
A Series of Isoreticular, Highly Stable, Porous Zirconium Oxide Based Metal-Organic Frameworks

This article appeared in a journal published by Elsevier. The attachedcopy is furnished to the author for internal non-commercial researchand education use, including for instruction at the authors institution
and sharing with colleagues.
Other uses, including reproduction and distribution, or selling orlicensing copies, or posting to personal, institutional or third party
websites are prohibited.
In most cases authors are permitted to post their version of thearticle (e.g. in Word or Tex form) to their personal website orinstitutional repository. Authors requiring further information
regarding Elsevier’s archiving and manuscript policies areencouraged to visit:
http://www.elsevier.com/authorsrights

Author's personal copy
Effects of zirconium silicate reinforcement on expandable graphitebased intumescent fire retardant coating
Sami Ullah a, Faiz Ahmad b,*
aResearch Center for CO2 Capture, Department of Chemical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh,Perak, MalaysiabDepartment of Mechanical Engineering, Universiti Teknologi PETRONAS, Bandar Seri Iskandar, 31750 Tronoh, Perak, Malaysia
a r t i c l e i n f o
Article history:Received 16 September 2013Received in revised form2 January 2014Accepted 19 February 2014Available online 28 February 2014
Keywords:Expandable graphiteIntumescent coatingZirconium silicatePyrolysis analysis
a b s t r a c t
The effects of zirconium silicate as a fire retardant reinforcement in the mixture of expandable graphite(EG), ammonium poly phosphate (APP), melamine, boric acid, bisphenol A epoxy resin BE-188(BPA) andACR Hardener H-2310 polyamide amine are presented. Different formulations were developed to studythe effects of zirconium silicate on char expansion, heat shielding, char morphology and compositionafter fire test. The coatings were tested at 950 �C using Bunsen burner for 1 h. The results show state thatthe zirconium silicate enhanced fire protection performance of intumescent coating. The morphology ofthe char was studied by Field emission scanning electron microscope (FESEM) after furnace fire test. X-ray Diffraction (XRD) and Fourier transform infrared spectroscopy (FTIR) results showed the presence ofgraphite, borophosphate; boron oxide and boric acid in the char. Thermogravimetric analysis (TGA)showed that zirconium silicate enhanced residual weight of char. X-ray photoelectron spectroscopy (XPS)analysis showed that 5% zirconium silicate enhanced the carbon content up to 60.87% and loweredoxygen content to 28.09% in the residual char which proved helpful in improving the fire resistanceperformance of coating. Pyrolysis analysis confirmed that IF5-ZS releases less gaseous products con-centration compared to IF-control coating.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The need for fireproofing material became important in thenineteenth century due to the commercialization of cellulose ni-trate plastic [1]. A fire retardant system is a compound or compo-sitions added to materials, which increases a given material’sresistance to combustion [2]. Effective fire retardant needs tohinder the supply of one or more of the elements required forsustained combustion [3]. The objective of the fire retardants is tolower a polymers intrinsic fire hazard by decreasing the rates ofburning and flame spreading under fire conditions. The use of thefire retardants may avoid a small fire from flattering a majordisaster [4]. In order for a fire retardant to be effective, it mustinteract and interfere with the degradation of the host polymer atthe polymer’s degradation temperature. The degradation temper-atures for the most widely used polymers are between 200 �C and400 �C [5,6].
Different types of flame retardants, including intumescent sys-tems with and without the additions of the fillers have beenimplementedwith great success. Another newfield of interest is theuse of nano-clay composites as flame retardants [7] and reasonableflame retardancy can be achieved at very lowamount, i.e. 5%. Duringthe intumescent process, the binder becomes important due to twoeffects: it contributes to the char layer expansion and ensures theformation of uniform char foam structure [3e5].
Zirconium is used as filler in intumescent fire retardant coating(IFRC). The use of zirconia with borate as additives in organicpolymers reduces their flammability. Zirconia is modified at hightemperature and provides the effects of fire retardant. It ispreferred to use powder form of zirconia in the intumescentcoating for easy dispersion in the coating material [8]. In thermalbarrier coating, ZrSiO4 or zircon has been extensively investigateddue to its chemical inertness and high temperature and thermalstability [9]. Zirconium Oxychloride used as a fire retardant in woolfabrics, alpha-zirconium phosphate used in flame retardancy andthermal properties of epoxy acrylate resin. Zirconium silicate isselected as a filler material in intumescent coating formulationwasdue to its high temperature resistance.
* Corresponding author. Tel.: þ60 5 368 7148; fax: þ60 5 365 6461.E-mail addresses: [email protected], [email protected]
(F. Ahmad).
Contents lists available at ScienceDirect
Polymer Degradation and Stability
journal homepage: www.elsevier .com/locate /polydegstab
http://dx.doi.org/10.1016/j.polymdegradstab.2014.02.0160141-3910/� 2014 Elsevier Ltd. All rights reserved.
Polymer Degradation and Stability 103 (2014) 49e62

Author's personal copy
The objective of this researchwork was to investigate the effectsof zirconium silicate reinforcement on the heat shielding, charexpansion, char morphology, char composition, residual weightand analysis of gaseous products of control formulation IF-controlcoating.
2. Materials and methods
Flake graphite, melamine (Mel) and boric acid (B.A) were pur-chased from SigmaeAldrich (M) Sdn Bhd. Malaysia. Ammoniumpoly phosphate (APP) was provided by Clariant (Malaysia) Sdn Bhd.Acetic acid, sulphuric acid, KMnO4, binder system bisphenol Aepoxy resin BE-188 (BPA) and ACR Hardener H-2310 polyamideamine and Zirconium silicate (ZS) were purchased fromMc-Growthchemical Sdn Bhd. Malaysia. The Field emission scanning electronmicroscope (FESEM) micrograph of Zirconium silicate showed theparticle size 22.27 mm in Fig. 1. Structural steel A36M was suppliedby TSA industries (Ipoh) Sdn. Bhd. Malaysia.
