Influence of composition on mechanical behaviour of porcelain tile. Part II: Mechanical properties...
6
Materials Science and Engineering A 527 (2010) 1730–1735 Contents lists available at ScienceDirect Materials Science and Engineering A journal homepage: www.elsevier.com/locate/msea Influence of composition on mechanical behaviour of porcelain tile. Part I: Microstructural characterization and developed phases after firing Agenor De Noni Jr. a,b,∗ , Dachamir Hotza b , Vicente Cantavella Soler c , Enrique Sánchez Vilches c a Instituto Maximiliano Gaidzinski, IMG, Rua Dr. Edson Gaidzinski, 352, 88845-000 Cocal do Sul, Brazil b Universidade Federal de Santa Catarina, UFSC, Campus Universitário Trindade, 88040-900 Florianópolis, Brazil c Instituto de Tecnologia Cerámica, ITC, Campus Universitario Riu Sec, 12006 Castellón, Spain article info Article history: Received 22 June 2009 Received in revised form 27 October 2009 Accepted 27 October 2009 Keywords: Mixture design Compactness Fired microstructure Mechanical properties Porcelain tile abstract The porcelain tile is a ceramic product with high technical and aesthetic performance, whose composi- tion is formulated from a mixture of clay or kaolin, quartz and feldspar. This paper is the first part of a study focusing on determining the influence of the porcelain tile composition on mechanical behaviour of sintered bodies. Seven compositions were prepared according to a simplex-centroid mixture design for a triaxial mixture, comprised of kaolinite, quartz and albite. The mixtures were processed reproduc- ing industrial conditions: wet mixing followed by spray-drying, forming by pressing and fast firing with maximum temperatures ranged from 1210 to 1260 ◦ C. The presence of kaolinite increases the dry appar- ent density in a significant way up to 30 wt%. Because of the fast firing, the microstructure is directly influenced by particle packing after forming. The internal porosity presented little change as a function of starting composition in the tested intervals. The surface porosity of the polished product increased with higher amounts of quartz. The results obtained in this first part of the study showed how the start- ing and end composition could generate the microstructure and suggest its influence on the mechanical properties of the porcelain tile, which will be later analysed in the second part of this paper. © 2009 Elsevier B.V. All rights reserved. 1. Introduction The porcelain tile is a ceramic product of high performance made from a triaxial mixture: clay or kaolin, quartz and feldspar. The clay fraction helps forming providing plasticity and dry mechanical strength during processing and forming mullite and vitreous phase during firing. The feldspars develop a liquid phase at low temper- atures and assist the sintering process, allowing a virtually zero (<0.5%) open porosity and a low level of closed porosity (<10%). The quartz promotes thermal and dimensional stability thanks to its high melting point [1–4]. Fig. 1 is a diagram that represents compo- sitions of triaxial ceramic products in which a standard composition of porcelain tile is located [5]. The industrial processing of porcelain tile covers three main stages: (1) wet milling and homogenization of raw materials, fol- lowed by spray-drying of the resulting suspension; (2) uniaxial Based in part on the thesis submitted by A. De Noni Jr. for the Ph.D. degree in Materials Science and Engineering (PGMAT), Universidade Federal de Santa Catarina (UFSC), Brazil, 2007. ∗ Corresponding author at: Instituto Maximiliano Gaidzinski, IMG, Rua Dr. Edson Gaidzinski, 352, 88845-000 Cocal do Sul, Brazil. Tel.: +55 48 3447 7736; fax: +55 48 3447 7736. E-mail addresses: [email protected], [email protected] (A. De Noni Jr.), [email protected] (D. Hotza), [email protected] (V.C. Soler), [email protected] (E.S. Vilches). pressing at 40–50 MPa of the spray-dried powder with a mois- ture content between 5 and 7%; (3) fast firing for 40–60 min at 1180–1220 ◦ C for obtaining the maximum densification. In comparison to other types of ceramic tile, the porcelain tile has presented a remarkable growth in recent years, thanks to its excellent technical and aesthetic properties. Porcelain tiles present high mechanical strength, high wear and stain resistance, and high brightness when polished after firing. However, recent research works [6–9] highlighted needs for better understanding the rela- tionship between the properties of porcelain tile and the starting composition of raw materials and their processing in order to improve their processability and performance. This paper presents results of the first part of a study correlat- ing the composition of porcelain tile with its mechanical properties. Seven compositions were prepared according to a simplex-centroid mixture design for a triaxial mixture consisting of kaolin, quartz and feldspar. In this first part the focus is a microstructural characteri- zation of fired bodies. 2. Experimental procedure 2.1. Materials Raw materials with high purity levels were chosen to avoid possible interactions from contaminants. Kaolin (Super Standard 0921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved. doi:10.1016/j.msea.2009.10.057
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Influence of composition on mechanical behaviour of porcelain tile. Part II: Mechanical properties...
