 mg KOHl g sample which isrepresented by contour line 72. Contour line 68represents 5% relative error from the theoretical value.As temperature is increased from 50 to 70° C, the shadedareas decrease and the distances between the contourlines decrease. These trends suggest that the optimumtemperature has been exceeded. An explanation for thisphenomenon is loss of the acetic anhydride through thetop of the reflux condensor as the solvent (ethyl acetate)refluxes. Based on this data the reaction temperaturerecommended for the pTSA method is 50-55°C.
The optimized conditions obtained for these methodswere verified using Standards 3-7 (Table I). Standards 3and 4 are polyesters containing low hydroxyl content aswell as primary and secondary hydroxyl groups. Standards 5-7 are styrena ted acrylic polymers containing
various amounts of hydroxyl functionality. Standard 7also contains a significant amount of acid. This aids indetermining what effect, if any, this functional group hason the determination of hydroxyl content.
The results obtained from Standards 3 and 4 are foundin Table 7. Both methods resulted in accurate andreproducible hydroxyl numbers using the optimizedreaction conditions previously attained. When dealingwith polymers containing low hydroxyl numbers (below20 mg KOHl g sample), sample sizes should not exceed10-12 grams. Sample sizes greater than this tend torestrict the rate of esterification of the reagents with thehydroxyl functionality.
Table 8 represents the data from the acrylic Standards5-7 using both methods. Reaction conditions indicated inthe table are optimized conditions. Accurate and reproducible hydroxyl numbers were obtained in both cases.The reproducibility of the PM DA method appears to besomewhat better than that from the pTSA method asindicated by the data in Tables 7 and 8. This trend can beexplained by the high volatility ofthe acetic anhydride inthe pTSA reagent. Since pyromellitic dianhydride is asolid, it is less likely to be lost during the reaction.
The effect of polymer material on the determination ofhydroxyl content is indicated in Table 9. There are ninemilliequivalents of anhydride available for esterificationin the PMDA reagent while the pTSA reagent contains13 milliequivalents. The results indicate that nonpolymeric compounds consistently give analytically acceptable results at large sample to reagent ratios (meqhydroxyl:meq anhydride). Polymeric materials, on theother hand, fluctuate between large deviations fromtheoretical to acceptable data at large sample to reagentratios. This behavior can be attributed to polymerspresent in the reaction. In general, the larger the sample
Table 7- Hydroxyl Numbers Determined by the PMDA and pTSA Methods for Polyester Standards 3 and 4
Type at Theoreticil OH# PMDA-OH#a Relctlon pTSA-OH#a ReactionPolymer Hydroxyl mg KOH/g sample mg KOH/g Simple Conditions mg KOH/g Simple Conditions
Standard 3 . 1° 24 23 ± I 3-5 meq OH 21 ± I 3-5 meq OH60 min. 2 hr25°C 5O-55°e
Standard 4 .... 1° and 2° 31 32 ± 1.5 3-5 meq OH 31 ± 2 3-5 meq OH60 min. 2 hrloooe 5O-SSOe
fa) A\'cragt of duplicate: runs.
Vol. 55, No. 701, June 1983 75

B.O. DEMAREST and L.E. HARPER
Table a-Hydroxyl Number Determined by the PMDA and pTSA Methods for the Acrylic Polymer Standards
Type of Theoretical OH# PMDA-OH#" Reaction pTSA-OH#" Reaello"Polymer Hydroxyl mg KOH/g .ample mg KOH/g .ample Condition. mg KOHIg .ample Condition.
Standard 5 ........ 1° 14 16 ± .1 3-5 meq OH 15 + .2 3-5 meq OH60 min. 2 hr25°e 50-SSOe
Standard 6 ........ 1° 40 40 ± .1 3-5 meq OH 38 ± 18 3-5 meq OH60 min. 2 hr25°e 50-55°e
Standard 7b . . . . . .. 1° 23 23 ± .5 3-5 meq OH 23 ± 2.5 3-5 meq OH60 min. 2 hr25°e 50-55°e
(a) Average of duplicate funs.(b) Sample contains acid.
size, the lower the probability of each hydroxyl groupencountering reagent in a given reaction time. Whenpolymeric material is present in the solution, thisprobability can fluctuate considerably. These fluctuations can be attributed to the thermodynamic interactions between the polymers and the solvent system.Model compounds, such as trimethylol propane and 2,5hexanediol, are not as subject to this problem. This typeof an effect is negligible when the recommended reactionconditions are utilized.
SUMMARY
This work describes the investigation of four methodsfor determining hydroxyl content. Two methods,perchloric acid catalyzed acetic anhydride and phenylisocyanate were not pursued because of various limitations. The applicability of the perchloric acid method islimited by the oxidation of ether linkages while thephenyl isocyanate method was plagued by an unsolvablereagent blank variability. A statistical experimentalapproach, a two level three factorial design, was utilizedwhich allowed each method to be investigated in at leasthalf the time of the conventional one-variable-at-timemethod. In addition, this factorial design allowed theestimation of interactions between factors. This· type of
approach was efficient, relatively uncomplicated to plan,and is applicable to a wide variety of investigations.
The two remaining methods, imidazole catalyzedesterifiCation with pyromellitic dianhydride and ptoluenesulfonic acid catalyzed acetylation with aceticanhydride, were evaluated using polymer samples. Thesepolymers were considered to be representative of thetypes frequently encountered in coating formulations.Tpe reaction parameters of time, temperature, andsample size were optimized utilizing polyesters whichcontained primary and secondary hydroxyl groups. Theoptimum reaction conditions can be found in Table 6.Additional polymers analyzed utilizing these conditionsand methods produced accurate and reproducible resultsfor hydroxyl determinations. From this investigation,both the PMDA and pTSA methods can be recommended for use on a wide variety of polymeric materialsfor the determination of hydroxyl content. In addition,two viable methods are now available for verification ofpolymeric hydroxyl determination; results obtained fromthe method can be confirmed by utilizing the othermethod.
ACKNOWLEDGMENT
The authors wish to thank DeSoto, Inc. for allowingthe presentation of this work. Additional thanks to D. G.Anderson for many valuable discussions concerning this
Table 9-Comparlson of Esterltlcatlon Between Model Compounds and Polymer Standards
Model Compound." Polymer Standards·meq
Anhydride meq Deviation meq Deviation Deviation DeviationAvailable 2,5-Hexane From Trlmethylol- From meqb From meqC From
Reagent In Reagent Dial Theoretical propane Theoretical Standard 1 Theoretical Standard 2 Theoretical
PMDA ........ . 9 9 5% 8 5% 9 10% 1%pTSA .......... 13 12 5% II 5% 9 3% 29%
(a) Optimum reaction lime and temperature used.(b) Standard' contains both primary and secondary hydroxyl groups.(c\ Standard 2 contaim only primary hydroxyl groups.
76 Journal of Coatings Technology

work, K. K. Hesler and J. R. Lofstrom for their inputconcerning experimental designs, A. Tortorello forsynthesizing the polymer standards, and A. M. Deihl fortyping the manuscript.
References(I) Siggia. S., "Quantitative Organic Analysis Via Functional
Groups," John Wiley & Sons. Inc., New York, 1954.(2) Weiss, F.T.. "Determination of Organic Compounds: Methods
and Procedures." John Wiley & Sons, Inc., New York, 1970.(3) Hanna, J.G. and Siggia, S., "Primary and Secondary Hydroxyl
Content of Propylene Glycols:' J. Poll'lller Sci"'a. 56. 297(1962).
(4) Patai, S., Ed., "The Chemistry of the Hydroxyl Group:' Part IInterseience Publishers, New York, 1971.
(5) Bryant, W.M.D.. Mitchell, Jr., J., and Smith, D.M., "AnalyticalProcedures Employing Karl Fischer Reagent. II: The Determination of Alcoholic Hydroxyl," J. Am. Chem. Soc.. 62. 1 (1940).
(6) Smith. D.M. and Bryant. W.M.D., "Rapid Determination ofHydroxyl by Means of Acetyl Chloride and Pyridine," 1. Am.Chem. Soc.. 57. 61 (1935).
(7) Robinson. W.T.. Cundiff, A. H., and Markunas, P.c.. "RapidDetermination of Organic Hydroxyl Groups With 3,5-Dinitrobenzoyl Chloride," Allal. Chem.. 33. 1030 (1961).
(8) Bring. A. and Kadlecek, F., Plaste u. KaUlshuk. 5. 43 (1958):Chem. Ahslr. 52. 12450 h (1958).
(9) Fritz, J.S. and Schenk, G.H .. "Acid Catalyzed Aceylations ofOrganic Hydroxyl Compounds," Allal. Chem.. 31.1808 (1959).
(10) Stell.er, R.S. and Smullin, c.F.. "Determination of Hydroxyl
Vol. 55, No. 701, June 1983
FACTORIAL EXPERIMENTAL DESIGN
Number of Polyoxyalkylene Ethers by Acid Catalyzed Acetylation," Allal. Chem., 34, 194 (1962).
(II) Ogg, CL., Porter, W.L., and Willits, CO., "Determining theHydroxyl Content of Certain Organic Compounds: Macro andSemimicro Methods." Anal. Chem.• /7.394 (1945).
(12) Elving, PJ. and Warshowsky, B.. "Determination of theAlcoholic Hydroxyl Group in Organic Compounds: PhthalicAnhydride Method," Anal. Chem.. /9. 1006 (1947).
(13) Siggia, S.. Hanna, J.G., and Culmo, R., "Determination ofHydroxy and Amino Compounds Using Pyromellitic Dianhydride," Anal. Chern.• 33. 960 (1961).
(14) Kingston, B.M.H., Garey,-J.J., and Hellwig, W.B.. "ImidazoleCatalysis of Organic Hydroxyl Group Determination by Reactionwith Pyromellitic Dianhydride in Dimethylformamide," Anal.Chern.. 4/. 86 (1969).
(15) Reed, D.H., Critchfield, F.E., and Elder, D.K., "Phenyl Isocyanate Method for Determination of Hydroxyl EquivalentWeights of Polyoxyalkylene Compounds," Anal. Chern., 35. 571(1963).
(16) Cochran, W.G.and Cox, G.M., "Experimental Designs,"2nd Ed.,John Wiley & Sons, New York, (1957).'
(17) "The Design and Analysis of Industrial Experiments," Ed.,Davies, O.L., Hafner Publishing Co., New York, (1967).
(18) Hick, CR., "Fundamental Concepts in the Design of Experiments," Hart, Rinehart & Weinston, New York, (1964).
(19) Hesler, K.K. and Lofstrom,J.R., "Application of Simplex LatticeDesign Experimentation to Coatings Research," JOURNAL OF
COATINGS TECHNOI.OGY, 53. No. 674, 33 (1981)(20) K.K. Hesler and J.R. Lofstrom, DeSoto, Inc., Personal Com
munication, 1981.(21) Demarest, B.O. and Harper, L.E., Presented at the Chicago
Section ofthe American Chemical Society Meeting, January 1982.(22) F.D. Hawker, DeSoto, Inc., Personal Communications, 1982.
77

ORDER FORM
Revised and .updated edition of this manual (previously titled "Exposure Standards Manual") hasbeen compiled in conjunction with the American Society for Testing and Materials, and includesdefinition, description, and photographic standards for each of the following defects: Blistering;Chalking; Checking; Cracking; Erosion; Filiform Corrosion; Flaking; Mildew; Print; Rust; Traffic PaintAbrasion and Chipping.
Also included is reference information on supplementary standards, along with sample recordsheets for compiling exposure data.
Bound in handsome 10" x 11 '12" x 1%" three-ring, vinyl-covered binder which readily accommodatesadditional material as it is developed.
Complete manual . .. $75 (plus shipping charges)
Individual Standards . .. $2 each, plus $2 for each photograph.
Record Sheets (pad of 100 sheets) ... $2.50
Name _
Company _
Address _
City State Zip Code _
MAIL TO:PLEASE MAKE ALL CHECKS PAYABLE IN U.S. FUNDSFederation of Societies for Coatings Technology
1315 Walnut Street _ Philadelphia, Pa. 19107Pennsylvania r••ldent, pl.... add 6% sale. tax
Federation of Societies for Coatings Technology
Society meetings
BALTIMORE-VIRGINIA SECTION ..... MAR.
"RheologIcal Addltllfe"
It was announced that the current slateof officers for the 1982-83 year willmaintain in their respective positionsthrough the 1983-84 term.
"QUALITY AND CONSISTENCY FROMAN EASIER DISPERSING RHEOI.OGICALADDITIVE" was discussed by Robert Dey,of NL Industries.
Mr. Dey reviewed the properties, advantages, and disadvantages of currentlyavailable organoclay additives for rheological control in solvent based paintsand coatings.
The advantages of the new super dispersible organoclay rheological additivewere then compared. Because of differences in the functionality of the exposedsurfaces of the clay platelets in the newsuper-dispersible organoclays. the needfor precise order of addition, polar activation and high shear required for olderorganclays is eliminated, explained Mr.Dey. The replacement of sodium ionswith quaternary ammonium ions on theexposed clay platelet surface allows thiseasier dispersibility because the plateletstructures formed are spaced at 40 angstroms, compared to conventional organoclay platelet spacing of 26 angstroms.The new clay also has a narrower distribution of platelet separation. The benefitto the paint manufacturer is more consistent results from the new organoclay inprocessing equipment with lower shearand higher throughput rates, said Mr.Dey.
MICHAEl. J. BECKER, Secretary
C-D-I-C , MAR.
"FederatIon VIsit"
Honored guests included FederationPresident A. Clarke Boyce, ExecutiveVice-President Frank Borrelle, and Director of Meetings and ConventionsRosemary Falvey. Also in attendancewere the officers of the Louisville Society:Vice-President-John Lanning, PorterPaint Co.: Secretary- W. J. Morris, ofCelanese Plastic Specialties Co.; Treasurer- Edward Thomasson, of LouisvilleVarnish Co.: and Past-President-PhilHarbaugh, of Reliance Universal, Inc.
Vol. 55, No. 701, June 1983
President Boyce presented his views ofthe Federation, explaining what it is allabout, where the society fits in, andstrongly emphasized the team effortwithin individual societies and in theleadership of the Federation. He encouraged participation in Federation activities, seminars, and research efforts. Hestated that three ad hoc committees havebeen formed this year-one is writing thehistory of paint manufacturing with JoeBoatright of the Cleveland Society as thetask group leader; Tom Miranda and histask group are studying reconstruction ofeducational activities; and Joe Bowers'task group is studying new ways offunding for the PRJ. •
Mr. Boyce said his years in industryhad taught him a lot about people, and hehad a way of relating people to bonestructure. He said there are a lot ofwishful people always wishing things hadhappened differently; he calls this groupthe "wish bone people". Nexi, there arethose who make a joke of everything,these are "funny bone people". Then,there are those who argue and fight abouteverything, these are "jaw bone people".Finally, there are the people who get thejob done, these are the "back bonepeople": and he said they are the kind ofpeople who make up the FederationSocieties.
Frank Borrelle covered the Springmeeting of the Federation Board ofDirectors to be held in Cincinnati at theTerrace Hilton Hotel. Two importantitems will be presented: (I) in reference toequal voting and office holding privilegesfor associate and active members, and (2)an increase in dues from $15 to $20.
A slide show about the Federation waspresented. There are 6,800 members andan annual budget of $1,300,000. Sevenpeople serve on the Executive Committeeand 23 on the Board of Directors.According to Mr. Borrelle, the money tooperate is generated as follows: annualmeeting and show 52%; publications34%; memberships dues 7%; educationalprograms 2%; and miscellaneous 5%, Theslide presentation covered the large list ofpublications, and Mr. Borrelle gave abrief description for each and the Society responsible for putting it together.
The upcoming seminar in Kansas Cityis a first to be held for the technicaladvisor of the Federation, and attendancewas encouraged by Mr. Borrelle.
DAVID C. KINDER, Secretary
C-D-I-C .. , , .... , .... , .... APR.
"Polylsocyanates"
Ron Eritano, of Mobay ChemicalCorp., presented a talk entitled, "COATINGS DEVELOPED AROUND THE POLYISOCYANATES."
Isocyanates and polyester resins havebeen used in theJormulation of urethanecoatings, explained Mr. Eritano. Thebasic chemical reactions in the formationof urethane polymers such as mondurand desmodur polyisocyanates resinswere discussed.
Mr. Eritano explained that solventbased two component urethane coatingsare based on two reactive components.Component I is the basis of the coatingand consists of polyols, solvents, fillers,pigments, and catalyst. According to Mr.Eritano, Component 2 is the polyisocyanate resin which acts as the hardner orcuring resin. In these formulations, onlywater free solvents such as esters, ketones,and chlorinated hydrocarbons can beused, stressed Mr. Eritano. Diluents usedare tolnol and xylol. Solvents with primary or secondary hydroxyl groups arenot utilized. In formulating, the isocyanate (NCO) and hydroxyl ratio is ofimportance in controlling the propertiesof the final coating.
Slides illustrated a laboratory studywith a three-<:oat aluminum pigmenteddesmodur E-21 coating (7 mils) and atwo-<:oat aluminum pigmented desmodurE-21 coating and top coated with analiphatic urethane for a total of 7 milsalong with an inorganic zinc! epoxy! urethane and an organic zinc! epoxy! urethane systems. The desmodur E-21system performed very good, stated MLEritano.
An educational program was presented by William Mirick and RobertSharpe, of Battelle Laboratories. A filmillustrated the proper paint proceduresfor covering asbestos ceilings.
DAVID C. KINDER, Secretary
CLEVELAND MAR.
"Mlcrolfolds In Organic Coatings"
Jerome A. Seiner, of PPG Industries,Inc., spoke on "MICROVOIDS IN ORGANICCOATINGS."
Mr. Seiner discussed several processesfor placing microvoids in polymeric
79

