DISSERTATION FOR THE UNIVERSITY OF LIVERPOOL How have Halliburton and Chevron used lean management...
134
DISSERTATION FOR THE UNIVERSITY OF LIVERPOOL How have Halliburton and Chevron used lean management to improve their supply chain processes? By Modupe O. Oyeneyin
-
Upload
myohecampus -
Category
Documents
-
view
0 -
download
0
Transcript of DISSERTATION FOR THE UNIVERSITY OF LIVERPOOL How have Halliburton and Chevron used lean management...

DISSERTATION FOR THE UNIVERSITY OF LIVERPOOL
How have Halliburton and Chevron used lean management to improvetheir supply chain processes?
ByModupe O. Oyeneyin

Name Modupe OyeneyinStudent ID H00025581Date: 14/02/2014Advisor: Dimitris Folinas
Abstract
The concept of lean management seeks to synchronize the output of
a process with customers’ demand with the aim of giving
satisfaction through waste elimination, process simplification,
ensuring quality output of product or services to meet demand
while continuous improvement is kept in focus.
Lean Sigma on the other hand is a structured methodology that
drives continuous improvement of products, processes and services
to either meet or exceed customer requirements by achieving as
much as possible using a structured approach.
When these two concepts are integrated we have Lean Six Sigma or
Lean Sigma a concept achieved using best practice tools with a
lot of dependence on data collection, data analysis in a
structured manner to address issues identified.
These claims were researched with the question, ‘How
have Halliburton and Chevron used lean management to improveii

their supply chain processes?’ with the aim of confirming if Lean
Six Sigma is a successful or unsuccessful concept by asking three
investigative questions:
a. What were your supply chain processes like before the lean
sigma implementation?
b. Why did your company decide to implement Lean Six Sigma
(LSS) and what improvement has been recorded in the supply
chain process?
c. How long did it take to achieve the first breakthrough?
Following the responses of interviewee to these questions and the
application of certain tools and techniques of Lean Six Sigma to
their business and supply chain processes, the research went
further to confirm the validity and reliability of these tools by
applying same to the business processes of an organisation called
Oando Energy Resources operating in the same oil and gas industry
as Halliburton in the Europe and Sub-Sahara region, ESSA and
Chevron in Nigeria, West Africa.
Upon confirmation of the validity and reliability of the tools
and techniques of Lean Six Sigma, the rationale behind the
investigative questions were then discussed with the aim ofiii

understanding the reasons for asking these questions upon which
conclusions are drawn and recommendations made to any
organisation that seeks to achieve success through process
improvement and standardization and continuously improving same
with the deployment of the proven tools and techniques of Lean
Six Sigma, (LSS).
iv

Acknowledgements
Immense recognition goes to my Maker, Saviour and Creator first
and foremost, for giving me life, strength, good health and
financial capability amongst many other things to get to this
stage of my career and especially completing this dissertation
successfully. I am forever grateful to You.
A great ‘thank you’ to all my module instructors since I started
this Masters programme in 2012. It has been challenging,
exciting, educative and this journey has indeed improved me as a
person in all ramifications.
Special thanks to my husband for supporting and encouraging me on
this journey, considering the financial commitment and time spent
from inception to date. I appreciate my daughters who understood
‘mummy has to study’ when I could not be as available as I used
to especially on weekends.
5

To Laureate Education and University of Liverpool for setting up
this 100% online programme that has given someone like me the
opportunity to learn and bag a Master’s degree in Operations and
Supply Chain Management without having to leave my job. Thank you
so much.
6

Table of Contents
ContentsAbstract............................................................iiAcknowledgements....................................................ivTable of Contents....................................................vList of Figures....................................................viiList of Tables....................................................viiiList of Memos.......................................................ix1 Introduction......................................................x1.1 Introduction...................................................x1.2 Background Information........................................xi1.3 Aim.........................................................xvii1.4 Research Questions.........................................xviii1.5 Research Objectives..........................................xix1.6 Feasibility of the study......................................xx1.7 Justification of the Topic...................................xxi
2 Literature Review.............................................xxiii2.1 Chapter Overview...........................................xxiii2.2 Value Stream Mapping........................................xxvi2.3 Parallel Incremental Transformation Strategy (PITS).......xxviii2.4 Attitude....................................................xxxi2.5 Waste Elimination.........................................xxxiii2.6 Lean and Six Sigma Framework...............................xxxvi2.7 Conclusion.................................................xxxix
3.0 Research Methodology..........................................xli3.1 Research Design and Approach.................................xli3.2 Justification for using Constructivist Approach and Qualitative Methodology..........................................xliv
7

