Formation of Nanocrystalline Structure in 301 Stainless Steel Produced by Martensite Treatment
9
Formation of Nanocrystalline Structure in 301 Stainless Steel Produced by Martensite Treatment M. ESKANDARI, A. KERMANPUR, and A. NAJAFIZADEH The present work aims to obtain the optimum parameters of a thermomechanical treatment for developing a nanocrystalline structure in as-cast AISI 301 austenitic stainless steel. In the first step, the effect of homogenization times of 3 to 13 hours at 1200 °C on the grain size of hot- rolled specimens was studied. The results showed the minimum grain size obtained with homogenization at 1200 °C for 9 hours after hot rolling at the temperature range of 1000 °C to 1200 °C, strain of 0.8, and strain rate of 1.2 s À1 . In the second stage, the effects of strain, initial grain size, rolling temperature, and strain path were examined on martensite formation in a thermomechanical process consisting of cold rolling and subsequent annealing. Cold rolling was carried out at À196 °C, À10 °C, and 0 °C with a strain rate of 0.5 s À1 and reductions of 10 to 95 pct, while annealing treatment was conducted at 600 °C to 850 °C for 1 to 50 minutes. The results showed that decreasing the rolling temperature and increasing the strain and initial grain size plus the use of cross rolling resulted in increased volume fraction of the strain-induced martensite during cold rolling and in reduced martensite saturating strain from 0.7 to 0.2, the overall result being enhanced grain refinement of the steel sheets produced. The nanocrystalline austenitic structure with a grain size of about 60 to 80 nm was produced by annealing at 850 °C for 1 minute from the strain-induced martensitic structure formed during cold rolling. It was found that the effect of grain size prior to cold rolling was more pronounced on grain refinement than thickness reduction. DOI: 10.1007/s11661-009-9916-z Ó The Minerals, Metals & Materials Society and ASM International 2009 I. INTRODUCTION AUSTENITIC stainless steels are more commonly characterized by favorable ductility and excellent overall corrosion resistance. However, they possess relatively low yield strength (250 to 350 MPa), [1] which limits their structural applications. There has been a growing interest in developing nano-/ultra-fine-grained stainless steels in order to achieve high strength and good ductility. [2–6] Austenitic stainless steels contain thermodynamically metastable austenite at room temperature and are easily transformed into martensite (strain-induced martensite (SIM)) with deformation below the M d temperature. The volume fraction of SIM increases with increasing strain. At a specific strain, called saturating strain (e s ), mar- tensite formation becomes saturated. The fragmentation of martensite occurs during deformation and increases lattice defects inside SIM. Finally, the martensite is reverted to austenite during subsequent annealing, lead- ing to a noticeable grain refinement. This thermome- chanical process is called martensite treatment. The volume fractions of martensite and e s play important roles in achieving the nano-/ultra-fine-grained structure in this treatment. [7] These two parameters also depend on other process variables including deformation conditions (strain, strain rate, strain path, and rolling temperature), austenite stability (composition and initial grain size), and primary dislocation density. [8–12] The volume frac- tion of the resulting austenite and the extent of its refinement are also dependent upon the volume fraction of SIM and the value of e s . Decreasing e s facilitates the process of grain refinement due to the greater amount of martensite fragmentation provided. The martensite frag- mentation produces large numbers of crystal defects in the structure and provides nucleation sites for austenite during reverse transformation. A number of researchers have tried to produce 301 stainless steels with nano-/ultra-fine-grained sizes rang- ing from 0.3 to 5 lm using cold rolling followed by annealing. [4,5,13] In all these works, commercial hot- rolled plates have been used as the starting materials, while no explicit report is provided on the effects of initial grain refinement. To the best of our knowledge, no work has been so far reported on producing nanocrystalline 301 stainless steels using martensite treatment. The present work deals with a combination of austenite recrystallization during hot rolling for primary grain refinement of the as-cast structure and cold rolling with subsequent annealing for secondary grain refine- ment. Effects of process parameters including rolling temperature, strain, strain path, and initial grain size are investigated. The objective is to decrease the value of e s in order to obtain a nanocrystalline structure in a 301 stainless steel. M. ESKANDARI, Master of Science of Materials Engineering, A. KERMANPUR, Associate Professor, and A. NAJAFIZADEH, Professor, are with the Department of Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran. Contact e-mail: [email protected] Manuscript submitted January 5, 2009. Article published online July 23, 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2241
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Formation of Nanocrystalline Structure in 301 Stainless Steel Produced by Martensite Treatment

Formation of Nanocrystalline Structure in 301 Stainless SteelProduced by Martensite Treatment
M. ESKANDARI, A. KERMANPUR, and A. NAJAFIZADEH
The present work aims to obtain the optimum parameters of a thermomechanical treatment fordeveloping a nanocrystalline structure in as-cast AISI 301 austenitic stainless steel. In the firststep, the effect of homogenization times of 3 to 13 hours at 1200 �C on the grain size of hot-rolled specimens was studied. The results showed the minimum grain size obtained withhomogenization at 1200 �C for 9 hours after hot rolling at the temperature range of 1000 �C to1200 �C, strain of 0.8, and strain rate of 1.2 s�1. In the second stage, the effects of strain, initialgrain size, rolling temperature, and strain path were examined on martensite formation in athermomechanical process consisting of cold rolling and subsequent annealing. Cold rolling wascarried out at �196 �C, �10 �C, and 0 �C with a strain rate of 0.5 s�1 and reductions of 10 to95 pct, while annealing treatment was conducted at 600 �C to 850 �C for 1 to 50 minutes. Theresults showed that decreasing the rolling temperature and increasing the strain and initial grainsize plus the use of cross rolling resulted in increased volume fraction of the strain-inducedmartensite during cold rolling and in reduced martensite saturating strain from 0.7 to 0.2, theoverall result being enhanced grain refinement of the steel sheets produced. The nanocrystallineaustenitic structure with a grain size of about 60 to 80 nm was produced by annealing at 850 �Cfor 1 minute from the strain-induced martensitic structure formed during cold rolling. It wasfound that the effect of grain size prior to cold rolling was more pronounced on grain refinementthan thickness reduction.
