
The Multifaceted Potential of Electro-spinning in Regenerative Medicine
Effect of nonsolvents on properties of spinning solutions andpolyethersulfone hollow ®ber ultra®ltration membranes
B. Torrestiana-Sancheza,*, R.I. Ortiz-Basurtoa, E. Brito-De La Fuenteb
aChemical and Biochemical Engineering Department, Technological Institute of Veracruz, Calle 9 No. 50-2, Costa Verde,
Boca del Rio, 94294 Veracruz, MexicobFood Science and Biotechnology Department, Chemistry Faculty `̀ E'', National Autonomous University of Mexico,
UNAM, 04510 Mexico DF, Mexico
Accepted 22 April 1998
Abstract
The relationship among the presence of nonsolvent additives, the rheological behavior of spinning solutions and properties
of hollow ®ber membranes was studied. The additives tested were water, polyvinylpyrrolidone (PVP) and polyethylene glycol
(PEG), and the base mixture was polyethersulfone/N-methyl-2-pyrrolidone (PES±NMP). In addition the effect of combining
water and PVP or PEG was also studied. Membranes were prepared using a spinneret having two concentric ori®ces. The
internal coagulant used as well as the nonsolvent from the coagulation bath were both water at 288C and 308C, respectively.
Rheological properties of polymer solutions were evaluated using a rheometer Haake RV 20. Changes on composition of
spin-solutions were also evaluated in terms of membrane water permeability, solute rejection and membrane structure
observed using scanning electron microscopy (SEM). Experimental results from this work showed that spinning solutions
containing any of the three additives behave as Newtonian ¯uids in the range of shearing rates tested. The addition of
water, PVP or PEG to the base PES±NMP solution increased its viscosity and this effect was independent of the type of
additive used. A direct relation between viscosity of casting solutions and membrane thickness was found. However,
rheological properties (viscosity and normal stress difference) could not be used to explain differences on membrane
water ¯ux (MWF) when using different additives at the same concentration. The addition of any of the three additives
generally increased MWF. The extent of this increment seemed to be more related to changes on membrane porosity than
changes on pore sizes induced by the nature and concentration of the additive used. # 1999 Elsevier Science B.V. All rights
reserved.
Keywords: Fiber membranes; Membrane preparation and structure; Ultra®ltration; Nonsolvent effects; Rheology of spinning
solutions
1. Introduction
One important goal in membrane technology is to
control membrane structure and thus membrane per-
formance. This objective is not easy to achieve
Journal of Membrane Science 152 (1999) 19±28
*Corresponding author. Fax: +52-2922-3814; e-mail: btorres-
0376-7388/99/$ ± see front matter # 1999 Elsevier Science B.V. All rights reserved.
P I I : S 0 3 7 6 - 7 3 8 8 ( 9 8 ) 0 0 1 7 2 - 0

because membrane structure and performance depend
upon different factors like polymer choice, solvent and
nonsolvent choice, composition and temperature of
coagulant and casting solution among others. Further-
more, by changing one or more of these variables,
which are dependent on each other, membrane struc-
ture may be affected quite signi®cantly.
For example, in the preparation of polysulfone
membranes, polymeric additives like polyvinylpyrro-
lidone (PVP) have been used to increase the casting
solution viscosity and improve membrane perfor-
mance. Several authors [1±4] have reported that add-
ing a second polymer, like PVP to solutions of
polysulfone and polyethersulfone (PES), produces
membranes with higher porosity, well-interconnected
pores and surface properties that are different from the
properties of the pure membrane forming polymer.
These differences could not be understood from the
theories existing for ternary forming systems.
Recently, Boom [5] proposed a model to explain
the formation of the characteristic structures of mem-
branes from quaternary systems like PES/PVP/NMP/
water. Boom regarded this system as a quasi-ternary
system and used `̀ virtual'' binodals to describe the
strong reduction of demixing gaps observed for dif-
ferent PES/PVP ratios. This situation was proposed to
be only valid for a very short timescale, during which
the diffusion of solvent and nonsolvent governs the
membrane formation process. On this scale, at the
beginning of the demixing process, the inter diffusion
of the two polymers relative to each other is consid-
ered negligible. But as the membrane formation pro-
cess proceeds further, in a long timescale, the diffusion
of the two polymers with respect to each other
becomes more important. This model was also used
by Wienk et al. [6] to explain the role of low weight
molecular additives, such as dicarboxylic acid on
polyimide/dimethylformamide solutions during form-
ation of ultra®ltration membranes. A similar situation
may be found for other nonsolvent additives such as
polyethylene glycol (PEG) and water.
