
Grafico de control otrto
24
REPÚBLICA BOLIVARIANA DE VENEZUELA MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA MISIÓN SUCRE ALDEA FEDERICO ENGELS BARINAS. ESTADO BARINAS GRAFICA DE CONTROL Triunfador Gerson Montes de Oca C.I.: Gimenez Annedy C.I.: Nelson Chaves C.I.: Facilitador: Henrry Dugarte Barinas, Enero 2014
-
Upload
independent -
Category
Documents
-
view
5 -
download
0
Transcript of Grafico de control otrto
REPÚBLICA BOLIVARIANA DE VENEZUELA
MINISTERIO DEL PODER POPULAR PARA LA EDUCACIÓN UNIVERSITARIA
MISIÓN SUCRE
ALDEA FEDERICO ENGELS
BARINAS. ESTADO BARINAS
GRAFICA DE CONTROL
Triunfador
Gerson Montes de Oca C.I.:
Gimenez Annedy C.I.:
Nelson Chaves C.I.:
Facilitador:
Henrry Dugarte
Barinas, Enero 2014
ÍNDICE GENERAL
Introducción
Construcción de los Gráficos de Control
Grafico de Control X-R
Grafico de Control por Atributo
Clasificación de gráficos por unidades defectuosas N-P
Graficas de fracción defectuosa P
Grafico de defecto por unidad C (U)
Determinación de las capacidades del proceso de producción
Relación entre los limites de control y las especificaciones
del proceso de los productos
Aplicaciones de las capacidades del proceso en la producción
Estudio de las capacidades de la maquina y razón de capacidad
Conclusión
Bibliografía
3
4
6
11
11
12
13
17
18
19
19
23
24
INTRODUCCIÓN
Los gráficos de control tienen su origen al final de la década
de 1920, cuando Walter A. Shewhart analizó numerosos procesos de
fabricación concluyendo que todos presentaban variaciones. Encontró
que estas variaciones podían ser de dos clases: una aleatoria,
entendiendo por ella que su causa era insignificante o desconocida,
y otra imputable (también llamada asignable), cuyas causas podían
ser descubiertas y eliminadas tras un correcto diagnóstico.
Los gráficos de control constituyen una herramienta estadística
utilizada para evaluar la estabilidad de un proceso. Permite
distinguir entre las causas de variación. Todo proceso tendrá
variaciones, pudiendo estas agruparse en:
Causas aleatorias de variación. Son causas desconocidas y con
poca significación, debidas al azar y presentes en todo proceso.
Causas específicas (imputables o asignables). Normalmente no
deben estar presentes en el proceso. Provocan variaciones
significativas.
CONSTRUCCIÓN DE LOS GRÁFICOS DE CONTROL
Será necesario identificar una medida clave que quiera medir a
través del tiempo o contra algún otro factor. Esta medida deberá
ser un indicador de calidad /productividad (cliente externo o
proceso interno) que nos de información útil para la toma de
decisiones.
Algunos factores de medición posibles son los siguientes:
• Volumen: Por ejemplo qué tanto dentro de un período
específico.
• Tiempo del ciclo: Qué tanto tiempo toma el realizar o llevar a
cabo algo.
• Errores y Defectos: Cuántos errores en un período.
• Desperdicio: Qué tanto es rechazado o retrabajado.
B) Recolecte los datos:
Algunas sugerencias para recolectar la información:
Utilice una muestra que contenga al menos 50
unidades / artículos o elementos inspeccionados o factibles de
ser revisados, (la muestra debe ser lo suficientemente grande como
para dar un promedio de 3 o más defectos por muestra).
• Evite tomar muestras al través de períodos
prolongados (por ejemplo reduzca las muestras grandes en
períodos más manejables de 2 a 4 horas en lugar de uno de 24 horas).
• Evite variar el tamaño de las muestras.
• Utilice un mínimo de 20 muestras.
Nota: Vea “Formato para el vaciado de información” en el
apartado “.Formatos”
Después de haber tomado un mínimo de 20 muestras y calculado el
porcentaje de defectos de cada una, elabore la escala en el eje
vertical de la gráfica. La escala debe reflejar lo que sea apropiado
de acuerdo a la medida que usted ha seleccionado. Elabore el eje
horizontal con un marcaje por cada fecha de la muestra.
Grafique el porcentaje de defectos. A continuación calcule
el porcentaje promedio sumando todos los porcentajes de defectos
y divida el resultado entre el total de muestras sumadas. Dibuje una
línea horizontal en la gráfica con el valor resultante y nómbrela
“P”.
C) Calcule los Límites de Control
Los límites de control le dirán si su proceso tiene un control
estadístico ( en el ejemplo sólo se denota variación por causa
común, o la cantidad de variación de día a día que podría esperarse
por causas comunes tales como alguna diferencia en materiales,
métodos, equipo, etc.). Piense que los límites de control son
fronteras invisibles. Mientras que los puntos se encuentren
entre las estas fronteras de control, todo estará bien. Sin
embargo, cuando los puntos rebasan estas fronteras se deberá
investigar las causas por las que se han rebasado.
