India Project on Champions for Societal Manufacturing Final ...
177
AUGUST 2021 Japan International Cooperation Agency (JICA) ED JR 21-045 India Department for Promotion of Industry and Internal Trade, Ministry of Commerce and Industry Department of Higher Education, Ministry of Education World Business Associates Co., Ltd. India Project on Champions for Societal Manufacturing Final Report
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of India Project on Champions for Societal Manufacturing Final ...

AUGUST 2021
Japan International Cooperation Agency (JICA)
EDJR
21-045
IndiaDepartment for Promotion of Industry and Internal Trade,Ministry of Commerce and IndustryDepartment of Higher Education, Ministry of Education
World Business Associates Co., Ltd.
IndiaProject on Champions for Societal
Manufacturing
Final Report
IND
IA PR
OJE
CT
ON
CH
AM
PION
S FOR
SOC
IET
AL
MA
NU
FAC
TU
RIN
G
FINA
L R
EPO
RT

Table of Contents 1. Project overview・・・・・・・・・・・・・・・・・・・・・・・・・・・・・1
1.1 Background to the project・・・・・・・・・・・・・・・・・・・・・1 1.2 The purpose of the project・・・・・・・・・・・・・・・・・・・・・・1 1.3 Impact of COVID-19 ・・・・・・・・・・・・・・・・・・・・・・・・・2 1.4 First extension of the contract period (until the end of May 2021)・・・・3 1.5 Second extension of the contract period (until the end of Sep. 2021) ・・・3 1.6 Digital devices introduced during the spread of COVID-19・・・・・・ ・4 1.7 Project implementation area・・・・・・・・・・・・・・・・・・・・・7
2. The contents of the activity・・・・・・・・・・・・・・・・・・・・・・8 2.1 Overview of project activities.・・・・・・・・・・・・・・・・・・・・8 2.2 Activities related to outcome 1・・・・・・・・・・・・・・・・・・・・・・8 2.3 Activities related to outcome 2・・・・・・・・・・・・・・・・・・・・・12 2.4 Activities related to outcome 3・・・・・・・・・・・・・・・・・・・・・13 2.5 Activities related to outcome 4・・・・・・・・・・・・・・・・・・・・・69 2.6 Activities related to outcome 5・・・・・・・・・・・・・・・・・・・・・71 2.7 Activities revised from the original plan at the time of the first travel.・71 2.8 Activities that were revised from the original plan when the progress report
was released in November 2020・・・・・・・・・・・・・・・・・・・・・・・・・72 2.9 Activities that were revised from the original plan in May 2021・・・・72
3. Issues/Original Idea in the implementation of the project・・・・・・72 3.1 Digital Kaizen.・・・・・・・・・・・・・・・・・・・・・・・・・・・・72 3.2 Remote Assistance using Digital Equipment・・・・・・・・・・・・・・・73 3.3 Capacity Development・・・・・・・・・・・・・・・・・・・・・・・・・73 3.4 Capacity Development・・・・・・・・・・・・・・・・・・・・・・・・・73
Annex: A1. Day by Day Company visit report A2. TPS Training A3. IoT/AI Training A4. Ruby on Rails Training A5. Marketing Presentation A6. Suggestions from the viewpoint of TPS A7. Final Report (Aerostar Helmets) A8. Final Report (SONA BLW) A9. Final Report (HERO MotoCorp) A10. Shortening Die Set up Time A11. Notes for video recording for Die Setup analysis A12. How to set up Holoens2

1
1. Project overview 1.1 Background to the project India has achieved rapid economic growth since economic liberalization in 1991, but this
has been largely driven by the soaring services industry, particularly information and communications and manufacturing development has remained relatively slow. In addition, the total number of jobs in manufacturing has declined since 2005. Moreover, despite the fact there is capacity to accept surplus labor for manufacturing in rural areas, it has not played a role in job absorption. Developing the manufacturing sector to improve this situation and promote sustainable and comprehensive economic growth in India is an urgent task. At the request of the Government of India, Japan implemented the Technical Cooperation
Project “Support for the Development of Manufacturing Executives (Visionaries for Manufacturing: VLFM)” from August 2007 to March 2013. We have cooperated with the executive development program (VLFM program: a human resources development program comprising four courses, for senior executives, middle managers, presidents and small and medium-sized enterprises respectively (Visionary Small and Medium Enterprises: VSME) course). The VLFM project is based on the conventional “Small m” concept, in which manufacturing refers to the manufacturing process of factories and we advocate the “Big M” concept, that covers a series of business flows such as procurement, manufacturing, logistics, research and development, product design and after-sales service and also takes changes in the surrounding environment such as globalization into consideration. Using such concepts, we trained leaders who understood the same concept and were actually capable of making organizational reforms – namely, Visionaries. The “Champions for Social Manufacturing: (CSM) Project” was requested based on the
achievements of theVLFM project, aiming to support the establishment of a four-course management and leadership system for the VLFM program, as well as launch new courses that will help India grow across the board. We have been supporting this project since April 2013 as part of a three-year cooperation and have agreed to extend this cooperation until September 2021.
1.2 The purpose of the project 1.2.1 Project Overview Since the Chief Advisor (short-term expert) has stopped being dispatched, this project has
been dispatching senior advisors (long-term experts) and business coordination / business exchange promotion (long-term experts) since April 2019. This is providing support for the development of a system for strengthening the sustainability of VLFM programs and strengthening cooperation with Japanese companies with implementing organizations such as the Confederation of Indian Industries (Cll). He has also dispatched production system experts (short-term experts) to provide technical guidance on senior executive, intermediate and small and medium-sized business (VSME) courses and VLCI (Visionary Learning Community of India). In this project, it is expected to provide support for the four courses based on the background and results of the activities so far. (1) Course for Senior Executives: This course fosters visionaries; capable not only of improving their own production sites but also creating new businesses that meet the potential needs of their customers, with the entire supply chain in mind and paving the way for companies to transform. In addition to management and production management technologies, this training program centers on Mindset Change, which reviews daily attitudes and behavior and encourages people to rethink. Five modules per year (each lasting five days each), with approximately 60 to 70 participants each year. (2) Course for Intermediate Executive: A one-year education program equivalent to a degree in technical management and jointly run by three schools: The Indian Institutes of Technology Kanpur, Madras and the Indian Institute of Management Calcutta. It is aimed at young executives in the manufacturing industry who have about five years of work experience and strives to nurture technical executives working in manufacturing going forward. (3) VSME Course (old VSME Course): This course is the central support course for this project. The aim is to foster Visionaries in small and medium-sized manufacturing industries and help Indian industry expand and develop sustainably. The Company will establish a production management system that enables stable production for both companies by collaborating with management and field managers of automotive

2
and motorcycle manufacturers (mainly large and medium-sized enterprises) and secondary suppliers (mainly local SMEs) to improve production processes. Specifically, each of the Tier 1 and 2 suppliers designs and controls the optimal flow (flow) for procurement, manufacturing and delivery of products, as part of efforts to strengthen the production management system. (4) VLCl Course: Site Managers having participated in the VSME Course will voluntarily gather to form an
organization of small and medium-sized enterprises in the region and collaborate with regional technical institutes (Engineering Colleges) such as Pune, Solan, Faridad, Bellavi, Hosur, etc. to improve the productivity of local SMEs and nurture the next generation of human resources who will lead them. Currently, we are leveraging activities designed to enhance the production management system of local factories, which includes training volunteers of small and medium-sized enterprise engineers and technical university teachers as local VLCI leaders. By introducing the practical contents of VLCI into the courses and curricula of local technical institutes, we are working to develop and recruit human resources and promote small and medium-sized enterprises. 1.2.2 Scope of this project This project is mainly in charge of the VSME Course and related VLCI Courses within all CSM
projects. The main responsibility of the VSME course was to establish new course teaching content and a new management system. In the old VSME course, it was assumed that it would take time to accurately replace the course content (flow design and management between suppliers, etc.) that conventional Japanese short-term experts had been teaching for many years. Accordingly, the consultants of this project should reaffirm the current situation, issues, and needs of the company and establish the contents of the course, not like with old VSME Course instruction, but teach on new VSME with developing syllabuses and teaching materials. Concerning the course guidance content from the original plan of the new VSME, it was assumed that there was particular focus on improving the flow of work in the factory and, more specifically, the following: (1) Guidance for shortening the distance materials travel in the factory (layout changes, etc.) (2) Leveling guidance for stable production (3) Guidance for understanding the quality, productivity, efficiency, etc. with data and improving efficiency To distinguish it from the previous VSME course content, the project was started under the
following agreement with CII and tentatively named “VSME2.0”. (Agreed implementation assumptions during the first visit to India)
(1) The “VSME2.0” course does not take over the course content of the old VSME. (2) In this pilot, we aim to improve productivity by improving the in-factory process flow and
make it a new initiative that combines IoT/AI with Kaizen. (3) Pilots will establish a curriculum structure for the new course by attempting this new
initiative (for companies that are keen). (4) As a pilot, JICA projects are free of charge to local companies and we would like CII to work on
an at-cost basis. (5) Kaizen targets small successes with few initial investments, which, when accumulated, will
bring home to Indian companies scope to elicit significant results. (6) IoT/AI involves developing agile methods from prototyping, aiming to maintain real-time in
keeping with the processes changed by Kaizen. (7) Lectures (training) are only conducted on the items necessary to improve the company. 1.3 Impact of COVID-19 In March 2020, following calls from the Indian central government and the spread of COVID-19 pandemics throughout the country, restrictions on movement and operations began to be implemented in each state and local operatives were isolated and returned to Japan. Since then, given ongoing travel restrictions by the Government of India and the Japanese government, Indian local operations have been transferred to Japanese domestic operations. In line with the transfer implementation, we work to prepare training and Kaizen guidance work at WEB meetings and preparatory work (training materials, guidance materials, etc.) , which were not expected in Indian local operations.

3
Moreover, because the Indian government has issued guidance to ensure a distance of at least two meters is maintained between workers during factory operations to prevent coronavirus infections, we are restarting business after revising guidance, to reflect significant and unforeseen changes in equipment placement within factories as well as the need to revise the Kaizen activities we implemented. In addition, Kaizen activities have already maintained a common sense perspective of sites, physical objects and reality, but because of the impact of COVID-19, we have faced the difficult task of supporting Kaizen activities without actually entering the site.
1.4 First extension of the contract period (until the end of May 2021) Affected by COVID-19, in August 2020, the previous contract period (until September 2020) was extended by approximately eight months to May 2021 and the following additional operations were performed: 1.4.1. Background to the extension of the contract period and additional work Reflecting the spread of the COVID-19 pandemic, remote guidance from Japan has been provided. However, at the request of the counterpart CII, further support to establish a new VSME course is required. Specifically, the need to verify the effectiveness of guidance results for Indian local companies and conduct trial methods looking at how CII can remotely coach and support Indian companies was acknowledged, given the growing use of digital technology amid the COVID-19 pandemic. To add these operations, we will extend the previous contract term (until September 2020) by approximately eight months to May 2021 and perform the following additional operations: (1) Verify the effects obtained based on guidance of the new VSME course. (2) Provide a remote support trial using digital technology as a teaching method after the spread of the COVID-19 pandemic. In addition, during periods when direct on-site guidance is difficult, equipment necessary for remote support (business goods) will be procured and introduced. 1.5 Second extension of the contract period (until the end of Sep. 2021) Due to the COVID-19 pandemic, Microsoft’s Hololens2 and SONY MESH were procured and transported to India as key remote assistance components. However, Aerostar Helmet’s Bhiwadi plant, a pilot company for the project, lost industry on June 11, 2020 due to a fire caused by electrical equipment, which led to the pilot project conducted at the plant being suspended. Since October 2020, a temporary line has been established at the Rookee plant elsewhere and operations have continued. However, in January 2021, the company relaunched an assembly line for helmets at the original Bhiwadi plant, interrupting Kaizen guidance for the temporary line at the Rookee plant. On February 20, 2021, two Hololens2s were airlifted to the site for remote support through digital technology, but it took longer than expected (more than a month) to check out of the super-tax warehouse than and hand over to CII. This delayed the introduction of Hololens2 into field instruction, underlining the need to verify it via a different process and provide remote technical support using the equipment. The need to utilize Hololens2 in the actual factory line, provide additional remote support via digital technology and verify its effectiveness meant the project would not be completed by May 31, 2021 and the deadline for fulfilling the contract and contract performance deadline would have to be extended to September 30, 2021. 【Changes in business contents】 The following additional work will occur when Hololens2 is utilized in the actual factory line, remote support through digital technology is provided on an additional line and the effect is verified.

4
1. Using digital devices for remote assistance,CII experts provide remote guidance to local factories and local managers create procedures for using digital devices to implement Kaizen 2. Report on trial results such as the Kaizen method to reduce the changeover time required for large machines, which has yet to be tackled in the new process as part of COVID-19 response measures using digital devices for remote support 1.6 Digital devices introduced during the spread of COVID-19 (1) Head-mounted PC Hololens2 (Microsoft) Hololens2 is a type of PC attached to a person’s head as shown below. The PC is fronted by a camera that allows factory-based engineers to talk with remote supporters without blocking their hands, while viewing the same image engineers in a Microsoft Teams-based web conference format are seeing. It also comes complete with a standard app usable in manufacturing sites. Dynamic365 Remote Assist provides standard support for additional features from teams-connected members, such as placing arrows and lines in space and transferring the necessary materials to refer to them as manuals while examining the site. In addition, as a development form, a software called Dynamic365 Guides that allows skilled workers to explain teaching materials to educate newcomers more easily and three-dimensionally than PowerPoint is also provided. As shown in the comparison materials below, no other standard software from other companies was capable of offering equivalent features, so this project adopted Hololens2.
Product Microsoft Hololens2
Apple iPhone 11
RICOH THETA Z1
Function PC with lens Smartphones 360 degree camera
Conversations in Teams
◎ 〇 ✕
Software extensibility ◎ 〇 ✕ Hands-free ◎ ✕ ✕
【Quantity】 Two units in Japan (One leader operation instruction reference machine, one pseudo remote machine) Two local vehicles (One leader operation instruction reference machine, one remote machine (for pilot companies) The two domestic units are machines for Japanese experts to check images on the trainee side of remote areas as a benchmark machine to reference for leader operation instructions and are used to facilitate local business support, domestic reproduction when issues arise and provide guidance on how to deal with it. Pseudo-remote aircraft are used to confirm efficient operation procedures for local business support by pseudo-virtually using other sites in Japan as trainees.

5
The two local vehicles are machines as reference for CII’s guidance and operation instructions, for fostered CII counselors to view images of trainees in remote parts of India and remote machines for use in pilot companies’ local plants. The above four configurations are minimally configured. (2) Communication tag with an IoT sensor MESH (SONY) SONY’s MESH is a wireless communication tag that controllable by various sensors, display and operation and a free visual programming tool that operates on tablets and similar. Visual programming logically uses no programming language, and can give an order such as “If condition A occurs, run B. If the first button is pressed once, fill in the identification information of 1 and the time the button is pressed in a spreadsheet on the cloud. This makes it possible to easily describe such behavior. Without these features, it is difficult to envision connecting sensors and cloud services on our own while carrying out our daily improvement activities. MESH is very easy to use during exercises where one thinks about digital Kaizen ideas using IoT. As shown in the table below, other companies cannot match these functions.
Product SONY
MESH Switch Science
IoT Teaching
Material Kit V4.0
IVI
100,000 yen IoT kit
Use Learning Materials Learning Materials Learning Materials
Price 40,000 yen 60,000 yen 100,000 yen
Battery powered 〇 × ×
Visual Programming
〇 × ×
Wide-ranging sensors
〇 ◎ ◎
【Quantity】 Two sets of seven sensor tags (button tag, vibration tag, temperature and humidity tag, motion sensor tag, brightness sensor tag, LED tag and GPIO (General Purpose Input Output) tag) had been sent to the site. One set as reference instructions for leaders and one set for pilot companies. For domestic use, the local team will be coached using tags in the possession of the domestic project team. The above two sets of configurations are minimal. 【Delay in transportation】 Microsoft Hololens2 and SONY MESH shipped from Japan in early January 2021 and arrived in India around a day later. However, customs clearance took about a month done and the preparation of the Indian counterpart CII was established at the end of February 2021.

6

7
1.7 Project Implementation Area This time, unlike the proven VSME courses, there is a need to demonstrate the effectiveness of the project via a pilot based on the new curriculum. Accordingly, to further streamline implementation and boost the possibility of success, the travel time from the CII Gurgaon office for the customer should be less than two hours by car, assembly type manufacturing with multiple structures, e.g. for the automotive industry, should be promoted as much as possible and parts supplied to the manufacturing industry; targeting companies providing Tier 1 and 2 processing. Specifically selected pilot partner companies are as follows: (1) Aerostar Helmets Ltd. (SAI Group)
Founded: 1994 Sales: 500 million rupees (750 million yen 2018)) Number of employees: 480 (2018) Factory: One location, Gurgaon, Haryana Main: Produce 8000 helmets per day Export ratio: 50% Main customers: Honda
(2) SONA BLW Precision Forging Founded: 1995 Sales: EUR 300 million (36 billion yen 2011))
Number of employees: 1000 (2011) Factory: Germany 3, Domestic 2 factories Gurgaon, Pune
Main products: Forging precision gear Main customers: In the Japanese market, Toyota, Honda, Suzuki
(3) HERO Motocorp Founded: 1984 Sales: 343.4 billion rupees (515.1 billion yen 2018))
Number of employees: 8,551 (2018) Plants in India (6): Gurugaon, Dharuhera, Haridwar, Haryana, Panchmahal, Chittoor
Main: 7.82 million bicycles and motorcycles (The largest in India and the second- Largest worldwide)
Subsidiaries: Exported to 37 countries worldwide through HMCL in the U.S. There is a plan to expand into 50 countries by 2020. Currently 210,000 units are to be exported. (2.68%)
Figure 1. Project Implementation Area
Hero
CII
Aerostater Helmet
SONA BLW

8
2. Contents of the activity We have been developing the following activities: 2.1 Overview of project activities
Top goals: Make the executives and companies participating in the small and medium-sized enterprise development program more competitive and encourage them to contribute to social issues.
Project Goal Proposal: Apply the new course of the Small and Medium Enterprise Development Program (VSME) to support companies in verifying their effectiveness.
Expected Outcomes: Outcome 1: A new VSME course will be created. Outcome 2: The new VSME course will be accepted by CII. Outcome 3: VSME’s new course will be piloted and validated in Indian companies. Outcome 4: A plan will be formed to establish a sustainable implementation system for the new VSME course. ⇒ New system, training of lecturers, public relations, etc. in our activities. Outcome 5: The system of VLCI course instructor training and the study of Internship programs will begin. 2.2 Activities related to outcome 1 The “VSME2.0” courses are as follows: 2.2.1 “VSME2.0” Course The basic concept is “productivity improvement using TPS1 and IoT/AI.” By combining Kaizen, a method of managing people and things and IoT/AI, a technology-based monitoring method, we gain knowledge to ensure a competitive advantage by integrating business management and shortening the Kaizen cycle. 2.2.2 Curriculums In the Indian manufacturing industry, the basic idea of Kaizen is inculcated once. However, with the exception of some Japanese companies with experience, practical experience is lacking. Conversely, as basic knowledge of employees, logical thinking, programming knowledge and experience are ready to introduce IoT/AI into Kaizen in the factory. Accordingly, the new curriculum will re-educate Kaizen from a TPS perspective. Implementing IoT/AI thinking and specific implementation activities will allow Kaizen to be digitalized and accelerate the pace. (1) Training on the integrated concept Kaizen is an open, flexible and long-term activity involving universal participation. Conversely, conventional wisdom regarding IoT/AI in manufacturing dictates that experts are very limited and implementation does not take long. It was existence separated from Kaizen from requirement analysis to making it up. The development period takes at least three to six months and if outsourced, the cost from the requirement design stage to development testing exceeds 1 million yen. It is considered to be a long-term and high-cost method. The training courses which we are developing in this project involve designing, implementing and operating IoT in source. Using home-made items as much as possible means the Kaizen cycle can be used. Another priority is to provide a concept that will help you understand this idea. (2) TPS training and exercises As mentioned above, the concept of Kaizen has been introduced to India’s manufacturing industry. However, with the exception of some Japanese companies with experience, practical experience elsewhere remains insufficient. Accordingly, based on the TPS mindset, multiple improvement methods can be trained organically to understand the true meaning. The specific contents are as follows: (2)-1. Overview of TPS A. Get knowledge of the job B. Gaining knowledge about responsibility C. Get the skills to teach D. Get Kaizen skills E. Get skills in human resources management
1 TPS is the Toyota Production System, a production system established by Mr. Toshikazu Ohno and Mr. Kikuo Suzumura at Toyota Motor Corporation to thoroughly eliminate waste on the production line.
9
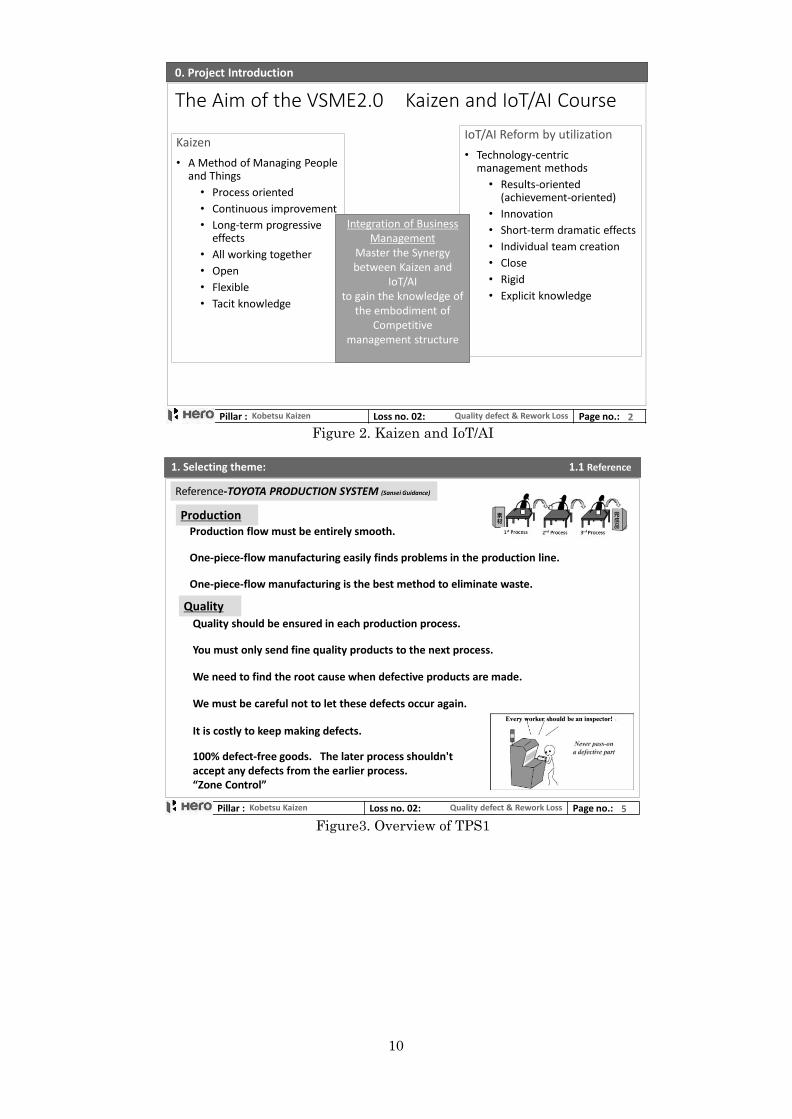
(2)-2. Standardization of the process A. Standardization of work B. Quality control by zone management Example of Pokayoke C. Visualization Visualize the daily production situation and utilizing the Andon board (2)-3. Two pillars of TPS A. JIT (Just inTime) Leveling, takt time, pull production, one-piece flow production system B. Self-involvement of individuals (2)-4. Seven TPS Waste perspectives Review your operations from the following seven waste perspectives: A. Waste of processing B. Waste of stock C. Waste of over-building D. Waste on hand E. Waste of operation F. Waste of transportation G. Waste of defects and re-treatment (3) IoT/AI training and exercises In India, many engineers learned the basics of mathematics and programming at school, which is why employees are expected to be capable of logical thinking and bring programming knowledge and experience to the table. Under these circumstances IoT/AI can be introduced into the Kaizen process in the factory. For this reason, the priority is executives training to help engineers understand the current situation and the significance of business reform. (3)-1. Why take on digital transformation? (3)-2. Control and continuous innovation, disruptive innovation (3)-3. Use of AI and IoT (3)-4. How to deploy IoT/AI A. In source development of Information technology B. Use of open source C. Introduction of simple sensors and visual programming tools (SONY MESH) (4) Practical 5S and Kaizen activities Introduction to numerous 5S other companies Guidance on methods in line with Kaizen activities by individual companies (5) Practical Digital and Andon Development (Ruby on Rails) Training Learn how to quickly create WEB systems using Ruby on Rails, a language that even inexperienced programming users can easily penetrate. It should be noted that half the training contents of (4) and (5) should meet the relevant needs of the current company. Specifically, the following training was conducted as part of the kickoff of each company: VSME2.0 concept presentation on the combination of Kaizen and IoT/AI was held. (Figure 2)
Lectured on and outlined TPS. The lessons learned on the user’s side are shown in summary form in Figures 3 and 4 We lectured on digital transformation (DX) using IoT/AI and introduced examples of IoT/AI utilization by Japanese SMEs. To sum up, an explanation of globally increasing uncertainty, the need for management to address the same and the need for rapid decision-making in response to changing conditions was expressed. Also explained was the need to determine the current situation in real time by digitizing via IT infrastructure on the cloud, which can be built quickly and connecting it to daily actions via Kaizen thinking based on the fact. (Figure: 5)
10
Figure 2. Kaizen and IoT/AI
Figure3. Overview of TPS1
Pillar : Kobetsu Kaizen Loss no. 02: Quality defect & Rework Loss Page no.: 2
0. Project Introduction
The Aim of the VSME2.0 Kaizen and IoT/AI Course
Kaizen• A Method of Managing People
and Things• Process oriented• Continuous improvement• Long-term progressive
effects• All working together• Open• Flexible• Tacit knowledge
IoT/AI Reform by utilization• Technology-centric
management methods• Results-oriented
(achievement-oriented)• Innovation• Short-term dramatic effects• Individual team creation• Close• Rigid• Explicit knowledge
Integration of Business Management
Master the Synergy between Kaizen and
IoT/AIto gain the knowledge of
the embodiment ofCompetitive
management structure
Pillar : Kobetsu Kaizen Loss no. 02: Quality defect & Rework Loss Page no.: 5
1. Selecting theme: 1.1 Reference
Production flow must be entirely smooth.
One-piece-flow manufacturing is the best method to eliminate waste.
One-piece-flow manufacturing easily finds problems in the production line.
Production
Quality should be ensured in each production process.
It is costly to keep making defects.
We need to find the root cause when defective products are made.
We must be careful not to let these defects occur again.
Quality
You must only send fine quality products to the next process.
“Zone Control”
100% defect-free goods. The later process shouldn't accept any defects from the earlier process.
Reference-TOYOTA PRODUCTION SYSTEM (Sansei Guidance)