materials. He explained the microvoids'effects on properties of the materials,such as their effect on hiding and thechanges in diffraction, refraction, and reflection.
RAYMONO PODLEWSKI, Secretary
LOS ANGELES MAR.
"Past PresIdents' NIgh'"
In honor of Past Presidents' Night,President Romer Johnson recognized thefollowing past presidents: Jan Van Zelm(1981-82); Don Jordon (1980-81); Albert Seneker (1979-80); Fred Croad(1978-79); Robert F. Koperek (1977-78);Gerald West (1976-77); Kenneth J.O'Morrow (1975-76); Robert A. McNeill(1974-75); William H. Ellis (1971-72);Duke Cromwell (1970-71); Trev Whittington (1969-70); Allan R. Yerby(1966-67); Albert M. Aronow (1964-65);Walter K. Barber (1963-64); Leonard S.Feldman (1960-61); Clyde L. Smith(1946-47); and Carl C. Howson (193031).
Membership Chairman Earl Smithpresented a Paint Dictionary to RuthKeirsey, the society's 600th member.
Lloyd Haanstra, Environmental Committee Chairman, reported on the February Task Force Meeting. A motion waspassed at this meeting, according to Mr.Haanstra, to recommend to TRG thepassing of 380 grams/liter for nonflatcoatings to be extended to September1986. The 14 exempted categories will bepresented in upcoming workshops. Mr.Haanstra also reported that the fundingfor the Task Force will no longer besupplied by the State. Therefore, in orderthat the work of the Task Force becontinued, industry will have to supplythe necessary funds, said Mr. Haanstra.
Jim Elliott made a report explaining amutual consent letter than can be used toexplain any discrepancy in formulationswhen samples are picked up and tested bythe Air Quality Board. This would resultin a lower fine than would ordinarily beimposed, stated Mr. Elliott. He alsoexplained that three products are beingconsidered for exemption are not exemptto date. They are quick dry enamels, millwhites. and a special alkyd for fire andwater damage.
The April Manufacturing Seminar,which will stress the use of presentequipment to more adequately grindproducts, was discussed. Seven speakerswill be present. Technical and productionpersonnel are urged to attend.
President Johnson reported on a project to form a committee, possibly chaired
80
by Trev Whittington. of Aseptic-ThermoIndicator, to write a textbook coveringthe paint course. This will be pursued atthe next board meeting.
Educational Committee Chairman,James Hall reminded members of thescholarship funds available for eligiblestudents (preferably, children of societymembers).
Ronald S. Bauer, of Shell Development Co., spoke on "RECENT DEVELOPMENT IN Epoxy RESINS."
Dr. Bauer covered the recent advancesbeing made in thearea of new epoxy resincoatings which give higher performancesystems. with water-based systems, highsolids. and low temperature curing.
Q. What cycle of temperature/humidity/time did you use on the QUV exposure?
A. Eight hours at 50° C and 8 hours at65° C (G M Cycle).
Q. What correlation can be madebetween QUV and exterior exposure oneponex vs. conventional epoxy?
A. Not very much correlation.
Q. Eponex type ofresins were made toreplace urethanes as a top coat. Has therebeen much success?
A. Eponex resins were not made toreplace urethanes, but as an adjunct toour resin line. In the work done on theeponex resins it was found that glossretention could be made that were asgood as urethanes. or very close to theurethanes.
Q. Has the weatherable epoxy formulation equivalent given better or poorercolor retention when compared to linearpolyurethanes?
A. As far as color retention, results areabout equivalent.
Q. What is the difference between eponand epoxy?
A. Epon is a trade name.
Q. Your resin eponex being the newestentry into the market place by Shell. whydo you charge about $30.00/or a gallonsample to evaluate it?
A. Samples are normally sent out free.
Q. What are the mechanism differences between kitamine HI, H2, and H3,when they react with epoxy?
A. The mechanism of reaction ofepoxies with all the kitamines is essen·tially the same. It is the hydrolysis of thekitamine to give a primary amine to reactwith the epoxy to give a secondary amineand then a cured system or a tertiaryamine.
MICHAEL GILDON. Secretary
NEW ENGLAND MAR.
"M/erospheres In Coatings"
Environmental Chairman ThomasManning gave an update on some newhazardous waste requirements.
"AN OVERVIEW OF MICROSPHERES I~
COATINGS" was presented by William W.Loomis, of Zeeland Industries, Inc.
Mr. Loomis stated that there aredifferent types of microspheres. Thereare organic microspheres which consistof hollow polymeric microspheres. andvesiculated beads types. and inorganicmicrospheres which consist of solid glassbeads, hollow glass beads. thin walled.hollow ceramic microspheres, and thickwalled hollow ceramic microspheres. Allmicrospheres have certain properties incommon, such as low vehicle demandand good flow. The many propertiesobtainable from specific microspheresare hiding. reduced weight, scrubbability.burnish resistance, abrasion resistance.hardness. chemical resistance, corrosionresistance, reflectance and cost reduction.
The types of architectural coatings inwhich common types of microspherescan be used are latex paints, said Mr.Loomis. You would try hollow polymericmicrospheres, vesiculated beads. andthick walled hollow ceramic microspheres. In solvent based paints. youwould try thick walled hollow ceramicmicrospheres. In OEM industrial bakingfinishes in high solids coatings. waterreducible coatings, coil coatings. generalindustrial finishes, and powder coatings.thick walled hollow ceramic microspheresare used. In heavy duty maintenancefinishes, try solid glass beads, thin walledhollow ceramic microspheres and thickwalled hollow ceramic microspheres. Inmarine coatings. solid glass beads, thinwalled hollow ceramic microspheres. andthick walled hollow ceramic microspheresare used. In reflective coalings, try solidglass beads and thick walled hollowceramic microspheres.
Several examples were discussed toexplain the various properties that couldpossibly be obtained by using some of theabove suggested microsphercs.
CHARLES J. HOAR, Secrelary
PHILADELPHIA ,.,...... MAR.
"Federation Officers Visit"
Honored guests attending the meetingwere Federation President A. ClarkeBoyce and Federation Executive VicePresident Frank Borrelle.
President Boyce discussed the Federation's availability to assist the societies.Both the societies and the Federationshould work together as a team. statedMr. Boyce.
Journal of Coatings Technology
Ad hoc committee work was discussedwhich included: (I) the history of paint;(2) restructure ofeducation booklets; and(3) PRI funds.
Mr. Boyce concluded his talk bythanking the society for its involvementin various projects in the past and byhoping for its future involvement.
Frank Borrelle gave a slide presentation on the objectives. services. and thebenefits of the Federation and societiesworking together. Illustrated were howfunds are obtained and disbursed. Also.programs which are available from theFederation were presented. Mr. Borrellediscussed how these programs could helpthe paint industry.
Concluding the talk were slides of the1982 Federation Annual Meeting andPaint Industries Show in Washington.DC and the upcoming Montreal annualmeeting and paint show in October.
WII.LlAM GEORGOV. Secretary
PIEDMONT MAR.
"Federation Officer Visit"
Honorcd Federation guests includedPresident-Elect Terryl F. Johnson andDirector of Field Serviccs Thomas Kocis.
Twenty-five year membership pinswere presented to the following societymembers: Charles Roberts and WilliamYounger. of DeSoto. Inc.; LawrenceLeonard. David Bouldin. and ClaytonSechler. of the Lilly Co.: WilliamShepard. of Reliance Universal. Inc.;Murphy Mull. of Murphy Mull Consultants; Grant Arhart. of W.e. RichardsCo. of Carolina; William Warlick. ofWarlick Paint Co.; and Jim Bohlen. ofSherwin-Williams Co. Other 25-yearmembers not in attendance included:Richard Tuttle. of Guardsman. Inc.; LeeMyer. of Blue Ridge Talc Co.; MillardFiresheets. of Mobil Chemical Co.; andLinwood Carter and John Ladd. ofCarolina Coatings. Inc. II was noted thatCecil Wilson. of Burks. Inc .• is alsoeligible for a 25-year membership pin.
Awarded honorary membership in thesociety were: Jim Bohlen, Murphy Mull.and William Shepard.
President Sara Robinson announcedthat the society was looking for volunteers to serve on the new EnvironmentalCommittee as chairman and committeemembers.
President-Elect Johnson congratulatedthe society for its job in sponsoring thePolymer Chemistry course at UNC-G.He also urged the membership to participate in the Federation's seminar on the
Vol. 55, No. 701, June 1983
Attending the March 16 meeting of the Piedmont Society are (left to right): Field ServicesDirector Thomas Kocis; Piedmont Society President-Sara Robinson; and Federation
President-Elect Terryl F. Johnson
Awarded 25-Year Membership Pins from the Piedmont Society are (left to right): CharlesRoberts; lawrence Leonard; WIlliam Younger; and Dave Bouldlng
25-Year Members of the Piedmont Society are (left to right): Murphy Mull; WilliamShepard; Grant Arhart; William Younger; lawrence leonard; James Bohlen; Clayton
Sechler; William Warlick; and Charles Roberts
81