Las fórmulas que se utilizan para calcular los límites de
control son:
Donde:
P es el promedio del número de defectos obtenido.
N es el tamaño de la muestra
LSC es el Límite Superior de Control
LIC es el Límite Inferior de control
SEGUIMIENTO: Decida sobre las siguientes acciones:
A) Si los puntos se encuentran dentro de los límites de control:
Continúe sin hacer cambios significativos. �
Vuelva a hacer un ejercicio de tablero de control después de un�
tiempo para verificar que el proceso está funcionando.
Lleve a cabo mejoras en el proceso que logren reducir las�
pequeñas variaciones en el desempeño que ha encontrado.
Haga un seguimiento para asegurarse de que los cambios�
que ha efectuado han tenido un efecto positivo.
B) Si los puntos se encuentran fuera de los límites de control:
Investigue y tome las acciones necesarias para eliminar la(s)�
causa (s).
Haga un seguimiento para asegurarse de que los cambios�
efectuados hayan tenido efectos positivos y que se hayan eliminado
las causas de las variaciones en el proceso.
Tome muestras nuevas y haga un nuevo ejercicio de gráfica de�
control utilizando los límites que se deriven de la nueva
información.
GRAFICO DE CONTROL X-R
Los gráficos X-R se utilizan cuando la característica
de calidad que se desea controlar es una variable continua.
Para entender los gráficos X-R, es necesario conocer
el concepto de Subgrupos (o Subgrupos racionales). Trabajar con
subgrupos significa agrupar las mediciones que se obtienen de
un proceso, de acuerdo a algún criterio. Los subgrupos se realizan
agrupando las mediciones de tal modo que haya la máxima variabilidad
entre subgrupos y la mínima variabilidad dentro de cada subgrupo.
Por ejemplo, si hay cuatro turnos de trabajo en un día, las
mediciones de cada turno podrían constituir un subgrupo.
Supongamos una fábrica que produce piezas cilíndricas para
la industria automotriz. La característica de calidad que se desea
controlar es el diámetro de las piezas.
Hay dos maneras de obtener los subgrupos. Una de ellas es
retirar varias piezas juntas a intervalos regulares, por ejemplo
cada hora:
La otra forma es retirar piezas individuales a lo largo del
intervalo de tiempo correspondiente al subgrupo:
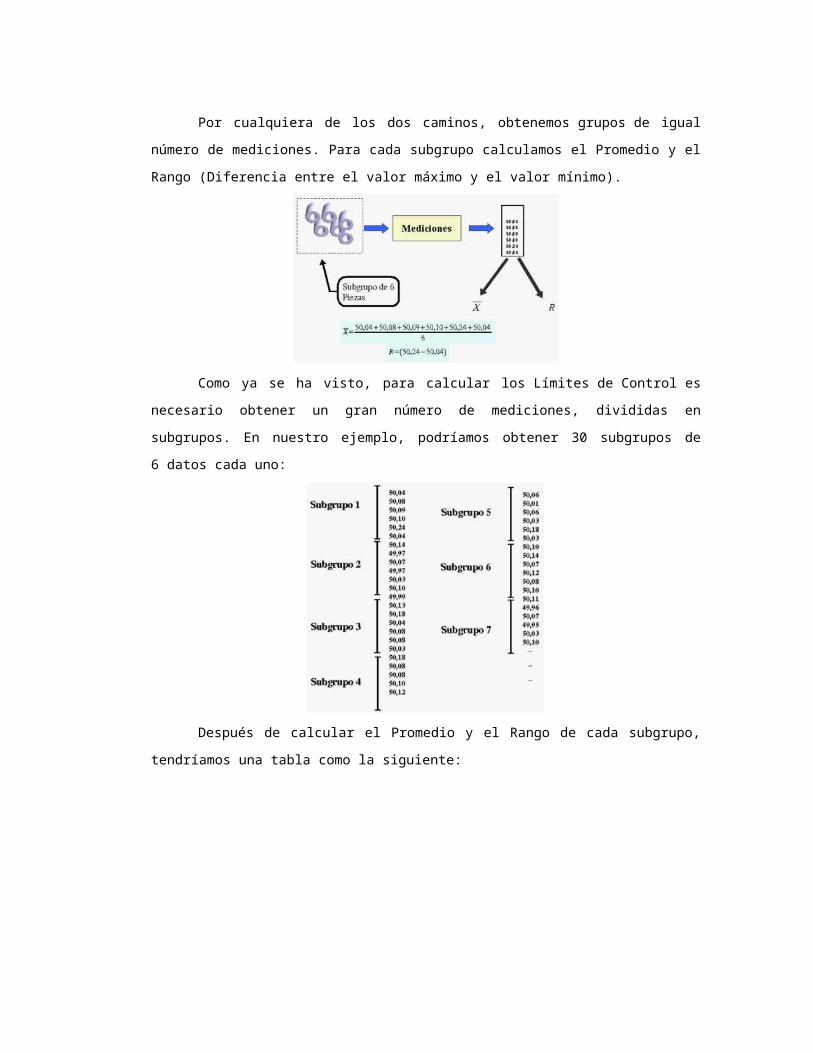
Por cualquiera de los dos caminos, obtenemos grupos de igual
número de mediciones. Para cada subgrupo calculamos el Promedio y el
Rango (Diferencia entre el valor máximo y el valor mínimo).
