EXPERIMENTAL STUDIES ON COMPRESSIVE STRENGTH AND DURABILITY ASPECTS OF HIGH PERFORMANCE CONCRETE OF...
24
TECHNICAL MAGAZINE For Private Circulation
Transcript of EXPERIMENTAL STUDIES ON COMPRESSIVE STRENGTH AND DURABILITY ASPECTS OF HIGH PERFORMANCE CONCRETE OF...

TECHNICAL MAGAZINE
For Private Circulation

For Private Circulation
Madras Cements Ltd“Auras Corporate Centre” I Floor,
98A, Dr. Radhakrishnan Road, Mylapore, Chennai - 600 004
Phone : 044-28478666, 28477582 Email : [email protected]
Editorial Committee
Advisory Board Mr. A.V. Dharmakrishnan
Mr. Balaji K. Moorthy
Honoary ChairpersonDr. Bhanumathi Das
EditorEr Anil Kumar Pillai
MembersEr Shashank Sharma
Er SurajEr Muthu Ganesh
Er Chandi Prasad MohantyEr Bilal
Er Arindam AcharyaEr Venkatesh Pulavarty
Er Vishnu Narayanan Namboothiry Er Farish
Er Ravi G
Designer : G Devaraj 9840 559 153
Vol. II No.2
Contents
Chairmans Message 03
Experimental Studies on Compressive strength and Durability Aspects of High Performance Concrete of grade M80 and M90 04
An Overview: Interaction with Construction Professionals & Projects associated with Ramco Cement 14
Awards & Accolades 16
Bridging the gap between People, Places & Hearts 17
Interaction with Construction Professionals and Projects in East India 20
Comparative Advantages of Cement 22 Concrete Roads
MACE Division 23

Chairman’s Message
Dear Friends Greetings from Ramco ! It has been our privilege and pleasure to interact with construction professionals. Civil Engineers are indeed the
builders of the nation. Execution of projects – whether major or minor - contributes to infrastructure development. This has a multiplier effect on the economy. We are the tenth largest economy in the world. The 12th Plan projects an investment of $1 trillion or Rs 55,00,000 crores in infrastructure in India. The Plan envisages that the private sector will share 47% of this investment. Therefore the role of Civil Engineers in the years to come is extremely critical to development of infrastructure
Indian Civil Engineers have not only demonstrated their capability in India but also in many other countries of the world. For instance, it is interesting to note that the execution of tallest structure – Bhurj Khalifa – was due to the efforts, dedication and commitment of Indian Engineers and workers. More of such projects will surely showcase the potential and talent of Indian construction professionals.
The challenge for any organization in the construction industry is to meet the demands and live up to the expectations of the construction professionals. We need to create a balance in three aspects – Price, Quality and Service. We at Madras Cements have been putting our utmost efforts in realizing this balance. Apart from being one of the pioneers in popularising blended cement , we have been consistently investing in cutting edge technology in cement manufacturing to deliver superior performing and durable concrete.
We have been actively supporting many of the major events organised by reputed institutions like Association of Consulting Civil Engineers, American Concrete Institute – India Chapter etc. We are very happy to have supported ‘Concreting challenges for concreting at greater heights’ -the theme of the recently concluded conference of American Concrete Institute at Mumbai. We shared our experiences in usage of our cement in concrete that was successfully used for RCC construction for high rise structures. In all the cases, the concrete used has fulfilled the requirement of strength, durability and workability required for concrete pumping.
Apart from normal constructions, I am pleased to see that our cement is being used in concrete for a variety of projects which ranges from pre stressed bridges to multi storeyed buildings and tall structures utilising slip form technology. Regular discussion with various construction professionals have helped us in understanding their requirements in concrete.
Our MACE division which comprises of well qualified Civil Engineers have been rendering technical services at sites. We also understand the requirements of the unorganised construction work force in rural areas. They need to be trained on various aspects of good concrete practices. Our MACE division is also involved in training the masons in the rural areas on the importance of following good concrete practices . Skill development continues to be an important factor for concrete performance.
Usage of blended cements or blending materials in concrete has become the order of the day as is evident from papers submitted in various conferences like the international conference conducted at NIT – Kozhikode or the 31st Cement Seminar conducted by Madurai Productivity Council .
In this issue I am pleased to note that there has been an article on high grade concrete contributed by researchers. An overview of the various conferences and interaction with various professionals makes the reading interesting.
Please do write to us about your feedback on the articles, your experiences at construction sites or any other research findings. We will help in the circulation of your ideas amongst the construction professionals across the country.
With my best wishes
P R Ramasubrahmaneya RajhaChairman & MD

