
Extraction of safflower seed oil by supercritical CO 2
7
Extraction of safflower seed oil by supercritical CO 2 Xiaojin Han a,b , Leming Cheng a , Rong Zhang a , Jicheng Bi a, * a State Key Laboratory of Coal Conversion, Institute of Coal Chemistry, Chinese Academy of Sciences, Taiyuan 030001, China b Graduate School of the Chinese Academy of Sciences, Chinese Academy of Sciences, Beijing 100039, China article info Article history: Received 6 May 2008 Received in revised form 2 December 2008 Accepted 5 December 2008 Available online 16 December 2008 Keywords: Supercritical CO 2 extraction Safflower seed oil Mathematical model Scale up abstract Safflower seed oil extraction with supercritical CO 2 at series operational parameters of pressure, temper- ature, flow rate and particle size was investigated in a bench scale apparatus. The results show that the extraction yields plotted as a function of time are significantly affected by the extraction pressure, flow rate and particle size, but extraction yields plotted versus CO 2 used are scarcely affected by flow rate. Extraction temperature has a slight effect on the extraction curves. In order to describe the extraction pro- cess, the Sovova’s extended Lack’s Model (SLM) was used and the experimental data were well fitted by it. The extraction was scaled up to pilot plant and the computed values of SLM are in good agreement with the pilot plant data. Additionally, the quality of safflower seed oil obtained by supercritical CO 2 extraction is superior to that of oil obtained by traditional methods. It is noted that a new method of changing flow rate was proposed to improve the process efficiency and proved to be valuable by experiment. Ó 2008 Elsevier Ltd. All rights reserved. 1. Introduction Safflower (Carthamus tinctorius L.) is extensively cultivated in India, China, USA, Mexico, Turkey, and 731, 425 tones seeds yield was obtained in the world during 2004 (Gecgel et al., 2007). The annual yield of safflower seeds in china is about 60,000 tones (Zhao et al., 2000) and the main planting area locates in the province of Xinjiang. The safflower is an important kind of oil crop because of abundant oil (27–32%) in the seeds and seed oil’s richness (70–87%) in the linoleic acid. Moreover, safflower seed oil is also a rich source of vitamin E. Recently, attention has been increasingly attracted to safflower seed oil as an excellent health care product, because it is effective for the treatment of hyperlipaemia, arterio- sclerosis, coronary heart disease and it can enhance the microcir- culation (Lu et al., 2004). The conventional industrial methods of producing safflower seed oil include conventional solvent extrac- tion and expeller pressing. But the former causes solvent contam- ination and the latter makes the active component thermal degradation. Supercritical CO 2 (SC-CO 2 ) extraction has been an excellent alternative method for seed oil extraction to replace conventional industrial methods. SC-CO 2 extraction becomes the focus of atten- tion due to its chemical and physical properties: non-flammable, non-toxic, non-corrosive etc. Furthermore, the extracted product has a good quality and scarcely needs any particular refining oper- ation. Thus, SC-CO 2 technology has been applied to the extraction of oil from a large number of materials over the last twenty years and shows a bright future (Reverchon and Marrone, 2001). Model description is an effective method for scale up and pro- cess design of SC-CO 2 extraction process. Several approaches have been proposed and categorized in: (1) empirical models, (2) single sphere models, (3) differential mass balance integration models, (4) artificial network models (Roy et al., 1994; Reverchon, 1997; Izadifar and Abdolahi, 2006). Being one of the differential mass bal- ance integration models, Sovova’s extended Lack’s Model (SLM) (Sovova, 1994) has well described the extraction process in a bench scale (Papamichail et al., 2000; Kiriamiti et al., 2001). Only when the model can fit the extraction process well at bench and pilot plant scales, the calculations are reliable (Perrut et al., 1997). Unfortunately, little work has been done on the fitness of SLM in a pilot plant scale. So far, little attention has focused on safflower seeds’ extraction by SC-CO 2 . In this research, the influences of pressure, tempera- ture, flow rate and particle size on the extraction rate of safflower seed oil were studied. The experimental data were correlated with SLM. Furthermore, scale up with SLM has been done and the calcu- lated values based on experimental data were further compared with pilot plant data. In addition, the operational process of extrac- tion was developed to increase the extraction efficiency by decreasing the extraction time and power consumption. 2. Experimental 2.1. Materials The safflower seeds used were purchased from the province of Xinjiang (west China). The oil content of safflower seeds was 0260-8774/$ - see front matter Ó 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.jfoodeng.2008.12.002 * Corresponding author. Tel./fax: +86 351 407 2379. E-mail address: [email protected] (J. Bi). Journal of Food Engineering 92 (2009) 370–376 Contents lists available at ScienceDirect Journal of Food Engineering journal homepage: www.elsevier.com/locate/jfoodeng
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of Extraction of safflower seed oil by supercritical CO 2

Journal of Food Engineering 92 (2009) 370–376
Contents lists available at ScienceDirect
Journal of Food Engineering
journal homepage: www.elsevier .com/locate / j foodeng
Extraction of safflower seed oil by supercritical CO2
Xiaojin Han a,b, Leming Cheng a, Rong Zhang a, Jicheng Bi a,*
a State Key Laboratory of Coal Conversion, Institute of Coal Chemistry, Chinese Academy of Sciences, Taiyuan 030001, Chinab Graduate School of the Chinese Academy of Sciences, Chinese Academy of Sciences, Beijing 100039, China
a r t i c l e i n f o
Article history:Received 6 May 2008Received in revised form 2 December 2008Accepted 5 December 2008Available online 16 December 2008
Keywords:Supercritical CO2 extractionSafflower seed oilMathematical modelScale up
0260-8774/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.jfoodeng.2008.12.002
* Corresponding author. Tel./fax: +86 351 407 2379E-mail address: [email protected] (J. Bi).
