
Flow sensor instrumentation employing differential pressure reading
6
FLOW SENSOR INSTRUMENTATION EMPLOYING DIFFERENTIAL PRESSURE READING Bruno Bestle Turrin 1,2 , Alexandre Rodrigues da Silva 1,2 , Fuad Kassab Jr. 1 1 Laboratório de Automação e Controle da Universidade de São Paulo 2 KTK Ind. Imp. Exp. Com. De Equip. Hosp. LTDA [email protected] ; [email protected] ; [email protected] Abstract- This paper presents an analysis of flow sensors found in the market today that uses the differential pressure technology to measure flow at mechanical pulmonary ventilator respiratory circuits. It proposes a set of differential pressure transducers for the reading of the resistance element in order to get a readout resolution equal or smaller than 0.15L/min within the regular measuring range for mechanical ventilation, which is from 0 to 150L/min. It also suggests an internal geometry for the resistance element to reduce pneumatic noise in the differential pressure measuring. In this paper is shown a decrease on the standard deviation value of the differential pressure reading for the same ranges in the same test condition. It is shown that the proposed geometry for the new nozzle decreases the measurement pneumatic noise in 47.5% in average. Finally, it is shown that the combination of three differential sensors, reading different ranges, achieves the desired resolution and measuring range. I. INTRODUCTION The respiratory flow measurement is extremely important for the pulmonary ventilator. With this measurement the ventilator can determine the volume delivered to the patient calculated through its integral, and can determine if there is any fault at the respiratory circuit like a disconnection, a leak or an occlusion. However, for this to be possible, it is necessary that the sensor would have a good resolution reading in a large range of values. The flow measurement by the means of the differential pressure is an application of the Bernoulli equation and the continuity equation. A very known application is the Venturi tube. The variation in the section area causes a difference between the inlet pressure and the outlet pressure of the nozzle that is proportional to the flow rate. Illustration 1 – The Venturi tube and its pressure drop[1] The pressure drop on the nozzle is also influenced by the flow regimen. Depending if it is more or less turbulent its characteristic curve changes its linearity. This effect is shown on the development of this paper. The pressure drop curve determination will be done experimentally for this study. For this, will be employed an IMT PF300[2] which is capable of reading either flow as well as differential pressure and communicate the results to the computer using the serial or the USB port. It was used a b x a type curve to adjust the data results because the flow rate through a nozzle can be determined by: Q A 2 1 A 2 A 1 2 2. P 1 2 [3] (1) Isolating the pressure drop, in equation (1), as function of the flow rate we will have the following equation: P Q 2 2A 2 2 1 A 2 2 A 1 2 Q 2 K (2) It is also shown that as the flow regime gets less turbulent and tends to be laminar, the P function tends to be linear [4]. It means that the coefficient “b” in the b x a function tends to 1 as the flow regime tends to be laminar. II. UNITS Initially, measurements were made with the current nozzle to determine the differential pressure curves versus the flow rate in two different conditions: first one with low pneumatic noise and the second one with high pneumatic noise. Then the same tests were made with a new nozzle with a different internal geometry to reduce the pneumatic noise. During the tests, 6000 different differential pressure values versus input flow values were measured. For data analysis, the flow values were grouped in 2.5L/min ranges, in which were made the mean and the standard deviation calculation on the differential pressure measurements. Needle valve Pressure regulator valve Resistance element in test Conection Compressed air line Flow Sensor Defferential pressure sensor IMT PF300 RS 232 DATA Manual valve adjusment to change the flow within the measuring range Illustration 2 – Connection diagram during the resistance element test
-
Upload
independent -
Category
Documents
-
view
9 -
download
0
Transcript of Flow sensor instrumentation employing differential pressure reading

FLOW SENSOR INSTRUMENTATION
EMPLOYING DIFFERENTIAL PRESSURE
READING
Bruno Bestle Turrin1,2
, Alexandre Rodrigues da Silva1,2
, Fuad Kassab Jr.1
1Laboratório de Automação e Controle da Universidade de São Paulo
2KTK Ind. Imp. Exp. Com. De Equip. Hosp. LTDA
[email protected]; [email protected]; [email protected]
Abstract- This paper presents an analysis of flow sensors
found in the market today that uses the differential pressure technology to measure flow at mechanical pulmonary ventilator
respiratory circuits. It proposes a set of differential pressure transducers for the reading of the resistance element in order to get a readout resolution equal or smaller than 0.15L/min within
the regular measuring range for mechanical ventilation, which is from 0 to 150L/min. It also suggests an internal geometry for the resistance element to reduce pneumatic noise in the differential
pressure measuring. In this paper is shown a decrease on the standard deviation value of the differential pressure reading for the same ranges in the same test condition. It is shown that the
proposed geometry for the new nozzle decreases the measurement pneumatic noise in 47.5% in average. Finally, it is shown that the combination of three differential sensors, reading
different ranges, achieves the desired resolution and measuring range.