EXPERIMENTAL STUDIES ON COMPRESSIVE STRENGTH AND DURABILITY
ASPECTS OF HIGH PERFORMANCE CONCRETE OF GRADE M80 AND M90
M.Vijaya Sekhar Reddy1, Dr. I.V. Ramana Reddy2, C.M.Ravi Kumar3, Sumanth Doodala4, K. Abdul Raheem5, & Anil Kumar6
1 Assistant Professor & HOD, Department of Civil Engineering, Srikalahasteeswara Institute of Technology, Srikalahasti, Andhra Pradesh,I ndia. email:[email protected]
2 Professor, Department of Civil Engineering, Sri Venkateswara University College of Engineering, Tirupati, Andhra Pradesh, India.
3 Assistant Professor, Department of Civil Engineering, Visvesvaraya Technological University BDT College of Engineering, Davangere , Karnataka, India, e-mail: [email protected]
4 UG Student, Department of Civil Engineering,Srikalahasteeswara Institute of Technology, Srikalahasti, Andhra Pradesh, India.
5 Assistant Director, Karnataka Rural Infrastructure Development Ltd., Bangalore, Karnataka, India.6 Assistant Professor, Department of Civil Engineering, National Institute of Technology Karnataka, Surathkal,
D.K District , Karnataka, India.
Abstract The paper presents experimental studies conducted on two grades of high performance concrete (HPC) mixes of M80 and M90 using mineral and chemical admixtures in various proportions. The main purpose of this investigation is to develop confidence among user agencies in India to use mineral and chemical admixtures in a desirable proportion in most of the construction works. Overall, the paper highlights the usage of admixtures to achieve high strength concrete mixes and from the experimental investigation it is clear that mineral admixtures contribute effectively a lot not only for achieving durability, also high strength.
Keywords: High Performance Concrete; Mineral Admixtures; Super Plasticizer, Mix Design, Compressive Strength, Durability.
IntroductionHigh performance concrete (HPC) is that which is designed to give optimized performance characteristics for the given set of materials, usage and exposure conditions, consistent with requirement of cost, service life and durability. From the general principles it is apparent that high strengths are made possible by reducing porosity, inhomogeneity, and microcracks in hydrated cement paste and the transition zone. In order to obtain higher strength mixtures while maintaining good workability, it is necessary to study carefully the cement composition and finenesses and its compatibility with the chemical admixtures.
Traditionally, the specified strength of concrete has been based on 28-day test results. However, in high-rise concrete structures, the process of construction is such that the structural elements in lower floors are not fully loaded for periods
04
T EC
H M
AN
TRA

of a year or more. For this reason, compressive strengths based on 56- or 91-day test results are commonly specified in order to achieve significant economy in material costs. For high-investment buildings long-term performance of concrete is the criterion with attractive life-cycle cost, for which use of Supplementary cementing material is a mandate globally.
Blended concretes, though, achieve targeted compressive strengths; the microstructure densification is relatively a slow process that reflects on other engineering characteristics. In this background later ages of specified for loading the structures and meeting performance criterion in order to avoid problems related to micro cracking. Such specifications match with the schedules of high-profile constructions.
Supplementary Cementing MaterialsFly ash, silica fume, or slag etc., are often mandatory in the production of high-strength concrete; the strength gain obtained with these supplementary cementing materials cannot be attained by using additional cement alone. These supplementary cementing materials are usually added at dosage rates of 5% to 20% or higher by mass of cementing material. Some specifications only permit use of up to 10% silica fume; unless evidence is available indicating that concrete produced with a larger dosage rate will have satisfactory strength, durability, and volume stability. The water-to-cementing materials ratio should be adjusted so that equal workability becomes the basis of comparison between trial mixtures. For each set of materials, there will be optimum cement-plus-supplementary cementing materials content at which strength does not continue to increase with greater amounts and the mixture becomes too sticky to handle properly. Blended cements containing fly ash, silica fume, slag, or calcined clay can be used to make high-strength concrete with or without the addition of supplementary cementing materials.
Composition of HPCThe ingredients of HPCs are almost same as those of Conventional Cement Concretes (CCC). But, because of lower Water Cementitious material Ratio, presence of Pozzolans and chemical admixtures etc.; the HPCs usually have many features which distinguish them from CCCs. From practical considerations, in concrete constructions, apart from the final strength, the rate of strength gain is also very important.
The High performance concrete usually contains both pozzolanic and chemical admixtures. Hence, the rate of hydration of cement and the rate of strength development in HPC is quite different from that of conventional cement concrete (CCC).
The proportioning (or mix design) of normal strength concretes is based primarily on the water to cement ratio ( or w/c) ‘law’ first proposed by Abrams in 1918.For high strength concretes, however, all the components of the concrete mixture are pushed to their limits. Therefore, it is necessary to pay careful attention to all aspects of concrete production, i.e., selection of materials, mix design, handling and placing.
In essence, the proportioning of HPC concrete mixtures consists of three interrelated steps:1. Selection of suitable ingredients - cement, supplementary cementing materials (SCM), aggregates, water and chemical
admixtures,2. Determination of the relative quantities of these materials in order to produce, as economically as possible, a concrete
that has the rheological properties, strength and durability,3. Careful quality control at every phase of the concrete making process.
Need of High Performance Concrete1.To put the concrete in to service at much earlier age.2. To build high-rise buildings by rationalizing the super structure and increasing available space.3. To build the superstructures of long-span bridges and to enhance the durability of bridgedecks. 4. To satisfy the specific needs of special applications such as durability, modulus of elasticity, and flexural strength.
Some of these applications include pre-stressed concrete to allow for early stressing; precast concrete for rapid production of elements; high-speed cast-in-place construction; rapid form reuse; cold-weather construction; rapid repair of pavements to reduce traffic downtime; fast-track paving; and several other uses. In fast-track paving, use of high-early-strength mixtures allows traffic to open within a few hours after concrete is placed.
05
T EC
H M
AN
TRA