3.3 Validity and Reliability of Research Method..................xlv3.4 Data Collection Methods....................................xlvii3.5 Application of Interview for Primary Data Collection...........l3.6 Conclusion...................................................lii
4. Survey Result, Data Analysis and Interpretation................liii4.1 Chapter Overview............................................liii4.2 Data Collection.............................................liii4.2.1 Investigative Question One:..............................liv4.2.2 Investigative Question Two...............................lvi4.2.3 Investigative Question Three....................................lxi
4.3 Application to Oando Energy Resources.......................lxii4.3.1 OER Supply Chain Processes – Pre Lean Six Sigma Implementation................................................lxiii4.3.2 How long did it take to achieve the first breakthrough in OER?...........lxvi4.3.3 Why implement Lean Six Sigma (LSS) in OER and what improvement has been recorded in the supply chain process?..................................lxvii4.3.4 Process Standardization - The DMAIC tool was deployed to OER processes: lxviii
4.4 Success Criteria...........................................lxxii4.5 Summary...................................................lxxiii
5.0 General Conclusion and Recommendations......................lxxvi5.1 Chapter Overview...........................................lxxvi5.2 Implications of Investigative Questions....................lxxvi
5.2.1 What were your supply chain processes like before the lean sigma implementation?.................................................lxxvii5.2.2 How long did it take to achieve the first breakthrough?...............lxxix5.2.3 Why did your company decide to implement Lean Six Sigma (LSS) and what improvement has been recorded in the supply chain process?..................lxxx
5.3 Research Summary..........................................lxxxiiReferences......................................................lxxxiv
8

List of Figures
Fig. 1 – The Toyota Production System House
Fig. 2 – ‘How to Lean’
Fig. 3 – Cycle Time Reduction
Fig. 4 – Five year Lean Vision developed from Process Activity
Map data
Fig 5 – Break up of cost saving at each stage of production
Fig 6 – Percentage Reduction in Processing Time
Fig 7 – Multi-Team Governance Structure
Fig 8– Summary of DMAIC Application
Fig 9 –Three steps to execute Focused Lean Six Sigma
9

List of Tables
Table 1 – Activity Map Result for Assembly Plant
Table 2 – Problem Solving and Improvement Action
Table 3 – Qualitative, Quantitative and Mixed Methodologies
approaches to Research Practices
Table 4 – Halliburton Research Questions and Responses
Table 5 – Chevron’s Research Questions and Responses
Table 6 – DMAIC Application to Process Standardization at
Halliburton and Chevron.
Table 7 – VSM of OER supply chain processes - Stage 1
Table 8– VSM of OER supply chain processes - Stage 2
Table 9 – VSM of OER supply chain processes - Review of
Requisition Rights
Table 10 – VSM of OER supply chain processes - Solution
Proposition.
Table 11 - Process Changes and Effect on OER’s Business
Table 12 – Cost Saving per project through LSS implementation
10

List of Memos
Memo 1 – Communication to staff – Defining the Process
Standardization process.
Memo 2 – Communication on Continuous Improvement of Process
Change.
11

1 Introduction
1.1 Introduction
This chapter will discuss in details the introductory
aspect of the topic by showcasing the background
information available on the topic, the research questions
that will be asked and answered to give an understanding of
underpinning facts about the topic. The structure of the
research will also be discussed to give clear understanding
of the aims, objectives and methodology to be applied in
discussing the topic and finding relevant solutions to
problems identified.
Globally, the oil and gas industry has two major arms,
those companies that provide services, called the ‘Oil
Servicing Companies’ and those that receive these services,
the ‘Exploration and Production Companies’. The two
companies chosen as case studies for this dissertation
operate in one of the two arms, Halliburton an oil
12

