FCC unit modeling, identification and model predictive control, a simulation study
15
FCC unit modeling, identification and model predictive control, a simulation study Chunyang Jia, Sohrab Rohani , Arthur Jutan Department of Chemical and Biochemical Engineering, The University of Western Ontario, London, Ont., Canada N6A 5B9 Received 15 July 2001; received in revised form 23 April 2002; accepted 23 April 2002 Abstract The fluid catalytic cracking unit (FCCU) has a major effect on profitability of an oil refinery. The FCCU is difficult to model well, due to significant nonlinearities and interactions. Control of the FCC is challenging and there is strong incentive to use multivariable (MV) control schemes, such as model predictive control (MPC), which accommodate these interactions. The linear MV schemes rely on linearized model around an operating point and therefore, it is difficult to obtain high quality control. This paper uses a singular value decomposition method (N4SID) to obtain a state space model which is then reduced to a step model required by the MPC algorithm. Simulations on a detailed model [Chem. Eng. Comm. 146 (1996) 163; Trans. IchemE 75 (1997) 401; A modified integrated dynamic model of a riser type FCC unit, Master’s Thesis, University of Saskatchewan, Saskatoon (1998); Can. J. Chem. Eng. 77 (1999) 169] show the effectiveness of this approach. # 2002 Elsevier Science B.V. All rights reserved. Keywords: Fluid catalytic cracking; Model predictive control; Matlab † simulation; Subspace process identification 1. Introduction A fluidized catalytic cracking unit (FCCU) consists of reactor-regenerator, riser reactor, main fractionator, absorber /stripper /stabilizer, main air blower, wet gas compressor, etc. The FCCU converts heavy oil into a range of hydrocarbon products, including LPG, fuel gas, gasoline, light diesel, aviation kerosene, slurry oil, among which high octane number gasoline is most valuable. But their values are all market driven, so it is one of the control goals to maximize the production of one or more products in different seasons. Since the catalyst circulates through a closed loop consisting of riser, regenerator and reactor, these three main parts are of particular interests both in industrial and research circles. Numerous papers have been published concern- ing different modeling approaches and control strategies for the FCC process, which deal with the strong interactions and many constraints from the operating, security and environmental point of view. The potential of yielding more market-oriented oil products, increas- ing production rate and stabilizing the operation become the major incentives to search for more accurate and practical models, high performance, and cost effective and flexible control strategies. The methodology of model predictive control (MPC) originated in the oil industry in the 1970s. Using a step or impulse response model, the future dynamic response of a process can be predicted. This prediction is compared with a desired trajectory and by minimization of a control objective, a manipulated variable move is calculated to smoothly follow this trajectory while taking into account the constraints of both the manipu- lated and control variables. The MPC can be used for processes with inverse response and is robust to model- ing and measurement errors. But progressing from theory to practice has never been straightforward. Many petrochemical industries have purchased commercially available MPC software packages, but few of them have achieved the expected economic gain. This can be attributed to different factors. For example, imprecise process model structure, poor data collection, improperly defined control objec- Corresponding author. Tel.: /519-661-4116; fax: /519-661–3498 E-mail address: [email protected] (S. Rohani). Chemical Engineering and Processing 42 (2003) 311 /325 www.elsevier.com/locate/cep 0255-2701/02/$ - see front matter # 2002 Elsevier Science B.V. All rights reserved. PII:S0255-2701(02)00055-7
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of FCC unit modeling, identification and model predictive control, a simulation study
FCC unit modeling, identification and model predictive control, asimulation study
Chunyang Jia, Sohrab Rohani �, Arthur Jutan
Department of Chemical and Biochemical Engineering, The University of Western Ontario, London, Ont., Canada N6A 5B9
Received 15 July 2001; received in revised form 23 April 2002; accepted 23 April 2002
Abstract
The fluid catalytic cracking unit (FCCU) has a major effect on profitability of an oil refinery. The FCCU is difficult to model well,
due to significant nonlinearities and interactions. Control of the FCC is challenging and there is strong incentive to use multivariable
(MV) control schemes, such as model predictive control (MPC), which accommodate these interactions. The linear MV schemes rely
on linearized model around an operating point and therefore, it is difficult to obtain high quality control. This paper uses a singular
value decomposition method (N4SID) to obtain a state space model which is then reduced to a step model required by the MPC
algorithm. Simulations on a detailed model [Chem. Eng. Comm. 146 (1996) 163; Trans. IchemE 75 (1997) 401; A modified
integrated dynamic model of a riser type FCC unit, Master’s Thesis, University of Saskatchewan, Saskatoon (1998); Can. J. Chem.
Eng. 77 (1999) 169] show the effectiveness of this approach.
# 2002 Elsevier Science B.V. All rights reserved.
Keywords: Fluid catalytic cracking; Model predictive control; Matlab† simulation; Subspace process identification
1. Introduction
A fluidized catalytic cracking unit (FCCU) consists of
reactor-regenerator, riser reactor, main fractionator,
absorber�/stripper�/stabilizer, main air blower, wet gas
compressor, etc. The FCCU converts heavy oil into a
range of hydrocarbon products, including LPG, fuel
gas, gasoline, light diesel, aviation kerosene, slurry oil,
among which high octane number gasoline is most
valuable. But their values are all market driven, so it is
one of the control goals to maximize the production of
one or more products in different seasons. Since the
catalyst circulates through a closed loop consisting of
riser, regenerator and reactor, these three main parts are
of particular interests both in industrial and research
circles. Numerous papers have been published concern-
ing different modeling approaches and control strategies
for the FCC process, which deal with the strong
interactions and many constraints from the operating,
security and environmental point of view. The potential
of yielding more market-oriented oil products, increas-
ing production rate and stabilizing the operation
become the major incentives to search for more accurate
and practical models, high performance, and cost
effective and flexible control strategies.The methodology of model predictive control (MPC)
originated in the oil industry in the 1970s. Using a step
or impulse response model, the future dynamic response
of a process can be predicted. This prediction is
compared with a desired trajectory and by minimization
of a control objective, a manipulated variable move is
calculated to smoothly follow this trajectory while
taking into account the constraints of both the manipu-
lated and control variables. The MPC can be used for
processes with inverse response and is robust to model-
ing and measurement errors.
But progressing from theory to practice has never
been straightforward. Many petrochemical industries
have purchased commercially available MPC software
packages, but few of them have achieved the expected
economic gain. This can be attributed to different
factors. For example, imprecise process model structure,
poor data collection, improperly defined control objec-� Corresponding author. Tel.: �/519-661-4116; fax: �/519-661–3498
E-mail address: [email protected] (S. Rohani).
Chemical Engineering and Processing 42 (2003) 311�/325
www.elsevier.com/locate/cep
0255-2701/02/$ - see front matter # 2002 Elsevier Science B.V. All rights reserved.
PII: S 0 2 5 5 - 2 7 0 1 ( 0 2 ) 0 0 0 5 5 - 7
tives, etc. In the following paragraphs, we discuss the
simulation study of modeling and the MPC control for a
typical FCC unit.
Most of the FCC studies are based on empirical or
semi-empirical models. Such models conform quite well
the real industrial process over a small operating range.
But when the operating conditions change, their validity
can fail. Many of these models do not describe
important variables variations like pressure effects [1,2]
and use oversimplified kinetics [3�/5]. In most published
papers, the largest discrepancies appear in the modeling
of the dense bed in the regenerator. Though the
bubbling bed model of Kunii and Levenspiel [6] is often
used, due to the complexities of the proposed ap-
proaches and some lack of information, the degree of
refinement of the regenerator model very much differs
according to the authors [7,8]. There is even, disagree-
ment on the necessity of taking into account the spatial
character of the bubble phase in the dense bed [9]
though this is more realistic and considered by the more
detailed studies like McFarlane et al. [10]. The freeboard
over the dense bed is not often considered in the
modeling. Of course, these variations concerning the
FCC models have strong implications concerning the
frequently related instability issues [11�/13,7,8]. On the
other hand, a full model like the one proposed by Han
and Chung [14] probably incorporates too much com-
plexity for the objective of control studies. In particular,
partial differential equations are not always necessary
when time scales are of largely varying orders. Thus, an
adequately reduced model is crucial to meet the
objective.
A reliable model of moderate complexity model has
been proposed by Rohani and co-workers [26�/28]. A
four-lump reaction scheme [15] is used for the riser
reactions, the bubbling bed Kunii�/Levenspiel [6] for the
regenerator with ordinary differential equations for the
dense phase and spatial effects for the gaseous species in
the bubble phase, and the pressure effects have been
incorporated. The final model uses a minimum amount
of empirical expressions and retains the dominant
dynamic characteristics of the unit. This paper takes
advantage of this model and carries the study a step
further in the direction of advanced control of this
process. The simulation is conducted in the Matlab†/
Simulink† environment [16,17]. The simulation proce-
dure involves the following four major steps:
1) FCC model development in Matlab† programming
language.