Characteristics of High Performance Concrete High-performance concretes are aimed with typical characteristics for specific applications and environments; some of the properties that may be required include: High strength High early strength High modulus of elasticity High abrasion resistance High durability and long life in severe environments Low permeability and diffusion Resistance to chemical attack High resistance to frost and deicer scaling damage Toughness and impact resistance Volume stability Ease of placement Compaction without segregation Inhibition of bacterial and mold growth
Examples of HPC used: 1. M60 grade HPC used for nuclear power plants at Kaiga (Karnataka) executed by M/s L&T and at Rajasthan Atomic Power Project (RAPP) executed by M/s HCC ,both during the year 1998.Silica fume has been used to get the desired strength. 2. M75 grade HPC used in Fly-overs being constructed by M/s AFCONS at PUNE. High strength is being achieved due to addition of Silica fume and Fly ash as supplementarycementitious materials. Because of this, it has been possible to design slender piers and post-tensioned segmental superstructure over longer spans.
Preparation of High Performance ConcreteHigh-performance concretes are made with carefully selected high-quality ingredients and optimized mixture designs; these are batched, mixed, placed, compacted and cured to the highest industry standards. Typically, such concretes will have a low water-cementitious materials ratio of 0.20 to 0.45. Plasticizers and Superplasticisers are usually used to make these concretes fluid and workable. Table-1 lists materials often used in high-performance concrete and why they are selected.
Table-1 Materials Used In High Performance Concrete
Material Primary Contribution / Desired PropertyPortland cement Cementing material / DurabilityBlended cement
Fly ash / Slag / Silica fume
Calcined clay/ Metakaolin
Calcined shale
Superplasticizers, High-range water Flowability Reduce water-cement ratioHigh-range water reducers Reduce water-cement ratioHydration control admixtures Control settingRetarders Control settingAccelerators Accelerate settingCorrosion inhibitors Control steel corrosionWater reducers Reduce cement and water contentShrinkage reducers Reduce shrinkageASR inhibitors Control alkali-silica activityOptimally graded aggregates. Improve workability/reduce pastePolymer/latex modifiers Durability
Cementing material / Durability / High strength at late ages
06
T EC
H M
AN
TRA

Experimental DetailsMaterials used in the Present work and their Properties:CementOrdinary Portland cement 53 grade conforming to IS: 12269 was used in concrete. The physical properties of the cement are listed in Table – 2.
Table-2 Physical Properties of OPC53 Grade Cement
Sl. No. Properties Test results Requirements as per IS:12269-19871. Specific gravity 3.14 -2. Normal consistency 32% -3. Initial setting time 60 min Minimum of 30min4. Final setting time 320 min Maximum of 600min5. Compressive strength
(a) 3 days strength(b) 7 days strength(c) 28days strength
29.40 MPa44.80 MPa56.50 MPa
Minimum of 27 MPaMinimum of 37 MPa Minimum of 53 MPa
Fine AggregatesNatural sand from Swarnamukhi River in Srikalahasti with specific gravity of 2.60 was used as fine aggregate conforming to zone- II of IS 383-1970. The individual aggregates were blended to get the desired combined grading.
Coarse Aggregate:CA1- Aggregate passing through 20mm and retained on 10mm sieveCA-2 Aggregate passing through 10mm and retained on 4.75mm sieve was used.The properties of CA-1 and CA-2 are presented in Table 3 in accordance with IS 2386: 1963
Table – 3 Properties of Coarse Aggregate
Sl. No. Particulars CA1(20 mm down) CA (12.5mm down)1 Maximum size 20 mm 12mm2 Specific gravity 2.92 2.793 Crushing value 8.7 14.264 Bulk Densitykg/cu.m 1714 16.585 waterabsportion(%) 1.35 1.18
WaterPotable water was used for mixing and curing of concrete cubes.Mineral Admixtures(SCM)In the present work Fly Ash, Silica fume and Metakaolin were used.Supplementary Cementing MaterialsFlyashFly ash was obtained directly from the M/s Ennore Thermal Power Station, Tamilnadu, India. The physicochemical analysis of sample was presented in Table 4Table 4 . Physicochemical properties of Flyash sample.
SampleSpecific Specific Surface Moisture Wet density Turbidity
pHGravity Area (m2/g) Content (%) (gram/cc) (NTU)
Flyash
2.2 1.24 0.2 1.75 459 7.3
Chemical Composition, Elements (weight %)
SiO2 Al2O3 Fe2O3 CaO Ka2O TiO2 NA2O3 MgO
56.77 31.83 2.82 0.78 1.96 2.77 0.68 2.3907
T EC
H M
AN
TRA