Como ya se ha visto, para calcular los Límites de Control es
necesario obtener un gran número de mediciones, divididas en
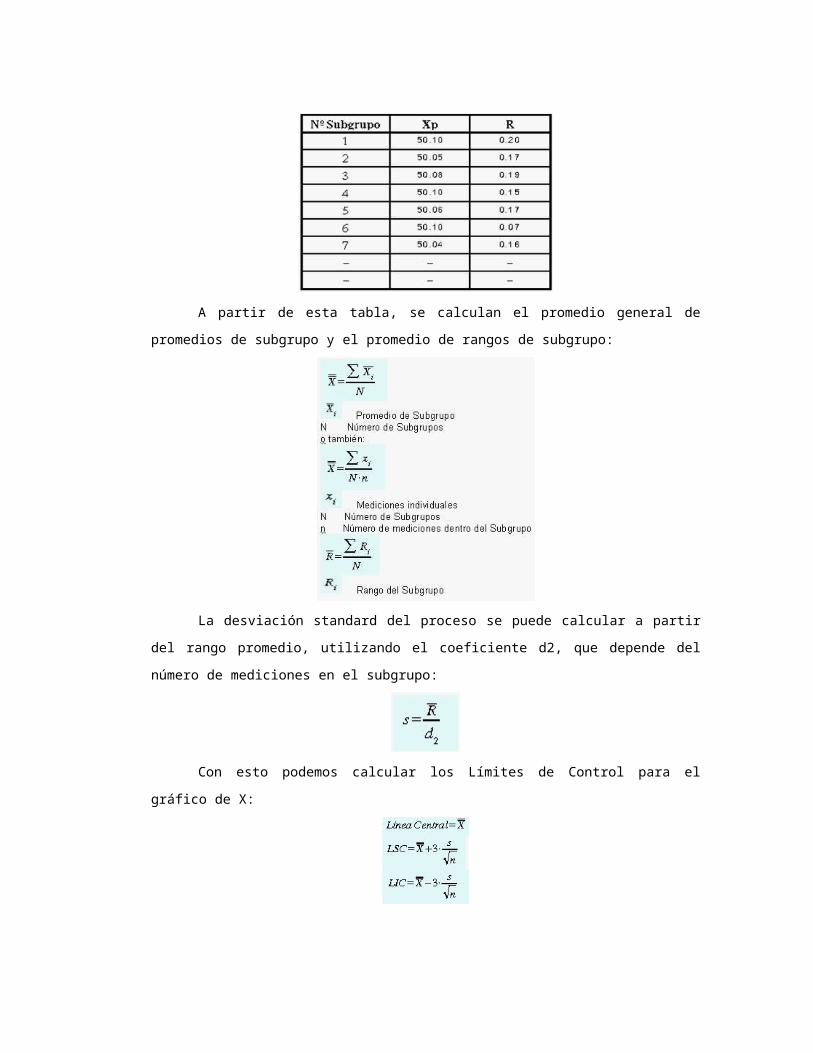
subgrupos. En nuestro ejemplo, podríamos obtener 30 subgrupos de
6 datos cada uno:
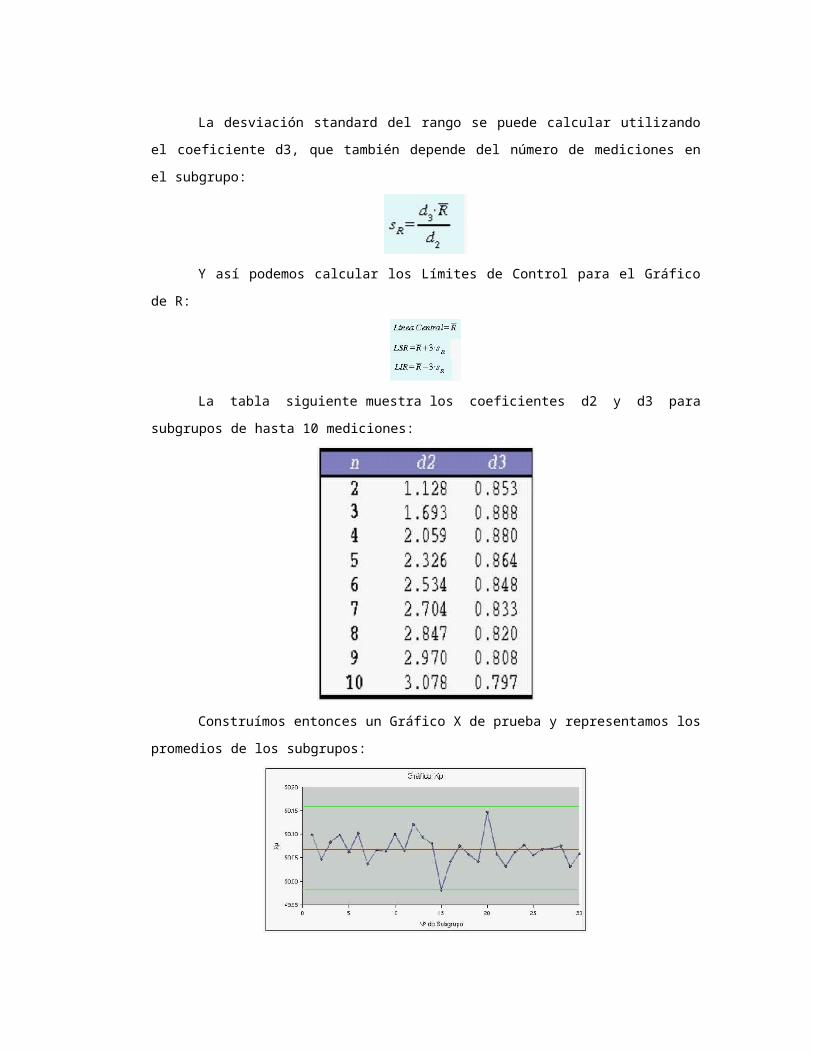
Después de calcular el Promedio y el Rango de cada subgrupo,
tendríamos una tabla como la siguiente:
A partir de esta tabla, se calculan el promedio general de
promedios de subgrupo y el promedio de rangos de subgrupo:
La desviación standard del proceso se puede calcular a partir
del rango promedio, utilizando el coeficiente d2, que depende del
número de mediciones en el subgrupo:
Con esto podemos calcular los Límites de Control para el
