
Global optimization of process conditions in batch thermal sterilization of food
10
Global optimization of process conditions in batch thermal sterilization of food T. Miri a, * , A. Tsoukalas b , S. Bakalis a , E.N. Pistikopoulos c , B. Rustem b , P.J. Fryer a a Centre for Formulation Engineering, Department of Chemical Engineering, The University of Birmingham, Edgbaston, Birmingham B15 2TT, UK b Department of Computing, Imperial College, London SW7 2AZ, UK c Department of Chemical Engineering, Center for Process Systems Engineering, Imperial College, London SW7 2AZ, UK Received 29 October 2007; received in revised form 6 December 2007; accepted 24 December 2007 Available online 17 January 2008 Abstract Conventionally, food is significantly over-processed to ensure safety. Dynamic optimization can be used to compute optimal thermal operation condition to ensure maximum product quality while assuring food safety. Local optimization (LO) algorithms have been used to compute optimal profiles. However, LO is not guaranteed to find the best solution for non-convex functions. We show that the prob- lem can be formulated as a convex problem with a reverse convex constraint and we implement Tuy’s algorithm to optimize globally. The method is deterministic and guaranteed to find the global optimum and therefore it is suitable to evaluate the effectiveness of local opti- mization to compute global optima. We compared the results of LO and global optimization (GO) to find that GO gives significantly better results for two and three heating time periods. However, for four periods the local optimizer catches up. This suggests that LO is good enough for this problem if we consider strategies with more than four periods implementable. However for many commercial pro- cesses less than four heating–cooling stages are used. Ó 2008 Elsevier Ltd. All rights reserved. Keywords: Batch processing; Food quality; Global optimization; Modeling; Thermal inactivation; Thermal processing 1. Introduction 1.1. Thermal processing of foods Thermal processing, i.e. heating, is one of the most important operations in food processing (Balsa-Canto et al., 2002). Sometimes it is used only for preservation pur- poses, such as in canneries and pasteurization. In process- ing of food such as meats and vegetables, heat acts also to develop taste and flavor, and in addition to lower the microbial load heat is required to carry out physical changes to the food. In many other situations food is heated to develop the structure of the material, such as in baking of bread or biscuits, where heating acts both to change the starch structure and function and also to develop the bub- ble structure within the material (Bakalis et al., 2001). Conventionally, food is significantly over-processed to ensure safety (Fryer and Robbins, 2005). Requirements for microbial safety and food acceptability and its qual- ity are conflicting, as a certain amount of chemical change will occur during adequate sterilization of the food. Therefore it is important to ask what is meant by quality and what is the scope for improving it (Lewis and Heppell, 2000). A number of parameters can be used to evaluate the amounts of microbial inactivation or chemical reaction taking place during a heat treatment, including F0, B * , and C * (Lewis and Heppell, 2000). For example C * is a parameter to measure the amount of chemical damage tak- ing place during the process. Quality issues revolve around minimizing chemical reactions and loss of nutrients and ensuring that sensory characteristics (appearance, color, 0260-8774/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2007.12.032 * Corresponding author. Tel.: +44 121 4145080; fax: +44 121 4145324. E-mail address: [email protected] (T. Miri). www.elsevier.com/locate/jfoodeng Available online at www.sciencedirect.com Journal of Food Engineering 87 (2008) 485–494
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Global optimization of process conditions in batch thermal sterilization of food
Available online at www.sciencedirect.com
www.elsevier.com/locate/jfoodeng
Journal of Food Engineering 87 (2008) 485–494
Global optimization of process conditions in batch thermalsterilization of food
T. Miri a,*, A. Tsoukalas b, S. Bakalis a, E.N. Pistikopoulos c, B. Rustem b, P.J. Fryer a
a Centre for Formulation Engineering, Department of Chemical Engineering, The University of Birmingham, Edgbaston, Birmingham B15 2TT, UKb Department of Computing, Imperial College, London SW7 2AZ, UK
c Department of Chemical Engineering, Center for Process Systems Engineering, Imperial College, London SW7 2AZ, UK
Received 29 October 2007; received in revised form 6 December 2007; accepted 24 December 2007Available online 17 January 2008
Abstract
Conventionally, food is significantly over-processed to ensure safety. Dynamic optimization can be used to compute optimal thermaloperation condition to ensure maximum product quality while assuring food safety. Local optimization (LO) algorithms have been usedto compute optimal profiles. However, LO is not guaranteed to find the best solution for non-convex functions. We show that the prob-lem can be formulated as a convex problem with a reverse convex constraint and we implement Tuy’s algorithm to optimize globally. Themethod is deterministic and guaranteed to find the global optimum and therefore it is suitable to evaluate the effectiveness of local opti-mization to compute global optima. We compared the results of LO and global optimization (GO) to find that GO gives significantlybetter results for two and three heating time periods. However, for four periods the local optimizer catches up. This suggests that LO isgood enough for this problem if we consider strategies with more than four periods implementable. However for many commercial pro-cesses less than four heating–cooling stages are used.� 2008 Elsevier Ltd. All rights reserved.
Keywords: Batch processing; Food quality; Global optimization; Modeling; Thermal inactivation; Thermal processing
1. Introduction
1.1. Thermal processing of foods
Thermal processing, i.e. heating, is one of the mostimportant operations in food processing (Balsa-Cantoet al., 2002). Sometimes it is used only for preservation pur-poses, such as in canneries and pasteurization. In process-ing of food such as meats and vegetables, heat acts alsoto develop taste and flavor, and in addition to lower themicrobial load heat is required to carry out physicalchanges to the food. In many other situations food is heatedto develop the structure of the material, such as in baking ofbread or biscuits, where heating acts both to change the
0260-8774/$ - see front matter � 2008 Elsevier Ltd. All rights reserved.
doi:10.1016/j.jfoodeng.2007.12.032
* Corresponding author. Tel.: +44 121 4145080; fax: +44 121 4145324.E-mail address: [email protected] (T. Miri).
starch structure and function and also to develop the bub-ble structure within the material (Bakalis et al., 2001).
Conventionally, food is significantly over-processed toensure safety (Fryer and Robbins, 2005). Requirementsfor microbial safety and food acceptability and its qual-ity are conflicting, as a certain amount of chemicalchange will occur during adequate sterilization of thefood. Therefore it is important to ask what is meantby quality and what is the scope for improving it (Lewisand Heppell, 2000).