DOI: 10.1007/s11661-009-9916-z� The Minerals, Metals & Materials Society and ASM International 2009
I. INTRODUCTION
AUSTENITIC stainless steels are more commonlycharacterized by favorable ductility and excellent overallcorrosion resistance. However, they possess relativelylow yield strength (250 to 350 MPa),[1] which limits theirstructural applications. There has been a growinginterest in developing nano-/ultra-fine-grained stainlesssteels in order to achieve high strength and goodductility.[2–6]
Austenitic stainless steels contain thermodynamicallymetastable austenite at room temperature and are easilytransformed into martensite (strain-induced martensite(SIM)) with deformation below theMd temperature. Thevolume fraction of SIM increases with increasing strain.At a specific strain, called saturating strain (es), mar-tensite formation becomes saturated. The fragmentationof martensite occurs during deformation and increaseslattice defects inside SIM. Finally, the martensite isreverted to austenite during subsequent annealing, lead-ing to a noticeable grain refinement. This thermome-chanical process is called martensite treatment. Thevolume fractions of martensite and es play importantroles in achieving the nano-/ultra-fine-grained structure
in this treatment.[7] These two parameters also depend onother process variables including deformation conditions(strain, strain rate, strain path, and rolling temperature),austenite stability (composition and initial grain size),and primary dislocation density.[8–12] The volume frac-tion of the resulting austenite and the extent of itsrefinement are also dependent upon the volume fractionof SIM and the value of es. Decreasing es facilitates theprocess of grain refinement due to the greater amount ofmartensite fragmentation provided. The martensite frag-mentation produces large numbers of crystal defects inthe structure and provides nucleation sites for austeniteduring reverse transformation.A number of researchers have tried to produce 301
stainless steels with nano-/ultra-fine-grained sizes rang-ing from 0.3 to 5 lm using cold rolling followed byannealing.[4,5,13] In all these works, commercial hot-rolled plates have been used as the starting materials,while no explicit report is provided on the effects of initialgrain refinement. To the best of our knowledge, no workhas been so far reported on producing nanocrystalline301 stainless steels using martensite treatment.The present work deals with a combination of
austenite recrystallization during hot rolling for primarygrain refinement of the as-cast structure and cold rollingwith subsequent annealing for secondary grain refine-ment. Effects of process parameters including rollingtemperature, strain, strain path, and initial grain size areinvestigated. The objective is to decrease the value of esin order to obtain a nanocrystalline structure in a 301stainless steel.
M. ESKANDARI, Master of Science of Materials Engineering,A. KERMANPUR, Associate Professor, and A. NAJAFIZADEH,Professor, are with the Department of Materials Engineering, IsfahanUniversity of Technology, Isfahan 84156-83111, Iran. Contact e-mail:[email protected]
Manuscript submitted January 5, 2009.Article published online July 23, 2009
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2241
II. MATERIALS AND EXPERIMENTALPROCEDURES
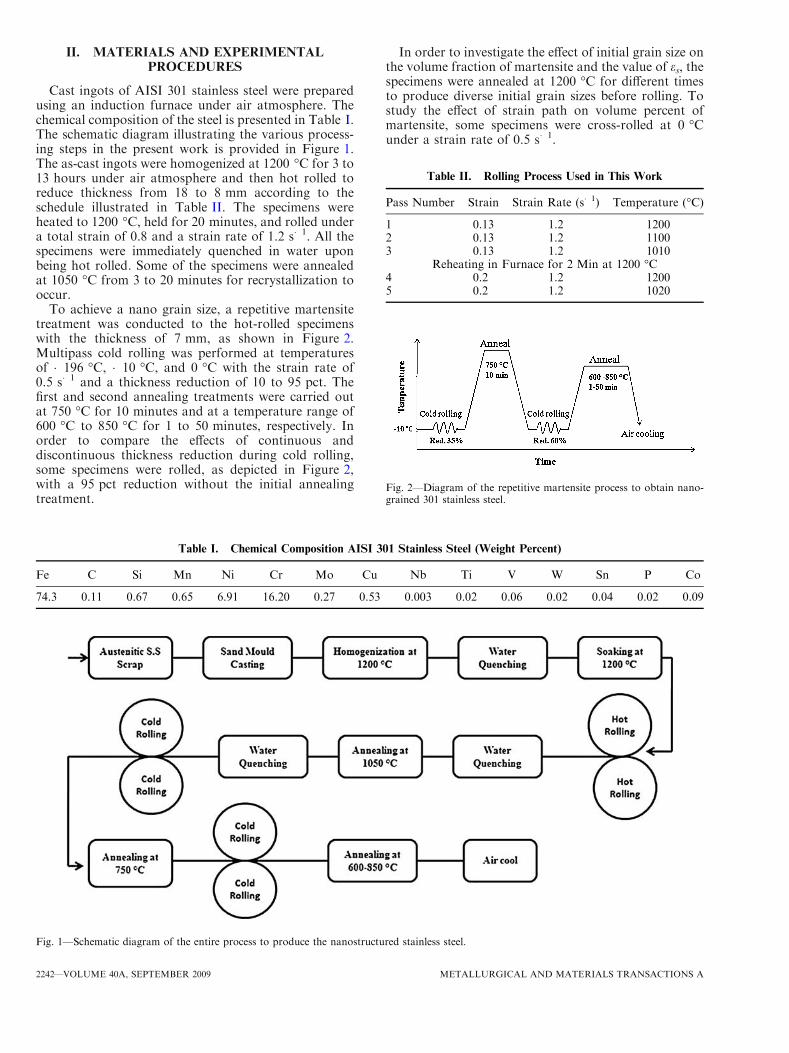
Cast ingots of AISI 301 stainless steel were preparedusing an induction furnace under air atmosphere. Thechemical composition of the steel is presented in Table I.The schematic diagram illustrating the various process-ing steps in the present work is provided in Figure 1.The as-cast ingots were homogenized at 1200 �C for 3 to13 hours under air atmosphere and then hot rolled toreduce thickness from 18 to 8 mm according to theschedule illustrated in Table II. The specimens wereheated to 1200 �C, held for 20 minutes, and rolled undera total strain of 0.8 and a strain rate of 1.2 s�1. All thespecimens were immediately quenched in water uponbeing hot rolled. Some of the specimens were annealedat 1050 �C from 3 to 20 minutes for recrystallization tooccur.