Silica FumeThe silica fume used in the experimentation was obtained from Elkem Laboratory, Navi Mumbai. The chemical composition of Silica Fume is shown in Table 5.
Table 5. Chemical composition of Silica Fume.
Chemical Composition
Silica (SiO2)
Alumina (Al2O3)
Iron Oxide (Fe2O3)
Alkalies as (Na2O +
K2O)
Calcium Oxide (CaO)
Magnesium Oxide (MgO)
Percentage 89 0.5 2.5 1.2 0.5 0.6
MetakaolineThe Metakaoline was obtained from M/s. 20 Microns Limited, Baroda, India. The chemical composition of Metakaoline is shown in Table 6.
Table 6. Chemical composition of Metakaoline
Chemical Composition SiO2 Al2O3 Fe2O3 TiO2 CaO MgO SO3 Na2O K2O LOI
Mass Percentage
52 to 54%
42 to 44%
< 1 to 1.4% < 3.0% 0.10% < 0.1% < 0.1% < 0.05% < 0.4% < 1.0%
Super PlasticizerVARAPLAST PC100: A high performance concrete superplasticizer based on modified polycarboxilic ether, supplied from M/s Akarsh specialities, Chennai.
Mix Design for Present InvestigationIn the present work, proportions for high strength concrete mix design of M80and M90 were carried out according to IS:10262-2009 recommendations. The mix proportions are presented in Table-4 and Table-5.
Table-7 Mix Proportion for M80 Concrete
Cement Cementitious material Fine aggregate Coarse aggregate water
674 kg / m3 685 kg / m3 986 kg / m3 153 kg / m3
1 1.016 1.463 0.23
Table- 8 Mix Proportion for M90 Concrete
Cement Cementitious material Fine aggregate Coarse aggregate water
731.74 kg / m3 651.572kg / m3 942.16 kg / m3 153 kg / m3
1 0.89 1.287 0.21
Results and DiscussionsExperimental Programme The following tests were conducted on 120 concrete cubes of size 150mm x 150mm x 150mm
Compressive strength•Type of cracking•Split tensile test conducted on cylindrical specimens of 150 mmdiameter and 300 mm height Tension test•EDS Tests•Rapid chloride permeability test conducted on standard cylindrical disc specimens of size 100mmdiameterand •50 mmthick.
08
T EC
H M
AN
TRA
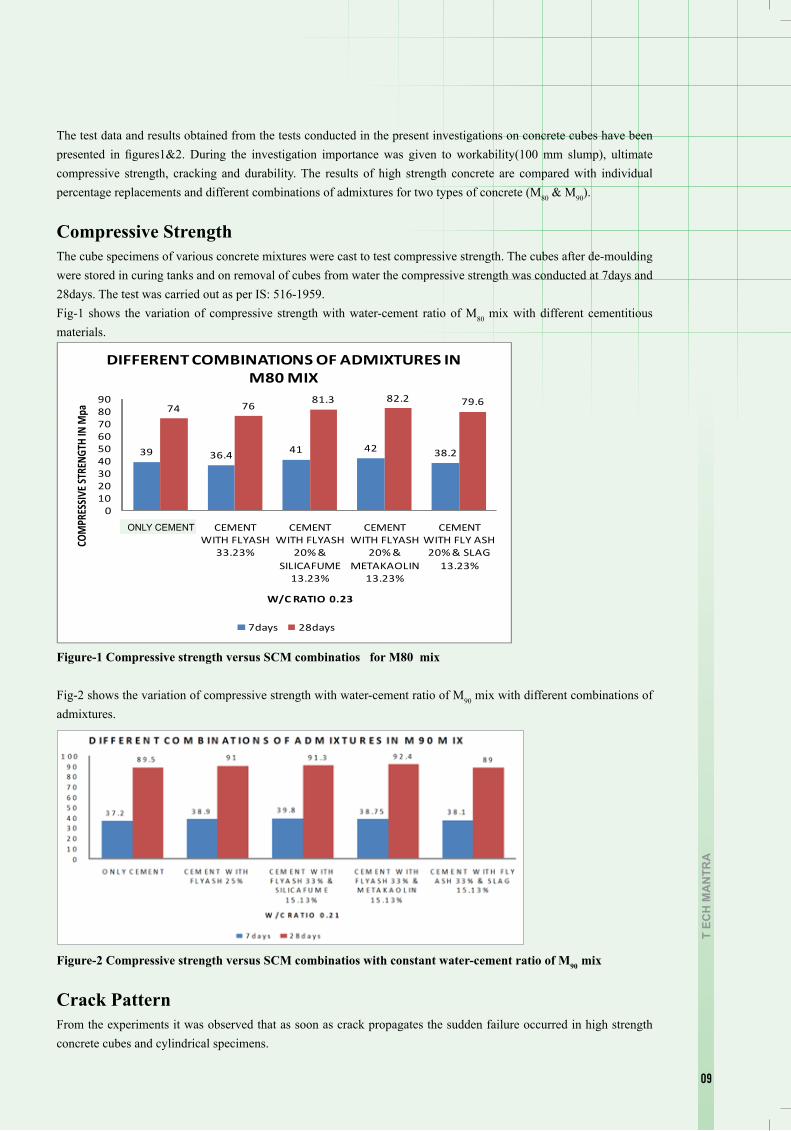
The test data and results obtained from the tests conducted in the present investigations on concrete cubes have been presented in figures1&2. During the investigation importance was given to workability(100 mm slump), ultimate compressive strength, cracking and durability. The results of high strength concrete are compared with individual percentage replacements and different combinations of admixtures for two types of concrete (M80 & M90).
Compressive StrengthThe cube specimens of various concrete mixtures were cast to test compressive strength. The cubes after de-moulding were stored in curing tanks and on removal of cubes from water the compressive strength was conducted at 7days and 28days. The test was carried out as per IS: 516-1959.Fig-1 shows the variation of compressive strength with water-cement ratio of M80 mix with different cementitious materials.
39 36.4 41 42 38.2
74 7681.3 82.2 79.6
0102030405060708090
ONLY CEMNT CEMENT WITH FLYASH
33.23%
CEMENT WITH FLYASH
20% & SILICAFUME
13.23%
CEMENT WITH FLYASH
20% & METAKAOLIN
13.23%
CEMENT WITH FLY ASH 20% & SLAG
13.23%
COM
PRES
SIVE
STR
ENGT
H IN
Mpa
W/C RATIO 0.23
DIFFERENT COMBINATIONS OF ADMIXTURES IN M80 MIX
7days 28days
Figure-1 Compressive strength versus SCM combinatios for M80 mix
Fig-2 shows the variation of compressive strength with water-cement ratio of M90 mix with different combinations of admixtures.
Figure-2 Compressive strength versus SCM combinatios with constant water-cement ratio of M90 mix
Crack Pattern From the experiments it was observed that as soon as crack propagates the sudden failure occurred in high strength concrete cubes and cylindrical specimens.
09
T EC
H M
AN
TRA