A number of parameters can be used to evaluate theamounts of microbial inactivation or chemical reactiontaking place during a heat treatment, including F0, B*,and C* (Lewis and Heppell, 2000). For example C* is aparameter to measure the amount of chemical damage tak-ing place during the process. Quality issues revolve aroundminimizing chemical reactions and loss of nutrients andensuring that sensory characteristics (appearance, color,

486 T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494
flavor, and texture) are acceptable to the consumer (Lewisand Heppell, 2000; Awuah et al., 2007).
Batch thermal processing is widely used in food canningplants as continuous thermal processing is only economicalfor very large processes (Norback and Rattunde, 1991;Richardson, 2004) i.e. majority of canneries are small tomedium size. As well as conventional metal canning, manyprocesses now involve production of plastic packet orpouched food; however the need for sterility is the same.For the safety of canned foods, it is vital that spores ofClostridium botulinum are destroyed. This is done in abatch retort process that is normally three stages: 1. heatingstage: food temperature (already packed in the can) israised to the set temperature; 2. holding stage: food is heldat the set temperature for a set time; 3. cooling tempera-ture: the food is cooled down to a point were reactionsno longer occur.
The main goal of thermal processing thus is inactivatingpathogenic micro-organisms to make the food safe to theconsumer (Bellara et al., 1999). However, this needs to bedone without the over-processing which results in low qual-ity. For obvious reasons a decline in sensory quality isundesirable. If over-processing is not excessive, then sen-sory quality may be acceptable. Nevertheless, this will stilllower the nutritional value of the food as vitamins andmicro-nutrients are decomposed by processing heat. In thiscase, the consumer will not be able to distinguish betweenhigh and low quality food. The price the consumer isprepared to pay reflects the quality of the product (realor perceived), and so maximizing quality is critical for com-mercial success. The manufacturers on the other hand, fearmicrobial safety and tend to over-process while ensuringthat the consumer will not notice the loss in nutrition qual-ity since sensory quality is maintained. Canned food ischeap and convenient, but of poor quality because ofover-cooking. This is a consequence of the size of the pack-age: heat must be transferred to the coldest point, the cen-ter of the pack to ensure sterility, but this means the rest isover-cooked. Pouch or pack sterilized foods are usuallysmaller than cans; the quality of these is better as theover-processing is less.
The heat resistance of any micro-organism will changeas the environment changes; for example, pH, wateractivity, or chemical composition changes can affect therequired length of thermal processes (Lewis and Heppell,2000). Therefore, thermal processes often are used in com-bination with changes in pH, salt content, etc. which arecalled hurdle technology; see Leistner and Gorris (1995,2002). However, food producers are under pressure tochange their processes to produce more healthy foods, withlower salt and fat content (Norton et al., 2006). There aretwo reasons for this pressure for changes. Firstly, there ismarket pressure because of a raise in consumer awarenesswho promote the consumption of healthy and higher qual-ity food. Secondly, regulations, in terms of using additiveslike salt and acid in foods, have become tighter. The prob-lem facing the manufacturer is thus to maximize the quality
of the product whilst maintaining the sterility level. This isan optimization problem: the heat, hold and cool condi-tions can be manipulated to ensure the quality product.In order to produce safe food, processors need to have asound understanding of the process. Hence a model ofthermal processing and its ensured optimum conditionusing GO would be an advantage.
The literature in thermal processing of food is veryextensive. Thermal processing of canned foods reviewscan be found at Silva et al. (1993) and Durance (1997).
1.2. Optimization of food processes
Optimization of new designs and/or the operation of themanufacturing plant is critical for a competitive business(Dzemyda et al., 2002). This requires model-based compu-tational methods (Balsa-Canto et al., 2002). Examples ofrecent works on computational works on thermal process-ing are as follows: development of numerical techniques forimproved thermal processes and their control discussed inTucker and Jan (1991). Continuous high temperature shorttime (HTST) sterilization processes of single-phase mix-tures such as milks and fruit juices have become moreand more common. Jung and Fryer (1999) developed com-putational model system for a laminar flow in circularpipes with uniform wall temperatures; both Newtonianand non-Newtonian viscosity models (including tempera-ture dependence). They used results from the simulationstogether with conventional food processing sterility andquality kinetics, adapted to the continuous flow case, inorder to study the efficiency of a continuous sterilizationprocess. They showed that the conservative approach usedin the food industry can lead to significant over-processingand thus unnecessary deterioration of the overall productquality. Their work suggest that conventional HTSTassumption fails under some circumstances, for examplewhen the fluid layer near the wall is over-processed. Vargaet al. (2000) modelled temperature variability in batchretorts in order to investigate its impact on lethality distri-bution in food. Alvarez-Vazquez and Martinez (1999) andAbdulGhani et al. (1999) used computational fluid dynam-ics method to simulate natural convection heating incanned food. Computation of optimal operating policiesfor the food industry is explored in Garcia et al. (2006).Datta et al. (1986) discussed a control logic algorithm forcomputer-based control systems on batch retort operationsin the thermal processing of canned foods. They showedthat their system is capable of automatically adjusting pro-cess time during the cook cycle to accurately compensatefor any unexpected deviation in retort temperature. A widerange of mathematical modelling techniques in food andbioprocesses such as computational fluid dynamics, LatticeBoltzmann simulation of microstructures, artificial neuralnetwork modelling and generic algorithms have been dis-cussed in Sablani et al. (2006).