a b s t r a c t
Safflower seed oil extraction with supercritical CO2 at series operational parameters of pressure, temper-ature, flow rate and particle size was investigated in a bench scale apparatus. The results show that theextraction yields plotted as a function of time are significantly affected by the extraction pressure, flowrate and particle size, but extraction yields plotted versus CO2 used are scarcely affected by flow rate.Extraction temperature has a slight effect on the extraction curves. In order to describe the extraction pro-cess, the Sovova’s extended Lack’s Model (SLM) was used and the experimental data were well fitted by it.The extraction was scaled up to pilot plant and the computed values of SLM are in good agreement withthe pilot plant data. Additionally, the quality of safflower seed oil obtained by supercritical CO2 extractionis superior to that of oil obtained by traditional methods. It is noted that a new method of changing flowrate was proposed to improve the process efficiency and proved to be valuable by experiment.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction of oil from a large number of materials over the last twenty years
Safflower (Carthamus tinctorius L.) is extensively cultivated inIndia, China, USA, Mexico, Turkey, and 731, 425 tones seeds yieldwas obtained in the world during 2004 (Gecgel et al., 2007). Theannual yield of safflower seeds in china is about 60,000 tones (Zhaoet al., 2000) and the main planting area locates in the province ofXinjiang. The safflower is an important kind of oil crop becauseof abundant oil (27–32%) in the seeds and seed oil’s richness(70–87%) in the linoleic acid. Moreover, safflower seed oil is alsoa rich source of vitamin E. Recently, attention has been increasinglyattracted to safflower seed oil as an excellent health care product,because it is effective for the treatment of hyperlipaemia, arterio-sclerosis, coronary heart disease and it can enhance the microcir-culation (Lu et al., 2004). The conventional industrial methods ofproducing safflower seed oil include conventional solvent extrac-tion and expeller pressing. But the former causes solvent contam-ination and the latter makes the active component thermaldegradation.
Supercritical CO2 (SC-CO2) extraction has been an excellentalternative method for seed oil extraction to replace conventionalindustrial methods. SC-CO2 extraction becomes the focus of atten-tion due to its chemical and physical properties: non-flammable,non-toxic, non-corrosive etc. Furthermore, the extracted producthas a good quality and scarcely needs any particular refining oper-ation. Thus, SC-CO2 technology has been applied to the extraction
ll rights reserved.
.
and shows a bright future (Reverchon and Marrone, 2001).Model description is an effective method for scale up and pro-
cess design of SC-CO2 extraction process. Several approaches havebeen proposed and categorized in: (1) empirical models, (2) singlesphere models, (3) differential mass balance integration models,(4) artificial network models (Roy et al., 1994; Reverchon, 1997;Izadifar and Abdolahi, 2006). Being one of the differential mass bal-ance integration models, Sovova’s extended Lack’s Model (SLM)(Sovova, 1994) has well described the extraction process in a benchscale (Papamichail et al., 2000; Kiriamiti et al., 2001). Only whenthe model can fit the extraction process well at bench and pilotplant scales, the calculations are reliable (Perrut et al., 1997).Unfortunately, little work has been done on the fitness of SLM ina pilot plant scale.
So far, little attention has focused on safflower seeds’ extractionby SC-CO2. In this research, the influences of pressure, tempera-ture, flow rate and particle size on the extraction rate of safflowerseed oil were studied. The experimental data were correlated withSLM. Furthermore, scale up with SLM has been done and the calcu-lated values based on experimental data were further comparedwith pilot plant data. In addition, the operational process of extrac-tion was developed to increase the extraction efficiency bydecreasing the extraction time and power consumption.
2. Experimental
2.1. Materials
The safflower seeds used were purchased from the province ofXinjiang (west China). The oil content of safflower seeds was
Nomenclature
a specific interfacial area (m2/m3)e extract-to-matrix ratio (kg/kg, extract/oil-free feed)Kf supercritical fluid mass transfer coefficient (m/s)Ks solid mass transfer coefficient (m/s)NP Number of data pointsq dimensionless amount of CO2 (kg/kg, CO2/oil-free feed)qm q value at start of the extraction of difficult accessible oil
(kg/kg)qn q value at end of the extraction of easily accessible oil
(kg/kg)_q specific flow rate (kg/s/kg, flow rate/oil-free feed)U superficial velocity of SC-CO2 (m/s)W dimensionless parameter proportional to the solid mass
transfer coefficientX oil concentration in the particles (kg/kg, oil/oil-free
feed)
X0 initial oil concentration in the solid (kg/kg, oil/oil-freefeed)
Xk initial concentration of difficult accessible oil in the par-ticles (kg/kg, oil/oil-free feed)
yr oil solubility in the supercritical fluid (kg/kg, oil/oil-freeCO2)
Z dimensionless parameter proportional to the fluid masstransfer coefficient
Zw dimensionless axial co-ordinate of the boundary be-tween fast and slow extraction
e bed porosityqf SC-CO2 density (kg/m3)qs solid density (kg/m3)
X. Han et al. / Journal of Food Engineering 92 (2009) 370–376 371
determined to be 29.0 wt.% by Soxhlet extraction with ether, whichwould be referred as total oil content. Seeds with hull were dried at333 K for four hours in an oven, and milled to desired particle size.Linoleic acid, oleic acid, stearic acid and palmitic acid standards(purities >98%) were obtained from National Institute for the Con-trol of Pharmaceutical and Biological Products (China). All solventsused in the analysis were of analytical grade.
