Five of Automation's Biggest Hits - Control Global
76
FEBRUARY 2009 Plus NeSSI, HART 7, dP, Intrinsic Safety and more... Five of Automation’s Biggest Hits Back then they were the future, and we’re still playing their songs
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Five of Automation's Biggest Hits - Control Global

FE
BR
UA
RY
20
09
Plus NeSSI, HART 7, dP, Intrinsic Safety and more...
Five of Automation’s Biggest HitsBack then they were the future, and we’re still playing their songs
CT0902_01_CVR.indd 8 1/28/09 10:44:04 AM

©COPYRIGHT 2009 NEWPORT ELECTRONICS, INC. ALL RIGHTS RESERVED.
Humidity + Temperature Controllers
2229 South Yale Street • SantaAna, CA 92704-4401e-mail: [email protected]
newportUS.com®
NEWPORT instruments aredesigned and manufactured
in the U.S.A.
with 2 control outputs
$490
$390Monitor
� Dual Loop Control: Humidity + Temperature
� High Accuracy ±0.5°C and ±2% RH� 4 Popular DIN Sizes including the
ultra-compact 1/32 DIN� Ethernet with Newport’s Award-
Winning Embedded Web Server (optional)
� Choice of Relays, SSR, DC Pulse, Analog Voltage and Current
� RH/Temperature Probe included� Full Autotune PID Control� Replacement Probes with
Calibration Certificate
NIST Traceable Calibration
Certificate available. In compliance with
ISO9001:2000,ISO10012-1.1992(E),
ANSI/NCSL Z540-1.1994and MIL-STD-45662A.
Instead of taking yourmeter out of service for
calibration, you can ordera calibrated probe.
TM
CT0902_FPA.indd 2 1/29/09 10:52:49 AM

Need More Data Acquisition Product Options?Shop online at omega.comNeed More Data Acquisition Product Options?Shop online at omega.com®
100,000 process control and measurement products (and counting)
Need More DILBERT?Visit omega.comto order
BLUECAT ® New Horizons ®
in Data AcquisitionVersion No. 23 — featuring
120 DILBERT CARTOONS!
Go to: www.omega.com/dilbert for your daily dose of DILBERT!
Starts at$67
Starts at$239
Starts at$1540
Starts at$395
Starts at$295
Starts at$82
Starts at$1500
Starts at$395
© COPYRIGHT 2009 OMEGA ENGINEERING, INC. ALL RIGHTS RESERVED
For Sales and Service, Call TOLL FREE omega.com/209CL6
Shop Online: *PATENTEDCovered by U.S. and Internationalpatents and pending applications
Shop Online at
Dilbert © United Feature Syndicate, Inc.
USA
MADEMADEININ
USA
MADEMADEININwiDR Series
Wireless DIN Rail Monitor and
Controller
1⁄8 DIN Meter Scanner and Controller
*wi8 Series*PATENTED
iDRN SeriesUniversal Wireless RS232
to USB TransceiverUSA
MADEMADEININAnalog and Digital Output Signal
Conditioners/Transmitters
WRS232-USB
Starts at$295
Starts at$159
USA
MADEMADEININ
Industrial MicroServers
EIS-2B
USA
MADEMADEININ
Temperature and Humidity MicroServer™
USA
MADEMADEININ
iTHX Series
Portable Data Logger With USB Interface
OM-MICROLITESeries
High Power Wireless Sensors
USA
MADEMADEININ
zED-TP1-P
Starts at$195
Starts at$195
RS485 to RS232 Interface Converter
zSeriesEnd Devices
USA
MADEMADEININ
Wireless Sensor System
Transition Joint Thermocouple Probe withUSB Interface and Free Software
TJ-USB Series
USA
MADEMADEININ
*UV1000
UniversalVerbalizer
OMEGASAYS®
USA
MADEMADEININ
*PATENTEDOM-CONV-SER
PATENTPENDING
Starts at$25
Starts at$95
Starts at$95
TC-08 8-Channel USB Thermocouple Data Acquisition Module
Thermocouple Data Loggerwith USB Interface
OM-EL-USB-TC
Starts at$490
OM-SQ2010 LCIC-WIM-BENHigh Speed, IntelligentLoad Cell Interface Cardwith USB and RS232/485
Portable Data Logger
control_0209.qxd:Control Design 1/20/09 11:27 AM Page 1
CT0902_FPA.indd 3 1/29/09 10:53:08 AM

With a smart safety instrumented system you can. DeltaV SIS. Smart.
Shouldn’t you know your safetyloops from the inside out?
The Emerson logo is a trademark and a service mark of Emerson Electric Co.©2008 Emerson Electric CompanyTM
DeltaV SIS is the only logic solver to digitally diagnose and automatically proof test elements of your entire safety loop. Nomore second guessing–they’re all in view. And, it provides this valuable information seamlessly back to the operatorswithout a lot of extra/difficult to maintain integration effort–ensuring your process shuts down when it should and notwhen it shouldn’t.
DeltaV SIS is the first to use digital intelligence and diagnostics to enable safer facilities, improve availability, lower life-cyclecosts, and ease regulatory compliance. For more insight, visit: EasyDeltaV.com/SIS
DeltaV SIS Xray Ad:Layout 1 12/3/2008 8:16 AM Page 1
CT0902_FPA.indd 4 1/29/09 10:53:44 AM

February 2009 • Volume XXII • Number 2
CONTROL (ISSN 1049-5541) is published monthly by PUTMAN Media COMPANY (also publishers of CONTROL DESIGN, CHEMICAL PROCESSING, FOOD PROCESSING, INDUSTRIAL NETwORkING,
PHARMACEUTICAL MANUFACTURING, and PLANT SERVICES ), 555 w. Pierce Rd., Ste. 301, Itasca, IL 60143. (Phone 630/467-1300; Fax 630/467-1124.) Address all correspondence to Editorial and Executive Offices, same ad-
dress. Periodicals Postage Paid at Itasca, IL, and at additional mailing offices. Printed in the United States. ©Putman Media 2009. All rights reserved. The contents of this publication February not be reproduced in whole or part without
consent of the copyright owner. POSTMASTER: Send address changes to CONTROL, P.O. Box 3428, Northbrook, IL 60065-3428. SUBSCRIPTIONS: Qualified-reader subscriptions are accepted from Operating Management in the control
industry at no charge. To apply for qualified-reader subscription, fill in subscription form. To non-qualified subscribers in the U.S. and its possessions, subscriptions are $70.00 per year. Single copies are $15.00 domestic, $17.00 foreign. Subscriptions
for Canada and Mexico are $112.00. Foreign subscriptions outside of Canada and Mexico accepted at $125.00 per year for surface and $210.00 for airmail. CONTROL assumes no responsibility for validity of claims in items reported. Canada
Post International Publications Mail Product Sales Agreement No. 40028661. Canadian Mail Distributor Information: Frontier/BwI,PO Box 1051,Fort Erie,Ontario, Canada, L2A 5N8.
A n A l y t i c A l i n s t r u m e n t A t i o n
39 / slowly But surelyThe market for miniaturized, modular sampling systems has yet to emerge, but NeSSI evangelists remain hope-ful. by Dave Harrold
F i e l d B u s
45 / new ‘HArt’ for an old standard
Has HART 7 given this old standby a new lease on life? by John Rezabek
P r o c e s s m e A s u r e m e n t
51 / differential Pressure level transmitters
The not-so-straightforward basics of this measurement technique. by David W. Spitzer
i n t r i n s i c s A F e t y
56 / intrinsic safety: A Foreign concept
Intrinsically safe I/O is all the rage in the rest of the world, but not here in North America. what’s the prob-lem? by Rich Merritt
cover story
32 / Process Automation Hall of Fame: Five of Automation’s Biggest Hits
Back then, they were the future, and we’re still playing their songs. by Walt Boyes
OPC UA Security by Eric Murphywww.controlglobal.com/articles/2008/OPCUASecu-rity0812.html
Andrew Bond reports on process control across the At-lantic. by Andrew Bondwww.controlglobal.com/bond0902.html
W E B E X C L U S I V E S
F e B r u A r y / 2 0 0 9 www.controlglobal.com 5
F E at U r E S
CT0902_05_07_TOC.indd 5 1/28/09 10:25:19 AM

In 1915, Yokogawa began blending vision into the creation of new, innovative products. We're still doing it today. Contact your local representative for more information.
• Production control solutions• Field instrument solutions• Analytical solutions• Network solutions
Turning a drop of visioninto a storm of innovationTurning a drop of visioninto a storm of innovation
For more information on these products, visit promo.us.yokogawa.com and enter key code AD2902
800 524 SERV7 3 7 8
Yokogawa Corporation of America800-447-9656 www.yokogawa.com/us
CT0902_FPA.indd 6 1/29/09 10:54:20 AM

Chemicals & Allied Products ...............................................................................12,748Food & Kindred Products.....................................................................................13,918Paper & Allied Products .........................................................................................3,485Primary Metal Industries ........................................................................................5,347Electric, Gas & Sanitary Services ...........................................................................2,644System Integrators & Engineering Design Firms ....................................................9,901
Rubber and Miscellaneous Plastic Products ..........................................................4,568Stone, Clay, Glass & Concrete products.................................................................2,205Textile Mill Products ..............................................................................................1,559Petroleum Refining & Related Industries ................................................................3,288Tobacco Products ......................................................................................................120Total circulation ....................................................................................................65,051
CirCulation audited June/2008
D E P A R T M E N T S
F e b r u a r y / 2 0 0 9 www.controlglobal.com 7
February 2009 • Volume XXII • Number 2
9 / editorialGetting the bean-counters to take cyberse-curity seriously.
10 / Control Online Hidden treasures on ControlGlobal.com.
13 / Feedbackreaders respond.
14 / Hitchhiker’s Guidealphabet soup and the politics of ownership.
19 / On the bustraining wheels for fieldbus systems are not so wild a dream.
20 / InProcessnews from around the process automation world.
29 / Control reporttoo many safety standards are talking a lot, but they aren’t saying anything.
31 / resourcesrecorders and data acquisition online helps.
61 / ask the expertsthe panel tackles flowmeter and nuclear plant upgrade questions.
63 / roundupGet your HMi hardware and software good-ies here.
66 / Productsthe latest in the marketplace, plus exclu-sive product introductions from Honeywell and endress+Hauser.
70 / Technically SpeakingWhy the hassle of moving to an automated calibration system is worth it.
71 / Control Talkthe secret life of electrodes—Part 1 of a three-part exposé.
74 / WindupProcess automation’s place in the obama administration.
IN PrOCeSS
PrODuCT SHOWCaSe
Honeywell president Norman “Norm” Gilsdorf
Omegadyne’s MM Series pressure transducers
CT0902_05_07_TOC.indd 7 1/28/09 10:33:58 AM

For complete information and to download software,visit: www.automationdirect.com/click-plc orwww.clickplcs.com
1-800-633-0405
www.automationdirect.com
At $69.00, you get a ton of application control for yourautomation buck. The new CLICK PLC was designed fornovice and expert users alike. Download the FREEprogramming software and see for yourself!
Mighty as a stand-alone unit, orexpand to 142 total I/O• Four stand-alone DIN-rail mountable DC-powered CPU
combinations including:
- 8 DC In / 6 DC Out (sinking)- 8 DC In / 6 DC Out (sourcing)- 8 DC In / 6 Relay Out- 8 AC In / 6 Relay Out
• Two built-in communication ports
• Removable terminal blocks for easy wiring• Eleven stackable, discrete I/O option modules:
- 8 and 16 point AC, DC (sink/source)- 8-point Relay and 4-point isolated Relay modules
• Up to 142 total I/O (using option modules)
• Powered by 24VDC, user-supplied or using one of the low-cost optional power supplies
• 21 consolidated yet powerful instructions
• Supported by FREE, high-feature programming software
Product Description AutomationDirectCLICK
Price/Part Number
CHECK OUT JUST A FEW PRICES ON CLICK
AutomationDirect prices are U.S. published prices as of October 2008.Prices subject to change without notice.
PLC Module with 8 DC inputs / 6 DC outputs(sinking), two communication ports
Auxiliary power supply (0.5A), 100-240 VAC input,24 VDC 0.5A output
AC input module, eight 100-120 VAC points
$69.00C0-00DD1-D
$29.00C0-00AC
$40.00C0-08NA
0901_Control_Click_MAG:cmoredrivers 12/11/2008 10:24 AM Page 1
b
b
b
b
Configurable Sensor/ Actuator cable solutions for every application
Choose the exact cable length and
type you need exactly when you need
it using Phoenix Contact’s CMAT
service. There’s no minimum order
quantity and we’ll ship it in five days.
With CMAT service, you’ll get:
• Fast delivery
• Application-specific cables
• Phoenix Contact quality
For more information or to order
your application-specific cables, call
1-800-322-3225 or visit our website
at phoenixcontact.com/cmat
© 2008 Phoenix ConTACT
CMAT_7.875x10.5_Control.indd 1 10/17/2008 9:28:32 AMCT0902_FPA.indd 8 1/29/09 10:54:38 AM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 9
Walt boyes Editor in [email protected] t
E D I T O R ’ S P A G E
What Will it take to Keep Us cyber-Safe?
Why? The problem has been clearly identified, and several workable solutions besides ripping everything out and putting secure stuff in have been devised. Yet there is no enormous rush to institute major projects, and there wasn’t even before the greedy idiots who run the world’s mortgage banks allowed the economy to go to smash. So there’s something we’re obviously not seeing.
I’ve talked about the economic calculus be-fore. Companies are founded and run on the premise that they will deliver maximum value and return to their shareholders. Expecting companies of any kind, including publicly owned entities such as power or water/wastewa-ter utilities, to do anything that does not lead directly to delivering value and return to their shareholders is like expecting the sun to come up in the west. It’s not going to happen.
The series of commercials from IBM now showing on TV—the ones with the engineer briefing the board of directors on going green—clearly illustrate this fact. The minute the en-gineer stops blathering on about the “how-to” and provides a business value statement like, “We’ll save 40% of our energy cost in the next year, and we spent $18 million on energy last year,” the Disney-like cartoon forest pops out, and the birdies sing and the board members dance around hugging the cartoon tree.
We who understand that there is a problem and have identified it, its scope and what needs to be done to implement the solutions we’ve devised are stymied because the people we are talking to are telling us, like the manager in one of the IBM commercials, “The people I report to don’t eat granola.” Board members remember the Y2K debacle all too well. They don’t want to spend a lot of money on a disaster that isn’t going to happen.
The economic calculus has been widened to
include “going green.” Sustainability, by what-ever definition, is a hot topic in boardrooms these days, and major corporations don’t want to be seen as any color but green.
How did that happen? Partly, the economic calculus got widened the same way it did in the 1960s when, under the impetus of The Silent Spring by Rachel Carson, the environmental movement went mainstream. That, in turn, caused the development of legislation and reg-ulation that made it possible to cost the effects of continuing to pollute versus the effects of ini-tiating pollution control procedures. In other words, it magically got cheaper to not pollute, because there were laws and regulations, with fines attached, that could be accounted for on a balance sheet.
The same things now need to happen with cybersecurity in critical infrastructure. We need to widen the economic calculus once again. There is some groundswell already. Now there needs to be pressure on the people who will provide the other side of the economic cal-culus equation: We know what the costs are; what we need is to provide some reason to do cybersecurity projects other than because we think they should be done.
We will need legislation and regulations that make it necessary to do those projects. Write your legislators. Talk to insurance companies. Mention the dread words “Sarbanes-Oxley” to your managers as high in the corporations as you can reach. And the tree will show up in your office, and the cartoon bluebirds and squirrels will dance and sing.
People keep asking why the management of companies in the critical infrastructure in-
dustries aren’t jumping on the cybersecurity problem and crushing it into manageable
chunks to get it done. Truth be told, some companies are. Dow Chemical is a shining star
in this regard. But many others are acting like ostriches with their heads buried deeply.
What we need is
to provide some
reason to do cyber-
security projects
other than because
we think they
should be done.
CT0902_09_Edit.indd 9 1/27/09 5:07:00 PM

Updated every business day, the Control Global online magazine is available at no charge. Go to www.controlglobal.com and follow instructions to register for our free weekly e-newsletters.
Hidden Treasures SNMP – A New Paradigm for SCADALearn how SNMP is applied to asset
management and transportation of
“shadow data,” information on equip-
ment maintenance and security within
the SCADA system.
www.controlglobal.com/whitepa-
pers/2009/001.html
IP Forwarding in Semaphore’s T–Box RTUHow to con� gure the IP gateway capa-
bilities in a T-Box RTU to enable sup-
port of con� guration and diagnostics in
remote site equipment and communi-
cations of process information.
www.controlglobal.com/whitepa-
pers/2009/002.html
Open I/O SystemsControl’s Dan Hebert talks to Opto
22’s Arun Sinha and Benson Hougland
about how the once-proprietary links
between controllers and I/O are be-
coming ever more open, why an open
I/O system is good, how it is becoming
more widespread, and the remaining
barriers to open systems.
www.controlglobal.com/multime-
dia/2009/OpenIOSystems0901.html
Wireless NowThe strategic role of wireless in re� n-
ing automation technology.
www.considerwireless.com/
ControlGlobal E-News
Multimedia Alerts
White Paper Alerts
Go to www.controlglobal.com and
follow instructions to register for our
free weekly e-newsletters.
www.controlglobal.com/thismonth
KATHERINE BONFANTEMANAGING EDITOR, DIGITAL MEDIA
kbonfan [email protected] t
10 www.controlglobal.com F E B R U A R Y / 2 0 0 9
C O N T R O L O N L I N E
You know the feeling you get when you put your hands between the sofa cush-ions and discover a dollar bill? How about when you’re doing laundry and � nd long-forgotten money in a pants pocket? Well, I’m about to show you a similar hidden treasure.
ControlGlobal.com has an exclusive online column called OPC Connec-tion (www.controlglobal.com/voices/opc_connection.html). This online col-umn is written by Eric Murphy, a chemical engineer with a process control specialization and an OPC expert. Murphy has been a part of the OPC com-munity since its early beginnings in the mid-1990s and is a member of the OPC Foundation’s Technical Advisory Council.
Murphy’s latest column is titled “OPC UA Security: Do You Have Reservations?” This article talks about OPC UA security reservations end users have when they start thinking of adopting this technology. The article also discusses how OPC UA provides the infrastructure for multiple tiers of security implementation. Check out the OPC Connection channel to read this article, or access it directly by visit-ing www.controlglobal.com/articles/2008/OPCUASecurity0812.html.
“Trans-Domain Technology Proliferation” is another of Murphy’s columns. Here, he gets to the bottom of what the daunting term “trans-domain technol-ogy proliferation” really means. Murphy writes that for some users this sounds more like the latest thing in home theater equipment, but it really best de-scribes what OPC is. Read the article at www.controlglobal.com/articles/2008/TransDomainTechnologyProliferation0810.html to � nd out more.
If you’re thinking of implementing an OPC UA security system, read our ar-ticle “OPC Security: Seven Years, Seven Fears.” This article lists seven security fears that every OPC systems owner should confront before implementing this system. At the same time, the article gives different OPC options that can help sooth your fears. Some of the fears Murphy lists are loss of obscurity, compla-cency and fear of the unknown. Read this article at www.controlglobal.com/articles/2008/322.html to learn about these and the remaining fours fears.
To learn more about our OPC Connection channel, our well-guarded on-line treasure, visit our OPC Connection page at www.controlglobal.com/voices/opc_connection.html). If you want to learn more about Eric Murphy, come back every month to read his OPC column. You can also read his blog at http://blog.matrikonopc.com and follow the latest trends and discussions about OPC technology.
OPCCon
nectio
n
CT0902_10_WebToc.indd 10 1/27/09 5:08:31 PM

For complete information and to download software,visit: www.automationdirect.com/click-plc orwww.clickplcs.com
1-800-633-0405
www.automationdirect.com
At $69.00, you get a ton of application control for yourautomation buck. The new CLICK PLC was designed fornovice and expert users alike. Download the FREEprogramming software and see for yourself!
Mighty as a stand-alone unit, orexpand to 142 total I/O• Four stand-alone DIN-rail mountable DC-powered CPU
combinations including:
- 8 DC In / 6 DC Out (sinking)- 8 DC In / 6 DC Out (sourcing)- 8 DC In / 6 Relay Out- 8 AC In / 6 Relay Out
• Two built-in communication ports
• Removable terminal blocks for easy wiring• Eleven stackable, discrete I/O option modules:
- 8 and 16 point AC, DC (sink/source)- 8-point Relay and 4-point isolated Relay modules
• Up to 142 total I/O (using option modules)
• Powered by 24VDC, user-supplied or using one of the low-cost optional power supplies
• 21 consolidated yet powerful instructions
• Supported by FREE, high-feature programming software
Product Description AutomationDirectCLICK
Price/Part Number
CHECK OUT JUST A FEW PRICES ON CLICK
AutomationDirect prices are U.S. published prices as of October 2008.Prices subject to change without notice.
PLC Module with 8 DC inputs / 6 DC outputs(sinking), two communication ports
Auxiliary power supply (0.5A), 100-240 VAC input,24 VDC 0.5A output
AC input module, eight 100-120 VAC points
$69.00C0-00DD1-D
$29.00C0-00AC
$40.00C0-08NA
0901_Control_Click_MAG:cmoredrivers 12/11/2008 10:24 AM Page 1
b
b
b
b
Configurable Sensor/ Actuator cable solutions for every application
Choose the exact cable length and
type you need exactly when you need
it using Phoenix Contact’s CMAT
service. There’s no minimum order
quantity and we’ll ship it in five days.
With CMAT service, you’ll get:
• Fast delivery
• Application-specific cables
• Phoenix Contact quality
For more information or to order
your application-specific cables, call
1-800-322-3225 or visit our website
at phoenixcontact.com/cmat
© 2008 Phoenix ConTACT
CMAT_7.875x10.5_Control.indd 1 10/17/2008 9:28:32 AMCT0902_FPA.indd 11 1/29/09 10:55:09 AM

ntroducing the E3 Modulevel, our fourth generation
displacer transmitter featuring the most advanced software
and functional capabilities to date. Now housed in a distinctive
dual compartment enclosure with an integral LCD, the all-new,
digital E3 delivers better performance and uses today’s most
advanced software. The E3 is HART® and PACTware™ capable.
The E3 is smaller and less bulky, too, weighing in at 25 pounds
less than earlier Modulevel transmitters.
To learn more about today’s leading-edge in displacer-based,
continuous level or interface monitoring, visit magnetrol.com.
The all-new E3 Modulevel®
Smaller. Smarter.
Worldwide Level and Flow SolutionsSM
1-800-624-8765 • [email protected]
L I Q U I D L E V E L M E A S U R E M E N T
E3
MO
DU
LE
VE
LEver notice how some technologies shrink as they get smarter?
I
SIL 2
SFF 92.3%
E3 Modulevel ad:Intech 11/18/08 7:39 AM Page 1
M. Iacobucci, G. Matusek, J. Loibl, E. Houghtlin, V. Johnson, J. Fogle, S. Roseberry
DDB CHICAGO INC.EECRA95306A P95306”Providing higher yields...”
Emerson – Rosemount 2009Full Page, B: 8.125 in x 10.75 in, T: 7.875 in x 10.5 in, S: 7 in x 10 in, 4/C
BleedPublications: Control Magazine – materials due 11/19
Pre-Press: DDB Studio
the Studio
ClientEmerson
File NameP95306A_Level_Control.indd
FolderP95306_EECRA_Level_Ads
Printout @ None
OS X.4: InDesign CS3
PO# 12548 WO# P95306.1
Keyline SizeB 8.125 in x 10.75 inT 7.875 in x 10.5 inL 7 in x 10 in
Digital ArtistS. Roseberry
Date11-6-2008 12:05 PM
Revision # 4
LeadJ. Fogle
Routing Signatures
Creative Director:
Art Director:
Copywriter:
Acct. Exec.:
Print Producer:
Print Project Mgr.:
OK to Release
Client:
Acct. Service:
NotesGreen = 28-0-92-0
Colors Cyan, Magenta,
Yellow, Black
Slug Font: Myriad ProFontsDTLArgoT (Bold; Type 1), DTL Argo T (Regular, Light; Type 1)
LinksP95306_Level_V6_300Dmx.psd (CMYK; 464 ppi), Emerson_CIS_ext_white_mac.ai, epm_cmyk_rev_mac.ai, Rosemount_rev.ai
Providing higher yields and greater safety. Achieving increased regulatory compliance.
Eliminating all those trips up the ladder.
Amazing what the right level instrumentation could do.
The Emerson logo is a trademark and service mark of Emerson Electric Co. © 2008 Emerson Electric Co. Rosemount and the Rosemount logotype are registered trademarks of Rosemount, Inc.
It’s Emerson products and the people that make all the difference. Our portfolio of Rosemount level instrumentation covers the breadth of today’s leading technologies as well as tomorrow’s ground-breaking ones. We then augment your level technologies further with our new Smart Wireless solutions and advanced diagnostics. And finally, top-tier Emerson application specialists and tools are at your disposal to help squeeze the absolute most from your process. So start climbing less and achieving more, go to Rosemount.com/Level
Differential Pressure and Hydrostatic • Guided Wave Radar • Non-contacting Radar • Point Level Detection • Ultrasonic • Electromechanical
CT0902_FPA.indd 12 1/29/09 10:56:07 AM