To achieve a nano grain size, a repetitive martensitetreatment was conducted to the hot-rolled specimenswith the thickness of 7 mm, as shown in Figure 2.Multipass cold rolling was performed at temperaturesof �196 �C, �10 �C, and 0 �C with the strain rate of0.5 s�1 and a thickness reduction of 10 to 95 pct. Thefirst and second annealing treatments were carried outat 750 �C for 10 minutes and at a temperature range of600 �C to 850 �C for 1 to 50 minutes, respectively. Inorder to compare the effects of continuous anddiscontinuous thickness reduction during cold rolling,some specimens were rolled, as depicted in Figure 2,with a 95 pct reduction without the initial annealingtreatment.
In order to investigate the effect of initial grain size onthe volume fraction of martensite and the value of es, thespecimens were annealed at 1200 �C for different timesto produce diverse initial grain sizes before rolling. Tostudy the effect of strain path on volume percent ofmartensite, some specimens were cross-rolled at 0 �Cunder a strain rate of 0.5 s�1.
Table I. Chemical Composition AISI 301 Stainless Steel (Weight Percent)
Fe C Si Mn Ni Cr Mo Cu Nb Ti V W Sn P Co
74.3 0.11 0.67 0.65 6.91 16.20 0.27 0.53 0.003 0.02 0.06 0.02 0.04 0.02 0.09
Fig. 1—Schematic diagram of the entire process to produce the nanostructured stainless steel.
Table II. Rolling Process Used in This Work
Pass Number Strain Strain Rate (s�1) Temperature (�C)
1 0.13 1.2 12002 0.13 1.2 11003 0.13 1.2 1010
Reheating in Furnace for 2 Min at 1200 �C4 0.2 1.2 12005 0.2 1.2 1020
Fig. 2—Diagram of the repetitive martensite process to obtain nano-grained 301 stainless steel.
2242—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
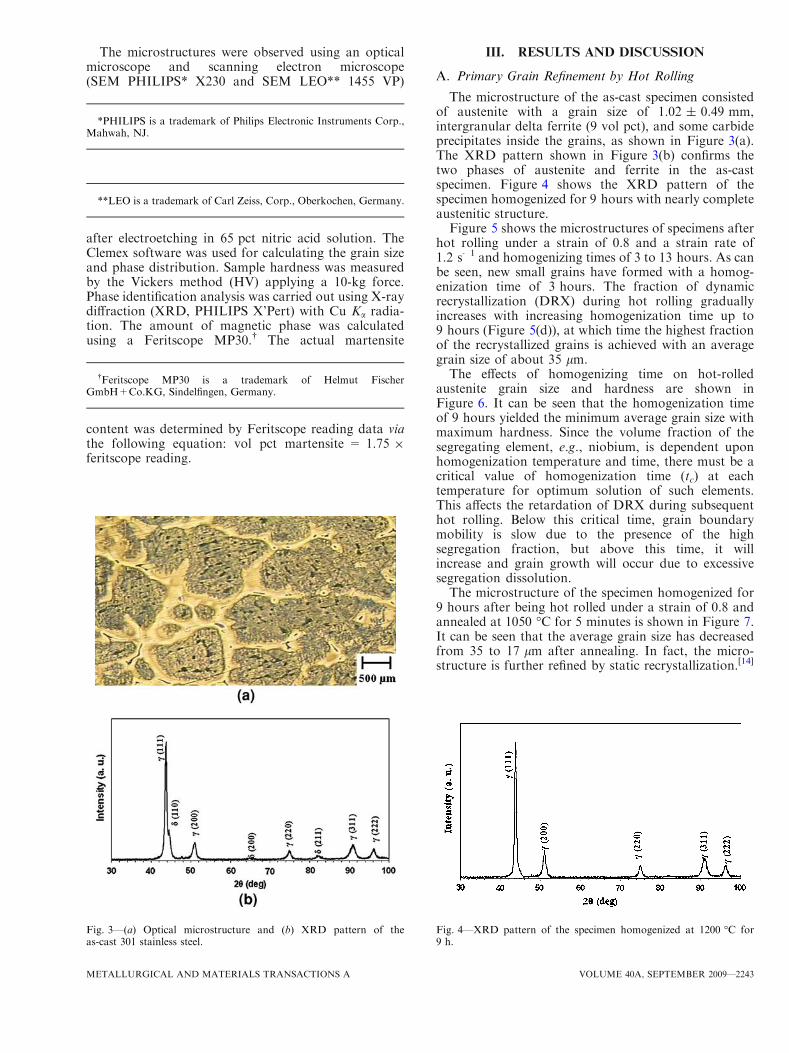
The microstructures were observed using an opticalmicroscope and scanning electron microscope(SEM PHILIPS* X230 and SEM LEO** 1455 VP)
after electroetching in 65 pct nitric acid solution. TheClemex software was used for calculating the grain sizeand phase distribution. Sample hardness was measuredby the Vickers method (HV) applying a 10-kg force.Phase identification analysis was carried out using X-raydiffraction (XRD, PHILIPS X’Pert) with Cu Ka radia-tion. The amount of magnetic phase was calculatedusing a Feritscope MP30.� The actual martensite
content was determined by Feritscope reading data viathe following equation: vol pct martensite = 1.75 9feritscope reading.