2) Dynamic open loop simulations and process dataacquisition.
3) Offline model identification.
4) Real time closed loop MPC simulation in
Simulink† with an S-function as an FCC model
plant.
2. Model development of an FCC unit in MATLAB†
2.1. Process description
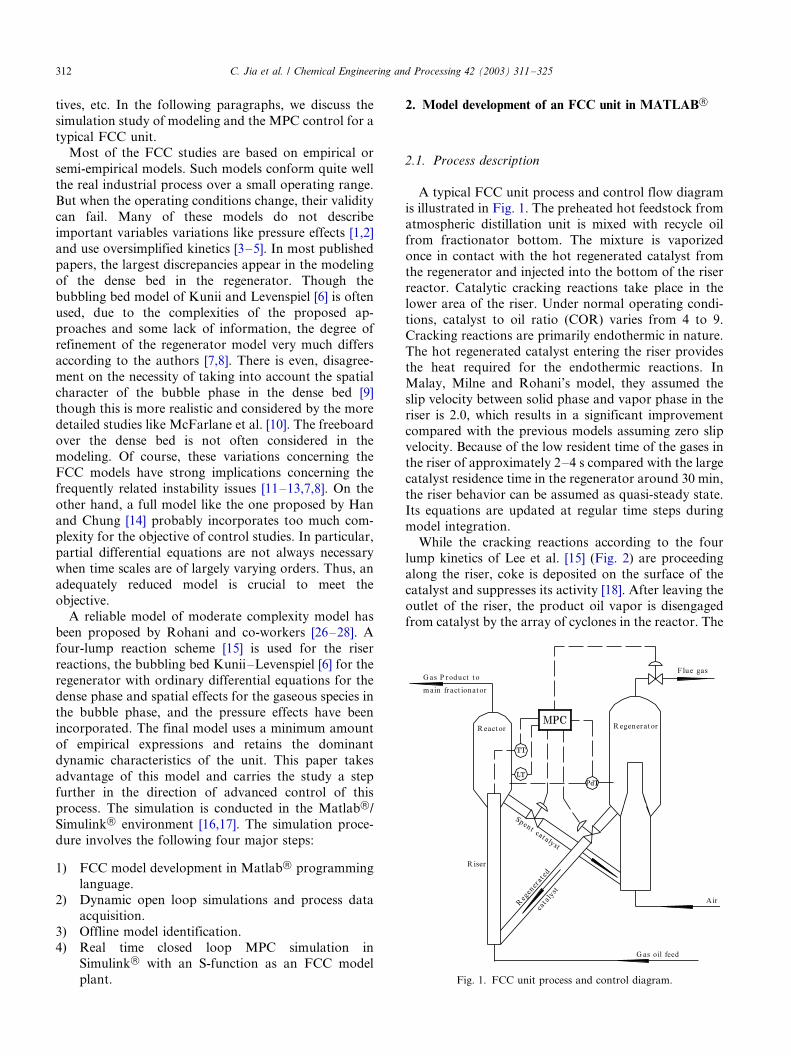
A typical FCC unit process and control flow diagram
is illustrated in Fig. 1. The preheated hot feedstock from
atmospheric distillation unit is mixed with recycle oil
from fractionator bottom. The mixture is vaporized
once in contact with the hot regenerated catalyst from
the regenerator and injected into the bottom of the riser
reactor. Catalytic cracking reactions take place in the
lower area of the riser. Under normal operating condi-
tions, catalyst to oil ratio (COR) varies from 4 to 9.
Cracking reactions are primarily endothermic in nature.
The hot regenerated catalyst entering the riser provides
the heat required for the endothermic reactions. In
Malay, Milne and Rohani’s model, they assumed the
slip velocity between solid phase and vapor phase in the
riser is 2.0, which results in a significant improvement
compared with the previous models assuming zero slipvelocity. Because of the low resident time of the gases in
the riser of approximately 2�/4 s compared with the large
catalyst residence time in the regenerator around 30 min,
the riser behavior can be assumed as quasi-steady state.
Its equations are updated at regular time steps during
model integration.
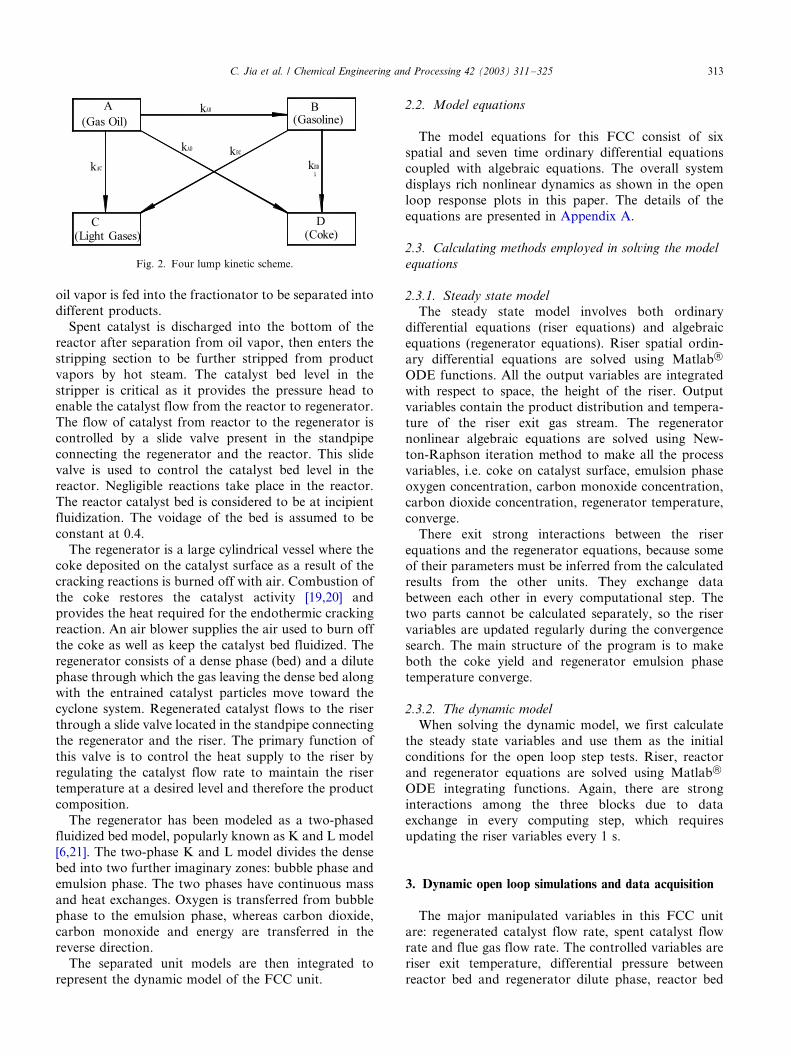
While the cracking reactions according to the four
lump kinetics of Lee et al. [15] (Fig. 2) are proceeding
along the riser, coke is deposited on the surface of the
catalyst and suppresses its activity [18]. After leaving the
outlet of the riser, the product oil vapor is disengaged
from catalyst by the array of cyclones in the reactor. The
Fig. 1. FCC unit process and control diagram.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325312
oil vapor is fed into the fractionator to be separated into
different products.
Spent catalyst is discharged into the bottom of the
reactor after separation from oil vapor, then enters the
stripping section to be further stripped from product
vapors by hot steam. The catalyst bed level in the
stripper is critical as it provides the pressure head to
enable the catalyst flow from the reactor to regenerator.
The flow of catalyst from reactor to the regenerator is
controlled by a slide valve present in the standpipe
connecting the regenerator and the reactor. This slide
valve is used to control the catalyst bed level in the
reactor. Negligible reactions take place in the reactor.
The reactor catalyst bed is considered to be at incipient
fluidization. The voidage of the bed is assumed to be
constant at 0.4.
The regenerator is a large cylindrical vessel where the
coke deposited on the catalyst surface as a result of the
cracking reactions is burned off with air. Combustion of
the coke restores the catalyst activity [19,20] and
provides the heat required for the endothermic cracking
reaction. An air blower supplies the air used to burn off
the coke as well as keep the catalyst bed fluidized. The
regenerator consists of a dense phase (bed) and a dilute
phase through which the gas leaving the dense bed along
with the entrained catalyst particles move toward the
cyclone system. Regenerated catalyst flows to the riser
through a slide valve located in the standpipe connecting
the regenerator and the riser. The primary function of
this valve is to control the heat supply to the riser by
regulating the catalyst flow rate to maintain the riser
temperature at a desired level and therefore the product
composition.
