
Green Chemistry for Sustainable Textiles - National Research ...
522
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Green Chemistry for Sustainable Textiles - National Research ...

GREEN CHEMISTRY FOR SUSTAINABLE TEXTILES

The Textile Institute Book Series
Incorporated by Royal Charter in 1925, The Textile Institute was established as the professional body for the textile industryto provide support to businesses, practitioners and academics involved with textiles and to provide routes to professionalqualifications through which Institute Members can demonstrate their professional competence. The Institute’s aim is toencourage learning, recognise achievement, reward excellence and disseminate information about the textiles, clothing andfootwear industries and the associated science, design and technology; it has a global reach with individual and corporatemembers in over 80 countries.
The Textile Institute Book Series supersedes the former ‘Woodhead Publishing Series in Textiles’ and represents a collabo-ration between The Textile Institute and Elsevier aimed at ensuring that Institute Members and the textile industry continue tohave access to high calibre titles on textile science and technology.
Books published in The Textile Institute Book Series are offered on the Elsevier web site at: store.elsevier.com and areavailable to Textile Institute Members at a substantial discount. Textile Institute books still in print are also available directly fromthe Institute’s web site at: www.textileinstitute.org
To place an order, or if you are interested in writing a book for this series, please contact Matthew Deans, Senior Publisher:[email protected]
Recently Published and Upcoming Titles in The Textile InstituteBook Series:
Handbook of Natural Fibres Volume 1: Types, Properties and Factors Affecting Breeding and Cultivation, 2nd Edition, RyszardKozlowski Maria Mackiewicz-Talarczyk, 978-0-12-818398-4
Handbook of Natural Fibres: Volume 2: Processing and Applications, 2nd Edition, Ryszard Kozlowski Maria Mackiewicz-Talarczyk,978-0-12-818782-1
Advances in Textile Biotechnology, Artur Cavaco-Paulo, 978-0-08-102632-8Woven Textiles: Principles, Technologies and Applications, 2nd Edition, Kim Gandhi, 978-0-08-102497-3Auxetic Textiles, Hong Hu, 978-0-08-102211-5Carbon Nanotube Fibres and Yarns: Production, Properties and Applications in Smart Textiles, Menghe Miao, 978-0-08-102722-6Sustainable Technologies for Fashion and Textiles, Rajkishore Nayak, 978-0-08-102867-4Structure and Mechanics of Textile Fibre Assemblies, Peter Schwartz, 978-0-08-102619-9Silk: Materials, Processes, and Applications, Narendra Reddy, 978-0-12-818495-0Anthropometry, Apparel Sizing and Design, 2nd Edition, Norsaadah Zakaria, 978-0-08-102604-5Engineering Textiles: Integrating the Design and Manufacture of Textile Products, 2nd Edition, Yehia Elmogahzy, 978-0-08-102488-1New Trends in Natural Dyes for Textiles, Padma Vankar Dhara Shukla, 978-0-08-102686-1Smart Textile Coatings and Laminates, 2nd Edition, William C. Smith, 978-0-08-102428-7Advanced Textiles for Wound Care, 2nd Edition, S. Rajendran, 978-0-08-102192-7Manikins for Textile Evaluation, Rajkishore Nayak Rajiv Padhye, 978-0-08-100909-3Automation in Garment Manufacturing, Rajkishore Nayak and Rajiv Padhye, 978-0-08-101211-6Sustainable Fibres and Textiles, Subramanian Senthilkannan Muthu, 978-0-08-102041-8Sustainability in Denim, Subramanian Senthilkannan Muthu, 978-0-08-102043-2Circular Economy in Textiles and Apparel, Subramanian Senthilkannan Muthu, 978-0-08-102630-4Nanofinishing of Textile Materials, Majid Montazer Tina Harifi, 978-0-08-101214-7Nanotechnology in Textiles, Rajesh Mishra Jiri Militky, 978-0-08-102609-0Inorganic and Composite Fibers, Boris Mahltig Yordan Kyosev, 978-0-08-102228-3Smart Textiles for In Situ Monitoring of Composites, Vladan Koncar, 978-0-08-102308-2Handbook of Properties of Textile and Technical Fibres, 2nd Edition, A. R. Bunsell, 978-0-08-101272-7Silk, 2nd Edition, K. Murugesh Babu, 978-0-08-102540-6
GREENCHEMISTRY FORSUSTAINABLE
TEXTILESModern Design and Approaches
Edited by
Nabil IbrahimTextile Research Division, National Research Centre, Giza, Egypt
Chaudhery Mustansar HussainDepartment of Chemistry & Environmental Sciences, New Jersey Institute of Technology, Newark, NJ, United States

Woodhead Publishing is an imprint of ElsevierThe Officers’ Mess Business Centre, Royston Road, Duxford, CB22 4QH, United Kingdom50 Hampshire Street, 5th Floor, Cambridge, MA 02139, United StatesThe Boulevard, Langford Lane, Kidlington, OX5 1GB, United Kingdom
Copyright © 2021 Elsevier Ltd. All rights reserved.
No part of this publication may be reproduced or transmitted in any form or by any means, electronic or mechanical, includingphotocopying, recording, or any information storage and retrieval system, without permission in writing from the publisher. Detailson how to seek permission, further information about the Publisher’s permissions policies and our arrangements with organizationssuch as the Copyright Clearance Center and the Copyright Licensing Agency, can be found at our website: www.elsevier.com/permissions.
This book and the individual contributions contained in it are protected under copyright by the Publisher (other than as may be notedherein).
NoticesKnowledge and best practice in this field are constantly changing. As new research and experience broaden our understanding,changes in research methods, professional practices, or medical treatment may become necessary.
Practitioners and researchers must always rely on their own experience and knowledge in evaluating and using any information,methods, compounds, or experiments described herein. In using such information or methods they should be mindful of their ownsafety and the safety of others, including parties for whom they have a professional responsibility.
To the fullest extent of the law, neither the Publisher nor the authors, contributors, or editors, assume any liability for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of anymethods, products, instructions, or ideas contained in the material herein.
Library of Congress Cataloging-in-Publication DataA catalog record for this book is available from the Library of Congress
British Library Cataloguing-in-Publication DataA catalogue record for this book is available from the British Library
ISBN: 978-0-323-85204-3
For information on all Woodhead Publishing publications visit our website athttps://www.elsevier.com/books-and-journals
Publisher: Matthew DeansAcquisitions Editor: Brian GuerinEditorial Project Manager: Emily ThomsonProduction Project Manager: Anitha SivarajCover Designer: Victoria Pearson
Typeset by TNQ Technologies
Contents
Contributors xiPreface xvAcknowledgment xvii
1. Water footprint applications in textilesector: an overviewKUNAL SINGHA, SUBHANKAR MAITY, AND
PINTU PANDIT
1.1 Introduction 1
1.2 Blue water footprint 2
1.3 Gray water footprint 2
1.4 Identification of possible response strategies 2
1.5 Regional inequity in water distribution 3
1.6 Climate change 4
1.7 Virtual water and water footprint concepts 4
1.8 Importance of virtual water concept 5
1.9 Merits of virtual water 5
1.10 Limitations of virtual water 5
1.11 Supply chain of cotton product 6
1.12 Components or colors of WF 6
1.13 Green water footprint 6
1.14 Blue water footprint 6
1.15 Gray water footprint 7
1.16 Difference between virtual water and waterfootprint 7
1.17 Groundwater footprint 8
1.18 Relationship between water, carbon, andecological footprints 8
1.19 Environmental impacts of a water footprint 8
1.20 Direct water footprint 9
1.21 Indirect water footprint 9
1.22 Water footprints in life cycle assessments 9
1.23 Development in water footprint methodology 9
1.24 Water footprint assessment 10
1.25 Setting goals and scope 10
1.26 Water footprint accounting 10
1.27 Water footprint sustainability assessment 11
1.28 Water sustainability 11
1.29 Social unsustainability 12
1.30 Economic unsustainability 12
1.31 Assessment tools 12
1.32 Water footprint network 12
1.33 Global water tool 12
1.34 Local water tool 13
1.35 Water risk filter 13
1.36 Corporate water gauge 13
1.37 Future of water footprints in textile andin general 14
1.38 Conclusions 15
References 15
2. Recent advances in the development ofantimicrobial nanotextiles for prevention ofinfectious diseases transmission in healthcareworkersPALANIYANDI VELUSAMY, KANNAN KIRUBA,
KANDATHIL NARAYANAN RAJNISH, THIRUMURTHY
MADHAVAN, AND PERIASAMY ANBU
2.1 Introduction 17
2.2 Nanotechnology in antimicrobial textile fibers 18
2.3 Development of antimicrobial nanotextiles bysol gel method 19
2.4 Efficacy testing 22
2.5 Conclusions 24
References 25
3. Biomacromolecules and bio-sourcedproducts as flame retardants for textiles:a novel approach toward sustainabilityGIULIO MALUCELLI
3.1 Introduction 27
3.2 Whey proteins as flame retardants for cotton 28
3.3 Caseins as flame retardants for cotton,polyester, and cotton-polyester blends 32
3.4 Hydrophobins as flame retardants for cotton 35
3.5 Deoxyribonucleic acid as flame retardant forcotton 37
3.6 Phytic acid as flame retardant for wool, silk,cotton, and polyester 42
3.7 Flame-retardant fabrics obtained by using otherbio-sourced products 49
3.8 Conclusions and future perspectives 51
Abbreviations 52
Acknowledgments 52
References 53
Important Websites 55
v
4. Chemistry of sustainable coloration oftextile materialsA.F.M. FAHAD HALIM, MOHAMMAD TAJUL ISLAM, AND
MOHAMMAD MOHSIN UL HOQUE
4.1 Introduction 57
4.2 Eco-friendly pretreatment of textiles 57
4.3 Koolwhite-2020, an alternative whiteningagent 60
4.4 Sustainable chemical finishing technologies 65
4.5 Conclusion 65
References 66
Important Websites 67
5. Current and future perspectives of enzymetreatments for cellulosic fibers: a reviewMOHD YUSUF
5.1 Introduction 69
5.2 Functional processes/finishing using enzymatictreatments 70
5.3 Enzymes with thermal stability 74
5.4 Future perspectives 74
5.5 Conclusion 75
References 75
Important websites 76
6. Environmentally sound textile wetprocessingAHMET GÜRSES, KÜBRA GÜNEŞ, AND ELIF ŞAHIN
6.1 Introduction 77
6.2 Environmentally sound textile wet processingtechnologies 82
6.3 Conclusion and future trends 87
References 87
Important websites 91
7. Sustainable Chemistry in textile processes(Pretreatment, Coloration and Chemicalfinishing)WAFAA AL-SAYED AND SHIMAA H. ABDELRAHMAN
7.1 Introduction 93
7.2 An overview of the textile industry 93
7.3 Dyeing and printing of textiles 97
7.4 Emerging sustainable coloration technologies 100
7.5 Trials to minimize waste and pollution in thetextile industry 101
7.6 Sustainable technologies used to reduce waterenergy, chemicals, and time in the textile wetprocessing 104
7.7 Conclusion 108
References 108
8. Green chemistry in textile industry andtheir positive impact of implementationRIZWAN ARIF, SAPANA JADOUN, AND
ANURAKSHEE VERMA
8.1 Introduction 113
8.2 Green chemistry 114
8.3 Textile industry and green chemistry 114
8.4 Positive effect of implementation of greenchemistry 117
8.5 Conclusions 117
Abbreviations 118
References 118
9. Principle of Green Chemistry: A modernperspective for development of sustainabletextile fiber-based green nanocompositesPARTHA PRATIM DAS, MANISHA MUDULI, SHREYA
BORAH, AND VIJAY CHAUDHARY
9.1 Introduction 121
9.2 Need of green chemistry and nanotechnology 123
9.3 Textile fibers to develop green nanocomposites 123
9.4 Extraction of textile fibers based on bio-fibers 125
9.5 Processing techniques of textile fiberebasedgreen nanocomposites 127
9.6 Properties of green nanocomposites 128
9.7 Challenges for green chemistry 130
9.8 Application of textile fiberbased greennanocomposites 130
9.9 Conclusion and future trend 131
References 133
Important websites 136
10. A green technology for cellulosicnanofibers productionAIDA FADAKAR SARKANDI AND MAJID MONTAZER
10.1 Introduction 137
10.2 Cellulose and nanocellulose 138
10.3 Applications of nanocellulose in medicine 144
10.4 Conclusion 147
References 148
Important websites 152
11. Harmful environmental effects fortextile chemical dyeing practiceKUNAL SINGHA, PINTU PANDIT, SUBHANKAR MAITY,
AND SWETA RAJAN SHARMA
11.1 Introduction 153
11.2 Process of dyeing 156
11.3 Application of liposome technology in theprocess of textile dyeing 158
Contentsvi

11.4 Ultrasonic energy effect on the dyeing process 159
11.5 Finishing of waste disposal and drainage 160
11.6 Wastewater management 161
11.7 Environment-friendly dyeing processoptimization 161
11.8 Conclusion 162
References 162
12. Impact of nanotechnology onsustainable textile material and itsapplicationANURAKSHEE VERMA, RIZWAN ARIF, AND
SAPANA JADOUN
12.1 Introduction of nanotechnology 165
12.2 Impact of nanotechnology on textile 165
12.3 Application of nanotechnology on textilematerial 169
12.4 Current trend and future prospect of textilenanomaterials 169
12.5 Conclusion 170
References 170
13. Microbial technologies in textileindustries: an elixir for the greenerenvironmentARPIT SHUKLA, PARITOSH PARMAR, DWEIPAYAN
GOSWAMI, YASH GEHLOT, JAYDIPSINH VALA,
NIRMAL PARMAR, AND MEENU SARAF
13.1 Introduction 173
13.2 The textile industry and environment 174
13.3 Textile industry and peril on people 175
13.4 Wastage in focus 175
13.5 Monitoring and detection of pollution 178
13.6 Interactions between microorganisms andpollutants 179
13.7 Biosorption 181
13.8 Bioaccumulation 181
13.9 Bioremediation 182
13.10 Changing the paradigm 183
13.11 Challenges and future prospects 185
References 186
Further reading 189
14. Natural compounds in sustainabledyeing and functional finishing of textilesAMINODDIN HAJI AND M. _IBRAHIM BAHTIYARI
14.1 Introduction 191
14.2 Sustainable dyeing 191
14.3 Sustainable functional finishing 194
14.4 Conclusion 198
References 199
15. Emerging research trends in new naturalfibersdsome insightsN. GOKARNESHAN, K.M. PACHIYAPPAN, AND
K. SANGEETHA
15.1 Introduction 205
15.2 Studies on lotus fibers 206
15.3 Studies on windmill palm leaf sheath fiber 208
15.4 Studies on pig hair 211
15.5 Studies on Caryota spadix fiber 212
15.6 Conclusion 214
References 214
Important websites 217
16. Innovative approaches in theapplication of natural dyes on wooldRoad togreen colorationN. GOKARNESHAN, B. PADMA, AND V. BHANU REKHA
16.1 Introduction 219
16.2 Dyeing with Cinnamomum camphora leavesusing biological mordants 220
16.3 Dyeing with fermented dough extract 222
16.4 Effect of pretreatment of bacterial proteaseenzyme on acid dyed wool 222
16.5 Dyeing with henna and yarrow enhanced byplasma treatment and optimized withresponse surface methodology 226
16.6 New biomordant for improving natural dyeabsorption 228
16.7 Conclusion 231
References 232
17. New emerging green technologies forsustainable textilesSHUMAILA KIRAN, MUHAMMAD ASIM RAFIQUE,
ASMA ASHRAF, IKRAM AHMAD, SABA NAZ, AND
GULNAZ AFZAL
17.1 Introduction 239
17.2 Production of sustainable textiles 239
17.3 Extraction of fibers from agricultural wastes 241
17.4 Nanotechnology 244
17.5 Closed-loop technology for fiber production 244
17.6 Biotechnology 245
17.7 Recycled and Sustainable fabrics 246
17.8 Conclusion 248
References 248
Important websites 251
Contents vii
18. An overview on processing aspects andenvironmental applications of activatedcarbon fibersMOHAMED FATHY NASR
18.1 Introduction 253
18.2 Preparation of activated carbon fiber 254
18.3 Properties of activated carbon fiber 257
18.4 Environmental applications of ACF 258
18.5 Conclusion 262
References 262
19. Plasma treatment for sustainablefunctionalization of textilesAMINODDIN HAJI AND CHI-WAI KAN
19.1 Introduction 265
19.2 Types of plasma 265
19.3 Plasma treatment and dyeing 266
19.4 Plasma treatment and finishing 269
19.5 Conclusion 273
References 273
20. Recent advances in textile wetprocessing using supercritical carbondioxideTAREK ABOU ELMAATY
20.1 Introduction 279
20.2 Supercritical fluid dyeing of PET 280
20.3 Dyeing of polyamide fabrics undersupercritical carbon dioxide 284
20.4 Dyeing polypropylene fabrics undersupercritical carbon dioxide 284
20.5 Application of supercritical carbon dioxideon natural fabrics 286
20.6 Fabric pretreatment and functionalizationthrough supercritical fluid dyeing 295
20.7 Conclusion 296
References 296
Further reading 299
21. Recent trends in green colorants:chemistry and applicationMERAM S. ABDELRAHMAN AND
TAWFIK A. KHATTAB
21.1 Introduction 301
21.2 Classification of natural colorants 301
21.3 Conclusion and future outlook 310
References 310
22. Green synthesis of nanomaterials fortextile applicationsSAPANA JADOUN, ANURAKSHEE VERMA, AND
RIZWAN ARIF
22.1 Introduction 315
22.2 Green synthesis or biosynthesis 315
22.3 Nanomaterials in textiles 316
22.4 Green synthesis of nanomaterials for textiles 316
22.5 Applications 322
22.6 Conclusion 322
References 322
23. Advances in natural dyeing of silkN. GOKARNESHAN, U. RATNA, AND S. KAVITHA
23.1 Introduction 325
23.2 Application of Areca catechu dyes on silk 325
23.3 Silk dyeing with functionalized flavonol-quercetin 328
23.4 Silk dyeing with Madhuca longifolia 330
23.5 Eco-friendly silk dyeing with Monascus 331
23.6 Conclusion 333
References 334
Important websites 335
24. Potential applications of sustainablechemistry in processing of manmade andprotein fibersWAFAA MOSAAD RASLAN AND
OMAIMA GABER ALLAM
24.1 An overview 337
24.2 Physical methods for modification ofmanmade fibers 337
24.3 Chemical methods for modification ofmanmade fibers 340
24.4 Modification of proteinic fibers with physicaltechniques 343
24.5 Chemical treatments of proteinic fibers 345
24.6 Biotechnology applications and eco-friendlyreagents 346
24.7 Conclusion 347
24.8 Future outlook 347
References 347
25. Green chemistry in textile processesPINTU PANDIT, SAPTARSHI MAITI, SUBHANKAR MAITY,
AND KUNAL SINGHA
25.1 Introduction 353
25.2 Pollution and textile industry 354
Contentsviii
25.3 Green chemistry in textile industry 355
25.4 Application of dendrimer in textileprocessing 357
25.5 Nonformaldehyde finishing 357
25.6 Automation in textile wet processing 358
25.7 Supercritical wool dyeing 358
25.8 Application of natural dyes in textileprocessing 358
25.9 Tannins and their importance in greenchemistry of textile 364
25.10 Green chemistry in antimicrobial finishingof textile 366
25.11 Green chemistry in functional finishing oftextile 368
25.12 Green chemistry in nanotechnology andnanomaterials 369
25.13 Green chemistry used in graphene andplasma processing of textile 370
25.14 Effluent treatment 371
25.15 Conclusions 371
References 372
26. Sustainable isolation and application ofnatural colorantebased dye-sensitized solarcells (NCBDSSC): a brief reviewSHAHID ADEEL, ZEESHAN ALI SHAH, FAZAL-UR-
REHMAN, UZAIR AHMAD, AND NIMRA AMIN
26.1 Introduction 375
26.2 Sources of natural dyes 376
26.3 Classification of natural dyes 376
26.4 Applications of natural dyes 376
26.5 Electronics 376
26.6 Dye-sensitized solar cells (DSSC) 377
26.7 Components of DSSC 378
26.8 Working principle of DSSC 379
26.9 Mechanism of solar cells 379
26.10 Natural colorants as sensitizers 380
26.11 Future prospectus 381
26.12 Conclusion 381
References 381
Important websites 383
Further reading 383
27. Sustainable textile finishing processesand pollution control based on enzymetechnologyNABIL A. IBRAHIM, BASMA M. EID, AND HALA A. AMIN
27.1 Introduction 385
27.2 Enzymatic biocatalysis 385
27.3 Potential applications of enzyme technologyin textile industry 397
27.4 Bio-stain removal 408
27.5 Bio-remediation of textile effluents 408
27.6 Future trends 408
References 409
28. Textile wastewater managementSUBHANKAR MAITY, KUNAL SINGHA, AND PINTU
PANDIT
28.1 Introduction 417
28.2 Wastewater treatment 418
28.3 Primary treatment of textile wastewater 418
28.4 Secondary treatment of textile wastewater 420
28.5 Tertiary treatment of textile wastewater 421
28.6 New developments in tertiary treatments 422
28.7 Treatability studies 422
28.8 Present pain areas in textile wastewatermanagement 423
28.9 Challenges faced by the industry 424
28.10 Biocleaner technology 424
28.11 Recent developments in textile wastewatermanagement 424
28.12 Conclusions and perspective 425
References 426
Further reading 427
29. The potential use of nanotechnology forantimicrobial functionalization of cellulose-containing fabricsNABIL A. IBRAHIM, BASMA M. EID, AND
MOUSTAFA M.G. FOUDA
29.1 Introduction 429
29.2 Key principles of nanotechnology 429
29.3 Options to fabricate nanomaterials 430
29.4 Metallic nanoparticles application techniques 431
29.5 Potential textile applications 438
29.6 Textile effluent remediation 444
29.7 Future remarks 446
References 446
30. Utilization of sustainable biopolymers intextile processingFATEN HASSAN HASSAN ABDELLATIF AND MOHAMED
MEHAWED ABDELLATIF
30.1 Introduction 453
30.2 Utilization of biopolymers for green fiberproduction 453
30.3 Application of biopolymer in textile wetprocessing 464
30.4 Conclusion 467
References 467
Contents ix
31. Cornhusk fibers, its properties, and valueadditionNISHANT KAMBLI, SANTANU BASAK, AND
RAJENDRA DESHMUKH
31.1 Introduction 471
31.2 Extraction of natural cellulosic fibersfrom cornhusks and its physicochemicalproperties 472
31.3 Extraction of MCC from cornhusk fiber 474
31.4 Process sequence involved in MCCpreparation 475
31.5 Conclusion 479
References 479
32. Bioactive polypropylene by plasmaprocessingCHETNA VERMA, MANALI SOMANI, ANKITA SHARMA,
PRATIBHA SINGH, VANDANA KUMARI, VIPULA, ROHINI
VERMA, SHAMAYITA PATRA, SAMRAT MUKHO-
PADHYAY, AND BHUVANESH GUPTA
32.1 Introduction 481
32.2 Functionalization of polypropylene 481
32.3 Antimicrobial applications of polypropylene 485
32.4 Conclusion 487
References 487
Index 491
Contentsx

Contributors
Faten Hassan Hassan Abdellatif Research Division,Pre-treatment and Finishing of Cellulosic FabricDepartment, Textile Research Division, National ResearchCentre Dokki-Giza, Egypt
Mohamed Mehawed Abdellatif Chemical IndustriesDivision, Chemistry of Tanning Materials and LeatherTechnology, National Research Centre Dokki-Giza, Egypt
Meram S. Abdelrahman Dyeing, Printing and AuxiliariesDepartment, Textile Industries Research Division, NationalResearch Centre, Cairo, Egypt
Shimaa H. Abdelrahman Women’s College, Ain ShamsUniversity, Cairo, Egypt
Shahid Adeel Department of Chemistry, GovernmentCollege University, Faisalabad, Punjab, Pakistan
Gulnaz Afzal Department of Zoology, Islamia University,Bahawalpur, Punjab, Pakistan
Ikram Ahmad Department of Chemistry, University ofSahiwal, Sahiwal, Punjab, Pakistan
Uzair Ahmad Department of Applied Chemistry,Government College University, Faisalabad, Punjab, Pakistan
Wafaa Al-Sayed Women’s College, Ain Shams University,Cairo, Egypt
Omaima Gaber Allam National Research Centre, TextileResearch Division, Cairo, Egypt
Hala A. Amin Chemistry of Natural and Microbial ProductsDepartment, National Research Centre, Giza, Egypt
Nimra Amin Department of Applied Chemistry,Government College University, Faisalabad, Punjab,Pakistan
Periasamy Anbu Department of Biological Engineering,Inha University, Incheon, South Korea
Rizwan Arif Department of Chemistry, School of Basic andApplied Sciences, Lingaya’s Vidyapeeth, Faridabad,Haryana, India
Asma Ashraf Department of Zoology, Government CollegeUniversity, Faisalabad, Punjab, Pakistan
M. _Ibrahim Bahtiyari Department of Textile Engineering,Faculty of Engineering, Erciyes University, Kayseri, Turkey
Santanu Basak ICAR- National Institute of Natural FibreEngineering Technology, Kolkata, West Bengal, India
Shreya Borah Bristol Centre for Functional Nanomaterials,University of Bristol, Bristol, United Kingdom
Vijay Chaudhary Department of Mechanical Engineering,Amity University Uttar Pradesh, Noida, India
Partha Pratim Das Department of Mechanical Engineering,Amity University Uttar Pradesh, Noida, India
Rajendra Deshmukh Institute of Chemical Technology,Nathalal Parikh Marg, Mumbai, Maharashtra, India
Basma M. Eid Textile Research Division, National ResearchCentre, Giza, Egypt
Tarek Abou Elmaaty Galala University, Galala City, Egypt
Fazal-ur-Rehman Department of Applied Chemistry,Government College University, Faisalabad, Punjab,Pakistan
Moustafa M.G. Fouda Textile Research Division, NationalResearch Centre, Giza, Egypt
Yash Gehlot Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
N. Gokarneshan Department of Costume Design andFashion, Dr. SNS Rajalakshmi College of Arts and Science,Coimbatore, Tamil Nadu, India
Dweipayan Goswami Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Kübra Güneş Ataturk University, K.K. Education Faculty,Department of Chemistry Education, Erzurum, Turkey
Bhuvanesh Gupta Bioengineering Laboratory, Departmentof Textile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Ahmet Gürses Ataturk University, K.K. Education Faculty,Department of Chemistry Education, Erzurum, Turkey
Aminoddin Haji Department of Textile Engineering, YazdUniversity, Yazd, Iran
A.F.M. Fahad Halim Department of Textile Engineering,Primeasia University, Dhaka, Bangladesh
Mohammad Mohsin Ul Hoque Department of TextileEngineering, National Institute of Textile Engineering andResearch, Savar, Bangladesh
Nabil A. Ibrahim Textile Research Division, NationalResearch Centre, Giza, Egypt
Mohammad Tajul Islam Department of Textile Engineering,Ahsanullah University of Science and Technology, Dhaka,Bangladesh
Sapana Jadoun Department of Chemistry, School of Basicand Applied Sciences, Lingaya’s Vidyapeeth, Faridabad,Haryana, India; Faculty of Chemical Sciences, Departmentof Analytical and Inorganic Chemistry, University ofConcepción, Concepción, Chile
xi

Nishant Kambli ICAR- Central Institute for Research onCotton Technology, Mumbai, Maharashtra, India
Chi-Wai Kan Institute of Textiles and Clothing, The HongKong Polytechnic University, Hung Hom, Hong Kong
S. Kavitha Department of Fashion Technology, KumaraguruCollege of Technology, Coimbatore, Tamil Nadu, India
Tawfik A. Khattab Dyeing, Printing and AuxiliariesDepartment, Textile Industries Research Division, NationalResearch Centre, Cairo, Egypt
Shumaila Kiran Department of Applied Chemistry,Government College University, Faisalabad, Punjab,Pakistan
Kannan Kiruba Department of Biotechnology, University ofMadras, Guindy Campus, Chennai, Tamil Nadu, India
Vandana Kumari Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Thirumurthy Madhavan Department of GeneticEngineering, School of Bioengineering, SRM Institute ofScience and Technology, Kattankulathur, Chengalpattu,Tamil Nadu, India
Saptarshi Maiti Department of Fibres and Textile ProcessingTechnology, Institute of Chemical Technology, Mumbai,Maharashtra, India
Subhankar Maity Uttar Pradesh Textile TechnologyInstitute, Kanpur, Uttar Pradesh, India
Giulio Malucelli Department of Applied Science andTechnology and Local INSTM Unit, Politecnico di Torino,Alessandria, Italy
Majid Montazer Department of Textile Engineering,Functional Fibrous Structures & EnvironmentalEnhancement (FFSEE), Amirkabir University of Technology,Tehran, Iran; Department of Textile Engineering, FunctionalFibrous Structures & Environmental Enhancement (FFSEE),Amirkabir Nanotechnology Research Institute (ANTRI),Amirkabir University of Technology, Tehran, Iran
Manisha Muduli Department of Material Science andEngineering, University of Pennsylvania, Philadelphia, PA,United States
Samrat Mukhopadhyay Department of Textile and FibreEngineering, Indian Institute of Technology, New Delhi,India
Mohamed Fathy Nasr Synthetic and Proteinic FibersDepartment, National Research Center, Cairo, Egypt
Saba Naz Department of Applied Chemistry, GovernmentCollege University, Faisalabad, Punjab, Pakistan
K.M. Pachiyappan Department of Costume Design andFashion, PSG College of Arts and Science, Coimbatore,Tamil Nadu, India
B. Padma Department of Costume Design and Fashion, Dr.SNS Rajalakshmi College of Arts and Science, Coimbatore,Tamil Nadu, India
Pintu Pandit Department of Textile Design, NationalInstitute of Fashion Technology, Patna, Bihar, India
Paritosh Parmar Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Nirmal Parmar Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Shamayita Patra Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Muhammad Asim Rafique School of Economics andManagement, Yanshan University, Qinhuangdao, HebeiProvince, China
Kandathil Narayanan Rajnish Department of GeneticEngineering, School of Bioengineering, SRM Institute ofScience and Technology, Kattankulathur, Chengalpattu,Tamil Nadu, India
Wafaa Mosaad Raslan National Research Centre, TextileResearch Division, Cairo, Egypt
U. Ratna Department of Textiles and Clothing,Avinashilingam Institute of Home Science and HigherEducation for Women, Coimbatore, Tamil Nadu, India
V. Bhanu Rekha Department of Fashion Technology, KCGCollege of Technology, Chennai, Tamil Nadu, India
Elif Şahin Ataturk University, K.K. Education Faculty,Department of Chemistry Education, Erzurum, Turkey
K. Sangeetha Department of Textiles and Apparel,Bharathiar University, Coimbatore, Tamil Nadu, India
Meenu Saraf Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Aida Fadakar Sarkandi Department of Textile Engineering,Functional Fibrous Structures & EnvironmentalEnhancement (FFSEE), Amirkabir University of Technology,Tehran, Iran
Zeeshan Ali Shah Department of Electrical Engineering,NUST College of Electrical and Mechanical Engineering(E&ME), Rawalpindi, Punjab, Pakistan
Ankita Sharma Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Sweta Rajan Sharma Department of Fashion Design,National Institute of Fashion Technology, Patna, Bihar,India
Arpit Shukla Department of Biological Sciences andBiotechnology, Institute of Advanced Research, Universityof Innovation, Koba Institutional Area, Gandhinagar,Gujarat, India; Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Pratibha Singh Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Kunal Singha Department of Textile Design, NationalInstitute of Fashion Technology, Patna, Bihar, India
Contributorsxii

Manali Somani Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Jaydipsinh Vala Department of Microbiology andBiotechnology, University School of Sciences, GujaratUniversity, Ahmedabad, Gujarat, India
Palaniyandi Velusamy Department of Biotechnology, Schoolof Bioengineering, SRM Institute of Science and Technology,Kattankulathur, Chengalpattu, Tamil Nadu, India
Anurakshee Verma Department of Chemistry, School ofBasic and Applied Sciences, Lingaya’s Vidyapeeth,Faridabad, Haryana, India
Chetna Verma Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Rohini Verma Bioengineering Laboratory, Department ofTextile and Fibre Engineering, Indian Institute ofTechnology, New Delhi, India
Vipula Bioengineering Laboratory, Department of Textileand Fibre Engineering, Indian Institute of Technology, NewDelhi, India
Mohd Yusuf Department of Natural and Applied Sciences,School of Technology, The Glocal University, Saharanpur,Uttar Pradesh, India
Contributors xiii

This page intentionally left blank

Preface
Green chemistry, sometimes called sustainable chemistry, is a branch of chemistry and chemical engineering thatfocuses on designing the products and processes that minimize or eliminate the use and generation of hazardoussubstances. While environmental chemistry focuses on the effects of polluting chemicals on nature, green chemistryfocuses on the environmental impact of chemistry, including technological approaches to preventing pollution andreducing consumption of nonrenewable resources. In this book, we will summarize recent progress in the textilesindustry due to green chemistry arena. The implementation and adoption of green chemistry principles in the textilesindustry result in numerous economic, environment, and social positive impacts. Moreover, using renewable greenchemicals, sustainable energy resources can add value to sustainable textile products that satisfy consumer demandsfor comfortability, safety, aesthetic, andmultifunctional performance properties. In general, this book aims to providean in-depth and systematic description of knowledge on various green chemistry strategies in the textiles industry inreference to sustainability.
To apprehend a comprehensive impression of green chemistry for sustainable textiles and to deliver the readerrational and clear knowledge, the book is divided into several sections, which then further consist of differentchapters. The introductory chapters are an overview of the water footprint in the textiles sector and the fabrication ofantibacterial textile dressings with sodium alginate-capped silver nanoparticles. The next chapters discussbiomacromolecules and biosourced products such as flame retardants and enzyme treatments for cellulosic fibers forenvironmentally green chemistry for sustainable textiles. The following chapters then discuss the principle of greenchemistry in the development of sustainable textile fiber-based nanocomposites. A green technology for cellulosenanofiber production, the harmful environmental effects of the textile chemical dyeing practice, and the impact ofnanotechnology on sustainable textile materials and its applications are detailed in the later chapters. Microbialtechnologies in textiles industries, natural compounds in sustainable dyeing and finishing of textiles, and emergingresearch trends in new natural fibers are discussed in the chapters that follow. Then, innovative approaches, activatedcarbon fibers, plasma treatment for sustainable functionalization of textiles, and utilization of supercritical carbondioxide are described. Green colorants, green synthesis of nanomaterials, and natural colorant-based dye-sensitizedsolar cells are reviewed in the chapters before the last section. Finally, the concluding chapters consist of descriptions ofsustainable textile finishing, uses of enzyme technology, textile wastewater management, nanotechnology for anti-microbial functionalization of cellulose-containing fabrics, utilization of biopolymers, and implementation of bioac-tive polypropylene fibers by plasma processing in the textile industry.
This book is intended to be a reference guide for experts, researchers, and scientists who are searching for new andmodern developments in the textiles industry with sustainable perspectives through the applications of greenchemistry techniques. The editors and authors are very well-known researchers, scientists, and experts from variousuniversities and industry. On behalf of Elsevier, we are delighted with the contributions of all the authors for theirexceptional and enthusiastic hard work in the writing of this book. Particular thanks are due to Brian Guerin (SeniorAcquisitions Editor) and Julie Luanco (Editorial Project Manager) at Elsevier, for their devoted support and helpduring this project. Finally, we offer our sincere thanks to Elsevier for publishing the book.
Nabil A. Ibrahim and Chaudhery Mustansar Hussain(Editors)
xv

This page intentionally left blank

Acknowledgment
Our special thanks and appreciation to our family members for their moral support and wholeheartedencouragement.
Nabil A. Ibrahim and Chaudhery Mustansar Hussain(Editors)
xvii

This page intentionally left blank

C H A P T E R
1
Water footprint applications in textile sector:an overview
Kunal Singha1, Subhankar Maity2, Pintu Pandit11Department of Textile Design, National Institute of Fashion Technology, Patna, Bihar, India; 2Uttar Pradesh Textile
Technology Institute, Kanpur, Uttar Pradesh, India
1.1 Introduction
The volume of water consumed (blue water footprint (WF)) compared to the volume of water polluted isextremely small, not to say insignificant. However, the fluctuation of the blue and gray WF across categoriesand subcategories can be seen in the patterns. Woven fabric manufacturing factories tend to have a higher pro-portion of water intake relative to knit fabric manufacturing factories (processing factories) and close to storageand yarn production. Simple processing plants tend to have a higher emission share than complex processing,while complicated processing appears to have a higher water intake than simple processing plants while theblue WF share is incredibly low; it should not be underestimated as it can have local consequences [1,2].
As mentioned previously, the WF varies dramatically depending on the area and cotton cultivation managementactivities as well as on processes and technology for the processing of the finished textile goods. The gross industrialWF will also therefore be higher or lower than the agricultural WF. However, it is significant that no data are avail-able for the agricultural WF in order to quantify the gray WF dependent on pesticide usage, which has a big contri-bution to the gray WF in agriculture as seen in previous studies [3].
In the first part of this chapter, a comprehensive analysis was made of water distribution on the earth, theunequal distribution of water in various regions of the world, and forecasts on the challenges of water shortagewhich mankind will face in the immediate future. The science community is evolving ideas and methods foreffective water resources to cope with the condition of water shortage. The creation of virtual water and WFprinciples was emphasized in this first part of the chapter. The water footprint definition is further definedby water footprint appraisal, which describes the distinction between simulated water and the idea of waterfootprint, and how all of these terms are used synonymously, contrasting water footprint terms by carbon foot-print, environmental footprint concepts, and life cycle assessments (LCAs). The following parts of the series un-derline the water footprint of the clothing and apparel sectors from fabric processing to finished productprocesses. Many organizations around the world consider water as an important component of their corporateactivities, although an increasing number of businesses are at considerable risk from lack of access to sufficientwater quantities and water contamination. Concern over water is illustrated by a 2015 World Economic Forumreport of businesses, which reported that there will be serious threats of water shortages over the next 10 years[4e6]. Water is not only the gateway to global security, growth, and peace, according to the World BusinessCouncil for Sustainable Development, but also important to corporations’ activity. Over the next three decadesthe market over water in the global food field would grow by 40%e50%, in the urban and industrial sectors by50%e70%, and in the energy sector by 85%. Increased demand for water resources needs urgent interventionand drastic improvements in the use of water by businesses. The fashion industry impacts everyone’s livesby clothes, packaging, and other goods, but it has a huge effect on the world’s capital [7].
Earlier analyses of WF are restricted to resource quantification, e.g., groundwater usage, surface water usage, andland water use. The present research expands the definition of WF by quantifying the impacts of emissions. This is
1Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00033-6
achieved by quantifying the amounts of dilution water used to dilute sewage flows such that the water level stayswithin accepted water quality levels [8]. The reasoning for adding this water dimension into the concept of the waterfootprint is close to the explanation for including in the description of ecological footprint the region required forabsorption of anthropogenic carbon dioxide emissions. Land and water are not only used as resource bases, butalso as waste assimilation schemes. The role of pollutants on water requirements in this analysis may potentiallycontribute to a similar controversy as the approaches used to turn the consequences of carbon dioxide emissionsand into soil requirements. The methodology outlined in the analysis should be taken as a first step; we willcomment on potential changes in the results.
1.2 Blue water footprint
The blue WF of the garment factories was measured in the USEPA, 1996 study. The blue WF varies according tothe methods and the products used. The processing of tissues typically requires more water than the processing ofknit tissues as the tissues require more preparation, such as desizing and mercerization [8]. Stock and yarn process-ing water use can, depending on the methods used, be comparable to the processing of the woven or knit textiles.According to the different subcategories, the more complicated the mechanism is, the stronger the blue WF. Easyprocessing factories (also affiliated with hosiery treatment) primarily use dyeing processes while complicatedprocessing factories have additional processes such as printing and finishing. The decorative mills will requiremany more manufacturing steps and therefore use the most energy. Also, the water footprint will vary from below1 L/kg of finished commodity to over 70 L/kg in a processing subcategory. The amount of processes added to thecloth, process technology, and process management may be potential explanations for these ranges [9e12].
1.3 Gray water footprint
Easy processing appears to be more gray than complicated processing. It could be because chemical amountsin the effluent are greater than they should be leading to smaller effluent releases. Desizing mills and textilemills for inventories and yarns often have larger gray WFs that can be due to further operations involving harm-ful materials [13].
The grayWF of the different chemicals used was analyzed in order to examine the variability of the grayWF of theprocesses included in each group and subcategory. The USEPA (1996) evaluated a total of 129 contaminants througha field monitoring system, during which 64 contaminants were found beyond the concentration level during un-treated wastewater. The measured gray WF per pollutant related to each subcategory of textile mill and a total of39 out of 64 observed pollutants could be determined (see Annex III) gray WF. No overall acceptable environmentalamounts were detected for the remaining 25 contaminants [14].
1.4 Identification of possible response strategies
The general recommendation for WF reduction under the Water Footprint Manual is: eliminate, minimize, andmake up (by priority). The WF of a given method is inefficient and hence must be minimized if:
• the method WF contributes to the hotspot; or• the WF can be decreased or eliminated fairly quickly, whatever the geographical environment. With increased
output of water-intensive products in places where ample water is abundant, it is important to surpass outputlimits in water-poor areas [15].
WFs may be popular in two separate forms. In one production chain, a technique can be substituted by anothertechnique which results in a lower or even zero WF or a particular ingredient or final product can be fully avoided.Types of improved growth technologies are: replacing agriculture with drip irrigation; substituting traditional irri-gation with organic farming. Sources in minimizing the usage in hazardous substances occurring in soil or ground-water are: It is also necessary to consider all paths while finding strategies to that WFs. Possible WF reductionoptions for growing sector by WF part. Technically, all blue and gray WFs may be reduced to nil by total recyclingof water in manufacturing systems, but this target can be constrained in relation to its implementation costs. There
1. Water footprint applications in textile sector: an overview2
should be no evaporation damages or contaminated effluents during a closed period. In manufacturing, the relatedblue WF cannot be prevented even where fresh water may be introduced into a component, but blue WFs, reflectingwater evaporation in industrial processes, will usually be prevented through water recapture [16e19]. In the cottonmanufacturing industries in the supply chain, C&A is able to primarily aim for a zero blue and gray WF while costfactors can contribute to the need to recognize rates just above zero. To receive more detailed guidelines in this mat-ter, more study of the expense of recycling and wastewater management systems required to that the blue and grayWFs to zero.
The idea of WF is an extension to the biological footprint definition developed in the 1990s [20]. Whereas theecological footprint reflects the environment is required for sustaining a community, the WF describes the amountof water available (cubic meters per year). Around 53% of the world cotton area is irrigated and 73% of the worldcotton supply is produced. Irrigated cotton is mostly grown in the Mediterranean and elsewhere in warm environ-ment, where there is no fresh water. The major areas of irrigated cotton are dry: Egypt, Uzbekistan, and Pakistan.China’s Xinjiang region is entirely irrigated, though additional irrigation meets a large part of cotton’s crop waterrequirements in Pakistan and Northern India. As a result, 31% of all irrigation water has already been drainedfrom groundwater in Pakistan and the heavy usage of groundwater triggers declines in water levels in China. About70% of world supply of cotton is produced in China, the United States, India, Pakistan, and Uzbekistan [21e24].Many cotton factories are based on a furrow irrigation method. In water-poor areas, sprinkler and drip systemsare also used as an irrigation tool. But barely 0.7% of the world’s soil is irrigated by this process.
Some of the earlier research on the impacts of cotton processing have only been limited to industrial impacts, thusleaving out agricultural impacts. Many cotton effect research use the life cycle approach which therefore require alldevelopment processes, but these research are not based on quantification but on methods. Nonetheless, in thischapter, we try to analyze the WF and demonstrate how certain countries are particularly pressurizing water warin especially textile industries.
Cotton is the world’s top natural product in the fashion sector. Today, cotton accounts for about 40% of textileoutput, while synthetic fibers account for about 55%. Global trade in cotton products accounted for 2% of total com-modity exchange during 1997e2001. The environmental effects of cotton processing are easy to see and have manynames. There are, on the one hand, the consequences of water scarcity and on water safety, on the other. In most bigtextile production areas, riparian downstream can see the new color in the upstream textile industry from the water.The Aral Sea is the most prominent example of the irrigation impact of water abstractions. In 1960e2000, in CentralAsia, the Aral Sea lost about 60% of its surface and about 80% of its depth as a result of annual water abstractionsfrom the Amu Darya and the Syr Darya rivers, which feed the Aral Sea, to cotton growing in the desert [25].
India, the United States, Brazil, Germany, the United Kingdom, France, and Japan are the nations with the greatesteffects on global water supplies. Around half of China’s cotton consumption-related WF is in China (internal waterfootprint); in other nations, the other half is pressed (external footprint) primarily by India (mainly green water us-age) and Pakistan (mainly blue water usage) [26].
The WF may be measured by nation as a consequence of domestic cotton use, as has been done for the UnitedStates. The textiles and apparel sector is the hungry one for water as it is one of the largest sources of water fromfiber to finished goods. Sadly, all research studies and opinions of renowned water professionals in many parts ofthe world predict the extreme water shortage in the near future, especially in developed countries where textileand fashion industry operations are located on account of cheap labor and less strict environmental legislation.The dim image of water scarcity is sufficient enough to alert the clothing and apparel industry to take effective stepsto allow better use of water sources and to make every attempt at every level of the supply chain in order to conserveenergy [27].
1.5 Regional inequity in water distribution
Water quality in different areas of the world differs considerably. Although some countries are abundant in rain-fall, some are in danger of being arid and unable to support their inhabitants in the future. The top five water-richcountries were French Guyana, Iceland, Guyana, Suriname, and the Congo early in the newmillennium. Kuwait, theGaza Strip, the UAE, the Bahamas, and Qatar are at the edge of the scale [28].
In these conditions, an increasing number of countries are facing different types of water pressure, either due toplant drying, water scarcity, river and lake contamination, or years of drought in Africa. More than half of theworld’s countries have been deemed either “dangerously empty” or “under the poverty line.” North America isespecially lucky to be home to the Great Lakes Basin, Earth’s greatest reservoir of surface fresh water with around
1.5 Regional inequity in water distribution 3

21% of world freshwater sources. In comparison, most of the planet, which includes vast parts of Australia, Africa,and Asia, is arid. Northern China, wide regions of Asia and Africa, the Middle East, Australia, the Midwest of theUnited States, and portions of South America andMexico are the so named “hot spots,” which are deprived of drink-ing water.
India depletes its resources so rapidly as to endanger potential food crops and sources of drinking water. With thesecond-largest population in the world, Indian water scarcity will continue to have a significant effect. Interestingly,in many areas of India substantial rainfall exists, but it can be erratic or volatile and Indian farmers are at the mercyof the storm. In recent years, extremeweather conditions have plagued India with the “curses of drought and flood.”Climate change has been suspected of worsening problems [29].
1.6 Climate change
In the simple term “Climate change is marked by abnormal climate patterns which lead to droughts, floods,natural disasters, and more frequent and extreme phenomena.” There is a range of research on the environ-mental effects of climate change, including water shortages. This chapter is not meant to review the literaturebut to discuss just the opinions of some of the specialists on the global impact of climate change on water supply.Many of these opinions are cited below. “Environmental change would impact the volume of precipitation rain-fall” [30]. Just 2� higher temperature may have a detrimental effect on water quality for three billion citizens,according to a report.
According to the UN, the consequences of water shortages on society are very alarming and already over 700million citizens are threatened by water shortage in 43 countries. By 2025, 1.8 billion citizens will live under extremewater pressures in countries or areas with severe water scarcity and two-thirds of the world’s population. Almosthalf the world’s people would reside in places of considerable tension by 2030 in the present climate change scenarioand moreover, the most water-stressed countries are in sub-Saharan Africa in any area [31].
Given all the science controversy surrounding the question of climate change, and in spite of the several years ofpolitical turmoil which have stalled the adoption of the Climate Change Agreement, nature continues to take mattersin its own hands to prove that mankind cannot accept further violence. As a consequence, natural hazards arenormal. Speak to any senior resident, and you can learn that these events are less common in the past and not asalarming as they now appear. These reports may be speculative because in certain areas of the planet there seemto be significant climatic changes creating mayhem. Textiles and apparel are the thirstiest for water as it is one ofthe growing sources of water from fabric processing to finished goods. The above scenario of water shortage isstrong enough to alert the textile and pattern industry against avoiding adequate steps for safe water usage andmake attempts at all levels of the supply chain to conserve water. The latest collection of publications illustratesclothing and apparel industries’ WFs from cotton to finished goods [32].
1.7 Virtual water and water footprint concepts
1.7.1 Virtual water
Professor John Allen of King’s College London developed the simulated water principle in 1994. It was focused onanalyses by Israeli water experts who noticed that importing water-intensive products from their arid countriesappeared more important than farming them themselves. Allen presented the idea of virtual water to shed lighton how the water needs of Middle East countries have surpassed the useable supplies since 1970. While seekingto understand why a conflict over water took place because many Middle East countries had just half the waterthey need, it can be argued that economic mechanisms had addressed the region’s water shortage crisis throughproviding water by exchange. In other terms, water shortage was handled in those countries by importing simulatedwater from the foreign market in the form of agricultural products [33]. The water is supposed to be synthetic, since,relative to the overall amount of water currently used for its processing, the finished product includes just a tinyfraction of water. This implies that the actual water used to develop as the crop is produced is no longer presentin the plant. Digital water can be described as the water required to create a commodity or to make a service. Digitalwater often includes the real volume of water required as moisture in some materials. The definition of “embeddedvapor” (coined before 1994) could not be embraced. It’s a novel idea as it defines something that was never beforeconceptualized. Digital water also allows to explain how digital water moves in foreign exchange between countries
1. Water footprint applications in textile sector: an overview4

or regions. Global trade in commodities has allowed low-water countries to depend on water supplies from othernations to meet their people’s needs. As food and other items are globally traded, they aremonitored in virtual waterwith their WF [34].
In an effort to provide comprehensive explanations of virtual water, two separate meanings have been suggested:according to the first interpretation, virtual water relates to the water which is currently needed for the processing ofa certain amount of a commodity at a particular production site (concept of production site). The first concept appliesto the viewpoint of the manufacturer, and the second to the viewpoint of the customer.
1.8 Importance of virtual water concept
As nations aspire to secure food, water, electricity, and other vital inputs for the well-being, livelihoods, andeconomic growth of their citizens, most countries depend on imports as well as exports of products and services.A nation should strive to be self-sufficient solely by utilizing products that can be made within its borders. Alter-natively, by importing water-intensive goods from other nations, a nation may opt to reduce the pressure on nat-ural resources within its borders. It may also be desirable for water-poor countries to import virtual water (byimporting water-intensive products), thus alleviating the burden on domestic water supplies. It is the case, forinstance, in European, Middle East, andMexico nations. This is the product of the conservation of their domesticwater supply, land access, and land usage. Via their foreign trade ties, countries may import and export virtualwater. The world’s biggest manufacturing firms include the United States, China, India, Brazil, Argentina, Can-ada, Australia, Indonesia, France, and Germany. North Africa and the Middle East, Mexico, Europe, Japan, andSouth Korea are the main net importers of simulated water. There are several instances of water-poor countrieswhich are exporting water-intensive products to conserve their domestic water supplies, e.g., Mexico importsmaize, saving 12 billion cubic meters of its national water supplies each year [35].
1.9 Merits of virtual water
Digital water, especially in water shortage regions, has important consequences for global commercial policiesand study and has redefined water policy and management discourse. It illustrates how and why states such asthe United States, Argentina, and Brazil “send” trillions of liters of water per year, and certain countries such asJapan, Egypt, and Italy “take” trillions of liters per year.
The idea of simulated water opens the path to more efficient usage of energy. It can be improved bymoving water-intensive goods from areas where they are commercially feasible to manufacture to locations where they are not. IntheMiddle East analysis of water shortages, Prof. Allan introduced a hypothesis of utilizing virtual water imports byfood as an alternate “bank” for water, in order to minimize the burden on household water supplies that have notbeen accessible there and in other short-water places.
1.10 Limitations of virtual water
Main flaws in the definition of virtual water are:
• It is expected that all the water supplies, whether in rainfall or irrigation systems, are similarly beneficial.• It indirectly means the water produced by rising high water uses is automatically useable for usage in a less
aquatic operation.• It struggles as a measure of environmental degradation and does not show that water supplies are used beyond
the boundaries of safe extraction. Consequently, the usage of simulated water assessments does not offerguidelines for officials trying to ensure sustainability goals are achieved [36e38].
Building upon the concept of virtual water in 2002 Arjen Hoekstra, Professor of Water Conservation at TwenteUniversity and Cofounder and technical director for the Water Footprint Network, cofounded the WF definitionand, when employed at the UNESCO-IHE Center for Water Education, measured the amounts of water used andwasted for the production and distribution of products. An example of the value chain of cotton goods is the WFin the supply chain.
1.10 Limitations of virtual water 5
1.11 Supply chain of cotton product
TheWF is a measure of the usage of fresh water and not only looks at the actual utilization of water by an adverserow. A company’s WF is the volume of direct and indirect fresh water the commodity uses, estimated in the fullsupply chain.
The idea of WFs implies the evaporation of water from the soil and/or evapotranspiration of water fromplants and the water found in the substance itself. That is because agricultural or manufacturing goods donot consume water during their production but as the normal moisture content of the commodity itself.The percolation/runoff of water during crop growth that results in crop regeneration is removed from wateruse. Fig. 1.2 shows the two components of the WF, that is, primary water and indirect water consumption.It indicates that the nonconsumption portion (the return flow) of water drains is not part of the WF. It alsoindicates that, contrary to the calculation of “water escape,” the “water foundation” contains green andgray water and the indirect components of water use. The WF therefore gives an increased and broaderview into the usage of freshwater structures by the user or manufacturer. It is a volumetric indicator of waterand emission. It is not a representation of the tidal effect of water use and emissions on the natural climate.Previous WF experiments were restricted to the quantification of utilization of land, i.e., the usage of soiland surface water. The WF definition was then further developed by quantifying the consequences of emis-sions [39,40].
By quantifying the dilution water quantities required to dilute waste products, water quality has been calcu-lated to such a degree that the quantity of pollutant stays within the accepted water quality levels. The mostcomprehensive publications on how to determine water sprints are the UNESCO-IHE Water Sprint Survey of2004 [42], the 2008 Globalization of Water Book, and the 2011 Water Sprint Evaluation Handbook: establishinga regional norm. Cooperation of global leaders in the sector contributed to the Water Footprint Network’s estab-lishment in 2008.
The outer portion of the WF of a nation differs greatly from country to country. There is no outward WF for avariety of African countries including Sudan, Mali, Nigeria, Ethiopia, Malawi, and Chad, precisely because it isof no value. On the other side, several European nations, e.g., France, Austria, the United Kingdom, and theNetherlands, are publicly identified by 50%e80% of their overall WF. On average, agriculture that adds mostto the external WFs of nations is: bovine beef, soybean, wheat, cocoa, rice, cotton, and maize.
1.12 Components or colors of WF
The overall WF is calculated by taking account of the absorption of rainwater, land water, surface water, and levelof water contamination. The WF components reflect green water (rainwater or precipitation), blue water (groundand surface water), and gray water (fresh water amount needed to dilute pollutants). The overall WF is the numberof the three water colors. The production and export of synthetic water is often taken into consideration in the case ofnational WF [41].
1.13 Green water footprint
Green waters have been described as infiltrated rainfall in the unsaturated layer of the soil. Therefore, the greenWF applies to precipitation absorbed by crops by soil evaporation (surface evaporation) and plants and soil moistureevaporation (known also as effective or active precipitation) [32]. For agriculture, horticultural, and forest goods,green water is especially important. The usage of “natural” water is usually not limited to goods and services pro-duced industrially or commercially.
1.14 Blue water footprint
It is supplied from air or groundwater. Irrigated irrigation, manufacturing, and the use of domestic watereach will have a blue WF. The amount of “gray” water present inside such items is defined as the amount ofthe used water emitted to the environment through evaporation or sublimation and evapotranspiration, and
1. Water footprint applications in textile sector: an overview6
as the water is not intended to return to the area involved, it can be assumed to be ingested. The same relates tosources of utilities and domestic energy. The word “ice water” is distinct from “hot water.” The full descriptionof the blue WF encompasses both surface water and active usage of water in agriculture or in homes, minusgroundwater returns. The green and blue carbon footprints of the catchment area carbon balance.
For recognizing human freshwater exploitation in relation to the hydrological process, a river systemshould be called. Many words generally employed for “river system” include “catchment region,” “drainagearea,” and “watershed.” The overall annual supply of water in the catchment area is determined by the annualprecipitation rate. The net annual precipitation runoff exits the lake again, partly due to evapotranspirationand partly through the catchment discharge. Human beings will accommodate both evaporative flow andrunoff. The green WF applies to the human use of the evaporative flow from the ground surface, primarilyfor agriculture or processing. The blue WF applies to the consumptive usage of the runoff drain, in otherterms, the absorption of the catchment riverbed to the degree that the catchment is not added to in the contextof a return flood [31].
1.15 Gray water footprint
The gray portion of a water floor is the amount of fresh water needed for the processing of any pollutant fromoutput, to fulfill appropriate requirements for water quality. The gray WF is also a calculated indicator of thepossible water emissions generated by agricultural and nonagricultural goods output and supply chain devel-opment. Gray WF takes into consideration point-source contamination, emitted directly from a pipe or indi-rectly from drainage or sludge from the ground, impermeable surfaces, or other dispersed outlets, to afreshwater network.
The amount of dilution is calculated for items other than farming in relation to the contaminant concentrationwhich requires the greater volume of water in order to get the contaminant concentration to an appropriate level.Whereas the contaminant concentration is usually determined in the case of a flood in farming, estimating that10% of the nitrogen fertilizer added to the crops was lost through leaching and bringing the average nitrogen appli-cation amount per grain into the area under consideration [30].
Blue and green WFs are measured for agriculture goods by multiplying the model amount of blue and green wa-ter usage (m3/output unit, i.e., m3/ton). In this sense, the moisture used in situ by the field (green water) is definedboth by the WF and by the irrigation quantity (blue) water expected to contribute to each field. The gray WF is anestimation of the water needed for nutrient assimilation to soil and surface water in agriculture. Water baseprint ap-plies to water used to make an object.
1.16 Difference between virtual water and water footprint
There is little distinction in this case between simulated water and reality. Nevertheless, the WF is a multidimen-sional metric, not only for the consumed water quantity, but also for the position of the WF, the source of water, andthe application of the product. The most common feature of the WF is therefore the value of time and energy. It isimportant since the quality of water in space (regions) and time vary significantly, and the usage of water in its localsense is also to be remembered.
For instance, certain uses of theWF include the recognition ofWF areas for other goods, customer groups, or busi-nesses and the creation of WF reduction responses strategies. Such extra knowledge is important to determine theimpacts of a product’s WF. The word simulated water is used specifically for the import or export of the commodityin the event of foreign exchange. This implies, for example, that when an agriculture or goods commodity is man-ufactured one imports virtual water, which was needed to manufacture the commodity in the country of origin andvice versa, in order to export the product [22].
Literature suggests that the quantity of water needed tomanufacture products and services is identified as a phys-ical measure and that the WF is described as the amount of water necessary to generate certain goods and serviceswhich will be used by a nation or a person. Digital water is then integrated as an indicator for development potential,whileWF is an indicator for use. The distinction between virtual water andWF is important, as it offers us the chanceto take advantage of two metrics identified by multiple viewpoints and can classify those who are accountable,whether farmers or users, for water use. Although the two definitions are obviously distinct, there may be an
1.16 Difference between virtual water and water footprint 7
increasing misunderstanding around both definitions. Both were also used as synonyms, thus partially sacrificingthe value associated with the distinction. The importance of these two principles is therefore so important thatboth government and major companies (Danone, Nike, Levi-Strauss, Coca-Cola) have agreed to investigate the pos-sibility of incorporating them in their policy-taking processes to promote different alternatives [11,33].
1.17 Groundwater footprint
Scientists also introduced the idea of “world water footprint,” which reveals the regional aquifer water bal-ance. Under this definition, the water equilibrium between groundwater inflows and flows is converted into thesurface area size defined as “groundwater footprint” which can be contrasted with the groundwater aquifer sur-face region.
Groundwater stress arises because the soil region of the aquifer itself is greater than the aquifer field, which relieson the ratio between the surface area and the aquifer portion. The footprint concerns only “hydrologically healthy”aquifers that are replenished and therefore not depleted waters. The definition of groundwater footprint does notapply to the utilization of irrigation for manufacturing and supply chain use of goods. Gleeson et al. suggest thatat least 20% of the world’s “full” aquifers are overexploited, some of them are extensively utilized, and 1.7 trillionpeople actually reside in areas of freshwater danger.
This new definition will complement the sustainability evaluation of the WF which focuses on the water balanceof catchment areas. Groundwater aquifers are physically distinct from those in catchment areas, but they are hydro-logically related. Water stress in catchment areas may contribute to degradation of groundwater. As a consequence,there is a wide spatial difference between water-stressed catchment areas and water-stressed surface aquifers. Thegroundwater footprint method is valuable for WF evaluation as it carries out areas of flood risk in addition to watershortage catchment areas. That often assumes that the source of the water (surface water, low groundwater, or deepsoil water) is knowledge important to assessing the magnitude of the effect on the ecosystem [42].
1.18 Relationship between water, carbon, and ecological footprints
A “footprint” is commonly regarded as a measurable indicator that indicates human beings “misuse of nat-ural capital or environmental strain.” The WF definition is part of a broader family of ideas established over thelast decade in the environmental sciences. There are certain parallels methodically between the various finger-prints, but each of them has their own peculiarities linked to the singularity of the material. Carbon footprintanalyzes volume of greenhouse gases emitted and estimated as carbon dioxide equivalents (in tons) demon-strate the characteristics of soil, oil ecological, and nitrogen footprints. The carbon footprint calculates the con-sumption of water (in cubic meters per year). Carbon footprint is about global change; the carbon footprint isabout the problem of the lack of fresh water. A supply chain insight is advocated in all situations. However,it does not matter that it occurs with fossil dioxide, but it does matter about a WF. The removal or sequestrationof carbon pollution in one area will balance carbon emissions in another area, but is not specific to WF. The envi-ronmental effect of water usage in one location cannot be minimized by saving water in another [1e4].
1.19 Environmental impacts of a water footprint
The main environmental impacts related to a WF are listed below:
• Environmental consequences for blue water shall be in the context of water contamination to the flow, decreasedwater rates in waterways and reservoirs, decreased groundwater rates, and a reduced ability to removecontaminants from the environment. That will in effect that the supply for many consumers and the environmentof high quality blue water.
• Green water may also have decreased rivers and drainage in water-intensive plants that evaporate faster thannormal vegetations, contributing to a diminished supply of blue water with consequences, as mentioned above.
• The environmental effects of toxins released to water can be induced by surface and groundwater emissions,which contribute to danger of human safety and potential destruction of the ecosystem [15].
1. Water footprint applications in textile sector: an overview8
Both these impacts can contribute to water supply and consistency issues and to impacts on humans and habitatsacross the planet. According to the 2050 OECD Environmental Forecast, increasedwater demand inmany river basins,especially highly populated areas in rapidly growing economies, would intensify water stress. It is anticipated thatmore river basins will experience extreme water stress by 2050. The amount of citizens residing in exhausting riversis projected to rise from 1.6 billion in 2000 to 3.9 billion in 2050, coveringmore than 40% of the world’s population at theperiod, almost the entire of South Asia and the Middle East, and significant sections of the North China region.
1.20 Direct water footprint
Direct water footprint are very much involved and important to care in may field such as: installation of energy-saving toilets, conserve power, closure of tap while brushing of teeth, less energy in the garden, and no dumping ofpharmaceutical items, paints, or other contaminants in the bath.
1.21 Indirect water footprint
In fact, the indirect WF of a company is far higher than the actual WF. In fact, a customer has two ways to reducethe indirect WF. One choice is to replace a consumer product with a wide WF with a product with a lower WF. Ex-amples involve consuming less beef, or being vegetarian, drinking tea rather than coffee, or having even better plainjuice. Not use cotton, however, clothes with plastic fabric saves more energy. The second choice is to adopt the sametrend, but to prefer cotton, meat, or coffee with a fairly small water footprint or a footprint in a region with no highwater scarcity. Nonetheless, if customers have enough knowledge to make the decision, that is likely. Since suchdetail is usually inaccessible in today’s society, it is increasingly necessary for customers to call for quality disclosurefrom businesses and policy regulators. Once knowledge about the effect of a specific product on the water supply isvisible, customers may select actively what they are purchasing [1,5].
1.22 Water footprints in life cycle assessments
LCA is a framework for the environmental impact evaluation of a good and service over a production cycle fromcradle to grave, examining basically the environmental consequences generated by the usage of fossil fuels and othernatural resources as well as the release to air, water, and soil of hazardous substances. The life cycle inventory (LCI)quans raw resources and energy flows, while the impacts on the atmosphere resulting from resource utilization andpollution, as well as higher risk categories such as safety, habitat efficiency, and resource degradation, are quantifiedin a life cycle impact assessment (LCIA) [1e3].
1.23 Development in water footprint methodology
In the first few years of the growth of the definition of WF (2002e08) the emphasis was on measuring the overallsize of the footprint. For example, one apple costs 125 L of water and one cotton shirt costs around 2500 L. Such hugequantities of water linked to goods caught the attention of others and have been used by NGOs to increase publicconsciousness of the scale and geographical nature of the water usage of consumer products by customers, sup-pliers, and governments. The place and spatial background of the footprint components provided little consider-ation. Since 2008, more focus has been given to the location and spatial background of footprints. The WFphilosophy has developed from a predictor accounting scheme to a WFmeasurement approach, in which an impactor mitigation appraisal accompanies the reports. The study by the Climate Footprint Network has centered onmodeling global water scarcity and emissions [42].
It should be remembered that changes in the definition of WF have contributed to some uncertainty over the pre-cise nature of the footprint. TheWFwas initially synonymous with its overall amount, which culminated in the well-known water quantities for goods. Nonetheless, it is regarded actually as a geographically specific metric in thesense of a biodiversity evaluation of the WF, reflecting not just the quantities and emissions of water but also theposition of the footprint. That is rational, as a management calculation of the WF focuses on the WF elements of
1.23 Development in water footprint methodology 9
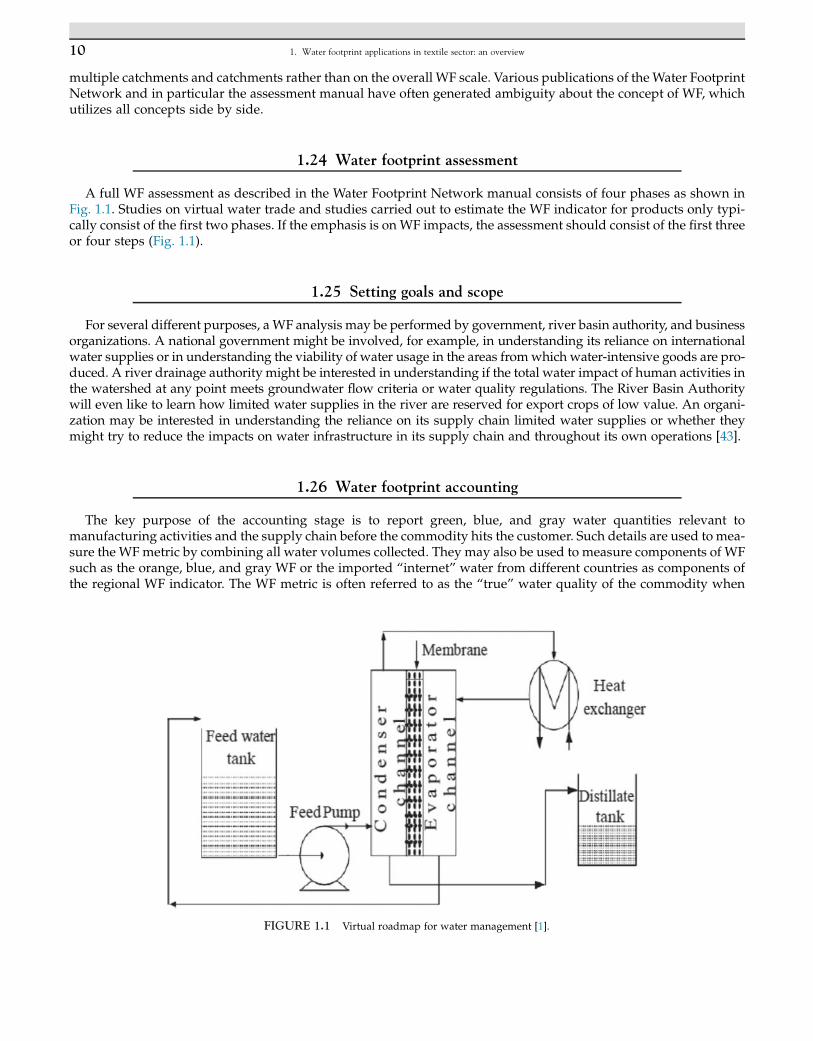
multiple catchments and catchments rather than on the overall WF scale. Various publications of theWater FootprintNetwork and in particular the assessment manual have often generated ambiguity about the concept of WF, whichutilizes all concepts side by side.
1.24 Water footprint assessment
A full WF assessment as described in the Water Footprint Network manual consists of four phases as shown inFig. 1.1. Studies on virtual water trade and studies carried out to estimate the WF indicator for products only typi-cally consist of the first two phases. If the emphasis is on WF impacts, the assessment should consist of the first threeor four steps (Fig. 1.1).
1.25 Setting goals and scope
For several different purposes, a WF analysis may be performed by government, river basin authority, and businessorganizations. A national government might be involved, for example, in understanding its reliance on internationalwater supplies or in understanding the viability of water usage in the areas fromwhich water-intensive goods are pro-duced. A river drainage authority might be interested in understanding if the total water impact of human activities inthe watershed at any point meets groundwater flow criteria or water quality regulations. The River Basin Authoritywill even like to learn how limited water supplies in the river are reserved for export crops of low value. An organi-zation may be interested in understanding the reliance on its supply chain limited water supplies or whether theymight try to reduce the impacts on water infrastructure in its supply chain and throughout its own operations [43].
1.26 Water footprint accounting
The key purpose of the accounting stage is to report green, blue, and gray water quantities relevant tomanufacturing activities and the supply chain before the commodity hits the customer. Such details are used to mea-sure the WFmetric by combining all water volumes collected. They may also be used to measure components of WFsuch as the orange, blue, and gray WF or the imported “internet” water from different countries as components ofthe regional WF indicator. The WF metric is often referred to as the “true” water quality of the commodity when
FIGURE 1.1 Virtual roadmap for water management [1].
1. Water footprint applications in textile sector: an overview10
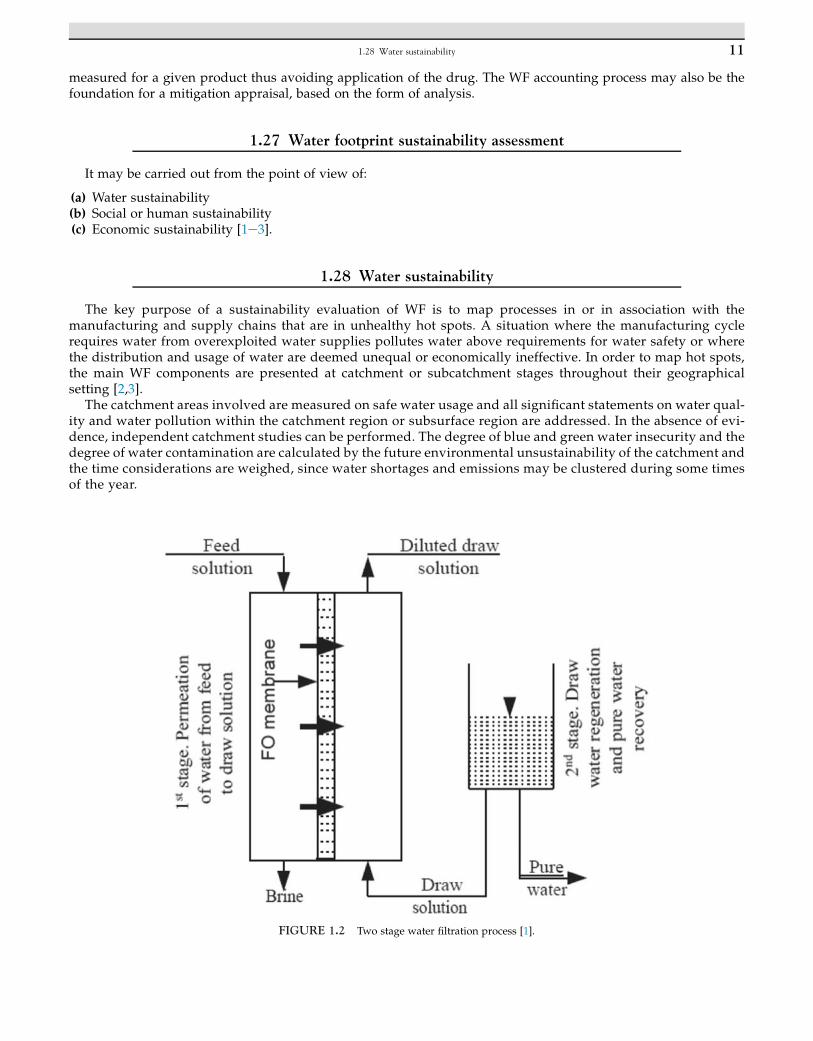
measured for a given product thus avoiding application of the drug. The WF accounting process may also be thefoundation for a mitigation appraisal, based on the form of analysis.
1.27 Water footprint sustainability assessment
It may be carried out from the point of view of:
(a) Water sustainability(b) Social or human sustainability(c) Economic sustainability [1e3].
1.28 Water sustainability
The key purpose of a sustainability evaluation of WF is to map processes in or in association with themanufacturing and supply chains that are in unhealthy hot spots. A situation where the manufacturing cyclerequires water from overexploited water supplies pollutes water above requirements for water safety or wherethe distribution and usage of water are deemed unequal or economically ineffective. In order to map hot spots,the main WF components are presented at catchment or subcatchment stages throughout their geographicalsetting [2,3].
The catchment areas involved are measured on safe water usage and all significant statements on water qual-ity and water pollution within the catchment region or subsurface region are addressed. In the absence of evi-dence, independent catchment studies can be performed. The degree of blue and green water insecurity and thedegree of water contamination are calculated by the future environmental unsustainability of the catchment andthe time considerations are weighed, since water shortages and emissions may be clustered during some timesof the year.
FIGURE 1.2 Two stage water filtration process [1].
1.28 Water sustainability 11
1.29 Social unsustainability
Human unsustainability is deemed where fundamental human requirements are not fulfilled by all residents inthe catchment or subcatchment region andwhere universal justice standards regarding water-related matters are notenforced.
1.30 Economic unsustainability
Climate unsustainability may imply a condition in which water is neither released nor used commercially. Thetemporal dimension of water scarcity (time) is becoming more relevant because climate change can affect precipita-tion trends and total quantities. Theory, techniques, and instruments for the measurement of the total WF and itsfunctional implementation continue to be established and experimental.
1.31 Assessment tools
The first move will be to examine current water management activities, related effects, danger, and responseoptions in order to will the impacts of WFs through sustainable water management. A variety of instrumentshave been established to this end from multiple points of view, such as sustainable management of commercialresources, sustainable management of wastewater processing and supply chains, and sustainable management ofdrainage basins. The following is the list of the most important tools.
1.32 Water footprint network
The Water Footprint Network platform provides a variety of resources and various articles, such as a Water Foot-print Measurement Manual, WF calculators, regional WF case studies, and a database. The approach mentioned inthe manual can be used for various forms of WF assessment, including those at product and enterprise level. Datafrom numerous research onWFs, simulated energy, wastewater, and contamination are found in theWater Stat data-base. The Water Footprint Assessment Tool is a free Web application that allows users to measure water footprint,evaluate biodiversity, and react.
1.32.1 Eureaka
The EU sponsored a OneWorld Economy Network (OPEN: EU) under its seventh Phase System for Scientific andTechnical Growth. This research contributed to the free usage of the EUREAKA Internet resource, which providedcomprehensive ecological, carbon, andwater footprint results. This instrument forms the movement of products andservices between 45 countries and regions representing 57 sectors of the global economy. The industries span a num-ber of fields, from agriculture and construction to travel, recreation, wellness, and financial services.
1.33 Global water tool
The Global Water Tool (GWT), introduced in 2007, is a free-standing resource for businesses working inseveral countries from the World Business Council for Sustainable Development (WBCSD), to monitor wateruse and determine threats for their regional activities, distribution, and supply chains. There is no precise guide-line on local circumstances which need to be studied in greater detail. The platform has been established underthe guidance of WBCSD founder and multinational innovation firm CH2 M HILL. The pilot tests were led by anadvisory board of 21 other major organizations. The Nature Conservancy and the Environmental News Projectprovided skills. The platform is routinely upgraded by more than 300 organizations with new data sets andfunctionalities [1,2].
1. Water footprint applications in textile sector: an overview12
1.34 Local water tool
The Local Water Tool (LWT), launched in March 2012, is a free to use tool from the Global EnvironmentalManagement Initiative (GEMI) that will help companies conduct systematic assessments of their relationship towater in order to create site-specific sustainable water management strategies. GEMI is a nonprofit associationcomprising 26 organizations dedicated to supporting sustainable protection, health, and education. The tool wasdeveloped in partnership with the WBCSD to connect the resource to the Global Water System. This is also fundedby a variety of other companies such as AkzoNobel and Exxon.
1.34.1 Aqua gauge
The Ceres Aqua Gauge is a popular tool for water risk control firms. Development, supply chains, and the effect ofthe usage of commodity on water are taken into account. Ceres is an innovation and conservation organizationlocated in the United States that partners alongside businesses to solve ecological issues, such as climate changeand water shortages. The resource has been developed by Ceres, in partnership with the World Business Councilfor Sustainable Development (WBCSD), Irbaris, and IRRC Institute. Members of over 50 financial organizations,businesses, and NGOs such as Robeco Asset Management, WWF, and The Nature Conservancy have participated.
1.35 Water risk filter
The Water Risk Filter is an electronic program operated by the WWF, designed to assist businesses and investorsin evaluating and directing water risks. The policy includes all specific areas of water hazards such as the physicalrisks, and those of the production and supply chain (water scarcity, water contamination, environment challenges,and hydroelectricity dependence), legislative risks, and reputational risks. Such threats involve those linked to thebasin and linked to the product. Risk thresholds are calculated by the outcomes on a series of factors compounded byan acceptable weighting. Such values are collected from an installation-specific questionnaire or are extracted from avariety of global data outlets, including Blue Water Scarcity and Water Footprint Network results. The program wasestablished for the DEG KWF Bankengruppe for the WWF.
1.36 Corporate water gauge
The Corporate Water Monitor is a resource in the Sustainable Organizations Center, which offers a metric for theecological quality of water use in the enterprise using a watershed-centered method. Aspects of the supply chain arenot addressed. The device is not free of charge. Licenses are given to consumers using the CSO with at least onetransaction on the platform of their preference.
1.36.1 Aqueduct
The WRI is creating the Aqueduct Water Hazard Atlas with which a first edition is accessible now free of charge.The center of Aqueduct is a global water risk knowledge database which helps businesses, investors, governments,and others to construct detailed water risk maps. The Aqueduct Partnership, through the Netherlands Ministry ofForeign Affairs, financially sponsors the Aqueduct Partnership workgroups and professional consultants from busi-nesses, policy departments, Charities, and academics.
1.36.2 GWP toolbox
The Global Water Collaboration toolbox is a downloadable, open archive for comprehensive management of thewater supply, with a collection of history documents, policy briefs, professional briefs, and prospective articles, aswell as significant sections of case studies and references. The toolbox focuses only on elements of the supply chainand on the WF principle.
1.36 Corporate water gauge 13

1.37 Future of water footprints in textile and in general
TheWater Services Network study on the possibility of closing the increasing distance between (blue) water avail-ability and demand by 2030. Charting Our Water Future study offers an empirical structure to promote decisionsand expenditure in steps to improve water quality and productivity. A main instrument is the “water-marginalcost curve” that offers a microeconomic estimate of the expense and potential of a number of current technologicalinterventions aimed at closing the expected gap between demand and supply in a particular basin region. The studyprovides case reports from four nations with significantly different water challenges and a detailed set of interven-tions [37].
The definition of WF is a significant development in the evolution of freshwater storage methodologies, methods,and metrics and in the measurement of wastewater discharge. Industrial water footprint methodology (IWF), whichfocuses on industrial processing processes, will provide a simple view of the freshwater use and the impacts on boththe commodity and infrastructure of wastewater release. Such case studies have shown that the majority of IWFs aretriggered by gray industrial WFs, the amount of water required for contaminant dilution. Freshwater-intensive tech-niques include tinting, bleaching, and cleaning. This may usually be one of the traditional features of thin andfinished fabrics. It is beneficial to reduce the use of freshwater in hot spots by enhancing the management systemof freshwater and processing techniques. The report also suggested detailed guidelines for more work in thisarea. For human sustainability and ecological equilibrium, fresh water is important. The spread in the earth andthe seasons is nevertheless inconsistent. Different human activities, particularly farming and industrial, consumelarge amounts of fresh water and trigger extreme water contamination. The massive population growth, continuingindustrial progress, and global climate change over the last few decades have ensured that fresh water is a verylimited resource [36]. The strain on the availability of fresh water could contribute to a number of social and envi-ronmental issues. Measuring the use of groundwater and evaluating its environmental implications are critical mea-sures to mitigate its consequences. Previous research concentrated primarily on the depletion of groundwater fromdams, lakes, deep aquifers, etc., from various areas of economies. The definition of virtual water (VW) and WF wasestablished in later work. VWwas described as the freshwater volume used in the development of a commodity andwas often referred to as “embedded water.” The definition of WF proposed by Hoekstra and Hung is an analogy tothe definition of ecological footprint that denotes the region required to sustain the community in the 1990s. WF hasthree elements in general: greenWF, blueWF, and brownWF. The greenWF applies to rainwater absorption, but willnot wash down. The blue WF applies to land and groundwater energy use [1,17,29]. The gray WF is a climatecontamination measure. It is known as the amount of fresh water needed to assimilate the load of contaminantsto provided rates of natural resources or established requirements of environmental water quality.
Textiles are essentials in the everyday lives of human beings. The entire clothing life cycle includes several phases,including cultivation, manufacturing, storage, usage, and recycling. In recent years, political and social focus hasbeen given to clothing development and use in relation to environmental impacts. Research discussing the effectof the textiles on environmental supplies found that the bulk of the impacts are related to the manufacture of rawmaterials, pollution contamination from the manufacturing of textiles, and the servicing of finished goods. Of thethree key types of rural, commercial, and domestic freshwater uses, commercial freshwater uses are expected tohave risen by around 76% between 1976 and 2025 [7,11,20,29].
Today, publications using WF methods primarily concentrate on agricultural products and foodstuffs, such aspasta and pizza, corn, cotton, wheat, seed and vegetable goods, etc. In this chapter we concentrated on the use offresh water and its impact on the industrial production chain from yarn to cloth. Water pollution The IWFs of theseven styles of knitted fabrics were measured to test the effectiveness of the IMF technique at the product stage.For this case study knitted fabrics have been selected because knitted fabrics were commonly used in textiles andprimarily in clothes. The world’s knitted textiles and garment output amounts to over 17 million tons, one-thirdof the world’s fashion markets. They were also supposed to have somewhat specific IMFs which were considereduseful for the intent of the project [42].
For selected knitted fabrics, IWFgrey was the highest IWF of all industrial processing technologies, and for themost chosen knitted fabrics. This may usually be a common feature of tinted and finished fabrics. Textile producershave the best awareness of plant freshwater use. Nonetheless, they can neglect knowledge on freshwater use andwater contamination by particular industrial technologies. This poses a significant obstacle for monitoring waterand evaluating environmental effects in order to separate groundwater use and wastewater pollution from contin-uous production of a variety of goods. Freshwater shortages and wastewater are globally in certain aspects but theyare notably local and national issues in many ways. IWF work has created a comprehensive understanding of water-
1. Water footprint applications in textile sector: an overview14

intensive phases in the production process of rising clothing, in which the usage of dwellings is growing morerapidly in the coming years. This establishes a basis for designing policies and prioritizing steps to raising theuse of freshwater textiles. For teared knitted garments, the biggest influence would be the elimination in freshwaterused by tinting as this method accounts for nearly 95% of the IMFs related. This also offers a framework for the riskevaluation of global distribution chains and potential water source shortages [4]. The IMF approach, on the otherside, has the potential to endorse sustainable positive company claims and organizational sustainability analyses.Fresh water that is suited to the agricultural supply chain is primarily concerned due to the relatively small avail-ability that therefore influences the equilibrium between humans and habitats. To date, the new WF approachfocuses primarily on the whole development cycle including livestock, business, and the usage level. The first prob-lem is the quality of data on freshwater use andwater contamination in the process. It can only clarify approximatelythe use of fresh water and the pollution of wastewater. The whole life cycle is a long and complex chain for textiles.Via field experiments, constant data with a great deal of accuracy can be collected in the manufacturing sector, andIMF analysis provides a simple image of the use of water and its effect on chemical and technical water emissions. Itis useful to compare textiles and to interact between producers on the basis of high-quality data [6].
1.38 Conclusions
Their development is highly based on water, from the creation of raw materials to industrial processing levels.Increasing demand for resources is also impacting textiles, and the plight of supply chain staff becomes similarlycritical as working conditions in developed countries still struggle to reach basic human rights and decent labor stan-dards. Cotton is the most common textile fabric. He is, though, the biggest suspect for drinking water and pollutingit. With just 2.4% of the world’s cropland, cotton constitutes 24% of global insecticide use and 11% of pesticides. Toxicsubstances that flow through the rivers and penetrate the environment, through particularly in developed nations,have become a significant source of contamination. The depletion of the Aral Sea in Central Asia results from waste-ful cotton cultivation. The Aral Sea was the world’s fourth biggest lake in the 1960s. And the populations around itbecame a significant source of life and habitat to millions of species. It now covers only 10% of its original territory.The local Uzbek populations experienced lack of livelihoods and food supplies as well as new health effects. Thelake’s sediment is carcinogenic and coats several settlements.
This knowledge illustrates the intense techniques and additives in fresh water such as tinting, bleaching, andcleaning, offering a foundation for the implementation of policies and prioritizing measures to minimize allocationsof fresh water and its influence on wastewater. The existence of water quality data is currently the limiting factor ofIMF study. True statistics on freshwater utilization and disposal for most agricultural activities are sparse since fewfarmers collect or record this knowledge. In the potential implementation of the IMF technique, collecting thisknowledge in a coherent format is a required move.
References
[1] Chavan RB. Thirsty textile and fashion industry Part I: water distribution on earth and virtual water, water footprint concepts. Trends Tex.Fash. Des. 2018;2(5):249. https://doi.org/10.32474/LTTFD.2018.02.000150.
[2] Chain, C. C. S. C&A’s water footprint strategy.[3] Wang L, Ding X, Wu X, Yu J. Textiles industrial water footprint: methodology and study. J. Sci. Ind. Res. 2013;72:710e5.[4] Rosenbaum RK, Jolliet O, Bulle C. Quantification of characterization factor uncertainties in the IMPACTWorldþ LCIAmethod. Presentation,
Technical University of Denmark, University of Michigan & CIRAIG; 2012.[5] Humbert S. ISO 14046: water footprint. Summary of the project. Switzerland: Presentation, Quantis; 2010.[6] Postle M, George C, Upson S, Hess T, Morris J. Assessment of the efficiency of the water foot printing approach and of the agricultural prod-
ucts and foodstuff labelling and certification schemes. London, United Kingdom: Risk & Policy Analysts Limited; 2011.[7] Part A (assessment) http://www.rpaltd.co.uk/documents/WaterFootprintingPartA.pdf.[8] Part B (recommendations for certification) http://ec.europa.eu/environment/water/quantity/pdf/Final%20Report%20Part%20 B%20%
20clean%2019%20Sept_2011.pdf.[9] Mehmeti A, Angelis-Dimakis A, Arampatzis G, McPhail SJ, Ulgiati S. Life cycle assessment and water footprint of hydrogen production
methods: from conventional to emerging technologies. Environments 2018;5(2):24.[10] Gleeson T, Wada Y, Bierkens MFP, Van Beek LPH. Water balance of global aquifers revealed by groundwater footprint. Nature 2012;488:
197e200.[11] OECD. OECD environmental outlook to 2050: the consequences of inaction. OECD Publishing; 2012.[12] Rijsberman FR. Water scarcity: fact or fiction? Agric. Water Manag. 2006;80(1e3):5e22.[13] Molden D. Water for food. Water for live, summary. International Water Management Institute; 2007.[14] Richter BD. Sustainable water use: can certification show the way? Innovations 2009;4(3):119e39.
References 15
[15] Wichelns D. Virtual water: a helpful perspective, but not a sufficient policy criterion. Water Resour. Manag. 2010;24(10):2203e19.[16] Wichelns D. Virtual water and water footprints offer limited insight regarding important policy questions. Int. J. Water Resour. Dev. 2010;
26(4):639e51.[17] Van Oel PR, Mekonnen MM, Hoekstra AY. The external water footprint of The Netherlands: quantification and impact assessment, value of
water research report series. Delft, The Netherlands: UNESCO-IHE Institute for Water Education; 2008.[18] Hoekstra AY, Mekonnen MM, Chapagain AK, Mathews RE, Richter BD. Global monthly water scarcity: blue water footprints versus blue
water availability. PLoS One 2012;7(2).[19] Liu C, Kroeze C, Hoekstra AY, Gerbens-Leenes W. Past and future trends in grey water footprints of anthropogenic nitrogen and phosphorus
inputs to major world rivers. Ecol. Indicat. 2012;18:42e9.[20] Mathew R. Water footprint and sustainability assessment. 2013.[21] OPEN EU. One planet economy network. 2012.[22] Gleick PH. Water resources. In: Encyclopaedia of climate and weather, vol. 2. New York, USA: Oxford Press; 1996. p. 817e23.[23] UN. World water crisis due to leadership inertia. ENV’T NEWS SERV; 2003.[24] Saeijs HL, Van Berkel MJ. Global water crisis: the major issue of the 21st century. A growing and explosive problem. Eur. Water Pollut. Control
1995;5(4):26e40.[25] Schulte P. The great lakes water agreement in the WORLD’S water. 2013.[26] Barlow M. Blue covenant, the global water crisis and the coming battle for right to water. The New Press; 2008. p. 208.[27] Sengupta S. India digs deeper, but wells are drying up. 2006.[28] Sesngupta S. Often parched India struggles to tap the monsoon. NY TIMES; 2006.[29] McDonald K. Women and the right to water (high level panel). UN Human Rights Counsel Session 18; 2011.[30] Black R. Water map shows billions at risk of water insecurity. BBC NEWS; 2010.[31] Tønnessen Krokan B. Analysis: a right to water. Norwegian Forum for Environment and Development; 2013. http://www.forumfor.no/
Artikler/6056.html.[32] Morrison J, Morikawa M, Murphy M, Schulte P. Water scarcity and climate change. Pacific Institute; 2009.[33] The world’s water stresses sustainable water management in the face of climate change. 2011. http://www.pacinst.org/press_center/press_
releases/worlds_water_vol_7.pdf.[34] An interview with Alexandra Cousteau-experience life, www.experiencelife.com/article.[35] J. Paavola, Climate change, water and poverty in the Morogoro Region, Tanzania, www.academia.edu/climate.[36] Priebe C. Water Scarcity: Sudan, Global Issues in Public Health. Augustana College, Rock Island Illinois; 2018.[37] Allan JA. Overall perspectives on countries and regions. In: Rogers P, Lydon P, editors. Water in the Arab world: perspectives and prognoses.
Cambridge, Massachusetts, USA: Harvard University Press; 1994. p. 65e100.[38] Hoekstra AY, Hung PQ. Virtual water trade: a quantification of virtual water flows between nations in relation to international crop trade.
Delft: IHE Delft; 2002. Value of Water Research Report Series No.11, IHE, Delft, the Netherlands.[39] Jeswani HK, Azapagic A. Water footprint: methodologies and a case study for assessing the impacts of water use. J. Clean. Prod. 2011;19(12):
1288e99.[40] Jefferies D,Muñoz I, Hodges J, King VJ, AldayaM, et al. Water Footprint and Life Cycle Assessment as approaches to assess potential impacts
of products on water consumption. Key learning points from pilot studies on tea and margarine. J. Clean. Prod. 2012;33:155e66.[41] ACLCA. Regional life cycle impact assessment characterization models. In: Life cycle assessment IX conference 2009; 2012.[42] IWP. IMPACT WorldþTM. 2012. http://www.impactworldplus.org/en/index.php.[43] ILCC. Launch of IMPACT Worldþ, the first worldwide regionalized life cycle impact assessment method. Montréal, Canada: International
Life Cycle Chair; 2012.
1. Water footprint applications in textile sector: an overview16
C H A P T E R
2
Recent advances in the developmentof antimicrobial nanotextiles for prevention
of infectious diseases transmission in healthcareworkers
Palaniyandi Velusamy1, Kannan Kiruba2, Kandathil Narayanan Rajnish3,Thirumurthy Madhavan3, Periasamy Anbu4
1Department of Biotechnology, School of Bioengineering, SRM Institute of Science and Technology, Kattankulathur,
Chengalpattu, Tamil Nadu, India; 2Department of Biotechnology, University of Madras, Guindy Campus, Chennai,
Tamil Nadu, India; 3Department of Genetic Engineering, School of Bioengineering, SRM Institute of Science and
Technology, Kattankulathur, Chengalpattu, Tamil Nadu, India; 4Department of Biological Engineering, Inha University,
Incheon, South Korea
2.1 Introduction
Recently, the study of antimicrobial nanotextiles has become a rapidly growing area in the field of biomed-ical industry due to its incredible applications in all the spheres of human life. Antimicrobial textiles are nat-ural or synthetic fibers to which antimicrobial compounds have been associated either on the surface or withinthe fibers during the rendering of a product which suppress the growth of microorganisms [1]. Trichodermareesei is a filamentous cellulase-producing fungus that resulted in the widespread destruction of cotton fabricswhich were used for the fabrication tarpaulins and tents during the World War II in the South Pacific [2]. Thecellulase produced by the fungus caused the hydrolysis of cellulose into glucose and hemicellulose. Thedegradation of cotton was inhibited by using mixtures of waxes that had chlorine or antimony salts addedto it. Initially, these treatments were successful, but they caused other problems such as stiffening of the clothand caused bad odor [3].
Since cotton was an essential fiber utilized in military and industry applications, studies on antimicrobials werecarried out using chlorinated phenols and copper salts. Moreover, cellulose was structurally modified using acety-lation and cyanoethylation. These modifications had the drawback of using expensive chemicals and equipment [4].Apart from use in industry, the applications of antimicrobials on textiles have been used to treat clinical infections,water purification units, hospital-associated dressing, and dental implants in recent days. It is a well-known fact thatAgNPs are said to be excellent antimicrobial action against several clinical pathogens. These facets of AgNPs make itthe right selection for multiple applications in the textile field.
In this chapter, we have discussed the recent development of antimicrobial nanotextiles using sodium alginate(SA)-coated silver nanoparticles (AgNPs) in medical wears, surgical gowns, surgical gloves, surgical caps, and sur-gical face masks for preventing the transmission of infectious diseases. The proposed SA@AgNPs textile further in-vestigates antibacterial activity application toward clinical pathogens has also been demonstrated. SA is abiocompatible natural polysaccharide found to be a potential stabilizer and thickener in the textile industry. Beside,cotton fabrics functionalized with SA-coated AgNPs in the textile industry have been growing dramatically in recent
17Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00019-1
days due to their unique physical, chemical, and biological properties. Hence, the SA@AgNPs can be the precise op-tion for developing antibacterial nanotextiles on behalf of healthcare workers for the prevention of infectious dis-eases transmission.
2.1.1 Definitions of antimicrobial textiles
The Unites States Environmental Protection Agency (EPA) defines a “pest” as any microbes (fungus, bacterium,and virus) leaving the ones present in the natural physiological systems of living animals or any processed productof the food, medicine, and beverage industries. Several products that are designed to kill a pest require to be regis-tered with the EPA. Statements such as “antimicrobial” and “kills odors causing bacteria” on unregistered productshave been authorized by the EPA. This decision was taken in lieu of the fact that it can be difficult to get a registrationfor products like an antimicrobial sprinkling curtain [5]. Goods like this may be useful but may have difficultiesproving the efficacy of their claims. The EPA’s concerned articles exemption gives a lot of flexibility in marketingproducts in which the compound used in the material be listed and registered in the EPA. However, if the productadvertises claims that go beyond the rules of exemption, an EPA registration that complies with The Federal, Insec-ticide, Fungicide, and Rodenticide Act (FIFRA) would be a necessity for marketing the products [6].
2.1.2 Conventional antibacterial textile dressings
There are four categories of conventional antibacterial compounds applied to fibers and fabrics namely:(i) quaternary ammonium compounds, (ii) chitosan (CS)-based compounds, (iii) poly biguanides, and iv) N-halamines. The usages of the various categories of these compounds are application dependent and depend heavilyon where the fabric is being used.
2.1.2.1 Quaternary ammonium compounds
Fibers that have a negative charge in water are supplied with cationic surface active quaternary ammonium com-pounds which bind to its outer surface. They have been used as agents for disinfection. The activity of compoundsagainst bacteria is dependent on its modification. They can cause disruption of the bacterial membrane surface asthey carry a cationic ammonium part [7].
2.1.2.2 Chitosan
CS is a derivative of chitin which has its acetyl group. Chitin is found abundantly in the shells of crustaceans andhas been shown to exhibit antimicrobial properties. The antimicrobial action of chitin against bacterial species hasbeen well studied. The antimicrobial action of chitin can be attributed to the presence of primary amine which de-stabilizes the negative charge of bacterial membranes, resulting in loss of integrity of the cells [8].
2.1.2.3 Poly hexamethylene biguanide
Poly hexamethylene biguanide (PHMB) is a wide-spectrum chemical that is used to kill bacteria with low toxicity.It has been applied to fibers that are composed of cellulose and synthetic fibers. A cross-linking agent is requiredwhen PHMB is applied to synthetic resins to increase its toughness. The mode of action of biguanides is by causingdamage to bacterial cell membrane [9].
2.1.2.4 N-halamines
N-halamines are a class of antimicrobials that have nitrogen and chlorine connected by a covalent bond. Theirantimicrobial action is because these compounds release chlorine after contact with water. The chlorine atoms caninterfere with metabolic pathways and lead to the destruction of the microbe [10].
2.2 Nanotechnology in antimicrobial textile fibers
A plethora of metallic nanoparticles and their oxidized derivatives have been observed to have a wide range ofactivity against multiple microbes. The activity of these particles can be owed to a high specific surface area whichresults in an increase in the solubility of the particles and also provides a greater amount of surface for reaction withmicrobes [11]. However, TiO2 nanoparticles have been observed to destroy microbes by a photocatalytic action [12].
2. Recent advances in the development of antimicrobial nanotextiles18

AgNPs are accounted for on clusters of atoms of silver (Ag0), where the Ag is in the inert state. It is only a way toproduce such type of clusters. An extensively used technique is to decrease silver salt dissolved in water by reducingagents. It can be achieved from citrate, sodium borohydride, gum, SA, glucose, ascorbate, and hydrazine [13].
2.2.1 Nanotextiles
Nanotextiles are emerging as a new class of textiles that use nanotechnology during their fabrication process. Thenanotextiles have been put forward to be more advantageous over the conventional textiles [2]. It has been antici-pated to either increase the existing properties or bring novel fictionalization to textiles such as increased durability,self-cleaning, moisture absorbing, breathability, antistatic properties, UV protection, and resistance to bacteria,fungi, and viruses [14]. Nanotechnology in the field of textiles has not been a new phenomenon. It started in the early2000s and several researchers stated incorporating AgNPs into their textile products. AgNPs are well-known as anti-microbial properties which kill the various microbes that induce bad odors [14]. In the textile industry, silver hasbeen applied in the form of silver chloride coating inside and the surface of the fibers. It decreases the microbialgrowth on the textile materials by releasing the silver ions, which are active on the surface of the fiber. AgNPsenhanced textiles typically contain a low concentration of Ag compared to the conventional textiles method forthe biocidal effects. This innovation could take advantage of specific properties of AgNPs, particularly the highersurface area per volume ratio of nano-sized specific materials that enhance the exposure of active surfaces to thesurrounding environment [13,14]. As shown in Table 2.1, summary of biopolymers coated silver nanoparticles(AgNPs) is used in antimicrobial nanotextiles using different materials and their advantages and disadvantages.
2.2.2 Nanotextiles in medical field
The straightforward strategy for the use of nanotextiles for the conveyance of bioactive mixes to the skin wasfilling the texture with plant concentrate to cover an injury. By and by, there are different strategies for getting readyclinical materials to improve their proficiency and dependability, control their dynamic build discharge rate, andfacilitate their application. Clinical materials can be sorted dependent on their inner or outer applications as follows:
❖ Materials that can be implanted❖ Medical devices that are extracorporeal❖ Products related to hygiene and healthcare
Nanotextiles have been used for applications such as artificial veins, artificial ligaments, artificial joints, artificialcartilage, skin, heart valves, and vascular grafts. Extracorporeal devices include artificial kidneys, livers, lungs, andcardiac pacemakers [15]. Nonimplantable materials are used for the dressings for wounds, wipes, bandages, pres-sure garments, gauzes, and orthopedic belts. Collagen, silk, and CS are biopolymers that have been prevalently usedfor preparation of biodegradable sutures, artificial ligaments, and tendons. One of the special applications of chitin isthat it can be applied as a plaster that is bacteriostatic and can be directly applied for healing wounds [16]. Health-care and hygiene products are used for manufacturing materials used for making bedding, surgical aprons, headcovers, and shoe insoles. Textiles used inmedical applications should exhibit antibacterial activity toward pathogenspresent in biological fluids and aerosols that are responsible for the spread of disease [17].
2.3 Development of antimicrobial nanotextiles by sol gel method
Sol gel is one of the most important, prevalent, and simple techniques that have been employed to fabricatevarious nanocomposites. This method involves the fabrication of inorganic templates that can be proposed as a scaf-fold for supporting antimicrobial compounds. Exact control of the various phases of the sol gel substance measuredin an appropriate dissolvable medium is the way to capture the antimicrobial agents in the lattice of silica [18].Various silica grids have been created as an element of the underlying metal antecedents that can be consummatelysaved onto material textures by utilizing a wide range of testimony strategies, for example, cushion dry-relieving,plunge covering, turn covering, shower covering, and electro turning procedures. Among these methods, thecushion dry-relieving measure is most generally utilized for material applications and albeit elective procedures,for example, electro turning additionally creating a fast development [19]. A similar development from sol and acolloidal medium of solid nanoparticles in a fluid is accompanied by both of these responses to produce a gel, a
2.3 Development of antimicrobial nanotextiles by sol gel method 19
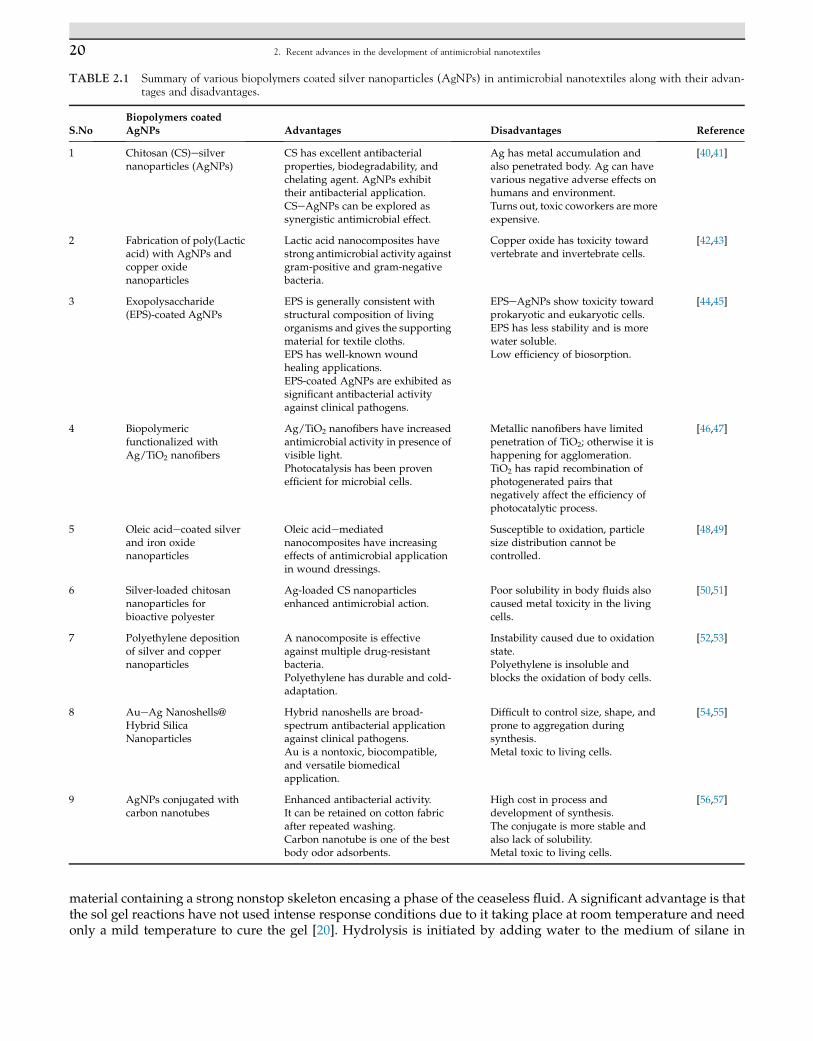
material containing a strong nonstop skeleton encasing a phase of the ceaseless fluid. A significant advantage is thatthe sol gel reactions have not used intense response conditions due to it taking place at room temperature and needonly a mild temperature to cure the gel [20]. Hydrolysis is initiated by adding water to the medium of silane in
TABLE 2.1 Summary of various biopolymers coated silver nanoparticles (AgNPs) in antimicrobial nanotextiles along with their advan-tages and disadvantages.
S.No
Biopolymers coated
AgNPs Advantages Disadvantages Reference
1 Chitosan (CS)esilvernanoparticles (AgNPs)
CS has excellent antibacterialproperties, biodegradability, andchelating agent. AgNPs exhibittheir antibacterial application.CSeAgNPs can be explored assynergistic antimicrobial effect.
Ag has metal accumulation andalso penetrated body. Ag can havevarious negative adverse effects onhumans and environment.Turns out, toxic coworkers are moreexpensive.
[40,41]
2 Fabrication of poly(Lacticacid) with AgNPs andcopper oxidenanoparticles
Lactic acid nanocomposites havestrong antimicrobial activity againstgram-positive and gram-negativebacteria.
Copper oxide has toxicity towardvertebrate and invertebrate cells.
[42,43]
3 Exopolysaccharide(EPS)-coated AgNPs
EPS is generally consistent withstructural composition of livingorganisms and gives the supportingmaterial for textile cloths.EPS has well-known woundhealing applications.EPS-coated AgNPs are exhibited assignificant antibacterial activityagainst clinical pathogens.
EPSeAgNPs show toxicity towardprokaryotic and eukaryotic cells.EPS has less stability and is morewater soluble.Low efficiency of biosorption.
[44,45]
4 Biopolymericfunctionalized withAg/TiO2 nanofibers
Ag/TiO2 nanofibers have increasedantimicrobial activity in presence ofvisible light.Photocatalysis has been provenefficient for microbial cells.
Metallic nanofibers have limitedpenetration of TiO2; otherwise it ishappening for agglomeration.TiO2 has rapid recombination ofphotogenerated pairs thatnegatively affect the efficiency ofphotocatalytic process.
[46,47]
5 Oleic acidecoated silverand iron oxidenanoparticles
Oleic acidemediatednanocomposites have increasingeffects of antimicrobial applicationin wound dressings.
Susceptible to oxidation, particlesize distribution cannot becontrolled.
[48,49]
6 Silver-loaded chitosannanoparticles forbioactive polyester
Ag-loaded CS nanoparticlesenhanced antimicrobial action.
Poor solubility in body fluids alsocaused metal toxicity in the livingcells.
[50,51]
7 Polyethylene depositionof silver and coppernanoparticles
A nanocomposite is effectiveagainst multiple drug-resistantbacteria.Polyethylene has durable and cold-adaptation.
Instability caused due to oxidationstate.Polyethylene is insoluble andblocks the oxidation of body cells.
[52,53]
8 AueAg Nanoshells@Hybrid SilicaNanoparticles
Hybrid nanoshells are broad-spectrum antibacterial applicationagainst clinical pathogens.Au is a nontoxic, biocompatible,and versatile biomedicalapplication.
Difficult to control size, shape, andprone to aggregation duringsynthesis.Metal toxic to living cells.
[54,55]
9 AgNPs conjugated withcarbon nanotubes
Enhanced antibacterial activity.It can be retained on cotton fabricafter repeated washing.Carbon nanotube is one of the bestbody odor adsorbents.
High cost in process anddevelopment of synthesis.The conjugate is more stable andalso lack of solubility.Metal toxic to living cells.
[56,57]
2. Recent advances in the development of antimicrobial nanotextiles20

acidic, neutral, and basic conditions. Condensation can be generated between a nonhydroxylated alkoxide groupwith a hydroxyl group, which removes the solvent and allows the formation of a colloidal mixture known as thesol possible [18]. The stickiness of the medium is steadily gained in this case and as a consequence, the sol is inter-connected to provide a solid and porous complex known as gel.
2.3.1 Development of antimicrobial nanotextiles by physical vapor deposition
To functionalize an existing surface, physical vapor deposition (PVD) is widely used for vacuum thin size filmdeposition process. The fundamental concept of the PVD method is to develop a continuous resource of materialto form a thin film in the vapor phase onto a substrate [21]. Several techniques such as ion plating and sputter depo-sition can accomplish this. Sputter deposition is the widely used PVDmethod in textile. Different types are available,such as: hollow cathode sputter deposition and magnetron. This device consists of a grounded anode that can beevacuated and the cathode inside a chamber. The substrate to be coated is positioned on an anode, and the cathodekeeps the target intact. In order to entrap the electron near it and increase its path length by making it trace cycloidalorbits, a magnetic field is applied perpendicular to the electrical field and closer to the cathode. Argon (Ar) is the gastypically used for the sputtering phase. When a potential between the sputtering processes is added, the electronsnear the cathode are accelerated toward the anode and Ar ion. The cathode fall potential is accelerated and bom-barded with the target material and the transfer of energy, thus sputtering it out of the target material [22]. The na-ture of a magnetic field is to trap the electrons in its vicinity by increasing the length of its direction, increasing thedensity of the plasma and therefore the density of ions. This leads to an increased deposition rate.
2.3.2 Sodium alginate in nanotextiles
SA is a well-known natural cross-linking agent obtained from brown algae. The SA supports its utilization as areducing and stabilizing agent for the synthesis of AgNPs. The negatively charged solubilized SA facilitates theattraction of the positively charged silver cations to the polymeric chains, followed by reduction with the existingreducing groups [23]. The antimicrobial agents consist of small molecules, polymers, and nano-sized particles.Nano-sized particles can be deposited on fiber surfaces using in situ through layer-by-layer assembly, dip coating,and sonochemical coating. The binding efficiency of the nanoparticles toward membranes can be enhanced via ionicinteractions that occur due to charge carried by antibacterial molecules. It has been an inexpensive, nontoxic,biocompatible, and eco-environmentally benign biopolymer with numerous applications in the textile industry asa nontoxic food additive, thickening agent, gelling agent, emulsifier, and colloidal stabilizer. In addition to this,the SA has widespread applications in antimicrobial activity, wound healing, drug delivery, and transplantationdue to its structural similarities to extracellular matrices of living tissues [24]. The use of cross-linking agent is analternative method for the application of antibacterial agents on the surface of fibers.
2.3.3 Silver nanoparticles
For decades, AgNPs have been widely used as antimicrobial agents to treat untreated wounds and burns. AgNPsis one of the powerful and a broad-spectrum of the antimicrobial agent used in the textile industry [13]. Their widesurface area makes for good microorganism contact. AgNPs can bind to the bacterial membrane and reach inside thebacteria. The antibacterial activity of AgNPs is primarily attributable to the high sulfur or sulfur affinity of silver orcompounds of phosphorus. Since the bacterial cell membranes have a huge amount of sulfur, AgNPs can be easilyinteracted within or outside of bacterial membranes with proteins containing sulfur. Because of the high phosphoruscontent, they also have good DNA interactions [25]. Hence, it can interact and lead to changes in bacterial membranemorphology.
Major advantages of silver nanocoatings are:
U Eco-friendlyU Nontoxic to the skinU Ease of handlingU Has a lot of breathabilityU Resistant to dry cleaningU Resistant to ironingU Compatibility with almost all textiles
2.3 Development of antimicrobial nanotextiles by sol gel method 21

U Makes the textiles last longerU Stains can be preventedU Contaminants can be cleaned off easilyU Increases stability of the fabrics for washing at temperatures up to 40 �CU Helping the material retain its look for long periodsU Giving the resistance of the textiles against dust and grease
2.3.4 Chitosan nanoparticles
CS is a natural biopolymer obtained from chitin shells. After cellulose, chitin is one of the most widely abundantin nature. CS has been derived frommarine crustacean shells, insects, and mushrooms [26]. CS is biocompatible andnontoxic after implantation in human body which does not create allergic reactions [27,28]. In addition, CS acts asvarious biological applications such as antibacterial, antifungal, and antiviral activity. Hence, the study of CS-mediated synthesis of textile materials could be regarded as sustainable management of clinical pathogens.
2.4 Efficacy testing
It is mandatory to test its effectiveness after the production of an antimicrobial compound before applying it totextiles. Processes such as the use of detergents and laundering temperatures can affect the efficacy of antimicrobialagents. The antimicrobial efficacy of the textile product must therefore be tested prior to the washing process. Aclearer understanding of the feasibility of textile products will be provided by the results of such studies.
2.4.1 Antibacterial testing
Antibacterial activity of nanotextiles has been evaluated against clinical bacterial pathogens by plate culture as-says as demonstrated by the author [13,29]. The test is performed by the application of a small volume of bacterialculture so that it is absorbed by the fabric sample. The fabric is then placed in an environment of high humidity for aspecific time period. Post incubation, the bacterial cells are eluted from the sample and it’s enumerated using serialdilution techniques. The antibacterial activity is elucidated by the number of strains recovered from the coated fabricto the initial inoculums added. The disadvantage of this test process is the presence of abundant nutrients and highhumidity may lead to an overestimation of bacterial growth. ASTM E2149 is known as a dynamic shake flask testmethod [25]. In this test, the fabric sample is immersed in a culture flask that contains a bacterial suspension of def-inite concentration. The flask is then placed in a rotary shaker and subjected to agitation for 1 hour. Following this,the viable count of the bacterial cell number is determined and the antimicrobial efficiency is designed by comparingthe bacterial counts before as well as after the test. This test will apply only for substrate-bound and nonleachingantimicrobial agents.
2.4.2 Plate assays
The plate assays with the agar diffusion test is used for the qualitative assessment of textile antibacterial efficacy.By comparing various concentrations of the loaded antimicrobial substance, semiquantitative proof of efficacy canbe achieved. The nanotextiles are to be completed with diffusible antibacterial agents for good antibacterial efficacyinvestigations [30]. The efficacy (no effect, effect cap, positive effect) can be defined due to the categorization oftested antibacterial nanotextiles. Nutrient agar medium is used for inoculating with a suspension of tested bacterialpathogens. Antibacterial nanotextiles and their control samples are cut into small pieces with a diameter of 25 mmand mounted on solidified bacterial agar. The samples loaded Petri-plates are incubated at 27 �C for 18e24 h. Theantibacterial efficacy can be measured on the basis of the inhibition zone. According to this standard, when therehas been signs of no inhibition zone by using control textile. On the other hand, in the case of nanotextiles, a strongantibacterial effect is shown against the clinical bacterial strains [31]. Very recently, we have evaluated the antibac-terial activity of SA@AgNPs-coated cotton against Escherichia coli, Pseudomonas aeruginosa, and Staphylococcus aureus(Fig. 2.1). The treated nanotextiles showed good antibacterial effects when compared to the untreated cotton.
2. Recent advances in the development of antimicrobial nanotextiles22
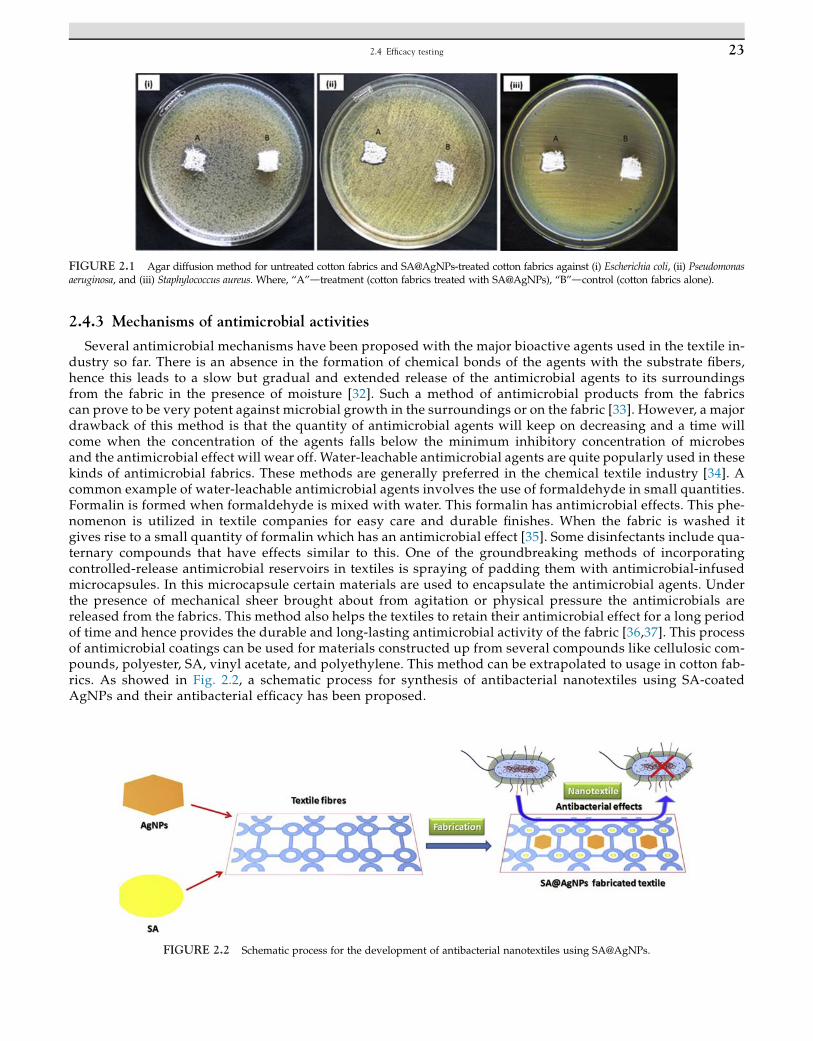
2.4.3 Mechanisms of antimicrobial activities
Several antimicrobial mechanisms have been proposed with the major bioactive agents used in the textile in-dustry so far. There is an absence in the formation of chemical bonds of the agents with the substrate fibers,hence this leads to a slow but gradual and extended release of the antimicrobial agents to its surroundingsfrom the fabric in the presence of moisture [32]. Such a method of antimicrobial products from the fabricscan prove to be very potent against microbial growth in the surroundings or on the fabric [33]. However, a majordrawback of this method is that the quantity of antimicrobial agents will keep on decreasing and a time willcome when the concentration of the agents falls below the minimum inhibitory concentration of microbesand the antimicrobial effect will wear off. Water-leachable antimicrobial agents are quite popularly used in thesekinds of antimicrobial fabrics. These methods are generally preferred in the chemical textile industry [34]. Acommon example of water-leachable antimicrobial agents involves the use of formaldehyde in small quantities.Formalin is formed when formaldehyde is mixed with water. This formalin has antimicrobial effects. This phe-nomenon is utilized in textile companies for easy care and durable finishes. When the fabric is washed itgives rise to a small quantity of formalin which has an antimicrobial effect [35]. Some disinfectants include qua-ternary compounds that have effects similar to this. One of the groundbreaking methods of incorporatingcontrolled-release antimicrobial reservoirs in textiles is spraying of padding them with antimicrobial-infusedmicrocapsules. In this microcapsule certain materials are used to encapsulate the antimicrobial agents. Underthe presence of mechanical sheer brought about from agitation or physical pressure the antimicrobials arereleased from the fabrics. This method also helps the textiles to retain their antimicrobial effect for a long periodof time and hence provides the durable and long-lasting antimicrobial activity of the fabric [36,37]. This processof antimicrobial coatings can be used for materials constructed up from several compounds like cellulosic com-pounds, polyester, SA, vinyl acetate, and polyethylene. This method can be extrapolated to usage in cotton fab-rics. As showed in Fig. 2.2, a schematic process for synthesis of antibacterial nanotextiles using SA-coatedAgNPs and their antibacterial efficacy has been proposed.
FIGURE 2.1 Agar diffusion method for untreated cotton fabrics and SA@AgNPs-treated cotton fabrics against (i) Escherichia coli, (ii) Pseudomonas
aeruginosa, and (iii) Staphylococcus aureus. Where, “A”dtreatment (cotton fabrics treated with SA@AgNPs), “B”dcontrol (cotton fabrics alone).
FIGURE 2.2 Schematic process for the development of antibacterial nanotextiles using SA@AgNPs.
2.4 Efficacy testing 23
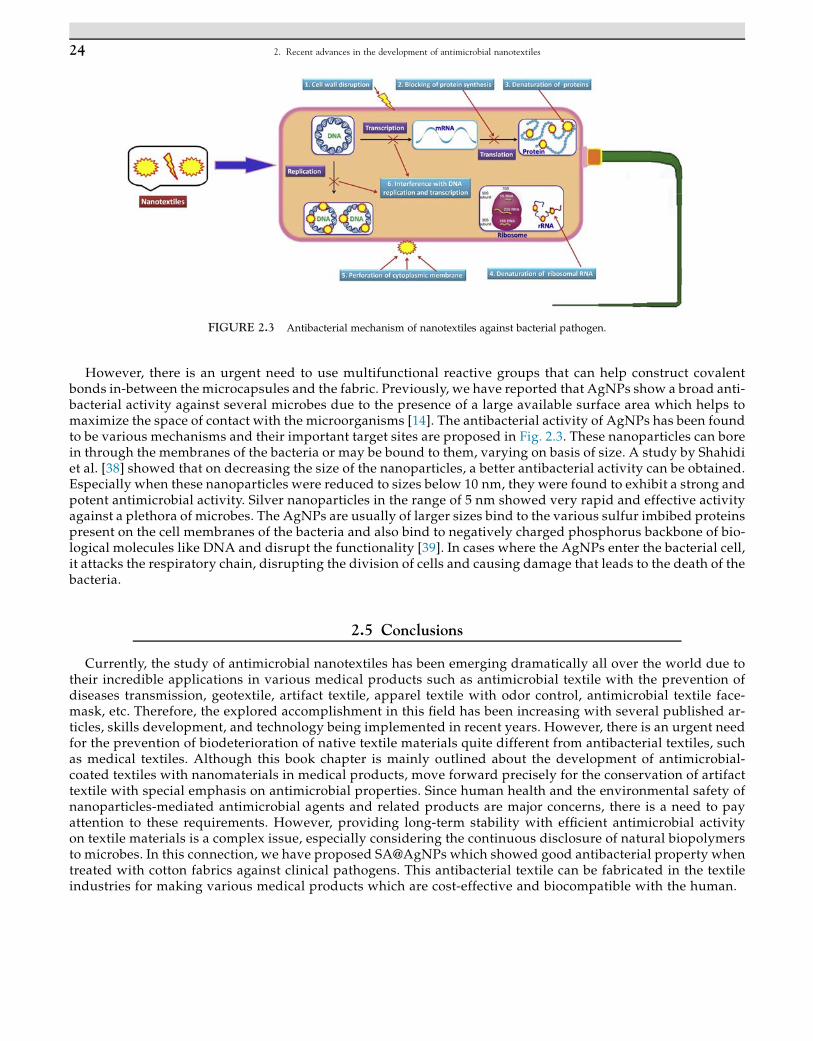
However, there is an urgent need to use multifunctional reactive groups that can help construct covalentbonds in-between the microcapsules and the fabric. Previously, we have reported that AgNPs show a broad anti-bacterial activity against several microbes due to the presence of a large available surface area which helps tomaximize the space of contact with the microorganisms [14]. The antibacterial activity of AgNPs has been foundto be various mechanisms and their important target sites are proposed in Fig. 2.3. These nanoparticles can borein through the membranes of the bacteria or may be bound to them, varying on basis of size. A study by Shahidiet al. [38] showed that on decreasing the size of the nanoparticles, a better antibacterial activity can be obtained.Especially when these nanoparticles were reduced to sizes below 10 nm, they were found to exhibit a strong andpotent antimicrobial activity. Silver nanoparticles in the range of 5 nm showed very rapid and effective activityagainst a plethora of microbes. The AgNPs are usually of larger sizes bind to the various sulfur imbibed proteinspresent on the cell membranes of the bacteria and also bind to negatively charged phosphorus backbone of bio-logical molecules like DNA and disrupt the functionality [39]. In cases where the AgNPs enter the bacterial cell,it attacks the respiratory chain, disrupting the division of cells and causing damage that leads to the death of thebacteria.
2.5 Conclusions
Currently, the study of antimicrobial nanotextiles has been emerging dramatically all over the world due totheir incredible applications in various medical products such as antimicrobial textile with the prevention ofdiseases transmission, geotextile, artifact textile, apparel textile with odor control, antimicrobial textile face-mask, etc. Therefore, the explored accomplishment in this field has been increasing with several published ar-ticles, skills development, and technology being implemented in recent years. However, there is an urgent needfor the prevention of biodeterioration of native textile materials quite different from antibacterial textiles, suchas medical textiles. Although this book chapter is mainly outlined about the development of antimicrobial-coated textiles with nanomaterials in medical products, move forward precisely for the conservation of artifacttextile with special emphasis on antimicrobial properties. Since human health and the environmental safety ofnanoparticles-mediated antimicrobial agents and related products are major concerns, there is a need to payattention to these requirements. However, providing long-term stability with efficient antimicrobial activityon textile materials is a complex issue, especially considering the continuous disclosure of natural biopolymersto microbes. In this connection, we have proposed SA@AgNPs which showed good antibacterial property whentreated with cotton fabrics against clinical pathogens. This antibacterial textile can be fabricated in the textileindustries for making various medical products which are cost-effective and biocompatible with the human.
FIGURE 2.3 Antibacterial mechanism of nanotextiles against bacterial pathogen.
2. Recent advances in the development of antimicrobial nanotextiles24

References
[1] Patil AH, Jadhav SA, Gurav KD,Waghmare SR, et al. Single step green process for the preparation of antimicrobial nano textiles by wet chem-ical and sonochemical methods. J. Textil. Inst. 2020;111:1380e8.
[2] Bereznenko S, Bereznenko N, Skyba M, Yakymchuk D, Artemenko T, et al. A novel equipment for making nanocomposites forinvestigating the antimicrobial properties of nano textiles. Int. J. Cloth. Sci. Technol. 2020;33(1). Vol. ahead-of-print. https://10.1108/IJCST-07-2019-0107.
[3] Nayak R, Padhye R. Antimicrobial finishes for textiles. In: Paul R, editor. Functional finishes for textiles: improving comfort, performance andprotection. Cambridge: Woodhead; 2013. p. 361e85.
[4] JohnMJ, Francis B, Varughese KT, Thomas S. Effect of chemical modification on properties of hybrid fiber biocomposites. Compos. Appl. Sci.Manuf. 2008;39(2):352e63.
[5] Foley TH, Karlson CJ, Brennis R. Antimicrobial claims: mold and mildew prevention subject to pesticide regulation. Textile World; 2011.[6] FIFRA. Federal Insecticide, Fungicide, and Rodenticide Act. USA. 2015.[7] Lim S-H, Hudson SM. Review of chitosan and its derivatives as antimicrobial agents and their uses as textile chemicals. J. Macromol. Sci.
Polym. Rev. 2003;43:223e69.[8] Raafat D, Sahl H-G. Chitosan and its antimicrobial potential e a critical literature survey. Microb. Biotechnol. 2009;2(2):186e201.[9] Marrink SJ, Levental I. Computational and experimental advances in biomembranes: resolving their complexity. J. Phys. Chem. B 2020;
124(45):9975e6.[10] Payne JD. Antimicrobial treatment of textile materials. US patent 5700742. 1997.[11] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier B.V.; 2018.[12] Aruoja V, Dubourguier H-C, Kasemets K, Kahru A. Toxicity of nanoparticles of Cuo, ZnO and TiO2 to microalgae Pseudokirchneriella
subcapitata. Sci. Total Environ. 2009;407:1461e8.[13] Su C-H, Venkat Kumar G, Adhikary S, Velusamy P, Pandian K, Anbu P. Preparation of cotton fabric using sodium alginate-coated nanopar-
ticles to protect against nosocomial pathogens. Biochem. Eng. J. 2017;117(15):28e35.[14] Velusamy P, Venkat Kumar G, Jeyanthi V, Das J, Pachaiappan R. Bio-Inspired green nanoparticles: synthesis, mechanism, and antibacterial
application. Toxicol. Res. 2016;32:95e102.[15] Ren X, Kocer HB, Worley SD, Broughton RM, Huang TS. Rechargeable biocidal cellulose: synthesis and application of 3-(2,3-
dihydroxypropyl)-5,5-dimethylimidazolidine- 2,4-dione. Carbohydr. Polym. 2009;75:683e7.[16] AzumaK, Izumi R, Osaki T, Ifuku S, et al. Chitin, chitosan and derivatives for wound healing. Old and newmaterials. J. Funct. Biomater. 2015;
6(1):104e42.[17] Siddiqi KW, Rahman A, Husen A. Properties of zinc oxide nanoparticles and their activity against microbes. Nanoscale Res. Lett. 2018;13:141.[18] Yung K, Ming H, Yen C, Chao H. Synthesis of 1D,2D and 3D ZnO polycrystalline nanostructures using sol-gel method. J. Nanotechnol. 2012:
2e9.[19] Gupta SM, Tripathy M. A review on the synthesis of TiO2 nanoparticles by solution route cent. Eur. J. Chem. 2012;10(2):279e94.[20] Soytas SH, O�guz O, Mencelo�glu YZ Y. 9 - Polymer nanocomposites with decorated metal oxides. Micro Nano Technol. 2019:287e323.[21] Windler L, Height M, Nowack B. Comparative evaluation of antimicrobials for textile applications. Environ. Int. 2013;53:62.[22] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020.[23] Huang LK, Gang S. Durable and oxygen bleach rechargeable antimicrobial cellulose: sodium perborate as an activating and recharging agent.
Ind. Eng. Chem. Res. 2003;42(22):5417e22.[24] Varaprasad K, Raghavendra GM, Jayaramudu T, Seo J. Nano zinc oxideesodium alginate antibacterial cellulose fibers. Carbohydr. Polym.
2016;135(1):349e55.[25] Pinho E, Magalhaes L, HenriquesM, Oliveria R. Antimicrobial activity assessment of textiles: standardmethods comparison. Ann.Microbiol.
2011;61:493e8.[26] Lorenz C, Windler L, Von Goetz N, Lehmann RP, Schuppler M, Hungerbuhler K, Heuberger M, Nowack B. Characterization of silver release
from commercially available functional (nano) textiles. Chemosphere 2011;89(7):817e24.[27] Villanueva ME, Salinas A, Diaz LE, Copello GJ. Chitin nanowhiskers as alternative antimicrobial controlled release carriers. New J. Chem.
2015;39(1):614e20.[28] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[29] Schindler WD, Hauser PJ. Antimicrobial finishes. In: Chemical finishing of textiles. Cambridge: Woodhead; 2004. p. 165e74.[30] Thilagavathi G, Krishna Bala S, Kannaian T. Microencapsulation of herbal extract for microbial resistance in healthcare textiles. Indian J. Fiber
Text. Res. 2007;32:351e4.[31] Sathianarayanan MP, Bhat NV, Kokate SS, Walunj VE. Antibacterial finish for cotton fabric from herbal products. Indian J. Fiber Text. Res.
2007;35(1):50e8.[32] Janarthanan M, Senthil Kumar M. The properties of bioactive substances obtained from seaweeds and their applications in textile industries.
J. Ind. Textil. 2018;48(1):361e401.[33] Agua RB, Branguinho R, Duarte MP, Maurciro E, Fernando A, Martins R, Fortunato E. Efficient coverage of ZnO nanoparticles on cotton
fibers for antibacterial finishing using a rapid and low cost in situ synthesis. New J. Chem. 2018;42:1052e60.[34] Naskar A, Lee S, Kim SW. Easy one pot low temperature synthesized Ag-Zno nanoparticles and their activity against clinical isolates of meth-
icillin resistant Staphylococcus aureus. Front. Bioeng. Biotechnol. 2020;216:1e8.[35] Banerjee A, Das D, Rudra SG,Mazumder K, Andler R, Bandopadhyay R. Characterization of exopolysaccharide produced by Pseudomonas sp.
PFAB4 for synthesis of EPS-coated AgNPs with antimicrobial properties. J. Polym. Environ. 2019;28(1):242e56.[36] Tobı́as H-R, Morales G, Grande D. Comprehensive review on electrospinning techniques as versatile approaches toward antimicrobial
biopolymeric composite fibers. Mater. Sci. Eng. 2019;101:306e22.[37] Xu F. Review of analytical studies on TiO2 nanoparticles and particle aggregation, coagulation, flocculation, sedimentation, stabilization.
Chemosphere 2018;212:662e77.
References 25

[38] Shahidi S, Jamali A, Sharifi SD, Ghomi H. In-situ synthesis of CuO nanoparticles on cotton fabrics using spark discharge method to fabricateantibacterial textile. J. Nat. Fibers 2017;6:870e81.
[39] Velusamy P, Das J, Pachaiappan R, Vaseeharan B, Pandian K. Greener approach for synthesis of antibacterial silver nanoparticles usingaqueous solution of neem gum (Azadirachta indica L.). Ind. Crop. Prod. 2015;66:103e9.
[40] Parthasarathy A, Vijayakumar S, Malaikozhundan B, Thangaraj MP, Ekambaram P, Murugan T, Velusamy P, Anbu P, Vaseeharan B. Chitosan-coated silver nanoparticles promoted antibacterial, antibiofilm, wound-healing of murine macrophages and antiproliferation of humanbreast cancer MCF 7 cells. Polym. Test. 2020:106675.
[41] Schipper NGM, Olsson S, Hoogstraate JA, deBoer AG, Vårum KM, Arturss P. Chitosans as absorption enhancer for poorly absorbable drugs:mechanism of absorption enhancement. Pharm. Res. 1997;14:923e9.
[42] Buasri A, Ojchariyakul S, Kaewmanechai P, Eakviriyapichat W, Loryuenyong V. The fabrication of multicolor electrochromic device based ongraphene conductive ink/poly (lactic acid) thin films by voltage-step method. Optoelectronics and advanced materials. Rapid Commun.2018;12(7e8):388e93.
[43] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[44] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[45] Gopinath V, Priyadarshini S, LokeMF, Arunkumar J, Marsili E, MubarakAli D, Velusamy P, Vadivelu J. Biogenic synthesis, characterization of
antibacterial silver nanoparticles and its cell cytotoxicity. Arab. J. Chem. 2017;10:1107e17.[46] Venkat Kumar G, Su CH, Velusamy P. Surface immobilization of kanamycin-chitosan nanoparticles on polyurethane ureteral stent to prevent
bacterial adhesion. Biofouling 2016;32:861e70.[47] Saidin S, Jumat MA, Amin NAM, Al-Hammadi ASS. Organic and inorganic antibacterial approaches in combating bacterial infection for
biomedical application. Mater. Sci. Eng. C 2021;118:111382.[48] Velusamy P, Su CH, Shritama A, Kumar GV, Jeyanthi V, Pandian K. Synthesis of oleic acid coated iron oxide nanoparticles and its role in anti-
biofilm activity against clinical isolates of bacterial pathogens. J. Taiwan Inst. Chem. Eng. 2016;59:450e6.[49] Anbu P, Jayanthi S, Velusamy P. Characterization of nanoparticles using nano-analytical techniques. In: Gopinath SCB, Gang F, editors. Nano-
particles in analytical and medical devices. Elsevier; 2021. p. 59e70. https://doi.org/10.1016/B978-0-12-821163-2.00004-2.[50] Venkat Kumar G, Su CH, Velusamy P. Ciprofloxacin loaded genipin cross-linked chitosan/heparin nanoparticles for drug delivery
application. Mater. Lett. 2016;180:119e22.[51] Ali SW, Rajendran S, Joshi M. Synthesis and characterization of chitosan and silver loaded chitosan nanoparticles for bioactive polyester.
Carbohydr. Polym. 2011;83(2):438e46.[52] Ahmad S, AshrafM, Ali A, Shaker K, UmairM, Afzal A, Nawab Y, RasheedA. Preparation of conductive polyethylene terephthalate yarns by
deposition of silver & copper nanoparticles. Fibres Text. East. Eur. 2017;25(5):25e30.[53] Singh S, Pandit S, Mokkapati VRSS, Garg A, Ravikumar R, MijakovicI. Gold nanoparticles in diagnostics and therapeutics for human cancer.
Int. J. Mol. Sci. 2018;19(7):2e16.[54] Ahmed A, Raman T, Anbazhagan V. Platinum nanoparticles inhibit bacteria proliferation and rescue zebrafish from bacterial infection. RSC
Adv. 2016;6:44415e24.[55] Soulé S, Bulteau AL, Faucher S, Haye B, Aimé C, Allouche J, Dupin JC, Lespes G, Coradin T, Martinez H. Design and cellular fate of
bioinspired Au-Ag Nanoshells@Hybrid silica nanoparticles. Langmuir 2016;32(39):10073e82.[56] Nie C, Cheng C, Peng Z, Ma L, He C, Xia Y, Zhao C. Mussel-inspired coatings on Ag nanoparticle-conjugated carbon nanotubes: bactericidal
activity and mammal cell toxicity. J. Mater. Chem. B 2016;4(16):2749e56.[57] Riaz S, Ashraf M, Hussain T, Hussain MT. Modification of silica nanoparticles to develop highly durable superhydrophobic and antibacterial
cotton fabrics. Cellulose 2019;26:5159e75.
2. Recent advances in the development of antimicrobial nanotextiles26
C H A P T E R
3
Biomacromolecules and bio-sourced products asflame retardants for textiles: a novel approach
toward sustainabilityGiulio Malucelli
Department of Applied Science and Technology and Local INSTM Unit, Politecnico di Torino, Alessandria, Italy
3.1 Introduction
Exposing textiles to a flame or an irradiative heat source may be very detrimental and hazardous, as most of themusually effortlessly ignite and vigorously burn: this peculiarity harshly restricts the application sectors, where fibersand fabrics can be utilized, particularly when fire resistance is strictly required. Besides, the hazard related to theburning of textiles not only refers to the flame spread, but also to the possible smoke generation that either signif-icantly obstacles the escape from a closed environment where a fire is taking place, or impedes breathing [1]. Veryrecently, the International Association of Fire and Rescue Services (CTIF) elaborated the statistics coming from 32countries within the period 1993e2017 and documented 92.6 million fires resulting in 1052.9 thousand deaths. Inaddition, the US and UK fire statistics clearly identify residential fires as main reason for fire deaths; these firesgenerally encompass bedding, nightwear, upholstering furniture, and mattresses, hence significantly comprisingtextile materials [2].
In this context, aiming at reducing fire hazards, hence saving resources and lives as well, any material has toaccomplish with specific fire performance requirements that comprise its involvement in ease ignitability, flamespread, heat release, heat release rate, and smoke generation as well. In order to ensure an acceptable fire safety,two main approaches (namely, active or passive) have been mostly proposed and accepted: the former exploitsfire detection and suppression systems through the use of sprinklers and smoke detectors. The latter takes advantageon the utilization of materials that provide the lowest contribution to fire, by means of the so-called flame retardants(FRs), i.e., specific chemical additives that are capable to lower the propagation of an applied flame; in many cases,they prevent the materials, which they are incorporated in, from burning [3,4]. The historical development of FRsdates back to the 1950s, with the design and application of the first very efficient class of FRs based on halogenated(mainly brominated and chlorinated) products. Then, several enhancements have been progressively carried out,moving from halogen-based additives to phosphorus and/or nitrogen-containing products, passing through thedesign and exploitation of nanocomposite structures [5e8].
Especially referring to textile materials, their peculiar surface topography and quite irregular morphology repre-sent a challenging issue, especially when FR is achieved by means of surface treatments; at variance, the incorpora-tion of effective FRs into the polymer through melt compounding and the subsequent spinning is limited to somesynthetic fibers (such as polyesters and polyamides, among a few to mention). Therefore, providing FR featuresto textile materials still represents an up-to-date problem, though several classes of FRs have been developed sofar, differing as far as their chemical structure and composition is considered, as well as for the FR mechanisminvolved [9e11].
Focusing on surface treatments, the development of FR finishing systems for textiles has shown continuous andnoteworthy advancements, particularly in the last 20 years: in particular, either academic or industrial researchershave succeeded in designing, synthesizing, and applying effective FR finishing treatments suitable for natural
27Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00017-8
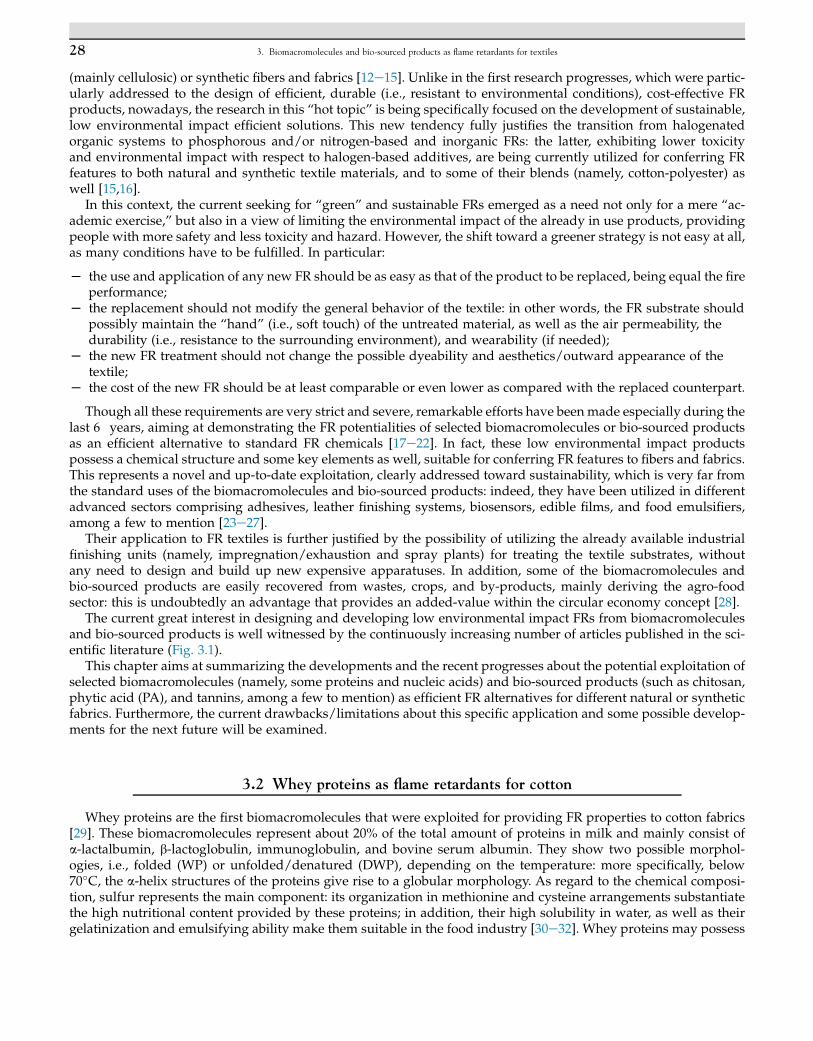
(mainly cellulosic) or synthetic fibers and fabrics [12e15]. Unlike in the first research progresses, which were partic-ularly addressed to the design of efficient, durable (i.e., resistant to environmental conditions), cost-effective FRproducts, nowadays, the research in this “hot topic” is being specifically focused on the development of sustainable,low environmental impact efficient solutions. This new tendency fully justifies the transition from halogenatedorganic systems to phosphorous and/or nitrogen-based and inorganic FRs: the latter, exhibiting lower toxicityand environmental impact with respect to halogen-based additives, are being currently utilized for conferring FRfeatures to both natural and synthetic textile materials, and to some of their blends (namely, cotton-polyester) aswell [15,16].
In this context, the current seeking for “green” and sustainable FRs emerged as a need not only for a mere “ac-ademic exercise,” but also in a view of limiting the environmental impact of the already in use products, providingpeople with more safety and less toxicity and hazard. However, the shift toward a greener strategy is not easy at all,as many conditions have to be fulfilled. In particular:
L the use and application of any new FR should be as easy as that of the product to be replaced, being equal the fireperformance;
L the replacement should not modify the general behavior of the textile: in other words, the FR substrate shouldpossibly maintain the “hand” (i.e., soft touch) of the untreated material, as well as the air permeability, thedurability (i.e., resistance to the surrounding environment), and wearability (if needed);
L the new FR treatment should not change the possible dyeability and aesthetics/outward appearance of thetextile;
L the cost of the new FR should be at least comparable or even lower as compared with the replaced counterpart.
Though all these requirements are very strict and severe, remarkable efforts have beenmade especially during thelast 6 years, aiming at demonstrating the FR potentialities of selected biomacromolecules or bio-sourced productsas an efficient alternative to standard FR chemicals [17e22]. In fact, these low environmental impact productspossess a chemical structure and some key elements as well, suitable for conferring FR features to fibers and fabrics.This represents a novel and up-to-date exploitation, clearly addressed toward sustainability, which is very far fromthe standard uses of the biomacromolecules and bio-sourced products: indeed, they have been utilized in differentadvanced sectors comprising adhesives, leather finishing systems, biosensors, edible films, and food emulsifiers,among a few to mention [23e27].
Their application to FR textiles is further justified by the possibility of utilizing the already available industrialfinishing units (namely, impregnation/exhaustion and spray plants) for treating the textile substrates, withoutany need to design and build up new expensive apparatuses. In addition, some of the biomacromolecules andbio-sourced products are easily recovered from wastes, crops, and by-products, mainly deriving the agro-foodsector: this is undoubtedly an advantage that provides an added-value within the circular economy concept [28].
The current great interest in designing and developing low environmental impact FRs from biomacromoleculesand bio-sourced products is well witnessed by the continuously increasing number of articles published in the sci-entific literature (Fig. 3.1).
This chapter aims at summarizing the developments and the recent progresses about the potential exploitation ofselected biomacromolecules (namely, some proteins and nucleic acids) and bio-sourced products (such as chitosan,phytic acid (PA), and tannins, among a few to mention) as efficient FR alternatives for different natural or syntheticfabrics. Furthermore, the current drawbacks/limitations about this specific application and some possible develop-ments for the next future will be examined.
3.2 Whey proteins as flame retardants for cotton
Whey proteins are the first biomacromolecules that were exploited for providing FR properties to cotton fabrics[29]. These biomacromolecules represent about 20% of the total amount of proteins in milk and mainly consist ofa-lactalbumin, b-lactoglobulin, immunoglobulin, and bovine serum albumin. They show two possible morphol-ogies, i.e., folded (WP) or unfolded/denatured (DWP), depending on the temperature: more specifically, below70�C, the a-helix structures of the proteins give rise to a globular morphology. As regard to the chemical composi-tion, sulfur represents the main component: its organization in methionine and cysteine arrangements substantiatethe high nutritional content provided by these proteins; in addition, their high solubility in water, as well as theirgelatinization and emulsifying ability make them suitable in the food industry [30e32]. Whey proteins may possess
3. Biomacromolecules and bio-sourced products as flame retardants for textiles28
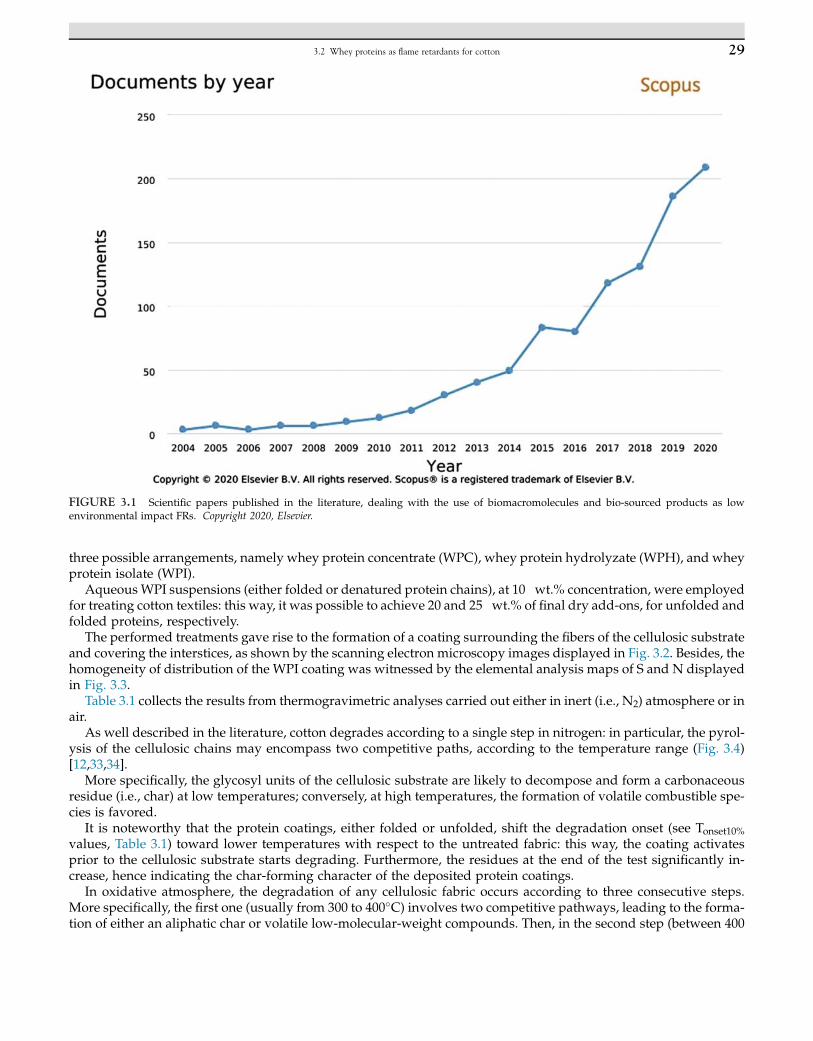
three possible arrangements, namely whey protein concentrate (WPC), whey protein hydrolyzate (WPH), and wheyprotein isolate (WPI).
AqueousWPI suspensions (either folded or denatured protein chains), at 10 wt.% concentration, were employedfor treating cotton textiles: this way, it was possible to achieve 20 and 25 wt.% of final dry add-ons, for unfolded andfolded proteins, respectively.
The performed treatments gave rise to the formation of a coating surrounding the fibers of the cellulosic substrateand covering the interstices, as shown by the scanning electron microscopy images displayed in Fig. 3.2. Besides, thehomogeneity of distribution of the WPI coating was witnessed by the elemental analysis maps of S and N displayedin Fig. 3.3.
Table 3.1 collects the results from thermogravimetric analyses carried out either in inert (i.e., N2) atmosphere or inair.
As well described in the literature, cotton degrades according to a single step in nitrogen: in particular, the pyrol-ysis of the cellulosic chains may encompass two competitive paths, according to the temperature range (Fig. 3.4)[12,33,34].
More specifically, the glycosyl units of the cellulosic substrate are likely to decompose and form a carbonaceousresidue (i.e., char) at low temperatures; conversely, at high temperatures, the formation of volatile combustible spe-cies is favored.
It is noteworthy that the protein coatings, either folded or unfolded, shift the degradation onset (see Tonset10%values, Table 3.1) toward lower temperatures with respect to the untreated fabric: this way, the coating activatesprior to the cellulosic substrate starts degrading. Furthermore, the residues at the end of the test significantly in-crease, hence indicating the char-forming character of the deposited protein coatings.
In oxidative atmosphere, the degradation of any cellulosic fabric occurs according to three consecutive steps.More specifically, the first one (usually from 300 to 400�C) involves two competitive pathways, leading to the forma-tion of either an aliphatic char or volatile low-molecular-weight compounds. Then, in the second step (between 400
FIGURE 3.1 Scientific papers published in the literature, dealing with the use of biomacromolecules and bio-sourced products as lowenvironmental impact FRs. Copyright 2020, Elsevier.
3.2 Whey proteins as flame retardants for cotton 29
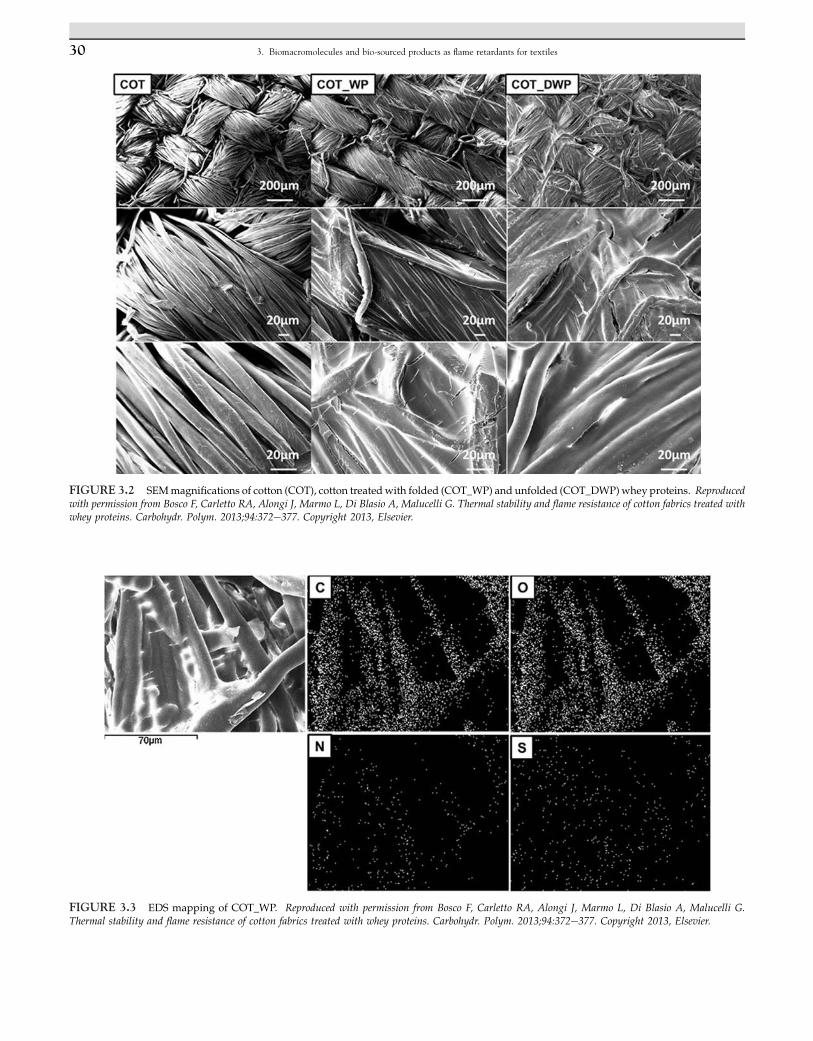
FIGURE 3.2 SEMmagnifications of cotton (COT), cotton treatedwith folded (COT_WP) and unfolded (COT_DWP)whey proteins. Reproducedwith permission from Bosco F, Carletto RA, Alongi J, Marmo L, Di Blasio A, Malucelli G. Thermal stability and flame resistance of cotton fabrics treated withwhey proteins. Carbohydr. Polym. 2013;94:372e377. Copyright 2013, Elsevier.
FIGURE 3.3 EDS mapping of COT_WP. Reproduced with permission from Bosco F, Carletto RA, Alongi J, Marmo L, Di Blasio A, Malucelli G.
Thermal stability and flame resistance of cotton fabrics treated with whey proteins. Carbohydr. Polym. 2013;94:372e377. Copyright 2013, Elsevier.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles30

and 800�C), the aliphatic char may undergo a partial conversion into an aromatic/stable char, or a partial oxidationthat triggers the formation of carbon mono- and dioxide. Finally, at about 800�C, the derived char undertakes afurther oxidation.
The data collected in Table 3.1 show two Tmax decomposition temperatures for cotton in air, at about 340 and490�C. As already observed in nitrogen, the protein coating anticipates the degradation onset; at variance, theresidues at Tmax1 remarkably increase (up to 57%) with respect to that of the untreated fabric (about þ48%). Thisfinding represents a further indication of the protection exerted by the protein coatings on the cellulosic material,taking advantage of the formation of quite stable products during the degradation. These latter undergo additional
TABLE 3.1 Results from thermogravimetric analyses for untreated and WP-treated cotton.
Atmosphere: nitrogen
Sample Tonset10% (�C) Tmax1a (�C) Tmax2
a (�C) Tmax3a (�C)
Residue
@ Tmax1a (%)
Residue
@ Tmax2a (%)
Residue
@ Tmax1a (%)
Residue
@ 600�C (%)
COT 329 362 - - - - 45.0 8.0
COT_WP 276 355 - - - - 45.0 18.0
COT_DWP 294 366 - - - - 45.5 17.0
Atmosphere: Air
COT 323 343 489 - 48.0 2.0 - <1.0
COT_WP 283 341 487 580 57.0 14.0 2.5 1.5
COT_DWP 292 345 496 575 56.0 13.0 3.0 2.5
aFrom dTG curves.
FIGURE 3.4 Cotton degradation: scheme of possible pathways.
3.2 Whey proteins as flame retardants for cotton 31

degradation at higher temperatures (see Tmax2 and Tmax3 values of Table 3.1); the residues at the end of the tests aresomewhat higher with respect to those of the untreated cellulosic substrate.
Table 3.2 collects the data gathered from horizontal flame spread tests, in terms of average burning rate, totalburning time, and final residue. Generally speaking, the deposited coatings are capable to slow down the flamepropagation, increasing the total burning time and the final residue as well. Besides, it is worthy to note that the coat-ings made of unfolded proteins seem to exert a more efficient protection onto the cotton substrate: a possible expla-nation relies on the fact that unfolded chains are capable to better cover the fabrics with respect to denaturedcounterparts; as a result, the residues provided by unfolded protein coatings are more compact and coherent, hencemore protective, as compared with those derived from denatured biomacromolecules.
3.3 Caseins as flame retardants for cotton, polyester, and cotton-polyester blends
About 80% of milk proteins consist of caseins that are coproducts obtained during the making of skimmilk. Thereexist four main types of caseins, namely aS1-, aS2-, b-, and k-caseins, differing each other as far as either structure orphosphorus content is concerned. According to this latter parameter, k-caseins bear a very limited number of phos-phate groups, positioned in the C-terminal region of the biomacromolecule. Contrariwise, b-caseins possess a fullyphosphorylated structure comprising 5 phosphate groups/mol; aS2-caseins may exhibit 4 diverse phosphorylatedisoforms having a high content of phosphate groups (e.g., in between 10 and 13 groups/mol). Finally, aS1-caseins,the most abundant in bovine milk, incorporate 8e9 bound phosphate groups/mol.
Though cheese farming represents the main application of caseins, these proteins are suitable for emulsifying, wa-ter binding, whipping, and thickening agents, apart from their use in the design of coatings specifically devoted toprinting, papermaking, and finishing of leather and synthetic fibers [35].
The first successful example of utilization of caseins in the field of FR treatments for fabrics dates back to 2014,when these biomacromolecules were for the first time applied to cotton, polyester, and cotton/polyester-rich(polyester content: 65 wt.%) blend fabrics, using an impregnation method (final dry add-on achieved:20 wt.%) [36,37].
Table 3.3 collects the thermogravimetric data, in inert and oxidative atmosphere. In nitrogen, polyester degradesfollowing a single step; the maximum weight loss occurs at about 426�C and is ascribed to two competitive path-ways, i.e., either heterolytic cleavage reactions or homolytic scissions of ester bonds, which result in the formationof char and of combustible volatiles as well. At the same time, chain polymerization is favored by intramolecularbackbiting phenomena, which generate vinyl- and carboxyl-terminated oligomers; as a result, CO, CO2, CH4,C2H6, benzene, among a few to mention, can be produced (Fig. 3.5).
Conversely, the degradation of cotton/polyester takes place as if the two components of the blend were indepen-dent from each other, hence with two autonomous steps (at about 350�C for cotton and 425�C for polyester), whichare related to each single blend constituent. Once again, the casein coatings shift the degradation temperatures to-ward lower values, as clearly indicated by the decreased Tonset10% values. This result can be attributed to the thermaldegradation of the phosphate groups, located on the shell of the caseins micelles, which give rise to the formation ofphosphoric acid, hence catalyzing the degradation of the two components of the blend: this way, as confirmed by theincreased residues at the end of the tests, the creation of a stable (aromatic) char prevails over the generation ofcombustible volatiles.
In oxidative conditions, PET degrades according to a two-step path: more specifically, two subsequent phenom-ena, i.e., b CH-transfer reactions (Tmax value at about 422�C) and chain depolymerizations (Tmax value at about547�C), occur. At variance, the cotton/polyester blend fabrics display a three-step degradation process, with threeTmax values at about 335, 416, and 525�C.
TABLE 3.2 Horizontal flame spread data for untreated and WP-treatedcotton.
Sample Burning rate (mm/s) Total burning time (s) Final residue (%)
COT 1.5 78 -
COT_WP 1.0 126 30
COT_DWP 1.1 133 5
3. Biomacromolecules and bio-sourced products as flame retardants for textiles32

TABLE 3.3 Thermal and thermo-oxidative stability of untreated and treated fabrics.
Atmosphere: nitrogen
Sample Tonset10% (�C) Tmax1a (�C) Tmax2
a (�C) Tmax3a (�C) Residue @ Tmax1
a (%) Residue @ Tmax2a (%) Residue @ Tmax3
a (%) Residue @ 600�C (%)
COT 319 354 - - 41.0 - - 2.0
COT_Casein 272 337 - - 49.0 - - 21.0
PET 400 426 - - 51.0 - - 14.0
PET_Casein 315 397 - - 53.0 - - 22.0
COT-PET 332 351 423 - 73.0 37.0 - 15.0
COT-PET_Casein 304 334 405 - 75.0 42.0 - 22.0
Atmosphere: air
COT 318 339 478 - 48.0 4.0 - <1
COT_Casein 242 327 482 - 51.0 10.0 - <1
PET 392 422 547 - 47.5 1.5 - 0
PET_Casein 310 404 538 - 50.5 13.0 - 2
COT-PET 323 339 419 508 79.0 37.0 7.0 1
COT-PET_Casein 311 335 416 525 82.0 43.0 9.5 2
aFrom derivative curves.
3.3
Casein
sas
flam
eretard
antsforcotto
n,polyester,
andcotto
n-polyester
blen
ds
33
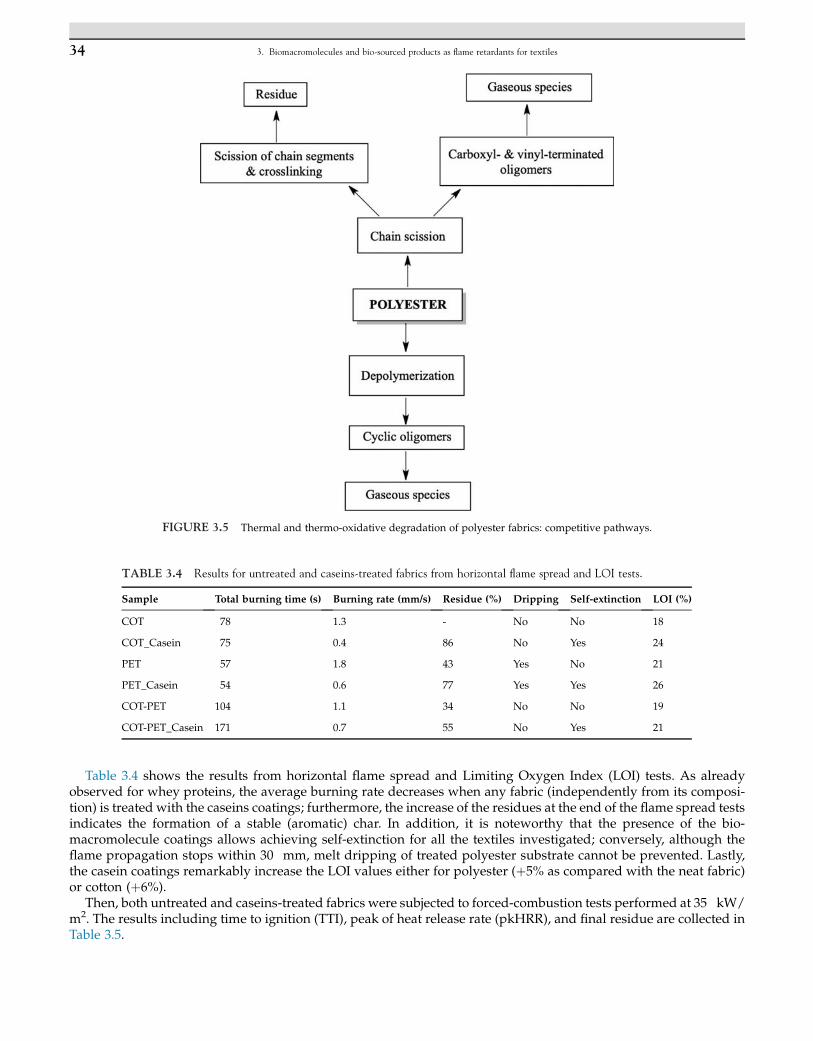
Table 3.4 shows the results from horizontal flame spread and Limiting Oxygen Index (LOI) tests. As alreadyobserved for whey proteins, the average burning rate decreases when any fabric (independently from its composi-tion) is treated with the caseins coatings; furthermore, the increase of the residues at the end of the flame spread testsindicates the formation of a stable (aromatic) char. In addition, it is noteworthy that the presence of the bio-macromolecule coatings allows achieving self-extinction for all the textiles investigated; conversely, although theflame propagation stops within 30 mm, melt dripping of treated polyester substrate cannot be prevented. Lastly,the casein coatings remarkably increase the LOI values either for polyester (þ5% as compared with the neat fabric)or cotton (þ6%).
Then, both untreated and caseins-treated fabrics were subjected to forced-combustion tests performed at 35 kW/m2. The results including time to ignition (TTI), peak of heat release rate (pkHRR), and final residue are collected inTable 3.5.
FIGURE 3.5 Thermal and thermo-oxidative degradation of polyester fabrics: competitive pathways.
TABLE 3.4 Results for untreated and caseins-treated fabrics from horizontal flame spread and LOI tests.
Sample Total burning time (s) Burning rate (mm/s) Residue (%) Dripping Self-extinction LOI (%)
COT 78 1.3 - No No 18
COT_Casein 75 0.4 86 No Yes 24
PET 57 1.8 43 Yes No 21
PET_Casein 54 0.6 77 Yes Yes 26
COT-PET 104 1.1 34 No No 19
COT-PET_Casein 171 0.7 55 No Yes 21
3. Biomacromolecules and bio-sourced products as flame retardants for textiles34

It is worthy to note that the anticipation of the degradation observed in thermogravimetric analyses for the treatedfabrics is further supported by the significant decrease of the TTI values. Besides, the caseins coatings are able tolower the pkHRR values for all the investigated fabrics (namely, �19%, �2.7%, and �15% for cotton, polyester,and cotton-polyester blends, respectively). Finally, as revealed by the increased residues at the end of cone calorim-etry tests, the coatings highlight their char-forming behavior when deposited on polyester or cotton-polyester blendfabrics.
3.4 Hydrophobins as flame retardants for cotton
Hydrophobins represent a class of amphipathic proteins characterized by low molar masses (generally from 7 to9 kDa) and produced by filamentous fungi. Besides, they exist in two different structures, namely HFBI (that de-fines class I) and HFBII (class II), on the basis of either cysteine distribution or clustering phenomena involving hy-drophobic and hydrophilic amino acid residues. Class II hydrophobins are soluble in water, where they are likely toform soluble hydrophilic clusters; at variance, hydrophobic clusters are originated by class I hydrophobins, whichare not soluble in aqueous media at all [38].
From a chemical point of view, hydrophobins exploit the high number of cysteine residues (namely, 8) forderiving 4 nonsequential disulphide bonds stabilizing the tertiary structure of these proteins; furthermore, theypossess a high propensity to form self-assembled amphipathic monolayers located at the hydrophilicehydrophobicinterfaces, hence showing surfactant-like properties. Their standard uses comprise adhesives, surface modifiers, andprotective coatings as well [23], apart from their applications as biosensors, emulsifiers, nanoencapsulating agents,and foaming systems in the food industry [24]. Their first application for FR purposes dates back to 2014, when theywere utilized for impregnating cotton fabrics, starting from 5 wt.% aqueous HFBI solutions; the final dry add-on onthe treated cellulosic substrates achieved 20 wt.% [36].
Table 3.6 presents the thermogravimetric data for cotton, before and after the treatments with hydrophobins. Ininert atmosphere, as already discussed for whey proteins and caseins, the hydrophobin coatings are capable to antic-ipate the cellulose degradation, as revealed by the decreased values of Tonset10%; in addition, the protein coatings donot modify the Tmax1 values (equal to 362�C for both untreated and treated fabrics), but they significantly increasethe residues at the end of the tests (8 vs. 19%, for untreated and treated cotton, respectively), thus demonstratingtheir high char-forming ability.
In oxidative atmosphere, the hydrophobin coatings anticipate the first of the three decomposition steps, as shownby the decrease of Tonset10% and Tmax1 values (Table 3.6); once again, the residues at the end of the tests are higherwith respect to untreated cotton.
As clearly depicted in Table 3.7, the protein coating is capable to remarkably increase the total burning time (þ44%as compared to the untreated cellulosic substrate), decreasing, at the same time, the burning rate (�13%) in horizon-tal flame spread tests; besides, the char-forming ability of the hydrophobin coatings is witnessed by the huge in-crease of the residue at the end of the test (19%), hence indicating the effective protection exerted by the proteinon the underlying cotton.
Furthermore, the presence of unblown bubbles on the surface of the residues after flammability tests revealsthat hydrophobins can act as intumescent coatings (Fig. 3.6): this finding can be ascribed to two distinctive phe-nomena, i.e., the cross-linking of amide groups and the cleavage of the disulfide bonds of the cysteine assemblies[23].
TABLE 3.5 Cone calorimetry data for untreated and caseins-treated fabrics.
Sample TTI (s) DTTI (%) pkHRR (kW/m2) DpkHRR (%) Residue (%)
COT 18 - 52 - 1
COT_Casein 10 �44 42 �19 3
PET 112 - 72 - 2
PET_Casein 62 �45 70 �2.7 11
COT-PET 30 - 60 - 3
COT-PET_Casein 12 �60 51 �15 5
3.4 Hydrophobins as flame retardants for cotton 35

TABLE 3.6 Thermal and thermo-oxidative stability of untreated (COT) and hydrophobin-treated (COT-H) cotton fabrics.
Atmosphere: nitrogen
Sample Tonset10% (�C) Tmax1a (�C) Tmax2
a (�C) Tmax3a (�C) Residue @ Tmax1
a (%) Residue @ Tmax2a (%) Residue @ Tmax3
a (%) Residue @ 600�C (%)
COT 329 362 - - 48.0 - - 8.0
COT_H 295 362 - - 45.0 - - 19.0
Atmosphere: air
COT 324 347 492 - 48.0 4.0 - <1
COT_H 292 336 499 620 61.0 14.0 3.0 4.0
aFrom derivative curves.
3.Biomacro
molecu
lesandbio-so
urced
products
asflam
eretard
antsfortex
tiles36
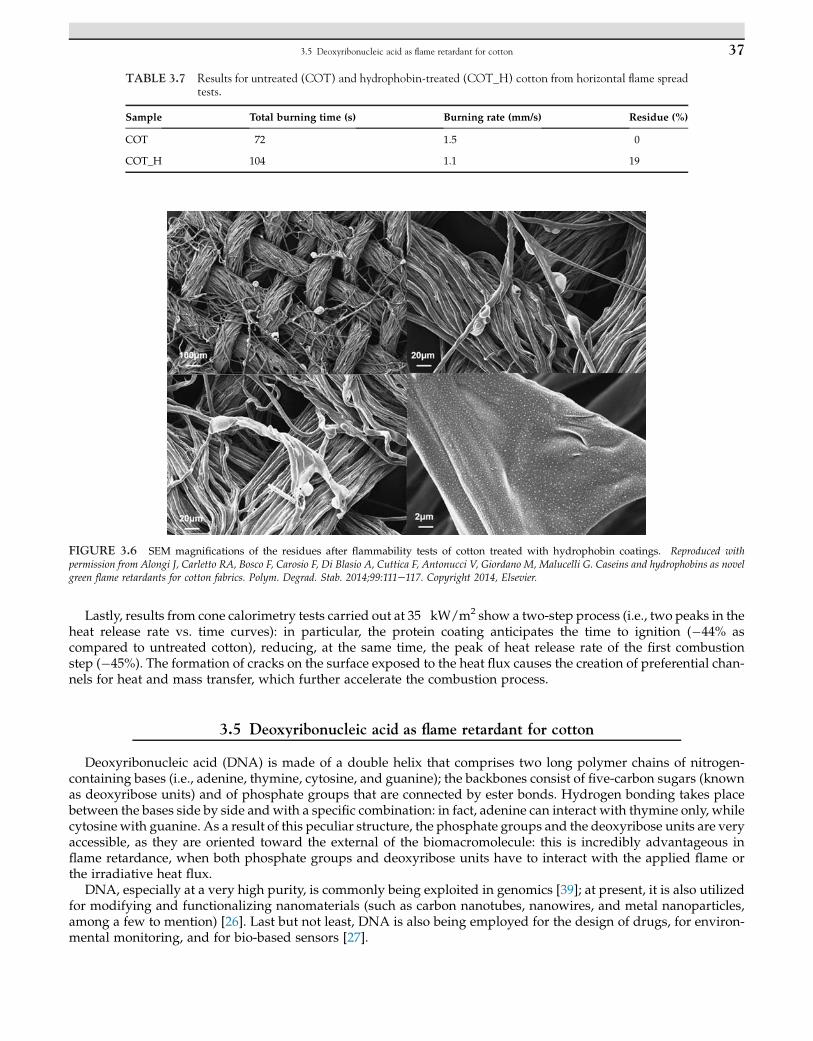
Lastly, results from cone calorimetry tests carried out at 35 kW/m2 show a two-step process (i.e., two peaks in theheat release rate vs. time curves): in particular, the protein coating anticipates the time to ignition (�44% ascompared to untreated cotton), reducing, at the same time, the peak of heat release rate of the first combustionstep (�45%). The formation of cracks on the surface exposed to the heat flux causes the creation of preferential chan-nels for heat and mass transfer, which further accelerate the combustion process.
3.5 Deoxyribonucleic acid as flame retardant for cotton
Deoxyribonucleic acid (DNA) is made of a double helix that comprises two long polymer chains of nitrogen-containing bases (i.e., adenine, thymine, cytosine, and guanine); the backbones consist of five-carbon sugars (knownas deoxyribose units) and of phosphate groups that are connected by ester bonds. Hydrogen bonding takes placebetween the bases side by side andwith a specific combination: in fact, adenine can interact with thymine only, whilecytosine with guanine. As a result of this peculiar structure, the phosphate groups and the deoxyribose units are veryaccessible, as they are oriented toward the external of the biomacromolecule: this is incredibly advantageous inflame retardance, when both phosphate groups and deoxyribose units have to interact with the applied flame orthe irradiative heat flux.
DNA, especially at a very high purity, is commonly being exploited in genomics [39]; at present, it is also utilizedfor modifying and functionalizing nanomaterials (such as carbon nanotubes, nanowires, and metal nanoparticles,among a few to mention) [26]. Last but not least, DNA is also being employed for the design of drugs, for environ-mental monitoring, and for bio-based sensors [27].
TABLE 3.7 Results for untreated (COT) and hydrophobin-treated (COT_H) cotton from horizontal flame spreadtests.
Sample Total burning time (s) Burning rate (mm/s) Residue (%)
COT 72 1.5 0
COT_H 104 1.1 19
FIGURE 3.6 SEM magnifications of the residues after flammability tests of cotton treated with hydrophobin coatings. Reproduced with
permission from Alongi J, Carletto RA, Bosco F, Carosio F, Di Blasio A, Cuttica F, Antonucci V, Giordano M, Malucelli G. Caseins and hydrophobins as novelgreen flame retardants for cotton fabrics. Polym. Degrad. Stab. 2014;99:111e117. Copyright 2014, Elsevier.
3.5 Deoxyribonucleic acid as flame retardant for cotton 37
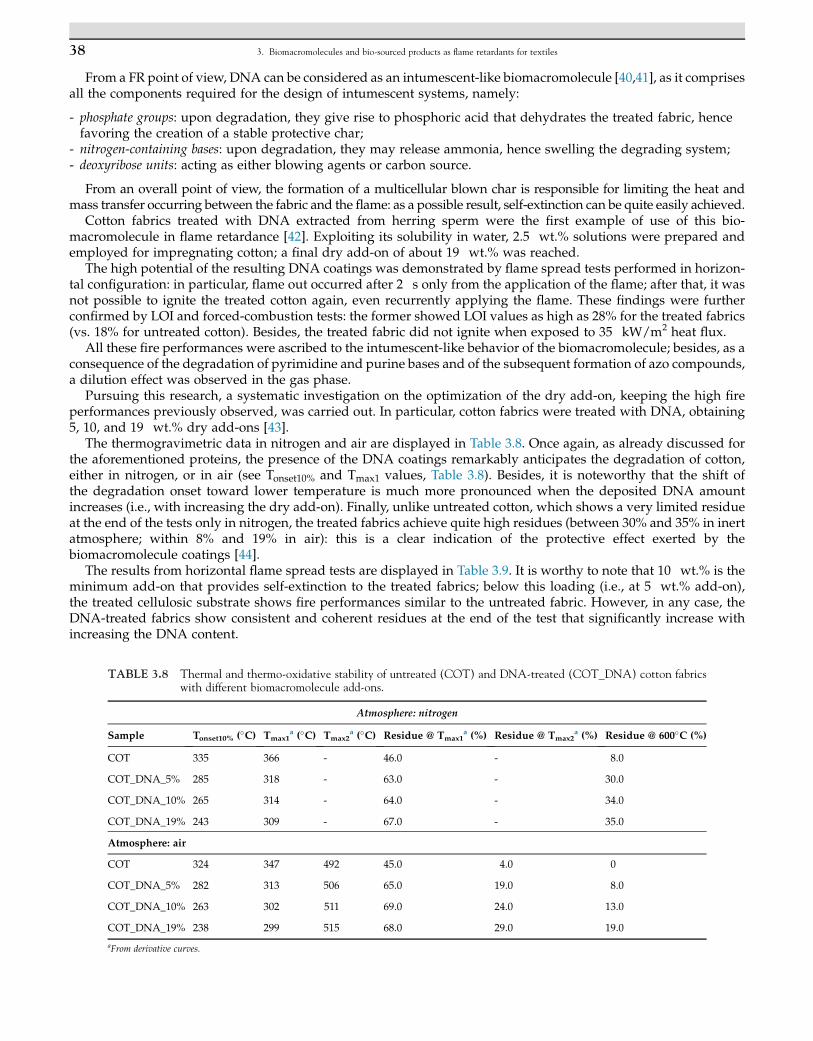
From a FR point of view, DNA can be considered as an intumescent-like biomacromolecule [40,41], as it comprisesall the components required for the design of intumescent systems, namely:
- phosphate groups: upon degradation, they give rise to phosphoric acid that dehydrates the treated fabric, hencefavoring the creation of a stable protective char;
- nitrogen-containing bases: upon degradation, they may release ammonia, hence swelling the degrading system;- deoxyribose units: acting as either blowing agents or carbon source.
From an overall point of view, the formation of a multicellular blown char is responsible for limiting the heat andmass transfer occurring between the fabric and the flame: as a possible result, self-extinction can be quite easily achieved.
Cotton fabrics treated with DNA extracted from herring sperm were the first example of use of this bio-macromolecule in flame retardance [42]. Exploiting its solubility in water, 2.5 wt.% solutions were prepared andemployed for impregnating cotton; a final dry add-on of about 19 wt.% was reached.
The high potential of the resulting DNA coatings was demonstrated by flame spread tests performed in horizon-tal configuration: in particular, flame out occurred after 2 s only from the application of the flame; after that, it wasnot possible to ignite the treated cotton again, even recurrently applying the flame. These findings were furtherconfirmed by LOI and forced-combustion tests: the former showed LOI values as high as 28% for the treated fabrics(vs. 18% for untreated cotton). Besides, the treated fabric did not ignite when exposed to 35 kW/m2 heat flux.
All these fire performances were ascribed to the intumescent-like behavior of the biomacromolecule; besides, as aconsequence of the degradation of pyrimidine and purine bases and of the subsequent formation of azo compounds,a dilution effect was observed in the gas phase.
Pursuing this research, a systematic investigation on the optimization of the dry add-on, keeping the high fireperformances previously observed, was carried out. In particular, cotton fabrics were treated with DNA, obtaining5, 10, and 19 wt.% dry add-ons [43].
The thermogravimetric data in nitrogen and air are displayed in Table 3.8. Once again, as already discussed forthe aforementioned proteins, the presence of the DNA coatings remarkably anticipates the degradation of cotton,either in nitrogen, or in air (see Tonset10% and Tmax1 values, Table 3.8). Besides, it is noteworthy that the shift ofthe degradation onset toward lower temperature is much more pronounced when the deposited DNA amountincreases (i.e., with increasing the dry add-on). Finally, unlike untreated cotton, which shows a very limited residueat the end of the tests only in nitrogen, the treated fabrics achieve quite high residues (between 30% and 35% in inertatmosphere; within 8% and 19% in air): this is a clear indication of the protective effect exerted by thebiomacromolecule coatings [44].
The results from horizontal flame spread tests are displayed in Table 3.9. It is worthy to note that 10 wt.% is theminimum add-on that provides self-extinction to the treated fabrics; below this loading (i.e., at 5 wt.% add-on),the treated cellulosic substrate shows fire performances similar to the untreated fabric. However, in any case, theDNA-treated fabrics show consistent and coherent residues at the end of the test that significantly increase withincreasing the DNA content.
TABLE 3.8 Thermal and thermo-oxidative stability of untreated (COT) and DNA-treated (COT_DNA) cotton fabricswith different biomacromolecule add-ons.
Atmosphere: nitrogen
Sample Tonset10% (�C) Tmax1a (�C) Tmax2
a (�C) Residue @ Tmax1a (%) Residue @ Tmax2
a (%) Residue @ 600�C (%)
COT 335 366 - 46.0 - 8.0
COT_DNA_5% 285 318 - 63.0 - 30.0
COT_DNA_10% 265 314 - 64.0 - 34.0
COT_DNA_19% 243 309 - 67.0 - 35.0
Atmosphere: air
COT 324 347 492 45.0 4.0 0
COT_DNA_5% 282 313 506 65.0 19.0 8.0
COT_DNA_10% 263 302 511 69.0 24.0 13.0
COT_DNA_19% 238 299 515 68.0 29.0 19.0
aFrom derivative curves.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles38

SEM-EDX analyses were then exploited for demonstrating the intumescent-like behavior of the deposited DNAon cotton: in particular, as clearly shown by the micrographs of the residues at the end of the flame spread tests(Fig. 3.7), small bubbles that are quite homogeneously distributed on the surface of the burnt fabrics appear.
Finally, two irradiative heat fluxes (i.e., 35 and 50 kW/m2) were selected for assessing the behavior towardforced-combustion tests of the fabrics treated with DNA. The results are presented in Table 3.10. First of all, itcan be pointed out that the lowest irradiative heat flux (i.e., 35 kW/m2) is not enough to ignite the specimens having19 wt.% add-on, whereas it ignites only two specimens on five when the add-on increases up to 10 wt.%;conversely, all the tested specimens with 5 wt.% add-on ignite when exposed to this irradiative heat flux. In anycase, all the cellulosic substrates treated with the biomacromolecule show at least 50% decrease of the peak ofheat release rate, as well as increased residues at the end of the tests.
Among the surface-engineeredmethods [43], the layer-by-layer (LbL) technique is gaining a lot of interest, thanksto the wide possibility of tuning the deposited assemblies, according to the desired final properties [45e47]. Inparticular, the first pioneering work about FR LbL architectures on cotton fabrics dates back to 2013, when DNAlayers were coupled with chitosan counterparts; as a result, 5, 10, and 20 bilayers (5, 7, and 15 wt.% were the cor-responding dry add-ons) were deposited on the cellulosic substrate, giving rise to the formation of very homoge-neous assemblies covering the fibers, as well as the fabric interstices (Fig. 3.8) [48].
TABLE 3.9 Results from horizontal flame spread tests performed on untreated and DNA-treated cotton fabrics with different biomacromolecule add-ons.
Sample Total burning time (s) Burning rate (mm/s) Residue (%) Self-extinction
COT 66 1.5 0 No
COT_DNA_5% 64 1.6 12.5 No
COT_DNA_10% 18 1.9 67.0 Yes
COT_DNA_19% 2 3.0 98.0 Yes
FIGURE 3.7 SEM magnifications of the residues after flammability tests of cotton treated with DNA at different add-ons. Reproduced withpermission from Alongi J, Carletto RA, Di Blasio A, Cuttica F, Carosio F, Bosco F, Malucelli G. Intrinsic intumescent-like flame retardant properties of DNA-
treated cotton fabrics. Carbohydr. Polym. 2013;96:296e304. Copyright 2013, Elsevier.
3.5 Deoxyribonucleic acid as flame retardant for cotton 39

Table 3.11 presents the results obtained from either horizontal flame spread or LOI tests. It is worthy to highlightthat the number of bilayers deposited on cotton remarkably influences the flammability of the cellulosic substrate:more specifically, only the assemblies made of 20 bilayers are able to provide self-extinction to the treated fabrics,while 10 bilayers, though not self-extinguishing, decrease the burning rate and increase the residue at the end ofthe test (about 48%). Besides, the performances shown by the fabrics treated with 5 bilayers only are very similarto those of untreated cotton, apart from a quite significant increase of the residue at the end of the test. Finally,the LOI values increase with increasing the number of the layers in the deposited assemblies.
Once again, the intumescent-like character of DNA is clearly evidenced by the formation of small bubbles on thesurface of the burnt fibers, as shown in Fig. 3.9.
TABLE 3.10 Results from forced-combustion tests for untreated and DNA-treated cotton fabrics.
Sample TTI (s) pkHRR (kW/m2) DpkHRR (%) Residue (%) Note
Irradiative Heat Flux: 35 kW/m2
COT 45 125 - <3
COT_DNA_19% No ignition 24 5/5 samples do not ignite
COT_DNA_10% 19 62 �50 15 2/5 samples do not ignite
COT_DNA_5% 24 68 �56 15
Heat Flux: 50 kW/m2
COT 16 128 - <3
COT_DNA_19% 10 51 �60 17
FIGURE 3.8 SEMmicrographs of untreated cotton (A) and fabrics LbL-treatedwith 5 (B), 10 (C), and 20 (D) BL. Reproduced with permission fromCarosio F, Di Blasio A, Alongi J, Malucelli G. Green DNA-based flame retardant coatings assembled through Layer by Layer. Polymer 2013;54:5148e5153.
Copyright 2013, Elsevier.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles40

The results from cone calorimetry tests (irradiative heat flux: 35 kW/m2) are collected in Table 3.12. The mainoutcomes can be summarized as follows:
- the LbL assemblies anticipate the ignition of the cellulosic substrate, as already observed for the otherbiomacromolecules discussed so far;
- the peak of heat release rate values remarkably decreases with increasing the number of deposited bilayers;- the protection effect provided by the LbL assemblies is further supported by the increase of the residues at the endof cone calorimetry tests.
TABLE 3.11 Results from horizontal flame spread and LOI tests for untreated and LbL-treatedcotton fabrics.
Sample Total burning time (s) Burning rate (mm/s) Residue (%) Self-extinction LOI (%)
COT 80 1.5 - No 18
COT_5BL 78 1.5 8 No 21
COT_10BL 125 1.2 48 No 23
COT_20BL 30 1.0 88 Yes 24
FIGURE 3.9 Residues of untreated and LbL-treated cotton fabrics after horizontal flame spread tests (a); SEM micrographs of the unburned(b,d) and burned portion (c,e) of the 20 BL-treated fabric. Reproduced with permission from Carosio F, Di Blasio A, Alongi J, Malucelli G. Green DNA-
based flame retardant coatings assembled through Layer by Layer. Polymer 2013;54:5148e5153. Copyright 2013, Elsevier.
TABLE 3.12 Results from forced-combustion tests (irradiative heat flux: 35 kW/m2) for untreated and LbL-treated cottonfabrics.
Sample TTI (s) pkHRR (kW/m2) DpkHRR (%) Residue (%)
COT 39 97 - 2
COT_5BL 17 73 �25 11
COT_10BL 20 60 �38 12
COT_20BL 23 57 �41 13
3.5 Deoxyribonucleic acid as flame retardant for cotton 41
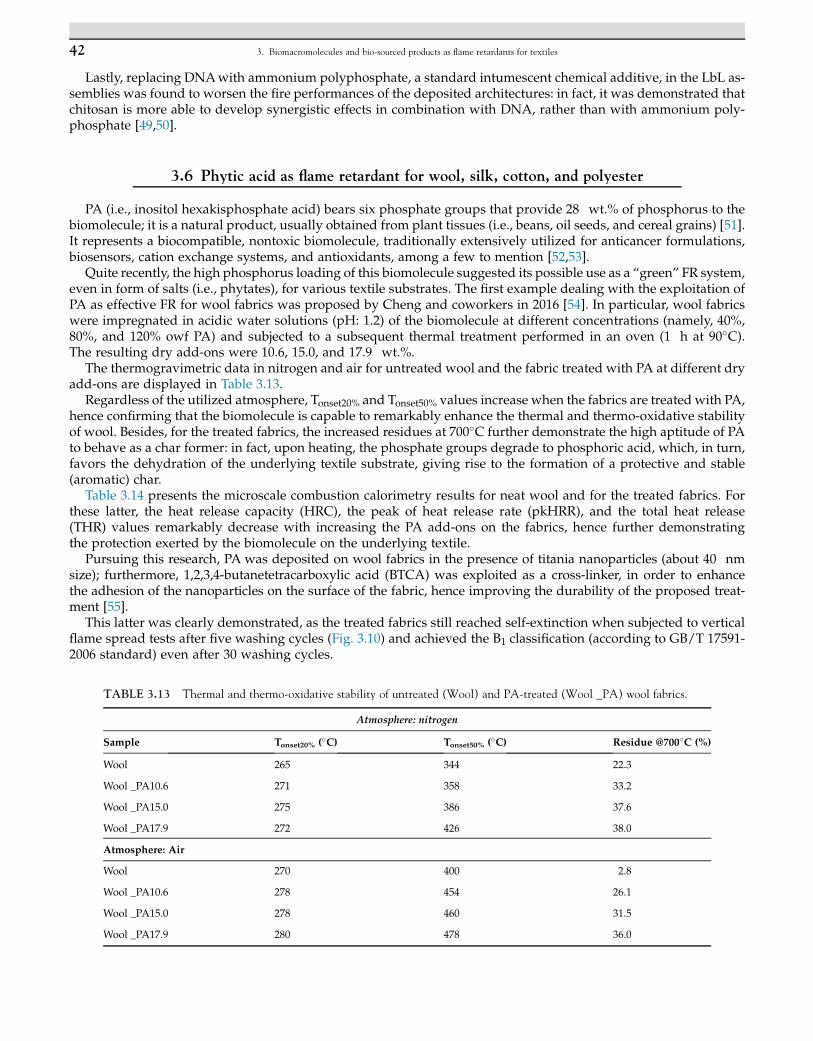
Lastly, replacing DNAwith ammonium polyphosphate, a standard intumescent chemical additive, in the LbL as-semblies was found to worsen the fire performances of the deposited architectures: in fact, it was demonstrated thatchitosan is more able to develop synergistic effects in combination with DNA, rather than with ammonium poly-phosphate [49,50].
3.6 Phytic acid as flame retardant for wool, silk, cotton, and polyester
PA (i.e., inositol hexakisphosphate acid) bears six phosphate groups that provide 28 wt.% of phosphorus to thebiomolecule; it is a natural product, usually obtained from plant tissues (i.e., beans, oil seeds, and cereal grains) [51].It represents a biocompatible, nontoxic biomolecule, traditionally extensively utilized for anticancer formulations,biosensors, cation exchange systems, and antioxidants, among a few to mention [52,53].
Quite recently, the high phosphorus loading of this biomolecule suggested its possible use as a “green” FR system,even in form of salts (i.e., phytates), for various textile substrates. The first example dealing with the exploitation ofPA as effective FR for wool fabrics was proposed by Cheng and coworkers in 2016 [54]. In particular, wool fabricswere impregnated in acidic water solutions (pH: 1.2) of the biomolecule at different concentrations (namely, 40%,80%, and 120% owf PA) and subjected to a subsequent thermal treatment performed in an oven (1 h at 90�C).The resulting dry add-ons were 10.6, 15.0, and 17.9 wt.%.
The thermogravimetric data in nitrogen and air for untreated wool and the fabric treated with PA at different dryadd-ons are displayed in Table 3.13.
Regardless of the utilized atmosphere, Tonset20% and Tonset50% values increase when the fabrics are treated with PA,hence confirming that the biomolecule is capable to remarkably enhance the thermal and thermo-oxidative stabilityof wool. Besides, for the treated fabrics, the increased residues at 700�C further demonstrate the high aptitude of PAto behave as a char former: in fact, upon heating, the phosphate groups degrade to phosphoric acid, which, in turn,favors the dehydration of the underlying textile substrate, giving rise to the formation of a protective and stable(aromatic) char.
Table 3.14 presents the microscale combustion calorimetry results for neat wool and for the treated fabrics. Forthese latter, the heat release capacity (HRC), the peak of heat release rate (pkHRR), and the total heat release(THR) values remarkably decrease with increasing the PA add-ons on the fabrics, hence further demonstratingthe protection exerted by the biomolecule on the underlying textile.
Pursuing this research, PA was deposited on wool fabrics in the presence of titania nanoparticles (about 40 nmsize); furthermore, 1,2,3,4-butanetetracarboxylic acid (BTCA) was exploited as a cross-linker, in order to enhancethe adhesion of the nanoparticles on the surface of the fabric, hence improving the durability of the proposed treat-ment [55].
This latter was clearly demonstrated, as the treated fabrics still reached self-extinction when subjected to verticalflame spread tests after five washing cycles (Fig. 3.10) and achieved the B1 classification (according to GB/T 17591-2006 standard) even after 30 washing cycles.
TABLE 3.13 Thermal and thermo-oxidative stability of untreated (Wool) and PA-treated (Wool _PA) wool fabrics.
Atmosphere: nitrogen
Sample Tonset20% (�C) Tonset50% (�C) Residue @700�C (%)
Wool 265 344 22.3
Wool _PA10.6 271 358 33.2
Wool _PA15.0 275 386 37.6
Wool _PA17.9 272 426 38.0
Atmosphere: Air
Wool 270 400 2.8
Wool _PA10.6 278 454 26.1
Wool _PA15.0 278 460 31.5
Wool _PA17.9 280 478 36.0
3. Biomacromolecules and bio-sourced products as flame retardants for textiles42
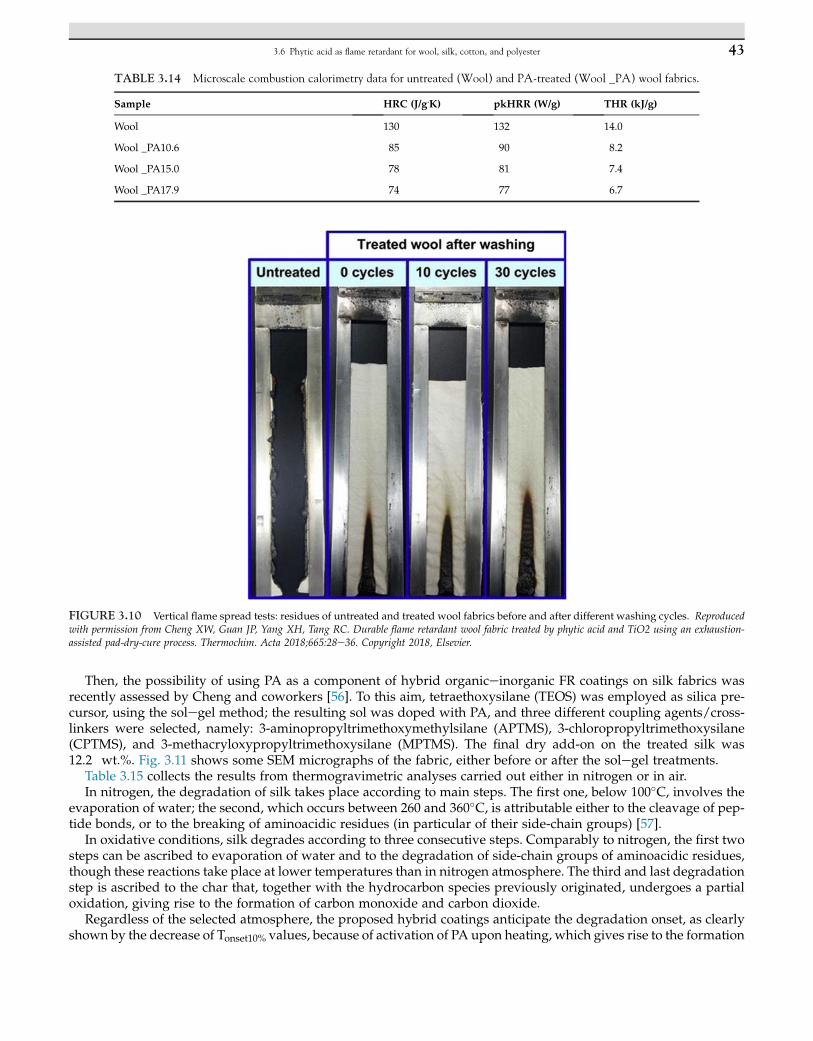
Then, the possibility of using PA as a component of hybrid organiceinorganic FR coatings on silk fabrics wasrecently assessed by Cheng and coworkers [56]. To this aim, tetraethoxysilane (TEOS) was employed as silica pre-cursor, using the solegel method; the resulting sol was doped with PA, and three different coupling agents/cross-linkers were selected, namely: 3-aminopropyltrimethoxymethylsilane (APTMS), 3-chloropropyltrimethoxysilane(CPTMS), and 3-methacryloxypropyltrimethoxysilane (MPTMS). The final dry add-on on the treated silk was12.2 wt.%. Fig. 3.11 shows some SEM micrographs of the fabric, either before or after the solegel treatments.
Table 3.15 collects the results from thermogravimetric analyses carried out either in nitrogen or in air.In nitrogen, the degradation of silk takes place according to main steps. The first one, below 100�C, involves the
evaporation of water; the second, which occurs between 260 and 360�C, is attributable either to the cleavage of pep-tide bonds, or to the breaking of aminoacidic residues (in particular of their side-chain groups) [57].
In oxidative conditions, silk degrades according to three consecutive steps. Comparably to nitrogen, the first twosteps can be ascribed to evaporation of water and to the degradation of side-chain groups of aminoacidic residues,though these reactions take place at lower temperatures than in nitrogen atmosphere. The third and last degradationstep is ascribed to the char that, together with the hydrocarbon species previously originated, undergoes a partialoxidation, giving rise to the formation of carbon monoxide and carbon dioxide.
Regardless of the selected atmosphere, the proposed hybrid coatings anticipate the degradation onset, as clearlyshown by the decrease of Tonset10% values, because of activation of PA upon heating, which gives rise to the formation
TABLE 3.14 Microscale combustion calorimetry data for untreated (Wool) and PA-treated (Wool _PA) wool fabrics.
Sample HRC (J/g.K) pkHRR (W/g) THR (kJ/g)
Wool 130 132 14.0
Wool _PA10.6 85 90 8.2
Wool _PA15.0 78 81 7.4
Wool _PA17.9 74 77 6.7
FIGURE 3.10 Vertical flame spread tests: residues of untreated and treated wool fabrics before and after different washing cycles. Reproduced
with permission from Cheng XW, Guan JP, Yang XH, Tang RC. Durable flame retardant wool fabric treated by phytic acid and TiO2 using an exhaustion-
assisted pad-dry-cure process. Thermochim. Acta 2018;665:28e36. Copyright 2018, Elsevier.
3.6 Phytic acid as flame retardant for wool, silk, cotton, and polyester 43
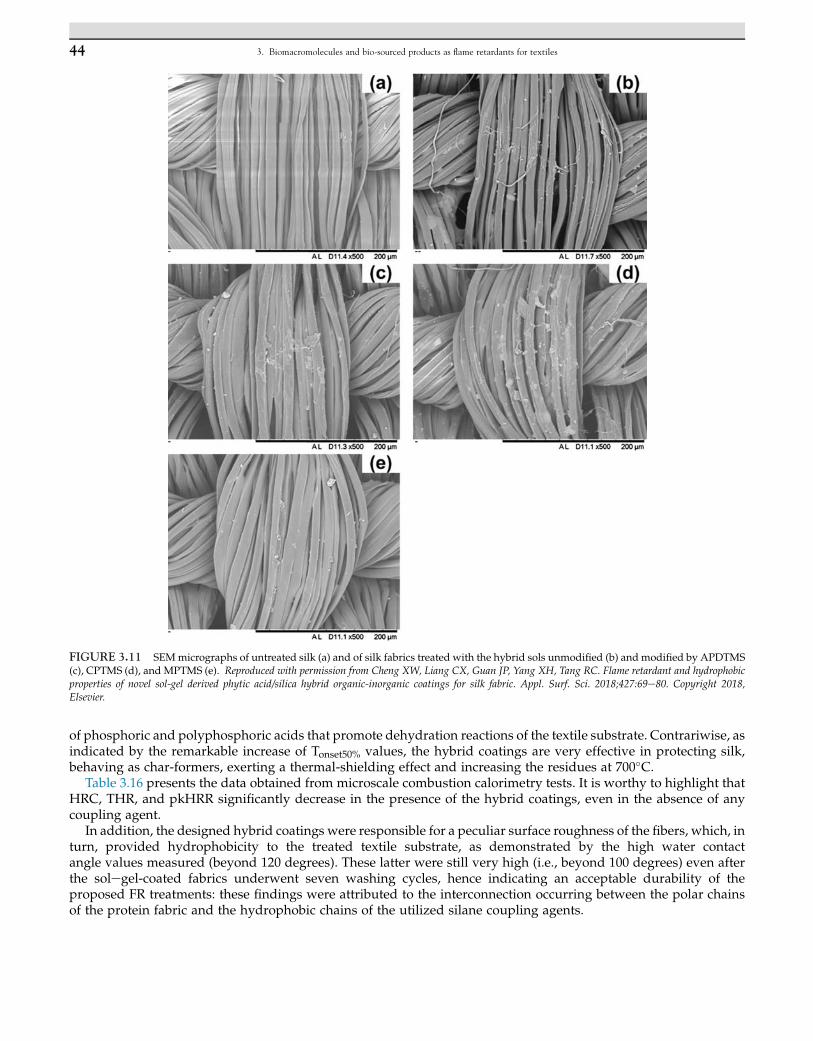
of phosphoric and polyphosphoric acids that promote dehydration reactions of the textile substrate. Contrariwise, asindicated by the remarkable increase of Tonset50% values, the hybrid coatings are very effective in protecting silk,behaving as char-formers, exerting a thermal-shielding effect and increasing the residues at 700�C.
Table 3.16 presents the data obtained from microscale combustion calorimetry tests. It is worthy to highlight thatHRC, THR, and pkHRR significantly decrease in the presence of the hybrid coatings, even in the absence of anycoupling agent.
In addition, the designed hybrid coatings were responsible for a peculiar surface roughness of the fibers, which, inturn, provided hydrophobicity to the treated textile substrate, as demonstrated by the high water contactangle values measured (beyond 120 degrees). These latter were still very high (i.e., beyond 100 degrees) even afterthe solegel-coated fabrics underwent seven washing cycles, hence indicating an acceptable durability of theproposed FR treatments: these findings were attributed to the interconnection occurring between the polar chainsof the protein fabric and the hydrophobic chains of the utilized silane coupling agents.
FIGURE 3.11 SEMmicrographs of untreated silk (a) and of silk fabrics treated with the hybrid sols unmodified (b) and modified by APDTMS(c), CPTMS (d), and MPTMS (e). Reproduced with permission from Cheng XW, Liang CX, Guan JP, Yang XH, Tang RC. Flame retardant and hydrophobic
properties of novel sol-gel derived phytic acid/silica hybrid organic-inorganic coatings for silk fabric. Appl. Surf. Sci. 2018;427:69e80. Copyright 2018,Elsevier.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles44
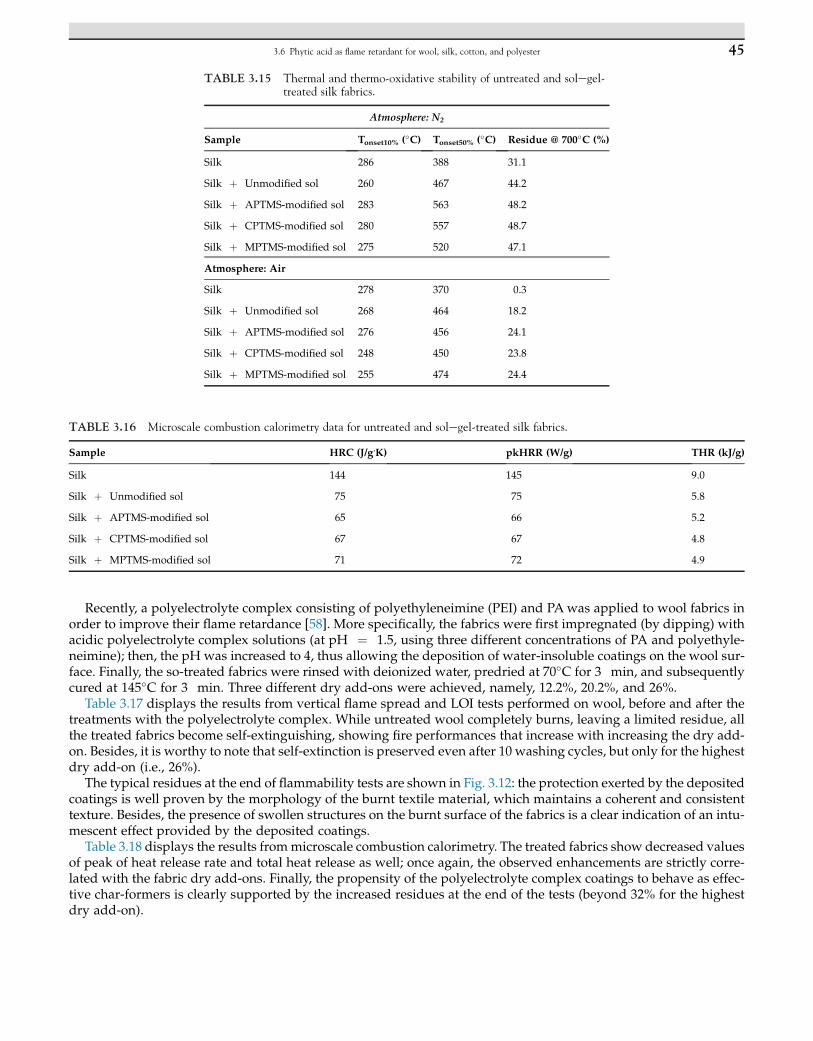
Recently, a polyelectrolyte complex consisting of polyethyleneimine (PEI) and PAwas applied to wool fabrics inorder to improve their flame retardance [58]. More specifically, the fabrics were first impregnated (by dipping) withacidic polyelectrolyte complex solutions (at pH ¼ 1.5, using three different concentrations of PA and polyethyle-neimine); then, the pH was increased to 4, thus allowing the deposition of water-insoluble coatings on the wool sur-face. Finally, the so-treated fabrics were rinsed with deionized water, predried at 70�C for 3 min, and subsequentlycured at 145�C for 3 min. Three different dry add-ons were achieved, namely, 12.2%, 20.2%, and 26%.
Table 3.17 displays the results from vertical flame spread and LOI tests performed on wool, before and after thetreatments with the polyelectrolyte complex. While untreated wool completely burns, leaving a limited residue, allthe treated fabrics become self-extinguishing, showing fire performances that increase with increasing the dry add-on. Besides, it is worthy to note that self-extinction is preserved even after 10 washing cycles, but only for the highestdry add-on (i.e., 26%).
The typical residues at the end of flammability tests are shown in Fig. 3.12: the protection exerted by the depositedcoatings is well proven by the morphology of the burnt textile material, which maintains a coherent and consistenttexture. Besides, the presence of swollen structures on the burnt surface of the fabrics is a clear indication of an intu-mescent effect provided by the deposited coatings.
Table 3.18 displays the results frommicroscale combustion calorimetry. The treated fabrics show decreased valuesof peak of heat release rate and total heat release as well; once again, the observed enhancements are strictly corre-lated with the fabric dry add-ons. Finally, the propensity of the polyelectrolyte complex coatings to behave as effec-tive char-formers is clearly supported by the increased residues at the end of the tests (beyond 32% for the highestdry add-on).
TABLE 3.15 Thermal and thermo-oxidative stability of untreated and solegel-treated silk fabrics.
Atmosphere: N2
Sample Tonset10% (�C) Tonset50% (�C) Residue @ 700�C (%)
Silk 286 388 31.1
Silk þ Unmodified sol 260 467 44.2
Silk þ APTMS-modified sol 283 563 48.2
Silk þ CPTMS-modified sol 280 557 48.7
Silk þ MPTMS-modified sol 275 520 47.1
Atmosphere: Air
Silk 278 370 0.3
Silk þ Unmodified sol 268 464 18.2
Silk þ APTMS-modified sol 276 456 24.1
Silk þ CPTMS-modified sol 248 450 23.8
Silk þ MPTMS-modified sol 255 474 24.4
TABLE 3.16 Microscale combustion calorimetry data for untreated and solegel-treated silk fabrics.
Sample HRC (J/g.K) pkHRR (W/g) THR (kJ/g)
Silk 144 145 9.0
Silk þ Unmodified sol 75 75 5.8
Silk þ APTMS-modified sol 65 66 5.2
Silk þ CPTMS-modified sol 67 67 4.8
Silk þ MPTMS-modified sol 71 72 4.9
3.6 Phytic acid as flame retardant for wool, silk, cotton, and polyester 45
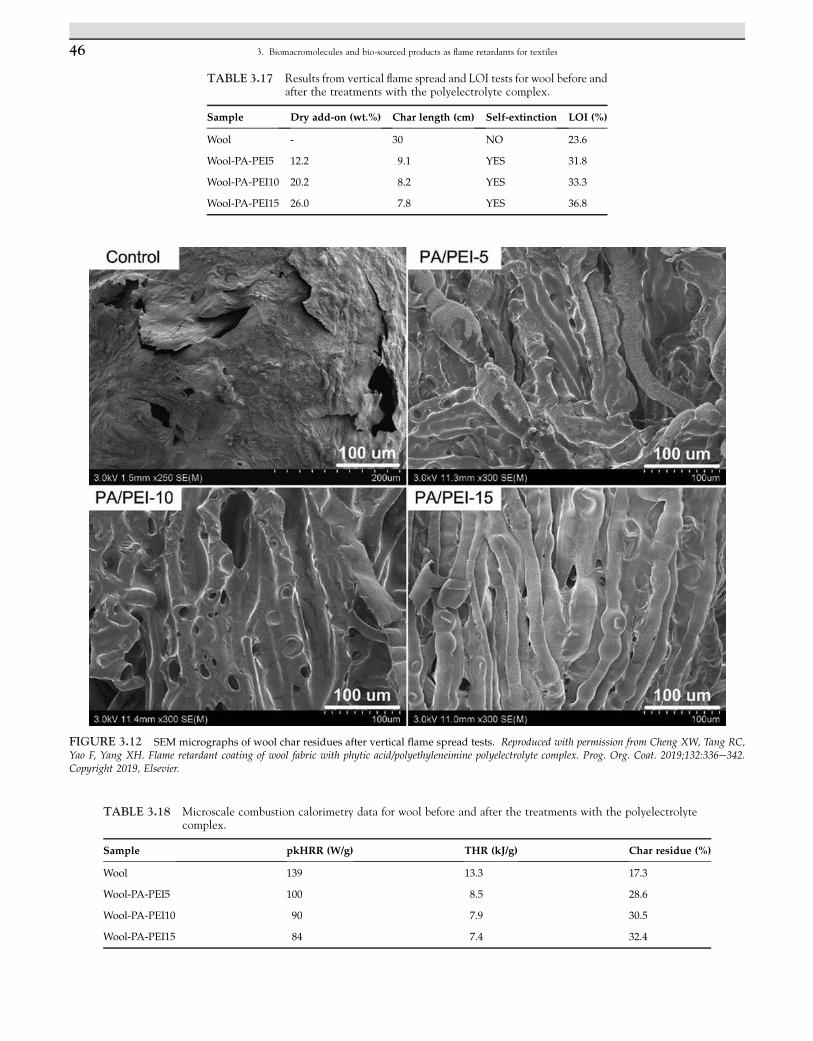
TABLE 3.17 Results from vertical flame spread and LOI tests for wool before andafter the treatments with the polyelectrolyte complex.
Sample Dry add-on (wt.%) Char length (cm) Self-extinction LOI (%)
Wool - 30 NO 23.6
Wool-PA-PEI5 12.2 9.1 YES 31.8
Wool-PA-PEI10 20.2 8.2 YES 33.3
Wool-PA-PEI15 26.0 7.8 YES 36.8
FIGURE 3.12 SEM micrographs of wool char residues after vertical flame spread tests. Reproduced with permission from Cheng XW, Tang RC,Yao F, Yang XH. Flame retardant coating of wool fabric with phytic acid/polyethyleneimine polyelectrolyte complex. Prog. Org. Coat. 2019;132:336e342.
Copyright 2019, Elsevier.
TABLE 3.18 Microscale combustion calorimetry data for wool before and after the treatments with the polyelectrolytecomplex.
Sample pkHRR (W/g) THR (kJ/g) Char residue (%)
Wool 139 13.3 17.3
Wool-PA-PEI5 100 8.5 28.6
Wool-PA-PEI10 90 7.9 30.5
Wool-PA-PEI15 84 7.4 32.4
3. Biomacromolecules and bio-sourced products as flame retardants for textiles46
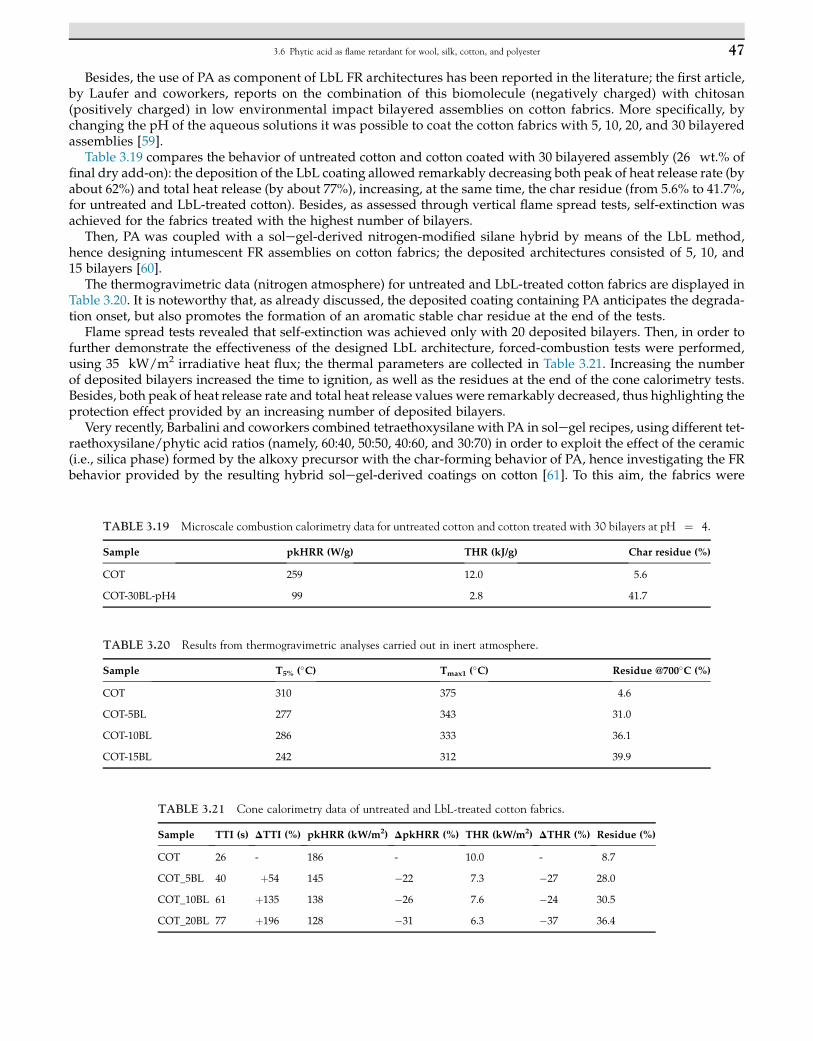
Besides, the use of PA as component of LbL FR architectures has been reported in the literature; the first article,by Laufer and coworkers, reports on the combination of this biomolecule (negatively charged) with chitosan(positively charged) in low environmental impact bilayered assemblies on cotton fabrics. More specifically, bychanging the pH of the aqueous solutions it was possible to coat the cotton fabrics with 5, 10, 20, and 30 bilayeredassemblies [59].
Table 3.19 compares the behavior of untreated cotton and cotton coated with 30 bilayered assembly (26 wt.% offinal dry add-on): the deposition of the LbL coating allowed remarkably decreasing both peak of heat release rate (byabout 62%) and total heat release (by about 77%), increasing, at the same time, the char residue (from 5.6% to 41.7%,for untreated and LbL-treated cotton). Besides, as assessed through vertical flame spread tests, self-extinction wasachieved for the fabrics treated with the highest number of bilayers.
Then, PA was coupled with a solegel-derived nitrogen-modified silane hybrid by means of the LbL method,hence designing intumescent FR assemblies on cotton fabrics; the deposited architectures consisted of 5, 10, and15 bilayers [60].
The thermogravimetric data (nitrogen atmosphere) for untreated and LbL-treated cotton fabrics are displayed inTable 3.20. It is noteworthy that, as already discussed, the deposited coating containing PA anticipates the degrada-tion onset, but also promotes the formation of an aromatic stable char residue at the end of the tests.
Flame spread tests revealed that self-extinction was achieved only with 20 deposited bilayers. Then, in order tofurther demonstrate the effectiveness of the designed LbL architecture, forced-combustion tests were performed,using 35 kW/m2 irradiative heat flux; the thermal parameters are collected in Table 3.21. Increasing the numberof deposited bilayers increased the time to ignition, as well as the residues at the end of the cone calorimetry tests.Besides, both peak of heat release rate and total heat release values were remarkably decreased, thus highlighting theprotection effect provided by an increasing number of deposited bilayers.
Very recently, Barbalini and coworkers combined tetraethoxysilane with PA in solegel recipes, using different tet-raethoxysilane/phytic acid ratios (namely, 60:40, 50:50, 40:60, and 30:70) in order to exploit the effect of the ceramic(i.e., silica phase) formed by the alkoxy precursor with the char-forming behavior of PA, hence investigating the FRbehavior provided by the resulting hybrid solegel-derived coatings on cotton [61]. To this aim, the fabrics were
TABLE 3.19 Microscale combustion calorimetry data for untreated cotton and cotton treated with 30 bilayers at pH ¼ 4.
Sample pkHRR (W/g) THR (kJ/g) Char residue (%)
COT 259 12.0 5.6
COT-30BL-pH4 99 2.8 41.7
TABLE 3.20 Results from thermogravimetric analyses carried out in inert atmosphere.
Sample T5% (�C) Tmax1 (�C) Residue @700�C (%)
COT 310 375 4.6
COT-5BL 277 343 31.0
COT-10BL 286 333 36.1
COT-15BL 242 312 39.9
TABLE 3.21 Cone calorimetry data of untreated and LbL-treated cotton fabrics.
Sample TTI (s) DTTI (%) pkHRR (kW/m2) DpkHRR (%) THR (kW/m2) DTHR (%) Residue (%)
COT 26 - 186 - 10.0 - 8.7
COT_5BL 40 þ54 145 �22 7.3 �27 28.0
COT_10BL 61 þ135 138 �26 7.6 �24 30.5
COT_20BL 77 þ196 128 �31 6.3 �37 36.4
3.6 Phytic acid as flame retardant for wool, silk, cotton, and polyester 47

impregnated with the modified sols, squeezed, and then thermal treated in an oven at 80�C for 1 h and 30 min;different final dry add-ons were achieved on the fabrics, ranging from 12 to 40 wt.%, depending on the initialcomposition of the sols. Vertical flame spread tests showed that the minimum dry add-on that provided self-extinction to the treated fabrics was 16 wt.%, maintaining a 70:30 TEOS:phytic acid weight ratio (Fig. 3.13). In addi-tion, cone calorimetry tests performed on this specific formulation revealed a remarkable decrease of heat release
FIGURE 3.13 Results from vertical flame spread tests. (A) COT, (B) COT þ Sol (50/50), (C) COT þ Sol (60/40), (D) COT þ Sol (40/60),(E) COT þ Sol (70/30). The dry add-ons are reported on each image. Reproduced from Barbalini M, Bertolla L, Tou�sek J, Malucelli G. Hybrid silica-phytic acid coatings: effect on the thermal stability and flame retardancy of cotton. Polymers 2019;11:1664 under CC BY 4.0 license.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles48
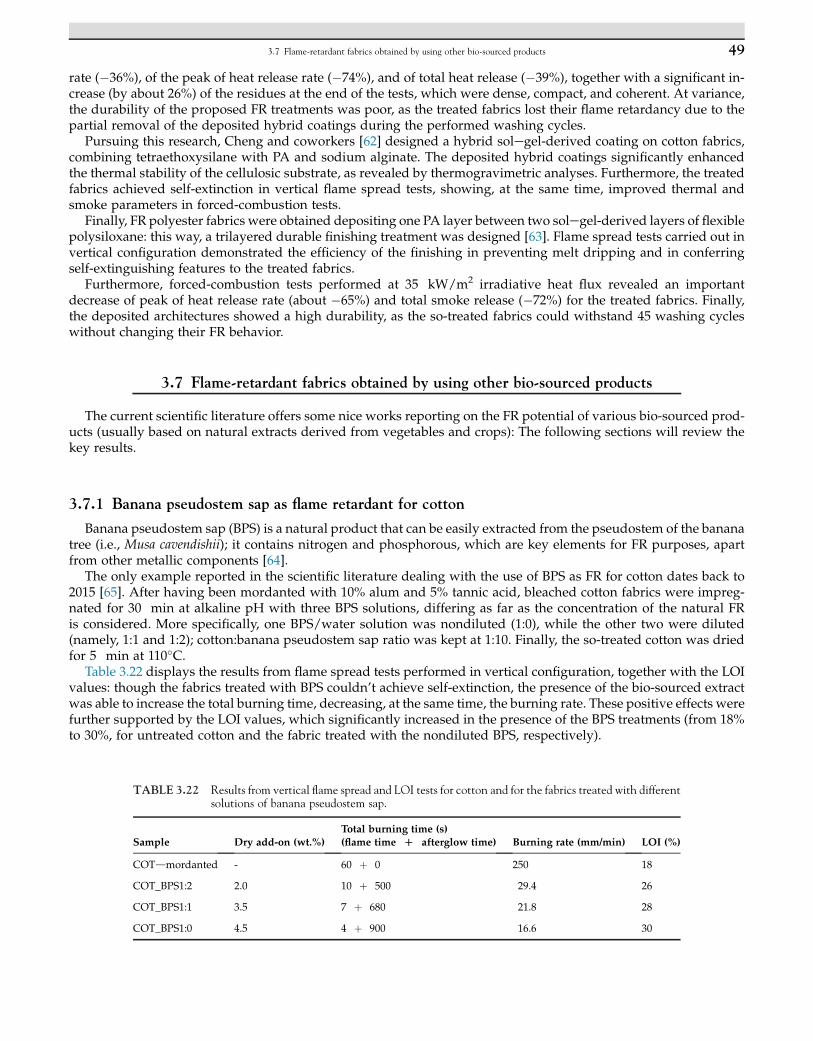
rate (�36%), of the peak of heat release rate (�74%), and of total heat release (�39%), together with a significant in-crease (by about 26%) of the residues at the end of the tests, which were dense, compact, and coherent. At variance,the durability of the proposed FR treatments was poor, as the treated fabrics lost their flame retardancy due to thepartial removal of the deposited hybrid coatings during the performed washing cycles.
Pursuing this research, Cheng and coworkers [62] designed a hybrid solegel-derived coating on cotton fabrics,combining tetraethoxysilane with PA and sodium alginate. The deposited hybrid coatings significantly enhancedthe thermal stability of the cellulosic substrate, as revealed by thermogravimetric analyses. Furthermore, the treatedfabrics achieved self-extinction in vertical flame spread tests, showing, at the same time, improved thermal andsmoke parameters in forced-combustion tests.
Finally, FR polyester fabrics were obtained depositing one PA layer between two solegel-derived layers of flexiblepolysiloxane: this way, a trilayered durable finishing treatment was designed [63]. Flame spread tests carried out invertical configuration demonstrated the efficiency of the finishing in preventing melt dripping and in conferringself-extinguishing features to the treated fabrics.
Furthermore, forced-combustion tests performed at 35 kW/m2 irradiative heat flux revealed an importantdecrease of peak of heat release rate (about �65%) and total smoke release (�72%) for the treated fabrics. Finally,the deposited architectures showed a high durability, as the so-treated fabrics could withstand 45 washing cycleswithout changing their FR behavior.
3.7 Flame-retardant fabrics obtained by using other bio-sourced products
The current scientific literature offers some nice works reporting on the FR potential of various bio-sourced prod-ucts (usually based on natural extracts derived from vegetables and crops): The following sections will review thekey results.
3.7.1 Banana pseudostem sap as flame retardant for cotton
Banana pseudostem sap (BPS) is a natural product that can be easily extracted from the pseudostem of the bananatree (i.e., Musa cavendishii); it contains nitrogen and phosphorous, which are key elements for FR purposes, apartfrom other metallic components [64].
The only example reported in the scientific literature dealing with the use of BPS as FR for cotton dates back to2015 [65]. After having been mordanted with 10% alum and 5% tannic acid, bleached cotton fabrics were impreg-nated for 30 min at alkaline pH with three BPS solutions, differing as far as the concentration of the natural FRis considered. More specifically, one BPS/water solution was nondiluted (1:0), while the other two were diluted(namely, 1:1 and 1:2); cotton:banana pseudostem sap ratio was kept at 1:10. Finally, the so-treated cotton was driedfor 5 min at 110�C.
Table 3.22 displays the results from flame spread tests performed in vertical configuration, together with the LOIvalues: though the fabrics treated with BPS couldn’t achieve self-extinction, the presence of the bio-sourced extractwas able to increase the total burning time, decreasing, at the same time, the burning rate. These positive effects werefurther supported by the LOI values, which significantly increased in the presence of the BPS treatments (from 18%to 30%, for untreated cotton and the fabric treated with the nondiluted BPS, respectively).
TABLE 3.22 Results from vertical flame spread and LOI tests for cotton and for the fabrics treated with differentsolutions of banana pseudostem sap.
Sample Dry add-on (wt.%)
Total burning time (s)
(flame time D afterglow time) Burning rate (mm/min) LOI (%)
COTdmordanted - 60 þ 0 250 18
COT_BPS1:2 2.0 10 þ 500 29.4 26
COT_BPS1:1 3.5 7 þ 680 21.8 28
COT_BPS1:0 4.5 4 þ 900 16.6 30
3.7 Flame-retardant fabrics obtained by using other bio-sourced products 49

3.7.2 Pomegranate rind extract as flame retardant for jute
Pomegranate rind extract (PRE) includes different nitrogen-based compounds (such as nitrogen-based carbamicacid, hexacontanoic acid, aminoguanidine, 1,3-diaminoguanidine, ethanamine, ammonium salt, piperidine, hydra-zine, and asparagines) and many other components (in particular aromatic inorganic metallic salts, phenolic groups,and metallic oxides), which can be employed for providing cellulosic textile substrates with FR features. In thiscontext, jute fabrics were quite recently impregnated with PRE solutions at three specific pH, namely 4.5, 7, and10; fabric/liquor ratio was kept at 1:20 during all the impregnation tests. Finally, the so-treated fabrics were driedin an oven for 5 min at 110�C [66].
The results from flame spread tests performed in vertical configuration, together with the LOI values, arecollected in Table 3.23. It is noteworthy that the pH of the impregnation PRE solutions plays a key role in deter-mining either the final dry add-on, or the flammability of the treated jute. In fact, the higher is the pH, the higheris the dry add-on and the better is FR behavior: more specifically, the impregnation in alkaline PRE solutions (i.e.,operating at pH 10) allowed achieving self-extinction, as well as the highest limiting oxygen values (i.e., 38%), henceconfirming a significant fire protection exerted by the deposited extract.
3.7.3 Tannins as flame retardant for silk
Tannins are polyphenolic oligomers easily recovered from biomass. Three different classes of these bio-macromolecules are available, namely hydrolyzable, complex, and condensed (the most abundant, about 90% ofthe total extracted products). Their aromatic structure justifies high chemical resistance and thermal stability; there-fore, also because of the low thermal conductivity [67], tannins are exploited for designing thermal insulating ma-terials [68].
Recently, their use as efficient FRs for silk fabrics was proven [69]. To this aim, silk was impregnated with aqueoussolutions of condensed tannins recovered fromDioscorea cirrhosa tuber; such different parameters as concentration ofthe extract (namely, 37.5 and 300 g/L), temperature, and pH of the impregnation solutions were fully investigated.
First of all, self-extinction was confirmed through vertical flame spread tests; in addition, the so-treated silkshowed high LOI values (beyond 27%), as well as a remarkable durability (i.e., washing fastness), as self-extinction was kept even after 20 washing cycles (at the flame out, the char length did not exceed 12 cm). Table 3.24presents the microscale combustion calorimetry data, which further support the protection effect provided by thecondensed tannins: in particular, pkHRR, THR, and HRC values decreased in the presence of the tannin coatings,which, in turn, were also able to confer antibacterial and antioxidant features to the treated protein substrates.
TABLE 3.23 Vertical flame spread data for jute fabrics before and after treatment with pomegranaterind extract solutions at different pH values.
Sample Add-on (wt.%)
Total burning time (s)
(flame time D afterglow time) Burning rate (mm/min) LOI (%)
Jute - 100 þ 80 1.38 22
Jute-PRE-pH4.5 6.2 0 þ 1560 0.16 33
Jute-PRE-pH7 6.8 0 þ 2400 0.10 35
Jute-PRE-pH10 7.5 0 þ 600a 0.08 38
aSelf-extinction achieved within 60 mm char length.
TABLE 3.24 Results from microscale combustion calorimetry for silk before and after the treatmentwith tannin.
Sample pkHRR (W/g) DpkHRR (%) THR (kJ/g) DTHR (%) HRC (J/g.K)
Silk 134 - 8.6 - 138
Silk treated with 37.5 g/L extract 123 �8 8.2 �5 119
Silk treated with 300 g/L extract 114 �15 7.5 �13 111
3. Biomacromolecules and bio-sourced products as flame retardants for textiles50
3.7.4 Lignin as flame retardant for polylactic acid fibers
The natural abundance of lignin is overcome by cellulose only; lignin can be easily recovered from plant cells [70].Its highly aromatic structure (combining phenylpropane units together with aliphatic/aromatic hydroxyls) indicatesthat this biomacromolecule can be successfully exploited for designing FR recipes where lignin substantially acts as acarbon source. Therefore, its effectiveness when combined with different intumescent FRs in bulky polymers hasbeen noticeably disseminated in the scientific literature [71e74].
Lignin and some of its derivatives have also been utilized for producing flame-retarded fibers (by means of meltspinning technique) and the related fabrics.
Cayla and coworkers melt-compounded polylactic acid with lignin (recovered fromwoodwaste) and ammoniumpolyphosphate (APP). Then, the resulting compounds were melt-spun, thus producing FR multifilaments, loadedwith 10 wt.% of additives (i.e., 5 wt.% APP þ5 wt.% lignin) [75].
As assessed by cone calorimetry tests, the heat release rate value of polylactic acid decreased by about 32% in thepresence of the FRs, which favored the formation of a stable protective aromatic char during the exposure to the irra-diative heat flux. Besides, V0 classification was achieved in vertical flame spread tests.
Very recently, Maqsood and coworkers compounded the same polymer matrix with kraft lignin (employed as car-bon source) and a commercially available phosphorus/nitrogen-based FR containing APP (utilized as acidic source)[76]. Further, a modified polyester-based plasticizer was incorporated in the polylactic acid compound, aiming atfavoring the spinnability of the resulting blends. It was found that the compounds not exceeding 7 wt.% of ligninwere spinnable in the presence of 10 wt.% of the modified polyester-based plasticizer. As assessed by cone calorim-etry tests, the concurrent presence of the two additives significantly lowered the heat release rate (by about 59%) andthe total heat release values (by about 61%), increasing, at the same time, the residues at the end of the tests.
In a further effort, intumescent FR sheath/core bicomponent melt-spun fibers were produced: in particular, thecore component was a highly crystalline polylactic acid compounded with a commercial APP-based FR and kraftlignin, while the sheath was made of amorphous PLA [77]. Once again, a modified polyester-based plasticizerwas also added to the core component in order to assist the spinnability of the resulting FR compounds. Cone calo-rimetry tests performed under 35 kW/m2 irradiative heat flux confirmed the high FR potential of the designedsheath/core bicomponent systems, revealing a significant decrease of heat release rate (�46% as compared with un-filled PLA nonwoven fabrics), as well as increased residues (þ34%) at the end of the tests.
3.8 Conclusions and future perspectives
Few years ago, considering, even potentially, the possibility of utilizing either biomacromolecules or bio-sourcedproducts as effective green/low environmental impact replacements for chemical FRs was almost odd, unreason-able, and unpredictable. At present, however, these products have clearly demonstrated their potential as newFRs, also fulfilling the recent severe directives issued by the United States and the European Union about thelimitation or banning of some “standard” FR additives that exhibited toxicity and, in some cases (as for some bromi-nated products), carcinogenicity.
As discussed in the previous paragraphs, the number of papers dealing with the use of biomacromolecules or bio-sourced products as specific FRs or as components of FR coatings for fibers and fabrics is significantly growing,hence indicating that this topic is greatly stimulating the scientific community.
Besides, the possibility of tuning and further optimizing the experimental parameters (such as temperature, con-centration, isoelectric point and pH of the impregnation/exhaustion baths, chemical structure of the “green” prod-ucts, final dry add-on on the treated fabrics, FR mechanisms involved, among a few to mention) significantly widensthe potential use of these new products, especially for the very next future, even within the circular economyconcept. In fact, some of these products have an intrinsic added-value, as they can be considered as wastes, crops,or by-products coming from the agro-food industry. In this context, the possibility of limiting or even avoiding theirlandfill confinement is very well welcome.
However, the big potential offered by these emerging FRs is still limited, as they have to overcome some chal-lenging issues that will be discussed in the following.
The first is a technological problem, as the current textile finishing methods with biomacromolecules and/or bio-sourced products are ready and suitable at the lab scale only: therefore, at present, it is not possible to foresee anygrowth to a bigger scale (i.e., pilot, preindustrial, or industrial-scale level). In addition, the scale-up of these technol-ogies is strictly connected to a reasonable (low) cost of the new low environmental impact FR products: this is
3.8 Conclusions and future perspectives 51
questionable, as some of the most effective FR biomacromolecules (i.e., the nucleic acids) are still very expensivebecause of their high purity and therefore they are “out of the market.” As a consequence, any at least preindustrialexploitation of the biomacromolecules/bio-sourced products requires a significant decrease of their supply costs,when needed.
Only a significant enhancement of the recovery/extraction methods and of the related technologies will push theindustrial community toward the exploitation of these new green products at a large scale: this may be foreseen inthe very next future, combining high extraction yields with suitable purity levels, specifically fitting FR uses thatnever require pure additives [78].
Another challenging issue is the durability of the proposed green surface treatments: in fact, most of the bio-macromolecules/bio-sourced products discussed in the present review are highly soluble in water. As a conse-quence, they do not possess the washing fastness usually required for several textile applications. In this regard,some attempts have been carried out in order to overcome this limitation: some successful case studies have beenreported here, though it is not easy to set suitable strategies that allow permanently linking these FRs to the selectedtextile substrates, while maintaining a sustainable approach.
Last but not least, despite their effectiveness, most of the here-reviewed FR treatments are prone to alter the softtouch or hand of the treated fibers/fabrics, thus lowering potential wearability and comfort of these latter: this is still achallenging issue that has to be considered for the next future, in order to widen the potential applications of thetreated textile materials.
In conclusion, despite the current limitations, some progresses in the design and development of new FR bio-macromolecules/bio-sourced products can be expected, for the next years, toward an improved sustainability.
Abbreviations
APP Ammonium polyphosphateAPTMS 3-AminopropyltrimethoxymethylsilaneBPS Banana pseudostem sapBTCA 1,2,3,4-Butanetetracarboxylic acidCOT CottonCPTMS 3-ChloropropyltrimethoxysilaneDNA Deoxyribonucleic acidDWP Whey proteins (unfolded/denatured)EDX Energy-dispersive X-rayFR Flame retardantFRs Flame retardantsHFBI HydrophobinsdClass IHFBII HydrophobinsdClass IIHRC Heat release capacityLbL Layer-by-layerLOI Limiting Oxygen IndexMPTMS 3-Methacryloxypropyltrimethoxysilaneowf On weight of fiberPA Phytic acidPEI PolyethyleneiminepkHRR Peak of heat release ratePLA Polylactic acidPRE Pomegranate rind extractSEM Scanning electron microscopyTEOS TetraethoxysilaneTHR Total heat releaseTTI Time to ignitionWP Whey proteins (folded)WPC Whey protein concentrateWPH Whey protein hydrolyzateWPI Whey protein isolate
Acknowledgments
This research was funded by H2020 DAFIA Project (Biomacromolecules from municipal solid bio-waste fractions and fish waste for high addedvalue applicationsdGrant no. 720770).
3. Biomacromolecules and bio-sourced products as flame retardants for textiles52

References
[1] Troitzsch JH. Fires, statistics, ignition sources, and passive fire protection measures. J. Fire Sci. 2016;34(3):171e98.[2] World Fire Statistics. Information bulletin of the world fire statistics centre, vol. 24. Geneva, Switzerland: World Fire Statistics; 2019.[3] Morgan AB, Gilman JW. An overview of flame retardancy of polymeric materials: application, technology, and future directions. Fire Mater.
2013;37:259e79.[4] Zafar F, Sharmin E. Flame retardants. Rijeca, Croatia: Intech Open; 2019.[5] Horrocks AR, Price D. Fire retardant materials. Cambridge: WoodHead Publishing; 2006.[6] Weil ED, Levchik SV. Flame retardants for plastics and textiles: practical applications. München: Hanser Publications; 2009.[7] Morgan AB, Wilkie CA, Nelson GL. Fire and polymers VI: new advances in flame retardant chemistry and science. New York: ACS Publi-
cations; 2012.[8] Ray SS, Kuruma M. Halogen-free flame-retardant polymers: next-generation fillers for polymer nanocomposite applications, vol. 294.
Geneva: Springer International Publishing; 2020.[9] Horrocks AR. Flame retardant challenges for textiles and fibres: new chemistry versus innovative solutions. Polym. Degrad. Stab. 2011;96:
377e92.[10] Horrocks AR, Kandola BK, Davies PJ, Zhang S, Padbury SA. Developments in flame retardant textiles - a review. Polym. Degrad. Stab. 2005;
88:3e12.[11] Alongi J, Carosio F, Malucelli G. Current emerging techniques to impart flame retardancy to fabrics: an overview. Polym. Degrad. Stab. 2014;
106:138e49.[12] Alongi J, Malucelli G. Cotton flame retardancy: state of the art and future perspectives. RSC Adv. 2015;5:24239e63.[13] Alongi J, Carosio F, Horrocks AR, Malucelli G. Update on flame retardant textiles: state of the art, environmental issues and innovative
solutions. Shrewsbury, UK: Smithers RAPRA Publishing: Shawbury; 2013.[14] Gulrajani ML, Gupta D. Emerging techniques for functional finishing of textiles. Indian J. Fibre Text. Res. 2011;36:388e97.[15] Calamari TA, Harper RJ, Staff U. Flame retardants for textiles. Kirk-othmer encyclopedia of chemical technology. Hoboken, USA:Wiley; 2014.[16] Rosace G, Migani V, Guido E, Colleoni C. Flame retardant finishing for textiles. In: Visakh P, Arao Y, editors. Flame retardants. Engineering
materials. Cham, Germany: Springer; 2015.[17] Alongi J, Bosco F, Carosio F, Di Blasio A, Malucelli G. A new era for flame retardant materials? Mater. Today 2014;17:152e3.[18] Malucelli G, Bosco F, Alongi J, Carosio F, Di Blasio A, Mollea C, Cuttica F, Casale A. Biomacromolecules as novel green flame retardant sys-
tems for textiles: an overview. RSC Adv. 2014;86:46024e39.[19] Basak S, Wazed Ali S. Sustainable fire retardancy of textiles using bio-macromolecules. Polym. Degrad. Stab. 2016;133:47e64.[20] Costes L, Laoutid F, Brohez S, Dubois P. Bio-based flame retardants: when nature meets fire protection. Mater. Sci. Eng. R 2017;117:1e25.[21] Malucelli G. Bio-macromolecules: a new flame retardant finishing strategy for textiles. In: Handbook of renewable materials for coloration
and finishing. Beverly: Scrivener Publishing LLC; 2019.[22] Malucelli G. Textile finishing with biomacromolecules: a low environmental impact approach in flame retardancy. In: The impact and pros-
pects of green chemistry for textile technology. Duxford: Woodhead Publishing; 2019.[23] Linder M, Szilvay GR, Nakari-Setala T, Soderlund H, Penttila M. Surface adhesion of fusion proteins containing the hydrophobins HFBI and
HFBII from Trichoderma reesei. Protein. Sci. 2002;11:2257e66.[24] Israeli-Lev G, Livney YD. Self-assembly of hydrophobin and its co-assembly with hydrophobic nutraceuticals in aqueous solutions: towards
application as delivery systems. Food Hydrocolloids 2014;35:28e35.[25] Opwis K, Gutmann JS. Surface modification of textile materials with hydrophobins. Text. Res. J. 2011;81:1594e602.[26] Sonmezoglu S, Sonmezoglu OA. Optical and dielectric properties of double helix DNA thin films. Mater. Sci. Eng. C. 2011;31:1619e24.[27] Teles FRR, Fonseca LP. Trends in DNA biosensors. Talanta 2008;77:606e23.[28] Moorhouse D, Moorhouse D. Sustainable design: circular economy in fashion and textiles. Des. J. 2017;20(Suppl. 1):S1948e59.[29] Bosco F, Carletto RA, Alongi J, Marmo L, Di Blasio A, Malucelli G. Thermal stability and flame resistance of cotton fabrics treated with whey
proteins. Carbohydr. Polym. 2013;94:372e7.[30] Lopez-Rubio A, Lagaron JM. Whey protein capsules obtained through electrospraying for the encapsulation of bioactives. Innovative Food.
Sci. Emerg. Technol. 2012;13:200e6.[31] Shen Q, Quek SY. Microencapsulation of astaxanthin with blends of milk protein and fiber by spray drying. J. Food Eng. 2014;123:165e71.[32] GoungaME, Xu S, Wang Z. Whey protein isolate-based edible films as affected by protein concentration, glycerol ratio and pullulan addition
in film formation. J. Food Eng. 2007;4:521e30.[33] Alongi J, Malucelli G. In: Tiwari A, Raj B, editors. Reactions and mechanisms in thermal analysis of advanced materials. Hoboken, NJ, USA:
Wiley Scrivener Publisher; 2015.[34] Alongi J, Camino G, Malucelli G. Heating rate effect on char yield from cotton, poly(ethylene terephthalate) and blend fabrics. Carbohydr.
Polym. 2013;92:1327e34.[35] Liu Y, Liu L, YuanM, Guo R. Preparation and characterization of casein-stabilized gold nanoparticles for catalytic applications. Colloids Surf.
A 2013;417:18e25.[36] Alongi J, Carletto RA, Bosco F, Carosio F, Di Blasio A, Cuttica F, Antonucci V, Giordano M, Malucelli G. Caseins and hydrophobins as novel
green flame retardants for cotton fabrics. Polym. Degrad. Stab. 2014;99:111e7.[37] Carosio F, Di Blasio A, Cuttica F, Alongi J, Malucelli G. Flame retardancy of polyester and polyester-cotton blends treated with caseins. Ind.
Eng. Chem. Res. 2014;53:3917e23.[38] Kwan HY, Winefield RD, Sunde M, Matthews JM, Haverkamp RG, Templeton MD, Mackay JP. Structural basis for rodlet assembly in fungal
hydrophobins. Proc. Natl. Acad. Sci. U.S.A. 2006;103:3621e6.[39] Kress WJ, Erickson DL. DNA barcodes: genes, genomics, and bioinformatics. Proc. Natl. Acad. Sci. U.S.A. 2008;105(8):2761e2.[40] Alongi J, Di Blasio A, Milnes J, Malucelli G, Bourbigot S, Kandola BK, Camino G. Thermal degradation of DNA, an all-in-one natural intu-
mescent flame retardant. Polym. Degrad. Stab. 2015;113:110e8.[41] Alongi J, Cuttica F, Di Blasio A, Carosio F, Malucelli G. Intumescent features of nucleic acids and proteins. Thermochim. Acta 2014;591:31e9.
References 53

[42] Alongi J, Carletto RA, Di Blasio A, Carosio F, Bosco F, Malucelli G. DNA: a novel, green, natural flame retardant and suppressant for cotton.J. Mater. Chem. A 2013;1:4779e85.
[43] Alongi J, Carletto RA, Di Blasio A, Cuttica F, Carosio F, Bosco F, Malucelli G. Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr. Polym. 2013;96:296e304.
[44] Alongi J, Milnes J, Malucelli G, Bourbigot S, Kandola BK. Thermal degradation of DNA-treated cotton fabrics under different heatingconditions. J. Anal. Appl. Pyrol. 2014;18:212e21.
[45] Richardson JJ, Björnmalm M, Caruso F. Technology-driven layer-by-layer assembly of nanofilms. Science 2015;348:aaa2491.[46] Zhang X, Xu Y, Zhang X, Wu H, Shen J, Chen R, Xiong Y, Li J, Guo S. Progress on the layer-by-layer assembly of multilayered polymer com-
posites: strategy, structural control and applications. Prog. Polym. Sci. 2019;89:76e107.[47] Richardson JJ, Cui J, Björnmalm M, Braunger JA, Ejima H, Caruso F. Innovation in layer-by-layer assembly. Chem. Rev. 2016;116:14828e67.[48] Carosio F, Di Blasio A, Alongi J, Malucelli G. Green DNA-based flame retardant coatings assembled through Layer by Layer. Polymer 2013;54:
5148e53.[49] Carosio F, Cuttica F, Di Blasio A, Alongi J, Malucelli G. Layer by layer assembly of flame retardant thin films on closed cell PET foams: ef-
ficiency of ammonium polyphosphate versus DNA. Polym. Degrad. Stab. 2015;113:189e96.[50] Alongi J, Carosio F, Malucelli G. Layer by Layer complex architectures based on ammonium polyphosphate, chitosan and silica on polyester-
cotton blends: flammability and combustion behaviour. Cellulose 2012;19:1041e50.[51] Duskovar D,MarounekM, Brezina P. Determination of phytic acid in feeds and faeces of pigs and poultry by capillary isotachophoresis. J. Sci.
Food Agric. 2000;81:36e41.[52] Jo S, Jeong H, Bae SR, Jeon S. Modified platinum electrode with phytic acid and single-walled carbon nanotube: application to the selective
determination of dopamine in the presence of ascorbic and uric acids. Microchem. J. 2008;88:1e6.[53] Ye CH, Zheng YF,Wang SQ, Xi TF, Li YD. In vitro corrosion and biocompatibility study of phytic acidmodifiedWE43magnesium alloy. Appl.
Surf. Sci. 2012;258:3420e7.[54] Cheng XW, Guan JP, Chen G, Yang XH, Tang RC. Adsorption and flame retardant properties of bio-based phytic acid on wool fabric. Poly-
mers 2016;8:122e30.[55] Cheng XW, Guan JP, Yang XH, Tang RC. Durable flame retardant wool fabric treated by phytic acid and TiO2 using an exhaustion-assisted
pad-dry-cure process. Thermochim. Acta 2018;665:28e36.[56] Cheng XW, Liang CX, Guan JP, Yang XH, Tang RC. Flame retardant and hydrophobic properties of novel sol-gel derived phytic acid/silica
hybrid organic-inorganic coatings for silk fabric. Appl. Surf. Sci. 2018;427:69e80.[57] Tsukada M, Khan MMR, Tanaka T, Morikawa H. Thermal characteristics and physical properties of silk fabrics grafted with phosphorous
flame retardant agents. Text. Res. J. 2011;81:1541e8.[58] Cheng XW, Tang RC, Yao F, Yang XH. Flame retardant coating of wool fabric with phytic acid/polyethyleneimine polyelectrolyte complex.
Prog. Org. Coat. 2019;132:336e42.[59] Laufer G, Kirkland C, Morgan AB, Grunlan JC. Intumescent multilayer nanocoating, made with renewable polyelectrolytes, for flame-
retardant cotton. Biomacromolecules 2012;13:2843e8.[60] Wang X, Quintero Romero M, Zhang XQ, Wang R, Wang DY. Intumescent multilayer hybrid coating for flame retardant cotton fabrics based
on layer-by-layer assembly and solegel process. RSC Adv. 2015;5:10647e56.[61] BarbaliniM, Bertolla L, Tou�sek J, Malucelli G. Hybrid silica-phytic acid coatings: effect on the thermal stability and flame retardancy of cotton.
Polymers 2019;11:1664.[62] Cheng XW, Tang RC, Guan JP, Zhou SQ. An eco-friendly and effective flame retardant coating for cotton fabric based on phytic acid doped
silica sol approach. Prog. Org. Coat. 2020;141:105539.[63] Jiang Z, Wang C, Fang S, Ji P, Wang H, Ji C. Durable flame-retardant and antidroplet finishing of polyester fabrics with flexible polysiloxane
and phytic acid through layer-by-layer assembly and solegel process. J. Appl. Polym. Sci. 2018;135. 46414e45423.[64] Kolambe BN, Patel KK, Pawar SL, Patel JM, Prajapati DR. A novel organic fertilizer of banana pseudostem. WIPO patent No. WO/2013/
001478. ICAR; January 3 , 2013.[65] Basak S, Samanta KK, Chattopadhyay SK, Narkar RS, Mahangade R. Flame retardant cellulosic textile using banana pseudostem sap. Int. J.
Cloth. Sci. Technol. 2015;27:247e61.[66] Basak S, Wazed Ali S. Leveraging flame retardant efficacy of pomegranate rind extract, a novel biomolecule, on ligno-cellulosic materials.
Polym. Degrad. Stab. 2017;144:83e92.[67] Duval A, Couture G, Caillol S, Averous L. Biobased and aromatic reversible thermoset networks from condensed tannins via the DielseAlder
reaction. ACS Sustain. Chem. Eng. 2017;5:1199e207.[68] Tondi G, Zhao W, Pizzi A, Du G, Fierro V, Celzard A. Tannin-based rigid foams: a survey of chemical and physical properties. Bioresour.
Technol. 2009;100:5162e9.[69] Yang TT, Guan JP, Tang RC, Chen G. Condensed tannin from Dioscorea cirrhosa tuber as an eco-friendly and durable flame retardant for silk
textile. Ind. Crop. Prod. 2018;115:16e25.[70] Reti C, Casetta M, Duquesne S, Bourbigot S, Delobel R. Flammability properties of intumescent PLA including starch and lignin. Polym. Adv.
Technol. 2006;17:395e418.[71] Zhang R, Xiao X, Tai Q, Huang H, Hu Y. Modification of lignin and its applications as a char agent in intumescent flame retardant polylactic
acid. Polym. Eng. Sci. 2012;52(12):2620e6.[72] Costes L, Laoutid F, Brohez S, Delvosalle C, Dubois P. Phytic aciddlignin combination: a simple and efficient route for enhancing thermal and
flame retardant properties of polylactide,. Eur. Polym. J. 2017;94:270e85.[73] Gordobil O, Delucis R, Egües I, Labidi J. Kraft lignin as filler in PLA to improve ductility and thermal properties. Ind. Crop. Prod. 2015;72:
46e54.[74] MaqsoodM, Langensiepen F, Seide G. The efficiency of biobased carbonization agent and intumescent flame retardant on flame retardancy of
biopolymer composites and investigation of their melt-spinnability.,. Molecules 2019;24:1513.[75] Cayla A, Rault F, Giraud S, Salaün F, Fierro V, Celzard A. PLAwith intumescent system containing lignin and ammonium polyphosphate for
flame retardant textile. Polymers 2016;8:1e16.
3. Biomacromolecules and bio-sourced products as flame retardants for textiles54

[76] Maqsood M, Langensiepen F, Seide G. Investigation of melt spinnability of plasticized polylactic acid biocomposites-containing intumescentflame retardant. J. Therm. Anal. Calorim. 2020;139:305e18.
[77] Maqsood M, Seide G. Novel bicomponent functional fibers with sheath/core configuration containing intumescent flame-retardants fortextile applications. Materials 2019;12:3095.
[78] Bosco F, Casale A, Gribaudo G, Mollea C, Malucelli G. Nucleic acids from agro-industrial wastes: a green recovery method for fire retardantapplications. Ind. Crop. Prod. 2017;108:208e18.
Important Websites
https://www.cost.eu/stories/toxic-flame-retardants-are-a-burning-issue/.https://www.nist.gov/video/biomacromolecules-flame-retardants-wood-based-construction.https://cordis.europa.eu/project/id/720770.https://360.european-coatings.com/videos/fire_retardant_coatings_based_on_biomacromolecules_towards_a_sustainable_approacheVIVI__
e1aa5f799d5e6a210c57a9b00b3a993959134034.https://www.the-scientist.com/the-nutshell/dna-is-a-flame-retardant-39632.https://phys.org/news/2013-03-dna-flame-retardant-video.html.https://www.zdnet.com/article/dna-as-a-natural-flame-retardant/.https://www.wired.com/2013/03/fireproof-dna/.https://io9.gizmodo.com/dna-can-be-used-as-a-flame-retardant-1693391149.http://www.digitaljournal.com/article/345814.https://www.thenakedscientists.com/articles/science-news/flame-retardant-dna.https://www.dailymail.co.uk/sciencetech/article-3010784/How-SPERM-create-new-flame-retardants-Scientists-use-DNA-herring-sperm-
protect-fabrics-fire.html.https://www.popsci.com/science/article/2013-03/dna-makes-great-flame-retardant-cotton-fabric/.https://www.themarysue.com/flame-retardant-dna/.https://www.morrisig.com/three-surprising-sources-of-fire-retardants/.https://www.paintsquare.com/news/?fuseaction¼view&id¼9284.https://www.natureworldnews.com/articles/13699/20150325/fish-sperm-make-excellent-flame-retardants.htm.https://www.britishplastics.co.uk/materials/students-to-create-flame-retardant-for-polystyrene-using-bac/.
Important Websites 55

This page intentionally left blank

C H A P T E R
4
Chemistry of sustainable coloration of textilematerials
A.F.M. Fahad Halim1,Mohammad Tajul Islam 2, Mohammad Mohsin Ul Hoque3
1Department of Textile Engineering, Primeasia University, Dhaka, Bangladesh; 2Department of Textile Engineering,
Ahsanullah University of Science and Technology, Dhaka, Bangladesh; 3Department of Textile Engineering, National
Institute of Textile Engineering and Research, Savar, Bangladesh
4.1 Introduction
Expanding ecological cognizance all through the globe has constrained scientists and industrialists to becomeaccustomed to more sustainable techniques. Wet processing technology in textiles devours heaps of water,synthetic compounds, colorants, and assisting chemicals which create a high measure of discharge load andeco-standard of conclusive product. Different methodologies have been proposed by numerous specialistsand rehearsed effectively in controlling the said issues of textile wet processing such as the utilization of biotech-nology and dyeing with natural colorants, pigments are regarded as one of the significant perspectives in thementioned territories. In the past, natural dyes were the main wellsprings for coloring textiles. With the creationof synthetic colorants in 1856 by W H Perkin from coal tar, the utilization of natural dyes dropped immensely.Regardless of some basic restrictions related to dyeing of textile fibers with natural dyes, synthetic dyes havebeen broadly embraced in numerous applications because of its availability and easy application methods.Despite the high market share of the overall industry, the creation and application techniques for syntheticdyes have some ecological limitations, for example, causing water pollution and hazardous to humans. Besides,synthetic dyes are relying upon hydrocarbons, which is a non-inexhaustible wellspring of chemicals for the syn-thetic dyeing method. Nowadays, the capability of natural dye utilization consistently rises because of theirparticular favorable circumstances like nonharmful, noncancer-causing, renewable source, and ecologicallyamicable.
4.2 Eco-friendly pretreatment of textiles
Cellulose fibers, regardless of whether they are extracted from nature or chemically modified, need some typeof treatment to make them reasonable for coloring or finishing process. This treatment, which evacuates com-mon or included contaminations, is known as pretreatment. It tends to be done on fibers, yarns, or fabrics.For cotton and other natural fibers pretreatment process includes singeing, desizing, scouring, mercerization,and bleaching. These pretreatment processes consume a large amount of water, chemicals, and electricity(Table 4.1).
The existence of colorants in water is particularly unsafe since a large portion of these synthetic substances areentirely stable toward sunlight based radiation, humidity, microbial assaults, and agents which cause oxidation[1]. To wipe out the existence of dyes in both natural water reservoirs and industrial wastewater plants, differentprocedures were followed, for instance, using chemicals and biological substances, ion exchange process, membrane
57Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00003-8
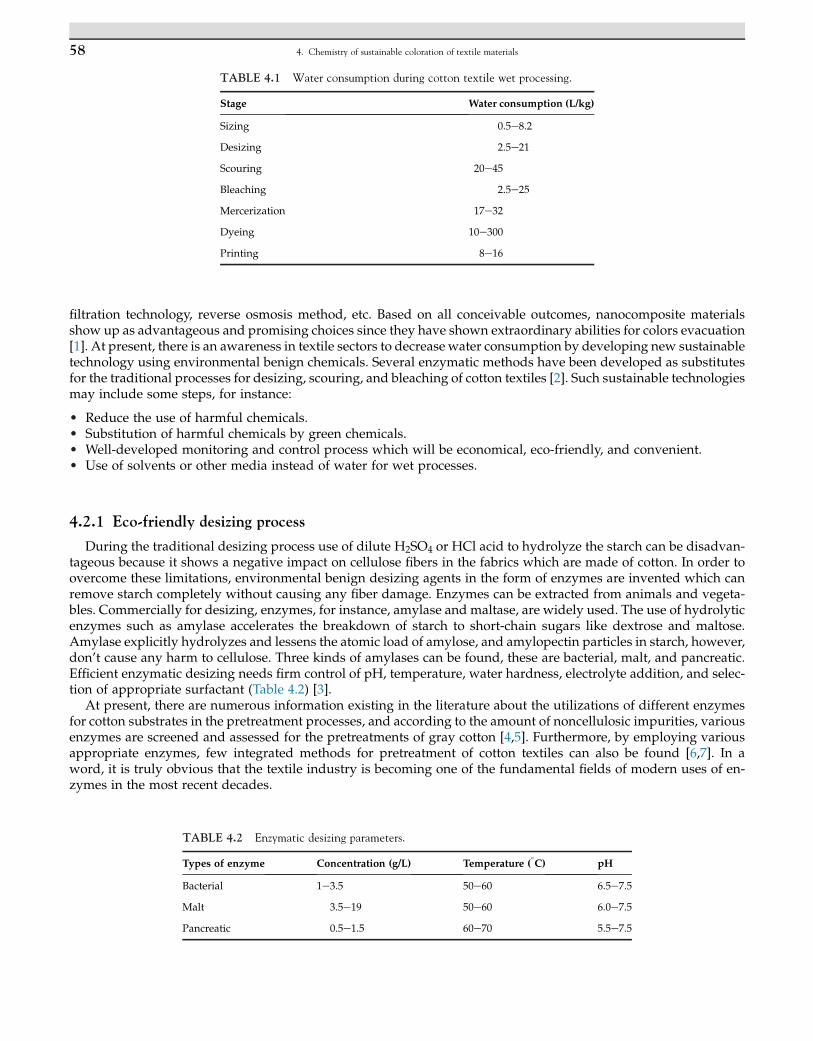
filtration technology, reverse osmosis method, etc. Based on all conceivable outcomes, nanocomposite materialsshow up as advantageous and promising choices since they have shown extraordinary abilities for colors evacuation[1]. At present, there is an awareness in textile sectors to decrease water consumption by developing new sustainabletechnology using environmental benign chemicals. Several enzymatic methods have been developed as substitutesfor the traditional processes for desizing, scouring, and bleaching of cotton textiles [2]. Such sustainable technologiesmay include some steps, for instance:
• Reduce the use of harmful chemicals.• Substitution of harmful chemicals by green chemicals.• Well-developed monitoring and control process which will be economical, eco-friendly, and convenient.• Use of solvents or other media instead of water for wet processes.
4.2.1 Eco-friendly desizing process
During the traditional desizing process use of dilute H2SO4 or HCl acid to hydrolyze the starch can be disadvan-tageous because it shows a negative impact on cellulose fibers in the fabrics which are made of cotton. In order toovercome these limitations, environmental benign desizing agents in the form of enzymes are invented which canremove starch completely without causing any fiber damage. Enzymes can be extracted from animals and vegeta-bles. Commercially for desizing, enzymes, for instance, amylase and maltase, are widely used. The use of hydrolyticenzymes such as amylase accelerates the breakdown of starch to short-chain sugars like dextrose and maltose.Amylase explicitly hydrolyzes and lessens the atomic load of amylose, and amylopectin particles in starch, however,don’t cause any harm to cellulose. Three kinds of amylases can be found, these are bacterial, malt, and pancreatic.Efficient enzymatic desizing needs firm control of pH, temperature, water hardness, electrolyte addition, and selec-tion of appropriate surfactant (Table 4.2) [3].
At present, there are numerous information existing in the literature about the utilizations of different enzymesfor cotton substrates in the pretreatment processes, and according to the amount of noncellulosic impurities, variousenzymes are screened and assessed for the pretreatments of gray cotton [4,5]. Furthermore, by employing variousappropriate enzymes, few integrated methods for pretreatment of cotton textiles can also be found [6,7]. In aword, it is truly obvious that the textile industry is becoming one of the fundamental fields of modern uses of en-zymes in the most recent decades.
TABLE 4.1 Water consumption during cotton textile wet processing.
Stage Water consumption (L/kg)
Sizing 0.5e8.2
Desizing 2.5e21
Scouring 20e45
Bleaching 2.5e25
Mercerization 17e32
Dyeing 10e300
Printing 8e16
TABLE 4.2 Enzymatic desizing parameters.
Types of enzyme Concentration (g/L) Temperature (�C) pH
Bacterial 1e3.5 50e60 6.5e7.5
Malt 3.5e19 50e60 6.0e7.5
Pancreatic 0.5e1.5 60e70 5.5e7.5
4. Chemistry of sustainable coloration of textile materials58
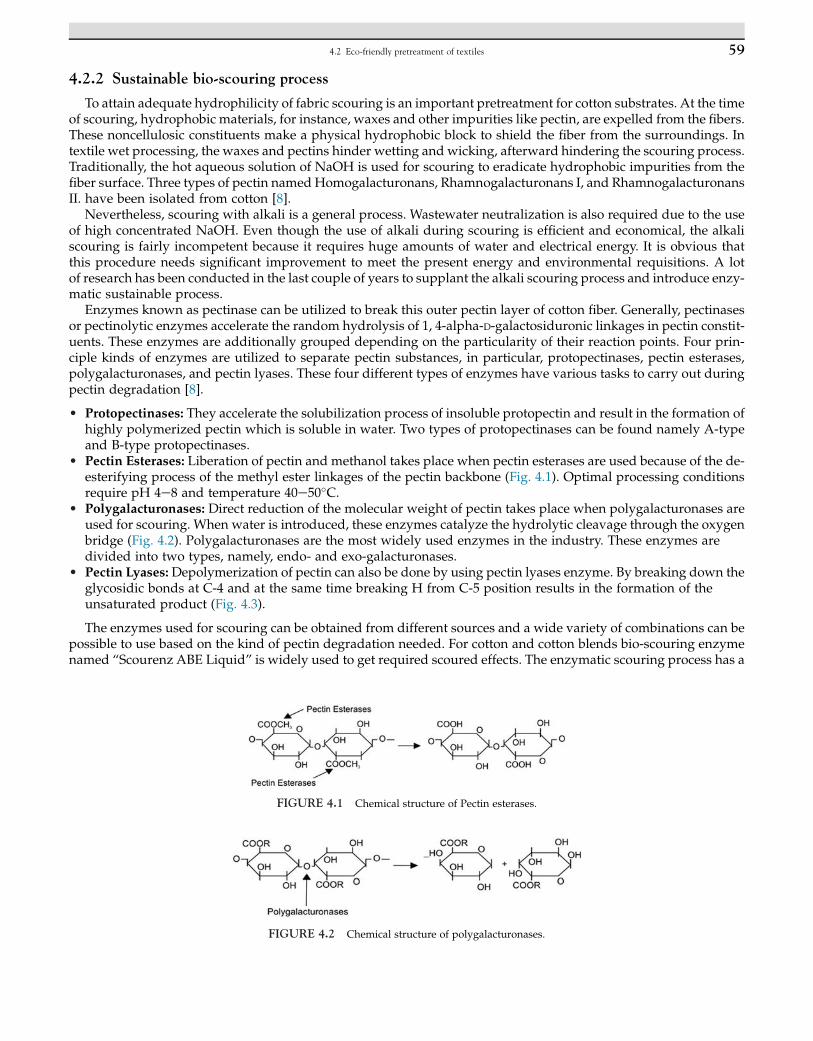
4.2.2 Sustainable bio-scouring process
To attain adequate hydrophilicity of fabric scouring is an important pretreatment for cotton substrates. At the timeof scouring, hydrophobic materials, for instance, waxes and other impurities like pectin, are expelled from the fibers.These noncellulosic constituents make a physical hydrophobic block to shield the fiber from the surroundings. Intextile wet processing, the waxes and pectins hinder wetting and wicking, afterward hindering the scouring process.Traditionally, the hot aqueous solution of NaOH is used for scouring to eradicate hydrophobic impurities from thefiber surface. Three types of pectin namedHomogalacturonans, Rhamnogalacturonans I, and RhamnogalacturonansII. have been isolated from cotton [8].
Nevertheless, scouring with alkali is a general process. Wastewater neutralization is also required due to the useof high concentrated NaOH. Even though the use of alkali during scouring is efficient and economical, the alkaliscouring is fairly incompetent because it requires huge amounts of water and electrical energy. It is obvious thatthis procedure needs significant improvement to meet the present energy and environmental requisitions. A lotof research has been conducted in the last couple of years to supplant the alkali scouring process and introduce enzy-matic sustainable process.
Enzymes known as pectinase can be utilized to break this outer pectin layer of cotton fiber. Generally, pectinasesor pectinolytic enzymes accelerate the random hydrolysis of 1, 4-alpha-D-galactosiduronic linkages in pectin constit-uents. These enzymes are additionally grouped depending on the particularity of their reaction points. Four prin-ciple kinds of enzymes are utilized to separate pectin substances, in particular, protopectinases, pectin esterases,polygalacturonases, and pectin lyases. These four different types of enzymes have various tasks to carry out duringpectin degradation [8].
• Protopectinases: They accelerate the solubilization process of insoluble protopectin and result in the formation ofhighly polymerized pectin which is soluble in water. Two types of protopectinases can be found namely A-typeand B-type protopectinases.
• Pectin Esterases: Liberation of pectin and methanol takes place when pectin esterases are used because of the de-esterifying process of the methyl ester linkages of the pectin backbone (Fig. 4.1). Optimal processing conditionsrequire pH 4e8 and temperature 40e50�C.
• Polygalacturonases: Direct reduction of the molecular weight of pectin takes place when polygalacturonases areused for scouring. When water is introduced, these enzymes catalyze the hydrolytic cleavage through the oxygenbridge (Fig. 4.2). Polygalacturonases are the most widely used enzymes in the industry. These enzymes aredivided into two types, namely, endo- and exo-galacturonases.
• Pectin Lyases:Depolymerization of pectin can also be done by using pectin lyases enzyme. By breaking down theglycosidic bonds at C-4 and at the same time breaking H from C-5 position results in the formation of theunsaturated product (Fig. 4.3).
The enzymes used for scouring can be obtained from different sources and a wide variety of combinations can bepossible to use based on the kind of pectin degradation needed. For cotton and cotton blends bio-scouring enzymenamed “Scourenz ABE Liquid” is widely used to get required scoured effects. The enzymatic scouring process has a
FIGURE 4.1 Chemical structure of Pectin esterases.
FIGURE 4.2 Chemical structure of polygalacturonases.
4.2 Eco-friendly pretreatment of textiles 59

lower treatment temperature between 55 and 60�C, processing time 30e45 min, and pH between 5 and 5.5, and re-quires less water which makes this process convenient, economical, and environment-friendly.
4.3 Koolwhite-2020, an alternative whitening agent
The traditional bleaching process uses hypochlorite and per-salts for cleaning clothes. In the course of the mostrecent couple of years, significant changes have happened in terms of bleaching substances utilized in the formula-tions of detergent everywhere throughout the world, as chlorine-containing bleaching agents which were famous fortheir low-temperature application have been pulled back from the market and their utilization has gotten restricted.The reason behind it is the development of exceptionally harmful chlorinated organic by-products. In contrast withchlorine bleaching peroxide bleaching has few pros and cons, for instance, peroxide destabilization is needed bybleaching at a higher temperature, and additional stabilizers are required to control peroxide. To minimize thesedrawbacks a new liquid has been invented named “Koolwhite-2020.” Koolwhite-2020 liquid is an oxidation catalystthat in conjunction with hydrogen peroxide under alkaline conditions furnishes high oxidation and bleaching activ-ity of cellulosic substrates. This liquid can help the bleaching process to be conducted at a relatively low tempera-ture. At low-temperature bleaching performance of hydrogen peroxide decreases but this liquid catalyzes thereaction procedure and gives better bleaching results. This phenomenon can be explained as at low temperaturethe discharge of eOH ions in alkali medium is sluggish in comparison to traditional bleaching temperature.Discharge of eOH ions by the metaleligand complexes helps to prevent its degradation in water and oxygen. Asa result, the stability of eOH ions in alkali medium increases. Discharge of eOH ions is only possible when themetaleligand eOH ion complexes create contact with oxidizable coloring constituents on the textile materials.This discharged ion oxidizes the natural coloring constituents and gives the required bleaching effect. Bleachingof textile materials can be done below 80
�C by applying “Koolwhite-2020” liquid. It is time-saving, environmentally
friendly, gives a smoother surface, and shows strength retention properties [8].
4.3.1 Sustainable colorants of textile material
Nowadays different colorants extracted from nature are being utilized for dyeing textiles to satisfy the demandfor sustainability.
Extraction of colorants from sustainable sources (Fig. 4.4) like plants, insects, and microorganisms could be themost significant phases for the dyeing of textile substrates to accomplish the ideal coloring characteristics. Dyesfrom nature can be extricated from various kinds of microorganisms just as different segments of the plants, forexample, seeds, fruits, barks, leaves, stems, flowers. At present several methods are used to extract the colorantsfrom nature [9], such as:
1. Aqueous extraction process2. Enzyme supported extraction3. Solvent supported extraction4. Using silica gel to absorb pigments5. Ultrasonic-assisted extraction
Different steps related to the extraction of natural colorants are shown in Fig. 4.5.Plant material from the Canadian golden rod tree has been studied by Bechtold et al. [9] in order to determine the
quality of the natural dye extracted from it. The aqueous solution of the extracted flavonoid dyes was examined byphotometry, total petroleum hydrocarbon in the extract, measurement of absorbance after adding FeCl2, and lastlydyeing wool. The results show very little difference in color depth and shades applied to various textile substrates.Rahman Bhuiyan et al. [10] stated in his literature about the use of natural dye extracted from henna which gives red
FIGURE 4.3 Chemical structure of Pectin lysases.
4. Chemistry of sustainable coloration of textile materials60
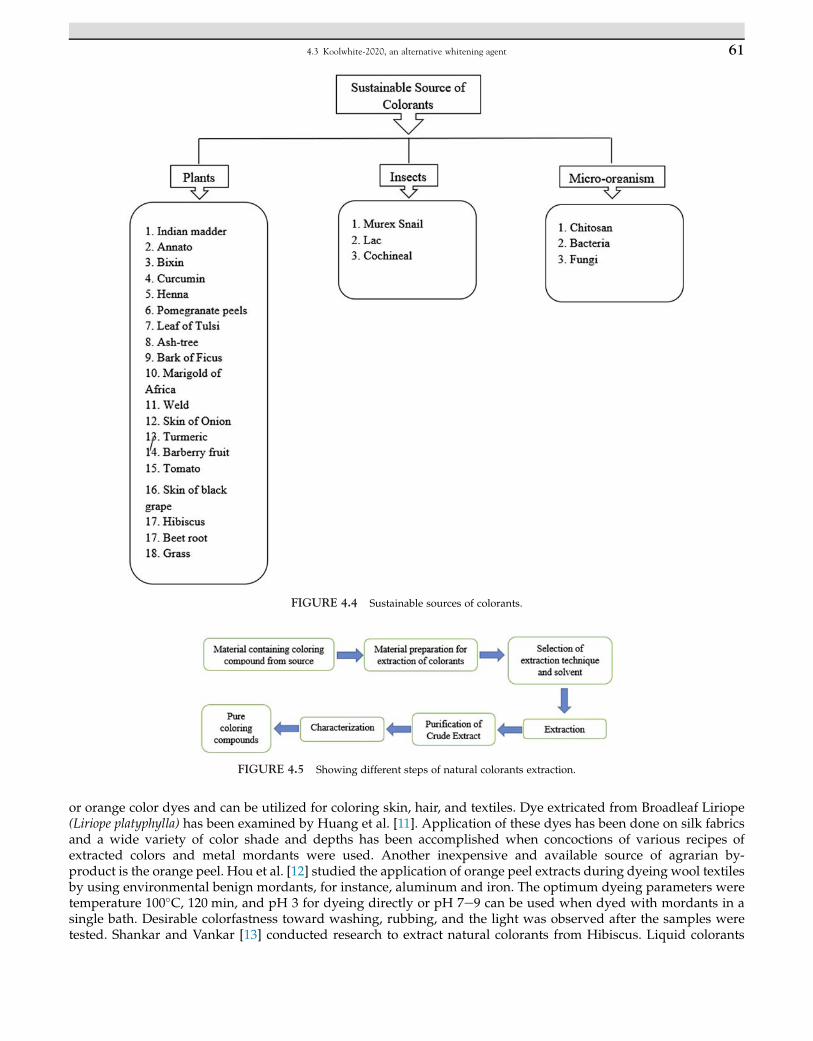
or orange color dyes and can be utilized for coloring skin, hair, and textiles. Dye extricated from Broadleaf Liriope(Liriope platyphylla) has been examined by Huang et al. [11]. Application of these dyes has been done on silk fabricsand a wide variety of color shade and depths has been accomplished when concoctions of various recipes ofextracted colors and metal mordants were used. Another inexpensive and available source of agrarian by-product is the orange peel. Hou et al. [12] studied the application of orange peel extracts during dyeing wool textilesby using environmental benign mordants, for instance, aluminum and iron. The optimum dyeing parameters weretemperature 100�C, 120 min, and pH 3 for dyeing directly or pH 7e9 can be used when dyed with mordants in asingle bath. Desirable colorfastness toward washing, rubbing, and the light was observed after the samples weretested. Shankar and Vankar [13] conducted research to extract natural colorants from Hibiscus. Liquid colorants
FIGURE 4.4 Sustainable sources of colorants.
FIGURE 4.5 Showing different steps of natural colorants extraction.
4.3 Koolwhite-2020, an alternative whitening agent 61
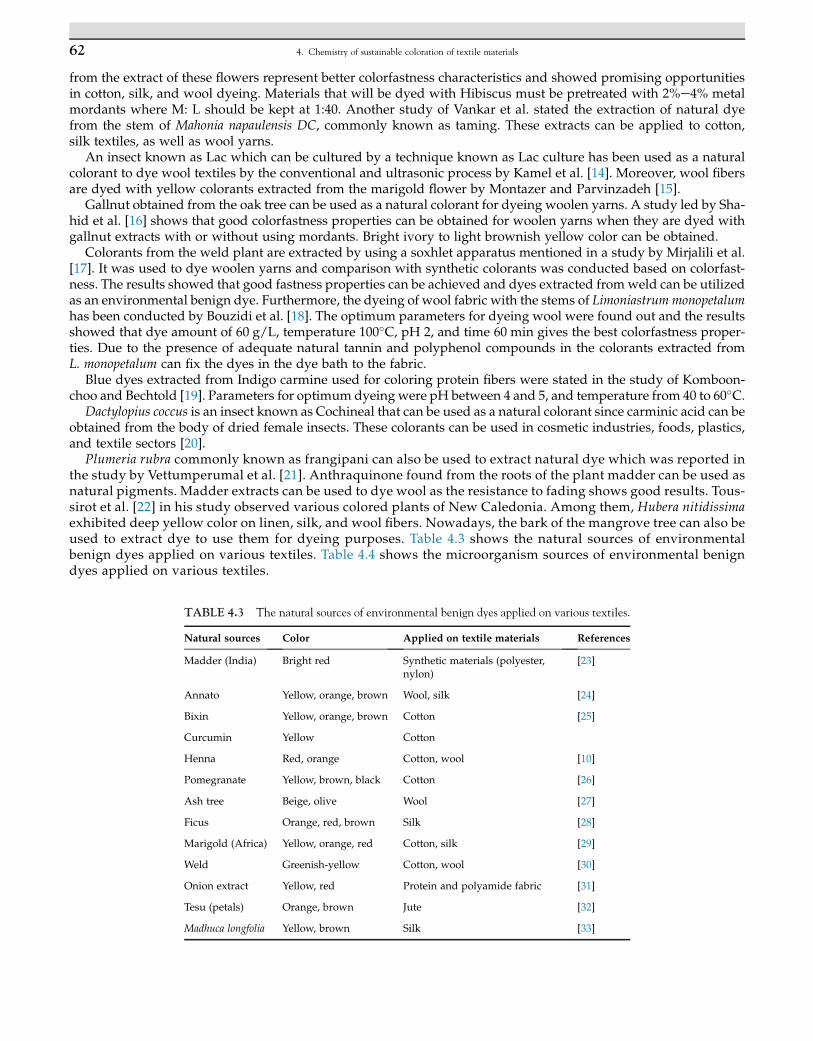
from the extract of these flowers represent better colorfastness characteristics and showed promising opportunitiesin cotton, silk, and wool dyeing. Materials that will be dyed with Hibiscus must be pretreated with 2%e4% metalmordants where M: L should be kept at 1:40. Another study of Vankar et al. stated the extraction of natural dyefrom the stem of Mahonia napaulensis DC, commonly known as taming. These extracts can be applied to cotton,silk textiles, as well as wool yarns.
An insect known as Lac which can be cultured by a technique known as Lac culture has been used as a naturalcolorant to dye wool textiles by the conventional and ultrasonic process by Kamel et al. [14]. Moreover, wool fibersare dyed with yellow colorants extracted from the marigold flower by Montazer and Parvinzadeh [15].
Gallnut obtained from the oak tree can be used as a natural colorant for dyeing woolen yarns. A study led by Sha-hid et al. [16] shows that good colorfastness properties can be obtained for woolen yarns when they are dyed withgallnut extracts with or without using mordants. Bright ivory to light brownish yellow color can be obtained.
Colorants from the weld plant are extracted by using a soxhlet apparatus mentioned in a study by Mirjalili et al.[17]. It was used to dye woolen yarns and comparison with synthetic colorants was conducted based on colorfast-ness. The results showed that good fastness properties can be achieved and dyes extracted fromweld can be utilizedas an environmental benign dye. Furthermore, the dyeing of wool fabric with the stems of Limoniastrum monopetalumhas been conducted by Bouzidi et al. [18]. The optimum parameters for dyeing wool were found out and the resultsshowed that dye amount of 60 g/L, temperature 100�C, pH 2, and time 60 min gives the best colorfastness proper-ties. Due to the presence of adequate natural tannin and polyphenol compounds in the colorants extracted fromL. monopetalum can fix the dyes in the dye bath to the fabric.
Blue dyes extracted from Indigo carmine used for coloring protein fibers were stated in the study of Komboon-choo and Bechtold [19]. Parameters for optimum dyeing were pH between 4 and 5, and temperature from 40 to 60�C.
Dactylopius coccus is an insect known as Cochineal that can be used as a natural colorant since carminic acid can beobtained from the body of dried female insects. These colorants can be used in cosmetic industries, foods, plastics,and textile sectors [20].
Plumeria rubra commonly known as frangipani can also be used to extract natural dye which was reported inthe study by Vettumperumal et al. [21]. Anthraquinone found from the roots of the plant madder can be used asnatural pigments. Madder extracts can be used to dye wool as the resistance to fading shows good results. Tous-sirot et al. [22] in his study observed various colored plants of New Caledonia. Among them, Hubera nitidissimaexhibited deep yellow color on linen, silk, and wool fibers. Nowadays, the bark of the mangrove tree can also beused to extract dye to use them for dyeing purposes. Table 4.3 shows the natural sources of environmentalbenign dyes applied on various textiles. Table 4.4 shows the microorganism sources of environmental benigndyes applied on various textiles.
TABLE 4.3 The natural sources of environmental benign dyes applied on various textiles.
Natural sources Color Applied on textile materials References
Madder (India) Bright red Synthetic materials (polyester,nylon)
[23]
Annato Yellow, orange, brown Wool, silk [24]
Bixin Yellow, orange, brown Cotton [25]
Curcumin Yellow Cotton
Henna Red, orange Cotton, wool [10]
Pomegranate Yellow, brown, black Cotton [26]
Ash tree Beige, olive Wool [27]
Ficus Orange, red, brown Silk [28]
Marigold (Africa) Yellow, orange, red Cotton, silk [29]
Weld Greenish-yellow Cotton, wool [30]
Onion extract Yellow, red Protein and polyamide fabric [31]
Tesu (petals) Orange, brown Jute [32]
Madhuca longfolia Yellow, brown Silk [33]
4. Chemistry of sustainable coloration of textile materials62
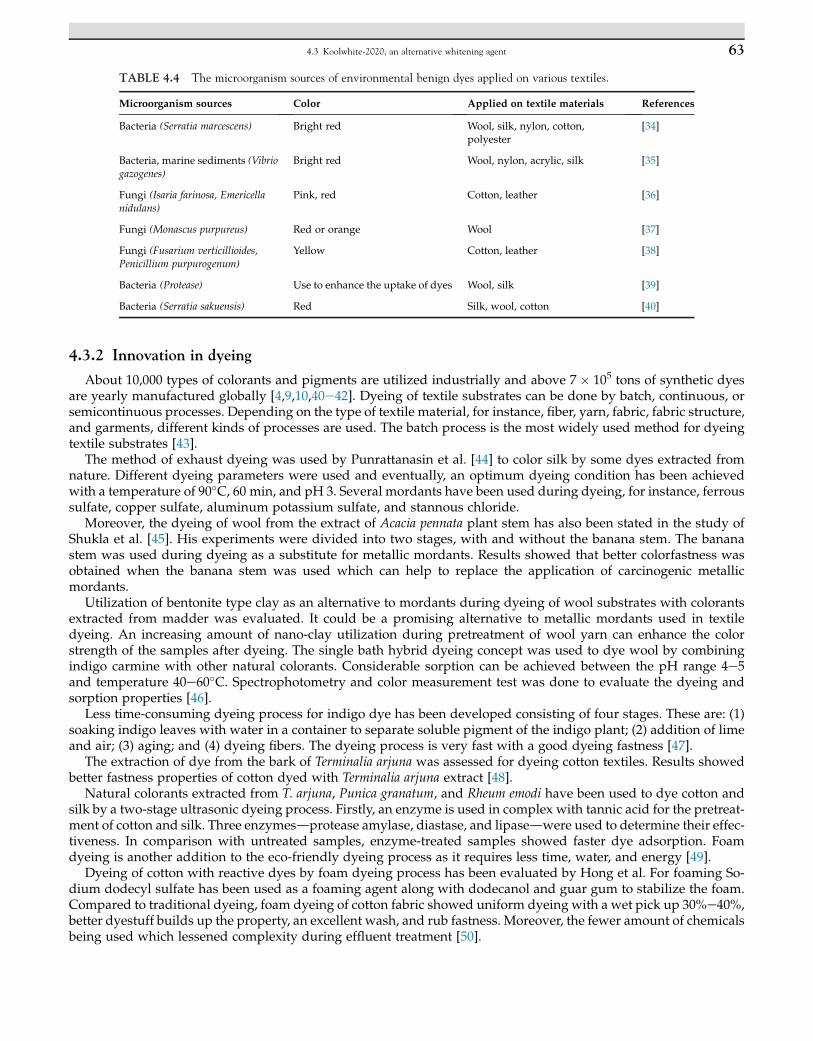
4.3.2 Innovation in dyeing
About 10,000 types of colorants and pigments are utilized industrially and above 7 � 105 tons of synthetic dyesare yearly manufactured globally [4,9,10,40e42]. Dyeing of textile substrates can be done by batch, continuous, orsemicontinuous processes. Depending on the type of textile material, for instance, fiber, yarn, fabric, fabric structure,and garments, different kinds of processes are used. The batch process is the most widely used method for dyeingtextile substrates [43].
The method of exhaust dyeing was used by Punrattanasin et al. [44] to color silk by some dyes extracted fromnature. Different dyeing parameters were used and eventually, an optimum dyeing condition has been achievedwith a temperature of 90�C, 60 min, and pH 3. Several mordants have been used during dyeing, for instance, ferroussulfate, copper sulfate, aluminum potassium sulfate, and stannous chloride.
Moreover, the dyeing of wool from the extract of Acacia pennata plant stem has also been stated in the study ofShukla et al. [45]. His experiments were divided into two stages, with and without the banana stem. The bananastem was used during dyeing as a substitute for metallic mordants. Results showed that better colorfastness wasobtained when the banana stem was used which can help to replace the application of carcinogenic metallicmordants.
Utilization of bentonite type clay as an alternative to mordants during dyeing of wool substrates with colorantsextracted from madder was evaluated. It could be a promising alternative to metallic mordants used in textiledyeing. An increasing amount of nano-clay utilization during pretreatment of wool yarn can enhance the colorstrength of the samples after dyeing. The single bath hybrid dyeing concept was used to dye wool by combiningindigo carmine with other natural colorants. Considerable sorption can be achieved between the pH range 4e5and temperature 40e60�C. Spectrophotometry and color measurement test was done to evaluate the dyeing andsorption properties [46].
Less time-consuming dyeing process for indigo dye has been developed consisting of four stages. These are: (1)soaking indigo leaves with water in a container to separate soluble pigment of the indigo plant; (2) addition of limeand air; (3) aging; and (4) dyeing fibers. The dyeing process is very fast with a good dyeing fastness [47].
The extraction of dye from the bark of Terminalia arjuna was assessed for dyeing cotton textiles. Results showedbetter fastness properties of cotton dyed with Terminalia arjuna extract [48].
Natural colorants extracted from T. arjuna, Punica granatum, and Rheum emodi have been used to dye cotton andsilk by a two-stage ultrasonic dyeing process. Firstly, an enzyme is used in complex with tannic acid for the pretreat-ment of cotton and silk. Three enzymesdprotease amylase, diastase, and lipasedwere used to determine their effec-tiveness. In comparison with untreated samples, enzyme-treated samples showed faster dye adsorption. Foamdyeing is another addition to the eco-friendly dyeing process as it requires less time, water, and energy [49].
Dyeing of cotton with reactive dyes by foam dyeing process has been evaluated by Hong et al. For foaming So-dium dodecyl sulfate has been used as a foaming agent along with dodecanol and guar gum to stabilize the foam.Compared to traditional dyeing, foam dyeing of cotton fabric showed uniform dyeing with a wet pick up 30%e40%,better dyestuff builds up the property, an excellent wash, and rub fastness. Moreover, the fewer amount of chemicalsbeing used which lessened complexity during effluent treatment [50].
TABLE 4.4 The microorganism sources of environmental benign dyes applied on various textiles.
Microorganism sources Color Applied on textile materials References
Bacteria (Serratia marcescens) Bright red Wool, silk, nylon, cotton,polyester
[34]
Bacteria, marine sediments (Vibriogazogenes)
Bright red Wool, nylon, acrylic, silk [35]
Fungi (Isaria farinosa, Emericella
nidulans)
Pink, red Cotton, leather [36]
Fungi (Monascus purpureus) Red or orange Wool [37]
Fungi (Fusarium verticillioides,
Penicillium purpurogenum)
Yellow Cotton, leather [38]
Bacteria (Protease) Use to enhance the uptake of dyes Wool, silk [39]
Bacteria (Serratia sakuensis) Red Silk, wool, cotton [40]
4.3 Koolwhite-2020, an alternative whitening agent 63
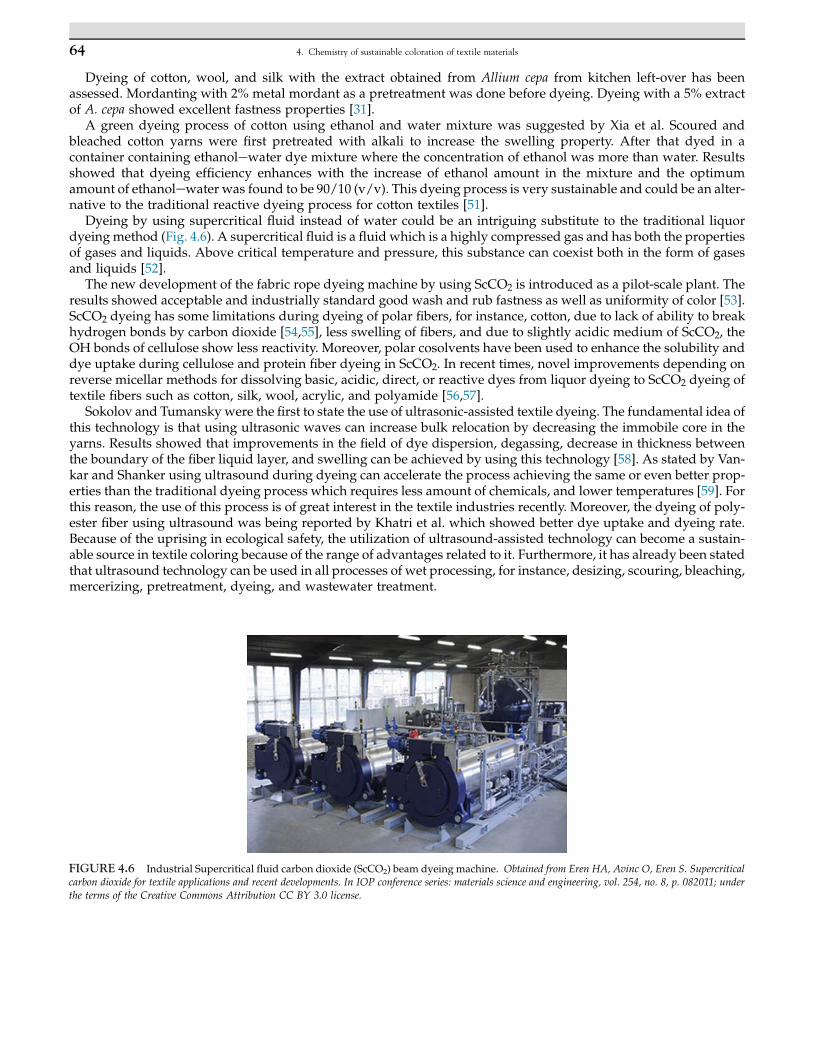
Dyeing of cotton, wool, and silk with the extract obtained from Allium cepa from kitchen left-over has beenassessed. Mordanting with 2% metal mordant as a pretreatment was done before dyeing. Dyeing with a 5% extractof A. cepa showed excellent fastness properties [31].
A green dyeing process of cotton using ethanol and water mixture was suggested by Xia et al. Scoured andbleached cotton yarns were first pretreated with alkali to increase the swelling property. After that dyed in acontainer containing ethanolewater dye mixture where the concentration of ethanol was more than water. Resultsshowed that dyeing efficiency enhances with the increase of ethanol amount in the mixture and the optimumamount of ethanolewater was found to be 90/10 (v/v). This dyeing process is very sustainable and could be an alter-native to the traditional reactive dyeing process for cotton textiles [51].
Dyeing by using supercritical fluid instead of water could be an intriguing substitute to the traditional liquordyeingmethod (Fig. 4.6). A supercritical fluid is a fluid which is a highly compressed gas and has both the propertiesof gases and liquids. Above critical temperature and pressure, this substance can coexist both in the form of gasesand liquids [52].
The new development of the fabric rope dyeing machine by using ScCO2 is introduced as a pilot-scale plant. Theresults showed acceptable and industrially standard good wash and rub fastness as well as uniformity of color [53].ScCO2 dyeing has some limitations during dyeing of polar fibers, for instance, cotton, due to lack of ability to breakhydrogen bonds by carbon dioxide [54,55], less swelling of fibers, and due to slightly acidic medium of ScCO2, theOH bonds of cellulose show less reactivity. Moreover, polar cosolvents have been used to enhance the solubility anddye uptake during cellulose and protein fiber dyeing in ScCO2. In recent times, novel improvements depending onreverse micellar methods for dissolving basic, acidic, direct, or reactive dyes from liquor dyeing to ScCO2 dyeing oftextile fibers such as cotton, silk, wool, acrylic, and polyamide [56,57].
Sokolov and Tumansky were the first to state the use of ultrasonic-assisted textile dyeing. The fundamental idea ofthis technology is that using ultrasonic waves can increase bulk relocation by decreasing the immobile core in theyarns. Results showed that improvements in the field of dye dispersion, degassing, decrease in thickness betweenthe boundary of the fiber liquid layer, and swelling can be achieved by using this technology [58]. As stated by Van-kar and Shanker using ultrasound during dyeing can accelerate the process achieving the same or even better prop-erties than the traditional dyeing process which requires less amount of chemicals, and lower temperatures [59]. Forthis reason, the use of this process is of great interest in the textile industries recently. Moreover, the dyeing of poly-ester fiber using ultrasound was being reported by Khatri et al. which showed better dye uptake and dyeing rate.Because of the uprising in ecological safety, the utilization of ultrasound-assisted technology can become a sustain-able source in textile coloring because of the range of advantages related to it. Furthermore, it has already been statedthat ultrasound technology can be used in all processes of wet processing, for instance, desizing, scouring, bleaching,mercerizing, pretreatment, dyeing, and wastewater treatment.
FIGURE 4.6 Industrial Supercritical fluid carbon dioxide (ScCO2) beam dyeing machine. Obtained from Eren HA, Avinc O, Eren S. Supercriticalcarbon dioxide for textile applications and recent developments. In IOP conference series: materials science and engineering, vol. 254, no. 8, p. 082011; under
the terms of the Creative Commons Attribution CC BY 3.0 license.
4. Chemistry of sustainable coloration of textile materials64