gráfico de X:
La desviación standard del rango se puede calcular utilizando
el coeficiente d3, que también depende del número de mediciones en
el subgrupo:
Y así podemos calcular los Límites de Control para el Gráfico
de R:
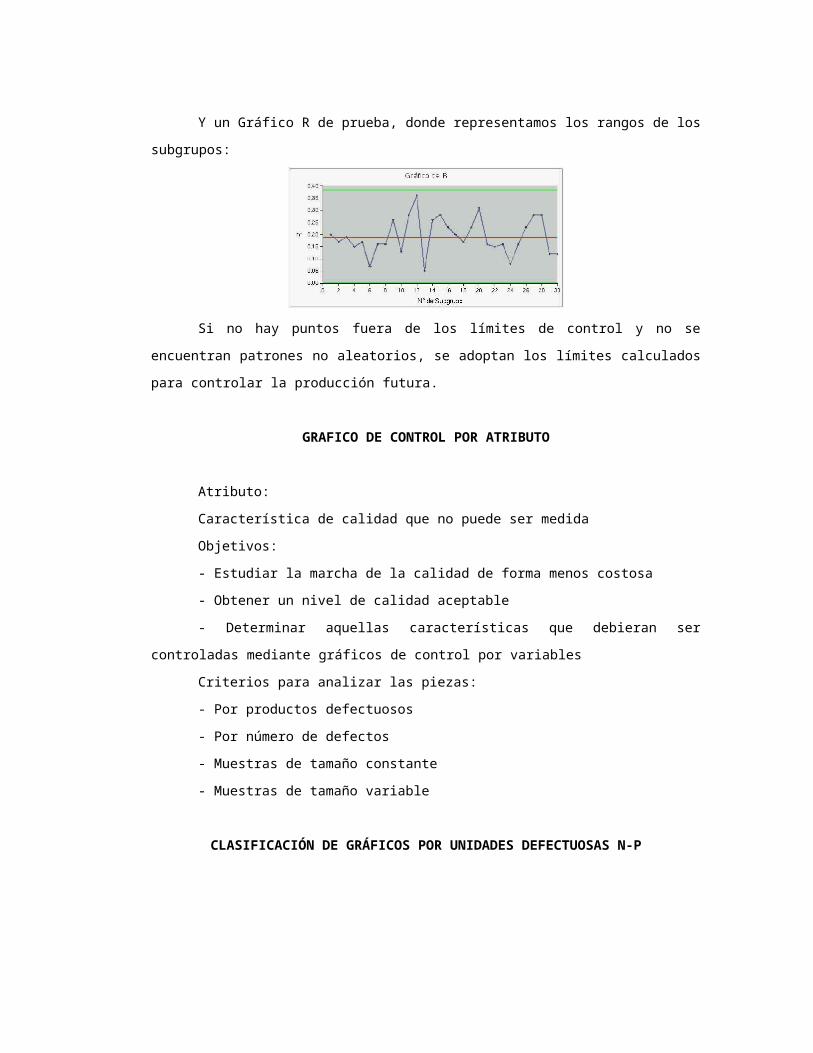
La tabla siguiente muestra los coeficientes d2 y d3 para
subgrupos de hasta 10 mediciones:
Construímos entonces un Gráfico X de prueba y representamos los
promedios de los subgrupos:
Y un Gráfico R de prueba, donde representamos los rangos de los
subgrupos:
Si no hay puntos fuera de los límites de control y no se
encuentran patrones no aleatorios, se adoptan los límites calculados
para controlar la producción futura.