III. RESULTS AND DISCUSSION
A. Primary Grain Refinement by Hot Rolling
The microstructure of the as-cast specimen consistedof austenite with a grain size of 1.02 ± 0.49 mm,intergranular delta ferrite (9 vol pct), and some carbideprecipitates inside the grains, as shown in Figure 3(a).The XRD pattern shown in Figure 3(b) confirms thetwo phases of austenite and ferrite in the as-castspecimen. Figure 4 shows the XRD pattern of thespecimen homogenized for 9 hours with nearly completeaustenitic structure.Figure 5 shows the microstructures of specimens after
hot rolling under a strain of 0.8 and a strain rate of1.2 s�1 and homogenizing times of 3 to 13 hours. As canbe seen, new small grains have formed with a homog-enization time of 3 hours. The fraction of dynamicrecrystallization (DRX) during hot rolling graduallyincreases with increasing homogenization time up to9 hours (Figure 5(d)), at which time the highest fractionof the recrystallized grains is achieved with an averagegrain size of about 35 lm.The effects of homogenizing time on hot-rolled
austenite grain size and hardness are shown inFigure 6. It can be seen that the homogenization timeof 9 hours yielded the minimum average grain size withmaximum hardness. Since the volume fraction of thesegregating element, e.g., niobium, is dependent uponhomogenization temperature and time, there must be acritical value of homogenization time (tc) at eachtemperature for optimum solution of such elements.This affects the retardation of DRX during subsequenthot rolling. Below this critical time, grain boundarymobility is slow due to the presence of the highsegregation fraction, but above this time, it willincrease and grain growth will occur due to excessivesegregation dissolution.The microstructure of the specimen homogenized for
9 hours after being hot rolled under a strain of 0.8 andannealed at 1050 �C for 5 minutes is shown in Figure 7.It can be seen that the average grain size has decreasedfrom 35 to 17 lm after annealing. In fact, the micro-structure is further refined by static recrystallization.[14]
Fig. 4—XRD pattern of the specimen homogenized at 1200 �C for9 h.
Fig. 3—(a) Optical microstructure and (b) XRD pattern of theas-cast 301 stainless steel.
**LEO is a trademark of Carl Zeiss, Corp., Oberkochen, Germany.
*PHILIPS is a trademark of Philips Electronic Instruments Corp.,Mahwah, NJ.
�Feritscope MP30 is a trademark of Helmut FischerGmbH+Co.KG, Sindelfingen, Germany.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2243
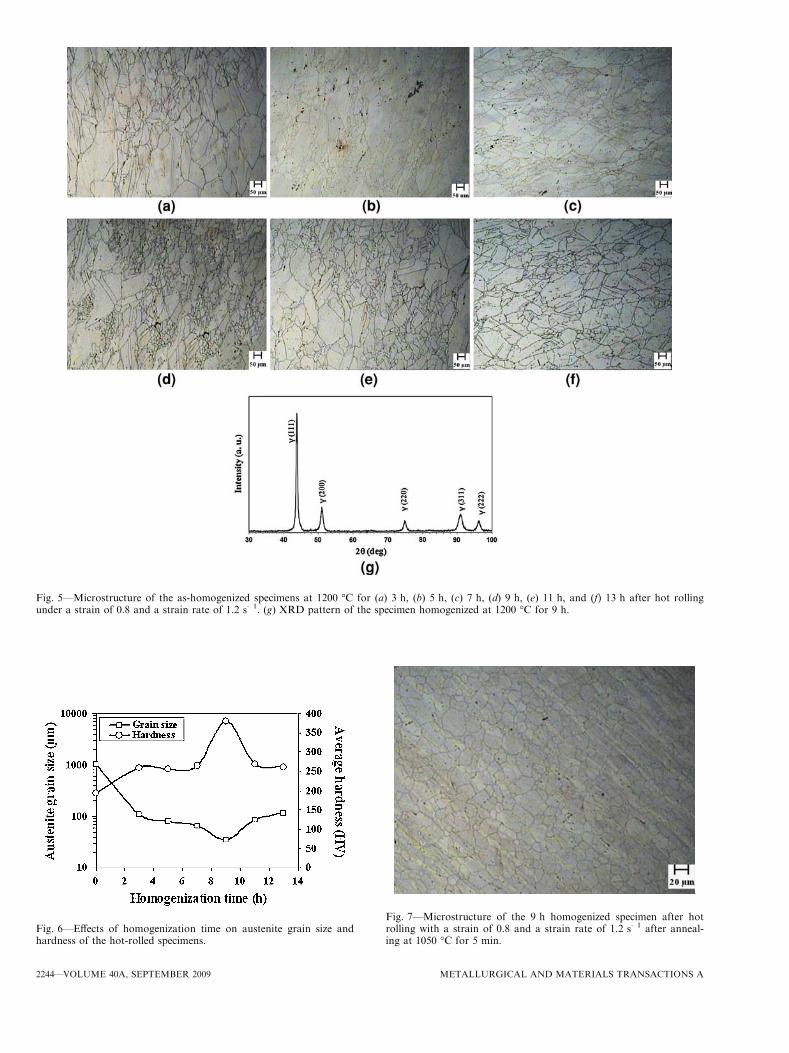
Fig. 5—Microstructure of the as-homogenized specimens at 1200 �C for (a) 3 h, (b) 5 h, (c) 7 h, (d) 9 h, (e) 11 h, and (f) 13 h after hot rollingunder a strain of 0.8 and a strain rate of 1.2 s�1. (g) XRD pattern of the specimen homogenized at 1200 �C for 9 h.
Fig. 6—Effects of homogenization time on austenite grain size andhardness of the hot-rolled specimens.
Fig. 7—Microstructure of the 9 h homogenized specimen after hotrolling with a strain of 0.8 and a strain rate of 1.2 s�1 after anneal-ing at 1050 �C for 5 min.