servicing company and Chevron, and oil & gas explorer and
producer.
It has been observed that the entire coordination of the
processes involved in provision of services to receiving
the same, within the oil and gas industry can become so
complex and inundated with ineffective activities, hence
the need to analyze these processes and tactically
eliminate unproductive activities that result in waste of
time and money, as well as deployment of unnecessary
personnel to carrying out of these activities.
This dissertation will focus on inefficiencies that are
man-made because there are quite a few that are connected
to the term ‘Force Majeure’, where project delivery has
been hampered as a result of natural disaster and other
circumstances beyond human control.
The oil & gas supply chain usually have three, four or more
tiers of activities, which translates to hundreds of
contractors/vendors/suppliers and numerous sub-contractors,
13

who individually have a minimum of 4-5 personnel
representatives on-site and off-site at different points in
the life of a project. We are talking about hundreds to
thousands of personnel interacting, hence the need to
ensure coordination is near perfect and waste is eliminated
in these activities to achieve timely delivery of the
project.
The coordination of supply chain processes and activities
through elimination of waste will be the mediation
approach, and with these understanding and realities, this
dissertation will be investigating how two companies who
are major players in the oil and gas servicing and
producing sectors have improved their supply chain
processes by implementing the methodologies of Lean
Thinking as well as Lean Six Sigma.
1.2 Background Information
14

Halliburton was founded in 1919 and currently boasts of
over 75,000 employees spread across 140 different
nationalities. It has since grown to become one of the
major providers of products and services to the oil and gas
industry. There are currently 13 different product service
lines, grouped into three divisions, Drilling & Evaluation,
Completion & Production and Division Support, with
different activities being carried out at different times
by different people of diverse race and culture, all across
the globe, Halliburton, (2014).
Chevron on the other hand started in 1879 when a group of
explorers and merchants collaborated to form the company,
formerly known as Pacific Coast Oil Company at the time.
The company has grown from having its presence in just five
states within Western United States to a corporation
conducting businesses such as Exploration & Production of
oil and natural gas, manufacturing and transportation of
products, movement of products via pipelines and global
trading of finished products, all over the world. Chevron,
(2011).
15

Halliburton typically provides oil & gas related services
to Chevron as seen in the award of a contract by Chevron to
Halliburton for the exploration of shale natural gas in
Poland, in an integrated services contract, Halliburton,
(2011).
Considering the diversity of these two companies, it is
obvious there will be a great need to coordinate activities
within the oil & gas servicing company, Halliburton as well
as the oil & gas exploration and production company,
Chevron. There will also be demand to ensure intercompany
activities flow seamlessly and value is delivered by the
servicing company to the producing company.
Over the years, the ability to coordinate these activities
has been greatly challenged, a challenge that is evident in
late delivery of projects such as the Chevron’s China
onshore Chuandongbei gas project, delayed from a go-live
date of 2010 to 2015, mainly because there was a lack of
understanding of the complexity of the field at the
beginning of the project, and inability to secure partner
16

alignment, Platts, (2014). The project has a capacity to
produce 558,000Mcf/d at an initial cost of $4.7billion, but
this cost has ballooned to $6.4billion in 2013, with
project end date not firmed up. The project deliverable was
clear and cost known at start-up, but this plan has been
delayed, and budget has been over-run due to delays that
could have been avoided if the entire process of delivering
the project has been properly managed.
This challenge and the desire to investigate and solve the
attendant problems gave birth to the interest in this
topic, which is to research into how Halliburton and
Chevron have deployed certain principles in solving their
project related challenges.
For this dissertation, the principles to be deployed are
those of Lean Thinking, which was first implemented in
Toyota, a Japan based car manufacturing company established
in 1937 solely to manufacture and sell cars, Toyota-Global,
(2014). The implementation of lean management at Toyota was
a structured approach termed the Toyota Production System
17

(TPS), that has successfully integrated PEOPLE, PROCESSES
and TECHNOLOGY, and is applicable beyond the manufacturing
industry, to service or technical processes, outside the
manufacturing industry, Liker & Morgan, (2006).
The lean management integration model critically looks at
people that drive the lean process with the aim of
standardizing it to achieve common objectives. These people
are expected to possess skill and technical competence that
will help them identify problems, analyze these problems,
develop improvement measures, communicate these measures to
the appropriate stakeholders and actually follow through to
ensure the improvement measures are implemented.
Every stage of car manufacturing in Toyota is viewed as a
process, hence workers are monitored up to the seconds of
work done with the aim of standardizing the process,
refining it, eliminating waste and continuous reduction of
lead time and cost for one program to the other, a cycle
referred to as the Continuous Improvement cycle of Plan-Do-
Check and Act (PDCA).
18

