Post‐harvest physiological deterioration in several cassava ...
Upload
independentCategory
view
0download
0
This article was downloaded by: [49.0.2.90]On: 26 January 2015, At: 19:34Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Click for updates
Polymer-Plastics Technology and EngineeringPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/lpte20
Effect of Corn Hominy and Polyvinyl Alcohol onMechanical Properties of Cassava Starch-Baked FoamE. S. Iriania, T. T. Irawadib, T. C. Sunartic, N. Richanaa & I. Yuliasihc
a Indonesian Center for Agricultural Postharvest Research and Development (ICAPRD),Indonesian Agency for Agricultural Research and Development, Bogor, West Java, Indonesiab Department of Chemistry, Faculty of Mathematics and Natural Science, Bogor AgriculturalUniversity, Dramaga, Bogor, Indonesiac Department of Agroindustrial Technology, Faculty of Agricultural Technology, BogorAgricultural University, Dramaga, Bogor, IndonesiaAccepted author version posted online: 14 Jan 2015.Published online: 22 Jan 2015.
To cite this article: E. S. Iriani, T. T. Irawadi, T. C. Sunarti, N. Richana & I. Yuliasih (2015) Effect of Corn Hominy and PolyvinylAlcohol on Mechanical Properties of Cassava Starch-Baked Foam, Polymer-Plastics Technology and Engineering, 54:3, 282-289,DOI: 10.1080/03602559.2014.977423
To link to this article: http://dx.doi.org/10.1080/03602559.2014.977423
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

Polymer-Plastics Technology and Engineering, 54: 282–289, 2015Copyright # Taylor & Francis Group, LLCISSN: 0360-2559 print/1525-6111 onlineDOI: 10.1080/03602559.2014.977423
Effect of Corn Hominy and Polyvinyl Alcohol on MechanicalProperties of Cassava Starch-Baked Foam
E. S. Iriani1, T. T. Irawadi2, T. C. Sunarti3, N. Richana1, and I. Yuliasih31Indonesian Center for Agricultural Postharvest Research and Development (ICAPRD), IndonesianAgency for Agricultural Research and Development, Bogor, West Java, Indonesia2Department of Chemistry, Faculty of Mathematics and Natural Science, Bogor Agricultural University,Dramaga, Bogor, Indonesia3Department of Agroindustrial Technology, Faculty of Agricultural Technology, Bogor AgriculturalUniversity, Dramaga, Bogor, Indonesia
GRAPHICAL ABSTRACT
Agromaterials such as starch and fiber are very promising raw materials to reduce ourdependence on polystyrene. Corn hominy, a by-product of the corn milling industry, isa potential source to reinforce starch-baked foam. The effects of corn hominy and PVOHaddition on mechanical properties of Cassava starch foam were investigated. Differentformulations of Cassava starch, corn hominy and PVOH were mixed with liquid to gettotal solids at 50% and baked in a thermopressing machine at 150–170°C for 2min.The results showed that corn hominy and PVOH addition can improve compressibility andtensile strength of the foams but gave denser foam and darker color. Ratio of tapioca: cornhominy: PVOH¼ (75:25):30% gave the best foam properties.
Keywords Cassava starch-baked foam; Corn hominy; Mechanical properties; Polyvinyl alcohol
Address correspondence to E. S. Iriani, Indonesian Center for Agricultural Postharvest Research and Development (ICAPRD), IndonesianAgency for Agricultural Research and Development. Jl. Tentara Pelajar 12, Bogor, West Java, Indonesia. E-mail: [email protected] or [email protected]
Color versions of one or more of the figures in the article can be found online at www.tandfonline.com/lpte.
282
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15

INTRODUCTIONOur dependence on plastic in our daily life is very high, as we
use almost 100 million tons annually[1]. Meanwhile, most of theplastic derived from petroleum causes environmental issues,such as the low degradability and biodegradability, scarce avail-ability, and the emission problems generated during incineration.The problems associated with petroleum-based synthetic plasticshave provided the impetus to focus on environmentally compat-ible materials derived from renewable sources, especially thosebased on abundant agricultural materials[2–5].
Petroleum-based polymers may be replaced by naturalpolymers such as starch, fiber and chitosan. These naturalpolymers are readily available, inexpensive and biodegrad-able[6]. Starch has been investigated widely for manufactureof biodegradable foams, to reduce styrofoam usage for foodpackaging. Some studies have shown that it is possible to makestarch-baked foam food containers made from a mixture ofstarch, fiber and water[7–13]. Starch foams with characteristicscomparable to polystyrene have been developed by hot-presstechnology and extrusion processes[8–14].
Characteristics of starch-baked foam depend on raw materi-als composition such as moisture, amylose-amylopectin ratio,protein, fiber content. Moisture content is important becauseit will determine product characteristics such as expansioncapacity, density, and mechanical properties[15]. Water is alsoimportant because it acts as the blowing agent in the expansionprocess. Starch pastes also must have certain rheological char-acteristics such that the foam does not collapse as the waterevaporates. Pastes with low water content were very viscousand result in less expandable and higher density foams, andthe presence of fibers and other solids in the formulationsincrease the viscosity of the mixture, which decreases its foam-ing ability[13]. Other research indicated that water addition dur-ing the process of extrusion may lessen the magnitude of radialexpansion[16–18] and volumetric expansion[19].