F E B R U A R Y / 2 0 0 9 www.controlglobal.com 13
Remembering Nels TyringI just re-read your Dec. 15 blog re Nels Tyring for the third or fourth time, and I’m � nally prepared to respond, knowing full well you said everything and more that could be said better than I could.
Nels was the � rst CSIA member I met at my � rst executive conference, a half-dozen years ago or so. From that day on, Nels was always a source of ready answers, help, and ideas. He was someone with that unique ability to always leave you with an idea to build on.
I will certainly miss him.
LOUIS ZIMMER [email protected]
What About Weight?Let me begin by thanking you for your magazine. I look forward to each issue and invariably � nd something helpful within its pages.
Your recent article, “Wireless Arrays on New Sensor Frontier” (Oct. ’08, p. 52
www.controlglobal.com/articles/2008/WirelessArraysNewSensorFrontier0810.html) was interesting. However, the article brings to mind a question. You stated that, “The big four primary process variables are � ow, pressure, level and temperature.” While I can’t disagree that these variables are very common, it seems that weight is just as common, if not more so.
I work for a company founded in 1946 as a scale service � rm and distributor for Toledo scales. Over the last 15 years, we turned this company into a weight-based system integrator. We still service weigh-ing equipment, as well as perform cali-brations of � ow, pressure, level, and tem-perature devices, but the majority of our customers now look to us for more. It used to be that our customers only wanted to see a weight, possibly write it down, or, more recently, print it out on paper. This is no longer true.
With the advances made in computers over the last two decades, our customers now ask us to integrate their weighing de-vices with computers, PLCs, feeders, etc.
“Systems” have become our leading sales mechanism. With the current digital,
smart sensor load cells offered by Mettler-Toledo, and with our own ingenuity re-garding such applications as wireless tech-nology, we seem to be far ahead of most of your readership. I often read articles, let-ters and comments regarding applications that we take for granted.
For example, we’ve been implement-ing wireless systems for years. Our smart sensors have been on the market for almost two decades. Your article states, “Taking...(multiple) sensors...to a smart...analyzer with a sin-gle output to the control system is most certainly practical, and we’ll see it done.” This is a common application in our weighing world. Sure, there are still small companies, who own test weights and have little knowledge of technology, but they’re becoming less and less common. I work for a multi-million dollar company in a multi-billion dollar market. Take a look sometime.
ROBERT PROCTORROBERT PROCTOR
rproc [email protected]
Want Your Kid to Do This Job?Comment from the “Sound Off!” blog on this post: www.controlglobal.com/arti-cles/2006/041.html.
The tough thing about getting people ex-cited about the joy of manufacturing is that the hyper-globalists allowed so much of it to leave our shores. A key bene� t I’ve gained from following my father’s footsteps is that I’ve seen a lot more than most of my peers. It gave me the chance to have my 10,000 hours in instrumentation in before I was 25—a huge advantage to truly understand-ing the business. So many of the places I gained that experience are gone.
Hopefully, the Obama administration will focus on bringing manufacturing jobs back to the U.S., and with them the oppor-tunity to have those experiences again.
BOB KLUCK Bob.Kluck@PD-IR .com
TECHNICALLY SPEAKING F E E D B A C K
control system is most certainly practical,
555 W. PIERCE RD., SUITE 301 • ITASCA, ILLINOIS 60143
administrative teamPresident & CEO: JOHN M. CAPPELLETTIVice President: JULIE CAPPELLETTI-LANGEVP, Circulation: JERRY CLARK
publishing teamGroup Publisher/VP Content: KEITH LARSON
Midwest/Southeast Regional Sales Manager: GREG [email protected] t
630/551-2500, Fax : 630/551-2600
Western Regional Sales Manager: LAURA MARTINEZ310/607-0125, Fax : 310/607-0168
lmar t [email protected] t
Northeast/Mid-Atlantic Regional Sales Manager: DAVE FISHER508/543-5172, Fax 508/543-3061
df [email protected] t
Inside Accounts Manager: POLLY [email protected] t
Ad Traffi c Supervisor: ANETTA [email protected] t
Subscriptions/Circulation: JERRY CLARK, JACK JONES888/64 4-1803
foster reprintsReprints Marketing Manager: CLAUDIA STACHOWIAK
1-866-879-914 4 ex t . 121, Fax 219.561.2019claudia@ fos terepr in ts .com
editorial teamEditor in Chief: WALT BOYES
Executive Editor: JIM [email protected] t
Digital Managing Editor: KATHERINE [email protected] t
Managing Editor: NANCY BARTELSnbar [email protected] t
Senior Technical Editor: DAN HEBERTdheber [email protected] t
Products Editor: PATTI [email protected] t
Contributing editors: JOHN REZABEK, RICH MERRITTColumnists: BÉLA LIPTÁK, GREG MCMILLAN, STAN WEINER, CHARLIE GIFFORD, JEFF HARROW, DICK MORLEYEvents Director: ANDY WUEBBENEditorial Assistant: LORI GOLDBERG
design & production teamGroup Art Director: STEVE HERNER
[email protected] tArt Director: DEREK CHAMBERLAIN
dchamber [email protected] tAssociate Art Director: TOM WAITEK
t wai [email protected] t
Multimedia Director: SCOTT [email protected] t
JESSE H. NEAL AWARD WINNER NINE ASBPE EDITORIAL EXCELLENCE AWARDSTWENTY-TWO ASBPE EXCELLENCE IN GRAPHICS AWARDSFOUR OZZIE AWARDS FOR GRAPHICS EXCELLENCE
CT0902_13_Feedback.indd 13 1/27/09 5:09:23 PM

14 www.controlglobal.com F e b r u a r y / 2 0 0 9
H i t c H H i k e r ’ s G u i d e
MOM-MDM CRUDS Matter More than Politics of Ownership
Manufacturers are experiencing real pain around 1) accurate reporting (KPIs and financial), 2) regulatory compliance
and 3) implementing service-oriented architecture (SOA) and software as a service (SaaS). This pain has prompted
a great interest in master data management (MDM) at the enterprise level. However, MDM pain is increased
dramatically with the application and integration of manu-facturing operations management (MOM) systems into the enterprise to support globalization—and it’s not just trying to keep track of the alphabet soup that’s the problem.
rudimentary MdM definitionsThere are some very well-understood and easily identified classical enterprise master data items, such as “customer” and “product.” In fact, many define master data by simply re-citing a commonly agreed upon enterprise master data item list containing such all-purpose general terms as “customer,” “product,” “location,” “employee” and “asset.”
However, identifying the data elements managed by a MOM-MDM system is much more complex and defies such rudimentary definitions. In fact, a lot of confusion and de-bate swirls around what master data is in the make-to-order SOA environment of 21st-century manufacturing and how it is qualified, necessitating a much more comprehensive treatment of the subject.
There are essentially five data types: • Master: Critical nouns of business and operations gen-
erally fall into four groupings: people, things, places and concepts. Further categorizations are called sub-ject areas, domain areas or entity types. For example, within “people” fall the categories of “customer,” “em-ployee” and “salesperson.” Within “things” fall: “prod-uct,” “part,” “store” and “asset.” Within “concepts” fall: “contract,” “warranty” and “licenses.” Finally, within “places” fall the subcategories of “office locations,” “geo-graphic divisions,” “plants” and “work cells.”
Domain areas may be further divided. Customers are segmented by incentives and history. A company has nor-mal customers, as well as “premiere” and “executive” cus-tomers. Products are segmented by “sector,” “industry” and “plant.” For example, master data requirements, the life cy-cle, and the CRUDS (created, read, updated, deleted and searched) cycle for a product in the consumer packaged goods (CPG) sector is very different from those in the auto-motive industry. The granularity of domains is essentially determined by the magnitude of differences between the attributes of domain entities and between the complexity of operations processes and product/market changes.
Master data is a special type of reference data shared over a number of systems. Debate exists on the term “master data,” since master data is also used for origi-nal data, like an original recording. I dispute the advice to avoid using the term “master data.” Original data in the context of an original recording is more correctly re-ferred to as “master copy.”
Classical Master Data. Most enterprise systems have data lists that are shared and used by several applica-tions. For example, a typical ERP system as a minimum has a Customer Master, an Item Master, and an Account Master. This master data is a key company asset. It’s not unusual for a company to be acquired primarily for ac-cess to its Customer Master data.
MOM Master Data. MOM Master Data typically are composed of, but not limited to, product recipes/routes, bills of materials (engineering and manufacturing), bills of resources and hierarchies (equipment, materials—raw, intermediate, consumed, and finished goods—and personnel—engineers, operators, mechanics, techni-cians, etc.— production rules set, quality test specifica-tions and physical assets descriptions. MOM master data sets change dramatically by manufacturing type, product type, SKU count and work order mix/ type.
• Hierarchical: Hierarchical data stores the relationships between data across systems (ERP, design, MOM, sup-ply chain, etc., as descriptions of real-world relation-ships, such as company organization structures or prod-uct lines. Hierarchical data is sometimes considered a super MDM domain because it is critical to understand-ing and discovering data relationships.
• Transactional: Data related to sales, deliveries, in-voices, trouble tickets, claims and other monetary and non-monetary interactions.
• Metadata: Master data residing in a formal repository or in various other structured forms, such as XML docu-ments, report definitions, column descriptions in a da-tabase, log files, connections and configuration files.
• Unstructured: Data found in email, white papers, mag-azine articles, corporate intranet portals, product spec-ifications, marketing collateral and PDF files.
At a basic level, MDM seeks to ensure an organization
CT0902_14_16_HHiker.indd 14 1/28/09 4:48:48 PM

ntroducing the E3 Modulevel, our fourth generation
displacer transmitter featuring the most advanced software
and functional capabilities to date. Now housed in a distinctive
dual compartment enclosure with an integral LCD, the all-new,
digital E3 delivers better performance and uses today’s most
advanced software. The E3 is HART® and PACTware™ capable.
The E3 is smaller and less bulky, too, weighing in at 25 pounds
less than earlier Modulevel transmitters.
To learn more about today’s leading-edge in displacer-based,
continuous level or interface monitoring, visit magnetrol.com.
The all-new E3 Modulevel®
Smaller. Smarter.
Worldwide Level and Flow SolutionsSM
1-800-624-8765 • [email protected]
L I Q U I D L E V E L M E A S U R E M E N T
E3
MO
DU
LE
VE
L
Ever notice how some technologies shrink as they get smarter?
I
SIL 2
SFF 92.3%
E3 Modulevel ad:Intech 11/18/08 7:39 AM Page 1
M. Iacobucci, G. Matusek, J. Loibl, E. Houghtlin, V. Johnson, J. Fogle, S. Roseberry
DDB CHICAGO INC.EECRA95306A P95306”Providing higher yields...”
Emerson – Rosemount 2009Full Page, B: 8.125 in x 10.75 in, T: 7.875 in x 10.5 in, S: 7 in x 10 in, 4/C
BleedPublications: Control Magazine – materials due 11/19
Pre-Press: DDB Studio
the Studio
ClientEmerson
File NameP95306A_Level_Control.indd
FolderP95306_EECRA_Level_Ads
Printout @ None
OS X.4: InDesign CS3
PO# 12548 WO# P95306.1
Keyline SizeB 8.125 in x 10.75 inT 7.875 in x 10.5 inL 7 in x 10 in
Digital ArtistS. Roseberry
Date11-6-2008 12:05 PM
Revision # 4
LeadJ. Fogle
Routing Signatures
Creative Director:
Art Director:
Copywriter:
Acct. Exec.:
Print Producer:
Print Project Mgr.:
OK to Release
Client:
Acct. Service:
NotesGreen = 28-0-92-0
Colors Cyan, Magenta,
Yellow, Black
Slug Font: Myriad ProFontsDTLArgoT (Bold; Type 1), DTL Argo T (Regular, Light; Type 1)
LinksP95306_Level_V6_300Dmx.psd (CMYK; 464 ppi), Emerson_CIS_ext_white_mac.ai, epm_cmyk_rev_mac.ai, Rosemount_rev.ai
Providing higher yields and greater safety. Achieving increased regulatory compliance.
Eliminating all those trips up the ladder.
Amazing what the right level instrumentation could do.
The Emerson logo is a trademark and service mark of Emerson Electric Co. © 2008 Emerson Electric Co. Rosemount and the Rosemount logotype are registered trademarks of Rosemount, Inc.
It’s Emerson products and the people that make all the difference. Our portfolio of Rosemount level instrumentation covers the breadth of today’s leading technologies as well as tomorrow’s ground-breaking ones. We then augment your level technologies further with our new Smart Wireless solutions and advanced diagnostics. And finally, top-tier Emerson application specialists and tools are at your disposal to help squeeze the absolute most from your process. So start climbing less and achieving more, go to Rosemount.com/Level
Differential Pressure and Hydrostatic • Guided Wave Radar • Non-contacting Radar • Point Level Detection • Ultrasonic • Electromechanical
CT0902_FPA.indd 15 1/29/09 10:56:35 AM

H i t c H H i k e r ’ s G u i d e
does not use multiple and potentially inconsistent versions of the same master data in different parts of its operations. Other data problems include issues with data quality for KPI analytics and financial metrics, consistent classification and identification of data and data-reconciliation issues.
MDM processes include source identification, data col-lection, data transformation, normalization, rule adminis-tration, error detection and correction, data consolidation, data storage, data distribution and data governance. Tools include data networks, file systems, a data warehouse, data marts, an operational data store, data mining, data analysis, data federation and data visualization.
the MOM-MdM Paradox Manufacturers experience massive issues with MOM-MDM during mergers or acquisitions. Two merging orga-nizations typically create an entity to duplicate master data at the enterprise, product design, financial and production levels. In practice, reconciling several MOM master data sets (production, quality, plant inventory and maintenance operations) and systems present complex difficulties due to existing system dependencies of operations processes, transaction, applications and metrics. As a result, architec-tures do not merge fully with a “special reconciliation” pro-cess to ensure consistency between the data stored across MOM and enterprise systems. Consequently, aggregated financial metrics become real barriers to change, optimi-zation, adaptability and, finally, profitability of the plant work processes. Furthermore, over time as further merg-ers and acquisitions occur, problems and losses multiply as more master databases appear and data-reconciliation pro-cesses become extremely complex and consequently un-manageable and unreliable. Ultimately, over 100 separate, poorly integrated master databases evolve to cause serious operational problems in customer satisfaction, market agil-ity, operational efficiency, decision-support and regulatory compliance.
MDM entities depend on the nature of manufacturers and their markets. MDM processes identify MOM and enterprise sources to collect entity descriptions. During governance, transformation and normalization processes, administrators adapt descriptions to standard formats and data domains to remove duplicate instances of any entity. A separate organizational MDM repository for each MOM and enterprise process is recommended due to the high MOM change rate. MOM and Enterprise MDM must be reconciled in real time so all requests produce the same description, irrespective of the originating sources and the requesting destinations. Otherwise, inaccurate data pro-duces poor decisions.
>>When there are nowires,youhavemore control.
Wireless ismore.
With Electrochem’s end-to-end wireless sensornetworks, you’re free to sit down and take ina performance. These revolutionary, ZigBee-compliant sensors measure temperature,pressure and flow in real-time, giving you allthe data you need to make crucial decisions,in the quickest, most reliable way.
Don’t be at the mercy of wires. Take advantageof Electrochem’s wireless sensor networks,and pull the strings like never before.
Visitwireless-is-more.com today.
WIRELESS SENSORS > BASE STATIONS > SOFTWARE
Echem-108 half page CONTROL ads 10:Layout 1 9/19/08 10:13 AM Page 2
CT0902_14_16_HHiker.indd 16 1/27/09 5:10:27 PM

Performance. Protocols. Price.
Introducing the SEL-2440 DPACDiscrete Programmable Automation Controller
Industry-leading worldwide, ten-year warranty
Powerful 32-bit microcontroller delivers 2ms processing interval, logic, and communications
Front-panel LEDs provide I/O status, network activity, and diagnostics
Supports DNP3, Modbus®, Mirrored Bits
®, and IEC 61850
Ruggedized for industrial applications to withstand vibration, electrical surges, and extreme temperatures (—40° to +85°C)
Flexible communication including dual Ethernet and serial port standard with optional fiber optics
Wide-range universal power supply
Forty-eight utility-grade I/O points
All digital inputs are rated for dc and ac, time-stamped to the microsecond
Only $960($20 per point)
• Utility-grade I/O • Powerful processing
• Flexible communications • Microsecond timing
www.selinc.com [email protected] +1.509.332.1890
Learn More About
Powerful Control and Rugged I/O
Visit www.selinc.com/2ct
CT0902_FPA.indd 17 1/29/09 10:58:13 AM

DOWNTIME A PROBLEM?
Troubleshoot with test and measurement solutions from Allied.
[ FUNCTION GENERATOR ]
[ HANDHELD OSCILLOSCOPE ][ MIXED SIGNAL OSCILLOSCOPE ]
[ THERMAL IMAGER ]
[ BASIC DMM ]
Find all your productsolutions @ Allied
© Allied Electronics, Inc 2009. ‘Allied Electronics’ and the Allied Electronics logo are trademarks of Allied Electronics, Inc. An Electrocomponents Company.
1.800.433.5700 We do more than take your orderSM
FEB09 - Test Ad (CM).qxd:PURCHASING 2007 1/8/09 12:18 PM Page 1
Endress+Hauser, Inc2350 Endress PlaceGreenwood, IN [email protected]
Sales: 888-ENDRESSService: 800-642-8737Fax: 317-535-8498
Our calibration is worth its weight in gold.
Tested on the world’s finest production calibration rigs, Promass F shines not only on the outside; it also shines thanks to its performance. With its robust design and unparalleled stability in operation, it greatly increases the value of your facilities. Promass F is ideal for virtually all fluids and measures several process parameters directly in the pipeline: Mass and volume flow, density, concentration as well as temperature. This means that expensive raw materials and semi-finished products are measured reliably, strict quality requirements are observed to the letter and maintenance costs are reduced significantly.
• High degree of accuracy in practice: resistant to vibration, temperature and pressure changes
• Optimum installation flexibility thanks to various process connections from 3/8” to 10” (DN 8 to 250)
• High-temperature version up to 662°F (350°C)• National and international approvals for custody transfer• Excellent measuring accuracy: Promass F ±0.05%; calibration rig ±0.015%• Internationally accredited, fully traceable calibration rigs according
to ISO/IEC 17025 (SAS, A2LA, CNAS)
Promass FCoriolis mass flow measurement
CT0902_FPA.indd 18 1/29/09 10:58:50 AM

O N T H E B U S
john Rezabek contribut ing [email protected]
F e b R u a R y / 2 0 0 9 www.controlglobal.com 19
Even in lean times,
there are ways
to get a fieldbus
testbed if you think
creatively.
the rudimentary DCS components controller, fieldbus H1 card or linking device, power sup-plies and engineering interface/operator inter-face with a representative selection of field de-vicesthe opportunity for education, testing and experimentation is significant.
At the Houston office of Bechtel, then-chief engineer David Lancaster had his group as-semble prototype systems that now span sev-eral systems and many field devices. Beginning with its first Foundation fieldbus (FF) projects in 2001, Bechtel added relevant system com-ponents and devices as required and “played” with them, gaining proficiency in the skills that would be needed at FAT and when the systems were commissioned in the real plant. Nuances such as fastest macrocycle times and effects of downloads/changes were explored well in ad-vance of “go-live” with real measurements and controls. Procedures were tried out and faults simulated without affecting running process.
Now teaching Foundation fieldbus classes at Trine University in Angola, Ind., Lancaster says “Having this type of facility, with multiple hosts, wiring components and field devices by many manufacturers, has made Bechtel an in-dustry leader in the design and implementation of Foundation Fieldbus.”
If you’re part of a smaller firm, building such a prototype system can be challenging. Do you ask a client to fund its acquisition? Even if you’re successful, chances are the prototype will head to the client’s site for its own use. But if your shop is focused primarily on a single host system’s offerings, then it benefits both of you to have some substantial investment in a demo and training system, both for prospective customers and formal training courses.
Field devices, while individually less of an investment, can quickly drain anyone’s budget for non-billed incidental expenses and invest-
ments. There’s a little more leeway for operator and engineering workstation hardware, how-ever specific licensing to unlock systems fea-tures may be prohibitively expensive.
BP used another path, when it operated chemical plants in Lima, Ohio. Seeing a need for continuing education of its own employ-ees, prospective employees and the contractor workforce, BP donated sufficient funds to the local technical college to allow it to procure a nice assortment of systems hardware and field devices. It also donated the technical expertise to get the systems hooked up and operating. Other suppliers offered their hardware at spe-cial pricing and providing licensing at reduced or zero cost. In a similar fashion, BP donated a sizeable sum to help create and expand a simi-lar (and much larger) lab at SAIT Polytechnic in Calgary, Alberta.
Current economic stress may make such generosity a pipe dream. However, economic downturns can also mean idling or scrapping some assets. You might find an early-adopter’s fieldbus system in their boneyard.
Finally, end users can create a sandbox in the midst of their physical plants. An unim-portant or rarely used segment in a typically idle part of the process can still be a test bed for allaying fears and insecurities of operators and technicians. Physical layer components can be abused, and one can push the limits of segment length, spur length, total devices and macrocy-cle times, all using spare parts or idle hardware. A segment run into a shop area for training or dead-weight calibrations can also be exploited in this role.
No matter how you get there, the benefits of having a small systemavailable early on the road to digital integration of field devices and throughout the life cycle of your projects and plant is well worth the effort and expense.
Many early adopters have relied on trial and error and supplier or main instrument ven-
dor (MIV) expertise to get from ignorance to competence in fieldbus and related tech-
nologies. Some of us have seen some value in having a “training” system — a mini-sim-
ulation of what we’ll be installing in the real plant. By acquiring and interconnecting
training Wheels for Fieldbus
CT0902_19_OTB.indd 19 1/29/09 10:45:08 AM

20 www.controlglobal.com F e b r u a r y / 2 0 0 9
Norm Gilsdorf New Honeywell PresidentExperienced global exec takes reins from retiring Jack Bolick
Norman “Norm” Gilsdorf is the new president of Honeywell Process Solu-tions. Gilsdorf was formerly vice presi-dent and general manager of the Pro-cess Solutions business in Europe, Middle East and Africa (EMEA). He replaces Jack Bolick, who retired from Honeywell after 10 years of service, in-cluding six years as president of Honey-well Process Solutions.
“The Process Solutions business has grown significantly the last few years and is well-positioned as a strong global competitor in the important vertical markets it serves,” said Roger Fradin, president and chief executive officer of Honeywell Automation and Control Solutions. “Norm’s background, capa-bilities and proven track record as a se-nior leader make him a perfect fit to lead the business forward.”
At UOP, a wholly owned subsidiary of Honeywell International, Gilsdorf was the senior vice president and gen-
eral manager of the Process Technol-ogy and Equipment business, which serves the petrochemical, gas process-ing and refining industries. Before that appointment, he was responsible for UOP’s Catalysts, Adsorbents and Specialties business unit, and prior to that held various technical services,
research and development, business development and marketing and sales roles. He joined UOP in 1977.
Gilsdorf has considerable global business experience. In addition to his role leading the Process Solu-tions business in EMEA, Gilsdorf spent five years working for UOP in the United Kingdom in various roles, where he served as director of sales and services across Europe, Middle East, Commonwealth of Indepen-dent States (CIS), India and Africa for the petrochemical industries. He also spent seven years in Moscow as director of sales and services for the CIS region, where he and his team helped launch UOP into Russia in the 1990s.
Gilsdorf holds a B.S. degree in chemical engineering from Purdue University, Lafayette, Ind., and an MBA from Northwestern University, Evanston, Ill.
I N P R O C E S S
Longbow Survey Shows Flat DemandInvenstment analyst firm, Longbow Research, Indepen-dence, Ohio, released a survey last month indicating that demand in manufacturing was predominantly flat or nega-tive for the last three months of 2008. According to analysts Mark Douglass and Eli Lustgarten, reports of decreasing demand were more prevalent in December, accounting for 35% (versus 24% in October) while flat demand was ba-sically unchanged at 44% (versus. 43%). The automotive, machine tools, pulp and paper, steel, ethanol, semiconduc-tors and general industrial sectors were cited as particularly weak, with packaging, solar, oil and gas, beverage, wastewa-ter, biodiesel and pharmaceuticals still showing life. MRO work is supporting many right now, but this pipeline is ex-pected to last only about another three to five months.
Pricing remains strong year over year, but flat sequen-tially. Pricing remains up, with respondents reporting a
year-over-year increase ranging from 3% to 12%. Forty-two percent now categorize prices as up less than 5% (ver-sus 47% in October) and 54% observed increases of 5% to 10% (versus 50% in October). Pricing has remained stable sequentially, and there were no reported announcements of pending price increases.
One Ohio-based respondent said, “[Pricing for] products that came out more recently are pretty flat, because the raw material increases were already priced in. Anything that’s been out for a while is up 10-12%.”
Inventories remain in-line. The majority of survey respon-dents (59%) still have flat inventories (versus 76% in Octo-ber) with upticks in increasing and decreasing inventories: 16% reported decreases (versus 5% in October), reflecting fourth quarter economic weakness, and 25% reported in-creases (versus 18%). Many of the contacts who stated that inventories were increasing cited strong local economies or efforts to win market share as the cause. (cont. p. 22)
Figure 1. XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX
HeaDLine
Honeywell president, Norman “Norm” Gilsdorf.
CT0902_20_27_InPro.indd 20 1/28/09 2:02:15 PM