4.4 Sustainable chemical finishing technologies
4.4.1 Natural antibacterial finishing by natural dyes
Mari Selvam et al. [60] stated that textile substrates showed antibacterial and antifungal properties after dyeingwith dyes extracted from Turmeric, Guava, Henna, and Terminalli. The study showed that only 50 mL extracts ofTerminalli dye can prevent the progression of fungi. Moreover, Terminalli dyes exhibited a high absorbance rate.Therefore it can be presumed that dyes extracted from nature can be bound with conventional items to give bettercolor and good antimicrobial properties toward secluded contagious microbes. Besides, the antimicrobial activity ofsome dyes extracted from nature, for instance, Acacia catechu, Kerria lacca, Rubia cordifolia, and Rumex maritimus, hasbeen studied by Rajni Singh et al. [61]. From this study, an idea about the minimum inhibitory concentration (MIC)was obtained and found to be in the range between 5 and 40 mg. This MIC value can help to obtain efficient anti-microbial property on textile materials dyed with such dyes.
Dyes extracted from Curcumin which is commonly used for fabric and food colorants were used to color woolfabric by Han and Yang. Experimental results showed a simultaneous relation between bacterial reduction anddye concentration as well as microbial restraint rate and color strength. Moreover, this study also discussed the per-manency of antimicrobial property toward several numbers of washing as well as exposure to ultraviolet or sunlight.
Dyeing wool with the extract of Rheum emodi L. to investigate the antimicrobial property of it was reported byShafat Ahmed Khan et al. A concentration of 5%e10% was used in this experiment with or without using mordants,for instance, FeSO4, SnCl2, and KAl(SO4)2$12H2O and subsequent test on antimicrobial properties against Escherichiacoli and Staphylococcus aureuswas conducted. From the test results, it was found that dyed wool yarns with R. emodiL. extract showed a 90% reduction of a bacterial percentage along with fungal resistance which indicates very effi-cient antimicrobial characteristics. Moreover, dyeing of woolen fabric with Tectona grandis L. leaves can give goodcolorfastness to dyeing as well as antioxidant and antibacterial characteristics [62].
Besides dyes extracted from the green tea leaf, madder root, turmeric root, saffron also when applied on woolenfabrics shows better antibacterial properties, good durability after five laundering cycles, as well as over 300 minexposure to UV light [63].
4.4.2 Natural UV protective finishing by natural dyes
In a study by Salah [64], waste banana fruit peels aqueous solution extracted by using 1% SodiumHydroxide wasused for antimicrobial and UV protective finishing of cotton fabrics. Harda which is also known as myrobolan wasused as a bio-mordant or mordant assistant for improving color yield and UV protective properties during thedyeing of jute fabric by natural dyes extracted from pomegranate peel [65]. FeSO4 and KAl(SO4)2 12H2O wasused as mordants. Evaluation of the UV protection test showed excellent ratings. Moreover, jute fiber was alsodyed with natural extract from manjistha (M), annatto (A), ratanjot (R), and baboolas (B) after pre-mordantingwith consecutive pretreatment with Harda and eco-friendly KAl(SO₄)₂•12H₂O metallic mordant. Tests on UV pro-tection characteristics represent that UV protection properties follow the order B > A > M > R. Waste orange peelwhich is an agricultural by-product has been used by Hou et al. as a natural colorant and UV protective finishingagent on textile substrates. In the study of Grifoni et al. it has been shown that UV protection characteristics notonly depend on the types of finishing agent used but also rely on the construction of the fabric, fiber types, typeof dye used whether natural or synthetic.
4.5 Conclusion
Naturally extracted colorants and pigments are abundant in an environment having different shades and tones.Novel sources of naturally extract pigments need to be abundant in adequate amount for stability during processingand storing for large-scale cultivation, industrial extraction, formulations, harvesting and storage, and application ofbiotechnological tools including cell and tissue cultures and genetic techniques. Extensive research studies are nowbeing done by researchers worldwide for the extraction of colorants from different plants. Natural dyes create anextraordinary diversity of rich and complex colors that complement each other. Initially, the extraction of dyesfrom nature is expensive but it can be economical when their concentration has been taken into account. Many
4.5 Conclusion 65

researchers are investigating and doing great work in the area of improvement of natural dyes. Still, more improve-ments are needed to extract natural colorants economically and use it with or without mordants to improve theshade during the dyeing of different textile substrates.
References
[1] Sanchez LM, Ollier RP, Gonzalez JS, Alvarez VA. Nanocomposite materials for dyes removal. In: Handbook of nanomaterials for industrialapplications. Elsevier; 2018. p. 922e51.
[2] Oner E, Sahinbaskan BY. A new process of combined pretreatment and dyeing: REST. J. Clean. Prod. 2011;19:1668e75.[3] Moghe VV, Khera J. Desizing: processes and parameters. Colourage 2005;52(7):85e7.[4] Hao L, Wang R, Fang K, Liu J. Ultrasonic effect on the desizing efficiency of a-amylase on starch-sized cotton fabrics. Carbohydr. Polym. 2013;
96:474e80.[5] Tian L, Branford-White C, WangW, Nie H, Zhu L. Laccase-mediated system pretreatment to enhance the effect of hydrogen peroxide bleach-
ing of cotton fabric. Int. J. Biol. Macromol. 2012;50. 782e787.[6] Shafie AE, FoudaMMG, HashemM. One-step process for bio-scouring and peracetic acid bleaching of cotton fabric. Carbohydr. Polym. 2009;
78:302e8.[7] Ali S, Khatri Z, Khatri A, Tanwari A. Integrated desizing bleaching reactive dyeing process for cotton towel using glucose oxidase enzyme.
J. Clean. Prod. 2014;66. 562e567.[8] Menezes E, Choudhari M. Pre-treatment of textiles prior to dyeing. Text. Dye. 2011;11:221e40.[9] Vickers NJ. Animal communication: when i’m calling you, will you answer too? Curr. Biol. 2017;27(14):R713e5.[10] BhuiyanMR, Islam A, Ali A, IslamMN. Color and chemical constitution of natural dye henna (Lawsonia inermis L) and its application in the
coloration of textiles. J. Clean. Prod. 2017;167:14e22.[11] Huang S, Wei L, Wang H. Dyeing and antibacterial properties of Liriope platyphylla fruit extracts on silk fabrics. Fibers Polym. 2017;18(4):
758e66.[12] Hou X, Chen X, Cheng Y, XuH, Chen L, Yang Y. Dyeing and UV-protection properties of water extracts from orange peel. J. Clean. Prod. 2013;
52:410e9.[13] Shanker R, Vankar PS. Dyeing cotton, wool and silk with Hibiscus mutabilis (Gulzuba). Dyes Pigm. 2007;74(2):464e9.[14] Kamel MM, El-Shishtawy RM, Yussef BM, Mashaly H. Ultrasonic assisted dyeing: III. Dyeing of wool with lac as a natural dye. Dyes Pigm.
2005;65(2):103e10.[15] Montazer M, Parvinzadeh M. Dyeing of wool with marigold and its properties. Fibers Polym. 2007;8(2):181e5.[16] ShahidM, AhmadA, YusufM, KhanMI, Khan SA, Manzoor N, Mohammad F. Dyeing, fastness and antimicrobial properties of woolen yarns
dyed with gallnut (Quercus infectoria Oliv.) extract. Dyes Pigm. 2012;95(1):53e61.[17] Mirjalili M, Nazarpoor K, Karimi L. Eco-friendly dyeing of wool using natural dye fromweld as co-partner with synthetic dye. J. Clean. Prod.
2011;19(9e10):1045e51.[18] Bouzidi A, Baaka N, Salem N, Mhenni MF, Mighri Z. Limoniastrummonopetalum stems as a new source of natural colorant for dyeing wool
fabrics. Fibers Polym. 2016;17(8):1256e61.[19] Komboonchoo S, Bechtold T. Natural dyeing of wool and hair with indigo carmine (CI Natural Blue 2), a renewable resource based blue dye.
J. Clean. Prod. 2009;17(16):1487e93.[20] Borges ME, Tejera RL, Dı́az L, Esparza P, Ibáñez E. Natural dyes extraction from cochineal (Dactylopius coccus). New extraction methods.
Food Chem. 2012;132(4):1855e60.[21] Vettumperumal R, Kalyanaraman S, Selvan GT, Selvakumar PM. Fluorescence analysis of natural dyes from Plumeria rubra (red and white)
flowers. Optik 2018;159:108e14.[22] Toussirot M, Nowik W, Hnawia E, Lebouvier N, Hay AE, De la Sayette A, et al. Dyeing properties, coloring compounds and antioxidant
activity of Hubera nitidissima (Dunal) Chaowasku (Annonaceae). Dyes Pigm. 2014;102:278e84.[23] Gupta D, Kumari S, Gulrajani M. Dyeing studies with hydroxyanthraquinones extracted from Indian madder. Part 2: dyeing of nylon and
polyester with nordamncanthal. Color. Technol. 2001;117(6):333e6.[24] Das D, Maulik SR, Bhattacharya SC. Dyeing of wool and silk with Bixa orellana. Indian J. Fiber Text. Res. 2007;32:366e72.[25] Popoola AV. Comparative fastness assessment performance of cellulosic fibers dyed using natural colorants. J. Appl. Polym. Sci. 2000;77(4):
752e5.[26] Kulkarni SS, Gokhale AV, Bodake UM, Pathade GR. Cotton dyeing with natural dye extracted from pomegranate (Punica granatum) peel.
Univ. J. Environ. Res. Technol. 2011;1(2).[27] Bechtold T, Mahmud-Ali A, Mussak RA. Reuse of ash-tree (Fraxinus excelsior L.) bark as natural dyes for textile dyeing: process conditions
and process stability. Color. Technol. 2007;123(4):271e9.[28] Saravanan P, Chandramohan G. Dyeing of silk with ecofriendly natural dye obtained from barks of Ficus Religiosa. L. Univ. J. Environ. Res.
Technol. 2011;1(3):268e73.[29] Jothi D. Extraction of natural dyes from African marigold flower (Tagetes erecta L) for textile coloration. Autex Res. J. 2008;8(2):49e53.[30] Cerrato A, De Santis D, Moresi M. Production of luteolin extracts from Reseda luteola and assessment of their dyeing properties. J. Sci. Food
Agric. 2002;82(10):1189e99.[31] Vankar PS, Shanker R, Wijayapala S. Dyeing of cotton, wool and silk with extract of Allium cepa. Pigm. Resin Technol. 2009;38(4):242e7.[32] Samanta AK, Konar A, Chakraborti S, Datta S. Dyeing of jute fabric with tesu extract: Part 1deffects of different mordants and dyeing process
variables. Indian J. Fiber Text. Res. 2011;36:63e73.[33] Swamy VN, Gowda KN, Sudhakar R. Dyeing of silk using Madhuca longifolia as natural dye source. Indian J. Fibre Text. Res. 2016;40(4):
419e24.
4. Chemistry of sustainable coloration of textile materials66

[34] Gulani C, Bhattacharya S, Das A. Assessment of process parameters influencing the enhanced production of prodigiosin from Serratia mar-
cescens and evaluation of its antimicrobial, antioxidant and dyeing potentials. Malays. J. Microbiol. 2012;8(2):116e22.[35] Alihosseini F, Ju KS, Lango J, Hammock BD, Sun G. Antibacterial colorants: characterization of prodiginines and their applications on textile
materials. Biotechnol. Prog. 2008;24(3):742e7.[36] Velmurugan P, Chae JC, Lakshmanaperumalsamy P, Yun BS, Lee KJ, Oh BT. Assessment of the dyeing properties of pigments from five fungi
and anti-bacterial activity of dyed cotton fabric and leather. Color. Technol. 2009;125(6):334e41.[37] De Santis D, Moresi M, Gallo AM, Petruccioli M. Assessment of the dyeing properties of pigments fromMonascus purpureus. J. Chem. Tech-
nol. Biotechnol. Int. Res. Process Environ. Clean Technol. 2005;80(9):1072e9.[38] Kim SJ, ChaMK, Oh ET, Kang SM, So JS, Kwon YJ. Use of protease produced by Bacillus sp. SJ-121 for improvement of dyeing quality in wool
and silk. Biotechnol. Bioproc. Eng. 2005;10(3):186.[39] Vaidyanathan J, Bhathena-Langdana Z, Adivarekar RV, Nerurkar M. Production, partial characterization, and use of a red biochrome pro-
duced by Serratia sakuensis subsp. nov strain KRED for dyeing natural fibers. Appl. Biochem. Biotechnol. 2012;166(2):321e35.[40] Zollinger H. Synthesis, properties of organic dyes and pigments. In: Color chemistry. New York, USA: VCH Publishers; 1987. p. 92e102.[41] Robinson T, McMullan G, Marchant R, Nigam P. Remediation of dyes in textile effluent: a critical review on current treatment technologies
with a proposed alternative. Bioresour. Technol. 2001;77(3):247e55.[42] Ogugbue CJ, Sawidis T. Biotechnol. Res. Int. 2011;2011. Article ID, 967925.[43] Perkins WS. A review of textile dyeing processes. Text. Chem. Colorist 1991;23(8).[44] Punrattanasin N, Nakpathom M, Somboon B, Narumol N, Rungruangkitkrai N, Mongkholrattanasit R. Silk fabric dyeing with natural dye
from mangrove bark (Rhizophora apiculata Blume) extract. Ind. Crop. Prod. 2013;49:122e9.[45] Shukla SR, Shinde SC, Banye AS, Patil SM. Dyeing of wool with Acacia pennata. 2004.[46] Parvinzadeh Gashti M, Katozian B, Shaver M, Kiumarsi A. Clay nanoadsorbent as an environmentally friendly substitute for mordants in the
natural dyeing of carpet piles. Color. Technol. 2014;130(1):54e61.[47] Hwang SH. U.S. Patent No. 8,585,783. Washington, DC: U.S. Patent and Trademark Office; 2013.[48] Tiwari V, Vankar PS. Standardization, optimization and dyeing cotton with Terminalia arjuna. Int. Dyer 2007;192(5):31e3.[49] Vankar PS, Shanker R, Verma A. Enzymatic natural dyeing of cotton and silk fabrics without metal mordants. J. Clean. Prod. 2007;15(15):
1441e50.[50] Yu H, Wang Y, Zhong Y, Mao Z, Tan S. Foam properties and application in dyeing cotton fabrics with reactive dyes. Color. Technol. 2014;
130(4):266e72.[51] Xia L, Wang A, Zhang C, Liu Y, Guo H, Ding C, et al. Environmentally friendly dyeing of cotton in an ethanolewater mixture with excellent
exhaustion. Green Chem. 2018;20(19):4473e83.[52] Eren HA, Avinc O, Eren S. Supercritical carbon dioxide for textile applications and recent developments. 8. In: IOP conference series: mate-
rials science and engineering, vol. 254; 2017. p. 082011.[53] Long JJ, Xu HM, Cui CL, Wei XC, Chen F, Cheng AK. A novel plant for fabric rope dyeing in supercritical carbon dioxide and its cleaner
production. J. Clean. Prod. 2014;65:574e82.[54] Kazarian SG, Vincent MF, Bright FV, Liotta CL, Eckert CA. Specific intermolecular interaction of carbon dioxide with polymers. J. Am. Chem.
Soc. 1996;118(7):1729e36.[55] Saus W, Knittel D, Schollmeyer E. Dyeing of textiles in supercritical carbon dioxide. Textil. Res. J. 1993;63(3):135e42.[56] Sawada K, Ueda M. Enzyme processing of wool fabrics in a non-ionic surfactant reverse micellar system. J. Chem. Technol. Biotechnol. Int.
Res. Process Environ. Clean Technol. 2004;79(4):376e80.[57] Lewin-Kretzschmar U, Harting P. The potential of surfactant modified supercritical fluids for dissolving polar dyes. Chem. Eng. Technol. Ind.
Chem. Plant Equip. Process Eng. Biotechnol. 2004;27(2):160e70.[58] Sun DS, Fang L, Liu T. Investigation of ultrasonic effects in cotton dyeing processing. In: Advanced materials research, vol. 787. Trans Tech
Publications Ltd; 2013. p. 138e42.[59] Vankar PS, Shanker R. Ecofriendly ultrasonic natural dyeing of cotton fabric with enzyme pretreatments. Desalination 2008;230(1e3):62e9.[60] Singh AR, Kalirajan K. Antifungal activity of different natural dyes against traditional products affected fungal pathogens. Asian Pac. J. Trop.
Biomed. 2012;2(3):S1461e5.[61] Singh R, Jain A, Panwar S, Gupta D, Khare SK. Antimicrobial activity of some natural dyes. Dyes Pigm. 2005;66(2):99e102.[62] Wani SA, Mohammad F. Imparting functionality viz color, antioxidant and antibacterial properties to developmultifunctional wool with Tec-
tona grandis leaves extract using reflectance spectroscopy. Int. J. Biol. Macromol. 2018;109:907e13.[63] Ghaheh FS,Mortazavi SM, Alihosseini F, Fassihi A, Nateri AS, Abedi D. Assessment of antibacterial activity of wool fabrics dyedwith natural
dyes. J. Clean. Prod. 2014;72:139e45.[64] Salah SM. Antibacterial activity and ultraviolet (UV) protection property of some Egyptian cotton fabrics treated with aqueous extract from
banana peel. Afr. J. Agric. Res. 2013;8(29):3994e4000.[65] Chattopadhyay SN, Pan NC, Roy AK, Saxena S, Khan A. Development of natural dyed jute fabric with improved colour yield and UV
protection characteristics. J. Textil. Inst. 2013;104(8):808e18.
Important Websites
[1] www.organicdye.com.[2] www.biofriendlyplanet.com.[3] http://www.dyecoo.com/.
Important Websites 67

This page intentionally left blank

C H A P T E R
5
Current and future perspectives of enzymetreatments for cellulosic fibers: a review
Mohd YusufDepartment of Natural and Applied Sciences, School of Technology, The Glocal University,
Saharanpur, Uttar Pradesh, India
5.1 Introduction
Enzymes exhibit many valuable environmental benefits associated to today’s Green Chemistry Practices (GCP)such as zero or less-toxicity, eco-friendliness, cost-effective, and sustainability that have been utilized in a broadrange of processes in several applied industries to replace harsh chemicals at the present scenario of increasingawareness about sustainable development and eco-safety [1e3]. Nowadays not only the textile industry butmany industries also being utilized biotechnology-enabled processes such as energy, food and beverages, leather,chemicals, pulp and paper, and others. The use of enzymes in textile industry-based processing is not new and initi-ated long ago, but recently scientific communities show high interest in textile processing technologies based onenzyme treatments to develop green alternatives for the existing environmental and economic constraints [4].Amylase derived from Bacillus subtilis, a microbial enzyme, was firstly introduced by Novo Nordisk for textile ap-plications in the early segment of the 1950s [5]. Over time, the textile industry had successfully utilized further manyenzymes-based processing technologies. Utilization of enzymes in textile-processing industries drastically increasedin the late 1980s. Proteases were utilized for the softening/antipilling and degumming of silk. Other amylase strainswere employed for the removal of starch, catalases employed to eliminate residual H2O2 in dye houses and waste-water recycling plants, and cellulases to enhance the smoothness as well as the appearance of cellulosic fashionwears [6,7].
Currently, there are multifold processing pathways in which enzymatic treatments make good economic sense byconserving energy, chemicals, and water with upgraded quality, for example, desizing, recycling, deconstruction,scouring, bleaching, polishing, and others [4,8]. Business Communications Company (BCC) Inc. acted to analyzedata and have been generated reports based on Global Marketing Index of industrially applicable enzymes fromtime to time.
In 2012, report on industrial enzymes briefed themarket of global consumption about $4.5 billion that increased tonearly $4.8 billion in 2013. The report also assumed to expect around 8.2% compound annual growth rate (CAGR)for 2013 to 2018. BCC latest directive 2018 highlighted to be 4.9% CAGR increment for the market of global industrialenzymes between 2018 and 2023. It is also assumed that the enzymes being environmentally friendly helped toreduce harmful contributions to the environment [5,8].
The current decade witnesses the global needs of textile sector including eco-friendliness, nontoxicity, nil-effluents, low energy consumption, and many more [4,9] through the biotechnological approaches, especiallynew development in enzymatic treatments makes it now possible to customize and tailor these compounds tosuit specific end uses (https://www.resourceefficient.eu). In the current decade, a number of enzymes have beencommercialized for economical advances by Bolibo a company of Taizhou City, Jiangsu Province, China (https://www.bolibio.com).
So far, with respect to environmental safety and eco-viability more than 7000 enzymes are known, but about 100enzymes are commercially recognized for use in textile applications [10]. According to Enzyme Technical
69Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00020-8
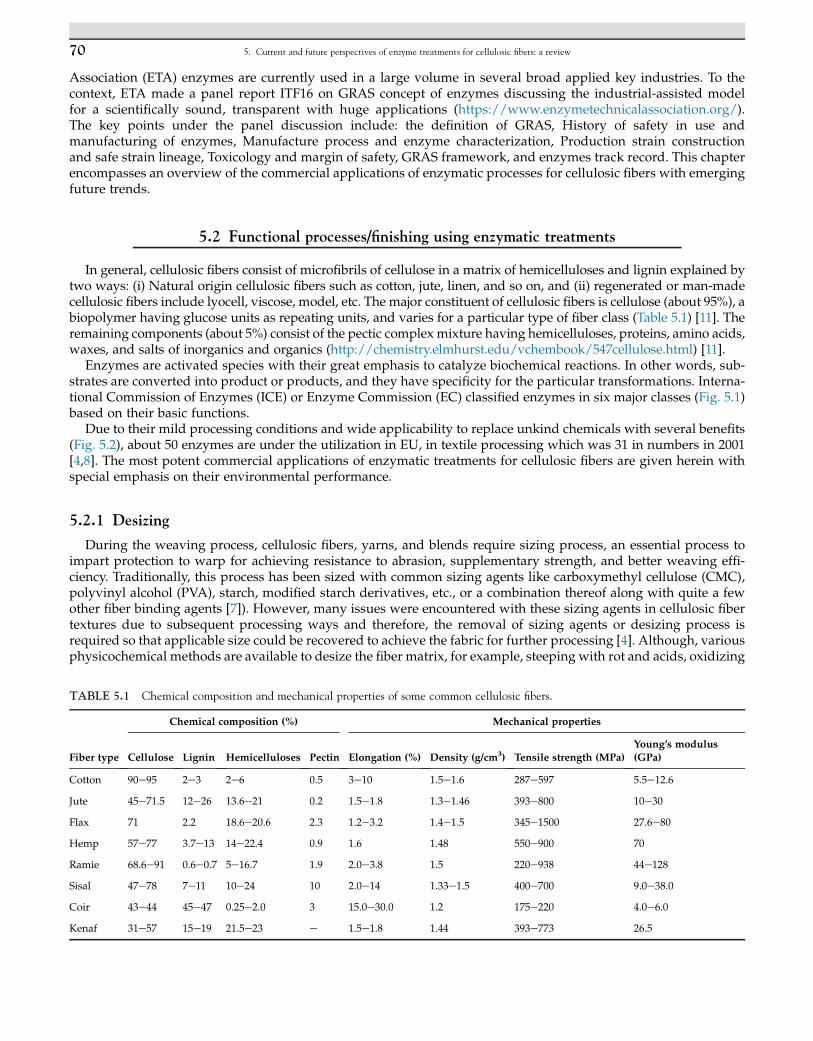
Association (ETA) enzymes are currently used in a large volume in several broad applied key industries. To thecontext, ETA made a panel report ITF16 on GRAS concept of enzymes discussing the industrial-assisted modelfor a scientifically sound, transparent with huge applications (https://www.enzymetechnicalassociation.org/).The key points under the panel discussion include: the definition of GRAS, History of safety in use andmanufacturing of enzymes, Manufacture process and enzyme characterization, Production strain constructionand safe strain lineage, Toxicology and margin of safety, GRAS framework, and enzymes track record. This chapterencompasses an overview of the commercial applications of enzymatic processes for cellulosic fibers with emergingfuture trends.
5.2 Functional processes/finishing using enzymatic treatments
In general, cellulosic fibers consist of microfibrils of cellulose in a matrix of hemicelluloses and lignin explained bytwo ways: (i) Natural origin cellulosic fibers such as cotton, jute, linen, and so on, and (ii) regenerated or man-madecellulosic fibers include lyocell, viscose, model, etc. The major constituent of cellulosic fibers is cellulose (about 95%), abiopolymer having glucose units as repeating units, and varies for a particular type of fiber class (Table 5.1) [11]. Theremaining components (about 5%) consist of the pectic complex mixture having hemicelluloses, proteins, amino acids,waxes, and salts of inorganics and organics (http://chemistry.elmhurst.edu/vchembook/547cellulose.html) [11].
Enzymes are activated species with their great emphasis to catalyze biochemical reactions. In other words, sub-strates are converted into product or products, and they have specificity for the particular transformations. Interna-tional Commission of Enzymes (ICE) or Enzyme Commission (EC) classified enzymes in six major classes (Fig. 5.1)based on their basic functions.
Due to their mild processing conditions and wide applicability to replace unkind chemicals with several benefits(Fig. 5.2), about 50 enzymes are under the utilization in EU, in textile processing which was 31 in numbers in 2001[4,8]. The most potent commercial applications of enzymatic treatments for cellulosic fibers are given herein withspecial emphasis on their environmental performance.
5.2.1 Desizing
During the weaving process, cellulosic fibers, yarns, and blends require sizing process, an essential process toimpart protection to warp for achieving resistance to abrasion, supplementary strength, and better weaving effi-ciency. Traditionally, this process has been sized with common sizing agents like carboxymethyl cellulose (CMC),polyvinyl alcohol (PVA), starch, modified starch derivatives, etc., or a combination thereof along with quite a fewother fiber binding agents [7]). However, many issues were encountered with these sizing agents in cellulosic fibertextures due to subsequent processing ways and therefore, the removal of sizing agents or desizing process isrequired so that applicable size could be recovered to achieve the fabric for further processing [4]. Although, variousphysicochemical methods are available to desize the fiber matrix, for example, steeping with rot and acids, oxidizing
TABLE 5.1 Chemical composition and mechanical properties of some common cellulosic fibers.
Fiber type
Chemical composition (%) Mechanical properties
Cellulose Lignin Hemicelluloses Pectin Elongation (%) Density (g/cm3) Tensile strength (MPa)
Young’s modulus
(GPa)
Cotton 90e95 2e3 2e6 0.5 3e10 1.5e1.6 287e597 5.5e12.6
Jute 45e71.5 12e26 13.6e21 0.2 1.5e1.8 1.3e1.46 393e800 10e30
Flax 71 2.2 18.6e20.6 2.3 1.2e3.2 1.4e1.5 345e1500 27.6e80
Hemp 57e77 3.7e13 14e22.4 0.9 1.6 1.48 550e900 70
Ramie 68.6e91 0.6e0.7 5e16.7 1.9 2.0e3.8 1.5 220e938 44e128
Sisal 47e78 7e11 10e24 10 2.0e14 1.33e1.5 400e700 9.0e38.0
Coir 43e44 45e47 0.25e2.0 3 15.0e30.0 1.2 175e220 4.0e6.0
Kenaf 31e57 15e19 21.5e23 e 1.5e1.8 1.44 393e773 26.5
5. Current and future perspectives of enzyme treatments for cellulosic fibers: a review70
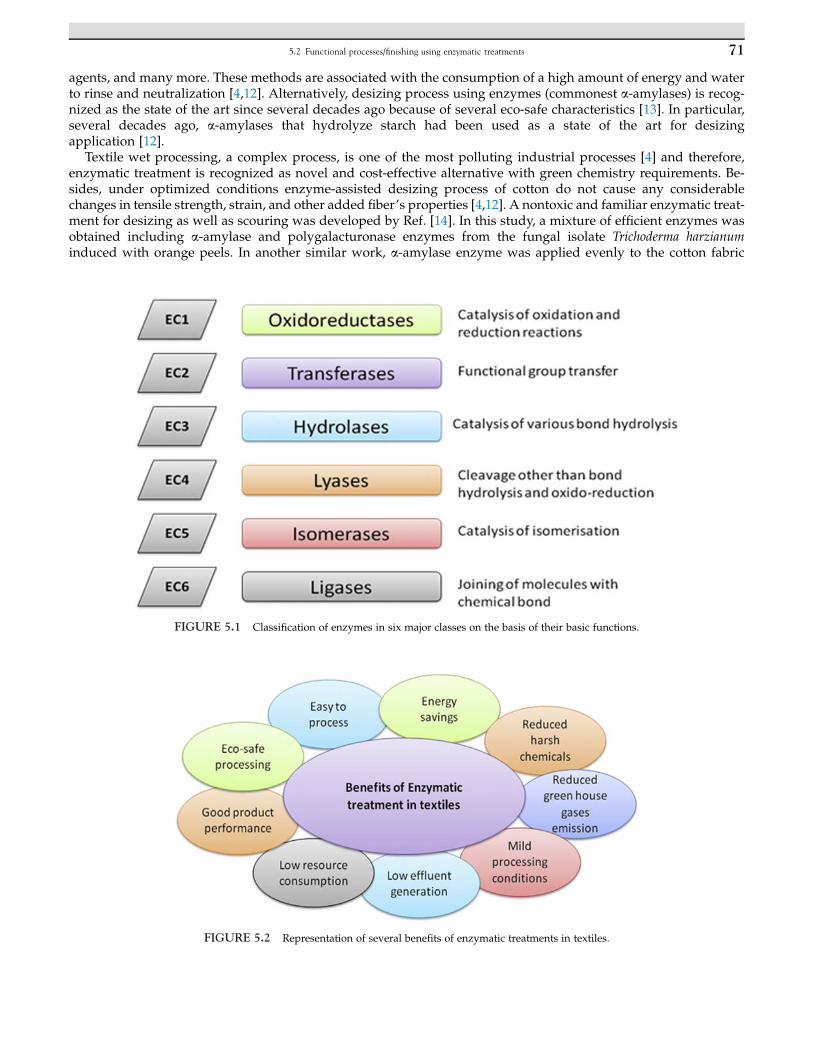
agents, and many more. These methods are associated with the consumption of a high amount of energy and waterto rinse and neutralization [4,12]. Alternatively, desizing process using enzymes (commonest a-amylases) is recog-nized as the state of the art since several decades ago because of several eco-safe characteristics [13]. In particular,several decades ago, a-amylases that hydrolyze starch had been used as a state of the art for desizingapplication [12].
Textile wet processing, a complex process, is one of the most polluting industrial processes [4] and therefore,enzymatic treatment is recognized as novel and cost-effective alternative with green chemistry requirements. Be-sides, under optimized conditions enzyme-assisted desizing process of cotton do not cause any considerablechanges in tensile strength, strain, and other added fiber’s properties [4,12]. A nontoxic and familiar enzymatic treat-ment for desizing as well as scouring was developed by Ref. [14]. In this study, a mixture of efficient enzymes wasobtained including a-amylase and polygalacturonase enzymes from the fungal isolate Trichoderma harzianuminduced with orange peels. In another similar work, a-amylase enzyme was applied evenly to the cotton fabric
FIGURE 5.1 Classification of enzymes in six major classes on the basis of their basic functions.
FIGURE 5.2 Representation of several benefits of enzymatic treatments in textiles.
5.2 Functional processes/finishing using enzymatic treatments 71
and found to be much effective for desizing application. The application of a-amylase onto the fabric was carried outby using cleaner as well as greener processes such as winches, pad roll, pad steam, and jigger.
Ultrasonic-assisted technology is one of the cleanest technologies, shows a pivotal role in harnessing and feasi-bility, and therefore, improves desizing and other fabric’s properties within less time. Wang et al. [15] applied thetreatment combination of ultrasound power and enzymatic procedure for the woven cotton fabric to evaluate theirfeasibility concerning desizing. In the work, improved desizing efficiency was observed and also it was concludedthat ultrasonic power value and the cavitation effect were the two major factors in improved enzymatic desizing forcotton fabric. Recently, Mojsov [16] investigated the behavior of a mixture of starch degrading enzymes, pectinases,and glucose oxidases treated cotton fabric for enzyme-assisted bio-scouring, desizing, and bleaching processes.Thus, the applications of enzyme-based preparations to remove sizing from cellulosic fibers are being consideredas eco-safe as well as clean technology.
5.2.2 Bio-scouring
As raw, cellulosic materials contain about 5%e10% natural mix-up of various compounds (i.e., hemicelluloses,lignins, pectins, proteins, waxes, etc.), their presence can be causative of weak finishing performance of the fiber[17], and therefore, needs to be removed necessarily before the finishing procedures. The elimination of noncellulosicmaterial from the surface of the cellulosic material is known as scouring [4,18]. Conventionally, many chemical-based pretreatments such as an alkaline solution of NaOH have been used for the purpose. After time being, a-am-ylases were utilized as pretreatment along with strong alkalis. This scouring process has a high alkali, water, andenergy consumption and can cause unwanted spoil of cellulosic materials used. The usage of bio-based materialsto get rid of noncellulosic materials from the surface of the cellulosic fiber is referred to as bio-scouring. Enzymaticscouringmakes it possible to efficiently scour without negative effects, and for a better bio-scouring process cellulaseand pectinase are found highly recognized with few limitations [1,4,18,19].
Enzyme treatments to the cellulosic materials not only scour the noncellulosic materials but also improve the wet-ability as well as dyeability of the fiber. Recently, Hasan and Saifullah [20] investigated the enzymatic effect onto jutefibers for various factors such as scouring, dyeability, physicochemical, andmechanical characteristics. The enzymesemployed in the study are the combination (50:50 ratio w/w) of alcalase and cellulase. As a result, it was concludedthat the treatment with enzymes provide excel concert in terms of improved wettability, dyeability, hydrophilicity,and whiteness index, but there was a loss in fabric’s tensile strength.
5.2.3 Biobleaching
The natural discoloration to confer the pure white appearance of cellulosic fibers is known as bleaching. Tradi-tionally, concentrated alkaline chemicals had been used for the purpose. Later, hydrogen peroxide (H2O2) was uti-lized as the commonest bleaching agent for the treatment of natural (i.e., wool, silk, cotton, linen) as well as syntheticfibers (polyester, acrylic) that impart a high degree of brightness with preserving the mechanical characteristics tothe fibers [21]. Enzyme technology enabled the applicability of a single enzyme for many types of fibers with variantcolors [22]. Bleaching of colored denim is a valuable state of the art in textile processing using enzymatic treatments.Lipases are being used to bleach indigo-dyed denim [23].
Laccases are the enzymes under the multi-copper class, which by using oxygen as an electron acceptor catalyzethe oxidation of a wide range of inorganic and organic substances [18,24]. In order to get sufficient results at lowconcentrations as well as a short time of treatment using laccases were also reported [24]. Similarly, another studyrevealed the whiteness improvement of cotton most to be expected because of the oxidation of flavonoids [25]. More-over, simultaneous application of a new combining way with the use of two oxidoreductasesdglucose oxidases andperoxidasesdfor textile decoloration and bleaching processes was reported by Opwis et al. [26]. So, compared withthe existing methodologies, the enzymatic processes resulted in a cleaner and better alternative.
5.2.4 Biostoning
From the past 2 decades, much attention has been arisen to apply enzymes in a wide range of applications fortextiles. Early to mid of the 19th century, enzyme-based processes have been initiated for fabric processing to removestarch-based sizing [27]. During the recent decades, bio-washing with enzyme-based treatments of denim-type
5. Current and future perspectives of enzyme treatments for cellulosic fibers: a review72

materials is recognized as one of the most emerging in textile industry. However, “biostoning” refers to the enzyme-assisted process alternative to denim stonewashing that had been used in the 1970s and early 1980s to impart denimthe fashionable contrast as well as lightly worn appearance by the abrasive action of pumice stones onto the fibersurface [4,18].
In recent trends, many cellulase-based extracts are available for denim washing. Efficiently, ~80% textile finishingindustries are being utilized cellulase-based extracts either alone or in combination with other enzymes [15,16].Additionally, pumice stones are being utilized to obtain a specified garment outlook [1]. The light-colored andsoothed tones of indigo-dyed denim are also achieved by using laccase enzyme.
Furthermore, Ji-Ming and Shuang-Li [28] attempted to desize using soap-NaOH solution as well as biostoningusing neutral cellulase 3NS for jeans garments dyed with indigo and sulfur black. In the study, satisfying resultswere shown. Another work on the bio-desizing and bio-washing of denim garments was performed by Ref. [29].In this study, a simple one-step method was employed and the enzymes used were amylase, laccase, and cellulasewith satisfactory results with reasonable abrasion resistances up to 10,000 cycles.
It is noteworthy for cellulosic materials to select suitable enzyme for biostoning with various physical parameters[1,4,18,30] because of the sensitivity of cellulosic fiber’s functional groups toward the hydrophobic nature of certainenzymes such as cellulase [19].
5.2.5 Bio-polishing
Using enzymes bio-polishing is a biological and optional finishing process that improves the fabric quality bywhich the surface of the fiber is made much smoother and vanished effects. Cellulase enzyme has been utilizedfor the removal of microfibrils through the biochemical action efficiently [31], either before or after the dyeing pro-cess to produce permanent effects [32]. According to Ref. [21], the process bio-polishing imparts four majorimproved characteristics: (a) cleaner surface is obtained conferring a cooler feel, (b) luster is obtained as a side effect,(c) fabric obtains softer feel, and (d) tendency of the fabric to pill ends.
The commonest utilized enzymes in bio-polishing are cellulases with mesophilic nature and optimum tempera-ture ranges between 50 and 55�C [4,18]. In a study, Liu et al. [33] investigated bio-polishing actions of cellulases. Theyconfirmed that cellulase improved overall fabric’s surface appearance, primarily reducing pilling tendency with asoft and smooth surface.
5.2.6 Recycling
Contrarily, enzymes are needed in a very small amount to catalyze several biochemical reactions like conventionalcatalysts. During the reaction minor change in their initial structure has been observed [4]. After the completion ofthe reaction, they are found to be able for catalysis purposes. Emerging techniques have been developed for the fin-ishing of textile substrates, out of which, treatments with enzymes set a new vista in textile processing mainly in thefinishing of cellulosic fabrics [34].
To increase the utilization of recycled papers, fibers and other apparels are a needy perspective of the present sce-nario of eco-preservation. In this regard, the efficient application of this process can be a solution of present environ-mental issues due to the superior conservation nature including low energy/fuel consumption, low cost, andlowering in pollution as well [35]. Shojaei et al. [34] described earlier an environmentally friendly enzymatic treat-ment method using cellulase to recycle of elderly cellulosic wastes consisting cotton, lyocell, and viscose. Cellulaseenzyme hydrolyzes cellulosic chains present in the fabric and abridges fiber lengths. From the study, it wasconcluded that cellulase enzyme-treated waste fibers observed as appropriate for the use of raw material can be uti-lized in relevant industrial units primarily papermaking industry. The successful recycling of colored textile wasteand reuse thereof also represents a major milestone to reduce the environmental impact of the textile industryglobally.
It is quite interesting to recycle fibers from used colored-cellulosic wastes. In this regard, recently Haslinger et al.[36] explained a way to upcycle postconsumer cellulosic waste into useable fiber analogue. In the study it wasconcluded that vat and reactive dyes which bear anthraquinone moiety possess the high potential to be reused indry-jet wet spinning with improved wearing and laundering characteristics.
5.2 Functional processes/finishing using enzymatic treatments 73

5.3 Enzymes with thermal stability
The activity of enzymes attributed to the two major influencing factors: one is temperature and other one is pH ofthe media. A general trend for most of the enzymes believed as a steady increase in thermal stability and passes amaximum, followed by a decrease. Simply, enzymatic sensitivity over many biochemical reactions, the activity in-creases with increase in temperature, and in turn increases the rate of the reaction, but also, it is worthy to note that atcolder temperature, the activity decrease is observed (Fig. 5.3) (https://sciencing.com). And thus, above this tem-perature (high temperature) enzyme activity may be passive due to denaturation (https://www.creative-enzymes.com). Therefore, particular enzymatic action needs peculiar optimum thermal as well as pH conditionsfor better aestheticism and applicability. In addition, energy of activation and thermal stability also showed pro-nounced effects on the inherent properties of enzymes. Daniel et al. explained a novel equilibrium model and theresults showed the gradual decrease of enzymatic activity with increase in temperature [37]. Enzymes with highthermal stability (i.e., amylases) (stable ~100�C) find higher efficiency, fast, and easy-to-handle treatment optionfor cellulosic materials than the existing methods [15,16,18]. Undoubtedly, the limitations especially sensitivity to-ward temperature, pH, and humidity of media selected for enzymes are the major concerns for the applicationsin textiles. Specifically, they can be safely operated under milder temperature and pressure for desired effectivenessto a significant extent [4,16].
5.4 Future perspectives
In the field of textile’s wet processing, the enzymatic processes are emerging due to their big valuable deeds.Textile sector plays a pivotal role in the circulation as well as developing world economy and so, it is one of thelargest industrial sectors around the globe. Using biotechnology this applied sector enabled the significant revolu-tions in several sections of textile processing. In this regard, amazing outcomes have been noteworthily observedwith the textile processing by the use of several industrial enzymes.
So far, many investigations were carried out for a number of textile applications, still now, for cellulosic fibers/fabrics commercialized very less in numbers. For example, cellulases were utilized for bio-scouring, softening, andbiostoning and amylases for desizing. Moreover, lipases, catalases, xylanases, pectinases, proteases, etc., are also be-ing under utilization for bio-scouring, biopolishing, biobleaching, and fading of denim and nondenim substrates [9].Great popularity of enzymatic treatments tends to a number of considerable properties including nontoxicity, envi-ronmentally friendly nature, biodegradability, sustainability, low energy consumption, selectivity, applicability andreusability, and lesser by-product formation. Although several benefits were considered in the processing of textilematerials using enzymatic treatments, the most important obstacles to regularize the commercial usage of enzyme
FIGURE 5.3 Representation of general effect of temperature on enzymatic activity.
5. Current and future perspectives of enzyme treatments for cellulosic fibers: a review74

processes are relatively higher-cost with nonsufficient knowledge on special applicability [4,16]. Additionally, ther-mal stability of enzymes is also another concern associated with limited applicability to the textile substrates andimprovement is still unresolved [38]. To the future direction, the major thrust areas for enzymes in textiles includethe development of auxiliary agents, chemical-enzyme additive mixtures, enzyme-compatible dyestuff formula-tions, dispersed commercialization, etc. Overall, exhaustive studies needed to be carried out for achieving maximalbenefits.
5.5 Conclusion
During the past few decades, enzymes have found great attention due to their various biotechnological and envi-ronmental prospects and their diversified applications. White industrial biotechnologies enable the use of enzymesfor textile finishing processes. In this regard, the advances in enzymatic treatment processes in textile processing arevastly attracting around the globe. A large number of enzyme classes such as a-amylases, cellulases, catalases, per-oxidases, laccases, proteases, etc., have been utilized in the processing of textile materials, especially cellulosic fibers.For example, proteases are used for the surface modification of protein fibers (i.e., wool and silk). Also, a-amylasesare being utilized for desizing effects, cellulases for bio-polishing of cellulosic fabrics and denim garments, catalasesand peroxidases for bleaching purposes. Additionally, lipases and pectinases possess the potential for use in anothertype of textile processing. Therefore, modern textile industries are currently using enzyme-assisted technologies andprocesses that could provide “greener” substitutes to their synthetic counterparts. From the commercial point ofview, the development of innovative strategies for textile processing using enzymatic treatments, the solution forthe undesirous limitations in the future, is highly anticipated.
References
[1] Chen J, Wang Q, Hua Z, Du G. Research and application of biotechnology in textile industries in China. Enzym. Microb. Technol. 2007;40(7):1651e5.
[2] Hasanbeigi A, Price L. A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textileindustry. J. Clean. Prod. 2015;95:30e44.
[3] Parisi ML, Fatarella E, Spinelli D, Pogni R, Basosi R. Environmental impact assessment of an eco-efficient production for coloured textiles.J. Clean. Prod. 2015;108:514e24.
[4] ShahidM,Mohammad F, Chen G, Tang RC, Xing T. Enzymatic processing of natural fibres: white biotechnology for sustainable development.Green Chem. 2016;18(8):2256e81.
[5] Diderichsen B. A new desizing enzyme shows the changing nature of enzyme production. J. Biotechnol. 1995;38(2):196e7.[6] Aberer W, Hahn M, Klade M, Seebacher U, Spok A, Wallner K, Witzani H. European commission final report: collection of information on
enzymes. 2002. C. No. B4-3040/2000/278245/MAR/E2, 2002.[7] Yang Y, Reddy N. Potential of using plant proteins and chicken feathers for cotton warp sizing. Cellulose 2013;20(4):2163e74.[8] Nielsen PH, Kuilderd H, Zhou W, Lu X. Enzyme biotechnology for sustainable textiles. In: Sustainable textiles. Woodhead Publishing; 2009.
p. 113e38.[9] Singh S. Aspergillus enzymes for textile industry. In: New and future developments in microbial biotechnology and bioengineering. Elsevier;
2016. p. 191e8.[10] UKEssays. The use of enzymes in textile industry biology essay. November 2018. Available online at: https://www.ukessays.com/essays/
biology/the-use-of-enzymes-in-textile-industry-biology-essay.php. [Accessed 11 November 2020].[11] Xue LG, Tabil L, Panigrahi S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J. Polym. Environ.
2007;15(1):25e33. https://doi.org/10.1007/s10924-006-0042-3.[12] Chand N, Nateri AS, Sajedi RH, Mahdavi A, Rassa M. Enzymatic desizing of cotton fabric using a Ca2þ-independent a-amylase with acidic
pH profile. J. Mol. Catal. B Enzym. 2012;83:46e50.[13] Karmakar SR. Textile science and technology, vol. 12. Elsevier; 1999. p. 69e85.[14] Aly AS, Sayed SM, Zahran MK. One-step process for enzymatic desizing and bioscouring of cotton fabrics. J. Nat. Fibers 2010;7(2):71e92.[15] Wang WM, Yu B, Zhong CJ. Use of ultrasonic energy in the enzymatic desizing of cotton fabric. J. Clean. Prod. 2012;33:179e82.[16] Mojsov K. Enzymatic desizing, bioscouring and enzymatic bleaching of cotton fabric with glucose oxidase. J. Text. Inst. 2019;110(7):1032e41.[17] Zhu H, Luo W, Ciesielski PN, Fang Z, Zhu JY, Henriksson G, Himmel ME, Hu L. Wood-derived materials for green electronics, biological
devices, and energy applications. Chem. Rev. 2016;116(16):9305e74.[18] Yu Y, Yuan J, Wang Q, Fan X, Ni X, Wang P, Cui L. Cellulase immobilization onto the reversibly soluble methacrylate copolymer for denim
washing. Carbohydr. Polym. 2013;95(2):675e80.[19] Gusakov AV, Sinitsyn AP, Markov AV, Sinitsyna OA, Ankudimova NV, Berlin AG. Study of protein adsorption on indigo particles confirms
the existence of enzymeeindigo interaction sites in cellulase molecules. J. Biotechnol. 2001;87(1):83e90.[20] Hassan MM, Saifullah K. Effect of enzymatic bio-scouring on the dyeability, physicochemical, and mechanical properties of jute fabrics. Fi-
bers Polym. 2019;20(3):578e87.[21] Mojsov KD. Trends in bio-processing of textiles: a review. Savremene Tehnol. 2014;3(2):135e8.
References 75

[22] Kirk O, Borchert TV, Fuglsang CC. Industrial enzyme applications. Curr. Opin. Biotechnol. 2002;13(4):345e51.[23] Galante YM, Formantici C. Enzyme applications in detergency and in manufacturing industries. Curr. Org. Chem. 2003;7(13):1399e422.[24] Tzanov T, Basto C, Gübitz GM, Cavaco-Paulo A. Laccases to improve the whiteness in a conventional bleaching of cotton. Macromol. Mater.
Eng. 2003;288(10):807e10.[25] Pereira L, Bastos C, Tzanov T, Cavaco-Paulo A, Gübitz GM. Environmentally friendly bleaching of cotton using laccases. Environ. Chem. Lett.
2005;3(2):66e9.[26] Opwis K, Knittel D, Schollmeyer E, Hoferichter P, CordesA. Simultaneous application of glucose oxidases and peroxidases in bleaching processes.
Eng. Life Sci. 2008;8(2):175e8.[27] Agrawal BJ. Bio-stoning of denim-an environmental-friendly approach. Curr. Trends Biomed. Eng. Biosci. 2017;3(3):45e7.[28] Ji-Ming Y, Shuang-Li Z. Enzyme desizing to improve biostoning effects of black jeans black. Text. Auxil. 2010;12. http://en.cnki.com.cn/
Article_en/CJFDTotal-YRZJ201012012.htm.[29] Maryan AS, Montazer M. A cleaner production of denim garment using one step treatment with amylase/cellulase/laccase. J. Clean. Prod.
2013;57:320e6.[30] Gusakov AV, Sinitsyn AP, Berlin AG, Markov AV, Ankudimova NV. Surface hydrophobic amino acid residues in cellulase molecules as a
structural factor responsible for their high denim-washing performance. Enzym. Microb. Technol. 2000;217(9):664e71.[31] Montazer M, Maryan AS. Influences of different enzymatic treatment on denim garment. Applied Biochem. Biotechnol. 2010;160(7):2114e28.[32] Saravanan D, Vasanthi NS, Ramachandran T. A review on influential behaviour of biopolishing on dyeability and certain physico-mechanical
properties of cotton fabrics. Carbohydr. Polym. 2009;76(1):1e7.[33] Liu J, Otto E, Lange N, Husain P, Condon B, Lund H. Selecting cellulases for bio-polishing based on enzyme selectivity and process
conditions. Text. Chem. Color. Am. Dyest. Rep. 2000;32(5):30e6.[34] Shojaei KM, Dadashian F, Montazer M. Recycling of cellulosic fibers by enzymatic process. Appl. Biochem. Biotechnol. 2012;166(3):744e52.[35] Wang L, Zhang YZ, Yang H. Quantitative estimate of the effect of cellulose components during degradation of cotton fibers. Carbohydr. Res.
2004;339:819e24.[36] Haslinger S, Wang Y, Rissanen M, Lossa MB, Tanttu M, Ilen E, Määttänen M, Harlin A, Hummel M, Sixta H. Recycling of vat and reactive
dyed textile waste to new colored man-made cellulose fibers. Green Chem. 2019;21(20):5598e610.[37] Daniel RM, DansonMJ, Eisenthal R, Lee CK, PetersonME. The effect of temperature on enzyme activity: new insights and their implications.
Extremophiles 2008;12(1):51e9.[38] Chandra P, Singh R, Arora PK. Microbial lipases and their industrial applications: a comprehensive review. Microb. Cell Fact 2020;19(1):1e42.
Important websites
https://www.bccresearch.com/market-research/biotechnology/enzymes-industrial-applications-bio030h.html (Accessed on 10.09.2020).https://www.bccresearch.com/market-research/biotechnology/global-markets-for-enzymes-in-industrial-applications.html (Accessed on 10.09.2020).http://chemistry.elmhurst.edu/vchembook/547cellulose.html (Accessed on 10.09.2020).https://www.creative-enzymes.com/service/enzyme-thermal-stability_377.html (Accessed on 11.11.2020).https://www.bolibio.com/products_enzymes_for_textile.html?gclid¼CjwKCAiAtK79BRAIEiwA4OskBmrB5CESZ0_DWnb-Qnfcw-WsOf-
FyFRjxbNpMBwZS7RwVnCNMJhOOYxoCstIQAvD_BwE (Accessed on 11.11.2020).https://www.enzymetechnicalassociation.org/eta-panel-at-ift16-on-generally-recognized-as-safety-gras-concept/(Accessed on 11.11.2020).http://ec.europa.eu/environment/archives/dansub/pdfs/enzymerepcomplete.pdf (Accessed on 10.09.2020).https://sciencing.com/effects-temperature-enzyme-activity-biology-6049.html (Accessed on 11.11.2020).https://www.resourceefficient.eu/en/technology/enzymatic-treatments-textile-wet-processing (Accessed on 11.11.2020).
5. Current and future perspectives of enzyme treatments for cellulosic fibers: a review76
C H A P T E R
6
Environmentally sound textile wet processingAhmet Gürses, Kübra Güneş, Elif Şahin
Ataturk University, K.K. Education Faculty, Department of Chemistry Education, Erzurum, Turkey
6.1 Introduction
From the earliest times to the present, textiles have been used by people to show personal well-being and evenpersonal wealth, and for purposes such as covering and warming [1]. The industrial textile production process,which has the basic steps of pretreatment, dyeing, printing, and finishing processes, has a very high potential interms of producing environmental pollution. These production operations not only consume large amounts of en-ergy and water, but also generate considerable amounts of effluents due to the textile industry’s use of a range ofdyes, chemicals, and other materials to give fabrics the necessary qualities. The quality of the effluents producedis generally of a nature that cannot be used for other purposes, and therefore, their disposal without proper treat-ment can cause serious environmental problems [2]. Conventional textile production, which is unsustainable andone of the highest environmental pollutants in the world, is responsible for up to 20% of river and soil pollution,so improving the sustainability of textile production is extremely critical [3]. In recent years, green chemistry, whichhas emerged as an effective tool to make textile wet processing sustainable, helps the development of alternativegreen and biodegradable chemicals that can be used as wetting, washing, and finishing agents [4].
Wet processing, which is the main process affecting the end product and textile quality in the textile industries,uses large amounts of water, chemicals, and energy for its various stages. In wet processing, water is used as a com-mon solvent for chemicals and dyes due to its low price and easy availability; however, water contaminated withchemicals and dyes is a serious environmental contaminant and threat as a toxic and nonbiodegradable effluent [5].
The textile wet processing industry is characterized by the highest industrial water consumption and chemicaluse, which uses water as the main medium to remove impurities, and apply dyes and finishing agents. For everyton of fabric produced, 20e350 m3 of water is consumed, which reflects a wide range of water consumption, variousprocesses, and sequences. For the sector, which is among the very large industrial water consumers, the develop-ment of intensive water recycling strategies and the recovery of valuable chemical products through cleaner produc-tion strategies seem to be a necessity [6,7]. Textile production is based on long production and wet processingoperations, and these production steps include yarn, fabric and garment manufacturing, and wet processing [8].
6.1.1 Textile wet processing
Wet processing, which includes mechanical and chemical processes applied to improve the aesthetic value of fab-ric, yarn, and fiber, is considered as a large and important set of processes in the textile industry with a wide range ofprocedures affecting the final product appearance and quality [9,10].
Conventional textile wet processing, which includes pretreatments, dyeing, printing, and finishing processes,uses large amounts of water, dyes, and chemicals and other materials and is one of the most common sources of in-dustrial environmental pollution [11,12]. To achieve sustainable production, most of the processes have been modi-fied and the use of hazardous, carcinogenic dyes and chemicals is banned [13]. Regardless of the stages of the variousprocesses that fall under the aforementioned classification, each method followed is based on the following basicprinciples.
77Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00008-7
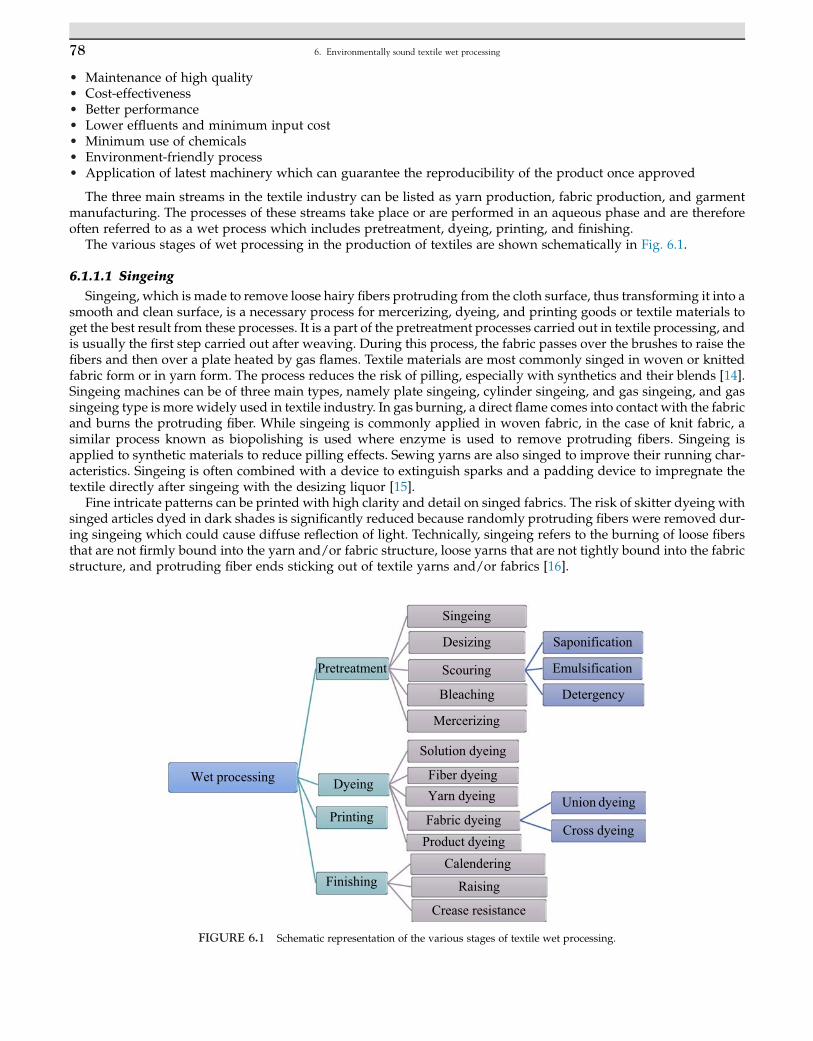
• Maintenance of high quality• Cost-effectiveness• Better performance• Lower effluents and minimum input cost• Minimum use of chemicals• Environment-friendly process• Application of latest machinery which can guarantee the reproducibility of the product once approved
The three main streams in the textile industry can be listed as yarn production, fabric production, and garmentmanufacturing. The processes of these streams take place or are performed in an aqueous phase and are thereforeoften referred to as a wet process which includes pretreatment, dyeing, printing, and finishing.
The various stages of wet processing in the production of textiles are shown schematically in Fig. 6.1.
6.1.1.1 Singeing
Singeing, which is made to remove loose hairy fibers protruding from the cloth surface, thus transforming it into asmooth and clean surface, is a necessary process for mercerizing, dyeing, and printing goods or textile materials toget the best result from these processes. It is a part of the pretreatment processes carried out in textile processing, andis usually the first step carried out after weaving. During this process, the fabric passes over the brushes to raise thefibers and then over a plate heated by gas flames. Textile materials are most commonly singed in woven or knittedfabric form or in yarn form. The process reduces the risk of pilling, especially with synthetics and their blends [14].Singeing machines can be of three main types, namely plate singeing, cylinder singeing, and gas singeing, and gassingeing type is more widely used in textile industry. In gas burning, a direct flame comes into contact with the fabricand burns the protruding fiber. While singeing is commonly applied in woven fabric, in the case of knit fabric, asimilar process known as biopolishing is used where enzyme is used to remove protruding fibers. Singeing isapplied to synthetic materials to reduce pilling effects. Sewing yarns are also singed to improve their running char-acteristics. Singeing is often combined with a device to extinguish sparks and a padding device to impregnate thetextile directly after singeing with the desizing liquor [15].
Fine intricate patterns can be printed with high clarity and detail on singed fabrics. The risk of skitter dyeing withsinged articles dyed in dark shades is significantly reduced because randomly protruding fibers were removed dur-ing singeing which could cause diffuse reflection of light. Technically, singeing refers to the burning of loose fibersthat are not firmly bound into the yarn and/or fabric structure, loose yarns that are not tightly bound into the fabricstructure, and protruding fiber ends sticking out of textile yarns and/or fabrics [16].
Wet processing
Pretreatment
Singeing
Desizing
Scouring
Saponification
Emulsification
DetergencyBleaching
Mercerizing
Dyeing
Solution dyeing
Fiber dyeing
Yarn dyeing
Fabric dyeing
Union dyeing
Cross dyeingProduct dyeing
Printing
Finishing
Calendering
Raising
Crease resistance
FIGURE 6.1 Schematic representation of the various stages of textile wet processing.
6. Environmentally sound textile wet processing78
Singeing creates the conditions for reducing pilling and obtaining a perfect fabric. The risk of skitter shading withsinged articles hued in dull shades is broadly reduced, as randomly bulging fibers are evacuated in burning whichcould achieve diffused impression of light. Although singeing is a simple process, maximum care should be takennot to damage the fabric [17,18].
6.1.1.2 Desizing
Desizing, which is the preparatory step used to remove the sizing materials applied before weaving in the sizingprocess, is the process of removing the sizing materials from the fabric to increase the strength of the yarn that canwithstand the friction of the loom. Fabric, which has not been desized, is very stiff and creates difficulty in its treat-ment with a different solution in subsequent processing. The size is a necessary reinforcement for the warp threadsduring tension-ridden weaving process but, once the fabric is made, it may create an additional impurity thatprevents the fabric from getting wet and interacting with chemicals and therefore needs to be removed. In termsof natural fibers, size materials are mostly composed of water-insoluble starches or mixtures of starch and other ma-terials. In the desizing step, the use of enzymes capable of breaking down starches into water-soluble sugars is morecommon than traditional methods using bacterial action or mineral acids. The sugars are then removed by rinsingoperations before further steps. In contrast, handmade fibers are often sized to water-soluble sizes that can facilitateeasy removal by hot water treatments [19].
Desizing can be done by hydrolytic methods such as rod steep, acid steep, and enzymatic steep or by oxidativemethod using chlorine, chloride, bromide, and hydrogen peroxide. Depending on the sizing materials, the cloth canbe steeped with a dilute acid and then rinsed or enzymes can be used to break down the sizingmaterial. In the case ofusing starch as the sizing material, enzymes are applied in the desizing process and usually carboxymethyl cellulose(CMC) and polyvinyl alcohol (PVA) are used as sizing materials.
Desizing, which is a key process in pretreatment of wet processing of cotton fabric, is a critical treatment in termsof removing the sizes coated on the fabric before dyeing and printing. The use of a-amylase, which is an environ-mentally friendly material for desizing cotton fabric, emerges as a cleaner production technology application whereno hazardous substances are used, and amylases, which are one of the most important industrial enzymes, do notharm textile fibers [20].
Environmental production processes for textile materials create a significant strain on warp during weaving [21].Enzymatic desizing is human, machine, and environmental-friendly and is the safest method for desizing starch-sized fabrics [20,22]. Desizing effluent corresponds to approximately 50% of the organic load in the wastewaterfrom textile wet processing [23]. The desizing effluent from natural fiber processing activities has a COD of10,000e20,000 mg/L and a BOD of 5000e10,000 mg/L, while handmade desizing effluent typically has a higherCOD (10,000e40,000 mg/L) but has a relatively smaller BOD (500e1000 mg/L) [24].
6.1.1.3 Scouring
The textile scouring process is considered in two types: traditional washing process, kier boiling (discontinuous)scouring and special scouring process, solvent scouring process. Kier boiling is a scouring process for cotton andlinen in which the fibers are treated for removal of impurities by boiling with a 1% solution of caustic soda [25].A kier is usually enclosed, so the solution of sodium hydroxide can be boiled under pressure, excluding oxygenwhich would degrade the cellulose in the fiber. Solvent washing consists of opening the wool, dusting it, then treat-ing the wool in batches or continuously using solvent to remove grease, and then scouring the wool in a mild soapand soda wash [26]. Noncellulosic components such as oils, waxes, proteins, pectins, natural colorants, minerals,noncellulosic polysaccharides, and water-soluble compounds, which are predominantly found in the primary cellwall, can be removed from natural cotton by the scouring process, so that the fabric gained wettability can be prop-erly bleached and dyed successfully [27]. Surfactants can be added during the scouring process to promote the pene-tration of the scouring agent into the cotton fibers and to emulsify the wax on the cotton [28]. If appropriate reagentsare used, scouring will also remove size from fabric, although desizing usually precedes scouring and is considereda separate process named as fabric preparation [29]. Preparation and scouring is a prerequisite for most other fin-ishing operations. At this stage, even the most natural white cotton fibers are yellowish in color and therefore bleach-ing is required as the next process. Saponification, emulsification, and detergency are involved as the three mainprocesses in scouring. The fabric is boiled in an alkali, which forms a soap with free fatty acids (saponification).
In the cotton scouring process, sodium hydroxide is the main chemical reagent that converts saponifiable fats andoils into soap, dissolves the mineral substance, and converts pectose and pectin into soluble salts. Although differentalkaline scouring agents such as NaCO3 and Ca (OH)2 can be used in the textile industry, it is more common to usecaustic soda (NaOH) for scouring, and although the conditions depend on the quality of the fabric to be scoured,
6.1 Introduction 79
conventional chemical scouring is carried out at 90e100�C for 45e60 min. Also, different agents such as reducingagents, detergents, chelating agents, and wetting agents are involved in the process [30e32]. Detergent, which is anemulsifying agent and removes dust and dirt particles from the fabric, is another important scouring chemical.
6.1.1.4 Bleaching
Bleaching is the process of improving whiteness by removing natural coloration in cotton and residual trace im-purities, and the degree of bleaching is determined by the required whiteness and absorbency. Cotton, a vegetablefiber, is bleached using an oxidizing agent such as dilute sodium hypochlorite or dilute hydrogen peroxide. If thefabric is to be dyed a deep shade, lower bleaching levels are acceptable, but for white linens and medical applica-tions, the highest level of whiteness and absorbency will be required, so a high level of bleachingmay be required. Tobleach polyamide, polyacrylic, and polyacetate fibers, reductive bleaching technology, often using sodium hydrosul-fite, can be used. After scouring and bleaching, optical brightening agents (OBAs), which can be present in differentshades such as blue, violet, and red, are used to make the textile material appear whiter.
Bleaching, which can be applied in the sole preparation process or in conjunction with other processes such asdesizing, scouring, and mercerizing, commonly involves the use of one of the four main bleaching agentsdsodiumhypochlorite, calcium hypochlorite, sodium chloride, and hydrogen peroxidedto remove unwanted color fromtextile fibers [18,33]. The oldest industrial bleaching agent is hypochlorite; however, hydrogen peroxide is the pri-mary bleaching agent in the textile industry, and is also used in pulp, paper, and household laundry applications[34, 35]. The main purpose of bleaching is to produce permanent whiteness by oxidizing or reducing coloring agentswith minimal degradation in the fiber [36,37]. The three main steps of the bleaching process are saturation of thefabric with bleach and other necessary chemicals, raising the temperature to a certain level for any textile and main-taining this temperature for the required time and thoroughly washing and drying of fabric [38e40].
6.1.1.5 Mercerization
Mercerization, which is an alkaline process for cotton fabric and yarn, which is applied to cellulosic materials suchas cotton or hemp and increases the strength and dyeability of the fabric or yarn by giving a lustrous appearance andchanging the physical and characteristic properties of fibers, is one of the most important finishing processes [41].
In addition, the fabric is mercerized during treatment with a sodium hydroxide solution to cause the fibers to swelland thereby achieve improved luster, strength, and dye affinity. These effects are brought about by alkaline swelling ofthe fibers with or without tension. Mercerization can be carried out directly on unbleached fabric or after bleaching.The process can be carried out cold or hot, wet or dry, without chain or chainless, and batch or continuously [42,43].The treating with caustic soda (sodium hydroxide) can cause the cotton fibers to swell laterally and shrink longitudi-nally, creating a round cross-section that reflects light to improve luster, and the cross-section of the fiber changesapproximately from kidney shape to circle, while in absence of tension, the resulting product gains in elasticity andbecomes suitable for use as a stretch yarn or fabric [44,45]. Since NaOH is the main chemical also used for merceriza-tion, the process can generate highly alkaline effluents including surfactant and suspended solids [46].
On the other hand, during mercerization, the crystalline structure of cellulose is changed from cellulose I to cel-lulose II, which can be examined by the X-ray diffraction technique, but the change in crystal structure may not bedirectly responsible for the change in fiber luster [47e49].
6.1.1.6 Dyeing
Dyeing, which is the application of dyes or pigments on textile materials such as fibers, yarns, and fabrics in orderto achieve the desired colorfastness, is normally done in a special solution containing dyes and certain chemicals,and the key control factors are temperature and time. Dyeing can be carried out as a continuous or batch process.Dye molecules fixed to the fiber by means of adsorption, diffusion, and binding can be strongly or weakly boundedto the fiber depending on the type of dye. Dyeing and printing are different applications and while the color in print-ing is applied to a localized area with the desired patterns, dyeing is applied to the entire textile [50].
The textile industry produces large amounts of effluents and wastewater in the dyeing and printing processwhich contains large amounts of colorants, residual reactive dye, complex component, and binders, which are diffi-cult to be degraded. Today, more than 3600 individual textile dyes are produced by the industry. The textile dyeingand finishing industry is one of the largest environmental pollutants as one of the most chemically intensive indus-tries in the world. The textile industry uses more than 8000 chemicals in various production processes, includingdyeing and printing that require large amounts of water, and the majority of them are toxic and directly or indirectlyharmful to human health. Also textile printing effluents have high biological oxygen demand (BOD) and chemicaloxygen demand (COD) values [51e53].
6. Environmentally sound textile wet processing80

The art of applying color to fabric was known by mankind since 3500 BCE, and the first use of synthetic dyes wasdiscovered byWH Perkins in 1856, and today the production and use of synthetic dyes for fabric dyeing has becomea major industry. Synthetic dyes provided a wide variety of colorfastness and bright hues, but their toxicity causedadverse effects on all life forms. Modern dyeing technology consists of many steps that often require high temper-atures and pressures, selected according to the nature of the fiber and the properties of the dyes and pigments to beused in fabrics, such as chemical structure, classification, commercial availability, fixing properties compatible withthe target material to be dyed, and economic considerations [54e57]. Moreover, it is a fact that there is no dye thatdyes all existing fibers and there is no fiber that can be dyed with all known dyes [58,59]. Treatment of effluents afterdyeing involves the removal of unfixed dyestuff and organic compounds [60e63].
Solution dyeing, also known as dope or spun dyeing, used to dye fibers that are difficult to dye such as olefinfibers, is the process of adding pigments or insoluble dyes to the spinning solution before the solution is extrudedthrough the spinneret [64].
Fiber dyeing, which includes groups such as stock dyeing, top dyeing, and tow dyeing, which indicates the stagewhen the fiber is dyed, is the process of dyeing the fibers at various stages of the production process before the fibersare turned into yarn.
Fabric dyeing, also known as piece dyeing, which is the most common process used in dyeing economical andsolid-colored fabrics, is dyeing the fabric after it has been constructed [65]. Union dyeing is a method of dyeing afabric containing two or more types of fibers or yarns in the same shade to achieve a solid-colored fabric appearance.Cross-dyeing is the method of dyeing blended or combination fabrics in two or more shades using dyes withdifferent affinities for different fibers [66].
Product dyeing, also known as garment dyeing, is the process of dyeing products such as socks, sweaters, andcarpets after they are produced. This dyeing step is suitable when all components, including yarns, are dyed thesame color [67].
6.1.1.7 Printing
Textile printing, also called local dyeing, is the application of color to the surface of a fabric in the form of paste orink in a predetermined pattern, andmoreover, it is also possible to print the patterns on the fabric that has already beendyed. In properly printed fabrics, the dye is bound with fiber to resist washing and rubbing. The printing is related todyeing, but in proper dyeing, the entire fabric is covered with one color, while in printing only one or more colors areapplied in certain parts and sharply defined patterns. In printing, wooden blocks, stencils, engraved plates, rollers, orscreen printing can be used to place colors on the fabric, and the colorants used include thickened dyes to prevent thecolor from spreading beyond the pattern or design boundaries through capillary attraction. Printing technology can beseen as a simple process for physically integrating heterogeneous materials into textiles. Screen printing and inkjetprinting are two suitable surface techniques currently used to produce functional and smart textiles [68]. Inkjet print-ing is a one-step automated manufacturing process that uses much less ink than screen printing and can deposit a thinlayer of conductive or functional layers in a specific pattern region of a surface [69]. In inkjet printing, none of the tradi-tional printing chemicals such as alkali, urea, and thickeners can be directly included in ink formulations [70].
The effluent from the printing process is less, but it is more concentrated than the dyeing process, and the waste-water from printing pastes containing water, dyes, urea, and thickeners also contains high levels of COD and solidwaste [71]. Different treatment processes such as flotation, adsorption, membrane separation, nanofiltration, andelectrochemical oxidation are used for the treatment of printing wastewater of the textile industry and to minimizetheir toxicity [51]. Cotton printing effluents are produced by washing the printing equipment after fixation as well aswashing the printing fabric. The composition is very similar to effluents from the textile dyeing industry, except forsolid contaminants from thickening agents and sometimes solvents [72]. Conventional treatment processes of dyeingand printing effluents include biological, physical, and chemical methods such as oxidation, adsorption, or coagu-lation with aluminum or iron salts [73,74].
6.1.1.8 Finishing
Textile finishing, performed to make textile products suitable for their purpose or end use, consists of a series ofprocesses applied before all bleached, dyed, printed, and some gray fabrics are transformed into the final product.The process involves impregnation of the fabric using a padding technique followed by a heat setting step, and alsosubsequent washing can be done to remove remaining chemicals. Finishing on fabric is done for both aesthetic andfunctional purposes to improve the quality and appearance of a fabric, and so the fabric can gain significant addedvalue by applying one or more finishing processes. Finishing processes can include various steps such as calen-daring, creasing resistance, filling, softening, hardening, water repellency, moth proofing, mildew proofing, flameretardant, antistatic antibacterial, UV protection, and soil resistance [75,76].
6.1 Introduction 81
In addition to the fact that the finishing processes cause serious water pollution, all wet processes that create envi-ronmental problems such as large amounts of wastewater and high water and energy consumption are not consid-ered environmentally friendly. Some new finishing techniques have emerged, such as laser finishing, ozone fading,and water jet fading, which are more environmentally friendly as an alternative to traditional wet processing [77,78].
• Laser Finishing Technology
The CO2 laser process, which has been used in different areas of the textile industry in recent years, can allowsurface design of patterns in a short time with good precision, desired effects, various sizes, and densities withoutmuch damage to the bulk properties of textile materials [79].
• Ozone Fading Technology
The method using ozone, which typically acts as a mild bleaching agent and also a sterilizing agent, has the ad-vantages of minimal power loss, simplicity, environmentally friendly, water and chemical free, low energy costs, andshort processing time. Today, ozone fading can also be achieved with plasma equipment. After washing, ozonizedwater can be easily deozonized by ultraviolet radiation [80].
• Water Jet Fading Technology
Hydro jet process, developed to model and/or improve the surface finish, texture, durability, and other propertiesof denim garments, does not create any pollution as it does not contain any chemicals and a suitable water recyclingsystem canmake it a very economical and environmentally friendly denim processing method. Color washout of thedye in the striped areas may create a faded effect without blurring, loss of fabric strength or durability, or excessivewarp shrinkage [81,82].
6.2 Environmentally sound textile wet processing technologies
Nowadays, a growing knowledge has emerged in parallel with the rapid development of sustainable and envi-ronmentally friendly production, and in the context of sustainability, waste avoidance, improved production tech-nology, supply chain, and product design have become more prominent [83]. As a result of innovative andsustainable developments in wet processing, all steps of wet processing such as pretreatment, dyeing, and finishingcan significantly improve the quality of finished products and result in significant energy savings, leading to bettereconomic and environmental effects. Based on the use of green fibers, green chemicals and auxiliaries, and the adop-tion of green wastewater treatment strategies, the implementation of sustainable processes in textile processing hasbecome an indispensable need [11]. Textile wet processing, which is an important step in textile manufacturing as itadds the highest value to textile by offering elegant and practical features, requires the use of large amounts of wateras an intermediate product and therefore creates effluent heavily contaminated with unfixed dyes, chemicals, andauxiliary substances [2,83]. In particular, the coloring (dyeing and printing) and functional finishing (durable press,flame resistance, soil release, etc.) processes can produce a variety of effluents characterized by high BOD and COD,toxic substances, metals, dyes, and volatile organic compound (VOC) emissions, and also in all these processes, veryexcessive washing, rinsing, and subsequent drying may be needed [9,84,85]. In current practice, wet processes in thetextile industry are in a situation where many chemicals used affect the amount and variety of waste produced andthe aquatic life of the recipient flow, and it has now become a necessity to control the use of chemicals and make thenecessary chemical substitutes which are critical steps in pollution prevention efforts [86].
Ultrasonic, digital inkjet printing, biotechnology, plasma, nanotechnology, electrochemical dyeing, and the use ofsupercritical CO2 in dyeing can be listed as new and innovative environmentally sound technologies that providemany advantages to wet processing without creating any harmful chemicals, wastewater, and mechanical hazards.
6.2.1 Ultrasonic technique in textile wet processing
Ultrasonic shaking, using ultrasonic waves corresponding to vibrations with frequencies above 16 kHz, can beused as a method for chlorination and reduces felting and field shrinkage during washing wool fabrics [87,88]. Theuse of ultrasonic technique can provide improvements in all process areas of the wet process such as desizing,washing, bleaching, and mercerization with advantages such as energy, time, temperature, and cost reduction[89,90]. The use of ultrasound offers some additional advantages in textile wet processing, as it alters the fiber
6. Environmentally sound textile wet processing82

structure to increase adsorption to the surface and increases the diffusion coefficient of chemical molecules and dyeparticles in aqueous solutions. It was observed that when ultrasound was applied in desizing performed withamylase enzyme or the scouring process with pectinase enzyme, the degree of desizing and fabric wettabilityincreased significantly compared to non-ultrasound processing [88]. However, the huge investment costs requiredto improve dyeing and finishingmachine installations, erosion damage caused by acoustic cavitation, and the lack ofreliable batch-scale ultrasonic dyeingmachines appear as critical limitations to the widespread use of sonochemistryin textiles [83]. There are two main ways of applying ultrasonic technology in textile wet processing: direct applica-tion to the reaction mixture using ultrasonic probes (Horn) and indirect application by ultrasonic bath using thewalls of the sample container. First type application is normally used for sono-dyeing and sono-finishing of fabrics[91]. Ultrasonic waves are known to have three main functions in the dye bath: the dispersion in which they breakdownmicelles and dye agglomerate to ensure uniform distribution, the degassing, in which they remove air or gasestrapped in fiber and fabric capillaries, and also the dye diffusion, in which they increase the diffusion rate of the dyeinside the fiber [92].
6.2.2 Digital printing
Textile digital printing technology, which is much cleaner than the methods of applying color to traditional textileproducts and does not contain waste ink/dye in printing machines, emerged in the 1990s as a prototyping tool and atool for printing small batches of fabric, and was first commercially applied on carpets. Conventional printing usescarriers that are subsequently washed, both reactive and disperse dyes have thickeners and carriers for the dyepaste, and these materials are not included in the inks used for digital printing [93].
Inkjet printing, which has many advantages over the conventional printing methods of roller and flat-bed screenprinting and offers unique advantages such as simplicity, lower production costs, less effluent, and lower waterand energy consumption, is one of the fastest growing imaging technologies. It also makes it possible to produce inno-vative personalized finished products with unlimited design combinations [94,95]. In recent years, interest in water-based inkjet inks for digital textile printing using synthetic dyes has been increasing, but inkjet printing, preparedwithnatural pigments, which offers many advantages with unique ecological properties, stands out as a new process [96].
6.2.3 Biotechnology in the textile industry
Offering the potential to reduce costs, protect the environment, health, and safety, and improve quality and func-tionality in the textile industry, biotechnology will inevitably replace traditional textile processing as more and morestringent rules and regulations are established and enforced, particularly with regard to wastewater discharge [97].The use of enzymes in the textile industry is an attractive example of industrial biotechnology that allows the devel-opment of environmentally friendly technologies in fiber processing and strategies to improve final product quality.Due to the increased awareness of environmental concerns regarding the disposal of chemicals into landfills, orrelease into the air and water during chemical processing of textiles, as well as energy and raw material consump-tion, the use of enzyme in the finishing process is becoming increasingly important [98].
In textile processing, where approximately 75 different enzymes are widely used, the use of enzymes has pro-vided great benefits in terms of both environmental and product quality [99]. In the textile industry, where mainlyhydrolases and oxidoreductases are used for various enzymatic applications, the group of hydrolases consists of am-ylases, cellulases, proteases, pectinases, and lipases/esterases. Amylases were the only enzymes applied in textileprocessing until the 1980s, and they are still used to remove starch-based sizes from fabrics after weaving [98]. Mi-crobial enzymes, which are much more convenient in terms of resources than enzymes obtained from plants or an-imals, have advantages such as a wide variety of catalytic activities, high yield, ease of genetic manipulation, regularsupply, and also the absence of seasonal fluctuations and rapid growth in a cheap environment. In addition, micro-bial enzymes are more stable than the corresponding plant and animal enzymes, and their production is easier andsafer [100].
Life cycle assessment (LCA) studies have also been conducted to evaluate the true environmental benefits ofenzymatic processes, and a complete quantitative environmental impact assessment of enzymatic processing hasbeen obtained [101]. The LCA study on scouring with pectolyase and bleaching with catalases also showed thatthe effect of enzyme production was low compared to the effect of saved water, energy, and chemicals. A similarLCA study on bleaching showed that the environmental impact of enzymatic bleaching with arylesterase is quitesmall compared to the environmental impact of conventional bleaching [102].
6.2 Environmentally sound textile wet processing technologies 83
Enzymatic textile processing has unique advantages such as improved processing efficiency, enhanced savings,mild processing conditions, low resource consumption, reduced CO2 consumption, higher product quality, shorterprocessing time, and low effluent load [103].
6.2.4 Plasma process in the textile
Plasma, which can be characterized as a mixture of partially ionized gases, contains gases which decompose as aresult of high induced electrical energy and therefore atoms, radicals, ions, and electrons can be found in the plasma.Normally, low-temperature plasmas that can be used for surface treatment contain electrons with high kinetic en-ergy compared to gas temperature, and since electrons in plasma can cleave covalent chemical bonds, physicaland chemical modification of the surfaces of various substrates is possible with plasma technology. Generally,two types of plasmas are used: corona and low pressure [104].
Plasma treatment, which can be done on natural and manmade fibers, for apparel and industrial textiles, includesmany applications: pretreatment (degreasing the wool, desizing), changes in wettability (hydrophilic, hydrophobicproperties), pretreatment for dyeing and printing (increasing the affinity of dyestuff, improving leveling properties,increasing bath exhaustion), and shrinkage and non-felt finishing for wool (this treatment causes less degradation ofwool fiber than other processes as well as prevents the presence of organic halides in the wastewater). Other plasmatreatment in the textile industry includes applications such as sterilization (antibacterial finish), improvement oftextile stability in response to aggressive gases and liquids, and improvement of fiber matrix adhesion (for use incomposites) [105]. From plasma technologies applied to textile products as a dry and environmentally friendly tech-nology to provide surface change without changing the bulk properties of different materials, especially atmo-spheric nonthermal plasmas are suitable and can be applied in continuous processes, since most textile materialsare heat-sensitive polymers. In recent years, plasma technology has become a growing area of research, which isof great importance among all available material surface modifications in the textile industry [106]. Oxidation ofthe surface of the material, the formation of radicals, and the edging of the surface are the general outcomes ofplasma treatment, and when using special gases a plasma-induced deposition polymerization may occur. For pro-cessing textiles, besides hydrophilization, hydrophobization can also be achieved; moreover, both surface chemistryand surface topography can be affected resulting in improved adhesion or repulsion properties as well as in theconfinement of functional groups to the surface. Plasma treatment must be carefully controlled to avoid the detri-mental effect of plasma on the substrate [107]. Textile wet processing, which consists of many stages such as desiz-ing, bleaching, alkali processing, mercerization, dyeing, printing, washing, and finishing, produces a large numberof different toxic, hazardous, and nonbiodegradable waste materials, and therefore it is very easy to solve environ-mental problems caused by the textile industry. Using plasma discharge to modify textiles has the potential to createextremely high environmental and economic improvements [108].
Plasma, the main advantages of which is a dry and very energy efficient and clean process, generally, has envi-ronmental benefits such as less amount of chemicals needed than wet processing, more efficient consumption ofchemicals, the lower BOD and/or COD values of the effluent, and also can provide shortening the wet processingtime, reducing the wet processing temperature, and so high energy savings [109].
6.2.5 Nanotechnology in the textile industry
The textile industry, which is one of the sectors where many applications of nanotechnology are used most today,has thus achieved advantages such as an extraordinary increase in the durability of the fabrics, highly improvedcomfort and hygienic properties, and reduced production costs [110]. Nanotechnology also offers many advantagescompared to the traditional process in terms of economy, energy saving, environmental-friendliness, controlledrelease of substances, packaging, separation, and storage of materials on a microscopic scale for later use and control[111]. The use of nanotechnology in textile finishing processes may include surface coating, engineering of fiber sur-faces, and enhancement of existing process technologies. Nano-finishing, which can provide durable surface coat-ings that are sustainable and cost-effective, can produce textile materials with various functional properties suchas longer-lasting, water/oil repellency, self-cleaning, antistaining, antibacterial, or abrasion resistant. These func-tional features also reduce postcare problems caused by washing, dry cleaning, or ironing and can provide high en-ergy and water savings [112]. However, textile nano-finishing is also limited by many constraints of traditionalpadedryecure processes, such as the use of costly chemical precursors to produce nanoparticles, high fluid and en-ergy consumption, generation of hazardous liquid waste, and multistep batch operations. The advancement of
6. Environmentally sound textile wet processing84
textile nanocoating must not only ensure the application of a sustainable technology that can produce complex nano-materials for performance enhancement and expansion of the functions of the final product, but also financial andenvironmental viability [113].
6.2.6 Use of foaming technology in textile finishing
The textile processing industry, which has turned to applying foam technology due to the availability of less naturalresources, the development of foam coating machines and environmental effects has been using foam technology incontinuous production for mercerization, dyeing, printing, and finishing, especially since the 1970s [114,115]. Foamingis known as expanding the volume of a concentrated solution in the form of bubbles using air or another inert gas.Usually foaming a liquid that can expand to a volume in the range of 5 to 50 times its initial volume, to a large volume,can allow proper volumetric control as well as uniform distribution of the liquid. The most important application dif-ference of foamprocessing in textile is that impregnating the fabric with a dilute reagent solution, unlike the traditionalprocess, is made in the form of foam. Since air replaces water as the transport medium for reagents, significant energysavings, less waste disposal, and higher product quality can be achieved in drying fabrics [116]. The foam technology isgenerally applied in a wet pick-up ranging from 20% to 40%; however, in conventional pad dyeing the wet pick-up isin the operating range of 60%e100%. Foam technology, which has become increasingly popular in the textile field, ac-celerates production with shorter drying times and reduces the demand for chemicals.
6.2.7 Use of microwave energy in the textile industry
In the textile industry, numerous studies havebeen conductedon theuseofmicrowave energy inheating,drying,dyefixation, printing, and curing of resin-coated fabrics, and in 1966 Ciba-Geigy acquired one of the earliest patents on theuse of microwave heating in dyeing and printing fibrous material with reactive dyes. Since then, many studies havedevoted to the applicability of usingmicrowaves for various dyeing and finishing processes, but the potential for usingmicrowave radiation as a heating source for dye fixation directly after pad application of dye bath to the fabric has notbeen extensively studied. Research in this area is limited to limited textile substrates, dyes, and solvent systems, andthere are few studies on the use of microwaves to dye wool fabrics pretreated with reactive dyes [117]. Microwave ra-diation, which can easily penetrate the particles of the substance and thus provide rapid, homogeneous, and effectiveheating by heating all particles at the same time, is a serious alternative to traditional heating techniques. Microwaveenergy is increasingly preferred due to its advantages such as shortening the application time, heating and drying,convenience of change in processing time for different volumes of heating, and energy saving. The use of microwaveenergy for cotton fabric finishing, drying, and curing processes, durable press finishing, incombustibility water and oilrepellent finishing is considered to be more efficient than traditional methods [118]. In addition to the advantages ofmicrowave energy such as using less liquid compared to traditional methods, saving on dyes, and no waste of liquiddye, microwave dyeing also has advantages such as less energy consumption and easy to obtain desired tones [119].
6.2.8 Electrochemical dyeing
Electrochemical reduction of vat, indigo, and sulfur dyes is proposed as an alternativeway of dyeing for ecologicaland economic reasons. Electrochemical reduction can occur directly or indirectly, and in the direct electrochemicaldyeing technique, the organic dyestuff can be directly reduced by the contact between the dye and the electrode.Glucose andother reducing sugars are thought to bepotential green reducing agents for vat dye [120]. Although directelectrochemical reduction is an ideal technique, where chemical reducing agents are exchanged by electrons fromthe electric current and waste pollutants can be fully dispersed, the stability of the species of reduced dye formedis poor and therefore the color yield is affected, and the rate limiting step of electrochemical reduction is electrontransfer from the cathode surface to the surface of the microcrystal of the dispersed dye pigment [121]. The reducingagents to be used in dyeing with cube and sulfur dyes are nonrecyclable and create many troublesome waste prod-ucts. In recent work to further improve the biocompatibility of the coating process, various electrochemical reduc-tion methods such as indirect electrochemical reduction using a redox mediator, direct electrochemical reduction ofindigo via the indigo radical, electrocatalytic hydrogenation, and direct electrochemical reduction of indigo itself ongraphite have been described. These methods also offer very critical environmental benefits such as minimizing theconsumption of chemicals and the waste load [122,123]. Although knitted and woven fabrics are the most frequentlyused materials in the textile dyeing industry, most of the electrochemical applications are for yarns [124].
6.2 Environmentally sound textile wet processing technologies 85
6.2.9 Supercritical CO2 in dyeing
Supercritical fluids with viscosity values and diffusion coefficients similar to those of gases, and densities and sol-vent powers similar to those of liquid solvents can provide significant improvements when used as a substitute forwater in the wet processing of textiles. In particular, supercritical carbon dioxide has been one of the most useful andenvironmentally friendly solvents used in manufacturing processes today, and therefore commercial textile pro-cesses using supercritical carbon dioxide are predicted to have many advantages over traditional aqueous processes[125]. The use of supercritical carbon dioxide in the textile industry has recently emerged as an alternative technol-ogy for the development of a more environmentally friendly coloring process. This technology has high potential toovercomemany environmental and technical problems and to be applied in many commercial textile processes suchas yarn preparation, coloring, and finishing. Supercritical carbon dioxide can offer a potentially unique environmentfor the transport of chemicals in or out of a polymeric substrate due to its thermophysical and transport properties.Also, carbon dioxide is nontoxic, nonflammable, environmentally friendly, and chemically inert [126]. As the fluidspecially selected for its special behavior beyond its critical point, supercritical carbon dioxide not only saves waterin dyeing, but also improves efficiency due to shorter dyeing cycles, reduces energy consumption due to lower tem-perature dyeing, minimizes the use of chemicals and auxiliaries, and greatly reduces air emissions [127]. Key reasonsfor success in supercritical carbon dioxide dyeing are dye solubility in the supercritical fluid and its flow behavior inthe complex porous structure of textile fabrics, but the behavior of disperse dye in supercritical fluid is alsoextremely important.
In supercritical carbon dioxide dyeing, disperse dyes are considered as either temperature-controlled dyes ordensity-controlled dyes, and in temperature-controlled dyes, the solubility of the dye decreases with a predeter-mined drop in temperature, while the solubility of dye in the supercritical fluid in density-controlled dispersedyes decreases with a controlled decrease in density. This reduction in dye solubility is desirable to optimize dyedepletion on the textile substrate outside of solution [83].
6.2.10 Electron beam radiation
Electron beam radiation has been applied to the textile treatment of textile wastewater by chemical oxidation pro-cess. The key to applying radiation techniques for water and wastewater treatment, or the decomposition of pollut-ants into chemical forms, is the formation of radicals by water radiolysis or other radiation processes. Reactions oforganic and inorganic compounds and ions with HO radicals, hydrated electrons, and hydrogen atoms can trans-form persistent organics into biodegradable organics, degrade toxic compounds to nontoxic species, or degradeinto complex organic compounds [128]. The use of electron beam radiation to modify the surfaces of polymer ma-terials such as fibers, textiles, and films is becoming increasingly dominant. Electron beams can cause free radicaleinitiated polymerization reactions that can then be used for coating, lamination, and graft copolymerization on tex-tiles precoated with monomers or polymers. Textile surface treatment using electron beam has many advantagessuch as reducing VOC emissions during drying, allowing the use of solvent-free formulations, saving energy by tak-ing place at room temperature, and increasing efficiency by shortening processing time, compared to conventionalthermal curing [129].
6.2.11 Alternative textile auxiliaries in the textile industry
Essentially, the textile industry, where the use of fibers from both animal and vegetable sources dates back thou-sands of years, represents one of the most mature market segments, and new synthetic fibers with improved prop-erties have been produced using synthetic polymers that emerged in the last century, replacing natural ones. Today,however, studies are mostly focused on upgrading existing technologies, and innovation in particular is mainlydirected to treatments that can improve the properties of textiles and make these processes environmentally friendly[130].
The textile industry, one of the largest industries in the world, consumes large amounts of textile auxiliaries con-taining more than 100 different specialty chemicals, including softening agents, phosphates, polyamide resins,acrylic chelating agents, polyurethane coating agents, and stiffening agents. Significant amounts of effluents arisefrom the production of textile auxiliaries and it is known that they contain very intense chemicals and high concen-trations of organic materials, nonbiodegradable substances, toxic substances, and ammonia [131]. There are manypromising alternative textile auxiliaries for the prevention and reduction of environmental pollution, and thebiopolymer chitosan, the deacetylated derivative of chitin, is one of the most popular of them. Chitosan is easy to
6. Environmentally sound textile wet processing86

use, nontoxic to humans, and biodegradable, and is an alternative auxiliary that can make it difficult to the stainingof yarns or fabrics, create a permanent antimicrobial effect, and even be used as a softening agent and precipitationagent in wastewater treatment [132]. It can also be used as an alternative to poorly biodegradable synthetic sizingagents such as PAC, PVA, and CMC, due to its high adhesive strength [133]. Among various textile processes, sizingand desizing make up 40%e60% of the waste load generated [134]. Traditionally, starch and starch derivatives forcotton and PVA for synthetic fibers and blends were the preferred sizing agents, and although starch has advantagessuch as relatively low price, good performance properties, and easy biodegradability, PVA, which is more expensivethan starch, is more preferred because of its good sizing performance and easy desizeability. However, it is knownthat PVA, which constitutes 45% of the total BOD load, does not degrade in textile effluent treatment plants and re-mains in the water leaving the treatment [76,84]. Efforts to recover and reuse PVA and other sizing agents and limittheir release into the environment seem technically challenge and/or economically unsustainable for now [135].Alkyl phenol ethoxylates, which are excellent surfactants but biodegradable into substances that are toxic to aquaticorganisms, are used in textile processes, but due to this unwanted conversion, many textile chemicals have beenreformulated to remove alkyl phenol products. In bleaching, the use of peroxide bleach activators can reducehydrogen peroxide bleaching time and temperature, but two such activators such as tetraacetylethylenediamineand nonanoyloxybenzene sulfonate have only been adopted in the textile industry to a limited extent [136]. Theuse of polyasparginic acid as a substitute for conventional dispersing and complexing agents has been studied,but it has been determined that it is biodegradable and does not have potential to remobilize toxic heavy metals.On the other hand, polycarboxylic acids can be used as an alternative to N-methylol-based cross-linking agentsresponsible for formaldehyde emissions [104].
6.3 Conclusion and future trends
This chapter presents a comprehensive review of more sustainable and more environmentally friendly alterna-tives for wet processing processes such as desizing, scouring, bleaching, dyeing, printing, and finishing, alongwith dyes, solvents, and other auxiliaries used in the textile industry.
Enzymes used in various stages of textile processing are considered green chemicals because they are biodegrad-able and produced with renewable resources, and since enzymatic processes generally operate under milder condi-tions and use less water and energy, they have become much more widely used. Plasma-enhanced chemical vapordeposition, which is a green alternative to traditional wet finishing and saves large amounts of water, appears to be amuchmore effective finishing usingmuch less chemicals. It can be argued that the most effective antipollution appli-cation in textile wet processing is the right-first-time (RFT) dyeing, which does not require corrective measures suchas shading additions or stripping and repainting, and therefore does not consume additional dye, chemicals, water,and energy. The textile printing industry is one of the most responsible sectors in terms of both aqueous and gaseouswaste disposal and so digital inkjet printing processes, especially those using pigments can offer an economic andecologically friendly mean of achieving fast-response and short print runs.
The development of biodegradable dyes and greener solvents, chemicals, and auxiliaries and the emergence of awide variety of environmentally sensitive materials for wet processing steps have further increased the importanceof sustainability and environmentally friendly concepts in the textile industry. Thus, the textile industry is rapidlyapproaching a sustainable industry position with both green chemicals with reduced environmental harmful effectsand environmentally friendly wet processing operations.
References
[1] Bhatnagar P. Fibers "an introduction". India: Suraj Publishers; 2013.[2] Madhav S, Ahamad A, Singh P, Mishra PK. A review of textile industry: wet processing, environmental impacts, and effluent treatment
methods. Environ. Qual. Manag. 2018;27(3):31e41.[3] Choudhury AKR. Sustainable chemical technologies for textile production. In: Muthu SS, editor. Sustainable fibres and textiles. United
Kingdom: Woodhead Publishing; 2017. p. 267e322.[4] Shahid-ul-Islam, Butola BS, editors. The impact and prospects of green chemistry for textile technology. United Kingdom: Woodhead Pub-
lishing; 2018.[5] Kumar PS, Gunasundari E. Sustainable wet processingdan alternative source for detoxifying supply chain in textiles. In: Muthu SS, editor.
Detox fashion. Singapore: Springer; 2018. p. 37e60.[6] Alkaya E, Bö�gürcü M, Ulutaş F, Demirer GN. Cleaner (sustainable) production in textile wet processing. In: El-Nemr A, editor. Non-
conventional textile waste water treatment. New York, USA: Nova Science Publishers; 2011. p. 205e31.
References 87

[7] Schoeberl P, Brik M, Braun R, Fuchs W. Treatment and recycling of textile wastewater case study and development of a recycling concept.Desalination 2004;171:173e83.
[8] Kabir SM, Chakraborty S, Hoque SM,Mathur K. Sustainability assessment of cotton-based textile wet processing. Clean. Technol. 2019;1(1):232e46.
[9] Ibrahim DF. Clean trends in textile wet processing. Text. Sci. Eng. 2012;2(5):1e4.[10] Wadje PR. TextileeFibre to fabric processing. J. Inst. Eng. Part TX Text. Eng. Div. 2009;90:28e36.[11] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: Shahid-ul-Islam, Butola BS, editors.
The impact and prospects of green chemistry for textile technology. United Kingdom: Woodhead Publishing; 2019. p. 1e20.[12] Schindler WD, Hauser PJ. Chemical finishing of textiles. Netherlands: Elsevier; 2004.[13] Amutha K. Sustainable chemical management and zero discharges. In: Muthu SS, editor. Sustainable fibres and textiles. United Kingdom:
Woodhead Publishing; 2017. p. 347e66.[14] Qamar Tusief M, Amin N, Mahmood N, Iqbal W. Tensile properties of cotton yarn as affected by different yarn singeing machine variables.
Pak. J. Sci. Ind. Res. Ser. A 2014;57(3):172e5.[15] Schönberger H, Schäfer T. Best available techniques in textile industry. Research Report. Berlin: Federal Environmental Agency; 2003.[16] Hussain T. Singeing fundamentals. 2010. Fibre2Fashion, Article Available at: http://www.fibre2fashion.com/industry-article/13/1226/
singeing-fundamentals8.asp. [Accessed 1 October 2020].[17] Mehmood F, Liaqat N. Study on comparative analysis of textile finishing for enhance anti-pilling effect [BS thesis]. Pakistan: University of
Management and Technology; 2016.[18] Tomasino C. Chemistry and technology of fabric preparation and finishing. USA: North Carolina State University; 1992.[19] Koushik CV, Prakash C. Textile industry-an overview. Curr. Trends Fashion Technol. Text. Eng. 2018;3(1):1e7.[20] Ul-Haq N, Nasir H. Cleaner production technologies in desizing of cotton fabric. J. Text. Inst. 2012;103(3):304e10.[21] Şahinbaşkan BY, KahramanMV. Desizing of untreated cotton fabric with the conventional and ultrasonic bath procedures by immobilized
and native a-amylase. Starch-Stärke 2011;63(3):154e9.[22] Oktav Bulut M, Devireno�glu C, Oksuz L, Bozdogan F, Teke E. Combination of grey cotton fabric desizing and gassing treatments with a
plasma aided process. J. Text. Inst. 2014;105(8):828e41.[23] Feitkenhauer H. Anaerobic digestion of desizing wastewater: influence of pretreatment and anionic surfactant on degradation and inter-
mediate accumulation. Enzym. Microb. Technol. 2003;33(2e3):250e8.[24] Kumar P, Prasad B, Mishra IM, Chand S. Catalytic thermal treatment of desizing wastewaters. J. Hazard Mater. 2007;149(1):26e34.[25] Bristi U, Pias AK, Lavlu FH. A Sustainable process by bio- scouring for cotton knitted fabric suitable for next generation. J. Text. Eng.
Fashion Technol. 2019;5(1):41e8.[26] Coburn SE. Comparison of methods for treatment of wool scouring wastes. Sew. Works J. 1949;21(1):84e90.[27] Battan B, Dhiman SS, Ahlawat S, Mahajan R, Sharma J. Application of thermostable xylanase of Bacillus pumilus in textile processing. In-
dian J. Microbiol. 2012;52(2):222e9.[28] Ma W, Shen K, Xiang N, Zhang S. Combinative scouring, bleaching, and cationization pretreatment of greige knitted cotton fabrics for
facilely achieving salt-free reactive dyeing. Molecules 2017;22(12):1e14.[29] Rahman T, Kamal M. “An overview of Antim Knit Composite Ltd”. Project report on “Polyester/Cotton Fabric Blends Dyeing”. Internship
report. Bangladesh: Daffodil International University; 2014.[30] Mojsov K. Enzyme scouring of cotton fabrics: a review. Int. J. Market. Technol. 2012;2(9):256e75.[31] Nalankilli G, Saravanan D, Govindaraj N, Harish P. Efficacy of solvent, alkali and pectinase on removal of non-cellulosics from cotton
fibres. Indian J. Fibre Text. Res. 2008;33:438e42.[32] Rocky ABP. Comparison of effectiveness between conventional scouring & bio-scouring on cotton fabrics. Int. J. Sci. Eng. Res. 2012;3:1e5.[33] Mamun H-A, Hossain A, Zakaria, Ahmed K, Hossain F, Ali R, Yeasmin S, Rahman L. Effect of different types scouring against different
types of bleaching process on dyeing of cotton fabric with Monochlorotriazine (hot brand) reactive dye. Int. J. Text. Sci. 2017;6(5):128e34.[34] Babu BR, Parande A, Raghu S, Kumar TP. Textile technology an overview of wastes produced during cotton textile processing and effluent
treatment methods. J. Cotton Sci. 2007;11(1):110e22.[35] Farr JP, Smith WL, Steichen DS. Bleaching agents. In: Grayson M, editor. Kirk-othmer encyclopedia of chemical technology. 4th ed., vol. 4.
New York: Wiley-Interscience; 2000. p. 271e300.[36] Abdel-Halim ES. Simple and economic bleaching process for cotton fabric. Carbohydr. Polym. 2012;88(4):1233e8.[37] Abdul SB, Sandip J. Properties evaluation of cotton ring and compact spun yarns after scouring and bleaching process. J. Text. Sci. Eng.
2013;3(3):139e41.[38] Ahmed M, Chowdhury JA, Shovon S, Alam SS, Saha C, Hosen MD, Islam T. Investigation of combined desizing, scouring and bleaching
effect with H2O2. Int. J. Polym. Text. Eng. 2019;6(1):10e8.[39] Ibrahim NA, Fahmy HM, Hassan TM, Mohamed ZE. Effect of cellulase treatment on the extent of post-finishing and dyeing of cotton
fabrics. J. Mater. Process. Technol. 2005;160(1):99e106.[40] Xu C, Hinks D, El-Shafei A, Hauser P, Li M, Ankeny M, Lee K. Review of bleach activators for environmentally efficient bleaching of
textiles. J. Fiber Bioeng. Inf. 2011;4(3):209e19.[41] Gemci R. Examining the effects of mercerization process applied under different conditions to dimensional stability. Sci. Res. Essays 2010;
5(6):560e71.[42] Baldwinson TM. Classification of dyeing and printing auxiliaries by function. In: Shore J, editor. Colorants and auxiliaries, vol. 2. Bradford,
UK: Society of Dyers and Colourists; 2002. p. 497e759. Auxiliaries.[43] Hashim MY, Roslan MN, Amin AM, Zaidi AMA, Ariffin S. Mercerization treatment parameter effect on natural fiber reinforced polymer
matrix composite: a brief review. World Acad. Sci. Eng. Technol. 2012;68:1638e44.[44] Khalifa ME. Mercerization of cotton yarn fibers. Optimization of caustic soda concentration via degree of mercerization, dyability and me-
chanical properties. Int. J. Text. Sci. 2017;6(1):15e9.[45] Sun D, Stylios GK. Cotton fabric mechanical properties affected by post-finishing processes. Fibers Polym. 2012;13(8):1050e7.
6. Environmentally sound textile wet processing88

[46] Pa�zdzior K, Bili�nska L, Ledakowicz S. A review of the existing and emerging technologies in the combination of AOPs and biological pro-cesses in industrial textile wastewater treatment. Chem. Eng. J. 2019;376:120597.
[47] Khajavi R, Berendjchi A, Moghaddam MB, Akhani M. Ultrasound-assisted mercerizing process of cotton fabric: a numerical model basedon response surface methodology (RSM). Fibers Polym. 2015;16(6):1281e8.
[48] LewinM. Cotton fiber chemistry and technology international fiber science and technology series. NewYork, USA: Taylor & Francis Group;2006.
[49] Naikwade M, Liu F, Wen S, Cai Y, Navik R. Combined use of cationization and mercerization as pretreatment for the deep dyeing of ramiefibre. Fibers Polym. 2017;18(9):1734e40.
[50] Vassileva V, Valcheva E, Zheleva Z. The kinetic model of reactive dye fixation on cot- ton fibers. J. Univ. Chem. Technol. Metall. 2008;43(3):323e6.
[51] Iqbal M, Ahmad MZ, Bhatti IA, Qureshi K, Khan A. Cytotoxicity reduction of wastewater treated by advanced oxidation process. Chem.Int. 2015;1(1):53e9.
[52] Kant R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012;4(1):22e6.[53] Zheng X, Liu J. Dyeing and printing wastewater treatment using a membrane bioreactor with a gravity drain. Desalination 2006;190(1e3):
277e86.[54] Guaratini CC, Zanoni MVB. Corantes têxteis. Quı́m. Nova 2000;23(1):71e8.[55] Hubbe MA, Beck KR, O’Neal WG, Sharma YC. Cellulosic substrates for removal of pollutants from aqueous systems: a review. 2. Dyes.
BioResources 2012;7(2):2592e687.[56] Moore SB, Ausley LW. Systems thinking and green chemistry in the textile industry: concepts, technologies and benefits. J. Clean. Prod.
2004;12:585e601.[57] Reddy SS, Kotaiah B, Reddy NSP. Color pollution control in textile dyeing industry effluents using tannery sludge derived activated
carbon. Bull. Chem. Soc. Ethiop. 2008;22(3):369e78.[58] Alcantara MR, Daltin DA. Quı́mica do processamento têxtil. Quı́m. Nova 1996;19(3):320e30.[59] Chequer FD, de Oliveira GAR, Ferraz EA, Cardoso JC, Zanoni MB, de Oliveira DP. Textile dyes: dyeing process and environmental impact.
Eco-friendly Text. Dye. Finish. 2013;6:151e76.[60] Balakrishnan M, Antony SA, Gunasekaran S, Natarajan RK. Impact of dyeing industrial effluents on the groundwater quality in Kanchee-
puram (India). Indian J. Sci. Technol. 2008;1(7):1e8.[61] Gürses A, Açıkyıldız M, Güneş K, Gürses MS. Dyes and pigments. Germany: Springer; 2016.[62] Tchobanoglous G, Burton FL. Wastewater engineering: treatment, disposal and reuse. New Delhi, India: McGraw-Hill Publishing; 1995.[63] Vankar PS. Handbook on natural dyes for industrial applications. India: NIIR Project Consultancy Services; 2007.[64] Mahapatra NN. Textile dyeing. New Delhi, India: Woodhead publishing; 2018.[65] Ahmed BME. Constituents of feed water and its effect on boilers performance. Doctoral dissertation. Sudan: University of Gezira; 2016.[66] Rees D. Natural dyeing of textiles. Technical brief; 1998. p. 1e11.[67] Chakraborty JN, Pal R, Megha PR. Garment dyeing. Indian J. Fiber Text. Res. 2005;30:468e76.[68] Sanatgar RH, Campagne C, Nierstrasz V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on
textiles: effect of FDM printing process parameters. Appl. Surf. Sci. 2017;403:551e63.[69] Shahariar H, Kim I, SoewardimanH, Jur JS. Inkjet printing of reactive silver ink on textiles. ACSAppl. Mater. Interfaces 2019;11(6):6208e16.[70] Soleimani-Gorgani A, Najafi F, Karami Z. Modification of cotton fabric with a dendrimer to improve ink-jet printing process. Carbohydr.
Polym. 2015;131:168e76.[71] Buthiyappan A. Ultraviolet assisted fenton oxidation hybrid process for treating recalcitrant textile wastewater/Archina Buthiyappan. Un-
published doctoral dissertation. Malaysia: University of Malaya; 2016.[72] �Sostar-Turk S, Simoni�c M, Petrini�c I. Wastewater treatment after reactive printing. Dyes Pigm. 2005;64(2):147e52.[73] Ingamells W. Color for textiles: a user’s handbook. Bradford, UK: Society of Dyers and Colourists; 1993.[74] Vlyssides AG, Papaioannou D, Loizidoy M, Karlis PK, Zorpas AA. Testing an electrochemical method for treatment of textile dye
wastewater. Waste Manag. 2000;20(7):569e74.[75] Correia VM, Stephenson T, Judd SJ. Characterisation of textile wastewaters-a review. Environ. Technol. 1994;15(10):917e29.[76] Savin II, Butnaru R. Wastewater characteristics in textile finishing mills. Environ. Eng. Manage. J. 2008;7(6):859e64.[77] Holkar CR, Jadhav AJ, Pinjari DV, Mahamuni NM, Pandit AB. A critical review on textile wastewater treatments: possible approaches.
J. Environ. Manag. 2016;182:351e66.[78] Khalil E. Sustainable and ecological finishing technology for denim jeans. AASCIT Commun. 2015;2(5):159e63.[79] HungON, Song LJ, Chan CK, Kan CW, Yuen CWM. Using artificial neural network to predict colour properties of laser-treated 100% cotton
fabric. Fibers Polym. 2011;12:1069e76.[80] Cheung HF, Lee YS, Kan CW, Yuen CWM, Yip J. Colour properties of plasma-induced ozone fading of cotton fabric. Adv. Mater. Res. 2013;
811:3e8.[81] ElMogahzy YE. Engineering textiles, integrating the design and manufacture of textile products. United Kingdom: Woodhead Publishing;
2009.[82] Kan CW. Washing techniques for denim jeans. In: Paul R, editor. Denim: manufacture, finishing and applications. Netherlands: Woodhead
Publishing; 2015. p. 313e56.[83] Hussain T, Wahab A. A critical review of the current water conservation practices in textile wet processing. J. Clean. Prod. 2018;198:806e19.[84] Ren X. Development of environmental performance indicators for textile process and product. J. Clean. Prod. 2000;8:473e81.[85] Saxena S, Raja ASM, Arputharaj A. Challenges in sustainable wet processing of textiles. In: Muthu S, editor. Textiles and clothing
sustainability. Singapore: Springer; 2017. p. 43e79.[86] Ozturk E, Yetis U, Dilek FB, Demirer GN. A chemical substitution study for a wet processing textile mill in Turkey. J. Clean. Prod. 2009;
17(2):239e47.[87] Wang WM, Yu B, Zhong CJ. Use of ultrasonic energy in the enzymatic desizing of cotton fabric. J. Clean. Prod. 2012;33:179e82.
References 89

[88] ParvinzadehM,Memari N, ShaverM, Katozian B, Ahmadi S, Ziadi I. Influence of ultrasonicwaves on the processing of cottonwith cationicsoftener. J. Surfactants Deterg. 2010;13(2):135e41.
[89] Carr WW, Michielsen S, Beckham HW, Mock G, McCall B. Fundamental investigations of ultrasonic effects in textile wet processing. Na-tional Textile Center Annual Report; 1997. p. 143e51.
[90] Nagaje VV, Hulle AA. Ultrasonic assisted wet processing. J. Basic Appl. Eng. Res. 2015;2(1):79e82.[91] Harifi T, Montazer M. A review on textile sonoprocessing: a special focus on sonosynthesis of nanomaterials on textile substrates. Ultrason.
Sonochem. 2015;23:1e10.[92] Tissera ND, Wijesena RN, De Silva KMN. Ultrasound energy to accelerate dye uptake and dye-fiber interaction of reactive dye on knitted
cotton fabric at low temperatures. Ultrason. Sonochem. 2016;29:270e8.[93] Tyler DJ. Textile digital printing technologies. Text. Prog. 2005;37(4):1e65.[94] Fryberg M. Dyes for inkejet printing. Rev. Prog. Color. 2005;35:1e30.[95] Ferri J, Lidón-Roger JV, Moreno J, Martinez G, Garcia-Breijo E. Awearable textile 2D touchpad sensor based on screen-printing technology.
Materials 2017;10(12):1450.[96] Savvidis G, Karanikas E, Nikolaidis N, Eleftheriadis I, Tsatsaroni E. Ink-jet printing of cotton with natural dyes. Color. Technol. 2014;130(3):
200e4.[97] Chen J, WangQ, Hua Z, Du G. Research and application of biotechnology in textile industries in China. Enzym.Microb. Technol. 2007;40(7):
1651e5.[98] Araujo R, Casal M, Cavaco-Paulo A. Application of enzymes for textile fibres processing. Biocatal. Biotransform. 2008;26(5):332e49.[99] Quandt C, Kuhl B. Enzymatic processes: operational possibilities and optimization (Enzymes Possibilite’s et perspectives). L’Industrie Text.
Issue 1334-1335 2001:116e9.[100] Wavhal SD, Balasubramanya RH. Role of biotechnology in the treatment of polyester fabric. Indian J. Microbiol. 2011;51(2):117e23.[101] Jegannathan KR, Nielsen PH. Environmental assessment of enzyme use in industrial production- a literature review. J. Clean. Prod. 2013;
42:228e40.[102] Madhu A, Chakraborty JN. Developments in application of enzymes for textile processing. J. Clean. Prod. 2017;145:114e33.[103] Maiti S, Kulkarni K, Adivarekar RV. Biotechnology in textile wet Processing. Biomed. Eng. Biotechnol. 2018;2(1):7e13.[104] Hasanbeigi A, Price L. A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textile
industry. J. Clean. Prod. 2015;95:30e44.[105] Schonberger H, Schafer T. Best available techniques in textile industry. Research Report (200-94-329 UBA-FB 000325/e). Berlin: Federal
Environmental Agency (Umweltbundesamt); 2003.[106] Zille A, Oliveira FR, Souto AP. Plasma treatment in textile industry. Plasma Proc. Polym. 2015;12(2):98e131.[107] Höcker H. Plasma treatment of textile fibers. Pure Appl. Chem. 2002;74(3):423e7.[108] Canal C, Gaboriau F, Molina R, Erra P, Ricard A. Role of the active species of plasmas involved in the modification of textile materials.
Plasma Process. Polym. 2007;4(4):445e54.[109] Radetic M, Jovancic P, Puac N, Petrovic ZL. Environmental impact of plasma application to textiles. J. Phys. Conf. Ser. 2007;71(1):12e7.[110] Ibrahim NA, Fouda MM, Eid BM. Functional nanofibers: fabrication, functionalization, and potential applications. In: Hussain CM, editor.
Handbook of functionalized nanomaterials for industrial applications. Netherlands: Elsevier; 2020. p. 581e609.[111] Patra JK, Gouda S. Application of nanotechnology in textile engineering: an overview. J. Eng. Technol. Res. 2013;5(5):104e11.[112] Periyasamy AP, Venkatesan H. Eco-materials in textile finishing. In: Martı́nez LMT, Kharissova OV, Kharisov BI, editors. Handbook of
ecomaterials. USA: Springer International Publishing; 2018. p. 1e22.[113] Feng J, Hontañón E, Blanes M, Meyer J, Guo X, Santos L, Paltrinieri L, Ramlawi N, de Smet LCPM, Nirschl H, Kruis FE, Schmidt-Ott A,
Biskos G. Scalable and environmentally benign process for smart textile nanofinishing. ACS Appl. Mater. Interfaces 2016;8(23):14756e65.[114] Mohsin M, Sardar S. Development of sustainable and cost efficient textile foam-finishing and its comparison with conventional padding.
Cellulose 2020;27:4091e107.[115] Yu H, Wang Y, Zhong Y, Mao Z, Tan S. Foam properties and application in dyeing cotton fabrics with reactive dyes. Color. Technol. 2014;
130(4):266e72.[116] Elbadawi AM, Pearson JS. Foam technology in textile finishing. Text. Prog. 2003;33(4):1e31.[117] Xue Z. Effect of microwave pretreatment on dyeing performance of wool fabric. J. Text. Eng. Fashion Technol. 2017;1(6):217e22.[118] Büyükakıncı BY. Usage of microwave energy in Turkish textile production sector. Energy Procedia 2012;14:424e31.[119] El-Khatib EM, Ali NF, RamadanMA. Environmentally friendly dyeing of silk fabrics usingmicrowave heating. Int. J. Curr. Microbiol. Appl.
Sci. 2014;3:757e64.[120] Prabu HG, Sarala K, Babu SA, Savitha KU. Eco-friendly dyeing of cotton with indigo dye by electrochemical method. AIP Conf. Proc. 2011;
1349(1):194e5.[121] Kulandainathan MA, Muthukumaran A, Patil K, Chavan RB. Potentiostatic studies on indirect electrochemical reduction of vat dyes. Dyes
Pigm. 2007;73(1):47e54.[122] Roessler A, Crettenand D, Dossenbach O, Marte W, Rys P. Direct electrochemical reduction of indigo. Electrochim. Acta 2002;47:1989e95.[123] Roessler A, Jin X. State of the art technologies and new electrochemical methods for the reduction of vat dyes. Dyes Pigm. 2003;59:223e35.[124] MiledW, Ladhari N, Saı̈d AH, Roudesli S. Indirect electrochemical reduction of vat dyes: process optimization for indigoid, anthraquinonic
and polycyclic vat dyes. Int. Rev. Chem. Eng. 2010;2:1e7.[125] Hendrix WA. Progress in supercritical CO2 dyeing. J. Ind. Text. 2001;31(1):43e56.[126] Ahmed NS, El-Shishtawy RM. The use of new technologies in coloration of textile fibers. J. Mater. Sci. 2010;45(5):1143e53.[127] Montero GA, Smith CB, Hendrix WA, Butcher DL. Supercritical fluid technology in textile processing: an overview. Ind. Eng. Chem. Res.
2000;39:4806e12.[128] Duy NN, Van Phu D, Lan NTK, Duoc NT, Hien NQ, Hiep BN, Han BN, Ha BM. Treatment of real textile wastewater using electron beam
irradiation. Acta Chem. Iasi 2019;27(2):303e16.[129] Hasanbeigi A. Alternative and emerging technologies for an energy-efficient, water-efficient, and low-pollution textile industry (No.
LBNL-6510E). Berkeley, CA (United States): Lawrence Berkeley National Lab.(LBNL); 2013.
6. Environmentally sound textile wet processing90

[130] Altomare A, Ciardelli F, Faralli G, Solaro R. Synthesis of reactive polymeric dyes as textile auxiliaries. Macromol. Mater. Eng. 2003;288(9):679e92.
[131] Sun F, Sun B, Hu J, He Y, Wu W. Organics and nitrogen removal from textile auxiliaries wastewater with A2O-MBR in a pilot-scale.J. Hazard Mater. 2015;286:416e24.
[132] ShabbirM, KaushikM. Engineered nanomaterials: scope in today’s textile industry. In: Hussain CM, editor. Handbook of nanomaterials formanufacturing applications. Netherlands: Elsevier; 2020. p. 247e64.
[133] Nieminen E, Linke M, Tobler M, Vander Beke B. EU COST Action 628: life cycle assessment (LCA) of textile products, eco-efficiency anddefinition of best available technology (BAT) of textile processing. J. Clean. Prod. 2007;15(13e14):1259e70.
[134] Hebeish A, Higazy A, El-Shafei A. New sizing agents and flocculants derived from chitosan. Starch 2006;58:401e10.[135] Reddy N, Chen L, Zhang Y, Yang Y. Reducing environmental pollution of the textile industry using keratin as alternative sizing agent to
poly (vinyl alcohol). J. Clean. Prod. 2014;65:561e7.[136] Hauser P. Advances and trends in textile wet processing chemicals. J. Text. Apparel Technol. Manage. 2006;5(1).
Important websites
https://www.textileflowchart.com/2014/12/flow-chart-of-wet-processing-process.html.https://textechdip.wordpress.com/contents/wet-processing/.http://textilefocus.com/potential-wastes-textile-wet-processing-industries-management/.https://www.textileschool.com/343/fabric-wet-processing-techniques/.
Important websites 91

This page intentionally left blank
C H A P T E R
7
Sustainable Chemistry in textile processes(Pretreatment, Coloration and Chemical
finishing)Wafaa Al-Sayed, Shimaa H. Abdelrahman
Women’s College, Ain Shams University, Cairo, Egypt
7.1 Introduction
Billions of humans in the world are facing a water crisis, the population is growing quickly, and water usage isgrowing even faster. Water is the most widely occurring substance on earth and the critical challenges are to copewith progressive water shortages and water pollution. According to the world wildlife organization, about 1.1billion people worldwide lack access to water, and a total of 2.7 billion find water scarcity for at least 1 month ofthe year. The disposal of commercial wastes, chemical wastes, human waste, and agricultural wastes is considereda major source of freshwater pollution [1e3].
The textile industry is considered one of the largest industries in the world. The textile processing industry is char-acterized not only by the massive usage of water but also by the variability of chemicals used for various wet pro-cesses which require a huge amount of water, chemicals, and energy, and also generate wastes at each stageincluding liquid, gaseous, and solid wastes, some of which may be hazardous depending on the sort of textile pro-cesses, facility, the operating technologies, the sorts of fibers, and chemicals used [1e3].
The main environmental problems combined in this industry are those with water, pollution caused by untreatedeffluents, organic chemicals, toxic gaseous emissions, excessive odor, or noise solid wastes as well as unhygienicworking conditions, as industrial safety requirements [1,3].
There aremajoroperationsprecedingdyeing,printing, andfinishingsuchassizing,desizing, scouring, bleaching, andmercerizing. Due to the usage of several chemicals, dyes, and auxiliaries [4,5], wastewater is highly alkaline such asBOD, COD, and TDS, so environmental problems are observed unless it is treated before disposed of [3,5]. Air pollutionalso generates. Processing of fibers generates lint, dust which may cause respiratory disorders in workers, like chroniclung disease and byssinosis, noises [1,6]. Noise in spinning, weaving operations is observed as well.
This chapter will deal with an overview of the textiles industry, trials to minimize waste, pollution, and technol-ogies used to reduce water consumption and energy, time, and chemicals in textile wet processing.
7.2 An overview of the textile industry
7.2.1 Industrialization processes
There are fiveprocesses carried out in textile production representing in preparation ofdifferent kinds of fibers. Prep-aration of natural fibers is done via opening, blending, carding, and/or combing and drafting before spinning [7,8].
The preparation of manmade fibers is done via main methods which are wet spinning, dry spinning, and meltspinning followed by drawing the filaments to orient them through the macromolecules, purpose to increase theirtensile strength. The kind of spinning in which the fiber is converted into yarns depends on the fiber length,
93Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00022-1
thickness, and end use of the product as well. Modification of the basic fiber is achieved by altering the process afterspinning, changing the spinning solution and conditions [9,10].
The basic fiber is usually bright due to light reflection from its surface. The delustering agents known as titaniumdioxide are added to the spinning solution before extrusion to deluster them. In some cases, titanium dioxide can bemixed with the polymer resin in an earlier stage. The luster degree is controlled via the amount of titanium dioxideadded in three grades of lustering known (bright, semidull, and dull) [11].
The second modification of the spinning solution is solution dyeing (pigmentation); this modification is a goodsolution of gas fading of green, gray, or blue dyes for dyeing of acetate fibers. The fiber dyed by this technique isreferred to as solution-dyed, dope dyed, spun dyed, or produced colored. The color (hue) obtained by this techniqueis permanent (fast) that is not obtained in any other way [12,13].
To obtain fibers that resist yellowing, whiteness and brightness are added to the spinning solution, which causes awhiter light to be reflected from the cloth; the fiber treated with these optical brighteners or fluorescent dye is with-stand with wash and dry cleaning. Other modifications of spinning solutions are the adding of antistatic agents,flame retardants, and some light resistance substances [13,14].
7.2.2 Textile manufacturing from yarn via weaving and knitting
Before weaving (the interlace of two or more yarn crosswise and perpendicular) some preparatory processes werecarried out as preparing the loom beam to avoid the damage and breakthrough of the processes a high quality oil isused despite its bad effect on ecology. At the beginning of the finishing process sizes and oil used in warping have tobe removed from the wastewater drains of finishing mills, i.e., horrible pollution [13,15].
There are different types of knitted textiles such as flat, circular, or warp knitting. Knitted textile and apparelparticipate in stream pollution due to their drained oils [2,16].
Major operations are preceding the dyeing and printing of cellulosic fabrics. These operations are necessary forremoving impurities from fibers and for improving the aesthetic appearance as shown in Fig. 7.1 [5,7,9].
Singeing via passing a yarn or fabrics fastly through a source of heat removes ejected fibers, then rapidly lowersthe temperature of the fabric which improves the smoothness and uniformity and resists to pilling. There are twodifferent techniques to accomplish singeing referred to as direct method (controlled flame, water-cooled roller, oropen method) and indirect method in which infrared reflectors emitted heat which singed the fabric [9,10].
Sizing is used to protect the fibers or yarns from damage; it is necessary for keeping high processing speed and uni-form fabric for dyeing and finishing [17]. Table 7.1 shows the different sizing agents used in warp sizing of textiles [18].
Most of the novel sizing process aimed to save energy and reduce effluents from textile mills such as lowwet pick-up methods (high pressure and foam sizing), hot melting size, solvent size, and durable sizes [9,18].
Desizing in which sizing agents are removed is recommended before scouring, bleaching, dyeing, and finishing.Desizing can be done enzymatically via alpha- and beta-amylase, dilute acids, or oxidative desizing agents. Table 7.2shows the enzymatic desizing and chemical desizing agents [10,18,19].
Grey fabrics Singeing Desizing Scouring Bleaching Mercerizing
FIGURE 7.1 The major operations preceding dyeing and printing of cellulosic fabrics.
TABLE 7.1 Different sizing agents used inwarp sizing in textiles [18].
Sizing agents
Natural fabrics Synthetic fabrics
AmyloseAmylopectinDialdehyde starchHydroxy ethylated starchAcetylated starchCarboxymethyl cellulose
Polyvinyl alcoholPolyvinyl acetateAcrylicPolyestersPolyurethaneStyrene copolymer
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)94

The next preparatory process is scouring for removing impurities. In natural cellulosic fibers or yarns the impu-rities are easy to remove, but it must be done before bleaching, dyeing, and finishing [5,20]. Cotton impurities arewaxes, pectins, ash, proteins, pigments, hemicellulose, and reducing sugars. Cotton impurities can be removed effi-ciently using sodium hydroxide, calcium hydroxide (lime), or sodium carbonate (soda ash) [18,21]. Sequestering orchelating agents as EDTAmay be used to solubilize insoluble inorganic substances, and surfactants to remove unsa-ponifiable waxes.
Scouring of silk fiber is known as degumming; the main impurities in silk are protein sericin (gum); degummingcan be carried out via one of each five methods of extraction with water, boiling off in soap, enzymatically, usingalkalis, and an acidic solution [18,22,23].
Wool scouring is very essential; it contains about 40% or more impurities as waxes, cellulosic material, dirt, andprotein materials. Scouring of wool is done conventionally using a mildly alkaline solution. Carbonizing (removingof vegetable cellulosic matter from wool fibers) process is carried out after scouring using a dilute solution of strongacids usually H2SO4 or HCl acids [24e26].
Scouring solutions for synthetic fibers consist of anionic or nonionic detergents with a little amount of sodiumcarbonate or ammonia.
Bleaching is done for the removal or lightening of the coloredmaterials. Bleaching is carried out either chemicallyvia using oxidizing or reducing agents, or physically by treating the fiber with optical brighteners or fluorescentbrightening agents [27,28]. The mechanism of action of chemical bleaching agents can be explained via oxidizingcolored substances, thus ease their removal from the fiber. This oxidation may be due to the reaction of the substancein a manner that alters or destroys their sites of unsaturation or conjugation. Oxidizing bleaching agents are the mostwidely used. The chlorine-based types are hypochlorite (OCl�), chlorine dioxide (ClO2), and hydroperoxide species(OOH� and/or OOH); they are unacceptable for bleaching of wool due to fiber damage. They are also not recom-mended for bleaching of acrylic and polyamide because they cause fabric yellowing. Also, hydrogen peroxide andrelated peroxy compounds are widely used in textile bleaching [7,9,10,27].
There are other bleaching agents based on the chemical reactions of the colored matter such as sulfur dioxide(SO2), sodium or zinc hydrosulfite (Na2S2O4, or ZnS2O4), or disulphite aldehyde addition compounds (zinc formal-dehyde sulfoxylate) [10,13,29].
Optical brightening agents absorb light energy at a low wavelength (UV invisible region) and reemit them inlonger wavelength (visible region); these agents are colorless and do not absorb energy in the visible region suchas bis(triazinyl) stilbenes, nonionic distyrl-arenes, 1,3-diphenyl1-2-pyrazolines, naphthalimides, coumarins, bis(ben-zoxazoles), and cationic azoles used as optical brightening agents [10].
Mercerization is the process in which cotton yarns are immersed in aqueous sodium hydroxide solution for achange in fine structure, morphology, and configuration of cellulose chains to occur [30,31]. Besides mercerizationwith sodium hydroxide, there are other treatments of cotton and other cellulosic material with liquid ammoniawhich leads to swelling of the treated fabrics. The major difference between the two treatments is observed dueto the removal of ammonia from the fabrics when immersed in water [32,33].
All the above preparatory processes participate in environmental pollution, e.g., wastewater flows, solid wastegeneration, gaseous emissions, and hazardous compounds [1]. Tables 7.3e7.5 show the pollutant sources, their ma-jor constituents, and the pollution impact on water usage of each process [34,35].
TABLE 7.2 Enzymatic and chemical desizing agents [18].
Desizing agents
Enzymes Acids Alkalis Oxidizing agents
Alpha-amylaseBeta-amylaseAmyloglucosidase
Hydrochloric acid (HCl)Sulfuric acid (H2SO4)
Sodium carbonate (Na2 CO3)Sodium hydroxide (NaOH)
Hydrogen peroxide (H2 O2)Sodium perborate (NaBO3.4H2O)Peracetic acid (CH3COOOH)Sodium persulfate (Na2S2O8)Ammonium persulfate ((NH4)2S2O8)
7.2 An overview of the textile industry 95
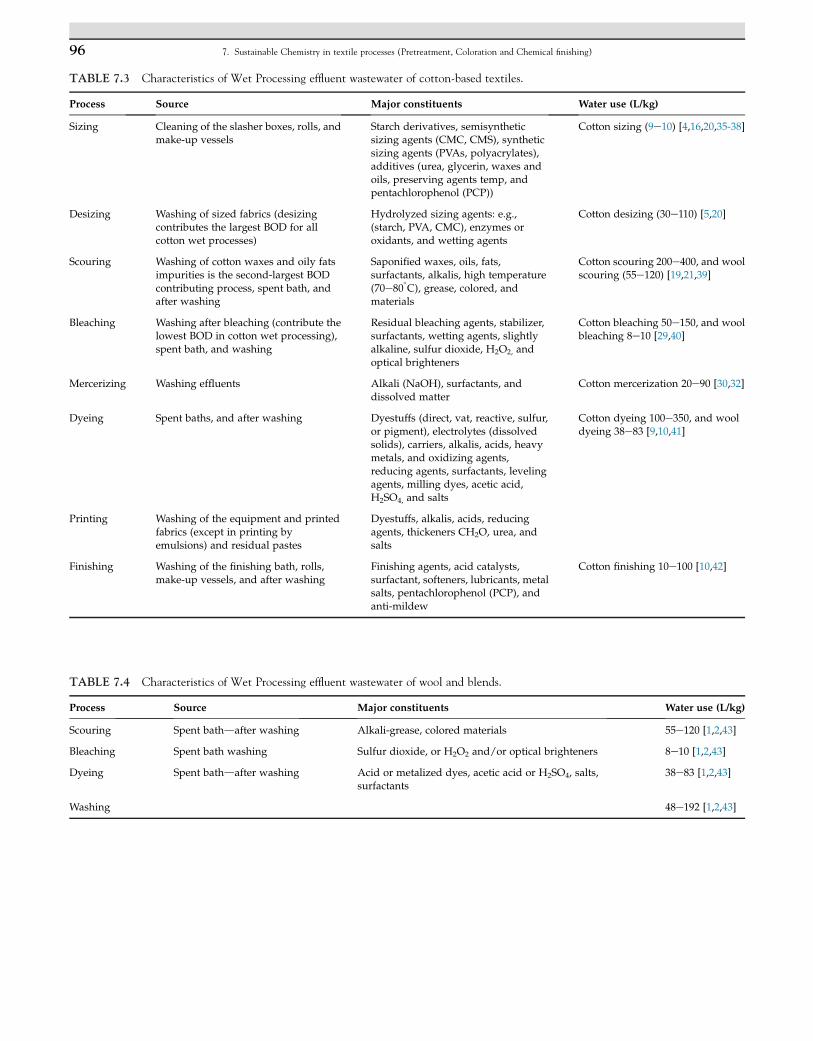
TABLE 7.3 Characteristics of Wet Processing effluent wastewater of cotton-based textiles.
Process Source Major constituents Water use (L/kg)
Sizing Cleaning of the slasher boxes, rolls, andmake-up vessels
Starch derivatives, semisyntheticsizing agents (CMC, CMS), syntheticsizing agents (PVAs, polyacrylates),additives (urea, glycerin, waxes andoils, preserving agents temp, andpentachlorophenol (PCP))
Cotton sizing (9e10) [4,16,20,35-38]
Desizing Washing of sized fabrics (desizingcontributes the largest BOD for allcotton wet processes)
Hydrolyzed sizing agents: e.g.,(starch, PVA, CMC), enzymes oroxidants, and wetting agents
Cotton desizing (30e110) [5,20]
Scouring Washing of cotton waxes and oily fatsimpurities is the second-largest BODcontributing process, spent bath, andafter washing
Saponified waxes, oils, fats,surfactants, alkalis, high temperature(70e80
�C), grease, colored, and
materials
Cotton scouring 200e400, and woolscouring (55e120) [19,21,39]
Bleaching Washing after bleaching (contribute thelowest BOD in cotton wet processing),spent bath, and washing
Residual bleaching agents, stabilizer,surfactants, wetting agents, slightlyalkaline, sulfur dioxide, H2O2, andoptical brighteners
Cotton bleaching 50e150, and woolbleaching 8e10 [29,40]
Mercerizing Washing effluents Alkali (NaOH), surfactants, anddissolved matter
Cotton mercerization 20e90 [30,32]
Dyeing Spent baths, and after washing Dyestuffs (direct, vat, reactive, sulfur,or pigment), electrolytes (dissolvedsolids), carriers, alkalis, acids, heavymetals, and oxidizing agents,reducing agents, surfactants, levelingagents, milling dyes, acetic acid,H2SO4, and salts
Cotton dyeing 100e350, and wooldyeing 38e83 [9,10,41]
Printing Washing of the equipment and printedfabrics (except in printing byemulsions) and residual pastes
Dyestuffs, alkalis, acids, reducingagents, thickeners CH2O, urea, andsalts
Finishing Washing of the finishing bath, rolls,make-up vessels, and after washing
Finishing agents, acid catalysts,surfactant, softeners, lubricants, metalsalts, pentachlorophenol (PCP), andanti-mildew
Cotton finishing 10e100 [10,42]
TABLE 7.4 Characteristics of Wet Processing effluent wastewater of wool and blends.
Process Source Major constituents Water use (L/kg)
Scouring Spent bathdafter washing Alkali-grease, colored materials 55e120 [1,2,43]
Bleaching Spent bath washing Sulfur dioxide, or H2O2 and/or optical brighteners 8e10 [1,2,43]
Dyeing Spent bathdafter washing Acid or metalized dyes, acetic acid or H2SO4, salts,surfactants
38e83 [1,2,43]
Washing 48e192 [1,2,43]
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)96
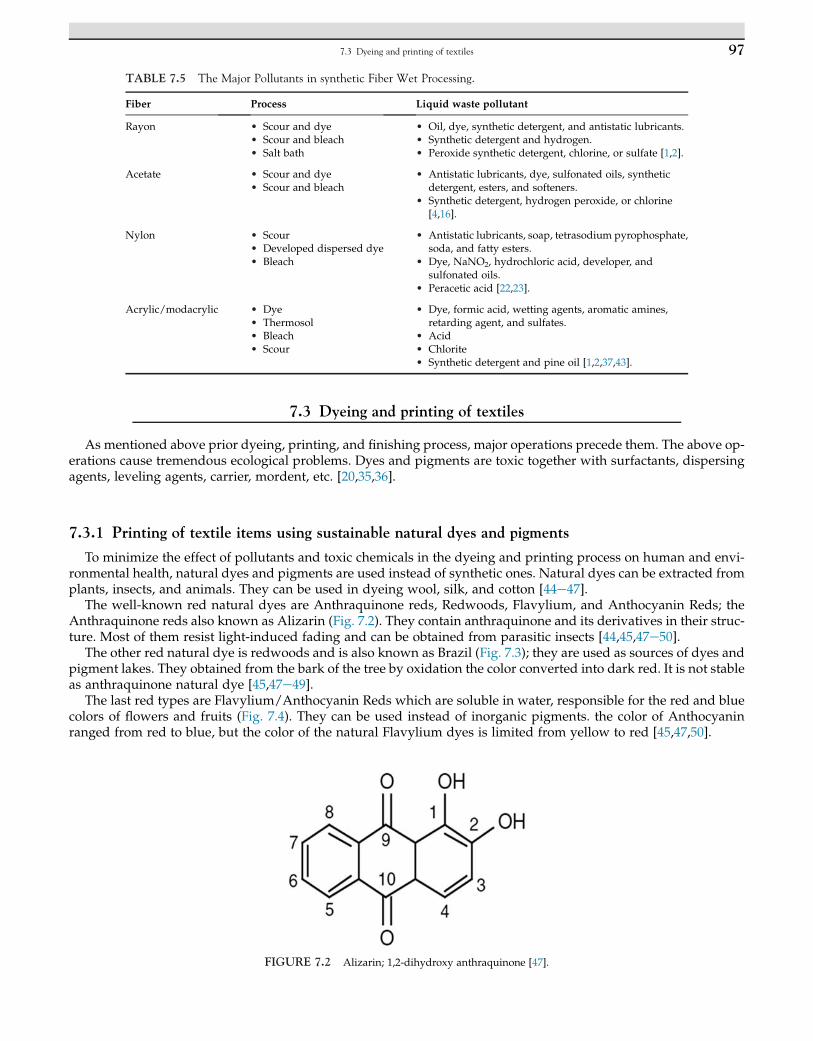
7.3 Dyeing and printing of textiles
As mentioned above prior dyeing, printing, and finishing process, major operations precede them. The above op-erations cause tremendous ecological problems. Dyes and pigments are toxic together with surfactants, dispersingagents, leveling agents, carrier, mordent, etc. [20,35,36].
7.3.1 Printing of textile items using sustainable natural dyes and pigments
To minimize the effect of pollutants and toxic chemicals in the dyeing and printing process on human and envi-ronmental health, natural dyes and pigments are used instead of synthetic ones. Natural dyes can be extracted fromplants, insects, and animals. They can be used in dyeing wool, silk, and cotton [44e47].
The well-known red natural dyes are Anthraquinone reds, Redwoods, Flavylium, and Anthocyanin Reds; theAnthraquinone reds also known as Alizarin (Fig. 7.2). They contain anthraquinone and its derivatives in their struc-ture. Most of them resist light-induced fading and can be obtained from parasitic insects [44,45,47e50].
The other red natural dye is redwoods and is also known as Brazil (Fig. 7.3); they are used as sources of dyes andpigment lakes. They obtained from the bark of the tree by oxidation the color converted into dark red. It is not stableas anthraquinone natural dye [45,47e49].
The last red types are Flavylium/Anthocyanin Reds which are soluble in water, responsible for the red and bluecolors of flowers and fruits (Fig. 7.4). They can be used instead of inorganic pigments. the color of Anthocyaninranged from red to blue, but the color of the natural Flavylium dyes is limited from yellow to red [45,47,50].
TABLE 7.5 The Major Pollutants in synthetic Fiber Wet Processing.
Fiber Process Liquid waste pollutant
Rayon • Scour and dye• Scour and bleach• Salt bath
• Oil, dye, synthetic detergent, and antistatic lubricants.• Synthetic detergent and hydrogen.• Peroxide synthetic detergent, chlorine, or sulfate [1,2].
Acetate • Scour and dye• Scour and bleach
• Antistatic lubricants, dye, sulfonated oils, syntheticdetergent, esters, and softeners.
• Synthetic detergent, hydrogen peroxide, or chlorine[4,16].
Nylon • Scour• Developed dispersed dye• Bleach
• Antistatic lubricants, soap, tetrasodium pyrophosphate,soda, and fatty esters.
• Dye, NaNO2, hydrochloric acid, developer, andsulfonated oils.
• Peracetic acid [22,23].
Acrylic/modacrylic • Dye• Thermosol• Bleach• Scour
• Dye, formic acid, wetting agents, aromatic amines,retarding agent, and sulfates.
• Acid• Chlorite• Synthetic detergent and pine oil [1,2,37,43].
FIGURE 7.2 Alizarin; 1,2-dihydroxy anthraquinone [47].
7.3 Dyeing and printing of textiles 97

The basic structure of anthocyanins is a hydroxyl group presented at positions 4 and 7, and sugar at position 3(mono-glycoside) or positions 3 and 5 (diglycoside) [45,47,50].
The other well-known blue natural dyes are Indigo Blues (Fig. 7.5) and Anthocyanin Blues (Fig. 7.4). Indigo Blue isthe most popular dyestuff used to dye blue jeans; it is found all over the world in several plants [45,47,50].
Purple natural dye is known as Tyrian purple; it is obtained from Mediterranean shellfish and its chemical struc-ture is known as 6,6-dibromoindigotin purple (Fig. 7.6) [45,47].
Other natural dyes are the yellow ones obtained from different sources, less resistant to fad than reddish or bluishcolor such as weld (Reseda luteola), Persian berries (Rhamnus spp.), old fustic (Chlorophora tinctoria), and luteolin(flavone) (Fig. 7.7) [45,47].
Other yellow natural dyes used in textile colorants are Chalcone and Aurone Yellows like saffron, which wererecently identified in ancient Andean textiles (Fig. 7.8) [47].
FIGURE 7.3 Brazilein; hematein 8-hydroxy brazilein [47].
FIGURE 7.4 Anthocyanin dye [47].
FIGURE 7.5 Indigo (¼indigotin) [47].
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)98
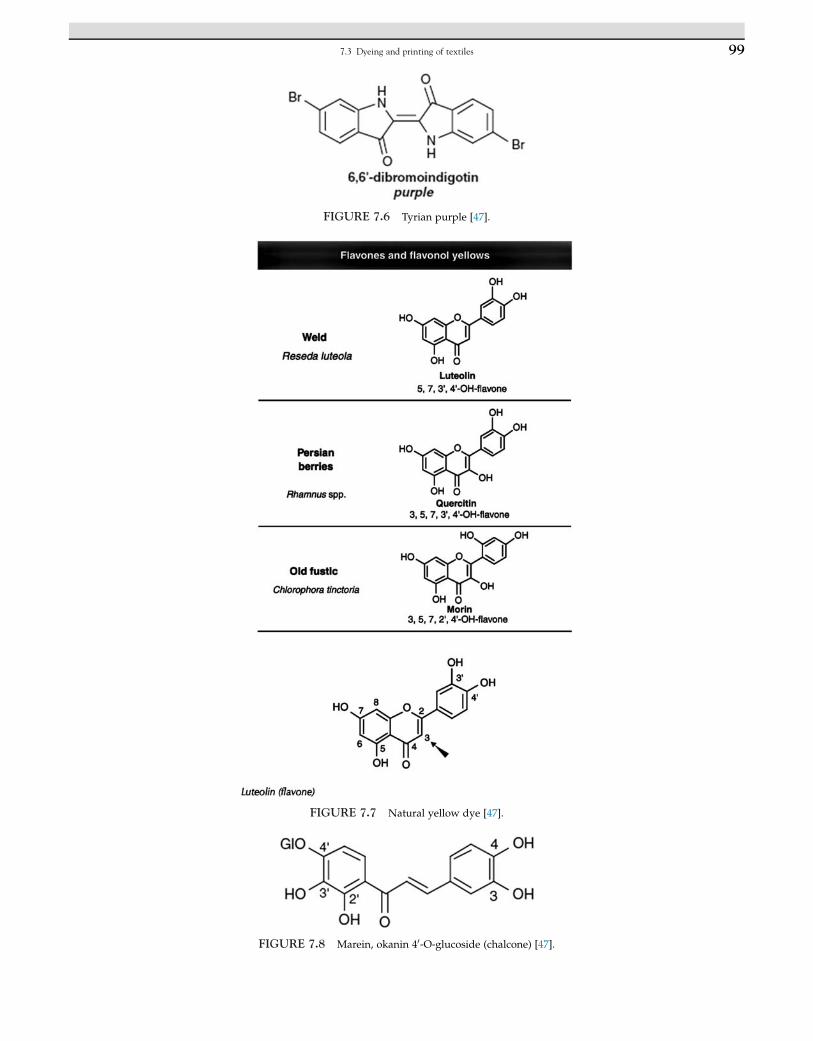
FIGURE 7.6 Tyrian purple [47].
FIGURE 7.7 Natural yellow dye [47].
FIGURE 7.8 Marein, okanin 40-O-glucoside (chalcone) [47].
7.3 Dyeing and printing of textiles 99
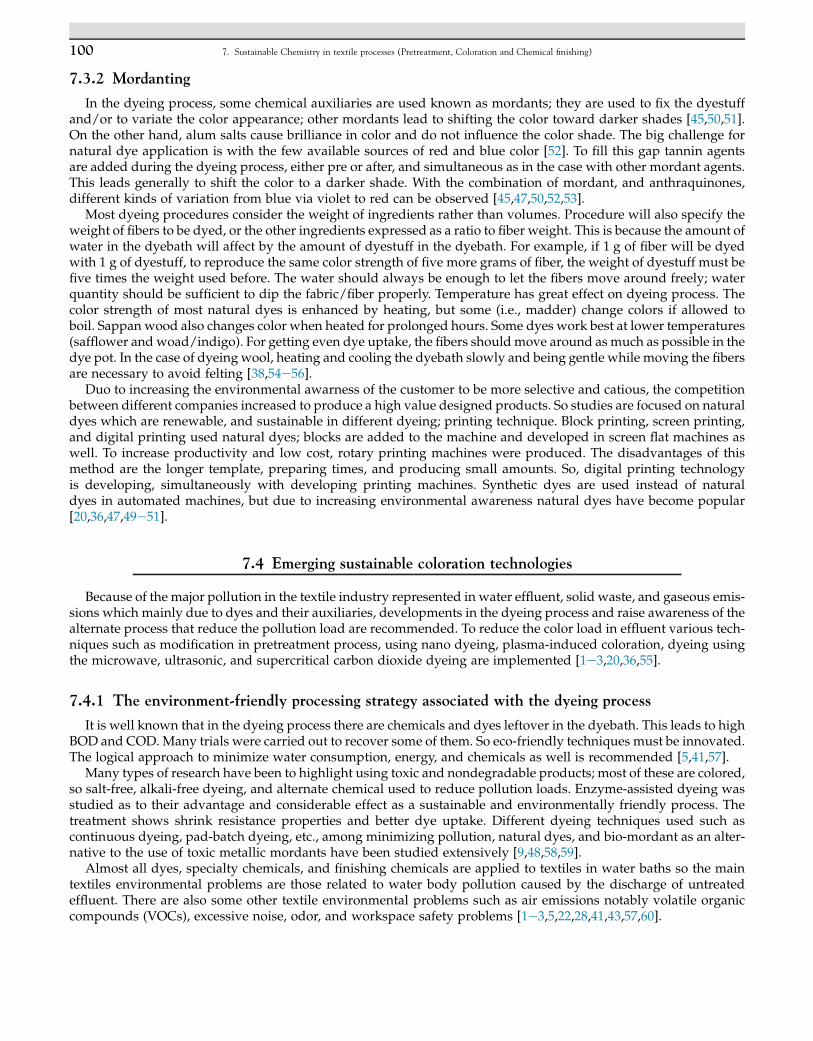
7.3.2 Mordanting
In the dyeing process, some chemical auxiliaries are used known as mordants; they are used to fix the dyestuffand/or to variate the color appearance; other mordants lead to shifting the color toward darker shades [45,50,51].On the other hand, alum salts cause brilliance in color and do not influence the color shade. The big challenge fornatural dye application is with the few available sources of red and blue color [52]. To fill this gap tannin agentsare added during the dyeing process, either pre or after, and simultaneous as in the case with other mordant agents.This leads generally to shift the color to a darker shade. With the combination of mordant, and anthraquinones,different kinds of variation from blue via violet to red can be observed [45,47,50,52,53].
Most dyeing procedures consider the weight of ingredients rather than volumes. Procedure will also specify theweight of fibers to be dyed, or the other ingredients expressed as a ratio to fiber weight. This is because the amount ofwater in the dyebath will affect by the amount of dyestuff in the dyebath. For example, if 1 g of fiber will be dyedwith 1 g of dyestuff, to reproduce the same color strength of five more grams of fiber, the weight of dyestuff must befive times the weight used before. The water should always be enough to let the fibers move around freely; waterquantity should be sufficient to dip the fabric/fiber properly. Temperature has great effect on dyeing process. Thecolor strength of most natural dyes is enhanced by heating, but some (i.e., madder) change colors if allowed toboil. Sappan wood also changes color when heated for prolonged hours. Some dyes work best at lower temperatures(safflower and woad/indigo). For getting even dye uptake, the fibers shouldmove around asmuch as possible in thedye pot. In the case of dyeing wool, heating and cooling the dyebath slowly and being gentle while moving the fibersare necessary to avoid felting [38,54e56].
Duo to increasing the environmental awarness of the customer to be more selective and catious, the competitionbetween different companies increased to produce a high value designed products. So studies are focused on naturaldyes which are renewable, and sustainable in different dyeing; printing technique. Block printing, screen printing,and digital printing used natural dyes; blocks are added to the machine and developed in screen flat machines aswell. To increase productivity and low cost, rotary printing machines were produced. The disadvantages of thismethod are the longer template, preparing times, and producing small amounts. So, digital printing technologyis developing, simultaneously with developing printing machines. Synthetic dyes are used instead of naturaldyes in automated machines, but due to increasing environmental awareness natural dyes have become popular[20,36,47,49e51].
7.4 Emerging sustainable coloration technologies
Because of the major pollution in the textile industry represented in water effluent, solid waste, and gaseous emis-sions which mainly due to dyes and their auxiliaries, developments in the dyeing process and raise awareness of thealternate process that reduce the pollution load are recommended. To reduce the color load in effluent various tech-niques such as modification in pretreatment process, using nano dyeing, plasma-induced coloration, dyeing usingthe microwave, ultrasonic, and supercritical carbon dioxide dyeing are implemented [1e3,20,36,55].
7.4.1 The environment-friendly processing strategy associated with the dyeing process
It is well known that in the dyeing process there are chemicals and dyes leftover in the dyebath. This leads to highBOD and COD. Many trials were carried out to recover some of them. So eco-friendly techniques must be innovated.The logical approach to minimize water consumption, energy, and chemicals as well is recommended [5,41,57].
Many types of research have been to highlight using toxic and nondegradable products; most of these are colored,so salt-free, alkali-free dyeing, and alternate chemical used to reduce pollution loads. Enzyme-assisted dyeing wasstudied as to their advantage and considerable effect as a sustainable and environmentally friendly process. Thetreatment shows shrink resistance properties and better dye uptake. Different dyeing techniques used such ascontinuous dyeing, pad-batch dyeing, etc., among minimizing pollution, natural dyes, and bio-mordant as an alter-native to the use of toxic metallic mordants have been studied extensively [9,48,58,59].
Almost all dyes, specialty chemicals, and finishing chemicals are applied to textiles in water baths so the maintextiles environmental problems are those related to water body pollution caused by the discharge of untreatedeffluent. There are also some other textile environmental problems such as air emissions notably volatile organiccompounds (VOCs), excessive noise, odor, and workspace safety problems [1e3,5,22,28,41,43,57,60].
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)100
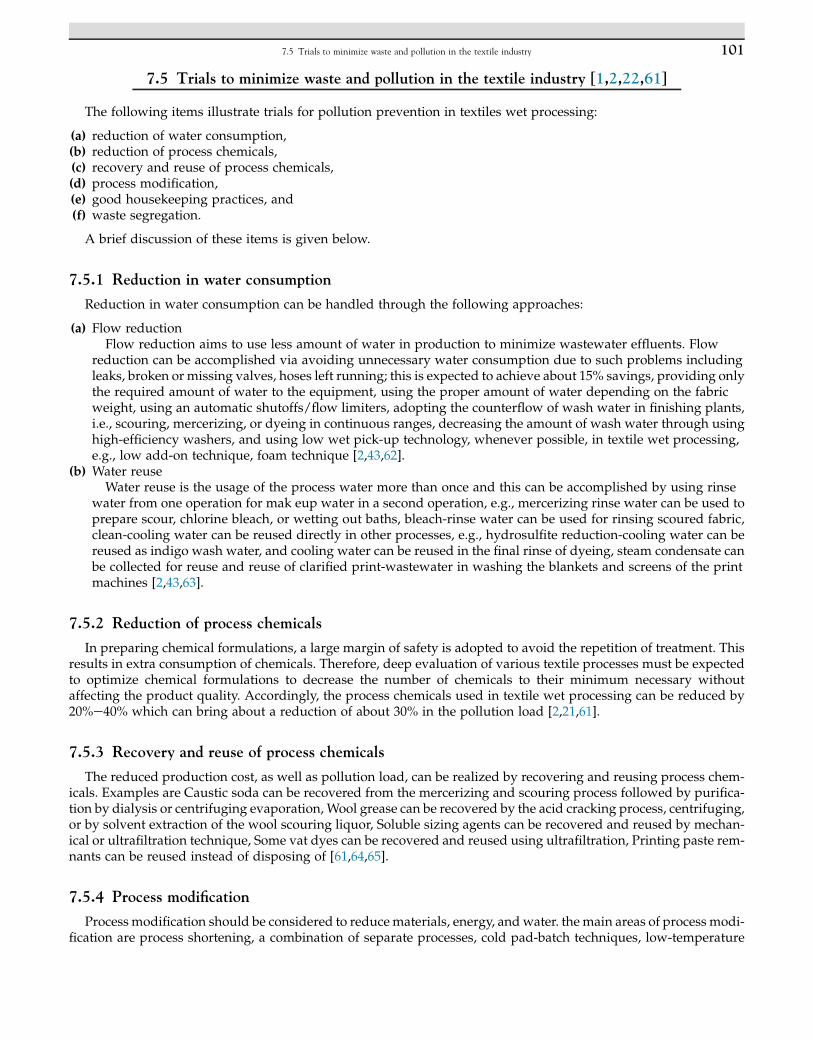
7.5 Trials to minimize waste and pollution in the textile industry [1,2,22,61]
The following items illustrate trials for pollution prevention in textiles wet processing:
(a) reduction of water consumption,(b) reduction of process chemicals,(c) recovery and reuse of process chemicals,(d) process modification,(e) good housekeeping practices, and(f) waste segregation.
A brief discussion of these items is given below.
7.5.1 Reduction in water consumption
Reduction in water consumption can be handled through the following approaches:
(a) Flow reductionFlow reduction aims to use less amount of water in production to minimize wastewater effluents. Flow
reduction can be accomplished via avoiding unnecessary water consumption due to such problems includingleaks, broken or missing valves, hoses left running; this is expected to achieve about 15% savings, providing onlythe required amount of water to the equipment, using the proper amount of water depending on the fabricweight, using an automatic shutoffs/flow limiters, adopting the counterflow of wash water in finishing plants,i.e., scouring, mercerizing, or dyeing in continuous ranges, decreasing the amount of wash water through usinghigh-efficiency washers, and using low wet pick-up technology, whenever possible, in textile wet processing,e.g., low add-on technique, foam technique [2,43,62].
(b) Water reuseWater reuse is the usage of the process water more than once and this can be accomplished by using rinse
water from one operation for mak eup water in a second operation, e.g., mercerizing rinse water can be used toprepare scour, chlorine bleach, or wetting out baths, bleach-rinse water can be used for rinsing scoured fabric,clean-cooling water can be reused directly in other processes, e.g., hydrosulfite reduction-cooling water can bereused as indigo wash water, and cooling water can be reused in the final rinse of dyeing, steam condensate canbe collected for reuse and reuse of clarified print-wastewater in washing the blankets and screens of the printmachines [2,43,63].
7.5.2 Reduction of process chemicals
In preparing chemical formulations, a large margin of safety is adopted to avoid the repetition of treatment. Thisresults in extra consumption of chemicals. Therefore, deep evaluation of various textile processes must be expectedto optimize chemical formulations to decrease the number of chemicals to their minimum necessary withoutaffecting the product quality. Accordingly, the process chemicals used in textile wet processing can be reduced by20%e40% which can bring about a reduction of about 30% in the pollution load [2,21,61].
7.5.3 Recovery and reuse of process chemicals
The reduced production cost, as well as pollution load, can be realized by recovering and reusing process chem-icals. Examples are Caustic soda can be recovered from the mercerizing and scouring process followed by purifica-tion by dialysis or centrifuging evaporation, Wool grease can be recovered by the acid cracking process, centrifuging,or by solvent extraction of the wool scouring liquor, Soluble sizing agents can be recovered and reused by mechan-ical or ultrafiltration technique, Some vat dyes can be recovered and reused using ultrafiltration, Printing paste rem-nants can be reused instead of disposing of [61,64,65].
7.5.4 Process modification
Processmodification should be considered to reducematerials, energy, andwater. the main areas of process modi-fication are process shortening, a combination of separate processes, cold pad-batch techniques, low-temperature
7.5 Trials to minimize waste and pollution in the textile industry 101

dyeing, printing and/or finishing, low wet pick-up technology, use of heat exchangers, radio-frequency (RF) tech-niques, computer technology, use of solar energy, and substitution of chemicals. Most of these areas can be applied inmost textile companies (public and private) dealing with textile wet processing [2,43].
Given below are implementations to react to the aforementioned tasks:
1. Process shorteningReplacement of conventional jigger dyeing by the padedevelop process for dyeing, whenever possible,
elimination of intermediate drying (e.g., after dyeing of the synthetic component) in the dyeing of polyester/cellulose blend fabric, carbonization of disperse-printed and fixed goods directly without intermediate washingand drying, and usage of one class of dyestuff for coloration of both components of PET/C blend fabrics [1,2].
2. Combination of separate processesThe following approaches can be suggested for achieving this goal:
- Single-stage bleaching: when conventional pretreatment processes (e.g., desizing, scouring, and bleaching)are combined to save energy (about 60%), chemicals, water, and time [29].
- Hot mercerization: the impregnation of the fabric with caustic soda of the mercerizing strength at elevatedtemperature to obtain mercerizing and scouring effect in single unit operation, followed by cooling the hotsaturated fabric and washing out of the alkali while maintaining predetermined tension conditions at anappropriate stage. This process results in a reduction of water, energy, and chemicals [30].
- Combination of optical brightness and heat setting operation for synthetic fiber fabrics.- Combination of dyeing and finishing in one step: Where the finishing bath comprises both the finishing agent(e.g., reactant resins), certain types of dyestuffs (soluble vat, direct, reactive, pigment), additives (wetting agentand softener) along with a proper catalyst. This combination enables dyeing and resin finishing of cellulose-based textiles and their blends with minimum energy consumption and water reduction reduce the processchemicals [66]. This in turn is reflected in decreasing the pollution load as well as total production cost.
- Combination of finishing and transfer printing in one step The energy used in drying and heat printing ofcotton/polyester blends can be used in resin curing process. This brings about good energy saving [42].
3. Cold pad-batch techniquesThese techniques have the main advantage of saving energy, which in turn reduce both the production cost
and thermal pollution. New trends aim not only at energy reduction and ease of application, but also at loweringthe chemicals and effluents, high productivity, and less damage to knitted goods. The main disadvantage ofthese techniques is the need for space for the storage of treated batches.a. Cold pad-batch bleaching of cotton fabric can be performed by using H2O2 in presence of silicate stabilizer
and peroxydisulphate [67].b. Cold pad-batch dyeing can also be performed by careful selection of dyestuff and dyeing formulations [68].
4. Lower temperature dyeing, printing, or finishingSome of the textile processes can be carried out at lower temperatures than the conventional ones with
effective usage of the process chemicals. This results in reducing both the energy and process chemicals, therebylowering the pollution load. For example, the following techniques can be performed:• Use of redox system (e.g., hydrogen peroxide/glucose, ammonium persulfate/glucose) in conjunction with
some dyes (e.g., acid, direct, basic) can effect dyeing of certain substrates, such as wool, viscose, nylon, cotton,silk, etc., at a lower temperature than conventional dyeing [69].
• Use of fast-acting catalysts enables the fixation of pigment prints at a lower temperature, around 110e115�Cagainst 140e150�C for conventional printing [70].
• The use of highly active catalyst systems (such asMgC12.6 H2O/citric acid) has a considerable economy in theoperational and energy costs of resin finishing.
5. Low wet pick-up technologyLow wet pick-up techniques are attractive alternatives to conventional processing in textile wet processing
due to the remarkable savings in both energy and water. Many approaches are suggested for low wet pick-uptechniques; some of which are:Foam technology: where water is replaced by air in the form of foam in chemical recipes and formulations.
This helps to save energy, decrease chemical costs, increase production, and minimize effluent and pollution.Foam technology can be applied in sizing, dyeing, printing, and finishing processes. By a suitable combination offoaming agents, stabilizers, and process chemicals the treatment process can be easily achieved [71,72].Spray technique: where sprays of concentrated solutions are applied to the goods to achieve treatments such
as dyeing and finishing. The use of electrostatic systems was introduced by Sandoz to improve uniformity and
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)102
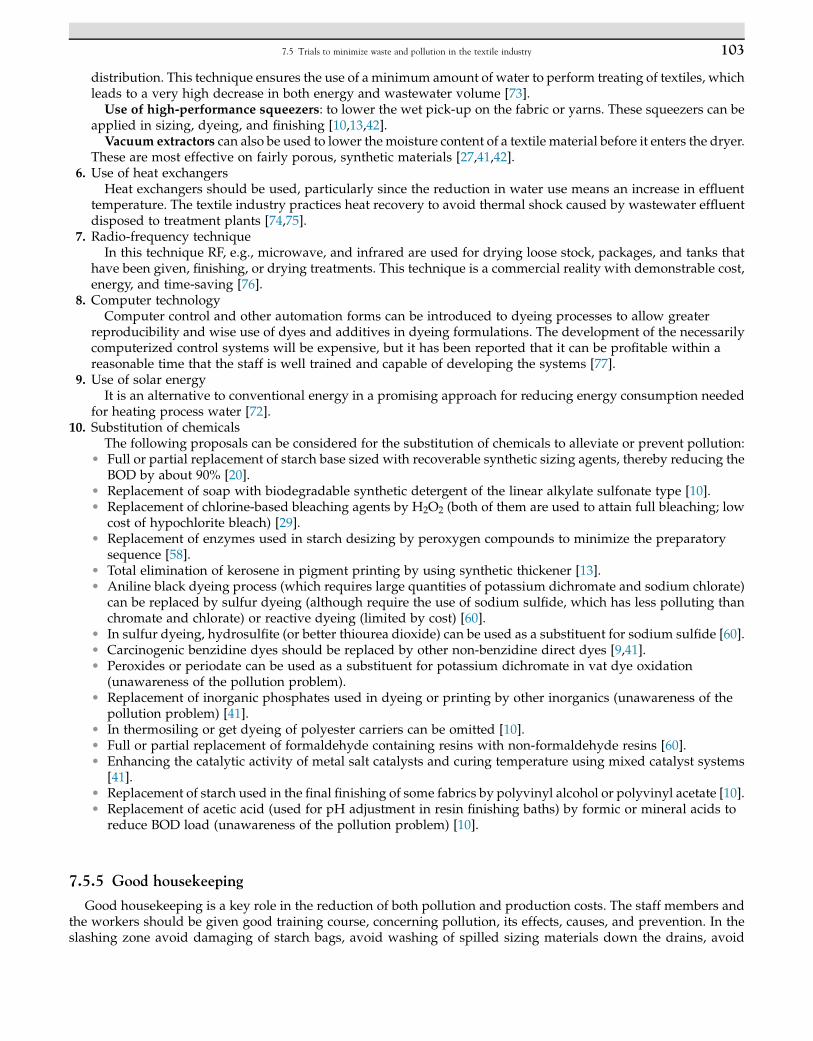
distribution. This technique ensures the use of a minimum amount of water to perform treating of textiles, whichleads to a very high decrease in both energy and wastewater volume [73].
Use of high-performance squeezers: to lower the wet pick-up on the fabric or yarns. These squeezers can beapplied in sizing, dyeing, and finishing [10,13,42].
Vacuum extractors can also be used to lower themoisture content of a textile material before it enters the dryer.These are most effective on fairly porous, synthetic materials [27,41,42].
6. Use of heat exchangersHeat exchangers should be used, particularly since the reduction in water use means an increase in effluent
temperature. The textile industry practices heat recovery to avoid thermal shock caused by wastewater effluentdisposed to treatment plants [74,75].
7. Radio-frequency techniqueIn this technique RF, e.g., microwave, and infrared are used for drying loose stock, packages, and tanks that
have been given, finishing, or drying treatments. This technique is a commercial reality with demonstrable cost,energy, and time-saving [76].
8. Computer technologyComputer control and other automation forms can be introduced to dyeing processes to allow greater
reproducibility and wise use of dyes and additives in dyeing formulations. The development of the necessarilycomputerized control systems will be expensive, but it has been reported that it can be profitable within areasonable time that the staff is well trained and capable of developing the systems [77].
9. Use of solar energyIt is an alternative to conventional energy in a promising approach for reducing energy consumption needed
for heating process water [72].10. Substitution of chemicals
The following proposals can be considered for the substitution of chemicals to alleviate or prevent pollution:• Full or partial replacement of starch base sized with recoverable synthetic sizing agents, thereby reducing the
BOD by about 90% [20].• Replacement of soap with biodegradable synthetic detergent of the linear alkylate sulfonate type [10].• Replacement of chlorine-based bleaching agents by H2O2 (both of them are used to attain full bleaching; low
cost of hypochlorite bleach) [29].• Replacement of enzymes used in starch desizing by peroxygen compounds to minimize the preparatory
sequence [58].• Total elimination of kerosene in pigment printing by using synthetic thickener [13].• Aniline black dyeing process (which requires large quantities of potassium dichromate and sodium chlorate)
can be replaced by sulfur dyeing (although require the use of sodium sulfide, which has less polluting thanchromate and chlorate) or reactive dyeing (limited by cost) [60].
• In sulfur dyeing, hydrosulfite (or better thiourea dioxide) can be used as a substituent for sodium sulfide [60].• Carcinogenic benzidine dyes should be replaced by other non-benzidine direct dyes [9,41].• Peroxides or periodate can be used as a substituent for potassium dichromate in vat dye oxidation
(unawareness of the pollution problem).• Replacement of inorganic phosphates used in dyeing or printing by other inorganics (unawareness of the
pollution problem) [41].• In thermosiling or get dyeing of polyester carriers can be omitted [10].• Full or partial replacement of formaldehyde containing resins with non-formaldehyde resins [60].• Enhancing the catalytic activity of metal salt catalysts and curing temperature using mixed catalyst systems
[41].• Replacement of starch used in the final finishing of some fabrics by polyvinyl alcohol or polyvinyl acetate [10].• Replacement of acetic acid (used for pH adjustment in resin finishing baths) by formic or mineral acids to
reduce BOD load (unawareness of the pollution problem) [10].
7.5.5 Good housekeeping
Good housekeeping is a key role in the reduction of both pollution and production costs. The staff members andthe workers should be given good training course, concerning pollution, its effects, causes, and prevention. In theslashing zone avoid damaging of starch bags, avoid washing of spilled sizing materials down the drains, avoid
7.5 Trials to minimize waste and pollution in the textile industry 103

disposal of unused sizing baths in the drains, return spills to use if possible, maintaining close control over the milloperations to avoid accidental spillages of process chemical baths, in case of accidental spillages of hazardous chem-icals, spillagemust beminimized by adsorption and/or by dilution sufficiently to prevent shock loads from reachingthe treatment facility. Other alternatives could be practiced by collecting or absorbing the spillage, as much aspossible before dilution, cleaning the floor andmachine from dirt, grease rust, etc., will reduce the possibility of pick-ing up them by the fabric which eliminates extra washing [78,79].
Avoid packaging waste and recycle or reuse empty containers (to prevent solid wastes). Moreover, the role ofhousekeeping is the human factor, which is reflected by the high number of employees [79].
7.5.6 Waste segregation
The colored waste streams (from dyeing and printing house) should be completely isolated from waste streamsfrom pretreatment and finishing processes. This leads to easier wastewater treatment [80].
7.6 Sustainable technologies used to reduce water energy, chemicals, and timein the textile wet processing
7.6.1 Plasma technology
Plasma is the fourth state of matter which was invented in 1926 by Langmuir. It is a mixture of gases. It consists ofequally charged ions, molecules atoms, and electrons. Two major opposite reactions happened in plasma known aspolymerization and ablation. The type of reactions happened depends on the condition of discharge, when plasmaused in the treatment of textile yarns or fabrics, a lot of free radical are remaining on the surface of the fabrics whichleads to forming bonds between fiber and matrix. Care must be taken when the treated fabric exposes to air espe-cially oxygen which decreases the extent of bonding between matrix and fiber. Using plasma technology will pro-duce new, desirable properties without affecting the bulk properties of the substrate itself [19,81,82].
There is a major transformation that happened when yarn or fabrics subject to plasma treatment such as chemicalchanges in surface layers, structures, and physical properties as well. There are different frequencies used in gener-ating plasma such as low frequency, RF, andmicrowave. The selections of these frequencies depending on the type oftreatments which are cleaning, etching activation, grafting, and polymerization, all of them mostly done via a freeradical mechanism. It has two types; only one of the two can be used in textile treatments known as cold ornonthermal plasma at which its temperature zone is closed to ambient temperature [59,82,83].
Modification of the fiber surface through selecting the appropriate plasma parameters adds new functionalitiessuch as hydrophilic, oil, water repellent, wax, and natural wax removal, improving the dyeability and printing[59,83,84].
7.6.1.1 Plasma technology usage in the preparatory processing
Plasma technique can be used in the desizing process, for example, PVA can be completely removed by increasingits solubility, starch sizes can be removed as well. Time Reduction for cotton scouring, minimizig soap concentration,and lowering the washing temperature in degumming silk [54,85].
Synthetic fibers can be changed into hydrophilic by reducing the wetting time and increasing antistatic and adhe-sion property. Best improvements observed after bleaching, mercerizing, and coloration using plasma dye exhaus-tion, lower temperature shorten time duration sustainability, color strength, color yield, levelness, rubbing, andfastness properties are improved [81,83].
7.6.1.2 Plasma technology in the finishing process
Contrary to what is known that the action of plasma happened on the surface layer of the fiber, its action in wetfinishing processes showed penetration of the finished material deeply into the fiber layers leading to various func-tionality improvements, affecting the structure of the internal fibers. Different types of treatments and differentkinds of textile items to obtain different imparted applications can be reached through plasma treatment, such ashydrophilic, hydrophobic, and antistatic finish. Reducing felting, crease resistance, improved capillary, microwaveprotection, and effluent retardancy for wool, cotton, cotton blends, polyamide, and polyester fibers [59,81,83,84].
So, using plasma technology in the textile industry leads to reducing the amount of chemical needed, better chem-ical exhaustion from baths, reducing BOC and COD of the effluents, shortening the wet processes time, decreasingthe wet processes temperature, and energy saving.
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)104

7.6.2 Laser dyeing
Many researchers scoped in modifying the surface of manmade fibers using a selected laser beam. This treatmentleads to introducing hydrophilic groups on hydrophobic surfaces changing the physical and thermal properties ofthe fiber due to the eclipsing structure of the segment, i.e., enhanced the dyeing process [86,87].
Laser technology usage in the textile industry created a new innovative solution; it has been used as a replacementto some conventional processes such as hand sanding, sandblasting, destroying, and grinding these old dry pro-cesses considered harmful to the environment [86,87].
The laser device emits light through a process of optical amplification which enthused the emission of electromag-netic radiation; the laser is an acronym for light amplification, and it creates extensive heat on a focused area viasubjecting the material to very intensive heating [86e89].
When the materials absorb laser energy it rapidly heats and melts (converted from solid to liquid), the moltenliquid moves rapidly and due to the surface tension; the remaining liquid boiling and releasing vapors occurs (con-verted from liquid to gas). In the textile industry laser treatment has been used for several years because it is an eco-friendly technique which is characterized by the possibility of surface designing of patterns with good precision anddesirable effects in short time also with various intensity and sizes without damaging the textile materials [88,89].
The laser technology is used for laser marking which works only on the surface of the fabric causing fading to thefabrics; there is another usage of laser technology in a process known as laser engraving (the process of cutting thefabric with the possibility of controlling the cutting depth); the third usage of laser is known as laser welding wherethe molten material joins or is used to weld two or more layers of the fabrics together; and the last usage of lasertechnology is laser cutting which is used in cutting through the fabrics. The most popular usage of laser technologyfrom the mentioned usages is fading (marking) on denim fabrics [89,90].
The laser fading is characterized by production of lower cost; the effect quality is finer in the manual system, finerhand feel, less hairiness, less working space, higher design consistency, higher tearing strength, and lowermanpower required. The disadvantages of laser fading are higher power requirement (approximately 7.5-KW-h)and the laser beam, if it came into contact with eyes or skin, would be harmful [89,91].
Laser technologies modify the fiber surface and improve the dyeing properties with low energy and no chemicalsinvolved and considered a sustainable environmentally beneficial technique for textile manufacturing. Laser tech-nology is used in textile design mainly to cut and mark the materials for aesthetic effect. It is an alternative methodto the traditional screen-printing technique. Laser technology in the textile dyeing used in what is called laser dyes(dyes which are used as laser medium in a dye laser); it includes the coumarins which emit in the green region of thespectrum and the rhodamine dyes which emit in the yellow-red. The emitted color by the laser dyes depends on thesurrounding medium such as the medium they are dissolved in. Also, there are laser dyes which emit near-ultraviolet and near-infrared spectra. Laser dyeing is characterized by their continuous process over a wide regionof the spectrum covering the fluorescence spectral region [86e90].
All lasers emit coherent radiation in which highly monochromatic light molecules are small electronic dipoles anddipole can only interact with electromagnetic radiation which is polarized along its axis. Each electronic transitionexhibits its polarization. In a rotationally symmetric molecule, electronic dipoles aligned parallel to the long or shortmolecular axis and all the electronic transitions will be polarized only in these two directions [88,89].
Molecules in the gases and liquid solutions are in random orientation; the absorption and emission of radiationare depolarized. If the dipole length in the molecule is increased by substitution of a hydrogen atom, it will cause anincrease in the electronic dipole length; a longer electronic dipole will facilitate the absorption and emission at longerwavelengths, and this shifting is known as the bathochromic effect; the weak absorption bands may be accompaniedby an intensification of the absorption band and are referred to it as the hyperchromic effect. If this shift is in near-visible/UV region the absorption band is the lowest energy; the fluorescence spectrum also will be shifted to longerwavelengths [88e90].
7.6 Sustainable technologies used to reduce water energy, chemicals, and time 105

7.6.3 Supercritical carbon dioxide technology
It is well known, the wet processes in the textile industry need a tremendous volume of water in dissolvingdyestuff, auxiliaries, and chemicals. To overcome the water scarcity and textile environmental pollution, especiallyin the coloring of textile, supercritical carbon dioxide technology was used. It is a supercritical fluid system (SCF) inwhich the system contains gases changing into liquid under high pressure and temperature. By increasing theplasma pressure and temperature the fluids transformed into supercritical fluids and the density is approximately200e400 times higher than the gaseous state density and the same of liquid state density, able to dissolve low to me-dium polarity organic molecules. A supercritical carbon dioxide state is a state at which the fluids reach a criticalvalue where there is no boundary between liquids and gaseous state (31.1�C and 73 atm) [38,40,92].
SCCO2 has recently been used in dyeing fabrics, especially synthetic ones. It is eco-environment, nontoxic, inex-pensive, and chemically inert under many conditions. SCCO2 has a dissolving power found in many applicationslike removal of lanolin fromwool, transport media of dyes, pretreatment (scouring, desizing, and bleaching), dyeing(cellulose, wool, silk, and synthetic fibers), finishing (water, oil repellent finish, antifungal, and antimicrobial finish).SCCO2 as a dye solvent highly characterized diffusion rates, low mass transfer resistance, facilitated penetration,and reduced dyeing time. Saving energy via omitting the drying process, and avoiding the usage of organic solventthat damages the environment. Deep shade, good fixation time shorting are performed [38,40,92e94].
7.6.4 Wet processing and dyeing based on ultrasound effects
The ultrasonic energy caused cavitation (bubble formation of the matter is collapse) which is observed in solid/liquid or liquid/liquid systems. It is used in the coloration process with the least pollutants, due to its ability tomodify the surface properties of the treated fabrics, as degassing, dispersion, diffusion, and agitation. There aremany advantages of ultrasound energy when used in the dyeing process of synthetic fabrics such as possible dyeingat a lower temperature, improve K/S, cause little damage to the fabric, low cost, and reduce pollution load [95e97].
7.6.5 Microwave technique
Textile items can usemicrowave irradiation technique in reaction, heating, and drying process due to high heatingrate, noncontact heating, rapid start-up and stopping of heating, energy transfer instead of heat transfer, uniformheating, energy saving, selective heat properties, and perform processes in shortening the time [70,98].
The frequencies of the microwave range between 0.3 and 300 GHz. It lies between infrared radiation and radiofrequencies. It oscillates between the electric and magnetic fields which are perpendicular to each other. Microwaveirradiation can affect the morphological structure and some physical properties of textile fibers. Because water is adipole molecule, it rotates to align itself and during rotation, its molecules hit each other and become in a continuousmotion and dissipating energy creating polarity and heating inside solution bonding of fabrics so it can penetrate thetextile material, electromagnetic energy resulting in rapid heating throughout the material and reducing the time ofthe process [98e103].
In the pretreatment process, microwave irradiation is used to reduce time, chemicals, and water in various pro-cesses such as desizing, scouring, bleaching, and combining certain processes such as desizing, scouring, bleachingas well [102,103].
In coloration processes, microwave irradiation techniques were superior compared to conventional methods. Itsaves energy, time, and minimizing pollution via restricting the volume of fluids used. Flax, cotton, polyester, poly-amide, wool, silk, and acrylic can be dyed using microwave depending on its mechanism of actions, which simplydepends on the oscillation of the polar molecules, alignment, interaction, penetration, and binding through perpen-dicular electromagnetic wave energy [100e102,104].
Further attempts were carried out in chemical finishing processes as durable press finishes; combining desizing,scouring, and bleaching; dyeing process; eradication of insects from wool textiles; water repellency; wrinkle recov-ery, sterilization in the medical field; imparting durable crease-resistance properties; new curing systems; and easycare antibacterial properties losing the fabric strength properties [100,102].
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)106
7.6.6 Ozone as an alternative oxidant for textile applications
Using ozone in the textile application is a must and innovative and needed economic and environmental process.It is used because of its efficiency for water, energy, time-saving during processes. It is used alone or combined withother processes as plasma, UV, or ultrasound. In textiles mills it is used for washing and treated denim fabrics,bleaching cotton fabrics, decoloration, clearing wastewater, after clearing of polyester, discharge printing process,and surface modifications. It is expected that ozone as a source of a green oxidative element will be focused andthe machines related to its usage also will be developed especially in sustainable textile production [105e108].
7.6.7 Nanotechnology and textile industry
The development of new materials and the improvement of existing materials in the textile industry can be donevia nanotechnology techniques. It changes textiles to be multifunctional. Plasma technology, for example, makestextile water repellent, antibacterial, and fungus simultaneously. There are three types of nano-treatment in thetextile industry which are nanotechnology in fiber, yarn, and fabrics: in finishing and E-textile [109e111].
7.6.7.1 E-textiles
Electronic textiles (E-textile) are yarn or fabric that has an electronic device. It can be used in smart textiles whichcan be used in multiple applications such as jackets with audio control systems, fabrics display moving images, bagscontaining solar cells for charging mobiles, iPods, and computers [112].
7.6.7.2 Nanotechnology in fiber and yarn
The creation of new blended yarns and fabrics alters and improves the properties of manmade fiber to be likenatural fiber. The large surface in a small pore size in the fabrics leads to create newly added properties as self-cleaning and entrapment possibilities. Nanostructured composite fiber is another type of nanofibers; it containsnanosized fillers as clay, graphite, nano-metal, and carbon nanotube. There is another possible composite knownas a nano-thin coating around each fiber. Both of them enhance the physical properties such as antistatic and con-ductivity behavior and mechanical strength as well. Control released polymer is another development which acti-vated the release of fragrances, antifungal, medical growth aids to the fabric. Changing the condition such as O2
level, humidity, and temperature of the stimuli controlled the triggered release system [110,111,113].
7.6.7.3 Nanotechnology in coating
The use of nanotechnology in the coating has a tremendous advantage; it is transparent and not deposition on theproducts of textiles items. So much less material is required to fulfill the target and the nano finish itself no longerwashes off as well. Nanocoating can be used in different applications as self-healing composite, wear and corrosion-resistant coatings, cut-resistant materials, and wrinkle-resistant fabric [111,114e116].
7.6.7.4 Nano-textiles in the finishing process
In the finishing process, nanoscale chemicals can be used; high performance and unexpected textile items prop-erties can be reached; stain resistance, shrink-proof, and antistatic wrinkle-resistant properties enhanced by unex-pected manners [111].
Metal oxides and ceramic particles nanosized due to their large surface area and transparency gave brightness totextiles substrate and do not blur the color. TiO2 and MgO photoelectric activity can break down harmful chemicalsand biological agents. When the fabric is treated with piezoceramic particles, it can exert mechanical forces into elec-tric signals able to monitor bodily functions as pulse and heart rhythm. There are different opportunities in thetextile industry when yarn or fabrics finished using nanosized chemicals. These opportunities observed in differentapplications such as sports, outwear, medical textiles, military textiles, and other high-performance corporate wear,home textiles, clothing textiles also via nanotechnology techniques can successfully act for the removal of dyes andeffluents such as azo dyes [111,114,117,118].
During the removal of the dye, transition metals can be removed simultaneously by bio-nano-catalysis. The heavymetal which can be formed in the effluent of textiles mills can be reduced by engineered nanoparticles. Simulta-neously biodegradation can perform efficiently as well, another nanotechnology as a nano-silica silver compositematerial able to remove textile effluent and dyes successfully. The risks of nanotechnology opposed research; scien-tists remain uncertain until now no one knows the hazards to the human health and environment [118e120].
7.6 Sustainable technologies used to reduce water energy, chemicals, and time 107

7.6.7.5 Sustainable finishing process
Encapsulation, Plasma treatments, sustainable preparatory processes, bio treatments, antimicrobial and U.V pro-tection are used as a sustainable finishing processes which added value to the textiles items.
7.6.8 Bioprocessing of textiles materials
In the textiles process enzymes can be used as environmental, safe biocatalysts used in the preparation and fin-ishing of textiles materials. Enzymes are proteins that act as biological catalysts (biocatalysts) [58,121,122], whichaccelerate the chemical reaction. There are two theories which explain the enzyme mechanism:
1. Lock and key model in which the active site of the enzyme is precisely shaped to hold specific substrates.2. To avoid shape alternation, bio materials can be combined with each other. So, the by product can be get rid easily
and key model is reached for example, when amylase binds to starch it catalyzes hydrolysis (break down thecompounds), resulting in maltose easily removed using water [122,123].
Some enzymes which consider thermal stable succeeded to remove side reagents. These are a complementary ef-fect of different enzymes such as amylase and lipase and are desizing which increase the effectiveness in scouringoperations. Pectinases are also used in the scouring process. The proteolytic enzyme is used in degumming raw silk.Also, lipase and protease are combined for degumming of silk and giving enhancement in wettability due to thecapability of lipase to hydrolyze wax into fatty acids and alcohols. Coloration or decorative surface of textiles canbe achieved using protease and lactase, and functional finishing of wool via modification of wool cuticle scale aswell [58,122,124,125].
7.7 Conclusion
The textile industry is one of the basic industries which is one of the basic needs of people and so becomes amandatory part of human’s life. The textile industry uses numerous chemicals at various process steps. There arelarge numbers of chemical and mechanical processes involved in the textile industry, and each process has adifferent impact on the environment. The textile industry’s environmental problems are associated with water pollu-tion, gaseous emission, and solid wastes. The cause of water pollution is the discharge of untreated effluent. Some ofthe used chemicals in the textile industries such as dyes and pigments are toxic in nature or can lower the dissolvedoxygen content of receiving waters. The discharge of these hazardous chemicals and their end of fate needs moremanagement. There is another problem faced by the textile industry: how to manage safely the disposal of usedclothing where highly percent of dyes and chemicals on the fabrics will end up in landfills, degrade over time, reachout to the same water, meanwhile trails made to preserve. The major textile solid wastes are fibers, fabrics, wastedsludge, packaging waste, yarns, waxes, retained sludge, dye containers, dirt, dye, cartons, chemical containers, pa-per, etc. The most hazardous solid wastes are the dye, sludge, and chemical containers because they contain toxicmaterial, and may expose the workers to toxic health problems. Gaseous emission has a degree of pollution impacton the different textile processes ranged from high to low.
Simple and sustainable reuse and recycle strategies of textile pretreatment were investigated. For wastewatertreatment there are many different strategies such as using high-energy gamma radiation to degrade the combinedtextile wastewater to be reused in wet processing, also using membrane systems to recover the water and the chem-icals, pH regulating, and ion exchange, biological technology for wastewater reclamation, ultrafiltration, etc. Fromthe economic and ecological restrictions imposed on the textile industry, the usage of high-energy irradiationmethods has become more accepted as methods for modification of textile materials. Chemical sustainability tech-niques such as plasma, ultrasonic, supercritical carbon dioxide, laser, microwave irradiation technologies, and nano-technology are also implemented. Enhanced properties of the textile such as dyeability, printability, colorfastness,wettability, hydrophilicity, and effective antimicrobial activity, etc., are focused on chemical sustainability strategy.
References
[1] Vesilind PA, Peirce JJ, Weiner RF. Environmental pollution and control. Elsevier; 2013.[2] Bhatia S. Pollution control in textile industry. CRC Press; 2017.[3] Hasanbeigi A, Price L. A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textile
industry. J. Clean. Prod. 2015;95:30e44.
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)108
[4] Correia VM, Stephenson T, Judd SJ. Characterisation of textile wastewaters-a review. Environ. Technol. 1994;15(10):917e29.[5] Madhav S, Ahamad A, Singh P, Mishra PK. A review of textile industry: wet processing, environmental impacts, and effluent treatment
methods. Environ. Qual. Manag. 2018;27(3):31e41.[6] Sivaram N, Gopal P, Barik D. Toxic waste from textile industries. Energy from toxic organic waste for heat and power generation. Elsevier;
2019. p. 43e54.[7] Karmakar SR. Chemical technology in the pre-treatment processes of textiles. Elsevier; 1999.[8] Oxtoby E. Spun yarn technology. Butterworth-Heinemann; 2013.[9] Choudhury AR. Textile preparation and dyeing. Science publishers; 2006.[10] Vigo TL. Textile processing and properties: preparation, dyeing, finishing, and performance. Elsevier; 2013.[11] Schick MJ. Surface Characteristics of fibers and textiles. CRC Press; 1977.[12] Zollinger H. Color chemistry: syntheses, properties, and applications of organic dyes and pigments. John Wiley & Sons; 2003.[13] Board N. The complete technology book on textile spinning, weaving, finishing and printing. National Institute of Industrial Re; 2009.[14] Nagarajan G. Textile mechanisms in spinning and weaving machines. WPI Publishing; 2014.[15] Adanur S. Handbook of weaving. CRC press; 2019.[16] Khan S, Malik A. Environmental and health effects of textile industry wastewater. Environmental deterioration and human health.
Springer; 2014. p. 55e71.[17] Banerjee PK. Principles of fabric formation. CRC press; 2014.[18] Mark M. Handbook of textile and industrial dyeing volume 1: principles, processes, and types of dyes. United Kingdom: Woodhead Pub-
lishing; 2011.[19] Deshmukh R, Bhat N. Pretreatments of textiles prior to dyeing: plasma processing, textile dyeing. InTech Prof Peter Hauser; 2011.[20] Saxena S, Raja A, Arputharaj A. Challenges in sustainable wet processing of textiles. Textiles and clothing sustainability. Springer; 2017.
p. 43e79.[21] Ash M, Ash I. Handbook of textile processing chemicals. Synapse Information Resources; 2013.[22] Majumdar A, Das A, Alagirusamy R, Kothari V. Process control in textile manufacturing. Elsevier; 2012.[23] Ernst B. Supervision and control of textile manufacturing processes. Google Patents; 1957.[24] Simpson W, Crawshaw G. Wool: science and technology. Elsevier; 2002.[25] Wood E. Wool scouring principles and methods. 2012.[26] Stewart R. Observations on the effect of scouring systems on the colour of scoured wool. 1982.[27] Tomasino C. Chemistry and technology of fabric preparation and finishing. North Carolina University: Department of Textile Engineering,
Chemistry and Science College of Textiles .; 1992.[28] Manivasakam N. Treatment of textile processing effluents. USA: Chemical Publishing Company; 2013.[29] Nettles JE. Handbook of chemical specialties: textile fiber processing, preparation, and bleaching. New York: Wiley; 1983.[30] Kolpak FJ, Weih M, Blackwell J. Mercerization of cellulose: 1. Determination of the structure of mercerized cotton. Polymer 1978;19(2):
123e31.[31] Duchemin B. Mercerisation of cellulose in aqueous NaOH at low concentrations. Green Chem. 2015;17(7):3941e7.[32] Rousselle M, Nelson M, Hassenboehler Jr C, Legendre Jr D. Liquid-ammonia and caustic mercerization of cotton fibers: changes in fine
structure and mechanical properties. Textil. Res. J. 1976;46(4):304e10.[33] Kafle K, Greeson K, Lee C, Kim SH. Cellulose polymorphs and physical properties of cotton fabrics processed with commercial textile mills
for mercerization and liquid ammonia treatments. Textil. Res. J. 2014;84(16):1692e9.[34] Yang Y, Xu L. American dyestuff reporter. March; 1996.[35] Muthu SS. In: Muthu SS, editor. Textiles and clothing sustainability recycled and upcycled textiles and fashion. Springer Singapore; 2017.
p. 125.[36] Muthu SS. Sustainable fibres and textiles. Woodhead Publishing; 2017.[37] Mondal P, Baksi S, Bose D. Study of environmental issues in textile industries and recent wastewater treatment technology.World Sci. News
2017;61(2):98e109.[38] Eren HA, Yi�git _I, Eren S, Avinc O. Sustainable textile processing with zero water utilization using super critical carbon dioxide technology.
Sustainability in the textile and apparel industries. Springer; 2020. p. 179e96.[39] Ning B. Investigation of fibre protection and water saving in the wet processing of textiles. University of Manchester; 2015.[40] Eren S, Avinc O, Saka Z, Eren HA. Waterless bleaching of knitted cotton fabric using supercritical carbon dioxide fluid technology. Cellu-
lose 2018;25(10):6247e67.[41] Chequer FD, de Oliveira GAR, Ferraz EA, Cardoso JC, Zanoni MB, de Oliveira DP. Textile dyes: dyeing process and environmental impact.
Eco-friendly Text. Dye. Finish. 2013;6:151e76.[42] Schindler WD, Hauser PJ. Chemical finishing of textiles. Elsevier; 2004.[43] Snowden-Swan LJ. Pollution prevention in the textile industries. 1995.[44] Kasiri MB, Safapour S. Natural dyes and antimicrobials for green treatment of textiles. Environ. Chem. Lett. 2014;12(1):1e13.[45] Vankar PS. Natural dyes for textiles: sources, chemistry and applications. Woodhead Publishing; 2017.[46] Ibrahim N, El-Gamal A, Gouda M, Mahrous F. A new approach for natural dyeing and functional finishing of cotton cellulose. Carbohydr.
Polym. 2010;82(4):1205e11.[47] Bechtold T, Mussak R. Handbook of natural colorants. John Wiley & Sons; 2009.[48] Samanta AK, Konar A. Dyeing of textiles with natural dyes. Nat. Dyes 2011;3(30e56).[49] Ado A, Yahaya H, Kwalli A, Abdulkadir R. Dyeing of textiles with eco-friendly natural dyes: a review. Int. J. Environ. Monitor. Prot. 2014;
1(5):76e81.[50] Samanta AK, Agarwal P. Application of natural dyes on textiles. 2009.[51] Mussak RA, Bechtold T. Natural colorants in textile dyeing. Handb. Nat. Color. 2009:315e35.[52] Saxena S, Raja A. Natural dyes: sources, chemistry, application and sustainability issues. Roadmap to sustainable textiles and clothing.
Springer; 2014. p. 37e80.
References 109
[53] Allen RL. Colour chemistry. Springer Science & Business Media; 2013.[54] Samanta KK, Basak S, Chattopadhyay S, Gayatri T. Water-free plasma processing and finishing of apparel textiles. Handbook of sustainable
apparel production. CRC Press; 2015. p. 16e51.[55] Muthu SS. Handbook of sustainable apparel production. CRC Press; 2015.[56] Blackburn R. Sustainable apparel: production, processing and recycling. Woodhead Publishing; 2015.[57] Tüfekci N, Sivri N, Toroz _I. Pollutants of textile industrywastewater and assessment of its discharge limits bywater quality standards. Turk.
J. Fish. Aquat. Sci. 2007;7(2):97e103.[58] Cavaco-Paulo A, Gubitz G. Textile processing with enzymes. Elsevier; 2003.[59] Haji A, NaebeM. Cleaner dyeing of textiles using plasma treatment and natural dyes: a review. J. Clean. Prod. 2020;265(2020):1e62. 121866.[60] Kant R. Textile dyeing industry an environmental hazard. 2011.[61] Kumar PS, Gunasundari E. Green chemistry in textiles. Sustainable innovations in textile chemistry and dyes. Springer; 2018. p. 53e73.[62] Shaikh MA. Water conservation in textile industry. Pak. Text. J. 2009;58(11):48e51.[63] Rosi OL, Casarci M, Mattioli D, De Florio L. Best available technique for water reuse in textile SMEs (BATTLE LIFE Project). Desalination
2007;206(1e3):614e9.[64] Clark JH, Macquarrie DJ. Handbook of green chemistry and technology. John Wiley & Sons; 2008.[65] Lichtfouse E. Environmental chemistry: green chemistry and pollutants in ecosystems. Springer Science & Business Media; 2005.[66] Hou A, Li M, Gao F, Xie K, Yu X. One-step dyeing of polyethylene terephthalate fabric, combining pretreatment and dyeing using alkali-
stable disperse dyes. Color. Technol. 2013;129(6):438e42.[67] Zhang A, Shen H, Zhu Q. Application of hydrogen peroxide activator NOBS in cold pad-batch pretreatment of cotton fabric. Text. Aux.
2010;10.[68] Mongkholrattanasit R, Nakpathom M, Vuthiganond N, editors. Cold-pad-batch dyeing of silk with Laccifer lacca Kerr. and Garcinia dulcis
(Roxb.) Kurz bark. Advanced materials research. Trans Tech Publ; 2014.[69] Center LCP. Cleaner production guide for textile industries. Beirut, Lebanon: Lebanese Cleaner Production Center; 2010.[70] Elshemy N, Niazy W, Khalil E, Hamed M, Haggag K. Synthesis of eco-friendly binders from natural resources using microwave and their
applications in textile Printing. Egypt. J. Chem. 2010;53(6):903e21.[71] Elbadawi A, Pearson JS. Foam technology in textile finishing. Text. Prog. 2003;33(4):1e31.[72] Sharma S. Energy management in textile industry. Int. J. Power Syst. Oper. Energy Manage. 2012;2(1):2.[73] Paul R. Functional finishes for textiles: an overview. Functional finishes for textiles, improving comfort, performance and protection. 2015.
p. 1e14.[74] Fiaschi D, Manfrida G, Russo L, Talluri L. Improvement of waste heat recuperation on an industrial textile dryer: redesign of heat ex-
changers network and components. Energy Convers. Manag. 2017;150:924e40.[75] Elahee K. Heat recovery in the textile dyeing and finishing industry: lessons from developing economies. J. Energy South Afr. 2010;21(3):
9e15.[76] Tsui W, Ip R. Radio frequency textile drying machine. Google Patents; 2007.[77] Hu J. Computer technology for textiles and apparel. Elsevier; 2011.[78] MCKINNEY R. Good Housekeeping is best solution to stream pollution. Am. Text. Rep. 1957;71:71e7.[79] Kumar PS, Pavithra KG. Water and textiles. Water in textiles and fashion. Elsevier; 2019. p. 21e40.[80] Barclay S, Buckley C. Waste minimization guide for the textile industry. A step towards cleaner production, 1; 2000.[81] Ibrahim NA, Eid BM. Plasma treatment technology for surface modification and functionalization of cellulosic fabrics. Advances in func-
tional finishing of textiles. Springer; 2020. p. 275e87.[82] Zille A, Oliveira FR, Souto AP. Plasma treatment in textile industry. Plasma Processes Polym. 2015;12(2):98e131.[83] Chinta S, Landage S, Kumar MS. Plasma technology and its application in textile wet processing. Int. J. Eng. Res. Technol 2012;1(5):1e12.[84] Shah J, Shah S. Innovative plasma technology in textile processing: a step towards green environment. Res. J. Eng. Sci. 2013;2(4):34e9.[85] Muthu SS. Textiles and clothing sustainability: sustainable textile chemical processes. Springer; 2016.[86] Akiwowo K. Digital laser-dyeing: coloration and patterning techniques for polyester textiles. Loughborough University Doctoral Thesis;
2015.[87] Akiwowo K, Kane F, Tyrer J, Weaver G, Filarowski A. Digital laser-dyeing for polyester fabrics. J. Text. Des. Res. Pract. 2014;2(2):133e51.[88] Bartlett SN. Lasers and textiles: an exploration into laser dye-fibre interaction and the process of technology transfer. Loughborough Uni-
versity; 2006.[89] Gao Z-w, Zhang L, Zhao J-x. Application of laser technology in textile industry. J. Text. Res. 2006;27(8):117.[90] Shao-guo Z, Xiong Z. Laser application in the industry of dyeing and finishing. J. Chengdu Text. Coll. 2001;4.[91] Kan C, Yuen C, Cheng C, editors. Color fading of indigo-dyed cotton denim fabric by laser. AdvancedMaterials Research. Trans Tech Publ;
2012.[92] Abou Elmaaty T, Abd El-Aziz E. Supercritical carbon dioxide as a green media in textile dyeing: a review. Textil. Res. J. 2018;88(10):
1184e212.[93] Van der Kraan M. Process and equipment development for textile dyeing in supercritical carbon dioxide. 2005.[94] DeSimone JM, Tumas W. Green chemistry using liquid and supercritical carbon dioxide. Oxford University Press; 2003.[95] Hassani A, Soltani RDC, Kıransan M, Karaca S, Karaca C, Khataee A. Ultrasound-assisted adsorption of textile dyes using modified nano-
clay: central composite design optimization. Kor. J. Chem. Eng. 2016;33(1):178e88.[96] Ferrero F, Periolatto M. Ultrasound for low temperature dyeing of wool with acid dye. Ultrason. Sonochem. 2012;19(3):601e6.[97] Ning X-a, Chen H, Wu J, Wang Y, Liu J, Lin M. Effects of ultrasound assisted Fenton treatment on textile dyeing sludge structure and
dewaterability. Chem. Eng. J. 2014;242:102e8.[98] Golio M, Golio J. RF and microwave circuits, measurements, and modeling. CRC press; 2018.[99] Adams RG, Cobianchi JF, Roth A. Method for selective heating in textiles with microwaves. Google Patents; 1969.[100] Walker JL. Handbook of RF and microwave power amplifiers. Cambridge university press; 2011.
7. Sustainable Chemistry in textile processes (Pretreatment, Coloration and Chemical finishing)110

[101] Kiran S, Adeel S, Rehman FU, Gulzar T, Jannat M, Zuber M. Ecofriendly dyeing of microwave treated cotton fabric using reactive violetH3R. Glob. Nest J. 2018;21(1):43e7.
[102] Zhan Y-Z, Zhao X. Application of microwave technology in textile dyeing and finishing [J]. Text. Aux. 2009;7.[103] Karima Haggag AZ, El-Sayed W, khodary M. Time/energy saving: microwave fixation of ecofriendly dye to textile microwave fixation:
time energy saving tool for coloration using ecofriendly dye. LAP Lambert Academic Publishing; 2013.[104] Haggag K, Hanna H, Youssef B, El-Shimy N. Dyeing polyester with microwave heating using disperse dyestuffs. Am. Dyest. Report. 1995;
84(3):22e37.[105] Tzitzi M, Vayenas D, Lyberatos G. Pretreatment of textile industry wastewaters with ozone. Water Sci. Technol. 1994;29(9):151e60.[106] Sevimli MF, Sarikaya HZ. Ozone treatment of textile effluents and dyes: effect of applied ozone dose, pH and dye concentration. J. Chem.
Technol. Biotechnol. Int. Res. Process Environ. Clean Technology 2002;77(7):842e50.[107] Wu J, Doan H, Upreti S. Decolorization of aqueous textile reactive dye by ozone. Chem. Eng. J. 2008;142(2):156e60.[108] Mustapha A. Colour removal technology using ozone in textile industrial wastewater effluent: an overview. Int. J. Innovat. Sci. Eng. Tech-
nol. Res. 2015;3:45e51.[109] Ngo C, Van de Voorde MH. Nanotechnology for the textile industry. Nanotechnology in a nutshell. Springer; 2014. p. 321e9.[110] Singh NA. Nanotechnology innovations, industrial applications and patents. Environ. Chem. Lett. 2017;15(2):185e91.[111] Yetisen AK, Qu H, Manbachi A, Butt H, Dokmeci MR, Hinestroza JP, et al. Nanotechnology in textiles. ACS Nano 2016;10(3):3042e68.[112] Lund A, van der Velden NM, Persson N-K, Hamedi MM, Müller C. Electrically conducting fibres for e-textiles: an open playground for
conjugated polymers and carbon nanomaterials. Mater. Sci. Eng. R Rep. 2018;126:1e29.[113] Brown P, Stevens K. Nanofibers and nanotechnology in textiles. Elsevier; 2007.[114] Gashti MP, Pakdel E, Alimohammadi F. Nanotechnology-based coating techniques for smart textiles. Active coatings for smart textiles.
Elsevier; 2016. p. 243e68.[115] Fernando RH, Sung L-p. Nanotechnology applications in coatings. Washington, DC: American Chemical Society; 2009.[116] Baer DR, Burrows PE, El-Azab AA. Enhancing coating functionality using nanoscience and nanotechnology. Prog. Org. Coating 2003;
47(3e4):342e56.[117] Wong Y, Yuen C, Leung M, Ku S, Lam H. Selected applications of nanotechnology in textiles. Autex Res. J. 2006;6(1):1e8.[118] Afzali A, Maghsoodlou S. Modern application of nanotechnology in textile. Nanostructured polymer blends and composites in textiles.
2016. p. 41e85.[119] Forrest D. The future impact of molecular nanotechnology on textile technology and on the textile industry. Discover Expo. 1995;95:1e16.[120] Qian L, Hinestroza JP. Application of nanotechnology for high performance textiles. J. Text. Apparel Technol. Manage. 2004;4(1):1e7.[121] Eid BM, Ibrahim NA. Recent developments in sustainable finishing of cellulosic textiles employing biotechnology. J. Clean. Prod. 2020:
124701.[122] Vigneswaran C, Ananthasubramanian M, Kandhavadivu P. Bioprocessing of textiles. Elsevier; 2014.[123] Idris A, Hashim R, Rahman RA, AhmadW, Ibrahim Z, Razak PA, et al. Application of bioremediation process for textile wastewater treat-
ment using pilot plant. Int. J. Eng. Technol. 2007;4(2):228e34.[124] Doshi R, Shelke V. Enzymes in textile industry-an environment-friendly approach. 2001.[125] Mojsov K. Application of enzymes in the textile industry: a review. 2011.
References 111
This page intentionally left blank

C H A P T E R
8
Green chemistry in textile industry and theirpositive impact of implementationRizwan Arif1, Sapana Jadoun1,2, Anurakshee Verma1
1Department of Chemistry, School of Basic and Applied Sciences, Lingaya’s Vidyapeeth, Faridabad, Haryana, India;2Faculty of Chemical Sciences, Department of Analytical and Inorganic Chemistry, University of Concepción,
Concepción, Chile
8.1 Introduction
The textile industry has always played a significant role and has moved to lower cost manufacturing countriesafter the industrial revolution. The textile industry is considered as one of the most polluting industries in the world.The fashion and textile manufacturing industries around the world are struggling with varying environmental prob-lems. The inherent nature of the production processes required for garments largely impacts the environmentbecause of large amount of energy and water consumption, emission of greenhouse gas (GHG), hazardous chemi-cals, and discharge of toxic effluent (dyes, finishes, and auxiliaries) to the ecosystem [1e6]. Chemicals which we areusing every day in the textile industry have been found to have a severe impact on human health and environment.These harmful chemicals are very much toxic carcinogenic and mutagenic which cause allergies leading to severalother birth defects and due to prolonged exposure of these chemicals in everyday products leading to long-termhealth effects and also on the environment included climate change, air, water and land pollution, acid rain, persis-tent organic pollutants, and those having aquatic toxicity [7]. Recently a number of steps have been taken to maketextile processing greener. These include use of greener fiber; greener dyes and auxiliaries; greener solvents; eco-friendly, optimized, and efficient processing; bioprocessing; recycling of textile, water, and chemicals; and elimina-tion of hazardous chemicals [8e10]. Sustainable chemistry or green chemistry with 12 principles not only associatedwith many aspects like economic, social, manufacturing of products and application, sustainability of resources butalso in estimation of population growth and climate change which lead to increase in demand of new chemicals,cleaner and safer manufacturing process as the economic viability of manufacturing becoming harder due to thechanges in the chemical supply and conversion of nonrenewable resource to renewable sources [11e13]. Raw ma-terials can be placed into two categories, i.e., renewable materials easy to get biodegraded and nonrenewable finitematerials which do not grow and may exhaust if used intensively.
The terms environmentally friendly is used for the things and services which do not harm environment and thethings which impact bad effect on environment referred as non-eco-friendly materials [14]. Nonbiodegradableorganic materials, hazardous substances, and accident-prone substances are considered to be as nonbiodegradableorganic materials. Biodegradable material is a substance that is not broken down by microbes and has an oxygendemand only if it is a chemical reducing agent [15]. Highly hazardous chemicals may cause cancer, birth defects,genetic damage, miscarriage, injury, and death from relatively small exposures, classified into toxic heavy metalsand volatile organic solvents. Heavy metals defined as metals having large molecular weight may enter the bodythrough food, water, or air or by absorption through skin, and accumulate within the cells and organs impairingtheir functions. Some heavy metals are: lead (Pb) causes brain, nervous system, and kidneys damage; mercury(Hg) causes brain damage; cadmium (Cd) is the reason of disorders of respiratory system, kidneys, and lungs;and arsenic (As) causes skin cancer, hyperpigmentation, kurtosis, and black foot disease [16,17]. Volatile organiccompounds (VOCs) are organic substances having high vapor pressure resulting into low boiling point which causes
113Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00023-3
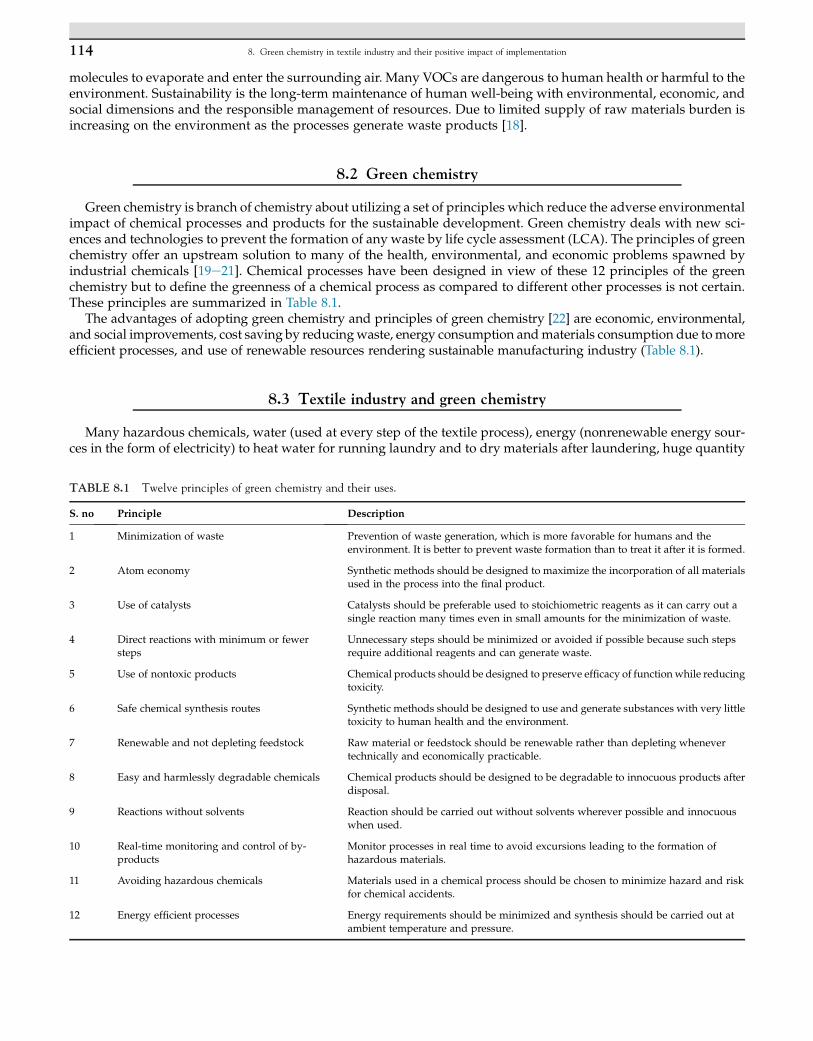
molecules to evaporate and enter the surrounding air. Many VOCs are dangerous to human health or harmful to theenvironment. Sustainability is the long-term maintenance of human well-being with environmental, economic, andsocial dimensions and the responsible management of resources. Due to limited supply of raw materials burden isincreasing on the environment as the processes generate waste products [18].
8.2 Green chemistry
Green chemistry is branch of chemistry about utilizing a set of principles which reduce the adverse environmentalimpact of chemical processes and products for the sustainable development. Green chemistry deals with new sci-ences and technologies to prevent the formation of any waste by life cycle assessment (LCA). The principles of greenchemistry offer an upstream solution to many of the health, environmental, and economic problems spawned byindustrial chemicals [19e21]. Chemical processes have been designed in view of these 12 principles of the greenchemistry but to define the greenness of a chemical process as compared to different other processes is not certain.These principles are summarized in Table 8.1.
The advantages of adopting green chemistry and principles of green chemistry [22] are economic, environmental,and social improvements, cost saving by reducingwaste, energy consumption andmaterials consumption due tomoreefficient processes, and use of renewable resources rendering sustainable manufacturing industry (Table 8.1).
8.3 Textile industry and green chemistry
Many hazardous chemicals, water (used at every step of the textile process), energy (nonrenewable energy sour-ces in the form of electricity) to heat water for running laundry and to dry materials after laundering, huge quantity
TABLE 8.1 Twelve principles of green chemistry and their uses.
S. no Principle Description
1 Minimization of waste Prevention of waste generation, which is more favorable for humans and theenvironment. It is better to prevent waste formation than to treat it after it is formed.
2 Atom economy Synthetic methods should be designed to maximize the incorporation of all materialsused in the process into the final product.
3 Use of catalysts Catalysts should be preferable used to stoichiometric reagents as it can carry out asingle reaction many times even in small amounts for the minimization of waste.
4 Direct reactions with minimum or fewersteps
Unnecessary steps should be minimized or avoided if possible because such stepsrequire additional reagents and can generate waste.
5 Use of nontoxic products Chemical products should be designed to preserve efficacy of functionwhile reducingtoxicity.
6 Safe chemical synthesis routes Synthetic methods should be designed to use and generate substances with very littletoxicity to human health and the environment.
7 Renewable and not depleting feedstock Raw material or feedstock should be renewable rather than depleting whenevertechnically and economically practicable.
8 Easy and harmlessly degradable chemicals Chemical products should be designed to be degradable to innocuous products afterdisposal.
9 Reactions without solvents Reaction should be carried out without solvents wherever possible and innocuouswhen used.
10 Real-time monitoring and control of by-products
Monitor processes in real time to avoid excursions leading to the formation ofhazardous materials.
11 Avoiding hazardous chemicals Materials used in a chemical process should be chosen to minimize hazard and riskfor chemical accidents.
12 Energy efficient processes Energy requirements should be minimized and synthesis should be carried out atambient temperature and pressure.
8. Green chemistry in textile industry and their positive impact of implementation114

of waste products and transportation (excessive consumption of nonrenewable fuel), packing of products with hugequantity of plastics and layers of foam, and many more issues make the life cycles of textiles and clothing unsustain-able [23]. Sustainability can be improved by the use of recyclable and reusable packaging materials. The fabricscontain residuals of chemicals used during their manufacture. Volatile chemicals evaporate into the air and absorbedthrough our skin; out of these some chemicals are carcinogenic in nature and may cause allergic reactions in humanbeings and harmful effect to children even before birth [24e26]. Our environmental troubles are growing very fastbecause people perform chemistry in different ways than Mother Nature does. For ages, biochemical processes tocreate everything in this world have evolved the elements that are abundant and close at handdsuch as carbon,hydrogen, oxygen, nitrogen, sulfur, calcium, and iron. Our industries, in contrast, gather elements from nearly everycorner of the planet and distribute them in ways natural processes never could. Lead, for example, used to be foundmostly in deposits so isolated and remote that nature never folded it into living organisms. But now lead is every-where, primarily because our paints, cars, and computers have spread it around. Some of the new synthetic mole-cules in medicines, plastics, and pesticides are so different from the products of natural chemistry as if they aredropped in from an alien world [1].
The hazardous substances may be categorized on the basis of chemical behavior as follows:
1) Combustible and flammable substances2) Oxidizers3) Reactive substances4) Corrosive substances
Some hazardous substances fall into more than one of these groups and are very dangerous. Often the greatestconcern with hazardous substances is their toxicity.
Toxic substances are not so easy to classify in terms of chemical properties and are more appropriate to classify onthe basis of their biochemical properties. Three kinds of toxic substances are identified in the practice of green chem-istry namely:
1) Nondestructible heavy metals, such as lead, mercury, or cadmium having a wide range of adverse biologicaleffects.
2) Persistent nonbiodegradable organic materials, such as polychlorinated biphenyls, PCBs. Often not extremelytoxic, these substances persist in the environment adversely affecting organisms.
3) VOCs are used as solvents for organic reactions, vehicles in paints and coatings, and for cleaning machine parts.
There are two basic types of materials in nature:
1) Renewable: The materials those grow and are biodegradable and they regrow.2) Nonrenewable: The materials that are finite and do not grow. The excessive use of nonrenewable materials is
unsustainable.
The conventional chemical manufacturing processes are unsustainable because:
(a) Mostly carbon-based products are derived from fossil fuels, petroleum, and coal which have limited supply.(b) Large amounts of waste increase burden on the environment.
Sustainable (green) chemistry technologies can be categorized into alternative synthesis routes, alternative reac-tion conditions, and the use of safer chemicals (less toxic chemicals). In green chemical processes, catalysis can alsohelp by reducing the environmental impact and the costs of the processes. Solvents cause many environmental andhealth problems during chemical synthesis due to their volatile nature. Hydrocarbons (solvents) are explosive in na-ture, carbon tetrachloride causes lipid peroxidation in the body and severe damage to the liver, and many other sol-vents may cause cancer and other harmful diseases. Organic solvents consisting of hydrocarbons (chlorinatedhydrocarbons) are unavoidable in many cases and used as cleaners, degreasers, and for extraction of organic sub-stances from solids [27]. To avoid the use of these hazardous substances by conservators and to minimize the emis-sion of these compounds, we can use eco-friendly solvents such as isopropyllaurate, rapeseed methyl ester(biodiesel), glycerol triacetate, glycerol carbonate, dioctylether, ethyl lactate, supercritical carbon dioxide, hydroge-nated castor oil, stearyl stearate, tricaprylmethyl ammonium chloride, etc.
Water is the most common green solvent which is used wherever possible. For a wide range of organic substancesat industry level, water is not a suitable solvent as hydrophobic organic substances are unable to dissolve in water.For hydrophilic organic substances, water is very good solvent. But limited resources of energy and raw materialsand uncontrolled exploitation of the water, air, and other natural resources may lead to irreversible degradation.
8.3 Textile industry and green chemistry 115
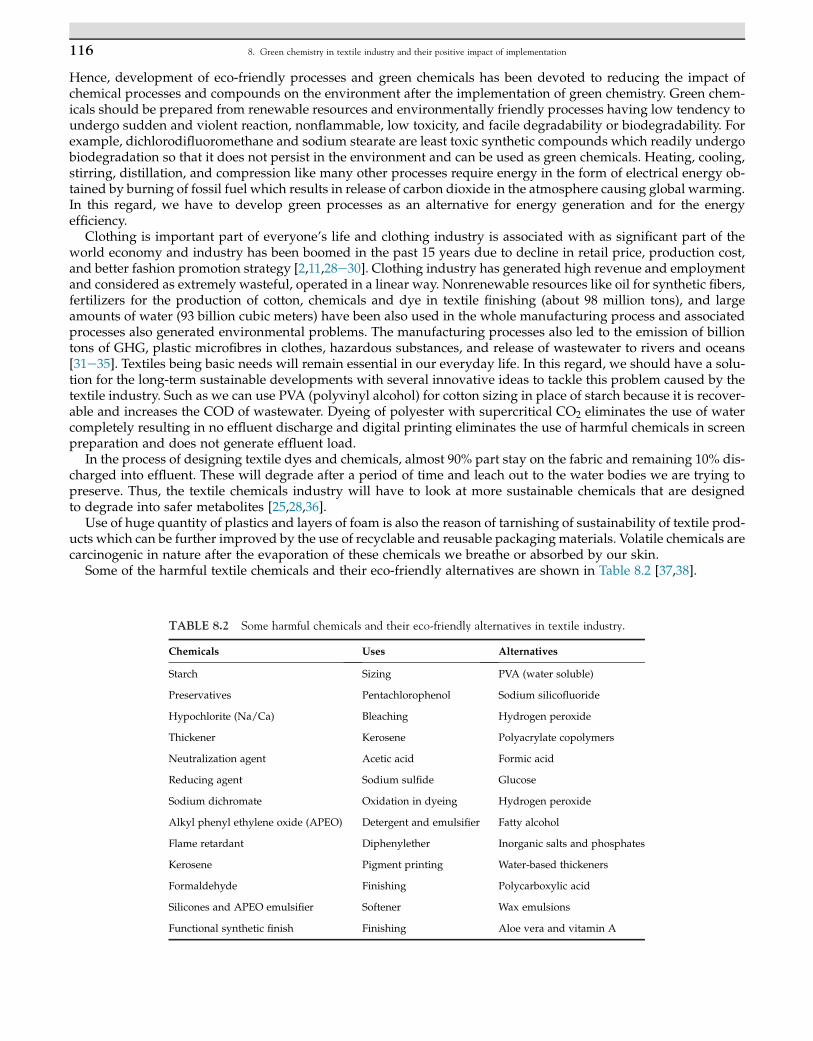
Hence, development of eco-friendly processes and green chemicals has been devoted to reducing the impact ofchemical processes and compounds on the environment after the implementation of green chemistry. Green chem-icals should be prepared from renewable resources and environmentally friendly processes having low tendency toundergo sudden and violent reaction, nonflammable, low toxicity, and facile degradability or biodegradability. Forexample, dichlorodifluoromethane and sodium stearate are least toxic synthetic compounds which readily undergobiodegradation so that it does not persist in the environment and can be used as green chemicals. Heating, cooling,stirring, distillation, and compression like many other processes require energy in the form of electrical energy ob-tained by burning of fossil fuel which results in release of carbon dioxide in the atmosphere causing global warming.In this regard, we have to develop green processes as an alternative for energy generation and for the energyefficiency.
Clothing is important part of everyone’s life and clothing industry is associated with as significant part of theworld economy and industry has been boomed in the past 15 years due to decline in retail price, production cost,and better fashion promotion strategy [2,11,28e30]. Clothing industry has generated high revenue and employmentand considered as extremely wasteful, operated in a linear way. Nonrenewable resources like oil for synthetic fibers,fertilizers for the production of cotton, chemicals and dye in textile finishing (about 98 million tons), and largeamounts of water (93 billion cubic meters) have been also used in the whole manufacturing process and associatedprocesses also generated environmental problems. The manufacturing processes also led to the emission of billiontons of GHG, plastic microfibres in clothes, hazardous substances, and release of wastewater to rivers and oceans[31e35]. Textiles being basic needs will remain essential in our everyday life. In this regard, we should have a solu-tion for the long-term sustainable developments with several innovative ideas to tackle this problem caused by thetextile industry. Such as we can use PVA (polyvinyl alcohol) for cotton sizing in place of starch because it is recover-able and increases the COD of wastewater. Dyeing of polyester with supercritical CO2 eliminates the use of watercompletely resulting in no effluent discharge and digital printing eliminates the use of harmful chemicals in screenpreparation and does not generate effluent load.
In the process of designing textile dyes and chemicals, almost 90% part stay on the fabric and remaining 10% dis-charged into effluent. These will degrade after a period of time and leach out to the water bodies we are trying topreserve. Thus, the textile chemicals industry will have to look at more sustainable chemicals that are designedto degrade into safer metabolites [25,28,36].
Use of huge quantity of plastics and layers of foam is also the reason of tarnishing of sustainability of textile prod-ucts which can be further improved by the use of recyclable and reusable packaging materials. Volatile chemicals arecarcinogenic in nature after the evaporation of these chemicals we breathe or absorbed by our skin.
Some of the harmful textile chemicals and their eco-friendly alternatives are shown in Table 8.2 [37,38].
TABLE 8.2 Some harmful chemicals and their eco-friendly alternatives in textile industry.
Chemicals Uses Alternatives
Starch Sizing PVA (water soluble)
Preservatives Pentachlorophenol Sodium silicofluoride
Hypochlorite (Na/Ca) Bleaching Hydrogen peroxide
Thickener Kerosene Polyacrylate copolymers
Neutralization agent Acetic acid Formic acid
Reducing agent Sodium sulfide Glucose
Sodium dichromate Oxidation in dyeing Hydrogen peroxide
Alkyl phenyl ethylene oxide (APEO) Detergent and emulsifier Fatty alcohol
Flame retardant Diphenylether Inorganic salts and phosphates
Kerosene Pigment printing Water-based thickeners
Formaldehyde Finishing Polycarboxylic acid
Silicones and APEO emulsifier Softener Wax emulsions
Functional synthetic finish Finishing Aloe vera and vitamin A
8. Green chemistry in textile industry and their positive impact of implementation116

8.4 Positive effect of implementation of green chemistry
Green production is becoming very important manufacturing segments to save the environment and presentethical practices and can also help garment industries to achieve economic benefits having a higher number of targetcustomers. To achieve sustainability in fashion and textile manufacturing starting from the selection of rawmaterialsto the end-of-life (EOL) of a product, several steps have been taken [39,40]. Sustainable fashion and textile produc-tion involves eco-friendly material selection, environmentally friendly manufacturing processes, green supplychain, and ethical consumers. Nanotechnology, enzyme processing, laser processing, digital printing, plasma tech-nology, renewable and biodegradable materials, and eco-friendly production methods are paving their way for sus-tainable fashion and textile production [41e48]. The use of enzymes is very important application of green chemistryused in various stages of textile preparatory processes such as desizing, scouring, bleaching, dyeing, finishing, andcomposting [49e53]. Textile materials possess a variety of impurities which can be removed before dyeing throughfollowing processes.
1) Cleaning (removal of projected fibers), desizing (removal of starch), and scouring (removal of bulk impurities).2) Bleaching or destruction of coloring matters.
Environmental aspects of sustainability related to fashion and textile manufacturing are the most important factorin all the three aspects of sustainability, i.e., environmental, social, and economic. Textile industries have been facingproblems and challenges in the global competitive market to keep the product cost low and one of the major chal-lenges is reducing the environmental pollution during fashion and textile manufacturing to achieve sustainability. Inthis chapter, we have focused on the textile manufacturing processes as designers and product developers faceseveral challenges to streamline a garment style. Selection of eco-friendly and biodegradable fibers such as organiccotton and organic wool, hemp, and polylactic acid is the next stage of sustainable textile manufacturing. Technol-ogies such as yarn, fabric, and seamless garment manufacturing can be adopted depending on the product type toreduce the environmental impact. In chemical processing, eco-friendly processes should be employed, viz. the appli-cation of ultrasound, microwave, plasma technology, enzymes, and digital printing including natural dyes to reducethe amount of effluent discharge to achieve environmental substantially [54]. Dyeing is a process of uniform color-ation of textile materials by using dyes or pigments in aqueous medium in presence of acid or alkali at high temper-ature over a period of time. For making dyeing processes greener, processing time and water consumption should bereduced; sustainable, nontoxic, biodegradable, and cost-effective material should be used in sulfur dyeing; dyeingtime of polyester could be reduced by using low-molecular-weight disperse dyes. Automation in textile dyeing andprinting [55] is best criteria for saving water, energy, dyes, pigments, and chemicals (5%e30%) through process con-trol; computer-controlled weighing; color measurement; and matching for significant improvement of quality [56].
(a) We can adopt continuous preparatory and dyeing methods instead of batch-wise or pad-steam methods.(b) We can use laser technology to burn away the surface of the dyed denim fabric on a mannequin to replicate an
authentic worn look by aqueous methods.(c) Sustainable digital printing and heat transfer printing require very less amount of water and produce minimum
waste products.(d) Cold transfer printing process should be preferred for the printing of reactive dyes at room temperature on
pretreated cotton.
8.5 Conclusions
Sustainability is associated with economic development and environmental protection, and it maintains the qual-ity of human life by protecting natural resources, by providing energy, and by decreasing waste products. Cleanerproduction is one of the basic approaches of sustainability which identify pollution-causing processes and technol-ogies. Environmental effects of textile products made up of raw materials are very striking due to the chemical, en-ergy, water usage, waste products, formation of unpleasant odors, and noise pollution. This chapter deals with thestudy of sustainable and green chemistry and their effect of implementation. Materials which we are using should becomposed of environmentally friendly raw and be easily disposable, and emissions of the harmful chemicals in pro-duction processes should be limited. Cloths which are made up of improved fabric need less washing cycle ascompared to the cotton fabrics as the improved fabric can be washable at lower temperature. As it automaticallygained antibacterial properties without use of heavy metal like silver, zinc, copper, cobalt, etc., for the prevention
8.5 Conclusions 117

from the spread of the microorganism. Also the degradation behavior of the improved fabric is slower than thedegradation of cotton material. Improved fabric will not release any adverse effect into soil after biodegradation.In view of this, sustainable environmentally friendly and antibacterial textile structure should be developed andcan be used as a potential replacement of synthetic fabrics or cotton fabrics.
Abbreviations
APEO Alkyl phenyl ethylene oxideCOD Chemical oxygen demandCTC Carbon tetrachlorideLCA Life cycle assessmentPVA Polyvinyl alcoholVOCs Volatile organic compounds
References
[1] Roberts S. Supply chain specific? Understanding the patchy success of ethical sourcing initiatives. J. Bus. Ethics 2003;44(2e3):159e70.[2] Gardetti MA, Torres AL. Sustainability in fashion and textiles: values, design, production and consumption. Routledge; 2017.[3] Niinimäki K, Hassi L. Emerging design strategies in sustainable production and consumption of textiles and clothing. J. Clean. Prod. 2011;
19(16):1876e83.[4] Verma A, Arif R, Jadoun S. Synthesis, characterization, and application of modified textile nanomaterials. Frontiers of textile materials: poly-
mers, nanomaterials, enzymes, and advanced modification techniques. Willey Online Library; 2020. p. 167e87.[5] Arif R, Verma A, Jadoun S. Synthesis of nanomaterials and their applications in textile industry. Frontiers of textile materials: polymers, nano-
materials, enzymes, and advanced modification techniques. Willey Online Library; 2020. p. 117e33.[6] Jadoun S, Verma A, Arif R. Modification of textiles via nanomaterials and their applications. Frontiers of textile materials: polymers, nano-
materials, enzymes, and advanced modification techniques. Willey Online Library; 2020. p. 135e52.[7] Nimkar U. Sustainable chemistry: a solution to the textile industry in a developing world. Curr. Opin. Green Sustain. Chem. 2018;9:13e7.[8] Eid BM, IbrahimNA. Recent developments in sustainable finishing of cellulosic textiles employing biotechnology. J. Clean. Prod. 2020:124701.[9] IbrahimNA, Amr A, Eid BM.Multipurpose treatment of cellulose-containing fabrics to impart durable antibacterial and repellent properties.
Fibers Polym. 2020;21(3):513e21.[10] IbrahimHMM. Green synthesis and characterization of silver nanoparticles using banana peel extract and their antimicrobial activity against
representative microorganisms. J. Radiat. Res. Appl. Sci. 2015;8(3):265e75.[11] To MH, Uisan K, Ok YS, Pleissner D, Lin CSK. Recent trends in green and sustainable chemistry: rethinking textile waste in a circular
economy. Curr. Opin. Green Sustain. Chem. 2019;20:1e10.[12] Nambela L, Haule LV, Mgani Q. A review on source, chemistry, green synthesis and application of textile colorants. J. Clean. Prod. 2020;246:
119036.[13] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: The impact and prospects of green
chemistry for textile technology. Elsevier; 2019. p. 1e20.[14] Kipfer BA. Webster’s new millennium dictionary of English, Preview Edition (v 0.9. 7). Oakland, CA: Lexico Publishing Group; 2006.[15] Goel PK. Water pollution: causes, effects and control. New Age International; 2006.[16] Panov VP, Zykova IV, Chekrenev SA. Heavy metals: the industry and environmental protection. Fibre Chem. 2008;40(3):241e5.[17] Phipps DA. Chemistry and biochemistry of trace metals in biological systems. In: Effect of heavy metal pollution on plants. Springer; 1981.
p. 1e54.[18] Bernstein JA, Alexis N, Bacchus H, Bernstein IL, Fritz P, Horner E, Li N, Mason S, Nel A, Oullette J. The health effects of nonindustrial indoor
air pollution. J. Allergy Clin. Immunol. 2008;121(3):585e91.[19] Dawson TL. It must be green: meeting society’s environmental concerns. Color. Technol. 2008;124(2):67e78.[20] Centi G, Perathoner S. From green to sustainable industrial chemistry. Weinheim Wiley-VCH; 2009. p. 1e69.[21] Kockmann N, Thenée P, Fleischer-Trebes C, Laudadio G, Noël T. Safety assessment in development and operation of modular continuous-
flow processes. React. Chem. Eng. 2017;2(3):258e80.[22] Matus K, Anastas PT, Clark WC, Itameri-Kinter K. Overcoming the challenges to the implementation of green chemistry. CID work. Pap.
2007.[23] Teli MD. Textile coloration industry in India. Color. Technol. 2008;124(1):1e13.[24] Muthu SS. Assessing the environmental impact of textiles and the clothing supply chain. Woodhead Publishing; 2020.[25] Choudhury AKR. Environmental impacts of the textile industry and its assessment through life cycle assessment. In: Roadmap to sustainable
textiles and clothing. Springer; 2014. p. 1e39.[26] Royhan P. Market access challenges and opportunities of Bangladesh textile and apparel products. Lawasia J. 2015;57.[27] Ibrahim NA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of cotton based textile industry. In: Handb.
Text. Effl. Remediat. New York Pan Stanford Publ. Taylor Fr. Gr.; 2018. p. 185e202.[28] Lee KE. Environmental sustainability in the textile industry. In: Sustainability in the textile industry. Springer; 2017. p. 17e55.[29] Desore A, Narula SA. An overview on corporate response towards sustainability issues in textile industry. Environ. Dev. Sustain. 2018;20(4):
1439e59.[30] Shen B, Li Q, Dong C, Perry P. Sustainability issues in textile and apparel supply chains. Multidisciplinary Digital Publishing Institute; 2017.
8. Green chemistry in textile industry and their positive impact of implementation118

[31] Morlet A, Opsomer R, Herrmann S, Balmond L, Gillet C, Fuchs L. A new textiles economy: redesigning fashion’s future. Ellen MacArthurFound; 2017.
[32] Cocca M, De Falco F, Gullo MP, Gentile G, Di Pace E, Gelabert L, Brouta-Agnésa M, Rovira A, Escudero R, Villalba R. Microplastics fromsynthetic clothes: environmental impact andmitigation strategies. In: 15th international conference on environmental science and technology,Rhodes, Greece, 31 August to 2 September 2017; 2017.
[33] Zhang Y, KangH, HouH, Shao S, Sun X, Qin C, Zhang S. Improved design for textile production process based on life cycle assessment. CleanTechnol. Environ. Policy 2018;20(6):1355e65.
[34] Shindy H. Basics in colors, dyes and pigments chemistry: a review. Chem. Int. 2016;2(29):2016.[35] Chen Y-C. Evaluating greenhouse gas emissions and energy recovery from municipal and industrial solid waste using waste-to-energy
technology. J. Clean. Prod. 2018;192:262e9.[36] KAT_IP A, _INCE Z. Green chemistry applications in textile industry. Sci. Ecol. Eng. Res. Glob. World 2018:384.[37] Choudhury AKR, Principal KPS. Green chemistry and textile industry. J. Textil. Eng. Fash. Technol. 2017;2(3):351e61.[38] Toprak T, Anis P. Textile industry’s environmental effects and approaching cleaner production and sustainability, an overview. J Textil. Eng.
Fash. Technol. 2017;2(4):429e42.[39] Vachon S, Klassen RD. Environmental management and manufacturing performance: the role of collaboration in the supply chain. Int. J.
Prod. Econ. 2008;111(2):299e315.[40] Nayak R, Padhye R. Garment manufacturing technology. Elsevier; 2015.[41] Xing Y, Yang X, Dai J. Antimicrobial finishing of cotton textile based on water glass by solegel method. J. Sol-Gel Sci. Technol. 2007;43(2):
187e92.[42] Dubas ST, Kumlangdudsana P, Potiyaraj P. Layer-by-Layer deposition of antimicrobial silver nanoparticles on textile fibers. Colloids Surf. A
Physicochem. Eng. Aspects 2006;289(1e3):105e9.[43] Mahltig B, Fiedler D, Böttcher H. Antimicrobial solegel coatings. J. Sol-Gel Sci. Technol. 2004;32(1e3):219e22.[44] Gomes AP, Mano JF, Queiroz JA, Gouveia IC. Layer-by-layer deposition of antimicrobial polymers on cellulosic fibers: a new strategy to
develop bioactive textiles. Polym. Adv. Technol. 2013;24(11):1005e10.[45] Devasahayam S, Raju GB, Hussain CM. Utilization and recycling of end of life plastics for sustainable and clean industrial processes
including the iron and steel industry. Mater. Sci. Energy Technol. 2019;2(3):634e46.[46] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[47] Palit S, Hussain CM. Modern manufacturing and nanomaterial perspective. In: Handbook of nanomaterials for manufacturing applications.
Elsevier; 2020. p. 3e20.[48] Palit S, Hussain CM. Functionalization of nanomaterials for industrial applications: recent and future perspectives. In: Handbook of function-
alized nanomaterials for industrial applications. Elsevier; 2020. p. 3e14.[49] Blackburn R. Sustainable textiles: life cycle and environmental impact. Elsevier; 2009.[50] Leal Filho W, Ellams D, Han S, Tyler D, Boiten VJ, Paço A, Moora H, Balogun A-L. A review of the socio-economic advantages of textile
recycling. J. Clean. Prod. 2019;218:10e20.[51] Cuc S, Vidovic M. Environmental sustainability through clothing recycling. Oper. Supply Chain Manag. Int. J. 2014;4(2):108e15.[52] Zamani B. Towards understanding sustainable textile waste management: environmental impacts and social indicators. 2014.[53] Hawley JM. Understanding and improving textile recycling: a systems perspective. In: Sustainable textiles. Elsevier; 2009. p. 179e99.[54] Nayak R, Panwar T, Nguyen LVT. Sustainability in fashion and textiles: a survey from developing country. In: Sustainable technologies for
fashion and textiles. Elsevier; 2020. p. 3e30.[55] Park J. Instrumental colour formulation: a practical guide. 1993.[56] Park J, Shore J. Practical dyeing volume 2efibre types and dyeing processes. Soc. Dyers Colour. 2004;47.
References 119

This page intentionally left blank
C H A P T E R
9
Principle of Green Chemistry: A modernperspective for development of sustainabletextile fiber-based green nanocomposites
Partha Pratim Das1, Manisha Muduli2, Shreya Borah3, Vijay Chaudhary11Department of Mechanical Engineering, Amity University Uttar Pradesh, Noida, India; 2Department of Material Science
and Engineering, University of Pennsylvania, Philadelphia, PA, United States; 3Bristol Centre for Functional
Nanomaterials, University of Bristol, Bristol, United Kingdom
9.1 Introduction
The textile industry is based on the manufacture of natural fibers (wool, cotton, silk, etc.) and most commonly thesynthetic fibers (acrylic, polyamide, etc.) [1]. Most of the clothes that we wear in our day-to-day lives are made fromthe synthetic fibers which are manufactured from petrochemicals [2]. Though these fibers are easy-care fibers and arecheap, their manufactures cause pollution and it takes years to decompose and are also very hard to recycle [3,4]. Theproblems and the issues with this do not end here. There are total six stages mainly to manufacture a garment in atypical textile industry and each stage contributes very negative impacts on the environment [5]. The industrialmanufacture process along with the spinning and weaving deteriorates the air quality. The printing and the dyeingconsume bulk amounts of chemicals and water. They release various toxic components into the atmosphere whichare very harmful to health [6,7].
Due to the increasing demands of clothes, it is always the environment which must pay a heavy price. The healthof the workers is also compromised due to stem pollution [8]. From a point of view of the environment, basically theclothes that we wear and the textiles from which the clothes are made can be a real threat to the environment [9]. Toget rid of these problems a concept has been introduced as the best alternative for the conventional methods used inthe textile industry [10]. This is called green chemistry (sustainable chemistry) [11]. According to this area of chem-istry, the products are designed and manufactured eliminating the generation and the use of hazardous substances.Green chemistry is based on green and renewable raw materials, green solvents, green catalysts, and environmen-tally benign products carried on efficient processes. The advantages of green chemistry have no boundaries. It de-signs less hazardous chemical synthesis, safer chemical sand product, and chemical products to degrade. It preventswastes, maximizes atom economy, and minimizes the potential for accidents and pollution (it eliminates or mini-mizes the formation of the by-products too) [12]. It uses renewable energy, catalysts instead of stoichiometric re-agents and safer solvents and reaction conditions. It also increases energy efficiency and avoids chemicalderivatives. Green chemistry can be used as potential applications in anything starting from reducing waste to wastedisposal in a correct manner. The use of green chemistry can be generally seen in the pharmaceutical industry, textileindustry, and in environmental analysis programs [13].
When two or more materials having different chemical or physical properties combine to form a new productwith more strength, durability, and efficiency than its parent products, the final product is called composites [14].Composites have numerous applications and are used everywhere. Materials such as jute, furfuryl alcohol, andpalmitic acid were used for the first time to prepare green nanocomposites by the method of green chemistry. These
121Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00031-2
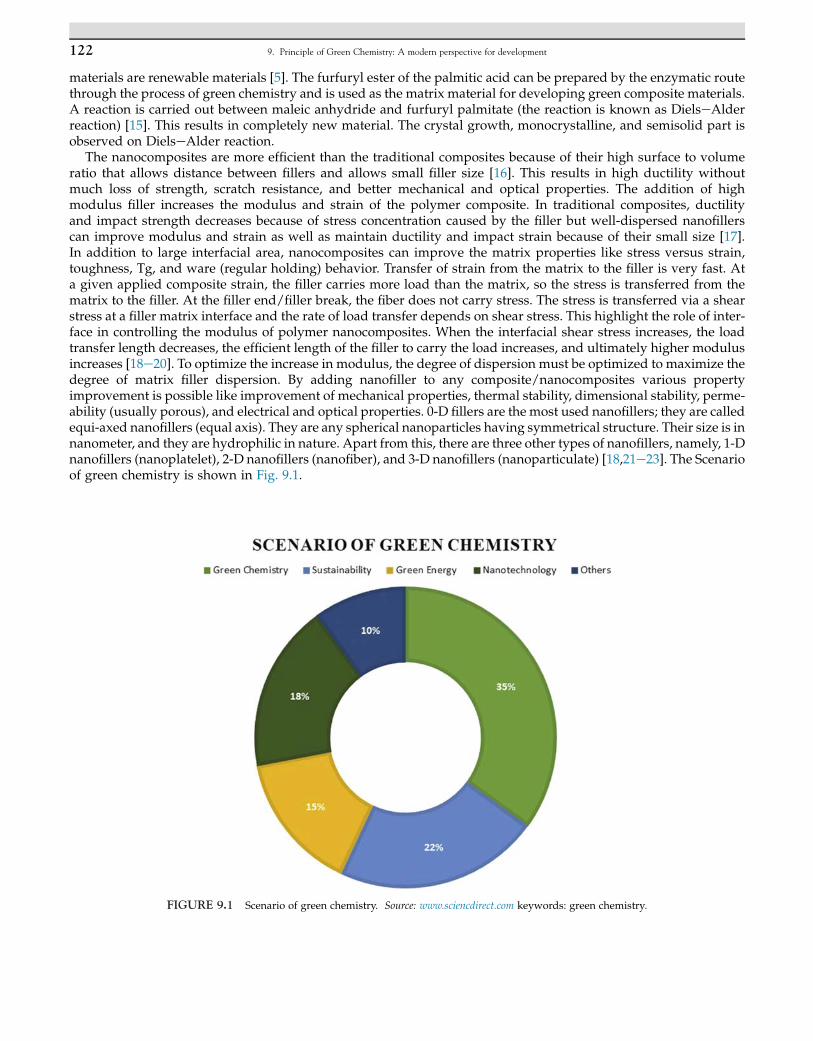
materials are renewable materials [5]. The furfuryl ester of the palmitic acid can be prepared by the enzymatic routethrough the process of green chemistry and is used as the matrix material for developing green composite materials.A reaction is carried out between maleic anhydride and furfuryl palmitate (the reaction is known as DielseAlderreaction) [15]. This results in completely new material. The crystal growth, monocrystalline, and semisolid part isobserved on DielseAlder reaction.
The nanocomposites are more efficient than the traditional composites because of their high surface to volumeratio that allows distance between fillers and allows small filler size [16]. This results in high ductility withoutmuch loss of strength, scratch resistance, and better mechanical and optical properties. The addition of highmodulus filler increases the modulus and strain of the polymer composite. In traditional composites, ductilityand impact strength decreases because of stress concentration caused by the filler but well-dispersed nanofillerscan improve modulus and strain as well as maintain ductility and impact strain because of their small size [17].In addition to large interfacial area, nanocomposites can improve the matrix properties like stress versus strain,toughness, Tg, and ware (regular holding) behavior. Transfer of strain from the matrix to the filler is very fast. Ata given applied composite strain, the filler carries more load than the matrix, so the stress is transferred from thematrix to the filler. At the filler end/filler break, the fiber does not carry stress. The stress is transferred via a shearstress at a filler matrix interface and the rate of load transfer depends on shear stress. This highlight the role of inter-face in controlling the modulus of polymer nanocomposites. When the interfacial shear stress increases, the loadtransfer length decreases, the efficient length of the filler to carry the load increases, and ultimately higher modulusincreases [18e20]. To optimize the increase in modulus, the degree of dispersion must be optimized to maximize thedegree of matrix filler dispersion. By adding nanofiller to any composite/nanocomposites various propertyimprovement is possible like improvement of mechanical properties, thermal stability, dimensional stability, perme-ability (usually porous), and electrical and optical properties. 0-D fillers are the most used nanofillers; they are calledequi-axed nanofillers (equal axis). They are any spherical nanoparticles having symmetrical structure. Their size is innanometer, and they are hydrophilic in nature. Apart from this, there are three other types of nanofillers, namely, 1-Dnanofillers (nanoplatelet), 2-D nanofillers (nanofiber), and 3-D nanofillers (nanoparticulate) [18,21e23]. The Scenarioof green chemistry is shown in Fig. 9.1.
FIGURE 9.1 Scenario of green chemistry. Source: www.sciencdirect.com keywords: green chemistry.
9. Principle of Green Chemistry: A modern perspective for development122
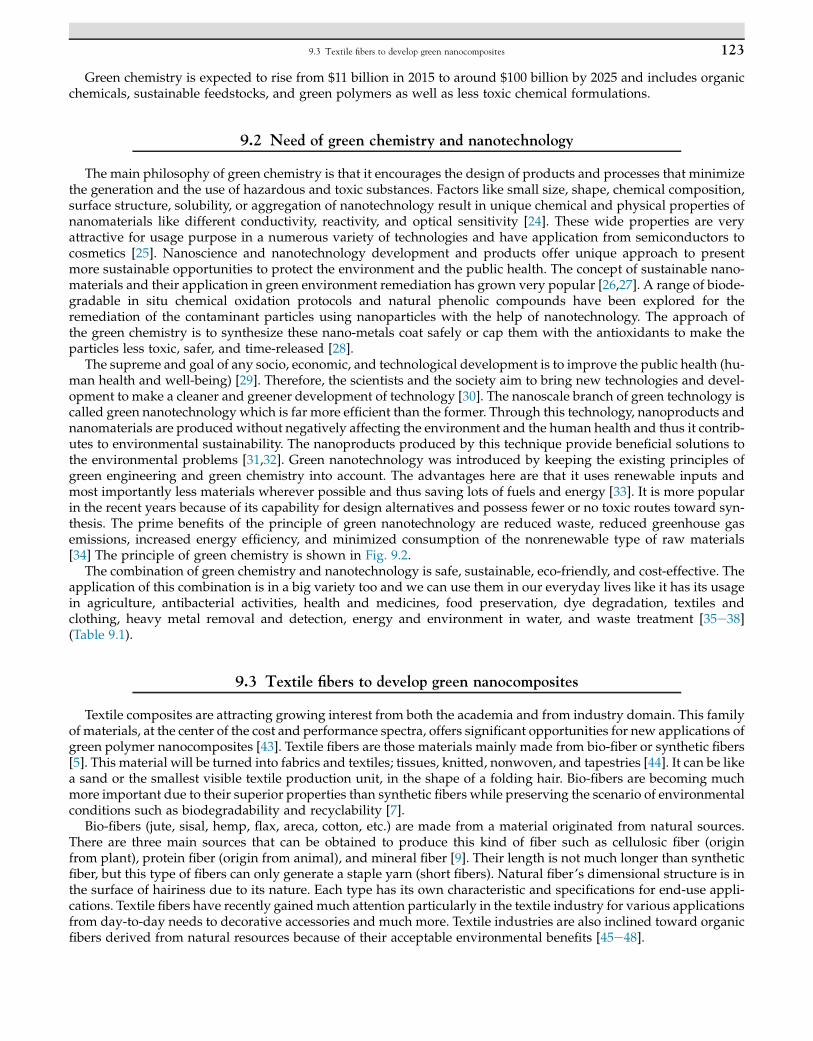
Green chemistry is expected to rise from $11 billion in 2015 to around $100 billion by 2025 and includes organicchemicals, sustainable feedstocks, and green polymers as well as less toxic chemical formulations.
9.2 Need of green chemistry and nanotechnology
The main philosophy of green chemistry is that it encourages the design of products and processes that minimizethe generation and the use of hazardous and toxic substances. Factors like small size, shape, chemical composition,surface structure, solubility, or aggregation of nanotechnology result in unique chemical and physical properties ofnanomaterials like different conductivity, reactivity, and optical sensitivity [24]. These wide properties are veryattractive for usage purpose in a numerous variety of technologies and have application from semiconductors tocosmetics [25]. Nanoscience and nanotechnology development and products offer unique approach to presentmore sustainable opportunities to protect the environment and the public health. The concept of sustainable nano-materials and their application in green environment remediation has grown very popular [26,27]. A range of biode-gradable in situ chemical oxidation protocols and natural phenolic compounds have been explored for theremediation of the contaminant particles using nanoparticles with the help of nanotechnology. The approach ofthe green chemistry is to synthesize these nano-metals coat safely or cap them with the antioxidants to make theparticles less toxic, safer, and time-released [28].
The supreme and goal of any socio, economic, and technological development is to improve the public health (hu-man health and well-being) [29]. Therefore, the scientists and the society aim to bring new technologies and devel-opment to make a cleaner and greener development of technology [30]. The nanoscale branch of green technology iscalled green nanotechnology which is far more efficient than the former. Through this technology, nanoproducts andnanomaterials are produced without negatively affecting the environment and the human health and thus it contrib-utes to environmental sustainability. The nanoproducts produced by this technique provide beneficial solutions tothe environmental problems [31,32]. Green nanotechnology was introduced by keeping the existing principles ofgreen engineering and green chemistry into account. The advantages here are that it uses renewable inputs andmost importantly less materials wherever possible and thus saving lots of fuels and energy [33]. It is more popularin the recent years because of its capability for design alternatives and possess fewer or no toxic routes toward syn-thesis. The prime benefits of the principle of green nanotechnology are reduced waste, reduced greenhouse gasemissions, increased energy efficiency, and minimized consumption of the nonrenewable type of raw materials[34] The principle of green chemistry is shown in Fig. 9.2.
The combination of green chemistry and nanotechnology is safe, sustainable, eco-friendly, and cost-effective. Theapplication of this combination is in a big variety too and we can use them in our everyday lives like it has its usagein agriculture, antibacterial activities, health and medicines, food preservation, dye degradation, textiles andclothing, heavy metal removal and detection, energy and environment in water, and waste treatment [35e38](Table 9.1).
9.3 Textile fibers to develop green nanocomposites
Textile composites are attracting growing interest from both the academia and from industry domain. This familyof materials, at the center of the cost and performance spectra, offers significant opportunities for new applications ofgreen polymer nanocomposites [43]. Textile fibers are those materials mainly made from bio-fiber or synthetic fibers[5]. This material will be turned into fabrics and textiles; tissues, knitted, nonwoven, and tapestries [44]. It can be likea sand or the smallest visible textile production unit, in the shape of a folding hair. Bio-fibers are becoming muchmore important due to their superior properties than synthetic fibers while preserving the scenario of environmentalconditions such as biodegradability and recyclability [7].
Bio-fibers (jute, sisal, hemp, flax, areca, cotton, etc.) are made from a material originated from natural sources.There are three main sources that can be obtained to produce this kind of fiber such as cellulosic fiber (originfrom plant), protein fiber (origin from animal), and mineral fiber [9]. Their length is not much longer than syntheticfiber, but this type of fibers can only generate a staple yarn (short fibers). Natural fiber’s dimensional structure is inthe surface of hairiness due to its nature. Each type has its own characteristic and specifications for end-use appli-cations. Textile fibers have recently gainedmuch attention particularly in the textile industry for various applicationsfrom day-to-day needs to decorative accessories and much more. Textile industries are also inclined toward organicfibers derived from natural resources because of their acceptable environmental benefits [45e48].
9.3 Textile fibers to develop green nanocomposites 123
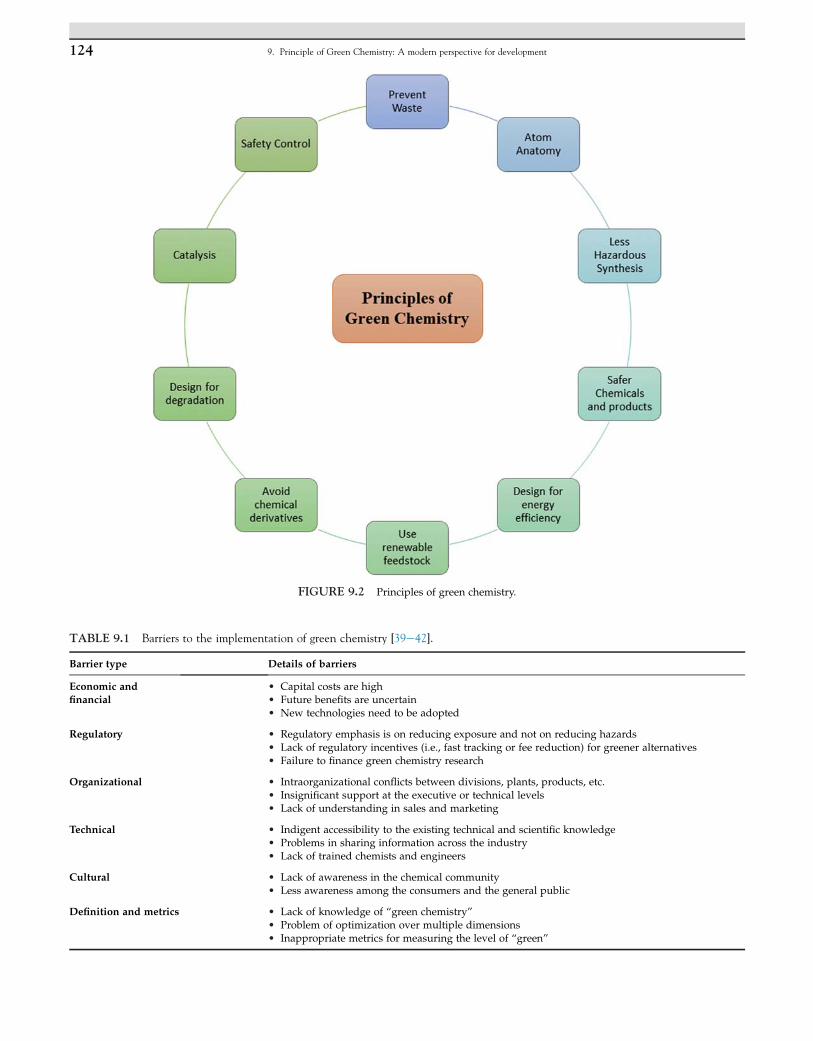
FIGURE 9.2 Principles of green chemistry.
TABLE 9.1 Barriers to the implementation of green chemistry [39e42].
Barrier type Details of barriers
Economic and
financial
• Capital costs are high• Future benefits are uncertain• New technologies need to be adopted
Regulatory • Regulatory emphasis is on reducing exposure and not on reducing hazards• Lack of regulatory incentives (i.e., fast tracking or fee reduction) for greener alternatives• Failure to finance green chemistry research
Organizational • Intraorganizational conflicts between divisions, plants, products, etc.• Insignificant support at the executive or technical levels• Lack of understanding in sales and marketing
Technical • Indigent accessibility to the existing technical and scientific knowledge• Problems in sharing information across the industry• Lack of trained chemists and engineers
Cultural • Lack of awareness in the chemical community• Less awareness among the consumers and the general public
Definition and metrics • Lack of knowledge of “green chemistry”• Problem of optimization over multiple dimensions• Inappropriate metrics for measuring the level of “green”
9. Principle of Green Chemistry: A modern perspective for development124
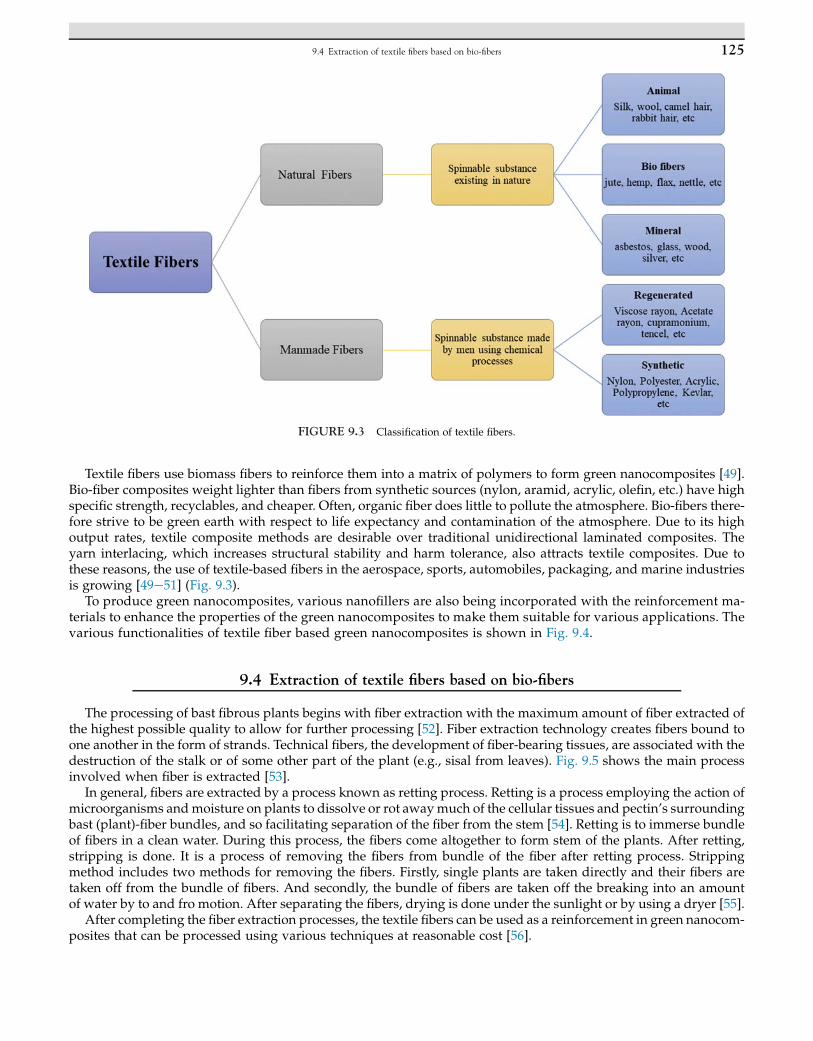
Textile fibers use biomass fibers to reinforce them into a matrix of polymers to form green nanocomposites [49].Bio-fiber composites weight lighter than fibers from synthetic sources (nylon, aramid, acrylic, olefin, etc.) have highspecific strength, recyclables, and cheaper. Often, organic fiber does little to pollute the atmosphere. Bio-fibers there-fore strive to be green earth with respect to life expectancy and contamination of the atmosphere. Due to its highoutput rates, textile composite methods are desirable over traditional unidirectional laminated composites. Theyarn interlacing, which increases structural stability and harm tolerance, also attracts textile composites. Due tothese reasons, the use of textile-based fibers in the aerospace, sports, automobiles, packaging, and marine industriesis growing [49e51] (Fig. 9.3).
To produce green nanocomposites, various nanofillers are also being incorporated with the reinforcement ma-terials to enhance the properties of the green nanocomposites to make them suitable for various applications. Thevarious functionalities of textile fiber based green nanocomposites is shown in Fig. 9.4.
9.4 Extraction of textile fibers based on bio-fibers
The processing of bast fibrous plants begins with fiber extraction with the maximum amount of fiber extracted ofthe highest possible quality to allow for further processing [52]. Fiber extraction technology creates fibers bound toone another in the form of strands. Technical fibers, the development of fiber-bearing tissues, are associated with thedestruction of the stalk or of some other part of the plant (e.g., sisal from leaves). Fig. 9.5 shows the main processinvolved when fiber is extracted [53].
In general, fibers are extracted by a process known as retting process. Retting is a process employing the action ofmicroorganisms andmoisture on plants to dissolve or rot awaymuch of the cellular tissues and pectin’s surroundingbast (plant)-fiber bundles, and so facilitating separation of the fiber from the stem [54]. Retting is to immerse bundleof fibers in a clean water. During this process, the fibers come altogether to form stem of the plants. After retting,stripping is done. It is a process of removing the fibers from bundle of the fiber after retting process. Strippingmethod includes two methods for removing the fibers. Firstly, single plants are taken directly and their fibers aretaken off from the bundle of fibers. And secondly, the bundle of fibers are taken off the breaking into an amountof water by to and fro motion. After separating the fibers, drying is done under the sunlight or by using a dryer [55].
After completing the fiber extraction processes, the textile fibers can be used as a reinforcement in green nanocom-posites that can be processed using various techniques at reasonable cost [56].
FIGURE 9.3 Classification of textile fibers.
9.4 Extraction of textile fibers based on bio-fibers 125
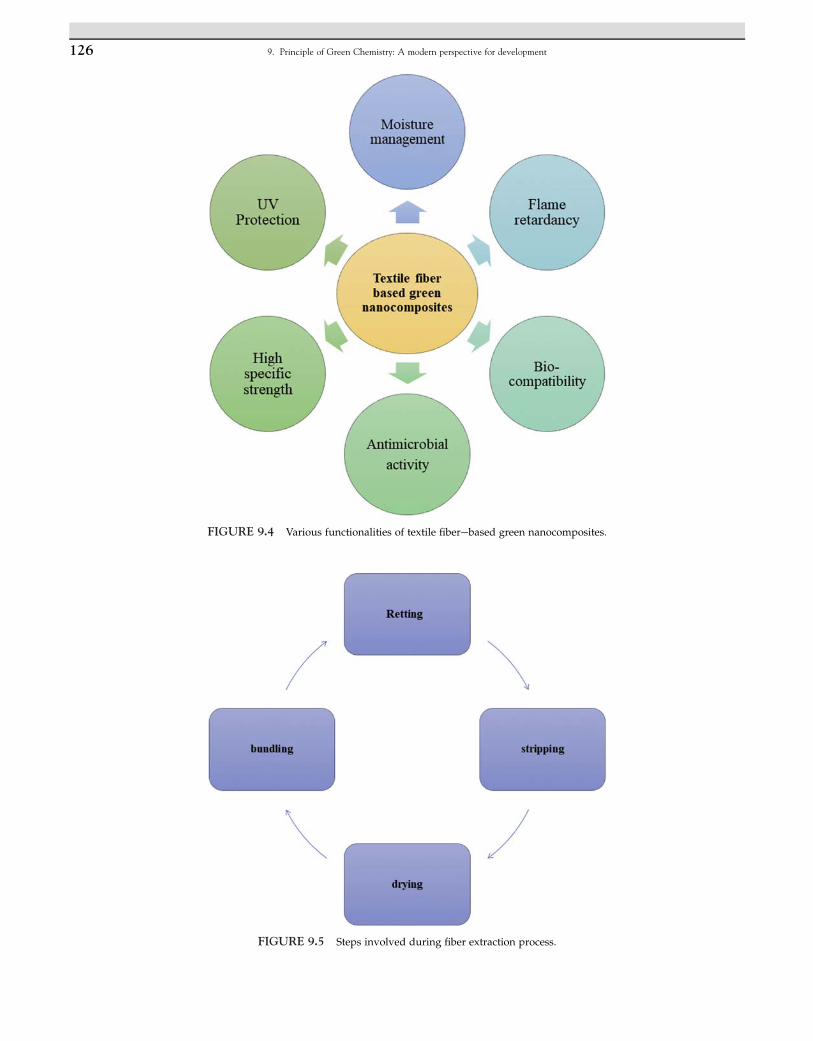
FIGURE 9.4 Various functionalities of textile fiberebased green nanocomposites.
FIGURE 9.5 Steps involved during fiber extraction process.
9. Principle of Green Chemistry: A modern perspective for development126

9.5 Processing techniques of textile fiberebased green nanocomposites
9.5.1 Hand layup technique
This process for the manufacture of composite materials is the oldest, simplest, and most commonly used. Thisprocess uses unidirectional continuous fiber, spun, knitted, and stitched [45]. Mixing layers of different fiber orien-tation depending on the type of application will produce the composite materials. This is the shape above the alter-native matrix and the strengthening layers. The leasing agent is typically applied on the mold surface to preventadhesive and allow the finished part to be removed easily. A roller pushes the matrix onto reinforcement, to extractthe extra resin from each layer, to ensure that the resin is spread uniformly over the surface [57]. The procedure iscontinued until the desired thickness has been achieved for all reinforcing layers. The whole process is handcrafted.The whole process is customized. At standard ambient temperatures, the composite material is cured. The finishedportion is extracted after thorough cure. Different settings, viz. fiber, color and fiber, fiber orientation, type of matrixpressure and cure time, affect the composite products manufactured during a hand layout process performance andquality [5].
This method benefits from lower material investments, easy-to-change molds/design, and almost no limit on thesize of the components to be made. However, some of the disadvantages of this method include: a method suitablefor low concentration volume fraction/reinforcement step, very time-consuming and/or porous; a finished surfaceonly possible (which is in contact with the mold); a labor-intensive process; a thickness control that is not very pre-cise; a uniform fiber is not possible. This is best for the creation of bubbles, tanks, vessels, hulls, etc., for wind tur-bines [6,7].
9.5.2 Filament winding technique
This process consists of winding continuous fibers onto a rotating mandrel in various directions in the compositesections [58]. The most economical way for the development of symmetric composite parts with a high-volumeoutput is through a filament winding process [59,60]. The main aim of this method is to apply hollow, usually cir-cular, or oval parts such as pipes and tanks. It provides a wide range of applications with a small gas cylinder to amassive cryogenic tank. This method is ideal for automation which requires little to no interaction between people[61,62]. We are passed into a resin bowl when winding fibers, in which the resin wet the fibers. The number of layersand thickness for winding depends primarily on the composite parts’ desired properties. The desired tension isgiven to the fibers to compress the fibers to the mandrel [63]. The spinning mandrel and moving chariot movementsshift the twisting pattern. Typically, the operation is performed at room or high temperature. After curing iscompleted and can again be used, the mandrel is removed from the composite component.
Depending on the desired applications specific winding patterns can be used. The winding styles most widelyused are the hoop winding, polar winding, and helical winding. Mandrel plays a big part in the filament windingcycle. The mandrel type determines the shape of the generated composite part. The material the mandrel is madewith mainly depends on the end use of the composite parts produced. Mandrels may or may not be removable.Removed mandrels can be marked as fully free, breakable, or soluble [64,65].
Phenomenal mechanical features, due to continuous fiber, speed, good control of thickness, improved fiber orien-tation and material control, the high-volume fraction/reinforcement stages, and the good internal finishing, all ofwhich are of advantage to this process. However, the major disadvantages of this approach are complex windingshapes that may have complicated equipment, poor external finish, convex components restriction, high mandrelcosts, and low resin viscosity requirements [66e69].
This method also involves the manufacture of open-ended structures such as gas cylinders and pipe systems, andclosed-end structures such as gas cylinders and piping systems, as well as closed-end structure such as pressure ves-sels and chemical storage tanks. Mertiny. P. et al. [70] performed an experimental study into the effect of windingmulti-angle filaments on the strength properties of tubular composite structures. Another study examined the effectfilament winding parameters have on the strength and efficiency of the composite vessel [71].
9.5.3 Compression molding technique
This method gives high mass production power in a short period as compared with other manufacturingmethods. It is one of the oldest methods of composite material making. Heat and pressure are used in this processto shape a composite material in the desired form [72]. The final shape of the product depends on the molds used to
9.5 Processing techniques of textile fiberebased green nanocomposites 127

compress the product. This operation is done in two phases: preheating and pressurization. When it is open in place,the load or preform is placed in the cavity of a matchedmold and both halves are connected and the mold closes. Theresin is then pressurized to compress, thereby filling the cavity of the mold. When under water, the material isextracted using heat [73,74].
The main advantage of this method is its ability to manufacture a wide range of components with minimum sizedifferences [75]. In addition, short cycle times, finished inner and outer surfaces, improved consistency of the sur-face, partial form uniformity, lower maintenance costs, a very low finish process, and better control of fiber materialsare additional benefits. The main drawbacks are, however, the high initial cost of capital, which cannot be used forvery large parts, and which cannot be used economically to minimize the output volume and mold depths. Typicalitems that can be manufactured using this process include the bumper boards, road wheels, refrigerator doors, auto-motive panels, electrical fixtures, machine guards, door panels, hoods, kitchen bowls and trays, control boxes, etc.[76e78].
9.5.4 Resin transfer molding technique
Resin transfer molding (RTM) is a process widely used for the manufacturing of high-performance thermosettingcomposite material [79,80]. Preformed reinforcements are typically retained on the final product shape in the lowerhalf of the mold. Attached to the underlying mold is the top mold. Catalyzed, low-viscosity resin is filled into themold at high pressure and temperature. High pressure impregnates the resin into the mortar, and the gases escapefrom the mold through the vents created in the mold. The mold is opened and after curing at room or high temper-ature, the stratified content is removed [45,81]. The treatment depends on the size of the laminate, the resin type, andthe temperature and pressure in the mold. This process allows the development of composite structures on bothsides with a quick, complex, and high performance and good surface finish. The parameters that affect the durabilityof the final composite component are fiber form, fiber content, viscosity of resin used, applied pressure, moldtemperature, etc. [82,83].
This process improves laminate density, a high fiber-to-resin ratio, and excellent strength-to-weight characteris-tics. The fact that the tooling cost is high, mold cavity usually decreases the part size, and the process is restricted tolow-viscosity resins is a few of the disadvantages of this process. In aerospace, sports, and automotive industries, theapproach is most common [84e86].
9.6 Properties of green nanocomposites
Synthetic composites are widely used in construction, automotive, and packaging industry. However, most ofthese materials are used for a single time and cause damage to the environment when disposed. Natural fibers,bio-fibers, textile fibers, or lignocellulosic fibers offer several benefits along with offering environmental advantages[87]. They are known for being inexpensive, environment friendly, and sustainable source of materials. A matrix ofnatural fibers along with nanomaterials forms green nanocomposite materials and these green nanocompositematerials have enhanced physical and chemical properties to their fiber counterparts [88e90]. Natural fibers arecategorized into animal fibers, plant fibers, and mineral fibers. Plant fibers are mainly made of polysaccharides,pectin, and lignin and include flax, sisal, cotton, hemp, etc. [91]. Whereas animal fibers are mainly made of proteinand include silk, wool, feathers, bacteria, etc. Mineral fibers mainly constitute of asbestos fiber sourced from variousvarieties of rocks. Asbestos fibers are mainly composed of magnesium and calcium and pose health risks in thetextile industry; hence their production has declined over time [92]. In the following sections, we will discuss theproperties of plant fiberse and animal fibersebased nanocomposites (Table 9.2).
9.6.1 Understanding the properties of natural fiber composites
Natural fibers have stiffness values comparable to that of glass fibers. They are also up to 50% lighter than tradi-tional glass fibers [96,97]. Despite having biodegradable properties and decent stiffness, natural fibers lack tensilestrength and elasticity. Reinforcing plant fibers with nanomaterials and polymers greatly increases the mechanicalproperties of the textile fiber composite. Increasing the mechanical properties such as tensile strength and Young’smodulus opens the application of plant fiber nanocomposites in various industries including automobile and pack-aging industry. The advantages of producing green nanocomposites and altering the properties of textile fibers have
9. Principle of Green Chemistry: A modern perspective for development128
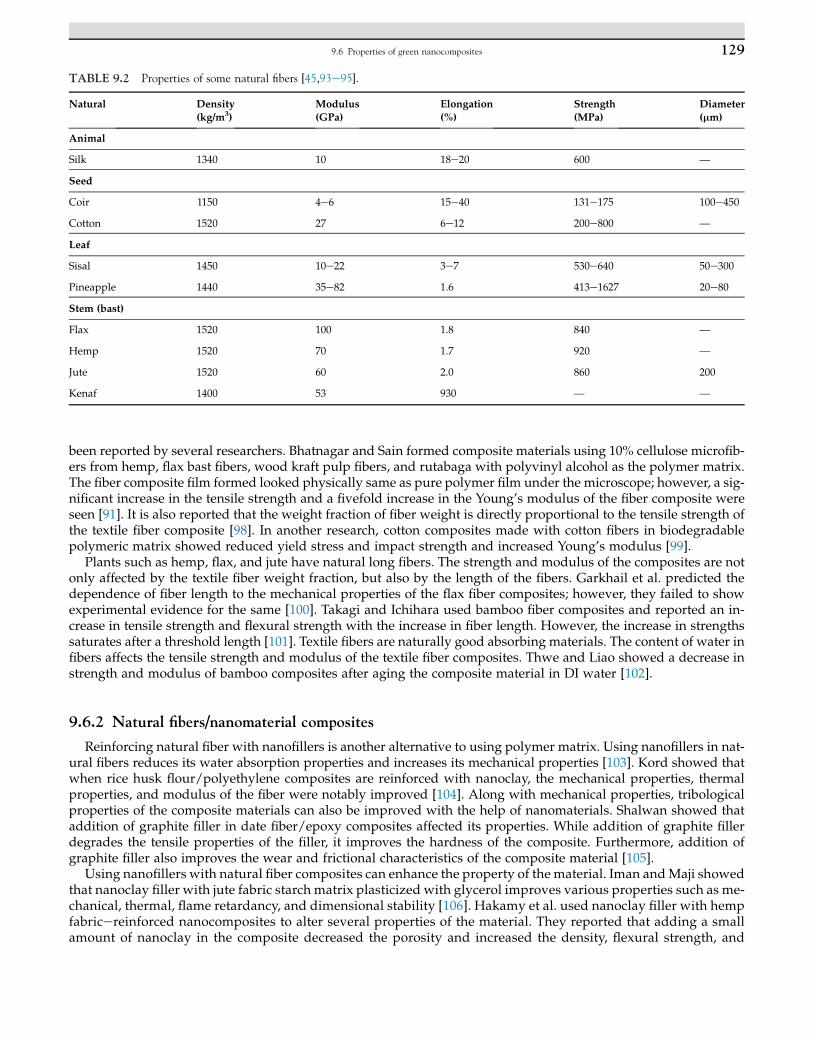
been reported by several researchers. Bhatnagar and Sain formed composite materials using 10% cellulose microfib-ers from hemp, flax bast fibers, wood kraft pulp fibers, and rutabaga with polyvinyl alcohol as the polymer matrix.The fiber composite film formed looked physically same as pure polymer film under the microscope; however, a sig-nificant increase in the tensile strength and a fivefold increase in the Young’s modulus of the fiber composite wereseen [91]. It is also reported that the weight fraction of fiber weight is directly proportional to the tensile strength ofthe textile fiber composite [98]. In another research, cotton composites made with cotton fibers in biodegradablepolymeric matrix showed reduced yield stress and impact strength and increased Young’s modulus [99].
Plants such as hemp, flax, and jute have natural long fibers. The strength and modulus of the composites are notonly affected by the textile fiber weight fraction, but also by the length of the fibers. Garkhail et al. predicted thedependence of fiber length to the mechanical properties of the flax fiber composites; however, they failed to showexperimental evidence for the same [100]. Takagi and Ichihara used bamboo fiber composites and reported an in-crease in tensile strength and flexural strength with the increase in fiber length. However, the increase in strengthssaturates after a threshold length [101]. Textile fibers are naturally good absorbing materials. The content of water infibers affects the tensile strength and modulus of the textile fiber composites. Thwe and Liao showed a decrease instrength and modulus of bamboo composites after aging the composite material in DI water [102].
9.6.2 Natural fibers/nanomaterial composites
Reinforcing natural fiber with nanofillers is another alternative to using polymer matrix. Using nanofillers in nat-ural fibers reduces its water absorption properties and increases its mechanical properties [103]. Kord showed thatwhen rice husk flour/polyethylene composites are reinforced with nanoclay, the mechanical properties, thermalproperties, and modulus of the fiber were notably improved [104]. Along with mechanical properties, tribologicalproperties of the composite materials can also be improved with the help of nanomaterials. Shalwan showed thataddition of graphite filler in date fiber/epoxy composites affected its properties. While addition of graphite fillerdegrades the tensile properties of the filler, it improves the hardness of the composite. Furthermore, addition ofgraphite filler also improves the wear and frictional characteristics of the composite material [105].
Using nanofillers with natural fiber composites can enhance the property of the material. Iman andMaji showedthat nanoclay filler with jute fabric starch matrix plasticized with glycerol improves various properties such as me-chanical, thermal, flame retardancy, and dimensional stability [106]. Hakamy et al. used nanoclay filler with hempfabricereinforced nanocomposites to alter several properties of the material. They reported that adding a smallamount of nanoclay in the composite decreased the porosity and increased the density, flexural strength, and
TABLE 9.2 Properties of some natural fibers [45,93e95].
Natural Density Modulus Elongation Strength Diameter
(kg/m3) (GPa) (%) (MPa) (mm)
Animal
Silk 1340 10 18e20 600 —
Seed
Coir 1150 4e6 15e40 131e175 100e450
Cotton 1520 27 6e12 200e800 —
Leaf
Sisal 1450 10e22 3e7 530e640 50e300
Pineapple 1440 35e82 1.6 413e1627 20e80
Stem (bast)
Flax 1520 100 1.8 840 —
Hemp 1520 70 1.7 920 —
Jute 1520 60 2.0 860 200
Kenaf 1400 53 930 — —
9.6 Properties of green nanocomposites 129

fracture toughness compared to bare composite with no nanoclay addition. However, adding excess nanoclay tothe composite worsened the flexural strength and fracture toughness of the material [107]. The major disadvantageof using nanoclay fillers in composites is agglomerations. A lot of research needs to be done to achieve even disper-sion of nanoclay in the composite matrices. Addition of nanomaterials can affect the interfacial interactions be-tween textile fiber and its base matrix. When nanoparticles are dispersed uniformly in the composite, theinterfacial region between matrix and filler becomes very large; this leads to changes in the thermal properties,relaxation behavior, molecular mobility, and mechanical properties of the material [108]. It was reported thatthe reinforcing properties of the composite materials were improved when cellulose nanofibers and cellulosenanocrystals were used [109,110].
9.7 Challenges for green chemistry
While eco-friendly living is an optimistic ideal, green chemistry has some potential challenges. The challenges are:
• Renewable feedstock, preferably nonfood plants and their full conversion to useful products.• Reactions having minimum environmental impact, for example, use of eco-friendly organic catalysts.• Industrial processes and reactors having maximum efficiency and minimum waste.• Products of reduced toxicity and increased biodegradability to substitute environmentally harmful chemicals.• Chemical and biological properties of their chemical structure substances are predicted.• Cleaner solvents as alternatives for atmospherically polluting, poisonous, and volatile solvents.
9.8 Application of textile fiberbased green nanocomposites
Cellulose fibrils and cellulose whiskers are often used in green nanocomposites and crystalline cellulose fibrilswith their strength equal to near theoretical values have been synthesized [31]. However, the processes developedto prepare these cellulose nanocomposite fibrils are all designed in a laboratory setting and are often complicatedand time-consuming [111]. In the case of cellulose nanofibers, separating nanofibers from the plant fibers becomesan extremely challenging process [112]. Additionally, these cellulose nanocomposite fibrils remain stable only whensuspended in a diluted medium, else they tend to entangle irreversibly. Due to these challenges, cellulose nanocom-posite has not achieved a practical application yet [113]. Similarly, other forms of natural fiberebased nanocompo-sites are also in the phase of in lab-research and in lab-production. The potential applications of these nanocompositematerials have been shown by various researchers. In this section, we will be discussing the potential applications ofnatural fiberebased nanocomposites in various sectors such as textile, medical, automobile, food, and construction-based applications.
9.8.1 Paper industry
Cotton linter fibers can be used to produce sucrose-containing nanocomposite. This nanocomposite can be used asa specialty absorbent paper with good breaking length and high water absorption [114]. Nanomaterial fiber compos-ites (such as lignocellulosic composites) can also be used in pulp and paper industry, especially in higher value print-ing, barrier packaging, and intelligent communications media [115].
9.8.2 Medical applications
Polymer/nanofiber composites using polyvinyl alcohol and hemp, flax bast fibers, wood kraft pulp fibers, ruta-baga fibers can be used in medical devices as biocompatible drug delivery systems. Due to their biodegradable na-ture and high strength, they can also be used as blood bags and cardiac devices. In dentistry, nanocompositematerials can be used for cosmetic procedures with high aesthetic quality. They can be used to fabricate dentalbrackets, inlays, on-lays, veneers, and crowns [116].
9. Principle of Green Chemistry: A modern perspective for development130
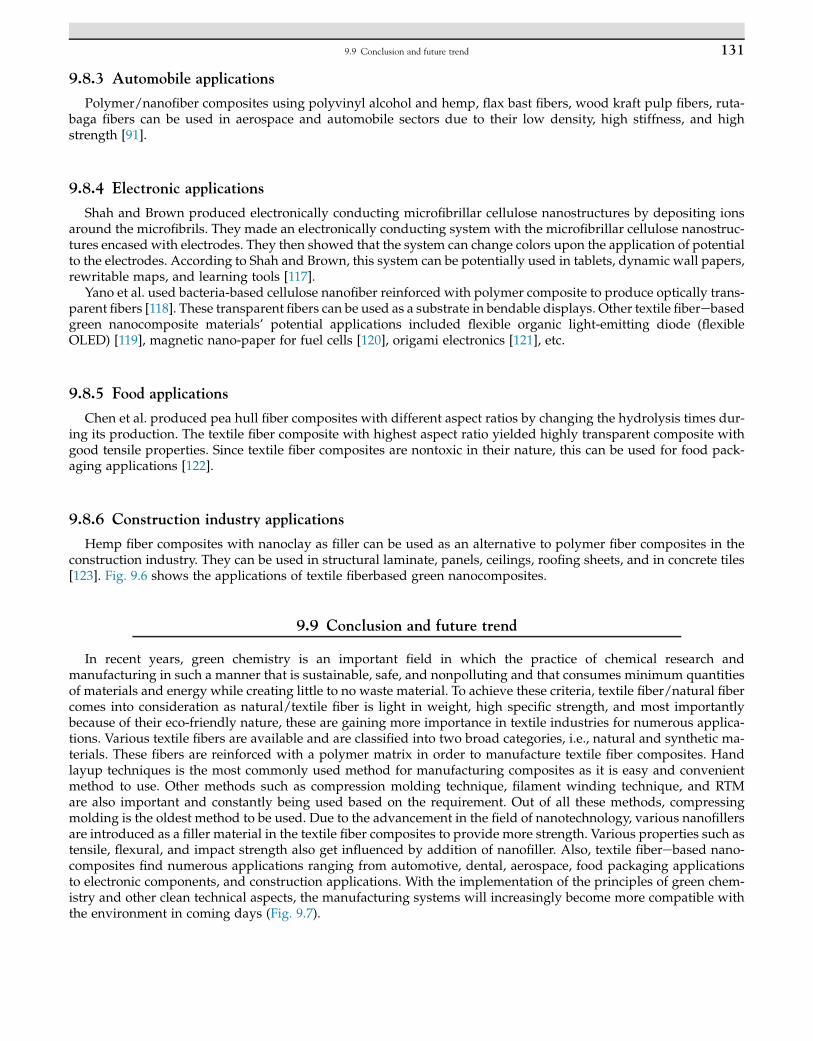
9.8.3 Automobile applications
Polymer/nanofiber composites using polyvinyl alcohol and hemp, flax bast fibers, wood kraft pulp fibers, ruta-baga fibers can be used in aerospace and automobile sectors due to their low density, high stiffness, and highstrength [91].
9.8.4 Electronic applications
Shah and Brown produced electronically conducting microfibrillar cellulose nanostructures by depositing ionsaround the microfibrils. They made an electronically conducting system with the microfibrillar cellulose nanostruc-tures encased with electrodes. They then showed that the system can change colors upon the application of potentialto the electrodes. According to Shah and Brown, this system can be potentially used in tablets, dynamic wall papers,rewritable maps, and learning tools [117].
Yano et al. used bacteria-based cellulose nanofiber reinforced with polymer composite to produce optically trans-parent fibers [118]. These transparent fibers can be used as a substrate in bendable displays. Other textile fiberebasedgreen nanocomposite materials’ potential applications included flexible organic light-emitting diode (flexibleOLED) [119], magnetic nano-paper for fuel cells [120], origami electronics [121], etc.
9.8.5 Food applications
Chen et al. produced pea hull fiber composites with different aspect ratios by changing the hydrolysis times dur-ing its production. The textile fiber composite with highest aspect ratio yielded highly transparent composite withgood tensile properties. Since textile fiber composites are nontoxic in their nature, this can be used for food pack-aging applications [122].
9.8.6 Construction industry applications
Hemp fiber composites with nanoclay as filler can be used as an alternative to polymer fiber composites in theconstruction industry. They can be used in structural laminate, panels, ceilings, roofing sheets, and in concrete tiles[123]. Fig. 9.6 shows the applications of textile fiberbased green nanocomposites.
9.9 Conclusion and future trend
In recent years, green chemistry is an important field in which the practice of chemical research andmanufacturing in such a manner that is sustainable, safe, and nonpolluting and that consumes minimum quantitiesof materials and energy while creating little to no waste material. To achieve these criteria, textile fiber/natural fibercomes into consideration as natural/textile fiber is light in weight, high specific strength, and most importantlybecause of their eco-friendly nature, these are gaining more importance in textile industries for numerous applica-tions. Various textile fibers are available and are classified into two broad categories, i.e., natural and synthetic ma-terials. These fibers are reinforced with a polymer matrix in order to manufacture textile fiber composites. Handlayup techniques is the most commonly used method for manufacturing composites as it is easy and convenientmethod to use. Other methods such as compression molding technique, filament winding technique, and RTMare also important and constantly being used based on the requirement. Out of all these methods, compressingmolding is the oldest method to be used. Due to the advancement in the field of nanotechnology, various nanofillersare introduced as a filler material in the textile fiber composites to provide more strength. Various properties such astensile, flexural, and impact strength also get influenced by addition of nanofiller. Also, textile fiberebased nano-composites find numerous applications ranging from automotive, dental, aerospace, food packaging applicationsto electronic components, and construction applications. With the implementation of the principles of green chem-istry and other clean technical aspects, the manufacturing systems will increasingly become more compatible withthe environment in coming days (Fig. 9.7).
9.9 Conclusion and future trend 131
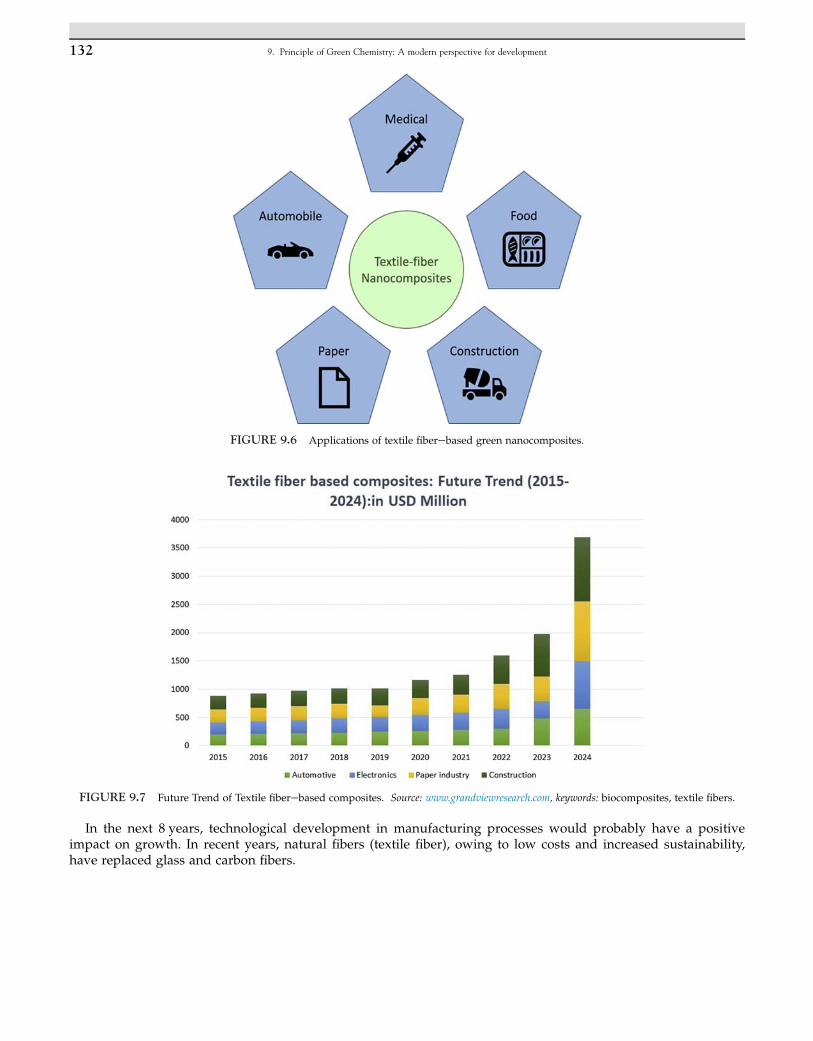
In the next 8 years, technological development in manufacturing processes would probably have a positiveimpact on growth. In recent years, natural fibers (textile fiber), owing to low costs and increased sustainability,have replaced glass and carbon fibers.
FIGURE 9.6 Applications of textile fiberebased green nanocomposites.
FIGURE 9.7 Future Trend of Textile fiberebased composites. Source: www.grandviewresearch.com, keywords: biocomposites, textile fibers.
9. Principle of Green Chemistry: A modern perspective for development132