11
Figure4 Overview of TPS2
For the three pilot companies, “Kaizen” will be targeted in areas with the highest business needs after analyzing the customer’s factory management issues. The outline of Kaizen activity is basically productivity improvement and improvement of the First-Time-Right Ratio2.
2 The First-Time-Right Ratio is the rate at which a good product can be produced first time around, excluding recycling and process returns. When the amount of raw material A, the amount of waste B, the amount of recycling C and the amount of reprocessing D, the direct rate = It becomes (ABCD) / A. Yield is represented by (A-B) / A
Pillar : Kobetsu Kaizen Loss no. 02: Quality defect & Rework Loss Page no.: 6
Manufacturing is not something that can be done with machines and methods.The main constituent is just workers, and workers at the site can think better for themselves and solve for themselves.“Manufacturing is human development”
First, “bring up a human being” then manage them.The term “bring up a human being” encompasses the spirit of TPS.
Many people think that TPS is just a manufacturing method.“To Human resource development” is the most important thing, and TPS is where people who grow up are making things while continues KAIZEN/improvements every day.That's why there are no rebounds and you can always make the strongest manufacturing.
The spirit of TPS
VisualizationProduction process that can be find out immediately when a problem occursProcess where the problem process can be seen visually
1. Selecting theme:
Figure5 What is the Digital Transformation?
Entry from different industries Liquidity of Market Diversification of
customer preference
Increased UncertaintyCondition for Business Continuity:immediate adaptation for change
Business Environm
ent
Agile Development and DevOps
Cloud : Container × Kubernetes / SaaS × PaaS
ITInfrastructure
ERP×BPR/BPM
Quick decision-making Digitalization of Business Process
Visualization Optimization
ML × Data Science
Data collection from Business Gemba (real place)
Elements of sustain D
X
Platform
Culture of imm
ediate adaptation for change
Digital Transformation(DX)
5

12
Figure6 Entire Kaizen Activity
Specifically, in the following companies, the product and the target process of the subject,
showing the Kaizen content. (1) Aerostar: Eligible Products: Helmets for HONDA Eligible Brands: Aerostar
Target operation: assembly line Challenge: There is a major divergence between production planning and production performance Activity: Production leveling through individual analysis of assembly line production activities Kaizen Content: Improve productivity by producing results according to production plans.
(2) SONA BLW Target products: Automotive parts for Suzuki, Mahindra and Escoutes Target operation: UNIT-3 Challenge: Large amounts of WIP inventory during the production process Activities: Elimination of waste by changing factory layouts and analyzing the flow of goods Kaizen content: Reduces intermediate WIP inventory and reduces the flow of production processes
(3) HERO: Eligible Products: Fuel Tanks for Bikes Target operation: Welding process Challenge: The direct rate of the motorcycle oil tank is low Activity: Reduce the number of defectives by analyzing the classification of the defect type and the specific occurrence process. Kaizen content: Reduced re-make-ups (currently more than 30% of re-make-ups) 2.3 Activities related to outcome 2
To make the “VSME2.0” course acceptable to CII, CII reviewed the course content and implemented the plan in a way that was easy for the Indians to accept. Specifically, the company first announced that it would implement Kaizen with a scope limited to one process per product per company. For this purpose, the target product and process would be determined on the first visit and the theme of Kaizen selected. These methods, which are also available in other CII programs, were easy to accept on the Indian side.
Through the following methods such as Process Flow Analysis (PFA), line balancing, pull system, takt time3 leveling, ECRS Kaizen, “pokayoke” and visualization, CII counselors are collaborating and leveraging experience to track Kaizen methods.
Through these efforts, pilot companies will learn the TPS mindset and new ways to introduce IoT/AI into Kaizen. “Industry 4.0” has become a hot topic and Indian industry, which
3 Takt time is the time or pitch required to make one item requested by the customer. The calculation formula is takt time = daily operating time / daily production quantity.

13
awaits its introduction, is also welcome to acquire skills deployable in the form of digital Kaizen that introduces IoT/AI.
Figure 7 Overall process table proposed to pilot companies jointly created with CII
2.4 Activities related to outcome 3 Among the outcome 1, courses described in 2.2, (4) practical 5S and Kaizen activity training and (5) The second half of the training on Practical Digital Andon Development(Ruby on Rails) will be practicing Kaizen activities in line with individual corporate issues. Through this practical activity, companies will be able to enjoy the results.
To verify the effectiveness of pilot projects that achieve results, each company is working with others to solve problems in the current factory operations. See 2.4.1, 2.4.2 and 2.4.3 below for individual pilot projects for each company.
From May 2020 onwards, for digital and program development in online education, Ruby on Rails, which is based on the Ruby language created by Japanese people with high development productivity and a programming language easy to learn, has been developed and self-maintained. Consequently, they have reached a level where they can work with the Kaizen team to envision creating a digital form, which can be displayed via a regular digital liquid crystal display that is suitable for them.
During this on-line training, it became difficult to continue long-term (three-hour) continuous lectures and the individual guidance format conducted in offline training. Since the limit of concentration for web conferencing was deemed to be 90 minutes, the preparatory material was prepared in April 2020 and the decision to opt for reversal learning was taken, assuming that this preparatory material was pre-learned. Learners at pilot companies production planning and performance strove to boost their training productivity using their own learning materials, rather than lectures at WEB conferences, providing guidance tailored to individual students and changing the training forms that learners work on in collaboration with other learners.
Ultimately, by filling in the table of productivity, quality, Kaizen and 5S proposals below,
we will set goals for the current situation and collaborate to track the assessment results four months from now.

14
Figure8 Table of Kaizen Targets and Outcomes
The activities of individual companies are as follows: 2.4.1 AEROSTAR HELMES & ACCESSORIES. SAI Group
2.4.1.1 Overview of the Company Location: Aerostar Helmes & Accessories, A460, Chopanki Industrial Area, Bhiwadi, Rajasthan President: Mr. Summit Doseja (transferred from a Japanese company in June 2019) (Group owner: Mr. Sanjeev Kapoor) Number of employees: Approximately 500 Main products: Helmets (approximately 10,000 pieces/day), spare parts for two-wheeled vehicles Note: In 2016, the Company acquired an Aerostar-branded Helmet Company and became an OEM supplier of helmets to Honda Motorcycle, Suzuki Motorcycle, TVS and Royal Enfield. It is currently ranked fourth in India, but is aiming to be third in the near future. The first impression at the time of the visit was that many workers sat and worked on chairs and floors and many workers awaited them. There are many goods in process and the warehouse has a lot of finished products (to be shipped to the aftermarket). 5S is not progressing and the working environment is poor. The Rajasthan plant was burned down in a short fire on January 11, 2020. In October 2020, Kaizen activities for the Sheree Amba plant, another helmet factory with the same capital as Aerostar’s former plant (Rajasthan plant), were launched online. The target process is the assembly of the helmet as well as the old factory. 2.4.1.2 Support activities through Indian local operations until March 2020 (Kaizen will provide offline guidance through local visits) (1) Schedules Company Visits Visits: 8 (Kickoff 2019.10. - 2019.3.22) For more information, see A1. Also see Day-by-day company visit report

15
Figure9 Schedules to March 2020 (2) Kaizen members up to March 2020 Leader: Mr. Rajeev Tomar (Plant) Transferred from a Japanese company in October 2019
Figure 10.Kaizen members
3) Understanding the work flow and factory-wide issues 1) Factory layout and main processes Challenge: 5S is not thorough
AEROSTARExcellence through Values
Leader Member Member Member Member Member
Photo Photo Photo Photo Photo Photo
ARPIT MATHUR RISHABH GUPTA
SURENDER YADAV RAVINDER RAVI GAUR ADESH KUMAR
BUSSINESS EXCELLENCE ASSEMBLY QUALITY MOULDING MAINTEANCE PAINT SHOP
Introduction
• Pillar : KK + QM + JH• Theme :
Pillar Head
Photo
RAJEEV TOMAR
Project commencement date : 1st Oct,2019 Project completion date :28th June,2020Methodology: 7 steps of Problem Solving
`
To increase “First Time Right” ZERO DEFECT in Weld Shop ( Current Assy 1.45%, Paint Shop
1.75%, Moulding 1.20%)

16
(1st floor) Chemical production process: injection
production type machine 9 Painting process: two lines Assembly process: all eight lines Performance test room
(2nd floor) The visor hardening process Sewing process of interior and belt
Sticker production process
Figure 11 Factory Layout (1F) 2) Part flow (painted helmet)
Challenge: Quality control by zone management is not thorough
Figure 12.Process Flowcharts
[Main flow] Injection molded ⇒ polished ⇒ painting ⇒ assembly, separately visor processing, sewing, sticker 3) Configuration of the target process Challenge: Decreased production efficiency due to seated work
Figure 13. Belt conveyor line
Main Specs: Belt Conveyor: (L) 13.7m x (W) 0.76m x (H) 0.9 Conveyor speed: 0.4 to 2.6mm/min Target production takt: 24” Number of workers: 14
4) Production planning and production results (Assembly Line 6) Issue: Significant divergence between production planning and production performance

17
Figure 14 Production planning and production performance
5) Defects Challenge: dents, molding defects, problems due to excessive chizz have occurred. This is due to poor finishing, scratches and excess adhesive.
Figure 15 Pareto Chart of Defect type (4) Individual support The product we’re working on is the product name Replay and the process is one of assembly. The problem we addressed this time is the significant gap between production planning and performance. To solve it and improve factory productivity, we first brought in the TPS concept. TPS operates on the principle of quality control through zone management. However, when assembling this helmet, the finished product may be defective due to poor quality parts used in the previous process. Accordingly, to fundamentally improve the productivity of the entire product, the quality level in the individual process must be improved via thorough zone management at the component level before the assembly process. With this in mind, a conscious effort was needed to avoiding bringing the failure of the next step to the subsequent process. Next, we asked them to raise the current problem of the helmet assembly process, which is the improvement target and also investigated the site to strata the problems.
18
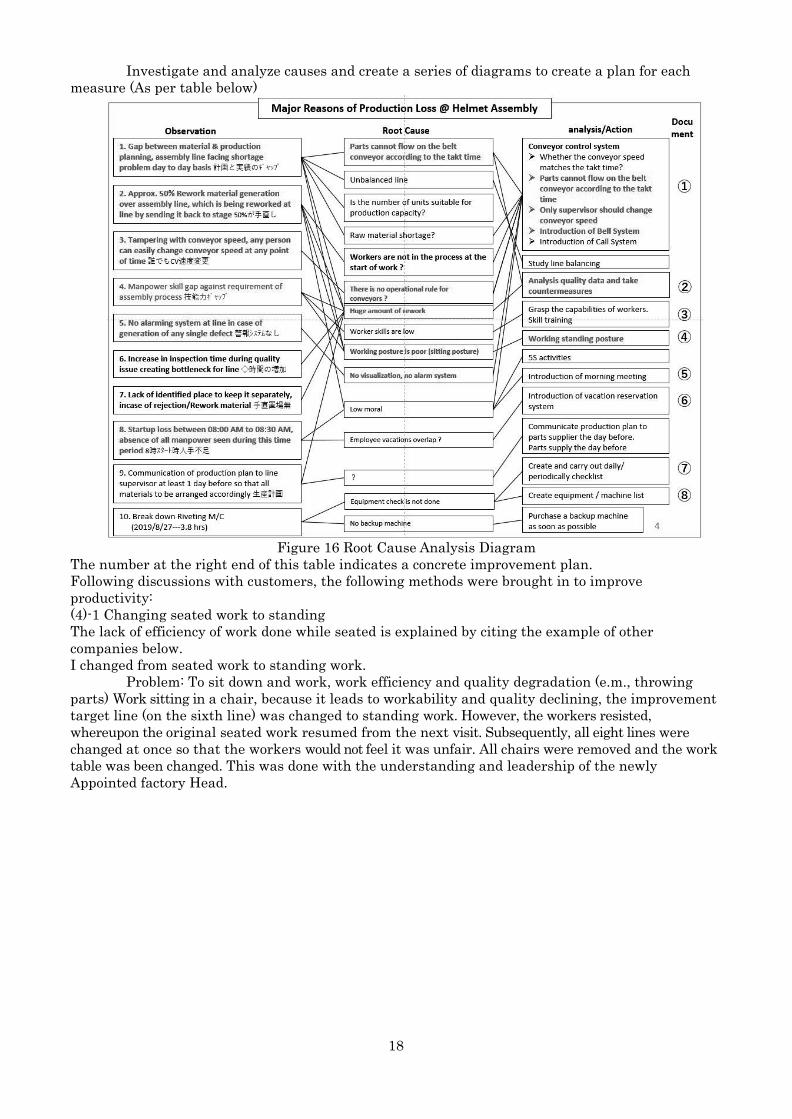
Investigate and analyze causes and create a series of diagrams to create a plan for each measure (As per table below)
Figure 16 Root Cause Analysis Diagram
The number at the right end of this table indicates a concrete improvement plan. Following discussions with customers, the following methods were brought in to improve productivity: (4)-1 Changing seated work to standing The lack of efficiency of work done while seated is explained by citing the example of other companies below. I changed from seated work to standing work. Problem: To sit down and work, work efficiency and quality degradation (e.m., throwing parts) Work sitting in a chair, because it leads to workability and quality declining, the improvement target line (on the sixth line) was changed to standing work. However, the workers resisted, whereupon the original seated work resumed from the next visit. Subsequently, all eight lines were changed at once so that the workers would not feel it was unfair. All chairs were removed and the work table was been changed. This was done with the understanding and leadership of the newly Appointed factory Head.
19
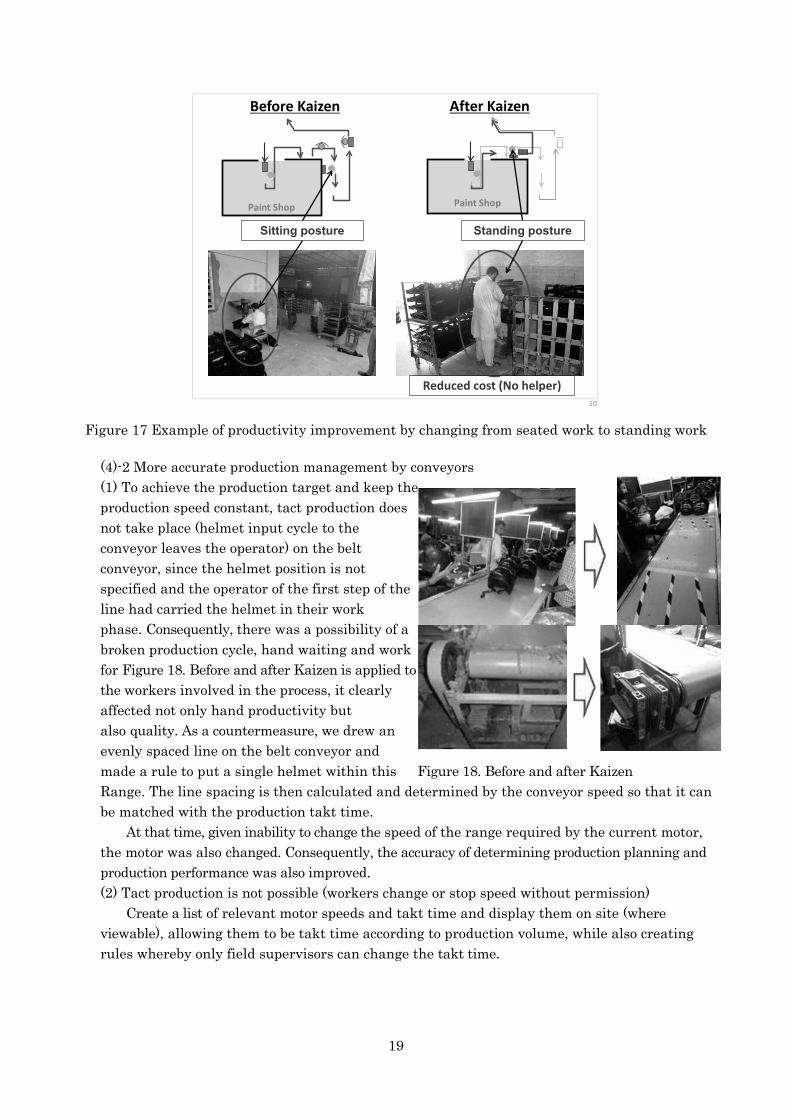
Figure 17 Example of productivity improvement by changing from seated work to standing work
(4)-2 More accurate production management by conveyors (1) To achieve the production target and keep the production speed constant, tact production does not take place (helmet input cycle to the conveyor leaves the operator) on the belt conveyor, since the helmet position is not specified and the operator of the first step of the line had carried the helmet in their work phase. Consequently, there was a possibility of a broken production cycle, hand waiting and work for Figure 18. Before and after Kaizen is applied to the workers involved in the process, it clearly affected not only hand productivity but also quality. As a countermeasure, we drew an evenly spaced line on the belt conveyor and made a rule to put a single helmet within this Figure 18. Before and after Kaizen Range. The line spacing is then calculated and determined by the conveyor speed so that it can be matched with the production takt time. At that time, given inability to change the speed of the range required by the current motor, the motor was also changed. Consequently, the accuracy of determining production planning and production performance was also improved. (2) Tact production is not possible (workers change or stop speed without permission) Create a list of relevant motor speeds and takt time and display them on site (where viewable), allowing them to be takt time according to production volume, while also creating rules whereby only field supervisors can change the takt time.
Paint Shop
Before Kaizen After Kaizen
Paint Shop
Standing postureSitting posture
10
Reduced cost (No helper)

20
Figure 19 Relationship between production cycle and volume (3) Quality control impossible (the conveyor continues to move even if there is a problem in the process) A line stop (rope) switch was installed based on the TPS idea of stopping the line immediately when a defect occurs and “not passing the defect downstream”. When the line stops, the rotating warning light lights up and an alert is immediately sent to the job system to solve the problem Figure 20 light to be lit by the line stop switch (Reforesting).However, the operation remains unfamiliar and has not yet been fully utilized. In addition, it falls to the floor and becomes damaged at the final step of the belt conveyor, due to the lack of a full stop detection device. The operator of the final step impairs the helmet .To prevent this, a photo sensor was attached to the terminal of the belt conveyor, the pat light was turned on and an alarm issued at the same time as stopping the conveyor before the helmet fell. (4)-3 Promoting “Visualization” Since there are no notices visible to supervisors and workers on site, we posted a graph of the operation status and quality status at each license terminal and improved morale so that everyone could see the production status and quality situation. However, since paper bulletin boards are difficult to see and old information, we proposed building a system that utilizes IT/IoT. Figure 21 Quality graph A . Use IT/IoT to accurately understand the number of inputs to the line for the number of plans per hour (currently left to the operator and no one knows) B. Use IT/IoT to automatically determine the number of completions currently done manually in real time C. Using IT/IoT andon will be installed on the terminals of each line to display the production status to all, improving morale for production (system building in progress) and uploading this information to the Internet so that the production status can be seen in real time, no matter where the plant manager, president, or other stakeholders are on the smartphone.

21
(4)-4 Quality improvement The problem is:
- As we continued to improve the productivity of the sixth assembly line, which is the process to be improved, we were surprised to see so many defects in the previous process (injection molded, painted, visor, sewing). - The production volume remains behind market demand with stores producing more and more defective products under the orders to “just produce the quantity”. As a result, the failures from all other processes accumulate in the assembly process, causing a lot of waste, and at the same time the planned production volume is always out of reach.-Because the number of units produced is a very big problem, the quality problem was the next improvement issue. (In the sixth assembly line, the actual result (finished product) is 60-70% for the production plan and the rest is returned to the previous process, such as the painting process.) Quality issues need to be improved in all processes, expertise such as injection molding technology, painting technology and sewing technology is required and time is limited, so we decided to implement it from the basic part. Improvement guidance:
1) Guidance on how to take and analyze data We asked the factory to capture the data to understand the quality situation, but because the purpose of utilizing the data remained poorly understood, guidance for the local side, such as re-capturing and re-analyzing the data was very time-consuming. However, since it is a pillar for improvement, we have started teaching from here anyway.
2) Individual improvement Of all the defects, the following surveys and measures were carried out, particularly given The many scratches and dents.
A. Measures against scratches and dents in the assembly process We investigated the whole process, pointed out work where there was a risk of scratches and dents, etc. occurring, tools, work table, etc. and proposed revising the work method and anti-scratch measures (Approximately 15 cases)
Figure 22 Points out work, tools and work table, etc. that may cause damage, dents, etc.

22
B. Measures to improve the accuracy of paint surfaces while avoiding scratches and dents, during transport between painting and assembly shops
All transport trolleys was repaired. (Interference with the frame, peeling of the cushioning material, damage, etc.)
Figure 23 Repair of the Transport Trolley
All transport trolleys were cleaned before being treated to prevent contaminants such as dust affecting the coating process.
Figure 24 Cleaning of the Transport Trolley In the assembly process, injection molded failure, paint failure, sun visor failure, sewing failure, defect of assembled parts (scratches and clothes) has a defective product of 40%. Accordingly, we have set up a system that can take measures quickly by determining the problem contents and the number of defects in real time by utilizing IT/IoT. (System under development)
(4)-5 5S Activities Problem: The 5S team is organized in the factory not yet active and not yet accomplishing the “Seiri” and “Seiton”. Many problems regarding the working environment and safety remain. Kaizen guidance: -After introducing 5S improvement examples of other companies in PPT, we handed over reference materials (English books) for self-research. - 5S patrol of the whole process with the whole team several times. The key here was to take a picture and follow it. -However, progress has been slow in areas other than those pointed out from here. It is difficult to establish the 5S culture without top leadership - The newly appointed factory director has repaired the uneven and painted passageway (thanks to considerable investment). We are actively promoting 5S, but originally had many issues, not all of which could be solved.

23
Figure 25 Before Kaizen (left) after Kaizen (right) due to 5S activity
The above activities were before the Rajasthan plant was burned down in a short fire on January 11, 2020. Since the new plant will be available for KAIZEN activities from October 2020 onwards, a subsequent project on this initiative is underway.
2.4.1.3 Support activities for the new plant that started in April 2020 At the new plant, the gap between production plans and actual results remained a challenge, so the company applied the same methods as Kaizen at the former plant and implemented Kaizen activities based on the current situation. The Kaizen theme was “Productivity improvement” and to show practical examples of Kaizen in the limited available time, we selected the process most likely to be effective in all manufacturing processes. In fact, we narrowed down our scope of activities to a single product in a single process and the line inside the assembly process was selected as the target at this time.
Figure 26 Kaizen Theme and Whole process
AEROSTARExcellence through Values SHOP : Hard Coating Area
LOCATION : Hard Coating Deptt
KAIZEN IDEA SHEETDOC. No. : Rev. No. : Eff Date :
STARTED ON : 28/01/2020 FINISHED ON : 31/01/2020BEFORE IMPROVEMENT AFTER IMPROVEMENT
OBSERVATION :- The master carton and the blue bin are not in the right place in the gangway.
IDEA : All material placing in Blue Bin... Material identification is on the blue bin.
RESULT – Maintain 5’s FACILITATOR:
Mr. Ravendra
BENEFITS : There is a lot of space in the gangway
RESU
LTS & B
ENEFITS
P Productivity Increase
Q Quality Improved
C Cost Saving
D Delivery Fast
S Safety
M Moral Increase

24
At the beginning of the activity, we requested that the pilot company make a smartphone video encompassing three cycles to view the individual work behavior of the 15 workers on one production line. We also asked the pilot company to store the captured content on the cloud and share it with the Japanese side. The Japanese side observes and analyzes the individual behavior of Kaizen experts, proposes Kaizen ideas and proceeds with Kaizen initiatives.
Figure 27 Photos of the entire process
【Meeting Method】 The proposed meeting bodies are as follows:
Figure 28 Support system and Meeting Method

25
【Organization structure】
The project structure is as follows:
Figure 29 Pilot company organization
The Meeting Method used was based on Microsoft Teams and a request was made to have the convocation and facilitation of meetings handled by CII Counselor Mr. Amit since October.
Figure30 Teams meeting for project kickoff

26
The basic idea of the whole Kaizen is TPS (Toyota Production Management System). Keywords are: ① Single-piece-flow manufacturing ② Takt time & Cycle time ③ Line balance ④ Quality for each production process ⑤ Visualization.
Figure 31 TPS Keywords
① Single-piece-flow manufacturing 【Before Kaizen】
The conveyor at the site before Kaizen had considerable work-in-process and the line was in a state where it would not stop, even if a problem emerged. In this state, it is difficult to know which process is the problem. Consequently, they were in a situation where they could not take accurate measures, which prevented the Kaizen initiative from advancing. [Kaizen direction] For the first Kaizen step, we decided to put only one helmet on each pitch of the conveyor. One helmet will flow pitch by pitch according to takt time. Stop the conveyor if work is not finished within the takt time. By applying this rule, they can see which process has a problem at a glance. They can now also take action and create a cycle in which Kaizen advances.