DOWNTIME A PROBLEM?
Troubleshoot with test and measurement solutions from Allied.
[ FUNCTION GENERATOR ]
[ HANDHELD OSCILLOSCOPE ][ MIXED SIGNAL OSCILLOSCOPE ]
[ THERMAL IMAGER ]
[ BASIC DMM ]
Find all your productsolutions @ Allied
© Allied Electronics, Inc 2009. ‘Allied Electronics’ and the Allied Electronics logo are trademarks of Allied Electronics, Inc. An Electrocomponents Company.
1.800.433.5700 We do more than take your orderSM
FEB09 - Test Ad (CM).qxd:PURCHASING 2007 1/8/09 12:18 PM Page 1
Endress+Hauser, Inc2350 Endress PlaceGreenwood, IN [email protected]
Sales: 888-ENDRESSService: 800-642-8737Fax: 317-535-8498
Our calibration is worth its weight in gold.
Tested on the world’s finest production calibration rigs, Promass F shines not only on the outside; it also shines thanks to its performance. With its robust design and unparalleled stability in operation, it greatly increases the value of your facilities. Promass F is ideal for virtually all fluids and measures several process parameters directly in the pipeline: Mass and volume flow, density, concentration as well as temperature. This means that expensive raw materials and semi-finished products are measured reliably, strict quality requirements are observed to the letter and maintenance costs are reduced significantly.
• High degree of accuracy in practice: resistant to vibration, temperature and pressure changes
• Optimum installation flexibility thanks to various process connections from 3/8” to 10” (DN 8 to 250)
• High-temperature version up to 662°F (350°C)• National and international approvals for custody transfer• Excellent measuring accuracy: Promass F ±0.05%; calibration rig ±0.015%• Internationally accredited, fully traceable calibration rigs according
to ISO/IEC 17025 (SAS, A2LA, CNAS)
Promass FCoriolis mass flow measurement
CT0902_FPA.indd 21 1/29/09 10:59:24 AM

22 www.controlglobal.com F e b r u a r y / 2 0 0 9
DCS Markets Douglass and Lustgartin also discussed the market for what used to be called DCS systems...things like FactoryTalk and PlantWeb/DeltaV/AMS.
Their report says, “We also have in-dications that plant-wide software (e.g., Rockwell’s Factory Talk and Emerson’s PlantWeb/AMS Suite) demand is wan-ing due to the economic downturn. Even in good times, small- to medium-sized manufacturers have had difficulty justifying the investment costs and are especially leery now, while large multi-nationals have already transitioned. One integrator commented that many compa-nies continue to look, but do not upgrade until the pain of not installing plant-wide software ‘hurts.’”
A Missouri-based distributor surveyed said, “Allen Bradley (ROK) stuff is weak,
but so is everything else. The only new business we’re generating is from people overhauling their production facilities. There are still some of those projects ramping up, and we have at least four months in our pipeline.”
AVG’s Kumar Challenges Big Three Shalli Kumar, chairman and CEO of AVG, a Midwest-based, vertically inte-grated designer and manufacturer of electronic parts, is vying for the atten-tion of Congress and the mainstream media with some ideas the Big Three automakers’ bailout.
He started with a letter to CNN’s Lou Dobbs which says, in part, that the Big Three are “spending close to $1.2 billion
per year on automation control products that are supposed to increase plant pro-ductivity and reduce costs. Most of these products are not even manufactured in the U.S. anymore. On the other hand, there are American companies that can provide better products for half the cost, saving Detroit $600 million per year, with products that are manufactured in the U.S., further creating additional high-tech manufacturing jobs here.”
He has followed the Dobbs letter up with similar ones to his representatives in Congress. Kumar wants to make a discussion of Detroit’s procurement practices part of the debate about giv-ing more money to the automakers. “I would like a component in policy-making for a bailout,” he says. “Let there be a public discourse on this. We are a global economy, but if there are products that are a better solution for the same or less money, then they should buy in America. Congressional hearings will take place regarding the union labor costs and conditions, but I don’t think there is an understanding in the public of where else they will be spending the money wisely.”
Chrysler already has received $4 bil-lion in federal short-term loans. GM has received $9.4 billion. Both compa-nies hope to receive additional financ-ing in mid-February. Ford rethought its request for help from the federal government and so far has declined any funding.
When contacted about Kumar’s re-marks, General Motors declined to comment, but Chrysler spokesperson Mary Beth Halprin defended her com-pany’s policies, saying that standard-ization makes financial sense, but that a component’s true cost must be cal-culated in a larger equation. “There’s a negative cost side to make a switch on controls—to jump from vendor to vendor—especially if you’re only tar-geting certain parts,” she said. “We are continuing to study new opportunities to improve our controls strategy while not compromising the specifications
I N P R O C E S S
GNARLY APPLICATION
w w w . s t e a l t h . c o m
CT0902_20_27_InPro.indd 22 1/29/09 3:21:55 PM

MODERNIZING TOC MEASUREMENT
On-line ORGANIC ANALYZERFOR TOC (TOTAL ORGANIC CARBONS)
FEATURES of the BioTector:• 100% Oxidation, 100% Recovery• Low Maintenance, Low Cost of Ownership• Self-cleaning Technology • ��%�� �p-ti�e��%�� �p-ti�e• 3�� Sa�ple Tube Handles Particulates up to 2��• No Interference with Salts or Calciu�• Measure�ent Modes: TOC, TIC, TC, VOC, TN, TP, BOD, COD
•
ENV
IRON
MEN
TAL M
ONITORING • PROCESS CONTROL • WASTE MINIMIZATION •••••••••••••••••••••••••••
••••••••••••••••••
RADAR I GUIDED RADAR I ULTRASONIC I NUCLEAR I CAPACITANCE I VIBRATION I PRESSURE I ORGANIC ANALYSIS
Visit us atwww.ohmartvega.com
our NEW website!
CT0902_FPA.indd 23 1/29/09 11:00:23 AM

needed in our plants. If any supplier has ideas, we welcome them and en-courage them to contact us about these ideas. There’s more willingness in our organization to look at new opportuni-ties in manufacturing and sourcing.”
Paulett Eberhart Leaves InvensysIn a move that caught the entire indus-try off-guard, Paulett Eberhart has left
Invensys Process Systems (IPS). Ulf Henriksson, CEO of Invensys plc, has taken on the role of Acting President and CEO of IPS pending the appoint-ment of a successor.
The brief announcement from IPS quotes Henrikssson, “I would like to thank Paulett for her efforts over the past two years and wish her ev-ery success in the future. IPS is well placed to deal with the current eco-nomic uncertainties and our strong financial position allows us to con-tinue to invest in the business to po-sition it as a leader in helping clients improve their efficiency. I look for-ward to working with the IPS team to further improve our businesses performance.”
No other explanation of Eberhart’s departure has been forthcoming.
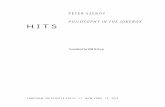
New Delivery Models Drive LIMS MarketLeveraging the success of the Sales-force.com model, Laboratory In-formation Management Systems (LIMS) software-as-a-service (SaaS) will emerge and reshape the LIMS marketplace, says a new study from ARC Advisory Group. The world-wide market for LIMS is expected to grow at a compounded annual growth rate (CAGR) of 2.9% over the next five years. The forecast says the market will reach approximately $395 million in 2008 and grow to over $454 million in 2013, according to the study.
Historically, LIMS have been de-livered using the outright purchase model. The success of Salesforce.com has end users and suppliers reevaluating software acquisition methods. “Small and medium labo-ratories currently using home-grown systems may find the Internet hosted model a more affordable option for LIMS,” according to Senior Analyst Paula Hollywood, the principal au-
I N P R O C E S S
CT0902_20_27_InPro.indd 24 1/28/09 2:03:20 PM

CT0902_FPA.indd 25 1/29/09 11:01:29 AM

26 www.controlglobal.com F E B R U A R Y / 2 0 0 9
thor of ARC’s market report, “Labo-ratory Information Management Sys-tems Worldwide Outlook.”
Enhancing compliance with regu-latory guidelines is a major impetus for acquiring and implementing a LIMS, according to the report. For multinational companies, keeping pace with global regulations can keep a multi-person staff busy full time. This can be a problematic situ-ation for manufacturers that need to streamline their compliance efforts while decreasing their risk of non-compliance. Evolving regulations require improved documentation of laboratory tests and an enhanced ability to share test results with other departments and third parties in real time. One of the crucial functions of LIMS is the ability to trace each
event in the life cycle of a sample, which is essential in protecting labo-
ratory results, tracking and for regu-latory compliance.
I N P R O C E S S
Find out what makes the Meriam line of products among the best in the industry.
Also AvAilAble: M334 4-20 mA loop cAlibrAtor
Get a Free full-line catalog!
Or visit: www.meriam.com800-817-7849TOLL
FREE
Battery life up to 70 hours of normal usage Accuracy to better than ±0.025% (±½ LSD) Compact, lightweight and ruggedLarge high contrast graphic displaySource 0.00 to 24.00 mA (-25.0% to 125.0%) Read 0.00 to 52.00 mA (-25% to 300.0%)Simulate 2-Wire TransmittersPower loops & measure 2-Wire Transmitters
•••••••• M334
“This unit could not be any easier to use. If quality and accuracy are important, you have to choose Meriam.” - Jim R., Field Tech.
The LIMS market is expected to grow to more than $400 million by 2013, ac-cording to a recent ARC Advisory Group report.
2008 2009 2010 2011 2012 2013
500
400
300
200
100
0
Mill
ions
of d
olla
rs
CT0902_20_27_InPro.indd 26 1/28/09 2:03:46 PM

Web 2.0 refers to trends in how World Wide Web technology is used to enhance web functionality and the user experience. The charac-teristics of Web 2.0 include rich user experience, user participation, dynamic content, metadata, web standards and scalability. It is the platform for web-based versions of LIMS which the majority of LIMS suppliers now provide for decentral-ized decision making. Web 2.0 is the backbone of LIMS on demand, as it enables syndication of both content and services.
LIMS implementations by multi-national and domestic manufactur-ers and research organizations in emerging markets will contribute to growth in LIMS revenues. As coun-tries in Eastern Europe and South-east Asia develop manufacturing bases that seek to compete in the global marketplace, enterprises of all sizes will need systems capable of tracking samples and creating audit trails; of providing broad reporting, monitoring and analysis capabilities; and capable of supporting regulatory compliance both domestically and internationally.
China, of course, has had some bad press in terms of toy and food recalls in the past year. Manufactur-ers here will need LIMS in order to prove to foreign partners they have sophisticated quality control proce-dures in place, as well as the ability to trace contaminated product once it has been identified.
WBF Postpones2009 ConferenceWBF, the forum for automation and manufacturing professionals, for-merly known as World Batch Forum, has announced that because of the economic situation, it has decided to postpone its North American Con-ference for 2009 to a date later in
the year. The new date will be an-nounced at a later time.
“We believe that we need to re-spond to the global economic situ-ation in an appropriate way,” says Maurice Wilkins, outgoing chair-man of WBF. “We’ve decided that a conference held as early in 2009 as we had originally scheduled it would not serve the membership and spon-sors of WBF.”
“We will be hosting an Executive Summit, along with the annual Pro-cess Automation Hall of Fame ban-quet and awards ceremony, spon-sored by Control magazine and Yokogawa Corporation, in the spring in Chicago,” says George Devine, technical director of WBF.
The banquest and press confer-ence are scheduled for April 23 at the Embassy Suites Rosemont in subur-ban Chicago.
“We will be inviting the global press and our sponsors to a detailed press briefing discussing the reposi-tioning of WBF into an organization that can have a significant impact on manufacturing going forward…as significant an impact as it has had in the past, with the adoption of ISA88 and ISA95 in manufacturing worldwide,” says Devine. “Further information on the Executive Sum-mit will be forthcoming in Febru-ary,” he said.
Separation from ISABill Stewart, incoming chairman of WBF, says, “WBF will be remaining as part of the Automation Federa-tion, but WBF and ISA have arrived at a mutual decision to separate their operations.”
WBF has retained KCA, Inc., as its association management company, in an effort to develop some synergy with KCA’s other major client MESA Inter-national. WBF will operate under the direction of newly appointed techni-cal director, George Devine, who re-ports to the board of directors.
Industrial Networking Solutions For EtherNet/IP, Profinet and Modbus TCP
Meeting your industrial and mission-critical networking needs. From stand-alone machinery to complete industrial plant infrastructure. Globally.
Products/Features at a Glance:• Managed and unmanaged Ethernet switches from 3 to 48 copper and/or fiber ports • DIN rail, 19” rack and IP67 panel-mount• Speeds from 10 Megabit to 10 Gigabit• Complete hardened wireless Ethernet solutions, including 802.11n• DIN rail mount firewall for network security and VPN connectivity• Industrial-grade Ethernet cabling and patch cords• Training, troubleshooting, product staging and commissioning
Hirschmann Automation and Control™A BELDEN BRAND
1540 Orchard Drive, Chambersburg, PA 17201Phone: 717.217.2200
Hirschmann Automation and Control™
NewCat
alog
BAT54-FIP67 Wireless Ethernet
I N P R O C E S S
CT0902_20_27_InPro.indd 27 1/28/09 2:04:28 PM

Visit exida.com to
download the K-TEK AT100’s
complete SIL report.complete SIL report.complete SIL report.complete SIL report.complete SIL report.
K-TEK’s fully Patented AccuTrak™ Magnetostric-tive Level Transmitters are used extensively around the world to accurately measure level in process vessels. With ratings to 800˚F/427˚C and 3000 psig/207 bar, AccuTrak™ Transmit-ters are suitable for almost any application. The AccuTrak™ versatility allows direct in-tank installations or may be attached to a Magnetic Level Gauge.
Let K-TEK assist you with your next level mea-surement solution, please call 800-735-5835 or visit www.ktekcorp.com/controlaccutrak.
World’s FIRST SIL2 CertifiedK-TEK’s fully Patented AccuTrak™ MagnetostricK-TEK’s fully Patented AccuTrak™ Magnetostric--tive Level Transmitters are used extensively tive Level Transmitters are used extensively tive Level Transmitters are used extensively around the world to accurately measure level around the world to accurately measure level
World’s FIRSTWorld’s FIRSTSIL2 CertifiedSIL2 CertifiedMagnetostrictive Level Transmitter
Visitexida.com to
download the
Features:•HighAccuracy:.01%ofFullScale•SuperiorPiezoCeramicSensor(Patent#5,473,245)•NeverRequiresRecalibration:SetitandForgetit•LoopPoweredto75’(22M)ProbeLength•SIL3CapableApproved
forHazardousLocations
The Leader in Level Detection18321 Swamp Road | Prairieville, LA 70769800.735.5835 | fax: [email protected] | www.ktekcorp.com/controlaccutrak
The Leader in Level DetectionThe Leader in Level Detectionwww.ktekcorp.com
09_AT_Control.indd 1 1/20/2009 3:46:29 PMCT0902_FPA.indd 28 1/29/09 11:02:10 AM

Jim montague e xecut ive [email protected] t
c o n t r o l r e p o r t
F e b r u a r y / 2 0 0 9 www.controlglobal.com 29
The roaches in
the kitchen would
be fools to scatter
before the lights
come on—
especially if they
can keep the lights
covered.
situation close to 30 years ago in the song “Psy-cho Killer,” in which he sang, “You’re talking a lot, but you’re not saying anything.”
Sadly, this is a very common illness. And, it’s why our stories in Control strive to give read-ers specific content they can use to make their processes and applications more efficient and make their stressful jobs a little less so. Some-times we’re more successful than others.
Now, this lack of specifics might seem be-nign, but I think obscuring useful facts and fail-ing to deliver specifics is actually pretty evil. Of course, not having the right data in technical, industrial and process applications can be haz-ardous and downright deadly in many process control applications. However, while no lives and limbs are at stake, useless content holds readers and viewers back from the progress they might make if they had better data. It’s a slower moving kind of damage, but it’s still harmful.
Unfortunately, the occasional sub-standard magazine story isn’t the only place where neb-ulous hot air collects. For example, I’ve been covering industrial networking and control and automation standards for more than 10 years, and while some seem helpful and useful, others are unspecific and unprescriptive to the point of making them pretty much useless.
I mean, how useful is a safety standard that doesn’t say much more than “you’d better de-sign a safe industrial system,” but doesn’t tell you how to do it, and instead instructs you to get certification elsewhere? That’s not a much of a “standard.” At best, it’s more like a signpost, and at worst, it’s a complete cop out.
Now, I was a big fan of the National Fire Protection Association’s (www.NFPA.org) work when I covered municipal fire prevention, build-ing codes and school life/safety issues years ago. However, while the two most recent updates to the NFPA-79 standard reportedly allow use of
“certified” safety PLCs, I’m still looking for that precise language in the online document. And, if this required certification is defined, evaluated and judged by TÜV Rhineland and others, what good is the standard?
Likewise, IEC 61508 is laudable in its call for functional safety of electronic systems, but its language is so general that it often doesn’t seems to say more than “safety is good.” I know completely prescriptive standards are impossi-ble because industries and applications differ so much. However, it would helpful if the folks who develop standards would put more effort into them. Thankfully, this standard’s develop-ers eventually drafted the more succinct IEC 61511, which focuses on safety-instrumented systems (SISs) and seems to provide more use-ful requirements that users can implement.
While a lack of specifics might seem like la-ziness, and I’m sure it often is, I’ve come to real-ize that some fuzzy thinking seems deliberate. I watched as the original IEC 61158 fieldbus standard was injected with several influential fieldbus protocols and ballooned into the now famous eight-headed standard. This was report-edly done to give users more choices, but I still think it was done to protect several suppliers’ old technologies by keeping their users hostage. I wouldn’t be surprised if some standards—or at least their more useless parts—are intentionally designed to confuse and frighten potential us-ers away from trying new technologies.
In the recent past, more than a few politi-cians, stockbrokers and bankers have been act-ing this same way. So while some ideological differences are real, others pull a good-faith veil over titanic examples of pure thievery, such as unnecessary wars and bank bailouts. I mean, the roaches in the kitchen would be fools to scatter before the lights come on—especially if they can keep the lights covered.
The best news is the kind you can use immediately. The worst contains only vague and
pretty much useless suggestions. A few trusted sources deliver the meat and potatoes
you need to improve your job and well-being, while far too many others are little more
than mouthfuls of steam. David Byrne, lead sinder of the Talking Heads, described this
Short on Specifics
CT0902_29_CntrlRep.indd 29 1/27/09 5:15:48 PM

s
With version 7.0, SIMATIC WinCC now offers a scalable process visualization system with more user friendliness, increased performace, and innovative options. It offers complete operation and monitoring functionality under Windows XP and VISTA for all industries – from simple single-station systems up to distributed multi-station systems with redundant servers and cross-site web connections. Explore the differences from your current legacy SCADA system.Setting standards with Totally Integrated Automation.
1-800-964-4114 • ref. code HMIWCC08 • www.sea.siemens.com/wincc
Answers for industry.
Fluid animationsSIMATIC WinCC
©2
00
8 Siem
ens En
ergy &
Au
tom
ation
, Inc.
SIMATIC HMI
Experience the World of Automation
U.S. Tour | July 2008 - May 2009
w w w. e x i d e r d o m e . c o m / u s
exiderdome
7/8 -16UN minifast® connector, 2 to 6-pin 7/8 -16UN minifast® connector, 2 to 6-pin
©2008 TURCK, Inc.
Call us with your next application:
1-800-553-0016email: [email protected]
www.turck.com/process
Easy to install explosion-proof seals save time and moneyOur new explosion-proof feed-through provides a safe and ef� cient way to implement explosion-proofprotection in hazardous areas for all industries. The feed-through installs directly in standard conduit entries inyour explosion-proof enclosures — without requiring a poured seal, conduit or expensive wiring. An incorporatedminifast® quick-disconnect eliminates � eld terminations and is compatible with TURCK’s FM-approved cordsets.
FM-appoved for Class I, Div. 2 applicationsThe feed-through is fully potted with a force-resistant compound tested to 9,000 psi; exceeding FM requirementsby 50 percent. The high-quality, 316 stainless steel housing and keyed connector eliminates incorrect wiring and accommodates standard power in hazardous locations.
316 stainless steel construction;IP 67 rated
armorfast® metal-clad armored cordset or ITC Open Wiring Cable
Gold-plated brass contacts
High force-resistantpotting tested to 9000 psi
Class I Div. 2Feed Through
TUPA-174B TU-0308-09 Explosion Proof Feed Through Ad ControlCT0902_FPA.indd 30 1/29/09 11:02:56 AM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 31
R E S O U R C E S
Data AcquisitionCONTROL’s Monthly Resource Guide
Every month, Control’s editors take a specific product area, collect all the latest, significant tools we can find,
and present them here to make your job easier. If you know of any tools and resources we didn’t include, send
them to [email protected], and we’ll add them to the website.
TECHNICAL REFERENCEOMEGA EnGinEErinG
800/848-4271 w w w.omega.com
Transactions in Measurement & Control series Volume 2, Data Acqui-sition, acts as a technical reference for everyday users of instrumenta-tion and controls. Data Acquisition, Volume 2, is packed with informa-tion on analog I/O functionality,
analog signal transmission, digital signal transmission, digital I/O func-tionality, presentation and analysis and data acquisition hardware. Di-rect link at: www.omega.com/litera-ture/transactions.
ALL ABOUT SCADAiSA
919/549-8411 w w w.isa.org
SCADA: Supervisory Control and Data Acquisition, 3rd Edition, by Stuart Boyer is an overview of SCA-DA’s component technologies. Af-
ter completing its 14 self-study units, readers should be conversant with SCADA nomenclature and architec-ture, understand the basic technology of the system’s building blocks, un-derstand its limitations, understand how it can benefit particular opera-tions, and have a basis for selecting appropriate SCADA technologies for their operational requirements. Di-rect link at: www.isa.org/Template.cfm?Section=Books1&Template=/E c o m m e r c e / P r o d u c t D i s p l a y .cfm&ProductID=7287.
PCI BUS FOR DATA ACQUISITIONDAtA tr AnSl At iOn
800/525-8528 w w w.data t ransla t ion.com
White paper entitled “Benefits of the PCI Bus for Data Acquisition and Im-aging” discusses what a PCI bus is; bandwidth breakthrough for fast data rates; bus mastering for low latency; PCI bandwidth comparison; processor independence; ISA bus performance degrading; benefits of PCI for data acquisition applications; benefits of PCI for imaging applications and up-gradable compatibility. Direct link at: www.datatranslation.com/resources/dataacquisition/bpci.pdf.
FIVE ANSWERSDAtAfOrth
520-741-1404 w w w.datafor th.com
“Why Use Isolated Signal Condi-tioners?” from Dataforth shows you how to answer five PC-based mea-surement questions with isolated sig-nal conditioners. It addresses issues of cross-talk, common-mode voltage,
DC common-mode rejection, AC common-mode rejection, and mea-surement range and input protection. Direct link is at www.dataforth.com/catalog/pdf/an116.pdf.
TIPS AND TECHNIQUESnAt iOnAl inS truMEntS
800/531-5066 w w w.ni .com
Tutorial entitled “Tips and Tech-niques in Data Acquisition Trigger-ing—NI-DAQmx” covers is aimed at helping you learn NI-DAQmx pro-gramming fundamentals. Through video and text tutorials, this series will take you from verifying your de-vice’s operation in Measurement & Automation Explorer (MAX) to pro-gramming data acquisition applica-tions using LabVIEW. It is intended for both the beginner who wants to learn how to use DAQ Assistant, as well as the experienced user who wishes to take advantage of advanced NI-DAQmx functionality. A direct link is at http://zone.ni.com/dev-zone/cda/tut/p/id/4329.
TECH TIP TOPICSiOtEch
888/714-3272 w w w.io tech.com/ techt ips.h tml
Tech Tips is a collection of technical articles intended to help engineers use their data acquisition systems more effectively. It covers topics not normally found in hardware manu-als, such as solutions to installation and environment problems, explicit equipment features and functions, connections to specific sensors and actuators, ground loops and noise.
CT0902_31_Resource.indd 31 1/27/09 5:16:53 PM