The regenerator has been modeled as a two-phased
fluidized bed model, popularly known as K and L model
[6,21]. The two-phase K and L model divides the dense
bed into two further imaginary zones: bubble phase and
emulsion phase. The two phases have continuous mass
and heat exchanges. Oxygen is transferred from bubble
phase to the emulsion phase, whereas carbon dioxide,
carbon monoxide and energy are transferred in the
reverse direction.
The separated unit models are then integrated to
represent the dynamic model of the FCC unit.
2.2. Model equations
The model equations for this FCC consist of six
spatial and seven time ordinary differential equationscoupled with algebraic equations. The overall system
displays rich nonlinear dynamics as shown in the open
loop response plots in this paper. The details of the
equations are presented in Appendix A.
2.3. Calculating methods employed in solving the model
equations
2.3.1. Steady state model
The steady state model involves both ordinary
differential equations (riser equations) and algebraic
equations (regenerator equations). Riser spatial ordin-
ary differential equations are solved using Matlab†
ODE functions. All the output variables are integrated
with respect to space, the height of the riser. Output
variables contain the product distribution and tempera-
ture of the riser exit gas stream. The regeneratornonlinear algebraic equations are solved using New-
ton-Raphson iteration method to make all the process
variables, i.e. coke on catalyst surface, emulsion phase
oxygen concentration, carbon monoxide concentration,
carbon dioxide concentration, regenerator temperature,
converge.
There exit strong interactions between the riser
equations and the regenerator equations, because someof their parameters must be inferred from the calculated
results from the other units. They exchange data
between each other in every computational step. The
two parts cannot be calculated separately, so the riser
variables are updated regularly during the convergence
search. The main structure of the program is to make
both the coke yield and regenerator emulsion phase
temperature converge.
2.3.2. The dynamic model
When solving the dynamic model, we first calculate
the steady state variables and use them as the initial
conditions for the open loop step tests. Riser, reactor
and regenerator equations are solved using Matlab†
ODE integrating functions. Again, there are strong
interactions among the three blocks due to dataexchange in every computing step, which requires
updating the riser variables every 1 s.
3. Dynamic open loop simulations and data acquisition
The major manipulated variables in this FCC unit
are: regenerated catalyst flow rate, spent catalyst flowrate and flue gas flow rate. The controlled variables are
riser exit temperature, differential pressure between
reactor bed and regenerator dilute phase, reactor bed
Fig. 2. Four lump kinetic scheme.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 313
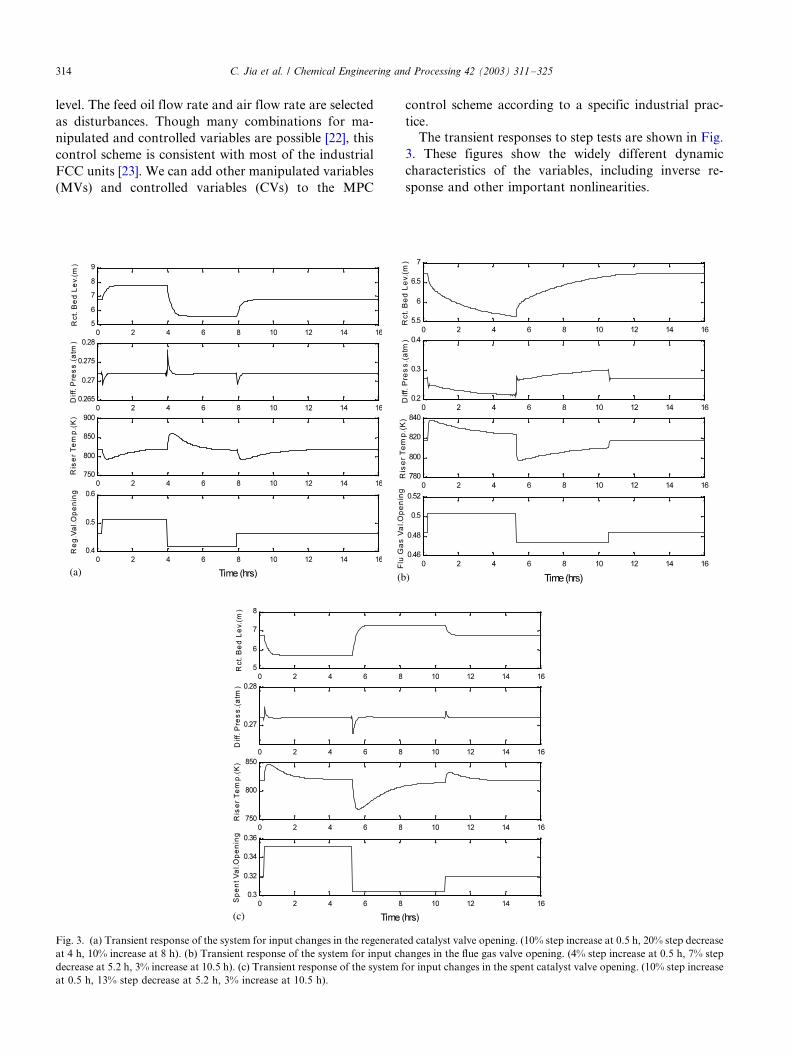
level. The feed oil flow rate and air flow rate are selected
as disturbances. Though many combinations for ma-
nipulated and controlled variables are possible [22], this
control scheme is consistent with most of the industrial
FCC units [23]. We can add other manipulated variables
(MVs) and controlled variables (CVs) to the MPC
control scheme according to a specific industrial prac-
tice.
The transient responses to step tests are shown in Fig.
3. These figures show the widely different dynamic
characteristics of the variables, including inverse re-
sponse and other important nonlinearities.
Fig. 3. (a) Transient response of the system for input changes in the regenerated catalyst valve opening. (10% step increase at 0.5 h, 20% step decrease
at 4 h, 10% increase at 8 h). (b) Transient response of the system for input changes in the flue gas valve opening. (4% step increase at 0.5 h, 7% step
decrease at 5.2 h, 3% increase at 10.5 h). (c) Transient response of the system for input changes in the spent catalyst valve opening. (10% step increase
at 0.5 h, 13% step decrease at 5.2 h, 3% increase at 10.5 h).
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325314
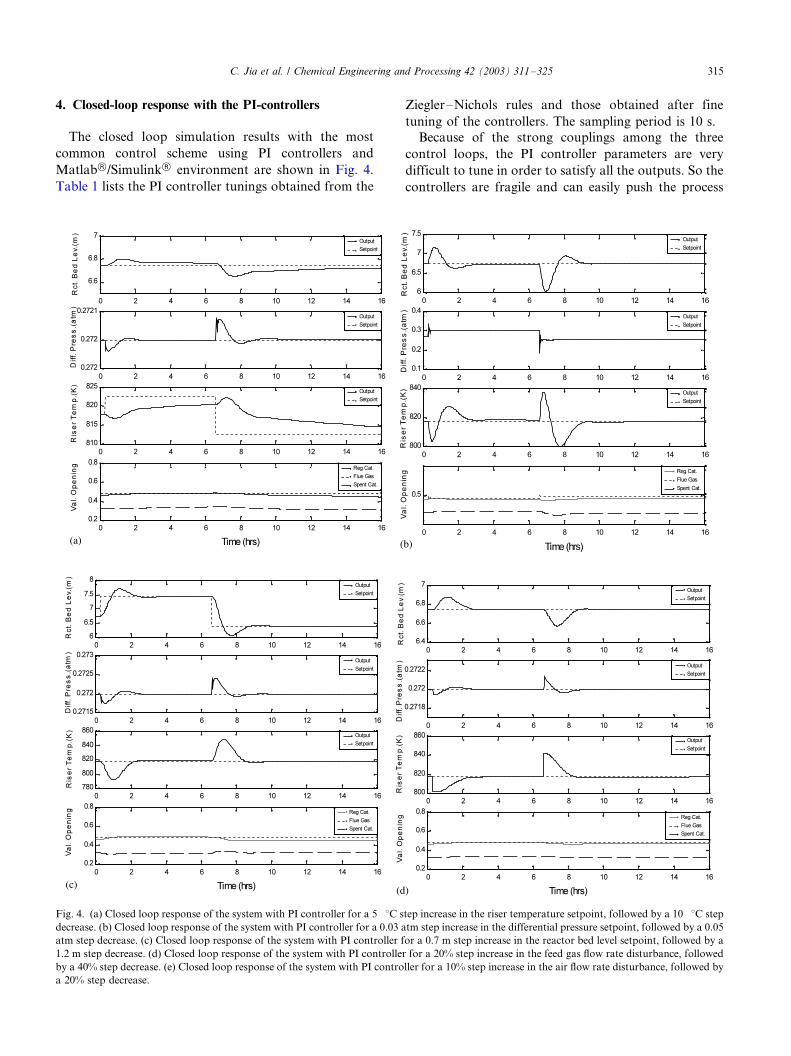
4. Closed-loop response with the PI-controllers
The closed loop simulation results with the most
common control scheme using PI controllers and
Matlab†/Simulink† environment are shown in Fig. 4.