IM
Aa
b
c
a
ARRA
KMCFMP
1
fcsda(qhso
sl
M(
Gf
((
0d
Materials Science and Engineering A 527 (2010) 1730–1735
Contents lists available at ScienceDirect
Materials Science and Engineering A
journa l homepage: www.e lsev ier .com/ locate /msea
nfluence of composition on mechanical behaviour of porcelain tile. Part I:icrostructural characterization and developed phases after firing�
genor De Noni Jr. a,b,∗, Dachamir Hotzab, Vicente Cantavella Solerc, Enrique Sánchez Vilchesc
Instituto Maximiliano Gaidzinski, IMG, Rua Dr. Edson Gaidzinski, 352, 88845-000 Cocal do Sul, BrazilUniversidade Federal de Santa Catarina, UFSC, Campus Universitário Trindade, 88040-900 Florianópolis, BrazilInstituto de Tecnologia Cerámica, ITC, Campus Universitario Riu Sec, 12006 Castellón, Spain
r t i c l e i n f o
rticle history:eceived 22 June 2009eceived in revised form 27 October 2009ccepted 27 October 2009
eywords:
a b s t r a c t
The porcelain tile is a ceramic product with high technical and aesthetic performance, whose composi-tion is formulated from a mixture of clay or kaolin, quartz and feldspar. This paper is the first part of astudy focusing on determining the influence of the porcelain tile composition on mechanical behaviourof sintered bodies. Seven compositions were prepared according to a simplex-centroid mixture designfor a triaxial mixture, comprised of kaolinite, quartz and albite. The mixtures were processed reproduc-ing industrial conditions: wet mixing followed by spray-drying, forming by pressing and fast firing withmaximum temperatures ranged from 1210 to 1260 ◦C. The presence of kaolinite increases the dry appar-
ixture designompactnessired microstructureechanical properties
orcelain tile
ent density in a significant way up to 30 wt%. Because of the fast firing, the microstructure is directlyinfluenced by particle packing after forming. The internal porosity presented little change as a functionof starting composition in the tested intervals. The surface porosity of the polished product increasedwith higher amounts of quartz. The results obtained in this first part of the study showed how the start-
couldn tile
ing and end compositionproperties of the porcelai
. Introduction
The porcelain tile is a ceramic product of high performance maderom a triaxial mixture: clay or kaolin, quartz and feldspar. Thelay fraction helps forming providing plasticity and dry mechanicaltrength during processing and forming mullite and vitreous phaseuring firing. The feldspars develop a liquid phase at low temper-tures and assist the sintering process, allowing a virtually zero<0.5%) open porosity and a low level of closed porosity (<10%). Theuartz promotes thermal and dimensional stability thanks to itsigh melting point [1–4]. Fig. 1 is a diagram that represents compo-itions of triaxial ceramic products in which a standard composition
f porcelain tile is located [5].The industrial processing of porcelain tile covers three maintages: (1) wet milling and homogenization of raw materials, fol-owed by spray-drying of the resulting suspension; (2) uniaxial
� Based in part on the thesis submitted by A. De Noni Jr. for the Ph.D. degree inaterials Science and Engineering (PGMAT), Universidade Federal de Santa Catarina
UFSC), Brazil, 2007.∗ Corresponding author at: Instituto Maximiliano Gaidzinski, IMG, Rua Dr. Edsonaidzinski, 352, 88845-000 Cocal do Sul, Brazil. Tel.: +55 48 3447 7736;
ax: +55 48 3447 7736.E-mail addresses: [email protected], [email protected]
A. De Noni Jr.), [email protected] (D. Hotza), [email protected]. Soler), [email protected] (E.S. Vilches).
921-5093/$ – see front matter © 2009 Elsevier B.V. All rights reserved.oi:10.1016/j.msea.2009.10.057
generate the microstructure and suggest its influence on the mechanical, which will be later analysed in the second part of this paper.
© 2009 Elsevier B.V. All rights reserved.
pressing at 40–50 MPa of the spray-dried powder with a mois-ture content between 5 and 7%; (3) fast firing for 40–60 min at1180–1220 ◦C for obtaining the maximum densification.
In comparison to other types of ceramic tile, the porcelain tilehas presented a remarkable growth in recent years, thanks to itsexcellent technical and aesthetic properties. Porcelain tiles presenthigh mechanical strength, high wear and stain resistance, and highbrightness when polished after firing. However, recent researchworks [6–9] highlighted needs for better understanding the rela-tionship between the properties of porcelain tile and the startingcomposition of raw materials and their processing in order toimprove their processability and performance.
This paper presents results of the first part of a study correlat-ing the composition of porcelain tile with its mechanical properties.Seven compositions were prepared according to a simplex-centroidmixture design for a triaxial mixture consisting of kaolin, quartz andfeldspar. In this first part the focus is a microstructural characteri-zation of fired bodies.
