
GANGAA MACHINES
14
GANGAA MACHINES 5/89-3, THOTTASALAI STREET, MOPPERIPALAYAM, SULUR(TK), COIMBATORE-641659 TN INDIA PH: (FROM INDIA) +91 92444 18381, (FROM OVERSEAS) +91 93612 19306 Email : info @gangaamachinesweld.com & [email protected] WELDING ELECTRODE – PROJECT OVERVIEW THE PRODUCT By industrial classification it falls under the category of ENGINEERING CONSUMABLE, WELDING CONSUMANBLE, SHIELDED METAL ARC WELDING (SMAW), MANUAL METAL ARC WELDING (MMAW), FLUX SHIELDED ARC WELDING etc. By cryptonym it is WELDING ELECTRODES, WELDING RODS, STICK ELECTRODES, COVERED ELECTRODES etc. By definition it is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld. Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals when cool result in a binding of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welders can use either direct (DC) or alternating (AC) current, and consumable or non-consumable electrodes. The welding area is usually protected by some type of shielding gas, vapor, or slag. Arc welding processes may be manual, semi-automatic, or fully automated. First developed in the late part of the 19th century, arc welding became commercially important in shipbuilding during the Second World War. Today it remains an important process for the fabrication of steel structures and vehicles. HISTORY AND THE INDUSTRY In 1800 Humphry Davy discovered the short pulsed electric arcs. Independently a Russian physicist Vasily Petrov discovered the continuous electric arc in 1802 and subsequently proposed its possible practical applications, including welding. Arc welding was first developed when Nikolai Benardos presented arc welding of metals using a carbon electrode at the International Exposition of Electricity, Paris in 1881, which was patented together with Stanisław Olszewski in 1887. In the same year, French electrical inventor Auguste de Méritens also invented a carbon arc welding method, patented in 1881, which was successfully used for welding lead in the manufacture of lead-acid batteries. The advances in arc welding continued with the invention of metal electrodes in the late 19th century by a Russian, Nikolai Slavyanov (1888), and an American, C. L. Coffin. Around 1900, A. P. Strohmenger released in Britain a coated metal electrode which gave a more stable arc. In 1905 Russian scientist Vladimir Mitkevich proposed the usage of three-phase electric arc for welding. In 1919, alternating current welding was invented by C.J. Holslag but did not become popular for another decade. Competing welding processes such as resistance welding and oxyfuel welding were developed during this time as well; but both, especially the latter, faced stiff competition from arc welding especially after metal coverings (known as flux) for the electrode, to stabilize the arc and shield the base material from impurities, continued to be developed. During World War I welding started to be used in shipbuilding in Great Britain in place of riveted steel plates. The Americans also became more accepting of the new technology when the process allowed them to repair their ships quickly after a German attack in the New York Harbor at the beginning of the war. Arc welding was first applied to aircraft during the war as well, and some German airplane fuselages were constructed using this process. In 1919, the British shipbuilder Cammell Laird started construction of a merchant ship, the "Fullagar", with an entirely welded hull; she was launched in 1921. Subsequently technological advancement has taken the welding technology to the level of beyond imagination but couldn’t replace MMAW technology due to its economical production and convenient application.
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of GANGAA MACHINES
GANGAA MACHINES 5/89-3, THOTTASALAI STREET, MOPPERIPALAYAM,
SULUR(TK), COIMBATORE-641659 TN INDIA PH: (FROM INDIA) +91 92444 18381, (FROM OVERSEAS) +91 93612 19306 Email : [email protected] & [email protected]
WELDING ELECTRODE – PROJECT OVERVIEW
THE PRODUCT
By industrial classification it falls under the category of ENGINEERING CONSUMABLE, WELDING CONSUMANBLE, SHIELDED METAL ARC WELDING (SMAW), MANUAL METAL ARC WELDING (MMAW), FLUX SHIELDED ARC WELDING etc. By cryptonym it is WELDING ELECTRODES, WELDING RODS, STICK ELECTRODES, COVERED ELECTRODES etc. By definition it is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.
Arc welding is a welding process that is used to join metal to metal by using electricity to create enough heat to melt metal, and the melted metals when cool result in a binding of the metals. It is a type of welding that uses a welding power supply to create an electric arc between a metal stick ("electrode") and the base material to melt the metals at the point of contact. Arc welders can use either direct (DC) or alternating (AC) current, and consumable or non-consumable electrodes.
The welding area is usually protected by some type of shielding gas, vapor, or slag. Arc welding processes may be manual, semi-automatic, or fully automated. First developed in the late part of the 19th century, arc welding became commercially important in shipbuilding during the Second World War. Today it remains an important process for the fabrication of steel structures and vehicles.