Properties of hollow ®ber membranes including
structure formation are controlled not only by the
composition of the polymer±additives±solvent formu-
lation used, but also by the preparation method. In this
regard, there is still room for discussion concerning
the role of ¯ow properties (e.g. steady shear viscosity)
on the properties of UF asymmetric membranes.
Several reports on zero shear casting solution visc-
osities have been reported in literature [3,7,8]. Other
workers [9] have increased the viscosity of the ®nal
polymeric mixture to better control the spinning of
®ber membranes. From these studies, the consensus
seems to be that casting solution viscosity affects
membrane properties. However, most of these studies
have not quantitatively related viscosity results with
membrane performance. One thing might be clear in
literature; high solution viscosities are needed to
produce more mechanical resistant ®bers whereas
low viscosities are undesirable because they may
produce macrovoids [7,10]. Unfortunately, the com-
plete meaning of high or low viscosities is still not
clear.
For the type of additives, casting solutions and
procedures involved in the preparation of asymmetric
UF hollow ®ber membranes, we feel that important
questions still are left regarding their effect on spin-
ning conditions, and membrane performance charac-
teristics. Thus, the aim of this work is to gain insight
into the role of nonsolvent additives like PEG and
water on membrane formation and performance since
most of the work has been done with PVP. The strategy
to do so is to analyze more carefully the steady ¯ow
rheological properties of the polymer solution and
their impact on membrane structure and physical
properties. Also, elastic properties of the polymer
solution measured as the ®rst normal stress difference
(N1) and their relationship with membrane properties
are reported for the ®rst time to our knowledge.
2. Experimental
2.1. Materials
PES, with the commercial name of Radel A-200
kindly donated from Amoco, was used as membrane
material. Reagent grade N-methyl-2-pyrrolidone
(NMP) supplied by Aldrich was used as solvent.
The polymeric additives, PVP and PEG both having
molecular weights (MW) of 10 000 were from Sigma.
Deionized water was the low molecular weight
additive tested. Distilled water was used as the internal
coagulant as well as the nonsolvent from the coagula-
tion bath. As organic reference solutes for UF
experiments, bovine serum albumin (BSA), MW
20 B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28
64 000 and lysozyme, MW 13 000 both from Sigma
were used.
2.2. Design
The effect of type and additive concentration on
spinning conditions and membrane properties was
studied according to the experimental matrix shown
in Table 1. Experiments were also carried out combin-
ing water with PVP or PEG at the concentration ratios
summarized in Table 1. The degree of saturation of the
casting solution, de®ned as the ratio between the
amount of precipitant added to the system and that
causing phase separation [11], for every additive
concentration tested are shown in Table 2. The cloud
point value of solutions were determined visually.
