Fatigue failure of a hollow power transmission shaft
11
Fatigue failure of a hollow power transmission shaft S.K. Bhaumik*, R. Rangaraju, M.A. Parameswara, M.A. Venkataswamy, T.A. Bhaskaran, R.V. Krishnan Failure Analysis Group, Materials Science Division, National Aerospace Laboratories, Bangalore 560 017, India Received 10 August 2001; accepted 22 August 2001 Abstract A micro/hairline crack was noticed on a low speed, hollow shaft of a single stage helical gearbox during service. Though this had not resulted in a catastrophic failure, the shaft was withdrawn from service because of leakage of oil. Subsequent investigation revealed that the crack had initiated by fatigue at one of the keyway edges and progressed about 3/4 of the shaft periphery in a helical manner but had not given rise to final fracture of the shaft. The fatigue crack initiation was due to stress concentration arising from a depression mark at the keyway end surface. The problem was further aggravated due to inadequate radius at the keyway edges and rough machining marks. An analysis of the failure, together with recommendations for failure prevention, is presented in this paper. # 2002 Elsevier Science Ltd. All rights reserved. Keywords: Fatigue; Shafts; Stress concentrations; Surface finish; Keyways 1. Introduction Shafts with circular cross-sections are used for transmission of power. Fatigue is among the most com- mon cause of failure of such shafts. Fatigue failures start at the most vulnerable point in a dynamically stressed area particularly where there is a stress raiser [1]. The stress raiser may be mechanical or metal- lurgical in nature, or sometimes a combination of the two. In general, the shafts in power plant systems run with a steady torsional load superimposed with bending stress either due to the shaft’s self-weight or pos- sible misalignment between journal bearings [2]. Thus, these rotating components are susceptible to fatigue by the nature of their operation and the fatigue failures are generally of the rotating-bending type [1]. The common sites on shafts where fatigue cracks may initiate are the stress raisers occurring at the keyway root radius and where sharp changes in cross-sectional area of the shaft occur. In spite of the preventive measures taken during the design stage, fatigue failure can still occur due to either defects introduced during fabrication and/or degradation of shafts during service [3]. In this paper, a case study on the fatigue failure of a hollow power transmission shaft is described. 1350-6307/02/$ - see front matter # 2002 Elsevier Science Ltd. All rights reserved. PII: S1350-6307(01)00033-4 Engineering Failure Analysis 9 (2002) 457–467 www.elsevier.com/locate/engfailanal * Corresponding author. Fax: +91-80-527-0098. E-mail address: [email protected] (S.K. Bhaumik).
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Fatigue failure of a hollow power transmission shaft

Fatigue failure of a hollow power transmission shaft
S.K. Bhaumik*, R. Rangaraju, M.A. Parameswara, M.A. Venkataswamy,T.A. Bhaskaran, R.V. Krishnan
Failure Analysis Group, Materials Science Division, National Aerospace Laboratories, Bangalore 560 017, India
Received 10 August 2001; accepted 22 August 2001
Abstract
A micro/hairline crack was noticed on a low speed, hollow shaft of a single stage helical gearbox during service.Though this had not resulted in a catastrophic failure, the shaft was withdrawn from service because of leakage of oil.
Subsequent investigation revealed that the crack had initiated by fatigue at one of the keyway edges and progressedabout 3/4 of the shaft periphery in a helical manner but had not given rise to final fracture of the shaft. The fatiguecrack initiation was due to stress concentration arising from a depression mark at the keyway end surface. The problemwas further aggravated due to inadequate radius at the keyway edges and rough machining marks. An analysis of the
failure, together with recommendations for failure prevention, is presented in this paper. # 2002 Elsevier Science Ltd.All rights reserved.
Keywords: Fatigue; Shafts; Stress concentrations; Surface finish; Keyways
1. Introduction
Shafts with circular cross-sections are used for transmission of power. Fatigue is among the most com-mon cause of failure of such shafts. Fatigue failures start at the most vulnerable point in a dynamicallystressed area particularly where there is a stress raiser [1]. The stress raiser may be mechanical or metal-lurgical in nature, or sometimes a combination of the two. In general, the shafts in power plant systems runwith a steady torsional load superimposed with bending stress either due to the shaft’s self-weight or pos-sible misalignment between journal bearings [2]. Thus, these rotating components are susceptible to fatigueby the nature of their operation and the fatigue failures are generally of the rotating-bending type [1]. Thecommon sites on shafts where fatigue cracks may initiate are the stress raisers occurring at the keyway rootradius and where sharp changes in cross-sectional area of the shaft occur. In spite of the preventivemeasures taken during the design stage, fatigue failure can still occur due to either defects introducedduring fabrication and/or degradation of shafts during service [3]. In this paper, a case study on the fatiguefailure of a hollow power transmission shaft is described.
1350-6307/02/$ - see front matter # 2002 Elsevier Science Ltd. All rights reserved.
PI I : S1350-6307(01 )00033-4
Engineering Failure Analysis 9 (2002) 457–467
www.elsevier.com/locate/engfailanal
* Corresponding author. Fax: +91-80-527-0098.
E-mail address: [email protected] (S.K. Bhaumik).