Local optimization of thermal processing has also beenstudied by many authors, but global optimization method
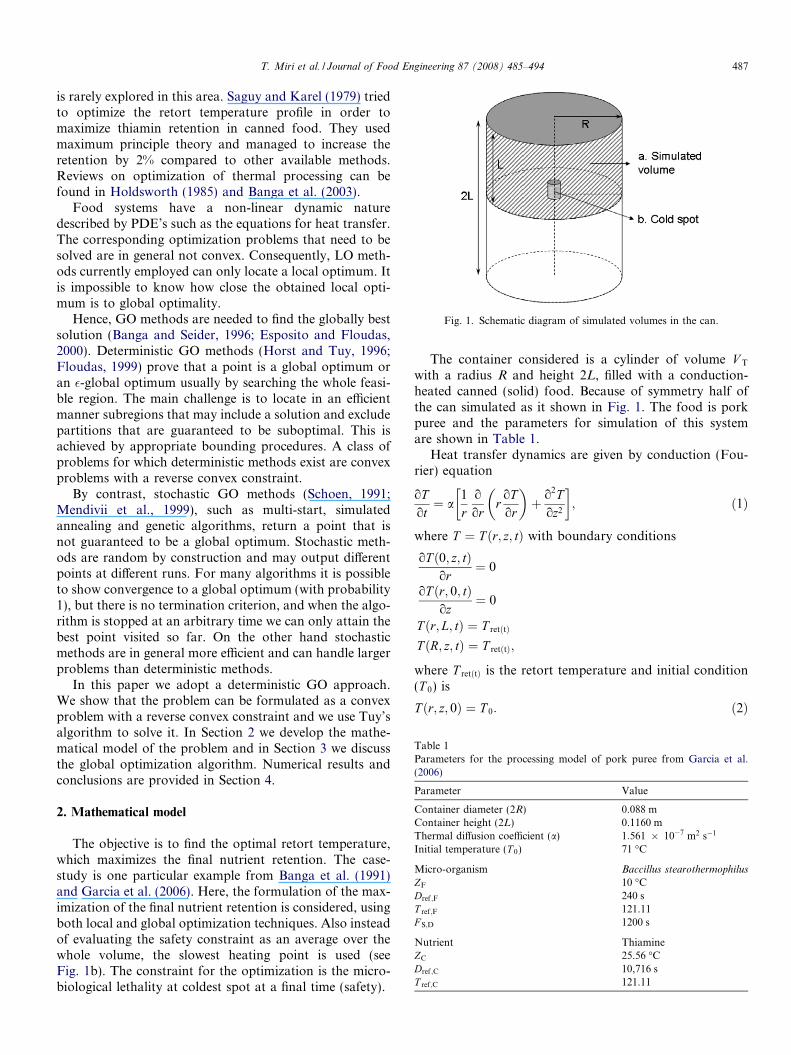
Fig. 1. Schematic diagram of simulated volumes in the can.
Table 1Parameters for the processing model of pork puree from Garcia et al.(2006)
Parameter Value
Container diameter (2R) 0.088 mContainer height (2L) 0.1160 mThermal diffusion coefficient (a) 1:561 � 10�7 m2 s�1
Initial temperature (T 0) 71 �C
Micro-organism Baccillus stearothermophilus
ZF 10 �CDref ;F 240 sT ref;F 121.11F S;D 1200 s
Nutrient ThiamineZC 25.56 �CDref ;C 10,716 sT ref;C 121.11
T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494 487
is rarely explored in this area. Saguy and Karel (1979) triedto optimize the retort temperature profile in order tomaximize thiamin retention in canned food. They usedmaximum principle theory and managed to increase theretention by 2% compared to other available methods.Reviews on optimization of thermal processing can befound in Holdsworth (1985) and Banga et al. (2003).
Food systems have a non-linear dynamic naturedescribed by PDE’s such as the equations for heat transfer.The corresponding optimization problems that need to besolved are in general not convex. Consequently, LO meth-ods currently employed can only locate a local optimum. Itis impossible to know how close the obtained local opti-mum is to global optimality.
Hence, GO methods are needed to find the globally bestsolution (Banga and Seider, 1996; Esposito and Floudas,2000). Deterministic GO methods (Horst and Tuy, 1996;Floudas, 1999) prove that a point is a global optimum oran �-global optimum usually by searching the whole feasi-ble region. The main challenge is to locate in an efficientmanner subregions that may include a solution and excludepartitions that are guaranteed to be suboptimal. This isachieved by appropriate bounding procedures. A class ofproblems for which deterministic methods exist are convexproblems with a reverse convex constraint.
By contrast, stochastic GO methods (Schoen, 1991;Mendivii et al., 1999), such as multi-start, simulatedannealing and genetic algorithms, return a point that isnot guaranteed to be a global optimum. Stochastic meth-ods are random by construction and may output differentpoints at different runs. For many algorithms it is possibleto show convergence to a global optimum (with probability1), but there is no termination criterion, and when the algo-rithm is stopped at an arbitrary time we can only attain thebest point visited so far. On the other hand stochasticmethods are in general more efficient and can handle largerproblems than deterministic methods.
In this paper we adopt a deterministic GO approach.We show that the problem can be formulated as a convexproblem with a reverse convex constraint and we use Tuy’salgorithm to solve it. In Section 2 we develop the mathe-matical model of the problem and in Section 3 we discussthe global optimization algorithm. Numerical results andconclusions are provided in Section 4.
2. Mathematical model
The objective is to find the optimal retort temperature,which maximizes the final nutrient retention. The case-study is one particular example from Banga et al. (1991)and Garcia et al. (2006). Here, the formulation of the max-imization of the final nutrient retention is considered, usingboth local and global optimization techniques. Also insteadof evaluating the safety constraint as an average over thewhole volume, the slowest heating point is used (seeFig. 1b). The constraint for the optimization is the micro-biological lethality at coldest spot at a final time (safety).
The container considered is a cylinder of volume V T
with a radius R and height 2L, filled with a conduction-heated canned (solid) food. Because of symmetry half ofthe can simulated as it shown in Fig. 1. The food is porkpuree and the parameters for simulation of this systemare shown in Table 1.
Heat transfer dynamics are given by conduction (Fou-rier) equation
oTot¼ a
1
ro
orroTor
� �þ o
2Toz2
� �; ð1Þ
where T ¼ T ðr; z; tÞ with boundary conditions
oT ð0; z; tÞor
¼ 0
oT ðr; 0; tÞoz
¼ 0
T ðr;L; tÞ ¼ T retðtÞ
T ðR; z; tÞ ¼ T retðtÞ;
where T retðtÞ is the retort temperature and initial condition(T 0) is
T ðr; z; 0Þ ¼ T 0: ð2Þ

488 T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494
The microbiological lethality, or F-value, at any given timetg is calculated using the standard method for food process-ing, based on first-order inactivation as
F 0ðtgÞ ¼Z tg
0
10T ðtÞ�T ref ;F
ZF dt ¼ Dref;F � logN Fð0ÞNFðtgÞ
� �; ð3Þ
where ZF is the thermal destruction rate for intended mi-cro-organisms at reference temperature T ref;F and NFð0Þand NFðtgÞ are the concentration of micro-organisms aliveat time 0 and time tg, respectively. F 0ðtgÞ has units of time,and represents the time that material needs to be held atT ref ;F to achieve the same effect as the process.