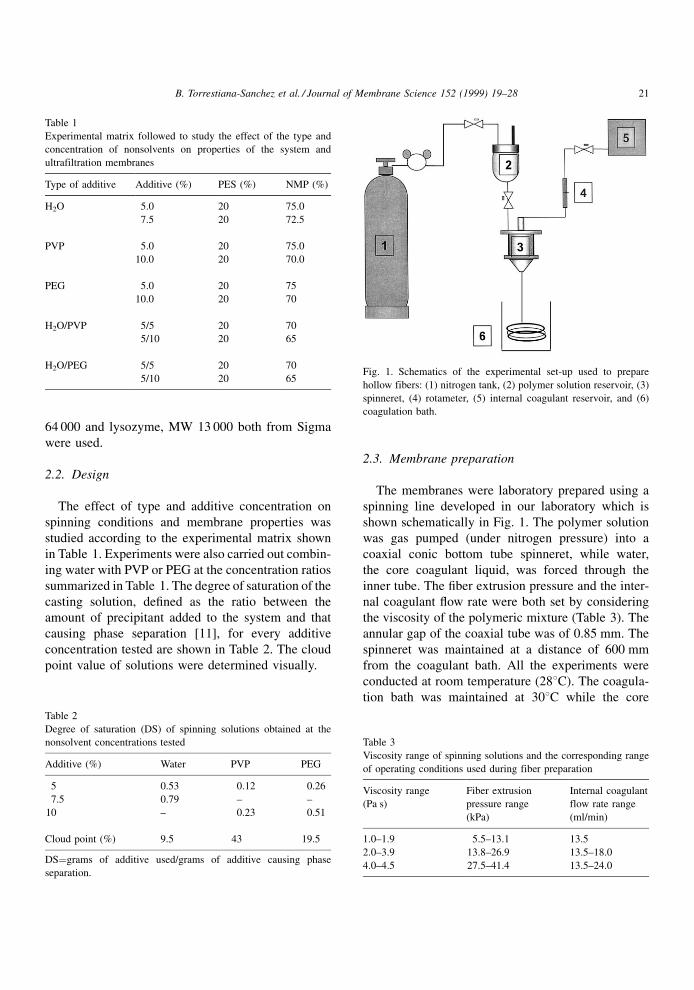
2.3. Membrane preparation
The membranes were laboratory prepared using a
spinning line developed in our laboratory which is
shown schematically in Fig. 1. The polymer solution
was gas pumped (under nitrogen pressure) into a
coaxial conic bottom tube spinneret, while water,
the core coagulant liquid, was forced through the
inner tube. The ®ber extrusion pressure and the inter-
nal coagulant ¯ow rate were both set by considering
the viscosity of the polymeric mixture (Table 3). The
annular gap of the coaxial tube was of 0.85 mm. The
spinneret was maintained at a distance of 600 mm
from the coagulant bath. All the experiments were
conducted at room temperature (288C). The coagula-
tion bath was maintained at 308C while the core
Table 1
Experimental matrix followed to study the effect of the type and
concentration of nonsolvents on properties of the system and
ultrafiltration membranes
Type of additive Additive (%) PES (%) NMP (%)
H2O 5.0 20 75.0
7.5 20 72.5
PVP 5.0 20 75.0
10.0 20 70.0
PEG 5.0 20 75
10.0 20 70
H2O/PVP 5/5 20 70
5/10 20 65
H2O/PEG 5/5 20 70
5/10 20 65
Table 2
Degree of saturation (DS) of spinning solutions obtained at the
nonsolvent concentrations tested
Additive (%) Water PVP PEG
5 0.53 0.12 0.26
7.5 0.79 ± ±
10 ± 0.23 0.51
Cloud point (%) 9.5 43 19.5
DS�grams of additive used/grams of additive causing phase
separation.
Fig. 1. Schematics of the experimental set-up used to prepare
hollow fibers: (1) nitrogen tank, (2) polymer solution reservoir, (3)
spinneret, (4) rotameter, (5) internal coagulant reservoir, and (6)
coagulation bath.
Table 3
Viscosity range of spinning solutions and the corresponding range
of operating conditions used during fiber preparation
Viscosity range
(Pa s)
Fiber extrusion
pressure range
(kPa)
Internal coagulant
flow rate range
(ml/min)
1.0±1.9 5.5±13.1 13.5
2.0±3.9 13.8±26.9 13.5±18.0
4.0±4.5 27.5±41.4 13.5±24.0
B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28 21

coagulant liquid at 288C. The hollow ®bers formed
were kept in the coagulant bath for 24 h. After this
period, the ®bers were washed for two periods of
24 h each. For the ®rst period into fresh water added
with 4000 ppm of NaOCl, and for the second into
water added with 30% of glycerol, both periods
at 708C. Finally, the ®bers were dried at room
temperature.
2.4. Fiber characterization
Inner and outer diameters of hollow ®bers were
estimated by means of both an optical microscope and
a micrometer. Membrane morphology was observed
by using a scanning electron microscope (SEM).
Cross-sections of hollow ®bers for the SEM were
prepared by breaking the ®bers at the temperature
of liquid nitrogen. A test system similar to that
reported by Liu et al. [12] was used to evaluate
membrane performance. Hollow ®ber bundles were
prepared collecting three pieces of 40 cm length and
covering the surface of the two ends with epoxy glue.
Each end was then inserted into a 0.63 cm diameter
polypropylene tube of 5 cm length.