One characteristic of foam property is density, and lowerdensity is better for packaging. Foam density is affected bystarch, fiber, synthetic polymer and interactions among thematerials[20]. Fiber addition tends to limit expansion abilityand result in stiff materials, which do not support air cellgrowth in their foams. It was also reported that a reductionin foam density was achieved with the addition of corn fiber[7,13]. On the other hand, fiber and Na-MMT acted as reinfor-cing fillers that improved the foaming ability of the starchpastes, resulting in more expandable materials[12]. Anotherfoam made from starch, cellulose and protein isolates fromsunflower produced a foam with a density ranging from 0.45to 0.58 g cm�3, while starch, cellulose fiber and CaCO3 pro-duced foam with a density 0.63 to 1.3 g cm�3[8].
Molded foams products were produced by the hot-pressprocess using steam generated from the moisture of the doughwhich initially contained 70–80% moisture. A foam formedwhen the starch gelatinized and dried. Unfortunately, the foamwas brittle, hydrophilic and had poor mechanical properties,
limiting its application[7]. Fiber reinforcement and blendingwith hydrophobic materials such as synthetic polymers seemedan alternative way to overcome these problems[14–19]. Anotherway is by using modified starch such as starch ester [11] orusing nanocomposites that can help in the development ofnew low-cost products with better performance[21].
Fiber-reinforced composites for improving mechanicalproperties of bioplastic materials have been studied in variousapplications and reviewed by many authors[12,22]. They haveexcellent specific properties, such as high strength, low weightand good barrier properties, as well as being abundant, nonab-rasive, nonhazardous and inexpensive[12,22]. Also, addition ofnatural fibers to potato starch mixtures can increase stiffnessand degradability of potato starch-baked foam[13].
One kind of lignocellulosic material that has promisingpotential as material to produce biodegradable is corn hominy,a biodegradable by-product of the dry corn milling industry isa promising lignocellulosic material. Corn hominy consists of56.9% starch, 25.2% neutral detergent fiber, 11.1% proteinand 5.3% fat[23]. Utilization of corn fibers as reinforcing fillerscan improve the resistance of potato starch-based foam todirect contact to water[13]. The presence of fibers also inducesfast breakdown of foam due to the action of microorganismsattracted by its lignocellulosic components. Biodegradablefoams including corn by-products, such as corn hominy, notonly improve mechanical properties of foam, but also providegreater added value and also decrease enviromental problems.
Blending starch with other polymers can also improve physi-cal and mechanical properties of starch-baked foam[10]. Polyvinylalcohol (PVA/PVOH) is an important synthetic water solublepolymer usually used for tablet coating, paper making, and woodprocessing due to its excellent film forming, emulsifying andadhesive properties[24]. Addition of PVOH on potato starch-baked foam can reduce foam hydrophobicity; increase foamstrength and also provided some additional foaming ability[13].
The objective of this research is to develop biodegradabletrays made from tapioca, corn hominy and polyvinyl alcoholand to investigate the effects of corn hominy and polyvinylproportions on mechanical properties of starch-baked foamsthrough evaluation of their compressibility and tensile strength,thermal properties and surface morphology (microstructure).
METHODMaterial
Tapioca was purchased from the local market and was pro-duced by PT Budi Makmur Perkasa (Subang, Indonesia). Cornhominy was obtained from one of the corn milling companiesat Kediri, East Java (PT Kediri Matahari Prima), Polyvinylalcohol was purchased from PT Tirta Martha, Magnesium stea-rate, a demolding agent, was purchased from Sigma Aldrich.
Cassava Starch and Corn Hominy CharacterizationThe preliminary study began with characterization of raw
material (Cassava starch and corn hominy), including
CORN HOMINY AND PVA WITH CASSAVA STARCH BAKED FOAM 283
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15

proximate analysis (moisture content, ash, carbohydrate, pro-tein, fat, crude fiber) according to AOAC’s method. Amylose/amylopectin ratio and amylograph profile were also deter-mined. Other analyses used scanning the electron microscopyto characterize the morphological structure of cassava starchand corn hominy granules and differential scanning calor-imetry to determine thermal properties of the starch and cornhominy.
Blending of Corn Hominy and PVOHCassava starch, corn hominy, and magnesium stearate were
mixed using a high speed mixer with a wire wisk attachmentfor 10min. Magnesium stearate acts as a mold release agent,preventing sticking of starch to the mold. Melting PVOHand water were added to a solid content of 50%. Starch-bakedfoam trays were prepared using a baking machine consisting oftwo heated steel molds, the top of which could be hydraulicallylowered to mate with the bottom half for a set amount of time.Dimensions of the mold were 198mm long, 121mm wide,20mm deep and thickness 3mm (plate separation). Bakingtemperatures were set at 150–170°C and baking times werethe minimum required to avoid a soft or bubbled tray andvaried from about 150–210 sec.