HISTORY AND THE INDUSTRY
In 1800 Humphry Davy discovered the short pulsed electric arcs. Independently a Russian physicist Vasily Petrov discovered the continuous electric arc in 1802 and subsequently proposed its possible practical applications, including welding. Arc welding was first developed when Nikolai Benardos presented arc welding of metals using a carbon electrode at the International Exposition of Electricity, Paris in 1881, which was patented together with Stanisław Olszewski in 1887. In the same year, French electrical inventor Auguste de Méritens also invented a carbon arc welding method, patented in 1881, which was successfully used for welding lead in the manufacture of lead-acid batteries. The advances in arc welding continued with the invention of metal electrodes in the late 19th century by a Russian, Nikolai Slavyanov (1888), and an American, C. L. Coffin. Around 1900, A. P. Strohmenger released in Britain a coated metal electrode which gave a more stable arc. In 1905 Russian scientist Vladimir Mitkevich proposed the usage of three-phase electric arc for welding. In 1919, alternating current welding was invented by C.J. Holslag but did not become popular for another decade.
Competing welding processes such as resistance welding and oxyfuel welding were developed during this time as well; but both, especially the latter, faced stiff competition from arc welding especially after metal coverings (known as flux) for the electrode, to stabilize the arc and shield the base material from impurities, continued to be developed.
During World War I welding started to be used in shipbuilding in Great Britain in place of riveted steel plates. The Americans also became more accepting of the new technology when the process allowed them to repair their ships quickly after a German attack in the New York Harbor at the beginning of the war. Arc welding was first applied to aircraft during the war as well, and some German airplane fuselages were constructed using this process. In 1919, the British shipbuilder Cammell Laird started construction of a merchant ship, the "Fullagar", with an entirely welded hull; she was launched in 1921.
Subsequently technological advancement has taken the welding technology to the level of beyond imagination but couldn’t replace MMAW technology due to its economical production and convenient application.

THE CLASSIFICATION BY EVOLUTION
PRINCIPAL WELDING PROCESSES
FUSION NON FUSION
ELECTRICAL ENERGY
CHEMICAL ENERGY
HEAT CREATED BY ENERGY
HEAT CREATED BY ENERGY
CARBON ARC WELDING
(Carbon Electrode)
ELECTRON BEAM
WELDING
ELECTRO SLAG
WELDING
CHEMICAL ENERGY
MECHANICAL ENERGY
ELECTRICAL ENERGY
FRICTION WELDING
ULTRASONIC WELDING
RESISTANCE WELDING
FORGE WELDING
OXYACETYLINE NON - FUSION WELDING
METAL ARC WELDING (METAL ELECTRODE)
SHIELDED UNSHIELDED
PROJECTION WELDING
SPOT WELDING
SEAM WELDING
BUTT WELDING
RESISTANCE BUTT WELDING
FLASH BUTT WELDING
RESISTANCE BUTT WELDING
RESISTANCE BUTT WELDING
SHIELDED UNSHIELDED
OTHER PROCESS
PLASMA LASER
SHIELDED METAL ARC WELDING
(COATED ELECTRODE)
INERT GAS WELDING SUBMERGED ARC WELDING
ATOMIC HYDROGEN

THE CLASSIFICATION BY STANDARDS/ IDENTIFICATION
MARKET CONSUMPTION AND THE APPLICATION
Because of the versatility of the process and the simplicity of its equipment and operation, shielded metal arc welding is one of the world's first and most popular welding processes. It dominates other welding processes in the maintenance and repair industry, and though flux-cored arc welding is growing in popularity, SMAW continues to be used extensively in the construction of heavy steel structures and in industrial fabrication. The process is used primarily to weld iron and steels (including stainless steel) but aluminium, nickel and copper alloys can also be welded with this method.
The consumption of welding electrode is directly proportional to the steel consumption in any country. Electrodes are needed both in bulk and small quantity of production. The most important factor in marketing this product is consumer satisfaction and this can be item, the success of this project depends on marketing, financial planning and production of quality electrodes. achieved by producing good quality electrodes and selling at the most economical price with the best sales network. So it is you to decide the potential project which is at your door step to make you successful. Though welding electrode is a highly consumable industrial

SMAW /MMAW
Shielded metal arc welding (SMAW), also known as manual metal arc welding (MMA or MMAW), flux shielded arc welding or informally as stick welding, is a manual arc welding process that uses a consumable electrode covered with a flux to lay the weld.
An electric current, in the form of either alternating current or direct current from a welding power supply, is used to form an electric arc between the electrode and the metals to be joined. The workpiece and the electrode melts forming a pool of molten metal (weld pool) that cools to form a joint. As the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve as a shielding gas and providing a layer of slag, both of which protect the weld area from atmospheric contamination.