2. Experimental procedure
2.1. Materials
Raw materials with high purity levels were chosen to avoidpossible interactions from contaminants. Kaolin (Super Standard
A. De Noni Jr. et al. / Materials Science and Engineering A 527 (2010) 1730–1735 1731
F[
Psic
appi
2
cs
TC
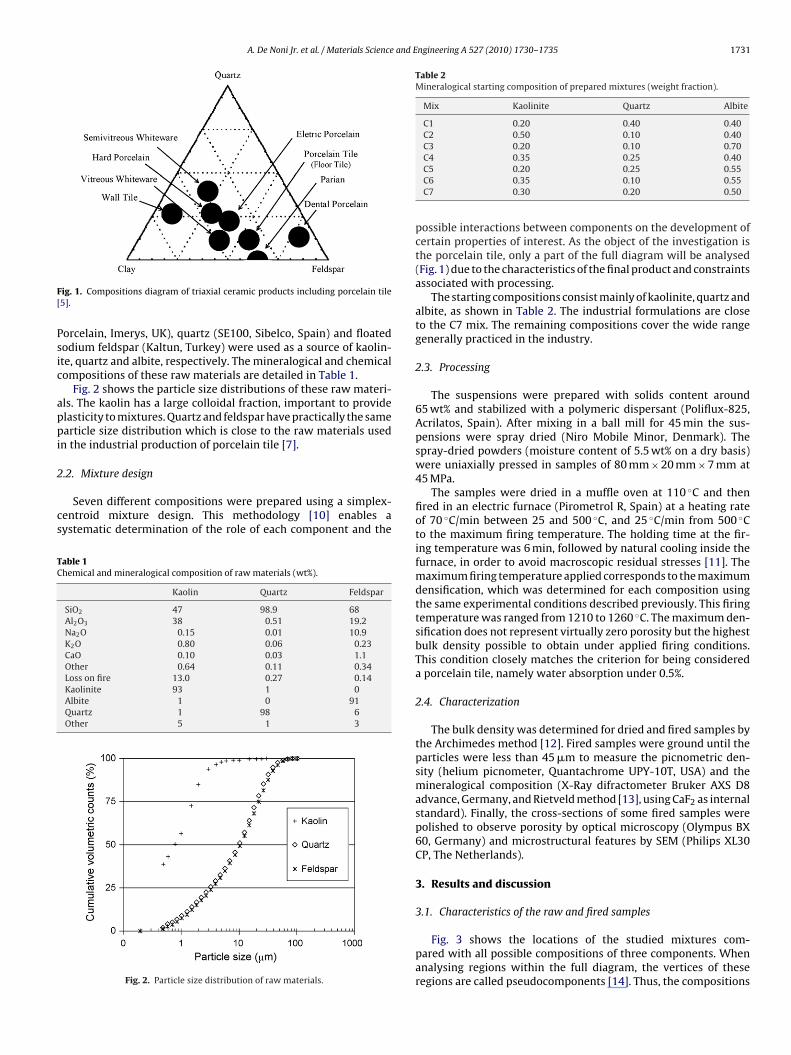
Table 2Mineralogical starting composition of prepared mixtures (weight fraction).
Mix Kaolinite Quartz Albite
C1 0.20 0.40 0.40C2 0.50 0.10 0.40C3 0.20 0.10 0.70C4 0.35 0.25 0.40
ig. 1. Compositions diagram of triaxial ceramic products including porcelain tile5].
orcelain, Imerys, UK), quartz (SE100, Sibelco, Spain) and floatedodium feldspar (Kaltun, Turkey) were used as a source of kaolin-te, quartz and albite, respectively. The mineralogical and chemicalompositions of these raw materials are detailed in Table 1.
Fig. 2 shows the particle size distributions of these raw materi-ls. The kaolin has a large colloidal fraction, important to providelasticity to mixtures. Quartz and feldspar have practically the samearticle size distribution which is close to the raw materials used
n the industrial production of porcelain tile [7].
.2. Mixture design
Seven different compositions were prepared using a simplex-entroid mixture design. This methodology [10] enables aystematic determination of the role of each component and the
able 1hemical and mineralogical composition of raw materials (wt%).
Kaolin Quartz Feldspar
SiO2 47 98.9 68Al2O3 38 0.51 19.2Na2O 0.15 0.01 10.9K2O 0.80 0.06 0.23CaO 0.10 0.03 1.1Other 0.64 0.11 0.34Loss on fire 13.0 0.27 0.14Kaolinite 93 1 0Albite 1 0 91Quartz 1 98 6Other 5 1 3
Fig. 2. Particle size distribution of raw materials.
C5 0.20 0.25 0.55C6 0.35 0.10 0.55C7 0.30 0.20 0.50
possible interactions between components on the development ofcertain properties of interest. As the object of the investigation isthe porcelain tile, only a part of the full diagram will be analysed(Fig. 1) due to the characteristics of the final product and constraintsassociated with processing.
The starting compositions consist mainly of kaolinite, quartz andalbite, as shown in Table 2. The industrial formulations are closeto the C7 mix. The remaining compositions cover the wide rangegenerally practiced in the industry.
2.3. Processing
The suspensions were prepared with solids content around65 wt% and stabilized with a polymeric dispersant (Poliflux-825,Acrilatos, Spain). After mixing in a ball mill for 45 min the sus-pensions were spray dried (Niro Mobile Minor, Denmark). Thespray-dried powders (moisture content of 5.5 wt% on a dry basis)were uniaxially pressed in samples of 80 mm × 20 mm × 7 mm at45 MPa.