References
[1] Textile exchange. Preferred fiber market Report. Text. Exch. 2016. https://doi.org/10.1016/j.forpol.2003.09.001.[2] Fuqua MA, Huo S, Ulven CA. Natural fiber reinforced composites. Polym. Rev. 2012. https://doi.org/10.1080/15583724.2012.705409.[3] Das PP. Natural fibre reinforced composites : a concise review. Int. J. Eng. Res. Tech 2018;7(12):25e32.[4] Chaudhary V, Bajpai PK, Maheshwari S. Effect of moisture absorption on the mechanical performance of natural fiber reinforced woven
hybrid bio-composites. J. Nat. Fibers 2020. https://doi.org/10.1080/15440478.2018.1469451.[5] Das PP, Chaudhary V, Motha SJ. Fabrication and characterization of natural fibre reinforced polymer composites: a review. SSRN Electron.
J. 2020:119e23. https://doi.org/10.2139/ssrn.3569437.[6] Bajpai PK, Ahmad F, Chaudhary V. Processing and characterization of bio-composites. In: Handbook of ecomaterials; 2019.[7] Chaudhary V, Bajpai PK, Maheshwari S. Studies on mechanical and morphological characterization of developed jute/hemp/flax rein-
forced hybrid composites for structural applications. J. Nat. Fibers 2018. https://doi.org/10.1080/15440478.2017.1320260.[8] Singh N, Upadhyay S, Mishra N. Nanocellulose. In: Handbook of ecomaterials; 2019.[9] Pratim Das P, Chaudhary V. Tribological and dynamic mechanical analysis of bio-composites: a review. Mater. Today Proc. 2020;25(xxxx):
729e34. https://doi.org/10.1016/j.matpr.2019.08.233.[10] Kant R. Textile dyeing industry an environmental hazard. Nat. Sci. 2012. https://doi.org/10.4236/ns.2012.41004.[11] Lewandowski TA. Green chemistry. In: Encyclopedia of toxicology. 3rd ed. 2014.[12] US EPA OOE. Basics of green chemistry. EPA.GOV; 2013.[13] Roy Choudhury AK. Green chemistry and the textile industry. Text. Prog. 2013. https://doi.org/10.1080/00405167.2013.807601.[14] Verma D, Senal I. Natural fiber-reinforced polymer composites. In: Biomass, biopolymer-based materials, and bioenergy: construction,
biomedical, and other industrial applications; 2019.[15] Nicolaou KC, Snyder SA, Montagnon T, Vassilikogiannakis G. The Diels-Alder reaction in total synthesis. Angew. Chem. Int. Ed. 2002
10.1002/1521-3773(20020517)41:10<1668::AID-ANIE1668>3.0.CO;2-Z.[16] Tasnim N, et al. Nanocomposites. In: SpringerBriefs in applied sciences and technology; 2017.[17] Njuguna J, Pielichowski K, Desai S. Nanofiller-reinforced polymer nanocomposites. Polym. Adv. Technol. 2008. https://doi.org/10.1002/
pat.1074.[18] Saba N, Tahir PM, Jawaid M. A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers (Basel) 2014;
6(8):2247e73. https://doi.org/10.3390/polym6082247.[19] Benhamou K, Kaddami H, Magnin A, Dufresne A, Ahmad A. Bio-based polyurethane reinforced with cellulose nanofibers: a comprehen-
sive investigation on the effect of interface. Carbohydr. Polym. 2015. https://doi.org/10.1016/j.carbpol.2014.12.081.[20] Fu S, Sun Z, Huang P, Li Y, Hu N. Some basic aspects of polymer nanocomposites: a critical review. Nano Mater. Sci. 2019;1(1):2e30.
https://doi.org/10.1016/j.nanoms.2019.02.006.[21] Sharma B, Malik P, Jain P. Biopolymer reinforced nanocomposites: a comprehensive review. Mater. Today Commun. 2018. https://doi.org/
10.1016/j.mtcomm.2018.07.004.[22] Dantas de Oliveira A, Augusto Gonçalves Beatrice C. Polymer nanocomposites with different types of nanofiller. In: Nanocomposites -
recent evolutions; 2019.[23] Casalini R, Bogoslovov R, Qadri SB, Roland CM. Nanofiller reinforcement of elastomeric polyurea. Polymer (Guildf) 2012. https://
doi.org/10.1016/j.polymer.2012.01.034.[24] Clark J, Macquarrie D. Handbook of green chemistry and technology. 2007.[25] Camargo PHC, Satyanarayana KG, Wypych F. Nanocomposites: synthesis, structure, properties and new application opportunities. Mater.
Res. 2009;12(1):1e39. https://doi.org/10.1590/S1516-14392009000100002.[26] Joshi SV, Drzal LT, Mohanty AK, Arora S. Are natural fiber composites environmentally superior to glass fiber reinforced composites?. In:
Composites Part A: applied science and manufacturing; 2004. https://doi.org/10.1016/j.compositesa.2003.09.016.[27] Palit S, Hussain CM. Chapter 1. Innovation in environmental remediation methods. In: The handbook of environmental remediation; 2020.[28] Li X, Tabil LG, Panigrahi S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J. Polym. Environ.
2007. https://doi.org/10.1007/s10924-006-0042-3.[29] Polshettiwar V, Varma RS. Green chemistry by nano-catalysis. Green Chem. 2010. https://doi.org/10.1039/b921171c.[30] Silva E. Environment and sustainable development. In: Routledge handbook of Latin American politics; 2013.[31] Hussain CM. Handbook of nanomaterials for industrial applications. 2018.[32] Hussain CM, Palit S. Nanomaterials, ecomaterials, and wide vision of material science. In: Handbook of ecomaterials; 2019.[33] Parveen K, Banse V, Ledwani L. Green synthesis of nanoparticles: their advantages and disadvantages. In: AIP conference proceedings;
2016. https://doi.org/10.1063/1.4945168.[34] Nasrollahzadeh M, Sajjadi M, Sajadi SM, Issaabadi Z. Green nanotechnology. In: Interface science and technology; 2019.[35] Duhan JS, Kumar R, Kumar N, Kaur P, Nehra K, Duhan S. Nanotechnology: the new perspective in precision agriculture. Biotechnol. Rep.
2017. https://doi.org/10.1016/j.btre.2017.03.002.[36] Shah M, Fawcett D, Sharma S, Tripathy SK, Poinern GEJ. Green synthesis of metallic nanoparticles via biological entities. Materials 2015.
https://doi.org/10.3390/ma8115377.[37] Raveendran P, Fu J, Wallen SL. A simple and “green” method for the synthesis of Au, Ag, and AueAg alloy nanoparticles. Green Chem.
2006. https://doi.org/10.1039/b512540e.[38] Ahmad S, et al. Green nanotechnology: a review on green synthesis of silver nanoparticles d an ecofriendly approach. Int. J. Nanomed.
2019. https://doi.org/10.2147/IJN.S200254.[39] Matus KJM, Xiao X, Zimmerman JB. Green chemistry and green engineering in China: drivers, policies and barriers to innovation. J. Clean.
Prod. 2012. https://doi.org/10.1016/j.jclepro.2012.03.033.[40] Beach ES, Weeks BR, Stern R, Anastas PT. Plastics additives and green chemistry. Pure Appl. Chem. 2013. https://doi.org/10.1351/PAC-
CON-12-08-08.[41] Green SA. Green chemistry: progress and barriers. Phys. Sci. Rev. 2016. https://doi.org/10.1515/psr-2016-0072.[42] Roschangar F, Sheldon RA, Senanayake CH. Overcoming barriers to green chemistry in the pharmaceutical industry-the Green Aspiration
LevelTM concept. Green Chem. 2015. https://doi.org/10.1039/c4gc01563k.
References 133

[43] Mohanty AK, Misra M, Drzal LT. Natural fibers, biopolymers, and biocomposites. 2005.[44] Ahmad F, Yuvaraj N, Bajpai PK. Effect of reinforcement architecture on the macroscopic mechanical properties of fiberous polymer com-
posites: a review. Polym. Compos. 2020;41(6):2518e34. https://doi.org/10.1002/pc.25666.[45] Faruk O, Bledzki AK, Fink HP, Sain M. Biocomposites reinforced with natural fibers: 2000-2010. Prog. Polym. Sci. 2012. https://doi.org/
10.1016/j.progpolymsci.2012.04.003.[46] Huber T, Müssig J, Curnow O, Pang S, Bickerton S, Staiger MP. A critical review of all-cellulose composites. J. Mater. Sci. 2012. https://
doi.org/10.1007/s10853-011-5774-3.[47] Fowler PA, Hughes JM, Elias RM. Biocomposites: technology, environmental credentials and market forces. J. Sci. Food Agric. 2006.
https://doi.org/10.1002/jsfa.2558.[48] Mohanty AK, Vivekanandhan S, Pin JM, Misra M. Composites from renewable and sustainable resources: challenges and innovations. Sci-
ence 2018. https://doi.org/10.1126/science.aat9072.[49] Satyanarayana KG, Arizaga GGC,Wypych F. Biodegradable composites based on lignocellulosic fibers-an overview. Prog. Polym. Sci. 2009.
https://doi.org/10.1016/j.progpolymsci.2008.12.002.[50] Brown PJ, Stevens K. Nanofibers and nanotechnology in textiles. 2007.[51] Sawhney APS, Condon B, Singh KV, Pang SS, li G, Hui D. Modern applications of nanotechnology in textiles. Text. Res. J. 2008. https://
doi.org/10.1177/0040517508091066.[52] Sathishkumar TP, Navaneethakrishnan P, Shankar S, Rajasekar R, Rajini N. Characterization of natural fiber and composites - a review.
J. Reinf. Plast. Compos. 2013. https://doi.org/10.1177/0731684413495322.[53] Watkins D, Nuruddin M, Hosur M, Tcherbi-Narteh A, Jeelani S. Extraction and characterization of lignin from different biomass resources.
J. Mater. Res. Technol. 2015. https://doi.org/10.1016/j.jmrt.2014.10.009.[54] Tahir PM, Ahmed AB, SaifulAzry SOA, Ahmed Z. Retting process of some bast plant fibres and its effect on fibre quality: a review. Bio-
Resources 2011. https://doi.org/10.15376/biores.6.4.5260-5281.[55] Ebisike K, AttahDaniel B, Babatope B, Olusunle SOO. Studies on the extraction of naturally-occurring banana fibers. Int. J. Eng. Sci. 2013;
2:95e9.[56] Medina LA, Dzalto J. Natural fibers. In: Comprehensive composite materials II; 2017.[57] Das PP, Srinivasa Rao G, Mussada EK, Babu Rao G, Sharma BP, Vates UK. Fabrication and tensile testing of DHAK fiber reinforced poly-
ester composites. Adv. Prod. Ind. Eng. 2020:53e61. https://doi.org/10.1007/978-981-15-5519-0_5.[58] Salit MS, Jawaid M, Bin Yusoff N, Hoque ME. Manufacturing of natural fibre reinforced polymer composites. 2015.[59] Baillie C. Green composites: polymer composites and the environment. 2004.[60] King RL. Fibre-reinforced composites materials, manufacturing and design. Composites 1989. https://doi.org/10.1016/0010-4361(89)
90651-4.[61] Minsch N, Herrmann FH, Gereke T, Nocke A, Cherif C. Analysis of filament winding processes and potential equipment technologies.
Procedia CIRP 2017. https://doi.org/10.1016/j.procir.2017.03.284.[62] Knight BW. The technique of filament winding. Composites 1970. https://doi.org/10.1016/0010-4361(70)90009-1.[63] Ansari SM, Ghazali CMR, Husin K. Natural fiber filament wound composites: a review. In: MATEC web of conferences; 2017. https://
doi.org/10.1051/matecconf/20179701018.[64] Campilho RDSG. Natural fiber composites. 2015.[65] Sanjay MR, Siengchin S, Parameswaranpillai J, Jawaid M, Pruncu CI, Khan A. A comprehensive review of techniques for natural fibers as
reinforcement in composites: preparation, processing and characterization. Carbohydr. Polym. 2019. https://doi.org/10.1016/j.carbpol.2018.11.083.
[66] Ramesh M, Sri Ananda Atreya T, Aswin US, Eashwar H, Deepa C. Processing and mechanical property evaluation of banana fiber rein-forced polymer composites. Procedia Eng. 2014. https://doi.org/10.1016/j.proeng.2014.12.284.
[67] Rahman R, Putra SZFS. Tensile properties of natural and synthetic fiber-reinforced polymer composites. In: Mechanical and physicaltesting of biocomposites, fibre-reinforced composites and hybrid composites; 2018.
[68] Bismarck A, Mishra S, Lampke T. Plant fibers as reinforcement for green composites. In: Natural fibers, biopolymers, and biocomposites;2005.
[69] Faruk O, Bledzki AK, Fink H, Sain M. Progress in polymer science biocomposites reinforced with natural fibers: 2000 e 2010. Prog. Polym.Sci. 2012. https://doi.org/10.1016/j.progpolymsci.2012.04.003.
[70] Mertiny P, Ellyin F, Hothan A. Stacking sequence effect of multi-angle filament wound tubular composite structures. J. Compos. Mater.2004. https://doi.org/10.1177/0021998304042077.
[71] Cohen D. Influence of filament winding parameters on composite vessel quality and strength. Compos. Part A Appl. Sci. Manuf. 1997.https://doi.org/10.1016/S1359-835X(97)00073-0.
[72] Park CH, Il Lee W. Compression molding in polymer matrix composites. In: Manufacturing techniques for polymer matrix composites(PMCs): a volume in Woodhead Publishing Series in composites science and engineering; 2012.
[73] Niaounakis M. Biopolymers: processing and products. 2014.[74] Harlin A, Vikman M. Developments in advanced biocomposites. VTT Tiedotteita - Valtion Teknillinen Tutkimuskeskus; 2010.[75] Antoniac IV. Handbook of bioceramics and biocomposites. 2016.[76] Lee MC, Koay SC, Chan MY, Pang MM, Chou PM, Tsai KY. Preparation and characterization of durian husk fiber filled polylactic acid
biocomposites. In: MATEC web of conferences; 2018. https://doi.org/10.1051/matecconf/201815202007.[77] Matkó S, Toldy A, Keszei S, Anna P, Bertalan G, Marosi G. Flame retardancy of biodegradable polymers and biocomposites. In: Polymer
degradation and stability; 2005. https://doi.org/10.1016/j.polymdegradstab.2004.02.023.[78] Nagalakshmaiah M, et al. Biocomposites: present trends and challenges for the future. In: Green composites for automotive applications;
2018.[79] Bhat P, Merotte J, Simacek P, Advani SG. Process analysis of compression resin transfer molding. Compos. Part A Appl. Sci. Manuf. 2009.
https://doi.org/10.1016/j.compositesa.2009.01.006.[80] O’Donnell A, Dweib MA, Wool RP. Natural fiber composites with plant oil-based resin. Compos. Sci.Technol. 2004. https://doi.org/
10.1016/j.compscitech.2003.09.024.
9. Principle of Green Chemistry: A modern perspective for development134

[81] Butryh TF. Resin transfer molding. In: International SAMPE symposium and exhibition (proceedings); 1991. https://doi.org/10.3139/9781569906200.016.
[82] Advani SG, Hsiao KT. Manufacturing techniques for polymer matrix composites (PMCs). 2012.[83] Sarikaya E, Çallio�glu H, Demirel H. Production of epoxy composites reinforced by different natural fibers and their mechanical properties.
Compos. Part B Eng. 2019. https://doi.org/10.1016/j.compositesb.2019.03.020.[84] Milanese AC, Cioffi MOH, Jacobus H, Voorwald C. Mechanical behavior of natural fiber composites. Procedia Eng. 2011. https://doi.org/
10.1016/j.proeng.2011.04.335.[85] Mallick PK. Fiber-reinforced composites: materials, manufacturing, and design. 2007.[86] Tate JS, Akinola AT, Kabakov D. Bio-based nanocomposites: an alternative to traditional composites. J. Technol. Stud. 2009. https://
doi.org/10.21061/jots.v35i1.a.4.[87] Handbook of environmental materials management. 2020.[88] Leo VV, Singh BP. Prospectus of nanotechnology in bioethanol productions. 2018.[89] Pommet M, et al. Surface modification of natural fibers using bacteria: depositing bacterial cellulose onto natural fibers to create hierarchi-
cal fiber reinforced nanocomposites. Biomacromolecules 2008. https://doi.org/10.1021/bm800169g.[90] Alhuthali A, Low IM, Dong C. Characterisation of the water absorption, mechanical and thermal properties of recycled cellulose fibre rein-
forced vinyl-ester eco-nanocomposites. Compos. Part B Eng. 2012. https://doi.org/10.1016/j.compositesb.2012.04.038.[91] Bhatnagar A, Sain M. Processing of cellulose nanofiber-reinforced composites. J. Reinf. Plast. Compos. 2005. https://doi.org/10.1177/
0731684405049864.[92] Fubini B, Fenoglio I. Toxic potential of mineral dusts. Elements 2007. https://doi.org/10.2113/GSELEMENTS.3.6.407.[93] Nabi Saheb D, Jog JP. Natural fiber polymer composites: a review. Adv. Polym. Technol. 1999. https://doi.org/10.1002/(SICI)1098-
2329(199924)18:4<351::AID-ADV6>3.0.CO;2-X.[94] Mohammed L, Ansari MNM, Pua G, JawaidM, IslamMS. A review on natural fiber reinforced polymer composite and its applications. Int.
J. Polym. Sci. 2015;2015. https://doi.org/10.1155/2015/243947.[95] Elanchezhian C, Ramnath BV, Ramakrishnan G, Rajendrakumar M, Naveenkumar V, Saravanakumar MK. Review on mechanical proper-
ties of natural fiber composites.. In: Materials today: proceedings; 2018. https://doi.org/10.1016/j.matpr.2017.11.276.[96] Kalia S, et al. Cellulose-based bio- and nanocomposites: a review. Int. J. Polym. Sci. 2011. https://doi.org/10.1155/2011/837875.[97] Bledzki AK, Gassan J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999. https://doi.org/10.1016/S0079-6700(98)
00018-5.[98] Bos HL, Müssig J, van den Oever MJA. Mechanical properties of short-flax-fibre reinforced compounds. Compos. Part A Appl. Sci. Manuf.
2006. https://doi.org/10.1016/j.compositesa.2005.10.011.[99] Tserki V, Matzinos P, Panayiotou C. Effect of compatibilization on the performance of biodegradable composites using cotton fiber waste as
filler. J. Appl. Polym. Sci. 2003. https://doi.org/10.1002/app.11812.[100] Garkhail SK, Heijenrath RWH, Peijs T. Mechanical properties of natural-fibre-mat-reinforced thermoplastics based on flax fibres and
polypropylene. Appl. Compos. Mater. 2000. https://doi.org/10.1023/A:1026590124038.[101] Takagi H, Ichihara Y. Effect of fiber length on mechanical properties of “green” composites using a starch-based resin and short bamboo
fibers. JSME Int. J. Ser. A Solid Mech. Mater. Eng. 2004. https://doi.org/10.1299/jsmea.47.551.[102] Thwe MM, Liao K. Durability of bamboo-glass fiber reinforced polymer matrix hybrid composites. Compos. Sci. Technol. 2003. https://
doi.org/10.1016/S0266-3538(02)00225-7.[103] Borba PM, Tedesco A, Lenz DM. Effect of reinforcement nanoparticles addition on mechanical properties of SBS/Curauá fiber composites.
Mater. Res. 2014;17(2):412e9. https://doi.org/10.1590/S1516-14392013005000203.[104] Kord B. Nanofiller reinforcement effects on the thermal, dynamic mechanical, and morphological behavior of HDPE/rice husk flour
composites. BioResources 2011;6(2):1351e8. https://doi.org/10.15376/biores.6.2.1351-1358.[105] Shalwan A, Yousif BF. Influence of date palm fibre and graphite filler on mechanical and wear characteristics of epoxy composites. Mater.
Des. 2014. https://doi.org/10.1016/j.matdes.2014.02.066.[106] Iman M, Maji TK. Effect of crosslinker and nanoclay on starch and jute fabric based green nanocomposites. Carbohydr. Polym. 2012.
https://doi.org/10.1016/j.carbpol.2012.03.012.[107] Hakamy A, Shaikh FUA, Low IM. Effect of calcined nanoclay on the durability of NaOH treated hemp fabric-reinforced cement
nanocomposites. Mater. Des. 2016. https://doi.org/10.1016/j.matdes.2015.12.097.[108] Rhim JW, Park HM, Ha CS. Bio-nanocomposites for food packaging applications. Prog. Polym. Sci. 2013. https://doi.org/10.1016/
j.progpolymsci.2013.05.008.[109] Chauve G, Heux L, Arouini R, Mazeau K. Cellulose poly(ethylene-co-vinyl acetate) nanocomposites studied by molecular modelling and
mechanical spectroscopy. Biomacromolecules 2005. https://doi.org/10.1021/bm0501205.[110] Lu Y, Weng L, Cao X. Biocomposites of plasticized starch reinforced with cellulose crystallites from cottonseed linter. Macromol. Biosci.
2005. https://doi.org/10.1002/mabi.200500094.[111] Palit S, Hussain CM. Environmental Management and sustainable development: a vision for the future. In: Handbook of environmental
materials management; 2018.[112] Siró I, Plackett D. Microfibrillated cellulose and new nanocomposite materials: a review. Cellulose 2010. https://doi.org/10.1007/s10570-
010-9405-y.[113] Chen Z, Xu C, Ma C, Ren W, Cheng HM. Lightweight and flexible graphene foam composites for high-performance electromagnetic inter-
ference shielding. Adv. Mater. 2013. https://doi.org/10.1002/adma.201204196.[114] Fahmy TYA, Mobarak F, Fahmy Y, Fadl MH, El-Sakhawy M. Nanocomposites from natural cellulose fibers incorporated with sucrose.
Wood Sci. Technol. 2006. https://doi.org/10.1007/s00226-005-0029-6.[115] Kamel S. Nanotechnology and its applications in lignocellulosic composites, a mini review. Express Polym. Lett. 2007. https://doi.org/
10.3144/expresspolymlett.2007.78.[116] Tai YY, Hsu SH, Chen RS, SuWF, ChenMH. Liquid crystalline epoxy nanocomposite material for dental application. J. Formos.Med. Assoc.
2015. https://doi.org/10.1016/j.jfma.2014.01.018.
References 135
[117] Shah J, Brown RM. Towards electronic paper displays made from microbial cellulose. Appl. Microbiol. Biotechnol. 2005. https://doi.org/10.1007/s00253-004-1756-6.
[118] Yano H, et al. Optically transparent composites reinforced with networks of bacterial nanofibers. Adv. Mater. 2005. https://doi.org/10.1002/adma.200400597.
[119] Legnani C, et al. Transparent bacterial cellulose nanocomposites used as substrate for organic light-emitting diodes. J. Mater. Sci. Mater.Electron. 2019. https://doi.org/10.1007/s10854-019-00979-w.
[120] Evans BR, O’Neill HM,MalyvanhVP, Lee I,Woodward J. Palladium-bacterial cellulosemembranes for fuel cells. Biosens. Bioelectron. 2003.https://doi.org/10.1016/S0956-5663(02)00212-9.
[121] Ji S, et al. Photo-patternable and transparent films using cellulose nanofibers for stretchable origami electronics. NPG Asia Mater. 2016.https://doi.org/10.1038/am.2016.113.
[122] Chen Y, Liu C, Chang PR, Cao X, Anderson DP. Bionanocomposites based on pea starch and cellulose nanowhiskers hydrolyzed from peahull fibre: effect of hydrolysis time. Carbohydr. Polym. 2009. https://doi.org/10.1016/j.carbpol.2008.11.030.
[123] Hakamy A, Shaikh FUA, Low IM. Thermal and mechanical properties of hemp fabric-reinforced nanoclay-cement nanocomposites.J. Mater. Sci. 2014. https://doi.org/10.1007/s10853-013-7853-0.
Important websites
https://www.epa.gov/greenchemistry/basics-green-chemistry#:w:text¼Green%20chemistry%20is%20the%20design,%2C%20use%2C%20and%20ultimate%20disposal.
www.sciencedirect.com (keyword: Green Chemistry, textile fiber composites).https://www.compoundchem.com/2015/09/24/green-chemistry/.https://www.sciencedirect.com/book/9780081024911/the-impact-and-prospects-of-green-chemistry-for-textile-technology.www.sciencedirect.com (Keywords: Natural fiber composites, Processing of textile fiber based composites).https://textilelearner.blogspot.com/2015/07/green-chemistry-and-its-application-in.html#:w:text¼Principles%20of%20Green%20Chemistry-
&text¼Maintain%20atom%20economy%3A%20There%20should.https://www.aatcc.org/green-chemistry-4/.https://www.sciencedirect.com/book/9781855737396/green-composites.https://www.sciencedirect.com/book/9789380308425/bioprocessing-of-textiles.https://www.sciencedirect.com/book/9780081009703/biodegradable-and-biocompatible-polymer-composites.https://www.sciencedirect.com/book/9780857097774/environmentally-friendly-polymer-nanocomposites.https://www.grandviewresearch.com/industry-analysis/natural-fiber-composites-market/request.https://www.sciencedirect.com/book/9780128167519/bionanocomposites.https://www.sciencedirect.com/book/9780081007839/green-composites.
9. Principle of Green Chemistry: A modern perspective for development136
C H A P T E R
10
A green technology for cellulosic nanofibersproduction
Aida Fadakar Sarkandi1, Majid Montazer1,21Department of Textile Engineering, Functional Fibrous Structures & Environmental Enhancement (FFSEE), Amirkabir
University of Technology, Tehran, Iran; 2Department of Textile Engineering, Functional Fibrous Structures &
Environmental Enhancement (FFSEE), Amirkabir Nanotechnology Research Institute (ANTRI), Amirkabir University of
Technology, Tehran, Iran
10.1 Introduction
Significant advances in biomaterials have created fundamental changes in medicine, surgery, and healthcare. Thenonbiodegradability of synthetic polymers has cause to more environmental pollution. This has led to extensiveresearch on natural polymers in order to obtain a suitable alternative to synthetic polymers. One of the most impor-tant advantages of biopolymers is their biodegradability as well as their environmental compatibility. Cellulose, asthe most abundant renewable biopolymer in the nature, could be the best choice. However, limited natural cellulosicresources have directed to more use of synthetic polymers and as a result, environmental problems have increased.There are other natural sources that can produce cellulose which is biocompatible, biodegradable, and economical.In addition, the produced cellulose by these sources is the fine cellulose nanofibers (CNFs). One of these naturalsources is bacteria especially Acetobacter xylinum.
Nanobacterial cellulose with distinctive characteristics such as high purity, porosity, tensile strength, nanofibersnetwork with three-dimensional structure, water absorption, and biological adaptability is reputable for its biocom-patibility, nontoxicity, and biodegradability. These make it suitable for various biomedical applications such aswound dressing for burned skin, drug delivery, and artificial blood vessel in microsurgical procedures.A. xylinum which is a gram-negative bacterium is mainly used to produce the nanobacterial cellulose along withcompounds such as different sugars (sucrose, glucose, fructose, arabitol, and mannitol) as a carbon basis, yeastextract and polypeptone as vitamin bases, and also composite nitrogen. Also, the nitrogen basis as an essentialnutrient such as yeast extract, peptone, ammonium sulfate, casein hydrolyzate, sodium glutamate, and glycine stim-ulates the growing of microbes and cellular structure.
Introducing new nutrient sources and supplementary materials (low cost without negative impact on the envi-ronment) the common fermentation media for cultivation of nanobacterial cellulose is always demanded. Recently,some studies have been performed on the production of bacterial cellulose (BC) with lower cost and high efficiency,which shows that there is always a need to introduce simpler and more economical methods for the production ofbacterial nanocellulose. Global concerns about environmental issues have exacerbated efforts to find a viable solu-tion. Therefore, it was here tried to introduce a natural source for production of nanocellulose to prevent the exces-sive use of synthetic polymers along with preserving natural resources and the environment. The ability to producenanobacterial cellulose with biocompatibility and biodegradability as a good alternative to synthetic polymers andplant cellulose with limited resources using natural compounds reduces environmental pollution. Likewise, kom-bucha containing of yeast and acetic acid bacteria such as A. xylinum produces a nanocellulose layer on sweetenedtea as an appropriate culture media. Following the above discussion, a literature review done on various nanocel-lulose types over the last 5 years indicated the importance of BC during the last 5 years.
137Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00007-5
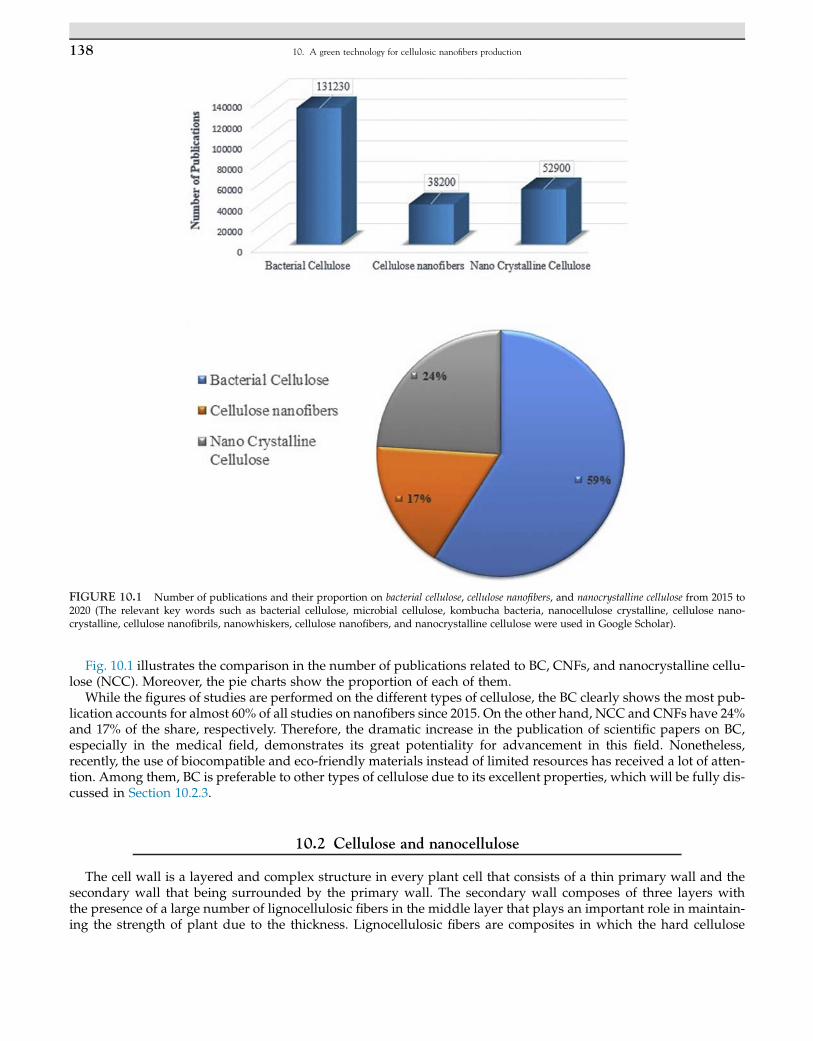
Fig. 10.1 illustrates the comparison in the number of publications related to BC, CNFs, and nanocrystalline cellu-lose (NCC). Moreover, the pie charts show the proportion of each of them.
While the figures of studies are performed on the different types of cellulose, the BC clearly shows the most pub-lication accounts for almost 60% of all studies on nanofibers since 2015. On the other hand, NCC and CNFs have 24%and 17% of the share, respectively. Therefore, the dramatic increase in the publication of scientific papers on BC,especially in the medical field, demonstrates its great potentiality for advancement in this field. Nonetheless,recently, the use of biocompatible and eco-friendly materials instead of limited resources has received a lot of atten-tion. Among them, BC is preferable to other types of cellulose due to its excellent properties, which will be fully dis-cussed in Section 10.2.3.
10.2 Cellulose and nanocellulose
The cell wall is a layered and complex structure in every plant cell that consists of a thin primary wall and thesecondary wall that being surrounded by the primary wall. The secondary wall composes of three layers withthe presence of a large number of lignocellulosic fibers in the middle layer that plays an important role in maintain-ing the strength of plant due to the thickness. Lignocellulosic fibers are composites in which the hard cellulose
FIGURE 10.1 Number of publications and their proportion on bacterial cellulose, cellulose nanofibers, and nanocrystalline cellulose from 2015 to2020 (The relevant key words such as bacterial cellulose, microbial cellulose, kombucha bacteria, nanocellulose crystalline, cellulose nano-crystalline, cellulose nanofibrils, nanowhiskers, cellulose nanofibers, and nanocrystalline cellulose were used in Google Scholar).
10. A green technology for cellulosic nanofibers production138

microfiber is surrounded by a set of polysaccharides and glycoproteins such as lignin and cellulose, as one of themost abundant hemicellulose [1,2].
Cellulose contains anhydroglucose that is joined together by glycosidic bonds (b-1/4 glucan). Each unit of anhy-droglucose in a cellulose chain contains three hydroxyl groups in the carbon 2, carbon 3, and carbon 6 that can formhydrogen bonds. As a result, various nanometric structures of nanofibrils, primary fibrils, and nanocrystals areformed [3].
Cellulose is a renewable and versatile material which has the ability to alter the nondegradable compounds [4,5].The preparation of cellulose in nano-dimensions has been considered due to the non-breakdown of cellulose in thebody and the development of nanotechnology that leads to the emergence of unique phenomena and new applica-tions [6].
In the early 20 century, cellulose was used as a primarymaterial to produce plastics [7]. With the increasing impor-tance of renewable and eco-friendly materials, cellulose has become a large and important industry throughout theworld [8]. However, the development of cellulose applications in biomedicine is still in its infancy. The inimitablephysical, chemical, and biological properties such as geometric dimensions and specific morphology, surface to vol-ume ratio, crystallinity, high tensile strength, low thermal expansion coefficient, and surface chemical reactivity aredue to the hydroxyl groups in surface and also nontoxicity, biocompatibility along with biodegradability. The sourceof cellulose and the method used in the production of CNFs are effective factors in the difference in these properties[9,10].
Nanocelluloses are described as products of natural cellulose found in plants such as flax, wheat, and soybeanhusks; rice paddy; sugarcane bagasse; and algae, animals, and bacteria [11e14]. Separation of cellulose particlesfrom cellulose sources is done in two stages. The first step is the purification and homogenization of the cellulosesource, which is done in several steps. Cellulose purification and preparation are selected according to the cellulosesource and the desired characteristics and morphology in the final product. The second step is converting the prod-uct obtained from the first step, which is purified cellulose, into the desirable compounds such as microfibrillar orcrystalline components [15,16].
Nanocelluloses are generally divided into three types based on size, function, and production methods: Nano-crystalline, nanofibers, and BCs and their applications, especially medical applications, are briefly described inthe following sections.
10.2.1 Cellulose nanofibers
Turbak, Snyder, and Sandberg were the first to introduce the term “nanocellulose” in the 1970s [17]. CNFs, cellu-lose nanofibrils, and nanofibrillated cellulose are the names used for microfibrillated cellulose [18e20]. CNFs werefirst produced in the United States Research Laboratory in 1922 by passing a 3% paste fiber slurry through a high-pressure homogenizer. The first paper on the subject was presented at the Ninth Cellulose Conference in 1981 andpublished in 1983 [21]. CNFs are long and flexible molecules with a thickness of about 10e100 nm composed ofamorphous and crystalline parts [22].
Both physical and chemical methods are popular procedures to generate CNFs. In some cases, depending on therawmaterials and the processing conditions, it is possible to use chemical operations to remove pure cellulose beforemechanical fibrillation. In addition, there are some products associated with reduced energy consumption produc-tion. In the production of these products for separating cellulose microfibrils, first enzymatic operation and thenmechanical operation are performed [23].
In general, CNFs are produced by applying mechanical pressure and shear force, and in some cases by enzymatichydrolysis [41,42]. Usually, fibers produced by mechanical operation become more uniform in diameter after eachstep as the particles become smaller. In this method, mechanical damage also reduces the crystallinity of the fibers[43]. High-pressure homogenizer, microfluidization, crushing, crushing in liquid nitrogen, high-intensity ultra-sound, and enzymatic hydrolysis are some of the methods for producing CNFs [16,19,44].
Several applications were presented for cellulose microfiber in food, cosmetics, and pharmaceuticals productsalso industrial products such as paints to increase homogeneity and stability, as well as in medical products toincrease the strength of paper and nonwovens [45e48].
Table 10.1 summarizes the various studies performed on the production of CNFs with different sizes using theabovementioned methods.
10.2 Cellulose and nanocellulose 139
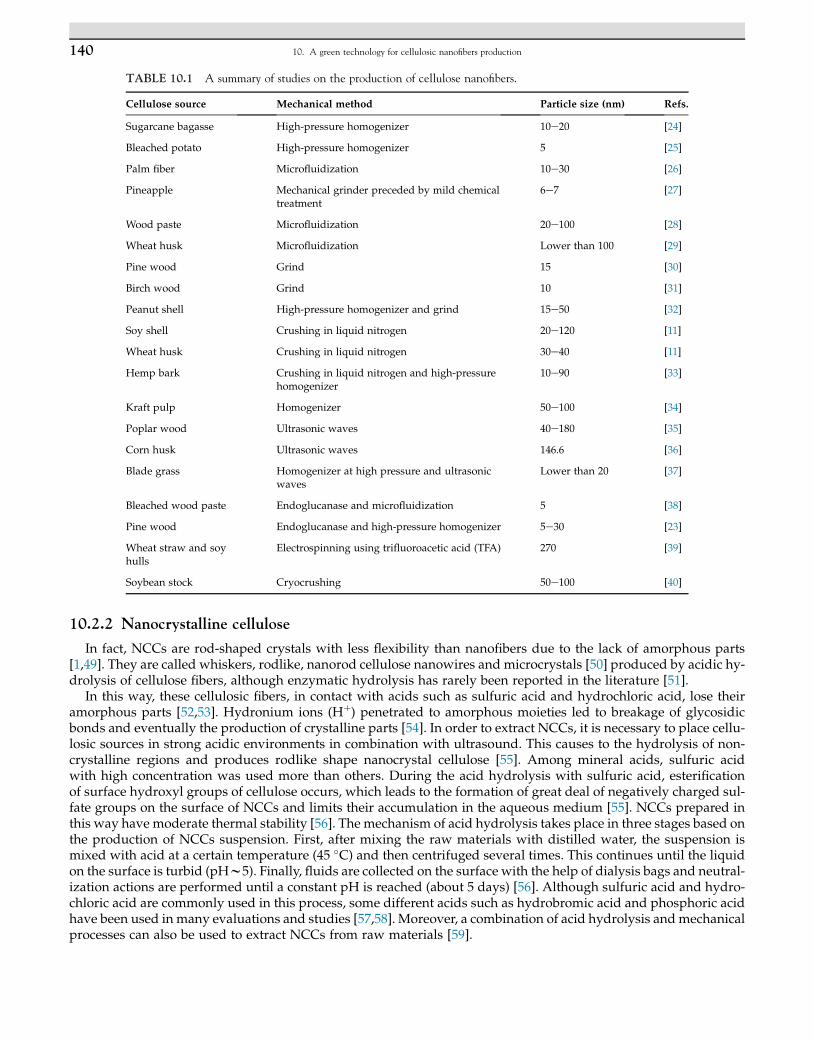
10.2.2 Nanocrystalline cellulose
In fact, NCCs are rod-shaped crystals with less flexibility than nanofibers due to the lack of amorphous parts[1,49]. They are called whiskers, rodlike, nanorod cellulose nanowires and microcrystals [50] produced by acidic hy-drolysis of cellulose fibers, although enzymatic hydrolysis has rarely been reported in the literature [51].
In this way, these cellulosic fibers, in contact with acids such as sulfuric acid and hydrochloric acid, lose theiramorphous parts [52,53]. Hydronium ions (Hþ) penetrated to amorphous moieties led to breakage of glycosidicbonds and eventually the production of crystalline parts [54]. In order to extract NCCs, it is necessary to place cellu-losic sources in strong acidic environments in combination with ultrasound. This causes to the hydrolysis of non-crystalline regions and produces rodlike shape nanocrystal cellulose [55]. Among mineral acids, sulfuric acidwith high concentration was used more than others. During the acid hydrolysis with sulfuric acid, esterificationof surface hydroxyl groups of cellulose occurs, which leads to the formation of great deal of negatively charged sul-fate groups on the surface of NCCs and limits their accumulation in the aqueous medium [55]. NCCs prepared inthis way have moderate thermal stability [56]. The mechanism of acid hydrolysis takes place in three stages based onthe production of NCCs suspension. First, after mixing the raw materials with distilled water, the suspension ismixed with acid at a certain temperature (45 �C) and then centrifuged several times. This continues until the liquidon the surface is turbid (pHw5). Finally, fluids are collected on the surface with the help of dialysis bags and neutral-ization actions are performed until a constant pH is reached (about 5 days) [56]. Although sulfuric acid and hydro-chloric acid are commonly used in this process, some different acids such as hydrobromic acid and phosphoric acidhave been used in many evaluations and studies [57,58]. Moreover, a combination of acid hydrolysis andmechanicalprocesses can also be used to extract NCCs from raw materials [59].
TABLE 10.1 A summary of studies on the production of cellulose nanofibers.
Cellulose source Mechanical method Particle size (nm) Refs.
Sugarcane bagasse High-pressure homogenizer 10e20 [24]
Bleached potato High-pressure homogenizer 5 [25]
Palm fiber Microfluidization 10e30 [26]
Pineapple Mechanical grinder preceded by mild chemicaltreatment
6e7 [27]
Wood paste Microfluidization 20e100 [28]
Wheat husk Microfluidization Lower than 100 [29]
Pine wood Grind 15 [30]
Birch wood Grind 10 [31]
Peanut shell High-pressure homogenizer and grind 15e50 [32]
Soy shell Crushing in liquid nitrogen 20e120 [11]
Wheat husk Crushing in liquid nitrogen 30e40 [11]
Hemp bark Crushing in liquid nitrogen and high-pressurehomogenizer
10e90 [33]
Kraft pulp Homogenizer 50e100 [34]
Poplar wood Ultrasonic waves 40e180 [35]
Corn husk Ultrasonic waves 146.6 [36]
Blade grass Homogenizer at high pressure and ultrasonicwaves
Lower than 20 [37]
Bleached wood paste Endoglucanase and microfluidization 5 [38]
Pine wood Endoglucanase and high-pressure homogenizer 5e30 [23]
Wheat straw and soyhulls
Electrospinning using trifluoroacetic acid (TFA) 270 [39]
Soybean stock Cryocrushing 50e100 [40]
10. A green technology for cellulosic nanofibers production140
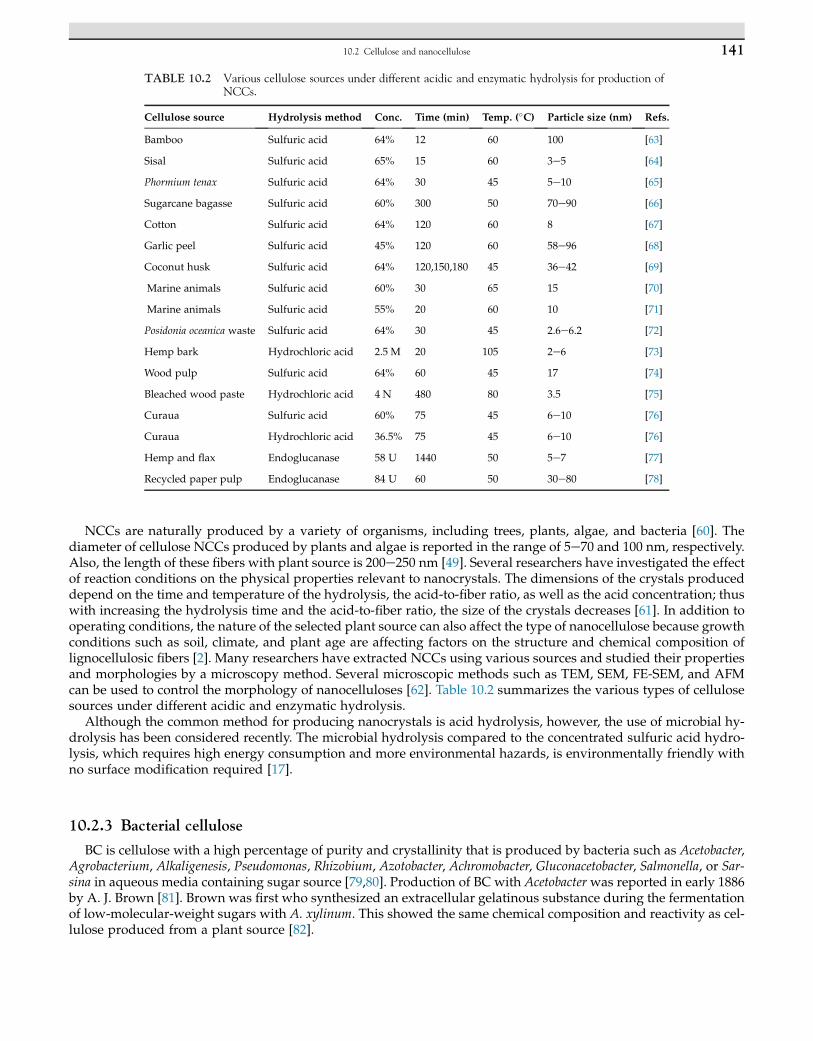
NCCs are naturally produced by a variety of organisms, including trees, plants, algae, and bacteria [60]. Thediameter of cellulose NCCs produced by plants and algae is reported in the range of 5e70 and 100 nm, respectively.Also, the length of these fibers with plant source is 200e250 nm [49]. Several researchers have investigated the effectof reaction conditions on the physical properties relevant to nanocrystals. The dimensions of the crystals produceddepend on the time and temperature of the hydrolysis, the acid-to-fiber ratio, as well as the acid concentration; thuswith increasing the hydrolysis time and the acid-to-fiber ratio, the size of the crystals decreases [61]. In addition tooperating conditions, the nature of the selected plant source can also affect the type of nanocellulose because growthconditions such as soil, climate, and plant age are affecting factors on the structure and chemical composition oflignocellulosic fibers [2]. Many researchers have extracted NCCs using various sources and studied their propertiesand morphologies by a microscopy method. Several microscopic methods such as TEM, SEM, FE-SEM, and AFMcan be used to control the morphology of nanocelluloses [62]. Table 10.2 summarizes the various types of cellulosesources under different acidic and enzymatic hydrolysis.
Although the common method for producing nanocrystals is acid hydrolysis, however, the use of microbial hy-drolysis has been considered recently. The microbial hydrolysis compared to the concentrated sulfuric acid hydro-lysis, which requires high energy consumption and more environmental hazards, is environmentally friendly withno surface modification required [17].
10.2.3 Bacterial cellulose
BC is cellulose with a high percentage of purity and crystallinity that is produced by bacteria such as Acetobacter,Agrobacterium, Alkaligenesis, Pseudomonas, Rhizobium, Azotobacter, Achromobacter, Gluconacetobacter, Salmonella, or Sar-sina in aqueous media containing sugar source [79,80]. Production of BC with Acetobacterwas reported in early 1886by A. J. Brown [81]. Brown was first who synthesized an extracellular gelatinous substance during the fermentationof low-molecular-weight sugars with A. xylinum. This showed the same chemical composition and reactivity as cel-lulose produced from a plant source [82].
TABLE 10.2 Various cellulose sources under different acidic and enzymatic hydrolysis for production ofNCCs.
Cellulose source Hydrolysis method Conc. Time (min) Temp. (�C) Particle size (nm) Refs.
Bamboo Sulfuric acid 64% 12 60 100 [63]
Sisal Sulfuric acid 65% 15 60 3e5 [64]
Phormium tenax Sulfuric acid 64% 30 45 5e10 [65]
Sugarcane bagasse Sulfuric acid 60% 300 50 70e90 [66]
Cotton Sulfuric acid 64% 120 60 8 [67]
Garlic peel Sulfuric acid 45% 120 60 58e96 [68]
Coconut husk Sulfuric acid 64% 120,150,180 45 36e42 [69]
Marine animals Sulfuric acid 60% 30 65 15 [70]
Marine animals Sulfuric acid 55% 20 60 10 [71]
Posidonia oceanica waste Sulfuric acid 64% 30 45 2.6e6.2 [72]
Hemp bark Hydrochloric acid 2.5 M 20 105 2e6 [73]
Wood pulp Sulfuric acid 64% 60 45 17 [74]
Bleached wood paste Hydrochloric acid 4 N 480 80 3.5 [75]
Curaua Sulfuric acid 60% 75 45 6e10 [76]
Curaua Hydrochloric acid 36.5% 75 45 6e10 [76]
Hemp and flax Endoglucanase 58 U 1440 50 5e7 [77]
Recycled paper pulp Endoglucanase 84 U 60 50 30e80 [78]
10.2 Cellulose and nanocellulose 141

Cellulose chemically contains glucose monomers [83]. BC consists the basic fibrillar structure of b-1 / 4 glucanchains with molecular formula of (C6H10O5) n. Glucan chains are kept together due to intramolecular and intermo-lecular hydrogen bonds. The BC fiber network is composed of three-dimensionally arranged nanofibers that even-tually led to the formation of a layer with hydrogel properties as well as high contact surface and porosity. CNFs arecomposed of dense protofibrils extracted from the glucose chain of the bacterial cell wall. BC is composed of fibrilswith a wide about 1.5 nm that are crystallized inside the microfiber. BC has a high level of crystallinity (60%) with adegree of polymerization about 1600e2000 [84,85].
Furthermore, BC has other special properties including high Young’s modulus (138 GPa), high tensile strength,nanofiber mesh with three-dimensional structure, high water absorption capacity (about 100 times of ownweight),chemical stability, excellent mechanical properties, biocompatibility, high contact surface, and nontoxicity[84,86,87].
Also, unlike other sources of cellulose, BC does not contain lignin or hemicellulose that is suitable for various ap-plications [84]. BC is structurally different from plant cellulose with most important properties such as the ability toretain more water, more crystallinity, and higher tensile strength [85]. Fig. 10.2 shows the comparison between plantand BC fibers properties. Furthermore, the chemical components of BC are shown in Fig. 10.3.
10.2.3.1 Production of bacterial cellulose
The formation of BC membranes is influenced by the conditions of the culture medium then different forms ofcellulose can be produced under distinct conditions. The production of BC fibers is mainly divided into staticand stimulating culture media. In the following, a brief description of each culture medium and their differencesare explained [81,85,90].
In static culture media, gelatinous and thick BCmembranes accumulate on the joint surface of air and liquid of theculture medium and form cellulose strips mixed without a specific pattern in the form of gel. The thickness of thisgel-like membrane increases with increasing culture time, until all the cells trapped in the membrane inactivated ordestroyed due to lack of oxygen [84,85,91]. In this method, BC is produced as a fibrous suspension, in the form ofirregular, bullet-shaped, or spherical masses in which continuous vibrating driving forces are the main reason forthe production of such a compound [81,90e92]. The hydrogen bonds between the BC chains produced in thismethod are less than the nanofiber layer produced in the static method [92,93].
A strong source of oxygen is used to optimize the production of BC and increase bacterial activity. Oxygen supply,in addition to keeping bacteria alive, speeds up production and economic savings [92]. The nanofibers produced instatic culture are more proliferated and bundled and the cross-sectional thickness is greater, while the bacterial nano-cellulose produced in stimulus culture is mixed [92e94]. The product obtained from this type of culture medium isin bulk form, having a lower degree of polymerization and mechanical strength comparing with the cellulose layerfrom static culture medium [84]. In the BC stimulator culture medium, the size of the crystals and also the crystalarea are smaller than in the static culture medium [93].
FIGURE 10.2 Comparison of plant stem cellulose and bacterial cellulose fibers [2,88,89].
10. A green technology for cellulosic nanofibers production142
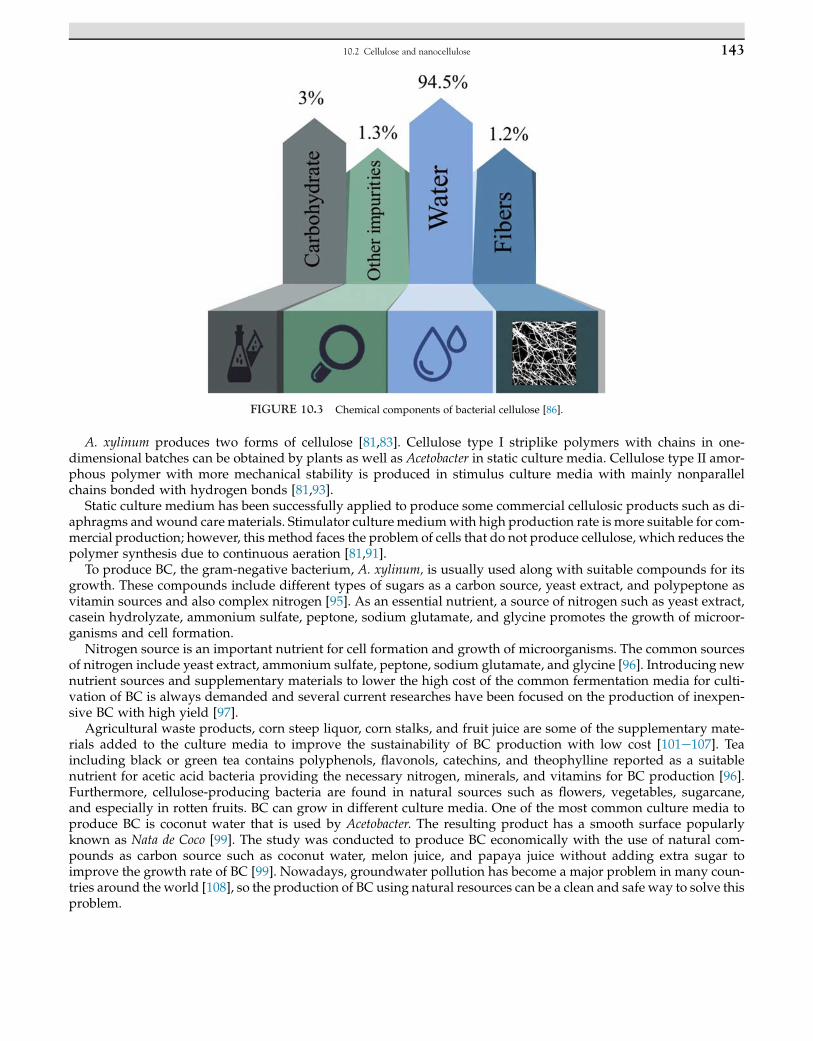
A. xylinum produces two forms of cellulose [81,83]. Cellulose type I striplike polymers with chains in one-dimensional batches can be obtained by plants as well as Acetobacter in static culture media. Cellulose type II amor-phous polymer with more mechanical stability is produced in stimulus culture media with mainly nonparallelchains bonded with hydrogen bonds [81,93].
Static culture medium has been successfully applied to produce some commercial cellulosic products such as di-aphragms andwound carematerials. Stimulator culturemediumwith high production rate is more suitable for com-mercial production; however, this method faces the problem of cells that do not produce cellulose, which reduces thepolymer synthesis due to continuous aeration [81,91].
To produce BC, the gram-negative bacterium, A. xylinum, is usually used along with suitable compounds for itsgrowth. These compounds include different types of sugars as a carbon source, yeast extract, and polypeptone asvitamin sources and also complex nitrogen [95]. As an essential nutrient, a source of nitrogen such as yeast extract,casein hydrolyzate, ammonium sulfate, peptone, sodium glutamate, and glycine promotes the growth of microor-ganisms and cell formation.
Nitrogen source is an important nutrient for cell formation and growth of microorganisms. The common sourcesof nitrogen include yeast extract, ammonium sulfate, peptone, sodium glutamate, and glycine [96]. Introducing newnutrient sources and supplementary materials to lower the high cost of the common fermentation media for culti-vation of BC is always demanded and several current researches have been focused on the production of inexpen-sive BC with high yield [97].
Agricultural waste products, corn steep liquor, corn stalks, and fruit juice are some of the supplementary mate-rials added to the culture media to improve the sustainability of BC production with low cost [101e107]. Teaincluding black or green tea contains polyphenols, flavonols, catechins, and theophylline reported as a suitablenutrient for acetic acid bacteria providing the necessary nitrogen, minerals, and vitamins for BC production [96].Furthermore, cellulose-producing bacteria are found in natural sources such as flowers, vegetables, sugarcane,and especially in rotten fruits. BC can grow in different culture media. One of the most common culture media toproduce BC is coconut water that is used by Acetobacter. The resulting product has a smooth surface popularlyknown as Nata de Coco [99]. The study was conducted to produce BC economically with the use of natural com-pounds as carbon source such as coconut water, melon juice, and papaya juice without adding extra sugar toimprove the growth rate of BC [99]. Nowadays, groundwater pollution has become a major problem in many coun-tries around the world [108], so the production of BC using natural resources can be a clean and safe way to solve thisproblem.
FIGURE 10.3 Chemical components of bacterial cellulose [86].
10.2 Cellulose and nanocellulose 143

Various carbon sources and supplements have been used to produce BC [90]. Some of the bacteria which used inthe production of BC, carbon sources, and supplements for their growth are summarized in Table 10.3.
10.2.3.2 General applications of bacterial cellulose
BC has been considered for its application in various fields such as textile, food industry, acoustic diaphragms,paper industry, cosmetics, tissue engineering, bone graft, artificial skin, vessels, wound dressing, and dental im-plants due to the very special features [85,86,93,109e111]. The lack of some properties such as antimicrobialactivity in BC has limited its usages. Also, BC has no electrical conductivity, magnetic, or hydrophobic propertiesthat cannot be used in sensors, batteries, and electrical appliances [84]. Additional information is reported inFig. 10.4.
10.3 Applications of nanocellulose in medicine
The use of natural polymers to produce biomedical materials for various clinical applications has always been atopic of concern for scientists. The leading cause of death is cardiovascular disease, with 11 million deaths world-wide [112]. Cardiovascular diseases include diseases of the vascular system that affect the blood supply to the heart,brain, and peripheral areas of the body. Coronary artery bypass graft surgery, which is performed to supply blood to
TABLE 10.3 Some carbon sources and supplements used to produce bacterial cellulose[90,98e100].
Type of microorganism Carbon source Supplementary
Gluconacetobacter xylinus CICC10529 Sugar in fruit juice Watermelon
Gluconacetobacter xylinus CICC10529 Sugar in fruit juice Mandarin
Acetobacter xylinum BRC 5 Glucose Ethanol, oxygen
A. xylinum NBRC 13693 Sucrose Orange
A. xylinum NBRC 13693 Sucrose Pineapple
A. xylinum NBRC 13693 Fructose Grape
A. xylinum NBRC 13693 Sugar in fruit juice Apple
A. xylinum NBRC 13693 Sugar in fruit juice Japanese pear
A. xylinum ATCC 23768 Sugar Green tea
Gluconacetobacter hansenii PJK (KCTC
10,505 BP)
Glucose Oxygen
Acetobacter sp. V6 Glucose Ethanol
Acetobacter sp. A9 Glucose Ethanol
G. hansenii PJK (KCTC 10,505 BP) Glucose Ethanol
A. xylinum BRP2001 Molasses Undefined
A. xylinum BRP2001 Fructose Agar, oxygen
A. xylinum BRP2001 Fructose Agar
A. xylinum spp. sucrofermentans
BPR2001
Fructose Oxygen
G. xylinus strain (K3) Manitol Green tea
G. xylinus IFO 13,773 Glucose Lignosulfonate
A. xylinum NUST4.1 Glucose Sodium alginate
G. xylinus IFO 13,773 Sugarcane molasses Undefined
Gluconacetobacter sp. RKY5 Glycerol Undefined
10. A green technology for cellulosic nanofibers production144

the heart tissue with a suitable replacement, is one of the most common treatments for cardiovascular disease[113,114]. Thousands of patients undergo heart bypass surgery every year. Due to the shortage of artificial bypassimplants, arteries have been removed from patients’ legs or chests. The manmade bypass implants from syntheticpolymers such as polytetrafluoroethylene, polyethylene terephthalate, polyethylene, and polyurethane were failedfor cardiovascular surgery [115]. Some research groups have developed BC-based implants using nanobacterial cel-lulose fibers that are compatible in various ways with blood and tissue, cell growth, and also surgery. It has beenreported that BNC tubes are very suitable for surgery that can be disinfected by standard methods. According toprevious reports, the initial shape of bacterial cellulose tube (BASYC brand) with different diameters has been devel-oped that can be used for arterial transplant programs. It has been reported that the use of BC as an artificial bloodvessel in mice and pigs through BASYC has been successful in microsurgery [92,116,117].
Furthermore, BC has shown that as a great potential for bone tissue engineering. The utilization of osteopromot-omy fillers and membranes leads to bone regrowth in in vivo experiments. The most important part of bone iscollagen, which is covered by hydroxyapatite (Hap). BC fibers as collagen-like material for the growth of HApwith the ultimate goal of making fillers for bone regeneration were used [118,119]. In one experiment, a combinationof BC and goat bone apatite showed that the BC/GBA composite could increase cell proliferation and facilitate celldifferentiation [120]. The prepared biocomposites have the necessary fillers to repair bone defects. Furthermore,Saska et al. used the BCeHAp composite to repair damaged bone and then examined on rat bone deficiency after4 weeks. They were introduced an effective substance in repairing bone tissue [121]. Furthermore, a hybrid compos-ite consisting of 45S5 bioactive glass individually wrapped with fibrous NCCs significantly accelerates the binding,proliferation, and differentiation rate ofMC3T3-E1 osteoblast-producing cells in mice in vitro and in the extracellularmatrix deposited by these cells [122].
BCwith its unique properties has also been used to regenerate cartilage. Andersson et al. developed a porous scaf-fold for cartilage recovery using BC and melted wax. The results of this study showed that the cells penetrated intothe scaffold and the pores were completely filled [123].
Another important topic is the issue of wound and wound dressing. One of the main reasons for the long-timewound healing is the presence of wound infection due to the high level of bacteria, especially in burn woundsand surgical wounds [124]. In addition, the presence of pathogenic bacteria and their survival on the wound surfacecaused to further transmission of bacteria, which is an important factor that significantly threatens human health[117]. Increasing knowledge of infectious diseases as well as awareness of antibiotic resistance led to more researchon the effective surface disinfection and alternatives containing antimicrobials and other biological properties[125,126]. In addition, wound dressings should have a set of properties that help the skin heal more efficiently.
FIGURE 10.4 Applications of bacterial cellulose.
10.3 Applications of nanocellulose in medicine 145
Nanocellulose has a porous structure as a beneficial factor for the effective delivery of antibiotics or other drugs tothe wound that can be effective as a physical barrier against external infection [124,127].
The cellulosic materials do not inherently show antimicrobial properties [112,128]. Therefore, due to the high po-tential of cellulosic materials, production and development of new cellulose-based applications to provide antimi-crobial properties through functionalization or mixing with antibacterial and antimicrobial agents has beenconsidered. Many studies have been performed to develop biocomposites in wound healing and drug delivery us-ing different compounds. One of these compounds with much attention is nanoparticles [14,129]. However, todaythe use of environmentally friendly natural compounds has also received much attention [130]. In the following,some information and studies will be mentioned.
Chuang Liu used Acetobacter to produce BC and stimulate the formation of silver/silver chloride nanoparticles,which eventually led to the formation of BC/silver-silver chloride nanocomposites along with antimicrobial prop-erties [131]. Also, Birandet et al. used a hybrid of BC/Ag NPs that produced the hybrids with effective antimicrobialactivities. Wu et al. placed a layer of purified and neutralized BC in silver ammonium solution for 24 h that indicateda great antibacterial property against Escherichia coli and Staphylococcus aureus. Also, BC/Ag NPs promote transplan-tation and growth of mouse fibroblasts with reduced cytotoxicity [132].
Moreover, the positive effect of microbial cellulose on wound healing and chronic wounds has been reported inmany outcomes of studies. Khalid et al. reinforced the BC layer using zinc oxide nanoparticles. They prepared a BC/ZnO nanocomposite by immersing the BC in the nanoparticle suspension and then tested against common burn bac-teria in vivo and in vitro. Also, BC/ZnO nanocomposite treated on animals showed significant improvement (66%)and histological analysis showed good tissue regeneration. These findings suggested that the BC/ZnO nanocompo-site could be a new wound dressing for burn [79]. Furthermore, Czaja et al., in their studies, used bacterial nanocel-lulose layer to treat patients with severe secondary burns and showed the skin repaired in a shorter time comparedto patients who used conventional dressings to treat burns [133].
The surface of BC fiber has many hydroxyl groups that allow the adsorption of metal ions or metal nanoparticles.These fibers are very strong when used with other biocompatible materials (biodegradable nanocomposites), espe-cially for use in human and veterinary drugs. In addition, due to the nanofiber structure and morphological simi-larities of BC with collagen, nanofiber of BC absorbs collagen for cell tolerance and cell support [134,135].
Since reducing agents for the synthesis of nanoparticles are often toxic and dangerous, the use of green synthesisis a priority [136]. Fedakar et al. in their study for the first time succeeded in synthesizing silver nanoparticles usingAcetobacter at the same time as producing a BC layer. They successfully realized the idea of producing antibacterialBC/Ag nanocomposites using the environmentally friendly method (Fadakar Sarkandi et al.).
Although cellulose obtained from different species of bacteria is simply called “bacterial cellulose,” it is a hydro-gel containing nanofibers with a three-dimensional structure [137]. In addition, BC layers have been shown to be agood substrate for the adhesion, proliferation, and growth of human skin cells such as fibroblasts and keratinocyte[138,139]. Various experiments have been conducted to prove this issue accelerated the healing of mouse wounds inthe laboratory. Some companies have distributed several commercial wound healing products in the development ofbacterial nanocelluloseebased skin repair materials such as Biofil Co. in Brazil and Xylose Co. in the United States.Biofil Co. has produced a collection of products derived from bacterial nanocellulose called Biofil and Bioprocess foruse as an artificial skin to treat burn wounds [137,140].
Also, Liyaskina et al. obtained a clear, colorless gel for wound dressing. Due to the unique three-dimensionalnetwork structure, nanofibers are used as a natural scaffold to regenerate a variety of textures. Absorption of woundsecretions during dressing is one of the important and basic features as well as removing them from the wound sur-face after healing [141]. Some natural and harmless compounds in addition to nanoparticles and chemical drugshave been recently used to create antimicrobial properties in BC. The use of these compounds is important becauseof natural-based that are less harmful to the environment. Also, these compounds are low cost and require shortprocessing time. Meftahi et al. created antimicrobial properties by placing dried BC in sesame oil. Sesame oil pre-vents the growth of bacterial infection around the wound in addition to preserving fat and flexibility of the woundbed [142].
Cellulose obtained from various sources has been used for wound dressing especially after modifying their phys-ical and chemical properties. Cellulose films obtained from Styela clava have been studied for use in medical appli-cations, especially wound dressings [143,144]. For instance, two samples of commercial dressings as well as onedressing produced using BC were evaluated in a study on animal samples. The final results demonstrated thatthe wound healing of animals occurred at a higher rate within 14 days without toxicity compared to other groupsthat it showed the effectiveness of bacterial nanocellulose in clinical applications [145]. Li et al. showed that thecollageneNCC composite has desirable properties, including biocompatibility that is suitable for skin tissue
10. A green technology for cellulosic nanofibers production146
engineering [146]. In addition, CNF composites with nanoparticles have been repeatedly introduced as a suitablematerial for wound dressing [147].
Cellulose has a long history as a controller for drug release rate and concentration [38]. Nanocellulose-based drugcarriers are loaded and evaluated in three forms of microspheres, hydrogels, and membranes with a wide range ofdrugs. In recent years, the use of nanocellulose in various medical applications, especially drug delivery systems,has received much attention [148].
BC is an essential biological material in the health sector with excellent characteristics. Improving physical andchemical penetration can be used in the cellulose bacterial membrane to provide the desired level of drug delivery.Chemical modifications such as esterification, etherification, amide formation, or phosphorylation of BC can be usedto modify drug release and stability by covalent, electrostatic, or hydrophobic bonding [149]. In one study, therelease of sodium diclofenac by BC membrane was investigated. It was shown that diclofenac in BC membraneshas a penetration rate similar to commercial patches and lower than commercial gels [120]. Müller et al. used BCto carry bovine serum albumin as a model drug, due to its hydrogel properties. They showed that the adsorptionof albumin loaded on BC with the help of freeze-drying was lower than that of the nondried state. Subsequentstudies have reported that the three-dimensional structure and activity of the luciferase as amodel protein preservedand unchanged during uptake and release from the bacterial nanocellulose substrate [150]. Also, the release of tetra-cycline by the layer of nanobacterial cellulose in distilled water and normal saline was investigated indicated 62.71%and 96.12% the release rate after 8 h in distilled water and normal saline, respectively. The higher release rate innormal saline medium is related to the type of bond formed between tetracycline hydrochloride and normal salineparticles than distilled water [151].
Dash and Ragauskas developed nanocellulose-based drug carriers for amine-containing drugs. They showed thatsolid carriers made of nanocellulose trap the drug molecules and then regulate their release [152]. Long-time drugrelease by CNF films was evaluated by Kolakovic et al. They generally assessed the stability of drug release over a 3-month period. Interestingly, the release mechanism of indomethacin followed the controlled penetration model,whereas the CNF release of Itraconazole and Beclomethasone with carriers similar to indomethacin showed a near-zero kinetics. The level of solubility in the culture medium as well as the effect of drug binding to the CNF chainare factors affecting the release kinetics of the drug [153].
NCCs have been widely used to deliver drugs for wound healing and treatment of a variety of skin disorders. Forinstance, positive results reported for cellulose nanocrystals combined with sulfuric acid for targeted delivery ofchemotherapeutic agents to cancer cells [154,155]. Lane et al. produced pH-sensitive sodium alginate NCC micro-spheres for drug delivery. The higher efficiency of confinement and release as well as more swelling lead to themore promising drug due to the presence of NCC in the microspheres [156]. In addition, it has been reportedthat NCC reacts with cyclodextrin and enters the structure of the hydrogel due to the application of nanocellulosein the production of hydrogels [157].
10.4 Conclusion
Understanding the applications and potentials of nanocellulose has encouraged countries to invest in this greentechnology. Cellulose is one of the most abundant organic compounds in nature, typically made from plants. So far,in addition to plants, various other sources have been introduced to produce cellulose, such as bacteria, fungi, algae,and the shells of some animals. Among them, cellulose produced by some bacterial species, including A. xylinum,has received much attention. Due to the limited natural resources of cellulose, the use of this species of bacteriato produce cellulose is appropriate because cellulose produced by Acetobacter species has been used as a very impor-tant and diverse biopolymer in the design and development of products from renewable sources in various indus-tries including textiles and medicine. In addition, the cellulose produced by this bacterium has a three-dimensionalnanofiber structure with the ability to absorb abundant water and favorable environmental properties such asbiocompatibility and biodegradability. Also, the high similarity of the nanofiber structure of BC with the structureof collagen has made a suitable substrate for cell growth and proliferation. Another advantage of BC over other typesof nanocelluloses is easier to grow and multiply in short time and cost. The plant resources usually used for the pro-duction of CNFs and NCC that may damage the environmental resources need more time to grow. Also, to producethese fibers, chemicals such as acids are needed, which is another case of damage to the environment. According toprevious reports, the production of BC using natural compounds such as extracts of medicinal plants, various fruitjuices, without the use of chemicals is also possible.
10.4 Conclusion 147

Today, the use of methods of preparation, safe and reproducible environmentally friendly production with desir-able properties in order to develop cellulosic materials while preserving natural resources in various fields, espe-cially in textiles and medicine, is required. Among the various types of nanocells, BC has been extensivelystudied. The bacterial nanocelluloses are used in a wide range due to the exclusive properties, especially in biotech-nology and biomedicine including drug delivery, wounds dressings, tissue engineering, cardiovascular applica-tions, and medical implants. In addition, due to the convenient and low cost production of BC, it can be a bigstep toward directing their use in other industries such as clothing, paper, and packaging and also widely in the fieldof cosmetics instead of using limited plant resources. This helps to reduce wastewater production and environ-mental pollution in addition to economic efficiency, low production time, and conservation of natural resources.
References
[1] Khalil HA, Davoudpour Y, Islam MN, Mustapha A, Sudesh K, Dungani R, Jawaid M. Production and modification of nanofibrillated cel-lulose using various mechanical processes: a review. Carbohydr. Polym. 2014;99:649e65.
[2] Kalia S, Dufresne A, Cherian BM, Kaith B, Avérous L, Njuguna J, et al. Cellulose-based bio-and nanocomposites: a review. Int. J. Polym. Sci.2011;2011:35.
[3] Azizi Samir MAS, Alloin F, Sanchez J-Y, Dufresne A. Cross-linked nanocomposite polymer electrolytes reinforced with cellulose whiskers.Macromolecules 2004;37(13):4839e44.
[4] Wegner TH, Jones PE. Advancing cellulose-based nanotechnology. Cellulose 2006;13(2):115e8.[5] Jonoobi M, Mathew AP, Abdi MM, Makinejad MD, Oksman K. A comparison of modified and unmodified cellulose nanofiber reinforced
polylactic acid (PLA) prepared by twin screw extrusion. J. Polym. Environ. 2012;20(4):991e7.[6] Chirayil CJ, Mathew L, Thomas S. Review of recent research in nano cellulose preparation from different lignocellulosic fibers. Rev. Adv.
Mater. Sci. 2014;37.[7] Quye A. Quality matters for historical plastics: the past-making of cellulose nitrates for future preservation. 2017.[8] Klemm D, Heublein B, Fink HP, Bohn A. Cellulose: fascinating biopolymer and sustainable raw material. Angew. Chem. Int. Ed. 2005;
44(22):3358e93.[9] Kangas H, Lahtinen P, Sneck A, Saariaho A-M, Laitinen O, Hellén E. Characterization of fibrillated celluloses. A short review and evalu-
ation of characteristics with a combination of methods. Nord. Pulp Pap Res. J. 2014;29(1):129e43.[10] Lou Y-R, Kanninen L, Kuisma T, Niklander J, Noon LA, Burks D, Urtti A, Yliperttula M. The use of nanofibrillar cellulose hydrogel as a
flexible three-dimensional model to culture human pluripotent stem cells. Stem Cell. Dev. 2014;23(4):380e92.[11] Alemdar A, SainM. Isolation and characterization of nanofibers from agricultural residueseWheat straw and soy hulls. Bioresour. Technol.
2008;99(6):1664e71.[12] Sugiyama J, Persson J, Chanzy H. Combined infrared and electron diffraction study of the polymorphism of native celluloses. Macromol-
ecules 1991;24(9):2461e6.[13] Yamanaka S, Watanabe K, Kitamura N, Iguchi M, Mitsuhashi S, Nishi Y, Uryu M. The structure and mechanical properties of sheets pre-
pared from bacterial cellulose. J. Mater. Sci. 1989;24(9):3141e5.[14] Palit S, Hussain CM. Functionalization of nanomaterials for industrial applications: recent and future perspectives. In: Handbook of func-
tionalized nanomaterials for industrial applications. Elsevier; 2020. p. 3e14.[15] Siqueira G, Bras J, Dufresne A. Cellulosic bionanocomposites: a review of preparation, properties and applications. Polymers 2010;2(4):
728e65.[16] Hubbe MA, Rojas OJ, Lucia LA, Sain M. Cellulosic nanocomposites: a review. BioResources 2008;3(3):929e80.[17] Turbak AF, Snyder FW, Sandberg KR. Microfibrillated cellulose, a new cellulose product: properties, uses, and commercial potential. Shel-
ton, WA: Translated by ITT Rayonier Inc.; 1983.[18] Islam MT, Alam MM, Patrucco A, Montarsolo A, Zoccola M. Preparation of nanocellulose: a review. AATCC J. Res. 2014;1(5):17e23.[19] Bhatnagar A, Sain M. Processing of cellulose nanofiber-reinforced composites. J. Reinforc. Plast. Compos. 2005;24(12):1259e68.[20] Stenstad P, Andresen M, Tanem BS, Stenius P. Chemical surface modifications of microfibrillated cellulose. Cellulose 2008;15(1):35e45.[21] Serpa A, Velásquez-Cock J, Gañán P, Castro C, Vélez L, Zuluaga R. Vegetable nanocellulose in food science: a review. Food Hydrocolloids
2016;57:178e86.[22] Kalia S, Boufi S, Celli A, Kango S. Nanofibrillated cellulose: surfacemodification and potential applications. Colloid Polym. Sci. 2014;292(1):
5e31.[23] Henriksson M, Henriksson G, Berglund L, Lindström T. An environmentally friendly method for enzyme-assisted preparation of micro-
fibrillated cellulose (MFC) nanofibers. Eur. Polym. J. 2007;43(8):3434e41.[24] Li J, Wei X, Wang Q, Chen J, Chang G, Kong L, Su J, Liu Y. Homogeneous isolation of nanocellulose from sugarcane bagasse by high pres-
sure homogenization. Carbohydr. Polym. 2012;90(4):1609e13.[25] Dufresne A, Dupeyre D, Vignon MR. Cellulose microfibrils from potato tuber cells: processing and characterization of starchecellulose
microfibril composites. J. Appl. Polym. Sci. 2000;76(14):2080e92.[26] Ferrer A, Filpponen I, Rodrı́guez A, Laine J, Rojas OJ. Valorization of residual Empty Palm Fruit Bunch Fibers (EPFBF) bymicrofluidization:
production of nanofibrillated cellulose and EPFBF nanopaper. Bioresour. Technol. 2012;125:249e55.[27] Souza SF, Mariano M, Reis D, Lombello CB, Ferreira M, Sain M. Cell interactions and cytotoxic studies of cellulose nanofibers from Curauá
natural fibers. Carbohydr. Polym. 2018;201:87e95.[28] Zimmermann T, Pöhler E, Geiger T. Cellulose fibrils for polymer reinforcement. Adv. Eng. Mater. 2004;6(9):754e61.[29] Zimmermann T, Bordeanu N, Strub E. Properties of nanofibrillated cellulose from different raw materials and its reinforcement potential.
Carbohydr. Polym. 2010;79(4):1086e93.
10. A green technology for cellulosic nanofibers production148

[30] Abe K, Iwamoto S, Yano H. Obtaining cellulose nanofibers with a uniform width of 15 nm from wood. Biomacromolecules 2007;8(10):3276e8.
[31] Bulota M, Kreitsmann K, Hughes M, Paltakari J. Acetylated microfibrillated cellulose as a toughening agent in poly (lactic acid). J. Appl.Polym. Sci. 2012;126(S1):E449e58.
[32] Wang B, Li D. Strong and optically transparent biocomposites reinforced with cellulose nanofibers isolated from peanut shell. Compos.Appl. Sci. Manuf. 2015;79:1e7.
[33] JonoobiM, Harun J, MishraM, Oksman K. Chemical composition, crystallinity and thermal degradation of bleached and unbleached kenafbast (Hibiscus cannabinus) pulp and nanofiber. BioResources 2009;4(2):626e39.
[34] Iwamoto S, Nakagaito AN, Yano H, Nogi M. Optically transparent composites reinforced with plant fiber-based nanofibers. Appl. Phys. A2005;81(6):1109e12.
[35] Chen W, Yu H, Li Q, Liu Y, Li J. Ultralight and highly flexible aerogels with long cellulose I nanofibers. Soft Matter 2011;7(21):10360e8.[36] Xiao S, Gao R, Gao L, Li J. Poly (vinyl alcohol) films reinforced with nanofibrillated cellulose (NFC) isolated from corn husk by high in-
tensity ultrasonication. Carbohydr. Polym. 2016;136:1027e34.[37] Amiralian N, Annamalai PK, Memmott P, Martin DJ. Isolation of cellulose nanofibrils from Triodia pungens via different mechanical
methods. Cellulose 2015;22(4):2483e98.[38] PääkköM, AnkerforsM, KosonenH, Nykänen A, Ahola S, ÖsterbergM, Ruokolainen J, Laine J, Larsson PT, Ikkala O. Enzymatic hydrolysis
combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules2007;8(6):1934e41.
[39] Montaño-Leyva B, Rodriguez-Felix F, Torres-Chavez P, Ramirez-Wong B, Lopez-Cervantes J, Sanchez-Machado D. Preparation and char-acterization of durum wheat (Triticum durum) straw cellulose nanofibers by electrospinning. J. Agric. Food Chem. 2011;59(3):870e5.
[40] Wang B, Sain M. Dispersion of soybean stock-based nanofiber in a plastic matrix. Polym. Int. 2007;56(4):538e46.[41] Isogai A. Wood nanocelluloses: fundamentals and applications as new bio-based nanomaterials. J. Wood Sci. 2013;59(6):449e59.[42] Duran N, Lemes AP, Duran M, Freer J, Baeza J. A minireview of cellulose nanocrystals and its potential integration as co-product in bio-
ethanol production. J. Chil. Chem. Soc. 2011;56(2):672e7.[43] Moon RJ, Martini A, Nairn J, Simonsen J, Youngblood J. Cellulose nanomaterials review: structure, properties and nanocomposites. Chem.
Soc. Rev. 2011;40(7):3941e94.[44] Qing Y, Sabo R, Zhu J, Agarwal U, Cai Z, Wu Y. A comparative study of cellulose nanofibrils disintegrated via multiple processing
approaches. Carbohydr. Polym. 2013;97(1):226e34.[45] Bacakova L, Pajorova J, Bacakova M, Skogberg A, Kallio P, Kolarova K, Svorcik V. Versatile application of nanocellulose: from industry to
skin tissue engineering and wound healing. Nanomaterials 2019;9(2):164.[46] Abitbol T, Rivkin A, Cao Y, Nevo Y, Abraham E, Ben-Shalom T, Lapidot S, Shoseyov O. Nanocellulose, a tiny fiber with huge applications.
Curr. Opin. Biotechnol. 2016;39:76e88.[47] Azeredo HM, Rosa MF, Mattoso LHC. Nanocellulose in bio-based food packaging applications. Ind. Crop. Prod. 2017;97:664e71.[48] Moohan J, Stewart SA, Espinosa E, Rosal A, Rodrı́guez A, Larrañeta E, Donnelly RF, Domı́nguez-Robles J. Cellulose nanofibers and other
biopolymers for biomedical applications. A review. Appl. Sci. 2020;10(1):65.[49] Brinchi L, Cotana F, Fortunati E, Kenny J. Production of nanocrystalline cellulose from lignocellulosic biomass: technology and
applications. Carbohydr. Polym. 2013;94(1):154e69.[50] Duran N, Paula Lemes A, B Seabra A. Review of cellulose nanocrystals patents: preparation, composites and general applications. Recent
Pat. Nanotechnol. 2012;6(1):16e28.[51] Kargarzadeh H, Sheltami RM, Ahmad I, Abdullah I, Dufresne A. Cellulose nanocrystal: a promising toughening agent for unsaturated
polyester nanocomposite. Polymer 2015;56:346e57.[52] Maiti S, Jayaramudu J, Das K, Reddy SM, Sadiku R, Ray SS, Liu D. Preparation and characterization of nano-cellulose with new shape from
different precursor. Carbohydr. Polym. 2013;98(1):562e7.[53] Sonia A, Dasan KP, Alex R. Celluloses microfibres (CMF) reinforced poly (ethylene-co-vinyl acetate)(EVA) composites: dynamic mechan-
ical, gamma and thermal ageing studies. Chem. Eng. J. 2013;228:1214e22.[54] Shi J, Shi SQ, Barnes HM, Pittman Jr CU. A chemical process for preparing cellulosic fibers hierarchically from kenaf bast fibers. Bio-
Resources 2011;6(1):879e90.[55] Morelli CL, Marconcini JM, Pereira FV, Bretas RES, Branciforti MC. Extraction and characterization of cellulose nanowhiskers from balsa
wood. Translated by Wiley Online Library; 2012. p. 191e5.[56] Nishiyama Y, Sugiyama J, Chanzy H, Langan P. Crystal structure and hydrogen bonding system in cellulose Ia from synchrotron X-ray and
neutron fiber diffraction. J. Am. Chem. Soc. 2003;125(47):14300e6.[57] Lee S-Y, Mohan DJ, Kang I-A, Doh G-H, Lee S, Han SO. Nanocellulose reinforced PVA composite films: effects of acid treatment and filler
loading. Fibers Polym. 2009;10(1):77e82.[58] Bondeson D, Mathew A, Oksman K. Optimization of the isolation of nanocrystals from microcrystalline cellulose by acid hydrolysis. Cel-
lulose 2006;13(2):171.[59] Satyamurthy P, Jain P, Balasubramanya RH, Vigneshwaran N. Preparation and characterization of cellulose nanowhiskers from cotton fi-
bres by controlled microbial hydrolysis. Carbohydr. Polym. 2011;83(1):122e9.[60] O’sullivan AC. Cellulose: the structure slowly unravels. Cellulose 1997;4(3):173e207.[61] Tee T-T, Sin LT, Gobinath R, Bee S-T, Hui D, Rahmat A, Fang Q. Investigation of nano-size montmorillonite on enhancing polyvinyl
alcoholestarch blends prepared via solution cast approach. Compos. B Eng. 2013;47:238e47.[62] Salajková M, Berglund LA, Zhou Q. Hydrophobic cellulose nanocrystals modified with quaternary ammonium salts. J. Mater. Chem. 2012;
22(37):19798e805.[63] Brito BS, Pereira FV, Putaux J-L, Jean B. Preparation, morphology and structure of cellulose nanocrystals from bamboo fibers. Cellulose
2012;19(5):1527e36.[64] de Rodriguez NLG, ThielemansW, Dufresne A. Sisal cellulose whiskers reinforced polyvinyl acetate nanocomposites. Cellulose 2006;13(3):
261e70.
References 149
[65] Fortunati E, Luzi F, Puglia D, Dominici F, Santulli C, Kenny J, Torre L. Investigation of thermo-mechanical, chemical and degradative prop-erties of PLA-limonene films reinforced with cellulose nanocrystals extracted from Phormium tenax leaves. Eur. Polym. J. 2014;56:77e91.
[66] Mandal A, Chakrabarty D. Isolation of nanocellulose from waste sugarcane bagasse (SCB) and its characterization. Carbohydr. Polym.2011;86(3):1291e9.
[67] Heux L, Chauve G, Bonini C. Nonflocculating and chiral-nematic self-ordering of cellulose microcrystals suspensions in nonpolar solvents.Langmuir 2000;16(21):8210e2.
[68] Reddy JP, Rhim J-W. Isolation and characterization of cellulose nanocrystals from garlic skin. Mater. Lett. 2014;129:20e3.[69] Rosa M, Medeiros E, Malmonge J, Gregorski K, Wood D, Mattoso L, Glenn G, Orts W, Imam S. Cellulose nanowhiskers from coconut husk
fibers: effect of preparation conditions on their thermal and morphological behavior. Carbohydr. Polym. 2010;81(1):83e92.[70] Anges MN, Dufresne A. Plasticized starch/tunicin whiskers nanocomposites. 1. Structural análisis. Macromolecules 2000;33(22):8344e53.[71] Terech P, Chazeau L, Cavaille J. A small-angle scattering study of cellulose whiskers in aqueous suspensions. Macromolecules 1999;32(6):
1872e5.[72] Fortunati E, Luzi F, Puglia D, Petrucci R, Kenny JM, Torre L. Processing of PLA nanocomposites with cellulose nanocrystals extracted from
Posidonia oceanica waste: innovative reuse of coastal plant. Ind. Crop. Prod. 2015;67:439e47.[73] Zaini LH, Jonoobi M, Tahir PM, Karimi S. Isolation and characterization of cellulose whiskers from kenaf (Hibiscus cannabinus L.) bast
fibers. 2013.[74] Dong H, Strawhecker KE, Snyder JF, Orlicki JA, Reiner RS, Rudie AW. Cellulose nanocrystals as a reinforcing material for electrospun poly
(methyl methacrylate) fibers: formation, properties and nanomechanical characterization. Carbohydr. Polym. 2012;87(4):2488e95.[75] Saxena A. Nanocomposites based on nanocellulose whiskers. Unpublished thesis Georgia Institute of Technology; 2013.[76] Corrêa AC, de Morais Teixeira E, Pessan LA, Mattoso LHC. Cellulose nanofibers from curaua fibers. Cellulose 2010;17(6):1183e92.[77] Xu Y, Salmi J, Kloser E, Perrin F, Grosse S, Denault J, Lau PC. Feasibility of nanocrystalline cellulose production by endoglucanase treatment
of natural bast fibers. Ind. Crop. Prod. 2013;51:381e4.[78] Filson PB, Dawson-Andoh BE, Schwegler-Berry D. Enzymatic-mediated production of cellulose nanocrystals from recycled pulp. Green
Chem. 2009;11(11):1808e14.[79] Khalid A, Khan R, Ul-Islam M, Khan T, Wahid F. Bacterial cellulose-zinc oxide nanocomposites as a novel dressing system for burn
wounds. Carbohydr. Polym. 2017;164:214e21.[80] Colvin JR. The size of the cellulose microfibril. J. Cell Biol. 1963;17(1):105e9.[81] Ashjaran A, Yazdanshenas ME, Rashidi A, Khajavi R, Rezaee A. Overview of bio nanofabric from bacterial cellulose. J. Text. Inst. 2013;
104(2):121e31.[82] Lee K-Y, Aitomäki Y, Berglund LA, Oksman K, Bismarck A. On the use of nanocellulose as reinforcement in polymer matrix composites.
Comp. Sci. Technol. 2014;105:15e27.[83] Brown RM. Cellulose structure and biosynthesis: what is in store for the 21st century? J. Polym. Sci. A Polym. Chem. 2004;42(3):487e95.[84] Shah N, Ul-Islam M, Khattak WA, Park JK. Overview of bacterial cellulose composites: a multipurpose advanced material. Carbohydr.
Polym. 2013;98(2):1585e98.[85] Sulaeva I, Henniges U, Rosenau T, Potthast A. Bacterial cellulose as a material for wound treatment: properties and modifications. A
review. Biotechnol. Adv. 2015;33(8):1547e71.[86] Boongate C, Phisalaphong M. Activated carbons from bacterial cellulose by chemical activation with potassium hydroxide. Translated by
IEEE; 2015. p. 144e7.[87] Meftahi A, Khajavi R, Rashidi A, Sattari M, Yazdanshenas M, Torabi M. The effects of cotton gauze coating with microbial cellulose. Cel-
lulose 2010;17(1):199e204.[88] Zhao H, Xia J, Wang J, Yan X, Wang C, Lei T, Xian M, Zhang H. Production of bacterial cellulose using polysaccharide fermentation waste-
water as inexpensive nutrient sources. Biotechnol. Biotechnol. Equip. 2018;32(2):350e6.[89] Chawla PR, Bajaj IB, Survase SA, Singhal RS. Microbial cellulose: fermentative production and applications. Food Technol. Biotechnol.
2009;47(2):107e24.[90] Reddy N, Yang Y. Bacterial cellulose fibers. In: Innovative biofibers from renewable resources. Springer; 2015. p. 307e29.[91] Krystynowicz A, Czaja W, Wiktorowska-Jezierska A, Gonçalves-Mi�skiewicz M, Turkiewicz M, Bielecki S. Factors affecting the yield and
properties of bacterial cellulose. J. Ind. Microbiol. Biotechnol. 2002;29(4):189e95.[92] Klemm D, Schumann D, Udhardt U, Marsch S. Bacterial synthesized cellulosedartificial blood vessels for microsurgery. Prog. Polym. Sci.
2001;26(9):1561e603.[93] Steinbüchel A, Marchessault RH. Biopolymers for medical and pharmaceutical applications. John Wiley [distributor]; 2005.[94] Choi SM, Shin EJ. The nanofication and functionalization of bacterial cellulose and its applications. Nanomaterials 2020;10(3):406.[95] Singhsa P, Narain R, Manuspiya H. Physical structure variations of bacterial cellulose produced by different Komagataeibacter xylinus
strains and carbon sources in static and agitated conditions. Cellulose 2018;25(3):1571e81.[96] Yim SM, Song JE, Kim HR. Production and characterization of bacterial cellulose fabrics by nitrogen sources of tea and carbon sources of
sugar. Process Biochem. 2017;59:26e36.[97] Ye J, Zheng S, Zhang Z, Yang F, Ma K, Feng Y, Zheng J, Mao D, Yang X. Bacterial cellulose production by Acetobacter xylinumATCC 23767
using tobacco waste extract as culture medium. Bioresour. Technol. 2019;274:518e24.[98] Fadakar Sarkandi, A., Montazer, M., Harifi, T. andMahmoudi Rad, M. ’Innovative preparation of bacterial cellulose/silver nanocomposite
hydrogels: in situ green synthesis, characterization, and antibacterial properties’, J. Appl. Polym. Sci., 49824.[99] Afreen S, Lokeshappa B. Production of bacterial cellulose from Acetobacter xylinum using fruits wastes as substrate. Int. J. Sci. Technol.
2014;2(8):57.[100] Kosseva MR, Li M, Zhang J, He Y, Tjutju NA. Study on bacterial cellulose production from fruit juices. 2017. p. 36e42.[101] Lin D, Lopez-Sanchez P, Li R, Li Z. Production of bacterial cellulose by Gluconacetobacter hansenii CGMCC 3917 using only waste beer
yeast as nutrient source. Bioresour. Technol. 2014;151:113e9.[102] Yang X-Y, Huang C, GuoH-J, Xiong L, Luo J, Wang B, Lin X-Q, Chen X-F, Chen X-D. Bacterial cellulose production from the litchi extract by
Gluconacetobacter xylinus. Prep. Biochem. Biotechnol. 2016;46(1):39e43.
10. A green technology for cellulosic nanofibers production150

[103] Kim S, Lee S, Park K, Park S, An H, Hyun J, Choi Y. Gluconacetobacter sp. gel_SEA623-2, bacterial cellulose producing bacterium isolatedfrom citrus fruit juice. Saudi J. Biol. Sci. 2017;24(2):314e9.
[104] Costa AF, Almeida FC, Vinhas GM, Sarubbo LA. Production of bacterial cellulose by Gluconacetobacter hansenii using corn steep liquor asnutrient sources. Front. Microbiol. 2017;8:2027.
[105] Cheng Z, Yang R, Liu X, Liu X, Chen H. Green synthesis of bacterial cellulose via acetic acid pre-hydrolysis liquor of agricultural corn stalkused as carbon source. Bioresour. Technol. 2017;234:8e14.
[106] Jahan F, Kumar V, Saxena R. Distillery effluent as a potential medium for bacterial cellulose production: a biopolymer of great commercialimportance. Bioresour. Technol. 2018;250:922e6.
[107] Angela C, Young J, Kordayanti S, Devanthi PVP. Isolation and screening of microbial isolates from kombucha culture for bacterial celluloseproduction in sugarcane molasses medium. KnE Life Sci. 2020.
[108] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018. p. 894e907.[109] Gama M, Gatenholm P, Klemm D. Bacterial nanocellulose: a sophisticated multifunctional material. CRC Press; 2012.[110] Ahmed J, Gultekinoglu M, Edirisinghe M. Bacterial cellulose micro-nano fibres for wound healing applications. Biotechnol. Adv. 2020:
107549.[111] Ma X, Chen Y, Huang J, Lv P, Hussain T, Wei Q. In situ formed active and intelligent bacterial cellulose/cotton fiber composite containing
curcumin. Cellulose 2020:1e12.[112] Jorfi M, Foster EJ. Recent advances in nanocellulose for biomedical applications. J. Appl. Polym. Sci. 2015;132(14).[113] Mohammadi H. Nanocomposite biomaterial mimicking aortic heart valve leaflet mechanical behaviour. Proc. IME H J. Eng. Med. 2011;
225(7):718e22.[114] Schubauer-Berigan MK, Dahm MM, Erdely A, Beard JD, Birch ME, Evans DE, Fernback JE, Mercer RR, Bertke SJ, Eye T. Association of
pulmonary, cardiovascular, and hematologic metrics with carbon nanotube and nanofiber exposure among US workers: a cross-sectional study. Part. Fibre Toxicol. 2018;15(1):22.
[115] Gatenholm P, Klemm D. Bacterial nanocellulose as a renewable material for biomedical applications. MRS Bull. 2010;35(3):208e13.[116] Jia S, Tang W, Yang H, Jia Y, Zhu H. Preparation and characterization of bacterial cellulose tube. Translated by IEEE; 2009. p. 1e4.[117] Wippermann J, Schumann D, Klemm D, Kosmehl H, Salehi-Gelani S, Wahlers T. Preliminary results of small arterial substitute performed
with a new cylindrical biomaterial composed of bacterial cellulose. Eur. J. Vasc. Endovasc. Surg. 2009;37(5):592e6.[118] Stoica-Guzun A, Stroescu M, Tache F, Zaharescu T, Grosu E. Effect of electron beam irradiation on bacterial cellulose membranes used as
transdermal drug delivery systems. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 2007;265(1):434e8.[119] Bodea IM, C�atunescu GM, Stroe TF, Dı̂rlea SA, Beteg FI. Applications of bacterial-synthesized cellulose in veterinary medicineea review.
Acta Vet. 2020;88(4):451e71.[120] Plackett D, Letchford K, Jackson J, Burt H. A review of nanocellulose as a novel vehicle for drug delivery. Nord. Pulp Pap Res. J. 2014;29(1):
105e18.[121] Saska S, Barud H, Gaspar A, Marchetto R, Ribeiro SJL, Messaddeq Y. Bacterial cellulose-hydroxyapatite nanocomposites for bone
regeneration. Int. J. Biomater. 2011;2011.[122] Chen Q, Garcia R, P r, Munoz J, Perez de Larraya U, Garmendia N, Yao Q, Boccaccini AR. Cellulose nanocrystalsebioactive glass hybrid
coating as bone substitutes by electrophoretic co-deposition: in situ control of mineralization of bioactive glass and enhancement of oste-oblastic performance. ACS Appl. Mater. Interfaces 2015;7(44):24715e25.
[123] Andersson J, Stenhamre H, Bäckdahl H, Gatenholm P. Behavior of human chondrocytes in engineered porous bacterial cellulose scaffolds.J. Biomed. Mater. Res. 2010;94(4):1124e32.
[124] Andresen M, Stenstad P, Møretrø T, Langsrud S, Syverud K, Johansson L-S, Stenius P. Nonleaching antimicrobial films prepared fromsurface-modified microfibrillated cellulose. Biomacromolecules 2007;8(7):2149e55.
[125] Evdokimova OL, Svensson FG, Agafonov AV, Håkansson S, Seisenbaeva GA, Kessler VG. Hybrid drug delivery patches based on sphericalcellulose nanocrystals and colloid titaniadsynthesis and antibacterial properties. Nanomaterials 2018;8(4):228.
[126] Luan J, Wu J, Zheng Y, Song W, Wang G, Guo J, Ding X. Impregnation of silver sulfadiazine into bacterial cellulose for antimicrobial andbiocompatible wound dressing. Biomed. Mater. 2012;7(6):065006.
[127] Kolakovic R, Laaksonen T, Peltonen L, Laukkanen A, Hirvonen J. Spray-dried nanofibrillar cellulose microparticles for sustained drugrelease. Int. J. Pharm. 2012a;430(1e2):47e55.
[128] Abdul Khalil H, Adnan A, Yahya EB, Olaiya N, Safrida S, HossainM, Balakrishnan V, Gopakumar DA, Abdullah C, Oyekanmi A. A reviewon plant cellulose nanofibre-based aerogels for biomedical applications. Polymers 2020;12(8):1759.
[129] da Costa GM, Hussain CM. Risk assessment and toxicity of nanomaterials. In: Handbook of nanomaterials for manufacturing applications.Elsevier; 2020. p. 453e62.
[130] Hussain CM. Handbook of environmental materials management. Springer; 2019.[131] Liu C, Yang D, Wang Y, Shi J, Jiang Z. Fabrication of antimicrobial bacterial celluloseeAg/AgCl nanocomposite using bacteria as versatile
biofactory. J. Nanoparticle Res. 2012;14(8):1084.[132] Wu J, Zheng Y,Wen X, Lin Q, Chen X,Wu Z. Silver nanoparticle/bacterial cellulose gel membranes for antibacterial wound dressing: inves-
tigation in vitro and in vivo. Biomed. Mater. 2014;9(3):035005.[133] Czaja W, Krystynowicz A, Kawecki M,Wysota K, Sakiel S, Wróblewski P, Glik J, NowakM, Bielecki S. Biomedical applications of microbial
cellulose in burn wound recovery. Cellul. Mol. Struct. Biol. 2007:307e21.[134] Araújo IM, Silva RR, PachecoG, LustriWR, Tercjak A, Gutierrez J, Júnior JR, Azevedo FH, Figuêredo GS, VegaML. Hydrothermal synthesis
of bacterial celluloseecopper oxide nanocomposites and evaluation of their antimicrobial activity. Carbohydr. Polym. 2018;179:341e9.[135] Kuzmenko V, Sämfors S, Hägg D, Gatenholm P. Universal method for protein bioconjugation with nanocellulose scaffolds for increased cell
adhesion. Mater. Sci. Eng. C 2013;33(8):4599e607.[136] Marambio-Jones C, Hoek EM. A review of the antibacterial effects of silver nanomaterials and potential implications for human health and
the environment. J. Nanoparticle Res. 2010;12(5):1531e51.[137] Fontana J, De Souza A, Fontana C, Torriani I, Moreschi J, Gallotti B, De Souza S, Narcisco G, Bichara J, Farah L. Acetobacter cellulose pellicle
as a temporary skin substitute. Appl. Biochem. Biotechnol. 1990;24(1):253e64.
References 151

[138] Sanchavanakit N, Sangrungraungroj W, Kaomongkolgit R, Banaprasert T, Pavasant P, Phisalaphong M. Growth of human keratinocytesand fibroblasts on bacterial cellulose film. Biotechnol. Prog. 2006;22(4):1194e9.
[139] Kingkaew J, Jatupaiboon N, Sanchavanakit N, Pavasant P, Phisalaphong M. Biocompatibility and growth of human keratinocytes and fi-broblasts on biosynthesized celluloseechitosan film. J. Biomater. Sci. Polym. Ed. 2010;21(8e9):1009e21.
[140] Vickers NJ. Animal communication: when i’m calling you, will you answer too? Curr. Biol. 2017;27(14):R713e5.[141] Liyaskina E, Revin V, Paramonova E, Nazarkina M, Pestov N, Revina N, Kolesnikova S. Nanomaterials from bacterial cellulose for anti-
microbial wound dressing. Translated by IOP Publishing; 2017. 012034.[142] Meftahi A, Nasrolahi D, Babaeipour V, Alibakhshi S, Shahbazi S. Investigation of nano bacterial cellulose coated by sesamum oil for wound
dressing application. Procedia Mater. Sci. 2015;11:212e6.[143] Song SH, Kim JE, Lee YJ, KwakMH, Sung GY, Kwon SH, Son HJ, Lee HS, Jung YJ, Hwang DY. Cellulose film regenerated from Styela clava
tunics have biodegradability, toxicity and biocompatibility in the skin of SD rats. J. Mater. Sci. Mater. Med. 2014;25(6):1519e30.[144] Song SH, Seong KY, Kim JE, Go J, Koh EK, Sung JE, Son HJ, Jung YJ, KimHS, Hong JT. Effects of different cellulose membranes regenerated
from Styela clava tunics on wound healing. Int. J. Mol. Med. 2017;39(5):1173e87.[145] Kuci�nska-Lipka J, Gubanska I, Janik H. Bacterial cellulose in the field of wound healing and regenerative medicine of skin: recent trends
and future prospectives. Polym. Bull. 2015;72(9):2399e419.[146] Li W, Guo R, Lan Y, Zhang Y, Xue W, Zhang Y. Preparation and properties of cellulose nanocrystals reinforced collagen composite films.
J. Biomed. Mater. Res. 2014;102(4):1131e9.[147] Dı́ez I, Eronen P, Österberg M, Linder MB, Ikkala O, Ras RH. Functionalization of nanofibrillated cellulose with silver nanoclusters: fluo-
rescence and antibacterial activity. Macromol. Biosci. 2011;11(9):1185e91.[148] Huang L, Chen X, Nguyen TX, TangH, Zhang L, Yang G. Nano-cellulose 3D-networks as controlled-release drug carriers. J. Mater. Chem. B
2013;1(23):2976e84.[149] Molina de Olyveira G, Maria Manzine Costa L, Basmaji P. Physically modified bacterial cellulose as alternative routes for transdermal drug
delivery. J. Biomater. Tissue Eng. 2013;3(2):227e32.[150] Müller A, Ni Z, Hessler N, Wesarg F, Müller FA, Kralisch D, Fischer D. The biopolymer bacterial nanocellulose as drug delivery system:
investigation of drug loading and release using the model protein albumin. J. Pharmaceut. Sci. 2013;102(2):579e92.[151] Poormohammadi Mojaveri A, Sattari M, Jafari-Azar Z, Ghaffari A, Ariapanah P. Ability evaluation of bacterial cellulose synthesized by
Acetobacter xylinum on absorption and release of tetracycline hydrochloride. J. Arak Univ. Med. Sci. 2011;14(3):20e6.[152] Dash R, Ragauskas AJ. Synthesis of a novel cellulose nanowhisker-based drug delivery system. RSC Adv. 2012;2(8):3403e9.[153] Kolakovic R, Peltonen L, Laukkanen A, Hirvonen J, Laaksonen T. Nanofibrillar cellulose films for controlled drug delivery. Eur. J. Pharm.
Biopharm. 2012b;82(2):308e15.[154] Meng L-Y, Wang B, Ma M-G, Zhu J-F. Cellulose-based nanocarriers as platforms for cancer therapy. Curr. Pharmaceut. Des. 2017;23(35):
5292e300.[155] Dong S, Cho HJ, Lee YW, Roman M. Synthesis and cellular uptake of folic acid-conjugated cellulose nanocrystals for cancer targeting. Bio-
macromolecules 2014;15(5):1560e7.[156] Lin N, Huang J, Chang PR, Feng L, Yu J. Effect of polysaccharide nanocrystals on structure, properties, and drug release kinetics of alginate-
based microspheres. Colloids Surf. B Biointerfaces 2011;85(2):270e9.[157] Lin N, Dufresne A. Supramolecular hydrogels from in situ hosteguest inclusion between chemically modified cellulose nanocrystals and
cyclodextrin. Biomacromolecules 2013;14(3):871e80.
Important websites
https://weidmannfibertechnology.com/.https://www.azonano.com.https://www.mecc-nano.com/technology02.html.https://www.textileworld.com/.https://www.nanowerk.com/news2/newsid¼33492.php.https://textileexchange.org/.https://www.ecologicaltextiles.nl/.https://www.intechopen.com/books/eco-friendly-textile-dyeing-and-finishing.https://www.drugs.com/inactive/cellulose-164.html.https://www.biotechlink.org/2-2018/article3.
10. A green technology for cellulosic nanofibers production152

C H A P T E R
11
Harmful environmental effects for textilechemical dyeing practice
Kunal Singha1, Pintu Pandit1, Subhankar Maity2, Sweta Rajan Sharma31Department of Textile Design, National Institute of Fashion Technology, Patna, Bihar, India; 2Uttar Pradesh Textile
Technology Institute, Kanpur, Uttar Pradesh, India; 3Department of Fashion Design, National Institute of Fashion
Technology, Patna, Bihar, India
11.1 Introduction
Color is a thing like time immemorial, man has known the art of applying colors to increase our self-appearanceand the world around us. Historical evidences have been identified of the use of natural dyes from plants, nuts,flowers, other insects, and fish from BC 3500. Color is every fabric’s main attraction. No matter how excellent itsconstitution, it is bound to be a failure as a commercial product if it has an unsuitable color. Fabric was dyedwith natural dyes earlier. However, these provided a restricted and painful color selection. In addition, they demon-strated low color speed when exposed to sunlight and washing. As a result, they needed a mordant in order to makea coloring complex to fix the fiber and color. The synthetic dyes were developed first in 1856 William Henry Perkinwith a broad varieties that come in a broader spectrum of color and lighter shades. As a result, now synthetic dyeingor color business is now a massive industry [1e3].
But because of the toxic nature of synthetic dyes and their adverse effect on all forms of life, the interest in naturaldyes has revived all over the world. Nevertheless, the natural dyes rarely have a small effect owing to the usage ofother mordants. Mordants are substances used to fix color to the fabric (such as chromium). They can be very toxicand have a high impact on the quality of wastewater. Natural dyestuffs need large amounts of dyeing water (almostequal or double the weight of the fiber itself). Around 80% of the dyestuffs remain on the fabric, while the rest aredrained down. Natural dyes produced from wild plants and lichens can therefore have a very high environmentalimpact. The textile dyeing and finishing industry has created a major contamination problem as one of the mostchemically intensive industries in the world and the clean water polluter No. 1 (after farming). More than 3600individual textile dyes are produced today by the Indus. More than 8000 chemicals are used by industry in differenttextile manufacturing processes including dyeing and printing. Many of these chemicals are directly or indirectlypoisonous and damaging to human health. Water for textile processing, dyeing, and printing is needed in largequantities. The typical regular water intake of a garment factory of about 8000 kg cloth a day corresponds to around1.6 million liters. 16% of this is consumed in dyeing and 8% in printing. Depending on the type of dye used, specificdyeing water consumption varies from 30 to 50 L/kg of cloth. The average intake of water in yarn thinning is around60 L/kg of yarn. The dye section makes up 15%e20% of the total wastewater flow. Water is also needed to wash thethin and printed fabric and yarn for quick and bright washing. The washers such as caustic soda dependent soaps orenzymes also can be readily used for this reason [3]. It extracts the unwanted pigment and pastes from the substra-tum. The washing of the presses often includes water to clear loose paint paste from printing covers, printingscreens, and paint vessels. It takes approximately 500 gallons of water to produce sufficient material to cover asofa. The World Bank estimates that 17%e20% of industrial water pollution is caused by textile dyeing and fabricfinishing. In water alone, some 72 harmful chemicals have been found, 30 of which cannot be removed from textiledyes. For clothing and textile manufacturers, this is an appalling environmental problem (Fig. 11.1).
153Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00005-1
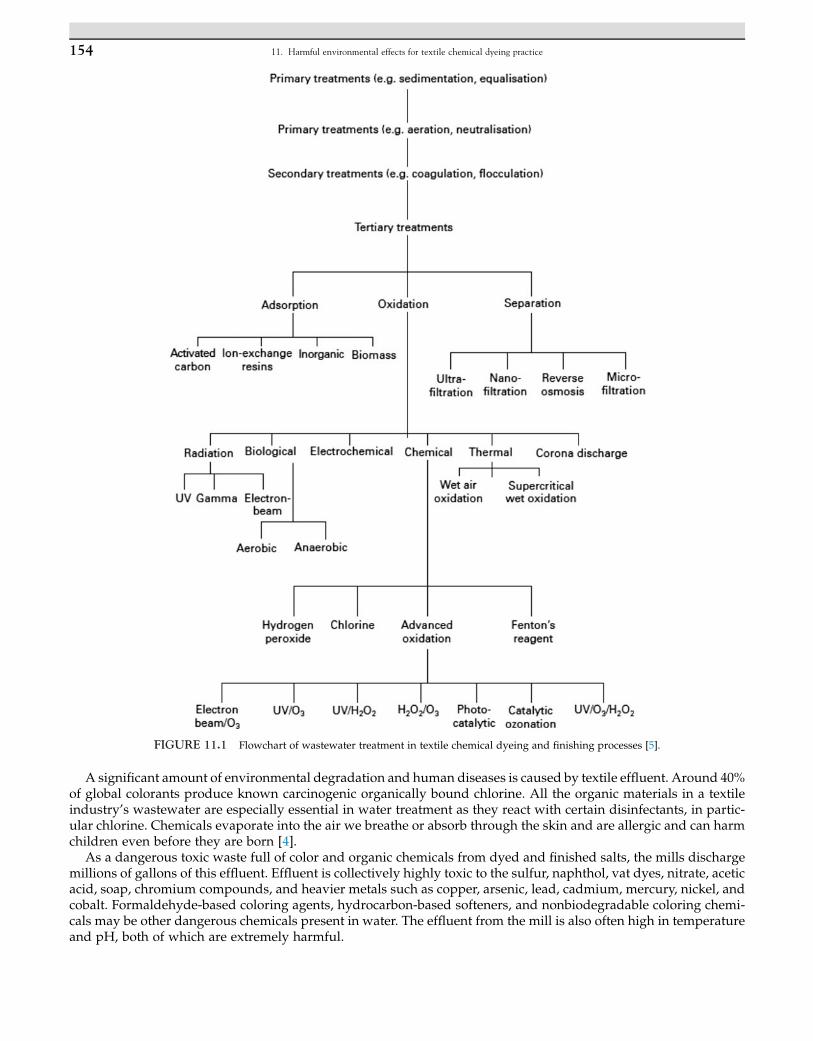
A significant amount of environmental degradation and human diseases is caused by textile effluent. Around 40%of global colorants produce known carcinogenic organically bound chlorine. All the organic materials in a textileindustry’s wastewater are especially essential in water treatment as they react with certain disinfectants, in partic-ular chlorine. Chemicals evaporate into the air we breathe or absorb through the skin and are allergic and can harmchildren even before they are born [4].
As a dangerous toxic waste full of color and organic chemicals from dyed and finished salts, the mills dischargemillions of gallons of this effluent. Effluent is collectively highly toxic to the sulfur, naphthol, vat dyes, nitrate, aceticacid, soap, chromium compounds, and heavier metals such as copper, arsenic, lead, cadmium, mercury, nickel, andcobalt. Formaldehyde-based coloring agents, hydrocarbon-based softeners, and nonbiodegradable coloring chemi-cals may be other dangerous chemicals present in water. The effluent from the mill is also often high in temperatureand pH, both of which are extremely harmful.
FIGURE 11.1 Flowchart of wastewater treatment in textile chemical dyeing and finishing processes [5].
11. Harmful environmental effects for textile chemical dyeing practice154
Along with the color and sticky scum the colloidal matter raises the turbidity and allows the water appearterrible and smell unpleasant. It prevents the penetration of the sun necessary for the photosynthesis process.This interferes with the air interface oxygen transfer mechanism. The most significant effect of textile waste isthe depletion of dissolved oxygen in water, since dissolved oxygen is very important for marine life. This alsohinders the process of water self-purification. Furthermore, when this effluent is allowed to flow in the fields, itblocks soil pores, which leads to soil productivity loss. The surface structure is strengthened and root infiltrationis avoided.
The wastewater that flows into the drains corrodes the sewage pipes and encrusts them. This impacts the consis-tency of drinking water in hand pumps because it is permitted to run into drains and waterways, rendering it unsafefor human use. This also allows flooding to raise repair costs. These polluted water may be a breeding place for vi-ruses and bacteria. Water impurities in many ways affect textile processing. They give a yellow tinge to white fabricin scoring and bleaching [5].
Chlorine bleach is known to be extremely toxic to the environment and to consumers but still is often used tobleach chemicals based on chlorine. An alternative method of bleaching based on oxygen (hydrogen peroxide)may be used. Some mills began to use ozone, a very new bleaching technology. This technology is based on coolwater instead of keeping the fabric in a hot water bath for many hours. Ozone is broken down into wastewaterand oxygen.
Aloe vera and vitamin A are a good alternative, rather than using harsh chemicals to soften and finish the textilein a finish of wax bees. Efforts are being made to find a flame-retardant finish using materials containing no harmfulcompounds. Instead of using polyvinyl alcohol (PVA) as a sizing agent, cellulose that is dissolved by the acid into aliquid may be used to scale potato starch or carboxymethylcellulose (CMC). It has a chemical neutral, antipoisonouseffect and is approved under the World Organic Fibre Regulation 2.3.5 [3]. It is used in foods.
Cotton is the world’s second-most dangerous farm crop; 25% of the internationally used pesticides are placed oncotton crops. The solution in organic cotton (OC) has been found, but it also requires a lot of water to grow. Effortsshould be made to use OC from fields with sufficient natural precipitation to irrigate the crop. We need to encouragethe usage of bast fabrics like cotton, linen, and abaca. Bast fibers are spun into yarn from the plant’s stalk, not theflower. Since bugs do not target the stalks, the plants can be grown without pesticides. With newer varieties of mod-ern textile, synthetic dyes, and textile finishes, air and water pollution will continue to increase unless strict regula-tions and positive steps are implemented. The problem of adverse impacts on the environment and the public of alarge number of chemicals and teeth used in the textile industry is indeed serious. According to an article publishedin the Business Week on June 5, 2005, the population allergic to chemical compounds should rise up to 60% by 2020.The R&D must step in to offer us “Value Goods” in a “Value Setting.” We will all take part in the quest to be green[6e8].
Dyes can be defined as materials which, when applied on a substratum, provide color in a process that at leasttemporarily modifies any colored substances’ crystal structure. Such substances are commonly used in the clothing,chemical, food, cosmetics, fabrics, photography, and paper industries with a significant coloring ability. Through so-lution, through covalent linking or complexing of salts or metals, physical adsorption or mechanical retention, thedyes can adhere to the compatible surfaces [9]. Dye is classified by application and chemical structure and consists ofthe dye color group of atoms referred to as chromophores. These chromophore centers are based on various func-tional groups, including azo, anthraquinone, methine, nitro, aril-methane, carbonyl, and more. In order to produceor enhance the color of the chromophores, electrons removed or contributed as substitutes are often called auxo-chromes. Amine, carboxyl, sulfonate, and hydroxyl are the most prominent auxochromes.
During the dyeing and finishing operations, up to 200,000 tons of these dyes are lost to effluents every year in thetextile industry as a result of the inefficiency of the dyeing process [10]. Fortunately, most these colors, because oftheir high stabilization in light, temperature, water, detergents, chemicals, soap, and other parameters like bleachand sucking, escape conventional wastewater treatment processes and persist in the environment. Addition is oftenused to make textiles with antimicrobial agent resistant to biological degradation, particularly for natural fibers likecotton [11, 12]. These agents are made more recalcitrant to biodegradation by the synthetic origin and complex ar-omatic structure. However, environmental legislation allows textile dye and pigment manufacturing companies toextract color from the dye-containing effluent before disposal of water systems (Fig. 11.1).
In its manufacture processes, the textile industry consumes a considerable amount of water mainly in the dyeingand finishing operations of the plants. Textile wastewater is classified as the most polluting wastewater in all indus-trial sectors, taking into consideration the volume generated as well as the composition of effluents. Furthermore,growing demand for and proportionate production of textile goods and the usage of synthetic dyes together haverendered dyeing wastewater one of the key causes of global pollution problems at present [13].
11.1 Introduction 155

Extreme fluctuations in many parameters are characterized by textile wastewater such as chemical oxygen de-mand (COD), biochemical oxygen demand (BOD), pH, colors, and saline. The wastewater composition may relyon the different organic compounds, chemicals, and dyes used in dry and wet manufacturing phases [14]. Thekey pollutants in textile effluents are recalcitrant synthetic, green, poisonous, surfactant, and chlorinated com-pounds and salts [15].
Moreover, the damage to the aquatic environment caused by other pollutants in textile wastewater and the pres-ence of very small amounts of water teats (<1 mg/L for certain dyes), but highly visible, have a serious effect on theesthetic quality and transparency of aquatic bodies such as lakes, rivers, and others [16].
During the dyeing process, color losses in the environment are estimated at 10%e50% [13]. There is also a reduc-tion in light penetration and photosynthesis, which leads to oxygen deficiency and restricts downstream beneficialuses, such as recreation, drinking water, and irrigation.
Azo dyes are the largest group of colorants for the number and volumes of production, accounting for 60%e70%of all organic dyes produced around the world. The popularity of azo dyes is focused on their simple and effectivesynthesis with respect to natural dyes as well as their strong structural complexity, high molar extinction coefficient,and medium to high quickness characteristics in relation to light and humidity [17].
The toxic effects of azo dyes may arise from the direct action of the agent itself or the aryl amine derivatives gener-ated while the azo bond is reductionally biotransformed. Azo teeth which are absorbed into the body may be metab-olized by azoreductases of intestinal microorganisms to aromatic amines. If the dyes are nitro, the nitroreductasesproduced by the same microorganisms can be metabolized [28]. The reduction of azo bond and nitro-reductionin the nitrogen group may also be catalyzed by mammalian liver enzymes and other organizations. In both cases,these compounds are capable of causing damage to DNA if N-hydroxylamines are formed [18].
The removal of the color of such compounds is one of the most challenging tasks facing the wastewater treatmentplants in textile factories, particularly as dyes and pigments are engineered to avoid biodegradation such that they stayin the atmosphere for a long period. The half-life of Reactive Blue 19, for example, is around 46 years at pH 7 and 25�C.
Researchers have developed and optimized a precise and sensitive analysis method for monitoring C.I dyes: Scat-ter Blue 373 (DB373), C.I. Orange 37 (DO37), and Orange 37 (C.I.). Disperse Violet 93 (DV93) is a sample of theclimate. DB373, DO37, and DV93 were present, showing that effluent processing (prechlorination, flocculation, coag-ulation, and flotation) generally used by water treatment plants was not totally effective for the removal of thesethinners. The mutagenic behavior found in such wastewater was verified in this study [19].
Having regard to the significance of colored goods in today’s communities, it is necessary to automate the color-ing method in order to reduce the environmental effect of textiles. For this purpose, liposomes could be used to carryseveral encapsulated dyes, and hence improve the mechanical properties of textile products, resulting in better washfastness properties and reducing the process temperature, thus economizing energy [20]. Another approach is to uti-lize ultrasonic technology to boost paint efficiency and wash fastness, while at the same time reducing both energycosts and water usage.
Given the fact that the textile dyeing is known as one of the manufacturing processes which is most environmen-tally unfriendly, it is highly necessary to consider the essential aspects of the process of dyeing such that new, envi-ronmentally safe solutions are identified.
11.2 Process of dyeing
One of the main reasons for the effective trade of textile goods is the thinning cycle. Besides design and lovelycolor, the consumer typically searches for some basic features such as good fixation in relation to light, transpiration,and washing, both first and after long use. The substances that stain the fiber will demonstrate a strong affinity, stan-dardized color, fading resistant, and economically feasible for these properties [21].
Modern dyeing technique consisted of many measures chosen depending on the design of fiber and the dyes andpigments properties for use in fabrics, including chemical compositions, classification, market quality, binding char-acteristics consistent with the target content to be teased, economic factors, and several more.
With time, dyeing methods have not changed much. Water is mainly used to purify, color, and apply auxiliarychemicals in fabrics and to rinse processed fibers or fabrics. The thinning cycle consists of three stages: planning,thinning, and finishing:
Preparation is the step through which unwanted impurities are removed before thinning. This can be done withaqueous alkaline substances and detergents or enzymes. Some fabrics are bleached with hydrogen peroxide or
11. Harmful environmental effects for textile chemical dyeing practice156
chlorine derivatives in order to eliminate their natural color, and optical blinding agents are applied if the fabric is tobe offered white rather than colored [22].
The aqueous transfer of paint to the clothing substrates includes the primary usage of synthetic organic colorationin some phases and sometimes at elevated temperatures and pressures. It is important to note that there is no tealthat colors all existing fibers and no fiber that can be dyed by all known teeth. Throughout this stage, dyes andchemical aids including surfactants, acids, alkalis, electrolytes, carrier, leveling agents, managers, chelating agents,emulsifying oils, softening agents, etc., will be added on the textile to achieve a standardized color depth with thecolor speed characteristics suitable to the end usage of the cloth. This process involves diffusing dye in the liquidphase, then adsorbing on the outside of the fibers and finally disseminating and adsorbing the internal surface ofthe fibers. Specific fastness properties can be required based on the intended end usage of the products. For starters,swimming cloths should not bleed in water and car fabrics should not fade after long exposure to sunlight. Differenttypes of dye and chemical additives are used to achieve these properties during the finishing stage. The applicationof pigments (pigments differ from dyes and have no chemical or physical fiber affinity) and of binders (polymersthat fix the pigment onto the fibers) also can lead to dyeing.
Treatments with chemical compounds are needed to improve the consistency of the fabric. All the sources forcloth finishing procedure are continuous press procedures, washing-up, antistatic safety, surface tolerance, stainrelease, and microbial/fungal defense [23e28].
Thinning can be performed as a continuous or batch process. The processes most appropriate for use depend, forexample, on a number of factors, including material type (fiber, yarn, fabric, fabric con-structure, and clothing), fibertype, color size, and quality requirements for the dyed fabric, but batch processes are more commonly used forteasing the textile materials.
Heat and steam are applied to long rollings of fabric during continuous treatment as they pass through a series ofconcentrated chemical solutions. The fabric retains most of the chemicals while rinsing removes most chemicals.Every when a tissue moves through a solution, a quantity of water proportional to the weight of the tissue willbe used [29].
As handled in batch, often referred to as exhaust dyeing, as the dye is slowly moved from the color bath over afairly long period of time to the substance which is dyed, it is filtered by chemical materials, such as kier, ket-tele,wave, jet, or beck in the presence of closed machines. Contrary to the current procedure, the fabric stays in a singlemachinery, alternately loaded with water, and then removed, during each stage of the process, rather than movingthrough different baths in a large variety of equipment parts. Every time the fabric is exposed to a separate bath, ituses its own weight in water 5 to 10 times [30].
Certain batch thinning machines operate only up to 100�C. The sys-temp can, however, be pressurized to enabletemperatures over 100�C to be used. Baby cotton, rayon, nylon, wool, and certain other fibers thaw well at or below100�C temperatures. Polyester and several other synthetic fabrics more quickly stain over 100�C [17].
As the degree of dye attachment depends on the nature of the fiber, this subject should be considered. The clothfibers used can be classified into twomajor classes: natural and synthetic fibers. Ecological fabrics (plants or animals)are derived, such as wool, cotton, flax, silk, jute, hemp, and sisal, the bulk of which are based on protein andcellulose. Synthetic fibers are, on the other side, synthetic polymers produced mainly from materials such as poly-ester, polyamide, ray-on, acetate, and acrylic. Cotton, the largest, and polyester are the two most common syntheticfibers. Cotton is primarily cellulose, natural waxes, and proteins used for over 7000 years. The large number of cel-lulose hydroxyl groups provides a great capacity for water absorption.
Several polyesters were synthesized and studied. Polyethylene terephthalate (PET) and polybutylene tere-phthalate (PBT) of these have been commercially manufactured for over 50 years. PET has been used worldwidefor the production of synthetic fibers because of its good physical properties, among other applications. PET is pro-duced from ETG and terephthalic acid (TPA) or dimethyl terephthalate (DMT). Polymerization takes place in twosteps: esterification and condensation. The polymer produced after condensation is solidified by cold water jetsand is cut into regular granules that often have a cubic shape. The silicone melt is then spun and the fiber is solidifiedwith a cold air current [31].
The coloring may be applied to the fiber by various methods, usually in aqueous solution, which primarily in-cludes four types of interactions: ionic, van der Waals which associations by hydrogen and covalent bonds.
Interactions between opposite-loaded ions in the dyes and fibers, including those between the positive centers ofamino and carboxy groups on the dye molecule, in fibers and ionic charges, and an ionic association between dyecations and anionic groups (-SO and -CO-) in the acrylic fiber polymer molecules result in ionic interactions. Typicalrepresentations of these relationships can be contained in fiber, silk, and polyamide thinning.
The interactions of van der Waals arise from the close approach between the orbits of the coloring molecule andthe fiber so that the coloring molecules are firmly “anchored” to the fiber by the affinity process without forming an
11.2 Process of dyeing 157
actual bond. Typical examples of such interaction can be found in wool and polyester dyeing with cellulose dyes ofhigh affinity [32e35].
Interactions between the covalently bonded hydrogen atoms in the dye, and the free electron pairs of donor atomsin the centers of the fiber are formed. This interaction is found in wool, silk, and synthetic fibers such as ethyl cel-lulose thinning.
Covalent connections are formed between reactive dye molecules (electrophile groups) and fiber nucleophilegroups, for instance, the bond between the carbon atom of the reactive dye molecule and an oxygen-based,nitrogen-based, or sulfur-based atom of hydroxy or thiol present in the textile fiber group. This form of bond isused in cotton fiber teething [36].
11.3 Application of liposome technology in the process of textile dyeing
The textile industry is increasingly interested in the development of environmentally friendly textile processing,which would be important for the use of naturally occurring materials such as phospholipids. Phospholipids arenormal surfactants which arrange themselves to reduce the detrimental contact between their hydrophobic tailsand the aqueous solution in the presence of water; their hydrophilic head groups are subjected to vesicles creatingaqueous phases. A clearly separate hydrophilic and hydrophobic region is characterized by liposomes or phospho-lipid vesicles.
Alec D. Bangham, who was studying phospholipids and blood clotting, first produced liposomes in England in1961. He observed that phospholipids were quickly applied to water and shaped a ring, since one end of each mole-cule was water soluble, while the other end was water insoluble. In chemical terminology, liposome is an amphotericcompound that comprises both positive and negative charges.
Liposomes are characterized as a structure composed of bilayers of lipid vesicle, which in the lipid bilayer or inthe water, that encapsulate the late hydrophobic or hydrophilic compounds, respectively. These structures are typi-cally made of PC and has a hydrophilic component consisting of phosphate and choline groups, and a hydrophobiccomponent consisting of two variable-length hydrocarbon chains [37].
The liposome preparation is based on lipids and is commonly used:
• Phospholipids: natural phospholipids• Lecithin phosphatidyl choline (PC)• Cephaline/phosphatidylethanolamine (PE)• Phosphatidyl serine (PS)• Phosphatidyl inositol (PI)
• Synthetic phospholipids• Phosphatidyl glycerol (PG)
• For phospholipids saturated• Phosphatidyl choline dipalmitoyl (DPPC)• Phosphatidyl choline distearoyl (DSPC)• Phosphatidyl ethanolamine (DPPE) dipalmitoyl• Phosphatidyl dipalmitoyl serine (DPPS)• Phosphatide dipalmitoyl (DPPA)
• Unsaturated phospholipids• Dipalmitoyl phosphatidyl glycerol (DPPG)• Phosphatidyl choline dioleoyl (DOPC)• Phosphatidylglycerol (DOPG) dioleoyl
Natural acidic lipids are added if anionic liposomes are desired and cholesterin is often used to stabilize thebilayer (PS, PG, PI, PA (phosphatidic acid), and cardiolipin (CL). These molecules are glycerol derivatives withtwo alkyl groups and an amphoteric group [38].
Phosphatidylcholine is the most widely used biological lipid for the production of liposomes.Phosphatidylcholine-based liposomes consist of phosphatidic acid and glycerin, with two spirits esterified with fattyacids and a third spiritual acid esterified community to which amino alcohol choline is attached as polar body of fourdifferent methods are typically used in liposome preparation:
• Dry film lipid• Issues
11. Harmful environmental effects for textile chemical dyeing practice158
• Detergents micelle-forming• Technology of alcohol injection
Liposomes have two distinct functions: They can be an excellence model of biological membranes and are beingdeveloped for hydrophilic and lipophilic agents as controlled delivery systems. They are attractive candidates foradjuvant and manufacturer schemes for drug distribution; they are well known and can be used in textile materialsfor the same purpose [39].
In various fields, such as pharmaceuticals, cosmetics, foods, detergents, textiles, and other applications, encapsu-lation or liposome technology applies where it is necessary to release the encapsulated drug gradually. Some textilefactories have already embraced this modern sustainable technology. In recent years, liposomes have been examinedin a cost-effective and environmentally sensitive way to deliver dyes to textiles.
Conventional processes of dyeing consume a lot of energy, a considerable amount of which is wasted in order tocontrol process parameters to achieve consistent results. In terms of the carrier role of liposomes, they can be usedwith various types of dyes and fibers in several textile processes such as textile finish and thinning. It is nontoxic,biodegradable and can contain a broad range of solutes. Furthermore, the main advantages of liposomes are a simplelowering of the dyeing temperature, an increase in the efficiency of the textiles developed with further advantages inrelation to the content weight yield during the subsequent spindling, increased smoothness, and decreasing thecontamination load of the teared textiles. Low temperatures give a more natural feeling and better quality, withless effect on the environment.
In the textile industry in recent years, liposomes have been used as a carrier for auxiliary materials (leveling mate-rials, retarding agents, andwetting agents). One of themost common problemswith textile auxiliary equipment is that asolution bath is not complex. This can be overcome by the usage of liposomes with chosen positive or negative charges.Liposomes can be produced according to process type, solvent material, and fiber structure. Phospholipid liposomesare commonly used as a coloring carrier in the dyeing phase and create eco-friendly textile processes. Due to their struc-tural properties, liposomes may contain in the aqueous phase hydrophilic dyes and hydrophobic dyes (disperse dyes)in the bilayers of phospholipids. In general, dye-containing liposomes are broad, irregular, and unilamellar.
Liposomes may be used in textile manufacturing where the release of the solution is necessary and the ultimateproperties of the goods are enhanced. In the traditional cotton bath, a wetting agent is required, but this step can beomitted through the use of liposomes. The presence of liposomes in the peroxide bleaching bath can improve themechanical characteristics and luminosity of materials. Liposomes contain oxidant particles present in the bleachingsolution that resent a unique reservoir and release the bleaching agent into the bleaching bath gradually. In addition,catalyst encapsulation used to decompose hydrogen peroxide radicals may be another factor to delay the rate ofdecomposition. Thus, in the bleaching bath, liposomes are used as a stabilizing agent [40].
The role of auxiliary products in textile dyeing with scattered dyes is very important. These compounds showextremely low solubility in water and dispersants are necessary to maintain a fine, stable dispersion at different tem-peratures throughout the entire process of dyeing. Liposomes greatly increase the performance of dispersion relativeto traditional dispersants.
In comparison, liposomes for clothing usage demonstrate the same quality as conventional surfactants for poly-ester dyeing with broken teeth. The modern technology is more environment-friendly, though, and therefore that theenvironmental crisis will contribute to economic benefits. Furthermore, liposome preparations do not tend to spray.This is an advantage which differentiates liposomes from other auxiliary textiles.
The thinning of wool and wool mixtures with the aid of liposomes demonstrated improved efficiency, energysaving, and a decrease in environmental effect and also in temperature, contributing to less harm to fiber. In fact,the degradation of dyebaths has been found to be more than 90% at lower temperatures (80�C), resulting in signif-icant energy savings. The environmental effect of the dyeing cycle was also slightly smaller, with COD decreased byabout 1000 units.
Liposome-based technology is therefore an alternative environmentally friendly method that could minimize theenvironmental impact and offer technical and economic benefits to the textile industry [41].
11.4 Ultrasonic energy effect on the dyeing process
The fundamental idea of the technology is that ultrasound can improve mass transmission by reducing stagnantcores in the yarns. In general, the improvements noted are attributed to cavitation phenomena and other resultingphysical effects such as color dispersion (break up of aggregates with a high relative molecular mass), degassing(expulsion of dissolved or capsule air), and strong liquid turbulent agitation (reduction in fiber/liquid boundarylayer’s thickness) and swelling (enhancement of the liquid’s thickness).
11.4 Ultrasonic energy effect on the dyeing process 159
Ultrasound permits the acceleration of the process, achieving the same or better results than existing techniques,in less extreme conditions, i.e., lower temperatures and lower chemical concentrations used. Wet textile processeswith ultrasound are great. Due to the revolution in environmental protection, ultrasound energy as a renewable en-ergy source was increased in textile dyeing due to its many advantages. On the other side, there is an rising marketfor raw, environmentally sustainable dyeing as an alternative to toxic synthetic dyes, for the safety conscious appli-cation of textile apparel.
Ultrasonic energy can purify or homogenize fabrics, speed physical and chemical processes, and can be used todevelop methods of textile production. For a long time, environmental concerns have been focused on textile pro-cessing methods and the use of ultrasonic energy has been studied extensively to improve washing quickness. Highenergy costs, rapid technical advances, and the need for quicker production times have been struggling for severalyears to appeal to the textile dyeing industry and successful usage of ultrasonic technology will minimize energycosts and increase efficiency [34]. Ultrasound waves are vibrations over 17 kHz in the audible human range,requiring a medium with elastic propagation properties. The formation and lapse of ultrasonic wave (called cavita-tion) bubbles is generally considered responsible for most of the physical and chemical effects of ultrasound insolid/liquid/fluid systems. Cavitation is the development of liquid gas-filled microbubbles or cavities, their growth,and their implosive collapse under suitable conditions [40].
11.5 Finishing of waste disposal and drainage
The contamination of natural waters is one of modern society’s biggest problems, and the economical use of thisnatural resource in production processes has gained particular attention, as the amount of water required per capitais of concern in the forecasts of the coming years. This environmental problem is not only related to the use of waste,but also to the release of industrial and domestic waste.
The textile dyeing industry, responsible for teasing different types of fiber, stands out among the industries withhigh polluting power. Regardless of the dyes chosen, the final procedure of a teething cycle involves washing theinitial or hydrolyzed teeth not attached to the fibers during the previous phases in the bathrooms. As mentionedabove, approximately 10%e50% of the dyes used for the dyeing process are estimated to be lost and end up inthe effluent, thus contaminating the environment with approximately 1 million tons of these compounds. Thedyes end in the water because of the use of active sludge treatment in effluent treatment plant which has shownthat the toxicity and coloring of certain types of dyes is ineffective. However, azo dyes can be reduced to 2-benzo-triazoles fenilbenzotriazol derivatives and extremely mutagenic aromatic amines, much more mutagenic than theinitial dyes, bymeans of sodium hydrosulfite and the subsequent hypochlorous acid chlorination cycle. In an aquaticenvironment, this dye reduction can take place in two phases:
i. the use of reduced agents for newly teased fibers, to remove excess unbundled dye that could lead to the“sanitation” of the tissues during the washing process; and
ii. the use of reducing agents in the bleaching process, in order to make the effluent black and compliant with thelaws.
These decreased dyes of colored effluent are sent to the municipal treatment plant where it chlorinates effluentsuntil they are discharged in water sources to produce PBTAs.
Many federal countries, such as the United States, Canada, and Australia, have national environmental law,which sets the limits to be complied with as in Europe. Some nations, such as Thailand, have copied the Americantemplate, while others have copied the European model, such as Turkey or Morocco. The emission limits are rec-ommended but not mandatory in some countries such as India, Pakistan, and Malaysia. In respect to color, thereare standards of color for the effluent in other countries like France, Austria, and Italy; however, because they usespecific units a relation is not necessary. On the basis of all the above issues with effluent discharges into the at-mosphere, it is evident that alternate solutions must be sought which are successful in the removal of dyesfrom effluents [42].
11. Harmful environmental effects for textile chemical dyeing practice160
11.6 Wastewater management
Environmental pollution in developing and developed countries can undoubtedly be considered one of the ma-jor issues these days. This is not only because of one but also because of a number of factors including misuse ofnatural resources, ineffective legislation, and a lack of environmental awareness. Fortunately, there has been atrend toward change in recent years and a number of scientific research studies have been used as an importanttool for developing new treatment technologies and also for implementing processes and environmentallyfriendly measures.
That process of industry is defined by the use of inputs (raw materials, water, electricity, etc.) which convertgoods, by-products, and waste. In terms of both composition and volume, waste produced at all stages of differenttypes of human activities varies according to consumption and production methods. The main concerns are the im-pacts on human health and the environment.
Among other industries, waste from the textiles industry also received considerable attention in recent years as itcan generate significant quantities of effluents, which can become a concern, as described above, if not handledappropriately before disposal in water bodies. Textile industry effluents are extremely complex because they containa variety of seasonally changing colors, additives, and derivatives, increasing the challenge of finding effective andworkable treatments. The technologies being created and useable for these sectors are generally focused on ap-proaches built for other waste and restricted to clothing effluents. The consequence is that such factories generatecolor wastewater with a high organic load and, if not properly handled before disposal into the water supply,will contribute tremendously to the environmental contamination of surface water and treatment plants. Due to theirtoxicity, the high luminous mutagenicity of components, the ingestion of water contaminated with textile dyes cancause serious damages to human and other living organisms’ health. Thus, more efficient and economical treatmentsare needed than currently available.
There are numerous effluent recovery methods such as incineration, biologic application, solid matrix absorption,etc. However, these techniques, such as the formation of dioxins and furans, are attributable to incomplete combus-tion during incineration; long time periods of biological treatment are to have an effect, together with the adsorptionprocess, which is based on the transfer phase of contaminants, without actually destroying them. The problem in thetextile industry effluents is further compounded by the complexity of its composition. This shows that processes thatare not fully suitable for processing textile effluents are used to create a major challenge for industry and laundrieswhich have to be adjusted to current regulations for the color control of effluents with a high organic load.
Some authors have reported the use of microorganisms cultivated specifically for pollutant degradation to in-crease the degradation yield. For example, by using methanogenic bacteria acetoclastic, the dyeing behavior of25 N-substituted aromatic compounds (such as organic components, azo dyes, and nitro) can be studied thoroughly.It was possible to mineralize different compounds tested with a reasonable yield, in particular nitroaromatic and azodyes, under anaerobic conditions [43,44].
11.7 Environment-friendly dyeing process optimization
There is therefore an important challenge in all fields of science in the development of an ideal process which pro-motes color extraction and reducing the organic burden of wastewater from the textile industry, given that the syn-thesis of the best catalyst takes advantage of solar radiation and thus reduces the operating costs, while solving theproblems of hydrodynamics.
The goals for creating a successful waste management system are high, but they need constant optimizationand awareness of new aspects. These include better fiber-fixation of the dyes, processes that consume less water,less risky dyes for human health, and methods that can identify these compounds with higher efficiency andspeed and assays in the identification of any carcinogenic and/or mutagenic properties of the dyes and itsderivatives.
11.7.1 Optimization of the dyeing processes to reduce the impact of textile industry on theenvironment
The search and development of new ways of promoting the treatment of textile industry effluents with amaximum of efficiency in coloring and/or movement of these medium-sized compounds may lead to further
11.7 Environment-friendly dyeing process optimization 161

damage to human health and the environment. The composition of waste generated is extremely important for thedevelopment of these treatment methods because of the high complexity caused by a large number of compoundsadded at the various stages of the tinting fabrics [45,46].
The wide range of various materials applied to the paint bath, sometimes at very large amounts, are linked toenvironmental issues in the used paint baths. In future, many textile factories will have to reuse a significant portionof all fresh water, as traditional methods for obtaining the required quality of water are inadequate.
However, due to the reduction in the availability and rising demand of water in textile factories, a safer solutionwill be to seek to further increase wastewater output from a secondary wastewater treatment plant to higher levelsfor reuse. This dimension has so far earned so little attention [47].
Investments in the search for methodologies to treat these effluents more effectively can therefore be significantlysmaller than in tertiary treatment to remove these products at low concentrations and in the presence of much moreinterference. This calls for action to review the cost/benefit and the development of new wastewater treatment tech-niques able to effectively remove the dyes is intensified and made economically viable.
The development of more effective dyeing, which could be fixed by fibers with a better efficacy, would be an alter-native to minimizing the problem with the treatment of textile effluents and reducing the amount of dye required inthe dyeing process, thereby definitely improving the effluent’s costs and its quality.
11.8 Conclusion
Since the 1920s, industrial waste has usually been disposed of in municipal wastewater systems in developedcountries. Previously, most of the sewage was discharged without treatment into tidal waters. Before the 1980s,no consideration had been paid to the color of fresh water and even then the protests had been esthetically drivenby the understanding that new dyestuffs were surprisingly not poisonous.
In the early 1970s, the pH, total dissolved solids (TDSs), and total suspended solids (TSSs) were maintained onlyby physical treatment methods such as sedimentation and equalization. At that time there were no mandatorydischarge limits for the color of the effluent. Numerous secondary treatments like as the use of filter beds can be use-ful to reduce the toxicity of the water from the sewage sector alongwith the activated sludge process (aerobic biodeg-radation). This leads to a large amount of water being dumped into local rivers. However, the water treatmentprocess was frequently unable to completely remove the color from the dyehouse fluid, particularly when reactivedyes are included, and the receiving water is colored in this way. As a consequence, there have been widespreadprotests that are being even more mindful of environmental issues.
Several studies have studied biological therapies for color reduction from wastewater. They may be aerobic oranaerobic, i.e., with or without oxygen. Under acidic environments, the organic compounds are broken down byenzymes secreted by microbes under wastewater. Various microorganisms such as wood-rotting fungi, Rhizopus ory-zae, and other microorganisms for color removal from textile and pulp bleaching effluents have been investigated.
The decolourization process is affected by numerous factors, including pollutant concentration, e.g., dyestuff con-centration, initial pH, and effluent temperature. During the fungal procedure, an increase in effluent care was foundby certain microorganisms. Investigations have shown not only that they are capable of color removal but also ofreducing COD, AOX, and toxicity. Although biological treatments are appropriate for some dyes, some are biolog-ically recalcitrant.
References
[1] Whittaker CM, Wilcock CC. Dyeing with coal-tar dyestuffs. London: Baillére , Tindall & Cox; 1949. p. 358e60.[2] Holkar CR, Jadhav AJ, Pinjari DV, Mahamuni NM, Pandit AB. A critical review on textile wastewater treatments: possible approaches.
J. Environ. Manag. 2016;182:351e66.[3] Chequer FD, de Oliveira GAR, Ferraz EA, Cardoso JC, ZanoniMB, de Oliveira DP. Textile dyes: dyeing process and environmental impact. In:
Eco-friendly textile dyeing and finishing, 6; 2013. p. 151e76.[4] Wasif AI, Kone CD. Textile processing and environmental consequences, vol. 4. Textile and Engineering Institute; 1996. p. 1e15.[5] Christie RM. Environmental aspects of textile dyeing. Elsevier; 2007.[6] Khan S, Malik A. Environmental and health effects of textile industry wastewater. In: Environmental deterioration and human health. Dor-
drecht: Springer; 2014. p. 55e71.[7] Singha K. Characterization of dyeing P/C blends fabric: a thermodynamic view. Int. J. Textil. Sci. 2013;2(1):1e6.[8] Smail YB, El Moumen A, Imad A, Lmai F, Elminor H. The effects of environmental conditions on the mechanical properties of jute yarns.
Mater. Today Proc. 2020;30:860e4.
11. Harmful environmental effects for textile chemical dyeing practice162
[9] Toprak T, Anis P. Textile industry’s environmental effects and approaching cleaner production and sustainability, an overview. J. Text. Eng.Fashion Technol. 2017;2(4):429e42.
[10] Singh R, Rathore D. Carbon and ecological footprint of textile industry: application of R3 strategy to mitigate the environmental effects oftextile processing waste. Int. J. Plant Environ. 2019;5(02).
[11] Gardiner DK, Borne BJ. Textile waste waters: treatment and environmental effects. J. Soc. Dyers Colour. 1978;94(8):339e48.[12] Parisi ML, Fatarella E, Spinelli D, Pogni R, Basosi R. Environmental impact assessment of an eco-efficient production for coloured textiles.
J. Clean. Prod. 2015;108:514e24.[13] Wang D, Pillai SC, Ho SH, Zeng J, Li Y, Dionysiou DD. Plasmonic-based nanomaterials for environmental remediation. Appl. Catal. B En-
viron. 2018;237:721e41.[14] Baban A, Yediler A, Lienert D, Kemerdere N, Kettrup A. Ozonation of high strength segregated effluents from a woollen textile dyeing and
finishing plant. Dyes Pigm. 2003;58(2):93e8.[15] Carliell CM, Barclay SJ, ShawC,Wheatley AD, Buckley CA. The effect of salts used in textile dyeing onmicrobial decolourisation of a reactive
azo dye. Environ. Technol. 1998;19(11):1133e7.[16] Sumathi M, Kalaiselvi K, Palanivel M, Rajaguru P. Genotoxicity of textile dye effluent on fish (Cyprinus carpio) measured using the comet
assay. Bull. Environ. Contam. Toxicol. 2001;66(3):407e14.[17] Hu E, Shang S, Tao XM, Jiang S, Chiu KL. Regeneration and reuse of highly polluting textile dyeing effluents through catalytic ozonationwith
carbon aerogel catalysts. J. Clean. Prod. 2016;137:1055e65.[18] Ranganathan K, Karunagaran K, SharmaDC. Recycling of wastewaters of textile dyeing industries using advanced treatment technology and
cost analysisdcase studies. Resour. Conserv. Recycl. 2007;50(3):306e18.[19] Basha CA, Sendhil J, Selvakumar KV,Muniswaran PKA, Lee CW. Electrochemical degradation of textile dyeing industry effluent in batch and
flow reactor systems. Desalination 2012;285:188e97.[20] Karim ME, Dhar K, Hossain MT. Decolourization of textile reactive dyes by bacterial monoculture and consortium screened from textile
dyeing effluent. J. Genet. Eng. Biotechnol. 2018;16(2):375e80.[21] Wang Z, Xue M, Huang K, Liu Z. Textile dyeing wastewater treatment. Adv. Treat. Text. Effluent 2011;5:91e116.[22] Senthilkumar M, Gnanapragasam G, Arutchelvan V, Nagarajan S. Influence of hydraulic retention time in a two-phase upflow anaerobic
sludge blanket reactor treating textile dyeing effluent using sago effluent as the co-substrate. Environ. Sci. Pollut. Res. 2011;18(4):649e54.
[23] Koch K, Domina T. The effects of environmental attitude and fashion opinion leadership on textile recycling in the US. J. Consum. Stud. HomeEcon. 1997;21(1):1e17.
[24] Torreblanca González J, Garcı́a Ovejero R, Lozano Murciego Á, Villarrubia González G, De Paz JF. Effects of environmental conditions andcomposition on the electrical properties of textile fabrics. Sensors 2019;19(23):5145.
[25] Singha K, Maity S, Singha M. Applying of fuzzy logic interface in nylon fibre production. Front. Sci. 2012;2(6):175e80.[26] Yu-huan ZHAO. An empirical study on the effects of environmental regulations on textile trade of China [J]. Econ. Manage. J. 2009;7.[27] Yetisen AK, Qu H, Manbachi A, Butt H, Dokmeci MR, Hinestroza JP, Skorobogatiy M, Khademhosseini A, Yun SH. Nanotechnology in
textiles. ACS Nano 2016;10(3):3042e68.[28] Rawat D, Mishra V, Sharma RS. Detoxification of azo dyes in the context of environmental processes. Chemosphere 2016;155:591e605.[29] Khandare RV, Govindwar SP. Phytoremediation of textile dyes and effluents: current scenario and future prospects. Biotechnol. Adv. 2015;
33(8):1697e714.[30] Salehi E, Daraei P, Shamsabadi AA. A review on chitosan-based adsorptive membranes. Carbohydr. Polym. 2016;152:419e32.[31] Singha K. Importance of the phase diagram in lyocell fibre spinning. Int. J. Mater. Eng. 2012;2(3):10e6.[32] Koo HJ, Chang GS, Kim SH, Hahm WG, Park SY. Effects of recycling processes on physical, mechanical and degradation properties of PET
yarns. Fibres Poly. 2013;14(12):2083e7.[33] Guo X, Chen L, Tang J, Jönsson LJ, Hong FF. Production of bacterial nanocellulose and enzyme from [AMIM] Cl-pretreated waste cotton
fabrics: effects of dyes on enzymatic saccharification and nanocellulose production. J. Chem. Technol. Biotechnol. 2016;91(5):1413e21.[34] Yachmenev VG, Calamari Jr T, Lambert AH. The effects of ultrasound on the performance of industrial enzymes used in cotton
bio-preparation/bio-finishing applications. J. Nat. Fibers 2006;3(2e3):99e112.[35] Singha K, Maity S, SinghaM. The salt-free dyeing on cotton: an approach to effluent free mechanism; can chitosan be a potential option. Int. J.
Textil. Sci. 2012;1(6):69e77.[36] Bibo GA, Hogg PJ. Damage tolerance of continuous fibre composites: material and environmental effects. In: Key engineering materials, vol.
141. Trans Tech Publications Ltd; 1998. p. 93e126.[37] Radetic M, Jovancic P, Puac N, Petrovic ZL. Environmental impact of plasma application to textiles. J. Phys. Conf. Ser. 2007;71(1):012017. IOP
Publishing.[38] Singha K. Analysis of spandex/cotton elastomeric properties: spinning and applications. Int. J. Compos. Mater. 2012;2(2):11e6.[39] Cavalcante DG, Gomes AS, Santos RJ, Kerche-Silva LE, Danna CS, Yoshihara E, Job AE. Composites produced from natural rubber and
chrome-tanned leather wastes: evaluation of their in vitro toxicological effects for application in footwear and textile industries. J. Polym.Environ. 2018;26(3):980e8.
[40] Saini RD. Synthetic textile dyes: constitution, dying process and environmental impacts. Asian J. Res. Chem. 2018;11(1):206e14.[41] Lei F, Xu Q, Zhang G, editors. Machinery, materials science and engineering applications: proceedings of the 6th international conference on
machinery, materials science and engineering applications (MMSE 2016), Wuhan, China, October 26-29 2016. CRC Press; 2017.[42] Singha K, Anupam K, Debnath, Maity S, Chakraborty A, Ray A. Study on boron fibre (1)63. Germany: CFI; May 2013. p. 80e4.[43] Ploysawang P, Chitprasert P. Effects of environmental conditions and growth activation on decolourization of textile dyes by fluidized-bed
dried Lentinus polychrous Lev. In: 46. Kasetsart university annual conference, Bangkok (Thailand), 29 Jan-1 Feb 2008; 2008.[44] White A, Lee YA. An exploratory study of sustainability ratings for conventional and alternative textiles on environmental effects. 2013. Iowa
State University Digital Repository, International Textile and Apparel Association (ITAA) Annual Conference Proceedings, USA.[45] Singha K, Maity S, Pandit P. Advanced dyeing or functional finishing. In: Frontiers of textile materials: polymers, nanomaterials, enzymes,
and advanced modification techniques; 2020. p. 291e308.
References 163

[46] Chandra G. Review of the environmental fate and effects of silicone materials in textile applications. Text. Chem. Colour. 1995;27(4):21e4.
[47] Weis JS. Cooperativework is needed between textile scientists and environmental scientists to tackle the problems of pollution bymicrofibres.J. Text. Apparel Technol. Manage. 2018;10(3).
11. Harmful environmental effects for textile chemical dyeing practice164
C H A P T E R
12
Impact of nanotechnology on sustainable textilematerial and its application
Anurakshee Verma1, Rizwan Arif1, Sapana Jadoun1,21Department of Chemistry, School of Basic and Applied Sciences, Lingaya’s Vidyapeeth, Faridabad, Haryana, India;
2Faculty of Chemical Sciences, Department of Analytical and Inorganic Chemistry, University of Concepción, Concepción,
Chile
12.1 Introduction of nanotechnology
The journey of nanotechnology began from 1959 by Richard Feynman at Caltech, during which time he under-stood the capability of nanotechnology. After that Feynman said it would be better technique to production ofmicroparticle in the future [1]. Later Norio Taniguchi announced the word “nanotechnology,” in 1974 denotingto the accuracy and improvement of 1-nm scale. Nanotechnology is well defined as the control management ofmaterials at the scale on 1e100 nm, such as the physical, chemical, and biological properties of materials that canbe identified and synthesized to grow the next generation of nanotechnology for better quality materials, devices,structures, and systems [1,2]. One famous writer (Eric Drexler) wrote a well-known nanotechnology book, namedEngines of Creation in 1980 [3]. The development of nanotechnology was created by the convergence of experimentaladvances in 1980s. It has been used frequently since 1990. Nanotechnology is well defined by engineers and scien-tists in the different field. In the present time, nanotechnology is considered one of the most promising skills for thedevelopment of nanomaterials and its applications. Last 5 years, nanotechnology would occupy all areas of thetextile industry such as nano-finishing, nano-coating, and nano-fabric. Nano-fabrics are tough substances whichcan be achievable by different types of new properties. These types of nanomaterials are employed as fabric forclothes, filter substances, hygienic food packaging, and gauzes for remedial purpose. Nanotechnology could beoperated to raise fabric properties of textile materials. The production of smart nano-fabrics can transform the manu-facture of fibers, usefulness of the cloth, fabrics or nonwovens, and various sorts of fabric merchandises and usage.Demanding applications of nanotechnology were shown in 2000, even though these were limited to more applica-tions of textile nanomaterials, like the silver nanoparticles as an antibacterial agent, nanoparticles-based sunscreens,and carbon nanotubes (CNTs) for stain-resistant properties [4,5]. Nanotechnology is an important technology of thecurrent times. It gives the chance to develop lightweight, fast, and less or more efficient materials or systems [6].Nanotechnology is a developing interdisciplinary field that is predictable to have bulk ranging suggestions in allareas of science and technology such as material science, electronics, mechanics, medicine, optics, energy and aero-space, plastics, and textiles.
12.2 Impact of nanotechnology on textile
Biologists, material specialists, physicists, and engineers should work together for understanding and better utili-zation of nanotechnology. Nano-systems also necessity the updated and progressive tool, so engineering and appliedsciences should share their skills. It desires the strong interaction between science and technology. This interaction ispossible when all the fields of science share their capabilities but keep their inherent identities [7,8]. Human bodyneeds protection from surroundings and climates such as rain, cold, heat, etc. After satisfaction of basic requirements
165Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00030-0

of clothing, then shift in human assumption to utilize textiles in its place of only clothing. Further textile industriesfocused only on nonclothing areas of textiles. Textiles played their role in many areas including environment,transport, multidimensional (1D, 2D, 3D) materials, health, construction, furniture, hygiene, etc. The developmentof the scientific knowledge and tracking new steps are taken in the field of technical textiles [9,10]. Now fabric can beestablished with some specific properties for more uses in our daily life, such as shrink resistance, static protection,stain resistance, fire resistance, self-cleaning, electrical conductive, fragrance release, water repellent, UV protection,moisture management, antimicrobial and wrinkle resistance, and high strength by incorporation of nanotechnology[11]. Textile is also impacted in all the fields of science through nanometer-scale systems.
Human routine has been entirely changed with fast development of nanotechnology. The new generation hasbeen very comfort-oriented and also requires all things small in size to carry them easily, safer, and cheaper, andneeds quick working products. Nanotechnology is paying with its exceptional properties in textile for everyday fab-ric like water and oil repellent, self-cleaning, antibacterial, antistatic, ultraviolet shielding, stain proof, moisture con-trol in synthetic fabrics instead of depriving in the unique breathability, and toughness of the fabric. The novelfeatures of nanotechnology have involved researchers and scientists resulting in the use of nanotechnology in textile,which is rapidly increased in fabric industries.
An overview on impact of nanotechnology on textiles shows nanomaterials as a new system to enhance proper-ties and improve different functionalities. Planned nanostructures as displayed by either fibers, nano-finishing,nano-coatings, nanofibers, and nanocomposites seem to have immense potential to revolutionize the textile industrywith new functionality such as self-cleaning surfaces, antimicrobial properties, conducting textiles, controlled hy-drophobicity or hydrophobicity, protection against fire, UV radiation, etc., without affecting the bulk properties offibers and fabrics, improving the performance of textiles and generating worldwide.
12.2.1 Impact of clay nanomaterials on textile
Clay nanoparticles are collectedwith some types of hydrous alumino silicateswhichhave layered structure of silica(tetrahydral) and alumino (octahydral) [12]. Each type of clay varies in chemical composition and layered structureor ratio of silica and alumina. Clay nanoparticles have chemical, electrical, and heat resistance and also have capa-bility of blocking UV light. Then textile supported with clay nanoparticles and exhibited flame retardant, anti-UV,and anticorrosive behaviors. Nanoparticles of montmorillonite (MMT), one of the most frequently used clay, havebeen applied as UV blocker. On the other hand nanosized clay flakes are set densely and repeatedly; the clay flakescomposite material has barrier performance to water, chemicals, or other harmful species [13]. Alternative functionof clay nanoparticles is to declare dye-attracting sites and creating dye-holding space in polyproprene fibers; it isknown as non-dyeable fiber due to its structural density and deficiency of dye-attracting sites. Nanoparticles ofmontmorillonite are changed with quaternary ammonium salt and then mixed into polyproprene before it isextruded. Polyproprene with clay nanoparticles of 5% w/w can be stained by acid dyes and disperse dyes [14].
Polymer clay nanocomposites synthesized by electrochemically, mechanochemically, and sonolytically[12,15e17]. Clay nanoparticles intercalated into textile can outcome in a fabric with enhanced properties such as ten-sile strength, tensile modulus, flexural strength, and flexural modulus. Fibers were intercalated clay; it can be causedto be flame, UV light resistant, and anticorrosive. Clay nanoparticles have been intercalated into nylon to improvethe flame-retardant features of the textile without the emission of toxic gas. The addition of clay nanoparticles hasmade polypropylene dyeable. Riaz et al. developed conducting polymer intercalated clay nanocomposites andfound that polymer intercalated clay nanocomposites show the higher thermal stability as compared to polymer[18]. Fibers improved the textile characteristic, and presented the smart textiles and important textile finishing.Recently the higher growth of textile nanomaterial was achieved using particles in nanometer scale as fillers.
Dastjerdi andMontazer et al. described the application of inorganic nanoparticle such as clay and their compositewas acknowledged as an alternative antimicrobial finishing technique and inhibits the poisonous or injurious effectsof conventional finishes [19]. Literature of clay were observed to produce flame-retardant properties such as MMT-PU nanocomposite and polyhedral oligomeric silsesquioxanes (POSS)-PU nanocomposite. Polyurethane resincovering on textile fabric was identified for conveying water repellency properties and reduced air permeabilityproperties. However, polyurethane was probably an important field to coat the fabric using clay mineral basedand to measure the resulting physiochemical effects. Flame-retardant coating material containing branched polye-thylenimine and sodium montmorillonite (Na-MMT). Water-based coating recipes containing BPEI pH 7e10 andNa-MMT 0.2 and 1wt.% were utilized to cotton fabric [20]. Thermogravimetric analysis (TGA) exposed that coatedfabric, relative to an uncoated fabric, left as much as 13% char when heated to 500+C. An interesting discovery was
12. Impact of nanotechnology on sustainable textile material and its application166
the preservation of texture structure and fiber shape, revealed by SEM observation, in the post-burn residue of all thecoated fabrics. The coating recipe based on BPEI at pH 7 and Na-MMT 1wt.% content was meaningfully effective.Nanoparticles specifically nanoclays were incorporated in the structure of different cotton fabrics by finishing tech-niques for the development of functionalized nanocomposite fabric with enhanced characteristics. After statement,cotton fabrics treated with nanoclay were found to have better flame-retardant characteristics as well as thermalstability compared to the untreated cotton fabrics with the strength of the functionality against washing as wellas improved tensile strength [1]. In the specific, the great potential of using POSS for fire-retardant applications ishighlighted. Branched polyethylenimine and sodium montmorillonite clay prepared via layer-by-layer structureand cotton fabric was used as flame-retardant coatings of these polymer clay nanocomposites. Horrocks et al.[21] published the review of flame-retardant textiles, which had designated that presence of clay mineral in polymerwas created to improve flame retardancy in terms of reduced peak heat release rate.
12.2.2 Impact of polymer nanomaterials on textile
Currently, polymer nanoparticles are in fashion for fabric modification [22]. Production of man-made poly-mer microfibers using electrospinning method was identified since 1930. Production of man-made polymerfibers taking diameter in the nanometer (nm) series was conceivable using electrospinning method. A noticeablefeature of nanofibers is that the presence of holes in the nanofibers offers outstanding resistance properties to thepenetration of aerosolized chemical warfare agents and selectively permits a substantial amount of water vaporto convey through them. These nanofibers are highly necessary in a protective fabric application owing to pos-sibility of evaporative cooling of the body [23]. Cellulose acetate, polyethylene glycol, or polyethylene oxideeach was studied as additive and polymer fibers. PET polymer fiber nanocomposite achieved more physicalproperties with tensile strength and percent at relative to other electrospin materials such as nylon, whichlose important strength on electrospinning. Polyethylene glycol or polyethylene oxide in PET solution trans-ported and got no improvement in fiber strength [24]. The different types of polymer systems to produce nano-fibers using electrospinning technology include high performance polymers, liquid crystalline polymers,polymer blend, and biopolymer [25].
Conducting polymer and its nanocomposites have high-class characteristics of actuation and sensing. The mainlychain structure included by the conjugate of double bonds is responsible for conducting electricity. Conductive poly-mers like polyaniline (PANI), polyacetylene (PAT), polythiophene (PTH), polypyrrol (PPy), poly-o-anisidine (POA),poly-o-phenyldiamine (POPD), and poly-o-toluidine (POT) are intercalated into the textile materials and work assensing and actuating materials [26]. Polymer nanoparticles such as polyamide (PA), polyurethane (PU), polyvinylalcohol (PVA), polypropylene (PPy), and derivative had been used to grow the flame retardancy of textiles [27,28].Polyester and cotton fabrics were coated fabric and analyzed using the cone calorimetry and TGA [29]. Textile mightgenerally be used in special finishing, surface coating for the flame retardancy, and water repellency.
12.2.3 Impact of carbon nanotubes on textile
12.2.3.1 Carbon nanotube is the most proficient nanomaterial for textile
CNTs have small graphite shells, which have cylinder shape structure (Wang et al.). CNTs are essential sub-stances owing to their high strength and greater electrical conductivity. CNTs offer electroconductivity, fireresistance, self-cleaning, antistatic, water repellent, and high toughness for fiber [30]. CNTs have highest tensilestrength (100 times more) as compared to steel and thermal conductivity is also better than to all. For the dia-mond, electrical conductivity is similar to copper, but with the capability to transmit much higher electricity,based on all term, it looks to be a marvel and important material specially for textile. CNTs are generally clas-sified into two categories such as single-walled carbon nanotube (SWNT) and multi-walled carbon nanotube(MWNT). All types of CNTs are frequently made by carbon-arc discharge and chemical vapor deposition.The potential applications of CNTs include conductive and high-strength composite fibers, energy conversiondevices, energy storage, sensors, and field emission displays [30,31]. SWNTs such as polyvinyl alcohol fiberare most demanding carbon nanotubes composites fibers. The CNTs fiber improved the stiffness (twice) andstrength (twice) and toughness (20 times) compared to steel wire [30]. CNTs fibers have potential applicationsfor explosion-proof blanket, safety harnesses, and electromagnetic shielding. CNT fibers contained different fi-ber polymer matrices such as poly methyl methacrylate (PMMA) and poly acrylonitrile (PNA) as well as CNTsscattering and orientation in polymers [32,33]. CNT fabrics can be utilized for clothing that includes wearable
12.2 Impact of nanotechnology on textile 167
computers, electronic appliances, etc. Nanotubes can undergo numerous home laundry cycles. Carbon-dopedpolymers are used as piezoelectric materials that work as stretch actuators [34]. Sensing garments are preparedby the combination of carbon black powder and silicone for high performance textiles. Earlier heating coils areused in electric blankets, now it can be modified by using carbon-doped polymers. Heating elements are createdin the garments by using CNTs [34]. Now CNTs coatings are applied on textiles for sensing applications such asgeneral cotton yarns are converted into textiles by coating of CNTs. Currently it is possible to identify the bloodprotein (albumin) with the help of CNTs-coated cotton yarns. It may be utilized as lithium ion battery in elec-trochemistry [35]. Self-powering energy textile growth was also informed that transformed solar energy intoelectrical energy from CNTs [36]. Another research report was found that carbon-coated cotton threads ontextile were also used for energy generation [37].
12.2.4 Impact of metal nanoparticles on textile
Nanoparticles of metal oxides such as titanium dioxide (TiO2), Al2O3, zinc oxide (ZnO), and MgO exhibit photo-catalytic ability, electrical conductivity, UVabsorption, and photo-oxidizing capacity against chemical and biologicalspecies. Nanomaterials of metal oxides have been attentive on antimicrobial, self-decontaminating, and UV-blockingapplications for military protective things and neutral health products [38]. Nylon fibers filled with ZnO nanopar-ticles can provide UV-blocking function and reduce static electricity on nylon fibers. A composite fiber with nano-particle of TiO2 or MgO can provide self-sterilizing function [39,40].
12.2.4.1 Impact of magnesium oxide nanoparticles on textile
Nanofibers were produced via modification of nylon 6 solution bymagnesium oxide nanoparticle with the help ofelectrosping technique. Magnesium nylon hybrid nanofiber revealed better performance as compares to nylon nano-fiber for fire retardancy and antibacterial activity against Escherichia coli and Staphylococcus aureus [41]. Suresh et al.obtained cotton coated fabric with the MgO nanoparticles and analyzed by SEM and EDX with their antibacterialproperty by agar diffusion method. They observed that MgO nanoparticlesecoated cotton show good antibacterialactivity toward Staphylococcus aureus (gram-positive bacteria) and Escherichia coli (gram-negative bacteria) in labora-tory condition [42].
12.2.4.2 Impact of titanium dioxide on textile
TiO2 is a photocatalyst. Fabric relieved with nano-TiO2 can deliver a valuable shield to bacteria and staining colorowing to the photocatalytic action [43]. When an organic amalgam plummets to the exterior to a photocatalyst, itmerges and converts to water and carbon dioxide [44]. This effect is known as “oxidationereduction” [45e47]. Pho-tocatalyst can decay typical airborne organic substances such as virus, bacteria, and odor particles [48e50]. It allowsthe antibacterial, antifungal, and odor resistance properties [51,52]. Nano-whiskers are utilized for the water-repellent characteristics, and TiO2 is used for the UV shielding. Nano-silica and nano-titanium dioxide improvethe crease defiance of silk and cotton. TiO2 nanoparticles were synthesized through sol-gel technique and alsoconfirmed that the percentage of TiO2 nanoparticle increases with increase in self-cleaning activity and the highduration of exposing under UV light will also accelerate the self-cleaning action [53].
12.2.4.3 Impact of zinc oxide nanoparticle on textile
Some ZnO nanoparticles functionalized on cotton fabrics to accomplish brilliant UV-blocking property. ZnOnanoparticles and chitosan were processed on cotton fabrics to ensure their biocompatibility and to improve the anti-bacterial properties against E. coli and S. aureus. Nylon fibers incorporated with ZnO nanoparticles and providedsurface photodetectors, acoustic wave filters, UV-blocking, and gas sensors [39].
12.2.4.4 Impact of silver nanoparticles on textile
When silver nanoparticles (AgNPs) are applied to the fabric, they can destroy bacteria [54] that produce clothesodor resist. AgNPs possess a vast surface area, assisting in the growth of their assembly among multiple microsys-tems [55] as well as enhancing the prevention of growth for bacteria and fungi [56,57]. Modification of cotton fibersby AgNPs by reduction of [Ag (NH3)2] with glucose with hexa decyltrimethoxysilane led to superhydrophobic cot-ton textiles. AgNPs have been prepared by lemon leaves extraction for durable textile finish on silk and cotton fab-rics. Ultrafine cellulose acetate fibers modified with AgNPs revealed very strong antimicrobial activity, followed byphotoreduction [58].
12. Impact of nanotechnology on sustainable textile material and its application168
12.3 Application of nanotechnology on textile material
The application of nanotechnology in the textile industry has increased rapidly due to its unique and appreciatedproperties. There is a considerable potential for profitable applications of nanotechnology in cotton and other textileindustries [59e61].
12.3.1 UV protection
Nanoparticles have a larger surface area per unit mass and volume than the conventional materials, which lead tothe increase of the effectiveness of blocking UV radiation. UV-blocking treatment for cotton fabrics is developed us-ing the sol-gel method. A thin layer of titanium dioxide is formed on the surface of the treated cotton fabric whichprovides excellent UV protection; the effect can be maintained after 50 home launderings [62].
12.3.2 Antibacterial
AgNPs containing antimicrobial dressings have been incorporated in wound care and have gained wide range ofacceptability in medical applications, as secure, safe, harmless, and effective means of controlling microbial growtharound the wound, resulting in improved healing and it’s also commercialized for health and hygiene security[63,64].
12.3.3 Self-cleaning nano-finishes
Self-cleaning surface thus results since the rolling water droplets across the surface can easily pick up the dirt par-ticles to leave behind a clean surface. By observing from the nature several marvelous approaches have beenresearched to generate superhydrophobic surfaces on textiles, which imitate the nanostructured lotus leaf and there-fore show signs of self-cleaning properties [65,66].
12.3.4 Wrinkle resistance
Nano-silica improves the wrinkle resistance property of cotton and silk fabrics, respectively. Apart from that,nano-titanium dioxide was employed along with carboxylic acid as a medium under UV irradiation to catalyzethe cross-linking reaction between the cellulose molecule and the acid. Furthermore, application of nano-silicawith maleic anhydride as a catalyst; results showed that the application of nano-silica with maleic anhydride couldsuccessfully develop the wrinkle resistance of silk [4,67].
12.3.5 Water repellence by nano-whiskers
The water-repellent property of fabric created by nano-whiskers, which are hydrocarbons and 1/1000 of the sizeof a typical cotton fiber, when added to the fabric create a peach fuzz effect without lowering the strength of cotton,remains on the top of the whiskers and above the surface of the fabric. However, liquid can still pass through thefabric, if pressure is applied to it [68,69].
12.3.6 Flame-retardant applications
Synthetic fibers such as polyamide or polyester are highly inflammable, and continuous investigations are carriedout in the development of flame-retardant products because the legislation requires the use of low flammabilityproducts in the industry. El-Hady et al. proposed a novel flame-retardant approach based on the use of ZnO nano-particles for their application to cellulosic fabrics (cotton polyester blend) [70].
12.4 Current trend and future prospect of textile nanomaterials
Current trends of nanotechnologies in textiles and fabrics will be described as the advancement of properties andtheir performances in textile materials and future prospect will be development of smart and intelligent textile
12.4 Current trend and future prospect of textile nanomaterials 169

materials with extraordinary properties [10]. In future, commercials, music, and phone calls can be achieved effort-lessly with the help of control panel. Similarly, one-touch phone control panel and one-touch iPod control panel con-nected cloth and the phone will be used for controlling the voice calling and music with an LCD panel present in thesleeve. Some new functions with textiles to be developed may include.
12.5 Conclusion
Fabrics sector has already been impacted by nanotechnology. The progress of nanoparticles has been significantlyswift fast in the last few years, primarily in fabric finishing. These nanosized materials can improve the physicalcharacteristics of traditional arenas such as self-cleaning fabrics, water repellency, ultraviolet protection, antibacte-rial, antistatic, wrinkle resistant, and flame-retardant characteristics of textile materials. There is no negating fact thatnanotechnology has been emerged as the essential technology, which has revitalized the material science and has theprospects for development and advancement of new range of intelligent materials including different types of nano-materials and textiles. To all about application of nanotechnology in textiles, definitely has the potential to being rev-olution in the field of technical textiles. There is, however, a word of carefulness because industrialcommercialization of the nanotechnology based products can become a commercial reality.
References
[1] Feynma R. Lecture at the California Institute of Technology. 1959.[2] Aniguchi N. On the basic concept of nanotechnology. In: Proceedings of the international conference on production engineering, Tokyo; 1974.
p. 18e23.[3] Kathiervelu SS. Applications of nanotechnology in fiber finishing. Synth. Fibres 2003;32:20e2.[4] Wang CC, Chen CC. Physical properties of cross-linked cellulose catalyzed with nano titanium dioxide. J. Appl. Polym. Sci. 2005;97:2450e6.[5] Wang RH, Xin JH, Tao XM, Daoud WA. ZnO nano rods grown on cotton fabrics at low temperature. Chem. Phys. Lett. 2004;398:250e5.[6] Köhler AR, Som C. Risk preventative innovation strategies for emerging technologies the cases of nano-textiles and smart textiles. Techno-
vation 2014;34:420e30.[7] Foster LE. Nanotechnology: science, innovation, and opportunity. Prentice Hall PTR; 2005.[8] Rempel AA. Nanotechnologies: properties and applications of nanostructured materials. Russ. Chem. Rev. 2007;5:435e61.[9] Chapman RA. Applications of nonwovens in technical textiles, Wood head publishing series in textiles. Elsevier; 2010. p. 203e12.[10] Audet D, Safadi R. A new world map in textiles and clothing: adjusting to change. OECD Publishing; 2004.[11] Ngô C, Van de Voorde MH. Nanotechnology for the textile industry. In: Nanotechnology in a nutshell. Atlantis Press; 2014. p. 321e9.[12] Verma A, Riaz U. Mechanochemically synthesized poly (o-toluidine) intercalated montmorillonite nanocomposites as anti-tuberculosis drug
carriers. Int. J. Polym. Mater. Polym. Biomater. 2017;67(4):221e8.[13] Tassinari TH, Auerbach M. Nonwovens for military combat clothing systems, the international nonwovens conference and exposition. 2001.[14] Fan Q, Samuel C, Alton R,Wilson, et al. Nanoclay-modified polypropylene dyeable with acid and disperse dyes. AATCCRev. 2003;3(6):25e8.[15] Verma A, Riaz Synthesis U. Characterization and in-vitro drug release studies of sonolytically intercalated poly (o-anisidine)/Montmoril-
lonite nanocomposites. Macromol. Res. 2018;27(2):140e52.[16] Verma A, Riaz U. Sonolytically intercalated poly (anisidine-co-toluidine)/Bentonite nanocomposites: pH responsive drug release
characteristics. J. Drug Deliv. Sci. Technol. 2018;48:49e58.[17] Riaz U, singh N, Verma A. Aazam Study of conducting polymer ontercalted layered double hydroxide nanocomposites: anti-tuberculosis
agents. Polym. Eng. Sci. 2020;1:12e152.[18] Verma A, Riaz Spectral U. Thermal and morphological characteristics of ultrasonically synthesized poly (anisidine-co-phenylenediamine)/
bentonite nanocomposites: a potential anti-diabetic drug carrier. J. Mol. Liq. 2018;261:1e13.[19] Dastjerdi R, Montazer M. A review on the application of inorganic nano-structured materials in the modification of textiles: focus on anti-
microbial properties. Colloids Surf. B Biointerfaces 2010;79:5e18.[20] GÖCEK _I. Functionalization of textile materials with nanoclay incorporation for improved characteristics. Politeknik Dergisi 2019;22(2):
509e22.[21] Horrocks AR, Kandola BK, Davies PJ, Zhang S, Padbury SA. Developments in flame retardant textiles: a review. Polym. Degrad. Stabil. 2005;
88(1):3e12.[22] Xue CH, Fan QQ, Guo XJ, An QF, Jia ST. Fabrication of superhydrophobic cotton fabrics by grafting of POSS-based polymers on fibers. Appl.
Surf. Sci. 2019;465:241e8.[23] Wang X, Chen X, Cowling S, Wang L, Liu X. Polymer brushes tethered ZnO crystal on cotton fiber and the application on durable and wash-
able UV protective clothing. Adv. Mater. Interfaces 2019;6(14):1900564.[24] Li YC, Schulz J, Mannen S. Flame retardant behavior of polyelectrolyte-clay thin film assemblies on cotton fabric. ACS Nano 2010;4(6):
3325e37.[25] Agic A, Mijovic B. Mechanical properties of electrospun carbon nanotube composites. J. Text. Inst. 2006;97(5):419e27.[26] Rossi DE, Paradiso R. Future direction: e-textiles, wearable monitoring systems. US: Springer; 2011. p. 147e62.[27] ZhouH,WangH, Niu H, Gestos A, Lin T, Robust T. Self-healing superamphiphobic fabrics prepared by two-step coating of fluoro-containing
polymer, fluoroalkyl silane, and modified silica nanoparticles. Adv. Funct. Mater. 2013;23(13):1664e70.
12. Impact of nanotechnology on sustainable textile material and its application170
[28] Li Y. Intumescent all-polymer multilayer nanocoating capable of extinguishing flame on fabric. Adv. Mater. 2011;23(34):3926e31.[29] Devaux E, Rochery M, Bourbigot S. Polyurethane/clay and polyurethane/POSS nanocomposites as flame retarded coating for polyester and
cotton fabrics. Fire Mater. 2002;26:149e54.[30] Baughman RH, Anvar A, Zakhidov, Walt A, Heer D. Carbon nanotubes the route toward applications. Science 2002;297(5582):787e92.[31] Apparao M, Andres RR, Derbyshire F. Nanotube composite carbon fibers. Energeia 1998;9(6).[32] Sennett M, Welsh E. Dispersion and alignment of carbon nanotubes in polycarbonate. Appl. Phys. A 2003;76:111e3.[33] Chen RS, Huang WH. Carbon fiber nanoelectrodes modified by single-walled carbon nanotubes. Anal. Chem. 2003;75(22):6341e5.[34] Zhang R, Deng H, Valenca R, Jin J, Fu Q, Bilotti E. Carbon nanotube polymer coatings for textile yarns with good strain sensing capability.
Sens. Actuators, A 2012;179:83e91.[35] Ravi S, Vadukumpully S. Sustainable carbon nanomaterials: recent advances and its applications in energy and environmental remediation.
J. Environ. Chem. Eng. 2016;1:835e56.[36] Pan S, Lin H, Deng J, Chen P, Chen X, Yang Z. Novel wearable energy devices based on aligned carbon nanotube fiber textiles. Adv. Energy
Mater. 2015;5:401e38.[37] Kim BH, Barnhart BS, Kwon JW. Electrostatic power generation using carbon-activated cotton thread on textile. Micro Nano Syst. Lett. 2015;3:
1e7.[38] Kim YK. Nanocomposite fibers. National Textile Center Annual Report M00- D08. 2002.[39] Scott M, Axtell HH. The next generation of chemical and biological protective material utilizing reactive nanoparticles. Carbondale PA:
Gentex Corporation; 2004.[40] IbrahimNA, Nada AA, Eid BM, Al-MoghazyM, Hassabo AG, Abou-Zeid NY. Nano-structuredmetal oxides: synthesis, characterization and
application for multifunctional cotton fabric. Adv. Nat. Sci. Nanosci. Nanotechnol. 2018;9:035014.[41] Dhineshbabu1 NR, Karunakaran1 G, Suriyaprabha1 R, Manivasakan1 P, Rajendran1 V. Electrospun MgO/nylon 6 hybrid nanofibers for
protective clothing. Nano-Micro Lett. 2014;6(1):46e54.[42] Suresh J, Gandhi RR, Gowri S, Selvam S, Sundrarajan M. Surface modification and antibacterial behaviour of bio-synthesised MgO nanopar-
ticles coated cotton fabric. J. Biobased Mater. Bioenergy 2012;6(2):165e71.[43] Pandurangappa C, Lakshminarasappa BN. Optical absorption and Photoluminescence studies in Gamma-irradiated nanocrystalline CaF2.
Nanomed. Nanotechnol. 2011;2:102e8.[44] Patil A, Chirmade UN, Trivedi V, Lamprou DA, Urquhart A, Douroumis D. Encapsulation of water insoluble drugs in mesoporous silica
nanoparticles using supercritical carbon dioxide. J. Nanomed. Nanotechnol. 2011;2(3):1000111.[45] Go YM, Duong DM, Peng J, Jones DP. Protein cysteines map to functional networks according to steady-state level of oxidation.
J. Proteonomics Bioinf. 2011;4(10):196e209.[46] Jaiswal S. Role of rhizobacteria in reduction of arsenic uptake by plants: a review. J. Biorem. Biodegrad. 2011;2(4):1000126.[47] Hashimoto K, Irie H, Fujishima A. TiO2 photocatalysis: a historical overview and future prospects. Jpn. J. Appl. Phys. 2005;44:8269e85.[48] Denery JR, M Cooney J, Li QX. Diauxic and antimicrobial growth phases of streptomyces tenjimariensis: metabolite profiling and gene
expression. J. Bioeng Biomed. Sci. 2011;1(1):1000101.[49] Lukianova-Hleb EY, O Oginsky A, Shenefelt DL, Drezek RA, Hafner JH, Farach-Carson MC, Lapotko DO. Rainbow plasmonic nanobubbles:
synergistic activation of gold nanoparticle clusters. J. Nanomed. Nanotechnol. 2011;2(104):1e8.[50] MizunoK, Zhiyentayev T, Huang L, Khalil S, Nasim F, et al. Antimicrobial photodynamic therapywith functionalized fullerenes: quantitative
structure-activity relationships. J. Nanomed. Nanotechnol. 2011;2(2):1000109.[51] Zhang J, France P, Radomyselskiy A, Datta S, Zhao J, Ooij WV. Hydrophobic cotton fabric coated by a thin nanoparticulate plasma film.
J. Appl. Polym. Sci. 2003;88(6):1473e81.[52] Khare PK, Banger G, Mishra P, Mishra J. Synthesis and characterization of noble metal nanowires by electrodeposition in porous anodic
alumina membranes. Indian J. Phys. 2008;82(10):1301e8.[53] kumar BS. Self-cleaning finish on cotton textile using sol-gel derived TiO2 nano finish. IOSR J. Polym. Text. Eng. 2015;2(1):01e5.[54] Amin GA. A potent biosurfactant producing bacterial strain for application in enhanced oil recovery applications. J. Petrol Environ.
Biotechnol. 2010;1:104.[55] Rodrigues DF. Biofilters: a solution for heavy metals removal from water. J. Biorem. Biodegrad. 2011;2:101.[56] Lee HJ, Yeo SY, Jeong SH. Antibacterial effect of nanosized silver colloidal solution on textile fabrics. J. Mater. Sci. 2003;38:2199e204.[57] Zheng J, Clogston JD, Patri AK, Dobrovolskaia MA, McNeil SE. Sterilization of silver nanoparticles using standard gamma irradiation
procedure affects particle integrity and biocompatibility. J. Nanomed. Nanotechnol. 2011;5:001.[58] Son WK, Youk JH, Park WH. Antimicrobial Cellulose nanofibers containing silver nanoparticles. Carbohydr. Polym. 2006;65(4):430e4.[59] Verma A, Arif R, Jadoun S. Synthesis, characterization, and application of modified textile nanomaterials: frontiers of textile materials:
polymers, nanomaterials, enzymes, and advanced modification techniques. John Wiley & Sons, Inc.; 2020. p. 167e87.[60] Jadoun S, Verma A, Arif R. Modification of textiles via nanomaterials and their applications: frontiers of textile materials: polymers,
nanomaterials, enzymes, and advanced modification techniques. John Wiley & Sons, Inc.; 2020. p. 135e52.[61] Arif R, Jadoun S, Verma A. Synthesis of nanomaterials and their applications in textile industry: frontiers of textile materials: polymers,
nanomaterials, enzymes, and advanced modification techniques. John Wiley & Sons, Inc.; 2020. p. 117e33.[62] El-Molla MM, El-Khatib EM, El-Gammal MS, Abdel-fatteh SH. Nanotechnology to improve coloration and antimicrobial properties of silk
fabrics. Indian J. Fibre Text. Res. 2011;36:266e71.[63] Ali SW, Rajendran S, Joshi M. Modulation of size, shape and surface charge of chitosan nanoparticles with special reference to antimicrobial
activity. Appl. Sci. Lett. 2010;3:1e9.[64] IbrahimNA, Amr A, Eid BM.Multipurpose treatment of cellulose-containing fabrics to impart durable antibacterial and repellent properties.
Fibers Polym. 2020;21:513e21.[65] Bhattacharyya A, Joshi M. Functional properties of microwave absorbent nanocomposite coatings based on thermoplastic polyurethane-
based and hybrid carbon-based nanofillers. Polym. Adv. Technol. 2012;23(6):975e83.[66] Ali W, Joshi M, Rajendran S. Synthesis and characterization of chitosan nanoparticles with enhanced antimicrobial activity. Int. J. Nanosci.
2011;4(5):979e84.
References 171

[67] Song XQ, Liu A, Ji CT, Li HT. The effect of nano-particle concentration and heating time in the anti-crinkle treatment of silk. J. Bei Jing Inst.Technol. 2001;22:24e7.
[68] Russell E. Nanotechnologies and the shrinking world of textiles. Text. Horiz. 2002;9(10):7e9.[69] Wong YWH, M Yuen CW, LeungMYS, A Ku SK, I LamHL. Selected applications of nanotechnology in textiles. AUTEX Res. J. 2006;6(1):1e8.[70] El-Hady MMA, Farouk A, Sharaf S. Flame retardancy and UVprotection of cotton based fabrics using nano ZnO and polycarboxylic acids.
Carbohydr. Polym. 2013;92:400e6.
12. Impact of nanotechnology on sustainable textile material and its application172
C H A P T E R
13
Microbial technologies in textile industries: anelixir for the greener environment
Arpit Shukla1,2, Paritosh Parmar2, Dweipayan Goswami2, Yash Gehlot2,Jaydipsinh Vala2, Nirmal Parmar2, Meenu Saraf2
1Department of Biological Sciences and Biotechnology, Institute of Advanced Research, University of Innovation, Koba
Institutional Area, Gandhinagar, Gujarat, India; 2Department of Microbiology and Biotechnology, University School of
Sciences, Gujarat University, Ahmedabad, Gujarat, India
13.1 Introduction
Textile strands give a basic segment known for human solace and manageability. The longing for a better piece ofclothing and attire brought about the improvement of textile fiber creation and its assembling process. The textileindustry is facing increasing global scrutiny of its environmentally polluting supply chain and it also leads to lotsof solid as well as liquid wastes that directly affect human health and resources. The development and optimizationof microbial technologies over the last century led to multiple applications in this framework. Continuous innova-tions are being made which allow this process to shift from mere wastewater cleanup technology to a source ofrenewable energy. Hussain has vividly provided several insights into the alternative strategies of using environmen-tally friendly nanomaterials in textile and its allied fields [1e5]. We focused on the application of microbial poten-tialities and the microbial technologies that can be applied to tackle them and major challenges of the coming time[6].
According to the World Bank study, worldwide material and clothing market are required to develop at a com-pound normal yearly development pace of 3.7% and to surpass 100 million tons by 2025. The textile enterprise cre-ates giant volumes of chemical wastes in a range of manufacturing degrees and these toxic chemicals when releasedinto the natural water bodies or surrounding environments lead to environmental air pollution and water pollution.Therefore, the utilization of waste for the development of fiber-reinforced composites is also gaining importance andpeople had become more focused on it in recent times [7]. As going with the current scenario, most of the textileindustries are producing chemical waste that is harmful to humans as well as the environment [8]. Expandingworldwide populace and raised expectations for everyday comforts have brought about more interest and utiliza-tion of materials to satisfy one of the essential human needs. Additionally, quick design patterns have promptedoverutilization due to which the synthetic concentrated textile and fashion industry which is as of now amongthe most polluting industries has been increasing basic concerns concerning the removal of textile waste over theworld. Dumping the strong chemical waste is hazardous and its neglectful disposal can cause genuine land andair contamination which can be dangerous to humanwell-being and condition [9]. Lacking assortment and negligentremoval of strong waste cause land pollution and toxicity in the soil. What is more, water contamination is hazard-ous to human well-being and nature? In this way, the board of material waste has picked up significance, and devel-oping countries ought to spend a significant piece of their metropolitan incomes on these waste managementstrategies [10].
The upcoming sections deal with the elaboration of wastes generated from the textile industries that are highlytoxic as well as hazardous to the normal flora and fauna of the mother earth. Following this the special emphasisis provided on dealing with the types of textile industries and the waste generated from those different textile
173Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00028-2
industries that possess toxicity and are hazardous to environment as well as normal flora. Focus is to treat those toxicand hazardous wastes generated from these textile industries in the form of wastewater and solid substances, withthe help of microorganisms that are beneficial for the environment as compared to chemicals used for the treatmentof industrial wastewater [11]. Microorganisms are easier to culture and their growth is faster, in addition they aremore amenable to molecular genetic manipulations [12].
Intending to tackle such peril with sustainable approaches, this chapter provides insights to assess the capabilityand fidelity of the established and emerging microbial technologies to deal with pollution and to change the para-digm for the green and sustainable environment. Further, it also focuses on the environmental impacts of the textileindustry at critical points from its premanufacturing phase to the emissions of waste.
13.2 The textile industry and environment
13.2.1 Pollution
Pollution is the spreading of unnecessary material, residues, and energy into the environment [13]. Increasingglobal population and elevated living standards have resulted in more demand and consumption of textiles to fulfillone of the basic human needs. With the development of the fashion industry, the quantity of industrial preconsumertextile waste has been kept on increasing. It is probably about 10%e20% of textiles are wasted during garment manu-facture as stated by Ref. [14]. There are mainly three types of pollution taking place due to the textile industrieseffluent, i.e., air pollution, water pollution, and solid waste pollution [15].
13.2.1.1 Air pollution
Most processes performed in textile mills produce atmospheric emissions. Gaseous by-products have been iden-tified as great pollution problems from the textile industry [13]. As textiles grow toward the production process, alarge number of life-threatening pollutants left untreated, hence contaminate the air. Air emissions can be classifiedaccording to the nature of their sources: First, based on point sources like boilers, ovens, and storage tanks. The sec-ond type of emissions is of diffusive manner like form spills, warehouses, wastewater treatment, and solvent based.It is due to four processes such as the solvent-based procedures, wastewater treatment, warehouses, and spills [8].Factory boilers that heat the water release nitrous oxides and sulfur dioxides; carbon monoxide is released from fac-tory sizing operations; bleaching operations in the textile industry release chlorine dioxide; fabric printing releaseshydrocarbons and ammonia in the environment; and fabric-finishing operations can release formaldehyde intothe air . Without implying Environmental Protection Agency (EPA) safeguards, these toxic vapors would remain sus-pended in the air and be carried by the wind to pollute other areas ultimately harming the environment [8].
13.2.1.2 Water pollution
The textile industry is also polluting water with a very long and twisted industrial chain, which produces a hugeamount of wastewater with high levels of colorants, salinity, toxicity, and broadly fluctuating pH every year [16].Aquatic environmental pollution caused by the withdrawal of raw effluents from variousmanufacturing units posesa major environmental problem worldwide [17]. The toxic chemicals used for the production of textile products aremajor sources of pollution from textile factory operations. Factories use polyvinyl chloride to size fabrics; chlorine isused to bleach fabric’s color; and benzidine and toluidine are used as dyestuff and flame retardants that are knowncancer-causing agent. Other toxic compounds that are used in everyday operations are formaldehyde, lead, andmercury. Fabrics are washed and rewashed as they move down the production line. Most dyes and chemicalsused are synthetic and are not readily biodegradable [8]. Releasing these untreated chemical wastewater brewcan pollute waterways and groundwater sources. The textile industries’ waste product contains more toxic com-pounds, which are hazardous to all living organisms [18]. To achieve the industrial water-saving and water reusetargets, more effective and efficient treatment processes are desperately needed to counteract the water pollutionproblem due to industrial wastewater such as textile industry effluent [19].
13.2.1.3 Solid waste pollution
Various stages of textile production generate solid waste such as fibers, hemp, yarn, and fabrics. The cones loomand cardboard reels used to hold fibers and textiles during manufacturing add to a factory’s solid waste pollution[20]. Common toxic-solid waste pollutants include the storage drums and plastic containers used to hold hazardous
13. Microbial technologies in textile industries: an elixir for the greener environment174

chemicals and solvents. Leftover powdered dyes and dye containers, scrapmetal, oily cloths, and wastewater sludgecan contaminate the soil and groundwater sources if not properly disposed of or released untreated (Rogers, n.d.).Industries regard this solid waste as nonrecyclable and dump it in landfills or in water bodies. A significant amountof these wastes contains very fine particles which mix with air or water and pollute it [21]. With the landfill sitesbecoming more scarce and environmental regulations being more stringent, opportunities have to be found outfor disposal of textile solid waste harmlessly and effectively [22].
13.2.2 Environmental price of fast fashion
The characteristics of textile effluents vary and depend on the type of textile manufactured and the chemicalsused in the process [23]. Different fibers such as cotton, silk, wool, as well as synthetic fibers are all pretreated, pro-cessed, and colored. After treatment, large amounts of water and a variety of chemicals are generated and they arediscarded into the nearby water treatment plant [24]. In the textile industry there is the effluent of detergents likenonylphenol ethoxylates generate toxic metabolites which are poisonous to aquatic flora and fauna. In the processof stain removing, CCl4 is used and it causes the depletion of the ozone layer; oxalic acid is used for rust stainremoval which produces toxic effects on aquatic organisms and also affects COD [17]. Due to the inept dyeing pro-cess, 10%e50% of all the dyes used were not able to bind with the textile fabric and entering the untreated waste-water [25]. These types of impurities are not only the reason of mortality for living organisms but also causesublethal stress and have a profound effect on the growth rate, reproductive success, and their ability to competewith other species in the ecosystem; therefore, it becomes necessary to treat the textile wastewater before dischargeinto the ecosystem water bodies [17,26,27]. Inorganic substances present in the textile effluents make the water un-suitable for use because it contains a high amount of concentrated soluble salts; these substances even in a lowerquantity are found to be toxic to aquatic life [28]. Inorganic chemicals like hydrochloric acid, sodium hypochlorite,sodium hydroxide, sodium sulfide, and reactive dyes have a poisonous effect on marine life [29]. It is important toreduce the toxicity of effluent in the textile industry to regain a healthy life for all the flora and fauna of nearbylocalities.
13.3 Textile industry and peril on people
Bulks of preconsumer and postconsumer wastes such as lubricants, solvents, accelerators, bleaches, surfactants,softeners, dyestuffs, and durable water repellents, among others, are being released in surrounding water bodiesand environment [30]. Depending on the nature of the product and raw material used, the chemicals used in thetextile processing vary in their chemical composition, ranging from inorganic to organic compounds [31]. These pol-lutants deposit in water bodies and enter the fishes and other aquatic flora and fauna which are further consumed byhumans [32]. Among such pollutants, Acid Orange 7, Congo Red, and Benzamine-based azo dyes especially havebeen perceived to be a carcinogen in the urinary bladder of human and tumorigenic in laboratory animals, andalso cause chromosomal aberrations in mammalian cells and appeared to cause hepatocarcinoma, nuclear anoma-lies, and splenic sarcoma in experimental animals [33,34]. There is the use of chemical fixing agents like formalde-hyde and benzidine; they are also harmful to the environment and the chlorine bleaching also causes itching tohuman skin and is harmful [25]. Furthermore, the reduction of azo dyes produces aromatic amines that get meta-bolically oxidized by humans to an electrophilic form which covalently binds with DNA by irreversible processcausing genotoxic effect [32]. Textile effluent also contains low levels of heavy metals such as As, Hg, Zn, and Pb;however, exposure of heavy metals to human rarely causes morbidity, but prolonged and continuous exposure tosome of these toxic metals such as As, Cd, Hg, and Pb reportedly have numbers of adverse effects like skin derma-titis, skin cancer, etc. [35].
13.4 Wastage in focus
Wastage or waste can be characterized as such sort of materials that do not come into utilization after the finish ofthe manufacturing or the fundamental utilization of an item. This waste generated is of no use and not be recycled orthe effluent discharged can be used in agriculture land [36]. The textile business was depicted as “one of the longestand most convoluted modern chains in assembling industry” [8]. In the textile industry, crude material like cotton or fleece
13.4 Wastage in focus 175
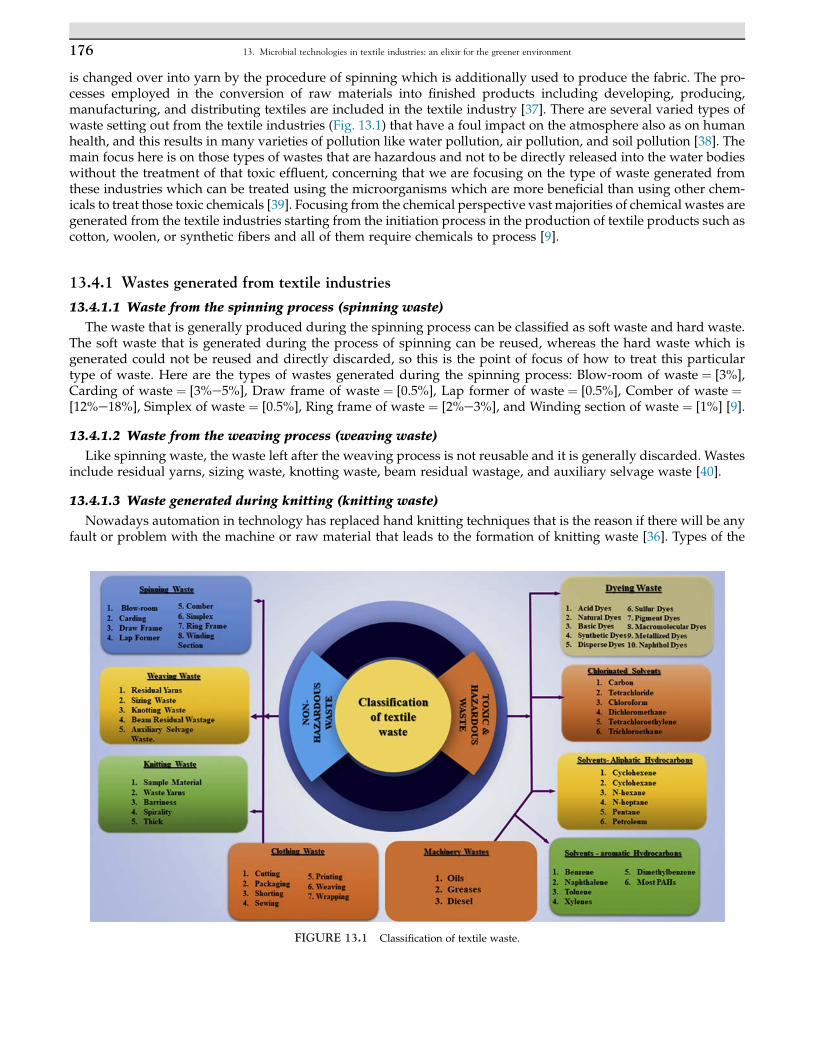
is changed over into yarn by the procedure of spinning which is additionally used to produce the fabric. The pro-cesses employed in the conversion of raw materials into finished products including developing, producing,manufacturing, and distributing textiles are included in the textile industry [37]. There are several varied types ofwaste setting out from the textile industries (Fig. 13.1) that have a foul impact on the atmosphere also as on humanhealth, and this results in many varieties of pollution like water pollution, air pollution, and soil pollution [38]. Themain focus here is on those types of wastes that are hazardous and not to be directly released into the water bodieswithout the treatment of that toxic effluent, concerning that we are focusing on the type of waste generated fromthese industries which can be treated using the microorganisms which are more beneficial than using other chem-icals to treat those toxic chemicals [39]. Focusing from the chemical perspective vast majorities of chemical wastes aregenerated from the textile industries starting from the initiation process in the production of textile products such ascotton, woolen, or synthetic fibers and all of them require chemicals to process [9].
13.4.1 Wastes generated from textile industries
13.4.1.1 Waste from the spinning process (spinning waste)
The waste that is generally produced during the spinning process can be classified as soft waste and hard waste.The soft waste that is generated during the process of spinning can be reused, whereas the hard waste which isgenerated could not be reused and directly discarded, so this is the point of focus of how to treat this particulartype of waste. Here are the types of wastes generated during the spinning process: Blow-room of waste ¼ [3%],Carding of waste ¼ [3%e5%], Draw frame of waste ¼ [0.5%], Lap former of waste ¼ [0.5%], Comber of waste ¼[12%e18%], Simplex of waste ¼ [0.5%], Ring frame of waste ¼ [2%e3%], and Winding section of waste ¼ [1%] [9].
13.4.1.2 Waste from the weaving process (weaving waste)
Like spinning waste, the waste left after the weaving process is not reusable and it is generally discarded. Wastesinclude residual yarns, sizing waste, knotting waste, beam residual wastage, and auxiliary selvage waste [40].
13.4.1.3 Waste generated during knitting (knitting waste)
Nowadays automation in technology has replaced hand knitting techniques that is the reason if there will be anyfault or problem with the machine or raw material that leads to the formation of knitting waste [36]. Types of the
FIGURE 13.1 Classification of textile waste.
13. Microbial technologies in textile industries: an elixir for the greener environment176
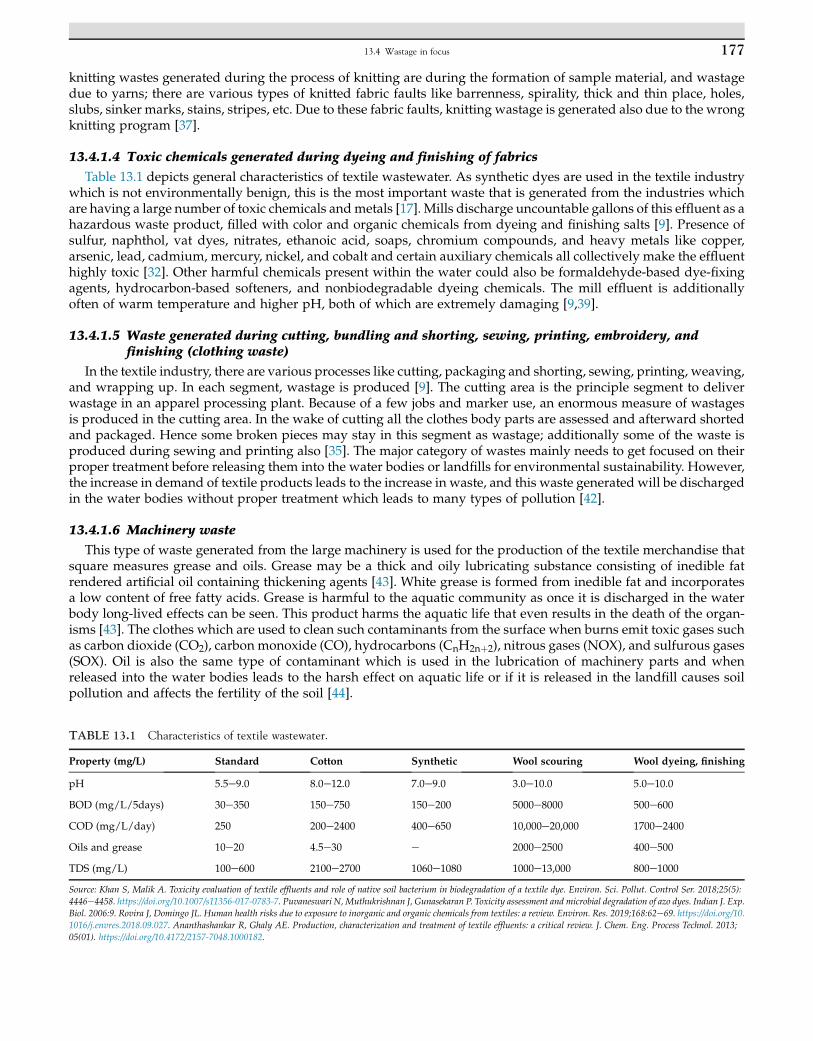
knitting wastes generated during the process of knitting are during the formation of sample material, and wastagedue to yarns; there are various types of knitted fabric faults like barrenness, spirality, thick and thin place, holes,slubs, sinker marks, stains, stripes, etc. Due to these fabric faults, knitting wastage is generated also due to the wrongknitting program [37].
13.4.1.4 Toxic chemicals generated during dyeing and finishing of fabrics
Table 13.1 depicts general characteristics of textile wastewater. As synthetic dyes are used in the textile industrywhich is not environmentally benign, this is the most important waste that is generated from the industries whichare having a large number of toxic chemicals andmetals [17]. Mills discharge uncountable gallons of this effluent as ahazardous waste product, filled with color and organic chemicals from dyeing and finishing salts [9]. Presence ofsulfur, naphthol, vat dyes, nitrates, ethanoic acid, soaps, chromium compounds, and heavy metals like copper,arsenic, lead, cadmium, mercury, nickel, and cobalt and certain auxiliary chemicals all collectively make the effluenthighly toxic [32]. Other harmful chemicals present within the water could also be formaldehyde-based dye-fixingagents, hydrocarbon-based softeners, and nonbiodegradable dyeing chemicals. The mill effluent is additionallyoften of warm temperature and higher pH, both of which are extremely damaging [9,39].
13.4.1.5 Waste generated during cutting, bundling and shorting, sewing, printing, embroidery, andfinishing (clothing waste)
In the textile industry, there are various processes like cutting, packaging and shorting, sewing, printing, weaving,and wrapping up. In each segment, wastage is produced [9]. The cutting area is the principle segment to deliverwastage in an apparel processing plant. Because of a few jobs and marker use, an enormous measure of wastagesis produced in the cutting area. In the wake of cutting all the clothes body parts are assessed and afterward shortedand packaged. Hence some broken pieces may stay in this segment as wastage; additionally some of the waste isproduced during sewing and printing also [35]. The major category of wastes mainly needs to get focused on theirproper treatment before releasing them into the water bodies or landfills for environmental sustainability. However,the increase in demand of textile products leads to the increase in waste, and this waste generated will be dischargedin the water bodies without proper treatment which leads to many types of pollution [42].
13.4.1.6 Machinery waste
This type of waste generated from the large machinery is used for the production of the textile merchandise thatsquare measures grease and oils. Grease may be a thick and oily lubricating substance consisting of inedible fatrendered artificial oil containing thickening agents [43]. White grease is formed from inedible fat and incorporatesa low content of free fatty acids. Grease is harmful to the aquatic community as once it is discharged in the waterbody long-lived effects can be seen. This product harms the aquatic life that even results in the death of the organ-isms [43]. The clothes which are used to clean such contaminants from the surface when burns emit toxic gases suchas carbon dioxide (CO2), carbon monoxide (CO), hydrocarbons (CnH2nþ2), nitrous gases (NOX), and sulfurous gases(SOX). Oil is also the same type of contaminant which is used in the lubrication of machinery parts and whenreleased into the water bodies leads to the harsh effect on aquatic life or if it is released in the landfill causes soilpollution and affects the fertility of the soil [44].
TABLE 13.1 Characteristics of textile wastewater.
Property (mg/L) Standard Cotton Synthetic Wool scouring Wool dyeing, finishing
pH 5.5e9.0 8.0e12.0 7.0e9.0 3.0e10.0 5.0e10.0
BOD (mg/L/5days) 30e350 150e750 150e200 5000e8000 500e600
COD (mg/L/day) 250 200e2400 400e650 10,000e20,000 1700e2400
Oils and grease 10e20 4.5e30 e 2000e2500 400e500
TDS (mg/L) 100e600 2100e2700 1060e1080 1000e13,000 800e1000
Source: Khan S, Malik A. Toxicity evaluation of textile effluents and role of native soil bacterium in biodegradation of a textile dye. Environ. Sci. Pollut. Control Ser. 2018;25(5):
4446e4458. https://doi.org/10.1007/s11356-017-0783-7. Puvaneswari N, Muthukrishnan J, Gunasekaran P. Toxicity assessment and microbial degradation of azo dyes. Indian J. Exp.
Biol. 2006:9. Rovira J, Domingo JL. Human health risks due to exposure to inorganic and organic chemicals from textiles: a review. Environ. Res. 2019;168:62e69. https://doi.org/10.
1016/j.envres.2018.09.027. Ananthashankar R, Ghaly AE. Production, characterization and treatment of textile effluents: a critical review. J. Chem. Eng. Process Technol. 2013;
05(01). https://doi.org/10.4172/2157-7048.1000182.
13.4 Wastage in focus 177

13.4.2 Toxic or hazardous waste
This is a type of waste generated from the textile industry during various treatment processes and mainly fromthe dyeing process [32]. Dyeing process includes usage of various chemicals that are very dangerous if came in con-tact with humans as they are carcinogenic or we can say cancer-causing agents [44]. They also impact the environ-ment very badly as all the toxic chemicals used were released in the water bodies and landfills. Not only thechemicals used in dyes but also the oils in machines [33]. Wastes from batteries and many other parts of the powerresources are used to provide the energy to the big machines to work efficiently. Generally, toxic wastes are found ineffluents discharged in the form of wastewater from these textile industries. Further elaboration of toxic and hazard-ous wastes is as follows in Table 13.2.
13.5 Monitoring and detection of pollution
The easement of environmental quality by measuring a set of parameters is environmental monitoring and sucheasement can be done by two methodsdphysicochemical and biological. Till now the physicochemical methods arebeing used while biological methods are occasionally incorporated. Physicochemical methods that are used formonitoring and detection of pollution pose the limitations of being costly, and the methods further fail to providehazard and toxicological information [49]. Hence, biological or combination of both methods can be used for accu-rate monitoring.
TABLE 13.2 Textile effluents with chemical contamination.
No. Pollutants Chemical content Effects References
1. Dyes and colorants Carbon, hydrogen, fluorocarbon,bromocarbon, chlorocarbon, do-carbon, lead, cadmium, mercury,vanadium, chromium, cobalt,nickel, arsenic, antinomy,selenium
Mutagenic, carcinogen, genotoxiceffects, neuromuscular effects
[9]
2. Chlorinated solvent Carbon tetrachloride (CCl4),chloroform (CHCl3), methylenechloride or dichloromethane(CH2Cl2), tetrachloroethylene(C2Cl4), trichloroethane(C2H3Cl3), and trichloroethylene(C2HCl3)
Carcinogenic [8,45]
3. Oxygenated solventsdalcohols,glycols, ethers, esters, ketones,aldehydes
Methanol (CH3OH), ethanol(C2H5OH), propanol (C3H7OH),butanol (C4H9OH), ethyleneglycol (C2H6O2), diethyl ether((C2H5)2O), ethyl acetate(C4H8O2), acetone (C3H6O),methyl ethyl ketone or butanone(C4H8O), methyl isobutyl ketone(C6H12O), methyl n-butyl ketoneor 2-hexanone (C6H12O)
Carcinogenic, serious injuries todeveloping fetus, low fertilityrates inmen, memory and hearingloss, mental illness, depression,fatigue, dizziness, headache,nausea, skin rashes, cracking orbleeding skin, irritated eyes
[46,47]
4. Solvents made up of aliphatichydrocarbons
Cyclohexene (C6H10),cyclohexane (C6H12), n-hexane(C6H14), n-heptane (C7H16),pentane (C5H12), and petroleumether
Serious neurological problems,asphyxia, chemical pneumonitis,axonal neuropathy, cancer
[45,48]
5. Hydrocarbon solventsdaromatichydrocarbons
Benzene (C6H6), naphthalene(C10H8), toluene (C7H8), xylene ordimethyl benzene (C8H10),polycyclic aromatic hydrocarbons(PAHs)
Carcinogen [9,43]
13. Microbial technologies in textile industries: an elixir for the greener environment178
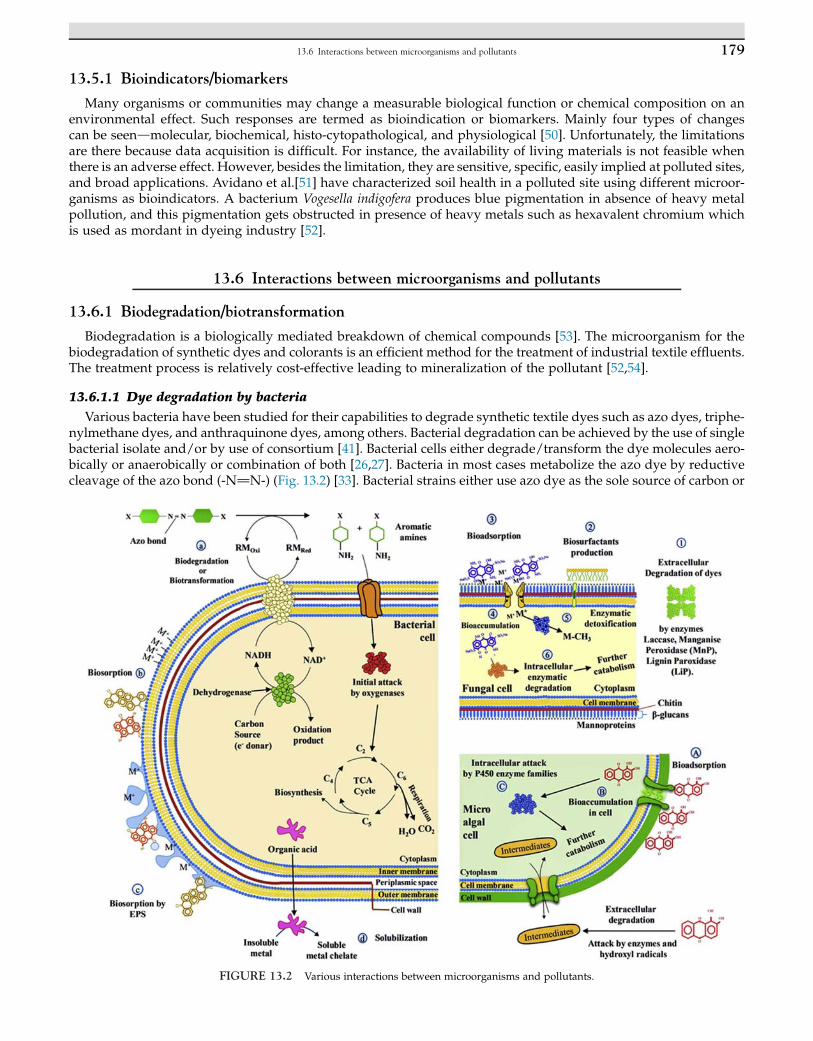
13.5.1 Bioindicators/biomarkers
Many organisms or communities may change a measurable biological function or chemical composition on anenvironmental effect. Such responses are termed as bioindication or biomarkers. Mainly four types of changescan be seendmolecular, biochemical, histo-cytopathological, and physiological [50]. Unfortunately, the limitationsare there because data acquisition is difficult. For instance, the availability of living materials is not feasible whenthere is an adverse effect. However, besides the limitation, they are sensitive, specific, easily implied at polluted sites,and broad applications. Avidano et al.[51] have characterized soil health in a polluted site using different microor-ganisms as bioindicators. A bacterium Vogesella indigofera produces blue pigmentation in absence of heavy metalpollution, and this pigmentation gets obstructed in presence of heavy metals such as hexavalent chromium whichis used as mordant in dyeing industry [52].
13.6 Interactions between microorganisms and pollutants
13.6.1 Biodegradation/biotransformation
Biodegradation is a biologically mediated breakdown of chemical compounds [53]. The microorganism for thebiodegradation of synthetic dyes and colorants is an efficient method for the treatment of industrial textile effluents.The treatment process is relatively cost-effective leading to mineralization of the pollutant [52,54].
13.6.1.1 Dye degradation by bacteria
Various bacteria have been studied for their capabilities to degrade synthetic textile dyes such as azo dyes, triphe-nylmethane dyes, and anthraquinone dyes, among others. Bacterial degradation can be achieved by the use of singlebacterial isolate and/or by use of consortium [41]. Bacterial cells either degrade/transform the dye molecules aero-bically or anaerobically or combination of both [26,27]. Bacteria in most cases metabolize the azo dye by reductivecleavage of the azo bond (-N]N-) (Fig. 13.2) [33]. Bacterial strains either use azo dye as the sole source of carbon or
FIGURE 13.2 Various interactions between microorganisms and pollutants.
13.6 Interactions between microorganisms and pollutants 179
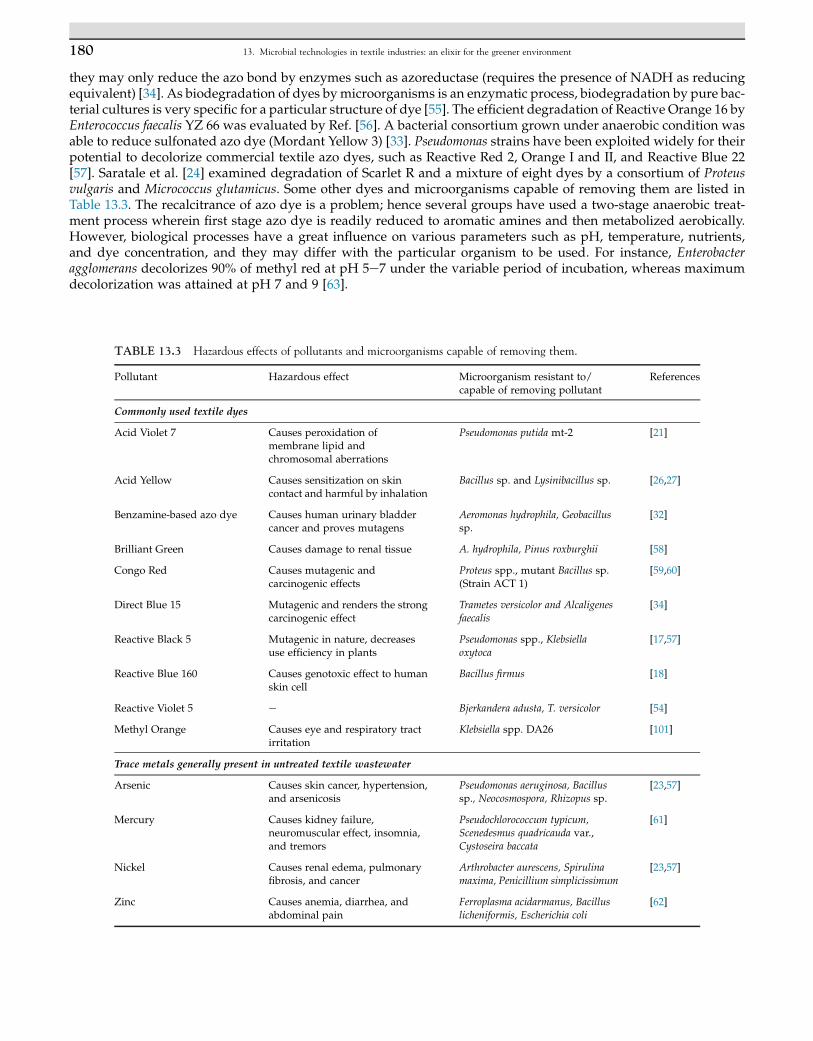
they may only reduce the azo bond by enzymes such as azoreductase (requires the presence of NADH as reducingequivalent) [34]. As biodegradation of dyes bymicroorganisms is an enzymatic process, biodegradation by pure bac-terial cultures is very specific for a particular structure of dye [55]. The efficient degradation of Reactive Orange 16 byEnterococcus faecalis YZ 66 was evaluated by Ref. [56]. A bacterial consortium grown under anaerobic condition wasable to reduce sulfonated azo dye (Mordant Yellow 3) [33]. Pseudomonas strains have been exploited widely for theirpotential to decolorize commercial textile azo dyes, such as Reactive Red 2, Orange I and II, and Reactive Blue 22[57]. Saratale et al. [24] examined degradation of Scarlet R and a mixture of eight dyes by a consortium of Proteusvulgaris and Micrococcus glutamicus. Some other dyes and microorganisms capable of removing them are listed inTable 13.3. The recalcitrance of azo dye is a problem; hence several groups have used a two-stage anaerobic treat-ment process wherein first stage azo dye is readily reduced to aromatic amines and then metabolized aerobically.However, biological processes have a great influence on various parameters such as pH, temperature, nutrients,and dye concentration, and they may differ with the particular organism to be used. For instance, Enterobacteragglomerans decolorizes 90% of methyl red at pH 5e7 under the variable period of incubation, whereas maximumdecolorization was attained at pH 7 and 9 [63].
TABLE 13.3 Hazardous effects of pollutants and microorganisms capable of removing them.
Pollutant Hazardous effect Microorganism resistant to/capable of removing pollutant
References
Commonly used textile dyes
Acid Violet 7 Causes peroxidation ofmembrane lipid andchromosomal aberrations
Pseudomonas putida mt-2 [21]
Acid Yellow Causes sensitization on skincontact and harmful by inhalation
Bacillus sp. and Lysinibacillus sp. [26,27]
Benzamine-based azo dye Causes human urinary bladdercancer and proves mutagens
Aeromonas hydrophila, Geobacillus
sp.[32]
Brilliant Green Causes damage to renal tissue A. hydrophila, Pinus roxburghii [58]
Congo Red Causes mutagenic andcarcinogenic effects
Proteus spp., mutant Bacillus sp.(Strain ACT 1)
[59,60]
Direct Blue 15 Mutagenic and renders the strongcarcinogenic effect
Trametes versicolor and Alcaligenes
faecalis
[34]
Reactive Black 5 Mutagenic in nature, decreasesuse efficiency in plants
Pseudomonas spp., Klebsiellaoxytoca
[17,57]
Reactive Blue 160 Causes genotoxic effect to humanskin cell
Bacillus firmus [18]
Reactive Violet 5 e Bjerkandera adusta, T. versicolor [54]
Methyl Orange Causes eye and respiratory tractirritation
Klebsiella spp. DA26 [101]
Trace metals generally present in untreated textile wastewater
Arsenic Causes skin cancer, hypertension,and arsenicosis
Pseudomonas aeruginosa, Bacillussp., Neocosmospora, Rhizopus sp.
[23,57]
Mercury Causes kidney failure,neuromuscular effect, insomnia,and tremors
Pseudochlorococcum typicum,Scenedesmus quadricauda var.,Cystoseira baccata
[61]
Nickel Causes renal edema, pulmonaryfibrosis, and cancer
Arthrobacter aurescens, Spirulina
maxima, Penicillium simplicissimum
[23,57]
Zinc Causes anemia, diarrhea, andabdominal pain
Ferroplasma acidarmanus, Bacillus
licheniformis, Escherichia coli
[62]
13. Microbial technologies in textile industries: an elixir for the greener environment180
13.6.1.2 Biodegradation of aromatic amines
As enzymes are dye specific many dyes could not be degraded aerobically. Bacteria reduce dyes and releaseamines which except for few with hydroxyl and/or carboxyl groups are generally not degraded and get accumu-lated under anaerobic conditions. Aromatic amines are hydrocarbon and cause a hazard to human health. However,aromatic amines can be readily degraded by bacteria in aerobic condition. Degradation of chlorinated anilines isfeasible with Pseudomonas acidovorans CA28 and Pseudomonas sp. JL2 as they use it as the sole source of carbon.
13.6.1.3 Dye degradation by fungi
By strong suit of their greater biomass production and extensive hyphal reach in the environment, fungi can effi-ciently interact with pollutants. Ramachandran et al. [63] have reviewed the ability of the fungus to degrade adiverse group of compounds. This degradation depends upon the nonspecific ligninolytic enzymatic system con-taining lignin peroxidase (LiP) (EC 1.11.1.14), manganese peroxidase (MnP) (EC 1.11.1.13), and laccase (EC1.10.3.2). Some fungi have been investigated for their use in decolorization of dyestuffs, and among them, most com-mon were white-rot fungi [43,64]. Wesenberg [65] inspected 29 white-rot fungi capable of dye decolorization. Therelative contributions of laccase, MnP, and LiP in the decolorization of dyes may be different for each fungus. Effectsof pH, temperature, nutrients, and dye concentration on the extent of degradation were studied by Ref. [63] in whichRemazol Brilliant Blue R dye decolorization by Aspergillus fumigatus XC6 was maximum at pH 7 and slightlydecreased above that; Penicillium sp. gives maximum color removal at 35�C.
13.6.1.4 Dye degradation by algae
Consumption of dyes for growth, the transformation of dyes into nontoxic forms, and chromophores adsorptionare three possible ways with which algae degrade the dyes. Algae mainly degrade the azo dyes utilizing azoreduc-tase enzyme. Alga biomass has been reported to decolorize Acid Orange II, Malachite Green, triphenylmethane, andAcid Red 27 [38]. Khataee et al. [66] have reported that among many green microalga Enteromorpha sp. can degradeC.I. Basic Red 46 (BR 46) dye.
13.7 Biosorption
Dave et al. [57] defined biosorption as “any system where a sorbate (material to be accumulated) interacts with abiosorbent (surface for accumulation) resulting in accumulation of sorbate molecules at the sorbateesorbent inter-face.” The uptake or accumulation of chemicals by microbial mass has been termed as biosorption [63]. As textileeffluent is rich in various pollutants like synthetic dyes, heavy metals, dispersants, toxic chemicals, acids, alkali, de-tergents, oil, grease, etc., the biosorption can be an efficient method of remediation. Constituents of the cell wall suchas heteropolysaccharide and lipids with their functional groups facilitate microbial cells to adsorb the dye and othermolecules present in the effluent. Interaction of dye to the matrix includes electrostatic action, ionic exchange, vanderWaals forces, and chelation, among others [26,27]. Both living and dead biomass can be used as biosorbent; hencewaste fungal biomass produced during an industrial process can be a cheap source of biosorbent and the use of suchsource has been extensively reviewed for removal of dyes [63]. However, it must be taken into consideration that insorption processes only the phase of pollutants is being changed from one to another generating sludge which isthen to be recovered or safely disposed of by another procedure [26,27]. The remediation of dye by biosorption isinfluenced by various determinants such as the surface area of sorbent, size of particles, pH, temperature, contacttime, presence of salts, surfactants and heavy metals, type of biosorbent, production/secretions of exopolymers,presence of organic or inorganic compounds, biomass concentration, and characteristics of biomass (immobilizedcells, suspended cells, or biofilms) [44,48,67]. Some biosorbents have been examined to be used for repeatedly threeadsorption/desorption cycles without significant change in the efficiency of biosorption [68].
13.8 Bioaccumulation
When an organism accumulates a sorbate (material capable of being taken up by another substance through ab-sorption or adsorption) intracellularly the activity is termed as bioaccumulation [69]. Bioaccumulation is a two-stepprocess in which the first step is similar to biosorption which is faster and the subsequent step is slower, which trans-ports sorbate into the cell by active transport systems. Bioaccumulation works against a concentration gradient and
13.8 Bioaccumulation 181
it is a nonequilibrium process [70]. In bioaccumulation cell activity is needed making it a complex process than bio-sorption. Toxic metals and other pollutants interact with the organisms; metal ions form complexes with the mem-brane of the cell and challenge its integrity and functions [71]. Various literature has discussed bioaccumulation oftoxic metal ions and dyes by growing yeast and algae. Additionally, yeasts can be obtained from the industriesimplying them for some bioprocessing. Aksu [72] studied the capabilities of Saccharomyces cerevisiae to accumulatereactive textile dyes. As textile dyes are problematic due to their nonbiodegradability and recalcitrance it is advan-tageous to use biosorption or bioaccumulation process [69].
13.9 Bioremediation
Bioremediation is generally considered to be the most effective, efficient, and less energy-intensive to remove thebulk of pollutants from wastewater. On the foundation of their interactions with pollutants, different microorganismsand various strategies can be used for the treatment of textiles effluent. There are three upper hands to biological tech-nologies in removing/treating the pollutants: first biological processes can be carried out in situ at the contaminatedsite; second bioprocess technologies are usually environmentally benign; and third cost-effective ex situ methods.
13.9.1 Biosparging
Biosparging is an in situ remediation technique that utilizes naturally occurring microorganisms to remove con-taminants concerned and essentially used for the treatment of groundwater [73]. In this technique dissolution of airin groundwater is increased mechanically by the addition of air through injection wells which favors the aerobicdegradation of pollutants by indigenous microorganisms [74,75]. Factors that affect the process are contaminatedsite (soil structure, intrinsic permeability, temperature, pH, microbial density) and characteristics of pollutants (con-centration and toxicity, chemical structure, vapor pressure) [73]. The advantage of the biosparging technique is that itis noninvasive; however, extended treatment time is a drawback.
13.9.2 Bioventing
This is an in situ remediation technology employing aboriginal microbial communities to biodegrade the pollut-ants from the contaminated soil of unsaturated (vadose) zone. In venting technique, airflow rates are kept low toprevent the volatilization of pollutants and to provide enough oxygen which sustains the microbial life [73]. Bio-venting is a relatively passive technique and faces difficulty in monitoring . At waterlogged sites the permeabilityof soil is lower which limits use of bioventing at such sites [57].
13.9.3 Bioaugmentation
Bioaugmentation can be an in situ as well as ex situ remediation technique. This technique employs pregrownmicroorganisms to degrade a wide range of pollutants in soil and water. In bioaugmentation technique, microorgan-isms can be employed as single isolates, a consortium of microorganisms or genetically engineered microorganisms.In this method, gene transfer can also take place, transferring the gene of interest in autochthonous organisms [76].Bioaugmentation and biostimulation both have a goal to remove pollutants by biotransformation or biodegradationwhich converts toxic contaminants to nontoxic forms [46,64]. However, environmental parameters, the biodegrad-ability of pollutants, the distribution of pollutants, and geological factors are to be taken into consideration.
13.9.4 Composting
Composting is a decomposition of organic compounds from waste through a biological process under controlledaerobic conditions. In composting, a very dissimilar microbial population like bacteria, fungi, and actinomycetesinitially start degradation leading to waste stabilization and elimination of toxic compounds (Gevrilescu, 2010).This organism might be present in the waste itself or the additional compost must be mixed with contaminatedsoil; however, mixing proportion changes accordingly with soil type, degree of pollution, and compost [77]. Com-posting is a low-cost technique but space requirement and extended treatment time are limitations.
13. Microbial technologies in textile industries: an elixir for the greener environment182

13.9.5 Biopiles
Biopile is an ex situ remediation technique stimulating microbial remediation by bringing forth the necessary nu-trients and favorable physiological conditions to microorganisms [78]. Biopile technology is an engineered systemand is a combination of land farming and composting. Large space requirement, treatment time, and mass transferare disadvantages; however, windrow technique facilitating the periodic turning is an alternative when dealing withnonvolatile pollutants [73].
13.9.6 Bioreactor
Bioremediation through bioreactors is an ex situ bioremediation process. The bioreactor is an apparatus to providecontrolled conditions for the proliferation of organisms. Bioreactors are classified in aerobic and anaerobic systemsand further categorized as combined, sequential, or integrated aerobiceanaerobic bioreactor systems; such systemsuse biological sources to treat wastewater [63]. Bioremediation is enhanced by bioreactors as they are three-phase(solid, liquid, and gas) system.Membrane bioreactors can be implied to treat textile wastewater; it is a hybrid processthat treats the effluent by biological treatment andmembrane filtration [79]. Bromoamine acid (BAA) is an importantcompound which is used to synthesize anthraquinone dyes and is present in wastewater which was removed usingmembrane bioreactor augmented with Sphingomonas xenophaga [80]. Bioreactors treat excavated soil or water frompolluted sites that, however, need to be pretreated before transferring. The pretreatment procedure comprises ofphysical extraction of interfering waste to concentrate the pollutants and reduce the volume to be treated [57].Continuous fluidized-bed bioreactor, fed-batch fluidized-bed bioreactor, and continuously packed bed bioreactorhave been designed and trialed for degradation of Orange II dye implying white-rot fungi [63]. As bioreactorsfacilitate to adjust various parameters they have shown to operate for long term with stable and high decolorizationrates [81].
13.9.7 Constructed wetlands
This method is also an ex situ method for bioremediation. Constructed wetlands (CWs) are environmentallybenign and cost-effective alternatives for the treatment of industrial wastewater [22]. Based on their working direc-tions CWs can be of two types: horizontal flow constructed wetlands and vertical flow constructed wetlands(HFCWs and VFCWs). In HFCW systems, the wastewater is fed from one side and treated water is collectedfrom the opposite side. The aerobic conditions are not easily maintained as the entire medium is saturated with wa-ter which limits the oxygen for the bacteria in the rhizosphere, thus requiring a large area to enhance the biodegra-dation. Whereas VFCWs influent enters the system from the top where it gets adequate aeration and rhizospherecommunity easily proliferates resulting in enhanced biodegradation requiring less space [82]. Removal of pollutantssuch as heavy metals, toxic dyes, and toxicity reduction has been experimented using VFCWs [22]. Some experi-menters also have designed a triphasic engineered wetland system (TEWS) to remediate dye-based wastewaterby achieving complete mineralization with the help of a synergistic tropical microenvironment [83]. However, phy-toremediation is not easy to commercialize due to the uncertainty of their success at field scale [22].
13.10 Changing the paradigm
In developing countries, the textile industry shares a major proportion of the economy. The whole production cy-cle of textile products contributes wastewater which is one of the prominent polluters of water and soil [84]. As thetextile industry has created an appalling environmental impact, sustainability has become a primitive concern fortextile producers as well as consumers.
13.10.1 Manufacturing phase
The conventional and routinely used textile wet processing does involve pretreatments, dyeing, printing, finish-ing processes, and packaging which involves the use of various chemicals and a huge amount of water which is laterdiscarded as effluent consequently polluting environment and posing hazards to human health [85].
13.10 Changing the paradigm 183

13.10.1.1 Bleaching
Lee [86] states that “one of the most frequently used bleaching chemicals is chlorine bleach, which is extremelyhazardous to the environment and human health.” Hence, alternative sustainable approaches for bleaching havebeen explored by various groups.
Bleaching using hydrogen peroxide: Microbial peroxideeproducing cells (MPPCs) are having the potential of produc-ing H2O2. In this the volatile fatty acids from effluent are being utilized by anode-respiring bacteria-producing electriccurrent; the electron travels to the cathode and reduces different electron acceptors; here O2 is either completelyreduced or may be partially reduced resulting in the production of H2O2 as shown in Eq. (13.1) [87].
O2 þ 2H2O þ 2e� / H2O2 þ2OH� (13.1)
Bleaching methods using hydrogen peroxide produce less harmful chemical residues.
13.10.1.2 Finishing
Widely used finishing products are softeners, dye-fixing solutions, resins, and others. Resins are formaldehydebased which can cause health hazards. Conventionally, sodium hydroxide was being used for deweighting ofPET which faces the problem of fabric breakage [85]. However, microbial enzymes such as lipase and esterasecan offer alternative green processing as they are found to be able to enhance moisture absorption and surface soft-ness in PET-based textiles [88].
13.10.1.3 Dyeing
Following bleaching, the dyeing process is also impactful on the environment because it requires the use ofvarious harmful chemicals like ammonia, alkali salts, heavy metals, and synthetic dyes [86]. Hence, many studieshave been carried out to examine the potential of microbial pigments to be used as textile dyestuffs. Microbial pig-ments are environment-friendly due to their biodegradability, nontoxicity, and noncarcinogenicity [89]. Microbialpigments can be water soluble or water insoluble. Red pigment extracted from Isaria farinosa was readily solublein water and was suitable for textile applications [90]. Dyeing with pigments is also influenced by various environ-mental parameters. For instance, Pandiyarajan et al. [91] carried out production of water-soluble yellow pigmentfrom Aspergillus sp. and evaluated for dyeing abilities on the textile clothes and found optimum uptake of pigmentat 90�C for 60 min with a pH of 6.0. When microbial pigments were examined for their colorfastness to washing,light, and perspiration, promising results were obtained.
13.10.1.4 Packaging
Conveniently used synthetic packaging materials such as polybags made from polyethylene terephthalate (PET)are hard to recycle and are not eco-friendly [92]. Microorganisms directly consume natural polymers like starch andcellulose from the extracellular environment by enzymatically degrading them. Further, bacteria produce differenttypes of natural polymers as intracellular reserve material and some of these polymers can be used to produce bio-plastic [93]. Hence, bioplastic can be a sustainable alternative for packaging purposes. After the cotton harvest, theleftover wooden waste can be a good source of nutrients for microorganisms. Silva et al. [94] observed that hemi-cellulosic wastes can be used for the bacterial production of PHAs (polyhydroxyalkanoates). PHAs can be usedin packaging and textile. However, their use has not been significant due to their high production costs, thoughseveral companies produce different types of PHAs [95].
13.10.1.5 Effluent treatment
Water is extensively used in the textile industry and generates highly polluted wastewater in large amounts con-taining high salinity, high levels of chemicals, harmful compounds, and fluctuating pH [12]. On the other hand,textile wastewater is reused at a rate of only 7% which suggests that the reclamation of wastewater is to be verycrucial [96]. Microbial treatment of effluent is a biological method having the potential to completely degrade(mineralization) the textile wastewater and seen to have numerous benefits: (a) eco-friendly, (b) cost-effective,(c) produces less sludge, (d) nonhazardous metabolites remain after treatment or full mineralization is achieved,and (e) less consumption of water in comparison to physicochemical methods [31].
13.10.1.6 Microbial fuel cell technology
Microbial fuel cell (MFC) technology is also a sustainable approach to use textile effluents. The principle behindMFC technology is to produce bioenergy using microorganisms [54]. A diagram illustrating theMFC-based device isin Fig. 13.3. In MFC, microorganisms which are electrochemically active will oxidize different organic compounds inthe anode chamber which leads to the generation of protons and electrons which travel to the cathode chamber toreduce oxygen to water. Electricity thus produced is easily procured by a resistor placed between anode and cathode
13. Microbial technologies in textile industries: an elixir for the greener environment184
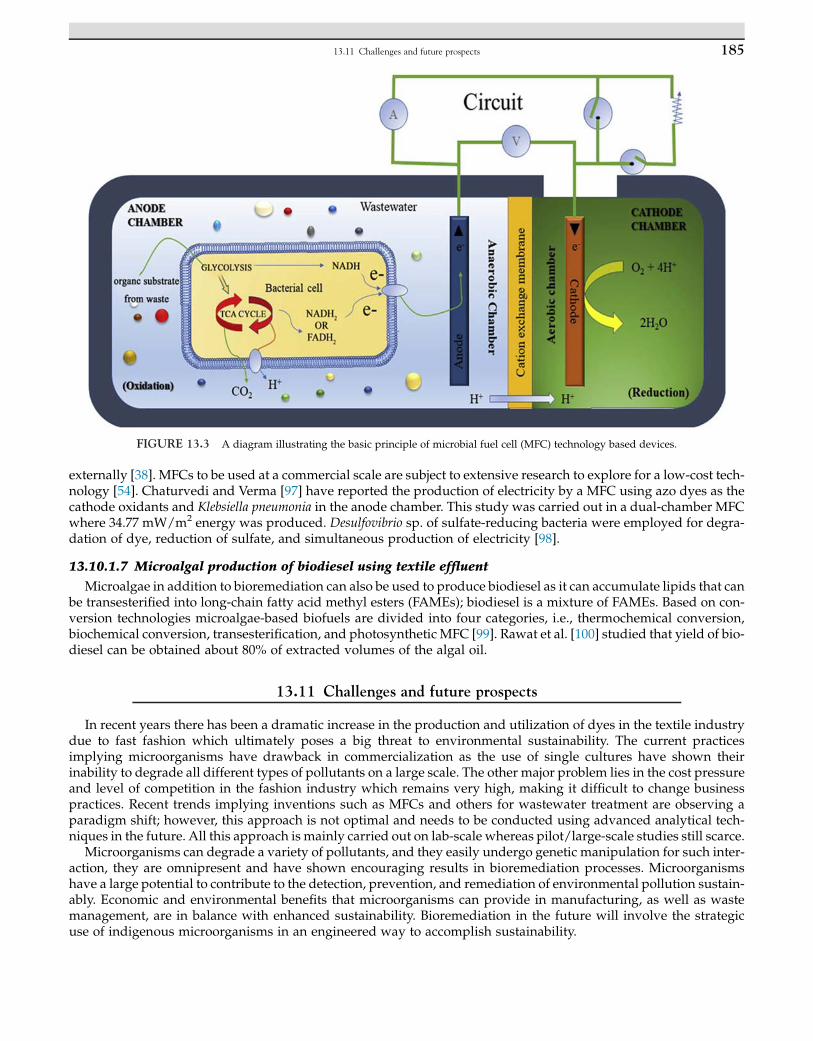
externally [38]. MFCs to be used at a commercial scale are subject to extensive research to explore for a low-cost tech-nology [54]. Chaturvedi and Verma [97] have reported the production of electricity by a MFC using azo dyes as thecathode oxidants and Klebsiella pneumonia in the anode chamber. This study was carried out in a dual-chamber MFCwhere 34.77 mW/m2 energy was produced. Desulfovibrio sp. of sulfate-reducing bacteria were employed for degra-dation of dye, reduction of sulfate, and simultaneous production of electricity [98].
13.10.1.7 Microalgal production of biodiesel using textile effluent
Microalgae in addition to bioremediation can also be used to produce biodiesel as it can accumulate lipids that canbe transesterified into long-chain fatty acid methyl esters (FAMEs); biodiesel is a mixture of FAMEs. Based on con-version technologies microalgae-based biofuels are divided into four categories, i.e., thermochemical conversion,biochemical conversion, transesterification, and photosynthetic MFC [99]. Rawat et al. [100] studied that yield of bio-diesel can be obtained about 80% of extracted volumes of the algal oil.
13.11 Challenges and future prospects
In recent years there has been a dramatic increase in the production and utilization of dyes in the textile industrydue to fast fashion which ultimately poses a big threat to environmental sustainability. The current practicesimplying microorganisms have drawback in commercialization as the use of single cultures have shown theirinability to degrade all different types of pollutants on a large scale. The other major problem lies in the cost pressureand level of competition in the fashion industry which remains very high, making it difficult to change businesspractices. Recent trends implying inventions such as MFCs and others for wastewater treatment are observing aparadigm shift; however, this approach is not optimal and needs to be conducted using advanced analytical tech-niques in the future. All this approach is mainly carried out on lab-scale whereas pilot/large-scale studies still scarce.
Microorganisms can degrade a variety of pollutants, and they easily undergo genetic manipulation for such inter-action, they are omnipresent and have shown encouraging results in bioremediation processes. Microorganismshave a large potential to contribute to the detection, prevention, and remediation of environmental pollution sustain-ably. Economic and environmental benefits that microorganisms can provide in manufacturing, as well as wastemanagement, are in balance with enhanced sustainability. Bioremediation in the future will involve the strategicuse of indigenous microorganisms in an engineered way to accomplish sustainability.
FIGURE 13.3 A diagram illustrating the basic principle of microbial fuel cell (MFC) technology based devices.
13.11 Challenges and future prospects 185

References
[1] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[2] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[3] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020a.[4] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020b.[5] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020c.[6] Verstraete W, Vrieze JD. Microbial technology with major potentials for the urgent environmental needs of the next decades. Microb. Bio-
technol. June 2017;10(5):988e94. https://doi.org/10.1111/1751-7915.12779.[7] Umar M, Shaker K, Ahmad S, Nawab Y, Umair M, Maqsood M. Investigating the mechanical behavior of composites made from textile in-
dustry waste. J. Textil. Inst. 2017;108(5):835e9. https://doi.org/10.1080/00405000.2016.1193982.[8] Karthik T, Gopalakrishnan D. Environmental analysis of textile value chain: an overview. In: Muthu SS, editor. Roadmap to sustainable tex-
tiles and clothing. Springer Singapore; 2014. p. 153e88. https://doi.org/10.1007/978-981-287-110-7_6.[9] Sivaram NM, Gopal PM, Barik D. Toxic waste from textile industries. In: Energy from toxic organic waste for heat and power generation.
Elsevier; 2019. p. 43e54. https://doi.org/10.1016/B978-0-08-102528-4.00004-3.[10] Pa�zdzior K, Bili�nska L, Ledakowicz S. A review of the existing and emerging technologies in the combination of AOPs and biological pro-
cesses in industrial textile wastewater treatment. Chem. Eng. J. 2019;376:120597. https://doi.org/10.1016/j.cej.2018.12.057.[11] Ashfaq A, Khatoon A. Review article waste management of textiles: a solution to the environmental pollution. Int. J. Curr. Microbiol. App.
Sci. 2014;3(7):780e7.[12] AsamudoN, DabaA, Ezeronye O. Bioremediation of textile effluent using Phanerochaete chrysosporium. Afr. J. FoodAgric. Nutr. Dev. 2011;
4(13). https://doi.org/10.4314/ajfand.v4i13.71767.[13] Tiwari R, Verma AK, Chakrabort S, Dhama K, Singh SV. Neem (Azadirachta indica) and its potential for safeguarding health of animals and
humans: a review. J. Biol. Sci. 2014;14(2):110e23. https://doi.org/10.3923/jbs.2014.110.123.[14] Domask JJ. Achieving goals in higher education: an experiential approach to sustainability studies. Int. J. Sustain. High Educ. 2007;8(1):
53e68. https://doi.org/10.1108/14676370710717599.[15] Bhatia SC, Devraj S. Pollution control in textile industry. 2017.[16] Gupta VK, Suhas. Application of low-cost adsorbents for dye removal e a review. J. Environ. Manag. 2009;90(8):2313e42. https://doi.org/
10.1016/j.jenvman.2008.11.017.[17] Khan S, Malik A. Toxicity evaluation of textile effluents and role of native soil bacterium in biodegradation of a textile dye. Environ. Sci.
Pollut. Control Ser. 2018;25(5):4446e58. https://doi.org/10.1007/s11356-017-0783-7.[18] Barathi S, Karthik C, S N, Padikasan IA. Biodegradation of textile dye Reactive Blue 160 by Bacillus firmus (Bacillaceae: Bacillales) and non-
target toxicity screening of their degraded products. Toxicol. Rep. 2020;7:16e22. https://doi.org/10.1016/j.toxrep.2019.11.017.[19] Cinperi NC, Ozturk E, Yigit NO, Kitis M. Treatment of woolen textile wastewater using membrane bioreactor, nanofiltration and reverse
osmosis for reuse in production processes. J. Clean. Prod. 2019;223:837e48. https://doi.org/10.1016/j.jclepro.2019.03.166.[20] Ribeiro MCM, Starling MCVM, Leão MMD, de Amorim CC. Textile wastewater reuse after additional treatment by Fenton’s reagent. En-
viron. Sci. Pollut. Control Ser. 2017;24(7):6165e75. https://doi.org/10.1007/s11356-016-6921-9.[21] Mansour HB, Ayed-Ajmi Y, Mosrati R, Corroler D, Ghedira K, Barillier D, Chekir-Ghedira L. Acid violet 7 and its biodegradation products
induce chromosome aberrations, lipid peroxidation, and cholinesterase inhibition in mouse bone marrow. Environ. Sci. Pollut. Res. 2010;17(7):1371e8. https://doi.org/10.1007/s11356-010-0323-1.
[22] Hussain Z, Arslan M, Malik MH, Mohsin M, Iqbal S, Afzal M. Treatment of the textile industry effluent in a pilot-scale vertical flow con-structed wetland system augmented with bacterial endophytes. Sci. Total Environ. 2018;645:966e73. https://doi.org/10.1016/j.scitotenv.2018.07.163.
[23] Ghaly AE, Ananthashankar R, Alhattab M, Ramakrishnan VV. Production, characterization and treatment of textile effluents: a criticalreview. J. Chem. Eng. Process Technol. 2014;5:182. https://doi.org/10.4172/2157-7048.1000182.
[24] Saratale RG, Saratale GD, Kalyani DC, Chang JS, Govindwar SP. Enhanced decolorization and biodegradation of textile azo dye Scarlet R byusing developed microbial consortium-GR. Bioresour. Technol. 2009;100(9):2493e500. https://doi.org/10.1016/j.biortech.2008.12.013.
[25] Pandey A, Singh P, Iyengar L. Bacterial decolorization and degradation of azo dyes. Int. Biodeterior. Biodegrad. 2007;59(2):73e84. https://doi.org/10.1016/j.ibiod.2006.08.006.
[26] Singh RP, Singh PK, Gupta R, Singh RL. Treatment and recycling of wastewater from textile industry. In: Singh RL, Singh RP, editors. Ad-vances in biological treatment of industrial waste water and their recycling for a sustainable future. Springer Singapore; 2019a. p. 225e66.https://doi.org/10.1007/978-981-13-1468-1_8.
[27] Singh RP, Singh PK, Gupta R, Singh RL. Treatment and recycling of wastewater from textile industry. Appl. Environ. Sci. Eng. SustainableFuture 2019:225e66. https://doi.org/10.1007/978-981-13-1468-1_8.
[28] Masupha TM. Water management at a textile industry: a case study in Lesotho. University of Pretoria; 2007.[29] Blomqvist A. Problems and perceptions of increasing water scarcity. In: Blomqvist A, editor. Food and fashion. Motala: Kanaltryckeriet i
Motala AB; 1996. p. 59e78.[30] Niinimäki K, Peters G, Dahlbo H, Perry P, Rissanen T, Gwilt A. The environmental price of fast fashion. Nat. Rev. Earth Environ. 2020;1(4):
189e200. https://doi.org/10.1038/s43017-020-0039-9.[31] Hayat H, Mahmood Q, Pervez A, Bhatti ZA, Baig SA. Comparative decolorization of dyes in textile wastewater using biological and chem-
ical treatment. Separ. Purif. Technol. 2015;154:149e53. https://doi.org/10.1016/j.seppur.2015.09.025.[32] Sarkar S, Banerjee A, Halder U, Biswas R, Bandopadhyay R. Degradation of synthetic azo dyes of textile industry: a sustainable approach
using microbial enzymes. Water Conserv. Sci. Eng. 2017;2(4):121e31. https://doi.org/10.1007/s41101-017-0031-5.[33] Puvaneswari N, Muthukrishnan J, Gunasekaran P. Toxicity assessment and microbial degradation of azo dyes. Indian J. Exp. Biol. 2006:9.[34] Sudha M, Saranya A, Selvakumar G, Sivakumar N. Microbial degradation of azo dyes: a review. Int. J. Curr. Microbiol. Appl. Sci. 2014;3(2):
670e90.
13. Microbial technologies in textile industries: an elixir for the greener environment186

[35] Rovira J, Domingo JL. Human health risks due to exposure to inorganic and organic chemicals from textiles: a review. Environ. Res. 2019;168:62e9. https://doi.org/10.1016/j.envres.2018.09.027.
[36] Sayed MA. What is textile waste | definition, meaning and types. 2020. Retrieved July 10, 2020, from, https://textileapex.blogspot.com/2018/12/what-is-textile-waste-definition.html.
[37] Fletcher K. Sustainable fashion and textiles: design journeys. Routledge; 2013.[38] Holkar CR, Jadhav AJ, Pinjari DV, Mahamuni NM, Pandit AB. A critical review on textile wastewater treatments: possible approaches.
J. Environ. Manag. 2016;182:351e66. https://doi.org/10.1016/j.jenvman.2016.07.090.[39] _Ileri S, Karaer F. Removal of Acute toxicity with ozonation in textile plant waste water. J. Biol. Environ. Sci. 2013:1e8.[40] Groff KA. Textile waste. Water Environ. Res. 1993;65(4):421e3.[41] Ananthashankar R, Ghaly AE. Production, characterization and treatment of textile effluents: a critical review. J. Chem. Eng. Process Tech-
nol. 2013;05(01). https://doi.org/10.4172/2157-7048.1000182.[42] Jönsson C, Posner S, Roos S. Sustainable chemicals: a model for practical substitution. In: Muthu SS, editor. Detox fashion. Springer
Singapore; 2018. p. 1e36. https://doi.org/10.1007/978-981-10-4876-0_1.[43] Ning X-A, Lin M-Q, Shen L-Z, Zhang J-H, Wang J-Y, Wang Y-J, Yang Z-Y, Liu J-Y. Levels, composition profiles and risk assessment of poly-
cyclic aromatic hydrocarbons (PAHs) in sludge from ten textile dyeing plants. Environ. Res. 2014;132:112e8. https://doi.org/10.1016/j.envres.2014.03.041.
[44] Robinson PR, Hsu CS. Petroleum and its products. In: Kent JA, Bommaraju TV, Barnicki SD, editors. Handbook of industrial chemistry andBiotechnology. Springer International Publishing; 2017. p. 13e106. https://doi.org/10.1007/978-3-319-52287-6_2.
[45] Torrentó, C., Palau, J., Rodrı́guez-Fernández, D., Heckel, B., Domenech, C., Rosell, M., Soler, A., Elsner, M., &Hunkeler, D. (n.d.). Carbon andchlorine isotope fractionation patterns associated with different engineered chloroform transformation reactions. Environ. Sci., 32.
[46] Chemicals & Contaminants | National Library of Medicine. (n.d.). Tox Town. Retrieved July 13, 2020, from https://toxtown.nlm.nih.gov/text_version/chemicals.php?id¼28.
[47] Shapiro AM, Evans CE, Hayes EC. Porosity and pore size distribution in a sedimentary rock: implications for the distribution of chlorinatedsolvents. J. Contam. Hydrol. 2017;203:70e84. https://doi.org/10.1016/j.jconhyd.2017.06.006.
[48] Abbasian F, Lockington R, Mallavarapu M, Naidu R. A comprehensive review of aliphatic hydrocarbon biodegradation by bacteria. Appl.Biochem. Biotechnol. 2015;176(3):670e99. https://doi.org/10.1007/s12010-015-1603-5.
[49] Cannons AC, Harwood VJ. Sensor technology for water quality monitoring: fibre-optic biosensor (WARF report. London: IWA publication;2004. p. 72. https://www.iwapublishing.com/books/9781843396772/sensor-technology-water-quality-monitoring-fiber-optic-sensor.
[50] Lam PKS. Use of biomarkers in environmental monitoring. Ocean Coast Manag. 2009;52:348e54.[51] Avidano L, Gamalero E, Cossa GP, Carroro E. Characterization of soil health in an Italian polluted site by using microorganisms as
bioindicators. Appl. Soil Ecol. 2005;30:21e33. https://doi.org/10.1016/j.apsoil.2005.01.003.[52] Jain K, Shah V, Chapla D, Madamwar D. Decolorization and degradation of azo dye e reactive Violet 5R by an acclimatized indigenous
bacterial mixed cultures-SB4 isolated from anthropogenic dye contaminated soil. J. Hazard Mater. 2012;213e214:378e86. https://doi.org/10.1016/j.jhazmat.2012.02.010.
[53] Bennet JW, Wunch KG, Faison BD. Use of fungi biodegradation. In: Hurst CJ, editor. Manual of environmental microbiology; 2002.[54] Kumar D, Pandit PD, Patel Z, Bhairappanavar SB, Das J. Perspectives, scope, advancements, and challenges of microbial technologies treat-
ing textile industry effluents. In: Microbial wastewater treatment. Elsevier; 2019. p. 237e60. https://doi.org/10.1016/B978-0-12-816809-7.00011-7.
[55] Rathour R, Jain K, Madamwar D, Desai C. Microaerophilic biodegradation of raw textile effluent by synergistic activity of bacterial commu-nity DR4. J. Environ. Manag. 2019;250:109549. https://doi.org/10.1016/j.jenvman.2019.109549.
[56] SahasrabudheM, Pathade G. Biodegradation of sulphonated azo dye C.I. Reactive orange 16 by Enterococcus faecalis strain YZ 66. Eur. J. Exp.Biol. 2011;1:163e73. www.scirp.org/(S(lz5mqp453edsnp55rrgjct55))/reference/ReferencesPapers.aspx?ReferenceID¼1903598.
[57] Dave D, Sarma S, Parmar P, Shukla A, Goswami D, Shukla A, Saraf M. Microbes as a boon for the bane of heavy metals. Environ. Sustain-ability 2020. https://doi.org/10.1007/s42398-020-00112-2.
[58] Mahmood S, Khalid A, Arshad M, Mahmood T, Crowley DE. Detoxification of azo dyes by bacterial oxidoreductase enzymes. Crit. Rev.Biotechnol. 2015:1e13. https://doi.org/10.3109/07388551.2015.1004518.
[59] Barragán BE, Costa C, CarmenMárquez M. Biodegradation of azo dyes by bacteria inoculated on solid media. Dyes Pigm. 2007;75(1):73e81.https://doi.org/10.1016/j.dyepig.2006.05.014.
[60] Gopinath SCB, Anbu P, Arshad MKM, Lakshmipriya T, Voon CH, Hashim U, Chinni SV. Biotechnological processes in microbial amylaseproduction. BioMed Res. Int. 2017;2017:1e9. https://doi.org/10.1155/2017/1272193.
[61] DashHR, Das S. Bioremediation of mercury and the importance of bacterial mer genes. Int. Biodeterior. Biodegrad. 2012;75:207e13. https://doi.org/10.1016/j.ibiod.2012.07.023.
[62] Basha, S. A., & Rajaganesh, K. (n.d.). Microbial bioremediation of heavy metals from textile industry dye effluents using isolated bacterialstrains. 10.
[63] Ramachandran P, SundharamR, Palaniyappan J, MunusamyAP. Potential process implicated in bioremediation of textile effluents: a review.Adv. Appl. Sci. Res. 2013;4(1):131e45.
[64] Yesiladalı SK, Pekin G, Bermek H, Arslan-Alaton _I, Orhon D, Tamerler C. Bioremediation of textile azo dyes by Trichophyton rubrum LSK-27. World J. Microbiol. Biotechnol. 2006;22(10):1027e31. https://doi.org/10.1007/s11274-005-3207-7.
[65] Wesenberg D. White-rot fungi and their enzymes for the treatment of industrial dye effluents. Biotechnol. Adv. 2003;22(1e2):161e87.https://doi.org/10.1016/j.biotechadv.2003.08.011.
[66] Khataee A, Dehghan G, Zarei M, Fallah S, Niaei G, Atazadeh I. Degradation of an azo dye using the green macroalga Enteromorpha sp.Chem. Ecol. 2013;29(3):221e33. https://doi.org/10.1080/02757540.2012.744831.
[67] Shukla A, Parmar P, Saraf M. Radiation, radionuclides and bacteria: an in-perspective review. J. Environ. Radioact. 2017;180:27e35. https://doi.org/10.1016/j.jenvrad.2017.09.013.
[68] Jebapriya GR, Gnanadoss JJ. Bioremediation of textile dye using white rot fungi: a review. Int. J. Cur. Res. Rev. 2013;5:1e13.
References 187

[69] Chojnacka K. Biosorption and bioaccumulatione the prospects for practical applications. Environ. Int. 2010;36(3):299e307. https://doi.org/10.1016/j.envint.2009.12.001.
[70] Aksu Z, Donmez G. The use of molasses in copper(II) containing wastewaters: effects on growth and copper(II) bioaccumulation propertiesof Kluyveromyces marxianus. Process Biochem. 2000;36:451e8.
[71] Yilmazer P, Saracoglu N. Bioaccumulation and biosorption of copper(II) and chromium(III) from aqueous solutions by Pichia stipitis yeast.J. Chem. Technol. Biotechnol. 2009;84(4):604e10. https://doi.org/10.1002/jctb.2088.
[72] Aksu Z, Donmez G. A comparative study on the biosorption characteristics of some yeasts for Remazol Blue reactive dye. Chemosphere2003;50:1075e83.
[73] Brar KS, Verma M, Surampalli RY, Misra K, Tyagi RD, Meunier N, Blais JF. Bioremediation of Hazardous wastes - a review. Pract. Period.Hazard. Toxic. Radioact. Waste Manag. 2006;10(2):59e72. https://doi.org/10.1061/(ASCE)1090-025X(2006)10:2(59).
[74] Bhatia D, Sharma NR, Singh J, Kanwar RS. Biological methods for textile dye removal from wastewater: a review. Crit. Rev. Environ. Sci.Technol. 2017;47(19):1836e76. https://doi.org/10.1080/10643389.2017.1393263.
[75] Sharma S. Bioremediation: features, strategies and applications. Asian J. Pharm. Life Sci. 2012;2:202e13 (ISSN 2231:4423), https://pdf4pro.com/view/bioremediation-features-strategies-and-applications-1586d7.html.
[76] Tyagi RD, Sreekrishnan TR, Blais JF, Campbell PGC. Kinetics of heavy metal bioleaching from sewage sludgedIII. Temperature effects. Wa-ter Res. 1994;28(11):2367e75. https://doi.org/10.1016/0043-1354(94)90052-3.
[77] Rusmini R, Sukarmin S, Muchlis M. Bioremediation of cadmium and chromium metal polluted soil using compost. In: International con-ference on science and technology (ICST 2018). Paris: Atlantis Press; 2018. https://doi.org/10.2991/icst-18.2018.157.
[78] Azubuike CC, Chikere CB, Okpokwasili GC. Bioremediation techniqueseclassification based on site of application: principles, advantages,limitations and prospects. World J. Microbiol. Biotechnol. 2016;32:180. https://doi.org/10.1007/s11274-016-2137-x.
[79] Jegatheesan V, Pramanik BK, Chen J, Navaratna D, Chang C-Y, Shu L. Treatment of textile wastewater with membrane bioreactor: a criticalreview. Bioresour. Technol. 2016;204:202e12. https://doi.org/10.1016/j.biortech.2016.01.006.
[80] Qu Y-Y, Zhou J-T, Wang J, Xing L-L, Gou M, Uddin MS. Population dynamics in bioaugmentation membrane bioreactor for treatment ofbromoamine acid wastewater. Bioresour. Technol. 2009;100:244e8. https://doi.org/10.1016/j.biotech.2008.06.023.
[81] Zhang Q, Han Y, Xiao H. Microbial a-amylase: a biomolecular overview. Process Biochem. 2017;53:88e101. https://doi.org/10.1016/j.procbio.2016.11.012.
[82] Shehzadi M, Afzal M, Khan MU, Islam E, Mobin A, Anwar S, Khan QM. Enhanced degradation of textile effluent in constructed wetlandsystem using Typha domingensis and textile effluent-degrading endophytic bacteria. Water Res. 2014;58:152e9. https://doi.org/10.1016/j.watres.2014.03.064.
[83] Yeruva DK, Ranadheer P, Kumar AK, Mohan SV. Tri-phasic engineered wetland system for effective treatment of azo dye-based wastewater.Clean Water 2019;2(13):1e8. http:/doi.org/10.1038/s41545-019-0037-y.
[84] Kadam SK, Chandanshive VV, Rane NR, Patil SM, Gholave AR, Khandare RV, Bhosale AR, Jeon B-H, Govindwar SP. Phytobeds with Fim-bristylis dichotoma and Ammannia baccifera for treatment of real textile effluent: an in situ treatment, anatomical studies and toxicityevaluation. Environ. Res. 2018;160:1e11. https://doi.org/10.1016/j.envres.2017.09.009.
[85] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: The impact and prospects of greenchemistry for textile technology. Elsevier; 2019. p. 1e20. https://doi.org/10.1016/B978-0-08-102491-1.00001-0.
[86] Lee KE. Environmental sustainability in the textile industry. In: Muthu SS, editor. Sustainability in the textile industry. Singapore: SpringerNature Singapore Pte Ltd; 2017. p. 17e56. https://doi.org/10.1007/978-981-10-2639-3.
[87] Young MN, Links MJ, Popat SC, Rittmann BE, Torres CI. Tailoring microbial electrochemical cells for production of hydrogen peroxide athigh concentrations and efficiencies. ChemSusChem 2016;9(23):3345e52. https://doi.org/10.1002/cssc.201601182.
[88] Liu Y, Wo G, Gu L. Enzymatic treatment of PTE fabrics for improved hydrophilicity. AATCC Rev. 2008;8(2):44e8.[89] Sadasivan Nair A, Prakash Kumar B, Anu Geo J. Microbial production of textile grade pigments. Afr. J. Microbiol. Res. 2017;11(42):1532e7.
https://doi.org/10.5897/AJMR2017.8205.[90] Velmurugan P, Lee YH, Nanthakumar K, Kamala-Kannan S, Dufossé L, Mapari SA, Oh B-T. Water-soluble red pigments from Isaria farinosa
and structural characterization of the main colored component. J. Basic Microbiol. 2010;50(6):581e90. https://doi.org/10.1002/jobm.201000097.
[91] Pandiyarajan S, Premasudha P, Kadirvelu K. Bio-production of novel water-soluble yellow pigment from Aspergillus sp. and exploring itssustainable textile applications. 3 Biotech 2018;8(9):398. https://doi.org/10.1007/s13205-018-1424-7.
[92] Szaky T. Finding recycling solutions for commercial packaging waste. 2014. https://www.packagingdigest.com/sustainability/finding-recycling-solutions-commercial-packaging-waste. [Accessed 12 July 2020].
[93] Kale G, Kijchavengkul T, Auras R, Rubino M, Selke SE, Singh SP. Compostability of bioplastic packaging materials: an overview. Macromol.Biosci. 2007;7(3):255e77. https://doi.org/10.1002/mabi.200600168.
[94] Silva JA, Tobella LM, Becerra J, Godoy F, Martı́nez MA. Biosynthesis of poly-b-hydroxyalkanoate by Brevundimonas vesicularis LMG P-23615 and Sphingopyxis macrogoltabida LMG 17324 using acid-hydrolyzed sawdust as carbon source. J. Biosci. Bioeng. 2007;103(6):542e6. https://doi.org/10.1263/jbb.103.542.
[95] Brodin M, Vallejos M, Opedal MT, Area MC, Chinga-Carrasco G. Lignocellulosics as sustainable resources for production of bioplastics e areview. J. Clean. Prod. 2017;162:646e64. https://doi.org/10.1016/j.jclepro.2017.05.209.
[96] Chen G, Xu Z, Cao Y, shi Y. New developments and engineering applications of membrane technology. Beijing: National Defence of IndustryPress; 2013.
[97] Chaturvedi V, Verma P. Microbial fuel cell: a green approach for the utilization of waste for the generation of bioelectricity. Bioresour. Bio-process. 2016;3(1):38. https://doi.org/10.1186/s40643-016-0116-6.
[98] MiranW, Jang J, Nawaz M, Shahzad A, Lee DS. Sulfate-reducing mixed communities with the ability to generate bioelectricity and degradetextile diazo dye in microbial fuel cells. J. Hazard Mater. 2018;352:70e9. https://doi.org/10.1016/j.jhazmat.2018.03.027.
[99] Fazal T, Mushtaq A, Rehman F, Ullah KhanA, Rashid N, FarooqW, RehmanMSU, Xu J. Bioremediation of textile wastewater and successivebiodiesel production using microalgae. Renew. Sustain. Energy Rev. 2018;82:3107e26. https://doi.org/10.1016/j.rser.2017.10.029.
[100] Rawat I, Ranjith Kumar R,Mutanda T, Bux F. Biodiesel frommicroalgae: a critical evaluation from laboratory to large scale production. Appl.Energy 2013;103:444e67. https://doi.org/10.1016/j.apenergy.2012.10.004.
[101] Radhakrishin JS, Saraswati PN. Microbial decolorization of methyl orange by Klebsiella spp. DA26. Int. J. Res. Biosci. 2015;4(3):29e38.
13. Microbial technologies in textile industries: an elixir for the greener environment188

Further reading
[1] Badani Z, Ait-Amar H, Si-Salah A, Brik M, Fuchs W. Treatment of textile waste water by membrane bioreactor and reuse. Desalination 2005;185(1e3):411e7. https://doi.org/10.1016/j.desal.2005.03.088.
[2] Bello IA. Challenges in textile wastewater and current palliative methods: an overview. IIUM Eng. J. 2017;18(2):71e8. https://doi.org/10.31436/iiumej.v18i2.742.
[3] Carraro LA. Characterization of soil health in an Italian polluted site by using microorganisms as bioindicators. Appl. Soil Ecol. 2005;30:21e33. https://doi.org/10.1016/j.apsoil.2005.01.003.
[4] Gavrilescu M. Environmental Biotechnology: achievements, opportunities and challenges. Dyn. Biochem. Process Biotechnol. Mol. Biol.September 2009;4:1e36.
[5] Hussain CM. Handbook of nanomaterials for sensing applications. Elsevier; 2020.[6] Mabrouk AM, EI-khrisy EA, Youssef YA, Mohamed AA. Production of textile reddish brown dyes by fungi. Malaysian J. Microbiol. 2010;7(1):
33e40.[7] Nortemann B, Baumgarten J, Rast HG, Knackmuss HJ. Bacterial communities degrading amino- and hydroxynaphthalene-2-sulfonates.
Appl. Environ. Microbiol. 2004;52:275.[8] Organiccotton (n.d.) The risks of cotton farming. http://www.organiccotton.org/oc/Cottongeneral/Impact-of-cotton/Risk-of-cotton-
farming.php. Accessed 22 July, 2020.[9] Rogers K. Chron. 2020. Retrieved August 12, 2020, from, https://smallbusiness.chron.com/kinds-pollution-textile-factories-give-off-77282.
html.[10] Thorstensson, R. (n.d.). A new player in the accelerating textile industry e upcycled textile products. 47.
Further reading 189

This page intentionally left blank
C H A P T E R
14
Natural compounds in sustainable dyeing andfunctional finishing of textiles
Aminoddin Haji1, M. _Ibrahim Bahtiyari21Department of Textile Engineering, Yazd University, Yazd, Iran; 2Department of Textile Engineering, Faculty of
Engineering, Erciyes University, Kayseri, Turkey
14.1 Introduction
Application of natural compounds in dyeing and finishing is proposed as a sustainable approach for reduction ofenvironmental pollution and production of green textiles. They are obtained from regenerable sources which makethem interesting candidates for replacement of nonregenerable synthetic dyes and finishing agents. Natural dyes areconsideredasgreenalternatives for the synthetic colorants because theyarebiodegradable andsafer to the environment,and usually exhibit lower toxicity. However, natural dyeing and finishing of textiles face drawbacks such as low coloryield, low exhaustion rate, poor reproducibility, and poor fixation [1e3]. To overcome these drawbacks, several ap-proaches such as solvent extraction, microwave- and ultrasound-assisted extraction, surface modification of fibers,chemical modification of the dyestuffs, and the use of bio-mordants have been explored in various studies [4,5].
Natural dyes can be obtained fromplants, animals (insects),microorganisms, orminerals. Plant-basednatural dyescan be found in various parts of plants including root, bark, seed, fruit, flower, and leaf. The amount of coloring com-pounds depends on several parameters such as the age, species, season, and the part of the plant which the colorant isobtained. Somewastes from the agriculture and food industry such as onion skins, grape pomace, and teakwaste canbe considered as suitable sources of natural dyes with good efficiency and fastness properties [6e9].
Some natural colorants exhibit antimicrobial properties when applied on textiles and can be used for the prepa-ration of antimicrobial, anti-odor, and medical textiles. Some natural dyes can absorb light in ultraviolet (UV) regionand can be applied for preparation of anti-UV textiles [4,10e13]. Natural dyes containing high amounts of tannin(more than 40%) show anti-moth activity and can be used for simultaneous dyeing and anti-moth finishing ofwoolen goods [14,15]. In this chapter, various applications of natural compounds in sustainable dyeing and finishingof different textile fibers are reviewed.
14.2 Sustainable dyeing
As stated earlier, majority of natural dyes are nonsubstantive and exhibit low affinity and exhaustion on textilefibers. Several techniques have been investigated to improve the exhaustion and fixation of natural dyes on varioustextile fibers. Application of metal mordants is the most common solution employed for overcoming this problem.Metal mordants usually are salts of transition metals such as chromium, aluminum, copper, iron, etc., which formcoordination complexes with oxygen and nitrogen atoms of certain dyes as well as textile fibers, leading to increasedcolor strength, improved color fastness, and change in color shade [16e19]. Fig. 14.1 shows the mechanism of com-plex formation between juglone natural dye (found in the barks, leaves, and fruit hulls of Juglans regia), wool fiber,and aluminum mordant [18,20e22]. However, as metal ions are generally considered as toxic, their residual in thedyeing wastewater causes environmental problems and efforts are made to reduce or eliminate the use of toxic metalmordants in natural dyeing [23].
191Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00004-X