Table 1 lists the PI controller tunings obtained from the
Ziegler�/Nichols rules and those obtained after fine
tuning of the controllers. The sampling period is 10 s.
Because of the strong couplings among the three
control loops, the PI controller parameters are very
difficult to tune in order to satisfy all the outputs. So the
controllers are fragile and can easily push the process
Fig. 4. (a) Closed loop response of the system with PI controller for a 5 8C step increase in the riser temperature setpoint, followed by a 10 8C step
decrease. (b) Closed loop response of the system with PI controller for a 0.03 atm step increase in the differential pressure setpoint, followed by a 0.05
atm step decrease. (c) Closed loop response of the system with PI controller for a 0.7 m step increase in the reactor bed level setpoint, followed by a
1.2 m step decrease. (d) Closed loop response of the system with PI controller for a 20% step increase in the feed gas flow rate disturbance, followed
by a 40% step decrease. (e) Closed loop response of the system with PI controller for a 10% step increase in the air flow rate disturbance, followed by
a 20% step decrease.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 315

into total failure if they are not appropriately tuned.
Moreover, the responses indicate that the temperaturecontroller and bed level controller are not able to bring
these variables to their desired setpoints in some
circumstances despite the integral action. Therefore,
there is a strong incentive for a more advanced multi-
variable controller which is able to handle the strong
couplings and non-linearity inherent in the process
dynamics.
5. Offline model identification
5.1. General description
The MPC control strategy needs a model which is
used to predict the next process move and hence the
appropriate control actions to drive the process output
toward the setpoint in a satisfactory, fast and smoothmanner. However, extracting information from process
output data is not an entirely straightforward task. The
data may need to be handled carefully, and decisions
have to be made for model structure selection and
validation.
When the data are collected from a physical plant,
they are typically measured in physical units. The
magnitude of these raw inputs and outputs may not be
consistent. This will force the models to waste some
parameters correcting the levels. Therefore, it is a good
practice to subtract the mean levels from the input and
output sequences before the estimation. Depending
upon the application, interest in the model can be
focused on specific frequency bands. Filtering the data
before the estimation, through filters that enhance these
bands, improves the fit in the regions of interest.
The identification process amounts to repeatedly
selecting a model structure, computing the best model
structure, and evaluating the model properties to see if
they are satisfactory. The cycle can be itemized as
follows:
1) Design an experiment and collect input�/output
data from the process to be identified.
2) Examine the data. Polish it so as to remove trends
and outliers, select useful portions of the original
data, and apply filtering to enhance important
frequency ranges.
3) Select and define a model structure (a set of
candidate system descriptions) within which a
model is to be found.4) Compute the best model in the model structure
according to the input�/output data and a given
criterion of fit.
5) Examine the obtained model properties.
Fig. 4 (Continued)
Table 1
PI controller parameters
Controller loops Riser
temperature
Differential
pressure
Reactor
level
Ziegler�/Nichols KC 0.0052 �0.618 �0.49
t1 10.15 0.0067 0.21
Fine tuned KC 0.0019 �0.28 �0.1
t1 1.7 0.014 0.18
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325316

6) If the model is good enough quantitatively, then
stop; otherwise go back to Step 3 to try another
model set. Possibly also try other estimation meth-
ods (Step 4) or work further on the input-outputdata (Step 1 and 2).
5.2. Subspace methods and N4SID algorithm
In a common implementation of the MPC, therequired step models are obtained from plant step tests.
This approach is suitable for simple dynamics under low
noise conditions. We tried this approach and found that
only poor models emerged. This was due partly to the
severe nonlinearities in the system, but also the coupled
nature of the dynamics was hard to capture. Subspace
methods are more robust and can be used to capture the
true multivariable nature of the system and producebetter results. The N4SID [24] is briefly discussed as
follows.
The discrete time state space representation of a
MIMO system is given by:
x(k�1)�Ax(k)�Bu(k)
y(k)�Cx(k)�Du(k) (1)
where the dimension of the state x is n , dimension of y is
p , and dimension of u is m .
The subspace identification can be used to efficiently
identify the unknown description matrices A, B, C, D
and state sequence x(k ) using only the input and output
data u(k ) and y(k ).The approach is to express the input and output data
and states in an expanded space, that is:
Y�
y(0) y(1) � � � y(N�1)y(1) y(2) � � � y(N)
n n ::: ny(M�1) y(M) � � � y(N�M�2)
2664
3775 (2)
U�
u(0) u(1) � � � u(N�1)
u(1) u(2) � � � u(N)
n n ::: nu(M�1) u(M) � � � u(N�M�2)
2664
3775 (3)
X� [x(0) x(1) � � � x(N�1)] (4)
where U and Y are input and output block Hankel
matrices; N is the length of the input and output; and M
is larger than the actual space dimension n , but much
smaller than the data length N . This guarantees that the
matrices contain the state description.
Two composite matrices from the description ma-trices are defined as:
G�
CCA
CA2
nCAM�1
266664
377775 (5)
H�
D 0 0 � � � 0 0
CB D 0 � � � 0 0
CAB CB D � � � 0 0
n n n ::: n nn n n n ::: nCAM�2B CAM�3B � � � � � � � � � D
26666664
37777775
(6)
With these constructions of the data and matrix defini-
tions, the input-state�/output relations can be compactly
expressed as:
Y�GX�HU (7)
The next step is to eliminate the HU term in Eq. (7) bymultiplying right hand side by a matrix that is perpen-
dicular to U. One choice of such matrix is
U��I�UT (UUT )�1U (8)
After multiplication of both members of Eq. (7) by the
previous U�, it results in
YU��GXU� (9)
To find an estimate of G, we take the singular value
decomposition (SVD) for YU�
YU�� [P1 P2 P3]
P1 0
0P
2
0 0
24
35 QT
1
QT2
� (10)
where the singular values in S1 are significantly larger
than those in S2 and the order n of the system is
determined by the size of S1. By comparing Eqs. (9) and
(10), we can take P�/G if we consider S2�/0. Then C is
the first p rows of G. From Eq. (5) we have
G�GA (11)
where G is G with the first p rows removed and G is G
with the last p rows removed. Then A can be obtained
by solving Eq. (11) in a least-squares sense, i.e.
A�G�
G (12)
where G�
is the pseudo-inverse of G.After A and C are determined, B and D can be
estimated with the following linear equation with least-
squares
y(k½B;D)�C(zI�A)�1Bu(k)�Du(k) (13)
Subspace identification algorithms are suitable for
high-order multivariable systems, because they avoid
most of a priori parametrization. Only n , the order of
the system, is needed, which can be determined by
investigating the relative magnitude of the singularvalues in Eq. (10). The N4SID [24] algorithm is one
particular type of subspace algorithm and its numerical
implementation is provided in Matlab†’s Identification
Toolbox.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 317

5.3. Offline model identification procedures
If the inputs are not a white noise, a whitening
polynomial L (z ) can be determined, so that the filteredsequence
UF (t)�L(z)u(t) (14)
is approximately white, the output sequence needs to be
filtered through the same filter.
Based on the filtered data, the input covariance
function is
Ru(t)�E[u(t�t)u(t)]�l if t�0
0 t"0
(15)
Then the cross covariance function between the input
and the output is:
Ryu(t)�E[y(t�t)u(t)]�lg(t) (16)
where g (t) is the impulse response of the system that can
be estimated as:
g(t)�1
lN
XN
t�1
y(t�t)u(t) (17)
through the N4SID method. Then the system transfer
function G (z )can be obtained as:
G(z)u(t)�X�R�1
g(k)u(t�k) (18)
G(z)�X�k�1
g(k)z�k (19)
Every single-input�/single-output model should be
identified separately and then combined to render the
overall process model. Model validation should be
followed by adjustment of the model orders and other
parameters through iteration.
6. Model predictive control simulation
Once a state space model has been obtained andverified as above, it can be converted to a step response
format required by the MPC algorithm [25]. The MPC
strategy is well known, so only a statement of the main
objective is given here.