The F-value should be evaluated at the slowest heatingpoint; therefore an average of F-value over a small volumein the coldest spots of the can (1/1000 of the total volumein the center, shown in Fig. 1b) was used:
F 0;av ¼R L
100
R R100 2prF 0drdzR L
100
R R100 2prdrdz
: ð4Þ
A quantitative measure of the effect of heating on qualityfactors, C-value or cooking value, the same manner asthe F-value, defined as
C0ðtgÞ ¼Z tg
0
10T ðtÞ�T ref ;C
ZC dt ¼ Dref;C � logN Cð0ÞNCðtgÞ
� �; ð5Þ
where ZC is the thermal destruction rate for a specifiedcomponent and NCð0Þ and NCðtgÞ are the concentrationof nutrient (thiamine in this case) at time 0 and time tg,respectively. As it can be seen from above, C0 has a reverserelation to the retention of nutrient.
The C-value is usually evaluated over the whole of thecontent. Therefore the volume average C-value for the con-tainer is calculated as
C0;av ¼R L
0
R R0
2prC0drdzR L0
R R0
2prdrdz: ð6Þ
From above
NðtgÞNð0Þ ¼
R L0
R R0
2pr10�CoðtgÞ
Dref ;C drdzR L0
R R0
2prdrdz: ð7Þ
The objective is to find the optimal retort temperature T retðtÞbetween given lower and upper bounds which maximizes
the final retention of nutrientNðtgÞNð0Þ
� �, i.e. minimizing C0;av.
The safety constraint at final cooking time is
F 0;avðtfÞP F S;D: ð8ÞThe system is modelled using gPROMS package. For localoptimization the build-in optimizer package was used whilefor global optimization we have implemented Tuy’s algo-rithm in C++.
3. Global optimization for food processing
Following Garcia et al. (2006), we divide the time hori-zon into multiple intervals (periods) and control the retort
temperature separately in each of this. That is, we computepiecewise linear strategies.
The solution of the heat equation gives the temperatureas a function of position and time. However, in most opti-mization problems the control is the temperature appliedexternally which appears into the model as a boundarycondition and therefore the effect of a change in the con-trols is not directly visible. Conjecture 3.1 says that thetemperature at a given internal point at a given time is alinear function of the external temperature profile. In thefollowing we assume that Conjecture 3.1 holds.
Conjecture 3.1. If for the temperature profile {0, . . ., 0} we
have
uðr; x; tÞ ¼ T 0 for t 2 ½tk; tkþ1� ð9Þthen for a temperature profile fT 1; . . . ; T ng we have
u0ðr; x; tÞ ¼ T 0 þXk
i¼0
T iþ1aði; r; x; tÞ; ð10Þ
with
aði; r; x; tÞP 0; 8i; r; x; t:In Appendix we show that the conjecture holds for the
fully general one-dimensional case and a simple two-dimensional case. Furthermore, we provide numerical evi-dence that it holds for the fully general two-dimensionalcase.
As shown in Appendix, if we accept Conjecture 3.1 thenF 0;av, C0;av are convex functions in fT 1; . . . ; T ng. In addi-tion the final temperature at any given point is an affineand therefore convex function of T 1; . . . ; T n.
The problem we wish to solve is
minT 1; ...; T n
C0;av ð11Þ
Subject to
F 0;av P 1200 s
30 �C 6 T i 6 180 �C:
Garcia et al. (2006) has solved a problem similar to (11)to local optimality using the sequential quadratic program-ming (SQP) algorithm provided by gPROMS. The maindifference from our problem is that (Garcia et al., 2006)evaluates the safety constraint as an average over the wholecan while we use a worst case approach, guaranteeingsafety in the center of the can.
Both problems are not convex and a global optimizationalgorithm may do better than the local optimum attainedby local optimization algorithms.
Eq. (11) is a convex problem with a reverse convex con-straint and falls in the more general DC category (Horstand Tuy, 1996; Floudas, 1999). We have implementedTuy’s (1987) algorithm for convex programs with a reverseconstraint.
The algorithm starts from a point on the boundary ofthe reverse constraint and all points generated by the
T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494 489
algorithm remain at this boundary. It is a property of con-vex problems with a reverse convex constraint that theoptimum must be attained at the boundary of the reverseconvex constraint. The objective function continuouslyimproves and the algorithm terminates when no betterpoint can be found on the boundary of the reverseconstraint.
To find a better point from a given one the algorithmproceeds by trying to make the reverse constraint (in ourcase F 0;av � 1200 P 0) as large as possible while attainingthe objective value of the previous point. This involvessolving a convex maximization problem. If the largest suchvalue is 0 (i.e. F 0;av ¼ 1200) then the current point is theglobal minimum. Otherwise we have found a point outsidethe reverse constraint which is as good as the best so far atthe boundary.
By moving on the line from this point to the best pointof the unconstrained problem (which must be a point notsatisfying the reverse convex constraint if the problem isnon-trivial) we improve the objective value. The pointwhere this line intersects with the reverse constraint is thenext best point.
Algorithm 1. Tuy’s algorithm for
fmin f ðxÞ : hðxÞ 6 0; gðxÞP 0g
1:
TabLoca
Peri
Loca
2348
Glob
234
k ( 1
2: Choose x1 with hðx1Þ 6 0 and gðx1Þ ¼ 0 3: while maxfgðxÞ : hðxÞ 6 0; cx 6 cxkg > � do4:
zk ( argmaxfgðxÞ : hðxÞ 6 0; cx 6 cxkg 5: xkþ1 ( pðzkÞ where pðzkÞ is the intersection of theline connecting zk with the unconstrained optimumpoint w and g(x)
6:
k ( k þ 1 7: end while 8: xk is optimalAt every iteration Tuy’s algorithm needs to solve a con-vex maximization problem which is in itself a difficult glo-bal optimization problem. We have implemented theconical algorithm proposed by Horst et al. (1991) for thesesubproblems.