27
Figure32 Single-piece-flow manufacturing
② Manage the cycle time of each process at takt time (a line speed that allows the monthly production target of the factory to be achieved) 【Before Kaizen】The cycle time exceeded the takt time in two processes.
Figure 33 Takt time & cycle time before Kaizen
【After Kaizen】They learned the correct calculation method for takt time and it emerged that the accurate duration of takt time was 29 rather than 36 seconds. There was also scope to shorten the cycle time of the biggest bottleneck “Cloth Cleaning Process” from 54.4 to 13.6 seconds, by having more people work on the process. They were also working to shorten work hours using drill ceilings and training workers based on detailed work analysis at Second most time-consuming Visor Fitment.

28
Figure34 Takt time & cycle time after Kaizen
Figure 35 Hanging from the ceiling of the drill to improve work efficiency

29
③ Line Balance In the pre-Kaizen state, production quantity and quality were the key issues and the efficiency of line operation was not subject to Kaizen. After meeting the required production quantity and quality, it was recommended to improve the line utilization rate (line balance). Consequently, the utilization rate with an initial value of 70% increased to 80%.
Figure 36 Line Balance
④ Quality control for each process 【Before Kaizen】 In the helmet assembling line of the Kaizen target process, multiple parts are also included from the in-house parts manufacturing process and 100% good items are required. However, a lack of thoroughness meant the secondary cause of rework on the assembly line was a wound in transportation and the 8th cause was a paint mistake.
Figure 37 Quality control for each process

30
【Kaizen Countermeasures】 As well as minimizing the scratches during transportation that cause many defects, the transport operation of the trolley used for transportation was videod with a smartphone and the following Kaizen proposal was implemented. Specifically, (1) Attach an anti-scratch cover to all parts of the frame. (2) Inspect the protective material of the trolley once a week and suggested that the steel frame never be visible. (Other than this, four other suggestions are being implemented)
Figure 38 Proposed Kaizen
【Post-Kaizen results】An 85% reduction in defects due to major rework. Efforts to improve the quality in the process spread, spawning overall quality improvement.
Figure 39 Kaizen Result
60% Reduction
85% Reduction 85%
Reduction

31
⑤ Visualization 【Before Kaizen】 The plan and actual results table described by hand were stuck on the wall and the production results (including the reason for the defect) were filled out by hand at any time.
Figure 40 Current Process Control Status
【Proposed Kaizen】Make it possible to input numerical and actual values at the time of planning from the tablet placed in the process.
Figure 41 Next-Generation Process Management System
Step 1 – User manually enter production data on hard copy format.(Ok production quantity / rejection quantity with reasons)
Step 2 - After shift end, User enter all Production data in excel Format
Step 3 – Then make graph for Shift wise Production analysing
Step 4 – User share Production Data to concern HOD’s on E-mail
• User will update shift wise & hourly wise production plan
PRODUCTION STATUSDate: xx/xx/xxxx Line : GTS LINE - 1Time : xx:xx Shift : APlaned Quantity : 1000 Tact Time : sec.
TimeHourly Cumulate
Plan Actual Def. Plan Actual Def.08:00 10:30 250 25010:45 12:30 175 42513:00 16:00 300 72516:15 16:30 25 75016:30 19:00 250 1000

32
Figure42 Next-Generation Process Management System
【After Kaizen (image diagram)】Visualization of planned and actual quantity defects by type, etc.
Figure 43 Next-Generation Process Management System
• Quality User will Update OK Production / Rejection (With Reason)
REJECTION REASONA LINE SCRATCH 1 + -B BOND + -C STICKER N/G + -D DRILL OUT + -E HANGER TOUCH + -F DUST + -G DENT + -H OTHER + -
REJECTION / REWORKOK PRODUCTION
PRODUCTION STATUSDate: xx/xx/xxxx Line : GTS LINE - 1
Time : xx:xx Shift : A
Planed Quantity : 1000 Tact Time : sec.
TimeHourly Cumulate
Plan Actual Def. Plan Actual Def.
08:00 10:30 250 1 1 250 1 1
10:45 12:30 175 425
13:00 16:00 300 725
16:15 16:30 25 750
16:30 19:00 250 1000
START POINT END POINT Final Inspection

33
2.4.1.4 Support activities for new production processes that had started after June 2021 This project was originally scheduled to end in May 2021, but to do the PoC (Proof of Concept: Verification of whether it will work) of Kaizen using Microsoft HoloLens2, it has been extended by four months until September 2021 (guidance until July 2021). The target factories are: Aerostar Helmet Affiliates of the Company “Shree Amba Industries” a rookie factory in Rookie, Uttarakand, northern India, which has a plastic molding process for the company’s helmet parts. The facility is four hours’ drive from CII office in Gurgaon and CII was often unable to visit the factory. Accordingly, CII Counselor Mr. Amit was educated on Hololens2 in advance and we requested that Mr. Amit also educate engineers in Roorkee plant about the Hololens2 remote support methods. We have tried using HoloLens2 in the actual factory in India. It worked when it came to understanding and determining the outline of the factory and work, but was lacking when it came to improving the detailed set up work. This time, regarding Kaizen for the setup replacement work, we asked the pilot company to take a video with a smartphone on the local side, which was then used for operational analysis. 【Local Map】
Figure 44 Map of Roorkee plant
【Project Teams】 At this time, the Kaizen Team comprised team members specializing in plastic injection molding.
Figure 45 Project Team

34
【Education for remote support methods】 For facilitate remote support implementation using Teams with Microsoft Hololens2, CII Counselor Mr. Amit was educated and trained in its functions to an extent allowing him to pass on that knowledge to local companies
Figure 46 Education for CII Counselors Mr.Amit
From the conference room to the inside of the factory, using a Wi-Fi Internet connection, it was possible to determine an overview of the local factory in real time as if you were there.
Figure47 Entrance of the process using a Plastic Molding Machine at the Roorkee Factory
(Hololens2) The information panel of the plastic molding machine was approached with Kaizen in mind and the current situation was determined
Figure 48 Plastic Molding Machine Information panel
Japan
Japan
India
India

35
【Procedure】 This is the first time to improve the change time, so we implemented it with the following procedure, including lectures:
Figure 49 Kaizen Teaching method
【Selected process】 Among the plastic injection molding processes that exist in the Roorkee factory, we selected the process of processing the product called “Nose Maestro” for which the setup process had taken the longest time (40 minutes) the previous month, namely Unit No. 4 (450 tons). We aimed to shorten the process time.

36
Figure 50 Target machine (450t Plastic Injection Molding Machine)
【Before Kaizen】
Photos of the work surroundings were taken by smartphone and the data analysis led to Kaizen
Figure 51 Work videographing the scenery
Figure 52 Work efficiency Analysis table

37
【Proposed Kaizen】 At all 14 Kaizen suggestions for items. As an example, No. 11 the Kaizen proposal, proposes that the reshaped nozzle of the molding machine shortens the change because it takes time to confirm the area around the nozzle tip.
Figure 53 Proposed Kaizen
Video timer ビデオのタイマー
Video image ビデオ画像
Improvement time(estimated)改善時間(推定)
360 Sec
⑪Plan A&BPlan A: Improving the accuracy of the locate ring (see separate sheet: ③)A案:ロケートリングの精度向上(別シート:③参照)
It takes time to check the contact between the nozzle tip of the moldingmachine and the bush of the mold.成形機のノズル先端と型のブッシュの当り確認に時間をかけている
Plan B: Replace the mold bush or replace the equipment head (seeseparate sheet: ④)B案:型のブッシュ交換又は設備のヘッド交換(別シート:④参照)
Improvement plan改善案
problem問題点
Separate sheet ④
Locating ring Bolt
Nozzle part of molding machine 成形機のノズル部
R20
Sprue bush スプルーブッシュ
ExスプルーブッシュがR21
成形機のノズル部はR20
<Example of mold dimensions> <型の寸法例><Outline of molding machine & mold matching>
<成形機&型合わせ概略>
Example: Sprue bush is R21 The nozzle part of the molding machine is R20

38
【After Kaizen】
After examining whether or not the Kaizen proposal could be implemented, they decided to implement all 14 cases.
Figure 54 Study of whether the Kaizen proposal is possible
As an example, the No. 11 Kaizen proposal reshapes the nozzle of the molding machine and reduces the change time.
Figure 55 Molder nozzles revised to boost work efficiency
The overall setup time is expected to be halved
Figure 56 Kaizen Effect
50% decrease

39
2.4.1.5 Remaining challenges After the spread of COVID-19, Kaizen activities have been supported from remote locations, and Kaizen measures have been planned as well as introduced despite not being able to actually observe them on site and only through a limited range of activities. In the future, these activities needs to be implemented using similar processes with similar problems and followed up on so that results can be achieved properly. 2.4.1.6 Proposals for future countermeasures Future activities include CII leaders regularly (monthly, or once every 3 months) checking the progress of subsequent activities, and providing appropriate guidance if there is a deadlock on-site.

40
2.4.2 SONA BLW PRECISION FORGINGS 2.4.2.1 Overview of the Company Location: Sona Enclave Gurgaon, 122001 India Chairman: Mr. Sunjay Kapur Number of employees: 1,000 (as of 2011) Main product: The world’s largest precision forged differential gears manufacturer Manufacture of precision forged umbrella gears (differential housing components) for
passenger cars, commercial vehicles, etc. 90% of products are exported Company Profile: The former president invited Processor. Siba. "War Room”at that
time remains and training such as safety, production, maintainance and quality is carried out (also used in this training). SONA BLW started in 1995 as a joint venture between Sona Group and
Mitsubishi Materials, Okekawa Precision Forged Products. SONA acquired Comstar Automotive in 2019 to form Sona Comstar. SONA BLW now have ten plants in India, China, Mexico and the United States. SONA BLW, which we taught this time, is a unique
gear manufacturing technology. Unit-1 Factory: Material processing, forging, heat
treatment Unit-2 Plant: Machining and assembly of differential
gears (assembling and exporting Tesla’s differential hauling for EVs to Canada) Unit-3 Plant: (Teaching factory) Gear machining
(approximately 50 CNCs and automatic polishing machines), packaging, shipping 2.4.2.2 Support activities through local operations until March 2020
(Kaizen will provide offline guidance through local visits) (1) Schedules Company Visits Visits: Eight times (Kick-off 2019.10.22 - 2020.3.22) For more information, see (Details for A1. See Day by day company visit report)

41
(2) Improving members Leader: Mr. Ratan Singh (Asst. GM QA management System) Members: Mr. Ratanmani Kukreti (GM, Technical Services) Mr. Sanjay (Production, Machine Shop) Mr. Javed Kumar (QA) Mr. Vijay (maintenance) Ms. Rashmi Sisodia and others Mr. Rnjeet Sing (IT/IoT) Observers: Mr. Ranganathan Balaji (CEO), Mr. Mr. Kiran Deshmukh(CTO) (3) Understanding the flow of work and issues of the entire factory The factory-wide problem was arranged from the perspective of seven waste scenarios. [Challenges] - Excessive WIP (Work-in-Process) imposed on each CNC machine (leading to waste of stock) - Parts to be processed, the supplier finds missing CNCs while circulating in the process and supplies parts from the store to each CNC, wasteful walking is generated (wasteful transportation) - Long parts transportation route (wasteful transportation) - Inspection in groups of five is carried out in turn for each CELL, but there is considerable imbalance and waste of work (wasteful waiting) -Placement for the parts box of the material store is inefficient (wasteful operation to find / place / take out) (We have achieved our initial improvement targets, so we have implemented new improvements in exported parts.)

42
The process of inspecting export parts involves many WIP between the phosphate coating process and the inspection process (wasteful stock) (4) Individual support The initial target process is CELL-6 at UNIT-3 plant. At the UNIT-3 plant, the final step of the pinion gear, which is a differential gear component, is the process of finishing the product after baking. It has approximately 50 CNCs, an automatic polishing machine and phosphate coating equipment. Parts manufactured at Unit-3 plants are as follows: 1-SUZUKI (SP01B1) ---------CELL-1 2-MAHINDA (MM23A1) --- CELL-3 3-ESCORTS (ES02A2) ------- CELL-6 (Grinding) We select parts 3-ESCORTS (ES02A2) among them. However, it expands horizontally to other parts and processes. 2) Reason for the selection of parts: Parts with high production volume (ESCORTS (ES02A2)) Parts in different part flows (Grinding operation: 3-ESCROTS (ES02A2)) 3) Goal: Productivity improvement The individual policies for reducing the seven waste scenarios are as follows: Reduce inventory waste: Change the supply rack for each CNC to a minimum capacity (length) to ensure only the number of parts required is placed. Reduce transportation waste: Using IT/IoT, we will use IT/IoT to install parts supply Andon in stores, while also sending information to parts suppliers’ terminals and building a system that explains which CNCs to supply parts to without having to patrol the process. - Interruption during implementation (for COVID-19 measures) - - Reduction in transportation waste: Part of the layout in the UNIT-3 factory was remodeled and a new main passageway was created to improve wasteful control there. Waste reduction of waiting time: The Inspection- Oiling-Packing process abolished the group system in favor of a one-cell system per person and reduced the number of workers by one overall. Waste of waste operation of the operation to find / put / take out: We tried to streamline workers’ work when changing the layout and process based on operational waste. Waste reduction of inventory: We reduced the inventory in process by about half. - Interruption during implementation (for COVID-19 measures) - - The results of each activity are based on the final report produced by the company.

43
(4)-1 Part flow improvements 1) UNIT-3 Factory layout and selection process
Figure 57 UNIT-3 Overall view of the plant
2) Part flow before Kaizen The route from parts delivery to parts processing and unloading was 1743m, which required 12 man-hours.
Figure 58 Part flow before Kaizen

44
3) Part flow after Kaizen The route from material delivery to parts processing and unloading has been reduced to 908 meters, reducing the number of man-hours to nine
Figure59 Part Flow after Kaizen 4) Review of the space between CNC machines and aisles conducted for Kaizen 1) Reduced transportation distance by changing aisles (20.7mx-83%) Significantly improved the route from 118.8m to 20.7m (83%) by eliminating waste of work space and making new passageways to improve the part flow.
Figure60 Aisle Change
PAGE /////
VI
Location
Material Flow In Feet
1 Material receipt to storage chute
------
2 Storage (Pickup) to Cell -6 1st. Machine.
120.7
3 1st. to 2nd. Machine 44.61
4 2nd. To 3rd. & 4th. Machine
62.97
5 Machine to VI 7.9
6 VI to Phosphate coating 69.4
7 Phosphate to Qg-4 34.12
8 Packing to FGS 86.59
9 FGS to Vehicle 51.73
Total 7 round in 1shift 425 x 7 = 2980
908 meter
Cell-6 Transportation route Changed Present Material Flow
In
Exit
FG StorePacking
Machine 1,2,3,4 Phosphate Packing Dispatch
Store unit-3
In
Manpower Status:- 01Material movement, 04 for Machine , 01 VI, 01 Phosphate coating,01QG-4 & 01 for packing. Total – 9 Manpower
Stor
e un
it-3
QG-4 Phosphate coating
QG-4 FGS

45
2) Space-saving (-7m2) To improve the part flow, the height and length of the transport shelf of the part that was taking up extra space was adjusted, allowing it to be stored in the space under the free robot.
Figure 61 Space-saving practice
(4)-2 reducing waste of operator operation 1) The worker had moved 3.2m for confirmation with regard to one part. By changing this to a method allowing confirmation without moving, workers who had moved 1200 times a day eliminated a total of 3840 meters of movement a day.
Figure 62. Reduces waste in operator operation
2) The method whereby the dimensional measuring instrument of the finished gear part was held in the right hand and inspected with the part in the left was shortened by three seconds per part by fixing the measuring instrument.

46
Figure 63. Reduces waste of worker behavior
(4)-3 Improvement of the receiving warehouse Reducing the intermediate WIP inventory allowed the entire factory space to be effectively used by reducing the location of the receiving warehouse and made it possible to secure about 12% of free space.

47
Figure 64. Improvement of the receiving warehouse (Left: before improvement Right: after improvement)
(4)-4 Kaizen in the inspection process To have considerable imbalance and waste of work (wasteful waiting), the problem that emerged was excessive man-hours when reviewing the online inspection process and determining whether it met the specifications of the customer in the process, visual monitoring involving two people, process confirmation involving two people, a total of five packing personnel were reduced to one person and a team of six people were reduced to one person with a work time per part of 12.21 seconds.
Figure 65 Kaizen for Online Inspection

48
2.4.2.3 Support activities through Japan domestic operations through WEB conferences since April 2020 Starting in April 2020, we’ve started Ruby on the Rails training to implement Kaizen through IoT/AI through web conferences and they have reached a level where engineers can modify sample Kaizen applications by themselves. Finally, by modifying the sample application, as a Kaizen method to reduce the wiping parts between steps, it was proposed - as a system actually useful in the field - to create the following “Parts Supply call system”
Figure 66 Parts supply call system
Figure 67 Images of the Parts supply call system
We also provide guidance on Kaizen activities, by documents at least two days prior to the meeting and commenting on the documents on the day. The local plant in India was forced to take measures against COVID-19 and activities were delayed. Challenge: In the factory, there was wasteful operator movement when ensuring 2m of social distancing as a countermeasure to COVID-19 infections.

49
Figure 68 Waste Caused by Social Distancing Measures 1) Movement before Kaizen The operator ① near the machine moved 24.92 feet and for 16 seconds. 101 production targets per hour could not be achieved in the overall operating time. (85.625 pieces per hour)

50
2) Movement after Kaizen The layout change allowed the operator to travel two feet, two seconds and achieve 101 production targets per hour. (101 pieces per hour) while saving space at the same time.
3) The effect of Kaizen With this improvement, only 1/6 of the original distance was traveled and operating costs were halved.
2.4.2.4 Final result The measurable direct effects are as follows: A 143M² reduction, intermediate stock 66% reduction, a 73% reduction in distance moved, a 70% reduction in defects and a productivity boost of 58%

51
Figure 69 Summary of the Indicator of the final effect of Kaizen
2.4.2.5 Remaining challenges After the spread of COVID-19, Kaizen activities have been supported from remote locations, and Kaizen measures have been planned as well as introduced despite not being able to actually observe them on site and only through a limited range of activities. In the future, these activities need to be implemented using similar processes with similar problems and followed up on so that results can be achieved properly. 2.4.2.6 Proposals for future countermeasures Future activities include CII leaders regularly (monthly, or once every 3 months) checking the progress of subsequent activities, and providing appropriate guidance if there is a deadlock on-site. Moreover, as it takes time to put together the relevant material, CII education on how to compile reports on Kaizen activities can shorten the time taken to summarize and enhance the content.

52
2.4.3 HERO MOTORCORP LTD. 2.4.3.1 Company Overview Location: Plot Nos. 101-103, 108 & 109 RIICO Industrial Area, Delhi-Jaipur Highway, Neemarana Dist: Alfar Chairman: Dr. Pavwan Munjal Number of employees: 8,551 (2018) Main products: Motorcycles Company Profile: The world’s largest motorcycle manufacturer in calendar year sales since 2001. Until 2012, it was produced by a company called Hero Honda in collaboration with HONDA. Total annual production capacity of motorcycles, approximately 9 million units India’s motorcycle market share: approximately 50% R&D: Jaipur Plants: Five plants in India and one plant each in Colombia and Bangladesh The Nimurana plant in northern Rajasthan is where the teaching took place. 2.4.2.2 Support activities through local operations until March 2020 (Kaizen will provide offline guidance through local visits) (1) Schedules [Company visit] Visits: Eight visits (Kick-off 2019.10.23-2020.3.22) Note: Excluding visits made only by CII staff For more information, see Day by day company visit report for more information.
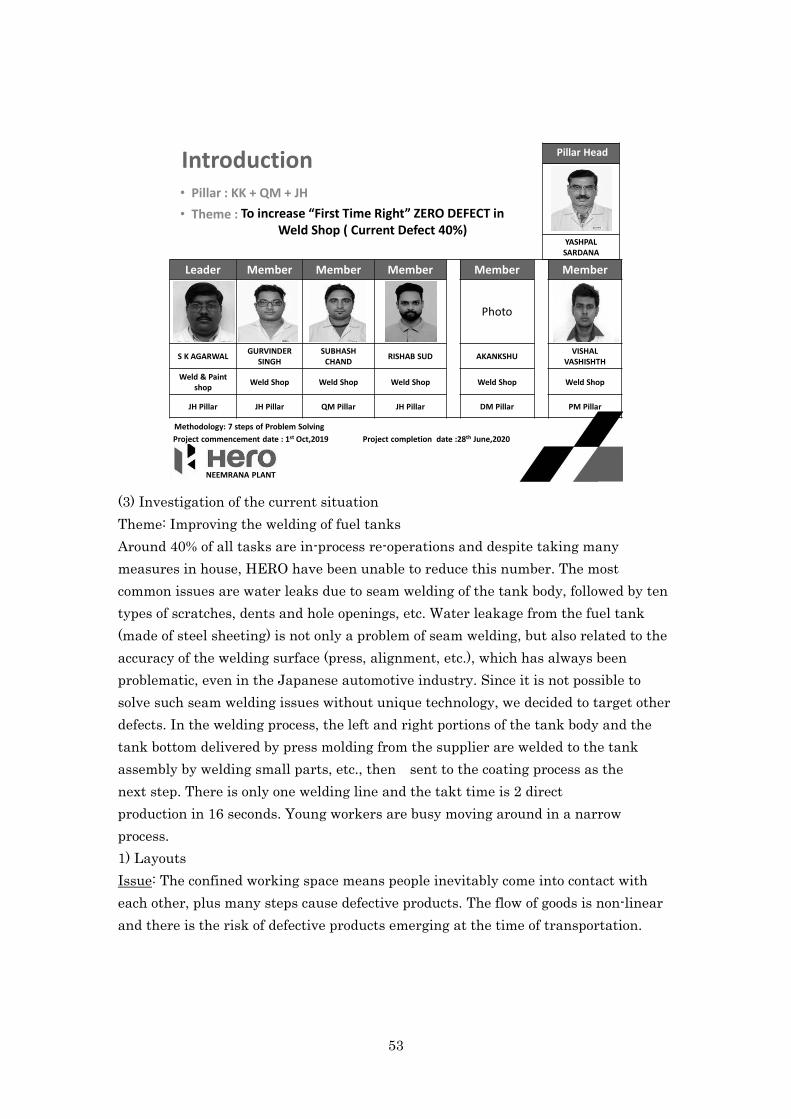
(2) Kaizen members Leader: Mr. Vikas Deep (Ass. G.M) Members: Mr. Sanjay Agarwal (Head Welding & Paint Shop) Mr. Gurvinder Singh (Engineer) Observer: Mr. Yashipal Sardana (Senior GM, Head of Manufacturing)
53
(3) Investigation of the current situation Theme: Improving the welding of fuel tanks Around 40% of all tasks are in-process re-operations and despite taking many measures in house, HERO have been unable to reduce this number. The most common issues are water leaks due to seam welding of the tank body, followed by ten types of scratches, dents and hole openings, etc. Water leakage from the fuel tank (made of steel sheeting) is not only a problem of seam welding, but also related to the accuracy of the welding surface (press, alignment, etc.), which has always been problematic, even in the Japanese automotive industry. Since it is not possible to solve such seam welding issues without unique technology, we decided to target other defects. In the welding process, the left and right portions of the tank body and the tank bottom delivered by press molding from the supplier are welded to the tank assembly by welding small parts, etc., then sent to the coating process as the next step. There is only one welding line and the takt time is 2 direct production in 16 seconds. Young workers are busy moving around in a narrow process. 1) Layouts Issue: The confined working space means people inevitably come into contact with each other, plus many steps cause defective products. The flow of goods is non-linear and there is the risk of defective products emerging at the time of transportation.
NEEMRANA PLANT
Leader Member Member Member Member Member
Photo Photo Photo Photo Photo Photo
S K AGARWAL GURVINDER SINGH
SUBHASH CHAND RISHAB SUD AKANKSHU VISHAL
VASHISHTH
Weld & Paint shop Weld Shop Weld Shop Weld Shop Weld Shop Weld Shop
JH Pillar JH Pillar QM Pillar JH Pillar DM Pillar PM Pillar
Introduction• Pillar : KK + QM + JH• Theme :
Pillar Head
Photo
YASHPAL SARDANA
Project commencement date : 1st Oct,2019 Project completion date :28th June,2020Methodology: 7 steps of Problem Solving
To increase “First Time Right” ZERO DEFECT in Weld Shop ( Current Defect 40%)

54
Figure70 Process Layout
The arrow below represents the flow of only tanks produced by two MIG welding robots, which is the first step. There are six MIG welding robots in total, all of which flow to one line, but it was impossible to write the whole flow ⇒ which process is causing which failure, under circumstances where it is impossible to determine (there is a problem with how to flow to the line). [Comments] - The density of workers is excessive and workers interfere with each other. - The production flow is very complex (crowded enough to write flow for all machines and workers) - Difficulty in quality control due to the high density of workers (inability to identify defective workers) - There is no space for intermediate inspection and rework.
Figure 71 Flow of Things in the Process

55
Figure 72 Flow of operations
2) Line balance table Challenges: Tact time: 16.1 second, Maximum production capacity: 3,350 units per (two shifts per day), but the high failure rate makes it difficult to achieve the target production capacity.
3). Check the quality status Challenge: 40% of total production has been re-issued (for the past six months)
Figure73 Rework Trends

56
Cause of defect items TOP10 Issue: The cause of the failure is often a problem caused by the skill of the operator and the taking of the tank (especially scratches, dents, etc.)
Figure 74 Causes of Defects TOP10
(4) Individual support Target products: Oil tanks Target operation: Welding process (4)-1, Data collection and analysis A. Create a “Kizu map” (see Figure 75 below) to investigate the source of the problem. In addition, as well as the data of the final process, the intermediate inspection data is also finely classified and summarized. However, it is also impossible to take the work history and identify precisely where such scratch or dent has occurred because many workers perform the same work operation in a single step. By creating a matrix table of each step (machine / manual work) and defect items, as a result of investigating the contribution rate of the defect, defects other than the MIG welding process often emerged as problems caused by manual work. The next time we examined the worker’s years of experience, it proved very short, with an average of 0.4 years and a maximum of 0.8 years. We have proposed that they should remain as employees for the long term only in skilled posts such as hammering and hanging MIG weld beads, but it was not accepted due to company policy.