The starch-baked foam was produced by different formula-tions between cassava starch, corn hominy and polyvinylalcohol as the main ingredients. The ratio of corn hominy asa source of fiber compositions were 25 (P1) and 50% (P2),while the PVOH concentration varied between K0¼ 0% to K5¼ 50% (Table 1). After baking, trays were removed from thepress, then cooled for 3min at room temperature. Trays werestored for 4 days at 25°C and 75% relative humidity in sealed
plastic bags before characterization of their physical andmechanical properties.
Cassava Starch-Baked Foam CharacterizationDensity
Density was calculated as the relationship between weightand volume[10]. Reported values are averages of three determi-nations for each formulation.
Mechanical PropertiesMechanical properties of starch based foams were
determined according to ASTM D882-02. A texture analyserBrookfield CT3, with a 2.5N load cell was used to determinethe mechanical properties of foam samples by means oftension and puncture tests. Tensile tests were performed usingfoam strips measuring 100mm by 25mm, an initial grip sep-aration of 80mm and a crosshead speed set at 2mm s�1.Stress–strain curves were recorded during extension, andtensile strength at break (rbreak) was determined. Each formu-lation was assayed 5 times, the reported values being anaverage of such assays. Compression tests were performedusing material samples of 10 cm by 10 cm. Force vs. distancewere recorded during tests using a spherical probe witha diameter of 18mm. Samples were broken at a speed rateof 1mm s�1 with a 0.5N load. Relative deformation (d) wascalculated as the ratio between the vertical distance travelledby the probe from sample contact until rupture, and the samplediameter that coincides with the hole of the measuring device(80mm).
Observation of MorphologySamples were covered with a thin gold layer and the images
were taken with a scanning electron microscope (Evo 50-Zeiss) using an acceleration voltage of 1 kV in all cases
Thermal PropertiesA sample of tray foam was hermetically sealed in an alumi-
num pan and heated over a temperature range of 0–300°C in anatmosphere of nitrogen at a constant heating rate of 10°C=min.The peak transition as well as enthalpy of fusion was estimatedfrom the DSC traces by the thermal analysis program.
RESULTS AND DISCUSSIONCorn Hominy CharacteristicsContent of Cassava Starch and Corn Hominy and ThermalProperties
Characterization of cassava starch and corn hominy wasconducted to determine the condition process and formulationused in the research. The characterization included proximateanalysis and thermal properties of cassava starch and cornhominy. Moisture content of corn hominy was 8.74% and ofthe Cassava starch was 12.33% (Table 2). Water added tofoam formulations varied between 55–60mL for each tray.
TABLE 1Experimental factor design
Treatment
Cassavastarch(%)
Cornhominy(%)
PVOH(%)
Ratio Cassavastarch: Cornhominy
PVOH
A1 (3 : 1) B0 75 25 0B1 67.5 22.5 10B2 60 20 20B3 52.5 17.5 30B4 45 15 40B5 37.5 12.5 50
A2 (2 : 2) B0 50 50 0B1 45 45 10B2 40 40 20B3 35 35 30B4 30 30 40B5 25 25 50
284 E. S. IRIANI ET AL.
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15
Amylose/amylopectin ratio is the other important parameterthat influences biofoam expansion. Amylose has maximumexpansion at 225°C, whereas amylopectin does 135°C[26].Amylose tends to expand longitudinally, whereas amylopectinexpands radially. Products of biofoam that use high amylopec-tin material had smaller pores and lower density compared toproducts that use high amylose. Products with high amylosetend to be unable to expand, be stiff, but are more resistantto moisture. Based on this theory, increasing corn hominy pro-portion may produce foam with lower density due to its higheramylopectic content.
Particle size of the raw materials also influenced the expan-sion capacity of extrudates, and bigger size led to extrudateswith higher expansion[27–29]. However, smaller size particle
produced an extrusion product with better mechanical resili-ence[14]. For this reason, the corn hominy was milled through100 mesh to obtain smaller-sized particles.
Thermal properties of raw materials such as Tg and Tm areimportant parameters to determine the conditioning process forstarch-baked foam production (see Table 3). Thermal analysisconducted by DSC showed that corn hominy has two Tg, at24.13°C and 54.46°C, while the Tg of Cassava starch was61.15°C. The corn hominy consists of different kind materialssuch as corn endosperm, pericarp, germ and tipcap, these arethe reason why corn hominy had two Tgs and also a highermelting point (146.60°C) than cassava starch (102.95°C).The first peak indicates the fatty acids melting and the secondpeak represents the melting of the corn starch. The endo-thermic peaks usually associated with the lipid componentsin corn hominy[30]. Using this Tm data, the baking processof foam was conducted at 150–170°C.