For any assumed set of present and future control
moves/Du(k); Du(k�1); . . . ; Du(k�m�1) the future
behavior of the process outputs y(k�/1jk ), y(k�/
2jk ),. . ., y(k�/p jk ) can be predicted over a horizon p .The m present and future control moves m 5/p are
computed to minimize a quadratic objective function of
the form:
minXp
l�1
½½Gyl [y(k�1½k)�r(k�1)]½½2�
Xm
l�1
½½Gul [Du(k� l�1)]½½2
Du(k) . . .Du(k�m�1)
(20)
Here Gyl and Gu
l are weighting matrices to penalize
particular components of y and u at certain future time
intervals, and r(k�/l ) is the vector of future referencevalues (setpoints). For the MPC, in general, decreasing
m relative to p makes the control action less aggressive
and tends to stabilize the system. Gul is used as a tuning
parameter. Increasing Gul always has the effect of
making the control action less aggressive.
6.1. Control problem formulation
The open loop system is modeled as follows:
y�Gu�Gdd (21)
where; u� [Fsreg Ffg Fsrct]T ; (22)
y� [Tris DP Lrct]T (23)
d� [Fgas Fair]T (24)
G is the plant model and Gd is the disturbance model.
The control objective is to maintain the controlled
variables at predetermined setpoints in the presence of
typical process disturbances while maintaining safe
plant operation, restricting the magnitude per step of
the regenerated and spent catalyst slide valves and flue
gas butterfly valve stem movements.
6.2. Closed loop simulation with the MPC
The closed loop simulation was run in Simulink† with
a nonlinear multivariable model predictive controller
and the identified linear model according to the MPC
step format and a nonlinear plant represented by a
Simulink† S-function. Many simulations were carried
out and only a representative sample is presented here:
Process sampling interval: Dt�/1s ,
Output weights: Gy �/ywt�/[1 1 1],
Input weights: Gu�/uwt�/[0 0 0],Input constraints: 05/ui 5/100%, Dui 5/0.1, i�/1, 2,
3.
Because the system is strongly nonlinear, with rapid
variations of some variables with time, if the sampling
interval is set too long, the process will be out of control
for a long time interval. In this simulation experiment,
most of the computation time is consumed in calculating
the plant model (S-function), as opposed to the calcula-
tion of the control algorithm. In an industrial situation,the sampling interval of a distributed control system
(DCS) is often set to less than 1 s. The input weights
were chosen as zero to provide more aggressive control.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325318
This could be changed for a real process. Usually the
regulatory control system and the emergency shutdown
system are independent. So the slow response of a
control action does not imply that safety valves cannotbe shut down instantaneously in an emergency situation.
The control runs performed consisted of the following
steps:
6.2.1. Servo control
Increase the riser exit temperature setpoint by square
pulse changes from steady state value of 818�/840 K,
then drop it to 790 K, and finally back to 818 K.
Increase the differential pressure from steady state
0.272�/0.35 atm, then decrease it to 0.24 atm, and back
to 0.272 atm.
Increase the reactor bed level from steady state 6.74�/
7.5 m, then drop it to 6 m, and back to 6.74 m.
Increase or decrease all the controlled variables
randomly and simultaneously from their steady state
to different values and back to the initial steady state.
6.2.2. Disturbance rejection control
Increase the gas oil flow rate by 20% of its initial value
then decrease it by 40% then back to its initial value.
Increase air flow rate by 10% of its initial value then
decrease it by 20% then back to its initial value.
Increase both of disturbances by 20 and 5% of their
initial values, then decrease them by 40 and 10% thenback to their initial values.
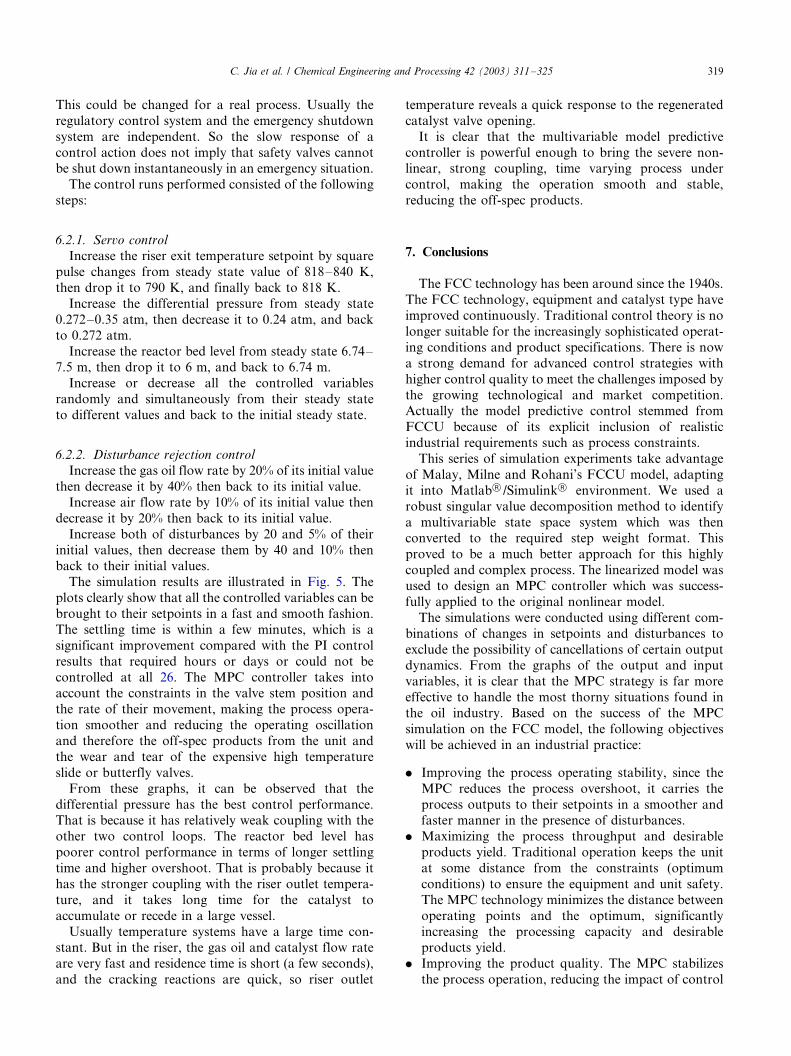
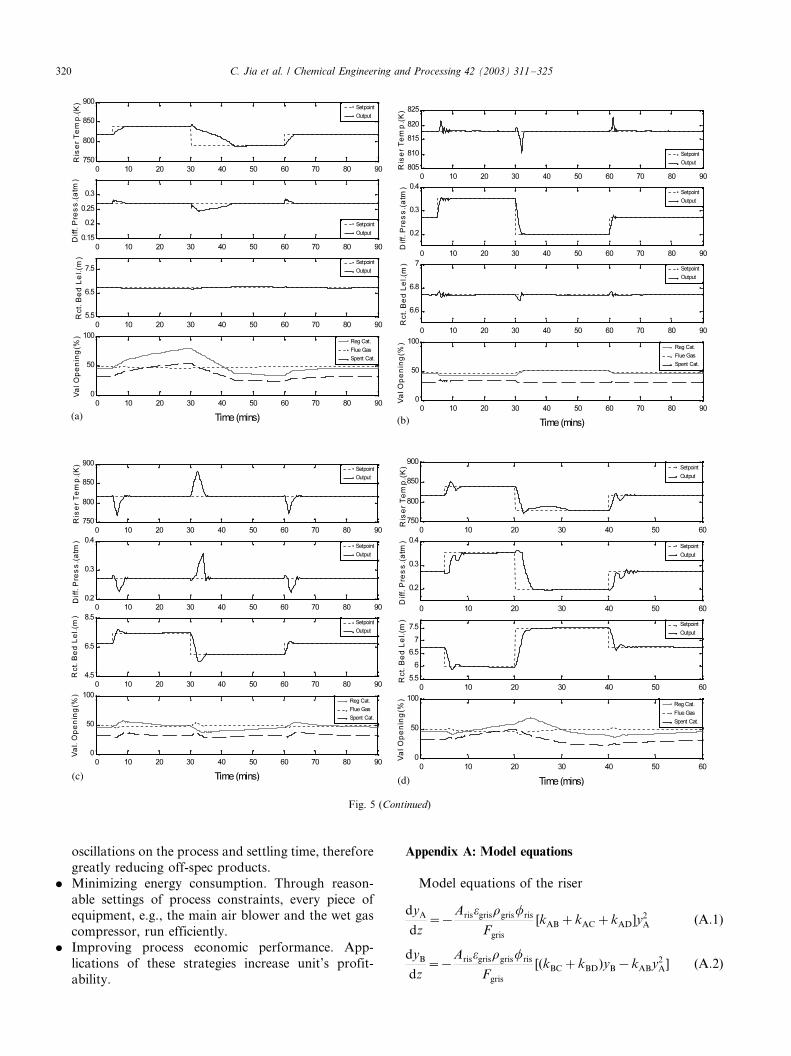
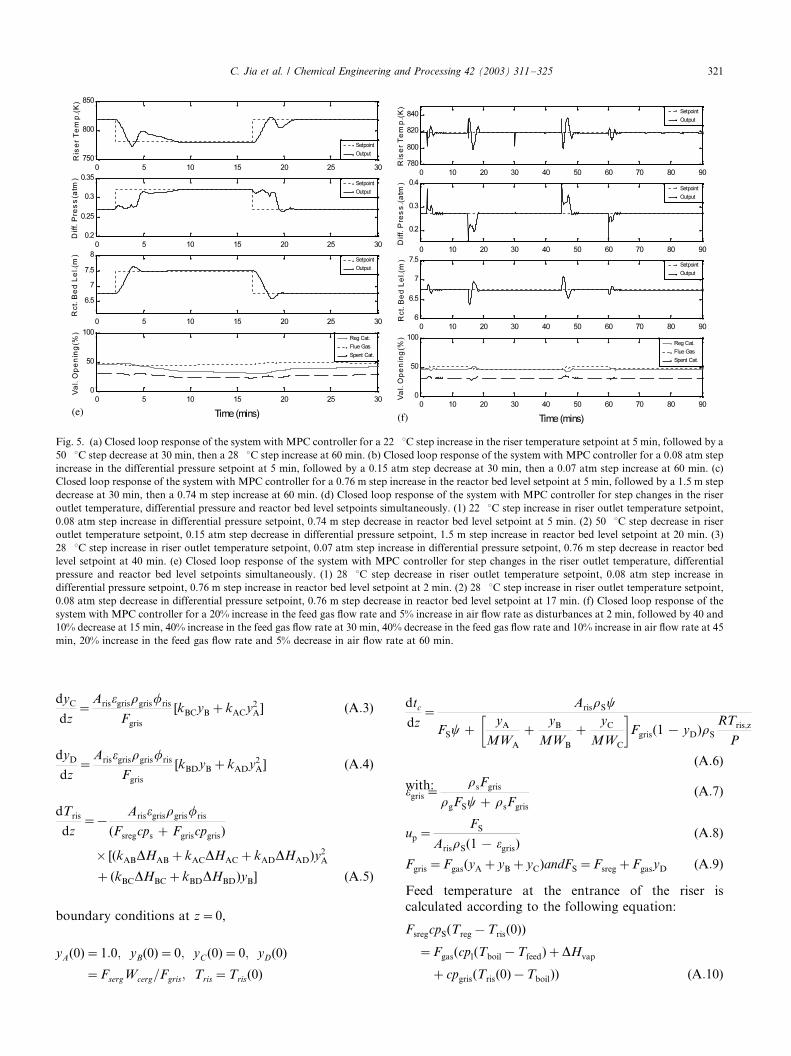
The simulation results are illustrated in Fig. 5. The
plots clearly show that all the controlled variables can be
brought to their setpoints in a fast and smooth fashion.
The settling time is within a few minutes, which is a
significant improvement compared with the PI control
results that required hours or days or could not be
controlled at all 26. The MPC controller takes intoaccount the constraints in the valve stem position and
the rate of their movement, making the process opera-
tion smoother and reducing the operating oscillation
and therefore the off-spec products from the unit and
the wear and tear of the expensive high temperature
slide or butterfly valves.
From these graphs, it can be observed that the
differential pressure has the best control performance.That is because it has relatively weak coupling with the
other two control loops. The reactor bed level has
poorer control performance in terms of longer settling
time and higher overshoot. That is probably because it
has the stronger coupling with the riser outlet tempera-
ture, and it takes long time for the catalyst to
accumulate or recede in a large vessel.
Usually temperature systems have a large time con-stant. But in the riser, the gas oil and catalyst flow rate
are very fast and residence time is short (a few seconds),
and the cracking reactions are quick, so riser outlet
temperature reveals a quick response to the regenerated
catalyst valve opening.
It is clear that the multivariable model predictive
controller is powerful enough to bring the severe non-linear, strong coupling, time varying process under
control, making the operation smooth and stable,
reducing the off-spec products.
7. Conclusions
The FCC technology has been around since the 1940s.
The FCC technology, equipment and catalyst type have
improved continuously. Traditional control theory is no
longer suitable for the increasingly sophisticated operat-
ing conditions and product specifications. There is now
a strong demand for advanced control strategies with
higher control quality to meet the challenges imposed by
the growing technological and market competition.Actually the model predictive control stemmed from
FCCU because of its explicit inclusion of realistic