Every year, the members of the Process Automa-tion Hall of Fame vote into the Hall just a few of their peers. This year’s class includes Hans D.
Baumann, Renzo Dallimonti, J. Patrick Kennedy, Carroll Ryskamp and Cecil L. Smith
In 1997, this magazine profiled Renzo Dallimonti with the headline, “The Best Way to Predict the Future Is to Create It.” That headline could easily fit any of these five men. Each has made an enormous contribution to the field of automation.
Hans Baumann, Renaissance ManIn his career, Hans D. Baumann has done many things and done them all well. Starting out as an industrial engineer in his native Germany, Baumann worked in Germany and France. He studied in the United States, acquiring a doctorate in me-chanical engineering from Columbia Pacific University. Bau-mann has personally designed or directed the development of over 30 valve lines, including the famous “CAMFLEX” valve. He is credited with numerous patents and papers in addition to co-authoring seven handbooks on valves, in-strumentation and noise.
“My first involvement in automation was in 1955, designing control valves for Siemens,” he says. “Over the past fifty-plus years, I have thoroughly enjoyed being part of the international commu-
nity of control experts and being able to disseminate U.S. technology throughout my involvement on the interna-tional standards committees.”
Baumann has worked for many different control valve manufacturers, including Emerson Process Management’s Fisher Controls—from which he retired in 2000.
But control valves aren’t Baumann’s only passions. In 2002, he published The Ideal Enterprise, a book on business efficiency. Bau-mann’s latest book is Building Lean Companies: How to
32 www.controlglobal.com F e b r u a r y / 2 0 0 9
Back then, they were the future, and we’re still playing their songs
by Walt Boyes
CT0902_32_37_CoverStory.indd 32 1/28/09 9:56:35 AM

p r o c e s s a u t o m a t i o n h a l l o f f a m e
Keep Companies Profitable as they Grow. Versatile, Baumann has also written a history of the last days of WWII entitled, Hit-ler’s Fate: The Final Story.
Baumann serves as an advisor to the dean of the University of New Hampshire School of Business, is the treasurer of the Palm Beach Round Table and a director of the Palm Beach Opera.
“Automation is still a challenging area of technology,” he says, after fifty years in the field. “I look for wireless to be a game changer, even acknowledging the security risk involved.”
Baumann continues to lecture internationally. “I like to pass on my experience and knowledge to the younger gen-eration,” he says.
Renzo Dallimonti, futuristDallimonti’s repeated phrase, “The best way to predict the future is to create it,” defines his ca-reer at Honeywell. In many ways, the way we do automation in 2009 is because that’s the way Renzo Dal-limonti said we should.
In 1969, Dallimonti says, “I said to my manager, ‘Do you want us
to really push the level of tech-nology and keep an open mind to anything?’”
From 1969 to 1975, Dallimonti led what was then called Honeywell’s Project 72.
“The name Project 72,” Dalli-monti recalls, “came from
the hope that by 1972 we could begin showing some of these products.”
It was 1975 before he unveiled the TDC20002a product with little competition for years.
Dallimonti has been involved in instrumentation and control his entire career, from doing instrumentation on the Manhattan Project at Oak Ridge, Tenn., to instrumentation systems for General Electric, to Brown Instruments, which became Honeywell. He stayed at Honeywell for 38 years.
Even though he’s been retired since 1986, Dallimonti is still thinking about the future of automation.
He calls his concept the “Future Horizon Plant.”“The automation technology that already exists today is
sufficient to improve plant productivity in the process indus-tries for the next decade,” he says. “The most pressing need now is not more scientific breakthroughs, but more percep-tive visions of how best to utilize the productivity tools al-ready commercially available.”
You can see more of Dallimonti’s vision on Control-Global.com ( www.controlglobal.com/0902_HOF.html).
Pat Kennedy, entrepreneurJ. Patrick Kennedy is responsible for the creation of the mod-ern data historian, Pi, which is used by more plants than any other in the world. “We concentrate on this one thing that we know how to do,” he says, “and we resist all the opportu-nities to expand out of our niche.”
Kennedy didn’t start in software. A graduate of the University of Kansas with a doctorate in chemical engineer-ing, Kennedy worked for Shell Chemi-cal Company before joining what was then Taylor Instruments (now ABB).
“I was hired to work in the Digital Systems Group of Taylor in 1973 and and met people like John Ziegler,” he says. As an applications consultant at Taylor, Ken-nedy wrote prophetically about how the DCS would develop. He also became fascinated with advanced process control.
“When I started my company in 1980,” Kennedy says, “it was really to do advanced con-trol, but we discovered that the right tools (software) were missing and built them. Customers wanted
F e b r u a r y / 2 0 0 9 www.controlglobal.com 33
CT0902_32_37_CoverStory.indd 33 1/28/09 10:14:21 AM

P R O C E S S A U T O M A T I O N H A L L O F F A M E
to buy our tools rather than our services, so we changed business plans and never looked back.”
Kennedy says of his career, “Because of the jobs that I had (technical sales support, project management, software devel-opment) I got a wide and varied look with a lot of emphasis on the value of why we were doing this. I have enjoyed the � eld, and I think it is a good blend of real world and ‘nex gen’ tech-nology,” he says. “I don’t see a � eld that will grow and prosper more than automation, but the appeal to the new people will depend upon the adoption of the tools that they are comfort-able with—like, how would you tune a controller with an iP-hone, and does your plant text you when it is in trouble?”
“The most signi� cant trends are the continued move to a real-time digital world and the actual connection of the business to the management of the facilities. It’s the infra-structure,” Kennedy concludes, “that is important.”
Carroll Ryskamp, Automation’s MysticFellow Hall of Famer Edgar Bristol II was inclined to char-acterize Foxboro’s control expertise as “Greg (Shinskey) the logician, me the theoretician and Carroll the mystic.”
“In 1958,” Ryskamp says, “at the Marathon Oil Detroit Re� nery, I modi� ed a pneumatic pressure control loop so that one controller could operate two valves. I changed the calibration of the valve positioners to accomplish this split range. The operators appreciated it, but so did the management, because condensable product would not be wasted because of lack of attention.”
Ryskamp, a chemical engineer, started doing something else and wound up doing automation. “In 1962,” he says, “I had the chance to take a short course in process dynamics and control at the Colorado School of Mines. I realized how much most chemical engineers were missing by studying only steady-state phe-nomena. This started my career in process control.”
From 1965 to 1970, Ryskamp worked for Marathon’s cor-porate of� ce in Findlay, Ohio. In 1970, Ryskamp joined what was then the Foxboro Company, now Invensys Pro-cess Systems, as a systems application consultant. “I did
34 www.controlglobal.com F E B R U A R Y / 2 0 0 9
At Cashco, Inc., we do not follow “o�ce hours.” We have trained employees available 24/7 to o�er technical assistance and customer support. This includes next day service on critical parts; express stock capabilities, and parts delivery to regional stocking locations worldwide.
We do not stop there. Cashco, Inc. has company employees strategically located around the globe to solve problems locally and assist with training and technical support on-site. We are committed to providing top of the line products and timely delivery.
Dan Ray, Regional Manager28 Years Industry Experience
Cashco, Inc., P.O. Box 6, Ellsworth, KS 67439-0006, Ph. (785) 472-4461, Fax: (785) 472-3539 www.cashco comInnovative Solutions
“ WHAT YOU NEED, WHEN YOU NEED IT.”
We do not stop there. Cashco, Inc. has company
globe to solve problems locally and assist with training and technical support on-site. We are committed to providing top of the line products
CAS-176A.indd 1 11/24/08 4:02:57 PM
CT0902_32_37_CoverStory.indd 34 1/28/09 10:15:47 AM

s
With version 7.0, SIMATIC WinCC now offers a scalable process visualization system with more user friendliness, increased performace, and innovative options. It offers complete operation and monitoring functionality under Windows XP and VISTA for all industries – from simple single-station systems up to distributed multi-station systems with redundant servers and cross-site web connections. Explore the differences from your current legacy SCADA system.Setting standards with Totally Integrated Automation.
1-800-964-4114 • ref. code HMIWCC08 • www.sea.siemens.com/wincc
Answers for industry.
Fluid animationsSIMATIC WinCC
©2
00
8 Siem
ens En
ergy &
Au
tom
ation
, Inc.
SIMATIC HMI
Experience the World of Automation
U.S. Tour | July 2008 - May 2009
w w w. e x i d e r d o m e . c o m / u s
exiderdome
7/8 -16UN minifast® connector, 2 to 6-pin 7/8 -16UN minifast® connector, 2 to 6-pin
©2008 TURCK, Inc.
Call us with your next application:
1-800-553-0016email: [email protected]
www.turck.com/process
Easy to install explosion-proof seals save time and moneyOur new explosion-proof feed-through provides a safe and ef� cient way to implement explosion-proofprotection in hazardous areas for all industries. The feed-through installs directly in standard conduit entries inyour explosion-proof enclosures — without requiring a poured seal, conduit or expensive wiring. An incorporatedminifast® quick-disconnect eliminates � eld terminations and is compatible with TURCK’s FM-approved cordsets.
FM-appoved for Class I, Div. 2 applicationsThe feed-through is fully potted with a force-resistant compound tested to 9,000 psi; exceeding FM requirementsby 50 percent. The high-quality, 316 stainless steel housing and keyed connector eliminates incorrect wiring and accommodates standard power in hazardous locations.
316 stainless steel construction;IP 67 rated
armorfast® metal-clad armored cordset or ITC Open Wiring Cable
Gold-plated brass contacts
High force-resistantpotting tested to 9000 psi
Class I Div. 2Feed Through
TUPA-174B TU-0308-09 Explosion Proof Feed Through Ad ControlCT0902_FPA.indd 35 1/29/09 11:03:26 AM

NOW is the time...
Learn to be more competitive in the slowing economy!Now, more than ever, energy efficiency and productivity
improvements are critical. So is extending the life of your
existing assets through smart maintenance and service.
ABB Automation & Power World offers over 500 hours
of training workshops focused on improving your
competitiveness in today’s economic environment.
NOW is the time! This is essential business travel for
anyone wanting to learn how to beat the competition.
Register online www.abb.com/a&pworld
Industry workshops:n Cementn Chemicaln Consumern Food & Beveragen Life Sciencesn Manufacturingn Metals & Miningn Oil & Gasn Packagingn Power Generationn Pulp & Papern Power Transmissionn Power Distributionn Water & Wastewatern Much, much, more !
ABB_7.875x10.5ad_FINAL.indd 1 12/8/2008 11:38:06 PMCT0902_FPA.indd 36 1/29/09 11:04:03 AM

the process analysis, control design, some of the implemen-tation, startup and training,” he says. “These projects were for many of the major oil companies, smaller ones, chemi-cal plants and other customers.”
In 1986, Ryskamp went into business as a consultant and retired in 1994.
Cecil Smith, the Teachers’ Teacher“In over 35 years in process control,” says Cecil L. Smith, “I’ve worked with virtually every control technology being applied in industrial production facilities.”
“My primary focus,” he goes on, “is on designing a control strategy for a process and then commissioning the controls, that is, the process aspects as opposed to systems aspects.” He is pro� cient with DCSs, PLCs, PC-based con-trols and single-loop, microprocessor-based controls and is capable of resolving both process and system problems. In fact, earlier in his career, as a professor at Louisiana State Uni-versity (LSU), he produced, along with Dr. Paul Murrill, some well-known and well-regarded text-books on computer programming and computer science. “In 1964, I got into computing by learning Fortran from the IBM manuals for a 1620 computer” Smith says. “This led me into automation, following pioneers like Tom Stout, Tom Wherry and Bob Parsons.”
Smith left LSU to go on his own—to teach. Currently, un-der the banner of Cecil L. Smith Inc., Smith teaches a vari-ety of courses on process control, advanced process control, distillation control and many others.
Like many members of the Process Automation Hall of Fame, Smith is passionate about engineering education. He’s written several articles about the need for engineers to widen their horizons, and even learn to sell—both them-selves and their products and abilities.
Smith is outspoken. “Engineering and automation have both been good to me,” he says, “but I am concerned about the future. All trends point to outside the U.S., both in regard to work opportunities and to new developments in the technology.”
The most obvious trend continues to be outsourcing, he thinks. “Few user companies currently view automa-tion technology as giving them a competitive edge, hence the attitude of farming out this work at the minimum pos-sible cost.”
This year, the Process Automation Hall of Fame Award Ceremony will be held April 23 at the Embassy Suites Ho-tel in Rosemount, Ill., concurrent with the WBF Executive Summit on Procedure-Based Manufacturing.
Please call 908 688 6709 for full details or visit us at www.rtkinstruments.comA member of the MTL Instruments Group plc
Alarm Annunciators& Event Recorders
Products ideal for all process andpower alarm applications
High Integrity Design (high availability)
Serial and EthernetCommunications
Low-cost 1ms TimeStamping/Annunciation
Surpasses EMC and surge tests
LED, ultra-bright, illumination
No single source of failue for thebest reliability
5-year Warranty
Full range of Alarm Products forSafe and Hazardous Areas
You’ll be in good company…suppliers of Alarm Systems and Event Recorders to:ABB, Areva, BNFL, ConEd, Duke Power, Florida Light and Power, PG&E, PowerGen,Schneider, Siemens and many more. 5
YEAR
GU
AR
AN
TE
E
Certificate No. FM14290ISO9001:2001
Alarms&recorders US 1/12/07 12:43 Page 1
EFFICIENT COOLINGfor sealed electrical panels
energy e�cienteasy installationreplaces air conditioningreplaces compressed airNEMA 12, 4, 4X, Stainless Steel
TOLL FREE 866.936.6736NORENPRODUCTS.COM
remove waste heat while keeping contaminants out.
P R O C E S S A U T O M A T I O N H A L L O F F A M E
CT0902_32_37_CoverStory.indd 37 1/28/09 10:18:37 AM

RL-276 21-0209-01 Control
more thanjust a pretty
interface.
The G3 Operator Interface Series. Connect. Convert. Acquire. Control. Anywhere. Red Lion’s G3 Series HMIs not only provide an intuitive interface for your connected devices, they give them a communications makeover. With the most on-board comms ports of any HMI available, you can monitor, control or acquire data from seven or more types of devices simultaneously—including PLCs, PCs, drives, PID controllers and more. Add even more connections with DeviceNet™, CANopen and PROFIBUS, or with additional serial ports. G3 Series HMIs also feature integrated Ethernet, plus a built-in web server
and gateway to web-enable even your serial devices, allowing remote monitoring, operation and diagnostics. Pass-through communication capabilities let you use a G3 HMI as a conduit to your PLCs via industry-standard protocols, while a built-in protocol converter lets you share data between dissimilar devices. All G3s can log data in IT-ready CSV format that can be remotely accessed via the web server
or automatically uploaded to an FTP site. And G3s can trigger an email or SMS message to your mobile device in response to an alarm condition. An attractive price too, made even more attractive by
Red Lion’s free Crimson® programming software. G3 models are available in a compact 3" LCD keypad panel, plus 6", 8", 10" and new 15" color touchscreens.
See all the features at www.redlion.net/G3
15"
only21/2"
deep
8"
6"
3" LCD10"
Red Lion Controls ph: (717) 767-6511 fax: (717) 764-0839 www.redlion.net
CT0902_FPA.indd 38 1/29/09 11:04:29 AM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 39
To outsiders, the New Sampling/Sensor Initiative (NeSSI) may look like one of those ideas whose time is never going to come—a good idea that, for whatever reason, never quite catches on. Those closer to its development and its early adopters see things differently. The road to wide NeSSI adoption has been a little rougher than may had hoped, but over time, improvements and new developments have kept alive the hope that it will finally fulfill its potential.
First, a bit of history. Near the end of the 20th Century, analytical measurement engineers recognized that, while advances in computer hardware and software allowed ana-lytical devices to become more capable, more reliable and easier to use, the basic design of sample-handling and deliv-ery systems hadn’t kept pace. Convinced that improvements in sample-handling systems would allow placement of ana-lyzers “at process,” and with sponsorship from the Center for Process Analytical Chemistry (CPAC, www.cpac.wash-ington.edu/) at the University of Washington in Seattle, a dedicated group of end users, equipment manufacturers and academies launched NeSSI in 1999.
From its inception, NeSSI’s objective has been to cre-ate an open architecture platform on which manufacturers and end users could assemble miniature, modular, intelli-gent sampling systems that: improve analyzer system perfor-
mance; reduce design, build and installation costs; and re-duce operating and maintenance costs.
Overcoming SurprisesAchieving these goals has proven to be a bit more compli-cated than first thought. Rick Ales, NeSSI’s secretary and a marketing manager at Swagelok (www.swagelok.com), says, “NeSSI can be thought of as a ‘two-rail concept.’ One rail provides the fluid interface, and the other rail provides the electrical interface. Sample systems that implement the fluid interface (mechanical rail) as defined in ANSI/ISA 76.00.02 are considered NeSSI Generation I systems. Add-ing the NeSSI bus interface (electrical rail) to a Generation I system creates a Generation II system.”
While progress and success were achieved on the fluid interface (mechanical) portion, NeSSI’s steering committee was surprised when it turned its attention to the bus inter-face (electrical) portion of its initiative. “When we released Generation II’s specification in 2002,” says Dave Veltkamp, senior research scientist at CPAC, “we thought the steering committee could simply tell people what communications network to use, and that all NeSSI developers would use it. However, once we looked at what was available, we found that nothing met all of NeSSI’s requirements.”
CT0902_39_44_Nessi.indd 39 1/28/09 2:05:30 PM

S a m p l i n g S y S t e m S
40 www.controlglobal.com F e b r u a r y / 2 0 0 9
That revelation required the steering committee to take a more pragmatic approach to establishing NeSSI’s bus technology—one that allowed the us-ers and vendors to decide cooperatively what bus communication protocol was best, with the component vendors agreeing to support whatever protocol was eventually chosen.
From the beginning, the Controller Area Network (CAN) bus protocol had been the preferred technology, but CAN bus did not meet the NeSSI Genera-tion II requirement for intrinsic safety. Then, in 2004, two significant mile-stones were achieved. First, the techni-cal committee for sensor technology of the Instrumentation and Measurement Society (www.ieee-ims.org) sponsored draft standard IEEE P1451.6, produc-ing an intrinsically safe CAN bus so-lution, which met NeSSI’s intrinsically safe requirements. Second, the NeSSI Generation II spec was modified to in-clude Foundation fieldbus as an accept-able NeSSI bus technology—a definite benefit for new installations, but not so much for existing facilities with cable trays full of 4-20mA wire.
Wiser from this experience, NeS-SI’s steering committee turned its attention to how best to achieve in-teroperability, maintain its open ar-chitecture goal, and accommodate existing hardwired facilities.
interoperabilityA key technology used by both 4-20 mA and fieldbus-based instrumenta-tion is Electronic Device Descrip-tion Language (EDDL). EDDL has been adopted by ANSI/ISA, and is part of the international consen-sus standards IEC 61804-3 and -4. Therefore, EDDL has a high accep-tance rating in the instrumentation and controls industry.
Terry Blevins, of Emerson Process Management (www.emersonprocess.com) and the ISA SP104 committee’s chairperson, says, “The main reason for NeSSI’s interest in EDDL is that it en-
Control has been covering NeSSI since its inception. The following NeSSI-related ar-
ticles are available on the www.ControlGlobal.com web site.
2003
• “The Analyzer Community’s Conclave” by Terrence McMahon discusses several of
NeSSI’s early achievements, including the Department of Energy’s interest in NeSSI
technology. www.controlglobal.com/articles/2003/69.html
• “NeSSI Progresses From Vision to Reality” by Mark Weiss describes early progress
made by end users, academics and vendors in lowering the cost of process analysis
via standardized, modular sampling systems and sensors. www.controlglobal.com/
articles/2003/28.html
2005
• “Metal Legos Streamline Sampling and Control” by Mike Spear describes NeSSI and
its future plans. www.controlglobal.com/articles/2005/556.html
• “Process Analyzers Avoid Meeting Standards” by Rich Merritt combines a product
roundup with the observation that vendors seem to be avoiding any mention of NeSSI
or PAT compatibility. www.controlglobal.com/articles/2005/217.html
2006
• “Standards Bring Order to Chaos” by Dan Hebert explains how the implementation of
the NeSSI standards will simplify sample system design, installation and operation.
www.controlglobal.com/articles/2006/030.html
• “Analyzers Not Ready for Prime Time” by Dan Hebert reports that it is easy to see why
the analyzer market doesn’t work for end users, but that in one small area things are
improving. www.controlglobal.com/articles/2006/217.html
• “Are Analyzer Vendors Ignoring New Standards?” by Rich Merritt is another product
roundup with Rich noting that vendors continue to avoid any mention of NeSSI or PAT
compatibility. www.controlglobal.com/articles/2006/084.html
2007
• “NeSSI Tames the Communication Monster” by Jim Montague provides a review of
NeSSI and includes insight about the trials and tribulations the initiative has encountered
regarding communication protocols. www.controlglobal.com/articles/2006/149.html
• “NeSSI Taxis for Takeoff” by Jim Montague provides insight to NeSSI overcoming the
networking hurdles and beginning to emerge with practical, standardized solutions.
www.controlglobal.com/articles/2007/023.html
• “NeSSI Manages Moisture in Rubber Process” by Jamie Canton explains an applica-
tion using a heated, smart, modular sample-handing system that enabled Lanxess Inc.
to close a moisture control loop in its butyl rubber plant in Sarnia, Ontario. www.con-
trolglobal.com/articles/2007/239.html
2008
• “A Better Mousetrap” by Bob Sperber explains how NeSSI provides here-and-now
benefits, driving engineers to stop waiting for another fieldbus standard. They’re div-
ing in and justifying their investment in NeSSI’s first-generation systems today. www.
controlglobal.com/articles/2008/279.html
• “The Shrinking Analyzer” by Patti Pool reports on a growing number of analyzers that
are taking advantage of NeSSI. http://www.controlglobal.com/articles/2008/115.
html
• “What’s Keeping Process Analyzer Engineers Up at Night?” by Gary Nichols explains
that NeSSI, alarms, wireless, security and safety are the topics most being talked about
by process analyzer engineers. www.controlglobal.com/articles/2008/054.html
Control Does neSSi
CT0902_39_44_Nessi.indd 40 1/28/09 4:54:41 PM

RL-276 21-0209-01 Control
more thanjust a pretty
interface.
The G3 Operator Interface Series. Connect. Convert. Acquire. Control. Anywhere. Red Lion’s G3 Series HMIs not only provide an intuitive interface for your connected devices, they give them a communications makeover. With the most on-board comms ports of any HMI available, you can monitor, control or acquire data from seven or more types of devices simultaneously—including PLCs, PCs, drives, PID controllers and more. Add even more connections with DeviceNet™, CANopen and PROFIBUS, or with additional serial ports. G3 Series HMIs also feature integrated Ethernet, plus a built-in web server
and gateway to web-enable even your serial devices, allowing remote monitoring, operation and diagnostics. Pass-through communication capabilities let you use a G3 HMI as a conduit to your PLCs via industry-standard protocols, while a built-in protocol converter lets you share data between dissimilar devices. All G3s can log data in IT-ready CSV format that can be remotely accessed via the web server
or automatically uploaded to an FTP site. And G3s can trigger an email or SMS message to your mobile device in response to an alarm condition. An attractive price too, made even more attractive by
Red Lion’s free Crimson® programming software. G3 models are available in a compact 3" LCD keypad panel, plus 6", 8", 10" and new 15" color touchscreens.
See all the features at www.redlion.net/G3
15"
only21/2"
deep
8"
6"
3" LCD10"
Red Lion Controls ph: (717) 767-6511 fax: (717) 764-0839 www.redlion.net
Operator Interface Protocol Conversion Signal Conditioning Panel Meters Data Acquisition
CT0902_FPA.indd 41 1/29/09 11:04:59 AM