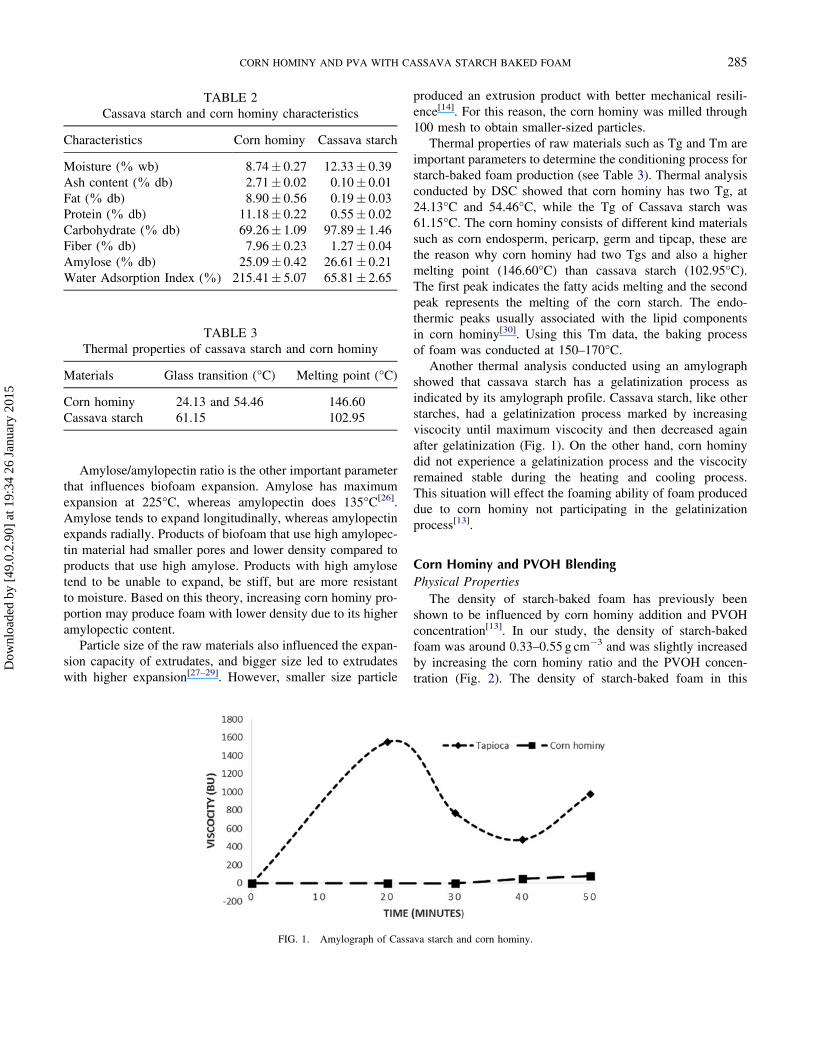
Another thermal analysis conducted using an amylographshowed that cassava starch has a gelatinization process asindicated by its amylograph profile. Cassava starch, like otherstarches, had a gelatinization process marked by increasingviscocity until maximum viscocity and then decreased againafter gelatinization (Fig. 1). On the other hand, corn hominydid not experience a gelatinization process and the viscocityremained stable during the heating and cooling process.This situation will effect the foaming ability of foam produceddue to corn hominy not participating in the gelatinizationprocess[13].
Corn Hominy and PVOH BlendingPhysical Properties
The density of starch-baked foam has previously beenshown to be influenced by corn hominy addition and PVOHconcentration[13]. In our study, the density of starch-bakedfoam was around 0.33–0.55 g cm�3 and was slightly increasedby increasing the corn hominy ratio and the PVOH concen-tration (Fig. 2). The density of starch-baked foam in this
TABLE 2Cassava starch and corn hominy characteristics
Characteristics Corn hominy Cassava starch
Moisture (% wb) 8.74� 0.27 12.33� 0.39Ash content (% db) 2.71� 0.02 0.10� 0.01Fat (% db) 8.90� 0.56 0.19� 0.03Protein (% db) 11.18� 0.22 0.55� 0.02Carbohydrate (% db) 69.26� 1.09 97.89� 1.46Fiber (% db) 7.96� 0.23 1.27� 0.04Amylose (% db) 25.09� 0.42 26.61� 0.21Water Adsorption Index (%) 215.41� 5.07 65.81� 2.65
TABLE 3Thermal properties of cassava starch and corn hominy
Materials Glass transition (°C) Melting point (°C)
Corn hominy 24.13 and 54.46 146.60Cassava starch 61.15 102.95
FIG. 1. Amylograph of Cassava starch and corn hominy.