2.1. Coating preparation
Expandable graphite (EG) was prepared by reacting flakegraphite with acetic acid, sulphuric acid and potassium perman-ganate using ratio 1:2:0.5:0.07 respectively [10]. All intumescentingredients were mixed with their respective weight percentage asstated in Table 1. The shear mixer was used for the mixing of in-gredients with epoxy and hardener at 40 rpm for 30 min. Thestructural steel plate of area 100 cm2 was used as a substrate. Thecoating was applied using brush on the steel substrate and anaverage thickness of coating was maintained at 1.5 mm and it wasmeasured by digital vernier calliper. The coated substratewas curedin the oven at 60 �C for 1 h.
Table 1 showed six intumescent coating formulations (ICF)prepared to study the effects of zirconium silicate on heat shieldingand char expansion of the IFRC. The char was characterized byFESEM, X-ray Diffraction (XRD), Fourier Transform Infrared spec-troscopy (FTIR), and X-ray Photoelectron Spectroscopy (XPS) anal-ysis. The residual weight was obtained using Thermogravimetric
Analysis (TGA). The composition of gaseous product was deter-mined by Pyrolysis Gas Chromatography Mass Spectroscopy (Py-GCMS).
3. Characterization of intumescent coating and char
3.1. Fire test
The fire test was conducted for each coating formulation toevaluate the penetration of heat from fire to the steel substrate. Aportable Bunsen burner was used to burn the coating on the steelsubstrate and the distance between the coated substrate andburner was maintained 7 cm. Three thermocouples type K wereconnected to Anarittsu Data logger, Input Channel 6 Model AM-8000K with Anarittsu software and other end of three thermo-couples were connected to the back of coated substrate. The tem-perature of the steel plate was recorded for 60 min at an interval of1 min. The butane gas was used during Bunsen burner test andtemperature of flame was determined using K type thermocoupleand temperature was recorded by Data Logger. The butane gas hasmaximum temperature of 1150 �C.
3.2. Furnace test
To analyze the physical properties of char such as char expan-sion and char structure after fire test. The intumescent coatings
Fig. 1. FESEM image shows particle size of zirconium silicate used in the study.
Table 1The weight% of zirconium silicate reinforced intumescent coating.
Formulation no EG APP Mel Boric acid Zirconiumsilicate
Epoxy Hardener
IF-Control 5.8 11.76 5.76 11.5 e 43.42 21.71IF1-ZS 5.8 11.76 5.76 11.5 1.0 42.76 21.38IF2-ZS 5.8 11.76 5.76 11.5 2.0 42.10 21.00IF3-ZS 5.8 11.76 5.76 11.5 3.0 41.42 20.71IF4-ZS 5.8 11.76 5.76 11.5 4.0 40.76 20.38IF5-ZS 5.8 11.76 5.76 11.5 5.0 40.10 20.06
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6250

Author's personal copy
were burned in a Carbolite furnace. The Carbolite furnace model isCWF 11/13/301, have a capacity of 13 L with dimensions (mm)200 � 325 � 200. The heating rate is 10 �C/min (50e800 �C). Thetotal time is 75 min to reach at 800 �C from room temperature,25 �C. For the first 15 min, the furnace temperature was set ataround 50 �C, then the temperature was raised up to 800 �C andthis temperature was kept for 60 min to ensure the sample hasburnt completely [11]. Ensuring complete burning, the sampleswere cooled in the furnace for approximately 60 min to avoidcracking of char. The char expansion is measured using digitalvernier calliper for four times and the average char expansion istaken. It’s 24 � 0.5 times.
3.3. X-ray diffraction
The composition of residual char of the intumescent coatingafter the fire test was analyzed by XRD and measurements wereperformed on a Bruker Diffractometer AXS D8 Advance using Cu Karadiation and a nickel filter (k ¼ 0.150595 nm) in the range(10 < 2q < 90).
3.4. Field emission scanning electron microscopy
Charring layers of intumescent coating and their morphologicalstructures were observed and analyzed by SUPRA 55VP FESEM.
3.5. Fourier transform infrared spectroscopy analysis
The functional groups of residual char composition wereanalyzed by Shimadzu FTIR in the ranges 4000e400 cm�1.
3.6. Thermogravimetric analysis
The thermogravimetric analyses of intumescent coating sam-ples (approximately 10mg) were carried out at 10 �C/min under N2,over the whole range of temperature (50e830 �C) by TGA Q50Perkin Elmer. The characterizationwas performed to determine theresidual weight of the char for each coating formulation.
3.7. X-ray photoelectron spectroscopy analysis
XPS was used to analyze the elemental weight percentage ofchar residue, degree of char accumulation and anti-oxidation ofintumescent coating formulation. The samples of the char wereexamined by XPS on a LEYBOLD spectrometer using Al Ka radiation
Fig. 2. Time versus substrate temperature curves of zirconium silicate ICF.
Fig. 3. Char expansion of zirconium silicate ICF after fire test at 800 �C.
Fig. 4. Char photograph of formulations IF4-ZS and IF5-ZS fully insulated the substrate.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 51

Author's personal copy
(1486.6 eV). The spectrometer was run in a fixed analyzer trans-mission mode at pass energy of 50 eV with an X-ray power sourceof 300 W. Samples were mounted by pressing on to the indiumholder and introduced in a pre-chamber to obtain a pressure of10�5 Torr. All binding energies (BE) were referenced to C1s at285 eV. All the peaks (C 1s, N 1s, O 1s and P2p) were fitted intoseveral components having the same full width at half maximum(FWHM).
3.8. Pyrolysis gas chromatography mass spectroscopy analysis
The gaseous products of decomposition from the pyrolyzedsamples of intumescent coating were identified with GCMS. ThePy-GC/MS analyses were carried out using a PYRO-CHEM WILKSpyrolyser, Hewlett Packard 5890 Series II gas chromatograph, andTRIO 1000 mass spectrometer. The gas chromatographic column(BPX 5, provided by SGE, nominal diameter 25 mm, 0.25 mm bore/0.25 mm thickness film) was heated from 40 �C to 220 �C at 20 �C/min in 10 min (180 C, 9 min), the initial temperature was held for5 min. The sample (10 mg) was placed in the pyrolyser. The py-rolysis process was carried out at 25 �Ce800 �C in 10s paralysisproducts in the gas phase were injected into the GCeMS by syringeto characterize the gaseous products. A mass spectrometric iden-tification was carried out and the gaseous products were identifiedduring burning of the intumescent coating.