Furthermore, the efficiency of natural dyeing depends on the efficacy of the extraction of coloring compoundsfrom the source material. Several approaches such as the use of organic solvents, supercritical CO2 extraction[24], microwave-assisted extraction [25,26], ultrasonic-assisted extraction [27], and enzyme-mediated extraction[28] are among the methods explored for enhancement of extraction efficiency of natural dyes. The abovementionedextraction methods have been well described by Shahid et al. [29].
14.2.1 Ultrasonic-assisted extraction and dyeing
When extracting the colorant by water or organic solvents, soxhlet extractor is usually used. This method is time-consuming and the high temperature used for extraction may lead to the decomposition of some compounds.Furthermore, organic solvents are usually expensive and may be toxic. Ultrasound waves having frequencies inthe range of 20e100 kHz are able to produce cavitation in the liquids and cause agitation and degassing which helpsthe dispersion and diffusion of the dyes, leading to enhancement of dye extraction. Ultrasonic-assisted extraction is asimple and low-cost method which can increase the extraction efficiency and decrease the extraction time and sol-vent usage [29]. Ultrasound waves can also improve the dye exhaustion and increase the color strength in dyeing oftextiles with natural and synthetic dyes.
The efficacy of ultrasound waves in dye extraction and coloration of various textile fibers with different naturaldyes has been studied. Ultrasonic waves improved the dyeing of cotton with marigold [30], neem bark [31], turmeric[32], and red cabbage [33]. The improvement of wool dyeing with coconut coir extract [27], logwood [34], grapepomace [7], madder [35], and lac [36] using ultrasound has been studied as well. Ultrasonic extraction and dyeingof polyester with henna dye resulted in improved color strength and fastness properties [37].
14.2.2 Microwave-assisted extraction and dyeing
Microwaves (300 MHze300 GHz) are nonionizing radiations which transfer energy to the solutions and cause ho-mogeneous heating. As a result of microwave irradiation and heating, the hydrogen bonds are disrupted and thetransfer of dissolved ions is facilitated, which results in enhanced penetration of solvent into the matrix andincreased extraction of colorant molecules [29]. Application of microwave irradiation in extraction of natural color-ants from coconut coir [26], cinnamon bark [38], and neem bark [39], as well as the dyeing of silk with the obtainedextract, increased the color strength of the dyed samples compared with the reference samples. Improvement ofdyeing efficiency and color strength has been reported in microwave-assisted dyeing of cotton with neem bark[40], and harmal seeds [25]. Similar results have been reported when dyeing of wool with arjun bark [41], cochineal[42], and eucalyptus leaves [43]. Microwave-assisted extraction and dyeing resulted better compared with the con-ventional method in dyeing of polyester fabric with henna and reduced the mordanting and dyeing time up to 65%[37,44].
14.2.3 Extraction and dyeing using supercritical CO2
When enough heat is applied to a solid, it begins melting and liquid and vapor phases are formed. There is a crit-ical temperature and pressure at which the vaporeliquid equilibrium line ends. When the pressure and temperatureof a fluid are above its critical point, it cannot be regarded as a vapor or a liquid and it is referred to as a supercritical
FIGURE 14.1 Schematic presentation of complex formation between wool, aluminum mordant, and juglone natural dye [18,20e22].
14. Natural compounds in sustainable dyeing and functional finishing of textiles192
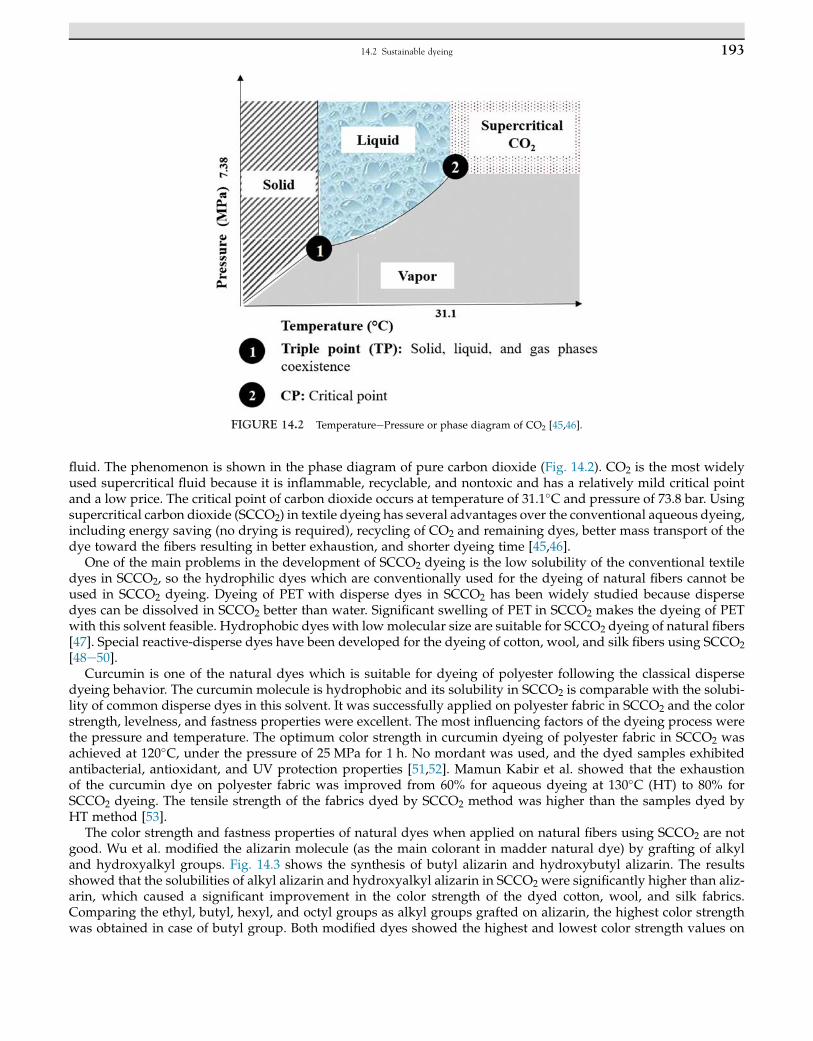
fluid. The phenomenon is shown in the phase diagram of pure carbon dioxide (Fig. 14.2). CO2 is the most widelyused supercritical fluid because it is inflammable, recyclable, and nontoxic and has a relatively mild critical pointand a low price. The critical point of carbon dioxide occurs at temperature of 31.1�C and pressure of 73.8 bar. Usingsupercritical carbon dioxide (SCCO2) in textile dyeing has several advantages over the conventional aqueous dyeing,including energy saving (no drying is required), recycling of CO2 and remaining dyes, better mass transport of thedye toward the fibers resulting in better exhaustion, and shorter dyeing time [45,46].
One of the main problems in the development of SCCO2 dyeing is the low solubility of the conventional textiledyes in SCCO2, so the hydrophilic dyes which are conventionally used for the dyeing of natural fibers cannot beused in SCCO2 dyeing. Dyeing of PET with disperse dyes in SCCO2 has been widely studied because dispersedyes can be dissolved in SCCO2 better than water. Significant swelling of PET in SCCO2 makes the dyeing of PETwith this solvent feasible. Hydrophobic dyes with lowmolecular size are suitable for SCCO2 dyeing of natural fibers[47]. Special reactive-disperse dyes have been developed for the dyeing of cotton, wool, and silk fibers using SCCO2
[48e50].Curcumin is one of the natural dyes which is suitable for dyeing of polyester following the classical disperse
dyeing behavior. The curcumin molecule is hydrophobic and its solubility in SCCO2 is comparable with the solubi-lity of common disperse dyes in this solvent. It was successfully applied on polyester fabric in SCCO2 and the colorstrength, levelness, and fastness properties were excellent. The most influencing factors of the dyeing process werethe pressure and temperature. The optimum color strength in curcumin dyeing of polyester fabric in SCCO2 wasachieved at 120�C, under the pressure of 25 MPa for 1 h. No mordant was used, and the dyed samples exhibitedantibacterial, antioxidant, and UV protection properties [51,52]. Mamun Kabir et al. showed that the exhaustionof the curcumin dye on polyester fabric was improved from 60% for aqueous dyeing at 130�C (HT) to 80% forSCCO2 dyeing. The tensile strength of the fabrics dyed by SCCO2 method was higher than the samples dyed byHT method [53].
The color strength and fastness properties of natural dyes when applied on natural fibers using SCCO2 are notgood. Wu et al. modified the alizarin molecule (as the main colorant in madder natural dye) by grafting of alkyland hydroxyalkyl groups. Fig. 14.3 shows the synthesis of butyl alizarin and hydroxybutyl alizarin. The resultsshowed that the solubilities of alkyl alizarin and hydroxyalkyl alizarin in SCCO2 were significantly higher than aliz-arin, which caused a significant improvement in the color strength of the dyed cotton, wool, and silk fabrics.Comparing the ethyl, butyl, hexyl, and octyl groups as alkyl groups grafted on alizarin, the highest color strengthwas obtained in case of butyl group. Both modified dyes showed the highest and lowest color strength values on
FIGURE 14.2 TemperatureePressure or phase diagram of CO2 [45,46].
14.2 Sustainable dyeing 193
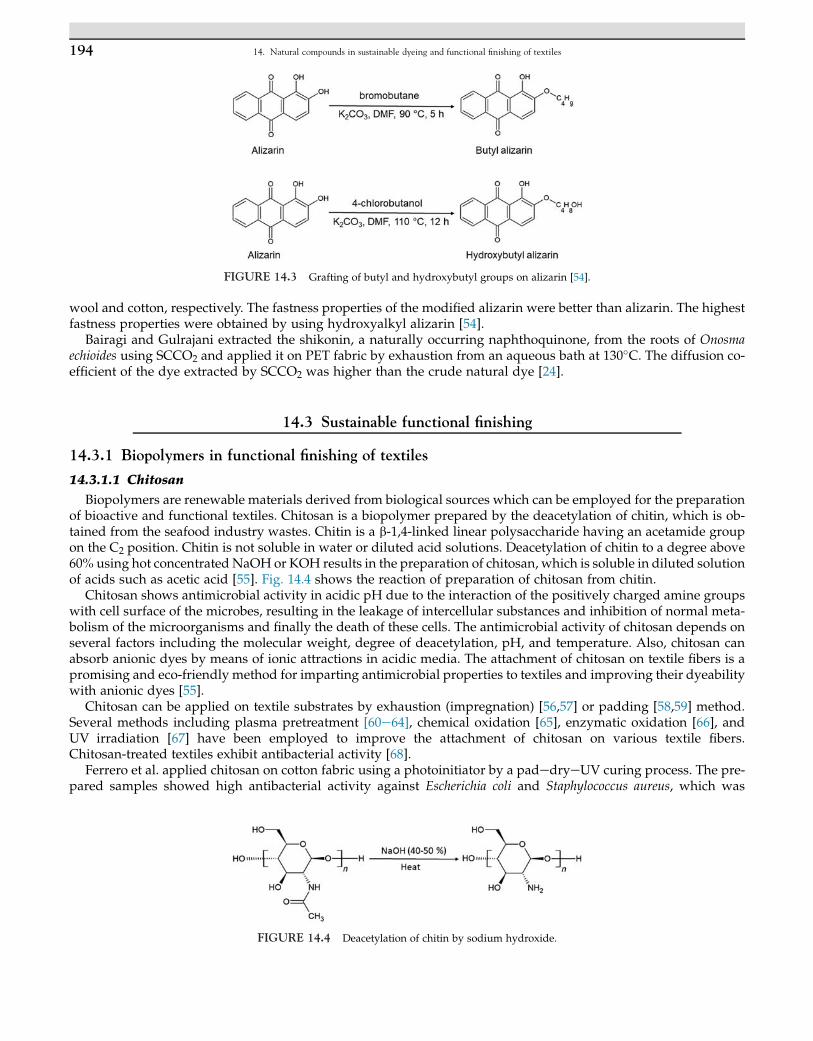
wool and cotton, respectively. The fastness properties of the modified alizarin were better than alizarin. The highestfastness properties were obtained by using hydroxyalkyl alizarin [54].
Bairagi and Gulrajani extracted the shikonin, a naturally occurring naphthoquinone, from the roots of Onosmaechioides using SCCO2 and applied it on PET fabric by exhaustion from an aqueous bath at 130�C. The diffusion co-efficient of the dye extracted by SCCO2 was higher than the crude natural dye [24].
14.3 Sustainable functional finishing
14.3.1 Biopolymers in functional finishing of textiles
14.3.1.1 Chitosan
Biopolymers are renewable materials derived from biological sources which can be employed for the preparationof bioactive and functional textiles. Chitosan is a biopolymer prepared by the deacetylation of chitin, which is ob-tained from the seafood industry wastes. Chitin is a b-1,4-linked linear polysaccharide having an acetamide groupon the C2 position. Chitin is not soluble in water or diluted acid solutions. Deacetylation of chitin to a degree above60% using hot concentrated NaOH or KOH results in the preparation of chitosan, which is soluble in diluted solutionof acids such as acetic acid [55]. Fig. 14.4 shows the reaction of preparation of chitosan from chitin.
Chitosan shows antimicrobial activity in acidic pH due to the interaction of the positively charged amine groupswith cell surface of the microbes, resulting in the leakage of intercellular substances and inhibition of normal meta-bolism of the microorganisms and finally the death of these cells. The antimicrobial activity of chitosan depends onseveral factors including the molecular weight, degree of deacetylation, pH, and temperature. Also, chitosan canabsorb anionic dyes by means of ionic attractions in acidic media. The attachment of chitosan on textile fibers is apromising and eco-friendly method for imparting antimicrobial properties to textiles and improving their dyeabilitywith anionic dyes [55].
Chitosan can be applied on textile substrates by exhaustion (impregnation) [56,57] or padding [58,59] method.Several methods including plasma pretreatment [60e64], chemical oxidation [65], enzymatic oxidation [66], andUV irradiation [67] have been employed to improve the attachment of chitosan on various textile fibers.Chitosan-treated textiles exhibit antibacterial activity [68].
Ferrero et al. applied chitosan on cotton fabric using a photoinitiator by a padedryeUV curing process. The pre-pared samples showed high antibacterial activity against Escherichia coli and Staphylococcus aureus, which was
FIGURE 14.3 Grafting of butyl and hydroxybutyl groups on alizarin [54].
FIGURE 14.4 Deacetylation of chitin by sodium hydroxide.
14. Natural compounds in sustainable dyeing and functional finishing of textiles194
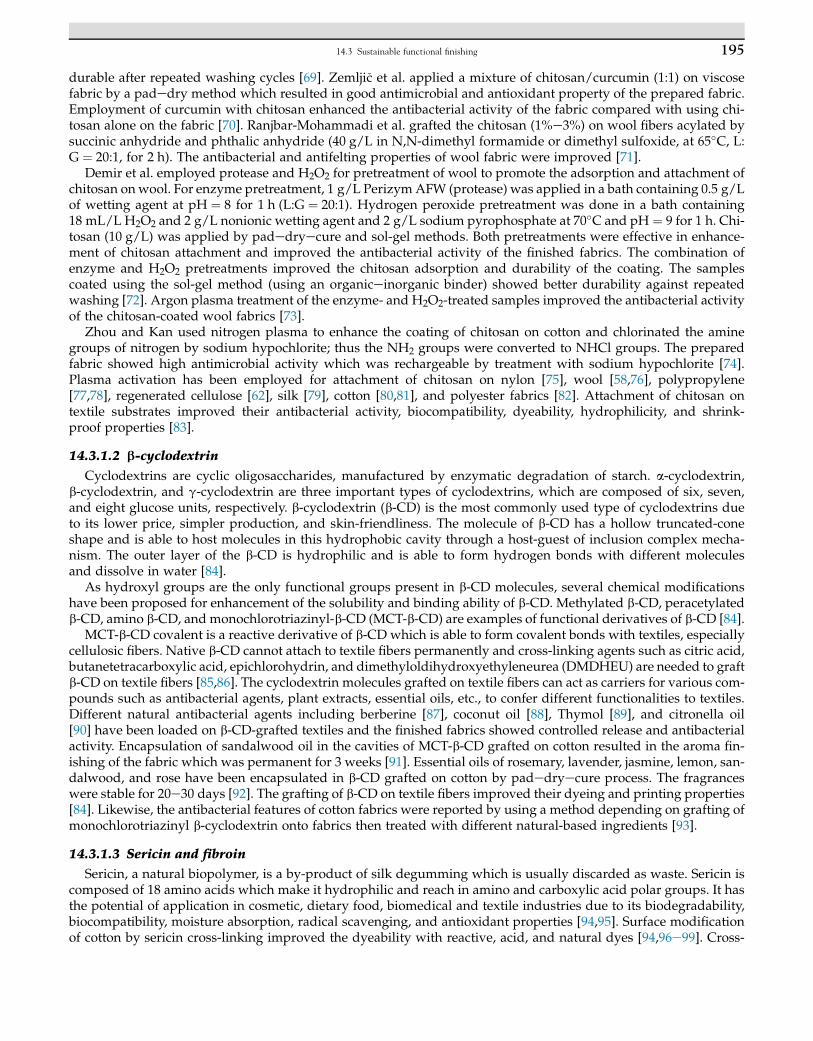
durable after repeated washing cycles [69]. Zemlji�c et al. applied a mixture of chitosan/curcumin (1:1) on viscosefabric by a padedry method which resulted in good antimicrobial and antioxidant property of the prepared fabric.Employment of curcumin with chitosan enhanced the antibacterial activity of the fabric compared with using chi-tosan alone on the fabric [70]. Ranjbar-Mohammadi et al. grafted the chitosan (1%e3%) on wool fibers acylated bysuccinic anhydride and phthalic anhydride (40 g/L in N,N-dimethyl formamide or dimethyl sulfoxide, at 65�C, L:G ¼ 20:1, for 2 h). The antibacterial and antifelting properties of wool fabric were improved [71].
Demir et al. employed protease and H2O2 for pretreatment of wool to promote the adsorption and attachment ofchitosan onwool. For enzyme pretreatment, 1 g/L PerizymAFW (protease) was applied in a bath containing 0.5 g/Lof wetting agent at pH ¼ 8 for 1 h (L:G ¼ 20:1). Hydrogen peroxide pretreatment was done in a bath containing18 mL/L H2O2 and 2 g/L nonionic wetting agent and 2 g/L sodium pyrophosphate at 70�C and pH ¼ 9 for 1 h. Chi-tosan (10 g/L) was applied by padedryecure and sol-gel methods. Both pretreatments were effective in enhance-ment of chitosan attachment and improved the antibacterial activity of the finished fabrics. The combination ofenzyme and H2O2 pretreatments improved the chitosan adsorption and durability of the coating. The samplescoated using the sol-gel method (using an organiceinorganic binder) showed better durability against repeatedwashing [72]. Argon plasma treatment of the enzyme- and H2O2-treated samples improved the antibacterial activityof the chitosan-coated wool fabrics [73].
Zhou and Kan used nitrogen plasma to enhance the coating of chitosan on cotton and chlorinated the aminegroups of nitrogen by sodium hypochlorite; thus the NH2 groups were converted to NHCl groups. The preparedfabric showed high antimicrobial activity which was rechargeable by treatment with sodium hypochlorite [74].Plasma activation has been employed for attachment of chitosan on nylon [75], wool [58,76], polypropylene[77,78], regenerated cellulose [62], silk [79], cotton [80,81], and polyester fabrics [82]. Attachment of chitosan ontextile substrates improved their antibacterial activity, biocompatibility, dyeability, hydrophilicity, and shrink-proof properties [83].
14.3.1.2 b-cyclodextrin
Cyclodextrins are cyclic oligosaccharides, manufactured by enzymatic degradation of starch. a-cyclodextrin,b-cyclodextrin, and g-cyclodextrin are three important types of cyclodextrins, which are composed of six, seven,and eight glucose units, respectively. b-cyclodextrin (b-CD) is the most commonly used type of cyclodextrins dueto its lower price, simpler production, and skin-friendliness. The molecule of b-CD has a hollow truncated-coneshape and is able to host molecules in this hydrophobic cavity through a host-guest of inclusion complex mecha-nism. The outer layer of the b-CD is hydrophilic and is able to form hydrogen bonds with different moleculesand dissolve in water [84].
As hydroxyl groups are the only functional groups present in b-CD molecules, several chemical modificationshave been proposed for enhancement of the solubility and binding ability of b-CD. Methylated b-CD, peracetylatedb-CD, amino b-CD, and monochlorotriazinyl-b-CD (MCT-b-CD) are examples of functional derivatives of b-CD [84].
MCT-b-CD covalent is a reactive derivative of b-CD which is able to form covalent bonds with textiles, especiallycellulosic fibers. Native b-CD cannot attach to textile fibers permanently and cross-linking agents such as citric acid,butanetetracarboxylic acid, epichlorohydrin, and dimethyloldihydroxyethyleneurea (DMDHEU) are needed to graftb-CD on textile fibers [85,86]. The cyclodextrin molecules grafted on textile fibers can act as carriers for various com-pounds such as antibacterial agents, plant extracts, essential oils, etc., to confer different functionalities to textiles.Different natural antibacterial agents including berberine [87], coconut oil [88], Thymol [89], and citronella oil[90] have been loaded on b-CD-grafted textiles and the finished fabrics showed controlled release and antibacterialactivity. Encapsulation of sandalwood oil in the cavities of MCT-b-CD grafted on cotton resulted in the aroma fin-ishing of the fabric which was permanent for 3 weeks [91]. Essential oils of rosemary, lavender, jasmine, lemon, san-dalwood, and rose have been encapsulated in b-CD grafted on cotton by padedryecure process. The fragranceswere stable for 20e30 days [92]. The grafting of b-CD on textile fibers improved their dyeing and printing properties[84]. Likewise, the antibacterial features of cotton fabrics were reported by using a method depending on grafting ofmonochlorotriazinyl b-cyclodextrin onto fabrics then treated with different natural-based ingredients [93].
14.3.1.3 Sericin and fibroin
Sericin, a natural biopolymer, is a by-product of silk degumming which is usually discarded as waste. Sericin iscomposed of 18 amino acids which make it hydrophilic and reach in amino and carboxylic acid polar groups. It hasthe potential of application in cosmetic, dietary food, biomedical and textile industries due to its biodegradability,biocompatibility, moisture absorption, radical scavenging, and antioxidant properties [94,95]. Surface modificationof cotton by sericin cross-linking improved the dyeability with reactive, acid, and natural dyes [94,96e99]. Cross-
14.3 Sustainable functional finishing 195
linking with sericin results in imparting felt-proofing properties to wool fabrics and improves its dyeing and print-ing properties. Cross-linking agents such as polycarboxylic acids and DMDHEU are usually used [100,101]. Guptaand Natarajan used the UV irradiation as a means for functionalization of wool and attachment of sericin. Wool fab-ric was irradiated by UV (127 nm) for 5 min and padded with sericin solution (5 g/L, pH ¼ 4). The finished fabricshowed good felt-proofing and better dyeability [102]. Belhaj Khalifa et al. showed that wool fabrics treated withsericin by exhaustion method at pH ¼ 3.8 showed good antibacterial activity [103].
Chemical grafting of sericin on polyester fibers improved the dyeability, moisture regain, and wicking properties.The sericin-treated polyester fabric showed antistatic, UV protection and radical scavenging activities. The sericin-treated polyester fabrics showed antibacterial activity, when dyed with methylene blue cationic dye [104,105]. Pre-treatment with UV radiation and atmospheric plasma promoted the attachment of sericin on polyester fibers[105,106].
Silk fibroin also can be grafted on textile fibers and modify their properties. Zhang et al. used nitrogen plasma foractivation of polyester fiber and attached silk fibroin/chitosan microspheres on the activated surface and obtainedgreat antibacterial and antistatic properties [64]. Lin et al. modified cotton fabric by oxidation with sodium periodateand subsequent treatment in a solution of silk fibroin. The results showed that the crease resistant properties of cot-ton were improved [107]. Similar results were obtained by cross-linking of silk fibroin on cotton using citric acid[108].
14.3.2 Plant extracts in functional finishing of textiles
For functionalization of textiles different processes can be applied from fibers to fabrics and to nonwoven surfacesas well, and it is not wrong to say that the studies on use of natural sources in antimicrobial and UV protective fin-ishing is widespread. Numerous plant-based natural sources are accessible for combined dyeing and functionalizingof textiles [109].
As can be seen in Fig. 14.5, the use of natural sources for functional finishing along with coloration of textiles canbe assessed in three different approaches:
- directly use of a valuable resource,- use of an idle resource,- use of natural wastes within the scope of waste management.
But use of natural wastes within the scope of waste management can be evaluated as an important issue for in-dividual and/or community life. One can easily face with different approaches in this respect. Here in this part of thechapter the valorization of the natural wastes for textile finishing is presented.
Maybe the most commonly tested one can be assumed as pomegranate peels/rinds. Pomegranate, Punica gran-atum L. which is native to Persia and perhaps some surrounding territory, is one of the oldest known edible fruittrees [110]. Addition to the consumption of the pomegranate fruit in human diet, other parts of pomegranate treehave been consumed for traditional medicine in many cultures and the most widespread use of fruit is as an anti-microbial agent [111]. Pomegranate peels, the waste of juice production, comprises up to 40% portion of pome-granate fruit [112]. Phenolic compounds (flavonoids, tannins, and phenolic acids) are primarily concentrated inthe peels [113]. Pomegranate peels contain granatonine (N-methyl granatonine) as the main coloring component[114]. Different works are available about use of pomegranate-based wastes in coloration and also functional finish-ing of textiles. For instance, Davulcu et al. have tested pomegranate peels and thyme in coloration of the cotton
FIGURE 14.5 Different approaches for the use of natural sources.
14. Natural compounds in sustainable dyeing and functional finishing of textiles196
fabrics and used dried grinded thyme and pomegranate peels directly in dyeing process so without a previousextraction. They showed the obtained colors and color diversity with the use of different mordanting agents. Beyondthis, they were also reported that the cotton samples dyed without any mordants have showed antibacterial activityagainst tested bacteria S. aureus [115]. In another study, Shahid et al. have used pomegranate peel extract in colora-tion of the wool. They have also used different mordanting agents. By the study it was understood that the colorationof the wool via extract of the peels can be a good way and ensure an antimicrobial feature. They have tested the anti-microbial activities of dyed samples against E. coli, S. aureus, and Candida albicans. They introduced the mordantingagents as improving the dyeing depth and fastness. Moreover, by mordanting process the durability of antimicrobialfeatures was reported as improved [116]. Differently, Mansour et al. tested several natural sources including pome-granate peels in coloration of wool and also to ensure UV protection features. They introduced the usability ofextracts from madder, chamomiles, pomegranate peels, and apple tree branches barks in wool coloration and foundincrease in UV protection feature of wool by natural dyeing [117].
Onion skin is a good sample as a herbal waste and was also tested in literature for dyeing and also for the anti-microbial finishing of the textiles. Onion (Allium cepa) is a member of Liliacea family [118]. The onion skin come outfrom processing of onion is an important industrial waste [119]. It has been tested in coloration of textiles as shownby different papers such as prepared by Vankar et al. (2009). They have used the extract from the skin of Allium cepain dyeing of different fibers (cottonesilkewool) and demonstrated the usability of this waste in coloration of textiles[120]. Likewise, Silva et al. worked on coloration of wool and silk via the extract of onion skin but beyond showingthe usability in dyeings, they have also investigated the kinetics of the dyeing process as well [121]. Önal (1996) hasalso reported the usage of onion skin in coloration of wool, cotton, and feathered leather even with different mor-danting agents and methods. Pelargonidin, which has four hydroxyl groups, was declared as found in the onionskin as a dyestuff [122]. Onion consists of fiber, flavonoids, and sulfur compounds [123]. It was reported that theskin of it consists a concoction of quercetin, kaempferol, and quercetin-3-o-glucoside [124]. The antimicrobial activityof the onion skin was tested in different studies. For example; Chen and Chang used the extract of onion for naturaldyeing and also antimicrobial finishing of cotton. For this aim they used the extracts from onion skin and onion pulpas well. They used these natural sources after the plasma treatment of the cotton and showed the antibacterial ac-tivity of cotton grafted with the extracts after plasma treatment [125]. In another study, different natural dye sourcesincluding onion skins were used in dyeing of the cotton. The authors were tested the usability of the natural dyesources of pomegranate, wild mangosteen, myrobalan, arjun, betel nut, onion, tea, neem, eucalyptus, and dye flowerin dyeing and antibacterial property against Bacillus subtilis and E. coli. It was reported that cotton samples dyedwithextracts from arjun, betel nut, pomegranate, tea, and onion can provide antimicrobial activity in different extents.30% bacterial reduction (according to AATCC 100) was reported for the cotton samples dyed with onion skin[126]. Differently Pucciarini et al. tested the antioxidant and UV protection features of samples dyed with the extractfrom onion skin. They reported the dyeability of wool with onion skins and also the photoprotective and antioxidantfeature of the dyed samples ascribed to the polyphenolic pool of the onion skin [127]. Likewise, Gawish et al. testedthe extracts frommadder, chamomile, red onion skins, and the mixture of chamomile þ red onion skins in dyeing ofdifferent fiber-based fabrics. Beyond the analysis of the obtained colors and fastness, the ultraviolet protection factor(UPF) values were investigated. It was reported that dyeing with these extracts with/without mordants generallyshowed excellent UPF for fabrics except nylon, or that mordanted with alum. Depending on the fiber, extract,and mordant type the obtained UV protection features were declared as varied [128]. Another important herbalwaste which finds usage in textile finishing is the waste fromwalnut tree. Walnut (Juglans regia L.) is one of the oldestcultivated plants and it has notable economic value and importance in health [129]. Some parts of this plant can bedefined as waste and employed in coloration of textiles. For example, Bahtiyari et al. used extracts of fresh greenbarks of walnut in printing of wool and cotton. They also tested different natural sources as well [130]. 5-hydroxy-1,4-naphthoquinone (juglone) is the main colorant present in walnut leaf, husks, and stem barks andcan be used as natural dye [131]. Walnut green husk can also be valorized as a source of chemical structures showingantioxidant/antimicrobial features [132]. Hereof, different studies at issue have been carried out. For example, in astudy green walnut shells were tested in dyeing of polyamide and the antibacterial features of dyed samples wereanalyzed. The extract of walnut husks and different mordanting agents was used and the dyeability of the poly-amide with the extract of the walnut husks was shown. Moreover, the antibacterial activity of samples againstS. aureus and E. coli was tested. It was reported that dyed polyamides displayed very good antibacterial activityagainst tested bacteria. Additionally, mordants were declared as having positive effect on the obtained featuresand also durability of antibacterial property [133]. In another study, the extracts of pomegranate and walnut shellshave been tested in dyeing of wool and the antibacterial features of the samples were searched. Authors tested theobtained colors and fastness values via use of different mordants for different concentrations of the extracts and
14.3 Sustainable functional finishing 197

reported the obtained results. Additionally, the antibacterial activity of the samples against S. aureus, E. coli, andPseudomonas aeruginosawas tested as well, and the benefit of using pomegranate and walnut shell extracts in dyeingwas reported [134]. Differently, Sadeghi-Kiakhani et al. used the extracts, prepared from walnut green husks andpomegranate peels, for coloration after antimicrobial finishing of wool with different nanoparticles. Meanwhile,they have also made an optimization for antimicrobial chemical use. They dyed the samples in different durations,temperatures, concentrations, and pH. As a summary, they reported that the tested natural sources can be valorizedas natural dyes for increasing the antimicrobial activity of wool with or without using antimicrobial inorganic saltsand coloration via these sources can lessen the required amount of nanoparticles [135]. In another study, UPF of cot-ton dyed with green walnut shell was tested according to AATCC 183 standard. Different mordanting methods fordifferent concentration of FeSO4 mordant were tested concerning fastness and color values. It was also reported thatthe green walnut shells can be useful in dyeing of cotton and good UV protection features on dyed samples whendyed with FeSO4 can be obtained. Depending on the mordanting type different UPF values were reported too [136].
Waste from tea can be assumed as a good source for natural compounds as well. Tea is prepared from the teaplants’ (Camellia sinensis L.) processed leaves and it is the most consumed beverage [137]. It can be classified as green,white, oolong, black, and pu-erh tea according to the fermentation processes [138]. There is tannin coloring agent inthe structure of tea plant and tannin reveals different colors together with different metal salts [139]. Like the study inwhich tea was tested for wool dyeing [139], different studies on use of tea as a natural source for dyeing are available.For instance, tea was used in natural dyeing of cotton and jute fabrics [140]. Differently in another study the extractsfrom black, green, and red tea were used in coloration of the cotton via chitosan and the antioxidant activities ofextracts along with the UPF of the cotton samples dyed with these extracts were demonstrated [141]. Ren et al.used the extract from dust of oolong tea in dyeing of the wool and tested the bath pH’s effect on obtainedcolors/fastness and also the antibacterial activitydUV protection features. By the study, it was reported that teacan be used in coloration and it imparted excellent UV protection and antibacterial property. The dye bath pHhas an effect on the obtained results [142]. Beyond this, the waste from tea processing was tested in colorationand functional finishing of textiles. In a study, natural dye powder was produced from the extract of waste leavesof green tea (Camellia sinensis var. assamica) and applied to cotton for dyeing [143]. Interestingly, in another study,Yılmaz and Bahtiyari have used industrial tea processing waste as a natural dye source and used it for dyeing ofthe cotton fabrics. Meanwhile they have tested the antimicrobial activity of the dyed fabrics as well. They reportedthe usability of this waste in coloration of the cotton and declared antibacterial activity against S. aureus as moredominant and significant and E. coli as limited. They were also tested the waste from tobacco processing for thesame aim as in tea processing waste [144]. Orange peels can be assumed as an important waste because of the orangejuice production industry so it is important to talk about the usability of this waste in textile finishing. After juiceproduction, approximately 50%e60% of the fruit becomes citrus peel waste containing peels, seeds, and membranes[145]. So it constitutes huge amount of waste and valorization of this waste is interesting even in textile finishing. Inthis respect, different studies are available. For example, Hou et al. introduced orange peels as new natural dyewhich is showing significant UV absorbance. They used the extract from orange peel in dyeing of wool and makeoptimization for this process and showed the obtained colors. Moreover, they reported the obtained UV protectionfeature by orange peelsebased dyeing with obtained UPF values and compared the values with undyed samplesand samples dyed with synthetic dyes. They were showed the durability of this feature too [146]. In another study,Kumar and Dhinakaran used the extracts from orange and lemon peel in cotton dyeing [147]. Likewise, Edeen inves-tigated the usability of orange peels in cotton dyeing, but differently they tested the extract from this waste inpadding technique. The obtained colors (color values) along with fastness were reported to show the usability ofthe orange peel extract in padding method [148]. Differently in a study, bioactive compounds from orange peelswere extracted via the help of ultrasound and then these compounds used for functionalization of cellulosic fibers.The limonene from the extract was used inmicro-capsulation and coating of cellulosic substrates to provide an insectrepellency feature. Additionally, phenolic compounds from extract was used to ensure antimicrobial, antioxidant,UV protection, and self-cleaning features via in situ synthesis of Ag, ZnO, and ZnO/Ag nanoparticles [149].
14.4 Conclusion
The approaches for sustainable production in all over the world and in all production fields forced the textile in-dustry to reshape itself. In fact, we see the projection of this change in every field and so in the textile industry andespecially in textile finishing today. The dyeing and finishing processes consume different chemicals in hugeamounts. Therefore, dyeing and functionalizing of textile materials, which are important steps for textile production,
14. Natural compounds in sustainable dyeing and functional finishing of textiles198
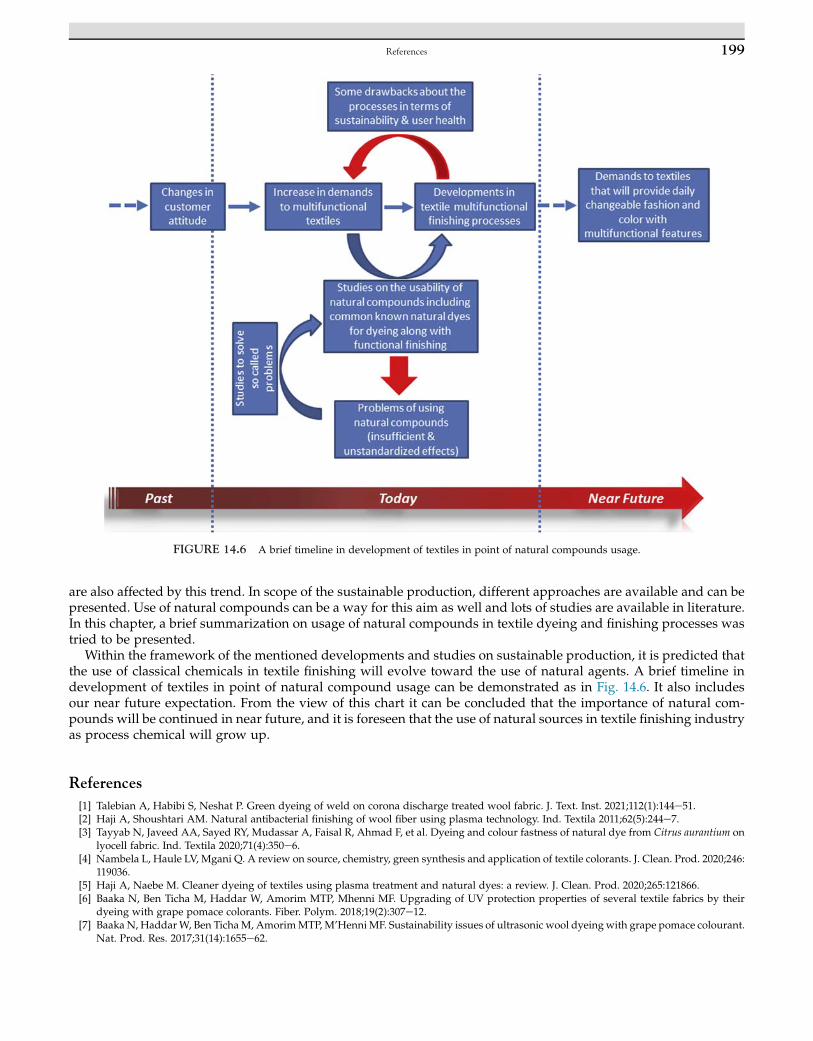
are also affected by this trend. In scope of the sustainable production, different approaches are available and can bepresented. Use of natural compounds can be a way for this aim as well and lots of studies are available in literature.In this chapter, a brief summarization on usage of natural compounds in textile dyeing and finishing processes wastried to be presented.
Within the framework of the mentioned developments and studies on sustainable production, it is predicted thatthe use of classical chemicals in textile finishing will evolve toward the use of natural agents. A brief timeline indevelopment of textiles in point of natural compound usage can be demonstrated as in Fig. 14.6. It also includesour near future expectation. From the view of this chart it can be concluded that the importance of natural com-pounds will be continued in near future, and it is foreseen that the use of natural sources in textile finishing industryas process chemical will grow up.
References
[1] Talebian A, Habibi S, Neshat P. Green dyeing of weld on corona discharge treated wool fabric. J. Text. Inst. 2021;112(1):144e51.[2] Haji A, Shoushtari AM. Natural antibacterial finishing of wool fiber using plasma technology. Ind. Textila 2011;62(5):244e7.[3] Tayyab N, Javeed AA, Sayed RY, Mudassar A, Faisal R, Ahmad F, et al. Dyeing and colour fastness of natural dye from Citrus aurantium on
lyocell fabric. Ind. Textila 2020;71(4):350e6.[4] Nambela L, Haule LV, Mgani Q. A review on source, chemistry, green synthesis and application of textile colorants. J. Clean. Prod. 2020;246:
119036.[5] Haji A, Naebe M. Cleaner dyeing of textiles using plasma treatment and natural dyes: a review. J. Clean. Prod. 2020;265:121866.[6] Baaka N, Ben Ticha M, Haddar W, Amorim MTP, Mhenni MF. Upgrading of UV protection properties of several textile fabrics by their
dyeing with grape pomace colorants. Fiber. Polym. 2018;19(2):307e12.[7] BaakaN, HaddarW, Ben TichaM, AmorimMTP, M’HenniMF. Sustainability issues of ultrasonic wool dyeingwith grape pomace colourant.
Nat. Prod. Res. 2017;31(14):1655e62.
FIGURE 14.6 A brief timeline in development of textiles in point of natural compounds usage.
References 199

[8] Rehman F-u, Adeel S, Shahid M, Bhatti IA, Nasir F, Akhtar N, Ahmad Z. Dyeing of g-irradiated cotton with natural flavonoid dye extractedfrom irradiated onion shells (Allium cepa) powder. Radiat. Phys. Chem. 2013;92:71e5.
[9] Agrawal A, Chopra S. Sustainable dyeing of selected natural and synthetic fabrics using waste teak leaves (Tectona Grandis L.). Res. J. Textil.Apparel 2020;24(4):357e74.
[10] Safapour S, Sadeghi-Kiakhani M, Eshaghloo-Galugahi S. Extraction, dyeing, and antibacterial properties of Crataegus elbursensis fruit naturaldye on wool yarn. Fiber. Polym. 2018;19(7):1428e34.
[11] Rather LJ, Shahid ul I, Azam M, Shabbir M, Bukhari MN, Shahid M, Khan MA, Rizwanul Haque QM, Mohammad F. Antimicrobial andfluorescence finishing of woolen yarn with Terminalia arjuna natural dye as an ecofriendly substitute to synthetic antibacterial agents.RSC Adv. 2016;6(45):39080e94.
[12] Gorjanc M, Mozeti�c M, Vesel A, Zaplotnik R. Natural dyeing and UV protection of plasma treated cotton. Eur. Phys. J. D 2018;72(41):1e6.[13] Zhou Y, Tang R-C. Natural flavonoid-functionalized silk fiber presenting antibacterial, antioxidant, and UV protection performance. ACS
Sustain. Chem. Eng. 2017;5(11):10518e26.[14] Shakyawar DB, Raja ASM, Kumar A, Pareek PK. Antimoth finishing treatment for woollens using tannin containing natural dyes. Indian J.
Fibre Text. Res. 2015;40:200e2.[15] Kumar A, Pareek PK, Kadam VV, Shakyawar DB. Anti-moth efficacy of neem (Azadirachta indicaA. Juss.) on woollen fabric. Indian J. Tradit.
Knowl. 2016;15(2):272e7.[16] _Ismal ÖE, Yıldırım L. Metal mordants and biomordants. In: Shahid ul I, Butola BS, editors. The impact and prospects of green chemistry for
textile technology. Woodhead Publishing; 2019. p. 57e82.[17] Manian AP, Paul R, Bechtold T. Metal mordanting in dyeing with natural colourants. Color. Technol. 2016;132(2):107e13.[18] Bukhari MN, Islam S, Shabbir M, Rather LJ, Shahid M, Singh U, et al. Dyeing studies and fastness properties of brown naphtoquinone
colorant extracted from Juglans regia L on natural protein fiber using different metal salt mordants. Text. Clothing Sustain. 2017;3(3):1e9.[19] Büyükakıncı BY. Investigation of dyeing methods on wool fabrics with hibiscus and its antibacterial efficiency. Ind. Textila 2017;68(2):
103e7.[20] Ali Khan M, Shahid Ul I, Mohammad F. Extraction of natural dye from walnut bark and its dyeing properties on wool yarn. J. Nat. Fibers
2016;13(4):458e69.[21] Haji A, Nasiriboroumand M. Statistical study of the effect of metallic mordants on tensile strength of wool. Ind. Textila 2018;69(6):511e8.[22] Haji A, Qavamnia SS, NasiriboroumandM. The use of D-optimal design in optimization of wool dyeing with Juglans regia bark. Ind. Textila
2018;69(2):104e10.[23] Haji A. Dyeing of cotton fabric with natural dyes improved bymordants and plasma treatment. Prog. Color, Color. Coat. 2019;12(3):191e201.[24] Bairagi N, Gulrajania ML. Studies on dyeing with shikonin extracted from Ratanjot by supercritical carbon dioxide. Indian J. Fibre Text. Res.
2005;30(2):196e9.[25] Adeel S, Zuber M, Rehman F, Zia KM.Microwave-assisted extraction and dyeing of chemical and bio-mordanted cotton fabric using harmal
seeds as a source of natural dye. Environ. Sci. Pollut. Res. 2018;25:11100e10.[26] Kiran S, Hassan A, Adeel S, Qayyum MA, Yousaf MS, Abdullah M, et al. Green dyeing of microwave treated silk using coconut coir based
tannin natural dye. Ind. Textila 2020;71(3):227e34.[27] Adeel S, Kiran S, Habib N, Hassan A, Kamal S, Qayyum MA, et al. Sustainable ultrasonic dyeing of wool using coconut coir extract. Text.
Res. J. 2020;90(7e8):744e56.[28] Liu W-J, Cui Y-Z, Zhang L, Ren S-F. Study on extracting natural plant dyestuff by enzyme-ultrasonic method and its dyeing ability. J. Fiber
Bioeng. Inf. 2009;2(1):25e30.[29] Shahid M, Yusuf M, Mohammad F. Plant phenolics: a review on modern extraction techniques. In: Govil J, Pathak M, editors. Recent
progress in medicinal plants, volume 41: analytical and processing techniques. USA: Studium Press LLC; 2015. p. 265e87.[30] Baig U, Khatri A, Ali S, Sanbhal N, Ishaque F, Junejo N. Ultrasound-assisted dyeing of cotton fabric with natural dye extracted from
marigold flower. J. Text. Inst. 2020:1e8. https://doi.org/10.1080/00405000.2020.1779907.[31] Zia KM, Adeel S, Rehman F-u, AslamH, KhosaMK, ZuberM. Influence of ultrasonic radiation on extraction and green dyeing of mordanted
cotton using neem bark extract. J. Ind. Eng. Chem. 2019;77:317e22.[32] Ma X, Wei Y, Wang S, Zuo X, Shen B. Sustainable ultrasound-assisted ultralow liquor ratio dyeing of cotton fabric with natural turmeric dye.
Text. Res. J. 2020;90(5e6):685e94.[33] Ben Ticha M, Haddar W, Meksi N, Guesmi A, Mhenni MF. Improving dyeability of modified cotton fabrics by the natural aqueous extract
from red cabbage using ultrasonic energy. Carbohydr. Polym. 2016;154:287e95.[34] Adeel S, Azeem M, Zahoor AF, Habib N, Saeed M, Liaqat S, Hussaan M. Sustainable utilization of ultrasonic radiation in extraction and
dyeing of wool fabric using logwood (Haematoxylum campechianum) extracts. Tekstil Ve Konfeksiyon 2019;29(2):181e6.[35] Barani H, Maleki H. Plasma and ultrasonic process in dyeing of wool fibers with madder in presence of lecithin. J. Dispersion Sci. Technol.
2011;32(8):1191e9.[36] Kamel MM, El-Shishtawy RM, Yussef BM, Mashaly H. Ultrasonic assisted dyeing: III. Dyeing of wool with lac as a natural dye. Dyes Pig-
ments 2005;65(2):103e10.[37] Rabia SA, Samad BA, Mazhar HP, Alvira AA. An efficient ultrasonic and microwave assisted extraction of organic henna dye for dyeing of
synthetic polyester fabric for superior color strength properties. Ind. Textila 2019;70(4):303e8.[38] Adeel S, Habib N, Arif S, Rehman Fu, AzeemM, Batool F, et al. Microwave-assisted eco-dyeing of bio mordanted silk fabric using cinnamon
bark (Cinnamomum verum) based yellow natural dye. Sustain. Chem. Pharm. 2020;17:100306.[39] Zuber M, Adeel S, Rehman F-U, Anjum F, Muneer M, Abdullah M, Zia KM. Influence of microwave radiation on dyeing of bio-mordanted
silk fabric using neem bark (Azadirachta indica)-based tannin natural dye. J. Nat. Fibers 2020;17(10):1410e22.[40] Adeel S, Rehman F-U, Kaleem Khosa M, Anum T, Shahid M, Mahmood Zia K, Zuber M. Microwave assisted appraisal of neem bark based
tannin natural dye and its application onto bio-mordanted cotton fabric. Iran. J. Chem. Chem. Eng. 2020;39(2):159e70.[41] Adeel S, Rehman F-U, Zia KM, AzeemM, Kiran S, Zuber M, et al. Microwave-supported green dyeing of mordanted wool fabric with arjun
bark extracts. J. Nat. Fibers 2021;18(1):136e50.
14. Natural compounds in sustainable dyeing and functional finishing of textiles200

[42] Adeel S, Hussaan M, Rehman F-u, Habib N, Salman M, Naz S, Amin N, Akhtar N. Microwave-assisted sustainable dyeing of wool fabricusing cochineal-based carminic acid as natural colorant. J. Nat. Fibers 2019;16(7):1026e34.
[43] Haji A, Mehrizi MK, Baghery Z. Eco-friendly dyeing of wool with eucalyptus leaves enhanced by plasma treatment andmicrowave heating.In: 8th texteh international conference; 2017. Bucharest, Romania.
[44] Arain RA, Ahmad F, khatri Z, Peerzada MH. Microwave assisted henna organic dyeing of polyester fabric: a green, economical and energyproficient substitute. Nat. Prod. Res. 2019:1e4. https://doi.org/10.1080/14786419.2019.1619721.
[45] Van Der Kraan M. Process and equipment development for textile dyeing in supercritical carbon dioxide. Netherlands: Delft University ofTechnology; 2005.
[46] Abou Elmaaty T, Abd El-Aziz E. Supercritical carbon dioxide as a green media in textile dyeing: a review. Text. Res. J. 2018;88(10):1184e212.[47] Banchero M. Recent advances in supercritical fluid dyeing. Color. Technol. 2020;136(4):317e35.[48] Fan Y, Zhang Y-Q, Yan K, Long J-J. Synthesis of a novel disperse reactive dye involving a versatile bridge group for the sustainable coloration
of natural fibers in supercritical carbon dioxide. Adv. Sci. 2019;6(1):1801368.[49] Yan K, Zhang Y-Q, XiaoH, ShiM-W, Long J-J. Development of a special SCFX-AnB3L dye and its application in ecological dyeing of silk with
supercritical carbon dioxide. J. CO2 Util. 2020;35:67e78.[50] Luo X, White J, Thompson R, Rayner C, Kulik B, Kazlauciunas A, HeW, Lin L. Novel sustainable synthesis of dyes for clean dyeing of wool
and cotton fibres in supercritical carbon dioxide. J. Clean. Prod. 2018;199:1e10.[51] Abate MT, Ferri A, Guan J, Chen G, Nierstrasz V. Colouration and bio-activation of polyester fabric with curcumin in supercritical CO2: Part I -
Investigating colouration properties. J. Supercrit. Fluids 2019;152:104548.[52] Abate MT, Zhou Y, Guan J, Chen G, Ferri A, Nierstrasz V. Colouration and bio-activation of polyester fabric with curcumin in supercritical
CO2: Part II e effect of dye concentration on the colour and functional properties. J. Supercrit. Fluids 2020;157:104703.[53] Mamun Kabir SM, Hasan MM, Uddin MZ. Novel approach to dye polyethylene terephthalate (PET) fabric in supercritical carbon dioxide
with natural curcuminoid dyes. Fibres Text. East. Eur. 2019;27(3):65e70.[54] Wu J, Zhao H, Wang M, Zhi W, Xiong X, Zheng L. A novel natural dye derivative for natural fabric supercritical carbon dioxide dyeing
technology. Fiber. Polym. 2019;20(11):2376e82.[55] Lim S-H, Hudson SM. Review of chitosan and its derivatives as antimicrobial agents and their uses as textile chemicals. J. Macromol. Sci. C
Polym. Rev. 2003;43(2):223e69.[56] Shahid-ul-Islam, Butola BS. A synergistic combination of shrimp shell derived chitosan polysaccharide with Citrus sinensis peel extract for
the development of colourful and bioactive cellulosic textile. Int. J. Biol. Macromol. 2020;158:94e103.[57] Rehman A, Iqbal K, Azam F, Safdar F, Ashraf M, Maqsood HS, et al. To enhance the dyeability of cotton fiber with the application of reactive
dyes by using chitosan. J. Text. Inst. 2020. https://doi.org/10.1080/00405000.2020.1805952.[58] Haji A, Ashraf S, Nasiriboroumand M, Lievens C. Environmentally friendly surface treatment of wool fiber with plasma and chitosan for
improved coloration with cochineal and safflower natural dyes. Fiber. Polym. 2020;21(4):743e50.[59] Shahid-ul-Islam, Butola BS. Effect of chitosan biological macromolecule on colorimetric analysis and radical scavenging activity of linen us-
ing pineapple peel extract biomolecules. Int. J. Biol. Macromol. 2019;124:708e15.[60] Karthikeyan N, Vijayalakshmi KA, Vignesh K. Functionalisation of viscose fabric with chitosan particles using non-thermal oxygen plasma.
Mater. Technol. 2016;31(6):358e63.[61] Haji A. Plasma activation and chitosan attachment on cotton and wool for improvement of dyeability and fastness properties. Pigm. Resin
Technol. 2020;49(6):483e9.[62] Vrabi�c Brodnjak U, Jesih A, Gregor-Svetec D. Chitosan based regenerated cellulose fibers functionalized with plasma and ultrasound. Coat-
ings 2018;8(4):133. 1e12.[63] Naebe M, Li Q, Onur A, Denning R. Investigation of chitosan adsorption onto cotton fabric with atmospheric helium/oxygen plasma pre-
treatment. Cellulose 2016;23(3):2129e42.[64] Zhang Z, Zhao Z, Zheng Z, Liu S, Mao S, Li X, Chen Y, Mao Q, Wang L, Wang F, Wang X, Pan Z, Li G. Functionalization of polyethylene
terephthalate fabrics using nitrogen plasma and silk fibroin/chitosan microspheres. Appl. Surf. Sci. 2019;495:143481. 1e10.[65] Ke G, Zhu K, ChowdhuryMH. Dyeing of cochineal natural dye on cotton fabrics treated with oxidant and chitosan. J. Nat. Fibers 2021;18(3):
317e29.[66] Xu L, Zhang N, Wang Q, Yuan J, Yu Y, Wang P, et al. Eco-friendly grafting of chitosan as a biopolymer onto wool fabrics using horseradish
peroxidase. Fiber. Polym. 2019;20(2):261e70.[67] Truffa Giachet F, Periolatto M, Sanchez Ramirez DO, Carletto RA, Varesano A, Vineis C, et al. Stability of ultraviolet-cured chitosan coating
on cotton gauze for water filtration. J. Ind. Text. 2019;48(8):1384e96.[68] Shahid-ul-Islam, Butola BS. Recent advances in chitosan polysaccharide and its derivatives in antimicrobial modification of textile materials.
Int. J. Biol. Macromol. 2019;121:905e12.[69] Ferrero F, PeriolattoM, Ferrario S. Sustainable antimicrobial finishing of cotton fabrics by chitosan UV-grafting: from laboratory experiments
to semi industrial scale-up. J. Clean. Prod. 2015;96:244e52.[70] Zemlji�c LF, Volmajer J, Risti�c T, Bracic M, Sauperl O, Kre�ze T. Antimicrobial and antioxidant functionalization of viscose fabric using
chitosanecurcumin formulations. Text. Res. J. 2014;84(8):819e30.[71] Ranjbar-Mohammadi M, Arami M, Bahrami H, Mazaheri F, Mahmoodi NM. Grafting of chitosan as a biopolymer onto wool fabric using
anhydride bridge and its antibacterial property. Colloids Surf. B Biointerfaces 2010;76(2):397e403.[72] Demir A, Arık B, Ozdogan E, Seventekin N. A new application method of chitosan for improved antimicrobial activity on wool fabrics pre-
treated by different ways. Fiber. Polym. 2010;11(3):351e6.[73] Demir A, Arık B, Ozdogan E, Seventekin N. The comparison of the effect of enzyme, peroxide, plasma and chitosan processes on wool fab-
rics and evaluation for antimicrobial activity. Fiber. Polym. 2010;11(7):989e95.[74] Zhou C-E, Kan C-w. Plasma-assisted regenerable chitosan antimicrobial finishing for cotton. Cellulose 2014;21(4):2951e62.[75] Tseng H-J, Hsu S-h, Wu M-W, Hsueh T-H, Tu P-C. Nylon textiles grafted with chitosan by open air plasma and their antimicrobial effect.
Fiber. Polym. 2009;10(1):53e9.
References 201

[76] Haji A, Khajeh Mehrizi M, Sharifzadeh J. Dyeing of wool with aqueous extract of cotton pods improved by plasma treatment and chitosan:optimization using response surface methodology. Fiber. Polym. 2016;17(9):1480e8.
[77] Nikitin D, Lipatova I, Naumova I, Sirotkin N, Pleskunov P, Krakovský I, Khalakhan I, Choukourov A, Titov V, Agafonov A. Immobilizationof chitosan onto polypropylene foil via air/solution atmospheric pressure plasma afterglow treatment. Plasma Chem. Plasma Process. 2020;40:207e20.
[78] �Cernáková �L, �Cernák M, Tóth A, Mikulá�sová M, Toma�sková M, Ková�cik D. Chitosan immobilization to the polypropylene nonwoven afteractivation in atmospheric e pressure nitrogen plasma. Open Chem. 2015;13(1):457e66.
[79] Wongsawaeng D, Khemngern S, Somboonna N. Environmentally-friendly RF plasma treatment of thai silk fabrics with chitosan for durableantibacterial property. Eng. J. 2017;21(1):29e43.
[80] Haji A. Improved natural dyeing of cotton by plasma treatment and chitosan coating; optimization by response surface methodology. Cell.Chem. Technol. 2017;51(9e10):975e82.
[81] Haji A, Qavamnia SS, Bizhaem FK. Salt free neutral dyeing of cotton with anionic dyes using plasma and chitosan treatments. Ind. Textila2016;67(2):109e13.
[82] Chang Y-B, Tu P-C, Wu M-W, Hsueh T-H, Hsu S-h. A study on chitosan modification of polyester fabrics by atmospheric pressure plasmaand its antibacterial effects. Fiber. Polym. 2008;9(3):307e11.
[83] Zhou C-E, Kan C-W, Sun C, Du J, Xu C. A review of chitosan textile applications. AATCC J. Res. 2019;6(Special Issue One):8e14.[84] Haji A. Functional finishing of textiles with b-cyclodextrin. In: Shabbir M, Ahmed S, Sheikh JN, editors. Frontiers of textile materials: poly-
mers, nanomaterials, enzymes, and advanced modification techniques. Wiley; 2020. p. 87e116.[85] Bhaskara-Amrit UR, Agrawal PB, Warmoeskerken MMCG. Applications of b-cyclodextrins in textiles. AUTEX Res. J. 2011;11(4):94e101.[86] Montazer M, Jolaei MM. b-cyclodextrin stabilized on three-dimensional polyester fabric with different crosslinking agents. J. Appl. Polym.
Sci. 2010;116(1):210e7.[87] Haji A, Khajeh Mehrizi M, Akbarpour R. Optimization of b-cyclodextrin grafting on wool fibers improved by plasma treatment and assess-
ment of antibacterial activity of berberine finished fabric. J. Incl. Phenom. Macrocycl. Chem. 2015;81(1e2):121e33.[88] El-Naggar ME, Shaarawy S, Shafie AE, Hebeish A. Development of antimicrobial medical cotton fabrics using synthesized nanoemulsion of
reactive cyclodextrin hosted coconut oil inclusion complex. Fiber. Polym. 2017;18(8):1486e95.[89] Sundrarajan M, Rukmani A. Biopolishing and cyclodextrin derivative grafting on cellulosic fabric for incorporation of antibacterial agent
thymol. J. Text. Inst. 2013;104(2):188e96.[90] Lis MJ, Garcia Carmona O, Garcia Carmona C, Maesta Bezerra F. Inclusion complexes of citronella oil with b-cyclodextrin for controlled
release in biofunctional textiles. Polymers 2018;10(12):1324. 1e14.[91] Sricharussin W, Sopajaree C, Maneerung T, Sangsuriya N. Modification of cotton fabrics with b-cyclodextrin derivative for aroma finishing.
J. Text. Inst. 2009;100(8):682e7.[92] Wang C-X, Chen S-L. Surface modification of cotton fabrics with b-cyclodextrin to impart host-guest effect for depositing fragrance. AATCC
Rev. 2004;4(5):25e8.[93] IbrahimNA, Abd El-GhanyNA, Eid BM,Mabrouk EM. Green options for imparting antibacterial functionality to cotton fabrics. Int. J. Biol. Macro-
mol. 2018;111:526e33.[94] Anis P, Toprak T, Kutlu E. Sericin assisted eco-friendly reactive dyeing for cotton fabric. Cellulose 2019;26(10):6317e31.[95] Ahsan F, Ansari TM, Usmani S, Bagga P. An insight on silk protein sericin: from processing to biomedical application. Drug Res. 2018;68(06):
317e27.[96] Bhandari B, Singh SSJ, Rose NM. Effect of sericin treatment conditions on dye ability of cotton fabric. J. Appl. Nat. Sci. 2018;10(1):102e6.[97] Das D, Bakshi S, Bhattacharya P. Dyeing of sericin-modified cotton with reactive dyes. J. Text. Inst. 2014;105(3):314e20.[98] Kongdee A, Bechtold T, Teufel L. Modification of cellulose fiber with silk sericin. J. Appl. Polym. Sci. 2005;96(4):1421e8.[99] Kongdee A, Chinthawan N. Modification of cotton fibers with sericin using non-formaldehyde released crosslinking agents. Res. J. Textil.
Apparel 2007;11(3):18e26.[100] Allam OG, El-Sayed H, Kantouch A, Haggag K. Use of sericin in feltproofing of wool. J. Nat. Fibers 2009;6(1):14e26.[101] Haggag K, Kantouch F, Allam OG, El-Sayed H. Improving printability of wool fabrics using sericin. J. Nat. Fibers 2009;6(3):236e47.[102] Gupta D, Natarajan S. Cleaner process for shrink proofing of wool using ultraviolet radiation and sericin. J. Text. Inst. 2017;108(1):147e53.[103] Belhaj Khalifa I, Ladhari N, Touay M. Application of sericin to modify textile supports. J. Text. Inst. 2012;103(4):370e7.[104] Gupta D, Chaudhary H, Gupta C. Sericin-based polyester textile for medical applications. J. Text. Inst. 2014;106(4):366e76.[105] Chaudhary H, Gupta D, Gupta C. Multifunctional dyeing and finishing of polyester with sericin and basic dyes. J. Text. Inst. 2017;108(3):
314e24.[106] Belhaj Khalifa I, Ladhari N, Nemeshwaree B, Campagne C. Crosslinking of sericin on air atmospheric plasma treated polyester fabric. J. Text.
Inst. 2017;108(5):840e5.[107] Lin H, Yao LR, Chen YY, Wang H. Structure and properties of silk fibroin modified cotton. Fiber. Polym. 2008;9(2):113e20.[108] Ahmed M, Sukumar N, Gideon RK. Crease resistance finishing optimization of citric acid and fibroin solution for cotton fabrics. J. Nat. Fi-
bers 2021;18(2):297e307. https://doi.org/10.1080/15440478.2019.1623740.[109] Ibrahim NA, Eid BM, Kafafy H. Sustainable colorants for protective textiles. In: ul-Islam S, Butola BS, editors. Advances in functional and
protective textiles. Woodhead Publishing; 2020. p. 569e629.[110] Teixeira da Silva JA, Rana TS, Narzary D, VermaN, MeshramDT, Ranade SA. Pomegranate biology and biotechnology: a review. Sci. Hortic.
2013;160:85e107.[111] Guerrero-Solano JA, Jaramillo-Morales OA, Velázquez-González C, De la O-Arciniega M, Castañeda-Ovando A, Betanzos-Cabrera G,
Bautista M. Pomegranate as a potential alternative of pain management: a review. Plants 2020;9(4):419. 1e18.[112] ÇamM, _Içyer NC, Erdo�gan F. Pomegranate peel phenolics: microencapsulation, storage stability and potential ingredient for functional food
development. LWT - Food Sci. Technol. 2014;55(1):117e23.[113] Singh B, Singh JP, Kaur A, Singh N. Phenolic compounds as beneficial phytochemicals in pomegranate (Punica granatum L.) peel: a review.
Food Chem. 2018;261:75e86.[114] Kasiri MB, Safapour S. Natural dyes and antimicrobials for green treatment of textiles. Environ. Chem. Lett. 2014;12(1):1e13.
14. Natural compounds in sustainable dyeing and functional finishing of textiles202

[115] Davulcu A, Benli H, Sen Y, Bahtiyari M_I. Dyeing of cotton with thyme and pomegranate peel. Cellulose 2014;21(6):4671e80.[116] Shahid M, Shahid-ul-Islam, Rather LJ, Manzoor N, Mohammad F. Simultaneous shade development, antibacterial, and antifungal function-
alization of wool using Punica granatum L. peel extract as a source of textile dye. J. Nat. Fibers 2019;16(4):555e66.[117] Mansour R, Dhouib S, Sakli F. UV protection and dyeing properties of wool fabrics dyedwith aqueous extracts of madder roots, chamomiles,
pomegranate peels, and apple tree branches barks. J. Nat. Fibers 2020:1e11. https://doi.org/10.1080/15440478.2020.1758280.[118] Joshi M, Ali SW, Purwar R. Ecofriendly antimicrobial finishing of textiles using bioactive agents based on natural products. Indian J. Fibre
Text. Res. 2009;34:295e304.[119] Choi IS, Cho EJ, Moon J-H, Bae H-J. Onion skin waste as a valorization resource for the by-products quercetin and biosugar. Food Chem.
2015;188:537e42.[120] Vankar PS, Shanker R, Wijayapala S. Dyeing of cotton, wool and silk with extract of Allium cepa. Pigm. Resin Technol. 2009;38(4):242e7.[121] Silva AB, Silva MG, Arroyo PA, Barros MASD. Dyeing mechanism of wool and silk with extract of Allium cepa. Chem. Eng. Trans. 2013;32:
715e20.[122] Önal A. Extraction of dyestuff from onion (Allium cepa L.) and its application in the dyeing of wool, feathered-leather and cotton. Turk. J.
Chem. 1996;20(3):194e203.[123] Reshma A, Priyadarisini VB, Amutha K. Sustainable antimicrobial finishing of fabrics using natural bioactive agents-a review. Int. J. Life Sci.
Pharm. Res. 2018;8(4):10e20.[124] Hasan KMF, Hridam D, Rahman MM, Morshed MN, Al Azad S, Genyang C. A review on antibacterial coloration agent’s activity, imple-
mentation & efficiency to ensure the ecofriendly & green textiles. Am. J. Polym. Sci. Eng. 2016;4(1):39e59.[125] Chen C, Chang W-Y. Antimicrobial activity of cotton fabric pretreated by microwave plasma and dyed with onion skin and onion pulp
extractions. Indian J. Fibre Text. Res. 2007;32(1):122e5.[126] Datta S, UddinMA, Afreen KS, Akter S, Bandyopadhyay A. Assessment of antimicrobial effectiveness of natural dyed fabrics. Bangladesh J.
Sci. Ind. Res. 2013;48(3):179e84.[127] Pucciarini L, Ianni F, Petesse V, Pellati F, Brighenti V, Volpi C, Gargaro M, Natalini B, Clementi C, Sardella R. Onion (Allium cepa L.) skin: a
rich resource of biomolecules for the sustainable production of colored biofunctional textiles. Molecules 2019;24(3):634. 1e18.[128] Gawish SM, Helmy HM, Ramadan AN, Farouk R, Mashaly HM. UV protection properties of cotton, wool, silk and nylon fabrics dyed with
red onion peel, madder and chamomile extracts. J. Text. Sci. Eng. 2016;6(4):1e13.[129] Çaǧlarırmak N. Biochemical and physical properties of some walnut genotypes (Juglans regia, L.). Food Nahrung 2003;47(1):28e32.[130] Bahtiyari MI, Benli H, Yavas A. Printing of wool and cotton fabrics with natural dyes. Asian J. Chem. 2013;25(6):3220e4.[131] Ramezani N, Raji F, Rezakazemi M, Younas M. Juglone extraction from walnut (Juglans regia L.) green husk by supercritical CO2: process
optimization using Taguchi method. J. Environ. Chem. Eng. 2020;8(3):103776. 1e8.[132] Fernández-Agulló A, Pereira E, Freire MS, Valentão P, Andrade PB, González-Álvarez J, Pereira JA. Influence of solvent on the antioxidant
and antimicrobial properties of walnut (Juglans regia L.) green husk extracts. Ind. Crop. Prod. 2013;42:126e32.[133] Mirjalili M, Karimi L. Extraction and characterization of natural dye from green walnut shells and its use in dyeing polyamide: focus on
antibacterial properties. J. Chem. 2013;2013:375352. 1e9.[134] Ghaheh FS, Nateri AS, Mortazavi SM, Abedi D, Mokhtari J. The effect of mordant salts on antibacterial activity of wool fabric dyed with
pomegranate and walnut shell extracts. Color. Technol. 2012;128(6):473e8.[135] Sadeghi-Kiakhani M, Tehrani-Bagha AR, Gharanjig K, Hashemi E. Use of pomegranate peels and walnut green husks as the green antimi-
crobial agents to reduce the consumption of inorganic nanoparticles on wool yarns. J. Clean. Prod. 2019;231:1463e73.[136] Zakaria, Nizam MEH, Al Mamun MH, Yousuf MA, Ali R, Rahman L. Dyeing of S/J cotton knit fabric with natural dye extracts from green
walnut shells: assessment of mordanting effect on fastness properties. J. Textil. Sci. Technol. 2017;3(2):17e30.[137] Franks M, Lawrence P, Abbaspourrad A, Dando R. The influence of water composition on flavor and nutrient extraction in green and black
tea. Nutrients 2019;11(1):80. 1e13.[138] Zhao F, Lin H-T, Zhang S, Lin Y-F, Yang J-F, Ye N-X. Simultaneous determination of caffeine and some selected polyphenols in wuyi rock tea
by high-performance liquid chromatography. J. Agric. Food Chem. 2014;62(13):2772e81.[139] Moiz A, AleemAhmedM, Kausar N, AhmedK, Sohail M. Study the effect of metal ion onwool fabric dyeingwith tea as natural dye. J. Saudi
Chem. Soc. 2010;14(1):69e76.[140] Deo HT, Desai BK. Dyeing of cotton and jute with tea as a natural dye. Color. Technol. 1999;115(7e8):224e7.[141] Bonet-Aracil MÁ, Dı́az-Garcı́a P, Bou-Belda E, Sebastiá N, Montoro A, Rodrigo R. UV protection from cotton fabrics dyed with different tea
extracts. Dyes Pigments 2016;134:448e52.[142] Ren Y, Gong J, Wang F, Li Z, Zhang J, Fu R, Lou J. Effect of dye bath pH on dyeing and functional properties of wool fabric dyed with tea
extract. Dyes Pigments 2016;134:334e41.[143] Sukemi S, Pratumyot K, Srisuwannaket C, Niamnont N,MingvanishW. Dyeing of cotton with the natural dye extracted fromwaste leaves of
green tea (Camellia sinensis var. assamica). Color. Technol. 2019;135(2):121e6.[144] Yılmaz F, Bahtiyari M_I. Use of tea and tobacco industrial wastes in dyeing and antibacterial finishing of cotton fabrics. AATCC J. Res. 2020;
7(5):25e31.[145] Wilkins MR, Suryawati L, Maness NO, Chrz D. Ethanol production by Saccharomyces cerevisiae and Kluyveromyces marxianus in the presence
of orange-peel oil. World J. Microbiol. Biotechnol. 2007;23(8):1161e8.[146] Hou X, Chen X, Cheng Y, Xu H, Chen L, Yang Y. Dyeing and UV-protection properties of water extracts from orange peel. J. Clean. Prod.
2013;52:410e9.[147] Kumar CSS, Dhinakaran M. Extraction and application of natural dyes from orange peel and lemon peel on cotton fabrics. Int. Res. J. Eng.
Technol. 2017;4(5):237e8.[148] Edeen AB. Dyeing of Egyptian cotton fabrics with orange peel using padding technique. Int. Design J. 2015;5(3):733e44.[149] Rehan M, Abdel-Wahed NAM, Farouk A, El-Zawahry MM. Extraction of valuable compounds from orange peel waste for advanced func-
tionalization of cellulosic surfaces. ACS Sustain. Chem. Eng. 2018;6(5):5911e28.
References 203

This page intentionally left blank

C H A P T E R
15
Emerging research trends in new naturalfibersdsome insights
N. Gokarneshan1, K.M. Pachiyappan2, K. Sangeetha31Department of Costume Design and Fashion, Dr. SNS Rajalakshmi College of Arts and Science, Coimbatore, Tamil Nadu,
India; 2Department of Costume Design and Fashion, PSG College of Arts and Science, Coimbatore, Tamil Nadu, India;3Department of Textiles and Apparel, Bharathiar University, Coimbatore, Tamil Nadu, India
15.1 Introduction
As renewable and green materials, natural plant fibers have attracted great attention due to the rising concernfrom people about health and environment. Lotus is widely cultivated in Asia because of its significant advantagessuch as simple cultivation techniques, low costs, and high yield [1]. Lotus fibers are extracted from stems or roots offresh lotus plant manually in a traditional manner. Degumming lotus fibers with sodium hydroxide is usually usedto improve the cellulose content of lotus fibers [2,3]. Lotus fibers with rich cellulose possess excellent properties suchas low fineness and high moisture regain [4e6]. Nowadays, lotus fibers have been widely used as textile, package,and composite materials [7,8]. Recent developments in the use of natural fibers, such as flax, jute, sisal, coir, and ba-nana, have shown that environmental-friendly materials performing satisfactorily may be obtained [9]. Windmillpalm leaf sheath fibers (palm fibers), as a kind of natural fibers, are traditionally used as mats, mattresses, marineropes, and working tools [10e12]. There are many studies on the mechanical properties of palm fiber biocomposites[13e15]. Modified palm fibers and certain studies on their basic mechanical, morphology, and chemical propertieshave been conducted [14,16e18].
Pig hair fibers have been obtained from slaughtered pigs (for meat) and have considerable commercial value. Thevalue addition and extensive utilization of pig hair fiber is limited by incomplete characterization of physical prop-erties of this natural fiber [19]. In comparison with the quantity of fibers available for production of utility productsthe pig hair fibers contribute an insignificant value addition. Previous investigation has revealed that tensile prop-erties of pig hair fiber compare with wool. The annual global trade of pig hair fiber is about 110.35 million US dollars,indicating commercial value of these fibers [20,21].
Owing to its capability for production of huge quantity of biomass in 1.5e2 months, sunhemp is one of the legu-minous plants grown in India as green manuring crop. Also, it enhances the soil properties, decreases soil erosion,sustains soil and water, and recycles plants nutrients. According to the survey during 2012e13 sunhemp in India hasbeen grown in 17.5 million hectares area with the production of 59.1 million bales, yielding 608 kg/ha. Over theyears it has been considered as one of the important fiber yielding plants for small farmers for production of strongropes and twines that are required in farming activities. Sunhemp is basically a bast fiber. New approaches for themodification of plastics properties have been explained due to growing concern about the environment and the con-stant search for the use of fillers in polymeric materials [22]. During past few years, the trend of the textile industry istoward production of go green products. Ultimately, the Caryota urens spadixes are also known for obtaining eco-friendly fabrics [23]. Some recent works provide valuable information and insights related to the area of work dis-cussed [24e29].
205Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00002-6

15.2 Studies on lotus fibers
Presently lotus fibers are prepared by manual extraction, which constitutes the main technique and is consideredlaborious with low efficiency. Hence, there is a need for preparation of lotus fibers with high efficiency. In the extrac-tion of natural fibers different technologies like alkali degumming, microbial retting, microwave assistance, etc.,have been attempted. To date, these traditional preparation technologies of natural fiber have been used for extract-ing lotus fibers [3,30]. But, the major demerit of such techniques is excessive labor intensity since lotus fibers ob-tained by means of such process still contain over much epidermis, which requires separation from lotus fiber byhand. In addition, further purification of lotus fibers is necessary due to its high noncellulose content. Sodium chlo-rite (NaClO2) has been widely used for degumming and bleaching various natural fibers [31,32]. Sodium chlorite hasalso been used for performing the delignification of fibers due to its highly selective removal of lignin [33]. When thenatural materials are treated with sodium chlorite the noncellulose impurities in natural fibers are quickly removedand also the fiber materials are bleached. But, there is no literature available for preparation of lotus fiber with so-dium chlorite. In order to obtain lotus fibers, lotus stems have been treatedwith sodium hydroxide and subsequentlywith sodium chlorite. Investigation techniques such as scanning electron microscopy (SEM), Fourier transforminfrared spectroscopy (FTIR), X-ray diffraction (XRD), and TG have been adopted to investigate the morphology,chemical structure, crystal structure, and thermal properties of lotus fibers. Also, investigations have been carriedout on the components, removal rate of impurities, and moisture regain of lotus fibers. The influences of concentra-tion of NaClO2 on tensile strength and breaking elongation of lotus fibers have been studied.
15.2.1 Chemical components and removal rate of impurities
The components of alkali treated sample and postpurified sample have been determined. The removal rates ofimpurities of alkali treated sample and postpurified sample have been determined. The total removal rate of impu-rities in alkali treated sample arrives at 60%; however, the removal rate of impurities of postpurified sample reaches91.56%. The contents of lignin, hemicellulose, and other impurities in postpurified sample are 20.23%, 1.39%, and8.64%, respectively, which are lower than alkali treated sample [34]. Correspondingly, the cellulose content in thepostpurified sample attains 69.74%, and is evidently greater in comparison with alkali sample. The phenomenoncould be described based on the understanding that more pectin, lipid, water-soluble stances, and other impuritieshave been eliminated during purification of alkali treated sample using sodium chlorite. Moreover, the enhancementin removal rate of impurities and cellulose in postpurified can be caused from two different reasons during treatingsamples with alkaline solution and sodium chlorite, respectively. The noncellulosic constituents of lotus stemscomprising mostly of pectin, water-soluble substance, and lipid have been dissolved and removed during treatmentof lotus stemswith sodium hydroxide. The fibers have been initially isolated from the lotus stems. In the event of thisprocess the total removal rate of impurities of alkali treated sample can attain 60% and the cellulose content in alkalitreated sample can attain 36.28%. But, because of the strong combination among lignin, hemicellulose, and cellulose,the removal of lignin in lotus fibers by sodium hydroxide is insignificant. When undergoing purification process so-dium chlorite dissolves surplus epidermis and also removes abundant lignin and hemicellulose in alkali treatedsample as well. It has been found that there is ionization balance between chlorite (ClO2) and chlorous acid(HClO2) in acid solution. There has been disproportionation reaction of HClO2 which can form hypochlorousacid (HClO). The chemical HClO2 is consumed by HClO and intermediate product Cl2O2 is produced. This interme-diate product further forms ClO2 in subsequent reactions [35]. The chemical ClO2 is the dominant species during thepurification of alkali treated sample with sodium chlorite. The bonds between lignin and cellulose are broken andthe chemical structure of lignin is damaged due to the oxidation of ClO2 [5]. Hence, the impurities which have notbeen entirely removed (lignin, hemicellulose, pectin, and other noncellulose substances) can be dissolved into acidsodium chlorite solution. The cellulose content of sample has been increased. In the case of alkali treated sample,lotus fibers have not been entirely isolated from epidermis by treating lotus stems using alkaline solution. Theepidermis found in alkali treated sample is greater than in postpurified sample. Hence, the components of epidermisgathered from the alkali treated sample have been investigated and the findings determined. The contents of cellu-lose, hemicellulose, and lignin in lotus epidermis are 20.69%, 13.05%, and 56.75%, respectively.
The total content of other substances including pectin, lipid, and water-soluble substance is 9.06%. Lignin canperform a crucial function in chemical structure of epidermis, which appears logical with regard to removal ofepidermis by sodium chlorite more than sodium hydroxide. Hence, removal rate of impurities and cellulose contentof postpurified sample increase after treatment of sodium chlorite.
15. Emerging research trends in new natural fibersdsome insights206

15.2.2 Morphology
Study has been carried out with regard to the surface morphology of fiber samples. The alkali treated fibrous ma-terial with the large diameter ranging from 50 to 90 mm has rough surface. The alkali treated sample consists ofexternal structure and internal fine fiber. Based on the anatomy analysis of lotus fibers, it can be inferred that theexternal structure is vascular bundles and the internal fine fiber is secondary wall thickening [34,36]. The solutionof sodium hydroxide has partially dissolved the surface structure of vascular bundles. Hence, the double layer struc-ture made from secondary wall thickening and vascular bundles can be clearly found from the lotus fibers obtainedby pretreatment with alkali (alkali treated sample). Also, the annular or helical arrangement structure of internalfibers in vascular bundles of sample 1 has been observed. Hence, in the case of sample 1 further treatment is requiredas the internal fibers could not be entirely separated from the vascular bundles. Considerable differences have beenobserved between morphologies of alkali treated sample and postpurified sample. There is separation of the internalfibers from the vascular bundles and disappearance of the helical arrangement structure of lotus fibers. The singlefibers having diameter between 2 and 6 mm have been obtained. They are connected by certain gum substances forforming ribbon-like fibers having diameter between 10 and 20 mm. The sample 2 has smooth surface with some in-terspaces between fibers.
15.2.3 Chemical structure
The FTIR spectrum pertaining to lotus fibers by purification step is obtained. The peak at 3351 cm�1 is ascribed tohydroxyl group of cellulose I, which forms inter- and intramolecular hydrogen bond [37]. The absorption peak at2907 cm�1 is attributed to CHe and CH2e stretching vibrations. The absorption peak at 1039 cm�1 is caused byC]O stretching vibration conforming to polysaccharides in celluloses. The vibration peak at 902 cm�1 is ascribedto b glycoside bonds of cellulose [38]. Also, the characterized peaks at 1653 and 1593 cm�1 relate to oxygenousgroups and benzene skeleton vibration in lignin molecule, correspondingly. The absorption peaks at 1431 cm�1
relate to CH4e in-plane bending vibration from lignin and hemicellulose. The peak at 1175 cm�1 is ascribed toCeO symmetric bridge stretching vibration of uronic ester groups in hemicelluloses [39].
15.2.4 Crystal structure and crystallinity
The crystal structure and crystallinity in the case of alkali treated and postpurified samples have been deter-mined. The diffraction peaks at 2q angles of 16 degrees, 22 degrees, and 34 degrees are ascribed to cellulose I.The peaks at 16 degrees and 34 degrees are ascribed to a secondary peak for the amorphous region of cellulose,whereas the primary peak at 22 degrees represents the crystalline region of cellulose [40].
The crystallinity of postpurified sample is 62.11%, which is more in comparison with that of alkali treated sample(43.40%). Also, the crystallinity index (CI) of alkali treated and postpurified samples are 40.54 and 62.29, respectively.Hence, postpurified sample has greater crystalline region in comparison with alkali treated sample. The phenome-non can be described by the removal of noncellulose substances with low crystallinity like pectin, lignin, and hemi-cellulose, which can increase the ratio of crystalline region in postpurified sample. Whereas, the crystallization ofalkali treated sample gets enhanced subsequent to the purification of sodium chlorite. Hence, there is increase incrystallinity of postpurified sample. The crystal sizes of alkali treated sample and postpurified sample are 3.4 and3.8 nm, respectively. It is obvious that crystal size of the postpurified sample is higher than alkali treated sample [41].
15.2.5 Thermal properties
The thermogravimetric (TG) curves of the lotus alkali treated and postpurified samples have been obtained. It hasbeen observed that there are three evident mass loss areas for TG curves of the two fiber samples, respectively. Theprimary phase of weight loss of the two test samples lies between 30e120 and 30e100�C, respectively. Under thisphase, the mass loss is caused by the evaporation of adsorbed water and volatilization of surface oil from the sam-ples. Also, in the case of the postpurified lotus fiber sample the weight loss is lower in comparison with alkali treatedsample since the contents of impurities like oils and water in the case of postpurified sample are less than that of thealkali treated sample. The second phase of weight loss stage of both test samples lies between 280e360 and30e400�C, respectively. During this phase the first major degradation process occurs due to the degradation ofsome substance with small molecular cleavage of glycosidic linkages in cellulose and breaking of hydrogen bondamong cellulose, hemicellulose, and lignin.
15.2 Studies on lotus fibers 207

The final phase of weight loss of alkali treated sample lies between 360 and 600�C. But, the final phase of weightloss in the case of postpurified test sample occurs between temperature of 400 and 700�C. The major weight loss canbe ascribed to breaking down of main chain groups of lotus cellulose [42]. The postpurified sample is round to havegreater thermal stability in comparison with alkali treated test sample because of greater cellulose content in the caseof postpurified test sample. The total weight loss of alkali treated sample and postpurified sample has been found tobe 96.54% and 99.90%, respectively. As the alkali treated fiber sample comprises of more lignin that requires to beentirely decomposed at greater temperature the weight loss of postpurified test sample is higher.
15.2.6 Moisture regain
The moisture regain of both test samples has been determined for alkali treated and postpurified samples. Themoisture regain in the case of alkali treated sample and postpurified sample has been found to be 4.34% and6.87%, respectively. The findings reveal that the moisture regain of postpurified sample has been enhanced subse-quent to the purification of sodium chlorite. Lotus fiber belongs to a type of natural cellulose fibers that is rich incellulose. The moisture regain of materials can be enhanced by the rich hydrophilic groups in cellulose molecularchains likeeOH andeCOOH. Compared with S1, cellulose content in the case of postpurified sample is higher afterpurification by sodium chlorite. Therefore, lotus fibers possess excellent moisture regain [43].
15.2.7 Tensile properties
The effects of sodium chlorite concentration on tensile strength and breaking strength of postpurified sampleduring purification have been determined. As the sodium chlorite concentration increases the tensile strengthof lotus fibers reduces. In the purification of alkali treated sample with sodium chlorite the chemical ClO2 is theprominent species. The concentration of ClO2 gradually rises with the addition of sodium chlorite, which meansmore lignin and hemicellulose in lotus fibers are dissolved and removed [29]. But, apart from cellulose, lignin andhemicellulose are the major constituents of lotus fibers. With the dissolution of the lignin and hemicellulose thechemical bonds between lignin, hemicellulose, and cellulose break up. Hence, there is reduction in tensile strengthof lotus fibers.
As the sodium chlorite concentration increases the breaking elongation of postpurified sample reduces duringpurification. Prior to treatment with sodium chlorite the spiral structure has been noticed. Owing to flexible spiralstructure the alkali treated sample exhibits improved breaking elongation. But, in the case of morphology of thepostpurified sample the spiral structure has not been noticed. It arises from the destruction of the physical structureof vascular bundles with spiral arrangement in alkali treated sample with the separation of internal fibers from it.Hence, the lower elongation of postpurified sample in comparison with alkali treated sample arises from its straightstructure. Also, in the case of postpurified sample the improvement of crystalline region of lotus fibers providesanother cause of reduction in breaking elongation. The stressestrain curves of both curves have been obtained.The stresses in case of both the samples are nearly linear to strain. There in increase in stresses of both the sampleswith the extension of fibers. As the force increases till point of fiber fracture there is no yielding stage during tensiletesting. Therefore, the stressestain of S1 and S2 can be regarded as brittle rupture, which is similar to other naturalfibers such as cotton, hemp, and hop [44].
15.3 Studies on windmill palm leaf sheath fiber
Mechanical properties, especially tensile properties, greatly affect the application of fibers in the industrial field.Palm fibers have a honeycomb-like cross-section that is exhibited by numerous elongated individual hollow singlefibers [45,46]. They show a tensile strength over 100 MPa and a Young’s modulus above 1000 MPa [47]. A studyshowed that their strength and Weibull modulus decreased with the increase in gauge length and strength disper-sion, which adverse to Young’s modulus [17] divided the stressestrain curves of palm fiber tensile into two parts,namely, elastic deformation and inelastic deformation, ignoring the yield region between these two parts. In previ-ous work research results showed the palm fibers exhibited remarkable yield characteristics [48,49]. Yield point is akey factor for studying fibers’ mechanical properties, such as initial modulus, energy absorption, etc. However,research on determining the accurate yield point is still in need. There are many methods, such as Meredith, Coplan,angular bisectrix method, and third-order derivative method, which are used to obtain the yield point of fibers [50].
15. Emerging research trends in new natural fibersdsome insights208
Researchers considered the first inflection point in the stressestrain curve as the yield point which was the first localmaximum of the first derivative of the stressestrain curve [51]. A method has been described for determining theyield point from the third derivative of the stressestrain curve. In this method, numerous original testing datashould be calculated to obtain an average curve, which is replotted by 100 points from 1% to 100% of the total exten-sion [52].
But, the average curve which comprises of many discrete points cannot be used to attain the derivative curvedirectly. Hence, an effective technique needs to be established to fit the original data and effectively achieve the dif-ferential of stressestrain curve. The tightness of macromolecular chains in fibers produces a significant effect ontheir mechanical properties. The yield stress, tensile strength, and modulus will generally increase with the incre-ment of fiber crystallinity, whereas the breaking elongation and impact toughness tend to decrease. The CI of cellu-lose is measured using several different techniques including XRD, solid-state 13C NMR, infrared (IR) spectroscopy,and Raman spectroscopy. Many techniques have also been used in calculation of the CI values from the raw spec-trographic data, particularly from XRD. Peak deconvolution method (individual crystalline peaks were extracted bya curve-fitting process from the diffraction intensity profiles) is one of the methods used to calculate the CI of cel-lulose from the XRD spectra [53].
The choice of proper amorphous peak position for the determination of CI is important due to the high overlapratio between the diffraction peaks. Using a combination technique the mechanical properties of palm and ramiefibers have been comparatively studied. In order to get yield points and initial modulus polynomial fitting and thirdderivative methods have been used to process the original testing data bymeans of software (MATLAB). Subsequentto the algorithm completion, no subjective factors have been added in the calculation process. The mechanical per-formances of fiber have been characterized by distribution of specific work before and after the yield point. SEM hasbeen used to study the breaking surface of palm fiber. The CI values of the fibers have been determined by XRD peakdeconvolution technique, in which 2h 18e19.5 degrees with a span of 0.034 degrees has been chosen as the highestpoint of the amorphous peak.
15.3.1 Stressestrain curve of the fibers
The typical stressestrain curve of ramie and palm fibers (testing gauge of 20 mm) has been obtained. In compar-ison with ramie fibers the palm fibers exhibit significantly greater elongation and lower breaking stress. It has beenobserved that the stressestrain curve of ramie fibers is almost linear. However, in the case of palm fibers it shows atypical characteristic of elastoplastic polymer. There are three components that comprise the stressestrain curve ofpalm fibers, viz., linear elastic, yield, and nonlinear regions. The molecular chains get stretched and transverse sec-ondary valence bond is deformed in the linear elastic region, and are of instantaneous and resilient nature. The yieldregion is followed by nonlinear deformation until breakage. In the yield region, secondary bond forces within or be-tween molecules, like hydrogen bond commence deterioration. The nonlinear deformation can be attributed toamorphous region reconstruction in the cell wall and the interface debonding among single fibers. The tensile testingresults of the fibers at various gauge lengths show that the breaking strength as well as strain-to-failure at break arereduced with the testing gauge length. This result is mainly because the fiber fractures are caused by the randomdefects distribution on the surfaces or inside the fibers [49].
15.3.2 Yield point and initial modulus determination
The third derivative technique to determine the yield point of stressestrain curve has been determined. The curvecomprises of two parts: linear stretching region whose first derivation is a constant, and yield region. The first deri-vation of yield region decreases with the decline in its slope. In this stage, a point exists wherein the first derivativechanges from convex to concave. This point is also the lowest point of second derivative and intersection of thirdderivative and abscissa axis, which can be considered as the yield point [47]. The stressestrain curve has been fittedpiecewise. The first, second, and third derivatives of palm fiber have been obtained. For the sake of clarity, part of thestressestrain curve has been chosen, including the linear region and yield region to fit and then differentiated byMATLAB software. At each point in the curve, the section before the point has been fitted linearly and the rest fittedpolynomially in order to confirm the existence of linear region. The least square technique has been used to calculatethe fitted results and respective original data of each point to obtain the error. The finding revealed that there is ashort segment before the point. The point with minimum error is considered as the segmentation point betweenlinear stretching region and yield region. By determination of the segmentation point the initial modulus of palm
15.3 Studies on windmill palm leaf sheath fiber 209

fiber can be obtained. Linear stretching region is the linear region, and the slope of this section is the initial modulusof palm fiber. The first, second, and third derivatives for the yield region are consistent with the abovementionedresult. The yield point can be easily determined by finding the intersection of the third derivative and abscissaaxis. In this stage, the specimen could not recover to its original situation.
The stress and strain values of the yield point, specific work before and after yield point, and the initial modulusof the palm fiber have been determined. There is reduction in stress and strain values of yield point with increasinggauge length. This result is attributed that the stress distributes over a larger length of the fiber [49,54,55]. The spe-cific work decreases with gauge length whether prior to yield or after yield, but the values of ratio increase, whichindicates that the gauge length has a greater effect on specific work after yield point than before. Initial modulusincreases with the gauge length. Initial modulus actually does not depend on gauge length, which must be dueto the contribution of the test machine compliance [56]. The stressestrain curve of ramie fiber is fitted by use of poly-nomial fitting technique. Owing to the nonlinear form of fibers inadequate pretension the stressestrain curve ob-tained is found to have a sunken trend during initial stage. This is followed by transfer of the curve to a longerelastic deformation region. There is the intersection of third derivative and abscissa axis, which corresponds tothe yield point. But, as there is fiber breakage prior to the stretch attaining the yield point, the yield point cannotbe found. Therefore, the ramie fiber has less yield feature and rapidly breaks near the end of the linear segment.In contrast to palm fiber, no nonlinear region of the ramie fiber was found. The different structural characterizationsmay lead to the different tensile behaviors of the two kinds of fibers.
15.3.3 SEM and X-ray diffraction
SEM examined the tensile break cross-section of palm and ramie fibers. It is found that there are a number of par-allel aligned single fibers in the palm fiber’s cross-section. Vessel accounts for a great area of the cross-section, whichhas an effect on the mechanical property of palm fiber [51]. It has been found that the single fibers break due todebonding among themselves, which lead to the nonlinear deformation.
Ramie, which is a single-cellular fiber, exhibits a relatively simple breaking cross-section. XRD spectrogram re-veals a smooth crack running across the traverse direction of palm fiber and ramie fiber. This crack causes the rapidstress concentration, resulting in the instantaneous break. This breaking mode renders the ramie fiber to exhibitelastic characteristic with nearly no nonlinear deformation. By means of the peak deconvolution technique, the spec-trogram has been split into amorphous and diffraction curves. In comparison with palm fiber the peaks of ramiefiber are considerably narrower and sharper. It shows the variation between their crystalline structures. Two spectro-grams of ramie and palm fibers reveal a pattern relatively identical to the peak characteristics of native cellulose (cel-lulose I). These peaks are approximately located at 2h ¼ 22 degrees and 34 degrees, which are the positions of the(002) and (040) crystallographic plane reflections, respectively. In the case of ramie fiber, the peak is situated at2h ¼ 20.3 degrees which typifies cellulose II polymorph. Also, peaks that are approximately situated at 2h ¼ 15 de-grees and 16 degrees represent the crystallographic planes ((001) and (101)) of cellulose I. But, in the case of palmfiber, only one peak corresponds to (101) which is situated at 2h ¼ 15.1 degrees. This result may be attributed tothe two peaks corresponding to the (101) and (101) crystallographic planes that smear and appear as one broadpeak when the fiber contains large amounts of amorphous materials (such as lignin, hemicelluloses, and amorphouscellulose) [54,57,58].
A special software has been used in the calculation of the CI to deduct the background and divide the overlappedpeaks into amorphous and diffraction peaks. The amorphous part of natural fiber is highly complicated, comprisingmostly of disordered cellulose, semicellulose, lignin, and gelatin. It becomes crucial for choice of the suitable amor-phous peak position for the determination of CI. In research considered herein, crystallinity is calculated at variouspositions of amorphous peak. There is a relatively stable value when 2W at 17.9 degrees to 18.1 degrees for palm fiberand 2W at 18.6 degrees to 19.1 degrees for ramie fiber. The area has been chosen for calculation of the mean CI offibers. The average CI values of the palm and ramie fibers are 34.13% and 62.93%, respectively. Different CI valuesbetween the two fibers may lead to their different mechanical properties. With high CI values, the fiber moleculararrangement in the neat slot holes is less and small, and the bonding force between the molecules is strong [53].Therefore, ramie fibers show high initial modulus and breaking strength. In contrast, palm fibers have relativelyloose intermolecular structure, and the multicellularity of the fiber may lead to slippage between cells in the stretch-ing [59]. Hence, initial modulus and breaking strength are observed to be low in palm fibers, with typical yieldfeature.
15. Emerging research trends in new natural fibersdsome insights210

15.4 Studies on pig hair
Pig hair is largely comprised of keratin, which are of animal origin with cuticular scales on the surface. Thearrangement of scales follow a distinct pattern which differ between animal species [60]. The scales are made upof keratin proteins, high sulfur keratin associated proteins, and structural lipids [61]. The surface features of fiberscontribute toward improved adhesion between fibers and matrix, hence to the strength of the composite [62]. In or-der to enhance the quality, the products evolved from the fibers are modified quite frequently.
The animal fibers are elliptical in cross-section rather than circular even though the term diameter generally im-plies that the fiber has a circular cross-section [63]. The variation in microscopic features such as diameter, ellipticity,and cross-sectional shape can influence both physical and chemical properties of the fiber. The term ellipticity isreferred to describe the deviation from the circular shape and is measured as the ratio of major axis to minor axisof the fiber cross-section [64]. The fiber ellipticity is one of the parameters that can provide an estimate of intrinsicmaterial strength of the fibers [65]. Previous studies have established variation in the cross-sectional features of ker-atin fibers [66,67]. Several studies have also shown that the shape of fiber cross-section such as ellipticity can influ-ence properties of fiber-based products [68,69]. Elliptical fibers are reported to have lower moment of inertia and canflex preferentially toward minor axis [70,71]. Earlier studies using human hair and wool have established relation-ship between cross-sectional features of the fiber and its tensile properties [72]. Hence, study of the relationship be-tween cross-sectional features of the pig hair fiber and its tensile properties can have practical significance. Themorphology of pig hair cross-section has been studied with regard to its tensile properties. SEM has been used toexplain the surface features of pig hair fiber for the first time.
15.4.1 Characterization
Characterization has been done relating to surface features of fibers derived from various pig breeds. The cross-sectional features of the fiber were correlated with its tensile, flexural, and frictional properties.
15.4.2 Surface features of fibers
Scales are present on the surface of pig hairs, which resemble wool, human, rabbit hair, horse hair, and feline hairfibers [73e76]. The scales are placed in the form of layers, overlapping each other by an average distance equal toscale interval (4.58 þ 0.24 mm). The mean scale thickness is found to be 0.39 þ 0.02 mm and the number of scales per100 mm is between 14.76 and 20.42 (mean 17.19 þ 1.65). The mean scale thickness of pig hair fiber is found similar tocashmere (0.35 mm), but was lower than wool from Merino sheep (0.48 mm) and Chinese local sheep (0.53 mm). Thepig hair has more number of scales than both wool and cashmere [77]. The number of scales on the surface per unitlength is found similar to wool and alpaca fiber, but lower than cashmere and fine wool. A lower scale interval andhigher mean scale thickness supports higher coefficient of static friction for the pig hair fiber observed earlier.
The distribution of scales on the surface of pig hair fibers follows an imbricate type, crenate pattern, similar towool, human hair, and fibers from other domestic species such as cattle, horse, and goat. The mean scale index is0.22. The fiber diameter is negatively correlated to scale index and scale interval. Several studies examined the sur-face features of mammalian hairs, especially that of human hair and wool [78,79]. The surface features of the fibercontribute to friction and hence are one of the factors determining the properties of product. The relationship be-tween the surface features with felting capacity, binding, and amenability of the fiber for nonwoven applicationsneeds further study. Some of the observed surface features of pig hair fiber reported in the study might have alsoresulted from frictional wear and the chipping away of the hair surface scale as suggested earlier for human hair [80].
15.4.3 Elliptical features of fiber cross-section
It has been found that there has been a variation in relation to breed of pigs with regard to the elliptical features ofhair fiber cross-section. The findings reveal that the pig hair fiber has an elliptical outline, similar to other proteinfibers. The ellipticity of fibers from Hampshire and Duroc breeds of pig is more than the fibers from indigenousbreeds. Of the various pig breeds, the angular eccentricity and flattening of hair fibers show considerable difference.The elliptical features of pig hair are found similar to wool and human hair [9,32]. The ellipticity of the fiber isinfluenced by fiber diameter, which in turn is influenced by season, nutrition, breed, and genetic makeup of the
15.4 Studies on pig hair 211

animal [81]. The study considered herein confirms earlier findings suggesting a breed-wise variation in the physicalcharacteristics of pig hair fiber.
Granular structures with certain diameters (as measured) have been revealed at higher magnifications of hair fi-ber cross-section. The granular structures correspond to macrofibrils in the intermacrofibrillar matrix confirmingearlier findings in human hair and wool [82e84].
15.4.4 Correlating ellipticity of fiber and tensile characteristics
In the case of pig fibers there is a positive correlation between the ellipticity parameters and the tensile properties(tenacity, extensibility, initial modulus, and work of rupture) of the pig hair fiber. The greatest positive correlation isseen in tenacity and work of rupture, among the tensile characteristics of the fiber. The specific flexural rigidity isnegatively correlated with the ellipticity of the fiber, suggesting that elliptical fibers are more flexible than the fiberswith circular cross-section. Minor axis of elliptic is found to have a dominant effect on bending resistance of hairfiber. Elliptical and ribbon-shaped fibers are considered more flexible in twisting because their shape factor is lessthan 1, leading to lower torsional rigidity. The coefficient of static friction shows a negative correlation with ellipticityof the fiber. The study falls in line with previous findings, indicating relationship between elliptical features of woolfiber and its diameter [85e90].
Based on the investigation of the tensile characteristics of the fiber it has been found that tenacity and work ofrupture exhibit positive correlation with the elliptical characteristics of the fiber. Differences in the elliptical cross-sectional features of pig hair fibers in relation to breeds can be seen. The surface features of pig hair fibers are similarto other protein fibers [91]. Thus, pig hair fiber can be studied for production of low cost, eco-friendly industrial anddomestic products similar to other natural protein fibers. Influence of different treatments on surface for enhance-ment of fiber-matrix adhesion, abrasion resistance, and probable utility in species/breed identification with pig hairfiber also needs further investigations.
15.5 Studies on Caryota spadix fiber
The study of molecular structure of the lingo cellulosic fibers enables the knowledge of their chemical structure,and therefore, justifies a better use as filler in a polymer matrix, giving rise to composites with improved properties[92]. The objective has been to effectively use fibrousmaterial in textile industry and convert them into improved andsustainable products like garments, upholsteries, and interior decorations. The plant fiber considered herein pos-sesses specific properties like resistance to water, thermal insulation, and so on.
Thus the presence of the new plant fiber decreases the pressure due to handful number of species available for thesmall scale industry [93,94]. Properties like physiochemical, mechanical, and thermal properties of many newertypes of natural fibers like P. Joliflora, Cissus qadrangularis root fiber, Phoenix reclinata, and so on have been studiedby a number of research workers by means of chemical analysis, single fiber tensile testing, FTIR, XRD, thermogra-vimetric analysis, and SEM analysis. Recently, a new fiber called Caryota urens spadix fiber has been identified. Tilldate no studies have been reported with regard to its physiochemical, mechanical, and thermal properties. The Car-yota urens plant belongs to the family Arecaceae, native to tropical and subtropical regions and sometimes cultivatedas ornamental. In the preparation of sugar the root bark, flowers, leaves, and seed of Caryota urens plant have beenutilized. Considering these aspects, study has been focused on the extraction of Caryota urens from the spadix of Car-yota urens plant. Techniques such as thermogravimetric analysis, FTIR, single fiber tensile, and XRD have been usedto study the physiochemical, mechanical, and thermal properties of the fiber and comparedwith other natural fibers.
15.5.1 Studies using FTIR
The free components as shown in the Caryota urens spadix fiber spectrum are observed, within the wavelengthrange 4000e5000 vm�1. FTIR spectra show 11 well-defined peaks of Caryota urens spadix fiber at different spectrumfrequencies [95]. The peak at 3340 cm�1 in Caryota urens spadix fiber indicates the presence of OeH stretching ofalpha cellulose and the peak at 2924 cm�1 indicates the presence of CeH stretching of cellulose. The carbonylpeak exists at 1733 cm�1 [96]. The peak at 1634 cm�1 belongs to carboxyl stretch of CeO, indicating the presenceof acetyl group in hemicellulose [97]. The CeH in the plane deformation with aromatic ring stretching peak existsat 1428 cm�1. The peak at 1371 cm�1 indicates the presence of aliphatic nitro compound (NO2 stretching) of various
15. Emerging research trends in new natural fibersdsome insights212
nitrogen-containing compounds. The peak at 1322 cm�1 indicates the presence of cellulose absorption at eOHstretching. The CeH bending bond structure of the functional group of alkane’s group peak exists at 1242 cm�1
[98]. The peak at 1033 cm�1 indicates the presence of CeO stretching of alcohol (cellulose, hemicellulose, and lignin).The CeO stretching and CeH rocking vibration of cellulose peak exists at 896 cm�1. The peaks at 598 cm�1 and553 cm�1 indicate the C-X stretching of organic halogen compounds.
15.5.2 Chemistry of Caryota urens spadix fiber
The chemical composition of the fibers was strongly influenced by the region, maturity of the plant, extractioncondition, and methods used to determine the composition [99]. Depending upon the cellulose content in the fibers,their strength and stiffness are concluded. The holocellulose and cellulose contents of Caryota urens spadix fiber arefound to be 79.4 wt% and 42.1 wt%, respectively. The hemicellulose (30.2 wt%) content is responsible for the mois-ture absorption, biodegradation, and thermal degradation of the Caryota urens spadix fiber [100]. Higher lignin con-tent (21.1 wt%) of the Caryota urens spadix fiber keeps the water in the fiber and protects against biological attack aswell as contributes to the structure, properties, andmorphology [101]. The increased ash content (4.5 wt%) decreasesthe fire resistance characteristics and eliminates the amorphous elements [102].
15.5.3 Strength of individual fiber
Besides the fiber length and fineness, the fiber strength is considered to be an important fiber property [103]. Thehighest tension the fiber is able to endure prior to breakage is denoted by fiber strength. It is specified in terms ofbreaking strength and tenacity. The mechanical properties of Caryota urens spadix fiber depend largely on the chem-ical composition, especially the cellulose percentage and cell wall structure [104]. The fiber preconditioning is doneat temperature of 21þ1�C and RH of 65% þ 2%. The single fiber is mounted in the jaws of the clamps. All slacks areremoved maintaining the sample in unstretched state. Adequate caution is exercised to maintain the specimenstraight within the jaws, ensuring that the fiber sample lays on the line of action between the force and measuringdevice and the point where the fiber is left from the moving jaw face. The required number of test specimens havebeen randomly chosen for test and a load-elongation graph is plotted to test the fiber specimens. The mechanicalproperties of the Caryota urens spadix fiber are determined [14]. The highest tensile force is observed to be 4.37N.Young’s modulus of Caryota urens spadix fiber ranges between 1970 and 6330 MPa and its percentage of elongationat break is 3.8%.
15.5.4 Investigation with SEM
The surface morphology of a fiber is a very important factor for determining the ability of fiber to act as a goodreinforcement and to resist fiber pull out [105]. To evaluate the Caryota urens spadix surface, SEM study has beencarried out [106]. The surface of fiber appears smooth and clean. It comprises of a thick layer having uniform de-posits over the entire length, which comprises of hemicelluloses and lignin. It has many elementary fibers (fibrilsor fiber cells) that are attached along the direction of length by pectin and other noncellulosic compounds. The outerthick layers consisting of waxes and other substances (for instance, hemicellulose and lignin) contribute to thismorphology and cover the surfaces of the fiber to protect the cellulose inside.
15.5.5 X-ray diffraction
Fiber properties are influenced mainly by two important qualities, namely, CI, and degree of fiber orientation[107]. Wide-angle XRD is used to determine the crystal size and crystalline percentage of the sample [108]. TheXRD pattern for Caryota urens spadix fiber has been obtained. It exhibits three well-defined peaks at particular an-gles. The fiber is found to be semicrystalline as pointed out by the diffraction peaks. The three crystallographicplanes that represent the crystalline peaks of cellulose I are usually observed in case of natural fiber. The CI valueof 90.13% is found higher than hemp (88%) and Napier grass (69%) and flax (80%) [109].
The crystalline size is calculated as 3.5 nm for the first crystallographic plane and 0.5 nm for second crystallo-graphic plane. The lower crystal size structure tends to absorb more water than the higher crystal size structure.
15.5 Studies on Caryota spadix fiber 213

15.5.6 Studies on thermal characteristics
Low thermal stability of natural fibers is used for limiting factors. To study the decomposition pattern and thermalstability of Caryota urens spadix fibers the thermal analysis was performed [110]. DSC shows a broad endotherm(peak 400�C) that is extended up to 670�C. The moisture present in the fiber calculated from this endotherm areais roughly around 50%. DSC does not show any exo- or endotherm between 100 and 220�C, indicating that the fiberdoesn’t undergo any thermal degradation in this range of temperature. However, it appears to degrade exothermi-cally beyond 270�C. The small endotherm observed at around 670�C in the virgin fiber more likely attributes to themelting and volatization of the fatty and wax materials present in the fiber [111].
15.5.7 Diameter and length of fiber
The length of the fiber depends upon the fertility of the soil [112,113]. The length of the Caryota urens spadix fiber isfound 35.84 cm, and its standard deviation is about 2.725 and coefficient of variation is 7.6%. The diameter of fiberobserved by SEM is found to be 563.76 mm and CV (23%).
15.6 Conclusion
The chapter presents new types of natural fibers and explores the properties. Lotus fibers have been preparedfrom lotus stems by means of alkali treatment. Various techniques have been used to characterize lotus fibers.The effects of alkali concentration on tensile strength and breaking elongation of lotus fibers have been studied.There is reduction in these properties with increasing concentration of alkali. The findings can offer valuable guid-ance in preparation of lotus fibers from stems by means of chemical treatment. The initial modulus, yield point, andspecific work before and after the yield point of palm leaf sheath fiber have been accurately determined. SEM studiesshow that palm fiber can be considered as a composite, whose debonding of single fibers and interlayer separation ofcell wall contribute to the nonlinear deformation. The distinctive tensile properties of palm fiber may endow its po-tential application in industrial areas. Studies on pig hair fibers reveal that the ellipticity parameters are positivelycorrelated with tensile properties of the fiber. The specific flexural rigidity is negatively correlated with the ellipticityof the fiber, suggesting that the elliptical fibers may be more flexible than the fibers with circular cross-section. As thesurface features of pig hair fibers are similar to other protein fibers, they could be considered for production of lowcost, environmental-friendly industrial and domestic products similar to other natural protein fibers. Furtherresearch is required to determine the influence of different treatments on surface for improving fiber matrix adhe-sion, abrasion resistance, and possible usefulness in species/breed identification using pig hair fiber. Caryota urensspadix fiber has been comprehensively characterized and studied for morphological, physical, mechanical, chemi-cal, and thermal properties. Its low density offers an option for harmful synthetic fibers. The findings establish thepotential of Caryota urens spadix fiber as reinforcement in bioreinforced polymer composites for automotive andstructural applications.
References
[1] Rao KMM, Rao KM. Extraction and tensile properties of natural fibers: vakka, date and bamboo. Compos. Struct. 2007;77:288e95.[2] Bera A, Ghosh A, Mukhopadhyay A, Chattopadhyay D, Chakrabarti K. Improvement of degummed ramie fiber properties upon treatment
with cellulase secreting immobilized A. larrymoorei A1. Bioproc. Biosyst. Eng. 2015;38:341e51.[3] Fan P, He F, Yang Y, Ao MZ, Ouyang J, Liu Y, Yu LJ. In-situ microbial degumming technology with Bacillus sp. HGe28 for industrial pro-
duction of ramie fibers. Biochem. Eng. J. 2015;97:50e8.[4] Liu D, HanGT, Huang JC, Zhang YM. Composition and structure study of naturalNelumbo nucifera fiber. Carbohydr. Polym. 2009;75:39e43.[5] Pan Y, Han GT, Mao ZP, Zhang YM, Duan H, Huang JC, Qu LJ. Structural characteristics and physical properties of lotus fibers obtained
from Nelumbo nucifera petioles. Carbohydrate Polymer, fibers obtained from Nelumbo nucifera petioles. Carbohydr. Polym. 2011;85:188e95.[6] Zhang YB, Guo ZG. Micromechanics of lotus fibers. Chem. Lett. 2014;43:1137e9.[7] Gong Y, Han GT, Zhang YM, Zhang JM, Jiang W, Pan Y. Research on the degradation performance of the lotus nanofibers alginate porous
materials. Polym. Degrad. Stabil. 2015;118:104e10.[8] Wu MX, Shuai H, Cheng QF, Jiang L. Bioinspired green composite lotus fibers. Angew. Chem. Int. Ed. 2014;53:3358e61.[9] Peponi L, Biagiotti J, Torre L, Kenny JM, Mondrag_on I. Statistical analysis of the mechanical properties of natural fibers and their com-
posite materials. I. Natural fibers. Polym. Compos. 2008;29(3):313e20. https://doi.org/10.1002/pc.20408.[10] Dhandapani S, Pallavi N, Balaji R, Parthiban R. Investigations into structural aspects of Borassus flabellifer L. (palmyrah palm) fruit fibres.
J. Text. Inst. Proc. Abstr. 2008;99(2):133e40. https://doi.org/10.1080/00405000701570914.
15. Emerging research trends in new natural fibersdsome insights214

[11] Liu W, Huang J, Wang N, Lei S. The influence of moisture content on the interfacial properties of natural palm fiberematrix composite.Wood Sci. Technol. 2015;49(2):371e87. https://doi.org/10.1007/s00226-015-0702-3.
[12] Zhai S, Sugiyama J, Imai T, Horikawa Y. Cell wall characterization of windmill palm (Trachycarpus fortunei) fibers and its functionalimplications. IAWA J. 2013;34(1):20e33. https://doi.org/10.1163/22941932-00000003.
[13] Al-Sulaiman FA. Mechanical properties of date palm fiber reinforced composites. Appl. Compos. Mater. 2002;9(6):369e77. https://doi.org/10.1023/A:1020216906846.
[14] Ishak MR, Leman Z, Sapuan SM, RahmanMZA, Anwar UMK. Impregnation modification of sugar palm fibres with phenol formaldehydeand unsaturated polyester. Fibers Polym. 2013;14(2):250e7. https://doi.org/10.1007/s12221-013-0250-0.
[15] Mohanty JR. Investigation on solid particle erosion behavior of date palm leaf fiber-reinforced polyvinyl pyrrolidone composites.J. Thermoplast. Compos. Mater. 2015;421(Suppl. 1e2):14e20.
[16] Hanipah SH, Xiang LY, Mohammed MAP, Baharuddin AS. Study of non-linear mechanical behavior of oil palm mesocarp fibers. J. Nat.Fibers 2017;14(2):153e65. https://doi.org/10.1080/15440478.2015.1093575.
[17] Liu X, Wu Z, Zhang J, Ge S. Tensile and bending properties and correlation of windmill palm fiber. Bioresources 2017;12(2):4342e51.[18] Sia CV, Nakai Y, Shiozawa D, Ohtani H. Statistical analysis of the tensile strength of treated oil palm fiber by utilisation of Weibull distri-
bution model. Open J. Compos. Mater. 2014;04(01):72e7. https://doi.org/10.4236/ojcm.2014.41008.[19] Mohan NH, Nayak LK, Tamuli MK, Das A. Pig hair fibre utilization in India: present status and future perspectives. Indian J. Anim. Sci.
2014a;84(2):99.[20] Mohan NH, Debnath S, Mahapatra RK, Nayak LK, Baruah S, Das A, Banik S, Tamuli MK. Tensile properties of hair fibres obtained from
different breeds of pigs. Biosyst. Eng. 2014b;119:35.[21] United nations commodity trade statistics database pigs, hogs, boars, bristles, hair and waste thereof database. 2013. http://comtrade.un.
org/db/ce/snapshotd.aspx?px¼HI&cc¼050210 and r¼699.[22] Li X, Tabil LG, Panigrani SPE. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J. Polym. En-
viron. 2007;15(1):25.[23] Singha AS, Kaith BS, Khanna J. Cannabis reinforced composites. Bioresources 2011;6(2):2101.[24] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[25] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[26] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[27] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020.[28] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[29] Hussain CM. Handbook of nanomaterials for sensing applications. Elsevier; 2020.[30] Li FY, FuHJ. Effect of alkaline degumming on structure and properties of lotus fibers at different growth period. J. Eng. Fibers Fabr. 2015;10:
135e9.[31] Baig GA, Carr CM. Surface and structural damage to PLA fibres during textile pretreatments. Fibres Text. East. Eur. 2016;24:52e8.[32] He W, Jiang SX, Zhang QS, Pan MZ. Isolation and characterization of cellulose nano fibers from Bambusa rigida. Bioresources 2013;8:
5678e89.[33] Jungnikl K, Paris O, Fratzl P, Burgert I. The implication of chemical extraction treatments on the cell wall nanostructure of softwood. Cel-
lulose 2008;15:407e18.[34] Cheng C, Guo R, Lan J, Jiang S, Du Z, Zhao L, Peng L. Preparation and characterization of lotus fibers from lotus stems. J. Textil. Inst. 2018.
https://doi.org/10.1080/00405000.2018.1423898.[35] Lehtimaa T, Kuitunen S, Tarvo V, Vuorinen T. Reactions of aldehydes with chlorous acid and chlorite in chlorine dioxide bleaching. Holz-
forschung 2010;64:555e61.[36] Marechl Y, Chanzy H. The hydrogen bond network in I b cellulose as observed by infrared spectrometry. J. Mol. Struct. 2000;523:183e96.[37] Krishna SH, Rao KCS, Babu JS, Reddy DS, Krishna SH. Studies on the production and application of cellulase from trichoderma reesei QM-
9414. Bioproc. Biosyst. Eng. 2000;22:467e70.[38] Gierlinger N, Goswami L, Schmidt M, Burgert I, Coutand C, Rogge T, SchwanningerM. In situ FT-IRmicroscopic study on enzymatic treat-
ment of poplar wood cross-sections. Biomacromolecules 2008;9:2194e201.[39] Hamid SBA, Chowdhury ZZ, Karim MZ, Ali ME. Catalytic isolation and physicochemical properties of nanocrystalline cellulose (NCC)
using HCleFeCl3 system combined with ultrasonication. Bioresources 2016;11:3840e55.[40] Reddy N, Yang Y. Structure and properties of high quality natural cellulose fibers from cornstalks. Polymer 2005;46:5494e500.[41] Peng LH, Guo RH, Lan JW, Jiang SX,Wang X, Li C, Li JJ. Synthesis of silver nanoparticles on bamboo pulp fabric after plasma pre treatment.
J. Mater. Sci. Mater. Electron. 2015;27:5925e33.[42] Montazer M, Kahali P. A novel polyvinyl alcoholetragacanth/nano silver hydrogel on polyester fabric through in situ synthesis method.
J. Ind. Text. 2016;5:1635e51.[43] Reddy N, Yang Y. Properties of natural cellulose fibers from hop stems. Carbohydr. Polym. 2009;77:898e902.[44] Sugiyama J, Imai T, Horikawa Y, Zhai S. Cell wall ultrastructure of palm leaf fibers. IAWA J. 2014;35(2):127e37. https://doi.org/10.1163/
22941932-00000054.[45] Zhang T, Guo M, Cheng L, Li X. Investigations on the structure and properties of palm leaf sheath fiber. Cellulose 2015;22(2):1039e51.
https://doi.org/10.1007/s10570-015-0570-x.[46] Zhai S, Li D, Pan B, Sugiyama J, Itoh T. Tensile strength of windmill palm (Trachycarpus fortunei) fiber bundles and its structural
implications. J. Mater. Sci. 2012;47(2):949e59. https://doi.org/10.1007/s10853-011-5874-0.[47] Cao Y, Tan H. Study on crystal structures of enzyme-hydrolyzed cellulosic materials by X-ray diffraction. Enzym. Microb. Technol. 2005;
36(2e3):314e7. https://doi.org/10.1016/j.enzmictec.2004.09.002.[48] Guo M, Zhang TH, Chen BW, Cheng L. Tensile strength analysis of palm leaf sheath fiber with Weibull distribution. Compos. Part A 2014;
62(17):45e51. https://doi.org/10.1016/j.compositesa.2014.03.018.[49] Weidong YU. Fundamental issues on the typical tensile curve and the calculation of tensile parameters of fibres. J. Xi’an Univ. Eng. Sci.
Technol. 2003;21(2):27e33.
References 215

[50] Peloquin JM, Santare MH, Elliott DM. Advances in quantification of meniscus tensile mechanics including nonlinearity, yield, and failure.J. Biomech. Eng. 2015;138(2). https://doi.org/10.1115/1.4032354. 021002-021001-021013.
[51] Blakey PR. The determination of the yield point from an average loadeelongation curve for a large number of fibres. J. Text. Inst. 1979;70(10):452e6. https://doi.org/10.1080/00405007908658884.
[52] Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK. Cellulose crystallinity index: measurement techniques and their impact on inter-preting cellulase performance. Biotechnol. Biofuels 2010;3(1):10. https://doi.org/10.1186/1754-6834-3-10.
[53] Perel J. An X-ray study of regain-dependent deformations in cotton crystallites. J. Text. Inst. 1990;81(3):241e4. https://doi.org/10.1080/00405009008658707.
[54] Tomczak F, Sydenstricker THD, Satyanarayana KG. Studies on lignocellulosic fibers of Brazil. Part II: morphology and properties of Brazil-ian coconut fibers. Compos. Part A 2007;38(7):1710e21. https://doi.org/10.1016/j.compositesa.2007.02.004.
[55] D’Almeida JRM, Aquino RCMP, Monteiro SN. Tensile mechanical properties, morphological aspects and chemical characterization of pias-sava (Attalea funifera) fibers. Compos. Part A Appl. Sci. Manuf. 2006;37(9):1473e9. https://doi.org/10.1016/j.compositesa.2005.03.035.
[56] Bourmaud A, Dhakal H, Habrant A, Padovani J, Siniscalco D, Ramage MH, Shah DU. Exploring the potential of waste leaf sheath datepalm fibres for composite reinforcement through a structural and mechanical analysis. Compos. Part A Appl. Sci. Manuf. 2017;103:292e303. https://doi.org/10.1016/j.compositesa.2017.10.017.
[57] Garvey CJ, Parker IH, Simon GP. On the interpretation of X-ray diffraction powder patterns in terms of the nanostructure of cellulose Ifibres. Macromol. Chem. Phys. 2005;206(15):1568e75. https://doi.org/10.1002/macp.200500008.
[58] Deng P, He Q, Jiang Y, Jing L, Zhang T. Tensile performance characterization of windmill palm leaf sheath fiber by polynomial fitting andXRD peak deconvolution. J. Text. Inst. 2019. https://doi.org/10.1080/00405000.2019.1572266.
[59] Dahiya MS, Yadav SK. Scanning electron microscopic characterization and elemental analysis of hair: a tool in identification of felidaeanimals. J Forensic Res. 2013;4(1):178.
[60] Robbins CR. Chemical and physical behaviour of human hair. Berlin, Germany: Springer Verlag; 2012. p. 580.[61] Herrera-Franco PJ, Valadez-González A. A study of the mechanical properties of short natural-fiber reinforced composites. Compos. B Eng.
2005;36:597.[62] Warner SB. Fiber science. New Jersey, USA: Prentice-Hall Inc; 1995.[63] Hillbrick LK. Fibre properties affecting the softness of wool and other keratins. Ph.D. Thesis. GeelongWaurn Ponds, Australia: Deakin Uni-
versity; 2012.[64] Gourdie RG, Orwin DFG, Ranford S, Ross DA. Wool fibre tenacity and its relationship to staple strength. Aus. J. Agric. Res. 1992;43:1759.[65] Wolfram LJ. Human hair: a unique physicochemical composite. J. Am. Acad. Dermatol. 2003;48:S106.[66] Hutchinson PE, Thompson JR. The cross-sectional size and shape of human terminal scalp hair. Br. J. Dermatol. 1997;136(2):159.[67] Dhamija S, Kothari VK, Varshney RK. Effect of polyester fibers fineness and cross-sectional shape on physical characteristics of yarns.
J. Text. Inst. 2011;102:293.[68] Kabir MM, Wang H, Aravinthan T, Cardona F, Lau KT. Effects of natural fibre surface on composite properties: a review. In: Paper pre-
sented at the 1st international postgraduate conference on engineering. Brisbane, Australia: Designing and Developing the Built Environ-ment for Sustainable Wellbeing; 2011. p. 27.
[69] Fukuhara M. Innovation in polyester fibers: from silk-like to new polyester. Text. Res. J. 1993;63:387.[70] Bueno MA, Aneja AP, Renner M. Influence of the shape of fiber cross section on fabric surface characteristics. J. Mater. Sci. 2004;39:557.[71] Swift JA. Some simple theoretical considerations on the bending stiffness of human hair. Int. J. Cosmet. Sci. 1995;17(6):245.[72] Syed A, Kuhajda A, Ayoub H, Ahmad K, Frank EM. African American hair: its physical properties and differences relative to Caucasian
hair. Cosmet. Toilet. 1995;110:39.[73] Booth JE. Principles of textile testing. London, U.K: Newnes-Butterworth; 1976.[74] Bozzola JJ, Russell LD. Electron microscopy principles and techniques for biologists. Massachusetts, USA: Jones and Bartlett Publishers
Sudbury; 2009.[75] Goudarzi G, Zargham S, Tabatabaei YM, Mostafa J. Comparison of surface modification of wool fibres using pronase, trypsin, papain and
pepsin. Fibres Text. East. Eur. 2008;68(3):90.[76] Zimmerman B, Chow J, Abbott AGG, Ellison MS, Kennedy MS, Dean D. Variation of surface charge along the surface of wool fibers
assessed by high-resolution force spectroscopy. J. Eng. Fiber Fabr. 2011;6(2):61.[77] Van den Broeck W, Mortier P, Simoens P. Scanning electron microscopic study of different hair types in various breeds of rabbits. Folia
Morphol. (Warsz) 2001;60:33.[78] Deedrick DW, Koch SL. Forensic sci commun. 2004. http://www.fbi.gov/about-us/lab/forensic-science- communications/fsc/july2004/
research/2004_03_research02. htm.[79] Huwang S, Ji Y, Yang Y. Computer image recognition in detecting wool and cashmere fibres. In: Proceedings of international conference on
advanced education technology and management science. Hong Kong: Advanced Science and Industry Research Centre; 2013. p. 300.[80] Takahashi T, Hayashi R, Okamoto M, Inoue S. Morphology and properties of asian and caucasian hair. J. Cosmet. Sci. 2006;57(4):327.[81] Robbins CR, Crawford R. A method to evaluate hair body. J. Soc. Cosmet. Chem. 1984;35(1984):369.[82] Swift JA. Fine details on the surface of human hair. Int. J. Cosmet. Sci. 1991;13(3):143.[83] Keis K, Ramaprasad KR, Kamath YK. Studies of light scattering from ethnic hair fibers. J. Cosmet. Sci. 2004;55:49.[84] Champion SC, Robards GE. Follicle characteristics, seasonal changes in fibre-sectional area and ellipticity in Australian specialty carpet
wool sheep, Romneys and Merinos. Small Rumin. Res. 2000;38(2000):71.[85] Harland DP, Walls RJ, Vernon JA, Dyer JM, Woods JL, Bell F. Three-dimensional architecture of macrofibrils in the human scalp hair cortex.
J. Struct. Biol. 2014;185(3):397.[86] Sato S, Sasaki Y, Adachi A, Omi T. Reduction and block staining of human hair shafts and insect cuticles by ammonium thioglycolate to
enhance transmission electron microscope observations. J. Cosmet. Dermat. Sci. Appl. 2013;3:157.[87] Bradbury JH, Peters DE. The chemical composition of wool: IX: separation and analysis of macrofibrils. Text. Res. J. 1972;42(1972):471.[88] Wang H, Mahar T, Liu X, Wang X. A comparative study on the felting propensity of animal fibers. Text. Res. J. 2007;77(2007):981.[89] Downes JG. The effect of ellipticity of fibres on diameter measurement by the air-flow method. J. Text. Inst. 1975;66(8):300.
15. Emerging research trends in new natural fibersdsome insights216
[90] Anderson SL, Benson F. Fiber ellipticity and its effect on diameter measurement. J. Text. Inst. 1953;44(3):98.[91] Mohan NH, Nayak LK, Gokuldas PP, Debnath, Paul M, Ammayappan L, Ramamurthy VV, Sarma DK. Relationship between fiber
morphology and tensile properties of pig hair fibre. Indian J. Fibres Text. Res. 2018;43:126.[92] Suddell BC, Evans WJ. The increasing use and application of natural fibre composites materials within the automotive industry. In: Pro-
ceedings, international symposium on natural polymers and composites (embrapa instrumentacão agropecuãria); 2002.[93] Gillah PR, Irle MA, Amartey SA. Sisal fibers as a potential raw material for medium density fiberboard production in Tanzania. Ann. For.
1998;6(2):159.[94] Velasquez JR, Wounaan, Embera. Uses and management of the fiber palm Astricaryum standleyanum (Arecaceae) for backstories in
eastern Panama. Econ. Bot. 2001;55(1):72.[95] Rwawiire S,William Luggya G, Tomkova B. Morphology, thermal, andmechanical characterization of bark cloth from Ficus natalensis. 2013.
https://doi.org/10.1155/2013/925198.[96] Asim M, Khalim A, Jawaid M, Nasin M, Zahra D, Ishak MR, Enamul Hoque M. Int. J. Polym. Sci. 2009;49(7):1.[97] Mayandi K, Rajini N, Pitchipoo P, Winowlin japes JT, Varada Rajlu A. Int. J. Polym. Anal. Char. 2016;21(2):175.[98] Stuart BH. Infrared spectroscopy: fundamentals and applications. John Wiley & Sons; 2004. p. 82.[99] Keller A, Leupin AM, Mediavilla V, Wintermantel E. Influence of the growth stage of industrial hemp on the yield formation in relation to
certain fibre quality traits. Ind. Crops Prod. 2001;13:35.[100] Natarajan T, Kumaravel A, Palanivelu R. Extraction and characterization of natural cellulosic fiber from Passiflora foetida stem. Int. J. Polym.
Anal. Char. 2001;21(6):478.[101] Kalai S, Kaith BS, Kaur I. Pretreatment of natural fibers and their application as reinforcing material in polymer composites e a review.
Polym. Eng. Sci. 2009;49(7):1253.[102] Gopinath R, Ganesan K, Saravanakumar SS, Poopathi R. Characterization of nanocomposites reinforced with dispersed polyester
composite. Int. J. Polym. Anal. Char. 2015;21(2):112.[103] Indran S, Edwin raj R. Characterization of new natural cellulosic fiber from Cissus quadrangularis stem. Carbohydr. Polym. 2014;117:392.[104] Rita K, Preethi A. Extraction of fiber from sansevieria trifasciata plant and its properties. Int. J. Sci. Res. 2013;4(7):2547.[105] Indran S, Edwin raj R, Sreenivasan VS. Characterization of new natural cellulosic fiber fromCissus quadrangularis root. Carbohydr. Polym.
2014;110:423.[106] Marcia AS, Spinace, lambert CS, Karen KG, Kermoselli. Characterization of lignocellulosic curaua fibres. Carbohydr. Polym. 2009;77(1):47.[107] Manimaran P, Saravanakumar SS, Mithun NK, Senthamarai Kumar P. Physicochemical properties of new cellulosic fibers from the bark of
Acacia Arabica. Int. J. Polym. Anal. Char. 2016;12(9):548.[108] Choudhury AKR. Textile preparation and dyeing. USA: Science Publisher; 2006.[109] Mohkami M, Talaeipour M. Negatively charged fibers. Biol. Res. 2011;6(2):1997.[110] Elenga RG, Dirras GF, Gomamaniongui J, Djemia P, BigetMP. On themicrostructure and physical properties of untreated raffia textilis fiber.
Compos. Part A 2009;40(4):418.[111] Karthik T, Murugan R. Characterization and analysis of ligno-cellulosic seed fiber from Pergularia Daemia plant for textile applications.
J. Fibres Polym. 2013;14(3):465.[112] Subramanian K, Senthilkumar P, Jayal P, Venkatesh N. Characterzation of lingo -cellulosic seed fiber from Wrightiatinctoria plant for tex-
tiles applications e an exploratory investigation. Eur. Polym. J. 2005;41:853.[113] Yamuna Devi S, Grace Annapoorani S. Physical and thermal characterization of natural fibre extracted from Caryota urens spadix fibre. In-
dian J. Fibre Text. Res. 2019;44:193.
Important websites
www.fibre2fashion.com.www.iso.org.www.sitra.org.in.http://www.fiber.or.kr.
Important websites 217

This page intentionally left blank
C H A P T E R
16
Innovative approaches in the application ofnatural dyes on wooldRoad to green coloration
N. Gokarneshan1, B. Padma1, V. Bhanu Rekha21Department of Costume Design and Fashion, Dr. SNS Rajalakshmi College of Arts and Science, Coimbatore, Tamil Nadu,
India; 2Department of Fashion Technology, KCG College of Technology, Chennai, Tamil Nadu, India
16.1 Introduction
Colors add beauty to the textiles and are the major deterrents for their sale. At the same time, the process of color-ation is also considered to be the major contributor to the environmental pollution. This is the result of involving a lotof synthetic colorants for dyeing both natural and synthetic textile materials [1e3]. The use of synthetic azo dyes hasespecially reported harmful responses when in contact with human skin and environment [4,5]. Consequently thetextile industry, in the recent years, has gradually started to accentuate on adapting green and low carbon colorationprocesses which can protect the environment from pollution. This has triggered the attention of researchers to workmore in this area to find solutions.
Along with researchers, practitioners are also working on finding solutions for more concerns like improving thecolor, fastness, and the functional characteristics of the dyed textiles [6]. All these concerns have urged people tofocus on natural coloring materials to be the best alternative to achieve solutions with environmental consciousness.There are a lot of research being done on natural dyes, their application process on various fiber types, mordants andmordanting processes, improving the color strength and fastness, etc. [7e13].
The use of enzymes in the textile industry for various textile preparatory processes is rapidly growing as the enzy-matic process is done under lower temperatures, consumes less water, utilizes lesser raw materials, and produceslesser wastes [14]. Over the last several decades, the textile industry has greatly improved in environmental,economic, and product quality aspects by using commercial enzyme preparations. Enzymes have become an indis-pensable part of textile processing and are used in a wide variety of applications in the modern textile industry [75].Various enzymes such as amylase, laccase, pectinase, lipase, protease, catalase, and xylanase are used in differenttextile processing steps. Proteases constitute one of the most important groups of industrial enzymes, accountingfor approximately 60% of the total enzyme market [15].
Many synthetic dyestuffs are used for coloring textiles in today’s modern textile industry. But some of themespecially those belonging to the azo groups are carcinogenic and pollute the water bodies [16,17]. To solve this prob-lem, textile researchers have explored for coloring materials from natural resources, which are more environmen-tally friendly and safer for dyers as well as wearers. But it is observed that natural dyes are facing problemsincluding low colorant yield, low affinity, and weak reproducibility of shades [18e22]. In the past, coloration of tex-tiles with natural dyes had mainly been restricted to craftsman, handicrafts, and green textile products [24]. But nowwith growing awareness about the environmental pollution and human health risks associated with the use ofsynthetic dyes [23], exploring and improving the natural dyeing process has become an important issue. So, it isnecessary to identify new sources of natural dyes, optimize the extraction and dyeing procedures, and explorethe possible ways to improve their exhaustion and fastness properties.
219Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00010-5

16.2 Dyeing with Cinnamomum camphora leaves using biological mordants
Researchers worldwide are now searching for efficient green technologies and environmental-friendly and sus-tainable colorants [25]. Production of natural dyed eco-friendly textiles is making its entry into the global textilemarket and is found to be a safe resort to protect us from the hazardous implications of the synthetic dyes andits by-products [26]. Due to this reason, globally the demand for natural dyes is expected to grow rapidly. Thoughsynthetic dyes pose a great challenge to natural dyes due to their cost-effectiveness and good fastness to color andlight, still natural dyes are preferred by conscious consumers due to their nontoxic, noncarcinogenic, biodegradable,and eco-friendly nature, though achieved at higher costs [27,28]. Along with advancements happening in applica-tions of these natural dyes on textiles, mordants are very important components of the natural dyeing processes inachieving a wide gamut of color ranges and imparting special performances for the natural dyed textiles [29e31].
Nature of mordant and the type of interactions greatly modifies the color characteristics of dyed textiles. Mostcommon chemical mordants in natural dyeing used for altering the colorimetric and fastness properties arealuminum, potassium dichromate, sodium chromate, copper sulfate, ferrous sulfate, stannous chloride, magnesium,and rare earth metals [32,33]. However, the effluents with the unexhausted metal which are later disposed into theenvironment pose ecological threat affecting the health and hygiene of the ecosystem. This has created the need forusing biomordants while coloring textiles and this has its applications in many sectors like leather, textiles andclothing, cosmetics, food, pharmaceutical, and paint industries [34].
Biomordants are an eco-friendly alternative and give a solution to the damage caused to water bodies by the us-age of metallic mordants. Researchers have got encouraging results by utilizing tannin-rich extracts such as Termi-nalia chebula, Punica granatum, Quercus infectoria, Acacia nilotica, tannic acid, tartaric acid, guava, and banana leavesash in the development of eco-friendly shades of varying hue and tone [35e43]. In view of this, an attempt was madeto study the effect of various biomordants on the color characteristics and fastness properties of natural dyed woolfibers dyed with natural dye extracted from various biomordants, e.g., Cinnamomum camphoramiddle-aged/reddishleaves. An additional feasibility of metal mordants replacement was assessed in terms of comparative color analysisof biomordants verses metal mordants. This study also describes the dual role of C. camphora leaves extract ofdifferent maturities (mature reddish and young green leaves) to act as a dye and as biomordant simultaneously.
16.2.1 Evaluation of color strength (K/S) values
The increase in color strength/shade depth with increase in dye concentration and the highest K/S value of 3.11was observed with samples dyed with 50% dye concentration [44]. The force responsible for more dye transfer fromdyebath to fiber is a function of concentration gradient in two phases [45]. The effect of nature and type of bio-mordant on the K/S values of wool fiber dyed with 50.0% (o.w.f.) C. camphora leaves extract have been determined.The interaction developed between wool and various types of biomordants created a good impact in achieving gooddepth of shade and more functionalities too [46]. With increasing concentration of biomordant, there is gradual in-crease in the color depth for arjun, gallnut, citric acid, and chlorophyll extract mordanted wool fibers. The presenceof higher amounts of polyphenolic compounds in pomegranate was the reason for higher color depth/color strengthvalues in pomegranate mordanted samples when compared to other mordanted fibers [47,48]. Among the studiesdone with various metal mordants, stannous chloride produced colored wool fibers of highest shade depth. Theother mordants like ferrous sulfate, copper sulfate, and sodium chromate mordants gave a lesser shade depthwhen compared to that of stannous chloride. This increased interaction (increased color strength values) betweenchemical mordanted wool fibers and anthocyanin dye molecules is a result of stable chelate complex formation [49].
16.2.2 Evaluation of color parameters (CIEL a*b*values)
The analysis of the dyed samples CIEL a*b*values on a spectrophotometer showed that C. camphora producedvarious shades ranging from light brown, dark brown to reddish brown with different chemical mordant and bio-mordants. Sample dyed with biomordants like chlorophyll extract showed the lowest lightness values of 34.27 for50.0% (o.w.f) with a decreasing trend in lightness when there is an increase in its concentration. Samples dyed withmetal mordants like ferrous sulfate recorded lowest lightness value of 35.04, while those of stannous chloride pro-duced lightest and brightest shades and recorded highest lightness values of 62.67 [44]. Color coordinates of all of thebio-mordanted and metallic mordanted wool fibers dyed with C. camphora red/middle-aged leaves (anthocyanincolorants) are distributed in the yellow-red coordinate of color space diagram. In the case of biomordants, increasing
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration220
concentrations have showed the colors to shift away from the red region. While metallic mordants have showed thecolors shifting more toward the yellow region of the color gamut.
16.2.3 Fastness properties
Fastness properties of all biomordanted and metal mordanted samples with respect to washing and staining ofwool were studied. Most of the biomordants are tannin-rich extracts and their phenolic groups are responsiblefor increased interactions with the free or cationic amino/amido groups of wool fiber through H-bonding or elec-trostatic/ionic interactions. However, covalent and coordinate bonding plays the role in case of metal mordants [50].
16.2.4 Light fastness
All the dyed wool samples showed good to excellent light fastness rating of 3e5 on gray scale. Mordanting pro-cess helped to increase the light fastness properties of C. camphora dyed wool fibers from good to very good range of3e4 with biomordants and from good to excellent range of 3e5 with metal mordants [44]. Better light fastness formetal mordants is due to the stronger interaction (covalenteionic bonding) developed during mordanting processes[29,49]. The grades achieved for wash fastness tests ranged from very good to excellent which is very much suitablefor industrial scale dyeing. While no staining was observed on the wool fabric, higher mordant concentrationsshowed better color change property. This possibly is because of higher number of phenolic groups providinggreater surface interactions [29,44,49]. Samples dyed with bio-mordants when tested for dry and wet rub fastnessshowed good ratings of 4e5. A slight decrease observed at higher concentrations could be attributed to the presenceof comparatively larger extent of unfixed colorant which can be rubbed off easily during rub fastness testing [44].Moreover, due to the strong dyeemetalewool interaction, metal mordanted samples showed better dry and wetrub fastness results.
16.2.5 Color (K/S) durability analysis
Durability of color depth to washing (conventional or nonconventional) is an important parameter which is con-cerned with the leaching of dye molecules on repeated washing cycles. Samples were washed in Digi WASH-SSTM(Launder-Ometer) as per the standard test method ISO 105-C06:1994 for 45 min at 45�C [44]. The reduction in colordepth upon washing is attributed to the leaching of weakly adsorbed dye molecules from the surface of dyed fiberwhich was calculated as per below equation:
The activity sequence of color depth reduction of different mordanted samples follows the order:P. granatum > Copper sulfate > Citric acid > Ferrous sulfate > Q. infectoria > Sodium dichromate > Controldyed > T. arjuna > Chlorophyll extract > Stannous chloride. The lowest rate of leaching from stannous chloridemordanted samples reflects strong metal chelation ability of stannous ions with dye and wool fabric [49].
16.2.6 Comparative color (K/S) analysis
This study has been done to check if natural mordants can replace the metallic mordants so that the naturaldyeing of wool does not pose any threat to the environment, especially to replace stannous ions, copper ions, andchromium ions [44,51]. The suitability of the biomordants when compared to the metallic mordants was checkedin terms of color depth (K/S values), lightness (L* values), and wash fastness properties. Results fromwash fastnessvalues show that all the metal mordanted and biomordanted samples were effective in comparison to control dyeingwith slight color changes. Samples dyed with chlorophyll extract P. granatum and citric acid have showed resultsvery much similar to those dyed with metallic mordants and hence proved to be a good alternative to metallic mor-dants. In terms of lightness (L_) P. granatum (3%e5%) resembled with sodium dichromate and in terms of colorstrength (K/S) chlorophyll extract resembled with ferrous sulfate and stannous chloride mordanted samples.Five percent citric acid showed exactly same characteristic features as that of 5% copper sulfate mordanted samples.These evaluations have given a good comparison between the biomordants and metallic mordants, which havegiven a clear picture stating that biomordants are a good alternative to metallic mordants making the natural dyeingprocess more eco-friendly.
16.2 Dyeing with Cinnamomum camphora leaves using biological mordants 221

16.3 Dyeing with fermented dough extract
Recent studies in natural dyeing focus on various pre- and posttreatment agents which address to the challengesfaced in improving the dyeing process, color fastness, and imparting functional properties of natural dyed textilefabrics [6,52,53]. A number of studies revealed that cationic and anionic agents are effective in the dyeing propertiesof fabrics [54e58]. Alam and Bendak reported that improvement in the dyeability of wool, silk, and polyamide fab-rics with cationic dye can be achieved by pretreatment of fibers with saccharin sodium salts [59]. Yuhan et al. devel-oped a newmethod for exhausting the dyestuff to the wool fabric [60]. Onal et al. studied on the improvement of thedyeability of wool, cotton, and feathered leather [61] by pretreating with calcium oxalate in alkaline medium andwillow extracts. These studies have recorded improvement in color strength and fastness properties [62,63]. Quer-cetin which is the main colorant of onion shells is chemically known as 3,5,7,3ʹ,4ʹ-pentahydroxy flavones [64,65]. Theauxochrome (-OH) group and other chromogen groups present in its structure [66e68] exhibit anticarcinogenic, anti-oxidant, and good dyeing properties. The wool fibers pretreated with this fermented dough extract (FDE) mordanthave been studied under weak acidic and neutral media conditions in order to increase the color strength and fast-ness of these fibers dyed with onion peel dye extracts.
The dyeing processes of the wool fabrics, pretreated and un-pretreated with FDE using the extract of onion shells,have been carried out using selected transition metal salts at various pH 4 and pH 7 by three mordanting methods[69]. Wool molecules consist of amino acid units and hence can be considered as an amphoteric compound becauseof the free amino and carboxyl groups in its structure. Quercetin molecule has three possible chelating sites,including 3-hydroxychromone, 5-hydroxychromone, and 3ʹ-4ʹ-dihydroxyl group. Hydroxyl (-OH) and carbonyl(C]O) groups in the dyestuff molecule form coordinate covalent bonds with mordant cation, such as Cu2þ. Thepossible structures of the complexes with copper that may occur between wool fibers and onion shells can be consid-ered [69]. After the interaction of the mordant and the dyestuff with the fiber, some coordination sites may remainunoccupied in the presence of Al (III) and Cr (III) metals. These sites may be occupied with the functional groups ofthe fiber, such as amino and carboxylic groups or chelating sites of the dyestuff. Additionally, these metals form abridge between the fiber and the dye.
16.3.1 Fastness values
The pretreatment with FDE given to the dyed wool fabrics with onion shells has improved wash (good to excel-lent rating), light fastness properties (good to excellent rating), brightness, and color strength values when comparedto the control samples [68]. Improved wash fastness owes to the strong covalent bonds between the dye moleculeand the fabric. pH, mordant, and treatment type have influenced the dye uptake in the dyed and pretreated woolfibers in this study. The optimum dyeing conditions for the wool fabrics pretreated with FDE are obtained at pH4, using meta-mordanting method, in the presence of CuSO4 mordant. Pretreatment with FDE has helped inimproving the K/S values of the dyed wool fabrics. The CIE L* a* b* color coordinates of the dyed wool fabricshave showed that green and khaki tones are obtained in the dyeing of wool fabrics. This also shows that the variousapproaches to improve the dyeing process of the wool fibers have helped to achieve a wider color gamut.
The effect of FDE on K/S and fastness values can be explained with the composition of FDE. Dough extract con-sists of 0.5% oil, 2.3% inorganic compounds, 68%e73% water, 14% protein, 10% carbohydrate, as well as enzymesand vitamins. During fermentation process, the starch molecules of dough extract start degrading to the glucose,and then glucose units are transformed into the carbon dioxide and ethyl alcohol. However, lactic acid occurs asa final product of the fermentation process [70]. These results are very important for textile industry.
16.4 Effect of pretreatment of bacterial protease enzyme on acid dyed wool
Proteases (peptidases or proteolytic enzymes) are degradative enzymes that enable the cleavage of peptide bondsin proteins. According to their structure or the properties of their active site, proteases are classified into many va-rieties such as serine-, metallo-, carboxyl-, acidic-, neutral-, and alkaline proteases. Proteases are obtained fromplants, animal organs, and microorganisms, with the majority obtained from bacteria and fungi. Extracellular pro-teases which are used in a wide range of industrial applications like leather processing, the detergent industry, foodindustries, bioremediation processes, the pharmaceutical industry, the textile industry, waste processing companies,
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration222

the film industry, and other sectors are mainly produced from Bacillus subtilis species of microorganism sectors[71,72]. These protease enzymes could be used to increase the potential end use of coarse wool fibers.
Natural wool has the tendency to shrink, and felting is considered non-aesthetic by the customers when it comesto wool clothing. This makes washing clothes made of wool a real challenge to maintain. Wool’s felting propertiesare due to its scale-like surface structure [73]. The disulfide (cysteine) bridges between the macromolecules of thewool fibers make the fiber highly resistant to enzymes when compared to other protein fibers. These disulfidebridges are reduced with reducing agents. Trypsin and proteolytic enzymes such as papain help in cleaving thesebridges in the wool keratin macromolecules, once the polypeptides are formed. Thereby, the desirable anti-feltingeffect of wool fibers is achieved as these enzymes reveal the interior of the wool fibers to the surface through theirshredding effects. Other studies show that the fiber destruction is caused by the diffusion and the hydrolytic attackof the native proteases onto nonkeratinous parts of the protein fiber [74e76]. The native proteases diffuse deep intothe wool fiber and cause no significant modifications on the outer fiber surface. With a longer incubation time ofaround 180 min, there was a higher rate of diffusion of the enzyme into the wool fiber which completely degradedthe fiber [77].
Studies by Josephine et al. show that protease treatments can modify the surface of wool and silk fibers to providenew and unique finishes [78]. The fiber ends can be removed from the surface of the woolen fabric by treating withprotease enzymes, which can stop fabric pilling leading to enhanced brightness, smoothness, and anti-felting effect.The wool fabric treated with the enzyme even at low temperatures has showed an increase in the dyeability and canimpart the bioclean property. However, the effect of this enzyme on worsted wool causes weight loss. Enzyme con-centration could be reduced to a minimum level when using the selected pH, temperature, and process time. Mojsovvaried the protease enzyme concentrations while treating the wool fabric to observe the effects on wool fabric [79].
Schumacher, Heine, and Hocker found that protease-treated wool had a higher degree of whiteness, lower feltingtendency, and improved dyeability [80]. Onar and Sarusik investigated environmentally friendly enzymatic treat-ment for wool fiber and fabric with different proteases and other enzymes [81]. Some researchers reported thatenzyme pretreatment on dyed wool fabrics improved softness, handle, drape, pilling resistance, and change the co-lor [82]. Different proteolytic enzymes from Bacillus lentus and B. subtilis in native and the soluble polymer polyeth-ylene glycol (PEG)-modified forms were investigated and their influences on the modification of wool fibers werestudied with SEM images which recorded smooth and clean fiber surfaces without any damage [83].
The fiber destruction is caused by the diffusion and the hydrolytic attack of the native proteases onto nonkerati-nous parts of the protein fiber showed that the native proteases diffuse deep into the wool fiber and cause no sig-nificant modifications on the outer fiber surface [84e86]. The longer incubation time of around 180 min led tohigh rates of enzyme diffusion into the inner part of the fiber, which resulted in complete degradation of the fiber[87]. Infante et al. reported that the isolation of wool degrading B. thuringiensis, partial characterization of extracel-lular proteases, kinetics of production and potential application of bacteria for fabric treatment, and studies of phys-ical properties on wool fiber and fabric have been showed promising results for the textile industry [88]. Brier statedthat the treatment of wool fabric with Perizym-AFW improved shrink resistance, whiteness, pilling behavior,dyeability, and washability [89]. Schroeder et al. have demonstrated a moderate improvement in shrinkage behaviorof wool by enzymatic pretreatment, and have achieved successful results [90]. The use of enzymes to improve whitecolor, shrinking behavior, dyeing affinity, and pilling behavior in the woolen sector is particularly interesting [91,92].The aim of this work is to isolate Bacillus sp. A study focused on isolating a high protease-producing Bacillus sp. andto investigate and compare the effects of partially purified enzymes and commercial protease enzymes on the phys-ical properties of woolen fabrics.
16.4.1 Isolation and identification of protease-producing Bacillus sp. from soil
Numerous varieties of 343 Bacillus sp. strains were isolated from soil samples. After determining the morpholog-ical and biochemical characteristics of these strains, 71 Bacillus sp. strains were found to be extracellular proteaseproducers [93]. One isolate named Bacillus sp. E6-5, which displayed the largest clearing zone (10 mm), was selected.A phylogenetic tree based on the 16S rRNA gene sequences from the Bacillus strains showed that the new isolate E6-5shared 100% sequence identity with B. subtilis strain 168 E6-5. Thus, it was named B. subtilis 168 E6-5 and checked byusing a quantitative test of protease in liquid media. The enzyme activity was found to be 376 IU/mL at 48 h. Theraw protease enzyme was characterized. The activity of the enzyme was optimal at 55�C and pH 8.0. The proteaseactivity was accelerated by inorganic compounds. 5 mM concentration of inorganic compounds was more effectivethan 1 mM Zn2þ stimulated protease activity of 14%. In most cases, the zinc ion is an essential cofactor for the
16.4 Effect of pretreatment of bacterial protease enzyme on acid dyed wool 223

observed biological function of metalloenzymes such as proteolysis [94]. A catalytic zinc ion is located at the activesite of an enzyme, where it participates directly in the catalytic mechanism, interacting with the substrate moleculesundergoing reaction. This enzyme may be Zn-metalloprotease.
16.4.2 Enzyme activity measurements
The maximum enzyme activity value was obtained with these purification steps. The enzyme activity immedi-ately after ultrafiltration was 1250 IU/mL; after ammonium sulfate precipitation, it was 523 IU/mL; and after thelyophilization and dialysis steps, it was 2000 IU/mL [93]. The activity value of commercial protease enzyme was405.200 IU/mL. To compare the commercial enzyme and the enzyme that was produced and purified using differentmethods, this value was diluted to an activity of 2000 IU/mL.
The SEM images of wool fabrics treated with various commercial protease enzyme and those produced bydifferent purifications methods did not record any damage nor any difference in the scale layer on the surface[94]. However, the fibrillary rupture was not witnessed. Smith and Shen reported the similar results with esperase;all SEM images showed that the wool fibers were still intact and were not severely damaged by the shrink resisttreatment in the presence of 3 m/g native esperase [95]. The SEM images of the untreated and different treatedwool fibers in another study proved that a longer protease enzyme incubation time of around 180 min leads tothe complete destruction of several fibers [96]. It was reported that the fiber destruction is caused by the diffusionand the hydrolytic attack of the native proteases onto nonkeratinous parts of the protein fiber [97]. Pooja and Fatimafound that while the untreated wool fiber was rough and scales were sharp, the treated wool fiber surface scales gotblunt and the smoothness of surface was increased in high concentrations of enzyme and showed an improvementin the comfort factor of wool [98].
Another study undertaken by Osman et al. focuses on EDX method of characterizing the elemental compositionof various enzyme-treated and enzyme-untreated woolen fabrics. Several elements like sulfur, carbon, oxygen, andnitrogen were detected and this varied with various ratios of enzyme treatments on the woolen fabrics. The EDXanalysis values of lyophilized protease enzyme (LE) and UE confirmed that the effect of enzymes was similar tothat of the commercial enzymes. The considerable difference observed between the values of raw wool andenzyme-treated wool is an evidence for this effect. Several elements (sulfur, silicon, calcium, iron, copper, andzinc) depicted in different areas of the examined fibers, namely, sulfur, silicon, and calcium, were detected in largequantities [99]. Nazari subjected the protease-treated wool fabric to citric acid and Fe3O4 nanoparticles to enhancetensile strength, elongation, and alkali resistance of the fabric and in order to characterize the elemental compositionof treated fabrics EDX analysis was performed [100]. EDX results were confirmed that the enzymatic wool fabricscould be modified by citric acid and Fe3O4 nanoparticles posttreatment.
16.4.3 Weight loss
Demirkan et al. treated raw wool fabrics with protease enzymes obtained by different purification methods andwith commercial enzymes and compared their impacts on the wool fabric [101]. Weight loss observed was highest inPEAS (precipitated enzyme with ammonium sulfate) treated samples. Weight loss measured after dyeing the sam-ples with acidic dyestuff showed that fibers treated with LE recorded the highest weight loss. Before enzyme treat-ment while 3.58% weight loss occurred in the raw fabric in 10,000 cycles, after treatment with ultrafiltration 2.95%weight loss, after ammonium sulfate precipitated enzyme treatment 4.02%, after LE treatment 3.30% weight loss,and after commercial enzyme treatment 2.4% weight loss were obtained. A protease enzyme under suitable condi-tions penetrates into the internal layer of the wool fiber and causes the hydrolysis of the wool fibers which leads todegradation and thereby the weight loss in the treated fibers [102].
The enzymatic treatment removed short fibers on the fabric structure and this aids in reducing the pilling problemwhile using the fabric. The weight loss of LE-treated fabric was reduced comparable to the raw wool fabric. Since theenzyme had an effect on short fibers of fabric removed, the after-friction of the reduction of weight loss was in lesserrate. This result is parallel to the result obtained with commercial enzyme. Mojsov showed that increasing the con-centration of proteases and longer the time of proteolytic treatment leads to and increases weight loss [103]. The in-crease in the weight showed a decline in the tensile strength and this is due to the higher rate of hydrolysis of proteinchains which occurs due to treatments with higher concentration of protease enzymes. Another study showed thatmoderate incubation conditions of pH and temperature maintained while treating the wool with protease enzymeproduced from Bacillus sp. G51 showed no much difference in the weight loss of wool when compared with the
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration224
control samples [104]. Commercially the expected weight loss in wool fibers after enzymatic hydrolysis is around 3%e6% [105]. But Jus et al. report a very high range of weight loss of 4.79% and 14.67%, in the wool fibers treated withproteases produced by B. lentus and B. subtiliswhen the enzyme incubation time is high for around 180 min. Studiesconfirm that increase in the enzyme concentration starting from 2% to 3% cause a considerable amount of weight lossin the wool fibers, which in turn reduces the tensile strength of the fibers [106]. An optimum level of partial hydro-lysis may be achieved which can cause lower levels of weight losses and still maintain a higher tensile strength. Inanother study slight weight loss (6.31%) and smoother surface scales were obtained after enzymatic treatment [107].
16.4.4 Pilling
Pilling affects the aesthetics of textiles, whether natural or synthetic andmaybe cotton or wool, which is caused byaccumulation of short fibers on the surface due to rubbing action [108]. The enzymatic treatment is expected to beremoved short fibers on the fabric structure and this aids in reducing the pilling problem while using the fabric. Thepilling is mainly due to fibers with very high lateral strength or bending strength or low brittleness. Pills don’t formin fibers with low lateral strength such as wool and they can be easily scrubbed off. In a study conducted on woolfibers, pilling tendencies of untreated fabrics, enzyme-treated fabrics, and dyed fabrics were measured after 30,000rotations and compared. The untreated fabric without any enzyme application showed an increase in pillingbehavior with increase in rotations. Contrarily the dyed fabrics recorded less tendencies of pilling even duringhigher rotational values. This is due to the shredding of the short fibers in the course of the various dyeing processeslike washing, bleaching, and dyeing steps. The pilling tendencies in the various enzyme-treated samples wereobserved. LE-treated sample showed good resistance to pilling which was very similar to the fabrics treated withcommercial enzyme. LE-treated wool fabrics recorded higher resistance to pilling when compared to those treatedwith ultrafiltration enzyme and ammonium sulfate precipitated enzyme-treated fabrics and this is due to the higherenzyme activity value observed in the LE. This result shows that bacterial enzyme that was produced from B. subtilis168 E6-5 and lyophilized shows remarkable effect on wool fabric similar to commercial protease enzyme andremoves short fibers, significantly reducing the amount of fiber that can be transported to the surface.
Pooja and Fatima did a study to understand the impact of varying enzyme concentrations on pilling tendencies inwool fabric. They found that the lowest concentration of enzyme (1 g/L) shows no pilling and the highest concen-tration (5 g/L) of enzyme showedmoderate pilling [109]. This behavior is due to the reason that proteolytic enzymespenetrated into the core of the fibers damage the surface cuticle and cortex region thereby weakening the wool fibers[110]. Montazer and Ramin found that the pilling rate decreased with the enzymatic process and noted that theincreased percent of enzyme concentration is inversely associated with the formation of pills. However, the higherthe concentration of the enzyme, the more the weight and strength of the fabric decreases; therefore, they preferred1% of the enzyme as the optimum concentration. It was investigated the use of enzymes to reduce shrinkage, softenthe product for handle improvement, increase pilling fastness, as well as improve the course and effectiveness of thedyeing and bleaching processes [111e113].
16.4.5 Tear strength
Proteases can be used in environmentally friendly alternative processes for partial removal of cuticles or smooth-ing the edges, and in the last few years many studies on enzymatic improvement have been undertaken [114,115].However, partial hydrolysis of wool fibers by proteases can result in high strength and weight losses [116]. The tearresistance of the fabric treated with protease enzymes produced from various purifications was tested. The decreasein the tear resistance of wool fabric after enzyme applications was compared with the purification methods applied.All enzyme-treated wool fabrics showed a decrease in the tear resistance on both the warp and weft direction whencompared to untreated fabrics. Here also the LE-treated fabric showed similar results as that of commercialenzymeetreated fabric. As supported by the various studies discussed one of significant reasons of using enzymesfor textiles is that, their activity affects desired parts of the fiber but does not cause deformation or damage on otherparts [117].
Kotlinska and Lipp-Symonowicz suggest that enzymes are widely used in wool sector to improve the color,shrinking behavior, dyeing affinity, pilling behavior, and tensile strength [118]. Since proteases are generally smallenzymes, they are able to penetrate into the fiber easily and destroy the cortex, resulting in reduced tensile strength[115]. It was found that the increase in the concentration of protease led to a decrease in the tensile strength in bothwarp and weft direction which was in accordance with the results of weight loss. As the weight loss increases, the
16.4 Effect of pretreatment of bacterial protease enzyme on acid dyed wool 225
strength decreases, due to the higher hydrolysis of protein chains occurring with higher concentrations of proteases[110]. Montazer and Ramin showed that with an increasing enzyme concentration, the decreasing percent of thestrength began to rise [106]. The most changes in strength decline took place within a range of 2%e3%. Increasingthe concentration of proteases leaded to a decrease in the tensile strength, which is in accord with the results ofweight loss.
16.4.6 Color measurements
The raw wool fabric was treated with enzymes that had been purified by various processes, and the whitenessand yellowness index values were measured. The whiteness value of the fabric treated with the UE was increased,whereas the whiteness value fabric treatedwith LEwas decreased. The EDX results indicate that both the decrease inthe oxygen atom percentage and the increase in the sulfur and nitrogen level affect the degree of whiteness and yel-lowness. Values of less than 1 are considered acceptable color difference values in color difference measurementsafter processing in commercial applications. Among the purification methods, in terms of color difference (DE),the best result was obtained with LE application. This value is very close to the value obtained with commercialenzyme. Montazer, Pajootan, and Lessan found that samples treated with proteases were more whitened thanraw fabric and the more a product is affected by the enzymatic concentration and period of time of the process,the more the fabric whitened for the product treated was 2% for an operating period of 2 h process [119].
16.5 Dyeing with henna and yarrow enhanced by plasma treatment and optimized with responsesurface methodology
Several studies have been conducted on the optimization of extraction of natural dyes from various plant mate-rials [120e123]. Different technologies such as ultrasonic, gamma radiation, and microwave energy have been usedto increase the extraction efficiency as well as dye exhaustion rate [124e129]. Surface modification of textiles canenhance their dyeing behavior by increasing the surface roughness and/or introduction of new functional groupsto the surface of the fibers, leading to increased surface energy and better wettability and diffusion of dye molecules.UV light, electron beam irradiation, and plasma treatment are examples of surface treatment processes employed forenhancement of dyeing properties of textile fibers [130e135].
Plasma treatment is a surface specific technology which, by precise selection of the process parameters, canmodify the outermost layers of textile fibers toward the desired characteristics without affecting their bulk proper-ties. It can replace the traditional methods currently employed in textile industry for improvement of properties likedyeability, wettability, hydrophilicity, hydrophobicity, adhesion, etc. [136e139]. Henna (Lawsonia inermis), as a nat-ural dye, has been widely used for coloration of various textile fibers including linen, polyester, wool, cotton, andnylon [140e153]. The main coloring substance of henna is lawsone in which its affinity for textile fibers is lowand generally metallic mordants are used to enhance the exhaustion of this dye on the substrate [140]. Attemptshave been made to improve its affinity and exhaustion by employing high temperature (on polyester), metal mor-danting (on linen, wool, and cotton), cationization (on cotton), gamma radiation (on cotton), chitosan treatment (onwool), and UV radiation (on cotton) [142,148]. The flowers of yarrow (Achillea pachycephala) contain flavonoidsincluding luteolin, axillarin, rutin, and cynaroside besides phenolic acids such as chlorogenic acid and caffeicacid, which can impart color to textiles when applied on them [154,155]. There are few reports on application ofyarrow as a natural dye for textiles. Taskin et al. analyzed the chemical constituents of the coloring matters in yarrowand studied their application on wool. Kiumarsi et al. studied the effect of mordanting and dyeing conditions oncolor strength of wool fibers dyed with yarrow using statistical methods [156,157].
In this study, oxygen plasma was used as a pretreatment to enhance the dyeability of wool fibers with yarrowflowers and henna leaves. The effect of plasma power, mordant concentration, dyebath temperature, and pH oncolor value of the dyed samples was investigated and optimized by response surface methodology.
16.5.1 Statistical modeling and analysis
The preparation conditions of all samples besides their corresponding color values (CV sum as the response) afterdyeing with 50% owf of both natural dyes have been determined. The responses were fitted to various models. TheANOVA results of fitting various models to the response data for both dyes have been determined. R2 was
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration226
considered as a measure of fit quality. On this basis, the quadratic model was selected as the best fitted model fordescribing the process for both dyes. The analysis of variance was employed for finding the variables and interac-tions having significant effects on the CV sum as the response. Model terms and their interactions with P values lessthan 0.05 were considered as statistically significant [93]. Elimination of the insignificant factors from the initialmodel can improve the final model. In this study, model reduction was performed for both dyeing processes bythe software and insignificant interactions of the factors with P values more than 0.05 were eliminated from themodel.
The ANOVA results of the proposed models for responses have been determined. The model F-values of 18.33 forhenna leaves and 21.92 for yarrow flowers imply on the significance of the models. When the calculated P-value of afactor is less than 0.05, the factor is considered as significant with a confidence level of 95%. In this study A, B, C, D,AB, CD, B2, C2, D2 are significant model terms in dyeing with henna leaves and A, B, C, AD, BD, A2 are significantmodel terms in dyeing with yarrow flowers. High R2 coefficients (0.92 for henna leaves and 0.94 for yarrow flowers)confirmed a good agreement between the models and data obtained from the experiments.
The “Pred R-Squared” values (0.7699 for henna leaves and 0.8120 for yarrow flowers) had sensible agreementwith the “Adj R-Squared” values (0.8667 for henna leaves and 0.8971 for yarrow flowers); i.e., the difference isless than 0.2. “Adeq Precision” shows the signal-to-noise ratio and compares the range of predicted values at designpoints to the average prediction error. The minimum acceptable value of “Adeq Precision” which confirms the suit-able selection of the model is 4 [158]. In this case, “Adeq Precision” of 16.718 for henna leaves and 19.151 for yarrowflowers imply that these models were well selected and can suitably match the design space. Regression analysis wasperformed and the following model equations were fitted based on the experimental data.
16.5.2 The effects of parameters on color value
The concurrent effects of the process variables on color value of the samples dyed with henna leaves have beendetermined. Wool fibers dyed with henna leaves and mordanted with 4% alum solutions showed less impact on thecolor value but showed a significance increase while at 10% owf. But it is found to be contrasting in the case of sam-ples dyed with yarrow flowers. With increase in concentration of alum as a mordant, there is a linear increase in thecolor value of the samples dyed with yarrow flower natural dye. It means that the use of even small amounts of alumcaused significant improvement in exhaustion of yarrow flowers natural dye and the dye uptake of the mordantedsamples has increased with increasing quantity of the mordant. Mordants act as bridges between the amine groupsof wool fibers and hydroxyl and carbonyl groups of colorants present in the natural extracts used for dyeing andincrease the dye fixation on wool fibers [159,160]. The color value of the samples dyed with both natural dyesincreased by decreasing the dyebath pH. Increasing the dyebath pH to values higher than 7 has decreased the colorvalue of the dyed samples. Wool fiber gains more positive charges at acidic pH values and the natural dye moleculeswhich possess weak negative charges can be absorbed more effectively by positively charged wool fibers at lowerpH values [161,162].
The color value of the samples dyed with both dyes has increased by increasing the dyeing temperature due tomore exhaustion of the dye molecules especially at temperatures higher than 80�C for henna leaves. This enhance-ment in dye exhaustion is due to the higher fiber swelling, more kinetic energy, and better breaking of the aggrega-tions of dye molecules at higher temperatures which facilitated the dye diffusion from the dyebath into the woolfibers [163].
It can be seen that pretreatment of wool fibers with oxygen plasma and increasing the plasma treatment powerresulted in increasing the color value, due to introduction of more polar groups on the surface and increasing thesurface etching of wool scales leading to better wettability and penetration of dye molecules [164,165].
The SEM images of wool fibers before and after plasma treatment have been obtained. The surface morphology ofwool fibers has been influenced significantly by oxygen plasma treatment. The surface of raw wool fiber is smoothlycovered with relatively compact and intact scales. When placing a substrate in oxygen plasma, the surface is bom-barded by high energy species which can etch the contaminants and/or outer layers. It has been observed that thesurface scales of wool have been attacked by the high energy particles of oxygen plasma resulting in etching (or dis-appearing) of scales.
The AFM images of wool fibers before and after plasma treatment, indicates that plasma treatment greatly modi-fied the surface roughness of wool fibers. Oxygen plasma can progressively etch the surface layers of wool fibers.The effect of etching is permanent and can cause enhancements in adhesion, interfiber friction, dyeability, print-ability, and water absorption properties of wool fibers.
16.5 Dyeing with henna and yarrow enhanced by plasma treatment 227
The ATR-FTIR spectra of raw and plasma-treated wool are very similar. The small peak appeared at 1724 /cm inthe ATR-FTIR spectra of wool after plasma treatment confirms the introduction of new carbonyl groups on the sur-face of wool fibers after the plasma treatment which improved the wettability and dyeability of the fibers.
16.5.3 Optimization of the process
The optimization function of Design Expert software was used to predict the optimal conditions for obtaining themaximum CV sum while all factors were considered to be in the ranges obtained. The optimized conditions havebeen calculated by the software. The optimal values of plasma power, mordant concentration, and dyebath temper-ature were the same for both dyes and the optimal pH value was very close. However, the color value obtained whendyeing under optimal conditions with henna leaves is much higher compared with yarrow flowers, which means abetter exhaustion of henna leaves.
The CV sum of samples without plasma treatment and in the presence of 10% owf of alum is shown. The colorvalue is lower than the plasma-treated sample dyed under the same conditions. However, as shown in the next row,the same color value can be obtained when applying a plasma pretreatment (200W) and used less amount ofmordant. The amount of needed mordant was 50% reduced for dyeing with yarrow flowers and 30% reduced fordyeing with henna leaves. The color values calculated according to the models for samples dyed with both dyesin different conditions.
16.6 New biomordant for improving natural dye absorption
Recently, a number of commercial dyers and small textile export companies have started to use alternative naturaldyes and pigments in dyeing and printing of textiles in order to amend the environmental problems of syntheticdyes [166,167]. Cochineal (C.I. Natural Red 4; C.I. 75470) is an important natural dye of insect origin that hasbeen utilized for dyeing of textiles for centuries [168]. The important origin of this dye is the dried bodies of the fe-males of the Coccus cacti scales living on a species of cactus (Nopalea coccinellifera) mainly in Central America andMexico. The major coloring agent in all cochineals is a derivative of anthraquinones, so-called carminic acid thatcan be used as amordant dye with the carbonyl and the adjacent phenol groups participating in the fiberemordantedye complex [169].
Currently, the main applications of cochineal dye are in various industries such as cosmetic, food, pharmaceutical,textile, and plastic [170]. It is reported that to produce 1 kg of dried cochineal, 80,000e100,000 insects are required.Compared to other plant-based natural dyes, the price of cochineal is unusually high and therefore, research studiesare being conducted either to optimize dyeing conditions or develop advanced materials with the aim to minimizethe wasting of this dye as much as possible [171e173].
It is well known that the most of natural dyes generally show very low affinity toward textile fibers and possesspoor color fastness properties. The use of different metal salts as mordant agents is a conventional method to over-come these problems. Nevertheless, metal mordants comprise ions such as chromium, copper, iron, tin, cobalt,nickel, etc., which cause serious environmental pollution.
Owing to the environmental hazards caused by the metallic mordants used while natural dyeing, it can beresolved by surface modification of textile fibers with chemicals containing numerous functional cationic or anionicgroups. However, most of the chemicals used for modification of textile fibers are made from unsafe and toxic ma-terials. As a result, there is a need for new class of materials that are compatible with human skin and durable torepeat laundering, have no adverse effect on the color, and do not cause environmental problems. Chitosan andits derivatives which are well known as promising biocompatible, biodegradable, and nontoxic materials havebeen extensively explored for modification of textiles [174e179].
Chitosan is a deacetylated derivative of chitin obtained from crustaceans like crab and shrimp shell wastes. It canbe used to increase the cationic property of wool surface owing to amino groups present in its chemical structure. Itwas suggested that chitosan pretreatment of wool fibers appreciably improves the antibacterial activity and dimin-ishes the difference of dyeing performance between damaged and undamaged wool fibers via the increasing ofdyeing rate and dyeability [180].
Nevertheless, the weak binding formed between wool and chitosan is the main drawback in the application ofchitosan. The weak attachments can be formed due to the ionic interactions between carboxyl groups in the wooland the free amino groups in chitosan, and also the hydrogen bonding interactions between hydroxyl and amide
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration228
groups in the wool with the hydroxyl groups of the chitosan [181]. Lately, fiber reactive chitosan derivatives havebeen investigated for treatment of wool and cotton fibers, and it was found that the durability of treatment wassignificantly improved due to chemical bonding of chitosan onto fiber substrate [182e184].
To the best of our knowledge, no reports are available in the literatures concerning cochineal dyeing of wooltreatedwith chitosan-cyanuric chloride hybrid (Ch-Cy). The aim of this studywas to investigate the dyeing and anti-bacterial properties of wool modified with Ch-Cy using cochineal as natural dye. Wool yarns were treated with Ch-Cy through dipedryecure method, and then dyed with cochineal natural dye using conventional exhaustionmethod [185]. The impact of the operational variables such as Ch-Cy concentration, dye concentration, pH, time,and temperature on dye uptake was studied; color fastness of dyed samples against wash, rub, and light wasalso evaluated; and the durability of treated yarns against repeated washing was studied via examination of anti-bacterial activity of treated samples against gram-negative Escherichia coli and gram-positive Staphylococcus aureusbacteria.
16.6.1 Dyeing properties and related parameters
In our previous studies, we have reported that Ch-Cy was very effective in surface modification of wool and cot-ton fibers and consequently remarkable enhancement of the dyeing rate and build-up properties by reactive and nat-ural dyes, respectively [185]. Since the dyeing and fastness properties of Ch-Cy grafted wool using cochineal naturaldye have not been studied yet, so, it has been considered in this research.
16.6.2 Effect of Ch-Cy concentration on dye uptake
It is well accepted that the modification of textiles with chitosan and its derivatives can enhance the dye uptakecapacity of numerous textiles. This implies that dye uptake can be used as a criterion to investigate the surface modi-fication yield and thus the amount of chitosan materials attached to the surface of textile [173,185].
The variation of cochineal dye uptake by wool as a function of Ch-Cy concentration has been determined. It isevident that dye uptake steadily increased with the increase of Ch-Cy initial concentration and reached plateauat around 15% owf Ch-Cy. This means that the increase in Ch-Cy initial concentration greatly improved the amountof Ch-Cy attached onto wool surface [185]. In Scheme 2, the possible chemical and physical interactions between Ch-Cy and wool are schematically shown. On treated wool, the increased number of functional groups like amino andhydroxyl groups contribute more efficiently to absorb dye molecules by ionic interactions and hydrogen bondingand thus enhance dye uptake. Results indicated that wool treatment with optimum (15% owf) concentration ofCh-Cy can be effectively used to enhance cochineal dye uptake (50%). That means using this method treatedwool of deeper color shades can be obtained and the load of unexhausted dye remaining in effluent can also bereduced.
16.6.3 Effect of dye concentration
The effect of initial dye concentration (5%e40% owf) on color strength variation of raw and modified wool yarnshas been determined. It is clearly understood that even lower dye concentrations had good impact on the K/S valuesand higher initial dye concentration resulted in higher K/S values. This behavior with higher dye concentration isdue to the increased driving force for movement of dye molecules from solution towardwool fibers. However, it wasobserved that modified wool had relatively higher K/S values compared to raw wool.
It is also noted that dye uptake onmodified wool was relatively fast and reached equilibrium at around 20%e30%owf dye concentration while in the case of raw wool, even at the highest dye concentration (40% owf), equilibriumwas not still achieved, and likely further increase in dye concentration would result in more dye absorption andhigher color strength [185].
Surface modification of wool fibers with Ch-Cy and subsequent altered dyeing mechanisms with cochineal dyehas aided in changes in surface properties of wool and a different dyeing behavior. Comparison of color strengthdata for untreated and modified wool indicated that treated wool dyed with 20% owf of dye possessed higher colordepth than that of untreated wool dyed with 40% owf of dye. This means that the treated wool can be effectivelydyed with same or even higher color depth using considerably lower amount of cochineal dye. It can be stronglyunderstood that at lower concentration of cochineal dye, good color depth and heavy color shades are achieved aftera simple treatment of wool with Ch-Cy. As a result, cochineal dye usage is reduced which makes the process cost-effective.
16.6 New biomordant for improving natural dye absorption 229

16.6.4 Effect of dyeing pH
Dyeing pH is a key factor which controls the adsorption of dyes from aqueous solution on wool fibers. When theeffects of three pH values, namely, 2, 4, and 7, were studied on the dye uptake of raw and modified wool, resultsshow that Ch-Cy treated wool has generally higher dye uptake than raw wool at all pH values. It is also evidentthat dye uptake increased rapidly with the decrease of a weak acidic medium dyebath pH, then gradually decreasedin strong acidic medium (pH 2). This behavior suggested that dye uptake is primarily controlled by electrostaticinteraction between carboxyl anions of cochineal dye and amino groups of wool, as discussed in the following:Wool fiber is positively charged below isoelectric point (pH 4.2) owing to the presence of basic groups in lysineand arginine, whereas above that, the carboxyl groups give a net negative charge on the wool [185]. Therefore, belowpH 6, the amine groups inside the wool will be always available in protonated (eNH3) form.
Carminic acid is the main coloring component of cochineal dye. The pKa for carboxyl group of carminic acid is2.81 which indicates carminic acid will exist in carboxylate anion form at pH 7 and 4 but not at pH 2. Knowing these,therefore, at pH 7, due to the lack of protonated amino sites for absorption of dye anions, dye exhaustion is in thelowest level. At pH 4, amino groups of wool is fully protonated and the weak carboxylate anion of dye rapidly re-places that of acid due to its higher affinity resulting in appreciable enhancement in dye uptake. At pH 2, carboxylateanions of carminic acid turned into chargeless carboxyl groups and therefore a gradual decrease in ionic interactionsand dye uptake occurred.
In general, the anion of dye has a complex character and when it is bound on wool, further kinds of interactionstake place along with ionic forces which improve the dyeing ability of wool. In addition to ionic forces, hydrogenbonding, van der Waals forces, and hydrophobic interactions principally would provide attraction between dyeand wool which is more likely in the case of Ch-Cy treated wool as they relatively have a higher dye uptake atall dyeing pH values.
16.6.5 Effect of dyeing temperature
Temperature is another important factor which is generally investigated in dyeing of textile fibers. Temperaturehas swelling effect on fiber structure, and facilitates the breaking down of dye agglomerates, and diffusion of dyemolecules within fiber structure. The effect of dyeing temperature (60, 80, and 100�C) on dye uptake of raw andtreatedwool has been determined. It is clear that modified wool had higher dye uptake at all temperatures comparedto raw wool.
Besides, modified wool dyed at 80�C exhibited higher dye uptake than untreated wool dyed at 100�C [185]. Thismeans that the optimum dyeing temperature shifted to lower temperatures, and therefore, lower thermal energy isrequired in dyeing compared to conventional dyeing with cochineal dye. Based on the results obtained, it can beconcluded that simple Ch-Cy treatment of wool can effectively reduce (at least 20�C) the optimum dyeing temper-ature with cochineal dye, so that smaller amount of dye is required for dyeing and significant amount of energy issaved.
16.6.6 Effect of dyeing time
Dye uptake of raw and treated wool as a function of dyeing time has been determined. It was obvious that modi-fied wool had faster dye uptake rate than raw wool and reached equilibrium within 45e60 min while the untreatedwool did not reach equilibrium within time range studied. In addition, modified wool dyed for 40 min exhibitedhigher dye uptake than untreated wool dyed for 120 min which means the optimum dyeing time is appreciablyreduced compared to conventional dyeing [185]. As discussed earlier, all these behaviors can be related to the surfaceproperties of wool. In modified wool, not only the surface morphology is completely different than that of untreatedwool, but also the large number of functional groups (amine and hydroxyl groups) introduced on the fiber surfaceare easily accessible to dye molecules which contribute to enhance dye absorbing capacity of wool via ionic interac-tions, hydrogen bonding, van der Waals forces, and hydrophobic interactions. According to the results, therefore, itcan be concluded that Ch-Cy treatment of wool favored to significantly decrease the optimum dyeing time and alsoenhanced dye uptake. As a result, large amount of energy and dye material can be saved.
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration230

16.6.7 Colorimetric properties
In general, the use of inorganic mordant like alum to improve the dyeing and fastness properties of natural dyeson textiles is well known (Khan et al., 2015). In this study, 5% owf alumwas used via pre-mordanting method. CIE L*a* b* data for raw, Ch-Cy treated, and alum mordanted wool dyed with cochineal dye have been determined. It wasevident that Ch-Cy treatedwool had relatively higher K/S than either alummordanted or rawwool presumably dueto larger amount of dye absorbing places of Ch-Cy [185]. This finding suggested that the treated wool could be effec-tively dyed without incorporation of metal mordant. Furthermore, the colorimetric data verified that either alummordanting or Ch-Cy treatment differently affected colorimetric values. When alum was incorporated, the colorvividness and lightness was seen to be increased to a great extent; as a result, the obtained color was light and bright.On the other hand, Ch-Cy treatment resulted in darker and less bright color shades. The variations in colorimetricdata can be attributed to the formation of new chemical interaction between functional groups of cochineal dye andCh-Cy treated or alum mordanted wool.
16.6.8 Color fastness properties
The color fastness properties of raw, Ch-Cy treated, and alum mordanted wool yarns dyed with cochineal dyehave been determined and summarized. Results showed that cochineal had good color fastness on raw wool whichwas enhanced to some extent via treatment with Ch-Cy or mordanting by alum. Slight improvement in wash fast-ness of Ch-Cy treated wool and alummordanted wool can be ascribed to the formation of stronger linkages betweendye molecules and wool fiber [185]. However, a slight decrease in rub fastness of the alummordanted samples couldbe presumably due to loosely attached/unattached dye molecules on wool surface and their easy detachment dur-ing rub fastness tests. Overall, enhanced color fastness and dye uptake confirmed that Ch-Cy can be effectively usedas alternative “biomordant” in place of metal mordant in wool dyeing with cochineal natural dye.
16.6.9 Durability of treated wool yarns against washing
Since Ch-Cy covalently reacted with macromolecular chains of wool, it is expected that the durability of appliedfinish to be higher than conventional application of chitosan. Antibacterial property of finishedwool is very sensitiveto the amount of Ch-Cy on wool yarns. Therefore, the durability of applied finish against washing was investigatedthrough measurement antibacterial activity of treated wool yarns subjected to repeated washing cycles. Chitosantreated wool was investigated for comparison purpose, as well. The effects of number of washing cycles as andwashing time on durability in terms of antibacterial activity have been determined, respectively. It was apparentthat antibacterial activity of Ch-Cy treated wool against both gram-negative (E. coli) and gram-positive (S. aureus)bacteria was relatively higher than chitosan-treated wool [185]. Antibacterial activity of both treated wool yarnsgradually decreased with the increase of washing time and number of washing cycles presumably due to detach-ment of unreacted Ch-Cy and chitosan from wool surface. Ch-Cy treated wool retained antibacterial activity againstE. coli after 10 min about 91% while this value for chitosan-treated wool was about 75%. This could be attributed tothe formation of stronger covalent bonds between Ch-Cy hybrid and wool yarns compared to chitosan attached onwool by relatively weaker interactions such as hydrogen bonding and van der Waals forces. In addition, durableantibacterial activity up to 20 laundering cycles indicated the superiority of Ch-Cy hybrid over chitosan. The resultsindicated that the use of chitosan alone in finishing process does not establish a strong chemical bond, and so theantibacterial activity decreases against washing process.
16.7 Conclusion
The chapter explores the recent eco-friendly methods of wool dyeing and provides a futuristic perspective. Wooldyeing with natural dye extracted from the C. camphora has been evaluated. The influences of different natural mor-dants and certain commonly used metal mordants on color fastness properties of dyed wool samples have beencomparatively assessed along with C. camphora natural dye. The findings reveal that the use of eco-friendly bio-mordants will provide a valuable reference in future for ecological and environmentally safe dyeing. Wool dyedwith onion shells and pretreated using FDE as natural mordant. Evaluation with regard to color strength and fast-ness properties and comparison with untreated samples reveal that pretreatment with FDE improves the colorstrength of the dyed fabrics and their brightness as well. It could be attributed to the fact that one or more
16.7 Conclusion 231

components in the dough extract affect the absorption of dye molecules onto the fabrics and form the strong chem-ical bonds between dyestuff molecules and fabric. This finding could prove beneficial to the textile industry. Com-mercial protease enzyme though providing an eco-friendly method for imparting shrink-resistant properties to woolexhibits low efficacy in removal of cuticle scales in wool due to the highly cross-linked barriers. A comparison hasbeen made with wool fabric treated with protease enzyme obtained from novel isolated bacteria and commercialprotease enzyme. The findings reveal that treatment with B. subtilis 168 E6-5 protease enzyme yielded improvementsin the physical properties of wool fabric compared with commercial enzyme. It may be suitable for potential textileand other industrial applications. Wool has been treated with cochineal natural dye and has been considered asecological and economical technique for dyeing and durable antibacterial finish. Wool yarn was treated with pre-pared chitosan-cyanuric chloride hybrid (Ch-Cy). The studies have shown that simple Ch-Cy treatment of woolcan considerably assist to reduce energy consumption, chemicals, and dyeing costs which makes the processcost-effective and eco-friendlier over conventional processes. As a result, it was inferred that Ch-Cy can be usedas alternative durable finishing agent and biomordant in environmentally friendly cost-effective dyeing and antibac-terial finishing of wool with cochineal natural dye.
References
[1] AhmedNSE, El-Shishtawy RM. The use of new technologies in coloration of textile fibers. J. Mater. Sci. 2010;45(5):1143e53. https://doi.org/10.1007/s10853-009-4111-6.
[2] HaddarWI, Elksibi I, Meksi N, Mhenni F. Valorization of the leaves of fennel (Foeniculum vulgare) as natural dyes fixed on modified cotton:a dyeing process optimization based on a response surface methodology. Ind. Crop. Prod. 2014;52:588e96. https://doi.org/10.1016/j.indcrop.2013.11.019.
[3] Hashem MA, Nur-A-Tomal MS, Mondal NR, Rahman MA. Hair burning and liming in tanneries is a source of pollution by arsenic, lead,zinc, manganese and iron. Environ. Chem. Lett. 2017;15(3):501e6. https://doi.org/10.1007/s10311-017-0634-2.
[4] Ahlstrom L, Eskilsson CS, Björklund E. Determination of banned azo dyes in consumer goods. TrAC Trends Anal. Chem. 2005;24(1):49e56.https://doi.org/10.1016/j.trac.2004.09.004.
[5] Javadian H, Angaji MT, Naushad M. Synthesis and characterization of polyaniline/c-alumina nanocomposite: a comparative study for theadsorption of three different anionic dyes. J. Ind. Eng. Chem. 2014;20(5):3890e900. https://doi.org/10.1016/j.jiec.2013.12.095.
[6] Shahid M, Shahid-ul-Islam, Mohammad F. Recent advancements in natural dye applications: a review. J. Clean. Prod. 2013;53:310.[7] Moiz A, Ahmed MA, Kausar N, Ahmed K, Sohail M. Study the effect of metal ion on wool fabric dyeing with tea as natural dye. J. Saudi
Chem. Soc. 2010;14:69.[8] Fakin D, Ojstr�sek A. Colour of flax fibres in regard to different pretreatment and dyeing processes. Color. Technol. 2008;124(4):216.[9] Ali S, Hussain T. Optimization of alkaline extraction of natural dye fromHenna leaves and its dyeing on cotton by exhaust method. J. Clean.
Prod. 2009;17(1):61.[10] Ma W, Zhang S, Tang B, Yang J. Pretreatment of cotton with poly (vinylamine chloride) for salt-free dyeing with reactive dyes. Color. Tech-
nol. 2005;121:193.[11] Oda H. Improvement of light fastness of natural dye: effect of ultraviolet absorbers containing benzotriazolyl moiety on the photofading of
red carthamin. Color. Technol. 2012;128(2):108.[12] Prabu KH, Bhute AS. Plant based natural dyes and mordants: a review. Nat. Prod. Plant Res. 2012;2(6):649.[13] Tutak M, Benli H. Dyeing properties of textiles by Turkish hazelnut (Corylus colurna): leaves, coat, shell and dice. Color. Technol. 2012;128(6):
454.[14] Adrio JL, Demain AL. Microbial enzymes: tools for biotechnological processes. Biomolecules 2014;4(1):117e39. https://doi.org/10.3390/
biom4010117.[15] Sawant R, Nagendran S. Protease: an enzyme with multiple industrial applications. World J. Pharm. Sci. 2014;3:568e79.[16] Nguyen T, Saleh MA. Detection of azo dyes and aromatic amines in women undergarment. J. Environ. Sci. Health Part A 2016;51(9):744e53.
https://doi.org/10.1080/10934529.2016.1170446.[17] Haji A, Mahmoodi NM. Soy meal hull activated carbon: preparation, characterization and dye adsorption properties. Desalin. Water Treat.
2012;44(1e3):237e44. https://doi.org/10.1080/19443994.2012.691741.[18] Haji A. Review onmethods and technologies for improvement of adsorption and fastness properties of natural dyes on cotton fibers. J. Stud.
Color World 2017;7:33e44.[19] Haji A, Qavamnia SS, Nasiriboroumand M. The use of D-optimal design in optimization of wool dyeing with Juglans regia bark. Ind. Text.
2018;69:104e10.[20] Kasiri M, Safapour S. Natural dyes and antimicrobials for green treatment of textiles. Environ. Chem. Lett. 2014;12(1):1e13. https://doi.org/
10.1007/s10311-013-0426-2.[21] Yang T-T, Guan J-P, Chen G, Tang R-C. Instrumental characterization and functional assessment of the two-color silk fabric coated by the
extract from Dioscorea cirrhosa tuber and mordanted by iron salt-containing mud. Ind. Crop. Prod. 2018;111:117e25. https://doi.org/10.1016/j.indcrop.2017.10.016.
[22] Zhou Y, Tang R-C, Xing T, Guan J-P, Shen Z-H, Zhai A-D. Flavonoids-metal salts combination: a facile and efficient route for enhancing theflame retardancy of silk. Ind. Crop. Prod. 2019;130:580e91. https://doi.org/10.1016/j.indcrop.2019.01.020.
[23] Bechtold T, Mussak R. Handbook of natural colorants. West Sussex: John Wiley & Sons; 2009.[24] Samanta AK, Agarwal P. Application of natural dyes on textiles. Indian J. Fibre Text. Res. 2009;34:384e99.
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration232
[25] Islam S, Mohammad F. Emerging green technologies and environment friendly products for sustainable textiles. In: Muthu S, editor. Road-map to sustainable textiles and clothing. Singapore: Springer; 2014. p. 63e82.
[26] Yusuf M, Shabbir M, Mohammad F. Natural colorants: historical, processing and sustainable prospects. Nat. Prod. Bioprospect. 2017;7:123e45. https://doi.org/10.1007/s13659-017-0119-9.
[27] Handayani W, Kristijanto AI, Hunga AIR. Are natural dyes eco-friendly? A case study on water usage and wastewater characteristics ofbatik production by natural dyes application. Sustainable Water Res. Manage. 2018;4(4):1011e21. https://doi.org/10.1007/s40899-018-0217-9.
[28] Saxena S, Raja ASM. Natural dyes: sources, application, chemistry and sustainability issues. In: Muthu SS, editor. Roadmap to sustainabletextiles and clothing. Singapore: Springer; 2014. p. 37e80.
[29] Islam S, Mohammad F. Natural colorants in the presence of anchors so-called mordants as promising coloring and antimicrobial agents fortextile materials. ACS Sustain. Chem. Eng. 2015;3:2361e75.
[30] Islam S, Rather LJ, Shahid M, Khan MA, Mohammad F. Study the effect of ammonia post-treatment on color characteristics of annatto-dyedtextile substrate using reflectance spectrophotometry. Ind. Crop. Prod. 2014;59:337e42.
[31] Shahid M, Islam S, Mohammad F. Recent advancements in natural dye applications: a review. J. Clean. Prod. 2013;53:310e31.[32] Rather LJ, Shahid-Ul-Islam S-U-I, Azam M, Shabbir M, Bukhari MN, Shahid M, Mohammad F. Antimicrobial and fluorescence finishing of
woollen yarn with Terminalia arjuna natural dye as an ecofriendly substitute to synthetic Antibacterial agents. RSC Adv. 2016;6(45):39080e94. https://doi.org/10.1039/C6RA02717B.
[33] Rather LJ, Akhter S, Padder RA, Hassan QP, Hussain M, Khan MA, Mohammad F. Colorful and semi durable antioxidant finish of woollenyarn with tannin rich extract of Acacia nilotica natural dye. Dyes Pigm. 2017;139:812e9. https://doi.org/10.1016/j.dyepig.2017.01.018.
[34] Yusuf M, Shabbir M, Mohammad F. Natural colorants: historical, processing and sustainable prospects. Nat. Prod. Bioprospect. 2017;7:123e45. https://doi.org/10.1007/s13659-017-0119-9.
[35] Aminoddin H. Functional dyeing of wool with natural dye extracted from Berberis vulgaris wood and Rumex hymenosepolus root asbiomordant. Iran. J. Chem. Chem. Eng. 2010;29:55e60.
[36] Guesmi A, Ladhari N, Hamadi NB, Msaddek M, Sakli F. First application of chlorophyll-A as biomordant: sonicator dyeing of wool withbetanin dye. J. Clean. Prod. 2013;39:97e104. https://doi.org/10.1016/j.jclepro.2012.08.029.
[37] Ismal OE, Yıldırım L, Ozdogan E. Use of almond shell extracts plus bio-mordants as effective textile dye. J. Clean. Prod. 2014;70:61e7.https://doi.org/10.1016/j.jclepro.2014.01.055.
[38] Mansour HF, Heffernan S. Environmental aspects on dyeing silk fabric with Sticta coronata lichen using ultrasonic energy and mildmordants. Clean Technol. Environ. Policy 2011;13(1):207e13. https://doi.org/10.1007/s10098-010-0296-2.
[39] Mathur JP, Gupta NP. Use of natural mordant in dyeing of wool. Indian J. Fiber Textil Res. 2003;3:90e3.[40] Mirjalili M, Nazarpoor K, Karimi L. Eco-friendly dyeing of wool using natural dye from weld as co-partner with synthetic dye. J. Clean.
Prod. 2011;19(9e10):1045e51. https://doi.org/10.1016/j.jclepro.2011.02.001.[41] Rather LJ, Shahid-Ul-Islam S-U-I, Azam M, Shabbir M, Bukhari MN, Shahid M, Mohammad F. Antimicrobial and fluorescence finishing of
woollen yarn with Terminalia arjuna natural dye as an ecofriendly substitute to synthetic Antibacterial agents. RSC Adv. 2016;6(45):39080e94. https://doi.org/10.1039/C6RA02717B.
[42] Rather LJ, Islam S, Shabbir M, Bukhari MN, Mohammad F, Khan MA. Adhatoda vasica in conjunction with binary combinations of metalsalts and biomordants as an effective textile dye to produce novel shades on wool. J. Nat. Fibers 2018;14:611e23.
[43] Vankar PS, Shanker R, Mahanta D, Tiwari SC. Ecofriendly sonicator dyeing of cotton with Rubia cordifolia Linn. using biomordant. DyesPigm. 2008;76(1):207e12. https://doi.org/10.1016/j.dyepig.2006.08.023.
[44] Kang G, Luqman J, Qi Z,WuchaoW, Qing L. Natural dyeing of merino wool fibers with Cinnamomum camphora leaves extract with mordantsof biological origin: a greener approach of textile coloration. J. Textil. Inst. 2019. https://doi.org/10.1080/00405000.2019.1698228.
[45] Shahid M, Ahmad A, Yusuf M, Khan MI, Khan SA, Manzoor N, Mohammad F. Dyeing, fastness and antimicrobial properties of woollenyarns dyed with gallnut (Quercus infectoria Oliv.) extract. Dyes Pigm. 2012;95(1):53e61. https://doi.org/10.1016/j.dyepig.2012.03.029.
[46] Jahangiri A, Ghoreishian SM, Akbari A, Norouzi M, Ghasemi M, Ghoreishian M, Shafiabadi E. Natural dyeing of wool by madder (Rubiatinctorum L.) root extract using tannin based biomordants: colorimetric, fastness and tensile assay. Fibers Polym. 2018;19(10):2139e48.https://doi.org/10.1007/s12221-018-8069-3.
[47] Sivakumar V, Vijaeeswarri J, Anna JL. Effective natural dye extraction from different plant materials using ultrasound. Ind. Crop. Prod. 2011;33(1):116e22.
[48] Tiwari HC, Singh P, Mishra PK, Srivastava P. Evaluation of various techniques for extraction of natural colorants from pomegranate rind -ultrasound and enzyme assisted extraction. Indian J. Fibre Text. Res. 2010;35:269e72.
[49] Rather LJ, Islam S, Mohammad F. Study on the application of Acacia nilotica natural dye to wool using fluorescence and FT-IR spectroscopy.Fibers Polym. 2015;16:1497e505.
[50] Shabbir M, Rather LJ, Bukhari MN, Islam S, KhanMA,Mohammad F. First time application of biomordants in conjunctionwith the Alkannatinctoria root extract for eco-friendly wool dyeing. J. Nat. Fibers 2019;16:846e54.
[51] Isxmal OE, Yıldırım L. Metal mordants and biomordants. In: Islam S, Butola BS, editors. The impact and prospects of green chemistry fortextile technology. Sawston: WoodheadPublishing; 2019. p. 57e82.
[52] Chattopadhyay DP. Improvement in the dyeability of viscose. Color. Technol. 2009;125(2):262.[53] Houshyar S, Amirsahi H. Treatment of cotton with chitosan and its effect on dyeability with reactive dyes. Iran. Polym. J. 2001;11(5):295.[54] Kim TK, Yoon SH, Son YA. Effect of reactive anionic agent on dyeing of cellulosic fibers with a Berberine colorant. Dyes Pigm. 2004;60:121.[55] Kim H, Park S. Effects of introduced chemical groups on the dyeability of cotton fabrics with Phellodendron amurense Rupr. Dyes Pigm.
2007;75(2):351.[56] Kamel MM, El-Zawahry MM, Ahmed NSE, Abdelghaffar F. Ultrasonic dyeing of cationized cotton fabric with natural dye. Part 2: cationi-
zation of cotton using Quat 188. Ind. Crop. Prod. 2011;34(3):1410.[57] Bulut MO, Akar E. Ecological dyeing with some plant pulps on woolen yarn and cationized cotton fabric. J. Clean. Prod. 2012;32:1.[58] AllamOG, Bendak A. Dyeability improvement of proteinic and polyamide fabrics pretreatedwith saccharin sodium salt: a kinetic approach.
J. Appl. Polym. Sci. 2009;114(5):3034.
References 233

[59] Yuan YG, Wang QA, Fan XR. Dyeing behaviors of ionic liquid treated wool. J. Appl. Polm. Sci. 2010;117(4):2278.[60] Onal A, Kahveci I, Soylak M. Investigation of the effect of (urea þ ammonia þ calcium oxalate) mordant mixture on the dyeing of wool,
feathered-leather and cotton. Asian J. Chem. 2004;16(1):445.[61] Janhom S, Griffiths P, Watanesk R. Enhancement of lac dye adsorption on cotton fibres by poly(ethyleneimine). Dyes Pigm. 2004;63(3):231.[62] Janhom S, Watanesk R, Watanesk S, Griffiths P, Arquero OA, Naksata W. Comparative study of lac dye adsorption on cotton fibre surface
modified by synthetic and natural polymers. Dyes Pigm. 2006;71:188.[63] Francisco DV, Paredes-Lopez O. Natural colorants for food and nutraceutical uses. 1st ed. CRC Press; 2000.[64] Teli MD, Paul R, Pardeshi PD. Natural dyes: classification, chemistry and extraction methods part 1-chemical classes, extraction methods
and future prospects. Colourage 2000;47(12):43.[65] Kavak F, Onal A, Seyfikli D. Usage of Willow extract as mordant agent and dyeing of wooden and fiber samples with onion (Allium cepa)
shell. Rasayan J. Chem. 2010;3(1):1.[66] Patil BS, Pike LM, Howard LR. Effect of gamma irradiation on quercetin in onion (Allium cepa L) cultivars. Subtrop. Plant. Sci. 1999;51:16.[67] Rehman F, Adeel S, Shahid M, Bhatti IA, Nasir F, Akhtar N, Ahmad Z. Dyeing of gamma irradiated cotton with natural flavonoid dye
extracted from irradiated onion shells (Allium cepa powder). Radiat. Phys. Chem. 2013;92:71.[68] Cornard JP, Merlin JC. Spectroscopic and structural study of complexes of quercetin with Al(III). J. Inorg. Biochem. 2002;92:19.[69] Adem O, Mustafa Y, Ferda E. Use of fermented dough extract in the dyeing of wool fabrics. Indian J. Fibre Text. Res. March 2018;43:132e5.[70] Erkmen O. Fermente Gıdalar, Gıda Mikrobiyolojisi. 3rd ed. Efil Yayınevi; 2011.[71] Pant G, Prakash A, Pavani JVP, Bera S, DeviramGVNS, Kumar A, Prasuna RG. Production, optimization and partial purification of protease
from Bacillus subtilis. J. Taibah Univ. Sci. 2015;9(1):50e5.[72] Souza PMD, Bittencourt MLDA, Caprara CC, Freitas MD, Almeida RPCD, Silveira D, et al. A biotechnology perspective of fungal proteases.
Braz. J. Microbiol. 2015;46(2):337e46. https://doi.org/10.1590/S1517-838246220140359.[73] Doshi R, Shelke V. Enzymes in textile industry-an environment friendly approach. Indian J. Fibre Text. Res. 2001;26:202e5.[74] Josephine FS, Ramy VS, Devi N, Ganapa SB, Venugopal SKG, Josephine N, Vishwanatha T. Isolation, production and characterization of
protease from Bacillus sp. isolated from soil sample. J. Microbiol. Biotechnol. Res. 2012;2:163e8.[75] Shahid M, Mohammad F, Chen G, Tang R-C, Xing T. Enzymatic processing of natural fibres: white biotechnology for sustainable
development. Green Chem. 2016;18(8):2256e81. https://doi.org/10.1039/C6GC00201C.[76] Hartzell-Lawson MM, Dinger M. Increasing the end-use potential of coarse wool fibres by protease to soften and reduce shrinkage. In:
Proceedings: annual international conference and exhibition, AATCC, October 2001; 2001. p. 330.[77] Heine E, Höcker H. Enzyme treatments for wool and cotton. Rev. Prog. Coloration Relat. Top. 2008;25(1):57e63. https://doi.org/10.1111/
j.1478-408.1995.tb00104.x.[78] Mojsov K. Enzymatic treatment of wool fabrics e opportunity of the improvement on some physical and chemical properties of the fabrics.
J. Textil. Inst. 2017;108:1136e43.[79] Onar N, Sarusik M. Use of enzymes and chitosan biopolymer in wool dyeing. Fibres Text. East. Eur. 2005;13:54e9.[80] Riva A, Algaba I, Prieto R. Dyeing kinetics of wool fabrics pretreated with protease. Color. Technol. 2002;118(2):59e63. https://doi.org/
10.1111/j.1478-4408.2002.tb00138.x.[81] Raja ASM, Thilagavathi G. Influence of enzyme and mordant treatments on the antimicrobial efficacy of natural dyes on wool materials.
Asian J. Textil. 2011;1(3):138e44. https://doi.org/10.3923/ajt.2011.138.144.[82] Sharma D, Sharma B, Shukla AK. Biotechnological approach of microbial lipase: a review. Biotechnology 2011;10:23e40.[83] Jus S, Schroeder M, Guebitz GM, Heine E, Kokol V. The influence of enzymatic treatment on wool fibre properties wing PEG-modified
proteases. Enzym. Microb. Technol. 2007;40(7):1705e11. https://doi.org/10.1016/j.enzmictec.2006.10.001.[84] Heine E, Hollefelder B, Lorenz W, Thomas H, Wortmann G, Höcker H. Enzymes for wool fiber modification. Am. Chem. Soc. 1998;687:
279e93.[85] Shen J, Bishop DP, Heine E, Hollfelder B. Factors affecting the control of proteolytic enzyme reactions on wool. J. Textil. Inst. 1999;90:404e41.[86] Silva CJSM, Prabaharan M, Gübitz G, Cavaco PA. Treatment of wool fibres with subtilisin and subtilisin e PEG. Enzym. Microb. Technol.
2005;36(7):917e22. https://doi.org/10.1016/j.enzmictec.2005.01.017.[87] Heine E, Höcker H. Enzyme treatments for wool and cotton. Rev. Prog. Coloration Relat. Top. 2008;25(1):57e63. https://doi.org/10.1111/
j.1478-408.1995.tb00104.x.[88] Infante I, Morel MA, Ubalde MC, Rosales CM, Silvia B, Susana CS. Wool-degrading Bacillus isolates: extracellular protease production for
microbial processing of fabrics. World J. Microbiol. Biotechnol. 2010;26(6):1047e52. https://doi.org/10.1007/s11274-009-0268-z.[89] Brier R. Lanazym process: purely enzymatic antifelt finishing of wool. Melliand Textilberichte 2000;81:298e302.[90] Schroeder M, Lenting HBM, Kandelbauer A, Silva CJSM, Cavaco PM, Gübitz GM. Restricting detergent protease action to surface of protein
fibres by chemical modification. Appl. Microbiol. Biotechnol. 2006;72(4):738e44. https://doi.org/10.1007/s00253-006-0352-3.[91] Cardamone JM, Damert WC. Low temperature dyeing of wool processed for shrinkage control. Textil. Res. J. 2006;76(1):78e85.[92] Mazzuchetti G, Vineis C. Study on the enzyme treatments effect on the pilling behaviour of knitted wool fabrics. Autex Res. J. 2005;5:1.[93] Elif D, Dilek K, Tuba S, Dogan M, Eren B. Investigation of effects of protease enzyme produced by Bacillus subtilis 168 E6-5 and commercial
enzyme on physical properties of woolen fabric. J. Textil. Inst. 2019. https://doi.org/10.1080/00405000.2019.1624069.[94] Butler A. Acquisition and utilization of transition metal ions by marine organisms. Science (New York, N.Y.) 1998;281(5374):207e9.[95] Smith E, Shen J. Surface modification of wool with protease extracted polypeptides. J. Biotechnol. 2011;156(2):134e40. https://doi.org/
10.1016/j.jbiotec.2011.08.012.[96] Jus S, Schroeder M, Guebitz GM, Heine E, Kokol V. The influence of enzymatic treatment on wool fibre properties wing PEG-modified
proteases. Enzym. Microb. Technol. 2007;40(7):1705e11. https://doi.org/10.1016/j.enzmictec.2006.10.001.[97] RaoMB, Tanksale AM, GhatgeMS, Deshpande VV. Molecular and biotechnological aspects of microbial proteases. Microbiol. Mol. Biol. Rev.
1998;6:597e635.[98] Pooja ES, Fatima N. Quality improvement of wool fabric using protease enzyme. Environ. Ecol. Res. 2014;2(8):301e10.[99] Osman E, Zidan Y, Kamal N. Using the microscopic and spectroscopic techniques to identify and characterize archeological artifacts. Int. J.
Conserv. Sci. 2014;5(4):459e68.
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration234

[100] Nazari A. Treatment of enzymatic wool with Fe3O4 nanoparticles and citric acid to enhance mechanical properties using RSM. J. Textil.Inst. 2017;108(9):1572e83. https://doi.org/10.1080/00405000.2016.1267601.
[101] Mojsov K. Enzymatic treatment of wool fabricse opportunity of the improvement on some physical and chemical properties of the fabrics.J. Textil. Inst. 2017;108:1136e43.
[102] Iglesias MS, Sequeiros C, Garcia S, Olivera NL. Newly isolated Bacillus sp.G51 from Patagonian wool produces an enzyme combina-tion suitable for felt-resist treatments of organic wool. Bioproc. Biosyst. Eng. 2017;40(6):833e42. https://doi.org/10.1007/s00449-017-1748-4.
[103] Fu J, Su J, Wang P, Yu Y, Wang Q, Cavaco-Paulo A. Enzymatic processing of protein-based fibers. Appl. Microbiol. Biotechnol. 2015;99(24):10387e97. https://doi.org/10.1007/s00253-015-6970-x.
[104] Jovan�ci�c P, Joci�c D, Dumi�c J. The efficiency of an enzyme treatment in reducing wool shrinkage. J. Textil. Inst. 1998;89(2):390e400. https://doi.org/10.1080/00405009808658625.
[105] Pooja ES, Fatima N. Quality improvement of wool fabric using protease enzyme. Environ. Ecol. Res. 2014;2(8):301e10.[106] Montazer M, Ramin A. Influences of proteases and trans-glutaminases on wool. Fibres Text. East. Eur. 2010;18(2):79.[107] Bishop DP, Shen J, Heine E, Hollfelder B. The use of proteolytic enzymes to reduce wool fibre stiffness and prickle. J. Textil. Inst. 1998;89(3):
546e53. https://doi.org/10.1080/00405009808658640.[108] Riva A, Cegarra J, Prieto R. The role of an enzyme in reducing wool shrinkage. J. Soc. Dye. Colour. 2008;109(5e6):210e3. https://doi.org/
10.1111/j.1478-4408.1993.tb01560.x.[109] Shen J, Bishop DP, Heine E, Hollfelder B. Factors affecting the control of proteolytic enzyme reactions on wool. J. Textil. Inst. 1999;90:
404e41.[110] Pooja ES, Fatima N. Quality improvement of wool fabric using protease enzyme. Environ. Ecol. Res. 2014;2(8):301e10.[111] Dantyagi S. Fundamentals of textiles and their care. 5th ed. New Delhi: Orient Langman Ltd.; 2006. p. 154e61.[112] Cardamone JM, Damert WC. Low temperature dyeing of wool processed for shrinkage control. Textil. Res. J. 2006;76(1):78e85.[113] Silva CJSM, Prabaharan M, GVubitz G, Cavaco PA. Treatment of wool fibres with subtilisin and subtilisin e PEG. Enzym. Microb. Technol.
2005;36(7):917e22. https://doi.org/10.1016/j.enzmictec.2005.01.017.[114] El-Sayed H, Kantouch A, Heine E, Hocker H. Developing a zero-AOX shrink-resist process for wool. Part 1: preliminary results. Color.
Technol. 2001;117(4):234e8. https://doi.org/10.1111/j.1478-4408.2001.tb00068.x.[115] Schroeder M, Lenting HBM, Kandelbauer A, Silva CJSM, Cavaco PM, GVubitz GM. Restricting detergent protease action to surface of pro-
tein fibres by chemical modification. Appl. Microbiol. Biotechnol. 2006;72(4):738e44. https://doi.org/10.1007/s00253-006-0352-3.[116] Bishop DP, Shen J, Heine E, Hollfelder B. The use of proteolytic enzymes to reduce wool fibre stiffness and prickle. J. Textil. Inst. 1998;89(3):
546e53. https://doi.org/10.1080/00405009808658640.[117] Mojsov K. Application of enzymes in the textile industry: a review. In: II international congress engineering, ecology and materials in the
processing industry, Jahorina, March 09th to 11th, 2011; 2011.[118] Kotli�nska A, Lipp-Symonowicz B. Research on the enzymatic treatment of wool fibres and changes in selected properties of wool. Fibres
Text. East. Eur. 2011;19:88e93.[119] Montazer M, Pajootan E, Lessan F. Microbial trans-glutaminase enhances the physical and mechanical properties of depigmented wool.
Eng. Life Sci. 2012;12(2):216e22. https://doi.org/10.1002/elsc.201100088.[120] Haji A. Natural dyeing of wool with henna and yarrow enhanced by plasma treatment and optimized with response surface methodology.
J. Textil. Inst. 2020;11(4):467.[121] Mahfoudhi A, Baaka N, Haddar W, Mhenni M, Mighri Z. Development and optimization of the extraction process of natural dye from
Tamarix aphylla (L.) Karst. Leaves using response surface methodology (RSM). Fibers Polym. 2015;16(7):1487e96. https://doi.org/10.1007/s12221-015-4772-5.
[122] Mansour R, Ezzili B, Farouk M. The use of response surface method to optimize the extraction of natural dye from winery waste in textiledyeing. J. Textil. Inst. 2017;108(4):528e37. https://doi.org/10.1080/00405000.2016.1172821.
[123] Souissi M, Guesmi A, Moussa A. Valorization of natural dye extracted from date palm pits (Phoenix dactylifera) for dyeing of cotton fabric.Part 1: optimization of extraction process using Taguchi design. J. Clean. Prod. 2018;202:1045e55. https://doi.org/10.1016/j.jclepro.2018.08.115.
[124] Adeel S, Zuber M, Fazal Ur R, Zia KM. Microwave assisted extraction and dyeing of chemical and bio-mordanted cotton fabric usingharmal seeds as a source of natural dye. Environ. Sci. Pollut. Res. 2018;25:11100e10. https://doi.org/10.1007/s11356-018-1301-2.
[125] Ben Ticha M, Meksi N, Attia HE, Haddar W, Guesmi A, Ben Jannet H, Mhenni MF. Ultrasonic extraction of Parthenocissus quinquefoliacolorants: extract identification by HPLC-MS analysis and cleaner application on the phytodyeing of natural fibres. Dyes Pigm. 2017;141:103e11. https://doi.org/10.1016/j.dyepig.2017.02.002.
[126] Erdem _Ismal Ö, Yıldırım L, Özdo�gan E. Valorisation of almond shell waste in ultrasonic biomordanted dyeing: alternatives to metallicmordants. J. Textil. Inst. 2015;106(4):343e53. https://doi.org/10.1080/00405000.2014.949503.
[127] Gulzar T, Adeel S, Hanif I, Rehman F, Hanif R, Zuber M, Akhtar N. Eco-Friendly dyeing of gamma ray induced cotton using natural quer-cetin extracted from Acacia Bark (A. nilotica). J. Nat. Fibers 2015;12(5):494e504. https://doi.org/10.1080/15440478.2014.964445.
[128] Shahid UI, Mohammad F. Natural colorants in the presence of anchors so-called mordants as promising coloring and antimicrobial agentsfor textile materials. ACS Sustain. Chem. Eng. 2015;3:2361e75.
[129] UsmanM, Adeel S, HaiderW, Ghaffar A, Rehman F, Ali M. Dyeing of biotreated and gamma irradiated cotton fabric using direct yellow 12and direct yellow 27. J. Nat. Fibers 2016;13(4):483e91. https://doi.org/10.1080/15440478.2015.1066289.
[130] Wiener J, Chládová A, Shahidi S, Peterová L. Effect of UV irradiation on mechanical and morphological properties of natural and syntheticfabric before and after nano-TiO2 padding. Autex Res. J. 2017;17(4):370.
[131] �St�epánkováM,Wiener J, Dembický J. Properties of cotton fabric after irradiationwith infrared CO2 laser. Fibers Polym. 2014;15(10):2072e6.https://doi.org/10.1007/s12221-014-2072-0.
[132] Kim H, Bae J-S. Modification of polypropylene fibers by electron beam irradiation. I. Evaluation of dyeing properties using cationic dyes.Fibers Polym. 2009;10(3):320e4. https://doi.org/10.1007/s12221-009-0320-5.
References 235
[133] Erdem _Ismal Ö, Özdo�gan E, Yıldırım L. An alternative natural dye, almond shell waste: effects of plasma and mordants on dyeingproperties. Color. Technol. 2013;129(6):431e7. https://doi.org/10.1111/cote.12047.
[134] Haji A, Qavamnia SS. Response surfacemethodology optimized dyeing of wool with cumin seeds extract improvedwith plasma treatment.Fibers Polym. 2015;16(1):46e53. https://doi.org/10.1007/s12221-015-0046-5.
[135] Haji A, Shoushtari AM. Natural antibacterial finishing of wool fiber using plasma technology. Ind. Text. 2011;62:244e7.[136] Haji A, KhajehMehrizi M, Akbarpour R. Optimization of b-cyclodextrin grafting on wool fibers improved by plasma treatment and assess-
ment of antibacterial activity of berberine finished fabric. J. Inclusion Phenom. Macrocycl. Chem. 2015;81(1e2):121e33. https://doi.org/10.1007/s10847-014-0440-4.
[137] Kan C-W, Man W-S. Atmospheric pressure plasma treatment for grey cotton knitted fabric. Polymers 2018;10(3):233.[138] Kan C-W, Yuen C-WM. Plasma technology in wool. Text. Prog. 2007;39(3):121e87. https://doi.org/10.1080/00405160701628839.[139] Wei Q. Surface modification of textiles. Cambridge, UK: Woodhead Publishing Ltd; 2009.[140] Sharma A, Kadam S, Mathur P, Shahid Ul I, Sheikh J. Re-using henna natural dyeing wastewater for coloration and multifunctional finish-
ing of linen fabric. Sustainable Chem. Pharm. 2019;11:17e22. https://doi.org/10.1016/j.scp.2018.12.001.[141] BhuiyanMAR, IslamA, Ali A, IslamMN. Color and chemical constitution of natural dye henna (Lawsonia inermis L) and its application in
the coloration of textiles. J. Clean. Prod. 2017;167:14e22. https://doi.org/10.1016/j.jclepro.2017.08.142.[142] Rahman Bhuiyan MA, Ali A, Islam A, Hannan MA, Fijul Kabir SM, IslamMN. Coloration of polyester fiber with natural dye henna (Law-
sonia inermis L.) without using mordant: a new approach towards a cleaner production. Fashion Text. 2018;5(1):2. https://doi.org/10.1186/s40691-017-0121-1.
[143] Giri Dev VR, Venugopal J, Sudha S, Deepika G, Ramakrishna S. Dyeing and antimicrobial characteristics of chitosan treated wool fabricswith henna dye. Carbohydr. Polym. 2009;75:646e50. https://doi.org/10.1016/j.carbpol.2008.09.003.
[144] Li H, Zhao DF, Liu R. Dyeing kinetics of henna natural dyestuff on protein fabric. Adv. Mater. Res. 2011;332e334:1276e9. https://doi.org/10.4028/www.scientific.net/AMR.332-334.1276.
[145] Yusuf M, Ahmad A, Shahid M, Khan MI, Khan SA, Manzoor N, Mohammad F. Assessment of colorimetric, antibacterial and antifungalproperties of woollen yarn dyed with the extract of the leaves of henna (Lawsonia inermis). J. Clean. Prod. 2012;27:42e50. https://doi.org/10.1016/j.jclepro.2012.01.005.
[146] Yusuf M, Shahid M, Khan MI, Khan SA, Khan MA, Mohammad F. Dyeing studies with henna and madder: a research on effect of tin (II)chloride mordant. J. Saudi Chem. Soc. 2015;19(1):64e72. https://doi.org/10.1016/j.jscs.2011.12.020.
[147] Alebeid OK, Zhao T, SeedahmedAI. Dyeing and functional finishing of cotton fabric using Henna extract and TiO2 nano-sol. Fibers Polym.2015;16(6):1303e11. https://doi.org/10.1007/s12221-015-1303-3.
[148] Ali S, Hussain T, Nawaz R. Optimization of alkaline extraction of natural dye from Henna leaves and its dyeing on cotton by exhaustmethod. J. Clean. Prod. 2009;17(1):61e6. https://doi.org/10.1016/j.jclepro.2008.03.002.
[149] Ibrahim NA, El-Gamal AR, Gouda M, Mahrous F. A new approach for natural dyeing and functional finishing of cotton cellulose. Carbo-hydr. Polym. 2010;82(4):1205e11. https://doi.org/10.1016/j.carbpol.2010.06.054.
[150] Iqbal J, Bhatti IA, Adeel S. Effect of UV radiation on dyeing of cotton fabric with extracts of henna leaves. Indian J. Fibre Text. Res. 2008;33:157e62.
[151] Omer K, Tao Z, Seedahmed AJF, Europe TIE. New approach for dyeing and UV protection properties of cotton fabric using natural dyeextracted from henna leaves. Fibres Text. East. Eur. 2015;25:60e5.
[152] Rehman F-U, Adeel S, Qaiser S, Ahmad Bhatti I, Shahid M, Zuber M. Dyeing behaviour of gamma irradiated cotton fabric using Lawsondye extracted from henna leaves (Lawsonia inermis). Radiat. Phys. Chem. 2012;81(11):1752e6. https://doi.org/10.1016/j.radphyschem.2012.06.013.
[153] Badri BM, Burkinshaw SM. Dyeing of wool and nylon 6.6 with henna and lawsone. Dyes Pigm. 1993;22(1):15e25. https://doi.org/10.1016/0143-7208(93)80009-P.
[154] Si X-T, ZhangM-L, Shi Q-W, Kiyota H. Chemical constituents of the plants in the genus Achillea. Chem. Biodivers. 2006;3:1163e80. https://doi.org/10.1002/cbdv.200690119.
[155] Tasxkın D, Alkaya D, DVolen E. Analysis of natural dyestuffs in Achillea grandifolia Friv. using HPLC-DAD and Q-TOF LC/MS. Indian J.Traditional Knowl. 2017;16:83e8.
[156] Kiumarsi A, Abomahboub R, Rashedi SM, Parvinzadeh M. Achillea millefolium, a new source of natural dye for wool dyeing. Prog. ColorColorants Coat. 2009;2:87e93.
[157] Barani H, Rezaee K. Optimization of dyeing process using Achillea pachycephala as a natural dye for wool fibers. Chiang Mai J. Sci. 2017;44:1548e61.
[158] Rahbar RS, Haji A. Use of D-optimal design to model and the analysis of the effect of the draw ratio on some physical properties of hotmultistage drawn nylon 6 fibers. J. Appl. Polym. Sci. 2013;130(2):1337e44. https://doi.org/10.1002/app.39254.
[159] Bukhari MN, Shahid-Ul-Islam, Shabbir M, Rather LJ, Shahid M, Singh U. Dyeing studies and fastness properties of brown naphtoquinonecolorant extracted from Juglans regia L on natural protein fiber using different metal salt mordants. Text. Clothing Sustainability 2017;3:1e9. https://doi.org/10.1186/s40689-016-0025-2.
[160] Haji A, Qavamnia SS, NasiriboroumandM. The use of D-optimal design in optimization of wool dyeing with Juglans regia bark. Ind. Text.2018;69:104e10.
[161] Ali Khan M, Shahid UI, Mohammad F. Extraction of natural dye from walnut bark and its dyeing properties on wool yarn. J. Nat. Fibers2016;13:458e69. https://doi.org/10.1080/15440478.2015.1055033.
[162] Sajed T, Haji A, Mehrizi MK, Nasiri Boroumand M. Modification of wool protein fiber with plasma and dendrimer: effects on dyeing withcochineal. Int. J. Biol. Macromol. 2018;107:642e53. https://doi.org/10.1016/j.ijbiomac.2017.09.038.
[163] Kamel MM, El-Shishtawy RM, Yussef BM, Mashaly H. Ultrasonic assisted dyeing: III. Dyeing of wool with lac as a natural dye. Dyes Pigm.2005;65(2):103e10. https://doi.org/10.1016/j.dyepig.2004.06.003.
[164] Barani H, Calvimontes A. Effects of oxygen plasma treatment on the physical and chemical properties of wool fiber surface. Plasma Chem.Plasma Process. 2014;34(6):1291e302. https://doi.org/10.1007/s11090-014-9581-x.
16. Innovative approaches in the application of natural dyes on wooldRoad to green coloration236

[165] Liu W, Zhu L, Chen X, Zhao L, Sun S, Wang Y. Study on generation of glow discharge plasma in air and surface modification of woolfabric. Plasma Chem. Plasma Process. 2019;39(2):487. https://doi.org/10.1007/s11090-019-09952-1.
[166] Mehrparvar L, Safapour S, Sadeghi-Kiakhani M, Gharanjig K. A cleaner and eco-benign process for wool dyeing with madder, Rubia tinc-torum L., root natural dye. Int. J. Environ. Sci. Technol. 2016a;13(11):2569e78.
[167] Méndez J, González M, LoboMG, Carnero A. Color quality of pigments in cochineals (Dactylopius coccus Costa) geographical origin char-acterization using multivariate statistical analysis. J. Agric. Food Chem. 2004;52:1331e7.
[168] Ester SB, Ferreira N, Hulme A, McNab H, Quye A. The natural constituents of historical textile dyes. Chem. Soc. Rev. 2004;33:329e36.[169] Ammayappan L, Shakyawar DBB. Dyeing of carpet woolen yarn using natural dye from cochineal. J. Nat. Fibers 2016;13:42e53.[170] Vankar PS. Handbook on natural dyes for industrial applications. New Delhi: National Institute of Industrial Research; 2007.[171] Méndez J, González M, LoboMG, Carnero A. Color quality of pigments in cochineals (Dactylopius coccus Costa) geographical origin char-
acterization using multivariate statistical analysis. J. Agric. Food Chem. 2004;52:1331e7.[172] Mirnezhad S, Safapour S, Sadeghi-Kiakhani M. Dual-mode adsorption of cochineal natural dye on wool fibers: kinetic, equilibrium, and
thermodynamic studies. Fibers Polym. 2017;18(6):1134e45.[173] Mehrparvar L, Safapour S, Sadeghi-Kiakhani M, Gharanjig K. Chitosan-polypropylene imine dendrimer hybrid: a new ecological bio-
mordant for cochineal dyeing of wool. Environ. Chem. Lett. 2016b;14(4):533e9.[174] Giri Dev VR, Venugopal J, Sudha S, Deepika G, Ramakrishna S. Dyeing and antimicrobial characteristics of chitosan treated wool fabrics
with henna dye. Carbohydr. Polym. 2009;75:646e50.[175] Sadeghi-Kiakhani M, Safapour S. Eco-friendly dyeing of treated wool fabrics with reactive dyes using chitosanpoly (propylene imine) den-
drimer hybrid. Clean Technol. Environ. Policy 2015a;17(4):329e1027.[176] Sadeghi-Kiakhani M, Safapour S. Eco-friendly dyeing of treated wool fabrics with reactive dyes using chitosanpoly (propylene imine) den-
drimer hybrid. Clean Technol. Environ. Policy 2015a;17(4):329e1027.[177] Sadeghi-Kiakhani M, Safapour S. Salt-free reactive dyeing of the cotton fabric modified with chitosan-poly (propylene imine) dendrimer
hybrid. Fibers Polym. 2015b;16(5):1075e81.[178] Sadeghi-Kiakhani M, Safapour S. Improvement of dyeing and antimicrobial properties of nylon fabrics modified using chitosanpoly(pro-
pylene imine) dendreimer hybrid. J. Ind. Eng. Chem. 2016b;33:170e7.[179] YangHC,WangWH,Huang KS, HonMH. Preparation and application of nanochitosan to finishing treatment with anti-microbial and anti-
shrinking properties. Carbohydr. Polym. 2010;79:176e9.[180] Enescu D. Use of chitosan in surface modification of textile materials. Roumanian Biotechnol. Lett. 2008;13:4037e48.[181] Lim SH, Hudson SM. Review of chitosan and its derivatives as antimicrobial agents and their uses as textile chemicals. J. Macromol. Sci.
Part C Polym. Rev. 2003;C43:223e69.[182] Zargarkazemi A, Sadeghi-Kiakhani M, Arami M, Bahrami SH. Modification of wool fabric using prepared chitosancyanuric chloride
composite. J. Textil. Inst. 2015;106:80e9.[183] Lim SH, Hudson SM. Application of a fiber-reactive chitosan derivative to cotton fabric as an antimicrobial textile finish. Carbohydr.
Polym. 2004;56(2):227e34.[184] Sadeghi-Kiakhani M, Tehrani-Bagha AR, Safapour S. Enhanced anti-microbial, anti-creasing and dye absorption properties of cotton fabric
treated with chitosan-cyanuric chloride hybrid. Cellulose 2018;25(1):883e93.[185] Safapour S, Sadeghi-Kiakhani M, Dustmohammdi S. Chitosan-cyanuric chloride hybrid as an efficient novel bio-mordant for improvement
of cochineal natural dye absorption on wool yarns. J. Textil. Inst. 2018. https://doi.org/10.1080/00405000.2018.1503384.
References 237

This page intentionally left blank
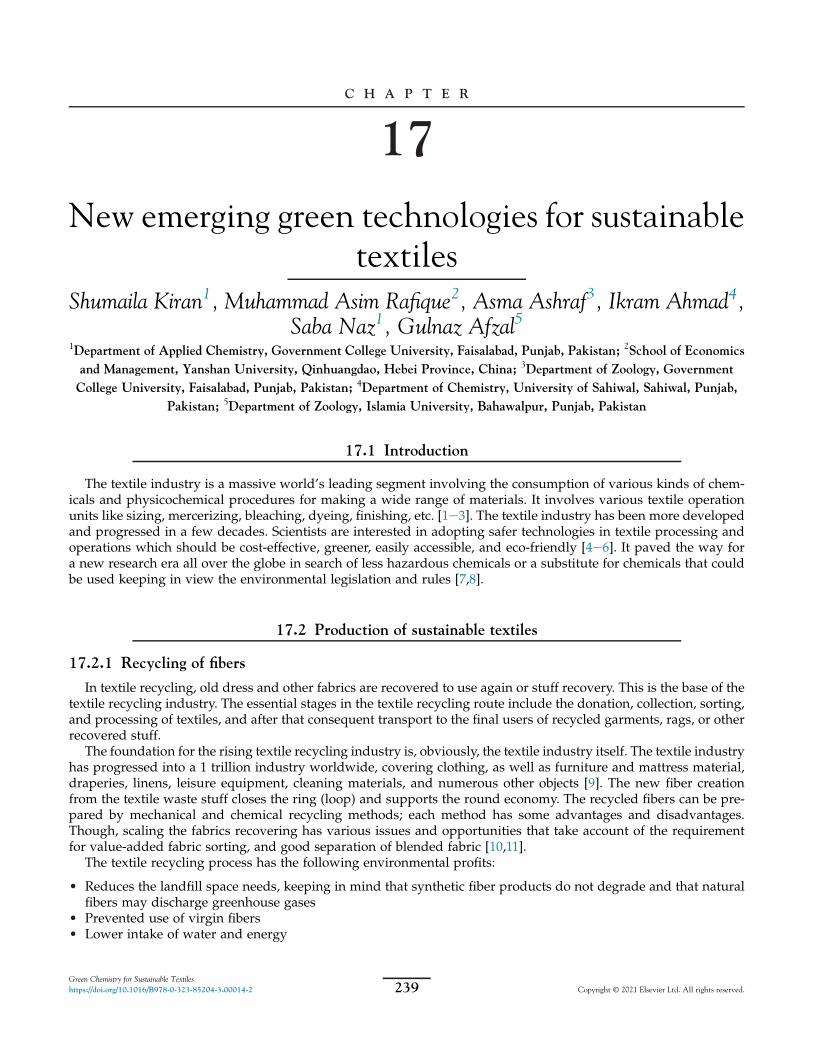
C H A P T E R
17
New emerging green technologies for sustainabletextiles
Shumaila Kiran1, Muhammad Asim Rafique2, Asma Ashraf3, Ikram Ahmad4,Saba Naz1, Gulnaz Afzal5
1Department of Applied Chemistry, Government College University, Faisalabad, Punjab, Pakistan; 2School of Economics
and Management, Yanshan University, Qinhuangdao, Hebei Province, China; 3Department of Zoology, Government
College University, Faisalabad, Punjab, Pakistan; 4Department of Chemistry, University of Sahiwal, Sahiwal, Punjab,
Pakistan; 5Department of Zoology, Islamia University, Bahawalpur, Punjab, Pakistan
17.1 Introduction
The textile industry is a massive world’s leading segment involving the consumption of various kinds of chem-icals and physicochemical procedures for making a wide range of materials. It involves various textile operationunits like sizing, mercerizing, bleaching, dyeing, finishing, etc. [1e3]. The textile industry has been more developedand progressed in a few decades. Scientists are interested in adopting safer technologies in textile processing andoperations which should be cost-effective, greener, easily accessible, and eco-friendly [4e6]. It paved the way fora new research era all over the globe in search of less hazardous chemicals or a substitute for chemicals that couldbe used keeping in view the environmental legislation and rules [7,8].
17.2 Production of sustainable textiles
17.2.1 Recycling of fibers
In textile recycling, old dress and other fabrics are recovered to use again or stuff recovery. This is the base of thetextile recycling industry. The essential stages in the textile recycling route include the donation, collection, sorting,and processing of textiles, and after that consequent transport to the final users of recycled garments, rags, or otherrecovered stuff.
The foundation for the rising textile recycling industry is, obviously, the textile industry itself. The textile industryhas progressed into a 1 trillion industry worldwide, covering clothing, as well as furniture and mattress material,draperies, linens, leisure equipment, cleaning materials, and numerous other objects [9]. The new fiber creationfrom the textile waste stuff closes the ring (loop) and supports the round economy. The recycled fibers can be pre-pared by mechanical and chemical recycling methods; each method has some advantages and disadvantages.Though, scaling the fabrics recovering has various issues and opportunities that take account of the requirementfor value-added fabric sorting, and good separation of blended fabric [10,11].
The textile recycling process has the following environmental profits:
• Reduces the landfill space needs, keeping in mind that synthetic fiber products do not degrade and that naturalfibers may discharge greenhouse gases
• Prevented use of virgin fibers• Lower intake of water and energy
239Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00014-2
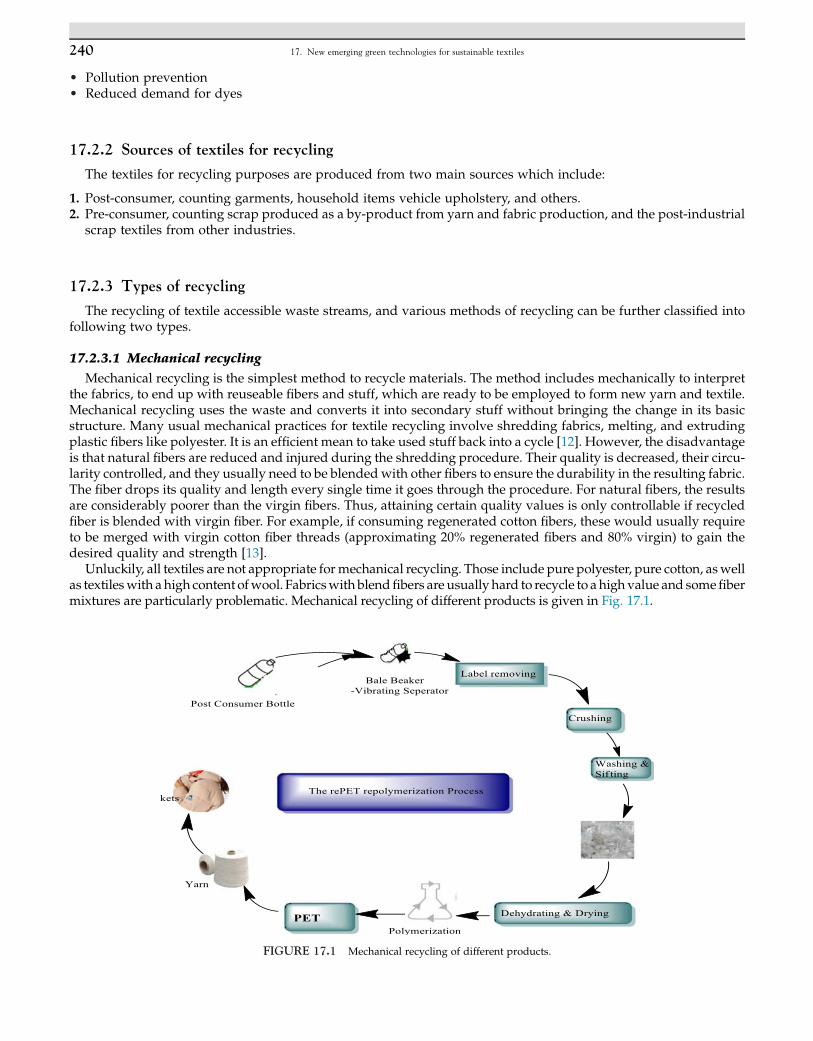
• Pollution prevention• Reduced demand for dyes
17.2.2 Sources of textiles for recycling
The textiles for recycling purposes are produced from two main sources which include:
1. Post-consumer, counting garments, household items vehicle upholstery, and others.2. Pre-consumer, counting scrap produced as a by-product from yarn and fabric production, and the post-industrial
scrap textiles from other industries.
17.2.3 Types of recycling
The recycling of textile accessible waste streams, and various methods of recycling can be further classified intofollowing two types.
17.2.3.1 Mechanical recycling
Mechanical recycling is the simplest method to recycle materials. The method includes mechanically to interpretthe fabrics, to end up with reuseable fibers and stuff, which are ready to be employed to form new yarn and textile.Mechanical recycling uses the waste and converts it into secondary stuff without bringing the change in its basicstructure. Many usual mechanical practices for textile recycling involve shredding fabrics, melting, and extrudingplastic fibers like polyester. It is an efficient mean to take used stuff back into a cycle [12]. However, the disadvantageis that natural fibers are reduced and injured during the shredding procedure. Their quality is decreased, their circu-larity controlled, and they usually need to be blendedwith other fibers to ensure the durability in the resulting fabric.The fiber drops its quality and length every single time it goes through the procedure. For natural fibers, the resultsare considerably poorer than the virgin fibers. Thus, attaining certain quality values is only controllable if recycledfiber is blended with virgin fiber. For example, if consuming regenerated cotton fibers, these would usually requireto be merged with virgin cotton fiber threads (approximating 20% regenerated fibers and 80% virgin) to gain thedesired quality and strength [13].
Unluckily, all textiles are not appropriate formechanical recycling. Those include pure polyester, pure cotton, aswellas textileswith ahigh content ofwool. Fabricswithblendfibers areusually hard to recycle to a highvalue and somefibermixtures are particularly problematic. Mechanical recycling of different products is given in Fig. 17.1.
FIGURE 17.1 Mechanical recycling of different products.
17. New emerging green technologies for sustainable textiles240
17.2.3.2 Chemical recycling
Chemical recycling, as the name shows, involves the materials going through a chemical method to generate newthreads that can be converted into new yarns and fabrics. Up to now, this method needs textiles comprising only ofthe same fiber for it to work effectively and without complications. The recovered products are accurately similar totheir original counterparts that mean performance is not dropped by the recycling practices. This process canalready be seen in textile manufacturing, though not yet at a broader industrial scale. Only the chemical recyclingof polyester is used on a full scale in Asia. Cotton recycling is found on the lab scale, where the chemicals areemployed to reformulate the cotton fibers [14,15]. Chemical recycling of different products is given in Fig. 17.2.
17.2.3.3 Comparison of mechanical and chemical recycling
• The mechanical recycling process already offers an approach to generate textiles from the waste of the fashionindustry. However, because this procedure includes shredding textiles, it usually consequences in low-value outputsuch as carpeting and insulation. On the contrary, chemical recycling offers the potential tomake the fiber of equal oradvancedquality. It includes chemicallyprocessingmaterial to completely recover the rawmaterials thatwent into it.In this method, it provides the option for high-value recycling T-shirt can be converted into a T-shirt again.
• Chemical recycling involves high cost than mechanical recycling.• Fabrics that are comprised of more than one type of fiber are naturally hard to recycle via mechanical methods for
the reason that the fibers cannot be simply separated. Though, Ambercycle and Worn Again established thetechnologies of chemical recycling which separate fabric blends to form textile waste streams that can be moretreated to get recycled products, counting the recycled fibers.
17.3 Extraction of fibers from agricultural wastes
The agricultural residue is present in large quantities in the surrounding environment and contributes a hugeamount of natural fibrous material. It finds its applications in various applied industries [16,17]. Natural sourcesof fibrous and non-fibrous materials are mentioned in Fig. 17.3. Though, the usage of agricultural waste is limitedor generally new for textile manufacturing. Because it is a technologically high-end production, refined technologyrequires to be designed and made available for isolation and employment of the cellulose-rich fiber obtained fromthe agricultural waste to be ready and used as textile goods.
The key fibrous litters formed from the agricultural waste is called cellulosic fiber. It can be obtained by the pro-cessing of various materials like jute, banana, oil palm, pineapple, etc. [18,19]. Cellulosic fiber possesses excellentproperties such as low in weight, easily available, degradable, inexpensive, and renewable [16]. It is found in ablended form with pectin, lignin, and hemicellulose in the form of composite [20]. Hence, the separation of cellulosefrom a blend needs various treatment steps [21], as it is shown in Fig. 17.4.
FIGURE 17.2 Chemical recycling of different products.
17.3 Extraction of fibers from agricultural wastes 241

The extraction of cellulose from agricultural materials is involved in various factors which are varied from extrac-tion source and extraction methodology [22e24]. The diagrammatic representation of isolation of cellulose fiberfrom plant source is shown in Fig. 17.5.
There are three possible ways to isolate cellulose fiber from agricultural wastes which are as follows:
FIGURE 17.3 Different sorts of fibers obtained from plants.
FIGURE 17.4 Diagrammatic representation of fiber extraction treatment.
17. New emerging green technologies for sustainable textiles242
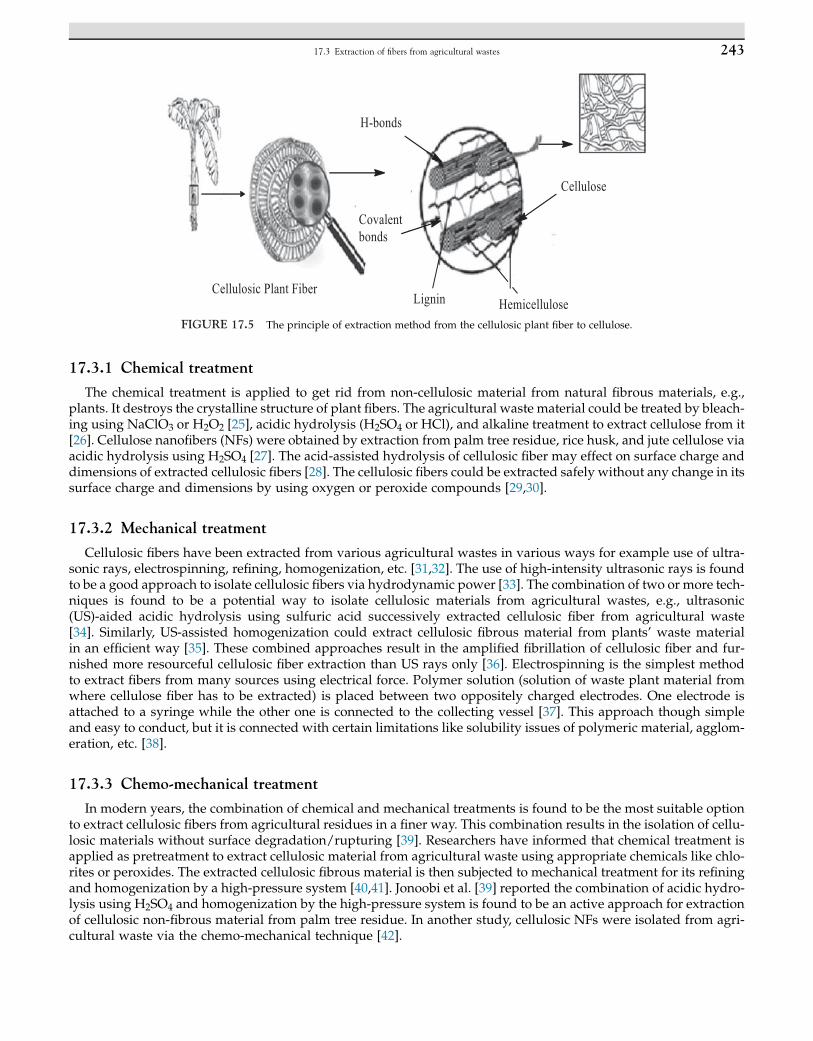
17.3.1 Chemical treatment
The chemical treatment is applied to get rid from non-cellulosic material from natural fibrous materials, e.g.,plants. It destroys the crystalline structure of plant fibers. The agricultural waste material could be treated by bleach-ing using NaClO3 or H2O2 [25], acidic hydrolysis (H2SO4 or HCl), and alkaline treatment to extract cellulose from it[26]. Cellulose nanofibers (NFs) were obtained by extraction from palm tree residue, rice husk, and jute cellulose viaacidic hydrolysis using H2SO4 [27]. The acid-assisted hydrolysis of cellulosic fiber may effect on surface charge anddimensions of extracted cellulosic fibers [28]. The cellulosic fibers could be extracted safely without any change in itssurface charge and dimensions by using oxygen or peroxide compounds [29,30].
17.3.2 Mechanical treatment
Cellulosic fibers have been extracted from various agricultural wastes in various ways for example use of ultra-sonic rays, electrospinning, refining, homogenization, etc. [31,32]. The use of high-intensity ultrasonic rays is foundto be a good approach to isolate cellulosic fibers via hydrodynamic power [33]. The combination of two or more tech-niques is found to be a potential way to isolate cellulosic materials from agricultural wastes, e.g., ultrasonic(US)-aided acidic hydrolysis using sulfuric acid successively extracted cellulosic fiber from agricultural waste[34]. Similarly, US-assisted homogenization could extract cellulosic fibrous material from plants’ waste materialin an efficient way [35]. These combined approaches result in the amplified fibrillation of cellulosic fiber and fur-nished more resourceful cellulosic fiber extraction than US rays only [36]. Electrospinning is the simplest methodto extract fibers from many sources using electrical force. Polymer solution (solution of waste plant material fromwhere cellulose fiber has to be extracted) is placed between two oppositely charged electrodes. One electrode isattached to a syringe while the other one is connected to the collecting vessel [37]. This approach though simpleand easy to conduct, but it is connected with certain limitations like solubility issues of polymeric material, agglom-eration, etc. [38].
17.3.3 Chemo-mechanical treatment
In modern years, the combination of chemical and mechanical treatments is found to be the most suitable optionto extract cellulosic fibers from agricultural residues in a finer way. This combination results in the isolation of cellu-losic materials without surface degradation/rupturing [39]. Researchers have informed that chemical treatment isapplied as pretreatment to extract cellulosic material from agricultural waste using appropriate chemicals like chlo-rites or peroxides. The extracted cellulosic fibrous material is then subjected to mechanical treatment for its refiningand homogenization by a high-pressure system [40,41]. Jonoobi et al. [39] reported the combination of acidic hydro-lysis using H2SO4 and homogenization by the high-pressure system is found to be an active approach for extractionof cellulosic non-fibrous material from palm tree residue. In another study, cellulosic NFs were isolated from agri-cultural waste via the chemo-mechanical technique [42].
FIGURE 17.5 The principle of extraction method from the cellulosic plant fiber to cellulose.
17.3 Extraction of fibers from agricultural wastes 243
17.4 Nanotechnology
Nanotechnology is an emerging era of multiple field applications, especially in the textile industry. Various textileproducts are prepared using nanotechnology to improvewater repellency, mechanical strength, UV protection, abra-sion resistance, antimicrobial characteristics, etc. Nanomaterials can be incorporated into the textile materials eitherduring their production or in finishing operations. Nanotextiles can also be synthesized by generating nanosizedabsorbency in the textile’s surface without adding nanomaterials [43e46]. A nanofibers (NF) is generated by splitspinning process and electrospinning method. NFs possess multifunctional characteristics like high surface area,high permeability, good filtration, thin layers, and small-fiber diameter. These fabrics are capable to filter hazardousgases, pathogens (viruses, bacteria), and toxic substances present in the air [47,48]. Metal or metal nanoparticles(NPs) are quite effective in modifying the fabrics according to their needs. Such nanoparticles also find their appli-cations in the removal of toxicants from the environment, hence are contributing toward a greener environment[49,50].
Carbon NPs and carbon NFs are among the most commonly used nanosized filling materials. Carbon NFs have ahigh aspect ratio, so they can efficiently enhance the tensile strength of composite fibers, whereas black carbon NPscan expand their toughness and abrasion retardant property. Numerous fiber-developing polymers applied asmatrices have been inspected counting nylon, polyester, as well as polyethylene by mass of the filler from 5% to20% [51e53].
Clay NPs are retardant to chemicals, heat, and electricity, and also capable of UV light blockage. The incorporationof clay NPs into textile consequence into the fabric with enhanced tensile modulus, tensile strength, flexuralmodulus, as well as flexural strength. Clay NPs have been merged into nylon to add up flame resistance propertiesto textiles without the emission of toxic gas. The addition of the clay NPs has made the polypropylene to dyeable[54]. The nano-titanium dioxide is presently applied in fabrics for UV protection and scientists are observing itsapplicability for antibacterial purposes by joining nano-titanium dioxide and nano-silver. These prepared fabricsenriched with capability to attack microorganisms, neutralize the bad smells, and decompose the organic contam-inants. Stable or reliable integration of nanomaterials is achieved in textiles at once, they are called “self-cleaning”clothes [55].
In terms of silver salts (e.g., silver chloride), silver nanoparticles can be coated on fiber surface to modify its prop-erties. It decreases bacterial development on textiles (like the dress, furnishing, household, etc.) by discharging silverions that are active on the surface of fiber [56]. At present, zinc oxide NPs and nanorods are studied because of theirantibacterial action and UV protection. The zinc oxide nanorods coating of cotton stuff produces textiles with super-hydrophobic characteristics (i.e., water repellency) and zinc oxide nanowires support to generate electricity that isproduced when nanowires are rubbing alongside each other via the textile movement [57]. Carbon nanotubes pro-vide textiles and fibers with fire-resistant characteristics, advance heat conduction, and produce electrical conduc-tivity in textiles [58,59].
17.5 Closed-loop technology for fiber production
Because of the quick fashion prevalence, the clothing service cycle becomes smaller and smaller, and replacementand advancement speed up fastly, consequence in a big deal of direct clothing trash. Though, by the perception ofworldwide clothing getting novelty, textile recycling channel progress, H&M Corporation is a supporter for humansustainable growth ideas and the best example in understanding the closed-loop mode of clothing [60].
17.5.1 H&M’s closed-loop mode composition
The conventional straight economy is established through frontward logistics that assumes unidirection construc-tion of “Resource Product Wastes.” In industry, the back logistics method of “Waste-Resource” is generated byclosed-loop mode in a round economy, making a recyclable closed-loop supply chain (Fig. 17.6).
The ideal closed-loop mode structure of H&M scrutinizes as in Fig. 17.6 that begins from rawmaterials collection,brings the consumer to take part in waste clothes recycling happenings via greener design, cleaner fabrication,greener package, and transport, as well as advocates greener consumption, converting recycled fabrics into reutil-ized raw stuff, after that place them into the manufacture of products, for example, recyclable stuff [61].
17. New emerging green technologies for sustainable textiles244

17.5.2 Role of closed-loop technology in fiber production
For the textile clothing recycling network, advanced closed-loop technology is the main innovation in the closed-loop field of textiles recycling. The scheme is planned to research at least one of the present techniques, recycle, andthen treat the clothes made up of mixed textiles for innovative yarn and fiber. The scheme has effectively establisheda sort of chemical (hydrothermal) method and biological method that separates and recycles polyester and cottonfibers completely. Without any loss in the quality, the recycled polyester fibers can be directly reutilized. Thesetechniques will be advantageous for the sustainable growth of human beings, communities, as well as for the envi-ronment [62].
H&M in 2013 introduced a waste outfit recycling platform and inspired customers to recycle the used andoutdated costume. The waste clothing recycling points established by H&M at elected stores and gathered220,009 tons of clothes in stores and textile fabric of such waste garments can be applied to form about 100 millionT-shirts. H&M proffers discount cards to customers providing clothes to stimulate these contributions [63]. H&Mcould provide wearable clothes to the charity organizations after sterilization and those unwearable can be catego-rized based on its stuff, recyclable and nonrecyclable. The waste garments of the recyclable category will be readythrough the textile and those from the nonrecyclable category will be treated by appropriate techniques, decreasingsecondary environmental pollution [64].
17.6 Biotechnology
Biotechnology is one of the emerging technologies which is a positive role in various product development. Thetextile sector is one of them. The use of biotechnology in various fields is picturized in Fig. 17.7. It helps to add value-added products in various products of daily use, as it plays its positive input in understanding the simple structureand purpose of plant fiber’s genome [65]. Nano-based materials originating from different animal and plant sourcesare gaining importance because of their ease of biodegradation and renewable nature [66]. Biotechnological contri-butions are involved in increasing the quantity and quality of plant fibers. The chemicals which were used indifferent textile operations are now have been replaced by enzymes. Enzymes are biomolecules that are reusable,eco-friendly, and economically viable options [67]. In the development of sensing devices, the enzymes are immo-bilized on cellulosic material. The bio-based sensing devices are cheaper and actively performing objects used indiagnostic centers [68].
By the use of biotechnological approaches, the plant growth hormones are accelerated to raise plant growth andenhance the formation of plant fiber. In a previous study, via the biotechnological approach, the GA-2 oxidaseenzyme production was obstructed which resulted in greater production of fibrous material in tobacco [69]. Hence,biotechnological contributions not only helped in knowing about the fiber synthesis process but it also helped inimproving and diversifying the useable products making life easier and comfortable [70].
A brief description of the role of enzymes in textile processes is given in the following sections.
FIGURE 17.6 The closed-loop mode by H&M.
17.6 Biotechnology 245
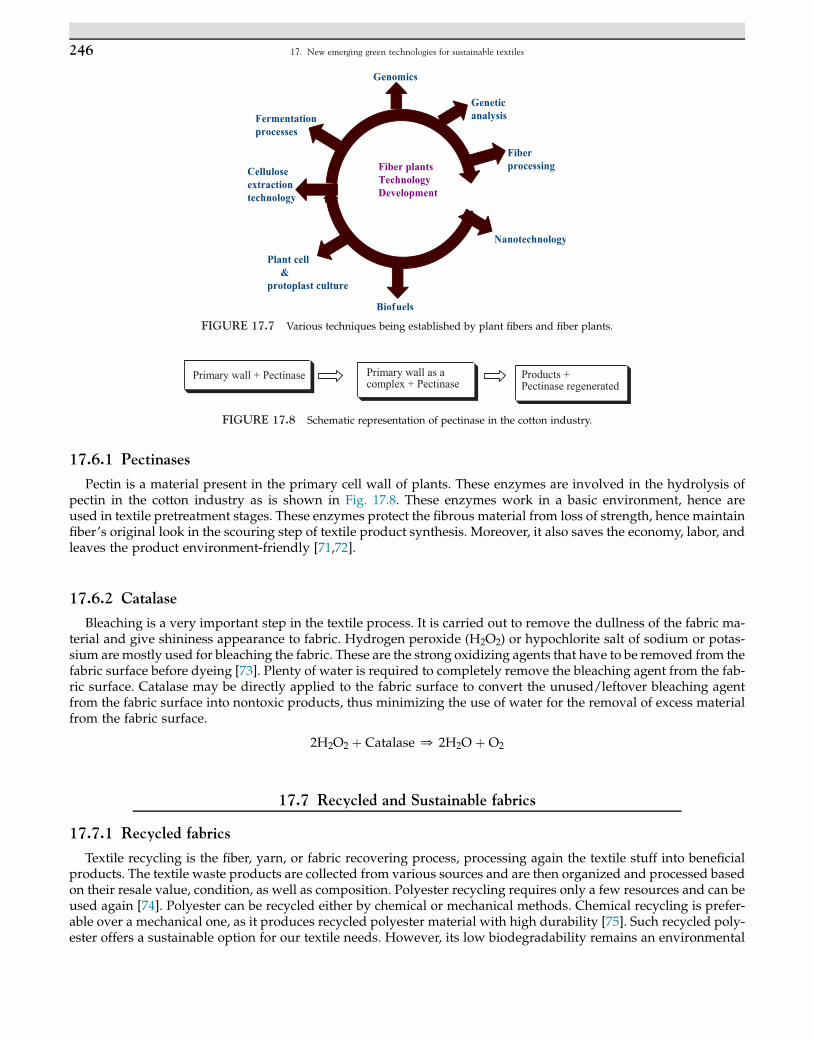
17.6.1 Pectinases
Pectin is a material present in the primary cell wall of plants. These enzymes are involved in the hydrolysis ofpectin in the cotton industry as is shown in Fig. 17.8. These enzymes work in a basic environment, hence areused in textile pretreatment stages. These enzymes protect the fibrous material from loss of strength, hence maintainfiber’s original look in the scouring step of textile product synthesis. Moreover, it also saves the economy, labor, andleaves the product environment-friendly [71,72].
17.6.2 Catalase
Bleaching is a very important step in the textile process. It is carried out to remove the dullness of the fabric ma-terial and give shininess appearance to fabric. Hydrogen peroxide (H2O2) or hypochlorite salt of sodium or potas-sium aremostly used for bleaching the fabric. These are the strong oxidizing agents that have to be removed from thefabric surface before dyeing [73]. Plenty of water is required to completely remove the bleaching agent from the fab-ric surface. Catalase may be directly applied to the fabric surface to convert the unused/leftover bleaching agentfrom the fabric surface into nontoxic products, thus minimizing the use of water for the removal of excess materialfrom the fabric surface.
2H2O2 þ Catalase 0 2H2O þ O2
17.7 Recycled and Sustainable fabrics
17.7.1 Recycled fabrics
Textile recycling is the fiber, yarn, or fabric recovering process, processing again the textile stuff into beneficialproducts. The textile waste products are collected from various sources and are then organized and processed basedon their resale value, condition, as well as composition. Polyester recycling requires only a few resources and can beused again [74]. Polyester can be recycled either by chemical or mechanical methods. Chemical recycling is prefer-able over a mechanical one, as it produces recycled polyester material with high durability [75]. Such recycled poly-ester offers a sustainable option for our textile needs. However, its low biodegradability remains an environmental
FIGURE 17.7 Various techniques being established by plant fibers and fiber plants.
Primary wall + Pectinase Primary wall as acomplex + Pectinase
Products +Pectinase regenerated
FIGURE 17.8 Schematic representation of pectinase in the cotton industry.
17. New emerging green technologies for sustainable textiles246

issue. Similarly, recycling nylon yields although involves a high cost, produces nylon with improved benefits such asmechanical strength, ease of biodegradability, etc. Econyl is an excellent example of an eco-friendly, certified,recycled nylon textile [76]. Research is still undergoing to lessen the production cost and improving the quality ofrecycled products. Recycling of old cottonmaterials offers a great sustainable option, as it consumes amajor quantityof waste materials into useful ones. The quality of recycled cotton is usually not good, that’s why it is mixed withnew cotton to form a blended material with improved characteristics [11,77,78].
Recycling of wool saves chemicals, labor, time, and economy as well, and hence plays a positive role in mini-mizing environmental pollution. Organic cotton is associated with less environmental associated risks thanconventional one, as it is grown up using organic materials only. Farmers grow organic cotton via natural wayslike crop-rotation, mixed farming. This material is of high mechanical strength, easily recyclable, and environmentalfriendly [79].
17.7.2 Sustainable fabrics
A textile fibers group that is even more fascinating as compared to biological degradability is the theory of “sus-tainability.” Sustainable means not take potentially renewable resources from the natural world than be replenishedand not overloading the capability of the environment to clean as well as renovate itself using natural routes. Theresources are sustainable if they utilized; oil resources, e.g., these are slowly going to be decreased as wind harnessedto generate energy continuously [80]. In fibers terms, a strong thread is one that ideally involves renewable energy inits manufacturing and nonfossil-fuel-derived energy in the manufacture methods. Renewable sources of polymericfabrics also give a response to maintain sustainable progress ecologically and economically viable technology [81].
To be named truly sustainable fiber
• Provide a similar function to the product to replace and perform better• Provide a reasonable price range• Provide a lower carbon footprint compared to the previous product for all involved processes• Be prepared for renewable resources• Do not comprise any chemical substances which are unsafe both to humans and the environment• Do not have any negative results on vital resources like water and food• Meet criteria, some positive and beneficial fibers groups which potentially could attain them in terms of
production and waste management• A perfect life cycle of a completely green fiber measured by a set of tools called life cycle assessment study (LCA)
17.7.3 Sustainable cotton alternatives
There are many important agro-waste materials that could be used for extraction of good cellulosic materials, e.g.,bagasse, cornhusk, banana, bamboo, etc. The bagasse contains the maximum amount of processable cellulose (57%)among all other agricultural wastes. The natural cellulose fibers, greater than 9 million tonnes, appropriate for thetextile applications can be isolated from the corn annually. That makes the cornhusk fiber second only to the cotton inthe form of natural cellulosic thread. Cornhusk holds about 39e42% cellulose that can be isolated in fibrous terms forseveral textiles applications. Though textile applications provide a comparatively high rate addition as well as thelarge market place for cornhusk fiber, they need high-quality yarn [82].
Reddy and Yang [83] struggled to isolate the natural cellulosic fiber using cornhusk which has length and strengthin the middle of linen and cotton. Yılmaz [82] studied the influence of chemical factors such as the alkali concentra-tion and time of treatment on the characteristics of isolated cornhusk fibers. Yılmaz et al. [84] also explored the in-fluence of xylanase enzyme on mechanical characteristics of the fibers isolated from cornhusk. Jain et al. [85]investigated the extraction of cornhusk fibers with stepwise treatment by enzyme, alkali, and bleaching treatments.It was informed that the isolated fibers could be used for different textile applications other than clothing purposes.Bhattacharya et al. [86] extracted fibers from cornhusk by water retting method, without the use of any chemical. Itwas found that fibers obtained from cornhusk were coarser compared to other natural fibers. Tensile properties ofcornhusk fiber show very interesting behavior. The stress of cornhusk fibers was comparatively lower than othernatural fibers, whereas strain of fibers was very good compared to cotton, only silk and wool have a higher extensionthan cornhusk fibers. Moisture regain of textile cornhusk fiber was higher than cotton and most of the natural fibers.
17.7 Recycled and Sustainable fabrics 247
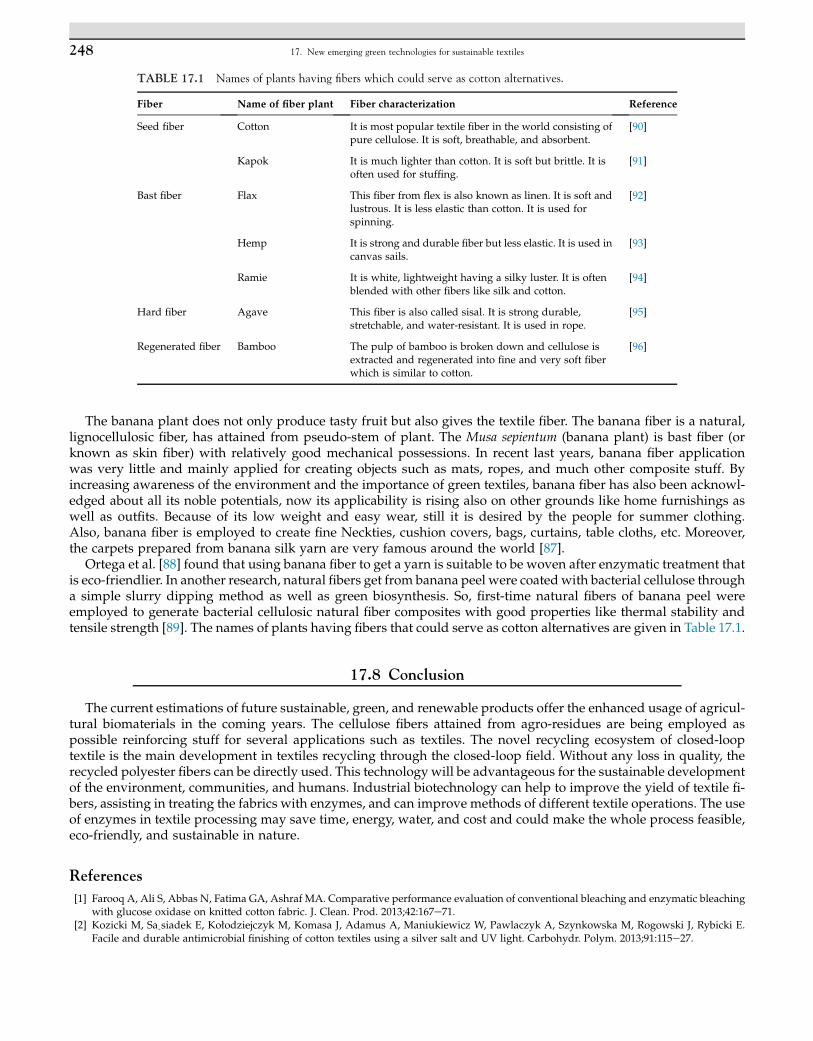
The banana plant does not only produce tasty fruit but also gives the textile fiber. The banana fiber is a natural,lignocellulosic fiber, has attained from pseudo-stem of plant. The Musa sepientum (banana plant) is bast fiber (orknown as skin fiber) with relatively good mechanical possessions. In recent last years, banana fiber applicationwas very little and mainly applied for creating objects such as mats, ropes, and much other composite stuff. Byincreasing awareness of the environment and the importance of green textiles, banana fiber has also been acknowl-edged about all its noble potentials, now its applicability is rising also on other grounds like home furnishings aswell as outfits. Because of its low weight and easy wear, still it is desired by the people for summer clothing.Also, banana fiber is employed to create fine Neckties, cushion covers, bags, curtains, table cloths, etc. Moreover,the carpets prepared from banana silk yarn are very famous around the world [87].
Ortega et al. [88] found that using banana fiber to get a yarn is suitable to be woven after enzymatic treatment thatis eco-friendlier. In another research, natural fibers get from banana peel were coatedwith bacterial cellulose througha simple slurry dipping method as well as green biosynthesis. So, first-time natural fibers of banana peel wereemployed to generate bacterial cellulosic natural fiber composites with good properties like thermal stability andtensile strength [89]. The names of plants having fibers that could serve as cotton alternatives are given in Table 17.1.
17.8 Conclusion
The current estimations of future sustainable, green, and renewable products offer the enhanced usage of agricul-tural biomaterials in the coming years. The cellulose fibers attained from agro-residues are being employed aspossible reinforcing stuff for several applications such as textiles. The novel recycling ecosystem of closed-looptextile is the main development in textiles recycling through the closed-loop field. Without any loss in quality, therecycled polyester fibers can be directly used. This technology will be advantageous for the sustainable developmentof the environment, communities, and humans. Industrial biotechnology can help to improve the yield of textile fi-bers, assisting in treating the fabrics with enzymes, and can improve methods of different textile operations. The useof enzymes in textile processing may save time, energy, water, and cost and could make the whole process feasible,eco-friendly, and sustainable in nature.
References
[1] Farooq A, Ali S, Abbas N, Fatima GA, Ashraf MA. Comparative performance evaluation of conventional bleaching and enzymatic bleachingwith glucose oxidase on knitted cotton fabric. J. Clean. Prod. 2013;42:167e71.
[2] Kozicki M, Sa˛siadek E, Kołodziejczyk M, Komasa J, Adamus A, Maniukiewicz W, Pawlaczyk A, Szynkowska M, Rogowski J, Rybicki E.Facile and durable antimicrobial finishing of cotton textiles using a silver salt and UV light. Carbohydr. Polym. 2013;91:115e27.
TABLE 17.1 Names of plants having fibers which could serve as cotton alternatives.
Fiber Name of fiber plant Fiber characterization Reference
Seed fiber Cotton It is most popular textile fiber in the world consisting ofpure cellulose. It is soft, breathable, and absorbent.
[90]
Kapok It is much lighter than cotton. It is soft but brittle. It isoften used for stuffing.
[91]
Bast fiber Flax This fiber from flex is also known as linen. It is soft andlustrous. It is less elastic than cotton. It is used forspinning.
[92]
Hemp It is strong and durable fiber but less elastic. It is used incanvas sails.
[93]
Ramie It is white, lightweight having a silky luster. It is oftenblended with other fibers like silk and cotton.
[94]
Hard fiber Agave This fiber is also called sisal. It is strong durable,stretchable, and water-resistant. It is used in rope.
[95]
Regenerated fiber Bamboo The pulp of bamboo is broken down and cellulose isextracted and regenerated into fine and very soft fiberwhich is similar to cotton.
[96]
17. New emerging green technologies for sustainable textiles248

[3] Punrattanasin N, Nakpathom M, Somboon B, Narumol N, Rungruangkitkrai N, Mongkholrattanasit R. Silk fabric dyeing with natural dyefrom mangrove bark (Rhizophora apiculata Blume) extract. Ind. Crops Prod. 2013;49:122e9.
[4] Kiran S, Adeel S, Nosheen S, Hassan A, UsmanM, RafiqueMA. Recent trends in textile effluent treatments: a review. Adv. Mater. WastewaterTreat. 2017;29:29e49.
[5] Kiran S, Gulzar T, Iqbal S, Habib N, Hassan A, Naz S. Valorization of wastes for the remediation of toxicants from industrial wastewater.Integr. Green Chem. Sustainable Eng. 2019;15:473e525.
[6] Patra JK, Gouda S. Application of nanotechnology in textile engineering: an overview. J. Eng. Technol. 2013;5(5):104e11.[7] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: The impact and prospects of green
chemistry for textile technology. Woodhead Publishing; 2019. p. 1e20.[8] Khandegar V, Saroha AK. Electrocoagulation for the treatment of textile industry effluentda review. J. Environ. Manage. 2013;128:949e63.[9] Wang Y. Fiber and textile waste utilization. Waste Biomass Valori. 2010;1(1):135e43.[10] Bartl A, Hackl A, Mihalyi B, Wistuba M, Marini I. Recycling of fiber materials. Process Saf. Environ. Prot. 2005;83(4):351e8.[11] Sandin G, Peters GM. Environmental impact of textile reuse and recyclingea review. J. Clean. Prod. 2018;184:353e65.[12] Oliveux G, Dandy LO, Leeke GA. Current status of recycling of fibre reinforced polymers: review of technologies, reuse and resulting
properties. Prog. Mater. Sci. 2015;72:61e99.[13] Chen T, Mansfield CD, Ju L, Baird DG. The influence of mechanical recycling on the properties of thermotropic liquid crystalline polymer and
long glass fiber reinforced polypropylene. Compos. B Eng. 2020:108316.[14] Dong PAV, Azzaro-Pantel C, Cadene AL. Economic and environmental assessment of recovery and disposal pathways for CFRP waste
management. Resour. Conserv. Recycl. 2018;133:63e75.[15] Schuch AB. The chemical recycle of cotton. Res. Prod. Dev. J. 2016;2(2):64e76.[16] JawaidM, Abdul Khalil HPS. Effect of layering pattern on the dynamicmechanical properties and thermal degradation of oil palm-jute fibers
reinforced epoxy hybrid composite. Bioresources 2011;6:2309e22.[17] Shahzadi A, Nosheen S, Kiran S, Riaz S, Mughal TA, Shahid L. Plant waste utilization as ecofriendly sorbents for removal of reactive dyes
from wastewater. Pak. J. Sci. 2020;72(2):119.[18] Dungani R, Karina M, Sulaeman A, Hermawan D, Hadiyane A. Agricultural waste fibers towards sustainability and advanced utilization: a
review. Asian J. Plant Sci. 2016;15(1/2):42e55.[19] Kalia S, Dufresne A, Cherian BM, Kaith BS, Avérous L, Njuguna J, Nassiopoulos E. Cellulose-based bio-and nanocomposites: a review. Int. J.
Polym. Sci. 2011:1e35. https://doi.org/10.1155/2011/837875.[20] Pickering KL, Efendy MGA, Le TM. A review of recent developments in natural fibre composites and their mechanical performance. Com-
pos. A Appl. Sci. Manuf. 2016;83:98e112.[21] Lu H, Lin X, He B, Zhao L. Enhanced separation of cellulose from bamboo with a combined process of steam explosion pretreatment and
alkaline-oxidative cooking. Nord. Pulp Pap Res. J. 2020;35(3):386e99.[22] Abdul-Khalil HPS, Davoudpour Y, IslamMN, Mustapha A, Sudesh K, Dungani R, Jawaid M. Production and modification of nanofibrillated
cellulose using various mechanical processes: a review. Carbohydr. Polym. 2014;99:649e65.[23] Fatah IYA, Abdul Khalil HPS, Hossain MS, Aziz AA, Davoudpour Y, Dungani R, Bhat A. Exploration of a chemo-mechanical technique for
the isolation of nanofibrillated cellulosic fiber from oil palm empty fruit bunch as a reinforcing agent in composites materials. Polymers 2014;6:2611e24.
[24] Nazir MS, Wahjoedi BA, Yussof AW, Abdullah MA. Eco-friendly extraction and characterization of cellulose from oil palm empty fruitbunches. Bioresources 2013;8:2161e72.
[25] Kiran S, Ali S, Asgher M, Shahid SA. Photo-fenton process: optimization and decolourization and mineralization of reactive blue 222 dye.J. Environ. Sci. Water Resour. 2012;1:267.
[26] Fahma F, Iwamoto S, Hori N, Iwata T, Takemura A. Isolation, preparation and characterization of nanofibers from oil palm empty-fruit-bunch(OPEFB). Cellulose 2010;17:977e85.
[27] Johar N, Ahmad I, Dufresne A. Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Ind. CropsProd. 2012;37:93e9.
[28] Brinchi L, Cotana F, Fortunati E, Kenny JM. Production of nanocrystalline cellulose from lignocellulosic biomass: technology andapplications. Carbohydr. Polym. 2013;94:154e69.
[29] Abral H, Ariksa J, Mahardika M, Handayani D, Aminah I, Sandrawati N, Ilyas RA. Transparent and antimicrobial cellulose film from gingernanofiber. Food Hydrocolloids 2020;98:105266.
[30] Kopania E, Wietecha J, Ciechanska D. Studies on isolation of cellulose fibres fromwaste plant biomass. Fibres Text. East. Eur. 2012;20:167e72.[31] Karande VS, Bharimalla AK, Hadge GB,Mhaske ST, VigneshwaranN. Nanofibrillation of cotton fibers by disc refiner and its characterization.
Fibers Polym. 2011;12:399e404.[32] Ravindran L, Sreekala MS, Thomas S. Novel processing parameters for the extraction of cellulose nanofibres (CNF) from environmentally
benign pineapple leaf fibres (PALF): structure-property relationships. Int. J. Biol. Macromol. 2019;131:858e70.[33] Harini K, Ramya K, Sukumar M. Extraction of nano cellulose fibers from the banana peel and bract for production of acetyl and lauroyl
cellulose. Carbohydr. Polym. 2018;201:329e39.[34] Tang Y, Yang S, Zhang N, Zhang J. Preparation and characterization of nanocrystalline cellulose via low-intensity ultrasonic-assisted sulfuric
acid hydrolysis. Cellulose 2014;21(1):335e46.[35] Dilamian M, Noroozi B. A combined homogenization-high intensity ultrasonication process for individualization of cellulose micro-nano
fibers from rice straw. Cellulose 2019;26(10):5831e49.[36] Hyness NRJ, Vignesh NJ, Senthamaraikannan P, Saravanakumar SS, Sanjay MR. Characterization of new natural cellulosic fiber fromHetero-
pogon contortus plant. J. Nat. Fibers 2018;15(1):146e53.[37] BritesMDM, Ceron AA, Costa SM, Oliveira RC, FerrazHG, Catalani LH, Costa SA. Bromelain immobilization in cellulose triacetate nanofiber
membranes from sugarcane bagasse by electrospinning technique. Enzyme Microb. Technol. 2020;132:109384.[38] Vallejos ME, Peresin MS, Rojas OJ. All-cellulose composite fibers obtained by electrospinning dispersions of cellulose acetate and cellulose
nanocrystals. J. Polym. Environ. 2012;20:1075e83.
References 249

[39] Jonoobi M, Khazaeian A, Tahir PM, Azry SS, Oksman K. Characteristics of cellulose nanofibers isolated from rubberwood and empty fruitbunches of oil palm using chemo-mechanical process. Cellulose 2011;18:1085e95.
[40] Pan M, Zhou X, Chen M. Cellulose nano-whiskers isolation and properties from acid hydrolysis combined with high pressurehomogenization. Bioresources 2013;8:933e43.
[41] Qua EH, Hornsby PR, Sharma HSS, Lyons G. Preparation and characterisation of cellulose nanofibres. J. Mater. Sci. 2011;46:6029e45.[42] Ilyas RA, Sapuan SM, Ibrahim R, Abral H, IshakMR, Zainudin ES, Azammi AMN. Sugar palm (Arenga pinnata (Wurmb.) Merr) cellulosic fiber
hierarchy: a comprehensive approach from macro to nano-scale. J. Mater. Res. Technol. 2019;8(3):2753e66.[43] Esen M, _Ilhan _I, Karaaslan M, Esen R. Investigation of electromagnetic and ultraviolet properties of nano-metal-coated textile surfaces. Appl.
Nanosci. 2020;10(2):551e61.[44] Ibrahim NA. Nanomaterials for antibacterial textiles. In: Rai M, Kon K, editors. Nanotechnology in diagnosis, treatment and prophylaxis of
infectious diseases. Boston: Academic Press; 2015. p. 191e216.[45] Lim CT. Nanofiber technology: current status and emerging developments. Prog. Polym. Sci. 2017;70:1e17.[46] Palit S, Hussain CM. Engineered nanomaterial for industrial use. In: Handbook of nanomaterials for industrial applications. Elsevier; 2018.
p. 3e12.[47] Kumar S, Jain G, Singh BP, Dhakate SR. Tunable photoluminescence of polyvinyl alcohol electrospun nanofibers by doping of NaYF4: Eu
þ3.Nanophosphor. J. Nanomater. 2020;2020.
[48] Prabu GTV, Dhurai B. A novel profiled multi-pin electrospinning system for nanofiber production and encapsulation of nanoparticles intonanofibers. Sci. Rep. 2020;10(1):1e11.
[49] Haque A, Kiran S, Nosheen S, Afzal G, Gulzar T, Ahmad S, Rehman SU, Tariq MH. Degradation of reactive blue 19 dye using copper nano-particles synthesized from Labeo rohita fish scales: a greener approach. Pol. J. Environ. Stud. 2020;29(1):609e16.
[50] Kiran S, RafiqueMA, Iqbal S, Nosheen S, Naz S, Rasheed A. Synthesis of nickel nanoparticles using Citrullus colocynthis stem extract for reme-diation of Reactive Yellow 160 dye. Environ. Sci. Pollut. Res. 2020b;27:32998e3007.
[51] Harholdt K. Carbon fiber, past and future. Ind. Fabric Prod. Rev. 2003;88(4):14e28.[52] Huang ZM, Zhangb YZ, Kotakic M, Ramakrishnab S. A review on polymer nanofibers by electrospinning and their applications in
nanocomposites. Compos. Sci. Technol. 2003;63:2223e53.[53] Kathiervelu SS. Applications of nanotechnology in fiber finishing. Synth. Fibres 2003;32:20e2.[54] Lacerda EHC, Monteiro FC, Kloss JR, Fujiwara ST. Bentonite clay modified with Nb2O5: an efficient and reused photocatalyst for the degra-
dation of reactive textile dye. J. Photochem. Photobiol. A Chem. 2020;388:112084.[55] Yang H, Zhu S, Pan N. Studying the mechanisms of titanium dioxide as ultraviolet-blocking additive for films and fabrics by an improved
scheme. J. Appl. Polym. Sci. 2004;92:3201e10.[56] Maráková N, Humpolı́�cek P, Ka�spárková V, Capáková Z, Martinková L, Bober P, Stejskal J. Antimicrobial activity and cytotoxicity of cotton
fabric coated with conducting polymers, polyaniline or polypyrrole, and with deposited silver nanoparticles. Appl. Surf. Sci. 2017;396:169e76.
[57] Noorian SA, Hemmatinejad N, Navarro JA. Ligand modified cellulose fabrics as support of zinc oxide nanoparticles for UV protection andantimicrobial activities. Int. J. Biol. Macromol. 2020;154:1215e26.
[58] Liu K, Yao Y, Lv T, Li H, Li N, Chen Z, Chen T. Textile-like electrodes of seamless graphene/nanotubes for wearable and stretchablesupercapacitors. J. Power Sources 2020;446:227355.
[59] SezginH,Mishra R,Militky J, Berk Berkalp O.Mechanical, thermo-mechanical and thermal characteristics of multi-walled carbon nanotubes-added textile-reinforced composites. J. Ind. Text. 2020;50(5):692e715.
[60] Wang S. Brief analysis on closed-loop ecosystem of textile and clothing recycling. IOP Conf. Ser. Earth Environ. Sci. 2018;186(4):012058.[61] Koszewska M. Circular economydchallenges for the textile and clothing industry. Autex Res. J. 2018;18(4):337e47.[62] Singh A, Kumari R, Yadav AN, Mishra S, Sachan A, Sachan SG. Tiny microbes, big yields: microorganisms for enhancing food crop produc-
tion for sustainable development. In: New and future developments in microbial biotechnology and bioengineering. Elsevier; 2020. p. 1e15.[63] Payne A. Open-and closed-loop recycling of textile and apparel products. In: Handbook of life cycle assessment (LCA) of textiles and
clothing. Woodhead Publishing; 2015. p. 103e23.[64] Gilbertson LM, Pourzahedi L, Laughton S, Gao X, Zimmerman JB, Theis TL, Lowry GV. Guiding the design space for nanotechnology to
advance sustainable crop production. Nat. Nanotechnol. 2020;15(9):801e10.[65] ShahidM,Mohammad F, Chen G, Tang RC, Xing T. Enzymatic processing of natural fibres: white biotechnology for sustainable development.
Green Chem. 2016;18(8):2256e81.[66] Mojsov KD. Trends in bio-processing of textiles: a review. Savremene Tehnol. 2014;3(2):135e8.[67] Radhakrishnan S. Application of biotechnology in the processing of textile fabrics. In: Textile science and clothing technology, roadmap to
sustainable textiles and clothing. Springer; 2014. p. 277e325.[68] Credou J, Berthelot T. Cellulose: from biocompatible to bioactive material. J. Mater. Chem. B. 2014;2:4767e88.[69] Dayan J, Schwarzkopf M, Avni A, Aloni R. Enhancing plant growth and fiber production by silencing GA 2-oxidase. Plant Biotechnol. J. 2010;
8(4):425e35.[70] Eid BM, Ibrahim NA. Recent developments in sustainable finishing of cellulosic textiles employing biotechnology. J. Clean. Prod. 2020:
124701.[71] Rajulapati V, Dhillon A, kumar Gali K, Katiyar V, Goyal A. Green bioprocess of degumming of jute fibers and bioscouring of cotton fabric by
recombinant pectin methylesterase and pectate lyases from Clostridium thermocellum. Process Biochem. 2020;92:93e104.[72] Thakur P, Mukherjee G. Role of alkaline pectinase in bioscouring industry. Int. J. Comput. Sci. 2018;5(9):237e42.[73] Madhu A, Chakraborty JN. Developments in application of enzymes for textile processing. J. Clean. Prod. 2017;145:114e33.[74] Utebay B, Çelik P, Çay A. Textile wastes: status and perspectives. In: Textile industry and waste. IntechOpen; 2020. p. 1e19.[75] Navone L, Moffitt K, Hansen KA, Blinco J, Payne A, Speight R. Closing the textile loop: enzymatic fibre separation and recycling of wool/
polyester fabric blends. J. Waste Manag. 2020;102:149e60.[76] Farina I, Singh N, Colangelo F, Luciano R, Bonazzi G, Fraternali F. High-performance nylon-6 sustainable filaments for additive
manufacturing. Materials 2019;12(23):3955.
17. New emerging green technologies for sustainable textiles250
[77] IbahimNA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of the cotton-based textile industry. In: YusufM,editor. Handbook of textile effluent remediation. New York: Pan Stanford-Taylor and Francis Group; 2018. p. 185e226.
[78] Ibrahim NA, Eid BM, Sharaf SM. Functional finishes for cotton-based textiles: current situation and future trends. In: Shabbir M, editor. Tex-tiles and clothing. John Wiley & Sons, Inc. and Scrivener Publishing LLC USA; 2019. p. 131e90.
[79] Bonou-zin RD, Allali K, Fadlaoui A. Environmental efficiency of organic and conventional cotton in Benin. Sustainability 2019;11(11):3044.[80] Karthik T, Rathinamoorthy R. Sustainable biopolymers in textiles: an overview. In: Handbook of ecomaterials; 2018. p. 1e27.[81] Sayem AS, Haider J. An overview on the development of natural renewable materials for textile applications. Elsevier; 2020. p. 822e38.[82] Yılmaz ND. Effect of chemical extraction parameters on corn husk fibres characteristics. Indian J. Fibre Text. Res. 2013;38(1):29e34.[83] Reddy N, Yang Y. Processability and properties of yarns produced from cornhusk fibers and their blends with other fibers. Indian J. Fiber
Text. Res. 2007;31(4):537e42.[84] YılmazND, Çalıskan E, Yılmaz K. Effect of xylanase enzyme onmechanical properties of fibres extracted from undried and dried corn husks.
Indian J. Fibre Text. Res. 2014;39(1):60e4.[85] Jain A, Rastogi D, Chanana B, Parmar MS, Dhama A. Extraction of cornhusk fibers for textile usages. IOSR J. Polym. Text. Eng. 2017;4(1):
29e34.[86] Bhattacharya S, Mandot AA, Patel M. Maize yarn production from fabricated equipment. Spin. Text. 2018:44e51.[87] Brindha D, Vinodhini S, Alarmelumangai K, Malathy NS. Physico-chemical properties of fibers from banana varieties after scouring. Ind. J.
Fund. Appl. Life Sci. 2012;2(1):217e21.[88] Ortega Z, Morón M, Monzón MD, Badalló P, Paz R. Production of banana fiber yarns for technical textile reinforced composites. Materials
2016;9(5):370.[89] Naeem MA, Siddiqui Q, Khan MR, Mushtaq M, Wasim M, Farooq A, Wei Q. Bacterial cellulose-natural fiber composites produced by fibers
extracted from banana peel waste. J. Ind. Text. 2020:1e17.[90] Clement JD, Constable GA, Walford SA. Improving the precision in estimating cotton seed fiber density. Field Crop. Res. 2014;160:77e80.[91] Macedo MJ, Silva GS, Feitor MC, Costa TH, Ito EN, Melo JD. Surface modification of kapok fibers by cold plasma surface treatment. J. Mater.
Res. Technol. 2020;9(2):2467e76.[92] Mokshina N, Gorshkov O, Galinousky D, Gorshkova T. Genes with bast fiber-specific expression in flax plants-molecular keys for targeted
fiber crop improvement. Ind. Crops Prod. 2020;152:112549.[93] Viscusi G, Barra G, Verdolotti L, Galzerano B, Viscardi M, Gorrasi G. Natural fiber reinforced inorganic foam composites from short hemp
bast fibers obtained bymechanical decortation of unretted stems from the wastes of hemp cultivations. Mater. Today Proc. 2020:1e4. https://doi.org/10.1016/j.matpr.2020.02.672.
[94] Bergfjord C, Holst B. A procedure for identifying textile bast fibers using microscopy: flax, nettle/ramie, hemp and jute. Ultramicroscopy2010;110(9):1192e7.
[95] Geethika VN, Rao VDP. Study of tensile strength of Agave Americana fiber reinforced hybrid composites. Mater. Today Proc. 2017;4(8):7760e9.
[96] Majumdar A, Mukhopadhyay S, Yadav R. Thermal properties of knitted fabrics made from cotton and regenerated bamboo cellulosic fibres.Int. J. Therm. Sci. 2010;49(10):2042e8.
Important websites
https://www.thebalancesmb.com/the-basics-of-recycling-clothing-and-other-textiles-2877780.https://www.cattermoleconsulting.com/fiber-recycling-using-mechanical-and-chemical-processes/.
Important websites 251