2.2. Equipment description and experimental procedure
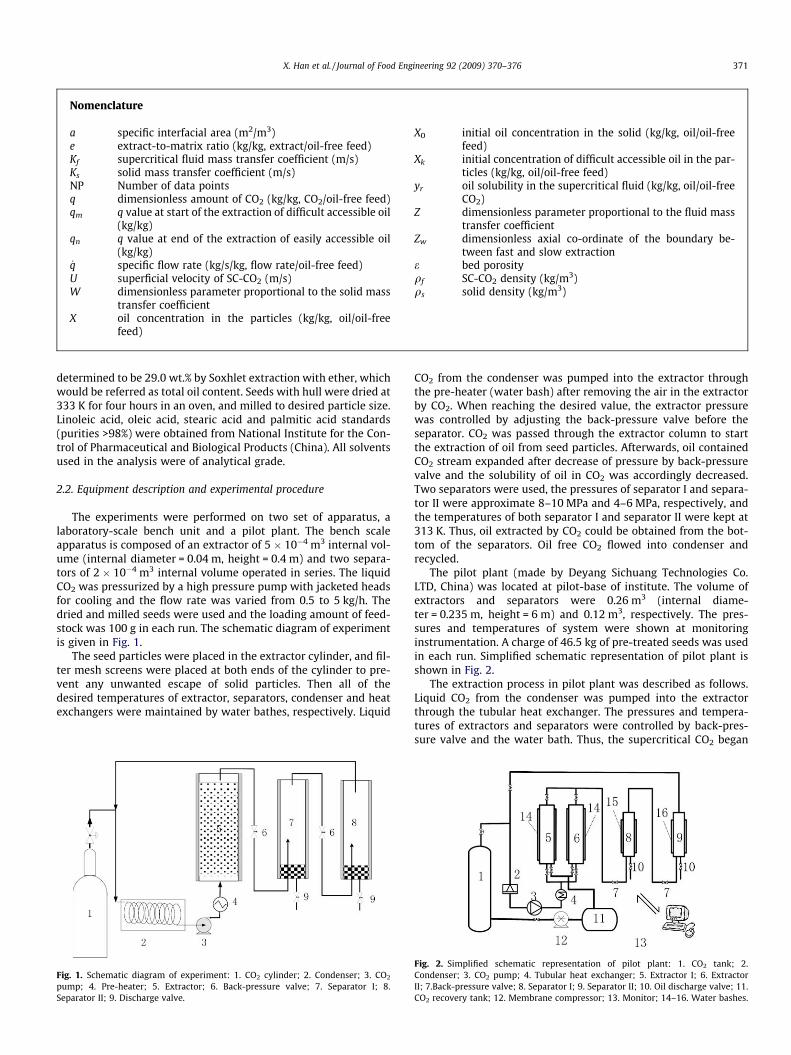
The experiments were performed on two set of apparatus, alaboratory-scale bench unit and a pilot plant. The bench scaleapparatus is composed of an extractor of 5 � 10�4 m3 internal vol-ume (internal diameter = 0.04 m, height = 0.4 m) and two separa-tors of 2 � 10�4 m3 internal volume operated in series. The liquidCO2 was pressurized by a high pressure pump with jacketed headsfor cooling and the flow rate was varied from 0.5 to 5 kg/h. Thedried and milled seeds were used and the loading amount of feed-stock was 100 g in each run. The schematic diagram of experimentis given in Fig. 1.
The seed particles were placed in the extractor cylinder, and fil-ter mesh screens were placed at both ends of the cylinder to pre-vent any unwanted escape of solid particles. Then all of thedesired temperatures of extractor, separators, condenser and heatexchangers were maintained by water bathes, respectively. Liquid
Fig. 1. Schematic diagram of experiment: 1. CO2 cylinder; 2. Condenser; 3. CO2
pump; 4. Pre-heater; 5. Extractor; 6. Back-pressure valve; 7. Separator I; 8.Separator II; 9. Discharge valve.
CO2 from the condenser was pumped into the extractor throughthe pre-heater (water bash) after removing the air in the extractorby CO2. When reaching the desired value, the extractor pressurewas controlled by adjusting the back-pressure valve before theseparator. CO2 was passed through the extractor column to startthe extraction of oil from seed particles. Afterwards, oil containedCO2 stream expanded after decrease of pressure by back-pressurevalve and the solubility of oil in CO2 was accordingly decreased.Two separators were used, the pressures of separator I and separa-tor II were approximate 8–10 MPa and 4–6 MPa, respectively, andthe temperatures of both separator I and separator II were kept at313 K. Thus, oil extracted by CO2 could be obtained from the bot-tom of the separators. Oil free CO2 flowed into condenser andrecycled.