"Efficient Operation of an Up-to-DatePaint and Coatings Laboratory."
Mr. Johnson discussed the "Save thePaint Stone" project, which is beingactively pursued by the Federation andthe New England Society. The originalPaint Stone is housed in a brick facing ofthe Boston Paint Stone Toy Shop not farfrom the waterfront, said Mr. Johnson. Itis now designated a historical landmarkand is under the protection of theHistoric Preservation Society of Boston.Negotiation with the Society to come upwith a plan to save the Stone is nowunderway, stated Mr. Johnson.
Thomas Kocis presented a slide-showhighlighting the many activities of theFederation. Featured were: membership,which is about 6,800 (an increase ofabout 400 over the last five years);operating budget, which is projected at$1,300,000 and esta blished by the annualmeeting and paint Show, sales of boothspaces, publication sales, sales of advertisements in these publications, andmembership dues.
Mr. Kocis also discussed scholarshipgrants totalling $18,000 and the sixparticipating schools: University ofSouthern Mississippi; North DakotaState University; Kent State University; University of Detroit; University ofMissouri- Rolla; and Eastern MichiganState University. Career promotionalideas are being developed to attractprospective students for the coatingsindustry, stated Mr. Kocis. He addedthat Federation Educational, Technical,and Manufacturing Committees meetannually to develop national programs tostrengthen local efforts.
According to Mr. Kocis, the CorrosionCommittee will sponsor a day-long seminar at the Annual Meeting and PaintShow.
An ad-hoc committee is now workingto develop "A History of the PaintIndustry", said Mr. Kocis. A completemanuscript, ready for publication, istentative for 1985.
Mr. Kocis discussed the Paint ResearchInstitute. Under the direction of Dr.Seymore Hochberg, the PRJ is currentlyfocusing on reducing the number ofprograms to highlight quality instead ofquantity. PRI is also seeking anotherconsortia to complement the one onmildew, and is hoping to find individualsinterested in participating in this programof research on corrosion.
Mr. Kocis encouraged members toattend the Annual Meeting and PaintShow in Montreal, Canada, Slides illustrated the host city, the conventioncenter, and the satellite hotels.
PHILIP WONG, Secretary
82
PITTSBURGH , MAR.
"Iron OxIde PIgments"
The Educational Committee reportconcerning the Buhl Planetarium ScienceFair was read by President-Elect MikeGillen. It was agreed to donate the annualamount of $150 to the science fair.
President William Cibulas made anannouncement concerning the ClevelandSociety's 26th Annual Technical Conference and urged attendance. He also urgedthe membership to attend the Federation's Seminar on the "Efficient Operationof an Up-to-Date Paint and CoatingsLaboratory" to be held April 26-27.Also, Mr. Cibulas reminded the membership of $18,000 available for 1983-84scholarships.
"Relationships between Particle Sizeand Optical Properties of Iron OxidePigments" was presented by Rolf Odenthal, of Mobay Chemical Corp .. IronOxide Div.
Dr. Odenthal pointed out that colorshades of iron oxide pigments are relatedto particle size, going from yellowish tobluish over the range 0.1-0.7 I'm. Inmasstone colors, lightness and saturationdecrease as particle size increases. Curvesfor tint strength and opacity versusparticle size pass through maxima, butpeak at different particle size values.Particle size, gloss, and dispersion timeshow an interesting relationship for 5%PVC dispersions in a thermoset acrylic,said Dr. Odenthal. Gloss increases andhaze decreases as dispersion time increases. The smaller the particle size. thegreater the increase in gloss, but mediumsized particles actually gave the leasthaze.
The difference between regular andmicronized grades of iron oxides wasdiscussed by Dr. Odenthal. Micronizingconsists of dry jet milling which affectsparticle shape. reduces primary particlesize, and reduces oil absorption by about50%. The advantages of micronized oxides are that they impart greater gloss andlower haze than do high oil absorptiongrades. .
Dr. Odenthal presented results of glossretention and chalking studies based onboth accelerated weathering and outdoorexposure. He found that gloss droppedoff more rapidly with larger particle sizeiron oxides and that chalking eventuallyoccurred. The degree of chalking wasdetermined by applying an adhesive tapeto the surface and removing loose(chalked) material with the tape, thendetermining the amount removed. Thesmaller the iron oxide particle size. thegreater the degree of chalking. However,according to Dr. Odenthal, the relationship is not linear and blueish (coarser)grades chalk faster than would be ex-
pected. This is because the coarser ironoxides give higher UV transmittancethan do the finer ones and binder degradation is accelerated. Chalking also varieswith PVc. Starting at low PVC,chalkingincreases to a point (~10-15% PVC).then decreases as the increased amount ofpigment acts as a UV barrier and slowsUV degradation. Chalking hits a minimum, then rises sharply as the PVCapproaches critical. The increased UVdegradation is due to the fact that thepigment no longer is completely enveloped by the vehicle, stated Dr. Odenthal.
So far, Dr. Odenthal had assumed anideal situation with no flocculation. butthat this was not really possible. In anideal paint or dispersion, the iron oxideparticles would be homogeneously scattered through the mixture with a certaindistance between each particle. In reality.there would be loose agglomerates ofpigment with some areas being completely empty of pigment, whereas otherswould be full of pigment. The agglomerates do not act merely as large particles.however. Color changes are less than onewould expect from agglomerate size.although with heavy flocculation there isa definite shift toward blue.
According to Dr. Odenthal. flocculation depends on the binder system as wellas the pigment. He described experiments with flat and semigloss latexes anda long oil alkyd where the degree ofdifference in color produced with twopigment grades varied considerably withthe vehicle used. He also described somework with a series ofalkyd -based red ironoxide dispersions where color as a function of PVC varied considerably. Indispersions where a high degree offlocculation occurred, regardless of pigmentconcentration, color intensity was lowand constant (independent of PVC)above the critical region. However. whereflocculation was not evident at lowpigment levels, but occurred and increased with increased pigment loading.color intensity dropped in a smoothcurve as PVC increased. Again. thedegree of flocculation was dependent onthe binder system. Therefore. opticalproperties of iron oxide pigments aredependent on their environments as wellas particle size, concluded Dr. Odenthal.
Q. Does chalking give shifts in color'A. Yes, there is a shift when the gloss
changes (index of refraction changes).For example, yellow iron oxide pigmented films shift to lighter shades.
Q. How would you choose a yello'"iron oxide to minimize color shift?
A. Start out with a lighter shade. Yetthis is not really a practical answer as theformulator will choose according to the
Journal of Coatings Technology

color he wishes to start with. not the onethat will show the least shift.
Q. You say that iron oxides tend 10
flocculate'A. Yes. more so than we expected even
with yellow iron oxide which normallylooks good in rubouts.
Q. Is any research being ('arried oUl
that is directed at producing less flocculated iron oxides?
A. Yes. the work described in this talkis merely the first step in characterizingiron oxides. We now are looking atsurfactants, surface treatments, etc. toimprove welling, reduce flocculation. Weare just at the beginning of the devclopment of new pigment grades. It should bepointed out that the test proceduresdiscussed here relate more to low PVCindustrial coatings. We have not yctworked with high PVC trade salescoatings.
CLlH'ORll SCHOFF. Secretary
PITTSBURGH APR.
"Solvent Option for Air Quality"
Co-chairman of the Educational Commillce Patricia Dawson reported that thesociety had awarded two prizes in theBuhl Planetarium Science Fair. Unfortunately. only five or six projccts qualified for consideration, because so fewprojects were actually related to coatings.Most were concerned with corrosioninhibition of paints. Ms. Dawson urgedthat coatings and the coatings industry bebeller presented to local high schoolstudents and teachers.
"THE SOI.V[~T OPTION FOR AIRQUALITY COMPLIANCE" was discussedby Raul Oteiza. of Dow Chemical Co.,Inorganic Chemicals Department.
Mr. Oteiza discussed the use of methylene chloride and I. I. I-trichloroethaneto produce coatings that are in compliance with federal and state clean air lawsand regula tions. He described the currentregulation system which is a conseq uenceof the Clean Air Act. The FederalGovernment sets guidelines through theEPA and the states write laws implementing the guidelines. said Mr. Oteiza.Included in these laws will be qualitystandards for major pollutants. one ofwhich is ozone which is produced fromorganic vapors by photochemical processes. Therefore, the regulation of ozonedepends on the regulation of volatileorganic compounds (V.O.c. 's), particularly organic solvents. It turns out that allcommon processing solvents undergophotochemical reactions to prod uceozone. There are a few materials that do
Vol. 55, No. 701, June 1983
not, however, and these are classified asNON-V.O.C. 's. Three of these (methane,ethane, and Freon 113)are not useable aspaint solvents, but two of them (methylene chloride and I, I, I-trichloroethane)have considerable potential for use inpaints. Mr. Oteiza pointed out that over70% of the states exempted methylenechloride and over 80% exempted 1,1.1trichloroethane, and that these numberswere increasing.
The options that a formulator has forreduction of organic volatiles were explained by Mr. Oteiza. One possibility isengineering: absorbing or incineratingvolatiles. Another possibility is new technology: waterborne, high solid.s, powder,and radiation cure coatings. A third
option, and the one Mr. Oteiza favors, isthe use of compliance solvents so thatcurrent solvent borne technology can beused. The only difference is the solvents.Partial or complete replacement of current solvents by methylene chlorideand! or I,t,t-trichloroethane is necessaryunder this option.
Mr. Oteiza then discussed the properties of methylene chloride (MC) and1,I,I-trichloroethane (1,1,I-T). Somepeople are very wary of chlorinatedsolvents due to the toxicity of certainmembers of that family. Therefore, Mr.Oteiza addressed the question of toxicityof MC and I,I,I-T. These two solventsare the safest of the chlorinated compounds. Data so far indicate no risk to
83