Membrane performance measurements were car-
ried out at an average transmembrane pressure of
68.95 kPa. Membrane rejection properties were eval-
uated using 1 and 0.2 g/l of BSA and lysozyme,
respectively, both dissolved into 0.2 M sodium chlor-
ide solution, as reference solutes.
2.5. Rheological measurements
The steady shear material functions, viscosity (�)
and ®rst normal stress difference (N1), were evaluated
using a rotational rheometer (Haake CV-20N) pro-
vided with a cone and plate geometry (PK20-4). All
measurements were performed at 308C in a range of
shear rate from 1 to 400 sÿ1.
3. Results and discussion
3.1. Membrane formation
Typical results of the steady shear viscosity function
are summarized in Table 4Table 5. The viscosity of
the base casting solution (i.e., PES 20%±NMP 80%)
was independent of the rate of deformation. In
other words, the base solution behaves as a Newtonian
¯uid at least in the range of shearing rates studied here.
The addition of PVP, PEG or water to the base PES±
NMP casting solution increases its viscosity as shown
in Table 4. It can be seen from this table that for a
5 wt% of additive the viscosity increases up to about
50% and this effect is independent of the type of
Table 4
Effect of the type and additive concentration on viscosity of the spin-solutions and membrane properties
Spin-solution composition
(%)
� (Pa s) Di/Do �(mm)
MWPa
(l/m2 h)
BSA rejection
(%)
Lysozyme
rejection (%)
PES/NMP
20/80 0.70 0.96 0.02 18�9 98�2 68�15
PES/H2O/NMP
20/5/75 1.25 0.66 0.17 34�18 96�3 81�11
20/7.5/72.5 1.76 0.52 0.31 50�13 99�1 88�5
PES/PVP/NMP
20/5/75 1.44 0.81 0.09 61�20 97�2 66�10
20/10/70 2.75 0.52 0.36 9�1 98�2 49�14
PES/PEG/NMP
20/5/75 1.46 0.78 0.11 254�99 97�2 45�13
20/10/70 2.75 0.59 0.27 117�11 99�1 62�13
Di/Do: membrane diameter ratio; �: membrane thickness.aMWP: membrane water performance, measured at 68.95 kPa.
22 B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28
additive. The addition of 10% of any of the additives
studied here had a more signi®cant effect on the
casting solution viscosity, increasing it up to more
than 200% (see Table 4). In addition, the presence of
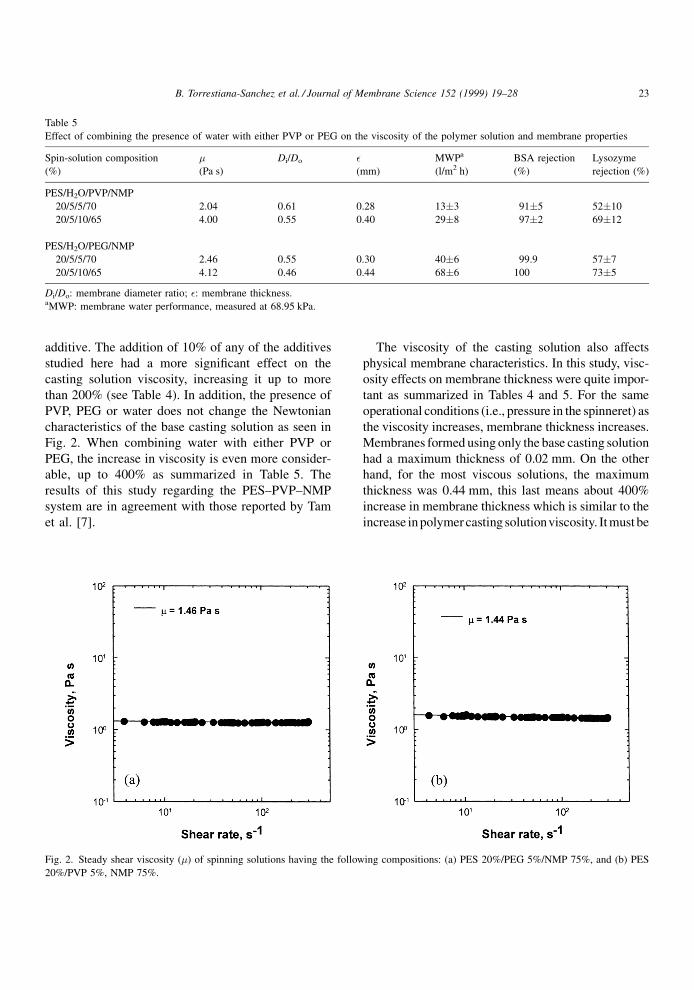
PVP, PEG or water does not change the Newtonian
characteristics of the base casting solution as seen in
Fig. 2. When combining water with either PVP or
PEG, the increase in viscosity is even more consider-
able, up to 400% as summarized in Table 5. The
results of this study regarding the PES±PVP±NMP
system are in agreement with those reported by Tam
et al. [7].