2. Background
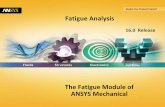
There was failure of a low-speed hollow shaft of a single stage helical gearbox during service. The low-speedshaft of the gearbox was connected to a hydro-turbine runner shaft through a coupling. The coupling on theshaft was fixed through a shrink fit along with a key. Oil was found leaking from the shaft near the couplingend. On strip examination, a crack was found to have developed circumferentially through the keyway.The cracked portion of the shaft (Fig. 1) was cut and sent to the laboratory for investigation. The details ofthe damaged shaft are given below:
Material specificationMaterial : alloy steel—EN 24Hardness : 276 BHN (�RC 29)Yield stress (Sy) : 6500 kg cm�2
Ultimate tensile strength (Sut) : 8600 kg cm�2
Shaft dimensionsInner diameter : 135 mm (uniform bore)Outer diameter : 225 mm (where the shaft has failed)
Operating speed : 158 rpmPower transmitted : 1400 kWNumber of hours in service : 550Number of start-ups : 75
Fig. 1. Photograph showing a portion of the failed shaft containing the crack. The shaft has an outer diameter of 225 mm (where the
shaft has failed) and inner diameter of 135 mm (uniform bore).
458 S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467

3. Observations
3.1. Visual and stereo-binocular
Visual observations showed the presence of a circumferential crack at the coupling end of the shaftrunning through the keyway. Fluorescent dye penetrant inspection revealed that the crack had propagatedcircumferentially covering about 3=4 of the shaft periphery. The crack was through the thickness and hadpropagated in a helical manner (Fig. 2).The crack was opened for observation by making a cut of suitable length opposite the crack surface (to
reduce the net section area) and then pulling the crack surfaces apart. One of the resulting fracture surfacesis shown in Fig. 3.Visual examination of the fracture surfaces revealed a half-moon shaped region at the keyway along the
thickness of the shaft. In the half-moon shaped region, concentric ring type beach marks, typical of delayedfatigue failure, could be seen (Fig. 4). These well delineated beach marks were seen throughout the fracturesurface. The fatigue crack had propagated in a helical manner along the circumference of the hollow shaft.The fracture surface was cleaned with acetone and observed under a stereo-binocular microscope to
determine the fracture origin. By tracing back the beach marks, it was found that the fracture coincidedwith one of the edges of the key way, as shown by an arrow in Fig. 4.The keyway at the fracture origin was examined to look for any possible abnormalities. Careful exam-
ination revealed a depression like mark at the keyway run out radius region close to the crack origin(Fig. 5). The surface of the depression mark had distinctive machining marks (Fig. 6), which indicate thatthis has resulted during machining. Moreover, at this location, the surface was covered with rust suggestingno contact with the key. The crack was found to originate at this point along the edge immediately fol-lowing the depression mark (shown by an arrow in Fig. 5). It was also observed that the keyway had veryrough machining marks (Fig. 7). The radius at the ends of the keyway edges was measured and found to be0.4 mm.
Fig. 2. Photograph showing the crack after fluorescent dye penetrant test.
S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467 459

Fig. 3. Photograph showing one of the mating fracture surfaces. It can be seen that the crack has propagated through the thickness
for about 3=4 of the shaft periphery.
Fig. 4. Macrofractograph showing the half moon shaped region at the keyway. The crack origin is shown by an arrow.
460 S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467