Technology in Toyota is the set of tools people deploy in
process improvement. Tools like computers do not
necessarily help us work faster, they only help us execute
mastered processes, hence more attention is paid to
processes and people, with the technology only helping with
implementation. This aspect of the TPS was explained in the
Spear & Bowen, (1999) article detailing the frustration of
most business owners who have tried to copy the Toyota way
by only looking at the tools and techniques but not the
Toyota, inherent in its processes and people.
Spear & Bowen, (1999) further revealed that the success at
Toyota was mainly as a result of the deployment of the
Process Framework, which studied step by step activity of
every process involved in the manufacturing stage, leading
to the development of teaching and learning approach passed
down to workers. This framework help the workers discover
rules as a result of their problem solving approach,
ultimately imbibing the culture of lean thinking.
19

Having considered the applicability of lean management to
manufacturing and other industries, it is necessary,
especially for the purpose of this project to consider how
applicable the techniques and focus of lean thinking are to
supply chain processes. Tompkins, (2004) explained that
lean thinking for the supply chain must focus on the
concepts of value creation and waste elimination.
To create value, the following must be done:
Value specification must be from the perspective
of the end customer and not provider. Many times,
service providers in the supply chain team tend to
force the end customer to accept their own
specification of value.
Value system must be determined by identification
of value creating steps, implementing value stream
mapping and challenging every step in the process,
asking ‘why’ five times.
Steps in every process must occur in quick
sequence. This is called value lining up.
20

Using capable, available and adequate processes to
create flow
Material, parts, products and information pull
must be from the customer
Continuous improvement must be focused on waste
reduction and elimination.
Waste elimination on the other hand must constantly look
for ways to improve the process by:
Stopping defective products right from their
source
Flowing processing together
Elimination of excess cost or material handling
steps
Eradication of pointless process steps
Reducing time spent waiting for parts, materials,
orders, people and information.
Tompkins, (2004) further explained the various components of
the lean supply chain, information which will help
organisations focus on relevant aspects when implementing
lean thinking. These are Lean Supplier, Lean Procurement,
21

Lean Manufacturing, Lean Warehousing, Lean Transportation
and Lean Customers. Successful implementation leads to
reduced inventories, speed & responsiveness to customers and
improved customer satisfaction. There must also be the
desire to bring different departments out of their
traditional silos and make them work together with focus on
waste reduction and flow creation. Proactiveness is also
important with the aim of positioning all resources within
the supply chain for effectiveness.
Meji, (n.d.) also buttressed Tompkins, (2004) concept while
drilling down into specific activities within the supply
chain that can be improved upon especially waste
elimination, improved flow and value creation. He pointed
out that basic processes within the supply chain such as
order assembly, picking, cross-docking, returns processing,
kitting and packing, if monitored closely can be improved
through elimination of waste, as identified in eight
different types of waste present in the process.
Waste occurs resulting in overproduction, unnecessary
transportation or movement between processes, excessive
22

inventory, unnecessary waiting, over processing, reworking
due to poor quality or need for correction and unnecessary
motion that is not adding value. With proper monitoring,
these can be eliminated in any supply chain process.
In the course of researching for this dissertation, the
concept of lean management came up as the most commonly used
method for achieving continuous improvement and eliminating
waste in most supply chain processes, in addition to another
methodology called Six Sigma which is used mostly to improve
business processes. The common trend is that these two
methodologies have been deployed as an ‘either/ or’ strategy
but Bossert, (2003) in his research pointed out that the
fact that these two methodologies, though evolving from
separate paths, both of them address two important aspect of
process improvement in any organisation, and that is the
reason the strategy merger is a welcomed opinion.
Six Sigma was developed by Motorola according to Bossert,
(2003) and in that system, a staff is empowered to spot a
problem, raise an alarm and stop work to ask for help and
not continue the work until the problem is fixed.
23