SMAW welding can be used for a variety of metal types and various thicknesses and is often used for heavy-duty work involving industrial iron and steel, like carbon steel and cast iron, as well as work involving low and high alloy steels and nickel alloys.
E 6013- GENERAL PURPOSE ELECTRODE The 6013 is a general-purpose welding electrode made of mild steel and can be used in all positions of a welding process. This E6013 electrode are produced and consumed very largely among stick electrodes (i.e more than 80% rest of all the electrodes are around 20 %) The electrode delivers a smooth and medium penetrating arc. The electrode is largely used for welding clean, new sheet metal. The wire is a mild steel electrode coated with high Titania potassium. E6013 electrodes produce a soft arc with minimal spatter, offer moderate penetration and have an easily-removable slag. These electrodes should only be used to weld clean, new sheet metal.
CONVENTIONAL METHOD OF MANUFACTURING MMAW ELECTRODES
Though the electrodes are manufactured in various methods of extrusion, one of the feasible methods is production with a hydraulic press. Here the barren wire is get very compact coated with the help of a coating die in the extruder. The production line process starts from wire straightening and cutting through dry mixing of powders, wet mixing of powders, briquetting of the mix, extrusion, finishing, printing, drying, baking and packing.
1. PREPRATION OF CORE WIRE Electrode quality rimming wire confirming JIS 3503 SWRY 11 with low carbon and low silicon is available in the open market. The wire rod coils are converted to the drawn wire coils of sizes such as 2.5mm, 3.15mm, 4mm and 5mm at the wire drawing plants in house or on job-work basis. It is then straightened and cut in to required lengths by ‘Straightening and Cutting Machine’. 2. PREPARATION OF DRY MIXED FLUX Rutile, Low carbon Ferro Manganese, Cellulose, Titanium Di-Oxide, Mica, Feldspar, quartz, etc., are some of the chemical powders used as the raw materials for the preparation of flux. These chemicals are available world wide and they are weighed

accurately as per the technology for each type of electrodes and they are mixed in a dry mixer to get homogeneous mix or can be sourced as a readymade flux. 3. PREPARATION OF THE WET MIX. Potassium Silicate is used as the Binding agent. The flux is mixed with Silicate in a correct proportion to obtain a wet mix in a mixer. The Wet mix is then pressed to form a briquettes in a hydraulically operated press in order to load the flux in the flux cylinder of the extruder. 4. COATING THE WIRE BY EXTRUSION The coating of flux is done by the extrusion press in which the flux fed through a cylinder under pressure. While the wire is fed from the wire magazine of the electrode press the briquettes are introduced into the extrusion cylinder of the press. During extrusion the core wire is fed one by one from wire feeder and coated with the flux by way of nozzle/die box system incorporated in the extrusion press. The electrodes coming out from the press are tested in an eccentricity tester. The rejected electrodes are taken into the flux stripping machine where the flux is stripped off. The core wire and flux can be re-used. The electrode coming out from the press is passed through a conveyor to the brushing machine for brushing of holding end and cleaning the same on tip end side for easy striking. After that the electrodes are spread on the collecting tray for air drying and after certain period they are fed into the oven. 5. BAKING OF COATED ELECTRODE After air drying of the coated electrodes they are baked in oven. Depending on the type of electrode the baking cycle will vary. The moisture content in the electrode should not exceed 4 percent. 6. QUALITY CONTROL Quality control in electrode making shop calls for, constant checking of the ground ingredients their proportioning and mixing, application procedures, moisture content and drying conditions. In addition, the chemical analysis of the core wire, powders and bonding materials are determined, the concentricity is very frequently tested (destructive and non-destructive methods) on random basis and a stable coating thickness is ensured and the electrodes are tested on trail plates for its final compliance. 7. RECYCLING OF REJECTED ELECTRODES.
The tested and rejected electrodes are recycled then and there and the reclaimed flux and
wire are used in the subsequent production cycles so that zero wastage is ensured.
8. GRADING AND PACKING The finished electrodes are stored and wrapped in polythene or waxed paper and packed
in cartons. Cartons are packed in master cartons as per requirement.