The samples were dried in a muffle oven at 110 ◦C and thenfired in an electric furnace (Pirometrol R, Spain) at a heating rateof 70 ◦C/min between 25 and 500 ◦C, and 25 ◦C/min from 500 ◦Cto the maximum firing temperature. The holding time at the fir-ing temperature was 6 min, followed by natural cooling inside thefurnace, in order to avoid macroscopic residual stresses [11]. Themaximum firing temperature applied corresponds to the maximumdensification, which was determined for each composition usingthe same experimental conditions described previously. This firingtemperature was ranged from 1210 to 1260 ◦C. The maximum den-sification does not represent virtually zero porosity but the highestbulk density possible to obtain under applied firing conditions.This condition closely matches the criterion for being considereda porcelain tile, namely water absorption under 0.5%.
2.4. Characterization
The bulk density was determined for dried and fired samples bythe Archimedes method [12]. Fired samples were ground until theparticles were less than 45 �m to measure the picnometric den-sity (helium picnometer, Quantachrome UPY-10T, USA) and themineralogical composition (X-Ray difractometer Bruker AXS D8advance, Germany, and Rietveld method [13], using CaF2 as internalstandard). Finally, the cross-sections of some fired samples werepolished to observe porosity by optical microscopy (Olympus BX60, Germany) and microstructural features by SEM (Philips XL30CP, The Netherlands).
3. Results and discussion
3.1. Characteristics of the raw and fired samples
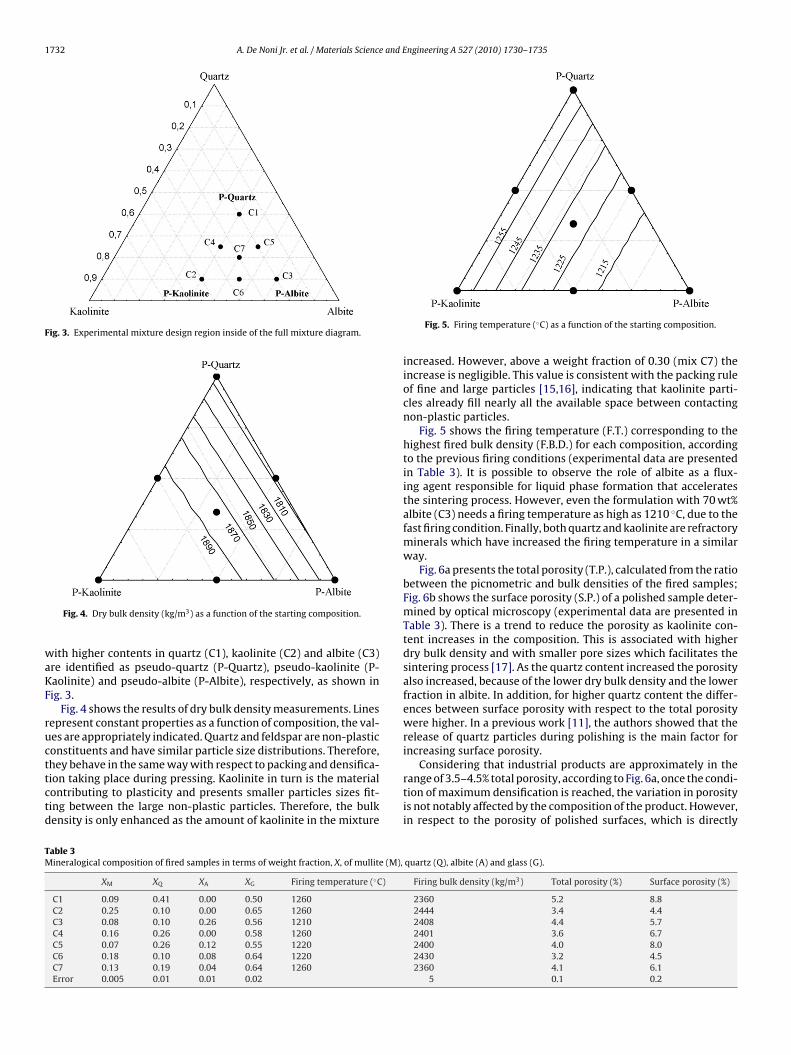
Fig. 3 shows the locations of the studied mixtures com-pared with all possible compositions of three components. Whenanalysing regions within the full diagram, the vertices of theseregions are called pseudocomponents [14]. Thus, the compositions
1732 A. De Noni Jr. et al. / Materials Science and Engineering A 527 (2010) 1730–1735
Fig. 3. Experimental mixture design region inside of the full mixture diagram.
waKF
ructtctd
Considering that industrial products are approximately in the
TM
Fig. 4. Dry bulk density (kg/m3) as a function of the starting composition.
ith higher contents in quartz (C1), kaolinite (C2) and albite (C3)re identified as pseudo-quartz (P-Quartz), pseudo-kaolinite (P-aolinite) and pseudo-albite (P-Albite), respectively, as shown inig. 3.