CORN HOMINY AND PVA WITH CASSAVA STARCH BAKED FOAM 285
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15
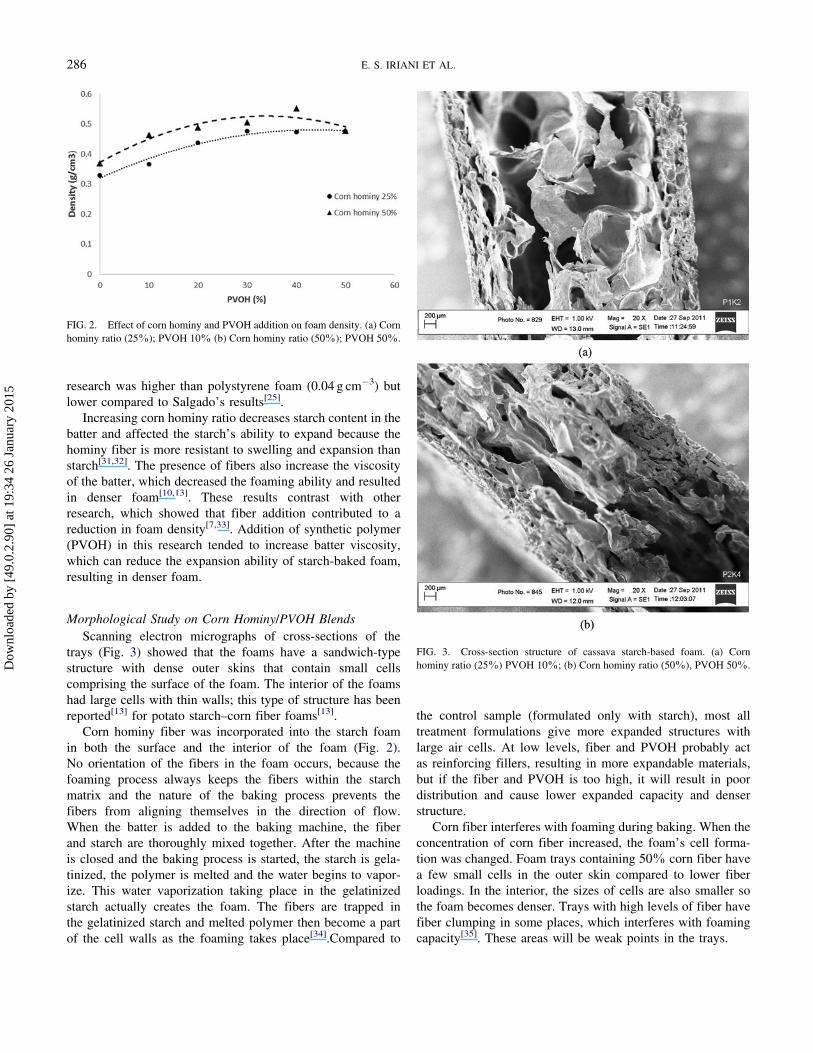
research was higher than polystyrene foam (0.04 g cm�3) butlower compared to Salgado’s results[25].
Increasing corn hominy ratio decreases starch content in thebatter and affected the starch’s ability to expand because thehominy fiber is more resistant to swelling and expansion thanstarch[31,32]. The presence of fibers also increase the viscosityof the batter, which decreased the foaming ability and resultedin denser foam[10,13]. These results contrast with otherresearch, which showed that fiber addition contributed to areduction in foam density[7,33]. Addition of synthetic polymer(PVOH) in this research tended to increase batter viscosity,which can reduce the expansion ability of starch-baked foam,resulting in denser foam.
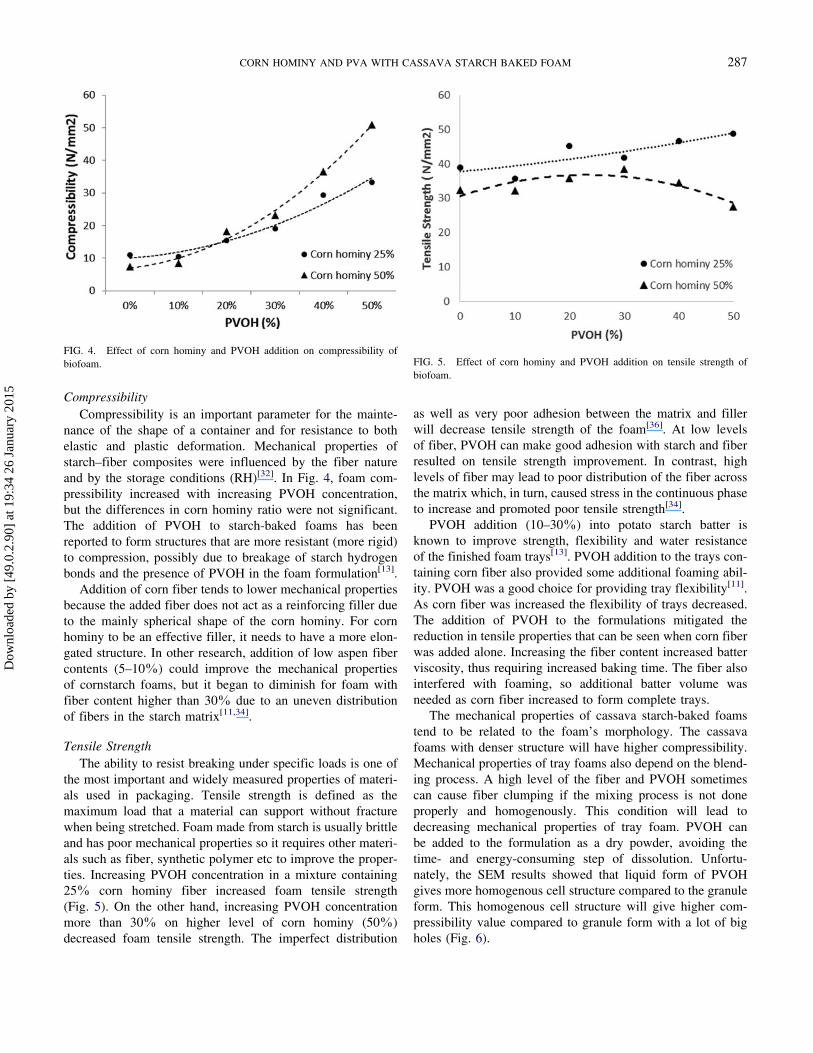
Morphological Study on Corn Hominy/PVOH BlendsScanning electron micrographs of cross-sections of the
trays (Fig. 3) showed that the foams have a sandwich-typestructure with dense outer skins that contain small cellscomprising the surface of the foam. The interior of the foamshad large cells with thin walls; this type of structure has beenreported[13] for potato starch–corn fiber foams[13].