57
Figure 75 Kizu (defects) map
We have identified the problematic items and the cause of the main defects.
Figure 76 Defective Pareto Chart

58
Figure 77 Matrix table of each process (machine/manual work) and defect items
B. Understand the factors of each defect process in a characteristic factor diagram and consider countermeasures Identify the failure occurrence process for each defect item, create a characteristic factor diagram to understand the factors and tie them to countermeasures. As an example, a defect example of a Kizu (Grinding Mark) by grinder was described below.
Figure78 Number of defects on the Kizu map (clicks caused by grinders) and where the Kizu occurs

59
Figure 79 Characteristic factors of the Kizu by the grinder C. Investigation of the delivery status of tank materials After investigating the storage appearance, considerable damage to the pallet, deformation the anti-throes cover emerged.
⇒ We have proposed correcting the pallet shape to one that does not cause damage during transportation to the pallet supplier. However, it takes time to fix because the same pallet is used in addition to this factory. (4) Tank welding process Workers are moving around with tanks within a small work space with an early cycle time (16 seconds). We pointed out all possible areas of interference or collision and proposed installing small-scale cover equipment movement and anti-scratch covers.
Pillar : Kobetsu Kaizen Loss no. 02: Quality defect & Rework Loss Page no.: 17
Probable Causes for Grinding Marks are determined through C&E Diagram.
Man
Material
Method
Parameters
No Visual Inspection or Inspection by Touch after
performing Operation
Pressure Applied while Paper
Buffing
Dents on Material
Adherence to change frequency of buffing
wheel
Hindrance to part
RPM of Machine Shaft /Motor
Vibration Level of Machine
RPM of Buffing Wheel
Buffing wheel Specification
Part Moving with respect to wheel
Method
Buffing wheel Change Frequency
Dust in Environment
Grinding Mark
Adherence
Procedure
Part
Environment
Deep scratches
on incoming
parts
Oil/Grease on Material
Machine
Waviness on Material
No Vibration of Buffing Wheel
Doing Process for less Duration leaving mark
Orientation of Part during Operation
Less PressureApplied
Shaking of Part while buffing
Uneven Spacing between application
of operation while doing Buffing
Skill
Air leakage
Air Pressure
2.9.1.1 CAUSE AND EFFECT DIAGRAM: GRINDING MARKS
2.Understanding the Current Situation and Setting Targets- 2.9 Analyzing probable causes

60
Figure80 Kaizen Point List
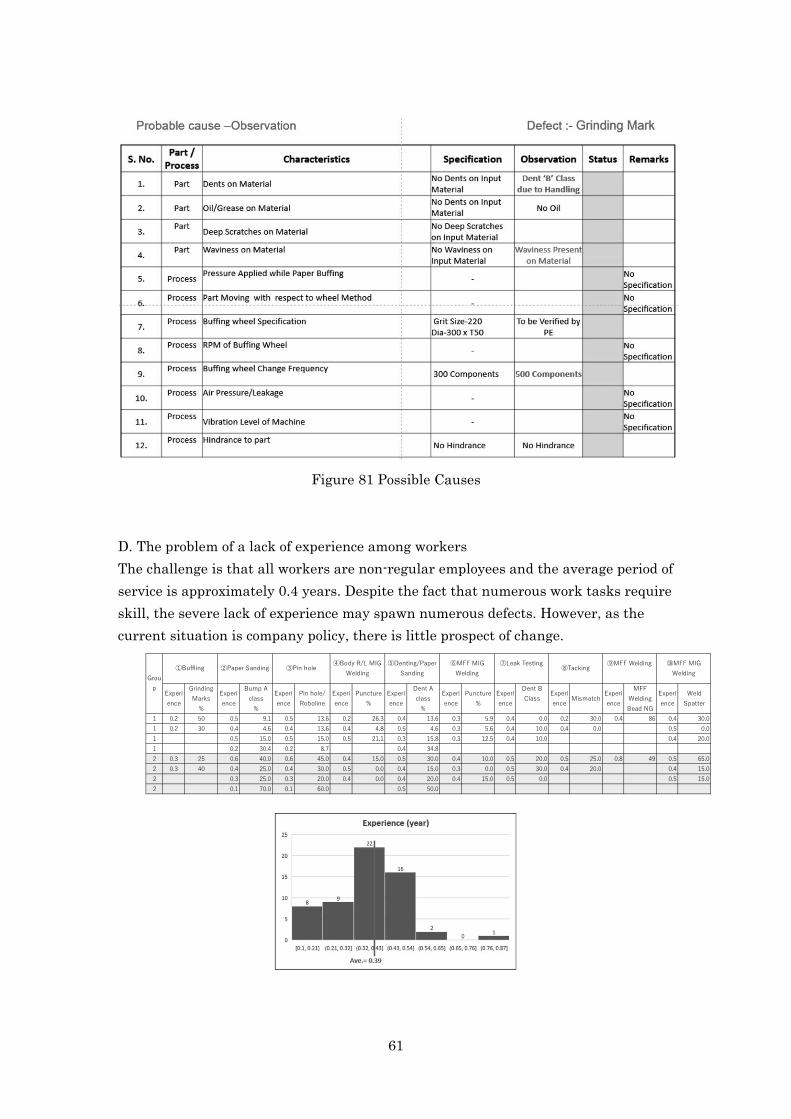
61
Figure 81 Possible Causes
D. The problem of a lack of experience among workers The challenge is that all workers are non-regular employees and the average period of service is approximately 0.4 years. Despite the fact that numerous work tasks require skill, the severe lack of experience may spawn numerous defects. However, as the current situation is company policy, there is little prospect of change.
Experience
GrindingMarks
%
Experience
Bump Aclass
%
Experience
Pin hole/Roboline
Experience
Puncture%
Experience
Dent Aclass
%
Experience
Puncture%
Experience
Dent BClass
Experience
MismatchExperience
MFFWeldingBead NG
Experience
WeldSpatter
1 0.2 50 0.5 9.1 0.5 13.6 0.2 26.3 0.4 13.6 0.3 5.9 0.4 0.0 0.2 30.0 0.4 86 0.4 30.01 0.2 30 0.4 4.6 0.4 13.6 0.4 4.8 0.5 4.6 0.3 5.6 0.4 10.0 0.4 0.0 0.5 0.01 0.5 15.0 0.5 15.0 0.5 21.1 0.3 15.8 0.3 12.5 0.4 10.0 0.4 20.01 0.2 30.4 0.2 8.7 0.4 34.82 0.3 25 0.6 40.0 0.6 45.0 0.4 15.0 0.5 30.0 0.4 10.0 0.5 20.0 0.5 25.0 0.8 49 0.5 65.02 0.3 40 0.4 25.0 0.4 30.0 0.5 0.0 0.4 15.0 0.3 0.0 0.5 30.0 0.4 20.0 0.4 15.02 0.3 25.0 0.3 20.0 0.4 0.0 0.4 20.0 0.4 15.0 0.5 0.0 0.5 15.02 0.1 70.0 0.1 60.0 0.5 50.0
Group
⑥MFF MIGWelding
⑤Denting/PaperSanding
④Body R/L MIGWelding
②Paper Sanding ③Pin hole⑦Leak Testing ⑨MFF Welding ⑩MFF MIG
Welding⑧Tacking①Buffling

62
(4)-2 Proposals based on TPS thought We made a proposal based on TPS philosophy because it could not get out of the reality of “making more and more defective products and making re-improvements.” at the HERO’s factory in India (Referable Attachments: A6. Suggestions from the viewpoint of TPS). The first item of the proposal is to introduce a production line that ensures quality assurance, the second is to introduce a quality zone control system that does not bring quality to the next step, the third is to introduce a production method by deciding on a certain amount of time (tact time) and the fourth is to introduce the idea of “nurturing people” that value employees. The aim of the production line change is to achieve a smooth flow (no interference, crossover, zigzag) and visualization (something easy to manage, easy to understand the problem). For that purpose, we proposed dividing the lines into two or three lines. Given the large capital investment, whether or not to actually change the production line is difficult, but we thought that it was an excellent opportunity in terms of training of layout design teaching those concerned how to proceed with the study, collect and analyze the necessary data and create and evaluate multiple layout proposals.
Figure82 List of Current Defects
If we analyze Figure 82, we can see that: - Defects are concentrated in the first half of the process - Defects in the previous process may be mixed

63
Figure 83 Proposal of a quality zone control system
(4)-3 Visualization In the visualization part, we are considering the introduction of a Quality Andon by utilizing IT/IoT. To raise workers’ awareness of defects by displaying the defect status in the intermediate inspection in the process. In addition, when displaying the quality data in Andon in the final inspection process, the smartphone of the person connected via Wi-Fi could mirror this content, allowing this person to take prompt action against failure.
Accordingly, we proposed that IT/IoT be used to display the defect status of interim inspections in Andon to raise workers’ awareness of defects, while at the same time analyzing data so that countermeasures can be taken quickly.

64
Figure 84 Introduction of Quality Andon Using IT/IoT for Interim Inspection Defects
In addition, for production management and quality control, by visualizing the final inspection process, we aimed to improve the accuracy of the operation by sending it to the terminal of the administrator as well as displaying the production status and quality status in Andon.
Figure 85 Introducing Quality Andon Using IT/IoT for Final Inspection Failures

65
2.4.2.3 Support activities through Japan domestic operations after May 2020 (online guidance) (1)-1 Ruby on Rails Training To be able to customize the sample application of the above quality Andon in the in-factory work, field workers were given training to learn the basics of Ruby on Rails. Subsequently, the (sample application provided to the user in the teaching materials (see Figures 86 and 87 below) was asked to try customization as needed on the Indian side. It then emerged that the user’s proficiency level had improved sufficiently in response to questions from the local side.
Figure 86 Sample Application Screen (Administrator Screen)
Figure 87 Sample Application Screen (Worker Screen)

66
(1)-2 Karakuri Kaizen (individual small improvements) At the request of the company, as well as improving the fuel tanks, we have proposed individual small improvements across the entire plant (they are called “Karakuri Kaizen”, but the meaning is slightly different). Specific example: - Improved workability of parts boxes to be taken out and returned (improvement of part shelves) - Abolition of heavy goods transportation (a movable slope installed between the part shelf and work table to change to a sliding movement)
(Further) - Hand-carrying improvement of parts (change transportation from supply conveyor to processing process into a hand-pressed supply rack)
Figure 88 Movable slope installed between the parts shelf and the work table

67
Figure 89 Example introduction of a movable slope in an engine assembly line
2.4.2.4 Final results The results of each initiative made based on the final report made by the company are as follows: Finally, the 40% defective rate could be reduced to 23.64%.
Figure 90 Quality objective created when determining the current situation

68
Figure 91 Final Result
2.4.3.5 Remaining challenges As a measure to improve quality, in terms of personnel management, it is necessary to raise the technical level of technical staff (e.g., welders) in the field. For processes that absolutely rely on handiwork, welding technology supervisors need to use their ingenuity to increase the welding technology level of on-site technical staff. In order to maintain the current system, which is replaced monthly or once every 3 months, staff with and the ability to learn quickly need to be acquired a high technical skillset along with a skilled welder, even if they are at beginner level. 2.4.3.6 Proposals for future countermeasures Future activities include CII leaders regularly (monthly, or once every 3 months) checking the progress of subsequent activities, taking Hololens2 for remote support and providing information about such things as techniques that use technologies such as VR (Virtual Reality) and MR (Mixed Reality) for viewing work procedures in situations where both hands are not occupied, in hope that appropriate guidance will be provided.

69
2.5 Activities related to outcome 4 We continue to discuss instructor development and public relations activities primarily to help develop a plan to build a sustainable implementation structure for new VSME courses. As a basic policy, Dr. Sarita of CII, who oversaw the project, suggested establishing a teacher certification system for teacher development and said that the university should take the lead. In addition, the company is discussing how best to position digital Kaizen as a starting point for digital factories and enterprises in response to the growing momentum for industry 4.0 and the adoption of AI in India’s manufacturing industry. A case study of the instructor certification system in Japan has been introduced to CII Dr. Sarita.
Figure 92 Introduction to Japan’s Small and Medium Enterprise
Diagnostics Certification System We have started discussions with CII Dr. Sarita to help create a plan for a sustainable implementation structure, but with a change of project manager to Mr. Jibak (Director of CII) inside CII, we bed with Mr. Jibak. Initially, consultants from Japan provide consulting services to support self-reliance and at the following stages, this is entrusted to the CII and employees of the pilot company. The flow of CII supports the independence of their leaders. With a Japanese consultant present, this method was established in the form of CII supporting pilot companies, but from the pilot company's point of view, it was found that further experience and study were required for CII leaders to match the knowledge and experience of Japanese consultants. It is still difficult for CII leaders to gain trust like

70
Japanese consultants can. As a solution to this point, we propose that the pilot companies jointly develop the practical knowledge gained in this training course in collaboration with the CII leaders. By repeating the accumulation of small successes, it is possible to accumulate experience and study. This requires the cooperation of pilot companies to raise the level of the Indian manufacturing industry as a whole. At the end of the project, we discussed the prerequisites for bringing Japanese companies on board after the end of this project. Specifically, the CII side stressed that the support of JICA in Japan or consulting firms was essential in order for CII to hold a new VSME course alone after the project ends and continue. CII wants to seek work with a Japanese consulting firm if JICA does not continue to support subsequent projects in the new VSME course. Since March 2020, CII Dr. Sarita has been discussing how to consider the roles and responsibilities of reciprocal organizations, as a prerequisite when working with a Japanese consulting firm and how best to consider the business plan as CII. However, in India, as of October 2020, the number of new COVID-19 infections has not declined and CII is struggling to attract companies that want to participate in the VSME2.0 project. To develop human resources who can also be taught locally in India, as a leader on the Indian side, the technology is gradually being relocated, such as creating materials for public relations activities related to Kaizen that incorporated IoT and AI into Amit of CII and conducting education and demonstrations using SONY MESH. As for Kaizen activities, Mr. Amit himself has taught local Tier 1/2 companies at Maruti Suzuki, a joint venture between a local Japanese car company and an Indian company and has experience in hand holding skills for Kaizen. Accordingly, I learned the Kaizen method based on the TPS concept and learned the basic idea of cherishing people. We hope that it will be used in future CII activities. Also, during the “VSME2.0” course, CII leaders understand that it is important to work on speeding up Kaizen in line with smart manufacturing, and to provide proper explanations to companies. We think that the missing elements are Kaizen experience with digitalization and cooperation with IT companies with technical capabilities. From May to September 2020, a state of emergency was declared in Japan and the organizers of the Web conference provided it on the Japanese side, but since October, Mr. Amit has been doing all of the user’s contact and web conference organizers on the Indian side and his ability to adjust for Web conferencing has improved. In 2021, we have started remote support equipment Microsoft Hololens2 Kaizen activities to be utilized with operation at local companies in mind and we provided education to Mr. Amit for Indian companies capable of providing remote support

71
using equipment alone. In July 2021, he developed skills that would allow assistance remotely and without assistance from Japan. At the same time we have provided SONY MESH training that can be trained using IoT. It is possible to educate the idea of wearing skills for Indian Industries.
Figure 93 Hololens2 Operation Manual Figure 94 SONY MESH education
2.6 Activities related to outcome 5 A case study of the instructor certification system in Japan has been introduced to Mr. Patel, who oversees VLCI’s activities. 2.7 Activities revised from the original plan at the time of the first travel (1) Following consultation with the counterparts, the development of the target manufacturing site on the premise of the old VSME and that based on the new “VSME2.0” differed, so we started preparing lecture materials faster than expected and it took a long time to create. (2) To make the new “VSME2.0” sustainable, it is necessary to first demonstrate its effectiveness at the target manufacturing site, as exemplified by the results of discussions with the counterparts. Accordingly, it is necessary to consider the demonstration time at the local factory for lectures and practices and it is expected to take longer to demonstrate than foreseen. (3) To prove that the new “VSME2.0” curriculum will benefit the manufacturing site (the results of the previous (former VSME) include a 50% increase in sales, etc.), it is essential to focus on the perspective of the entire corporate group that embodies the Big M concept, including business partners such as parts suppliers, so attention must be paid when conducting future operations. (4) Flow management, including the entire corporate group, needs to be carried out later time, given the need to engage experts who are familiar with the real Toyota production management system and have a genuine company-wide perspective.

72
2.8 Activities that were revised from the original plan when the progress report was released in November 2020 (1) Verify the effectiveness of the “VSME2.0” course Based on the CII request, verify the effectiveness of the guidance results for local companies. In addition, we will conduct a trial of the possibility of applying remote support for local companies using digital technology, the use of which is accelerating due to the influence of COVID-19. 1. Verify the effectiveness of the “VSME 2.0” course guidance. 2. As a teaching method after the spread of the COVID-19 pandemic, the possibility of applying remote support using digital technology will be enforced. 2.9 Activities that were revised from the original plan in May 2021
Hololens2 remote support through digital technology is performed on an additional line and the following additional work will be performed to verify effectiveness.
1. Utilizing digital devices for remote support, CII experts will provide remote guidance to the local plant and local managers will create procedures for using digital equipment to implement Kaizen
2. Utilizing digital devices for remote support, a COVID-19 Report on trial results, such as a Kaizen method to shorten the change time of large machines, not yet tackled in the new process as part of countermeasures, will be issued.
3. Issues and ideas for the implementation of the project
3.1 Digital Kaizen In this project, we will introduce IoT/AI elements into Kaizen to shorten the
Kaizen cycle for some Kaizen activities. The specific procedure is as follows:
Figure 95 Shortening Kaizen cycles by utilizing IoT/AI

73
3.2 Remote Assistance using Digital Equipment Given the travel restrictions imposed to curb COVID-19, to help develop Indian manufacturing executives by educating and training Indian leaders in Kaizen guidance practices for local pilot companies, Microsoft Hololens2 and SONY MESHI were introduced. In addition, utilizing digital technologies such as local smartphones allowed us to convey the practical know-how of Kaizen activities based on limited local information to the Indian side and show that results would be achieved. 3.3 Capacity Development During this project, the only person from CII who was trained was Mr. Amit. We requested immediately after the start of the project that CII see an increase in their number of leaders. CII made internal adjustments but, in the end, no suitable person was found and Mr. Amit became only the person in CII in charge of technical transfers. In the CSM project, traditionally, employees from well-educated companies became the next leaders. In this project, 3 pilot companies of large to mid-sizes can expect to develop similar activities through this program with subcontractors and small and medium-sized companies that deliver to pilot companies. CII is expected to play a role in supporting these activities, and it is important to work in a way that will have a beneficial effect on improving the level of manufacturing in India. 3.4 Comprehensive advice on future activities Even with the rapid rise from the factory fire of the pilot company during the spread of COVID-19, we felt that the Indian manufacturing industry is in an over-demand situation where the pace of production increase cannot keep up, supported by strong domestic demand. Also, from the viewpoint of ensuring low cost and quantity, efforts for overseas markets have also been started jointly with some Japanese companies. On the other hand, even companies that are in a leading position in the industry, such as the scale of the pilot company this time, the methodology for solving problems such as quality, cost, and productivity at the factory site that we face has not yet been established in all aspects. Under these circumstances, it is an urgent task to improve quality, respond quickly to changes in demand, improve productivity, and increase the global competitiveness of the manufacturing industry. For this reason, it is important to increase the speed of Kaizen in the small and medium-sized manufacturing industry, which supports the base of the manufacturing industry as in Japan.

74
However, we think it is necessary to support the Kaizen activities of SMEs in collaboration with CII. The role of CII is to organize a group of companies that are likely to serve as a model for the industry based on the relationship between the company-scale manufacturing industry (medium-sized companies) targeted this time and small and medium-sized companies (such as the delivery status of parts). In collaboration with small and medium-sized enterprises on the ordering side who can instruct this, CII will provide an opportunity to educate and practice Kaizen project as the target of "VSME2.0" and present examples. The role of mid-sized companies is to apply Kaizen efforts, which have been verified to be effective by receiving guidance in a part of the internal process, to work on Kaizen of small and medium-sized enterprises, and to introduce practical examples to other companies. Through this, the global competitiveness of the manufacturing industry in India as a whole will be enhanced. The organization, experience, and know-how to carry out these activities have already been accumulated in the CSM project that has been ongoing for many years, and by adding a digital element this time, it will become the world's core in the IT industry. We hope that India's growing capabilities will be demonstrated in the sophistication of on-site Kaizen in the Indian domestic manufacturing industry.


添付資料-
Day By Day Company Visit Report
AEROSTAR HELMET & ACCESSORIES

Day By Day Company Visit Report
AEROSTAR HELMET & ACCESSORIES
No Date Activities Implemented Assignments by the next visit (by the company)
JICA Expert Mr. Jogasaki San , Dr. Yoshida San
CII Mr. Amit Bishnoi Project Kick off
AEROSTAR 1) Akhilesh Awasthi 2) Manesh Sharma 3) Arpit Mathur 4) Ravinder Mohan 5) Surender Yadav 6) Sachin Jindal 7) Sandeep Dixit
JICA Expert Mr. Jogasaki San , Dr. Yoshida San
CII Mr. Amit Bishnoi
AEROSTAR
HELMET &
ACCESSORIES
1) Akhilesh
Awasthi
2) Manesh
Sharma
3) Arpit Mathur
4) Ravinder
Mohan
JICA Expert
CII Amit Bishnoi
AEROSTAR
HELMET &
ACCESSORIES
1) Akhilesh
Awasthi
2) Manesh
Sharma
3) Arpit Mathur
4) Ravinder
Mohan
5) Surender Yadav
6) Sachin JindalJICA Expert
Trainee ( ) Amit Bishnoi
AEROSTAR
HELMET &
ACCESSORIES
1) Rajeev Tomar
2) Manesh
Sharma
3) Arpit Mathur
4) Ravinder
Mohan
5) Surender Yadav
6) Sachin Jindal
7) Sandeep Dixit
1)Pick to Pick Process in Micro.
2)Investigations have to be done by Menpower.
3)Before & After Pic's for 5's and Safety for whole plant.
4)Make a 9 Zone Team member List.
1.Reviewed Develop scaled layout of target line with operators
2.Reviewed Time study and line balancing 3.Reviewed
Kaizen Chart 4.Reviewed
Investigate why work does't go smoothly
5.Reviewed Plan vs Actual output
6.Reviewed Increase 5s and Safety (whole plant)
7.Reviewed Conveyor Specification.
1. Develop scaled layout of target line with operators
2.Time study and line balancing
3. Kaizen Chart
4. Investigate why work does't go smoothly
5.Plan vs Actual output
6. Increase 5s and Safety ( whole plant )
7. Conveyor Specification.
Company:
Organization, Participants (Title/Name)
12019
10/24
22019
10/25
32019
11/15
1)There is no quality OK stamp, code and date on the OK piece in
Paint Shop inspection area.
2) Location to be define for trolly in paint shop.
3) Capactity of the trolly to be define (i.e 40 piece requirement as
discussed).
4)There is no serial wise identification on the trolley.
5) Soldering Iron to be fixed on table in stand position.
6)Ducting to be provided on soldering process for for smoke
exhausting.
7) Air Mesh should be found in single piece from store department.
8) SOP/WI for Honda flo painted to be update as per process
requirement.
9)SOP/WI & packing standard to be prepared for packing process.
10) Honda Flo Shell Side Air Vent Flash Removal in Molding
Department.
11)Hot glue gun must be hanging at work station
12) Fixture to be provided for air mesh pasting.
13) Rubber tip on finger while using knife.
14) As per Requirement Bins & Stand to be provided at all Station.
15) Fixture to be provided at EPSL Sub Assembly Station.
16) Stitching to be proper in Neck Curtain.
17) Metallic Hammer to be Remove from station (as per
Requirement).
42019
11/29
1. Introduction of JICA Team, Company KAIZEN Team and KAIZEN process
selection.
2.Lecture on Seven Type of Waste. (First Half)
3.Lecture on Lean Production System.
4.Lecture on Seven Type of Waste. (Second Half)
6. Training of time study.
Reviewed Point :
1)Reviewed Pick to Pick Process in Micro.
2)Reviewed Investigations have to be done by Menpower.
3)Reviewed Before & After Pic's for 5's and Safety for whole plant.
4)Reviewed Make a 9 Zone Team member List.
Tranning On :
1) Scaled Layout with process wise operation.(Line-3)
2) Buffer all Process.
3)Daily Zone Leader work on Daily Basis.
4)Zone wise Leader check sheet Maintain And Daily Review.
5)Plant Layout Geography Divided Ist Floor , II nd Floor & IIIrd Floor.
6)5's Red Tag to be Implemented in a Company.
7)Make a 5's Red Tag Team Members list.
8)List For Decision Making Members for Unwanted material remove.
9)Training Calender for 5's & Safety..
10) 5's Structure :
1)5'S ORGANAIZATION CHART.
2) Plant Layout with Colour Code.
3) Zone Head +Sub Zone Head List.
4) Training Calender.
5) 1's Red Tag Area
6)Red Tag Printing
7) Red Tag Champion Award.
8) Safty, FIRST AID, Fire Equipment Location Decided.
9) Zone Wise Display Board.
10) Status/Lift for Gap/OFI.
11) Before / After Condition
12) Benfits.
13) Daily Wise Audit Check Sheet.
14) Internal Audit.
15) Training program for Hod & Menpower.