humans. Allowable exposures (timeweighted averages) are 500 ppm for MCand 350 ppm for I,I,I-T. Forcomparison,values for certain other solvents aretoluene 100 ppm, MEK 200 ppm, methanol 200 ppm, and carbon tetrachloride10 ppm. The conclusion to be drawn isthat the two compliance solvents are verysafe.
Mr. Oteiza mentioned the issue ofwhether evaporation of MC and I,I,I-Twould eventually deplete the stratospheric ozone layer which protects usfrom UV and other radiation. He pointedout that although these solvents showednegligible photochemical reactivity, theydid not have long lives in the atmosphere.Long before they reach the stratospheret.bey degrade and, therefore, are not aproblem.
With heat and pressure, halogenatedhydrocarbons can produce corrosive HCI,particularly in the presence of freshlyabraded aluminum. For this reason aluminum pumping, spraying, and handlingequipment should not be used with them,stressed Mr. Oteiza. Field problems havebeen very rare, but it is possible to get anexotherm and high pressure leading to anexplosion. Since it is not always clearwhether equipment includes aluminumparts, a Halo Hydro Carbon FinishingEquipment Information Center(HHCFEIC) has been set up so that aperson can find out whether his currentequipment is acceptable. The number is800-221-8300.
The cost effectiveness of chlorinatedsolvents, which are more expensive thanconventional ones, was explained by Mr.Oteiza. He pointed out that such solventscould save money by allowing the formulator to achieve compliance withoutgoing to entircly new technology. Inaddition, complete replacement is rarelynecessary in order to gain compliance.Other reasons for using MC and I,I,I-Tare their lack of nash points, their lowtoxicity, fast evaporation rates, and thegood viscosity stability they impart toproducts. One drawback to these solventsis that they are not very good solvents formany resins. However, solvency can beachieved by using chlorinated solvents ascosolvents along with other, more activesolvents, recommended Mr. Oteiza.
Chlorinated solvents are good forcoatings that need to dry rapidly, statedMr. Oteiza. For example, MC is used innash dry traffic paints, aerosol paints,and very fast dry lacquers. 1,1,1-T is usedin pipe coatings, high speed gravure inks,certain lacquers and enamels, and somewood stains and varnishes.
Mr. Oteiza concluded that use ofcompliance solvents allows a formulatorto meet air pollution requirements andstill continue to use proven solvent-bornetechnology.
84
Q. What is the change ofan explosionusing chlorinated solvents with an aluminum pressure pot or other aluminumequipment?
A. Pressure increases the corrosivity ofthe solvent and, if it comes into contactwith a fresh aluminum surface (throughabrasion, for example), there is a rapidreaction which produces pressure fromHCI and heat. This combination couldlead to rupture. However, there are onlytwo documented incidents of this type.
Q. Are there any criteria for thepressure and temperature that will causea rupture or explosion with aluminumequipment?
A. The solvent must decompose beforethis can happen. Decomposition requiresvery high heat and pressure. A pumppossibly can give this (if fresh aluminumis exposed), but the two variables of heatand pressure have to be just so for thisto have any probability of happening.
Q. What are thefour states where thesesolvents are not exempt?
A. Michigan, Kentucky, New Jersey,and Rhode Island.
Q. Do these solvents degrade to HC/?What about phosgene?
A. There is very little chance thatphosgene will be produced and, if solventis kept out of the oven name, very littleHCI will be produced.
CLIFFORD SCHOFF, Secretary
ROCKY MOUNTAIN ..... MAR.
"Developments In Epoxy Resins"
Educational Chairman Steve Crouse,of Kwal Paints. Inc .• discussed an upcoming meeting at his company to gatherideas on increasing coatings knowledge.Mr. Crouse also mentioned a steeringmeeting in Detroit. Ml on April 15 forthe Educational Committee. A total of$18,000 in scholarship money is availablefor the 1983-84 academic year. said Mr.Crouse, which is divided among sixuniversities and is available to children ofFederation members.
Paige O. Switzer. of Oil & SolventProcess Co., announced that BFI andOSCO will present a joint briefing toColorodo Industry on BFl's proposedAdams County Chemical Waste Treatment and Disposal Facility and on therecycling processes availa ble for certainchemical wastes.
Dr. Ron Bauer, of Shell DevelopmentCo.. presented a talk entitled, "RECENTDEVELOPMENTS IN Epoxy RESINS."
LUIS O. GARCIA, Secretary
ST. LOUIS MAR.
"High Solids"
Vice-President Robert Giery discusseda tentative theme of"High TechnologyTheme for the Eighties" for the June 10thjoint meeting with the Kansas CitySociety.
Robert S. Bailey. of Lilly IndustrialCoatings, spoke on "Opportunities inCoatings. "
A moment of silence was observed forMarcey Gilbam, a Past-President of theSt. Louis Society, who passed awayMarch 13.
"HIGH SOLllJS" was discussed byRoger Senn, of Freeman Chemical.
Mr. Senn spoke about coating vehiclesand explained Rule 66. He evaluated newair pollution rules such as VOc. powdercoating, etc. A list illustrated VOC's fordifferent industries.
Reactive diluants and water-bornecoatings were discussed. Mr. Senn alsolisted the many high solids coating resinswhich included: short alkyds; mediumalkyds; chain stopped alkyds; oil-freealkyds (polyesters); phenolic modifiedalkyds; epoxy esters; and acrylic alkyds.Formulas and formulations were discussed.
Conventional type resins, which can becut into stronger solvents to lower viscosity, were explained.
Problems in high solids and possiblesolutions were also highlighted by Mr.Senn. These included: (I) telegraphing ofheated metal-add some higher molecular weight material such as epOKY, acrylic,etc.; (2) recoatability-methylated melamines worse that butylated types; (3)corrosion rcsistance~use of manganeseoxide seems to work well at 3% ofpigment: (4) low gloss finishes-useenough silica to get 20% gloss or so andadjust with synthetic silica; and (5) lowVOC and leveling-use small amounts ofhigh solids medium oil alkyd.
Q. Have you tried MgO-, over steeland aluminum?
A. Yes, we have tried MgO, over steeland galvani7.ed. but not over aluminum.
Q. How does high molecular weightimprove telegraphing?
A. Raising average molecular weighthelps to cover metal prep streaks.
Q. Has there been any further breakthroughs in air dry to reach VOCs.
A. Nothing looks new at this timebut try blending in some high solidsmedium oil to help.
WILLIAM A. TRUSZKOWSKI. Secretary
Journal of Coatings Technology
FSCT Membership Anniversaries
Elections
BIRMINGHAM
Active
GAl;,.. PIHR - Blundell Permoglazc Ltd ..Birmingham. Eng.
Hl'RST. ERI(' .1.- Ciba Geigy P & A Co..Goodstrey Crewe. Eng.
WARSOr\'. Hr\RY- H. Warson (Chemical andConsultant) Ltd .. Soli hull. Eng.
DALLAS
Active
A\DR'WS. TOM A. --Koppers Co .• Irving. TX.
DETROIT
Active
BI DM. BRIlT E. -Flint Ink Corp .. Detroit.ML
FRHMA~, ROREIU LEE-Silvcrlcad Paine Co..Lansing. ML
GIERKE. MARK A. -DeSoto Inc.. Westland.MI.
MASLOVICH. WALT - Wyandotte Paint Products Inc.. Troy, ML
MAUL. A. RUIlOIPH . DeSoto Inc., Southfield. MI.
PERRY. KENNETH M - ·Glasurit America.Inc.. Detroit.
PERRY. PAMEIA- Wyandotte Paint ProductsInc.. Troy.
SAVAGEAU, RORERT G. ·-Flint Ink Corp .. Detrail.
TEUSCHER, ED-- Wyandotte Paint ProductsInc.. Troy.
Associate
L'MONS. DAVIIl M.- Union Carbide Corp..Milford. OH.
SrC'I>EI.. PHII.IP- Profit Systems. Warren. ML
LOS ANGELES
AClive
BOIDl:C. W..J. -Solvent Coating Corp.. Torrance, CA.
DIMAIO, RAY-Koppers Co.. Inc., Los Angeles. CA.
DREWS, JERRY- Koppers Co.. Inc .. Los Angeles.
FI'STERMAKER, EARl.-Conklin-Fenstermaker. Inc., Montclair. CA.
KAMMERER. HEl.MUT .1.- TW GraphicsGroup. City of Commerce. CA.
Vol. 55, No. 701, June 1983
KEtRSEY, RUTH-Dexter Hysol Div.. City ofIndustry.
POl.I.AK, RICHARD B.-Lee Pharmaceulicals.South EI Monte. CA.
WO~(i. KA-CH1JN _. Amertone Paint Corp.,Long Beach, CA.
Associate
8ACKI.IN. RORF.RT- Tenneco Chemicals.lnc..Buena Park. CA.
CLARK, STEV'- Dow Chemical Co .. Pasadena, CA.
COPIIER. ARTHUR - Cooper Drum Co .. SouthGate. CA.
DANIEL. DAK G.-Cooper Drum Co.. SouthGate.
LOlll;HREY. WAYKE F.-·Ciba-Geigy Corp.,Orange. CA.
MIl.IANO, ROBERT-Gila River Products,Chandler, AZ.
RASMUSSEN. THOMAS E.- Harrisons & Crosfield. Inc .. Thousand Oaks. CA.
SIMMONS, SI'E~CER L.-JM Co .. Los Angeles.
Retired
SUMERS, RORERT W.-Orange, CA.
NEW ENGLAND
Active
MCCAtJLEY. PATRICK H. - The DampneyCo.. Everett. MA.
Associate
FERRI. ROHERT J.-Sun Chemical Corp.,Cranston. RI.
MALIiCIl"K, DAVID '1'.- NJ. Chemicals,Duxbury. MA.
25-YEAR MEMBERS
Montreal
George Campbell- Sherwin-Williams Co.of Ca nada Ltd.
Richard A. Glegg-Sherwin-Williams Co,of Canada Ltd.
James Haggerty- Maple Leaf Monarch Co.Walter Kolanitch-Sherwin-Williams Co.
of Canada Ltd. .
Piedmont
Grant E, Arhart-W,C. Richards Co. ofCarolina.
James A. Bohlen-Sherwin-Williams Co,David L. Bouldin, Jr,-Lilly Co,
PACIFIC NORTHWEST
Associate
GARDINER, J. STEPHEN-Shell CanadaChemical Co .. Vancouver, B.C., Canada.
PRINCE, DAVE-Nuodex Canada Ltd., Delta,B.C., Canada.
PITTSBURGH
Active
ABAlT. KENNETH-H.H. Robertson Co.,Ambridge. PA.
ADAMS, DAVID J.-PPG Industries, Inc"Springdale, PA.
BAKER. JOliN G.-PPG Industries. Inc.,Springdale.
GROSS. RORERT S.-PPG Industries, Inc.,Springdale.
TRAISTF.R. ANDREw-PPG Industries. Inc.,Springdale.
Associate
HITCHCOCK. ROGER A.- FBC ChemicalCorp., Mars, PA.
O'KEEFE. JOHN J. JR.• -Mooney Chemicals,Inc.. CleYeland, OH.
WESTERN NEW YORK
Active
KIRBY. PATRICK N.-Prall & Lambert, Inc"Buffalo. NY.
PALLAI"'O. Wtl.l.lAM J.-Conap, Olean, NY.
Linwood T. Carter-Carolina Coatings,Inc.
Millard M. Firesheets- Mobil Chemi-cal Co,
John A. Ladd, Jr.-Carolina Coatings, Inc,Lawrence S. Leonard-Lilly Co,Lee J. Meyer-Blue Ridge Talc Co.Murphy E. Mull-Murphy Mull Con-
sultants.Charles J. Roberts-DeSoto, Inc,Clayton S. Sechler-Lilly Co,William B. Shepard- Reliance Uni
versal, Inc.Richard M, Tuttle-Guardsman Chemi
cal Coatings, Inc.William Warlick-Warlick Paint Co.William O. Younger-DeSoto, Inc,
85
meetings/EducatIon
KSU Schedules Rheology Course June 20-24
The Rheology and Coatings Laboratory of Kent State University's ChemistryDepartment will sponsor "Applied Rheology for Industrial Chemists" shortcourse, June 20-24at its campus in Kent,OH.
The session will deal with generalconcepts, the rheology of viscoelasticfluids, dispersions, deformable particles,gels, high solids, high molecular weightadditives, and brittle materials. Alsoincluded in the session is the discussion ofrheological instruments, the rheology ofapplication by brush and roller, and therheology encountered by liquid-to-solidconversion of coatings.
The course will include the followingpresentations:
Monday, June 20
"Basic Concepts of Rheology I, II, andIII"-Hershel Markovitz, CarnegieMellon University.
"Measuring Techniques for Viscoelastic Properties of Liquids"-Raymond R.Myers.
Tuesday, June 2/
"Rheology of Dispersions"-Irv,in M.Krieger, Case Western Reserve University.
"Application of Rheology to ProcessProblems"-Joseph M. Starita, Rheometries, Inc.
"Application of Rheology to End UsePerformance Problems"-Joseph M.Starita.
"Rheology Control for High-SolidsCoatings"-C1ifford Schoff, PPG Industries, Inc.
Wednesday, June 22
"Brush Application of Coatings"-J,Edward Glass, North Dakota State University.
"Roll Application of Coatings"-J.Edward Glass.
"Application of Rheology in PetroleumRecovery Processes"-J. Edward Glass.
"Correlation of Film Morphology withDrying Behavior"-John W. Vanderhoff, Emulsion Polymers Institute, Lehigh University.
Thursday, June 23
"Rheology of Deformable Particlesand of Gels"-Edward Bagley, U.S.Dept. of Agriculture.
"Chemorheology of Thermosets"Richard R. Eley, Glidden Coatings &Resins Div., SCM Corp.
"Kinetic Rheology Applied to Liquidto-Solid Conversion"-Raymond R.Myers.
"Flow Fundamental in Fluid Systemsof High Molecular Weight Additives"Donald L. Hunston.
Friday, June 24
"Fracture Behavior of Brittle Materials"-Donald L. Hunston.
"Application of Rheology to IndustrialProblems"--Donald Bigg, Battelle-Columbus Laboratories.
Personnel in research and development interested in coatings. adhesives.inks, elastomers, and related areas wouldbenefit from the course.
Additional details are available fromProgram Chairman Carl J. Knauss.KSU. Chemistry Dept.. Kent. OH 44242.
Dallas and Houston SocietiesHold Southwestern Convention
Two hundred and forty persons attended the 40th annual SouthwesternPaint Convention in Dallas, April 13-15.Theme of the meeting was "Accentuatethe Positive."
The technical program featured thefollowing presentations:
(I) "Bunte Salts as Crosslinking Agentsin Thermosetting Water-Borne Polymers"-Andrew Voda: and ·Oligomersof Butadiene and Isoprene"-DanRogers. (Student papers from the University of Southern Mississippi).
(2) "Non-Pigmentary Hiding: Opacifying Polymer"-John Stauffer, of Rohmand Haas Co.; "Encapsulair Beads"Wally Krason, of Encapsulair, Inc.
(3) "Emulsion Polymerization"-Dr.Ben Kine, of Rohm and Haas Co.
(4) ·Surface Lubricity"- WarrenPushaw, of Micro Powders, Inc.
86
(5) "Micro Computers and Paint"William R. Coughlin, Consultant.
(6) "Waste Management Update"Ken Walanski, of DeSoto, Inc.
(7) "Economic Forecast"-Bob Carson, of Eastman Chemical Products, Inc.
The General Chairman of the SWPCwas Joseph S. Jedrusiak, of Cron Chemical Co. He was assisted by: WilliamWentworth (Society President), of JonesBlair Co.; Ross Frank; William F.Holmes, of DeSoto, Inc.: Leon Everett,of Dan-Tex Paint & Coatings; RayMarett, of Western Specialty CoatingsCo.; Richard and Elsie Williamson, ofTrinity Coatings Co.: Carlos E. Dorris,of Jones-Blair Co.: Joe McDaniel; BobPugh; and Art Adams, of Delta Solvents& Chemical Co.
The 1984 Southwestern Paint Convention will be held at the Shamrock HiltonHotel, Houston, April 12-14.
CALL FOR PAPERSCleveland Society's
27th Annual TechnicalConference
"Advances in CoatingsTechnology"April, 1984
The Education Committee ofthe Cleveland Society for Coatings Technology welcomespapers on all aspects of coatingsscience and engineering, including-but not limited toformulation, testing, application, and characterization.
Preliminary abstracts shouldbe submitted by August 15,1983, to Chairman Richard R.Eley, Glidden Coatings & ResinsDiv., SCM Corp., 16651 SpragueRd., Strongsville, OH 44136.
Journal of Coatings Technology
Emulsion Polymers Course Scheduled for August 15-19
OUTSTANDING IN PERFORMANCE
HTABll5HfC 1889
Chemistry and Professor of ChemicalEngineering, respectively, and co-directors of the Emulsion Polymers Institute,Lehigh University.
Registration fee is $575 for the entirefive days or $175 per day for any portionof the course attended.
Further information can be obtainedfrom Dr. Gary W. Poehlein, School ofChemical Engineering, Georgia Instituteof Technology, Atlanta, GA 30332.
A FULL Series ofOil Modified
POLYURETHANES!
820 SHERMAN AVENUE, PENNSAUKEN, N. J. 08109N. J. (609) 662-0128 Phila. (215) 627-8148
Send fOT samples and technical data
OS-A-0617Linseed type for fast drying finishes
OS-A-10S2Linseed type for industrial applictions
OS-A-l092Linseed in VM&P for aerosol and other fast setting applications
OS-924SLinseed type for high build finishes
OS-A-2631Color retentive for good caustic resistance
OS-A-2714Lower cost, high viscosity color retentive
C. J. OSBORN CHEMICALS, Inc.
Research utilizing the ever-widening pool of hydroxyl reactants
has resulted in a full series of oil modified MIRASOL Polyurethanes.
Friday, August 19
"Core-Shell Morphology.""Latex Film Formation and Drying of
Latex Films."
Course organizers include Dr. GaryW. Poehlein, Professor of ChemicalEngineering, Georgia Institute of Technology; Dr. John W. Vanderhoff and Dr.Mohamed S. El Aasser, Professor of
Thursday, August /8
"Carboxylated Latexes: Preparationand Characterization."
"Vinyl Acetate-Butyl Acrylate Copolymers: Preparation and Characterization."
"Coating by Electrodeposition.""A Guide for Latex Formulation."
Wednesday, August /7
"Surface Characterization of Latexes.""Latex Rheology.""Preparation of Latexes by Direct
Emulsification. ""Semi-Continuous Emulsion Poly
merization. "
Tuesday, August /6
"Experimental Methods for the Characterization of Latex Particle Size andParticle Size Distribution."
"Adsorption of Polymeric Moleculesand Steric Stabilization of Latexes."
"Continuous Emulsion Polymerization."
"Applications of Latexes: An Overview."
Monday, August /5
"Adsorption of Surfactants, Electrostatic Stabilization and Flocculation ofLatexes."
"Emulsion Polymerization Mechanisms and Kinetics."
"Mixing Scale-Up in Emulsion Polymerization. "
"Inverse Emulsion Polymerization."
The sixth annual short course entitled,"Advances in Emulsion Polymerizationand Latex Technology, will be heldAugust 15-19 at the Schatzalp Berghotel,Davos, Switzerland.
Designed as an in-depth study of thesynthesis, characterization, and properties of high polymer latexes, the coursewill feature a balance of theory andpractical problems. Lectures will beginwith introductory material and reviewsand will progress through recent researchresults.
The session is designed for engineersand scientists who are actively involvedin emulsion work as well as for those whowish to develop expertise in the area. Abasic background in chemistry will beassumed. More advanced and experienced participants may elect to attendonly those days in which material ofspecific interest is being presented. Allparticipants will receive a set of coursenotes for the lectures attended.
Topics scheduled for presentation areas follows:
Vol. 55, No. 701, June 1983 87

Printing Inks Course to Be Held August 22-26 in Switzerland
The second annual short course entitled, "Physics and Chemistry of Printing Inks," will be held August 22-26 atthe Schatzalp Berghotel, Davos, Switzerland.
The session is a broad study of thepreparation, characterization, and application of printing inks, and the printingprocesses in which they are used. Thesubject matter comprises a balance between the underlying theory and thepractical application, as well as thephysical and chemical problems in thepreparation and application of printinginks.
Designed for scientists, engineers, pro-
duction, technical service, and marketingpersonnel who wish to develop a background in printing inks and printingprocesses, the course will present thefollowing topics:
Monday, August 22
"Introduction to Printing Inks andPrinting Processes."
"Identification of Prints.""Ink Transfer and the Splitting of Ink
Films.""Preparation and Evaluation of lab
oratory Films.""Surface Chemistry of Lithography."
Tuesday, August 23
"Compatibility of Polymer Vehiclesand Solvents,and Formulation Using theSolubility Parameter Concept."
"Pigment-Binder Geometry in Formulation of Printing Inks."
"Stabilization of Fine Particles inAqueous and Non-Aqueous Media."
"Dispersion of Pigments.""Pigment Flushes."
Wednesday, August 24
"Measurement of Degree of Dispersion."
"Rheology of Printing Inks.""Measurement of Ink Viscosity and
Tack.""Composition of Printing Inks."
HIGHWAY 216 S., P. 0, BOX 709, KINGS MOUNTAIN, N,C. 28086, TEL (704) 739·1321
88
Thursday, August 25
"Principles of Color.""Application of Color Theory to Print-
ing Inks.""Computer Color-Matching.""Types of Colorants.""Gloss of Printed Ink Films."
Friday, August 26
"Printability. ""Solventless Inks."
Fee for the course is $575 for the entireweek or $175 per day for any part.
Further information is available fromDr. Mohamed S. EI-Aasser, Dept. ofChemical Engineering, Sinclair Lab #7.Lehigh University, Bethlehem. PA 18015.
ACS AnnouncesColor Control Seminars
Applied Color Systems, Inc., Princeton, NJ, has announced its 1983 series ofthree-day seminars in Color ControlTechnology. The first session is scheduled for June 29-July I at the LandmarkHotel, Myrtle Beach, Sc. Three additional sessions are scheduled for: August17-19 at the Wequasett Inn, Cape Cod,MA; September 17-19 in Atlantic City,NJ; and December 12-14 at the Disneyworld/ Epcot Center, FL.
Conducted by Wes Coppock, ACSDirector of Educational Services, thecourses will cover color theory, practicalapplication ofcolor control in the laboratory and production environment. andthe economics and cost justification ofcolor control.
The sessions are designed to providemanagement and technical personnelwith a fundamental knowledge of thebasic problems of industrial color control.
Fee for the session is $295.For information, contact ACS, Inc..
P.O. Box 5800. Princeton, NJ 08540.
Journal of Coatings Technology