Corn hominy fiber was incorporated into the starch foamin both the surface and the interior of the foam (Fig. 2).No orientation of the fibers in the foam occurs, because thefoaming process always keeps the fibers within the starchmatrix and the nature of the baking process prevents thefibers from aligning themselves in the direction of flow.When the batter is added to the baking machine, the fiberand starch are thoroughly mixed together. After the machineis closed and the baking process is started, the starch is gela-tinized, the polymer is melted and the water begins to vapor-ize. This water vaporization taking place in the gelatinizedstarch actually creates the foam. The fibers are trapped inthe gelatinized starch and melted polymer then become a partof the cell walls as the foaming takes place[34].Compared to
the control sample (formulated only with starch), most alltreatment formulations give more expanded structures withlarge air cells. At low levels, fiber and PVOH probably actas reinforcing fillers, resulting in more expandable materials,but if the fiber and PVOH is too high, it will result in poordistribution and cause lower expanded capacity and denserstructure.
Corn fiber interferes with foaming during baking. When theconcentration of corn fiber increased, the foam’s cell forma-tion was changed. Foam trays containing 50% corn fiber havea few small cells in the outer skin compared to lower fiberloadings. In the interior, the sizes of cells are also smaller sothe foam becomes denser. Trays with high levels of fiber havefiber clumping in some places, which interferes with foamingcapacity[35]. These areas will be weak points in the trays.
FIG. 2. Effect of corn hominy and PVOH addition on foam density. (a) Cornhominy ratio (25%); PVOH 10% (b) Corn hominy ratio (50%); PVOH 50%.
FIG. 3. Cross-section structure of cassava starch-based foam. (a) Cornhominy ratio (25%) PVOH 10%; (b) Corn hominy ratio (50%), PVOH 50%.
286 E. S. IRIANI ET AL.
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15
CompressibilityCompressibility is an important parameter for the mainte-
nance of the shape of a container and for resistance to bothelastic and plastic deformation. Mechanical properties ofstarch–fiber composites were influenced by the fiber natureand by the storage conditions (RH)[32]. In Fig. 4, foam com-pressibility increased with increasing PVOH concentration,but the differences in corn hominy ratio were not significant.The addition of PVOH to starch-baked foams has beenreported to form structures that are more resistant (more rigid)to compression, possibly due to breakage of starch hydrogenbonds and the presence of PVOH in the foam formulation[13].
Addition of corn fiber tends to lower mechanical propertiesbecause the added fiber does not act as a reinforcing filler dueto the mainly spherical shape of the corn hominy. For cornhominy to be an effective filler, it needs to have a more elon-gated structure. In other research, addition of low aspen fibercontents (5–10%) could improve the mechanical propertiesof cornstarch foams, but it began to diminish for foam withfiber content higher than 30% due to an uneven distributionof fibers in the starch matrix[11,34].
Tensile StrengthThe ability to resist breaking under specific loads is one of
the most important and widely measured properties of materi-als used in packaging. Tensile strength is defined as themaximum load that a material can support without fracturewhen being stretched. Foam made from starch is usually brittleand has poor mechanical properties so it requires other materi-als such as fiber, synthetic polymer etc to improve the proper-ties. Increasing PVOH concentration in a mixture containing25% corn hominy fiber increased foam tensile strength(Fig. 5). On the other hand, increasing PVOH concentrationmore than 30% on higher level of corn hominy (50%)decreased foam tensile strength. The imperfect distribution
as well as very poor adhesion between the matrix and fillerwill decrease tensile strength of the foam[36]. At low levelsof fiber, PVOH can make good adhesion with starch and fiberresulted on tensile strength improvement. In contrast, highlevels of fiber may lead to poor distribution of the fiber acrossthe matrix which, in turn, caused stress in the continuous phaseto increase and promoted poor tensile strength[34].
PVOH addition (10–30%) into potato starch batter isknown to improve strength, flexibility and water resistanceof the finished foam trays[13]. PVOH addition to the trays con-taining corn fiber also provided some additional foaming abil-ity. PVOH was a good choice for providing tray flexibility[11].As corn fiber was increased the flexibility of trays decreased.The addition of PVOH to the formulations mitigated thereduction in tensile properties that can be seen when corn fiberwas added alone. Increasing the fiber content increased batterviscosity, thus requiring increased baking time. The fiber alsointerfered with foaming, so additional batter volume wasneeded as corn fiber increased to form complete trays.