4. Results and discussion
4.1. Heat shielding and char expansion of ICF reinforced withzirconium silicate
In this study, five formulations of IFRC were developed byadding zirconium silicate from 1 to 5 wt% in IF-control to investi-gate the effects of zirconium silicate on the char expansion,morphology of the chars, heat shielding of coating and residualweight of the char. The time versus substrate temperature curves
for the coating formulation developed are shown in Fig. 2 and theexpansion of char after fire furnace test is presented in Fig. 3. Thechar photographs of IF4-ZS and IF5-ZS after fire test are shown inFig. 4.
The substrate temperature for each formulation after the firetest (Bunsen burner test) is illustrated in Fig. 2. The temperaturesrecorded after various time were as follows: IF1-ZS e 336 (30 min),359 �C (60 min), IF2-ZS e 292 (30 min), 330 �C (60 min), IF3-ZS e
266 (30 min), 292 �C (60 min), IF4-ZSe204 (30 min), 249 �C(60 min) and IF5-ZS e 190 (30 min), 213 �C (60 min). For eachformulation of zirconium silicate reinforced in controlled formu-lation IF-control, the substrate temperature (�C) was reduced by: 8(1 wt% ZS), 37 (2 wt% ZS), 75 (3 wt% ZS), 118 (4 wt% ZS) and 154 �C(5 wt% ZS). It was noted that the addition of zirconium silicate to IF-control enhanced the char expansion compared to unreinforced orcontrolled formulation IF-control. The results of char expansionmeasured (in X times) were: 4.70 (IF-control), 5.40 (IF1-ZS), 7.30(IF2-ZS), 10.45 (IF3-ZS), 18.75 (IF4-ZS) and 24.00 times (IF5-ZS)from the original coating thickness on the substrate are illustratedin Fig. 3. The best char expansion in this research work was 24.00times obtained from IF5-ZS coating and it is 334 percent highercompared to the controlled formulation, IF-control coating. IF5-ZSshowed excellent results in char expansion and it was able toretain the substrate temperature as low as 213 �C after 60 min ofexposure to the fire at 850 �C.
The photographs of the char of IF4-ZS and IF5-ZS obtained fromfurnace fire test are shown in Fig. 4. Fig. 4 shows that char of thecoating completely insulated the substrate thusminimized the flowof heat to the substrate.
4.2. Char morphology of ICF reinforced with zirconium silicate
The microstructure of the char has a significant role to deter-mine the fire resistant properties of the coating. In order to examinethe microstructure of the char, structure of the char determinesfire-resistant properties of intumescent coating. The residual chars
Fig. 5. FESEM micrographs of IF3-ZS showed a) porous char, b) cellular and cracked structure, c) thick and porous char of IF4-ZS, (d) porous char of IF4-ZS.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6252

Author's personal copy
were obtained after the heating the coatings at 800 �C in thefurnace and were examined under FESEM for analysis. Fig. 5 (a, b, c,d), present the FESEM micrographs of the intumescent chars ofcoating IF3-ZS, IF4-ZS and Fig. 6 (a, b, c, d, e, f) illustrated FESEMimages of IF5-ZS char, respectively. The micrograph of IF3-ZS isillustrated in Fig. 5 (a, b), it shows a porous and flaky char structure.Fig. 5 (c, d) showed an improved flake like char microstructurewithout cracks in IF4-ZS compared to the char of IF3-ZS. Theimproved microstructure was considered due to increased weight%of zirconium silicate from 3% to 4% compared to IF3-ZS where theimproved char microstructure was the result of synergistic effect offire retardant additive and inorganic filler (Zirconium Silicate). Thisflaky microstructure led to the formation of a strong char structure.The multiporous char microstructure is helpful to reduce heattransfer to the substrate [12,13].
In Fig. 6 (a, b, c, d, e, f) the flake like microstructure of char wasfurther improved by increasing the weight% of zirconium silicatefrom 4 to 5%. Fig. 6f showed the cellular and porous structure of thechar that helps to reduce the effects of heat to penetrate the sub-strate. The microstructure of char of IF5-ZS became more compactdue to the formation of increased amount of flakes compared tothat obtained in IF3-ZS and IF4-ZS respectively. The addition ofzirconium silicate in the controlled coating formulation resulted in
a multiporous flake network that reduced the cracks and shrinkagein the char so, enhanced the fire protection capability of theresulting char. The fire resistant properties of the coatings studiedare directly related to the formation of char microstructure. FESEManalysis showed that addition of zirconium silicate developed flakelike microstructure of the char that improved the fire resistancecapability of the controlled IF-control coating.
4.3. Analysis of char composition of reinforced ICF with zirconiumsilicate
The XRD spectrum of ICF reinforced with zirconium silicate ispresented in Fig. 7. Three main peaks are shown, at 2q ¼ 20� withd spacing 4.42, 2q¼ 27� with d spacing 3.31 and 2q¼ 36�, d spacing2.52. All three peaks were identified as zirconium silicate (JCPDScard no 03-0456). The XRD spectra of IF4-ZS and IF5-ZS are shownin Figs. 8 and 9. From these figures, seven major peaks wereobserved at the same interfaces: 2q ¼ 15� with d spacing 4.56represents boron oxide (JCPDS card no 06e0297) in the char, at2q ¼ 20� with d spacing 3.66 showing the presence of zirconiumsilicate, at 2q ¼ 25� with d spacing 3.61 according to JCPDS card no34-0132 represents borophosphate, 2q ¼ 26.5� withd spacing ¼ 3.47 for carbon (graphite JCPD card no 12-0212),
Fig. 6. FESEM images of intumescent char obtained from IF5-ZS (a) thick char with flakes, (b) char flakes hindered heat to the substrate, (c) porous structure of the char, (d) thickchar without cracks, (e) Flakes adhesion with char, (f) porous structure of IF5-ZS.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 53

Author's personal copy
2q ¼ 27� with d spacing 3.19 showed the boric acid in char residue,and 2q ¼ 40� with d spacing ¼ 2.25 boron phosphate oxide. Duringdecomposition, first boric acid converts into meta boric acid whichconverts into boron oxide. This further reacts with APP to formboron phosphate. The rest of the peaks are the same as shown inFig. 7 of zirconium silicate which showed that the composition ofzirconium silicate remained the unchanged at 800 �C.