OCCA Australia Publishes Surface Coatings Textbook
For more information, or to order,please contact Mr. Brian J. Lourey,Federal President, OCCAA, cj 0 BritishPaints (Aus!.) Pty Ltd., P.O. Box 43,Bankstown, N.S.W. 2200. Australia
Paint Manufacture-Pigment Grinding
Paint Manufacture-Processing Oper-ations
Architectural Coatings
Heavy Duty Protective Coatings
Antifouling Paints
Industrial Coatings
Automotive Coatings
Lacquers
Conversion Coatings
Powder Coatings
UV Radiation Cured Coatings
Printing Inks
Components & Technical Aspects ofa Paint Tinting System
NETZSCH GRINDING MILLS:Highest Throughput Rates-Superior Quality Grinci
Unique design features make ~Netzsch Agitator Bead Mills the -, ,most efficient grinding mills in theindustry, They deliver the highestthroughput rates per chambervolume, with grinds that exhibituniformly narrow particle sizedistribution. Netzsch mills arewidely used for the grinding ofpaints and automotive, industrial,high performance, release, andmagnetic coatings.
These mills can also be used togrind agricultural chemicals, cellular materials, coal, cosmetics,inks, minerals and pharmaceuticals. No matter what your grind-ing need, Netzsch has the mill for you.
For more information, OR TO ARRANGE A FREE TESTGRIND OF YOUR MATERIALS, call or write today.
@ NETZSCH, INC.
N Grinding Division119 Pickering Way
NETzseH Exton, PA 19341(215) 363-8010 • TWX 510-663-9340
VOLUME II
Colour Matching (Using Computer-ised Techniques)
Testing and Quality ControlSubstrates and Preparation
Metal Cleaning and Pretreatment
Selection of Decorative Paints
Corrosion and Prevention
Industrial Paint Application andCuring
Defects in Surface Coatings and PaintRemoval
Analysis of POlymeric Materials inCoatings
Technical Service
Computers in the Surface CoatingsIndustry
Standardization, Inspection and Accreditation in Australia
The Paint Industry-Statutory Requirements
Rheology
Formulation PrinciplesPast and Future of the Surface Coat
ings Industry
Introductory Polymer Science (Appli-cable to Surface Coating Technology.)
Vegetable OilsOleoresinous MediaIntroduction to Alkyd TechnologyManufacture of Alkyd ResinsApplication of Alkyd ResinsPolyestersAmino ResinsPhenolic ResinsPolyurethane ResinsEpoxy ResinsWater Dispersible Epoxy ResinsSilicone ResinsAcrylic Solution ResinsEmulsion Polymerisation Theory
Emulsion Properties (I): Effect ofMonomer Composition
Emulsion Properties (2): Effect ofwater phase and particle size
Emulsion Properties (3): Film Formation
Emulsion Polymers: Manufacture andTesting
Applications of Emulsion Polymers(with particular emphasis on surfacecoatings)
Water Reducible Resins
Water Soluble Resins
Solvents
Inorganic Pigments
Titanium Dioxide
Organic Pigments
Extender Pigments
Paint Driers
Paint Additives
VOl.UME I
The Oil and Colour Chemists' Association Australia has prepared a textbook in two volumes covering the subjectof surface coatings.
The first volume, consisting of 30chapters. deals with raw materials andincludes a paint glossary of terms. It willbe available in early 1983.
The second volume discusses formulating principles, paint manufacture, andtypes of coatings systems in 28 chapters.It will be available in late 1983.
The 'volumes were written by Australian industry experts and the books havebeen technically edited, edited for continuity, metricated. and indexed.
Cost of the volumes is $29.95 (Australian) [$28.15- U.S.) per copy, pluspostage.
Following is a list of chapter titles:
Vol. 55, No. 701, June 1983 89
People
Roger F, La Londe has been promotedto the newly created position of Assistantto the international sales manager for theBareco specialty waxes group of PetroliteCorp. Mr. La Londe recently served as asales representative for the firm.
PPG Industries. Inc. has named RogerM. Christenson and Marco Wismer ascharter members of the company's newlyestablished Technical Collegium in rccognition of their outstanding, sustainedcontributions to the firm's success. Mr.Christenson serves as Director of Research, Coatings & Resins Div.. and Mr.Wismer is Vice-President of Rcsearchand Development, Coatings & ResinsDiv. Messrs. Christenson and Wismerare Pittsburgh Society members.
Also, the firm's Coatings and ResinsDiv., has appointed Samuel Porter tothe position of Manager, Original FinishAutomotive Coatings, in its Researchand Development Department, AllisonPark, PA.
Dr. Mark F. Dante has joined HempelTechnology. Inc., Houston, TX, as aSenior Research Associate. He will beresponsible for research in industrial andmarine coatings and report directly toGeneral Manager. Dr. C. MalcolmHendry.
Prior to joining Hempel, Dr. Dantewas employed for 28 years in coatingsresearch specializing in the application ofepoxy resins and solvents in the coatingsindustry. During this time, his work hasresulted in several patents and publications.
Dr. Dante is a member of the HoustonSociety and serves as its Educational andPublicity Chairman. He is also a membcrof the American Chemical Society andserves as an adjunct instructor in theTechnical Education Division of Houston Community College.
R.e. AlbrechtT.G. Brown
Ace Hardware Corp., Oak Brook, IL,has made several new appointments forits first paint manufacturing center nowunder construction in Matleson, I L.
Rudolph C. Albrecht has been namedTechnical Director. Prior to his appointment, Mr. Albrecht was employed byThe Enterprise Co. as Supervisor ofTrade Coatings. He has also served asSupervisor of Special Products at Standard T. Chemical Co. from 1962-77;as Chief Chemist at Seymour of Sycamore from 1959-62; and as Paint Formulator at United Wallpaper from 195759.
Mr. Albrecht has been active in theFederation of Societies for CoatingsTechnology and currently serves on itsBoard of Directors. He has also beenactive in the Chicago Society, serving inthe offices of Treasurer through President from 1974-78. He has served thesociety in its technical, educational, program, nominating, and executive commitlees. Mr. Albrecht was awarded theSociety's Outstanding Service Award in1980.
Other appointments announced were:John J. Hanacek was named ResearchChemist; Steve A. Hodges was appointedan R&D Chemist; and David H. Stewartwas named Field Engineer.
Zeelan Industries, Inc., St. Paul. MN.has appointed Thomas G. Brown asPresident. Mr. Brown has over 20 yearsexperiencein the pigment, chemical. andcoatings industries. He joined Zeelan in1982 as Director of Sales. Prior to thatappointment, he held a variety of administrativc, marketing, and research management positions with Engelhard Minerals and Chemical, Corp.. M.A. Bruder& Sons, Inc., and E.I. duPont de Nemours& Co., Inc. Mr. Brown isa member of theNew York Society.
M.F. DanteJ.e. Weaver
John C. Weaver, Consultant and Lecturer in Case Institute of Technology'smacromolecular science department, andformer Research Director of SherwinWilliams Company's Coatings Group,was presented with the Cleveland Technical Societies' Distinguished ServiceAward. Dr. Weaver was recognized forhis contributions to engineering, forachieving prominence in his profession,and for his civic leadership.
After earning a B.S. in Chemistry fromDenison University and the M.A. andPh.D. from the UniversityofCincinnatti,Dr. Weaver was a teaching assistant atthe University of Cincinnati from 1930to1935. He then worked as a chemistryinstructor until 1936, when he joinedSherwin-Williams. During his 38-yearcareer with the company, Dr. Weaverserved as a supervisor in the varnishlaboratory and as coordinator of research development, technical service,manufacturing, and foreign technologies.In 1968, he was appointed researchdirector of the coatings group, and servedin that position until his retirement in1974. He continued to serve the companyas a consultant until 1979.
Dr. Weaver has been active in both theFederation of Societies for CoatingsTechnology and the Cleveland Society.He has served as Chairman of theFederation's Standards Committee, Research Advisory Committee, HeckelAward Committee, and the PublicationsCommittee, serving also as TechnicalEditor of the Journal of Paint Technology. In 1969, Dr. Weaver was honoredwith the Federation's George BaughHeckel Award.
A member of the American Society forTesting and Materials, Dr. Weaver hasbeen active on its Commitlee D-I onPaint and Paint Materials, serving asboth its Chairman (1946-1960) and itsVice-Chairman (1960-present). He hasalso been involved in Committee D-I'svarnish subcommittee and its miscellaneous subcommittees, and has served asits liaison via ANSI to ISO/TC 35 onPaint and Paint Materials. Dr. Weaverreceived ASTM's Award of Merit.
Cleveland Technical Societies alsoawarded Scott E. Rickert, AssociateProfessor of macromolecular science atCase Western Reserve University, withits Technical Achievement Award, for hisoutstanding performance, creative ability, and technical competence.
Dr. Rickert is a member of the Cleveland Society and was presented with itsOutstanding Speaker Award.
90 Journal of Coatings Technology

Zeno W. Wicks, Jr., of NDSU, to Retire;Frank N. Jones Named as Replacement
Dr. leno W. Wicks, Jr., Chair of theDepartment of Polymers and Coatings atNorth Dakota State University. Fargo.
NO. since July1972. will retire effective June 30. Hewas appointed Professor Emeritus ofPolymers and Coatings effective July I.
Dr. Wicks cameto NDSU withnearly 30 yearsof industrial ex
Z.W. Wicks, Jr. perience, includingpositions as director of research andvice-president, technical of Inmont Corp.,Clifton, NJ. At Inmont, in addition tomanagement activities, Dr. Wicks participated in and directed many studies ofpolymers, coatings. printing inks, adhesives. and textile colorants.
In 1975. 1978. 1980, and 1982. Dr.Wicks was presented with the RoonAward by the Federation of Societies forCoatings Technology for his outstandingtechnical papers. He was also honored asthe 1981 Fargo Chamber of CommerceDistinguished Professor, receiving a$5.000 cash award.
In his research pursuits under some$60.000 in annual industrial grants. Dr.Wicks focused efforts on research relatedto new types of coatings such as watersoluble industrial baking enamels, ultraviolet cure coatings, low-temperaturecure coatings, and high solids coatings.These efforts were directed largely atreducing energy consumption, solventemissions. and emission of possibly toxicby-products into the atmosphere~all
major problems for the industrial coatings ind ustry.
Dr. Wicks served as Visiting Lecturerat the University of Stuttgart. Germanyin 1975 and 1978, at the University ofTokyo in 1977. and in China last summerfor five weeks.
Following his retirement. Dr. Wickswill serve as a consultant and lecturer forfour months in China. He will lecture atthe Ministry of Chemical Industries.attended by researchers in paint andallied industries from throughout China.and also at Lanzhou at the Paint andCoatings Industries Research Institute.
On his return to the U.S .. Dr. Wickshopes to resume studies at an archeological dig in northern New Mexico. Hehopes to do additional work on developing coatings that can be used to betterpreserve archeological artifacts.
Dr. Wicks earned an A. B. in chemistryin 1941 at Oberlin College and his Ph.D.
Vol. 55, No. 701, June 1983
in chemistry in 1944 at the University ofIllinois. He is an Educator/StudentMember of the Northwestern Society.
Replacing Dr. Zeno Wicks as Chair ofthe Polymers and Coatings Departmentof North Dakota State University is Dr.Frank N. Jones,Manager of theChemical Prod uctsResearch Department at Cargill,Inc., Minneapolis,MN.
Since 1979. Dr.Jones has served inhis current post atCargill, leading ateam of 30 chem- F.N. Jonesists and engineers involved in researchand development of polymers for use in
Premier Mill Corp., New York, NY.has appointed Edward Simal & Associates. Inc .. Atlanta, GA, to cover Northand South Carolina, Georgia, Alabama.eastern Mississippi. and eastern Tennessee. Mr. Simal is a Southern Societymember.
In addition. Cypress Color and Chemical, Inc., Westwood. MA will representPremier in the New England area andeastern New York. Responsible for thesale of Premier's products is RobertMarderosian. He is a member of the NewEngland Society.
John Boehle, Jr., has been appointedVice-President, Pigments Department.Ciba-Geigy Corp .. Hawthorne, NY. Dr.Boehle most recently served as VicePresident of the firm's applied plasticsdepartment.
Also announced by the corporationwas the appointment of Michael Stadelmaier to the position of Sales ServiceCoordinator for the Coatings, RadiationCuring, and Photography Group withinthe Additives Department. He will beheadquartered in Ardsley. NY.
The election of Peter E. Flood asPresident of The Flood Co., Hudson,OH, has been announced by Earl Flood,former President, who has become boardChairman. Other management changesinclude the appointment of Jake Clark asSecretary/Treasurer and the retirementof Warner/Clark, former Treasurer.
coatings and plastics, polyurethane elastomers, and seed protectants.
Before joining Cargill, Dr. Jonesserved from 1963-73 as a staff chemist forthe du Pont Central Research Department, Wilmington, DE. From 1968-73he served as a chemist and researchsupervisor working on acrylic polymers,automotive coatings, powder coatings,and pigment dispersion stabilizers. Hejoined Celanese Corp., Louisville, KY, in1973 as research and developmentmanager.
Dr. Jones earned a B.S. Degree inChemistry from Oberlin College in 1958,and a ph.D. in organic chemistry fromDuke University in 1961.
Dr. Jones is a member of the Northwestern Society. He is also a member ofthe National Paint and Coatings Association and the American ChemiealSociety.
At the annual stockholders meeting ofSouthern Protective Products, Atlanta,GA, a vote was taken to change thecompany's name to Superior Sealants,Inc. Serving as President of the firm isLarry Hecht.
Regina A. Haley has been appointedVice-President of Marketing of Finnaren& Haley, Inc., Ardmore. PA. Ms. Haleyis the first woman to hold the position ofvice-president in the firm's 70-year history. In this position. Ms. Haley willdevelop marketing strategies and plans.and will direct all internal and externaladvertising, marketing, and public relations efforts for the company's 18 stores.In addition, she will act as MarketingConsultant to the company's 70 dealers.
Walter A. Bauer has been namedCorporate Sales and Marketing Directorfor the AZS Corp., Atlanta, GA.
Jack E. Phelan was promoted to theposition of Division Vice-President,Corporate Sales, for Nalco ChemicalCo., Oak Brook, IL. As a 28-yearemployee of Nalco, M r. Phelan hasserved as a District Representative in theWaste Treatment Group, Area Managerand District Manager in the Metal Industry Chemicals Group, Industry Managerfor the steel industry, and ExecutiveAccount Manager in Corporate Sales.Prior to his promotion, he served asRegional Sales Manager in the WaterTreatment Chemicals Group.
91