This page intentionally left blank
C H A P T E R
18
An overview on processing aspects andenvironmental applications of activated carbon
fibersMohamed Fathy Nasr
Synthetic and Proteinic Fibers Department, National Research Center, Cairo, Egypt
18.1 Introduction
Waste is the vital natural resource of all human activity, including real activities of the life process. Now, most ofthe industrial areas have been widely detected the problems resulting from industrial wastes such as resourcewastage, as well as risk perception. Therefore, it is increasingly recommended to reduce the waste discharged byincreasing the recycle and employing development projects in waste management. Environmental pollution dueto textile industrial wastes has become one of the serious issues all over the world. The textile wastes andwastewaterhave a very dangerous impact on the surrounding environment which can seriously affect the human life. Textilesare used in a large variety of products such as clothes, sheets, and towels, which end up as waste materials. Thetextile wastes contain various chemical pollutants such as dyes, pigments, heavy metals, sizing agents, wettingagents, softening/stiffening agents, and complexing chemicals. These wastes have a great tendency to be accumu-lated in nature and do not tend to decompose by nature. Accumulation of some of these wastes in the environmentalsurroundings could harm and cause many diseases for the human lives [1e3]. Therefore, this wastewater has to betreated before being safely discharged into the environment. One of the most promising and efficient methods toremove textile wastes from the wastewater is by adsorption process. The textile industry uses a huge amount of wa-ter, energy, and chemicals to produce several textile products. Therefore, it discharges and consumes a significantamount of wastewater, high in volume and in pollution hazard parameters. Nowadays, there is an increase in thewater insufficiency and charges all over the world. Therefore, there is a huge need for water savings, reclamation,and reuse of water cycles in the textile industry as well as in many other industries.
One innovative solution for water reuse is to use the textile waste itself to produce advanced adsorbent materialsuch as the activated carbons. Activated carbon materials are the most widely used as advanced adsorbent materialsand smart filters to adsorb and illuminate many textile industrial wastes. Activated carbon fibers (ACFs) can be pre-pared from natural and synthetic fiber wastes by carbonization and activation steps. After the carbonization step,carbon fibers can be activated by using either the physical or chemical activation techniques. The physical activationis performed at inert atmosphere at high temperature to develop the surface porosity [4,5]. ACFs are mainly pro-duced from a range of different organic polymeric fibers such as polyacrylonitrile (PAN), Kevlar, and phenolic resin.It can also be produced from manmade fibers such as viscose, and pitch fiber as well as natural fibers such as cottonfibers [6].
Adsorption technique is effectively applied, in the treatment of wastewaters containing pollutants, owing to itshigh efficiency, simplicity, and availability of many adsorbent materials. Adsorption phenomenon occurs becauseof the unsaturated and unbalanced molecular forces exist on the carbonaceous solid porous surface. So, as such sur-faces come in contact with other materials on the liquid or gaseous state, an interaction occurs between fields offorces of the surface and those of the liquid or gas. The solid porous surface can satisfy the residual forces by attract-ing and absorbing molecules, atoms, or ions of the gas or liquid onto its porous surface [7].
253Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00021-X
ACF produced is highly porous with a large surface area (up to 2000 m2/g) as well as surface active groups. Inparticular, ACF has a wide range of macropores, mesopores, and micropores (50 nm < pore size < 2 nm), which aredirectly connected to the external surface area. As a result, it decreases the heat and mass transfer resistances andlowering pressure drops in flow units. ACF has a broad variety of applications such as purification, remediationof polluted aquatic environments, effluents treatment of gases or liquidwastes, metal recovery, catalysis, gas storage,and delivery as well as some other applications such as electrical and biomedical applications [8].
Many research data presented to prove that ACF is the most frequently adsorbent material employed and highlyeffective for adsorbing heavy metal salts, organic dyes, and other toxic chemical pollutants. Therefore, this chapterprovides comprehensive information on the preparation, properties, and application of ACFs as an economic tech-nical adsorbent material for the textile wastes removal and to approve the textile development techniques under thecategory of green chemistry and to qualify the textile wastes into the environmentally friendly materials.
18.2 Preparation of activated carbon fiber
ACF has been prepared from appropriate fibrous precursors by a carbonization followed by activation process.The raw materials for ACF are phenol resin fiber, cellulose fiber, PAN fiber, pitch fiber, and cloth or felt. ACFscan be prepared from the waste of these fibers with exactly the same chemical and porous structure properties whichare considered a great advantage to reuse the textile fiber wastes in producing a smart adsorbing filter material (i.e.,waste assists to remove other wastes).
18.2.1 Carbonization
Production of ACFs is generally similar to any carbonization process. The literature on carbonization process andmechanisms of different carbonaceous materials is rich and varied. Only selected, representative references havebeen included [9e11].
Carbonization, by definition, is a thermal treatment at�1000�C to convert organic materials into solid carbons as amain product and different volatile compounds as by-products. The pyrolysis is controlled by a few reaction param-eters such as temperature, heating rate, and residence time at the pyrolysis temperature, and the total gas pressure.The low temperature stage of pyrolysis, especially below 700�C, has the greatest influence on both the carbon yieldand the main properties of the produced carbon materials [9].
It was concluded that carbonization is an aromatic growth and polymerization process through which small ar-omatic molecules are polymerized to form polymeric structure, which finally attains the three-dimensional (3D)graphitic structure. Aromatic molecules were found to be the main building units for the carbon structure. Accord-ingly, nonaromatic molecules start to get aromatized before the carbonization step to become able to form the 3Dcarbon structure. It was found that the major reactions involved in the pyrolysis of aromatic hydrocarbons are:(a) carbonehydrogen and carbonecarbon bond cleavage to form reactive free radicals; (b) rearrangement of mole-cules; (c) thermal polymerization; (d) aromatic condensation; and (e) elimination of side chains and hydrogen mol-ecules [10,11].
The manufacture of carbon fiber from PAN-based precursor has by far the greatest commercial interest comparedto other precursor materials. PAN fiber is preliminary stretched and instantaneously oxidized at a temperature rangeof 200e300�C to convert the thermoplastic linear PAN structure into a cyclic compound [11]. The mostly acceptedmechanism of carbonization of the oxidized PAN fiber involves the evolution of N2 or HCN as shown in Fig. 18.1.
The stabilization and carbonization of PAN-based carbon fibers were studied. The transverse and longitudinalclose-packing of the polymer ladder and the degree of organization of carbonaceous layers were found to have agreat effect on stabilization and carbonization of PAN. During the stabilization step, precursor cross-linking occursmainly by ether bond linkages and/or hydrogen bonds between the ladder polymeric structures. This type of reac-tion will lead to the formation of building structure units (BSUs). The conventional BSU is made up of two to fourstacked polyaromatic molecule and has 0.8e1.0 nm in diameter.
During late precarbonization and carbonization under tension, nitrogen departure can be completed if two BSUsof adjacent sheets are located face to face, resulting in the formation of lateral bonds between carbon sheets. As aresult, the molecular weight and the strength of the carbon fiber are definitely increased [9].
Through the oxidation process, the fiber acquires sufficient stability to enable it to undergo processing at highertemperatures in subsequent treatments. After oxidation, the fibers undergo carbonization at �1000�C in an inert
18. An overview on processing aspects and environmental applications of activated carbon fibers254
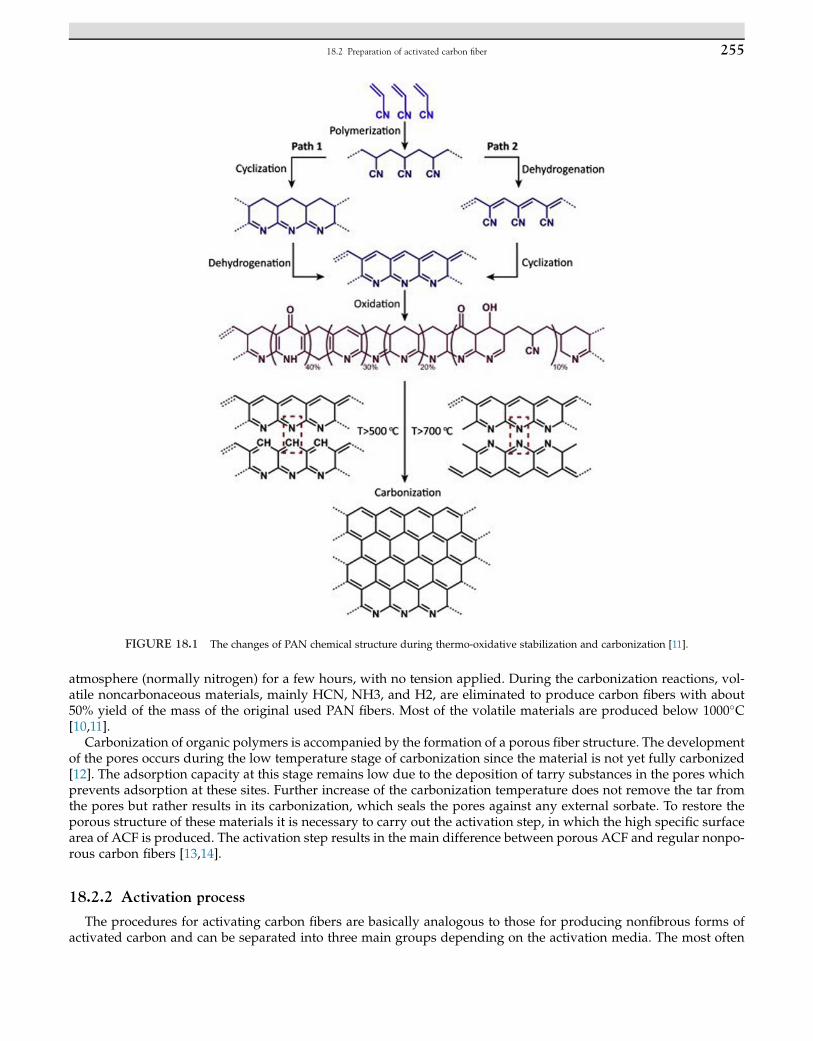
atmosphere (normally nitrogen) for a few hours, with no tension applied. During the carbonization reactions, vol-atile noncarbonaceous materials, mainly HCN, NH3, and H2, are eliminated to produce carbon fibers with about50% yield of the mass of the original used PAN fibers. Most of the volatile materials are produced below 1000�C[10,11].
Carbonization of organic polymers is accompanied by the formation of a porous fiber structure. The developmentof the pores occurs during the low temperature stage of carbonization since the material is not yet fully carbonized[12]. The adsorption capacity at this stage remains low due to the deposition of tarry substances in the pores whichprevents adsorption at these sites. Further increase of the carbonization temperature does not remove the tar fromthe pores but rather results in its carbonization, which seals the pores against any external sorbate. To restore theporous structure of these materials it is necessary to carry out the activation step, in which the high specific surfacearea of ACF is produced. The activation step results in the main difference between porous ACF and regular nonpo-rous carbon fibers [13,14].
18.2.2 Activation process
The procedures for activating carbon fibers are basically analogous to those for producing nonfibrous forms ofactivated carbon and can be separated into three main groups depending on the activation media. The most often
FIGURE 18.1 The changes of PAN chemical structure during thermo-oxidative stabilization and carbonization [11].
18.2 Preparation of activated carbon fiber 255

gas/vapor activation of carbon fibers is done by using CO2, steam, and/or mixture of both. The second activation ischemical activation, in which the formation of pores is done through the presence of chemicals introduced into thecarbonized materials. The third group of activation is a mixed approach by gas/vapor activation of a chemically pre-activated sample [15].
The properties of ACFs depend upon the method and conditions (time-temperature management) of activationand on the structure and chemical characteristics of the precursor carbon fiber. Formation of the pore structure de-pends on the limiting step of the overall activation process, which may be either activator diffusion into the materialor chemical interaction of the activator gas with the carbon. In the case of chemical interaction acting as the ratedetermining step (diffusion of the activator being a very fast process), the reaction takes place inside the carbon crys-tallites, which results in the formation of micropores (<2 nm) and mesopores (2e50 nm) as shown in Fig. 18.2. Whendiffusion is the limiting step, chemical reaction takes place in the amorphous regions of the carbon material, whichresults in surface burn-off and development of macropores (>50 nm) [16].
18.2.2.1 Gas/vapor activation
The activation of carbonaceous materials with vapor or gaseous agents involves both physical and chemical pro-cesses. The physical process, which is mainly evaporation from the surface of the activated material, results in theelimination of the tarry products condensed in the porous structure by the stream of the activating gas passedthrough the pores. There is an associated increase in the volume of the activated material (i.e., swelling in the porousstructure) as a result of diffusion of the activating gas into, and evaporation of the tarry products out of, the carbo-naceous material. This is different from the chemical activation process, in which chemical reactions occur betweenthe activating gas and the surface carbon and the tarry products in pores [17]. The interactions of the activating gaseswith the carbonaceous structure can be revealed by a combination of the following thermochemical equations [17]:
C þ O2 / CO2 þ348 KJ (18.1)
2C þ O2 / 2 CO þ226 KJ (18.2)
C þ H2O / CO þ H2 e130 KJ (18.3)
C þ 2 H2O / CO2 þ 2 H2 e97 KJ (18.4)
C þ CO2 / 2 CO e163 KJ (18.5)
The effect of activation on the conversion of PAN fibers to ACF was carefully studied. Steam was used as the acti-vating medium. After steam activation, it was found that the surface area of the carbonized fibers increased remark-ably [18]. With an increase in the steam concentration, the surface area increased accordingly. The activationtreatment was found to promote the elimination of nitrogen from the PAN, which might be due to the interactionof steam with the nitrogen-containing molecules that were attached or bounded to the carbon basal structures.The bulk level of the nitrogen content of the ACFs seemed higher than that at the surface. On the other hand, itwas found that the total oxygen on the fibers increased by the activation step, which indicated the formation ofcarboneoxygen function groups on the surface of ACF [18,19].
FIGURE 18.2 The porous structure design of activated carbon fiber.
18. An overview on processing aspects and environmental applications of activated carbon fibers256
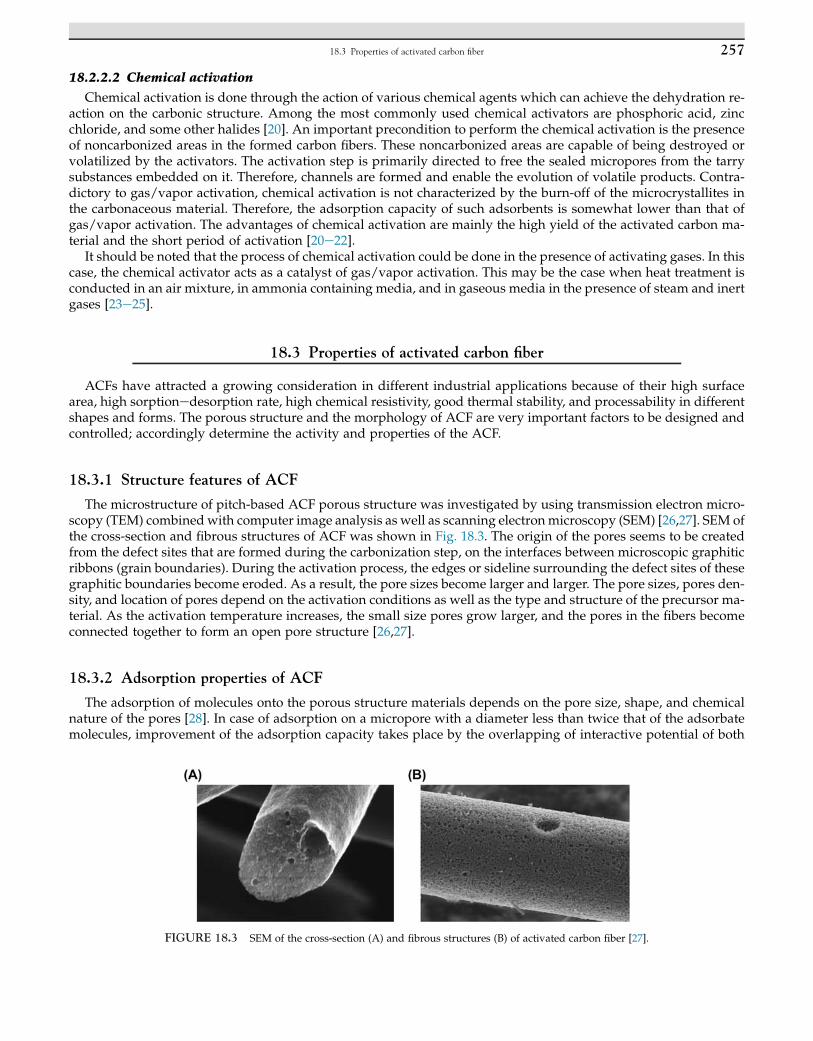
18.2.2.2 Chemical activation
Chemical activation is done through the action of various chemical agents which can achieve the dehydration re-action on the carbonic structure. Among the most commonly used chemical activators are phosphoric acid, zincchloride, and some other halides [20]. An important precondition to perform the chemical activation is the presenceof noncarbonized areas in the formed carbon fibers. These noncarbonized areas are capable of being destroyed orvolatilized by the activators. The activation step is primarily directed to free the sealed micropores from the tarrysubstances embedded on it. Therefore, channels are formed and enable the evolution of volatile products. Contra-dictory to gas/vapor activation, chemical activation is not characterized by the burn-off of the microcrystallites inthe carbonaceous material. Therefore, the adsorption capacity of such adsorbents is somewhat lower than that ofgas/vapor activation. The advantages of chemical activation are mainly the high yield of the activated carbon ma-terial and the short period of activation [20e22].
It should be noted that the process of chemical activation could be done in the presence of activating gases. In thiscase, the chemical activator acts as a catalyst of gas/vapor activation. This may be the case when heat treatment isconducted in an air mixture, in ammonia containing media, and in gaseous media in the presence of steam and inertgases [23e25].
18.3 Properties of activated carbon fiber
ACFs have attracted a growing consideration in different industrial applications because of their high surfacearea, high sorptionedesorption rate, high chemical resistivity, good thermal stability, and processability in differentshapes and forms. The porous structure and the morphology of ACF are very important factors to be designed andcontrolled; accordingly determine the activity and properties of the ACF.
18.3.1 Structure features of ACF
The microstructure of pitch-based ACF porous structure was investigated by using transmission electron micro-scopy (TEM) combinedwith computer image analysis as well as scanning electronmicroscopy (SEM) [26,27]. SEM ofthe cross-section and fibrous structures of ACF was shown in Fig. 18.3. The origin of the pores seems to be createdfrom the defect sites that are formed during the carbonization step, on the interfaces between microscopic graphiticribbons (grain boundaries). During the activation process, the edges or sideline surrounding the defect sites of thesegraphitic boundaries become eroded. As a result, the pore sizes become larger and larger. The pore sizes, pores den-sity, and location of pores depend on the activation conditions as well as the type and structure of the precursor ma-terial. As the activation temperature increases, the small size pores grow larger, and the pores in the fibers becomeconnected together to form an open pore structure [26,27].
18.3.2 Adsorption properties of ACF
The adsorption of molecules onto the porous structure materials depends on the pore size, shape, and chemicalnature of the pores [28]. In case of adsorption on a micropore with a diameter less than twice that of the adsorbatemolecules, improvement of the adsorption capacity takes place by the overlapping of interactive potential of both
FIGURE 18.3 SEM of the cross-section (A) and fibrous structures (B) of activated carbon fiber [27].
18.3 Properties of activated carbon fiber 257

sides of the pore walls, which is called micropore filling mechanism. Evaluation of the porous structure of ACF byusing N2 gas adsorption indicates that ACF are highly microporous and can adsorb a large amount of vapor mol-ecules in their microstructure by this micropore filling mechanism [29]. Pore size can be divided into three groupsaccording to the definition of IUPAC; micropores are those with width less than 2 nm; mesopores are with width2e50 nm; and macropores are with width greater than 50 nm [30].
The chemical structure of activated carbons also plays an important role in the adsorption capacity, so the adsorp-tion on a clean graphite surface is determined by the dispersion forces on the porous structures. Therefore, therandom ordering of imperfect aromatic sheets and the presence of heteroatoms in the activated carbon structuresresult in formation of unsaturated valances and unpaired electrons. These unsaturation and defects have great in-fluences on the adsorption behavior of the porous surface [31].
The surface reactivity and absorbability of activated carbon materials are strongly dependent on their physicaland chemical properties such as surface area, functional groups, and porous structure. Modifying the porous surfaceproperties can basically contribute to increase the selectivity of pores. So, it contributes to enhance the surface prop-erties required for the rapid removal of wastes and pollutants. This can be accomplished by different treatments,which can be done at lower or higher temperature and on the presence or absence of inert atmosphere conditions[32]. Depending upon the treatment conditions, increase or decrease in the properties of porous surface area isthe main factor to enhance the selective adsorption of contaminants. Also, by changing the treatment conditions,there will be noticeable changes in the functional groups onto the surface of ACFs [33].
18.3.3 Hydrophilic activated carbon fibers
Considering the different types and natures of industrial waste or pollutant, it is imperative to choose a propertreatment method to get the advanced adsorption and efficient removal of these wastes. Oxidation on the surfaceof ACFs yields verities of acidic functional groups such as carboxylic, phenolic, and lactonic groups. Whereas nitri-dation reaction creates amide, amines, and pyridinic groups [34]. The oxidation of ACF can be done through treat-ment with oxidizing agents, electrochemical polarization, plasma treatment, and nitrocellulose combustion. Mainly,these treatments create carboxylic, phenolic, and lactonic groups to the fibers surface. Therefore, it increases the hy-drophilic property of ACF and enhances the adsorption of most of organic compounds with the exception of aro-matics due to the decrease in dispersive interaction between the aromatics and acidic texture of carbon [35].
18.3.4 Hydrophobic activated carbon fibers
The adsorption capacity and selectivity of ACFs depend on their ability to distinguish between the hydrophilicand hydrophobic materials. The highly reachable porous surface permits and facilitates the modification of activatedcarbons to be functionalized with hydrophobic and/or hydrophilic groups [36]. The added functional groups caneffectively form complexes with the adsorbate molecules and enhance the adsorption capacity. On the otherhand, repulsion can happen between the adsorbate molecules and the surface functional groups leading to adecrease in adsorption capacity. These adsorption behaviors mainly depend on the nature of the adsorbate moleculeand the functional group present on the ACF surface [37]. A change from the hydrophilic to hydrophobic propertycan be designed and achieved by the removal of hydrophilic groups present on the fiber structure by chemical orthermal treatments as well as by coating a hydrophobic layer film onto the activated carbon porous surface [38].
18.4 Environmental applications of ACF
One of the main uses of ACF is in environmental applications. ACFs can be frequently used as smart filters inwastewater and gas purification. Activated carbon materials, as adaptable and regulating adsorbent, have extensiveuse in a wide range of applications. ACF can be used in purification, treatment of liquid and gaseous waste effluents,and remediation of industrial pollutants. Also, ACF can be used in other applications such as gas storage and de-livery, metal recovery, catalysis, and other electrical and medical applications [39e43]. The fibrous shape, high sur-face area, and wide range of pore size are the crucial factors in using ACF as filters, deodorizers, and solventrecovery. It can be used also in protective clothing and gas masks [31].
18. An overview on processing aspects and environmental applications of activated carbon fibers258
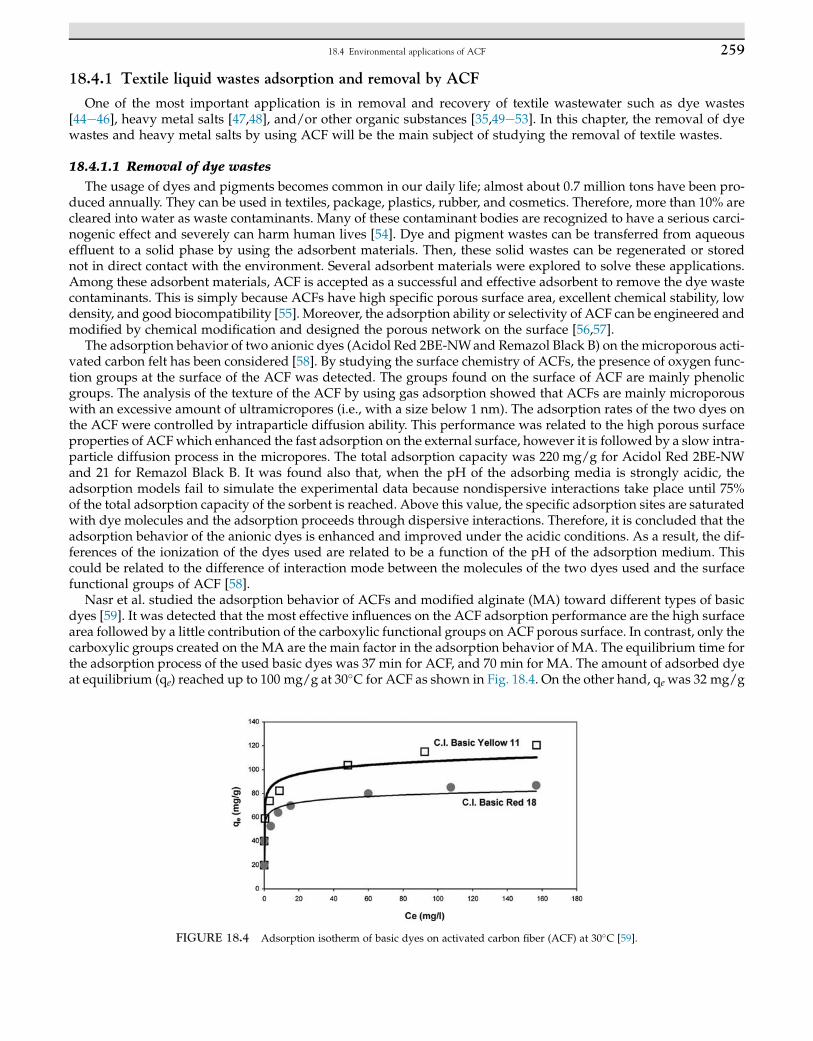
18.4.1 Textile liquid wastes adsorption and removal by ACF
One of the most important application is in removal and recovery of textile wastewater such as dye wastes[44e46], heavy metal salts [47,48], and/or other organic substances [35,49e53]. In this chapter, the removal of dyewastes and heavy metal salts by using ACF will be the main subject of studying the removal of textile wastes.
18.4.1.1 Removal of dye wastes
The usage of dyes and pigments becomes common in our daily life; almost about 0.7 million tons have been pro-duced annually. They can be used in textiles, package, plastics, rubber, and cosmetics. Therefore, more than 10% arecleared into water as waste contaminants. Many of these contaminant bodies are recognized to have a serious carci-nogenic effect and severely can harm human lives [54]. Dye and pigment wastes can be transferred from aqueouseffluent to a solid phase by using the adsorbent materials. Then, these solid wastes can be regenerated or storednot in direct contact with the environment. Several adsorbent materials were explored to solve these applications.Among these adsorbent materials, ACF is accepted as a successful and effective adsorbent to remove the dye wastecontaminants. This is simply because ACFs have high specific porous surface area, excellent chemical stability, lowdensity, and good biocompatibility [55]. Moreover, the adsorption ability or selectivity of ACF can be engineered andmodified by chemical modification and designed the porous network on the surface [56,57].
The adsorption behavior of two anionic dyes (Acidol Red 2BE-NWand Remazol Black B) on the microporous acti-vated carbon felt has been considered [58]. By studying the surface chemistry of ACFs, the presence of oxygen func-tion groups at the surface of the ACF was detected. The groups found on the surface of ACF are mainly phenolicgroups. The analysis of the texture of the ACF by using gas adsorption showed that ACFs are mainly microporouswith an excessive amount of ultramicropores (i.e., with a size below 1 nm). The adsorption rates of the two dyes onthe ACF were controlled by intraparticle diffusion ability. This performance was related to the high porous surfaceproperties of ACFwhich enhanced the fast adsorption on the external surface, however it is followed by a slow intra-particle diffusion process in the micropores. The total adsorption capacity was 220 mg/g for Acidol Red 2BE-NWand 21 for Remazol Black B. It was found also that, when the pH of the adsorbing media is strongly acidic, theadsorption models fail to simulate the experimental data because nondispersive interactions take place until 75%of the total adsorption capacity of the sorbent is reached. Above this value, the specific adsorption sites are saturatedwith dye molecules and the adsorption proceeds through dispersive interactions. Therefore, it is concluded that theadsorption behavior of the anionic dyes is enhanced and improved under the acidic conditions. As a result, the dif-ferences of the ionization of the dyes used are related to be a function of the pH of the adsorption medium. Thiscould be related to the difference of interaction mode between the molecules of the two dyes used and the surfacefunctional groups of ACF [58].
Nasr et al. studied the adsorption behavior of ACFs and modified alginate (MA) toward different types of basicdyes [59]. It was detected that the most effective influences on the ACF adsorption performance are the high surfacearea followed by a little contribution of the carboxylic functional groups on ACF porous surface. In contrast, only thecarboxylic groups created on the MA are the main factor in the adsorption behavior of MA. The equilibrium time forthe adsorption process of the used basic dyes was 37 min for ACF, and 70 min for MA. The amount of adsorbed dyeat equilibrium (qe) reached up to 100 mg/g at 30�C for ACF as shown in Fig. 18.4. On the other hand, qewas 32 mg/g
FIGURE 18.4 Adsorption isotherm of basic dyes on activated carbon fiber (ACF) at 30�C [59].
18.4 Environmental applications of ACF 259
for MA at 30�C. The adsorption properties variance between ACF andMAwas mainly correlated to the difference intheir porous structure features. The structure feature of ACF is highly advanced than MA due to the high surfacearea of ACF. Langmuir and Freundlich isotherm models were applied to compare their applicability with thedifferent adsorbent materials used. The result proved that the adsorption of basics dyes onto ACF and MA fitvery well with both Langmuir and Freundlich isotherms. Therefore, it was concluded that the adsorption of basicdyes onto ACF follows the micropore filling mechanism, which reflects the high adsorption ability of ACF towardthe dyes used. Whereas in MA, the adsorption is mainly accomplished via a physicochemical interaction betweenthe dye molecules and the carboxylic groups onto the surface of MA. This is reflected by the large time of adsorptionto form the monolayer of dyes onto the MA surface [59].
The chemical groups on the surface of activated carbons play a key role in dye adsorption. A significant differencein the dye removal capacity was observed by using the appropriate physical or chemical treatments to modify thesurface chemistry of activated carbons without effectively changing their textural properties. The differences on thesurface chemistries and porous structure of activated carbons can enhance the dye removal up to 100% [60]. Thethermal treatment was found to be the most efficient factor performed, among the physical or chemical treatments,to modify effectively the surface chemistry of ACF. Thermal treatment under hydrogen flow at 700�C was found tobe the best treatment condition for all types of dyes tested and lead to the best performance. For anionic dyes (reac-tive, direct, and acid) used, a close relationship between the surface basicity of ACF and dye adsorption efficiencywas illustrated. The surface basicity was attributed mainly to oxygen-free Lewis base sites, related to the delocaliza-tion of p-electrons on the basal sheets of the activated carbons. Oxygen-containing functional groups, which aremainly acidic, have an adverse effect on the adsorption of anionic dyes. For cationic dyes (basic dyes), the acidoxygen-containing groups in the surface of ACF (mainly carboxylic) have an enhanced effect, showing that thedifferent dye molecules can be adsorbed by interaction between the delocalized p-electrons of the adsorbent surfaceand the free electrons of the dye molecules [61e63].
As the size of the adsorbed dyes is considered, smaller size of acid and basic dyes will lead to higher adsorptionability on the porous surface of ACF. On the other hand, the adsorption of dye molecules with larger one or two mo-lecular dimensions is dependent on two factors. The first is large pore size of ACF as compared with steric sizes ofdye molecules. The second is electrostatic attraction between dye molecules and the porous surface of ACF [64,65].
18.4.1.2 Removal of heavy metals
The heavy metals removal from industrial wastewater is a main and vital issue to decrease water pollution.Among the main sources of heavy metal pollutants are textile wastes, electroplating, and metal plating, as well asindustrial chemicals. These seriously dangerous heavy metals are mainly liquidated as wastewater. Therefore, theconcentration of such heavy metals will increase with time to become harmful pollutants and increase the environ-mental risk [66,67]. This hazardous effect could be avoided by using chemical elimination mechanisms, such asreverse osmosis, precipitation, and ion exchange. Precipitation mechanism is the most applicable and economicaltechnique but it produced a massive amount of precipitate sludge that needs furthermore chemical or physical treat-ments. On the other hand, ion exchange and reverse osmosis can efficiently decrease the concentration of metal ionwastes, but also their usages were unsatisfactory due to its high cost and restricted to the pH of the used ion-exchange resin [68]. Consequently, the adsorption technique which can be done by using ACF will be consideredas an alternative new technique to remove a wide diversity of toxic heavy metal pollutants.
The surface chemistry of the activated carbon cloth (ACC) can be modified by chemical and/or electrochemicalmethod in order to examine its influence on metal ion adsorption. The adsorption of Cd(II) ions was investigatedunder oxidized and unoxidized ACC [69]. From comparative adsorption experiments, a perceptible increase in cad-mium uptake, up to 13 times greater, was found for the electrochemically oxidized ACC. These data are also in accor-dance with the increase in the total exchange capacity of the oxidized ACC with respect to the unoxidized samples.The effects of different pH values, between 4 and 6, on the equilibrium sorption isotherms were determined. Theresults showed that the uptake of Cd(II) ions increased with increasing the pH of adsorption medium. By studyingthe physical stability of oxidized samples, it was found that the oxidation with ozone induced physical damage tothe ACC. While the oxidation by nitric acid and electrochemical produced stable oxidized samples [69].
On the other hand, the adsorption of Cd(II) ion was further investigated onto a PAN-based ACC oxidized withHNO3 solution. It was found that the adsorption ability of the oxidized ACC samples was higher than that of theunoxidized ACC. This was elucidated by the greater concentration of acidic function groups generated on the sur-face of oxidized ACC. The maximum adsorption of Cd(II) ion was found at pH 8. The adsorption capacity increasedabout 22 times by increasing the pH from 2 to 8. On the other hand, a twofold decrease in the adsorption capacitywas detected by increasing the temperature of adsorbing medium from 15 to 35�C [70].
18. An overview on processing aspects and environmental applications of activated carbon fibers260

Zaini et al. [67] produced activated carbons from PAN fiber and inspected their validity to remove heavy metalsfrom aqueous solution. Thermogravimetric analysis was used to identify the suitable conditions for preparingoxidized fiber and coke as activated carbon precursors. The activation of the carbon precursors was done by steamand/or CO2 gases. Activated carbons produced were categorized by their porous texture, elemental compositions,and chemical function groups on the surface. The effect of oxidation treatment of PAN fiber before the steam acti-vation was also studied and discussed. It was found that ACF produced by steam activation has a higher surfacearea but lower resultant yield as compared to CO2 activation. Also, carbon samples activated by steam displayeda greater removal efficiency than CO2 activation. The resultant ACF, from both activation methods, displayed a bet-ter metal-binding ability than the ACF resultant from coke precursor. As a result of oxidation treatment, small nitro-gen loss from PAN fiber was detectedwhich is a great advantage to maintain a greater removal of Cu(II) and Pb(II). Itis proposed that the formation of cyclized structure by oxidation treatment minimized the nitrogen loss duringsteam activation, hence increased the Cu(II) and Pb(II) removal performance [67].
The adsorption characteristics and performance of ACF, prepared from PAN fiber wastesdas an illustration forheavy metal saltsdwere investigated [71]. The effects of Fe(II) sulfate and Pb(II) acetate concentration, adsorptiontemperature, adsorption medium pH, and contact time for the adsorption characteristics of ACF were designedto determine the best performance properties. The surface of ACF before and after adsorption process was investi-gated by energy-dispersive X-ray spectroscopy (EDX) and SEM. The adsorption characteristics were mainly affectedby pH of adsorption media and the adsorption temperature. The pH 4.0 was the optimum one for the adsorptionprocesses of iron sulfate and lead acetate. Increasing the adsorption temperature from 30 to 80�C improved theremoval efficiency of Fe(II) from 71% to 94% and for Pb(II) from 57% to 83%. After adsorptions completed, theACF surface is characterized by the formation of some precipitations onto the porous surface. These precipitationsare detected by EDX analysis which confirms the presence of Fe(II) and Pb(II) onto the porous structure of ACF afteradsorptions [71].
Tailored removal of Zn(II) and Cr(VI) ions by the adsorption onto the high surface area of nonwoven ACF pre-pared from waste PAN fiber was designed [72]. It was found that the removal efficiency of ACF for Zn(II) got amaximum value at pH 10 and the minimum value at pH 2. At pH ¼ 10, the surface of ACF became deprotonatedand the negative charges increased in the porous surface of ACF. Therefore, the adsorption of Zn(II) increased asa result of increasing of the electrostatic interaction between the Zn positive ions and the negative hydroxyl groupson the surface of ACF. The maximum removal efficiency of ACF for Cr(VI), which presents as chromate negativeions, occurred at pH 2. On the other hand, the minimum removal efficiency occurred at pH 10, as shown inFig. 18.5. Therefore, by decreasing the (Hþ) concentration, the ACF surface becomes deprotonated by increasingin the hydroxyl anions. Consequently, a repulsive interaction between the chromate anions and hydroxyl groups de-creases the possibilities of chromate anions to get adsorbed onto the ACF porous surface.
Designing the adsorption properties of ACF can principally create and advance the specificity and selectivity to-ward heavy metal adsorption. This selectivity will advance the performance required for the rapid reduction of pol-lutants. This can be accomplished by different treatments, which can be done by changing the pH of the solution aswell as the heat treatment temperature of the adsorbing medium. Comparing the values of distribution coefficientfor the sorption of Cr(VI) and Zn(II) ions in equilibrium conditions, it was clear that these metal salts are far fromeach other. This designates to the difference in their adsorption properties, which gives a chance for a selectiveadsorption by ACF for these two metal ions [72].
FIGURE 18.5 Adsorption capacity mg/g of Zn(II) and Cr(VI) on activated carbon fiber (ACF) at different pH.
18.4 Environmental applications of ACF 261

18.5 Conclusion
ACF produced is highly porous with a large surface area (up to 2000 m2/g) as well as surface active groups on thesurface. In particular, ACF has a wide range of macropores, mesopores, andmicropores (50 nm < pores size<2 nm).This porous network is originated from inside the fiber and directly connected to the external surface. As a result, itdiminishes the heat and mass transfer resistances and lowering pressure drops in flow units. ACF has a broad spec-trum of applications, including purification, remediation of polluted aquatic environments, and treatment of liquidand gaseous effluents. Adsorption technique is effectively applied, in the treatment of wastewater containing pol-lutants, owing to its high efficiency and simplicity and the availability of many adsorbent materials. Adsorption phe-nomenon occurs due to the presence of unsaturated and unbalanced molecular forces which are found onto solidsurface.
Therefore, this chapter provides comprehensive information on the preparation, properties, and applications ofACFs as an economic technical adsorbent material for the textile wastes removal. The ACF, which itself, can be pre-pared from the textile waste fiber such as acrylic fiber wastes, support and established the textile development tech-niques to be accepted under the category of green chemistry. ACF showed a great absorbability and tendency toremove the textile wastes such as dye wastes and heavy metal salts with great efficiency which can reach up to99% removal due to the functional groups and the porous network structure on ACF. Therefore, ACF adsorptiontechnique enhanced and categorized the textile wastes to be safe and environmentally friendly.
References
[1] Choudri BS, Baawain M. Textiles waste management. Water Environ. Res. 2016;88(10):1433e45.[2] Cheng S, Oatley DL, Williams PM,Wright CJ. Characterization and application of a novel positively charged nanofiltration membrane for the
treatment of textile industry wastewaters. Water Res. 2012;46:33e42.[3] Ashfaq A, Khatoon A. Waste management of textiles: a solution to the environmental pollution. Int. J. Curr. Microbiol. Appl. Sci. 2014;3(7):
780e7.[4] Kadirvelu K, Kavipriya M, Karthika C, Radhika M, Vennilamani N, Pattabhi S. Utilization of various agricultural wastes for activated carbon
preparation and application for the removal of dyes and metal ions from aqueous solutions. Bioresour. Technol. 2003;87(1):129e32.[5] Phan NH, Rio S, Faur C, Le Coq L, Le Cloirec P, Nguyen TH. Production of fibrous activated carbons from natural cellulose (jute, coconut)
fibers for water treatment applications. Carbon 2006;44:2569.[6] Jimenez V, Sanchez P, Valverde JL, Romero A. Effect of the nature the carbon precursor on the physico-chemical characteristics of the resulting
activated carbon materials. Mater. Chem. Phys. 2010;124:223.[7] Miyamoto J, KanohH, Kaneko K. Pore structures and adsorption characteristics of activated carbon fibers having bothmicro- andmesopores.
Prepr. Symp. Am. Chem. Soc. Div. Fuel Chem. 2005;50(1):1.[8] Park SJ, Jang YS, Shim JW, Ryu SK. Studies on pore structures and surface functional groups of pitch-based activated carbon fibers. J. Colloid
Interface Sci. 2003;260(2):259e64.[9] Deurbergue A, Oberlin A. Stabilization and carbonization of PAN-based carbon fibers as related to mechanical properties. Carbon 1991;29:
612.[10] Bashir Z. A critical review of the stabilization of polyacrylonitrile. Carbon 1991;29:1081.[11] Thanh-Hai L, Hyeonseok Y. Strategies for fabricating versatile carbon nanomaterials from polymer precursors. Carbon 2019;152:796e817.[12] Huichao L, Shuo Z, Jinglong Y, Muwei J, Jiali Y, Mingliang W, et al. Preparation, stabilization and carbonization of a novel polyacrylonitrile-
based carbon fiber precursor. Polymers 2019;11:1150.[13] Frank E, Steudle LM, Ingildeev D, Sporl JM, Buchmeiser MR. Carbon fibers: precursor systems, processing, structure, and properties. Angew.
Chem. Int. Ed. 2014;53:5262e98.[14] Choi D, Kil HS, Lee S. Fabrication of low-cost carbon fibers using economical precursors and advanced processing technologies. Carbon 2019;
142:610e49.[15] Jimenez V, Sanchez P, Valverde JL, Romero A. Influence of the activating agent and the inert gas (type and flow) used in an activation process
for the porosity development of carbon. J. Colloid Interface Sci. 2009;336:712.[16] Sulyman M, Namiesnik J, Gierak A. Low-cost adsorbents derived from agricultural by-products wastes for enhancing contaminant uptakes
from wastewater: a review. Pol. J. Environ. Stud. 2017;26:479e510.[17] Ermolenko IN, Lyubliner IP, Gulko NV. Chemically modified carbon fibers. New York: VCH; 1990.[18] Wang PH, Yue ZR, Liu J. Conversion of polyacrylonitrile fibers to activated carbon fibers: effect of activation. J. Appl. Polym. Sci. 1996;60:923.[19] Tavanai H, Jalili R, MorshedM. Effects of fiber diameter and CO2 activation temperature on the pore characteristics of polyacrylonitrile based
activated carbon nanofibers. Surf. Interface Anal. 2009;41(10):814e9.[20] Rosas JM, Bedia J, Rodrıguez-Mirasol J, Cordero T. HEMP-derived activated carbon fibers by chemical activation with phosphoric acid. Fuel
2009;88:19.[21] Ryu Z, Rong H, Zheng J, WangM, Zhang B. Microstructure and chemical analysis of PAN-based activated carbon fibers prepared by different
activation methods. Carbon 2002;40:1144.[22] Castro-Muniz A, Suarez-Garcia F, Martinez-Alonso A, Tascon JMD. Activated carbon fibers with a high content of surface functional groups
by phosphoric acid activation of PPTA. J. Colloid Interface Sci. 2011;361(1):307e15.
18. An overview on processing aspects and environmental applications of activated carbon fibers262

[23] Diez N, Alvarez P, Granda M, Blanco C, Santamaria R, Menendez R. A novel approach for the production of chemically activated carbonfibers. Chem. Eng. J. 2015;260:463e8.
[24] Lei S, Miyamoto JI, Kanoh H, Kaneko K. Mesopore development in activated carbon fibers by additional chemical activation. Adsorpt. Sci.Technol. 2006;24(5):427e32.
[25] Macia-Agullo JA, Moore BC, Cazorla-Amoros D, Linares-Solano A. Activation of coal tar pitch fibers: physical activation vs chemicalactivation. Carbon 2004;42(7):1367e70.
[26] Oshida K, Kogiso K, Matsubayashi K, Takeuchi K, Kobayashi S, EndoM, et al. Analysis of pore structure of activated carbon fibers using highresolution transmission electron microscopy and image processing. J. Mater. Res. 1995;10:2507.
[27] Yang Y, Mei-Hua Z, Xue G, Zheng-Xiong J. Preparation and characterization of PAN-based ultra-fine activated carbon fiber adsorbent.J. Porous Mater. 2011;18:379e87.
[28] Qiao ZJ, Li JJ, ZhaoNQ,Wei N. Pore size and surface properties of activated carbon fibersmodified by high temperature treatment. N. CarbonMater. 2004;19(1):53e6.
[29] Yu-Chun C, Cheng-Yu Y, Chih-Hsien W. Carbon dioxide adsorption on porous and functionalized activated carbon fibers. Appl. Sci. 2019;9:1977e83.
[30] Linares-Solano A, Cazorla-Amoros D. Adsorption on activated carbon fibers. In: Bottani EJ, Tascón JMD, editors. Adsorption by carbons.Amsterdam: Elsevier; 2008.
[31] Sullivan P, Moate J, Stone B, Atkinson JD, Hashisho Z, RoodMJ. Physical and chemical properties of PAN-derived electrospun activated car-bon nanofibers and their potential for use as an adsorbent for toxic industrial chemicals. Adsorption 2012;18(3e4):265e74.
[32] Mangun CL, Yue ZR, Economy J, Maloney S, Kemme P, Cropek D. Adsorption of organic contaminants from water using tailored ACFs.Chem. Mater. 2001;13:2356e60.
[33] Chiang YC, Lee CY, Lee HC. Surface chemistry of polyacrylonitrile- and rayon-based activated carbon fibers after post heat-treatment. Mater.Chem. Phys. 2007;101(1):199e210.
[34] Fallah RN, Azizian S. Removal of thiophenic compounds from liquid fuel by different modified activated carbon cloths. Fuel Process. Tech-nol. 2012;93(1):45e52.
[35] Li B, Lei Z, Zhang X, Huang Z. Adsorption of simple aromatics from aqueous solutions on modified activated carbon fibers. Catal. Today2010;158(3e4):515e20.
[36] Yang H, Liu H, Zhou K, Yan ZQ, Zhao R, Liu ZH, Qiu JR. Oxidation path analysis of NO in the adsorption and removal process using acti-vated carbon fibers. J. Fuel Chem. Technol. 2012;40(8):1002e8.
[37] Kim BK, Ryu SK, Kim BJ, Park SJ. Adsorption behavior of propylamine on activated carbon fiber surfaces as induced by oxygen functionalcomplexes. J. Colloid Interface Sci. 2006;302(2):695e7.
[38] Kim KD, Park EJ, Seo HO, Jeong MG, Kim YD, Lim DC. Effect of thin hydrophobic films for toluene adsorption and desorption behavior onactivated carbon fiber under dry and humid conditions. Chem. Eng. J. 2012;200:133e9.
[39] Rivera-Utrilla J, Sanchez-Polo M, Gomez-Serrano V, Alvarez PM, Alvim-FerrazMCM, Dias JM. Activated carbonmodifications to enhance itswater treatment applications. An overview. J. Hazard Mater. 2011;187:1e23.
[40] Tascon JMD. Overview of carbon materials in relation to adsorption. In: Bottani EJ, Tascon JMD, editors. Adsorption by carbons. Oxford, UK:Elsevier; 2008.
[41] Ramos ME, Bonelli PR, Cukierman AL, Ribeiro CM, Carrott PJ. Adsorption of volatile organic compounds onto activated carbon clothsderived from a novel regenerated cellulosic precursor. J. Hazard Mater. 2010;177:175e82.
[42] Zheng W, Hu J, Han Z, Wang Z, Zheng Z, Lamg J, Economy J. Synthesis of porous carbon fibers with strong anion exchange functionalgroups. Chem. Commun. 2015;51:9853e6.
[43] Rodrı́guez-Reinoso F, Sepúlveda-Escribano A. Chapter 9: Porous carbons in adsorption and catalysis. In: Nalwa HS, editor. Handbook of sur-faces and interfaces of materials. Burlington: Academic Press; 2001.
[44] Metivier-Pignon H, Faur C, Le Cloirec P. Adsorption of dyes onto activated carbon cloth: using QSPRs as tools to approach adsorptionmechanisms. Chemosphere 2007;66:887e93.
[45] Aber S, Sheydaei M. Removal of COD from industrial effluent containing indigo dye using adsorption method by activated carbon cloth:optimization, kinetic, and isotherm studies. Clean 2012;40:87e94.
[46] Xiaoduo L, Jiefu T, Yuanyuan L, Ningfei S, ShuM, Yong X, Ziyu C. Enhanced dyes adsorption fromwastewater via Fe3O4 nanoparticles func-tionalized activated carbon. J. Hazard Mater. 2019;373:397e407.
[47] Afkhami A, Madrakian T, Karimi Z, Amini A. Effect of impregnation of carbon cloth with ethylene diametetra-acetic acid on its adsorptioncapacity for the adsorption of several metal ions. J. Hazard Mater. 2008;150:408e12.
[48] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[49] Liu ZS, Chen JY, Peng YH. Activated carbon fibers impregnated with Pd and Pt catalysts for toluene removal. J. Hazard Mater. 2013;256e257:
49e55.[50] Afkhami A, Madrakian T, Karimi Z. The effect of acid treatment of carbon cloth on the adsorption of nitrite and nitrate ions. J. Hazard Mater.
2007;144:427e31.[51] Ayranci E, Duman O. Adsorption of aromatic organic acids onto high area activated carbon cloth in relation to wastewater purification.
J. Hazard Mater. 2006;B136:542e52.[52] Li G, Feng Y, Chai X, Yang Z, Zhang X. Adsorption of cyclic organics generated during electrochemical oxidation of orange II by activated
carbon fibers and toxicity test. J. Water Process. Eng. 2015;7:21e6.[53] San Miguel G, Lambert SD, Graham NJD. A practical review of the performance of organic and inorganic adsorbents for the treatment of
contaminated waters. J. Chem. Technol. Biotechnol. 2006;81:1685e96.[54] Fernando RP, Samanta FS, Jose JMO. Adsorption of dyes on activated carbons: influence of surface chemical groups. Carbon 2003;41:811e21.[55] Crini G. Non-conventional low-cost adsorbents for dye removal: a review. Bioresour. Technol. Rep. 2006;97:1061e85.[56] Shakir K, Elkafrawy AF, Ghoneimy HF, Beheir SGE, Refaat M. Removal of rhodamine B (a basic dye) and thoron (an acidic dye) from dilute
aqueous solutions and wastewater simulants by ion flotation. Water Res. 2010;44. 1449e146.
References 263

[57] Metivier-Pignon H, Faur-Brasquet C, Le Cloirec P. Adsorption of dyes onto activated carbon cloths: approach of adsorption mechanisms andcoupling of ACC with ultrafiltration to treat coloured wastewaters. Separ. Purif. Technol. 2003;31:3e11.
[58] Donnaperna L, Duclaux L, Gadiou MPH, Merli C, Pietrell L. Comparison of adsorption of remazol black B and acidol red on microporousactivated carbon felt. J. Colloid Interface Sci. 2009;339:275e84.
[59] NasrMF, Abo El-Ola SM, Ramadan A, HashemA. A comparative study between the adsorption behavior of activated carbon fiber andmodi-fied alginate I. Basic dyes adsorption. Polym. Plast. Technol. Eng. 2006;45:335e40.
[60] Wang L, Yao Y, Zhang Z, Sun L, Lu W, Chen W, Chen H. Activated carbon fibers as an excellent partner of fenton catalyst for dyes decolor-ization by combination of adsorption and oxidation. Chem. Eng. J. 2014;251:348e54.
[61] Kyung-Jun H, Ju-Young P, Young JK, Gunwoo K, Chulmin C, Sungho J, et al. Separation and adsorption behavior of dyestuffs on hollowactivated carbon fiber from biomass. Sci. Technol. 2015;50:1757e67.
[62] Yogendra NP, Bhaskar B, Harish CJ, Anurag S, Nishith V. Aqueous phase adsorption of different sized molecules on activated carbon fibers:effect of textural properties. Chemosphere 2016;155:62e9.
[63] Ravichandran P, Sowmya A, Meenakshi S. Equilibrium and kinetic studies on the removal of basic violet 10 from aqueous solutions usingactivated carbons prepared from industrial wastes. Biorem. J. 2012;16:86e96.
[64] Pelekani C, Snoeyink VL. A kinetic and equilibrium study of competitive adsorption between atrazine and congo red dye on activated car-bon: the importance of pore size distribution. Carbon 2001;39:25e37.
[65] Zhuang X, Wan Y, Feng CM, Shen Y, Zhao DY. Highly efficient adsorption of bulky dye molecules in wastewater on ordered mesoporouscarbons. Chem. Mater. 2009;21:706e16.
[66] Rusova NV, Astashkina OV, Lysenko AA. Adsorption of heavy metals by activated carbon fibers. Fiber Chem. 2015;47:320e3.[67] Zain MA, Amano Y, Machida M. Adsorption of heavy metals onto activated carbons derived from polyacrylonitrile fiber. J. Hazard Mater.
2010;180:552e60.[68] Mohan D, Singh KP. Single- and multi-component adsorption of cadmium and zinc using activated carbon derived from bagassedan agri-
cultural waste. Water Res. 2002;36:2304e18.[69] Rangel-Mendez JR, Streat M. Adsorption of cadmium by activated carbon cloth: influence of surface oxidation and solution pH. Water Res.
2002;36:1244e52.[70] Leyva-Ramos R, Diaz-Flores PE, Aragon-Pina A, Mendoza-Barron J, Guerrero-Coronado RM. Adsorption of cadmium (II) from an aqueous
solution onto activated carbon cloth. Separ. Sci. Technol. 2005;40:2079e94.[71] NasrMF, Abo El-Ola SM,Mosleh S. Application of activated carbon fibers for removal of iron and lead salts fromwaste water. Egypt. J. Chem.
2020;63:1483e96.[72] Nasr MF, Sayeda-El-Sayed M, Safaa SMA, Abo El-Ola SM. Tailored removal of zinc and chrome ions by the adsorption onto nonwoven ACF
(activated carbon fiber) prepared from PAN (polyacrylonitrile) waste. Desalin. Water Treat. 2019;162:252e9.
18. An overview on processing aspects and environmental applications of activated carbon fibers264
C H A P T E R
19
Plasma treatment for sustainablefunctionalization of textiles
Aminoddin Haji1, Chi-Wai Kan21Department of Textile Engineering, Yazd University, Yazd, Iran; 2Institute of Textiles and Clothing, The Hong Kong
Polytechnic University, Hung Hom, Hong Kong
19.1 Introduction
Nowadays, there is an increasing attention to the environmental issues in the textile industry and the scientists arelooking for more sustainable materials and technologies to reduce the impact of textile processes on the environment[1]. Functional textiles are highly demanded in industries such as automotive, aerospace, medical, agriculture, andelectronics. Several traditional processes such as dyeing, printing, and finishing processes have been developed forthe fabrication of functional textiles. Novel methods employing nanotechnology, surface coating, grafting, plasma,laser, ultraviolet (UV) rays, and microencapsulation are among the emerging technologies for the functionalizationof textile materials [2].
Traditional textile processes usually consume large amounts of water and chemicals and produce large quantitiesof wastewater which is dangerous for the environment. Minimization of the consumption of water and toxic chem-icals is a major key to the sustainable production of textiles [3,4]. Wastewater treatment using chemical, biological,and physical techniques and reuse of water can decrease the total consumption of water in textile factories consid-erably [5e7]. Employment of low-water or water-free technologies for the pretreatment, modification, and function-alization of textiles is another approach which is able to minimize the pollution imposed to the environment by thetextile industry.
Plasma treatment is one of the emerging technologies for eco-friendly and sustainable functionalization of textiles.Plasma is considered as the fourth state of matter and is produced when enough energy (in the form of heat or elec-tromagnetic field) is applied to a neutral gas. Electrons, free radicals, positively and negatively charged species, andphotons are produced as a result of the collision of energetic electrons and photons with the atoms and molecules inthe feed gas. Based on the temperature, plasmas can be divided into cold and hot types. Due to the instability of poly-mers and textiles at high temperatures, only low-temperature (cold) plasma is applicable in textile industry [2,8,9].
The interaction of this gaseous mixture with the textile substrates may result in various chemical and physicalchanges of the surface of the textile fibers including cleaning, etching, activation, grafting, and polymerization.The type and extent of the changes depend on several factors including plasma type, processing gas, duration, pres-sure, power, etc. It can be used as a pretreatment or finishing process, or improve a traditional process like dyeing orfinishing [10]. In this chapter the different types of plasma are briefly introduced and the various applications ofplasma treatment in functionalization of textile substrates are summarized.
19.2 Types of plasma
As mentioned earlier, only low-temperature plasma is applicable on textile substrates. Plasma generating equip-ment can be classified based on their working pressure (low pressure or atmospheric pressure), type of high-voltage current (alternating, direct or pulsed direct current), and configuration of the system (inductively coupled
265Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00034-8
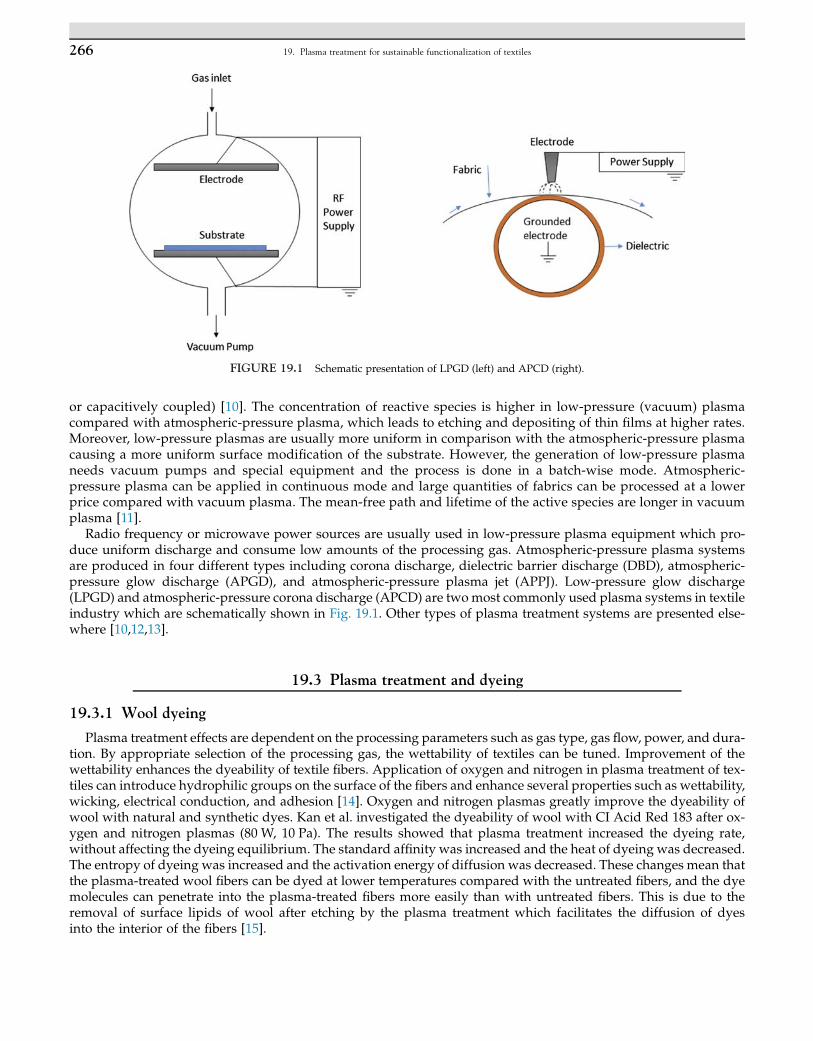
or capacitively coupled) [10]. The concentration of reactive species is higher in low-pressure (vacuum) plasmacompared with atmospheric-pressure plasma, which leads to etching and depositing of thin films at higher rates.Moreover, low-pressure plasmas are usually more uniform in comparison with the atmospheric-pressure plasmacausing a more uniform surface modification of the substrate. However, the generation of low-pressure plasmaneeds vacuum pumps and special equipment and the process is done in a batch-wise mode. Atmospheric-pressure plasma can be applied in continuous mode and large quantities of fabrics can be processed at a lowerprice compared with vacuum plasma. The mean-free path and lifetime of the active species are longer in vacuumplasma [11].
Radio frequency or microwave power sources are usually used in low-pressure plasma equipment which pro-duce uniform discharge and consume low amounts of the processing gas. Atmospheric-pressure plasma systemsare produced in four different types including corona discharge, dielectric barrier discharge (DBD), atmospheric-pressure glow discharge (APGD), and atmospheric-pressure plasma jet (APPJ). Low-pressure glow discharge(LPGD) and atmospheric-pressure corona discharge (APCD) are twomost commonly used plasma systems in textileindustry which are schematically shown in Fig. 19.1. Other types of plasma treatment systems are presented else-where [10,12,13].
19.3 Plasma treatment and dyeing
19.3.1 Wool dyeing
Plasma treatment effects are dependent on the processing parameters such as gas type, gas flow, power, and dura-tion. By appropriate selection of the processing gas, the wettability of textiles can be tuned. Improvement of thewettability enhances the dyeability of textile fibers. Application of oxygen and nitrogen in plasma treatment of tex-tiles can introduce hydrophilic groups on the surface of the fibers and enhance several properties such as wettability,wicking, electrical conduction, and adhesion [14]. Oxygen and nitrogen plasmas greatly improve the dyeability ofwool with natural and synthetic dyes. Kan et al. investigated the dyeability of wool with CI Acid Red 183 after ox-ygen and nitrogen plasmas (80 W, 10 Pa). The results showed that plasma treatment increased the dyeing rate,without affecting the dyeing equilibrium. The standard affinity was increased and the heat of dyeing was decreased.The entropy of dyeing was increased and the activation energy of diffusion was decreased. These changes mean thatthe plasma-treated wool fibers can be dyed at lower temperatures compared with the untreated fibers, and the dyemolecules can penetrate into the plasma-treated fibers more easily than with untreated fibers. This is due to theremoval of surface lipids of wool after etching by the plasma treatment which facilitates the diffusion of dyesinto the interior of the fibers [15].
FIGURE 19.1 Schematic presentation of LPGD (left) and APCD (right).
19. Plasma treatment for sustainable functionalization of textiles266

Similar results were obtained in chrome dyeing of the plasma-treated wool fibers. The effect of the nature of theplasma processing gas on the rate of chrome dyeing of wool fibers was as follows [16]:
N2/O2 > N2 > O2
When dyeing the oxygen plasma-treated wool with a reactive dye, both the dyeing rate and exhaustion (%) aresignificantly increased. Oxygen plasma introduces oxygen-containing functional groups on the surface of wool fi-bers which leads to enhanced interaction between the wool protein and reactive dye molecules [17e19]. Naebeet al. showed that atmospheric-pressure plasma treatment improved the exhaustion and leveling of reactive dyeson wool fibers [20]. Another study revealed that the effect of helium plasma at atmospheric pressure was more pro-nounced on the rate of dyeing of wool fibers with hydrophilic dyes compared with the hydrophobic dyes. The equi-librium at 90�C was not affected significantly by the plasma treatment [21].
Plasma treatment can enhance the dyeing of wool with natural dyes and reduce the need for metal mordants,which is commonly used in natural dyeing of wool [12]. Oxygen plasma enhanced the dyeability of wool withberberine [22], wild rue seeds [23,24], Arnebia euchroma [25,26], Rheum ribes L. flowers [27], cumin seeds [28], cottonpods [29], grape leaves [30,31], cochineal [32], henna, yarrow [33], Acacia nilotica, Acacia catechu [34], walnut, andweld [35].
19.3.2 Cotton dyeing
Plasma treatment alters the surface chemical and physical properties of cotton and affects its wettability, dyeing,and printing properties. Introduction of new functional groups and increasing the surface roughness improves theexhaustion rate of synthetic and natural dyes on cotton [36]. The radicals introduced on cotton fibers by plasma treat-ment facilitates the attachment of biopolymers such as chitosan which enhances the dyeability and antibacterial ac-tivity of cotton. Plasma treatment and chitosan attachment improved the dyeability of cotton with the extracts ofcotton pods [37], pomegranate rinds [38], madder, weld [39], walnut, direct, and acid dyes [35,40]. Fig. 19.2 showsthe surface etching of cotton fibers after plasma treatment. The deposition of chitosan is also evident in this figure.The amine groups of chitosan enable the modified cotton to absorb the anionic natural and synthetic dyes better thanthe unmodified fibers [40].
Atmospheric-pressure oxygen and helium plasma treatment of cotton improved the pigment dyeing of cotton inthe presence of a binder [41,42]. Oxygen and ammonia plasma treatment improved the dyeability of cotton with theextract of green tea. The ultraviolet protection factor (UPF) of the ammonia plasmaetreated and green teaedyed cot-ton reached the value of 50, which indicates an excellent protection [43]. Helmy et al. used atmospheric plasma forthe graft polymerization of diallyldimethylammonium chloride (DADMAC) on cotton, which enhanced thedyeability of cotton with acid and acid dyes considerably [44,45].
Pigment dyeing of cotton is challenging for textile dyer due to the poor fastness. With the use of plasma treatment,Man et al. improved the color properties as well as color fastness issue of cotton fabric dyed with pigment [46].
FIGURE 19.2 SEM images of unmodified (A), plasma-treated (B), and chitosan-treated (C) cotton fibers [40].
19.3 Plasma treatment and dyeing 267
19.3.3 Silk dyeing
Surface modification of silk with helium and oxygen plasma jet improved its dyeability with acid leveling andmetal-complex dyes [47e49]. APGD plasma improved the color strength of silk fibers when dyed with C.I. Naturalyellow 3 (curcumin). However, the rubbing fastness of the plasma-treated and dyed sample was lower comparedwith the untreated silk [50]. Oxygen and argon plasmas increased the adsorption of lac natural dye on silk [51]. Sur-face treatment of silk fibers with atmospheric-pressure helium/nitrogen plasma increased the amount of aminegroups and increased the rate of dyeing with acid dyes which resulted in the exhaustion at lower temperatures(40�C instead of 90�C) [52,53]. Pretreatment of silk fabric with oxygen, nitrogen, and helium plasmas (atmosphericpressure) improved its dyeability with reactive dyes [54].
19.3.4 Polyester and nylon dyeing
Plasma treatment is able to alter the surface characteristics and dyeability of synthetic fibers as well. Air DBDplasma treatment of nylon 6 fabric introduced new polar groups on the surface and improved the rate of dyeingand color strength in dyeing with indigo [55]. Wakida et al. showed that oxygen plasma treatment increased therate of dyeing with basic dyes, while decreased that of the acid dyes [56]. Haji et al. also confirmed that air DBDtreatment improved the dyeing of nylon 6 fabric with berberine as a natural cationic dye [57].
Plasma treatment of polyester (PET) fibers affects their wettability and alters their dyeing and printing properties[58]. Sarmadi and Kwon showed that oxygen plasma treatment improved the water uptake and surface dyeability ofpolyester fibers with basic dyes. Application of CF4 plasma on polyester fibers increased the hydrophobicity of thesubstrate, but the surface dyeing with basic dyes was enhanced as well [59].
Atmospheric-pressure jet nitrogen plasma (APPJ) treatment introduced nitrogen-containing groups on the sur-face of polyester fibers and improved the dyeability with a disperse dye [60]. Another study revealed that low-pressure air plasma treatment improved the dyeability of polyester fibers with direct dyes. The O/C and N/C ratioswere increased by increasing the plasma treatment time and the surface roughness was increased [61]. Similar re-sults were obtained when polyester fabric was treated with BDB oxygen plasma and dyed with two dispersedyes [62]. Introduction of amine groups on polyester fibers by ammonia plasma or oxygen plasma followed bypoly vinyl amine treatment improved the dyeability with acid and reactive dyes [63]. Low-pressure plasmapolymerization using ammonia/acetylene also introduced amino groups on the surface of polyester fibers, andenhanced the dyeability with acid dyes [64]. The introduction of C]O and eCOOH groups on polyester fibersby oxygen DBD plasma increased the uptake of cationic-disperse dyes at 95�C by 100% compared with the untreatedfibers [65].
Kerkeni et al. concluded that although the dyeing of polyester fabric with curcumin followed the classical dyeingbehavior, preactivation with air DBD plasma did not make any significant changes in the dyeing properties of thesamples [66]. Dave et al. showed that the pretreatment of polyester with air DBD plasma improved the color strengthof the samples by 21% when dyed with a mixture of madder and pomegranate rind powders [67].
19.3.5 Polypropylene and acrylic dyeing
Polypropylene (PP) fibers have a nonpolar polymeric structure, which makes its dyeing with the conventionalmethods very difficult. Plasma treatment has a great potential to improve the dyeability of PP fibers. Low-pressure heliumDC plasma treatment improved the dyeability of PP fibers with disperse dyes and the color strengthwas increased by increasing the plasma treatment time between 4 and 20 min [68]. Grafting of acrylic acid on PPfibers by plasma initiation improved the dyeability with cationic dyes [69]. Low-pressure oxygen improved thedyeability of PP with cationic dyes while the nitrogen plasma treatment enhanced the dyeability with direct andacid dyes. Both nitrogen and oxygen plasma treatments showed small improvement in the dyeability of PP withdisperse dyes due to the lack of polar groups in the structure of disperse dyes [70].
There is a limited number of studies on the effect of plasma treatment on dyeability of acrylic fibers. Labay et al.showed that air plasma treatment increased the amount of oxygen and nitrogen groups on the surface of acrylic fi-bers by 10.7% and 3.6%, respectively. Due to the increase in roughness and surface functional groups, the dye uptakeof the plasma-treated fabrics was increased by 24.7%, and the K/S value of was increased by 8.8% comparedwith theuntreated sample. The initial rate of dyeing (first 60 s) was increased by 58.3% due to the improved wettability andaccess of the dyes to the fiber after corona plasma treatment [71,72].
19. Plasma treatment for sustainable functionalization of textiles268
19.4 Plasma treatment and finishing
19.4.1 Antimicrobial activity
Plasma treatment enhances the loading and attachment of natural and synthetic antimicrobial agents. Vajpayeeet al. applied a DBD air plasma pretreatment to enhance the coating of banana fabric with the extracts of greentea and tulsi leaves. The positive effect of plasma treatment on wettability, roughness, and surface polar groupscaused an increase in the loading of these bioactive agents and enhanced antibacterial activity of the finished fabric[73]. Oxygen plasma pretreatment enhanced the loading of various medicinal plant extracts on cotton and wool fab-rics and imparted antibacterial activity with enhanced fastness against laundering to the finished substrates [74,75].
DBD plasma enhanced the adsorption of alkyldimethylbenzylammonium chloride (ADBAC) as disinfectant onpolyester, cotton/polyester, and cotton wiping fabrics. However, only the antibacterial activity of the pure polyestersamples was improved upon the plasma pretreatment [76]. Plasma treatment also enhances the loading of nanopar-ticles on textiles. DBD plasma treatment of PET fabric increased the amount of hydroperoxide, CeO, OeC]O, NOx,and eC-N on the surface and enhanced the attachment of a silver-based nano-sol on the samples, which caused areduction of >90% and >60% against Staphylococcus aureus and Klebsiella pneumonia, respectively. The antibacterialactivity was remained unaffected after 20 washing cycles [77]. DBD plasma-treated polyamide 6.6 fabrics showedhigher Ag nanoparticles deposition upon exhaustion and spray applicationmethods and showed better antibacterialactivity compared with the untreated samples subjected to the same nanoparticle finishing process [78]. APPJ pre-treatment (Ar/O2) enhanced the antibacterial property of the cotton fabric treated with silver nanoparticles [79]. Theloading of in situ synthesized silver nanoparticles has been further improved by plasma treatment followed byacrylic acid grafting as well as deposition of TiO2 nanoparticles [80,81].
Tsou et al. employed a padedryeplasma method for grafting of a quaternary methyl diallyl ammonium salt onPP nonwoven. Argon and oxygen plasma introduced peroxide and carboxylic acid groups on the fabric and pro-moted the grafting of the antimicrobial agent of the fibers [82]. Plasma treatment has been employed as a meansfor grafting of chitosan, fibroin, and sericin as eco-friendly antibacterial agents on different textile fibers [37,83e86].
Zhou et al. [87,88] studied the application of plasma in different stages of applying N-halamine compounds tocotton fabric. Experimental results revealed that the plasma treatment can enhance the application of N-halamineto cotton fabric with good rechargeable antimicrobial function. Meanwhile, Zhou et al. also studied that plasmacan assist the adhesion of chitosan to cotton fabric and hence improved antimicrobial properties of cotton fabric.Moreover, Zhou et al. [89] used nitrogen plasma to introduce nitrogen group to cotton fabric which can be furtherchlorinated to have stable antibacterial function.
19.4.2 Scouring and desizing
Plasma treatment enhances the wettability of textile fibers and improves the scouring and desizing yield. Wanget al. showed that DBD and low-pressure oxygen plasma treatments improved the effectiveness of cotton bio-scouring using pectinase enzyme [90,91]. Oxygen, helium, air/helium, and CF4 plasmas were effective in improvingthe desizing of PVA by a mechanism involving ablation and chain scission leading to better solubility of PVA [92,93].X-ray photoelectron spectroscopy (XPS) confirmed the surface chemical changes including chain scission and forma-tion of new functional groups on PVA films after air/O2/He plasma, which enhanced the solubility of PVA in coldwater and increased the weight loss of the cotton during the desizing [94]. Atmospheric-pressure O2 and He/O2
plasmas improved the desizing of starch-sized cotton yarns as well [95,96]. Another study showed that microwaveplasma pretreatment enhanced the efficiency of hot water desizing of polyester size from PET fabric and replaced thealkaline desizing method [97]. Kan et al. [98] used atmospheric pressure plasma to treat gray cotton fabric and gooddesizing effect was obtained for starch size.
19.4.3 Flame retardancy
Plasma treatment can be employed in flame-retardant finishing of textiles by twomechanisms including improve-ment of deposition of conventional and nano-sized flame retardants and plasma-induced graft polymerization ofnew flame retardants [99]. Plasma treatment improved the add-on and uniformity of flame retardants on PET/cot-ton fabric and enhanced the flame-retardant property of the finished fabric [100]. Thi et al. confirmed the possibilityto reduce the curing temperature in flame-retardant (N-methylol dimethylphosphine propionamide) finishing ofcotton using padedryecure method and avoid the strength loss of the fibers by a pretreatment with DBD plasma
19.4 Plasma treatment and finishing 269
[101]. Plasma activation of PET fabric enhanced the loading of montmorillonite on the surface and increased the timeto ignition (up to 104%) and reduced the heat release rate for 10% compared with the untreated PET samples [102].
Flame-retardant property was imparted to polyester fabric by plasma polymerization of hexamethyldisiloxane(HMDS) in presence of oxygen [103]. In another study vinyl phosphonic acid and 1,3,5,7-tetravinyl-1,3,5,7-tetramethylcyclotetrasiloxane were cross-linked on cotton fabric by oxygen plasma polymerization and excellentflame-retardant property and durability was achieved [104]. In another study, microwave argon plasma wasemployed for graft polymerization of (methacryloyl oxyethyl) phosphate (DEMEP), diethyl (acryloyloxymethyl)phosphonate (DEAMP), dimethyl (acryloyloxymethyl) phosphonate (DMAMP), diethyl (acryloyloxyethyl) phos-phoramidate (DEAEPN), and acryloyloxy-1,3-bis(diethylphosphoramidate) propan (BisDEAEPN) on cotton fabricand the limiting oxygen index (LOI) of the samples was increased [105]. Zhou et al. employed plasma activationfor grafting of maleic acid on PET fibers and pentaerythritol phosphate urea salt was reacted with the functionalizedsurface by padedryecure method. The prepared sample showed a high LOI of 29.3 with good fastness against 15laundering cycles [106].
19.4.4 Self-cleaning property
Self-cleaning textiles are usually prepared by surface coating of nanoparticles with photocatalytic activity such asTiO2 and ZnO. Plasma treatment can enhance the deposition and fixation of the nanoparticles on the surface throughactivation and etching. Shahidi et al. activated the surface of PET fabric by low-pressure air plasma which enhancedthe TiO2 absorption rate and improved the self-cleaning property and fastness of the prepared samples [107]. Hajiet al. reported similar results by activation of PET fabric with oxygen plasma and application of TiO2 nanoparticlesby a padedryecure method [108]. Oxygen plasma pretreatment was also effective in improvement of self-cleaningfinishing of wool/PET fabric by TiO2 nanoparticles. The optimum condition was obtaining the highest self-cleaningactivity on wool/PET fabric plasma treatment for 250 s (100 W) and paddingwith 17.5 g/LTiO2 nanoparticles, 6 g/Lcitric acid, 3 g/L sodium hypophosphite. Drying was done for 3 min at 100�C, followed by curing at 150�C for 3 min[109]. Radio frequency and microwave plasma treatments also improved the self-cleaning of wool/polyamide fabrictreated with TiO2 nanoparticles [110].
Oxygen plasma treatment of PET fabric improved the adhesion of anatase TiO2 nanoparticles fabricated by a solegel process and significantly enhanced the self-cleaning and UV protection activity of the prepared sample [111].
Another method for preparation of self-cleaning textiles is by increasing the hydrophobicity and surface rough-ness, which facilitates the removal of dirt form the surface by water droplets. Fluorocarbon and silane polymers areamong the most common compounds employed for this purpose. Plasma polymerization of hexamethyldisiloxan(HMDSO) on cotton and silk fabrics increased the water contact angle significantly and imparted self-cleaning prop-erty to the fabrics [112,113].
19.4.5 Hydrophobic and oleophobic property
The hydrophilicity and hydrophobicity of textile fibers can be tuned by plasma treatment alone or followed byother treatments. Low-pressure Ar/O2 and He/O2 plasma improved the hydrophilicity of PET fabrics due to theformation of surface polar groups and decreased the water contact angle significantly. The hydrophilization effectwas higher in case of fabrics with loose weave structure compared with the fabric with thigh structure [114].LPGD air plasma also improved the hydrophilicity and increased the surface roughness of cotton fabric [115].Lao et al. reported the attachment of positively charged silica nanoparticles on plasma-treated cotton fabric whichresulted in superhydrophilic fabric with contact angle of w0 degree [116]. Application of plasma and subsequentlow molecular weight chitosan treatment on PET fabric improved its hydrophilicity [117].
Yang et al. used atmospheric-pressure air, N2, and O2 plasma for graft polymerization of two silane monomersincluding octamethylcyclotetrasiloxane (D4) and hexamethyldisiloxan (HMDSO) on cotton nonwoven. The modi-fied samples showed a water contact angle of 155 degrees [113]. Water contact angle of 162 degrees was obtainedon cotton fabric by plasma polymerization of fluorocarbon precursors [118]. 1,1,2,2-tetrahydroperfluorodecyl acry-late was graft polymerized on polyacrylonitrile fabric using low-pressure microwave argon plasma, which resultedin good hydrophobic and oleophobic properties [119]. Graft polymerization of SF6 on silk fabric was conducted bythe use of low-pressure radio-frequency plasma which increased the water contact angle of water on silk from 75degrees to 140 degrees and a water droplet adsorption time of 180 min was obtained. The optimum hydrophobicitywas obtained when the plasma treatment was done under the pressure of 3e5 mTorr, power of 50 W, for 3 min [120].Similar results were reported by Hodak et al. [121].
19. Plasma treatment for sustainable functionalization of textiles270
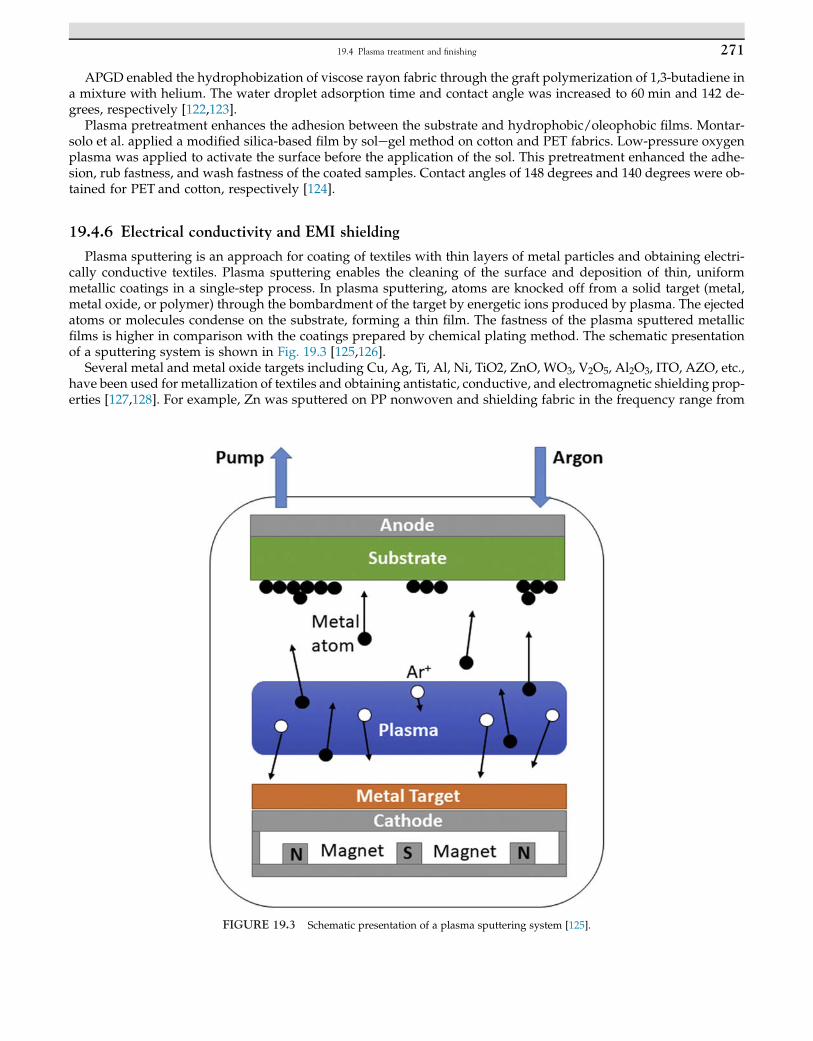
APGD enabled the hydrophobization of viscose rayon fabric through the graft polymerization of 1,3-butadiene ina mixture with helium. The water droplet adsorption time and contact angle was increased to 60 min and 142 de-grees, respectively [122,123].
Plasma pretreatment enhances the adhesion between the substrate and hydrophobic/oleophobic films. Montar-solo et al. applied a modified silica-based film by solegel method on cotton and PET fabrics. Low-pressure oxygenplasma was applied to activate the surface before the application of the sol. This pretreatment enhanced the adhe-sion, rub fastness, and wash fastness of the coated samples. Contact angles of 148 degrees and 140 degrees were ob-tained for PET and cotton, respectively [124].
19.4.6 Electrical conductivity and EMI shielding
Plasma sputtering is an approach for coating of textiles with thin layers of metal particles and obtaining electri-cally conductive textiles. Plasma sputtering enables the cleaning of the surface and deposition of thin, uniformmetallic coatings in a single-step process. In plasma sputtering, atoms are knocked off from a solid target (metal,metal oxide, or polymer) through the bombardment of the target by energetic ions produced by plasma. The ejectedatoms or molecules condense on the substrate, forming a thin film. The fastness of the plasma sputtered metallicfilms is higher in comparison with the coatings prepared by chemical plating method. The schematic presentationof a sputtering system is shown in Fig. 19.3 [125,126].
Several metal and metal oxide targets including Cu, Ag, Ti, Al, Ni, TiO2, ZnO, WO3, V2O5, Al2O3, ITO, AZO, etc.,have been used for metallization of textiles and obtaining antistatic, conductive, and electromagnetic shielding prop-erties [127,128]. For example, Zn was sputtered on PP nonwoven and shielding fabric in the frequency range from
FIGURE 19.3 Schematic presentation of a plasma sputtering system [125].
19.4 Plasma treatment and finishing 271
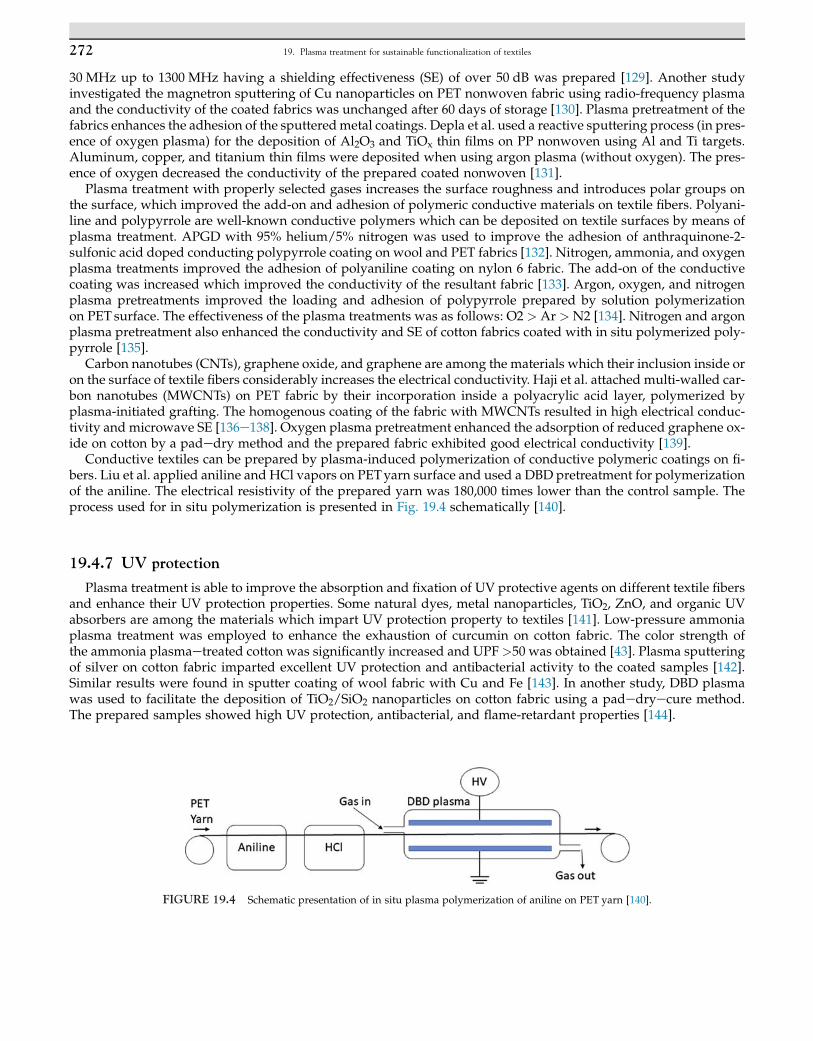
30 MHz up to 1300 MHz having a shielding effectiveness (SE) of over 50 dB was prepared [129]. Another studyinvestigated the magnetron sputtering of Cu nanoparticles on PET nonwoven fabric using radio-frequency plasmaand the conductivity of the coated fabrics was unchanged after 60 days of storage [130]. Plasma pretreatment of thefabrics enhances the adhesion of the sputteredmetal coatings. Depla et al. used a reactive sputtering process (in pres-ence of oxygen plasma) for the deposition of Al2O3 and TiOx thin films on PP nonwoven using Al and Ti targets.Aluminum, copper, and titanium thin films were deposited when using argon plasma (without oxygen). The pres-ence of oxygen decreased the conductivity of the prepared coated nonwoven [131].
Plasma treatment with properly selected gases increases the surface roughness and introduces polar groups onthe surface, which improved the add-on and adhesion of polymeric conductive materials on textile fibers. Polyani-line and polypyrrole are well-known conductive polymers which can be deposited on textile surfaces by means ofplasma treatment. APGD with 95% helium/5% nitrogen was used to improve the adhesion of anthraquinone-2-sulfonic acid doped conducting polypyrrole coating on wool and PET fabrics [132]. Nitrogen, ammonia, and oxygenplasma treatments improved the adhesion of polyaniline coating on nylon 6 fabric. The add-on of the conductivecoating was increased which improved the conductivity of the resultant fabric [133]. Argon, oxygen, and nitrogenplasma pretreatments improved the loading and adhesion of polypyrrole prepared by solution polymerizationon PET surface. The effectiveness of the plasma treatments was as follows: O2 > Ar > N2 [134]. Nitrogen and argonplasma pretreatment also enhanced the conductivity and SE of cotton fabrics coated with in situ polymerized poly-pyrrole [135].
Carbon nanotubes (CNTs), graphene oxide, and graphene are among the materials which their inclusion inside oron the surface of textile fibers considerably increases the electrical conductivity. Haji et al. attached multi-walled car-bon nanotubes (MWCNTs) on PET fabric by their incorporation inside a polyacrylic acid layer, polymerized byplasma-initiated grafting. The homogenous coating of the fabric with MWCNTs resulted in high electrical conduc-tivity and microwave SE [136e138]. Oxygen plasma pretreatment enhanced the adsorption of reduced graphene ox-ide on cotton by a padedry method and the prepared fabric exhibited good electrical conductivity [139].
Conductive textiles can be prepared by plasma-induced polymerization of conductive polymeric coatings on fi-bers. Liu et al. applied aniline and HCl vapors on PETyarn surface and used a DBD pretreatment for polymerizationof the aniline. The electrical resistivity of the prepared yarn was 180,000 times lower than the control sample. Theprocess used for in situ polymerization is presented in Fig. 19.4 schematically [140].
19.4.7 UV protection
Plasma treatment is able to improve the absorption and fixation of UV protective agents on different textile fibersand enhance their UV protection properties. Some natural dyes, metal nanoparticles, TiO2, ZnO, and organic UVabsorbers are among the materials which impart UV protection property to textiles [141]. Low-pressure ammoniaplasma treatment was employed to enhance the exhaustion of curcumin on cotton fabric. The color strength ofthe ammonia plasmaetreated cotton was significantly increased and UPF >50 was obtained [43]. Plasma sputteringof silver on cotton fabric imparted excellent UV protection and antibacterial activity to the coated samples [142].Similar results were found in sputter coating of wool fabric with Cu and Fe [143]. In another study, DBD plasmawas used to facilitate the deposition of TiO2/SiO2 nanoparticles on cotton fabric using a padedryecure method.The prepared samples showed high UV protection, antibacterial, and flame-retardant properties [144].
FIGURE 19.4 Schematic presentation of in situ plasma polymerization of aniline on PET yarn [140].
19. Plasma treatment for sustainable functionalization of textiles272

19.5 Conclusion
Plasma treatment as an environmentally friendly process has a great potential for application in various processesin textile industry. It can be applied as a pretreatment for improvement of dyeability of various textile fibers withdifferent synthetic and natural dyes. Plasma treatment improves the efficiency of scouring and desizing processesand is beneficial in functional finishing of textiles. The loading of antimicrobial agents, grafting of various com-pounds such as antimicrobial compounds, flame-retardant agents, hydrophobic monomers, and electrically conduc-tive polymers can be improved by plasma treatment. It can enhance the self-cleaning and UV protection finishingprocesses as well. With the great potential of plasma treatment, it can reduce the environmental pollution, energy,and chemical consumption, without deterioration of the bulk properties of the textile fibers with lower costs,compared with the conventional textile wet processes.
References
[1] Avadanei M, Olaru S, Ionescu I, Ciobanu L, Alexa L, Luca A, Ursache M, Olmos M, Aslanidis T, Belakova D, Silva C. ICT new tools for asustainable textile and clothing industry. Ind. Text. 2020;71(5):504e12.
[2] Nadi A, Boukhriss A, Bentis A, Jabrane E, Gmouh S. Evolution in the surface modification of textiles: a review. Text. Prog. 2018;50(2):67e108.[3] Rather LJ, Jameel S, Dar OA, Ganie SA, Bhat KA, Mohammad F. Advances in the sustainable technologies for water conservation in textile
industries. In: Muthu SS, editor. Water in textiles and fashion. Woodhead Publishing; 2019. p. 175e94.[4] Ozturk E, KoseogluH, Karaboyacı M, Yigit NO, Yetis U, Kitis M.Minimization of water and chemical use in a cotton/polyester fabric dyeing
textile mill. J. Clean. Prod. 2016;130:92e102.[5] Alkaya E, Demirer GN. Sustainable textile production: a case study from a woven fabric manufacturing mill in Turkey. J. Clean. Prod. 2014;
65:595e603.[6] Qamar MT, Mumtaz HM, Mohsin M, Asghar HN, Iqbal M, Nasir M. Development of floating treatment wetlands with plant-bacteria part-
nership to clean textile bleaching effluent. Ind. Text. 2019;70(6):502e11.[7] Qian J-H, Li Y, Qiu Y-Y, Xu P-H, Yang Y-D, Wang L-L. Accounting and evaluation of chemical footprint of cotton woven fabrics. Ind. Text.
2020;71(3):209e14.[8] Kan C-w, Yuen C-WM. Plasma technology in wool. Text. Prog. 2007;39(3):121e87.[9] Conrads H, Schmidt M. Plasma generation and plasma sources. Plasma Sources Sci. Technol. 2000;9(4):441e54.[10] Kan CW, Yuen CWM. Textile modification with plasma treatment. Res. J. Text. Apparel 2006;10(1):49e64.[11] Man WS, Kan CW, Ng SP. Plasma treatment for pigment application to textiles - a critical review. Res. J. Text. Apparel 2015;19(1):11e24.[12] Haji A, Naebe M. Cleaner dyeing of textiles using plasma treatment and natural dyes: a review. J. Clean. Prod. 2020;265:121866.[13] Haji A, Haque ANMA, Naebe M. The effect of plasma treatment on dyeing of synthetic fibers. In: Rather LJ, Haji A, Shabbir M, editors.
Innovative and emerging technologies for textile dyeing and finishing. Wiley-Scrivener Publishing; 2021. p. 213e34.[14] NaebeM, Cookson PG, Denning R,Wang X. Use of low level plasma for enhancing the shrink resistance of wool fabric treatedwith a silicone
polymer. J. Text. Inst. 2011;102(11):948e56.[15] Kan CW, Chan K, Yuen CWM, Miao MH. Plasma modification on wool fibre: effect on the dyeing properties. J. Soc. Dyers Colour. 1998;
114(2):61e5.[16] Kan CW, Chan K, Yuen CWM, Miao MH. The effect of low-temperature plasma on the chrome dyeing of wool fibre. J. Mater. Process. Tech-
nol. 1998;82(1e3):122e6.[17] Kan CW. Dyeing behavior of low temperature plasma treated wool. Fibers Polym. 2006;7(3):262e9.[18] Kan CW, Yuen CWM. Dyeing behaviour of low temperature plasma treated wool. Plasma Process. Polym. 2006;3(8):627e35.[19] Kan C. Effect of low temperature plasma on different wool dyeing systems. Autex Res. J. 2007;7(4):255e63.[20] NaebeM, Cookson PG, Rippon JA, Wang XG. Effects of leveling agent on the uptake of reactive dyes by untreated and plasma-treated wool.
Text. Res. J. 2010;80(7):611e22.[21] NaebeM, Cookson PG, Rippon J, Brady RP, Xungai W, Brack N, Riessen Gv. Effects of plasma treatment of wool on the uptake of sulfonated
dyes with different hydrophobic properties. Textil. Res. J. 2010;80(4):312e24.[22] Haji A, Shoushtari AM. Natural antibacterial finishing of wool fiber using plasma technology. Ind. Text. 2011;62(5):244e7.[23] Haji A. Dyeing of wool with peganum harmala seed extract improved by metal mordants and plasma treatment. In: 6th TEXTEH interna-
tional conference; 2013 [Bucharest, Romania].[24] Haji A. Effect of metal mordants and plasma treatment on dyeing of wool with wild rue seeds extract. In: 1st international conference on
applied chemical, biological and agricultural sciences; 2014 [Faisalabad, Pakistan].[25] Haji A, Amiri Z, Qavamnia SS. Natural dyeing of wool with Arnebia euchroma optimized by plasma treatment and response surface
methodology. J. Biodivers. Environ. Sci. 2014;5(2):493e8.[26] Haji A. Application of D-optimal design in the analysis and modelling of dyeing of plasma-treated wool with three natural dyes. Color.
Technol. 2020;136(2):137e46.[27] Ansari B, Mehrizi MK, Haji A. Dyeing of oxygen plasma treated wool fibers with Rhuem Ribes L. flowers. J. Color Sci. Technol. 2015;9(2):
135e43.[28] Haji A, Qavamnia SS. Response surface methodology optimized dyeing of wool with cumin seeds extract improved with plasma treatment.
Fibers Polym. 2015;16(1):46e53.[29] Haji A, Khajeh Mehrizi M, Sharifzadeh J. Dyeing of wool with aqueous extract of cotton pods improved by plasma treatment and chitosan:
optimization using response surface methodology. Fibers Polym. 2016;17(9):1480e8.
References 273

[30] Haji A, Qavamnia SS, Bizhaem FK. Optimization of oxygen plasma treatment to improve the dyeing of wool with grape leaves. Ind. Text.2016;67(4):244e9.
[31] Haji A, Payvandy P. Application of ANN and ANFIS in prediction of color strength of plasma-treated wool yarns dyed with a naturalcolorant. Pigm. Resin Technol. 2020;49(3):171e80.
[32] Sajed T, Haji A, Mehrizi MK, Nasiri Boroumand M. Modification of wool protein fiber with plasma and dendrimer: effects on dyeing withcochineal. Int. J. Biol. Macromol. 2018;107(Part A):642e53.
[33] Haji A. Natural dyeing of wool with henna and yarrow enhanced by plasma treatment and optimized with response surface methodology.J. Text. Inst. 2020;111(4):467e75.
[34] Ratnapandian S, Wang L, Fergusson SM, Naebe M. Effect of atmospheric plasma treatment on pad-dyeing of natural dyes on wool. J. FiberBioeng. Inf. 2011;4(3):267e76.
[35] Haji A. Plasma activation and chitosan attachment on cotton and wool for improvement of dyeability and fastness properties. Pigm. ResinTechnol. 2020;49(6):483e9.
[36] Naebe M, Haque ANMA, Haji A. The effect of plasma treatment on dyeing of natural fibers. In: Rather LJ, Haji A, Shabbir M, editors. Inno-vative and emerging technologies for textile dyeing and finishing. Wiley-Scrivener Publishing; 2021.
[37] Haji A, KhajehMehrizi M, Hashemizad S. Plasma and chitosan treatments for improvement of natural dyeing and antibacterial properties ofcotton and wool. Vlakna a Text. 2016;23(3):86e9.
[38] Haji A. Improved natural dyeing of cotton by plasma treatment and chitosan coating; optimization by response surfacemethodology. Cellul.Chem. Technol. 2017;51(9e10):975e82.
[39] Haji A. Dyeing of cotton fabric with natural dyes improved bymordants and plasma treatment. Prog. Color Color. Coat. 2019;12(3):191e201.[40] Haji A, Qavamnia SS, Bizhaem FK. Salt free neutral dyeing of cottonwith anionic dyes using plasma and chitosan treatments. Ind. Text. 2016;
67(2):109e13.[41] Kan C-W, Man W-S. Pigment dyeing of atmospheric pressure plasma-treated cotton fabric. Appl. Sci. 2018;8(4):552.[42] Kan C-W, Man W-S. Enhancing dark shade pigment dyeing of cotton fabric using plasma treatment. Coatings 2017;7(7):104.[43] Gorjanc M, Mozeti�c M, Vesel A, Zaplotnik R. Natural dyeing and UV protection of plasma treated cotton. Eur. Phys. J. D 2018;72(3):41e6.[44] Helmy HM, Hauser P, El-Shafei A. Influence of atmospheric plasma-induced graft polymerization of DADMAC into cotton on dyeing with
acid dyes. J. Text. Inst. 2017:1e8.[45] Ramamoorthy A, Helmy HM, Rajbhandari R, Hauser P, El-Shafei A. Plasma induced graft polymerization of cationic and fluorocarbon
monomers into cotton: enhanced dyeability and photostability. Ind. Eng. Chem. Res. 2016;55(31):8501e8.[46] ManWS, Kan CW, Ng SP. The use of atmospheric pressure plasma treatment on enhancing the pigment application to cotton fabric. Vacuum
2014;99(0):7e11.[47] WangWY,MaWC, Kan CW, Sarikanon C, Sarikanon C, Kunadiloke S, Mongkholrattanasit R. The effect of plasma pretreatment of dyeability
of silk with acid dye. Key Eng. Mater. 2020;831:165e70.[48] Wang WY, Choi HT, Kan CW, Jaroensappayanant P, Rug-Ngam P, Surakul K, Mongkholrattanasit R. Effect of plasma pre-treatment on the
dyeability of silk fabric with metal-complex dye. Key Eng. Mater. 2019;818:21e5.[49] Kan C-W, Lam YL, Li MY. The effect of plasma treatment on the dyeing properties of silk fabric. Color. Technol. 2016;132(1):9e16.[50] Cheng F, Yibo H, Chenggang J, Lanjian Z, Xuemei W, Wenli W. The effect of atmospheric pressure glow discharge plasma treatment on the
dyeing properties of silk fabric. Plasma Sci. Technol. 2020;22(1):015503.[51] Boonla K, Saikrasun S. Influence of silk surface modification via plasma treatments on adsorption kinetics of lac dyeing on silk. Text. Res. J.
2013;83(3):288e97.[52] Teli MD, Samanta K, Pandit P, Basak S, Chattopadhyay SK. Low-temperature dyeing of silk fabric using atmospheric pressure helium/ni-
trogen plasma. Fibers Polym. 2015;16(11):2375e83.[53] Teli M, Samanta KK, Pandit P, Basak S, Chattopadhyay S. Low temperature dyeing of silk using atmospheric plasma treatment. Indian J. Nat.
Fibres V 2014;1(1):1e7.[54] Iriyama Y, Mochizuki T, Watanabe M, UtadaM. Plasma treatment of silk fabrics for better dyeability. J. Photopolym. Sci. Technol. 2002;15(2):
299e306.[55] Fan F, Wu Y, Wu X. Energy-efficient dyeing of nylon 6 using indigo powder dyestuff after atmospheric plasma treatment at ambient
pressure. Color. Technol. 2019;135(4):322e32.[56] Wakida T, Lee M, Sato Y, Ogasawara S, Ge Y, Niu S. Dyeing properties of oxygen low-temperature plasma-treated wool and nylon 6 fibres
with acid and basic dyes. J. Soc. Dyers Colour. 1996;112(9):233e6.[57] Haji A, Mousavi Shoushtari A, Mirafshar M. Natural dyeing and antibacterial activity of atmospheric-plasma-treated nylon 6 fabric. Color.
Technol. 2014;130(1):37e42.[58] Jamaliniya S, Samei N, Shahidi S. Using low temperature plasma for surface modification of polyester fabric: dyeing and printing
improvement. J. Text. Inst. 2019;110(5):647e51.[59] Sarmadi AM, Young Ah K. Improvedwater repellency and surface dyeing of polyester fabrics by plasma treatment. Text. Chem. Color. 1993;
25(12):33e40.[60] El-Nagar K, Saudy MA, Eatah AI, Masoud MM. DC pseudo plasma discharge treatment of polyester textile surface for disperse dyeing.
J. Text. Inst. 2006;97(2):111e7.[61] Lehocký M, Mrá�cek A. Improvement of dye adsorption on synthetic polyester fibers by low temperature plasma pre-treatment. Czech. J.
Phys. 2006;56(0):B1277e82.[62] Kamel MM, El Zawahry MM, Helmy H, Eid MA. Improvements in the dyeability of polyester fabrics by atmospheric pressure oxygen
plasma treatment. J. Text. Inst. 2011;102(3):220e31.[63] Salem T, Pleul D, NitschkeM,Müller M, Simon F. Different plasma-based strategies to improve the interaction of anionic dyes with polyester
fabrics surface. Appl. Surf. Sci. 2013;264:286e96.[64] Hossain MM, Müssig J, Herrmann AS, Hegemann D. Ammonia/acetylene plasma deposition: an alternative approach to the dyeing of
poly(ethylene terephthalate) fabrics at low temperatures. J. Appl. Polym. Sci. 2009;111(5):2545e52.
19. Plasma treatment for sustainable functionalization of textiles274

[65] Elabid AEA, Zhang J, Shi J, Guo Y, Ding K, Zhang J. Improving the low temperature dyeability of polyethylene terephthalate fabric withdispersive dyes by atmospheric pressure plasma discharge. Appl. Surf. Sci. 2016;375:26e34.
[66] Kerkeni A, Behary N, Perwuelz A, Gupta D. Dyeing of woven polyester fabric with curcumin: effect of dye concentrations and surface pre-activation using air atmospheric plasma and ultraviolet excimer treatment. Color. Technol. 2012;128(3):223e9.
[67] Dave H, Ledwani L, Chandwani N, Kikani P, Desai B, Nema S. Surface modification of polyester fabric by non-thermal plasma treatmentand its effect on coloration using natural dye. J. Polym. Mater. 2013;30(3):291e304.
[68] Rashidi A, Moussavi PH, Mirjalili M, Ghoranneviss M. Application of low temperature plasma on modification of polypropylene. J. PlasmaFusion Res. 2002;5:255e60.
[69] Ferrero F, Tonin C, Peila R, Pollone FR. Improving the dyeability of synthetic fabrics with basic dyes using in situ plasma polymerisation ofacrylic acid. Color. Technol. 2004;120(1):30e4.
[70] Shahidi S, Ghoranneviss M, Moazzenchi B, Rashidi A, Dorranian D. Effect of using cold plasma on dyeing properties of polypropylenefabrics. Fibers Polym. 2007;8(1):123e9.
[71] Labay C, Mojica I, Canal C, Rodrı́guez C, Caballero G, Canal J. Corona plasma surface effects on dyeing kinetics of acrilyc fibers under glasstransition temperature. In: XXIII IFATCC international congress; 2013 [Budapest, Hungary].
[72] Labay C, Canal C, Rodrı́guez C, Caballero G, Canal JM. Plasma surface functionalization and dyeing kinetics of Pan-Pmma copolymers.Appl. Surf. Sci. 2013;283:269e75.
[73] Vajpayee M, Singh M, Ledwani L, Prakash R, Nema SK. Investigation of antimicrobial activity of DBD air plasma-treated banana fabriccoated with natural leaf extracts. ACS Omega 2020;5(30):19034e49.
[74] Chen C, Fan L,WangH. Antibacterial evaluation of cotton fabric pretreated bymicrowave plasma and dyedwith Taiwan folkloric medicinalplants. Seni Gakkai Shi 2007;63(11):252e5.
[75] Haji A, Khajeh Mehrizi M, Akbarpour R. Optimization of b-cyclodextrin grafting on wool fibers improved by plasma treatment and assess-ment of antibacterial activity of berberine finished fabric. J. Inclusion Phenom. Macrocycl. Chem. 2015;81(1e2):121e33.
[76] Song X, Cvelbar U, Strazar P, Vossebein L, Zille A. Antimicrobial efficiency and surface interactions of quaternary ammonium compoundabsorbed on DBD plasma treated fiber-based wiping materials. ACS Appl. Mater. Interfaces 2020;12(1):298e311.
[77] �Spitalský Z, Rásto�cná Illová D, �Zigo O, Mi�cu�sı́k M, Nógellová Z, Procházka M, Kleinová A, Ková�cová M, Novák IJF. Assessment of the anti-bacterial behavior of polyester fabric pre-treated with atmospheric discharge plasma. Fibers Polym. 2019;20(8):1649e57.
[78] Ribeiro AI, Senturk D, Silva KK, Modic M, Cvelbar U, Dinescu G, Mitu B, Nikiforov A, Leys C, Kuchakova I. Antimicrobial efficacy of lowconcentration PVP-silver nanoparticles deposited on DBD plasma-treated polyamide 6, 6 fabric. Coatings 2019;9(9):581.
[79] Ocampo IND, Malapit GM, Baculi RQ. Ar/O2 atmospheric pressure plasma jet treatment of pure cotton fabric for antibacterial application.Plasma Fusion Res. 2018;13:3406116.
[80] Haji A, Barani H, Qavamnia SS. In situ synthesis of silver nanoparticles onto cotton fibres modified with plasma treatment and acrylic acidgrafting. Micro Nano Lett. 2013;8(6):315e8.
[81] Haji A, Barani H, Qavamnia SS. In situ synthesis and loading of silver nanoparticles on cotton fabric. Ind. Text. 2013;64(1):8e12.[82] Tsou C-H, Yao W-H, Hung W-S, Suen M-C, De Guzman M, Chen J, Tsou C-Y, Wang RY, Chen J-C, Wu C-S. Innovative plasma process of
grafting methyl diallyl ammonium salt onto polypropylene to impart antibacterial and hydrophilic surface properties. Ind. Eng. Chem.Res. 2018;57(7):2537e45.
[83] Nikitin D, Lipatova I, Naumova I, Sirotkin N, Pleskunov P, Krakovský I, et al. Immobilization of chitosan onto polypropylene foil via air/solution atmospheric pressure plasma afterglow treatment. Plasma Chem. Plasma Process. 2020;40:207e20.
[84] WongsawaengD, Khemngern S, SomboonnaN. Environmentally-friendly RF plasma treatment of Thai silk fabrics with chitosan for durableantibacterial property. Eng. J. 2017;21(1):29e43.
[85] Naebe M, Li Q, Onur A, Denning R. Investigation of chitosan adsorption onto cotton fabric with atmospheric helium/oxygen plasma pre-treatment. Cellulose 2016;23(3):2129e42.
[86] Shahidi S, Ghoranneviss M, Dalalsharifi S. Preparation of multifunctional wool fabric using chitosan after plasma treatment. J. Text. Inst.2015;106(10):1127e34.
[87] Zhou C-E, Kan C-W, Matinlinna J, Tsoi J. Regenerable antibacterial cotton fabric by plasma treatment with dimethylhydantoin: antibacterialactivity against S. aureus. Coatings 2017;7(1):11.
[88] Zhou C-E, Kan C-W, Yuen C-WM, Matinlinna JP, Tsoi JK-H, Zhang Q. Plasma treatment applied in the pad-dry-cure process for makingrechargeable antimicrobial cotton fabric that inhibits S. Aureus. Text. Res. J. 2016;86(20):2202e15.
[89] Zhou C-E, Kan C-W, Yuen C-WM, Lo K-YC, Ho C-P, Lau K-WR. Regenerable antimicrobial finishing of cotton with nitrogen plasmatreatment. Bioresources 2016;11(1):1554e70.
[90] Wang Q, Fan X-R, Cui L, Wang P, Wu J, Chen J. Plasma-aided cotton bioscouring: dielectric barrier discharge versus low-pressure oxygenplasma. Plasma Chem. Plasma Process. 2009;29(5):399e409.
[91] Dave H, Ledwani L, Chandwani N, Chauhan N, Nema SK. The removal of impurities from gray cotton fabric by atmospheric pressureplasma treatment and its characterization using ATR-FTIR spectroscopy. J. Text. Inst. 2014;105(6):586e96.
[92] Matthews SR, McCord MG, BourhamMA. Poly(vinyl alcohol) desizing mechanism via atmospheric pressure plasma exposure. Plasma Pro-cess. Polym. 2005;2(9):702e8.
[93] Cai A, Hwang YJ, Park Y-C, Zhang C,McCordM, Qiu Y. Preliminary investigation of atmospheric pressure plasma-aided desizing for cottonfabrics. AATCC Review 2002;2(12):18e21.
[94] Cai Z, Qiu Y, Zhang C, Hwang Y-J, Mccord M. Effect of atmospheric plasma treatment on desizing of PVA on cotton. Text. Res. J. 2003;73(8):670e4.
[95] Wang X, Zhao H, Chen F, Ning X, Chen S, Guan Q, Jiang S, Miao D. The application of atmospheric plasma for cotton fabric desizing. FibersPolym. 2019;20(11):2334e41.
[96] Cornelius C, McCord M, Bourham M, Hauser P. Desizing of starch sized cotton fabrics with atmospheric pressure plasma. Cellulose 2017;24(12):5685e95.
[97] Du Z, Dong D, Zhou X. Effect of microwave plasma pretreatment on desizing of water-soluble polyester size on polyester fabric. AATCCRev. 2017;17(1):45e9.
References 275

[98] Kan C-W, LamC-F, Chan C-K, Ng S-P. Using atmospheric pressure plasma treatment for treating grey cotton fabric. Carbohydr. Polym. 2014;102(0):167e73.
[99] Kundu CK, Li Z, Song L, Hu Y. An overview of fire retardant treatments for synthetic textiles: from traditional approaches to recentapplications. Eur. Polym. J. 2020;137:109911.
[100] Ilyushina S, AntonovaM, Krasina I, Minyazova A, ParsanovA, Mingaliev R. Study of the effect of plasmamodification on the change of fire-resistant properties of textile materials imported by flame retardants. J. Phys. Conf. Ser. 2019;1328:012037.
[101] Nguyen Thi H, Vu Thi Hong K, Ngo Ha T, Phan D-N. Application of plasma activation in flame-retardant treatment for cotton fabric. Poly-mers 2020;12(7):1575.
[102] Carosio F, Alongi J, Frache A. Influence of surface activation by plasma and nanoparticle adsorption on the morphology, thermal stabilityand combustion behavior of PET fabrics. Eur. Polym. J. 2011;47(5):893e902.
[103] Jayasinghe Y, Jayaweera C, Botheju R, Ariyasinghe M, Gunasekera U, Wanasekara N. Flame retardant synthetic fabrics by low pressureplasma technology. In: 2019 Moratuwa engineering research conference (MERCon). Moratuwa, Sri Lanka: IEEE; 2019. p. 727e31.
[104] Li J, TongW, Yi L. Flame-retardant composite coatings for cotton fabrics fabricated by using oxygen plasma-induced polymerization of vinylphosphonic acid/cyclotetrasiloxane. Text. Res. J. 2019;89(23e24):5053e66.
[105] Tsafack MJ, Levalois-Grützmacher J. Flame retardancy of cotton textiles by plasma-induced graft-polymerization (PIGP). Surf. Coating.Technol. 2006;201(6):2599e610.
[106] Zhou T, Wang Y, Xu H, Cai L, Liu Y, Zeng C. Application of a novel plasma-based method of introducing maleic acid and pentaerythritolphosphate urea salt onto polyester fabrics for durable flame-retardant treatment. Text. Res. J. 2019;89(23e24):4916e28.
[107] Shahidi S, Ahmadi M, Rashidi A, Ghoranneviss M. Effect of plasma treatment on self-cleaning of textile fabric using titanium dioxide. MicroNano Lett. 2015;10(8):408e13.
[108] Hashemizad S, Haji A, Mireshghi SS. Environmentally friendly plasma pretreatment for preparation of self-cleaning polyester fabric withenhanced deposition of TiO2 nanoparticles. J. Biodivers. Environ. Sci. 2014;5(3):220e6.
[109] Haji A, Mousavi Shoushtari A, Mazaheri F, Tabatabaeyan SE. RSM optimized self-cleaning nano-finishing on polyester/wool fabric pre-treated with oxygen plasma. J. Text. Inst. 2016;107(8):985e94.
[110] Bozzi A, Yuranova T, Kiwi J. Self-cleaning of wool-polyamide and polyester textiles by TiO2-rutile modification under daylight irradiation atambient temperature. J. Photochem. Photobiol. A Chem. 2005;172(1):27e34.
[111] Qi K, Xin JH, Daoud WA, Mak CL. Functionalizing polyester fiber with a self-cleaning property using Anatase TiO2 and low-temperatureplasma treatment. Int. J. Appl. Ceram. Technol. 2007;4(6):554e63.
[112] Vinisha Rani K, Chandwani N, Kikani P, Nema SK, Sarma AK, Sarma B. Hydrophobic surface modification of silk fabric using plasma-polymerized HMDSO. Surf. Rev. Lett. 2018;25(5):1e10.
[113] Yang J, Pu Y, He H, Cao R, Miao D, Ning X. Superhydrophobic cotton nonwoven fabrics through atmospheric plasma treatment for appli-cations in self-cleaning and oilewater separation. Cellulose 2019;26(12):7507e22.
[114] Hossain MM, Herrmann AS, Hegemann D. Plasma hydrophilization effect on different textile structures. Plasma Process. Polym. 2006;3(3):299e307.
[115] Pandiyaraj KN, Selvarajan V. Non-thermal plasma treatment for hydrophilicity improvement of grey cotton fabrics. J. Mater. Process. Tech-nol. 2008;199(1):130e9.
[116] Lao L, Fu L, Qi G, Giannelis EP, Fan J. Superhydrophilic wrinkle-free cotton fabrics via plasma and nanofluid treatment. ACS Appl. Mater.Interfaces 2017;9(43):38109e16.
[117] Yin W, Wang Y. Hydrophilic finishing for polyester fabric using plasma and chitosan. Mater. Sci. Forum 2020;980:154e61.[118] Zhang J, France P, Radomyselskiy A, Datta S, Zhao J, van Ooij W. Hydrophobic cotton fabric coated by a thin nanoparticulate plasma film.
J. Appl. Polym. Sci. 2003;88(6):1473e81.[119] Hochart F, De Jaeger R, Levalois-Grützmacher J. Graft-polymerization of a hydrophobic monomer onto PAN textile by low-pressure plasma
treatments. Surf. Coating. Technol. 2003;165(2):201e10.[120] Chaivan P, Pasaja N, Boonyawan D, Suanpoot P, Vilaithong T. Low-temperature plasma treatment for hydrophobicity improvement of silk.
Surf. Coating. Technol. 2005;193(1e3):356e60.[121] Hodak SK, Supasai T, Paosawatyanyong B, Kamlangkla K, Pavarajarn V. Enhancement of the hydrophobicity of silk fabrics by SF6 plasma.
Appl. Surf. Sci. 2008;254(15):4744e9.[122] Samanta KK, Joshi AG, Jassal M, Agrawal AK. Study of hydrophobic finishing of cellulosic substrate using He/1,3-butadiene plasma at
atmospheric pressure. Surf. Coating. Technol. 2012;213:65e76.[123] Kartick KS, et al. Atmospheric pressure plasma polymerization of 1,3-butadiene for hydrophobic finishing of textile substrates. J. Phys. Conf.
Ser. 2010;208(1):012098.[124] Montarsolo A, Periolatto M, Zerbola M, Mossotti R, Ferrero F. Hydrophobic sol-gel finishing for textiles: improvement by plasma pre-
treatment. Text. Res. J. 2013;83(11):1190e200.[125] Wei Q, Xu Y, Wang Y. Textile surface functionalization by physical vapor deposition (PVD). In: Wei Q, editor. Surface modification of textiles.
Woodhead Publishing; 2009. p. 58e90.[126] Hegemann D, Amberg M, Ritter A, Heuberger M. Recent developments in Ag metallised textiles using plasma sputtering. Mater. Technol.
2009;24(1):41e5.[127] Tan X-Q, Liu J-Y, Niu J-R, Liu J-Y, Tian J-Y. Recent progress in magnetron sputtering technology used on fabrics. Materials 2018;11(10):1953.[128] Radulescu IR, Morari C, Surd L, Costea M, Mit B, Golovanov N. Conductive textile structures and their contribution to electromagnetic
shielding effectiveness. Ind. Text. 2020;71(5):432e7.[129] Koprowska J, Ziaja J, Janukiewicz J. Plasma metallization textiles as shields for electromagnetic fields. In: Electromagnetic compatibility -
EMC Europe, 2008, international symposium on; 2008.[130] Meng L, Huang X, Wang Q, Wei Q. Study on the conductive effectiveness of nanoscale copper films sputtered on the surface of polyester
nonwoven fabrics. J. Text. Inst. 2018;109(11):1395e9.[131] Depla D, Segers S, LeroyW, Van Hove T, Van Parys M. Smart textiles: an explorative study of the use of magnetron sputter deposition. Text.
Res. J. 2011;81(17):1808e17.
19. Plasma treatment for sustainable functionalization of textiles276

[132] Garg S, Hurren C, Kaynak A. Improvement of adhesion of conductive polypyrrole coating on wool and polyester fabrics using atmosphericplasma treatment. Synth. Met. 2007;157(1):41e7.
[133] Oh KW, Kim SH, Kim EA. Improved surface characteristics and the conductivity of polyaniline-nylon 6 fabrics by plasma treatment. J. Appl.Polym. Sci. 2001;81(3):684e94.
[134] Mehmood T, Dai XJ, Kaynak A, Kouzani A. Improved bonding and conductivity of polypyrrole on polyester by gaseous plasma treatment.Plasma Process. Polym. 2012;9(10):1006e14.
[135] Rajasekaran P, Muthuraman B. Effect of plasma pre-treatment on the conductivity of polypyrrole-coated cotton fabric. Fibers Polym. 2019;20(10):2114e9.
[136] Haji A, Semnani Rahbar R, Mousavi Shoushtari A. Improved microwave shielding behavior of carbon nanotube-coated PET fabric usingplasma technology. Appl. Surf. Sci. 2014;311(0):593e601.
[137] Haji A, Rahbar RS, Shoushtari AM. Plasma assisted attachment of functionalized carbon nanotubes on poly(ethylene terephthalate) fabric toimprove the electrical conductivity. Polimery 2015;60(5):337e42.
[138] Haji A, Semnani Rahbar R, Mousavi Shoushtari A. Coating of polyester fabric with carbon nanotubes using plasma technology. In: 6th TEX-TEH international conference Bucharest, Romania; 2013.
[139] Vinisha Rani K, Sarma B, Sarma A. Plasma treatment on cotton fabrics to enhance the adhesion of Reduced Graphene Oxide for electro-conductive properties. Diam. Relat. Mater. 2018;84:77e85.
[140] Liu S, Liu D, Pan Z. The effect of polyaniline (PANI) coating via dielectric-barrier discharge (DBD) plasma on conductivity and air drag ofpolyethylene terephthalate (PET) yarn. Polymers 2018;10(4):351e61.
[141] Shakeri M. Chapter 2 - cold plasma coating for protective textiles and clothing. In: ul-Islam S, Butola BS, editors. Advances in functional andprotective textiles. Woodhead Publishing; 2020. p. 19e35.
[142] Shahidi S, Ghoranneviss M. Plasma sputtering for fabrication of antibacterial and ultraviolet protective fabric. Cloth. Text. Res. J. 2015;34.[143] Shahidi S, Moazzenchi B. Comparison betweenmordant treatment and plasma sputtering on natural dying and UV protection properties of
wool fabric. Fibers Polym. 2019;20(8):1658e65.[144] Palaskar SS, Desai AN, Shukla SR. Development of multifunctional cotton fabric using atmospheric pressure plasma and nano-finishing.
J. Text. Inst. 2015;107(3):405e12.
References 277

This page intentionally left blank
C H A P T E R
20
Recent advances in textile wet processing usingsupercritical carbon dioxide
Tarek Abou ElmaatyGalala University, Galala City, Egypt
20.1 Introduction
With textiles being increasingly adopted for a myriad of applications, from apparel to home furnishings andmore, there has been a flurry of activity in the larger textile industry, and corresponding growth in the textiledyes and auxiliaries’ market as well. Apparel continues to be a major application in the textile dyes and auxiliariesmarket, owing to the booming clothing industry in both developed and developing countries around the globe. Thegrowth of the clothing industry in developing countries can be attributed to the rising disposable income of peoplein these regions, which is likely to have a significantly positive impact on the growth of the global textile dyes andauxiliaries’ market.
The world textile dyes market is estimated to reach USD 10.13 billion by 2026 [1]. On the other hand, in terms ofrevenue, the global textile auxiliaries’ market is expected to reach a value of ~US$ 10 billion by 2027.
The dyeing industries use different techniques to color the fabrics [2,3]. The process depends on many character-istics, including the type of material such as fiber, yarn, fabric, fabric construction, etc. The conventional textiledyeing process uses a large amount of fresh water as a solvent. The textile industry is the third-largest consumerof water in the world after the agriculture and energy production sector. On average, an estimated 100e150 L ofwater are needed to process 1 kg of textile material and 16% of this is consumed in the dyeing process [4,5].Fig. 20.1 shows the total water utilized in different stages during wet processing in the textile industry.
The most precious natural resource of the world is the water, of which more than 97% is saltwater and approx-imately 2.5% is fresh water. More than two-thirds (68.7%) of 2.5% fresh water is frozen as snow and ice, and aboutone-third is stored below ground as groundwater. Only 0.3% of all fresh water on the planet is readily available assurface water in lakes, swamps, rivers, and streams [6]. Therefore, to conserve this limited source of fresh water, in-dustrialists should develop alternative techniques of textile dyeing.
On the other hand, most of the dyeing and finishing industries dispose wastewater without pretreatment. Thedifferent dyestuffs and finishing agents that are traditionally utilized in the textile facilities are toxic and hazardous,which has a direct and indirect impacts on human health. Even the simplest chemicals like acetic acid can signifi-cantly alleviate the BOD. Therefore, it is of great importance to preserve water purity and keep it free of contami-nants, especially during textile dyeing and finishing processes. Most of the textile mills currently utilize theconventional wet chemical process for dyeing fabrics; however, a number of facilities recently adopted the techniqueof water-free dyeing. The most common of those techniques is the supercritical carbon dioxide (ScCO2) assistedmethod. The supercritical carbon dioxide technique has several advantages (Table 20.1) such as zerowater consump-tion, waste free, consume less energy, and produce less greenhouse gases than the traditional dyeing. A largenumber of research reports are published recently focusing on ScCO2 dyeing and finishing technology [7e12].This chapter aimed to conclude the state-of-the-art, advantage, and adoption of ScCO2 dyeing and finishing technol-ogy based on the scientific research studies and reports.
The technology of ScCO2 is not novel and it has been discovered in 80s of this century; many reports in the liter-ature discussed the various aspects of the technique [8e10]. This chapter is interested in the most recent advances of
279Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00011-7
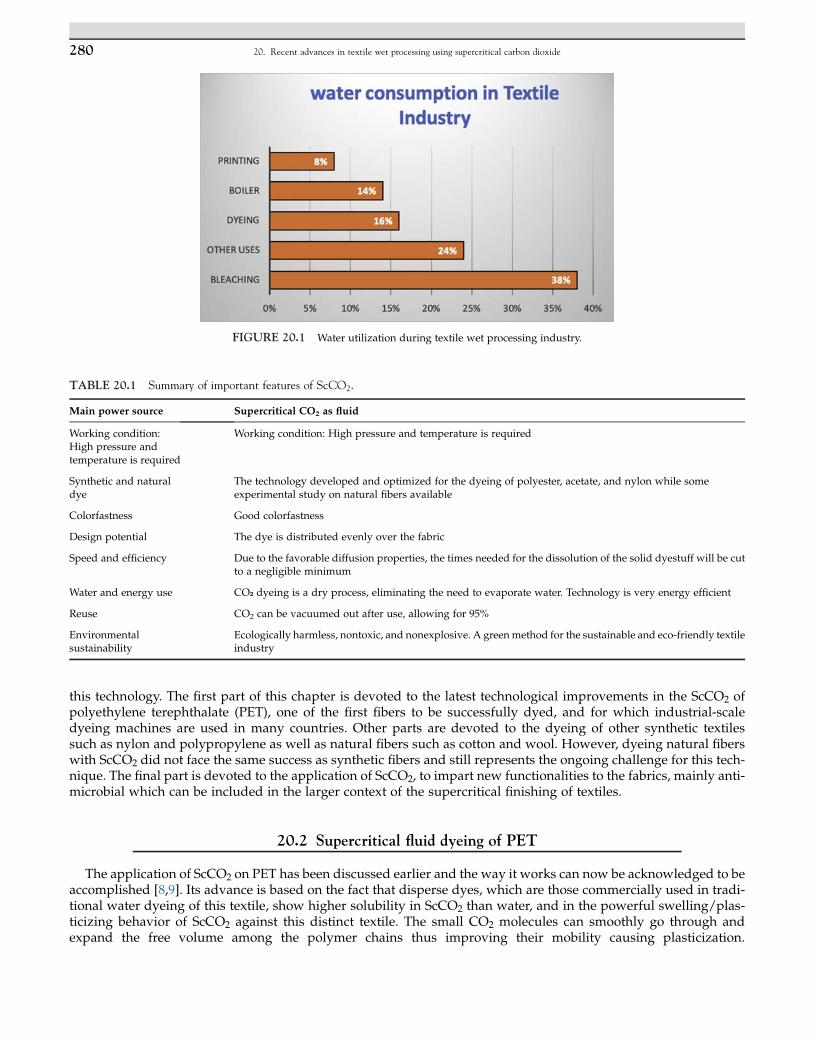
this technology. The first part of this chapter is devoted to the latest technological improvements in the ScCO2 ofpolyethylene terephthalate (PET), one of the first fibers to be successfully dyed, and for which industrial-scaledyeing machines are used in many countries. Other parts are devoted to the dyeing of other synthetic textilessuch as nylon and polypropylene as well as natural fibers such as cotton and wool. However, dyeing natural fiberswith ScCO2 did not face the same success as synthetic fibers and still represents the ongoing challenge for this tech-nique. The final part is devoted to the application of ScCO2, to impart new functionalities to the fabrics, mainly anti-microbial which can be included in the larger context of the supercritical finishing of textiles.
20.2 Supercritical fluid dyeing of PET
The application of ScCO2 on PET has been discussed earlier and the way it works can now be acknowledged to beaccomplished [8,9]. Its advance is based on the fact that disperse dyes, which are those commercially used in tradi-tional water dyeing of this textile, show higher solubility in ScCO2 than water, and in the powerful swelling/plas-ticizing behavior of ScCO2 against this distinct textile. The small CO2 molecules can smoothly go through andexpand the free volume among the polymer chains thus improving their mobility causing plasticization.
FIGURE 20.1 Water utilization during textile wet processing industry.
TABLE 20.1 Summary of important features of ScCO2.
Main power source Supercritical CO2 as fluid
Working condition:High pressure andtemperature is required
Working condition: High pressure and temperature is required
Synthetic and naturaldye
The technology developed and optimized for the dyeing of polyester, acetate, and nylon while someexperimental study on natural fibers available
Colorfastness Good colorfastness
Design potential The dye is distributed evenly over the fabric
Speed and efficiency Due to the favorable diffusion properties, the times needed for the dissolution of the solid dyestuff will be cutto a negligible minimum
Water and energy use CO₂ dyeing is a dry process, eliminating the need to evaporate water. Technology is very energy efficient
Reuse CO2 can be vacuumed out after use, allowing for 95%
Environmentalsustainability
Ecologically harmless, nontoxic, and nonexplosive. A greenmethod for the sustainable and eco-friendly textileindustry
20. Recent advances in textile wet processing using supercritical carbon dioxide280
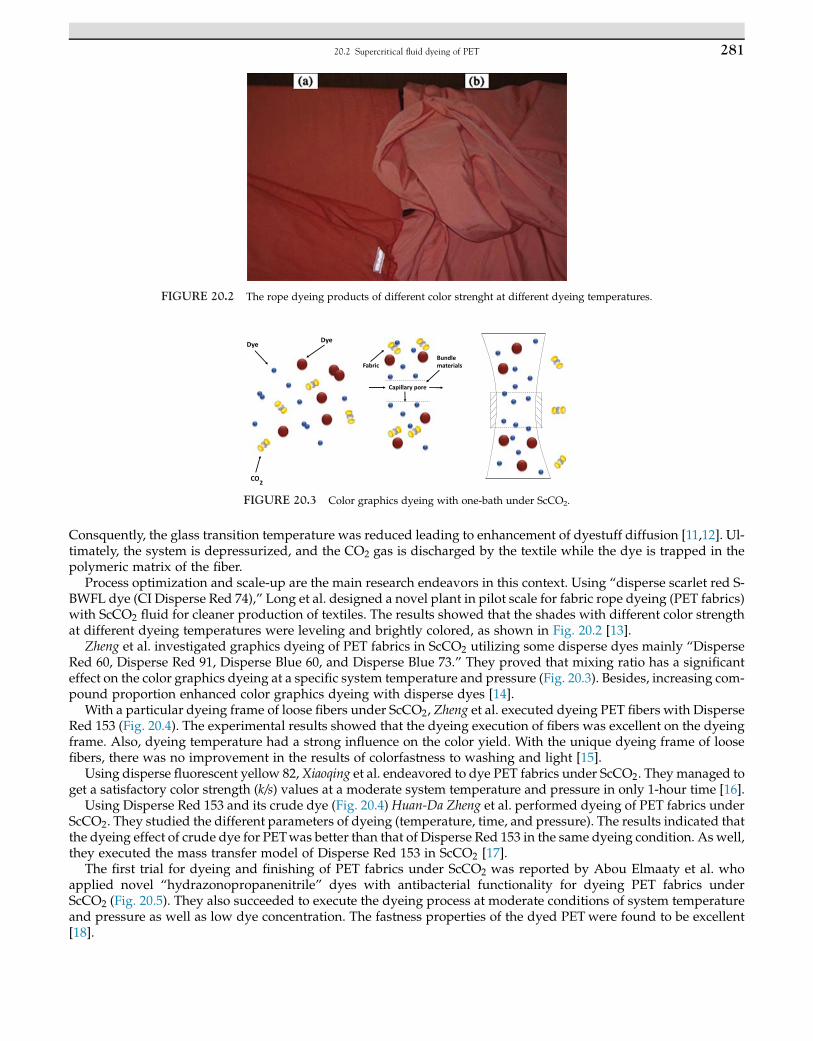
Consquently, the glass transition temperature was reduced leading to enhancement of dyestuff diffusion [11,12]. Ul-timately, the system is depressurized, and the CO2 gas is discharged by the textile while the dye is trapped in thepolymeric matrix of the fiber.
Process optimization and scale-up are the main research endeavors in this context. Using “disperse scarlet red S-BWFL dye (CI Disperse Red 74),” Long et al. designed a novel plant in pilot scale for fabric rope dyeing (PET fabrics)with ScCO2 fluid for cleaner production of textiles. The results showed that the shades with different color strengthat different dyeing temperatures were leveling and brightly colored, as shown in Fig. 20.2 [13].
Zheng et al. investigated graphics dyeing of PET fabrics in ScCO2 utilizing some disperse dyes mainly “DisperseRed 60, Disperse Red 91, Disperse Blue 60, and Disperse Blue 73.” They proved that mixing ratio has a significanteffect on the color graphics dyeing at a specific system temperature and pressure (Fig. 20.3). Besides, increasing com-pound proportion enhanced color graphics dyeing with disperse dyes [14].
With a particular dyeing frame of loose fibers under ScCO2, Zheng et al. executed dyeing PET fibers with DisperseRed 153 (Fig. 20.4). The experimental results showed that the dyeing execution of fibers was excellent on the dyeingframe. Also, dyeing temperature had a strong influence on the color yield. With the unique dyeing frame of loosefibers, there was no improvement in the results of colorfastness to washing and light [15].
Using disperse fluorescent yellow 82,Xiaoqing et al. endeavored to dye PET fabrics under ScCO2. They managed toget a satisfactory color strength (k/s) values at a moderate system temperature and pressure in only 1-hour time [16].
Using Disperse Red 153 and its crude dye (Fig. 20.4) Huan-Da Zheng et al. performed dyeing of PET fabrics underScCO2. They studied the different parameters of dyeing (temperature, time, and pressure). The results indicated thatthe dyeing effect of crude dye for PETwas better than that of Disperse Red 153 in the same dyeing condition. As well,they executed the mass transfer model of Disperse Red 153 in ScCO2 [17].
The first trial for dyeing and finishing of PET fabrics under ScCO2 was reported by Abou Elmaaty et al. whoapplied novel “hydrazonopropanenitrile” dyes with antibacterial functionality for dyeing PET fabrics underScCO2 (Fig. 20.5). They also succeeded to execute the dyeing process at moderate conditions of system temperatureand pressure as well as low dye concentration. The fastness properties of the dyed PETwere found to be excellent[18].
FIGURE 20.2 The rope dyeing products of different color strenght at different dyeing temperatures.
FIGURE 20.3 Color graphics dyeing with one-bath under ScCO2.
20.2 Supercritical fluid dyeing of PET 281
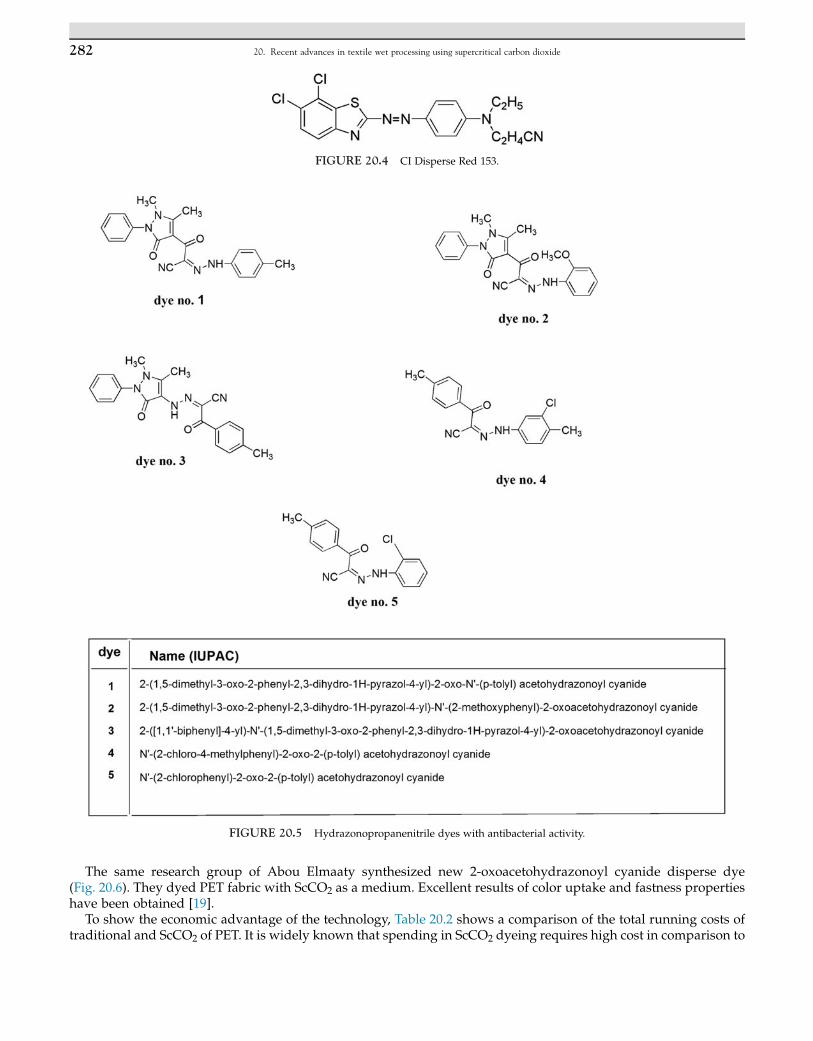
The same research group of Abou Elmaaty synthesized new 2-oxoacetohydrazonoyl cyanide disperse dye(Fig. 20.6). They dyed PET fabric with ScCO2 as a medium. Excellent results of color uptake and fastness propertieshave been obtained [19].
To show the economic advantage of the technology, Table 20.2 shows a comparison of the total running costs oftraditional and ScCO2 of PET. It is widely known that spending in ScCO2 dyeing requires high cost in comparison to
FIGURE 20.4 CI Disperse Red 153.
FIGURE 20.5 Hydrazonopropanenitrile dyes with antibacterial activity.
20. Recent advances in textile wet processing using supercritical carbon dioxide282
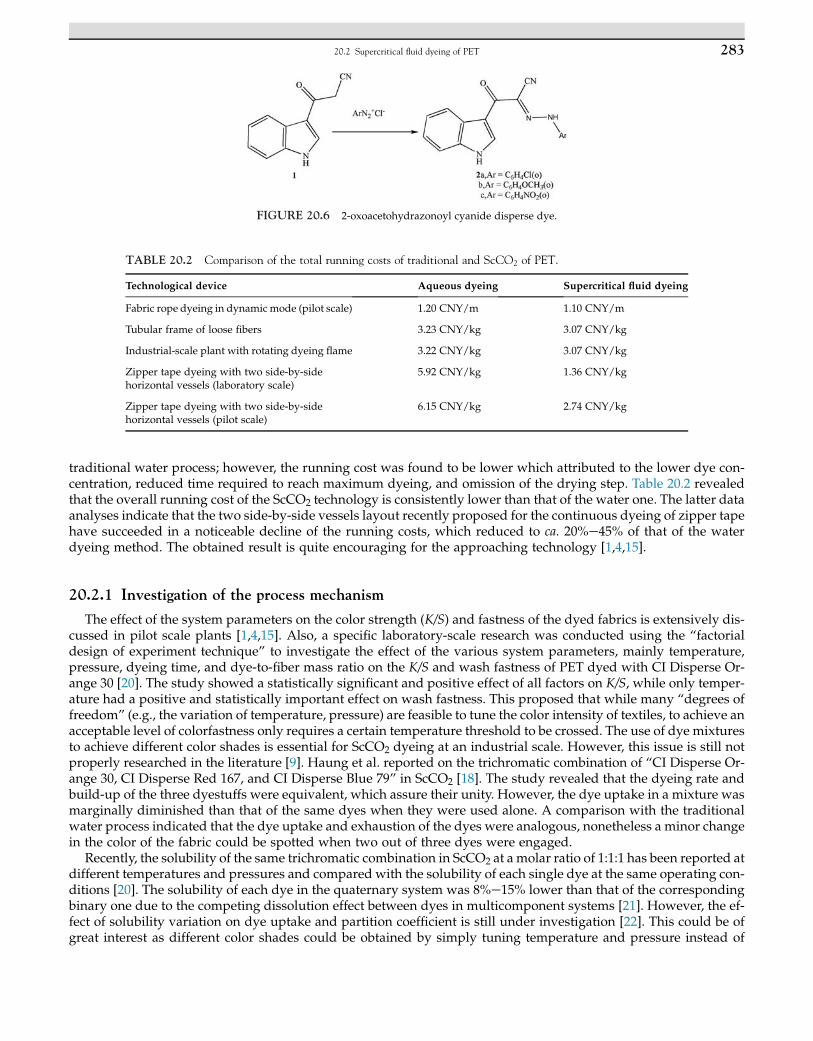
traditional water process; however, the running cost was found to be lower which attributed to the lower dye con-centration, reduced time required to reach maximum dyeing, and omission of the drying step. Table 20.2 revealedthat the overall running cost of the ScCO2 technology is consistently lower than that of the water one. The latter dataanalyses indicate that the two side-by-side vessels layout recently proposed for the continuous dyeing of zipper tapehave succeeded in a noticeable decline of the running costs, which reduced to ca. 20%e45% of that of the waterdyeing method. The obtained result is quite encouraging for the approaching technology [1,4,15].
20.2.1 Investigation of the process mechanism
The effect of the system parameters on the color strength (K/S) and fastness of the dyed fabrics is extensively dis-cussed in pilot scale plants [1,4,15]. Also, a specific laboratory-scale research was conducted using the “factorialdesign of experiment technique” to investigate the effect of the various system parameters, mainly temperature,pressure, dyeing time, and dye-to-fiber mass ratio on the K/S and wash fastness of PET dyed with CI Disperse Or-ange 30 [20]. The study showed a statistically significant and positive effect of all factors on K/S, while only temper-ature had a positive and statistically important effect on wash fastness. This proposed that while many “degrees offreedom” (e.g., the variation of temperature, pressure) are feasible to tune the color intensity of textiles, to achieve anacceptable level of colorfastness only requires a certain temperature threshold to be crossed. The use of dye mixturesto achieve different color shades is essential for ScCO2 dyeing at an industrial scale. However, this issue is still notproperly researched in the literature [9]. Haung et al. reported on the trichromatic combination of “CI Disperse Or-ange 30, CI Disperse Red 167, and CI Disperse Blue 79” in ScCO2 [18]. The study revealed that the dyeing rate andbuild-up of the three dyestuffs were equivalent, which assure their unity. However, the dye uptake in a mixture wasmarginally diminished than that of the same dyes when they were used alone. A comparison with the traditionalwater process indicated that the dye uptake and exhaustion of the dyes were analogous, nonetheless a minor changein the color of the fabric could be spotted when two out of three dyes were engaged.
Recently, the solubility of the same trichromatic combination in ScCO2 at a molar ratio of 1:1:1 has been reported atdifferent temperatures and pressures and compared with the solubility of each single dye at the same operating con-ditions [20]. The solubility of each dye in the quaternary system was 8%e15% lower than that of the correspondingbinary one due to the competing dissolution effect between dyes in multicomponent systems [21]. However, the ef-fect of solubility variation on dye uptake and partition coefficient is still under investigation [22]. This could be ofgreat interest as different color shades could be obtained by simply tuning temperature and pressure instead of
FIGURE 20.6 2-oxoacetohydrazonoyl cyanide disperse dye.
TABLE 20.2 Comparison of the total running costs of traditional and ScCO2 of PET.
Technological device Aqueous dyeing Supercritical fluid dyeing
Fabric rope dyeing in dynamicmode (pilot scale) 1.20 CNY/m 1.10 CNY/m
Tubular frame of loose fibers 3.23 CNY/kg 3.07 CNY/kg
Industrial-scale plant with rotating dyeing flame 3.22 CNY/kg 3.07 CNY/kg
Zipper tape dyeing with two side-by-sidehorizontal vessels (laboratory scale)
5.92 CNY/kg 1.36 CNY/kg
Zipper tape dyeing with two side-by-sidehorizontal vessels (pilot scale)
6.15 CNY/kg 2.74 CNY/kg
20.2 Supercritical fluid dyeing of PET 283
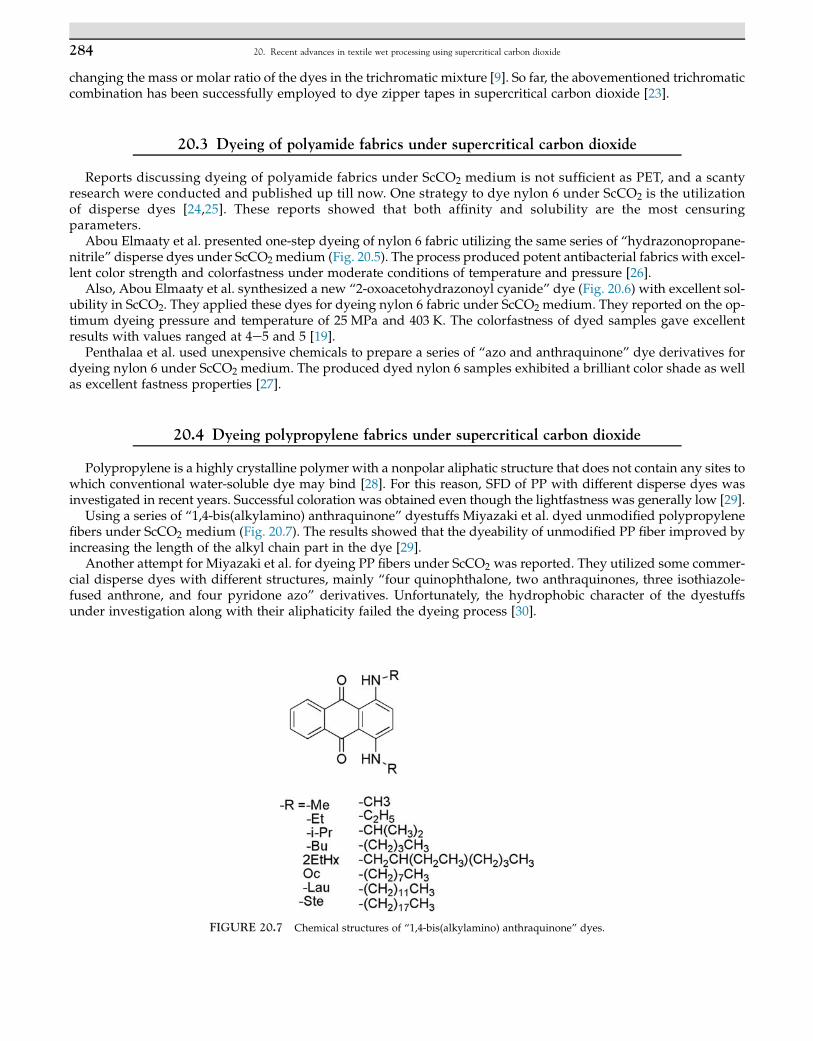
changing the mass or molar ratio of the dyes in the trichromatic mixture [9]. So far, the abovementioned trichromaticcombination has been successfully employed to dye zipper tapes in supercritical carbon dioxide [23].
20.3 Dyeing of polyamide fabrics under supercritical carbon dioxide
Reports discussing dyeing of polyamide fabrics under ScCO2 medium is not sufficient as PET, and a scantyresearch were conducted and published up till now. One strategy to dye nylon 6 under ScCO2 is the utilizationof disperse dyes [24,25]. These reports showed that both affinity and solubility are the most censuringparameters.
Abou Elmaaty et al. presented one-step dyeing of nylon 6 fabric utilizing the same series of “hydrazonopropane-nitrile” disperse dyes under ScCO2 medium (Fig. 20.5). The process produced potent antibacterial fabrics with excel-lent color strength and colorfastness under moderate conditions of temperature and pressure [26].
Also, Abou Elmaaty et al. synthesized a new “2-oxoacetohydrazonoyl cyanide” dye (Fig. 20.6) with excellent sol-ubility in ScCO2. They applied these dyes for dyeing nylon 6 fabric under ScCO2 medium. They reported on the op-timum dyeing pressure and temperature of 25 MPa and 403 K. The colorfastness of dyed samples gave excellentresults with values ranged at 4e5 and 5 [19].
Penthalaa et al. used unexpensive chemicals to prepare a series of “azo and anthraquinone” dye derivatives fordyeing nylon 6 under ScCO2 medium. The produced dyed nylon 6 samples exhibited a brilliant color shade as wellas excellent fastness properties [27].
20.4 Dyeing polypropylene fabrics under supercritical carbon dioxide
Polypropylene is a highly crystalline polymer with a nonpolar aliphatic structure that does not contain any sites towhich conventional water-soluble dye may bind [28]. For this reason, SFD of PP with different disperse dyes wasinvestigated in recent years. Successful coloration was obtained even though the lightfastness was generally low [29].
Using a series of “1,4-bis(alkylamino) anthraquinone” dyestuffs Miyazaki et al. dyed unmodified polypropylenefibers under ScCO2 medium (Fig. 20.7). The results showed that the dyeability of unmodified PP fiber improved byincreasing the length of the alkyl chain part in the dye [29].
Another attempt for Miyazaki et al. for dyeing PP fibers under ScCO2 was reported. They utilized some commer-cial disperse dyes with different structures, mainly “four quinophthalone, two anthraquinones, three isothiazole-fused anthrone, and four pyridone azo” derivatives. Unfortunately, the hydrophobic character of the dyestuffsunder investigation along with their aliphaticity failed the dyeing process [30].
FIGURE 20.7 Chemical structures of “1,4-bis(alkylamino) anthraquinone” dyes.
20. Recent advances in textile wet processing using supercritical carbon dioxide284
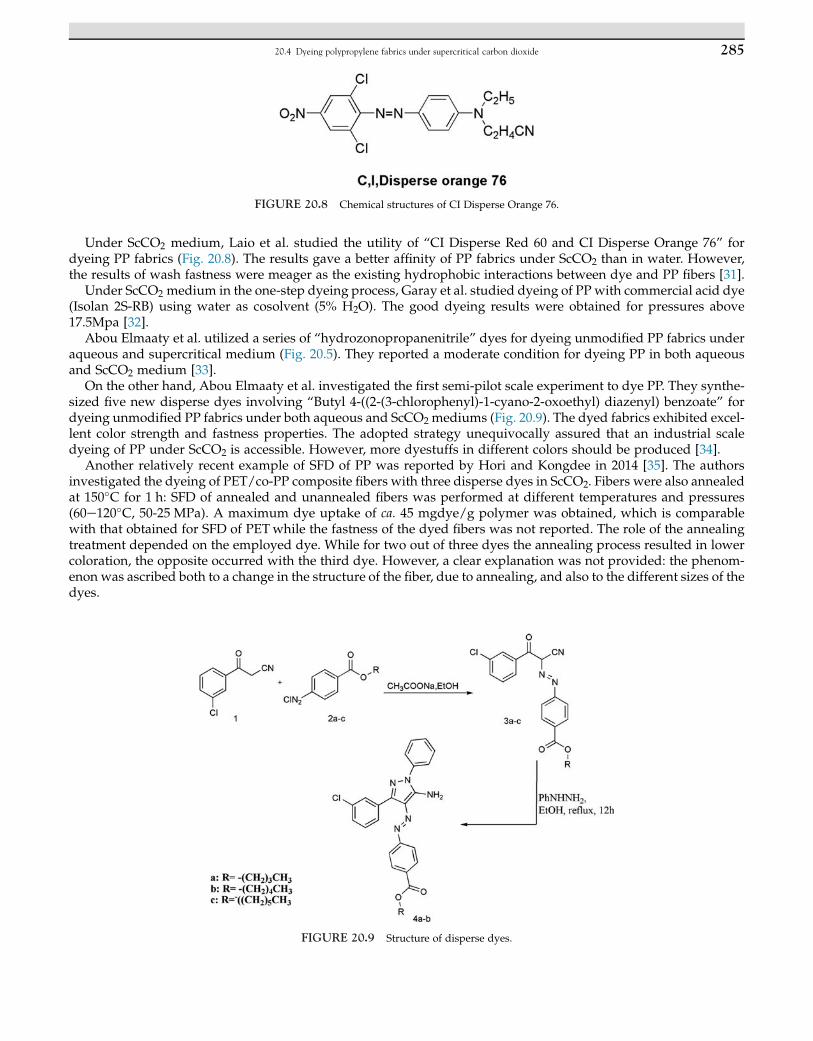
Under ScCO2 medium, Laio et al. studied the utility of “CI Disperse Red 60 and CI Disperse Orange 76” fordyeing PP fabrics (Fig. 20.8). The results gave a better affinity of PP fabrics under ScCO2 than in water. However,the results of wash fastness were meager as the existing hydrophobic interactions between dye and PP fibers [31].
Under ScCO2 medium in the one-step dyeing process, Garay et al. studied dyeing of PP with commercial acid dye(Isolan 2S-RB) using water as cosolvent (5% H2O). The good dyeing results were obtained for pressures above17.5Mpa [32].
Abou Elmaaty et al. utilized a series of “hydrozonopropanenitrile” dyes for dyeing unmodified PP fabrics underaqueous and supercritical medium (Fig. 20.5). They reported a moderate condition for dyeing PP in both aqueousand ScCO2 medium [33].
On the other hand, Abou Elmaaty et al. investigated the first semi-pilot scale experiment to dye PP. They synthe-sized five new disperse dyes involving “Butyl 4-((2-(3-chlorophenyl)-1-cyano-2-oxoethyl) diazenyl) benzoate” fordyeing unmodified PP fabrics under both aqueous and ScCO2 mediums (Fig. 20.9). The dyed fabrics exhibited excel-lent color strength and fastness properties. The adopted strategy unequivocally assured that an industrial scaledyeing of PP under ScCO2 is accessible. However, more dyestuffs in different colors should be produced [34].
Another relatively recent example of SFD of PP was reported by Hori and Kongdee in 2014 [35]. The authorsinvestigated the dyeing of PET/co-PP composite fibers with three disperse dyes in ScCO2. Fibers were also annealedat 150�C for 1 h: SFD of annealed and unannealed fibers was performed at different temperatures and pressures(60e120�C, 50-25 MPa). A maximum dye uptake of ca. 45 mgdye/g polymer was obtained, which is comparablewith that obtained for SFD of PETwhile the fastness of the dyed fibers was not reported. The role of the annealingtreatment depended on the employed dye. While for two out of three dyes the annealing process resulted in lowercoloration, the opposite occurred with the third dye. However, a clear explanation was not provided: the phenom-enon was ascribed both to a change in the structure of the fiber, due to annealing, and also to the different sizes of thedyes.
FIGURE 20.8 Chemical structures of CI Disperse Orange 76.
FIGURE 20.9 Structure of disperse dyes.
20.4 Dyeing polypropylene fabrics under supercritical carbon dioxide 285
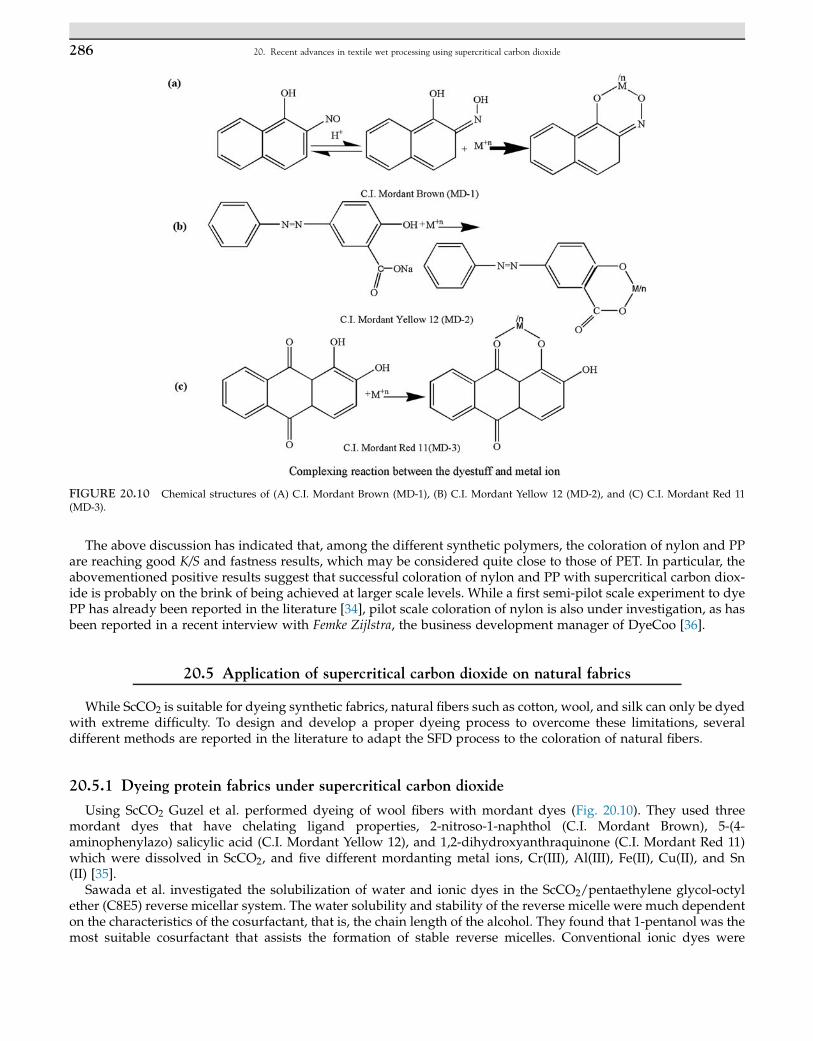
The above discussion has indicated that, among the different synthetic polymers, the coloration of nylon and PPare reaching good K/S and fastness results, which may be considered quite close to those of PET. In particular, theabovementioned positive results suggest that successful coloration of nylon and PP with supercritical carbon diox-ide is probably on the brink of being achieved at larger scale levels. While a first semi-pilot scale experiment to dyePP has already been reported in the literature [34], pilot scale coloration of nylon is also under investigation, as hasbeen reported in a recent interview with Femke Zijlstra, the business development manager of DyeCoo [36].
20.5 Application of supercritical carbon dioxide on natural fabrics
While ScCO2 is suitable for dyeing synthetic fabrics, natural fibers such as cotton, wool, and silk can only be dyedwith extreme difficulty. To design and develop a proper dyeing process to overcome these limitations, severaldifferent methods are reported in the literature to adapt the SFD process to the coloration of natural fibers.
20.5.1 Dyeing protein fabrics under supercritical carbon dioxide
Using ScCO2 Guzel et al. performed dyeing of wool fibers with mordant dyes (Fig. 20.10). They used threemordant dyes that have chelating ligand properties, 2-nitroso-1-naphthol (C.I. Mordant Brown), 5-(4-aminophenylazo) salicylic acid (C.I. Mordant Yellow 12), and 1,2-dihydroxyanthraquinone (C.I. Mordant Red 11)which were dissolved in ScCO2, and five different mordanting metal ions, Cr(III), Al(III), Fe(II), Cu(II), and Sn(II) [35].
Sawada et al. investigated the solubilization of water and ionic dyes in the ScCO2/pentaethylene glycol-octylether (C8E5) reverse micellar system. The water solubility and stability of the reverse micelle were much dependenton the characteristics of the cosurfactant, that is, the chain length of the alcohol. They found that 1-pentanol was themost suitable cosurfactant that assists the formation of stable reverse micelles. Conventional ionic dyes were
FIGURE 20.10 Chemical structures of (A) C.I. Mordant Brown (MD-1), (B) C.I. Mordant Yellow 12 (MD-2), and (C) C.I. Mordant Red 11(MD-3).
20. Recent advances in textile wet processing using supercritical carbon dioxide286
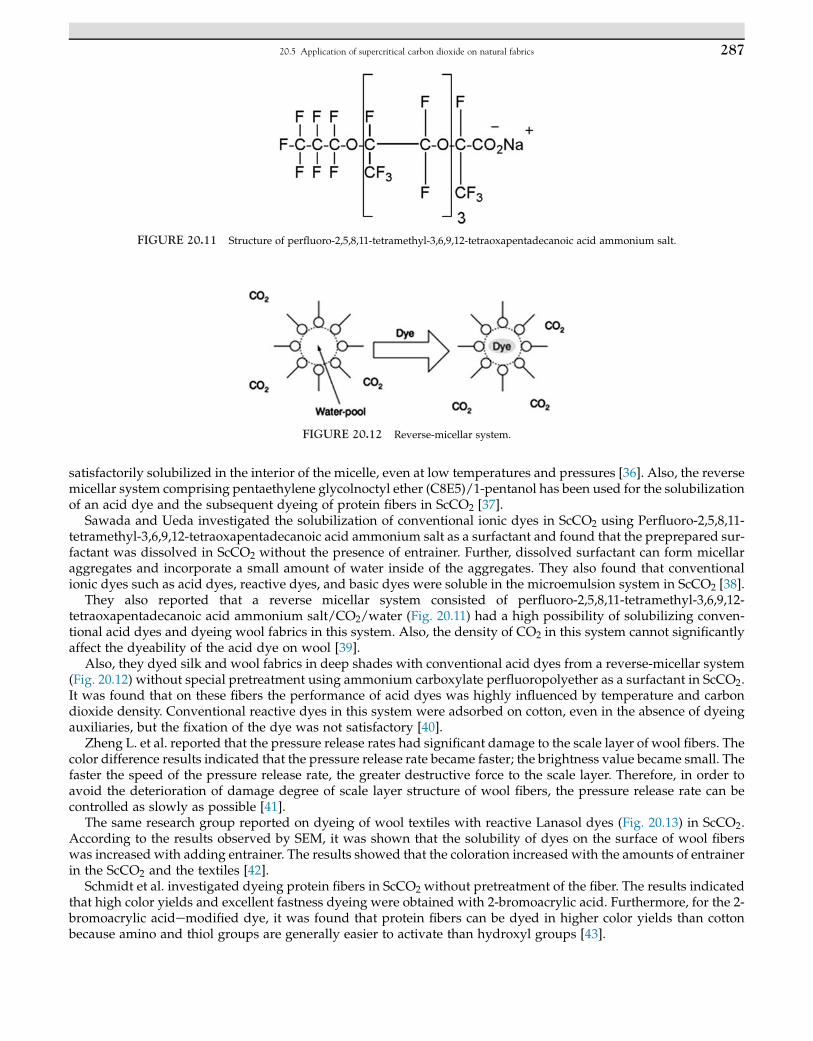
satisfactorily solubilized in the interior of the micelle, even at low temperatures and pressures [36]. Also, the reversemicellar system comprising pentaethylene glycolnoctyl ether (C8E5)/1-pentanol has been used for the solubilizationof an acid dye and the subsequent dyeing of protein fibers in ScCO2 [37].
Sawada and Ueda investigated the solubilization of conventional ionic dyes in ScCO2 using Perfluoro-2,5,8,11-tetramethyl-3,6,9,12-tetraoxapentadecanoic acid ammonium salt as a surfactant and found that the preprepared sur-factant was dissolved in ScCO2 without the presence of entrainer. Further, dissolved surfactant can form micellaraggregates and incorporate a small amount of water inside of the aggregates. They also found that conventionalionic dyes such as acid dyes, reactive dyes, and basic dyes were soluble in the microemulsion system in ScCO2 [38].
They also reported that a reverse micellar system consisted of perfluoro-2,5,8,11-tetramethyl-3,6,9,12-tetraoxapentadecanoic acid ammonium salt/CO2/water (Fig. 20.11) had a high possibility of solubilizing conven-tional acid dyes and dyeing wool fabrics in this system. Also, the density of CO2 in this system cannot significantlyaffect the dyeability of the acid dye on wool [39].
Also, they dyed silk and wool fabrics in deep shades with conventional acid dyes from a reverse-micellar system(Fig. 20.12) without special pretreatment using ammonium carboxylate perfluoropolyether as a surfactant in ScCO2.It was found that on these fibers the performance of acid dyes was highly influenced by temperature and carbondioxide density. Conventional reactive dyes in this system were adsorbed on cotton, even in the absence of dyeingauxiliaries, but the fixation of the dye was not satisfactory [40].
Zheng L. et al. reported that the pressure release rates had significant damage to the scale layer of wool fibers. Thecolor difference results indicated that the pressure release rate became faster; the brightness value became small. Thefaster the speed of the pressure release rate, the greater destructive force to the scale layer. Therefore, in order toavoid the deterioration of damage degree of scale layer structure of wool fibers, the pressure release rate can becontrolled as slowly as possible [41].
The same research group reported on dyeing of wool textiles with reactive Lanasol dyes (Fig. 20.13) in ScCO2.According to the results observed by SEM, it was shown that the solubility of dyes on the surface of wool fiberswas increased with adding entrainer. The results showed that the coloration increased with the amounts of entrainerin the ScCO2 and the textiles [42].
Schmidt et al. investigated dyeing protein fibers in ScCO2 without pretreatment of the fiber. The results indicatedthat high color yields and excellent fastness dyeing were obtained with 2-bromoacrylic acid. Furthermore, for the 2-bromoacrylic acidemodified dye, it was found that protein fibers can be dyed in higher color yields than cottonbecause amino and thiol groups are generally easier to activate than hydroxyl groups [43].
FIGURE 20.11 Structure of perfluoro-2,5,8,11-tetramethyl-3,6,9,12-tetraoxapentadecanoic acid ammonium salt.
FIGURE 20.12 Reverse-micellar system.
20.5 Application of supercritical carbon dioxide on natural fabrics 287
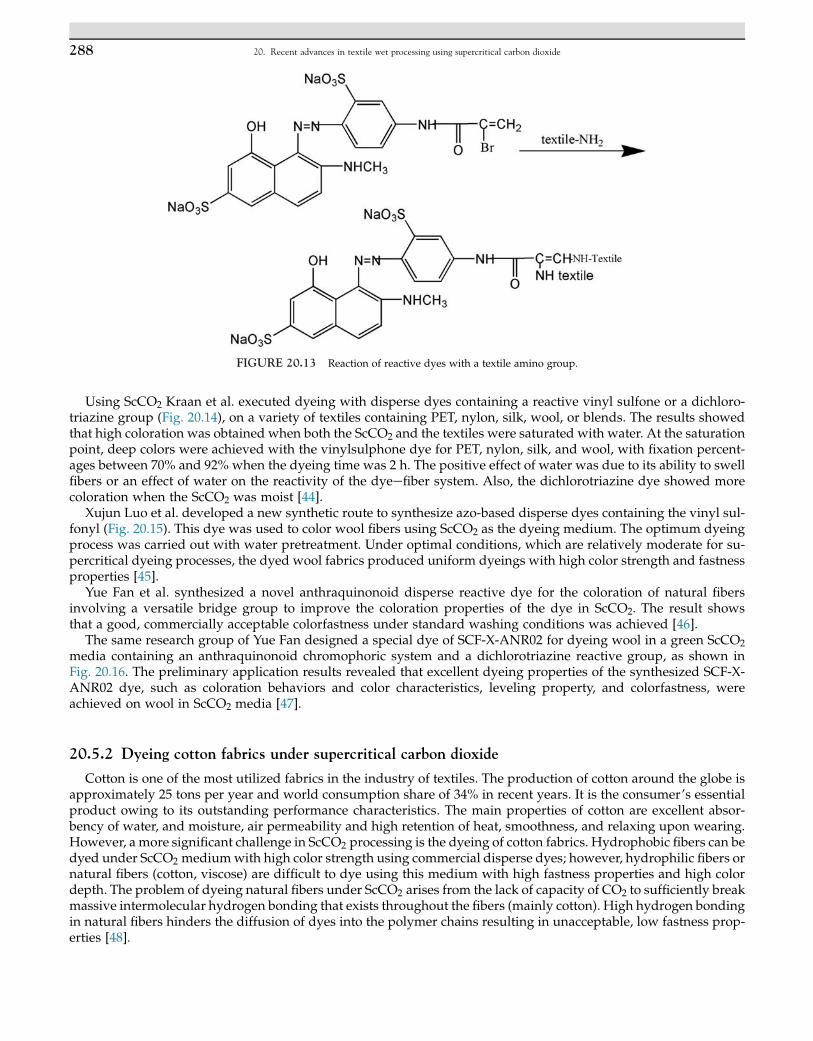
Using ScCO2 Kraan et al. executed dyeing with disperse dyes containing a reactive vinyl sulfone or a dichloro-triazine group (Fig. 20.14), on a variety of textiles containing PET, nylon, silk, wool, or blends. The results showedthat high coloration was obtained when both the ScCO2 and the textiles were saturated with water. At the saturationpoint, deep colors were achieved with the vinylsulphone dye for PET, nylon, silk, and wool, with fixation percent-ages between 70% and 92% when the dyeing time was 2 h. The positive effect of water was due to its ability to swellfibers or an effect of water on the reactivity of the dyeefiber system. Also, the dichlorotriazine dye showed morecoloration when the ScCO2 was moist [44].
Xujun Luo et al. developed a new synthetic route to synthesize azo-based disperse dyes containing the vinyl sul-fonyl (Fig. 20.15). This dye was used to color wool fibers using ScCO2 as the dyeing medium. The optimum dyeingprocess was carried out with water pretreatment. Under optimal conditions, which are relatively moderate for su-percritical dyeing processes, the dyed wool fabrics produced uniform dyeings with high color strength and fastnessproperties [45].
Yue Fan et al. synthesized a novel anthraquinonoid disperse reactive dye for the coloration of natural fibersinvolving a versatile bridge group to improve the coloration properties of the dye in ScCO2. The result showsthat a good, commercially acceptable colorfastness under standard washing conditions was achieved [46].
The same research group of Yue Fan designed a special dye of SCF-X-ANR02 for dyeing wool in a green ScCO2
media containing an anthraquinonoid chromophoric system and a dichlorotriazine reactive group, as shown inFig. 20.16. The preliminary application results revealed that excellent dyeing properties of the synthesized SCF-X-ANR02 dye, such as coloration behaviors and color characteristics, leveling property, and colorfastness, wereachieved on wool in ScCO2 media [47].
20.5.2 Dyeing cotton fabrics under supercritical carbon dioxide
Cotton is one of the most utilized fabrics in the industry of textiles. The production of cotton around the globe isapproximately 25 tons per year and world consumption share of 34% in recent years. It is the consumer’s essentialproduct owing to its outstanding performance characteristics. The main properties of cotton are excellent absor-bency of water, and moisture, air permeability and high retention of heat, smoothness, and relaxing upon wearing.However, a more significant challenge in ScCO2 processing is the dyeing of cotton fabrics. Hydrophobic fibers can bedyed under ScCO2 mediumwith high color strength using commercial disperse dyes; however, hydrophilic fibers ornatural fibers (cotton, viscose) are difficult to dye using this medium with high fastness properties and high colordepth. The problem of dyeing natural fibers under ScCO2 arises from the lack of capacity of CO2 to sufficiently breakmassive intermolecular hydrogen bonding that exists throughout the fibers (mainly cotton). High hydrogen bondingin natural fibers hinders the diffusion of dyes into the polymer chains resulting in unacceptable, low fastness prop-erties [48].
FIGURE 20.13 Reaction of reactive dyes with a textile amino group.
20. Recent advances in textile wet processing using supercritical carbon dioxide288
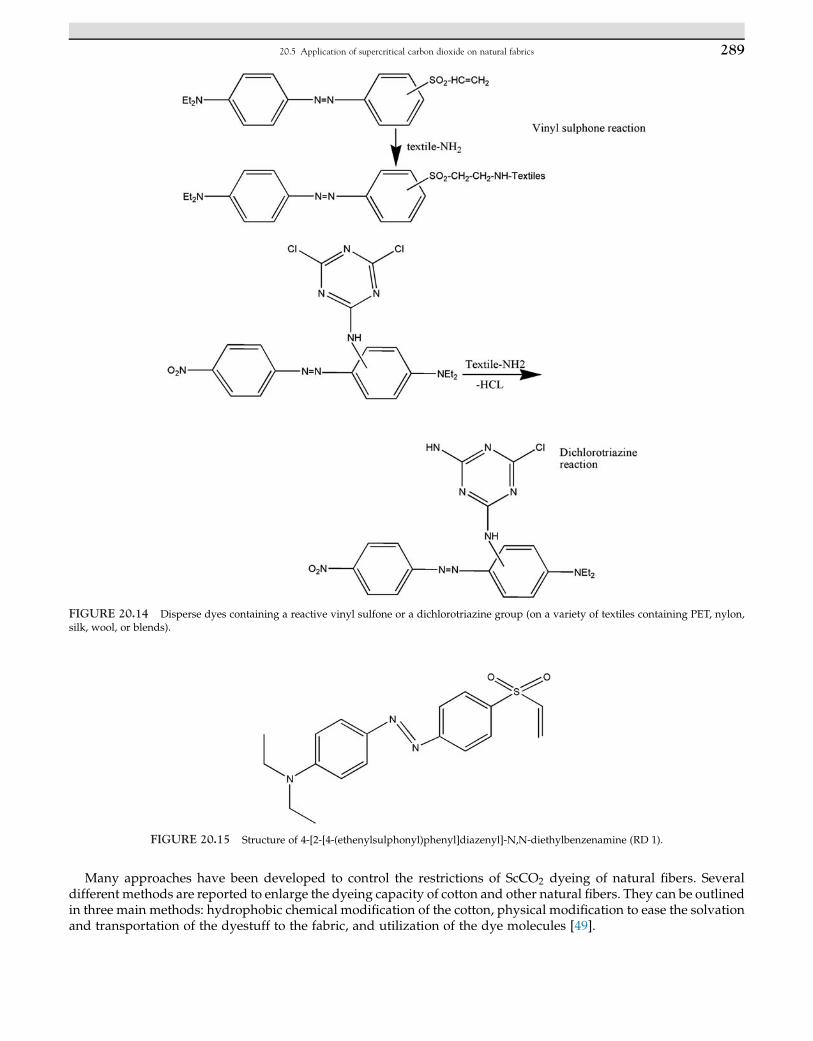
Many approaches have been developed to control the restrictions of ScCO2 dyeing of natural fibers. Severaldifferent methods are reported to enlarge the dyeing capacity of cotton and other natural fibers. They can be outlinedin three main methods: hydrophobic chemical modification of the cotton, physical modification to ease the solvationand transportation of the dyestuff to the fabric, and utilization of the dye molecules [49].
FIGURE 20.14 Disperse dyes containing a reactive vinyl sulfone or a dichlorotriazine group (on a variety of textiles containing PET, nylon,silk, wool, or blends).
FIGURE 20.15 Structure of 4-[2-[4-(ethenylsulphonyl)phenyl]diazenyl]-N,N-diethylbenzenamine (RD 1).
20.5 Application of supercritical carbon dioxide on natural fabrics 289
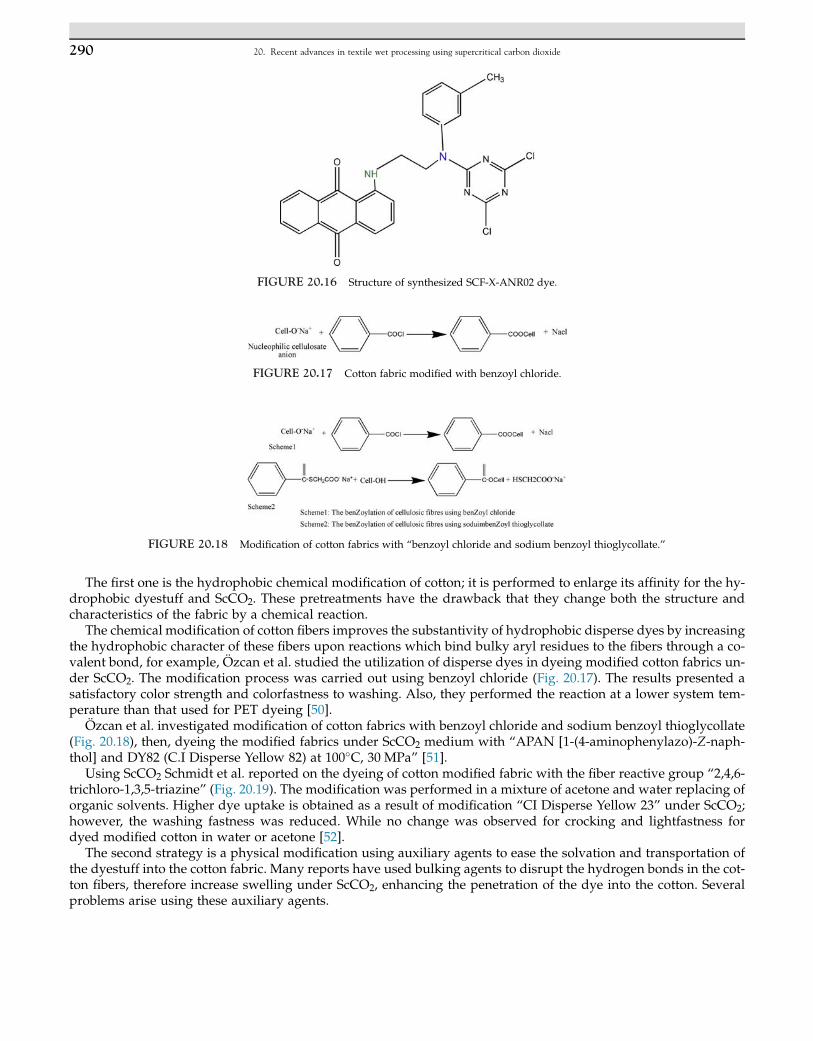
The first one is the hydrophobic chemical modification of cotton; it is performed to enlarge its affinity for the hy-drophobic dyestuff and ScCO2. These pretreatments have the drawback that they change both the structure andcharacteristics of the fabric by a chemical reaction.
The chemical modification of cotton fibers improves the substantivity of hydrophobic disperse dyes by increasingthe hydrophobic character of these fibers upon reactions which bind bulky aryl residues to the fibers through a co-valent bond, for example, Özcan et al. studied the utilization of disperse dyes in dyeing modified cotton fabrics un-der ScCO2. The modification process was carried out using benzoyl chloride (Fig. 20.17). The results presented asatisfactory color strength and colorfastness to washing. Also, they performed the reaction at a lower system tem-perature than that used for PET dyeing [50].
Özcan et al. investigated modification of cotton fabrics with benzoyl chloride and sodium benzoyl thioglycollate(Fig. 20.18), then, dyeing the modified fabrics under ScCO2 medium with “APAN [1-(4-aminophenylazo)-Z-naph-thol] and DY82 (C.I Disperse Yellow 82) at 100�C, 30 MPa” [51].
Using ScCO2 Schmidt et al. reported on the dyeing of cotton modified fabric with the fiber reactive group “2,4,6-trichloro-1,3,5-triazine” (Fig. 20.19). The modification was performed in a mixture of acetone and water replacing oforganic solvents. Higher dye uptake is obtained as a result of modification “CI Disperse Yellow 23” under ScCO2;however, the washing fastness was reduced. While no change was observed for crocking and lightfastness fordyed modified cotton in water or acetone [52].
The second strategy is a physical modification using auxiliary agents to ease the solvation and transportation ofthe dyestuff into the cotton fabric. Many reports have used bulking agents to disrupt the hydrogen bonds in the cot-ton fibers, therefore increase swelling under ScCO2, enhancing the penetration of the dye into the cotton. Severalproblems arise using these auxiliary agents.
FIGURE 20.16 Structure of synthesized SCF-X-ANR02 dye.
FIGURE 20.17 Cotton fabric modified with benzoyl chloride.
FIGURE 20.18 Modification of cotton fabrics with “benzoyl chloride and sodium benzoyl thioglycollate.”
20. Recent advances in textile wet processing using supercritical carbon dioxide290

Beltrame et al. carried out the dyeing of cotton fibers with natural and disperse dyes under ScCO2 medium. Thek/s was significantly improved upon treating cotton with “polyethylene glycol (PEG),” a known plasticizer of cel-lulose. Simultaneously, fairly good washing and lightfastness were obtained if PEG-treated cotton was dyed underScCO2 with disperse dyes contained in benzamide crystals [53].
The dye fixation has been a problem even though the dyeability of the modified cotton with PEG was increased.Besides, this type of pretreatment has led to a noticeable change in the cotton properties. Those changes includehandling weakness, increasing utilization of energy, and time limiting the expansion of this technology to industrialscale.
Maeda et al. investigated the dyeing of premodified cotton fabrics with “tetraethylene glycol dimethyl ether(TEGDME) or N-methyl-2-pyrrolidinone (NMP)” with reactive disperse dyes under supercritical medium(Fig. 20.20). They increased the solubility of the dye into ScCO2 by adding a cosolvent, mainly acetone. The cosolventimproved penetration of the dye to the fabric and caused a higher color strength. This work also reported a highercolorfastness when using reactive disperse dye [54].
Utilizing water/CO2 microemulsions “reverse micellar systems” Sawada et al. endeavored to deal with the re-strictions of natural fabrics dyeing under supercritical medium (Fig. 20.21). They used “anionic surfactantreverse-micellar” system in an organic medium. As a consequence, the solubility of the reactive dye under investi-gation increased and penetrated the cotton fabric efficiently. Under suitable conditions, the dyeing of cotton in areverse-micellar system is equivalent to that in a conventional aqueous system. The color uptake was satisfactory;however, they premodified the cotton with a cationization agent to further improve the dyeing properties. Thismodification also lowered the system temperature and pressure required for reaching the optimum conditionscompared to previous reports [55,56].
FIGURE 20.19 Modification of cotton with the reactive fiber group “2,4,6-trichloro-1,3,5-triazine.”
FIGURE 20.20 Dyeing of premodified cotton fabrics under ScCO2 medium.
20.5 Application of supercritical carbon dioxide on natural fabrics 291
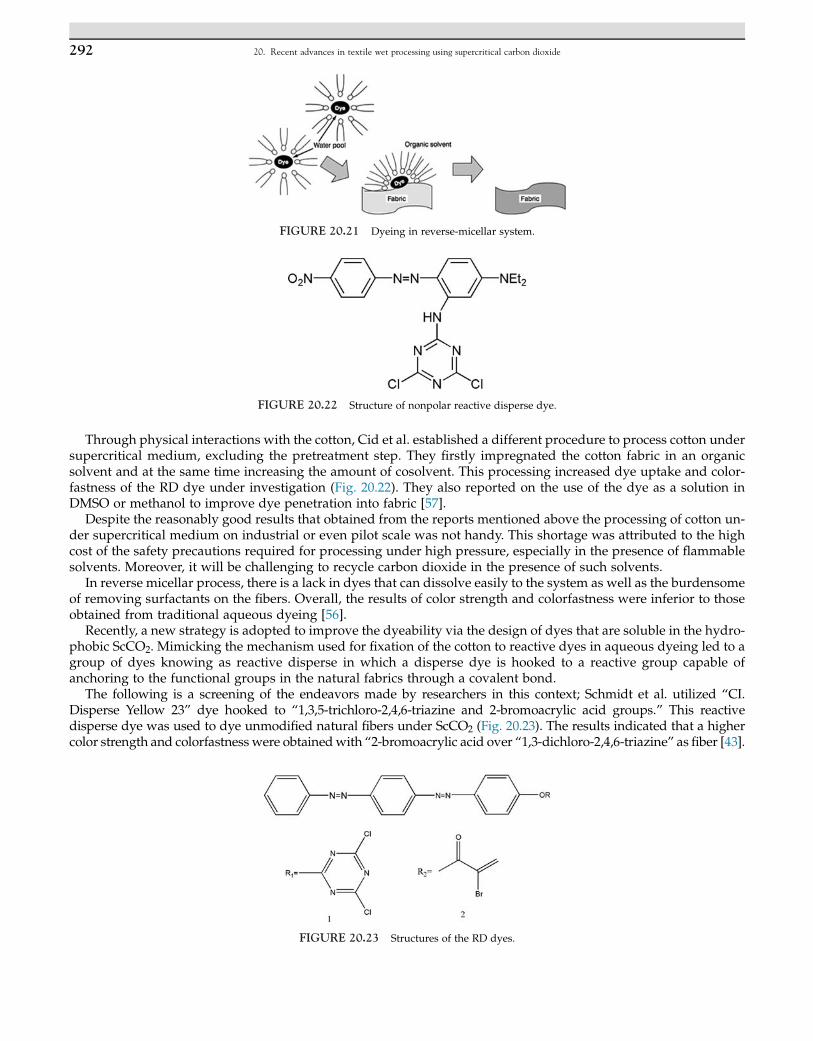
Through physical interactions with the cotton, Cid et al. established a different procedure to process cotton undersupercritical medium, excluding the pretreatment step. They firstly impregnated the cotton fabric in an organicsolvent and at the same time increasing the amount of cosolvent. This processing increased dye uptake and color-fastness of the RD dye under investigation (Fig. 20.22). They also reported on the use of the dye as a solution inDMSO or methanol to improve dye penetration into fabric [57].
Despite the reasonably good results that obtained from the reports mentioned above the processing of cotton un-der supercritical medium on industrial or even pilot scale was not handy. This shortage was attributed to the highcost of the safety precautions required for processing under high pressure, especially in the presence of flammablesolvents. Moreover, it will be challenging to recycle carbon dioxide in the presence of such solvents.
In reverse micellar process, there is a lack in dyes that can dissolve easily to the system as well as the burdensomeof removing surfactants on the fibers. Overall, the results of color strength and colorfastness were inferior to thoseobtained from traditional aqueous dyeing [56].
Recently, a new strategy is adopted to improve the dyeability via the design of dyes that are soluble in the hydro-phobic ScCO2. Mimicking the mechanism used for fixation of the cotton to reactive dyes in aqueous dyeing led to agroup of dyes knowing as reactive disperse in which a disperse dye is hooked to a reactive group capable ofanchoring to the functional groups in the natural fabrics through a covalent bond.
The following is a screening of the endeavors made by researchers in this context; Schmidt et al. utilized “CI.Disperse Yellow 23” dye hooked to “1,3,5-trichloro-2,4,6-triazine and 2-bromoacrylic acid groups.” This reactivedisperse dye was used to dye unmodified natural fibers under ScCO2 (Fig. 20.23). The results indicated that a highercolor strength and colorfastness were obtainedwith “2-bromoacrylic acid over “1,3-dichloro-2,4,6-triazine” as fiber [43].
FIGURE 20.22 Structure of nonpolar reactive disperse dye.
FIGURE 20.21 Dyeing in reverse-micellar system.
FIGURE 20.23 Structures of the RD dyes.
20. Recent advances in textile wet processing using supercritical carbon dioxide292
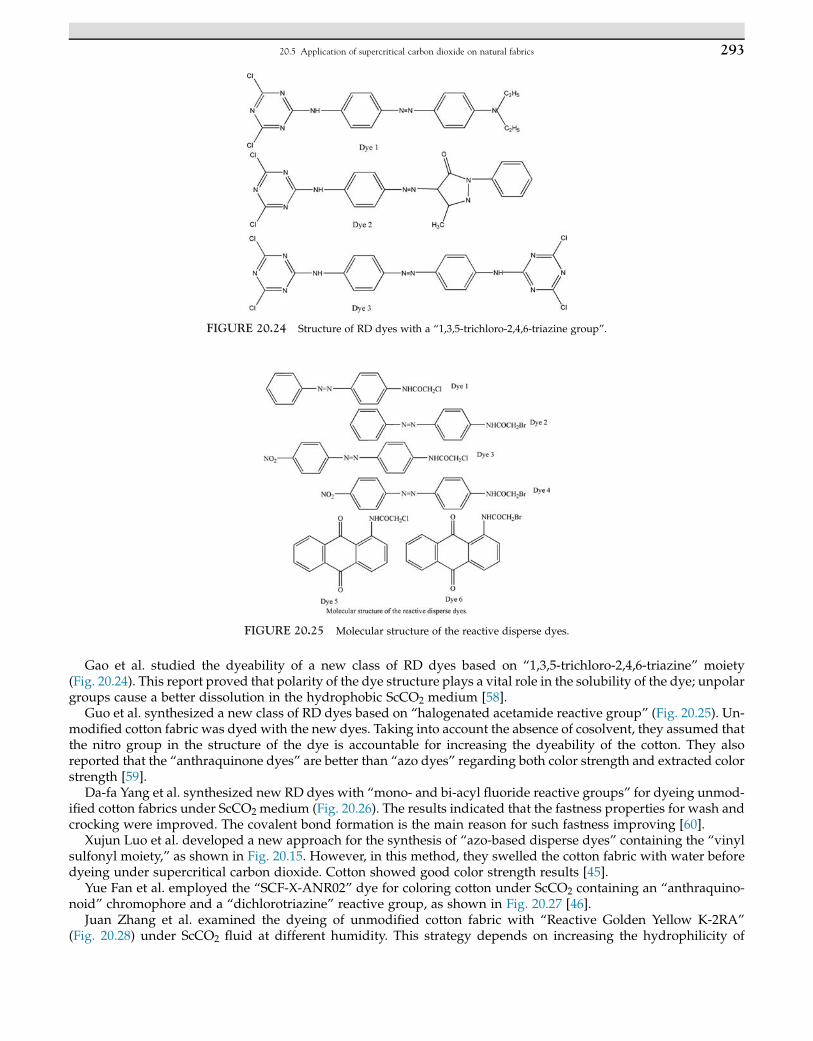
Gao et al. studied the dyeability of a new class of RD dyes based on “1,3,5-trichloro-2,4,6-triazine” moiety(Fig. 20.24). This report proved that polarity of the dye structure plays a vital role in the solubility of the dye; unpolargroups cause a better dissolution in the hydrophobic ScCO2 medium [58].
Guo et al. synthesized a new class of RD dyes based on “halogenated acetamide reactive group” (Fig. 20.25). Un-modified cotton fabric was dyed with the new dyes. Taking into account the absence of cosolvent, they assumed thatthe nitro group in the structure of the dye is accountable for increasing the dyeability of the cotton. They alsoreported that the “anthraquinone dyes” are better than “azo dyes” regarding both color strength and extracted colorstrength [59].
Da-fa Yang et al. synthesized new RD dyes with “mono- and bi-acyl fluoride reactive groups” for dyeing unmod-ified cotton fabrics under ScCO2 medium (Fig. 20.26). The results indicated that the fastness properties for wash andcrocking were improved. The covalent bond formation is the main reason for such fastness improving [60].
Xujun Luo et al. developed a new approach for the synthesis of “azo-based disperse dyes” containing the “vinylsulfonyl moiety,” as shown in Fig. 20.15. However, in this method, they swelled the cotton fabric with water beforedyeing under supercritical carbon dioxide. Cotton showed good color strength results [45].
Yue Fan et al. employed the “SCF-X-ANR02” dye for coloring cotton under ScCO2 containing an “anthraquino-noid” chromophore and a “dichlorotriazine” reactive group, as shown in Fig. 20.27 [46].
Juan Zhang et al. examined the dyeing of unmodified cotton fabric with “Reactive Golden Yellow K-2RA”(Fig. 20.28) under ScCO2 fluid at different humidity. This strategy depends on increasing the hydrophilicity of
FIGURE 20.24 Structure of RD dyes with a “1,3,5-trichloro-2,4,6-triazine group”.
FIGURE 20.25 Molecular structure of the reactive disperse dyes.
20.5 Application of supercritical carbon dioxide on natural fabrics 293
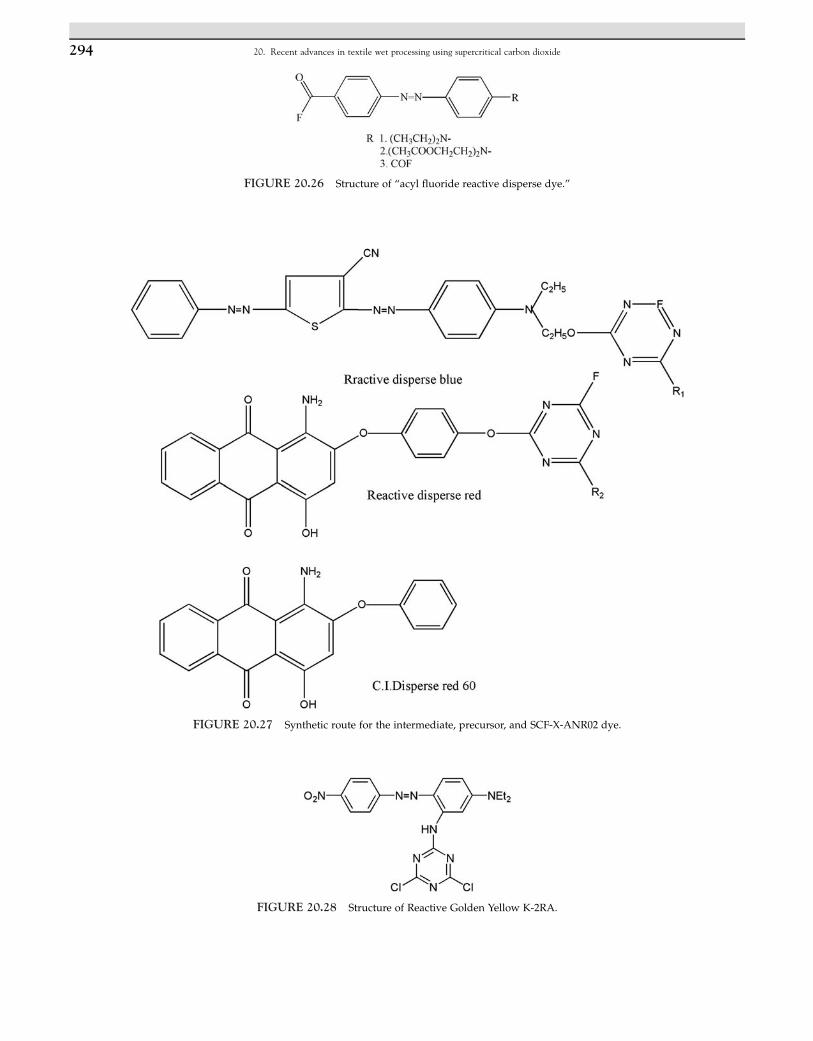
FIGURE 20.26 Structure of “acyl fluoride reactive disperse dye.”
FIGURE 20.27 Synthetic route for the intermediate, precursor, and SCF-X-ANR02 dye.
FIGURE 20.28 Structure of Reactive Golden Yellow K-2RA.
20. Recent advances in textile wet processing using supercritical carbon dioxide294
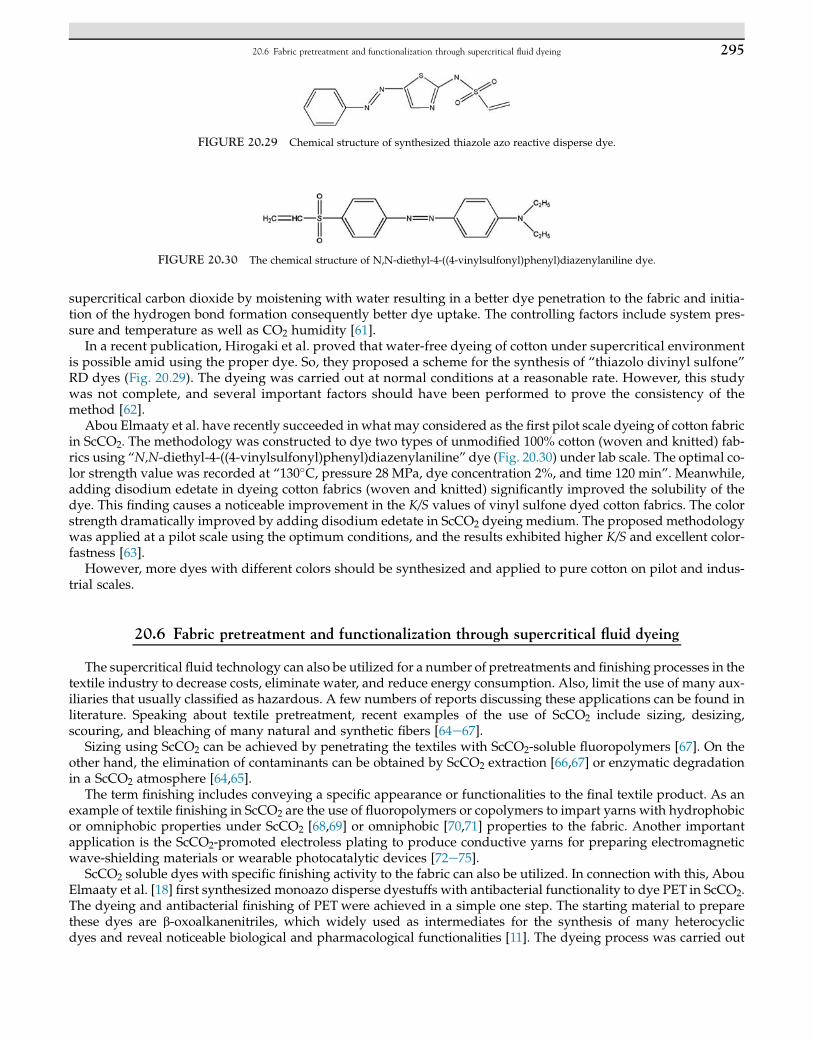
supercritical carbon dioxide by moistening with water resulting in a better dye penetration to the fabric and initia-tion of the hydrogen bond formation consequently better dye uptake. The controlling factors include system pres-sure and temperature as well as CO2 humidity [61].
In a recent publication, Hirogaki et al. proved that water-free dyeing of cotton under supercritical environmentis possible amid using the proper dye. So, they proposed a scheme for the synthesis of “thiazolo divinyl sulfone”RD dyes (Fig. 20.29). The dyeing was carried out at normal conditions at a reasonable rate. However, this studywas not complete, and several important factors should have been performed to prove the consistency of themethod [62].
Abou Elmaaty et al. have recently succeeded in what may considered as the first pilot scale dyeing of cotton fabricin ScCO2. The methodology was constructed to dye two types of unmodified 100% cotton (woven and knitted) fab-rics using “N,N-diethyl-4-((4-vinylsulfonyl)phenyl)diazenylaniline” dye (Fig. 20.30) under lab scale. The optimal co-lor strength value was recorded at “130�C, pressure 28 MPa, dye concentration 2%, and time 120 min”. Meanwhile,adding disodium edetate in dyeing cotton fabrics (woven and knitted) significantly improved the solubility of thedye. This finding causes a noticeable improvement in the K/S values of vinyl sulfone dyed cotton fabrics. The colorstrength dramatically improved by adding disodium edetate in ScCO2 dyeing medium. The proposed methodologywas applied at a pilot scale using the optimum conditions, and the results exhibited higher K/S and excellent color-fastness [63].
However, more dyes with different colors should be synthesized and applied to pure cotton on pilot and indus-trial scales.
20.6 Fabric pretreatment and functionalization through supercritical fluid dyeing
The supercritical fluid technology can also be utilized for a number of pretreatments and finishing processes in thetextile industry to decrease costs, eliminate water, and reduce energy consumption. Also, limit the use of many aux-iliaries that usually classified as hazardous. A few numbers of reports discussing these applications can be found inliterature. Speaking about textile pretreatment, recent examples of the use of ScCO2 include sizing, desizing,scouring, and bleaching of many natural and synthetic fibers [64e67].
Sizing using ScCO2 can be achieved by penetrating the textiles with ScCO2-soluble fluoropolymers [67]. On theother hand, the elimination of contaminants can be obtained by ScCO2 extraction [66,67] or enzymatic degradationin a ScCO2 atmosphere [64,65].
The term finishing includes conveying a specific appearance or functionalities to the final textile product. As anexample of textile finishing in ScCO2 are the use of fluoropolymers or copolymers to impart yarns with hydrophobicor omniphobic properties under ScCO2 [68,69] or omniphobic [70,71] properties to the fabric. Another importantapplication is the ScCO2-promoted electroless plating to produce conductive yarns for preparing electromagneticwave-shielding materials or wearable photocatalytic devices [72e75].
ScCO2 soluble dyes with specific finishing activity to the fabric can also be utilized. In connection with this, AbouElmaaty et al. [18] first synthesized monoazo disperse dyestuffs with antibacterial functionality to dye PET in ScCO2.The dyeing and antibacterial finishing of PET were achieved in a simple one step. The starting material to preparethese dyes are b-oxoalkanenitriles, which widely used as intermediates for the synthesis of many heterocyclicdyes and reveal noticeable biological and pharmacological functionalities [11]. The dyeing process was carried out
FIGURE 20.30 The chemical structure of N,N-diethyl-4-((4-vinylsulfonyl)phenyl)diazenylaniline dye.
FIGURE 20.29 Chemical structure of synthesized thiazole azo reactive disperse dye.
20.6 Fabric pretreatment and functionalization through supercritical fluid dyeing 295

at 80e120�C and 5e15 MPa and the results exhibited good color strength (K/S) and colorfastness along with superbantibacterial functionality. The antibacterial functionality was attributed to the impeded antipyrine function into thechemical structure of the dyes and was explained in terms of nonspecific action. This means that the antibacterialfunctionality can either be achieved by damaging the bacterial cells or by inhibiting specific bacterial targets[76,77]. Very similar results were obtained by applying the same dyes on nylon [26] obtaining better color strengthvalues as well as lightfastness in regard to traditional aqueous dyeing. It is worth mentioning that ScCO2 shows noeffect on the antibacterial activity of the dyed textiles. On the contrary to the behavior of these dyes toward PETandnylon 6, it gave an imperfect antimicrobial activity when applied to UHMWPE [45], which was due to the high crys-tallinity of the fiber causing reduced dye uptake comparing to nylon and PET.
Another attractive application of finishing textile using ScCO2 is the dyeing using fluorescent dyes which cause anoticeable improvement in color brightness and visibility, thus producing fashionable and easily perceptible mate-rials [78].
Xiong et al. [16] utilized “CI Disperse Fluorescent Yellow 82” to color PET in ScCO2 at 60e140�C and 15e35 MPa.The dyeing process accomplished fabrics with good color strength as well as stable intensive fluorescence.
Recently, Abate et al. reported on ScCO2 impregnation into PET fabric with two different photochromic dyes“Reversacol Ruby Red and Reversacol Sea Green.” Photochromic materials are subjected to reversible color changewhen irradiated with ultraviolet (UV) light and the development of photochromic textiles could be useful to developsmart and functional textile applications such as brand protection and UV sensors. The properties of the dyed photo-chromic fabrics were compared with those of the same dyes dissolved in hexane, which was selected as a solventwith similar polarity to ScCO2. The photochromic dyes dissolved in both media (i.e., PET and hexane) displayeda color change when exposed to UV light, which reverted to its original colorless state when the UV radiationwas removed [16].
20.7 Conclusion
This chapter concludes a short overview of the applications of supercritical carbon dioxide in textile wet process-ing. The research which has been carried out in the last few years has conceded the ScCO2 of polyester to be appliedon industrial scale. A number of facilities are running in several countries. Of all kinds of textiles, PET proved to bethe most convenient one to be dyed with ScCO2. However, commercialization of the technology is still trying to over-come the high cost of the final products compared to conventional dyeing. In continuation of the endeavors toward abetter utilization of the technology, pilot scale experiments are now applied with nylon and PP, for which an excel-lent color strength has been achieved. Recent reports have also shown that dyeing natural fabrics including unmod-ified cotton using ScCO2 has started to overcome the frontiers of simple coloration of textiles. In fact, a successfulpilot scale trial has been reported which will pave the way for a recent success in dying natural fabrics. The technol-ogy of SFD is not limited to dyeing but can be extended to enhance the performance of textiles whether by pretreat-ment or imparting functionality. This may develop strategies for high performance textiles and more sustainableprocesses.
References
[1] ZhengH, Zhang J, Yan J, Zheng L. An industrial scale multiple supercritical carbon dioxide apparatus and its eco-friendly dyeing production.J. CO2 Util. 2016;16:272e81.
[2] Hussain T, Wahab A. A critical review of the current water conservation practices in textile wet processing. J. Clean. Prod. 2018;198:806.https://doi.org/10.1016/j.jclepro.2018.07.051.
[3] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: Shahid-ul Isalam, Butola BS, editors.The textile institute book series. The impact and prospects of green chemistry for textile technology. Duxford, UK: Woodhead Publishing,Elsevier Ltd.; 2019. p. 1e20.
[4] Huang T, Kong X, Cui H, et al. Waterless dyeing of zipper tape using pilot-scale horizontal supercritical carbon dioxide equipment and itsgreen and efficient production. J. Clean. Prod. 2019;233:1097. 10.1016/j.jclepro.2019.06.189.
[5] Ammayappan L, Jose S, Arputha RA. Sustainable production processes in textile dyeing. In: Muthu S, Gardetti M, editors. Green fashion.Environmental footprints and eco-design of products and processes. Singapore: Springer; 2016. p. 185e216.
[6] Knez Z, Markocic E, Leitgeb M, Primozic M, Znez Hrncic M, Skerget M. Industrial applications of supercritical fluids: a review. Energy 2014;77:235. https://doi.org/10.1016/j.energy.2014.07.044.
[7] Promila, Madan VK. Supercritical carbon dioxide as greener solvent of 21st century. Asian J. Chem. 2018;30:719. https://doi.org/10.14233/ajchem.2018.21150A.
[8] Bach E, Cleve E, Schollmeyer E. Present and future of supercritical fluid dyeing technology: an overview. Rev. Prog. Color 2002;32:88.
20. Recent advances in textile wet processing using supercritical carbon dioxide296
[9] Banchero M. Supercritical fluid dyeing of synthetic and natural textiles e a review. Color. Technol. 2013;129:2. https://doi.org/10.1111/cote.12005.
[10] Abou Elmaaty T, El-Aziz EA. Supercritical carbon dioxide as a green media in textile dyeing: a review. Textil. Res. J. 2018;88:1184.[11] Park SC, Tuma D, Kim S, Lee YR, Shim JJ. Sorption of C. I. Disperse red 60 in polystyrene and PMMA films and polyester and nylon 6 textiles
in the presence of supercritical carbon dioxide. Kor. J. Chem. Eng. 2010;27:299.[12] von Schnitzler J, Eggers R. Mass transfer in polymers in a supercritical CO2-atmosphere. J. Supercrit. Fluids 1999;16:81. https://doi.org/
10.1016/S0896-8446(99)00020-0.[13] Long J, Xu H, Cui C, Wei X. A novel plant for fabric rope dyeing in supercritical carbon dioxide and its cleaner production. J. Clean. Prod.
2014;65:574e82. https://doi.org/10.1016/j.jclepro.2013.08.008.[14] Zheng L, Zhang J, Du B, Ping ZY, Fang Y. Supercritical CO2 for color graphic dyeing theoretical insight and experimental verification. Therm.
Sci. 2015;19:1287e91. https://doi.org/10.2298/TSCI1504287Z.[15] Zheng L, Zheng H, Du B, Wei J, Gao S, Zhang J. Dyeing procedures of polyester fiber in supercritical carbon dioxide using a special dyeing
frame. J. Eng. Fibers Fabr. 2015;10:37e46. https://doi.org/10.1177/155892501501000414.[16] Xiaoqing X, Yanyan X, Laijiu Z, Yan J, Zhao H, Zhang J, Sun Y. Polyester fabrics’ fluorescent dyeing in supercritical carbon dioxide and its
fluorescence imaging. J. Fluoresc. 2017;27:483e9. https://doi.org/10.1007/s10895-016-1975-0.[17] Huan-Da Z, Ai-Jiu Z, Miao L, Hua SY, Jun Y, Juan ZH, Fang Y. Mass transfer of disperse red 153 and its crude dye in supercritical CO2 fluid.
Therm. Sci. 2017;21:1745e9. https://doi.org/10.2298/TSCI160805063Z.[18] Abou Elmaaty T, Ma J, El-Taweel F, Abd El-Aziz E, Okubayashi S. Facile bifunctional dyeing of polyester under supercritical carbon di-
oxide medium with new antibacterial hydrazono propanenitrile dyes. Ind. Eng. Chem. Res. 2014;53:15566e70. https://doi.org/10.1021/ie502088r.
[19] Abou Elmaaty T, El-Taweel F, Elsisi H. Water-free dyeing of polyester and nylon 6 fabrics with novel 2-oxoacetohydrazonoyl cyanide deriv-atives under a supercritical carbon dioxide medium. Fibers Polym. 2018;19:887e93. https://doi.org/10.1007/s12221-018-7766-2.
[20] Cardozo-Filho L, Mazzer HR, Santos JC, et al. Dyeing of polyethylene terephthalate fibers with a disperse dye in supercritical carbon dioxide.Textil. Res. J. 2014;84:1279.
[21] Liao S, Ho Y, Chang P. Dyeing of nylon 66 with a disperseereactive dye using supercritical carbon dioxide as the transport medium. JSDC2000;116:403e7. https://doi.org/10.1111/j.1478-4408.2000.tb00018.x.
[22] Kong X, Huang T, Cui H, Yang D, Lin J. Multicomponent system of trichromatic disperse dye solubility in supercritical carbon dioxide. J. CO2
Util. 2019;33:1.[23] Huang T, Cui H, Yang D, Kong X, Lin J. Continuous dyeing processes for zipper tape in supercritical carbon dioxide. J. Clean. Prod. 2017;158:
95. https://doi.org/10.1016/j.jclepro.2017.04.167.[24] Liao S. Dyeing nylon-6,6 with some hydrophobic reactive dyes by supercritical processing. J. Polym. Res. 2004;11:285e91. https://doi.org/
10.1007/s10965-005-4046-9.[25] Zheng H, Zheng L. Dyeing of meta-aramid fibers with disperse dyes in supercritical carbon dioxide. Fibers Polym. 2014;15:1627e34. https://
doi.org/10.1007/s12221-014-1627-4.[26] Elmaaty TA, El-Aziz EA, Ma J, El-Taweel F, Okubayashi S. Eco-Friendly disperse dyeing and functional finishing of nylon 6 using supercrit-
ical carbon dioxide. Fibers 2015;3:309e22. https://doi.org/10.3390/fib3030309.[27] Penthala R, Heo G, Kim H, Lee IY, Ko EH, Son Y-A. Synthesis of azo and anthraquinone dyes and dyeing of nylon-6,6 in supercritical carbon
dioxide. J. CO2 Util. 2020;38:49e58. https://doi.org/10.1016/j.jcou.2020.01.013.[28] Abou Elmaaty T, El-Taweel F, Elsisi H, Okubayashi S. Water free dyeing of polypropylene fabric under supercritical carbon dioxide and com-
parison with its aqueous analogue. J. Supercrit. Fluids 2018;129:114. https://doi.org/10.1016/j.supflu.2018.05.018.[29] Miyazaki K, Tabata I, Hori T. Relationship between colour fastness and colour strength of polypropylene fabrics dyed in supercritical carbon
dioxide: effect of chemical structure in 1,4-bis (alkylamino) anthraquinone dyestuffs on dyeing performance. Color. Technol. 2012;128:51.[30] Miyazaki K, Tabata I, Hori T. Relationship between colour fastness and colour strength of polypropylene fabrics dyed in supercritical carbon
dioxide: effect of chemical structure in 1,4-bis(alkylamino)anthraquinone dyestuffs on dyeing performance. Color. Technol. 2012;128:60e7.https://doi.org/10.1111/j.1478-4408.2011.00331.x.
[31] Laio S, Chang P, Lin Y. Analysis on the dyeing of polypropylene fibers in supercritical carbon dioxide. J. Polym. Res. 2000;7:155e9. https://doi.org/10.1007/s10965-006-0115-y.
[32] Garay I, Pocheville A, Hernando I. Polyamide and polypropylene textile dyeing using supercritical carbon dioxide (ScCO2). In: 12th Euro-pean meeting on SCF, Gratz, Austria. 9e12 May 2010, Poster P05; 2010.
[33] Abou Elmaaty T, El-Taweel F, Elsisia H, Okubayashi S. Water free dyeing of polypropylene fabric under supercritical carbon dioxide andcomparison with its aqueous analogue. J. Supercrit. Fluids 2018;139:114e21. https://doi.org/10.1016/j.supflu.2018.05.018.
[34] Abou Elmaaty T, Sofan M, Elsisi H, , et alAbou Elmaaty T, Sofan M, Elsisi H, Kosbar T, Negm E, Hirogaki K, Tabata I, Hori T. Optimization ofan eco-friendly dyeing process in both laboratory scale and pilot scale supercritical carbon dioxide unit for polypropylene fabrics with specialnew disperse dyes. J. CO2 Util. 2019;33:365e71. https://doi.org/10.1016/j.jcou.2019.06.018.
[35] Hori T, Kongdee A. Dyeing of PET/co-PP composite fibers using supercritical carbon dioxide. Dyes Pigments 2014;105:163. https://doi.org/10.1016/j.dyepig.2014.01.023.
[36] Banchero M. Recent advances in supercritical fluid dyeing. Color. Technol. 2020;00:1e19. https://doi.org/10.1111/cote.12469.[37] Guzel B, Akgerman A. Mordant dyeing of wool by supercritical processing. J. Supercrit. Fluids 2000;18:247e52. https://doi.org/10.1016/
S0896-8446(00)00065-6.[38] Sawada K, Takagi T, UedaM. Solubilization of ionic dyes in supercritical carbon dioxide: a basic study for dyeing fiber in non-aqueousmedia.
Dyes Pigments 2004;60:129135. https://doi.org/10.1016/S0143-7208(03)00146-3.[39] Sawada K, Takagi T, Jun JH, Ueda M, Lewis DM. Dyeing natural fibers in supercritical carbon dioxide using a nonionic surfactant reverse
micellar system. Color. Technol. 2002;118. https://doi.org/10.1111/j.1478-4408.2002.tb00105.x. 233e23.[40] SawadaK, Juna J, UedaM. Phase behavior of the perfluoropolyether microemulsion in supercritical CO2 and their use for the solubilization of
ionic dye. Dyes Pigments 2004;60:197e203. https://doi.org/10.1016/j.dyepig.2003.07.002.
References 297

[41] Zheng L, Yin P, Fang Y, Wei J, Jun Y. Effect of pressure of supercritical carbon dioxide on morphology of wool fibers during dyeing process.Therm. Sci. 2015;19:1297e300. https://doi.org/10.2298/TSCI1504297Z.
[42] Zheng L, Guo J, Qian Y, Du B, J W, Yan J, Xiong XQ. Water in supercritical carbon dioxide dyeing. Therm. Sci. 2015;19:1301e4. https://doi.org/10.2298/TSCI1504301Z.
[43] Schmidt A, Bach E, Schollmeyer E. The dyeing of natural fibres with reactive disperse dyes in supercritical carbon dioxide. Dyes Pigments2003;56:27e35. https://doi.org/10.1016/S0143-7208(02)00108-0.
[44] Van Der KraanM, Vanesa Fernandez CidM,Woerlee GF, VeugelersWJT, WitkampG-J. Equilibrium study on the disperse dyeing of polyestertextile in supercritical carbon dioxide. Textil. Res. J. 2007;77:550e8. https://doi.org/10.1177/0040517507077483.
[45] Luo X, White J, Thompson R, Rayner C, Kulik B, Kazlauciunas A, He W, Lin L. Novel sustainable synthesis of dyes for clean dyeing of wooland cotton fibres in supercritical carbon dioxide. J. Clean. Prod. 2018;199:1e10. https://doi.org/10.1016/j.jclepro.2018.07.158.
[46] Fan Y, Zhang YQ, Yan K, Long JJ. Synthesis of a novel disperse reactive dye involving a versatile bridge group for the sustainable coloration ofnatural fibers in supercritical carbon dioxide. Adv. Sci. 2019;6. https://doi.org/10.1002/advs.201801368.
[47] Fan Y, Zhang Y, Yan K. Synthesis of a special dye SCF-X-ANR02 and its dyeing property in green media of supercritical carbon dioxide. Int. J.Green Energy 2018;4:47e55. https://doi.org/10.30634/2414-2077.2018.04.6.
[48] Hessler LE, Merola GV, Berkley EE. Degree of polymerization of cellulose in cotton fibers. Textil. Res. J. 1948;18. https://doi.org/10.1177/004051754801801004.
[49] Long JJ, Xiao GD, XuHM,Wang L, Cui CL, Liu J, YangMY,Wang K, Chen C, Ren YM, Luan T, Ding ZF. Dyeing of cotton fabric with a reactivedisperse dye in supercritical carbon dioxide. J. Supercrit. Fluids 2012;69:13e20. https://doi.org/10.1016/j.supflu.2012.05.002.
[50] ÖzcanAS, Clifford AA, Bartle KD, Lewis DM. Dyeing of cotton fibres with disperse dyes in supercritical carbon dioxide. Dyes Pigments 1998;36:103e10. https://doi.org/10.1016/S0143-7208(97)00005-3.
[51] Özcan AS, Clifford AA, Bartle KD, Broadbent PJ, Lewis DM. Dyeing of modified cotton fibres with disperse dyes from supercritical carbondioxide. J. Soc. Dyers Colour. 1998;114:169e73. https://doi.org/10.1111/j.1478-4408.1998.tb01977.x.
[52] Schmidt A, Bach E, Schollmeyer E. Supercritical fluid dyeing of cotton modified with 2,4,6-trichloro-1,3,5-triazine. Color. Technol. 2003;119:31e6. https://doi.org/10.1111/j.1478-4408.2003.tb00148.x.
[53] Beltrame PL, Castelli A, Selli E, Mossa A, Testa G, Bonfatti AM, Seves A. Dyeing of cotton fibers with disperse dyes in supercritical carbondioxide. Dyes Pigment 1998;39:335e40.
[54] Maeda S, Hogyou S, Kunitou K. Dyeing cellulose fibers with reactive disperse dyes in supercritical carbon dioxide. Textil. Res. J. 2002;72:240e4. https://doi.org/10.1177/004051750207200310.
[55] Sawada K, Ueda M. Adsorption and fixation of a reactive dye on cotton in non-aqueous systems. Color. Technol. 2003;119:182e6. https://doi.org/10.1111/j.1478-4408.2003.tb00170.x.
[56] Sawada K, OshimaM, SugimotoM, UrakawaH, UedaM. Complexation of ionic substances with surfactants for solubilisation in supercriticalcarbon dioxide. Dyes Pigment 2008;76:1e6. https://doi.org/10.1016/j.dyepig.2006.08.004.
[57] Fernandez Cid MV, Gerstner KN, van Spronsen J, van der Kraan M, Veugelers WJT, Woerlee GF, Witkamp GJ. Novel process to enhance thedyeability of cotton in supercritical carbon dioxide. Textil. Res. J. 2007;77:38e46. https://doi.org/10.1177/0040517507076328.
[58] Gao D, Yang DF, Cui HS, Huang TT, Lin JX. Synthesis and measurement of solubilities of reactive disperse dyes for dyeing cotton fabrics insupercritical carbon dioxide. Ind. Eng. Chem. Res. 2014;53:13862e70. https://doi.org/10.1021/ie5025497.
[59] Guo J, Gao S, Yu C, Zheng L, Du B. Response surface optimized dyeing of kenaf fiber in supercritical carbon dioxide. Adv. Mater. Res. 2014;1048:109.
[60] Yang D, Kong X, Gao D, Cui HS, Huang TT, Lin JX. Dyeing of cotton fabric with reactive disperse dye contain acyl fluoride group in super-critical carbon dioxide. Dyes Pigment 2017;139:566e74. https://doi.org/10.1016/j.dyepig.2016.12.050.
[61] Zhang J, Zheng H, Zheng L. Optimization of eco-friendly reactive dyeing of cellulose fabrics using supercritical carbon dioxide fluid withdifferent humidity. J. Nat. Fibers 2018;15:1e10. https://doi.org/10.1080/15440478.2017.1302385.
[62] Kazumasa H, Kako K, Toyoaki H, Isao T. Investigation of dyeing condition for cotton fabric with reactive disperse dye under supercriticalcarbon dioxide. JTE 2018;64:157e61. https://doi.org/10.4188/jte.64.157.
[63] Abou Elmaaty T, Kazumasa H, Elsisi H, Mousa A, Sorour H, Gaffer H, Hori T, Hebeish A, Tabata I, Farouk R. Pilot scale water free dyeing ofpure cotton under supercritical carbon dioxide. Carbohydr. Polym. Technol. Appl. 2020;1:100010. https://doi.org/10.1016/j.carpta.2020.100010.
[64] Liu SQ, Chen ZY, Sun JP, Long JJ. Ecofriendly pretreatment of grey cotton fabric with enzymes in supercritical carbon dioxide fluid. J. Clean.Prod. 2016;120:85. https://doi.org/10.1016/j.jclepro.2016.02.006.
[65] Shi W, Liu SQ, Sun JP, Long JJ. A strategy for environmentally friendly removal of impurities from cotton based on biocatalytic reaction insupercritical carbon dioxide. Cellulose 2018;25:6771.
[66] AntonyA, Raj A, Ramachandran JP, et al. Sizing and desizing of cotton and polyester yarns using liquid and supercritical carbon dioxide withnonfluorous CO2-philes as size compounds. Chem. Eng. 2018;6:12275.
[67] Zhang J, Zheng H, Zheng L. A novel eco-friendly scouring and bleaching technique of flax rove using supercritical carbon dioxide fluid.J. Eng. Fibers Fabr. 2017;12(4):44.
[68] Kumeeva TY, ProrokovaNP. Ultrathin hydrophobic coatings obtained on polyethylene terephthalatematerials in supercritical carbon dioxidewith Co-solvents. Russ. J Phys. Chem. A 2018;92:346.
[69] Kazaryan PS, Tyutyunov AA, Kondratenko MS. Superhydrophobic coatings on textiles based on novel poly(perfluoro-tert-hexylbutylmethacrylate-co-hydroxyethyl methacrylate) copolymer deposited from solutions in supercritical carbon dioxide. J. Supercrit. Fluids 2019;149:34.
[70] Zefirov VV, Lubimtsev NA, Stakhanov AJ, et al. Durable crosslinked omniphobic coatings on textiles via supercritical carbon dioxidedeposition. J. Supercrit. Fluids 2018;133:30.
[71] Kazaryan PS, Zefirov VV, Elmanovich IV, Stakhanov AJ, Kondratenko MS, Khokhlov AR. Polym Sci Ser A 2019;61:157.[72] Iwai Y, Sameshima S, Yonezawa S, Katayama S. Fabrication of conductive cotton by electroless plating method with supercritical carbon
dioxide. J. Supercrit. Fluids 2015;100:46.
20. Recent advances in textile wet processing using supercritical carbon dioxide298

[73] Chiu WT, Chen CY, Mark Chang TF, et al. Platinum coating on silk by a supercritical CO2 promoted metallization technique for applicationsof wearable devices. Surf. Coating. Technol. 2018;350:1028e35. https://doi.org/10.1016/j.surfcoat.2018.02.070.
[74] Chiu WT, Chen CY, Mark Chang TF, et al. Ni-P and TiO2 codeposition on silk textile via supercritical CO2 promoted electroless plating forflexible and wearable photocatalytic devices. Electrochim. Acta 2019;294:68. https://www.cheric.org/research/tech/periodicals/doi.php?art_seq¼1696468.
[75] Zheng G, Jianhua R, Guo R. Nickel deposition on kevlar fabric modified with aminopropyltrimethoxysilane in supercritical fluid via electro-less plating. J. Mater. Sci. Mater. Electron. 2018;29:19200e6. https://doi.org/10.1007/s10854-018-0046-5.
[76] Markovic D, Milovanovic S, Radetic M, Jokic B, Zizovic I. Impregnation of corona modified polypropylene non-woven material with thymolin supercritical carbon dioxide for antimicrobial application. J. Supercrit. Fluids 2015;101:215.1. https://doi.org/10.1016/j.supflu.2015.03.022.
[77] Abou Elmaaty T, El-Taweel F, El-Aziz EA, Yusif M, Okubayashi S. Facile bifunctional dyeing of polyester fabrics with new antibacterialb-oxoalkanenitriles disperse dyes. Int. J. Sci. Eng. Res. 2014;5:703.
[78] Ma J, Abou Elmaaty T, Okubayashi S. Effect of supercritical carbon dioxide on dyeability and physical properties of ultra-high-molecular-weight polyethylene fiber. Autex Res. J. 2019;19:228. https://doi.org/10.1515/aut-2018-0046.
Further reading
[1] Jun J, Sawada K, Ueda M. Application of perfluoropolyether reverse micelles in supercritical CO2 to dyeing process. Dyes Pigments 2004;61:17e22. https://doi.org/10.1016/j.dyepig.2003.08.003.
[2] Abate MT, Seipel S, Vikova M. Comparison of the photochromic behaviour of dyes in solution and on polyester fabric applied by supercriticalcarbon dioxide. IOP Conf. Ser. Mater. Sci. Eng. 2019;459:012026.
Further reading 299

This page intentionally left blank
C H A P T E R
21
Recent trends in green colorants: chemistry andapplication
Meram S. Abdelrahman, Tawfik A. KhattabDyeing, Printing and Auxiliaries Department, Textile Industries Research Division, National Research Centre,
Cairo, Egypt
21.1 Introduction
Colorants can be classified intodyes andpigments.Dyes are colored substanceswith affinity to the substrates, such astextiles and cosmetics, onwhich they are applied [1e3]. A dye can interact with a substrate via a number of mechanisticpathways relying on the chemical and physical properties of the substrate and the dye. On the other hand, a pigment isa colored substance which exhibits no affinity to the substrate [4e9]. Thus, a pigment can be applied to the surface of acertain substrate by coating using a binder. Accordingly, both type of interaction and affinity among a substrate and acolorant can distinguish between pigments and dyes. Both dyes and pigments exhibit amolecular structure comprisinga delocalization of electrons with a conjugation of double bonds known as a chromophore and a color aid known as anauxochrome [10,11]. The chromophore has an electron resonance which enables a light absorption in the visible lightarea, while the auxochrome is responsible for changing the maximum absorption wavelength and controlling thecolorant solubility [12e15]. Both dyes and pigments can be classified into natural or synthetic depending on theirsource. Both natural and synthetic colorants are applicable on various substrates [16e20]. However, the artificial col-orants predominate the color market owing to their widespread and simplicity of use. In spite of this large marketsharing, the manufacture and application techniques of artificial dyes and pigments have shown ecological challenges,including the release of pollutant to air, water, and soil, as well as causing diseases and health problems to human[21e25]. Furthermore, artificial colorants depend mainly on hydrocarbon-based materials which are a nonrenewableresource for chemicals [26e32]. Thus, we present a critical review on natural and greener artificial dyes and pigmentsin order to formulate methods tominimize the challenges associated with themanufacture and application of both nat-ural and greener synthetic colorants. We discuss the classification, resources, chemistry, manufacturing, and applica-tion of those colorants particularly for textile-based applications. Additionally, the environmental, health, andtechnical challenges are explored. By taking into consideration the chemistry of those colorants, the possible pathwaysto minimize the challenges by the chemical syntheses of colorants are explored. The utilization of the green and sus-tainable agricultural biomass for the production of colorants is discussed. This review also discusses and suggestschemical modification of natural dyes and pigments to meet the demands of the current technologies.
21.2 Classification of natural colorants
A natural colorant can be defined as a color imparting substance generated by nature without structural modifi-cation or processing. They can be applied in coloring textile materials as well as coloring foodstuffs, pharmaceuti-cals, wood, plastics, leather, and cosmetics. They can be classified according to their origin, application methodology,chemical constituent, or color. Nonetheless, the most widespread classification methods of natural colorants are bytheir origin and chemical constituents. Natural dyes and pigments can be divided into four different classesincluding plant, mineral, microbial, and insect depending on their origin [33,34].
301Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00009-9
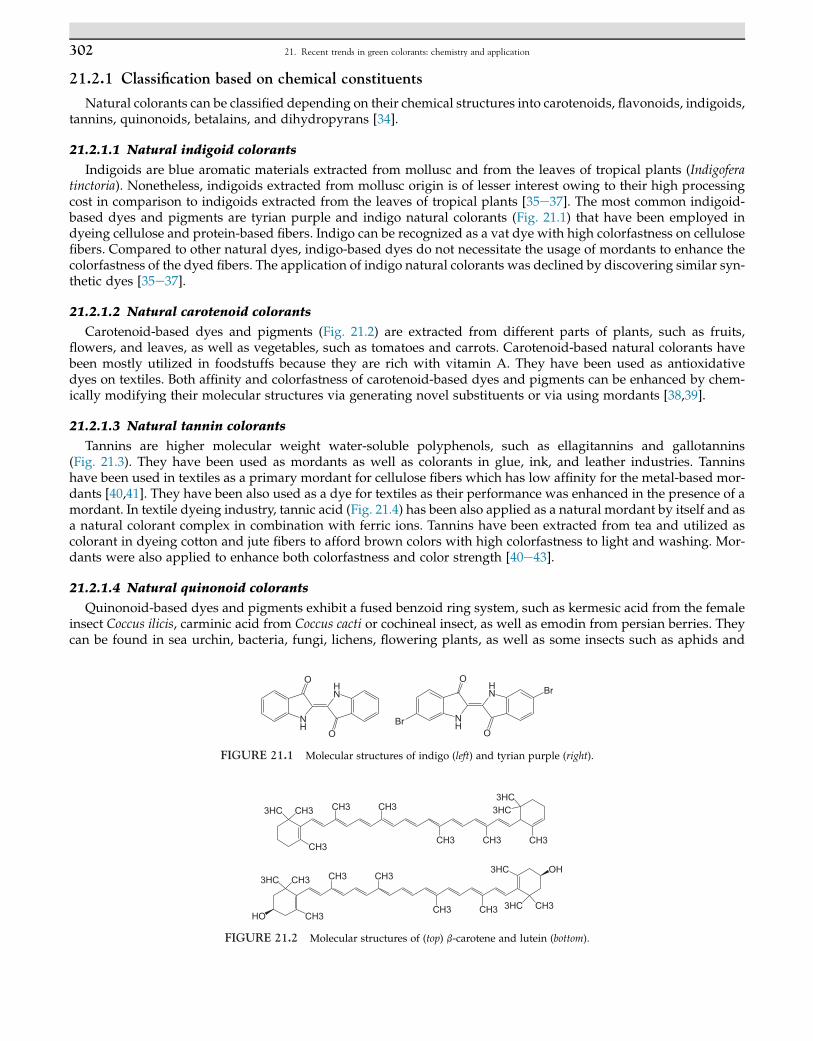
21.2.1 Classification based on chemical constituents
Natural colorants can be classified depending on their chemical structures into carotenoids, flavonoids, indigoids,tannins, quinonoids, betalains, and dihydropyrans [34].
21.2.1.1 Natural indigoid colorants
Indigoids are blue aromatic materials extracted from mollusc and from the leaves of tropical plants (Indigoferatinctoria). Nonetheless, indigoids extracted from mollusc origin is of lesser interest owing to their high processingcost in comparison to indigoids extracted from the leaves of tropical plants [35e37]. The most common indigoid-based dyes and pigments are tyrian purple and indigo natural colorants (Fig. 21.1) that have been employed indyeing cellulose and protein-based fibers. Indigo can be recognized as a vat dye with high colorfastness on cellulosefibers. Compared to other natural dyes, indigo-based dyes do not necessitate the usage of mordants to enhance thecolorfastness of the dyed fibers. The application of indigo natural colorants was declined by discovering similar syn-thetic dyes [35e37].
21.2.1.2 Natural carotenoid colorants
Carotenoid-based dyes and pigments (Fig. 21.2) are extracted from different parts of plants, such as fruits,flowers, and leaves, as well as vegetables, such as tomatoes and carrots. Carotenoid-based natural colorants havebeen mostly utilized in foodstuffs because they are rich with vitamin A. They have been used as antioxidativedyes on textiles. Both affinity and colorfastness of carotenoid-based dyes and pigments can be enhanced by chem-ically modifying their molecular structures via generating novel substituents or via using mordants [38,39].
21.2.1.3 Natural tannin colorants
Tannins are higher molecular weight water-soluble polyphenols, such as ellagitannins and gallotannins(Fig. 21.3). They have been used as mordants as well as colorants in glue, ink, and leather industries. Tanninshave been used in textiles as a primary mordant for cellulose fibers which has low affinity for the metal-based mor-dants [40,41]. They have been also used as a dye for textiles as their performance was enhanced in the presence of amordant. In textile dyeing industry, tannic acid (Fig. 21.4) has been also applied as a natural mordant by itself and asa natural colorant complex in combination with ferric ions. Tannins have been extracted from tea and utilized ascolorant in dyeing cotton and jute fibers to afford brown colors with high colorfastness to light and washing. Mor-dants were also applied to enhance both colorfastness and color strength [40e43].
21.2.1.4 Natural quinonoid colorants
Quinonoid-based dyes and pigments exhibit a fused benzoid ring system, such as kermesic acid from the femaleinsect Coccus ilicis, carminic acid from Coccus cacti or cochineal insect, as well as emodin from persian berries. Theycan be found in sea urchin, bacteria, fungi, lichens, flowering plants, as well as some insects such as aphids and
NH
OHN Br
BrO
NH
OHN
O
FIGURE 21.1 Molecular structures of indigo (left) and tyrian purple (right).
CH3CH3
CH3CH3 3HC3HC
CH3CH3
3HC CH3
CH3CH3
CH3CH3
CH3
3HC CH3OH
HO3HC CH3
3HC
FIGURE 21.2 Molecular structures of (top) b-carotene and lutein (bottom).
21. Recent trends in green colorants: chemistry and application302
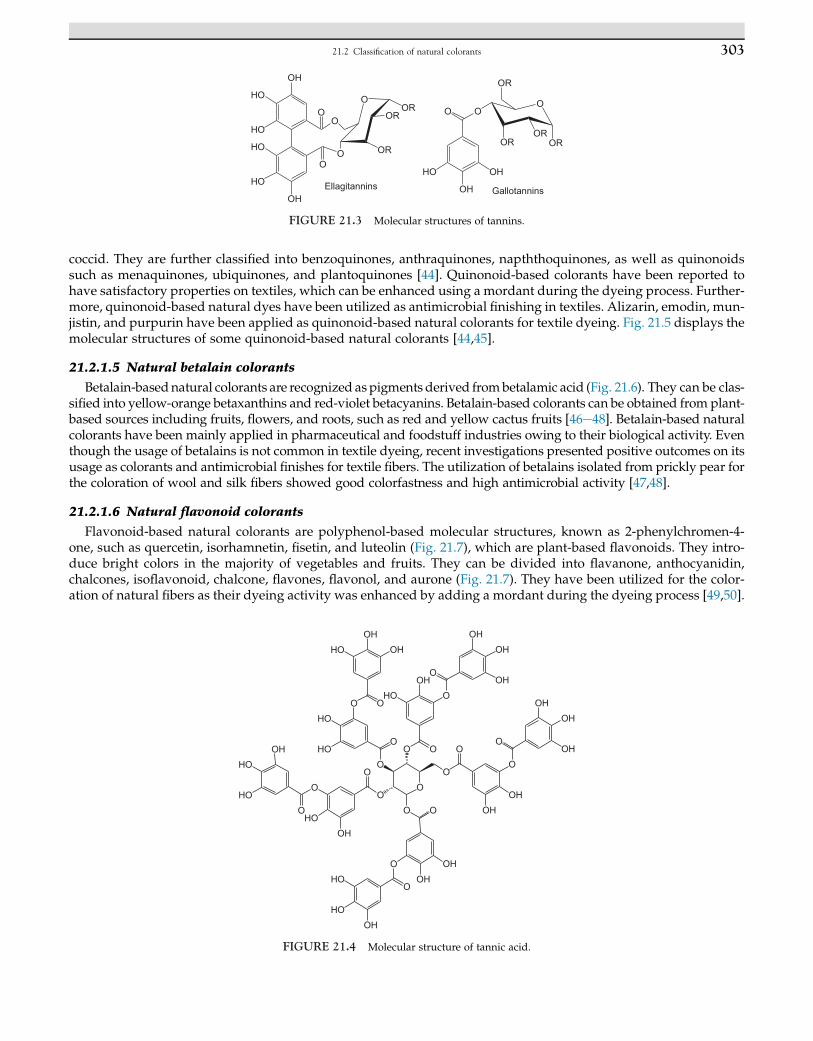
coccid. They are further classified into benzoquinones, anthraquinones, napththoquinones, as well as quinonoidssuch as menaquinones, ubiquinones, and plantoquinones [44]. Quinonoid-based colorants have been reported tohave satisfactory properties on textiles, which can be enhanced using a mordant during the dyeing process. Further-more, quinonoid-based natural dyes have been utilized as antimicrobial finishing in textiles. Alizarin, emodin, mun-jistin, and purpurin have been applied as quinonoid-based natural colorants for textile dyeing. Fig. 21.5 displays themolecular structures of some quinonoid-based natural colorants [44,45].
21.2.1.5 Natural betalain colorants
Betalain-basednatural colorants are recognized aspigments derived frombetalamic acid (Fig. 21.6). They can be clas-sified into yellow-orange betaxanthins and red-violet betacyanins. Betalain-based colorants can be obtained from plant-based sources including fruits, flowers, and roots, such as red and yellow cactus fruits [46e48]. Betalain-based naturalcolorants have been mainly applied in pharmaceutical and foodstuff industries owing to their biological activity. Eventhough the usage of betalains is not common in textile dyeing, recent investigations presented positive outcomes on itsusage as colorants and antimicrobial finishes for textile fibers. The utilization of betalains isolated from prickly pear forthe coloration of wool and silk fibers showed good colorfastness and high antimicrobial activity [47,48].
21.2.1.6 Natural flavonoid colorants
Flavonoid-based natural colorants are polyphenol-based molecular structures, known as 2-phenylchromen-4-one, such as quercetin, isorhamnetin, fisetin, and luteolin (Fig. 21.7), which are plant-based flavonoids. They intro-duce bright colors in the majority of vegetables and fruits. They can be divided into flavanone, anthocyanidin,chalcones, isoflavonoid, chalcone, flavones, flavonol, and aurone (Fig. 21.7). They have been utilized for the color-ation of natural fibers as their dyeing activity was enhanced by adding a mordant during the dyeing process [49,50].
OH
OH
HO
OO
OR OROR
OR
O
GallotanninsEllagitannins
OH
HO
HO
HO
HO
OH
OO
OO
O
OR
OROR
FIGURE 21.3 Molecular structures of tannins.
OO
O
OO
O
OHOH
O
O
OHHO
HO
O
OHHO
O
O
OHHO
HO
OO
HOOH
O
HO
HOO O
OOH
OHOH
OHOH
HO
O
OO
OHOH
O
OHOH
OH
FIGURE 21.4 Molecular structure of tannic acid.
21.2 Classification of natural colorants 303
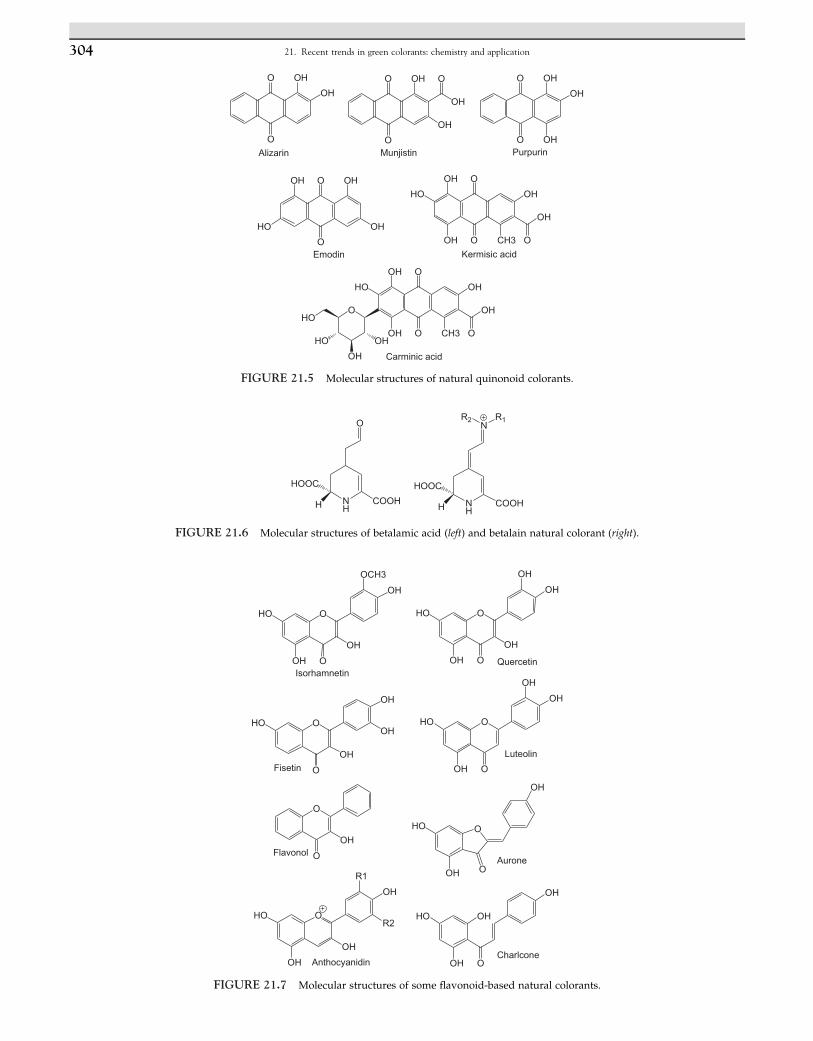
NH
HOOC
H COOH
NR1R2
NH
HOOC
H COOH
O
FIGURE 21.6 Molecular structures of betalamic acid (left) and betalain natural colorant (right).
O
O
OHOH
O
O
OH
Alizarin Munjistin
OH
OH
O O
O
OHOH
PurpurinOH
O
O
OH
Emodin
OH
OH
HO
O
O
OH
O
OH
CH3
OH
OH
HO
O
OHHO
HO
Carminic acid
Kermisic acid
O
O
OH
O
OH
CH3
OH
OH
HO
OH
FIGURE 21.5 Molecular structures of natural quinonoid colorants.
Quercetin
O
OH
OHOH
HO
O
OH
Isorhamnetin
O
OH
OHOH
HO
O
OCH3
Luteolin
O
OH
OH
HO
O
OH
Fisetin
O
OH
HO
O
OH
OH
O
OHOFlavonol
OH
O
OH
HO
OHCharlcone
HO
OH
O
O
OH
Aurone
OHO
OHOH
OHR1
R2
Anthocyanidin
FIGURE 21.7 Molecular structures of some flavonoid-based natural colorants.
21. Recent trends in green colorants: chemistry and application304
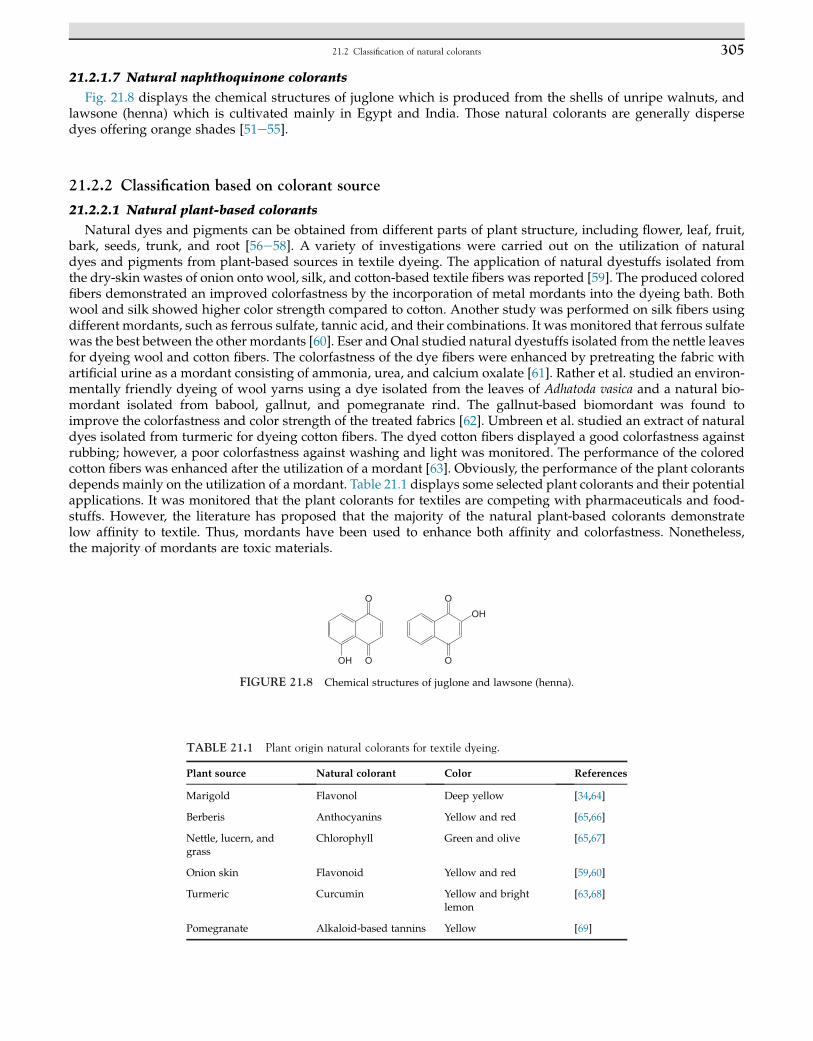
21.2.1.7 Natural naphthoquinone colorants
Fig. 21.8 displays the chemical structures of juglone which is produced from the shells of unripe walnuts, andlawsone (henna) which is cultivated mainly in Egypt and India. Those natural colorants are generally dispersedyes offering orange shades [51e55].
21.2.2 Classification based on colorant source
21.2.2.1 Natural plant-based colorants
Natural dyes and pigments can be obtained from different parts of plant structure, including flower, leaf, fruit,bark, seeds, trunk, and root [56e58]. A variety of investigations were carried out on the utilization of naturaldyes and pigments from plant-based sources in textile dyeing. The application of natural dyestuffs isolated fromthe dry-skin wastes of onion onto wool, silk, and cotton-based textile fibers was reported [59]. The produced coloredfibers demonstrated an improved colorfastness by the incorporation of metal mordants into the dyeing bath. Bothwool and silk showed higher color strength compared to cotton. Another study was performed on silk fibers usingdifferent mordants, such as ferrous sulfate, tannic acid, and their combinations. It was monitored that ferrous sulfatewas the best between the other mordants [60]. Eser and Onal studied natural dyestuffs isolated from the nettle leavesfor dyeing wool and cotton fibers. The colorfastness of the dye fibers were enhanced by pretreating the fabric withartificial urine as a mordant consisting of ammonia, urea, and calcium oxalate [61]. Rather et al. studied an environ-mentally friendly dyeing of wool yarns using a dye isolated from the leaves of Adhatoda vasica and a natural bio-mordant isolated from babool, gallnut, and pomegranate rind. The gallnut-based biomordant was found toimprove the colorfastness and color strength of the treated fabrics [62]. Umbreen et al. studied an extract of naturaldyes isolated from turmeric for dyeing cotton fibers. The dyed cotton fibers displayed a good colorfastness againstrubbing; however, a poor colorfastness against washing and light was monitored. The performance of the coloredcotton fibers was enhanced after the utilization of a mordant [63]. Obviously, the performance of the plant colorantsdepends mainly on the utilization of a mordant. Table 21.1 displays some selected plant colorants and their potentialapplications. It was monitored that the plant colorants for textiles are competing with pharmaceuticals and food-stuffs. However, the literature has proposed that the majority of the natural plant-based colorants demonstratelow affinity to textile. Thus, mordants have been used to enhance both affinity and colorfastness. Nonetheless,the majority of mordants are toxic materials.
O
O
OHO
OOH
FIGURE 21.8 Chemical structures of juglone and lawsone (henna).
TABLE 21.1 Plant origin natural colorants for textile dyeing.
Plant source Natural colorant Color References
Marigold Flavonol Deep yellow [34,64]
Berberis Anthocyanins Yellow and red [65,66]
Nettle, lucern, andgrass
Chlorophyll Green and olive [65,67]
Onion skin Flavonoid Yellow and red [59,60]
Turmeric Curcumin Yellow and brightlemon
[63,68]
Pomegranate Alkaloid-based tannins Yellow [69]
21.2 Classification of natural colorants 305
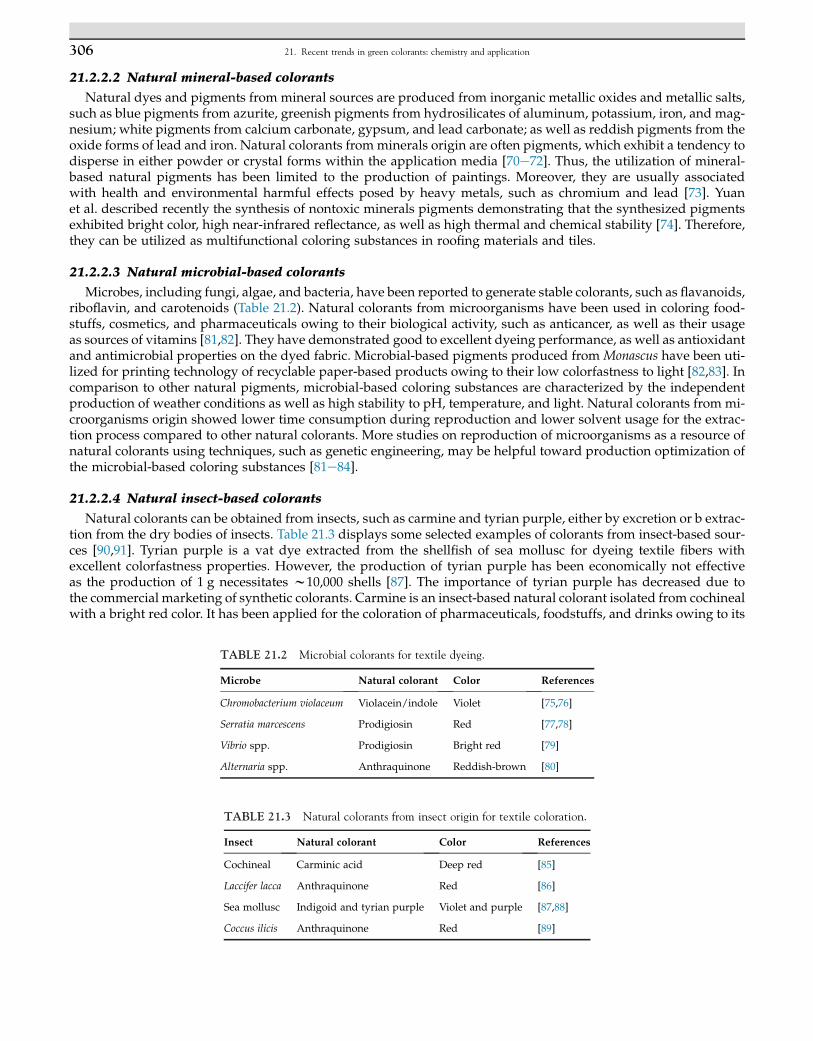
21.2.2.2 Natural mineral-based colorants
Natural dyes and pigments from mineral sources are produced from inorganic metallic oxides and metallic salts,such as blue pigments from azurite, greenish pigments from hydrosilicates of aluminum, potassium, iron, and mag-nesium; white pigments from calcium carbonate, gypsum, and lead carbonate; as well as reddish pigments from theoxide forms of lead and iron. Natural colorants fromminerals origin are often pigments, which exhibit a tendency todisperse in either powder or crystal forms within the application media [70e72]. Thus, the utilization of mineral-based natural pigments has been limited to the production of paintings. Moreover, they are usually associatedwith health and environmental harmful effects posed by heavy metals, such as chromium and lead [73]. Yuanet al. described recently the synthesis of nontoxic minerals pigments demonstrating that the synthesized pigmentsexhibited bright color, high near-infrared reflectance, as well as high thermal and chemical stability [74]. Therefore,they can be utilized as multifunctional coloring substances in roofing materials and tiles.
21.2.2.3 Natural microbial-based colorants
Microbes, including fungi, algae, and bacteria, have been reported to generate stable colorants, such as flavanoids,riboflavin, and carotenoids (Table 21.2). Natural colorants from microorganisms have been used in coloring food-stuffs, cosmetics, and pharmaceuticals owing to their biological activity, such as anticancer, as well as their usageas sources of vitamins [81,82]. They have demonstrated good to excellent dyeing performance, as well as antioxidantand antimicrobial properties on the dyed fabric. Microbial-based pigments produced from Monascus have been uti-lized for printing technology of recyclable paper-based products owing to their low colorfastness to light [82,83]. Incomparison to other natural pigments, microbial-based coloring substances are characterized by the independentproduction of weather conditions as well as high stability to pH, temperature, and light. Natural colorants from mi-croorganisms origin showed lower time consumption during reproduction and lower solvent usage for the extrac-tion process compared to other natural colorants. More studies on reproduction of microorganisms as a resource ofnatural colorants using techniques, such as genetic engineering, may be helpful toward production optimization ofthe microbial-based coloring substances [81e84].
21.2.2.4 Natural insect-based colorants
Natural colorants can be obtained from insects, such as carmine and tyrian purple, either by excretion or b extrac-tion from the dry bodies of insects. Table 21.3 displays some selected examples of colorants from insect-based sour-ces [90,91]. Tyrian purple is a vat dye extracted from the shellfish of sea mollusc for dyeing textile fibers withexcellent colorfastness properties. However, the production of tyrian purple has been economically not effectiveas the production of 1 g necessitates w10,000 shells [87]. The importance of tyrian purple has decreased due tothe commercial marketing of synthetic colorants. Carmine is an insect-based natural colorant isolated from cochinealwith a bright red color. It has been applied for the coloration of pharmaceuticals, foodstuffs, and drinks owing to its
TABLE 21.2 Microbial colorants for textile dyeing.
Microbe Natural colorant Color References
Chromobacterium violaceum Violacein/indole Violet [75,76]
Serratia marcescens Prodigiosin Red [77,78]
Vibrio spp. Prodigiosin Bright red [79]
Alternaria spp. Anthraquinone Reddish-brown [80]
TABLE 21.3 Natural colorants from insect origin for textile coloration.
Insect Natural colorant Color References
Cochineal Carminic acid Deep red [85]
Laccifer lacca Anthraquinone Red [86]
Sea mollusc Indigoid and tyrian purple Violet and purple [87,88]
Coccus ilicis Anthraquinone Red [89]
21. Recent trends in green colorants: chemistry and application306

color stability [92,93]. Carmine has been applied for dyeing textiles, such as cotton, silk, and wool demonstrating afair to good colorfastness which could be enhanced in the presence of a mordant [94e96]. Natural colorants frominsects have less environmental and health effects; thus, they have been applied for foodstuffs and pharmaceuticals.Nonetheless, they are expensive owing to their high production costs. The approach is potentially not environmen-tally benign because it endangers the insect life and disturbs the ecological system.
21.2.3 Extraction processes
Natural dyes and pigments are available with other colorant and noncolorant substances. Conventionally, naturaldyes and pigments were applied to textile fibers by directly adding the colorant origin into the dyeing bath [89,97].However, this technique has a number of drawbacks as a number of noncolorant substances react with the fabricadding difficulties to the dyeing process. Furthermore, it is complicated to remove those noncolorant substancesfrom the fabric after dyeing. Those noncolorant substances could also lead to interferences throughout the dyeingprocedure because it would be difficult to achieve the real total content of the natural coloring substance leadingto a difficulty to guarantee the colorant performance. Thus, natural colorants must be extracted and purified priorto application. The extraction of natural colorant prior to use is highly significant because it results in enhancedcompatibility with the added auxiliaries during the dyeing course, better coloration by a controllable exhaustionprocedure, and lower possibilities of unwanted interactions among auxiliaries and impurities which may slowdown the dyeing rate [73,97e99]. Extraction of natural colorants from their mixtures also ensures better packaging,transportation, storage, and handling processes. It is better to offer material safety data sheets of the extracted col-orants. There have been various methods which have been employed to isolate natural dyes and pigments partic-ularly from plant-based sources for modern applications. The extraction techniques involve microwave-assistedor ultrasonic energy, alkaline or acid extraction, aqueous, nonaqueous solvent and supercritical fluids extraction,as well as enzymatic and fermentation processes [97e101]. To enhance the extraction effectiveness, the plant-based raw material is cut into small parts or grinded to the powder form. The produced powder is then immersedin cold or hot water for a period of time relying on the colorant solubility in water. The admixture is subjected tofiltration under vacuum, concentrated, and finally subjected to purification to generate the targeted colorant.Even though this technique is simple and greener, it consumes water and time. Extra water-soluble noncolorant sub-stances are also isolated in the extraction process, which necessitate extra purifying expenses. This extraction tech-nique is not appropriate for the water-insoluble natural dyes and pigments, such as anthraquinones and flavonoids[33,102].
In the acid or alkaline extraction techniques, natural coloring substances are obtained depending on the solventpH. Thus, acid/alkali is included in the extraction system. Even though this extraction process is beneficial to in-crease the yield, it cannot be applied for pH-sensitive dyes and pigments. The extraction process for acid/alkalinetechnique is the same as the aqueous technique excepting that the aqueous technique occurs at a neutral pH value.The wastewater from acid/alkaline technique may influence the pH of water streams, which could perturb theaquatic lives [34,89]. To defeat the restrictions of the aqueous technique, sonication and microwave have beenemployed in the extraction process. Both microwave and ultrasonic are able to optimize the extraction procedureusing less temperature, lower time, as well as lower amounts of solvents in comparison to normal extraction tech-niques. Nonetheless, the product necessitates more purification owing to the existence of impurities. Both fermen-tation and enzyme-based extractions are the same as the aqueous technique with the assistance of enzymes.However, fermentation and enzymatic extractions require long time periods in comparison to microwave-basedextraction, release bad odor owing to microbial interaction and the natural coloring substance may suffer a transitiondirectly next to harvesting owing to the activity of enzymes [103,104]. Compared to aqueous technique, both fermen-tation and enzyme-based techniques display a better effectiveness and consume lower energy. The solvent-basedextraction technique employs either organic solvents or a mix of organic solvents and water relying on the colorantsolubility. Acid or alkali may be included to enhance the pH and improve the extraction process. In the solventextraction technique, the elimination of organic solvents from the extracted substances is generally simple owingto their volatility. However, the usage of organic solvents is costly, harmful to environment, and unhealthy[103,104]. Supercritical fluid extraction method employs supercritical fluids, such as carbon dioxide (CO2), assubstituting solvents. CO2 can condense and liquefy under high pressure to function as an extraction solvent.The liquefied carbon dioxide returns back to its gas phase after reducing the pressure departing the extract precip-itated in the separating system. The natural colorants are then subjected to filtration under vacuum to get rid of mac-roparticles. This extraction process is cleaner and safe in comparison to other techniques owing to the supercritical
21.2 Classification of natural colorants 307
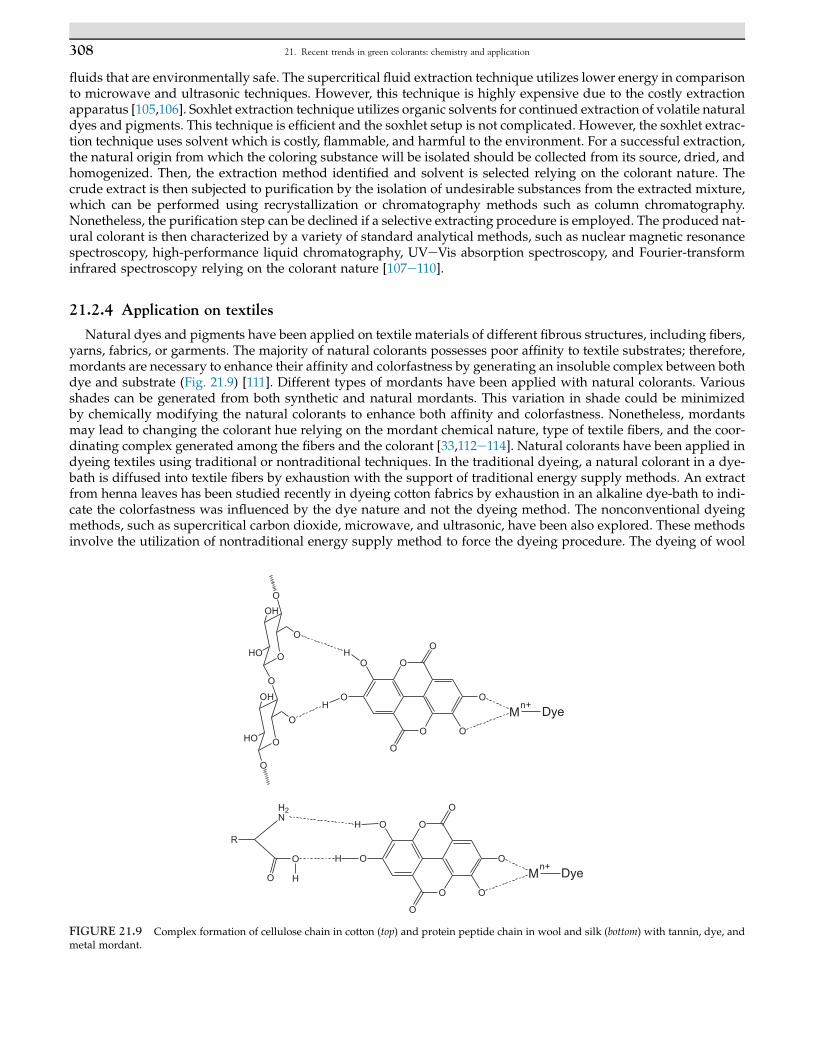
fluids that are environmentally safe. The supercritical fluid extraction technique utilizes lower energy in comparisonto microwave and ultrasonic techniques. However, this technique is highly expensive due to the costly extractionapparatus [105,106]. Soxhlet extraction technique utilizes organic solvents for continued extraction of volatile naturaldyes and pigments. This technique is efficient and the soxhlet setup is not complicated. However, the soxhlet extrac-tion technique uses solvent which is costly, flammable, and harmful to the environment. For a successful extraction,the natural origin from which the coloring substance will be isolated should be collected from its source, dried, andhomogenized. Then, the extraction method identified and solvent is selected relying on the colorant nature. Thecrude extract is then subjected to purification by the isolation of undesirable substances from the extracted mixture,which can be performed using recrystallization or chromatography methods such as column chromatography.Nonetheless, the purification step can be declined if a selective extracting procedure is employed. The produced nat-ural colorant is then characterized by a variety of standard analytical methods, such as nuclear magnetic resonancespectroscopy, high-performance liquid chromatography, UVeVis absorption spectroscopy, and Fourier-transforminfrared spectroscopy relying on the colorant nature [107e110].
21.2.4 Application on textiles
Natural dyes and pigments have been applied on textile materials of different fibrous structures, including fibers,yarns, fabrics, or garments. The majority of natural colorants possesses poor affinity to textile substrates; therefore,mordants are necessary to enhance their affinity and colorfastness by generating an insoluble complex between bothdye and substrate (Fig. 21.9) [111]. Different types of mordants have been applied with natural colorants. Variousshades can be generated from both synthetic and natural mordants. This variation in shade could be minimizedby chemically modifying the natural colorants to enhance both affinity and colorfastness. Nonetheless, mordantsmay lead to changing the colorant hue relying on the mordant chemical nature, type of textile fibers, and the coor-dinating complex generated among the fibers and the colorant [33,112e114]. Natural colorants have been applied indyeing textiles using traditional or nontraditional techniques. In the traditional dyeing, a natural colorant in a dye-bath is diffused into textile fibers by exhaustion with the support of traditional energy supply methods. An extractfrom henna leaves has been studied recently in dyeing cotton fabrics by exhaustion in an alkaline dye-bath to indi-cate the colorfastness was influenced by the dye nature and not the dyeing method. The nonconventional dyeingmethods, such as supercritical carbon dioxide, microwave, and ultrasonic, have been also explored. These methodsinvolve the utilization of nontraditional energy supply method to force the dyeing procedure. The dyeing of wool
O
O
O
O
O
O
O
O
O
O
HO
OH
O
O
OHO
OHO
O
H
H M Dyen+
O
O
O
O
O
O
O
O
H
H
M Dyen+
R
H2N
O
O
H
FIGURE 21.9 Complex formation of cellulose chain in cotton (top) and protein peptide chain in wool and silk (bottom) with tannin, dye, andmetal mordant.
21. Recent trends in green colorants: chemistry and application308

fibers employing either traditional or ultrasonic methods was reported. It was monitored that the ultrasonic-assistedmethod demonstrates an improved performance in comparison to traditional dyeing method [115e117]. Elshemyet al. reported recently the dyeing of wool fabrics using cochineal dye under microwave heating indicating thatmicrowave-assisted dyeing method exhibited an enhanced dye-uptake of w80% more than the traditional dyeingmethod [118]. The nonconventional dyeing techniques can be addressed as greener dyeing methods owing to thelesser or no utilization of water and auxiliaries. In addition, these nontraditional dyeing methods, such as supercrit-ical CO2, do not discharge any wastewater from the coloration process [119].
21.2.5 Advantages and challenges of natural colorants
Both production and application of natural colorants do not include toxic chemicals harmful to the environment.Some natural colorants exhibit antimicrobial properties; thus, they can be applied as dyestuffs or pigments, and anti-microbial finishes on textile materials. Additionally, some natural colorants are characterized by their ability as ultra-violet protective materials as they absorb light in the ultraviolet range of the electromagnetic radiation. Thus, they canbe applied on textiles to protect human skin from the harmful ultraviolet radiations [120,121]. Ibrahim et al. describedrecently the application of natural dyes as antibacterial and ultraviolet protection finishes on cotton fabrics [21]. Theresults showed that of antibacterial performance and ultraviolet shielding were maintained even after numerous do-mestic launderings. Despite these environmentally friendly properties of natural colorants, they still have shortcom-ings. Their availability is based on seasonal and geographical conditions. In addition, their production is space andtime-consuming [122,123]. Because natural colorants are generated by nature, there are a limited room formodificationwhich is significant to improve their colorfastness properties and stability to the conditions of the dyeing process.Despite the application of mordants in the dyeing process to enhance affinity, natural dyestuffs have low exhaustionproperties. Mordants are generally used in high quantities in the dyeing process of natural dyes and pigments, whichlead to negative ecological impacts particularly with the discharge of heavy metals such as copper and chromium towater streams [101,124,125]. Natural colorants also exhibit a limited range of shades. Natural colorants from the sameorigin could possess color changes depending on soil region, sort, and maturity, which result in difficulties on repro-ducing the shades. Thus, few dyers utilize natural colorants onto textile materials.
21.2.6 Green synthesis of colorants
Although synthetic dyes and pigments are cost-effective and practically advanced in comparison to natural ones,the synthetic colorants are still facing a number of challenges. The preparation of artificial dyes and pigments relieson nonrenewable and ecologically unfriendly materials [126e133]. Thus, the artificial colorants rely on the accessi-bility of these nonrenewable hydrocarbon-based sources. In some cases, the metabolites of artificial dyes and pig-ments, such as azo-containing colorants, are carcinogenic and allergic [134,135]. The major challenges of artificialcolorants are their health and environmental impacts. Thus, the minimization of these environmental and healthchallenges at any stage of their production or application is essential to turn them greener. The manufacture of arti-ficial colorants utilizes petroleum compounds that are dangerous to the environment and non-renewable. The uti-lization of environmental-friendly and renewable compounds in manufacture of artificial colorants results insustainable, less hazardous to environment, cost-effective, and good dyeing performance colorants. Many researchstudies were reported on the usage of agriculture biomass, as well as wooden and foodstuffs processing wastes asrenewable resources for substituting petroleum sources. Adding or changing functional groups, known as auxo-chromes, to the chromophoric molecular system could enhance the shade, colorfastness, and colorant affinity tothe fabric [128e135]. Drivas et al. presented recently a modification procedure of anthraquinone-based naturaldisperse dyestuffs, purpurins, and alizarin, by alkylating the hydroxyl functional substituent to produce a methoxygroup (Fig. 21.10) [136]. The modified dyes introduced an improved performance on polyester fibers in comparisonto the unmodified dyes. However, the modification process may lead to the loss of some preferred natural charac-teristics of the pristine colorants. For example, the antimicrobial character arising from natural colorants couldbecome inactive owing to modifying their structures. The surface modification of textiles can enhance the perfor-mance of natural colorant. Kamel et al. reported several investigations on the cationic modification of cellulose fabricsurface for better application of natural dyes [137,138]. Despite these enhancements, the process of modification mayadd additional costs. Also, some modifications may necessitate the utilization of ecologically poisonous compoundsto result in losing the reason of employing natural colorants. Thus, the modification should be carried out employingenvironmentally benign and cheap substances to make the process greener.
21.2 Classification of natural colorants 309

21.3 Conclusion and future outlook
A proper colorant must exhibit a high-quality dyeing performance and colorfastness on the textile materials to becolored as well as being inexpensive with least ecological and health impacts. Natural colorants are green, sustain-able, biodegradable, and environmental-friendly materials. Sometimes, they may have biological activity, such asanticancer and antimicrobial, as well as antioxidative effects. Thus, natural coloring compounds can be utilizedas dyeing substances and multifunctional finishes for textile substrates. However, the production of natural dyesand pigments is an expensive process owing to the poor yield. Therefore, more research is required on optimizingtheir production process. The production of some natural colorants from certain resources, such as plant-basedorigin colorants, competes with foodstuffs applications. Moreover, the usage of those resources, such as insectsand microorganisms, for producing natural coloration materials may influence the ecological systems. To achievethe sustainability challenges, further studies on the plant agriculture technologies as well as growing of microorgan-isms and insects are necessary. An additional challenge comprises from natural dyes and pigments, and is their lowdyeing performance owing to their low affinity and colorfastness. The dyeing performance is usually enhanced bythe application of mordants. Nonetheless, many of the available mordants have demonstrated negative health andecological impacts. For sustainability enhancement of the dyeing performance on textiles, the substrate surface or thestructure of the natural colorant is subjected to modification to enhance both affinity and interactions among them.Also, the dyeing performance can be enhanced by employing greener mordants, such as biomordants. Some of thetechniques applied for the extraction of natural colorants are neither environmental-unfriendly nor economic. Toguarantee sustainable extraction, greener techniques have been recommended, such as microwave or ultrasonicand supercritical fluid extraction processes. Compared to natural colorants, synthetic dyes and pigments have bettercoloration performance and are economically viable. However, synthetic colorants involve discharge of harmfulchemicals to environment during either their production or application processes. Additionally, the usage of theseharmful substances may cause health impacts to human, such as carcinogenic azo-based dyes. Therefore, more ef-forts are needed to reduce these harmful chemicals. Improving the technologies of production, extraction, and appli-cation of these natural colorants will reduce the inclusion or the discharge of poisonous chemicals. Hence, theutilization of biomass for producing greener synthetic dyes and pigments will minimize the materials cost andreduce the negative impacts that may be results from the usage of poisonous raw materials.
References
[1] Shindy HA. Fundamentals in the chemistry of cyanine dyes: a review. Dyes Pigm. 2017;145:505e13.[2] Hunger K, editor. Industrial dyes: chemistry, properties, applications. John Wiley & Sons; 2007.[3] Khattab TA, Fouda MMG, Rehan M, Okla MK, Alamri SA, Alaraidh IA, Al-Ghamdi AA, Soufan WH, Abdelsalam EM, Allam AA. Novel
halochromic cellulose nanowhiskers from rice straw: visual detection of urea. Carbohydr. Polym. 2020;231:115740.[4] Gsänger M, Bialas D, Huang L, Stolte M, Frank W. Organic semiconductors based on dyes and color pigments. Adv. Mater. 2016;28(19):
3615e45.[5] AbdelrahmanMS, FoudaMMG, Ajarem JS, Maodaa SN, AllamAA, Khattab TA. Development of colorimetric cotton swab usingmolecular
switching hydrazone probe in calcium alginate. J. Mol. Struct. 2020:128301.[6] Kumara NTRN, Lim A, Lim CM, Petra MI, Ekanayake P. Recent progress and utilization of natural pigments in dye sensitized solar cells: a
review. Renew. Sustain. Energy Rev. 2017;78:301e17.[7] Khattab TA, Rehan M. A review on synthesis of nitrogen-containing heterocyclic dyes for textile fibers-part 2: fused heterocycles. Egypt. J.
Chem. 2018;61(6):989e1018.[8] Khattab TA, Dacrory S, Abou-Yousef H, Kamel S. Smart microfibrillated cellulose as swab sponge-like aerogel for real-time colorimetric
naked-eye sweat monitoring. Talanta 2019;205:120166.[9] Khattab TA. From chromic switchable hydrazones to smart materials. Mater. Chem. Phys. 2020:123456.[10] Khattab TA, Abou-Yousef H, Kamel S. Photoluminescent spray-coated paper sheet: write-in-the-dark. Carbohydr. Polym. 2018;200:154e61.[11] Khattab TA, Abdelrahman MS. From smart materials to chromic textiles. In: Advances in functional finishing of textiles. Singapore:
Springer; 2020. p. 257e74.
O
O
OH
OH
OH
R-X / KOHDMSO
O
O
OH
OR
OH
O
O
OR
OR
OH
+
FIGURE 21.10 Alkylation of purpurin natural colorant.
21. Recent trends in green colorants: chemistry and application310

[12] Khattab TA, Kassem NF, Adel AM, Kamel S. Optical recognition of ammonia and amine vapor using “turn-on” fluorescent chitosan nano-particles imprinted on cellulose strips. J. Fluoresc. 2019;29(3):693e702.
[13] Abdelmoez S, Abdelrahman M, Khattab T. Synthesis, solvatochromic properties and pH sensory of novel symmetrical bis (Tricyanofuran)hydrazone chromophore. Egypt. J. Chem. 2019;62(7):1197e206.
[14] Birel Ö, Nadeem S, Duman H. Porphyrin-based dye-sensitized solar cells (DSSCs): a review. J. Fluoresc. 2017;27(3):1075e85.[15] Alhakamy N, Ahmed N, Hosny K, Nasr JJ, Fouda M, Khattab T, Gaffer H. Synthesis of new cyanopyridine scaffolds and their biological
activities. Curr. Org. Synth. 2020;17(7).[16] Hussain CM, editor. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[17] Ibrahim NA, Eid BM, Kafafy H. Sustainable colorants for protective textiles. In: Advances in functional and protective textiles. Woodhead
Publishing; 2020. p. 569e629.[18] Hussain CM, editor. Handbook of environmental materials management. Elsevier; 2019.[19] Eid BM, Ibrahim NA. Recent developments in sustainable finishing of cellulosic textiles employing biotechnology. J. Clean. Prod. 2020:
124701.[20] Hussain CM, editor. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[21] Ibrahim NA, El-Gamal AR, Gouda M, Mahrous F. A new approach for natural dyeing and functional finishing of cotton cellulose. Carbo-
hydr. Polym. 2010;82(4):1205e11.[22] Hussain CM. Handbook of nanomaterials for sensing applications. Elsevier; 2020.[23] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020.[24] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[25] Ibrahim NA, Abd El-Aziz E, Eid BM, Abou Elmaaty TM. Single-stage process for bifunctionalization and eco-friendly pigment coloration
of cellulosic fabrics. J. Text. Inst. 2016;107(8):1022e9.[26] Khattab TA, Allam AA, Othman SI, Bin-Jumah M, Hanan M, Al-Harbi, Fouda MMG. Synthesis, solvatochromic performance, pH sensing,
dyeing ability, and antimicrobial activity of novel hydrazone dyestuffs. J. Chem. 2019;2019.[27] Ibrahim NA, Eid BM, Khattab TA. Environmentally sound dyeing of cellulose-based textiles. In: Textiles and clothing; 2019. p. 79e99.[28] Khattab TA, Abdelrahman MS, Rehan M. Textile dyeing industry: environmental impacts and remediation. Environ. Sci. Pollut. Control
Ser. 2020:1e16.[29] Grace Pavithra K, Jaikumar V. Removal of colorants fromwastewater: a review on sources and treatment strategies. J. Ind. Eng. Chem. 2019;
75:1e19.[30] Saini A, Christenson CW, Khattab TA, Wang R, Twieg RJ, Singer KD. Threshold response using modulated continuous wave illumination
for multilayer 3D optical data storage. J. Appl. Phys. 2017;121(4):043101.[31] Yaseen DA, Scholz M. Textile dye wastewater characteristics and constituents of synthetic effluents: a critical review. Int. J. Environ. Sci.
Technol. 2019;16(2):1193e226.[32] Tawfik A, Khattab, Aly SA, Klapötke TM. Naked-eye facile colorimetric detection of alkylphenols using Fe (III)-impregnated silica-based
strips. Chem. Pap. 2018;72(6):1553e9.[33] Prabhu KH, Bhute AS. Plant based natural dyes and mordants: a review. J. Nat. Prod. Plant Resour. 2012;2(6):649e64.[34] Nambela L, Haule LV, Mgani Q. A review on source, chemistry, green synthesis and application of textile colorants. J. Clean. Prod. 2020;246:
119036.[35] Kohda H, Niwa A, Nakamoto Y, Takeda O. Flavonoid glucosides from polygounm tinctorium. Chem. Pharm. Bull. 1990;38(2):523e4.[36] Schmeda Hirschmann G, Ferro E. Indigo from eupatorium laeve. J. Ethnopharmacol. 1989;26(1):93e4.[37] Kokubun T, Edmonds J, John P. Indoxyl derivatives in woad in relation to medieval indigo production. Phytochemistry 1998;49(1):79e87.[38] Mussak RAM, Bechtold T. Natural colorants in textile dyeing. In: Handbook of natural colorants; 2009. p. 315e35.[39] Kumar JK, Sinha AK. Resurgence of natural colourants: a holistic view. Nat. Prod. Res. 2004;18(1):59e84.[40] Julkunen-Tiitto R, Haggman H. Tannins and tannin agents. In: Handbook of natural colorants; 2009. p. 210.[41] Muthu SS, editor. Roadmap to sustainable textiles and clothing: eco-friendly raw materials, technologies, and processing methods.
Springer; 2014.[42] Deo HT, Desai BK. Dyeing of cotton and jute with tea as a natural dye. Color. Technol. 1999;115(7e8):224e7.[43] Khattab TA, Fouda MMG, Allam AA, Othman SI, May B-J, Al-Harbi HM, Rehan M. Selective colorimetric detection of Fe (III) using metal-
lochromic tannin-impregnated silica strips. ChemistrySelect 2018;3(43):12065e71.[44] Firmino PIM, da Silva MER, Cervantes FJ, dos Santos AB. Colour removal of dyes from synthetic and real textile wastewaters in one-and
two-stage anaerobic systems. Bioresour. Technol. 2010;101(20):7773e9.[45] Norton SA. Useful plants of dermatology. IV. Alizarin red and madder. J. Am. Acad. Dermatol. 1998;39(3):484e5.[46] Azeredo HMC. Betalains: properties, sources, applications, and stabilityea review. Int. J. Food Sci. Technol. 2009;44(12):2365e76.[47] Ali NF, El-Mohamedy RSR. Eco-friendly and protective natural dye from red prickly pear (Opuntia Lasiacantha Pfeiffer) plant. J. Saudi
Chem. Soc. 2011;15(3):257e61.[48] Ganesan P, Karthik T. Analysis of colour strength, colour fastness and antimicrobial properties of silk fabric dyedwith natural dye from red
prickly pear fruit. J. Text. Inst. 2017;108(7):1173e9.[49] Monica Giusti M, Wallace TC. Flavonoids as natural pigments. In: Handbook of natural colorants; 2009. p. 255e75.[50] Villela A, van Vuuren MSA, Willemen HM, Goverdina CHD, van Beek TA. Photo-stability of a flavonoid dye in presence of aluminium
ions. Dyes Pigm. 2019;162:222e31.[51] Kirkland D, Marzin D. An assessment of the genotoxicity of 2-hydroxy-1, 4-naphthoquinone, the natural dye ingredient of Henna. Mutat.
Res. Genet. Toxicol. Environ. Mutagen 2003;537(2):183e99.[52] Singh R, Jain A, Panwar S, Gupta D, Khare SK. Antimicrobial activity of some natural dyes. Dyes Pigm. 2005;66(2):99e102.[53] Arora A, Gupta D, Rastogi D, Gulrajani M. Naphthoquinone colorants from Arnebia nobilis Rech. f. Color. Technol. 2012;128(5):350e5.[54] Xavier MR, Santos MMS, Gomes Queiroz M, de Lima Silva MS, Goes AJS, De Morais Jr MA. Lawsone, a 2-hydroxy-1, 4-naphthoquinone
from Lawsonia inermis (henna), produces mitochondrial dysfunctions and triggers mitophagy in Saccharomyces cerevisiae. Mol. Biol. Rep.2020;47(2):1173e85.
References 311

[55] Majiene D, Kuseliauskyte J, Stimbirys A, Jekabsone A. Comparison of the effect of native 1, 4-naphthoquinones plumbagin, menadione,and lawsone on viability, redox status, and mitochondrial functions of C6 glioblastoma cells. Nutrients 2019;11(6):1294.
[56] Rather LJ, Akhter S, Hassan QP, Mohammad F. Chemistry of plant dyes: applications and environmental implications of dyeing processes.Curr. Environ. Eng. 2017;4(2):103e20.
[57] Shakeri A, Soheili V, Karimi M, Hosseininia SA, Bazzaz BSF. Biological activities of three natural plant pigments and their health benefits.J. Food Meas. Charact. 2018;12(1):356e61.
[58] Silva VO, Freitas AA, Maçanita AL, Quina FH. Chemistry and photochemistry of natural plant pigments: the anthocyanins. J. Phys. Org.Chem. 2016;29(11):594e9.
[59] Vankar PS, Shanker R, Wijayapala S. Dyeing of cotton, wool and silk with extract of Allium cepa. Pigment Resin Technol. 2009;38.[60] Uddin MG. Effects of different mordants on silk fabric dyed with onion outer skin extracts. J. Text. 2014:2014.[61] Eser F, Onal A. Dyeing of wool and cotton with extract of the nettle (Urtica dioica L.) leaves. J. Nat. Fibers 2015;12(3):222e31.[62] Rather LJ, Shabbir M, Bukhari MN, Shahid M, Khan MA, Mohammad F. Ecological dyeing of woolen yarn with Adhatoda vasica natural
dye in the presence of biomordants as an alternative copartner to metal mordants. J. Environ. Chem. Eng. 2016;4(3):3041e9.[63] Umbreen S, Ali S, Hussain T, Nawaz R. Dyeing properties of natural dyes extracted from turmeric and their comparison with reactive
dyeing. Res. J. Text. Apparel 2008;12(4):1.[64] Suwanprasop S, Nhujak T, Roengsumran S, PetsomA. Petroleummarker dyes synthesized from cardanol and aniline derivatives. Ind. Eng.
Chem. Res. 2004;43(17):4973e8.[65] Phan K, Van Den Broeck E, Van Speybroeck V, De Clerck K, Raes K, Steven DeMeester. The potential of anthocyanins from blueberries as a
natural dye for cotton: a combined experimental and theoretical study. Dyes Pigm. 2020;176:108180.[66] Haji A, Rahimi M. RSM optimization of wool dyeing with berberis thunbergii DC leaves as a new source of natural dye. J. Nat. Fibers 2020:
1e14.[67] Berezin BD, Berezin MB, Zvezdina SV. Synthesis and use of ecologically pure metal-containing dyes based on chlorophyll derivatives.
Russ. J. Coord. Chem. 2006;32(3):226e30.[68] Joshi P, Jain S, Sharma V. Turmeric (Curcuma longa) a natural source of edible yellow colour. Int. J. Food Sci. Technol. 2009;44(12):2402e6.[69] Zuber M, Adeel S, Fazal-Ur Rehman, Anjum F, Muneer M, Abdullah M, Mahmood Zia K. Influence of microwave radiation on dyeing of
bio-mordanted silk fabric using neem bark (Azadirachta indica)-based tannin natural dye. J. Nat. Fibers 2019:1e13.[70] Buxbaum G, editor. Industrial inorganic pigments. John Wiley & Sons; 2008.[71] Ahmed H, Khattab TA, Mashaly HM, El-Halwagy AA, Mohamed R. Plasma activation toward multi-stimuli responsive cotton fabric via
in situ development of polyaniline derivatives and silver nanoparticles. Cellulose 2020;27(5):2913e26.[72] Rehan M, Nada AA, Khattab TA, Abdelwahed NAM, Adel A, El-Kheir A. Development of multifunctional polyacrylonitrile/silver nano-
composite films: antimicrobial activity, catalytic activity, electrical conductivity, UV protection and SERS-active sensor. J. Mater. Res. Tech-nol. 2020;9(4):9380e94.
[73] Yusuf M, Shabbir M, Mohammad F. Natural colorants: historical, processing and sustainable prospects. Nat. Prod. Bioprospect. 2017;7(1):123e45.
[74] Yuan L, Han A, Ye M, Chen X, Yao L, Ding C. Synthesis and characterization of environmentally benign inorganic pigments with high NIRreflectance: lanthanum-doped BiFeO3. Dyes Pigm. 2018;148:137e46.
[75] Durán M, Ponezi AN, Faljoni-Alario A, Teixeira MFS, Justo GZ, Nelson D. Potential applications of violacein: a microbial pigment. Med.Chem. Res. 2012;21(7):1524e32.
[76] Venil CK, Yusof NZ, Aruldass CA, AhmadW-A. Application of violet pigment from Chromobacterium violaceumUTM5 in textile dyeing.Biologia 2016;71(2):121e7.
[77] Shahitha S, Poornima K. Enhanced production of prodigiosin production in Serratia marcescens. J. Appl. Pharmaceut. Sci. 2012;2(8):138.[78] Liu X,Wang Y, Sun S, Zhu C, XuW, Park Y, ZhouH.Mutant breeding of Serratia marcescens strain for enhancing prodigiosin production and
application to textiles. Prep. Biochem. Biotechnol. 2013;43(3):271e84.[79] Alihosseini F, Ju K-S, Lango J, Hammock BD, Sun G. Antibacterial colorants: characterization of prodiginines and their applications on
textile materials. Biotechnol. Prog. 2008;24(3):742e7.[80] Devi S, Kumar HAK, Ramachandran G, Subramanian C, Karuppan P. Growth andmass spectrometry profile ofAlternaria alternata pigment
grown in maize grain extract. J. Microbiol. Biotechnol. Food Sci. 2014;4(2):179.[81] Tuli HS, Chaudhary P, Beniwal V, Sharma AK. Microbial pigments as natural color sources: current trends and future perspectives. J. Food
Sci. Technol. 2015;52(8):4669e78.[82] Ahmad WA, Ahmad WYW, Zakaria ZA, Yusof NZ. Application of bacterial pigments as colorant. In: Application of bacterial pigments as
colorant. Berlin, Heidelberg: Springer; 2012. p. 57e74.[83] Clement A, Kong W-B, Chen D, Zhang A-M, Niu S-Q. Monascus pigments production, composition, bioactivity and its application: a
review. Biocatal. Agric. Biotechnol. 2018;16:433e47.[84] Narsing Rao MP, Xiao M, Li W-J. Fungal and bacterial pigments: secondary metabolites with wide applications. Front. Microbiol. 2017;8:
1113.[85] Adeel S, Hussaan M, Fazal-ur Rehman, Habib N, Salman M, Naz S, Amin N, Akhtar N. Microwave-assisted sustainable dyeing of wool
fabric using cochineal-based carminic acid as natural colorant. J. Nat. Fibers 2018;16(6):1e9.[86] Mohammad F. Anthraquinone-based natural colourants from insects. In: Textiles and clothing sustainability. Singapore: Springer; 2017.
p. 81e97.[87] Marzano A. Harvesting the sea: the exploitation of marine resources in the Roman Mediterranean. Oxford University Press; 2013.[88] Cooksey CJ. Tyrian purple: 6, 6’-dibromoindigo and related compounds. Molecules 2001;6(9):736e69.[89] Muthu SS, editor. Textiles and clothing sustainability: sustainable textile chemical processes. Springer; 2016.[90] Koren ZC. HPLC analysis of the natural scale insect, madder and indigoid dyes. J. Soc. Dye. Colour. 1994;110(8):273e7.[91] Wouters J. High performance liquid chromatography of anthraquinones: analysis of plant and insect extracts and dyed textiles. Stud. Con-
serv. 1985;30(3):119e28.[92] Dapson RW. The history, chemistry and modes of action of carmine and related dyes. Biotech. Histochem. 2007;82(4e5):173e87.
21. Recent trends in green colorants: chemistry and application312