Fig. 4 shows the results of dry bulk density measurements. Linesepresent constant properties as a function of composition, the val-es are appropriately indicated. Quartz and feldspar are non-plasticonstituents and have similar particle size distributions. Therefore,hey behave in the same way with respect to packing and densifica-
ion taking place during pressing. Kaolinite in turn is the materialontributing to plasticity and presents smaller particles sizes fit-ing between the large non-plastic particles. Therefore, the bulkensity is only enhanced as the amount of kaolinite in the mixtureable 3ineralogical composition of fired samples in terms of weight fraction, X, of mullite (M),
XM XQ XA XG Firing temperature (◦C)
C1 0.09 0.41 0.00 0.50 1260C2 0.25 0.10 0.00 0.65 1260C3 0.08 0.10 0.26 0.56 1210C4 0.16 0.26 0.00 0.58 1260C5 0.07 0.26 0.12 0.55 1220C6 0.18 0.10 0.08 0.64 1220C7 0.13 0.19 0.04 0.64 1260Error 0.005 0.01 0.01 0.02
Fig. 5. Firing temperature (◦C) as a function of the starting composition.
increased. However, above a weight fraction of 0.30 (mix C7) theincrease is negligible. This value is consistent with the packing ruleof fine and large particles [15,16], indicating that kaolinite parti-cles already fill nearly all the available space between contactingnon-plastic particles.
Fig. 5 shows the firing temperature (F.T.) corresponding to thehighest fired bulk density (F.B.D.) for each composition, accordingto the previous firing conditions (experimental data are presentedin Table 3). It is possible to observe the role of albite as a flux-ing agent responsible for liquid phase formation that acceleratesthe sintering process. However, even the formulation with 70 wt%albite (C3) needs a firing temperature as high as 1210 ◦C, due to thefast firing condition. Finally, both quartz and kaolinite are refractoryminerals which have increased the firing temperature in a similarway.
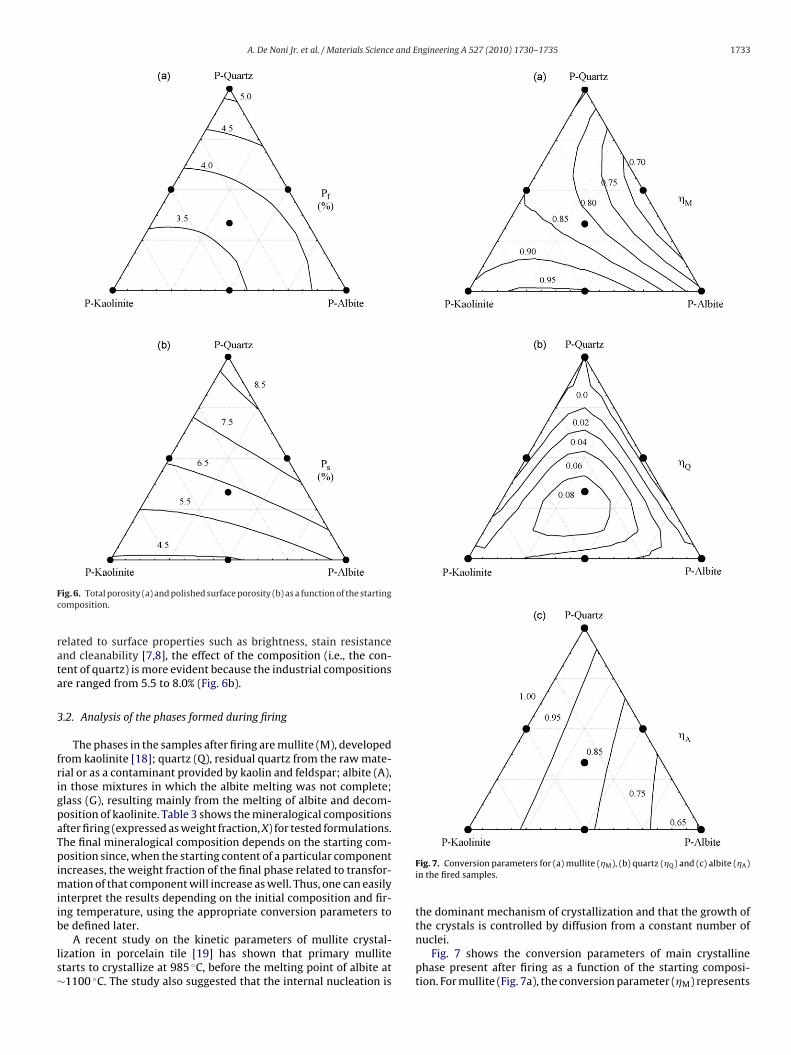
Fig. 6a presents the total porosity (T.P.), calculated from the ratiobetween the picnometric and bulk densities of the fired samples;Fig. 6b shows the surface porosity (S.P.) of a polished sample deter-mined by optical microscopy (experimental data are presented inTable 3). There is a trend to reduce the porosity as kaolinite con-tent increases in the composition. This is associated with higherdry bulk density and with smaller pore sizes which facilitates thesintering process [17]. As the quartz content increased the porosityalso increased, because of the lower dry bulk density and the lowerfraction in albite. In addition, for higher quartz content the differ-ences between surface porosity with respect to the total porositywere higher. In a previous work [11], the authors showed that therelease of quartz particles during polishing is the main factor forincreasing surface porosity.
range of 3.5–4.5% total porosity, according to Fig. 6a, once the condi-tion of maximum densification is reached, the variation in porosityis not notably affected by the composition of the product. However,in respect to the porosity of polished surfaces, which is directly
quartz (Q), albite (A) and glass (G).