Tensile Strength TestThis is also sometimes referred as “Brazilian test”. This test is carried out by placing a cylindrical specimen horizontally between the loading surfaces of a compression testing machine and load is applied until failure of the cylinder along the vertical diameter. When load is applied along the generatix, an element on the vertical diameter of the cylinder is subjected to a vertical compressive stress
Ft = 2P/ (¶ d l)
Where, P= maximum tensile load
l = length of the cylinder
d = diameter of the cylinder
Test results are tabulated in Table 9 for M90 grade of concrete.
Table 9 Test Results for M90 Grade Concrete (W/C=0.26)
Sl.No. Grade of concrete
Length (l)mm
Diameter (d) mm
Tensile load(P) kN
Tensile strength(MPa) 2P/(¶dl)
1. M90 Flyash + metakaolin 300 150 955 13.5
2. M90 Flyash + slag 300 150 929 13.14
Rapid Chloride Permeability Test
Rapid chloride permeability test results for both M• 80 and M90 grade of concrete of standard cylindrical disc specimens of size 100mm diameter and 50 mm thick after 90 days water curing are tabulated in Table 10.
.
Table 10 Test Results for M90 & M80 Grade Concrete
Sl. No. Designation of mix Total charge passed through in coulombs in 90 days Permeability
1. M80 flyash + silica fume 74 Very low
2. M80 m concrete without scm 127 Very low
3. M90 flyash + silica fume 89 Very low
4. M90 concrete without scm 118 Very low
Very low permeability indicating the pore structure refinement of because of filler action of
scm particles.
SEM & EDS Tests is Results The chemical properties of EDS were studied both under the XRD technique and the conventional chemical analysis methods. EDS test results are depicted in Table 11 and Fig.3 for M80Grade Concrete (flyash &Slag). Similarly, EDS test results are depicted in Table 12 and Fig.4 for M90Grade Concrete (flyash & Metakaolin).
10
T EC
H M
AN
TRA

Element Weight % Atomic%C K 2.14 3.70O K 52.38 68.12Na K 0.70 0.63Mg K 0.42 0.36Al K 4.28 3.30Si K 16.09 11.92S K 0.41 0.26Cl K 0.36 0.21K K 1.08 0.57Ca K 19.27 10.00Ti K 0.25 0.11Fe K 1.86 0.69I L 0.78 0.13Totals 100.00 100.00
Table 11 EDS Test Results (chemical composition of EDS) for M80Grade Concrete (flyash &Slag)
Full scale 3149 cts cursor:-0.200 (0cts) (XRD interferences)Fig.3 EDS Test Results for M80Grade Concrete (flyash &Slag)
Full scale 1701 cts cursor:-0.331 (0cts) (XRD interferences)Fig.4 EDS Test Results for M90Grade Concrete (flyash & Metakaolin)
11
T EC
H M
AN
TRA

Conclusions In high performance concrete mix design as water cement ratio adopted is low, super plasticizers are 1. necessary to maintain required workability. As the percentage of mineral admixtures is increased in the mix, the percentage of super plasticizer should also be increased, for thorough mixing and for obtaining the desired strength.
In M2. 80 and M90 grades of concrete as the water-cement ratios of 0.23 and 0.21 are insufficient to provide the workability, (the easiness of handling of concrete in all the stages) hence super plasticizer are necessary for M80 and M90 grades of concrete.
In case of combination percentage replacement of mineral admixtures the maximum compressive 3. strength achieved in M90 grade concrete is 92.4 Mpa with replacement of 33% flyash and 15.13% Metakaolin
In case of combination percentage replacement of mineral admixtures the maximum compressive 4. strength achieved in M80 grade concrete is 82.2 Mpa with replacement of 20% flyash and 13.23% of metakaolin.
Mineral admixtures such as Flyash, micro silica, metakaolin, also contributes effectively for 5. achieving high strength.
As soon as crack pattern appears, sudden failure is observed in high strength concrete cubes.6.
The scope for using high strength concrete in our constructional activities are more such as precast, 7. prestressed bridges, multi-storied buildings, bridges and structures on coastal areas. To affect this change, we will have to revive the designing of structures by encouraging use of high strength concrete mixes associated with high performance also.
ReferencesACI Committee 363, “State-of-the-Art Report on High-Strength Concrete,”1. ACI Journal, V. 81, No. 4, July-August 1984, pp. 364 - 411.
Aitcin, P.C. “The Art and Science of Durable High-Performance Concrete.” 2. Proceedings of the Nelu Spiratos Symposium. Committee for the Organization of CANMET/ACI Conferences, 2003, pp. 69-88.
Element Weight % Atomic%C K 8.68 14.06O K 52.45 63.77Na K 0.50 0.42Mg K 0.38 0.31Al K 2.92 2.11Si K 11.96 8.28S K 0.28 0.17K K 1.40 0.69Ca K 19.99 9.70Fe K 1.45 0.50Totals 100.00 100.00
Table 12 EDS Test Results (chemical composition of EDS) for M90Grade Concrete (flyash & Metakaolin)
12
T EC
H M
AN
TRA