The results of XRD showed that the reactions between fireretardant additives enhanced the anti-oxidation performance ofthe IFRC due to the presence of zirconium silicate in the protectivelayer of the char.
4.4. Analysis of functional groups of char
The ingredients used to prepare the zirconium silicate rein-forced coatings (IF4-ZS and IF5-ZS) were the same as those used toprepare IF-control, except the addition of 4 wt% and 5 wt% of zir-conium silicate in IF4-ZS and IF5-ZS, respectively. The fire testenvironment used was same as used for IF-control. The spectra ofboth coatings IF4-ZS and IF5-ZS are illustrated in Figs. 10 and 11.
The spectrum of char of IF4-ZS in Fig. 10 shows peaks at 3869,3770, 3220, 2822, 2516, 2389, 2360, 1465, 1189, 1080, 927, 623 and
539 cm�1 which were identified. In the first region (500e1400 cm�1) a stretching peak at 539 cm�1 was assigned to ZreOeSi. The BeOeP bending motions at 623 cm�1 and a band at924 cm�1 show (BeOeP) stretching mood due to borophosphate.The band at 1080 cm�1 is due to internal asymmetric stretchingmode of SiO4 skeleton [14], while the symmetric vibration is pre-sent at 1189 cm�1 of SiO4. In the 2nd region, two bands at1465 cm�1, 1601 cm�1 assigned to the amino groups NH2 are due to(melamine and APP) and C]C of cured epoxy, respectively. In the3rd region above 2100 cm�1, a strong bending peak occurred at2280 cm�1 represents the bending vibrations of (eCH3eCH2e)groups of cured epoxy. The weak bands at 3275, 3119 cm�1 corre-sponds to the presence of boric acid in the residual char.
The spectrum of char of IF5-KC formulation in Fig. 11 showspeaks at 3838, 3350, 3204, 3202, 2910, 2689, 2316, 2260, 1619,1454, 1189, 1088, 924, 623, 548 and 487 cm�1. A (BeOeP) bendingmotion was observed at 623 cm�1 and OePeO in borophosphateappeared at around 588-545 cm�1 [15,16]. The peak in the region910e960 cm�1 was considered as the evidence of the incorporationof heteroatoms such as PeO or PO�
4 into the framework [17]. Theband at 1088 cm�1 in the region 1055e1090 cm�1 was due to in-ternal asymmetric stretchingmode of SiO4 skeleton [14]. In the 2nd
Fig. 7. XRD spectrum of powdered Zirconium Silicate.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6254

Author's personal copy
region, two bands at 1454 cm�1 and 1619 cm�1 were assigned tothe amino groups NH2 of APP and C]C of cured epoxy. In the 3rdregion above 2100 cm�1, there was one strong bending peak at2280 cm�1 which represents the bending vibrations of (eCH3e
CH2e) groups of epoxy resin. A strong band at 1189 cm�1 and twoweak bands at 3202, 3284 cm�1 showed the presence of boric acidin the residual char [18].
The results of FTIR showed that the respective functional groupsof the fire additives were present in the char residues, which haveshown good fire resistance behaviour at 950 �C. Thus the additionof zirconium silicate has enhanced the performance of the intu-mescent coatings. The FTIR results agreed with the results of XRDanalyses of IF4-ZS and IF5-ZS residual chars.
4.5. Analysis of residual weight and DTGA of zirconium silicatereinforced coatings
The residual weights of IF1-ZS, IF2-ZS, IF3-ZS, IF4-ZS and IF5-ZSmeasuredwere 30.92, 31.9, 34.5, 36.6 and 38.2%, respectively. It wasnoted that the residual weight of char increased as the weight% ofzirconium silicate was increased, Fig. 12.
The differential thermogravimetric analysis (DTGA) curve of IF3-ZS is presented in Fig.13. The DTGA curve of IF3-KC showed that the
degradation of the coating occurred at six temperature curves, 139,183, 282, 371, 408 and 457 �C. The degradation of boric acid andmeta boric acid occurred at 139 and 183 �C respectively, while thedecomposition of epoxy and EG, and APP were observed at 381 and408 �C, respectively. The decomposition involved in the conversionof melamine phosphate and phosphate reaction products intophosphate oxide, and borophosphate respectively, occurred at457 �C.
The DTG curve of IF4-ZS showed an improvement of tem-perature curves from IF3-ZS with the addition of 3e4% of zir-conium silicate. Three decomposition curves at 164, 367, and485 �C were observed as illustrated in Fig. 14. Boric aciddecomposed to boron oxide at 165 �C; melamine, APP and EGdecomposed at 367 �C into its derivatives such as melaminephosphate, polyphosphoric acid; at 485 �C derivatives werefurther decomposed into borophosphate, borophosphate oxidewith cured epoxy.
The DTG curve of IF5-KC is shown in Fig. 15; four peaks degra-dation temperature curves were observed: 169, 324, 383 and455 �C. Boric acid decomposed at 169 �C, melamine and APPdecomposed at 324 �C, the decomposition temperature is increasednormally both were decomposed after 280 �C, EG decomposed at383 �C and reaction product at 455 �C.