I. INTRODUCTION
The respiratory flow measurement is extremely important
for the pulmonary ventilator. With this measurement the
ventilator can determine the volume delivered to the patient
calculated through its integral, and can determine if there is
any fault at the respiratory circuit like a disconnection, a leak
or an occlusion. However, for this to be possible, it is
necessary that the sensor would have a good resolution
reading in a large range of values.
The flow measurement by the means of the differential
pressure is an application of the Bernoulli equation and the
continuity equation. A very known application is the Venturi
tube. The variation in the section area causes a difference
between the inlet pressure and the outlet pressure of the
nozzle that is proportional to the flow rate.
Illustration 1 – The Venturi tube and its pressure drop[1]
The pressure drop on the nozzle is also influenced by the
flow regimen. Depending if it is more or less turbulent its
characteristic curve changes its linearity. This effect is shown
on the development of this paper.
The pressure drop curve determination will be done
experimentally for this study. For this, will be employed an
IMT PF300[2] which is capable of reading either flow as well
as differential pressure and communicate the results to the
computer using the serial or the USB port.
It was used a bxa type curve to adjust the data results
because the flow rate through a nozzle can be determined by:
QA2
1A2
A1
22.
P
1
2
[3]
(1)
Isolating the pressure drop, in equation (1), as function of
the flow rate we will have the following equation:
PQ
2
2 A22
1A2
2
A12
Q2
K
(2)
It is also shown that as the flow regime gets less turbulent
and tends to be laminar, the P function tends to be linear
[4]. It means that the coefficient “b” in the bxa function
tends to 1 as the flow regime tends to be laminar.
II. UNITS
Initially, measurements were made with the current nozzle
to determine the differential pressure curves versus the flow
rate in two different conditions: first one with low pneumatic
noise and the second one with high pneumatic noise.
Then the same tests were made with a new nozzle with a
different internal geometry to reduce the pneumatic noise.
During the tests, 6000 different differential pressure
values versus input flow values were measured. For data
analysis, the flow values were grouped in 2.5L/min ranges, in
which were made the mean and the standard deviation
calculation on the differential pressure measurements.
Needle valve
Pressure
regulator valve
Resistance
element
in
test
Conection
Compressed
air
line
Flow Sensor
Defferential
pressure
sensor
IMT
PF300
RS 232 DATA
Manual valve adjusment
to change the flow within
the measuring range
Illustration 2 – Connection diagram during the resistance element test

All measurements were made with an IMT PF300, flow
and pressure analyzer, widely used on the mechanical
pulmonary ventilation business.
To force an increase in the pneumatic noise, an elbow was
used right before the nozzle like shown in the figures bellow:
Illustration 3 – Connection with the long silicon hose (with less
pneumatic noise).
Illustration 4 – Connection with the elbow close to the nozzle
(turbulence induced by the sudden change of direction)
A. NOZZLE DEVELOPMENT
Changing the flow rate at the nozzle by opening and
closing of the needle valve, were obtained the results shown
at illustration 5.
From the data obtained we can observe that as the flow
rate increases, it also increases the measured differential
pressure and its deviation.
Current Sensor without Turbulence
0
2
4
6
8
10
12
14
16
0 50 100 150 200Flow [L/min]
Pre
ssu
re D
elta[c
mH
2O
]
Standard Deviation of the pressure diferential for each 2,5
L/min range
-2
0
2
4
6
8
10
12
14
16
0 50 100 150 200
Flow[L/min]
Pre
ssu
re D
elta
[cm
H2O
]
(a)
Current Adult Sensor Curve with turbulence
0
2
4
6
8
10
12
14
16
0 50 100 150 200Flow [L/min]
Pre
ssu
re D
elta
[cm
H2O
]
Standard Deviation of the Differential pressure in each 2,5
L/min range
-2
0
2
4
6
8
10
12
14
16
0 50 100 150 200
Flow [L/min]
Pre
ssu
re D
elta
[cm
H2O
]
(b)
Illustration 5 – The above graphs show all pressure differential and flow
data measured. It is shown below the differential pressure mean values in 2.5L/min ranges and the standard deviation ± value. With less
pneumatic noise (a). With a higher pneumatic noise (b).