Ultimately, business processes are improved with the
deployment of statistical methods to identify and decrease
or completely eliminate the frequency of process variation,
while focusing on reducing product defect and quality,
profit improvement and employee morale.
This combination is referred to as Lean Six Sigma and has
been proven by companies such as HoneyWell, recording a
sales increase of 72% between sales in 2011 and 2002, and a
doubling of profit to $4billion, KnowledgeAcademy, (2014).
Successful Lean Six Sigma was achieved by focusing on
training of staff and product quality.
Not many organisations are aware or are able to successfully
combine and implement Lean Six Sigma, especially in the oil
and gas industry, a gap that has been identified and one
that will be the focus of this research.
1.3 Aim
The aim of this research is to evaluate the process
deployed for the implementation of Lean Six Sigma concept
at both Halliburton Energy Services and Chevron Limited
24

with the aim of achieving a better and more robust process
flow within their supply chain, with emphasis on logistics
activities surrounding provision of goods and services,
including manufacturing related activities.
Globally, Halliburton started Lean Six Sigma implementation
in 2004; however their Europe and Sub-Sahara region, ESSA,
which will be my focus for this research only deployed in
2013 based on interviews conducted. The main reason for
deployment is to reduce the cycle time in their production
and supply chain processes, increase bottom-up efficiencies
and also help their strategic suppliers achieve same.
Chevron, Nigeria on the other hand started Lean Six Sigma
in year 2008 with the first project targeted at improving
the movement of materials and equipment across different
warehouses in an efficient manner. The initiative came
about as a result of the fact that the operational
activities in Chevron Nigeria involved movement of material
in, out and around three major warehouses located in three
different areas in the country.
25

For this research, focus will be on Chevron Nigeria who
started broaching the idea of Lean Six Sigma since 2006 but
really took it serious in 2008. Before 2008, process
changes and improvements lasted as long as the initiator
was within the system but once the staff moves on, the
improvement process fades off. Lean Six Sigma was then
implemented with a primary objective of ensuring project
control, educating the workforce on what the changes are
and ensuring these improvements are kept in place; it was
directed specifically at process change / excellence.
1.4 Research Questions
In light of the aim of described above, it is then
important to consider the research questions that will be
investigated and answered:
“How have Halliburton and Chevron used lean management
to improve their supply chain processes?” and
26

“Which are the benefits and challenges of the
deployment of lean thinking methodologies in the
Halliburton and Chevron?”
In answering the first question, the different tools and
techniques deployed by the two companies will be researched
and discussed, while the second question will focus on the
various challenges encountered during deployment and the
benefits gained at the end of the day.
1.5 Research Objectives
The purpose of this research is to critically analyze the
tools and techniques that were deployed by both Halliburton
and Chevron during the period of Lean Six Sigma
implementation at the various regions of the world, Europe
& Sub-Sahara for Halliburton and Africa for Chevron,
specifically Nigeria. With the success recorded, similar
tools and techniques will now be applied to the current
supply chain processes within another oil and gas
exploration and production organisation, Oando Energy
27

Resources. Generally both companies have deployed the Lean
Supply Chain, Agile Supply Chain and LeAgile Supply Chain
methodologies described in the Agarwal, et. al. (2006)
research, where ‘lean manufacturing’ has focused on waste
elimination or muda and doing / achieving more with less
resources and , an agile environment showing flexibility in
response to market demand that is volatile and product
variety that is high.
Combining the two concepts, lean and agile, gives the
LeAgile paradigm in the supply chain. The lean and agile
paradigms are ‘combined within a supply chain strategy by
positioning the decoupling point so as to best suit the
need for responding to a volatile demand downstream yet
providing level scheduling upstream from the market place’,
van Hoek et. al. cited in Agarwal, (2006).
Oando Energy Resources (OER) is an indigenous oil & gas
exploration and production located in Nigeria, OER, (2012),
but with operations in Nigeria, Zambia and Sao Tome. The
concept of Lean Six Sigma has not been implemented in the
organisation hence current policies and procedures are
28

inundated with stages which cause waste in time taken to
implement projects, as well as total time in securing
approvals. The findings from the success stories at both
Halliburton and Chevron will be applied to OER’s supply
chain processes. Deployment of findings in OER will be
through management engagement by sharing the success
achieved within bigger and more complicated oil and gas
business and demonstrating it is possible to achieve same
within the OER organisation.
1.6 Feasibility of the study
A lot of work has been done in the research world on
deployment of lean six sigma to processes of various
companies spanning many industries such as, oil & gas,
consultancy, manufacturing, to mention a few. Several
materials are available online to show how these companies
have implemented this strategy successfully as seen in the
article by Sally Ulman, (2007), with a detailed showcase of
successful implementation of the Lean Six Sigma (LSS)
methodology by Chevron, Texaco, Aera Energy,
29