Table 12 EDS Test Results (chemical composition of EDS) for M90Grade Concrete (flyash & Metakaolin)Krishnamoorthy, T., Bharatkumar, B., Balasubramanian, K., and Gopalakrishnan, S., 2001. 3. “Investigations on durability characteristics of SFRC,” The Indian Concrete Journal, pp.94-98.
Mehta, P.K., and P.C. Aitcin. “Principles Underlying the Production of High-Performance Concrete.” 4. Cement, Concrete and Aggregates Journal 12(2), 1990, pp. 70-78.
Mehta, P.K. “Durability: Critical Issues for the Future.” 5. Concrete International 19(7), 1997, pp. 69-76.
Mehta, P.K. “Concrete Technology for Sustainable Development.” 6. Concrete International 21(11), 1999, pp. 47-52.
Mullick, A., 2005. “High Performance concrete in India - Development, Practices and 7. Standardization,” Indian Concrete Journal, December, pp.83-98.
Sundara Raja Iyenger, K.T (1991) “High Strength Structural Concrete-Design Concepts”, National 8. Seminar on High Strength Structural Concrete, IISc.,Bangalore. Pp 93-107.
Venkatesh Babu DL, Nateshan SC. Some investigations on silica fume concrete, The 9. Indian concrete Journal, September 2004, pp. 57-60.
N. Krishna Raju,”Design of concrete mixes”,10. CBS Publishers & Distrirutors, New Delhi, 1983.
V. M. Malhotra,”High performance concrete”, ACI, 2002-2008.11.
M. S. Shetty,”Concrete Technology” S.Chand and Company limited, New Delhi, 2010.12.
IS: 516-1959: Methods of tests for strength of concrete, Bureau of Indian standards, New Delhi.13.
IS: 383-1970: specifications for coarse and fine aggregates for natural sources of concrete, Bureau 14. of Indian standards, New Delhi.
IS: 12269-1987, Specification for 53 Grade Ordinary Portland Cement, Bureau of Indian Standards, 15. New Delhi, India, 1989.
IS: 9103-1999: Admixtures for Concrete, Bureau of Indian Standards, New Delhi.16.
IS: 456-2000, “Indian standard code of practice for plain and reinforcement concrete”, Bureau of 17. Indian Standards, New Delhi.
IS: 10262-2009: Concrete Mix Proportioning-guidelines, Bureau of Indian Standards , New Delhi.18.
13
T EC
H M
AN
TRA

An Overview: Interaction with Construction Professionals & Projects associated with
Ramco Cement
14
T EC
H M
AN
TRA
MES Silver Jubilee Celebration
Felicitation of Dr Nagendra Ramco Cement Stall
Interaction with Contractors of KeralaInteraction with Sona College, Salem, Tamil Nadu
Brig Gurgopal Singh , Airforce being felicitated during MES Silver Jubilee Celebrations organised in association with RAMCO cement at Bangalore
Technical Services team is interacting with major contractors in Pathanmthitta District who are involved with major projects
Technical services team with Principal , Dean & HOD – Civil Engineering Department at Sona College, Salem
Dr Nagendra of Civil Aid Technoclinic being felicitated by President ( Marketing) , Mr Balaji . K.Moorthy
President (Marketing )Mr Balaji .K.Moorthy lighting the lamp during the Engineers Conference at Bangalore
Visitors interacting with Technical personnel at Ramco Cement stall
Conference organised by Association of Consulting Civil Engineers

15
T EC
H M
AN
TRA
Residential House Construction
Hollow Block Manufacturers in Ariyalur Plant
IFAWPCA Exhibition
Builders from Vizag at Hotel W.Barcelona , Spain
Build Expo
Hollow Block Manufacturers of Trivandrum
MES Felicitations
House belonging to Mr Raju V Jose Vadakkel , Vadakkel House , Kottayam District , Kerala constructed using Ramco Super Grade
Hollow Block Manufacturers at the Central Control Room of Ariyalur Plant
IFAWPCA Exhibition at Ernakulam
12th CREDAI NATCON AT Hotel W. Barcelona , Spain in progress
Build Expo at Attingal , Trivandrum
Hollow Block Manufacturers from Trivandrum at Ariyalur Plant
MES Bangalore Centre felicitating very senior member from Venkatramanappa & Sons

16
T EC
H M
AN
TRA
Awards & AccoladesAlathiyur
Energy Conservation Award:Alathiyur Unit has been awarded the “National Energy Conservation Award-2012” by the Bureau of Energy Efficiency under the Ministry of Power. S Shanmugam, VP (Mfg) had the rare privilege of receiving this prestigious award from Hon’ble President of India during the occasion of Energy Conservation Day celebrated by the Ministry of Power, Govt of India on 14th Dec 2012 at Vigyan Bhawan, New Delhi in the presence of Hon’ble Minister of State for Power Shri Jyotiraditya Scindia.
Environmental ExcellenceAlathiyur Unit has been given
the “Green Tech Award for Environmental Excellence” in
Gold category among the cement sector. This award is instituted by M/s.Greentech Foundation, New Delhi and
supported by Indian Institute of Corporate Affairs, Ministry
of Corporate Affairs, Government of India.
Ariyalur Mines won 2nd Prize in Trichy Zone “A” for Safety in the heavy mechanized category (conventional mines). S Ramalingam, AVP(Works) and G R Magesh, AGM(Mines) are seen receiving the Award from Shri Sengupta, DDGMS-South Zone.
AriyalurCIO Special Awards-2012Every year International Data
Group (IDG India), the World’s leading Technology Media, Event and Research Group, who publishes CIO Magazine in India is selecting the best 100 projects and awarding as CIO 100 award.The CIO 100 Award is given to the organizations that use
information technology in innovative way to deliver business value by creating competitive advantage, optimizing business processes, enabling growth or improving relationship with customers. This year, G.Murugesan, GM (IT) of Corporate office, has been awarded the prestigious CIO 100 Award 2012 for our Geographical Applications System – GeoApps project in Hyderabad, on 6th Sep 2012.