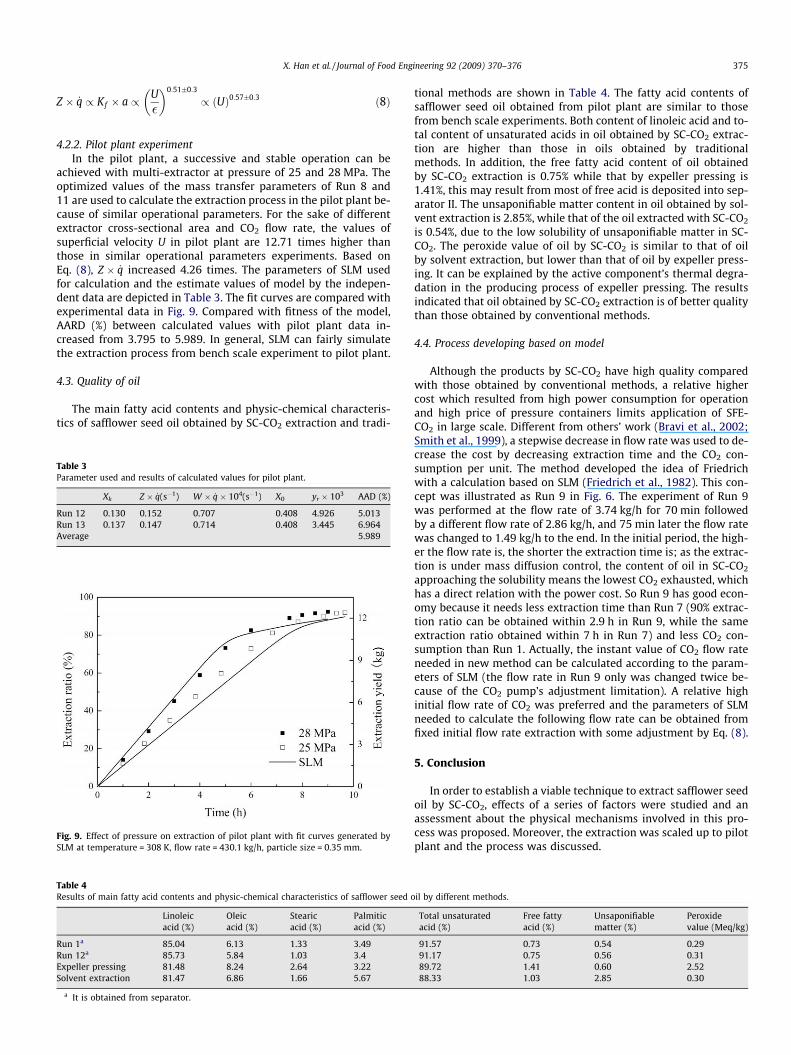
The pilot plant (made by Deyang Sichuang Technologies Co.LTD, China) was located at pilot-base of institute. The volume ofextractors and separators were 0.26 m3 (internal diame-ter = 0.235 m, height = 6 m) and 0.12 m3, respectively. The pres-sures and temperatures of system were shown at monitoringinstrumentation. A charge of 46.5 kg of pre-treated seeds was usedin each run. Simplified schematic representation of pilot plant isshown in Fig. 2.
The extraction process in pilot plant was described as follows.Liquid CO2 from the condenser was pumped into the extractorthrough the tubular heat exchanger. The pressures and tempera-tures of extractors and separators were controlled by back-pres-sure valve and the water bath. Thus, the supercritical CO2 began
Fig. 2. Simplified schematic representation of pilot plant: 1. CO2 tank; 2.Condenser; 3. CO2 pump; 4. Tubular heat exchanger; 5. Extractor I; 6. ExtractorII; 7.Back-pressure valve; 8. Separator I; 9. Separator II; 10. Oil discharge valve; 11.CO2 recovery tank; 12. Membrane compressor; 13. Monitor; 14–16. Water bashes.

372 X. Han et al. / Journal of Food Engineering 92 (2009) 370–376
to extract the safflower oil. The oil-bearing CO2 leaving the extrac-tor and stepwise expanded in the two separators. The pressures ofseparator I and separator II were approximate 8–10 MPa and6–8 MPa, respectively. The temperatures of both separator I andseparator II were kept at 313 K. Oil extracted by CO2 could be ob-tained from the bottom of the separators. Oil free CO2 flowed intocondenser and recycled. The loading and discharging of seed par-ticles in the second extractor should be done during material inthe first extractor was under extraction. When the extraction ofoil in the first extractor was completed, two extractors shouldbe connected through the valves to make the second extractor ob-tain relative high pressure without energy input. Then, thepumped CO2 switched to the second extractor and the nextextraction began. The CO2 remained in the first extractor wasrecovered to CO2 recovery tank and back to CO2 tank by mem-brane compressor for recirculation. The pressure of CO2 recoverytank was 1–2 MPa.
2.3. Analysis of safflower seed oil
The main fatty acids of safflower seed oil were analyzed by GC-7890 chromatography (Shanghai Tianmei Technologies Co. LTD)with a FID detector and a capillary column (DM-5 ms,30 m � 0.3 mm � 0.25 lm). Both of the injector and detector tem-peratures were kept at 558 K and oven temperature was set to493 K. High pure nitrogen was used as the carrier gas. Oil waspre-treated by methyl esterfication and 0.5 ll of sample (diluted10 times with n-hexane) was injected into the GC with a split ratioof 1/20. The concentrations of linoleic acid, oleic acid, stearic acidand palmitic acid in oil were quantified by the external standardmethod. Physic-chemical characteristics of safflower seed oil ob-tained by the supercritical CO2 extraction and traditional methodwere analyzed according to Chinese national criterion.
Table 1Experimental conditions.