Fig. 5. Photograph showing the depression like mark on the keyway end surface. The crack origin is shown by an arrow.
Fig. 6. Photograph showing the machining marks on the surface of the depression. Note the rust in this area.
S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467 461

3.2. Scanning electron fractography
A small sample containing the fracture origin was cut, cleaned ultrasonically in acetone, and examined ina scanning electron microscope (SEM, LEO 440I). The fracture features in the half-moon shaped region
Fig. 7. Photograph showing the machining marks on the bottom surface of the keyway.
Fig. 8. SEM fractograph at the half moon shaped region. The fracture surface is covered with a thick layer of oxides. No meaningful
fractographic features could be observed.
462 S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467

are shown in Fig. 8. It was seen that the fracture surface was covered with a thick oxide layer and there wasno discernible fracture feature. Further cleaning of the fracture surface was therefore undertaken. But, inspite of repeated stripping of acetate replicating tape followed by ultrasonic cleaning in acetone, the oxidelayer persisted. This obviated the determination of any meaningful micro-fractographic features. More-over, the fracture surface was mechanically damaged due to the rubbing action between the two matingfracture surfaces during crack propagation.
3.3. Metallography
A small sample was cut from the shaft close to the fracture origin region, metallographically preparedand observed in an optical microscope (Neophot-2) in both unetched and etched conditions. In the unet-ched condition, stringer type MnS inclusions were seen (Fig. 9). Some of the MnS inclusions were as largeas 50 mm in length. These inclusions were aligned in the direction of the shaft axis. After etching with 2%Nital solution (2% HNO3 in ethanol), the material showed a tempered martensitic structure (Fig. 10).There was no abnormality in the microstructure.
3.4. Compositional analysis
Semiquantitative chemical analysis was carried out by EDX attached to SEM. All the elements in thesteel were found to conform to specification of EN24 steel except sulphur (Table 1). The sulphur contentwas found to be higher (0.15 wt.%) than that of the specified value (0.05 wt.% max.).
Fig. 9. SEM photograph showing MnS inclusions. These are aligned in the direction of the shaft axis (arrow). MnS inclusions as large
as 50 mm were observed.
S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467 463

3.5. Hardness measurements
Hardness measurements were carried out on a polished specimen using a Shimadzu HSV-20 Vickersmicrohardness tester at a load of 500 g. The hardness value measured was HV 318 (�RC 32), which waswithin specified limits.
4. Stress analysis
Though the shaft is subjected to combined bending, torsion and axial loads, in the absence of axial andbending load data from the designer/manufacturer, only torsional load on the shaft is considered for stresscalculation.The maximum shear stress at the surface of the shaft due to torsion is expressed as [4]
�max ¼ 16Td0=� d40 � d4i� �
:
Fig. 10. Optical micrograph showing the microstructure of the shaft material. It consists of tempered martensite. 630�.
Table 1
Semiquantitative EDX analysis of the shaft material
Element Specification of
EN24 (wt.%)
EDX analysis of failed
shaft (wt.%)
C 0.35–0.45 a
Si 0.10–0.35 0.26
Mn 0.45–0.70 0.49
S 0.050 max 0.15
P 0.050 max –
Ni 1.30–1.80 1.84
Cr 0.90–1.40 1.32
Mo 0.20–0.35 0.27
Fe Balance Balance
a Carbon cannot be determined accurately by EDX in SEM.
464 S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467