State No. of BridgesKarnataka 84Kerala 30Andhra Pradesh 3Orissa 1
17
T EC
H M
AN
TRA
Ever since they can remember, most of the villagers of Delampady in Kerala’s Kasaragod district have lived the dual existence - as part of the mainland for six months and as a fragile and worried river island for the rest of the year when the surging waters of Payaswini cut them off during the monsoon.
Now a simple and sturdy suspension footbridge has put an end to such uncertainty. It spans 105 mts and has made the life of villagers easier.
Constructed in four months at the cost of Rs 21.5 lakhs in 2007, the villagers can’t believe that it has taken so little to end five decades of isolation. The villager’s hero today is Girish Bharadwaj, a mechanical engineer from Sullia in Dakshina Kannada district of Karnataka.
BRIDGING THE GAP BETWEEN PEOPLE, PLACES AND HEARTS
An exemplary work by Er Girish Bharadwaj
He and his team have been working at villages constructing Suspension Foot bridges in different parts of Karnataka and stretching their arms to support villages of Kerala, Andhra Pradesh & Orissa.
Since last two decades they have progressed in 120 bridges and construction of 118 bridges among them are completed out of which the longest being 220 mts built near Belgaum in Karnataka over the river Ghata Prabha. Among these, 11 bridges are designed to be supported by trees as columns and anchorages.
Why Suspension Bridges? A Suspension Foot Bridge can be built within a very short duration of three months.
These can be built without any damage to forest or vegetation.
These bridges are built without any interference with the waterway and hence execution is possible during monsoon even under event of peak flow.
Suspension bridge becomes an absolute solution when vehicle access to construction sites is not possible for conveying the materials. All components are fabricated as multiple segments which can be easily hauled with sufficient manpower.

Execution: If it is decided that a footbridge is the best option, the first step is to carry out a site survey to decide on the alignment
of the footbridge and determine its specifications in terms of span (length between supports) and the traffic to be carried.
The activities start from this site selection then to planning process and works through the process of selecting the most appropriate design.
Value Engineering is carried out along with the process of design to finally arrive at an optimized system.
Bridges become cost effective with the utilization of locally available men and materials. However care has to be taken not to compromise on the quality of construction.
Initially he was using big trees as pylons if they were available at the right place. Concrete pylons are now preferred because of their assured long life. Multi-strand steel ropes pass through rollers fixed above the pylon. These are tied to specially built anchors on both sides.
Rods suspended from the rope at fixed intervals – from these suspenders has come the name ‘Suspension Foot Bridge (SFB) – are connected to transoms. A lengthy floor element is later fitted connecting all these transoms.
The ferro cement decks inside a steel frame are finally fitted onto the floor element. On both sides of the bridge, galvanised coated chain link fencing is erected till waist height. If stiffening girders are used in place of chain
18
T EC
H M
AN
TRA

link fencing, it reduces the vibration considerably. Though slightly expensive they uniformly distribute the load irrespective of the point where it has been put.
At an average, a bridge can bear a load of 400 kg/Sq Mtr or increased accordingly based on design and need.
Bridging people Girish’s people based approach attracts considerable local support. Most of the staff who made the initial bridges 20 yrs ago still work with him at his fabrication unit Ayas Shilpa (meaning sculpture of steel in Sanskrit) at Sullia. Inspite of his hectic schedule and traveling, he always takes time to deliver lectures at various colleges and technical seminars as an effort to educate people on suspension bridges.
We at Madras Cements, Mangalore were fortunate enough to have him as our guest speaker at our technical meet held at Sullia where he had talked on “Suspension Bridges for Rural Development”. We took this opportunity to felicitate Er. Girish Bharadwaj for his exemplary contribution towards rural connectivity on the day of the event.
- Inputs from Suraj, Manager – Technical Services Mangalore
19
T EC
H M
AN
TRA

20
T EC
H M
AN
TRA
Interaction with Construction Professionals and Projects in East India
Kolaghat Flyover in West Bengal where our cement is being used
Bagnan Flyover in West Bengal where our cement is used
Home Base Estate , Panchamukhi , Odisha
Mani Tirumala Project , Odisha
Ramco Cement stall at Shantiniketan in West Bengal
Kolaghat Flyover Project
Bagnan Flyover Ramco Cement Stall
Residential Project
Residential Project