GRAFICO DE CONTROL POR ATRIBUTO
Atributo:
Característica de calidad que no puede ser medida
Objetivos:
- Estudiar la marcha de la calidad de forma menos costosa
- Obtener un nivel de calidad aceptable
- Determinar aquellas características que debieran ser
controladas mediante gráficos de control por variables
Criterios para analizar las piezas:
- Por productos defectuosos
- Por número de defectos
- Muestras de tamaño constante
- Muestras de tamaño variable
CLASIFICACIÓN DE GRÁFICOS POR UNIDADES DEFECTUOSAS N-P
Son Gráficos de Control basados en la observación de la presencia
o ausencia de una determinada característica, o de cualquier tipo de
defecto en el producto, servicio o proceso en estudio.
Características principales
A continuación se comentan una serie de características que
ayudan a comprender la naturaleza de la herramienta.
Comunicación
Simplifican el análisis de situaciones numéricas complejas.
Impacto visual
Muestran de forma clara y de un "vistazo" la variabilidad del
resultado de un proceso, respecto a una determinada característica,
con el tiempo.
Sencillez
La naturaleza de los datos necesitados permite recogerlos y
tratarlos de forma simple y rápida.
Aplicabilidad
Los Gráficos de Control por Atributos se pueden utilizar para
cualquier tipo de proceso, producto o servicio y característica de
los mismos, sea esa medible o no.
4.7.- MUESTRA, "n"
GRAFICAS DE FRACCIÓN DEFECTUOSA P
En ocasiones cuando se trata de construir el gráfico de control
p de fracción defectuosa, se considera el total de la producción, de
una hora, un turno o de un día, como una muestra y como esta es
variable en general, nos quedan muestras de tamaño variable.
Los fundamentos teóricos en que se basa el gráfico de control de
fracción defectuosa p, con tamaño de muestra variable, son los
mismos fundamentos del gráfico de control p para un tamaño de
muestra constante.
De la misma manera, los límites de control para el gráfico p con
tamaño de muestra variable, se derivan de los límites de control del
gráfico p con tamaño constante.
En el post anterior, donde se trata la teoría básica para la
construcción de este tipo de gráficos de control para un tamaño de
muestra constante n. Vimos que los límites de control para este caso
es:
Ahora, si tenemos que los tamaños de muestra en lugar de ser
constante, son variables, solamente tenemos que sustituir en la
ecuación anterior, el valor de n, por el valor de cada muestra
particular .
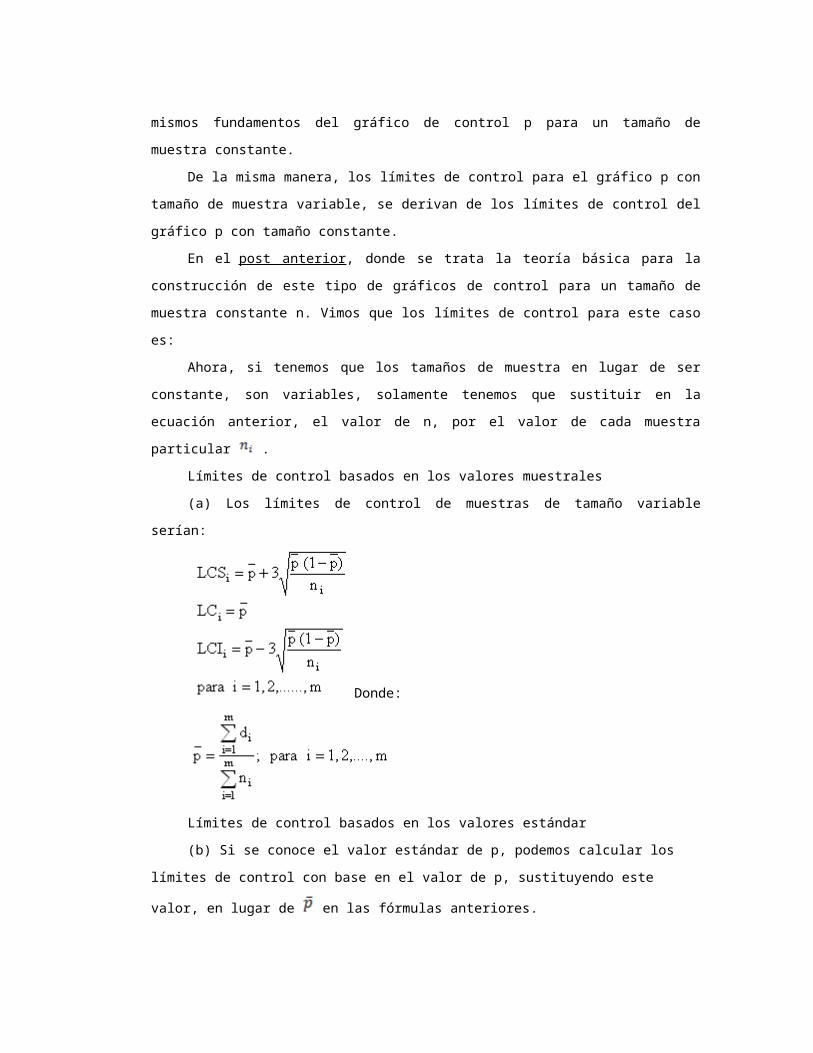
Límites de control basados en los valores muestrales
(a) Los límites de control de muestras de tamaño variable
serían:
Donde:
Límites de control basados en los valores estándar
(b) Si se conoce el valor estándar de p, podemos calcular los
límites de control con base en el valor de p, sustituyendo este
valor, en lugar de en las fórmulas anteriores.