Using the mean differential pressure at each 2.5L/min
range to fit a bxa curve type, we could observe a large
variation in the pressure drop values between the test with
less pneumatic noise and the one with the elbow connection
inducing a higher pneumatic noise.
There are several possible phenomenological explanations
to this effect that are discussed in the DISCUSSIONS section.
The adjusted curve to the first experiment is shown below:
Vector1 P Data_nozzle_11
Vector1F Data_nozzle_1
0
Ka
Kb
Kc
pwrfit Vector1F Vector1 P
1
1
0
Ka
Kb
Kc
1.253 103
1.814
0.043
R2 9.997 101
P1nozzle flow( ) Ka flowKb
The Data_nozzle_1 variable has the data from the first
experiment that has less turbulence. The pwrfit function is a
Mathcad® (Mathsoft Apps) procedure that does a least
squares regression and is used to adjust the data to a
cxa b curve. The coefficient “c” is ignored so that when
the flow is equal to zero then the pressure drop is also equal
to zero. The Data_nozzle_2 variable has the data from the
second experiment that uses the elbow to induce a higher
pneumatic noise.
Vector2 P Data_nozzle_21
Vector2F Data_nozzle_2
0
Ka2
Kb2
Kc2
pwrfit Vector2F Vector2 P
1
1
0
Ka2
Kb2
Kc2
1.161 104
2.211
0.308
R2 9.863 101
P2nozzle flow( ) Ka2 flowKb2
The adjusted curves for the two cases are visibly different
as their coefficients have different values; however, drawing
each of the adjusted curves makes the difference even more
visible.
Illustration 6 – Experimental data of the present sensor and its adjusted
curves
On the lower flow values, less than 30L/min, the two
curves are practically the same. However, as the flow rate
increases and with the increase of the pneumatic noise
induced by the elbow, the two curves go further apart.
If we compare the two curve values using the first one,
with less pneumatic noise, as reference, we will have the
following results:
0
66
i
Vector1 Pi
Vector2 Pi
661.522
(4)
0
66
i
Vector1 Pi
Vector2 Pi
Vector1 Pi
660.31
(5)
The mean difference module between the two pressure
drop curves values is 1.522 cmH2O. And the mean relative
module deviation is 31%.
This variation, that decreases a lot the possible resolution
for this nozzle, is due to the internal sensor geometry.
The current nozzle has several sudden variations in the
passage area; most of them are orthogonal to the inlet flow
direction.
To decrease these effects it was necessary to develop a
new internal geometry that offered the necessary resistance to
allow the flow reading resolution, and would not cause an
abrupt variation in the passage area. To smooth the passage
area variation, corners were rounded and V profiles were
added.