Fig. 8. XRD spectrum of IF4-ZS char.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 55

Author's personal copy
The results of the DTGA showed that increasing the weightpercentage of zirconium silicate (3e5%) causes the degradationtemperature to increase. The residual weight was increased by 38%
when 5 wt% of zirconium silicate was added to IF-control coating.This showed that the residual weight of IF-control char wasimprovedwhen 5wt% of zirconium silicatewas added (formulationIF5-KC) which helped to reduce heat penetration to the substrate.
Fig. 9. XRD spectrum of IF5-ZS char.
Fig. 10. FTIR spectrum of IF4-ZS char. Fig. 11. FTIR spectrum of IF5-ZS char.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6256

Author's personal copy
4.6. XPS analysis of zirconium silicate reinforced intumescentcoatings
The C1s, O1s, P2p, N1s, B1s, Si2p and Zr3d XPS spectra andelemental composition of residue chars were obtained from IF3-ZS,IF4-ZS and IF5-ZS after thermal oxidation for 60 min at 800 �C andare shown in Table 2 and Figs. 16e22, respectively. The ratio ofcarbon content in the residue char obtained from IF3-ZS to thatobtained from IF4-ZS and IF5-ZS was 1:1.21:2.29 respectively, andthe ratio of oxygen content in the residue char of IF3-ZS to thatobtained from IF4-ZS and IF5-ZS was 2.22:2.03:1. In addition, theintensity of C1s peak of the residue char obtained from IF5-ZS wasstronger than that obtained from IF4-ZS and IF3-ZS as shown inFig. 16, whereas the intensity of O1s peak of the residue char
Fig. 12. TGA of zirconium silicate ICF.
Fig. 13. DTGA curves of IF3-ZS formulation showing six step of degradation.
Fig. 14. DTGA curve of IF4-ZS formulation showing three steps of degradation.
Fig. 15. DTGA curve of IF5-ZS showing four steps of degradation.
Table 2Elemental composition of char residue of IF3-ZS, IF4-ZS and IF5-ZS.
Formulation C% O% P% N% B% Zr% Si%
Char residue of IF3-ZS 26.48 62.40 5.74 4.58 0.29 0.28 0.31Char residue of IF4-ZS 32.09 57.20 3.60 5.84 0.37 0.33 0.42Char residue of IF5-ZS 60.87 28.09 3.05 6.7 0.43 0.39 0.47
Fig. 16. XPS curves of C1s of IF3-ZS, IF4-ZS and IF5-ZS char residue.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 57

Author's personal copy
obtained from IF3-ZS was also higher than that obtained from IF4-ZS and IF5-ZS as shown in Fig. 17.
These results show state that the char accumulating degree andanti-oxidation of IF5-ZS were better than those of IF3-ZS and IF4-ZS[12]. Figs. 18e22 show the P2p, N1s, B1s, Si2p and Zr3d, XPS spectra
of the char obtained from IF3-ZS, IF4-ZS and IF5-ZS. Phosphoruscontent in the residual char of IF3-ZS, IF4-ZS and IF5-ZS are 5.74%,3.60% and 3.05%, respectively given in Table 2. As APP is an acidsource to initiate the chemical reactionwith carbon source to makecarbonaceous char. So it was confirmed that increasing the charexpansion lowers the phosphorus contents. Increasing the weight
Fig. 17. XPS curves of O1s of IF3-ZS, IF4-ZS and IF5-ZS char residue.
Fig. 18. XPS curves of P2p of IF3-ZS, IF4-ZS and IF5-ZS char residue.
Fig. 19. XPS curves of N1s of IF3-ZS, IF4-ZS and IF5-ZS char residue.
Fig. 20. XPS curves of B1s of IF3-ZS, IF4-ZS and IF5-ZS char residue.
Fig. 21. XPS curves of Si2p of IF3-ZS, IF4-ZS and IF5-ZS char residue.
Fig. 22. XPS curves of Zr3d of IF3-ZS, IF4-ZS and IF5-ZS char residue.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6258

Author's personal copy
percent 3, 4 and 5 of zirconium silicate in the IF3-ZS, IF4-ZS andIF5ZS silicon content were also increased 0.31, 0.42 and 0.47%,respectively in the residual char structure. Silicon content in theresidual char of IF3-ZS, IF4-ZS and IF5ZS increases accordingly withthe amount of zirconium silicate in these formulations. IF3-ZS (3 wt% ZS), IF4-ZS (4 wt% ZS) and IF5ZS (5 wt% ZS) recorded an increasein silicon content by 0.31%, 0.42% and 0.47%, respectively. Thepresence of silicon in the char layer of IF5-ZS provides a goodresistance to fire.