[93] Fernández-López JA, Angosto JM, Giménez PJ, León G. Thermal stability of selected natural red extracts used as food colorants. PlantFoods Hum. Nutr. 2013;68(1):11e7.
[94] Yılmaz Sahinbaskan B, Karadag R, Torgan E. Dyeing of silk fabric with natural dyes extracted from cochineal (Dactylopius coccus Costa)and gall oak (Quercus infectoria Olivier). J. Nat. Fibers 2018;15(4):559e74.
[95] Velmurugan P, TamilSelvi A, Lakshmanaperumalsamy P, Park J, Oh B-T. The use of cochineal and Monascus purpureus as dyes for cottonfabric. Color. Technol. 2013;129(4):246e51.
[96] Mehrparvar L, Safapour S, Sadeghi-Kiakhani M, Gharanjig K. Chitosan-polypropylene imine dendrimer hybrid: a new ecological bio-mordant for cochineal dyeing of wool. Environ. Chem. Lett. 2016;14(4):533e9.
[97] Mortensen A. Carotenoids and other pigments as natural colorants. Pure Appl. Chem. 2006;78(8):1477e91.[98] Rather LJ, Qi Z, Ali A, Haque QMR, Li Q. Valorization of natural dyes extracted from Mugwort leaves (Folium artemisiae argyi) for wool
fabric dyeing: optimization of extraction and dyeing processes with simultaneous coloration and biofunctionalization. ACS Sustain. Chem.Eng. 2020;8(7):2822e34.
[99] Harish C, Tiwari PS, Mishra PK, Srivastava P. Evaluation of various techniques for extraction of natural colorants from pomegranate rind-ultrasound and enzyme assisted extraction. 2010.
[100] Dabas D, Elias RJ, Lambert JD, Ziegler GR. A colored avocado seed extract as a potential natural colorant. J. Food Sci. 2011;76(9):C1335e41.[101] Saxena S, Raja ASM. Natural dyes: sources, chemistry, application and sustainability issues. In: Roadmap to sustainable textiles and
clothing. Singapore: Springer; 2014. p. 37e80.[102] Bechtold T, Mussak R, Mahmud-Ali A, Ganglberger E, Geissler S. Extraction of natural dyes for textile dyeing from coloured plant wastes
released from the food and beverage industry. J. Sci. Food Agric. 2006;86(2):233e42.[103] Chuyen HV, Nguyen MH, Roach PD, Golding JB, Parks SE. Microwave-assisted extraction and ultrasound-assisted extraction for recov-
ering carotenoids from Gac peel and their effects on antioxidant capacity of the extracts. Food Sci. Nutr. 2018;6(1):189e96.[104] Armenta-López R, Guerrero IL, Huerta S. Astaxanthin extraction from shrimpwaste by lactic fermentation and enzymatic hydrolysis of the
carotenoprotein complex. J. Food Sci. 2002;67(3):1002e6.[105] Herrero M, Mendiola JA, Cifuentes A, Elena I. Supercritical fluid extraction: recent advances and applications. J. Chromatogr. A 2010;
1217(16):2495e511.[106] McHugh M, Krukonis V. Supercritical fluid extraction: principles and practice. Elsevier; 2013.[107] De Castro MDL, Priego-Capote F. Soxhlet extraction: past and present panacea. J. Chromatogr. A 2010;1217(16):2383e9.[108] Lee J, Kang MH, Lee K-B, Lee Y. Characterization of natural dyes and traditional Korean silk fabric by surface analytical techniques. Ma-
terials 2013;6(5):2007e25.[109] Pauk V, Barták P, Lemr K. Characterization of natural organic colorants in historical and art objects by high-performance liquid
chromatography. J. Separ. Sci. 2014;37(23):3393e410.[110] Boo H-O, Hwang S-J, Chun-Sik Bae, Park S-H, Heo B-G, Gorinstein S. Extraction and characterization of some natural plant pigments. Ind.
Crop. Prod. 2012;40:129e35.[111] Manhita A, Ferreira V, Vargas H, Ribeiro I, Candeias A, Teixeira D, Ferreira T, Dias CB. Enlightening the influence of mordant, dyeing tech-
nique and photodegradation on the colour hue of textiles dyed withmaddereA chromatographic and spectrometric approach. Microchem.J. 2011;98(1):82e90.
[112] Samanta AK, Konar A. Dyeing of textiles with natural dyes. Nat. Dyes 2011;3:30e56.[113] Tang R-C, Tang H, Cheng Y. Adsorption isotherms and mordant dyeing properties of tea polyphenols on wool, silk, and nylon. Ind. Eng.
Chem. Res. 2010;49(19):8894e901.[114] Ali S, Hussain T, Nawaz R. Optimization of alkaline extraction of natural dye from Henna leaves and its dyeing on cotton by exhaust
method. J. Clean. Prod. 2009;17(1):61e6.[115] Komboonchoo S, Bechtold T. Natural dyeing of wool and hair with indigo carmine (CI Natural Blue 2), a renewable resource based blue
dye. J. Clean. Prod. 2009;17(16):1487e93.[116] Kamel MM, El-Shishtawy RM, Yussef BM, Mashaly H. Ultrasonic assisted dyeing: III. Dyeing of wool with lac as a natural dye. Dyes Pigm.
2005;65(2):103e10.[117] Kamel MM, El-Shishtawy RM, Youssef BM, Mashaly H. Ultrasonic assisted dyeing. IV. Dyeing of cationised cotton with lac natural dye.
Dyes Pigm. 2007;73(3):279e84.[118] Elshemy NS. Unconventional natural dyeing using microwave heating with cochineal as natural dyes. Res. J. Text. Apparel 2011;15(4):
26e36.[119] Hussain T, Abdul Wahab. A critical review of the current water conservation practices in textile wet processing. J. Clean. Prod. 2018;198:
806e19.[120] Han S, Yang Y. Antimicrobial activity of wool fabric treated with curcumin. Dyes Pigm. 2005;64(2):157e61.[121] Khan SA, Ahmad A, Khan MI, Yusuf M, Shahid M, Manzoor N, Mohammad F. Antimicrobial activity of wool yarn dyed with Rheum
emodi L.(Indian Rhubarb). Dyes Pigm. 2012;95(2):206e14.[122] Zhou Y, Zhang J, Tang R-C, Zhang J. Simultaneous dyeing and functionalization of silk with three natural yellow dyes. Ind. Crop. Prod.
2015;64:224e32.[123] Tanaka Y, Sasaki N, Ohmiya A. Biosynthesis of plant pigments: anthocyanins, betalains and carotenoids. Plant J. 2008;54(4):733e49.[124] Delgado-Vargas F, Paredes-Lopez O. Natural colorants for food and nutraceutical uses. CRC press; 2002.[125] Shahid M, Mohammad F. Recent advancements in natural dye applications: a review. J. Clean. Prod. 2013;53:310e31.[126] Abdelrahman MS, Khattab TA, Ali A, Hatshan MR, Mehrez E, El-Naggar. Facile development of microporous cellulose acetate xerogel
immobilized with hydrazone probe for real time vapochromic detection of toxic ammonia. J. Environ. Chem. Eng. 2020:104573.[127] Seipel S, Yu J, Periyasamy AP, Viková M, Michal V, Nierstrasz VA. Inkjet printing and UV-LED curing of photochromic dyes for functional
and smart textile applications. RSC Adv. 2018;8(50):28395e404.[128] Khattab T, Karima M, Haggag. Synthesis and spectral properties of symmetrical and asymmetrical 3-cyano-1, 5-diarylformazan dyestuffs
for dyeing polyester fabrics. Egypt. J. Chem. 2017;60:33e40. Conference Issue (The 8th International Conference of The Textile ResearchDivision (ICTRD 2017), National Research Centre, Cairo 12622, Egypt.).
References 313

[129] Salami F, Habibi Z, YousefiM,Mohammadi M. Covalent immobilization of laccase by one pot three component reaction and its applicationin the decolorization of textile dyes. Int. J. Biol. Macromol. 2018;120:144e51.
[130] Gaffer H, Khattab T. Synthesis and characterization of some azo-heterocycles incorporating pyrazolopyridine moiety as disperse dyes.Egypt. J. Chem. 2017;60:41e7. Conference Issue (The 8th International Conference of The Textile Research Division (ICTRD 2017), NationalResearch Centre, Cairo 12622, Egypt.).
[131] Rehan M, Omar A, Ahmed-Farid, Ibrahim SR, Hassan AA, Abdelrazek AM, Khafaga NIM, Khattab TA. Green and sustainable encapsu-lation of Guava leaf extracts (Psidium guajava L.) into alginate/starch microcapsules for multifunctional finish over cotton gauze. ACSSustainable Chem. Eng. 2019;7(22):18612e23.
[132] Khattab TA, Abd El-Aziz M, Abdelrahman MS, El-Zawahry M, Kamel S. Development of long-persistent photoluminescent epoxy resinimmobilized with europium (II)-doped strontium aluminate. Luminescence 2020;35(4):478e85.
[133] Bruno L, Fávaro-Polonio CZ, Alencar Pamphile J, Polonio JC. Effects of textile dyes on health and the environment and bioremediationpotential of living organisms. Biotechnol. Res. Innovation 2019;3(2):275e90.
[134] Khattab TA, Rehan M. Synthesis and characterization of bis-azo 1, 2, 4, 5-tetrazine dyestuff. J. Text. Color. Polym. Sci. 2018;15(1):33e6.[135] Chung K-T. Azo dyes and human health: a review. J. Environ. Sci. Health Part C 2016;34(4):233e61.[136] Drivas I, Blackburn RS, Rayner CM. Natural anthraquinonoid colorants as platform chemicals in the synthesis of sustainable disperse dyes
for polyesters. Dyes Pigm. 2011;88(1):7e17.[137] Kamel MM, El Zawahry MM, Ahmed NSE, Abdelghaffar F. Ultrasonic dyeing of cationized cotton fabric with natural dye. Part 1: catio-
nization of cotton using Solfix E. Ultrason. Sonochem. 2009;16(2):243e9.[138] Kamel MM, El Zawahry MM, Ahmed NSE, Abdelghaffar F. Ultrasonic dyeing of cationized cotton fabric with natural dye. Part 2: catio-
nization of cotton using Quat 188. Ind. Crop. Prod. 2011;34(3):1410e7.
21. Recent trends in green colorants: chemistry and application314
C H A P T E R
22
Green synthesis of nanomaterials for textileapplications
Sapana Jadoun1,2, Anurakshee Verma2, Rizwan Arif21Faculty of Chemical Sciences, Department of Analytical and Inorganic Chemistry, University of Concepción, Concepción,
Chile; 2Department of Chemistry, School of Basic and Applied Sciences, Lingaya’s Vidyapeeth, Faridabad, Haryana, India
22.1 Introduction
Since ancient times, humans are using natural fibers and textiles for their protection. Furs and animal skins werethe common things used for dress up and protection by our predecessor from the environment and soon theyincluded vegetable fibers too in their list for basic fabrics or textiles. Textiles can be refereed as second skin ofhumans as they protect us from environmental factors [1]. For years, humans have used cotton and wool/silkmade clothes which were manmade but with time the technology came and the textile industries have boomedup with the demand of society and people. Nowadays, humans use clothes not only for the protection but alsofor the styling and protection from various environmental factors such as ultraviolet (UV) rays, to avoid fungal infec-tion, waterproof clothing, etc. [2,3]. Technology has helped a lot in these clothing for making them easily availableand affordable too as well as these have changed the concept of textiles in real world with the evolution of manyartificial fibers such as rayon, nylon, polyester, etc. [4].
Currently, medical textiles have become the utmost important and emerging part in human healthcare segment assometimes textiles may cause allergies, some unkind odors, discoloration, cross-transmission of diseases due tocontamination of microorganisms, etc., on surface of the textiles. To overcome these issues, textiles are currently be-ing treated with green synthesized nanoparticles which are easy to synthesize, cost-effective, eco-friendly, andbiocompatible in nature [5].
22.2 Green synthesis or biosynthesis
Quick industrialization, growth, and detonation of population are ensuing in worsening of earth atmospherealong with release of vast hazardous and undesirable substances [6]. For the synthesis of nanoparticles, an extensivevariety of physico-chemical approaches are widely used but these are mostly toxic, costly, and not eco-friendly [7].To overcome these issues, researchers and scientists are adopting green synthetic route which is an ideal approachdue to environmentally friendly, cheap, least toxic, and its simple synthetic techniques [8]. Hence, in the presenttime, there is a need of synthesizing the materials from nature’s secret to advance the uses of natural substances[9]. In this regard, green chemistry deals with the synthesis of materials by adopting green synthetic routes viathe help of reducing agents derived from plants, algae, fungi, bacteria, etc. [10]. But the question arises in mindfor green nanomaterials is “what is the need of green synthesis andwhy is it more preferable than chemical/physicalmethods?”. The nanomaterials synthesized by green approach are having unique properties, cheap in cost, gener-ation of none hazardous by-products, use of no toxic solvents, and perfect surface structure of green nanomaterials[11]. The green synthesis is too cheap as compared to chemical process due to avoiding expensive reducing agentsand adopting the reducing agents from plants or fruits extracts for metal or metal oxide nanoparticles [12,13].
315Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00016-6
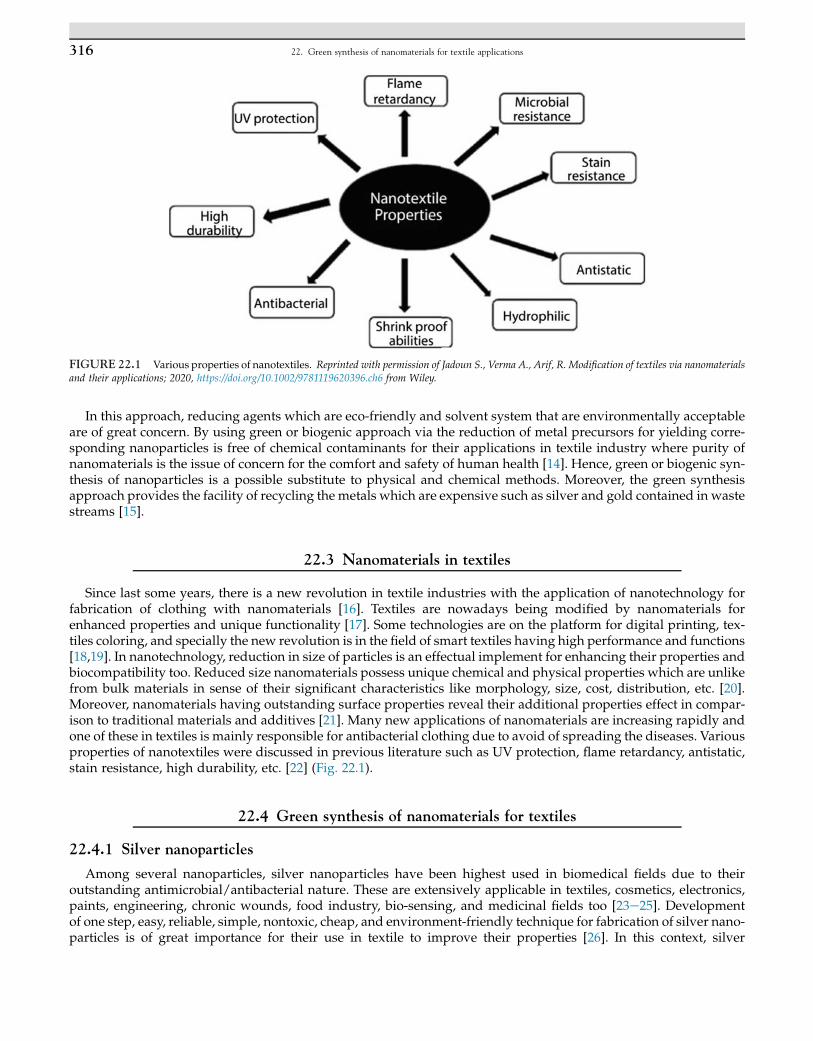
In this approach, reducing agents which are eco-friendly and solvent system that are environmentally acceptableare of great concern. By using green or biogenic approach via the reduction of metal precursors for yielding corre-sponding nanoparticles is free of chemical contaminants for their applications in textile industry where purity ofnanomaterials is the issue of concern for the comfort and safety of human health [14]. Hence, green or biogenic syn-thesis of nanoparticles is a possible substitute to physical and chemical methods. Moreover, the green synthesisapproach provides the facility of recycling the metals which are expensive such as silver and gold contained in wastestreams [15].
22.3 Nanomaterials in textiles
Since last some years, there is a new revolution in textile industries with the application of nanotechnology forfabrication of clothing with nanomaterials [16]. Textiles are nowadays being modified by nanomaterials forenhanced properties and unique functionality [17]. Some technologies are on the platform for digital printing, tex-tiles coloring, and specially the new revolution is in the field of smart textiles having high performance and functions[18,19]. In nanotechnology, reduction in size of particles is an effectual implement for enhancing their properties andbiocompatibility too. Reduced size nanomaterials possess unique chemical and physical properties which are unlikefrom bulk materials in sense of their significant characteristics like morphology, size, cost, distribution, etc. [20].Moreover, nanomaterials having outstanding surface properties reveal their additional properties effect in compar-ison to traditional materials and additives [21]. Many new applications of nanomaterials are increasing rapidly andone of these in textiles is mainly responsible for antibacterial clothing due to avoid of spreading the diseases. Variousproperties of nanotextiles were discussed in previous literature such as UV protection, flame retardancy, antistatic,stain resistance, high durability, etc. [22] (Fig. 22.1).
22.4 Green synthesis of nanomaterials for textiles
22.4.1 Silver nanoparticles
Among several nanoparticles, silver nanoparticles have been highest used in biomedical fields due to theiroutstanding antimicrobial/antibacterial nature. These are extensively applicable in textiles, cosmetics, electronics,paints, engineering, chronic wounds, food industry, bio-sensing, and medicinal fields too [23e25]. Developmentof one step, easy, reliable, simple, nontoxic, cheap, and environment-friendly technique for fabrication of silver nano-particles is of great importance for their use in textile to improve their properties [26]. In this context, silver
FIGURE 22.1 Various properties of nanotextiles. Reprinted with permission of Jadoun S., Verma A., Arif, R. Modification of textiles via nanomaterials
and their applications; 2020, https://doi.org/10.1002/9781119620396.ch6 from Wiley.
22. Green synthesis of nanomaterials for textile applications316
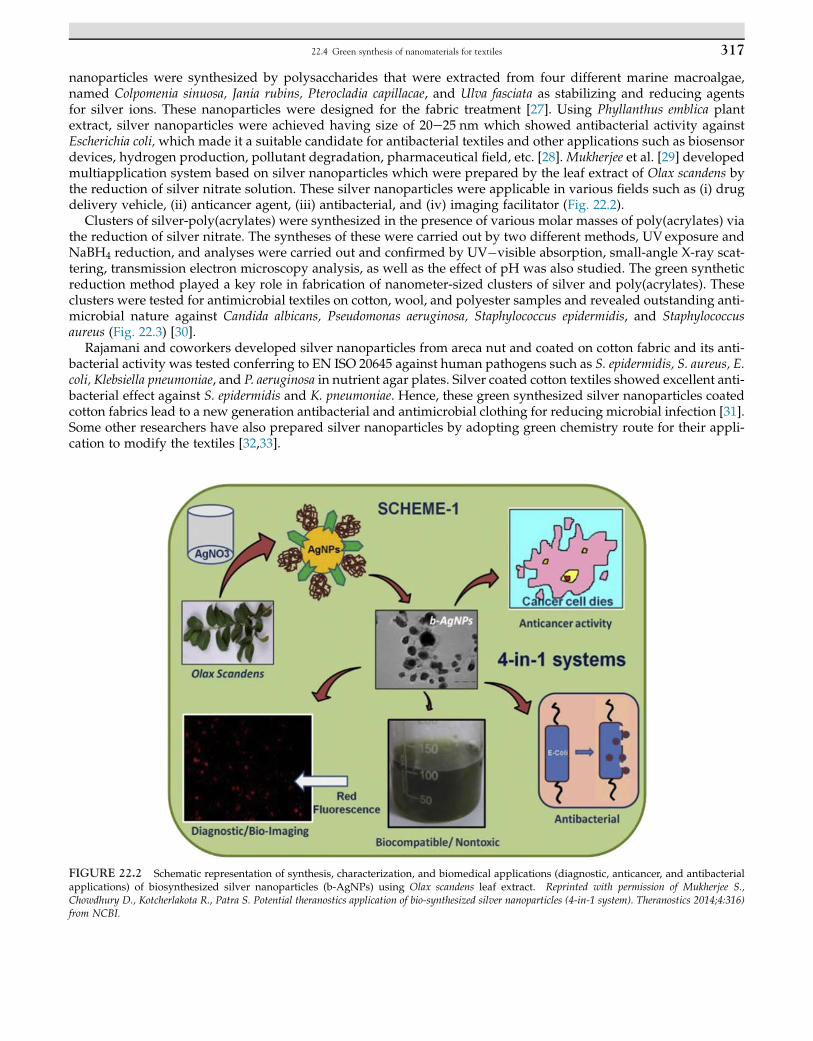
nanoparticles were synthesized by polysaccharides that were extracted from four different marine macroalgae,named Colpomenia sinuosa, Jania rubins, Pterocladia capillacae, and Ulva fasciata as stabilizing and reducing agentsfor silver ions. These nanoparticles were designed for the fabric treatment [27]. Using Phyllanthus emblica plantextract, silver nanoparticles were achieved having size of 20e25 nm which showed antibacterial activity againstEscherichia coli, which made it a suitable candidate for antibacterial textiles and other applications such as biosensordevices, hydrogen production, pollutant degradation, pharmaceutical field, etc. [28].Mukherjee et al. [29] developedmultiapplication system based on silver nanoparticles which were prepared by the leaf extract of Olax scandens bythe reduction of silver nitrate solution. These silver nanoparticles were applicable in various fields such as (i) drugdelivery vehicle, (ii) anticancer agent, (iii) antibacterial, and (iv) imaging facilitator (Fig. 22.2).
Clusters of silver-poly(acrylates) were synthesized in the presence of various molar masses of poly(acrylates) viathe reduction of silver nitrate. The syntheses of these were carried out by two different methods, UV exposure andNaBH4 reduction, and analyses were carried out and confirmed by UV�visible absorption, small-angle X-ray scat-tering, transmission electron microscopy analysis, as well as the effect of pH was also studied. The green syntheticreduction method played a key role in fabrication of nanometer-sized clusters of silver and poly(acrylates). Theseclusters were tested for antimicrobial textiles on cotton, wool, and polyester samples and revealed outstanding anti-microbial nature against Candida albicans, Pseudomonas aeruginosa, Staphylococcus epidermidis, and Staphylococcusaureus (Fig. 22.3) [30].
Rajamani and coworkers developed silver nanoparticles from areca nut and coated on cotton fabric and its anti-bacterial activity was tested conferring to EN ISO 20645 against human pathogens such as S. epidermidis, S. aureus, E.coli, Klebsiella pneumoniae, and P. aeruginosa in nutrient agar plates. Silver coated cotton textiles showed excellent anti-bacterial effect against S. epidermidis and K. pneumoniae. Hence, these green synthesized silver nanoparticles coatedcotton fabrics lead to a new generation antibacterial and antimicrobial clothing for reducing microbial infection [31].Some other researchers have also prepared silver nanoparticles by adopting green chemistry route for their appli-cation to modify the textiles [32,33].
FIGURE 22.2 Schematic representation of synthesis, characterization, and biomedical applications (diagnostic, anticancer, and antibacterialapplications) of biosynthesized silver nanoparticles (b-AgNPs) using Olax scandens leaf extract. Reprinted with permission of Mukherjee S.,
Chowdhury D., Kotcherlakota R., Patra S. Potential theranostics application of bio-synthesized silver nanoparticles (4-in-1 system). Theranostics 2014;4:316)from NCBI.
22.4 Green synthesis of nanomaterials for textiles 317

22.4.2 Gold nanoparticles
Gold nanoparticles are small gold particles whose diameter is in between 1 and 100 nm, when dispersed in watercalled as colloidal gold [34]. Gold nanoparticles are extensively used for many fields including textiles too [35].Textile functionalization using gold nanoparticles has improved in recent years and many synthetic methods areadopted by scientists and researchers for fabrication of gold nanoparticles for this purpose for the enhanced prop-erties such as self-cleaning, hydrophobicity, flame-retarding ability, UV protection, resistance to wrinkles, antimicro-bial, and antistatic properties. Using gold nanoparticles in textiles, unique localized surface plasmon resonanceproperties are endowed, therefore, displayed bright and various colors [36].
Green synthesis of gold nanoparticles was performed on cotton fabrics by in situ synthesis method for function-alization of most popular cellulose material by treating washed cotton fabric with HAuCl4 aqueous solutions invarious concentrations. These nanoparticles revealed effective reduction of 4-nitrophenol by using sodium borohy-dride. Cotton fabrics treated by gold nanoparticles resulted in improved antibacterial activity and UV-blocking abil-ity of the fabric as well as improved Raman signals of dyes on the fabric (Fig. 22.4) [37].
FIGURE 22.3 Effect of (i) untreated and (ii) Ag-treated samples toward the growth of the investigated strains: (A) cotton samples and(B) polyester samples. Reprinted with permission of Falletta E., Bonini M., Fratini E., Lo Nostro A., Pesavento G., Becheri A., Lo Nostro P., Canton P.,
Baglioni P. Clusters of poly(acrylates) and silver nanoparticles: structure and applications for antimicrobial fabrics. J. Phys. Chem. C 2008;112:11758e11766.
https://doi.org/10.1021/jp8035814 from American Chemical Society.
22. Green synthesis of nanomaterials for textile applications318
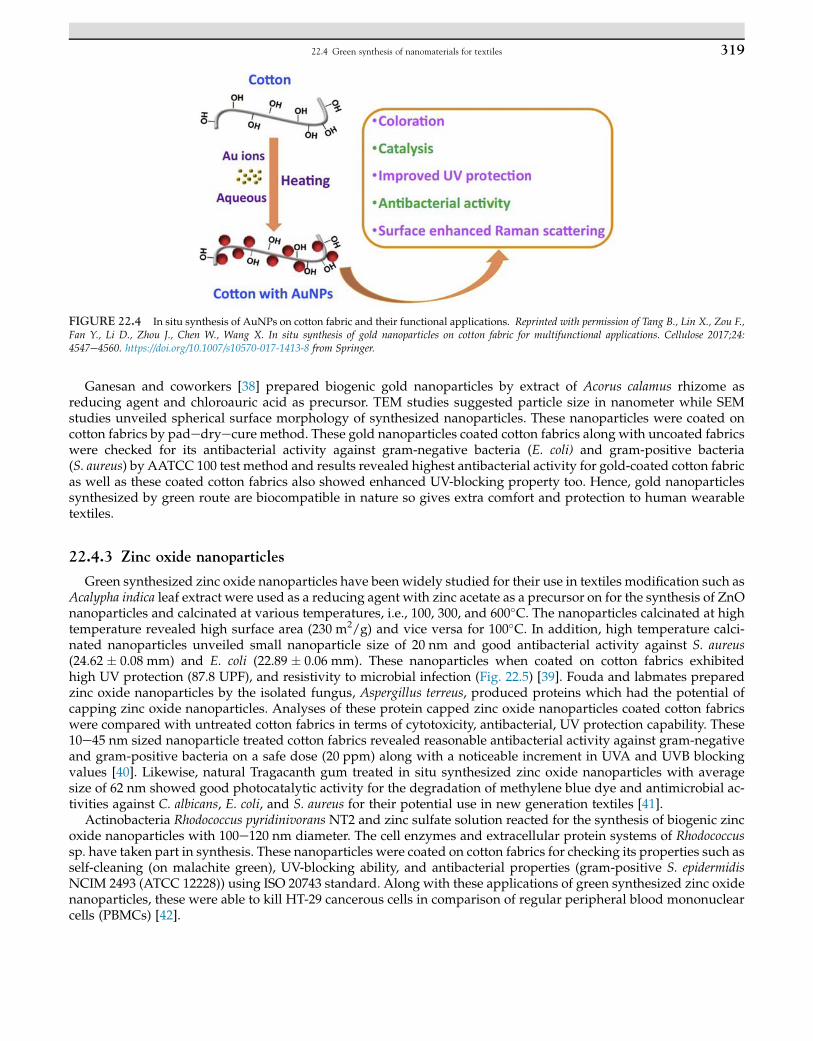
Ganesan and coworkers [38] prepared biogenic gold nanoparticles by extract of Acorus calamus rhizome asreducing agent and chloroauric acid as precursor. TEM studies suggested particle size in nanometer while SEMstudies unveiled spherical surface morphology of synthesized nanoparticles. These nanoparticles were coated oncotton fabrics by padedryecure method. These gold nanoparticles coated cotton fabrics along with uncoated fabricswere checked for its antibacterial activity against gram-negative bacteria (E. coli) and gram-positive bacteria(S. aureus) by AATCC 100 test method and results revealed highest antibacterial activity for gold-coated cotton fabricas well as these coated cotton fabrics also showed enhanced UV-blocking property too. Hence, gold nanoparticlessynthesized by green route are biocompatible in nature so gives extra comfort and protection to human wearabletextiles.
22.4.3 Zinc oxide nanoparticles
Green synthesized zinc oxide nanoparticles have been widely studied for their use in textiles modification such asAcalypha indica leaf extract were used as a reducing agent with zinc acetate as a precursor on for the synthesis of ZnOnanoparticles and calcinated at various temperatures, i.e., 100, 300, and 600�C. The nanoparticles calcinated at hightemperature revealed high surface area (230 m2/g) and vice versa for 100�C. In addition, high temperature calci-nated nanoparticles unveiled small nanoparticle size of 20 nm and good antibacterial activity against S. aureus(24.62 � 0.08 mm) and E. coli (22.89 � 0.06 mm). These nanoparticles when coated on cotton fabrics exhibitedhigh UV protection (87.8 UPF), and resistivity to microbial infection (Fig. 22.5) [39]. Fouda and labmates preparedzinc oxide nanoparticles by the isolated fungus, Aspergillus terreus, produced proteins which had the potential ofcapping zinc oxide nanoparticles. Analyses of these protein capped zinc oxide nanoparticles coated cotton fabricswere compared with untreated cotton fabrics in terms of cytotoxicity, antibacterial, UV protection capability. These10e45 nm sized nanoparticle treated cotton fabrics revealed reasonable antibacterial activity against gram-negativeand gram-positive bacteria on a safe dose (20 ppm) along with a noticeable increment in UVA and UVB blockingvalues [40]. Likewise, natural Tragacanth gum treated in situ synthesized zinc oxide nanoparticles with averagesize of 62 nm showed good photocatalytic activity for the degradation of methylene blue dye and antimicrobial ac-tivities against C. albicans, E. coli, and S. aureus for their potential use in new generation textiles [41].
Actinobacteria Rhodococcus pyridinivorans NT2 and zinc sulfate solution reacted for the synthesis of biogenic zincoxide nanoparticles with 100e120 nm diameter. The cell enzymes and extracellular protein systems of Rhodococcussp. have taken part in synthesis. These nanoparticles were coated on cotton fabrics for checking its properties such asself-cleaning (on malachite green), UV-blocking ability, and antibacterial properties (gram-positive S. epidermidisNCIM 2493 (ATCC 12228)) using ISO 20743 standard. Along with these applications of green synthesized zinc oxidenanoparticles, these were able to kill HT-29 cancerous cells in comparison of regular peripheral blood mononuclearcells (PBMCs) [42].
FIGURE 22.4 In situ synthesis of AuNPs on cotton fabric and their functional applications. Reprinted with permission of Tang B., Lin X., Zou F.,Fan Y., Li D., Zhou J., Chen W., Wang X. In situ synthesis of gold nanoparticles on cotton fabric for multifunctional applications. Cellulose 2017;24:
4547e4560. https://doi.org/10.1007/s10570-017-1413-8 from Springer.
22.4 Green synthesis of nanomaterials for textiles 319
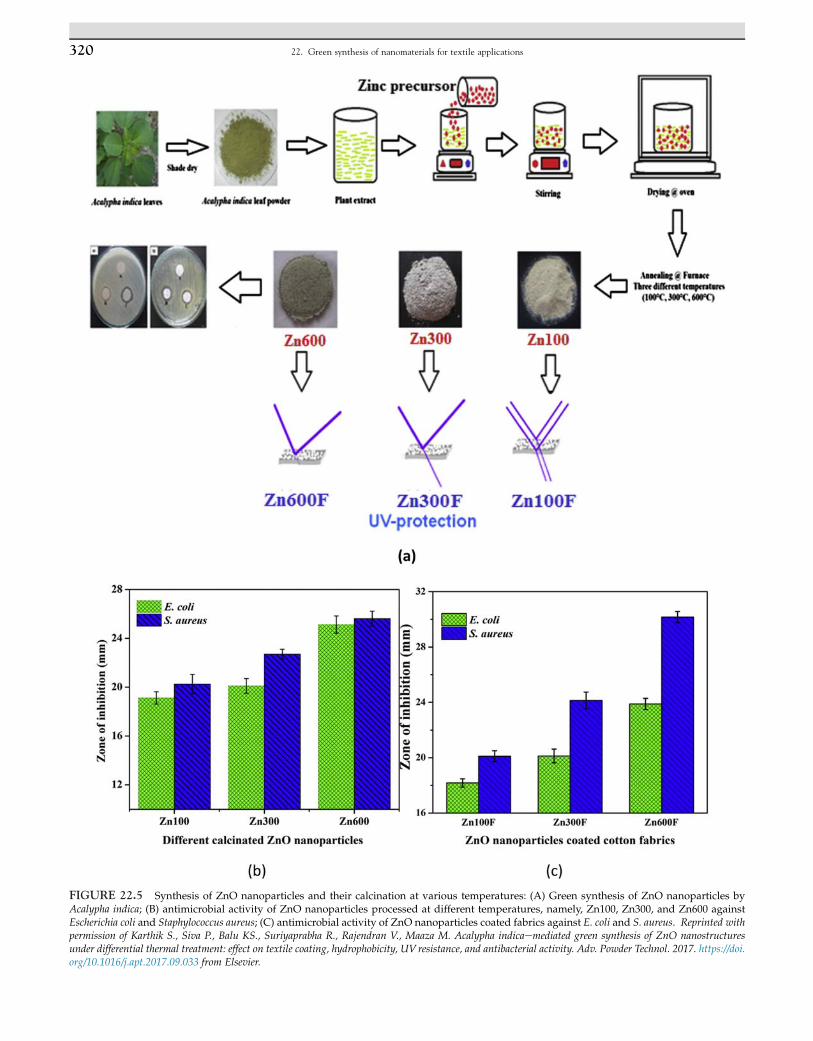
FIGURE 22.5 Synthesis of ZnO nanoparticles and their calcination at various temperatures: (A) Green synthesis of ZnO nanoparticles byAcalypha indica; (B) antimicrobial activity of ZnO nanoparticles processed at different temperatures, namely, Zn100, Zn300, and Zn600 againstEscherichia coli and Staphylococcus aureus; (C) antimicrobial activity of ZnO nanoparticles coated fabrics against E. coli and S. aureus. Reprinted with
permission of Karthik S., Siva P., Balu KS., Suriyaprabha R., Rajendran V., Maaza M. Acalypha indicaemediated green synthesis of ZnO nanostructuresunder differential thermal treatment: effect on textile coating, hydrophobicity, UV resistance, and antibacterial activity. Adv. Powder Technol. 2017. https://doi.
org/10.1016/j.apt.2017.09.033 from Elsevier.
22. Green synthesis of nanomaterials for textile applications320
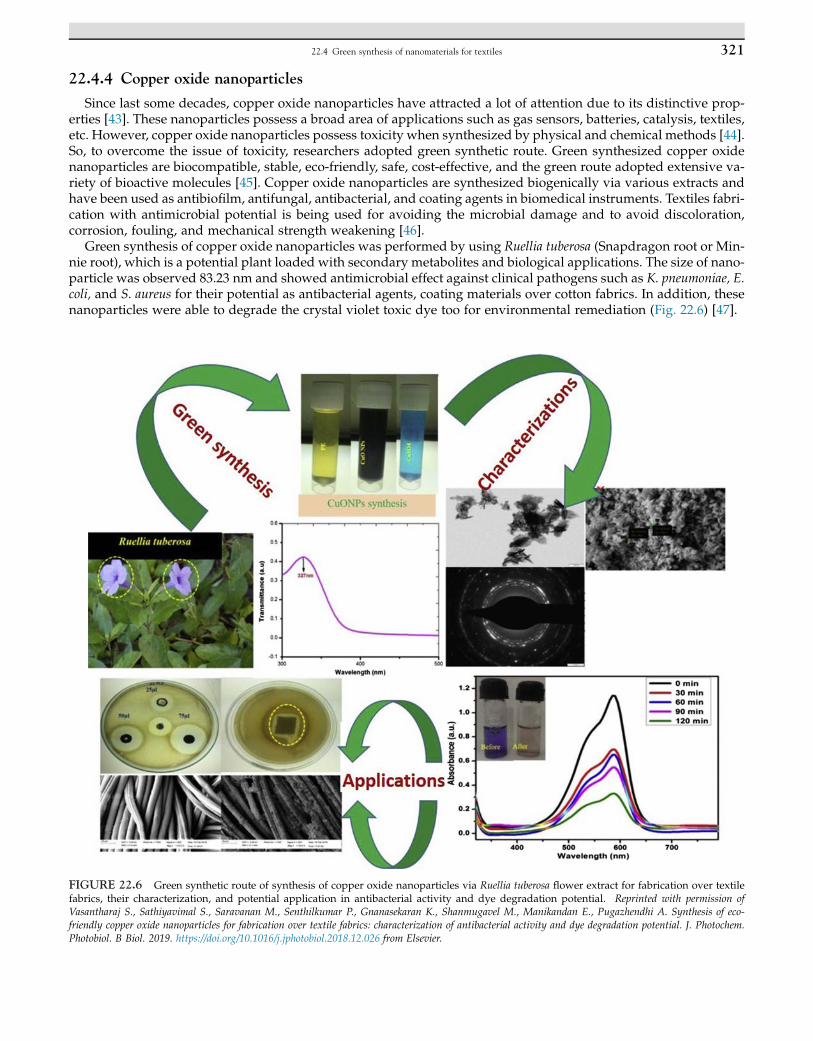
22.4.4 Copper oxide nanoparticles
Since last some decades, copper oxide nanoparticles have attracted a lot of attention due to its distinctive prop-erties [43]. These nanoparticles possess a broad area of applications such as gas sensors, batteries, catalysis, textiles,etc. However, copper oxide nanoparticles possess toxicity when synthesized by physical and chemical methods [44].So, to overcome the issue of toxicity, researchers adopted green synthetic route. Green synthesized copper oxidenanoparticles are biocompatible, stable, eco-friendly, safe, cost-effective, and the green route adopted extensive va-riety of bioactive molecules [45]. Copper oxide nanoparticles are synthesized biogenically via various extracts andhave been used as antibiofilm, antifungal, antibacterial, and coating agents in biomedical instruments. Textiles fabri-cation with antimicrobial potential is being used for avoiding the microbial damage and to avoid discoloration,corrosion, fouling, and mechanical strength weakening [46].
Green synthesis of copper oxide nanoparticles was performed by using Ruellia tuberosa (Snapdragon root or Min-nie root), which is a potential plant loaded with secondary metabolites and biological applications. The size of nano-particle was observed 83.23 nm and showed antimicrobial effect against clinical pathogens such as K. pneumoniae, E.coli, and S. aureus for their potential as antibacterial agents, coating materials over cotton fabrics. In addition, thesenanoparticles were able to degrade the crystal violet toxic dye too for environmental remediation (Fig. 22.6) [47].
FIGURE 22.6 Green synthetic route of synthesis of copper oxide nanoparticles via Ruellia tuberosa flower extract for fabrication over textilefabrics, their characterization, and potential application in antibacterial activity and dye degradation potential. Reprinted with permission ofVasantharaj S., Sathiyavimal S., Saravanan M., Senthilkumar P., Gnanasekaran K., Shanmugavel M., Manikandan E., Pugazhendhi A. Synthesis of eco-
friendly copper oxide nanoparticles for fabrication over textile fabrics: characterization of antibacterial activity and dye degradation potential. J. Photochem.
Photobiol. B Biol. 2019. https://doi.org/10.1016/j.jphotobiol.2018.12.026 from Elsevier.
22.4 Green synthesis of nanomaterials for textiles 321

Copper nanoparticles were also prepared by using Tinospora cordifolia (giloy) as a capping agent. These nanopar-ticles were able to degrade dyes such as eosin yellowish, reactive dye, safranin, and direct dye spring out from textileindustries [48].
22.5 Applications
The application of green synthesized nanomaterials has been thoroughly and extensively studied in textiles forenhancement of its properties aiming at manufacturing finished fabrics with diverse performance. As textiles arehost materials for the development of microbial infection especially in temperature and moisture conditions in hos-pitals. Therefore, the need of antimicrobial clothing is the utmost condition for today’s generation textiles [49,50].Since last some decades, the marketing in antibacterial clothes has boomed up vastly to provide clean, fresh, andhygienic clothing. Many of the research has been going on to develop antimicrobial textiles [51]. For fighting variousrange of microbes, nano silver was found a natural and powerful antimicrobial agent. Nano silver acts as a catalyst intextiles which deactivates the enzymes that one-celled fungi, virus, and bacteria require for oxygen intake and at thesame time it does not harm parts of human body chemistry and human enzymes resulting in the ruining of organ-isms responsible for diseases with escaping the surrounding human tissues [52]. By coating the textile surfaces usingnanoparticles or in situ synthesis of nanoparticles with fabrics is the latest tactic to yield highly finished textiles[53e55].
22.6 Conclusion
Recently, nanotechnology and green chemistry are booming up in extensive areas, including chemistry, biology,material science, energy, mechanics, medicine, electronics, aerospace, and optics. Both of these combinedly are play-ing a vital role in functionalization or modification of textiles in better ways to achieve extraordinary clothing. Byadopting the route of green synthesis of nanomaterials for textiles finishing has been a key focus of scientists andresearchers. The restrictions from environmental factors allowed researchers to adopt this route frequently as itcan provide large-scale synthesis too. Surface modifications are needed for the treatment of fabrics which is possibleby using nanomaterials. Undeniably, green synthetic routes for nanomaterials synthesis joins green chemistry withnanotechnology which opens up new prospects for researchers to explore novel applications in textiles.
References
[1] Kasiri MB, Safapour S. Natural dyes and antimicrobials for green treatment of textiles. Environ. Chem. Lett. 2014;12:1e13.[2] Elmogahzy Y. Engineering textiles: integrating the design and manufacture of textile products. Woodhead Publishing; 2019.[3] Khan A, Nazir A, RehmanA, NaveedM, AshrafM, Iqbal K, et al. A review of UVradiation protection on humans by textiles and clothing. Int.
J. Cloth. Sci. Technol. 2020;32(6):869e90.[4] Joshi M, Bhattacharyya A. Nanotechnologyea new route to high-performance functional textiles. Textil. Prog. 2011;43:155e233.[5] Gupta D. Antimicrobial treatments for textiles. 2007.[6] McMichael A. Climate change and the health of nations: famines, fevers, and the fate of populations. Oxford University Press; 2017.[7] Yaqoob AA, Umar K, Ibrahim MNM. Silver nanoparticles: various methods of synthesis, size affecting factors and their potential
applicationsea review. Appl. Nanosci. 2020:1e10.[8] Gour A, Jain NK. Advances in green synthesis of nanoparticles. Artif. Cell Nanomed. Biotechnol. 2019;47:844e51.[9] Ahmed DS, Mohammed TH, Risan MH, Najim LH, Mohammed SA, Yusop RM, Yousif E. Green synthesis of silver nanoparticles by plants
extract. Int. J. Chem. Process Eng. Res. 2019;6:1e6.[10] Rana A, Yadav K, Jagadevan S. A comprehensive review on green synthesis of nature-inspired metal nanoparticles: mechanism, application
and toxicity. J. Clean. Prod. 2020:122880.[11] Jadoun S, Arif R, Jangid NK, Meena RK. Green synthesis of nanoparticles using plant extracts: a review. Environ. Chem. Lett. 2020:1e20.[12] Mondal P, Anweshan A, Purkait MK. Green synthesis and environmental application of iron-based nanomaterials and nanocomposite: a
review. Chemosphere 2020:127509.[13] Siddiqi KS, Husen A. Current status of plant metabolite-based fabrication of copper/copper oxide nanoparticles and their applications: a
review. Biomater. Res. 2020;24:1e15.[14] Ahmad S, Munir S, Zeb N, Ullah A, Khan B, Ali J, Bilal M, Omer M, Alamzeb M, Salman SM. Green nanotechnology: a review on green syn-
thesis of silver nanoparticlesdan ecofriendly approach. Int. J. Nanomed. 2019;14:5087.[15] Wang Y, O’Connor D, Shen Z, Lo IMC, Tsang DCW, Pehkonen S, Pu S, HouD. Green synthesis of nanoparticles for the remediation of contam-
inated waters and soils: constituents, synthesizing methods, and influencing factors. J. Clean. Prod. 2019;226:540e9.[16] Verma A, Arif R, Jadoun S. Synthesis, characterization, and application of modified textile nanomaterials. 2020. https://doi.org/10.1002/
9781119620396.ch8.
22. Green synthesis of nanomaterials for textile applications322

[17] Arif R, Jadoun S, Verma A. Synthesis of nanomaterials and their applications in textile industry. 2020. https://doi.org/10.1002/9781119620396.ch5.
[18] Chen G, Li Y, Bick M, Chen J. Smart textiles for electricity generation. Chem. Rev. 2020;120:3668e720.[19] Suhendra N, Harahap ME, Rohman S, Swathatafrijiah W. Development of electronic-based textile technology innovationea literature study.
Int. J. Eng. Sci. Res. 2019;7. http://esrjournal. com.[20] Goutam SP, Saxena G, Roy D, Yadav AK, Bharagava RN. Green synthesis of nanoparticles and their applications in water and wastewater
treatment. In: Bioremediation of industrial waste for environmental safety. Springer; 2020. p. 349e79.[21] Aftab A, Ali M, SahitoMF, Mohanty US, Jha NK, Akhondzadeh H, AzharMR, Ismail AR, Keshavarz A, Iglauer S. Environmental friendliness
and high performance of multifunctional tween 80/ZnO-nanoparticles-added water-based drilling fluid: an experimental approach. ACSSustain. Chem. Eng. 2020;8:11224e43.
[22] Jadoun S, Verma A, Arif R. Modification of textiles via nanomaterials and their applications. 2020. https://doi.org/10.1002/9781119620396.ch6.
[23] Deshmukh SP, Patil SM, Mullani SB, Delekar SD. Silver nanoparticles as an effective disinfectant: a review. Mater. Sci. Eng. C 2019;97:954e65.[24] Lee SH, Jun B-H. Silver nanoparticles: synthesis and application for nanomedicine. Int. J. Mol. Sci. 2019;20:865.[25] Syafiuddin A. Toward a comprehensive understanding of textiles functionalized with silver nanoparticles. J. Chin. Chem. Soc. 2019;66:
793e814.[26] Ahmed T, Noman M, Shahid M, Niazi MBK, Hussain S, Manzoor N, Wang X, Li B. Green synthesis of silver nanoparticles transformed syn-
thetic textile dye into less toxic intermediate molecules through LC-MS analysis and treated the actual wastewater. Environ. Res. 2020;191:110142. https://doi.org/10.1016/j.envres.2020.110142.
[27] El-Rafie HM, El-Rafie M, Zahran MK. Green synthesis of silver nanoparticles using polysaccharides extracted frommarine macro algae. Car-bohydr. Polym. 2013;96:403e10.
[28] Meena RK, Meena R, Arya DK, Jadoun S, Hada R, Kumari R. Synthesis of silver nanoparticles by Phyllanthus emblica plant extract and theirantibacterial activity. Mater. Sci. Res. India 2020;17:136e45.
[29] Mukherjee S, Chowdhury D, Kotcherlakota R, Patra S. Potential theranostics application of bio-synthesized silver nanoparticles (4-in-1system). Theranostics 2014;4:316.
[30] Falletta E, Bonini M, Fratini E, Lo Nostro A, Pesavento G, Becheri A, Lo Nostro P, Canton P, Baglioni P. Clusters of poly(acrylates) and silvernanoparticles: structure and applications for antimicrobial fabrics. J. Phys. Chem. C 2008;112:11758e66. https://doi.org/10.1021/jp8035814.
[31] Rajamani R, Kuppusamy S, Shanmugavadivu M. Antibacterial textile finishing via green synthesized silver nanoparticles. J. Green Sci. Tech-nol. 2013;1:111e3.
[32] Hebeish A, El-Naggar ME, Fouda MMG, Ramadan MA, Al-Deyab SS, El-Rafie MH. Highly effective antibacterial textiles containing greensynthesized silver nanoparticles. Carbohydr. Polym. 2011;86:936e40. https://doi.org/10.1016/j.carbpol.2011.05.048.
[33] Ibrahim HMM, Hassan MS. Characterization and antimicrobial properties of cotton fabric loaded with green synthesized silvernanoparticles. Carbohydr. Polym. 2016;151:841e50. https://doi.org/10.1016/j.carbpol.2016.05.041.
[34] Elahi N, Kamali M, Baghersad MH. Recent biomedical applications of gold nanoparticles: a review. Talanta 2018;184:537e56. https://doi.org/10.1016/j.talanta.2018.02.088.
[35] Fateixa S, Pinheiro PC, Nogueira HIS, Trindade T. Gold loaded textile fibres as substrates for SERS detection. J. Mol. Struct. 2019;1185:333e40.https://doi.org/10.1016/j.molstruc.2019.03.001.
[36] Abou Elmaaty T, El-Nagare K, Raouf S, Abdelfattah K, El-Kadi S, Abdelaziz E. One-step green approach for functional printing and finishingof textiles using silver and gold NPs. RSC Adv. 2018;8:25546e57.
[37] Tang B, Lin X, Zou F, Fan Y, Li D, Zhou J, Chen W, Wang X. In situ synthesis of gold nanoparticles on cotton fabric for multifunctionalapplications. Cellulose 2017;24:4547e60. https://doi.org/10.1007/s10570-017-1413-8.
[38] Ganesan RM, Gurumallesh Prabu H. Synthesis of gold nanoparticles using herbal Acorus calamus rhizome extract and coating on cottonfabric for antibacterial and UV blocking applications. Arab. J. Chem. 2019;12:2166e74. https://doi.org/10.1016/j.arabjc.2014.12.017.
[39] Karthik S, Siva P, Balu KS, Suriyaprabha R, Rajendran V, MaazaM. Acalypha indicaemediated green synthesis of ZnO nanostructures underdifferential thermal treatment: effect on textile coating, hydrophobicity, UV resistance, and antibacterial activity. Adv. Powder Technol. 2017.https://doi.org/10.1016/j.apt.2017.09.033.
[40] Fouda A, EL-Din Hassan S, Salem SS, Shaheen TI. In-Vitro cytotoxicity, antibacterial, and UV protection properties of the biosynthesized zincoxide nanoparticles for medical textile applications. Microb. Pathog. 2018;125:252e61. https://doi.org/10.1016/j.micpath.2018.09.030.
[41] Ghayempour S, Montazer M. Ultrasound irradiation based in-situ synthesis of star-like tragacanth gum/zinc oxide nanoparticles on cottonfabric. Ultrason. Sonochem. 2017;34:458e65. https://doi.org/10.1016/j.ultsonch.2016.06.019.
[42] Kundu D, Hazra C, Chatterjee A, Chaudhari A, Mishra S. Extracellular biosynthesis of zinc oxide nanoparticles using Rhodococcus pyridini-vorans NT2: multifunctional textile finishing, biosafety evaluation and in vitro drug delivery in colon carcinoma. J. Photochem. Photobiol. BBiol. 2014;140:194e204. https://doi.org/10.1016/j.jphotobiol.2014.08.001.
[43] Verma N, Kumar N. Synthesis and biomedical applications of copper oxide nanoparticles: an expanding horizon. ACS Biomater. Sci. Eng.2019;5:1170e88. https://doi.org/10.1021/acsbiomaterials.8b01092.
[44] Khatoon UT, Mohan Mantravadi K, Nageswara Rao GVS. Strategies to synthesise copper oxide nanoparticles and their bio applications e areview. Mater. Sci. Technol. 2018;34:2214e22. https://doi.org/10.1080/02670836.2018.1482600.
[45] Akintelu SA, Folorunso AS, Folorunso FA, Oyebamiji AK. Green synthesis of copper oxide nanoparticles for biomedical application and envi-ronmental remediation. Heliyon 2020;6:e04508. https://doi.org/10.1016/j.heliyon.2020.e04508.
[46] Joshi A, Sharma A, Bachheti RK, Husen A, Mishra VK. Plant-Mediated synthesis of copper oxide nanoparticles and their biological applica-tions BT - nanomaterials and plant potential. Presented at the. 2019.
[47] Vasantharaj S, Sathiyavimal S, SaravananM, Senthilkumar P, Gnanasekaran K, Shanmugavel M,Manikandan E, Pugazhendhi A. Synthesis ofecofriendly copper oxide nanoparticles for fabrication over textile fabrics: characterization of antibacterial activity and dye degradationpotential. J. Photochem. Photobiol. B Biol. 2019. https://doi.org/10.1016/j.jphotobiol.2018.12.026.
References 323

[48] Sharma P, Pant S, Poonia P, Kumari S, Dave V, Sharma S. Green synthesis of colloidal copper nanoparticles capped with Tinospora cordifoliaand its application in catalytic degradation in textile dye: an ecologically sound approach. J. Inorg. Organomet. Polym. Mater. 2018;28:2463e72. https://doi.org/10.1007/s10904-018-0933-5.
[49] Eid BM, Ibrahim NA. Recent developments in sustainable finishing of cellulosic textiles employing biotechnology. J. Clean. Prod. 2020:124701. https://doi.org/10.1016/j.jclepro.2020.124701.
[50] Radeti�c M, Markovi�c D. Nano-finishing of cellulose textile materials with copper and copper oxide nanoparticles. Cellulose 2019;26:8971e91.https://doi.org/10.1007/s10570-019-02714-4.
[51] Abdullaeva Z. Nanomaterials for clothing and textile products BT - nanomaterials in daily life: compounds, synthesis, processing andcommercialization. Presented at the. 2017.
[52] Papaspyrides CD, Pavlidou S, Vouyiouka SN. Development of advanced textile materials: natural fibre composites, anti-microbial, and flame-retardant fabrics. Proc. IME J. Mater. Des. Appl. 2009. https://doi.org/10.1243/14644207JMDA200.
[53] Attia NF, Elashery SEA, Oh H. Chapter 9 - Nanomaterials-based antibacterial textiles. In: Ehrmann A, Nguyen TA, Nguyen Tri PBT-N, ed-itors. Micro and nano technologies. Elsevier; 2021. p. 135e47.
[54] Shahid-ul-Islam, Butola BS, Kumar A. Green chemistry based in-situ synthesis of silver nanoparticles for multifunctional finishing of chitosanpolysaccharidemodified cellulosic textile substrate. Int. J. Biol. Macromol. 2020;152:1135e45. https://doi.org/10.1016/j.ijbiomac.2019.10.202.
[55] Tharani S, Bharathi D, Ranjithkumar R. Extracellular green synthesis of chitosan-silver nanoparticles using Lactobacillus reuteri for antibac-terial applications. Biocatal. Agric. Biotechnol. 2020;30:101838. https://doi.org/10.1016/j.bcab.2020.101838.
22. Green synthesis of nanomaterials for textile applications324

C H A P T E R
23
Advances in natural dyeing of silkN. Gokarneshan1, U. Ratna2, S. Kavitha3
1Department of Costume Design and Fashion, Dr. SNS Rajalakshmi College of Arts and Science, Coimbatore, Tamil Nadu,
India; 2Department of Textiles and Clothing, Avinashilingam Institute of Home Science and Higher Education for Women,
Coimbatore, Tamil Nadu, India; 3Department of Fashion Technology, Kumaraguru College of Technology, Coimbatore,
Tamil Nadu, India
23.1 Introduction
Natural dyes have been used over centuries for coloration of food substrates, leather, and natural fibers like wool,silk, and cotton. After the invention of first synthetic dyes “Mauvine,” the situation has been changed and the use ofsynthetic dyes became popular due to a wide range of applications in various fields because of its wide range of huesand good stability of color [1e5].
As social interest in sustainable development has increased in recent years, research studies on utilizing naturalresources in an efficient manner have accelerated [6e8]. Specifically, natural dyeing practically illustrates the use ofnatural resources. However, natural dyeing also has certain difficulties in terms of its industrial developmentbecause the processes for obtaining the main rawmaterials are not constant, and the production process is somewhatcomplicated and difficult, with low fastness, color stability, and economical efficiency [9]. To reproduce and gener-alize the properties of these materials, various studies have been carried out for improving dye fastness and stan-dardization of traditional colors in a systematic and consistent manner [10e14].
Important problems related to environment have become the subject of discussion at global level. Although syn-thetic dyes are in abundance and a wide range of colors of remarkable fastness properties make their way into themarket due to their eco-friendliness, natural dyes are gaining importance and need new natural sources to beexplored [15e18]. There are many varieties of wild plant species available in the forests of this region which havethe potential to be used as raw material for different forest-based industries [2,19e20].
Synthetic dyes are widely used as a colorant in food, medicine, textile, and cosmetic industry. However, syntheticdyes have hazardous effects to humans and environment [21]. With the development of green technology, naturaldyes which are considered to be an alternative of synthetic dyes have become a hotspot due to their better biode-gradability and compatibility with the environment [22,23]. The natural dyes can be obtained from two sources[24]: plants and microorganisms. Some plants, such as the ginkgo, gardenia, purple potato, etc., are capable to pro-duce some colors which have been used as colorants, but in very low yields [25]. Furthermore, they cover large arealand to grow up. Moreover, the chromatograph of natural dye is limited and also poor in colorfastness, especiallylightfastness [26]. Recently some research studies have been reported that contain valuable information and insightsrelated to the area of discussion [27e32].
23.2 Application of Areca catechu dyes on silk
Presently, the implications of using hazardous chemicals and their effect on environment and human health havecreated a good deal of global concern and are steadily bringing down the use of synthetic dyes. Under the prevailingsituation there is a greater drive toward the greener alternative substances. Recently, the demand for natural color-ants is increasing because majority of the sources are safer, more environmental-friendly, good antibacterial,
325Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00015-4

deodorizing, and ultraviolet protection properties [33e39]. Owing to their easy availability dyes derived from plantsources are most prospective among all the natural dyes. Betel nut is scientifically termed as Areca catechu, andconsidered as single-trunked palm that richly abounds in East Africa, tropical Asia, and the central Pacific. Eventhough chewing the betel nut stimulates the flow of saliva to aid for digestion of food, however, it caused cancer cellsfor human being [40,41]. The fruit of betel nut produces fibers that are being used for nonwoven fabrics and haveoutstanding characteristics which include excellent dyeing behavior, good strength, drape, and air permeability.Furthermore, some researcher reported that betel nut fiber is used as filler for polymer composites with polypro-pylene [42,43]. A. catechu contains tannin, gallic acid, catechin, alkaloids, fat, gum, etc. The predominant pigmentof A. catechu is gallotannic acid, which is used for dye sensitized solar cells, anti-aging effects for skin, and good anti-microbial activity [44e47].
In the investigation considered, A. catechu (betel nut) colorants have been extracted; the chemical characterizationof dyes has been studied using techniques that include FTIR, 1H NMR spectroscopy, and halochromic effect underdifferent states of pH which have been determined by using UVeVis spectroscopy. The extracted natural dyehas been applied on silk and nylon fabric. Hence the dyeing properties and colorfastness properties have beenstudied.
23.2.1 Studies on UVeVis spectroscopy
The UV spectrum of the crude betel nut extract dye in an aqueous solution has been obtained. The characteristicspectrum reveals the absorptions in the range between 230 nm and 260e300 nm. Absorption in the 230 nm regionowing to p!p transitions may be attributed to various chromophores, including the CeC bond of various com-pounds, the CeO bond of carbonyl compounds, and the benzene ring. Absorption in the 260e300 nm regionsdue to n!p_ transitions can be due to the electronic transitions of benzene ring and its derivatives. The dye moleculescan be found to easily absorb radiations in the UV-C region (230e280 nm) and the UV-B region (280e310 nm) [48]. Itis reasonable to anticipate that the absorption in the UV-B region can provide good protection from harmful UVradiation.
23.2.2 Investigations with FTIR
Studies have been carried out on the chemical structure of natural A. catechu dyes through change of the peaksfrom the characteristic spectra. The presence of eOH groups is shown in the broad absorption band that appear be-tween 3500 and 3100 cm�1 range [48]. Again, the spectrum near 2900e2800 cm�1 corresponding to the symmetricstretching of methylene (eCH2e) groups which is includedwith aliphatic or aldehyde groups and 1735 cm�1 relatedto the CeO stretch of ester groups were found. With regard to the formation of CeN bonds for pyridine dye struc-ture the absorption peak has been observed at 1200 cm�1.
23.2.3 Studies with 1H NMR and DSC
The 1HNMR spectrum ofA. catechu dyes has been obtained. In the case of the chemical shift of methyl ester group(eCOOeCH3) signals have been observed at 3.354 ppm, and pyridine group at 2.499 ppm, respectively. In the caseof chemical shift of methyl group, a new peak arises at 1.234 ppm and is caused by the proton of pyridine ring ofbetel nut crude dye. The DSC diagram of natural A. catechu dyes has been obtained. At about 82�C the glass tran-sition temperature of dyes has been observed and the melting point is seen at about 560�C [48]. The greater meltingpoint arises from the presence of a 1,2,5,6-tetrahydro-pyridine group that has been characterized by FTIR and 1HNMR measurements. There has been increase in the crystallinity and thereby rise in melting point owing to themeta-linkage and the presence of carboxylic acid methyl ester groups. The phenomenon of halochromism hasbeen studied at various pH of solution of A. catechu dyes.
23.2.4 Halochromic effect
It has been found that natural A. catechu dyes show a sensitive absorption under varied state of pH due to internalcharge transfer. The absorption spectrum is affected by electronic nature of the dye substituents. In the case of arecolinethe capability of donating electron by methyl group (eCH3) under neutral state exhibits greater absorption. But underalkaline state, methyl (eCH3) groups shifted to hydroxyl (eOH) groups and formed arecaidine. Hence the low
23. Advances in natural dyeing of silk326

absorption spectra affect the electron accepting groups. The change in color of natural dye solution under various pHstates has been determined. As the pH changes from 2 to 11 it shifted yellow to red color [48]. It can be explained thatthe chemical bonds can be converted to hydrogen from hydroxyl ions in solution. The conjugated bonds for thecarbonyl group of arecoline can be shifted toward hydroxide ions in the range of electronic flow. Different shadesof nylon and silk fabric at varied pH have shown the result of halochromic effect of the dye molecules. The groundand excited states in A. catechu dyes have shown closer in energy, so absorption illustrates as positive halochromism.
23.2.5 Dyeing characteristics
The temperature of dyebath has a great influence on color strength. There has been a gradual increase in colorstrength with increase in dyebath temperature. Hence the color strength of silk and nylon fabric dyed withA. catechu dyes obtained at fk ¼ 17.66 and 7.728, respectively. But, as the temperature has been raised to morethan 80�C, there has been gradual reduction in color strength (fk). In the case of silk fabrics the color strength (fk)has been greater in comparison with nylon fabrics. It is described that the betel nut extracted dye is the formationof arecoline, which can be converted into arecaidine under the influence of aqueous state [48]. A covalent bond isformed by arecaidine, having the amino group (eNHe) of silk and nylon. Silk fiber comprises of more numberof amino groups present in dye molecules, which is influenced by more dye penetration. Whereas, nylon fiber isclosely packed with crystalline structure and hence dye penetration rate is low.
The greater color strength of betel nut extracted natural dye on nylon and silk fabric at different levels of pH hasbeen determined. An acidic state with pH 2 and 4 clearly exhibits the color strength (fk) of A. catechu dyed silk fabric(fk ¼ 8.9 and 8.0) and nylon fabric (fk ¼ 3.1 and 2.9), respectively. Nylon and silk fibers contain different types ofamino acids having NH2e(X)eCOOH which are acidic as well as basic groups. So oppositely charged ionic speciesattracted electrostatically or coulombically the anions of natural dyes and the positive charge with the silk and nylonfibers. As the acidity of the fiber increased, there has been a drastic rise in the neutralization of the carboxylate anionsof nylon and silk specifically below pH 5. This state improved the substantivity of the dyes to fiber. It has been foundthat the mordant usage produces a good influence on the color strength of the natural A. catechu dyes. It could beattributed to the fact that the mordant is influenced by the dye bonding onto the fiber surface. The lightness-darkness or L value and redness and yellowness or a and b values of the dyed fabric have been affected by the usageof mordant. There has been reduction in L value with usage of mordant, which implied that depth of shade becomesdarker and the color strength (fk) increased. The color of the dyed fabric changed from reddish to greenish becauseof the presence of ferrous sulfate. Overall, there has been formation of coordinate covalent bonds between dye mole-cule and fiber because of the usage of mordants. This complex formation could possibly attribute to the change incolor. Alum has been considered as neutral mordant and hence the depth of color change has been greatly affected.Whereas iron and copper improved color darker and greener. Ferrous sulfate exhibits greater color strength (fk) incomparison with other mordants. It can be explained that ferrous sulfate acts as transition metal ions that formed alarge number of complexes with the dye molecules because it can be formed as ternary complex ion in one site withthe fiber and other site with the dye.
Moreover, a weak coordination complex ion formed by alum and copper mordant can obstruct the dye anddecrease its interaction with the fiber. Comparison has been made with regard to the build-up properties of silkand nylon fabric dyed with A. catechu dye. The color strength values (fk) have been contributed by the visuallyweighted function of K/S. The upward trend of fk values indicates that greater concentration of dye enhancedthe better color strength.
The finding can explain that silk fabric has number of (O]CeNHe) amide group and hence results in formationof more coordination complexes ion with the dye than nylon fabric. In the case of both the fabrics the saturation pointhas been attained at 4.0% owf. It has been found in comparison with nylon betel nut extracted dyed silk has given agreater color strength at 4.0% owf under the influence of mordant and acidic condition. Hence, it can be shown thatbetel nut extracted dyes exhibit good color strength having uniformity that is adequate.
The CIELAB coordinates (a and b) in the case of dyed silk fabrics have been determined. With the rise in the dyeconcentration, the CIELAB coordinates tend toward the achromatic point with a zero chromaticity. Specifically, thecolor coordinates of A. catechu dyes exhibit similar trend in case of nylon and silk fabric, wherein dyed fabric turnedyellowish to reddish color in hue angles and chroma appeared lighter to darker with rise in the dye concentration.Assessment has been done with regard to the color fastness to washing, perspiration, rubbing, sublimation, and lightof the dyed silk and nylon fabrics. Determination of wash fastness ratings have revealed thatA. catechu dyed silk andnylon offer nearly similar fastness ratings of “good” to “excellent” (within numerical grades 4e5).
23.2 Application of Areca catechu dyes on silk 327

It has been anticipated that the A. catechu dyed silk and nylon fabrics consist of an excellent rubbing fastness dueto the strong coordination complex bonds formed with the natural dye and fiber. But with wet rubbing, it has beenfound that there is significant color change. It could be shown that in deeper shade, dye molecules are more satu-rated and tend to move out from the interior of the fiber by rubbing. Also, considering lightfastness, silk and nylondyed samples reveal nearly similar ratings.
In the case of betel nut extracted dyed silk and nylon fabrics colorfastness to perspiration ratings lies between 4e5,with regard to color staining on multifiber fabrics. Lower color change is observed (with rating of 3) with regard tothe colorfastness to perspiration of A. catechu dyed fabric. The finding shows that with acidic and alkaline perspira-tion, dye performed a halochromic effect. Hence, dye molecules have been altered on the surface of the dyed fabrics.
23.3 Silk dyeing with functionalized flavonol-quercetin
Therefore, in this study, efforts have been made to improve the dyeability of natural dye from onion (Alliumcepa) peels, which are a typical waste material but can produce a large amount of dye [49e52]. In the case of naturaldyeing, onion peel has been considered to attain a yellowish brown color in polychromatic dyes. The importantdye constituents of onion peel are flavonols, like kaempferol, isorhamnetin-3-O-glucoside, quercetin, glycosiderutin, quercetin-40-O-glucoside, quercetin-40,7-O-diglucoside, quercetin-3,7-O-diglucoside, and isoquercetin. On-ion peel extracts have been reported to contain more than 53% quercetin (C15H10O5) as a flavonol, the structureof which has been observed [53,54]. The majority of plant dye materials, like onion peels, are multicolored anddiffer in color, based on the kind and concentration of the mordants and additives utilized. The objective of theinvestigation is to analyze the influences of onion peel on the color change after fermentation without a mordant.It is an area that has not been studied as per available literature. Also, fermentation is a form of decomposition ofan organic material by microorganisms. The processes of fermentation and degradation progress in similar ways.When a substance is produced due to decomposition, and is found to be useful, it is then considered to have un-dergone fermentation. On the other hand, when the substance produced is harmful or has stench smell, it can beknown to be degraded. Fermented foods are mostly avoided despite being termed as “fermentation.” Recentstudies have also reported alternative energy sources for using in fermentation [55]. Since long, fermentationdyeing has been generally adopted in the industry through application of conventional fermentation apparatusand a fermentation technique. There have been many studies related to fermentation, but most of them haveconsidered fermented dyes; fermentation occurs due to the naturally occurring process taking place during thesummer, particularly at an ambient temperature, which along with the humidity is not consistent [56,57]. Thus,in the investigation the dyeing properties by liquid fermentation have been examined for the possibility of colordevelopment in samples when dyed with fermented solutions in different states, by manually controlling the tem-perature, time, nutrients, and microorganisms, which are considered as the parameters that affect thefermentation.
23.3.1 Color change of dye solution
The absorbance graphs pertaining to the qualitative and quantitative differences of the fermented dye solutionhave been taken from the laboratory with a fluorescent lamp within the visible region (380e780 nm). The color ofthe dye solution before and after fermentation can be differentiated visually. The dye solution extracted by the thirdtechnique is found to show the most distinctive color variation. It has been felt that the major pigments in onionpeels, namely, flavonol and quercetin, have been altered structurally changed by fermentation because of differentalterations in the phenolic eOH groups of 3-hydroxyflavone (3-hydroxy-2-phenylchromen-4-one). Also, it is foundthat the absorbance of every fermented dye solution differs between 491 e500 nm (bluish-green), 481 e490 nm(greenish-blue), and 436 e480 nm. In particular, it can be seen that the fermentation solution with added yeast showsthe clearest change [58].
Hence, the presence ofmicroorganisms shows a higher influence on the color change bymeans of the liquid fermen-tation of the onion peel extract in comparison with the nutrients applied for fermentation. The findings relating to UV-A (90.4%) and UV-B (92.5%) of the silk dyed with onion peels, as revealed in earlier investigation, can be confirmed bythe findings. Thus, it is observed that the UV absorption rate of the onion peel dyes within the UV-B region of280 e315 nm is greater, and specifically, as fermentation has been conductedwith sugar and yeast, a strong absorptionpeak at 254 nm can be anticipated to produce a sterilizing effect by means of the ultraviolet rays.
23. Advances in natural dyeing of silk328

23.3.2 pH and sugar content of dye solution
The pH and sugar content of the dye solution has been determined. The pH of the extracted onion peels beforefermentation has been measured as 4.1. By the addition of sucrose and yeast the pH of the dye solution after fermen-tation is observed to be maximum, and there is evident significant change only after addition of yeast. The sugarcontent is observed to remain constant, except in the case of addition of artificial nutrition sources. The microorgan-isms have a significant effect on the fermentation of dye solution, and nutritional sucrose is found to affect the pH ofthe solution through the aggressive activity of the microorganisms [59]. Thus, the pH of the sucrose used as thenutrient is somewhat reduced, and the pH of the yeast rises. By combined addition, there is considerable decreasein pH from 4.1 to 3.2, and there is abrupt rise in sugar content from 1.9 Brix to 7.7 Brix because of the decompositionof different pigment components of the onion peels by means of liquid fermentation. It can be assumed that thecomponent itself goes through denaturing process. The apparent color changes from dark before fermentation tolight due to the fermentation, which can also probably affect the dyeability.
23.3.3 Color yield of dyed fabrics
The dyeability on L*, a*, and b* values of every test sample that uses the onion peel extract before and after liquidfermentation on silk has been determined. The L* value of the lightness has been observed to be 55.8, which shows adeep dark color as the sample is dyed after fermentation without additives. But, upon addition of sucrose, consider-able changes are not noticed. Upon addition of only yeast on the dye the lightness is found to be 71.64. On the otherhand, the lightness is found to be 66.72 by adding yeast and sucrose, which is greater in comparison with that beforefermentation. With the combined addition of yeast and sucrose, the a* value is far lesser in comparison with that priorto fermentation, and the b* value indicates no significant difference with regard to the fermentation. There is slight risein red color by means of liquid fermentation by the nutrients. Whereas a* value is decreased in the actual color mea-surement of the dyed silk fabrics [59]. The findings indicate that yeast affects the lightness of the dyed silk and thereddish coloration of the onion peel, which is a polychromatic dyestuff. By considering the standard as unfermented,their relative values have also been determined. It is observed that optimum results by addition of sucrose are attainedby the color differences through fermented dyeing. The difference in color is observed to be zero without additive,addition of sucrose-yeast, and addition of only the yeast, even though L*, a*, and b* values can be measured. The sur-face color of silk dyed before and after fermentation of the onion peels has been determined. However, the fermenta-tion exhibits a very significant change upon application of the same liquid ratio. It is found that the color of thefermentation solution varies considerably, and its color has become considerably lighter. But, the dyeing can be consid-ered to be improved because of the new dyeing adhesion between the silk amino group (-NH2) and the chemical struc-tures which is changed through liquid fermentation. The K/S value of silk dyed with onion peel adding only sucrose isthe highest 8.62, and the K/S values before fermentation and when both sugar and yeast are added are found to be onemore higher than in case of no-additives. But, after fermentation, there is not much difference in K/S value from 2.02 to5.24. It has also been observed that there is slight reduction in value subsequent to fermentation.
23.3.4 Colorfastness
For assessment of the dyeing fastness during pre- and post-fermentation of the onion peel extract, the fastness (light-fastness) with the highest demerit in natural dyeing, and the perspiration andwash fastness with other considerable is-sues in silk dyeing, have been determined. The lightfastness is found to be better in comparison with grade 3 or greatersubsequent to fermentation. This grade is fargreater in comparisonwith the grades 1 and2, normally achieved innaturaldyeing products. Thus, the proposed process can be considered to prove beneficial for future commercialization. Specif-ically, the sample dyed after yeast fermentation and the addition of sucrose þ yeast lead to a very good colorfastness ofgrades 3 and 4. This indicates that dyeing through liquid fermentation using microorganisms and nutrients can main-tain a sufficiently high level of lightfastness even when a mordant is not used, as compared to the findings of previousstudies, in which the lightfastness of nonfermented onion peels is measured as grade 2 [58]. Also, the wash fastness testreveals that most of samples dyed with the fermented dye solution attain grades 3 and 4. These results are expected toprovide relatively stable durability after washing as compared to the results obtained for nonfermented onion peelsgrades (2 and 3) [59]. It can be anticipated to be adopted as the basis for prediction of the probability of mass liquidfermentation dyeing. It also reveals the findings of perspiration fastness, and the color difference of silk after liquidfermentation with onion peels. Thus, most of the silk attain a grade greater in comparison with 3 or 4, which showsthat the fastness under acidic and alkaline perspiration is better than that of the sample dyed before fermentation.
23.3 Silk dyeing with functionalized flavonol-quercetin 329
23.4 Silk dyeing with Madhuca longifolia
Of the various plant species, deciduous trees shed their leaves once a year and cause vibrant hues related toautumn. During each autumn season huge amounts of fallen leaves are available which would otherwise be wastematerial. Madhuca longifolia also known as Mohua is associated with the Sapotaceae family, which is otherwiseknown as the butter nut tree. Both wild and cultivated types are found predominantly in South India, but availablethroughout Indian forests. Flavonoids present in these leaves are myricetin, quercetin, and b-carotene [60e62].Leaves have mechanical properties [63e65]. The extraction of natural dye from M. longifolia waste and dyeing onsilk has been the major aim of this investigation.
23.4.1 Findings of the study
Depending on the average maximum optical density values the ML (leaves: water) optimum ratio is 1:20 andduration of extraction is arrived at 60 min at 95�C. The average dye yield is recorded to be 26.5% which appearsas dark brown powder. The absorbance of an extract at the end of the 60 min extract process has been determined.
23.4.2 Temperature influence on stability of dye
The absorbance spectrum of the dye solution has been recorded before and after heating in order to investigate thethermal stability of the dye. When the dye solutions at different pH (4,7 and 10) are subjected to treatment with tem-peratures ranging from 70 to 130�C, it is found that the dye is most stable under pH 4 at 70 and 80�C. Whereas asignificant reduction in absorbance has been noticed for the dye solutions with pH 7 and 10 at 80�C.
At 130�C, there is almost 90% loss in color of the dye solution at pH 4, and 95% loss and 100% loss in color at pH 7and 10, respectively. It can arise from decomposition of the dye molecule which leads to colorless products at greatertemperatures.
To ascertain that the dye has decomposed at a higher temperature and does not modify into a different chromo-phore, the maximumwavelength of absorption is determined after treating the dye solution at higher temperatures.Despite reduction in absorbance due to temperature rise, new peaks are not noticed. It confirms that exposure tohigher temperatures decomposes the dye without conversion to a different chromophore.
23.4.3 Characteristics of color
The findings in relation to color depth (K/S values) of dyeing silk fabrics with M. longifolia leaves (shade 10%)obtained with and without the use of mordants have been determined. The findings show that there is rise inK/S value of the silk fabrics as percentage of mordant is raised. The process of dyeing by use of various mordantsgives a shade change from pinkish to dark brown. It is possible to achieve different color hues by pre- and post-mordanting with alum, tannic, and tartaric acid.
It has been found that unmordanted dyed silk fabric shows lower dye uptake (K/S 1.25) compared to the othersamples. This arises from the affinity of mordant with color and fabric [66,67]. Samples that have been post-mordanted exhibit highest K/S values in comparison to pre-mordanted samples. The presence of OH and C]Oin the tannin structure leads to the formation of metal saltetannin complexes in the post-mordanted silk fabrics,which in turn results in the higher color strength of the dye in the fabric [68]. The highest K/S value of 7.01 isobserved in post-mordanted tartaric acid at 5% concentration. This could be explained as due to more populationeffect of mordant which possibly is bound to the maximum number of molecules of dye in fabric [69].
A difference in hue color and considerable changes in K/S values not only arise from mordants, but also L*values. The sample without the use of mordants has the lightest color (54.26). Maximum (12.60) redness is foundby using post-mordanted tannic acid at 2% and minimum (5.85) was found in pre-mordanted tartaric acid at 2%.The maximum (12.82) yellowness is obtained by using post-mordanted alum at 5%, whereas minimum (5.92) yel-lowness is obtained using tartaric acid post-mordanted at 2%.
23.4.4 Assessment of fastness
The fastness properties of the silk fabric dyed with extracted dye has been determined. The findings have beenevaluated in the normal manner with regard to the gray scale values for the staining of adjacent silk and adjacent
23. Advances in natural dyeing of silk330
material. It is observed that mordanted samples exhibit improved fastness properties in comparison with unmor-danted samples. A wash fastness rating ranging between good and very good in the case of samples post-mordanted with tartaric and tannic acid as compared to other samples. Likewise, post-mordanted exhibits moderateto good lightfastness properties. The improved lightfastness properties of the dye can arise from the strong ionicbonding. It improves the stability of the compound by decrease in electron density at the chromophore. But, becauseof a good fixation of the dye in the fiber, the silk samples show commercially acceptable grade of 4e5 with regard toperspiration and rub fastness properties.
23.4.5 Assessment of antibacterial efficacy
The bacterial species Escherichia coli and Staphylococcus aureus have been chosen for testing the antibacterial activityof the extract of M. longifolia. A high level of sensitivity has been observed in the tested microorganisms. It isconfirmed from the zone of inhibition. A minimum of 1-mm zone of inhibition is observed in all the cases. As tanninis known for inhibiting general antimicrobial properties, the extract of M. longifolia can be said to be antibacterial innature [70e72].
23.4.6 Elemental study of dyed samples
The metal content in dyed silk samples has been determined. The findings reveal extremely low quantities ofheavy metals extracted from M. longifolia leaves extract. Since the concentrations are far below the specified limitsthe extracted dye can be considered eco-friendly.
23.5 Eco-friendly silk dyeing with Monascus
The microorganism pigments (carotenoids, flavonoids, etc.) are greatly interesting owing to their stability andavailability of cultivation technology [73]. On the other hand, microorganisms and pigments could act as major chro-mophores for further chemical modifications that could result in colorants having a broad color spectrum.Monascusare cultivated on solid medium to produce red pigments. In Chinese medical book on herbs, this pigment is firstmentioned [74]. Research shows that there exist six types of alcohol soluble pigments and four types of water-soluble pigments in Monascus red pigments. Monascus red pigments, the secondary metabolite of Monascus, arewidely used as a colorant of nontoxicity in food, medicine, and cosmetic industry [75]. Monascus has been appliedin silk dyeing in work considered herein.
Studies have been carried in relation to the bacterial morphology and cultural characteristics and the influences ofdyeing parameters like dyeing time, pH, mordant type, and the dosage of mordant have been explained and thedyeing technique has been optimized. Furthermore, measurement has been done for the fastness properties ofdyed fabric.
23.5.1 The bacterial morphology and cultural characteristics of Monascus
The colony characteristics on solid medium plate: the single colony was leveling with a diameter of 33 mm aftercultivating for 7 days. The front of the plate evidently exhibits ruffles radiantly. The center of the strain was not pro-tuberant and the medium near the colony turned light gray to pink which confirmed that the Monascus producedpigment into medium. When cultivated for 25 days, the diameter reached 83 mm and the center of the strain sepa-rated from the medium but uncracked [76]. The medium changed to red color. The liquid cultural characteristicshave been determined. Subsequent to fermentation at 30 �C for 7 days, it has been found that the culture mediumchanged to red. With regard to the microscopic characters it is noticed that the mycelia of Monascus were multinu-cleate hypha and there have been certain pigment granules on them.
23.5.2 The identification and study of outcome of rDNA D1/D2, ITS sequences
TheFungi Identificationof given specificationhasbeenusedas theprimer and thegenomeof this strainas a template.The sequences of rDNAD1/D2, ITS, have been primarily amplified and noticed under the UV lamp after AGE (agarosegel electrophoresis), a clear single target has been attained. Based on the instruction of PCR Kit, if the length of rDNA
23.5 Eco-friendly silk dyeing with Monascus 331
D1/D2 sequences and ITS sequences touched 500e600 bp and 300e1000 bp, the PCR amplification has been effective.In the study considered, the length of rDNAD1/D2 sequences and ITS sequenceswas 600 and 700 bp [76]. The findingshave been relevant and reveal that the strain shared above 99% homology with the specifiedMonascus reference strain.
23.5.3 Optimization of dyeing technique and dyeing states
23.5.3.1 Curve relating to the growth of Monascus
Theactualdyebath contains the fermented liquor. For attainment of a greater concentrationofpigments, theODvaluehas been determined once in 24 h and the relationship between fermentation day and OD has been determined. Therehas been difference in OD values which depended on with the duration of fermentation and the strain experiencedvarious phases of growth. During the initial 3 days there has been gradual enhancement in the OD value and attainedto 6.1 U/mL on the third day. TheMonascus have been inoculated into the new environment. TheMonascus consumedtime to adjust to the new environment [76]. In the event of failure, some may die. Hence, the curve exhibits gently. It isfound that there is a marked rise in the OD values between 4 and 7 days. It is attributed to the spurt in growth ofMon-ascus, which produced a number of different types of secretion including red pigments. It is found that there has beenenhancement in OD values to 21.3 U/mL after a week and the curve stabilized. On the other hand, after fermentationof 8 days Monascus turned feeble and died after consumption of nutrient substance in the culture medium. The opti-mum duration of fermentation has been selected as 7 days depending on the above studies.
23.5.3.2 Dyebath preparation
The preparation of the dyebath has been done by adopting four different techniques. The first one is the initialspreading cultivation liquor that has been fermented for a week. The second is by filtering the mycelia by six layersof gauze only. The third is by mashing the mycelia in the cultures by a tissue homogenizer at specified speed andtime. The fourth is by mashing the mycelia in the cultures by kinematically at specified speed and time and thenfiltering the mycelia by six layers of gauze. The sterilized silk fabrics have been dyed in various dyebaths at specifiedtemperature and duration using a suitable liquor ratio. Subsequent to dyeing the fabrics have been rinsed by deion-ized water and dried at specified temperature. The color strength values have then been determined.
It is found that there is some difference between the K∕S and dK/S of fabrics dyeing using four techniques. Thelevelness in the case of fabrics dyed by second and fourth methods have been found to be better in comparison withthose dyed by first and third methods. But, the fabrics dyed by third and fourth methods exhibit greater apparentcolor depth.Monascus produced red pigments during the fermentation procedure [76]. Some pigments secreting intothe cultivation liquor were water soluble. But, some have been intracellular pigments. In comparison with the firstmethod, the mycelia in dyebath in second method have been filtered by six layers of gauze. Despite the pigments incultivation liquor being well distributed, the decrease in intracellular pigments rendered lower depth in theapparent color. On the other hand, there has been rise in concentration of pigments due to the pigments releasingfrom the cells. However, but the pigments were unevenly distributed resulting in dyeing defects. Briefly stated,the pigments in dyebath in the fourth method not only had greater concentration but also were well distributed.The apparent shade depth of the dyed fabric was almost the highest and dK/S was the smallest. In other wordsthe apparent color depth and the levelness of the silk fabric dyed by dyebath adopting fourth method were the best.
23.5.3.3 The influence of duration of dyeing
The sterilized silk fabrics (weighted 1 gm � 0.02) have been dyed with dyebath using fourth method at specifiedtemperature and time durations and liquor ratio. Deionized water has been used to rinse the dyed fabrics and driedat specified temperature and the uptake of dye determined [76]. The findings of the dye uptake have been deter-mined and the photo of dyed samples taken, which show that there is eventual rise in dye uptake of fabrics withprolonged duration of dyeing. The silk fabrics attained highest dye uptake and color depth in 180 min, which causeconsiderable exhaustion in dyebath. As a result, the dyeing duration of 180 min has been considered as the optimalduration.
23.5.3.4 The influence of mordant type and the dosage
The rare earth mixture and Praseodymium(III) chloride have been used as mordant in specified range of concen-trations. The combination have been added separately in the fourth dyebath. The liquor ratio has been specified.Deionized water has been used for rinsing the dyed fabrics and dried at specified temperature. Lastly, the dye up-take has been determined. The dye uptake of the various dosages of rare earth mixture has been determined. The rise
23. Advances in natural dyeing of silk332

in uptake of dye can be attributed to the addition of the rare earth mixture. The rare earth mixture was capable ofcombing the carboxyl, hydroxyl, and amino group on silk or red pigment by means of coordination [77]. There hasbeen reduction in uptake of dye at dosage above the minimum chosen concentration and attained the maximum atthe same dosage. It is due to the fact that the number of carboxyl, hydroxide, and amino group on silk or red pigmentwas constant and the bonding attained saturation at the minimum chosen concentration.
There has been variation in the dye uptake with the dosage of Praseodymium(III) chloride and attained the high-est dye uptake at specified concentration. In comparison with Praseodymium(III) chloride, small amounts of rareearth mixture as mordant could achieve greater uptake of dye. Hence, the optimal type of mordant was rare earthmixture and the dosage was at minimum specified concentration.
23.5.3.5 The influence of pH in dyeing
The minimum chosen concentration of rare earth mixture has been added in the fourth dyebath and the pH valuehas been adjusted between specified range (acidic) by acetic acid and sodium acetate. Dyeing has been carried outfor specified duration and temperature, and deionized water has been used to rinse the fabrics and dried at specifiedtemperature. The pH values of dyebath had a significant influence on the dyeability of silk fabrics through use of theMonascus. The dye uptake increased rapidly up to pH 4. The stability and the nature of red pigments could not bealtered under this pH and the silk fibers could also swell well enough [77]. The red pigments have been found tohave eOH that were capable of interacting with the protonated terminal amino groups of silk fibers through ionicbond. As the pH is greater than the isoelectric region of silk (pH ¼ 3.5e5.2), there is decrease in protonated terminalamino groups leading to reduction in uptake of dye. Thus, the suitable value of pH in dyeing pH should be in theisoelectric region of silk.
23.5.3.6 Determination of fastness of color
The properties of soaping fastness, rubbing fastness, and lightfastness of the Monascus dyed fabrics have beendetermined. The dyed silk fabric showed good soap washing fastness and rubbing fastness. However, the lightfast-ness was poor because the Monascus pigments have low water solubility, which are sensitive to heat and fade withlight. Some measures should be taken to further increase the lightfastness.
23.6 Conclusion
A. catechu dye extracted from betel nut developed yellow to red colors at the pH range between 2.0 and 11.0. Com-parison has been made between silk and nylon. The dyed fabrics exhibit improved color strength with use of mor-dants. Dye buildup and fastness of the dyes have been assessed and compared for both fibers. Better dye buildup hasbeen observed in silk possibly due to less hydrophobic effect. Fastness properties were similar in both cases. But theperspiration fastness attributed to the halochromic effect of the dye. A. catechu is nontoxic, eco-friendly with multi-functional properties particularly in the case of dyeing silk and nylon fabrics. The silk dyeing with fermented solu-tions prepared from onion peels exhibits a distinct color change and good colorfastness. It can prove useful indevelopment of natural dyeing products of various colors. The technique can be utilized as a more practical andenvironmental-friendly dyeing process. Specifically, the influences of the microorganisms that are applied as afermentation state are more than the influence of the source of the nutrient. Hence, further research is required tobe carried out in order to improve the different colors and dyeability that can be attained. Silk fabrics have beendyed with extract ofM. longifolia leaves and assessed for potential in natural silk dyeing. The dyed silk fabrics exhibitfastness properties that are acceptable and have been observed to have antibacterial property. The studies on variousselected parameters reveal that M. longifolia leaves hold good potential as a natural colorant which could in turnopen the path for evolution of a new range of eco-friendly dyes for textile materials. Monascus has been culturedand applied on silk effectively. It is an ecological dyeing technique at low temperature. The influences of variousdyeing parameters on dye uptake have been explored and the dyeing technique has been optimized. Under specificdyeing conditions the dye uptake attains to about 90%. An ecological low-temperature dyeing technique has beenevolved that provides a rationale for practical microbial dyeing of silk fabric. Further, the soaping and rubbing fast-ness of the Monascus dyed have been rated as good. But the lightfastness has been rated as average and requiresimprovement.
23.6 Conclusion 333

References
[1] Christie RM. Colour chemistry. 2nd ed. Cambridge: Royal Society of Chemistry; 2015.[2] Narayanaswamy V, Ninge Gowda KN, Sudhakar R. Dyeing and color fastness of natural dye from Psidium guajuva on silk. J. Nat. Fibers
2013;10:257e70. https://doi.org/10.1080/15440478.2013.797948.[3] Samanta AK, Agarwal P. Application of natural dyes on textiles. Indian J. Fiber Textil. Res. 2009;34:384e99.[4] Shahid M, Islam S-U, Mohammad F. Recent advancements in natural dye applications: a review. J. Clean. Prod. 2013;53:310e31.[5] Shukla D, Vankar PS. Natural dyeing with black carrot: new source for newer shades on silk. J. Nat. Fibers 2013;10:207e18. https://doi.org/
10.1080/15440478.2012.757031.[6] Sim HJ, Park YM. Text Color Finish 2017;29:62.[7] Adeel S, Gulzar T, Azeem M, Rehman F, Saeed M, Hanif I, Iqbal N. Radiat. Phys. Chem. 2017;130:35.[8] Park YM, Koo K, Kim SS. Text Color Finish 2009;21:29.[9] Lee JB. Sustainable modern product development utilizing the value of eco-friendly traditional dyeing. In: Proceedings, sustainability science
society spring conference (The Society of Sustainability Science, Seoul); 2016. p. 133.[10] Shin JD, Choi JM. Res. Costume Culture 2016;24:777.[11] Yeo YM, Shin YS. Text Color Finish 2017;29(3):171.[12] Hwang EK, Kho T. J. Asian Ethno-Forms 2014;13:73.[13] Han JH, Moon EB. J. Kor. Soc. Color Stud. 2017;31(1):15.[14] Shin YJ. J. Kor. Fash. Costume Des. Assoc. 2015;17(2):45.[15] Mongkholrattanasit R, Krystufek J, Weiner J. Fibers Polym. 2010;11(3):346.[16] Jung YS, Bae DG. Fibers Polym. 2014;15(1):138.[17] Sharma K, Gupta C, Aggarwal S, Nagpal N. Indian J. Fiber Textil. Res. 2012;37(1):68e73.[18] Kumaresan M, Palanisamy PN, Kumar PE. Indian J. Fiber Textil. Res. 2012;37(2):194.[19] Ramadan MF, Sharanabasappa G, Paramjyothi S, Seshagiri M, Moersel JT. Eur. Food Res. Technol. 2006;222:710.[20] Saluja MS, Sangameswharan B, Hura IS, Ajaysharma SK, Gupta M, Chaturvedi. Int. J. Drug Discovery Herb. Res. 2011;1(2):55.[21] Lazar T. Color chemistry: synthesis, properties, and applications of organic dyes and pigments, 3rd revised edition. Color Res. Appl. 2005;30:
313e4. https://doi.org/10.1002/col.20132.[22] Mirjalili M, Nazarpoor K, Karimi L. Eco-friendly dyeing of wool using natural dye fromweld as co-partner with synthetic dye. J. Clean. Prod.
2011;19:1045e51. https://doi.org/10.1016/j.jclepro.2011.02.001.[23] Yusuf M, Shahid M, Khan MI, Khan SA, Khan MA, Mohammad F. Dyeing studies with henna and madder: a research on effect of tin (II)
chloride mordant. J. Sandi Chem. Soc. 2015;19:64e72. https://doi.org/10.1016/j.jscs.2011.12.020.[24] Mizukami H, Konoshima M, Tabata M. Variation in pigment production in Lithospermum erythrorhizon callus cultures. Phytochemistry 1978;
17:95e7. https://doi.org/10.1016/S0031-9422(00)89687-9.[25] Räisänen R, Nousiainen P, Hynninen PH. Dermorubin and 5- chlorodermorubin natural anthraquinone carboxylic acids as dyes for wool.
Textil. Res. J. 2002;72:973e6. https://doi.org/10.1177/004051750207201107.[26] Mapari SAS, Nielsen KF, Larsen KF, Frisvad JC, Meyer AS, Thrane U. Exploring fungal biodiversity for the production of water-soluble pig-
ments as potential natural food colorants. Curr. Opin. Biotechnol. 2005;2:109e238. https://doi.org/10.1016/j.copbio.2005.03.004.[27] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[28] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[29] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[30] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020.[31] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[32] Hussain CM. Handbook of nanomaterials for sensing applications. Elsevier; 2020.[33] Bhat KS. Agronomic research in arecanut: a review. J. Plant. Crops 1978;6:67e80.[34] Glover B. Are natural colorants good for your health? Are synthetic ones better? J. Soc. Dye. Colour. 1995;27:17e20. https://doi.org/10.1111/
j.1478-4408.1993.tb01491.x.[35] Chen W, Wang Z, Cui Z, Pan D, Millington K. Improving the photo stability of silk using a covalently-bound UV absorber. Polym. Degrad.
Stabil. 2015;121:187e92. https://doi.org/10.1016/j.polymdegradstab.2015.09.007.[36] IbrahimNA, El-Gamal AR, GoudaM,Mahrous F. A new approach for natural dyeing and functional finishing of cotton cellulose. Carbohydr.
Polym. 2010;82:1205e11. https://doi.org/10.1016/j.carbpol.2010.06.054.[37] Prusty AK, Das T, NayakA, Das NB. Evaluation of new bacteriocin as a potential short-term preservative for goat skin. J. Clean. Prod. 2010;18:
1750e6. https://doi.org/10.1016/j.jclepro.2010.06.020.[38] Sionkowska A, Planecka A. The influence of UV radiation on silk fibroin. Polym. Degrad. Stabil. 2011;96:523e8. https://doi.org/10.1016/
j.polymdegradstab.2011.01.001.[39] Zhou Y, Tang R-C. Modification of curcumin with a reactive UV absorber and its dyeing and functional properties for silk. Dyes Pigments
2016;134:203e11. https://doi.org/10.1016/j.dyepig.2016.07.016.[40] Duke JA. Handbook of nuts. Florida: CRC Press. Inc; 1989.[41] Jayamani E, Hamdan S, RahmanMR, Bakri MKB. Investigation of fiber surface treatment onmechanical, acoustical and thermal properties of
betelnut fiber polyester composites. Procedia Eng. 2014;97:545e54. https://doi.org/10.1016/j.proeng.2014.12.282.[42] Chakrabarty J, Hassan MM, Khan MA. Effect of surface treatment on betel nut (Areca catechu) fiber in polypropylene composite. J. Polym.
Environ. 2012;20:501e6. https://doi.org/10.1007/s10924-011-0405-2.[43] Najm AS, Mohammad AB, Ludin NA. The extraction and absorption study of natural dye from Areca catechu for dye sensitized solar cell
application. AIP Conf. Proc. 2017;1838(1):020019.[44] Cyriac MB, Pai V, Varghese I, Shantaram M, Jose M. Antimicrobial properties of Areca catechu (Areca nut) husk extracts against common oral
pathogens. Int. J. Res. Ayurveda Pharm. 2012;3(1):81e4.
23. Advances in natural dyeing of silk334
[45] Lee KK, Choi JD. The effects of Areca catechu L extract on anti-aging. Int. J. Cosmet. Sci. 1999;21:285e95. https://doi.org/10.1046/j.1467-2494.1999.196563.x.
[46] Sarker AK. An evaluation of UV protection imparted by cotton fabrics dyed with natural colorants. BMC Dermatol. 2004;4:15.[47] Zhang W, Li B, Han L, Zhang H. Antioxidant activities of extracts from areca (Areca catectu L.) flower, husk and seed. J. Biotechnol. 2009;16:
3887e92.[48] Kabir SMM, Dhar AK, Bhattacharjee M. The use of naturalAreca catechu dyes for silk and nylon and its halochromic effect. J. Textil. Inst. 2019.
https://doi.org/10.1080/00405000.2019.1674542.[49] Rehman F, Adeel S, Shahid M, Bhatti IA, Nasir F, Akhtar N, Ahmad Z. Radiat. Phys. Chem. 2013;92:71.[50] Lee JE, Kim HJ, Lee MC. Text Color Finish 2001;13(3):11.[51] Bae SE, Shin IS. Text Color Finish 1998;10(6):27.[52] Kwak EJ. A study on the dyeability and color for dyeing from quercetin : focused on the onion shell [M.S. thesis]. Seoul, Korea: Konkuk Uni-
versity; 2000.[53] Wu CH, Shieh TM, Wang KL, Huang TC, Hsia SM. J. Funct. Foods 2015;19(A):495.[54] Rs KS, Suh HJ, Chung SH, Son JY. Kor. Soc. Food Sci. Technol. 1997;29(3):595.[55] Debowski M, Zieli�nski M, Dudek M. Energy Procedia 2017;105:681.[56] Heo BG, Park YS, Lee SP, Choi JR, Jang HG, Kim YH. Effect of temperature treatment on the coloring of the cotton fabrics dyed with the
fermented persimmon liquor. Proc. Kor. Soc. Hortic. Sci. 2007;25(10):2112.[57] Song KH. J. Kor. Soc. Food Sci. Nutr. 2017;46(8):86.[58] Im IS. J. Kor. Soc. Food Sci. Nutr. 2017;46(8):86.[59] Sim H, Parka Y. Flavonol-quercetin functionalized silk dyeing under different liquid fermentation conditions. Indian J. Fiber Textil. Res.
March 2020;45:90e5.[60] Khare CP. An illustrated dictionary. New York: Springer Science; 2007. p. 15.[61] Annalakshmi R, Mahalakshmi S, Charales A, Savariraj SC. Drug Invent. Today 2013;5(2):76.[62] Mishra S, Padhan S. Int. J. Hum. Soc. Sci. 2013;2(51):30.[63] SCAIR, Delhi, India, (1995) 56.[64] Chandra D. Indian J. Pharm. 2001;33:108.[65] Prajapati V, Tripathi AK, Khanuja SPS, Kumar S. Indian Pharm. Biol. 2003;4:166.[66] Deo HT, Desai BK. J. Soc. Dye. Colour. 1999;115:224.[67] Adeel S, Ali Bhatti IA, Zsila F. Asian J. Chem. 2009;21:3493.[68] Kim TJ, Silva JL, Kim MK. Jung Food Chem. 2010;118:740.[69] Burkinshaw SM, Kumar N. Dyes Pigments 2009;80:48.[70] Mila I, Scalbert A. Int. Soc. Hortic. Sci. 1991;30:3875.[71] Kalaivani M, Jegadeesan M. Int. J. Sci. Res. Publ. 2013;3(5):1.[72] Narayana Swamy V, Ninge Gowda KN, Sudhakar R. Dyeing of silk usingMadhuca longifolia as natural dye source. Indian J. Fiber Textil. Res.
2015;40:419.[73] Venil CK, Zakaria ZA, Ahmad WA. Bacterial pigments and their applications. Process Biochem. 2013;48:1065e79. https://doi.org/10.1016/
j.procbio.2013.06.006.[74] Blanc PJ, Laussac JP, Bars JL, Bar PL, Loret MO, Parelleux A, GomaG. Characterization of monascidin A fromMonascus as citrinin. Int. J. Food
Microbiol. 1995;27:201e13. https://doi.org/10.1016/0168-1605(94)00167-5.[75] Dufossé L, Galaup P, Yaron A, Arad SM, Blanc P, Chidambara Murthy KN, Ravishankar GA. Microorganisms and microalgae as sources of
pigments for food use: a scientific oddity or an industrial reality? Trends Food Sci. Technol. 2005;16:389e406. https://doi.org/10.1016/j.tifs.2005.02.006.
[76] Yang M, Yu Y, Zhai H, Sheng J, Xing T, Chen G. Ecological dyeing of silk fabric with Monascus. J. Textil. Inst. 2018. https://doi.org/10.1080/00405000.2018.1423932.
[77] Nagia FA. Dyeing of wool with natural anthraquinone dyes from Fusarium oxysporum. Dyes Pigments 2007;75:550e5. https://doi.org/10.1016/j.dyepig.2006.07.002.
Important websites
[1] http://www13.plala.or.jp/ndpc/index.html.[2] www.societyatelier.com.[3] http://plants.usda.gov.[4] www.chriscooksey.demon.co.uk/dha/.[5] http://www.csb.gov.in/.
Important websites 335

This page intentionally left blank
C H A P T E R
24
Potential applications of sustainable chemistryin processing of manmade and protein fibers
Wafaa Mosaad Raslan, Omaima Gaber AllamNational Research Centre, Textile Research Division, Cairo, Egypt
24.1 An overview
Manmade fibers have acquired a high value in the textile industries sector. Polyethylene terephthalate, poly-amide, polyacrylonitrile, and polypropylene (PP) are the most important synthetic fibers. The common advantagesof synthetic fibers are high strength, good wrinkle recovery, acceptable operating cost, and possibility to be recycled.However, some of their disadvantages are low wettability, limited wearing comfort, the ability to pill and form elec-trostatic charge, conditioned dyeing processing, bad soil release, and hydrophobic nature [1].
Surface modification techniques are carried out to remove impurities, improve hydrophilicity and dyeability, andproduce functional textiles. Interest is focused on fibers modifications to improve wettability, dyeability, hydrophi-licity, and other properties. Imparting new valuable properties such as antimicrobial activity, minimized skin irrita-tions, and adding of perfume smell to the textile material is highly demanded [1e6].
Application of bulk and surface functionalization using nanotechnology is considered one of the best approachesfor finishing of synthetic fibers [7e10]. Either organic or inorganic nanomaterials were found to enhance some prop-erties of manmade fibers such as permeability, elasticity, hydrophobicity, fire resistance, and antimicrobials activity.Modifications of synthetic and protein fibers are carried out via physical and chemical methods. Some recent tech-niques are described in this chapter.
24.2 Physical methods for modification of manmade fibers
Corona and plasma technologies as well as ultrasonic and laser irradiations are suitable tools for fibers modifica-tion because these treatments do not affect most of the mechanical properties of the substrate while their effect isclear on the fiber’s surface [11e14].
24.2.1 Plasma treatment
Plasma treatment of textiles is environmentally friendly, dry technology, and much less energy consumption. Gasplasma treatments have no negative effects on the bulk properties of the textile materials. The commercial interestsof the gaseous plasma have begun after the introduction of industrial-scale equipment. However, the used gas andmonomer in plasma treatments can determine hydrophobicity and the hydrophilicity of the fiber surface [11e14].Low-temperature glow discharge plasma is considered as a mixture of electrons, ions, excited atoms and/or mole-cules, free radicals, and ultraviolet rays. All of these particles are highly complex and can interact with textile sur-faces during the treatment. Hot plasma is not advised for treatments of textile materials while cold plasma is asuitable methodology and can be successfully applied. Fiber modification depends on working power and plasmapressure, the millimeters between the two electrodes of plasma apparatus, time of treatment, and the processed gas.Cleaning or etching of substrate surface is produced by plasma treatment. However, the atmospheric pressure
337Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00024-5
plasma is three classes: corona discharge (CD), dielectric barrier discharge (DBD), and atmospheric pressure glowdischarge (APGD). DBD is employed for treatment of textile materials earlier while APGD is found to be more stablethan DBD and results in higher homogeneity [15,16].
The plasma treatments of polyester have been researched at atmospheric pressure as well as under vacuum. Theemployed gases are oxygen and nitrogen as well as noble gases such as argon. Ammonia and reactive monomers arealso tried. The hydrophilic property of polyester is highly improved with this treatment [17]. The enhancements inthe fiber wettability may be due to oxidation of reactive gases, free radical formation, and some reactions such asdegradation and cross-linking. The nitrogen glow discharge provides the most durable and wet fiber surface.Also, air plasma treatment was carried out on polyester prior to coating with polydimethylsiloxane (PDMS). Theplasma-treated fibers were rougher allowing increased PDMS deposition, better drape recovery, and higher wrinkleresistance [17,18].
Polyester is treated with plasma using tetrachlorosilane as a reactive atmosphere to graft chlorosilane groups.Polyester fabric is continuously modified with a mixture of argon/oxygen. The dyeing behavior of the treated poly-ester fabric is found to be improved. The resistivity of the treated surface with air radio-frequency (RF) plasma isdecreased. The fabric is exposed to further plasma initiated grafting of acrylamide and acrylonitrile. This treatmentincreases the moisture regain of about 3% after plasma initiated grafting [19e21]. The printability of treated fabricwith plasma/Al2O3 was tried. The color intensity of treated samples increased while the washing fastness propertiesare almost the same for colored treated samples and the untreated one. The produced hydrophilic surface of poly-ester is based on the introduced gas stream. The change in morphology and polarity increases wettability, printing,and dyeing [22e25]. The resulted improvement in wettability and hydrophilicity may be due to surface orientationwith polar groups. Hydrophobic polymer is converted into a hydrophilic one by varyingmonomer flow rate, plasmapower, applied pressure, and distance between the electrodes [26e32].
Air or argon RF plasma treatment is carried out to enhance the adhesion properties between polyester fabrics andsilicone rubber coating. These treatments increase the wettability and adhesion strength due to presence of func-tional groups on the treated polyester surface and an increased surface roughness [33]. Also, the application andcharacterization of atmospheric-pressure plasma jet (APPJ) in argon environment to modify the surface of polyesterfabric were reported [34]. The induced effects on the surface roughness of plasma-treated PET samples were exam-ined by measuring of the contact angle and the surface energy as well as scanning electron microscopy (SEM) andatomic force microscopy. An enhancement in hydrophilicity and wettability of treated fabric was attained due to theincrease in its polarity. Also, a reduction in the water contact angle and an increase in the roughness on the polymersurface after APPJ were noticed.
Dielectric barrier discharge (DBD) at atmospheric conditions in air is widely used for polyamide (PA) surfacemodification. The treatment effects such as roughness, microporosity, and creation of polarity on the surface of poly-amide 66, polyamide 6, and aramid are studied [35e41]. The low temperature plasma via some gases like oxygen,tetrafluoromethane, and ammonia was applied for modification of polyamide 6. Treated samples were dyed withcommercially acid and disperse dyes. The rate of exhaustion of acid dye slows down due to an increase in the hy-drophobicity of the fiber. The dyeability of treated samples with disperse dye markedly improved compared withuntreated one. Polyamide 66 fabric was treated with atmospheric DBD. The hydrophilicity of the polyamide fabrichas improved by the plasma finishing [37]. The treatment led to increasing wettability and the dyeability with directand reactive dyes as well as washing and rubbing fastness.
The treatment of PA6 with atmospheric pressure He and He/O2 plasma led to increasing the surfaceroughness, surface oxygen contents, and hydrophilic polar groups [42e45]. Furthermore, the oxygen plasmaetreated samples are exhaust treated with solutions of copper sulfate, nickel sulfate, and silver nitrate salts. Theoutcome of roughness, coloring properties, density, crystallinity, and wettability of polyamide 6 samples is givenand explained on the influences of this plasma treatment on the fabric. On the other hand, combinedoxygen plasma/metal salts treatments brought up a noticeable improvement in the values of the antibacterialmeasurements for polyamide 6. All treated samples show an enhancement of dyeability and fastnessproperties [45].
The features of treated polyamide 66 samples with low temperature plasma were described [46,47]. The wettingproperties were estimated by measuring the water contact angle and the dyeability while the morphological prop-erties were evaluated via SEM and atomic force microscopy. X-ray diffraction analysis and infrared spectroscopyresults were investigated. The wetting properties of plasma-treated PA were enhanced. The coloring strength andfixation properties for the dyed samples were improved after treatment [46]. The treated polyamide fabrics withlow-temperature RF argon plasma were characterized by the SEM. An increase in the surface roughness was noticeddue to the plasma etching effect [47].
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers338

The possibilities of using glow discharge plasma under atmospheric pressure (GDPAP) surface treatment to facil-itate the loading of silver nanoparticles (Ag NPs) onto the polyamide fabric and improving its bacterial propertieswere carried out. Ag-loaded fabric attains good washing durability for gram-positive bacterium Staphylococcusaureus and gram-negative bacterium Escherichia coli. The roughness, wettability, and printability of treated poly-amide 6 fabric are included. The increase in the color strength K/S of the treated polyamide 6 fabric may be becauseof the introduction of hydrophilic sites on the surface. The developments in surface resistivity and hydrophilicity aredue to the formation of polar groups, in addition to developing voids and cracks on the surface of the fibers [48,49].
APGD plasma has been successfully used to treat nonwoven PP fabric. Wettability of the treated substrateimproved significantly due to surface oxidation, surface roughness, and the etching effect of plasma. PP fabricwas subjected to O2 and N2 low-temperature plasma. It was found that treated PP fabrics are more hydrophilicdue to the establishing of some polar functional sites such as hydroxyl, carbonyl, and carboxyl groups. Dyeabilityfor the modified fibers was assessed via exhaustion and thermo-sol continuous techniques. The treatment resultedin little enhancement in the dyeing and fastness properties upon using the exhaustion dyeing method. The thermo-sol dyeing method shows high improvement in dyeability of treated PP because of greater roughness and surfacehydrophilicity [50e54].
Plasma-induced grafting polymerization was utilized to synthesis poly(propylene-graft-2-methacrylic acid 3-(bis-carboxymethylamino)-2-hydroxy-propyl ester)-Ag fibers. The formed groups on the surface of the fiber are accept-able placements for Ag ions. Ag NPs were found to grow by reduction using ultraviolet rays followed by immersionin a formaldehyde solution with different pH values. The scaling of AgNPs shows that their sizes decrease as the pHvalue in the reduction aqueous solutions increases [55]. Corona treatment causes reduction of both the advancingand receding contact angles for water on PP fibers. Treated fibers have better antistatic properties than untreatedones. The electrical resistance and static charge build-up are reduced by 50% for treated samples compared to theuntreated ones [56].
24.2.2 Modification with laser treatment
Laser surface treatment of manmade fabric is considered a good and effective modification method without anychanges in the bulk properties of the fibers. This technique can change the smooth surface of the fibers to a regularroll-like structure one. The modified surface has a clear and strong effect on coating, adhesion, wetting properties,and optical appearance [57e60].
An argon fluoride excimer laser was applied on polyamide 6 fabrics. The laser treatment may degrade and breakthe polymeric chain of nylon. So, the amount of amine end-groups increased and the dyeability of polyamide fabricswith reactive improved [61].
The air permeability and wettability of polyester fibers were affected positively by finishing with laser irradiation.Meanwhile, the fiber diameter, tensile strength, and yarn abrasion were adversely affected. It was also found that theexcimer laser treatment improved the dyeing properties of polyester fibers. The surface modification of fibers mayaccelerate the diffusion step and consequently promote the color depth. The half dyeing time of the treated sampledecreased. The surface luster and wettability of the polyester fiber changed. The laser-treated polyester sampleshave a silk-like appearance [62e65].
The developed surface changes on treated cellulose acetate (CA) with excimer laser irradiation are characterizedby SEM. Small ripples appeared on the treated fiber surface with laser compared to smooth surface for untreatedone. The surface roughness increased with increasing the irradiation power. Pulsed visible excimer laser is slightlymore effective on the surface roughness than continuous laser. The high energy dose treatment of CA resulted in ahydrophobic surface while the low energy makes the fiber surface more hydrophilic. A deeper shade is achieved onlaser-treated samples compared with the untreated one upon dyeing with disperse dye at the same conditions. Thisfinding may help to reduce the ring dyeing phenomenon. Laser treatment for CA fabrics reduces the pollution im-pacts and the chemical oxygen demand (COD) of the dyeing effluents [64].
24.2.3 Sonication
Ultrasonic waves can form microscopic bubbles, which in turn collapse and generate tiny and powerful shock-waves, thereby heating the liquids. This phenomenon of bubble formation and collapse is known as cavitation. Ul-trasound has been introduced in textile wet processes to enhance process efficiency, lower the dyeing temperature,reduce the processing time, reduce the consumption of chemicals, and increase the color intensity [66e72]. Dyeing of
24.2 Physical methods for modification of manmade fibers 339
pretreated textiles with enzymes in ultrasonic bath was carried out [70]. Considerable improvement in washfastnessand lightfastness is achieved without using metal mordant resulting in cleaner production. Ultrasonic power isemployed to aid bleaching of CA fabrics with H2O2 followed by studying the onset of such bleaching on fabric char-acteristics. The performance of the fabric is evaluated by measuring the loss in fabric weight, whiteness index, sur-face roughness, tensile strength, elongation at break, acetyl content, and color strength upon dyeing with disperse,reactive, and direct dyes. The conventionally bleached fabric surface is irregular, rough, degraded, and scratched.Fabric processed per the ultrasonic-aided bleaching method is smooth and partially swollen [72].
24.2.4 Microwave irradiation
Drying using a microwave is better than using a convection oven. Exposure of polyester fibers to microwave irra-diation does not affect its elongation. Radiation is used to initiate chain polymerizations and graft copolymerization[73]. The treatment of polyester fabric with dimethylformamide using microwave to enhance its dyeability withdisperse dyestuff was studied. It was found that the microwave irradiation enhanced the interaction of solventwith the polyester fabrics. The surface roughness and voids were increased. Consequently, the dye uptake wasenhanced compared to the classic methods [74]. Dyeing of nylon 66 fabric with disperse dyes was tried using mi-crowave technology at different conditions. The microwave technique has decreased the dyeing time and saved en-ergy of dyeing without using a carrier and dispersing agent [75].
Titanium dioxide (TiO2) treated CA samples and untreated one were subjected to microwave irradiation forcuring. The microwave oven was operated at different powers. SEM analysis was used to investigate the morpho-logical changes in CA fabrics finished with nano-TiO2 sol. Formation of a uniform continuous titania layer on treatedCA fabric was observed. Microwave fixation brings about smoother surfaces than the thermofixation. Curing ofnano-sol 0.75 g/100g fabric at 90%microwave power for 15 s is the best condition to achieve self-cleaning propertieswhile preserving strength, roughness, and wettability properties [76].
24.2.5 Thermal treatment
The variation of the fiber structure during thermal and/or combined chemical/thermal treatments of polyesterfiber is studied [77]. Dependence of the changes in the microstructure during the crystallization processing condi-tions on the morphology of the fibers is reported. There are some changes on the surface of polyester fabric withoutwhole fiber damage in cases of hot air and steam treated ones. The outcomes of these treatments proved that there isa variation in the iodine sorption, swellability, and the diffusion of disperse dyes into the polyester fibers. The diffu-sion is controlled by the chain mobility of the polymer and the glass transition temperature (Tg). The changes in sol-ubility, iodine sorption, and dyeability of polyester are related to the orientation and crystallinity of fibers.
24.2.6 Miscellaneous methods
Exposure of the textile fibers to a high-energy electron stream is another method for modification. The dyeingproperties of PP fibers were found to be improved by subjecting the fabric to electron beam irradiation incorporatedwith sulfonic acid. The dyeing of PP with cationic dyes at alkaline conditions gives a noticeable improvement andbest dyeing results. In the other hand, modification of polyester substrate with neutron and deep UV irradiation wastried. This treatment with UV in the presence of bifunctional media was found to affect markedly the surface featuresand stiffness of polyethylene terephthalate [78e81].
24.3 Chemical methods for modification of manmade fibers
Some of the chemical methods are summarized in the following.
24.3.1 Ozone treatment
Hydrophilic properties of manmade fibers could be improved with generation of functional groups on the fibersurface by treatment with ozone (O3). Dielectric barrier discharge systems with air are used for the generation ofozone. A trial to modify manmade fabric such as polyamide 6, polyester, cationic dyeable polyester (CDP), and
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers340
poly(butylene terephthalate) via treatment with gas-phase ozone was given. The crystallinity, wettability, and mois-ture uptake of the fibers increased upon using ozone as a treatment agent. It was found that the dye uptake increasedfor all fabrics under investigation except for CDP fibers [82e85].
24.3.2 Supercritical carbon dioxide technique
Waterless dyeing in supercritical carbon dioxide (ScCO2) process is considered an environmentally safe solvent.The aforementioned technique could reduce the wastes and pollution impacts as well as lower the operating costs ofthe dyeing process [86e89]. The ScCO2 process has a plasticizing effect on textiles and minimizes the glass transitiontemperature. Also, the ScCO2 process controls the solubility of disperse dyes, increases dye penetration within thefiber, and decreases the dyeing time and energy consumption. Treatment of polyester fiber with low-molecular-weight poly(tetrafluoroethylene) solution in ScCO2 led to formation of fluoropolymer layer on the surface of the fab-ric. The formed ultrathin layer makes polyester water repellent [86]. Meanwhile, PP and polyamide fibers were dyedwith different disperse dyes in ScCO2. The dyeability of these fibers is improved [89].
24.3.3 Vapor deposition technique
Coating is considered as a significant methodology for obtaining functionality and nanostructured fibers. Thefunctionalized fibers are applied in microelectronic elements, photonics devices, and medical textiles. Aluminum,nano-copper, and aluminum oxide films were deposited onto polyester fibers. The surface conductivity of the coatedtextiles with copper NPs increased compared to the uncoated ones. The increase of the coating thickness improvedelectrical conductivity [90].
24.3.4 Grafting treatments
Most of the manmade fibers to be covalent bonded with other molecules require surface activation. Graftperoxide-initiated acrylamide proceeded successfully on the ozonized surfaces [83]. Also, grafting of polyester fiberwith 4-vinyl pyridine using benzoyl peroxide as well as potassium diperiodacuprate (III) as initiators was carriedout to increase the wetting properties and metal uptake of the fiber [91e94]. The fiber was preswelled in dichloro-ethane prior to polymerization. Reaction conditions were adjusted to get the target yield of 70%. Grafting of methylacrylate onto fibers using potassium diperiodatocuprate (III) as initiators was studied [94]. This grafting producessignificant improvement in moisture regain of the fiber. Grafting of acrylic acid onto acrylic fibers has beencarried out using azobis(isobutyro) nitrile as an initiator. Some changes in fiber structure, water absorption, andmechanical properties were observed. The acrylic fiber surface of 17.5% acrylic acidegraft yield was smooth andhomogeneous [95].
The surface grafting can be achieved by irradiation with UV, plasma, g-rays, and electron beams. Radiationscreate free radicals onto the polymeric substrates which in turn initiate the copolymerization reactions betweenthe fiber and monomers such as vinyl compounds. Graft copolymerization onto cellulose acetate with acrylamidewas carried out using plasma. Other monomers such as N-isopropyl acrylamide and acrylic acid are also tried.Grafting of 2-methoxyethyl acrylate and 2-hydroxyethyl methacrylate onto cellulose acetate are included in thisstudy [96]. A grafting of acrylic acid onto polyester fabric using plasma to improve soil resistance and dyeabilitywas carried out [97]. On the other hand, grafting of some monomers onto the polyester surface by the aid of gammairradiation was performed to increase hydrophilicity of the fabric [98].
24.3.5 Enzymatic hydrolysis
Modification of polyester by glycolysis was effective for increasing percent concentration of hydroxyl groups.Aminolysis of polyester was also used for formation of amide groups. These reactions occurred between thecarbonyl groups that existed in polyester fibers and used amine [99e101]. In other hand, interest is focused on appli-cation of biotechnology processes in textile finishing. One of these environmental friendly processes is enzyme treat-ments which almost applied to introduce functional groups on the fiber and modify physical and chemicalproperties [102,103]. The recent eco-friendly wet process overcomes the disadvantage of conventional one which re-quires longer operating time and higher consumption of chemicals, water, and energy.
24.3 Chemical methods for modification of manmade fibers 341
Enzymes which consist of polypeptide chains such as cutinases, lipases, and esterases are used for polyesterhydrolysis [104]. Enzyme treatment can increase the wettability and hydrophilicity of polyester as a result of the hy-drolyzing action of the enzyme. Although alkaline hydrolysis led to increase the wettability of polyester fibers, thelipase hydrolysis is found to be better. Also, polyamide fibers could be hydrolyzed by treatment with some enzymessuch as proteases, amidases, and cutinases. The influences of enzyme treatments on the dyeability of polyamidefabric with both reactive and acid dyestuffs are given. Acid dyestuffs showed the highest dye uptake on the prote-ase- and lipase-treated polyamide 6 samples. On the other hand, the release of poly(acrylic acid) produced fromdegradation of polyacrylonitrile fibers was carried out by nitrilase or nitrile hydratase and amidase enzyme system.However, cutinase, lipase, esterase, protease, nitrilase, nitrile hydrolase, and amidase are used to improve thehydrophilicity of manmade fibers [105e108].
24.3.6 Solegel technique
Functionalities on textile surfaces have been achieved by solegel coatings. Applications of solegel change sometextile properties such as stiffness, handle, absorbency, permeability, hydrophobicity, hydrophilicity, dyeability,abrasion resistance, photocatalytic activity, heat resistance, and conductivity. The inorganic metal salts are subjectedto hydrolysis and polymerization reactions forming the sol. The fiber is padded in the sol followed by thermal treat-ment forming layers of oxide. SiO2, Al2O3, B2O3, ZrO2, PbO, and TiO2 layers are deposited most often [109].
24.3.7 Nanoparticles treatments
Nanotechnology includes NPs, nanotube, thin films, and nano-scale bulk materials [110]. It is applied on textilematerials to add functional properties. Ag NPs can impart antibacterial properties to the textile fibers. Gold NPs canbe used to detect the biological compound. NPs of some metal oxides such as TiO2, Al2O3, MgO, and ZnO improvethe antibacterial activity and UV protection of textiles. Padding of polyester fabrics into colloidal Ag solution showsimprovements in its antibacterial activity and UV protection [111,112]. Water and dirt repellent textiles modifiedwith nanocompounds have self-cleaning, comfort, and easy care properties. The pretreatments for synthetic fiberswith UV irradiation and plasma technology facilitate coating the fiber surfaces with TiO2 [113]. Treatment of poly-ester fabric with plasma/Al2O3 attained an improvement in flame retardancy and thermal stability of the fiber whiletreatment with plasma/TiO2 and Ag NPs shows an enhancement in ultraviolet protection factor and antibacterialactivity of polyester [22]. The application of ZnO, Ag, TiO2, Cu2O NPs, chitosan (CS), carboxymethyl chitosan, so-dium hypophosphite, and citric acid was investigated [114].
24.3.8 Layer-by-layer deposition
The layer-by-layer (LbL) thin films are used for antimicrobial properties, antireflection, electrical conductivity,antiflammable, and UV protection. The substrates are exposed to positive and negative charged particles or mole-cules forming a thin layer of film. The thickness of layers depends onmolecular weight, temperature, and depositiontime. Thus, nonwovens could be coated with a uniform LbL film and keep softness and flexibility properties. Super-hydrophobic fibers via LbL have induced microroughness and self-cleaning properties [115e117].
24.3.9 Microencapsulation
Microcapsules are materials which act as barrier walls. These walls protect the core from oxidation, heat, acidity,alkalinity, moisture, and evaporation. The contents of the core are released under controlled conditions. In thedyeing process, the dyes are considered as core while liposomes are shell. Liposome is vesicles made of lipids bi-layers and is able to be filled with different materials. Other trial was suggested to carry out microencapsulationof the disperse dyes for polyester without using auxiliaries and/or reduction clearing. The release of dispersedyes from microcapsule and the diffusion of dye molecules onto fibers could be controlled by the core to shellmass ratios and the reactivity of shell materials. Functionalization of cotton/PET blends with antimicrobial nanocap-sules was carried out. Antimicrobial wound dressings consisting of albumin/silk fibroin nanocapsules immobilizedonto cotton/polyester loaded with eugenol were developed. The functionalized cotton/polyester inhibits growth ofStaphylococcus aureus and Escherichia coli [118e121].
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers342

24.3.10 Aqueous solutions modification
Alkaline and acidic treatments are carried out to improve physical and chemical properties of synthetic fibers.Alkaline hydrolysis with an aqueous sodium hydroxide results in a considerable weight loss and improves the waterabsorption and softness properties of the polyester fiber. The formation of hydroxyl and carboxyl end groupsimproves the handling, draping, hydrophilicity, crystallinity, and coloration of the fabric. Benzyl alcohol and2-phenyl ethanol are sometimes used as pretreatment solvents [122].
24.4 Modification of proteinic fibers with physical techniques
This segment presents an overview of the innovation methods for the modulation of proteinic fibers such as wooland silk, alongwith their blends utilizing physical techniques, for example, CD, plasma technology, laser irradiation,microwave, and sonication.
24.4.1 Corona discharge and plasma technology
CD and plasma discharge are both popular mechanisms for surface treatment. Both show substrates to electricalcharges in air, as a style to make surfaces for convenient adhesion. The plasma is considered as an ionized gas, whichoccurs through an extremely wide range of temperature and pressure. This technology can be applied on variousareas of textile processing, such as wettability, finishing, and imparting anti-felting property to wool, so as toenhance dyeability of natural fibers. Plasma can be created by heating a neutral gas or exposing it to a strong elec-tromagnetic range to the point where an ionized gaseous material becomes increasingly electrically conductive [123].
Wool fiber is used in industrialization of textiles for the sake of its luxurious specific warmth and flexibility. How-ever, the shrinkage of wool clothes is owing to its exterior structure through wet processing. Wool has two types ofshrinkages represented in relaxation and felting shrinkage [124].
CD is a sort of low-temperature plasma method; it appears to be eco-friendly suitable for manufacturing appli-cation. CD treatment of wool fabrics was reported to increase the positive charge and zeta potential, simultaneouslyan effect occurs of the fiber scales. Furthermore, plasma and corona discharge processes react with the fiber scalesforming hydrophilic groups [125]. Moreover, wool fabrics were processed with corona in presence of quaternaryammonium compound and 2,3-epoxypropyltrimethylammonium chloride (EPTAC) to increase hydrophobicityand tensile intensity of wool fabrics [126].
24.4.2 Corona discharge and biopolymer chitosan
Moreover, the impacts of alone and united CD and CS processing on the wettability of wool fabrics were evalu-ated. The results assure that treated fabrics with composite treatment (corona/CS) own the highest color strengthbecause of synergistic impact of both treatments [127].
24.4.3 Plasma surface treatments and enzymatic treatment
On the other side, wool was handled with low-temperature oxygen plasma with and without proteolytic proteinsand inspected for their coloring properties. The results showed that the dyeing rate increases with plasma pretreat-ment followed by protease treatment as compared to the treatment using only plasma or enzyme [128].
Manufacturing of high-end clothing and beddings is based on silk fabrics because of their being famous forelegant luster. Although silk consists of repetitive hydrophobic and hydrophilic peptides, it is of poor wettability.Thus, silk fabrics were enhanced with their functional properties by air, air/Ar, and air/O2 plasma at atmosphericpressure. As well, a silk fabric to ink-jet printing performance was improved by using amixture of argon and oxygen[129].
Furthermore, treating Thai silk fabrics utilizing RF plasma discharge and coating with CS enhanced the durableantibacterial property of the fabrics. RF plasmaemodified fabrics are qualified for absorbing the CS solution essen-tially faster than those without treatment. Another advantage of increased hydrophilicity is the ability of the treatedfabrics to permit human perspiration flowing through more effectively, providing additional comfort when worn inwarm zone countries [130].
24.4 Modification of proteinic fibers with physical techniques 343
Recently, after silk fabrics were handled with atmospheric pressure glow discharge, scanning electronmicroscopydemonstrated the presence of cavity at the surface of fabric. And the X-ray photoelectron spectroscopy exhibitedincreasing contents nitrogen and oxygen. So that more hydrophilic functional groups were inserted into the surfaceof silk fabrics. Also the color strength of treated silk fabrics was higher than that of untreated silk fabrics [131].
The most influential operation in pretreatments for textile blends is the scouring or purification method. Thus,formulations and situation of pretreatments are adjusted by the fiber type, fabric structure, sizing materials, obtain-able equipment, as well as the end use of the pretreated substrates [132].
Cashmere and wool/nylon textile treatment by ways of atmospheric pressure plasma followed by saturation witha fluorocarbon resin were investigated. Results showed the value of plasma phase which realized a uniformcoverage for the fibers leads to acquired oil-repellent property for treated wool [133].
Silk proteinic fibers have low tensile strength which is not appropriate for antibacterial and antistatic apparel.Accordingly, manmade fibers are integrated with natural fibers to increase the fiber strength. Multifunctional natureof polyester/silk fabrics can be investigated by copper coating using plasma sputtering. The results of the investi-gation showed that the wetting feature of the blended fabrics has varied from hydrophilic to hydrophobic states,enhancing their electrical conductivity, antistatic and antimicrobial activity [134].
24.4.4 Laser irradiation
Recently, there is a growing interest in using laser in textile industry for various purposes such as cutting garmentpatterns and designs of neckties and denim [135].
Investigations concluded that CO2 laser energy is utilized for enhancing dyeability of wool and it is potential as aninventive instrument for textile design [136]. The major disadvantage of wool is its felting shrinkage. The laser pro-cessing is influential in escaping this feature by its etching effects on the scales of the wool fibers. It is an alternative tothe traditional chlorination procedure. It can be applied on a commercial scale; it will be more environmentallyfriendly application than the traditional method [137].
Silk fabrics were treated with Ag and copper NPs. The NPs were synthesized by laser. Treated silk displayed aspecific antibacterial activity when compared with the untreated ones [138].
24.4.5 Microwave
A large amount of energy is consumed in the traditional treatment of fabric, so using microwave heating which ispreferred [139].
For instance, wool processing using microwave causes evaluated influence, promoting the wettability of wool fi-bers with decreasing its whiteness [140]. Moreover, silk has higher polarization ability in the microwave field ascompared to natural and synthetic polymers. Microwave is a clean and environmentally friendly heating technology.So that it has enormous potential for industrial application [141].
Synergistic effect by microwave heating and alkali modification is utilized to increase the dyeing of polyester/wool blend in one step with keeping the physical properties of the fabrics in short time compared to conventionalmethod. The short time treatment (2 min) of microwave heating is suitable to achieve the required swelling balancewhich can bring reasonable color strength; however, the thermal treatment does not affect the fabric swelling. Tradi-tional dyeing needs a time period longer than 30 min to reach equilibrium dyeing compared to the microwavedyeing which needs a severe condition of temperature and pressure. On the other hand, the required dyeing balanceof fabrics was attained at 20 min of microwave heating [142].
Viscose/wool blended fabrics were treated by finishing materials like substance resin, silicon softeners,4-hydroxybenzophenone triclosan, and pigment colored utilizing magnesium chloride citric acid as a blended cata-lyst and the padedry microwave fixation technique for achieving durable multifunctional properties such as easycare, antimicrobial, and to ultraviolet protection [143].
24.4.6 Sonication
Ultrasoundwas utilized in enzymatic treatment, dyeing, decoloration, andmineralization of textile dyes in waste-water [144]. Ultrasound irradiation energy was selectively applied to mobilize particles in a wool scouring andremove their grease with investigating the maximumwhiteness and least yellowness. Use of ultrasound for scouring
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers344
does not significantly alter mechanical, physical, and chemical properties of wool. Application of ultrasound energyto the rinsing baths instead of traditional method is practically feasible and cost-effective [145].
The changes in hydrophilicity and thermal properties of silk owing to ultrasonic treatment at various frequenciesand time periods were studied. The results revealed that hydrophilicity and thermal stability of treated fiber wereimproved especially under a lowered frequency and/or a prolonged curing time. This refers to the realignment ofthe macromolecule fibers as a result of powerful sonic [146].
24.5 Chemical treatments of proteinic fibers
Chemical treatments such as ozone gas treatment, ScCO2 technique, and NP precipitation treatment are likewiseattempted.
24.5.1 Ozone gas treatment
Ozone gas (O3) is a powerful oxidizing factor widely utilized in different applications of textile industry. O3 pro-duces hydroxyl radicals that can decay wool fibers leading to fundamental loss of strength. Thus, wool fiber wastreated with O3 at acidic conditions to decrease this effect. Application of O3 on wool led to etch its surfaces in asimilar manner to the chlorination treatment. The aqueous ozone/Hercosett treatment of wool fabrics realized excel-lent shrinking resistance. On the other hand, handling of wool fabrics with UV/ozone considerably increases itswettability [147,148].
The effects of O3 treatment on wool and silk fabrics surface adjustment, dyeing property, wetting, and launderingshrinkage were evaluated. Accordingly, results concerning wetting property for treated fabrics were remarkablyimproved. In spite of not changing moisture regain and water absorption, laundering shrinkage of treated fabricsdecreased evidently. Mechanical properties of treated wool fabrics did not almost change, while those of treatedsilk fabrics became a little friable [149]. The effect combined UV/ozone and different CS concentrations on wooland silk protein fabrics were investigated. The results showed an improvement in the performance propertiesand dyeing characteristics for fabrics which were treated with these three techniques [150].
24.5.2 Supercritical carbon dioxide technique
An azo set-up reactive disperse dye containing the vinyl sulfonyl reactive group was synthetic utilizing ScCO2 todyedwool fabrics. The results investigate that color intensity of the dyed wool fabrics was increased [151]. Moreover,the applications of ScCO2 as a treatment are avoiding an enormous pollution. The impacts of ScCO2 treatment pres-sures on physical and chemical structures of wool were evaluated. The results of thermogravimetric analysis (TGA)and differential thermogravimetric (DTG) presented that thermal stability of treated wool using ScCO2 fluid wasincreased. Furthermore, SEM analysis shows a notable etching influence or destruction on the scales of wool [152].
Integration of ScCO2, saturation of pyrrole (Ppy), and sonochemical transformation of permanganate (KMnO4)were applied to realize conductive and catalytic properties to silk fibers. The results refer that improvement in con-ductivity of treated silk fibers related to ScCO2 spreads the pyrrole monomers along with the silk inner structure andintroduces a more linear Ppy [153].
24.5.3 Nanoparticles treatment
Storing wool clothes is the main worry because of the clothes moth named Tineola bisselliella. Wool has beentreated with nano TiO2 and citric acid to overcome insect. Mothproofing method was analyzed and compared be-tween weight loss for treated and untreated one during feeding by the insect. The results show that weight of treatedwool is more than untreated [154]. Additionally, wool fabrics were pretreated with butanetetracarboxylic acid(BTCA), handled with nano ZnO to improve the mothproofing activity. SEM appears more damage for untreatedthan treated fabrics [155].
Wool fabrics were carried out with Ag NPs by different applications namely: exhaustion, padding, and in situcombination. The exhaustion method indicated considerably progress in wool water resistance [156]. On the otherhand, it was reported that wool was modified with poly(diallyl dimethyl ammonium chloride) (PDDA) and anionicnano polyurethane to improve its anti-felting properties [157].
24.5 Chemical treatments of proteinic fibers 345

Furthermore, treatment of wool fabrics by nano titanium dioxide (TiO2) and BTCAwas investigated. The resultsshow that shrink resistance, hydrophobicity, and ultraviolet protection for treated wool were improved [158]. More-over, the main defect of woven fabrics is pilling inducing shapeless. Recently, water nanostructures (EWNS) appli-cation stage has been approved to produce EWNS under control for using the mobility of the entangled fibers. Theresults show that decreasing the fiber friction coefficients may be one of the purposes to improve antipilling ofwoven wool fabrics [159]. Wool fabrics are among current textile materials that are treated with a synergistic com-bination of photocatalytic features of titanium dioxide NPs to gain new prominent properties such as self-cleaningand stability against UV rays additionally chemical media [160].
A novel process of flame-retardant (FR) silk fabrics was developed which was recorded even after 25 times ofwashing. It was treated with phytic acid [inositol polyphosphate (IP6)] and TiO2. Polycarboxylic acid such asBTCA as a cross-linker was utilized to set and get a better adhesion of TiO2 on silk surface [161].
The multifunctional nature of silk fabrics represented in superhydrophobic surface was improved in a one-stepin situ synthesis of zinc oxide on silk fabrics. Prepared multifunctional silk fabrics will be applied in making a goodprogress of preventive textiles and self-cleaning domains [162]. The treated silk with Ag NPs displays excellent anti-bacterial activities against both the antibacterial and antioxidant activities which could maintain the fabrics even af-ter 30 washing cycles [163].
Wool and silk fabrics were treatedwith synthesized colloidal nano-silver by padedryecure technique. The resultsof the treated fabrics indicate that there was improvement in surface electrical resistivity of both treated substrates,enhancement in the dyeability with acid dye, and improvement in the fastness toward light and washing [164].
24.6 Biotechnology applications and eco-friendly reagents
Biotechnology applications and different treatments with eco-friendly reagents including enzymes, CS, and med-ical plants are discussed. These methods were applied on fibers to enhance their functional characteristics, such aswettability, shrinkage resistance, felt proofing, hydrophobicity, antibacterial activity, and mothproofing.
24.6.1 Enzymes
Treatment of wool through prepared keratinase enzyme from leather wastes was carried out which improved itsfelting resistant and wettability feature [165]. Recently, the possibility of enzyme, alone or in combination with bio-surfactant (Bacillus subtilis O9), was applied to decrease wool felting [166].
24.6.2 Chitosan
Shrinking resistance of wool fabrics was improved by Arabic gum, CS, and wheat starch as biopolymers by usinga simple padedryecure method. The biopolymer coating covers the scales of the cuticle which changed the frictionproperties of the fabric and reduced the probability of scales during washing [167]. Wool fabrics have been treatedwith CS through disulfide bond shattering and reforming reactions. Results show shrinking resistance, dyeability,and antibacterial activity of the treated fabrics as compared to the untreated one [168].
The treated silk fabrics with CS, vitamin B2, and sodium phosphate improved the FR, antibacterial activity, andcoloration by an electrostatic LbL composition padding technique [169].
24.6.3 Medical plants
The following are applications of medical plants on proteinic fibers and their blends:Ag NPs were successfully synthesized using different components of Citrullus colocynthis (CC) such as whole
fruit, either a whole fruit without seeds or seeds only. Characterizing this nanomaterial was carried out using thetransmission electron microscopy (TEM) which shows the images and their corresponding particle size distributionsof AgNPs colloidal solution prepared using CC at a concentration of 100 ppm of silver nitrate (either a complete fruitor seeds only or fruit without seeds, respectively). This indicates that the TEM of Ag NPs is not homogenous, coag-ulated with non-well-defined shape. It is observed that the TEM of Ag NPs prepared using whole fruit includingseeds exhibits spherical shape with enough amount of diameters ranging from 2 to 10 nm. This distribution is ho-mogenous and not coagulated. These results confirmed that the presence of the whole fruit and seeds in the
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers346

preparation of AgNPs is important and can produce particles with ideal size andmorphology. The application of AgNPs on wool fabrics in different concentrations was confirmed via antibacterial properties [170].
A green and efficient way to prepare Ag NPs from silver nitrate using the aqueous extract from tea stem wasteand a functional finishing of silk material with the resulting Ag NPs by an immersion technique was carried out. Itwas investigated that the treated silk fabrics showed an increase in the antibacterial activity and UV protection [171].
It had been extracted by ethanol and water to get on the functional colorants of wool fabrics. The adsorption ofLRM extracts onto wool fabric improved with increasing the temperature and decreasing with increasing the pHvalue. LRM-ethanol dyed wool fabrics showed slightly better antimicrobial and antioxidant activities as comparedto LRM-water dyed wool [172].
24.7 Conclusion
Some recent techniques for modification of manmade and proteinic textile fibers are described in this chapter.Either physical or chemical methodologies for fiber modification are described in detail. The application of thesetechniques to impart new functionality to the fiber is reviewed. Most of these recent procedures are reported tobe eco-friendly and environmentally safe.
24.8 Future outlook
Interest is towards sustainable and eco-friendly technologies in the textile processing. Improving functional anddurable properties of proteins as well as synthetic fabrics needs much interest. These developments can be investi-gated by environmentally friendly processors such as enzymes and plasma applications. The improved and thenewly finishes based on nano-science are valuable tools that can enhance the finish production for the next textileindustry revolution. Working deeply in the area of nanotechnology in textile industries should be done to attainthe commercial exploitation.
References
[1] Sivalingam V. Textile science text book. India: CBSE; 2013.[2] Deshmukh RR, Bhat NV. AFM studies of plasma processed polyester films. J. Electron Microsc. Soc. India Bull. 2003;4(1):6e14.[3] Ghalab S, RaslanWM, El-Khatib EM, El-Halwagy AA. Improving of silk printability by atmospheric air plasma treatment. RJTA 2011;15(3):
115e23.[4] Jahagirdar CJ, Tiwari LB. Study of plasma polymerization of dichloromethane on cotton and polyester fabrics. J. Appl. Polym. Sci. 2004;
94(5):2014e21.[5] Navaneetha P, Selvarajan V, Deshmukh RR, Gao C. Modification of surface properties of polypropylene (PP) film using DC glow discharge
air plasma. Appl. Surf. Sci. 2009;255(7):3965e71.[6] Zhou C, Kan C, Yuen CM, Matinlinna JP, Tsoi JK, Zhang Q. Plasma treatment applied in the pad-dry-cure process for making rechargeable
antimicrobial cotton fabric that inhibits S. aureus. Textil. Res. J. 2016;86(20):2202e15.[7] Lewin M. Handbook of fiber Chemistry. USA: CRC Press FL; 2007.[8] Schindler WD, Hauser PJ. Chemical finishing of textiles. Cambridge, England: Woodhead Publishing Limited; 2004.[9] Hussain CM. Handbook of nanomaterials for industrial applications. USA: Elsevier; 2018.[10] Textor T, Bahners T, Schollmeyer E. Modern approaches for intelligent surface modification. J. Ind. Textil. 2003;32(4):279e89.[11] Owen MJ. Plasma/corona treatment of silicones. Aust. J. Chem. 2005;58(6):433e6.[12] Hillborg H. Cross linked polydimethylsiloxane exposed to oxygen plasma studied by neutron reflectometry and other surface specific
techniques. Polymer 2000;41(18):6851e63.[13] Shishoo R. Plasma technologies for textiles. UK: Woodhead Publishing Ltd.; 2007.[14] Morent R, Geyter ND, Verschuren J, Clercke KD, Kiekens P, Leys C. Non-thermal plasma treatment of textiles. Surf. Coating. Technol. 2008;
202(14):3427e49.[15] Deshmukh RR, Bhat NV. Pretreatments of textiles prior to dyeing: plasma processing. In: Hauser PJ, editor. Textile dyeing. Croatia: InTech
Open; 2011. p. 33e56.[16] Gawish SM, Saudy MA, Abo El-Ola SM, Abou-El-Kheir A. The effect of low temperature plasma for improving wool and chitosan-treated
wool fabric properties. J. Textil. Inst. 2011;102(2):180e8.[17] Hsieh YL, Chen EY. Improvement of hydrophilicity of poly ethylene terephthalate by non-polymer-forming gaseous glow-discharge. Ind.
Eng. Chem. Prod. Res. Dev. 1985;24(2):246e52.[18] Parvinzadeh M, Eslami S. Optical and electromagnetic characteristics of clayeiron oxide nano-composites. Res. Chem. Intermed. 2011;
37(7):771e84.
References 347

[19] Negulescu II, Despa S, Chen J, Collier BJ, Despa M, Denes A, Sarmadi M, Denes FS. Characterizing polyester fabrics treated in electricaldischarges of radio-frequency plasma. Textil. Res. J. 2000;70(1):1e7.
[20] Zille A, Oliveira FR, Souto AP. Plasma treatment in textile industry. Plasma Process. Polym. 2015;12(2):98e131.[21] Bhat NV, Benjamin YN. Surface resistivity behaviour of plasma treated and plasma grafted cotton and polyester fabrics. Textil. Res. J. 1999;
69(1):38e42.[22] Raslan WM, Rashed U, El- Sayad H, El-Halwagy AA. Surface modification of polyester fabric using plasma/nanotechnology. In: 1st
emirate conf. on pure and applied Chemistry (ECPAC11), American University, Sharjah, UAE, 1e3 March (2011); 2011.[23] Borcia G. Using a Heþ N2 dielectric barrier discharge for the modification of polymer surface properties. Plasma Sour. Sci. Technol. 2006;
15(4):849e57.[24] Zhang D, Sun Q, Wadsworth LC. Mechanism of corona treatment on polyolefin films. Polym. Eng. Sci. 1998;38(6):965e70.[25] Shahin SMT, Montazer M. Diverse-shaped ZnO nanoparticles on polyester fabric through assorted in situ methods: studying plasma treat-
ment order and different alkali media. J. Textil. Inst. 2020. https://doi.org/10.1080/00405000.2020.1843256.[26] Hussain CM. Handbook of environmental materials management. 1st ed. Switzerland: Springer International Publishing; 2019.[27] HossainMM,Mussig J, Hermann AS, Hegemann D. Ammonia/acetylene plasma deposition: an alternative approach to the dyeing of poly
(ethylene terephthalate) fabrics at low temperatures. J. Appl. Polym. Sci. 2009;111(5):2545e52.[28] Deshmukh RR, Shetty AR. Surface characterization of polyethylene films modified by gaseous plasma. J. Appl. Polym. Sci. 2007;104(1):
449e57.[29] Bhat NV, Upadhyay DJ, Deshmukh RR, Gupta SK. Investigation of plasma-induced photochemical reaction on a polypropylene surface.
J. Phys. Chem. B 2003;107(19):4550e9.[30] Hossain MM, Hegemann D, Herrmann AS, Chabrecek P. Contact angle determination on plasma-treated poly(ethylene terephthalate) fab-
rics and foils. J. Appl. Polym. Sci. 2006;102(2):1452e8.[31] Xu H, Deshmukh RR, Timmons RB, Kytai TN. Enhanced endothelialization on surface modified poly (l-lactic acid) substrates. Tissue Eng.
2011;17(5e6):865e76.[32] Bhattacharyya D, Xu H, Deshmukh RR, Timmons RB, Kytai TN. Surface chemistry and polymer film thickness effects on endothelial cell
adhesion and proliferation. J. Biomed. Mater. Res. 2010;94A(2):640e8.[33] Asan B, Kutlu B. Adhesion improvement at polyester fabric-silicone rubber interface by plasmas of argon and air to obtain conveyor belt.
Ind. Textil. 2019;70(5):470e80.[34] Baniya HB, Shrestha R, Guragain RP, Kshetri MB, Pandey BP, Subedi DP. Generation and characterization of an atmospheric-pressure
plasma jet (APPJ) and its application in the surface modification of polyethylene terephthalate. Int. J. Polym. Sci. 2020;2020:1e7.[35] Morent R, Geyter N, Leys C, Gengembre L, Payen E. Study of the ageing behaviour of polymer films treated with a dielectric barrier
discharge in air, helium and argon at medium pressure. Surf. Coating. Technol. 2007;201(18):7847e54.[36] Carneiro N, Souto AP, Marimba A, Tena B, Ferreira H, Magalhães V. Dyeability of corona treated fabric. Color. Technol. 2001;117(5):
298e302.[37] Pappas D, Bujanda A, Derek J, Hirvonen JK, Kosik W, Jensen R, McKnight S. Surface modification of polyamide fibers and films using
atmospheric plasmas. Surf. Coating. Technol. 2006;201(7):4384e8.[38] Yaman N, Essen N, Seventekin N, Ayhan H. Plasma Treatment of polypropylene fabric for improved dyeability with soluble textile
dyestuff. Appl. Surf. Sci. 2009;255(15):6764e70.[39] Chen X, Yao L, Xue J, Zhao D, Lan Y, Qian X, Wang CX, Qiu Y. Plasma penetration depth andmechanical properties of atmospheric plasma-
treated 3D aramid woven composites. Appl. Surf. Sci. 2008;225(5):2864e8.[40] Wakida T, Cho S, Tokino S, LeeM. Effect of low temperature plasma treatment on color of wool and nylon 6 fabrics dyed with natural dyes.
Textil. Res. J. 1998;68(7):848e53.[41] Dumitrasku N, Borcia C. Adhesion properties of polyamide-6 fibres treated by dielectric barrier discharge. Surf. Coating. Technol. 2006;
201(3e4):1117e23.[42] Oliveira FR, Souto AP, Carneiro N, Nascimento JHO. Surfacemodification on polyamide 6.6 with double barrier discharge (DBD) plasma to
optimize dyeing process by direct dyes. Mater. Sci. Forum 2010;636e637:846e52.[43] Demir A, Esen Ö, Nilgün Ö, Aynur G. Ecological materials andmethods in the textile industry: atmospheric-plasma treatments of naturally
colored cotton. J. Appl. Polym. Sci. 2011;119(3):1410e6.[44] Gao Z, Jie S, Peng S, Yao L, Qiu Y. Surface modification of nylon 6 films treated with an He/O2 atmospheric pressure plasma jet. J. Appl.
Polym. Sci. 2011;120(4):2201e6.[45] Raslan WM, El-Khatib EM, Ghalab S, El-Halwagy AA. Low temperature plasma/metal salts treatments for improving some properties of
polyamide 6 fibers. J. Ind. Textil. 2011;40(3):246e60.[46] Gasia F, Petraconib G, Bittencourtb E, Lourençoa SR, Castrob AHR, Mirandab FS, Essiptchoukc AM, Nascimentob L, Petraconib A,
Fragad MA, Pessoab RS. Plasma treatment of polyamide fabric surface by hybrid corona-dielectric barrier discharge: material character-ization and dyeing/washing processes. Mater. Res. 2020;23(1):1e9.
[47] Hassan Z, Atalay O, Kalaoglu F. Investigation the surface modification of polyamide fabrics using low-pressure plasma technique. IOPConf. Ser. Mater. Sci. Eng. 2018;460(1):1e4.
[48] Ahmed HM, EL-Halwagy AA, EL-Kashouty MA, El-Aaty AA, Garamoon AA. Antibacterial effect of silver nanoparticles deposited onpolyamide fabric treated with glow discharge plasma under atmospheric pressure (GDPAP). J. Text. Color. Polym. Sci. 2018;15(1):47e61.
[49] Baniya HB, Guragain RP, Baniya B, Qin G, Subedi DP. Improvement of hydrophilicity of polyamide using atmospheric pressure plasma jet.Bibechana 2020;17:133e8.
[50] Tsai PP, Wadsworth LC, Roth JR. Surface modification of fabrics using a one atmosphere glow discharge plasma to improve fabricwettability. Textil. Res. J. 1997;67(5):359e69.
[51] Shahidi S, Ghoranneviss M, Mazzenchi B, Rashidi A. Effect of using cold plasma on dyeing properties of polypropylene fabrics. FibresPolym. 2007;8(1):123e9.
[52] Lehocky L, Mracek A. Improvement of dye adsorption on synthetic polyester fibres by low temperature plasma pre-treatments. Czech. J.Phys. 2006;56(2):B1277e82.
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers348

[53] Brzezinski S, Kaleta A, Kowalczyk D, Malinowska G, Gajdzicki B. Effect of changes in the nanostructure of the outer layer of syntheticsfibers on their dyeing properties. Fibres Textil. East. Eur. 2010;81(4):92e8.
[54] Wei QF. Surface characterization of plasma-treated polypropylene fibers. Mater. Char. 2004;52(3):231e5.[55] Tseng C, Wang C, Chen C. Polypropylene fibers modified by plasma treatment for preparation of Ag nanoparticles. J. Phys. Chem. B 2006;
110(9):4020e9.[56] Hautojärvi J, Laaksonen S. On-line surface modification of polypropylene fibers by corona treatment during melt-spinning. Textil. Res. J.
2000;70(5):391e6.[57] Knittel D, Schollmeyer E. Surface structuring of synthetic polymers by UV-laser irradiation. Part IV; applications of excimer laser induced
surface modification of textile materials. Polym. Int. 1998;45(1):110e7.[58] Watanabe H, Takata T. Surface modification of synthetic fibers by excimer laser irradiation. Die Angewandte Makromolekulare Chemie
(Macromol. Mater. Eng.) 1996;235(1):95e110.[59] Ondogan Z, PamukO, Ondogan EN, Ozguney A. Improving the appearance of all textile products from clothing to home textile using laser
technology. Optic Laser. Technol. 2005;37(8):631e7.[60] Shaohua L, Xiang Z, Tianmin T, Zhiqi X, Qihong L. UV-laser treatment of pet fabrics: changes in fiber structure and dyeing behavior. Color.
Technol. 2003;119(1):19e23.[61] Yip J, Chan K, Sina KM, Laub KS. Study of physico-chemical surface treatments on dyeing properties of polyamides, part 2: effect of UV
excimer laser irradiation. Color. Technol. 2002;118(1):31e4.[62] Kan CW. Impact on textile properties of polyester with laser. Optic Laser. Technol. 2008;40(1):113e9.[63] Kan CW. A study of laser treatment on polyester substrates. Fibers Polym. 2008;9(2):166e70.[64] Kamel MM, Raslan WM, Helmy H, El-Ashkar E. Improving properties of polyester and cellulose acetate fabrics using laser irradiation.
J. Textil. Sci. Eng. 2012;2(5):1e6.[65] Raslan WM, Bendak A. Changes induced in silk-like polyester properties by alkoxides treatment. J. Appl. Polym. Sci. 2005;98(4):1829e37.[66] Hurren C, Cookson P, Wang X. The effects of ultrasonic agitation in laundering on the properties of wool fabrics. Ultrason. Sonochem. 2008;
15(6):1069e74.[67] Franc JP, Michel JM. Fundamentals of cavitation. Netherlands: Springer; 2005.[68] Shukla SR, Mathur MR. Low temperature ultrasonic dyeing of silk. J. Soc. Dye. Colour. 1995;111(11):342e5.[69] Nagaje VV, Hulle AA. Ultrasonic assisted wet processing. J. Basic Appl. Eng. Res. 2015;2(1):79e82.[70] Vankar PS, Shanker R. Eco-friendly ultrasound natural dyeing of cotton fabric with enzyme pretreatments. Desalination 2008;230(1e3):
62e9.[71] Lee KW, Kim JP. Effect of ultrasound on disperse dye particle size. Textil. Res. J. 2001;71(5):395e8.[72] RamadanMA, RaslanWM, Abdel-HadyM, HebeishA. Novel method for fast bleaching of cellulose acetate using H2O2 aided by ultrasonic
waves. RJTA 2013;17(4):40e8.[73] Bendak A, Raslan WM. Pretreatment of proteinic and synthetic fibres prior to dyeing. In: Hauser PJ, editor. Textile dyeing. Croatia: InTech
Open; 2011. p. 299e326.[74] Kale MJ, Bhat NV. Effect of microwave pretreatment on the dyeing behaviour of polyester fabric. Color. Technol. 2011;127(6):365e71.[75] Elshemy NS, Haggag K. New trend in textile coloration using microwave irradiation. J. Textil. Color. Polym. Sci. 2019;16(1):33e48.[76] Ramadan MA, Raslan WM, El-Khateeb E, Hebeish A. Rendering of cellulose acetate fabrics self-cleaning through treatment with TiO2
nanoparticles. Mater. Sci. Appl. 2012;3(12):872e9.[77] Bendak A, Raslan WM, Fawzi T. Microstructural changes in polyester fibres by chemical/thermal treatments. In: 7th international conf. of
the textile research division, NRC, Cairo, Egypt, 10e12 Oct, 2010; 2010.[78] Kim H, Bae JS. Modification of polypropylene fibers by electron beam irradiation. I. Evaluation of dyeing properties using cationic dyes.
Fibers Polym. 2009;10(3):320e4.[79] Mallick B, Behera RC, Patel T. Analysis of micro stress in neutron irradiated polyester fiber by x-ray diffraction technique. Bull. Mater. Sci.
2005;28(6):593e8.[80] Zhua Z, Kelley MJ. Poly (ethylene terephthalate) surface modification by deep UV (172 nm) irradiation. Appl. Surf. Sci. 2004;236(1e4):
416e25.[81] Gao SL, Häßler R, Mäder E, Bahners T, Opwis K, Schollmeyer E. Photochemical surface modification of PET by excimer UV lamp
irradiation. Appl. Phys. B Laser Optic. 2005;8(5):681e90.[82] Fujimoto K, Takebayashi Y, Inoue H, Ikada Y. Ozone-induced graft polymerization onto polymer surface. J. Polym. Sci. E Polym. Chem.
1993;31(4):1035e43.[83] Panta GP, Baniya HB, Dhungana S, Subedi DP, Papadaki AP. Ozonizer design by using double dielectric barrier discharge for ozone
generation. Afr. Rev. Phys. 2020;15(0007):43e55.[84] Lee M, Lee MS, Wakida T, Tokuyama T, Inoue G, Ishida S, Itazu T, Miyaji Y. Chemical modification of nylon 6 and polyester fabrics by
ozone-gas treatment. J. Appl. Polym. Sci. 2006;100(2):1344e8.[85] Lee MS, Lee M, Wakida T, Saito M, Yamashiro T, Nishi K, Inoue G, Ishida S. Ozone-gas treatment of cationic dyeable polyester and poly
(butylene terephthalate) fibers. J. Appl. Polym. Sci. 2007;104(4):2423e9.[86] Prorokova NP, Kumeeva TY, Zavadskii AE, Nikitin LN.Modification of the surface of poly (ethylene terephthalate) fabrics by application of
water repellent coating in supercritical carbon dioxide medium. Fiber Chem. 2009;41(1):29e33.[87] Kikic I, Vecchione F. Supercritical impregnation of polymers. Curr. Opin. Solid State Mater. Sci. 2003;7(4e5):399e405.[88] Gawish SM, Ramadan AM, Mosleh S. Improvement of polypropylene (PP) dyeing by modification methods. Egypt. J. Chem. 2019;62(1):
49e62.[89] Liao SK, Ho YC, Chang PS. Dyeing of nylon 66 with a disperse-reactive dye using supercritical carbon dioxide as the transport medium.
Color. Technol. 2000;116(12):403e7.[90] Wei QF, Xu WZ, Ye H, Huang FL. Surface functionalization of polymer fibers by sputter coating. J. Ind. Textil. 2006;35(4):287e94.[91] Arslan M, Yigitoglu M, Sanli O, Unal HI. Kinetics of swelling assisted grafting of 4-vinyl pyridine onto poly (ethylene terephthalate) fibers
using benzoyl peroxide initiator. Polym. Bull. 2003;51:237e44.
References 349

[92] Hebeish A, Shalaby SE, Bayazeed AM. Dyeing properties of poly (methyl vinyl pyridine) poly (ethylene terephthalate) graft-copolymers.J. Appl. Polym. Sci. 1979;23(10):3051e9.
[93] Zhang JP, Zhao YG, Zhao Y, Liang LM, Ren YJ, Bai LB. Grafting of 4-vinyl pyridine onto polyesters initiated by potassium diperiodatocup-rate ( III ). Adv. Mater. Res. 2011;287e290:58e64.
[94] Liu Y, Li S, Zhang J, Zhou W, Zhang R. Grafting of methyl acrylate onto PET initiated by diperiodatocuprate (III). J. Macromol. Sci. Part A2006;43(8):1255e63.
[95] Bagheri AR, Abdouss MA, Shoushtari M. Characterization and modification of commercial acrylic fibers grafted with acrylic acid. Materi-alwiss. Werkstofftech. 2009;40(11):842e7.
[96] Zubaid I, Hirotzu T. Graft polymerization of hydrophilic monomers onto textile fibres treated by glow discharge plasma. J. Appl. Polym.Sci. 1996;61(9):1579e84.
[97] Oktem T, Ayhan H, Seventekin N, Piskin E. Modification of polyester fabrics by in-situ plasma or post plasma polymerization of acrylicacid. J. Soc. Dye. Colour. 1999;115(9):274e9.
[98] Montoya-Villegas KA, Ramı́rez-Jiménez A, Licea-Claverie Á, Pérez-Sicairos S, Bucio E, Bernáldez-Sarabia J, Licea-Navarro AF. Surfacemodification of polyester-fabric with hydrogels and silver nanoparticles: photochemical versus gamma irradiation methods. Materials2019;12(20):3284e301.
[99] Chen W, McCarthy TJ. Chemical surface modification of poly (ethylene terephthalate). Macromolecules 1998;31(11):3648e55.[100] Nissen KE, Stevens MG, Stuart BH, Baker AT. Characterization of PET films modified by tetraethylenepentamine (TTEPA). J. Polym. Sci. B
Polym. Phys. 2001;39(6):623e33.[101] Zhu Y, Mao Z, Gao C. Aminolysis-based surface modification of polyesters for biomedical applications. RSC Adv. 2013;3:2509e19.[102] Parvinzadeh M. Biohydrolysis of nylon 6, 6 fiber with different proteolytic enzymes. Polym. Degrad. Stabil. 2009;94(8):1197e205.[103] Araujo R, Casal M, Cavaco-Paulo A. Applications of enzymes for textile fibre processing. Biocatal. Biotransform. 2008;26(5):332e49.[104] Vertommen MA, Nierstrasz VA, Veer M, Warmoeskerken MM. Enzymatic surface modification of poly (ethylene terephthalate).
J. Biotechnol. 2005;120(4):376e86.[105] Fischer-Colbrie G. Surface hydrolysis of polyacrylonitrile with nitrile hydrolysing enzymes from micrococcus luteus BST20. J. Biotechnol.
2007;129(1):62e8.[106] Matama T. Using a nitrilase for the surface modification of acrylic fibers. J. Biotechnol. 2007;2(3):353e60.[107] Parvinzadeh M. A new approach to improve dyeability of nylon 6 fibre using a subtilisin enzyme. Color. Technol. 2009;125(4):228e33.[108] Kiumarsi A, Parvinzadeh M. Enzymatic hydrolysis of nylon 6 fiber using lipolytic enzyme. J. Appl. Polym. Sci. 2010;116(6):3140e7.[109] Mahltig B, Textor T. Nanosols and textiles. New Jercey, USA: World Scientific Publishing Company; 2008.[110] Cao G. Nanostructures and nanomaterials-synthesis, properties and applications. London: Imperial College Press; 2004.[111] Lee HJ, Jeong SH. Bacteriostasis and skin innoxiousness of nanosize silver colloids on textile fabrics. Textil. Res. J. 2005;75(7):551e6.[112] Lee HJ, Yeo SY, Jeong SH. Antibacterial effect of nanosized silver colloidal solution on textile fabrics. J. Mater. Sci. 2003;38:2199e204.[113] Bozzi A, Yuranova T, Kiwi J. Self-cleaning of wool, polyamide and polyester textile by TiO2 rutile modification under daylight irradiation at
ambient temperature. J. Photochem. Photobiol. Chem. 2005;172(1):27e34.[114] Elmaaty TM, Mandour BA. ZnO and TiO2 nanoparticles as textile protecting agents against UV radiation: a review. AJOCS 2018;4(1):1e14.[115] Ariga K, Hill JP, Ji Q. Layer-by-layer assembly as versatile bottom-up nanofabrication technique for exploratory research and realistic
application. Phys. Chem. Chem. Phys. 2007;19:2319e40.[116] Dawidczyk TJ, Walton MD, Jang W, Grunlan JC. Layer-by-layer assembly of UV-resistant poly (3, 4-ethylenedioxythiophene) thin films.
Langmuir 2008;24(15):8314e8.[117] Lim HS, Han JT, Kwak D, Jin M, Cho K. Photo-reversibly switchable super-hydrophobic surface with erasable and rewritable pattern.
J. Am. Chem. Soc. 2006;128(45):14458e9.[118] Cheng SY, Yuen CWM, Kan CW, Cheuk KKL. Development of cosmetic textiles using microencapsulation technology. RJTA 2008;12(4):
41e51.[119] Gomes JINR, Baptista ALF. Microencapsulation of acid dyes in mixed lecithin/surfactant liposomic structures. Textil. Res. J. 2001;71(2):
153e6.[120] Yan L, Yi Z, Ben Z, Juan D, Shuilin C. Effect of microencapsulation on dyeing behaviors of disperse dyes without auxiliary solubilization.
J. Appl. Polym. Sci. 2011;120(1):484e91.[121] Quartinello F, Tallian C, Auer J, Schon H, Vielnascher R, Weinberger S, Wieland K, Weihs AM, Herrero-Rollett A, Lend B, Teusch AH,
Pellis A, Guebitzab GM. Smart textiles in wound care: functionalization of cotton/PET blends with antimicrobial nano capsules.J. Mater. Chem. B 2019;7:6592e603.
[122] Kim ES, Lee CH, Kim SH. Effects of pretreatment reagents on the hydrolysis and physical properties of PET fabrics. J. Appl. Polym. Sci.2009;112(5):3071e8.
[123] Shah JN, Shah SR. Innovative plasma technology in textile processing: a step towards green environment. Res. J. Eng. Sci. 2013;2(4):34e9.[124] Whewell CS, Rigelhaupt L, Selim A. Mechanism of milling shrinkage of wool fabrics. Nature 1944;154:772.[125] Mirjalili M, Nasirian SS, Karimi L. Effects of corona discharge treatment on some properties of wool fabrics. Afr. J. Biotechnol. 2011;10(83):
19436e43.[126] Hassan MM. Enhanced antistatic and mechanical properties of corona plasma-treated wool fabrics treated with 2,3-
epoxypropyltrimethylammonium chloride. Ind. Eng. Chem. Res. 2014;53:10954e64.[127] YoonNS, Lim YJ, TaharaM, Takagishi T. Mechanical and dyeing properties of wool and cotton fabrics treatedwith low temperature plasma
and enzymes. Textil. Res. J. 1996;66(5):329e36.[128] Risti�c N, Jovan�ci�c P, Canal C, Joci�c D. Influence of corona discharge and chitosan surface treatment on dyeing properties of wool. J. Appl.
Polym. Sci. 2010;117:2487e96.[129] Zhang C, Guo F, Li H, Wang Y, Zhang Z. Study on the physical-morphological and chemical properties of silk fabric surface modified with
multiple ambient gas plasma for inkjet printing. Appl. Surf. Sci. 2019;490:157e64.[130] Wongsawaeng D, Khemngern S, Somboonna N. Environmentally-friendly RF plasma treatment of Thai silk fabrics with chitosan for
durable antibacterial. Eng. J. 2017;21(1):29e43.
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers350
[131] Feng C, Hu Y, Qian J, Jin C, Zhuge L, Wang W, Wu X. The effect of APGD plasma treatment on silk fabric. Surf. Eng. 2020;36(5):485e91.[132] Brahim AI. In: Clark M, editor. Handbook of textile and industrial dyeing. Oxford, Cambridge, Philadelphia , New Delhi: Woodhead Pub-
lishing Limited; 2011.[133] Zanini S, Freti S, Citterio A, Riccardi C. Characterization of hydro- and oleo-repellent pure cashmere and wool/nylon textiles obtained by
atmospheric pressure plasma pre-treatment and coating with a fluorocarbon resin. Surf. Coating. Technol. 2016;292:155e60.[134] Rani KV, Sarma B, Sarma A. Plasma sputtering process of copper on polyester/silk blended fabrics for preparation of multifunctional
properties. Vacuum 2017;146:206e15.[135] Nayak R, Khandual A. Application of laser in apparel industry. Colourage 2010;57:85e90.[136] Morgan L, Tyrer J, Kane F. The effect of CO2 laser irradiation on surface and dyeing properties of wool for textile design. J. Laser Appl. 2018;
27:1e7.[137] Nourbakhsh S, Eprahimi I, Valipour P. Laser treatment of the wool fabric for felting shrinkage control. Fibers Polym. 2011;12(4):521e7.[138] Baruah PK, Raman MA, Chakrabartty I, Rangan L, Sharma AK, Khare A. Antibacterial effect of silk treated with silver and copper nano-
particles synthesized by pulsed laser ablation in distilled water. In: AIP conference proceedings, 1953, vol. 1. AIP Publishing LLC; May2018. p. 030064.
[139] Tsukada M, Islam S, Arai T. Microwave irradation technique enhance protein fibre properties. Autex Res. J. 2005;5(1):40e8.[140] Zhao X, He JX. Improvement in dye ability of wool fabric by microwave treatment. Indian J. Fiber Textil. Res. 2011;36:58e62.[141] Xue Z. Effect of microwave irradiation on the physical properties and structure of silk fibre. Fibres Text. East. Eur. 2018;26(4, 130):111e5.[142] Allam OG, Elshemy NS, Hakeim OA, Haggag K. Synergistic effect of alkali treatment and microwave irradiation on the dyeing properties
of polyester e wool blend fabrics. Int. J. Sci. Res. 2015;4(9):1697e705.[143] Ibrahim NA, EleZairy MR, Eid BM, El-Zairy EMR, Emam EM. New finishing possibilities for producing durable multifunctional cotton/
wool and viscose/wool blended fabric. Carbohydr. Polym. 2015;119:182e93.[144] Lenting HBM, Zwier E, Nierstrasz VA. Identifying important parameters for a continuous bio scouring process. Textil. Res. J. 2002;72:
825e31.[145] Kadam VV, Goud V, Shakyawar DB. Ultrasound scouring of wool and its effects on fibre quality. Indian J. Fiber Textil Res. 2013;38:410e4.[146] Wang W, Rather LJ, Gong K, Zhou Q, Zhang T, Li Q. Effects of ultrasonic treatment on hydrophilicity and thermal stability of silk. Macro-
mol. Mater. Eng. 2019;304:1e7.[147] Ning F, Wang J, Yu W. Effects of ozone treatment on wool scales and mechanical properties. Appl. Mech. Mater. 2012;152e154:852e5.[148] Micheal MN, El-Zaher NA. Efficiency of ultraviolet/ozone treatments in the improvement of the dyeability and light fastness of wool.
J. Appl. Polym. Sci. 2003;90:3668e75.[149] Wakida T, Lee M, Jeon JH, Tokuyama T, Kuriyama H, Ishida S. Ozone-gas treatment of wool and silk fabrics. Seni Gakkai Shi 2004;60(7):
213e9.[150] Osman EM, Michael MN, Gohar H. The effect of both UV/ozone and chitosan on natural fabrics. Int. J. Chem. 2010;2(2):28e39.[151] Luo X, White J, Thompson R, Rayner C, Kulik B. Novel sustainable synthesis of dyes for clean dyeing of wool and cotton fibres in super-
critical carbon dioxide. J. Clean. Prod. 2018;199:1e10.[152] Long JJ, Cui CL, Wang L, Xu HM. Effect of treatment pressure on wool fiber in supercritical carbon dioxide fluid. J. Clean. Prod. 2013;43:
52e8.[153] SinghM, Bollella P, Estera L, Dey S, Dicko C. Conductive and enzyme-like silk fibers for soft sensing application. Biosens. Bioelectron. 2020;
150:111859.[154] Nazaria A, Montazerb M, Jafaric F, Zahedanid MD. Optimization of wool mothproofing with nano TiO2 using statistical analysis. J. Textil.
Inst. 2014;105(1):74e83.[155] Nazari A, MontazerM, ZahedaniMD.Mothproofing of wool fabric utilizing ZnO nanoparticles optimized by statistical models. J. Ind. Eng.
Chem. 2014;20(6):4207e14.[156] Barani H, Montazer M, Calvimontes A, Dutschk V. Surface roughness and wettability of wool fabrics loaded with silver nanoparticles: in-
fluence of synthesis and application methods. Textil. Res. J. 2013;83(12):1310e8.[157] U�gur SS, Sariisik AM. Nano polyurethane based surface modification on the anti-felting functionalization of wool fabrics. Prog. Org.
Coating 2014;77(8):1249e52.[158] Q1a AN, Mirjalili M, Nasirizadeh N, Torabian S. Optimization of nano TiO2 pretreatment on free acid dyeing of wool using central com-
posite design. J. Ind. Eng. Chem. 2014;21:1068e76.[159] Zhu L, Ding X, Wu X. A novel method for improving the anti-pilling property of knitted wool fabric with engineered water nanostructures.
J. Mater. Res. Technol. 2020;9(3):3649e58.[160] Montazer M, Pakde E. Functionality of nano titanium dioxide on textiles with future aspects: focus on wool. J. Photochem. Photobiol. C
Photochem. Rev. 2011;12(4):293e303.[161] Cheng XW, Guan JP, Yang XH, Tang RC. Improvement of flame retardancy of silk fabric by bio-based phytic acid, nano-TiO2, and polycar-
boxylic acid. Prog. Org. Coating 2017;112:18e26.[162] Huang J, Yang Y, Yang L, Bu Y, Xia T, Gu S, Yang H, Ye D, Xu W. Fabrication of multifunctional silk fabrics via one step in-situ synthesis of
ZnO. Mater. Lett. 2019;237:149e51.[163] Zhou Y, Tang RC. Facile and eco-friendly fabrication of Ag NPs coated silk for antibacterial and antioxidant textiles using honeysuckle
extract. J. Photochem. Photobiol. B Biol. 2018;178:463e71.[164] Chattopadhyay D, Patel BH. Functional properties of silver nano-sol treated wool and silk fabric. Man Made Text. India 2014;42(9):
340e4.[165] Allam OG, Mowafi S, Abou El -kheir A, Abdel-Fattah AM, Bendak A. Effect of extracted Egyptian keratinase on the properties of native
coarse wool. Int. J. Adv. Res. 2015;3(3):994e1003.[166] GlesiasMS, Sequeiros C, Garcı́a S, OliveraNL. Eco-friendly anti-felting treatment of wool top based on biosurfactant and enzymes. J. Clean.
Prod. 2019;220:846e52.[167] Rani S, Kadom V, Rose NM, Jose S, Yadav S, Shakyawar DB. Wheat starch ,gum Arabic and chitosan biopolymer treatment of wool fabric
for improve shrink resistance finishing. Int. J. Biol. Macromol. 2020;163:1044e52.
References 351

[168] Zhanga P, ZhangaN,Wanga Q,Wanga P, Yuana J, Shenb J, Fana X. Disulfide bond reconstruction: a novel approach for grafting of thiolatedchitosan onto wool. Carbohydr. Polym. 2019;203:369e77.
[169] Yi ZL, Jin TH, Ren PG, Guo CT, Chen Q. Preparation of a flame retardant, antibacterial, and colored silk fabric with chitosan and vitamin B2
sodium phosphate by electrostatic layer by layer assembly. Mater. Lett. 2019;241:136e9.[170] K El-Bisi M, Allam OG, El-hadi AA, D Hassanein H. Citrullus colocynthis nano silverehybrid as antimicrobial agent. Int. J. Adv. Res. 2015;
3(5):1549e59.[171] Cheng TH, Yan ZY, Tang RC, Zhai AD. Functionalization of silk by silver nanoparticles synthesized using the aqueous extract from tea stem
waste. J. Mater. Res. Technol. 2020;9(3):4538e49.[172] Donga Y, Gua J, Wanga P, Wean H. Developed functionalization of wool fabric with extracts of Lycium ruthenicum murray and potential
application in healthy care textiles. Dyes Pigments 2019;163:308e17.
24. Potential applications of sustainable chemistry in processing of manmade and protein fibers352

C H A P T E R
25
Green chemistry in textile processesPintu Pandit1, Saptarshi Maiti2, Subhankar Maity3, Kunal Singha1
1Department of Textile Design, National Institute of Fashion Technology, Patna, Bihar, India; 2Department of Fibres and
Textile Processing Technology, Institute of Chemical Technology, Mumbai, Maharashtra, India; 3Uttar Pradesh Textile
Technology Institute, Kanpur, Uttar Pradesh, India
25.1 Introduction
Textile industry is one of the pioneers of industrialization and the history dates back to the Industrial Revolutionon the early 18th century. Being an inseparable part of our society, textile industries never stopped flourishing andmany new branches of textiles are still coming into picture. However, this industry is also known as one of the mostpolluting and it is the need of the day to think of the sustainable development of this vastly populated industry.Before the beginning of the 20th century, all colors used for textile coloration had come from the nature because therewas no other way by which it could be produced [1]. After the discovery of synthetic dyes by William Henry Perkinin 1856, there was a complete change in situation. Since the colorfastness properties of synthetic dyes are moderate toexcellent, the natural dyes which exhibit poor to moderate fastness properties minimized greatly [2]. Today, syn-thetic chemicals which are used in different dyes for the textile industry are some of the principal sources of envi-ronmental pollution. Synthetic dye substances cause allergies in human beings and also have several carcinogenicproperties [3]. Since, natural dyes are obtained from renewable resources and they do not have any health hazards,they are biodegradable and are nontoxic; they are once again getting importance owing to the growing awareness ofenvironmental problems. In addition to that, some of the natural dyes have good functional finishing properties suchas antibacterial, ultraviolet protection, fire retardant, antioxidant, andmedicinal property [4,5]. Because of this, greenchemistry involved in natural dyes are commonly used in the cosmetics, food and textile industries due to their noharmful side effects, UV protection, and antiaging properties. Along with green chemistry in textile processing,focus has been also given on financial, social, and environmental performance of the textile industry.
Functional properties such as coloration, antibacterial, ultraviolet protection, flame retardant, mosquito repel-lency, and aroma finishing and electrical conductivity properties now also achieved with the help of green chemistryusing natural resources such as coconut shell, Sterculia foetida fruit shell, Delonix regia stem shell, peanut husk, etc.,are utilized for major applications in textile [6e8]. Usage of different plant, coconut shell extract, fruit shell extract,stem shell extract, etc., derived from natural biomolecules has been reported for application on textile materials forvaluable effects in terms of different functional properties on different textile fabrics [5,9,10].
Using synthetic and innovation by researchers and scientist also contribute several technologies and mechanism.Plasma technology is one of the greatest innovations of science and technology used for eco-friendly textile process-ing [11,12]. In last few decades, numerous finishing agents for making antimicrobial textiles have been formulatedbased on the development of a range of synthetic antimicrobial chemicals. However, these products possess suffi-cient toxicity to cause water pollution, effluent problems, etc. In today’s era there has been more consciousnessamong the consumers about eco-friendly consumption through advancement of using green chemistry synthesisof functional textiles.
Green chemistry aims in controlling pollution at the scale of molecular level and is an enormously valuable in thechemical field because of the significance of chemistry globally as well as its implications that can be shown to theenvironment. This chapter supports the discovery of further eco-friendly chemical methods which lower as well asremove any traces of substances that are hazardous.
353Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00025-7
Green chemistry is defined as the chemistry that is not injurious to nature, removes or reduces the use of harmfulsubstances [13], allows eco-friendly solutions, reduces waste formation, introduces the concept of life cycle analysis(LCA), etc.
Green chemistry is generally governed by 12 principles that are listed below:
• Controlling the generation of waste: Device suitable chemical synthesis methods for the prevention of wastebefore giving any chance of waste formation
• Maintaining the economy• Adopting safety in the chemical synthesis• Using low or non-poisonous substances• Adopting processes that are energy efficient at normal conditions of pressure and temperature• Using feedstock that are renewable• Following minimum number of chemical steps by choosing direct reactions• Catalysis• Eco-friendly solvents and auxiliaries• Degradation of chemical products• Real-time monitoring and analysis• Safety to prevent chemical accidents like fire hazards, release of harmful gases and explosions
There are some misconceptions regarding green chemistry [14]:
- Cost benefits: Green chemistry permits an increased profit by saving waste disposal and personnel costs, energy,chemicals and auxiliaries, and increase in manufacture.
- Systems perfection: Complete green process not necessarily is such green if it is not incorporated at theappropriate time. In other words we can say “Right time-Right approach.”
- Application fields: Green chemistry application is unconstrained. It is related to different industries in terms ofraw materials, chemicals, chemical reactions, and isolation/purifications.
- Longevity: Green chemistry many a times does not change for a long time.- Overall performance: Adopting new separation/purification methods such as extraction of carbon dioxide,
membrane and phase separation, and evaporation techniques to reform by-products into useful products inorder to minimize generation of waste.
25.2 Pollution and textile industry
Textile industry is regarded to be one of the most environmentally detrimental industries worldwide. Viscoserayon affects rapid depletion of forest reserve. Synthetic dyes and synthetic fibers that are petroleum dependentare neither biodegradable nor sustainable [15]. Cultivation of cotton needs large amount of insecticides/pesticidesand fertilizers. Currently, the traditional cotton crop covers 3% of the cultivation areas across the world. Nonetheless,it requires 10% of insecticides and 25% of pesticides bought globally.
It has been predicted that the amount of water consumed in wet processing of cellulosic textiles is nearly 3 trillionliters considering water consumption to be 100 L/kg of a material. If the water consumption can be reduced to 25 L/kg, the conserved water can be utilized as a drinking water for about 2.5 billion people.
Water can be conserved in dyeing by the below mentioned ways:
- Reusing water from dye house- Reducing reprocessing- Optimizing, rinsing, and soaping processes- Reducing the material to liquor ratio
The valuable environmental concerns for textile wet processing methods are:
• Chemical concentrated wet processes like pretreatments (desizing, scouring, bleaching, and mercerization),dyeing and printing, finishing.
• Use of heavy metals like lead, copper, iron, etc., found in dyeing and printing auxiliaries.• Remains of dyestuffs because of inadequate fixation of chemicals and dyes in the effluent.• Phthalates and polyvinyl chlorides are mostly found in the plastisol print paste.• Formaldehydes used in print paste, dye-fixing agents, resins, dispersing agents, etc.• Issue of dye effluent wastewater.
25. Green chemistry in textile processes354
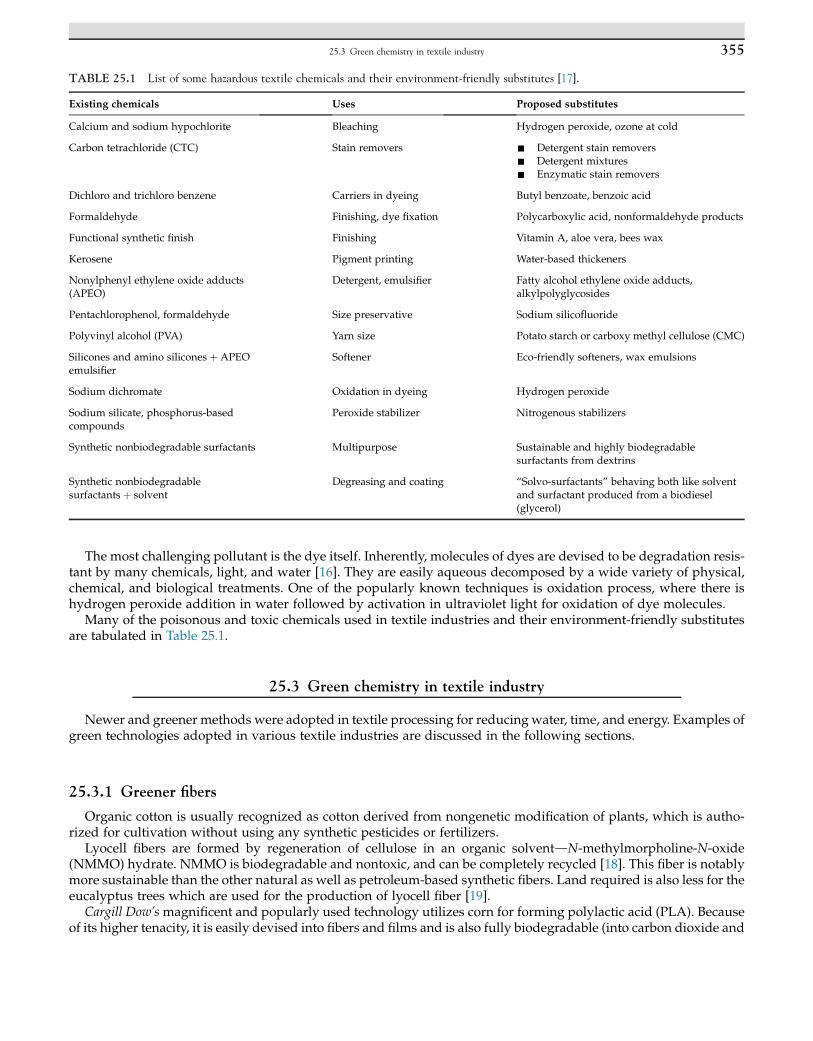
The most challenging pollutant is the dye itself. Inherently, molecules of dyes are devised to be degradation resis-tant by many chemicals, light, and water [16]. They are easily aqueous decomposed by a wide variety of physical,chemical, and biological treatments. One of the popularly known techniques is oxidation process, where there ishydrogen peroxide addition in water followed by activation in ultraviolet light for oxidation of dye molecules.
Many of the poisonous and toxic chemicals used in textile industries and their environment-friendly substitutesare tabulated in Table 25.1.
25.3 Green chemistry in textile industry
Newer and greener methods were adopted in textile processing for reducing water, time, and energy. Examples ofgreen technologies adopted in various textile industries are discussed in the following sections.
25.3.1 Greener fibers
Organic cotton is usually recognized as cotton derived from nongenetic modification of plants, which is autho-rized for cultivation without using any synthetic pesticides or fertilizers.
Lyocell fibers are formed by regeneration of cellulose in an organic solventdN-methylmorpholine-N-oxide(NMMO) hydrate. NMMO is biodegradable and nontoxic, and can be completely recycled [18]. This fiber is notablymore sustainable than the other natural as well as petroleum-based synthetic fibers. Land required is also less for theeucalyptus trees which are used for the production of lyocell fiber [19].
Cargill Dow’smagnificent and popularly used technology utilizes corn for forming polylactic acid (PLA). Becauseof its higher tenacity, it is easily devised into fibers and films and is also fully biodegradable (into carbon dioxide and
TABLE 25.1 List of some hazardous textile chemicals and their environment-friendly substitutes [17].
Existing chemicals Uses Proposed substitutes
Calcium and sodium hypochlorite Bleaching Hydrogen peroxide, ozone at cold
Carbon tetrachloride (CTC) Stain removers - Detergent stain removers- Detergent mixtures- Enzymatic stain removers
Dichloro and trichloro benzene Carriers in dyeing Butyl benzoate, benzoic acid
Formaldehyde Finishing, dye fixation Polycarboxylic acid, nonformaldehyde products
Functional synthetic finish Finishing Vitamin A, aloe vera, bees wax
Kerosene Pigment printing Water-based thickeners
Nonylphenyl ethylene oxide adducts(APEO)
Detergent, emulsifier Fatty alcohol ethylene oxide adducts,alkylpolyglycosides
Pentachlorophenol, formaldehyde Size preservative Sodium silicofluoride
Polyvinyl alcohol (PVA) Yarn size Potato starch or carboxy methyl cellulose (CMC)
Silicones and amino silicones þ APEOemulsifier
Softener Eco-friendly softeners, wax emulsions
Sodium dichromate Oxidation in dyeing Hydrogen peroxide
Sodium silicate, phosphorus-basedcompounds
Peroxide stabilizer Nitrogenous stabilizers
Synthetic nonbiodegradable surfactants Multipurpose Sustainable and highly biodegradablesurfactants from dextrins
Synthetic nonbiodegradablesurfactants þ solvent
Degreasing and coating “Solvo-surfactants” behaving both like solventand surfactant produced from a biodiesel(glycerol)
25.3 Green chemistry in textile industry 355

lactic acid) by 45e60 days. The multiple advantages of corn fibers are meant to make such fibers preferably over theconventional natural and synthetic fibers.
PLA manufacturing route: Corn/ starch/ unrefined dextrose/ fermentation/ lactic acid/monomer pro-duction / lactide / PLA production / polymer modification / fiber, plastic, bottle, film, etc.
Recycled Textiles: Owing to nearly 100% recyclability of textiles, nothing in textile industry should be wasted.Recycling has been followed in the textile industry since early ages. Textile materials that can be recycled are usuallyconsidered as preconsumer or postconsumer products (i.e., used articles/garments). The organization of recycling intextiles is voluminously illustrated by a pyramidal structure. Its root corresponds to market of used garments (48%),succeeded by alteration for enhanced novel substances (29%), cut into polishing/wiping fabrics (17%), incinerationfor energy (<7%), and landfill. The cliff of the pyramid is depicted by “Diamonds” (1%e2%) having great impor-tance for aged quality [20].
Polyester fiber is one of the most nonbiodegradable polymers which cause lot of environmental problems. In 1993a major revolution occurred when Wellman Inc. produced the first polyester fiber obtained from packaging of PET:Fortrel EcoSpun. Recycled polyester is available in two types that are usually melted for reextruded into fibers andmultiple-stage depolymerization for repolymerization in order to yield good quality of yarn. However, a recycledpolyester yarn is not always of better quality like virgin polyester. It is quite difficult to achieve consistent color spe-cifically in case of pale shades.
25.3.2 Green dyes and auxiliaries
The sustainable processes are removal of injurious azo-based dyes, substitutive reactions for environment-friendly materials, and hunt for greener natural sources of dyes. It was observed that gallic acid (found mostly inoak bark, tea leaves, stomach) and Vitamin C (ascorbic acid) were very much useful in lowering the fading ratein cotton when dyed with woad, weld, and madder dyes [21].
By the reaction of fatty acids with dextrins, novel biodegradable and sustainable surfactants have been obtainedthereby, exhibiting greatly enviable physical properties that include excellent biodegradability, whitening ability,good wetting, as well as low foaming [22]. Queste et al. [23] reported that the researchers in Germany and Francehave developed novel class of “solvo-surfactants.” It possesses the properties of both solvent and surfactant dueto which it is popularly used in applications like inks and perfumery, degreasing, and coatings. It is usually pro-duced from a renewable material from biodiesel like glycerol.
25.3.3 Biotechnology in textile processing
Bioprocessing is known as the use of living organisms and their components to industrial processes and productsusually involving enzymes. Objectives of the use of biotechnology in textile sector are to form ecological methods,reduction of the resources like energy and chemicals, better quality of final material, and evaluate the capacity ofpresently used enzymes in textile industry (Table 25.2).
TABLE 25.2 The areas of application in processing of textiles of enzymes [24].
Sr. no. Enzyme Textile substrate Area of application
1. Amylase Starch Desizing
2. Cellulases Cellulose Biopolishing and denim washing
3. Pectinase Pectins Bio-scouring
4. Catalase Peroxides Bleaching
5. Lipase Oils and fats PET hydrophilicity improvement anddetergent additive
6. Proteases Proteins Wool scouring and degumming of silk
7. Laccases Dyes and intermediates Effluent treatment
25. Green chemistry in textile processes356
Eco-friendly pretreatment processes are:
• Purification of cellulose by CO2 and ionic liquids extraction• Extraction of water from lignin at high temperature• Substitution of chlorine with eco-friendly oxidants for bleaching• Dry cleaning in presence of CO2
• Removal of ozone-depleting chemicals such as carbon tetrachloride which is popularly used as a stain remover
25.3.4 Enhancement in the conventional dyeing process
Enhancement in the conventional dyeing methods:
- Optimization of methods in order to lessen energy and time spending.- Reduction in the consumption of steam, electrical power, and water.- Optimization of the costs of dye/chemical.- Removal of reprocessing and shade rectification.- Sulfur dyeing: alteration of harmful sodium sulfide with reducing sugars that are economical, biodegradable,
eco-friendly, and sustainable [25].- Reactive dyeing: modification of cellulose with positively charged nucleophilic polymers that help in neutral pH
dyeing in absence of electrolyte. Some of such polycationic compounds are 3-chloro-2-hydroxypropyl-trimethylammonium chloride (CHTAC) [26], copolymer of 4-vinyl pyridine quaternized with 1-amino-2-chloroethane, and copolymer of diallyl dimethyl ammonium chloride with 3-aminoprop-1-ene [27].
- Denim processing in absence of any chemicals involves the use of laser in order to burn away its dyed surface forreplicating an authentic worn look.
- Right-First-Time (RFT) dyeing: Referred to as “blind” or “no addition” dyeing. It involves the removal of aninspection stage making a significant saving [28].
Emerging eco-friendly dyeing processes [29]:
- Nearly 90% of fixation of dyes on cellulose can be achieved by polyfunctional reactive dyes.- Cold pad-batch (CPB) dyeing and rapid dyeing techniques.- Cost-effective continuous dyeing methods.- Supercritical carbon dioxide (ScCO2) dyeing.
25.4 Application of dendrimer in textile processing
Boiling temperature is required for bleaching of cotton fabric with hydrogen peroxide (H2O2) in industrial prac-tice. Research is being done to reduce the temperature for industrial cotton bleaching process. Maiti et al. worked ondifferent generations of polyamidoamine dendrimers as a stabilizer instead of sodium silicate. The performance ofthe optimized sample was compared and found that the temperature of 70e80�Cworked well for bleaching of textilefabric with good whiteness index [30,31]. To eliminate the use of electrolyte and alkali by modifying the cotton sub-strate, Maiti et al. worked on different generations of PAMAM (polyamidoamine) dendrimer with very good dyeingresults as compared to those for dyeings obtained by conventional reactive dyeing [32].
25.5 Nonformaldehyde finishing
The most popular cross-linking finishing chemicals used for durable press (DP) finishing involve N-methylol am-ides or N-methylol agents that are usually formaldehyde-based reactants [33]. Formaldehyde vapor release is notdesirable. It depends on the type of reactants and catalysts, the condition of the finished fabrics, the additivesused, and most importantly the curing temperature and time [34].
The Occupational Safety and Health Administration (OSHA) has regulated the higher limit for formaldehyde inthe environment at 0.75 ppm [35]. Formaldehyde is carcinogenic to animals [34]. Some formaldehyde-free DP fin-ishes are:
1. Cyclic addition of NN/dimethyl urea with glyoxal likely to produce DHDMI (1,3-dimethyl-4,5-dihydroxyethylene urea).
25.5 Nonformaldehyde finishing 357
2. Polycarboxylic acids (PCA): The most popular PCA reactants are citric acid (CA) and butane tetracarboxylic acid(BTCA) [5]. BTCA, in the presence of sodium hypophosphite, provides equivalent durable press performance likeconventional DMDHEU reactant, though it is comparatively costly [35].
25.6 Automation in textile wet processing
The reduction in pollution is possible through introduction of automations in textile wet processes. For example:
(a) Process control: 10%e30% savings of energy and water as well as savings of 5%e15% in dyes and auxiliaries.(b) Autodispensing: 5%e10% conservation of auxiliaries, pigments, and dyes.(c) Computer-controlled stock-taking and weighing: 10%e15% savings of auxiliaries, pigments, and dyes.(d) Color matching and measurement: noteworthy enhancement in class and 30%e40% savings of pigments and
dyes.(e) Computerized management system and central computer (network).
Nearly all valuable ladder followed relies on importance for the processors.For improvement in quality: steps (a) and (c) should be followed.For man-power savings: steps (a) and (b) should be adopted.For cost reduction: step (d) should be followed.For greater service of the customers (RFTapproach, early response and delivery just-on-time): steps (a) to (e) (i.e.,
full automation) should be adopted.
25.7 Supercritical wool dyeing
Dyeing medium other than water has always been looked as a good alternative to conventional dyeing due tosaving of energy and lesser pollution. Thus supercritical dyeing process can be looked as a cleaner technology whichis attractive to dyers. Different methods are being worked out to overcome this problem. Themost current and prom-ising technique has been the addition of an entrainer like water or ethanol to supercritical carbon dioxide which canincrease the polarity and solvent power to dissolve polar solvents and thus make the dyeing of natural fibersfeasible. Wool with metal cations [Cr (III) or Fe (II)] from water used CO2 soluble mordant dyes which formed com-plexes with the metal ions, producing dyeing of excellent wash fastness. Another possibility is to use reactivedisperse dyes, e.g., C.I. Disperse Yellow 23 modified with 2-bromoacrylic acid and 1,3,5-trichloro-2,4,6-triazine asreactive groups. Experiments show that a high color depth was obtained along with good wash, rub, and light fast-ness properties. The highest color yield was obtained when dyed at 160⁰C for 240 min but fiber damage wasobserved. Dyeing at 120⁰C for 240 min also yield good color depth and lesser fiber damage [36].
25.8 Application of natural dyes in textile processing
Natural dyes cover all the dyes obtained from natural material such as minerals, insect secretions, fruits, flowers,plant barks, roots, and leaves. There are two classes of natural dyes: substantive and adjective. Substantive naturaldyes do not require a mordant to hold the color on textiles. Adjective types of natural dyes do not combine directlywith thematerial they are intended to color. These natural dyes must be applied on textiles with the help of mordantswhich are generally metallic salts, having an affinity for both the fibers and the coloring matter is used as a mordant[37]. Vegetable, mineral, and animal origins are the main three classifications of natural dyes. Among these, vege-table sources are considered as more promising than others as those are renewable, easily available, and withmore antimicrobial properties. Vegetable-based dyes, coloring matter obtained from bark, leaf, root, trunk, flowers,or fruit of plants, are shown in Table 25.3 [37].
Other sources of natural dyes are from the insects such as cochineal, kermes, and Kerria lacca, e.g., carminic acid,kermesic acid, and laccaic (lac) dye. Colorants from microorganisms (bacteria and fungi) are Monascus purpureus,Pseudomonas, Serratia, etc. Based on their chemical constitution natural dyes can also be categorized into indigoids,flavones, anthraquinones, alpha naphthoquinones, dihydropyrans, anthocyanidin, carotenoids, etc. [38]. Some ofthe dyes produce more than one hue [39].
25. Green chemistry in textile processes358
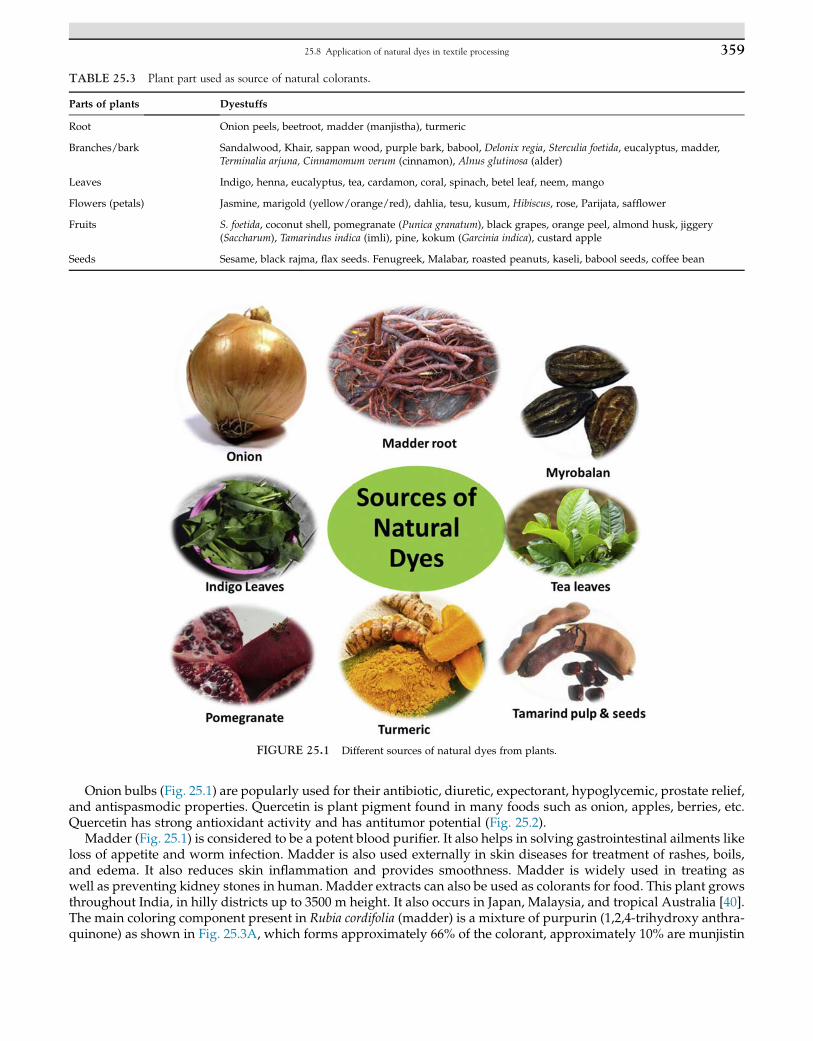
Onion bulbs (Fig. 25.1) are popularly used for their antibiotic, diuretic, expectorant, hypoglycemic, prostate relief,and antispasmodic properties. Quercetin is plant pigment found in many foods such as onion, apples, berries, etc.Quercetin has strong antioxidant activity and has antitumor potential (Fig. 25.2).
Madder (Fig. 25.1) is considered to be a potent blood purifier. It also helps in solving gastrointestinal ailments likeloss of appetite and worm infection. Madder is also used externally in skin diseases for treatment of rashes, boils,and edema. It also reduces skin inflammation and provides smoothness. Madder is widely used in treating aswell as preventing kidney stones in human. Madder extracts can also be used as colorants for food. This plant growsthroughout India, in hilly districts up to 3500 m height. It also occurs in Japan, Malaysia, and tropical Australia [40].The main coloring component present in Rubia cordifolia (madder) is a mixture of purpurin (1,2,4-trihydroxy anthra-quinone) as shown in Fig. 25.3A, which forms approximately 66% of the colorant, approximately 10% are munjistin
TABLE 25.3 Plant part used as source of natural colorants.
Parts of plants Dyestuffs
Root Onion peels, beetroot, madder (manjistha), turmeric
Branches/bark Sandalwood, Khair, sappan wood, purple bark, babool, Delonix regia, Sterculia foetida, eucalyptus, madder,Terminalia arjuna, Cinnamomum verum (cinnamon), Alnus glutinosa (alder)
Leaves Indigo, henna, eucalyptus, tea, cardamon, coral, spinach, betel leaf, neem, mango
Flowers (petals) Jasmine, marigold (yellow/orange/red), dahlia, tesu, kusum, Hibiscus, rose, Parijata, safflower
Fruits S. foetida, coconut shell, pomegranate (Punica granatum), black grapes, orange peel, almond husk, jiggery(Saccharum), Tamarindus indica (imli), pine, kokum (Garcinia indica), custard apple
Seeds Sesame, black rajma, flax seeds. Fenugreek, Malabar, roasted peanuts, kaseli, babool seeds, coffee bean
FIGURE 25.1 Different sources of natural dyes from plants.
25.8 Application of natural dyes in textile processing 359
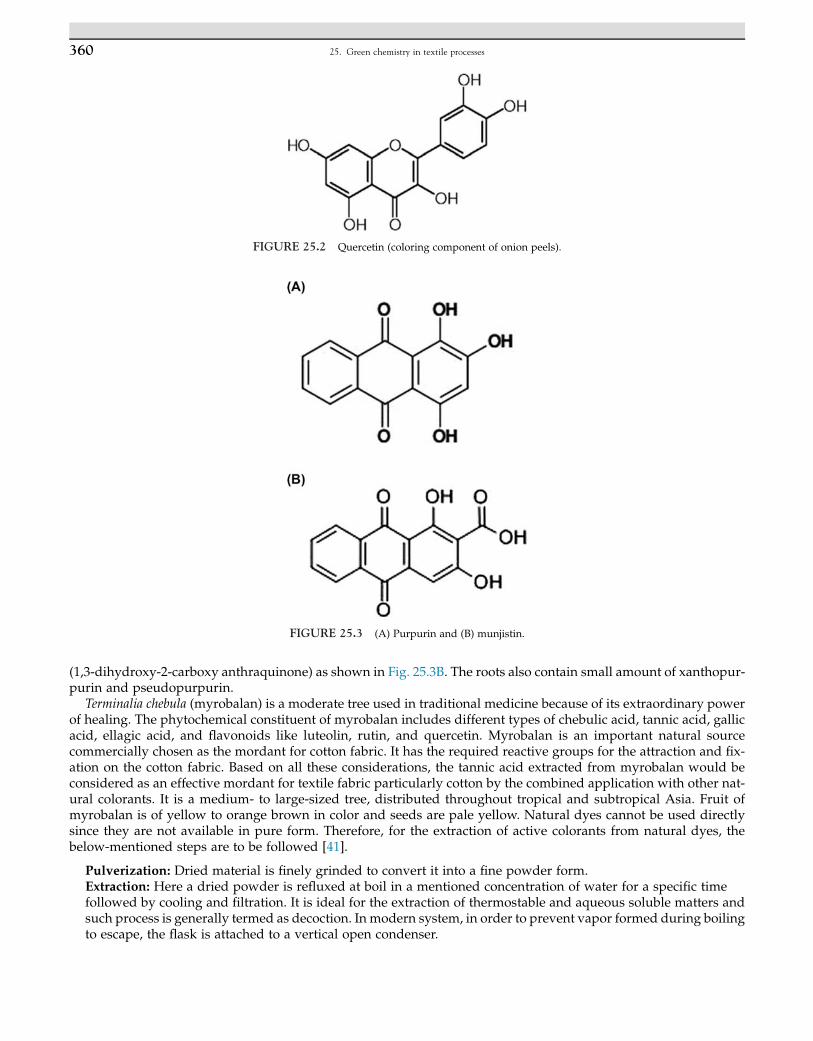
(1,3-dihydroxy-2-carboxy anthraquinone) as shown in Fig. 25.3B. The roots also contain small amount of xanthopur-purin and pseudopurpurin.
Terminalia chebula (myrobalan) is a moderate tree used in traditional medicine because of its extraordinary powerof healing. The phytochemical constituent of myrobalan includes different types of chebulic acid, tannic acid, gallicacid, ellagic acid, and flavonoids like luteolin, rutin, and quercetin. Myrobalan is an important natural sourcecommercially chosen as the mordant for cotton fabric. It has the required reactive groups for the attraction and fix-ation on the cotton fabric. Based on all these considerations, the tannic acid extracted from myrobalan would beconsidered as an effective mordant for textile fabric particularly cotton by the combined application with other nat-ural colorants. It is a medium- to large-sized tree, distributed throughout tropical and subtropical Asia. Fruit ofmyrobalan is of yellow to orange brown in color and seeds are pale yellow. Natural dyes cannot be used directlysince they are not available in pure form. Therefore, for the extraction of active colorants from natural dyes, thebelow-mentioned steps are to be followed [41].
Pulverization: Dried material is finely grinded to convert it into a fine powder form.Extraction: Here a dried powder is refluxed at boil in a mentioned concentration of water for a specific timefollowed by cooling and filtration. It is ideal for the extraction of thermostable and aqueous soluble matters andsuch process is generally termed as decoction. In modern system, in order to prevent vapor formed during boilingto escape, the flask is attached to a vertical open condenser.
FIGURE 25.2 Quercetin (coloring component of onion peels).
FIGURE 25.3 (A) Purpurin and (B) munjistin.
25. Green chemistry in textile processes360
Filtration: The obtained extract is detached from the solid residue by permitting it to drip into a holding tankalong the bottom of an extractor. The extract so obtained is then used for dyeing further.
Traditionally most textile dyers employed aqueous extraction method in open bath to extract natural dyes fromcolorants. Nowadays there are various methods available for the extraction purpose; it is therefore important to uti-lize most efficient extraction method. Extraction of natural colorants using refluxing technique involves efficient andrapid extraction process.
The word mordant comes from the Latin word “mordere,” meaning “to bite.” It helps in fixation and absorption ofnatural dyes and also prevents fading and bleeding of color, i.e., it improves the colorfastness properties of the dyedfabrics [39]. Most natural dyes do not have affinity for cotton and hence are required to be used in conjunction withmordant (tannins or salts of various metals). From ancient times, in order to achieve depth of shade and dyeing ofimproved fastness, textile material pretreated with a mordant has been practiced. The fastness properties of naturaldyeing system with mordant depend on the mordant and mordanting method because different tannin dye com-plexes are formed, which may differ in their stability to rubbing, washing, or light [42]. Different types of mordantmay be applied on textile materials in order to increase the color build up with natural dyes [37]. Mordanting oftextiles can be achieved by three different methods. Pre-mordanting was pretreated with natural or syntheticmordant. Meta-mordanting was dyed and treated with natural and synthetic mordant simultaneously. Post-mordanting system was treated with natural or synthetic mordant after dyeing. Nowadays, most natural dyersuse synthetic mordants such as copper sulfate, alum, iron sulfate, chrome, etc. Although these metallic salts workwell and improve the overall fastness property, they produce toxic waste and are hazardous to health which requiresspecial disposal. Hence in order to achieve eco-friendliness, instead of using metallic salts for producing colors onecan use natural mordants, which will give almost similar results as obtained by chemical mordants. Myrobalan is themostly used tannin-based natural mordant, giving a light buttery yellow when applied on cotton.
Colorfastness refers to the ability of a dyed fabric to retain its original color. All colored textile materials includingapparel and home furnishings are uncovered to various conditions affecting the colorfastness, such as crocking, gasfumes, dry cleaning, laundering, perspiration, and light [43]. Colorfastness to light depends upon the substrateproperties, dye durability, distribution in the material, and dye bonding and physical factors such as air composi-tion, humidity, light intensity, and temperature. In relation to these factors a dye may inhibit photochemical changesin the material and may also increase the degradation rate of material (photo-tendering). Dyes, like other materials,are mostly affected by radical processes and photooxidative reactions which ultimately lead to the destruction ofchromophores [44]. The textile materials are normally laundered or washed for their reuse, and it is very commonfor apparels. So the color should remain on the fabric, and it should not get washed off [37].
Synthetic dyes have been widely used in textile industries globally due to their availability in pure form with lowcost of application. However, most of the synthetic dyes are synthesized from petrochemical sources using hazard-ous chemical processes. Hence, rising awareness for organic importance of ecological products was dedicated to-ward the use of textiles dyed with eco-friendly natural dyes raised. Since last one decade many research workshave been performed to explore the natural colorants found in animals and plants which could be utilized as sub-stitute for synthetic dye and also wide-ranging work has been done to explore their medicinal value.
Gumruk et al. (2008) carried out dyeing of woolen fabrics using dye extracted from onion peels in combinationwith mordanting agents like aluminum hydroxide [Al(OH)3], copper nitrate [Cu(NO3)2], ferrous nitrate [Fe(NO3)2],zinc nitrate [Zn(NO3)2], nickel chloride [NiCl2], stannous chloride [SnCl2], and lead acetate [Pb(CH3COOH)2] withpre-, meta-, and post-mordanting methods by using buffer solution at pH 2e8 with an interval for 1 h at 98e100�C.They found that mordanting with Al3þ, Co2þ, and Fe2þ using pre- and post-method gave maximum K/S value ascompared to other mordants. They also found that sample mordanted with Cu2þ, Co2þ, and Fe2þ when subjected tolight shows good lightfastness rating [45].
Deo et al. (2000) investigated dyeing property of onion extract using potassium alum in combination with naturalmordant harda and tartaric acid. The sample post-mordanted with potassium alum-tartaric acid (1:1) showed goodcolorfastness rating in the range of 3e4 for light and wash fastness [46].
Kamel et al. (2009) studied dyeing property of cotton with natural dye extracted from saffron (Crocus sativus)using a traditional heating method and a power ultrasonic method. Factors responsible for dyeing propertiessuch as duration of dyeing bath, ultrasonic power, pH values, salt concentration, and temperature were also stud-ied [47].
Singh et al. (2002) compared antioxidant-rich fractions which were extracted from pomegranate (Punica granatum)seeds and peels using water, ethyl acetate, and methanol. The potential of antioxidant extracts was screened usingvarious in vitro models. The methanol extract of peels exhibited antioxidant activity in the range of 81%e83% at
25.8 Application of natural dyes in textile processing 361
50 ppm. Owing to this antioxidant potential of P. granatum, studies can be further extended to exploit its medicalpotential in the different field which benefits human health [48].
Iqbal et al. (2008) studied dyeing property of dye extracted from irradiated and nonirradiated henna leavesthrough UV source in water and methanol and their dyeing on cotton fabric. They optimized the treatment time,temperature, and concentration of salt in order to get good dyeing results. Dyeing was carried out at optimized con-dition using mordants such as copper sulfate and ferrous sulfate by employing pre- and post-mordanting tech-niques. The colorfastness assessment of the dyeings included perspiration, light, rubbing, and washing fastness.They reported that UV radiation enhances the color strength of dye on cotton and also improves the fastness prop-erties of the dyed samples [49].
Kumaresan et al. (2013) formulated dyeing condition for the application of bark of chiku (Achras sapota) and Cordiasebestena flower in cotton dyeing. The grounding of the dried bark of chiku (A. sapota) and cotton were mentioned,whereas the mordants such as nickel sulfate, aluminum sulfate, potassium dichromate, myrobalan, ferrous sulfate,and stannous chloride were used. The concentration of mordant was optimized. The results concluded that naturaldye extracted from C. sebestena flower gave overall good fastness properties as compared to dye extracted from chikubark [50].
Tepparin et al. (2012) studied the dyeing property of natural dyes extracted from two different types of tamarindseeds, viz. sour-tamarind seed and sweet-tamarind seed on cotton, Bombyx mori, and eri silk fabric. The extractedsolution from seeds was converted into powder form and used for dyeing. They reported that sour-tamarindseed gave higher color strength than that of sweet-tamarind seed. The effect of mordants (ZnSO4, K2Cr2O7, andFeSO4) on dyeing property was also discussed. They reported that dye exhausted better on silk especially on Bombyxsilk than on cotton. They also reported that excellent wash fastness properties were obtained when FeSO4 was usedas mordant [51].
Jothi (2008) explored the potential of African marigold (Tagetes erecta L.) as a natural textile colorant. Natural dyefrom marigold was extracted by boiling it with water, and dyeing was carried out on 100% silk and cotton fabricsunder normal dyeing condition. Different parameters such as dyeability, lightfastness, wash fastness, and colorhue were studied. Dyed fabric was found to exhibit good wash fastness, while change of hue was observed afterwashing with soap [52].
Ahmadi et al. (2013) have evaluated the dyeing property of madder (Rubia tinctorum) with respect to its age andtype of madder for better color behavior prediction. They have investigated the effect of four different types ofmadder along with the role of concentration and pH of dye bath. They have evaluated the amount of dye absorptionby calculating the K/S value. They also assessed the effect of after treatment on light and washing fastness of thedyed samples. The chemical structure of madder was evaluated by FTIR technique [53].
Recep et al. (2014) have recently studied the effect of different mordant concentration on silk dyeing by usingmadder extract. Alum was selected as mordant. They found that the color strength of the fabrics was increasedwith the increase of purpurin concentration. They also stated that best washing fastness was obtained when 6%on weight of fabric alum was used and highest K/S value was obtained at 4% alum concentration [54].
Yusuf et al. (2011) explored the dyeing study of henna and madder on woolen yarn using tin chloride as amordant. The dyeing results were assessed in terms of effect of tin chloride on dyeability, color characteristics, color-fastness properties, and antifungal activity of dyed woolen yarn. Woolen yarn dyed samples with henna extractwere effective against Candida glabrata after application on substrate [55].
Teli et al. (2013) explored property of chitosan as a natural mordant for eco-friendly antibacterial printing of cottonwith natural dyes since metallic mordants beyond certain limit are considered as environmentally pollutant. Thenatural dyes catechu, turmeric, and marigold, metal mordants like alum and copper sulfate, and natural mordantchitosan were selected. Printing on cotton fabric was carried out using screen printing method. The printed fabricshowed excellent antibacterial property and good overall fastness properties [56].
Arora et al. (2012) looked into the dyeing property of natural dye obtained from Arnebia nobilis on varioustextile substrates like nylon, polyester, wool, silk, cotton, and acrylic, and their antibacterial activities wereassessed using AATCC 100 test method. Stability of antimicrobial activity to washing and lightfastness wasalso explained [57].
Calis et al. (2009) studied antibacterial property of four natural dyes and their dyeing property on woolen fabric.They found that only curcumin extract was effective against all the bacteria. Hence, they made an attempt to deter-mine the inhibition potential of curcumin dye on woolen fabric. It was also reported that there was a reduction ofaround 32%e52% in bacterial growth when woolen samples were dyed with R. tinctorum and a reduction of around28%e91% in bacterial growth when woolen samples were dyed with Mentha sp. Also a maximum inhibition rate of91% was found against Pseudomonas aeruginosa when woolen sample dyed with R. tinctorum while maximum
25. Green chemistry in textile processes362
inhibition rates against Bacillus subtilis of wool samples dyed with P. granatum, Allium cepa, and R. tinctorum wereobtained 80%, 86%, and 52%, respectively [58].
Ramya and Maheshwari et al. (2013) evaluated antiseptic property of 100% cotton, 100% bamboo, and 50:50 cot-ton/bamboo fabrics which were treated with herbal extract of Calotropis gigantea, Cassia senna, and Piper betle. Theantiseptic property of treated samples was tested against Staphylococcus aureus, B. subtilis, Klebsiella pneumonia,and Pseudomonas sp., which are normally observed in human foot wound [59]. They reported that 50:50 blended cot-ton/bamboo fabrics treated with P. betle herbal extract showed good efficacy against all tested bacteria. Hence, theyconcluded that P. betle extract treated fabric could be used for finishing of socks and bandages.
Dyeing behavior of natural dye was extracted from guava (Psidium guajava) leaves for silk fabric. The effects ofmordants such as aluminum potassium sulfate, tannic acid, and tartaric acid on dyeing properties were discussed.The color strength and color coordinates were examined. Heavy metal concentrations on digested samples weredetermined by using atomic absorption spectrophotometer and the extracted dye was also analyzed for presenceof any banned aryl amines using gas chromatography [60,61].
Natural dye was also extracted from greenwalnut shell for dyeing on polyamide fabric for imparting antibacterialproperty. Extraction of dye was carried out using soxhlet apparatus. They discussed the characteristics of the coloredcomponents isolated and extracted by employing column chromatography, thin layer chromatography (TLC), nu-clear magnetic resonance (NMR), mass spectroscopy, and infrared (IR) techniques. The effect of mordants on dyeingbehavior was also studied using mordants such as alum, ferrous sulfate, and copper sulfate. They also determinedthe antibacterial activity of dyed samples which was found to be durable up to 20 washes [62].
Technique to develop garments treated with medicinal herb extract using alternate medical concept of curing dis-eases. Here, 16 different medicinal herbs such as holy basil, neem, turmeric, and sandalwoodwere selected, and theireffects on the curing of diseases such as psoriasis, asthma, liver disorders, allergic, dermatitis, headache, joints pain,and sinus trouble/cold were observed. In this new approach, garments treated with medicinal herbs extract weregiven to the person affected from disease to wear for healing purpose. For this purpose, 100% cotton fabric wovenor knitted was used, and this fabric was treated with medicinal herb extracts. By combination of 2 or 3 herb extracts,7 different garments were prepared. The garments so preparedwere tested for their antibacterial activity before beinggiven to the diseased person, which confirmed their correlation with the curative performance [63].
Mixture of arjun (Terminalia arjuna) and madder (Rubia tinctorum) in different proportion (w/w) and the resultingextract was further optimized for its dyeing condition onwool by exhaust method in order to impart an environmen-tally friendly dyeing process with good fastness properties. They studied the dyeing behavior in presence ofdifferent mordants along with their combination using pre-, meta-, and post-mordanting techniques. The colorfast-ness properties of dyed samples tested were washing, rubbing, light, and perspiration fastness. They found that, asthe percentage of madder increased, the depth of shade also increased because more number of hydroxyl groupswere available which are responsible for bathochromic shift [64].
Mohamed (2010) studied the dyeability of natural dye extracted from henna and onion peels on 100% cotton,100% polyester, and 35% cotton/65% polyester-blended fabrics. The temperatures selected were 30 and 100�C fordyeing under closed dyeing system. They evaluated changes in strength, elongation, and shrinkage of fabric afterdyeing. The color assessment on fabrics was performed by reflectance spectrophotometer in terms of K/S and L*,a*, and b* color-difference values [65].
Natural dyes were used for activity against both gram-positive and gram-negative bacteria. Out of those, sevendyes showed sufficient activity against one or more bacteria studied. From these results, it was concluded thatcertain dyes are able to reduce the microbial growth against Escherichia coli and Pseudomonas vulgaris. Finally threedyes (kamala, pomegranate, and gallnuts) out of seven showed to be efficient biocides after dyeing on cotton, againstE. coli and P. vulgaris reducing the colonies by 99%. The dyes examined were reported to exhibit good wash fastnessproperties and therefore antibacterial effect was likely to be durable [66].
Dyeability of natural dye extracted was from the flowers of Clitoria (Clitoria ternatea) and marigold (Tagetes erectaLinn.) and pomegranate (P. granatum) peel on cotton and synthetic fabrics. Dyeing was carried out at optimized con-dition using natural mordant like lemon andmetal salts such as ferrous sulfate, copper sulfate using pre-, meta-, andpost-mordanting techniques. The colorfastness properties tested were rubbing, washing, and lightfastness. Theyalso studied antibacterial property of extracted dye using disc diffusion method. It was stated that sample dyedwith dye extracted from pomegranate peel gave maximum percent reduction in biomass against E. coli andS. aureus [67].
Importance of environmental-friendly antimicrobial agents derived from natural products was for applying ontextile material. Natural productebased bioactive agents such as natural dyes, chitosan, neem extract, and otherherbal products were reviewed for their antimicrobial activity on the textile substrate. The mechanism of
25.8 Application of natural dyes in textile processing 363
antimicrobial action had been presented along with that a brief review of the active ingredients found in extracts ofnatural products was also done. Finally future potential and major challenges faced by natural products and theirapplication on textile were critically reviewed [68].
Dyeing property of soyabean protein fabric (SPF) using natural coloring matter was extracted from marigold andtannin mordant such as harda (myrobalan fruits), amla (Indian gooseberry), and tamarind seed coats. The antibac-terial property of dyed samples was also investigated [69]. Cotton fabric was dyed using natural dye extracted frombanana (Musa acuminata) peels in alkaline condition. The extracted dye solution was characterized by employinghigh-performance thin layer chromatography (HPTLC). Ferrous sulfate was used as mordant. The extracted dyewas applied on cotton fabric by pre-mordanting technique. It was found out effectiveness of banana peel extractdyed sample against ultraviolet radiation in terms of ultraviolet protecting factor (UPF) [70]. Tamarind seed coatwas used as natural mordant in combination with metallic mordant such as copper sulfate and natural dye extractedfrom turmeric (Curcuma longa) and pomegranate (P. granatum) rind on cotton, wool, and silk. They also estimated thetotal phenolic content in the extract. The dyed samples were found to have good antibacterial activity up to 20washes [71].
Ibrahim et al. (2013) explored the dyeing property of polyamide-6 using natural dye extracted from madder andsafflower yellow dye in combination with eco-friendly mordant such as alum, zinc sulfate, and tannic acid forimparting functional properties such as UV protection and antibacterial properties to the dyed polyamide-6 fabric[72]. Antibacterial finish on woolen fabric was done by using natural dye extracted from berberine (Berberis vulgaris)wood. They applied extract of Rumex hymenosepolus on woolen fabric which was used as biomordant. They reportedthat all fastness properties were improved when extract of R. hymenosepolus was used as mordant [73].
25.9 Tannins and their importance in green chemistry of textile
In nature the tannins are found in many different families of the plants such as in chestnut, oak wood, myrobalan,and plant galls, and every part of these plants such as the bark, wood, leaves, fruit, roots, and seed contains tanninsin different concentrations. Bate-Smith defined tannins as “water-soluble phenolic compounds having molecularweights between 500 and 3000 and these polyphenols contain large number of hydroxy or other functional groupswhich give the usual phenolic reactions and having special properties such as the ability to precipitate alkaloids,gelatin, and other proteins.” The molecular formula of tannin is C76H52O46, with molecular weight 1701.22, and itmelts at 220�C [74]. Tannins are used in the production of inks (iron gallate ink) and as mordanting of fibers forcationic dyes (tannin dyes) in the dyestuff industry [75]. In textile industry, it is used as a natural mordant for dyeingof textiles with natural dyes. Tannins are divided into two groups such as condensed tannins and hydrolyzedtannins [74].
Condensed tannins (proanthocyanidins) are polymer-based flavonoids. Flavonoids are a varied group of metab-olites with a heterocyclic ring system obtained from polyketide biosynthesis (A) and phenyl alanine (B)(Figs. 25.4e25.9).
The widely studied condensed tannins are based on flavonols: (�) epicatechin and (þ) catechin.Chemically more descriptive term “proanthocyanidin” is gaining acceptance due to which it is widely used as
flavonoid-based polyphenolics.Hydrolyzable tannins are derived from gallic acid (3,4,5-trihydroxyl benzoic acid) as shown in Fig. 25.6. The
simplest hydrolyzable tannins, the gallotannins, are simple polygalloyl esters of glucose.The simple ellagitannins are esters of hexahydroxydiphenic acid (HHDP), and this quickly lactonises to ellagic
acid in aqueous solution as shown in Fig. 25.8.Tannins not only heal burns and stop bleeding, but they also stop infection while they continue to heal the wound
internally. Tannins also have been reported to have antibacterial, antiviral, and antiparasitic effects. Human skin isexposed to external influences like ultraviolet light of sunlight continuously that may alter its functioning condi-tions. As a result, the skin may undergo alterations which are leading to immune dysfunction, imbalancedepidermal homeostasis, photoaging, inflammation, or other skin disorder. Although nature anticipates theseconditions by providing natural antioxidants in the superficial skin layers, stimulating melanogenesis, increasingepidermal thickness, and supplementation with nutrients which support these processes and thereby act as aprotective shield against the harmful effects of ultraviolet light. But there may be chances that the antioxidant activ-ity may convert to prooxidant activity, due to extracellular environments, which generate oxidative stress, either byinhibiting antioxidant systems or by generating reactive oxygen species (free radicals). Tannins also act as antioxi-dants mainly by trapping reactive oxygen species. Tannins, phenolic acids, and flavonoids are the most commonly
25. Green chemistry in textile processes364

FIGURE 25.4 Precursor of condensed tannin.
FIGURE 25.5 Flavanols.
FIGURE 25.6 Gallic acid.
FIGURE 25.7 b-1,2,3,4,6-pentagalloyl-O-D-glucopyranose.
25.9 Tannins and their importance in green chemistry of textile 365

found polyphenolic compounds in plant extracts. Hence, due to their high antioxidant potency, interest in plant ma-terials rich in polyphenolic compounds is on the increase, which through the inhibition of oxidative damage mayoffer protection against cancer and known to be a potential cause of mutation [74,75]. Application of tannin as tannicacid is widely used as mordant for natural dyeing and also excellent sources of antibacterial agent after applicationon textile fabric.
25.10 Green chemistry in antimicrobial finishing of textile
Natural antimicrobial agents such as green coconut shell extract, S. foetida fruit shell extract, D. regia stem shellextract, chickpea husk extract, sericin, neem extract, natural dyes, aloe vera, tea extract, eucalyptus oil, eucalyptusbark extract, roasted peanut skin, Acacia auriculiformis, oil of cloves, leaves of tulsi, etc., were used as finishing chem-icals to resist bacteria [5,68,76e78].
The antimicrobial property of textiles to prevent degradation of textile by microorganisms can be achievedthrough four possibilities which are given as follows.
• Kill organism: This applies to the hygiene and aesthetic finishes. The process of destroying microorganism can beachieved with biocide either in two ways. There can be a chemical reaction with cell membrane, which stops themetabolic process, e.g., silver- and mercury-based biocide work by displacing hydrogen ions from bacteria withrelevant metallic ion. Alternatively, the biocide can penetrate the cell wall and poison the cell from within.
• Block enzyme: The enzymes are produced that break down a material even when treated with a biocide. Many ofthe enzymes associated with the breakdown of cellulose are identified but blockage of which is yet not practical.
• Insert a barrier: This can be achieved by coating the textile substrate and this coating prevents the microbialactivities. Use of organosilicon polymer that contains quaternary ammonium groups forms biobarrier on thefabric.
• Modification of fiber: In this process, fiber can be treated with chemical which can react with the appropriate siteon the molecule so that biochemical reaction carried out by the microorganism via its enzyme can no longer takeplace [79].
Microorganisms can cause great losses of animal and plant life. The effects of some of the microorganisms onhuman being are shown in Table 25.4.
In order to prevent the abovementioned problems, human being needs additional antimicrobial activity on skin.This is the main reason of producing antimicrobial compounds and using them on textile substrate.
FIGURE 25.8 Hexahydroxydiphenic acid (HHDP).
FIGURE 25.9 Ellagic acid
25. Green chemistry in textile processes366

The main objectives of antimicrobial finishes are as follows:
• To prevent and control infestation, proliferation, and cross-infection.• To seize microbial metabolism to lower the formation of odor.• To restrict the degradation of textiles, mainly natural fabrics.• To manage the increase of illness or infection, inside and outside hospitals.
Microorganisms deteriorate the quality of the textiles and reduce the wear life of the material. Textile materialsthat are made up of natural fibers such as cotton, wool, and jute are easy targets for microbial attack as they retainwater readily and microbial enzymes can readily hydrolyze their polymer linkages [80]. Thus, microorganisms areexisting in abundant quantities on textile material. In order to overcome these problems antimicrobial finishing oftextiles is utmost important.
Increasing demand for antibacterial materials lies in different application areas like healthcare, hygienic applica-tion, hospitals, medical devices, dental surgery equipment, water purification systems, textiles, storage, and foodpackaging. Therefore, a large number of synthetic antimicrobial agents came into market, which includes triclosan,metal and their salts, organometallics, quaternary ammonium compounds, organosilicons, etc. However, new fam-ilies of antimicrobial agents have short-life expectancy and the majority of synthetic antimicrobial agents may causeecotoxicity and skin irritation. The prime consideration related to the function and end use of an antimicrobial textileis that it should meet low toxicity criteria and environmental aspects [68]. For these reasons, researchers are increas-ingly turning their attention toward natural dyes for textile coloration and it is gaining a significant momentum.
Plants have been used by humans and animals as medicine for many hundreds of years. Medicinal herbs cover awide range of types of plants. The basic active ingredients are used such as root, bark, leaves, seeds, and sometimesthe fruits for treating various ailments. In addition to their cultural significance, medicinal herbs are importanteconomically. In India, more than 450 medicinal plants yield dyes can be used for dyeing of textile substrate toimpart functional properties such as antibacterial, UV protective, and antiaging properties and such textile materialscould be used as healthcare products. Turmeric (haldi), naturally occurring yellow dyes, has powerful antifungaland antibacterial properties, while indigo gives a cooling sensation.
Nowadays, the interest toward use of natural dyes for coloration of textiles is growing because of the increasedawareness on therapeutic properties of natural dyes in society. Many synthetic colorants have been banned as theyare toxic and cause skin allergy-like symptoms and are carcinogenic in nature. On the other hand, natural dyes alongwith their dye-yielding characteristics possess medicinal value also [81]. There is very low occurrence of unfavorableeffects of herbal goods in contrast by way of modern synthetic antibiotics and thus they can be subjugated as a strik-ing eco-friendly substitute to synthetic antimicrobial agents for textile dyeing and applications.
TABLE 25.4 Effect of microorganisms on human beings [79].
Sr. no Species Resulting disease or condition
Gram-positive bacteria
1 Staphylococcus aureus Pathogenic infection
2 Staphylococcus epidermidis Body odor
3 Brevibacterium ammonia genes Diaper rash
Gram-negative bacteria
4 Escherichia coli Infections of urogenital
5 Proteus mirabilis Urinary infection
6 Pseudomonas aeruginosa Infection of wounds
7 Epidermophyton floccosum Infection of skin
8 Klebsiella pneumonia Pneumonia
Fungus
9 Candida albicans Diaper rash
10 Trichophyton interdigitale Athlete’s foot
25.10 Green chemistry in antimicrobial finishing of textile 367

Different medicinal plants are also important sources of antioxidants. The compounds with antioxidant proper-ties are the phenolics, which occur naturally in plants and are there in various parts of plant like fruits, vegetables,nuts, seeds, leaves, and flowers. These phenolics are believed to act as antioxidant, anticarcinogenic, antimicrobial,antiallergic, antimutagenic, and antiinflammatory. Thus, there is growing interest and need of natural antioxidantsfrom plants. The end uses of the antimicrobial finished fabrics are mentioned in Table 25.5 [82].
25.11 Green chemistry in functional finishing of textile
The different textile materials have a different protective capability depending on their structural composition.Cotton, jute, and silk suffer from very poor ultraviolet protection factor (UPF). Recently reported different plantsources like marigold flower, sappan wood, tamarind seed coat, coconut shell extract, S. foetida fruit shell extract,and D. regia stem shell extract have been used for enhancing the UPF factor of natural fabric. Green chemistryhas also contributed to a key role for ultraviolet (UV) protection with the help of numerous plant sources such asshell extracts of S. foetida fruit, coconut, andD. regia (gulmohar), peanut husk extract, annatto, babool, ratan jot, man-jistha, etc. [82e86].
Researchers are exploring the green chemistry approach, to utilize greener routes to impart flame retardancy andhave exposed different natural resources as flame-retardant alternatives to satisfactorily substitute for syntheticchemical. In this direction using DNA, casein, whey proteins, hydrophobins, starch, chicken feather, banana pseu-dostem sap, spinach leaves, etc., were reported for making flame-retardant finishing on textile fabric [5,87].
The aroma quality or other substances arises from their fragrance or agreeable odor. An attempt listed the sourcesand their respective odors applied in fragrance finishing by natural resources. Fragrance finishing on textiles hasoften been done through fabric conditioners in the wash and during tumble drying. Irrespective of the techniqueused to introduce the fragrance, its effect is temporary, not lasting beyond one or two wash cycles [88]. All typesof the textile are excellent substrates for emanating fragrance compounds and enhance the comfort level, especiallyof sports persons wearing active wear, depending on their fragrance preference and intensity. Fragrance of choice forsports wears may be lemon, orange which would make them activated for a greater period. Microencapsulation caneffectively modulate the release load of the fragrance compounds and essential oils as required, while also ensuringthe stability and limiting the dosage of volatile substances [88].
Chrysanthemum genus (Asteraceae) has been suggested for many years in folk medicine and has been widely usedfor the prevention of migraine headaches, for arthritis, and as antiinflammatory agents. Aerial parts of Chrysan-themum indicum were used to treat various medical treatments like vertigo, hypertensive, and also some infectiousdiseases like pneumonia, colitis, stomatitis, etc. The chemical compositions of essential oil extracted from air-driedC. indicum flowers were studied and its antibacterial activity has also been confirmed against S. aureus, E. coli, andStreptococcus pneumoniae [89]. Chrysanthemum oil extracted from fresh and dried flowers and leaves of C. indicum bysteam distillation has components like borneol, chrysanthenone, and bornyl acetate. They found that oil extractedfrom leaf had a larger number and amount of sesquiterpenoids than monoterpenoids [90]. Chrysanthemum oilcould be used in the composition along with different oils and the composition can be applied to the skin for
TABLE 25.5 Applications of antimicrobial agents on different products [82].
Products Applications
Undergarments They come in direct contact to body and receive ample temperature and moisture from the body which isfavoring condition for growth of microbes leading to different skin diseases. The antimicrobial finishedundergarment will prohibit the microbial growth which results into inhibition of chances of diseases.
Socks The socks are finishedwith antimicrobial agents in order to restrict uncanny odor by prohibiting the growthof microbes.
Shoes Microorganisms leave some stains on shoes and shoelaces especially in monsoon and when shoes are notused for long duration in damp condition.
Medical industry It is crucial that the textile materials used in the medical sectors should not contain microorganisms.
Apparels The problems of foul smell because of perspiration are majorly associated with apparels which is caused bymicrobes.
Pillow covers and pillow fills To enhance longevity of the pillow fills and covers it is necessary to give them antimicrobial finish.
25. Green chemistry in textile processes368

repelling mosquitoes. Another researcher also invented the application technique of chrysanthemum oil nanoemul-sion for making nylon net fabric mosquito repellent. The net fabric treated with chrysanthemum oil emulsionexhibited wash fastness and was durable to 25 washes and also showed excellent mosquito repellent property.Some researchers also found pyrethrins as an insecticide from Chrysanthemum cinerariaefolium flowers. The com-pound was extracted using organic solvents and detection by HPLC (high-performance liquid chromatography)proved that the extract contained Pyrethrin I and Pyrethrin II. The extract from flowers showed an active biologicaleffect against beetle flour Tribolium castaneum [91]. Chrysanthemum morifolium Ramat is one of the utmost importantattractive flowers in the floriculture industry. Due to its aromatherapy effect for the treatment or mitigation of head-aches, blood hypertension, allergies, eye-related diseases, and inflammation, it was used as cigarette flavor. One ofthe studies reported that flavonoids from C. morifolium L. can be used as anti-AIDS agents. Researchers also foundthat the presence of chrysanthemum oil in composition gives refreshment effect and has better effects on listlessness,amnesia, and other symptoms caused by various discomforts. Chrysanthemum oil also has antiinflammatory activ-ity against acute and chronic inflammation. The safety of chrysanthemum oil was also tested and confirmed [92].There has been effective research for green solutions identifying natural flame-retardant resources for applicationin textile materials. Flame and fire retardancy is achieved because of the plant extract and waste plant productswhich could confer flame-retardant finishing of cellulosic, lignocellulosic, and protein fiberebased textile materials.
El-Hady et al. used nano zinc oxideebased fire-retardant formulation, etc. [93]. Search for nonhalogen-basedflame-retardant finishes is also going on. Recently the development of new phosphorus-based flame retardantshas been reported innumerous publications and patents [94]. Survey report of few research works using green chem-istry is used in fire retardant. There has been use of chicken feather for thermal stability of cotton fabric. However, thesources used were not available in abundant and extraction process was also complex [95]. A new route to greensynthesize uniform silver nanoparticles was through a single step of silver reduction by an eco-friendly reducingagent such as tannic acid, forming uniform nanoparticles having diameter in the range of 18e30 nm. The toxicityof silver nanoparticles was evaluated by seed germination technique, performed on seeds of moong bean andchickpea. The seeds treated with silver nanoparticles showed better rates of germination indicating low toxic natureof silver nanoparticles [96].
Nanoclay has proved to be very much valuable for good flame-retardant finishing on textiles. They usually needto be functionalized by substituting the (sodium-) cations existing inside the layers of clay with other, adequatelyorganophilic ions to make the addition and spreading of the nanoclays within the matrix of the polymer. One chanceto slot in such nanocomposites into textiles is usually by melt spinning them into yarns that can consequently beconverted into fabric structures. The second option is to relate the shaped polymer nanoclay composite as a finishedcoating to textiles [5].
25.12 Green chemistry in nanotechnology and nanomaterials
The terminology “nano” generally defines scale of length (i.e., one billionth of a meter). It is defined as “The un-derstanding and control of matter at dimensions of roughly 1e100 nm, where unique phenomena enable novel ap-plications.” Carbon-based polymers such as fullerenes, carbon dots, nano-diamonds, and nano-foams also representa prominent area of nanoparticle research. Graphene is another example of carbon-based nanoparticles. Dendrimersare widely used for drug delivery applications. Research works are focused nowadays in textile processing sectoralso due to its green chemistry involved and better functional properties by few of the researchers. Chemicalapproach in which the metal ions in solution are reduced in conditions favors the subsequent formation of smallmetal clusters or aggregates [4,5,30,31]. Naturally occurring reducing agent such as plants extract, polysaccharides,biological microorganism such as bacteria and fungus as reductants are used for the synthesis of nanoparticles usinggreen chemistry. Biosynthesis of nanoparticles by microorganisms is a green and eco-friendly technology. Biomole-cules found in the extracts of plants can be used for the effective reduction of metal ions to nanoparticles in a one-poteco-friendly approach.
Green synthesis process is very easy, economic, and environmental-friendly method for synthesis of metal nano-particles and alternative to chemical and physical methods. This process neither requires the technical expertise ofwell-equipped laboratory and professionals nor high inventory and energy-consuming instrument. Moreover, theapproach is relatively quicker in terms of output. Studies indicate that the subsequent herbs (fruits and leaves)are rich in biomolecules that are usually implemented for nanoparticle synthesis [97].
Artocarpus heterophyllus is commonly known as Jackfruit and in Sanskrit as Panasa, originated in India and beenspread in ancient times throughout Southeast Asia, then to all over world. It consists of dark green, alternate, glossy
25.12 Green chemistry in nanotechnology and nanomaterials 369

and somewhat leathery, moderately big, and oval-shaped leaves which are intensely lobed on young shoots asdepicted in Fig. 25.10.
Cocos nucifera plant is commonly known as coconut and Narikela in Sanskrit. It has pinnate leaves of400e600 cm long with a length of 60e90 cm pinnae as shown in Fig. 25.10. Although the leaf is known for its craftand beautiful home decorative designings, nowadays researchers are focusing on its antioxidant, antibiotics, andfree radical scavenging activity. Nyctanthes arbor-tristis is commonly known as a night-flowering jasmine tree andin sanskrit as Parijata and the leaf is shown in Fig. 25.10. It is well known in India as one of the most versatile me-dicinal plants having a wide spectrum of biological activity and is widely cultivated in tropical and subtropicalregion all over the world. It is a terrestrial woody perennial plant having life span of 5e20 years. Besides this,leaves consist of traces of volatile oils, methyl salicylate, tannic acid, sugar, ascorbic acid, resinous substances, astringent, and mannitol.
Phyllanthus emblica is commonly known as Indian gooseberry (amla) and in Sanskrit as Amalaki, first emerged inIndia, and the fruit is illustrated in Fig. 25.10. Amla also consists of different active constituents like ellagic acid andderivatives, flavonols, anthocyanins, tannins, flavones, and polyphenols [98,99].
25.13 Green chemistry used in graphene and plasma processing of textile
It is being utilized to replace carbon fiber and steel in the aircraft, improving fuel efficiency, range, and reducingweight. Owing to its high electric properties it can also be used to coat aircraft surface material to prevent electricaldamage caused by thunder strikes. Graphene coating can also be used to measure strain rate, notifying the pilot ofany changes in the stress levels of aircraft wings. High strength requirement for body armors of military personneland vehicles is a challenging requirement for the application of graphene [4].
Textiles are manufactured to execute number of functions. While manufacturing, fabric has to go through variousstages. The water thus required is taken from various sources. Main pollution in textile wastewater comes frommanufacturing of regenerated fibers and textile wet processing especially, dyeing and finishing processes. The waterthus required is taken from various sources. Main pollution in textile wastewater comes from manufacturing of re-generated fibers and textile wet processing especially, dyeing and finishing processes. The longer the processing se-quences, higher will be the quantity of water required. Immense water is utilized in washing at the end of eachprocess [100].
FIGURE 25.10 Few Sources of green synthesis of nanoparticles.
25. Green chemistry in textile processes370

The plasma treatment of textiles only modifies the surface with different value-added functionalities, such as wa-ter, stain and oil repellent, hydrophilic, antimicrobial, flame retardant, UV protective, dirt repellent, and antistaticproperties [4,11,12]. The challenge with plasma surface treatment is that the choices and capabilities are expansive.The environmental aspects influence the conductance of all types of life such as human, animal, and vegetationwhich are adversely affected by disturbance-causing industrial activities. Textile industries produce wastewater,as effluent of their production. This effluent is a major source of environmental pollution. Atmospheric pressureplasma treatment of textile is being investigated as an alternative to or for enhancement of conventional processingtechnology. The applications are widespread and encompass enhancement of flame retardancy, antimicrobial prop-erty, water and oil resistance, adhesion, and barrier properties, among others [101,102].
25.14 Effluent treatment
Different physical and chemical processes like flocculation, membrane filtration, adsorption by activated carbon,electrocoagulation, photooxidation, and ozonation are followed for the removal of colors from textile materials.Biological processes are usually regarded to be eco-friendly because they can completely mineralize the organic pol-lutants economically. Biodegradation is a well-known concept for the synthetic dyes wastewater remediation. It iseco-friendly, highly efficient, as well as cost-effective. Various microorganisms such as algae, yeasts, bacteria, andfungi can totally decolorize multiple dyes as shown in Table 25.6.
25.15 Conclusions
Global competition is resulting into fast growth in the value addition of textiles and eco-friendly processes arepromoting functionality requirements for the application of multifunctional finishes using green chemistry. Amongthem, antimicrobial textiles and ultraviolet protection have a considerable market share to fulfill the necessities for acomfortable, hygienic, and healthy lifestyle using advancement in green chemistry. Natural resources have not onlybeen utilized for natural dyeing but also for functional finishes such as antimicrobial, ultraviolet protection, flameretardant, mosquito repellent, and aroma finishing on textile. Textile processing is a blooming sector where fibersto fashion are considered as variables and that makes this industry more challenging in terms of sustainability. Inearly days, textile processing industry was considered to be heavily water and energy consuming and high effluentgenerating. There were also issues of health and environment safety with the chemicals used. The things are chang-ing very rapidly as the environmental norms are getting stringent and the availability of the natural resources arebecoming lesser very quickly. Now, optimization of existing systems, adopting more efficient and eco-friendly pro-cesses, utilizing high functional and biologically safe chemicals, and prioritizing RFT approach with proper safetyhave become the need of the day. Success of a business cannot be measured with only the profit of the company
TABLE 25.6 Microorganisms applicable for the biological wastewater treatment [24].
Sr. no. Name of the culture Name of the dyes
1. Phanerochaete chrysosporium Amaranth, Orange G, Sulfonated Azo dyes
2. Aspergillus sojae Sudan III, Congo Red
3. Candida spp. Procyon Black SPL, Procyon Blue MX2G, Procyon Red HE7B
4. Neurospora crassa Vermelho Reanil P8B
5. Aeromonas hydrophila Various azo dyes
6. Bacillus subtilis p-Aminoazobenzene
7. Pseudomonas cepacia C.I. Acid Orange 12
8. Pseudomonas stutzeri Orange I
9. Streptomycetes Anthraquinone Blue, Formazan Blue 209
10. Klebsiella pneumonia Methyl Red
25.15 Conclusions 371
and questions arise about the concern over corporate social responsibility/commitment and environmentalprotection.
References
[1] Gilbert KG, Cooke DT. Dyes from plants: past usage, present understanding and potential. Plant Growth Regul. 2001;34(1):57e69.[2] Samanta AK, Agarwal P. Application of natural dyes on textiles. Indian J. Fiber Text. Res. 2009;34:384e99.[3] Türkmen N, Kirici S, Özgüven M, Inan M, Kaya DA. An investigation of dye plants and their colourant substances in the eastern Mediter-
ranean region of Turkey. Bot. J. Linn. Soc. 2004;146(1):71e7.[4] Pandit P, Maiti S, Gayatri TN, Mallick A. Applications of textile materials using emerging sources and technology: a new perspective. Green
Sustainable Adv. Mater. Appl. 2018;2:49e83.[5] Pandit P, Gayatri TN, Maiti S. Green and sustainable textile materials using natural resources. Green Sustainable Adv. Mater. Process. Char-
act. 2018;1:213e61.[6] Teli MD, Pandit P. A novel natural source Sterculia foetida fruit shell waste as colorant and ultraviolet protection for linen. J. Nat. Fibers 2018;
15(3):337e43.[7] Teli MD, Pandit P. Development of thermally stable and hygienic colored cotton fabric made by treatment with natural coconut shell extract.
J. Ind. Text. 2018;48(1):87e118.[8] Teli MD, Pandit P. Multifunctionalised silk using Delonix regia stem shell waste. Fibers Polym. 2017;18(9):1679e90.[9] Teli MD, Pandit P. Novel method of ecofriendly single bath dyeing and functional finishing of wool protein with coconut shell extract
biomolecules. ACS Sustainable Chem. Eng. Chem. Eng. 2017;5(9):8323e33.[10] Teli MD, Pandit P. Application of Sterculia foetida fruit shell waste biomolecules on silk for aesthetic and wellness properties. Fibers Polym.
2018;19(1):41e54.[11] Teli MD, Samanta KK, Pandit P, Basak S, Gayatri TN. Hydrophobic silk fabric using atmospheric pressure plasma. Int. J. Biores. Sci. 2015;2(1):
15e9.[12] Teli MD, Samanta KK, Pandit P, Basak S, Chattopadhyay SK. Low-temperature dyeing of silk fabric using atmospheric pressure helium/
nitrogen plasma. Fibers Polym. 2015;16(11):2375e83.[13] Anastas PT, Warner JC. Principles of green chemistry. Green Chem. Theor. Pract. 1998:29e56.[14] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[15] Khatri Z, Brohi KM. Environmental friendly textiles-a road to sustainability. 2011. Knol-a unit of knowledge, version, 4.[16] Zollinger H. Synthesis, properties and application of organic dyes and pigments. In: Color chemistry. 2nd ed. New York: VCH Publishers;
1987. p. 92e102.[17] Roy Choudhury AK. Textile preparation and dyeing. Enfield, NH, USA: Science Publishers; 2006.[18] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[19] White P, Hayhurst M, Taylor J, Slater A. In: Blackburn RS, editor. Biodegradable and sustainable fibres, vol. 157. Cambridge: Woodhead;
2005.[20] Pandit P, Nadathu GT. Characterization of green and sustainable advanced materials. Green Sustainable Adv. Mater. Process. Charact. 2018;
1:35e66.[21] Pandit P, Jose S, Pandey R. Groundnut testa: an industrial agro-processing residue for the coloring and protective finishing of cotton fabric.
Waste Biomass Valorization 2020:1e12.[22] Samanta KK, Pandit P, Samanta P, Basak S. Water consumption in textile processing and sustainable approaches for its conservation. In: Wa-
ter in textiles and fashion. Woodhead Publishing; 2019. p. 41e59.[23] Queste S, Bauduin P, Touraud D, Kunz W, Aubry JM. Short chain glycerol 1-monoethersda new class of green solvo-surfactants. Green
Chem. 2006;8(9):822e30.[24] Maiti S, Kulkarni K, Adivarekar RV. Biotechnology in textile wet processing. Biomed. Eng. Biotechnol. 2018;2(1):7e13.[25] Blackburn RS, Harvey A. Green chemistry methods in sulfur dyeing: application of various reducing D-sugars and analysis of the impor-
tance of optimum redox potential. Environ. Sci. Technol. 2004;38(14):4034e9.[26] Hashem M, Hauser P, Smith B. Wrinkle recovery for cellulosic fabric by means of ionic crosslinking. Text. Res. J. 2003;73(9):762e6.[27] Blackburn RS, Burkinshaw SM. Treatment of cellulose with cationic, nucleophilic polymers to enable reactive dyeing at neutral pH without
electrolyte addition. J. Appl. Polym. Sci. 2003;89(4):1026e31.[28] Park J, Shore J. Evolution of right-first-time dyeing production. Color. Technol. 2009;125(3):133e40.[29] Dawson TL. It must be green: meeting society’s environmental concerns. Color. Technol. 2008;124(2):67e78.[30] Maiti S, Jadhav A, Adivarekar RV. Optimization of low temperature bleaching of cotton using statistical modelling. J. Text. Inst. 2017;108(6):
883e92.[31] Maiti S, Mahajan G, Phadke S, Adivarekar RV. Application of polyamidoamine dendrimer in reactive dyeing of cotton. J. Text. Inst. 2018;
109(6):823e31.[32] Peterson H. Rev. Prog. Color. Relat. Top. 1987;17:7e22.[33] Cooke TF, Weigmann HD. Text. Chem. Color. 1982;14. 100-106 & 136-144.[34] Welch CM, Andrews BAK. Text. Chem. Color. 1990;22:63e7.[35] Welch CM. Text. Res. J. 1988;58:480e6.[36] Guzel B, Akgerman A. Mordant dyeing of wool by supercritical processing. J. Supercrit. Fluids 2000;18(3):247e52.[37] Pandit P, Singha K, Maity S. Green chemistry in textile and fashion. In: Chemical management in textiles and fashion; 2020. p. 177.[38] Singha K, Maity S, Pandit P. Advanced dyeing or functional finishing. In: Frontiers of textile materials: polymers, nanomaterials, enzymes,
and advanced modification techniques; 2020. p. 291e308.
25. Green chemistry in textile processes372
[39] Prabhu KH, Teli MD, Waghmare NG. Eco-friendly dyeing using natural mordant extracted from Emblica officinalis G. Fruit on cotton andsilk fabrics with antibacterial activity. Fibers Polym. 2011;12(6):753e9.
[40] Devi Priya M, Siril EA. Pharmacognostic studies on indian madder (Rubia cordifolia L.). J. Pharmacogn. Phytochem. 2013;1(5):112e9.[41] United Nations Industrial Development Organization, Handa SS, Khanuja SPS, Longo G, Rakesh DD. Extraction technologies for medicinal
and aromatic plants. Earth, Environmental and Marine Sciences and Technologies; 2008.[42] Bechtold T, Mussak R, Mahmud-Ali A, Ganglberger E, Geissler S. Extraction of natural dyes for textile dyeing from coloured plant wastes
released from the food and beverage industry. J. Sci. Food Agric. 2006;86(2):233e42.[43] Maity S, Singha K, Pandit P. Chemical risk assessment in textile and fashion. In: Chemical management in textiles and fashion; 2020. p. 53.[44] Samanta AK, Agarwal P, Singhee D, Datta S. Application of single andmixtures of red sandalwood and other natural dyes for dyeing of jute
fabric: studies on colour parameters/colour fastness and compatibility. J. Text. Inst. 2009;100(7):565e87.[45] Gumrukcu G, OzgurMU, Gultekin C. Extraction of anthocyanin pigments from red onion (Alliumcepa L.) and dyeing woolen fabrics. Asian
J. Chem. 2008;20(4):2891.[46] Deo HT, Desai BK. Dyeing of cotton and jute with tea as a natural dye. Color. Technol. 1999;115(7-8):224e7.[47] Kamel MM, Helmy HM, El Hawary NS. Some studies on dyeing properties of cotton fabrics with crocus sativus (Saffron flowers) using an
ultrasonic method. J. Nat. Fibers 2009;6(2):151e70.[48] Singh RP, Chidambara Murthy KN, Jayaprakasha GK. Studies on the antioxidant activity of pomegranate (Punica granatum) peel and seed
extracts using in vitro models. J. Agric. Food Chem. 2002;50(1):81e6.[49] Iqbal J, Bhatti IA, Adeel S. Effect of UV radiation on dyeing of cotton fabric with extracts of henna leaves. Indian J. Fiber Text. Res. 2008;33:
57e62.[50] Kumaresan M. Comparison of fastness properties of dyed cotton fabric with eco-friendly natural dyes obtained from Achras sapota and
Cordia sebestena. J. Environ. Nanotechnol. 2013;3(1):60e6.[51] Tepparin S, Sae-be P, Suesat J, Chumrum S, HongmengW. Dyeing of cotton, bombyx mori and eri silk fabrics with the natural dye extracted
from tamarind seed. Int. J. Biosci. Biochem. Bioinformat. 2012;2(3):159.[52] Jothi D. Extraction of natural dyes from African marigold flower (Tagetes erecta L) for textile coloration. Autex Res. J. 2008;8(2):49e53.[53] Ahmadi Z. Effectual parameters in natural dyeing: dyeing of woolen yarns by madder. J. Text. Polym. 2013;1(2):65e9.[54] Recep K, Emine T, Gökhan E. Dyeing properties and analysis by RP-HPLC-DAD of silk fabrics dyed with madder (Rubia tinctorum L.).
J. Psychol. Psychother. 2014;4(2):1.[55] Yusuf M, Shahid M, Khan MI, Khan SA, Khan MA, Mohammad F. Dyeing studies with henna and madder: a research on effect of tin (II)
chloride mordant. J. Saudi Chem. Soc. 2015;19(1):64e72.[56] Teli MD, Sheikh J, Kamble M. Ecofriendly dyeing and antibacterial finishing of soyabean protein fabric using waste flowers from temples.
Text. Light Ind. Sci. Technol. 2013;1.[57] Arora A, Gupta D, Rastogi D, Gulrajani ML. Antimicrobial activity of naphthoquinones extracted from Arnebia nobilis. J. Nat. Prod. 2012;5:
168e78.[58] Çalis A, Yücel DA. Antimicrobial activity of some natural textile dyes. Int. J. Nat. Eng. Sci. 2009;3(2):63e5.[59] Ramya K, Maheshwari V. Antiseptic activity of the herbal finished bamboo, cotton and bamboo/cotton knitted fabrics for the treatment of
human foot wounds. Int. J. Pharm. Integrated Life Sci. 2013;1(12):39e47.[60] Narayanaswamy V, Ninge KN, Gowda RS. Natural dye from the bark of Casuarina equisetifolia for silk. Int. J. Pharma Bio Sci. 2013;4(3):
94e104.[61] Ambre PP, Pandit P. Utilization of natural waste for textile colorationdinnovative approach for sustainability. In: Recycling from waste in
fashion and textiles: a sustainable and circular economic approach; 2020. p. 215.[62] Mirjalili M, Karimi L. Extraction and characterization of natural dye from green walnut shells and its use in dyeing polyamide: focus on
antibacterial properties. J. Chem. 2013;2013:1e9.[63] Chandrasekaran K, Ramachandran T, Vigneswaran C. Effect of medicinal herb extracts treated garments on selected diseases. Indian J.
Traditional Knowl. 2012;11(3):493e8.[64] Kamel MM, Abdelghaffar F, El-Zawahry MM. Eco-friendly dyeing of wool with a mixture of natural dyes. J. Nat. Fibers 2011;8(4):289e307.[65] Owis AS. An economical dyeing process for cotton, polyester and cotton/polyester blended fabrics. J. Text. Apparel Technol. Manage. 2010;
6(4):1e11.[66] Gupta D, Khare SK, Laha A. Antimicrobial properties of natural dyes against Gram-negative bacteria. Color. Technol. 2004;120(4):167e71.[67] Kanchana R, Fernandes A, Bhat B, Budkule S, Dessai S, Mohan R. Dyeing of textiles with natural dyes-an eco-friendly approach. Int. J. Chem
Tech Res. 2013;5(5):2102e9.[68] Joshi M, Ali SW, Rajendran S. Antibacterial finishing of polyester/cotton blend fabrics using neem (Azadirachta indica): a natural bioactive
agent. J. Appl. Polym. Sci. 2007;106(2):793e800.[69] Teli MD, Sheikh J, Kamble M. Ecofriendly dyeing and antibacterial finishing of soyabean protein fabric using waste flowers from temples.
Text. Light Ind. Sci. Technol. 2013;2(2):78e84.[70] Salah SM. Antibacterial activity and ultraviolet (UV) protection property of some Egyptian cotton fabrics treated with aqueous extract from
banana peel. Afr. J. Agric. Res. 2013;8(29):3994e4000.[71] Prabhu KH, Teli MD. Eco-dyeing using Tamarindus indica L. seed coat tannin as a natural mordant for textiles with antibacterial activity.
J. Saudi Chem. Soc. 2014;18(6):864e72.[72] Ibrahim NA, El-Zairy WM, El-Zairy MR, Ghazal HA. Enhancing the UV-protection and antibacterial properties of Polyamide-6 fabric by
natural dyeing. Interactions 2013;8:9.[73] Basak S, Samanta KK, Chattopadhyay SK, Pandit P. Sustainable coloration and value addition to textiles. In: Handbook of renewable ma-
terials for coloration and finishing; 2018. p. 521e47.[74] Hagerman AE. Tanin chemistry. USA: Hagerman Publishing Limited; 2000.[75] Khanbabaee K, Van Ree T. Tannins: classification and definition. Nat. Prod. Rep. 2001;18(6):641e9.[76] Chakraborty L, Pandit P, Maulik SR. Acacia auriculiformis-a natural dye used for simultaneous coloration and functional finishing on
textiles. J. Clean. Prod. 2020;245:118921.
References 373
[77] Pandey R, Patel S, Pandit P, Nachimuthu S, Jose S. Colouration of textiles using roasted peanut skin-an agro processing residue. J. Clean.Prod. 2018;172:1319e26.
[78] Jose S, Pandit P, Pandey R. Chickpea huskea potential agro waste for coloration and functional finishing of textiles. Ind. Crop. Prod. 2019;142:111833.
[79] Dastjerdi R, Montazer M. A review on the application of inorganic nano-structured materials in the modification of textiles: focus on anti-microbial properties. Colloids Surf. B Biointerfaces 2010;79(1):5e18.
[80] Bajpai V, Bajpai S, Jha MK, Dey A, Ghosh S. Microbial adherence on textile materials: a review. J. Environ. Res. Dev. 2011;5:666e72.[81] Jose S, Samant L, BahugunaA, Pandit P. Opportunities of agro and biowaste in the fashion industry. In: Recycling fromwaste in fashion and
textiles: a sustainable and circular economic approach; 2020. p. 73.[82] Patil SP, Pandit P, Laddha KS. Eco-friendly single bath dyeing and ultraviolet protective finishing of proteinous fabric using loganin
derived blue dye. J. Nat. Fibers 2019:1e9.[83] Teli MD, Pandit P. Delonix Regia stem shell waste for natural dyeing and UV protection of linen fabric. Asian Dyer 2018b;15(2).[84] Teli MD, Pandit P, Chaudhari S. Ecofriendly dyeing and UV protection properties of cotton fabrics. Asian Dyer 2018;14(6).[85] Teli MD, Pandit P, Samanta KK. Application of atmospheric pressure plasma technology on textile. J. Text. Assoc. 2015;75(6).[86] Teli MD, Sahoo MR, Pandit P. Antibacterial and UV-protective cotton fabric made by herbal synthesized silver nanoparticles. Int. Res. J.
Eng. Technol. 2017;4.[87] Alongi J, et al. Caseins and hydrophobins as novel green flame retardants for cotton fabrics. Polym. Degrad. Stabil. 2014;99:111e7.[88] Inoue S, Hario S, Umibe H. Synergistic insect-repelling microcapsules containing toluamides and isobornyl compounds, for textiles. 1991.
Japanese Patent, 3148203.[89] Shunying Z, Yang Y, Huaidong Y, Yue Y, Guolin Z. Chemical composition and antimicrobial activity of the essential oils of Chrysanthemum
indicum. J. Ethnopharmacol. 2005;96(1e2):151e8.[90] Stoianova-Ivanova B, Budzikiewicz H, Koumanova B, Tsoutsoulova A,Mladenova K, Brauner A. Essential oil of Chrysanthemum indicum.
Planta Medica 1983;49(12):236e9.[91] Khazaal AQ, Shawkat MS. Extraction of Pyrethrins fromChrysanthemum cinerariaefolium petals and study its activity against beetle flour
Tribolium castanum. Iraqi J. Sci. 2011;52(4):456e63.[92] Chavan PP, Pandit P. Advanced insect repellent agents for protective textiles and clothing. In: Advances in functional and protective
textiles. Woodhead Publishing; 2020. p. 335e57.[93] El-HadyMMA, Farouk A, Sharaf S. Flame retardancy and UV protection of cotton based fabrics using nano ZnO and polycarboxylic acids.
Carbohydr. Polym. 2013;92(1):400e6.[94] Ravey M, Keidar I, Weil ED, Pearce EM. Flexible polyurethane foam. II. Fire retardation by tris (1, 3-dichloro-2-propyl) phosphate part A.
Examination of the vapor phase (the flame). J. Appl. Polym. Sci. 1998;68(2):217e29.[95] Bosco F, Carletto RA, Alongi J, Marmo L, Di Blasio A, Malucelli G. Thermal stability and flame resistance of cotton fabrics treated with
whey proteins. Carbohydr. Polym. 2013;94(1):372e7.[96] Banerjee P, Satapathy M, Mukhopahayay A, Das P. Leaf extract mediated green synthesis of silver nanoparticles from widely available In-
dian plants: synthesis, characterization, antimicrobial property and toxicity analysis. Bioresour. Bioprocess. 2014;1(1):3.[97] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[98] Singh R, Jain A, Panwar S, Gupta D, Khare SK. Antimicrobial activity of some natural dyes. Dyes Pigm. 2005;66(2):99e102.[99] Pandit P, Gayatri TN. Introduction to green nanomaterials. In: Green nanomaterials. Singapore: Springer; 2020. p. 1e21.[100] Ibrahim NA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of the cotton-based textile industry. In:
Yusuf M, editor. Handbook of textile effluent remediation. USA: Pan Stanford-Taylor & Francis Group; 2018. p. 185e226.[101] ShentonMJ, Lovell-HoareMC, Stevens GC. Adhesion enhancement of polymer surfaces by atmospheric plasma treatment. J. Phys. D Appl.
Phys. 2001;34(18):2754.[102] Pandit P, Nadathur GT, Jose S. Upcycled and low-cost sustainable business for value-added textiles and fashion. In: Circular economy in
textiles and apparel. Woodhead Publishing; 2019. p. 95e122.
25. Green chemistry in textile processes374
C H A P T E R
26
Sustainable isolation and application of naturalcolorantebased dye-sensitized solar cells
(NCBDSSC): a brief reviewShahid Adeel1, Zeeshan Ali Shah2, Fazal-ur-Rehman3,
Uzair Ahmad3, Nimra Amin31Department of Chemistry, Government College University, Faisalabad, Punjab, Pakistan; 2Department of Electrical
Engineering, NUST College of Electrical and Mechanical Engineering (E&ME), Rawalpindi, Punjab, Pakistan;3Department of Applied Chemistry, Government College University, Faisalabad, Punjab, Pakistan
26.1 Introduction
There has been the rising concern in finding alternative solutions for power generation due to alarming depletionof fossil fuel resources. Moreover, fossil fuels are contributing in the environmental pollution and the climate con-ditions. Many scientists are working on the development of clean green technology for the power productionthrough the renewable energy resources, i.e., wind, solar, hydro, biomass, etc. Recently, the solar energy, beingthe fundamental energy resource, has been drawing attention of many engineers. The solar energy can be convertedinto electricity and heat, whereas its energy can be used in domestic and commercial sector at both individual andenvironment level [1]. One of the major advantages of solar energy is its environment-friendly nature. There aremany types of solar cells, out of which natural dyeesensitized solar cells (NDSSCs) are getting more attentiondue to their advantages. These NDSSCs have good photovoltaic performance, especially under low light conditions.Since, these cells are cost-effective and have simple manufacturing process, which is why, they have been the subjectof extensive research. The focus of this chapter is the application of natural dyes toward DSSCs.
Natural dyes are the organic compounds which are obtained from animals, plants, and minerals and can be usedfor various purposes [2,3]. Colors are extracted from organic (carbon, hydrogen, nitrogen, sulfur, etc.) and inorganicsources [4]. No chemical processing or modification is required, when natural colorants are extracted from theirsource. The chromophore group present in the source interacts with light and gives us the sensation of color. Italso has auxochrome that aids the chromophore to either uplift or decrease the tone [5]. Until now the main sourceof natural dyes is plants. Natural dyes are used in many fields of life such as textile, food, pharmaceutical, elec-tronics, beverages, home appliances, ink printers, etc. [6,7].
Natural colorants were used in prehistoric times particularly the dead remnants of old civilizations reported byarcheologist, which showed that the art of natural dyeing was very old [8]. In China (2600 BC), the oldest record dyeusage was found. In Mexico and Peru, the oldest record of the use of cochineal bugs, as source of dye, in the textileand paint industry was found 3000 years ago [9]. In Bronze Age, blue color is obtained from a wood which is knownas Isatis tinctoria. Madder root can give many shades of red color [10]. Dyes and pigments are used to give color todifferent objects and are important for human since years [11]. Mostly the term dye, color, and pigment are wronglyused. The difference between the dye and pigment is that the dye is soluble in the application medium at somepoints, usually water. The dye has attraction for the substance to which it is applied and is dispersed at the molecularlevel. Pigments contain the particles which are insoluble in the application medium and are dispersed as the parti-cles [12].
375Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00012-9
The use of natural dyes was turned down in the 19th century due to sudden discovery of synthetic dyes“mauviene” by W.H. Perkin from petrochemical source. The use of natural dyes was declined with the passageof time due to introduction of synthetic dyes on the account of their application, bright shades or colors produced,reproducibility, and the cheapness of synthetic dye [13]. nowwith the advances in the global life style, awareness hasbeen spread among people about the carcinogenic effects produced by the effluents of synthetic dyes. This aware-ness has compelled the people to use natural dyes in all applied fields. [14].
26.2 Sources of natural dyes
Most of the natural dyes are antibacterial and antioxidant in nature. They are obtained from different parts ofplants such as root (e.g., turmeric, madder), bark (e.g., purple bark, sappanwood), and leaf (e.g., indigo, henna)[15,16]. Mostly natural colorants are extracted from different parts of plants that promote vegetation of differentdyeing plants [17].
26.3 Classification of natural dyes
Most common method for classification is on the basis of origin and chemical structure [18,19]. So we can classifythe natural dyes on various bases.
• Origin (animals, plants, microorganisms, fungi, lichens)• Color (red, blue, green, yellow, black, orange, purple, etc.)• Application (azo, reactive, vat, acidic, basic, mordant, etc.)• Structure (indigoids, anthraquinone, flavonoids, aurones, carotenoids, etc.)
Some of its types are given in Fig. 26.1.
26.4 Applications of natural dyes
Due to excellent benefits of biocolors, these dyes have been used in various walks of life [20,21] as shown inFig. 26.2.
26.5 Electronics
Natural dyes are widely used in electronics to form diodes and solar cells to produce electricity. Energy is thebasic need of every person in this era. With the drastic increase in the population the demand of energy is alsoincreasing very rapidly [22]. Solar cells are the topic of the great interest for the research studies from the last fewdecades due to their advantages in the applied fields. Solar cells are the devices which convert the sunlight intothe electrical energy by the photovoltaic effects (Photovoltaic cells) [23,24]. The Sun is the source of solar energy,as it also provides energy in one day that is more than enough to be consumed by the whole world. The electricitygenerated by the solar cells is cost-effective; and the process is environmentally friendly, time-effective for fabrica-tion, with greater efficiency, and durable in nature [25]. The cells can be used in peak demand hours and especiallyfor seasonal devices such as air conditioning loads, heaters, etc., which are one of the most power consuming devices[26].
Solar cells are divided into three major categories:
• First-generation solar cells• Second-generation solar cells• Third-generation solar cells
First-generation solar cells are old but popular solar cells in which silicon wafers are used to develop cells. Insecond-generation solar cells, thin film PV technologies are used. Second-generation solar cells are more economicalthan that of the first-generation solar cells. Third-generation solar cells are efficient but still need development. Thesecells are not commercial yet they are more efficient than the other two cells [27].
26. Sustainable isolation and application of natural colorant376
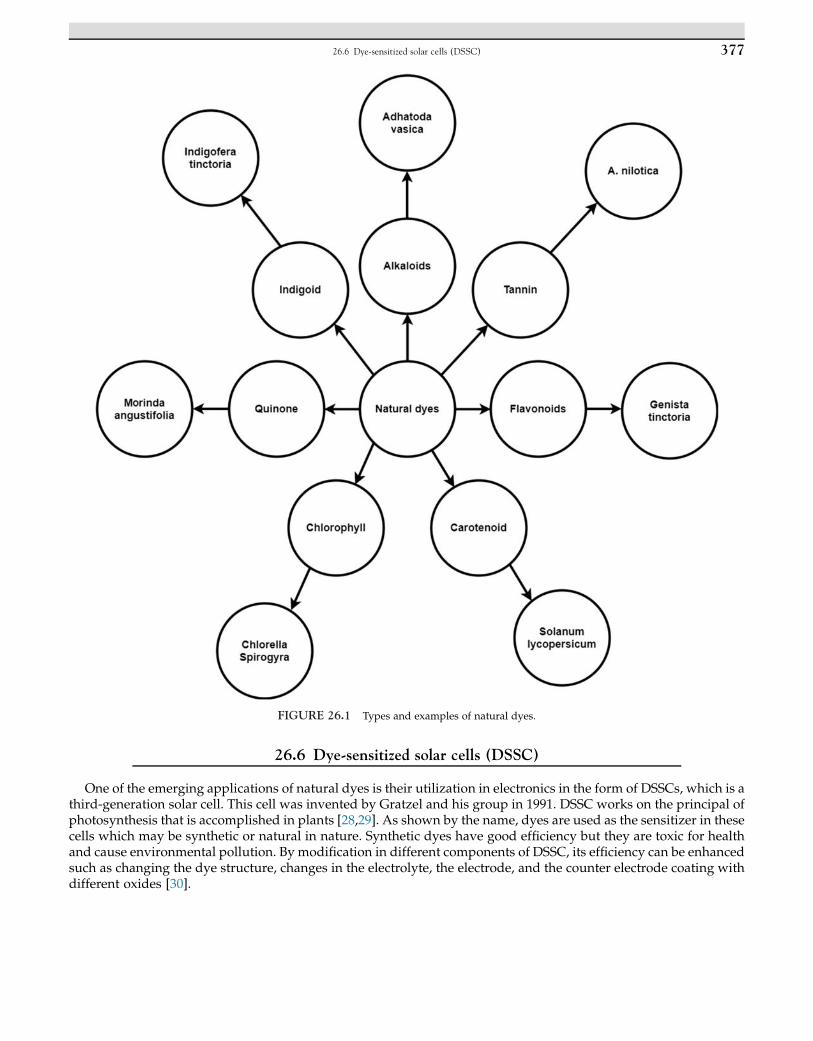
26.6 Dye-sensitized solar cells (DSSC)
One of the emerging applications of natural dyes is their utilization in electronics in the form of DSSCs, which is athird-generation solar cell. This cell was invented by Gratzel and his group in 1991. DSSC works on the principal ofphotosynthesis that is accomplished in plants [28,29]. As shown by the name, dyes are used as the sensitizer in thesecells which may be synthetic or natural in nature. Synthetic dyes have good efficiency but they are toxic for healthand cause environmental pollution. By modification in different components of DSSC, its efficiency can be enhancedsuch as changing the dye structure, changes in the electrolyte, the electrode, and the counter electrode coating withdifferent oxides [30].
FIGURE 26.1 Types and examples of natural dyes.
26.6 Dye-sensitized solar cells (DSSC) 377
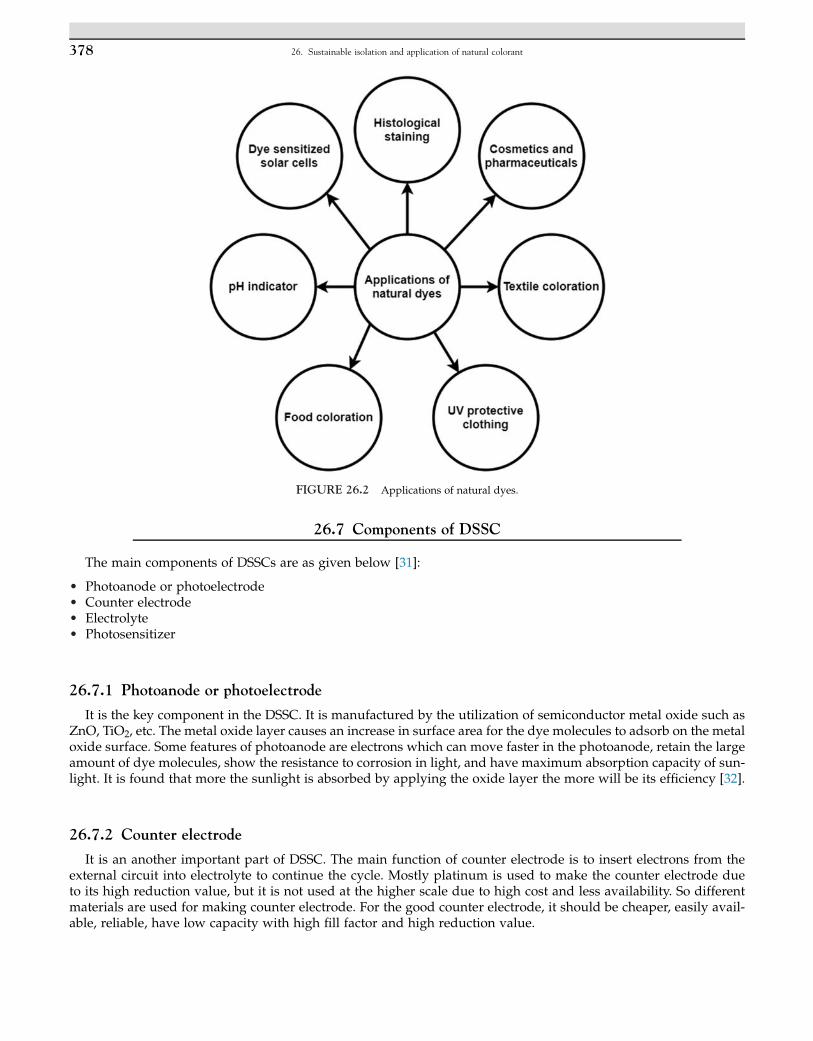
26.7 Components of DSSC
The main components of DSSCs are as given below [31]:
• Photoanode or photoelectrode• Counter electrode• Electrolyte• Photosensitizer
26.7.1 Photoanode or photoelectrode
It is the key component in the DSSC. It is manufactured by the utilization of semiconductor metal oxide such asZnO, TiO2, etc. The metal oxide layer causes an increase in surface area for the dye molecules to adsorb on the metaloxide surface. Some features of photoanode are electrons which can move faster in the photoanode, retain the largeamount of dye molecules, show the resistance to corrosion in light, and have maximum absorption capacity of sun-light. It is found that more the sunlight is absorbed by applying the oxide layer the more will be its efficiency [32].
26.7.2 Counter electrode
It is an another important part of DSSC. The main function of counter electrode is to insert electrons from theexternal circuit into electrolyte to continue the cycle. Mostly platinum is used to make the counter electrode dueto its high reduction value, but it is not used at the higher scale due to high cost and less availability. So differentmaterials are used for making counter electrode. For the good counter electrode, it should be cheaper, easily avail-able, reliable, have low capacity with high fill factor and high reduction value.
FIGURE 26.2 Applications of natural dyes.
26. Sustainable isolation and application of natural colorant378
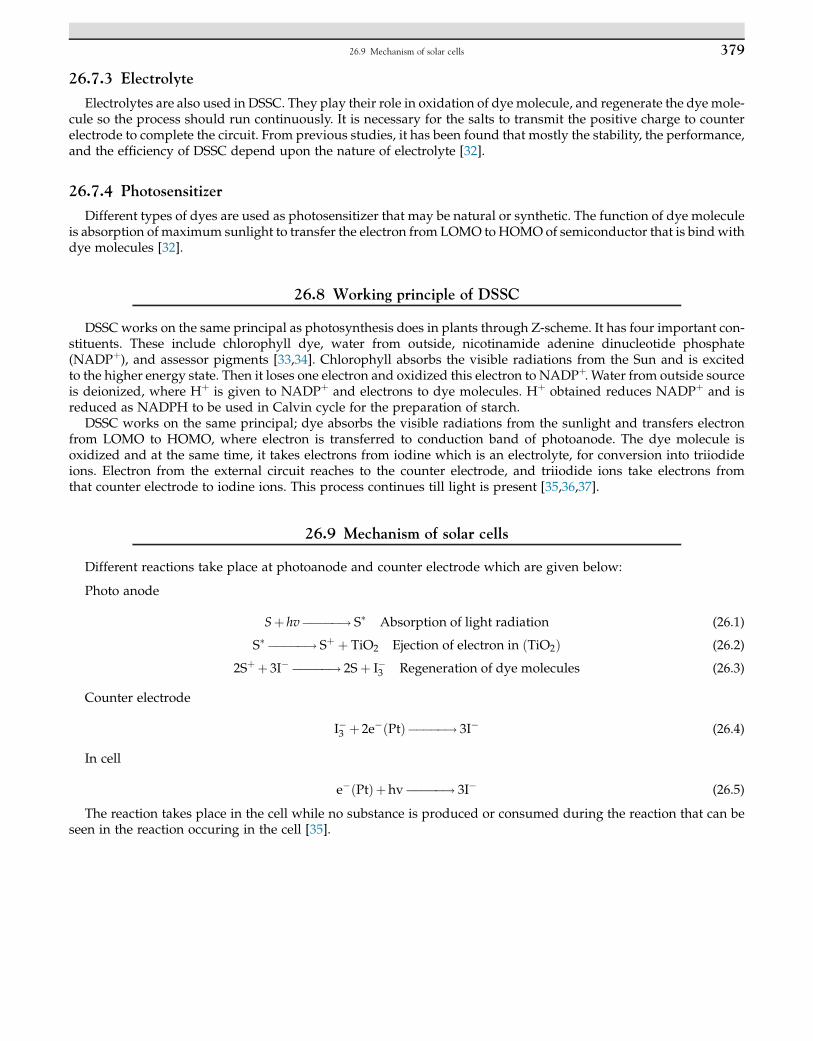
26.7.3 Electrolyte
Electrolytes are also used in DSSC. They play their role in oxidation of dye molecule, and regenerate the dye mole-cule so the process should run continuously. It is necessary for the salts to transmit the positive charge to counterelectrode to complete the circuit. From previous studies, it has been found that mostly the stability, the performance,and the efficiency of DSSC depend upon the nature of electrolyte [32].
26.7.4 Photosensitizer
Different types of dyes are used as photosensitizer that may be natural or synthetic. The function of dye moleculeis absorption of maximum sunlight to transfer the electron from LOMO toHOMO of semiconductor that is bindwithdye molecules [32].
26.8 Working principle of DSSC
DSSC works on the same principal as photosynthesis does in plants through Z-scheme. It has four important con-stituents. These include chlorophyll dye, water from outside, nicotinamide adenine dinucleotide phosphate(NADPþ), and assessor pigments [33,34]. Chlorophyll absorbs the visible radiations from the Sun and is excitedto the higher energy state. Then it loses one electron and oxidized this electron to NADPþ. Water from outside sourceis deionized, where Hþ is given to NADPþ and electrons to dye molecules. Hþ obtained reduces NADPþ and isreduced as NADPH to be used in Calvin cycle for the preparation of starch.
DSSC works on the same principal; dye absorbs the visible radiations from the sunlight and transfers electronfrom LOMO to HOMO, where electron is transferred to conduction band of photoanode. The dye molecule isoxidized and at the same time, it takes electrons from iodine which is an electrolyte, for conversion into triiodideions. Electron from the external circuit reaches to the counter electrode, and triiodide ions take electrons fromthat counter electrode to iodine ions. This process continues till light is present [35,36,37].
26.9 Mechanism of solar cells
Different reactions take place at photoanode and counter electrode which are given below:
Photo anode
Sþ hv�����! S� Absorption of light radiation (26.1)
S������! Sþ þ TiO2 Ejection of electron in ðTiO2Þ (26.2)
2Sþ þ 3I������! 2Sþ I�3 Regeneration of dye molecules (26.3)
Counter electrode
I�3 þ 2e�ðPtÞ�����! 3I� (26.4)
In cell
e�ðPtÞþhv�����! 3I� (26.5)
The reaction takes place in the cell while no substance is produced or consumed during the reaction that can beseen in the reaction occuring in the cell [35].
26.9 Mechanism of solar cells 379

26.10 Natural colorants as sensitizers
There are many natural colorants which are used as sensitizers with good efficiency. These natural dyes include:
a. Betalainsb. Carotenoidc. Flavonoidsd. Chlorophyll
26.10.1 Betalains
Betalains are used as sensitizers in NDSSC. These are the main components present in roots, flowers, and fruits ofthe plants. It is reported that using betalains as a sensitizer shows good efficiency than the anthocyanin. Spinachleaves and beetroots are used to extract betalains [38]. Characteristic peaks of the dye are identified using Fouriertransform. The UVeVis light absorption characteristics are determined using different temperatures and pH. Beta-lains are used in fabrication of zinc oxide photoanode-based NDSSC. It is observed that betalains absorb a widerange of visible light. The performance of NDSSC is tested using betalainsechlorophyll-based sensitizers and indi-vidual pigments [39].
Electrochemical impedance spectroscopy is performed on the cell. It is seen that the betalainsechlorophyll-basedNDSSC shows better results when compared with NDSSC using individual pigments as sensitizers. Stabilities ofthese cells are also discussed in this work. Betalains natural dye is used as sensitizer in TiO2 DSSC [40]. Density func-tional theory (DFT) is implemented on the solar cell to analyze experimental and theoretical results. The DFT pro-vides optimized geometry, spectrum, and structure of the cell. Natural dyes from different sources are used to testthe performance of TiO2 DSSC [41]. The solar cells are characterized by FTIR. It is seen that when betaxanthin andbetacynin are used as sensitizers, the overall efficiency of the solar cells is increased. Different natural dyes are usedas sensitizers for NDSSC without any modification. It is observed that stalk SPA of pokeweed and fruit FPA of poke-weed have wider range for absorbing spectra of light as compared to others which as a result helps in improvingenergy harvesting capabilities [42].
26.10.2 Carotenoid
Carotenoid-based dyes play an important role as sensitizer. Carotenoids are further classified as carotenes andxanthophylls. Xanthophylls contain oxygen in their structure while carotenes have no oxygen atom in their struc-ture. Natural dyes are extracted from walnuts, pomegranate, and rhubarb for designing NDSSC [43]. It is provedfrom experimental results that the maximum short circuit current is obtained when rhubarb is used as sensitizerfor NDSSC and the maximum open circuit voltage is obtained when walnut extract is utilized as sensitizer. ATiO2-based NDSSC is designed using natural dye extracted from kapok, pattaya, etc. [44]. The dye extracted iscompatible with the structure of the TiO2-based solar cell which as a result provides better performance in termsof generating electricity when compared with traditional solar cells. A detailed study has been presented on theNDSSC. Different factors and aspects are explained which affect the performance of NDSSC [37,45].
26.10.3 Flavonoids
Flavonoids are the large group of natural colorants that are further classified into anthocyanin, aurones, chal-cones, and proanthocyanidins. These colorants form a large group of natural products. These colorants are presentin many parts of the plants such as flowers, leaves, bark, and roots [37]. Theymake the plant colorful and responsiblefor pollination. Different sensitizers are used in fabrication of DSSC extracted from pomegranate, raspberry, spinach,etc. Experiments are performed on the solar cell to test its performance in terms of energy generation [46]. It isconcluded that maximum absorption is achieved using pomegranate dye as sensitizer. Different sensitizers areused which are extracted from fruit of ivy gourd and flower of red frangipani [47]. Different tests are performedon the cell including Fourier transform Raman, UVeVis absorption spectroscopy; liquid chromatographyemassspectrometry, and Fourier transform infrared. It is concluded that sensitizer obtained from dye extracted from flowerof red frangipani shows higher photosensitized performance. Natural dyes extracted from different berries are usedin fabrication of NDSSC. The results show that the delphinidine derivatives exhibit better performance in compar-ison with other derivatives [48].
26. Sustainable isolation and application of natural colorant380