PLANT AND MACHINERIES REQUIRED
MACHINERIES NOS/CAPACITY/HP/KW
1 MT 2MT 3MT 4MT 5MT 8MT 10MT
WIRE DRAWING MACHINE Not feasible 1 X
160HP 1 x
160HP
2 X 160HP
(320HP)
2 X 160HP
(320HP)
DRY MIXER 1 X
500KG 5HP
1 X 500KG
5HP
1 X 750KG 7.5HP
1 X 1000KG
10HP
1 X 1000KG
10HP
2 X 1000KG
10HP (20HP)
2 X 1000KG
10HP (20HP)
WET MIXER 1 X 30KG 3HP
1 X75KG 5HP
1 X 75KG 5HP
1X 100KG 7.5HP
1X 100KG 7.5HP
2 X 100KG 7.5HP (15HP)
2 X 100KG 7.5HP (15HP)
CUTTING AND STRAIGHTENING
1 X 120PCS
5HP
1 X 200PCS 8.5HP
2 X 200PCS 8.5HP (17HP)
3 X 200PCS 8.5HP
(25.5HP)
3 X 200PCS 8.5HP
(25.5HP)
4 X 200PCS 8.5HP (34HP)
5 X 200PCS 8.5HP
(42.5HP)
BRIQUETTING PRESS 1 X 2HP
1 X 3HP
1 X 3HP
1 X 5HP
1 X 5HP
1 X 5 HP
2 X 5HP
(10HP)
EXTRUSION PRESS (Wire feeder, Extruder & Conveyor)
1 X 10.5HP
1 X 13.75HP
1 X 15.5HP
1 X 20HP
1 X 22.5HP
1 X 30HP
2 X 22.5HP (45HP)
ELECTRODE NAME PRINTING UNIT
1 X 0.25HP
1 X 0.25HP
1 X 0.25HP
1 X 0.25HP
1 X 0.25HP
1 X 0.25HP
2 X 0.25HP (0.5HP)
CONCENTRICITY TESTER 1 1 1 1 1 1 2
BAKING OVEN
1 X 150°C 2HP
12KW
1 X 150°C 2HP
20 KW
1 X 150°C 3HP
26 KW
1 X 150°C 3HP
30 KW
1 X 150°C 3HP
30 KW
2 X 150°C 3HP
30 KW (6HP+ 60KW)
2 X 150°C 3HP
30 KW (6HP+ 60KW)
FLUX STRIPPING MACHINE 1 X 3HP 1 X 3HP 1 X 3HP 1 X 3HP 1 X 3HP 1 X 3HP 2 X 3HP
(6HP)
PACKING TABLE 1 1 1 1 1 2 2
WEIGHING MACHINE 1 X 10 KG
1 X 10 KG
1 X 10 KG
1 X 10 KG
1 X 10KG
2 X 10KG
2 X 10KG
HAND SEALING PRESS 1 1 1 1 2 3 4
SHRINK PACKING MACHINE 1 X 9KW 1 X 9KW 1 X 9KW 1 X12KW 1 X 12KW
2 X 9KW (18KW)
2 X 9KW (18KW)
STRAPPING MACHINE 1 X 0.25KW
1 X 0.25KW
1 X 0.25KW
1 X 0.25KW
1 X 0.25KW
2 X 0.25KW (0.5KW)
2 X 0.25KW (0.5KW)
CUT WIRE STAND 3 5 7 10 10 12 15
METAL TRAYS 300 400 500 800 1000 1600 2000
TOTAL HP AND KW REQURED 31HP 21KW
40.75HP 29KW
51.5HP 29KW
235HP 39KW
237HP 39KW
434HP 78KW
471HP 78KW
Additional Requirement (for handling and testing- Optional)
MACHINERIES NOS/CAPACITY/HP/KW 1 MT 2MT 3MT 4MT 5MT 8MT 10MT
PALLET TRUCK 1 X 2MT 1 X 2MT 1 X 2MT 1 X 2MT 1 X 2MT 1 X 5MT
1 X 2MT 1 X 5MT
1 X 2MT 1 X 5MT
WEIGHING MACHINE 1X300KG 1X300KG 1X300KG 1X300KG 1X300KG 1X300KG 1X300KG
CHEMICAL LABORATORY 1SET 15KW