4.7. Analysis of gaseous products of ICF
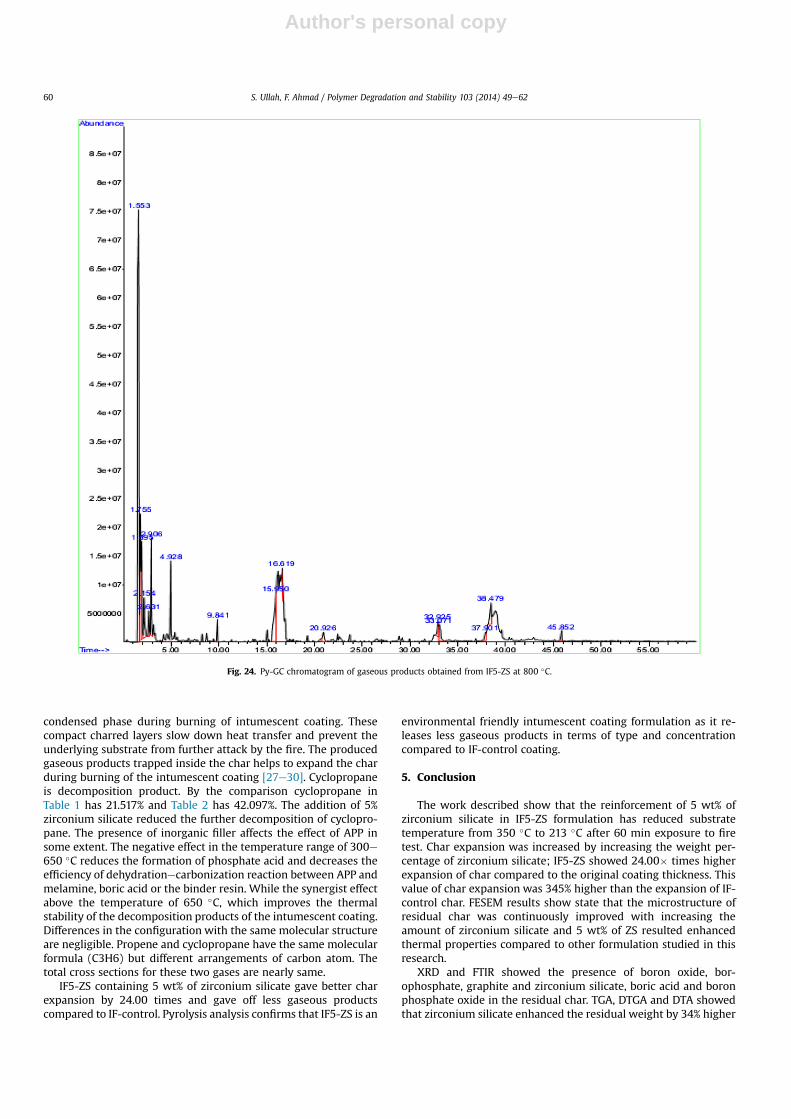
The gaseous decomposition products from the pyrolyzed sam-ples of intumescent coating were identified with Py-GCMS. Twoformulations IF-control (as a controlled formulation) and IF5-ZS (asthe best fire protection performance) were selected for the pyrol-ysis analysis. The study showed that for the IF-control and IF5-ZS,only partial degradation was achieved at 800 �C. The decomposi-tion products formed at 800 �C contain several carbon, oxygen,nitrogen, and phosphorous bearing compounds. The chromato-grams of IF-control and IF5-ZS are plotted in Figs. 23 and 24
The pyrolysis products of IF-control and IF5-ZS are reported inTables 3 and 4. The major pyrolysis product of IF-control and IF5-ZS
is cyclopropane in the gas phase. According to the TGA analysis ofIF-control, the decomposition of boric acid into meta boric acid(HBO2) occurs at 100e140 �C, and in the second step from 140 to200 �C is the dehydration of meta boric acid into boron oxide (B2O3)[19].
Melamine started its decomposition after 290 �C which furtherreacted with APP, and as a result melamine phosphate was formed[20,21]. At higher temperatures, APP eliminated ammonia uponheating, forming polyphosphoric acid, a well-known highly reac-tive condensing agent or acid catalyst for organic reactions [22,23].
Polyphosphoric acid cross-links with itself. Also, it couldpossibly react with boron oxide and melamine to form melaminephosphate and borophosphate. At the same time, a portion ofepoxy resin decomposed, most likely by a carbonium ion mecha-nism [24,25]. The formation of carbonium ions occurs from pro-tonation of the phosphoric group followed by a skeletalrearrangement to give the more stable carbonium ion. In the nextstep, an olefin was generated by the cis-elimination mechanismfollowed by deprotonation to form a diene. At once, the dienes orolefins formed in this way were involved in exothermic polymeri-zation producing new aliphatic bonds [26]. Simultaneously, afoamed char was produced. These reactions promote the formationof gaseous products to generate compact charred layers in the
Fig. 23. Py-GC chromatogram of gaseous products obtained from IF-control at 800 �C.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 59
Author's personal copy
condensed phase during burning of intumescent coating. Thesecompact charred layers slow down heat transfer and prevent theunderlying substrate from further attack by the fire. The producedgaseous products trapped inside the char helps to expand the charduring burning of the intumescent coating [27e30]. Cyclopropaneis decomposition product. By the comparison cyclopropane inTable 1 has 21.517% and Table 2 has 42.097%. The addition of 5%zirconium silicate reduced the further decomposition of cyclopro-pane. The presence of inorganic filler affects the effect of APP insome extent. The negative effect in the temperature range of 300e650 �C reduces the formation of phosphate acid and decreases theefficiency of dehydrationecarbonization reaction between APP andmelamine, boric acid or the binder resin. While the synergist effectabove the temperature of 650 �C, which improves the thermalstability of the decomposition products of the intumescent coating.Differences in the configuration with the same molecular structureare negligible. Propene and cyclopropane have the same molecularformula (C3H6) but different arrangements of carbon atom. Thetotal cross sections for these two gases are nearly same.
IF5-ZS containing 5 wt% of zirconium silicate gave better charexpansion by 24.00 times and gave off less gaseous productscompared to IF-control. Pyrolysis analysis confirms that IF5-ZS is an
environmental friendly intumescent coating formulation as it re-leases less gaseous products in terms of type and concentrationcompared to IF-control coating.
5. Conclusion
The work described show that the reinforcement of 5 wt% ofzirconium silicate in IF5-ZS formulation has reduced substratetemperature from 350 �C to 213 �C after 60 min exposure to firetest. Char expansion was increased by increasing the weight per-centage of zirconium silicate; IF5-ZS showed 24.00� times higherexpansion of char compared to the original coating thickness. Thisvalue of char expansion was 345% higher than the expansion of IF-control char. FESEM results show state that the microstructure ofresidual char was continuously improved with increasing theamount of zirconium silicate and 5 wt% of ZS resulted enhancedthermal properties compared to other formulation studied in thisresearch.