A few minor modifications have to be made to the prob-lem to use the algorithms:
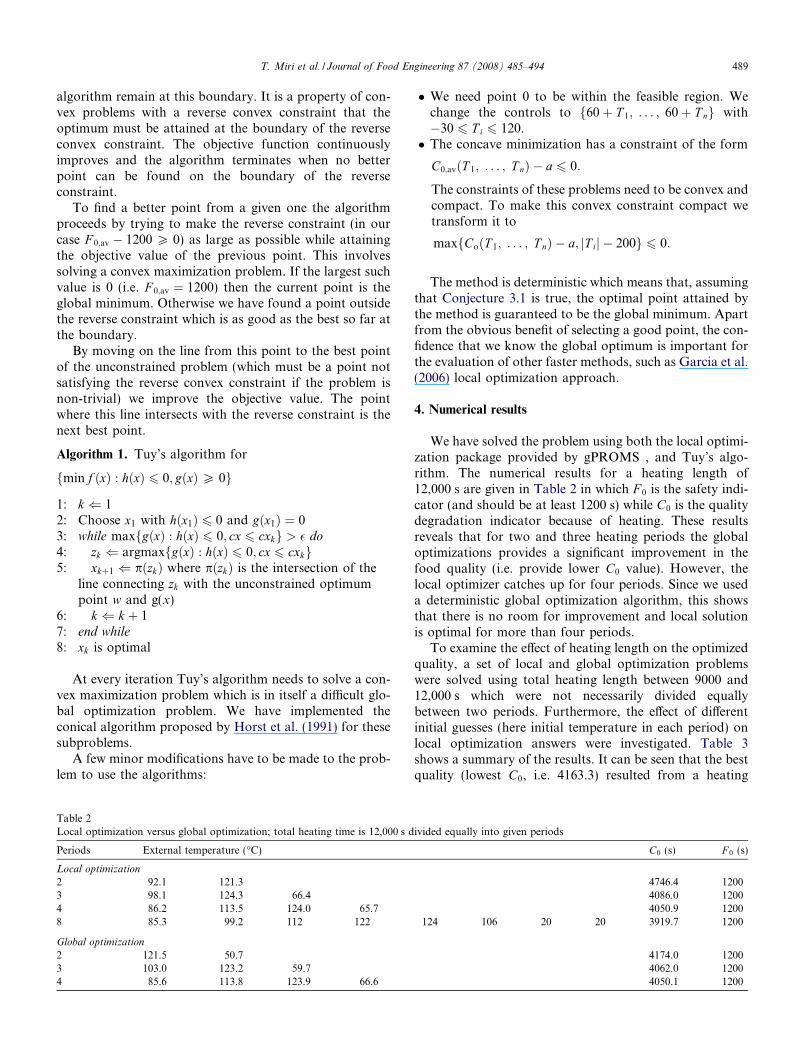
le 2l optimization versus global optimization; total heating time is 12,000 s d
ods External temperature (�C)
l optimization
92.1 121.398.1 124.3 66.486.2 113.5 124.0 65.785.3 99.2 112 122
al optimization
121.5 50.7103.0 123.2 59.785.6 113.8 123.9 66.6
� We need point 0 to be within the feasible region. Wechange the controls to f60þ T 1; . . . ; 60þ T ng with�30 6 T i 6 120.� The concave minimization has a constraint of the form
C0;avðT 1; . . . ; T nÞ � a 6 0:
The constraints of these problems need to be convex andcompact. To make this convex constraint compact wetransform it to
maxfCoðT 1; . . . ; T nÞ � a; jT ij � 200g 6 0:
The method is deterministic which means that, assumingthat Conjecture 3.1 is true, the optimal point attained bythe method is guaranteed to be the global minimum. Apartfrom the obvious benefit of selecting a good point, the con-fidence that we know the global optimum is important forthe evaluation of other faster methods, such as Garcia et al.(2006) local optimization approach.
4. Numerical results
We have solved the problem using both the local optimi-zation package provided by gPROMS , and Tuy’s algo-rithm. The numerical results for a heating length of12,000 s are given in Table 2 in which F 0 is the safety indi-cator (and should be at least 1200 s) while C0 is the qualitydegradation indicator because of heating. These resultsreveals that for two and three heating periods the globaloptimizations provides a significant improvement in thefood quality (i.e. provide lower C0 value). However, thelocal optimizer catches up for four periods. Since we useda deterministic global optimization algorithm, this showsthat there is no room for improvement and local solutionis optimal for more than four periods.
To examine the effect of heating length on the optimizedquality, a set of local and global optimization problemswere solved using total heating length between 9000 and12,000 s which were not necessarily divided equallybetween two periods. Furthermore, the effect of differentinitial guesses (here initial temperature in each period) onlocal optimization answers were investigated. Table 3shows a summary of the results. It can be seen that the bestquality (lowest C0, i.e. 4163.3) resulted from a heating
ivided equally into given periods
C0 (s) F 0 (s)
4746.4 12004086.0 12004050.9 1200
124 106 20 20 3919.7 1200
4174.0 12004062.0 12004050.1 1200
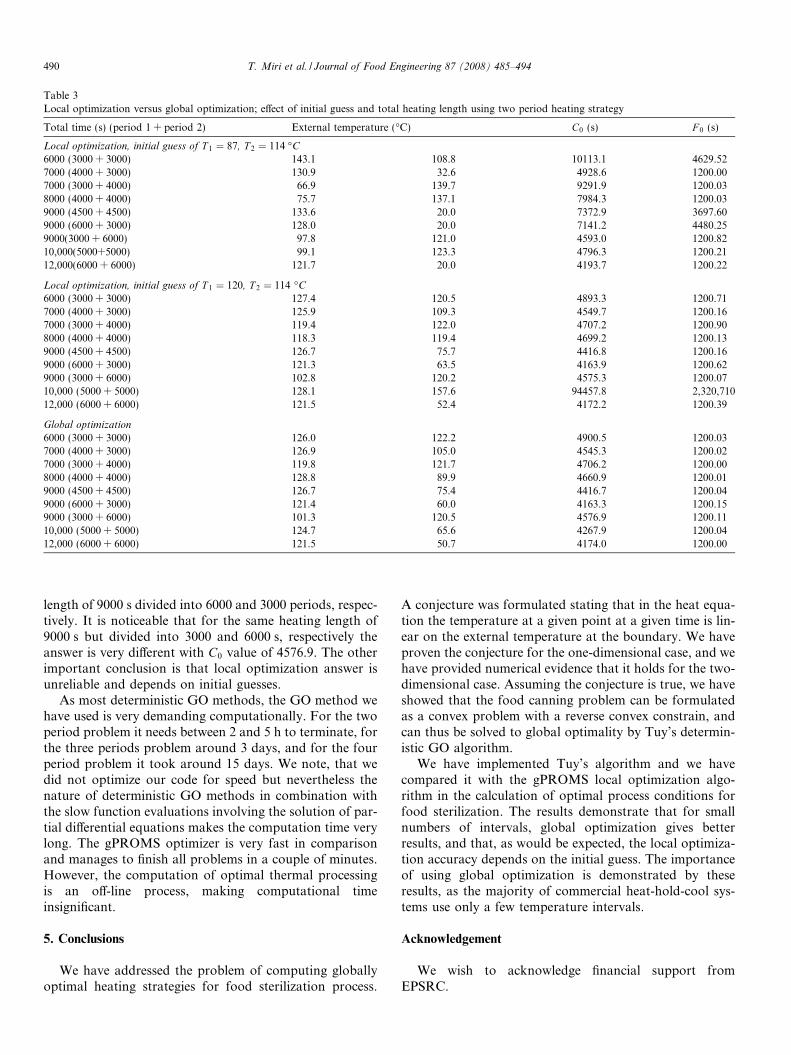
Table 3Local optimization versus global optimization; effect of initial guess and total heating length using two period heating strategy
Total time (s) (period 1 + period 2) External temperature (�C) C0 (s) F 0 (s)
Local optimization, initial guess of T 1 ¼ 87, T 2 ¼ 114 �C
6000 (3000 + 3000) 143.1 108.8 10113.1 4629.527000 (4000 + 3000) 130.9 32.6 4928.6 1200.007000 (3000 + 4000) 66.9 139.7 9291.9 1200.038000 (4000 + 4000) 75.7 137.1 7984.3 1200.039000 (4500 + 4500) 133.6 20.0 7372.9 3697.609000 (6000 + 3000) 128.0 20.0 7141.2 4480.259000(3000 + 6000) 97.8 121.0 4593.0 1200.8210,000(5000+5000) 99.1 123.3 4796.3 1200.2112,000(6000 + 6000) 121.7 20.0 4193.7 1200.22
Local optimization, initial guess of T 1 ¼ 120, T 2 ¼ 114 �C
6000 (3000 + 3000) 127.4 120.5 4893.3 1200.717000 (4000 + 3000) 125.9 109.3 4549.7 1200.167000 (3000 + 4000) 119.4 122.0 4707.2 1200.908000 (4000 + 4000) 118.3 119.4 4699.2 1200.139000 (4500 + 4500) 126.7 75.7 4416.8 1200.169000 (6000 + 3000) 121.3 63.5 4163.9 1200.629000 (3000 + 6000) 102.8 120.2 4575.3 1200.0710,000 (5000 + 5000) 128.1 157.6 94457.8 2,320,71012,000 (6000 + 6000) 121.5 52.4 4172.2 1200.39
Global optimization
6000 (3000 + 3000) 126.0 122.2 4900.5 1200.037000 (4000 + 3000) 126.9 105.0 4545.3 1200.027000 (3000 + 4000) 119.8 121.7 4706.2 1200.008000 (4000 + 4000) 128.8 89.9 4660.9 1200.019000 (4500 + 4500) 126.7 75.4 4416.7 1200.049000 (6000 + 3000) 121.4 60.0 4163.3 1200.159000 (3000 + 6000) 101.3 120.5 4576.9 1200.1110,000 (5000 + 5000) 124.7 65.6 4267.9 1200.0412,000 (6000 + 6000) 121.5 50.7 4174.0 1200.00