1SET 15KW
1SET 15KW
1SET 15KW
1SET 15KW
1SET 15KW
1SET 15KW
PHYSICAL LAB 1SET 5HP
1SET 5HP
1SET 5HP
1SET 5HP
1SET 5HP
1SET 5HP
1SET 5HP
WELDING TRANSFORMER AC 1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
WELDING TRANSFORMER DC 1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
1X 21 KVA
MACHINE SHOP 1 SET 15HP
1SET 15HP
SET 15HP
TOTAL HP 5HP 57KW
5HP 57KW
5HP 57KW
5HP 57KW
20HP 57KW
20HP 57KW
20HP 57KW
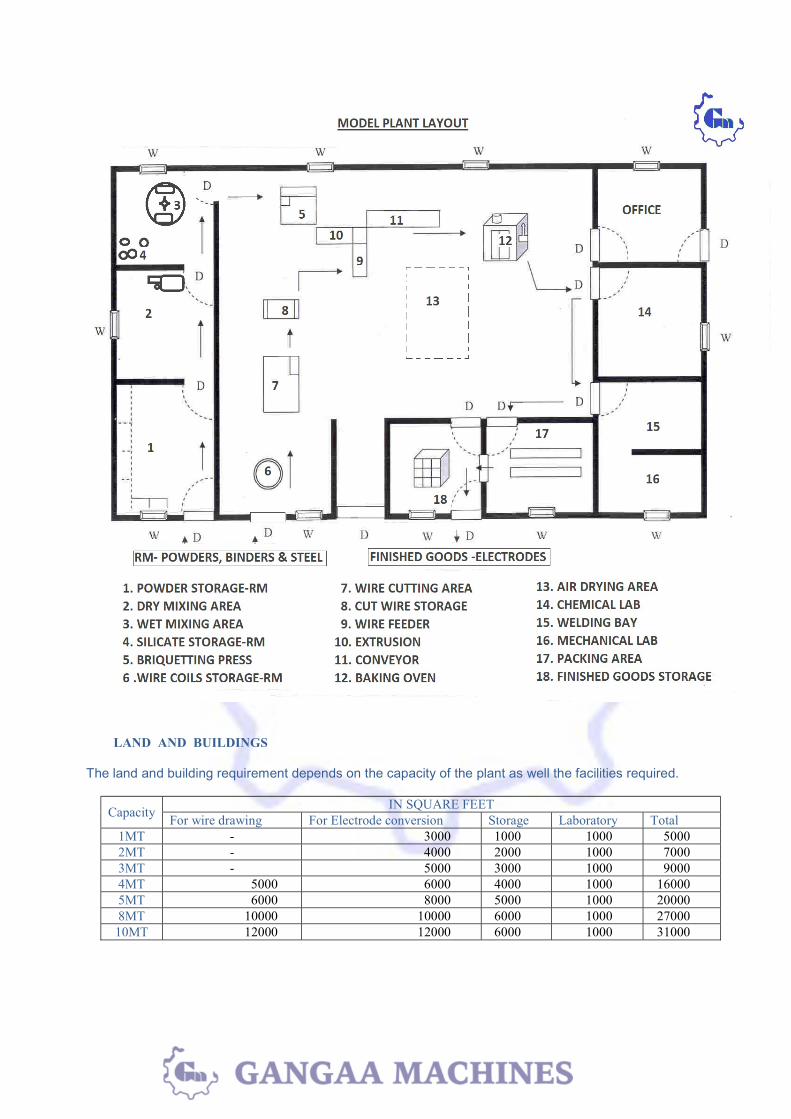
LAND AND BUILDINGS
The land and building requirement depends on the capacity of the plant as well the facilities required.
Capacity IN SQUARE FEET
For wire drawing For Electrode conversion Storage Laboratory Total 1MT - 3000 1000 1000 5000 2MT - 4000 2000 1000 7000 3MT - 5000 3000 1000 9000 4MT 5000 6000 4000 1000 16000 5MT 6000 8000 5000 1000 20000 8MT 10000 10000 6000 1000 27000 10MT 12000 12000 6000 1000 31000

MAN POWER REQUIREMENT
ELECTRIC POWER REQUIREMENT MACHINERIES HP/KW
1 MT 2MT 3MT 4MT 5MT 8MT 10MT
MAIN LINE MACHINERIES 31HP 21KW
40.75HP 29KW
51.5HP 29KW
235HP 39KW
237HP 39KW
434HP 78KW
471HP 78KW
ADDITIONAL REQUIREMENT 5HP 57KW
5HP 57KW
5HP 57KW
5HP 57KW
20HP 57KW
20HP 57KW
20HP 57KW
GENERAL LIGHTING 2000W 2500W 3000W 5000W 8000W 10000W 12000W
TOTAL 36HP 80KW
45.75HP 88.5KW
56.5HP 89KW
240HP 101KW
257HP 104KW
454HP 145KW
491HP 147KW
OTHER REQUIREMENTS
WATER – FOR CIVIC AND UTILITY PURPOSES.
RAW MATERIAL REQUIREMENT
The main raw material required for the project are Rimming Quality Steel, Rutile, iliminite and
other chemical such as Ferro Manganese, Silicate, China clay, Mica, Cellulose Titanium
dioxide etc. They are available freely in the Global Market. The ingredients and the
consumption ratio of the ingredients of each end every type of electrode varies. For example
the ingredients and the consumption ratio of E 6013 type electrode shall be as follows.
STEEL- ELECTRODE QUALITY WIRE (JIS 3503 SWRY 11) – 73%
MIXED FLUX - 25% Readymade flux for each type of electrode is available at ‘EUREKA’
(Rutile, Ferro Alloys, Mica, China clay, Cellulose, Potash feldspar, Calcite, Quartz and etc.)