Experiment Pressure(MPa)
Temperature(K)
Particlesize (mm)
Specific flowrate � 103(s�1)
Flow rate(kg/h)
Run 1 28 308 0.35 14.63 3.74Run 2 25 308 0.35 14.63 3.74Run 3 22 308 0.35 14.63 3.74Run 4 28 313 0.35 14.63 3.74Run 5 28 323 0.35 14.63 3.74Run 6 28 333 0.35 14.63 3.74Run 7 28 308 0.35 5.13 1.31Run 8 28 308 0.35 3.83 0.98Run 9 28 308 0.35 – 3.74–1.49Run 10 28 308 0.85 14.63 3.74Run 11 25 313 0.35 3.83 0.98Run 12a 28 308 0.35 3.62 430.1Run 13a 25 308 0.35 3.62 430.1
a It is operated at the pilot plant.
3. Model description
For further scale up and process design, a reliable mathematicalmodel is needed in SC-CO2 extraction of safflower seed oil. In thissection, Sovova’s extended Lack’s Model (SLM) was adopted anddescribed to correlate with the experimental data.
This model is applicable in situations where some of the oil iseasily accessible to the SC-CO2 (for example at the outer surfacesof the particles or in broken cells) while the rest is difficult acces-sible (being deep down in particles of milled plant material). Fur-thermore, this model is based on the following assumptions(Sovova, 1994):
(1) Temperature and pressure are constant during extraction;(2) Solid bed is homogeneous with respect to particle size and
initial distribution of the oil;(3) Bed porosity, e is not affected by the reduction of the oil dur-
ing extraction;(4) SC-CO2 is oil-free at the extractor entrance;(5) Mass transfer phenomena of all extract are similar.
In this model the extraction process is divided into three peri-ods. During the first period, extraction proceeds at a constant ratedetermined by the oil’s solubility in SC-CO2. The second period istransition period, during which the particles at the bed entrancewill first lose all the easily accessible oil that they initially con-tained, but the particles at the bed outlet still have lots of easilyaccessible oil. The extraction rate drops rapidly during this period.In the last period the extraction rate is slow because all easilyaccessible oil has been extracted by SC-CO2, there is only difficultaccessible oil to be extracted.
The ratios of extract e extracted during the first, second andthird extraction periods are given as functions of the amount ofCO2 used by Eq. (1):
e ¼
q� yr � ½1� expð�ZÞ�q < qm
yr � ½q� qm � expðZw � ZÞ�qm 6 q < qn
X0 � yrW � Inf1þ ½expðW � X0=yrÞ � 1�
� exp½w� ðqm � qÞ� � Xk=X0gqn 6 q
8>>>>>><>>>>>>:
ð1Þ
qm ¼X0 � Xk
yr � Zð2Þ
qn ¼ qm þ1W� In
Xk þ ðX0 � XkÞ � expðW � X0=yrÞX0
� �ð3Þ
Zw ¼yr
W � X0� In
X0 � ½W � ðq� qmÞ� � Xk
X0 � Xk
� �� Z ð4Þ
Z ¼Kf � a� qf
_q� ð1� �Þ � qsð5Þ
W ¼ Ks � a_q� ð1� �Þ ð6Þ
The amounts of CO2 qm, qn, which define the transition regionbetween the first and last extraction periods, can be calculatedby Eqs. (2) and (3). Zw, dimensionless axial co-ordinate of theboundary between fast and slow extraction, is calculated by Eq.(4). Z and W, dimensionless parameters proportional to the fluidmass transfer coefficient and the solid mass transfer coefficient,are defined by Eqs. (5) and (6).
The measured value for the bed porosity e was 0.4334. X0 andoil solubility yr were obtained from initial oil content in the seedsand the slope of the linear part of extraction curves, respectively.Three adjusting parameters Z, W and Xk were calculated by match-ing the calculated values and experimental data, using a Nelder–Mead technique to minimize the objective function based onextraction yield versus time or CO2 used.
4. Results and discussion
As a result, the large part of the extracts was deposited in sep-arator I, and less than 10% in separator II. The effects of the variousoperational parameters on the extraction rate and yield wereexamined in a bench scale apparatus. The extraction was also oper-ated at pilot plant. The experimental conditions are shown in Table1 and the extraction results are shown in Figs. 3–7, where theextraction ratio was plotted versus time or amount of CO2 used.The model’s fitness was discussed and evaluated by an

Fig. 3. Effect of pressure on extraction with fit curves generated by SLM attemperature = 308 K, flow rate = 3.74 kg/h and particle size = 0.35 mm.
Fig. 4. Effect of temperature on extraction with fit curves generated by SLM atpressure = 28 MPa, flow rate = 3.74 kg/h, particle size = 0.35 mm.
Fig. 5. Effect of flow rate on extraction with fit curves generated by SLM attemperature = 308 K, pressure = 28 MPa, particle size = 0.35 mm.
Fig. 6. Effect of flow rate on extraction at temperature = 308 K, pressure = 28 MPa,particle size = 0.35 mm.
Fig. 7. Effect of particle size on extraction with fit curves generated by SLM attemperature = 308 K, pressure = 28 MPa, flow rate = 3.74 kg/h.
X. Han et al. / Journal of Food Engineering 92 (2009) 370–376 373
independent data set from pilot plant. A new method was pro-posed to improve the process efficiency based on the model.
4.1. Effect of the operational parameters
The effect of pressure on the extraction was investigated atpressures of 22, 25 and 28 MPa. The results are presented inFig. 3. As expected, the extraction rate increases significantly withthe increase of pressure, similar to other studies on oil extractionfrom seeds (Sovova et al., 1994; Louli et al., 2004). This is attributedto the increase of the SC-CO2 density, which results in the increaseof its dissolving ability and the solubility of the oil components.With the pressure increasing from 22 to 28 MPa, the extractionrate increases nearly twice in the initial period and extraction ratiois over 90%, after 3 h of extraction. Consequently, the extractionwas more pronounced at 28 MPa.