XRD and FTIR showed the presence of boron oxide, bor-ophosphate, graphite and zirconium silicate, boric acid and boronphosphate oxide in the residual char. TGA, DTGA and DTA showedthat zirconium silicate enhanced the residual weight by 34% higher
Fig. 24. Py-GC chromatogram of gaseous products obtained from IF5-ZS at 800 �C.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6260
Author's personal copy
compared to that obtained from IF-control formulation. XPS resultsshowed the composition of char; IF5-ZS have high carbon content(60.87%) and low oxygen content (29.08%) in the residual charwhich was favourable to char accumulation and anti-oxidation ofchar layer. The reinforcement of zirconium silicate created a silicateprotective barrier on the surface of the insulating materials whichwas helpful in reducing the substrate temperature and improvingthe fire performance of IFRC. Gaseous analysis confirms that IF5-ZSis an environmental friendly intumescent coating formulation as itreleases less gaseous products in terms of type and concentrationcompared to IF-control coating.
Acknowledgement
The authors acknowledge the financial and laboratory supportprovided by Universiti Teknologi PETRONAS, Malaysia for thisstudy.
References
[1] Green J. 25 Years of flame retarding plastics. J Fire Sci 1997;15(1):52e67.
[2] Mostashari SM, BAIE S. Thermogravimetric investigation on the flame-retardancy of lithium bromide added to cotton fabric. Cellul Chem Technol2009;43(4e6):193e7.
[3] Looking at synergy in flame-retardants. Addit Polym 1997;1997(7):10e1.[4] Green J. Mechanisms for flame retardancy and smoke suppression e a review.
J Fire Sci 1996;14(6):426e42.[5] Pearce EM. Flame retardants for polymer systems. Pure Appl Chem 1986;58:
925e30.[6] Zheng G, Wu J, Wang W, Pan C. Characterizations of expanded graphite/
polymer composites prepared by in situ polymerization. Carbon 2004;42(14):2839e47.
[7] Gilman JW. Flammability and thermal stability studies of polymer layered-silicate (clay) nanocomposites. Appl Clay Sci 1999;15(1e2):31e49.
[8] Gillman JW, inventor New non-halogenated fire retardant for commodity andengineering polymers. US Patent WO1998047980. 1998.
[9] Cao XQ, Vassen R, Tietz F, Stoever D. New double-ceramic-layer thermalbarrier coatings based on zirconiaerare earth composite oxides. J Eur CeramSoc 2006;26(3):247e51.
[10] Xiling C, Kemin S, Jihui L, Jinpeng L. Preparation of lower-sulfur content andexpandable graphite. Carbon 1996;34(12):1599e600.
[11] Jimenez M, Duquesne S, Bourbigot S. Intumescent fire protective coating:toward a better understanding of their mechanism of action. ThermochimActa 2006;449(1e2):16e26.
[12] Wang Z, Han E, Ke W. Effect of acrylic polymer and nanocomposite with nano-SiO2 on thermal degradation and fire resistance of APPeDPEReMEL coating.Polym Degrad Stab 2006;91(9):1937e47.
[13] Li G, Liang G, He T, Yang Q, Song X. Effects of EG and MoSi2 on thermaldegradation of intumescent coating. Polym Degrad Stab 2007;92(4):569e79.
[14] Sepehriana H, Khanchi AR, Rofouei MK, Husaina SW. Non-thermal synthesis ofmesoporous zirconium silicate and its characterization. J Iran Chem Soc2006;3(3):253e7.
[15] Music D, Schneider JM, Kugler V, Nakao S, Jin P, Ostblom M, et al. Synthesisand mechanical properties of boron suboxide thin films. J Vac Sci Technol AVac Surf Films 2002;20(2):335e7.
[16] Huang H, Ong CW, Zheng B, Kwok RWM, Lau WM, He JW. Preparation andcharacterization of superhard boron-suboxide films. J Vac Sci Technol A VacSurf Films 2003;21(5):1595.
[17] Liu X-Q, Wang D-Y, Wang X-L, Chen L, Wang Y-Z. Synthesis of organo-modified a-zirconium phosphate and its effect on the flame retardancy ofIFR poly(lactic acid) systems. Polym Degrad Stab 2011;96(5):771e7.
[18] Yu S, Ji Y, Li T, Han M, Wang G, Yuan X, et al. Nanofilms with clusters of boronsuboxideandtheir infraredabsorption.SolidStateCommun2000;115(6):307e11.
[19] Costa L, Camino G, Luda di Cortemiglia MP. Mechanism of Thermal degrada-tion of fire-retardant melamine salts. Fire Polym Am Chem Soc; 1990:211e38.
[20] Kandola BK, Myler P, Horrocks AR, El-Hadidi M, Blair D. Empirical and nu-merical approach for optimisation of fire and mechanical performance in fire-retardant glass-reinforced epoxy composites. Fire Saf J 2008;43(1):11e23.
[21] Ullah S, Ahmad F, Yusoff PSMM. Effect of boric acid and melamine on theintumescent fire-retardant coating composition for the fire protection ofstructural steel substrates. J Appl Polym Sci 2013;128(5):2983e93.