BINDER- 2 % (Potassium Silicate and Sodium Silicate)
The packing materials shall be taken as 5% of the total raw material cost.
**The data provided above are approximate and very general in nature to have an idea
of the project and it may vary on case to case basis depending upon the available resources.
Our specific offer with detailed specification against your specific requirement
only will be the final proposal.
MAN POWER
1 MT 2MT 3MT 4MT 5MT 8MT 10MT MANAGERIAL STAFF 1 1 1 2 3 3 3 SUPERVISORS 1 2 3 5 6 6 MAINTENANCE ENGINEER 1 1 2 2 FOREMAN 1 1 1 1 CHEMIST 1 1 1 1 1 1 1 TEST WELDER 1 1 1 1 1 2 2 SKILLED LABOUR 2 3 4 5 5 8 10 UNSKILLED LABOUR 6 7 8 9 10 14 18 TOTAL 11 14 17 23 27 37 43

WHY GANGAA MACHINE
We M/s GANGAA MACHINES thus shaped as a Proprietary concern in the year 2000. Today the establishment has grown as a trusted manufacturer and capable of catering International clients with zeal
With immense hard work and sound technical skills governed through decades of work experience Mr.GAJENDRAN KANDIBAN ventured into the business of manufacturing production lines for the electrode industry. We have a lot of such commissioned process lines that are currently the lifelines of electrode Factories ranging from Small Scale Industries to Market Giants Globally. The business is anchored strongly by a customer centric approach. By studying the client's requirements at the root level and focusing the available resources in and around the locality, the project is designed for its long-sustained enterprise. It helped us in becoming one of the preferred solution providers of SMAW Electrodes. Our long run in-campus electrode production line is helping us in the continuous improvement process of the design and durability of the equipment, as we practically fix the troubleshooting without delay on a day today basis. Those data keeps us assisting fix the troubleshooting and reinforce the wear and tear areas at design level of our project. The heart of the production line is driven by hydraulic systems. made in different types and capacities such as Vertical, Horizontal, (90-degree, 45 degree) etc. The capacities are determined in terms of tonnage of output. i.e. starting from 1 ton to 20 tons. The investor can decide the capacity based on the market size, investment size and purpose. We try to give the best Quality products and services.
WHAT WE OFFER
Plant and machineries We can supply machineries and equipments right from wire processing to packing and finishing. Such as wire Processing, Flux preparation, Extrusion, Baking, Packing, Handling, Quality analysis, etc.
Turnkey projects Which includes supply of plant and machineries, Erection and Commissioning, suggestion on building layout, suggestion on Electrification of building, Technology, Trail run, etc. Technology Transfer We can provide proven formula and manufacturing technology for manufacturing various MMAW electrodes.