CALL FOR PAPERSASTM Committee E-12 Symposium
"Review and Evaluation of Appearance:Methods and Techniques"
May 23,1984Montreal, Canada
A call for papers is being made by the ASTM Committee E-12 on Appearance of Materials for its symposium entitled, "Review and Evaluationof Appearance: Methods and Techniques," scheduled for May 23. 1984 inMontreal. Canada.
The purpose of the symposium is to provide a forum for researchers.quality control personnel, buyers, sellers. and standards writers topresent recent developments in how to measure or specify the appearance attributes of materials. Appropriate topics for contributed papersinclude the following:• The psychophysical attributes of appearance. distinctions between the
physical attributes. and the most recent work by the CI E in these areas.• Effort toward standardizing the conditions of observation and
measurement.• Methodology in choosing standards for appearance specification, Le.
chromatic or geometric attributes or materials classification.• Research in color. color difference. gloss. image clarity. haze, turbidity,
opacity (hiding power). reflectance. retroflectance, conspicuity. transmittance. transparency. yellowness, whiteness. spectrophotometryand goniophotometry.
• Applications involving opaque, light-transmitting. metallic. fluorescent.retroflecting and other materials. Also, other related subjects.
• Papers are expected to emphasize either new research or practical applications in the field of appearance measurement. The program willconsist of an invited keynote speaker and sessions relating to the abovetopics.A special technical publication on the symposium proceedings is antici
pated by ASTM.Prospective authors are requested to submit a title. a 300-500 word
abstract, and an ASTM Paper Submittal Form by August 1. 1983 to KathyGreene, Manager. ASTM Publications Div.• Acquisition & Review, ASTM,1916 Race St. Philadelphia. PA, 19103.
Southern Coatings. Inc.• Sumter. SC.has announced the promotion of JerryJones to Technical Direclor and ChrisHaJJ, to Group Leader of Specialty andCompliance Coatings in its ProductFinishes Div.
Also. joining the company as chemistsare Joe Mamayek, serving as GroupLeader of Baking Finishes. and TimTaylor, appointed Group Leader of AirDry Coatings.
M&T Chemicals. Inc., Woodbridge,NJ. has announced the promotion ofWilliam M. Kraus to the position ofVice-President. Chemicals. responsiblefor the management of the plastic additives, bio & fine. and industrial chemicalsdivisions.
Gary L. Solgere has been appointed aSales Engineer by the driQuik IndustrialDiv.• Dry Clime Lamp Corp.• Greensburg. IN.
Tom Brown has joined Red Spot Paint& Varnish Co.• Evansville. IN, as Manager of Manufacturing. He replaces EdJones, who has retired after 40 years ofservice with the firm.
English China Clays America (ECCAmerica). Atlanta. GA, has announcedthe following appointments. Dr. RobertA. Burns has been named Vice-President,Marketing. Kenneth J. Hartman hasbeen appointed Vice-President. Sales.Dr. Burns and Mr. Hartman will beresponsible for the worldwide marketingand sales activities, respectively. for ECCAmerica and its subsidiaries. AngloAmerican Clays Corp. and SouthernClay Products, Inc.
Illinois Bronle Paint Co.. Lake Zurich,IL. has announced the following appointments. Lawrence A. De Marino has beennamed Dircctor of Marketing and EllenMetz has been appointed National Accounts Manager.
Applied Color Systems. Inc., Princeton, NJ. has named Norman Vress asAssistanl Manager of Marketing.
Ted L. Disabato has been namedDirector of Marketing for ChemicalCoatings Div. of The Sherwin-WilliamsCo.. Chicago. I L.
Obituary
Donald A. Metz, 69. former Presidentand co-founder of Van Horn. Metl &Co.. Inc., Conshohocken. PA. diedMarch 16.
Mr. Mctz, who was active in the Philadelphia Society for Coatings Technologyand was a past Executive Committeemember of the Philadelphia Paint andCoatings Association. joined H.M. VanHorn in 1949 as co-founder of Van Horn,Metz & Co., Inc. In 1961, he was electedpresident of the firm and served in thatposition until his retirement in 1972.
Following graduation from Yale University with a B.S. Degrec from theSheffield Scientific School. Mr. Met7was associated with Winthrop ChemicalCo. before leaving to take up hiscommission in the Army in 1941. After his release from the army, Mr. Met7.joined theZapon Div. of Atlas Powder Co.. servingas Managcr of Technical Services.
Mr. Metz is an original member of theGallows Birds and also served as Chairman of the Board of MeadowbrookInventions, Bernardsville. NJ.
He is survived by his wife. MildredGarnett Mct7., a son, three daughters.and five grandchildren.
Dr. Abraham Learner, 78, Past-President of the Birmingham Paint. Varnish &Lacquer Club. died February 16. A 50year member of the Club. Dr. Learnerserved as its President in 1934-35 andagain in 1940-41. He was awarded Honorary Membership to the Club in 1947.
A graduate of Newcastle Universitywith a B.Sc. Degree in Chemistry and ofBirmingham University with a Ph.D..Dr. Learner had been associated with theBritish Cyanide Co. (later to becomeBritish Industrial Plastics); had formedLearners' Paints Ltd.; and had foundedNu Fabrics Pty. Co. Ltd.
92 Journal of Coatings Technology
Acrylate
A new functional caprolactone acrylate, developed specifically for acrylicand other copolymers that are formulatedinto higher solids, crosslinked industrialcoatings used for automotive topcoats,appliance finishes, and general metalcoatings, is featured in recent literature.For further information, contact UnionCa.rbide Corp., Specialty Polymers andComposites Div., Dept. M 1553, Danbury, CT 06817.
PigmentsLiterature is available featuring four
new high performance pigments for automotive and other coatings applications.Information is provided on: IrgazinOrange 5R, a red shade azomethinenickel complex pigment which exhibitsexcellent light fastness in automotive exterior coatings: Irgazin Orange 3GL, ahigh strength, bright, clean isindolinepigment which exhibits excellent Iightfastness at high or low chroma levels inboth tints and metallic coatings: IrgazinYellow 3R, a red shade isoindolinonecobalt complex pigment which has excellent lightfastness and heat stability: andlrgazin Yellow 4GT, an azomethine cobalt complex pigment, which exhibitshigh strength, transparency, and exceptional weatherability in both tints andmetallic finishes. For additional information, contact C1BA-GEIGY Corp., Pigments Dept., 3 Skyline Dr., Hawthorne,NY 10532,
Additive
An improved version of Claytone PSR
rheological control additive for unsaturated resin applications is the subject ofnew literature. For information, contactSouthern Clay Products, P.O. Box 44,Gonzales, TX 78629.
Vinyl Acetate
A revised handbook of technical information for VAM™ vinyl acetate is nowavailable. The updated, 24-page "VAMVinyl Acetate Monomer Handbook"features health and safety informationand describes specifications, properties,applications, polymerization and chemical reactions, and shipping characteristics. Uses of the vinyl acetate are alsolisted. For a copy of the handbook,contact U,S.1. Chemicals Co., TechnicalLiterature Dept., 99 Park Ave., NewYork, NY 10016.
Vol. 55, No, 701, June 1983
Pigments
A new, exterior-grade, non-metallic,metallic luster pigment, recommendedfor product finishes where a decorative,metallic luster pigment, recommendedfor product finishes where a decorative,metallic effect must have the durabilityand resistance to withstand long-termoutdoor exposure to weathering, is featured in recent literature. Additionalinformation can be obtained from TheMearl Corp., 41 E. 42nd SI., New York,NY 10017.
Valves
A comprehensive 400-page engineering catalog covering a full line of plasticvalves in sizes YK" thru 8" (ball, diaphragm, butterny, process control, yglobe, metering, solenoid valves, linestrainers, and piping systems) is available. Included are data, charts, and tablesfeaturing physical properties of plasticmaterials and their chemical resistance.Information is provided on installationpractices and specifics of different valvetypes. For a copy, contact +GF+ PlasticSystems, Inc., 2882 Dow Ave., Tustin,CA 92680.
Alkyd
An oil free water-reducible alkyd forproduction of high quality industrialcoatings is covered in a recently published bulletin. Provided are the physicalproperties, chemical resistance, and formulation properties of the resin, ContactReichhold Chemicals, Inc.. 525 N. Broadway, White Plains, NY 10603 for bulletinSC-121.
Polyols
A 24-page booklet describing specification polyols for urethane and nonurethane applications has been recentlyissued. "Specification Polyols" discussesfour polyol types which cover bothpolyether and capped diols and triols,Application uses are discussed as areurethane chemistry, formulation principles, and the function of prepolymers.Typical physical properties are listed intable form as are solubility data andphysical properties. Storage and handling information and shipping data arealso provided. Copies of the bookletdesignated SUI-209, are available fromUnion Carbide Corp., Urethane Intermediates, Dept. K1476, Danbury, CT06817.
Instruments CatalogA new, comprehensive handbook of
paint testing, corrosion control, andlaboratory instruments is now available,Its 590 pages cover over 3,000 items andinclude complete descriptions, prices, instructions for use, and specification references. Some of the catagories coveredinclude: adhesion, impaction, abrasion,film application, color and gloss, grindfineness, film thickness, nashpoint, gelation, hardness hiding power, milling andmixing, pH measurement, refraction,and surface profile. Some of the instruments described include: paint thicknessgages, Zahn viscosity cups, viscometers,paint testers, Setaflash nash point testers,pH meters, colorimeters, mills and mixers, safety cans and equipment, hardnesstesters, hiding power instruments, wetfilm applicators, and adhesion testers. Acopy of the catalog is available from PaulN. Gardner Co., Inc., 218 CommercialBlvd., Suite 205, Lauderdale by-the-Sea,FL 33308.
DefoamerRoller foam, a familiar application
problem, is eliminated from latex paintsand other aqueous systems by Troykyd777, a liquid defoamer, which is featuredin new literature. Detailed technicalinformation is provided as are the defoamer's advantages such as high efficiency, excellent retention, and minimaladverse effects on now, color acceptance,and other properties. Information isavailable from Troy Chemical Corp.,One Avenue L, Newark, NJ 07105.
Urethane Coatings
A 12-page brochure detailing the performance characteristics of aliphatic urethane coatings, and offering guidelines inselecting the appropriate aliphatic urethane coating system to meet specificenvironmental and performance requirements has been recently published. "Aliphatic Urethane Coatings-PerformanceData Guide" is fully illustrated with colorphotos of applications and details theperformance characteristics of two of themost common aliphatic urethanes: acrylicand polyester. Charts compare the overallcost-effectiveness, life expectancy, andperformance characteristics of three aliphatic urethane coatings with eight othergeneric high-performance coating systems. The literature is available fromMobay Chemical Corp., Plastics andCoatings Div., Penn Lincoln ParkwayW., Pittsburgh. PA 15202.
93
CatalystsA 20-page brochure is available which
features a complete line of homogeneouscatalysts. This revised and updated brochure, with over 95 references, reviewsthe applications of soluble organometallics and transition metal salts which areuseful in single phase reactions. Freecopies are available from ALFA Products, Thiokol/Yentron Div., 152 Andover St., Danvers, MA 01923.
Emulsion
An improved emulsion product containing 45% minimum solids which issuited for automotive rust preventiveapplications as well as for other industrialcoating uses is the subject of new literature. Advantages and application uses ofSACI-445W emulsion are detailed. Forinformation, write Witco ChemicalCorp., Sonneborn Div., 520 MadisonAve., New York, NY 10022.
Polyester Polyol
Literature is available featuring a new100% solids polyester polyol, designedfor high reactivity and fast cure. Recommended uses and advantages are listed.Information can be obtained from KingIndustries, Inc., P.O. Box 588, ScienceRd., Norwalk, CT 06852.
Mixers
A new, 24-page catalog is availablewhich features a complete line of portablemixers. Over 200 models are listed as arerelated items. Free copies of the catalogare available from Indco, Inc., P.O. Box589, New Albany, NY 47150.
Wood and Tall 011 Products
A comprehensive line of wood and talloil naval stores products are covered in anew bulletin. The eight-page publicationcovers various rosins, pine oils and tars,tall oil products, rubber and paperchemicals, resins, hydrocarbon resins, aswell as special terpene chemicals, terpenehydrocarbons, and gloss oils. Literatureis available from Reichhold Chemicals,Inc., 525 N. Broadway, White Plains, NY10603.
Additive
Literature is available introducing NiParS-20 which provides low viscosity withrelatively high content of isopropyl alcohol in the solvent blend when formulating lacquers. Write Angus ChemicalCo., 2211 Sanders Rd., P.O. Box 3037,Northbrook, IL 60062.
94
Published ProceedingsOf 1982 FATIPEC Congress
The Proceedings of the 1982 FATIPECCongress, held in Liege Belgium, isavailable from: ATIPIC, Square MarieLouise 49, B-1040 Brussels, Belgium.
The Proceedings consist of four volumes totalling 1,360 pages. The papersare in published in English, French, orGerman. The price is 4,700 Belgian francs(about $98).
Checks should be made payable to:Account 210-0235175 of ATIPIC, andmailed to: Societe Generale de Banque,Agence Dilbeek, Chssee de Ninove 84,B-I770 Dilbeek, Belgium.
Measurement System
Color, brightness, and opacity measurements in the pulp and paper, textile,paint, plastics, and printing industriescan be performed faster with the newElrephoMat System, which is introducedin recent literature. Described are thesystem's new features including automatic sequencing, automatic data processing, digital display, and on-lineoperation. Analysis and application usesare discussed as well as the range ofmeasurements which can be performed.For further information, contact CarlZeiss Canada Ltd., Klaus Wagener, 45Yalleybrook Dr., Don Mills, Ont., M3B2S6.
Urethane System
Literature is available announcing therelease of a new high solids two component urethane system: Spenkel P81-A 175 is the aromatic urethane component,and Polyol 8100 is the polyol secondcomponent. Formulation properties andapplication uses are featured. ContactSpencer Kellogg, Div. of Textron, Inc.,120 Delaware Ave., Buffalo, NY 14240.
Reactive Diluent
Literature is available discussing YPyrol/ RC vinylpyrrolidone reactivediluent, which is used in radiation curable coatings/inks for many types ofproducts and has been improved withrespect to quality and packaging. Discussed is the assay of this liquid vinylmonomer which has been increased to aminimum of 99% and the moisturecontent which has been decreased to0.1%. Information is provided on theelimination of its trace pinkish coloration. Storage and handling data is alsoincluded. For a copy of the data sheet andtechnical brochure #2302-081 R, writeGAF Corp., Acetylene Chemicals, 140W. 51st St., New York, NY 10020.
Corrosion Inhibitors
Literature is introducing a new line ofphosphate-base corrosion inhibitors foropen recirculating cooling water systems.For further information, contact HerculesIncorporated, 910 Market St., Wilmington, DE 19899.
Vehicle
A new pre-neutralized water-reducibleexterior vehicle for air-dry wood coatings, stains, and light-duty concrete compounds is the subject of recent literature.Recommended applications and formulations are listed. For further information, write Cargill, Inc., Research Dept"P.O. Box 9300, Minneapolis, MN 55440,
PolyurethaneA new YOC-complying two-compo
nent polyurethane high solids finish isintroduced in recently published literature. Information is provided on itsapplication uses and performance properties, Further information can be obtained from G.L. Holmberg, ChemicalCoatings Div" Sherwin-Williams Co"11541 S. Champlain Ave" Chicago, IL60628.
Pigment
An 18-page brochure on a new anitcorrosive pigment that is an effective,environmentally acceptable alternativeto lead and chromate pigments, is available, Technical data on the low oilabsorption, fine partical size pigment arefeatured as are demonstrations of its highperformance in a variety of solvent andwater based paint systems. For a copy ofthe brochure, contact NL Industries.P.O. Box 700, Hightstown, NJ 08520.
PolymerA new, low-priced, easy to handle,
amide imide polymer used to maketopcoat enamels for high temperatureapplications is the subject of recent literature. The polymers' unique advantagesare listed as are its application uses, Foradditional information, request bulletinAM-3 from Amoco Chemicals Corp"Dept. ADY-JCT, Mail Code 4002, 200 E.Randolph Dr., Chicago, IL 60601.
Airless Sprayer
Literature is available featuring a newpowerful airless sprayer, designed for oneor two-gun production painting. Formore information, contact The O'BrienCorp., Dept. TC, 450 E. Grand Ave., S.San Francisco, CA 94080.
Journal of Coatings Technology
A high-performance pressure-sensitiveemulsion combining aggressive peel andtack properties with excellent shear resistance is introduced in new literature.Suitable applications for the emulsionare discussed as are its useful advantages.For information, contact Air Productsand Chemicals, Inc., Polymer Chemicals,Box 538, Allentown, PA 18105.
Emulsion
Polymers
Literature is available featuring twonew polymers, one that permits theformulation of a roof mastic with superior water ponding resistance and onewith improved adhesion to polyurethanefoam. Rhoplex" EC-1895 emulsion, designed for the production of a roofcoating for flat roofs with potential waterponding problems, and Rhoplex EC1791, formulated for elastomeric roofmastics with superior wet and dry adhesion to both high and low density polyurethane roofing systems, are fully discussed and detailed. Form Ilations andapplication advantages are also listed.For information, contact Rohm andHaas Co., Marketing Services Dept.,Independence Mall West, Philadelphia,PA 19105.
Here today and tomorrowAmorphous Silica: the ideal, inert filler/extenderOne of Illinois Minerals' 10 grades of amorphous silica iscertain to meet your specs for an inert filler/extender. It'seconomical, versatile and, what's equally important,readily available. Illinois Minerals' 11,000 acre reserve ofthis remarkable material is sufficient to meet projectedindustry demands for the next 1200 years!
Illinois Minerals produces six air-floated grades ofamorphous silica and four IMSILS', micronized grades.
If you'd like more information on amorphous silica, theideal, inert filler/extender that will be as readily availabletomorrow as it is today, call or write for our NEW bulletin203·
Instruments
A catalog is available featuring acomplete line of electronic analytical andprecision balances, balance accessories,peripherals, and precision instruments.This 34-page. full-color catalog describesthe instruments available and theirunique features. Also, a fold-out sectiongives a summary of all models withspecifications and data interfacing information. Contact, Mettler InstrumentCorp., A.F. Bremble. Jr.. Box 71, Hightstown, NJ 08520. for more information.
Polyols
An eight-page booklet on polyols forhigh-performance coatings. adhesives,and elastomers has been issued. Thebooklet describes the polyols and liststheir special features. Applications arenoted as are the polyols' availability ineight molecular weight grades. Additional information is provided on FDAstatus, health effects, shipping, storage,and handling. Copies of "TONE Polyolsfor High Performance Coatings, Adhesives, and Elastomers", designated F49593. can be obtained from UnionCarbide Corp., Specialty Polymers andComposites Div.. Dept. M1553, Danbury, CT 06817.
Alkyl Alkanolamlnes
An 18-page booklet describing alkylalkanolamines for textiles, pharmaceuticals, household and personal care specialties, corrosion inhibitors, gas treating,coatings, and other diverse applicationshas been recently issued. The literatureexplains the chemistry of alkyl alkanolamines and lists I I generic alkyl alkanolamines-four that serve as general intermediates and seven developed for specialapplications. An applications section discusses the use of alkyl alkanolamines inthe production of textile processingchemicals such as emulsifying agents,lubricants, and coatings. Physical properties are listed in a table and graphsillustrate temperature relationships withvapor pressure, apparent specific gravityand viscosity, and liquid-vapor equilibria.Detailed specifications are also presented,as are shipping data, heallh effects, andstorage and handling data. Copies of,"Alkyl Alkanolamines," F-47185A, isavailable from Union Carbide Corp.,Specially Chemicals Div., Dept. K3446,Danbury, CT 06817.
A 16-page brochure describing thefeatures and advantages of a new CMILL SYSTEM-Computerized Milling System is now available. The literature discusses how the system incorporates advanced high-speed dispersion andparticle reduction equipment with fullcomputer control capabilities. ContactMorehouse Industries, Inc., P.O. Box3620. Fullerton, CA 92632 for additionalinformation.
Mill
Colorimeters
A new brochure that describes a complete line of tristimulus colorimeters isnow available. The literature providesgeneral information on the colorimetersand explains their use for a wide varietyof color and appearance measurements.For a copy of the brochure, write HunterLab. 11495 Sunset Hills Rd., Reston,VA 22090.
Solvents
A technical brochure on the use ofCHLOROTHE E" SM and AEROTHENE" MM solvents in the coatingsindustry is now available. The 10-pagebrochure provides information on thephysical properties of the solvents andaddresses health and safety considerations. Benefits of using the solvents arealso discussed. For a copy of the literature, contact Susan King, Inquiry Correspondent, Inorganic Chemicals Dept.,Dow Chemical U.S.A., 1703 S. SaginawRd., Midland, MI 48640.
Vol. 55, No. 701, June 1983 95