2244—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
B. Secondary Grain Refinement by Cold Rollingand Annealing
1. Martensite formationThe effect of rolling temperature on the volume
percentage of SIM during cold rolling is shown inFigure 8(a). The saturation strain was calculatedaccording to the equation e = ln (1/(1 – r)), where r isthe thickness reduction. At the rolling temperature of0 �C, the volume fraction of SIM reaches 100 pct at thethickness reduction of 50 pct. Under this condition, es is0.7. At �196 �C (liquid nitrogen), saturation occurs forthe thickness reduction of 20 pct and es decreases to 0.2.
Decreasing es with decreased rolling temperature isattributed to the decrease in the stacking fault energy
(SFE) and, consequently, to the increased availablechemical driving force for the transformation.[11] TheSFE plays an important role in determining austenitestability, since it controls the formation of shear bandsand, thus, the formation of nucleation sites for�a-martensite. Figure 8(b) shows that the volume frac-tion of SIM increases by increasing reduction (or strain).The reason lies in the intersection of shear bands asnucleation sites for martensite nuclei as a result ofincreasing strain.The influence of initial grain size on the SIM
percentage is shown in Figure 9. It is observed thatmartensite formation is enhanced, while es decreaseswith increasing initial grain size. This finding is incontrast with the results reported by Shrinivas et al.,[8]
but it is in agreement with those reported by Noharaet al.[9] in Fe-Ni-Cr stainless steels. They reported thatmartensite growth stopped at high-angle grain bound-aries or other martensite plates. In fact, lattice defectscan migrate to grain boundaries and annihilate anumber of nucleation sites. This implies that theaustenite grain size affects the growth of martensiteplates.The effect of cross rolling on martensite formation is
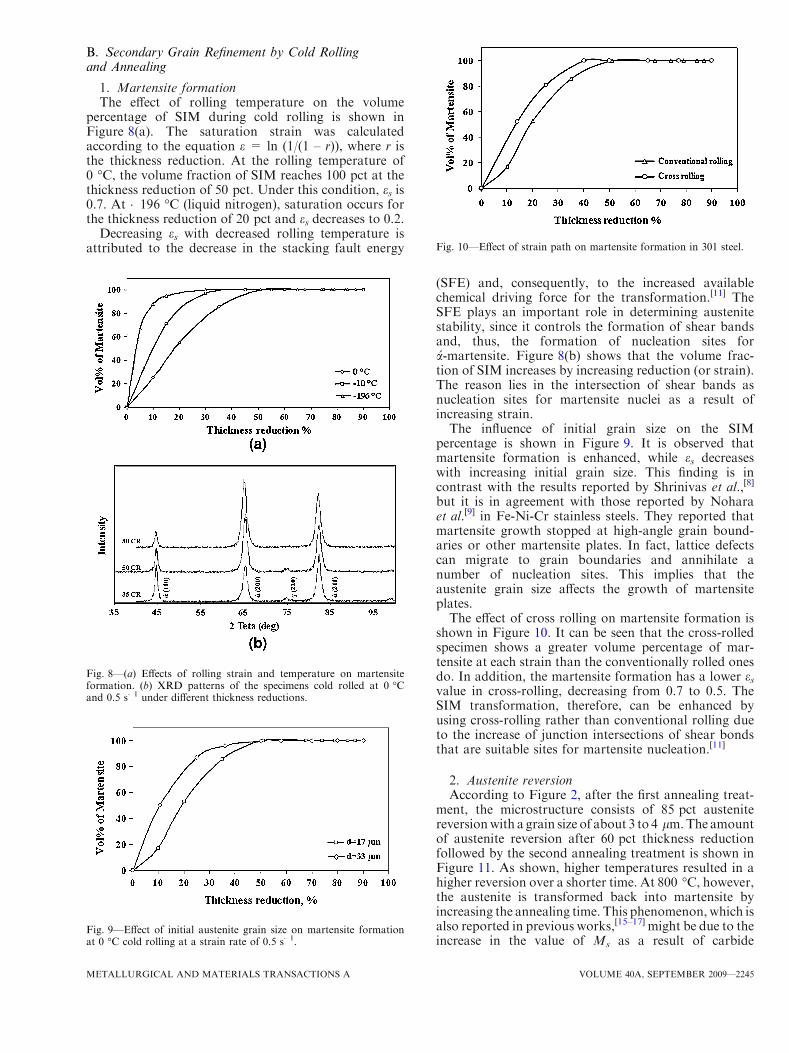
shown in Figure 10. It can be seen that the cross-rolledspecimen shows a greater volume percentage of mar-tensite at each strain than the conventionally rolled onesdo. In addition, the martensite formation has a lower esvalue in cross-rolling, decreasing from 0.7 to 0.5. TheSIM transformation, therefore, can be enhanced byusing cross-rolling rather than conventional rolling dueto the increase of junction intersections of shear bondsthat are suitable sites for martensite nucleation.[11]
2. Austenite reversionAccording to Figure 2, after the first annealing treat-
ment, the microstructure consists of 85 pct austenitereversionwith a grain size of about 3 to 4 lm.The amountof austenite reversion after 60 pct thickness reductionfollowed by the second annealing treatment is shown inFigure 11. As shown, higher temperatures resulted in ahigher reversion over a shorter time. At 800 �C, however,the austenite is transformed back into martensite byincreasing the annealing time. This phenomenon, which isalso reported in previous works,[15–17] might be due to theincrease in the value of Ms as a result of carbide
Fig. 8—(a) Effects of rolling strain and temperature on martensiteformation. (b) XRD patterns of the specimens cold rolled at 0 �Cand 0.5 s�1 under different thickness reductions.
Fig. 9—Effect of initial austenite grain size on martensite formationat 0 �C cold rolling at a strain rate of 0.5 s�1.