No Date Activities Implemented Assignments by the next visit (by the company)
JICA Expert Dr. Yoshida San
Trainee ( ) Amit Bishnoi
AEROSTAR
HELMET &
ACCESSORIES
1) Rajeev Tomar
2) Sanjay Sharma
3) Arpit Mathur
4) Deepak
5) Rishabh
6) Sachin Jindal
7) Sandeep Dixit
8) Hritvik
JICA Expert Dr. Yoshida San1) Discussion for Takt Time
Hourly production check sheet rejection identification oranalysis with Graph
CII Mr. Amit Bishnoi 2) Reviewed Hourly production report Defect Data to be Analysis 23 nov to 30 nov.
1) RAJEEVTOMAR
3) Parts flow on the belt conveyor according to the takt time Need Start Captur For down time and Analysis.
2) SANJAYSHARMA
Hole Conveyor to be divided pitch (1.175 mtr with yellow line.)
3) SURENDERYADAV4) RISHABH
JICA Expert Dr. Yoshida San 1) Reviewed Hourly production check sheet rejection identification oranalysis with Graph
1) Cycle Time of line -3 has to reduced & line efficiency as perTT-27 sec (Target-1463)
CII Mr. Amit Bishnoi2) Reviewed Defect Data to be Analysis 23 nov to 30 nov. 2) Rework -Weekly data collection compression & Action
1) RAJEEVTOMAR
3) Reviewed Need Start Captur For down time and Analysis. 3) Drop out Area Awareness & Action
2) SANJAYSHARMA
4) Reviewed Hole Conveyor to be divided pitch (1.175 mtr with yellow line.) 4) Kit for 2 helmet to be Implemented
3) SURENDERYADAV
5) White Board in front of conveyor production Rejectionmotivation
4) RISHABH 6) Zone Wise 5's pics for BEFORE & After5) ARPITMATHUR
7) Visior Hard Coating Section 1's implementation.
6) SANDEEPDIXIT
8) Trollyidentification in paint shop, Finish Good , Paint shopensure by Quality before Assembly.9) All Input material for Assy Identification by Quality before assy.10) IOT & AI Area Identification.11) 5's Training in all department12) Morning Meeting in Assembly line-3
13) Flo Painted side air vent flash problem mould to br taken inimprovement.
14) Senssior ,Buzzer, Smoke collector present in line-3
15) Conveyor motor to increase speed.16) Capacity of each process- Moulding, Stitching, Hard coating,Assembly & Paint shop1) Analysis Differences.2) Reasons For Differences.3) Develop action plan (by april 2020).
17) Rejection Analysis.
5 2019/12/10
1.Reviewed Develop scaled layout of target line with operators
2.Reviewed Time study and line balancing 3.Reviewed
Kaizen Chart 4.Reviewed
Investigate why work does't go smoothly
5.Reviewed Plan vs Actual output
6.Reviewed Increase 5s and Safety (whole plant)
7.Reviewed Conveyor Specification.
1) Whether the conveyor speed matches the takt time
2) Parts flow on the belt conveyor according to the takt time
3) Only supervisor can change conveyor speed.
4) Introduction of Bell System
5) Introduction of Call System
6) Install a switch to stop the conveyor and stop the conveyor in
case of emergency
7) Hourly production check sheet rejection identification is in
coloum form.
8)There must be one workpiece per pitch & Pitch decide in work
area.
9) When the part on the conveyor reach the conveyor end, the
sensor detects this and automatically stops the conveyor and sound
buzzer.
7201912/19 AEROSTAR
HELMET &ACCESSORIE
S
6201912/13
AEROSTARHELMET &
ACCESSORIES
Organization, Participants (Title/Name)

No Date Activities Implemented Assignments by the next visit (by the company)
JICA Expert 1) Reviewed Cycle Time of line -3 has to reduced & line efficiency as perTT-27 sec (Target-1463)
Line -3 all 16 nos. child parts/ operation : 1. Selection of Bin 2.Bin to be Fix 3.Process Person training
COMPLETE
CII Mr. Amit Bishnoi
2) Reviewed Rework -Weekly data collection compression & Action
Morning Meeting Started and format to be prepared withcontent:- 1) Quality Problem/ Issues. 2) Line Loss/ Prod. Loss. 3) Motivation ( How to Achieve Goal). 4) Attendence . 5) 4M Change Management. 6) New Kaizen Awarenes . 7) 5's Awareness & Implimentation. 8) Graps to be visualize on Board. 9) Safety related , consumabable, PPE's.
COMPLETE
1) RAJEEVTOMAR
3) Reviewed Drop out Area Awarances & ActionExercise to be done on 1 trolley at least for scratch issue (Moulding- Paintshop-Assy.)
COMPLETE
2) SANJAYSHARMA
4) Reviewed Kit for 2 helmet to be Implemented Time study For insp. To be done in paint shop. COMPLETE
3) SURENDERYADAV
5) Reviewed White Board in front of conveyor production Rejectionmotivation
Rejection data capturing system to be present in next visit COMPLETE
4) RISHABH 6)Reviewed Zone Wise 5's pics for BEFORE & After All Trolley identification and Foam to be done IN PROCESS
5) Arpit 7)Reviewed Visior Hard Coating Section 1's implementation. Fix point photography weekly sub zonewise PENDING
6) SANDEEPDIXIT
8) Reviewed Trolly identification in paint shop, Finish Good , Paint shopensure by Quality before Assembly.
40 nos. pics for before condition ( Related improvement or 5S )to be taken for each Zone
IN PROCESS
7) SARJIT9) Reviewed All Input material for Assy Identification by Quality beforeassy.
All (93 Points) day by day visit points to be in PPT form datewise.
IN PROCESS
8) Ravi Gaur 10) Reviewed IOT & AI Area Identification.Stiching store area and stiching area to be neat and clean withproper placing & identification.
IN PROCESS
11) Reviewed 5's Training in all department No any control on line rework part PENDING
12) Reviewed Morning Meeting in Assembly line-3 Rejection Trolley on Line COMPLETE
13) Reviewed Flo Painted side air vent flash problem mould to br taken inimprovement.
5'S Training Plan and execution COMPLETE
14) Reviewed Senssior ,Buzzer, Smoke collector present in line-31st operation to be on direct on conveyor ( Table to be Remove) or Movaable trolley to be provided
COMPLETE
15) Reviewed Conveyor motor to increase speed.EPSL to be feed in Blue Bin ( Red Iron Bin to be be remove fromline.
COMPLETE
16) Reviewed Capacity of each process- Moulding, Stitching, Hardcoating, Assembly & Paint shop1) Analysis Differences.2) Reasons For Differences.3) Develop action plan (by april 2020).
Trolley location Ready to use for assy. Proper layout paintshop
COMPLETE
17) Reviewed Rejection Analysis.
JICA Expert
Mr. Jogasaki San, Dr. Yoshida San& Mr. Oomiya'sSan.
Reviewed Line -3 all 16 nos. child parts/ operation :-1. Selection of Bin2.Bin to be Fix3.Process Person training
Size of Line Speed Controler's outer Box has to be reduced.
In Process
CII Mr. Amit Bishnoi
Reviewed Morning Meeting Started and format to be prepared withcontent:- 1) Quality Problem/ Issues.2) Line Loss/ Prod. Loss. 3) Motivation ( How toAchieve Goal). 4) Attendence 5) 4M Change Management. 6) New KaizenAwarenes 7) 5's Awareness & Implimentation.8) Graps to be visualize on Board. 9) Safety related, consumabable, PPE's.
Gamba morning meeting photos has to be collect & send to AmitSan
Complete
1) RAJEEVTOMAR
Reviewed Exercise to be done on 1 trolley at least for scratch issue (Moulding- Paintshop-Assy.)
All Kaizens of Assy Line-3 has to be collected Complete
2) SANJAYSHARMA
ReviewedTime study For insp. To be done in paint shop. All zone Improvements, Before & After pics to be updated Complete
3) SURENDERYADAV
Reviewed Rejection data capturing system to be present in next visit
Andon System on Assy Line-3 for :1) Ok pcs counting2) Rejection & Rework counting.3) Tablet to be provided to Quality Person for Rework &Rejection defect Counting.
Pending
4) RISHABH All Trolley identification and Foam to be doneA software to be developed with CII (IT) Persons for Line & M/cStopage Information's POPup on Mobiles with Bluetooth.
Pending
5) Arpit Fix point photography weekly sub zonewisePresentation to be prepared with including all providedActivities with Evidences.
Complete
6) Jeetesh40 nos. pics for before condition ( Related improvement or 5S ) to betaken for each Zone
ANDON BOARD Plan will be Calculated on Talk time (EntryManual)
Pending
7) SARJIT All (93 Points) day by day visit points to be in PPT form date wise.Quality Data (Rework) spec collection & presentation withcomparision sheet.
Complete
8) Ravi GaurStiching store area and stiching area to be neat and clean with properplacing & identification.
ALL type of Sensor Searching- Vendor , RFID , SPEED , STOP/ RUN , Counting Sensor , Pull / Push Sensor , Tablet &Clouds.
Complete
9) Din Dayal No any control on line rework part Biometric to be used for data collection of stopage of Conveyor. In Process
10) Deepak Rejection Trolley on Line GTS Rejection Trial Report Stagewise , Min 2 Times Complete11) Naveen 5'S Training Plan and execution
1st operation to be on direct on conveyor ( Table to be Remove ) orMovaable trolley to be provided
EPSL to be feed in Blue Bin ( Red Iron Bin to be be remove from line.
Trolley location Ready to use for assy. Proper layout paintshop
08th
Organization, Participants (Title/Name)
20201/7
AEROSTARHELMET &ACCESSORIES
09th2020'1/15
AEROSTAR
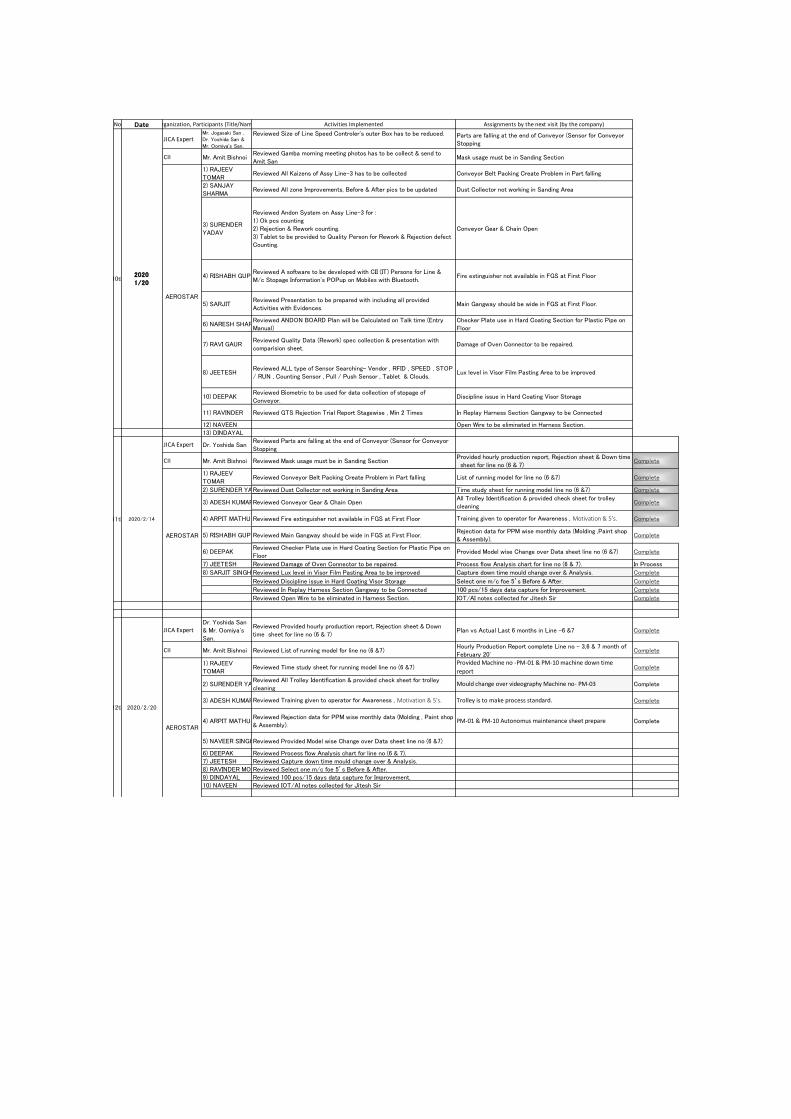
No Date Activities Implemented Assignments by the next visit (by the company)
JICA ExpertMr. Jogasaki San ,Dr. Yoshida San &Mr. Oomiya's San.
Reviewed Size of Line Speed Controler's outer Box has to be reduced. Parts are falling at the end of Conveyor (Sensor for ConveyorStopping
CII Mr. Amit BishnoiReviewed Gamba morning meeting photos has to be collect & send toAmit San
Mask usage must be in Sanding Section
1) RAJEEVTOMAR
Reviewed All Kaizens of Assy Line-3 has to be collected Conveyor Belt Packing Create Problem in Part falling
2) SANJAYSHARMA
Reviewed All zone Improvements, Before & After pics to be updated Dust Collector not working in Sanding Area
3) SURENDERYADAV
Reviewed Andon System on Assy Line-3 for :1) Ok pcs counting2) Rejection & Rework counting.3) Tablet to be provided to Quality Person for Rework & Rejection defectCounting.
Conveyor Gear & Chain Open
4) RISHABH GUPTAReviewed A software to be developed with CII (IT) Persons for Line &M/c Stopage Information's POPup on Mobiles with Bluetooth.
Fire extinguisher not available in FGS at First Floor
5) SARJITReviewed Presentation to be prepared with including all providedActivities with Evidences.
Main Gangway should be wide in FGS at First Floor.
6) NARESH SHARMAReviewed ANDON BOARD Plan will be Calculated on Talk time (EntryManual)
Checker Plate use in Hard Coating Section for Plastic Pipe onFloor
7) RAVI GAURReviewed Quality Data (Rework) spec collection & presentation withcomparision sheet.
Damage of Oven Connector to be repaired.
8) JEETESHReviewed ALL type of Sensor Searching- Vendor , RFID , SPEED , STOP/ RUN , Counting Sensor , Pull / Push Sensor , Tablet & Clouds.
Lux level in Visor Film Pasting Area to be improved
10) DEEPAKReviewed Biometric to be used for data collection of stopage ofConveyor.
Discipline issue in Hard Coating Visor Storage
11) RAVINDER Reviewed GTS Rejection Trial Report Stagewise , Min 2 Times In Replay Harness Section Gangway to be Connected
12) NAVEEN Open Wire to be eliminated in Harness Section.13) DINDAYAL
JICA Expert Dr. Yoshida SanReviewed Parts are falling at the end of Conveyor (Sensor for ConveyorStopping
CII Mr. Amit Bishnoi Reviewed Mask usage must be in Sanding SectionProvided hourly production report, Rejection sheet & Down time sheet for line no (6 & 7)
Complete
1) RAJEEVTOMAR
Reviewed Conveyor Belt Packing Create Problem in Part falling List of running model for line no (6 &7) Complete
2) SURENDER YADAVReviewed Dust Collector not working in Sanding Area Time study sheet for running model line no (6 &7) Complete
3) ADESH KUMARReviewed Conveyor Gear & Chain OpenAll Trolley Identification & provided check sheet for trolleycleaning
Complete
4) ARPIT MATHURReviewed Fire extinguisher not available in FGS at First Floor Training given to operator for Awareness , Motivation & 5’s. Complete
5) RISHABH GUPTAReviewed Main Gangway should be wide in FGS at First Floor.Rejection data for PPM wise monthly data (Molding ,Paint shop& Assembly).
Complete
6) DEEPAKReviewed Checker Plate use in Hard Coating Section for Plastic Pipe onFloor
Provided Model wise Change over Data sheet line no (6 &7) Complete
7) JEETESH Reviewed Damage of Oven Connector to be repaired. Process flow Analysis chart for line no (6 & 7). In Process
8) SARJIT SINGH Reviewed Lux level in Visor Film Pasting Area to be improved Capture down time mould change over & Analysis. Complete
Reviewed Discipline issue in Hard Coating Visor Storage Select one m/c foe 5’s Before & After. Complete
Reviewed In Replay Harness Section Gangway to be Connected 100 pcs/15 days data capture for Improvement. Complete
Reviewed Open Wire to be eliminated in Harness Section. IOT/AI notes collected for Jitesh Sir Complete
JICA ExpertDr. Yoshida San& Mr. Oomiya'sSan.
Reviewed Provided hourly production report, Rejection sheet & Downtime sheet for line no (6 & 7)
Plan vs Actual Last 6 months in Line -6 &7 Complete
CII Mr. Amit Bishnoi Reviewed List of running model for line no (6 &7)Hourly Production Report complete Line no - 3,6 & 7 month ofFebruary 20'
Complete
1) RAJEEVTOMAR
Reviewed Time study sheet for running model line no (6 &7)Provided Machine no -PM-01 & PM-10 machine down time
reportComplete
2) SURENDER YADAVReviewed All Trolley Identification & provided check sheet for trolleycleaning
Mould change over videography Machine no- PM-03 Complete
3) ADESH KUMARReviewed Training given to operator for Awareness , Motivation & 5’s. Trolley is to make process standard. Complete
4) ARPIT MATHURReviewed Rejection data for PPM wise monthly data (Molding , Paint shop& Assembly).
PM-01 & PM-10 Autonomus maintenance sheet prepare Complete
5) NAVEER SINGHReviewed Provided Model wise Change over Data sheet line no (6 &7)
6) DEEPAK Reviewed Process flow Analysis chart for line no (6 & 7).7) JEETESH Reviewed Capture down time mould change over & Analysis.8) RAVINDER MOHANReviewed Select one m/c foe 5’s Before & After.9) DINDAYAL Reviewed 100 pcs/15 days data capture for Improvement.10) NAVEEN Reviewed IOT/AI notes collected for Jitesh Sir
10th20201/20
AEROSTAR
Organization, Participants (Title/Name)
11th 2020/2/14
AEROSTAR
12th 2020/2/20
AEROSTAR

添付資料-
Day By Day Company Visit Report
SONA BLW Precision Forgings Ltd.

No Date Activities AssignmentsJICA Mr.Kiyoshi Yoshida,Hiroshi
JogasakiCII Amit Kr.Vishnoi
Sona BLW VSME 2.0 Project team with
TOP Management
Mr.Ranganathan Balaji
JICA Mr.Kiyoshi Yoshida,Hiroshi
Jogasaki
CII Dr.Sarita Nagpal, Mr.Amit
Kr.Vishnoi
Sona BLW VSME 2.0 Project team with
TOP Management
Mr.V.V,Verma,Mr.Ranganathan
Balaji
CII Mr.Amit Kr.Vishnoi
Sona BLW VSME 2.0 Project team
CII Mr.Amit Kr.Vishnoi
Sona BLW VSME 2.0 Project team
JICA Mr.Kiyoshi Yoshida Make passage to reduce material transportationCII Amit Kr.Vishnoi Make chute using gravity rollers to easy moving
of parts,takefor trial one chuteSurvey of WIP as per formats 3/shift for 3 modelM/c * 3 daysPlant Lay out - As per existingFind out MUDA's / NVA's35% space should be savedSummarised the benefits sheet(WIP / Material/ Man power/ Skills)Proposal Layout (Minimum two options)
Line BalancingCheck the feasibility of oiling of partsImplementation of on line inspection / Packing byone operator at one model lineSummarised the benefits sheetTarget Cell - Quality data (Last one month)Pareto GraphMini AndonRed bulbsCheck the wi-fi wire less feasibility ofconnectivity from model line to Andon, aspresently we have connected with wiresStore Management
Calculate Min / Max stock Levels
Calculate no. of bin / pallets/ red spacePresent layout vs proposed layout (Two options)
Day By Day visit report
5
Pro
ject
Pro
gres
s re
view
mee
tin
g 1
2-D
ec-2
01
9
Review of home work given,followed by Plantvisit and Sugested activities to be completedbefore the next visit which is scheduled on 17thDecSona BLW VSME 2.0 Project team
4
Ho
me
wo
rk r
evie
w m
eeti
ng
02
-Dec
-20
19
1.Master sheet to be made for all items for
runner/repeater/stranger type
2. collect last 6 month data for HT lot size,production
volumes to calculate min/max stock leves for storage area.
3. Calculate spare required vs space avaialbe
4. Data collection for line blancing from machine cycle
time to packing with PFD format for each project
Micro study to be done for the plant level to find out the
spae utilisations and NVA's
2. Each project will be reviewed and make separate
presetation slides for each one
3
Ho
me
wo
rk r
evie
w
mee
tin
g 0
5-N
ov-
20
19
Discussion on the Home work given, Storage area layout,
wholistic view,VA/NVA,Input/Output, micro study on
MUD's, work on space utilisation,Tools/Jigs/Gauges/Life
cycle/Frequency/Stock/Manpower/Skilled/Safety PPE/CLIT
to be done
1. Need to make layout of the stores where visulisation
should be there 2. Need to work "MAKE ONE-INSPACT
ONE-PACK ONE - DESPATCH ONE
2
VSM
E 2
.0 P
roje
ct K
ick-
off
Mee
tin
g
wit
h C
II &
JIC
A t
eam
,22
-Oct
-20
19 1. Brief about VSME achievements, VSME principles &
Introduction of Experts
2. Orientation of the programme
3. VSME support in present Business scenario
4. VSME 2.0 - Objectives, Team, Time Line
5. Selection of Pilot projects
6. Lecture on Toyota Production System
7. Lecture on Digital Transformation
8. Drill - Toyota Production System
9. Drill - Digital Transformation
10. Home work
HOME WORK: To be completed by 22nd November 2019
I-Improve productivity through eliminate MUDA
1. Develop parts flow (All chosen parts)
2. Time study and line balancing
3. Suggest KAIZEN items
4. Parts supplier call (Store unit-3)
5. Parts supplier call (From CNC operator)
6. Capacity of material storage on lines
Company: Sona BLW Precision Forgings Ltd.
Participants
1
Pre
limin
ary
Mee
tin
g o
n 1
8th
Oct
20
19
1. Presentation by CII on VSME 2.0 Project on
Methodology, Concept & Plan for Implementation .
2. Plant Visit - Unit3
3.Data inputs and analysis for selection of model lines for
Pilot project
1. Last twelve Month production data of model items
(Total & Average).
2. i.Scaled layout of Model Lines
ii.Part flow identification with workers
(Operator/Helper) locations.
3. Process flow of Selected Parts
4. Quality -last 12 months
i. Inline inspection data
ii. Final inspection data
5. Time study of each process

No Date Activities AssignmentsJICA Mr.Kiyoshi Yoshida
Pending activities of last home work:
CII Amit Kr.Vishnoi Mini Andon,use red bulbs,Check the wi-fi wireless feasibility of connectivity from model line toAndon, as presently we have connected withwiresList of activities for IOT & ArtificialIntelligence support required in theorganisationPlant layout micro study of findingNV'A/MUDA'sShifting of QG-4 inspection area for withoutHard machining parts to new location, by shiftingof some machines, as the area will be vacatedbetween the cells,while doing on line machines.Deploy inspect-one/pack-one/despatch-oneconcept by one inspectorHold parts area to be re-layoutVacated space will be utilised for display gallery Ithe shop floorImprove BIN/TRAY/TROLLEY cleaning systemLine Balancing: Make and implementation ofmaterial feeding system, Workloadbalancing,NVA'S during online inspection,autoGauging by using combination plug gauge, removeone time oiling, chute modificationsRe-layout of export part inspection area toreduce manpower,one bin flow , and improve 5SStore Management: Re-layout of storage ofpallets/Bins to accommodate 254 palletsFor all core team members: Actions/Activityplan for each project by rotating - PDCA, Defineobjectives & targets, benefit summary sheet foreach project.10 Kaizens per person per month to bemade
Training/Review/Monitoring for concern peoplesto improve skills & culture
Improve plant visualisation with centraliseddisplays of gallery
Next visits Schedule: Mr.Amit Vishnoi -27-Dec & 10-Jan and Mr.Yoshida ,JogashakiSAN,Omiya SAN & Amit Vishnoi will visit on 16-Jan & 24-Jan
CII Amit Kr.Vishnoi Review of pending HOME WORK WITH TEAMand actions on it. Please refer last visit day byday pointsStores Management: Include FGS also andVibhav Tiwari wiil be the Leader of theProjectMake a summary of all the projects, it wouldbe better for review and progressmonitoring
Next visits Schedule: Mr.Amit Vishnoi -10-Jan and Mr.Yoshida ,Jogashaki SAN,OmiyaSAN & Amit Vishnoi will visit on 16-Jan & 24-Jan
6
VSM
E 2
.0 P
roje
ct p
rogr
ess
& r
evie
w m
eeti
ng,
Dat
ed o
n 1
7th
Dec
19
Review of home work given,followed by Plantvisit and Suggested activities to be completedbefore the next visit scheduled
Sona BLW VSME 2.0 Project team
Rev
iew
of
Ho
me
Wo
rk o
n 0
6-J
an-
20
20
Review of Home work
Sona BLW VSME 2.0 Project team
Participants

No Date Activities AssignmentsCII Amit Kr.Vishnoi/Madam Sarita
Nagpal/Madam Richna JindalReview of pending HOME WORK WITH TEAMand actions on it. Please refer last visit day byday points
JICA Mr.Yoshida/Mr.Jogashaki/Mr.O
miya SANNeed to select 5 people for training on "DIGITALKAIZENS" from the organisation
Sona BLW VSME 2.0 Project team
/Mr.Kiran DeshmukhPrototype of DIGITAL ANDON SYSTEMdesplayed by Omiya SAN
CII Amit Kr.Vishnoi Complete software by using Ruby scripts"rock/paper/Sessior" by IoT team
JICA Mr.Yoshida/Mr.Jogashaki/Mr.O
miya SAN
Sona BLW VSME 2.0 Project team /IoT
TEAM FOR DIGITAL KAIZEN
TEAM/Mr.Ranganathan Balaji
CII Amit Kr.Vishnoi
JICA Mr.YoshidaSona BLW VSME 2.0 Project team
CII Amit Kr.Vishnoi
JICA Mr.Yoshida & Mr.Omiya SAN
Sona BLW VSME 2.0 Project team & Digital
Kaizen Team
CII Amit Kr.Vishnoi
JICA Mr.Jogashaki SAN & Mr.Omiya
SAN
Sona BLW VSME 2.0 Project team & Digital
Kaizen Team
Rev
iew
of
Ho
me
Wo
rk o
n 2
2-Fe
b-
2020
TPS update, Export part LI08A1 PFD analysis,Review of HW on ruby-on rails "stone-paper-Scissor" Training by Omiya SAN on ruby on railsfunctions and GEMS
Export Part Process Matrix, WIP reduction planof LI08A1IoT HW make stone-paper-scissor game usingfunctions,Update target Kaizens as discussed
Rev
iew
of
Ho
me
Wo
rk o
n 0
5-M
arch
-
2020
Training on Ruby on Rails continued by OmiyaSAN and digital Kaizen Team and on CBMMr.Jogashaki has discussed with Mr.SumanBahuguna & Maint TeamRuby on Railsのトレーニングは大宮SANとデジタルカイゼンチームによって継続され、CBMについては城ケ崎氏がMr.Suman Bahuguna & Maint Teamと話し合いました
1.Installation of Rails, 2.Troubleshooting the
various error occurred during the installation.
3.Understanding the basic structure of web
application 4.Creating a new project using rails
5.Understanding the basics of controllers,
routers and views.
on CBM we need to buy two sensors related toour requirement and start collecting data -Suman Bahuguna and Team
Rev
iew
of
Ho
me
Wo
rk o
n
13-F
eb-
Visit on GEMBA by Yoshida SAN, Review ofTPS project by Yoshida SAN
Summarised the benefit sheet, and kaizen sheetof NVA'S and Online Inspection/Line Balancing
Rev
iew
of
Ho
me
Wo
rk o
n 1
6-J
an-
20
20
Discussion about the three project wereseleceted for implementation of IoT/AI in theorganisation followed by the GEMBA VISIT on
the projects a)Parts teraciability b)Automation ininspection c)CBM in Maintanance
Rev
iew
of
Ho
me
Wo
rk o
n 2
4-J
an-
20
20
Holistic view of IoT/AI implementation, Trainingon Ruby on Rails, Installation of Rubysoftware,Excersise of ruby languages scripts byOmiya SAN, Visit on GEMBA by Yoshida SAN,and IoT project on CBM GEMBA visit byJogashaki SAN
Participants