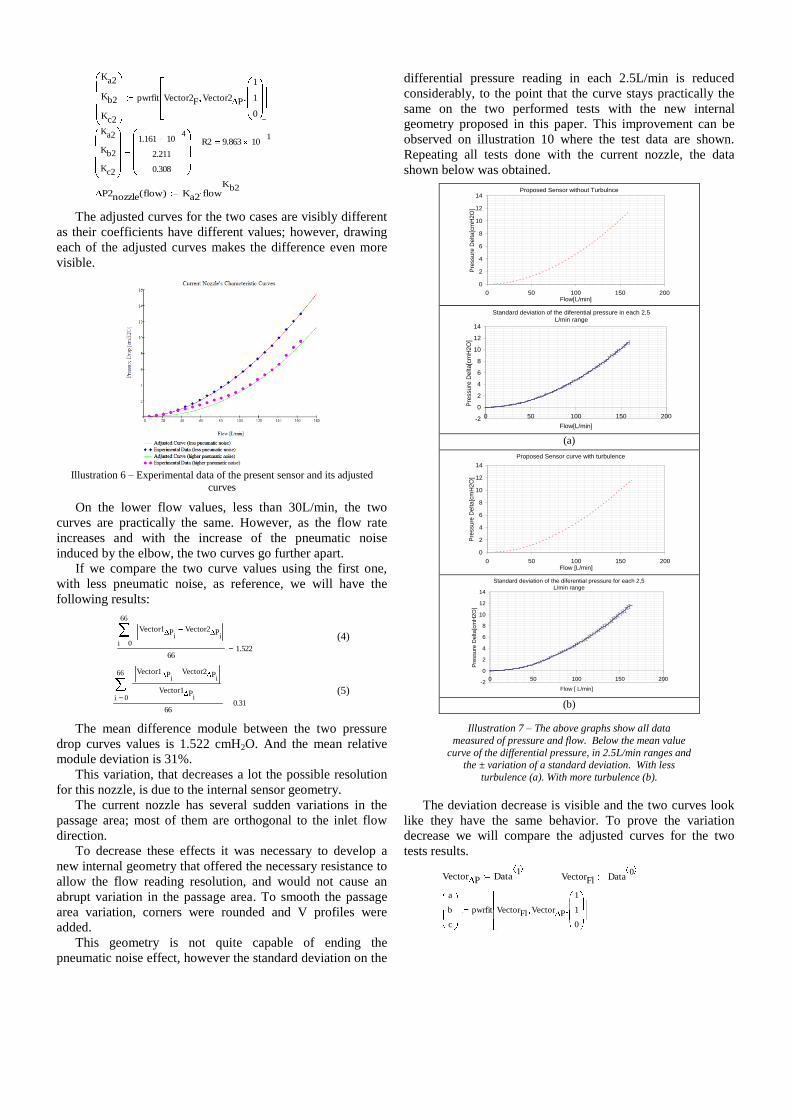
This geometry is not quite capable of ending the
pneumatic noise effect, however the standard deviation on the
differential pressure reading in each 2.5L/min is reduced
considerably, to the point that the curve stays practically the
same on the two performed tests with the new internal
geometry proposed in this paper. This improvement can be
observed on illustration 10 where the test data are shown.
Repeating all tests done with the current nozzle, the data
shown below was obtained.
Proposed Sensor without Turbulnce
0
2
4
6
8
10
12
14
0 50 100 150 200Flow[L/min]
Pre
ssu
re D
elta
[cm
H2
O]
Standard deviation of the diferential pressure in each 2,5
L/min range
-2
0
2
4
6
8
10
12
14
0 50 100 150 200
Flow[L/min]
Pre
ssu
re D
elta
[cm
H2
O]
(a)
Proposed Sensor curve with turbulence
0
2
4
6
8
10
12
14
0 50 100 150 200Flow [L/min]
Pre
ssu
re D
elta
[cm
H2
O]
Standard deviation of the diferential pressure for each 2,5
L/min range
-2
0
2
4
6
8
10
12
14
0 50 100 150 200
Flow [ L/min]
Pre
ssure
Delta[c
mH
2O
]
(b)
Illustration 7 – The above graphs show all data
measured of pressure and flow. Below the mean value
curve of the differential pressure, in 2.5L/min ranges and the ± variation of a standard deviation. With less
turbulence (a). With more turbulence (b).
The deviation decrease is visible and the two curves look
like they have the same behavior. To prove the variation
decrease we will compare the adjusted curves for the two
tests results.