490 T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494
length of 9000 s divided into 6000 and 3000 periods, respec-tively. It is noticeable that for the same heating length of9000 s but divided into 3000 and 6000 s, respectively theanswer is very different with C0 value of 4576.9. The otherimportant conclusion is that local optimization answer isunreliable and depends on initial guesses.
As most deterministic GO methods, the GO method wehave used is very demanding computationally. For the twoperiod problem it needs between 2 and 5 h to terminate, forthe three periods problem around 3 days, and for the fourperiod problem it took around 15 days. We note, that wedid not optimize our code for speed but nevertheless thenature of deterministic GO methods in combination withthe slow function evaluations involving the solution of par-tial differential equations makes the computation time verylong. The gPROMS optimizer is very fast in comparisonand manages to finish all problems in a couple of minutes.However, the computation of optimal thermal processingis an off-line process, making computational timeinsignificant.
5. Conclusions
We have addressed the problem of computing globallyoptimal heating strategies for food sterilization process.
A conjecture was formulated stating that in the heat equa-tion the temperature at a given point at a given time is lin-ear on the external temperature at the boundary. We haveproven the conjecture for the one-dimensional case, and wehave provided numerical evidence that it holds for the two-dimensional case. Assuming the conjecture is true, we haveshowed that the food canning problem can be formulatedas a convex problem with a reverse convex constrain, andcan thus be solved to global optimality by Tuy’s determin-istic GO algorithm.
We have implemented Tuy’s algorithm and we havecompared it with the gPROMS local optimization algo-rithm in the calculation of optimal process conditions forfood sterilization. The results demonstrate that for smallnumbers of intervals, global optimization gives betterresults, and that, as would be expected, the local optimiza-tion accuracy depends on the initial guess. The importanceof using global optimization is demonstrated by theseresults, as the majority of commercial heat-hold-cool sys-tems use only a few temperature intervals.
Acknowledgement
We wish to acknowledge financial support fromEPSRC.

T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494 491
Appendix A. Justification of conjecture
In this section we argue that the temperature at a givenpoint, at a given time, increases linearly with externaltemperature. We prove this for the one-dimensional heatequation for piecewise constant external temperature andfor a simple case in the two-dimensional case. For the gen-eral two-dimensional case we provide numerical evidencegenerated by gPROMS.
A.1. Base case
Consider the one-dimensional heat equation
ut ¼ kuxx ðA:1Þwhere uðx; tÞ is the temperature at position x at time t withinitial conditions
uðx; 0Þ ¼ f ðxÞ; uð0; tÞ ¼ 0 ¼ uðL; tÞ:The solution is
uðx; tÞ ¼X1n¼1
Dn sinnpxL
� �exp
�n2p2kt
L2
� �; ðA:2Þ
where
Dn ¼2
L
Z L
0
f ðxÞ sinnpxL
� �dx: ðA:3Þ
The second initial condition indicates that the external tem-perature is 0. If instead we choose the external temperatureto be T, then the solution uTðx; tÞ will be
uTðx; tÞ ¼ T þX1n¼1
DTn sin
npxL
� �exp
�n2p2kt
L2
� �; ðA:4Þ
where
DTn ¼
2
L
Z L
0
ðf ðxÞ � T Þ sinnpxL
� �dx
¼ Dn �2ð1� cosðnpÞÞ
npT ¼ Dn � AnT : ðA:5Þ
Therefore, we have
uTðx; tÞ ¼ T þ uðx; tÞ �X1n¼1
AnT sinnpxL
� �exp
�n2p2kt
L2
� �
¼ uðx; tÞ þ T � rðx; tÞ: ðA:6Þ
From Eq. (A.6) we can see that in the one-dimensional casethe temperature at a point x, at a time t, increases linearlywith an increase to the (constant) external temperature.