The effect of temperature on the extraction was investigated inthe range from 308 to 333 K. Fig. 4 indicates that, both the extrac-tion rate and the total extraction yield at 308 K are slightly higherthan those at higher temperatures. The solubility of oil directly af-fects the extraction rate and it is controlled by a balance betweenthe SC-CO2 density and the oil vapor pressure. At high pressure theinfluence of temperature on the solubility of oil is predominated bythe oil vapor pressure effect, and then the solubility of oil increaseswith the increase of temperature. While at low pressure SC-CO2
density has a pronounced effect on the solubility of oil and the sol-ubility decreases with the increase of temperature (Kiriamiti et al.,

Fig. 8. Oil content in particles as a function of distance from the bed entrance andtime at temperature = 308 K, pressure = 28 MPa, flow rate = 3.74 kg/h, particlesize = 0.35 mm.
374 X. Han et al. / Journal of Food Engineering 92 (2009) 370–376
2001). In this case, we assumed that our operational pressure is indensity effects predomination region.
Fig. 5 shows the effect of CO2 flow rates on the extraction. It isnoted that from 0 to 5 kg of CO2 used, all of experimental data fallon the same sloped straight lines. The independence upon the flowrate indicates that the process is controlled by the solubility of theoil in the initial period (Kiriamiti et al., 2001). From the slope of thestraight part of the curves, we can obtain approximately the solu-bility of the oil contained in the safflower seeds, which yieldsnearly 4.9 g of oil/kg CO2 at 308 K and 28 MPa. From 5 to 7 kg ofCO2 used, a decrease of extraction rate is observed. That is becausethe mass transfer rate of difficult accessible oil is significantly low-er than that of easily accessible oil. During the latter period ofextraction, the extraction is mass transfer controlled and theextraction rate is low. As can be easily understood, the higher flowrate means the less extraction time, which is depicted in Fig. 6.
Fig. 7 shows the effect of particle size on the extraction at theaverage particle diameters of 0.85 and 0.35 mm. As anticipatedfrom basic physical considerations, the smaller the particles, thegreater the effective fluid–solid contact area, the higher the extrac-tion rate. Moreover, the slope of first part of extraction curve oflarge particles is lower than that of small particles, indicating thatthe oil content is not saturated in the CO2. That is probably becausethe quantity or surface area of easily accessible oil is not sufficient.
Among the parameters investigated, higher pressure, lowertemperature and smaller particle size favor the extraction. In allcases, the shape of extraction curves indicates the extraction pro-cess can be divided into three periods: rapid extraction period,transition period and slow extraction period. During rapid extrac-tion period the extraction curves are straight lines, which suggestthat the amount of oil is ultimately limited by the solubility ofthe oil in the SC-CO2, and the oil solubility can be gotten by theslope of the plotted straight lines. The depletion of the continuouslayer of easily accessible oil leads to the decrease of extraction ratein the transition period. There is a change in equilibrium relation-ship in inlet part of extraction region and the extraction is undermass transfer controlled. When all of the easily accessible oil hasbeen removed, the rate of extraction depends on diffusion of oilfrom the interior to the surface of the seed particles, the extractionfalls into slow extraction period (Lee et al., 1986).
4.2. Results of the model and discussion
4.2.1. Bench scale experimentsThe best fit values for parameter Z, W and Xk obtained by Eq. (1)
and the experimental data are shown in Table 2 and the fit curvesare shown in Figs. 3–7. The model was evaluated by average abso-lute relative deviation (AARD (%)), which was calculated by Eq. (7).For all conditions studied, the AARD (%) is 3.795. The low AARD (%)can be attributed to both three adjusting parameters and a gooddescription of the extraction process. The model takes into account
Table 2Calculated values of parameters and AARD (%) in Sovova’s extended Lack’s Model.
Xk Z W � 102 Z � _q � 102(s�1)
Run 1 0.137 5.192 0.996 7.597Run 2 0.137 5.005 0.658 7.323Run 3 0.136 5.156 0.633 7.544Run 4 0.133 5.201 1.067 7.611Run 5 0.130 5.172 0.970 7.568Run 6 0.135 5.154 0.945 7.541Run 7 0.133 7.756 1.723 3.975Run 8 0.130 9.325 1.846 3.575Run 10 0.246 0.866 0.289 4.582Run 11 0.137 8.972 1.973 3.440Average
not only the difference extraction property between easily accessi-ble oil and difficult accessible oil, but also the difference betweenparticles of entrance and outlet. The latter is shown in Fig. 8.
AARDð%Þ ¼ 1NP�XNP
i¼1
abseexp � ecal
ecal
� �ð7Þ
Actually, as solid mass transfer coefficient, W � _q increases withpressure increasing. It is evident that W � _q is affected by particlesize, because the bigger the particle size is, the longer the diffusionpath is. As has already been assumed, fluid mass transfer coeffi-cient Z � _q is two to three orders of magnitude higher thanW � _q. It suggests that the oil being divided into easily accessibleoil and difficult accessible oil is reasonable. Z � _q decreases withthe increase of particle size because of the decrease of specificinterfacial area. Additionally, Z � _q increases with the increase flowrate due to the decrease of external file thickness of particle. Eq. (8)can be derived from other studies at the condition of fixed specificinterfacial area and bed porosity (Esquivel et al., 1999) and the val-ues of Z � _q obtained by the model at different flow rate confirmedit. Furthermore, the optimized values of the mass transfer param-eters obtained, such as W � _q and Z � _q, are proved to be reason-able by other works (Sovova et al., 1994; Esquivel et al., 1999;Papamichail et al., 2000). The differences between those valuescan be attributed to the different raw materials extracted andextraction conditions.