Vector P Data1
VectorFl Data
0
a
b
c
pwrfit VectorFl Vector P
1
1
0
a
b
c
8.105 104
1.884
0.021
R2 9.999 101
P1new_nozzle flow( ) a flowb
Vector2 P Data21
Vector2F Data2
0
a2
b2
c2
pwrfit Vector2F Vector2 P
1
1
0
a2
b2
c2
8.605 104
1.871
0.064
R2 9.995 101
P2new_nozzle flow( ) a2 flowb2
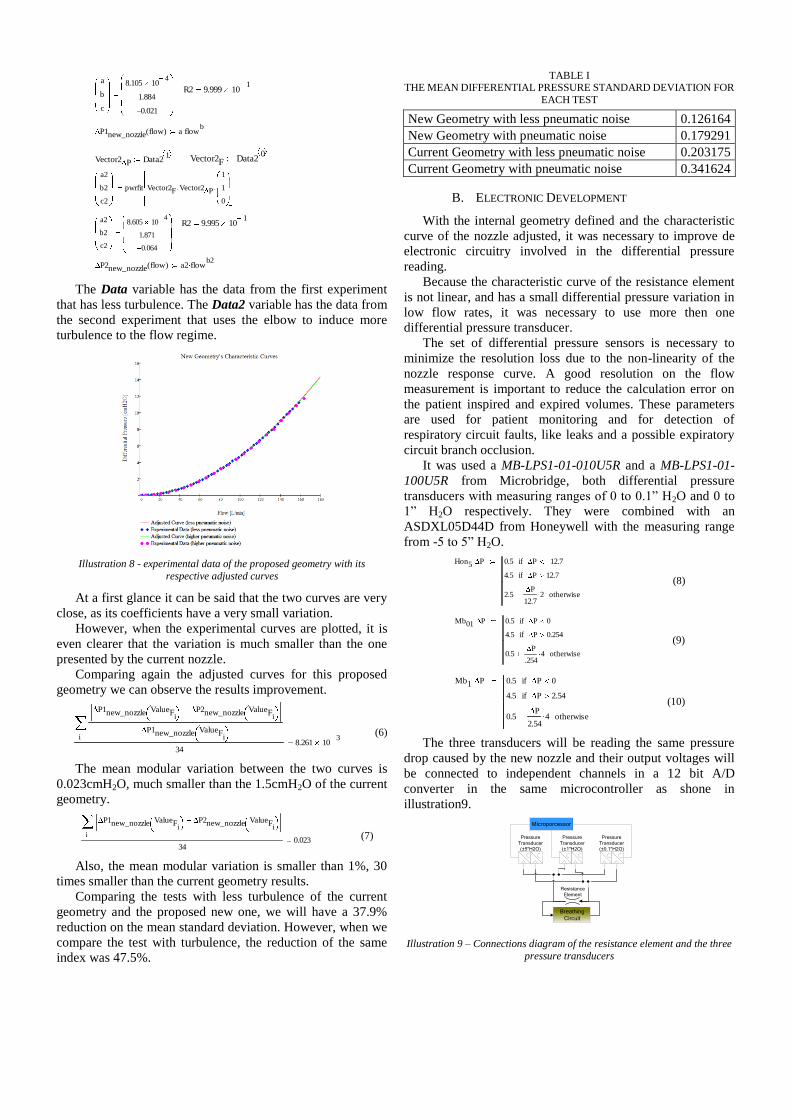
The Data variable has the data from the first experiment
that has less turbulence. The Data2 variable has the data from
the second experiment that uses the elbow to induce more
turbulence to the flow regime.
Illustration 8 - experimental data of the proposed geometry with its
respective adjusted curves
At a first glance it can be said that the two curves are very
close, as its coefficients have a very small variation.
However, when the experimental curves are plotted, it is
even clearer that the variation is much smaller than the one
presented by the current nozzle.
Comparing again the adjusted curves for this proposed
geometry we can observe the results improvement.
i
P1new_nozzle ValueFi
P2new_nozzle ValueFi
P1new_nozzle ValueFi
348.261 10
3
(6)
The mean modular variation between the two curves is
0.023cmH2O, much smaller than the 1.5cmH2O of the current
geometry.
i
P1new_nozzle ValueFi
P2new_nozzle ValueFi
340.023
(7)
Also, the mean modular variation is smaller than 1%, 30
times smaller than the current geometry results.
Comparing the tests with less turbulence of the current
geometry and the proposed new one, we will have a 37.9%
reduction on the mean standard deviation. However, when we
compare the test with turbulence, the reduction of the same
index was 47.5%.
TABLE I THE MEAN DIFFERENTIAL PRESSURE STANDARD DEVIATION FOR
EACH TEST
New Geometry with less pneumatic noise 0.126164
New Geometry with pneumatic noise 0.179291
Current Geometry with less pneumatic noise 0.203175
Current Geometry with pneumatic noise 0.341624
B. ELECTRONIC DEVELOPMENT
With the internal geometry defined and the characteristic
curve of the nozzle adjusted, it was necessary to improve de
electronic circuitry involved in the differential pressure
reading.
Because the characteristic curve of the resistance element
is not linear, and has a small differential pressure variation in
low flow rates, it was necessary to use more then one
differential pressure transducer.
The set of differential pressure sensors is necessary to
minimize the resolution loss due to the non-linearity of the
nozzle response curve. A good resolution on the flow
measurement is important to reduce the calculation error on
the patient inspired and expired volumes. These parameters
are used for patient monitoring and for detection of
respiratory circuit faults, like leaks and a possible expiratory
circuit branch occlusion.