industrial requirements such as process constraints.
This series of simulation experiments take advantage
of Malay, Milne and Rohani’s FCCU model, adapting
it into Matlab† /Simulink† environment. We used a
robust singular value decomposition method to identify
a multivariable state space system which was thenconverted to the required step weight format. This
proved to be a much better approach for this highly
coupled and complex process. The linearized model was
used to design an MPC controller which was success-
fully applied to the original nonlinear model.
The simulations were conducted using different com-
binations of changes in setpoints and disturbances to
exclude the possibility of cancellations of certain outputdynamics. From the graphs of the output and input
variables, it is clear that the MPC strategy is far more
effective to handle the most thorny situations found in
the oil industry. Based on the success of the MPC
simulation on the FCC model, the following objectives
will be achieved in an industrial practice:
. Improving the process operating stability, since the
MPC reduces the process overshoot, it carries the
process outputs to their setpoints in a smoother andfaster manner in the presence of disturbances.
. Maximizing the process throughput and desirable
products yield. Traditional operation keeps the unit
at some distance from the constraints (optimum
conditions) to ensure the equipment and unit safety.
The MPC technology minimizes the distance between
operating points and the optimum, significantly
increasing the processing capacity and desirableproducts yield.
. Improving the product quality. The MPC stabilizes
the process operation, reducing the impact of control
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 319
oscillations on the process and settling time, therefore
greatly reducing off-spec products.
. Minimizing energy consumption. Through reason-
able settings of process constraints, every piece of
equipment, e.g., the main air blower and the wet gas
compressor, run efficiently.
. Improving process economic performance. App-
lications of these strategies increase unit’s profit-
ability.
Appendix A: Model equations
Model equations of the riser
dyA
dz��
Arisogrisrgrisfris
Fgris
[kAB�kAC�kAD]y2A (A:1)
dyB
dz��
Arisogrisrgrisfris
Fgris
[(kBC�kBD)yB�kABy2A] (A:2)
Fig. 5 (Continued)
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325320
dyC
dz�
Arisogrisrgrisfris
Fgris
[kBCyB�kACy2A] (A:3)
dyD
dz�
Arisogrisrgrisfris
Fgris
[kBDyB�kADy2A] (A:4)
dTris
dz��
Arisogrisrgrisfris
(Fsregcps � Fgriscpgris)
� [(kABDHAB�kACDHAC�kADDHAD)y2A
�(kBCDHBC�kBDDHBD)yB] (A:5)
boundary conditions at z�/0,
yA(0)�1:0; yB(0)�0; yC(0)�0; yD(0)
�FsergWcerg=Fgris; Tris�Tris(0)
dtc
dz�
ArisrSc
FSc��
yA
MWA
�yB
MWB
�yC
MWC
Fgris(1 � yD)rS
RTris;z
P
(A:6)
with:ogris�rsFgris
rgFSc� rsFgris
(A:7)
up�FS
ArisrS(1 � ogris)(A:8)
Fgris�Fgas(yA�yB�yC)andFS�Fsreg�FgasyD (A:9)
Feed temperature at the entrance of the riser is
calculated according to the following equation:
FsregcpS(Treg�Tris(0))
�Fgas(cpl(Tboil�Tfeed)�DHvap
�cpgris(Tris(0)�Tboil)) (A:10)
Fig. 5. (a) Closed loop response of the system with MPC controller for a 22 8C step increase in the riser temperature setpoint at 5 min, followed by a
50 8C step decrease at 30 min, then a 28 8C step increase at 60 min. (b) Closed loop response of the system with MPC controller for a 0.08 atm step
increase in the differential pressure setpoint at 5 min, followed by a 0.15 atm step decrease at 30 min, then a 0.07 atm step increase at 60 min. (c)
Closed loop response of the system with MPC controller for a 0.76 m step increase in the reactor bed level setpoint at 5 min, followed by a 1.5 m step
decrease at 30 min, then a 0.74 m step increase at 60 min. (d) Closed loop response of the system with MPC controller for step changes in the riser
outlet temperature, differential pressure and reactor bed level setpoints simultaneously. (1) 22 8C step increase in riser outlet temperature setpoint,
0.08 atm step increase in differential pressure setpoint, 0.74 m step decrease in reactor bed level setpoint at 5 min. (2) 50 8C step decrease in riser
outlet temperature setpoint, 0.15 atm step decrease in differential pressure setpoint, 1.5 m step increase in reactor bed level setpoint at 20 min. (3)
28 8C step increase in riser outlet temperature setpoint, 0.07 atm step increase in differential pressure setpoint, 0.76 m step decrease in reactor bed
level setpoint at 40 min. (e) Closed loop response of the system with MPC controller for step changes in the riser outlet temperature, differential
pressure and reactor bed level setpoints simultaneously. (1) 28 8C step decrease in riser outlet temperature setpoint, 0.08 atm step increase in
differential pressure setpoint, 0.76 m step increase in reactor bed level setpoint at 2 min. (2) 28 8C step increase in riser outlet temperature setpoint,
0.08 atm step decrease in differential pressure setpoint, 0.76 m step decrease in reactor bed level setpoint at 17 min. (f) Closed loop response of the
system with MPC controller for a 20% increase in the feed gas flow rate and 5% increase in air flow rate as disturbances at 2 min, followed by 40 and
10% decrease at 15 min, 40% increase in the feed gas flow rate at 30 min, 40% decrease in the feed gas flow rate and 10% increase in air flow rate at 45
min, 20% increase in the feed gas flow rate and 5% decrease in air flow rate at 60 min.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 321

Regenerated catalyst flow rate is calculated as:
Fsreg�K1X1
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPgregb�Pf
q(A:11)
Model equations of the particle separator model
dLrct
dt�
Fsris � Fsrct
Arct(1 � orct)rS
(A:12)
dWCrct
dt�
FsrisWCris � FsrctWCrct
Arct(1 � orct)Lrctrs
(A:13)
dTrct
dt�
FsrisTris � FsrctTrct
Arct(1 � orrct)Lrctrs
(A:14)
The spent catalyst flow rate is calculated:
Fsrct�K2X2
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPrctb�Preg
q(A:15)
Prctb�Prct�LrctrSg(1�orct) (A:16)
Model equations of regenerator:Reactions:
C�0:5O2 0 CO rc1�kc1CO2dWCreg
C�O2 0 CO2 rc2�kc2CO2dWCreg
CO�0:5O2 0 CO2 rCOd�kCOdCCOdC0:5O2d