The mechanical properties of cassava starch-baked foamstend to be related to the foam’s morphology. The cassavafoams with denser structure will have higher compressibility.Mechanical properties of tray foams also depend on the blend-ing process. A high level of the fiber and PVOH sometimescan cause fiber clumping if the mixing process is not doneproperly and homogenously. This condition will lead todecreasing mechanical properties of tray foam. PVOH canbe added to the formulation as a dry powder, avoiding thetime- and energy-consuming step of dissolution. Unfortu-nately, the SEM results showed that liquid form of PVOHgives more homogenous cell structure compared to the granuleform. This homogenous cell structure will give higher com-pressibility value compared to granule form with a lot of bigholes (Fig. 6).
FIG. 4. Effect of corn hominy and PVOH addition on compressibility ofbiofoam. FIG. 5. Effect of corn hominy and PVOH addition on tensile strength of
biofoam.
CORN HOMINY AND PVA WITH CASSAVA STARCH BAKED FOAM 287
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15

CONCLUSIONCorn hominy, a by-product of corn dry milling industry, is
a potential source of fiber reinforcement for starch-baked foamproduction. Corn hominy addition can improve mechanicalproperties of starch-baked foam. Increasing corn hominy pro-portion will improve starch-baked foam’s compressibility butdecrease its tensile strength. Addition of PVOH up to 30%can increase starch-baked foam compressibility and tensilestrength The best formulation to produce starch-baked foamis cassava starch: corn hominy: PVOH¼ (75:25):30%.
FUNDINGThe authors would like to thank the Indonesian Agricultural
Agency for Research and Development (IAARD) for financialsupport through the KKP3T Project.
REFERENCES1. Anonymous. Bioplastic at a glance. www.european-bioplastics.org.
Accessed February 18, 2010.2. Glenn, G.M.; Orts, W.J. Properties of starch-based foam formed by com-
pression/explosion processing. Ind. Crops Prod. 2001, 13, 135–143.3. Dowly, B.J.; Laseter, J.L.; Storet, J. Transplacental migration and
accumulation in blood of volatile organic constituents. J. Pediatr. Res.1976, 10, 696–701.
4. Curvelo, A.A.S.; Carvalho, A.J.F.; Agnelli, J.A.M. Thermoplastic starchcellulosic fibers composites: preliminary results. Carbohydr. Polym.2001, 45, 183–188.
5. Hermann, A.S.; Nickel, J.; Riedel, U. Construction materials based uponbilogically renewable resources from components to finish parts. Polym.Degrad. Stab. 1998, 59, 251–261.
6. Tharanathan, R.N. Review: Biodegradable films and compositecoatings: past, present and future. Trends Food Sci. Technol. 2003, 14,71–78.
7. Glenn, G.M.; Orts, W.J.; Nobes, G.A.R. Starch, fiber and CaCO3 effectson the physical properties of foam made by baking process. Ind. CropProd. 2001, 14, 201–212.
8. Schmidt, V.C. Desenvolvimento de embalagens biodegradáveis a partir dafécula de cassava, calcário e fibra de celulose. Dissetac, ao de Mestradoem Engenharia de Alimentos. Universidade Federal de Santa Catarina(UFSC), Flori-anópolis, Brazil, 2006.
9. Shey, J.; Imam, S.H.; Glenn, G.M.; Orts, W.J. Properties of baked starchfoam with natural rubber latex. Ind. Crop Prod. 2006, 24, 34–40.
10. Shogren, R.L.; Lawton, J.W.; Doane, W.M.; Tiefenbacher, K.F.Structure and morphology of baked starch foams. Polymer 1998, 39(25), 6649–6655.
11. Shogren, R.L.; Lawton, J.W.; Tiefenbacher, K.F. Baked starch foam:Starch modification and additives improve process parameters, structureand properties. Ind. Crop Prod. 2002, 16, 69–79.
12. Vercelheze, A.E.S.; Fakhouri, F.M.; Dall’Antonia, L.H.; Urbano, A.;Youssef, E.Y.; Yamashita, F.; Mali, S. Properties of baked foams basedon cassava starch, sugarcane bagasse fibers and montmorillonite. Carbo-hydr. Polym. 2012, 87, 1302–1310.
13. Cinelli, P.; Chiellini, E.; Lawton, J.W.; Imam, S.H. Foamed articles basedon potato starch, corn fibers and poly(vinylalcohol). Polym. Degrad. Stab.2006, 91, 1147–1155.
14. Carvalho, A.J.F.; Curvelo, A.A.S.; Agnelli, J.A.M. A first insight oncomposites of thermoplastic starch and kaolin. Carbohydr. Polym. 2001,45, 189–194.
15. Azudin, M.N.; Noor, N. Effects of processing technology on the quality ofsago starch. Asian J. Sci. Technol. Develop. 1992, 9 (1), 127–132.
16. Sarazin, P.; Li, G.; Orts, W.J.; Favis, B.D. Binary and ternary blends ofpolylactide, polycaprolactone and thermoplastic starch. Polymer 2008,49, 599–609.