添付資料-
Day By Day Company Visit Report
Hero motocorp, Neemrana

No Date Activities Implemented Assignments by the next visit (by the company)
--- --- --- Project Kick off ---
JICA Expert
CII Amit Vishnoi
Heromotocorp
, Neemrana
S K Agarwal, Vikasdeep
JICA Expert
CII Amit Vishnoi
Heromotocorp
, Neemrana
S K Agarwal,
Vikasdeep,Gurvinder
Singh
JICA Expert
CII Amit Vishnoi
Heromotocorp
, Neemrana
S K Agarwal,
Vikasdeep,Gurvinder
Singh
JICA Expert Kiyoshi Yoshida(Mr.)
Trainee ( )
Heromotocorp
, Neemrana
S K Sanjay Agarwal,
,Gurvinder Singh, Akanshu
Sharma , Arun Nandal
JICA Expert Kiyoshi Yoshida(Mr.)
CII Amit Vishnoi
Heromotocorp
, Neemrana
S K Agarwal, ,Gurvinder
Singh, Akanshu Sharma ,
Arun Nandal
4 2019/12/11
Receiving area genba
round
Receiving inspection
Data review with SQA
Layout & Rework Data
review with PE
Layout & Rework Data
5 days Receiving Inspection data
Jig & Die , Consumable inspection Reports
3 layout options with comparion sheet
Defects probable cause listing & root cause analysis.
2 2019/11/7
Home work Review
Formats preparation for
data capturing
Formats sharing &
understnding
Scaled layout of tank body welding line with operators
Flow of rework tank
Damage Map (Before grind)
Leakage Map (after inspection)
Investigate individual differences among workers
Time study and Line balancing
Suggest KAIZEN items
Receiving inspection data
3 2019/11/30
Home work Review
Rework data analysis
Training on " cost of
quality & Const of poor
quality" concept.
Scaled layout of tank body welding line with operators
Flow of rework tank
Damage Map (Before grind)
Leakage Map (after inspection)
Investigate individual differences among workers
Time study and Line balancing
Suggest KAIZEN items
Company:
Day By Day Company Visit Report
Heromotocorp, Neemrana
Organization, Participants (Title/Name)
1 2019/10/23
Scaled layout of tank body welding line with operators
Flow of rework tank
Damage Map (Before grind)
Leakage Map (after inspection)
Investigate individual differences among workers
Time study and Line balancing
Suggest KAIZEN items
5 2019/12/18
3 layout options with
comparion sheet-
Discussion
Weld Shop genba round
- Hardware abnormality
listing & kaizen
suggestions
Defects - ABC analysis
discusiion &
countermeasures
suggestions.
比較シート付きの3つの
レイアウト検討Weld Shop genba round-
ハードウェア異常リストと改善提案欠陥-ABC分析の議論と
対策の提案。
Inspection of BOP to be Done Properly
Elimination of denting process by changing of Jig
Defect Wise, Stage Wise and Operator Wise Analysis to
be continued
Stage wise skill attributes to be finalized, specific levels
to be defined
Stage wise training material to be prepared
Ensure Trained and Competent Person Deployed in
Stage
No Reward System and Less Motivation/Moral of
Workers
Improve work environment, dust, noise level and
welding light containment
Team Member Involvement in Defect Reduction
Practical Training Machines to be provide for Training
of Denting, Bead Grinding, Paper Sanding and Buffing
Training Program must be followed before deployment
on critical specific stages
PQCT Adherence Level to Improve

A2. TPS Training

添付資料
-
TP
Sトレーニング
-To
yota
Pro
du
ctio
n S
yste
m-
Ou
t li
ne
Wo
rld
bu
sin
ess
Ass
oci
ates
Co
., L
td.
Kiy
osh
i Y
osh
ida







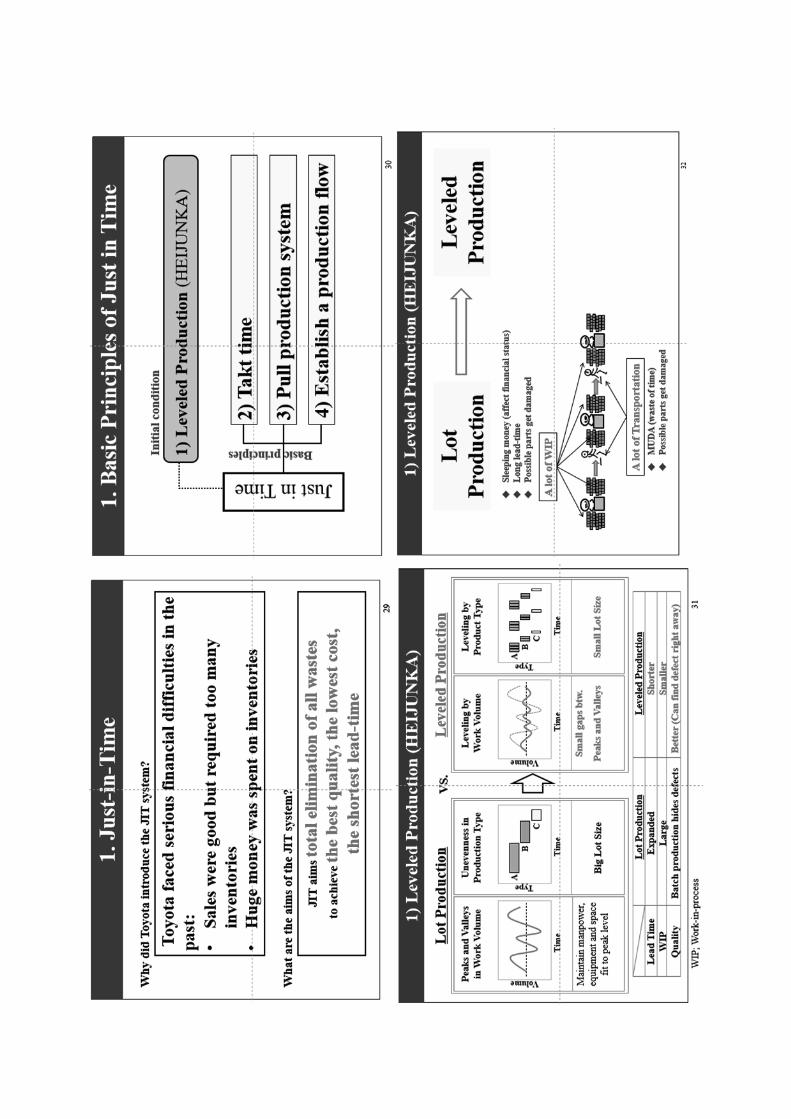
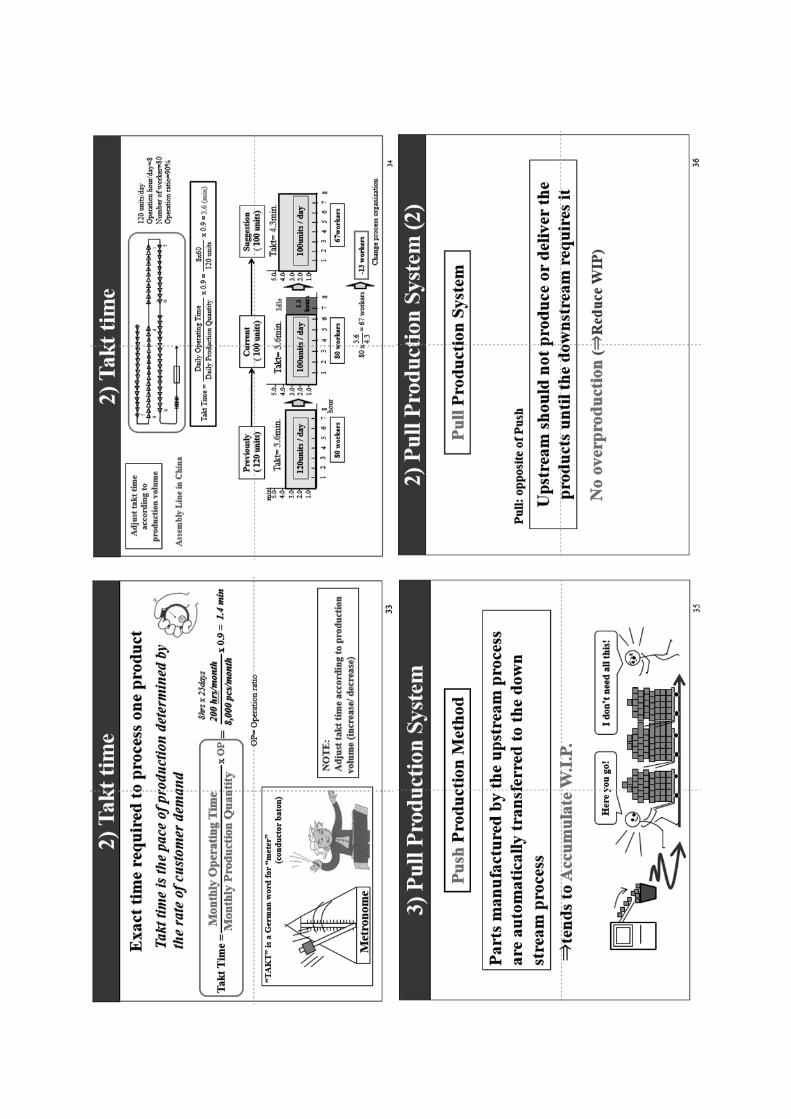





添付資料
-
TP
Sトレーニング
-To
yota
Pro
du
ctio
n S
yste
m-
7 W
aste
s
Wo
rld
bu
sin
ess
Ass
oci
ates
Co
., L
td.
Kiy
osh
i Y
osh
ida






添付資料
-
5Sの実施例
Wo
rld
bu
sin
ess
Ass
oci
ates
Co
., L
td.
Kiy
osh
i Y
osh
ida

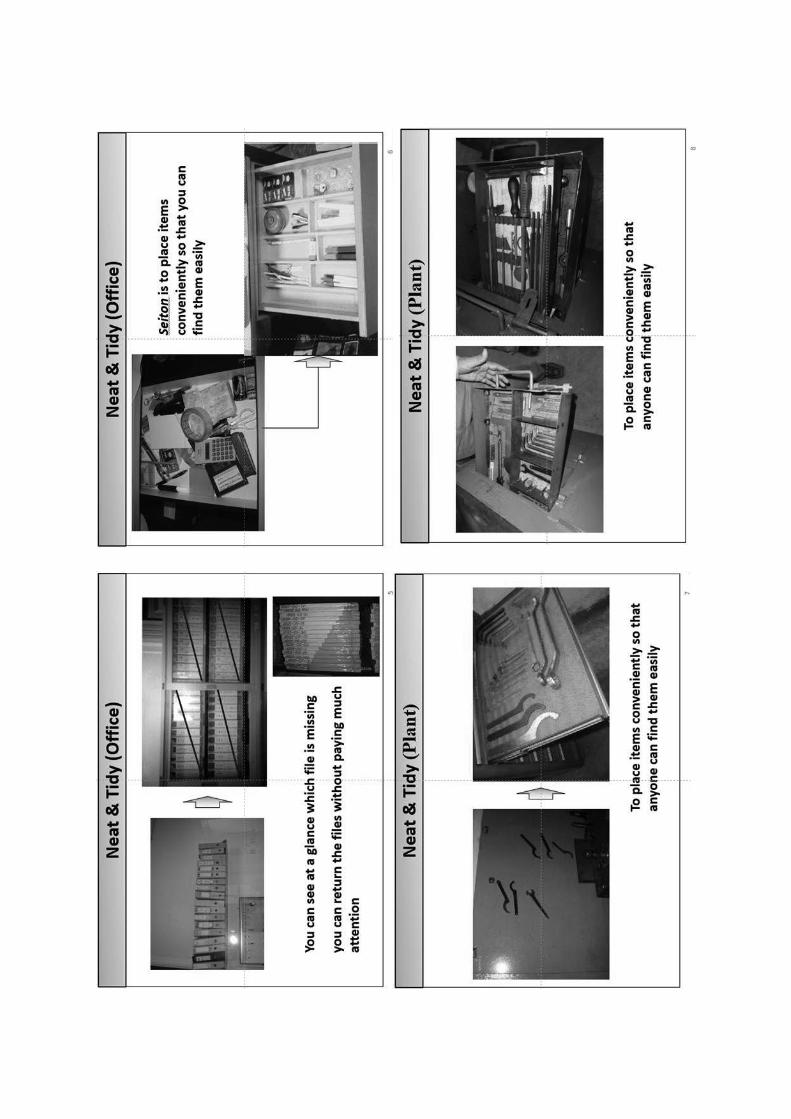





A3. IoT/AI Training

12
5 Y
ea
rs o
fC
ha
rtin
g C
ha
ng
e,
En
ab
lin
g D
ev
elo
pm
en
t
CII T
hro
ug
h t
he
Ye
ars
1895
En
gin
eeri
ng
an
d Iro
n T
rad
es A
sso
cia
tio
n (
EIT
A)
1942
En
gin
eeri
ng
Asso
cia
tio
n o
f In
dia
(E
AI)
1986
Co
nfe
dera
tio
n o
f E
ng
ineeri
ng
In
du
str
y (
CE
I)
1912
Ind
ian
En
gin
eeri
ng
Asso
cia
tio
n (
IEA
)
1974
Asso
cia
tio
n o
f In
dia
n E
ng
ineeri
ng
In
du
str
y (
AIE
I)
1992
Co
nfe
dera
tio
n o
f In
dia
n In
du
str
y (
CII
)
CII S
erv
ice
s -
Th
e F
ou
r P
illa
rs
Po
licy A
dvo
ca
cy
Co
nn
ecti
ng
w
ith
So
cie
ty
Inte
rna
tio
na
l &
Bu
sin
ess
De
ve
lop
me
nt
Se
rvic
es
Co
mp
eti
tive
So
luti
on
s
Nu
rtu
rin
g
Co
mp
eti
tive
ne
ss
CII F
lag
sh
ip P
ub
licati
on
s

CII
Me
mb
ers
hip
Dir
ect
Mem
bers
hip
: 8500+
co
mp
an
ies
Ind
irect
Mem
bers
hip
: o
ver
200,0
00 e
nte
rpri
ses f
rom
aro
un
d 2
50 n
ati
on
al
an
d
reg
ion
al
secto
ral
ind
ustr
y
bo
die
s1056
119
2710
2726
2189
Reg
ion
wis
e C
lass
ific
atio
n
ER
Na
tio
nal
NR
SR
WR
CII F
lag
sh
ip E
ven
ts
Bu
ild
ing
Co
mp
eti
tiv
en
es
s t
hro
ug
h
9 C
en
tre
s o
f E
xce
lle
nc
e
CII S
oh
rab
jiG
od
rej G
ree
n B
us
ine
ss
Ce
ntr
e
CII
Su
res
h N
eo
tia
Ce
ntr
e o
f
Ex
ce
lle
nc
e fo
r L
ea
de
rsh
ip
CII N
ao
roji
Go
dre
j C
en
tre
of
Ma
nu
fac
turi
ng
Ex
ce
lle
nc
e
CII
–6
7 o
ffic
es
in
In
dia
& 1
1 o
ve
rse
as
•A
ust
rali
a
•So
uth
Afr
ica
*
•B
ahra
in
•C
hin
a
•Eg
ypt*
•Fr
ance
*
•G
erm
any
•Si
nga
po
re
•Ir
an
•U
K
•U
SA
*Rep
rese
nta
tive
Off
ices
CII
: In
tern
ati
on
al
Off
ice N
etw
ork

10
Pro
ject
Th
eme:
Pro
du
ctiv
ity
imp
rove
men
t Th
rou
ghIn
tegr
atio
n o
f TP
S a
nd
Dig
ital
Kai
zen
,Io
T/A
I
CII:
Co
nfe
der
atio
n o
f In
dia
n I
nd
ust
ryJI
CA
: Ja
pan
In
tern
atio
nal
co
op
erat
ion
Age
ncy
Da
te:
12
.03
.20
20
Ind
ex
•Th
e A
im o
f th
e V
SME
2.0
Kaiz
en a
nd
IoT/
AIC
ou
rse
•V
SME
2.0
Kai
zen
an
d Io
T/A
I co
urs
e Ex
pec
ted
ou
tco
me
is p
rod
uct
ivit
y im
pro
vem
ent
•Fu
ture
Co
nce
pt
rela
ted
to
Kai
zen
•Fu
ture
Co
nce
pt
rela
ted
to
IoT/
AI
•P
roce
du
res
and
met
ho
ds
for
pro
du
ctiv
ity
imp
rove
men
t ac
tivi
ties
•Im
age
of
Kaiz
en a
ctiv
itie
s
•Im
age
of
IoT/
AI a
ctiv
itie
s
•C
ase
Stu
dy
11
The
Aim
of t
he
VSM
E2.0
: Ka
izen
an
d Io
T/A
ICo
urs
e
Kai
zen
•A
Met
ho
d o
f M
anag
ing
Peo
ple
an
d T
hin
gs•
Pro
cess
ori
ente
d•
Co
nti
nu
ou
s im
pro
vem
ent
•Lo
ng-
term
pro
gres
sive
effe
cts
•A
ll w
ork
ing
toge
ther
•O
pen
•Fl
exib
le•
Taci
t kn
ow
led
ge
12
IoT/
AI R
efo
rm b
y u
tiliz
atio
n•
Tech
no
logy
-cen
tric
m
anag
emen
t m
eth
od
s•
Res
ult
s-o
rien
ted
(a
chie
vem
ent-
ori
en
ted
)•
Inn
ova
tio
n•
Sho
rt-t
erm
dra
mat
ic
effe
cts
•In
div
idu
al t
eam
cre
atio
n•
Clo
se•
Rig
id•
Exp
licit
kno
wle
dge
Inte
grat
ion
of
Bu
sin
ess
Man
agem
ent
Mas
ter
the
Syn
ergy
b
etw
een
Kai
zen
an
d Io
T/A
Ito
gain
th
e kn
ow
led
ge o
f th
e em
bo
dim
ent
of
Co
mp
etit
ive
man
agem
ent
stru
ctu
re
VSM
E2.0
-Ka
izen
an
d Io
T/A
I Exp
ecte
d O
utc
ome
13
The
pro
cess
'sLe
vel
Tim
e
Pro
cess
wit
ho
ut
kaiz
en
Pro
cess
es
wit
h K
aize
n
IT I
nn
ova
tio
n
At
Kaiz
en, w
e fo
cus
on
th
e d
evel
op
men
t o
f h
um
an r
eso
urc
es w
ho
can
imp
rove
th
emse
lves
.A
s a
resu
lt, w
e r
ealiz
e a
pro
cess
th
at i
sn
ot
agin
gd
egra
dat
ion
, bu
tis
co
nti
nu
ou
sly
imp
rovi
ng.
By
taki
ng
into
acc
ou
nt
of
TPS,
the
idea
of
IT t
o o
pti
miz
e th
e in
vest
men
t o
f in
no
vati
on
.
The
pro
cess
'sLe
vel
Tim
e
The
pro
cess
'sLe
vel
Tim
e
Pro
cess
wit
ho
ut
kaiz
enP
roce
sse
s w
ith
Kai
zen
Pro
cess
wit
h Io
T/A
I in
co
nsi
der
atio
n o
f th
eV
SME2
.0
VSM
E2.0
Pro
cess

14
VSM
E2.0
:Ka
izen
an
d Io
T/A
I Exp
ecte
d O
utc
om
e
1. I
ot
Vis
ual
izat
ion
1.1
.Eq
uip
men
t u
pti
me
1.2
.Op
erat
ing
con
dit
ion
s o
f th
e eq
uip
men
t(T
ime,
tem
per
atu
re,
hu
mid
ity
etc)
1.3
.Det
ecti
on
of
abn
orm
alit
ies
(so
un
d, v
ibra
tio
n, l
igh
t et
c)
2. K
aize
n:
2.1
.Dis
cove
ry a
nd
sta
nd
ard
izat
ion
of
was
te(L
evel
ing,
layo
ut)
2.2
.Op
tim
izat
ion
of
pro
du
ctio
n c
on
dit
ion
s(y
ield
imp
rove
men
t, v
aria
tio
n r
edu
ctio
n)
2.3
.Pre
dic
tio
n o
f fa
ilure
3. M
anag
em
en
t Im
pro
vem
en
t: C
ost
Re
du
ctio
n
3.1
.Red
uce
lead
tim
e an
d in
crea
se p
rod
uct
ivit
y3
.2.Q
ual
ity
imp
rove
men
t an
d p
rod
uct
ivit
y im
pro
vem
ent
3.3
.Pre
ven
tive
mai
nte
nan
ce a
nd
pro
du
ctiv
ity
imp
rove
men
t
The
pro
cess’s
Leve
l
Tim
e
Trad
itio
nal
VSM
E2.0
Kai
zen
cyc
le s
ho
rte
nin
g
Futu
reC
onc
ept
rela
ted
to K
aiz
en
15
Kaiz
en h
abit
cr
eati
on
insi
de
the
fac
tory
1 P
roce
ss
Kaiz
en h
abit
cr
eati
on
in t
he
wh
ole
pla
nt
Kaiz
en h
abit
cr
eati
on
in t
he
wh
ole
su
pp
ly
chai
n
STEP
1St
ep2
STEP
3
Kai
zen
Pilo
tin
sid
e th
e fa
cto
ry1
Pro
cess
Year
202
0 /
Du
rati
on
6 M
on
ths
Fo
cus
on
th
e d
evel
op
men
t o
f h
um
an re
sou
rces
wh
o c
an im
pro
ve t
hem
selv
es. T
he
pilo
t w
ill o
nly
ed
uca
te t
hem
on
th
e sp
ot.
Fr
om
a s
mal
l su
cces
s ex
per
ien
ce,
emp
loye
esim
pro
ve t
hem
selv
es t
hat
hav
e b
een
nu
rtu
red
bec
om
e an
ass
et t
o t
he
com
pan
y.
Emp
loye
esw
ho
imp
rove
th
emse
lves
bec
om
e te
ams
that
imp
rove
th
emse
lves
, an
d b
eco
me
com
pan
ies
that
imp
rove
th
emse
lves
.
In o
rder
to
ach
ieve
th
is, w
e w
ill e
mp
has
ize
the
follo
win
g th
ree
bas
ic id
eas.
Th
e to
p m
anag
emen
t d
ecis
ion
to s
tep
do
wn
-Org
aniz
atio
nal
cu
ltu
re f
or
sust
ain
able
imp
rove
men
t an
d le
arn
ing
& u
nle
arn
ing
-Un
der
stan
din
g ka
izen
tec
hn
iqu
es
Pilo
ts t
ry t
o e
stab
lish
an
org
aniz
atio
nal
cu
ltu
re t
hro
ugh
sm
all g
rou
p a
ctiv
itie
s w
ith
th
e co
op
erat
ion
of
top
man
agem
ent.
Pil
ot
Futu
re C
on
cep
t
Futu
re C
onc
ept r
elat
ed to
IoT
/ A
I
Rea
ltim
etr
acki
ng
Insi
de
the
fact
ory
1 P
roce
ss
Rea
ltim
e tr
acki
ng
in w
ho
le t
he
fact
ory
act
ivit
y
Rea
ltim
e tr
acki
ng
in w
ho
le t
he
su
pp
ly c
hai
n
acti
vity
16
STEP
1St
ep2
STEP
3
IoT/
AI p
ilot
Insi
de
the
fact
ory
1 P
roce
ss
Year
202
0 /
6 M
on
ths
Io
T /
AI a
pp
ly fo
r th
e p
roce
ss t
hat
th
e si
te h
as a
dva
nce
d im
pro
vem
ent
wit
hKa
izen
A
gile
met
ho
ds
as f
or
the
way
of
the
TPS
will
ap
ply
to
form
a s
ynch
ron
izat
ion
wit
h K
aize
n
IoT
/ A
I to
rea
lize
the
syst
em o
f IT
dep
artm
ents
an
d s
ites
wo
rk t
oge
ther
.
In o
rder
to
ach
ieve
th
is, t
he
follo
win
g 3
per
son
s m
ust
do
co
op
erat
ion
in t
he
fiel
d.
-
Pers
on
wh
o is
Res
po
nsi
ble
fo
r ap
plie
d b
usi
nes
s ap
plic
atio
ns
-Pe
rso
n w
ho
is in
ch
arge
of
infr
astr
uct
ure
-Pe
rso
n w
ho
is In
ch
arge
of
mac
hin
e to
ols
in t
he
fiel
d
Pil
ot
Futu
re C
on
cep
t
Op
tim
um
lay
ou
t (
sho
rten
tra
nsp
ort
atio
n,
min
imiz
e n
um
ber
of
wo
rker
s,U
tiliz
atio
n o
f sh
oo
ter,
etc
.)Im
pro
vem
ent
line
bal
ance
Red
uce
re
ject
, rew
ork
, WIP
Mo
dif
y to
ols
an
d ji
gsK
aize
n s
ugg
est
ion
sSh
ort
en
lead
-tim
e, e
tc.
Imp
rove
qu
alit
y (R
edu
ce d
efe
ctiv
e)R
evie
w in
spec
tio
n s
yste
m
An
alyz
e th
e fa
cto
rs
An
alys
is o
f th
e th
e c
urr
ent
stat
us
Co
llect
pro
du
ctio
n b
asic
dat
a(P
rod
uct
ion
vo
lum
e, N
o. o
f w
ork
ers,
Op
era
tio
n h
ou
rs, e
tc.)
Dev
elo
p t
he
Pro
cess
Flo
w C
har
tD
evel
op
th
e P
roce
ss a
nal
ysis
ch
art
(PFA
)D
evel
op
th
e p
rod
uct
ion
lay
ou
tD
evel
op
th
e m
an-m
ater
ial f
low
Mac
hin
eb
rake
do
wn
Set-
up
tim
e
Stu
dy
PFA
(P
roce
ss F
low
Ch
art)
Dev
elo
plin
e b
alan
ce c
har
tP
ract
ice
ECR
S (E
limin
ate,
Co
mb
ine,
Rea
rran
ge, S
imp
lify)
Layo
ut
anal
ysis
Tact
tim
e, W
ork
Co
nte
nts
An
alys
is C
har
tLe
ad-t
ime
Mac
hin
e lo
ad c
har
t, O
pe
rati
on
rat
io
Ach
ieve
me
nts
[B
efo
re /
Aft
er]
Pro
du
ctiv
ity
Nu
mb
er
of
wo
rker
sN
o. o
f W
IPTr
ansp
ort
atio
n d
ista
nce
Man
ufa
ctu
rin
g ti
me
Lea
d-t
ime
No
. of
reje
ct o
r re
wo
rk. e
tc.
5S
(3S)
su
gges
tio
n
Kai
zen
su
gge
stio
n
Sele
ct t
he
pro
cess
/par
t
Mak
e a
n im
pro
vem
ent
pla
n
Imp
lem
enta
tio
n
Co
nfi
rm t
he
eff
ect
It m
ay n
ot
be
ne
cess
ary
to
con
du
ct a
ll m
eth
od
s.
Pro
du
ctiv
ity
imp
rove
men
t ac
tivi
ties
will
be
imp
lem
en
ted
ac
cord
ing
to t
he
act
ual
sit
uat
ion
o
f th
e fa
cto
ry
17
Pro
ced
ure
s a
nd
met
ho
ds
for
pro
du
ctiv
ity
imp
rove
men
t a
ctiv
itie
s
Insp
ect
ion
sta
tus
Co
llect
qu
alit
y d
ata
Qu
alit
y d
ata
anal
ysis
(QC
7 t
oo
ls,
5W
1H
)
Bas
ed
on
TP
S Te
chn
ics
Pre
par
e co
un
term
easu
res