RO2��rs
MWcoke
[0:5rc1�rc2]�rs0:5rCOd
RCO�rs
MWcoke
rc1�rsrCOd
RCO2�rs
MWcoke
rc2�rsrCOd
dLreg
dt�
Fsrct � Fsreg
Areg(1 � obreg)(1 � odreg)rs
(A:17)
dWCreg
dt�
WCrctFsrct � WCregFsreg
Areg(1 � obreg)(1 � odreg)Lregrs
�(rc1�rc2)
�WCreg
Lreg
dLreg
dt(A:18)
with initial conditions at t�0 Lreg(0)�Lregss; WCreg(0)
�WCregss
yi;b�yi;d�e�amLreg (yi;f �yi;d) for i
�O2; CO; CO2 (A:19)
witham�Areg(1 � obreg)odregkg
Gbreg
(A:20)
[Gdreg�Gbreg(1�e�amLreg )](yi;f �yi;d)�Areg(1�obreg)
� (1�odreg)Lreg
Ri
CO2f
�0 (A:21)
for i�O2; CO; CO2
Tb�Td�e�aTLreg (Tf �Td) (A:22)
withaT�Areg(1 � obreg)odregavh
Gbregrgregcpgreg
(A:23)
AregLreg(1�obreg)(odregrgregcpgreg�(1�odreg)rscps)dTd
dt
� [Gdreg�Gbreg(1�e�atLreg )]rgregcpgreg(Tf �Td)
�cps(FsrctTrct�FsregTd)�Qlossreg
�AregLreg(1�obreg)(1�odreg)rs
MWcoke
[rc1DHrC1�rc2DHrC2]�rsrCOdDHrCOd
�(A:24)
with initial conditions at t�/0, Td(0)�Tdss
Vgreg�AregZreg�AregLreg(1�odreg) (A:25)
Ngreg�Vgregrgreg
MWAir
(A:26)
dPgreg
dt�
R
Vgreg
�Ngreg
dTb
dt�Tb
dNgreg
dt
�
Pgreg
Vgreg
� dVgreg
dt(A:27)
Ffg�K3X3
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPgregb�Patm
q(A:28)
where
Pgregb�Preg�Lregrsg(1�obreg)(1�odreg) (A:29)
Kbc�4:5
�umf
Db
��5:85
�P1=2g1=4
D5=4
b
�(A:30)
Kce�6:77
�Pomfubr
D3b
�1=2
(A:31)
ubr�0:711(gDb)1=2
Nubed�hbeddp
kg
�u0 � umf
ubr(1 � omf )[gb(2�0:6Re1=2
p Pr1=2)]
�8 sd
2p
6kg
Hbc (A:32)
Hbc�4:5umfrgregcpgreg
Db
�5:85
� (kgrgregcpgreg)1=2g1=4
D5=4
b
(A:33)
Appendix B: Notation
A, B, C,D
state space matrices
A gas oil in the feed
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325322
Areg cross sectional area of the regenerator (m2)
Arris cross sectional area of the riser (m2)
Arct cross sectional area of the particle separator
vessel (m2)av specific heat transfer area (m2 m�3)
B gasoline range lump
C light hydrocarbon gases lump
Cjb concentration of jth component in the bubble
phase, where j�/CO, CO2, H2O, O2 (kmol
m�3)
Cjd concentration of jth component in the
emulsion phase, where j�/CO, CO2, H2O, O2
(kmol m�3)
CO2f concentration of the oxygen at the feed
stream (kmol m�3)
CVs controlled variables
cpl heat capacity of the liquid gas oil (kJ kg�1
K�1)
cpgrey heat capacity of the gases in the regenerator
(kJ kg�1 K�1)cpgris heat capacity of the gases in the riser (kJ
kg�1 K�1)
cps heat capacity of the catalyst (kJ kg�1 K�1)
delt process sampling interval
D coke lump
DVs disturbances
d system disturbances
dp catalyst particle diameter (m)Fgs flue gases flow rate (kmol s�1)
Fgris hydrocarbon gases mass flow rate in the riser
(kg s�1)
Fs catalyst mass flow rate in the riser (kg s�1)
Fgas gas oil feed flow rate (kg s�1)
Fair air flow rate (kg s�1)
Fsreg regenerated catalyst mass flow rate (kg s�1)
Ffg flue gas flow rate (m3 s�1)Fsrct spent catalyst mass flow rate (kg s�1)
G the plant model
Gd the disturbance model
Gdreg gas flow rate in the regenerator emulsion
phase (m3 s�1)
Gbreg gas flow rate in the regenerator bubble phase,
(m3 s�1)
G (z) system transfer functionG (t) impulse response of the system
g gravitational constant (m s�2)
h bubble to emulsion phase heat transfer
coefficient (kJ m�2 s�1 K�1)
hrct catalyst level inside the particle separator
vessel, (m)
K steady state gain matrix
KI valve constant, where i�/ 1 for regeneratedcatalyst, 2 for spent catalyst, 3 for the flue gas
kij reaction rate constant between species i and j
in the riser
kci rate constant for coke burning, (m3 kmol�1
s�1), for reaction i with i�/1 or 2
kcob reaction rate constant for the homogeneous
CO combustion, (m4.5 kmol0.5 kg of solid�1
s�1)
kcod reaction rate constant for the catalytic CO
combustion, (m3)1.5 kmol0.5 kg of solids s�1
kg bubble and emulsion phases overall mass
transfer coefficient, (s�1)
L (z ) whitening matrices
Lreg regenerator catalyst bed level (m)
Lris riser length (m)Lrct reactor bed level
MWI molecular weight of species i (kg kmol�1)
MWgrey average molecular weight of gases in the
regenerator (kg kmol)
MVs manipulated variables
M manipulated variable moves
N the length of the input and output
Ngrey total number of gas moles in the regenerator(kmol)
Patm atmosphere pressure (atm)
Pf riser feed pressure (atm)
Preg regenerator pressure (atm)
Prct particle separator vessel pressure (atm)
P prediction horizon (steps)
/Qlossreg/ heat losses from the regenerator (W)
R universal gas constantRu(t ) system input covariance function
Ryu(t ) cross covariance function between the input
and the output
rci rate of coke combustion i in the regenerator
bed (kmol s�1)
rcob rate of homogeneous CO combustion in the
regenerator bed, (kmol sec�1)
rcod rate of catalytic CO combustion in theregenerator bed, (kmol sec�1)
RI rate of production of species i in the
regenerator bed, (kmol m�3 sec�1)
Trift air to the regenerator feed temperature
T temperature (K)
TB boiling point of gas oil, (K)
Tris riser temperature at height z (K)
T time (s)Tc catalyst space time in the riser (s)
U inputs in a model
umf minimum fluidization velocity (m s�1)
/UF (t)/ filtered system input matrices
up particle velocity in the riser (m s�1)
Uwt input weights
Vgreg volume of gases in the regenerator (m�3)
Wcreg coke mass fraction from the regenerator, (kgcoke/kg catalyst)
Wcris coke mass fraction from the riser, (kg coke/kg
catalyst)
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 323

x states in a state space model
X valve stem position
Y system outputs
ya dimensionless weight percent of the hydro-carbons in the riser, where (a�/A, B, C, D)
ywt output weights
yCG coke on regenerated catalyst/feed mass rate,
(kg coke/kg feed)
yCR coke on spent catalyst/feed mass rate, (kg
coke/kg feed)
yij dimensionless concentration of component i
in the j phase, where (i�/CO, CO2, H2O, O2)and (j�/bubble and emulsion)
yif dimensionless concentration of component i
in the feed, where (i�/CO,CO2,O2)
z axial distance in the riser (m)
z axial distance in the regenerator bed
Greek letters
a used in Eq. (A.29)DHi heat of reactions of reaction i
DHRAB heat of reaction for cracking of lump A to
lump B (kJ kg�1)
DHRC heat of reaction for coke burning (kJ
kmol�1)
DHRCO heat of reaction for CO combustion in the j
phase, (kJ kmol�1)