BakerPetroilite and Halliburton with the help of a company
called Variance Reduction International (VRI).
Adaptation of LSS from other industries to the oilfield
operations has given financial benefits and made processes
safer, faster and better.
Preliminary discussions with employee at both Halliburton
and Chevron further confirm the improvements being enjoyed
through the deployment of LSS, not just in the Nigerian
offices but across the globe. These testaments give
additional comfort on the feasibility of the study.
1.7 Justification of the Topic
Before now, most oil and gas companies have not been
bothered about financial waste experienced when projects
are not delivered on time; it was considered a normal
occurrence for schedules to slip, knowing fully well that
all costs will be fully recovered once production commences
and profit made eventually. Gradually, this paradigm is
shifting because oil exploration and production is not as
‘easy’ as before as seen by reports of dwindling reserves,
30

otherwise known as ‘Peak oil’, Oildecline. (n.d.) as well
the application of more rigorous methodologies to produce
the shale oil and gas, being the new reserves discoverable
now.
Stocker, (2014), points out that the most efficient
deployment of Leas Six Sigma in the oil and gas industry is
mainly with respect to process improvement, such that
whether you are a Completions Engineer or a CEO, you are
constantly challenging your processes and procedures by
asking the following questions:
What do want to happen (what is the target condition)?
What actually happened (what is the gap between actual
and target)?
What is causing the gap?
What will you do to close/reduce the gap – and how
will you test it to be certain what you plan to do
will work?
31

What is the new gap and/or target condition as you
continually strive for the ideal condition?
Stocker, (2014)
Conscious effort to answer these questions truthfully and
honestly while applying the Lean Six Sigma methodologies
will help reduce overall project cost and time, improve the
bottom-line of the organisation and ultimately inform
declaration of larger profits, at this point, LSS would
have been successfully implement.
32

2 Literature Review
2.1 Chapter Overview
This chapter will discuss various companies that have
implemented the concept of lean management and Six
Sigma to improve their business processes by studying
the methodologies they have deployed. This section will
also study and confirm that the lean and six sigma
concepts are not restricted to a particular industry
because they are applicable to production of goods or
delivery of services primarily because they focus on
process improvement, hence their applicability to
almost all business processes.
A lot of organisations operating in various industries
spanning oil & gas, manufacturing, healthcare,
consulting, education, retail, construction, financial
institution, defense departments and so on have applied
the tools, techniques and methodologies of lean
thinking to their operation with resounding success.
33

These concepts as seen from various researches are
embedded in the various elements of the Toyota
Production System (TPS) house, having two main pillars,
JUST-IN-TIME and JIDOKA, HEIJUNKA and STANDARD
PROCESSES as the foundation upon which the two pillars
stand, and at the center of these are PEOPLE/TEAMWORK,
CONTINUOUS IMPROVEMENT and WASTE REDUCTION, as shown in
the diagram below, Liker & Morgan, (2006).
Fig. 1 – The Toyota Production System House
JUST-IN-TIME, the most popular aspect of the house
ensures materials flow through the manufacturing
process very fast and if applied to service based
process, it will mean the flow of information quickly
such that it gets to the right place at the right time,
34

and put to efficient use. JIDOKA, on the other hand is
not as popular and at the same time more complex in
concept because it represents a machine with human
intelligence in that, it detects, stops the process,
raises an alarm, signals for help which must come
within seconds to proffer solutions, once a deviation
from standard practice is detected. This is the
catalyst for continuous improvement.
HEIJUNKA means leveling of order stream and work load
which helps to ultimately provide overall stability for
the pillars, while STANDARD PROCESSES are essential for
ensuring production is not stopped and inventory level
maintained.
As seen from the diagram above, the TPS is centered on
PEOPLE, PROCESS and TOOLS and this goes to buttress the
fact that these frameworks can be applied to any
process based activity regardless of their area of
operation or industry, which is why researchers believe
and have proven its applicability beyond manufacturing
to technical as well as service based processes.
35