21
T EC
H M
AN
TRA
Vipul Garden , Odisha
Health Camp conducted for Construction Professionals in Odisha
Expansion work in Kalinga Institute of Social Sciences – Home for 20000 tribal children - Kalinga University , Odisha
Engineers Meet in Odisha
Residential Project
Health Camp Kalinga University
Engineers Meet
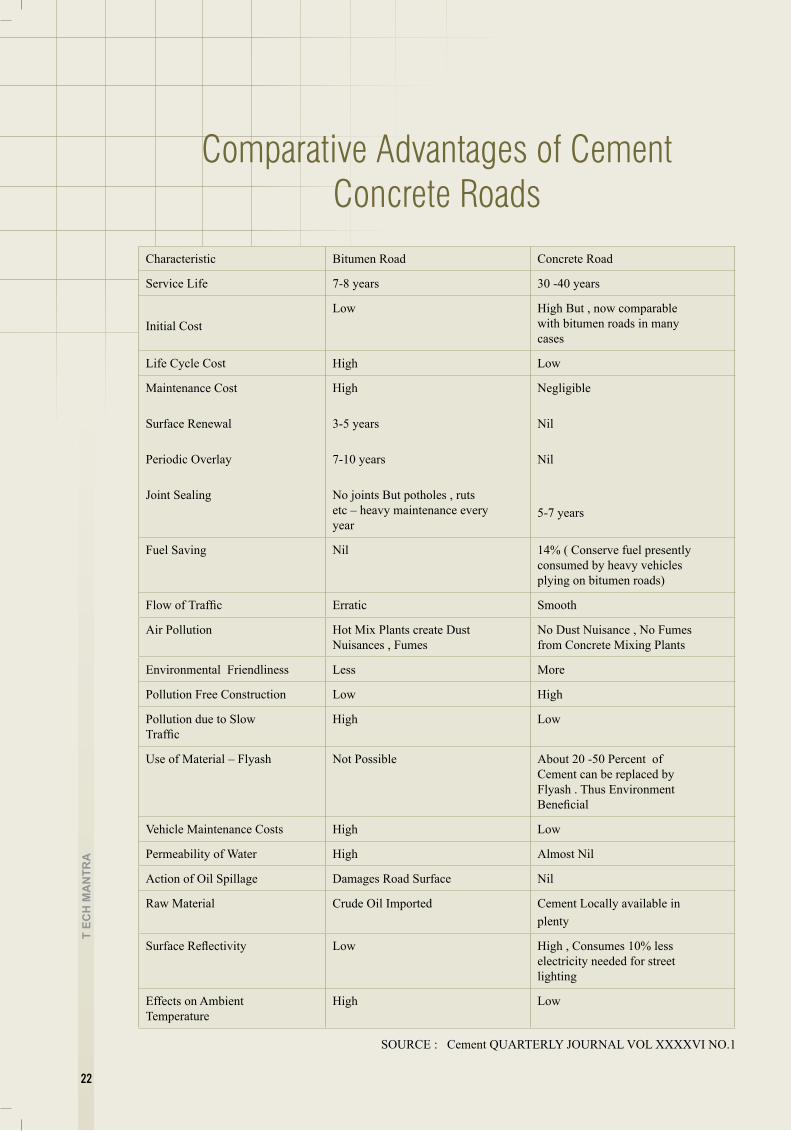
Characteristic Bitumen Road Concrete Road
Service Life 7-8 years 30 -40 years
Initial Cost Low High But , now comparable
with bitumen roads in many cases
Life Cycle Cost High Low
Maintenance Cost
Surface Renewal
Periodic Overlay
Joint Sealing
High
3-5 years
7-10 years
No joints But potholes , ruts etc – heavy maintenance every year
Negligible
Nil
Nil
5-7 years
Fuel Saving Nil 14% ( Conserve fuel presently consumed by heavy vehicles plying on bitumen roads)
Flow of Traffic Erratic Smooth
Air Pollution Hot Mix Plants create Dust Nuisances , Fumes
No Dust Nuisance , No Fumes from Concrete Mixing Plants
Environmental Friendliness Less More
Pollution Free Construction Low High
Pollution due to Slow Traffic
High Low
Use of Material – Flyash Not Possible About 20 -50 Percent of Cement can be replaced by Flyash . Thus Environment Beneficial
Vehicle Maintenance Costs High Low
Permeability of Water High Almost Nil
Action of Oil Spillage Damages Road Surface Nil
Raw Material Crude Oil Imported Cement Locally available in plenty
Surface Reflectivity Low High , Consumes 10% less electricity needed for street lighting
Effects on Ambient Temperature
High Low
Comparative Advantages of Cement Concrete Roads
SOURCE : Cement QUARTERLY JOURNAL VOL XXXXVI NO.1
22
T EC
H M
AN
TRA

MACE Division
Invitation for Articles to Tech Mantra
MOBILE VAN SERVICES FROM MACE DIVISION Our team of Civil Engineers will assist the customers in making a good quality concrete which also includes 1. Slump Cone testing for checking workability of concrete 2. Rebound Hammer test for evaluating the compressive strength of concrete 3. Concrete cube moulds for casting of concrete cubes
Cement Marketing Offices :Chennai : Tel : 044 28113838 / 28114477Madurai : Tel : 0452 2340981 / 2343559Trichy : Tel : 0431 2741937 / 2740131Salem : Tel : 0427 2334215 / 17Coimbatore : Tel : 0422 2552030 / 31Bangalore : Tel : 080 41226500 / 01 / 03Mysore : Tel : 0821 2562717/ 2463217Mangalore : Tel : 0824 2429292Hyderabad : Tel : 040 23119271 / 72
We invite technical articles in the field of Civil Engineering, preferably in cement & Concrete technologyArticles in soft copy can be sent to [email protected]
PLEASE CONTACT OUR TOLL FREE NO : 1800 4255 700OR
OUR CEMENT MARKETING OFFICES
Vizag : Tel : 0891 2755942 /2701087Vijaywada : Tel : 0866 2483562Ernakulam : Tel : 0484 2374783/2374790Kollam : Tel : 0474 2733301/02/03Trivandram : Tel : 0471 2468611Bhubaneswar : 9437042583Kolkata : 9831046507 / 9007184444 / 9007035881Goa : Tel:0832 2734257 / 9822126626
23
T EC
H M
AN
TRA