It was used a MB-LPS1-01-010U5R and a MB-LPS1-01-
100U5R from Microbridge, both differential pressure
transducers with measuring ranges of 0 to 0.1” H2O and 0 to
1” H2O respectively. They were combined with an
ASDXL05D44D from Honeywell with the measuring range
from -5 to 5” H2O.
Hon5 P 0.5 P 12.7if
4.5 P 12.7if
2.5P
12.72 otherwise
(8)
Mb01 P 0.5 P 0if
4.5 P 0.254if
0.5P
.2544 otherwise
(9)
Mb1 P 0.5 P 0if
4.5 P 2.54if
0.5P
2.544 otherwise
(10)
The three transducers will be reading the same pressure
drop caused by the new nozzle and their output voltages will
be connected to independent channels in a 12 bit A/D
converter in the same microcontroller as shone in
illustration9.
Resistance
Element
Microporcessor
Breathing
Circuit
Pressure
Transducer
(±5"H2O)
Pressure
Transducer
(±1"H2O)
Pressure
Transducer
(±0.1"H2O)
Illustration 9 – Connections diagram of the resistance element and the three
pressure transducers

The response curves for the microcontroller are described
bellow:
AD12H5 P RoundHon5 P
4.54095 1
(11)
AD12M01 P RoundMb01 P
4.54095 1
(12)
AD12M1 P RoundMb1 P
4.54095 1
(13)
Illustration 10– Transducer response curves versus the pressure drop caused
by flow rate in the nozzle
At Illustration 10 we can observe that the small range
transducers saturate first but with a high measurement
resolution. We can also observe that the higher range
transducer saturates over 160 L/min with low measurement
resolution for low flow rates.
The resolution can be calculated dividing the difference of
two consecutive values of the flow rate by the A/D value
variation.
(14)
(15)
(16)
It is possible that the resolution could tend to infinite
because of the rounding function of the A/D converter. It
means that there is no resolution between the two consecutive
flow values, or that the resolution in that point is greater than
the difference between the two values. To avoid this problem
a condition was added to the Resolution functions above that
will return zero if the difference between the A/D values of
the two flow rate values is equal or smaller than zero.
At illustration 11 we can observe that the ±5”H2O sensor
resolution is larger than 0.25L/min by increment in the A/D
value up until the measurement value is over 20L/min. For
flow rate values below 10L/min the resolution is greater than
0.5L/min and can reach 2.5L/min.
Illustration 11 – The 3 transducers resolution curves
Also we can observe that the 1”H2O transducer’s
resolution is already smaller than 0.25L/min by increment at
the A/D converter before getting to 10 L/min, and the
0.1”H2O transducer’s resolution is never greater than
0.2L/min by increment at the A/D converter.
The three differential pressure transducer curves were
combined to reach the “smaller than 0.15L/min” resolution
requirement in all its measurement range. For that, a new
function was designed, which is the sum of all A/D values of
all transducers.
AD12sum P AD12H5 P AD12M01 P AD12M1 P (17)
Recalculating the measurement resolution the same way it
was done previously for each the transducers individually we
will have the function below:
(18)
Illustration 12 – The 3 transducers resolution curve
It can be observed that the resolution stays below
0.1L/min in all measuring range. From 0 to 60L/min the
resolution is smaller than 0.05L/min.
Finally, the entire resolution curve is smaller than the
specified at the beginning of this paper.
III. DISCUSSIONS
The pneumatic noise mentioned before may be cause by
an increase in the turbulence of the flow regime and other
singularity effects.
What is very clear in the test results of the current nozzle
is that as flow rate increases that pneumatic noise greatly
Ressum f1 f2 0 AD12sum P1new_nozzle f2 AD12sum P1new_nozzle f1 0if
f2 f1
AD12sum P1new_nozzle f2 AD12sum P1new_nozzle f1
otherwise
ResH5 f1 f2 0 AD12H5 P1new_nozzle f2 AD12H5 P1new_nozzle f1 0if
f2 f1
AD12H5 P1new_nozzle f2 AD12H5 P1new_nozzle f1
otherwise
ResM01 f1 f2 0 AD12M01 P1new_nozzle f2 AD12M01 P1new_nozzle f1 0if
f2 f1
AD12M01 P1new_nozzle f2 AD12M01 P1new_nozzle f1
otherwise
ResM1 f1 f2 0 AD12M1 P1new_nozzle f2 AD12M1 P1new_nozzle f1 0if
f2 f1
AD12M1 P1new_nozzle f2 AD12M1 P1new_nozzle f1
otherwise

increases in the measurement of the pressure drop. That can
be explained by the fact that the greater the flow rate is,
greater is the gas velocity that goes through the nozzle and
greater is the Reynolds number.