26.10.4 Chlorophyll
Chlorophyll is also used as a sensitizer in NDSSC. Chlorophyll has two types: chlorophyll a and chlorophyll b.Chlorophyll is responsible for the process of photosynthesis in plants. Chlorophyll is responsible for absorptionof blue and red light in DSSC [49]. DSSCs are discussed using extracts fromMurraya koenigii, Plectranthus amboinicus,and Coriandrum sativum [29]. The results obtained from experiments show that the presented solar cell provides bet-ter results in terms of generating electricity. An NDSSC design is discussed in which anthocyanin and chlorophyllare used as sensitizers extracted from black rice and Pandanus amaryllifolius leaves, respectively [50]. Different testsare performed showing that the solar cell using mixture of sensitizers provides better results.
26.11 Future prospectus
The technology of DSSC grasps the attention of research studies due to its compatibility, cheapness, efficiency, andrenewable means of energy. Energy demand is increased with the increase in population, so DSSCs are better sourceof energy than hydrocarbons. Hydrocarbons such as coal, gas, and petroleum products are decreasing day by daydue to their extensive usage. Their use generates environmental pollution that is the main cause of ozone depletionand greenhouse effect. Moreover, DSSC can also operate in low light indoor conditions. Natural dyes as sensitizerare good alternative to Ru complex, synthetic, and inorganic pigments. The use of synthetic dyes and natural dyes isbriefly discussed in this research. Natural colorants from plants are easily extracted and used in the fabrication ofDSSC. Although the performance and the efficiency of natural dyes are less as compared to artificial dyes, theirperformance can be increased by making the cocktail dyes and their absorption on the photoanode that allowsmaximum absorption of the sunlight.
26.12 Conclusion
Natural dyes are playing a vital role in our daily life. Natural dyes are used in food coloring, cloth dyeing process,cosmetics, electronics, etc. The aim of this article is to provide one of the applications of natural dyes in differentsectors of life particularly in the electronics i.e. solar cells. The natural dyes also play an important role in energygeneration process through DSSCs. DSSCs are promising alternative to fossil fuels for energy production and arebecoming the focus of research these days. The energy generated by DSSC is the environmentally friendly andcost-effective in the nature. It also helps in improving the economic status of a country. Many countries in theworld export natural dyes and earn valuable revenue. It is concluded that the DSSCs can contribute significantlyin power production, due to limited fossil fuels in coming years.
References
[1] Rabaia MKH, Abdelkareem MA, Sayed ET, Elsaid K, Chae KJ, Wilberforce T, Olabi AG. Environmental impacts of solar energy systems: areview. Sci. Total Environ. 2020;754:141989. https://doi.org/10.1016/j.scitotenv.2020.141989.
[2] Gala S, Sumarno S, Mahfud M. Microwave-assisted extraction of natural dyes from Coleus atropurpureus leaves: the effect of solvent. In:MATEC web of conferences, vol. 156. EDP Sciences; 2018. p. 06011. https://doi.org/10.1051/matecconf/201815606011.
[3] Samanta P. A review on application of natural dyes on textile fabrics and its revival strategy. In: Chemistry and technology of natural andsynthetic dyes and pigments. IntechOpen; 2020. https://doi.org/10.5772/intechopen.90038.
[4] Adeel S, Majeed A, Ur-Rehman F, Azeem M, Iqbal N, Amin N. Lichen derived products as sustainable source of natural dyes (Ch.11). In:Lichen ederived products: extraction and applications. USA: Wiley-Scrivener Publisher; 2020. p. 245e61. https://doi.org/10.1002/9781119593249.ch11.
[5] Nambela L, Haule LV, Mgani Q. A review on source, chemistry, green synthesis and application of textile colorants. J. Clean. Prod. 2020;246:119036. https://doi.org/10.1016/j.jclepro.2019.119036.
[6] Adeel S, Salman M, Zahoor AW, Usama M, Amin N. An insight into herbal based natural dyes: isolation and applications. (Ch.19). USA:Wiley-Scrivener Publisher; 2020. p. 423e56. https://doi.org/10.1002/9781119620532.ch19.
[7] Parmar M, Phutela UG. Biocolors: the new generation additives. Int. J. Curr. Microbiol. Appl. Sci 2015;4(7):688e94.[8] NizamMEH, Al Mamun MH, Yousuf MA, Ali R, Rahman L, Miah MR. Dyeing of S/J cotton knit fabric with natural dye extracts from green
walnut shells: assessment of mordanting effect on fastness properties. J. Textil. Sci. Technol. 2017;3(02):17. https://doi.org/10.4236/jtst.2017.32002.
[9] K�rı́�zová H. Natural dyes: their past, present, future and sustainability. In: Recent developments in fibrous material science. Prague: KosmasPublishing; 2015.
References 381

[10] Gürses A, Açıkyıldız M, Günes K, Gürses MS. Historical development of colorants. In: Dyes and pigments. Cham: Springer; 2016. p. 1e12.https://doi.org/10.1007/978-3-319-33892-7_1.
[11] Poulin J. A new methodology for the characterisation of natural dyes on museum objects using gas chromatographyemass spectrometry.Stud. Conserv. 2018;63(1):36e61. https://doi.org/10.1080/00393630.2016.1271097.
[12] Gürses A. Sustainable colorants. In: The impact and prospects of green chemistry for textile technology. Elsevier; 2019. p. 21e55. https://doi.org/10.1016/B978-0-08-102491-1.00002-2.
[13] De Boer JG, Robinson A, Powers SJ, Burgers SL, Caulfield JC, Birkett MA, Pickett JA. Odours of Plasmodium falciparum-infected participantsinfluence mosquito-host interactions. Sci. Rep. 2017;7(1):1e9. https://doi.org/10.1038/s41598-017-08978-9.
[14] Sarkar S, Banerjee A, Halder U, Biswas R, Bandopadhyay R. Degradation of synthetic azo dyes of textile industry: a sustainable approachusing microbial enzymes. Water Conserv. Sci. Eng. 2017;2(4):121e31. https://doi.org/10.1007/s41101-017-0031-5.
[15] Girdthep S, Sirirak J, Daranarong D, Daengngern R, Chayabutra S. Physico-chemical characterization of natural lake pigments obtained fromCaesalpinia sappan Linn. and their composite films for poly (lactic acid)-based packaging materials. Dyes Pigments 2018;157:27e39. https://doi.org/10.1016/j.dyepig.2018.04.043.
[16] Jiménez-Sánchez A, Yatsimirsky AK. Acidebase and coordination properties of 2-phenyl-3-hydroxy-4-quinolones in aqueous media. RSCAdv. 2015;5(76):62116e27. https://doi.org/10.1039/C5RA10217K.
[17] Salem MZM, Ibrahim IHM, Ali HM, Helmy HM. Assessment of the use of natural extracted dyes and pancreatin enzyme for dyeing of fournatural textiles: HPLC analysis of phytochemicals. Processes 2020;8:59. https://doi.org/10.3390/pr8010059.
[18] Singh K, Singh N. Natural dyes: an emerging ecofriendly solution for textile industries. Pollut. Res. 2020;39:87e94. February Suppl. Issue.[19] Adeel S, Amin N, Ur-Rehman F, Ahmad T, Batool F, Hassan A. Sustainable isolation of natural dyes from plant waste for textiles (Ch.17). In:
Recycling fromwaste in fashion and textiles: a sustainable and circular economic approach. USA:Wiley-Scrivener Publisher; 2020. p. 363e90.https://doi.org/10.1002/9781119620532.ch17.
[20] Adeel S, Ur-Rehman F, Rafi S, Zia KM, Zuber M. Book chapter “environmentally friendly plant based natural dyes: extraction methodologyand application”. In: Plants and human health, vol. 2. Chm. Switzerland: Springer; 2019. p. 383e415. https://doi.org/10.1007/978-3-030-03344-6_17.
[21] Ahsan R, Masood A, Sherwani R, Khushbakhat H. Extraction and application of natural dyes on natural fibers: an eco-friendly perspective.Rev. Educ. Adm. Law 2020;3:63e75. https://doi.org/10.47067/real.v3i1.22.
[22] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[23] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[24] Karthick SN, Hemalatha KV, Balasingam SK, Manik Clinton F, Akshaya S, Kim HJ. Dye-sensitized solar cells: history, components, config-
uration, and working principle. In: Interfacial engineering in functional materials for dye-sensitized solar cells; 2019. p. 1e16. https://doi.org/10.1002/9781119557401.ch1.
[25] Bartolotta A, Calogero G. Dye-sensitized solar cells: from synthetic dyes to natural pigments. In: Solar cells and light management. Elsevier;2020. p. 107e61. https://doi.org/10.1016/B978-0-08-102762-2.00004-5.
[26] Shah ZA, Sindi HF, Ul-Haq A, Ali MA. Fuzzy logic-based direct load control scheme for air conditioning load to reduce energy consumption.IEEE Access 2020;8:117413e27. https://doi.org/10.1109/ACCESS.2020.3005054.
[27] Sharma S, Jain KK, Sharma A. Solar cells: in research and applicationsda review. Mater. Sci. Appl. 2015;6(12):1145. https://doi.org/10.4236/msa.2015.612113.
[28] Hussain CM. Handbook of nanomaterials for industrial applications (2020). Elsevier; 2018.[29] Rosana M,NT, Amarnath J,D, Senthil Kumar P, Vincent Joseph KL. Potential of plant-based photosensitizers in dye-sensitized solar cell
applications. Environ. Prog. Sustain. Energy 2020;39(3):e13351. https://doi.org/10.1002/ep.13351.[30] Calogero G, Barichello J, Citro I, Mariani P, Vesce L, Bartolotta A, Di Marco G. Photoelectrochemical and spectrophotometric studies on dye-
sensitized solar cells (DSCs) and stable modules (DSCMs) based on natural apocarotenoids pigments. Dyes Pigments 2018;155:75e83.https://doi.org/10.1016/j.dyepig.2018.03.021.
[31] Pandikumar A, Lim SP, Jayabal S, Huang NM, Lim HN, Ramaraj R. Titania@gold plasmonic nanoarchitectures: an ideal photoanode for dye-sensitized solar cells. Renew. Sustain. Energy Rev. 2016;60:408e20. https://doi.org/10.1016/j.rser.2016.01.107.
[32] Theerthagiri J, Lee SJ, Shanmugam P, ChoiMY. Basic principles in energy conversion and storage. In: Nanostructured, functional, and flexiblematerials for energy conversion and storage systems. Elsevier; 2020. p. 1e14. https://doi.org/10.1016/B978-0-12-819552-9.00001-4.
[33] Barber J, Tran PD. From natural to artificial photosynthesis. J. R. Soc. Interface 2013;10(81):20120984. https://doi.org/10.1098/rsif.2012.0984.[34] Prabavathy N, Balasundaraprabhu R, Velauthapillai D. Natural dye-sensitized solar cellsestrategies and measures. In: Rational design of so-
lar cells for efficient solar energy conversion. Wiley; 2018. p. 61.[35] Narayan MR. Dye sensitized solar cells based on natural photosensitizers. Renew. Sustain. Energy Rev. 2012;16(1):208e15. https://doi.org/
10.1016/j.rser.2011.07.148.[36] Ahmad MS, Pandey AK, Abd Rahim N. Effect of nanodiamonds on the optoelectronic properties of TiO photoanode in dye-sensitized solar
cell. Arab. J. Sci. Eng. 2018;43(7):3515e9. https://doi.org/10.1007/s13369-017-2979-z.[37] Pandey AK, Ahmad MS, Abd Rahim N, Tyagi VV, Saidur R. Natural sensitizers and their applications in dye-sensitized solar cell. In: Envi-
ronmental biotechnology: for sustainable future. Singapore: Springer; 2019. p. 375e401. https://doi.org/10.1007/978-981-10-7284-0_15.[38] Sengupta D, Mondal B, Mukherjee K. Visible light absorption and photo-sensitizing properties of spinach leaves and beetroot extracted nat-
ural dyes. Spectrochim. Acta Mol. Biomol. Spectrosc. 2015;148:85e92. https://doi.org/10.1016/j.saa.2015.03.120.[39] Sreeja S, Pesala B. Co-sensitization aided efficiency enhancement in betaninechlorophyll solar cell. Mater. Renew. Sustain. Energy 2018;7(4):
25. https://doi.org/10.1007/s40243-018-0132-x.[40] Oprea CI, Dumbrav�a A, Enache I, Georgescu A, Gı̂rtu MA. A combined experimental and theoretical study of natural betalain pigments used
in dye-sensitized solar cells. J. Photochem. Photobiol. Chem. 2012;240:5e13. https://doi.org/10.1016/j.jphotochem.2012.05.003.[41] Hernandez-Martinez AR, Estevez M, Vargas S, Quintanilla F, Rodrı́guez R. Natural pigment-based dye-sensitized solar cells. J. Appl. Res.
Technol. 2012;10(1):38e47. https://doi.org/10.22201/icat.16656423.2012.10.1.419.[42] Güzel E, Arslan BS, Durmaz V, Cesur M, Tutar ÖF, Sarı T, Sisman _I. Photovoltaic performance and photostability of anthocyanins, isoquino-
line alkaloids and betalains as natural sensitizers for DSSCs. Sol. Energy 2018;173:34e41. https://doi.org/10.1016/j.solener.2018.07.048.
26. Sustainable isolation and application of natural colorant382

[43] El-Agez TM, El Tayyan AA, Al-Kahlout A, Taya SA, Abdel-Latif MS. Dye-sensitized solar cells based on ZnO films and natural dyes. Int. J.Mater. Chem. 2012;2(3):105e10. https://doi.org/10.5923/j.ijmc.20120203.04.
[44] Li N, Pan N, Li D, Lin S. Natural dye-sensitized solar cells based on highly ordered TiO2 nanotube arrays. Int. J. Photoenergy 2013. https://doi.org/10.1155/2013/598753.
[45] Suhaimi S, ShahiminMM, Alahmed ZA, Chyský J, Reshak AH.Materials for enhanced dye-sensitized solar cell performance: electrochemicalapplication. Int. J. Electrochem. Sci. 2015;10(4):2859e71.
[46] Rahul S,S, Singh PK, Kakroo S, Hachim DM, Dhapola PS, Khan ZH. Eco-friendly dye sensitized solar cell using natural dye with solid poly-mer electrolyte as hole transport material. Mater. Today 2020;1e7. https://doi.org/10.1016/j.matpr.2020.04.775.
[47] Shanmugam V, Manoharan S, Anandan S, Murugan R. Performance of dye-sensitized solar cells fabricated with extracts from fruits of ivygourd and flowers of red frangipani as sensitizers. Spectrochim. Acta Mol. Biomol. Spectrosc. 2013;104:35e40. https://doi.org/10.1016/j.saa.2012.11.098.
[48] Teoli F, Lucioli S, Nota P, Frattarelli A, Matteocci F, Di Carlo A, Forni C. Role of pH and pigment concentration for natural dye-sensitized solarcells treated with anthocyanin extracts of common fruits. J. Photochem. Photobiol. Chem. 2016;316:24e30. https://doi.org/10.1016/j.jphotochem.2015.10.009.
[49] Shalini S, Balasundaraprabhu R, Kumar TS, Prabavathy N, Senthilarasu S, Prasanna S. Status and outlook of sensitizers/dyes used in dyesensitized solar cells (DSSC): a review. Int. J. Energy Res. 2016;40(10):1303e20. https://doi.org/10.1002/er.3538.
[50] Noor MM, Buraidah MH, Careem MA, Majid SR, Arof AK. An optimized poly (vinylidene fluoride-hexafluoropropylene)eNaI gel polymerelectrolyte and its application in natural dye sensitized solar cells. Electrochim. Acta 2014;121:159e67. https://doi.org/10.1016/j.electacta.2013.12.136.
Important websites
[1] http://downloads.hindawi.com/journals/jnm/2019/1867271.pdf.[2] https://www.frontiersin.org/articles/10.3389/fchem.2019.00077/full.[3] https://www.gamry.com/application-notes/physechem/dssc-dye-sensitized-solar-cells/.[4] https://www.ncbi.nlm.nih.gov/pmc/articles/PMC6261913/.
Further reading
[1] Grifoni D, Roscigno G, Falco ED, Vece A, Camilli F, Sabatini F, Fibbi L, Zipoli G. Evaluation of dyeing and UV protective properties on hempfabric of aqueous extracts from vegetal matrices of different origin. Fibers Polym. 2020;21:1750e9. https://doi.org/10.1007/s12221-020-1045-8.
[2] Lima I, Sousa L, Freitas R, Ribeiro L, de Sousa Junior R, Da Silva Filho D. A DFT study of a set of natural dyes for organic electronics. J. Mol.Model. 2017;23. https://doi.org/10.1007/s00894-017-3512-8.
[3] Natkunarajah NK, Santhirasekaram K, Sithambaresan M. Natural plant extracts as acid-base indicator and determination of their pKa value.J. Chem. 2019:1e6. https://doi.org/10.1155/2019/2031342.
[4] Theerthagiri J, Senthil AR, Madhavan J, Maiyalagan T. Recent progress in non-platinum counter electrode materials for dye-sensitized solarcells. ChemElectroChem 2015;2(7):928e45. https://doi.org/10.1002/celc.201402406.
[5] Viera I, Pérez-Gálvez A, Roca M. Green natural colorants. Molecules 2019;24(1):154. https://doi.org/10.3390/molecules24010154.
Important websites 383

This page intentionally left blank
C H A P T E R
27
Sustainable textile finishing processes andpollution control based on enzyme technology
Nabil A. Ibrahim1, Basma M. Eid1, Hala A. Amin21Textile Research Division, National Research Centre, Giza, Egypt; 2Chemistry of Natural and Microbial Products
Department, National Research Centre, Giza, Egypt
27.1 Introduction
Recently, much attention and R&D efforts have been focused on adoption and implementation of enzyme tech-nology, as an eco-friendly sustainable technology, in wet processing of natural and manmade textile fabrics such aspretreatment, coloration, functional finishes, as well as in textile aftercare, pollution prevention, and end-of-pipetreatments for the development of sustainable textile wet processes and innovative environmentally sound highvalue-added products with minimum environmental impacts.
The present book chapter aims to:
- Discuss classification of enzymes and their mode of action,- Survey the available techniques for enzymes production,- Study factors affecting both activity and stability of enzymes,- Demonstrate the potential applications of widely used enzymes in bioprocessing of the selected natural andmanmade textiles as well as in subsequent aftercare and effluent treatments,
- Highlight the new and future progress in bioprocessing of textile using enzyme technology alone and incombination with other cutting-edge and emerging technologies such as nano, water-free, or less technologies, aswell as
- To investigate the positive impacts of implementation of integrated emerging technologies on minimizing water,energy, and chemicals consumption, as well as waste generation thereby giving rise to environmentally sound bio-based textile processes and products for sustenance along with low-carbon, water, and energy footprints.
27.2 Enzymatic biocatalysis
27.2.1 Nature and mode of action
Enzymes are nature’s catalysts (also known as biocatalysts) that alter the rate of reaction by lowering the energy ofactivation. Enzymes catalyze the conversion of a specific molecule (substrate) into the product without themselvesbeing consumed. They play an essential role in all the biological systems to performmetabolism and are employed invarious industries [1]. The variation of enzyme behavior and applications is due to different specificities of the sub-strates and reactions. All enzymes are proteinaceous in nature, except catalytic RNA molecules (ribozymes). Theydiffer from protein in the presence of active sites and the probability of requirement of cofactors (nonprotein com-ponents) for the catalysis [2]. Enzymes are made up of many polypeptide chains that fold to generate a specific three-dimensional (3D) structure, incorporating an active site in a deep pocket into which substrate enters, and the productdiffuses out. The active site contains key amino acid residues (less than 10), which bind to a single type of substratemolecule [1]. These residues act on the substrate to transform it into the first transitional state and then into the
385Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00018-X

product. The reaction rate is accelerated by an enzyme that acts on the substrate to form a transition state with low-ered activation energy. This means that more substrate molecules have the required energy to reach the transitionstate. Therefore, enzymes are very specific and their activities rely on several characteristics, including theirsequence, 3D structure, stability, and interactions with other molecules. The enzymatic activity can be best under-stood by the hypothesis proposed by German chemist Emil Fischer (1907) known as “lock-and-key” mechanism(Fig. 27.1). This mechanism showed that only reactive substrate acts as a key that fits into the enzymatic lock (activesite) [3].
Different enzymes have different mechanisms of action. Acidebase catalysis, electrostatic catalysis, and covalentcatalysis are the common explored mechanisms in enzyme catalysis [2]. Acidebase catalysis is the standard one andit involves donating or accepting of a proton from the substrate to the catalytic group on the enzyme active site [4].Therefore according to this mechanism the promising catalyst is that has a strongly acidic or basic group, as it haspropensity to strongly donate or accept a proton from other groups. Ribonuclease is the typical example of enzymesthat work via acidebase catalysis [4]. In electrostatic catalysis, some other enzymes (serine protease, staphylococcalnuclease, and carboxypeptidase) enhance catalysis using the opposite charge on groups such as amide, arginine, andZn2þ to balance the charged transition states [5,6]. On the other hand, covalent catalysis involves covalent bond for-mation between the substrate and a specific amino acid residue in the active site. The formation of the Schiff base(electrophilic group) is an example of covalent catalysis by condensation of a carbonyl group with an amine [7].
27.2.2 Nomenclature and classification
The word “enzyme” is derived from the Greek words en (meaning “within”) and zume (meaning “yeast”). It wasfirst used in 1878 by the German physiologistWilhelm Kühne, when he was describing the ability of yeast to producealcohol from sugar [1]. Although proteolytic enzymes generally have the suffix -in such as pepsin, rennin, andtrypsin, all enzymes generally have common names with the suffix -ase such as carboxylase, oxidase, and dehydro-genase. In 1961, the first enzyme nomenclature scheme was established by the Enzyme Commission (EC) of the In-ternational Union of Biochemistry. Within this system, all enzymes are described by a four-digit EC number, whichincludes enzyme class, subclass, sub-subclass, and serial number in its sub-subclass [8]. Based on the catalyzed re-action, EC has classified enzymes into six enzyme classes, including the Oxidoreductases (EC 1, catalyze oxidationand reduction reactions), Transferases (EC 2, catalyze functional groups transfer), Hydrolases (EC 3, catalyzedifferent bonds hydrolysis), Lyases (EC 4, catalyze cleavage of various bonds without hydrolysis and oxidation),Isomerases (EC 5, catalyze isomerization changes in one molecule), and Ligases (EC 6, catalyze the junction oftwo molecules with covalent bonds) [9]. In August 2018, the EC system of enzyme classification included a seventhenzyme category (EC 7), which grouped the Translocases. They catalyze the transport of ions or compounds across amembrane such as translocation of hydrons (EC 7.1), inorganic cations (EC 7.2), inorganic anions (EC 7.3), aminoacids and peptides (EC 7.4), carbohydrates (EC 7.5), and other compounds (EC 7.6) [10]. Fig. 27.2 shows enzyme clas-sification based on the catalyzed reaction type.
27.2.3 Advantages, market, and sources
Enzyme-mediated processes (biocatalysis) deliver substantial economic and sustainability advantages overchemical usage. These advantages include milder operation conditions (e.g., temperature, pH, atmospheric
FIGURE 27.1 Lock-and-key mechanism of enzyme.
27. Sustainable textile finishing processes and pollution control based on enzyme technology386

conditions), higher substrate specificity, higher product yields, lower energy input, reduced process time (1010-to1020efold acceleration of biochemical changes), improved product quality, improved operational health, cost-effective, nontoxic, and eco-friendly characteristics, i.e., reduction in waste disposal and greenhouse emissions[11,12]. Due to the aforementioned advantages and a push for green chemistry, enzymes, as biocatalysts, havebeen widely applied in many sectors such as textile, medicine, agriculture, animal feed, detergents, leather, paperand pulp industries, energy, chemicals, and beverages [13]. In addition to the advantages, there are some limitationsto the industrial use of enzymes, such as they may denature under nonoptimal temperature or pH and certain en-zymes require cofactors. On the other hand, their main properties (specific activity, stability, and substrate speci-ficity) can be improved by chemical modification and protein engineering. Additionally, the use of whole cellsand cofactor recycling can solve cofactor requirement [11]. Biocatalysis includes the use of whole-cells, cell extracts,and purified enzymes, immobilized cells or immobilized enzymes as catalysts depending on the type of process.Currently, around 150 industrial processes are utilizing whole-cells or enzymes as catalysts [11].
There are three different sources of enzymes: plants, animals, and microorganisms. Around 5% of the enzymemarket is made from plant sources, 10% from animals, and the remaining market of enzymes is covered by micro-organisms [14]. Bacteria represent 30% of industrial enzymes and 50% are made from yeasts and molds (http://www1.lsbu.ac.uk/water/enztech/sourc es.html). Microorganisms are regarded as the primary source of enzymesbecause of their wide availability, rapid growth rate, susceptibility to gene manipulation, and cultivability viaDNA recombinant technology that enhances the production of desirable qualities and yield of targeted enzymes[15]. Compared to animal and plant enzymes, microbial enzymes are more stable and active, need simple nutrientsto grow, produce a high yield of extracellular enzymes, are not affected by seasonal conditions, and are easy to bescreened and handled [9,14]. Also, due to cheap culture media, short fermentation cycles, and easier downstreamprocessing, microbial enzyme production is economical on a large scale [12].
FIGURE 27.2 Enzyme classification based on catalyzed reaction type.
27.2 Enzymatic biocatalysis 387
The global enzyme market size was estimated about USD 6.3 billion in 2017, and it is expected to develop ataround 6.8% compound annual growth rate (CAGR) up to 2024 to exceed US$10 billion [16]. It is estimated thatby 2027 market value will reach about US$ 17.2 billion with a CAGR of 7.1% (Enzymes Market Size, Share _ GlobalIndustry Report, 2020e27, 2020). This can be due to a deeper understanding of the enzyme production processincluding biochemical processing, fermentation processes, and recovery methods which, in turn, increase the num-ber of accessible enzymes and their applications in industrial processes. Out of 4000 known enzymes, there arecurrently 510 commercially useful enzymes in the metagenomics database. However, on a truly industrial scale,only around 20 enzymes are produced. About 90% of industrial enzymes are recombinant versions produced by bac-teria or fungi [11]. Most industrial enzymes (75%) are hydrolytic [17]. Among them, proteases, amylases, and cellu-lases are considered as the most frequently used enzymes in industrial processes. Proteases and amylases representabout 60% and 30%, respectively, of the global enzyme market. Other major product segments in the market includelipase, pectinase, xylanase, lactase, phytase, invertase, isomerase, oxidase, and catalase [18]. Table 27.1 summarizesexamples of industrial enzymes, their classification, mode of action, and microbial sources.
27.2.4 Enzyme production
Fermentation is the technique for the production of microbial enzymes in a controlled environment. It could bedefined as a chemical breakdown of a complex substrate into simpler compounds through the action of ferment (mi-crobial enzyme). Amicroorganism can be regarded as a metabolic system able to use substrates for the production ofcell mass and by-products. The fermentation processes are aimed at producing a final formulated enzyme product.Therefore, besides the fermentation, the enzyme production process involves upstream, downstream, and formula-tion processes. Fig. 27.3 shows an overview of microbial enzyme production steps.
27.2.4.1 Upstream processes
The upstream processes include the selection of strain or inoculum and fermentation media preparation. Addi-tionally, the choice of raw materials of the fermentation medium and enzyme recovery process has great effects onthe final product yield and quality. Medium design is thus another requirement for the enzyme manufacturing in-dustry. Production media engineering using statistically applicable methods such as surface response methodologyhas allowed cost-effectively industrial production optimization of different enzymes [53,54].
Many research efforts have been focused on the screening of microorganisms for enzyme production. Nowadays,this can be achieved by discovering enzymes using many modern techniques like metagenome screening, genomemining, and the discovery of extremophiles diversity [11]. GRAS (Generally Recognized as Safe) microbial strainsare employed especially those applied in the food and feed industries [55]. The ideal microorganism grows quicklyand produces lots of the desired enzyme extracellularly at mild temperatures while consuming inexpensive nutri-ents. Most of the industrial enzymes produced are extracellular, since their downstream processes are more econom-ical than when the enzyme is intracellularly generated.
Most industrial enzymes are produced by bacteria and fungi. The most employed microorganisms for enzymeproduction by the global biotechnology company Novozymes are bacterium Bacillus subtilis and the fungus Asper-gillus oryzae. In practice, the great majority of microbial enzymes come from a very limited number of genera, ofwhich Aspergillus species, Trichoderma species, Bacillus species, Streptomyces species, and Kluyveromyces species pre-dominate. Extremophile species from various areas of the world are currently being discovered by researchers,ranging from rainforest to arid regions to the bottom of the ocean, which can generate enzymes of a promising in-dustrial nature [55].
27.2.4.2 Fermentation methods
The design of the fermentation process is interdisciplinary and demands awareness of both chemical engineeringand microbial physiology to be scaled successfully. Different enzymes produced by different microorganisms usu-ally require a separate optimization process for every process. Optimization of each unit operation like substrates,carbon source and nitrogen source, media pH, and temperature of cultivation during the fermentation process isrequired to reach the maximum production rate. The two relevant technologies available for fermentation are sub-merged fermentation (SmF) and solid-state fermentation (SSF). All of these systems have many advantages and theirdrawbacks. Most industries employ SmF for the production of enzymes; but, SSF has gained popularity for thoseprocesses where crude fermented products can be directly used as sources of enzymes. For example, cellulolyticenzyme production by Trichoderma reesei NRRL 3652 from agricultural residues for biofuel purposes [56];
27. Sustainable textile finishing processes and pollution control based on enzyme technology388
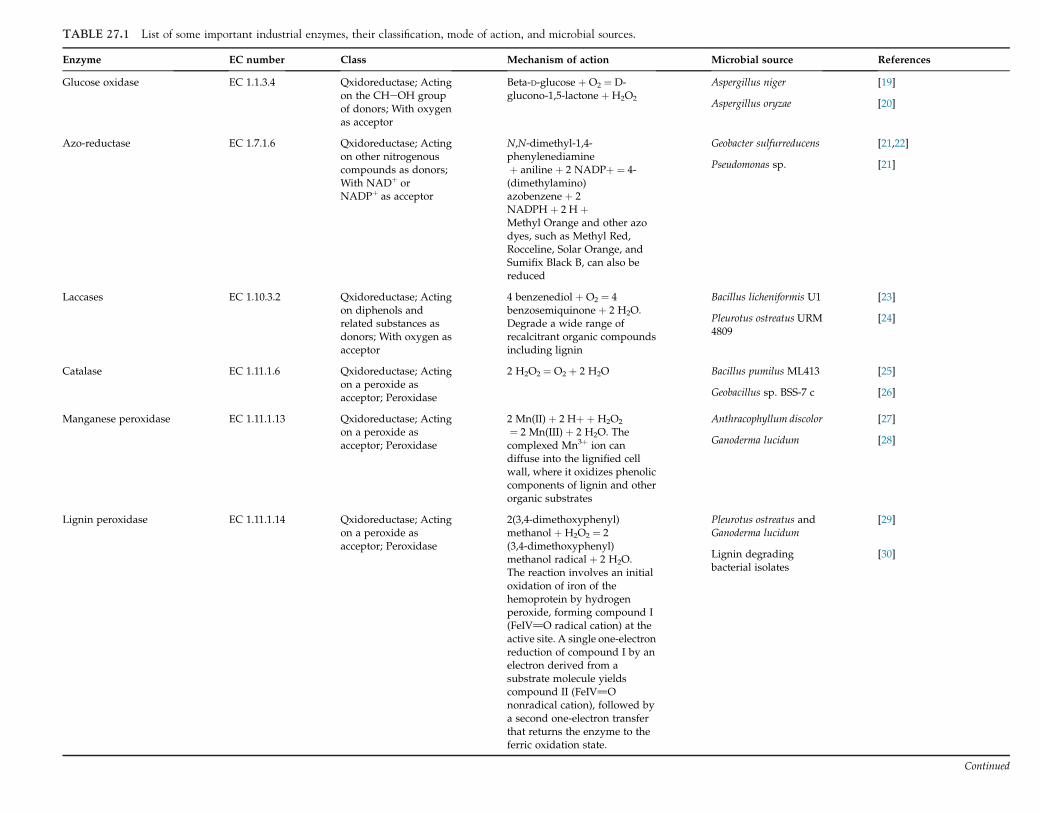
TABLE 27.1 List of some important industrial enzymes, their classification, mode of action, and microbial sources.
Enzyme EC number Class Mechanism of action Microbial source References
Glucose oxidase EC 1.1.3.4 Qxidoreductase; Actingon the CHeOH groupof donors; With oxygenas acceptor
Beta-D-glucose þ O2 ¼ D-glucono-1,5-lactone þH2O2
Aspergillus niger [19]
Aspergillus oryzae [20]
Azo-reductase EC 1.7.1.6 Qxidoreductase; Actingon other nitrogenouscompounds as donors;With NADþ orNADPþ as acceptor
N,N-dimethyl-1,4-phenylenediamineþ aniline þ 2 NADPþ ¼ 4-(dimethylamino)azobenzene þ 2NADPH þ 2 H þMethyl Orange and other azodyes, such as Methyl Red,Rocceline, Solar Orange, andSumifix Black B, can also bereduced
Geobacter sulfurreducens [21,22]
Pseudomonas sp. [21]
Laccases EC 1.10.3.2 Qxidoreductase; Actingon diphenols andrelated substances asdonors; With oxygen asacceptor
4 benzenediol þ O2 ¼ 4benzosemiquinone þ 2 H2O.Degrade a wide range ofrecalcitrant organic compoundsincluding lignin
Bacillus licheniformis U1 [23]
Pleurotus ostreatus URM4809
[24]
Catalase EC 1.11.1.6 Qxidoreductase; Actingon a peroxide asacceptor; Peroxidase
2 H2O2 ¼ O2 þ 2 H2O Bacillus pumilus ML413 [25]
Geobacillus sp. BSS-7 c [26]
Manganese peroxidase EC 1.11.1.13 Qxidoreductase; Actingon a peroxide asacceptor; Peroxidase
2 Mn(II) þ 2 Hþ þH2O2
¼ 2 Mn(III) þ 2 H2O. Thecomplexed Mn3þ ion candiffuse into the lignified cellwall, where it oxidizes phenoliccomponents of lignin and otherorganic substrates
Anthracophyllum discolor [27]
Ganoderma lucidum [28]
Lignin peroxidase EC 1.11.1.14 Qxidoreductase; Actingon a peroxide asacceptor; Peroxidase
2(3,4-dimethoxyphenyl)methanol þH2O2 ¼ 2(3,4-dimethoxyphenyl)methanol radical þ 2 H2O.The reaction involves an initialoxidation of iron of thehemoprotein by hydrogenperoxide, forming compound I(FeIV]O radical cation) at theactive site. A single one-electronreduction of compound I by anelectron derived from asubstrate molecule yieldscompound II (FeIV]Ononradical cation), followed bya second one-electron transferthat returns the enzyme to theferric oxidation state.
Pleurotus ostreatus andGanoderma lucidum
[29]
Lignin degradingbacterial isolates
[30]
Continued
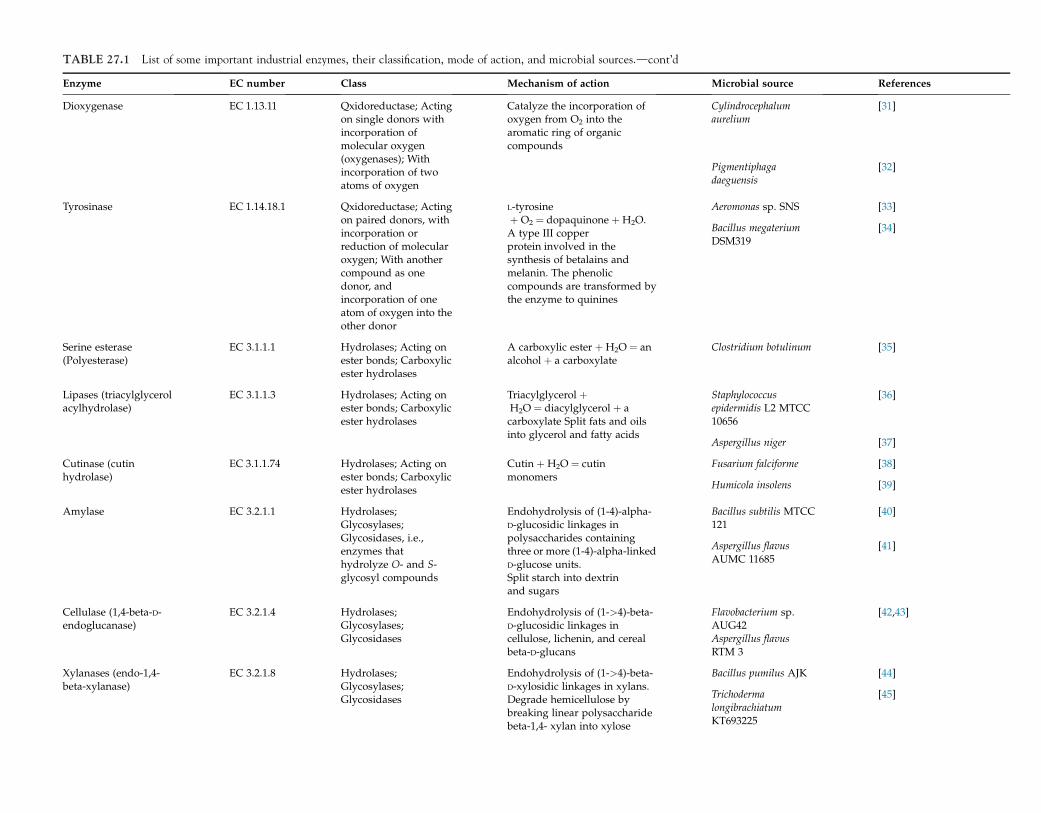
TABLE 27.1 List of some important industrial enzymes, their classification, mode of action, and microbial sources.dcont’d
Enzyme EC number Class Mechanism of action Microbial source References
Dioxygenase EC 1.13.11 Qxidoreductase; Actingon single donors withincorporation ofmolecular oxygen(oxygenases); Withincorporation of twoatoms of oxygen
Catalyze the incorporation ofoxygen from O2 into thearomatic ring of organiccompounds
Cylindrocephalumaurelium
[31]
Pigmentiphaga
daeguensis
[32]
Tyrosinase EC 1.14.18.1 Qxidoreductase; Actingon paired donors, withincorporation orreduction of molecularoxygen; With anothercompound as onedonor, andincorporation of oneatom of oxygen into theother donor
L-tyrosineþ O2 ¼ dopaquinone þH2O.A type III copperprotein involved in thesynthesis of betalains andmelanin. The phenoliccompounds are transformed bythe enzyme to quinines
Aeromonas sp. SNS [33]
Bacillus megaterium
DSM319[34]
Serine esterase(Polyesterase)
EC 3.1.1.1 Hydrolases; Acting onester bonds; Carboxylicester hydrolases
A carboxylic ester þH2O ¼ analcohol þ a carboxylate
Clostridium botulinum [35]
Lipases (triacylglycerolacylhydrolase)
EC 3.1.1.3 Hydrolases; Acting onester bonds; Carboxylicester hydrolases
Triacylglycerol þH2O ¼ diacylglycerol þ acarboxylate Split fats and oilsinto glycerol and fatty acids
Staphylococcusepidermidis L2 MTCC10656
[36]
Aspergillus niger [37]
Cutinase (cutinhydrolase)
EC 3.1.1.74 Hydrolases; Acting onester bonds; Carboxylicester hydrolases
Cutin þ H2O ¼ cutinmonomers
Fusarium falciforme [38]
Humicola insolens [39]
Amylase EC 3.2.1.1 Hydrolases;Glycosylases;Glycosidases, i.e.,enzymes thathydrolyze O- and S-glycosyl compounds
Endohydrolysis of (1-4)-alpha-D-glucosidic linkages inpolysaccharides containingthree or more (1-4)-alpha-linkedD-glucose units.Split starch into dextrinand sugars
Bacillus subtilis MTCC121
[40]
Aspergillus flavus
AUMC 11685[41]
Cellulase (1,4-beta-D-endoglucanase)
EC 3.2.1.4 Hydrolases;Glycosylases;Glycosidases
Endohydrolysis of (1->4)-beta-D-glucosidic linkages incellulose, lichenin, and cerealbeta-D-glucans
Flavobacterium sp.AUG42Aspergillus flavus
RTM 3
[42,43]
Xylanases (endo-1,4-beta-xylanase)
EC 3.2.1.8 Hydrolases;Glycosylases;Glycosidases
Endohydrolysis of (1->4)-beta-D-xylosidic linkages in xylans.Degrade hemicellulose bybreaking linear polysaccharidebeta-1,4- xylan into xylose
Bacillus pumilus AJK [44]
Trichoderma
longibrachiatum
KT693225
[45]
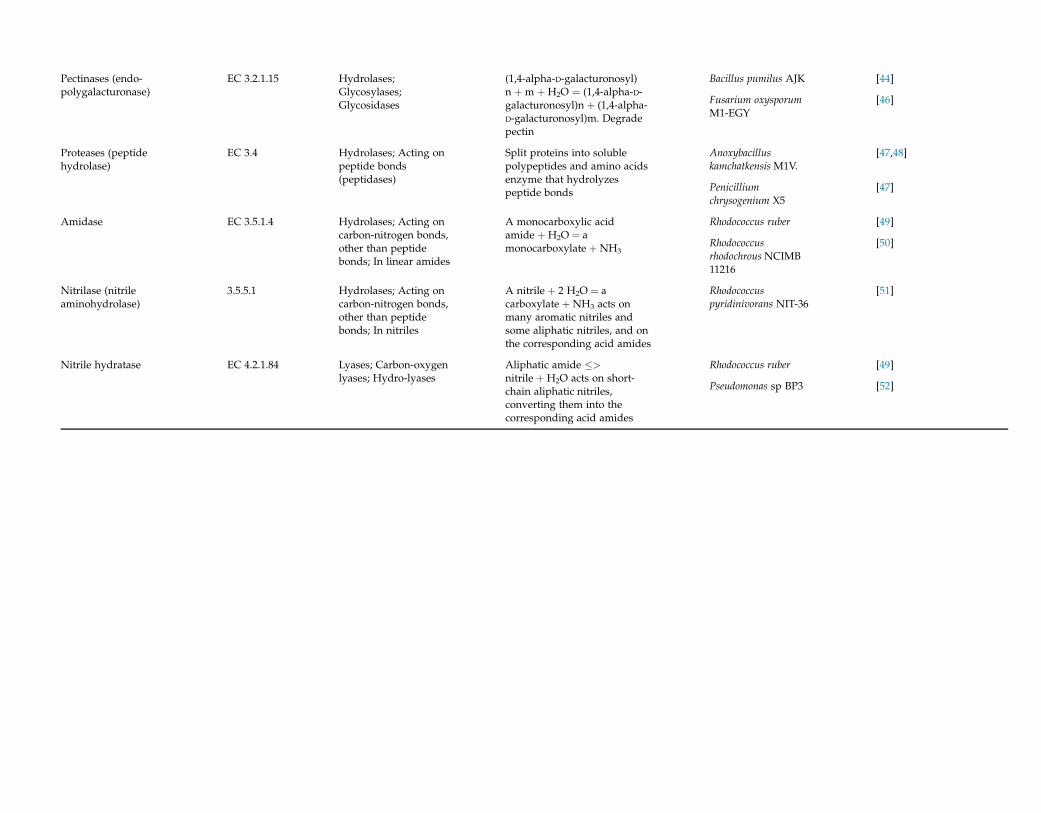
Pectinases (endo-polygalacturonase)
EC 3.2.1.15 Hydrolases;Glycosylases;Glycosidases
(1,4-alpha-D-galacturonosyl)n þm þH2O ¼ (1,4-alpha-D-galacturonosyl)n þ (1,4-alpha-D-galacturonosyl)m. Degradepectin
Bacillus pumilus AJK [44]
Fusarium oxysporum
M1-EGY[46]
Proteases (peptidehydrolase)
EC 3.4 Hydrolases; Acting onpeptide bonds(peptidases)
Split proteins into solublepolypeptides and amino acidsenzyme that hydrolyzespeptide bonds
Anoxybacillus
kamchatkensisM1V.[47,48]
Penicillium
chrysogenium X5[47]
Amidase EC 3.5.1.4 Hydrolases; Acting oncarbon-nitrogen bonds,other than peptidebonds; In linear amides
A monocarboxylic acidamide þH2O ¼ amonocarboxylate þNH3
Rhodococcus ruber [49]
Rhodococcus
rhodochrousNCIMB11216
[50]
Nitrilase (nitrileaminohydrolase)
3.5.5.1 Hydrolases; Acting oncarbon-nitrogen bonds,other than peptidebonds; In nitriles
A nitrile þ 2 H2O ¼ acarboxylate þNH3 acts onmany aromatic nitriles andsome aliphatic nitriles, and onthe corresponding acid amides
Rhodococcus
pyridinivorans NIT-36[51]
Nitrile hydratase EC 4.2.1.84 Lyases; Carbon-oxygenlyases; Hydro-lyases
Aliphatic amide �>
nitrile þH2O acts on short-chain aliphatic nitriles,converting them into thecorresponding acid amides
Rhodococcus ruber [49]
Pseudomonas sp BP3 [52]
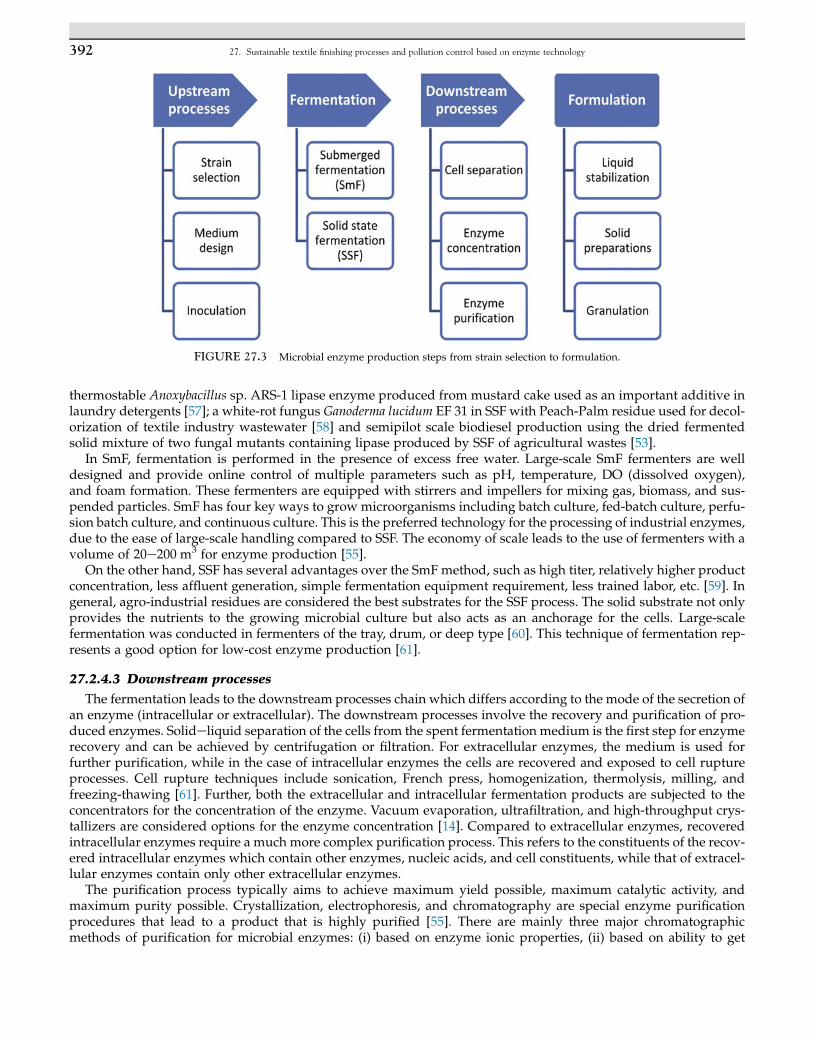
thermostable Anoxybacillus sp. ARS-1 lipase enzyme produced from mustard cake used as an important additive inlaundry detergents [57]; a white-rot fungus Ganoderma lucidum EF 31 in SSF with Peach-Palm residue used for decol-orization of textile industry wastewater [58] and semipilot scale biodiesel production using the dried fermentedsolid mixture of two fungal mutants containing lipase produced by SSF of agricultural wastes [53].
In SmF, fermentation is performed in the presence of excess free water. Large-scale SmF fermenters are welldesigned and provide online control of multiple parameters such as pH, temperature, DO (dissolved oxygen),and foam formation. These fermenters are equipped with stirrers and impellers for mixing gas, biomass, and sus-pended particles. SmF has four key ways to grow microorganisms including batch culture, fed-batch culture, perfu-sion batch culture, and continuous culture. This is the preferred technology for the processing of industrial enzymes,due to the ease of large-scale handling compared to SSF. The economy of scale leads to the use of fermenters with avolume of 20e200 m3 for enzyme production [55].
On the other hand, SSF has several advantages over the SmF method, such as high titer, relatively higher productconcentration, less affluent generation, simple fermentation equipment requirement, less trained labor, etc. [59]. Ingeneral, agro-industrial residues are considered the best substrates for the SSF process. The solid substrate not onlyprovides the nutrients to the growing microbial culture but also acts as an anchorage for the cells. Large-scalefermentation was conducted in fermenters of the tray, drum, or deep type [60]. This technique of fermentation rep-resents a good option for low-cost enzyme production [61].
27.2.4.3 Downstream processes
The fermentation leads to the downstream processes chain which differs according to the mode of the secretion ofan enzyme (intracellular or extracellular). The downstream processes involve the recovery and purification of pro-duced enzymes. Solideliquid separation of the cells from the spent fermentation medium is the first step for enzymerecovery and can be achieved by centrifugation or filtration. For extracellular enzymes, the medium is used forfurther purification, while in the case of intracellular enzymes the cells are recovered and exposed to cell ruptureprocesses. Cell rupture techniques include sonication, French press, homogenization, thermolysis, milling, andfreezing-thawing [61]. Further, both the extracellular and intracellular fermentation products are subjected to theconcentrators for the concentration of the enzyme. Vacuum evaporation, ultrafiltration, and high-throughput crys-tallizers are considered options for the enzyme concentration [14]. Compared to extracellular enzymes, recoveredintracellular enzymes require a much more complex purification process. This refers to the constituents of the recov-ered intracellular enzymes which contain other enzymes, nucleic acids, and cell constituents, while that of extracel-lular enzymes contain only other extracellular enzymes.
The purification process typically aims to achieve maximum yield possible, maximum catalytic activity, andmaximum purity possible. Crystallization, electrophoresis, and chromatography are special enzyme purificationprocedures that lead to a product that is highly purified [55]. There are mainly three major chromatographicmethods of purification for microbial enzymes: (i) based on enzyme ionic properties, (ii) based on ability to get
FIGURE 27.3 Microbial enzyme production steps from strain selection to formulation.
27. Sustainable textile finishing processes and pollution control based on enzyme technology392

adsorbed, and (iii) based on the difference in molecular size. The main applications of industrial-scale chromatog-raphy were the desalination of enzyme solutions using highly cross-linked gels such as Sephadex G-25 and ion ex-changers such as DEAE-Sephadex A-50 for batch separations [9]. The degree of the purification required isdependent on its application to the end. Purification is essential for the pharmaceutical and food industries whilecocktails are commonly favored in the textile, detergent, and biofuel industries.
27.2.4.4 Formulation
Formulation’s primary function is to reduce losses in enzymatic activity during transportation, storage, and use.The formulation involves the stabilization, standardization, and final enzyme polishing [14]. The formulator canalter the protein environment to induce a compact protein structure to reduce the unfolding. This is achievedmost effectively by adding water-associated compounds such as sugars, polyhydrate alcohols, and lyotropic saltsthat separate water molecules from the protein surface through “preferential exclusion.” The best approach tocounter active site inactivation is to ensure adequate amounts of all cofactors needed, to include reversible inhibitors,and to remove reactive or oxidizing species from the formulation [55]. A mixture of filtration, acidification, and freewater minimization; biocides may be effective in avoiding contamination by microbes. A formulation should meetmany primary secondary specifications, apart from enzymatic stability; these include preserving against microbialcontamination, preventing physical precipitation or hazel formation, minimizing the output of sensitizing dust oraerosols, and improving aesthetic parameters such as color and odor [55]. Moreover, the enzyme product shouldbe fitted with a product sheet and a safety certificate. Details on the specific activity, color, solubility, swell factor(in the case of solids), and water content should be given on the label, preceded by a good manufacturingprocess [61].
Enzymes are marketed either as condensed stabilized liquids or as particulate solids. Liquid enzymes need easyfinishing steps like elimination of the residual salts and enzyme pH adjustments. Vacuum drying, mist drying, andfreeze-drying are the widely used methods for solid preparations [14]. Solidified enzymes are easier to manage andtransport, but the production cycle carries a high risk of allergy among workers due to dust. However, dry granularenzyme formulations for powdered laundry detergents and textile formulations are the results of motivation towardworkers’ safety [18]. Two processes producing attrition-resistant granules are high-shear granulation and fluidized-bed spray coating. These processes use multiple binders, coatings, and particle morphologies to generate nonfriableparticles that protect enzymes during storage while at the same time allowing their ready release during applicationin solution.
27.2.5 Factors affecting both activity and stability of enzymes
Enzyme activity (turnover number, turnover rate) is estimated by the number of substrate molecules that are con-verted into product molecules in a definite time. Enzyme international unit (IU) is defined as the enzyme activitythat transforms 1 micromole of the substrate into products per minute under specified conditions. An enzyme-specific activity is the unit of enzyme activity per unit mass and is one of the main factors for high yield and costreduction [61]. Controlling the environmental factors and genetic modification will achieve a high specific activity.The significant increase in an enzyme’s specific activity will result in reduced fermentation costs as well as the cost ofdownstream processing [14]. Consequently, improvement of themicrobial strain in combination with the productionof enzymes can achieve extra yield and specific activity. The rate of enzyme catalyzed reactions is affected by manyfactors including temperature, pH, time, substrate concentration, enzyme concentration, product concentration, ac-tivators, and inhibitors. The influence of a factor on the reaction rate is mostly due to its effect on the active site.
27.2.5.1 Temperature and pH
In most chemical reactions the temperature rise induces an increase in the rate of reaction. If the reactants are heat-ed, the particles travel more quickly and are more likely to collide with enough energy to overcome the activationenergy of the reacting substances. The temperature coefficient of Q10 is used to describe the effect of temperature ona reaction rate. For temperatures at which enzymes are stable, the reaction rate doubles for every 10�C increase intemperature (Q10 ¼ 2). But with a further increase above its maximum level (usually above 40�C), the reactionrate quickly falls away and ceases. Above the optimum temperature, an increase in the internal energy of moleculesplaces stress on an enzyme’s internal connections, which induces a change in the dimensions of the reactive site.Therefore an enzyme’s chances of catalyzing the reaction are diminished. Ultimately, the enzyme becomes dena-tured and can no longer function at a defined temperature. Similarly, changes in the concentration of hydrogen
27.2 Enzymatic biocatalysis 393

ions (pH) have a great effect on the intermolecular bonds, particularly the hydrogen bonds, which preserve theenzyme 3D structure and active site. Every enzyme has an optimal pH at which it operates at its optimum rate.A change in pH causes the active site to change in shape. The substrate material cannot bind to the active site,and the enzyme cannot catalyze the reaction anymore. In most cases, the enzyme activity is restored as the pH re-covers to its optimum level.
27.2.5.2 Substrate and enzyme concentration
An increase in the substrate may result in an increase in reaction rate for a given amount of enzyme. The moresubstrate molecules there are, the quicker the reaction happens as more active sites are used resulting in the forma-tion of the enzyme-substrate complex. This continues until the substrate concentration is so high that no free enzymemolecules remain available to form an enzyme-substrate complex. However, at this stage even more substrate isadded, hence the reaction rate will not increase [1]. Similarly, with the rise in enzyme concentration (more enzymemolecules, more active sites), the reaction rate increases due to more enzyme-substrate complexes formed. This istrue right up to a certain enzyme concentration. The concentration of enzyme after the particular enzyme concen-tration is not the limiting factor [3].
27.2.5.3 Enzyme modulators (activators and inhibitors)
The activity of some enzymes is highly dependent upon metal ion activators and coenzymes. Activators are themolecules that increase enzyme activity because of reversible binding to the enzyme. Enzyme activators must beallosteric (bind to a site other than the substrate binding site), as theymust enable the substrate to bind to the enzymefor the reaction to take place. In this context, enzyme activators can be regarded as positive allosteric modulators[62]. For instance, enzyme activators working in this way are laccase synthetic redox mediators like 1-hydroxybenzotriazole which increase the enzyme decolorization of cationic dyes. Bibi et al. [63] reported the usageof natural phenolic compounds from groundnut shells as potential redox mediators that enhanced laccase decolor-ization of malachite-green dye from 38.73% to 87.32% [63].
On the other hand, the enzyme activity is reduced in the presence of an inhibitor. Certain enzymatic reactions canbe inhibited by product and/or substrate high concentrations. For example, Aspergillus niger b-galactosidase isstrongly inhibited by galactose (its product), whereas invertase activity is significantly reduced in the presence ofhigh concentrations of sucrose (its substrate) [1]. Products of an enzyme reaction are some of the most commonlyencountered competitive inhibitors. However, noncompetitive inhibitors are those that affect the chemical process-ing of the bound substrate in the active site without interfering with the binding of the substrate [61]. For instance,both alanine and ATP noncompetitively inhibit the pyruvate kinase enzyme, which catalyzes the final step in theglycolytic pathway.
Extremophilic microbial enzymes are produced by organisms that live in hot springs, deep inside ice, in intensesalinity, and in a wide variety of different pH environments. These enzyme proteins have formed with very largenumbers of hydrogen, disulfide, and covalent bonds, providing them with extremely stable structures that seemto be able to endure the conditions they live in. However, it is known that extreme environments contain less diversemicrobial populations, and the smaller size of the extremophile genome limits the number of interesting biocatalysts[64]. Therefore, methods to improve the stability of the mesophilic enzymes based on the sequence and structuralinformation are useful for the property not found in natural enzymes.
27.2.6 Enzyme improvement strategies
Low yield, low specific activity, low stability (pH, temperature, and storage) are a challenge for the enzyme in-dustries. Therefore, strain improvement is the most influential part of the production of microbial enzymes. Strainimprovement is microbial strain engineering, which involves the insertion of a gene into a host for the developmentof a particular enzyme. Moreover, new enzyme designs can reduce unit operations, bypass process limitations, andlead to ideal operating conditions, such as no pH adjustment, fast reaction, reduced risk of process contaminationwith microbes, and lowest production costs. A lot of research into mesophilic and extremophilic protein crystalstructures has demonstrated the important relationship between the protein structure and enzyme stability. Goodconformational structure (well-packed hydrophobic core, stiffer structure, lower entropy of unfolding) and addi-tional intramolecular/intersubunit interactions (hydrogen bonds, salt bridges, hydrophobic interactions, aromaticinteractions, and disulfide bonds) are important structural stabilizers for enzymes [65].
27. Sustainable textile finishing processes and pollution control based on enzyme technology394

27.2.6.1 Recombinant DNA technology
The recombinant DNA has been the most advanced aid to microbial strain improvement through the creation ofeffective and scale-up expression systems in industrial microbial hosts. Commonly used industrial strains are Bacil-lus subtilis, Escherichia coli, Saccharomyces cerevisiae, Pichia pastoris, Aspergillus species, and Trichoderma species [11].The industrial strains typically produce up to 50 g/L of extracellular protein [55]. Thus an ideal microorganism isa prime requirement for industrial production. One could obtain a microorganism that grows very quickly on cheapnutrients while at the same time producing large quantities of the exactly right enzyme using recombinant DNAtechnology. This is accomplished by inserting the gene which codes for the desired enzyme in a microbial host, alongwith the promoter sequence for an inducer. If the inducer is added to the culture, the gene begins to express itself andreleases the desired enzyme [14]. This technology allows enzyme production at levels 100 times higher than thenative expression [55]. So it is very clear that genetically modified strains are the answer to high productivity en-zymes with low production costs.
27.2.6.2 Protein genetic modification
Enzymes can be engineered to meet the demands of industrial applications, including increased activity,increased or changed substrate specificity, higher thermostability, wide pH stability, and improved organic solventtolerance. There are threemethods to adjust enzymes to adapt their roles to specific ends, namely, directed evolution,rational/semirational design, and de novo design.
Directed evolution is based on the theory of natural processes of evolution such as randommutagenesis to createa molecularly diverse library (reaching 106e1010 mutants), followed by high-throughput screening that explores thesequence diversity to recognize and pick mutations that produce the desired enzyme phenotype. The most land-mark methods of random mutagenesis are error-prone polymerase chain reaction (epPCR) which allowed the pro-duction of 1010 mutants in a few hours, and DNA shuffling which enabled in vitro DNA fragments to be recombinedreproducing useful mutants [66]. Enzyme engineering through directed evolution that does not need much informa-tion about structure/sequence function relationship of protein is the tradition and successful strategy for enzymeimproved thermostability [67], acid tolerance [68], and alkali tolerance [69].
In comparison to directed evolution, the rational design of existing biocatalysts requires data on 3D structure,sequence, and function relationship of proteins. This method involves site-directed mutagenesis to target aminoacid substitutions that are expected to generate the desired enzyme-enhancing properties. The enzyme computa-tional design could predict the amino acid replacement to be done in the enzyme based on the known knowledgeof key residues and algorithms that can mimic reaction conditions [65]. Bacillus stearothermophilus (AmyS) a-amylaseproperties (thermostability, acid resistance, and calcium requirements) were improved by the construction of a dele-tion mutant AmySR179-G180 using site-directed mutagenesis through deleting arginine (Arg179) and glycine(Gly180) [70]. Moreover, truncated enzymes (from each of the protein termini) are advantageous for the productionof more stable and robust enzymes. Truncation can result in increased stability by modifying enzyme structuralconformation and improved activity due to increased substrate affinity and expression levels of enzymes [9038]. Au-thors [9038] cloned, overexpressed, purified, and characterized two models for the Bacillus subtilis MTCC 121a-amylase gene (full-length and truncated C-terminal). Results showed that truncated C-terminal a-amylase activitywas 2.87-fold better than full-length a-amylase. Furthermore, the optimum temperature of full-length andC-terminal a-amylase was at 45 and 55 �C, respectively, while the optimum pH was at pH 7 and pH 8, respectively.
A semirational conception is based on combining directed evolution with rational design. The semirationaldesign has recently been proposed as an effective approach to speeding up biocatalyst engineering by producinga much smaller library (102e103 mutants) with a higher proportion of beneficial mutations in a less labor-intensive and more time-efficient way [11]. Recently, the semirational design was used for enhancement of hydrogenperoxide tolerance of Bacillus subtilis lipase LipA [71].
Compared with rational design approaches, de novo design needs much more knowledge about the relationshipbetween structure and function. It is based on protein sequence identification used for designing proteins withdesired properties. De novo protein design can look for sequences that will have a minimum of free energy inthe protein fold [72]. Also, de novo design could be used to introduce intramolecular or intersubunit interactionsfor improving protein stability. For instance, elimination of the easily oxidized free cysteine from Candida boidiniiformate dehydrogenase by the introduction of two de novo disulfide bonds resulting in a 6.7-fold increase in t1/2at 60�C and a significant improvement in resistance to Cu2þ [73].
27.2 Enzymatic biocatalysis 395
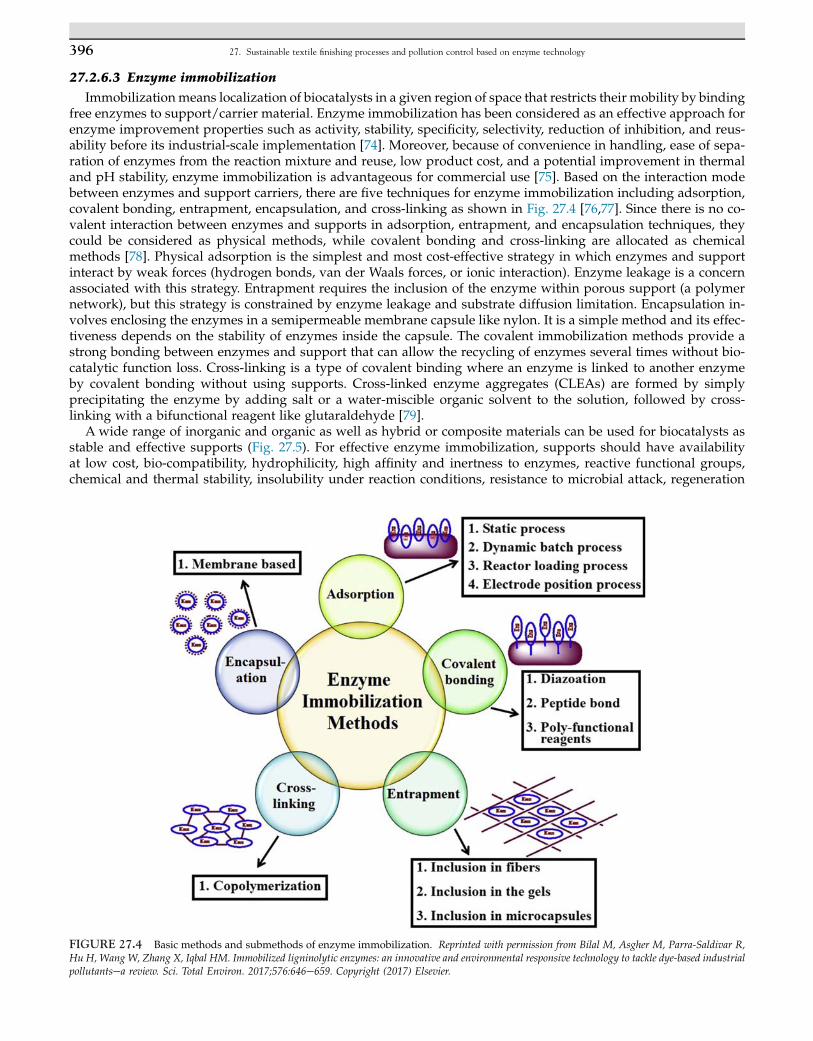
27.2.6.3 Enzyme immobilization
Immobilizationmeans localization of biocatalysts in a given region of space that restricts their mobility by bindingfree enzymes to support/carrier material. Enzyme immobilization has been considered as an effective approach forenzyme improvement properties such as activity, stability, specificity, selectivity, reduction of inhibition, and reus-ability before its industrial-scale implementation [74]. Moreover, because of convenience in handling, ease of sepa-ration of enzymes from the reaction mixture and reuse, low product cost, and a potential improvement in thermaland pH stability, enzyme immobilization is advantageous for commercial use [75]. Based on the interaction modebetween enzymes and support carriers, there are five techniques for enzyme immobilization including adsorption,covalent bonding, entrapment, encapsulation, and cross-linking as shown in Fig. 27.4 [76,77]. Since there is no co-valent interaction between enzymes and supports in adsorption, entrapment, and encapsulation techniques, theycould be considered as physical methods, while covalent bonding and cross-linking are allocated as chemicalmethods [78]. Physical adsorption is the simplest and most cost-effective strategy in which enzymes and supportinteract by weak forces (hydrogen bonds, van der Waals forces, or ionic interaction). Enzyme leakage is a concernassociated with this strategy. Entrapment requires the inclusion of the enzyme within porous support (a polymernetwork), but this strategy is constrained by enzyme leakage and substrate diffusion limitation. Encapsulation in-volves enclosing the enzymes in a semipermeable membrane capsule like nylon. It is a simple method and its effec-tiveness depends on the stability of enzymes inside the capsule. The covalent immobilization methods provide astrong bonding between enzymes and support that can allow the recycling of enzymes several times without bio-catalytic function loss. Cross-linking is a type of covalent binding where an enzyme is linked to another enzymeby covalent bonding without using supports. Cross-linked enzyme aggregates (CLEAs) are formed by simplyprecipitating the enzyme by adding salt or a water-miscible organic solvent to the solution, followed by cross-linking with a bifunctional reagent like glutaraldehyde [79].
A wide range of inorganic and organic as well as hybrid or composite materials can be used for biocatalysts asstable and effective supports (Fig. 27.5). For effective enzyme immobilization, supports should have availabilityat low cost, bio-compatibility, hydrophilicity, high affinity and inertness to enzymes, reactive functional groups,chemical and thermal stability, insolubility under reaction conditions, resistance to microbial attack, regeneration
FIGURE 27.4 Basic methods and submethods of enzyme immobilization. Reprinted with permission from Bilal M, Asgher M, Parra-Saldivar R,
Hu H, Wang W, Zhang X, Iqbal HM. Immobilized ligninolytic enzymes: an innovative and environmental responsive technology to tackle dye-based industrial
pollutantsea review. Sci. Total Environ. 2017;576:646e659. Copyright (2017) Elsevier.
27. Sustainable textile finishing processes and pollution control based on enzyme technology396

and reusability, the least restriction for substrate and product diffusion, and enough large surface area [74,80]. Theclassic organic supports include natural (chitosan, alginate, polysaccharides, etc.) and synthetic polymers (polyure-thane foam, polyvinyl alcohol, ion exchange resins, etc.). While classic inorganic materials involve natural minerals(silica, calcium apatite, and clay materials), metal oxides (titanium, aluminum, zirconium oxides, etc.), and carbon-based materials (activated carbons and unmodified and modified charcoals). These materials are commonly avail-able in nature (minerals, biopolymers) or are easy to be synthesized (inorganic oxides, synthetic polymers) thatmakes them relatively inexpensive [74]. Moreover, there are new organic and inorganic materials as well as hybridsupports that are synthesized by the combination of precursors of different origins (Fig. 27.4). These new materialsoffer especially desirable properties such as easy separation of enzymes from the reaction mixture using magneticnanoparticles [81], increased catalytic activity of enzymes by enhancing the transfer of electrons between immobi-lized enzyme and substrate using graphene or graphene oxide [82,83], avoid overloading of enzyme particles onthe surface of the carrier using nanoparticles and mesoporous materials [84], and reduce diffusional limitationsthrough their formation in various geometrical shapes such as fibers or membranes using polymeric membranes[85]. Within new materials, hybrid supports usually ensure enzyme stable covalent binding and offer chemicaland thermal stability like using iron oxide/chitosan magnetic nanocomposite to immobilize manganese peroxidasefor decolorization of textile wastewater [27].
27.3 Potential applications of enzyme technology in textile industry
Recently, potential applications of enzyme technology, as an eco-friendly sustainable technology, in textile indus-try especially in textile wet processes, textile aftercare, as well as in pollution control, source reduction, and end-of-pipe treatment, have been grown rapidly [86,87].
Careful selection and application of appropriate biocatalysts, enzymes, textile fibers, treatment sequence, andconditions are very essential for attaining high textile products quality and without adversely affecting theenvironment.
Adoption and implantation of enzymes, as green chemicals, and enzyme technology, as one of the environmen-tally sound sustainable technologies, in textile wet processing positively affect decoupling the utilization consump-tion of natural resources and the growth of economy thereby enabling us to produce more eco-friendly innovativetextile products with less production and environmental costs [88,89].
27.3.1 Textile wet processing (conventional vs. bioprocessing)
Wet chemical processing of textile fibers, namely natural fibers, e.g., cotton, flax, jute, silk, wool, etc., and/or man-made fibers, e.g., regenerated cellulosic fibers and synthetic ones, e.g., polyester, polyamide, polyacrylic, etc.(Table 27.2), is one of the corner stones of traditional textile production chain (fiber and fabric production / wetprocessing /final product fabrication) that comprises the following chemical processes: pretreatment, coloration,and final chemical finishes in aqueous media (Fig. 27.6). In traditional wet chemical processes a huge number of
FIGURE 27.5 Enzyme immobilization supports.
27.3 Potential applications of enzyme technology in textile industry 397

harmful chemicals and dyestuffs are used along with large amounts of clean water and nonrenewable energy areconsumed and hence both the product and environment quality are negatively affected [90].
Because of the shortcomings and negative impacts of the traditional wet chemical processing, adoption and large-scale implantation ofmore environmentally sound greener biocatalysts, i.e., enzymes, aswell as innovative sustainabletechnology, i.e., enzyme technology, to ensure human, productions, and disposal ecology are highly required [89,91,92].
The vast applications of enzymes as biocatalysts are attributed to their ability to increase the rate of reaction, towork at more mild and delicate conditions, as well as to their higher reaction specificity, without side effectscompared with the traditional chemical catalysis [93].
EðenzymeÞ þ SðsubstrateÞ 4 ES / Eþ PðproductÞðinitialÞ ðcomplexÞ ðfinal stateÞ
TABLE 27.2 Textile fibers.
Natural fibers Manmade fibers
i. Cellulosic fibers
e.g., cotton, linen, flax, etc.
ii. Proteinous fibers
- Wool fiber
- Silk fiber
i. Regenerated fibers
- Cellulose acetate
- Viscose- Lyocell- Modal
ii. Synthetic fibers
- Polyester
- Polyamide
- Polyacrylonitrile
27. Sustainable textile finishing processes and pollution control based on enzyme technology398

To summarize, textile and clothing industry can become ecologically responsible and economically feasiblethrough the adoption of biotechnology in the whole textile chain to ensure [3,90,93e96]:
- Replacement of harsh chemicals wet process with eco-friendly one using green biocatalysts,- Eco-friendly sustainable textile processes and environmentally sound products to meet the ever-increasingconsumer needs and environmental concerns,
- Water and energy conservation as well as carbon, energy, and water-foot prints reduction,- Low production costs with less industrial wastes and minimal negative impacts,- Development of high value-added textile products with improved quality and functionality, as well as- Pollution control via pollution prevention at source and end-of-pipe treatments of contaminated textile effluents.
Table 27.3 highlights the positive impacts of applying enzyme technology in textile wet processing in comparisonwith the traditional chemical processes.
27.3.2 Bioprocessing of cellulosic fabrics
27.3.2.1 Biodesizing
Biodesizing of starch-sized woven fabric is carried out using a-amylase alone and in combination with lipaseenzyme. a-Amylase alone degrades the starch size by breaking the starch chain into small soluble fragments,namely, maltose and glucose (Fig. 27.7) [91]. Inclusion of lipase enzyme into a-amylase desizing bath catalyzesthe hydrolysis of the used lubricating agent, i.e., tallow, into glycerol and fatty acid (Fig. 27.8). Synergetic effect of
FIGURE 27.6 Flow diagram for common textile production chain.
TABLE 27.3 Enzymatic versus Chemical treatments.
Parameter Conventional treatment Enzymatic treatment
- Working conditionsTemperaturepHTime
- Water and energy consumption- Environmental impacts- Sustainability- Product quality
- Total cost
HighSevereLongLargeNon-eco-friendlyNonsustainableHealth and safety concerns
High
MildMildShortLowEco-friendlySustainableCleaner and greenertextile productReasonable
27.3 Potential applications of enzyme technology in textile industry 399
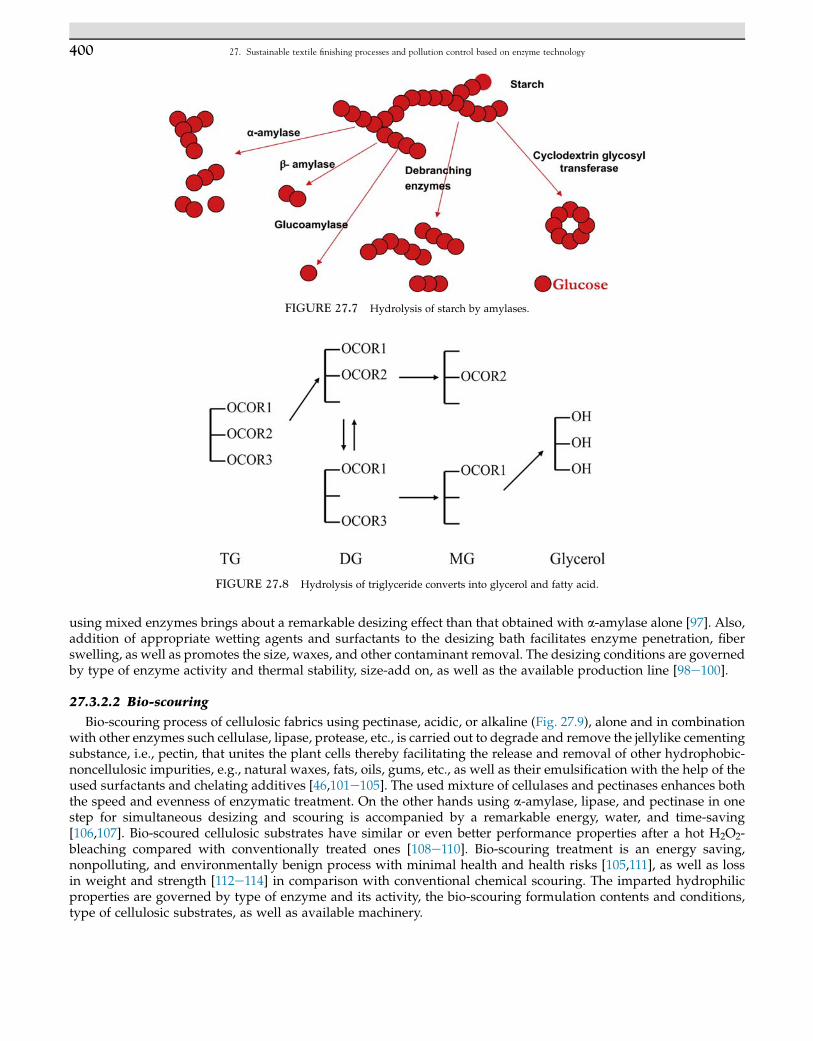
using mixed enzymes brings about a remarkable desizing effect than that obtained with a-amylase alone [97]. Also,addition of appropriate wetting agents and surfactants to the desizing bath facilitates enzyme penetration, fiberswelling, as well as promotes the size, waxes, and other contaminant removal. The desizing conditions are governedby type of enzyme activity and thermal stability, size-add on, as well as the available production line [98e100].
27.3.2.2 Bio-scouring
Bio-scouring process of cellulosic fabrics using pectinase, acidic, or alkaline (Fig. 27.9), alone and in combinationwith other enzymes such cellulase, lipase, protease, etc., is carried out to degrade and remove the jellylike cementingsubstance, i.e., pectin, that unites the plant cells thereby facilitating the release and removal of other hydrophobic-noncellulosic impurities, e.g., natural waxes, fats, oils, gums, etc., as well as their emulsification with the help of theused surfactants and chelating additives [46,101e105]. The used mixture of cellulases and pectinases enhances boththe speed and evenness of enzymatic treatment. On the other hands using a-amylase, lipase, and pectinase in onestep for simultaneous desizing and scouring is accompanied by a remarkable energy, water, and time-saving[106,107]. Bio-scoured cellulosic substrates have similar or even better performance properties after a hot H2O2-bleaching compared with conventionally treated ones [108e110]. Bio-scouring treatment is an energy saving,nonpolluting, and environmentally benign process with minimal health and health risks [105,111], as well as lossin weight and strength [112e114] in comparison with conventional chemical scouring. The imparted hydrophilicproperties are governed by type of enzyme and its activity, the bio-scouring formulation contents and conditions,type of cellulosic substrates, as well as available machinery.
FIGURE 27.7 Hydrolysis of starch by amylases.
FIGURE 27.8 Hydrolysis of triglyceride converts into glycerol and fatty acid.
27. Sustainable textile finishing processes and pollution control based on enzyme technology400
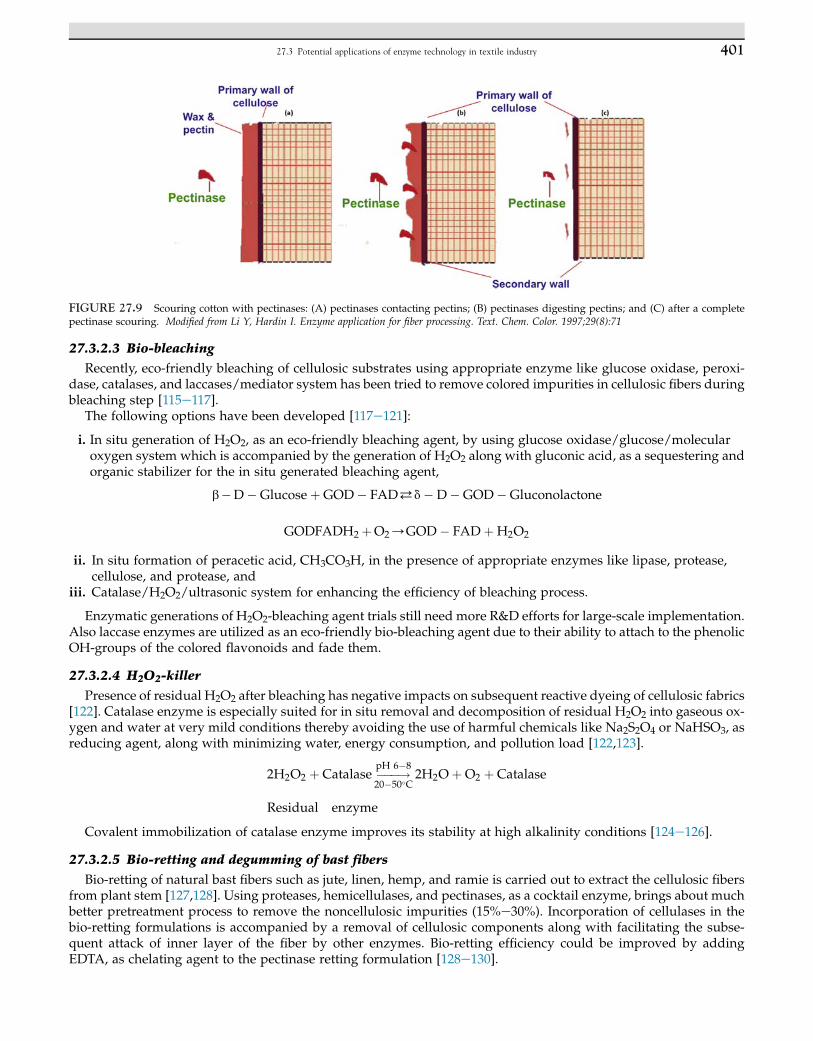
27.3.2.3 Bio-bleaching
Recently, eco-friendly bleaching of cellulosic substrates using appropriate enzyme like glucose oxidase, peroxi-dase, catalases, and laccases/mediator system has been tried to remove colored impurities in cellulosic fibers duringbleaching step [115e117].
The following options have been developed [117e121]:
i. In situ generation of H2O2, as an eco-friendly bleaching agent, by using glucose oxidase/glucose/molecularoxygen system which is accompanied by the generation of H2O2 along with gluconic acid, as a sequestering andorganic stabilizer for the in situ generated bleaching agent,
b�D�GlucoseþGOD� FAD%d�D�GOD�Gluconolactone
GODFADH2þO2/GOD� FADþH2O2
ii. In situ formation of peracetic acid, CH3CO3H, in the presence of appropriate enzymes like lipase, protease,cellulose, and protease, and
iii. Catalase/H2O2/ultrasonic system for enhancing the efficiency of bleaching process.
Enzymatic generations of H2O2-bleaching agent trials still need more R&D efforts for large-scale implementation.Also laccase enzymes are utilized as an eco-friendly bio-bleaching agent due to their ability to attach to the phenolicOH-groups of the colored flavonoids and fade them.
27.3.2.4 H2O2-killer
Presence of residual H2O2 after bleaching has negative impacts on subsequent reactive dyeing of cellulosic fabrics[122]. Catalase enzyme is especially suited for in situ removal and decomposition of residual H2O2 into gaseous ox-ygen and water at very mild conditions thereby avoiding the use of harmful chemicals like Na2S2O4 or NaHSO3, asreducing agent, along with minimizing water, energy consumption, and pollution load [122,123].
2H2O2 þ Catalase���!pH 6�8
20�50�C2H2OþO2 þ Catalase
Residual enzyme
Covalent immobilization of catalase enzyme improves its stability at high alkalinity conditions [124e126].
27.3.2.5 Bio-retting and degumming of bast fibers
Bio-retting of natural bast fibers such as jute, linen, hemp, and ramie is carried out to extract the cellulosic fibersfrom plant stem [127,128]. Using proteases, hemicellulases, and pectinases, as a cocktail enzyme, brings about muchbetter pretreatment process to remove the noncellulosic impurities (15%e30%). Incorporation of cellulases in thebio-retting formulations is accompanied by a removal of cellulosic components along with facilitating the subse-quent attack of inner layer of the fiber by other enzymes. Bio-retting efficiency could be improved by addingEDTA, as chelating agent to the pectinase retting formulation [128e130].
FIGURE 27.9 Scouring cotton with pectinases: (A) pectinases contacting pectins; (B) pectinases digesting pectins; and (C) after a completepectinase scouring. Modified from Li Y, Hardin I. Enzyme application for fiber processing. Text. Chem. Color. 1997;29(8):71
27.3 Potential applications of enzyme technology in textile industry 401

On the other hand, bio-degumming of bast fibers as an eco-friendly alternative to the conventional alkali treat-ment at high temperature is highly demanded to avoid high-energy consumption, water pollution, as well astendering of bast fibers. The most popular eco-friendly, specific, bio-degumming enzymes mixture is pectinase/xylanases to efficient removal of gummy materials [131].
27.3.2.6 Enzymes in coloration processes
Some of enzymatic applications in coloration processes include:
• Lipases, proteases, diastases, and amylase enzymes, as mordants, along with tannic acid have reported forenhancing the dyeability of cotton fabrics with selected natural dyes [132,133].
• Oxidation of flavonoids to quinones using laccases and their subsequent polymerization and grafting to cottonsubstrate result in yellow to brown coloration [134].
• After-washing of reactive dyeings using peroxidases and laccases enzymes facilitates the removal of unfixed dye,and enhances the fastness properties of obtaining dyeings and conserves water and energy consumptions[135,136].
• Replacement of conventional chemical color stripping with green biocatalysis, e.g., oxidoreductases, is anenvironmentally friendly process. Decolorization effect is attributed to the destruction of the dye chromatophoreby oxidoreductases like laccase enzyme [137,138].
• Pretreatment of cellulosic substrates with appropriate enzymes results in surface modification, better absorbency,and faster dye uptake [139e141].
• Laccase/O2 (air) and peroxidase/peroxide have been used to enhance the postoxidation of reduced leuco sulfurand vat dyes in dyeing of cellulosic substrates [142].
• Alkaline catalases have been used to replace the hazardous reducing agent, Na2S, in sulfur dyeing [143].• Cellulase enzymes have been used to obtain a nano-pigment suspension for cotton coloration [144].• On the other hand, enzymatic after-washing of reactive prints for the degradation and removal of CMC thickener
using cellulases results in a decrease in water and energy consumption and process time, thereby minimizing thevolume and pollution load of the print house effluent [145].
27.3.2.7 Bio-finishing
Enzymatic applications in textile finishing processes have positive impacts on both product and environmentquality along with a remarkable water and energy savings.
27.3.2.7.1 Bio-polishing
The main target of bio-polishing process of cellulose-based textiles, natural and regenerated, using cellulasesmulticomponent enzyme is to hydrolyze the surface microfibrils of cellulose and facilitate their subsequent removalby mechanical action [91,146,147]. Synergistic of cellulase components is demonstrated in Fig. 27.10.
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
HOHO
OH
OHOH
OHO
HO
OH
OHOH
O
HOHO
OH
OHOH
OHO
HO
OH
OHOH
O
HO
HO OH
OHO O
OO
HO
OH
HO
HO OH
OHO O
OO
HO
OH
Endo-cellulase
Exo-cellulase
β-glucosidase
Glucose
Cellulose (Crystal)
Cellobiose
Cellulose
FIGURE 27.10 Enzymatic hydrolysis of cellulose. Reprinted with permission from Gupta R, Mehta G, Deswal D, Sharma S, Jain KK, Kuhad RC,
Singh A. Cellulases and their biotechnological applications. In: Kuhad RC, Singh A, editors. Biotechnology for environmental management and resource
recovery. India: Springer India; 2013. pp. 89e106. Copyright (2013) Springer Nature.
27. Sustainable textile finishing processes and pollution control based on enzyme technology402
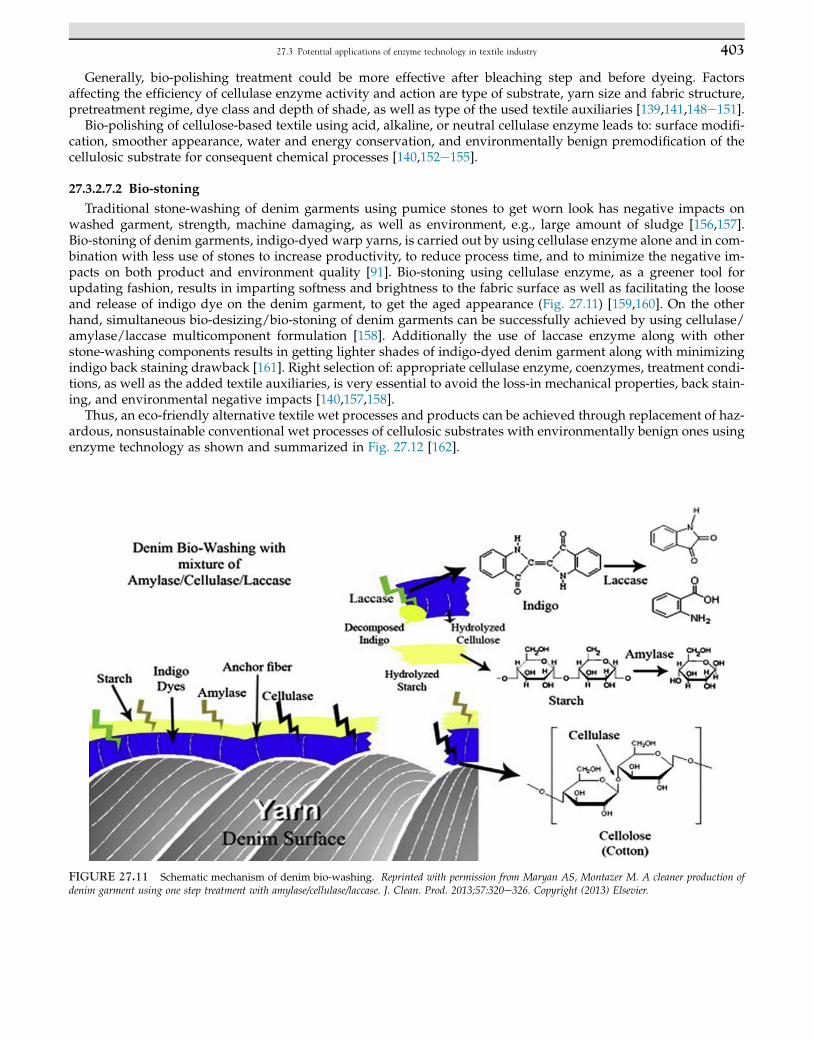
Generally, bio-polishing treatment could be more effective after bleaching step and before dyeing. Factorsaffecting the efficiency of cellulase enzyme activity and action are type of substrate, yarn size and fabric structure,pretreatment regime, dye class and depth of shade, as well as type of the used textile auxiliaries [139,141,148e151].
Bio-polishing of cellulose-based textile using acid, alkaline, or neutral cellulase enzyme leads to: surface modifi-cation, smoother appearance, water and energy conservation, and environmentally benign premodification of thecellulosic substrate for consequent chemical processes [140,152e155].
27.3.2.7.2 Bio-stoning
Traditional stone-washing of denim garments using pumice stones to get worn look has negative impacts onwashed garment, strength, machine damaging, as well as environment, e.g., large amount of sludge [156,157].Bio-stoning of denim garments, indigo-dyed warp yarns, is carried out by using cellulase enzyme alone and in com-bination with less use of stones to increase productivity, to reduce process time, and to minimize the negative im-pacts on both product and environment quality [91]. Bio-stoning using cellulase enzyme, as a greener tool forupdating fashion, results in imparting softness and brightness to the fabric surface as well as facilitating the looseand release of indigo dye on the denim garment, to get the aged appearance (Fig. 27.11) [159,160]. On the otherhand, simultaneous bio-desizing/bio-stoning of denim garments can be successfully achieved by using cellulase/amylase/laccase multicomponent formulation [158]. Additionally the use of laccase enzyme along with otherstone-washing components results in getting lighter shades of indigo-dyed denim garment along with minimizingindigo back staining drawback [161]. Right selection of: appropriate cellulase enzyme, coenzymes, treatment condi-tions, as well as the added textile auxiliaries, is very essential to avoid the loss-in mechanical properties, back stain-ing, and environmental negative impacts [140,157,158].
Thus, an eco-friendly alternative textile wet processes and products can be achieved through replacement of haz-ardous, nonsustainable conventional wet processes of cellulosic substrates with environmentally benign ones usingenzyme technology as shown and summarized in Fig. 27.12 [162].
FIGURE 27.11 Schematic mechanism of denim bio-washing. Reprinted with permission from Maryan AS, Montazer M. A cleaner production of
denim garment using one step treatment with amylase/cellulase/laccase. J. Clean. Prod. 2013;57:320e326. Copyright (2013) Elsevier.
27.3 Potential applications of enzyme technology in textile industry 403
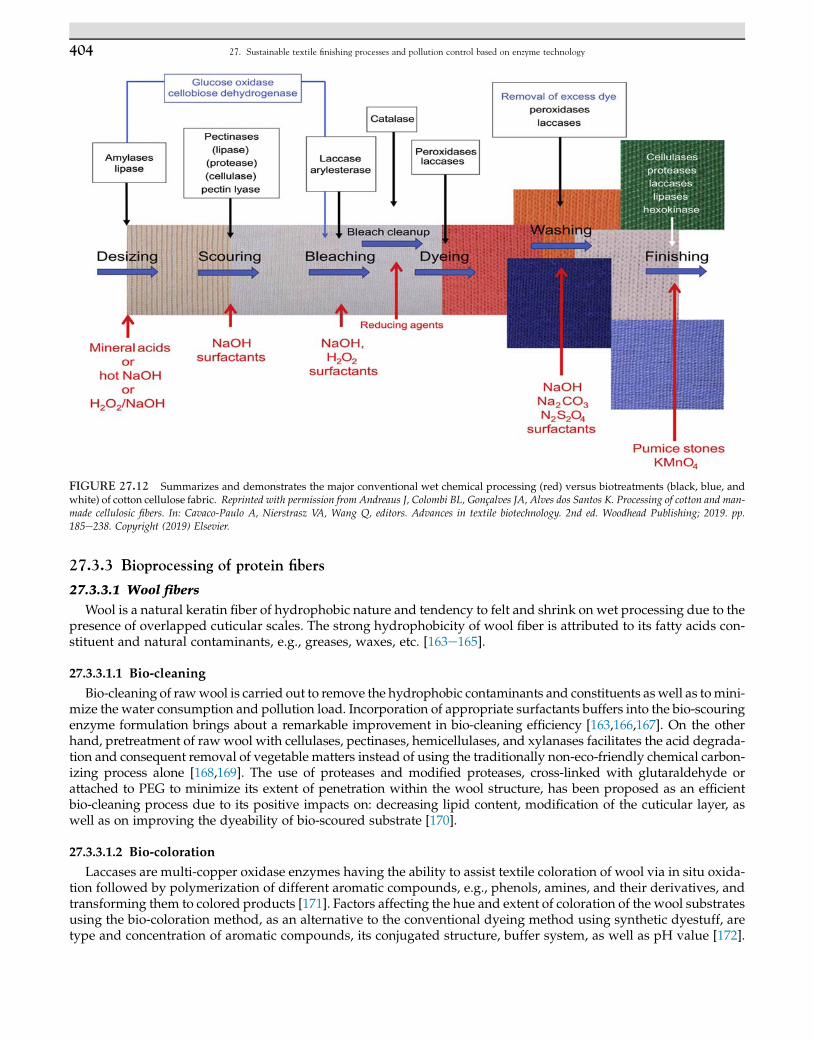
27.3.3 Bioprocessing of protein fibers
27.3.3.1 Wool fibers
Wool is a natural keratin fiber of hydrophobic nature and tendency to felt and shrink on wet processing due to thepresence of overlapped cuticular scales. The strong hydrophobicity of wool fiber is attributed to its fatty acids con-stituent and natural contaminants, e.g., greases, waxes, etc. [163e165].
27.3.3.1.1 Bio-cleaning
Bio-cleaning of rawwool is carried out to remove the hydrophobic contaminants and constituents aswell as tomini-mize the water consumption and pollution load. Incorporation of appropriate surfactants buffers into the bio-scouringenzyme formulation brings about a remarkable improvement in bio-cleaning efficiency [163,166,167]. On the otherhand, pretreatment of raw wool with cellulases, pectinases, hemicellulases, and xylanases facilitates the acid degrada-tion and consequent removal of vegetable matters instead of using the traditionally non-eco-friendly chemical carbon-izing process alone [168,169]. The use of proteases and modified proteases, cross-linked with glutaraldehyde orattached to PEG to minimize its extent of penetration within the wool structure, has been proposed as an efficientbio-cleaning process due to its positive impacts on: decreasing lipid content, modification of the cuticular layer, aswell as on improving the dyeability of bio-scoured substrate [170].
27.3.3.1.2 Bio-coloration
Laccases are multi-copper oxidase enzymes having the ability to assist textile coloration of wool via in situ oxida-tion followed by polymerization of different aromatic compounds, e.g., phenols, amines, and their derivatives, andtransforming them to colored products [171]. Factors affecting the hue and extent of coloration of the wool substratesusing the bio-coloration method, as an alternative to the conventional dyeing method using synthetic dyestuff, aretype and concentration of aromatic compounds, its conjugated structure, buffer system, as well as pH value [172].
FIGURE 27.12 Summarizes and demonstrates the major conventional wet chemical processing (red) versus biotreatments (black, blue, andwhite) of cotton cellulose fabric. Reprinted with permission from Andreaus J, Colombi BL, Gonçalves JA, Alves dos Santos K. Processing of cotton and man-
made cellulosic fibers. In: Cavaco-Paulo A, Nierstrasz VA, Wang Q, editors. Advances in textile biotechnology. 2nd ed. Woodhead Publishing; 2019. pp.
185e238. Copyright (2019) Elsevier.
27. Sustainable textile finishing processes and pollution control based on enzyme technology404
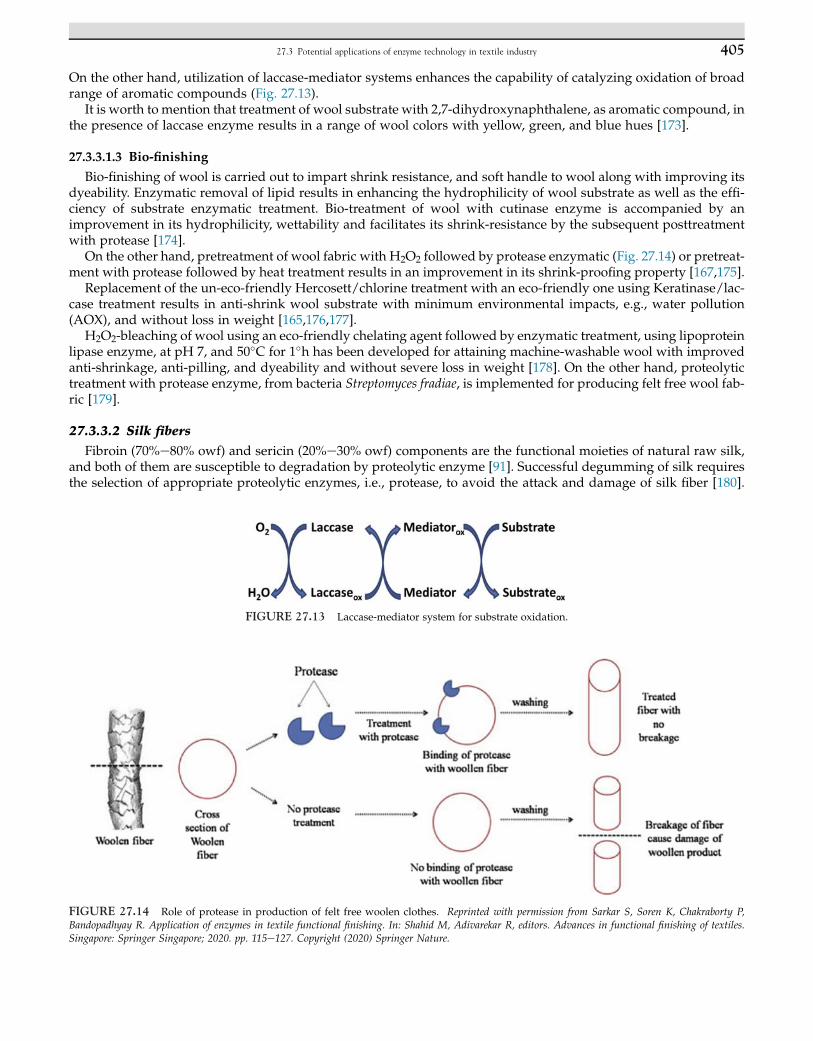
On the other hand, utilization of laccase-mediator systems enhances the capability of catalyzing oxidation of broadrange of aromatic compounds (Fig. 27.13).
It is worth to mention that treatment of wool substrate with 2,7-dihydroxynaphthalene, as aromatic compound, inthe presence of laccase enzyme results in a range of wool colors with yellow, green, and blue hues [173].
27.3.3.1.3 Bio-finishing
Bio-finishing of wool is carried out to impart shrink resistance, and soft handle to wool along with improving itsdyeability. Enzymatic removal of lipid results in enhancing the hydrophilicity of wool substrate as well as the effi-ciency of substrate enzymatic treatment. Bio-treatment of wool with cutinase enzyme is accompanied by animprovement in its hydrophilicity, wettability and facilitates its shrink-resistance by the subsequent posttreatmentwith protease [174].
On the other hand, pretreatment of wool fabric with H2O2 followed by protease enzymatic (Fig. 27.14) or pretreat-ment with protease followed by heat treatment results in an improvement in its shrink-proofing property [167,175].
Replacement of the un-eco-friendly Hercosett/chlorine treatment with an eco-friendly one using Keratinase/lac-case treatment results in anti-shrink wool substrate with minimum environmental impacts, e.g., water pollution(AOX), and without loss in weight [165,176,177].
H2O2-bleaching of wool using an eco-friendly chelating agent followed by enzymatic treatment, using lipoproteinlipase enzyme, at pH 7, and 50�C for 1�h has been developed for attaining machine-washable wool with improvedanti-shrinkage, anti-pilling, and dyeability and without severe loss in weight [178]. On the other hand, proteolytictreatment with protease enzyme, from bacteria Streptomyces fradiae, is implemented for producing felt free wool fab-ric [179].
27.3.3.2 Silk fibers
Fibroin (70%e80% owf) and sericin (20%e30% owf) components are the functional moieties of natural raw silk,and both of them are susceptible to degradation by proteolytic enzyme [91]. Successful degumming of silk requiresthe selection of appropriate proteolytic enzymes, i.e., protease, to avoid the attack and damage of silk fiber [180].
FIGURE 27.13 Laccase-mediator system for substrate oxidation.
FIGURE 27.14 Role of protease in production of felt free woolen clothes. Reprinted with permission from Sarkar S, Soren K, Chakraborty P,
Bandopadhyay R. Application of enzymes in textile functional finishing. In: Shahid M, Adivarekar R, editors. Advances in functional finishing of textiles.
Singapore: Springer Singapore; 2020. pp. 115e127. Copyright (2020) Springer Nature.
27.3 Potential applications of enzyme technology in textile industry 405

Among the proteolytic enzyme, alkaline protease is very effective in hydrolyzing sericin component, i.e., degum-ming, combined lipase and protease results in effective dewaxing, degumming alongwith an improvement in wetta-bility and handle of the bio-treated silk substrate [180e182]. On the other hand, pretreatment of raw silk withNa2S2O4 accelerates and facilitates the bio-degumming of silk by alkaline protease under mild conditions andwith reduced enzyme dosage and reaction time [183].
Bio-degumming of silk, as an eco-friendly alternative process, using selected specific enzymes is carried out toremove sericin gum as well as other natural hydrophobic impurities, e.g., waxes, fats, etc., to improve the hydrophi-licity and wettability of silk for subsequent dyeing and finishing processes, as well as to keep the luster of fibroinwhile upgrading the fiber appearance with minimum environmental negative impacts in comparison with the con-ventional chemical process [184e186]. Bioprocessing of silk is shown in Fig. 27.15.
27.3.4 Bioprocessing of synthetic fibers
Enzymatic modification and bio-treatments of selected synthetic fibers, namely, polyester, polyamide, and poly-acrylic, will be briefly discussed in this section.
27.3.4.1 Polyester
As a synthetic fiber, polyester (PET) has many disadvantages, namely, high hydrophobicity, building up electro-static charge at fiber surface, as well as pilling tendency which in turn result in uncomfortability to wear, and inef-ficient subsequent dyeing and finishing processes [93,187].
Enzymatic bio-modification of PET is an eco-friendly sustainable method for replacement of the harsh alkalinetreatment taken into account product quality and tenacity, specificity and selectivity, milder treatment conditions,e.g., pH, temp, etc., as well as lower environmental impact in comparison with the conventional chemical treatment[93,188].
Cutinase, lipase, and polyesterases are good candidate for bio-surface modification of PET and subsequentimproved hydrophilicity by actual surface hydrolysis due to the formation of eCOOH and eOH groups[189e192]. On the other hand, bio-treatment of PET using laccases enzyme results in surface oxidation [193]. Cuti-nases seem to be very promising enzymes to surface modification of polyester without pitting corrosion, as in con-ventional alkaline hydrolysis [188,194,195], at mild conditions (pH 8e8.5 and temperature 25�C) (Fig. 27.16).
FIGURE 27.16 Bio-treatment of PET [188,195].
FIGURE 27.15 Bioprocessing of silk.
27. Sustainable textile finishing processes and pollution control based on enzyme technology406
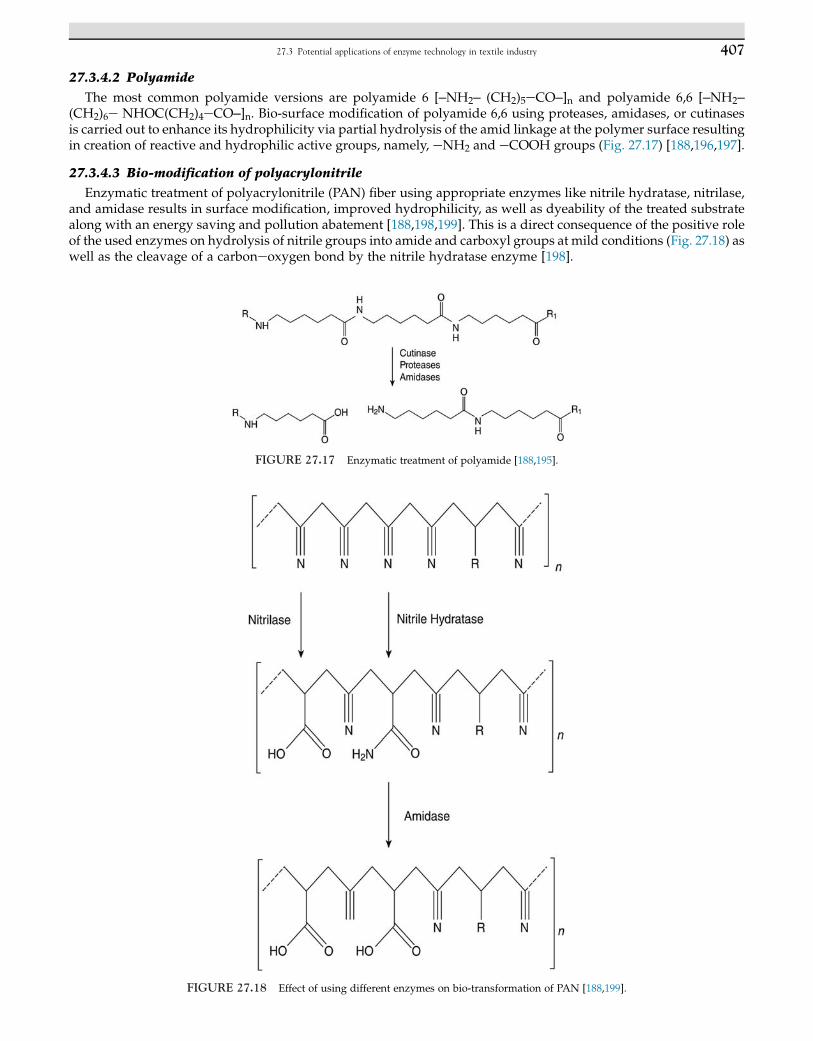
27.3.4.2 Polyamide
The most common polyamide versions are polyamide 6 [‒NH2‒ (CH2)5eCO‒]n and polyamide 6,6 [‒NH2‒(CH2)6e NHOC(CH2)4eCO‒]n. Bio-surface modification of polyamide 6,6 using proteases, amidases, or cutinasesis carried out to enhance its hydrophilicity via partial hydrolysis of the amid linkage at the polymer surface resultingin creation of reactive and hydrophilic active groups, namely, eNH2 and eCOOH groups (Fig. 27.17) [188,196,197].
27.3.4.3 Bio-modification of polyacrylonitrile
Enzymatic treatment of polyacrylonitrile (PAN) fiber using appropriate enzymes like nitrile hydratase, nitrilase,and amidase results in surface modification, improved hydrophilicity, as well as dyeability of the treated substratealong with an energy saving and pollution abatement [188,198,199]. This is a direct consequence of the positive roleof the used enzymes on hydrolysis of nitrile groups into amide and carboxyl groups at mild conditions (Fig. 27.18) aswell as the cleavage of a carboneoxygen bond by the nitrile hydratase enzyme [198].
FIGURE 27.17 Enzymatic treatment of polyamide [188,195].
FIGURE 27.18 Effect of using different enzymes on bio-transformation of PAN [188,199].
27.3 Potential applications of enzyme technology in textile industry 407
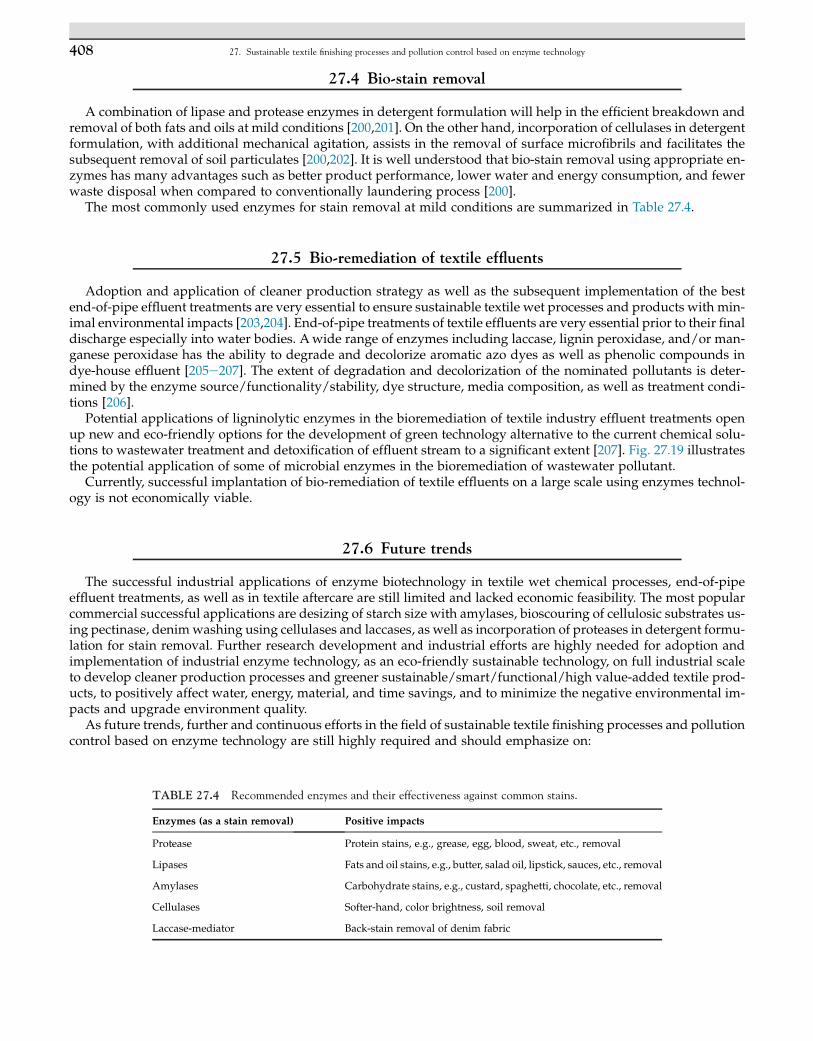
27.4 Bio-stain removal
A combination of lipase and protease enzymes in detergent formulation will help in the efficient breakdown andremoval of both fats and oils at mild conditions [200,201]. On the other hand, incorporation of cellulases in detergentformulation, with additional mechanical agitation, assists in the removal of surface microfibrils and facilitates thesubsequent removal of soil particulates [200,202]. It is well understood that bio-stain removal using appropriate en-zymes has many advantages such as better product performance, lower water and energy consumption, and fewerwaste disposal when compared to conventionally laundering process [200].
The most commonly used enzymes for stain removal at mild conditions are summarized in Table 27.4.
27.5 Bio-remediation of textile effluents
Adoption and application of cleaner production strategy as well as the subsequent implementation of the bestend-of-pipe effluent treatments are very essential to ensure sustainable textile wet processes and products with min-imal environmental impacts [203,204]. End-of-pipe treatments of textile effluents are very essential prior to their finaldischarge especially into water bodies. Awide range of enzymes including laccase, lignin peroxidase, and/or man-ganese peroxidase has the ability to degrade and decolorize aromatic azo dyes as well as phenolic compounds indye-house effluent [205e207]. The extent of degradation and decolorization of the nominated pollutants is deter-mined by the enzyme source/functionality/stability, dye structure, media composition, as well as treatment condi-tions [206].
Potential applications of ligninolytic enzymes in the bioremediation of textile industry effluent treatments openup new and eco-friendly options for the development of green technology alternative to the current chemical solu-tions to wastewater treatment and detoxification of effluent stream to a significant extent [207]. Fig. 27.19 illustratesthe potential application of some of microbial enzymes in the bioremediation of wastewater pollutant.
Currently, successful implantation of bio-remediation of textile effluents on a large scale using enzymes technol-ogy is not economically viable.
27.6 Future trends
The successful industrial applications of enzyme biotechnology in textile wet chemical processes, end-of-pipeeffluent treatments, as well as in textile aftercare are still limited and lacked economic feasibility. The most popularcommercial successful applications are desizing of starch size with amylases, bioscouring of cellulosic substrates us-ing pectinase, denimwashing using cellulases and laccases, as well as incorporation of proteases in detergent formu-lation for stain removal. Further research development and industrial efforts are highly needed for adoption andimplementation of industrial enzyme technology, as an eco-friendly sustainable technology, on full industrial scaleto develop cleaner production processes and greener sustainable/smart/functional/high value-added textile prod-ucts, to positively affect water, energy, material, and time savings, and to minimize the negative environmental im-pacts and upgrade environment quality.
As future trends, further and continuous efforts in the field of sustainable textile finishing processes and pollutioncontrol based on enzyme technology are still highly required and should emphasize on:
TABLE 27.4 Recommended enzymes and their effectiveness against common stains.
Enzymes (as a stain removal) Positive impacts
Protease Protein stains, e.g., grease, egg, blood, sweat, etc., removal
Lipases Fats and oil stains, e.g., butter, salad oil, lipstick, sauces, etc., removal
Amylases Carbohydrate stains, e.g., custard, spaghetti, chocolate, etc., removal
Cellulases Softer-hand, color brightness, soil removal
Laccase-mediator Back-stain removal of denim fabric
27. Sustainable textile finishing processes and pollution control based on enzyme technology408
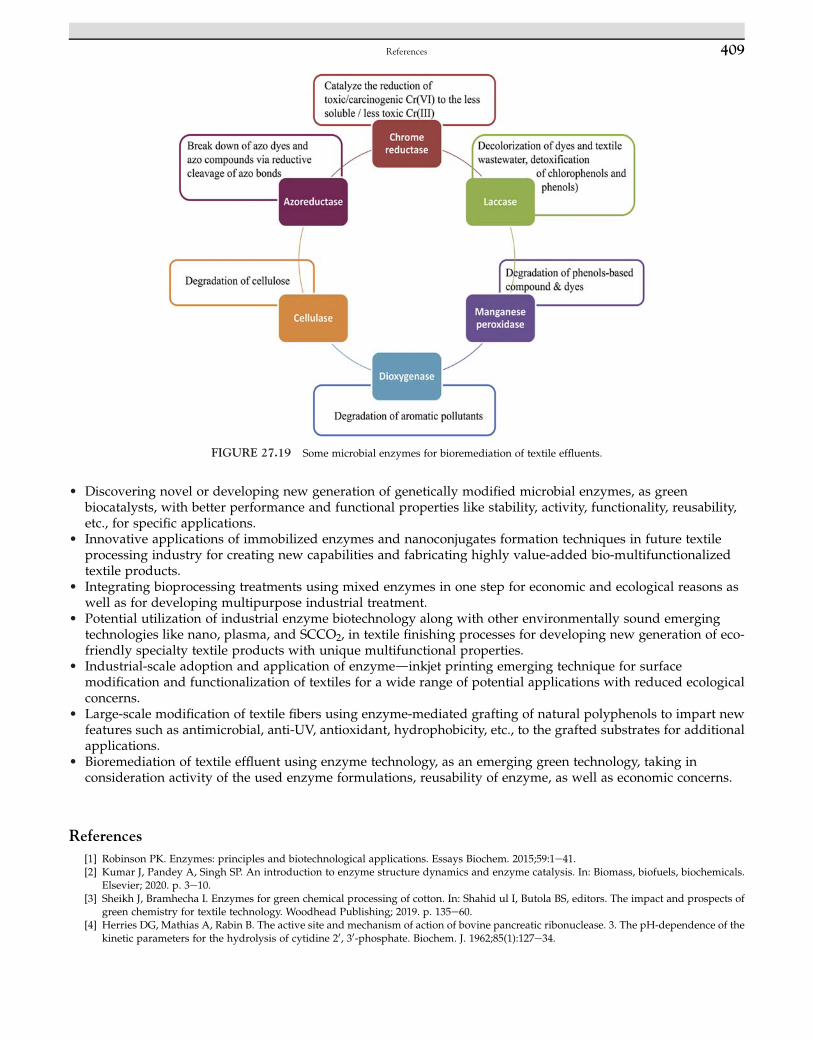
• Discovering novel or developing new generation of genetically modified microbial enzymes, as greenbiocatalysts, with better performance and functional properties like stability, activity, functionality, reusability,etc., for specific applications.
• Innovative applications of immobilized enzymes and nanoconjugates formation techniques in future textileprocessing industry for creating new capabilities and fabricating highly value-added bio-multifunctionalizedtextile products.
• Integrating bioprocessing treatments using mixed enzymes in one step for economic and ecological reasons aswell as for developing multipurpose industrial treatment.
• Potential utilization of industrial enzyme biotechnology along with other environmentally sound emergingtechnologies like nano, plasma, and SCCO2, in textile finishing processes for developing new generation of eco-friendly specialty textile products with unique multifunctional properties.
• Industrial-scale adoption and application of enzymedinkjet printing emerging technique for surfacemodification and functionalization of textiles for a wide range of potential applications with reduced ecologicalconcerns.
• Large-scale modification of textile fibers using enzyme-mediated grafting of natural polyphenols to impart newfeatures such as antimicrobial, anti-UV, antioxidant, hydrophobicity, etc., to the grafted substrates for additionalapplications.
• Bioremediation of textile effluent using enzyme technology, as an emerging green technology, taking inconsideration activity of the used enzyme formulations, reusability of enzyme, as well as economic concerns.
References
[1] Robinson PK. Enzymes: principles and biotechnological applications. Essays Biochem. 2015;59:1e41.[2] Kumar J, Pandey A, Singh SP. An introduction to enzyme structure dynamics and enzyme catalysis. In: Biomass, biofuels, biochemicals.
Elsevier; 2020. p. 3e10.[3] Sheikh J, Bramhecha I. Enzymes for green chemical processing of cotton. In: Shahid ul I, Butola BS, editors. The impact and prospects of
green chemistry for textile technology. Woodhead Publishing; 2019. p. 135e60.[4] Herries DG, Mathias A, Rabin B. The active site and mechanism of action of bovine pancreatic ribonuclease. 3. The pH-dependence of the
kinetic parameters for the hydrolysis of cytidine 20, 30-phosphate. Biochem. J. 1962;85(1):127e34.
FIGURE 27.19 Some microbial enzymes for bioremediation of textile effluents.
References 409

[5] Hooper NM. Families of zinc metalloproteases. FEBS Lett. 1994;354(1):1e6.[6] Judice JK, Gamble TR, Murphy EC, de Vos AM, Schultz PG. Probing the mechanism of staphylococcal nuclease with unnatural amino acids:
kinetic and structural studies. Science 1993;261(5128):1578e81.[7] Eliot AC, Kirsch JF. Pyridoxal phosphate enzymes: mechanistic, structural, and evolutionary considerations. Annu. Rev. Biochem. 2004;
73(1):383e415.[8] Vandenberghe P, Karp SG, Binder Pagnoncelli MG, von Linsingen Tavares M, Libardi Junior N, Valladares Diestra K, Viesser JA, Soccol CR.
Classification of enzymes and catalytic properties. In: Singh SP, Pandey A, Singhania RR, Larroche C, Li Z, editors. Biomass, biofuels, bio-chemicals: advances in enzyme catalysis and technologies. Elsevier; 2020. p. 11e30.
[9] Liu X, Kokare C. Microbial enzymes of use in industry. In: Brahmachari G, editor. Biotechnology of microbial enzymes. Academic Press;2017. p. 267e98.
[10] Jeske L, Placzek S, Schomburg I, ChangA, Schomburg D. BRENDA in 2019: a European ELIXIR core data resource. Nucleic Acids Res. 2019;47(D1):D542e9.
[11] Adrio JL, Demain AL. Microbial enzymes: tools for biotechnological processes. Biomolecules 2014;4(1):117e39.[12] Sanchez S, Demain AL. Useful microbial enzymesdan introduction. In: Biotechnology of microbial enzymes. Elsevier; 2017. p. 1e11.[13] Besegatto SV, Costa FN, Damas MSP, Colombi BL, De Rossi AC, de Aguiar CRL, Immich APS. Enzyme treatment at different stages of
textile processing: a review. Ind. Biotechnol. 2018;14(6):298e307.[14] Sharma H, Upadhyay SK. Enzymes and their production strategies. In: Singh SP, Pandey A, Singhania RR, Larroche C, Li Z, editors.
Biomass, biofuels, biochemicals: advances in enzyme catalysis and technologies. Elsevier; 2020. p. 31e48.[15] Anbu P, Gopinath SCB, Chaulagain BP, Tang T-H, Citartan M. Microbial enzymes and their applications in industries and medicine 2014.
BioMed Res. Int. 2015;2015:816419.[16] Ahuja K, Rawat A. Enzymes Market size worth over $10 Bn by 2024. Selbyville, DE: Global Market Insights; 2019. Available at, https://
www.gminsights.com/pressrelease/enzymes-market. accessed September, 2020.[17] Thapa S, Li H, Ohair J, Bhatti S, Chen F-C, Nasr KA, Johnson T, Zhou S. Biochemical characteristics of microbial enzymes and their sig-
nificance from industrial perspectives. Mol. Biotechnol. 2019;61(8):579e601.[18] Arbige MV, Shetty JK, Chotani GK. Industrial enzymology: the next chapter. Trends Biotechnol. 2019;37(12):1355e66.[19] Mojsov K. Enzymatic desizing, bioscouring and enzymatic bleaching of cotton fabric with glucose oxidase. J. Text. Inst. 2019;110(7):
1032e41.[20] Madhu A, Chakraborty J. Bio-bleaching of cotton with H2O2 generated from native and immobilized glucose oxidase. AATCC J. Res. 2019;
6(2):7e17.[21] Kalyani DC, Telke AA, Govindwar SP, Jadhav JP. Biodegradation and detoxification of reactive textile dye by isolated Pseudomonas sp.
SUK1. Water Environ. Res. 2009;81(3):298e307.[22] Liu Y-N, Zhang F, Li J, Li D-B, Liu D-F, Li W-W, Yu H-Q. Exclusive extracellular bioreduction of methyl orange by azo reductase-free Geo-
bacter sulfurreducens. Environ. Sci. Technol. 2017;51(15):8616e23.[23] Bhavsar S, Dudhagara P, Tank S. R software package based statistical optimization of process components to simultaneously enhance the
bacterial growth, laccase production and textile dye decolorization with cytotoxicity study. PLoS One 2018;13(5):e0195795.[24] SimõesMF,MaioranoAE, dos Santos JG, Peixoto L, de Souza RFB, Neto AO, Brito AG, Ottoni CA.Microbial fuel cell-induced production of
fungal laccase to degrade the anthraquinone dye Remazol Brilliant Blue R. Environ. Chem. Lett. 2019;17(3):1413e20.[25] Samson M, Yang T, Omar M, Xu M, Zhang X, Alphonse U, Rao Z. Improved thermostability and catalytic efficiency of overexpressed cata-
lase from B. pumilus ML 413 (KatX2) by introducing disulfide bond C286-C289. Enzym. Microb. Technol. 2018;119:10e6.[26] Sooch BS, Kauldhar BS, Puri M. Isolation and polyphasic characterization of a novel hyper catalase producing thermophilic bacterium for
the degradation of hydrogen peroxide. Bioproc. Biosyst. Eng. 2016;39(11):1759e73.[27] Siddeeg SM, Tahoon MA, Mnif W, Ben Rebah F. Iron oxide/chitosan magnetic nanocomposite immobilized manganese peroxidase for
decolorization of textile wastewater. Processes 2020;8(1):5.[28] Bilal M, Iqbal M, Hu H, Zhang X. Mutagenicity and cytotoxicity assessment of biodegraded textile effluent by Ca-alginate encapsulated
manganese peroxidase. Biochem. Eng. J. 2016;109:153e61.[29] Oliveira SF, da Luz JMR, Kasuya MCM, Ladeira LO, Junior AC. Enzymatic extract containing lignin peroxidase immobilized on carbon
nanotubes: potential biocatalyst in dye decolourization. Saudi J. Biol. Sci. 2018;25(4):651e9.[30] Barai S, Chattopadhyay L, Majumdar B. Studies on delignification in jute (Corchorus spp L.) fibre with promising lignin degrading bacterial
isolates. J. Environ. Biol. 2020;41(4):703e10.[31] Mostafa AA-F, ElshikhMS, Al-Askar AA, Hadibarata T, Yuniarto A, SyafiuddinA. Decolorization and biotransformation pathway of textile
dye by Cylindrocephalum aurelium. Bioproc. Biosyst. Eng. 2019;42(9):1483e94.[32] Huang J, Ling J, Kuang C, Chen J, Xu Y, Li Y. Microbial biodegradation of aniline at low concentrations by Pigmentiphaga daeguensis isolated
from textile dyeing sludge. Int. Biodeterior. Biodegrad. 2018;129:117e22.[33] Gurme ST, Surwase SN, Aware CB, Vyavahare GD, Jadhav JP. Application studies of purified tyrosinase from isolated Aeromonas sp. SNS
with Detailed characterization and kinetic studies. J. Biol. Act. Prod. Nat. 2020;10(3):233e49.[34] Valipour E, Arikan B. Increased production of tyrosinase from Bacillus megaterium strain M36 by the response surface method. Arch. Biol.
Sci. 2016;68(3):659e68.[35] Biundo A, Steinkellner G, Gruber K, Spreitzhofer T, Ribitsch D, Guebitz GM. Engineering of the zinc-binding domain of an esterase from
Clostridium botulinum towards increased activity on polyesters. Catal. Sci. Technol. 2017;7(6):1440e7.[36] Edupuganti S, Parcha L, Mangamoori LN. Purification and characterization of extracellular lipase from Staphylococcus epidermidis (MTCC
10656). J. Appl. Pharmaceut. Sci. 2017;7(1):057e63.[37] Rehman A, Raza ZA, Masood R. Optimization of lipase activity under various chemo-physical conditions for hydrolysis of polyester fabric
using multiple statistical approaches. J. Text. Inst. 2020;111(6):826e34.[38] Sooksai T, Bankeeree W, Lotrakul P, Punnapayak H, Prasongsuk S. Production of cutinase from Fusarium falciforme and its application for
hydrophilicity improvement of polyethylene terephthalate fabric. 3 Biotech 2019;9(11):389.
27. Sustainable textile finishing processes and pollution control based on enzyme technology410

[39] Hong R, Sun Y, Su L, Gu L, Wang F, Wu J. High-level expression of Humicola insolens cutinase in Pichia pastoris without carbon starvationand its use in cotton fabric bioscouring. Journal of Biotechnology 2019;304:10e5.
[40] Saha P, Khan MF, Patra S. Truncated a-amylase: an improved candidate for textile processing. Prep. Biochem. Biotechnol. 2018;48(7):635e45.
[41] Ali EH, El-NagdyMA, Al-Garni SM, AhmedMS, Rawaa AM. Enhancement of alpha amylase production byAspergillus flavusAUMC 11685on Mandarin (Citrus reticulata) peel using submerged fermentation. Eur. J. Biol. Res. 2017;7(3):154e64.
[42] Herrera LM, Braña V, Fraguas LF, Castro-Sowinski S. Characterization of the cellulase-secretome produced by the Antarctic bacterium Fla-vobacterium sp. AUG42. Microbiol. Res. 2019;223:13e21.
[43] Sutaoney P, Choudhary R, Gupta A. Bioprospecting cellulolytic fungi associated with textile waste and invitro optimization of cellulaseproduction by Aspergillus flavus NFCCI-4154. Development 2020;13(1):64e84.
[44] Singh A, Kaur A, Patra AK, Mahajan R. Xylano-pectinolytic synergism from a bacterial isolate for ecofriendly processing of jute fabric.J. Clean. Prod. 2016;124:120e5.
[45] Abd El Aty AA, Saleh SA, Eid BM, Ibrahim NA, Mostafa FA. Thermodynamics characterization and potential textile applications of Tri-choderma longibrachiatum KT693225 xylanase. Biocatal. Agric. Biotechnol. 2018;14:129e37.
[46] Ibrahim NA, Eid BM, Abdel Aziz MS, Hamdy SM, AbdAllah SE. Environmentally benign scouring of cotton knits using locally producedacid pectinase enzyme. Fibers Polym. 2019;20(4):787e93.
[47] Benmrad MO, Moujehed E, Elhoul MB, Mechri S, Bejar S, Zouari R, Baffoun A, Jaouadi B. Production, purification, and biochemical char-acterization of serine alkaline protease from Penicillium chrysogenium strain X5 used as excellent bio-additive for textile processing. Int. J.Biol. Macromol. 2018;119:1002e16.
[48] Mechri S, Bouacem K, Jaouadi NZ, Rekik H, Elhoul MB, Benmrad MO, Hacene H, Bejar S, Bouanane-Darenfed A, Jaouadi B. Character-ization of a novel protease from Anoxybacillus kamchatkensis strain M1V with biotechnological interest. In: Proceedings of MOL2NET2018, international conference on multidisciplinary sciences. 4th ed. MDPI; 2019. p. 1.
[49] Sun J, Yu H, Chen J, Luo H, Shen Z. Ammonium acrylate biomanufacturing by an engineered Rhodococcus ruber with nitrilase overex-pression and double-knockout of nitrile hydratase and amidase. J. Ind. Microbiol. Biotechnol. 2016;43(12):1631e9.
[50] Tauber MM, Cavaco-Paulo A, Robra K-H, Gübitz GM. Nitrile hydratase and amidase from Rhodococcus rhodochrous hydrolyze acrylic fibersand granular polyacrylonitriles. Appl. Environ. Microbiol. 2000;66(4):1634e8.
[51] Seth A, Sharma R, Sharma M, Attri C. Exploring the catalytic potential of nitrilase from alkalophilic Rhodococcus pyridinivorans NIT-36 fornitrile degradation. Int. J. Pharma Bio Sci. 2017;8(4):75e86.
[52] Sunarko B, SulistinahN. Karakterisasi enzim nitril hidratase dan amidase Dari Pseudomonas sp. BP3 dalam biokonversi adiponitril menjadiasam adipat. Jurnal Biologi Indonesia 2017;5(2).
[53] Ahmed HM, Mohamed SS, Amin HA, Moharam ME, El-Bendary MA, Hawash SI. Semi-pilot scale production of biodiesel from wastefrying oil by genetically improved fungal lipases. Prep. Biochem. Biotechnol. 2020;50(9):915e24.
[54] AminHA,Mohamed SS, ElsoudMMA, AwadHM. Statistical optimization ofAspergillus flavus cell bound saponin hydrolase production byTaguchi DOE methodology. Der Pharm. Lett. 2020;8(19):108e14.
[55] Patel AK, Singhania RR, Pandey A. Production, purification, and application of microbial enzymes. In: Biotechnology of microbialenzymes. Elsevier; 2017. p. 13e41.
[56] Astolfi V, Astolfi AL, Mazutti MA, Rigo E, Di Luccio M, Camargo AF, Dalastra C, Kubeneck S, Fongaro G, Treichel H. Cellulolytic enzymeproduction from agricultural residues for biofuel purpose on circular economy approach. Bioproc. Biosyst. Eng. 2019;42(5):677e85.
[57] Sahoo RK, Das A, GaurM, Sahu A, Sahoo S, Dey S, Rahman PK, Subudhi E. Parameter optimization for thermostable lipase production andperformance evaluation as prospective detergent additive. Prep. Biochem. Biotechnol. 2020:1e7.
[58] Chicatto J, Rainert K, GonçalvesM, Helm C, Altmajer-Vaz D, Tavares L. Decolorization of textile industry wastewater in solid state fermen-tation with Peach-Palm (Bactris gasipaes) residue. Braz. J. Biol. 2018;78(4):718e27.
[59] Singh nee’ Nigam P, Pandey A. Solid-state fermentation technology for bioconversion of biomass and agricultural residues. In: Singh nee’Nigam P, Pandey A, editors. Biotechnology for agro-industrial residues utilisation: utilisation of agro-residues. Dordrecht: SpringerNetherlands; 2009. p. 197e221.
[60] Manan M, Webb C. Design aspects of solid state fermentation as applied to microbial bioprocessing. J. Appl. Biotechnol. Bioeng. 2017;4(1):91.
[61] Illanes A. Enzyme production. In: Illanes A, editor. Enzyme biocatalysis. Springer; 2008. p. 57e106.[62] Leskovac V. Enzyme activation. In: Leskovac V, editor. Comprehensive enzyme kinetics. Boston, MA: Springer US; 2003. p. 111e6.[63] Bibi I, Bhatti HN, Asgher M. Comparative study of natural and synthetic phenolic compounds as efficient laccase mediators for the trans-
formation of cationic dye. Biochem. Eng. J. 2011;56(3):225e31.[64] Nigam PS. Microbial enzymes with special characteristics for biotechnological applications. Biomolecules 2013;3(3):597e611.[65] Xu Z, Xue Y-P, Zou S-P, Zheng Y-G. Enzyme engineering strategies to confer thermostability. In: Singh SP, Pandey A, Singhania RR,
Larroche C, Li Z, editors. Biomass, biofuels, biochemicals: advances in enzyme catalysis and technologies. Elsevier; 2020. p. 67e89.[66] Bornscheuer UT, Hauer B, Jaeger KE, Schwaneberg U. Directed evolution empowered redesign of natural proteins for the sustainable pro-
duction of chemicals and pharmaceuticals. Angew. Chem. Int. Ed. 2019;58(1):36e40.[67] Tang Z, Jin W, Sun R, Liao Y, Zhen T, Chen H, Wu Q, Gou L, Li C. Improved thermostability and enzyme activity of a recombinant phyA
mutant phytase from Aspergillus niger N25 by directed evolution and site-directed mutagenesis. Enzym. Microb. Technol. 2018;108:74e81.[68] Huang L, Shan M, Ma J, Li Y, Xu Z, Shao S, Wang X, Wang K, Xiao D, Lu F, Liu Y. Directed evolution of a-amylase from Bacillus licheniformis
to enhance its acid-stable performance. Biologia 2019;74(10):1363e72.[69] Ruller R, Alponti J, Deliberto LA, Zanphorlin LM, Machado CB, Ward RJ. Concommitant adaptation of a GH11 xylanase by directed evo-
lution to create an alkali-tolerant/thermophilic enzyme. Protein Eng. Des. Sel. 2014;27(8):255e62.[70] Gai Y, Chen J, Zhang S, Zhu B, Zhang D. Property improvement of a-amylase from Bacillus stearothermophilus by deletion of amino acid
residues arginine 179 and glycine 180. Food Technol. Biotechnol. 2018;56(1):58e64.[71] JiangH, JiaW, DuanM, LinH, Huang J, Li X, Shu Z. Enhancement of hydrogen peroxide tolerance of lipase LipA from Bacillus subtilis using
semi-rational design. Biochem. Eng. J. 2020:107590.
References 411

[72] Huang P-S, Boyken SE, Baker D. The coming of age of de novo protein design. Nature 2016;537(7620):320e7.[73] Zheng J, Yang T, Zhou J, Xu M, Zhang X, Rao Z. Elimination of a free cysteine by creation of a disulfide bond increases the activity and
stability of Candida boidinii formate dehydrogenase. Appl. Environ. Microbiol. 2017;83(2).[74] Zdarta J, Meyer AS, Jesionowski T, Pinelo M. A general overview of support materials for enzyme immobilization: characteristics, prop-
erties, practical utility. Catalysts 2018;8(2):92.[75] Ansari SA, Husain Q. Potential applications of enzymes immobilized on/in nano materials: a review. Biotechnol. Adv. 2012;30(3):512e23.[76] Bilal M, Asgher M, Parra-Saldivar R, Hu H, Wang W, Zhang X, Iqbal HM. Immobilized ligninolytic enzymes: an innovative and environ-
mental responsive technology to tackle dye-based industrial pollutantsea review. Sci. Total Environ. 2017;576:646e59.[77] Bilal M, Iqbal HM, Guo S, Hu H, Wang W, Zhang X. State-of-the-art protein engineering approaches using biological macromolecules: a
review from immobilization to implementation view point. Int. J. Biol. Macromol. 2018;108:893e901.[78] Liu D-M, Chen J, Shi Y-P. Advances on methods and easy separated support materials for enzymes immobilization. TrAC Trends Anal.
Chem. 2018;102:332e42.[79] Guisan JM, López-Gallego F, Bolivar JM, Rocha-Martı́n J, Fernandez-Lorente G. The science of enzyme immobilization. In: Guisan JM,
Bolivar JM, López-Gallego F, Rocha-Martı́n J, editors. Immobilization of enzymes and cells: methods and protocols. New York, NY:Springer US; 2020. p. 1e26.
[80] Madhu A, Chakraborty JN. Developments in application of enzymes for textile processing. J. Clean. Prod. 2017;145:114e33.[81] Qiu X, Wang Y, Xue Y, Li W, Hu Y. Laccase immobilized on magnetic nanoparticles modified by amino-functionalized ionic liquid via dia-
ldehyde starch for phenolic compounds biodegradation. Chem. Eng. J. 2020;391:123564.[82] Soozanipour A, Taheri-Kafrani A. Enzyme immobilization on functionalized graphene oxide nanosheets: efficient and robust biocatalysts.
In: Methods in enzymology. Elsevier; 2018. p. 371e403.[83] Zhang H, Hua S-F, Li C-q, Zhang L, Fan Y-C, Duan P. Effect of graphene oxide with different morphological characteristics on properties of
immobilized enzyme in the covalent method. Bioproc. Biosyst. Eng. 2020:1e12.[84] Ariaeenejad S, Jokar F, Hadian P, Ma’mani L, Gharaghani S, Fereidoonnezhad M, Salekdeh GH. An efficient nano-biocatalyst for lignocel-
lulosic biomass hydrolysis: xylanase immobilization on organically modified biogenic mesoporous silica nanoparticles. Int. J. Biol. Macro-mol. 2020;164:3462e73.
[85] Zeuner B, Ovtar S, Persson ÅH, Foghmoes S, Berendt K, Ma N, Kaiser A, Negra MD, Pinelo M. Surface treatments and functionalization ofmetal-ceramic membranes for improved enzyme immobilization performance. J. Chem. Technol. Biotechnol. 2020;95(4):993e1007.
[86] Adeel S, Kamal S, Ahmad T, Bibi I, Rehman S, Kamal A, Saleem A. Biotechnology: an eco-friendly tool of nature for textile industries. In:Shahid M, Adivarekar R, editors. Advances in functional finishing of textiles. Singapore: Springer Singapore; 2020. p. 85e114.
[87] Sarkar S, Soren K, Chakraborty P, Bandopadhyay R. Application of enzymes in textile functional finishing. In: Shahid M, Adivarekar R,editors. Advances in functional finishing of textiles. Singapore: Springer Singapore; 2020. p. 115e27.
[88] Radhakrishnan S. Application of biotechnology in the processing of textile fabrics. In: Muthu SS, editor. Roadmap to sustainable textilesand clothing: eco-friendly raw materials, technologies, and processing methods. Singapore: Springer Singapore; 2014. p. 277e325.
[89] Shahid M, Mohammad F, Chen G, Tang R-C, Xing T. Enzymatic processing of natural fibres: white biotechnology for sustainabledevelopment. Green Chem. 2016;18(8):2256e81.
[90] Hasanbeigi A, Price L. A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textileindustry. J. Clean. Prod. 2015;95:30e44.
[91] Araújo R, Casal M, Cavaco-Paulo A. Application of enzymes for textile fibres processing. Biocatal. Biotransform. 2008;26(5):332e49.[92] Gulzar T, Farooq T, Kiran S, Ahmad I, Hameed A. Green chemistry in the wet processing of textiles. In: Shahid ul I, Butola BS, editors. The
impact and prospects of green chemistry for textile technology. Woodhead Publishing; 2019. p. 1e20.[93] Hebeish A, Ibrahim NA. The impact of frontier sciences on textile industry. Colour. Annu. 2007;54(4):41e55.[94] Binkley J, Kandelbauer A. Effluent treatment e enzymes in activated sludge. In: Cavaco-Paulo A, Gübitz GM, editors. Textile processing
with enzymes. Woodhead Publishing; 2003. p. 199e221.[95] Jenkins RO. Enzymes. In: Cavaco-Paulo A, Gübitz GM, editors. Textile processing with enzymes. Woodhead Publishing; 2003. p. 1e41.[96] Shen J, Smith E. Enzymatic treatments for sustainable textile processing. In: Blackburn R, editor. Sustainable apparel. Woodhead Publish-
ing; 2015. p. 119e33.[97] Lange NK. Lipase-assisted desizing of woven cotton fabrics. Text. Chem. Color. 1997;29(6):23e6.[98] Ibrahim NA, El-Hossamy M, Morsy MS, Eid BM. Optimization and modification of enzymatic desizing of starch-size. Polym. Plast. Tech-
nol. Eng. 2004b;43(2):519e38.[99] Saravanan D, Prakash AA, Jagadeeshwaran D, Nalankilli G, Ramachandran T, Prabakaran C. Optimization of thermophile Bacillus lichen-
iformis-amylase desizing of cotton fabrics. Indian J. Fiber Text Res. 2011;36(3):253e8.[100] SharmaA, Satyanarayana T. Microbial acid-stable a-amylases: characteristics, genetic engineering and applications. Process Biochem. 2013;
48(2):201e11.[101] Li Y, Hardin I. Enzyme application for fiber processing. Text. Chem. Color. 1997;29(8):71.[102] Agrawal PB, Nierstrasz VA, Klug-Santner BG, Gübitz GM, Lenting HBM, Warmoeskerken MMCG. Wax removal for accelerated cotton
scouring with alkaline pectinase. Biotechnol. J. 2007;2(3):306e15.[103] Buchert J, Pere J, Puolakka A, Nousiainen P. Scouring of cotton with pectinases, proteases, and lipases. Text. Chem. Color. Am. Dyest. Rep.
2000;32(5):48e52.[104] Csiszár El, Losonczi A, Szakács G, Rusznák I, Bezúr L, Reicher J. Enzymes and chelating agent in cotton pretreatment. J. Biotechnol. 2001;
89(2):271e9.[105] Tzanov T, Calafell M, Guebitz GM, Cavaco-Paulo A. Bio-preparation of cotton fabrics. Enzym. Microb. Technol. 2001;29(6):357e62.[106] Kalantzi S, Mamma D, Kalogeris E, Kekos D. Improved properties of cotton fabrics treated with lipase and its combination with pectinase.
Fibres Text. East. Eur. 2010;18(5):86e92.[107] Vigneswaran C, Ananthasubramanian M, Anbumani N, Kandhavadivu P. Ecofriendly approach to improve pectinolytic reaction and pro-
cess optimization of bioscouring of organic cotton textiles. J. Eng. Fibers Fabr. 2013;8(2). 155892501300800215.
27. Sustainable textile finishing processes and pollution control based on enzyme technology412

[108] Ibrahim NA, Abd Allah SZ, Borham HAT, Hassan TM. Economical and ecological biotreatment/half bleaching of cotton-containing knitfabrics on industrial scale. Polym. Plast. Technol. Eng. 2005a;44(5):881e99.
[109] IbrahimNA, El-HossamyM, HashemMM, Refai R, Eid BM. Novel pre-treatment processes to promote linen-containing fabrics properties.Carbohydr. Polym. 2008b;74(4):880e91.
[110] Ibrahim NA, El-Hossamy M, Morsy MS, Eid BM. Development of new eco-friendly options for cotton wet processing. J. Appl. Polym. Sci.2004a;93(4):1825e36.
[111] Bristi U, Pias A, Lavlu F. A sustainable process by bio-scouring for cotton knitted fabric suitable for next generation. J. Text. Eng. FashionTechnol. 2019;5(1):41e8.
[112] Joshi M, Nerurkar M, Badhe P, Adivarekar R. Scouring of cotton using marine pectinase. J. Mol. Catal. B Enzym. 2013;98:106e13.[113] Kalantzi S, Mamma D, Christakopoulos P, Kekos D. Effect of pectate lyase bioscouring on physical, chemical and low-stress mechanical
properties of cotton fabrics. Bioresour. Technol. 2008;99(17):8185e92.[114] Shanthi R, Krishnabai G. Process optimization for bioscouring of cotton and lycra cotton weft knits by Box and Behnken design. Carbohydr.
Polym. 2013;96(1):291e5.[115] Farooq A, Ali S, Abbas N, Fatima GA, Ashraf MA. Comparative performance evaluation of conventional bleaching and enzymatic bleach-
ing with glucose oxidase on knitted cotton fabric. J. Clean. Prod. 2013;42:167e71.[116] Pereira L, Bastos C, Tzanov T, Cavaco-Paulo A, Guebitz GM. Environmentally friendly bleaching of cotton using laccases. Environ. Chem.
Lett. 2005;3(2):66e9.[117] �Spi�cka N, Tav�cer PF. Complete enzymatic pre-treatment of cotton fabric with incorporated bleach activator. Text. Res. J. 2013;83(6):566e73.[118] Buschle-Diller G, Yang XD, Yamamoto R. Enzymatic bleaching of cotton fabric with glucose oxidase. Text. Res. J. 2001;71(5):388e94.[119] Eren HA, Anis P, Davulcu A. Enzymatic one-bath desizing d bleaching d dyeing process for cotton fabrics. Text. Res. J. 2009;79(12):
1091e8.[120] Gonçalves I, Herrero-Yniesta V, Perales Arce I, Escrigas Castañeda M, Cavaco-Paulo A, Silva C. Ultrasonic pilot-scale reactor for enzymatic
bleaching of cotton fabrics. Ultrason. Sonochem. 2014;21(4):1535e43.[121] Tzanov T, Costa SA, Gübitz GM, Cavaco-Paulo A. Hydrogen peroxide generation with immobilized glucose oxidase for textile bleaching.
J. Biotechnol. 2002;93(1):87e94.[122] Stöhr R. Enzymes-biocatalysts in textile finishing. Melliand Textilber. Int. Text. Rep. 1995;76:1010e5.[123] RaymondOluoch K,Welander U, Margareta AnderssonM, JakimMulaa F, Mattiasson B, Hatti-Kaul R. Hydrogen peroxide degradation by
immobilized cells of alkaliphilic Bacillus halodurans. Biocatal. Biotransform. 2006;24(3):215e22.[124] Amorim AM, Gasques MD, Andreaus J, Scharf M. The application of catalase for the elimination of hydrogen peroxide residues after
bleaching of cotton fabrics. Anais da Academia Brasileira de Ciências 2002;74(3):433e6.[125] Costa SA, Tzanov T, Paar A, Gudelj M, Gübitz GM, Cavaco-Paulo A. Immobilization of catalases from Bacillus SF on alumina for the treat-
ment of textile bleaching effluents. Enzym. Microb. Technol. 2001;28(9):815e9.[126] Fruhwirth G, Paar A, Gudelj M, Cavaco-Paulo A, Robra KH, Gübitz G. An immobilised catalase peroxidase from the alkalothermophilic
Bacillus SF for the treatment of textile-bleaching effluents. Appl. Microbiol. Biotechnol. 2002;60(3):313e9.[127] Akin DE, Foulk JA, Dodd RB, McAlister DD. Enzyme-retting of flax and characterization of processed fibers. J. Biotechnol. 2001;89(2):
193e203.[128] Akin DE, Henriksson G, Evans JD, Adamsen APS, Foulk JA, Dodd RB. Progress in enzyme-retting of flax. J. Nat. Fibers 2004;1(1):21e47.[129] Akin DE, Condon B, Sohn M, Foulk JA, Dodd RB, Rigsby LL. Optimization for enzyme-retting of flax with pectate lyase. Ind. Crop. Prod.
2007;25(2):136e46.[130] Yu Y,Wang Q,Wang P. Bioprocessing of bast fibers. In: Cavaco-Paulo A, Nierstrasz VA,Wang Q, editors. Advances in textile biotechnology.
2nd ed. Woodhead Publishing; 2019. p. 1e19.[131] De Prez J, Van Vuure AW, Ivens J, Aerts G, Van de Voorde I. Effect of enzymatic treatment of flax on chemical composition and the extent of
fiber separation. BioResources 2019;14(2):3012e30.[132] Salem MZ, Ibrahim IH, Ali HM, Helmy HM. Assessment of the use of natural extracted dyes and pancreatin enzyme for dyeing of four
natural textiles: HPLC analysis of phytochemicals. Processes 2020;8(1):59.[133] Vankar PS, Shanker R, Verma A. Enzymatic natural dyeing of cotton and silk fabrics without metal mordants. J. Clean. Prod. 2007;15(15):
1441e50.[134] Kim S, Moldes D, Cavaco-Paulo A. Laccases for enzymatic colouration of unbleached cotton. Enzym. Microb. Technol. 2007;40(7):1788e93.[135] Kulkarni AN, Watharkar AD, Rane NR, Jeon B-H, Govindwar SP. Decolorization and detoxification of dye mixture and textile effluent by
lichen Dermatocarpon vellereceum in fixed bed upflow bioreactor with subsequent oxidative stress study. Ecotoxicol. Environ. Saf. 2018;148:17e25.
[136] Taslimi P, Nadaroglu H, Adıguzel A. Removal of some textile dyes from aqueous solution by using a catalase-peroxidase from Aeribacillus
pallidus (P26). J. Pure Appl. Microbiol. 2013;7(4):2629e40.[137] Lu L, ZhaoM,Wang Y. Immobilization of laccase by alginateechitosanmicrocapsules and its use in dye decolorization. World J. Microbiol.
Biotechnol. 2007;23(2):159e66.[138] Shahzad ASC, Ali IM, Abdullah IH, Muhammad A, Poonam Singh N. A biological approach for color-stripping of cotton fabric dyed with
C.I. Reactive Black 5 using fungal enzymes from solid state fermentation. Curr. Biotechnol. 2014;3(2):166e73.[139] Ibrahim N, El-Zairy M, Allam E, Morsy M, Hassan T. Dyeability of biofinished cellulosic fabrics. Colour. Annu. 1999;46:47e54.[140] Ibrahim NA, El-Badry K, Eid BM, Hassan TM. A new approach for biofinishing of cellulose-containing fabrics using acid cellulases. Car-
bohydr. Polym. 2011;83(1):116e21.[141] Saravanan D, Vasanthi NS, Ramachandran T. A review on influential behaviour of biopolishing on dyeability and certain physico-
mechanical properties of cotton fabrics. Carbohydr. Polym. 2009;76(1):1e7.[142] Xu F, Salmon S. Potential applications of oxidoreductases for the re-oxidation of leuco vat or sulfur dyes in textile dyeing. Eng. Life Sci.
2008;8(3):331e7.[143] Chakraborty J, Jaruhar P. Dyeing of cotton with sulphur dyes using alkaline catalase as reduction catalyst. Indian J. Fibre Text. Res. 2014;
39(3):303e9.
References 413

[144] Hao L, Wang R, Fang K, Liu R, Men Y. Utilizing cellulase as dispersant to prepare stable nano-pigment suspension and investigating itscoloring performance on cotton fabrics. Adv. Powder Technol. 2016;27(1):164e70.
[145] Salem A, Nassar S, Rekaby M. Improving the removal of printing paste thickener and excess dye by enzymatic washing of printed cottonfabrics. J. Nat. Fibers 2008;5(1):1e18.
[146] Cavaco-Paulo A. Mechanism of cellulase action in textile processes. Carbohydr. Polym. 1998;37(3):273e7.[147] Gupta R, Mehta G, Deswal D, Sharma S, Jain KK, Kuhad RC, Singh A. Cellulases and their biotechnological applications. In: Kuhad RC,
Singh A, editors. Biotechnology for environmental management and resource recovery. India: Springer India; 2013. p. 89e106.[148] Ibrahim N, Allam E, Morsy M, El-Zairy R, Hassan T. Bio-finishing of pre-dyed cotton fabrics. Colourage 2000;47(4):29e35.[149] Ibrahim N, El-Zairy M, El-Gamal A, Tolba S, Hussan T. Enzymatic treatment of pigment prints. Polym. Plast. Technol. Eng. 2006;45(7):
799e807.[150] Ibrahim NA, Fahmy HM, Hassan TM, Mohamed ZE. Effect of cellulase treatment on the extent of post-finishing and dyeing of cotton
fabrics. J. Mater. Process. Technol. 2005b;160(1):99e106.[151] Mostafa FA, Abd El Aty AA, Hamed ER, Eid BM, Ibrahim NA. Enzymatic, kinetic and anti-microbial studies on Aspergillus terreus culture
filtrate and Allium cepa seeds extract and their potent applications. Biocatal. Agric. Biotechnol. 2016;5:116e22.[152] Ibrahim NA, Abdel-Aziz MS, Eid BM, Hamdy SM, Abdallah SE. Biosynthesis, optimization and potential textile application of fungal cel-
lulases/xylanase multifunctional enzyme preparation from Penicillium sp. SAF6. Biocatal. Biotransform. 2016;34(3):128e36.[153] Vasconcelos A, Cavaco-Paulo A. Enzymatic removal of cellulose from cotton/polyester fabric blends. Cellulose 2006;13(5):611e8.[154] Yamada M, Amano Y, Horikawa E, Nozaki K, Kanda T. Mode of action of cellulases on dyed cotton with a reactive dye. Biosci. Biotechnol.
Biochem. 2005;69(1):45e50.[155] Zadhoush A, Khoddami A, Aghakhani M. The Influence of enzymatic hydrolysis of cellulosic substrates on the final quality of coated
fabrics. J. Ind. Text. 2001;30(3):211e21.[156] Bajaj P, Agarwal R. Innovations in denim production. Am. Dyest. Rep. 1999;88(5):26e38.[157] Yu Y, Yuan J, Wang Q, Fan X, Ni X, Wang P, Cui L. Cellulase immobilization onto the reversibly soluble methacrylate copolymer for denim
washing. Carbohydr. Polym. 2013;95(2):675e80.[158] Maryan AS, Montazer M. A cleaner production of denim garment using one step treatment with amylase/cellulase/laccase. J. Clean. Prod.
2013;57:320e6.[159] Belghith H, Ellouz-Chaabouni S, Gargouri A. Biostoning of denims by Penicillium occitanis (Pol6) cellulases. J. Biotechnol. 2001;89(2):
257e62.[160] Bhat MK. Cellulases and related enzymes in biotechnology. Biotechnol. Adv. 2000;18(5):355e83.[161] Pazarlıoǧlu NK, Sariisik M, Telefoncu A. Laccase: production by Trametes versicolor and application to denim washing. Process Biochem.
2005;40(5):1673e8.[162] Andreaus J, Colombi BL, Gonçalves JA, Alves dos Santos K. Processing of cotton and man-made cellulosic fibers. In: Cavaco-Paulo A,
Nierstrasz VA, Wang Q, editors. Advances in textile biotechnology. 2nd ed. Woodhead Publishing; 2019. p. 185e238.[163] Ammayappan L. Application of enzyme on woolen products for its value addition: an overview. J. Text. Apparel Technol. Manage. 2013;
8(3).[164] Hutchinson S, Evans D, Corino G, Kattenbelt J. An evaluation of the action of thioesterases on the surface of wool. Enzym.Microb. Technol.
2007;40(7):1794e800.[165] Queiroga AC, Pintado MM, Malcata FX. Novel microbial-mediated modifications of wool. Enzym. Microb. Technol. 2007;40(6):1491e5.[166] Ammayappan L, Moses JJ, Senthil KA, Lam JKC. Effect of alkaline and neutral protease enzyme pretreatment followed by finishing treat-
ments on performance properties of wool/cotton union fabric: a comparative study. J. Nat. Fibers 2011;8(4):272e88.[167] IbrahimNA, El-Shafei HA, Abdel-Aziz MS, Ghaly MF, Eid BM, Hamed AA. The potential use of alkaline protease from Streptomyces albido-
flavus as an eco-friendly wool modifier. J. Text. Inst. 2012;103(5):490e8.[168] Gouveia IC, Fiadeiro JM, Queiroz JA. Enzymatic removal of plant residues from wool: application of experimental design techniques for
optimization parameters. Biochem. Eng. J. 2008;41(2):157e65.[169] Gouveia IC, Fiadeiro JM, Queiroz JA. Combined bio-carbonization and dyeing of wool: a possibility using cell wall-degrading enzymes
and 1:1 metalecomplex dyes. Eng. Life Sci. 2008;8(3):250e9.[170] Silva CJSM, Prabaharan M, Gübitz G, Cavaco-Paulo A. Treatment of wool fibres with subtilisin and subtilisin-PEG. Enzym. Microb. Tech-
nol. 2005;36(7):917e22.[171] YuanM,Wang Q, Shen J, Smith E, Bai R, Fan X. Enzymatic coloration and finishing of wool with laccase and polyethylenimine. Text. Res. J.
2018;88(16):1834e46.[172] Fu J, Nyanhongo GS, Gübitz GM, Cavaco-Paulo A, Kim S. Enzymatic colouration with laccase and peroxidases: recent progress. Biocatal.
Biotransform. 2012;30(1):125e40.[173] Prajapati CD, Smith E, Kane F, Shen J. Laccase-catalysed coloration of wool and nylon. Color. Technol. 2018;134(6):423e39.[174] Wang P, Wang Q, Cui L, Gao M, Fan X. The combined use of cutinase, keratinase and protease treatments for wool bio-antifelting. Fibers
Polym. 2011;12(6):760.[175] Ibrahim N, Allam E, El-Hossamy M, El-Zairy W. Enzymatic modification of cotton/wool and viscose/wool blended fabrics. J. Nat. Fibers
2008;5(2):154e69.[176] Schumacher K, Heine E, Höcker H. Extremozymes for improving wool properties. J. Biotechnol. 2001;89(2):281e8.[177] Shen J. Enzymatic treatment of wool and silk fibres. In: Nierstrasz VA, Cavaco-Paulo A, editors. Advances in textile biotechnology. Wood-
head Publishing; 2010. p. 171e92.[178] El-Sayed W, Nofal R, El-Sayed H. Use of lipoprotein lipase in the improvement of some properties of wool fabrics. Color. Technol. 2010;
126(5):296e302.[179] Kitadokoro K, Tsuzuki H, Nakamura E, Sato T, Teraoka H. Purification, characterization, primary structure, crystallization and preliminary
crystallographic study of a serine proteinase from Streptomyces fradiae ATCC 14544. Eur. J. Biochem. 1994;220(1):55e61.[180] More S, Khandelwal H, Joseph M, Laxman R. Enzymatic degumming of silk with microbial proteases. J. Nat. Fibers 2013;10(2):98e111.[181] Freddi G, Mossotti R, Innocenti R. Degumming of silk fabric with several proteases. J. Biotechnol. 2003;106(1):101e12.
27. Sustainable textile finishing processes and pollution control based on enzyme technology414

[182] Gulrajani M, Agarwal R, Grover A, Suri M. Degumming of silk with lipase and protease. Indian J. Fibre Text. Res. 2000;25(1):69e74.[183] Arami M, Rahimi S, Mivehie L, Mazaheri F, Mahmoodi NM. Degumming of Persian silk with mixed proteolytic enzymes. J. Appl. Polym.
Sci. 2007;106(1):267e75.[184] Gulrajani M. Degumming of silk. Rev. Prog. Color. Relat. Top. 1992;22(1):79e89.[185] Gulrajani M, Gupta SV, Gupta A, Suri M. Degumming of silk with different protease enzymes. Indian J. Fibre Text. Res. 1996;21(4):270e5.[186] Ibrahim N, El Hossamy M, Nessim A, Hassan T. Performance of bio-degumming versus conventional degumming processes. Colourage
2007;54(11):63e74.[187] Quartinello F, Gübitz GM. Bioprocessing of polyesters. In: Advances in textile biotechnology. Elsevier; 2019. p. 37e48.[188] Silva C, Cavaco-Paulo A, Fu J. Enzymatic biofinishes for synthetic textiles. In: Paul R, editor. Functional finishes for textiles. Cambridge:
Woodhead Publishing; 2015. p. 153e91.[189] Biundo A, Ribitsch D, Guebitz GM. Surface engineering of polyester-degrading enzymes to improve efficiency and tune specificity. Appl.
Microbiol. Biotechnol. 2018;102(8):3551e9.[190] Cavaco-Paulo A, Gubitz G. Textile processing with enzymes. Elsevier; 2003.[191] Fischer-Colbrie G, Heumann S, Liebminger S, Almansa E, Cavaco-Paulo A, Guebitz GM. New enzymes with potential for PET surface
modification. Biocatal. Biotransform. 2004;22(5e6):341e6.[192] Guebitz GM, Cavaco-Paulo A. Enzymes go big: surface hydrolysis and functionalisation of synthetic polymers. Trends Biotechnol. 2008;
26(1):32e8.[193] Miettinen-Oinonen A, Silvennoinen M, Nousiainen P, Buchert J. Modification of synthetic fibres with laccase. In: Proceedings of the second
international symposium on biotechnology in textiles; 2002. p. 3e6.[194] Kanelli M, Vasilakos S, Nikolaivits E, Ladas S, Christakopoulos P, Topakas E. Surface modification of poly (ethylene terephthalate)(PET)
fibers by a cutinase from Fusarium oxysporum. Process Biochem. 2015;50(11):1885e92.[195] Silva C, Cavaco-Paulo A, Nierstrasz V. Enzymatic hydrolysis and modification of core polymer fibres for textile and other applications. In:
Advances in textile biotechnology. Elsevier; 2010. p. 77e97.[196] Parvinzadeh M. A new approach to improve dyeability of nylon 6 fibre using a subtilisin enzyme. Color. Technol. 2009;125(4):228e33.[197] Parvinzadeh M, Assefipour R, Kiumarsi A. Biohydrolysis of nylon 6, 6 fiber with different proteolytic enzymes. Polym. Degrad. Stabil.
2009;94(8):1197e205.[198] Gashti MP, Willoughby J, Agrawal P. Surface and bulk modification of synthetic textiles to improve dyeability. In: Hauser P, editor. Textile
dyeing. InTech; 2011, ISBN 978-953-307-565-5. Available from: http://www.intechopen.com/books/textile-dyeing/surface-and-bulk-modification-ofsynthetic-textiles-to-improve-dyeability.
[199] Matama T, Cavaco-Paulo A. Enzymatic modification of polyacrylonitrile and cellulose acetate fibres for textile and other applications. In:Advances in textile biotechnology. Elsevier; 2010. p. 98e131.
[200] Roy Choudhury AK. Enzyme applications in textile chemical processing. In: Nayak R, editor. Sustainable technologies for fashion andtextiles. Woodhead Publishing; 2020. p. 91e115.
[201] Shaikh MA. Water conservation in textile industry. Pak. Text. J. 2009;58(11):48e51.[202] Ramachandran T, Karthik T. Application of genetic engineering and enzymes in textiles. J. Inst. Eng. Part TX Text. Eng. Div. 2004;84(2):
32e6.[203] Ibrahim NA, Abdel Moneim NM, Abdel Halim ES, Hosni MM. Pollution prevention of cotton-cone reactive dyeing. J. Clean. Prod. 2008a;
16(12):1321e6.[204] Ibrahim NA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of the cotton-based textile industry. In:
Yusuf M, editor. Handbook of textile effluent remediation. USA: Pan Stanford-Taylor & Francis Group; 2018. p. 185e226.[205] Karigar CS, Rao SS. Role of microbial enzymes in the bioremediation of pollutants: a review. Enzym. Res. 2011;2011.[206] Rao M, Scelza R, Scotti R, Gianfreda L. Role of enzymes in the remediation of polluted environments. J. Soil Sci. Plant Nutr. 2010;10(3):
333e53.[207] Saxena G, Kishor R, Bharagava RN. Application of microbial enzymes in degradation and detoxification of organic and inorganic
pollutants. In: Saxena G, Bharagava RN, editors. Bioremediation of industrial waste for environmental safety: volume I: industrial wasteand its management. Singapore: Springer Singapore; 2020. p. 41e51.
References 415

This page intentionally left blank
C H A P T E R
28
Textile wastewater managementSubhankar Maity1, Kunal Singha2, Pintu Pandit2
1Uttar Pradesh Textile Technology Institute, Kanpur, Uttar Pradesh, India; 2Department of Textile Design, National
Institute of Fashion Technology, Patna, Bihar, India
28.1 Introduction
Textile industries are one of the largest manufacturing sectors around the globe which is consuming a huge quan-tity of water (approx. 3000 m3/day) and dealing with a variety of chemicals and dyes which are contaminating pro-cess water directly. The process water is discarded from the manufacturing process as effluent that contains variouspollutants such as dyes, chemicals, salts, heavy metals, etc. If water bodies on earth such as ponds, rivers, lakes, andocean are continuously contaminated with such pollutants, then it’s a great threat to vegetation, aquatic like, and allliving beings in this earth. It is required to treat the wastewater or effluent with suitable treatment plant or facility toremove all these pollutants from water and treated water must be used in the process again to minimize the con-sumption from the environment.
There should be a zero discharge policy adopted by all manufacturing sector and as a result consumption of waterwill be least. Because, liable to the growth of population and rapid industrialization, there is a scarcity of drinkingand municipal water throughout the world. Poor water management is also one of the major reason for the scarcityof water. Many nations are already reported the scarcity water. India has 18% of the world population at present andis a water-stressed nation already. The demand for water in the industry is going to increase in future as the indus-trial activity is going to increase worldwide. Therefore there will be a quantum jump in the demand for water forrunning the industry. The current industrial demand for water in India is above 67 billion cubic meters and it is ex-pected about 228 billion cubic meters by 2025. There is a lot of wastewater of about 30%e40% of the industrial andhousehold sector in India at present. Looking at the per capita consumption of water in India, in 1947, the availabilityof water per capita was 6042 cubic meters annually. Now the per capita consumption annually is coming around1340 cubic meters and by the year 2050, India may become waterless. Therefore, wastewater will be the most impor-tant resource of water in the near future [1,2].
Various industries including textile, leather, food, etc., are requiring a huge amount of water. This water after useget contaminated and polluted with the chemicals which are used in the process [3]. The characteristics of theeffluent and its ingredients depend on the product which is manufactured by the industry like fiber, yarn, fabricswith chemical processes such as scouring, bleaching, dyeing, printing, finishing, etc. [4]. Even in the same industry,the nature and volume of effluent vary due to the needed specific process adopted by the industries based on theirunique requirements [5].
The textile chemical processes are highly chemical intensive where a variety of agents are used for obtainingaesthetic as well as special characteristics to textiles such as coloring, wetting, brightening, sequestering, anticreas-ing, sizing, softening, antifungal, mothproof, water and stain repellency, etc. Most of these chemical agents are hav-ing their potential toxicity and poor biodegradability [6]. The dyeing and printing processes are creating a high levelof water pollution by contaminating large and very diverse quantities of color, organic and inorganic chemicals,especially nonbiodegradable organics, and other hazardous chemicals into the process effluents [7].
This means that the general treatment process may be similar but there is a need for a specific design of theeffluent treatment plant (ETP) to treat the effluent adequately. The influence generated from various processesmay contain chemicals like acids, suspended and dissolved solids, various types of organic matters (which are
417Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00026-9

responsible for chemical oxygen demand (COD) and biological oxygen demand (BOD)), oil and grease, color, metals,etc. COD is defined as the amount of oxygen required to oxidize the chemical pollutants present in the effluent. BODthat is sometimes also called biochemical oxygen demand is the amount of oxygen required to oxidize biologicalpollutants present in the effluent that indirectly tells us about the pollutant load of the effluent. When water is com-ing in the production process, it is like drinking water free from any pollutants. It gets contaminated with chemicallike acids, alkalis, suspended particles, dyes, pigments, salt, etc., in the course of the manufacturing process and thengets discharged as effluent. The contaminants are represented by different parameters such as pH, salinity, COD, oiland grease, color, pigments, metals, etc. [8].
A number of conventional techniques like physicochemical, biological, combined treatment processes are in useto remove these pollutants. But since last decades, due to the strict implementation of environmental standards, it isessential to adopt an eco-friendly wastewater management model by the textile industries that overcomes all ecolog-ical concerns from its start to the end product [9,10]. This chapter conceives the conventional wastewater treatmenttechnologies vis-a-vis the recent developments and trends in the textile wastewater management scenario in brief.
28.2 Wastewater treatment
The process of textile wastewater treatment is still a challenge for the industries because the synthetic dyes whichare contaminating the water are very difficult to remove by the conventional treatment process. Majority of the col-oring matters are converted into sludge, solid support or destroyed by chemical or biological means. Therefore, ma-jority of textile wastewater treatment process involve physical, chemical, or biological treatment like membranefiltration, coagulation/flocculation, precipitation, flotation, adsorption, ion exchange, ion-pair extraction, ultrasonicmineralization, electrolysis, chemical reduction/oxidation, microbial remediation, etc.
A Process Plant generates several waste streams such as process waste, cooling tower blowdown, floor washing,and so on. Some of the streams may be treated by themselves and used in the plant. Some of them are discharged aseffluents or sent into other treatment processes. Rest of the water is combined in a single large flow and treated bio-logically. Therefore, there are a lot of different types of wastewater to be dealt with in the overall scenario of waste-water treatment. Typically, in most of the industries, there are a large flow or single large flow and that is treatedeither physicochemically or biologically or a combination of both [6]. As per environmental science, the wastewatertreatment process can be described by three stages, viz. primary, secondary, and tertiary, as shown in Fig. 28.1.
As it is described earlier, whenwater is coming out of an industrial process it contains two types of pollutants, oneis the dissolved pollutants and another is the suspended pollutants. Suspended pollutants are basically the sus-pended solids. And dissolved pollutants are the organic and inorganic materials which are water-soluble [11]. Allkinds of solid pollutants present in textile wastewater are presented in Fig. 28.2.
28.3 Primary treatment of textile wastewater
The primary treatment is a physicochemical treatment where suspended solids are removed, and the effluent isprepared for secondary or biological treatment. The primary treatment process consists of various stages such asscreening, equalization, neutralization, flocculation/coagulation, flotation, sedimentation, and filtration as shownin Fig. 28.3. In the screening process, large solid particles are removed from the effluent. In the equalization process,the concentrations and variation in low level are equalized. The pH of the effluent such as acidic or alkalinity of theeffluent is neutralized in the neutralization process. The neutralization is not only the regulatory requirement butalso it will be helpful for the further treatment processes. Further treatment becomes easier if pH is neutralized. Sus-pended solids are settled down at a faster rate during the flocculation/coagulation process by using various saltssuch as FeCl3, FeSO4, alarm, polyelectrolytes, etc. [12,13].
FIGURE 28.1 Textile wastewater treatment process.
28. Textile wastewater management418
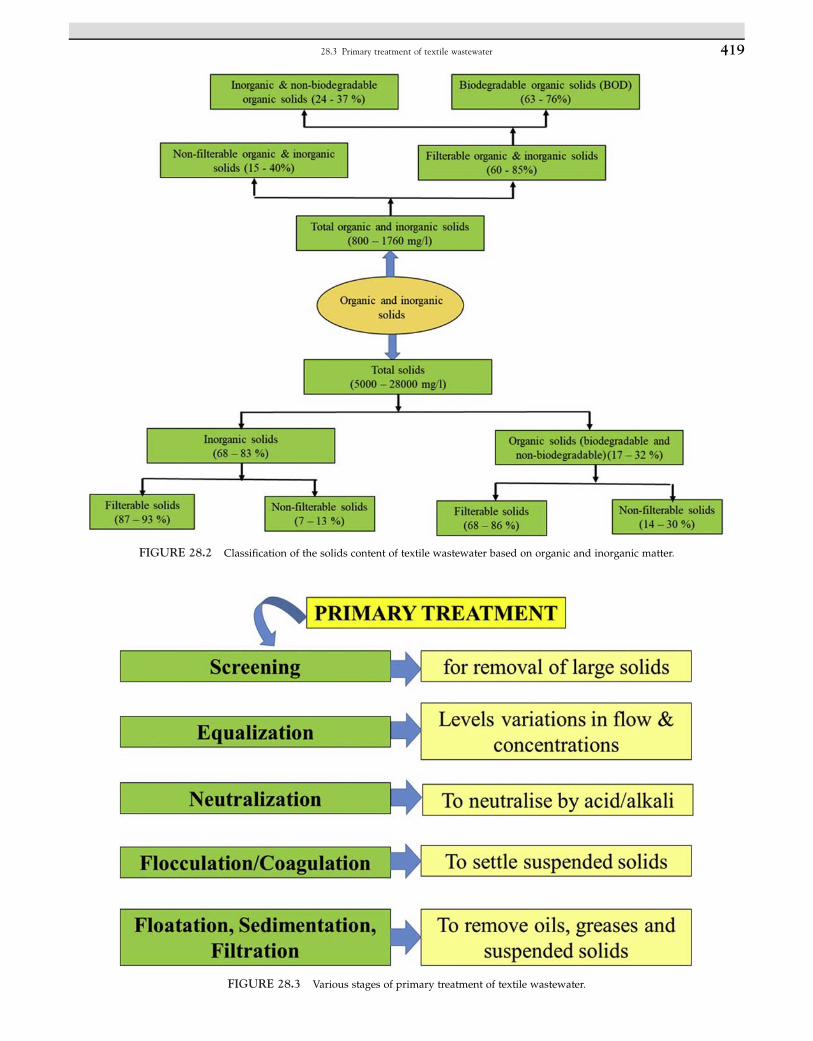
FIGURE 28.2 Classification of the solids content of textile wastewater based on organic and inorganic matter.
FIGURE 28.3 Various stages of primary treatment of textile wastewater.
28.3 Primary treatment of textile wastewater 419
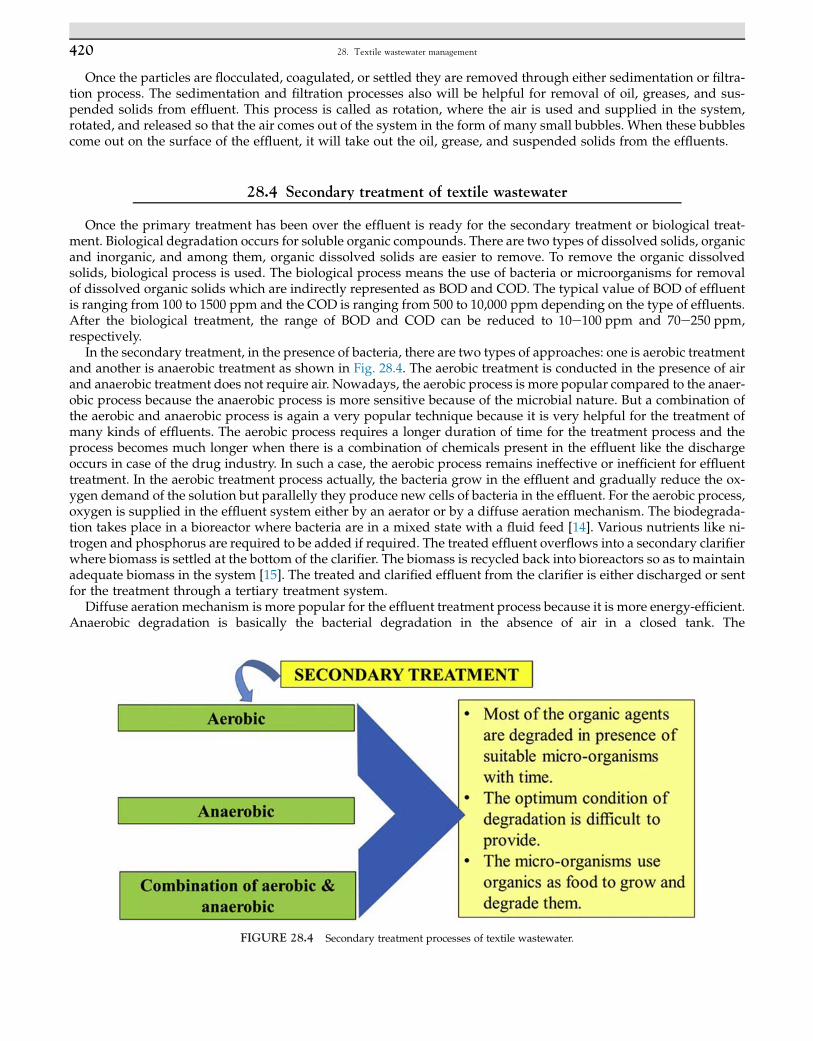
Once the particles are flocculated, coagulated, or settled they are removed through either sedimentation or filtra-tion process. The sedimentation and filtration processes also will be helpful for removal of oil, greases, and sus-pended solids from effluent. This process is called as rotation, where the air is used and supplied in the system,rotated, and released so that the air comes out of the system in the form of many small bubbles. When these bubblescome out on the surface of the effluent, it will take out the oil, grease, and suspended solids from the effluents.
28.4 Secondary treatment of textile wastewater
Once the primary treatment has been over the effluent is ready for the secondary treatment or biological treat-ment. Biological degradation occurs for soluble organic compounds. There are two types of dissolved solids, organicand inorganic, and among them, organic dissolved solids are easier to remove. To remove the organic dissolvedsolids, biological process is used. The biological process means the use of bacteria or microorganisms for removalof dissolved organic solids which are indirectly represented as BOD and COD. The typical value of BOD of effluentis ranging from 100 to 1500 ppm and the COD is ranging from 500 to 10,000 ppm depending on the type of effluents.After the biological treatment, the range of BOD and COD can be reduced to 10e100 ppm and 70e250 ppm,respectively.
In the secondary treatment, in the presence of bacteria, there are two types of approaches: one is aerobic treatmentand another is anaerobic treatment as shown in Fig. 28.4. The aerobic treatment is conducted in the presence of airand anaerobic treatment does not require air. Nowadays, the aerobic process is more popular compared to the anaer-obic process because the anaerobic process is more sensitive because of the microbial nature. But a combination ofthe aerobic and anaerobic process is again a very popular technique because it is very helpful for the treatment ofmany kinds of effluents. The aerobic process requires a longer duration of time for the treatment process and theprocess becomes much longer when there is a combination of chemicals present in the effluent like the dischargeoccurs in case of the drug industry. In such a case, the aerobic process remains ineffective or inefficient for effluenttreatment. In the aerobic treatment process actually, the bacteria grow in the effluent and gradually reduce the ox-ygen demand of the solution but parallelly they produce new cells of bacteria in the effluent. For the aerobic process,oxygen is supplied in the effluent system either by an aerator or by a diffuse aeration mechanism. The biodegrada-tion takes place in a bioreactor where bacteria are in a mixed state with a fluid feed [14]. Various nutrients like ni-trogen and phosphorus are required to be added if required. The treated effluent overflows into a secondary clarifierwhere biomass is settled at the bottom of the clarifier. The biomass is recycled back into bioreactors so as to maintainadequate biomass in the system [15]. The treated and clarified effluent from the clarifier is either discharged or sentfor the treatment through a tertiary treatment system.
Diffuse aeration mechanism is more popular for the effluent treatment process because it is more energy-efficient.Anaerobic degradation is basically the bacterial degradation in the absence of air in a closed tank. The
FIGURE 28.4 Secondary treatment processes of textile wastewater.
28. Textile wastewater management420

microorganisms are the active agents in the biological process and depending on the process, an activated sludgeprocess is adopted by most of the textile industries in India. Activated sludge is nothing but microbial in theform of granular sludge that is generated in the bioreactor [16,17]. The microorganisms use carbon atoms in theorganic matter as an energy source and for their growth. The organic matters are reprinting as CHO,microorganismsas MO in Eq. (28.1). The microorganisms are converting organic matters present in effluent into carbon dioxide, wa-ter, and energy, as well as they grow further as shown in Eq. (28.1).
CHOþMOþO2[CO2þH2Oþ energyþ cells (28.1)
Different types of bacteria are present in activated sludge which is called biomass and bacteria are the mostimportant component in the biomass. Bacteria are dominating all other microorganisms. The most widelyresearched fungi for the decomposition of dye molecules are the ligninolytic fungi. Another fungus that is calledas white-rot fungi actually can generate various enzymes such as laccase, manganese peroxidase, lignin peroxi-dase, etc., that degrade many aromatic compounds related to dyeing or finishing agents [16]. These fungi can oxidizevarious phenolic, nonphenolic, water-soluble, and nonsoluble dyes. The enzyme laccase produced by Pleurotusostreatus, Schizophyllum commune, Sclerotium rolfsii, and Neurospora crassa can accelerate the degradation of variousdye molecules such as commercial triarylmethane, anthraquinonic, and indigoid by 25% [16].
28.5 Tertiary treatment of textile wastewater
Though the dissolved organic solids can be removed from the secondary treatment process, the removal of dissolvedinorganic solids is very difficult. The removal of the same comes under the tertiary treatment process, which is the lastprocess. The treatment processes are either physicochemical or mechanical processes. and the treatments are based onspecific requirements. The treatment process can be specified ormodified or customized as per the specific requirementof the industry. It alsodependson the typeofmaterialdissolved in the effluent. The stages of tertiary treatment aremediafiltration, activated carbon filtration, and membrane filtration [18]. In the process of media filtration, media filters forsand filters are used for the removal of remaining suspended solid and biomass from the treated effluent. Sometimes,an activated carbon filter is used for the removal of traces of organic, colors, pigments, etc. Depending on the charac-teristics that treated effluent, it can be discharged for the gardening purpose and it may not be suitable for drinking.Most of the industries are reusing the treated water back in the industrial process and maintaining zero liquiddischarge methodology [19]. The membrane filtration and reverse osmosis (RO) are used for further removal of con-taminants recycling for the process need. In order to improve the water quality so as to meet process requirements,ultrafiltration (UF), nanofiltration, or RO are used. This is filtration at the molecular level with suitable pore size.For UF, the pore size is about 0.01 mm, for nanofiltration the pore size is about 0.001 mm, and in case of reverse osmosis,the pore size is around 0.0001 mm. The overall removal efficiencies of COD, color, and conductivity can be achieved asgreater than 97% by nanofiltration technology [20]. The RO process is suitable for the removal of various solid sodiumchloride from the solution. Sodium chloride is highly soluble in water and the solubility is around 35%e40% and ROcan filter that up to 99.8%.Whenwe are usingmembrane the filtrate coming from themembrane can be taken back intothe process. In case of RO system installed in the home, there is a stream that directly goes to the sink, which contents ahigh concentration of salts and needs to be rejected from the system. In the industrial wastewater scenario, the quantityof this reject or waste is reasonable small which is around 10%e15%. However, at home, it is around 50%. But in in-dustry, rejection percentage is maximum by 15% and therefore around 85% of the water can be recycled back in theprocess. The waste stream from the RO is then disposed of due to the presence of a high concentration of salts inthe range of 50,000 ppm. The seawater salt is around 3000 ppm. Therefore, in this RO system, the small quantity ofconcentrate stream of water is mostly disposed of through either a multiple-effect evaporator (MEE) followed by adryer or further evaporation in a solar pond. This is one of the ways of zero liquid discharge approach. The solid wastegenerated after evaporation has to be disposed of the authorized disposal site. The results have indicated that themembrane filtration process has the least environmental impacts on water recovery [21].
The general flowchart used in most of the textile industry wastewater management is shown in Fig. 28.5. Theeffluent is coming out of the mill process and accumulated in a collection or equalization tank. Then there’s a pri-mary treatment followed by a secondary treatment which is a biological process. In most of the industries, aerobicbiological processes have been followed. Biologically treated effluents are overflown to a clarifier where biomass issettled down. The settled biomass is recycled back in the aeration tank. The overflow of the clarifier tank is fed to thefilter feed tank. After that, there are secondary filter and sand filter where the residual suspended particles areremoved as discussed earlier. Then it is sent to a carbon filter for polishing or residual color removing. If there is
28.5 Tertiary treatment of textile wastewater 421
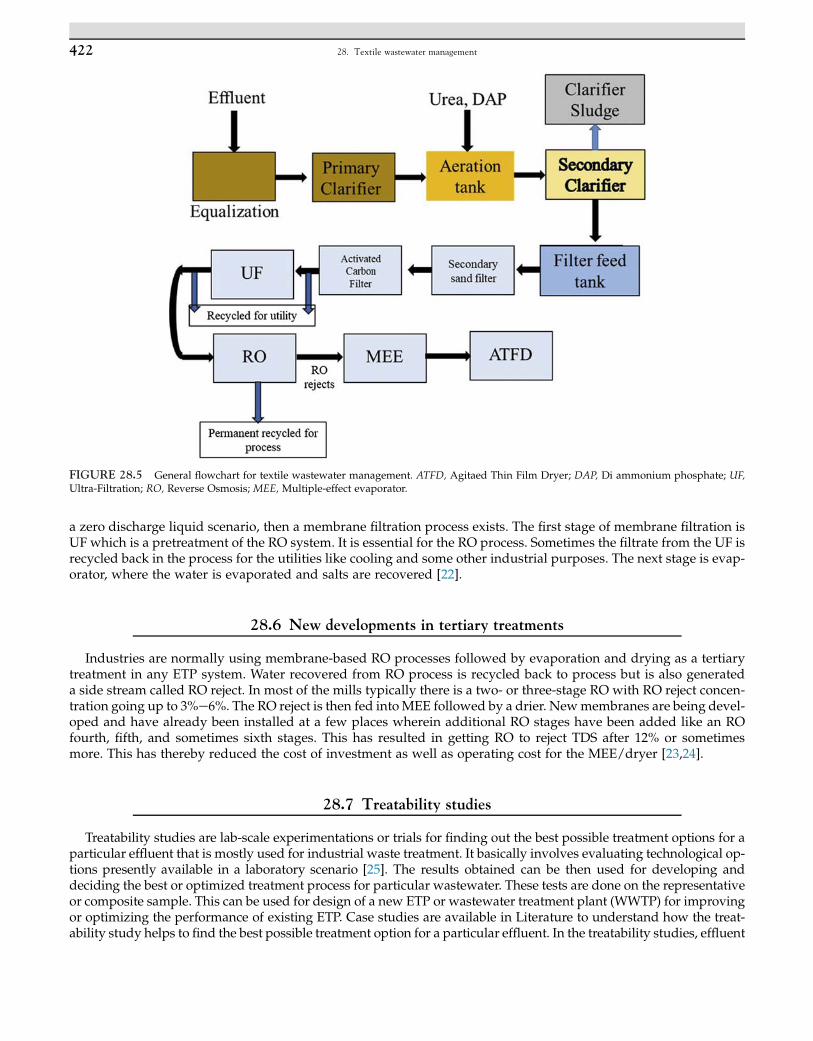
a zero discharge liquid scenario, then a membrane filtration process exists. The first stage of membrane filtration isUF which is a pretreatment of the RO system. It is essential for the RO process. Sometimes the filtrate from the UF isrecycled back in the process for the utilities like cooling and some other industrial purposes. The next stage is evap-orator, where the water is evaporated and salts are recovered [22].
28.6 New developments in tertiary treatments
Industries are normally using membrane-based RO processes followed by evaporation and drying as a tertiarytreatment in any ETP system. Water recovered from RO process is recycled back to process but is also generateda side stream called RO reject. In most of the mills typically there is a two- or three-stage RO with RO reject concen-tration going up to 3%e6%. The RO reject is then fed intoMEE followed by a drier. Newmembranes are being devel-oped and have already been installed at a few places wherein additional RO stages have been added like an ROfourth, fifth, and sometimes sixth stages. This has resulted in getting RO to reject TDS after 12% or sometimesmore. This has thereby reduced the cost of investment as well as operating cost for the MEE/dryer [23,24].
28.7 Treatability studies
Treatability studies are lab-scale experimentations or trials for finding out the best possible treatment options for aparticular effluent that is mostly used for industrial waste treatment. It basically involves evaluating technological op-tions presently available in a laboratory scenario [25]. The results obtained can be then used for developing anddeciding the best or optimized treatment process for particular wastewater. These tests are done on the representativeor composite sample. This can be used for design of a new ETP or wastewater treatment plant (WWTP) for improvingor optimizing the performance of existing ETP. Case studies are available in Literature to understand how the treat-ability study helps to find the best possible treatment option for a particular effluent. In the treatability studies, effluent
FIGURE 28.5 General flowchart for textile wastewater management. ATFD, Agitaed Thin Film Dryer; DAP, Di ammonium phosphate; UF,Ultra-Filtration; RO, Reverse Osmosis; MEE, Multiple-effect evaporator.
28. Textile wastewater management422
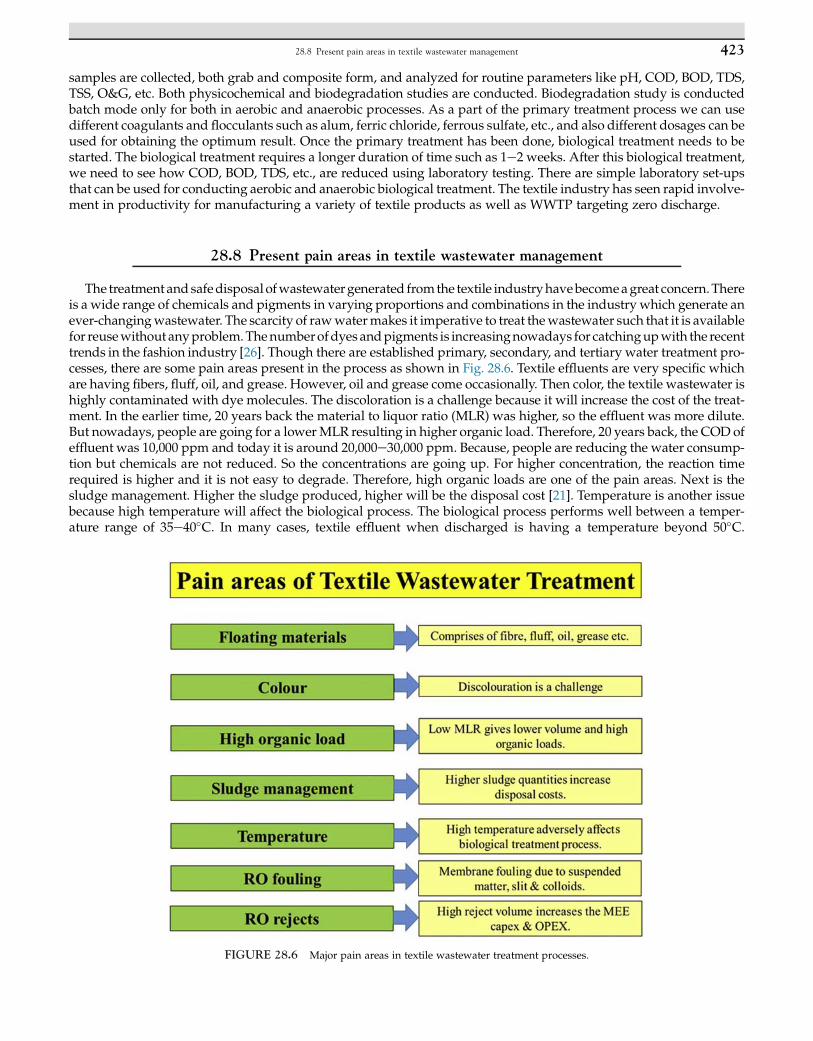
samples are collected, both grab and composite form, and analyzed for routine parameters like pH, COD, BOD, TDS,TSS, O&G, etc. Both physicochemical and biodegradation studies are conducted. Biodegradation study is conductedbatch mode only for both in aerobic and anaerobic processes. As a part of the primary treatment process we can usedifferent coagulants and flocculants such as alum, ferric chloride, ferrous sulfate, etc., and also different dosages can beused for obtaining the optimum result. Once the primary treatment has been done, biological treatment needs to bestarted. The biological treatment requires a longer duration of time such as 1e2 weeks. After this biological treatment,we need to see how COD, BOD, TDS, etc., are reduced using laboratory testing. There are simple laboratory set-upsthat can be used for conducting aerobic and anaerobic biological treatment. The textile industry has seen rapid involve-ment in productivity for manufacturing a variety of textile products as well as WWTP targeting zero discharge.
28.8 Present pain areas in textile wastewater management
The treatment andsafedisposalofwastewatergenerated fromthe textile industryhavebecomeagreat concern.Thereis a wide range of chemicals and pigments in varying proportions and combinations in the industry which generate anever-changingwastewater. The scarcity of rawwatermakes it imperative to treat thewastewater such that it is availablefor reusewithout anyproblem.Thenumberofdyesandpigments is increasingnowadays for catchingupwith the recenttrends in the fashion industry [26]. Though there are established primary, secondary, and tertiary water treatment pro-cesses, there are some pain areas present in the process as shown in Fig. 28.6. Textile effluents are very specific whichare having fibers, fluff, oil, and grease. However, oil and grease come occasionally. Then color, the textile wastewater ishighly contaminated with dye molecules. The discoloration is a challenge because it will increase the cost of the treat-ment. In the earlier time, 20 years back the material to liquor ratio (MLR) was higher, so the effluent was more dilute.But nowadays, people are going for a lowerMLR resulting in higher organic load. Therefore, 20 years back, the COD ofeffluent was 10,000 ppm and today it is around 20,000e30,000 ppm. Because, people are reducing the water consump-tion but chemicals are not reduced. So the concentrations are going up. For higher concentration, the reaction timerequired is higher and it is not easy to degrade. Therefore, high organic loads are one of the pain areas. Next is thesludge management. Higher the sludge produced, higher will be the disposal cost [21]. Temperature is another issuebecause high temperature will affect the biological process. The biological process performs well between a temper-ature range of 35e40�C. In many cases, textile effluent when discharged is having a temperature beyond 50�C.
FIGURE 28.6 Major pain areas in textile wastewater treatment processes.
28.8 Present pain areas in textile wastewater management 423
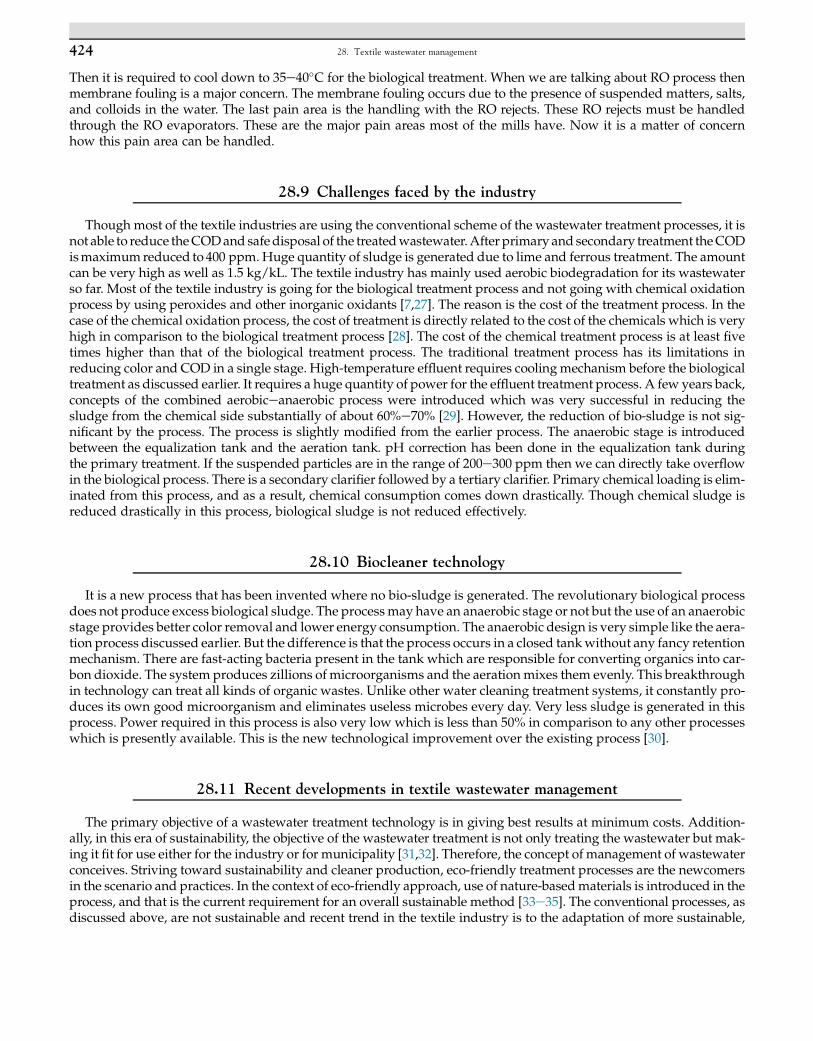
Then it is required to cool down to 35e40�C for the biological treatment. When we are talking about RO process thenmembrane fouling is a major concern. The membrane fouling occurs due to the presence of suspended matters, salts,and colloids in the water. The last pain area is the handling with the RO rejects. These RO rejects must be handledthrough the RO evaporators. These are the major pain areas most of the mills have. Now it is a matter of concernhow this pain area can be handled.
28.9 Challenges faced by the industry
Though most of the textile industries are using the conventional scheme of the wastewater treatment processes, it isnot able to reduce theCODand safedisposal of the treatedwastewater.After primary and secondary treatment theCODismaximumreduced to 400 ppm.Huge quantity of sludge is generated due to lime and ferrous treatment. The amountcan be very high as well as 1.5 kg/kL. The textile industry has mainly used aerobic biodegradation for its wastewaterso far. Most of the textile industry is going for the biological treatment process and not going with chemical oxidationprocess by using peroxides and other inorganic oxidants [7,27]. The reason is the cost of the treatment process. In thecase of the chemical oxidation process, the cost of treatment is directly related to the cost of the chemicals which is veryhigh in comparison to the biological treatment process [28]. The cost of the chemical treatment process is at least fivetimes higher than that of the biological treatment process. The traditional treatment process has its limitations inreducing color and COD in a single stage. High-temperature effluent requires coolingmechanism before the biologicaltreatment as discussed earlier. It requires a huge quantity of power for the effluent treatment process. A few years back,concepts of the combined aerobiceanaerobic process were introduced which was very successful in reducing thesludge from the chemical side substantially of about 60%e70% [29]. However, the reduction of bio-sludge is not sig-nificant by the process. The process is slightly modified from the earlier process. The anaerobic stage is introducedbetween the equalization tank and the aeration tank. pH correction has been done in the equalization tank duringthe primary treatment. If the suspended particles are in the range of 200e300 ppm then we can directly take overflowin the biological process. There is a secondary clarifier followed by a tertiary clarifier. Primary chemical loading is elim-inated from this process, and as a result, chemical consumption comes down drastically. Though chemical sludge isreduced drastically in this process, biological sludge is not reduced effectively.
28.10 Biocleaner technology
It is a new process that has been invented where no bio-sludge is generated. The revolutionary biological processdoes not produce excess biological sludge. The processmay have an anaerobic stage or not but the use of an anaerobicstage provides better color removal and lower energy consumption. The anaerobic design is very simple like the aera-tion process discussed earlier. But the difference is that the process occurs in a closed tankwithout any fancy retentionmechanism. There are fast-acting bacteria present in the tank which are responsible for converting organics into car-bon dioxide. The system produces zillions of microorganisms and the aerationmixes them evenly. This breakthroughin technology can treat all kinds of organic wastes. Unlike other water cleaning treatment systems, it constantly pro-duces its own good microorganism and eliminates useless microbes every day. Very less sludge is generated in thisprocess. Power required in this process is also very low which is less than 50% in comparison to any other processeswhich is presently available. This is the new technological improvement over the existing process [30].
28.11 Recent developments in textile wastewater management
The primary objective of a wastewater treatment technology is in giving best results at minimum costs. Addition-ally, in this era of sustainability, the objective of the wastewater treatment is not only treating the wastewater but mak-ing it fit for use either for the industry or for municipality [31,32]. Therefore, the concept of management of wastewaterconceives. Striving toward sustainability and cleaner production, eco-friendly treatment processes are the newcomersin the scenario and practices. In the context of eco-friendly approach, use of nature-basedmaterials is introduced in theprocess, and that is the current requirement for an overall sustainable method [33e35]. The conventional processes, asdiscussed above, are not sustainable and recent trend in the textile industry is to the adaptation of more sustainable,
28. Textile wastewater management424
eco-friendly, green rapid, cost, and time-effective wastewater management processes [35,36]. In this line, the textilesector is experiencing some latest innovations since the last 5 years that are shown in Fig. 28.7.
The advanced oxidation processes (AOPs) are capable of removing mixed dyes from wastewater and to eliminatenonbiodegradable organic contaminants without developing any chemical sludge. Use of UV light and electronbeam along with other oxidants, like H2O2 and O3, in the hybrid AOP technologies is the recent technology to acti-vate the H2O2 or O3 decomposition and generate *OH radicals that are responsible for discoloration of missed dyespresent in wastewater [37,38].
On the other hand, combined or sequential Fenton/biotreatment technologies are adopted for the removal of pol-lutants from wastewater and meeting of more stringent discharging regulations. Combined electron beam irradiationfollowed by ozonation is trending for attaining a higher extent of dye mixture removal. A coagulation technique fol-lowed by adsorption is proposed for elimination of dyes. Sugarcane bagasse (SCB) fibers and their agricultural wastesare treated with CaCl2 and used as adsorbent of textile dyes. The dye loaded SCB is undergone a biodegradation pro-cess under solid-state fermentation (SSF) which is found to be economical, efficient, and eco-friendly technique. Mem-brane bioreactor (MBR) is emerging as a hybrid technology composed of both biotreatment and membrane filtrationthat is suitable for the treatment of textile plant effluent for the regeneration of reusable water for the plant [17,39,40].
The phytoremediation approach is another novel approach which is efficient, eco-friendly, and cost-effective incomparison to the conventional physicochemical and biological techniques. The living plant biomass and the plant’soxidoreductive enzymes, for example, peroxidases and laccases, work synergistically for effective removal of pollut-ants from wastewater by adsorption, accumulation, and subsequent degradation of the same [41].
Some nanomaterials like carbon nanotubes (CNTs), nano zerovalent iron, etc., are excellent adsorbers of organicpollutants of wastewater [42e45]. Gamma irradiation is one of the latest concept toward textile wastewater treat-ment for decolorization and degradation of coloring materials and organic pollutants for safe recycling and manage-ment of wastewater [46]. Conjugated polymers like polypyrrole, polyaniline, and polythiophene are coated ontextile, wood sawdust, rice husk ash, and other substrates to prepare a suitable adsorbent for removal of variouspollutants from contaminated water. The coated substrates are found suitable for the removal of color, ions,COD, and different heavy metals from water by physicochemical adsorption [35,47].
28.12 Conclusions and perspective
The implementation of zero liquid discharge strategy is adopting globally as an essential wastewater managementstrategy to reduce water pollution and the deployment of existing water resources. But, naturally, the zero liquiddischarge strategy is a costly and energy-intensive process. Therefore, the industries which are adopting the strategyand willing to do so are relying on the regulatory incentives from the government that outweighs the cost of maintain-ing the same for the environment and society. As water pollution and scarcity are of increasing concern recognized bymany countries, strict regulations on deployment and discharge of wastewater are required that will push more high-polluting industries toward zero liquid discharge. RO is an inevitable process in this concept. A robust RO systemwithhigher resistance to hydraulic pressure and fouling/scaling will effectively improve the energy efficiency and eco-nomic feasibility of the ETP. Themembrane-based ROprocesses followed by evaporation and drying as a tertiary treat-ment in any ETP system would reduce the financial load of the industries. Though the conventional techniques likephysicochemical, biological, and combined treatment processes still exist in the textile industries, since last decades,
FIGURE 28.7 Recent advances in the technology of textile wastewater management.
28.12 Conclusions and perspective 425

due to the strict implementation of environmental standards, the industries are striving to adopt eco-friendly waste-water management models that overcome all environmental concerns throughout the manufacturing process.
References
[1] Vajnhandl S, Valh JV. The status of water reuse in European textile sector. J. Environ. Manag. 2014;141:29e35.[2] Samanta KK, Pandit P, Samanta P, Basak S. Water consumption in textile processing and sustainable approaches for its conservation. In: Water
in textiles and fashion. Woodhead Publishing; 2019. p. 41e59.[3] Grau P. Textile industry wastewaters treatment. Water Sci. Technol. 1991;24(1):97e103.[4] Yukseler H, Uzal N, Sahinkaya ERKAN, Kitis M, Dilek FB, Yetis U. Analysis of the best available techniques for wastewaters from a denim
manufacturing textile mill. J. Environ. Manag. 2017;203:1118e25.[5] Pang YL, Abdullah AZ. Current status of textile industry wastewater management and research progress in Malaysia: a review. CleaneSoil,
Air, Water 2013;41(8):751e64.[6] Sarayu K, Sandhya S. Current technologies for biological treatment of textile wastewaterea review. Appl. Biochem. Biotechnol. 2012;167(3):
645e61.[7] Zaharia C, Suteu D, Muresan A, Muresan R, Popescu A. Textile wastewater treatment by homogenous oxidation with hydrogen peroxide.
Environ. Eng. Manag. J. 2009;8(6):1359e69.[8] Bisschops I, Spanjers H. Literature review on textile wastewater characterisation. Environ. Technol. 2003;24(11):1399e411.[9] El-Gohary F, Nasr F, IbrahimNA, Abo-ShoshaMH, Ali H. a new approach to accomplish wastewater regulation in textile sector: an Egyptian
case study. Cellul. Chem. Technol. 2013;47(3-4):309e15.[10] Anonymous; 2020. Availablefrom: https://www.activesustainability.com/water/sustainable-development-comes-to-wastewater-treatment-
in-the-form-of-sherpa-bacteria/. [Accessed on 10 November 2020].[11] Holkar CR, Jadhav AJ, Pinjari DV, Mahamuni NM, Pandit AB. A critical review on textile wastewater treatments: possible approaches.
J. Environ. Manag. 2016;182:351e66.[12] Un UT, Aytac E. Electrocoagulation in a packed bed reactor-complete treatment of color and cod from real textile wastewater. J. Environ.
Manag. 2013;123:113e9.[13] Verma AK, Dash RR, Bhunia P. A review on chemical coagulation/flocculation technologies for removal of colour from textile wastewaters.
J. Environ. Manag. 2012;93(1):154e68.[14] Brik M, Schoeberl P, Chamam B, Braun R, Fuchs W. Advanced treatment of textile wastewater towards reuse using a membrane bioreactor.
Process Biochem. 2006;41(8):1751e7.[15] Abu-Ghunmi LN, Jamrah AI. Biological treatment of textile wastewater using sequencing batch reactor technology. Environ. Model. Assess.
2006;11(4):333e43.[16] Andleeb SAADIA, Atiq NAMI, Ali MI, Razi-ul-Hussnain RAJA, Shafique M, Ahmad B, Ahmad S. Biological treatment of textile effluent in
stirred tank bioreactor. Int. J. Agric. Biol. 2010;12(2):256e60.[17] Jegatheesan V, Pramanik BK, Chen J, Navaratna D, Chang CY, Shu L. Treatment of textile wastewater with membrane bioreactor: a critical
review. Bioresour. Technol. 2016;204:202e12.[18] Ciardelli G, Corsi L, Marcucci M. Membrane separation for wastewater reuse in the textile industry. Resour. Conserv. Recycl. 2001;31(2):
189e97.[19] Tong T, Elimelech M. The global rise of zero liquid discharge for wastewater management: drivers, technologies, and future directions. En-
viron. Sci. Technol. 2016;50(13):6846e55.[20] Koyuncu I, Kural E, Topacik D. Pilot scale nanofiltration membrane separation for waste management in textile industry. Water Sci. Technol.
2001;43(10):233e40.[21] Dogan B, Kerestecioglu M, Yetis U. Assessment of the best available wastewater management techniques for a textile mill: cost and benefit
analysis. Water Sci. Technol. 2010;61(4):963e70.[22] Musteret CP, Teodosiu C. removal of persistent organic pollutants from textile wastewater by membrane processes. Environ. Eng. Manag. J.
2007;6(3).[23] Dasgupta J, Sikder J, Chakraborty S, Curcio S, Drioli E. Remediation of textile effluents by membrane based treatment techniques: a state of
the art review. J. Environ. Manag. 2015;147:55e72.[24] ElDefrawy NMH, Shaalan HF. Integrated membrane solutions for green textile industries. Desalination 2007;204(1e3):241e54.[25] Abo-Elela SI, El-Gohary FA, Ali HI, Wahaab RSA. Treatability studies of textile wastewater. Environ. Technol. 1988;9(2):101e8.[26] Maity S, Singha K, Pandit P. Chemical risk assessment in textile and fashion. Chemical management in textiles and fashion. 2020. p. 53.[27] Pa�zdzior K,Wrebiak J, Klepacz-Smółka A, GmurekM, Bili�nska L, Kos L, Ledakowicz S. Influence of ozonation and biodegradation on toxicity
of industrial textile wastewater. J. Environ. Manag. 2017;195:166e73.[28] Aslam MM, Baig MA, Hassan I, Qazi IA, Malik M, Saeed H. Textile wastewater characterization and reduction of its COD and BOD by
oxidation. Electron. J. Environ. Agric. Food Chem. 2004;3(6):804e11.[29] Ledakowicz S, Gonera M. Optimisation of oxidants dose for combined chemical and biological treatment of textile wastewater. Water Res.
1999;33(11):2511e6.[30] Anonymous; 2020. Available from: https://biocleaner.com/what-is-biocleaner/.[31] Anonymous. Textile wastewater treatmentd an application to sustainably reuse water in the textile industry. 2020. Available from: https://
www.wateronline.com. [Accessed 10 November 2020].[32] Anonymous; 2020. Available from: https://www.das-ee.com/en/wastewater-treatment/industries/textile-industry/. [Accessed on
November 2020].[33] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[34] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.
28. Textile wastewater management426

[35] Maity S, Singha K, Pandit P, Maiti S. Conjugated polymer coated novel bio-adsorbents for wastewater treatment. In: Muthu SS, editor. Sus-tainable technologies for textile wastewater treatments. Woodhead Publishing; 2020, ISBN 9780323858298.
[36] Pandit P, Gayatri TN, Maiti S. Green and sustainable textile materials using natural resources. Green Sustain. Adv. Mater. Process. Charact.2018;1:213e61.
[37] IbahimNA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of the cotton-based textile industry. In: YusufM,editor. Handbook of textile effluent remediation. New York: Pan Stanford-Taylor and Francis group; 2018. p. 185e226.
[38] Yusuf M, editor. Handbook of textile effluent remediation. CRC Press; 2018.[39] Siddique K, RizwanM, Shahid MJ, Ali S, Ahmad R, Rizvi H. Textile wastewater treatment options: a critical review. In: Enhancing cleanup of
environmental pollutants. Cham: Springer; 2017. p. 183e207.[40] Pandit P, Maiti S, Maity S, Singha K. Treatment of textile waste water by agricultural waste biomasses. In: Muthu SS, editor. Sustainable tech-
nologies for textile wastewater treatments. Woodhead Publishing; 2020, ISBN 9780323858298.[41] Khandare RV, Govindwar SP. Phytoremediation of textile dyes and effluents: current scenario and future prospects. Biotechnol. Adv. 2015;
33(8):1697e714.[42] Gupta VK, Kumar R, Nayak A, Saleh TA, Barakat MA. Adsorptive removal of dyes from aqueous solution onto carbon nanotubes: a review.
Adv. Colloid Interface Sci. 2013;193e194:24e34.[43] Raman CD, Kanmani S. Textile dye degradation using nano zero valent iron: a review. J. Environ. Manag. 2016;177:341e55.[44] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[45] Singha K, Maity S, Pandit P, Maiti S, Shanmugasundaram OL. Nanotechnologies for waste water treatment. In: Muthu SS, editor. Sustainable
technologies for textile wastewater treatments. Woodhead Publishing; 2020, ISBN 9780323858298.[46] Bhuiyan MAR, Rahman MM, Shaid A, Bashar MM, Khan MA. Scope of reusing and recycling the textile wastewater after treatment with
gamma radiation. J. Cleaner Prod. 2016;112:3063e71.[47] Maity S, Dubey A, Chakraborty S. A review on polypyrrole coated bio-composites for the removal of heavy metal traces from wastewater.
J. Ind. Textil. 2019. https://doi.org/10.1177/1528083719871272. Published online ahead of print.
Further reading
[1] Maiti S, Pandit P, Singha K, Maity S. Zero liquid discharge wastewater technologies. In: Muthu SS, editor. Sustainable technologies for textilewastewater treatments. Woodhead Publishing; 2020, ISBN 9780323858298.
Further reading 427

This page intentionally left blank
C H A P T E R
29
The potential use of nanotechnology forantimicrobial functionalization of cellulose-
containing fabricsNabil A. Ibrahim, Basma M. Eid, Moustafa M.G. Fouda
Textile Research Division, National Research Centre, Giza, Egypt
29.1 Introduction
Increasing the textile user demands for environmentally sound, permanent, and innovative textile products withhigh value-added as well as the ever-growing environmental concerns have created a great opportunity for adoptionand implementation of appropriate emerging technologies in textile and clothing industry.
Among the cutting-edge new technologies that have been recently adopted for fabrication of high-performancefunctional textile products, nanotechnology has received increased attention, as environmentally benign promisingtechnology for developing innovative textile products with high value-added unique properties taking into accounthuman safety and health, as well as environmental and socioeconomic issues.
In the following context, this book chapter will:
- Discuss the key principles of nanotechnology,- Review the most commonly used approaches to fabricate nanostructured materials,- Focus on their potential applications in diversified textile fields and evaluation of the imparted functionalproperties, and will also
- Highlight the future development trends in this field.
29.2 Key principles of nanotechnology
In the last few years, many efforts have been devoted in the adoption and implementation of nanotechnology, asan emerging sustainable technology, as well as the potential application of the synthesized nanoscale materials(chemically, physically, or biologically) in the development of green, durable, and high value-added multifunctionaltextile products taking into account human health, environmental protection concerns, as well as the ever-increasingconsumer need and expectation [1,2]. The main approaches for synthesis of nanomaterials are broadly classified intotop-down and bottom-up fabrication routes. Bottom-up fabrication strategy is the mostly tried method for synthesisof numerous nanoparticles with desirable particle size [2e4]. On the other hand, nanoparticles with a size range of1e100 nm have a larger surface-area-to-volume ratio and higher surface energy comparedwith bulk ones along witha diverse functions, which in turn positively affect their extent of adhesion and fixation onto the loaded substrate,thereby enhancing the extent of durability of the imparted functional properties [1,5].
Application of industrial nanoscale materials in textile wet processing, especially nano-finishing, would help in[3,5,6]:
- Water, energy, and chemical saving,- Avoiding and/or lowering the negative environmental impacts,
429Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00032-4
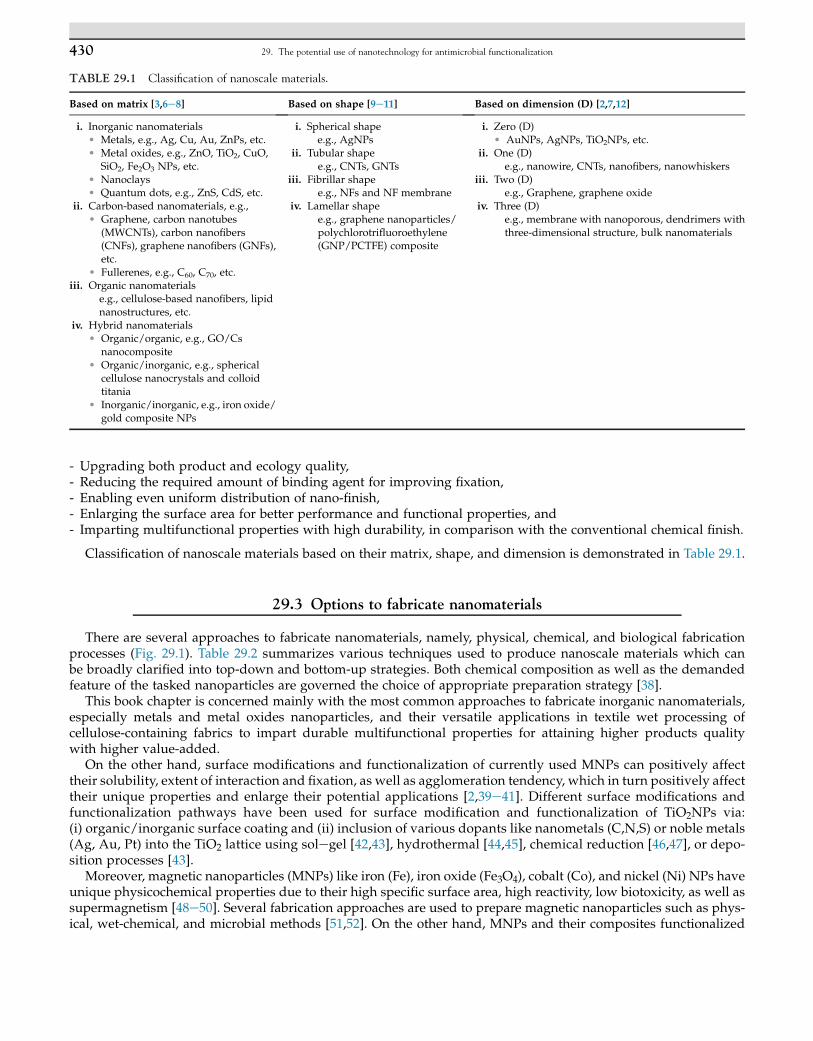
- Upgrading both product and ecology quality,- Reducing the required amount of binding agent for improving fixation,- Enabling even uniform distribution of nano-finish,- Enlarging the surface area for better performance and functional properties, and- Imparting multifunctional properties with high durability, in comparison with the conventional chemical finish.
Classification of nanoscale materials based on their matrix, shape, and dimension is demonstrated in Table 29.1.
29.3 Options to fabricate nanomaterials
There are several approaches to fabricate nanomaterials, namely, physical, chemical, and biological fabricationprocesses (Fig. 29.1). Table 29.2 summarizes various techniques used to produce nanoscale materials which canbe broadly clarified into top-down and bottom-up strategies. Both chemical composition as well as the demandedfeature of the tasked nanoparticles are governed the choice of appropriate preparation strategy [38].
This book chapter is concerned mainly with the most common approaches to fabricate inorganic nanomaterials,especially metals and metal oxides nanoparticles, and their versatile applications in textile wet processing ofcellulose-containing fabrics to impart durable multifunctional properties for attaining higher products qualitywith higher value-added.
On the other hand, surface modifications and functionalization of currently used MNPs can positively affecttheir solubility, extent of interaction and fixation, as well as agglomeration tendency, which in turn positively affecttheir unique properties and enlarge their potential applications [2,39e41]. Different surface modifications andfunctionalization pathways have been used for surface modification and functionalization of TiO2NPs via:(i) organic/inorganic surface coating and (ii) inclusion of various dopants like nanometals (C,N,S) or noble metals(Ag, Au, Pt) into the TiO2 lattice using solegel [42,43], hydrothermal [44,45], chemical reduction [46,47], or depo-sition processes [43].
Moreover, magnetic nanoparticles (MNPs) like iron (Fe), iron oxide (Fe3O4), cobalt (Co), and nickel (Ni) NPs haveunique physicochemical properties due to their high specific surface area, high reactivity, low biotoxicity, as well assupermagnetism [48e50]. Several fabrication approaches are used to prepare magnetic nanoparticles such as phys-ical, wet-chemical, and microbial methods [51,52]. On the other hand, MNPs and their composites functionalized
TABLE 29.1 Classification of nanoscale materials.
Based on matrix [3,6e8] Based on shape [9e11] Based on dimension (D) [2,7,12]
i. Inorganic nanomaterials• Metals, e.g., Ag, Cu, Au, ZnPs, etc.• Metal oxides, e.g., ZnO, TiO2, CuO,
SiO2, Fe2O3 NPs, etc.• Nanoclays• Quantum dots, e.g., ZnS, CdS, etc.
ii. Carbon-based nanomaterials, e.g.,• Graphene, carbon nanotubes
(MWCNTs), carbon nanofibers(CNFs), graphene nanofibers (GNFs),etc.
• Fullerenes, e.g., C60, C70, etc.iii. Organic nanomaterials
e.g., cellulose-based nanofibers, lipidnanostructures, etc.
iv. Hybrid nanomaterials• Organic/organic, e.g., GO/Cs
nanocomposite• Organic/inorganic, e.g., spherical
cellulose nanocrystals and colloidtitania
• Inorganic/inorganic, e.g., iron oxide/gold composite NPs
i. Spherical shapee.g., AgNPs
ii. Tubular shapee.g., CNTs, GNTs
iii. Fibrillar shapee.g., NFs and NF membrane
iv. Lamellar shapee.g., graphene nanoparticles/polychlorotrifluoroethylene(GNP/PCTFE) composite
i. Zero (D)• AuNPs, AgNPs, TiO2NPs, etc.
ii. One (D)e.g., nanowire, CNTs, nanofibers, nanowhiskers
iii. Two (D)e.g., Graphene, graphene oxide
iv. Three (D)e.g., membrane with nanoporous, dendrimers withthree-dimensional structure, bulk nanomaterials
29. The potential use of nanotechnology for antimicrobial functionalization430

textile materials have a wide range of potential applications like medical textiles, EMI-shielding materials, as well aswastewater treatments of textile effluents (Fig. 29.2) [53e55].
On the other hand, the most common characterization techniques for the MNPs are summarized in Fig. 29.3.
29.4 Metallic nanoparticles application techniques
Metallic nanoparticles (MNPs) can be classified as noble metal nanoparticles, e.g., Ag, AuNPs, etc., transitionmetal nanoparticles, e.g., Cu, ZnNPs, etc., and transition metal oxide nanoparticles, e.g., ZnO, TiO2, CuO, SiO2
NPs [56,57].Owing to their unique properties like small size, high stability, and surface-to-volume ratio, metal and metal
oxideebased nanoparticles, MNPs and MONPs, have gained more attention due to their diversity applications intextile finishing domain to get innovative high value-added cellulose-containing textile products [56].
Green fabrication of MNPs as well as implementation of environmentally sound application techniques are theneed of the hour to ensure both product and ecology quality as well as to satisfy the ever-growing user needsand expectations [58].
The most frequently used techniques for developing multifunctional cellulose-based textiles with remarkabledurability are:
i. Nano-finishing by using nanoemulsions and padedryecure fixation technique to develop nanostructures ontothe nano-finished substrate [59e61].
ii. Nano-coating surface techniques, e.g., self-assembly [62], solegel [63e65], layer-by-layer [64,66,67], plasma-surface modification, polymerization [19,68,69], etc.
iii. Nanocomposites coating by using more than one of different materials of nanosize [70e72] to get high-performance multifunctional properties taking into consideration the inherent desirable properties of thesubstrate, the ever-growing consumer demands, and the ever-increasing environmental concerns.
FIGURE 29.1 Most common techniques of nanoscale materials fabrication.
29.4 Metallic nanoparticles application techniques 431
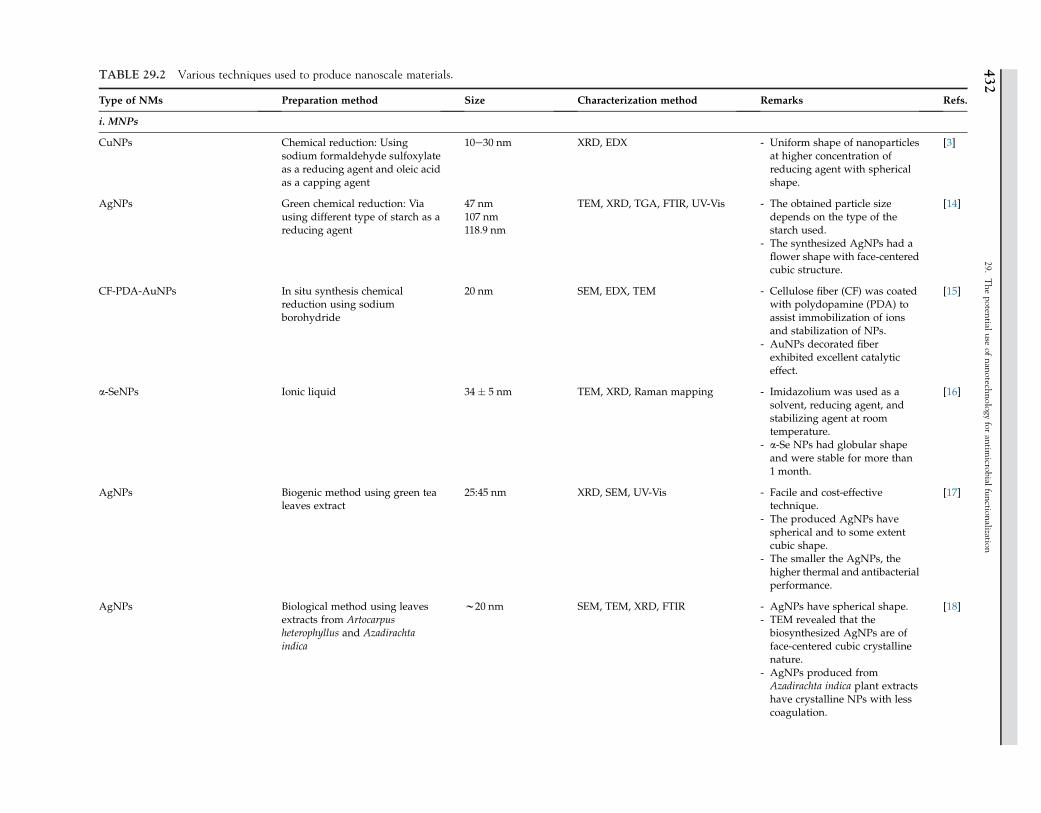
TABLE 29.2 Various techniques used to produce nanoscale materials.
Type of NMs Preparation method Size Characterization method Remarks Refs.
i. MNPs
CuNPs Chemical reduction: Usingsodium formaldehyde sulfoxylateas a reducing agent and oleic acidas a capping agent
10e30 nm XRD, EDX - Uniform shape of nanoparticlesat higher concentration ofreducing agent with sphericalshape.
[3]
AgNPs Green chemical reduction: Viausing different type of starch as areducing agent
47 nm107 nm118.9 nm
TEM, XRD, TGA, FTIR, UV-Vis - The obtained particle sizedepends on the type of thestarch used.
- The synthesized AgNPs had aflower shape with face-centeredcubic structure.
[14]
CF-PDA-AuNPs In situ synthesis chemicalreduction using sodiumborohydride
20 nm SEM, EDX, TEM - Cellulose fiber (CF) was coatedwith polydopamine (PDA) toassist immobilization of ionsand stabilization of NPs.
- AuNPs decorated fiberexhibited excellent catalyticeffect.
[15]
a-SeNPs Ionic liquid 34 � 5 nm TEM, XRD, Raman mapping - Imidazolium was used as asolvent, reducing agent, andstabilizing agent at roomtemperature.
- a-Se NPs had globular shapeand were stable for more than1 month.
[16]
AgNPs Biogenic method using green tealeaves extract
25:45 nm XRD, SEM, UV-Vis - Facile and cost-effectivetechnique.
- The produced AgNPs havespherical and to some extentcubic shape.
- The smaller the AgNPs, thehigher thermal and antibacterialperformance.
[17]
AgNPs Biological method using leavesextracts from Artocarpusheterophyllus and Azadirachta
indica
w20 nm SEM, TEM, XRD, FTIR - AgNPs have spherical shape.- TEM revealed that thebiosynthesized AgNPs are offace-centered cubic crystallinenature.
- AgNPs produced fromAzadirachta indica plant extractshave crystalline NPs with lesscoagulation.
[18]
29.Thepoten
tialuse
ofnanotech
nology
forantim
icrobial
functio
nalizatio
n432
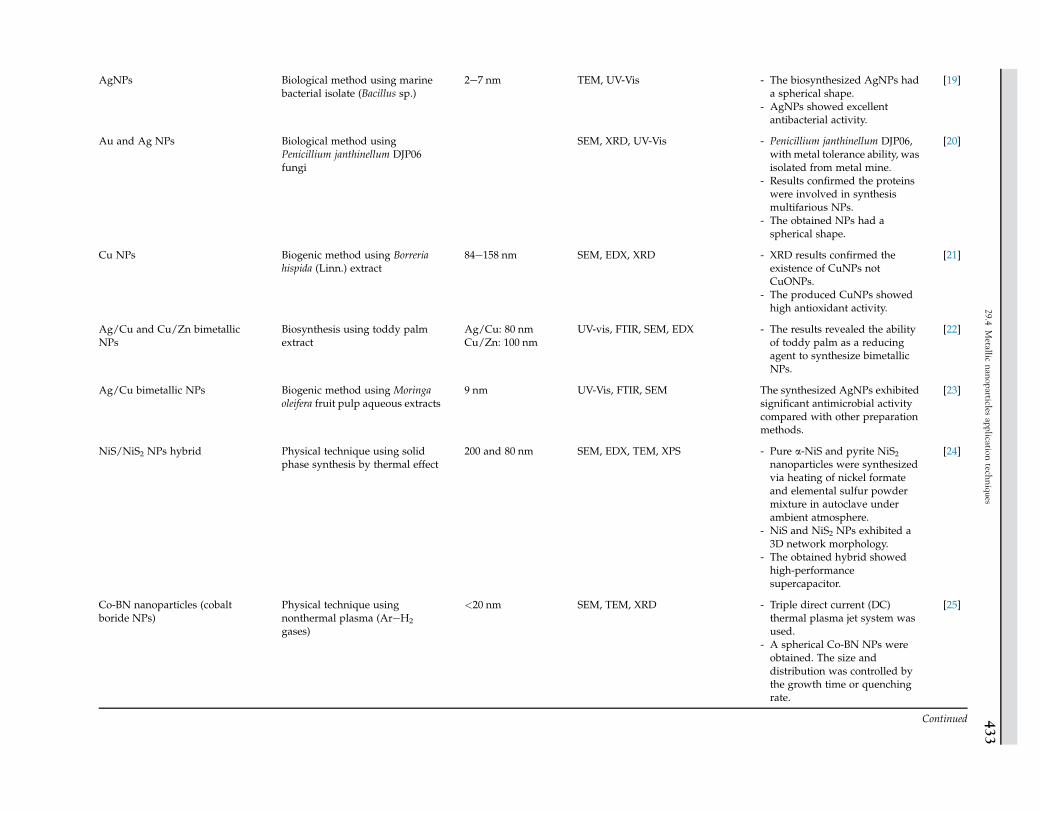
AgNPs Biological method using marinebacterial isolate (Bacillus sp.)
2e7 nm TEM, UV-Vis - The biosynthesized AgNPs hada spherical shape.
- AgNPs showed excellentantibacterial activity.
[19]
Au and Ag NPs Biological method usingPenicillium janthinellum DJP06fungi
SEM, XRD, UV-Vis - Penicillium janthinellum DJP06,with metal tolerance ability, wasisolated from metal mine.
- Results confirmed the proteinswere involved in synthesismultifarious NPs.
- The obtained NPs had aspherical shape.
[20]
Cu NPs Biogenic method using Borreriahispida (Linn.) extract
84e158 nm SEM, EDX, XRD - XRD results confirmed theexistence of CuNPs notCuONPs.
- The produced CuNPs showedhigh antioxidant activity.
[21]
Ag/Cu and Cu/Zn bimetallicNPs
Biosynthesis using toddy palmextract
Ag/Cu: 80 nmCu/Zn: 100 nm
UV-vis, FTIR, SEM, EDX - The results revealed the abilityof toddy palm as a reducingagent to synthesize bimetallicNPs.
[22]
Ag/Cu bimetallic NPs Biogenic method using Moringa
oleifera fruit pulp aqueous extracts9 nm UV-Vis, FTIR, SEM The synthesized AgNPs exhibited
significant antimicrobial activitycompared with other preparationmethods.
[23]
NiS/NiS2 NPs hybrid Physical technique using solidphase synthesis by thermal effect
200 and 80 nm SEM, EDX, TEM, XPS - Pure a-NiS and pyrite NiS2nanoparticles were synthesizedvia heating of nickel formateand elemental sulfur powdermixture in autoclave underambient atmosphere.
- NiS and NiS2 NPs exhibited a3D network morphology.
- The obtained hybrid showedhigh-performancesupercapacitor.
[24]
Co-BN nanoparticles (cobaltboride NPs)
Physical technique usingnonthermal plasma (AreH2
gases)
<20 nm SEM, TEM, XRD - Triple direct current (DC)thermal plasma jet system wasused.
- A spherical Co-BN NPs wereobtained. The size anddistribution was controlled bythe growth time or quenchingrate.
[25]
Continued
29.4
Metallic
nanoparticles
applicatio
ntech
niques
433
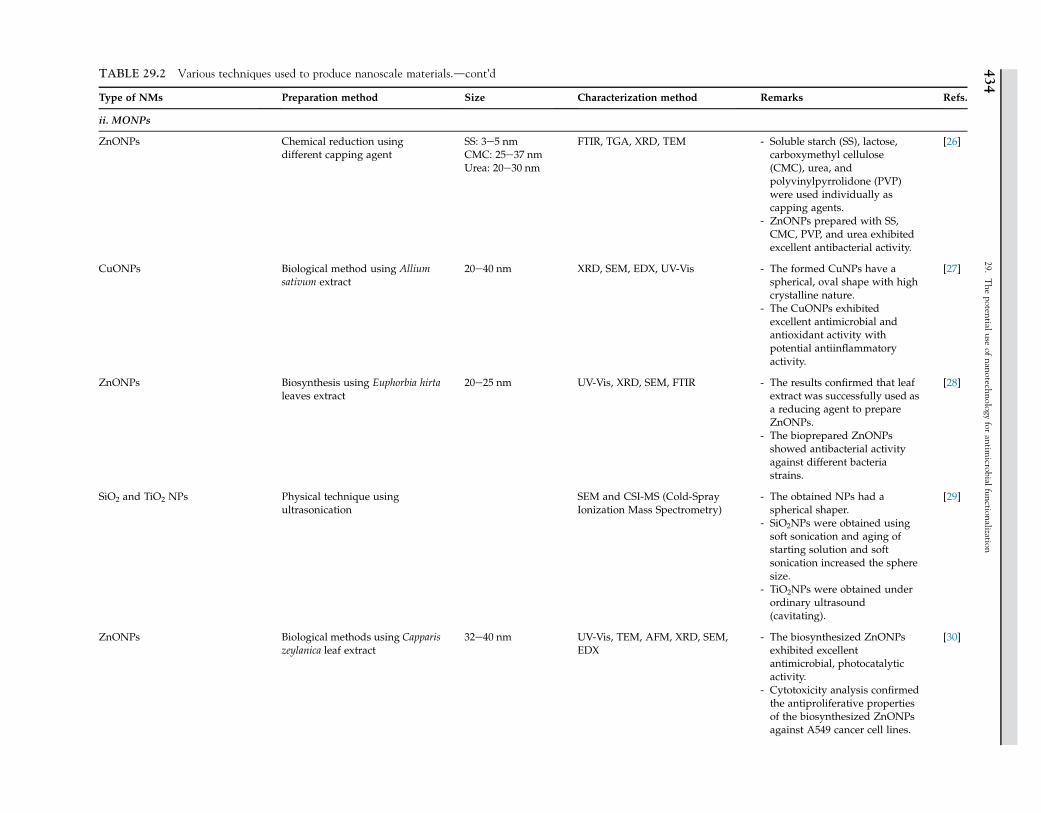
TABLE 29.2 Various techniques used to produce nanoscale materials.dcont’d
Type of NMs Preparation method Size Characterization method Remarks Refs.
ii. MONPs
ZnONPs Chemical reduction usingdifferent capping agent
SS: 3e5 nmCMC: 25e37 nmUrea: 20e30 nm
FTIR, TGA, XRD, TEM - Soluble starch (SS), lactose,carboxymethyl cellulose(CMC), urea, andpolyvinylpyrrolidone (PVP)were used individually ascapping agents.
- ZnONPs prepared with SS,CMC, PVP, and urea exhibitedexcellent antibacterial activity.
[26]
CuONPs Biological method using Alliumsativum extract
20e40 nm XRD, SEM, EDX, UV-Vis - The formed CuNPs have aspherical, oval shape with highcrystalline nature.
- The CuONPs exhibitedexcellent antimicrobial andantioxidant activity withpotential antiinflammatoryactivity.
[27]
ZnONPs Biosynthesis using Euphorbia hirta
leaves extract20e25 nm UV-Vis, XRD, SEM, FTIR - The results confirmed that leaf
extract was successfully used asa reducing agent to prepareZnONPs.
- The bioprepared ZnONPsshowed antibacterial activityagainst different bacteriastrains.
[28]
SiO2 and TiO2 NPs Physical technique usingultrasonication
SEM and CSI-MS (Cold-SprayIonization Mass Spectrometry)
- The obtained NPs had aspherical shaper.
- SiO2NPs were obtained usingsoft sonication and aging ofstarting solution and softsonication increased the spheresize.
- TiO2NPs were obtained underordinary ultrasound(cavitating).
[29]
ZnONPs Biological methods using Capparis
zeylanica leaf extract32e40 nm UV-Vis, TEM, AFM, XRD, SEM,
EDX- The biosynthesized ZnONPsexhibited excellentantimicrobial, photocatalyticactivity.
- Cytotoxicity analysis confirmedthe antiproliferative propertiesof the biosynthesized ZnONPsagainst A549 cancer cell lines.
[30]
29.Thepoten
tialuse
ofnanotech
nology
forantim
icrobial
functio
nalizatio
n434

ZnONPs (nanocolloidalsuspension)
Physical technique using laserablation in water
35 UV-Vis, TEM The optical properties, size, andthe morphology of the obtainedZnONPs were governed by laserfluence and wavelength.
[31]
iii. NM composites
Clay/PVP/AgNPs Electrochemical approach 27 nm LDS, XRD, TEM The morphology of formedAgNPs is governed by the currentdensity of the electrochemicalprocess.
[32]
Ag/Cs/PEG nanocompositePEG: Polyethylene glycol
Green synthesis, Stirring timeinfluence without addingreducing agent
w5.5: 19.37 nm TEM, XRD, SEM, FTIR - SEM revealed a face-centeredcubic crystal structure.
- TEM confirmed the sphericalshape of AgNPs with differentsize particle according to thestirring time (5.50, 6.45, and19.37 nm for the stirring timesof 12, 24, and 48 h, respectively).
[33]
TiO2/SiO2 hybrid nanosol Solegel technique 25 nm TEM with SAED (selected areaelectron diffraction), SEM, EDX,XRD
- The particle size of TiO2NPsalone was 10e20 nm reasonablyuniform with spherical shape.
- The SiO2 also had a sphericalmorphology with chainformation.
- SAED confirm the adherence ofTiO2 NPs to the SiO2 surface.
[34]
Cs@PB-AgNPs biocomposite Biogenic method by using piperbetle leaf (PBL) extract
28 nm (PB-AgNPs) FTIR, SEM, EDX - The biogenic synthesis wascarried out under microwaveradiation exposure.
- SEM images illustratedhomogenously dispersed PB-AgNPs with spherical shape.
- Chitosan (Cs) was used as acapping agent.
- Cs@PB-AgNPs showed betterantibacterial activity andbiocompatibility comparedwith PB-AgNPs.
[35]
CD@AgNPs nanocomposite (CD:carbon dot)
In situ green method usingnatural polysaccharide
FTIR, TEM, XRD, fluorescencespectrophotometer
- CD was synthesized fromnatural polysaccharide fromsweet lemon peel waste.
- CD was used as a reducingagent.
- CD@AgNPs exhibitedremarkable antibacterialactivity against Escherichia coli.
[36]
Continued
29.4
Metallic
nanoparticles
applicatio
ntech
niques
435
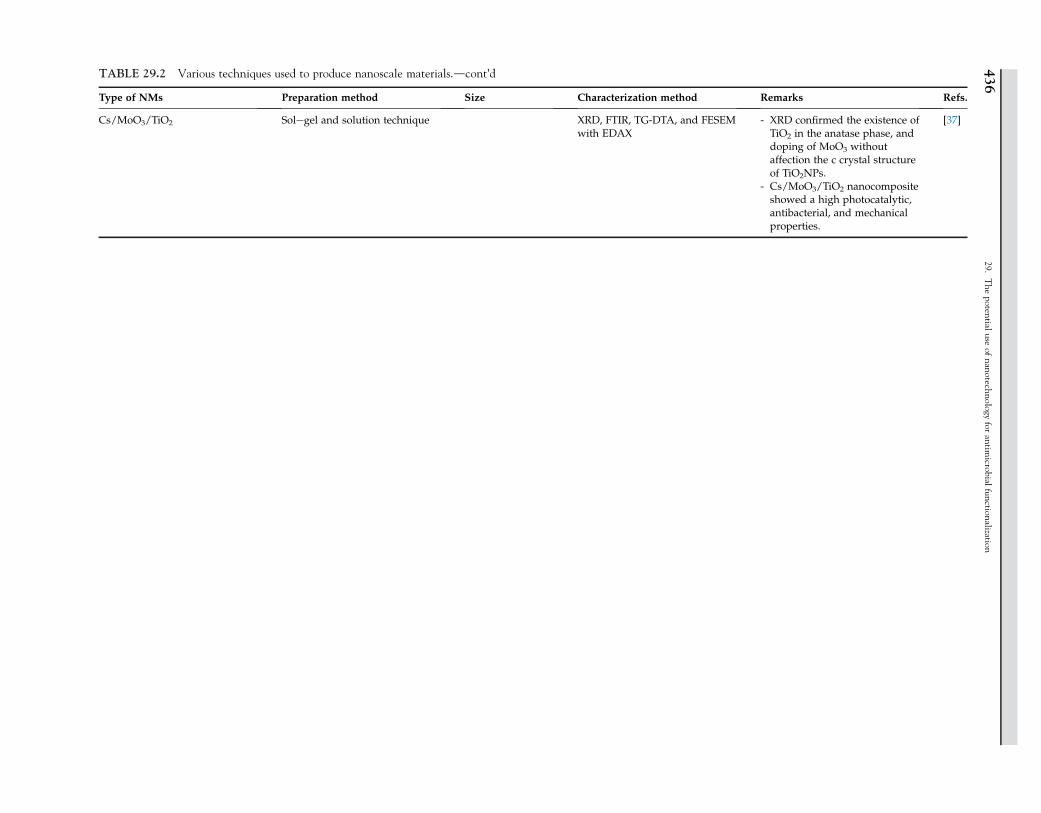
TABLE 29.2 Various techniques used to produce nanoscale materials.dcont’d
Type of NMs Preparation method Size Characterization method Remarks Refs.
Cs/MoO3/TiO2 Solegel and solution technique XRD, FTIR, TG-DTA, and FESEMwith EDAX
- XRD confirmed the existence ofTiO2 in the anatase phase, anddoping of MoO3 withoutaffection the c crystal structureof TiO2NPs.
- Cs/MoO3/TiO2 nanocompositeshowed a high photocatalytic,antibacterial, and mechanicalproperties.
[37]
29.Thepoten
tialuse
ofnanotech
nology
forantim
icrobial
functio
nalizatio
n436
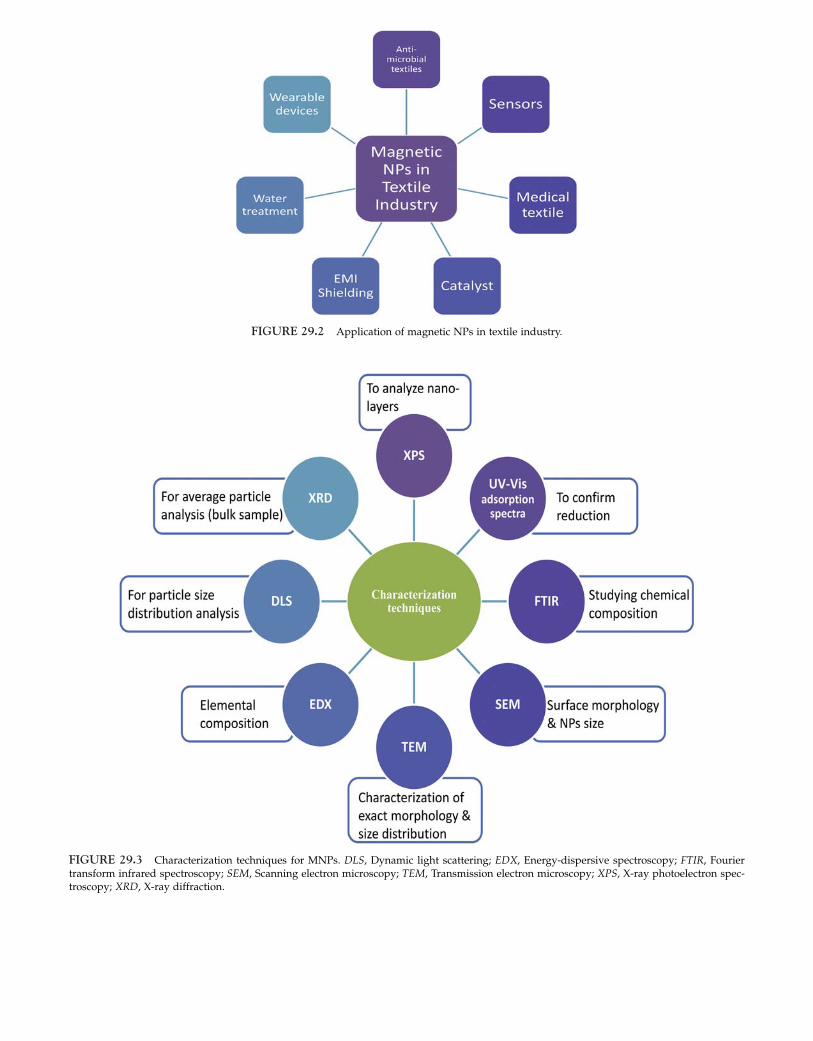
FIGURE 29.2 Application of magnetic NPs in textile industry.
FIGURE 29.3 Characterization techniques for MNPs. DLS, Dynamic light scattering; EDX, Energy-dispersive spectroscopy; FTIR, Fouriertransform infrared spectroscopy; SEM, Scanning electron microscopy; TEM, Transmission electron microscopy; XPS, X-ray photoelectron spec-troscopy; XRD, X-ray diffraction.