Fig. 10—Effect of strain path on martensite formation in 301 steel.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2245
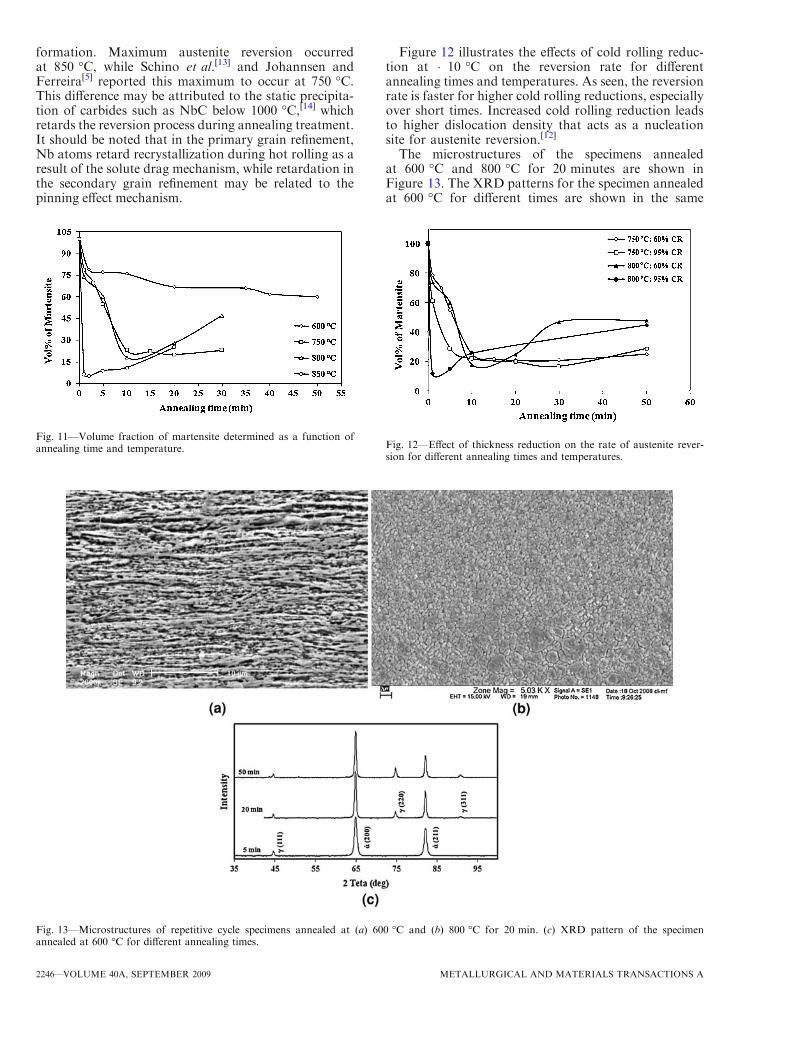
formation. Maximum austenite reversion occurredat 850 �C, while Schino et al.[13] and Johannsen andFerreira[5] reported this maximum to occur at 750 �C.This difference may be attributed to the static precipita-tion of carbides such as NbC below 1000 �C,[14] whichretards the reversion process during annealing treatment.It should be noted that in the primary grain refinement,Nb atoms retard recrystallization during hot rolling as aresult of the solute drag mechanism, while retardation inthe secondary grain refinement may be related to thepinning effect mechanism.
Figure 12 illustrates the effects of cold rolling reduc-tion at �10 �C on the reversion rate for differentannealing times and temperatures. As seen, the reversionrate is faster for higher cold rolling reductions, especiallyover short times. Increased cold rolling reduction leadsto higher dislocation density that acts as a nucleationsite for austenite reversion.[12]
The microstructures of the specimens annealedat 600 �C and 800 �C for 20 minutes are shown inFigure 13. The XRD patterns for the specimen annealedat 600 �C for different times are shown in the same
Fig. 11—Volume fraction of martensite determined as a function ofannealing time and temperature. Fig. 12—Effect of thickness reduction on the rate of austenite rever-
sion for different annealing times and temperatures.
Fig. 13—Microstructures of repetitive cycle specimens annealed at (a) 600 �C and (b) 800 �C for 20 min. (c) XRD pattern of the specimenannealed at 600 �C for different annealing times.
2246—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A
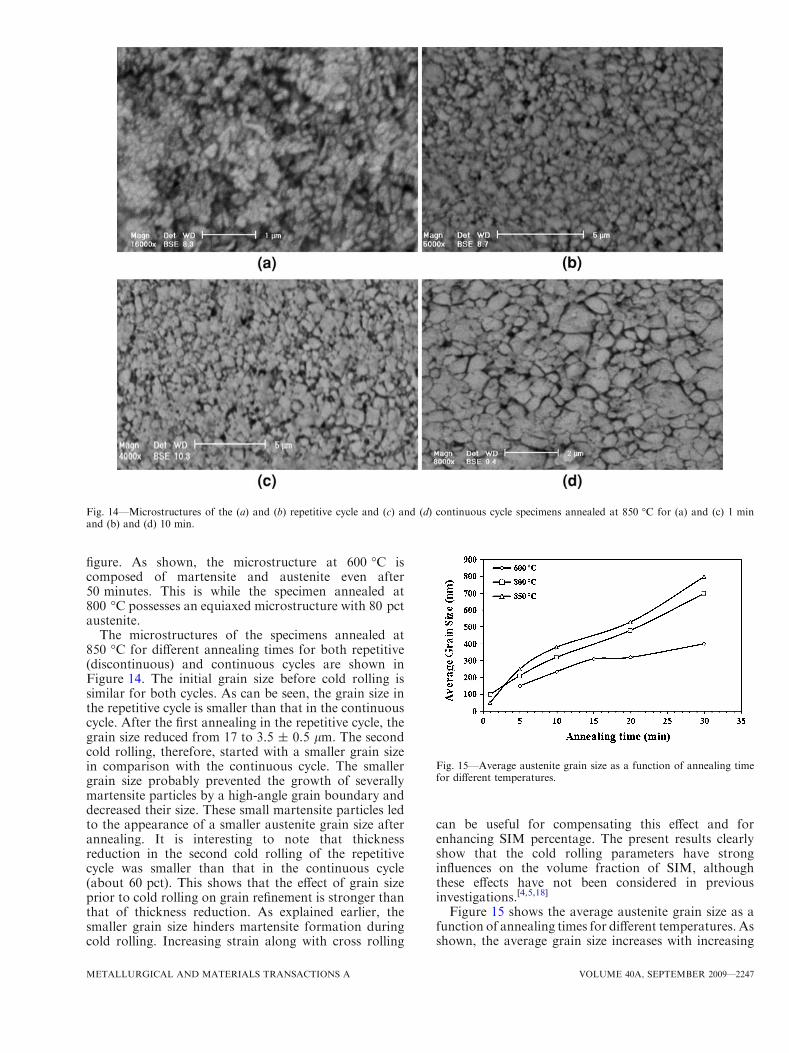
figure. As shown, the microstructure at 600 �C iscomposed of martensite and austenite even after50 minutes. This is while the specimen annealed at800 �C possesses an equiaxed microstructure with 80 pctaustenite.