18
Pro
du
ctiv
ity
(Co
st, L
ead
-tim
e, E
qp
.)
Qu
alit
y(D
efec
t, R
ewo
rk)
Ind
ivid
ual
imp
rove
me
nt
Re
du
ce w
aste
An
alys
is d
ata
(TQ
C)
Imp
rove
qu
alit
y(R
ed
uce
de
fect
ive
)
An
alys
is d
ata,
PFA
C(T
PS,
IE,T
PM
)
Trai
nin
g fo
r K
AIZ
EN T
eam
5S
( 5
S Te
am ?
)
Trai
nin
g fo
r K
AIZ
EN T
eam
Pro
du
ctiv
ity
imp
rove
me
nt
Imp
lem
en
tati
on
Imp
lem
en
tati
on
Man
age
me
nt
(TQ
M)
Stro
ng
Lead
er
Ship
Skill
in K
aize
nSk
ill in
Man
po
we
r M
anag
em
en
t
Re
du
ce w
aste
Sugg
est
ion
(su
gges
tio
n s
hee
t)
Imp
lem
en
tati
on
Incr
eas
e M
ora
l
Sugg
est
ion
(su
gges
tio
n s
hee
t)
Imp
lem
en
tati
on
Ima
ge
of
KA
IZEN
act
ivit
ies
TQM
: To
tal Q
ual
ity
Man
agem
ent
IE: I
nd
ust
rial
En
gin
eeri
ng
TPM
: To
tal P
rod
uct
ive
Mai
nte
nan
ceP
FA: P
roce
ss F
low
An
alys
is C
har
t
19
KA
IZEN
Ta
rget
(Ex
am
ple
)
All
ite
ms
lead
to
re
du
ce M
UD
AC
om
pa
ny n
am
e:
Ta
rge
t p
lan
t/p
roce
ss:
un
itR
em
ark
Cu
rre
nt
Se
p-19
Ta
rge
t
Ju
n-20
Re
su
ltIm
pro
ve
me
n
t In
de
x
1.
Pro
du
cti
vit
y
1N
s o
f q
ua
nti
ty p
rod
uce
du
nit
mo
nth
ly t
ota
l4,0
00
5,5
00
1.3
8
2O
pe
rati
on
g H
ou
rsH
rsm
on
thly
to
tal
300
-10%
(270)
200
1.5
0
3N
s o
f a
ssig
ne
d m
an
po
we
rN
sN
s5
-10%
(0.5
)4
1.2
5
4P
rod
ucti
vit
yu
nit
s/M
H2.5
8
Le
ad
tim
eD
ay/H
rsF
irst
pro
.~F
G2 d
ay
1 d
ay
1.5
da
y
Lin
e B
ala
ncin
g r
ati
o%
70%
80%
82%
WIP
un
its
500
-10%
(450)
400
20%
Ta
rge
t p
art
:
2.Q
ua
lity
1D
efe
ct
rati
o%
3.
Ka
ize
n s
ug
ge
sti
on
n
um
be
r0
40
50
4.
5S
su
gg
esti
on
nu
mb
er
070
80
20
Ima
ge
of
IoT/
AI a
ctiv
itie
s (E
xam
ple)
Co
nti
nu
ou
s
Exp
ansi
on
Pro
fit
Max
imiz
e
Pro
du
ctiv
ity
Imp
rove
men
t
Qu
alit
y
Imp
rove
men
t
Rev
enu
e M
axim
ize
Co
st D
ow
n
Lead
Tim
eIm
pro
vem
ent
Cu
sto
mer
Sa
tisf
acti
on
Safe
ty
Imp
rove
men
t
Top
Lev
el T
arge
tA
ctiv
ity
Up
per
Tar
get
Dir
ect
Eff
ect
Targ
et
Sele
ct p
roce
ssfo
r Im
pro
vem
en
t u
sin
g Io
T/A
I
An
alyz
e t
he
p
rob
lem
of
the
p
roce
ss
Tria
l im
ple
men
tati
on
Syst
em
im
ple
me
nta
tio
n
Idea
cre
atio
n
Sco
pe
of
the
pilo
t
Man
ufa
ctu
rin
g Li
ne
Insp
ect
ion
Tab
let
or
Smar
tph
on
e(I
np
ut)
Mak
ingP
roce
ss1
Serv
er
WiF
iA
P
Loca
l WiF
inet
wo
rk
LCD
1LC
D 2
LCD
3
Insp
ecto
rM
akin
gPro
cess
2
Mak
ingP
roce
ss3
PC
PC
PC
Dig
ital
A
nd
on
(O
utp
ut)
(Pro
ble
m)
Def
ecti
ve r
atio
hig
h in
th
e sh
op
(So
luti
on
) D
efec
tive
rea
son
can
be
dis
pla
yed
im
med
iate
ly a
fter
det
ecti
on
(Met
ho
d)
Insp
ecto
r in
pu
t ca
n b
e d
isp
laye
d m
akin
g p
roce
ss e
ngi
nee
r ve
ry q
uic
kly
Log
wit
hti
mes
tam
p
P1
P2
P3
Number of DefectiveIo
TD
ata
(Def
ecti
ve r
easo
n 1
)
Re
alt
ime
Vis
ua
liz
atio
n
Mac
hin
e
Sen
sor
Ras
ber
ryP
Io
rA
rud
uin
o
Ima
ge
of
IoT
Ho
listi
c V
iew

22
Leve
lW
hat
Ho
w
Leve
l 1
Vis
ual
izat
ion
of
QC
DD
ata
Gat
her
ing
+ G
rap
h
Leve
l 2
Vis
ual
izat
ion
of
the
reas
on
fo
r Q
CD
+4
MD
ata
Gat
her
ing
+ A
I + G
rap
h
Leve
l 3
Fore
cast
ing
of
QC
DD
ata
Gat
her
ing
+ A
I + A
lert
Leve
l 4
Dig
ital
Tw
inD
ata
Gat
her
ing
+ A
I + C
on
tro
l
Sta
ge
of
Sma
rt M
an
ufa
ctu
rin
g t
ow
ard
s In
du
stry
4.0
Firs
t K
ey P
oin
t is
Dat
a C
olle
ctio
n
Ch
eap
an
d E
ffec
tive
Tr
ial P
roje
ct w
ith
A
I/Io
T
Inso
urc
een
gin
eers
Clo
ud
an
dSt
and
ard
sen
sor
Op
enso
urc
e
SW
Re
sou
rce
s re
qu
ire
d
Usa
ge o
f Io
T/A
I
‐24‐
Sen
sors
an
d n
etw
ork
s
Sensor
Interface
Processing
Communication
MES
H(M
esh
):
Rad
io f
unction tag
Rad
io s
tan
dar
ds:
Blu
eto
oth
V4.
0 (B
luet
oo
th L
ow
En
ergy
)
Bat
tery
: Li
thiu
m-i
on
bat
tery
1Mo
nth
sW
eigh
t:13
gSi
ze:2
4mm
x 4
8mm
x 1
2m
m(M
oti
on
De
pth
TA
G 2
0m
m)
Inte
rIn
terf
ace:
Mic
ro U
SB
Co
mm
un
icat
ion
dis
tan
ce:
10m
24
25
MES
H

Entr
y fro
m d
iffe
rent
industr
ies
Liq
uid
ity o
f M
ark
et
Div
ers
ific
ation o
f custo
mer
pre
fere
nce
In
cre
ased
Un
cert
ain
ty
Conditio
nfo
r Busi
ness
Continuity:
imm
edia
te a
dapta
tion f
or
change
Business Environment
Agile
Develo
pm
ent
and
DevO
ps
Clo
ud :
Conta
iner ×
Kubern
ete
s /
SaaS ×
PaaS
IT Infrastructure
ER
P×
BPR
/BPM
Qu
ick
decis
ion
-makin
gD
igit
alizati
on
of
Bu
sin
ess P
rocess
Vis
ualiz
ation
Optim
ization
ML ×
Data
Scie
nce
Data
collecti
on
fro
m B
usin
ess G
em
ba (
real
pla
ce)
Elements of sustain DX
Pla
tform
Culture of immediate adaptation for change
Dig
ital
Tra
nsf
orm
atio
n(D
X)
26
•Th
e n
ew V
SME
(VSM
E2.0
) co
urs
e is
th
e h
ori
zon
tally
exp
lora
tio
n i
n t
he
pla
nt,
wh
ile
VSM
E 1
.0 w
as t
he
vert
ical
ly e
xplo
rati
on
to
th
e co
mm
un
ity.
•In
th
is p
ilot,
tea
m w
ill f
ocu
s o
n n
ew in
itia
tive
s in
co
nsi
der
atio
n o
f th
e p
rod
uct
ivit
y/
qu
alit
yim
pro
vem
ent
thro
ugh
TP
S te
chn
ics
in t
he
fact
ory
, an
d I
oT/
AI
•K
aize
n a
ctiv
itie
s ai
ms
at s
mal
l su
cces
ses
wit
h le
ss in
itia
l in
vest
men
t, a
nd
en
cou
rage
s co
mp
anie
s in
Ind
ia t
o u
nd
erst
and
th
at s
mal
l acc
um
ula
tio
n o
f su
cces
s ca
n p
rod
uce
si
gnif
ican
t re
sult
s.
•Io
T/A
I in
th
e d
evel
op
men
t o
f ag
ile m
eth
od
s th
at w
ork
fro
m p
roto
typ
ing,
th
e co
mp
any
aim
s to
mai
nta
in r
eal-
tim
e in
kee
pin
g u
p w
ith
th
e p
roce
sses
ch
ange
d b
y K
aize
n.
27
Ou
tlin
e o
f P
ilot
Pro
ject
Lect
ure
s (t
rain
ing)
sh
all o
nly
be
car
rie
d o
ut
on
th
e it
em
s n
ece
ssar
y to
imp
rove
th
e c
om
pan
y
Than
ks
Cas
e st
ud
y : (
Exam
ple)
He
lmet
ass
embl
y p
roce
ss le
velin
g p
rod
uct
ion
28
•P
rod
uct
Nu
mb
er:1
23
-456
Pro
du
ct N
ame:
Saku
ra•
Sch
edu
led
wo
rkin
g h
ou
rs:4
60M
inu
tes
(7H
ou
r4
0min
ute
s)•
Per
day
req
uir
ed:
920
Ind
ivid
ual
s: M
on
thly
Tar
get
Pro
du
ctio
n 1
8,4
00N
os.
•N
um
ber
of
day
s o
f o
per
atio
n o
f th
e fa
cto
ry p
er m
on
th 2
0 D
ay•
Co
nvey
or
spee
d :
0.4
met
er p
er m
inu
teLe
ngt
h3
6 m
eter
(1)
Equ
ipm
ent
layo
ut
dia
gram
(2)
(2)
Pro
cess
ing
ord
er a
nd
pro
cess
ing
tim
e
Mat
eri
alW
ork
1W
ork
2W
ork
3W
ork
4In
spe
ctio
nFi
nis
ing
Pro
du
ct
Pro
cess
ed c
on
ten
tsP
roce
ssin
g 1
Pro
cess
ing
2P
roce
ssin
g 3
Pro
cess
ing
4In
spec
tio
n
Man
ual
tim
e (s
eco
nd
s)2
22
15
14
32
16
2
Au
to fe
ed t
ime
of
Co
nve
yor
36
Sec
Mat
eria
lsW
ork
1W
ork
2W
ork
3W
ork
4Fi
nis
hin
gP
rod
uct
Insp
ecti
on
17
23
45
6
Pro
du
ctio
n c
apac
ity
tab
le b
y p
roce
ss
29
Pro
cess
ord
er
Pro
cess
nam
eW
ork
ho
urs
(S
ec.
)C
om
ple
tio
n t
ime
(se
c.)
No
te
Pro
cess
1Th
ey t
ake
the
mat
eria
l2
Pro
cess
2O
per
atio
n 1
22
32
On
a c
on
veyo
r
Pro
cess
3O
per
atio
n2
16
32
On
a c
on
veyo
r
Pro
cess
4O
per
atio
n 3
14
32
On
a c
on
veyo
r
Pro
cess
5O
per
atio
n 4
32
32
On
a c
on
veyo
r
Pro
cess
6In
spec
tio
n1
63
2O
n a
co
nve
yor
Pro
cess
7P
ut
the
fin
ish
ed p
rod
uct
2
Tota
l1
04
16
0
TAK
T TI
ME
=460𝑥60
920
= 27,600
920
= 3
0 (
Seco
nd
s)
Pro
du
ctio
n c
apac
ity=
𝑊𝑜𝑟𝑘𝑖𝑛𝑔𝑇𝑖𝑚
𝑒
𝐶𝑜𝑚𝑝𝑙𝑒𝑡𝑖𝑜𝑛𝑡𝑖𝑚𝑒𝑜𝑓𝑂𝑛𝑒𝑝𝑟𝑜𝑑𝑢𝑐𝑡=
460𝑥60
36
=27,600
36
= 7
66
Nee
d t
o im
pro
ve w
ork
92
0 t
han
th
e in
div
idu
al1
54
Sh
ort
age
of
pie
ces

30
Op
erat
ion
1 O
per
atio
n 2
Op
erat
ion
3 P
roce
ss 4
Op
erat
ion
5 P
roce
ss 6
--
----
--P
roce
ss 7
Work hours
Bo
ttle
nec
k an
alys
isW
ork
an
alys
is
31
Wo
rk4
They
get
to
th
e w
ork
sho
p
Leav
e th
e w
ork
sho
p
Pro
ce
ss5 Wo
rkU
nit
wo
rkEl
emen
tW
ork
Wo
rk
Wo
rk4I
mp
lem
ente
d
They
tak
e a
too
l
Re
turn
th
e to
ol
reac
h o
ut
on
e's
h
and
Mo
ve t
o n
ext
po
siti
on
Wo
rk4
Imp
lem
ente
d
Fit
to p
osi
tio
n
Pu
ll in
gres
s a
too
l
They
ho
ld a
to
ol
Kaiz
en c
ycle
, wo
rk o
bse
rvat
ion
cyc
le
32
Pla
nn
ing
of
fact
ory
p
rod
uct
ion
mo
nth
Wo
rk o
bse
rvat
ion
Cre
ate
wo
rk c
apac
ity
tab
les
by
op
erat
ion
Bo
ttle
nec
k p
roce
ss
iden
tifi
cati
on
The
bo
ttle
nec
k p
roce
ssW
ork
an
alys
isTh
e b
ott
len
eck
pro
cess
Wo
rk im
pro
vem
ent
Kaiz
en c
ycle
is m
on
thly
, wee
kly,
dai
ly a
nd
rea
l-ti
me
33
Pla
nn
ing
of
fact
ory
p
rod
uct
ion
mo
nth
Me
asu
rem
en
t b
y se
nso
rC
reat
e w
ork
cap
acit
y ta
ble
s b
y o
per
atio
n
Bo
ttle
nec
k p
roce
ss
iden
tifi
cati
on
The
bo
ttle
nec
k p
roce
ssW
ork
an
alys
isTh
e b
ott
len
eck
pro
cess
Wo
rk im
pro
vem
ent
Kai
zen
cyc
le c
an b
e r
eal
ize
d in
an
ove
rwh
elm
ingl
y sh
ort
tim
e.
It is
po
ssib
le t
o f
ocu
s o
n t
he
ne
ed
s, w
he
n n
ece
ssar
y, a
nd
th
e t
asks
ne
ed
ed
.
If t
he
wo
rk d
on
e b
y se
nso
r th
en r
edu
ce t
he
cycl
e ti
me
of
Kaiz
en &
imm
edia
te a
ctio
n c
an
be
take
n in
sid
e th
e fa
cto
ry

Man
ual
or
auto
mat
ic m
eas
ure
men
t b
y se
nso
r in
pu
t
34
Bu
tto
n s
enso
r: B
utt
on
1 T
he
star
t ti
me
is r
eco
rded
wh
en p
ress
ed o
nce
,Th
e en
d t
ime
is r
eco
rded
wh
en d
ou
ble
pre
ssed
.
Blu
e-t
oo
th
Ligh
tSen
sor:
Lig
ht
inte
nsi
ty is
mo
re t
han
a c
erta
inam
ou
nt
of
tim
e, W
hen
mea
sure
d w
eak
ly, r
eco
rd
Mo
tio
n s
en
sor:
Th
e st
ren
gth
of
the
acce
lera
tio
nIf
mea
sure
d s
tro
ngl
y fo
r m
ore
th
an a
cer
tain
per
iod
o
f ti
me,
th
ey r
eco
rd
Wir
eles
sLan
Via
Inte
rnet
(Exa
mp
le) H
elm
et a
sse
mb
ly p
roce
ss le
velin
g p
rod
uct
ion
in
35
•P
rod
uct
Nu
mb
er:1
23-
456
P
rod
uct
Nam
e:Sa
kura
•Sc
hed
ule
d w
ork
ing
ho
urs
:460
Min
ute
s (7
Tim
e4
0min
ute
s)•
Per
die
m r
equ
ired
:92
0In
div
idu
als:
Mo
nth
ly T
arge
t P
rod
uct
ion
18,
400
•N
um
ber
of
day
s o
f o
per
atio
n o
f th
e fa
cto
ry p
er m
on
th =
20
Day
(1)
Equ
ipm
ent
layo
ut
dia
gram
(2)
Pro
cess
ing
ord
er a
nd
pro
cess
ing
tim
e
Pro
cess
ed
co
nte
nts
Pro
cess
ing
1P
roce
ssin
g 2
Pro
cess
ing
3P
roce
ssin
g 4
Insp
ect
ion
Man
ual
tim
e (s
eco
nd
s)2
18
13
14
23
13
2
Au
to fe
ed t
ime
(sec
on
ds)
24
Mat
eri
als
Wo
rk1
Wo
rk2
Wo
rk3
Wo
rk4
Fin
ish
ed
pro
du
ct
Me
asu
rin
g in
stru
men
t
17
23
45
6
Pro
du
ctio
n c
apac
ity
tab
le b
y A
fter
Imp
rove
men
t
36
Pro
cess
ord
er
Pro
cess
nam
eW
ork
ho
urs
(S
ec.
)C
om
ple
tio
n t
ime
(se
c.)
No
te
Pro
cess
1Th
ey t
ake
the
mat
eria
l2
Pro
cess
2O
per
atio
n 1
18
24
On
a c
on
veyo
r
Pro
cess
3O
per
atio
n2
13
24
On
a c
on
veyo
r
Pro
cess
4O
per
atio
n 3
14
24
On
a c
on
veyo
r
Pro
cess
5O
per
atio
n 4
23
24
On
a c
on
veyo
r
Pro
cess
6In
spec
tio
n1
32
4O
n a
co
nve
yor
Pro
cess
7P
ut
the
fin
ish
ed p
rod
uct
2
Tota
l8
51
20
Pro
du
ctio
n c
apac
ity=
𝑊𝑜𝑟𝑘𝑖𝑛𝑔𝑇𝑖𝑚
𝑒
𝐶𝑜𝑚𝑝𝑙𝑒𝑡𝑖𝑜𝑛𝑡𝑖𝑚𝑒𝑜𝑓𝑂𝑛𝑒𝑝𝑟𝑜𝑑𝑢𝑐𝑡=
460𝑥60
24
=27,600
24
= 1
15
0 N
um
ber
Res
ult
s•
25
% C
apac
ity
Imp
rove
d•
5 O
per
atio
n m
erge
d t
oge
ther
•7
Man
po
we
r sa
ve =
7X
150
00X
12
= R
s. 1
2,60
,000
/-sa
vin
g fr
om
pilo
t p
roje
ct i
n 3
mo
nth
Intr
od
uct
ion
of
a sy
stem
th
at s
top
s w
hen
th
e co
nve
yor
is f
ull
of
par
ts
3-1
Sen
sor
War
nin
g lig
ht
(Rev
olv
ing
ligh
t)
Bu
zzer
Wh
en
th
e p
art
on
th
e c
on
veyo
r re
ach
th
e en
d o
f th
e c
on
veyo
r, t
he
sen
sor
de
tect
s th
is
an
d t
he
co
nve
yor
sto
ps
au
tom
ati
cally
.A
tth
esa
me
tim
e, t
he
AN
DO
N la
mp
ligh
ts a
nd
th
e b
uzz
er s
ou
nd
s.W
he
n t
he
par
t is
rem
ove
d,
the
con
veyo
r w
ill a
uto
mat
ical
ly r
esta
rt a
nd
bu
zzer
will
sto
p
sou
nd
.
37

War
nin
g lig
ht
(Rev
olv
ing
ligh
t)
Bu
zzer
Co
nve
yor
sto
p s
wit
ch
Inst
all
a s
wit
ch t
o s
top
th
e c
on
veyo
r a
nd
sto
p t
he
co
nve
yor
in c
ase
of
em
erg
en
cyW
he
n a
dan
ger
or
abn
orm
alit
y o
ccu
rs, p
ress
th
e s
wit
ch t
o e
me
rgen
cy s
top
th
e c
on
veyo
r.
Inst
all s
wit
ches
①at
th
e f
irst
pro
cess
, ②
inte
rmed
iate
po
siti
on
, an
d ③
last
pro
cess
of
the
con
veyo
r.W
he
n t
he
sto
p s
wit
ch i
s p
ress
ed,
the
con
veyo
r st
op
s, t
he
bu
zzer
so
un
ds,
an
d t
he
min
i AN
DO
N
ligh
ts.
By
pre
ssin
g th
e e
mer
gen
cy s
top
rel
ease
sw
itch
, th
e lin
e w
ill r
esta
rts
the
con
veyo
r.
38
Co
nve
yor
sto
p r
elea
se s
wit
ch
The
con
veyo
r st
op
tim
e is
au
tom
atic
ally
re
cord
edTh
e re
aso
n f
or
con
veyo
r st
op
pag
e is
rec
ord
ed
by
the
sub
-lea
der
in t
he
reco
rd b
oo
k
設備
メーカー対
応
39
The
So
luti
on
–u
sin
g Io
T an
d A
I wit
h s
mar
tph
on
e
Vis
ual
ized
dat
a ca
n b
e se
enat
yo
ur
smar
tph
on
e!!
AB
1G
rin
din
g M
ark
2B
um
p o
n 'A
' Cla
ss
3W
avin
ess
4B
od
y R
L P
un
ctu
re
5D
en
t-'A
' Cla
ss /
凹
6O
the
rs
To
tal
Sh
ift
Mid
dle
In
spe
ctio
n
Da
te /
Tim
e:
Fin
alIn
spe
cto
r
Gro
up
:M
on
th/Y
ear
:
Mid
dle
In
spe
ctio
nP
he
no
me
no
nw
ise
Mid
dle
In
spe
ctio
n
1 2
3 4
5 6
7 8
9 1
0 11
12
13 1
4 1
5 16
17
18 1
9 20
21
22 2
3 24
25
26 2
7 28
29
30 3
1
De
fect
Gro
up
-AG
rou
p-B
Dat
e
Mo
nth
/Ye
ar:
Co
ntr
ole
lin
e
Day
by
day
to
tal
Mid
dle
In
spe
ctio
n
1
2
3
4
5
6
7
8
9
1
0
1
1
1
2
De
fect
Gro
up
-AG
rou
p-B
Ye
ar
Ye
ar:
Co
ntr
ole
lin
e
Mo
nth
ly
AN
DO
N B
OA
RD
fo
r Fi
nal
In
spec
tio
n
Serv
er &
Dis
pla
y fo
r M
anag
ers
Exam
ple
of
Dis
pla
y fo
rmat
Co
nst
ruct
ion
of
AN
DO
N s
yste
m f
or
fin
al in
spe
ctio
n:
Aft
er
con
stru
ctio
n o
f A
ND
ON
sys
tem
Exp
ecte
d A
nd
on
Sys
tem
41
No
te:
The
imp
ort
ant
thin
gs is
th
at t
his
An
do
n s
yste
ms
will
be
cre
ated
by
clie
nt
the
m s
elve
s b
y u
sin
g th
e R
ub
y o
n R
ails
.