Spear, & Bowen, (1999), confirmed this in their
research by showing that the PROCESS framework of the
TPS Management Philosophy (TPSMP) examines the step by
step activity of any process, and trains the personnel
enough to be able to spot a problem and correct it,
leading to continuous improvement. What this suggests
is that, once these tools are applied to any process,
there will always be a constant output, successful
deployment of lean thinking, which goes to confirm that
the ‘Right Process Will Yield the Right Results’
This entire concept is so robust that it can be applied
to the supply chain processes of not just a singular
organisation but to all the key business processes of
other organisations within the same network, Croxton,
et. al. (2001). This is implemented by streamlining
cross-company processes to reduce cost, enhancing
quality and speeding-up operations. One key action is
also the integration of key business processes from the
end user through to original product / service/
information supplier that add value to customer and
36

other stakeholders. This in its entirety is referred to
as Supplier Relationship Management (SRM), a way by
which an organisation interacts with its strategic
suppliers, Spear, & Bowen, (1999).
The following articles further confirms the various
tools and techniques organisations have deployed in
their implementation of lean, six sigma and total
quality management principles, all in the bid to
improve their supply chain processes, further
confirming the authenticity of the Lean Six Sigma
principles.
2.2 Value Stream Mapping
Melton, (2005) demonstrated the benefits of
implementing a lean supply chain in the process
industry; the chemical and pharmaceuticals sectors
specifically. The research aimed at reducing a multi-
product manufacturing process lead-time, from
introduction of raw materials to completion of final
product from 10 to 6-weeks in other to satisfy the37

customers’ order placement to receipt of goods request.
To achieve this, the company went through a five stage
process as follows:
The first stage of data collection involved critical
observation of their current process by looking for
wastes and any stage of the process that is not adding
value. This action is referred to Value Stream Mapping;
(VSM) which helped the organisation achieve a 50%
reduction in their entire supply chain cycle time, a
25% customer order accuracy in terms of delivery and
quality and a 30% reduction in inventory. Figure 3
below shows the details:
38
Collect Data
Analyze Data
Design the
Change
Make the Change
Measure Benefits
Fig. 2 – ‘How to Lean’

The tool deployed at the start of Lean Supply Chain
implementation is the Value Stream Mapping (VSM), which
according to Hines & Rich, (1997) is the art of mapping
out only value-adding stages of the entire process.
VSM is achieved by categorizing the production stages
into:
a. Non-value adding (NVA);
b. Necessary but non-value adding (NNVA); and
c. Value-adding (VA).
Once categorization is completed, all NVA stages are
immediately eliminated, as they constitute pure waste,
manifesting as overproduction, unnecessary transport &
waiting, inappropriate processing, unnecessary motion,
39
Fig. 3 – Cycle TimeReduction

unnecessary inventory and defects in final product.
NNVA are wasteful but necessary actions needed under
the current procedure but once identified are studied
and eliminated by devising means of improving the
operating procedure before they are removed. Lastly, VA
are stages that improve processing of raw materials and
production of products.
2.3 Parallel Incremental Transformation Strategy (PITS)
The concept of implementing lean management through
focus on improvement of an organization’s competitive
position and ultimately its supply chain performance
was researched by Taylor, (1999) with the development
of the Parallel Incremental Transformation Strategy
(PITS). PITS is applicable after VSM has been
successfully implemented as it aims at triggering and
sustaining the supply chain improvement process already
achieved. The case studies were a footwear
manufacturing company (supplier) providing materials
for a shoe construction company (customer) based in the40

United Kingdom. Distribution is achieved through
foreign distributors who deal directly with the UK
customer and the aim of implementing lean thinking is
to improve their competitive market position by
enhancing their supply chain performance.
The PITS in achieving the desired lean supply chain,
recognized four dimensions of both company’s supply
chain, an approach that is different from the
traditional business improvement sequential approach of
Data Collection, Data Analysis, Strategy Formulation
and Operational Improvements, Wass & Wells, (1994)
cited in Taylor, (1999). PITS went higher to addressing
supply chain barriers that directly impact and
complicate planning and improvement tasks; Time Lags,
Functional Silos, Hierarchical Structure and Limited
Appreciation.
To overcome these barriers, six initiatives are
deployed in the transformation process:
Initiative One: Education and Awareness
41