S a m p l i n g S y S t e m S
ables manufacturers to describe the features of their sampling systems. Because EDDL is supported by all major control sys-tem manufacturers, sampling system manufacturers only need to develop one EDD file, which makes it easy for them and end users. Also, because the EDD file is a text file and is indepen-dent of any operating system, the original EDD file can coex-ist in a control system, even if the sample system manufacturer later updates its product and EDD file with new features. Fi-nally, EDDL enhancements that were added a few years ago and that are reflected in the latest IEC 61804 standards are fully capable of supporting highly complex sample system and ‘at pro-cess’ analyzer applications with effective graphic interfaces.”
Another piece of the interoperability puzzle is HART, which is the most recognized and successful deployment of EDDL, with more than 20 million installed HART-based devices worldwide. Developed in the late 1980s, HART is based on the Bell 202 Frequency Shift Keying (FSK) standard that defines how to superimpose low-level digital communication signals on the same wire as 4-20mA analog signals, which satisfies the needs of most hardwired plants to use at-process instrumentation.
In 2007, the HART Communication Foundation (www.hartcomm.org) released its WirelessHART standard and stated that wired and wireless HART devices can coexist on the same network. Though at press time NeSSI’s steering committee had made no announcement about including EDDL and HART in its Gen II specification, it seems rea-sonable to think that both of these technologies will play a major role in helping NeSSI achieve its goal of producing cost-effective, open architecture sampling systems.
Cost-effectiveAlmost from its beginning, NeSSI’s goal has been to reduce the cost to design and build process analyzer sampling sys-tems by 40% and reduce the cost to own them by 35%. So far, only a handful of end users with NeSSI projects underway have openly shared their results, but those that have done it re-port some pretty impressive findings. For example, UOP LLC (www.uop.com) is in petroleum refining, gas processing and petrochemical production, and believes NeSSI’ could produce significant benefits in nuclear magnetic resonance (NMR) solids and liquids, high-temperature calorimetry, specialty micro reactors, and gas absorption.
To validate its beliefs, UOP carefully documented a gas-handling system project using NeSSI technologies and re-ported significant savings (Table 1, p. 44).
Another way of looking at cost efficiencies is to compare the impact to product quality that comes from delays be-tween when a sample is taken and when its results are re-ported versus having near real-time results that can result from “at-process” analytical measurements.
At the spring 2008 CPAC meeting, Carl Rechsteiner, of Chevron Energy Technology Co. (www.chevronenergy.com) presented a number of eye-opening examples of the benefits provided by at-process analytical measurements.
Rechsteiner’s presentation was based on the premise that current sampling practices tend to minimize the collection frequency and, thus, the number of samples available for analysis—mostly because of limited on-site lab capacity.
• The latest NeSSI draft specification. www.cpac.washington.
edu/NeSSI/NeSSI.htm
• EDDL Presentation at 2007 NeSSI Meeting in Houston www.
eddl.org/files/EDDL_SP104Presentation.pdf
• Open Industrial Networks presentation at 2007 ISA Analytical
Solutions Symposium in Houston. http://tinyurl.com/a3eelz
• Integrated Analytical Process based on CAN bus at 2007
CPAC. http://tinyurl.com/9puvf2
• Intrinsically safe CAN bus—IEEE P1451.6. (http://grouper.
ieee.org/groups/1451/6/index.htm)
Other neSSi-, Can bus-and eDDl-Related links
CT0902_39_44_Nessi.indd 42 1/28/09 2:06:32 PM

The new G3 Kadet™ Operator Interface Series. Touchscreen HMIs that strike the perfect balance of advanced features and value. With the introduction of the original G3 HMI Series, Red Lion not only liberated vital process data by enabling the communications capabilities of multiple devices and protocols, they web-enabled these devices as well—allowing informative process data from the factory floor to go mobile. Now, the new G3 Kadet series HMIs offer the most essential capabilities of the G3 series, designed to meet the
requirements for machine monitoring and control. G3 Kadet. The right fit for many applications.The new G3 Kadet series provides powerful insight into your process where data logging and web serving are not needed. Available in 4.3", 5.6" and 8" models, the G3 Kadet series offers the same protocol conversion benefits as the original G3, with multiple serial ports, drag and drop configuration via the free Crimson® software, port sharing capabilities, and integrated Ethernet on the larger models allowing simultaneous communications with up to seven device types including PLCs, PCs, drives, PID controllers and more. Tap into advanced features. Without getting tapped out.G3 Kadet touchscreens offer a host of innovative features and capabilities you won’t even find in panels costing hundreds more. It’s the most advanced, best-value HMI in its class.
Get in touch with Red Lion and learn more: www.redlion.net/G3-kadet
Monitor and control up to 7 device types simultaneously
value other HMIs can’t touch.
5.6" Ethernet-enabled color TFT touchscreen
8" Ethernet-enabled color TFT touchscreen
4.3" high resolution color TFT touchscreen
RL-339 21-0209-01 Control
Red Lion Controls ph: (717) 767-6511 fax: (717) 764-0839 www.redlion.net
Operator Interface Protocol Conversion Signal Conditioning Panel Meters Data Acquisition
CT0902_FPA.indd 43 1/29/09 11:05:31 AM

S a m p l i n g S y S t e m S
Rechsteiner discussed several exam-ples of how using at-process analytical instrumentation could produce signifi-cantly larger numbers of data points. However, as we all know, more data seldom equates to more knowledge. The significant point of Rechsteiner’s presentation was that at-process ana-lytical instrumentation can provide the time-stamped data necessary for so-phisticated analysis software to produce meaningful knowledge about the qual-ity of the product being produced.
Even though NeSSI specifications remain a work in progress, there is a growing number of end users that see enough benefit in what already exists to move forward.
What’s next?From its earliest days, the NeSSI steer-ing committee envisioned that the final version of its work would actually be three specifications:
• Generation I, focused on the me-chanical aspects of fluid handling;
• Generation II, focused on connec-tivity and activities to eliminate manual adjustments and “trips to the field”; and
• Generation III, focused on mi-croanalytics and development of tighter integration between sam-pling systems and analyzers.
We witnessed the dawning of micro-analytics when NASA’s Mars rovers be-gan sending all sorts of data about the planet’s climate, minerals and other ele-ments back to scientists on earth. Essen-tially, the Mars rovers use microanalyt-ics or “lab-on-a-chip” (LOC) technology designed to integrate several laboratory functions.
LOC technology has several advan-tages, including:
• Small fluid samples, resulting in less waste, lower reagent costs and easier, less costly sample disposal;
• Faster analysis and response times, resulting from short diffusion dis-tances, faster heating, high surface-to-volume ratios and smaller heat capacities;
• Improved process control and pos-sibly closed-loop control, resulting from faster and more frequent sam-ple updates;
• Low-powered, intrinsically safe electronics, resulting in safer “at-process” solutions.
Technologies generating near-term interest in using microanalytics include process mass spectrometry, including Fourier-transform (FT) mass spectrom-etry (sometimes called FT-ion-cyclo-tron-resonance) and nuclear-magnetic-resonance online processing (industrial magnetic resonance).
Even though a growing number of at-process projects are reportedly underway, it’s hardly news that as a group, process industry engineers are ultra-conservative. They remain aware of emerging and new technolo-gies, but when it comes to adopting new technologies they prefer to allow someone else to work out the bugs. Their attitude toward NeSSI adop-tion has been no exception.
It’s unclear how long it will be un-til NeSSI achieves all of its goals, but one thing is certain, NeSSI activists are committed to providing end users with miniaturized, modular sample-handling systems that allow safe, cost-effective, efficient, at-process analytical measurements—eventually.
Dave Harrold is co-founder of the AFAB Group and a regular Control con tr ibu tor.
Expanding theNI Smart CameraProduct Family
Higher Performanceand Resolution
� Three new models forembedded machinevision applications
� New DSP coprocessorsfor pattern matching, OCR,and data matrix reading
� Built-in industrial connectivity
©2008 National Instruments. All rights reserved. National Instruments, NI,and ni.com are trademarks of National Instruments. Other product and com-pany names listed are trademarks or trade names of their respective com-panies. 2008-9899-221-101-D
>> Read the whitepaperat ni.com/smartcamera
800 891 2755
2008-9899-221-101-D 8/18/08 4:13 PM
table 1. UOp gas Handling System ResultsResources With NeSSI Conventional
Elapsed time 4 months 6 months
Personnel time 2 months 4 months
Manifold cost +10% Baseline
CT0902_39_44_Nessi.indd 44 1/28/09 2:06:49 PM

The HART Communications protocol has been around for more then 20 years, and is perhaps the only one from its gen-eration whose installed base continues to grow. With more than 20 million intelligent devices installed, you might won-der whether a new and expanded specification amounts to “fix-ing what ain’t broke.” Ed Ladd, of the HART Communication Foundation (HCF, www.hartcomm.org), says, “Our most re-cent report shows more than 70% of all process instruments shipped are HART-enabled.”
By short-circuiting the bogged-down ISA SP-100 path to a wireless standard, HART 7 allows suppliers and end users to begin manufacturing, selling and implementing wireless networks in a way that wasn’t previously possible. Along the way, the architects of the new standard seized the opportu-nity to plug some holes that increasingly were seen as fa-tal flaws relative to more modern standards like Foundation fieldbus (FF). With some major EPC firms in both hemi-spheres saying that up to 70% or more of projects adopting FF for large expansions, additions and greenfield sites, and with the successful demonstration of FF for SIL-rated pro-cess safety interlock applications, concern that HART was in danger of losing its dominant market position is not un-reasonable. Will HART 7’s new enhancements bring it up to par in the eyes of the decision makers who wish to exploit state-of-the-art digital integration of field devices?
Like other fieldbus protocols, HART was poorly supported, if at all, in the large legacy DCS and PLC systems of the 1980s and 90s. But many plants are still running on this legacy in-stalled base, and many of those may remain that way for years to come.
Safety-instrumented systems (SIS) can account for two-thirds of the I/O in some processes or production sites, and even today, few SIL-rated logic solvers support either native HART or any other fieldbus I/O. Users who try to exploit wire-
less or HART 7 diagnostics for safety applications may find themselves straying a bit far from the herd. A plant near me, for example, is implementing WirelessHART to provide sec-ondary level indications on storage tanks. Its tanks contain substances much less benign than milk, and whether a wire-less installation provides any independent protection layer is worthy of some debate. Will HART 7 features rescue users who might be poised to “jump too soon?”
Since today’s wireless transmitters typically “go to sleep” for anywhere from 60 sec to 1 hour or more (primarily to optimize battery life—they are capable of sub-second mea-surement and transmission), they “wake up” to make a mea-surement and transmit it in a fundamentally asynchronous fashion. Consequently, the old HART model of master-slave polling had to be adjusted to one that accommodated con-siderably more field device autonomy. This same property will be part of new “wired” HART 7 devices, so they now can independently send time-critical, time-stamped alerts to a host that has the smarts to “hear” them. One will not have to wait on host or asset management system based “polling” to detect a condition that needs more urgent attention—the transmitter sends the message along with a time stamp im-mediately when the condition is detected.
Present-day HART 5 and later devices have a status bit that’s set when the device has an issue, and if the host is set up to read it, it can subsequently poll for more detailed infor-mation about the problem. How well this all happens, how fast it happens, or whether it happens at all, is worth some in-vestigation on the part of end users who are aiming to exploit these features. If you’ve implemented any OPC, you have doubtless noticed that compliance to the standard is very much a matter of interpretation and has been the source of many headaches for end users. HART has always provided test tools for manufacturers to validate their devices confor-
F e b r u a r y / 2 0 0 9 www.controlglobal.com 45
New‘HART’
Old Standardfor an
Has HART 7 given this old standby a new lease on life?
by John Rezabek
CT0902_45_49_Fields.indd 45 1/28/09 4:56:58 PM

F I E L D B U S
mance to the standard, but the degree to which a feature is implemented or exploited can vary widely, especially on the host end.
Eric Schnipke, process control specialist at the INEOS Acrylonitrile (www.ineosnitriles.com) facility in Lima, Ohio, remarks, “We recently installed a new HART-capable con-trol system with the hope of bringing in engineering units and secondary variables of all HART devices, but quickly realized that the older HART revisions were not supported by the system.”
It’s estimated that fewer than 20% of end users with ex-isting HART-smart devices are using HART for more than initial con� guration and re-ranging. If the end-user commu-nity consists of few pioneers blazing the trail, we are at the mercy of the supplier community to do the right thing, and advanced users are on the wrong end of the Pareto charts.
“We have to do what the market demands” says an engi-neer at a major DCS supplier. “HART, Foundation � eldbus, Pro� bus—we support them all, and the specs keep chang-ing. With � nite resources, we continuously prioritize our investments in those areas where we anticipate the greatest value will be delivered to the clients.”
Schnipke hit a few speed bumps during hot cutover: “Once you have the system, there’s no guarantee you’ll be able to make use of all of your HART devices or that all de-vices from the same vendor will behave consistently. Two different versions of valve positioners from the same ven-dor did not have the same engineering units. This was the source of much confusion when con� guring the XD_Scale (transducer scale) of the associated analog output blocks.”
Users attempting to use some of the advanced features have been experiencing more frustration. For example, one end user is aiming to use the HART range-change bit to � ag when a technician makes a range change using a � eld communicator that doesn’t match the host. “You’ll � nd that the function isn’t clearly speci� ed. Each vendor has imple-mented the function differently—or ignored it. There is no de� nition of what a host should do with the bit or how a device should implement the functionality, and there is no ITK (interoperability test kit) to test functions such as this.”
How quickly HART data is accessed hinges greatly on the host implementation as well. Some hosts, like those from In-vensys Process Systems (www.ips.invensys.com), devote one HART modem to each and every I/O point.
“We see very little difference in the speed with which diag-nostic data comes up between HART and FF—it’s essentially the same,” says Charlie Piper, senior development program manager at IPS in Foxborough. If your host shares a HART modem across eight inputs or outputs, the performance can di-minish greatly, and using HART multiplexors that poll 16 to 24 devices each is proportionately more sluggish.
Some suppliers have improvements in the making, such as
Purge System Shipping in 3 Days
Pepperl+Fuchs Inc.Twinsburg, Ohio330.486.0002www.pepperl-fuchs.com
We Are the QuickeSt WAy to Get PurGe SyStemS in your PlAnt
When you need a purge system fast, there’s only one place to go—Pepperl+Fuchs. Our Bebco EPS® purge/pressurization systems can be used anywhere in the world in division and zone designated hazardous areas. And we’ll ship it in three days! This includes our revolutionary 6000 series. It is the most advanced purge/
pressurization system ever developed, giving customers the capability of configuring a system that meets their unique requirements.
Need a purged cabinet? Our team of professionals can integrate a full assortment of products into a cabinet based on your exact specification and install the necessary purge equipment for a turnkey solution. That’s
why we’re The Leaders in Purging Technology®. The quick link to your next system is at www.bebcoeps.com
CT0902_45_49_Fields.indd 46 1/28/09 4:59:56 PM

Our Industrial Display Products Perform In Your ApplicationThe acquisition of Christensen Display Products, experts in visualization display technology, makes Pepperl+Fuchs the clear choice for industrial-grade flat panel monitors. Our visualization systems are available from component general-purpose monitors to fully integrated Class I, Division 1 systems with purge. Manufactured with industrial-rated components, a full family of high-performance display panel monitors is available with 10 to 20 inch diagonal active viewing areas and touchscreen options.
Our expert knowledge, seamless integration products, hazardous area protection expertise, and global support are unsurpassed. When you need safe, reliable, and timely visualization solutions, choose Pepperl+Fuchs. Find high-quality industrial flat panel monitors at: www.pepperl-fuchs.com
NeeD PrOtectION frOm the eNvIrONmeNt?
Pepperl+Fuchs, Inc.Twinsburg, Ohio330.486.0002www.pepperl-fuchs.com
CT0902_FPA.indd 47 1/29/09 11:06:00 AM

F i e l d b u sF i e l d b u s
the “Charm” I/O solution to be offered by Emerson. Clearly suppliers are sensi-tive to the fact that sluggish updates of HART diagnostics are not meeting the needs of end users.
The I/O from IPS is capable of polling individual HART devices at sub-second rates. Piper adds, “This unlocks HART secondary variables for use directly in pro-cess control schemes and allows reliable real-time and historic trending of interest-ing variables like ‘actual valve position,’ as seen by the positioners.”
Pat Schweitzer, co-chair of the ISA100 committee on industrial wire-less automation, sees the use of this sort of value-added information as key to getting HART and WirelessHART out of the “configure and re-range” rut where many users leave it. While na-tive I/O card support for HART 7 is still under development at most system suppliers, the promise for improve-ments in update times is encouraging and should facilitate better utilization of its new capabilities.
One of the new capabilities of HART 7 is support for autonomous alerts, akin to the “device alerts” as implemented for Foundation fieldbus by Emerson’s DeltaV. Fieldbus Foundation and Pro-fibus specs now incorporate NAMUR NE-107 guidelines for diagnostic mes-sages, and this fieldbus capability is be-ing extended to HART as well.
“DeltaV with AMS has supported user-configurable prioritization and classification of PlantWeb alerts in a manner that closely paralleled the NA-MUR standard, since the introduction of the Fieldvue DVC 6000 positioner and similar fieldbus devices,” says Dun-can Schleiss, vice president of market-ing for DeltaV. “When implemented in coming revisions, both HART and field-bus alerts will allow routing and prioriti-zation per the NE-107 standard.”
This sort of serendipity is no coin-cidence, but a direct outgrowth of the EDDL (Enhanced Electronic Device Descriptor Language) cooperation proj-ect between HART, Foundation fieldbus
and Profibus. Fieldbus Foundation will be testing (fieldbus) devices and hosts for conformance to the standard, already re-leased as an option in the latest ITK for field devices. Presently such testing for HART features is in beta mode, but it’s reasonable to think other host suppliers will take advantage of the synergies cre-ated by the EDDL cooperation project and create parallel accommodations for new HART 7 instruments. HCF’s Ladd says, “A team of HCF member compa-nies has been working on EDD-enabled host testing requirements for over a year. We expect to have EDD-enabled hosts registered in 2009.”
Sorting and prioritization of the tidal wave of new diagnostic messages gener-ated by new digitally integrated field de-vices is a key enabler for end users, who otherwise would be dealing with an ugly and potentially incomprehensible “alarm flood” of device alerts.
WirelessHART is a huge development, but similarities to the multi-headed hy-dra that was spawned by the “fieldbus wars” of the 1990’s can’t be dismissed. WirelessHART is a bona-fide open and less-than-proprietary standard, but not all the supplier-sailors are happily board-ing the HART boat just yet. Still, many users appear willing to bet that technolo-gies competing with WirelessHART will eventually become the Betamax of wire-less protocols, leaving their choice as the de facto standard.
Chevron foresees a huge uptick in the use of WirelessHART after it man-aged to satisfy the IT police that it could be done without risk to the IT and PCS network. “The new wireless system is reliable and has passed our rigorous IT security review,” said Mohammad Hei-dari, Chevron’s automation engineer. At an onshore production site, Chevron deployed almost 700 units this year, all in a monitor mode.
Across the Atlantic, Paul Oram, senior controls consultant for BP’s Exploration and Production says, “Fieldbus has made very little impact on our brownfield plants. HART and particularly wireless
CT0902_45_49_Fields.indd 48 1/29/09 10:43:23 AM

F i e l d b u sF i e l d b u s
HART can be more easily retrofitted.” In contrast, Dr. Abdelghani Daraiseh,
engineering specialist at Saudi Aramco expects his company will wait on the ISA standard. “Our direction is to use SP100 as a single wireless system for var-ious plant applications, including Foun-dation fieldbus. There are significant cost implications, simplicity and reli-ability in using SP100 and subsequent standards and product releases. The use of WirelessHART within our plants is limited to addressing immediate busi-ness needs not addressed by SP100 due to the standardization and product of-fering delays.”
At this point there’s great potential for the 900 MHz and 2.4 GHz bands—al-ready being consumed by non-process control protocols like 802.11 a, b, g, and n—to have multiple and non-interop-erable instrument communications as well. This contention wasn’t disputed by a panel of supplier and end-user experts that included technology leaders with key roles at WINA, SP-100 committee and HART at ISA Expo last fall.
HART 7 is widely seen by end us-ers as giving HART a new lease on life, but few see it as replacing or eliminat-ing Foundation fieldbus and Profibus. BP’s Oram has great interest in HART developments, but so far not to the ex-clusion of FF: “[Our] stated preference for greenfield projects will remain, for the foreseeable future, FF. But we see HART fighting back strongly.”
Another end user says, “The percep-tion is that HART is somehow simpler than Foundation fieldbus. That is half true if you only use HART for basic configuration chores and don’t try to do any asset management or control.”
Users who want to exploit their ex-isting installed wired HART devices will find they’ll need a board change to support advanced features such as the NAMUR NE-107 functionality, at which point a fieldbus device upgrade becomes much more competitive.
So will end users choose HART when fieldbus is an option? At IN-
EOS, Schnipke isn’t sure even en-hanced HART will supplant FF where the choice exists: “With the exception of safety systems and WirelessHART, systems will have a difficult time com-peting with Foundation fieldbus for market share regardless of the improve-ments in HART 7.”
A pragmatic end user at a Gulf Coast refinery adds, “I will still be looking for ways to extract continuous data from my previously installed base of HART equipment, which will not likely be replaced during my career. I’ll take what I can get. but I’m not converting much—if any—of the installed base to any version of HART where I have a choice to go to fieldbus.”
Ralph Hartman, engineering con-sultant for Saudi Aramco does not see any change in his company’s FF direc-tion. “In the hardwired world, we’re Foundation fieldbus for all greenfield projects. Of course, we use HART de-vices for ESD, but all regulatory con-trol is FF. We are heavily involved in FF SIS, so whenever that happens we will be using FF for our safety systems. I do not see this changing.”
EDDL cooperation and host supplier recognition of the opportunity to offer distinctive support for all field device digital integration protocols holds great promise for end users. HART 7—prop-erly supported and implemented at the host end—could render certified de-vices indistinguishable from FF and Profibus PA devices in terms of diag-nostic support, speed and suitability for process control. But users aiming to ex-ploit functionality at this level are still advised to test-drive prospective hosts, rather than be shocked or disappointed when the pairs get landed in the field. Host tests for HART 7 support are still a couple years or more behind similar tests for FF, but it’s plausible that simi-lar certifications will someday make the choices and capabilities clear.
John Rezabek is the au thor of the Control column “On the Bus.”
6.1mm - RELAY SHOWN ACTUAL SIZE
• Relay and Opto Coupler versions
• Choice of screw or tension clampconnection
• Available with ribbon cable or D-sub interface
US: i n f o @ w e i d mu l l e r.c o m1 - 8 0 0 - 8 4 9 - 9 3 4 3www.weidmul ler.com
C a n a d a : i n f o 1 @ w e i d mu l l e r. c a1 - 8 0 0 - 2 6 8 - 4 0 8 0www.weidmul ler.ca
M e x i c o : c l i e n t e s @ w e i d mu l l e r. c o m.mx0 1 2 2 2 2 6 8 6 2 6 7www.weidmul ler.com.mx
GET THE SKINNY
OUR MICRO SERIES WILL HELP YOUSLIM DOWN
Class1
Div. 2APPROVED
CT0902_45_49_Fields.indd 49 1/29/09 10:40:47 AM