42
Than
k yo
u

A4. Ruby on Rails Training












20 July 2015 Version 0.020 Hiroaki Omiya Tel: +81303058+44 20 7251 7000 Email: [email protected]
Hiroaki Omiya
RAILSHANDSON

Rails Hands On
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 1 of 36
History
Version Detail Author Date
1.00 First Draft Hiroaki 2020/03/16

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 2 of 36
Index
1. Introduction ................................................................................................................................ 3
2. Rails Lesson Day 1 – Hello Ruby on Rails .............................................................. 4 2.1. Rails installation on Windows ......................................................................................... 4 2.1.1 Git installation(Optional) ..................................................................................................... 8 2.2. First Output ................................................................................................................................ 9 2.2.1 Generate controllers ............................................................................................................. 9 2.3. [Homework] Generate Model ........................................................................................ 15
3. Rails Lesson Day 2 – Database .................................................................................. 16 3.1. Create the first record ........................................................................................................ 17 3.2. Extract the records .............................................................................................................. 20 3.3. Rails console(optional) ..................................................................................................... 22 3.4. [Homework] Post data to server .................................................................................. 24
4. Rails Lesson Day 3 – Params ...................................................................................... 25 4.1. Byebug ....................................................................................................................................... 26 4.2. Extract specific data with ID ........................................................................................... 27 4.3. Post data from user side .................................................................................................. 29 4.3.1 How to check routes (Optional) .................................................................................... 35
5. Wrap up ..................................................................................................................................... 36

Rails Hands On
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 3 of 36
1. Introduction The main objective of this document is to illustrate the step-by-step instructions of the Rails lectures. Please be aware that technology knowledges or explanations are not provided. After taking this course, you can become knowledgeable about how to change the sample web application defined by both parties. The candidate’s OS is assumed as windows, so instructions for Mac is not covered. Rails version is fixed as 5.2.4 to make the explanation easier. Each step is tested beforehand but there is no guarantee it works on any environment. The references are provided in most of the case, so please refer to the original source for the detail. Also, please note that the content may become obsolete and updated without notification.
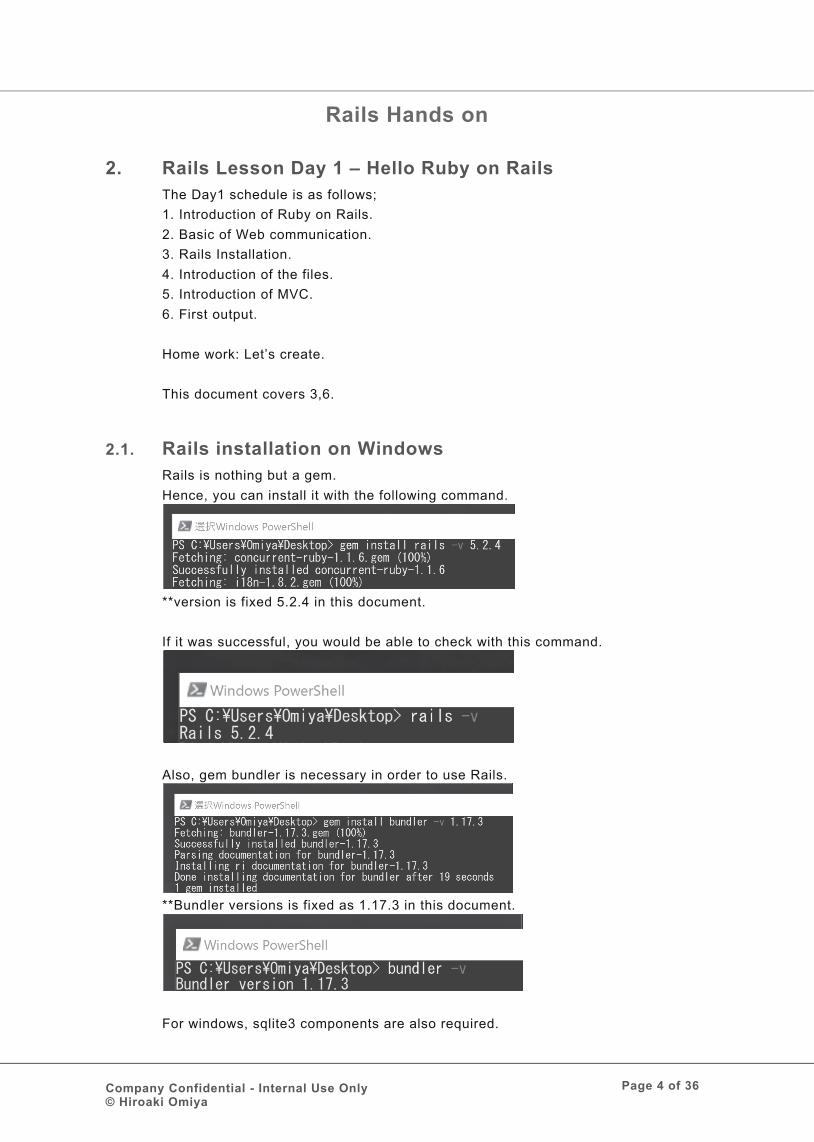
ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a o
2 ail o ay 1 H llo u y o ail T e ay1 sc ed le is as ollo s 1. ntrod ction o y on ails. 2. asic o e comm nication. 3. ails nstallation. 4. ntrod ction o t e iles. 5. ntrod ction o V .
. irst o t t. Home ork: et s create. T is doc ment co ers 3 .
2 1 ail i alla io o i o ails is not in t a em.
Hence yo can install it it t e ollo in command.
ersion is i ed 5.2.4 in t is doc ment.
it as s ccess l yo o ld e a le to c eck it t is command.
lso em ndler is necessary in order to se ails.
ndler ersions is i ed as 1.17.3 in t is doc ment.
or indo s s lite3 com onents are also re ired.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 5 o
Here is o to o tain it.
ccess to t e ollo in a e and do nload t e 2 iles.
tt s: .s lite.or do nload. tml
s lite dll in 4 4 s lite tools in32 8
inor ersion can e di erent. o nload s lite tools in32 e ent o yo r O is 4 it.
en yo in late yo ill see t e ollo in iles.
o y s lite3.dll and s lite3.e e to : y2 4 in
o it is ready to enerate to ne ails ro ect.

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a o
Here is t e ne ails ro ect older looks like.
au io
ails ne rocess mi t sto t e ollo in sta e and no ro ect olders enerated.
T is is eca se it is missin . o eit er install it or t t e o tion ic i nores it init rocess d rin rails ne rocess.
o to t e ro ect older and r n ndle install at endor ndle
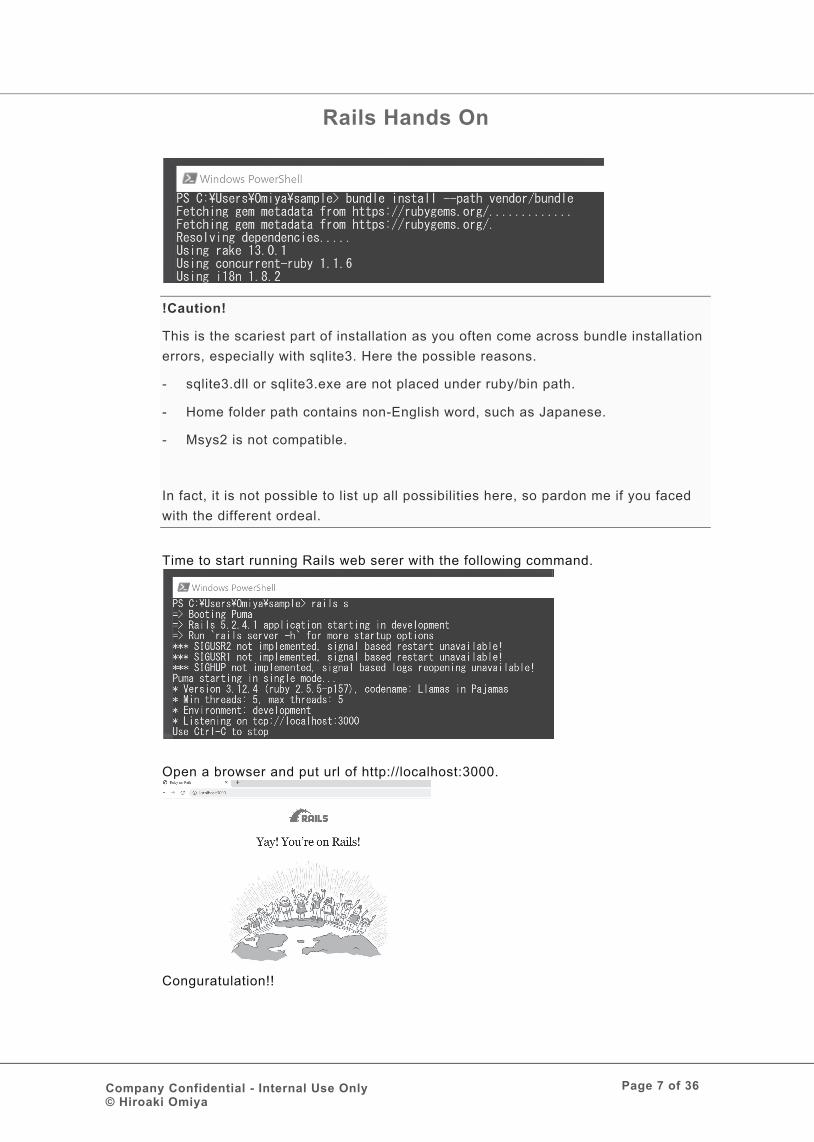
ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a o
au io
T is is t e scariest art o installation as yo o ten come across ndle installation errors es ecially it s lite3. Here t e ossi le reasons.
s lite3.dll or s lite3.e e are not laced nder r y in at .
Home older at contains non En lis ord s c as a anese.
sys2 is not com ati le.
n act it is not ossi le to list all ossi ilities ere so ardon me i yo aced it t e di erent ordeal.
Time to start r nnin ails e serer it t e ollo in command.
O en a ro ser and t rl o tt : local ost:3000.
on rat lation

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a o
2 1 1 i i alla io O io al ccess to t e ollo in and do nload t e it ile.
tt s: it scm.com do nload in
Eit er 32 it 4 it it or indo s et is t e one.
asically ne t it de a lt settin is ine st make s re t e ollo in a e.
On com letion restart o ers ell and make s re it is installed s ccess lly.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a o
2 2 ir Ou u o ails is at yo r ser ice. yo o en t e older it tom it ill look like elo .
ails orld is ast and not easy to nderstand t e at is oin on. t is one o t e est ay to st make se o it. et s t aside t e ndamentals or
t e time ein .
2 2 1 ra o roll r T e irst t in yo ill create is controller. lease ollo t e command elo .

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 10 o
dd ne de inside t e a controllers omes controller.r class HomesController < ApplicationController def top end end
reate a ne ie o a ie s omes to . tml.er
dd ro te it in con i ro tes.r

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 11 o
o it is ready. tart t e e ser er it rails s and access to tt : local ost:3000 to
T e dee e lanation is not ro ided ere t st ima e t e data lo . 1. et e est re ers to t e tt : local ost:3000 to 2. o tes asses t e access to to to Homes ontroller s de to ic de ined
as et to omes to 3. de to does certain rocess not in t is time and asses to t e ie o t e
same name ic is ie s omes to . tml.er . 4. T e inal HT is stated in ie s omes to . tml.er and inally s o ed
ails can inte rate y code into HT . et s ractice some more.
odi y Homes ontroller and ie s omes to . tml.er like elo class HomesController < ApplicationController def top @time = Time.now @names = ['hiro','Ryo','So'] end end <p>Hello Ruby on Rails!!</p> <p><%= @time %></p> <% @names.each do |name| %> <p><%= "My name is #{name}" %></p> <% end %>

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 12 o
Here let me introd ce one more se l nction linked to. t is t e el er ic ro ided sim le link to anot er reso rce ic yo o ten see
in t e e sites. Here is o to se it.
re are anot er reso rce it Homes ontroller con i ro tes.r and ie . class HomesController < ApplicationController def top @time = Time.now @names = ['hiro','Ryo','So'] end def about end end Rails.application.routes.draw do get '/top' => 'homes#top' get '/about' => 'homes#about' end
T en yo can access to tt : local ost:3000 a o t

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 1 o
et s t link to a o t a e on to a e. <p>Hello Ruby on Rails!!</p> <p><%= @time %></p> <% @names.each do |name| %> <p><%= "My name is #{name}" %></p> <% end %> <%= link_to 'About', '/about' %> T en t e res lt is elo . o can click o t and ill m to a o t a e.
inally let s inte rate t e seleni m yo created in y session to ails.
odi y ontroller o tes as ollo s. <Rails.application.routes.draw do get '/top' => 'homes#top' get '/about' => 'homes#about' get '/selenium' => 'homes#selenium' end

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 14 of 36
class HomesController < ApplicationController def top @time = Time.now @names = ['hiro','Ryo','So'] end def about end def selenium require "selenium-webdriver" require 'csv' driver = Selenium::WebDriver.for :chrome driver.navigate.to "https://www.bbc.com/" elements = driver.find_elements(class: 'media__title') CSV.open("./example.csv", "w", headers: true) do |csv| csv << ['title','name'] elements.each do |element| csv << [element.text,'Hiro'] end end driver.quit head :ok end end **This code is from Ruby HandsOn. Selenium will launch when you access http://localhost:3000/selenium Now, let’s create link_to ‘/selenium’ in top page as below. <p>Hello Ruby on Rails!!</p> <p><%= @time %></p> <% @names.each do |name| %> <p><%= "My name is #{name}" %></p> <% end %> <%= link_to 'Selenium', '/selenium' %> Hope you can see the Selenium launched by clicking the link button!! Welcome to the real world!! This is how the web button linked to the functions. <p>Hello Ruby on Rails!!</p> <p><%= @time %></p> <% @names.each do |name| %> <p><%= "My name is #{name}" %></p> <% end %> <%= link_to 'About', '/about' %>

Rails Hands On
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 15 of 36
2.3. [Homework] Generate Model The last fundamental function is Model. The detail will be the next lecture but here please try to generate models and create a record on a database. 1. Generate a Model named memo 2. Modify migrate data with title (string) and content (string). 3. Migrate the database 4. Create a record 5. Extract the created record Once you understand the database handling. You can already create a simple web application. This is the end of Day 1. Good Luck!!

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 16 of 36
3. Rails Lesson Day 2 – Database The Day 2 schedule is as follows; 1. What is Database. 2. Relation between database and Model. 3. Create the first record. 4. Extract the records. 5. rails console (optional) Home work: Post data to server. This document covers 3,4.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 1 o
1 r a ir r or e a lication can r n it only controller t in most o t e case yo o ld like
to se t e series o data. Here let s create t e irst record. 1. T e irst t in is to enerate a controller and model like elo .
i
nder y con ention controller name is l ral ereas model name is sin lar.
t orks it o t t is r le t it is re era le.
2. odi y d mi rate create memos.r .

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 1 o
T is ile is sed to enerate later. Here is a ick e lanation o t e code.
T is is t e data ty e. se inte er instead o strin i yo ant inte er ty e.
T is is t e col mn name. t m st e a sym ol. 3. i rate t e ile it t e command elo .
o t e data ase is ready.
4. t codes to create record in emos ontroller. re are ie and ro tes
accordin ly. class MemosController < ApplicationController def create @memo = Memo.new(author: 'test', content: 'this is the first memo') @memo.save end end Rails.application.routes.draw do get '/top' => 'homes#top' get '/memos/create' => 'memos#create' end

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 1 o
5. record is created y accessin tt : local ost:3000 memos create.
t as s ccess l i t e ollo in lo came on o ers ell.
o mi t nderstand t e lo i yo kno .
can e reset it t e ollo in commands.
au io
T ese commands destroy all records in t e .
t literally dro s and recreates. T ere ore lease don t e ec te in t e rod ction.

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 20 o
2 ra r or Once records are created yo o co rse o ld like to make se o t em. Here is o yo e tract it.
t some code ic ses e istin record and ie ic s o s t e res lt. class MemosController < ApplicationController def show @memo = Memo.find_by(id: 1) end def create @memo = Memo.new(author: 'test', content: 'this is the first memo') @memo.save end end Rails.application.routes.draw do get '/top' => 'homes#top' get '/memos/show' => 'memos#show' get '/memos/create' => 'memos#create' end <p> Memo id 1 </p> <p> Author is <%= @memo.author %></p> <p> Content is <%= @memo.content %></p>
t is also ossi le to o tain m lti le records and se t em it .eac .
1. odi y t e controller and access t e rl to create t e second record. class MemosController < ApplicationController def show @memo = Memo.find_by(id: 1) end def create @memo = Memo.new(author: 'test2', content: 'the second memo') @memo.save end end

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 21 o
2. o it as more t an one records t en c stomi e t e code as ollo s class MemosController < ApplicationController def index @memos = Memo.all end def show @memo = Memo.find_by(id: 1) end def create @memo = Memo.new(author: 'test2', content: 'the second memo') @memo.save end end Rails.application.routes.draw do get '/top' => 'homes#top' get '/memos/index' => 'memos#index' get '/memos/show' => 'memos#show' get '/memos/create' => 'memos#create' end <p> All Memos </p> <% @memos.each do |memo| %> <p> Author is <%= memo.author %></p> <p> Content is <%= memo.content %></p> <% end %>

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 22 o
ail o ol o io al ails as a console mode y ic yo can e ec te r y code directly.
Here is o to se it. 1. a nc ails console mode.
2. t can e ec te r y command directly.
my name is Hiro is t e res lt o t e command. nil is t e ret rn al e.
3. not er ractice. lease try to nderstand t e o t t.
4. Varia les can e de ined.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 2 o
5. ike ise a record can e created and e tracted.
i
T e arameter id is enerated a tomatically en yo create a record.
t is se ential and mainly sed it in ails a lication.
ike ise created at and dated at are enerated a tomatically.
ails console mode comes in andy es ecially en yo o ld like to c eck t e
conse ence o codes or r n some codes tentati ely.
lso it el s yo nderstand t e tec nolo y ack ro nd at is act ally a enin so lease lay aro nd it ails console or com re ension.

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 24 of 36
3.4. [Homework] Post data to server Probably now you would like to know how to Post the data, such as author name or content from web form to the server since you know the basic knowledge of Web application. It will be a big topic of ‘params’, and to understand it better, please try the following beforehand. 1. Create def new in controller and views/memos/new.html.erb 2. Put code of form in the view. 3. Receive the params on server side. 4. Create the records using the params. It makes so much sense of Web application. God Speed!!

Rails Hands On
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 25 of 36
4. Rails Lesson Day 3 – Params The Day 3 schedule is as follows; 1. What is Params 2. byebug 3. extract specific data with ID 4. post data from user side 5. helpers 6. on Rails standard Home work: Let’s create a simple forum. This document covers 2,3,4.

ail Ha o
om a y o i ial r al O ly Hiroaki Omiya
a 2 o
1 y u ye is a de er o y. T is is not directly related to t e ails de elo ment.
Ho e er t is is e tremely el l to not only de in t also nderstandin . Here is o to se it. 1. t ye to ere yo o ld like to sto t e rocess. class MemosController < ApplicationController def index byebug @memos = Memo.all end def show @memo = Memo.find_by(id: 1) end def create @memo = Memo.new(author: 'test2', content: 'the second memo') @memo.save end end 2. T e rocess ill sto en yo e ec te t e rocess.
T e asic se o t is mode is almost t e same as rails console mode it t e s ecial commands. Here some o main commands introd ced. n : o to ne t line. c : contin e t e rocess till t e ne t reak oint. e it : sto t e mode orce lly.
: s o el
ome roced re is e lained it ye rom ere on in t e lect re.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 2 o
2 ra i i a a i T e ood startin oint o arams o rney is e tractin t e data it . T is is t e sim lest and most re ent se o arams.
ose yo o ld like to create s c e nction. 1. T ere are already 3 records o memos.
2. T e list o all memos ids and a t ors s o s on t e inde a e t not content
as it is too lon to s o in one a e.
3. nd click t e link to see t e detail.
T is is ery common str ct re or e lication. Here is o to make it.

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 28 of 36
1. Modify the routes with ‘:id’ Rails.application.routes.draw do get '/top' => 'homes#top' get '/memos/index' => 'memos#index' get '/memos/:id' => 'memos#show' get '/memos/create' => 'memos#create' end 2. Modify the controller with ‘params[:id]’ class MemosController < ApplicationController def index @memos = Memo.all end def show @memo = Memo.find_by(id: params[:id]) end def create @memo = Memo.new(author: 'test2', content: 'the second memo') @memo.save end end 3. Modify the view of index with link to ‘.id’ <p> All Memos </p> <% @memos.each do |memo| %> <p> <%= link_to memo.id, "/memos/#{memo.id}" %> :: <%= memo.author %> </p> <% end %> 4. Prepare the view of show. <p> <%= @memo.id %> :: <%= @memo.author %></p> </br> <p> Content </p> <p> <%= @memo.content %> </p> The quick explanation will be provided in the lecture. Please try to digest before proceeding.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 2 o
o a a rom u r i T is is t e last and i art o ails. Ho e t e idea o arams ecame clearer to a certain e tent.
ose yo o ld like to create s c e nction. 1. orm a e to enter a t or and content.
2. e memo added en click entry.
3. ike ise click t e link to see t e detail.

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 30 of 36
Here is how you create them. 1. Modify the routes with accordingly. Rails.application.routes.draw do get '/top' => 'homes#top' get '/memos/index' => 'memos#index' get '/memos/new' => 'memos#new' post '/memos' => 'memos#create' get '/memos/:id' => 'memos#show' end 2. Modify the controller with Strong Parameters. class MemosController < ApplicationController def index @memos = Memo.all end def show @memo = Memo.find_by(id: params[:id]) end def new @memo = Memo.new end def create memo_params = params.require(:memo).permit(:author, :content) @memo = Memo.new(memo_params) @memo.save redirect_to '/memos/index' end end
!Caution!
The code below is ‘Strong Parameter’. It is necessary to add this code for security reason. However, the explanation is omitted here as it is challenging to understand.
memo_params = params.require(:memo).permit(:author, :content)
3. Prepare the new view. <p>New Memo</p> <%= form_with model: @memo do |form| %> <p>Author</p> <p><%= form.text_field :author %></p> <p>Content</p> <p><%= form.text_field :content %></p> <%= submit_tag 'entry' %> <% end %>
!Caution!
form_with is the key technology of this stage, but not explained deeply here.

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 1 o
lease e re ared it t e el er lesson e ore roceedin .
o may ant to edit t e record already e ists.
1. Edit tton s o in inde a e.
2. Edit a e looks like elo .
3. nd t e data is to e dated.

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 32 of 36
Here is how to create it. Please remember the standard helpers are in use from here on. 1. Modify the routes with helpers. Rails.application.routes.draw do resources :memos get '/top' => 'homes#top' end 2. Modify the controller with edit and update. class MemosController < ApplicationController def index @memos = Memo.all end def show @memo = Memo.find_by(id: params[:id]) end def new @memo = Memo.new end def create memo_params = params.require(:memo).permit(:author, :content) @memo = Memo.new(memo_params) @memo.save redirect_to :memos end def edit @memo = Memo.find_by(id: params[:id]) end def update memo_params = params.require(:memo).permit(:author, :content) @memo = Memo.find_by(id: params[:id]) @memo.update(memo_params) redirect_to :memos end end 3. Prepare edit view, it is almost the same as new view. <p>Edit Memo</p> <%= form_with model: @memo do |form| %> <p>Author</p> <p><%= form.text_field :author, value: @memo.author %></p> <p>Content</p> <p><%= form.text_field :content, value: @memo.content %></p> <%= submit_tag 'entry' %> <% end %> **Try updating view of index by yourself to show up ‘edit’ button!! You can do it!!

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a o
inally yo may ant to delete t e records. 1. elete tton e ist on s o ie .
2. con irmation o s en clickin it.
3. nd t e record is deleted accordin ly.

Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 34 of 36
Here is how to create it. 1. Modify the controller with destroy. class MemosController < ApplicationController def index @memos = Memo.all end def show @memo = Memo.find_by(id: params[:id]) end def new @memo = Memo.new end def create memo_params = params.require(:memo).permit(:author, :content) @memo = Memo.new(memo_params) @memo.save redirect_to :memos end def edit @memo = Memo.find_by(id: params[:id]) end def update memo_params = params.require(:memo).permit(:author, :content) @memo = Memo.find_by(id: params[:id]) @memo.update(memo_params) redirect_to :memos end def destroy @memo = Memo.find_by(id: params[:id]) @memo.destroy redirect_to :memos end end
!Caution!
Modification on routes.rb is not required this time as the route is already generated with the helper.
2. Prepare edit view, it is almost the same as new view <p> <%= @memo.id %> :: <%= @memo.author %></p> </br> <p> Content </p> <p> <%= @memo.content %> </p> </br> <p> <%= link_to 'delete', memo_path(@memo), method: 'delete', data: {confirm: 'Are you sure?' } %> </p>

ail Ha O
om a y o i ial r al O ly Hiroaki Omiya
a 5 o
1 Ho o k rou O io al
o tin error is one o t e most common errors or t e e inners es ecially en st start sin el ers.
t is ossi le to c eck t e correct ro tes y accessin t e ollo in .
tt : local ost:3000 rails in o ro tes
t s o s Hel er et od at and ontroller ction.
Rails Hands on
Company Confidential - Internal Use Only © Hiroaki Omiya
Page 36 of 36
5. Wrap up This is the end of Rails beginner lesson. Hope it makes some sense to you. Although Rails is such a powerful web framework, it still is a vast field and you have a lot to go to be able to create your own Web Application. Having said that you are now good enough to explorer the Rails world on your own and there are plenty of training materials in the world. Best wishes.