29.5 Potential textile applications
The most common production steps and sequence of cellulose-containing fabrics include (i) fabric (knitted orwoven) fabrication, (ii) pretreatments (desizing of woven fabric, scouring, bleaching, and mercerizing), (iii) colora-tion (using dyes or pigments colorants), and (iv) chemical/functional finishing (easy care, soft finish, antimicrobial,UV protection, self-cleaning, water/oil repellant, flame retardant, etc.) as shown in Fig. 29.4. The main tasks of inno-vative textile wet processing are: to develop high value-added textile products with high-performance, comfort, andaesthetic properties, to impart and develop durable multifunctional properties using environmentally sound andsustainable technologies, and to satisfy the ever-growing consumer needs and expectations to comply along withthe ever-increasing ecological and environmental concern [73,74].
29.5.1 Nano-photo-scouring and/or bleaching of cellulosic fabrics
The main tasks of pretreatment steps of cellulose-containing fabrics are, namely: desizing step to remove size in-gredients, scouring step to ensure efficient and uniform removal of noncellulosic impurities and natural hydropho-bic contaminants, as well as bleaching step to enable and facilitate complete removal of natural colorants and
FIGURE 29.4 Most common production steps.
29. The potential use of nanotechnology for antimicrobial functionalization438

remnants size ingredients which in turn positively affect the subsequent coloration and/or finishing, posttreatmentefficiency, and hence improve product quality and performance properties [75].
Recently, there have been some commercially successful implementations of enzyme technology for biotreatmentof cellulosic substrates using appropriate individual or mixed enzymes like a-amylase, pectinases, lipases,cellulases, proteases, peroxidases, laccases, and glucose oxidases under proper conditions along with controlledultrasound technology [76e80]. The positive impacts of applying enzyme technology in pretreatment ofcellulose-containing fabrics could be summarized as follows: (i) ensuring eco-friendless and sustainability ofpretreatments, e.g., bio-scouring, bio-bleaching, simultaneous desizing/scouring, combined bio-desizing/scour-ing/bleaching, etc., (ii) developing an environmentally sustainable routs and alternatives to the non-eco-friendlyconventional and harmful alkaline-scouring and/or bleaching processes taken into account both product andecology quality as well as economy and social concerns [81e85].
Additionally, the potential applications of TiO2NPs as an efficient and environmentally sound nano-photo-scour-ing and/or bleaching agent on bench scale trials have been reported [86]. Reactive species like •OH, •O2
�, RO•, RO2•,
etc., are capable to decompose both the hydrophobic and natural colorant impurities of desized cotton fabrics,thereby developing hydrophilic/bleached cellulosic substrate according to the following tentative mechanism[86,87].
i. generation of reactive species:
ZnO or TiO2þhv�������������!UVor sunlight irradition
hþ þ e�
e� þO2/�O�
2
e� þH2O2 /�OHþ �OH
hþ þH2Oads /�OHþHþ
ii. Nano-photo-scouringNoncellulosic/hydrophobic impurities þ�OHþ�O�
2 /CO2 þH2O(desized cotton fabric)
iii. Nano-photo-bleaching
Natural colorant impurities þ oxidized radicals, e.g., �OH;RO�;RO�2 ��������!light irradiation
(scoured cotton fabric)Decomposed natural pigment fragments þ White fabric
(e.g., morin, gossypetin)
29.5.2 Nano-finishing of cellulose-containing fabrics
Among the sustainable emerging technologies that have been adopted and implemented in textile finishingdomain, nanotechnology, especially nanofinishing, has received a great and increased attention for developinghigh-performance multifunctional textile products with high value-added, long-term durability, along with awide range of potential applications taking into consideration product quality, environmental concerns, as well aseconomic aspects [2,3,88]. Both in situ and ex situ nanostructures are utilized to impart value-added functionalityor multifunctionality to satisfy the ever-growing consumer needs, without adversely affecting human health, envi-ronment, and inherent comfort and feel properties of the treated substrate [74].
Most of the ongoing nanofinished are in the nanoemulsions or nano-sols form to develop the demanded func-tional properties such as antimicrobial, anti-UV, self-cleaning, anti-crease, water/oil repellent, fire retardant, insectrepellent, etc. (Fig. 29.5), taken into account production, human, and disposal ecology [6,56,57,89,90].
29.5 Potential textile applications 439
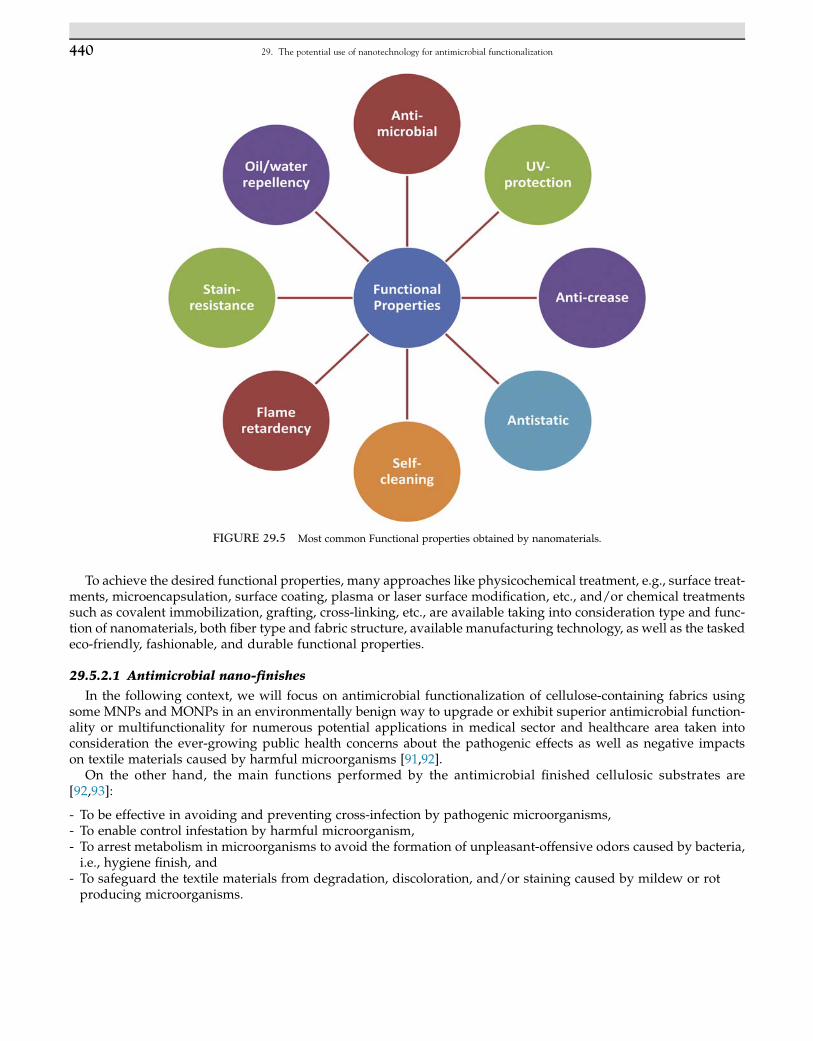
To achieve the desired functional properties, many approaches like physicochemical treatment, e.g., surface treat-ments, microencapsulation, surface coating, plasma or laser surface modification, etc., and/or chemical treatmentssuch as covalent immobilization, grafting, cross-linking, etc., are available taking into consideration type and func-tion of nanomaterials, both fiber type and fabric structure, available manufacturing technology, as well as the taskedeco-friendly, fashionable, and durable functional properties.
29.5.2.1 Antimicrobial nano-finishes
In the following context, we will focus on antimicrobial functionalization of cellulose-containing fabrics usingsome MNPs and MONPs in an environmentally benign way to upgrade or exhibit superior antimicrobial function-ality or multifunctionality for numerous potential applications in medical sector and healthcare area taken intoconsideration the ever-growing public health concerns about the pathogenic effects as well as negative impactson textile materials caused by harmful microorganisms [91,92].
On the other hand, the main functions performed by the antimicrobial finished cellulosic substrates are[92,93]:
- To be effective in avoiding and preventing cross-infection by pathogenic microorganisms,- To enable control infestation by harmful microorganism,- To arrest metabolism in microorganisms to avoid the formation of unpleasant-offensive odors caused by bacteria,i.e., hygiene finish, and
- To safeguard the textile materials from degradation, discoloration, and/or staining caused by mildew or rotproducing microorganisms.
FIGURE 29.5 Most common Functional properties obtained by nanomaterials.
29. The potential use of nanotechnology for antimicrobial functionalization440
As far as modes of attack are considered, an effective antimicrobial agent can either inhibit the growth (bacterio-static or fungistatic) of microorganisms like bacterial, fungi, and yeast or kill (bactericidal or fungicidal) the patho-genic microbes through [93]:
- damaging and/or reaction with cell wall structure,- inhibiting cell wall synthesis,- increasing cytoplasmic membrane permeability,- inhibiting enzymes activity, and- destroying the cell wall, thereby leading to the inhibition of replications and growth of harmful microorganisms ordeath of the microbial cells.
Additionally, antimicrobial agents could be classified into: (i) leaching or control release type, which is very effi-cient against pathogenic microbes onto the fabric surface or in the surroundings, and (ii) nonleaching, immobilizedtype, which is effective against the surface-loaded microbes [93]. Based on the aforementioned facts, it may beconcluded that the major requirements for general desirable protective properties of highly efficient antimicrobialagents include [93]:
- Eco-friendly for human and environment,- Wide range of activity against the pathogenic microbes, through growth inhibition and/or killing,- Compatibility with other specialty finishing chemicals to impart multifunctionality in one shot,- No adverse effects on physicomechanical performance properties of the cellulose-containing fabrics,- Long-term durability, and- Working at mild conditions using available production lines, taken into consideration both economic and socialaspects.
To inhibit the growth, stopmultiplication of pathogenmicrobes, avoid deterioration of cellulosic products, as wellas to cope with the ever-growing awareness about healthy lifestyle, many antimicrobial agents have been utilized,including: (i) organic antimicrobial agents like triclosan [94e96], N-halamine compounds [97], quaternary ammo-nium compounds [98], (ii) inorganic antimicrobial agents like metal salts [99e101], metal nanoparticles (NPs)[102,103], metal oxide nanoparticles (MONPs) [8,104], and (iii) natural bioactive agent like chitosan [96,105], sericin[106,107], neem extract [108,109], aloe vera [110,111], clove oil [110], tulsi and natural dyes [99,112e114], as well asimmobilized enzymes [115], etc.
Among the abovementioned antimicrobial agents, significant R&D efforts have been recently carried out toimpart remarkable functional properties including antimicrobial [92,102], UV protection [116], self-cleaning[117,118], flame retardation [119,120], anti-crease [121e123], water repellent [124,125], and others for attainingeco-friendly highly functionalized textile products to meet various consumer demands and environmental concern-ing by using MNPs and MONPs alone or in combination with other functional agents in nano-finishes.
29.5.2.1.1 Antimicrobial activity of some MNPs and MONPs
Antimicrobial activity of some MNPs like AgNPs, etc., is attributed to [102,126] (i) their ability to attach to the cellmembrane as well as penetrate (particle size <10 nm) the bacterium structure leading to deactivation of the vitalphysiological functions, (ii) the released Agþ ions in the bacterial cells can react with sulfur or phosphorous-containing moieties in DNA leading to inhibition of enzyme functions, and (iii) generation of reactive oxygen spe-cies, [O]-ROS, in the presence of dissolved oxygen as follows:
4Ago þO2ðaqÞ þ 4H3Oþ/AgþðaqÞ þ 6H2O (29.1)
H2OþH2O2 �!Agþ
H2Oþ ½O� (29.2)
results in damaging cell wall, harming the vital functions, inhibiting cell growth, and finally leading to the micro-organism death [125,127e130].
29.5 Potential textile applications 441

On the other hand, antimicrobial activity of metal oxides like TiO2, ZnO, MgO, Al2O3, etc., nanoparticles could bediscussed in terms of their photocatalytic characteristics and subsequent generation of very active species as follows[92,131e133]:
TiO2�NPsþ hy �������!UV�irradiationTiO2ðhþÞ þ TiO2ðe�Þ (29.3)
where hþ: a hole and e�: an electron
hþ þH2O/HO� þHþ (29.4)
e� þO2/O��2 superoxide anion (29.5)
O��2 þHþ/HO�
2 (29.6)
2HO�2/H2O2 þO2 (29.7)
The generated reactive oxygen species, i.e., •OH, •O2�, H2O2, and [O] single oxygen, have the ability to inhibit cell
growth, disrupt metabolic processes, and oxidize organic compound in the cells of the microorganisms, therebyresulting in the destruction and death of microbial cells [132,134].
On the other hand, in case of using ZnONPs as antibacterial agents, generation of ROS can occur under UV andvisible light and their antibacterial effects can maintain even in the dark [135].
29.5.2.2 Multifunctional nanofinish
Currently, metal-based nanoparticles such as MNPs, e.g., Ag, Au, Cu, etc., MONPs, e.g., ZnO, TiO2, SiO2, Cu2O,Al2O3, etc., and their combination have been used as attractive multifunctional agents for developing durable andhigh value-added multifunctional properties such as antimicrobial, UV protection, self-cleaning, flame retardancy,superhydrophobicity, etc. [6,56,136].
The enhancement in self-cleaning functionality is attributed to the photocatalytic activity of the loadedMONPs asfollows [137]:
MONPs þ hn��������!O2 and=or H2O
ROS��OH; �O�
2 ;H2O2
�
(29.8)
ROSþ organic contaminants/degraded contaminantsþ discolored stains (29.9)
UV-blocking functionality of MNPs- and MONPs-loaded substrate is attributed to intensive absorption ofharmful UVradiation in the UVregion as well as remarkable capability to block UV transmission through the nano-finished cellulose structure [89,138].
The improvement in easy-care property of cellulosic substrates-loadedwithMONPs could be discussed in term oftheir positive role as co-catalysts in ester cross-linking of cellulosic substrates using polycarboxylic acids ascross-linking agents along with sodium hypophosphite (SHP) as a catalyst thereby enhancing the extent ofcross-linking and improvement in fabric resiliency, in addition to their ability to occupy the amorphous regionsin cellulosic structure thereby restricting the mobility of the cellulose chains [60,139].
Immobilization of TiO2NPs onto cotton/polyester knitted fabrics using citric acid/SHP as ester-cross-linking sys-tem imparts durable flame retardant, self-cleaning, antibacterial, anti-UV, and anti-pilling functional properties. Theimparted flame retardancy is attributed to the positive role of TiO2NPs in decreasing the spreading rate of flame[140]. On the other hand, coating of cellulosic fibers with polycarboxylic acid/SiO2NPs is accompanied by animprovement in their thermal stability reflecting the positive role of the immobilized SiO2NPs in upgrading theheat resistance and insulation effect as well as increasing the thermal stability of nano-finished cellulosic substrate[141]. Additionally, coating of bleached jute fabric with ZnONPs brings about a reasonable improvement in flameretardancy [142].
On the other hand, multifunctionalization of cotton fabric using TiO2eSiO2 nanocomposite, as photoactive/superhydrophobic agent, imparts superhydrophobicity, through creation of nanoscale roughness, along with self-cleaning, UV protection, and antibacterial functionalities to the nano-finished cotton fabrics [143].
Finally, a summary is demonstrated in Table 29.3 of some metallic nanostructured materials for multifunctional-ization of cellulose-containing fabrics .
29. The potential use of nanotechnology for antimicrobial functionalization442
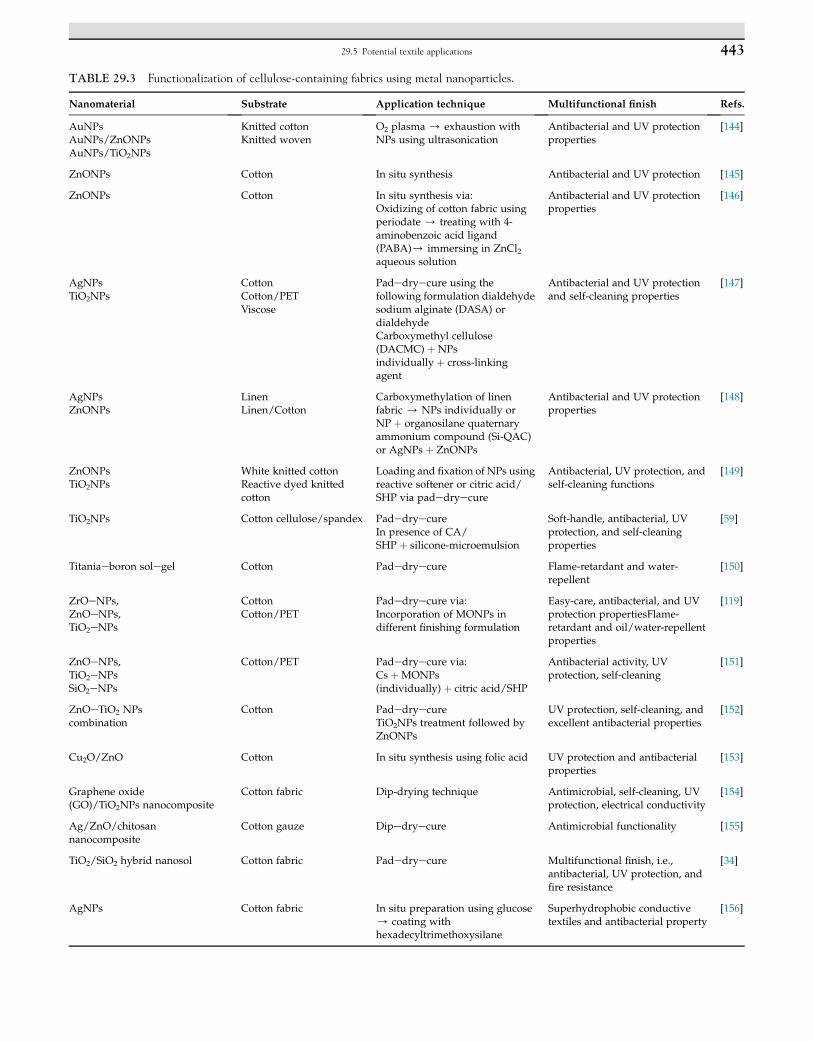
TABLE 29.3 Functionalization of cellulose-containing fabrics using metal nanoparticles.
Nanomaterial Substrate Application technique Multifunctional finish Refs.
AuNPsAuNPs/ZnONPsAuNPs/TiO2NPs
Knitted cottonKnitted woven
O2 plasma / exhaustion withNPs using ultrasonication
Antibacterial and UV protectionproperties
[144]
ZnONPs Cotton In situ synthesis Antibacterial and UV protection [145]
ZnONPs Cotton In situ synthesis via:Oxidizing of cotton fabric usingperiodate / treating with 4-aminobenzoic acid ligand(PABA)/ immersing in ZnCl2aqueous solution
Antibacterial and UV protectionproperties
[146]
AgNPsTiO2NPs
CottonCotton/PETViscose
Padedryecure using thefollowing formulation dialdehydesodium alginate (DASA) ordialdehydeCarboxymethyl cellulose(DACMC) þ NPsindividually þ cross-linkingagent
Antibacterial and UV protectionand self-cleaning properties
[147]
AgNPsZnONPs
LinenLinen/Cotton
Carboxymethylation of linenfabric / NPs individually orNP þ organosilane quaternaryammonium compound (Si-QAC)or AgNPs þ ZnONPs
Antibacterial and UV protectionproperties
[148]
ZnONPsTiO2NPs
White knitted cottonReactive dyed knittedcotton
Loading and fixation of NPs usingreactive softener or citric acid/SHP via padedryecure
Antibacterial, UV protection, andself-cleaning functions
[149]
TiO2NPs Cotton cellulose/spandex PadedryecureIn presence of CA/SHP þ silicone-microemulsion
Soft-handle, antibacterial, UVprotection, and self-cleaningproperties
[59]
Titaniaeboron solegel Cotton Padedryecure Flame-retardant and water-repellent
[150]
ZrOeNPs,ZnOeNPs,TiO2eNPs
CottonCotton/PET
Padedryecure via:Incorporation of MONPs indifferent finishing formulation
Easy-care, antibacterial, and UVprotection propertiesFlame-retardant and oil/water-repellentproperties
[119]
ZnOeNPs,TiO2eNPsSiO2eNPs
Cotton/PET Padedryecure via:Cs þMONPs(individually) þ citric acid/SHP
Antibacterial activity, UVprotection, self-cleaning
[151]
ZnOeTiO2 NPscombination
Cotton PadedryecureTiO2NPs treatment followed byZnONPs
UV protection, self-cleaning, andexcellent antibacterial properties
[152]
Cu2O/ZnO Cotton In situ synthesis using folic acid UV protection and antibacterialproperties
[153]
Graphene oxide(GO)/TiO2NPs nanocomposite
Cotton fabric Dip-drying technique Antimicrobial, self-cleaning, UVprotection, electrical conductivity
[154]
Ag/ZnO/chitosannanocomposite
Cotton gauze Dipedryecure Antimicrobial functionality [155]
TiO2/SiO2 hybrid nanosol Cotton fabric Padedryecure Multifunctional finish, i.e.,antibacterial, UV protection, andfire resistance
[34]
AgNPs Cotton fabric In situ preparation using glucose/ coating withhexadecyltrimethoxysilane
Superhydrophobic conductivetextiles and antibacterial property
[156]
29.5 Potential textile applications 443
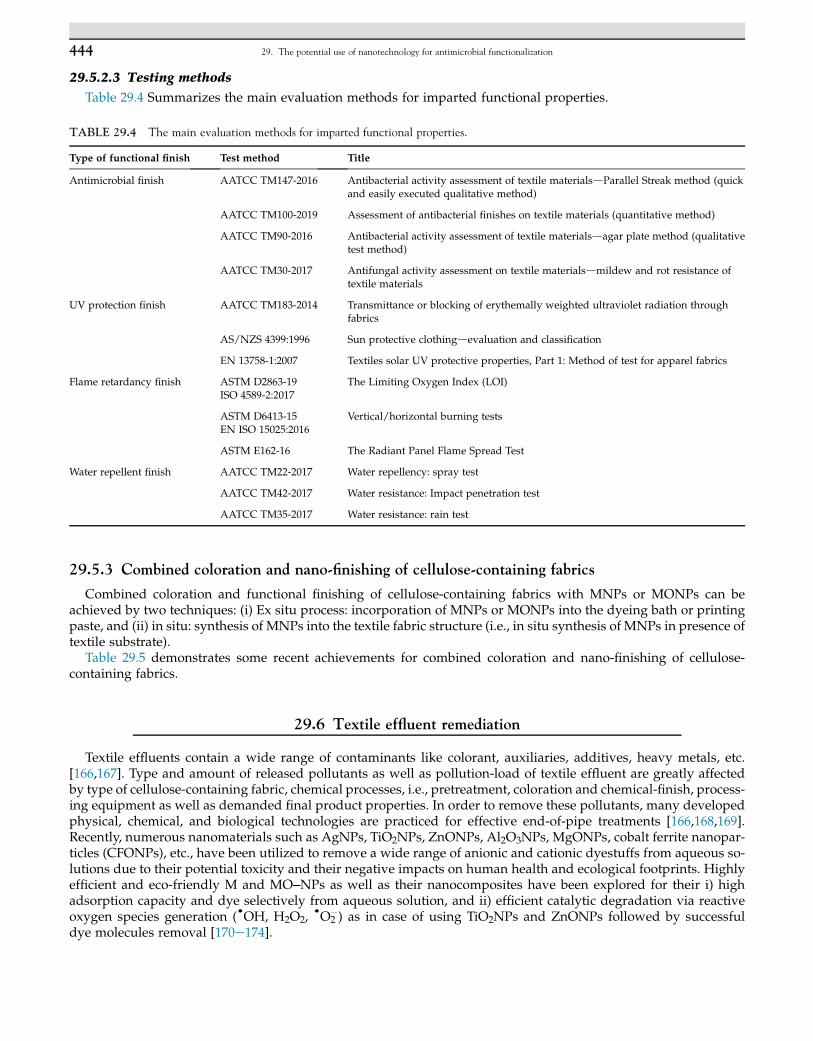
29.5.2.3 Testing methods
Table 29.4 Summarizes the main evaluation methods for imparted functional properties.
29.5.3 Combined coloration and nano-finishing of cellulose-containing fabrics
Combined coloration and functional finishing of cellulose-containing fabrics with MNPs or MONPs can beachieved by two techniques: (i) Ex situ process: incorporation of MNPs or MONPs into the dyeing bath or printingpaste, and (ii) in situ: synthesis of MNPs into the textile fabric structure (i.e., in situ synthesis of MNPs in presence oftextile substrate).
Table 29.5 demonstrates some recent achievements for combined coloration and nano-finishing of cellulose-containing fabrics.
29.6 Textile effluent remediation
Textile effluents contain a wide range of contaminants like colorant, auxiliaries, additives, heavy metals, etc.[166,167]. Type and amount of released pollutants as well as pollution-load of textile effluent are greatly affectedby type of cellulose-containing fabric, chemical processes, i.e., pretreatment, coloration and chemical-finish, process-ing equipment as well as demanded final product properties. In order to remove these pollutants, many developedphysical, chemical, and biological technologies are practiced for effective end-of-pipe treatments [166,168,169].Recently, numerous nanomaterials such as AgNPs, TiO2NPs, ZnONPs, Al2O3NPs, MgONPs, cobalt ferrite nanopar-ticles (CFONPs), etc., have been utilized to remove a wide range of anionic and cationic dyestuffs from aqueous so-lutions due to their potential toxicity and their negative impacts on human health and ecological footprints. Highlyefficient and eco-friendly M and MO‒NPs as well as their nanocomposites have been explored for their i) highadsorption capacity and dye selectively from aqueous solution, and ii) efficient catalytic degradation via reactiveoxygen species generation (•OH, H2O2,
•O2�) as in case of using TiO2NPs and ZnONPs followed by successful
dye molecules removal [170e174].
TABLE 29.4 The main evaluation methods for imparted functional properties.
Type of functional finish Test method Title
Antimicrobial finish AATCC TM147-2016 Antibacterial activity assessment of textile materialsdParallel Streak method (quickand easily executed qualitative method)
AATCC TM100-2019 Assessment of antibacterial finishes on textile materials (quantitative method)
AATCC TM90-2016 Antibacterial activity assessment of textile materialsdagar plate method (qualitativetest method)
AATCC TM30-2017 Antifungal activity assessment on textile materialsdmildew and rot resistance oftextile materials
UV protection finish AATCC TM183-2014 Transmittance or blocking of erythemally weighted ultraviolet radiation throughfabrics
AS/NZS 4399:1996 Sun protective clothingdevaluation and classification
EN 13758-1:2007 Textiles solar UV protective properties, Part 1: Method of test for apparel fabrics
Flame retardancy finish ASTM D2863-19ISO 4589-2:2017
The Limiting Oxygen Index (LOI)
ASTM D6413-15EN ISO 15025:2016
Vertical/horizontal burning tests
ASTM E162-16 The Radiant Panel Flame Spread Test
Water repellent finish AATCC TM22-2017 Water repellency: spray test
AATCC TM42-2017 Water resistance: Impact penetration test
AATCC TM35-2017 Water resistance: rain test
29. The potential use of nanotechnology for antimicrobial functionalization444
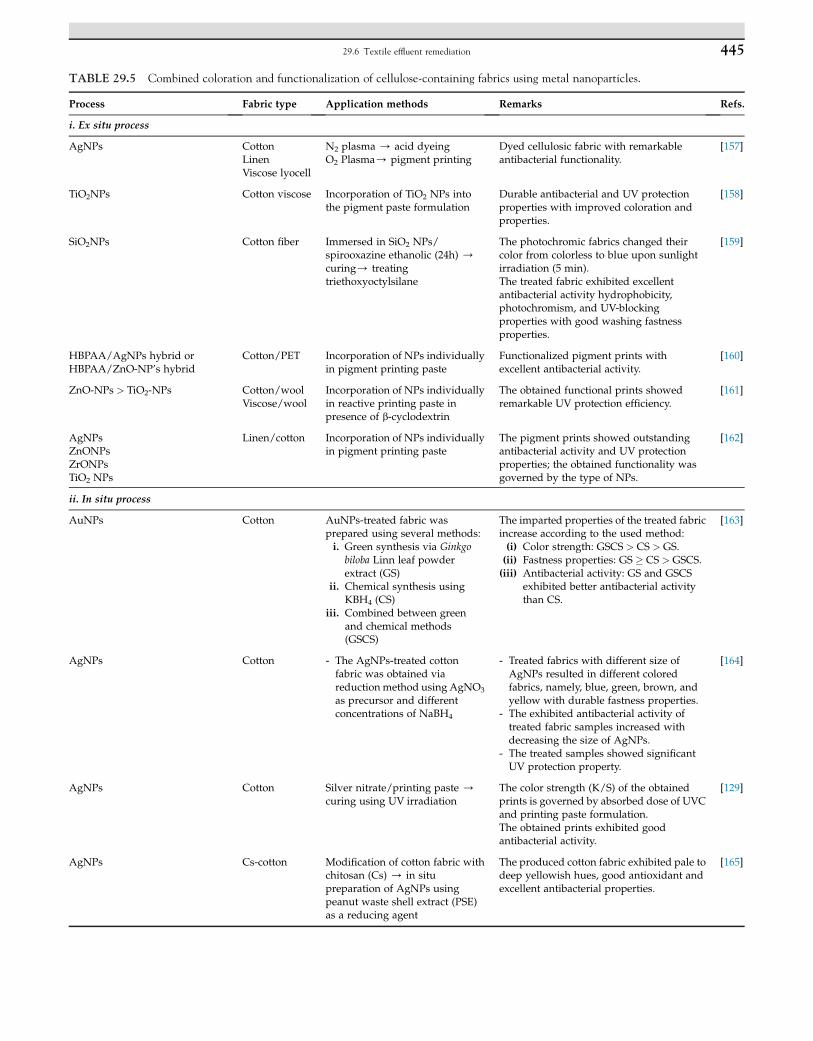
TABLE 29.5 Combined coloration and functionalization of cellulose-containing fabrics using metal nanoparticles.
Process Fabric type Application methods Remarks Refs.
i. Ex situ process
AgNPs CottonLinenViscose lyocell
N2 plasma / acid dyeingO2 Plasma/ pigment printing
Dyed cellulosic fabric with remarkableantibacterial functionality.
[157]
TiO2NPs Cotton viscose Incorporation of TiO2 NPs intothe pigment paste formulation
Durable antibacterial and UV protectionproperties with improved coloration andproperties.
[158]
SiO2NPs Cotton fiber Immersed in SiO2 NPs/spirooxazine ethanolic (24h) /curing/ treatingtriethoxyoctylsilane
The photochromic fabrics changed theircolor from colorless to blue upon sunlightirradiation (5 min).The treated fabric exhibited excellentantibacterial activity hydrophobicity,photochromism, and UV-blockingproperties with good washing fastnessproperties.
[159]
HBPAA/AgNPs hybrid orHBPAA/ZnO-NP’s hybrid
Cotton/PET Incorporation of NPs individuallyin pigment printing paste
Functionalized pigment prints withexcellent antibacterial activity.
[160]
ZnO-NPs > TiO2-NPs Cotton/woolViscose/wool
Incorporation of NPs individuallyin reactive printing paste inpresence of b-cyclodextrin
The obtained functional prints showedremarkable UV protection efficiency.
[161]
AgNPsZnONPsZrONPsTiO2 NPs
Linen/cotton Incorporation of NPs individuallyin pigment printing paste
The pigment prints showed outstandingantibacterial activity and UV protectionproperties; the obtained functionality wasgoverned by the type of NPs.
[162]
ii. In situ process
AuNPs Cotton AuNPs-treated fabric wasprepared using several methods:i. Green synthesis via Ginkgo
biloba Linn leaf powderextract (GS)
ii. Chemical synthesis usingKBH4 (CS)
iii. Combined between greenand chemical methods(GSCS)
The imparted properties of the treated fabricincrease according to the used method:(i) Color strength: GSCS > CS > GS.(ii) Fastness properties: GS � CS > GSCS.(iii) Antibacterial activity: GS and GSCS
exhibited better antibacterial activitythan CS.
[163]
AgNPs Cotton - The AgNPs-treated cottonfabric was obtained viareduction method using AgNO3
as precursor and differentconcentrations of NaBH4
- Treated fabrics with different size ofAgNPs resulted in different coloredfabrics, namely, blue, green, brown, andyellow with durable fastness properties.
- The exhibited antibacterial activity oftreated fabric samples increased withdecreasing the size of AgNPs.
- The treated samples showed significantUV protection property.
[164]
AgNPs Cotton Silver nitrate/printing paste /curing using UV irradiation
The color strength (K/S) of the obtainedprints is governed by absorbed dose of UVCand printing paste formulation.The obtained prints exhibited goodantibacterial activity.
[129]
AgNPs Cs-cotton Modification of cotton fabric withchitosan (Cs) / in situpreparation of AgNPs usingpeanut waste shell extract (PSE)as a reducing agent
The produced cotton fabric exhibited pale todeep yellowish hues, good antioxidant andexcellent antibacterial properties.
[165]
29.6 Textile effluent remediation 445

ZnO or TiO2�NPsþ hy/hn
hþ þ e� (29.10)
hþ þH2O/HO� þHþ (29.11)
e� þO2/O��2 (29.12)
O��2 þHþ/HO�
2 (29.13)
HO�2 þH� þ e�/H2O2 (29.14)
ROS�
HO�;O��2 ;H2O2
�þ colored wastewater/Decolorized textile wastewater (29.15)
ROSþOrganic contaminants/Decontaminated effluents (29.16)
On the other hand, several R&D effort have been recently focused on the removal of inorganic pollutants like HgII,CrVI, PbII, CdII, AsIII, and fluoride (F �) from water by using MONPs such as TiO2, Al2O3, MgO, SiO2, Fe2O3, MO2,and their binary mixture, functionalized graphene oxide (GO) nanocomposites, i.e., MOs functionalized GO nano-composites [175e179].
29.7 Future remarks
The possible future trends in fabrication of nanomaterials, functionalization of textiles materials, as well as poten-tial applications of nano-finished product will be focused on:
- Searching for new, cost-effective, and environmentally benign fabrication methods, using green chemistryprinciples and innovative application technologies that could produce an eco-friendly, sustainable, and durablemultifunctional nano-finished products with high value-added taken into account textile consumer’s health andsafety as well as ecology quality.
- Upgrading the quality of current nanomaterials along with developing new and innovative ones, e.g., engineerednanomaterials, functionalized nanomaterials, nanocomposite materials, etc., will enable a wide range of potentialapplications to meet and satisfy the ever-growing consumer demands on multifunctional performance of textileproducts.
- Utilization of integrated innovative technologies like nano, bio, plasma, etc., in fabrication as well asimplementations of nanomaterials to achieve a high level of nano-finished product quality, environmentalprotection, and better economic performance of textile finishing industry compared with the conventional ones.
- Carrying out life cycle analysis and risk assessment for the new nanoproducts and systems to address safetyconcerns before utilization, thereby minimizing or avoiding their negative impacts and risk on human health andenvironmental safety.
References
[1] Ibrahim NA, Fouda MMG, Eid BM. Chapter 20 - functional nanofibers: fabrication, functionalization, and potential applications. In: Mus-tansar Hussain C, editor. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020. p. 581e609.
[2] Pereira C, Pereira AM, Freire C, Pinto TV, Costa RS, Teixeira JS. Nanoengineered textiles: from advanced functional nanomaterials togroundbreaking high-performance clothing. In: Mustansar Hussain C, editor. Handbook of functionalized nanomaterials for industrialapplications. Elsevier; 2020. p. 611e714.
[3] Joshi M, Bhattacharyya A. Nanotechnology e a new route to high-performance functional textiles. Text. Prog. 2011;43(3):155e233.[4] Mishra R, Militky J, Baheti V, Huang J, Kale B, VenkataramanM, et al. The production, characterization and applications of nanoparticles in
the textile industry. Text. Prog. 2014;46(2):133e226.[5] Riaz S, Ashraf M, Hussain T, Hussain MT, Rehman A, Javid A, et al. Functional finishing and coloration of textiles with nanomaterials.
Color. Technol. 2018;134(5):327e46.[6] Yetisen AK, Qu H, Manbachi A, Butt H, Dokmeci MR, Hinestroza JP, et al. Nanotechnology in textiles. ACS Nano 2016;10(3):3042e68.[7] Sawhney APS, Condon B, Singh KV, Pang SS, Li G, Hui D. Modern applications of nanotechnology in textiles. Text. Res. J. 2008;78(8):731e9.[8] Rivero PJ, Urrutia A, Goicoechea J, Arregui FJ. Nanomaterials for functional textiles and fibers. Nanoscale Res. Lett. 2015;10(1):501.[9] Abdullaeva Z. Classification of nanomaterials. In: Abdullaeva Z, editor. Nano- and biomaterials; 2017. p. 27e56.[10] Gogotsi Y. Not just graphene: the wonderful world of carbon and related nanomaterials. MRS Bull. 2015;40(12):1110e21. Epub 2015/11/27.[11] Abbasi S, Peerzada MH, Nizamuddin S, Mubarak NM. Functionalized nanomaterials for the aerospace, vehicle, and sports industries. In:
Mustansar Hussain C, editor. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020. p. 795e825.[12] Mishra R, Militky J. In: Mishra R, Militky J, editors. Nanotechnology in textiles. 1st ed. Cambridge: Woodhead Publishing; 2019. 2019/
01/01/.
29. The potential use of nanotechnology for antimicrobial functionalization446

[13] Arif Z, Soni AB, Victoria SN, Manivannan R. Synthesis and characterization of oleic acid-capped metallic copper nanoparticle via chemicalreduction method. J. Inst. Eng. Ser. E. 2019;100(1):101e9.
[14] Ponsanti K, Tangnorawich B, Ngernyuang N, Pechyen C. A flower shape-green synthesis and characterization of silver nanoparticles(AgNPs) with different starch as a reducing agent. J. Mater. Res. Technol. 2020;9(5):11003e12.
[15] Mishra B, Kumar A, Tripathi BP. Polydopamine mediated in situ synthesis of highly dispersed Gold nanoparticles for continuous flowcatalysis and environmental remediation. J. Environ. Chem. Eng. 2020;8(5):104397.
[16] Guleria A, Neogy S, Raorane BS, Adhikari S. Room temperature ionic liquid assisted rapid synthesis of amorphous Se nanoparticles: theirprolonged stabilization and antioxidant studies. Mater. Chem. Phys. 2020;253:123369.
[17] Nakhjavani M, Nikkhah V, Sarafraz MM, Shoja S, Sarafraz M. Green synthesis of silver nanoparticles using green tea leaves: experimentalstudy on the morphological, rheological and antibacterial behaviour. Heat Mass Tran. 2017;53(10):3201e9.
[18] Manik UP, Nande A, Raut S, Dhoble SJ. Green synthesis of silver nanoparticles using plant leaf extraction of Artocarpus heterophylus andAzadirachta indica. Results Mater 2020;6:100086.
[19] Abdel-Aziz MS, Eid BM, Ibahim NA. Biosynthesized silver nanoparticles for antibacterial treatment of cellulosic fabrics using O2-plasma.AATCC J. Res. 2014;1(1):6e12.
[20] Pareek V, Bhargava A, Panwar J. Biomimetic approach for multifarious synthesis of nanoparticles using metal tolerant fungi: a mechanisticperspective. Mater. Sci. Eng. B 2020;262:114771.
[21] Venugopalan R, Pitchai S, DevarayanK, Swaminathan VC. Biogenic synthesis of copper nanoparticles using Borreria hispida (Linn.) extractand its antioxidant activity. Mater. Today Proc. 2020;33.
[22] Merugu R, Gothalwal R, Kaushik Deshpande P, De Mandal S, Padala G, Latha Chitturi K. Synthesis of Ag/Cu and Cu/Zn bimetallic nano-particles using toddy palm: investigations of their antitumor, antioxidant and antibacterial activities. Mater. Today Proc. 2020. https://doi.org/https://doi.org/10.1016/j.matpr.2020.08.027.
[23] Merugu R, Garimella S, Velamakanni R, Vuppugalla P, Chitturi KL, Jyothi M. Synthesis, characterization and antimicrobial activity of bime-tallic silver and copper nanoparticles using fruit pulp aqueous extracts of Moringa oleifera. Mater. Today Proc. 2020. https://doi.org/https://doi.org/10.1016/j.matpr.2020.08.549.
[24] Zhang J, Zhang D, Yang B, Shi H, Wang K, Han L, et al. Targeted synthesis of NiS and NiS2 nanoparticles for high�performance hybridsupercapacitor via a facile green solid�phase synthesis route. J. Energy Storage 2020;32:101852.
[25] Oh J-H, Kim M, Lee YH, Hong S-H, Park SS, Kim T-H, et al. Synthesis of cobalt boride nanoparticles and h-BN nanocage encapsulation bythermal plasma. Ceram. Int. 2020;46.
[26] IbrahimNA,NadaAA, HassaboAG, Eid BM,Noor El-DeenAM, Abou-ZeidNY. Effect of different capping agents on physicochemical andantimicrobial properties of ZnO nanoparticles. Chem. Pap. 2017;71(7):1365e75.
[27] Velsankar K, Aswin Kumara RM, Preethia R, Muthulakshmib V, Sudhahar S. Green synthesis of CuO nanoparticles via Allium sativumextract and its characterizations on antimicrobial, antioxidant, antilarvicidal activities. J. Environ. Chem. Eng. 2020;8(5):104123.
[28] AhmadW, Kalra D. Green synthesis, characterization and anti microbial activities of ZnO nanoparticles using Euphorbia hirta leaf extract.J. King Saud Univ. Sci. 2020;32(4):2358e64.
[29] Enomoto N, Matsuo M, Inada M, Hayashi K, Hojo J. Aging of starting solutions for nanoparticles synthesis with two differentultrasonication. Ultrason. Sonochem. 2020;67:105142.
[30] Nilavukkarasi M, Vijayakumar S, Prathipkumar S. Capparis zeylanica mediated bio-synthesized ZnO nanoparticles as antimicrobial, pho-tocatalytic and anti-cancer applications. Mater. Sci. Energy Technol. 2020;3:335e43.
[31] Ismail RA, Ali AK, Ismail MM, Hassoon KI. Preparation and characterization of colloidal ZnO nanoparticles using nanosecond laser abla-tion in water. Appl. Nanosci. 2011;1(1):45e9.
[32] Yuan Q, Golden TD. A novel method for synthesis of clay/polymer stabilized silver nanoparticles. Surf. Interfaces 2020;20:100620.[33] Ahmad MB, Tay MY, Shameli K, Hussein MZ, Lim JJ. Green synthesis and characterization of silver/chitosan/polyethylene glycol nano-
composites without any reducing agent. Int. J. Mol. Sci. 2011;12(8):4872e84.[34] Dhineshbabu N, Arunmetha S, Manivasakan P, Karunakaran G, Rajendran V. Enhanced functional properties of cotton fabrics using TiO2/
SiO2 nanocomposites. J. Ind. Text. 2016;45(5):674e92.[35] Gopinath V, MubarakAli D, Vadivelu J, Manjunath Kamath S, Syed A, Elgorban AM. Synthesis of biocompatible chitosan decorated silver
nanoparticles biocomposites for enhanced antimicrobial and anticancer property. Process Biochem. 2020;99:348e56.[36] Ghosal K, Ghosh S, Ghosh D, Sarkar K. Natural polysaccharide derived carbon dot based in situ facile green synthesis of silver nanopar-
ticles: synergistic effect on breast cancer. Int. J. Biol. Macromol. 2020;162:1605e15.[37] Magesan P, Sanuja S, Umapathy MJ. Novel hybrid chitosan blended MoO3eTiO2 nanocomposite film: evaluation of its solar light photo-
catalytic and antibacterial activities. RSC Adv. 2015;5(53):42506e15.[38] Egorova EM, Kubatiev AA, Schvets VI. Methods of the nanoparticle preparation in solutions. In: Biological effects of metal nanoparticles.
Cham: Springer International Publishing; 2016. p. 3e77.[39] Rani M, Shanker U. Remediation of organic pollutants by potential functionalized nanomaterials. In: Mustansar Hussain C, editor. Hand-
book of functionalized nanomaterials for industrial applications. Elsevier; 2020. p. 327e98.[40] Verma R, Gangwar J, Srivastava AK. Multiphase TiO2 nanostructures: a review of efficient synthesis, growth mechanism, probing capa-
bilities, and applications in bio-safety and health. RSC Adv. 2017;7(70):44199e224.[41] Meroni D, Lo Presti L, Di Liberto G, CeottoM, Acres RG, Prince KC, et al. A close look at the structure of the TiO2-APTES interface in hybrid
nanomaterials and its degradation pathway: an experimental and theoretical study. J. Phys. Chem. C 2017;121(1):430e40.[42] Hanske C, Sanz-Ortiz MN, Liz-Marzán LM. Silica-coated plasmonic metal nanoparticles in action. Adv. Mater. 2018;30(27):1707003.[43] Leary R, Westwood A. Carbonaceous nanomaterials for the enhancement of TiO2 photocatalysis. Carbon 2011;49(3):741e72.[44] Shen S, Chen J, Wang M, Sheng X, Chen X, Feng X, et al. Titanium dioxide nanostructures for photoelectrochemical applications. Prog.
Mater. Sci. 2018;98:299e385.[45] Margan P, Haghighi M. Hydrothermal-assisted solegel synthesis of Cd-doped TiO2 nanophotocatalyst for removal of acid orange from
wastewater. J. Sol. Gel Sci. Technol. 2017;81(2):556e69.
References 447

[46] Obregón S, Muñoz-Batista MJ, Fernández-Garcı́a M, Kubacka A, Colón G. CueTiO2 systems for the photocatalytic H2 production: influ-ence of structural and surface support features. Appl. Catal. B Environ 2015;179:468e78.
[47] Ansari SA, Khan MM, Ansari MO, Cho MH. Nitrogen-doped titanium dioxide (N-doped TiO2) for visible light photocatalysis. New J.Chem. 2016;40(4):3000e9.
[48] McCafferty L, Stolojan V, King SG, Zhang W, Haq S, Silva SRP. Decoration of multiwalled carbon nanotubes with protected ironnanoparticles. Carbon 2015;84:47e55.
[49] Zhou X, Shen W, Cao F, Li J, Liu J, Liu Z. Preparation of hierarchical leaf-like cobalt and enhanced magnetic properties by a new low-temperature synthesis method. Ceram. Int. 2016;42(10):12092e6.
[50] Ding M, Xi J, Ji Z. Size-controlled synthesis, growth mechanism and magnetic properties of cobalt microspheres. Mater. Lett. 2017;201:27e30.
[51] Mohammed L, Gomaa HG, Ragab D, Zhu J. Magnetic nanoparticles for environmental and biomedical applications: a review. Particuology2017;30:1e14.
[52] Han L, Li S-Y, Yang Y, Zhao F-M, Huang J, Chang J. Research on the structure and performance of bacterial magnetic nanoparticles.J. Biomater. Appl. 2008;22(5):433e48.
[53] Kossyvakis DN, Vassiliadis SG, Vossou CG,Mangiorou EE, Prekas KI, Potirakis SM. Awearable magnetic sensing device for identifying thepresence of static magnetic fields. Measurement 2017;109:44e50.
[54] Afshari S, Montazer M. In-Situ sonosynthesis of Hedgehog-like nickel nanoparticles on polyester fabric producing magnetic properties.Ultrason. Sonochem. 2018;42:679e88.
[55] Wu F, Yu G, Chen Y. The influence of the magnetic fiber content on fabric wearability. Adv. Mater. Res. 2013;796:144e7.[56] Giannossa LC, Longano D, Ditaranto N, Nitti MA, Paladini F, Pollini M, et al. Metal nanoantimicrobials for textile applications. Nanotech-
nol. Rev. 2013;2(3):307e31.[57] Vigneshwaran N, Varadarajan P, Balasubramanya R. Application of metallic nanoparticles in textiles. In: Kumar CSSR, editor. Nanotech-
nologies for the life sciences: online. Wiley-VCH Verlag GmbH & Co. KGaA; 2010.[58] IbrahimNA. Nanomaterials for antibacterial textiles. In: Rai M, Kon K, editors. Nanotechnology in diagnosis, treatment and prophylaxis of
infectious diseases. UK: Elsevier Publisher; 2015. p. 191e216.[59] Ibrahim NA, Amr A, Eid BM, Almetwally AA, Mourad MM. Functional finishes of stretch cotton fabrics. Carbohydr. Polym. 2013;98(2):
1603e9.[60] Ibrahim NA, Refaie R, Ahmed AF. Novel approach for attaining cotton fabric with multi-functional properties. J. Ind. Text. 2010;40(1):
65e83.[61] Gashti MP, Alimohammadi F, Shamei A. Preparation of water-repellent cellulose fibers using a polycarboxylic acid/hydrophobic silica
nanocomposite coating. Surf. Coating. Technol. 2012;206(14):3208e15.[62] Shirvan AR, Nejad NH, Bashari A. Antibacterial finishing of cotton fabric via the chitosan/TPP self-assembled nano layers. Fibers Polym.
2014;15(9):1908e14.[63] Yang M, Liu W, Jiang C, He S, Xie Y, Wang Z. Fabrication of superhydrophobic cotton fabric with fluorinated TiO2 sol by a green and one-
step sol-gel process. Carbohydr. Polym. 2018;197:75e82.[64] Dolez PI. Application of nanomaterials in textile coatings and finishes. In: Nguyen Tri P, Rtimi S, Ouellet Plamondon CM, editors.
Nanomaterials-based coatings. Elsevier; 2019. p. 139e69.[65] Alongi J, Ciobanu M, Malucelli G. Thermal stability, flame retardancy and mechanical properties of cotton fabrics treated with inorganic
coatings synthesized through solegel processes. Carbohydr. Polym. 2012;87(3):2093e9.[66] Lee H, Lee Y, Statz AR, Rho J, Park TG, Messersmith PB. Substrate-independent layer-by-layer assembly by using mussel-adhesive-
inspired polymers. Adv. Mater. 2008;20(9):1619e23.[67] U�gur SS, Sarıısık M, Aktas AH. Nano-Al2O3 multilayer film deposition on cotton fabrics by layer-by-layer deposition method. Mater. Res.
Bull. 2011;46(8):1202e6.[68] Deng B, Yan X,Wei Q, GaoW. AFM characterization of nonwovenmaterial functionalized by ZnO sputter coating.Mater. Char. 2007;58(10):
854e8.[69] Ibrahim NA, Eid BM. Plasma treatment technology for surface modification and functionalization of cellulosic fabrics. In: Shahid M,
Adivarekar R, editors. Advances in functional finishing of textiles. Singapore: Springer Singapore; 2020. p. 275e87.[70] Farouk A, Sharaf S. Sol-gel hybrid nanomaterials based on TiO2/SiO2 as multifunctional finishing for cotton fabric. Egypt. J. Chem. 2016;
59(3):407e27.[71] Balagna C, Irfan M, Perero S, Miola M, Maina G, Santella D, et al. Characterization of antibacterial silver nanocluster/silica composite
coating on high performance Kevlar� textile. Surf. Coating. Technol. 2017;321:438e47.[72] Ibrahim NA, Eid BM. Chitosan -based composite materials: fabrication and characterization. In: Thakur VK, Thakur MK, Kessler MR, ed-
itors. Handbook of composites from renewable materials. Physico-chemical and mechanical characterization, vol. 3. USA: Wiley Scrivener;2017. p. 103e33.
[73] IbrahimNA. Dyeing of textile fibre blends. In: ClarkM, editor. Handbook of textile and industrial dyeing. UK:Woodhead Publishing; 2011.p. 148e9.
[74] Ibrahim NA, Eid BM, Sharaf SM. Functional finishes for cotton-based textiles: current situation and future trends. In: Shabbir M, editor.Textiles and clothing. USA: John Wiley & Sons, Inc. and Scrivener Publishing LLC; 2019. p. 131e90.
[75] Tomasino C. Chemistry and technology of fabric preparation and finishing. Department of Textile Engineering, Chemistry and Science Col-lege of Textiles .. 1992.
[76] Andreaus J, Colombi BL, Gonçalves JA, Alves dos Santos K. Processing of cotton and man-made cellulosic fibers. In: Cavaco-Paulo A,Nierstrasz VA, Wang Q, editors. Advances in textile biotechnology. 2nd ed. Woodhead Publishing; 2019. p. 185e238.
[77] Tzanov T, Calafell M, Guebitz GM, Cavaco-Paulo A. Bio-preparation of cotton fabrics. Enzym. Microb. Technol. 2001;29(6):357e62.[78] Ibrahim NA, Fahmy HM, Hassan TM, Mohamed ZE. Effect of cellulase treatment on the extent of post-finishing and dyeing of cotton
fabrics. J. Mater. Process. Technol. 2005;160(1):99e106.
29. The potential use of nanotechnology for antimicrobial functionalization448

[79] Ibrahim NA, Eid BM, Abdel Aziz MS, Hamdy SM, AbdAllah SE. Environmentally benign scouring of cotton knits using locally producedacid pectinase enzyme. Fibers Polym. 2019;20(4):787e93.
[80] Ibrahim NA, Abdel-Aziz MS, Eid BM, Hamdy SM, Abdallah SE. Biosynthesis, optimization and potential textile application of fungal cel-lulases/xylanase multifunctional enzyme preparation from Penicillium sp. SAF6. Biocatal. Biotransform. 2016;34(3):128e36.
[81] Choe EK, Nam CW, Kook SR, Chung C, Cavaco-Paulo A. Implementation of batchwise bioscouring of cotton knits. Biocatal. Biotransform.2004;22(5e6):375e82.
[82] IbrahimNA, El-HossamyM, HashemMM, Refai R, Eid BM. Novel pre-treatment processes to promote linen-containing fabrics properties.Carbohydr. Polym. 2008;74(4):880e91.
[83] Ibrahim NA, El-Hossamy M, Morsy MS, Eid BM. Optimization and modification of enzymatic desizing of starch-size. Polym. Plast. Tech-nol. Eng. 2004;43(2):519e38.
[84] Ibrahim NA, El-Hossamy M, Morsy MS, Eid BM. Development of new eco-friendly options for cotton wet processing. J. Appl. Polym. Sci.2004;93(4):1825e36.
[85] Ibrahim NA, Abd Allah SZ, Borham HAT, Hassan TM. Economical and ecological biotreatment/half bleaching of cotton-containing knitfabrics on industrial scale. Polym. Plast. Technol. Eng. 2005;44(5):881e99.
[86] Montazer M, Morshedi S. Nano photo scouring and nano photo bleaching of raw cellulosic fabric using nano TiO2. Int. J. Biol. Macromol.2012;50(4):1018e25.
[87] Montazer M, Morshedi S. Photo bleaching of wool using nano TiO2 under daylight irradiation. J. Ind. Eng. Chem. 2014;20(1):83e90.[88] GokarneshanN, Gopalakrishnan PP, Jeyanthi B. Influence of nanofinishes on the antimicrobial properties of fabrics. ISRNNanomater. 2012;
2012:193836.[89] Montazer M, Harifi T. Nanofinishes for protective textiles. In: Montazer M, Harifi T, editors. Nanofinishing of textile materials. Woodhead
Publishing; 2018. p. 265e94.[90] Montazer M, Harifi T. In: Montazer M, Harifi T, editors. Nanofinishing of textile materials. Woodhead Publishing; 2018. 2018/01/01/.[91] Riaz S, Ashraf M. Recent advances in development of antimicrobial textiles. In: Shahid M, Adivarekar R, editors. Advances in functional
finishing of textiles. Singapore: Springer Singapore; 2020. p. 129e68.[92] IbrahimNA, Eid BM, Abdellatif FHH. Advanced materials and technologies for antimicrobial finishing of cellulosic textiles. In: Handbook
of renewable materials for coloration and finishing; 2018. p. 301e56.[93] Gao Y, Cranston R. Recent advances in antimicrobial treatments of textiles. Text. Res. J. 2008;78:60e72.[94] IbrahimNA, Khalil HM, Eid BM, Tawfik TM. Application of MCT-bCD to modify cellulose/wool blended fabrics for upgrading their reac-
tive printability and antibacterial functionality. Fibers Polym. 2018;19(8):1655e62.[95] Ibrahim NA, Ibrahim DF, Eid Basma M, El-Zairy MR, Emam EM. Development of functionalized cellulose/wool blended fabrics for high
performance textiles. J. Text. Inst. 2017;108(10):1728e38.[96] Ibrahim NA, Khalil HM, El-Zairy EMR, Abdalla WA. Smart options for simultaneous functionalization and pigment coloration of cellu-
losic/wool blends. Carbohydr. Polym. 2013;96(1):200e10.[97] Gouda M, Ibrahim NA. New approach for improving antibacterial functions of cotton fabric. J. Ind. Text. 2008;37(4):327e39.[98] Ibrahim NA, Eid BM, Abd El-Ghany NA, Mabrouk EM. Polyfunctional cotton cellulose fabric using proper biopolymers and active
ingredients. J. Text. Inst. 2020;111(3):381e93.[99] Ibrahim NA, El-Gamal AR, Gouda M, Mahrous F. A new approach for natural dyeing and functional finishing of cotton cellulose. Carbo-
hydr. Polym. 2010;82(4):1205e11.[100] Ibrahim NA, Abo-Shosha MH, Gaffar MA, Elshafei AM, Abdel-Fatah OM. Antibacterial properties of esterdcross-linked cellulosee
containing fabrics post-treated with metal salts. Polym. Plast. Technol. Eng. 2006;45(6):719e27.[101] Ibrahim NA, Eid BM, Youssef MA, El-Sayed SA, Salah AM. Functionalization of cellulose-containing fabrics by plasma and subsequent
metal salt treatments. Carbohydr. Polym. 2012;90(2):908e14.[102] Dastjerdi R, Montazer M. A review on the application of inorganic nano-structured materials in the modification of textiles: focus on anti-
microbial properties. Colloids Surf. B Biointerfaces 2010;79(1):5e18.[103] Ibrahim NA, Eid BM, El-Batal H. A novel approach for adding smart functionalities to cellulosic fabrics. Carbohydr. Polym. 2012;87(1):
744e51.[104] Ibrahim NA, Eid BM, Abdel Aziz MS, Hamdy SM, Abd Allah SE. Green surface modification and nano-multifunctionalization of denim
fabric. Cellulose 2018;25(10):6207e20.[105] Ibrahim NA, Eid BM, Elmaaty TMA, El-Aziz EA. A smart approach to add antibacterial functionality to cellulosic pigment prints. Carbo-
hydr. Polym. 2013;94(1):612e8.[106] Rajendran R, Balakumar C, Sivakumar R, Amruta T, Devaki N. Extraction and application of natural silk protein sericin from Bombyx mori
as antimicrobial finish for cotton fabrics. J. Text. Inst. 2012;103(4):458e62.[107] Doakhan S, MontazerM, Rashidi A, Moniri R, MoghadamMB. Influence of sericin/TiO2 nanocomposite on cotton fabric: Part 1. Enhanced
antibacterial effect. Carbohydr. Polym. 2013;94(2):737e48.[108] Ibrahim NA, Eid BM, El-Zairy ER. Antibacterial functionalization of reactive-cellulosic prints via inclusion of bioactive Neem oil/bCD
complex. Carbohydr. Polym. 2011;86(3):1313e9.[109] Ibrahim NA, Eid BM, Youssef MA, Ibrahim HM, Ameen HA, Salah AM. Multifunctional finishing of cellulosic/polyester blended fabrics.
Carbohydr. Polym. 2013;97(2):783e93.[110] IbrahimNA, Abd El-Ghany NA, Eid BM,Mabrouk EM. Green options for imparting antibacterial functionality to cotton fabrics. Int. J. Biol.
Macromol. 2018;111:526e33.[111] IbrahimNA, El-Zairy EMR, Eid BM. Eco-friendly modification and antibacterial functionalization of viscose fabric. J. Text. Inst. 2017;108(8):
1406e11.[112] Mariselvam R, Ranjitsingh AJA, Mosae Selvakumar P, Krishnamoorthy R, Alshatwi AA. Eco friendly natural dyes from Syzygium cumini
(L) (Jambolan) fruit seed endosperm and to preparation of antimicrobial fabric and their washing properties. Fibers Polym. 2017;18(3):460e4.
[113] Gupta D, Khare SK, Laha A. Antimicrobial properties of natural dyes against Gram-negative bacteria. Color. Technol. 2004;120(4):167e71.
References 449

[114] Vishwabhan S, Birendra VK, Vishal S. A review on ethnomedical uses of ocimum sanctum (tulsi). Int. Res. J. Pharm. 2011;2(10):1e3.[115] Ibrahim N, Gouda M, El-shafei AM, Abdel-Fatah OM. Antimicrobial activity of cotton fabrics containing immobilized enzymes. J. Appl.
Polym. Sci. 2007;104:1754e61.[116] KimYK. Ultraviolet protection finishes for textiles. In: Paul R, editor. Functional finishes for textiles.Woodhead Publishing; 2015. p. 463e85.[117] Ibrahim NA, Amr A, Eid BM, Mohamed ZE, Fahmy HM. Poly(acrylic acid)/poly(ethylene glycol) adduct for attaining multifunctional
cellulosic fabrics. Carbohydr. Polym. 2012;89(2):648e60.[118] Gupta D, Gulrajani ML. Self cleaning finishes for textiles. In: Paul R, editor. Functional finishes for textiles. Woodhead Publishing; 2015.
p. 257e81.[119] Ibrahim NA, Eid B, El-Aziz EA, Abou Elmaaty TM, Ramadan SM. Multifunctional cellulose-containing fabrics using modified finishing
formulations. RSC Adv. 2017;7(53):33219e30.[120] Neisius M, Stelzig T, Liang S, Gaan S. Flame retardant finishes for textiles. In: Paul R, editor. Functional finishes for textiles. Woodhead
Publishing; 2015. p. 429e61.[121] Hashem M, Ibrahim NA, El-Shafei A, Refaie R, Hauser P. An eco-friendly e novel approach for attaining wrinkle e free/soft-hand cotton
fabric. Carbohydr. Polym. 2009;78(4):690e703.[122] Ibrahim NA, Abo-Shosha MH, Elnagdy EI, Gaffar MA. Eco-friendly durable press finishing of cellulose-containing fabrics. J. Appl. Polym.
Sci. 2002;84(12):2243e53.[123] Vanneste M. Easy care finishes for textiles. In: Paul R, editor. Functional finishes for textiles. Woodhead Publishing; 2015. p. 227e56.[124] Ibrahim NA, Amr A, Eid BM, El-Sayed ZM. Innovative multi-functional treatments of ligno-cellulosic jute fabric. Carbohydr. Polym. 2010;
82(4):1198e204.[125] Ibrahim NA, Amr A, Eid BM. Multipurpose treatment of cellulose-containing fabrics to impart durable antibacterial and repellent
properties. Fibers Polym. 2020;21(3):513e21.[126] Montazer M, Harifi T. Antimicrobial textile nanofinishes. In: Montazer M, Harifi T, editors. Nanofinishing of textile materials. Woodhead
Publishing; 2018. p. 145e61.[127] Montazer M, Alimohammadi F, Shamei A, Rahimi MK. Durable antibacterial and cross-linking cotton with colloidal silver nanoparticles
and butane tetracarboxylic acid without yellowing. Colloids Surf. B Biointerfaces 2012;89:196e202.[128] IbrahimNA. Nanomaterials for antibacterial textiles. In: Rai M, Kon K, editors. Nanotechnology in diagnosis, treatment and prophylaxis of
infectious diseases. Boston: Academic Press; 2015. p. 191e216.[129] Kozicki M, Sąsiadek E, KołodziejczykM, Komasa J, Adamus A, Maniukiewicz W, et al. Facile and durable antimicrobial finishing of cotton
textiles using a silver salt and UV light. Carbohydr. Polym. 2013;91(1):115e27.[130] Reed RB, Zaikova T, Barber A, Simonich M, Lankone R, Marco M, et al. Potential environmental impacts and antimicrobial efficacy of sil-
ver- and nanosilver-containing textiles. Environ. Sci. Technol. 2016;50(7):4018e26.[131] Busil�a M, Musat V, Textor T, Mahltig B. Synthesis and characterization of antimicrobial textile finishing based on Ag:ZnO nanoparticles/
chitosan biocomposites. RSC Adv. 2015;5(28):21562e71.[132] IbrahimNA, Eid BM, Khalil HM, Almetwally AA. A new approach for durable multifunctional coating of PET fabric. Appl. Surf. Sci. 2018;
448:95e103.[133] Tam KH, Djuri�si�c AB, Chan CMN, Xi YY, Tse CW, Leung YH, et al. Antibacterial activity of ZnO nanorods prepared by a hydrothermal
method. Thin Solid Films 2008;516(18):6167e74.[134] Petkova P, Francesko A, Perelshtein I, Gedanken A, Tzanov T. Simultaneous sonochemical-enzymatic coating of medical textiles with anti-
bacterial ZnO nanoparticles. Ultrason. Sonochem. 2016;29:244e50.[135] Akbar S, Tauseef I, Subhan F, Sultana N, Khan I, Ahmed U, et al. An overview of the plant-mediated synthesis of zinc oxide nanoparticles
and their antimicrobial potential. Inorgan. Nano-Metal Chem. 2020;50(4):257e71.[136] Jadoun S, Verma A, Arif R. Modification of textiles via nanomaterials and their applications. In: Shabbir M, Ahmed S, Sheikh JN, editors.
Frontiers of textile materials; 2020. p. 135e52.[137] Montazer M, Harifi T. Nanofinishes for self-cleaning textiles. In: Montazer M, Harifi T, editors. Nanofinishing of textile materials. Wood-
head Publishing; 2018. p. 127e43.[138] Singha K, Maity S, Pandit P. UV protection via nanomaterials. In: Shabbir M, Ahmed S, Sheikh JN, editors. Frontiers of textile materials;
2020. p. 153e66.[139] El-HadyMMA, Farouk A, Sharaf S. Flame retardancy and UV protection of cotton based fabrics using nano ZnO and polycarboxylic acids.
Carbohydr. Polym. 2013;92.[140] Hashemikia S, Montazer M. Sodium hypophosphite and nano TiO2 inorganic catalysts along with citric acid on textile producing multi-
functional properties. Appl. Catal. Gen. 2012;417e418:200e8.[141] Mahltig B, Haufe H, Böttcher H. Functionalisation of textiles by inorganic solegel coatings. J. Mater. Chem. 2005;15(41):4385e98.[142] Samanta AK, Bhattacharyya R, Jose S, Basu G, Chowdhury R. Fire retardant finish of jute fabric with nano zinc oxide. Cellulose 2017;24(2):
1143e57.[143] Pakdel E, Daoud WA. Self-cleaning cotton functionalized with TiO2/SiO2: focus on the role of silica. J. Colloid Interface Sci. 2013;401:1e7.[144] Ibrahim NA, Eid BM, Abdel-Aziz MS. Green synthesis of AuNPs for eco-friendly functionalization of cellulosic substrates. Appl. Surf. Sci.
2016;389:118e25.[145] Arputharaj A, Nadanathangam V, Shukla SR. A simple and efficient protocol to develop durable multifunctional property to cellulosic ma-
terials using in situ generated nano-ZnO. Cellulose 2017;24(8):3399e410.[146] Noorian SA, Hemmatinejad N, Navarro JAR. Ligand modified cellulose fabrics as support of zinc oxide nanoparticles for UV protection
and antimicrobial activities. Int. J. Biol. Macromol. 2020;154:1215e26.[147] Ibrahim NA, Aly AA, Eid BM, Fahmy HM. Green approach for multifunctionalization of cellulose-containing fabrics. Fibers Polym. 2018;
19(11):2298e306.[148] Ibrahim NA, El-Zairy EM, Eid BM, Emam E, Barkat SR. A new approach for imparting durable multifunctional properties to linen-
containing fabrics. Carbohydr. Polym. 2017;157:1085e93.
29. The potential use of nanotechnology for antimicrobial functionalization450

[149] Ibrahim NA, Nada AA, Eid BM, Al-Moghazy M, Hassabo AG, Abou-Zeid NY. Nano-structured metal oxides: synthesis, characterizationand application for multifunctional cotton fabric. Adv. Nat. Sci. Nanosci. Nanotechnol. 2018;9(3):035014.
[150] Bentis A, Boukhriss A, Gmouh S. Flame-retardant and water-repellent coating on cotton fabric by titaniaeboron solegel method. J. Sol. GelSci. Technol. 2020;94(3):719e30.
[151] Ibrahim NA, Eid BM, El-Aziz EA, Elmaaty TMA, Ramadan SM. Loading of chitosan e nano metal oxide hybrids onto cotton/polyesterfabrics to impart permanent and effective multifunctions. Int. J. Biol. Macromol. 2017;105(Part 1):769e76.
[152] Butola BS, Garg A, Garg A, Chauhan I. Development of multi-functional properties on cotton fabric by in situ application of TiO2 and ZnOnanoparticles. J. Inst. Eng. Ser. E. 2018;99(1):93e100.
[153] Noorian SA, Hemmatinejad N, Bashari A. One-pot synthesis of Cu2O/ZnO nanoparticles at present of folic acid to improve UV-protectiveeffect of cotton fabrics. Photochem. Photobiol. 2015;91(3):510e7.
[154] Karimi L, Yazdanshenas ME, Khajavi R, Rashidi A, Mirjalili M. Functional finishing of cotton fabrics using graphene oxide nanosheetsdecorated with titanium dioxide nanoparticles. J. Text. Inst. 2016;107(9):1122e34.
[155] Abbasipour M, Mirjalili M, Khajavi R, Majidi MM. Coated cotton Gauze with Ag/ZnO/chitosan nanocomposite as a modern wounddressing. J. Eng. Fibers Fabr. 2014;9(1). 155892501400900114.
[156] Xue C-H, Chen J, Yin W, Jia S-T, Ma J-Z. Superhydrophobic conductive textiles with antibacterial property by coating fibers with silvernanoparticles. Appl. Surf. Sci. 2012;258(7):2468e72.
[157] Ibrahim NA, Eid BM, Abdel-Aziz MS. Effect of plasma superficial treatments on antibacterial functionalization and coloration of cellulosicfabrics. Appl. Surf. Sci. 2017;392:1126e33.
[158] Ibrahim NA, Abd El-Aziz E, Eid BM, Abou Elmaaty TM. Single-stage process for bifunctionalization and eco-friendly pigment colorationof cellulosic fabrics. J. Text. Inst. 2016;107(8):1022e9.
[159] Ayazi-Yazdi S, Karimi L, Mirjalili M, Karimnejad M. Fabrication of photochromic, hydrophobic, antibacterial, and ultraviolet-blocking cot-ton fabric using silica nanoparticles functionalized with a photochromic dye. J. Text. Inst. 2017;108(5):856e63.
[160] Ibrahim NA, Abou Elmaaty TM, Eid BM, Abd El-Aziz E. Combined antimicrobial finishing and pigment printing of cotton/polyesterblends. Carbohydr. Polym. 2013;95(1):379e88.
[161] IbrahimNA, El-Zairy EMR, AbdallaWA, Khalil HM. CombinedUV-protecting and reactive printing of cellulosic/wool blends. Carbohydr.Polym. 2013;92(2):1386e94.
[162] Ibrahim NA, Eid BM, Abd El-Aziz E, Abou Elmaaty TM. Functionalization of linen/cotton pigment prints using inorganic nano structurematerials. Carbohydr. Polym. 2013;97(2):537e45.
[163] Velmurugan P, Shim J, Bang K-S, Oh B-T. Gold nanoparticles mediated coloring of fabrics and leather for antibacterial activity.J. Photochem. Photobiol. B Biol. 2016;160:102e9.
[164] Jafari N, Karimi L, Mirjalili M, Derakhshan SJ. Effect of Silver Particle size on color and Antibacterial properties of silk and cotton Fabrics.Fibers Polym. 2016;17(6):888e95.
[165] Shahid ul I, Butola BS, Kumar A. Green chemistry based in-situ synthesis of silver nanoparticles for multifunctional finishing of chitosanpolysaccharide modified cellulosic textile substrate. Int. J. Biol. Macromol. 2020;152:1135e45.
[166] Ibrahim NA, Eid BM. Emerging technologies for source reduction and end-of-pipe treatments of the cotton-based textile industry. In:Yusuf M, editor. Handbook of textile effluent remediation. USA: Pan Stanford-Taylor & Francis Group; 2018. p. 185e226.
[167] Robinson T, McMullan G, Marchant R, Nigam P. Remediation of dyes in textile effluent: a critical review on current treatment technologieswith a proposed alternative. Bioresour. Technol. 2001;77(3):247e55.
[168] Henze M. Characterization of wastewater for modelling of activated sludge processes. Water Sci. Technol. 1992;25(6):1e15.[169] Rani M, Shanker U, Jassal V. Recent strategies for removal and degradation of persistent & toxic organochlorine pesticides using nanopar-
ticles: a review. J. Environ. Manag. 2017;190:208e22.[170] Peng W, Li H, Liu Y, Song S. A review on heavy metal ions adsorption from water by graphene oxide and its composites. J. Mol. Liq. 2017;
230:496e504.[171] KhanM, Tahir MN, Adil SF, Khan HU, Siddiqui MRH, Al-warthan AA, et al. Graphene based metal and metal oxide nanocomposites: syn-
thesis, properties and their applications. J. Mater. Chem. 2015;3(37):18753e808.[172] Upadhyay RK, Soin N, Roy SS. Role of graphene/metal oxide composites as photocatalysts, adsorbents and disinfectants in water treat-
ment: a review. RSC Adv. 2014;4(8):3823e51.[173] Sahoo C, Gupta AK, Pal A. Photocatalytic degradation of Methyl Red dye in aqueous solutions under UV irradiation using Agþ doped
TiO2. Desalination 2005;181(1):91e100.[174] Bianco Prevot A, Baiocchi C, Brussino MC, Pramauro E, Savarino P, Augugliaro V, et al. Photocatalytic degradation of acid blue 80 in
aqueous solutions containing TiO2 suspensions. Environ. Sci. Technol. 2001;35(5):971e6.[175] Yoon Y, Park WK, Hwang T-M, Yoon DH, Yang WS, Kang J-W. Comparative evaluation of magnetiteegraphene oxide and magnetite-
reduced graphene oxide composite for As(III) and As(V) removal. J. Hazard Mater. 2016;304:196e204.[176] Santhosh C, Daneshvar E, Kollu P, Peräniemi S, Grace AN, Bhatnagar A. Magnetic SiO2@CoFe2O4 nanoparticles decorated on graphene
oxide as efficient adsorbents for the removal of anionic pollutants from water. Chem. Eng. J. 2017;322:472e87.[177] Mohan S, Kumar V, Singh DK, Hasan SH. Synthesis and characterization of rGO/ZrO2 nanocomposite for enhanced removal of fluoride
from water: kinetics, isotherm, and thermodynamic modeling and its adsorption mechanism. RSC Adv. 2016;6(90):87523e38.[178] Wan S, He F, Wu J, WanW, Gu Y, Gao B. Rapid and highly selective removal of lead fromwater using graphene oxide-hydrated manganese
oxide nanocomposites. J. Hazard Mater. 2016;314:32e40.[179] Wen T, Wu X, Tan X, Wang X, Xu A. One-pot synthesis of water-swellable MgeAl layered double hydroxides and graphene oxide nano-
composites for efficient removal of as(V) from aqueous solutions. ACS Appl. Mater. Interfaces 2013;5(8):3304e11.
References 451

This page intentionally left blank
C H A P T E R
30
Utilization of sustainable biopolymers in textileprocessing
Faten Hassan Hassan Abdellatif1, Mohamed Mehawed Abdellatif21Research Division, Pre-treatment and Finishing of Cellulosic Fabric Department, Textile Research Division, National
Research Centre Dokki-Giza, Egypt; 2Chemical Industries Division, Chemistry of Tanning Materials and Leather
Technology, National Research Centre Dokki-Giza, Egypt
30.1 Introduction
Sustainability concept is generally used to define the industrial process which has due consideration for environ-mental impacts, economic, and social for today without influencing the future generation needs Fig. 30.1 [1]. Sustain-ability is mainly aiming to responsible utilization of resources. Sustainability is essential for saving the environmentand human beings from the continuous growing of environmental strain resulted from the nonrenewable andnonbiodegradable oil-based plastics. Sustainable green processes have critical advantages over conventionalchemical-based pathways which usually use nonrenewable raw materials and nonrenewable energy sources thatare exhausted by intensive usage. Moreover, conventional chemical-based pathways usually generate wastes whichcause an increasing burden on the environment. Nevertheless, sustainable green processes are highly efficient, canuse few steps reactions, generate less waste, and considered as eco-friendly processes which attained by utilizing ofnonhazardous solvents and bio raw materials.
Recently, biopolymers have widely attracted considerable attention as a new generation of smart textile materialsbased on natural sources [3]. Biopolymers can be produced from renewable resources, extracted from microorgan-isms, or polymerized from bio-basedmonomers. Biopolymers are used in different industries such as packagingma-terials, medical field, and textile industry. Fig. 30.2 revealed general classification of the different sources and somebiopolymers examples [4].
30.2 Utilization of biopolymers for green fiber production
Textile industry is considered as one of the main contributors in environmental pollution. Therefore, the transfor-mation of textile industry to be a sustainable process becomes vital to produce sustainable textile substrate that iscreated, produced, and transported with agreement with the sustainability aspects [5]. Textile industry involvesdifferent successive steps such as [6]:
• Producing fiber raw materials which may be based on plant, animal, or petroleum sources• Producing of yarn and fabric from the fibers• Textile wet processing of fabrics• Production of textile garments from the fabrics
During the production of plant-based raw materials, excessive amounts of pesticides are usually used which hasadverse impact on the environment. Moreover, huge amounts of water are consumed during scouring process of
453Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00013-0
both plant- and animal-based fibers. Synthetic fibers are usually obtained from nonrenewable resources, e.g., poly-ester, nylon, and acrylic. Synthetic fibers are energy intensive to be produced and are practically difficult to recycle.Therefore, the need for promoting eco-friendly and sustainable rawmaterials is an important trend to develop greentextile. Table 30.1 summarizes different types of natural and synthetic fibers and their impact on the environment [7].
30.2.1 Sustainable fibers based polysaccharides
Polysaccharides are the main source for biopolymers based plants. These classes of polymers are composed ofcomplex carbohydrates linked by glycosidic bonds, e.g., cellulose, starch, chitin, chitosan, pectin, sodium alginate,and cyclodextrin.
30.2.1.1 Cellulose
Cellulose is the most naturally occurring polymer and inexhaustible resource for renewable raw material in theworld [8]. This polymer is characterized by its biodegradability, biocompatibility, and renewability. It can be found inthe cell wall of plants. Cellulose has significant mechanical properties. Cotton, linen, and flax are naturally occurringcellulosic fibers which are mainly used in textile industry.
FIGURE 30.1 Pillar of sustainability process [2]. Reprinted from Shabbir M, Mohammad F, Muthu SS. 7 - sustainable production of regeneratedcellulosic fibers. Sustainable Fibers Text. Woodhead Publishing 2017:171e189. Copyright (2017), with permission from Elsevier.
FIGURE 30.2 Biopolymers classification.
30. Utilization of sustainable biopolymers in textile processing454
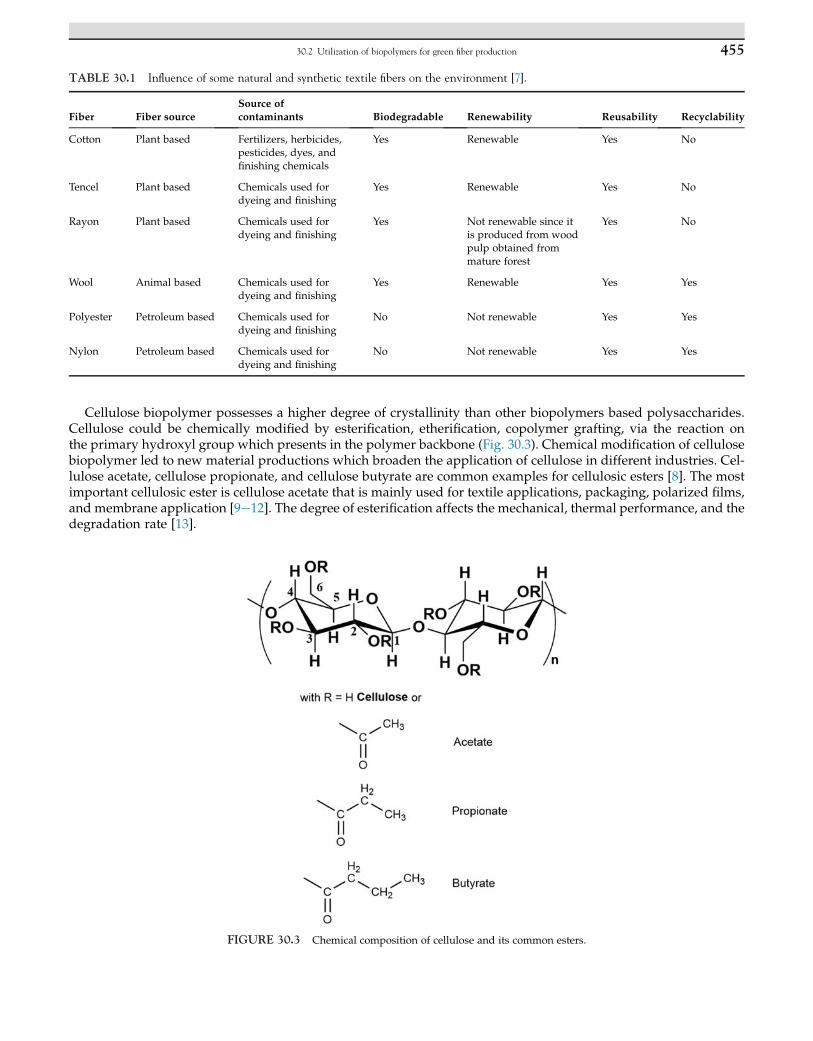
Cellulose biopolymer possesses a higher degree of crystallinity than other biopolymers based polysaccharides.Cellulose could be chemically modified by esterification, etherification, copolymer grafting, via the reaction onthe primary hydroxyl group which presents in the polymer backbone (Fig. 30.3). Chemical modification of cellulosebiopolymer led to new material productions which broaden the application of cellulose in different industries. Cel-lulose acetate, cellulose propionate, and cellulose butyrate are common examples for cellulosic esters [8]. The mostimportant cellulosic ester is cellulose acetate that is mainly used for textile applications, packaging, polarized films,and membrane application [9e12]. The degree of esterification affects the mechanical, thermal performance, and thedegradation rate [13].
TABLE 30.1 Influence of some natural and synthetic textile fibers on the environment [7].
Fiber Fiber source
Source of
contaminants Biodegradable Renewability Reusability Recyclability
Cotton Plant based Fertilizers, herbicides,pesticides, dyes, andfinishing chemicals
Yes Renewable Yes No
Tencel Plant based Chemicals used fordyeing and finishing
Yes Renewable Yes No
Rayon Plant based Chemicals used fordyeing and finishing
Yes Not renewable since itis produced from woodpulp obtained frommature forest
Yes No
Wool Animal based Chemicals used fordyeing and finishing
Yes Renewable Yes Yes
Polyester Petroleum based Chemicals used fordyeing and finishing
No Not renewable Yes Yes
Nylon Petroleum based Chemicals used fordyeing and finishing
No Not renewable Yes Yes
FIGURE 30.3 Chemical composition of cellulose and its common esters.
30.2 Utilization of biopolymers for green fiber production 455
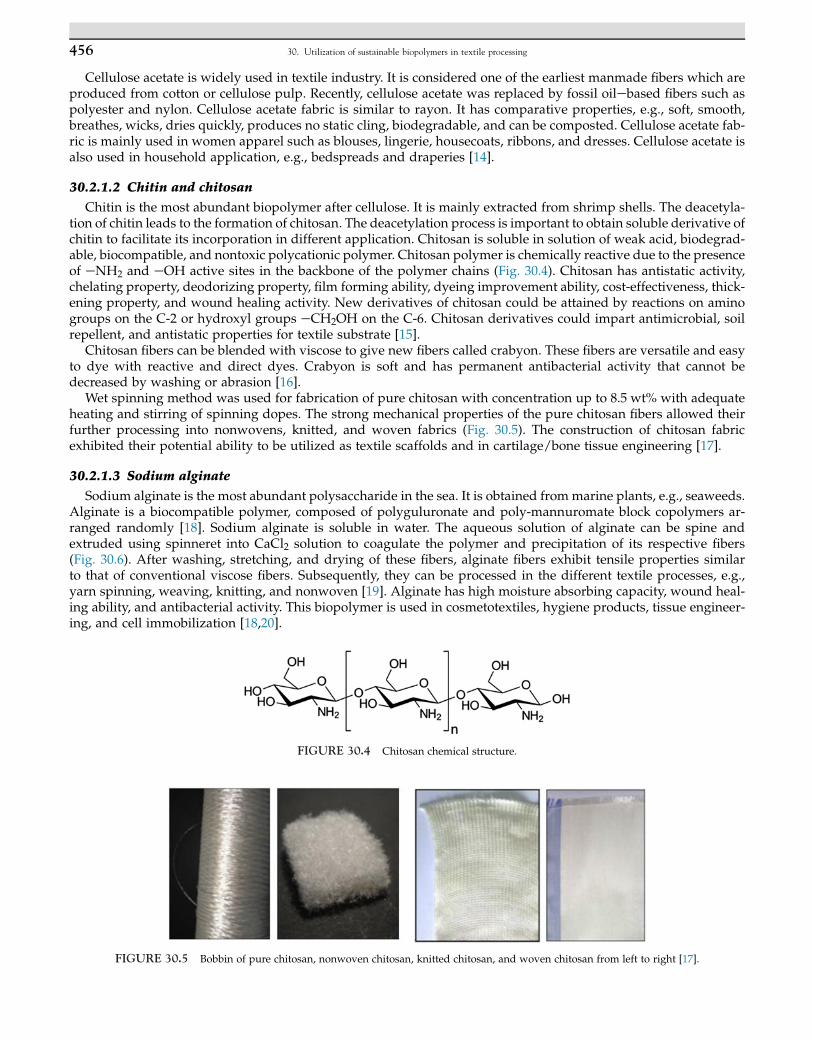
Cellulose acetate is widely used in textile industry. It is considered one of the earliest manmade fibers which areproduced from cotton or cellulose pulp. Recently, cellulose acetate was replaced by fossil oilebased fibers such aspolyester and nylon. Cellulose acetate fabric is similar to rayon. It has comparative properties, e.g., soft, smooth,breathes, wicks, dries quickly, produces no static cling, biodegradable, and can be composted. Cellulose acetate fab-ric is mainly used in women apparel such as blouses, lingerie, housecoats, ribbons, and dresses. Cellulose acetate isalso used in household application, e.g., bedspreads and draperies [14].
30.2.1.2 Chitin and chitosan
Chitin is the most abundant biopolymer after cellulose. It is mainly extracted from shrimp shells. The deacetyla-tion of chitin leads to the formation of chitosan. The deacetylation process is important to obtain soluble derivative ofchitin to facilitate its incorporation in different application. Chitosan is soluble in solution of weak acid, biodegrad-able, biocompatible, and nontoxic polycationic polymer. Chitosan polymer is chemically reactive due to the presenceof eNH2 and eOH active sites in the backbone of the polymer chains (Fig. 30.4). Chitosan has antistatic activity,chelating property, deodorizing property, film forming ability, dyeing improvement ability, cost-effectiveness, thick-ening property, and wound healing activity. New derivatives of chitosan could be attained by reactions on aminogroups on the C-2 or hydroxyl groups eCH2OH on the C-6. Chitosan derivatives could impart antimicrobial, soilrepellent, and antistatic properties for textile substrate [15].
Chitosan fibers can be blended with viscose to give new fibers called crabyon. These fibers are versatile and easyto dye with reactive and direct dyes. Crabyon is soft and has permanent antibacterial activity that cannot bedecreased by washing or abrasion [16].
Wet spinning method was used for fabrication of pure chitosan with concentration up to 8.5 wt% with adequateheating and stirring of spinning dopes. The strong mechanical properties of the pure chitosan fibers allowed theirfurther processing into nonwovens, knitted, and woven fabrics (Fig. 30.5). The construction of chitosan fabricexhibited their potential ability to be utilized as textile scaffolds and in cartilage/bone tissue engineering [17].
30.2.1.3 Sodium alginate
Sodium alginate is the most abundant polysaccharide in the sea. It is obtained frommarine plants, e.g., seaweeds.Alginate is a biocompatible polymer, composed of polyguluronate and poly-mannuromate block copolymers ar-ranged randomly [18]. Sodium alginate is soluble in water. The aqueous solution of alginate can be spine andextruded using spinneret into CaCl2 solution to coagulate the polymer and precipitation of its respective fibers(Fig. 30.6). After washing, stretching, and drying of these fibers, alginate fibers exhibit tensile properties similarto that of conventional viscose fibers. Subsequently, they can be processed in the different textile processes, e.g.,yarn spinning, weaving, knitting, and nonwoven [19]. Alginate has high moisture absorbing capacity, wound heal-ing ability, and antibacterial activity. This biopolymer is used in cosmetotextiles, hygiene products, tissue engineer-ing, and cell immobilization [18,20].
FIGURE 30.4 Chitosan chemical structure.
FIGURE 30.5 Bobbin of pure chitosan, nonwoven chitosan, knitted chitosan, and woven chitosan from left to right [17].
30. Utilization of sustainable biopolymers in textile processing456
30.2.1.4 Cyclodextrins
Cyclodextrins (CDs) are types of polysaccharides obtained from biodegradation of starch using glucanotransfer-ase enzyme. CDs are obtained in three different forms: a-CD, b-CD, and g-CD. CDs are used in encapsulation appli-cation since they can host active molecules through their internal hydrophobic cavities. The properties of CDs can beenhanced by chemical modification on eOH groups on the exterior rims. b-CD derivatives are widely used asgreener textile auxiliaries for potential applications in textile industry [22,23].
Nanofibers of CD could be achieved by electrospinning of the pure polymer without addition of any carrier poly-meric matrix (Fig. 30.7). Electrospinning of CD is influenced by using solvent, CD concentration, and the intermo-lecular interactions of CD molecules. CD nanofibers can be utilized as building blocks for forming special fibrousnanostructure which extend the using of CD nanofibers in filters, textiles, and biotechnology [24].
FIGURE 30.6 Alginate fibers [21].
FIGURE 30.7 Using of cyclodextrin in nanofibers production [25]. Reprinted from Celebioglu A, Sen HS, Durgun E, Uyar T. Molecular entrapmentof volatile organic compounds (VOCs) by electrospun cyclodextrin nanofibers. Chemosphere 2016;144:736e744. Copyright (2016), with permission from
Elsevier.
30.2 Utilization of biopolymers for green fiber production 457
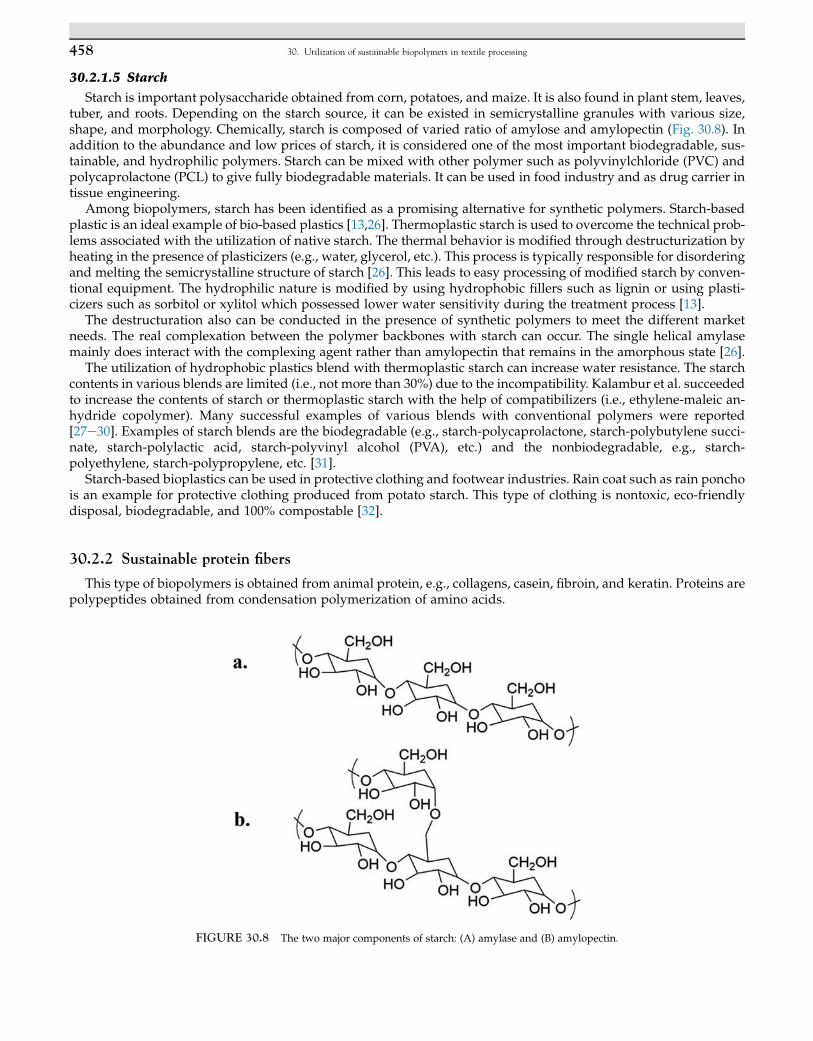
30.2.1.5 Starch
Starch is important polysaccharide obtained from corn, potatoes, and maize. It is also found in plant stem, leaves,tuber, and roots. Depending on the starch source, it can be existed in semicrystalline granules with various size,shape, and morphology. Chemically, starch is composed of varied ratio of amylose and amylopectin (Fig. 30.8). Inaddition to the abundance and low prices of starch, it is considered one of the most important biodegradable, sus-tainable, and hydrophilic polymers. Starch can be mixed with other polymer such as polyvinylchloride (PVC) andpolycaprolactone (PCL) to give fully biodegradable materials. It can be used in food industry and as drug carrier intissue engineering.
Among biopolymers, starch has been identified as a promising alternative for synthetic polymers. Starch-basedplastic is an ideal example of bio-based plastics [13,26]. Thermoplastic starch is used to overcome the technical prob-lems associated with the utilization of native starch. The thermal behavior is modified through destructurization byheating in the presence of plasticizers (e.g., water, glycerol, etc.). This process is typically responsible for disorderingand melting the semicrystalline structure of starch [26]. This leads to easy processing of modified starch by conven-tional equipment. The hydrophilic nature is modified by using hydrophobic fillers such as lignin or using plasti-cizers such as sorbitol or xylitol which possessed lower water sensitivity during the treatment process [13].
The destructuration also can be conducted in the presence of synthetic polymers to meet the different marketneeds. The real complexation between the polymer backbones with starch can occur. The single helical amylasemainly does interact with the complexing agent rather than amylopectin that remains in the amorphous state [26].
The utilization of hydrophobic plastics blend with thermoplastic starch can increase water resistance. The starchcontents in various blends are limited (i.e., not more than 30%) due to the incompatibility. Kalambur et al. succeededto increase the contents of starch or thermoplastic starch with the help of compatibilizers (i.e., ethylene-maleic an-hydride copolymer). Many successful examples of various blends with conventional polymers were reported[27e30]. Examples of starch blends are the biodegradable (e.g., starch-polycaprolactone, starch-polybutylene succi-nate, starch-polylactic acid, starch-polyvinyl alcohol (PVA), etc.) and the nonbiodegradable, e.g., starch-polyethylene, starch-polypropylene, etc. [31].
Starch-based bioplastics can be used in protective clothing and footwear industries. Rain coat such as rain ponchois an example for protective clothing produced from potato starch. This type of clothing is nontoxic, eco-friendlydisposal, biodegradable, and 100% compostable [32].
30.2.2 Sustainable protein fibers
This type of biopolymers is obtained from animal protein, e.g., collagens, casein, fibroin, and keratin. Proteins arepolypeptides obtained from condensation polymerization of amino acids.
FIGURE 30.8 The two major components of starch: (A) amylase and (B) amylopectin.
30. Utilization of sustainable biopolymers in textile processing458
30.2.2.1 Spider Silk
Spider silk is natural protein spun by spiders. Its mechanical properties are better than silkworm silk. Spider silkhas high strength, high elasticity, and low modulus. Its properties are superior to synthetic polyester. Spider silk canbe collected directly from spider but this process is not suitable for industrial production. Artificial biosynthesismethods are used for synthesis of silk liquid using other organisms, e.g., silkworms, transgenic goats, and metabol-ically engineered Escherichia coli. Spider silk can be used in bullet proof clothing, surgical threads, bandages, andsupport for blood vessels.
30.2.3 Sustainable regenerated fibers
Regenerated fibers are usually obtained by chemical processing of natural polymers, e.g., cellulose and proteins.Textile industry requires the production of such multifunctional and versatile fibers. Therefore, the needs for invent-ing eco-friendly and human-compatible methods for producing these fibers abundantly and sustainably are contin-uously increased. Great efforts have been done for increasing the production of regenerated fibers without affectingthe ecosystem and the environment with optimizing the process. Table 30.2 illustrates the different types of regen-erated fibers, their source, the chemical agents used in regeneration process, their properties, and their application.The production processes of regenerated fibers involve various steps starting from selection of the natural polymersup to the recovery effluents in water and side reactant [33].
30.2.4 Sustainable bio-based polyester
Polyester is synthetic fiber, which is mainly produced from fossil oil resource. The nonrenewability of polyesterresources and their adverse impact on the ecological system were the major inspiration for finding more sustainableresources for polyesters synthesis. The monomers of polyesters are usually linked to each other through ester link-age. Polyhydroxyalkanoates (PHAs), cutin, and shellac are some examples for naturally occurring polyesters. Poly-esters can be classified to aromatic, semiaromatic, and aliphatic polyesters. The biodegradability of these polymersfamily strongly depends on their chemical composition. Aliphatic polyesters are more biodegradable than the aro-matic or semiaromatic polyesters. Moreover, aliphatic polyesters can be synthesized from sustainable raw materialsproduced from the biomass resources.
30.2.4.1 Bio-polyester derived from bio-derived monomers
Natural abundant monomers are produced by different fermentative processes. One of the most important mono-mers or bio-derived building blocks is lactic acid [13,38]. This acid is resulted through fermentation pathway inmany living organisms [39,40]. Bio-derived polyester poly(lactic acid) (PLA) is synthesized via direct condensationof L-lactic acid (the dominant form in nature) with the formation of water as a condensate. The other pathway for thepreparation of PLA is ring-opening polymerization (ROP) of lactide (Fig. 30.9) [41]. The main motivating force inROP has released the ring strain of the six-member ring of lactide. The resulted polymer is fully bio-based and biode-gradable. Many modifications using the strong interaction between the two enantiomers (L- and D-lactic acid) lead-ing to formation of stable stereo-complex possess a high melting point [42e44].
The chemical modifications of PLA help to be an attractive alternative to commodity plastics such as polystyreneand polypropylene in many applications such as hot filling cups and microwave trays. Utilization of various stabi-lizers is also needed to improve the brittleness of PLA and general mechanical properties [43,45]. One of theadvanced applications for PLA is three-dimensional printing to design a wide variety of plastic product whichneeded unique performance thermally and mechanically. PLA is used widely in medical field, e.g., drug delivery,tissue engineering, and orthopedic devices [46]. PLA is also used in packaging applications due to its high barrierproperties. This polymer also combines the excellent performance in textile application with keeping the ecologicalsystem by reducing the atmospheric CO2 levels.
PLA fiber is attractive sustainable fibers used potentially in textile industry. Fabric obtained from PLA fibers hascomparable mechanical properties to that of conventional synthetic fabrics, e.g., polyester and nylon. PLA fabric isdistinguished by smooth surface, low moisture regain, and controlled crimp. In addition PLA is considered the onlymelt-processable fiber obtained from sustainable natural resources. PLA has UVresistance; it does not absorb light inthe visible region unlike other synthetic fibers. The UV resistance of PLA decreases the loss of fiber strength withexposure to the UV light [47].
30.2 Utilization of biopolymers for green fiber production 459
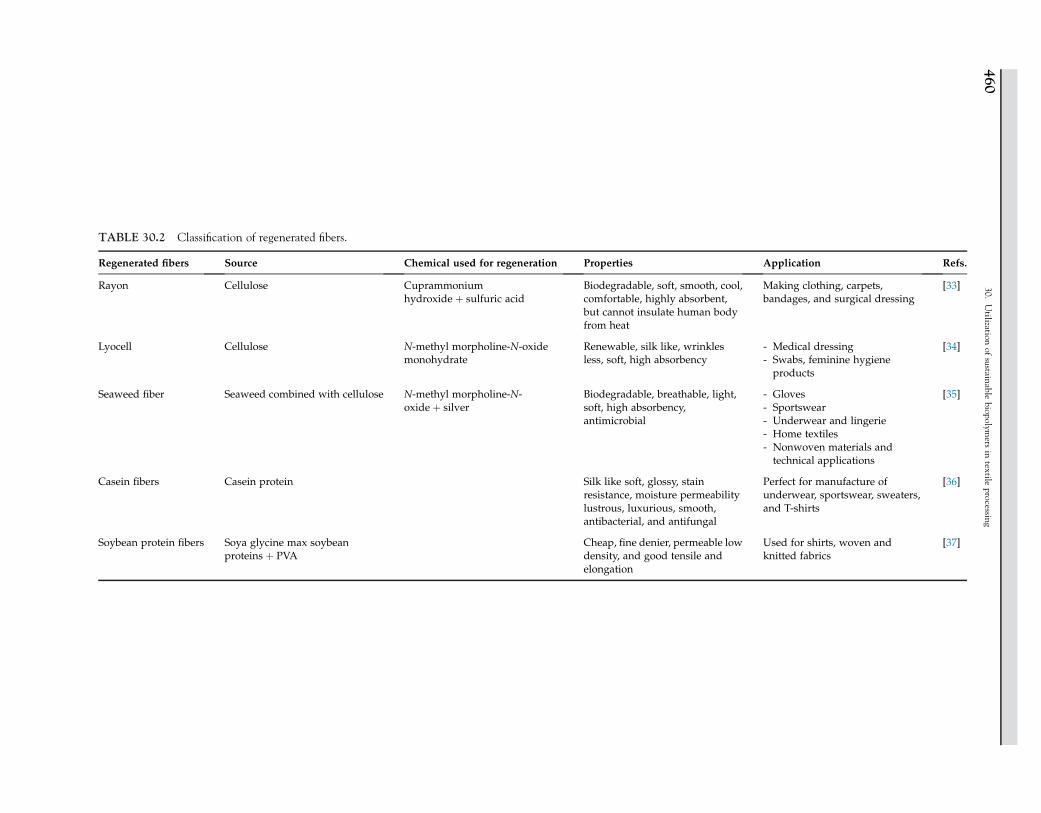
TABLE 30.2 Classification of regenerated fibers.
Regenerated fibers Source Chemical used for regeneration Properties Application Refs.
Rayon Cellulose Cuprammoniumhydroxide þ sulfuric acid
Biodegradable, soft, smooth, cool,comfortable, highly absorbent,but cannot insulate human bodyfrom heat
Making clothing, carpets,bandages, and surgical dressing
[33]
Lyocell Cellulose N-methyl morpholine-N-oxidemonohydrate
Renewable, silk like, wrinklesless, soft, high absorbency
- Medical dressing- Swabs, feminine hygieneproducts
[34]
Seaweed fiber Seaweed combined with cellulose N-methyl morpholine-N-oxide þ silver
Biodegradable, breathable, light,soft, high absorbency,antimicrobial
- Gloves- Sportswear- Underwear and lingerie- Home textiles- Nonwoven materials andtechnical applications
[35]
Casein fibers Casein protein Silk like soft, glossy, stainresistance, moisture permeabilitylustrous, luxurious, smooth,antibacterial, and antifungal
Perfect for manufacture ofunderwear, sportswear, sweaters,and T-shirts
[36]
Soybean protein fibers Soya glycine max soybeanproteins þ PVA
Cheap, fine denier, permeable lowdensity, and good tensile andelongation
Used for shirts, woven andknitted fabrics
[37]
30.Utilizatio
nofsustain
able
biopolym
ersin
textile
processin
g460
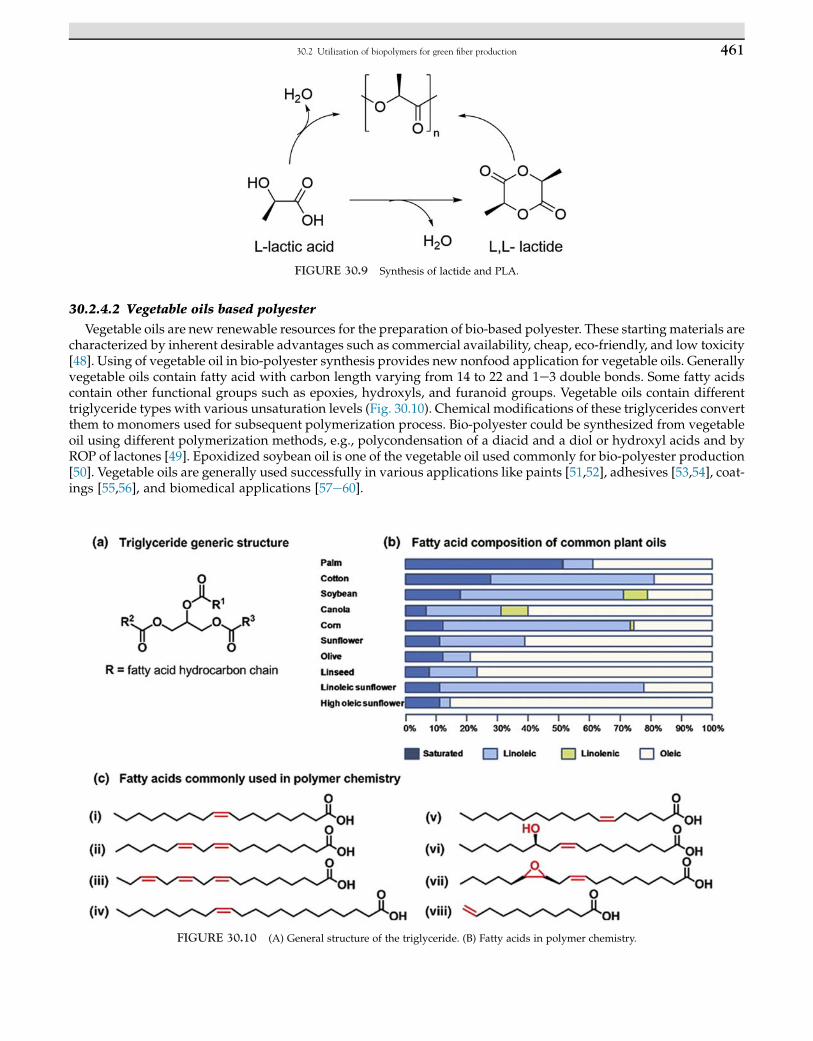
30.2.4.2 Vegetable oils based polyester
Vegetable oils are new renewable resources for the preparation of bio-based polyester. These startingmaterials arecharacterized by inherent desirable advantages such as commercial availability, cheap, eco-friendly, and low toxicity[48]. Using of vegetable oil in bio-polyester synthesis provides new nonfood application for vegetable oils. Generallyvegetable oils contain fatty acid with carbon length varying from 14 to 22 and 1e3 double bonds. Some fatty acidscontain other functional groups such as epoxies, hydroxyls, and furanoid groups. Vegetable oils contain differenttriglyceride types with various unsaturation levels (Fig. 30.10). Chemical modifications of these triglycerides convertthem to monomers used for subsequent polymerization process. Bio-polyester could be synthesized from vegetableoil using different polymerization methods, e.g., polycondensation of a diacid and a diol or hydroxyl acids and byROP of lactones [49]. Epoxidized soybean oil is one of the vegetable oil used commonly for bio-polyester production[50]. Vegetable oils are generally used successfully in various applications like paints [51,52], adhesives [53,54], coat-ings [55,56], and biomedical applications [57e60].
FIGURE 30.9 Synthesis of lactide and PLA.
FIGURE 30.10 (A) General structure of the triglyceride. (B) Fatty acids in polymer chemistry.
30.2 Utilization of biopolymers for green fiber production 461

30.2.4.3 Polyester synthesized by using green building blocks (drop-in monomers)
Some kinds of applications don’t need fast biodegradability as in the case of using bio-based polymers. In suchcases, the conventional polymers are needed but the continuous increment of oil prices for political or productiontroubles led to the continuous demands for using bio-polyesters prepared from renewable resources. The drop-inmonomers or the replacement can achieve both requirements [13,61]. The conventional polymers can be synthesizedstarting from renewable resources that have durability for nonbiodegradable applications [62]. Synthesis of biopoly-mers such as bio-polyethylene, bio-polyvinyl chloride, and bio-polyesters can be attained from ethanol. The dehy-dration of bioethanol is resulting in the formation of bio-ethylene gas [63] that can be free radical polymerized to getbio-polyethylene. The synthesis of bio-polyvinyl chloride and bio-polyesters can be achieved in the same mannerstarting from bio-ethylene [64]. Bio-poly(ethylene terephthalate) can be produced starting from drop-in monomers.This polymer has high commercial importance and extremely used in the packaging and textile industries [65].
30.2.5 Sustainable fibers derived from microorganisms
Bacterial polysaccharides and bio-polyester are the two major classes of biopolymers derived from microorgan-isms. These biopolymers could replace common polymers and potentially used in different industries, e.g., medicaland food industries. Particularly biopolymers could decrease the consuming of nondegradable fossil-based plasticsand subsequently reduce their negative impact on the environment.
Polysaccharides created by microorganisms can be classified according to their morphological location into intra-cellular polysaccharides and extracellular polysaccharides. Intracellular polysaccharides usually exist inside thecytoplasmic membrane. These polysaccharides are the carbon and energy source for cells or the cell wall, e.g., lipo-polysaccharide, periplasmic glucans, peptidoglycan.
Extracellular polysaccharides are composed of sugar or sugar derivatives. Basing on the sugar or its derivative theresulted polysaccharides can be homopolysaccharides, e.g., cellulose, dextran, or heteropolysaccharides, e.g., xan-than and gellan.
30.2.5.1 Bacterial cellulose
Bacterial cellulose (BC) is a biopolymer produced by bacteria, e.g., Acetobacter, Sarcina ventriculi, andAgrobacterium. In the biosynthesis of glucose, fructose, alcohols, and organic acids are commonly used as carbonsources for cellulose synthesis [66]. To obtain 100% cellulose yield of BC, glucose is used as main source of carbonwhich consumed during bacteria metabolisms, and polymerized to cellulose polymer extruded into nanofibrilsthrough the outer bacteria membrane pores. Cellulose ribbons are subsequently formed in a weblike network struc-ture by the aggregation of these nanofibrils [67]. Bacterial cellulose has the same structure of cellulose derived fromplants and both of them are obtained naturally. Nevertheless, cellulose and BC have significantly different macro-molecular properties. BC contains no impurities, e.g., hemicellulose or lignin. BC is more hydrophilic, has highertensile strength, more crystalline, and has more pores than cellulose derived from plants (Fig. 30.11).
BC is used for production of new biofabrics which find various application areas including textile industry speciallynonwoven clothing. BC biofabrics have properties such as high crystallinity degree, high purity, high density, highwaterbindingcapacity, goodshape retention,andhigher surfacearea [69]. Due to the biocompatibility and nontoxicity of BC, it
FIGURE 30.11 Scanning electron microscope of microfibrillar organization of bacterial cellulose (A) and wood pulp (B) (both at 5000�) [68].Reprinted from Czaja W, Krystynowicz A, Bielecki S, Brown RM. Microbial cellulose-the natural power to heal wounds. Biomaterials 2006;27(2):145e151.
Copyright (2006), with permission from Elsevier.
30. Utilization of sustainable biopolymers in textile processing462
finds lot of application in themedical field (Fig. 30.12), e.g., tissue engineering, artificial blood vessel, drug delivery, andartificial skin for wound healing. BC finds applications in other fields such as paper, food, and cosmetics industries [70].
30.2.5.2 Polyhydroxyalkanoates
PHAs are important examples for bacterial polyester, basically composed of (R)-3-hydroxy fatty acids. These bio-polymers are synthesized in most bacteria as intracellular carbon and energy storage granules. PHA granules arecomposed of polyester core encompassed with a phospholipid layer with attached proteins. One of these proteins pro-vides enzyme which is the key in the synthesis of PHAs. The chemical and physical properties of PHAs mainly relayon the used carbon source. PHAs (Fig. 30.13) have typical polymeric properties in addition to their biodegradability.Wide range of bacteria can degrade PHAs by using PHB depolymerases which adsorbed on the insoluble PHB leadingto the hydrolysis of the polymer chains. PHAs have application in medical field. They can be used as osteosyntheticmaterials in bone growth simulation due to their piezoelectric properties. Due to their biodegradability and biocom-patibility, PHAs can be used as carrier for long-term dosage of drugs inside the body, tissue engineering, wound dres-sing, and support cell growth. PHAs are film-forming materials due to their tensile strength and flexibility [71].
These bio-based polyesters have a wide range of identified monomers, i.e., 150. The properties of the obtainedPHAs are mainly determined by the structure and the composition [72]. These mainly depend on the spacer lengthbetween the two ester groups and the type of the side chain.
The technical performance of PHAs can be tailored by using various PHA copolymers containing different hy-droxyl esters such as 3-hydroxyvalerate, 3-hydroxyhexanoate, etc. The resulted copolymers can be compared tothe commonly used plastics such as polyethylene and polypropylene [73]. The copolymerization offered highlydesired properties rather than using a homopolymer of poly(3-hydroxy butyrate) that possesses lower flexibilitycompared to polypropylene [74].
PHAs are showing highly promising performance in the packaging industry. Due to the high barrier properties ofPHAs toward oxygen permeation, PHAs are used in packaging application to prevent the oxidative damage for awide range of packaged products [74]. Also, PHAs are characterized by high process ability using common processingtechniques such as injection molding or film blowing.
FIGURE 30.12 Application of bacterial cellulose dressing on a wounded hand [68]. Reprinted from Czaja W, Krystynowicz A, Bielecki S, Brown
RM. Microbial cellulose-the natural power to heal wounds. Biomaterials 2006;27(2):145e151. Copyright (2006), with permission from Elsevier.
FIGURE 30.13 The generic structure of PHAs.
30.2 Utilization of biopolymers for green fiber production 463
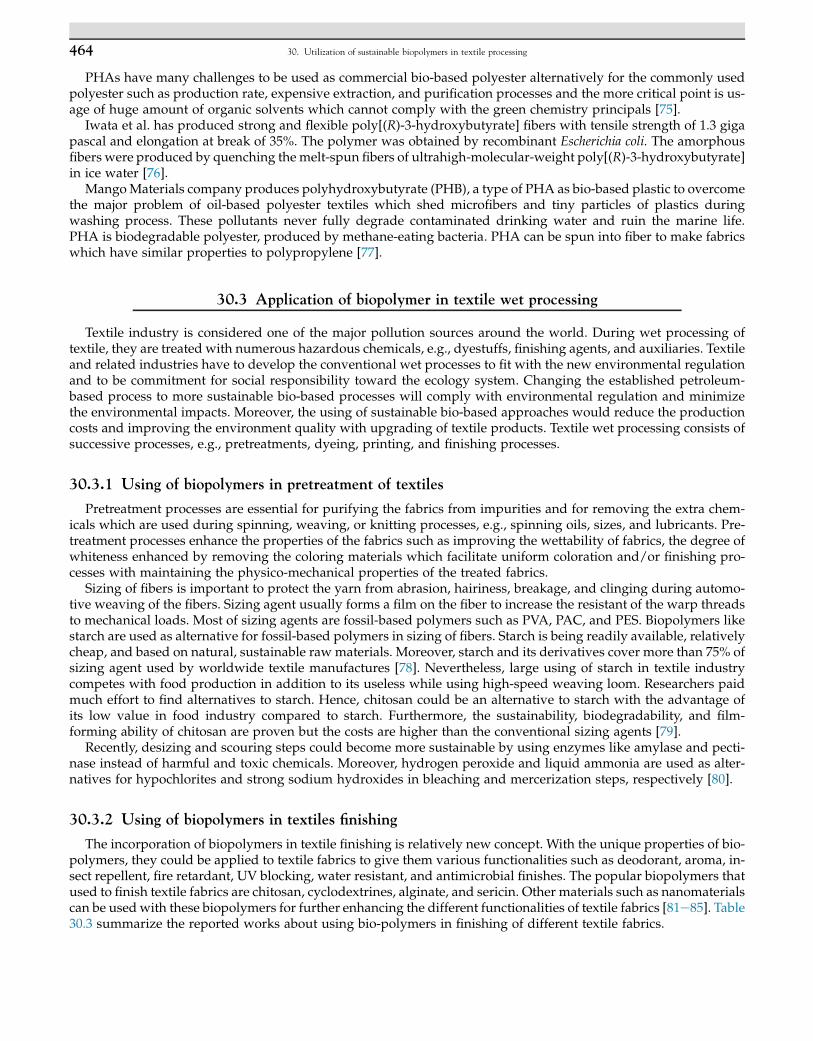
PHAs have many challenges to be used as commercial bio-based polyester alternatively for the commonly usedpolyester such as production rate, expensive extraction, and purification processes and the more critical point is us-age of huge amount of organic solvents which cannot comply with the green chemistry principals [75].
Iwata et al. has produced strong and flexible poly[(R)-3-hydroxybutyrate] fibers with tensile strength of 1.3 gigapascal and elongation at break of 35%. The polymer was obtained by recombinant Escherichia coli. The amorphousfibers were produced by quenching the melt-spun fibers of ultrahigh-molecular-weight poly[(R)-3-hydroxybutyrate]in ice water [76].
MangoMaterials company produces polyhydroxybutyrate (PHB), a type of PHA as bio-based plastic to overcomethe major problem of oil-based polyester textiles which shed microfibers and tiny particles of plastics duringwashing process. These pollutants never fully degrade contaminated drinking water and ruin the marine life.PHA is biodegradable polyester, produced by methane-eating bacteria. PHA can be spun into fiber to make fabricswhich have similar properties to polypropylene [77].
30.3 Application of biopolymer in textile wet processing
Textile industry is considered one of the major pollution sources around the world. During wet processing oftextile, they are treated with numerous hazardous chemicals, e.g., dyestuffs, finishing agents, and auxiliaries. Textileand related industries have to develop the conventional wet processes to fit with the new environmental regulationand to be commitment for social responsibility toward the ecology system. Changing the established petroleum-based process to more sustainable bio-based processes will comply with environmental regulation and minimizethe environmental impacts. Moreover, the using of sustainable bio-based approaches would reduce the productioncosts and improving the environment quality with upgrading of textile products. Textile wet processing consists ofsuccessive processes, e.g., pretreatments, dyeing, printing, and finishing processes.
30.3.1 Using of biopolymers in pretreatment of textiles
Pretreatment processes are essential for purifying the fabrics from impurities and for removing the extra chem-icals which are used during spinning, weaving, or knitting processes, e.g., spinning oils, sizes, and lubricants. Pre-treatment processes enhance the properties of the fabrics such as improving the wettability of fabrics, the degree ofwhiteness enhanced by removing the coloring materials which facilitate uniform coloration and/or finishing pro-cesses with maintaining the physico-mechanical properties of the treated fabrics.
Sizing of fibers is important to protect the yarn from abrasion, hairiness, breakage, and clinging during automo-tive weaving of the fibers. Sizing agent usually forms a film on the fiber to increase the resistant of the warp threadsto mechanical loads. Most of sizing agents are fossil-based polymers such as PVA, PAC, and PES. Biopolymers likestarch are used as alternative for fossil-based polymers in sizing of fibers. Starch is being readily available, relativelycheap, and based on natural, sustainable rawmaterials. Moreover, starch and its derivatives cover more than 75% ofsizing agent used by worldwide textile manufactures [78]. Nevertheless, large using of starch in textile industrycompetes with food production in addition to its useless while using high-speed weaving loom. Researchers paidmuch effort to find alternatives to starch. Hence, chitosan could be an alternative to starch with the advantage ofits low value in food industry compared to starch. Furthermore, the sustainability, biodegradability, and film-forming ability of chitosan are proven but the costs are higher than the conventional sizing agents [79].
Recently, desizing and scouring steps could become more sustainable by using enzymes like amylase and pecti-nase instead of harmful and toxic chemicals. Moreover, hydrogen peroxide and liquid ammonia are used as alter-natives for hypochlorites and strong sodium hydroxides in bleaching and mercerization steps, respectively [80].
30.3.2 Using of biopolymers in textiles finishing
The incorporation of biopolymers in textile finishing is relatively new concept. With the unique properties of bio-polymers, they could be applied to textile fabrics to give them various functionalities such as deodorant, aroma, in-sect repellent, fire retardant, UV blocking, water resistant, and antimicrobial finishes. The popular biopolymers thatused to finish textile fabrics are chitosan, cyclodextrines, alginate, and sericin. Other materials such as nanomaterialscan be used with these biopolymers for further enhancing the different functionalities of textile fabrics [81e85]. Table30.3 summarize the reported works about using bio-polymers in finishing of different textile fabrics.
30. Utilization of sustainable biopolymers in textile processing464

TABLE 30.3 Summarizes the currently used approaches for efficient and permanent fixation of biopolymers on different textile fabrics to impart them various functional properties.
Biopolymer Substrate Finishing formulation Finishing technique Functional properties Refs.
Chitosan Acylated wool 0.5e3 g of chitosan in 100 mLacetic acid 4%
Ultrasonic Antibacterial properties [86]
Chitosanegelatin Cotton Chitosanegelatin microcapsules,2D resin, and JFC penetrant
Padedryecure Antibacterial properties [87]
Chitosan Cotton Chitosan and radicalphotoinitiator Darocur 1173
UV curing Antibacterial properties [88]
Chitosan Cotton/polyester Citric acid, sodiumhypophosphite, PEG-400 alongwith chitosan, and/or zno nps,tio2 nps, or sio2 nps
Padedryecure Antibacterial, UV protection, self-cleaning
[89]
Chitosan Wool Chitosan solution followed bydyeing with tea dye
Padedryecure for chitosanfixation followed by dyeing withtea dye
Excellent radical scavenging,antibacterial activity, andincreasing the natural dye uptake
[90]
Chitosan Linen Stage 1. Chitosanecitric acidStage 2. Phytic acidethiourea
Coating via layer-by-layer Antibacterial activityWrinkle resistance, flameretardancyUV protection antioxidantproperties
[91]
Chitosan Cotton Poly-(imidazolium vanillyl)-grafted oligochitosan and theirsilver nano-biocomposites
Padedryecure Antibacterial activity [92]
Chitosan Jute Chitosan and phosphorylatednano-cellulose
Padedryecure Antibacterial activity and thermalstability properties
[93]
Chitosan Polyester Small amount of disperse dye(TERASIL�SC) (0.4% owf) in thepresence of chitosan/derivative(3% owf) in SCCO2
Supercritical CO2 (SCCO2) dyeingroute
Antibacterial activity [94]
Wheat starch, gum arabic, andchitosan
Wool Gum arabic, chitosan, wheatstarch, citric acid, and sodiumdihydrogen orthophosphate
Padedryecure Anti-shrink properties [95]
Chitosan Wool The fabric was pretreated withchitosan followed by dyeing withhenna extract
Exhaustion for 24 h followed bypad ecure
Improving of the color strengthand fixation rate of henna dye
[96]
Continued
30.3
Applicatio
nofbiopolym
erin
textile
wet
processin
g465
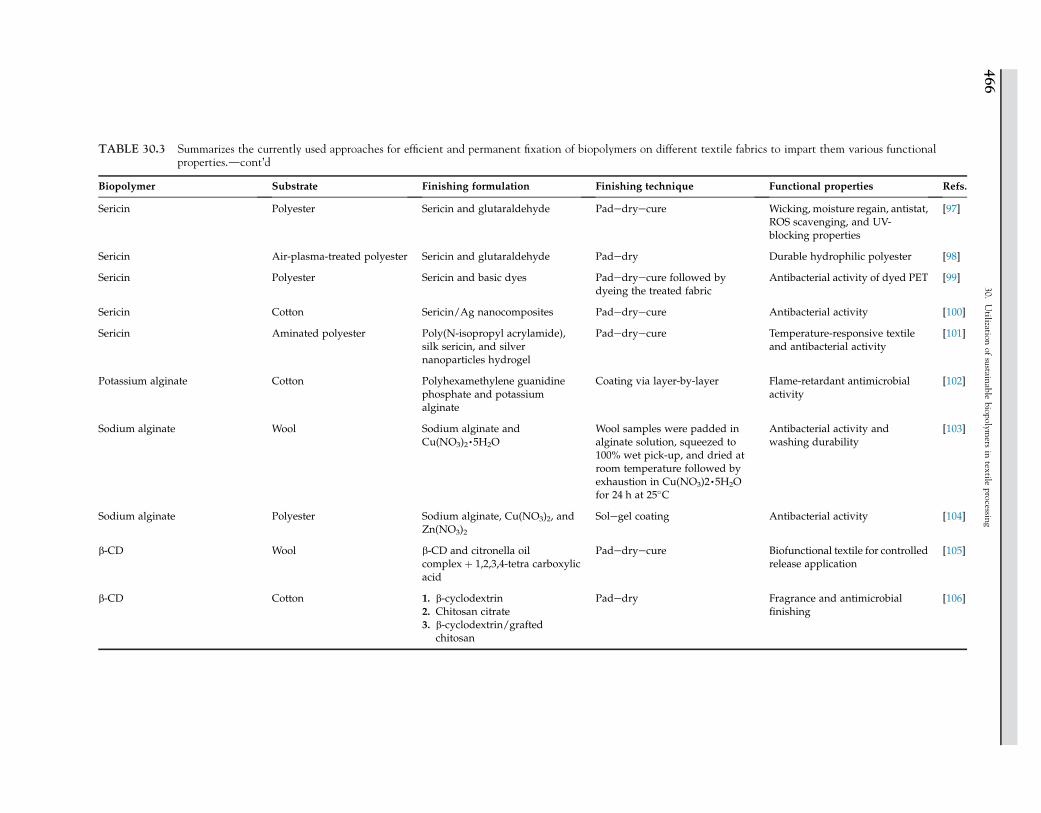
TABLE 30.3 Summarizes the currently used approaches for efficient and permanent fixation of biopolymers on different textile fabrics to impart them various functionalproperties.dcont’d
Biopolymer Substrate Finishing formulation Finishing technique Functional properties Refs.
Sericin Polyester Sericin and glutaraldehyde Padedryecure Wicking, moisture regain, antistat,ROS scavenging, and UV-blocking properties
[97]
Sericin Air-plasma-treated polyester Sericin and glutaraldehyde Padedry Durable hydrophilic polyester [98]
Sericin Polyester Sericin and basic dyes Padedryecure followed bydyeing the treated fabric
Antibacterial activity of dyed PET [99]
Sericin Cotton Sericin/Ag nanocomposites Padedryecure Antibacterial activity [100]
Sericin Aminated polyester Poly(N-isopropyl acrylamide),silk sericin, and silvernanoparticles hydrogel
Padedryecure Temperature-responsive textileand antibacterial activity
[101]
Potassium alginate Cotton Polyhexamethylene guanidinephosphate and potassiumalginate
Coating via layer-by-layer Flame-retardant antimicrobialactivity
[102]
Sodium alginate Wool Sodium alginate andCu(NO3)2,5H2O
Wool samples were padded inalginate solution, squeezed to100% wet pick-up, and dried atroom temperature followed byexhaustion in Cu(NO3)2,5H2Ofor 24 h at 25�C
Antibacterial activity andwashing durability
[103]
Sodium alginate Polyester Sodium alginate, Cu(NO3)2, andZn(NO3)2
Solegel coating Antibacterial activity [104]
b-CD Wool b-CD and citronella oilcomplex þ 1,2,3,4-tetra carboxylicacid
Padedryecure Biofunctional textile for controlledrelease application
[105]
b-CD Cotton 1. b-cyclodextrin2. Chitosan citrate3. b-cyclodextrin/grafted
chitosan
Padedry Fragrance and antimicrobialfinishing
[106]
30.Utilizatio
nofsustain
able
biopolym
ersin
textile
processin
g466
30.4 Conclusion
The efforts for replacement or complement of the used petrochemical-based polymers with bio-based counter-parts in textile industry are continuously increased. These can be exhibited in enormous opportunities startingfrom using raw fibers bio-based polymers and in the wet processing of different textile fabrics. The continuous incre-ment of oil prices for political or production troubles induces the continuous demands for using biopolymers pre-pared from renewable resources.
However, sustainable processes need economical and uniform production with assuring the reproducibility. Sus-tainability can be attained only if industrialists, retailers, and consumers take responsibility as well as taking theecological system into their consideration while taking decisions for their future plans. This will increase the marketshare that is still lower than expected.
The main challenges are to get biopolymers with comparable performance to the commercial one with morecompetitive cost than that used in the textile industry. The utilization of biopolymers in the textile industry providesa real alternative for these commodity chemicals and leads to sustainable bio-textile production to possess higheradded value. Moreover, using of sustainable biopolymers and their derivatives in textile finishing could add awide range of functionalities to the textile substrates. These bio-textiles will be able to fulfill the consumer needsfor healthier and eco-friendly products with promoting comfort and relaxation, and reducing stress that meetvarious demands in the near future.
References
[1] Brundtland G, Khalid M. Our common future, report of the world commission on environment and development. 1987.[2] Shabbir M, Mohammad F, Muthu SS. 7 - sustainable production of regenerated cellulosic fibres. In: Sustainable fibres and textiles. Wood-
head Publishing; 2017. p. 171e89.[3] Steinbüchel A. Biopolymers. General aspects and special applications, Vol. 10. Weinheim: Wiley-VCH; 2003. p. 10.[4] Karthik T, Rathinamoorthy R. Sustainable biopolymers in textiles: an overview. In: Handbook of ecomaterials. Cham: Springer Interna-
tional Publishing; 2017. p. 1e27.[5] Muthu SS. Cartographer preface. In: Muthu SS, editor. Roadmap to sustainable textiles and clothing: eco-friendly raw materials, technol-
ogies, and processing methods. Hong Kong: Springer; 2014.[6] Gardetti MA, Torres AL. Entrepreneurship, innovation and luxury: the any Savoirs DesPeuple case. J. Corp. Citizen. 2013;52:55e75.[7] Karthik T, Gopalakrishnan D. Impact of textiles on environmental issues Part e II. Asian Dyer 2013;9:45e51.[8] Ganster J, Fink H-P. In: Kabasci S, editor. Cellulose and cellulose acetate. 1st ed. John Wiley & Sons, Ltd; 2014. p. 9e28.[9] Abdellatif FHH, Babin J, Arnal-Herault C, David L, Jonquieres A. Grafting of cellulose acetate with ionic liquids for biofuel purification by
a membrane process: influence of the cation. Carbohydr. Polym. 2016;147:313e22.[10] Abdellatif FHH, Babin J, Arnal-Herault C, David L, Jonquieres A. Grafting cellulose acetate with ionic liquids for biofuel purificationmem-
branes: influence of the anion. Carbohydr. Polym. 2018;196:176e86.[11] Abdellatif FHH, Babin J, Arnal-Herault C, Jonquieres A. Grafting of cellulose and cellulose derivatives by CuAAC click chemistry. In:
Cellulose-based graft copolymers: structure and chemistry; 2015. p. 568e97.[12] Abdellatif FHH, Babin J, Arnal-Herault C, Nouvel C, Six JL, Jonquieres A. Bio-based membranes for ethyl tert-butyl ether (ETBE) bio-fuel
purification by pervaporation. J. Membr. Sci. 2017;524:449e59.[13] Storz H, Vorlop K-D. Bio-based plastics: status, challenges and trends. Appl. Agric. Forest. Res. 2013;63(4):321e32.[14] Serad GA. Fibers, cellulose esters. In: Kirk-othmer encyclopedia of chemical technology; 2009. p. 1e27.[15] Sundar S, Kundu J, Kundu SC. Biopolymeric nanotechnology. Sci. Technol. Adv. Mater. 2010;11(1):1e13.[16] Brodnjak UV, Gregor-Svetec D. FTIR analysis of crabyon and regular viscose fibres functionalized by chitosan. In: Sfiligoj-Smole M, editor.
7th central European conference 2012 fibre-grade polymers, chemical fibres and special textiles, 15-17 September 2012, Portorose, Slovenia;2012. p. 105e11.
[17] Georgios T, Ronny B, Heike H, Rolf-Dieter H, Martin H, Dilibaier A, et al. Pure chitosanmicrofibres for biomedical applications. Autex Res.J. 2013;13(4):134.
[18] Wang W, Wang SX, Guan HS. The antiviral activities and mechanisms of marine polysaccharides: an overview. Mar. Drugs 2012;10(12):2795e816.
[19] Qin Y. Alginate fibers: an overview of the production processes and applications in wound management. Polym. Int. 2008;57(2):171e80.[20] Khan F, Ahmad SR. Polysaccharides and their derivatives for versatile tissue engineering application. Macromol. Biosci. 2013;13(4):
395e421.[21] Rinaudo M. Biomaterials based on a natural polysaccharide: alginate. TIP 2014;17(1):92e6.[22] Dawson TL. Nanomaterials for textile processing and photonic applications. Color. Technol. 2008;124:261e72.[23] Islam SU, Shahid M, Mohammed F. Green chemistry approaches to develop antimicrobial textiles based on sustainable biopolymers: a
review. Ind. Eng. Chem. Res. 2013;52:5245e60.[24] Celebioglu A, Uyar T. Cyclodextrin nanofibers by electrospinning. Chem. Commun. 2010;46(37):6857e7052.[25] Celebioglu A, Sen HS, Durgun E, Uyar T. Molecular entrapment of volatile organic compounds (VOCs) by electrospun cyclodextrin
nanofibers. Chemosphere 2016;144:736e44.[26] Bastioli C, Magistrali P, Garcia SG. In: Kabasci S, editor. Starch. 1st ed. John Wiley & Sons, Ltd; 2014. p. 9e28.
References 467

[27] Van Der Burgt MC, Van DerWoudeME, Janssen LPBM. The influence of plasticizer on extruded thermoplastic starch. J. Vinyl Addit. Tech-nol. 1996;2(2):170e4.
[28] Mohanty S, Nayak SK. Starch based biodegradable PBAT nanocomposites: effect of starch modification on mechanical, thermal, morpho-logical and biodegradability behavior. Int. J. Plast. Technol. 2009;13(2):163e85.
[29] Ashok A, Abhijith R, Rejeesh CR. Material characterization of starch derived bio degradable plastics and its mechanical propertyestimation. Mater. Today Proc. 2017;5(1, Part 2):2163e70.
[30] Willett JL, Shogren RL. Processing and properties of extruded starch/polymer foams. Polymer 2002;43(22):5935.[31] Shen L, Haufe J, Patel MK. Product overview and market projection of emerging bio-based plastics. Utrecht: Utrecht University; 2009.
Report No.: PRO-BIP 2009.[32] Grancari�c AM, Jerkovi�c I, Tarbuk A. Bioplastics in textiles. Polimeri 2013;34(1):9e14.[33] Senthil Kumar P, Suganya S, Muthu SS. 1 - introduction to sustainable fibres and textiles. In: Sustainable fibres and textiles. Woodhead Pub-
lishing; 2017. p. 1e18.[34] Schild G, Sixta H. Sulfur-free dissolving pulps and their application for viscose and lyocell. Cellulose 2011;18(4):1113e28.[35] Zikeli S. Production process of a new cellulosic fiber with antimicrobial properties. Curr. Probl. Dermatol. 2006;33:110e26.[36] Saluja M. An introduction to milk fiber- a review. 2010 [Internet], wwwfiber2fashioncom.[37] Rijavec T, Zupin Z. Soybean protein fibres. In: Recent trends for enhancing the diversity and quality of soybean products; 2011.[38] Tsuji H. In: Kabasci S, editor. Poly(lactic acid). 1st ed. John Wiley & Sons, Ltd; 2014. p. 171e219.[39] Bechthold I, Bretz K, Kabasci S, Kopitzky R, Springer A. Succinic acid : a new platform chemical for biobased polymers from renewable
resources. Chem. Eng. Technol. 2008;31(5):647e54.[40] Gandini A, Silvestre AJD, Neto CP, Sousa AF, Gomes M. The furan counterpart of poly(ethylene terephthalate) : an alternative material
based on renewable resources. J. Polym. Sci. A 2009;47(1):295e8.[41] Lim LT, Auras R, Rubino M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008;33(8):820e52.[42] Auras R, Harte B, Selke S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004;4(9):835e64.[43] Anderson KS, Schreck KM, Hillmyer MA. Toughening polylactide. Polym. Rev. 2008;48(1):85e108.[44] Ovitt TM, Coates GW. Stereochemistry of lactide polymerization with chiral catalysts : new opportunities for stereocontrol using polymer
exchange mechanisms. J. Am. Chem. Soc. 2002;124(7):1316e26.[45] Liu HZ, Zhang JW. Research progress in toughening modification of poly(lactic acid). J. Polym. Sci. B 2011;49(15):1051e83.[46] Hamad K, KaseemM, Yang HW, Deri F, Ko YG. Properties and medical applications of polylactic acid: a review. Express Polym. Lett. 2014;
9(5):435e55.[47] Farrington DW, Lunt J, Davies S, Blackburn RS, Deopura BL, Alagirusamy R, et al. 5 - poly(lactic acid) fibers (PLA). In: Polyesters and
polyamides. Woodhead Publishing; 2008. p. 140e70.[48] Lligadas G, Ronda JC, GaliaM, Cadiz V. Renewable polymericmaterials from vegetable oils: a perspective. Mater. Today 2013;16(9):337e43.[49] Xia Y, Larock RC. Vegetable oil-based polymeric materials: synthesis, properties, and applications. Green Chem. 2010;12(11):1893e909.[50] Clark AJ, Ross AH, Bon SAF. Synthesis and properties of polyesters fromwaste grapeseed oil: comparison with soybean and rapeseed oils.
J. Polym. Environ. 2017;25(1):1e10.[51] Samuelsson J, Johansson M. A study of fatty acid methyl esters with epoxy or alkyne functionalities. J. Am. Oil Chem. Soc. 2001;78(12):
1191e6.[52] Lu Y, Larock RC. New hybrid latexes from a soybean oil-based waterborne polyurethane and acrylics via emulsion polymerization. Bio-
macromolecules 2007;8(10):3108e14.[53] Lorenz CD, Stevens MJ, Wool RP. Fracture behavior of triglyceride-based adhesives. J. Polym. Sci. B Polym. Phys. 2004;42:3333e43.[54] Khot SN, Lascala JJ, Can E, Morye SS, Williams GI, Palmese GR, et al. Development and application of triglyceride-based polymers and
composites. J. Appl. Polym. Sci. 2001;82:703e23.[55] Kim J, Rong C, Lee Y, Liu JP, Sun S. From core/shell structured FePt/Fe3O4/MgO to ferromagnetic FePt nanoparticles. Chem. Mater. 2008;
20(23):7242e5.[56] Black M, Rawlins JW. Thiol-ene UV-curable coatings using vegetable oil macromonomers. Eur. Polym. J. 2009;45(5):1433e41.[57] Sundback CA, Shyu JY, Wang Y, Faquin WC, Langer RS, Vacanti JP, et al. Biocompatibility analysis of poly(glycerol sebacate) as a nerve
guide material. Biomaterials 2005;26(27):5454e64.[58] Motlagh D, Yang J, Lui KY, Webb AR, Ameer GA. Hemocompatibility evaluation of poly(glycerol-sebacate) in vitro for vascular tissue
engineering. Biomaterials 2006;27(24):4315e24.[59] Chen G-Q. Plastics completely synthesized by bacteria : polyhydroxyalkanoates. In: Chen G-Q, editor. Plastics from bacteria : natural func-
tions and applications, vol. 14. Microbiol Monogr; 2010. p. 17e37.[60] Chen Q, Liang S, Thouas GA. Synthesis and characterisation of poly(glycerol sebacate)-co-lactic acid as surgical sealants. Soft Matter 2011;
7(14):6484e92.[61] Koopmans RJ. In: Kabasci S, editor. Polyolefin-based plastics from biomass-derived monomers. 1st ed. John Wiley & Sons, Ltd; 2014.
p. 295e308.[62] Harmsen PFH, Hackmann MM, Bos HL. Green building blocks for bio-based plastics. Biofuels Bioprod. Biorefin. 2014;8(3):306e24.[63] Bedia J, Barrionuevo R, Rodriguez-Mirasol J, Cordero T. Ethanol dehydration to ethylene on acid carbon catalysts. Appl. Catal., B 2011;
103(3e4):302e10.[64] Van Haveren J, Scott EL, Sanders J. Bulk chemicals from biomass. Biofuels Bioprod. Bioref. 2008;2(1):41e57.[65] Rieckmann T, Völker S. In: Scheirs J, editor. Poly(ethylene terephthalate) polymerization : mechanism, catalysis, kinetics, mass transfer and
reactor design. Chichester: Wiley; 2004. p. 29e115.[66] Raghunatham D. Production of microbial cellulose from the new bacterial strain isolated from temple wash waters. Int. J. Curr. Microbiol.
Appl. Sci. 2013;2(12):275e90.[67] Brown JRM. The biosynthesis of cellulose. J. Macromol. Sci. A 1996;33(10):1345e73.[68] Czaja W, Krystynowicz A, Bielecki S, Brown RM. Microbial cellulose- the natural power to heal wounds. Biomaterials 2006;27(2):145e51.[69] Ashjaran A, Yazdanshenas ME, Rashidi A, Khajavi R, Rezaee A. Overview of bio nanofabric from bacterial cellulose. J. Text. Inst. 2013;
104(2):121e31.
30. Utilization of sustainable biopolymers in textile processing468

[70] Phisalaphonga M, Kirdponpattara S. Synthesis and characterization of bacterial cellulose-based composites and their applications. In:Thakur VK, Thakur MK, editors. Handbook of sustainable polymers: processing and applications; 2016.
[71] Wani SJ, Sayyed RZ. Biopolymers of microbial origins. Int. J. Biotechnol. Biosci. 2014;4(4):271e3.[72] Steinbüchel A, Valentin HE. Diversity of bacterial polyhydroxyalkanoicacids. FEMS Microbiol. Lett. 1995;128(3):219e28.[73] Laycock B, Halley P, Pratt S, Werker A, Lant P. The chemomechanical properties of microbial polyhydroxyalkanoates. Prog. Polym. Sci.
2013;38(3e4):536e83.[74] Petersen K, Nielsen PV, Olsen MB. Physical and mechanical properties of biobased materials starch, polylactate and polyhydroxybutyrate.
Starch Starke. 2001;53(8):356e61.[75] Koller M, Bona R, Braunegg G, Hermann C, Horvat P, Kroutil M, et al. Production of polyhydroxyalkanoates from agricultural waste and
surplus materials. Biomacromolecules 2005;6(2):561e5.[76] Iwata T. Biodegradable and bio-based polymers: future prospects of eco-friendly plastics. Angew. Chem. Int. Ed. 2015;54(11):3210e5.[77] https://amberootcom/blogs/blog/future-of-fashion-innovative-fabric-mango-materials.[78] Ibrahim NA, Eid BM. Chapter 6 -potential applications of sustainable polymers in functionalization of cellulosic textile materials. In:
Thakur VK, Thakur MK, editors. Polymer polymers handbook of processing and applications. CRC Press; 2015. p. 215e52.[79] Schlüter K. Textile auxiliaries, 3. Sizing agents. In: Ley C, editor. Ullmann’s encyclopedia of industrial chemistry. Wiley-VCH; 2011.[80] Ozturk E, Koseoglu H, Karaboyacı M, Yigit NO, Yetis U, Kitis M. Minimization of water and chemical use in a cotton/polyester fabric
dyeing textile mill. J. Clean. Prod. 2016;130:92e102.[81] Hussain CM. Handbook of nanomaterials for industrial applications. Elsevier; 2018.[82] Hussain CM. Handbook of environmental materials management. Elsevier; 2019.[83] Hussain CM. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020.[84] Hussain CM. Handbook of manufacturing applications of nanomaterials. Elsevier; 2020.[85] Hussain CM. Handbook of industrial applications of polymer nanocomposites. Elsevier; 2020.[86] Ranjbar-Mohammadi M, Hajir Bahrami S, Arami M. Eco-friendly grafting of natural biopolymer chitosan onto acylated wool fabrics using
ultrasonic and study its properties. J. Appl. Polym. Sci. 2013:707e13.[87] Liu J, Liu C, Liu Y, Chen M, Hu Y, Yang Z. Study on the grafting of chitosanegelatin microcapsules onto cotton fabrics and its antibacterial
effect. Colloids Surf. B Biointerfaces 2013;109:103e8.[88] Ferrero F, Periolatto M, Ferrario S. Sustainable antimicrobial finishing of cotton fabrics by chitosan UV-grafting: from laboratory experi-
ments to semi industrial scale-up. J. Clean. Prod. 2015;96:244e52.[89] IbrahimNA, Eid BM, Abd El-Aziz E, Abou Elmaaty TM, Ramadan SM. Loading of chitosane nano metal oxide hybrids onto cotton/poly-
esterfabrics to impart permanent and effective multifunctions. Int. J. Biol. Macromol. 2017;105:769e76.[90] Shahid-ul-Islam, Butola BS, Roy A. Chitosan polysaccharide as a renewable functional agent to develop antibacterial, antioxidant activity
and colourful shades on wool dyed with tea extract polyphenols. Int. J. Biol. Macromol. 2018;120:1999e2006.[91] Sheikh J, Bramhecha I. Multifunctional modification of linen fabric using chitosan-based formulations. Int. J. Biol. Macromol. 2018;118:
896e902.[92] Elshaarawya RFM, Seifc GA, El-Naggard ME, Mostafac TB, El-Sawic EA. In-situ and ex-situ synthesis of poly-(imidazolium vanillyl)-
grafted chitosan/silver nanobiocomposites for safe antibacterial finishing of cotton fabrics. Eur. Polym. J. 2019;116:210e21.[93] El-Shafei AM, Adel AM, Ibrahim AA, Al-Shemy MT. Dual functional jute fabric biocomposite with chitosan and phosphorylated nano-
cellulose (antimicrobial and thermal stability). Int. J. Biol. Macromol. 2019;124:733e41.[94] Abate MT, Ferri A, Guan J, Chen G, Ferreir JA, Nierstrasz V. Single-step disperse dyeing and antimicrobial functionalization of polyester
fabric with chitosan and derivative in supercritical carbon dioxide. J. Supercrit. Fluids 2019;147:231e40.[95] Rani S, Kadamb V, Rose NM, Jose S, Yadav S, Shakyawar DB. Wheat starch, gum Arabic and chitosan biopolymer treatment of wool fabric
for improved shrink resistance finishing. Int. J. Biol. Macromol. 2020;163:1044e52.[96] Alebeid OK, Pei L, Zhou W, Wang J. Sustainable wool fibers dyeing using henna extract in non-aqueous medium. Environ. Chem. Lett.
2020;18:489e94.[97] Guptaa D, Chaudhary H, Guptab C. Sericin-based polyester textile for medical applications. J. Text. Inst. 2015;106(4):366e76.[98] Belhaj Khalifa I, Ladhari N, Nemeshwaree B, Campagne C. Crosslinking of Sericin on air atmospheric plasma treated polyester fabric.
J. Text. Inst. 2017;108(5):840e5.[99] Chaudharya H, Gupta D, Gupta C. Multifunctional dyeing and finishing of polyester with Sericin and basic dyes. J. Text. Inst. 2017;108(3):
314e24.[100] Gokce Y, Aktas Z, Capar G, Kutlu E, Anis P. Improved antibacterial property of cotton fabrics coated with waste sericin/silver
nanocomposite. Mater. Chem. Phys. 2020;254:123508.[101] Liu J, He H, Yu Z, Suryawanshi A, Li Y, Lin X, et al. Investigation of temperature-responsive and thermo-physiological comfort of modified
polyester fabric with Sericin/PNIPAAm/Ag NPs interpenetrating polymer network hydrogel. Text. Res. J. 2020;90(23e24):2622e38.[102] Fang F, Chen X, Zhang X, Cheng C, Xiao D, Meng Y, et al. Environmentally friendly assembly multilayer coating for flameretardant and
antimicrobial cotton fabric. Prog. Org. Coating 2016;90:258e66.[103] Heliopoulos NS, Papageorgiou SK, Galeou A, Favvas EP, Katsaros FK, Stamatakis K. Effect of copper and copper alginate treatment on
wool fabric. Study of textile and antibacterial properties. Surf. Coating. Technol. 2013;235:24e31.[104] Grethe T, Haase H, Natarajan H, Limandoko N, Mahltig B. Coating process for antimicrobial textile surfaces derived from a polyester
dyeing process. J. Coating Technol. Res. 2015;12(6):1133e41.[105] Maesta Bezerra F, Garcia Carmona O, Garcia Carmona C, Souza Plath AM, Lis M. Biofunctional wool using b-cyclodextrins as vehiculizer
of citronella oil. Process Biochem. 2019;77:151e8.[106] Singh N, Yadav M, Khanna S, Sahu O. Sustainable fragrance cum antimicrobial finishing on cotton: indigenous essential oil. Sustainable
Chem. Pharm. 2017;5:22e9.
References 469

This page intentionally left blank
C H A P T E R
31
Cornhusk fibers, its properties, and valueaddition
Nishant Kambli1, Santanu Basak2, Rajendra Deshmukh31ICAR- Central Institute for Research on Cotton Technology, Mumbai, Maharashtra, India; 2ICAR- National Institute of
Natural Fibre Engineering Technology, Kolkata, West Bengal, India; 3Institute of Chemical Technology, Nathalal Parikh
Marg, Mumbai, Maharashtra, India
31.1 Introduction
Natural cellulosic fibers with properties similar to that of cotton and lignocellulosic fibers such as jute can be ob-tained from the by-product of maize crop, i.e., cornhusk. These lignocellulosic agricultural by-products could beused as alternative sources to obtain natural cellulosic fibers as they are cheap and abundant [1]. From the lastfew decades, various natural lignocellulosic fibers like flax, sisal, jute, kenaf, and hemp have been playing a majorconcern in fiber research domain. They are receiving considerable research importance, at least for the past two de-cades, because of their high strength, good moisture regain, renewability, biodegradability, sustainability, and avail-ability in large quantities at a reasonable price [1,2]. Such fibers are predominately utilized in the areas like buildingconstruction, packaging, paper, apparel textiles, home textiles, home furnishings, in green fashion, and making life-style products. Finding alternative sources for fibers will be necessary in the near future due to the issues concerningthe price and availability of the natural and synthetic fibers in current use. To this end, there is a tremendous scopeon research on agricultural waste materials like wheat and rice straw, cornhusk, pineapple, and banana fibers [3e5].Study on these underutilized fibers will not only support the rural community by value addition of these wasteproducts, but also be helpful as far as the environment-friendliness is concerned. Among all the abovementionedagricultural waste materials, till date, a very limited research work has been carried out on extraction, characteriza-tion, and value addition of cornhusk fibers [6e8].
Cornhusk fiber, a multicellular long length lignocellulosic fiber, is available around 9million tons every year in theworld fiber market [1,2]. It is the second-largest source of natural fibers preceded by cotton and followed by jute. Ascornhusk fiber is the cheapest source of natural cellulosic fiber, it has great potential to be used as apparel and value-added unique products like carpets, rugs, cordage, etc., making purpose depending on the staple length of the fiber.Fibers extracted from cornhusk also have potential for high value textile applications and have better processibilitythan natural fibers extracted from other agricultural by-products such as pineapple and banana leaves [9]. Besides,the process of the fiber extraction from cornhusk requires less energy, and is eco-friendly compared to the regener-ated and the synthetic fiber production process. Researchers have also prepared yarns by blending cornhusk fiberswith cotton fiber and polyester fiber for getting more strength, and adequate elongation [10].
In this context, a comprehensive review has been represented on the detail research work accomplished on thecornhusk fibers. It also highlights the glimpse of the value addition of the extracted cornhusk fibers by various sus-tainable means.
471Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00006-3

31.2 Extraction of natural cellulosic fibers from cornhusks and its physicochemical properties
Fibers from cornstalks can be obtain from both chemical and mechanical methods. Chemical methods, includingalkaline fiber extraction, are used to produce pulp from cornstalks for the paper industry [11]. Steam, carbon dioxide,and ammonia explosion are some of the mechanical methods used to separate fibers from cornstalks [12]. However,fibers produced by using these methods do not have the properties required for textile and other high value fibrousapplications. In addition, there is limited literature available describing the structure and properties of the fibers ob-tained from cornstalks. However, researchers attempted to determine the cornstalk fiber’s strength throughmodeling of the mechanical properties of its composites [13].
31.2.1 Alkali treatment for fiber extraction and fiber bleaching
Different experiments were performed to standardize the extraction process of cornhusk fibers. Cornhusks weretreated with 10% w/w concentrations of sodium hydroxide (as an alkali material for degumming and releasing thefibers from cornhusks) with maintaining the material: liquor ratio (MLR) of 1:20 at four different temperature levels,viz. 100, 120, 140, and 160�C for 60 min. It is reported that 100�C is insufficient for extraction of fibers from cornhusk.However, it has been observed that cornhusk fibers extracted at higher temperatures (140 and 160�C) were brownishin nature and very harsh and brittle, depicted in Fig. 31.1A and B. It may be due to the removal of lignin present inthe cornhusk fiber. Cornhusk fiber extraction parameters such as fibers recovered (%) at different temperatures werealso studied by the researchers. It is reported that 9% and 10%NaOH is better for fiber recovery and the fibers recov-ered were 35.0% and 32.0%, respectively, at 120�C as represented in Fig. 31.1C [14].
Extracted cornhusk fibers shown in Fig. 31.1C were further bleachedwith 6% hydrogen peroxide (H2O2) to impartwhiteness to the fibers. As per report, the bleaching process was carried out for 60 min at 85�C using 1 g/L sodiumhydroxide (NaOH) with maintaining the MLR of 1:20. NaOH is used to bring the pH up to 9e10. High pH and tem-perature lead to the faster decomposition of peroxide bleaching liquor and degradation of cellulose. To overcomethis problem, sodium silicate (1.5 g/L) was used by the researcher, as a stabilizer to control or regulate these effects.Bleached cornhusk fibers are shown in Fig. 31.1D. It has been observed that bleaching imparts yellowish-white colorto the cornhusk fibers, i.e., it removes natural yellow color of the fibers [14].
31.2.2 Properties and fiber composition
The composition and properties of the extracted cornhusk fibers are evaluated by the researchers and comparedwith another cellulosic fiber cotton and lignocellulosic fiber jute. Fiber length of cornhusk was 40e180 mm whereasin case of cotton and jute it is 10e35 mm and 150e360 mm, respectively. Fiber diameter of cornhusk was 130e140 mmwhereas in case of cotton and jute fibers diameter was 11e22 mm and 150e250 mm, respectively [15,16]. As observed,cornhusk fibers length was found to be 4e18 cmwhich is far more compared to the cotton fiber (1.0e3.5 cm) whereasjute fibers (15e36 cm) are longer than cornhusk fibers. Cornhusk fibers are thicker (130e140 mm) than cotton fiber(11e22 mm) and almost comparable to jute fibers (150e250 mm). However, as per report, there was a considerablecolor difference between all the three fibers. Fiber color of cornhusk was yellowish-white whereas in case of cottonand jute it was off white and brownish, respectively. As observed from the literature, cornhusk fiber contains 50%e55% cellulose, whereas the cotton and jute fibers contain around 85%e90% and 51%e72% cellulose, respectively.Lignin, the binding substituent which holds the individual cells together, was present in higher amount in the jutefiber (5%e13%), followed by cornhusk (7.5%) fiber. Hemicellulose content was more in cornhusk fibers (39.39%)compared to jute (12%e20.4%) fiber.
FIGURE 31.1 Cornhusk fibers extracted from cornhusks at (A) 140, (B) 160, and (C) 120�C and (D) cornhusk fibers extracted at 120�C andbleached [14].
31. Cornhusk fibers, its properties, and value addition472
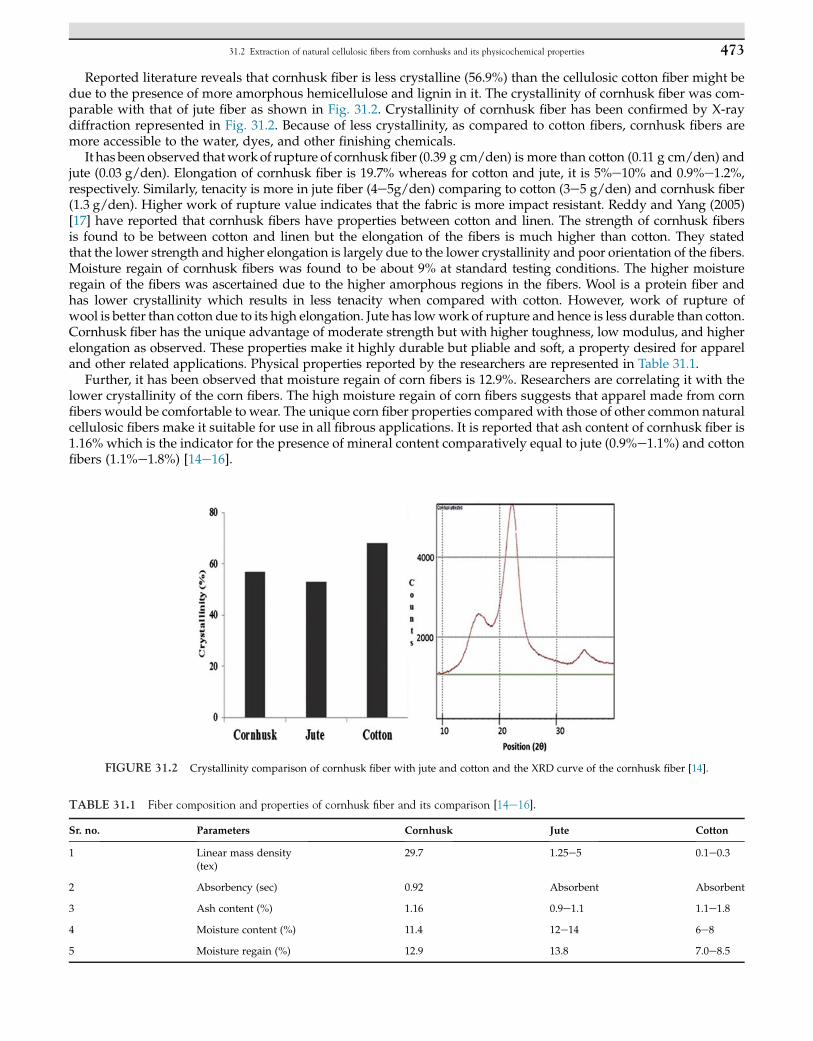
Reported literature reveals that cornhusk fiber is less crystalline (56.9%) than the cellulosic cotton fiber might bedue to the presence of more amorphous hemicellulose and lignin in it. The crystallinity of cornhusk fiber was com-parable with that of jute fiber as shown in Fig. 31.2. Crystallinity of cornhusk fiber has been confirmed by X-raydiffraction represented in Fig. 31.2. Because of less crystallinity, as compared to cotton fibers, cornhusk fibers aremore accessible to the water, dyes, and other finishing chemicals.
It has been observed thatwork of rupture of cornhuskfiber (0.39 g cm/den) is more than cotton (0.11 g cm/den) andjute (0.03 g/den). Elongation of cornhusk fiber is 19.7% whereas for cotton and jute, it is 5%e10% and 0.9%e1.2%,respectively. Similarly, tenacity is more in jute fiber (4e5g/den) comparing to cotton (3e5 g/den) and cornhusk fiber(1.3 g/den). Higher work of rupture value indicates that the fabric is more impact resistant. Reddy and Yang (2005)[17] have reported that cornhusk fibers have properties between cotton and linen. The strength of cornhusk fibersis found to be between cotton and linen but the elongation of the fibers is much higher than cotton. They statedthat the lower strength and higher elongation is largely due to the lower crystallinity and poor orientation of the fibers.Moisture regain of cornhusk fibers was found to be about 9% at standard testing conditions. The higher moistureregain of the fibers was ascertained due to the higher amorphous regions in the fibers. Wool is a protein fiber andhas lower crystallinity which results in less tenacity when compared with cotton. However, work of rupture ofwool is better than cotton due to its high elongation. Jute has lowwork of rupture and hence is less durable than cotton.Cornhusk fiber has the unique advantage of moderate strength but with higher toughness, low modulus, and higherelongation as observed. These properties make it highly durable but pliable and soft, a property desired for appareland other related applications. Physical properties reported by the researchers are represented in Table 31.1.
Further, it has been observed that moisture regain of corn fibers is 12.9%. Researchers are correlating it with thelower crystallinity of the corn fibers. The high moisture regain of corn fibers suggests that apparel made from cornfibers would be comfortable to wear. The unique corn fiber properties comparedwith those of other common naturalcellulosic fibers make it suitable for use in all fibrous applications. It is reported that ash content of cornhusk fiber is1.16% which is the indicator for the presence of mineral content comparatively equal to jute (0.9%e1.1%) and cottonfibers (1.1%e1.8%) [14e16].
FIGURE 31.2 Crystallinity comparison of cornhusk fiber with jute and cotton and the XRD curve of the cornhusk fiber [14].
TABLE 31.1 Fiber composition and properties of cornhusk fiber and its comparison [14e16].
Sr. no. Parameters Cornhusk Jute Cotton
1 Linear mass density(tex)
29.7 1.25e5 0.1e0.3
2 Absorbency (sec) 0.92 Absorbent Absorbent
3 Ash content (%) 1.16 0.9e1.1 1.1e1.8
4 Moisture content (%) 11.4 12e14 6e8
5 Moisture regain (%) 12.9 13.8 7.0e8.5
31.2 Extraction of natural cellulosic fibers from cornhusks and its physicochemical properties 473
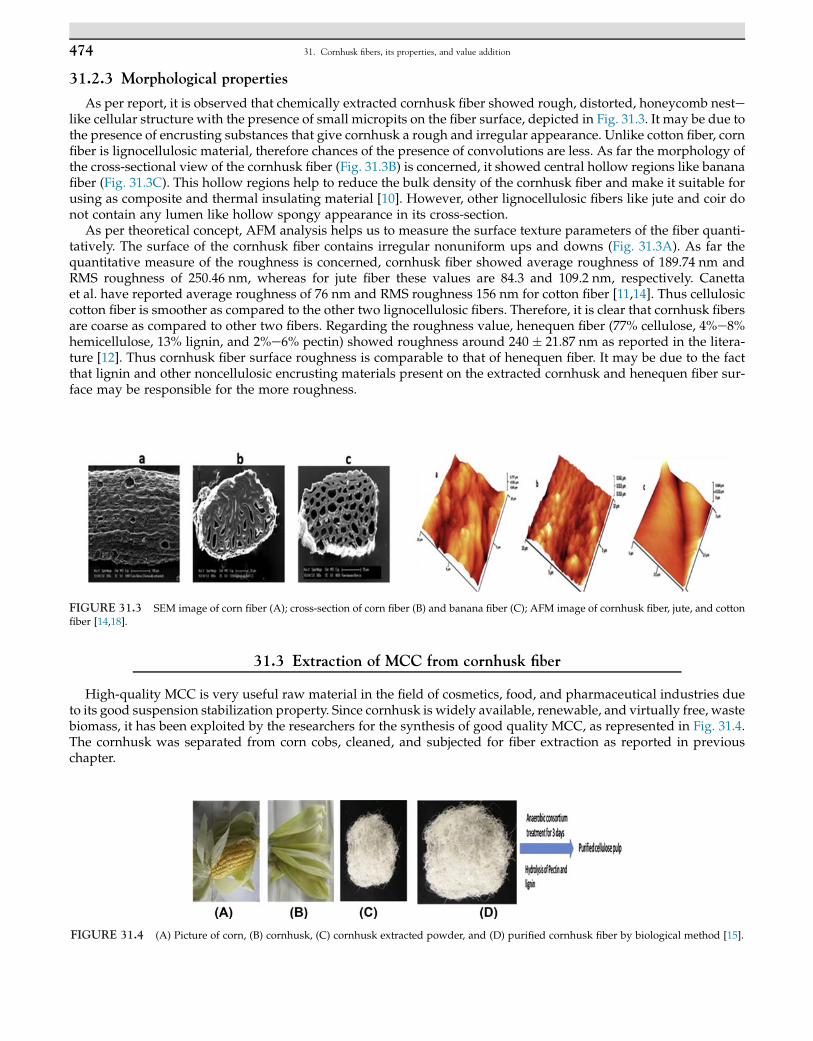
31.2.3 Morphological properties
As per report, it is observed that chemically extracted cornhusk fiber showed rough, distorted, honeycomb nestelike cellular structure with the presence of small micropits on the fiber surface, depicted in Fig. 31.3. It may be due tothe presence of encrusting substances that give cornhusk a rough and irregular appearance. Unlike cotton fiber, cornfiber is lignocellulosic material, therefore chances of the presence of convolutions are less. As far the morphology ofthe cross-sectional view of the cornhusk fiber (Fig. 31.3B) is concerned, it showed central hollow regions like bananafiber (Fig. 31.3C). This hollow regions help to reduce the bulk density of the cornhusk fiber and make it suitable forusing as composite and thermal insulating material [10]. However, other lignocellulosic fibers like jute and coir donot contain any lumen like hollow spongy appearance in its cross-section.
As per theoretical concept, AFM analysis helps us to measure the surface texture parameters of the fiber quanti-tatively. The surface of the cornhusk fiber contains irregular nonuniform ups and downs (Fig. 31.3A). As far thequantitative measure of the roughness is concerned, cornhusk fiber showed average roughness of 189.74 nm andRMS roughness of 250.46 nm, whereas for jute fiber these values are 84.3 and 109.2 nm, respectively. Canettaet al. have reported average roughness of 76 nm and RMS roughness 156 nm for cotton fiber [11,14]. Thus cellulosiccotton fiber is smoother as compared to the other two lignocellulosic fibers. Therefore, it is clear that cornhusk fibersare coarse as compared to other two fibers. Regarding the roughness value, henequen fiber (77% cellulose, 4%e8%hemicellulose, 13% lignin, and 2%e6% pectin) showed roughness around 240 � 21.87 nm as reported in the litera-ture [12]. Thus cornhusk fiber surface roughness is comparable to that of henequen fiber. It may be due to the factthat lignin and other noncellulosic encrusting materials present on the extracted cornhusk and henequen fiber sur-face may be responsible for the more roughness.
31.3 Extraction of MCC from cornhusk fiber
High-quality MCC is very useful raw material in the field of cosmetics, food, and pharmaceutical industries dueto its good suspension stabilization property. Since cornhusk is widely available, renewable, and virtually free, wastebiomass, it has been exploited by the researchers for the synthesis of good quality MCC, as represented in Fig. 31.4.The cornhusk was separated from corn cobs, cleaned, and subjected for fiber extraction as reported in previouschapter.
FIGURE 31.3 SEM image of corn fiber (A); cross-section of corn fiber (B) and banana fiber (C); AFM image of cornhusk fiber, jute, and cottonfiber [14,18].
FIGURE 31.4 (A) Picture of corn, (B) cornhusk, (C) cornhusk extracted powder, and (D) purified cornhusk fiber by biological method [15].
31. Cornhusk fibers, its properties, and value addition474
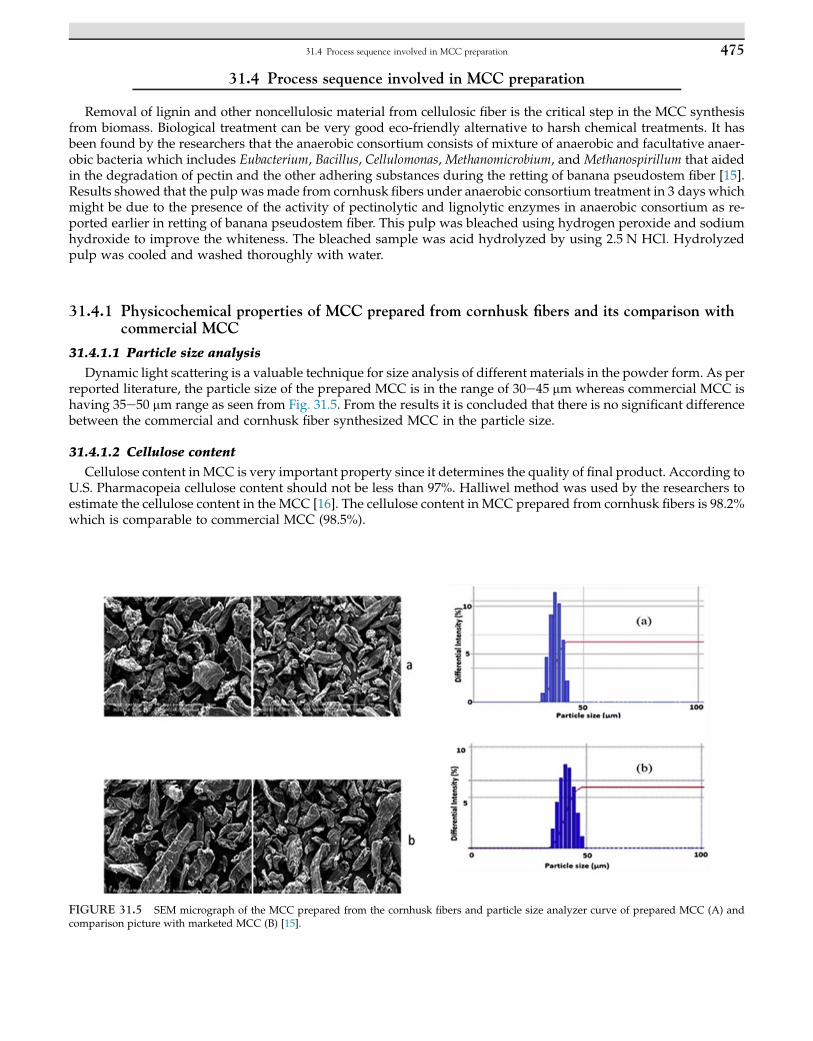
31.4 Process sequence involved in MCC preparation
Removal of lignin and other noncellulosic material from cellulosic fiber is the critical step in the MCC synthesisfrom biomass. Biological treatment can be very good eco-friendly alternative to harsh chemical treatments. It hasbeen found by the researchers that the anaerobic consortium consists of mixture of anaerobic and facultative anaer-obic bacteria which includes Eubacterium, Bacillus, Cellulomonas, Methanomicrobium, and Methanospirillum that aidedin the degradation of pectin and the other adhering substances during the retting of banana pseudostem fiber [15].Results showed that the pulp was made from cornhusk fibers under anaerobic consortium treatment in 3 days whichmight be due to the presence of the activity of pectinolytic and lignolytic enzymes in anaerobic consortium as re-ported earlier in retting of banana pseudostem fiber. This pulp was bleached using hydrogen peroxide and sodiumhydroxide to improve the whiteness. The bleached sample was acid hydrolyzed by using 2.5 N HCl. Hydrolyzedpulp was cooled and washed thoroughly with water.
31.4.1 Physicochemical properties of MCC prepared from cornhusk fibers and its comparison withcommercial MCC
31.4.1.1 Particle size analysis
Dynamic light scattering is a valuable technique for size analysis of different materials in the powder form. As perreported literature, the particle size of the prepared MCC is in the range of 30e45 mm whereas commercial MCC ishaving 35e50 mm range as seen from Fig. 31.5. From the results it is concluded that there is no significant differencebetween the commercial and cornhusk fiber synthesized MCC in the particle size.
31.4.1.2 Cellulose content
Cellulose content in MCC is very important property since it determines the quality of final product. According toU.S. Pharmacopeia cellulose content should not be less than 97%. Halliwel method was used by the researchers toestimate the cellulose content in the MCC [16]. The cellulose content in MCC prepared from cornhusk fibers is 98.2%which is comparable to commercial MCC (98.5%).
FIGURE 31.5 SEM micrograph of the MCC prepared from the cornhusk fibers and particle size analyzer curve of prepared MCC (A) andcomparison picture with marketed MCC (B) [15].
31.4 Process sequence involved in MCC preparation 475
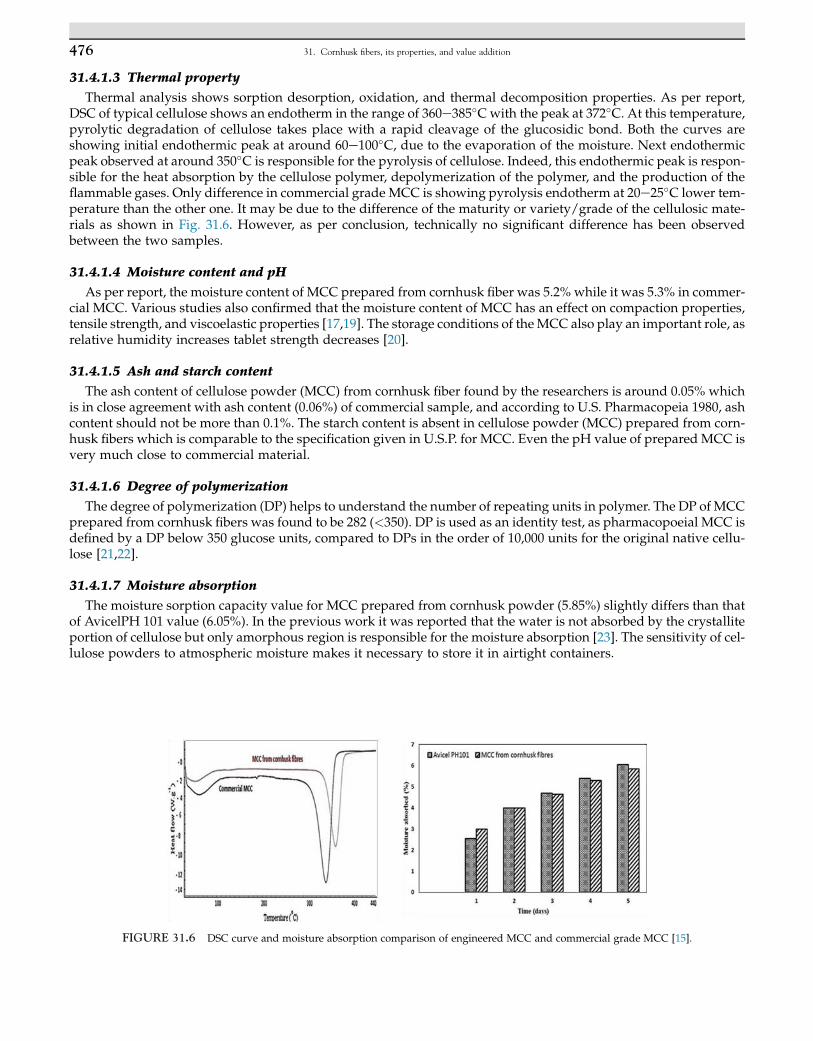
31.4.1.3 Thermal property
Thermal analysis shows sorption desorption, oxidation, and thermal decomposition properties. As per report,DSC of typical cellulose shows an endotherm in the range of 360e385�Cwith the peak at 372�C. At this temperature,pyrolytic degradation of cellulose takes place with a rapid cleavage of the glucosidic bond. Both the curves areshowing initial endothermic peak at around 60e100�C, due to the evaporation of the moisture. Next endothermicpeak observed at around 350�C is responsible for the pyrolysis of cellulose. Indeed, this endothermic peak is respon-sible for the heat absorption by the cellulose polymer, depolymerization of the polymer, and the production of theflammable gases. Only difference in commercial grade MCC is showing pyrolysis endotherm at 20e25�C lower tem-perature than the other one. It may be due to the difference of the maturity or variety/grade of the cellulosic mate-rials as shown in Fig. 31.6. However, as per conclusion, technically no significant difference has been observedbetween the two samples.
31.4.1.4 Moisture content and pH
As per report, the moisture content of MCC prepared from cornhusk fiber was 5.2% while it was 5.3% in commer-cial MCC. Various studies also confirmed that the moisture content of MCC has an effect on compaction properties,tensile strength, and viscoelastic properties [17,19]. The storage conditions of theMCC also play an important role, asrelative humidity increases tablet strength decreases [20].
31.4.1.5 Ash and starch content
The ash content of cellulose powder (MCC) from cornhusk fiber found by the researchers is around 0.05% whichis in close agreement with ash content (0.06%) of commercial sample, and according to U.S. Pharmacopeia 1980, ashcontent should not be more than 0.1%. The starch content is absent in cellulose powder (MCC) prepared from corn-husk fibers which is comparable to the specification given in U.S.P. for MCC. Even the pH value of prepared MCC isvery much close to commercial material.
31.4.1.6 Degree of polymerization
The degree of polymerization (DP) helps to understand the number of repeating units in polymer. The DP ofMCCprepared from cornhusk fibers was found to be 282 (<350). DP is used as an identity test, as pharmacopoeial MCC isdefined by a DP below 350 glucose units, compared to DPs in the order of 10,000 units for the original native cellu-lose [21,22].
31.4.1.7 Moisture absorption
The moisture sorption capacity value for MCC prepared from cornhusk powder (5.85%) slightly differs than thatof AvicelPH 101 value (6.05%). In the previous work it was reported that the water is not absorbed by the crystalliteportion of cellulose but only amorphous region is responsible for the moisture absorption [23]. The sensitivity of cel-lulose powders to atmospheric moisture makes it necessary to store it in airtight containers.
FIGURE 31.6 DSC curve and moisture absorption comparison of engineered MCC and commercial grade MCC [15].
31. Cornhusk fibers, its properties, and value addition476

31.4.2 Different value addition of cornhusk fiber and CHF-based products
Salam A. et al. (2007) [24] have studied bleaching of Kenaf and cornhusk fibers to CIE whiteness indexes of 66 and74, respectively, without using any optical brighteners. A delignification process prior to bleaching has been used topartially remove the lignin from the fibers without affecting other fiber properties. Bleaching variables such as theconcentration of hydrogen peroxide, time, temperature, and pH have been optimized for both the kenaf and corn-husk fibers. The effects of various bleaching parameters on the whiteness index and the breaking tenacity of the fi-bers have been reported.
Flexural, impact resistance, tensile, and sound absorption properties of composites from cornhusk fiber (CHF)and PP have been investigated by Huda and Yang (2008) [25]. The effect of holding temperature, CHF length,CHF concentration, and enzyme treatment of CHF onmechanical properties and the effect of the latter two on soundabsorption have been studied. Compared with jute/PP composites, CHF/PP composites have similar impact resis-tance, 33% higher flexural strength, 71% lower flexural modulus, 43% higher tensile strength, 54% lower tensilemodulus, and slightly higher noise reduction coefficient. Enzyme treatment of CHF results in increased mechanicaland sound absorption properties. Sustainable acoustic panel board has been engineered by the researchers fromcornhusk fiber, treated with different concentration of alkali. In addition of physical and mechanical property,they have also examined the sound absorption property of the prepared board by using double microphone basedimpedence tube. Results showed that the engineered panel shows better sound absorption property compared to theraw fiberebased panel board [26]. Same research group also have engineered composite material from the mixtureof cornhusk fiber and polyester for sound absorption purpose [27].
Research conducted by Reddy N. et al. (2011) [18] has shown that natural cellulose fibers extracted from corn-husks could be dyed by direct and sulfur dyes and can also be dyeable with reactive and vat dyes in suitable dyeingconditions. As per report, short dimension of cells, lower crystallinity, rough surface, and presence of high quantityof lignin and hemicellulose in corn fiber make it difficult to dye as compared to the cotton fiber. Using the by-products for high-value industrial applications will increase the value of this agricultural crop and reduce ourdependence on natural and synthetic fibers by providing cheap and sustainable resource for the fibers [18,28].One research group also has prepared thermally stable cornhusk fiber by using agricultural waste solution. Sum-mary of the treatment and results have been represented in the following section [1,28,29].
31.4.3 Thermally stable CHF by using agricultural waste
One research group has prepared thermally stable cornhusk fiber by using banana pseudostem sap (BPS), an agri-cultural waste product. It is reported in the literature that the control cornhusk fiber had an LOI of 20. After appli-cation of BPS on the cornhusk fiber, its LOI value was found to improve to 32 with 8% add-on of BPS, resulting in50% enhancement of thermal stability [1,29e33]. Thermal stability (in terms of LOI value) of the corn fiber made yarnis directly proportional to the concentration of the BPS used for the experiment. In cornhusk fiber, possibly the pres-ence of a more amorphous segment and lignin along with hollow or channels like flutes running longitudinallymight have helped to absorb more BPS. Additionally, the thermal stability of the BPS treated cornhusk fiber against38 mm flame was also tested and it was found that it does not catch flame in the vertical flammability test. However,an afterglow was found to be present, where a bunch of the BPS treated cornhusk fibers burnt slowly, whencompared to the untreated one that burnt much faster with a flame. It has been observed by the researchers thatthe control corn fiber made yarn was burnt easily with flashing and temperature generation whereas treated cornfiber made yarn showed no flame catch up and the specific char length (50 mm) with the presence of black colorhard char mass after burning. In addition, lot of smoke also has been generated during the combustion of theBPS treated corn yarn due to the presence of the afterglow after the extinguishment of the flame. Our research grouphas also reported the temperature of the afterglow generated during the combustion. It is reported that the afterglowtemperature was 200�C and as the time passed the temperature has been reduced gradually to 150, 75, and 40�C. Onthe contrary, the temperature of the afterglow observed for the control cornhusk fiber made yarn is around 300�Cand it maintains the temperature continuously as the combustion process is going on. It means that the BPS treat-ment helps to absorb the heat generated during the combustion and helps to reduce the intensity of the afterglow.
Author has also discussed about the treatment uniformity and the char morphology of the control and the treatedcornhusk fiber. As per report, BPS treated corn fiber has turned slight yellowish in color and its morphology showeduniform distribution of the BPS on the surface of the corn fiber. Additionally, after burning the residual char mass ofthe BPS treated cornhusk fiber (Fig. 31.7D) was more blackish in color and harder in nature, as compared to the re-sidual char of the control cornhusk fiber (Fig. 31.7C). As per report, char morphology of the BPS treated cornhusk
31.4 Process sequence involved in MCC preparation 477
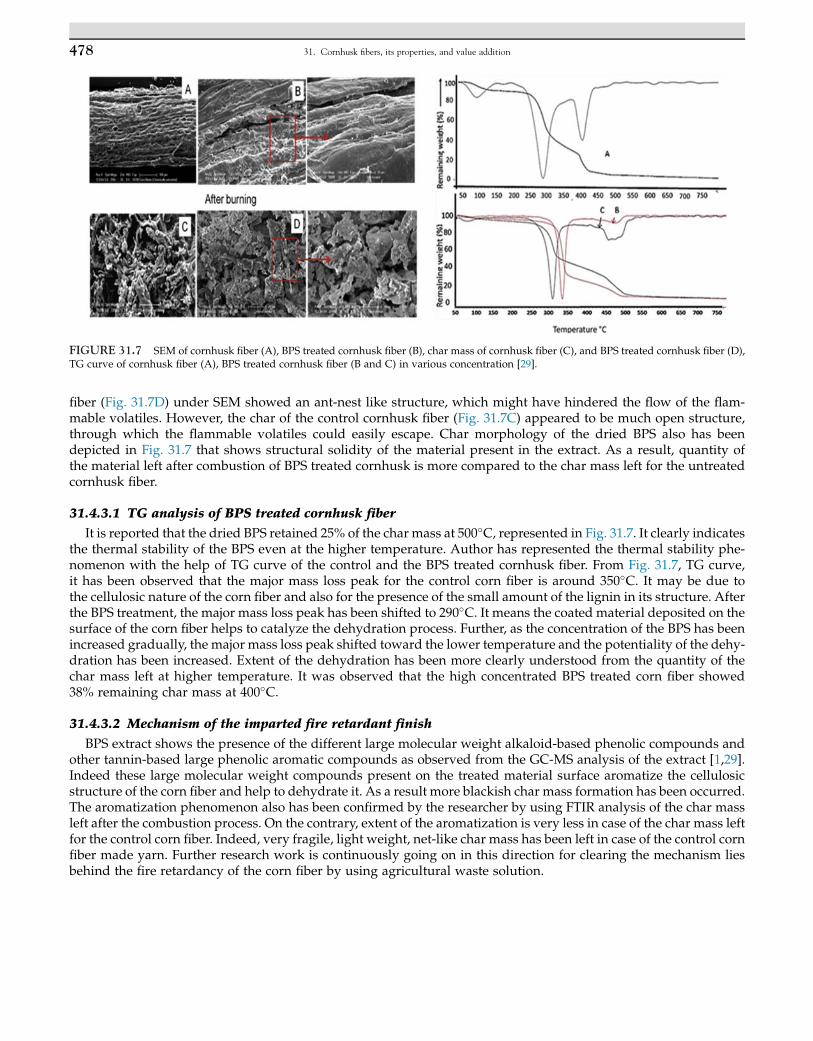
fiber (Fig. 31.7D) under SEM showed an ant-nest like structure, which might have hindered the flow of the flam-mable volatiles. However, the char of the control cornhusk fiber (Fig. 31.7C) appeared to be much open structure,through which the flammable volatiles could easily escape. Char morphology of the dried BPS also has beendepicted in Fig. 31.7 that shows structural solidity of the material present in the extract. As a result, quantity ofthe material left after combustion of BPS treated cornhusk is more compared to the char mass left for the untreatedcornhusk fiber.
31.4.3.1 TG analysis of BPS treated cornhusk fiber
It is reported that the dried BPS retained 25% of the char mass at 500�C, represented in Fig. 31.7. It clearly indicatesthe thermal stability of the BPS even at the higher temperature. Author has represented the thermal stability phe-nomenon with the help of TG curve of the control and the BPS treated cornhusk fiber. From Fig. 31.7, TG curve,it has been observed that the major mass loss peak for the control corn fiber is around 350�C. It may be due tothe cellulosic nature of the corn fiber and also for the presence of the small amount of the lignin in its structure. Afterthe BPS treatment, the major mass loss peak has been shifted to 290�C. It means the coated material deposited on thesurface of the corn fiber helps to catalyze the dehydration process. Further, as the concentration of the BPS has beenincreased gradually, the major mass loss peak shifted toward the lower temperature and the potentiality of the dehy-dration has been increased. Extent of the dehydration has been more clearly understood from the quantity of thechar mass left at higher temperature. It was observed that the high concentrated BPS treated corn fiber showed38% remaining char mass at 400�C.
31.4.3.2 Mechanism of the imparted fire retardant finish
BPS extract shows the presence of the different large molecular weight alkaloid-based phenolic compounds andother tannin-based large phenolic aromatic compounds as observed from the GC-MS analysis of the extract [1,29].Indeed these large molecular weight compounds present on the treated material surface aromatize the cellulosicstructure of the corn fiber and help to dehydrate it. As a result more blackish char mass formation has been occurred.The aromatization phenomenon also has been confirmed by the researcher by using FTIR analysis of the char massleft after the combustion process. On the contrary, extent of the aromatization is very less in case of the char mass leftfor the control corn fiber. Indeed, very fragile, light weight, net-like char mass has been left in case of the control cornfiber made yarn. Further research work is continuously going on in this direction for clearing the mechanism liesbehind the fire retardancy of the corn fiber by using agricultural waste solution.
FIGURE 31.7 SEM of cornhusk fiber (A), BPS treated cornhusk fiber (B), char mass of cornhusk fiber (C), and BPS treated cornhusk fiber (D),TG curve of cornhusk fiber (A), BPS treated cornhusk fiber (B and C) in various concentration [29].
31. Cornhusk fibers, its properties, and value addition478

31.5 Conclusion
Cornhusk fiber obtained as the by-product of a food crop is available in a large quantity and at a lower cost, inIndia as well as in some of the other countries as agro-waste. As of summary, cornhusk was utilized for extractionof textile grade fiber and its properties were compared with well-known cellulosic cotton and lignocellulosic jutefiber. The cornhusk fiber has a low crystallinity and rough surface with hollow cross-sectional channels alike otherlignocellulosic fibers, making it accessible to more chemical and dye absorption. Different researchers also examinedits spinnability by blending corn fiber with cotton. Some of them also have evaluated the dyeability of the corn fiberby using different cationic and anionic dyes. As far as the thermal stability and the chemical compositions are con-cerned, one research team has showed almost similar properties like jute. After the application of BPS obtained as anagricultural waste during the extraction of banana fibers from its pseudostem, the thermal stability of the cornhuskfiber was found to increase with an LOI value of 32. Cornhusk fibers are rich in cellulose and annually available agro-residue waste and it also has been utilized for MCC production. The reported study revealed that MCC prepared bychemical and biological treatment yielded cellulose content of 98.2%. The physicochemical characterization studiesdone by the researchers have shown that the quality of MCC prepared from cornhusk is at par with commercialgrade MCC and also meets the national and international standards. Different research work is going on and furtherresearch and exploration of corn fiber is required for filling the demand of the natural fiber.
References
[1] Kambli ND, Samanta KK, Basak S, Chattopadhyay SK, Patil PG, Deshmukh RR. Characterization of the corn husk fibre and improvement inits thermal stability by banana pseudostem sap. Cellulose 2018;25:5241e57.
[2] Yilmaz ND, Cahskan E, Yilmaz K. Effect of xylanase enzyme on mechanical properties of fibres extracted from undried and dried corn husks.IJFTR 2014;39:60e4.
[3] Reddy N, Yang Y. Properties of high-quality long natural cellulose fibers from rice straw. J. Agric. Food Chem. 2006;54:8077e81.[4] Davis CB, Busch KW, Rabbe DH, BuschMA, Lusk JR. Rapid, non- destructive, textile classification using simca on diffuse near-infrared reflec-
tance spectra. In: Grayson M, editor. Encyclopedia of textiles, fibres, and nonwoven fabrics. New York: John Wiley & Sons; 1984. p. 62e89.[5] Reddy N, Yang Y. Long natural cellulosic fibers from cornhusks: structure and properties. AATCC Rev. 2005;5:24e7.[6] Reddy N, Yang Y, McAlister DD. Processability and properties of yarns produced from cornhusk fibres and their blends with other fibres.
IJFTR 2006;31:537e42.[7] Kozlowski R, Baraniecki P, Barriga-Bedoya J. 2 - bast fibres (flax, hemp, jute, ramie, kenaf, abaca). In: Blackburn RS, editor. Biodegradable and
sustainable fibres. Cambridge: Woodhead Publishing Series in Textiles; 2006. p. 36e81.[8] Mather RR, Wardman RH. The chemistry of textile fibres. Cambridge: RSC Publishing; 2011.[9] Mwaikambo Y. Review of the history, properties and application of plant fibres. AJFST 2006;7:120e33.[10] Reddy N, Yang Y. Biofibres from agricultural by-products for industrial applications. Trends Biotechnol. 2005;23:22e7.[11] Canetta E, Montiel K, Adya AK. Morphological changes in textile fibres exposed to environmental stresses: atomic force microscopic
examination. Forensic Sci. Int. 2009;191:6e14.[12] Han SO, Choi HY. Morphology and surface properties of natural fibre treated with electron beam. In: Mendez-Vilas A, Diaz J, editors. Mi-
croscopy: science, technology, applications and education. Badajoz, Spain: Formatex Research Center; 2010. p. 1880e7.[13] Ghorpade R, Balasubramanya RH. Microbial retting of banana pseudostem for extracting textile grade fibers and its applications. Man Made
Text. India 2013;41:149e53.[14] Kambli N, Basak S, Samanta KK, Deshmukh RR. Extraction of natural cellulosic fibre from corn husk and its physicochemical properties.
Fibres Polym. 2018;17:687e94.[15] Kambli N, Mageshwaran V, Patil PG, Saxena S, Deshmukh RR. Synthesis and characterization of microcrystalline cellulose powders from
corn husk fibre using biochemical route. Cellulose 2018;24:5355e69.[16] Azubuike CP, Okhamafe AO. Physicochemical, spectroscopic and thermal properties of microcrystalline cellulose derived from corn cobs.
Int. J. Recycl. Org. Waste Agric. 2012;1:1e7.[17] Halliwell G. In: Bergmeyer HU, editor. Methods of enzymatic analysis, vol. 21. NewYork and London Cellulose: Verlog Chemie GmBHWein-
heim/Bergstr, Academic Press; 1965. p. 64e71.[18] Huda S, Yang Y. Composites from ground chicken quill and polypropylene. Compos. Sci. Technol. 2008;68:790e8.[19] Pharmacopeia of India. 3rd ed. 1985. p. 57e76. Published by the controller of publication, Delhi, 1.[20] Doelker E. Comparative compaction properties of various microcrystalline cellulose types and generic products. Drug Dev. Ind. Pharm. 1993;
19:2399e471.[21] Sun CC. Mechanism of moisture induced variations in true density and compaction properties of microcrystalline cellulose. Int. J. Pharm.
2008;346:93e101.[22] Williams RO, Sriwongjanya M, Barron MK. Compaction properties of microcrystalline cellulose using tableting indices. Drug Dev. Ind.
Pharm. 1997;23:695e704.[23] Carlin B. Direct compression and the role of filler-binders. In: Augsburger LL, Hoag SW, editors. Pharmaceutical dosage forms: tablets. Lon-
don: Informa; 2008. p. 173e216.[24] Dybowski U. Does polymerisation degree matter? Manuf. Chem. Aerosol News 1997;68:19e21.[25] Salam A, Reddy N, Yang Y. Bleaching of kenaf and cornhusk fibres. Ind. Eng. Chem. Res. 2007;46:1452e8.
References 479

[26] Sari NH, Wardana NG, Irawan YS, Siswanto E. Physical and acoustical properties of corn husk fibre panels. Adv. Acoust. Vibr. 2016. https://doi.org/10.1155/2016/5971814.
[27] Sari NH, Wardana NG, Irawan YS, Siswanto E. Corn husk fibres-polyester composites as sound absorber: nano acoustical and acousticalproperties. Adv. Acoust. Vibr. 2017. https://doi.org/10.1155/2017/4319389.
[28] Reddy, Thillainayagam VA, Yang Y. Dyeing natural cellulosic fibre from corn husk; a comparative study with cotton fibre. Ind. Eng. Chem.Res. 2011;50:5642e50.
[29] Reddy N, Yang Y. Properties and potential applications of natural cellulose fibers from cornhusks. Green Chem. 2005;799:190e5.[30] Basak S, Samanta KK, Chattopadhyay SK, Narkar R, Parmar MS. Wastage spinach leaf: source for making self-extinguishable cellulosic
substrate. Indian J. Fiber Text. Res. 2017;42:215e22.[31] Basak S, Samanta KK, Saxena S, Chattopadhyay SK, Narkar R. Banana pseudostem sap and boric acid: a novel formulation for making fire
retardant cotton fabric. Indian J. Fiber Text. Res. 2018;43:36e43.[32] Paul S, Basak S, Ali SW. Zinc stannate nanostructure: is it a new class of material for multifunctional cotton textiles? ACS Omega 2019;26:
21827e38.[33] Shukla A, Sharma V, Basak S, Ali SW. Sodium lignin sulfonate: a bio-macromolecule for making fire retardant cotton fabric. Cellulose 2019;26:
8191e208.
31. Cornhusk fibers, its properties, and value addition480
C H A P T E R
32
Bioactive polypropylene by plasma processingChetna Verma1, Manali Somani1, Ankita Sharma1, Pratibha Singh1,Vandana Kumari1, Vipula1, Rohini Verma1, Shamayita Patra1,
Samrat Mukhopadhyay2, Bhuvanesh Gupta11Bioengineering Laboratory, Department of Textile and Fibre Engineering, Indian Institute of Technology, New Delhi,
India; 2Department of Textile and Fibre Engineering, Indian Institute of Technology, New Delhi, India
32.1 Introduction
Plasma processing of polymeric materials is an efficient technology that aims at modifying the chemical and phys-ical properties of a surface. Plasma may be termed as the modern approach to the functional material which allowsselective chemistry on the material surface to create a novel world of high tech applications [1]. Some of these ap-plications are very critical and are termed as lifesaving one to the survival of the patient. Plasma is an ionized state ofgas and can be favorably used to treat polymer surfaces and impart specific features in it. Moreover, it is consideredas a green or sustainable process since it reduces expenses on effluent treatment and protects the environment.Plasma processing has acquired a novel place within the world of functionalization and is beneficial over other con-ventional process as it customizes functionality and modifies surface in the nanometer range without altering itsintrinsic and bulk properties of the substrates [2,3]. In the process surface roughness of the material increasesproviding greater mechanical interlocking and interfacial adhesion, while the material acquires hydrophobic or hy-drophilic character as desired for specific application.
Plasma irradiation technique on polymer substrate is used for removal of absorbed contamination, surfaceetching, surface cross-linking, polymer grafting, and activation of the surface by imparting functional moiety. Sur-face modification techniques, such as chemical treatment and radiation processing, lead to the modification of thepolymer bulk by catering the specific functional group or changing the surface morphology. However, a significantloss in the physical properties may take place in the functionalizedmaterial. Plasma process stands out ahead amongall different surface techniques because it is a dry process (solvent-free), an environmentally benign technique whichcontrols surface modification to a depth of few nanometers, it is an efficient and robust process which can be appliedto all types of substrates in the form of film, fabric, and sheets, and it controls the wettability of the material surface[4,5]. The plasma process can tailor physical, chemical, biological, and optical properties of the surface according toone’s need. The mechanism of surface modification of substrate under plasma activation depends on (a) the precur-sor gas used in plasma power discharge, (b) gas flow rate, (c) distance between the electrode and substrate, and(d) type and geometry of the substrate [6e10]. In this review the functionalization is being presented as an overallunderstanding of the structureeproperty relationship in PP. An overview of the surface functionalization in thefollowing section would offer a precise information on this subject.
32.2 Functionalization of polypropylene
32.2.1 Plasma processing
Plasma can be generated by heating neutral gas at very high temperature or heating gas internally through highspeed ions or electrons that collide with the gas particles resulting in the increase in their thermal energy. Low
481Green Chemistry for Sustainable Textiles
Copyright © 2021 Elsevier Ltd. All rights reserved.https://doi.org/10.1016/B978-0-323-85204-3.00027-0
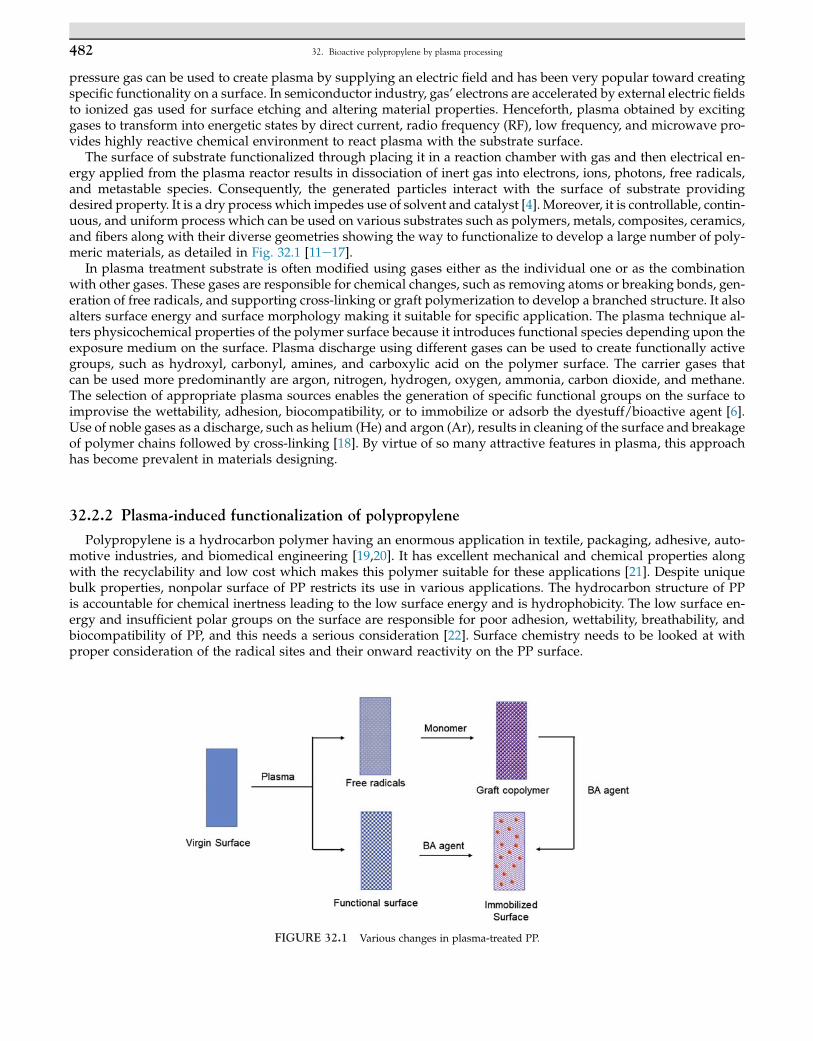
pressure gas can be used to create plasma by supplying an electric field and has been very popular toward creatingspecific functionality on a surface. In semiconductor industry, gas’ electrons are accelerated by external electric fieldsto ionized gas used for surface etching and altering material properties. Henceforth, plasma obtained by excitinggases to transform into energetic states by direct current, radio frequency (RF), low frequency, and microwave pro-vides highly reactive chemical environment to react plasma with the substrate surface.
The surface of substrate functionalized through placing it in a reaction chamber with gas and then electrical en-ergy applied from the plasma reactor results in dissociation of inert gas into electrons, ions, photons, free radicals,and metastable species. Consequently, the generated particles interact with the surface of substrate providingdesired property. It is a dry process which impedes use of solvent and catalyst [4]. Moreover, it is controllable, contin-uous, and uniform process which can be used on various substrates such as polymers, metals, composites, ceramics,and fibers along with their diverse geometries showing the way to functionalize to develop a large number of poly-meric materials, as detailed in Fig. 32.1 [11e17].
In plasma treatment substrate is often modified using gases either as the individual one or as the combinationwith other gases. These gases are responsible for chemical changes, such as removing atoms or breaking bonds, gen-eration of free radicals, and supporting cross-linking or graft polymerization to develop a branched structure. It alsoalters surface energy and surface morphology making it suitable for specific application. The plasma technique al-ters physicochemical properties of the polymer surface because it introduces functional species depending upon theexposure medium on the surface. Plasma discharge using different gases can be used to create functionally activegroups, such as hydroxyl, carbonyl, amines, and carboxylic acid on the polymer surface. The carrier gases thatcan be used more predominantly are argon, nitrogen, hydrogen, oxygen, ammonia, carbon dioxide, and methane.The selection of appropriate plasma sources enables the generation of specific functional groups on the surface toimprovise the wettability, adhesion, biocompatibility, or to immobilize or adsorb the dyestuff/bioactive agent [6].Use of noble gases as a discharge, such as helium (He) and argon (Ar), results in cleaning of the surface and breakageof polymer chains followed by cross-linking [18]. By virtue of so many attractive features in plasma, this approachhas become prevalent in materials designing.
32.2.2 Plasma-induced functionalization of polypropylene
Polypropylene is a hydrocarbon polymer having an enormous application in textile, packaging, adhesive, auto-motive industries, and biomedical engineering [19,20]. It has excellent mechanical and chemical properties alongwith the recyclability and low cost which makes this polymer suitable for these applications [21]. Despite uniquebulk properties, nonpolar surface of PP restricts its use in various applications. The hydrocarbon structure of PPis accountable for chemical inertness leading to the low surface energy and is hydrophobicity. The low surface en-ergy and insufficient polar groups on the surface are responsible for poor adhesion, wettability, breathability, andbiocompatibility of PP, and this needs a serious consideration [22]. Surface chemistry needs to be looked at withproper consideration of the radical sites and their onward reactivity on the PP surface.
FIGURE 32.1 Various changes in plasma-treated PP.
32. Bioactive polypropylene by plasma processing482
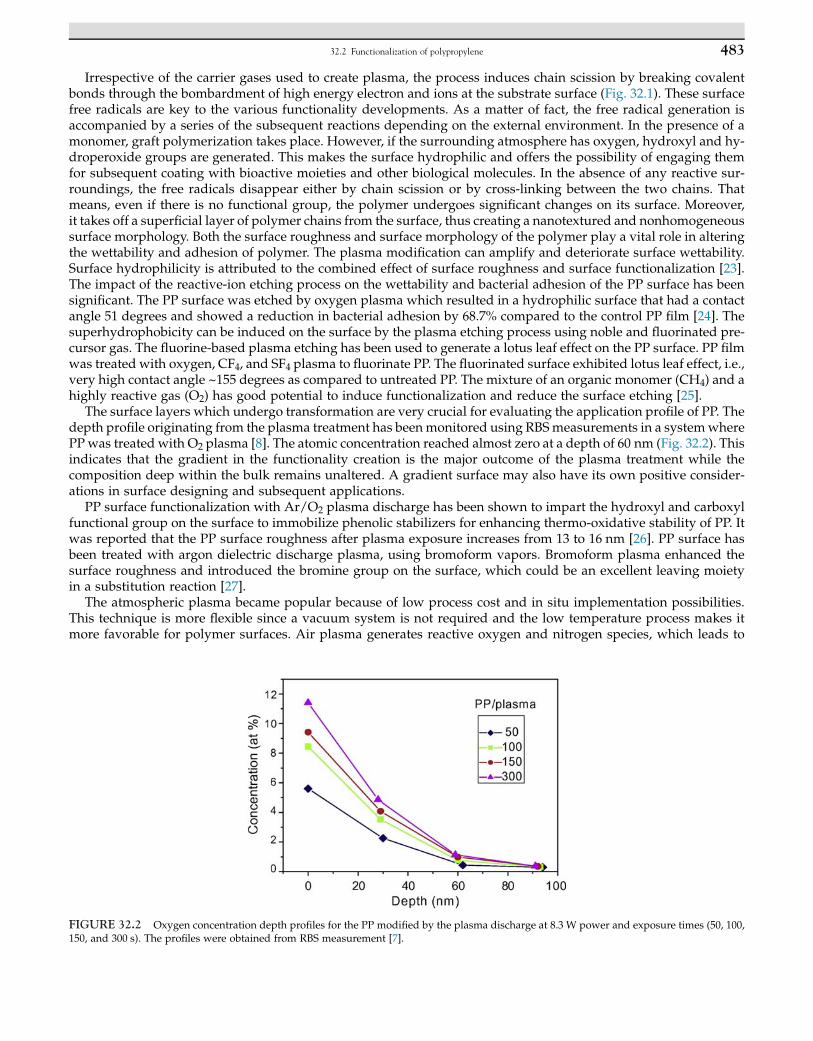
Irrespective of the carrier gases used to create plasma, the process induces chain scission by breaking covalentbonds through the bombardment of high energy electron and ions at the substrate surface (Fig. 32.1). These surfacefree radicals are key to the various functionality developments. As a matter of fact, the free radical generation isaccompanied by a series of the subsequent reactions depending on the external environment. In the presence of amonomer, graft polymerization takes place. However, if the surrounding atmosphere has oxygen, hydroxyl and hy-droperoxide groups are generated. This makes the surface hydrophilic and offers the possibility of engaging themfor subsequent coating with bioactive moieties and other biological molecules. In the absence of any reactive sur-roundings, the free radicals disappear either by chain scission or by cross-linking between the two chains. Thatmeans, even if there is no functional group, the polymer undergoes significant changes on its surface. Moreover,it takes off a superficial layer of polymer chains from the surface, thus creating a nanotextured and nonhomogeneoussurface morphology. Both the surface roughness and surface morphology of the polymer play a vital role in alteringthe wettability and adhesion of polymer. The plasma modification can amplify and deteriorate surface wettability.Surface hydrophilicity is attributed to the combined effect of surface roughness and surface functionalization [23].The impact of the reactive-ion etching process on the wettability and bacterial adhesion of the PP surface has beensignificant. The PP surface was etched by oxygen plasma which resulted in a hydrophilic surface that had a contactangle 51 degrees and showed a reduction in bacterial adhesion by 68.7% compared to the control PP film [24]. Thesuperhydrophobicity can be induced on the surface by the plasma etching process using noble and fluorinated pre-cursor gas. The fluorine-based plasma etching has been used to generate a lotus leaf effect on the PP surface. PP filmwas treated with oxygen, CF4, and SF4 plasma to fluorinate PP. The fluorinated surface exhibited lotus leaf effect, i.e.,very high contact angle ~155 degrees as compared to untreated PP. The mixture of an organic monomer (CH4) and ahighly reactive gas (O2) has good potential to induce functionalization and reduce the surface etching [25].
The surface layers which undergo transformation are very crucial for evaluating the application profile of PP. Thedepth profile originating from the plasma treatment has beenmonitored using RBSmeasurements in a systemwherePPwas treated with O2 plasma [8]. The atomic concentration reached almost zero at a depth of 60 nm (Fig. 32.2). Thisindicates that the gradient in the functionality creation is the major outcome of the plasma treatment while thecomposition deep within the bulk remains unaltered. A gradient surface may also have its own positive consider-ations in surface designing and subsequent applications.
PP surface functionalization with Ar/O2 plasma discharge has been shown to impart the hydroxyl and carboxylfunctional group on the surface to immobilize phenolic stabilizers for enhancing thermo-oxidative stability of PP. Itwas reported that the PP surface roughness after plasma exposure increases from 13 to 16 nm [26]. PP surface hasbeen treated with argon dielectric discharge plasma, using bromoform vapors. Bromoform plasma enhanced thesurface roughness and introduced the bromine group on the surface, which could be an excellent leaving moietyin a substitution reaction [27].
The atmospheric plasma became popular because of low process cost and in situ implementation possibilities.This technique is more flexible since a vacuum system is not required and the low temperature process makes itmore favorable for polymer surfaces. Air plasma generates reactive oxygen and nitrogen species, which leads to
FIGURE 32.2 Oxygen concentration depth profiles for the PP modified by the plasma discharge at 8.3 W power and exposure times (50, 100,150, and 300 s). The profiles were obtained from RBS measurement [7].
32.2 Functionalization of polypropylene 483
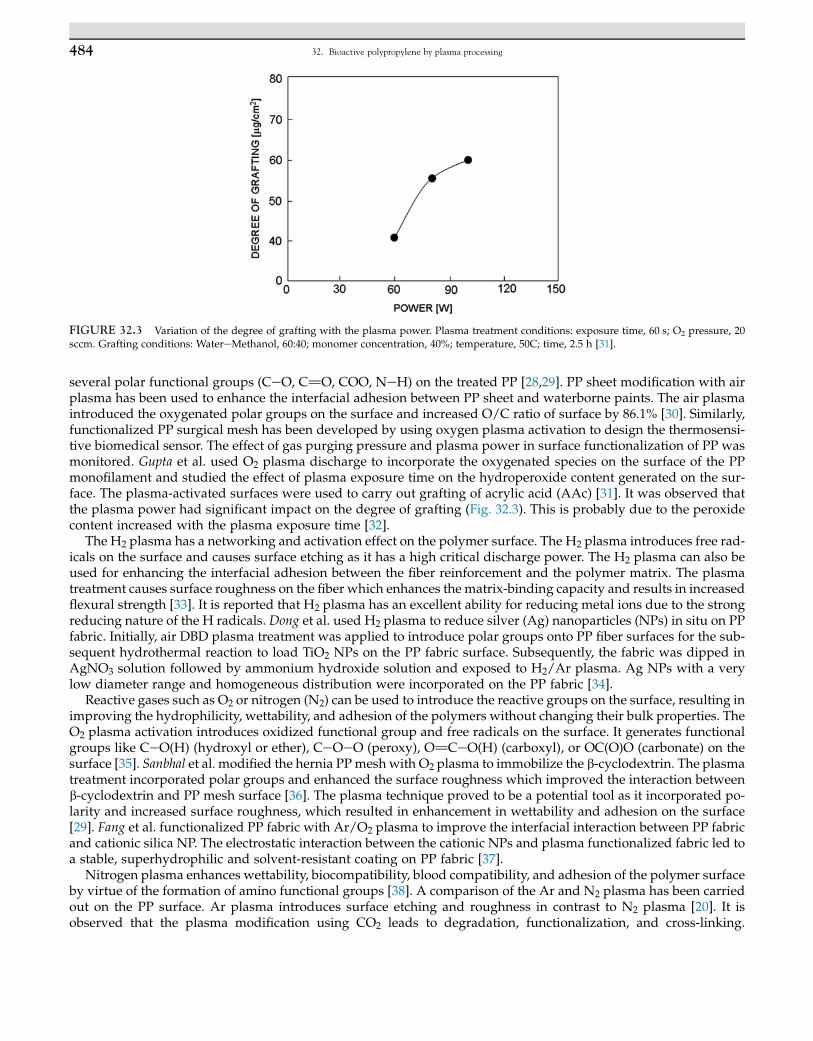
several polar functional groups (CeO, C]O, COO, NeH) on the treated PP [28,29]. PP sheet modification with airplasma has been used to enhance the interfacial adhesion between PP sheet and waterborne paints. The air plasmaintroduced the oxygenated polar groups on the surface and increased O/C ratio of surface by 86.1% [30]. Similarly,functionalized PP surgical mesh has been developed by using oxygen plasma activation to design the thermosensi-tive biomedical sensor. The effect of gas purging pressure and plasma power in surface functionalization of PP wasmonitored. Gupta et al. used O2 plasma discharge to incorporate the oxygenated species on the surface of the PPmonofilament and studied the effect of plasma exposure time on the hydroperoxide content generated on the sur-face. The plasma-activated surfaces were used to carry out grafting of acrylic acid (AAc) [31]. It was observed thatthe plasma power had significant impact on the degree of grafting (Fig. 32.3). This is probably due to the peroxidecontent increased with the plasma exposure time [32].
The H2 plasma has a networking and activation effect on the polymer surface. The H2 plasma introduces free rad-icals on the surface and causes surface etching as it has a high critical discharge power. The H2 plasma can also beused for enhancing the interfacial adhesion between the fiber reinforcement and the polymer matrix. The plasmatreatment causes surface roughness on the fiber which enhances the matrix-binding capacity and results in increasedflexural strength [33]. It is reported that H2 plasma has an excellent ability for reducing metal ions due to the strongreducing nature of the H radicals.Dong et al. used H2 plasma to reduce silver (Ag) nanoparticles (NPs) in situ on PPfabric. Initially, air DBD plasma treatment was applied to introduce polar groups onto PP fiber surfaces for the sub-sequent hydrothermal reaction to load TiO2 NPs on the PP fabric surface. Subsequently, the fabric was dipped inAgNO3 solution followed by ammonium hydroxide solution and exposed to H2/Ar plasma. Ag NPs with a verylow diameter range and homogeneous distribution were incorporated on the PP fabric [34].
Reactive gases such as O2 or nitrogen (N2) can be used to introduce the reactive groups on the surface, resulting inimproving the hydrophilicity, wettability, and adhesion of the polymers without changing their bulk properties. TheO2 plasma activation introduces oxidized functional group and free radicals on the surface. It generates functionalgroups like CeO(H) (hydroxyl or ether), CeOeO (peroxy), O]CeO(H) (carboxyl), or OC(O)O (carbonate) on thesurface [35]. Sanbhal et al. modified the hernia PPmesh with O2 plasma to immobilize the b-cyclodextrin. The plasmatreatment incorporated polar groups and enhanced the surface roughness which improved the interaction betweenb-cyclodextrin and PP mesh surface [36]. The plasma technique proved to be a potential tool as it incorporated po-larity and increased surface roughness, which resulted in enhancement in wettability and adhesion on the surface[29]. Fang et al. functionalized PP fabric with Ar/O2 plasma to improve the interfacial interaction between PP fabricand cationic silica NP. The electrostatic interaction between the cationic NPs and plasma functionalized fabric led toa stable, superhydrophilic and solvent-resistant coating on PP fabric [37].
Nitrogen plasma enhances wettability, biocompatibility, blood compatibility, and adhesion of the polymer surfaceby virtue of the formation of amino functional groups [38]. A comparison of the Ar and N2 plasma has been carriedout on the PP surface. Ar plasma introduces surface etching and roughness in contrast to N2 plasma [20]. It isobserved that the plasma modification using CO2 leads to degradation, functionalization, and cross-linking.
FIGURE 32.3 Variation of the degree of grafting with the plasma power. Plasma treatment conditions: exposure time, 60 s; O2 pressure, 20sccm. Grafting conditions: WatereMethanol, 60:40; monomer concentration, 40%; temperature, 50C; time, 2.5 h [31].
32. Bioactive polypropylene by plasma processing484
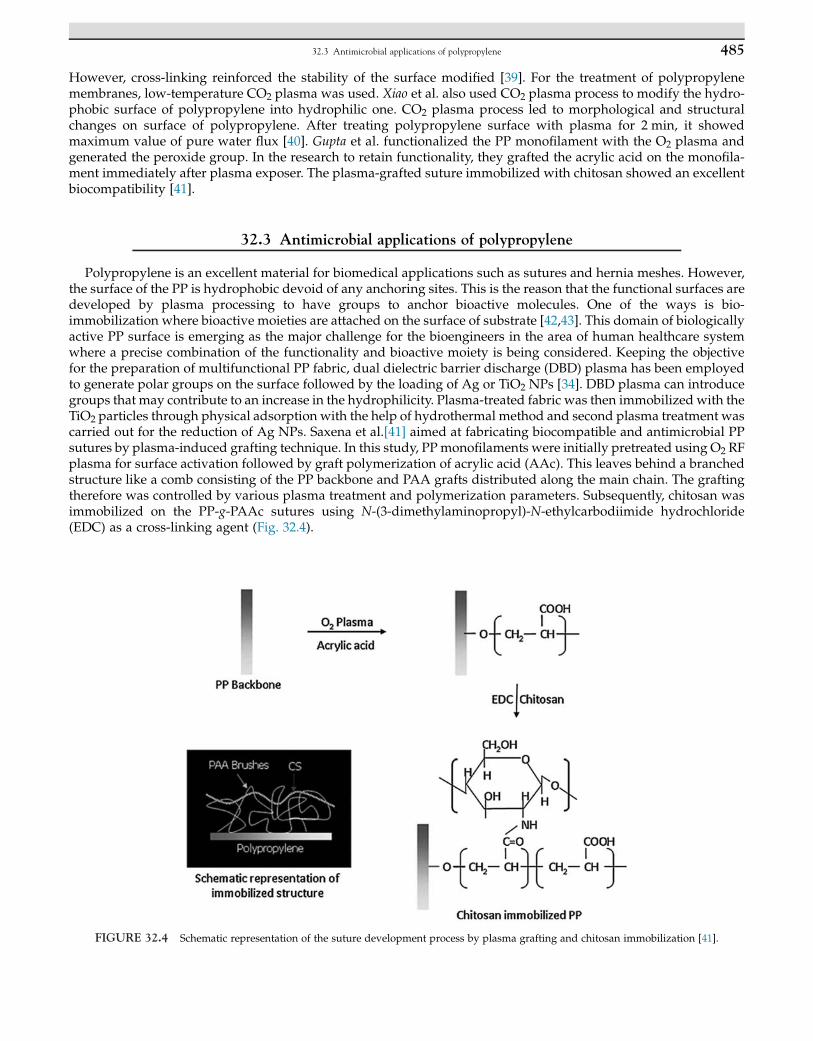
However, cross-linking reinforced the stability of the surface modified [39]. For the treatment of polypropylenemembranes, low-temperature CO2 plasma was used. Xiao et al. also used CO2 plasma process to modify the hydro-phobic surface of polypropylene into hydrophilic one. CO2 plasma process led to morphological and structuralchanges on surface of polypropylene. After treating polypropylene surface with plasma for 2 min, it showedmaximum value of pure water flux [40]. Gupta et al. functionalized the PP monofilament with the O2 plasma andgenerated the peroxide group. In the research to retain functionality, they grafted the acrylic acid on the monofila-ment immediately after plasma exposer. The plasma-grafted suture immobilized with chitosan showed an excellentbiocompatibility [41].
32.3 Antimicrobial applications of polypropylene
Polypropylene is an excellent material for biomedical applications such as sutures and hernia meshes. However,the surface of the PP is hydrophobic devoid of any anchoring sites. This is the reason that the functional surfaces aredeveloped by plasma processing to have groups to anchor bioactive molecules. One of the ways is bio-immobilization where bioactive moieties are attached on the surface of substrate [42,43]. This domain of biologicallyactive PP surface is emerging as the major challenge for the bioengineers in the area of human healthcare systemwhere a precise combination of the functionality and bioactive moiety is being considered. Keeping the objectivefor the preparation of multifunctional PP fabric, dual dielectric barrier discharge (DBD) plasma has been employedto generate polar groups on the surface followed by the loading of Ag or TiO2 NPs [34]. DBD plasma can introducegroups that may contribute to an increase in the hydrophilicity. Plasma-treated fabric was then immobilized with theTiO2 particles through physical adsorption with the help of hydrothermal method and second plasma treatment wascarried out for the reduction of Ag NPs. Saxena et al.[41] aimed at fabricating biocompatible and antimicrobial PPsutures by plasma-induced grafting technique. In this study, PPmonofilaments were initially pretreated using O2 RFplasma for surface activation followed by graft polymerization of acrylic acid (AAc). This leaves behind a branchedstructure like a comb consisting of the PP backbone and PAA grafts distributed along the main chain. The graftingtherefore was controlled by various plasma treatment and polymerization parameters. Subsequently, chitosan wasimmobilized on the PP-g-PAAc sutures using N-(3-dimethylaminopropyl)-N-ethylcarbodiimide hydrochloride(EDC) as a cross-linking agent (Fig. 32.4).
FIGURE 32.4 Schematic representation of the suture development process by plasma grafting and chitosan immobilization [41].
32.3 Antimicrobial applications of polypropylene 485

Anjum et al. enhanced the bioreceptivity of PP nonwoven using O2 plasma technique. RF plasma functionalizationwas carried out using O2 discharge for 120 s to enhance the hydrophilicity of the fabric and to immobilize the bioac-tive emulsion on the fabric surface. The biofunctionalized PP exhibited an excellent antimicrobial and antiinflamma-tory property. A process was presented where water in oil nanoemulsion was prepared using PEG/bioactivenanogel in water phase and essential oils (lavender, citrus, and sandalwood oil) in the oil phase where sodiumbis(2-ethylhexyl) sulfosuccinate (AOT) was used as the emulsifier. The bioemulsion was coated on the oxygenplasma functionalized PP fabric using dip coat method and evaluated for its biocompatibility as well as antimicro-bial properties [44]. Diallyl dimethyl ammonium chloride (DADMC) is an interesting bioactive molecule and ex-hibits strong antibacterial features [45,46]. This molecule has been used to anchor on PP nonwoven fabricsthrough the paddingmangle process (Fig. 32.5). The resultant membrane was treated with plasma to initiate graftingof the monomer on the PP fabric. After purifying the fabric by soxhlet extraction, the resultant membrane showedexcellent antibacterial properties [47].
Another study [48] reported preparation of silver and copper entrapped PP (PP/Ag and PP/Cu) nanocompositefilms by sonication assisted melt mixing followed by the Ar plasma treatment for the exposure of surface NPs. Thesefilms showed an increase in the surface wettability with decreased contact angle and exhibited the significant anti-microbial activity. Owing to its hydrophobic nature, PP has to suffer with the activation of immune system due to thedeposition of blood component when used as the blood contacting materials like blood purification membranes andsutures. Such limitations can be overcome by increasing the surface hydrophilicity using plasma treatment andimmobilization of bioactive components in order to enhance the blood compatibility.
Moreover, the emergence of multidrug-resistant pathogens against standard antibiotic therapy was used forfurther additional problems in healthcare [49e51]. Therefore, tremendous research efforts are being proposed to-ward the development of antimicrobial surgical devices such as wound dressings, sutures, catheters, implants,and blood contacting materials, by immobilizing or blending certain antimicrobial or bioactive agents onto the poly-meric substrates, that can effectively prevent the microbial infection and biofilm formation on their surfaces [52,53].There are several bioactive agents such as antibiotics, metallic NPs, peptides, and herbal extracts, which are beingused to achieve the antimicrobial performance of polymers against broad spectrum of microbes, especially invarious healthcare and hygiene sectors [54,55]. Most of the researchers have competently focused on the chitosanantiadhesive behavior rather than bactericidal because chitosan cannot leach into surrounding medium to kill thesuspended bacteria [56]. It therefore becomes interesting to combine the homopolymer and the bioactive moleculestogether for creating infection-resistant materials. Several studies have been employed to modify PP devices bycombining both chitosan and antibiotics to offer most multifunctional features in final product such as bacteriostatic,bactericidal, and hemostatic as well [57]. Multifunctional hernia meshes were prepared by coating and depositingchitosan along with ciprofloxacin onto the DBD plasma pretreated PP surface. Meshes exhibited excellent bacteri-cidal as well as bacteriostatic activity against gram-negative bacteria (Staphylococcus aureus) and sustained antibioticrelease for 4 days [57]. The major challenge in the extensive use of antibiotics is the development of antibiotic-resistant pathogens. Hence, there is dire need to develop antibiotic carrier system to improve the drug loading ca-pacity, their release behavior into the surrounding, and enhance their stability.
FIGURE 32.5 Schematic representation of plasma-induced graft polymerization of DADMAC in the presence of cross-linker PETA onpolypropylene nonwoven [47].
32. Bioactive polypropylene by plasma processing486
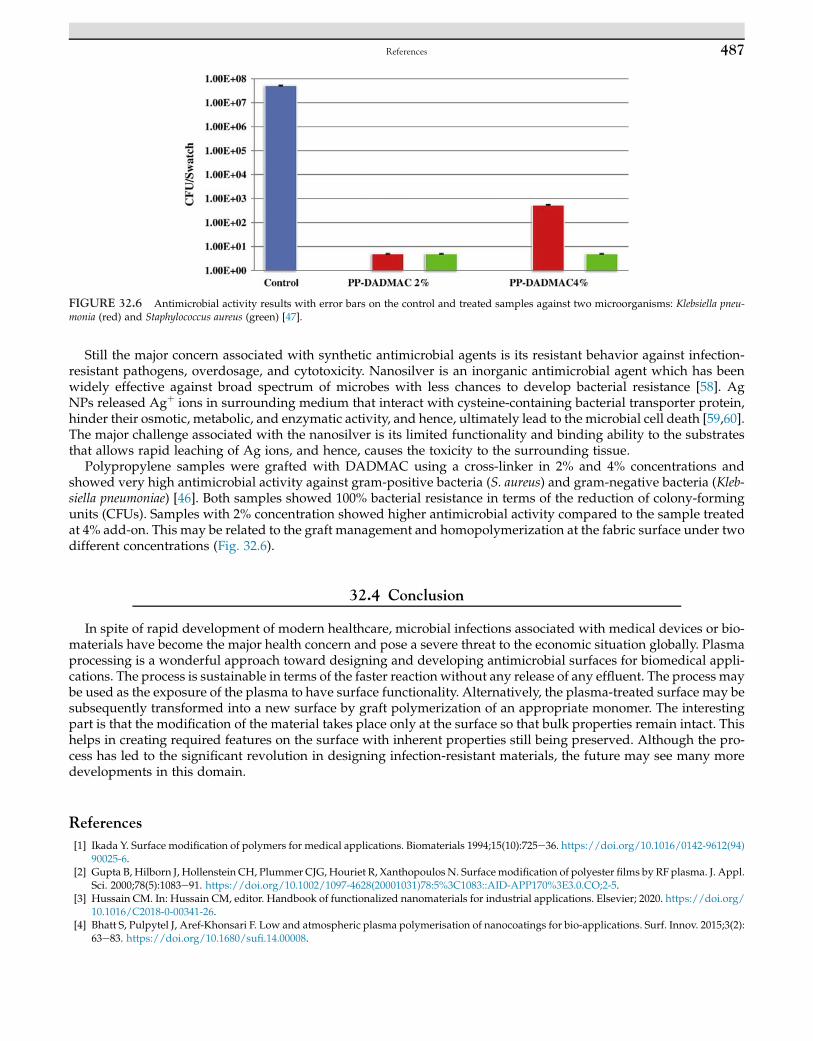
Still the major concern associated with synthetic antimicrobial agents is its resistant behavior against infection-resistant pathogens, overdosage, and cytotoxicity. Nanosilver is an inorganic antimicrobial agent which has beenwidely effective against broad spectrum of microbes with less chances to develop bacterial resistance [58]. AgNPs released Agþ ions in surrounding medium that interact with cysteine-containing bacterial transporter protein,hinder their osmotic, metabolic, and enzymatic activity, and hence, ultimately lead to the microbial cell death [59,60].The major challenge associated with the nanosilver is its limited functionality and binding ability to the substratesthat allows rapid leaching of Ag ions, and hence, causes the toxicity to the surrounding tissue.
Polypropylene samples were grafted with DADMAC using a cross-linker in 2% and 4% concentrations andshowed very high antimicrobial activity against gram-positive bacteria (S. aureus) and gram-negative bacteria (Kleb-siella pneumoniae) [46]. Both samples showed 100% bacterial resistance in terms of the reduction of colony-formingunits (CFUs). Samples with 2% concentration showed higher antimicrobial activity compared to the sample treatedat 4% add-on. This may be related to the graft management and homopolymerization at the fabric surface under twodifferent concentrations (Fig. 32.6).
32.4 Conclusion
In spite of rapid development of modern healthcare, microbial infections associated with medical devices or bio-materials have become the major health concern and pose a severe threat to the economic situation globally. Plasmaprocessing is a wonderful approach toward designing and developing antimicrobial surfaces for biomedical appli-cations. The process is sustainable in terms of the faster reaction without any release of any effluent. The process maybe used as the exposure of the plasma to have surface functionality. Alternatively, the plasma-treated surface may besubsequently transformed into a new surface by graft polymerization of an appropriate monomer. The interestingpart is that the modification of the material takes place only at the surface so that bulk properties remain intact. Thishelps in creating required features on the surface with inherent properties still being preserved. Although the pro-cess has led to the significant revolution in designing infection-resistant materials, the future may see many moredevelopments in this domain.
References
[1] Ikada Y. Surface modification of polymers for medical applications. Biomaterials 1994;15(10):725e36. https://doi.org/10.1016/0142-9612(94)90025-6.
[2] Gupta B, Hilborn J, Hollenstein CH, Plummer CJG, Houriet R, XanthopoulosN. Surfacemodification of polyester films by RF plasma. J. Appl.Sci. 2000;78(5):1083e91. https://doi.org/10.1002/1097-4628(20001031)78:5%3C1083::AID-APP170%3E3.0.CO;2-5.
[3] Hussain CM. In: Hussain CM, editor. Handbook of functionalized nanomaterials for industrial applications. Elsevier; 2020. https://doi.org/10.1016/C2018-0-00341-26.
[4] Bhatt S, Pulpytel J, Aref-Khonsari F. Low and atmospheric plasma polymerisation of nanocoatings for bio-applications. Surf. Innov. 2015;3(2):63e83. https://doi.org/10.1680/sufi.14.00008.
FIGURE 32.6 Antimicrobial activity results with error bars on the control and treated samples against two microorganisms: Klebsiella pneu-monia (red) and Staphylococcus aureus (green) [47].
References 487

[5] Khelifa F, Ershov S, Habibi Y, Snyders R, Dubois P. Free-radical-induced grafting from plasma polymer surfaces. Chem. Rev. 2016;116(6):3975e4005. https://doi.org/10.1021/acs.chemrev.5b00634.
[6] Darvish F, Mostofi Sarkari N, Khani M, et al. Direct plasma treatment approach based on non-thermal gliding arc for surface modification ofbiaxially-oriented polypropylene with post-exposure hydrophilicity improvement and minus aging effects. Appl. Surf. Sci. 2020;509:144815.https://doi.org/10.1016/j.apsusc.2019.144815. September 2019.
[7] Shahidi S, Ghoranneviss M. Comparison between oxygen and nitrogen plasma treatment on adhesion properties and antibacterial activity ofmetal coated polypropylene fabrics. Fibers Polym. 2012;13(8):971e8. https://doi.org/10.1007/s12221-012-0971-5.
[8] Slepi�cka P, Vasina A, Kolská Z, et al. Argon plasma irradiation of polypropylene. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact.Mater. Atoms 2010;268(11e12):2111e4. https://doi.org/10.1016/j.nimb.2010.02.012.
[9] Sakudo A, Yagyu Y, Onodera T. Disinfection and sterilization using plasma technology: fundamentals and future perspectives for biologicalapplications. Int. J. Mol. Sci. 2019;20(20). https://doi.org/10.3390/ijms20205216.
[10] Gupta B, Hilborn JG, Bisson I, Frey P. Plasma-induced graft polymerization of acrylic acid onto poly(ethylene terephthalate) films. J. Appl.Polym. Sci. 2001;81(12):2993e3001. https://doi.org/10.1002/app.1749.
[11] Kudryavtseva V, Stankevich K, Kozelskaya A, et al. Magnetron plasma mediated immobilization of hyaluronic acid for the development offunctional double-sided biodegradable vascular graft. Appl. Surf. Sci. 2020;529:147196. https://doi.org/10.1016/j.apsusc.2020.147196. April.
[12] Kuo YL, Kung FC, Ko CL, et al. Tailoring surface properties of polyethylene terephthalate by atmospheric pressure plasma jet for graftingbiomaterials. Thin Solid Films 2020;709:138152. https://doi.org/10.1016/j.tsf.2020.138152. December 2019.
[13] Yi Y, TuH, Zhou X, et al. Acrylic acid-grafted pre-plasma nanofibers for efficient removal of oil pollution from aquatic environment. J. HazardMater. 2019;371:165e74. https://doi.org/10.1016/j.jhazmat.2019.02.085. January.
[14] Acayanka E, Tarkwa JB, Nchimi KN, et al. Grafting of N-doped titania nanoparticles synthesized by the plasma-assisted method on textilesurface for sunlight photocatalytic self-cleaning applications. Surf. Interfaces 2019;17:100361. https://doi.org/10.1016/j.surfin.2019.100361.May.
[15] Qiu X, Lee BLP, Ning X, Murthy N, Dong N, Li S. End-point immobilization of heparin on plasma-treated surface of electrospunpolycarbonate-urethane vascular graft. Acta Biomater. 2017;51:138e47. https://doi.org/10.1016/j.actbio.2017.01.012.
[16] Gupta B, Krishnanand K, Deopura BL. Oxygen plasma-induced graft polymerization of acrylic acid on polycaprolactone monofilament. Eur.Polym. J. 2012;48(11):1940e8. https://doi.org/10.1016/j.eurpolymj.2012.07.015.
[17] Wang CX, Lv JC, Zhou QQ, et al. In situ synthesis of silver nanoparticles on the cotton fabrics modified by plasma induced vapor phase graftpolymerization of acrylic acid for durable multifunction. Appl. Surf. Sci. 2017;396:1840e8. https://doi.org/10.1016/j.apsusc.2016.11.173.
[18] Siow KS, Britcher L, Kumar S, Griesser HJ. Plasmamethods for the generation of chemically reactive surfaces for biomolecule immobilizationand cell colonization - a review. Plasma Process. Polym. 2006;3(6e7):392e418. https://doi.org/10.1002/ppap.200600021.
[19] Kawakami R, Yoshitani Y, Mitani K, et al. Effects of air-based nonequilibrium atmospheric pressure plasma jet treatment on characteristics ofpolypropylene film surfaces. Appl. Surf. Sci. 2020;509:144910. https://doi.org/10.1016/j.apsusc.2019.144910. December 2019.
[20] Mansuroglu D, Uzun-Kaymak IU. Argon and nitrogen plasmamodified polypropylene: surface characterization along with the optical emis-sion results. Surf. Coatings Technol. 2019;358:551e9. https://doi.org/10.1016/j.surfcoat.2018.11.086. August 2018.
[21] Sangnal Matt Durandhara Murthy V, Vaidya U. Improving the adhesion of glass/polypropylene (glass-PP) and high-density polyethylene(HDPE) surfaces by open air plasma treatment. Int. J. Adhes. Adhes. 2019;95:102435. https://doi.org/10.1016/j.ijadhadh.2019.102435.September.
[22] Nageswaran G, Jothi L, Jagannathan S. Plasma assisted polymer modifications. Elsevier Inc.; 2019. https://doi.org/10.1016/b978-0-12-813152-7.00004-4.
[23] Kim J, Kim HS, Park CH. Contribution of surface energy and roughness to the wettability of polyamide 6 and polypropylene film in theplasma-induced process. Text. Res. J. 2016;86(5):461e71. https://doi.org/10.1177/0040517515580511.
[24] Kayes MI, Galante AJ, Stella NA, Haghanifar S, Shanks RMQ, Leu PW. Stable lotus leaf-inspired hierarchical, fluorinated polypropylene sur-faces for reduced bacterial adhesion. React. Funct. Polym. 2018;128:40e6. https://doi.org/10.1016/j.reactfunctpolym.2018.04.013. February.
[25] Juang RS, Hou WT, Huang YC, Tseng YC, Huang C. Surface hydrophilic modifications on polypropylene membranes by remote methane/oxygen mixture plasma discharges. J. Taiwan Inst. Chem. Eng. 2016;65:420e6. https://doi.org/10.1016/j.jtice.2016.04.032.
[26] Manteghi A, Ahmadi S, Arabi H. Enhanced thermo-oxidative stability through covalent attachment of hindered phenolic antioxidant on sur-face functionalized polypropylene. Polymer (Guildf) 2018;138:41e8. https://doi.org/10.1016/j.polymer.2018.01.048.
[27] Felix T, Trigueiro JS, Bundaleski N, Teodoro OMND, Sério S, Debacher NA. Functionalization of polymer surfaces bymedium frequency non-thermal plasma. Appl. Surf. Sci. 2018;428:730e8. https://doi.org/10.1016/j.apsusc.2017.09.147.
[28] Trindade GF, Williams DF, Abel ML, Watts JF. Analysis of atmospheric plasma-treated polypropylene by large area ToF-SIMS imaging andNMF. Surf. Interface Anal. 2018;50(11):1180e6. https://doi.org/10.1002/sia.6378.
[29] Mandolfino C, Lertora E, Gambaro C, Pizzorni M. Functionalization of neutral polypropylene by using low pressure plasma treatment: ef-fects on surface characteristics and adhesion properties. Polymers (Basel) 2019;11(2). https://doi.org/10.3390/polym11020202.
[30] Peng X, Zhang Z. Research of polypropylene (PP) decorative board surface painting used for wood product decoration and the paint filmadhesion improvement by plasma. J. Adhes. Sci. Technol. 2020;34(3):246e62. https://doi.org/10.1080/01694243.2019.1667139.
[31] Saxena S, Ray AR, Gupta B. Graft polymerization of acrylic acid on polypropylene monofilament by RF plasma. J Appl Polym Sci 2010;116:2884. https://doi.org/10.1002/app.31823.
[32] Saxena S, Ray AR,Mindemart J, Hilborn J, Gupta B. Plasma-induced graft polymerization of acrylic acid onto poly(propylene) monofilament:characterization. Plasma Process. Polym. 2010;7(7):610e8. https://doi.org/10.1002/ppap.200900165.
[33] John AV, Abraham G, Alias A. Two-visit CAD/CAMmilled dentures in the rehabilitation of edentulous arches: a case series. J. Indian Pros-thodont. Soc. 2019;19(1):88e92. https://doi.org/10.4103/jips.jips.
[34] Dong P, Nie X, Jin Z, Huang Z, Wang X, Zhang X. Dual dielectric barrier discharge plasma treatments for synthesis of Ag-TiO2 functionalizedpolypropylene fabrics. Ind. Eng. Chem. Res. 2019;58(19):7734e41. https://doi.org/10.1021/acs.iecr.9b00047.
[35] Zhang C, Jin J, Zhao J, Jiang W, Yin J. Functionalized polypropylene non-woven fabric membrane with bovine serum albumin and its hemo-compatibility enhancement. Colloids Surf. B Biointerfaces 2013;102:45e52. https://doi.org/10.1016/j.colsurfb.2012.08.007.
32. Bioactive polypropylene by plasma processing488
[36] Sanbhal N, Mao Y, Sun G, Xu RF, Zhang Q, Wang L. Surface modification of polypropylene mesh devices with cyclodextrin via cold plasmafor hernia repair: characterization and antibacterial properties. Appl. Surf. Sci. 2018;439:749e59. https://doi.org/10.1016/j.apsusc.2017.12.192.
[37] Fang J, Kelarakis A, Estevez L, Wang Y, Rodriguez R, Giannelis EP. Superhydrophilic and solvent resistant coatings on polypropylene fabricsby a simple deposition process. J. Mater. Chem. 2010;20(9):1651e3. https://doi.org/10.1039/c000416m.
[38] Bormashenko E, Eldar B, Chaniel G,Multanen V,WhymanG. Influence of cold radiofrequency air and nitrogen plasmas treatment onwettingof polypropylene by the liquid epoxy resin. Colloids Surfaces A Physicochem. Eng. Asp. 2016;506:445e9. https://doi.org/10.1016/j.colsurfa.2016.07.028.
[39] Aouinti M, Bertrand P, Poncin-Epaillard F. Characterization of polypropylene surface treated in a CO2 plasma. Plasma Polym. 2003;8(4):225e36. https://doi.org/10.1023/A:1026392525543.
[40] He XC, Yu HY, Tang ZQ, et al. Reducing protein fouling of a polypropylene microporous membrane by CO2 plasma surface modification.Desalination 2009;244(1e3):80e9. https://doi.org/10.1016/j.desal.2008.04.038.
[41] Saxena S, Ray AR, Kapil A, et al. Development of a new polypropylene-based suture: plasma grafting, surface treatment, characterization,and biocompatibility studies. Macromol. Biosci. 2011;11(3):373e82. https://doi.org/10.1002/mabi.201000298.
[42] Mohamad NR, Marzuki NHC, Buang NA, Huyop F, Wahab RA. An overview of technologies for immobilization of enzymes and surfaceanalysis techniques for immobilized enzymes. Biotechnol. Biotechnol. Equip. 2015;29(2):205e20. https://doi.org/10.1080/13102818.2015.1008192.
[43] Hussain CM. In: Hussain CM, editor. Handbook of nanomaterials for industrial applications. Elsevier; 2018. https://doi.org/10.1016/C2016-0-04427-3.
[44] Anjum S, Gupta A, Sharma D, Dalal P, Gupta B. Skin compatibility and antimicrobial studies on biofunctionalized polypropylene fabric.Mater. Sci. Eng. C 2016;69:1043e50. https://doi.org/10.1016/j.msec.2016.08.009.
[45] Davis R, El-Shafei A, Hauser P. Use of atmospheric pressure plasma to confer durable water repellent functionality and antimicrobial func-tionality on cotton/polyester blend. Surf. Coatings Technol. 2011;205(20):4791e7. https://doi.org/10.1016/j.surfcoat.2011.04.035.
[46] Morent R, De Geyter N, Verschuren J, De Clerck K, Kiekens P, Leys C. Non-thermal plasma treatment of textiles. Surf. Coatings Technol. 2008;202(14):3427e49. https://doi.org/10.1016/j.surfcoat.2007.12.027.
[47] Mazloumpour M, Malshe P, El-Shafei A, Hauser P. Conferring durable antimicrobial properties on nonwoven polypropylene via plasma-assisted graft polymerization of DADMAC. Surf. Coatings Technol. 2013;224:1e7. https://doi.org/10.1016/j.surfcoat.2013.02.022.
[48] España-Sánchez BL, Ávila-Orta CA, Padilla-Vaca F, et al. Enhanced antibacterial activity of melt processed poly(propylene) Ag and Cu nano-composites by argon plasma treatment. Plasma Process. Polym. 2014;11(4):353e65. https://doi.org/10.1002/ppap.201300152.
[49] Ahonen M, Kahru A, Ivask A, et al. Proactive approach for safe use of antimicrobial coatings in healthcare settings: opinion of the cost actionnetwork AMiCI. Int. J. Environ. Res. Publ. Health 2017;14(4). https://doi.org/10.3390/ijerph14040366.
[50] Yang K, Han Q, Chen B, et al. Antimicrobial hydrogels: promising materials for medical application. Int. J. Nanomed. 2018;13:2217e63.https://doi.org/10.2147/IJN.S154748.
[51] Edmiston CE, Daoud FC, Leaper D. Is there an evidence-based argument for embracing an antimicrobial (triclosan)-coated suture technologyto reduce the risk for surgical-site infections?: a meta-analysis. Surgery (United States) 2013;154(1):89e100. https://doi.org/10.1016/j.surg.2013.03.008.
[52] Tummalapalli M, Anjum S, Kumari S, Gupta B. Antimicrobial surgical sutures: recent developments and strategies. Polym. Rev. 2016;56(4):607e30. https://doi.org/10.1080/15583724.2015.1119163.
[53] Anjum S, Singh S, Benedicte L, Roger P, Panigrahi M, Gupta B. Biomodification strategies for the development of antimicrobial urinary cath-eters: overview and advances. Glob. Challenges 2018;2(1):1700068. https://doi.org/10.1002/gch2.201700068.
[54] Deng X, Yu Nikiforov A, Coenye T, et al. Antimicrobial nano-silver non-woven polyethylene terephthalate fabric via an atmospheric pressureplasma deposition process. Sci. Rep. 2015;5:1e10. https://doi.org/10.1038/srep10138. May.
[55] Forbes S, McBain AJ, Felton-Smith S, Jowitt TA, Birchenough HL, Dobson CB. Comparative surface antimicrobial properties of synthetic bio-cides and novel human apolipoprotein E derived antimicrobial peptides. Biomaterials 2013;34(22):5453e64. https://doi.org/10.1016/j.biomaterials.2013.03.087.
[56] Anjum S, Arora A, AlamMS, Gupta B. Development of antimicrobial and scar preventive chitosan hydrogel wound dressings. Int. J. Pharm.2016;508(1e2):92e101. https://doi.org/10.1016/j.ijpharm.2016.05.013.
[57] Avetta P, Nisticò R, FagaMG, et al. Hernia-repair prosthetic devices functionalised with chitosan and ciprofloxacin coating: controlled releaseand antibacterial activity. J. Mater. Chem. B 2014;2(32):5287e94. https://doi.org/10.1039/c4tb00236a.
[58] Jin JC, Wu XJ, Xu J, Wang BB, Jiang FL, Liu Y. Ultrasmall silver nanoclusters: highly efficient antibacterial activity and their mechanisms.Biomater. Sci. 2017;5(2):247e57. https://doi.org/10.1039/c6bm00717a.
[59] Taglietti A, Diaz Fernandez YA, Amato E, et al. Antibacterial activity of glutathione-coated silver nanoparticles against gram positive andgram negative bacteria. Langmuir 2012;28(21):8140e8. https://doi.org/10.1021/la3003838.
[60] Stojkovska J, Kosti�c D, Jovanovi�c �Z, Vuka�sinovi�c-Sekuli�c M, Mi�skovi�c-Stankovi�c V, Obradovi�c B. A comprehensive approach to in vitro func-tional evaluation of Ag/Alginate nanocomposite hydrogels. Carbohydr. Polym. 2014;111:305e14. https://doi.org/10.1016/j.carbpol.2014.04.063.
References 489

This page intentionally left blank
Index
‘Note: Page numbers followed by “f” indicate figures and “t” indicate tables.’
AAccident-prone substances, 113e114Acetobacter, 141, 462A. xylinum, 137, 143
Achromobacter, 141Acid dyed wool, 222e226Acidebase catalysis, 386Acidic treatments, 343Acrylic acid (AA), 483e485Acrylic dyeing, 268Activated carbon fibers (ACFs), 253.
See also Natural fibersenvironmental applications of, 258e261textile liquid wastes adsorption andremoval by ACF, 259e261
preparation, 254e257activation process, 255e257carbonization, 254e255
properties of, 257e258adsorption properties of ACF,257e258
hydrophilic activated carbon fibers,258
hydrophobic activated carbon fibers,258
structure features, 257Activated carbon materials, 253Activation process, 255e257chemical activation, 257gas/vapor activation, 256
Adsorptionproperties of ACF, 257e258technique, 253
Aerobic treatment, 420Agricultural wastes, fiber extraction from,
241e243Agrobacterium, 141, 462Airplasma, 483e484pollution, 174treatment, 338
Algae, dye degradation by, 181Alginate, 456, 457fAlizarin, 97, 97fAlkaligenesis, 141Alkaline, 343fiber extraction, 472
Alkyldimethylbenzylammonium chloride(ADBAC), 269
Aloe vera, 155Alternative textile auxiliaries in textile
industry, 86e87Amino acid residues, 385e386
Amla. See Phyllanthus emblicaAmmonia plasma, 267Amylases, 83Anaerobic treatment, 420Animal fibers, 128Animal skins, 315Anthocyanin reds, 97, 98fAnthraquinone reds, 97Antibacterial, 169efficacy assessment, 331testing, 22
Antibiotics, 486Antimicrobialactivity, 269mechanisms, 23e24of MNPs and MONPs, 441e442
applications of polypropylene, 485e487green chemistry in antimicrobial
finishing, 366e368nano-finishes, 440e442
Antimicrobial nanotextiles, 17e18.See also Sustainable textiles
conventional antibacterial textiledressings, 18
development by sol gel method, 19e22efficacy testing, 22e24nanotechnology in antimicrobial textile
fibers, 18e19AOT. See Sodium bis(2-ethylhexyl)
sulfosuccinate (AOT)Aqua gauge, 13Aqueduct, 13Aqueous solutions modification, 343Areca catechu dyes application on silk,
325e328dyeing characteristics, 327e328halochromic effect, 326e327investigations with FTIR, 326studies on UVeVis spectroscopy, 326studies with 1H NMR and DSC, 326
Argon (Ar), 482RF plasma treatment, 338
Aromatic amines, biodegradation of, 181Aromatization, 478Arsenic (As), 113e114Artificial biosynthesis methods, 459Artocarpus heterophyllus, 370Asbestos fibers, 128Ash content, 476Atmospheric plasma, 483e484Atmospheric-pressure corona discharge
(APCD), 266
Atmospheric-pressure glow discharge(APGD), 266, 337e339
Atmospheric-pressure plasma jet (APPJ),266, 268, 338
Atomic force microscopy, 338Automation in textile wet processing, 358Azo dyes, 156Azotobacter, 141
BBacillus, 475B. subtilis, 69
Bacteria, dye degradation by, 179e180Bacterial cellulose (BC), 137, 141e144,
462e463general applications of, 144production of, 142e144
Bacterial polysaccharides, 462Bacterial protease enzyme pretreatment
effect on acid dyed wool, 222e226color measurements, 226enzyme activity measurements, 224isolation and identification of
protease-producing Bacillus sp.from soil, 223e224
pilling, 225tear strength, 225e226weight loss, 224e225
Banana plant (Musa sepientum), 248Banana pseudostem sap (BPS), 477as flame retardant for cotton, 49
Batch process, 63Bathochromic effect, 105Betalains, 380betalain-based natural colorants, 303
Bio-cleaning, 404Bio-coloration, 404e405Bio-fibers, textile fibers extraction based
on, 125Bio-finishing, 402e403, 405bio-polishing, 402e403bio-stoning, 403
Bio-modification of polyacrylonitrile, 407Bio-polishing, 73, 402e403Bio-poly(ethylene terephthalate), 462Bio-polyester, 462derived from bio-derived monomers,
459Bio-retting of bast fibers, 401e402Bio-scouring, 72, 400Bio-sourced products, 28Bio-stain removal, 408
491
Bioaccumulation, 181e182Bioactive agents, 486Bioactive polypropylene, 481antimicrobial applications of
polypropylene, 485e487functionalization of polypropylene,
481e485Bioaugmentation, 182Biobleaching, 72, 401Biocatalysts, 385e386Biochemical oxygen demand (BOD), 156Biocleaner technology, 424Biodegradable materials, 113e114, 117Biodegradation/biotransformation,
179e181of aromatic amines, 181dye degradation byalgae, 181by bacteria, 179e180by fungi, 181
Biodesizing, 399e400Bioindicators/biomarkers, 179Biological mordants, 220e221Biological oxygen demand (BOD), 80,
417e418Biological treatment, 475Biomacromolecules, 28Biomedical applications, 485Biopiles, 183Biopolymers, 137, 453, 465te466tapplication of biopolymer in textile wet
processing, 464classification, 454fcorona discharge and biopolymer
chitosan, 343in functional finishing of textiles,
194e196b-cyclodextrin, 195chitosan, 194e195sericin and fibroin, 195e196
for green fiber production, 453e464natural and synthetic textile fibers onenvironment, 455t
sustainable bio-based polyester,459e462
sustainable fibers basedpolysaccharides, 454e458
sustainable fibers derived frommicroorganisms, 462e464
sustainable protein fibers, 458e459sustainable regenerated fibers, 459
Bioprocessingof cellulosic fabrics, 399e403of protein fibers, 399e403of synthetic fibers, 406e407of textiles materials, 108
Bioreactor, 183Bioremediation, 182e183bioaugmentation, 182biopiles, 183bioreactor, 183biosparging, 182bioventing, 182composting, 182constructed wetlands, 183
of textile effluents, 408Biosorption, 181Biosparging, 182Biostoning, 72e73, 403Biosynthesis of nanomaterials, 315e316Biotechnology, 82, 245e246applications, 346e347biotechnology-enabled processes, 69catalase, 246pectinases, 246in textile industry, 83e84in textile processing, 356e357
Bioventing, 1821,4-bis(alkylamino) anthraquinone, 284,
284fBleaching, 72, 80, 93, 95, 184, 246bleached cornhusk fibers, 472process, 472
Blue water footprint, 1e2, 6e7Bottom-up fabrication strategy, 429Brazilein, 97, 98fBromoamine acid (BAA), 183Bromoform plasma, 483Business Communications Company
(BCC), 69Butanetetracarboxylic acid (BTCA), 345
CC.I. Mordant Brown (MD-1), 286, 286fC.I. Mordant Red 11, 286, 286fC.I. Mordant Yellow 12 (MD-2), 286, 286fCactus (Nopalea coccinellifera), 228Cadmium (Cd), 113e114Camellia sinensis L. See Tea plants
(Camellia sinensis L.)Candida albicans, 317Carbon dioxide plasma process (CO2
plasma process), 484e485Carbon footprints, 1relationship between water, ecological
footprints and, 8Carbon nanotubes (CNTs), 165, 272, 425impact on textile, 167e168proficient nanomaterial for textile,
167e168Carbon NFs, 244Carbon NPs, 244Carbon-based polymers, 369Carbonization, 254e255Carboxymethyl cellulose (CMC), 70e71,
79, 155Carcinogenic benzidine dyes, 103Carminic acid, 230Carotenoid, 380carotenoid-based dyes and pigments,
302Caryota spadix fiberchemistry of Caryota urens spadix fiber,
213diameter and length of fiber, 214investigation with SEM, 213strength of individual fiber, 213studies, 212e214using FTIR, 212e213on thermal characteristics, 214
X-ray diffraction, 213Caryota urens spadix fiber, 205, 213Caseins as flame retardants, 32e35Catalase, 246Cationic dyes, 260Cellulase enzyme, 73Cellulomonas, 475Cellulose, 138e144, 454e456BC, 141e144cellulose-containing fabricscombined coloration andnano-finishing of, 444, 445t
nano-finishing of, 439e444chemical composition of cellulose and
common esters, 455fCNF, 139content, 475fibers, 57fibrils, 130whiskers, 130
Cellulose acetate, 456Cellulose nanofibers (CNF), 139Cellulosic cotton fiber, 474Cellulosic fabricsbio-bleaching, 401bio-finishing, 402e403bio-retting and degumming of bast
fibers, 401e402bio-scouring, 400biodesizing, 399e400bioprocessing of, 399e403enzymes in coloration processes, 402H2O2-killer, 401
Cellulosic fibers, 70, 241Cellulosic nanofibers productioncellulose and nanocellulose, 138e144nanocellulose applications in medicine,
144e147Cellulosic substrate, 439Ceres Aqua Gauge, 13b CH-transfer reactions, 32Chain depolymerizations, 32Chemical activation, 257Chemical fixing agents, 175Chemical oxygen demand (COD), 80, 156,
417e418Chemical recycling, 241Chemical treatments, 243of proteinic fibers, 345e346
Chemomechanical treatment, 243Chitin, 456Chitosan, 18, 194e195, 346, 456, 485bobbin of pure, nonwoven, knitted, and
woven, 456fchemical structure, 456fnanoparticles, 22
Chitosan-cyanuric chloride hybrid(Ch-Cy), 229
concentration effect on dye uptake, 229Chlorine bleach, 155Chlorophora tinctoria. See Old fustic
(Chlorophora tinctoria)Chlorophyll, 381Chromatography, 392e393Chromophores, 155, 375
Index492
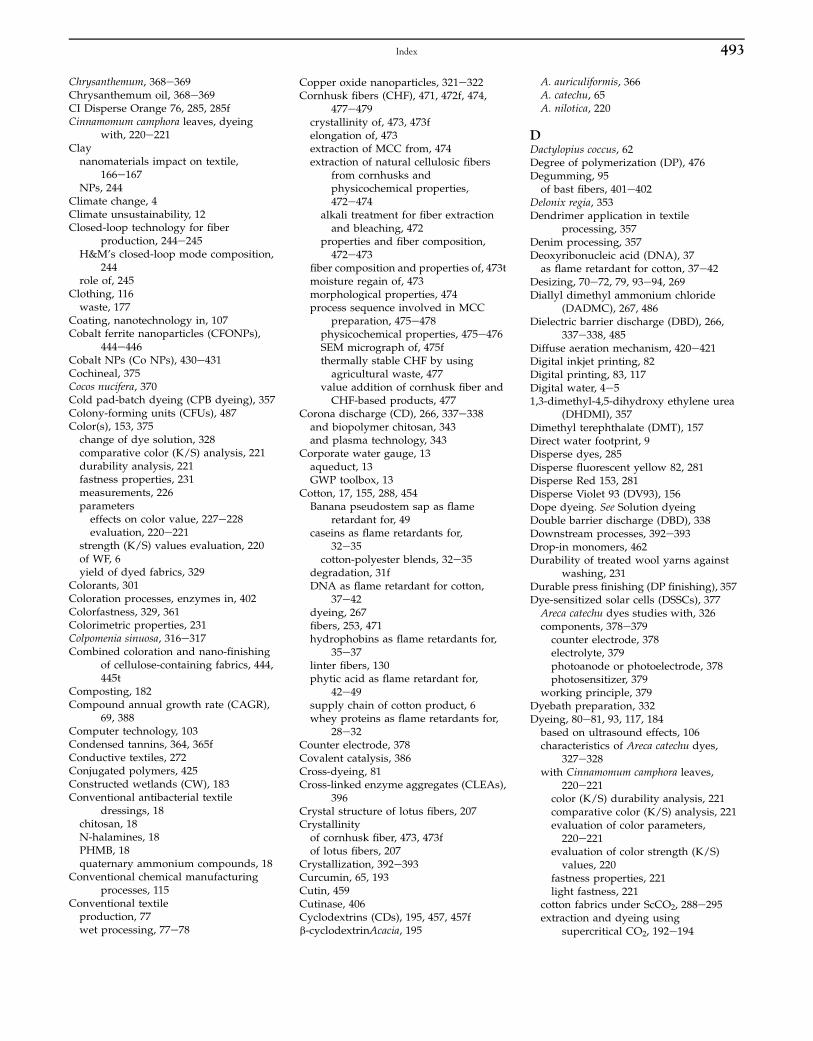
Chrysanthemum, 368e369Chrysanthemum oil, 368e369CI Disperse Orange 76, 285, 285fCinnamomum camphora leaves, dyeing
with, 220e221Claynanomaterials impact on textile,
166e167NPs, 244
Climate change, 4Climate unsustainability, 12Closed-loop technology for fiber
production, 244e245H&M’s closed-loop mode composition,
244role of, 245
Clothing, 116waste, 177
Coating, nanotechnology in, 107Cobalt ferrite nanoparticles (CFONPs),
444e446Cobalt NPs (Co NPs), 430e431Cochineal, 375Cocos nucifera, 370Cold pad-batch dyeing (CPB dyeing), 357Colony-forming units (CFUs), 487Color(s), 153, 375change of dye solution, 328comparative color (K/S) analysis, 221durability analysis, 221fastness properties, 231measurements, 226parameterseffects on color value, 227e228evaluation, 220e221
strength (K/S) values evaluation, 220of WF, 6yield of dyed fabrics, 329
Colorants, 301Coloration processes, enzymes in, 402Colorfastness, 329, 361Colorimetric properties, 231Colpomenia sinuosa, 316e317Combined coloration and nano-finishing
of cellulose-containing fabrics, 444,445t
Composting, 182Compound annual growth rate (CAGR),
69, 388Computer technology, 103Condensed tannins, 364, 365fConductive textiles, 272Conjugated polymers, 425Constructed wetlands (CW), 183Conventional antibacterial textile
dressings, 18chitosan, 18N-halamines, 18PHMB, 18quaternary ammonium compounds, 18
Conventional chemical manufacturingprocesses, 115
Conventional textileproduction, 77wet processing, 77e78
Copper oxide nanoparticles, 321e322Cornhusk fibers (CHF), 471, 472f, 474,
477e479crystallinity of, 473, 473felongation of, 473extraction of MCC from, 474extraction of natural cellulosic fibers
from cornhusks andphysicochemical properties,472e474
alkali treatment for fiber extractionand bleaching, 472
properties and fiber composition,472e473
fiber composition and properties of, 473tmoisture regain of, 473morphological properties, 474process sequence involved in MCC
preparation, 475e478physicochemical properties, 475e476SEM micrograph of, 475fthermally stable CHF by usingagricultural waste, 477
value addition of cornhusk fiber andCHF-based products, 477
Corona discharge (CD), 266, 337e338and biopolymer chitosan, 343and plasma technology, 343
Corporate water gauge, 13aqueduct, 13GWP toolbox, 13
Cotton, 17, 155, 288, 454Banana pseudostem sap as flame
retardant for, 49caseins as flame retardants for,
32e35cotton-polyester blends, 32e35
degradation, 31fDNA as flame retardant for cotton,
37e42dyeing, 267fibers, 253, 471hydrophobins as flame retardants for,
35e37linter fibers, 130phytic acid as flame retardant for,
42e49supply chain of cotton product, 6whey proteins as flame retardants for,
28e32Counter electrode, 378Covalent catalysis, 386Cross-dyeing, 81Cross-linked enzyme aggregates (CLEAs),
396Crystal structure of lotus fibers, 207Crystallinityof cornhusk fiber, 473, 473fof lotus fibers, 207
Crystallization, 392e393Curcumin, 65, 193Cutin, 459Cutinase, 406Cyclodextrins (CDs), 195, 457, 457fb-cyclodextrinAcacia, 195
A. auriculiformis, 366A. catechu, 65A. nilotica, 220
DDactylopius coccus, 62Degree of polymerization (DP), 476Degumming, 95of bast fibers, 401e402
Delonix regia, 353Dendrimer application in textile
processing, 357Denim processing, 357Deoxyribonucleic acid (DNA), 37as flame retardant for cotton, 37e42
Desizing, 70e72, 79, 93e94, 269Diallyl dimethyl ammonium chloride
(DADMC), 267, 486Dielectric barrier discharge (DBD), 266,
337e338, 485Diffuse aeration mechanism, 420e421Digital inkjet printing, 82Digital printing, 83, 117Digital water, 4e51,3-dimethyl-4,5-dihydroxy ethylene urea
(DHDMI), 357Dimethyl terephthalate (DMT), 157Direct water footprint, 9Disperse dyes, 285Disperse fluorescent yellow 82, 281Disperse Red 153, 281Disperse Violet 93 (DV93), 156Dope dyeing. See Solution dyeingDouble barrier discharge (DBD), 338Downstream processes, 392e393Drop-in monomers, 462Durability of treated wool yarns against
washing, 231Durable press finishing (DP finishing), 357Dye-sensitized solar cells (DSSCs), 377Areca catechu dyes studies with, 326components, 378e379counter electrode, 378electrolyte, 379photoanode or photoelectrode, 378photosensitizer, 379
working principle, 379Dyebath preparation, 332Dyeing, 80e81, 93, 117, 184based on ultrasound effects, 106characteristics of Areca catechu dyes,
327e328with Cinnamomum camphora leaves,
220e221color (K/S) durability analysis, 221comparative color (K/S) analysis, 221evaluation of color parameters,220e221
evaluation of color strength (K/S)values, 220
fastness properties, 221light fastness, 221
cotton fabrics under ScCO2, 288e295extraction and dyeing using
supercritical CO2, 192e194
Index 493

Dyeing (Continued )with fermented dough extract, 222with henna and yarrow enhanced by
plasma treatment, 226e228optimization of process, 228parameters effects on color value,227e228
statistical modeling and analysis,226e227
innovation in, 63e64microwave-assisted extraction and, 192plasma treatment and, 266e268of polyamide fabrics under ScCO2, 284polypropylene fabrics under ScCO2,
284e286and printing of textiles, 97e100process, 156e158, 178, 417environment-friendly processingstrategy associated with, 100
ultrasonic energy effect on, 159e160properties and related parameters, 229protein fabrics under ScCO2, 286e288supercritical CO2 in, 86ultrasonic-assisted extraction and, 192
Dyes, 155degradationby algae, 181by bacteria, 179e180by fungi, 181
wastes removal, 259e260Dynamic light scattering, 475
EEco-friendly desizing process, 58Eco-friendly pretreatment of textiles,
57e60eco-friendly desizing process, 58sustainable bio-scouring process, 59e60
Eco-friendly production methods, 117Eco-friendly reagents, 346e347Eco-friendly silk dyeing with Monascus,
331e333Eco-friendly solvents, 115Ecological footprints, relationship
between water footprints, carbonfootprints, and, 8
Ecology quality, 439Economic unsustainability, 12EDC. See N-(3-dimethylaminopropyl)-N-
ethylcarbodiimide hydrochloride(EDC)
Efficacy testing, 22e24antibacterial testing, 22antimicrobial activities mechanisms,
23e24plate assays, 22
Effluent treatment, 184, 371Effluent treatment plant (ETP), 417e418Electrical conductivity, 271e272Electrochemical dyeing, 82, 85Electrochemical impedance spectroscopy,
380Electrolyte, 379Electron beam treatment, 86Electronic textiles (E-textiles), 107
Electronics, 376Electrophoresis, 392e393Electrospinning of CD, 457Electrostatic catalysis, 386Ellagic acid, 364, 366fElongation of cornhusk fiber, 473EMI shielding, 271e272End-of-life (EOL), 117Environment, textile industry and,
174e175Environment-friendly dyeing process
optimization, 161e162Environment-friendly processing strategy
associated with dyeing process, 100Environmental applications of ACF,
258e261Environmental footprint concepts, 1Environmental impacts of water footprint,
8e9Environmental price of fast fashion, 175Environmentally sound textile wet
processing technologies, 82e87alternative textile auxiliaries in textile
industry, 86e87biotechnology in textile industry, 83e84digital printing, 83electrochemical dyeing, 85electron beam treatment, 86foaming technology in textile finishing,
85microwave energy in textile industry,
85nanotechnology in textile industry,
84e85plasma process in textile, 84supercritical CO2 in dyeing, 86textile wet processing, 77e82ultrasonic technique in textile wet
processing, 82e83Enzymatic biocatalysisadvantages, market, and sources,
386e388enzyme improvement strategies,
394e397enzyme production, 388e393downstream processes, 392e393fermentation methods, 388e392formulation, 393industrial enzymes, 389te391tupstream processes, 388
factors affecting both activity andstability of enzymes, 393e394
enzyme modulators, 394substrate and enzyme concentration,394
temperature and pH, 393e394nature and mode of action, 385e386nomenclature and classification, 386,
387fEnzymatic desizing, 79Enzymatic hydrolysis, 341e342Enzymatic textile processing, 84Enzymatic treatment, 343e344Enzyme activity measurements, 224Enzyme Commission (EC), 70, 386
Enzyme Technical Association (ETA),69e70
Enzyme(s), 69, 219, 346, 387bio-remediation of textile effluents,
408bio-stain removal, 408enzymatic biocatalysis, 385e397enzyme-mediated processes, 386e387enzymes with thermal stability, 74functional processes/finishing using
enzymatic treatments, 70e73bio-polishing, 73bio-scouring, 72biobleaching, 72biostoning, 72e73desizing, 70e72recycling, 73
future perspectives, 74e75future trends, 408e409immobilization, 396e397improvement strategies, 394e397enzyme immobilization, 396e397protein genetic modification, 395recombinant DNA technology, 395
modulators, 394potential applications in textile industry,
397e407bioprocessing of cellulosic fabrics,399e403
bioprocessing of protein fibers,404e406
bioprocessing of synthetic fibers,406e407
textile wet processing, 397e399processing, 117
EPA. See Unites States EnvironmentalProtection Agency (EPA)
Error-prone polymerase chain reaction(epPCR), 395
Escherichia coli, 331, 459Eubacterium, 475Eureaka, 12Ex situ process, 444Extracellular polysaccharides, 462Extraction, 360extracted cornhusk fibers, 472of MCC from cornhusk fiber, 474, 474fprocesses, 307e308
Extremophilic microbial enzymes, 394
FFabric dyeing, 81Fabric preparation, 79Fabric pretreatment and functionalization
through supercritical fluid dyeing,295e296
Fastness values, 222Fatty acid methyl esters (FAMEs), 185Federal, Insecticide, Fungicide, and
Rodenticide Act (FIFRA), 18Fermentation, 388Fermentation methods, 388e392Fermented dough extract, dyeing with,
222fastness values, 222
Index494
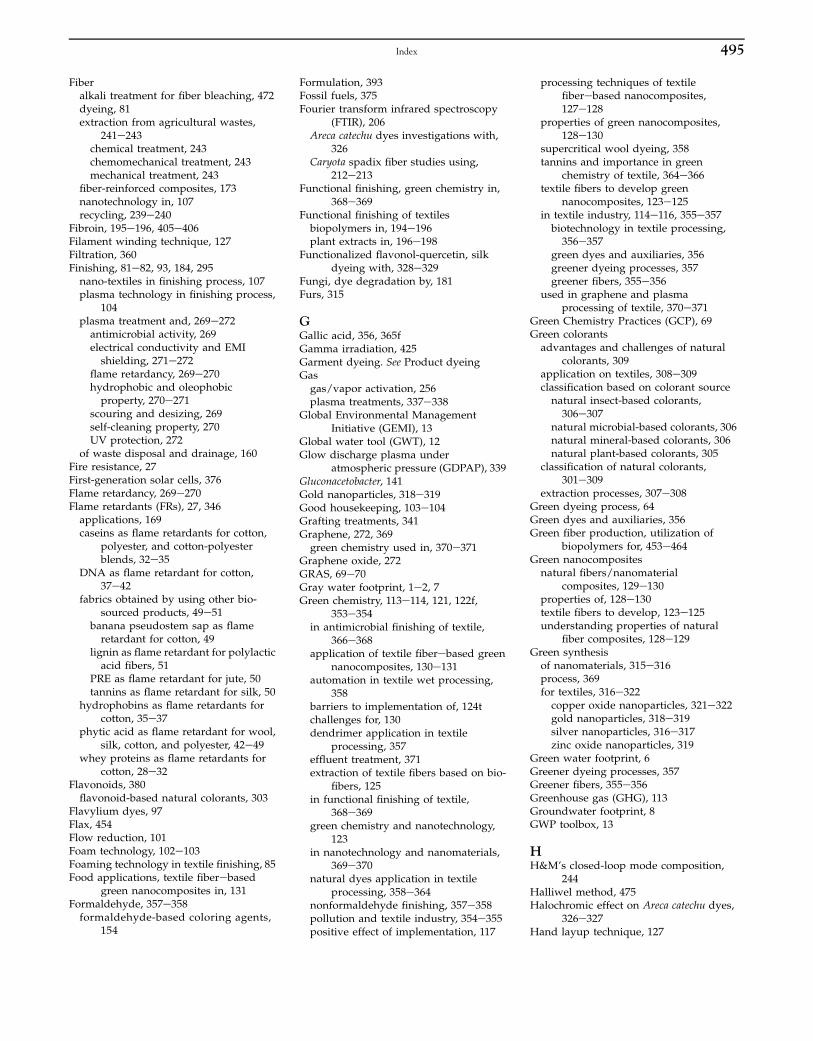
Fiberalkali treatment for fiber bleaching, 472dyeing, 81extraction from agricultural wastes,
241e243chemical treatment, 243chemomechanical treatment, 243mechanical treatment, 243
fiber-reinforced composites, 173nanotechnology in, 107recycling, 239e240
Fibroin, 195e196, 405e406Filament winding technique, 127Filtration, 360Finishing, 81e82, 93, 184, 295nano-textiles in finishing process, 107plasma technology in finishing process,
104plasma treatment and, 269e272antimicrobial activity, 269electrical conductivity and EMIshielding, 271e272
flame retardancy, 269e270hydrophobic and oleophobicproperty, 270e271
scouring and desizing, 269self-cleaning property, 270UV protection, 272
of waste disposal and drainage, 160Fire resistance, 27First-generation solar cells, 376Flame retardancy, 269e270Flame retardants (FRs), 27, 346applications, 169caseins as flame retardants for cotton,
polyester, and cotton-polyesterblends, 32e35
DNA as flame retardant for cotton,37e42
fabrics obtained by using other bio-sourced products, 49e51
banana pseudostem sap as flameretardant for cotton, 49
lignin as flame retardant for polylacticacid fibers, 51
PRE as flame retardant for jute, 50tannins as flame retardant for silk, 50
hydrophobins as flame retardants forcotton, 35e37
phytic acid as flame retardant for wool,silk, cotton, and polyester, 42e49
whey proteins as flame retardants forcotton, 28e32
Flavonoids, 380flavonoid-based natural colorants, 303
Flavylium dyes, 97Flax, 454Flow reduction, 101Foam technology, 102e103Foaming technology in textile finishing, 85Food applications, textile fiberebased
green nanocomposites in, 131Formaldehyde, 357e358formaldehyde-based coloring agents,
154
Formulation, 393Fossil fuels, 375Fourier transform infrared spectroscopy
(FTIR), 206Areca catechu dyes investigations with,
326Caryota spadix fiber studies using,
212e213Functional finishing, green chemistry in,
368e369Functional finishing of textilesbiopolymers in, 194e196plant extracts in, 196e198
Functionalized flavonol-quercetin, silkdyeing with, 328e329
Fungi, dye degradation by, 181Furs, 315
GGallic acid, 356, 365fGamma irradiation, 425Garment dyeing. See Product dyeingGasgas/vapor activation, 256plasma treatments, 337e338
Global Environmental ManagementInitiative (GEMI), 13
Global water tool (GWT), 12Glow discharge plasma under
atmospheric pressure (GDPAP), 339Gluconacetobacter, 141Gold nanoparticles, 318e319Good housekeeping, 103e104Grafting treatments, 341Graphene, 272, 369green chemistry used in, 370e371
Graphene oxide, 272GRAS, 69e70Gray water footprint, 1e2, 7Green chemistry, 113e114, 121, 122f,
353e354in antimicrobial finishing of textile,
366e368application of textile fiberebased green
nanocomposites, 130e131automation in textile wet processing,
358barriers to implementation of, 124tchallenges for, 130dendrimer application in textile
processing, 357effluent treatment, 371extraction of textile fibers based on bio-
fibers, 125in functional finishing of textile,
368e369green chemistry and nanotechnology,
123in nanotechnology and nanomaterials,
369e370natural dyes application in textile
processing, 358e364nonformaldehyde finishing, 357e358pollution and textile industry, 354e355positive effect of implementation, 117
processing techniques of textilefiberebased nanocomposites,127e128
properties of green nanocomposites,128e130
supercritical wool dyeing, 358tannins and importance in green
chemistry of textile, 364e366textile fibers to develop green
nanocomposites, 123e125in textile industry, 114e116, 355e357biotechnology in textile processing,356e357
green dyes and auxiliaries, 356greener dyeing processes, 357greener fibers, 355e356
used in graphene and plasmaprocessing of textile, 370e371
Green Chemistry Practices (GCP), 69Green colorantsadvantages and challenges of natural
colorants, 309application on textiles, 308e309classification based on colorant sourcenatural insect-based colorants,306e307
natural microbial-based colorants, 306natural mineral-based colorants, 306natural plant-based colorants, 305
classification of natural colorants,301e309
extraction processes, 307e308Green dyeing process, 64Green dyes and auxiliaries, 356Green fiber production, utilization of
biopolymers for, 453e464Green nanocompositesnatural fibers/nanomaterial
composites, 129e130properties of, 128e130textile fibers to develop, 123e125understanding properties of natural
fiber composites, 128e129Green synthesisof nanomaterials, 315e316process, 369for textiles, 316e322copper oxide nanoparticles, 321e322gold nanoparticles, 318e319silver nanoparticles, 316e317zinc oxide nanoparticles, 319
Green water footprint, 6Greener dyeing processes, 357Greener fibers, 355e356Greenhouse gas (GHG), 113Groundwater footprint, 8GWP toolbox, 13
HH&M’s closed-loop mode composition,
244Halliwel method, 475Halochromic effect on Areca catechu dyes,
326e327Hand layup technique, 127
Index 495

Harda, 65Harmful environmental effects for textile
chemical dyeing practiceenvironment-friendly dyeing process
optimization, 161e162finishing of waste disposal and
drainage, 160liposome technology application in
textile dyeing process, 158e159process of dyeing, 156e158ultrasonic energy effect on dyeing
process, 159e160wastewater management, 161wastewater treatment, 154f
Hazardous chemicals, 113Hazardous substances, 113e115Hazardous waste, 178Health/safety, 429Heat exchangers, 103Heavy metals, 113e114removal, 260e261
Helium (He), 482Henequen fiber, 474Herbal extracts, 486Hexahydroxydiphenic acid (HHDP), 364,
366fHexamethyldisiloxan (HMDSO), 270Hexamethyldisiloxane (HMDS), 270High-performance squeezers, 102e103Horizontal flow constructed wetlands
(HFCWs), 183Hot plasma treatments, 337e338Hubera nitidissima, 62Hydrazonopropanenitrile dyes, 281, 282fHydro jet process, 82Hydrocarbons, 115hydrocarbon-based softeners, 154
1H NMR, Areca catechu dyes studies with,326
Hydrogen peroxide (H2O2), 472, 475H2O2-killer, 401
Hydrogen plasma (H2 plasma), 484Hydrolyzable tannins, 364Hydrolyzed pulp, 475Hydrophilic activated carbon fibers, 258Hydrophobic activated carbon fibers, 258Hydrophobic property, 270e271Hydrophobins as flame retardants for
cotton, 35e37
IImparted fire retardant finish mechanism,
478In situ process, 444Indian gooseberry. See Phyllanthus
emblicaIndigo Blue, 98, 98fIndigoid, 302Indirect water footprint, 9Industrial textile production process, 77Industrial wastes, 253Industrial water footprint methodology
(IWF methodology), 14Industrialization processes, 93e94Infection-resistant materials, 486
Inkjet printing, 83Innovation in dyeing, 63e64International Commission of Enzymes
(ICE), 70International unit (IU), 393Iron NPs (Fe NPs), 430e431Iron oxide NPs (Fe3O4 NPs), 430e431Isatis tinctoria, 375
JJania rubins, 316e317Juglans regia, 191Jute, PRE as flame retardant for, 50
KKerria lacca, 65, 358Kevlar, 253Klebsiella pneumoniae, 487Knittingtextile manufacturing from yarn using,
94e95waste generated during, 176e177
Koolwhite-2020, 60e64innovation in dyeing, 63e64sustainable colorants of textile material,
60e62
LLaccases, 72Laserdyeing, 105finishing technology, 82irradiation, 344manmade fibers modification with laser
treatment, 339processing, 117
Layer-by-layer deposition(LbL deposition), 342
Leaching, 441Lead (Pb), 113e114Life cycle assessments (LCA), 1, 9, 83, 114water footprints in, 9
Life cycle impact assessment (LCIA), 9Life cycle inventory (LCI), 9Lignin as flame retardant for polylactic
acid fibers, 51Lignocellulosic fibers, 138e139, 471Limiting Oxygen Index (LOI), 34Limoniastrum monopetalum, 62Linen, 454Lipase, 406Liposome technology application in
textile dyeing process, 158e159Liposomes, 159Local dyeing. See Textile printingLocal water tool (LWT), 13aqua gauge, 13
“Lock-and-key” mechanism, 385e386,386f
Lotus fibers, 205studies on, 206e208chemical components and removalrate of impurities, 206
chemical structure, 207crystal structure and crystallinity, 207
moisture regain, 208morphology, 207tensile properties, 208thermal properties, 207e208
Low wet pick-up technology, 102e103Low-pressure glow discharge (LPGD), 266Low-temperature glow discharge plasma,
337e338Lyocell fibers, 355
MMachinery waste, 177Madhuca longifoliaassessmentof antibacterial efficacy, 331of fastness, 330e331
characteristics of color, 330elemental study of dyed samples, 331findings of study, 330silk dyeing with, 330e331temperature influence on stability of
dye, 330Magnesium oxide nanoparticles impact
on textile, 168Magnetic nanoparticles (MNPs), 430e431antimicrobial activity of, 441e442application techniques, 431characterization techniques for, 437fin textile industry, 437f
Mahonia napaulensis, 60e62Man-made cellulosic fibers, 70Manmade fibers, 93e94, 253, 337.
See also Proteinic fiberschemical methods for modification of,
340e343aqueous solutions modification, 343enzymatic hydrolysis, 341e342grafting treatments, 341LbL deposition, 342microencapsulation, 342nanoparticles treatments, 342ozone treatment, 340e341solegel technique, 342supercritical carbon dioxidetechnique, 341
vapor deposition technique, 341physical methods for modification of,
337e340microwave irradiation, 340miscellaneous methods, 340modification with laser treatment, 339plasma treatment, 337e339sonication, 339e340thermal treatment, 340
Manmade textile fabrics, 385Manufacturing process, 417Material liquor ratio (MLR), 472Material to liquor ratio (MLR), 423e424Mauviene, 376Mechanical recycling, 240Mechanical treatment, 243Medical plants, 346e347Medical textiles, 315Membrane bioreactor (MBR), 425Membrane-based RO processes, 422
Index496
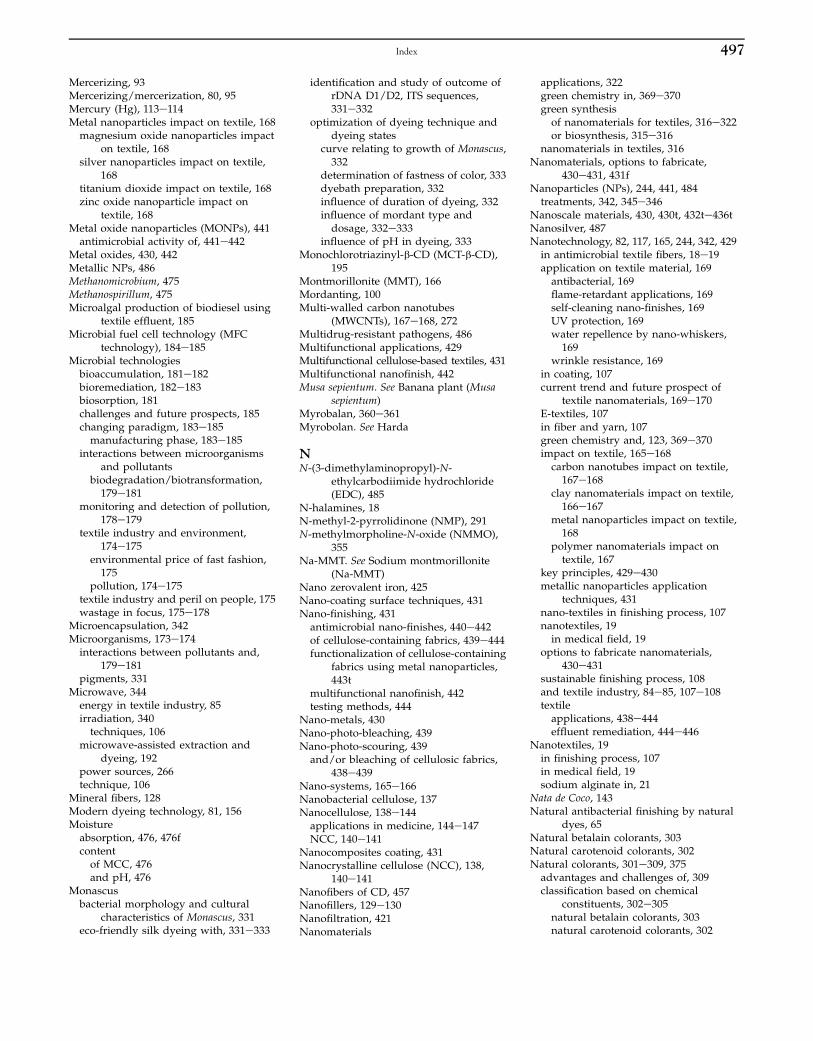
Mercerizing, 93Mercerizing/mercerization, 80, 95Mercury (Hg), 113e114Metal nanoparticles impact on textile, 168magnesium oxide nanoparticles impact
on textile, 168silver nanoparticles impact on textile,
168titanium dioxide impact on textile, 168zinc oxide nanoparticle impact on
textile, 168Metal oxide nanoparticles (MONPs), 441antimicrobial activity of, 441e442
Metal oxides, 430, 442Metallic NPs, 486Methanomicrobium, 475Methanospirillum, 475Microalgal production of biodiesel using
textile effluent, 185Microbial fuel cell technology (MFC
technology), 184e185Microbial technologiesbioaccumulation, 181e182bioremediation, 182e183biosorption, 181challenges and future prospects, 185changing paradigm, 183e185manufacturing phase, 183e185
interactions between microorganismsand pollutants
biodegradation/biotransformation,179e181
monitoring and detection of pollution,178e179
textile industry and environment,174e175
environmental price of fast fashion,175
pollution, 174e175textile industry and peril on people, 175wastage in focus, 175e178
Microencapsulation, 342Microorganisms, 173e174interactions between pollutants and,
179e181pigments, 331
Microwave, 344energy in textile industry, 85irradiation, 340techniques, 106
microwave-assisted extraction anddyeing, 192
power sources, 266technique, 106
Mineral fibers, 128Modern dyeing technology, 81, 156Moistureabsorption, 476, 476fcontentof MCC, 476and pH, 476
Monascusbacterial morphology and cultural
characteristics of Monascus, 331eco-friendly silk dyeing with, 331e333
identification and study of outcome ofrDNA D1/D2, ITS sequences,331e332
optimization of dyeing technique anddyeing states
curve relating to growth of Monascus,332
determination of fastness of color, 333dyebath preparation, 332influence of duration of dyeing, 332influence of mordant type anddosage, 332e333
influence of pH in dyeing, 333Monochlorotriazinyl-b-CD (MCT-b-CD),
195Montmorillonite (MMT), 166Mordanting, 100Multi-walled carbon nanotubes
(MWCNTs), 167e168, 272Multidrug-resistant pathogens, 486Multifunctional applications, 429Multifunctional cellulose-based textiles, 431Multifunctional nanofinish, 442Musa sepientum. See Banana plant (Musa
sepientum)Myrobalan, 360e361Myrobolan. See Harda
NN-(3-dimethylaminopropyl)-N-
ethylcarbodiimide hydrochloride(EDC), 485
N-halamines, 18N-methyl-2-pyrrolidinone (NMP), 291N-methylmorpholine-N-oxide (NMMO),
355Na-MMT. See Sodium montmorillonite
(Na-MMT)Nano zerovalent iron, 425Nano-coating surface techniques, 431Nano-finishing, 431antimicrobial nano-finishes, 440e442of cellulose-containing fabrics, 439e444functionalization of cellulose-containing
fabrics using metal nanoparticles,443t
multifunctional nanofinish, 442testing methods, 444
Nano-metals, 430Nano-photo-bleaching, 439Nano-photo-scouring, 439and/or bleaching of cellulosic fabrics,
438e439Nano-systems, 165e166Nanobacterial cellulose, 137Nanocellulose, 138e144applications in medicine, 144e147NCC, 140e141
Nanocomposites coating, 431Nanocrystalline cellulose (NCC), 138,
140e141Nanofibers of CD, 457Nanofillers, 129e130Nanofiltration, 421Nanomaterials
applications, 322green chemistry in, 369e370green synthesisof nanomaterials for textiles, 316e322or biosynthesis, 315e316
nanomaterials in textiles, 316Nanomaterials, options to fabricate,
430e431, 431fNanoparticles (NPs), 244, 441, 484treatments, 342, 345e346
Nanoscale materials, 430, 430t, 432te436tNanosilver, 487Nanotechnology, 82, 117, 165, 244, 342, 429in antimicrobial textile fibers, 18e19application on textile material, 169antibacterial, 169flame-retardant applications, 169self-cleaning nano-finishes, 169UV protection, 169water repellence by nano-whiskers,169
wrinkle resistance, 169in coating, 107current trend and future prospect of
textile nanomaterials, 169e170E-textiles, 107in fiber and yarn, 107green chemistry and, 123, 369e370impact on textile, 165e168carbon nanotubes impact on textile,167e168
clay nanomaterials impact on textile,166e167
metal nanoparticles impact on textile,168
polymer nanomaterials impact ontextile, 167
key principles, 429e430metallic nanoparticles application
techniques, 431nano-textiles in finishing process, 107nanotextiles, 19in medical field, 19
options to fabricate nanomaterials,430e431
sustainable finishing process, 108and textile industry, 84e85, 107e108textileapplications, 438e444effluent remediation, 444e446
Nanotextiles, 19in finishing process, 107in medical field, 19sodium alginate in, 21
Nata de Coco, 143Natural antibacterial finishing by natural
dyes, 65Natural betalain colorants, 303Natural carotenoid colorants, 302Natural colorants, 301e309, 375advantages and challenges of, 309classification based on chemical
constituents, 302e305natural betalain colorants, 303natural carotenoid colorants, 302
Index 497
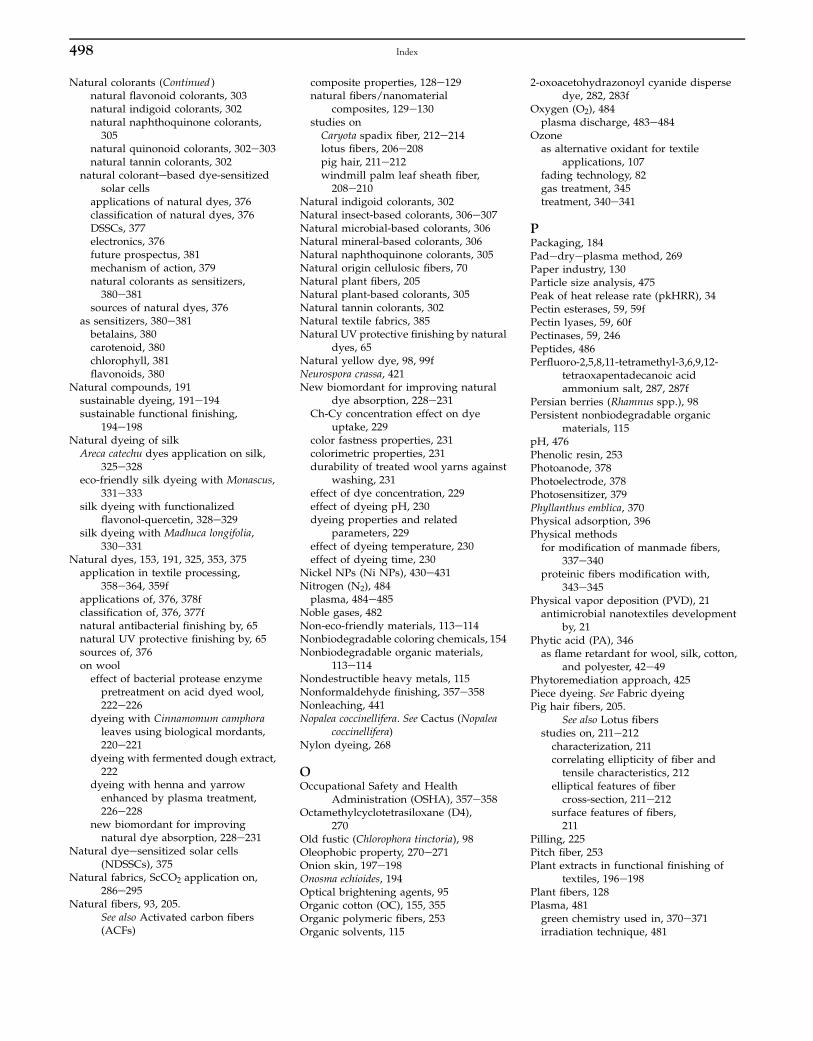
Natural colorants (Continued )natural flavonoid colorants, 303natural indigoid colorants, 302natural naphthoquinone colorants,305
natural quinonoid colorants, 302e303natural tannin colorants, 302
natural colorantebased dye-sensitizedsolar cells
applications of natural dyes, 376classification of natural dyes, 376DSSCs, 377electronics, 376future prospectus, 381mechanism of action, 379natural colorants as sensitizers,380e381
sources of natural dyes, 376as sensitizers, 380e381betalains, 380carotenoid, 380chlorophyll, 381flavonoids, 380
Natural compounds, 191sustainable dyeing, 191e194sustainable functional finishing,
194e198Natural dyeing of silkAreca catechu dyes application on silk,
325e328eco-friendly silk dyeing with Monascus,
331e333silk dyeing with functionalized
flavonol-quercetin, 328e329silk dyeing with Madhuca longifolia,
330e331Natural dyes, 153, 191, 325, 353, 375application in textile processing,
358e364, 359fapplications of, 376, 378fclassification of, 376, 377fnatural antibacterial finishing by, 65natural UV protective finishing by, 65sources of, 376on wooleffect of bacterial protease enzymepretreatment on acid dyed wool,222e226
dyeing with Cinnamomum camphoraleaves using biological mordants,220e221
dyeing with fermented dough extract,222
dyeing with henna and yarrowenhanced by plasma treatment,226e228
new biomordant for improvingnatural dye absorption, 228e231
Natural dyeesensitized solar cells(NDSSCs), 375
Natural fabrics, ScCO2 application on,286e295
Natural fibers, 93, 205.See also Activated carbon fibers(ACFs)
composite properties, 128e129natural fibers/nanomaterial
composites, 129e130studies onCaryota spadix fiber, 212e214lotus fibers, 206e208pig hair, 211e212windmill palm leaf sheath fiber,208e210
Natural indigoid colorants, 302Natural insect-based colorants, 306e307Natural microbial-based colorants, 306Natural mineral-based colorants, 306Natural naphthoquinone colorants, 305Natural origin cellulosic fibers, 70Natural plant fibers, 205Natural plant-based colorants, 305Natural tannin colorants, 302Natural textile fabrics, 385Natural UV protective finishing by natural
dyes, 65Natural yellow dye, 98, 99fNeurospora crassa, 421New biomordant for improving natural
dye absorption, 228e231Ch-Cy concentration effect on dye
uptake, 229color fastness properties, 231colorimetric properties, 231durability of treated wool yarns against
washing, 231effect of dye concentration, 229effect of dyeing pH, 230dyeing properties and related
parameters, 229effect of dyeing temperature, 230effect of dyeing time, 230
Nickel NPs (Ni NPs), 430e431Nitrogen (N2), 484plasma, 484e485
Noble gases, 482Non-eco-friendly materials, 113e114Nonbiodegradable coloring chemicals, 154Nonbiodegradable organic materials,
113e114Nondestructible heavy metals, 115Nonformaldehyde finishing, 357e358Nonleaching, 441Nopalea coccinellifera. See Cactus (Nopalea
coccinellifera)Nylon dyeing, 268
OOccupational Safety and Health
Administration (OSHA), 357e358Octamethylcyclotetrasiloxane (D4),
270Old fustic (Chlorophora tinctoria), 98Oleophobic property, 270e271Onion skin, 197e198Onosma echioides, 194Optical brightening agents, 95Organic cotton (OC), 155, 355Organic polymeric fibers, 253Organic solvents, 115
2-oxoacetohydrazonoyl cyanide dispersedye, 282, 283f
Oxygen (O2), 484plasma discharge, 483e484
Ozoneas alternative oxidant for textile
applications, 107fading technology, 82gas treatment, 345treatment, 340e341
PPackaging, 184Padedryeplasma method, 269Paper industry, 130Particle size analysis, 475Peak of heat release rate (pkHRR), 34Pectin esterases, 59, 59fPectin lyases, 59, 60fPectinases, 59, 246Peptides, 486Perfluoro-2,5,8,11-tetramethyl-3,6,9,12-
tetraoxapentadecanoic acidammonium salt, 287, 287f
Persian berries (Rhamnus spp.), 98Persistent nonbiodegradable organic
materials, 115pH, 476Phenolic resin, 253Photoanode, 378Photoelectrode, 378Photosensitizer, 379Phyllanthus emblica, 370Physical adsorption, 396Physical methodsfor modification of manmade fibers,
337e340proteinic fibers modification with,
343e345Physical vapor deposition (PVD), 21antimicrobial nanotextiles development
by, 21Phytic acid (PA), 346as flame retardant for wool, silk, cotton,
and polyester, 42e49Phytoremediation approach, 425Piece dyeing. See Fabric dyeingPig hair fibers, 205.
See also Lotus fibersstudies on, 211e212characterization, 211correlating ellipticity of fiber andtensile characteristics, 212
elliptical features of fibercross-section, 211e212
surface features of fibers,211
Pilling, 225Pitch fiber, 253Plant extracts in functional finishing of
textiles, 196e198Plant fibers, 128Plasma, 481green chemistry used in, 370e371irradiation technique, 481
Index498
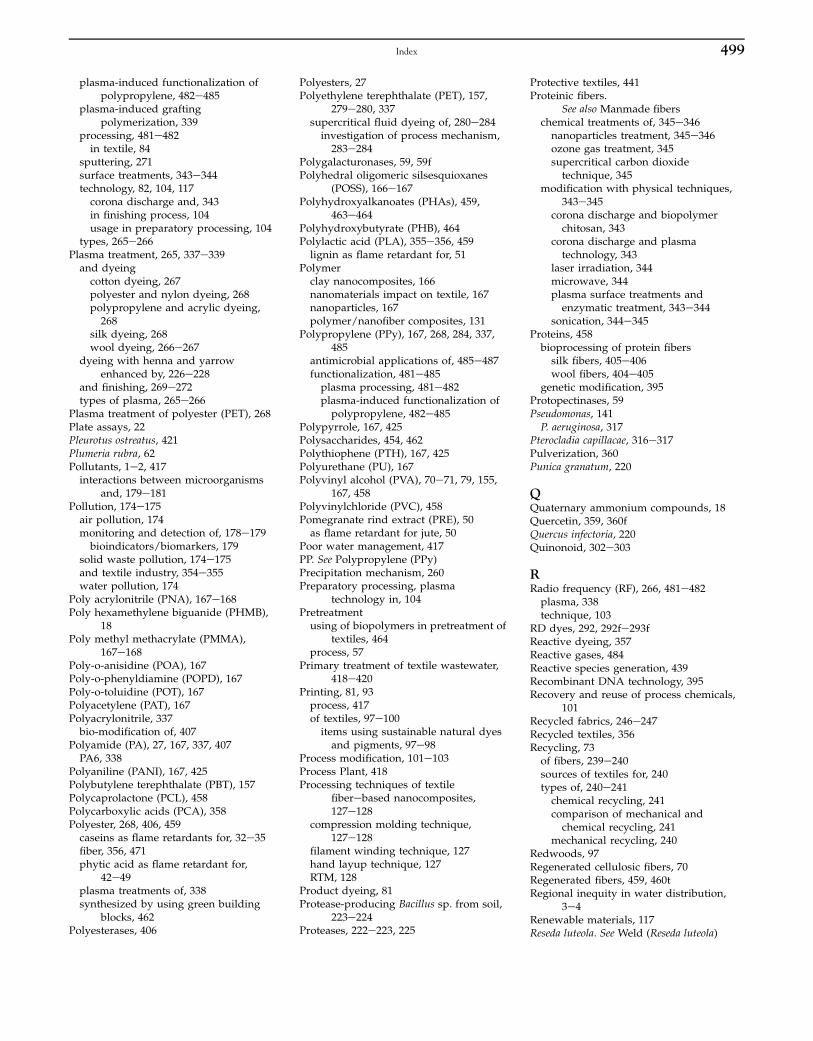
plasma-induced functionalization ofpolypropylene, 482e485
plasma-induced graftingpolymerization, 339
processing, 481e482in textile, 84
sputtering, 271surface treatments, 343e344technology, 82, 104, 117corona discharge and, 343in finishing process, 104usage in preparatory processing, 104
types, 265e266Plasma treatment, 265, 337e339and dyeingcotton dyeing, 267polyester and nylon dyeing, 268polypropylene and acrylic dyeing,268
silk dyeing, 268wool dyeing, 266e267
dyeing with henna and yarrowenhanced by, 226e228
and finishing, 269e272types of plasma, 265e266
Plasma treatment of polyester (PET), 268Plate assays, 22Pleurotus ostreatus, 421Plumeria rubra, 62Pollutants, 1e2, 417interactions between microorganisms
and, 179e181Pollution, 174e175air pollution, 174monitoring and detection of, 178e179bioindicators/biomarkers, 179
solid waste pollution, 174e175and textile industry, 354e355water pollution, 174
Poly acrylonitrile (PNA), 167e168Poly hexamethylene biguanide (PHMB),
18Poly methyl methacrylate (PMMA),
167e168Poly-o-anisidine (POA), 167Poly-o-phenyldiamine (POPD), 167Poly-o-toluidine (POT), 167Polyacetylene (PAT), 167Polyacrylonitrile, 337bio-modification of, 407
Polyamide (PA), 27, 167, 337, 407PA6, 338
Polyaniline (PANI), 167, 425Polybutylene terephthalate (PBT), 157Polycaprolactone (PCL), 458Polycarboxylic acids (PCA), 358Polyester, 268, 406, 459caseins as flame retardants for, 32e35fiber, 356, 471phytic acid as flame retardant for,
42e49plasma treatments of, 338synthesized by using green building
blocks, 462Polyesterases, 406
Polyesters, 27Polyethylene terephthalate (PET), 157,
279e280, 337supercritical fluid dyeing of, 280e284investigation of process mechanism,283e284
Polygalacturonases, 59, 59fPolyhedral oligomeric silsesquioxanes
(POSS), 166e167Polyhydroxyalkanoates (PHAs), 459,
463e464Polyhydroxybutyrate (PHB), 464Polylactic acid (PLA), 355e356, 459lignin as flame retardant for, 51
Polymerclay nanocomposites, 166nanomaterials impact on textile, 167nanoparticles, 167polymer/nanofiber composites, 131
Polypropylene (PPy), 167, 268, 284, 337,485
antimicrobial applications of, 485e487functionalization, 481e485plasma processing, 481e482plasma-induced functionalization ofpolypropylene, 482e485
Polypyrrole, 167, 425Polysaccharides, 454, 462Polythiophene (PTH), 167, 425Polyurethane (PU), 167Polyvinyl alcohol (PVA), 70e71, 79, 155,
167, 458Polyvinylchloride (PVC), 458Pomegranate rind extract (PRE), 50as flame retardant for jute, 50
Poor water management, 417PP. See Polypropylene (PPy)Precipitation mechanism, 260Preparatory processing, plasma
technology in, 104Pretreatmentusing of biopolymers in pretreatment of
textiles, 464process, 57
Primary treatment of textile wastewater,418e420
Printing, 81, 93process, 417of textiles, 97e100items using sustainable natural dyesand pigments, 97e98
Process modification, 101e103Process Plant, 418Processing techniques of textile
fiberebased nanocomposites,127e128
compression molding technique,127e128
filament winding technique, 127hand layup technique, 127RTM, 128
Product dyeing, 81Protease-producing Bacillus sp. from soil,
223e224Proteases, 222e223, 225
Protective textiles, 441Proteinic fibers.
See also Manmade fiberschemical treatments of, 345e346nanoparticles treatment, 345e346ozone gas treatment, 345supercritical carbon dioxidetechnique, 345
modification with physical techniques,343e345
corona discharge and biopolymerchitosan, 343
corona discharge and plasmatechnology, 343
laser irradiation, 344microwave, 344plasma surface treatments andenzymatic treatment, 343e344
sonication, 344e345Proteins, 458bioprocessing of protein fiberssilk fibers, 405e406wool fibers, 404e405
genetic modification, 395Protopectinases, 59Pseudomonas, 141P. aeruginosa, 317
Pterocladia capillacae, 316e317Pulverization, 360Punica granatum, 220
QQuaternary ammonium compounds, 18Quercetin, 359, 360fQuercus infectoria, 220Quinonoid, 302e303
RRadio frequency (RF), 266, 481e482plasma, 338technique, 103
RD dyes, 292, 292fe293fReactive dyeing, 357Reactive gases, 484Reactive species generation, 439Recombinant DNA technology, 395Recovery and reuse of process chemicals,
101Recycled fabrics, 246e247Recycled textiles, 356Recycling, 73of fibers, 239e240sources of textiles for, 240types of, 240e241chemical recycling, 241comparison of mechanical andchemical recycling, 241
mechanical recycling, 240Redwoods, 97Regenerated cellulosic fibers, 70Regenerated fibers, 459, 460tRegional inequity in water distribution,
3e4Renewable materials, 117Reseda luteola. See Weld (Reseda luteola)
Index 499
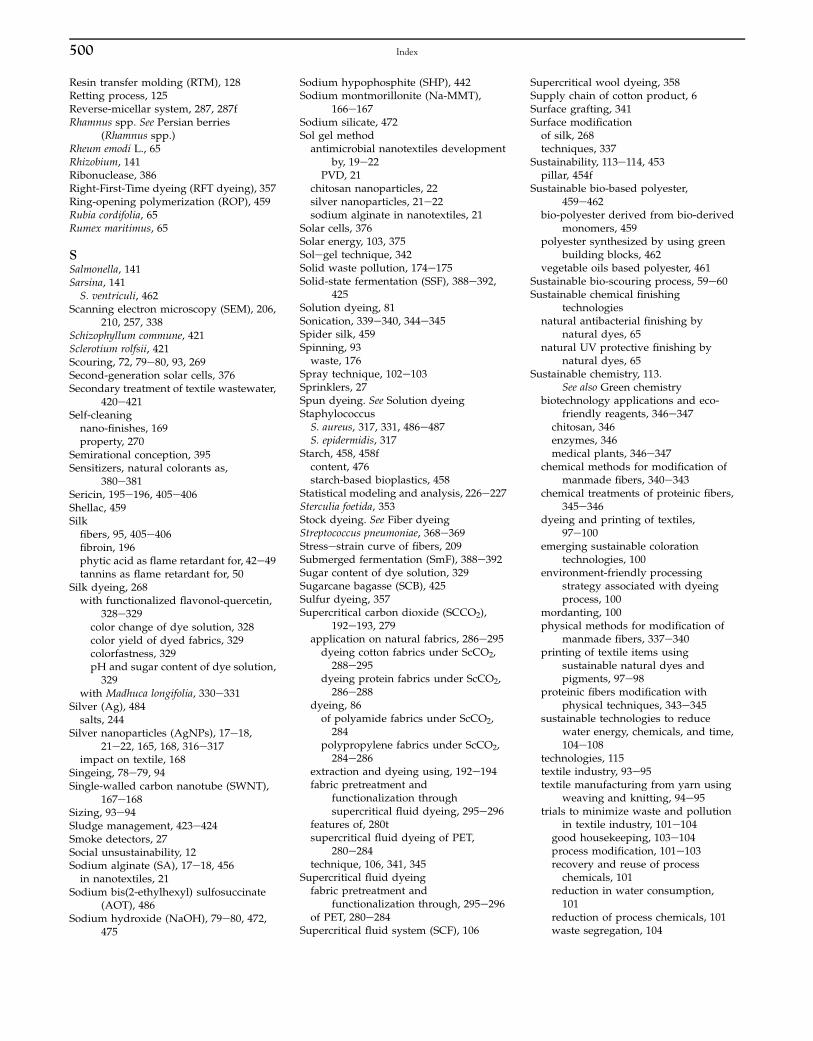
Resin transfer molding (RTM), 128Retting process, 125Reverse-micellar system, 287, 287fRhamnus spp. See Persian berries
(Rhamnus spp.)Rheum emodi L., 65Rhizobium, 141Ribonuclease, 386Right-First-Time dyeing (RFT dyeing), 357Ring-opening polymerization (ROP), 459Rubia cordifolia, 65Rumex maritimus, 65
SSalmonella, 141Sarsina, 141S. ventriculi, 462
Scanning electron microscopy (SEM), 206,210, 257, 338
Schizophyllum commune, 421Sclerotium rolfsii, 421Scouring, 72, 79e80, 93, 269Second-generation solar cells, 376Secondary treatment of textile wastewater,
420e421Self-cleaningnano-finishes, 169property, 270
Semirational conception, 395Sensitizers, natural colorants as,
380e381Sericin, 195e196, 405e406Shellac, 459Silkfibers, 95, 405e406fibroin, 196phytic acid as flame retardant for, 42e49tannins as flame retardant for, 50
Silk dyeing, 268with functionalized flavonol-quercetin,
328e329color change of dye solution, 328color yield of dyed fabrics, 329colorfastness, 329pH and sugar content of dye solution,329
with Madhuca longifolia, 330e331Silver (Ag), 484salts, 244
Silver nanoparticles (AgNPs), 17e18,21e22, 165, 168, 316e317
impact on textile, 168Singeing, 78e79, 94Single-walled carbon nanotube (SWNT),
167e168Sizing, 93e94Sludge management, 423e424Smoke detectors, 27Social unsustainability, 12Sodium alginate (SA), 17e18, 456in nanotextiles, 21
Sodium bis(2-ethylhexyl) sulfosuccinate(AOT), 486
Sodium hydroxide (NaOH), 79e80, 472,475
Sodium hypophosphite (SHP), 442Sodium montmorillonite (Na-MMT),
166e167Sodium silicate, 472Sol gel methodantimicrobial nanotextiles development
by, 19e22PVD, 21
chitosan nanoparticles, 22silver nanoparticles, 21e22sodium alginate in nanotextiles, 21
Solar cells, 376Solar energy, 103, 375Solegel technique, 342Solid waste pollution, 174e175Solid-state fermentation (SSF), 388e392,
425Solution dyeing, 81Sonication, 339e340, 344e345Spider silk, 459Spinning, 93waste, 176
Spray technique, 102e103Sprinklers, 27Spun dyeing. See Solution dyeingStaphylococcusS. aureus, 317, 331, 486e487S. epidermidis, 317
Starch, 458, 458fcontent, 476starch-based bioplastics, 458
Statistical modeling and analysis, 226e227Sterculia foetida, 353Stock dyeing. See Fiber dyeingStreptococcus pneumoniae, 368e369Stressestrain curve of fibers, 209Submerged fermentation (SmF), 388e392Sugar content of dye solution, 329Sugarcane bagasse (SCB), 425Sulfur dyeing, 357Supercritical carbon dioxide (SCCO2),
192e193, 279application on natural fabrics, 286e295dyeing cotton fabrics under ScCO2,288e295
dyeing protein fabrics under ScCO2,286e288
dyeing, 86of polyamide fabrics under ScCO2,284
polypropylene fabrics under ScCO2,284e286
extraction and dyeing using, 192e194fabric pretreatment and
functionalization throughsupercritical fluid dyeing, 295e296
features of, 280tsupercritical fluid dyeing of PET,
280e284technique, 106, 341, 345
Supercritical fluid dyeingfabric pretreatment and
functionalization through, 295e296of PET, 280e284
Supercritical fluid system (SCF), 106
Supercritical wool dyeing, 358Supply chain of cotton product, 6Surface grafting, 341Surface modificationof silk, 268techniques, 337
Sustainability, 113e114, 453pillar, 454f
Sustainable bio-based polyester,459e462
bio-polyester derived from bio-derivedmonomers, 459
polyester synthesized by using greenbuilding blocks, 462
vegetable oils based polyester, 461Sustainable bio-scouring process, 59e60Sustainable chemical finishing
technologiesnatural antibacterial finishing by
natural dyes, 65natural UV protective finishing by
natural dyes, 65Sustainable chemistry, 113.
See also Green chemistrybiotechnology applications and eco-
friendly reagents, 346e347chitosan, 346enzymes, 346medical plants, 346e347
chemical methods for modification ofmanmade fibers, 340e343
chemical treatments of proteinic fibers,345e346
dyeing and printing of textiles,97e100
emerging sustainable colorationtechnologies, 100
environment-friendly processingstrategy associated with dyeingprocess, 100
mordanting, 100physical methods for modification of
manmade fibers, 337e340printing of textile items using
sustainable natural dyes andpigments, 97e98
proteinic fibers modification withphysical techniques, 343e345
sustainable technologies to reducewater energy, chemicals, and time,104e108
technologies, 115textile industry, 93e95textile manufacturing from yarn using
weaving and knitting, 94e95trials to minimize waste and pollution
in textile industry, 101e104good housekeeping, 103e104process modification, 101e103recovery and reuse of processchemicals, 101
reduction in water consumption,101
reduction of process chemicals, 101waste segregation, 104
Index500
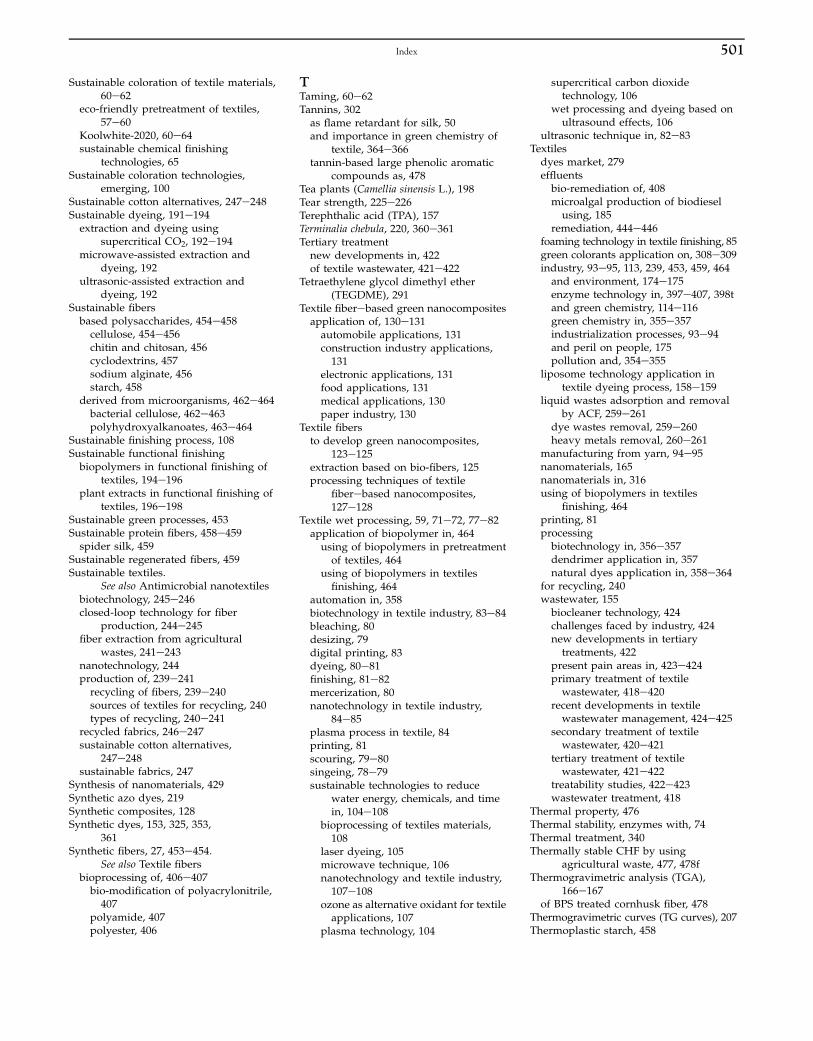
Sustainable coloration of textile materials,60e62
eco-friendly pretreatment of textiles,57e60
Koolwhite-2020, 60e64sustainable chemical finishing
technologies, 65Sustainable coloration technologies,
emerging, 100Sustainable cotton alternatives, 247e248Sustainable dyeing, 191e194extraction and dyeing using
supercritical CO2, 192e194microwave-assisted extraction and
dyeing, 192ultrasonic-assisted extraction and
dyeing, 192Sustainable fibersbased polysaccharides, 454e458cellulose, 454e456chitin and chitosan, 456cyclodextrins, 457sodium alginate, 456starch, 458
derived from microorganisms, 462e464bacterial cellulose, 462e463polyhydroxyalkanoates, 463e464
Sustainable finishing process, 108Sustainable functional finishingbiopolymers in functional finishing of
textiles, 194e196plant extracts in functional finishing of
textiles, 196e198Sustainable green processes, 453Sustainable protein fibers, 458e459spider silk, 459
Sustainable regenerated fibers, 459Sustainable textiles.
See also Antimicrobial nanotextilesbiotechnology, 245e246closed-loop technology for fiber
production, 244e245fiber extraction from agricultural
wastes, 241e243nanotechnology, 244production of, 239e241recycling of fibers, 239e240sources of textiles for recycling, 240types of recycling, 240e241
recycled fabrics, 246e247sustainable cotton alternatives,
247e248sustainable fabrics, 247
Synthesis of nanomaterials, 429Synthetic azo dyes, 219Synthetic composites, 128Synthetic dyes, 153, 325, 353,
361Synthetic fibers, 27, 453e454.
See also Textile fibersbioprocessing of, 406e407bio-modification of polyacrylonitrile,407
polyamide, 407polyester, 406
TTaming, 60e62Tannins, 302as flame retardant for silk, 50and importance in green chemistry of
textile, 364e366tannin-based large phenolic aromatic
compounds as, 478Tea plants (Camellia sinensis L.), 198Tear strength, 225e226Terephthalic acid (TPA), 157Terminalia chebula, 220, 360e361Tertiary treatmentnew developments in, 422of textile wastewater, 421e422
Tetraethylene glycol dimethyl ether(TEGDME), 291
Textile fiberebased green nanocompositesapplication of, 130e131automobile applications, 131construction industry applications,131
electronic applications, 131food applications, 131medical applications, 130paper industry, 130
Textile fibersto develop green nanocomposites,
123e125extraction based on bio-fibers, 125processing techniques of textile
fiberebased nanocomposites,127e128
Textile wet processing, 59, 71e72, 77e82application of biopolymer in, 464using of biopolymers in pretreatmentof textiles, 464
using of biopolymers in textilesfinishing, 464
automation in, 358biotechnology in textile industry, 83e84bleaching, 80desizing, 79digital printing, 83dyeing, 80e81finishing, 81e82mercerization, 80nanotechnology in textile industry,
84e85plasma process in textile, 84printing, 81scouring, 79e80singeing, 78e79sustainable technologies to reduce
water energy, chemicals, and timein, 104e108
bioprocessing of textiles materials,108
laser dyeing, 105microwave technique, 106nanotechnology and textile industry,107e108
ozone as alternative oxidant for textileapplications, 107
plasma technology, 104
supercritical carbon dioxidetechnology, 106
wet processing and dyeing based onultrasound effects, 106
ultrasonic technique in, 82e83Textilesdyes market, 279effluentsbio-remediation of, 408microalgal production of biodieselusing, 185
remediation, 444e446foaming technology in textile finishing, 85green colorants application on, 308e309industry, 93e95, 113, 239, 453, 459, 464and environment, 174e175enzyme technology in, 397e407, 398tand green chemistry, 114e116green chemistry in, 355e357industrialization processes, 93e94and peril on people, 175pollution and, 354e355
liposome technology application intextile dyeing process, 158e159
liquid wastes adsorption and removalby ACF, 259e261
dye wastes removal, 259e260heavy metals removal, 260e261
manufacturing from yarn, 94e95nanomaterials, 165nanomaterials in, 316using of biopolymers in textiles
finishing, 464printing, 81processingbiotechnology in, 356e357dendrimer application in, 357natural dyes application in, 358e364
for recycling, 240wastewater, 155biocleaner technology, 424challenges faced by industry, 424new developments in tertiarytreatments, 422
present pain areas in, 423e424primary treatment of textilewastewater, 418e420
recent developments in textilewastewater management, 424e425
secondary treatment of textilewastewater, 420e421
tertiary treatment of textilewastewater, 421e422
treatability studies, 422e423wastewater treatment, 418
Thermal property, 476Thermal stability, enzymes with, 74Thermal treatment, 340Thermally stable CHF by using
agricultural waste, 477, 478fThermogravimetric analysis (TGA),
166e167of BPS treated cornhusk fiber, 478
Thermogravimetric curves (TG curves), 207Thermoplastic starch, 458
Index 501
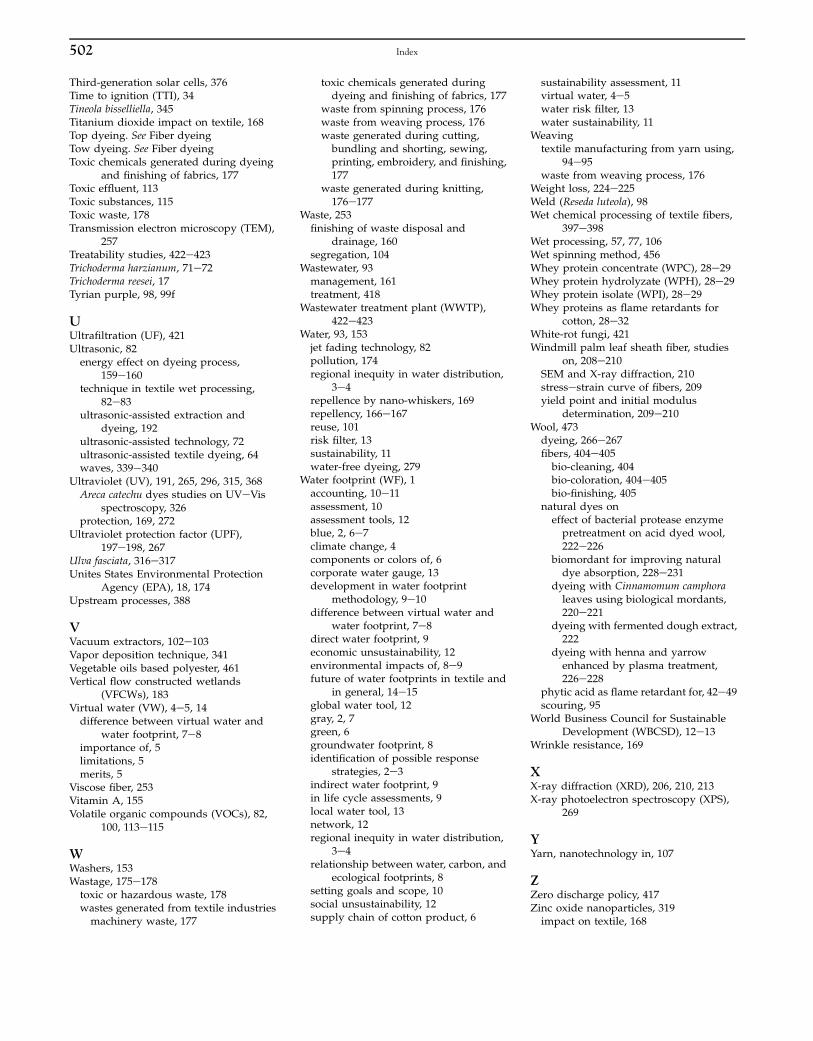
Third-generation solar cells, 376Time to ignition (TTI), 34Tineola bisselliella, 345Titanium dioxide impact on textile, 168Top dyeing. See Fiber dyeingTow dyeing. See Fiber dyeingToxic chemicals generated during dyeing
and finishing of fabrics, 177Toxic effluent, 113Toxic substances, 115Toxic waste, 178Transmission electron microscopy (TEM),
257Treatability studies, 422e423Trichoderma harzianum, 71e72Trichoderma reesei, 17Tyrian purple, 98, 99f
UUltrafiltration (UF), 421Ultrasonic, 82energy effect on dyeing process,
159e160technique in textile wet processing,
82e83ultrasonic-assisted extraction and
dyeing, 192ultrasonic-assisted technology, 72ultrasonic-assisted textile dyeing, 64waves, 339e340
Ultraviolet (UV), 191, 265, 296, 315, 368Areca catechu dyes studies on UVeVis
spectroscopy, 326protection, 169, 272
Ultraviolet protection factor (UPF),197e198, 267
Ulva fasciata, 316e317Unites States Environmental Protection
Agency (EPA), 18, 174Upstream processes, 388
VVacuum extractors, 102e103Vapor deposition technique, 341Vegetable oils based polyester, 461Vertical flow constructed wetlands
(VFCWs), 183Virtual water (VW), 4e5, 14difference between virtual water and
water footprint, 7e8importance of, 5limitations, 5merits, 5
Viscose fiber, 253Vitamin A, 155Volatile organic compounds (VOCs), 82,
100, 113e115
WWashers, 153Wastage, 175e178toxic or hazardous waste, 178wastes generated from textile industriesmachinery waste, 177
toxic chemicals generated duringdyeing and finishing of fabrics, 177
waste from spinning process, 176waste from weaving process, 176waste generated during cutting,bundling and shorting, sewing,printing, embroidery, and finishing,177
waste generated during knitting,176e177
Waste, 253finishing of waste disposal and
drainage, 160segregation, 104
Wastewater, 93management, 161treatment, 418
Wastewater treatment plant (WWTP),422e423
Water, 93, 153jet fading technology, 82pollution, 174regional inequity in water distribution,
3e4repellence by nano-whiskers, 169repellency, 166e167reuse, 101risk filter, 13sustainability, 11water-free dyeing, 279
Water footprint (WF), 1accounting, 10e11assessment, 10assessment tools, 12blue, 2, 6e7climate change, 4components or colors of, 6corporate water gauge, 13development in water footprint
methodology, 9e10difference between virtual water and
water footprint, 7e8direct water footprint, 9economic unsustainability, 12environmental impacts of, 8e9future of water footprints in textile and
in general, 14e15global water tool, 12gray, 2, 7green, 6groundwater footprint, 8identification of possible response
strategies, 2e3indirect water footprint, 9in life cycle assessments, 9local water tool, 13network, 12regional inequity in water distribution,
3e4relationship between water, carbon, and
ecological footprints, 8setting goals and scope, 10social unsustainability, 12supply chain of cotton product, 6
sustainability assessment, 11virtual water, 4e5water risk filter, 13water sustainability, 11
Weavingtextile manufacturing from yarn using,
94e95waste from weaving process, 176
Weight loss, 224e225Weld (Reseda luteola), 98Wet chemical processing of textile fibers,
397e398Wet processing, 57, 77, 106Wet spinning method, 456Whey protein concentrate (WPC), 28e29Whey protein hydrolyzate (WPH), 28e29Whey protein isolate (WPI), 28e29Whey proteins as flame retardants for
cotton, 28e32White-rot fungi, 421Windmill palm leaf sheath fiber, studies
on, 208e210SEM and X-ray diffraction, 210stressestrain curve of fibers, 209yield point and initial modulus
determination, 209e210Wool, 473dyeing, 266e267fibers, 404e405bio-cleaning, 404bio-coloration, 404e405bio-finishing, 405
natural dyes oneffect of bacterial protease enzymepretreatment on acid dyed wool,222e226
biomordant for improving naturaldye absorption, 228e231
dyeing with Cinnamomum camphora
leaves using biological mordants,220e221
dyeing with fermented dough extract,222
dyeing with henna and yarrowenhanced by plasma treatment,226e228
phytic acid as flame retardant for, 42e49scouring, 95
World Business Council for SustainableDevelopment (WBCSD), 12e13
Wrinkle resistance, 169
XX-ray diffraction (XRD), 206, 210, 213X-ray photoelectron spectroscopy (XPS),
269
YYarn, nanotechnology in, 107
ZZero discharge policy, 417Zinc oxide nanoparticles, 319impact on textile, 168
Index502





