The viscosity of the casting solution also affects
physical membrane characteristics. In this study, visc-
osity effects on membrane thickness were quite impor-
tant as summarized in Tables 4 and 5. For the same
operational conditions (i.e., pressure in the spinneret) as
the viscosity increases, membrane thickness increases.
Membranes formed using only the base casting solution
had a maximum thickness of 0.02 mm. On the other
hand, for the most viscous solutions, the maximum
thickness was 0.44 mm, this last means about 400%
increase in membrane thickness which is similar to the
increase in polymer casting solutionviscosity. It must be
Table 5
Effect of combining the presence of water with either PVP or PEG on the viscosity of the polymer solution and membrane properties
Spin-solution composition
(%)
�(Pa s)
Di/Do �(mm)
MWPa
(l/m2 h)
BSA rejection
(%)
Lysozyme
rejection (%)
PES/H2O/PVP/NMP
20/5/5/70 2.04 0.61 0.28 13�3 91�5 52�10
20/5/10/65 4.00 0.55 0.40 29�8 97�2 69�12
PES/H2O/PEG/NMP
20/5/5/70 2.46 0.55 0.30 40�6 99.9 57�7
20/5/10/65 4.12 0.46 0.44 68�6 100 73�5
Di/Do: membrane diameter ratio; �: membrane thickness.aMWP: membrane water performance, measured at 68.95 kPa.
Fig. 2. Steady shear viscosity (�) of spinning solutions having the following compositions: (a) PES 20%/PEG 5%/NMP 75%, and (b) PES
20%/PVP 5%, NMP 75%.
B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28 23

mentioned here that an adequate hollow ®ber diameter
ratio, Di/Do, close to 0.5 has been suggested to obtain
good mechanical strength properties [10]. Furthermore,
it has been reported [13] that the Di/Do ratio is strongly
affected by the type of additive used. In this study, our
results summarized in Tables 4 and 5 suggest that when
using any of the additives at 10%, the Di/Do ratio is very
close to 0.5 and this corresponds to the higher viscosity
solutions which are independent of the type of additive
used.
The measurement of the primary normal stress
difference, N1, in steady shear ¯ow is a common
method to asses ¯uid's elasticity. Trying to explain
the signi®cant increase in membrane water ¯ux
(MWF) observed when using PEG (see Table 4), in
this study we performed N1 measurements on both
type of polymer solutions. Fig. 3 illustrates the experi-
mental results of N1 versus shear rate for two polymer
solutions. In this case both solutions were formulated
at the same concentration of PES and NMP, respec-
tively, one with PVP and the other with PEG, these two
last components also at the same concentration. We
®nd a similar level of elasticity for both ¯uids at
constant shear rate. These results suggest that ¯uid
elastic properties do not explain differences on MWF,
at least in the range of variables studied here.
It is well known that regarding the effect of polymer
concentration on N1, at constant shear stress and
molecular weight, the primary normal stress differ-
ence decreases as the polymer concentration increases
[14]. In this study both PEG and PVP have similar
molecular weights and were formulated at the same
concentration. This may explain the results of Fig. 3.
It is important tomentionhere thatelasticpropertiesmay
signi®cantly in¯uence ¯ow processes (e.g. tilted surface
troughentranceandexiteffects,®nalproductdiameterin
extrusionprocesses, etc.). Themagnitudeof theeffect of
elasticity depends on the ¯uid properties. In this study
not de®nitive conclusions can be drawn about the role of
elasticity on membrane formation because, when for-
mulated at equal additive concentration, all polymeric
solutions showed a similar level of elasticity. In order to
clarify the role of both viscous and elastic properties on
membrane formation process, a different experimental
design should be followed. This will be the subject of a
future communication.