where, �max=maximum shear stress, d0=outer diameter of the shaft, di=inner diameter of the shaft,T=torsional moment at critical cross-section.Substituting appropriate data in the expression, one gets �max=437 kg cm�2.As per the ASME code, the permissible shear stress, �p=0.3 Sy or �p=0.18 Sut, whichever is less. Using
the yield stress and ultimate tensile stress for EN-24 steel, �p=1548 kg cm�2.Though the shear stress developed on the shaft appears to be much less than the permissible value, if one
accounts for the axial and bending loads on the shaft, the difference might get reduced.
5. Analysis of results
Gross fractographic features indicate fatigue as the cause of failure of the shaft. After the crack hasinitiated, it has propagated under torsional load over about 3=4 of the shaft periphery. This indicates thatfatigue is of high cycle, low stress type under low nominal stress. The beach marks on the fracture surfacewere well delineated. Tracing back the beach marks, the fracture origin was determined and was found tobe at the edge of the keyway (Fig. 4). After initiation, the crack has propagated along the thickness andexited inside the hollow shaft. The resulting crack fronts have then propagated progressively in eitherdirection along the circumference of the shaft. The crack has propagated in a helical manner, which sug-gests that cracking is by torsional fatigue.The fact that the crack has originated at the keyway edges, indicates stress concentration at this point.
From the observations, there could be several reasons for stress concentration at the crack origin. Theseare: (i) depression mark at the edge of the keyway due to faulty machining; (ii) inadequate radius at the keyway run out radius; (iii) rough machining marks; and (iv) elongated MnS inclusions. One or more of theabove factors could have produced a notch or stress concentrator of sufficient magnitude to cause initia-tion of a fatigue crack. Since the fracture surface was covered with a thick oxide layer and was alsodamaged due to rubbing action of the mating fracture surfaces, it was not possible to examine the fractureorigin region in greater detail to arrive at the exact cause/causes of crack initiation. However, the effects ofthe above mentioned observations are discussed individually and collectively in the following section toarrive at the most probable cause of failure.
5.1. Depression mark
Schematically, the keyway of the failed shaft is shown in Fig. 11. The locations of the depression mark,crack and crack origin are shown. When such a depression is present at the end side of the keyway, stressconcentration is expected at the contact points with the key at either sides of the depression mark.
5.2. Radius at the keyway end edge
The sharp corners at the keyway end edges are stress concentrators and these are the most vulnerablesites on a rotating shaft for fatigue crack initiation. Generally, to avoid stress concentrations at thesepoints, a generous radius or a cut out is provided. But, in the failed shaft in question, the radius is foundto be very sharp (0.4 mm) which is much smaller compared to the specified values from design datahandbook [4]. The problem is further aggravated by the presence of the depression mark at the keywayend side.
5.3. Rough machining marks
These also act as stress raisers and in the present case can be an additive factor.
S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467 465

5.4. Elongated MnS inclusions
MnS inclusions are normally elongated in the working direction and have sharp end points (Fig. 9).These end points are stress concentrators and if they are located in critical regions as mentioned above, canfurther aggravate stress concentration effects and facilitate fatigue crack nucleation.From stress analysis, it is seen that the shear stress developed on the shaft is well within the permissible
limit. However, it is possible that due to the presence of one or more of the above mentioned stress raiserstogether with superimposed axial and bending loads, the actual shear stress at the crack origin wouldexceed the critical value necessary for fatigue crack initiation.
6. Conclusions
1. The shaft has failed by fatigue. The fatigue crack has initiated at one of the keyway end edges.2. The fatigue crack has initiated because of stress concentrations resulting from the combined effect ofimproper machining (depression mark) and inadequate radius at the keyway end edges.
3. Presence of MnS inclusions might have contributed as an additive factor.
7. Recommendations
1. Care should be taken during machining to avoid any machining defects at the keyway. A better sur-face finish will reduce stress concentrations and thereby reduce the possibility of fatigue crack initia-tion.
2. Providing a generous radius at the keyway run out region to minimise stress concentrations.3. Use cleaner material.
Acknowledgements
The authors thank Mr. C.R Kannan, Ms. Kalavathi and Mr. K. Basker for NDT, scanning electronmicroscopic and metallographic support. The authors are thankful to the Director, NAL, for permission topublish this work.
Fig. 11. Schematic showing the depression mark on the keyway end side. The locations of stress concentrations and crack origin are
also shown (not to scale).
466 S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467

References
[1] Metals handbook, failures of shafts, vol. 10: failure analysis and prevention. American Society for Metals, 1975 (8th ed., pp. 373–
97).
[2] Mannuel da F. Stress intensity factors for semi-eliptical surface cracks in round bars under bending and torsion. International
Journal of Fatigue 1999;21:457–63.
[3] Berndt F, van Bennekom A. Pump-shaft failures—a compendium of case studies. Engineering Failure Analysis 2001;8:135–44.
[4] Handbook of engineering fundamentals. Wiley Engineering Handbook Series, John Wiley & Sons, NY, 1975 (pp. 537–41).
S.K. Bhaumik et al. / Engineering Failure Analysis 9 (2002) 457–467 467