DP differential pressure between the regeneratorand the riser (atm)
Dt sampling interval (s)
ogris hydrocarbon gases void fraction in the riser
obreg bubbles phase void fraction in the regenera-
tor bed
odreg emulsion phase void fraction in the regen-
erator bed
omf bed voidage at minimum fluidization velocityosep bubbles phase void fraction in the separator
bed
fris catalyst activity
g unstripped hydrocarbon (kg per kg cat)
gb fraction of solids present in the bubble phase
m air viscosity (kg m�1 s�1)
8s coefficient of sphericity of the catalyst
particleskg thermal conductivity of air
m viscosity of air (kg m�1 s�1)
rb catalyst bulk density (kg m�3)
rgrey density of gas phase in the regenerator
(kg m�3)
rgris density of gas phase in the riser (kg m�3)
rs density of catalyst particles (kg m�3)
rv oil vapor density, (kg m�3)t1 controller integral time constant
(hr)
Tc catalyst residence time in the riser (s)
C ratio of velocity of gas to velocity of particles
inside the riser, feed coking tendency func-
tion
� diffusivity of O2 in airG,H composite matrices
/Gyl / weighting matrices of system output y
/Gul / weighting matrices of system input u
Subscript
A component A (gas oil)
atm atmosphere
b bubble phase in the regeneratorB component B (gasoline)
C component C (coke)
CO carbon monoxide
CO2 carbon dioxide
D component D (light hydrocarbon gases)
d emulsion phase of the regenerator
f feed
fg flue gasg gas or gaseous phase
mf minimum fluidization conditions
rct reactor or particle separator
reg regenerator
ris riser
s catalyst solid particles
ss steady state
References
[1] J.G. Balchen, S. Ljungquist Strand, State-space predictive con-
trol, Chem. Eng. Sci. 47 (4) (1992) 787�/807.
[2] M. Hovd, S. Skogestad, Procedure for regulatory control
structure selection and application to the FCC process, AIChE
J. 39 (12) (1993) 1938�/1953.
[3] P.D. Khandalekar, J.B. Riggs, Nonlinear process model based
control and optimization of a model IV FCC unit, Comp. Chem.
Eng. 19 (11) (1995) 1153�/1168.
[4] P.D. Christofides, P. Daoutidis, Robust control of multivariable
two-time scale monlinear systems, J. Proc. Cont. 7 (5) (1997) 313�/
328.
[5] R.M. Ansari, M.O. Tade, Constrained monlinear multivariable
control of a fluid catalytic cracking process, J. Proc. Cont. 10
(2000) 539�/555.
[6] D. Kunii, O. Levenspiel, Fluidization Engineering, Butterworth�/
Hienemann Publications, Massachusetts, USA, 1991.
[7] A. Arbel, Z. Huang, I.H. Rinard, R. Shinnar, Dynamic and
control of fluidized catalytic crackers. 1. Modeling of the current
generation of FCC’s, Ind. Eng. Chem. Res. 34 (1995) 1228�/1243.
[8] A. Arbel, I.H. Rinard, R. Shinnar, A.V. Sapre, Dynamic and
control of fluidized catalytic crackers. 2. Multiple steady states
and instabilities, Ind. Eng. Chem. Res. 34 (1995) 3014�/3026.
[9] H.I. De Lasa, A. Errazu, E. Barreiro, S. Solioz, Analysis of
fluidized bed catalytic cracking regenerator models in an indus-
trial scale unit, Can. J. Chem. Eng. 59 (1981) 549�/553.
[10] R.C. McFarlane, R.C. Reinemann, J.F. Bartee, C. Georgakis,
Dynamic simulator for a model IV fluid catalytic cracking unit,
Comp. Chem. Eng. 17 (1993) 275�/300.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325324
[11] J.M. Arandes, H.I. de Lasa. Chem. Eng. Sci. Simulation and
multiplicity of steady states in fluidized FCCUs, 47 (9�/11) 2535�/
2540.
[12] S.S. Elshishini, S.S.E.H. Elnashaie, Digital simulation of indus-
trial fluid catalytic cracking units: bifurcation and its implications,
Chem. Eng. Sci. 45 (2) (1990) 553�/559.
[13] S.S.E.H. Elnashaie, S.S. Elshishini, Digital simulation of indus-
trial fluid catalytic cracking units-IV. Dynamic behavior, Chem.
Eng. Sci. 48 (3) (1993) 567�/583.
[14] I.S. Han, C.B. Chung, Dynamic modeling and simulation of a
fluidized catalytic cracking process. Part I: Process modeling. Part
II: Property estimation and simulation, Chem. Eng. Sci. 56 (2001)
1951�/1990.
[15] L.S. Lee, Y.W. Chen, T.N. Haung, W.Y. Pan, Four lump kinetic
model for fluid catalytic cracking progress, Can. J. Chem. Eng. 67
(1989) 615�/619.
[16] The Mathworks, Inc. 1994. Model predictive control toolbox,
user’s guide.
[17] The Mathworks, Inc.1995. System identification toolbox, user’s
guide.
[18] M. Larocca, S. Ng, H. de Lasa, Fast catalytic cracking of heavy
gas oils: modeling coke deactivation, Ind. Eng. Chem. Res. 29
(1990) 171�/180.
[19] K. Morley, H.I. de Lasa, On the determination of kinetic
parameters for the regeneration of cracking catalyst, Can. J.
Chem. Eng. 65 (10) (1987) 773�/777.
[20] K. Morley, H.I. de Lasa, Regeneration of cracking catalyst.
Influence of the homogeneous CO postcombustion reaction, Can.
J. Chem. Eng. 66 (6) (1988) 428�/432.
[21] L.S. Fan, L.T. Fan, Transient and steady state characteristics of a
gaseous reactant in catalytic fluidized-bed reactors, AIChE J. 26
(1) (1980) 139�/144.
[22] A. Arbel, I.H. Rinard, R. Shinnar, Dynamic and control of
fluidized catalytic crackers. 3. Designing the control system:
choice of manipulated and measured variables for partial control,
Ind. Eng. Chem. Res. 35 (1996) 2215�/2233.
[23] P. Grosdidier, A. Mason, A. Aitolahti, P. Heinonen, V. Vanha-
maki, FCC unit reactor-regenerator control, Comp. Chem. Eng.
17 (2) (1993) 165�/179.
[24] P. Van Overschee, B. De Moor, N4SID: subspace algorithms for
the identification of combined deterministic-stochastic systems,
Automatica 30 (1) (1994) 75�/93.
[25] J.M. Martin Sanchez, J. Rodellar, 1995. Adaptive Predictive
Control, Madrid, Barcelona.
[26] P. Malay, B.J. Milne, S. Rohani, The modified dynamic model of
a riser type fluid catalytic cracking unit, Can. J. Chem. Eng. 77
(1999) 169�/179.
[27] H. Ali, S. Rohani, Effect of cracking reactions kinetics on the
model predictions of an industrial fluid catalytic cracking unit,
Chem. Eng. Comm. 146 (1996) 163�/184.
[28] H. Ali, S. Rohani, J.P. Corriou, Modeling and control of a riser
type fluid catalytic cracking (FCC) unit, Trans IchemE, Part A 75
(1997) 401�/411.
[29] Malay P. 1998, A modified integrated dynamic model of a riser
type FCC unit, Master’s Thesis, University of Saskatchewan,
Saskatoon.
C. Jia et al. / Chemical Engineering and Processing 42 (2003) 311�/325 325