3.2. Membrane performance
Membrane performance evaluated in terms of
MWF could not be related to the rheological proper-
ties of spinning solutions. This parameter was rather
related to the type and concentration of the additive
used. Experimental data from Table 4 show that the
addition of 5 wt% of any of the three additives to
casting solutions produced membranes with an impor-
tantly increased water performance. This effect was
stronger when using PEG than when using water or
PVP. Further increments on the additive concentration
increased MWF only in the case of water. In the case
of using 10 wt% of either PVP or PEG a signi®cant
reduction on MWF was observed. The last one was
more pronounced for PVP. Otherwise, combining the
presence of water with PVP or PEG on the spin-
solution, generally, tend to decrease MWF (Table 5).
The above MWF changes seem to be related not
only to differences on the surface porosity but also to
variations on the pore size. Experimental results
(Table 4) from rejection experiments show that the
addition of water produced membranes with higher
retentions, i.e., lower pore sizes. These results agree
with those reported by Tweddle et al. [2] and suggest
that increments on MWF are due to an increase in
surface porosity. The presence of PVP had two dif-
Fig. 3. Primary normal stress difference profiles of spinning
solutions with the following concentration of polymeric additives:
5 wt% PEG (*), and 5 wt% PVP (~).
24 B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28
ferent effects. For 5 wt%, solute retention was not
affected but for 10 wt% it was slightly lowered. These
results are in qualitative agreement with the ®ndings
of Tweddle et al. [2] and Lafreniere et al. [3] for ¯at
membranes prepared at similar PVP/PES ratios. From
MWF and rejection data (Table 4) it may be con-
cluded that PVP at 5 wt% increased porosity, but at
10 wt%, it rather decreased it.
The high MWF values obtained when using both 5
and 10 wt% PEG (Table 4) seem to be also due to
increments on porosity. Lysozyme retention was
slightly lowered for 5 wt% PEG while it remained
the same for 10 wt%. Differences on solute retention
induced by the presence of PEG or PVP on the spin-
solution were masked when combining water with
PVP or PEG. Similar protein retentions were observed
when adding 5 wt% of water to solutions containing
either 5 or 10 wt% of PVP or PEG (Table 5).
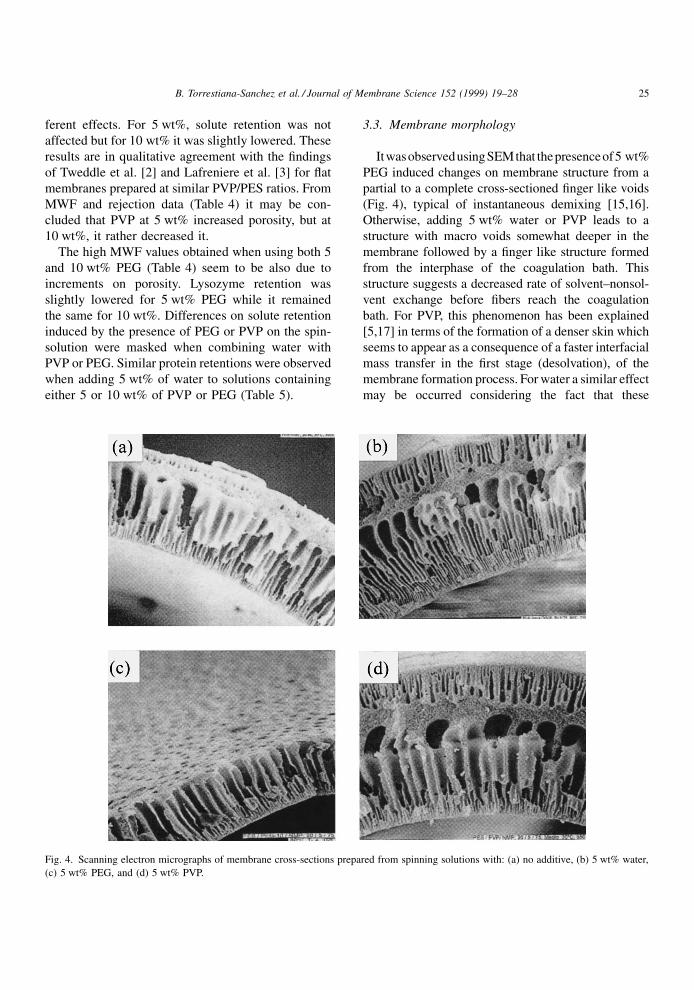
3.3. Membrane morphology
ItwasobservedusingSEMthat thepresenceof5 wt%
PEG induced changes on membrane structure from a
partial to a complete cross-sectioned ®nger like voids
(Fig. 4), typical of instantaneous demixing [15,16].