©COPYRIGHT 2009 OMEGA ENGINEERING, INC. ALL RIGHTS RESERVED.Dilbert © United Feature Syndicate, Inc.
For Sales and Service, Call TOLL FREE
Based on an Original Norman Rockwell illustration © The Curtis Publishing CompanyAn Allen Welkis adaptation based on an original Norman Rockwell illustration© 1943 the Norman Rockwell Family Enities
They’re to people like yourself, who need to know!ALLFREE!
TO REQUEST LITERATURE:omega.ca/109CL6
These Books Are Not For Sale®
Literature and CD’s cannotbe delivered to a P.O. Box
For YourFREE Literatureand/or CD-ROM,
Please Visitomega.com/literature
Over 2000 hard-covered pages oftemperature measurement &
control products
Over 1000 full color pages of state-of-the-artautomation products and over 200 pages of
valuable technical information!
Over 190 pages of the latesttemperature, flow, environmental, DAS, and
heater products—plus 138 new Dilbert Cartoons
Over 190 pages of the latest dataacquisition products—plus120 new Dilbert cartoons
Technical information to help you meetyour pressure measurement and
control requirements
Technical information to help you meetyour data acquisition requirements
Technical information to help youmeet your temperature measurement
and control requirements
Available only on CD-ROM, containingpanel meters and infrared instrumentation
Contains over 95 full color pages of thelatest information and top selling productsfor the wireless market—plus 60 Classic
Dilbert Cartoons
HOT OFF THE
PRESS!HOT OFF THE
PRESS!
Over 190 full color pages of top sellingproducts for the electric heatersmarket—plus over 100 Classic
Dilbert Cartoons
ComingSoon!ComingSoon!
Over 1600 hard-covered pagesof flow, level, pH, conductivity and
environmental measures
80 pages of the latest automationproducts and loaded with Rube GoldbergCartoons—Special Supplement Part 2!
Over 1500 hard-covered pagesofcutting-edge pressure, strain &
force products
Technical information to help youmeet your flow & level measurement
and control requirements
Over 104 full color pages of top sellingproducts for the strain gage market—
plus Classic Dilbert Cartoons
Shop Online at
Control_0209.qxd:Layout 1 1/29/09 12:56 PM Page 1
Too good to be true? We’ll let you decide. Try the AT9000 before you buy. We think that you’ll be impressed with its consistent performance from day one to year ten, thrilled by its ease of customization, and pleasantly surprised by the window sticker.
� e Yamatake AT9000 Advanced Transmi� erReliability you need. Performace you want. Pricing you crave.
888-262-4639YamatakeAmerica.com
CT0902_FPA.indd 50 1/29/09 1:34:32 PM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 51
GIGO means “garbage in, garbage out.” This phrase applies in industrial automation because using faulty measurements can fool even the best control system. One remedy that can help avoid a GIGO scenario is to understand the measure-ment technique and its limitations to the extent that its ap-plication can be reasonably evaluated. Differential pressure level measurement is one of those key measurements you need to understand to avoid the dreaded GIGO.
The importance of level measurement cannot be over-stated. Incorrect or inappropriate measurements can cause levels in vessels to be excessively higher or lower than their measured values. Low levels can cause pumping problems and damage the pump, while high levels can cause vessels to overflow and potentially create safety and environmental problems. Vessels operating at incorrect intermediate levels can result in poor operating conditions and affect the ac-counting of material.
The level of a liquid in a vessel can be measured directly or inferentially. Examples of direct level measurement include float, magnetostrictive, retracting, capacitance, radar, ultrasonic and laser level measurement technologies. Weight and differ-ential pressure technology measure level inferentially. All have problems that can potentially affect the level measurement.
Differential pressure level measurement technology in-fers liquid level by measuring the pressure generated by the
liquid in the vessel. For example, a water level that is 1000 millimeters above the centerline of a differential pressure transmitter diaphragm will generate a pressure of 1000 mil-limeters of water column (1000 mmWC) at the diaphragm. Similarly, a level of 500 millimeters will generate 500 mmWC. Calibrating this differential pressure transmitter for 0 to 1000 mmWC will allow it to measure water levels of 0 to 1000 millimeters.
Note that this example presumes that the liquid is water. Liquids with other specific gravities will generate other dif-ferential pressures and cause inaccurate measurements. Con-tinuing with the previous example, the same 500-millimeter level of another liquid with a specific gravity of 1.10 at operat-ing conditions in the above vessel will generate 550 mmWC of pressure at the transmitter. As such, the differential pressure transmitter calibrated for water would measure 50 millime-ters higher than the actual 500 millimeter liquid level. Con-versely, if the liquid has a specific gravity that is lower than that of water, this transmitter will measure lower than the ac-tual level. This example illustrates that differential pressure technology does not measure level, but rather infers level.
Three CalculationsAll is not lost because the calibration of the differential pres-sure transmitter can be modified to compensate for a dif-
CT0902_51_55_Press.indd 51 1/29/09 10:45:57 AM

D i f f e r e n t i a l P r e s s u r e l e v e l
ferent specific gravity. This technique used to calculate the new calibration is useful for both straightforward and more complex installations.
Figure 1 shows the vessel both at 0% and 100% level. The pressure generated by the liquid at the level transmitter dia-phragm is the liquid height times the specific gravity. The pressure is 1.10*(0 mm) when the vessel at 0% and 1.10*(1000 mm) when the vessel at 100%. Therefore, the transmitter should be calibrated 0 to 1100 mmWC to measure liquid lev-els of 0 mm to 1000 mm.
A somewhat more complex application is illustrated in Fig-ure 2. In this application, for process reasons, we need to take the measurement from 200 mm to 1000 mm above the nozzle. In addition, the transmitter is located 500 mm below the noz-zle. Note that the technique of sketching conditions at both 0% and 100% level is the same as performed in Figure 1. At 0% level, the pressure at the transmitter is 1.10*(500 +200 mm), or 770 mmWC. At 100% level, the pressure at the transmitter is
KeepYourProcessFlowing
With better tracking of your assests
Tank liquid level and inventory monitoring using KING-GAGE ® systems provide you with reliability, consistency, and accountability.
• ES2 Level Transmitter has enhanced environmental encapsulation for immunity against moisture and condensation
• LP3 Inventory Monitor combines Ethernet connectivity (via A-B DF1 or Modbus) with a rugged HMI display
• LP2 Tank Level Indicator provides density input and compensation for multiple products
KING-GAGE LP3 KING-GAGE ES2 KING-GAGE LP2
King Engineering Corporation • Ann Arbor, MI USA800-242-8871 • 734-662-5691 • FAX 734-662-6652
www.king-gage.com
CT0209
Figure 2. This transmitter should be calibrated 770 to 1650 mmWC to measure liquid levels of 200 mm to 1000 mm above the nozzle.
0% Level
SG = 1.10
LT
1000 mm
SG = 1.10
100% Level
LT0 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
200mm
LT
500 mm 500 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
1300 mm
LT
1300 mm
LT
SG = 1.05(Fill)
SG = 1.05(Fill)
Pressure = 3 bar
LT
200 mm
Figure 1. The level transmitter for these vessels should be calibrated 0 to 1100 mmWC to measure liquid levels of 0 to 1000 millimeters.
0% Level
SG = 1.10
LT
1000 mm
SG = 1.10
100% Level
LT0 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
200mm
LT
500 mm 500 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
1300 mm
LT
1300 mm
LT
SG = 1.05(Fill)
SG = 1.05(Fill)
Pressure = 3 bar
LT
200 mm
CT0902_51_55_Press.indd 52 1/29/09 10:46:12 AM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 53
D i f f e r e n t i a l P r e s s u r e l e v e lD i f f e r e n t i a l P r e s s u r e l e v e l
1.10*(500+1000 mm) or 1650 mmWC. Therefore, the transmit-ter should be calibrated 770 to 1650 mmWC to measure liquid levels of 200 mm to 1000 mm above the nozzle.
Figure 3 illustrates the use of a differential pressure transmitter with diaphragm seals to sense the pressures at the nozzles in a pressurized vessel. In this application, the low-pressure diaphragm is located above the liquid
to compensate for the static pressure in the vessel. Other complications include the densities of liquid and capil-lary fill fluid and 0% and 100% levels that do not corre-spond to the nozzle positions.
Using similar techniques as in the previous examples, at 0% level, the pressures at the high and low sides of the transmitter are {1.10*(200 mm) + (3 bar)} and {1.05*(1300
What’s Better...reaction or Prevention?
MOL-155 HalfPg.1-Control.indd 1 1/15/09 10:06:55 AM
Figure 3. In this case, the differential pressure transmitter subtracts the high side from the low side, so it should be cali-brated -1145 to -265 mmWC to measure liquid levels of 200 to 1000 millimeters above the lower nozzle.
0% Level
SG = 1.10
LT
1000 mm
SG = 1.10
100% Level
LT0 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
200mm
LT
500 mm 500 mm
0% Level
SG = 1.10
1000 mm
SG = 1.10
100% Level
1300 mm
LT
1300 mm
LT
SG = 1.05(Fill)
SG = 1.05(Fill)
Pressure = 3 bar
LT
200 mm
CT0902_51_55_Press.indd 53 1/29/09 10:46:25 AM

D i f f e r e n t i a l P r e s s u r e l e v e l
54 www.controlglobal.com F e b r u a r y / 2 0 0 9
mm) + (3 bar)} respectively. Therefore, the differential pressure transmitter will subtract the high side from the low side and measure {1.10*(200 mm) + (3 bar)} minus {1.05*(1300 mm) + (3 bar)}, or -1145 mmWC.
At 100% level, the pressures at the high and low sides of the transmitter are {1.10*(1000 mm) + (3 bar)} and {1.05*(1300 mm) + (3 bar)} respectively. Similarly, the differential pressure transmitter subtracts the high side from the low side to measure {1.10*(1000 mm) + (3 bar)} minus {1.05*(1300 mm) + (3 bar)}, or -265 mmWC. Therefore, the transmitter should be calibrated -1145 mmWC to -265 mmWC to mea-sure liquid levels of 200 to 1000 milli-meters above the lower nozzle.
Note that the static pressure in the vessel does not affect the calibration
because it appears on both sides of the differential pressure transmitter where it effectively cancels out. Fur-ther analysis also will reveal that lo-cating the differential pressure trans-mitter at different elevations does not affect the calibration.
These same techniques can be used to determine the calibrations for interface level measurements. Note that these techniques involve applying hydraulics to the installa-tion and application. Nowhere do we use terms such as elevation, sup-pression and span. The use of these terms can easily confuse and mislead the practitioner.
What ifsWhat if the liquid density changes during operation? What if the change
is due to changes in the composition of the liquid? What if the change is due to temperature changes? What if the vessel is filled with a different liq-uid that has a different specific grav-ity? These are important questions that should be asked (and answered) when considering the use of differ-ential pressure level measurement instruments. Repeating, differen-tial pressure measurement does not measure liquid level—it infers liquid level—so specific gravity changes can affect the performance of the level measurement. In practice, the spe-cific gravity of many liquids is known and relatively stable, so that differ-ential pressure techniques are com-monly applied to many liquid level measurement applications.
spanning specificationsThe differential pressure transmitter should be operated within its published specifications to maintain accuracy. The span of a transmitter is the differ-ence between the 100% and 0% calibra-tion values. Differential pressure trans-mitters have specified minimum and maximum spans. For example, a given differential pressure transmitter may be calibrated with spans between (say) 400 mmWC and 4000 mmWC. In ad-dition, the transmitter zero may also be raised or lowered by up to, for example, 4000 mmWC. Calibrations that do not meet the transmitter specifications are potentially subject to significant error. The calibrations in the examples were 0 to 1100, 770 to 1650, and -1145 to -265 mmWC, respectively. Each has a span greater than 400 mmWC and less than 4000 mmWC. In addition, their zeros are not raised or lowered by more than 4000 mmWC. Therefore, all of these calibrations are within the transmitter specifications.
However, the calibrated span spec-ified for another transmitter model of the same manufacture may be between 100 mmWC and 1000 mmWC, and allow the zero to be
CT0902_51_55_Press.indd 54 1/29/09 10:46:40 AM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 55
D i f f e r e n t i a l P r e s s u r e l e v e lD i f f e r e n t i a l P r e s s u r e l e v e l
changed by 1000 mmWC. This transmitter would not be applicable to the first and third examples where the span is 1100 mmWC, and the zero is lowered by 1145 mmWC, respectively. However, it could be used in the second example where the span is 880 mmWC, and the zero is raised by 770 mmWC. Using this lower range transmitter (1000 mmWC) will usually be more accurate because of the smaller absolute errors associated with other specifi-cations such as temperature, pressure and ambient tem-perature affects. Therefore, all being equal, it’s generally desirable to use the lower range transmitter to reduce measurement error.
The maximum flow rate of flowmeters is often speci-fied to be significantly higher than the design flow rate to allow for transients and increased plant throughput over time. In level measurement, the vessel size is fixed, so us-ing a higher range differential pressure transmitter pro-vides no similar benefit and typically results in additional measurement error that can be avoided by using a lower range transmitter.
Using the available information properly is another potential problem. Some years ago, distributed control
system inputs were incorrectly configured to correspond to the maximum transmitter spans. Aside from using in-correct values, the levels should have been expressed in percent. Using absolute level measurement units such as inches, feet, millimeters or meters increases the potential for error because operators must remember the height of each vessel to put the level measurement in context with the vessel. This can easily become overwhelming and cause operator errors because plants often have hundreds of vessels. For example, a vessel operating at 2.8 meters does not readily indicate a problem to the operator even though the vessel overf lows at 3.0 meters. On the other hand, the operator can easily determine that a vessel op-erating at 93% level might warrant attention and that a vessel operating at 97% may need immediate attention.
Differential pressure measurement is a workhorse of in-dustrial level measurement that’s been used for decades and will continue to be used for decades to come.
David W. Spi t zer is a pr incipal inSpi t zer and Boyes, LLCand a regular Control con tr ibu tor.
eNetMetereNetMetereNetMeter DN
eN
etM
eter
eN
etM
eter
eN
etM
eter
DN
woodhead.com/enetmeter/c©2009 Molex
Prevent system failures with BradCommunicationsTM remote diagnostic tools. They continually collect data from DeviceNet to identify potential problems.
• Characterize DeviceNet with continuous access to 18,000+ parameters• Track DeviceNet health with a PLC or PC (via Ethernet)• Harness NetAlytix software to display critical information• Respond to warning/fault fl ags before network failure can occur
Brad® Products – Complete solutions for automation infrastructure applications in harsh environments.
PREVENT NETWORK DOWNTIME WITH ENETMETERTM AND NETALYTIXTM REMOTE DIAGNOSTIC TOOLS.
ALWAYS ON THE JOB.
MOL-155 HalfPg.2-Control.indd 1 1/15/09 10:11:23 AM
CT0902_51_55_Press.indd 55 1/29/09 10:47:09 AM

56 www.controlglobal.com F E B R U A R Y / 2 0 0 9
Maybe one answer is blowin’ in the wind. North American chemical process plants tend to be wide open, outdoor fa-cilities that enjoy a relatively constant wind, and European facilities tend to be inside buildings. With a higher air speed, explosive dust and vapors can disperse, making the site safer and limiting the number of hazardous areas where safe systems are needed. In Europe, because the buildings are sealed, the entire building is a hazardous area, thus re-quiring intrinsically safe equipment throughout.
That’s as good a reason as any to explain why Europe-ans have adopted intrinsically safe I/O and North American plants cling to the age-old practice of putting I/O in purged or explosion-proof cabinets. There are other reasons as well.
In 2003, VDC Research (www.vdcresearch.com) did a study of user preferences in hazardous environments, and explosion-proof and purged cabinets came in � rst and second, with intrinsic safety coming in fourth. The survey was for users in North America and Europe, and VDC re-ported that Europeans picked intrinsic safety � rst, while North America picked explosion-proof cabinets � rst.
One of the study’s key � nding was, “Based on the survey data, it appears much more likely that users will switch to
intrinsic safety in the construction of new facilities and in major updating projects in existing facilities, rather than for replacements and minor projects, where the perceived ben-e� ts of switching are less.”
However, things may be changing. A recent market study by ARC Advisory Group (www.arcweb.com/res/safety) says that increased emphasis on process safety will cause a 12% growth in safety systems. “The safety system market has experienced unprecedented growth for the last two years,” according to Asish Ghosh, author of the study.
Explosion-Proof Cabinets vs Intrinsic SafetyEssentially, there are two basic ways to keep I/O from sparking and causing an explosion in a hazardous area: The � rst is to put all the I/O in a purged or explosion-proof cabinet, so any sparks that result inside the cabinet cannot cause an explosion outside the cabinet.
The second method is to use barriers to limit the amount of current going to instrumentation in a hazardous area, so that it can’t cause a spark if a cable is cut or a connection
Intrinsically safe I/O is all the rage in the rest of the world, but not here in North America. What’s the problem?
Intrinsic Safety: A Foreign Concept
CT0902_56_60_Safe.indd 56 1/27/09 5:39:42 PM

F e b r u a r y / 2 0 0 9 www.controlglobal.com 57
S a f e t y S y S t e m S
comes loose (Figure 1). This second method is called intrinsic safety.
Explosion-proof enclosures can be put anywhere in a plant, including in the middle of hazardous ar-eas. However, there is a major drawback—servicing anything inside or outside the cabinet requires shut-ting off all electrical power before opening the door. This can also shut down an entire process unit.
Explosion-proof cabinets are marvels of engineer-ing, with shaped doors and seals that prevent heat or sparks from an internal explosion from getting outside.
Unfortunately, such cabinets often have several interlocks and many bolts holding the seals closed. So, maintenance people may forget—or skip the process in a time crunch—to seal the cabinet properly, thus rendering it unsafe.
Intrinsically safe systems have other advantages. Joseph Kaulfersch, market analyst with Pepperl+Fuchs (www.pep-perl-fuchs.com) explains, “When one is making $20,000 an hour on a product, and an instrument can be fixed ‘hot’ or while running, it doesn’t pay to stop production. In the case of explosion-proof, users need to get a hot permit which takes time, plus the process needs to be shut down. An in-trinsically safe barrier has a 30-sec return on investment.”
Intrinsically safe I/O, such as I/O cards, fieldbus inter-faces and other devices, are kept in a non-hazardous area, with Zener safety barriers or isolation transformers limiting power to instrumentation cables going into hazardous areas (Figure 2). This method eliminates the need for explosion-proof cabinets and makes instrumentation in the hazardous area easier to service, because disconnecting wires to service instruments can’t cause a spark.
However, since IS limits the amount of current going into a hazardous area, you have to use IS instrumenta-tion, switches, monitors and analyzers that can operate
on the limited amount of current available. Fortunately, IS-rated instrumentation is becoming more widely avail-able every day.
So How are IS Sales in North america?The answer depends on whom you speak to. “I really haven’t seen many requirements for intrinsic safety in North Amer-ica,” says Bruce Jensen, manager, systems marketing and sales support at Yokogawa (www.yokogawa.com/us). “Those requirements and installations we do have in North America are generally in the pharmaceutical industry, where there is a combination of general-purpose, Class 1 Div II and Class 1 Div 1 areas. Here we have used barriers from different sup-pliers. Yokogawa does make I/O modules for its I/O subsys-tem in the Centum series with built-in barriers. However, the market for those appears to be mainly the Middle East and Europe.”
Joseph MacInerney, principal control systems engineer at Fluor (www.fluor.com), a systems integrator, says, “The trend in North America is still very much against intrinsic safety. The old ideas are too entrenched, plus most plants are existing, so there is a reluctance to change. We are using more and more in the Far East, where I work. Once one is used to the criteria there is no problem. However, it’s diffi-cult to get all IS instruments, so one ends up with a combi-nation of IS and ex-proof.”
Andre Dicaire, product manager at Emerson Process Man-agement (www.emersonprocess.com), says his company sees a small percentage of its control system I/O channels in North America that require IS protection. “We do a lot of upgrades and expansions in North America, and typically we just con-nect to the existing field instrumentation,” he says. “Custom-ers do not rip out their functioning field instrumentation to reinstall it using IS barriers.”
Figure 1. An intrinsic safety system uses Zener diode safety barriers to limit the amount of current to instrumentation in a hazardous area.
Hazardous area Non-hazardous area
Approved Approved
Intrinsicallysafe
equipment
Intrinsicallysafe
barrier
Controlequipment
room Sour
ce: O
me
ga
Eng
ine
erin
g
Intrinsic Safety: A Foreign Concept
CT0902_56_60_Safe.indd 57 1/27/09 5:40:35 PM

S a f e t y S y S t e m S
On the other hand, P+F’s Kaulfersch says, “It would be inaccurate to say that intrinsic safety it is not popular in the U.S. That was true 15 years ago, but P+F’s intrinsic safety business has been growing organically—without any ac-quisitions—by 25% per year for the last
five years, and a few of our major com-petitors have also experienced signifi-cant growth. In fact, several industry segments have standardized on intrin-sic safety for all of their plants in the U.S., as well as around the world.”
Sonja Anderson, application en-
gineer at MTL Instruments (www.mtl-inst.com), concurs. “Historically, IS has been considered a ‘European’ technology. Yet in the last two years, MTL doubled its sales in the Ameri-cas, with a large portion of those sales in IS products. Has intrinsic safety become an American solution? I cer-tainly think so.”
John Riess, regional product man-ager for distributed I/O at Rockwell Au-tomation (www.rockwellautomation.com), also says IS is growing. “Manu-facturers around the world use intrinsic safety measures, including here in the U.S. Also, Latin America is among the fastest-growing markets using intrinsic safety. What we’re seeing is a lot of dif-ferent industries have hazardous envi-ronments that have to be dealt with, and plants are taking measures to ame-liorate any potential problems. These measures include using a physical bar-rier, purged enclosures and products designed to limit the available energy. Some plants use a mix of all three.”
Greenfield Issues“Our input from customers is that IS wiring methods are indeed increasing in North America,” says Scott Saun-ders, vice president of sales and mar-keting at Moore Industries (www.mii-net.com). “However, the adoption rate is certainly slower than the overall
Figure 2. An intrinsically safe installation us-ing Turck IM intrinsically safe barriers.
• -40ºC to 85ºC Operating Temperature
New Software Features Including:
• SNMP V3
• GUI Based DHCP Server with Option 82
• N-Link Redundant N-Ring Coupling
• GUI Based MAC & IP Routing Table Display
Now Offering More Ports and More Functionality
716FX27018FX2
7018TX716TX
New 700 Series Models New 7000 Series Models
tel: (251) 342-2164 • fax: (251) 342-6353 e-mail: [email protected]
web: www.n-tron.comManufactured in the USA
Sour
ce: T
urck
.
CT0902_56_60_Safe.indd 58 1/27/09 5:40:54 PM

S a f e t y S y S t e m S
growth rate of our industry. The reason for this is the lack of new greenfield plants being built in North America.”
One reason IS makes sense for new plants, Saunders says, is because it’s less expensive. “We see the growth for intrinsic safety is with new chemi-cal, pharmaceutical and petrochemi-cal plants for a couple of reasons,” he explains. “First, many contractors put their projects out for bid throughout the entire international engineering community. If firms that win these contracts reside outside North Amer-ica, their tendency has been to use in-trinsic safety wiring methods due to their experience with it. Second, many of these firms bid on turnkey fixed-bid projects, and have done a financial analysis that determined that intrinsic safety wiring methods for hazardous areas and zones will actually save over-all wiring and installation dollars.”
Jim Peterson, product manager at Turck (www.turck.com), agrees and says IS is easy to install. “IS installa-tions allow the same wiring techniques used in non-hazardous industrial in-stallations,” he explains. “This elimi-nates the need to use rigid conduit, ar-mored cable or specially certified cable in these areas. The NEC allows the same cable types used in ordinary in-dustrial installations, including multi-core cable that can support multiple IS signals in the same cable.
“The use of IS installation tech-niques not only simplifies the overall installation, but it also makes instal-lation in hazardous areas a non-issue with maintenance personnel. Electri-cians with no hazardous-area experi-ence can use the installation methods they are familiar with in any installa-tion that incorporates intrinsic safety. None of the expertise in special wir-ing techniques that is required with explosion-proof installations is nec-essary. The use of quick-disconnect technology may be incorporated and used safely in areas that have even the highest potential for the possibility of
an explosion without concern.”
the Wireless factorAs for adding instrumentation in an existing plant, many companies are go-ing to wireless transmitters. An intrinsi-
cally safe, battery-powered transmitter completely eliminates the need for bar-riers, wiring, explosion-proof cabinets, purging and other safety measures.
Kaulfersch disagrees. “Industry is still trying to cut its costs, so wireless technol-
Sour
ce: T
urck
.
CT0902_56_60_Safe.indd 59 1/27/09 5:41:27 PM