The microstructures of the specimens annealed at850 �C for different annealing times for both repetitive(discontinuous) and continuous cycles are shown inFigure 14. The initial grain size before cold rolling issimilar for both cycles. As can be seen, the grain size inthe repetitive cycle is smaller than that in the continuouscycle. After the first annealing in the repetitive cycle, thegrain size reduced from 17 to 3.5 ± 0.5 lm. The secondcold rolling, therefore, started with a smaller grain sizein comparison with the continuous cycle. The smallergrain size probably prevented the growth of severallymartensite particles by a high-angle grain boundary anddecreased their size. These small martensite particles ledto the appearance of a smaller austenite grain size afterannealing. It is interesting to note that thicknessreduction in the second cold rolling of the repetitivecycle was smaller than that in the continuous cycle(about 60 pct). This shows that the effect of grain sizeprior to cold rolling on grain refinement is stronger thanthat of thickness reduction. As explained earlier, thesmaller grain size hinders martensite formation duringcold rolling. Increasing strain along with cross rolling
can be useful for compensating this effect and forenhancing SIM percentage. The present results clearlyshow that the cold rolling parameters have stronginfluences on the volume fraction of SIM, althoughthese effects have not been considered in previousinvestigations.[4,5,18]
Figure 15 shows the average austenite grain size as afunction of annealing times for different temperatures. Asshown, the average grain size increases with increasing
Fig. 14—Microstructures of the (a) and (b) repetitive cycle and (c) and (d) continuous cycle specimens annealed at 850 �C for (a) and (c) 1 minand (b) and (d) 10 min.
Fig. 15—Average austenite grain size as a function of annealing timefor different temperatures.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2247
annealing times and temperatures. It is also seen thatannealing at 850 �C for 1 minute results in the smallestgrain size of about 60 to 80 nm with 95 pct austenitereversion. One should notice that the recrystallizationtemperature of the AISI 301 steel is about 900 �C, whichcan help greater grain refinement at shorter annealingtimes.[5,13] Grain growth could occur around this tem-perature by increasing the annealing time.
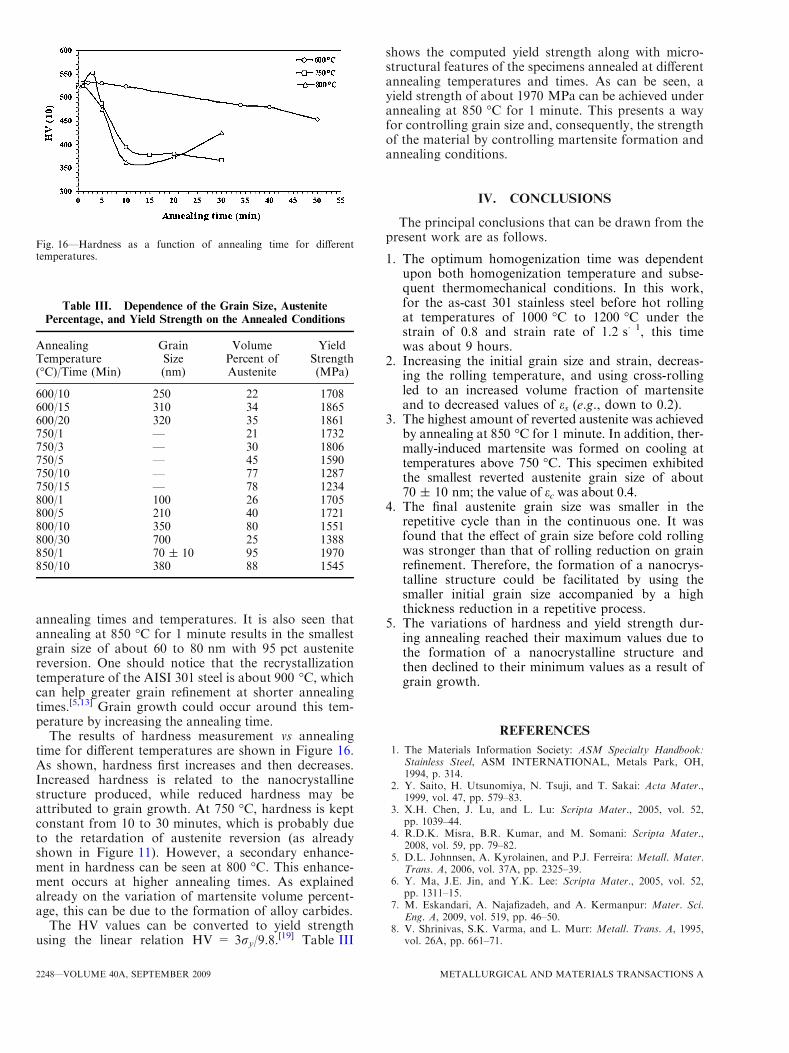
The results of hardness measurement vs annealingtime for different temperatures are shown in Figure 16.As shown, hardness first increases and then decreases.Increased hardness is related to the nanocrystallinestructure produced, while reduced hardness may beattributed to grain growth. At 750 �C, hardness is keptconstant from 10 to 30 minutes, which is probably dueto the retardation of austenite reversion (as alreadyshown in Figure 11). However, a secondary enhance-ment in hardness can be seen at 800 �C. This enhance-ment occurs at higher annealing times. As explainedalready on the variation of martensite volume percent-age, this can be due to the formation of alloy carbides.