Otherwise, adding 5 wt% water or PVP leads to a
structure with macro voids somewhat deeper in the
membrane followed by a ®nger like structure formed
from the interphase of the coagulation bath. This
structure suggests a decreased rate of solvent±nonsol-
vent exchange before ®bers reach the coagulation
bath. For PVP, this phenomenon has been explained
[5,17] in terms of the formation of a denser skin which
seems to appear as a consequence of a faster interfacial
mass transfer in the ®rst stage (desolvation), of the
membrane formation process. For water a similar effect
may be occurred considering the fact that these
Fig. 4. Scanning electron micrographs of membrane cross-sections prepared from spinning solutions with: (a) no additive, (b) 5 wt% water,
(c) 5 wt% PEG, and (d) 5 wt% PVP.
B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28 25

membranes presented also increased retentions
(Table 4).
Using 10 wt% PEG or PVP induced the appearance
of skinned macro voids in the middle of the substruc-
ture (Fig. 5). However, when the nonsolvent used was
PVP, macro voids were surrounded by a thick dense
layer, while for PEG they were followed by a ®nger
like structure similar to that formed when using 5 wt%
PVP or water. The formation of skinned macro voids
may be related to a decrease on demixing rates due to
viscous effects [18]. Regarding the differences on the
surrounding structures, these may suggest that the
overall demixing rates for systems with PVP are even
lower than for those containing PEG. This result may
be explained by the fact that the degree of saturation of
solutions containing PEG is higher and therefore the
system is thermodynamically less stable than that
containing PVP at the same concentration (Table 2).
The decreased effect of viscosity on demixing rates is
more evident when adding 7.5 wt% water (Table 2). In
this case solutions have similar viscosities than those
containing 10 wt% PVP or PEG but they produced
structures typical of fast demixing (Fig. 5). Combin-
ing water with PVP or PEG induced the appearance of
a thick dense layer on all cases (Fig. 6) suggesting a
decrease on the overall rate of membrane formation.
This was probably associated to the increased visc-
osity obtained under these experimental conditions.
4. Conclusions
During membrane formation, as the viscosity of
spinning solutions increases, membrane thickness
increases. This effect was independent of the additive
used. Rheological properties (i.e., steady shear visc-
osity and ®rst normal stress differences) of spinning
Fig. 5. Scanning electron micrographs of membrane cross-sections prepared from polymer solutions having the following compositions: (a)
PES 20%/PEG 10%/NMP 70%, (b) PES 20%/PVP 10%/NMP 70%, (c) PES 20%/7.5% water/NMP 72.5%.
26 B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28

solutions could not be used to explain differences on
membrane water performance (MWF), when using the
additives studied here at the same concentration,
because all polymeric solutions showed a similar level
of both viscous and elastic properties. In order to
clarify the role of rheological properties on membrane
formation process, a different experimental design
should be followed. Differences on MWF were found
to be related mainly to increments on the skin porosity
induced by the nature and concentration of the addi-
tive used. In addition, the presence of any of the
nonsolvents used provoked changes on the internal
membrane structure which were apparently a result of
variations on demixing rates. Considering membrane
water performance, experimental data from this study
suggest that PEG promotes more convenient mem-
brane structures for ultra®ltration purposes than PVP
and water under the conditions tested.
Acknowledgements
The authors wish to acknowledge the ®nancial
support provided by COSNET-SEP (MeÂxico) and
CONACyT (MeÂxico). Mr. Luis Medina (FQ-UNAM,
MeÂxico) is also acknowledged for his assistance with
the rheological measurements.
References
[1] I. Cabasso, E. Klein, J.E. Smith, Polysulfone hollow fibers. II.