17. Ma, X.F.; Chang, P.R.; Yu, J.G. Properties of biodegradable thermoplasticpea starch/carboxymethyl cellulose and pea starch/microcrystalline cellu-lose composites. Carbohyd. Polym. 2008, 72, 369–375.
18. Yu, L.; Dean, K.; Li, L. Polymer blends and composites from renewableresources. Prog. Polym. Sci. 2006, 31 (6), 576–602.
19. Jawaid, M.H.P.S.; Klali, A. Cellulosic/synthetic fiber reinforced polymerhybrid composites: A review. Carbohydr Polym. 2011, 86, 1–18.
20. Mali, S.; Debiagi, F.; Grossmann, M.V.E.; Yamashita, F. Starch,sugarcane bagasse fiber and polyvinyl alcohol effects on extrudedfoam properties: a mixture design approach. Ind. Crop. Prod. 2010, 32,353–359.
21. Singh, B.; Sekhon, K.S.; Singh, N. Effects of moisture, temperature andlevel of pea grits on extrusion behavior and product characteristics of rice.Food Chem. 2007, 100, 198–202.
22. Faubion, J.M.; Hoseney, R.C. 1982. High temperature short timeextrusion cooking of wheat starch and flour II: Effect of protein and lipidon extrudate properties. Cereal Chem. 1982, 59 (6), 533–537.
FIG. 6. Comparison of cross-sectional structures of different blendingprocesses of Cassava starch-baked foam: (a) Corn fiber 75%; liquid PVOH30%; (b) Corn fiber 75%: Granule PVOH 30%.
288 E. S. IRIANI ET AL.
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15

23. Sharma, V.; Moreau, R.A.; Singh, V. Increasing the value of hominy feedas coproduct by fermentation. Appl. Biochem. Biotechnol. 2007, 149 (2),145–153.
24. Xu, X.; Yi, Q.Y.; Ying, Y.X.; Jiu, F.Y.; Shi, F.W. 2013. Properties ofnovel polyvinyl alcohol/cellulose nanocrystal/silver nanoparticles blendmembranes. Carbohydr. Polym. 2013, 98, 1573–1577.
25. Salgado, P.R.; Schmidt, V.C.; Ortiz, S.E.M.; Mauri, A.N.; Laurindo, J.B.Biodegradable foams based on cassava starch, sunflower proteins andcellulose fibers obtained by baking process. J. Food Eng. 2008, 85,435–443.
26. Fritz, H.G.; Seidenstucker, T.; Bolz, U.; Juza, M. Study on productionof thermoplastics and fibers based mainly on biological materials.Universitas Stuttgrat, German, 1994.
27. Alvarez-Martinez, L.; Kondury, K.P.; Harper, J.M. A general model forexpansion of extruded products. J. Food Sci. 1988, 53 (2), 609–615.
28. Ryu, G.H.; Lee, C.H. 1988. Effects of moisture content and particle sizeof rice flour on the physical properties of the extrudate. Kor. J. Food Sci.Technol. 1988, 20 (4), 463–469.
29. Zhang, W.; Hoseney, R.C. Factors affecting expansion of corn mealswith poor and good expansion properties. Cereal Chem. 1988, 75 (5),639–643.
30. Chiumarelli, M.; Hubinger, M.D. Evaluation of edible films and coatingsformulated with cassava starch, glycerol, carnauba wax and stearic acid.Food Hydrocolloids 2014, 38, 20–27.
31. Kaisangsri, N.; Kerdchoechuen, O.; Laohakunjit, N. Biodegradable foamtray from cassava starch blended with natural fiber and chitosan. Ind.Crops Prod. 2012, 37 (1), 542–546.
32. Bénézet, J.C.; Stanojlovic-Davidovic, A.; Bergeret, A.; Ferry, L.; Crespy,A. Mechanical and physical properties of expanded starch, reinforced bynatural fibres. Ind. Crops Prod. 2012, 37 (1), 435–440.
33. Nabar, Y.; Raquez, J.M.; Dubois, P.; Narayan, R. Production of starch foamsby twin-screw extrusion: effect of maleated poly (butylene adipate-coter-ephthalate) as a compatibilizer. Biomacromolecules 2005, 6, 807–817.
34. Herald, T.J.; Obuz, E.; Twombly, W.W.; Rausch, K.D. Tensile propertiesof extruded corn protein low-density polyethylene films. Cereal Chem.2002, 79 (2), 261–264.
35. Soykeabkaew, N.; Supaphol, P.; Rujiravanit, R. Preparation and charac-terization of jute and flax reinforced starch-based composite foams. Car-bohydr. Polym. 2004, 58, 53–63.
36. Buzarovska, A.; Bogoeva-Gaceva, G.; Grozdanov, A.; Avella, M.; Gen-tile, G.; Errico, M. Potential use of rice straw as filler in eco-compositematerials. Aust. J. Crop Sci. 2008, 1 (2), 37–42.
CORN HOMINY AND PVA WITH CASSAVA STARCH BAKED FOAM 289
Dow
nloa
ded
by [
49.0
.2.9
0] a
t 19:
34 2
6 Ja
nuar
y 20
15
Copyright © 2022 FDOKUMEN