S a f e t y S y S t e m S
60 www.controlglobal.com F e b r u a r y / 2 0 0 9
ogy is being installed. Wireless still needs to be powered in some way, so intrinsic safety is required.”
Dicaire points out that, “Many companies use fiber-optic transmission in hazardous areas, but even fiber optics have to be IS. If a fiber-optic cable is severed, the laser beam can ignite dust particles. Therefore, Emerson developed an IS fiber-optic repeater.”
MTL’s Ian Verhappen points out that the Fieldbus Foun-dation (www.fieldbus.org) has adopted IS, too. “Foundation fieldbus makes extensive use of IS, FISCO and FNICO. FISCO and FNICO are not strictly speaking IS technolo-gies, but they allow ‘live working’—that is, the ability to work
on the device without requiring a continuous gas test. Live working is critical to fieldbus installations, because to work on a device, you must be able to communicate with it. Un-like conventional analog systems that only require a DC cur-rent, fieldbus systems also require system communications, so they can be addressed and modified. But fieldbus devices don’t need to be connected or disconnected often, so much of the work can be done from the maintenance console over the network.”
Do We Need IS?Dicaire of Emerson says one reason for the low demand for IS in North America is because plants are being built safer these days to meet regulatory targets. “Improved valve packing and seals on field equipment have minimized fugitive emissions, allowing companies to significantly reduce or even eliminate the areas needing Zone 1 classification,” he explains. “So even in new installations where IS can be introduced, the percent-age of I/O signals that require it is small.”
At least two observers have questioned the need for in-trinsic safety, including our own columnist, John Rez-abek, and Mike O’Neill, director at MooreHawke (www.miinet.com.moorehawke).
Rezabek says in his March 2008 column ( www.con-trolglobal.com/articles/2008/070.html), “Why do we in-stall an intrinsically safe instrument system? One reason is the ability to do live work, such as connecting and dis-connecting an instrument for calibration or troubleshoot-ing. The other reason is the significant likelihood that the area where an instrument is located routinely has a flam-mable or explosive mixture of fuel and air present. We’re at a point today where, in many cases, both of these needs are going to or have gone away already.”
O’Neill says, “IS systems were great for analog electronic modules that needed frequent access in the field and for the ad-justment of limit switches on valves. Fieldbus devices have no physical adjustments accessible in the field or otherwise, and all changes are made through the segment communications, so putting yourself through the pain of IS fieldbus—and it can be very painful indeed—is not necessary at all! However, company specifications don’t always follow technology very fast.”
Even if it’s true that modern instrumentation and plant design have virtually eliminated problems in hazardous ar-eas, the rules-makers haven’t gotten the message—and it’s the brave corporation that’s willing to eliminate safety sys-tems where they have always been installed. Whether you choose explosion-proof or IS, a legion of local, state, national and international standards organizations, your own com-pany policies and the requirements of your insurance carrier will determine what safety systems you will use.
Rich Merr i t t is a Control con tr ibu t ing edi tor.
One problem with both systems is the bewildering array of rules
and regulations regarding hazardous areas and classifications.
The “zones,” “divisions” and other categories that vary from
sytem to system and standard to standard make it hard to tell
the players without a detailed scorecard.
Gus Elias, standards specialist at Moore Industries (www.mii-
net.com), explains the differences between the European ATEX
rules and the U.S. and Canadian National Electrical Codes
(NEC/CEC): “In the U.S., the classification of hazardous loca-
tions is based on the NEC, while in Canada the CEC applies.
In Europe, Asia and Australia, the tendency is to follow the rec-
ommendations of the International Electrotechnical Commission
(www.IEC.ch).”
While similar, their definitions of hazardous areas differ:
• Continuous hazard present: CEC/NEC = Division 1, IEC/Eu-
rope = Zone 0.
• Intermittent hazard: CEC/NEC = Division 1, IEC/Europe = Zone 1.
• Abnormal hazard: CEC/NEC = Division 2, IEC/Europe = Zone 2.
“It’s important to note that Zone 2 (IEC/Europe) and Division 2
(North America) are similar to a great extent, but are not identi-
cal, while Division 1 includes the corresponding Zones 0 and 1,”
notes Elias. ( For a quick rundown on the differences see Dan
Hebert’s Dec. ’08 Technically Speaking column at www.control-
global.com/articles/2008/SortingOutATEX0812.html.)
Elias says these seemingly minor details have tripped up a
number of major control system vendors, who found that their in-
trinsically safe I/O systems, which met NEC/CEC requirements,
did not meet ATEX requirements, and they lost a number of large
jobs in Europe as a result.
Things may be changing. “U.S. plant installations were histori-
cally based on NEC500 [divisions], but in the future, new plants
may be designed to NEC505, which encompasses zones and fol-
lows IEC standards,” says Elias. “This will allow the worldwide use
of similar apparatus and wiring methods, including an increase in
the use of intrinsic safety.”
Playing by the Rules
CT0902_56_60_Safe.indd 60 1/27/09 5:41:55 PM

a s k t h e e x p e r t s
F e b r u a r y / 2 0 0 9 www.controlglobal.com 61
Magnetic Flowmeters, Nuclear Plants
QOur factory has a MagFlow flowmeter from Emerson Process Management to measure sugar juice. Sensor model is 8711SSA040R1N0 and transmitter model is
8732CR12N0M4.After one season’s operation, the flowmeter failed. The
error message is “reverse flow,” and in the transmitter, the indicator number keeps counting the flow, although the pipe is empty. We check all the parameters and the same thing occurs. Then we do calibration, but the situation does not improve.
When we take the sensor out of the pipe, it seems to be OK—no error message appears on the display, and the transmitter display/indicator is not counting. When we re-install it in the pipeline, the same error message appears. The ground/earth wire is OK.
Please help me to solve problem and/or find out the root cause of it, or do we have to replace with a new sensor?
Tran nGOC KHeIM - rOGerroger.t ran@ vie t techcorp.com
A This phenomenon is typical of both AC and DC mag-netic flowmeters. When nothing seems to be wrong with the sensors or the transmitter and yet this occurs,
check the integrity of the electrode seal within the pipe or the integrity of the lining, if any. Faraday’s Law never ceases to function as long as the fluid is in contact with the elec-trodes, even if the pipe is only half full. When the liquid sloshes, the meter can give a negative reading.
I recommend checking the grounding of orifices on both sides if the pipe is lined. Magnetic flowmeters often ground the output signal to minimum when flow drops to zero or to a known low point, thus avoiding these kind of errone-ous readings.
G.”raM”raMaCHandranS ys tems Research In terna t ional Inc. Ram.G.Ramachandran@shel l .com
A If the meter operates properly when removed from the line, and it does not when installed, the problem is caused by an installation error.
The voltage which the magnetic flowmeter detects is in-duced by the velocity of the flowing conductive fluid. Be-
cause this voltage is very small, ANY extraneous voltage or electric noise will interfere with it. Consequently, the elec-trodes must be well-insulated from the pipe if the pipe is conductive (metallic). This insulation will fail if: 1) the elec-trodes come into contact with the pipe, because the elec-trode seals are damaged, 2) the flowing fluid contacts the pipe because the meter lining is damaged or 3) the bonding of the meter (or its ground) has failed, and therefore, the electrically conductive pipeline is no longer grounded.
My guess is that your trouble is caused by bad bonding.
béla lIpTáK
Q Hungary has a national nuclear power plant, MVM Paks NPP. Our company is interested in the NPP’s in-trumentation and control-related reconstruction work.
It has to be done by late 2012. I have to choose and test some software systems with the following requirements:
• We would like to eliminate the very different and com-plex designing and drawing processes and integrate them into a package.
• The software must allow us to make functional and logical plans (I think P&ID is also necessary). In ad-dition, we would like to generate other design docu-ments, such as electrical, control and plant drawings. At least we would like to learn about the main differ-ences between the available software packages on the market. We need to do this to help preventing opera-tors from making avoidable errors. So we would like to automate almost everything.
• We would like to test (dynamically, animated) the whole plant. Actually, we have the complete system in FORTRAN. It is a fully detailed model, working as the operating plant, but I am not sure if our oper-ating software is compatible with the new software packages. Maybe we can make adjustment and modi-fications to eliminate the conflicts if we know their database structure.
• It is a must to have an interface with DCS systems, which in our case is Siemens SPPA-T3000.
• Because of our high expectations, we would like either select an existing software package for this purpose or develop the software needed ourselves.
“Ask the Experts” is moderated by Béla Lipták, process control consultant and editor of the Instrument Engineer’s Handbook
(IEH). Preparation of IEH’s 5th edition will start shortly. If you’re qualified to update an existing chapter or prepare a new one,
please sent your resumé. Similarly, if you’d like to ask or help answer questions in this column, write to [email protected].
CT0902_61_62_ATE.indd 61 1/28/09 5:08:32 PM

62 www.controlglobal.com F e b r u a r y / 2 0 0 9
a s k t h e e x p e r t s
What kind of products or product packages can you rec-ommend? The only suitable packages I’ve found are an In-vensys and a Comos system combined into a package, but I think they do not have interfaces to Siemens.
balint Katona, SoFtware engineerbal in t .ka [email protected]
A I am glad that the controls at the Paks nuclear power plant, (which was completed in 1974, placed on line in 1982 and experienced an accident in 2003) will be
updated. After over 25 years of operation, it is high time. For the safety controls needed, refer to my series of articles at
www.controlglobal.com/voices/liptak.html. As to displays, we usually start with a dynamic pro-
cess display, and add all the monitoring, logic and con-trol instrumentation, including details such as transmitter ranges, tuning settings, valve failures, etc., to that. Next, we provide the operators with means to first view the con-ditions of the total plant and after that to focus on any area of interest and observe the operation of any control loop or safety interlock, etc.
In my July article on nuclear safety, I will describe the causes of the Chernobyl accident. Because the Paks plant in some ways is similar to that one, you should make sure to elim-
inate the control errors that I will list. You should also keep in mind the emerging threat of cyberterrorism, which I discussed in an article you can read at www.controlglobal.com/voices/liptak.html. The bottom line is that you should eliminate all communication links between plant controls and the Inter-net. Another emerging threat you have to protect against is in the areas of spent fuel storage and reprocessing, because 20 pounds of plutonium is enough to build a dirty bomb.
You should also think about recovering the waste heat from condensers, etc. and use it to heat the city of Paks.
As to the Invensys and Comos packages, I was under the impression that they have the capability to interface with Siemens, but I am not absolutely sure of that. I suggest that you check with a software expert at Siemens or with some-body like James K. Bigelow, principal simulation engineer at Pacific Gas & Electric Co. ([email protected]).
bÉla liptÁKl ip takbela@aol .com
Figure 1. A typical nuclear power plant arrangement.
ContainmentStructure
Generator
Condensor
Turbine
Pressurizer SteamGenerator
ReactorVessel
For a drawing of the magnetic flowmeter problem described in Question 1, go to www.controlglobal.com/0902_ATE.html.
CT0902_61_62_ATE.indd 62 1/28/09 5:10:37 PM

R O U N D U P
F e b r u a r y / 2 0 0 9 www.controlglobal.com 63
Still Sexy After All These YearsGoing green and plant integration keep HMIs looking good.
HMIs have revolutionized the way machine operators or engineers interact with a system or a process. But the HMI market is mature, and prices have fallen dramati-cally over the last 30 years. The poor economy and the lack of investment by large companies in upgrades or plant expansion will cause headaches in 2009 and be-yond, but on the bright side, HMI manufacturers are addressing new needs that will keep customers coming back for more.
According to a Frost & Sullivan research study, “Process and manufacturing industries are increasingly integrating plant-floor automation and control into supervisory and enterprise-level systems through remote communications, as result of which the need for security has been rising. HMI manufacturers must address the issue of security and provide potential customers with adequate precautionary
measures, especially for Web-based systems, through in-frastructure and access protection measures, so that cli-ents can invest in highly developed HMI solutions.”
Going green is also on everyone’s mind today. Frost & Sullivan goes on to say, “environmental regulations con-tinue to place a great deal of pressure on end-user com-panies to tighten regulations regarding fugitive emissions and waste discharge. Retooling plants to comply with such regulations will continue to drive the HMI market as new technologies are developed. Regulations affecting end-user industries put pressure on manufacturers to make new products that meet requirements set by government bodies. This should drive revenues for HMIs.”
Patti [email protected] t
WIDESCREEN MONITORS Te AlTh CompuTer
888/S Te AlTh w w w.s teal th.com
Model SV-2400 24-in., NEMA 4/IP56, all-steel, enclosed LCD touchscreen monitor is capable of running resolu-tions up to its native mode WUXGA
of 1920 x 1200 pixels with both ana-log and digital input sources. It fea-tures a 16:10 aspect ratio, low power consumption, 250 nits of brightness, 160-degree viewing angles and a con-trast ratio of 1000:1. The monitors are available with an anti-reflective, tem-pered glass protective overlay or an optional capacitive touchscreen.
HARSH FACTORY FLOORSComArk
508/359-8161 w w w.comarkcorp.com
EnduraTouch 1500FX and 1700FX front-access NEMA 4X PCs, primar-ily for harsh factory floor environments, have a stainless steel enclosure, 15-in. a or 17-in. LCDs and sealed I/O ports. Self-contained cooling technology pre-vents leaks and keeps out dust where liquids, humidity and extreme tempera-tures and caustic washdowns are daily. It
meets FSIS requirements. HMI supports Windows XP, Embedded XP, Windows CE and Linux. Options: touchscreen, wireless networking and PCI expansion.
COST-EFFECTIVE HMIred lion ConTrolS
717/767-6511 w w w.redl ion-controls .com
G3 Kadet operator interface allows communications between multi-ple devices and protocols in OEM
machine monitoring and control. It has a TFT display in three sizes: 4.3-in., 5.6-in. and 8-in. All models come standard with one RS232 and one RS232/422/485 port and support over 170 different protocols. The 5.6-in. and 8-in. models include a third RS232/422/485 serial port and inte-grated 10 Base-T Ethernet allowing simultaneous communication with up to seven device types.
CT0902_63_65_RndUp.indd 63 1/28/09 5:17:33 PM

64 www.controlglobal.com F e b r u a r y / 2 0 0 9
R O U N D U P
APPLICATION DEVELOPMENTPro-face america
734 /429-4971 w w w.profaceamer ica.com
GP-Pro EX version 2.2 HMI application development software features multi-media capability, remote PC access,
high-speed device linking and a built-in control logic editor. The software speeds application development for both OEMs and end users who need to standardize on one HMI package that supports both Windows-based systems and dedicated operator interfaces.
COMMUNICATE VIA ETHERNETPePPerl+fuchs
330/486-0002 w w w.am.pepper l-fuchs.com
VisuNet RM eliminates copper and fiber-optic KVM (keyboard, video and mouse) interface technology, while le-
veraging open network-based Visual over Etherenet (VOE) technology founded on Microsoft standards. VOE technology facilitates operation of up
to 32 remote monitoring stations per server and supports redundant servers, pathways and hot switchover.
DEMANDING APPLICATIONSsiemens energy & automation
800/964-4114 w w w.sea.siemens.com
Simatic MP 377 Multi Panels offer 64K of colors and are available in 12-
in. TFT displays and 15-in. and 19- in. touchscreen models. Suited for the WinAC MP 2007 operating plat-form, the MP 377 includes 2 MB of user memory. as well as an additional 12 MB memory.
OPERATOR INTERFACESiDec
800/262-4332 w w w.idec.com/usa
The 5.7-in. HG2G operator interface measures only 35 mm deep, offers a
choice of monochrome or 256-color touchscreen display, and comes with 2 MB memory. An optional built-in Ethernet port allows remote commu-nication with PLCs. The OI is RS232/
RS485/RS422-compatible and sup-ports all major PLCs.
DVI/USB SPLITTERBeckhoff automation
952 /890-0000 w w w.beckhof fau tomat ion.com
CU8810 DVI/USB splitter is designed to serve the needs of sprawling plants and larger machines. It connects multiple in-
dustrial displays, such as four screens of the same image, or two separate images can be connected to the same PC. The splitter transfers images via DVI, and its integrated USB ports transfer command signals from touchscreens, function keys, keyboards and other USB devices.
HMI DEVELOPMENT oP to 22
951/695-oPto w w w.opto22.com
PAC Display is a Windows-based HMI development application used to create graphical interfaces that mimic a pro-cess. Support for alarm management,
recipe handling, operator logging, real-time and historical trending, mul-timedia and unlimited tags included.
CT0902_63_65_RndUp.indd 64 1/28/09 5:18:17 PM

R O U N D U P
F e b r u a r y / 2 0 0 9 www.controlglobal.com 65
ON THE LEVELMonitor technologies
800/766-6486 w w w.moni tor tech.com
HMI² operator interface combines with the SiloPatrol SE cable-based “smart” sensor inventory manage-ment system and the Flexar smart guided- wave radar, continuous level
measurement system to serve as an interface. HMI²’s two sensor net-works, with a capacity of 16 sensors each, provide operator interface with up to 32 SiloPatrol SMU and/or Fl-exar sensors.
TOUCHSCREENoMegA engineering
203/359-1660 w w w.omega.com
This HMI operator interface is a customizable, true analog touch-
screen operator interface with pro-grammable function buttons. Macro programming handles applications, manipulating and storing trends, data and communications, as well as sending data from one PLC to an-
other. The multi-language interface is available in 4-in., 6- in., 8-in. and 10-in. models with blue mode, gray-scale or color version.
SMALL-PACKAGE HMIschneider electric
888/squared w w w.us.schneider-elec tr ic .com/hMi
Magelis XBTRT is a semi-graphic touchscreen with one or 10 lines of text. There are 16 graphical touch-
screen sizes from 3.8 in. to 15 in. with multiple display types, a range of three keypad terminals in 5.7-in. and 10.4-in. screen sizes and two terminals with XP operating system embedded.
MOBILE HMIsWonderWAre
949/727-3200 w w w.wonder ware.com
Tablets are designed for mobile HMI users in manufacturing, SCADA and infrastructure industries where oper-ators or maintenance personnel need mobility, real-time graphics, system monitoring, interaction and trouble-shooting. They come pre-installed with Microsoft Windows XP oper-ating system, InTouch 10.0 software and a 3000 Tag Runtime license. Op-tional versions are offered depending on the regional integrated wireless LAN IEEE802.11a/b/g requirements
for either Americas or EU wireless standards. Sunlight-readable displays are standard.
WEB-BASED HMIhone y Well
973/455-2000 w w w.honey wel l .com
Experion Process Knowledge System (PKS) HMI uses HMIWeb technol-ogy, a Web-based architecture that
allows application and business data and HMIs, to be integrated. HTML is the native display format to provide access to process graphic displays from either the secure Experion Sta-tion environment or directly from Mi-crosoft Internet Explorer. Alarm and event presentations are included.
CT0902_63_65_RndUp.indd 65 1/27/09 5:19:45 PM

66 www.controlglobal.com F e b r u a r y / 2 0 0 9
P r o d u c t i n t r o d u c t i o n s
Product GEts BEttErControlSof t
4 40/4 43-3900 w w w.controlsof t inc.com
INTUNE+ software combines custom-ized software tools and process control
services to minimize process variations throughout a production unit. It pro-vides process stability, long-term pro-tection against performance degrada-tion and customized reports.
EMissions MonitorinGAME tEK l And InS truMEntS
412 /828-9040 w w w.landins t .com
LANCOM 200 portable sulfuric acid dewpoint monitor is designed for oil-
and coal-fired boiler systems that re-quire periodic monitoring of the sul-furic acid dewpoint temperature to maintain boiler efficiency, prevent corrosion or to evaluate the effective-ness of fuel additives and changes in combustion conditions. It captures and stores up to 10,000 readings.
LiQuid dEnsitY MEtErEMErSon ProCESS MAnAgEMEnt
314 /553-2000 w w w.emersonprocess.com
Micro Motion 7835 explosion-proof,
flame-proof, certified custody transfer density meter is certified ATEX II 2 G EEx d IIC T6 and T4. Depending on the functionality required, the 7835 density meter can be specified as a fre-quency output sensor version (requires external signal converter or flow com-puter) or as a transmitter version with integral communications (Modbus RS485 and two 4-20 mA outputs).
tEMPErAturE controLSElCo ProduCtS
800/229-2332 w w w.selcoproduc ts.com
Precision Differential Thermostat Se-ries features tight differential between 9 ºF and 14 ºF (5 ºC to 8 ºC) for ac-curate temperature control. They are available with open-on-rise (OA) and close-on-rise (CA) configurations Fea-tures include a phenolic body, setpoint between 50 ºF and 203 ºF (10 ºC to
95 ºC) and a switch that uses a snap-action, temperature-sensitive, bimetal disc, electrically isolated from the
switch. Contacts open or close on rise when surface or ambient temperature increases to the setpoint of the cali-brated bimetal disc.
LoW-cost PAcnAt IonAl InS truMEntS
800/258-7022 w w w.ni .com
CompactRIO programmable automa-tion controller (PAC) offers engineers and machine builders a solution for advanced control and monitoring ap-plications. The CRIO-9073 has an integrated hardware architecture that combines an embedded real-time pro-
cessor and a user-programmable FPGA chip within a single chassis. The CRIO-9073 also supports the scan mode pro-gramming features in the LabVIEW Real-time Module 8.6, which simpli-fies the programming of the FPGA-based CompactRIO system.
outdoor VALVEnAChI AMErICA
800/622-4 410 w w w.nachihydraul ics.com
SK-G01 Series solenoid-operated, wet-type, directional control valve is suited for outdoor hydraulic equipment appli-cations. Featuring high dust and water resistance (JIS C 0920 IP67), as well as vibration-proof performance (JIS D 1601 3 D Grade 90 Division 400), the valve withstands environmental elements. Maximum flow rates range from 50.0 l/min to 100.0 l/min for stan-dard types and from 40.0 to 50.0 l/min for shockless types. Maximum working
CT0902_66_67_Prod.indd 66 1/27/09 5:21:49 PM

P r o d u c t i n t r o d u c t i o n s
pressure is 35 MPa for standard types and 25 MPa for shockless types.
ModBus GAtEWAYsAdvAntech, Indus trIAl AutomAtIon Group
800/205-7940 w w w.advantech.com/ea
EKI-1220 series Modbus gateways are designed for quick and easy integration of Modbus serial devices with Industrial Ethernet networks. Available in two con-
figurations, the EKI-1221 and EKI-1222 feature one or two RS232/422/485 serial ports with redundant 10/100 Mbps Eth-ernet connections for transparently con-necting Modbus ASCII/RTU and Mod-bus/TCP devices and equipment.
ProFiBus conFiGurAtor soFtWArEFAs tr Ak soF t Works
262 /238-8088 w w w.fas t-sof t .com
Profibus Configurator has been designed to make Profibus network setup and I/O configuration simple. Fully integrated into PLC WorkShop for Siemens 505,
the Profibus Configurator allows you to plan, configure and manage entire Pro-fibus networks right from within Work-Shop’s interface eliminating the need for obsolete and third-party applications.
non-contAct LEVELGems sensors & controls
800/378-1600 w w w.Gemssensors.com
UCL-520 series of ultrasonic level sen-sors is suitable for non-contact applica-
tions such as industrial water treatment, wastewater management and chemical storage. The two-wire transmitter for measurement up to 26.2 ft has a built-in PVDF transducer for challenging ultra pure, corrosive or waste liquids. It offers a 3-in. minimum beam width for restricted space applications.
industriAL Ac MotorsAutomAtIondIrect
770/889-2858 w w w.automat iondirec t .com
IronHorse general-purpose AC motors include the industrial duty cast iron C-face style. Available in 1 hp to 100 hp,
all motors have a base speed of 1,800 rpm and are electrically reversible. The TC frame TEFC motors have ribbed cast iron frames for maximum cooling.
PrEssurE sEnsoromeGAdyne
740/965-9340 w w w.omegadyne.com
MM Series pressure transducers offer a modular design to allow you to construct a pressure sensor meeting your require-ments and delivered from stock in two
weeks. They are available in gage, abso-lute, barometric, vacuum, compound and differential styles, in ranges from 0 in. to 10 in. H20 through 0 to 5000 psi. Multiple accuracies are available to 0.03% BSL.
coMPLiAncE soFtWArEdocule x
863/619-2638 w w w.doculex .com
A component of Archive Studio soft-ware adds content control and compli-ance capability with WebSearch con-tent management software. WebSearch enables all email to be saved on an orga-nizer’s server, with all body and attach-ment content organized and archived to assist in compliance with regulations including HIPAA and Sarbanes-Oxley. This accomplishes the goal of mitigat-ing information loss and subsequent se-curity risks in real-time, with complete information retention throughout each email’s life cycle, regardless of any dele-tions at the PC level.
F e b r u a r y / 2 0 0 9 www.controlglobal.com 67
CT0902_66_67_Prod.indd 67 1/27/09 5:22:16 PM