Morphology, J. Appl. Polym. Sci. 21 (1977) 165.
[2] T.A. Tweddle, O. Kutowy, W.L. Thayer, S. Sourirajan,
Polysulfone ultrafiltration membranes, Ind. Eng. Chem. Prod.
Res. Dev. 22 (1983) 320.
[3] L.Y. LafrenieÁre, D.F. Talbot, T. Matsuura, S. Sourirajan,
Effect of polyvinylpyrrolidone additive on the performance of
polyethersulfone ultrafiltration membranes, Ind. Eng. Chem.
Res. 26 (1987) 2385.
[4] T. Miyano, T. Matsuura, D.J. Carlsson, S. Sourirajan,
Retention of polyvinylpyrrolidone swelling agent in the
poly(ether p-phenylenesulfone) ultrafiltration membrane, J.
Appl. Polym. Sci. 41 (1990) 407.
[5] R.M. Boom, Membrane formation by immersion precipita-
tion: The role of a polymeric additive, Ph.D. Dissertation,
University of Twente, 1992.
[6] I.M. Wienk, R.M. Boom, M.A.M. Beerlage, A.M.W. Bulte,
C.A. Smolders, H. Stratman, Recent advances in the
formation of phase inversion membranes made from amor-
phous or semi-crystalline polymers, J. Membr. Sci. 113
(1996) 361.
[7] C.M. Tam, T.A. Tweddle, O. Kutowy, J.D. Hazlett, Poly-
sulfone membranes II. Performance comparison of polysul-
fone-poly-(N-vinyl-pyrrolidone) membranes, Desalination 89
(1993) 275.
[8] H. Yanagishita, T. Nakane, H. Yoshitome, Selection criteria
for solvent and gelation medium in the phase inversion
process, J. Membr. Sci. 89 (1994) 215.
[9] K. Kneifel, K.V. Peinemann, Preparation of hollow fiber
membranes from polyetherimide for gas separation, J.
Membr. Sci. 65 (1992) 295±307.
[10] H. Wood, J. Wang, S. Sourirajan, The effect of polyethersul-
fone concentration on flat and hollow fiber membrane
performance, Sep. Sci. Technol. 28 (1993) 2297.
[11] S.A. Pratsenko, A.V. Bil'dyukevich, Structure of casting
solutions and its effect on the characteristics of polyamides
membranes, Polym. Sci. Ser. A 36(3) (1994) 375.
[12] T. Liu, D. Zhang, S. Xu, S. Sourirajan, Solution-spun hollow
finer polysulfone ultrafiltration membranes, Sep. Sci. Tech-
nol. 27(2) (1992) 161.
Fig. 6. Scanning electron micrographs of membrane cross-sections prepared from solutions containing: (a) PES 20%/water 5%/PEG 5%/NMP
70%, (b) PES 20%/water 5%/PVP 5%/NMP 70%.
B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28 27

[13] I. Cabasso, E. Klein, J.E. Smith, Polysulfone hollow fibers. I
Spinning and properties, J. Appl. Polym. Sci. 20 (1976) 2377.
[14] A. Ait-Kadi, L. Choplin, J.P. Carreau, On correlations of
primary normal stresses in polymer solutions, Polym. Eng.
Sci. 29(8) (1989) 1265.
[15] C.A. Smolders, A.J. Reuvers, R.M. Boom, I.M. Wienk,
Microstructures in phase-inversion membranes. Part 1.
Formation of macrovoids, J. Membr. Sci. 73 (1992) 259±275.
[16] P. van de Witte, P.J. Dijkstra, J.W.A. van den Berg, J. Feijen,
Phase separation processes in polymer solutions in relation to
membrane formation, J. Membr. Sci. 11 (1996) 1.
[17] L.J. Zeman, A.L. Zydney, Microfiltration and Ultrafiltration.
Principles and Applications, Marcel Dekker, New York, 1996.
[18] S.A. McKelvey, W.J. Koros, Phase separation, vitrification,
and the manifestation of macrovoids in polymeric asymmetric
membranes, J. Membr. Sci. 112 (1996) 29.
28 B. Torrestiana-Sanchez et al. / Journal of Membrane Science 152 (1999) 19±28
Copyright © 2022 FDOKUMEN




