W � _q � 104(s�1) X0 yr � 103 AARD (%)
1.458 0.408 4.926 1.9290.963 0.408 3.445 4.2840.927 0.408 2.304 1.8781.561 0.408 4.170 3.0891.419 0.408 3.662 1.9071.383 0.408 2.391 3.3160.883 0.408 4.926 4.3240.707 0.408 4.926 8.9640.423 0.408 4.926 1.8420.714 0.408 3.445 6.416
3.795
X. Han et al. / Journal of Food Engineering 92 (2009) 370–376 375
Z � _q / Kf � a / U�
� �0:51�0:3
/ ðUÞ0:57�0:3 ð8Þ
4.2.2. Pilot plant experimentIn the pilot plant, a successive and stable operation can be
achieved with multi-extractor at pressure of 25 and 28 MPa. Theoptimized values of the mass transfer parameters of Run 8 and11 are used to calculate the extraction process in the pilot plant be-cause of similar operational parameters. For the sake of differentextractor cross-sectional area and CO2 flow rate, the values ofsuperficial velocity U in pilot plant are 12.71 times higher thanthose in similar operational parameters experiments. Based onEq. (8), Z � _q increased 4.26 times. The parameters of SLM usedfor calculation and the estimate values of model by the indepen-dent data are depicted in Table 3. The fit curves are compared withexperimental data in Fig. 9. Compared with fitness of the model,AARD (%) between calculated values with pilot plant data in-creased from 3.795 to 5.989. In general, SLM can fairly simulatethe extraction process from bench scale experiment to pilot plant.
4.3. Quality of oil
The main fatty acid contents and physic-chemical characteris-tics of safflower seed oil obtained by SC-CO2 extraction and tradi-
Table 3Parameter used and results of calculated values for pilot plant.
Xk Z � _q(s�1) W � _q � 104(s�1) X0 yr � 103 AAD (%)
Run 12 0.130 0.152 0.707 0.408 4.926 5.013Run 13 0.137 0.147 0.714 0.408 3.445 6.964Average 5.989
Fig. 9. Effect of pressure on extraction of pilot plant with fit curves generated bySLM at temperature = 308 K, flow rate = 430.1 kg/h, particle size = 0.35 mm.
Table 4Results of main fatty acid contents and physic-chemical characteristics of safflower seed o
Linoleicacid (%)
Oleicacid (%)
Stearicacid (%)
Palmiticacid (%)
Run 1a 85.04 6.13 1.33 3.49Run 12a 85.73 5.84 1.03 3.4Expeller pressing 81.48 8.24 2.64 3.22Solvent extraction 81.47 6.86 1.66 5.67
a It is obtained from separator.
tional methods are shown in Table 4. The fatty acid contents ofsafflower seed oil obtained from pilot plant are similar to thosefrom bench scale experiments. Both content of linoleic acid and to-tal content of unsaturated acids in oil obtained by SC-CO2 extrac-tion are higher than those in oils obtained by traditionalmethods. In addition, the free fatty acid content of oil obtainedby SC-CO2 extraction is 0.75% while that by expeller pressing is1.41%, this may result from most of free acid is deposited into sep-arator II. The unsaponifiable matter content in oil obtained by sol-vent extraction is 2.85%, while that of the oil extracted with SC-CO2
is 0.54%, due to the low solubility of unsaponifiable matter in SC-CO2. The peroxide value of oil by SC-CO2 is similar to that of oilby solvent extraction, but lower than that of oil by expeller press-ing. It can be explained by the active component’s thermal degra-dation in the producing process of expeller pressing. The resultsindicated that oil obtained by SC-CO2 extraction is of better qualitythan those obtained by conventional methods.
4.4. Process developing based on model
Although the products by SC-CO2 have high quality comparedwith those obtained by conventional methods, a relative highercost which resulted from high power consumption for operationand high price of pressure containers limits application of SFE-CO2 in large scale. Different from others’ work (Bravi et al., 2002;Smith et al., 1999), a stepwise decrease in flow rate was used to de-crease the cost by decreasing extraction time and the CO2 con-sumption per unit. The method developed the idea of Friedrichwith a calculation based on SLM (Friedrich et al., 1982). This con-cept was illustrated as Run 9 in Fig. 6. The experiment of Run 9was performed at the flow rate of 3.74 kg/h for 70 min followedby a different flow rate of 2.86 kg/h, and 75 min later the flow ratewas changed to 1.49 kg/h to the end. In the initial period, the high-er the flow rate is, the shorter the extraction time is; as the extrac-tion is under mass diffusion control, the content of oil in SC-CO2
approaching the solubility means the lowest CO2 exhausted, whichhas a direct relation with the power cost. So Run 9 has good econ-omy because it needs less extraction time than Run 7 (90% extrac-tion ratio can be obtained within 2.9 h in Run 9, while the sameextraction ratio obtained within 7 h in Run 7) and less CO2 con-sumption than Run 1. Actually, the instant value of CO2 flow rateneeded in new method can be calculated according to the param-eters of SLM (the flow rate in Run 9 only was changed twice be-cause of the CO2 pump’s adjustment limitation). A relative highinitial flow rate of CO2 was preferred and the parameters of SLMneeded to calculate the following flow rate can be obtained fromfixed initial flow rate extraction with some adjustment by Eq. (8).