Firing bulk density (kg/m3) Total porosity (%) Surface porosity (%)
2360 5.2 8.82444 3.4 4.42408 4.4 5.72401 3.6 6.72400 4.0 8.02430 3.2 4.52360 4.1 6.1
5 0.1 0.2
A. De Noni Jr. et al. / Materials Science and Engineering A 527 (2010) 1730–1735 1733
Fc
rata
3
frigpaTpimiib
ls∼
ig. 6. Total porosity (a) and polished surface porosity (b) as a function of the startingomposition.
elated to surface properties such as brightness, stain resistancend cleanability [7,8], the effect of the composition (i.e., the con-ent of quartz) is more evident because the industrial compositionsre ranged from 5.5 to 8.0% (Fig. 6b).
.2. Analysis of the phases formed during firing
The phases in the samples after firing are mullite (M), developedrom kaolinite [18]; quartz (Q), residual quartz from the raw mate-ial or as a contaminant provided by kaolin and feldspar; albite (A),n those mixtures in which the albite melting was not complete;lass (G), resulting mainly from the melting of albite and decom-osition of kaolinite. Table 3 shows the mineralogical compositionsfter firing (expressed as weight fraction, X) for tested formulations.he final mineralogical composition depends on the starting com-osition since, when the starting content of a particular component
ncreases, the weight fraction of the final phase related to transfor-ation of that component will increase as well. Thus, one can easily
nterpret the results depending on the initial composition and fir-ng temperature, using the appropriate conversion parameters toe defined later.
A recent study on the kinetic parameters of mullite crystal-ization in porcelain tile [19] has shown that primary mullitetarts to crystallize at 985 ◦C, before the melting point of albite at1100 ◦C. The study also suggested that the internal nucleation is
Fig. 7. Conversion parameters for (a) mullite (�M), (b) quartz (�Q) and (c) albite (�A)in the fired samples.
the dominant mechanism of crystallization and that the growth ofthe crystals is controlled by diffusion from a constant number of
nuclei.Fig. 7 shows the conversion parameters of main crystallinephase present after firing as a function of the starting composi-tion. For mullite (Fig. 7a), the conversion parameter (�M) represents
1 and E
tmcimt
F(
734 A. De Noni Jr. et al. / Materials Science
he ratio of the amount of formed mullite and the amount of pri-
ary mullite that could be theoretically formed from the kaolinite,onsidering the alumina as limiting reactant [20]. Values of �M = 1ndicates that all alumina present in kaolinite has crystallized into
ullite. It was noticed that as the initial kaolinite content increaseshe conversion parameter also increases. It was also observed that
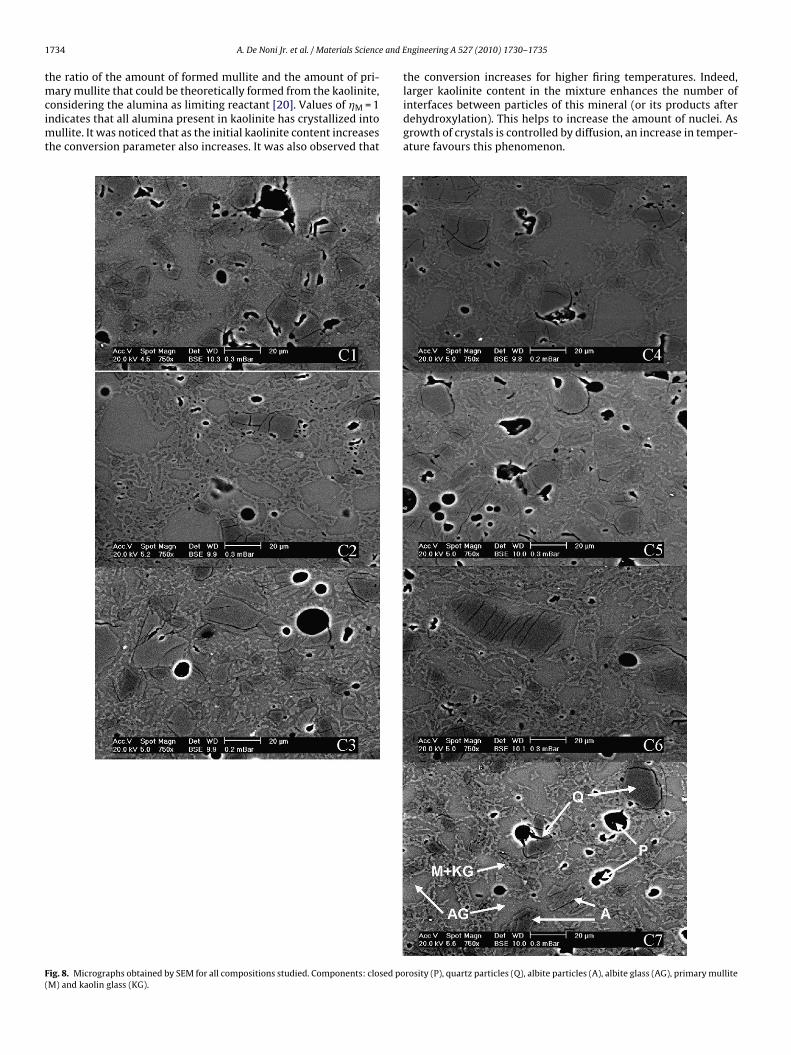
ig. 8. Micrographs obtained by SEM for all compositions studied. Components: closed poM) and kaolin glass (KG).