OUR VALUABLE CUSTOMERS
OVERSEAS CLIENTS
1 M/s. Canton Alloy Limited, Nairobi, Kenya.
2 M/s. Kreesh Weld and Trading Fze, RAK Free Trade Zone, UAE.
3 M/s. International Welding Rods Factory,Doha, Qatar.
4 M/s. Padma welding, Bangaladesh.
5 M/s. Lancer welding, Nairobi, Kenya.
INDIAN CLIENTS
1 M/s. Ador Welding Limited, Industrial Area, Bilaspur Road, Birgaon, Raipur.
2 M/s. ESAB India Limited, Plot No 13 3rd Main road, Industrial Estate, Ambattur, Chennai - 600 058.
3 M/s. EWAC Alloys Limited (L & T), Plot No.7917, Road East 30, G.I.D.C., Ankleshwar -393 002, Gujarat.
4 M/s. D&H India Limited, Plot 'A', Sector 'A' Industrial Area, Sanwer Road, Indore -452 015 M.P – India.
5 M/s.Anand Arc Ltd, 26,Ambika Udyog old, Satpati Road, Sirgaon Village, Palghar, Thane-401 404.
6 M/s. A.K Oxygen, Plot No: A12-11, M.I.D.C, Bharamathi -413 133, District –Pune.
7 M/s.Bright Weld Technologies, 139, Sivasakthi Colony, Thekkupalayam, Coimbatore-641 020.
8 M/s .B & H Electrodes , Vill.Saidpura, Barwala Road, District, Patiala Punjab-140 507.
9 M/s. Brighter Electrodes Technologies, 4, Hat Village Bajaura Tesh. Bhuntar, Himalaya Pradesh -175 125.
10 M/s.C.M.Electrodes, 14, Bharpur Garden, Patiala-147 001, Punjab.
11 M/s.Carver Welding Pvt Ltd, 302, Om Com. Complex, 22-Bhaktinagar Station plot, Rajkot-360 001, Gujarat.
12 M/s. Ceramed Engineers Limited, No: B67 & 68, 3rd Stage, Peenya Industrial Estate, Bangalore – 560 058.
13 M/s. Abirami Electrodes, No.3, Varatharajalu Nagar, FCI Road, Ganapathy, Coimbatore-641 006.
14 M/s. Elite Enterprises, Gala No: 2, B.K Chhabra, Indl.Estate, Shivaji Nagar, Santacruz East, Mumbai -55.
15 M/s.Electrarc India, Dhamtari Road, Devpuri, Raipur-492 001 Chhattisgarh.
16 M/s.Eureka Systems and Electrode Pvt Ltd, 11/54, Selvarajapuram, Chinthamanipudur, Coimbatore-641 103.
17 M/s. Ferrite Special Alloys, D/E -35, Rama Road Industrial Area, Najafgarh Road, New Delhi 110 008.
18 M/s. Ganesh Enterprises, B/2 J K Industrial Estate, Kherpada Behind Novelty Hotel Nh 8 , Virar (E), Dist Palghar.
19 M/s. Garg Inox Limited, G-4, MIIX, Ranjangaon, Pune (Maharashtra).
20 M/s. H.D.Wires Pvt Ltd, 17-20, Sanwer Road, Sector E, Industrial Area, Indore, M.P.