Honeywell Brings DCS Power to Smaller Sites
large staffs had the expertise to implement them. Now, as happens so often lately, the world is turning upside down, and a major DCS has been retooled for use by smaller pro-cess users and their applications.
Honeywell Process Solutions is introducing its Experion LS control system, which incorporates years of learning and indus-try-leading functionality from the Experion Process Knowledge System (PKS) and provides a DCS’ power and reliability in a small and flexible solution. Ex-perion LS manages all contin-uous process control applica-tions and optimizes batch and sequence-oriented applications found at specialty chemicals, pharmaceutical, food and bev-erage, and consumer goods pro-ducers. Scalable from a single PC and controller to multiple stations, Experion LS ensures plant reliability and flexibility, while lowering lifecycle costs for smaller sites.
“The historical focus for Ex-perion was the largest, most complex applications,” says Tim Sweet, Honeywell product marketing manager. “So, to meet the unmet needs of adjacent markets, especially those in emerg-ing economies such as China and India, we knew we needed to offer a smaller process application. Many small firms are mov-ing from manual batch into automation to improve quality, and they need small, inexpensive and simple control systems.”
Experion LS is ideally suited for smaller plants because it allows users to better respond to market changes, while offering robust process and batch control. “Our customers asked for a DCS that was less complex to configure, easy to reconfigure for new product changes, with built-in alarming and historian functions to improve their process quality and drive out costs. As a result, we also built Experion LS to run on less costly, off-the-shelf PCs.
Because it requires less engineering effort to configure and is easier to maintain than a PLC or large DCS, Expe-rion LS can help plants save up to $20,000 per year in sup-
port per system. This easier configuration also enables faster and more reliable changeovers, allowing operators to more easily modify batch recipes and increase production.
“Smaller manufacturing operations tell us they need DCS functionality, such as system reliability and greater flexibility, which PLCs can’t offer, but many leading DCS systems are just too big for their operations,” says Norm Gilsdorf, presi-dent of Honeywell Process Solutions. “Experion LS offers
the best of both worlds. It pro-vides agility to respond to prod-uct mix changes and offers ad-vanced optimization and batch technology usually found in larger DCS systems.”
Experion LS features Hon-eywell’s S88-compliant and scalable solution for batch auto-mation that can be fully redun-dant. The system minimizes engineering costs with drag-and-drop configuration, pre-built algorithms, a global data-base, pre-configured displays
and out-of-the-box batch functionality. Users gain operational advantages by making automation configuration changes without stopping production and giving operators a run-time view of control strategy and sequence status, truly redundant unit execution and integrated operator instructions.
“For many years, smaller manufacturers faced a dilemma. They needed to quickly adapt their processes to market changes, though doing so could reduce system reliability and increase life-cycle costs,” adds Gilsdorf. “As the creator of the first DCS system, Honeywell took its extensive DCS knowl-edge and designed Experion LS to deliver the agility man-ufacturers need to survive in today’s business environment without sacrificing system stability.”
Also, plants now have the option to work through local, au-thorized Honeywell Experion Implementers to provide proj-ect implementation and ongoing application support.
For more information, visit www.honeywell.com/ps.
If small process applications can’t come to the distributed control system (DCS) mountain, then the DCS moun-
tain needs to miniaturize, pull up stakes and go to the small process application. For most of their existence,
DCSs have been the exclusive province of only the largest process control and automation applications. This
was because only the largest oil and gas or chemical applications could afford to adopt them, and only their
C o n t r o l E x C l u s i v E
68 www.controlglobal.com F e b r u a r y / 2 0 0 9
Experion LS Server—Redundancy—Station—Engineering tools—Simulation tools
C200controller
Chassis I/O
Rail I/O
Rail H I/O
Experion StationeServerACE node
Ethernet or ControlNetPLCs
Weigh scalesMotor drives
HARTPro�busDeviceNet
CT0902_68_HnyExcl.indd 68 1/28/09 2:12:15 PM

C o n t r o l E x C l u s i v E
Endress+Hauser Goes Gamma
the company has sold for decades in other parts of the world. Nuclear level and density devices have been used for many
years in those applications where nothing else works. Gamma gauges consist of three elements, a source of gamma rays, a detector and a transmitter. The gamma source emits gamma energy, which penetrates the wall of the vessel or pipe and im-pinges on the detector on the other side of the vessel or pipe. The reduction or increase in radiation received is propor-tional to an increase or decrease in density, whether caused by a change in the fluid in a pipe, or by the change in the air-liquid or air-solid interface or of the liquid-liquid interface in a tank.
“The physical principle of this measurement method allows for the precise determination of levels and densities through almost any con-tainer material or geometry,” says Worfe. “Since the device is com-pletely noninvasive, it is unaffected by external circumstances like high pressures, high temperatures or problematic corrosive, toxic or abra-sive medias.”
The Gammapilot M will measure density, continuous level, interface level and point level, with the only SIL 2/3 certification for gamma point level on the market.
Mass flow in extremely abrasive slurries and in large-sized pipes is possible by connecting an external volumetric flow device, such as the Promag 55S magmeter. The magmeter’s transmitter does the mass flow calculation using the density gauge and flowmeter’s output.
The Gammapilot M uses a scintillation tube as its detec-tor assembly. These devices are made of either PVT or NaI crystal and send to the transmitter a count rate signal that is proportional to amount of radiation received. The deploy-ment of scintillator detectors means that users can continue to use older, more depleted sources rather than disposing of them, since the scintillator can be up to ten times more sen-sitive than other detector types. This is important because it is not always easy to dispose of used gamma sources.
Another feature of the Gammapilot M is the radiographic testing protection. The FHG60 Modulator will prevent false spikes in measurements due to radiograph testing of pro-cess piping or from any other sources of stray radiation. The FHG60 Modulator is connected directly to the Gammapilot M and is synchronized with a motor. This works by rotating stainless steel absorbers at a timed interval. The absorber blocks the radiation from the gamma source at predetermined inter-vals, thereby allowing the detector to read only background or
stray radiation. Then the modulator rotates to the read position, allow-ing the detector to see the radiation from the source. This enables the Gammapilot M to distinguish the intended radiation from any stray or background radiation.
One of the biggest factors af-fecting any gamma measurement is ambient temperature. Temper-ature fluctuations, especially in-creases, will affect measurement results because the temperature af-fects the scintillator material and
alters its light-gathering abilities. The Gammapilot M dy-namically compensates for this by regulating the high volt-age of the photomultiplier in the electronics of the Gammapi-lot M. The influence of the temperature on the pulse rate of the detector is tested in the factory and stored in the device. During operation, the temperature inside the device is con-stantly measured. Temperature coefficients (device-specific) are used in an algorithm to calculate a compensated pulse rate. The energy spectrum from a radioactive source is con-stant, so changes in the scintillator’s light-gathering ability are adjusted in relation to the energy spectrum, enabling one of the most accurately temperature-compensated measurement devices on the market today.
Other features include FM, CSA, EX d, Ex e or Ex I current outputs and a 316L housing for heavy-duty applications.
For more information, contact http://us.endress.com or call
1-888-ENDRESS.
For the first time in at least two decades, there’s a new player in gamma nuclear process instrumentation. But
Endress+Hauser, according to Level Product Manager Kris Worfe, is no stranger to this technology. “Since
1962,” he says, “we’ve had global experience in multiple industries, with thousands of applications.” Now
Endress+Hauser is announcing the U.S. launch of its Gammapilot M nuclear level and density gauges, which
F e b r u a r y / 2 0 0 9 www.controlglobal.com 69
CT0902_69_E&HExc.indd 69 1/27/09 5:25:44 PM

DAN HebertSenior Technical ediTor
dheber [email protected] t
T E C H N I C A L LY S P E A K I N G
70 www.controlglobal.com F e b r u A r y / 2 0 0 9
Since an automated
calibration system
has little effect
on planning and
makes organization
more difficult, why
bother?
instruments, deciding on calibration ranges and intervals, and developing standard operat-ing procedures.
During organization, resources are mar-shaled and trained to carry out the scheduled calibration tasks. The execution stage is where the actual instrument calibration takes place.
Documentation and storage of calibration results typically involve signing and approving calibration records. Based on calibration re-sults, companies then have to analyze the data and optimize calibration intervals.
An automated calibration system will affect each of these stages differently—some more than others.
Planning is much the same whether calibra-tion is manual or automated.
An automated calibration system actually makes organization more difficult, as the tools needed are much harder to use. An automated calibration software system has two main tools: the calibration software and the handheld elec-tronic documenting calibrator. Learning how the software works is not trivial, as these pro-grams are powerful and necessarily contain a degree of complexity. Implementation can be eased for smaller systems by using scaled-down software, such as Beamex’s CMX Light.
The software must be installed on at least one PC and often on a network. For maximum effectiveness, it is often linked to other plant computing systems, such as ERP or computer-ized maintenance management, and it should also be linked to the handheld calibrators.
A handheld electronic documenting cali-brator that can download data from calibra-tion management software, walk an instrument tech through a calibration sequence, record the calibration data and upload the data back to the calibration management software is a compli-cated piece of equipment. A few days of train-
ing is typically required to get plant personnel up to speed on the calibrator.
Since an automated calibration system has little effect on planning and makes organiza-tion more difficult, why bother? The payoff comes during the next three steps.
Execution with a manual system requires generation of a calibration sheet for each in-strument. The instrument tech then takes the cal sheet to each instrument and calibrates it based on the sheet instructions. With an au-tomated system, a single handheld calibrator holds instructions for hundreds of instruments. The tech can then take the calibrator to the field and calibrate each instrument based on on-screen instructions and prompts.
Documentation and storage of results is a nightmare with a paper-based system. Calibra-tion data must be recorded manually by instru-ment techs in the field, usually on cal sheets. Filing these thousands of sheets each year in manner designed to allow easy retrieval is a complex task that can quickly overwhelm.
To avoid these issues, many plants trans-fer data from cal sheets to spreadsheets, data-bases or other software programs, which takes a lot of time and leads to errors. An automated calibration system automatically transfers data from the handheld calibrators to the calibration management software.
Finally, analysis is virtually impossible with a paper-based system, but quite viable with an automated system. The chief advantage of anal-ysis is that it allows calibration of each instru-ment to be performed only as needed. Reduc-ing the calibration frequency for non-critical instruments that tend to stay within parameters saves money. Increasing calibration frequency for critical instruments that often drift can help process plants avoid off-spec products, down-time and accidents.
The challenges of moving from paper-based procedures to an automated electronic
calibration system are significant, but not insurmountable. The question is, are the gains
of the switch worth the effort? Any calibration program contains five steps: planning,
organization, execution, documentation and analysis. Planning consists of listing all
is Switching Worth the effort?
CT0902_70_TechSpk.indd 70 1/27/09 5:26:42 PM

C O N T R O L T A L K
GREG MCMILLANSTAN WEINER, PEcontrol ta [email protected] t
F E B R U A R Y / 2 0 0 9 www.controlglobal.com 71
The Secret Life of pH Electrodes-Part 1
Stan: This is the hundredth anniversary of the glass pH electrode. News of the invention of the pH glass electrode was published in 1909, but it wasn’t until Dr. Arnold O. Beckman developed the � rst high-impedance ampli� er (Model G) in 1939 that industrial measurement of pH become possible. Dr Beckman persevered de-spite being told the total market was 500 in-struments. By 1956 Beckman had sold 126,000 Model G pH meters. Today about 100 pH elec-trodes are sold every hour.
Greg: The glass electrode is more important than ever because of its extraordinary range-ability and sensitivity to hydrogen-ion con-centration. What other measurement can cover 14 orders of magnitude of concentra-tion and detect changes as small as 10-14 (0 to 14 pH scale)? This incredible capability is the key to why the glass pH electrode is as important today as it was when invented 100 years ago and why something better hasn’t displaced it. Yet not much has been pub-lished about application problems and prac-tices. The life of the pH electrode is largely secret. The books and academic studies on the effect of process conditions on the glass electrode are over 15 years old. The chapter on electrodes in my book, Advanced pH Mea-surement and Control, (available online from Amazon.com, Textbooks R Us and A1 books, among others) is largely based on these old publications and my application experiences at Monsanto and Solutia.
Stan: The pH measurement application ex-pertise resides primarily in a few old hands at the pH electrode manufacturers. All of these guys could be headed for greener pastures (golf courses and ranches), so there is a sense of urgency on our part in capturing some of this expertise. We interviewed Scott Broadley
and Bob Garrahy at Broadley-James Corpora-tion (BJC) and Jim Gray and John Wright at Rosemount Analytical Inc (RAI) to get the inside story.
Greg: We are also getting input from any-one interested in pH by means of an on-line survey available at www.zoomerang.com/Survey/?p=WEB228KQLJS4KT. The survey is quite detailed. There is some value in complet-ing the survey just in terms of exposure to vari-ous issues and possibilities. If you don’t know the answer to any particular question, just click the 0-1% button on the survey.
Stan: The typical pH system available in the 1960s and 1970s consisted of three separate probes (measurement, reference and temper-ature). The user has a choice of lots of glasses (rugged, general-purpose, low-pH, high-pH, low-temperature and high-temperature). The
Greg McMillan and Stan Weiner bring their wits and more than 66 years of process con-
trol experience to bear on your questions, comments, and problems.
Write to them at [email protected].
CT0902_71_72_CntrlTalk.indd 71 1/27/09 5:27:41 PM

C O N T R O L T A L K
72 www.controlglobal.com F e b r u a r y / 2 0 0 9
reference electrode was typically a flowing junction, which prevented clogging and contamination, pro-moted faster equilibration and regu-lated a more constant potential at the reference junction. These electrodes are now relics. What happened?
John: There was a big jump in indus-trial pH measurements in the 1970s. Maintenance became a bigger issue. There were no diagnostics, and users were left to their own devices to figure out whether the problem was with the measurement or reference electrode. Also, installing and maintaining the fill and pressure of a flowing reference was an increasing aggravation. As a supplier, we seek to identify and alle-viate the biggest points of pain to the customer, and maintenance was the hot button in those days.
bob: The Clean Water Act of the 1970s, which required the neutral-ization of wastewater and removal of heavy metals prior to discharge to the sewer, was a huge boon to the pH market—enough to support the startup of a half-dozen companies. All of these electrode suppliers of-fered a combination electrode where the measurement and reference elec-trodes and often a temperature sen-sor were contained within one probe. Various reference designs were used to reduce loss of electrolyte or pro-cess flow into the reference junction to the point where the reference did not need to refilled or pressurized: If the probe was perceived to have prob-lem, it was simply replaced.
Greg: The throwaway concept was im-mensely popular, but in some cases, the probe life was a matter of days or, in some extreme cases, a matter of hours. In some nasty streams, coating, abrasion and premature aging of the glass, and coating, plugging and poi-soning of the reference were shorten-ing the life of the probes. These prob-
lems lead to more creative designs and advertising and to the “Top Ten” list at the end of this article.
Stan: Why do some users swear by the performance of new features?
John: There is a placebo effect where, if one believes the electrode has new exceptional qualities, one is less likely to blame the electrode for what are ac-tually operational or process problems. The reality in most control rooms is that the measurement is the easiest thing to blame.
Stan: Studies show that more than 65% of the removal and recalibration of flow, level, pressure and tempera-ture measurements is unnecessary. I suspect the percentage is higher for pH due to its extraordinary range and sen-sitivity. The removal and buffering of electrodes upsets the equilibrium of the reference and leads to calibration adjustments chasing calibration adjust-ments. Also, the biggest cause of elec-trode breakage is handling.
Jim: One user I encountered would hit the electrode on the side of the tank to shake loose any stuff hanging on the electrode and then wondered why the electrode didn’t work.
bob: I tell people to think of the con-struction of a pH probe as similar to a chemical glow stick. If you bend or strike it, you break the internal glass el-ement. But in the case of a pH probe, it doesn’t glow—it just stops working! The resulting crack or short may have no visual indication, and the problem is tough to catch online because the signal fails at close to 7.0 pH—the most common pH setpoint.
Greg: While only 10% of the appli-cations had real problems, the conse-quences were so significant in terms of poor plant performance (plant ca-pacity, product quality and environ-
mental violations and permitting) that the point of pain drove custom-ers to niche solutions that became corporate standards. For example, large chemical companies standard-
ized on solid references because they solved severe reference contamina-tion problems. Other electrode sup-pliers came up with double and tri-ple junctions, less porous junctions and gel fills to slow down the process fluid getting into the inner sanctum of the internal silver-silver chloride element of the reference. Most sup-pliers eventually developed their own version of the solid reference by us-ing porous wood, Teflon or a polypro-pylene and glass composite saturated with electrolyte.
“Top Ten Uses of Old pH Electrodes”(10) Christmas Tree ornaments. You
will need to get a bigger tree.(9) Jewelry for your spouse. Nothing
says “I love you” like a personal pH electrode.
(8) Knick knacks. Electrodes are much more interesting and fun than figurines.
(7) Party favors. Electrodes make great conversation pieces.
(6) Horny Toad costumes. Just be careful you don’t mistakenly poke someone.
(5) Disco décor. Go for glitter and glamorous.
(4) “Price is Right” prizes. See what customers are willing to pay.
(3) E-bay sales inventory. Claim they were used in celebrity pools.
(2) Electrodes on the skids. Most of them are probably better than the existing ones.
(1) Adorable Automators’ Association Hall of Fame inductees. We’re gonna need a bigger building.
More about pH electrodes will appear in the March and April issues.
CT0902_71_72_CntrlTalk.indd 72 1/27/09 5:27:56 PM

ABB and Siemens Specialists
ClassicAutomation.indd 1 7/28/05 9:15:34 AM
ABB Advant, MOD 300ABB Bailey In� 90 Siemens Moore APACSSiemens Simatic S5Large Parts Inventory
Phone: 585 241-6010, Fax: 585 241-6014www.classicautomation.com
CT0705_ClassicAuto.pdf 4/25/07 3:19:47 PM
Advertiser � � � � � � � � � � � � � � � � � � � � � � � PAge No�
ABB Drives . . . . . . . . . . . . . . . . . . . . . . . . . . 59
ABB . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
ABB Instrumentation . . . . . . . . . . . . . . . . . . 36
Allied Electronics . . . . . . . . . . . . . . . . . . . . . 18
AutomationDirect . . . . . . . . . . . . . . . . . . . . . . 8
Azbil North America . . . . . . . . . . . . . . . . . . . 75
Cashco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Electrochem Solutions . . . . . . . . . . . . . . . . . 16
Emerson Process Mgt/Rosemount . . . . . . . . 15
Emerson Process Mgt/Systems . . . . . . . . . . . . 4
Endress + Hauser . . . . . . . . . . . . . . . . . . . . . . 21
Hirschmann of America . . . . . . . . . . . . . . . . 27
King Engineering . . . . . . . . . . . . . . . . . . . . . 52
K-Tek . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Lumenite Control Technology . . . . . . . . . . . 54
Magnetrol International . . . . . . . . . . . . . . . . 12
Maple Systems . . . . . . . . . . . . . . . . . . . . . . . . 48
Meriam . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Molex . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53, 55
National Instruments . . . . . . . . . . . . . . . . . . 44
Newport Electronics . . . . . . . . . . . . . . . . . . . . 2
Noren Products . . . . . . . . . . . . . . . . . . . . . . . 37
N-Tron . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Ohmart Vega . . . . . . . . . . . . . . . . . . . . . . . . . 23
Omega Engineering . . . . . . . . . . . . . . . . . 3, 50
Pepperl+Fuchs . . . . . . . . . . . . . . . . . . . . . 46, 47
Phoenix Contact . . . . . . . . . . . . . . . . . . . . . . 11
Reed Exhibition Companies . . . . . . . . . . . . . 38
Red Lion . . . . . . . . . . . . . . . . . . . . . . . . . 41, 43
rf neulink . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
RTK Instruments . . . . . . . . . . . . . . . . . . . . . . 37
Schneider Electric . . . . . . . . . . . . . . . . . . . . . 76
Schweitzer Engineering Laboratories . . . . . . 17
Siemens HMI . . . . . . . . . . . . . . . . . . . . . . . . 30
Stealth Computer . . . . . . . . . . . . . . . . . . . . . 22
Turck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Weidmuller . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Winsted . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Yokogawa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
C L A s s i F i e d sA d i N d e X
Contact: Evy TrostSuite 3017100 Northland Circle Brooklyn Park, MN 55428
800-665-7610 ext. [email protected]
DCS - PLC - HMI - I&C - SCADA Serving the Controls and Process Automation Industries Since 1990
“Technical Talent for
Growing Companies”
NationalEng.indd 1 6/22/06 1:57:41 PM
F e b r u a r y / 2 0 0 9 www.controlglobal.com 73
equipment & materials
ADVERTISE?LOOKING to
Contact: Polly Dickson, [email protected], 630-467-1300 ext.396
ADVERTISE?LOOKING to
Contact: Polly Dickson, [email protected], 630-467-1300 ext.396
ADVERTISE?LOOKING to
Contact: Polly [email protected] 630-467-1300 ext.396
07_Looking_House.indd 1 2/8/08 11:58:25 AM
recruitment
Dry run protectionThe PMP-25 Pump Load Control guards against dry run-ning, cavitation and overload. It monitors true pump power for maximum sensitivity. The display shows pump load, trip points and delays. Its NEMA 4X enclosure is small enough to fit on Size 1 starters and can be door-, panel- or wall-mounted. Load Controls Inc., (888) 600-3247, www.loadcontrols.com.
CT0902_73_Class.indd 73 1/27/09 5:28:46 PM

74 www.controlglobal.com F e b r u a r y / 2 0 0 9
Process Automation Key to Obama’s ‘New Era’
while projecting an unabashed confidence in the ability of America to rise to the challenge, and, in an unveiled jab at the outgoing admin-istration, “to lead once more.”
“Today I say to you that the challenges we face are real. They are serious and they are many,” Obama said. “But know this, America—they will be met.”
And if they are indeed met, those of us in the process automation community will have played a central role. Indeed, three essential as-pects of Obama’s vision are to elevate Ameri-ca’s commitment to science and technology; to invest in and protect the nation’s critical infra-structure—notably a “smarter” power grid and key industrial and manufacturing sites; and to fundamentally reshape the energy landscape. If undertaken, these initiatives will call on the skills of America’s engineering and manufac-turing professionals in general—and process automation professionals in particular.
For starters, the Obama-Biden plan sets a positive tone toward the importance of engi-neering by supporting the doubling of govern-ment funding of basic research, with the intent to “change the posture of our federal govern-ment from being one of the most anti-science administrations in American history to one that embraces science and technology.”
The administration’s call to invest in and pro-tect the nation’s critical infrastructure calls for the creation of a National Infrastructure Pro-tection Plan that would likely encompass new regulations for ensuring that industrial sites are protected from man-made disruption and natural disaster. From power plants to chemi-cal plants to water distribution systems, process automation professionals will be called on to ensure the physical and cybersecurity of the country’s infrastructure assets. The remaking of the electrical grid into a “smart” one, will
place new cybersecurity demands on the na-tion’s SCADA systems.
But for the process automation community, perhaps the most important and farthest reach-ing Obama initiative is his call to fundamen-tally re-engineer how Americans produce and consume energy. In order to reduce our depen-dence on foreign energy and mitigate climate change, Obama has set a vision that will chal-lenge the innovation of process automation professionals at every step of the way.
Key elements of the administration’s “New Energy for America” vision include the invest-ment of $150 billion over the next 10 years with the aim of creating five million new clean en-ergy jobs. A cap-and-trade program to reduce greenhouse gas emissions by 80% by 2050 will have us all scrambling to increase efficiency through advanced control strategies and the deployment of high-efficiency motors and vari-able-speed drives. Ambitious goals for electric power from renewables and biomass fuels imply extensive research investment and new capital spending in wind, biomass and solar produc-tion facilities—all of which must be designed, built and controlled.
Of course, Obama’s vision is anything but as-sured. All of this change will cost real money, and given the current economic head winds, progress will be slow.
“What is required of us now is a new era of responsibility,” Obama said in his inaugu-ral address, “a recognition, on the part of ev-ery American, that we have duties to ourselves, our nation and the world, duties that we do not grudgingly accept, but rather seize gladly, firm in the knowledge that there is nothing so satis-fying to the spirit, so defining of our character, than giving our all to a difficult task.”
Here’s wishing him—and all of us—well in the endeavor.
Keith LarsonvP cONtENt, PutmAN mEdiA
Remaking of the
electrical grid into
a ‘smart’ one will
place new cyber-
security demands
on the nation’s
SCADA systems.
“For the world has changed, and we must change with it.” So said Barack Obama,
now 44th President of the United States, in his inaugural speech to the millions gathered
on the Mall in Washington, D.C., and to the billions more tuned in around the world.
Obama acknowledged the difficult tasks that lay ahead for the nation and the world
W i n d u p
CT0902_74_WindUp.indd 74 1/27/09 5:29:57 PM

Too good to be true? We’ll let you decide. Try the AT9000 before you buy. We think that you’ll be impressed with its consistent performance from day one to year ten, thrilled by its ease of customization, and pleasantly surprised by the window sticker.
� e Yamatake AT9000 Advanced Transmi� erReliability you need. Performace you want. Pricing you crave.
888-262-4639YamatakeAmerica.com
CT0902_FPA.indd 75 1/29/09 11:06:50 AM

The world leader in bright, detailed, easy-to-read HMIs.
It’s crystal clear to anyone who uses one of our human machine interfaces that Schneider Electric got to be number one in the world by understanding the needs of our customers.
Easy installation and setup, simple operation and a brilliant, high visibility display are just some of the features engineered into every Telemecanique® Magelis® HMI from Schneider Electric.
From the smallest text display to the most sophisticated industrial PC, our interfaces give you a clear window into your operations. Not only letting you know when all systems are good, but more importantly helping keep them that way.
For more information on choosing the right HMI for your specific needs, download the white paper at www.us.Schneider-Electric.com/HMI.
45939_SD_ControlDesign.indd 1 4/16/08 2:01:53 PM
CT0902_FPA.indd 76 1/29/09 11:07:23 AM