ngineering A 527 (2010) 1730–1735
the conversion increases for higher firing temperatures. Indeed,
larger kaolinite content in the mixture enhances the number ofinterfaces between particles of this mineral (or its products afterdehydroxylation). This helps to increase the amount of nuclei. Asgrowth of crystals is controlled by diffusion, an increase in temper-ature favours this phenomenon.rosity (P), quartz particles (Q), albite particles (A), albite glass (AG), primary mullite

and E
ti�dId
sspoam
3
aa(k
Ttllknoocfi
aoptrtikp
bal
tatasgwft
4
lupwc
[
[
[
[[
[
[[
[
A. De Noni Jr. et al. / Materials Science
For quartz (Fig. 7b), the conversion parameter (�Q) representshe relationship between the amount of quartz that was dissolvednto the vitreous phase and the starting amount of quartz. A value ofQ = 0 indicates that no quartz was dissolved. The dissolution is lowue to the short holding time at the maximum firing temperature.
n general, the dissolution is larger as the initial contents of quartzecreases and the firing temperature increases [21].
Finally, for albite (Fig. 7c) the conversion parameter (�A) repre-ents the relationship between the amount that was melt and thetarting amount. A value of �A = 1 indicates that albite was com-letely melted. The evolution of feldspars melting depends stronglyn the firing temperature. Although the melting temperature oflbite is approximately 1100 ◦C, only at 1260 ◦C it was completelyelted.
.3. Microstructural analysis
Fig. 8 presents a sequence of micrographs obtained by SEM forll compositions studied. The micrograph of composition C7 showsll components of the system: closed porosity (P), quartz particlesQ), albite particles (A), albite glass (AG), primary mullite (M) andaolin glass (KG).
The primary mullite and kaolin glass share the same location.hese phases are located at the interfaces between the quartz par-icles and vitreous phase from albite. For those compositions withow initial kaolinite content (C1, C3 and C5), mullite formed in aow amount is not able to interconnect. Compositions containing aaolinite fraction higher than 0.30 (C2, C4, C6, C7) exhibit intercon-ected primary mullite. These observations agree with the resultsf dry bulk density described previously. By increasing the amountf kaolinite, the density increased up to a certain limit, which wasoincident with a situation where kaolinite particles completelylled the gaps left by large quartz and albite particles.
With regard to albite, for those compositions where residuallbite is found (C3, C5, C6 and C7), the particles occupy the centref a region rich in vitreous phase Moreover, these particles did notresent peripheral cracks, though some may appear broken due tohe polishing process for sample preparation [11]. The aspect of theegions surrounded by the albite vitreous phase, characterized byhe presence of mullite, closely preserved the aspect of the start-ng particles. This observation demonstrates once again the role ofaolinite on the densification and packing of particles which takeslace during compaction.
The quartz, in turn, was present as dispersed particles, and coulde identified primarily due to the presence of peripheral cracksround the particles. At its interface glass phase and primary mul-ite were found.
The fast firing prevents a significant diffusion process withinhe glass phase. Accordingly, this phase is formed mainly by: (1)matrix glass phase, from melted albite, responsible for the sin-
ering process; (2) a glass from kaolinite, composed by silica andlumina which was not transformed into mullite. The amorphousilica from the dissolution of quartz is not a significant part of thelass phase in porcelain tile. In addition, the presence of cristobaliteas not detected, since cristobalite crystals normally are formed
rom 1300 ◦C [22], but this temperature was not achieved duringhe experiment.
. Conclusions
A mineralogical and microstructural characterization of porce-
ain tile compositions was carried out from triaxial ceramicssing simplex-centroid mixture design. Powder processing, sam-les forming and firing conditions in laboratory reproduced fairlyell the industrial conditions, which was essential to obtain resultslose to the industrial practice.
[
[[[
ngineering A 527 (2010) 1730–1735 1735
Kaolinite brings plasticity to the mix and favours higher bulkdensity of samples. However, once the amount of kaolinite particlesis sufficient to interconnect, further additions do not promote thebulk density and can even lead to a decrease in it.