Letters to tfle Editor
Evaporation Mechanism Data QuestionedTo THE EDITOR:
"Comparative Solvent EvaporativeMechanisms for Conventional and HighSolids Coatings" by William H. Ellisrepresents an excellent piece of experimental research. There are clearly twomechanisms operating to control theevaporation of organic solvents from thecoatings studied. They are not thosestated in the article, however. There is nointernal diffusion resistance of significance to be found in these systems untilafter 90% of the solvent has evaporated,if then. This can be demonstrated bystudies of evaporation from the samesystem at different film thicknesses. Unfortunately the author does not mentionfilm thicknesses.
I suspect from earlier work that thetwo stages found by Ellis are thoseprimarily controlled by heat transportinitially and later on by mass transportwith a falling surface concentration. Wehave definitely found this for water-
reducible coatings, and the same behavior can also be seen in the data forevaporation from solvent systems, although no specific mention of this ismade.
C.M. HANSEN.Horsholm, Denmark
Mr. Ellis responds:Usually. I would be j1allered and
pleased that Charles Hansen was interested enough to comment on my paperbecause I have often admired his fineresearch. In this case. however. I cannotagree completely with his unsupported.dogmatic pronouncements.
We have ample evidence over a periodof many years to demonstrate ihat heattransport is not a significant factor infirst-stage evaporation measurementswith our instrument. The instrumentprovides sufficient heat input to compensatefor heat ofvaporization and to maintain isothermal conditions. If tempera-
ture changes were a factor. evaporationrates would not correlate so well withvapor pressure measurements; nor wouldthe initial evaporation rates with andwithout solute be equal beca.use thesolution has greater film thickness andgreater heat capacity than the neat solvent. Finally, we did run experiments atdifferent film thickness but did not dwellon this topic because it proved insignificant.
Our disagreement on the second-stagemechanism may be partly, but not entirely, semantics. DiffUSion is the migration ofa solvent molecule through thefilm to and through the surface wherevaporization can occur. Clearly, the resinaffects this process in most cases longbefore 90% ofthe solvent has evaporated.Furthermore. the analogy between solvent and water-based systems is not validbecause their structures are quite different.
W.H. ELLIS,EI Segundo. CA
~ business stress muse highblood pressure?
96
Stress on thejob is a real problem for most of us.Many people think high-pressurejobs cause highblood pressure.
SCientists and doctors aren't sure ifstress causeshigh blood pressure. But one thing Is for sure:anybody, no matter how they react to stress, canhave high blood pressure.
Ifyou have high blood pressure. you can controlIt - with medication, weight control, less salt, andwhatever else your doctor tells you to do, every day.
No matter what you do for a living...keep on living.
High blood pressure. Treat it and live.
National High Blood Pressure Education Program.National Heart. Lung. and Blood Institute.US. Department of Health and Human Services
Journal of Coatings Technology

Coming Events
FEDERATION MEETINGS
(Oct. 12-14)-61st Annual Meeting and 48th Paint Industries' Show. Place Bonaventure, Montreal, Quebec, Canada.(FSCT, 1315 Walnut St., Suite 832, Philadelphia, PA 19107).
1984
(May 17-18)-Spring Meetings. Society Officers on 17th;Board of Directors on 18th. Galt House, Louisville, KY. (FSCT,1315 Walnut St., Suite 832, Philadelphia, PA 19107).
(Oct. 24-26)-62nd Annual Meeting and 49th Paint Industries' Show. Conrad Hilton Hotel, Chicago, IL. (FSCT, 1315Walnut St., Suite 832, Philadelphia, PA 19107).
SPECIAL SOCIETY MEETINGS
1984
(Mar. 7-9)-Southern Society for Coatings Technology.Fiftieth Anniversary Meeting. Surfside Hotel, Clearwater, FL.(James E. Geiger, Sun Coatings, Inc., 12295 75th St., N., Largo,FL 33543).
(Apr.)-Cleveland Society for Coatings Technology 27thAnnual Technical Conference, "Advances in Coatings Technology. (Richard R. Eley, Glidden Coatings & Resins Div. SCM Corp.,16651 Sprague Rd., Strongsville, OH 44136).
(Apr. 12-14)-Southwestern Paint Convention of Dallas andHouston Societies. Shamrock Hilton Hotel, Houston, TX.
1985
(Feb. 26-Mar. 1)-Western Coatings Societies Symposiumand Show. Disneyland Hotel, Anaheim, CA.
OTHER ORGANIZATIONS
(June 15-18)-Oil & Colour Chemists' Association BiennialConference on "The Efficient Use of Surface Coatings." VikingHotel, York, England. (R.H. Hamblin, Director and Secretary,OCCA, Priory House, 967 Harrow Rd., Wembley, Middlesex,HAO 2SF, England).
(June 19-22)-Dry Color Manufacturers' AssociationAnnual Meeting. The Greenbrier, White Sulphur Springs, WV.(P.J. Lehr, DCMA, Suite 100, 117 N. 19th St., Arlington, VA 22209).
(June 20-24)-"Advances in Color Technology" Course.Rochester Institute of Technology, Rochester, NY. (Val Johnson,T&E Center Seminar Coordinator, Rochester Institute ot Technology, P.O. Box 9887, Rochester, NY 14623).
(June 20-24)-"Applied Rheology for Industrial Chemists"Short Course. Kent State University, Kent, OH. (Carl J. Knauss,Chemistry Dept., Kent State University, Kent, OH 44242).
(June 20-24)-"Films and Coatings for Technology" ShortCourse. Palace Hotel, Zandvoort, The Netherlands. (The Continuing Education Institute, Europe [CEI-Europe], Gustav Adolfsgatan 9, S-582 20 Linkoping, Sweden).
(June 2O-24)-"Printing Inks and Printing Processes" ShortCourse. Lehigh University, Bethlehem, PA. (Dr. Mohamed S. EIAasser, Dept. of Chemical Engineering, Sinclair Lab #7, LehighUniversity, Bethlehem, PA 18015).
Vol. 55, No. 701, June 1983 97