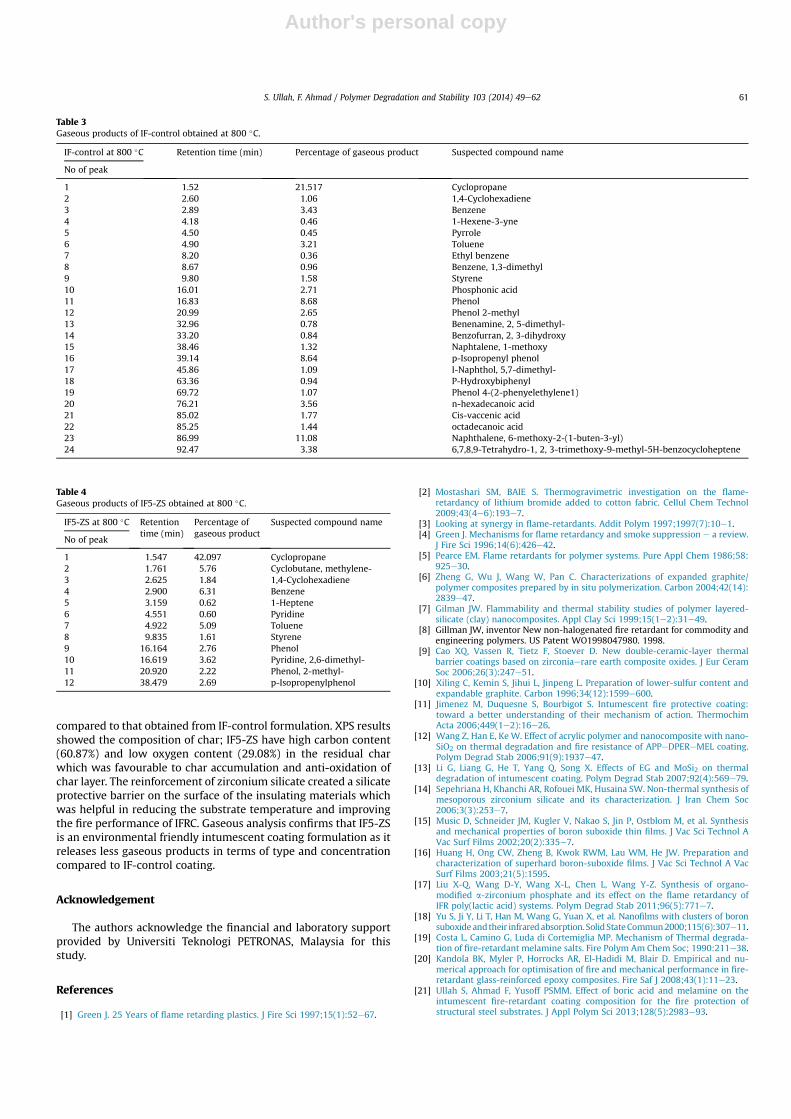
Table 3Gaseous products of IF-control obtained at 800 �C.
IF-control at 800 �C Retention time (min) Percentage of gaseous product Suspected compound name
No of peak
1 1.52 21.517 Cyclopropane2 2.60 1.06 1,4-Cyclohexadiene3 2.89 3.43 Benzene4 4.18 0.46 1-Hexene-3-yne5 4.50 0.45 Pyrrole6 4.90 3.21 Toluene7 8.20 0.36 Ethyl benzene8 8.67 0.96 Benzene, 1,3-dimethyl9 9.80 1.58 Styrene10 16.01 2.71 Phosphonic acid11 16.83 8.68 Phenol12 20.99 2.65 Phenol 2-methyl13 32.96 0.78 Benenamine, 2, 5-dimethyl-14 33.20 0.84 Benzofurran, 2, 3-dihydroxy15 38.46 1.32 Naphtalene, 1-methoxy16 39.14 8.64 p-Isopropenyl phenol17 45.86 1.09 I-Naphthol, 5,7-dimethyl-18 63.36 0.94 P-Hydroxybiphenyl19 69.72 1.07 Phenol 4-(2-phenyelethylene1)20 76.21 3.56 n-hexadecanoic acid21 85.02 1.77 Cis-vaccenic acid22 85.25 1.44 octadecanoic acid23 86.99 11.08 Naphthalene, 6-methoxy-2-(1-buten-3-yl)24 92.47 3.38 6,7,8,9-Tetrahydro-1, 2, 3-trimethoxy-9-methyl-5H-benzocycloheptene
Table 4Gaseous products of IF5-ZS obtained at 800 �C.
IF5-ZS at 800 �C Retentiontime (min)
Percentage ofgaseous product
Suspected compound name
No of peak
1 1.547 42.097 Cyclopropane2 1.761 5.76 Cyclobutane, methylene-3 2.625 1.84 1,4-Cyclohexadiene4 2.900 6.31 Benzene5 3.159 0.62 1-Heptene6 4.551 0.60 Pyridine7 4.922 5.09 Toluene8 9.835 1.61 Styrene9 16.164 2.76 Phenol10 16.619 3.62 Pyridine, 2,6-dimethyl-11 20.920 2.22 Phenol, 2-methyl-12 38.479 2.69 p-Isopropenylphenol
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e62 61

Author's personal copy
[22] Hörold S. Phosphorus flame retardants in thermoset resins. Polym DegradStab 1999;64(3):427e31.
[23] Bourbigot S, Le Bras M, Delobel R, Bréant P, Trémillon J-m. Carbonizationmechanisms resulting from intumescence-part II. Association with anethylene terpolymer and the ammonium polyphosphate-pentaerythritol fireretardant system. Carbon 1995;33(3):283e94.
[24] Liu Y-L, Wei W-L, Chen Y-J, Wu C-S, Tsai M-H. Novel thermosetting resinsbased on 4-(N-maleimido)phenylglycidylether: III. Studies on the thermaldegradation kinetics and mechanisms of the cured resins. Polym Degrad Stab2004;86(1):135e45.
[25] Bourbigot S, Bras ML, Delobel R. Carbonization mechanisms resulting fromintumescence association with the ammonium polyphosphate-pentaerythritol fire retardant system. Carbon 1993;31(8):1219e30.
[26] Balabanovich AI. Thermal decomposition study of intumescent additives:pentaerythritol phosphate and its blend with melamine phosphate. Ther-mochim Acta 2005;435(2):188e96.
[27] Biswas B, Kandola BK, Horrocks AR, Price D. A quantitative study of carbonmonoxide and carbon dioxide evolution during thermal degradation of flameretarded epoxy resins. Polym Degrad Stab 2007;92(5):765e76.
[28] Jimenez M, Duquesne S, Bourbigot S. Multiscale experimental approach fordeveloping high-performance intumescent coatings. Ind Eng Chem Res2006;45(13):4500e8.
[29] Wang Z-y, Han E-h, Ke W. Fire-resistant effect of nanoclay on intumescentnanocomposite coatings. J Appl Polym Sci 2007;103(3):1681e9.
[30] JimenezM, Duquesne S, Bourbigot S. Characterization of the performance of anintumescent fire protective coating. Surf Coat Technol 2006;201(3e4):979e87.
S. Ullah, F. Ahmad / Polymer Degradation and Stability 103 (2014) 49e6262
Copyright © 2022 FDOKUMEN




