21 M/s. Indian Solder & Braze Alloys, 2-A, Mohkampur Industrial Area, Phase -I, Delhi Road, Meerut-250 002.
22 M/s.Jindal Duro Weld(p) ltd, BN:19&20,I.D.C.Kalunga Rure kela(Orissa)
23 M/s.Juneja Electrodes Industries, Assura Peath, Meerut Road, Hapur – 245 101 (UP).
24 M/s. Jatadhara Industries Pvt Ltd, Plot no: 58, Sy no: 663, Shed no: 2&3, Phase – IIIDA, Pattancheru, Medak Dist.
25 M/s.K.V.T Electrodes Private Limited, Plot no.11&19, Kinfra Apparel Park, Triruvananthapuram-695 586.
26 M/s.Leader Electrodes, Plot No-33, Vasai Munciple Industrial Area, Papdy. Vasai (West), Thane – 401 207.
27 M/s.Maruti Weld Private Limited, Sp-183, Industrial Area Kahrani, Bhiwadi, Dist-Alwar (Raj.)
28 M/s.Mantech Electrodes Private Limited, D-74, Developed Plot Estate, Thuvakudi, Trichy-620 015.
29 M/s.Murli Electrodes Pvt ltd, EL-30, Industrial Area, Hinga Road, Nagpur-440 016.
30 M/s.Mahalakshmi Electrode, Mumbai.
31 M/s.Nayyar Electrode Pvt Ltd, 2, Industrial Estate, SIDCO Complex, Bari Brahmana, Jammu Tawi-181 133. J&K, INDIA.
32 M/s.Orange Electrodes Industries, 9, Shiv Sakthi Udyog Sankul, Mumbai Nasik Highway, Asangoan-01.
33 M/s. Orion Wire Mfg Co, 56&44A, GIDC Estate, Narmadhanagar-392 045, District, Bharuch.
34 M/s. Pinnacle Electrodes PVT LTD, 90, Konnappana Agrahara, Hosur Road, Electronic city (PO) Bangalore 560 100.
35 M/s.Pee Kay Electrode Industries, 1, Industrial Area, Dheerkhera, Hapur-Meerut Road, Meerut.
36 M/s.Pradeep Electrodes, Meerut Road, Hapur -245 101 (U.P).
37 M/s. Priyanka Trade links Private Ltd, 86, Dr. Sundari Mohan Avenue, Kolkata -700 014.
38 M/s.Rani Electrodes ltd, Plot No: 23, Sector-4(Industrial), Ballabgarh-121 004.Haryana.
39 M/s.Rajdeep Electrodes, Assura Peath, Meerut Road, Hapur -245 101 (U.P).
40 M/s.Royal Welding Wires Pvt Ltd, 7,Karanai Pondicherry, (Via)Urapakkam-603 202 Kanchipuram Dist.
41 M/s. Ultra weld Electrodes Pvt Ltd, Malur KIADB Industrial Area, Malur – Kolar (Dist), State (K.A) – 563 130.
42 M/s. Sai Fusion Metal, C-43, Industrial Estate, Near Vijaya Bank, Baikampady, Mangalore -575 011.
43 M/s .Superon Schweisstechnik India Ltd, 191d, Sector -4, Phase-Ii Imt Manesar, Gurgaon-122 050, Haryana.
44 M/s. Saitron Engineers Pvt ltd, Plot no:A-36,M.I.D.C. Industrial Area, Butibori, Nagpur, Maharastra-441 108.
45 M/s. Sharp Electrodes Pvt ltd, 330/2C1, Sitra Road, Sharp nagar, Kalapatti, Coimbatore-35.
46 M/s. Spark Industry, A-4,Agarwal Estate, S.V.Road, Manpada,Thane-400 610
47 M/s.Spectra Super Alloys, 217, Adityapur-Kandra Main RD, Gamharia-832 108, Jamshedpur.
48 M/s.Sundeep Electrodes Pvt Ltd, Opp. Avas Vikas Colony, Bulandsharhar Road, Hapur – 245 101 (U.P)

49 M/s.Shavlaji Engineering Pvt Ltd , 33, Municipal Industrial Estate, Umela Phata, Papdy, Vasai (West) Thane.
50 M/s. Shiva Engineers, Plot NO: 147, G.I.D.C. Industrial Estate, Rafaleshwar, and Morbi-363 642.
51 M/s. Sri Saravana Electrodes, 1/102 Sakthi Industrial Estate Velammal Colony, Coimbatore-641 022.
52 M/s. Srikar Industries, Plot no: 70/A, Nelimarla, Vijayanagaram (DT) Andra Pradesh.
53 M/s. Senor Metals Pvt. Ltd, HO & Plant: Plot-353, GIDC-II, Dared, Jamnagar – 361 004 Gujarat State, India.
54 M/s. Shreenath Electrodes Product, Plot:-8 shed No:-1 Patel Estate At. Santej, Ta. Kalol: -382 721
55 M/s. Standard welds Pvt Ltd, Chotti pahari, New Bye Pass Road, Patna.
56 M/s.Thirumala Electrodes, SI-17-B ‘S’ Type Sidco Industrial estate, Thuvakudi, Trichy – 620 015.
57 M/s. Triunity Technology Private Ltd, Works: Plot No: 147, Sector -25, Faridabad, Haryana -121 004.
58 M/s.Unique Electrodes, 150,Aeyesha Compound, Biuandi Kaman Road, Vill Kaman, Vasai (E), Thane District.
59 M/s.UP ARC Electrodes, Opp: Guru Dwara, Near: T.P Nagar Police Station, Baghtap Road, Meerut – 250 001.
60 M/s.Vijaya Durga Electrodes, Industrial Estate, 98, Bhimavaram-534 203, W.G (Dt) Andra Pradesh.
61 M/s. Veritas Industries Pvt. Ltd, Survey No.32, G.I.D.C., Sarigam Valsad, Gujarat -396 155.
62 M/s .Weld Alloy Products, C-33, Sector-4, Noida-201 301, Dist. Gautham Nagar (U.P).
63 M/s. Weldstrong Electrodes (India) Pvt Ltd, Plot No A-13/23, MIDC, Butibori, Nagpur Maharashtra-441 122.
64 M/s.Manasarovar, SF.No: 8/2, SPT Mill Road, R.Goundampalayam, Rasipuram, Namakkal - Tamilnadu- 637 408.
65 M/s.Excel Craft Pvt Ltd, Welding Division : Plot No 143, 4th Phase, Bommasandra Industrial Area, Bangalor-560 099.
66 M/s. The PSG College of Technology, Avinashi Road, Peelamedu, Coimbatore – 641 004, Tamilnadu.
67 M/s. Sakthi Wire Industries, # 11 Jaya Nagar Extensions, Vadatherupakkam, Chennai-600 060.
68 M/s. Dhantek Industries, Plot No. 70/A, IDA , Nelimarla, Vizainagaram District, Andhra Pradesh – 535 217.
69. M/s. Shri Rathi Brothers, 39 B & C, Large Scale Industries Area, Kota- 324 003.
70 M/s. Alishan Electronics, Khadi Machine Chowk Kondhwa, Kondhwa Pisoli Road, Kondhwa, Pune-411 048.
71 M/s.Royal Welding Wires Pvt Ltd, 7,Karanai Puduchery via , Urapakkam –603 202, Kanchipuram Dist- Tamilnadu.
72 M/s. Rasi Electrodes Limited, Upparpalayam Village, Alamathi Post, Red Hills, Chennai-600 052.
73 M/s. Anant Engineering Industries, Plot No:R 3&4,M.I.D.C.Area, Lathur – 413 531, Maharashtra.
74 M/s. Eften welding Alloys Pvt Ltd, Bommasandra Industrial Area, Hosur Road, Bangalore -560 099, Karnataka.




