The maximum densification temperature is determined by thecontent of albite, given that kaolinite and quartz present a highlyrefractory behaviour under the experimental conditions employed.
Considering the condition of maximum density as a criterionfor obtaining porcelain tile, total porosity does not change sig-nificantly with regard to the starting composition. However, thesurface porosity after polishing process increases significantly byincreasing the quartz content in the starting composition, as a resultof the displacement of quartz particles during polishing.
The identification and quantification of phases together withSEM observations have shown that the microstructure of porcelaintile maintains a close identity with dry packing due to the shortfiring time. The microstructure of porcelain tile is highly complex,but can be considered to be formed basically by three components:(1) mullite and kaolinite glass, (2) quartz, (3) albite and albite glass.
Acknowledgments
The authors wish to thank the staff at the Instituto de TecnologíaCerámica (ITC), Spain; the Coordination for the Improvement ofHigher Education Personnel (CAPES), Brazil; and the Instituto Max-imiliano Gaidzinski (IMG), Brazil.
This work was financially supported by the Brazilian ResearchAgency CAPES, under scholarship 2933-05-5 and co-financed bythe Spanish Ministry of Industry, Tourism, and Trade for theTechnology Institute Support Programme, under grant FIT-030000-2005-315/FIT-030000-2006-119.
References
[1] T. Manfredini, G.C. Pellacani, M. Romagnoli, Am. Ceram. Soc. Bull. 74 (1995)76–79.
[2] E. Sánchez, M.J. Orts, J.G. Ten, V. Cantavella, Am. Ceram. Soc. Bull. 80 (2001)43–49.
[3] C. Leonelli, F. Bondioli, P. Veronesi, M. Romagnoli, T. Manfredini, G.C. Pellacani,V. Cannillo, J. Eur. Ceram. Soc. 21 (2001) 785–793.
[4] G. Biffi, Il gres porcellanato: Manuale di fabricacione e tecniche di impego,Faenza editrice, Faenza, 1997.
[5] F.H. Norton, Elements of Ceramics, 2nd ed., Addison-Wesley, Reading, MA,1974.
[6] P.M.T. Cavalcante, M. Dondi, G. Ercolani, G. Guarini, C. Melandri, M. Raimondo,E.R. Almendra, Ceram. Int. 30 (2004) 953–963.
[7] I.M. Hutchings, Y. Xu, E. Sánchez, M.J. Ibánez, M.F. Quereda, J. Eur. Ceram. Soc.26 (2006) 1035–1042.
[8] E. Sánchez, M.J. Ibánez, J. García-Ten, M.F. Quereda, I.M. Hutchings, Y.M. Xu, J.Eur. Ceram. 26 (2006) 2533–2540.
[9] A. Tucci, L. Esposito, L. Malmusi, E. Rambaldi, J. Eur. Ceram. Soc. 27 (2007)1875–1881.
10] S.L. Correia, A.P.N. Oliveira, D. Hotza, A.M. Segadães, J. Am. Ceram. Soc. 89 (2006)3356–3365.
11] A. De Noni Jr., Ph.D. Thesis, Universidade Federal de Santa Catarina, Florianópo-lis, SC, Brazil, 2007.
12] J.L. Amorós, E. Sánchez, J. García-Ten, V. Sanz, M. Monzó, Manual para el controlde la calidad de materias primas arcillosas, 2nd ed., Instituto de TecnologíaCerámica, Castellón, 2004.
13] R.A. Young, The Rietveld Method, University Press, Oxford, 1996.14] J.A. Cornell, Experiments with Mixtures: Designs, Models and the Analysis of
Mixture Data, 3rd ed., Wiley, New York, 2002.15] I.R. Oliveira, A.R. Studart, R.G. Pileggi, V.C. Pandolfelli, Dispersão e empaco-
tamento de partículas: princípios e aplicacões em processamento cerâmico,Fazendo Arte, São Paulo, 2000.
16] E. Sánchez, J. García-Ten, A. Barba, C. Felíu, Ceram. Acta 12 (1–2) (2000) 18–30.17] J.L. Amorós, M.J. Orts, J. García-Ten, A. Gozalbo, E. Sánchez, J. Eur. Ceram. Soc.
27 (2007) 2295–2301.18] J.J. Restrepo, D.R. Dinger, J.E. Funk, Ceram. Eng. Sci. Proc 14 (1993) 116–125.
19] M. Romero, J. Martín-Márquez, J.M. Rincón, J. Eur. Ceram. Soc. 26 (2006)1647–1652.20] D.I. Seymour, S.T. Misture, W.M. Carty, Ceram. Eng. Sci. Proc. 22 (2001) 161–166.21] C.J. McConville, A. Shah, W. Carty, Ceram. Eng. Sci. Proc 25 (2004) 51–57.22] W.E. Lee, G.P. Souza, C.J. McConville, T. Tarvornpanich, Y. Iqbal, J. Eur. Ceram.
Soc. 28 (2008) 465–471.