The HV values can be converted to yield strengthusing the linear relation HV = 3ry/9.8.
[19] Table III
shows the computed yield strength along with micro-structural features of the specimens annealed at differentannealing temperatures and times. As can be seen, ayield strength of about 1970 MPa can be achieved underannealing at 850 �C for 1 minute. This presents a wayfor controlling grain size and, consequently, the strengthof the material by controlling martensite formation andannealing conditions.
IV. CONCLUSIONS
The principal conclusions that can be drawn from thepresent work are as follows.
1. The optimum homogenization time was dependentupon both homogenization temperature and subse-quent thermomechanical conditions. In this work,for the as-cast 301 stainless steel before hot rollingat temperatures of 1000 �C to 1200 �C under thestrain of 0.8 and strain rate of 1.2 s�1, this timewas about 9 hours.
2. Increasing the initial grain size and strain, decreas-ing the rolling temperature, and using cross-rollingled to an increased volume fraction of martensiteand to decreased values of es (e.g., down to 0.2).
3. The highest amount of reverted austenite was achievedby annealing at 850 �C for 1 minute. In addition, ther-mally-induced martensite was formed on cooling attemperatures above 750 �C. This specimen exhibitedthe smallest reverted austenite grain size of about70 ± 10 nm; the value of ec was about 0.4.
4. The final austenite grain size was smaller in therepetitive cycle than in the continuous one. It wasfound that the effect of grain size before cold rollingwas stronger than that of rolling reduction on grainrefinement. Therefore, the formation of a nanocrys-talline structure could be facilitated by using thesmaller initial grain size accompanied by a highthickness reduction in a repetitive process.
5. The variations of hardness and yield strength dur-ing annealing reached their maximum values due tothe formation of a nanocrystalline structure andthen declined to their minimum values as a result ofgrain growth.
REFERENCES1. The Materials Information Society: ASM Specialty Handbook:
Stainless Steel, ASM INTERNATIONAL, Metals Park, OH,1994, p. 314.
2. Y. Saito, H. Utsunomiya, N. Tsuji, and T. Sakai: Acta Mater.,1999, vol. 47, pp. 579–83.
3. X.H. Chen, J. Lu, and L. Lu: Scripta Mater., 2005, vol. 52,pp. 1039–44.
4. R.D.K. Misra, B.R. Kumar, and M. Somani: Scripta Mater.,2008, vol. 59, pp. 79–82.
5. D.L. Johnnsen, A. Kyrolainen, and P.J. Ferreira: Metall. Mater.Trans. A, 2006, vol. 37A, pp. 2325–39.
6. Y. Ma, J.E. Jin, and Y.K. Lee: Scripta Mater., 2005, vol. 52,pp. 1311–15.
7. M. Eskandari, A. Najafizadeh, and A. Kermanpur: Mater. Sci.Eng. A, 2009, vol. 519, pp. 46–50.
8. V. Shrinivas, S.K. Varma, and L. Murr: Metall. Trans. A, 1995,vol. 26A, pp. 661–71.
Fig. 16—Hardness as a function of annealing time for differenttemperatures.
Table III. Dependence of the Grain Size, Austenite
Percentage, and Yield Strength on the Annealed Conditions
AnnealingTemperature(�C)/Time (Min)
GrainSize(nm)
VolumePercent ofAustenite
YieldStrength(MPa)
600/10 250 22 1708600/15 310 34 1865600/20 320 35 1861750/1 — 21 1732750/3 — 30 1806750/5 — 45 1590750/10 — 77 1287750/15 — 78 1234800/1 100 26 1705800/5 210 40 1721800/10 350 80 1551800/30 700 25 1388850/1 70 ± 10 95 1970850/10 380 88 1545
2248—VOLUME 40A, SEPTEMBER 2009 METALLURGICAL AND MATERIALS TRANSACTIONS A

9. K. Nohara, Y. Ono, and N. Ohashi: Iron Steel Inst., 1977, vol. 63,pp. 212–22.
10. T. Angel: J. Iron Steel Inst., 1954, vol. 177, pp. 165–74.11. J.TalonenandH.Hanninen:ActaMater., 2007, vol. 55, pp. 6108–18.12. M. Shimojo, T. Inamura, T.H. Myeong, K. Takashima, and Y.
Higo: Metall. Mater. Trans. A, 2001, vol. 32A, pp. 261–65.13. A. DI Schino: Mater. Lett., 2002, vol. 21, pp. 751–53.14. I. Tamura, H. Sekine, T. Tanaka, and C. Ouchi: Thermo-
Mechanical Processing of High-Strength Low-Alloy Steel, 1st ed.,Butterworth and Co., London, 1988, pp. 157–59.
15. K. Tomimura, S. Takaki, S. Tanimoto, and Y. Tokunaga: ISIJInt., 1991, vol. 31, pp. 721–27.
16. R. Ueji, N. Tsuji, Y. Minamino, and Y. Koizumi: Acta Mater.,2002, vol. 50, pp. 4177–89.
17. Y.K. Lee, C.H. Shi, D.S. Leem, J.Y. Choi, and C.S. Choi: Mater.Sci. Technol., 2003, vol. 19, pp. 393–98.
18. M.C. Somani, L.P. Karjalainen, A. Kyrolainen, and T. Taulavu-ori: Mater. Sci. For., 2007, vols. 539–543, pp. 4875–80.
19. D. Tabor: Hardness of Metals, Oxford University Press, Oxford,United Kingdom, 2000, pp. 95–114.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 40A, SEPTEMBER 2009—2249