GRAFICO DE DEFECTO POR UNIDAD C (U)
En un post anterior hablamos acerca del gráfico de control u de
número de defectos por unidad (tamaño de muestra variable). Este
post usted lo puede encontrar aquí. También en un post anterior
tenemos un video de cómo hacer un gráfico de control p para la
fracción defectuosa de una muestra (tamaño de muestra variable), la
cual es muy similar en su construcción al gráfico de control u
(tamaño variable).
Veremos ahora un ejemplo de este tipo de gráfico de control.
Se han observado los defectos de 24 muestras sucesivas de
artículos producidos en 24 turnos sucesivos. Los datos se muestran
en la siguiente tabla:
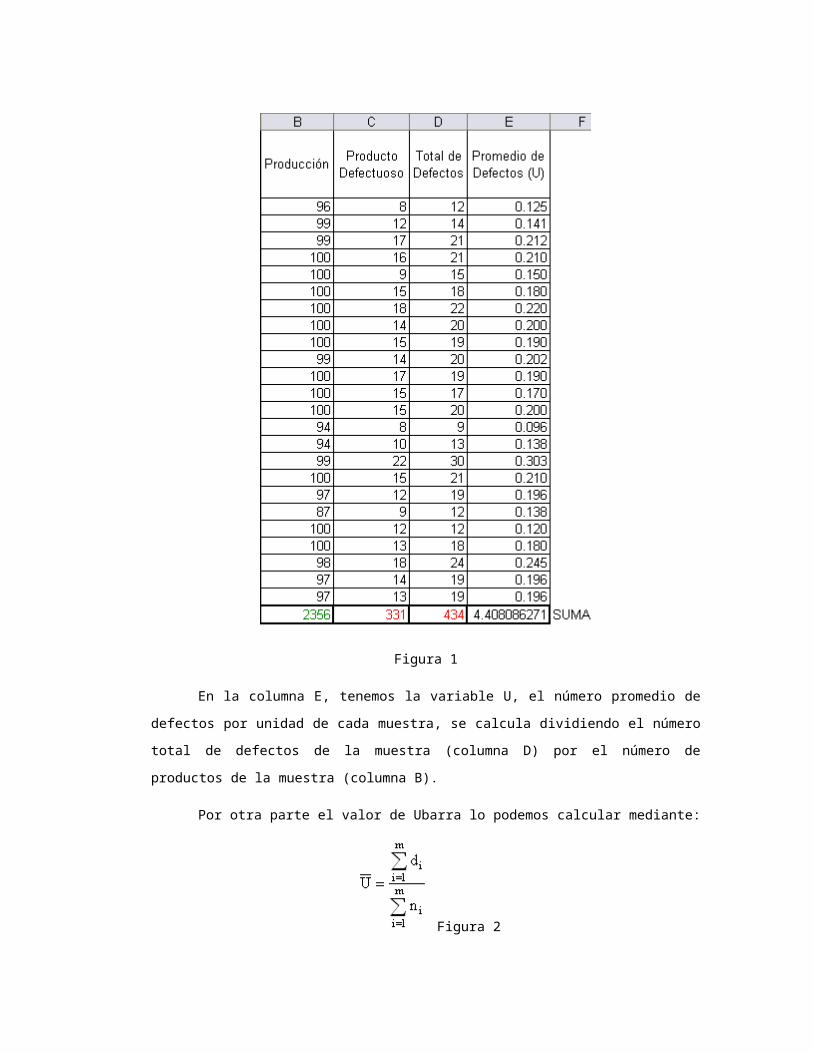
Figura 1
En la columna E, tenemos la variable U, el número promedio de
defectos por unidad de cada muestra, se calcula dividiendo el número
total de defectos de la muestra (columna D) por el número de
productos de la muestra (columna B).
Por otra parte el valor de Ubarra lo podemos calcular mediante:
Figura 2
La fórmula anterior nos dice que Ubarra se calcula como el
cociente de dividir el número total de defectos en las muestras (434
en la columna D de la Figura 1) por el número total de productos en
las muestras (2356 en la columna B de la Figura 1).