(June 26-27)-ASTM Committee E-12 on Appearance ofMaterials Meeting. Hyatt Regency Nashville, TN. (Bob Morgan,ASTM, 1916 Race St., Philadelphia, PA 19103).
(June 26-29)-ASTM Committee 0-1 on Paint and RelatedCoatings and Materials Meeting. Hyatt Regency Nashville, Nashville, TN. (Phil Lively, ASTM, 1916 Race St., Philadelphia, PA19103).
(June 26-30)-70th Annual Technical Conference andExhibit, "SUR/FIN '83," sponsored by the American Electroplaters' Society. Indiana Convention-Exposition Center, Indianapolis, IN. (Co-Chairmen: Paul Johnson, Guide Div., GMC, 2915Pendleton, Anderson, IN 46011; Richard Watson, Benchmark,Inc., 5256 N. Tacoma Ave., Suite 9, Indianapolis, IN 46220).
(July 25-29)-"Microbiological Degradation" sponsored bythe Gordon Research Conferences. Brewster Academy, Wolfeboro, NH. (Alexander M. Cruickshank, Director, Gordon Research Conferences, University of Rhode Island, Kingston, RI02881).
(July 29-31)-Oil & Colour Chemists' Association, New·Zealand Div., 21st Annual Convention. International Hotel,Rotorua, New Zealand. (OCCA, 1983 Convention, P.O. Box5192,Auckland, New Zealand).
(June 29-July 1)-"Color Control Technology" Seminarsponsored by Applied Color Systems, Inc. Landmark Hotel,Myrtle Beach, SC. (ACS, Inc., P.O. Box 5800, Princeton, NJ08540).
(Aug. 8-12)-Fourth International Conference on theOrganometallic and Coordination of Germanium, Tin, and Lead.McGill University, Montreal, Que., Canada. (Prof. M. Onyszchuk,McGill University, Dept. of Chemistry, 801 Sherbrooke St. West.,Montreal, Que., Canada H3A 2K6).
AcceleratedEnvironmentalTesting
WEATHEROMETERI8l
UVCON'~
SALT· FOG: Controlled testing of corrosive effects of salt andmoisture, UVCONm
: Low cost system for testing effects of UVlight and moisture. WEATHER-OMETER@ : Precise, controlledweathering and light·fastness testing. Atlas. , . the technologyleader in material and environmental testing since 1919.8ackedby aworld·wide service organization.
CATTdASJE~rn:©'TI'TIRrr~IQ)mlWrr©JE~©@mW'£.~w
4114 N, Ravenswood Ave., Chicago, Illinois 60613 U.S.A.Phone 13123274520 Telex 254328
98
(Aug. 8-12)-"Physics and Chemistry of Coatings andFilms" sponsored by the Gordon Research Conferences. Plymouth State College, Plymouth, NH. (AlexanderM. Cruickshank,Director, Gordon Research Conferences, University of RhodeIsland, Kingston, RI 02881).
(Aug. 15-19)-"Advances in Emulsion Polymerization andLatex Technology" Short Course. Schatzalp Berghotel, Davos,Switzerland. (Dr. Gary Poeh/ein, School of Chemical Engineering, Georgia Institute of Technology, Atlanta, GA 30332).
(Aug. 17-19)-"Color Control Technology" Seminar sponsored by Applied Color Systems, Inc. Wequasett Inn, Cape Cod.MA. (ACS, Inc., P.O. Box 5800, Princeton, NJ 08540).
(Aug. 22-26)-"Physics and Chemistry of Printing Inks"Short Course. Davos, Switzerland. (Dr. Mohamed S. EI-Aasser,Lehigh University, Dept. of Chemical Engineering, Sinclair Lab#7, Bethlehem, PA 18015).
(Aug. 26-30)-lnternational Colour Association's ForsiusSymposium on Colour Systems. Kungalv, Sweden. (Fred W.Billmeyer, Jr., Dept. of Chemistry, MRC 217, Rensselaer Polytechnic Institute, Troy, NY 12181).
(Aug. 31-Sept. 8)-20th Commission Internationale deI' Eclairage Congress. RAI Congress Center, Amsterdam, TheNetherlands. (U.S. National Committee, CIE, c/o NationalBureau of Standards, Washington, D.C. 20034).
(Sept. 17-19)-"Color Control Technology" Seminar sponsored by Applied Color Systems, Inc. Atlantic City, NJ. (ACS,Inc., P.O. Box 5800, Princeton, NJ 08540).
(Sept. 18-20)-Canadian Paint and Coatings Association's71 st Annual Convention. Hyatt Regency Hotel, Montreal,Quebec, Canada. (CPCA, 515 St. Catherine St. W., Suite 825,Montreal, Quebec H3B 1B4, Canada).
(Sept. 27-28)-Pulp Chemicals Association's 11th International Naval Stores Conference and Technical Symposium.Westin Peachtree Plaza Hotel, Atlanta, GA. (Pulp ChemicalsAssociation, 60 E. 42nd St., New York, NY 10165).
(Sept. 27-29)-"Radiation Curing in the Printing and Converting Industry" Workshop sponsored by the Association forFiniShing Processes of the Society of Manufacturing Engineers(AFP/SME). Hershey Hotel, Philadelphia, PA. (Donna Theisen,Administrator, Technical Activities Dept., SME, One SME Dr..P.O. Box 930, Dearborn, MI 48121).
(Sept. 27-30)-National Coil Coaters Association Fall Technical Meeting. Hyatt Regency O'Hare, Chicago, IL. (NCCA, 1900Arch St., Philadelphia, PA 19103).
(Sept. 28-0ct. l)-Oil & Colour Chemists' Association'sSilver Jubilee Convention and Exhibition. Southern Cross Hotel,Melbourne, Australia. (O.C.C.A.A., 1983 Pacific Coatings Convention, C/- Tioxide Australis Pty. Ltd., Private Bag 13. AscotVale, Victoria, 3032, Australia).
(Oct. 5-6)-"Finishing of Plastics for Functional and Decorative Purposes" Technical Conference. Decorating Division ofthe Society of Plastics Engineers. Hyatt Regency, Cherry Hill, NJ.(Ed Stumpek, General Electric, One Plastics Ave., Pittsfield, MA01201).
(Oct. 11-13)-"Finishing '83" sponsored by the Associationfor Finishing Processes of the Society of ManufacturingEngineers. Cincinnati Convention Center, Cincinnati. OH.(Susan Buhr, AFP/SME Administrator, One SME Dr., P.O. Box930, Dearborn, MI 48128).
(Oct. 30-Nov. 2)-National Paint & Coatings Association96th Annual Meeting. Bonaventure Hotel, Los Angeles, CA.(Karen Welch, NPCA, 1500 Rhode Island Ave., NW., Washington.D.C. 20005).
(Nov. 2-3)-3rd World Congress on Coatings Systems forBridges and Steel Structures. Breckenridge Concourse Hotel, St.Louis, MO. (John A. Gordon, Jr., Conference Director. Arts &Sciences, Continuing Education, University of Missouri-Rolla,Rolla, MO. 65401).
(Nov. 2-4)-"Fundamentals of Adhesion: Theory, Practice,and Applications" Short Course. State University of New York.New Paltz, NY. (Dr. Angelos V. Patsis, Chemistry Dept., SUNY,New Paltz, NY 12561).
(Nov. 8-9)-Resins and Pigments Exhibition. Europa Hotel,London, England. (Polymers, Paints & Colour Journal, Oueensway House, Redhill, Surrey, RHl lOS, England).
Journal of Coatings Technology

(Nov. '1-13)-36th National Decorating Products Show.McCormick Place, Chicago, IL. (NDPA. 1050 N. Lindbergh Blvd.•SI. Louis. MO 63132).
(Dec. 7-8)-"Painting Public Structures: Practices andEconomics" Symposium sponsored by the Steel StructuresPainting Council. Cocoa Beach, FL. (Dr. Harold Hower, SSPC,4400 Fifth Ave.• Pillsburgh, PA 15213).
(Dec. 12-14)-"Color Control Technology" Seminar sponsored by Applied Color Systems, Inc. Disneyworld/Epcot Center,FL. (ACS, Inc., P.O. Box 5800, Princeton. NJ 08540).
1984
(Feb. 12-15)-lnter-Society Color Council Conference.Colonial Williamsburg Lodge. Williamsburg. VA. (Fred W. Billmeyer, Depl. of Chemistry, Rensselaer Polytechnic Institute,Troy. NY 12181).
(Feb. 12-16)-14th Australian Polymer Symposium sponsored by the Polymer Div. of the Royal Australian Chemicallnstitute. Old Ballarat Motor Inn, Ballarat, Australia. (Dr. G.B. Guise,RACI Polymer Div., P.O. Box 224, Belmont, Vic., 3216. Australia):"
(Apr. 8-10)-lnter-Society Color Council Annual Meeting.Michigan Inn, Southfield, MI. (Fred W. Billmeyer, Depl. of Chemistry, Rensselaer Polytechnic Institute, Troy. NY 12181).
(Apr. 12-15)-"FARBE 84". Munich Trade Fair Centre,Munich. West Germany. (Kallman Associates, Five Maple Court,Ridgewood, NJ 07450).
(Apr. 24-25)-Electrocoal/84 Conference, sponsored byProducfs Finishing Magazine. Drawbridge Inn. Cincinnati. OH.(Anne Porter, Products Finishing. 6600 Clough Pike, Cincinnati,OH 45244).
MeasuringViscosity? -.....
SHEAR STIESSWITHOIT SIEII Unless
II"E IS SHEIl ~~~~:;s~I ore mode under
IUES_IK! ~~r~~ ~~~~~~nsexperiences in produerion/sroroge/use, your resrresulrs can mislead you. The sheor rore of your resrsshould simulare rhe sheor rare of aerual condirions,or else rhey won'r rell you any more abour rheproduer's performance rhan measuremenrs mode orrhe wrong remperarure or pressure.
Do your resrs give you rhis informarion) Send fora complere lirerarure pochage rhar shows how rochoose a viscomerer rhor will give you rhe wholesrory Wirhour guessworl~.
All you hove ro do is asl~ ..
HAAKE[BlUJ(c~llElR1Instruments Inc.
244 Saddle River Rd. P.O. Box 549 Saddle BrookNew Jersey 07662 201 843-2320 Telex 138257
Vol. 55, No. 701, June 1983
Advertisers Index
AMERICAN CYANAMID CO. .. 32ATLAS ELECTRIC DEVICES CO 98
BURGESS PIGMENT CO. . .. , •...••..•....••..•..•.•.... 83
CHEMISCHE WERKE HULS AG .•.•.•....•....•...•..... 21CIBA-GEIGY CORP. . 8-9
DU PONT CO., DBE SOLVENTS Cover 2DU PONT CO., ELVACITE ........•..••.................• 58
ENGLISH MICA CO. . 88
HAAKE BUCHLER INSTRUMENTS, INC•......••.•.•..... 99
ILLINOIS MINERALS CO. .. 95
MANVILLE/FILTRATION" MINERALS ........•.......... 17
NETZSCH, INC. . 89NL CHEMICALS/NL INDUSTRIES. INC•.......••........• 11
C.J. OSBORN CHEMICALS, INC•...••.......••...•...... 87
PACIFIC SCIENTIFIC CO•...•........................... 15PFIZER, INC., MPM DIV...............•.........•....... 13POLYVINYL CHEMICAL INDUSTRIES, INC.......•....... 10
ROHM AND HAAS CO. . ......•........•...•........... 4-5
SHAMROCK CHEMICALS CORP. . ....••...••...••. Cover 4SHERWIN·WILLIAMS CO. . 97SOUTHERN CLAY PRODUCTS ....•...•....•...•........ 29
UNION CARBIDE CORP•.....•....•...•........•...•..... 1
R.T. VANDERBILT CO., INC 2
WITCO CHEMICAL CORP 31
NOTE: The Advertisers' Index is published for the convenience of our readers and as an additional service 10r ouradvertisers. The publisher assumes no liability for errors oromissions.
99
~um6u9' from JCi{{man
Finding their way to Humbug's Vermont nest were!,' 'letters from Walter B. Maass.. Howard Jerome, Sid
.Lauren, and Maureen Lein. A thanks to my faithfulfriends for their contributions.
I was very pleased to get the following thoughts fromsceptics for sceptics, sent in by my non-sceptic friend'of many years, Walter Maass.
Thoughts for ScepticsW.ller B. M....
. Let's. face it, we live in a sceptical era. Statesmen,politicians, generals, men of letters seem to raise very'little enthusiasm. The days when middle-aged ladiesclimbed on chairs to get a better view of the presidentialcandidate or literally jumped into the air seem very far
.' away. Nowadays, people do not even cry when theircongressman dies. What little passionate feelings areleft, are spent on baseballplayers or moviestars. Evenopera singers and rock musicians raise only amoderate degree of ecstacy. The prevailing atmosphere is polluted with doubt and mistrust.
Therefore, let us turn to those great minds whoshared that attitude and listen to the comment on theirtimes.
Domitian, Roman Emperor, (81-96 AD): "The lot ofprinces is an unhappy one. When they uncover aconspiracy, no one believes them, unless they arekilled."
Galgacus, British chieftain (84 AD): "They make adesert and call it peace."
John Knox, Scottish reformer (1561): "The monstrousregiment of women'"
Henry IV, King of France (1594-1610) to a courtier: "I• know you are not worthy of your office but my nephew. asked me to appoint you."
Cardinal Richelieu (1642): "Secrecy is the soul ofstatesmanship."
Michel de Montaigne, French philosopher (15331592): "Men are most apt to believe what they leastunderstand."
William Shakespeare: "The first thing we do, let us killall the lawyersl" (Henry IV)
"The empty. vessel makes the greatest sound."(Henry V)
"Oh, how wretched is that poor man that hangs onprinces' favors! (Henry VI/I)
A. de Voltaire (1694-1778) French man of letters:"Every great event has been acapital misfortune."
Thomas Jefferson: (1743-1826): "That government isbest, whrch governs least."
L.A. de Saint Just (1793) French politician: "No one cangovern without guilt."
Georges C/emenceau, French Prime Minister (1919),after being slightly wounded by a would-be assassin:
100
"After four years of war there are still some Frenchmenleft who do not know how to shoot."-"AII cemeteriesare filled with irreplacable people."
Mark Twain: (1894): "If you pick up a starving dog andmake him prosperous, he will not bite you. This is theprincipal difference between a dog and a man."
Winston Churchill (1950): "When you have to kill a manit costs nothing to be polite."
Ernest Hemingway (1929), American writer: '" wasalways embarassed by the words sacred, glorious andsacrifice."
Bernard L. Montgomery (1950) Fieldmarshal. "I do notthink that I would make a good politician." '
Lyndon B. Johnson, on becoming President of theUSA (1963): "This is a sad time for all people."
Howard Jerome has sent in some "gems" accumulated over the years. Here are a few:
• Law of sub-committee formation: If you leave theroom, you're elected.
• Assumption is the mother of all screw-ups.• To err is human, but to really foul things up requires
a computer.• If you hit two keys on the typewriter, the one you
don't want hits the paper.• If it's green or it wriggles, it's biology. If it stinks, it's
chemistry. If it doesn't work, it's physics.• Ziegler's Law: Any technical problem can be over
come given enough time and money.Jerome's Corollary: You are never given enoughtime or money.
Sid Lauren recalls a story of his freshman chemistrydays when his instructor asked-
"Can you describe the nature and properties ofH2S?"
"H2S is hydrogen sulfide," the student haltingreplied. "It is a colorless gas, and - uh - uh - it hasapleasant odor."
"A pleasant odor?" the instructor asked, with someirritation.
"Well, I like it" answered the student (who was notdefinitely identified as Sidl).
De Gustibus
Trivia (but true) from Maureen Lein-Since 1971, any money lost through bribery has been
tax deductible, according to the IRS "Official Taxpayers' Guide." "Bribes and kickbacks to governmentofficials are deductible unless the individual has beenconvicted of making the bribe, or has entered a plea ofguilty or nolo contendere."
-Herb Hillman
Journal of Coatings Technology

Color-matching Aptitude Test Set was created by the Inter-Society Color Council and sponsored by theFederation. It is in world-wide use as a means for estimating color-matching skill. The 1978 edition containsminor refinements over the previous editions (1944, 1953, 1964), and these bring it closer to the originalISCC plan, making it a still more successful tool for evaluating color-matching skill.
The basic aim of the Test is to provide an objective measure that will aid in determining an individual'sability for performing color-matching tasks accurately. Changes in a person's color-matching skill mayoccur over a period of time, improving due to training, experience, and motivation, or lessening whenremoved from practice, or as a result of health disorders. Retesting at regular intervals will provide anindication of any such changes in an individual's ability.
The Test is not designed to indicate or measure "color-blindness" (anomalous color vision). Specialtests designed for this purpose should be used.
The Color-matching Aptitude Test Set consists of a carrying case, an easel on which are mounted 48color chips, a dispenser which holds 48 matching chips, score sheets, and a scoring key.
Brochure available upon request. Price: $400.Orders must be prepaid. U.S. and Canada-Add $10.00 shipping. All others-Add $50.00 shipping.
Federation of Societies for Coatings Technology1315 Walnut Street, Suite 830, Philadelphia, Pa. 19107 (215) 545-1506

..-- INNOVATION IN POWDER TECHNOLOGY _
PROBLEM: EASE OF DISPERSION &STABLE SUSPENSIONOF WAX POLYMERS IN AQUEOUS SYSTEMS
SOLUTION: SHAMROCK'S NEW WATER-WETTABLE-NEPTUNE-1 FOR METAL, WOOD,. PLASTIC COATING
SHAMROCK'S NEPTUNE-1 is a dry, powdered polyethylene which can beeasily stirred into and blended with all aqueous systems. Outstanding wear,mar, scuff or abrasion resistance is its most impressive property.
It is compatible with a wide range of defoamers, eliminating the instabilitywhich results from the attack of defoamer solvents. And, its low COFfunctions as a processing lubricant and anti-blocking agent.
Versatile in action, you'll see real improvement in processing capability andlowered scrap rate resulting from mar and abrasion. Currently available in 5and 18 micron grind. Ask us about our experience with exterior grade clearplastic coatings in the automotive field, pigmented coil coated industrialand housing metal components and on finished wood panels.
Foot ~f Pacific St., Newark, N.J. 07114 Phone (201) 242-2999 SHaNRIICI'L...- CHEMICALS CORPORATIO~
~O ~.tL~~}b.