A.2. Non-constant temperature boundary condition
Now assume that the boundary condition changes from
uTðL; tÞ ¼ T ; uTð0; tÞ ¼ T
to
ouTðL; tÞot
¼ h � ðT � uðL; tÞÞ;
ouTð0; tÞot
¼ h � ðT � uð0; tÞÞ: ðA:7Þ
The solution of Eq. (A.7) subject to uTð0; 0Þ ¼uTð0; 0Þ ¼ T 0 is
uTðL; tÞ ¼ T 0 exp�ht
k
� �þ T � 1� exp
�htk
� �� �: ðA:8Þ
If we increase T by dT,
uTðL; tÞ ¼ uTð0; tÞ
will increase by
1� exp�ht
k
� �� �dT :
From (A.6) we know that if the temperature at a point xafter time t1 with external temperature 0 is u1ðx; t1Þ thenfor external temperature T the temperature at point x willbe
u2ðx; tÞ ¼ u1ðx; tÞ þ rðx; t1Þ � T : ðA:9ÞMore generally if the external temperature is a function oftime gðtÞ we will have
u2ðx; tÞ ¼ u1ðx; tÞ þZ t1
0
orðx; tÞot
gðtÞdt: ðA:10Þ
Therefore, if we apply the above boundary condition, whenwe increase T by dT the temperature at a point x at a timet1 increases byZ t1
0
orðx; tÞot
1� exp�ht
k
� �� �T dt ¼ T � r2ðx; tÞ: ðA:11Þ
The relationship is still linear.
A.3. Temperature profiles
Next we examine what happens if we divide time in mul-tiple intervals
½0; t1�; ½t1; t2�; . . . ; ½tn�1; tn�and we make a change on the external temperature profilefT 1; T 2; . . . ; T ng.
Consider the time interval ½tk; tkþ1�. If we solve the differ-ential equation for the interval ½tk; tkþ1� the temperaturesfT 1; . . . ; T kg have an effect only on the initial condition
uðx; tkÞ ¼ f ðxÞ: ðA:12ÞThe term r2ðx; tÞ does not depend on f(x) and consequentlywhatever change we made to ðT 1; . . . ; T kÞ a change onT kþ1 will always have the same effect r2ðx; t � tkÞ on uðx; tÞfor t 2 ½tk; tkþ1�.
Obviously a change in T kþ1 cannot affect uðt; xÞ fort < tk. What remains is the effect of changing T kþ1 inuðt; xÞ for t > tkþ1. If we increase T kþ1 by dT then we have

492 T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494
duðx; tkþ1Þ ¼ r2ðx; tkþ1 � tkÞdT : ðA:13ÞNow consider the differential equation in the interval½tkþ1; tn�. We have a change in the initial condition from
uðx; tkþ1Þ ¼ f ðxÞto
uðx; tkþ1Þ ¼ f ðxÞ þ r2ðx; tkþ1 � tkÞdT :
This changes the solution to
u0ðx; tÞ ¼X1n¼1
D0n sinnpxL
� �exp
�n2p2kðt � tkþ1ÞL2
� �; ðA:14Þ
where
D0n ¼2
L
Z L
0
ðf ðxÞ þ r2ðtkþ1 � tk; xÞdT Þ sinnpxL
� �dx
¼ Dn þ rn3;k � dT ; ðA:15Þ
where,
rn3;k ¼
2
L
Z L
0
r2ðtkþ1 � tk; xÞ sinnpxL
� �dx: ðA:16Þ
It follows that
Fig. 2. Temperatures at specific times with relation to position for the three exte
u0ðx; tÞ ¼ uðx; tÞ þ dT �X1n¼1
rn3;k
� sinnpxL
� �exp
�n2p2kðt � tkþ1ÞL2
� �
¼ uðx; tÞ þ r4;kðx; t � tkþ1Þ � dT : ðA:17Þ
To summarize, if for a temperature profile {0, . . ., 0} wehave
uðx; tÞ ¼ T 0 for t 2 ½tk; tkþ1� ðA:18Þthen for a temperature profile fT 1; . . . ; T ng we have
u0ðx; tÞ ¼ uðx; tÞ þXk�1
i¼0
ðT iþ1r4;iðx; t � tiþ1ÞÞ þ T kþ1r2ðt � tkÞ:
ðA:19ÞAnd the linear relation still holds.
A.4. Two dimensions
Consider the simple case were the initial temperature is 0and the external temperature is T. Then (see, for example,Incropera and DeWitt, 2001)
rnal time profiles: [100, 110, 110,60], [100, 115, 110, 60], [100, 120, 110, 60].

Fig. 3. Temperature at the center of the can for the three externaltemperature profiles: [100, 110, 110, 60], [100, 115, 110, 60], [100, 120, 110,60].
T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494 493
uðr; x; tÞ � T0� T
¼ uðr; tÞ � T0� T
uðx; tÞ � T0� T
¼ T � rðr; tÞ � T�T
T � rðx; tÞ � T�T
ðA:20Þ
and
uðr; x; tÞ ¼ T � ð1� rðx; tÞÞð1� rðr; tÞÞT : ðA:21ÞThe linear relation generalizes to the two-dimensional
case. For more complicated settings, we were not able toprove the result analytically for the multi-dimensional case.However, all simulations with gPROMS verify Conjecture3.1.
Figs. 2 and 3 show the effect of an increase in the exter-nal temperature. Using four 3000 s periods, the effect ofincreasing the temperature in the second period by 10� istwice what it would be if we increased it for 5� for everypoint and every time instant. In the figures this is reflectedby the fact that the distance between the black line and thered line is equal with the distance between the red line andthe blue line everywhere.
Appendix B. Convexity of F0;av;C0;av
If a function f ðx; yÞ is convex in x for all y, then thefunction
gðxÞ ¼Z
f ðx; yÞdy ðB:1Þ
is also convex in x. This is because for every 0 6 k 6 1 wehave
gðkx1 þ ð1� kÞx2Þ
¼Z
f ðkx1 þ ð1� kÞx2Þ; yÞdy PZ
kf ðx1; yÞ
þ ð1� kÞf ðx2; yÞdy ¼ kgðx1Þ þ ð1� kÞgðx2Þ ðB:2Þ
If T ex is the external temperature profile then using thehypothesis we have
F 0ðtÞ ¼Z t
0
bðsÞ10aðsÞ�T ex ds ðB:3Þ
and F 0ðtÞ is convex in T ex. Since integration with respect toother variables preserves convexity, so is F 0;av. By the samereason C0;av is also convex.