Entonces tenemos que:
Figura 3
En el post que mencionamos al inicio y que usted puede
encontrar aquí, se muestra que los límites de control de un gráfico
Ubarra con tamaño de muestra variable vienen dados por la fórmula:
Figura 4
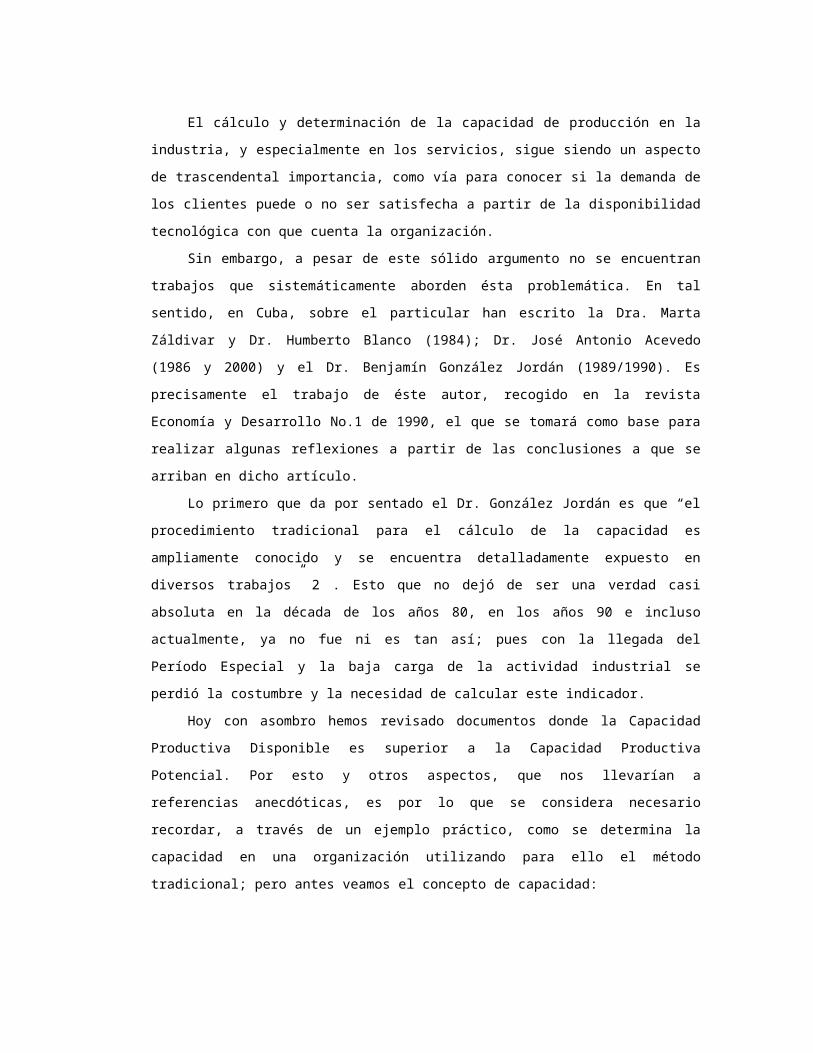
Entonces tenemos ya el valor de U barra. Y tenemos los valores
ni que son los tamaños de cada muestra (columna B de la Figura 1).
Esa información es suficiente para calcular los límites de control.
En la siguiente figura se muestra la información necesaria para la
construcción del gráfico de control.
Figura 5
Como antes comentamos, en un post anterior que se muestra mediante
un video como se puede hacer un gráfico de control de fracción
defectuosa (tamaño de muestra variable) en Excel, el cual es un
gráfico de control similar al que estamos tratando, ya que son ambos
de tamaño de muestra variable. Ese post lo puede encontrar
usted aquí.
DETERMINACIÓN DE LAS CAPACIDADES DEL PROCESO DE PRODUCCIÓN
El cálculo y determinación de la capacidad de producción en la
industria, y especialmente en los servicios, sigue siendo un aspecto
de trascendental importancia, como vía para conocer si la demanda de
los clientes puede o no ser satisfecha a partir de la disponibilidad
tecnológica con que cuenta la organización.
Sin embargo, a pesar de este sólido argumento no se encuentran
trabajos que sistemáticamente aborden ésta problemática. En tal
sentido, en Cuba, sobre el particular han escrito la Dra. Marta
Záldivar y Dr. Humberto Blanco (1984); Dr. José Antonio Acevedo
(1986 y 2000) y el Dr. Benjamín González Jordán (1989/1990). Es
precisamente el trabajo de éste autor, recogido en la revista
Economía y Desarrollo No.1 de 1990, el que se tomará como base para
realizar algunas reflexiones a partir de las conclusiones a que se
arriban en dicho artículo.
Lo primero que da por sentado el Dr. González Jordán es que “el
procedimiento tradicional para el cálculo de la capacidad es
ampliamente conocido y se encuentra detalladamente expuesto en
diversos trabajos” 2 . Esto que no dejó de ser una verdad casi
absoluta en la década de los años 80, en los años 90 e incluso
actualmente, ya no fue ni es tan así; pues con la llegada del
Período Especial y la baja carga de la actividad industrial se
perdió la costumbre y la necesidad de calcular este indicador.
Hoy con asombro hemos revisado documentos donde la Capacidad
Productiva Disponible es superior a la Capacidad Productiva
Potencial. Por esto y otros aspectos, que nos llevarían a
referencias anecdóticas, es por lo que se considera necesario
recordar, a través de un ejemplo práctico, como se determina la
capacidad en una organización utilizando para ello el método
tradicional; pero antes veamos el concepto de capacidad:
Se entiende por capacidad productiva el máximo volumen de
producción posible de determinada nomenclatura y surtido o de
procesamiento de materias primas en la unidad de tiempo,
generalmente un año, con la utilización más racional de los medios y
áreas de trabajo disponible y empleando adecuados métodos de
organización del trabajo y la producción, que garanticen la calidad
de los productos fabricados.