vdRe
[5]
The Reynolds number indicates the gas flow regime and it
is directly proportional to its velocity. The greater the velocity
is the larger is the coefficient and more turbulent will the
regime be. The flow velocity effect can be observed in the
two tests. However, this effect has a greater intensity at the
second test that uses the elbow. The regime interference is so
large that the current nozzle response curve changed.
At the current internal geometry, the passage area
variations are done in an abrupt manner that contributes to the
turbulence increase and for the vortices effect.
Illustration 13 – Current nozzle internal geometry
As soon as the flow inputs the current nozzle it faces
several orthogonal walls to the flow direction (illustration
13). The variation is so abrupt that the sensor characteristic
response is changed.
The abrupt variation in the passage area causes
disturbance in the flow regime that will change the pressure
drop at the nozzle. This effect is visible when there is a body
immersed in an open flow steam.
(b) plate
Illustration 14 – Flow lines for an abrupt area variation (a) and for a smooth
area variation (b). [6]
If the body offers an abrupt change to the flow direction
both in the beginning of its geometry and the end, it will
create several vortices which will make it difficult to measure
pressure at this point.
For the flow regime not to be altered, or at least, not
perturbed a lot, the passage area variation must be designed in
a tapered manner like it is shown in illustration 14(b).
To minimize these effects the internal geometry was
changed in order to minimize the disturbance in the flow
regime and to try to avoid the oscillation in the differential
pressure reading even if the input flow regime is already
perturbed as it was with the elbow connection. The developed
geometry is shown at illustration 15.
The flow lines at illustration 15 show how if the input
flow is not perturbed by turbulence or any other phenomena
the internal geometry will not contribute to its disturbance,
and if the input is already perturbed the internal geometry will
contribute to its stabilization.
Illustration 15 – Flow lines inside the resistance element with the new
geometry
The results shown in the tests made with this new internal
geometry show that the stabilization in the pressure drop
reading is considerable and as the only change made to the
system was the internal geometry it is probably the current
internal geometry that causes the oscillation on the reading.
Concerning the electronic development, the resolution
was only possible to achieve because the three transducers
had complementary ranges. I would be best if the transducer
response was not linear and had square root relation between
the output tension and the input differential pressure. This
way, the transducer would have a high gain at low differential
pressure values increasing the resolution of the reading when
the pressure drop on the nozzle has a low gain in terms of the
flow rate passing through the nozzle.
IV. CONCLUSIONS
This paper presented problems due to pneumatic noise
found in differential pressure sensors and also related to
resolution of the measurements done by these sensors.
It was presented a proposition of internal geometry of the
nozzle that, by the results of the experimental tests covered in
this paper, decreased the turbulence effect at the sensor
measurement and also achieved a better measurement
precision in the same conditions that the current nozzle.
Finally, with the combination of three differential
pressure transducers it was possible to reach the specified
reading range of 0 to 150L/min as well as the reading
specification of 0.15L/min.
ACKNOLEGEMENTS
We would like to thank the LAC and KTK support for
the development of this paper.
REFERENCES
[1] Nakayama, Y. - Introduction to Fluid Mechanics / Y.
Nakayama (ISBN 0 340 67649 3) page. 62-65
[2] imtmedical ag Gewerbestrasse 8 9470 Buchs SG
Switzerland www.imtmedical.com
[3]Nakayama, Y. - Introduction to Fluid Mechanics / Y.
Nakayama (ISBN 0 340 67649 3) page. 63
[4] White, Frank M. – Fluid Mechanics Fourth Edition –
McGraw-Hill – page 329 to 349.
[5] Nakayama, Y. - Introduction to Fluid Mechanics / Y.
Nakayama (ISBN 0 340 67649 3) page. 46
[6] Nakayama, Y. - Introduction to Fluid Mechanics / Y.
Nakayama (ISBN 0 340 67649 3) page 148




