References
AbdulGhani, A., Farid, M., Chen, X., Richards, P., 1999. Numericalsimulation of natural convection heating of canned food by compu-tational fluid dynamics. Journal of Food Engineering 41 (July), 55–64.
Alvarez-Vazquez, L.J., Martinez, A., 1999. Modelling and control ofnatural convection in canned foods. IMA Journal of AppliedMathematics 63 (Dec), 247–265. doi:10.1093/imamat/63.3.247.
Awuah, G.B., Ramaswamy, H.S., Economides, A., 2007. Thermalprocessing and quality: principles and overview. Chemical Engineeringand Processing, 46, 584–602.
Bakalis, S., Cox, P., Fryer, P., 2001. Modelling particular thermaltechnologies. In: Richardson, P. (Ed.), Thermal Technologies in FoodProcessing. Woodhead Publishing Limited.
Balsa-Canto, E., Alonso, A., Banga, J., 2002. A novel, efficient andreliable method for thermal process design and optimization. Part I.Theory. Journal of Food Engineering 52 (May), 227–234.
Banga, J., Balsa-Canto, E., Moles, C., Alonso, A., 2003. Improving foodprocessing using modern optimization methods. Trends in FoodScience and Technology 14, 131–144.
Banga, J., Perez-Martin, R., Gallardo, J., Casares, J., 1991. Optimizationof the thermal processing of conduction-heated canned foods: study ofseveral objective functions. Journal of Food Engineering 14, 25–51.
Banga, J., Seider, W., 1996. Global optimization of chemical processesusing stochastic algorithms. In: Floudas, C., Pardalos, P. (Eds.), Stateof the Art in Global Optimization. Kluwer Academic Publication,Dordrecht, pp. 563–583.
Bellara, S.R., Fryer, P.J., McFarlane, C.M., Thomas, C.R., Hocking,P.M., Mackey, B.M., 1999. Visualization and modelling of the thermalinactivation of bacteria in a model food. Applied and EnvironmentalMicrobiology 65, 3095–3099, jJUL.
Datta, A., Teixeira, A., Manson, J., 1986. Computer-based retort controllogic for on-line correction of process deviations. Journal of FoodScience 51, 480–483.
Durance, T., 1997. Improving canned food quality with variable retorttemperature processes. Trends in Food Science and Technology 8,113–118.
Dzemyda, G., Saltenis, V., Zhilinskas, A., 2002. Stochastic and GlobalOptimization. Kluwer Academic Publisher.
Esposito, W., Floudas, C., 2000. Deterministic global optimization innonlinear optimal control problems. Journal of Global Optimization17, 97–126.
Floudas, C., 1999. Deterministic Global Optimization: Theory, Methodsand Applications. Kluwer Academic Publishers.
Fryer, P., Robbins, P., 2005. Heat transfer in food processing: ensuringproduct quality and safety. Applied Thermal Engineering 25 (Nov),2499–2510.
Garcia, M., Balsa-Canto, E., Banga, A.A.J., 2006. Computing optimaloperating policies for the food industry. Journal of Food Engineering74, 13–23.
Holdsworth, S., 1985. Optimisation of thermal processing – a review.Journal of Food Engineering 4, 89–116.
Horst, R., Thoai, N., Benson, H., 1991. Concave minimization via conicalpartitions and polyhedral outer approximation. Mathematical Pro-gramming 50, 259–274.
Horst, R., Tuy, H., 1996. Global optimization. In: DeterministicApproaches. Springer.

494 T. Miri et al. / Journal of Food Engineering 87 (2008) 485–494
Incropera, F., DeWitt, D., 2001. Fundamentals of Heat and MassTransfer. John Wiley and Sons Inc.
Jung, A., Fryer, P., 1999. Optimising the quality of safe food: computa-tional modelling of a continuous sterilisation process. ChemicalEngineering Science 54, 717–730.
Leistner, L., Gorris, G., 1995. Food preservation by hurdle technology.Trends in Food Science and Technology 6, 41–46.
Leistner, L., Gorris, G., 2002. Hurdle Technologies: CombinationTreatment for Food Stability, Safety and Quality. Kluwer AcademicPublishers.
Lewis, M., Heppell, N., 2000. Continuous Thermal Processing of Foods:Pasteurization and UHT Sterilization. Aspen Publishers.
Mendivii, F., Shonkwiler, R., Spruill, M., 1999. Optimization bystochastic methods. Technical Report. Georgia Institute ofTechnology.
Norback, J., Rattunde, M., 1991. Production planning when batching ispart of the manufacturing sequence. Journal of Food ProcessEngineering 14, 107–123.
Norton, I., Fryer, P., Moore, S., 2006. Product/process integration in foodmanufacture: engineering sustained health. AIChE Journal 52, 1632–1640.
Richardson, P., 2004. Improving the Thermal Processing of Foods.Woodhead Publishing Limited.
Sablani, S., Rahman, M., Datta, A., Mujmumdar, A. (Eds.), 2006.Handbook of Food and Bioprocess Modeling Techniques. CRC Press.
Saguy, I., Karel, M., 1979. Optimal retort temperature profile inoptimizing thiamin retention in conduction-type heating of cannedfood. Journal of Food Science 44, 1485–1490.
Schoen, F., 1991. Stochastic techniques for global optimization: a surveyof recent advances. Journal of Global Optimization 1, 207–228.
Silva, C., Oliveira, F., Hendrickx, M., 1993. Modelling optimumprocessing conditions for the sterilization of prepackaged foods. FoodControl 4, 67–78.
Tucker, G.S., 1991. Development and use of numerical techniques forimproved thermal process calculations and control. Journal of FoodControl 2 (Jan), 15–19.
Tuy, H., 1987. Convex programs with an additional reverse convexconstraint. Journal of Optimization Theory and Applications 52 (3),463–486.
Varga, S., Oliveira, J., Smout, C., Hendrickx, M., 2000. Modellingtemperature variability in batch retorts and its impact on lethalitydistribution. Journal of Food Engineering 44 (May), 163–174.




