5. Conclusion
In order to establish a viable technique to extract safflower seedoil by SC-CO2, effects of a series of factors were studied and anassessment about the physical mechanisms involved in this pro-cess was proposed. Moreover, the extraction was scaled up to pilotplant and the process was discussed.
il by different methods.
Total unsaturatedacid (%)
Free fattyacid (%)
Unsaponifiablematter (%)
Peroxidevalue (Meq/kg)
91.57 0.73 0.54 0.2991.17 0.75 0.56 0.3189.72 1.41 0.60 2.5288.33 1.03 2.85 0.30

376 X. Han et al. / Journal of Food Engineering 92 (2009) 370–376
The results indicate that the extraction curves in a plot ofextraction yield versus time are significantly affected by theextraction pressure, flow rate and particle size, but extractioncurves in a plot of extraction yield versus amount of CO2 usedare scarcely affected by flow rate. Extraction temperature has aslight effect on the extraction curves. The extraction process is lim-ited by the solubility of the oil in the CO2 followed by the internaldiffusion of the oil interior the particle. Furthermore, the quality ofsafflower seed oil obtained by supercritical CO2 extraction is supe-rior to that of oil obtained by conventional methods.
Sovova’s extended Lack’s Model can fairly simulate the extrac-tion process from bench scale experiment to pilot plant. Based onthe physical mechanisms, the method of changing flow rate candecrease the extraction time and power exhausted, which aredirectly relative to extraction cost.
References
Bravi, M., Bubbico, R., Manna, F., Verdone, N., 2002. Process optimization insunflower oil extraction by supercritical CO2. Chemical Engineering Science 57,2753–2764.
Esquivel, M.M., Bernardo-Gil, M.G., King, M.B., 1999. Mathematical models forsupercritical extraction of olive husk oil. Journal of Supercritical Fluids 16, 43–58.
Friedrich, J.P., List, G.R., Heakin, A.J., 1982. Petroleum-free extraction of oil fromsoybeans with supercritical CO2. Journal of the American Oil Chemists’ Society59, 288–292.
Gecgel, U., Demirci, M., Esendal, E., Tasan, M., 2007. Fatty acid composition of the oilfrom developing seeds of different varieties of safflower (Carthamus tinctoriusL.). Journal of the American Oil Chemists’ Society 84, 47–54.
Izadifar, M., Abdolahi, F., 2006. Comparison between neural network andmathematical modeling of supercritical CO2 extraction of black pepperessential oil. The Journal of Supercritical Fluids 38 (1), 37–43.
Kiriamiti, H.K., Rascol, E., Marty, A., Condoret, J.S., 2001. Extraction rates of oil fromhigh oleic sunflower seeds with supercritical carbon dioxide. ChemicalEngineering and Processing 41, 711–718.
Lee, A.K., Bulley, K., Fattori, N.R., 1986. Modeling of supercritical carbon dioxideextraction of canola oilseed in fixed beds. Journal of the American Oil Chemists’Society 63, 921–925.
Louli, V., Folas, G., Voutsas, E., Magoulas, K., 2004. Extraction of parsley seed oil bysupercritical CO2. Journal of Supercritical Fluids 30, 163–174.
Lu, S., Zhang, F.Q., Meng, G.L., Wang, Y.L., 2004. Carthamus tinctorius L. oil and itsusing in food. Food Research and Development 25, 74–76 (in Chinese).
Papamichail, I., Louli, V., Magoulas, K., 2000. Supercritical fluid extraction of celeryseed oil. Journal of Supercritical Fluids 18, 213–226.
Perrut, M., Clavier, J.Y., Poletto, M., Reverchon, E., 1997. Mathematical modeling ofsunflower seed extraction by supercritical CO2. Industrial and EngineeringChemistry Research 36, 430–435.
Reverchon, E., 1997. Supercritical fluid extraction and fractionation of essential oilsand related products. Journal of Supercritical Fluids 10, 1–37.
Reverchon, E., Marrone, C., 2001. Modeling and simulation of the supercritical CO2
extraction of vegetable oils. Journal of Supercritical Fluids 19, 161–175.Roy, B.C., Goto, M., Hirose, T., Navaro, O., Hortacsu, O., 1994. Extraction rates of oil
from tomato seeds with supercritical carbon dioxide. Journal of ChemicalEngineering of Japan 27, 768–772.
Smith, R., Inomata, H., Kanno, M., Arai, K., 1999. Energy analysis of supercriticalcarbon dioxide extraction processes. Journal of Supercritical Fluids 15, 145–156.
Sovova, H., 1994. Rate of the vegetable oil extraction with supercritical carbondioxide-I modeling of extraction curves. Chemical Engineering Science 49, 409–414.
Sovova, H., Kucera, J., Jez, J., 1994. Rate of the vegetable oil extraction withsupercritical carbon dioxide-II extraction of grape oil. Chemical EngineeringScience 49, 415–420.
Zhao, Z.T., Guo, S.M., Li, G.S., Wang, X.J., Yuan, Y.D., 2000. Nutritional and medicalvalues of safflower seed oil. Primary Journal of Chinese Materia Medica 14, 51–52 (in Chinese).




