Otra interesante definición de capacidad es la conceptualiza
como: la tasa de producción máxima de una instalación. Esta última
puede ser una estación de trabajo o una organización entera.
Un aspecto conceptual muy importante es el concerniente a que la
capacidad es un
atributo del equipamiento, es decir, los equipos son los que tienen
capacidad y rendimiento, no productividad.
RELACIÓN ENTRE LOS LÍMITES DE CONTROL Y LAS ESPECIFICACIONES DEL
PROCESO DE LOS PRODUCTOS
El estudio de capacidad en los procesos de fabricación además de
comparar la variabilidad del proceso con las tolerancias demandadas
por el cliente persigue otros objetivos relacionados con la
selección de procesos, como son:
Tomar decisiones en el rediseño de procesos.
Evaluar procesos.
Comparar procesos o proveedores.
En los procesos de fabricación la totalidad de los elementos
geométricos de una pieza no son producidos por un único proceso si
no que requieren de una secuencia de procesos simples, por lo que
resulta necesaria la combinación de varios procesos. Por ello, lo
más económico es aprovechar al máximo la capacidad de un proceso
inicial de fabricación y darle a la pieza el máximo de atributos en
una sola fase, aunque luego debamos completar con otros procesos y
operaciones. Siguiendo esta línea para aprovechar al máximo la
capacidad se perseguirá obtener el caso óptimo donde los límites de
tolerancia natural del proceso se encuentren dentro de los límites
de especificación del producto. De esta manera nos aseguramos que
toda la producción cumplirá con las especificaciones. Por último, es
necesario mantener una consistencia entre tolerancia/capacidad/coste
de fabricación ya que por ejemplo carece de sentido asignar
tolerancias que no puedan obtenerse con las capacidades de los
procesos y equipos de fabricación, con las técnicas y equipos de
medida y con los procesos de regulación y control establecidos.
APLICACIONES DE LAS CAPACIDADES DEL PROCESO EN LA PRODUCCIÓN
El índice de capacidad del proceso, Cpk, también denominado
ratio de capacidad del proceso, es un cálculo estadístico sobre la
capacidad del proceso: La capacidad de un proceso para producir un
resultado dentro de unos límites predefinidos (TS, tolerancia
superior y TI, tolerancia inferior). El concepto de capacidad del
proceso es solo válido para procesos que están sometidos a control
estadístico. Este índice juega un papel fundamental en las plantas
de producción a la hora de demostrar que un proceso (ej. de
producción de tornillos) es fiable y está bajo control.
ESTUDIO DE LAS CAPACIDADES DE LA MAQUINA Y RAZÓN DE CAPACIDAD
La capacidad del proceso es la medida de la reproducibilidad
intrínseca del producto resultante de un proceso.
Dado que los términos no científicos son inadecuados para la
comunicación en el ámbito industrial, se define:
Proceso: Es una combinación única de maquinas herramientas,
métodos materiales y hombres.
Capacidad: Esta palabra se usa en el sentido de posibilidad basada
en realizaciones contrastadas y lograr resultados mensurables.
Medida: Se refiere al hecho de que la capacidad del proceso sea
cuantificada con los datos que, a su vez, son el resultado de la
medición del trabajo realizado por el proceso.
Reproductibilidad intrínseca: Se refiere a la uniformidad del producto
resultante de un proceso que está en estado de control
estadístico.”Reproductibilidad instantánea” sería un sinónimo.
Producto: La medición se hace sobre el producto dado que la
variación del producto es el resultado final.
Tipos de procesos
El concepto de capacidad del proceso puede ser comprendido mejor
con la
exposición de algunos de los conceptos más frecuentes. La figura
siguiente presenta el caso ideal de un proceso en estado de control
estadístico, pero esta no será siempre la condición que se presente
cotidianamente.
CONCLUSIÓN
Existen diferentes tipos de gráficos de control:
De datos por variables. Que a su vez pueden ser de media y
rango, mediana y rango, y valores medidos individuales.
De datos por atributos. Del estilo aceptable / inaceptable, sí /
no,…
En la base de los gráficos de control está la idea de que la
variación de una característica de calidad puede cuantificarse
obteniendo muestras de las salidas de un proceso y estimando los
parámetros de su distribución estadística. La representación de esos
parámetros en un gráfico, en función del tiempo, permitirá la
comprobación de los cambios en la distribución.
El gráfico cuenta con una línea central y con dos límites de
control, uno superior (LCS) y otro inferior (LCI), que se establecen
a ± 3 desviaciones típicas (sigma) de la media (la línea central).
El espacio entre ambos límites define la variación aleatoria del
proceso. Los puntos que exceden estos límites indicarían la posible
presencia de causas específicas de variación.
BIBLIOGRAFÍA
Gómez C. (2008). Grafica de Control. Editorial Pobedine. Caracas.
Venezuela.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}