The entire workforce is coached so they are aware of
the scope of supply chain management, its
objectives, the lean thinking principles and how to
manage value streaming. By the end of this stage
awareness is great and the following five
initiatives are implemented without much challenge.
Initiative Two: Waste Analysis
Initiative Three: Creating an appropriate
organizational structure
Initiative Four: Value Stream Mapping
Initiative Five: Incremental Improvement
Initiative Six: Evolutionary Development
of Supply Chain Strategy
Full deployment of PITS at the suppliers manufacturing
plant helped in overcoming the identified barriers,
42

thereby creating a self-sustaining and incremental
improvement as shown in diagram below.
Improvement was planned over a five year period with
the following result in the Assembly plant amongst
other stages of the production; Coil receipt, Blank,
Press, Paint and Final assembly & dispatch.
Assembly CurrentSituation
Year 3Situation
Year 5Situation
Stock 16hrs 12hrs 8hrsTime 40mins 30mins 30minsDistance 100m 80m 70mPeople 40 38 36
43
Current Situation
Fig. 4 – Five year Lean Vision developed from Process Activity Map data

This methodology will be applicable to Halliburton and
Chevron who both have suppliers and have not only
implemented the Lean Six Sigma intra company-wide but
also intercompany wide, with their suppliers. Within
the oil and gas industry, this process excellence is
not optional because failure to do so have serious
monetary and sometimes loss of human lives implication.
Bonacorsi, (2014) in an article reported energy
companies, such as Chevron, Halliburton, Shell etc who
have successfully established Lean Six Sigma and are
now looking for ways to deploy the same tools to
addressing new challenges within and outside their
organisation.
2.4 Attitude
There is a saying that, ‘A bad attitude is like a flat
tire, you can’t go anywhere till you change it’, KPS,
(2012). It is the way we think and behave and as
44
Table 1 – Activity Map Result for Assembly Plant

succinctly put by Eagly & Chaiken, (1993) cited in
Balle, (2005), “tendencies to evaluate an entity with
some degree of favour or disfavour ordinarily expressed
in cognitive, affective and behavioural responses”.
This is so true about the successful implementation of
lean in any organisation regardless of their industry
of play because lean thinking has two part, the
cognitive aspect that deploy tools and techniques and
the affective & behavioural aspect, which embraces the
concept and is positive in the deployment approach.
One of the things training, an important aspect of lean
implementation, does is to ultimately change the
mindset and attitude of the workforce. Organisations
that have successfully implemented had to put a lot of
effort in convincing, mentoring and tutoring the entire
staff, Balle, (2005) to desist from the ‘law of least
mental effort’ which makes people respond to issues
with solutions that first come to mind, rather than
applying methodological and rigorous problem solving
approach.
45

Lean attitude can be achieved as documented in the
Balle, (2005) research by putting in place:
a. Reward feedback to the individual through
reinforcement of verbal expression. This model
frowns at outspoken criticism and ensures answers
are given within the shift and resultant actions are
implemented within the week.
b. Behaviour modelling which is a strong lever for
attitude change. A competent role model,
knowledgeable in lean deployment interacts with the
staff recurrently, impacting the right knowledge
which ultimately leads to positive attitude, with
personnel embracing the lean concept.
c. Power of social comparison, is a strong factor in
attitude forming achieved by having the staff
surrounded by a good number of people with the
desired attitude who can then influence them to
develop the right attitude.
These ideals were implemented at Wiremold, a cable
management company and from the account of their former
46

Finance and Administration VP, this success was
possible because the concept was driven as a strategy
rather than a tactic, with senior management leading
the culture change and mandating the workforce to adopt
lean as a way of operating and also creating an
environment that supports achievement. He advised
walking the talk, and feeling the walk.
It has been pointed out that once an organisation
believes they are better than others in their lean
thinking deployment, it is a sign of bad attitude and
for such companies, success is far-fetched. Oil and gas
operators have the tendency to ignore wastes because of
huge profits made but once this attitude is changed,
more effort will be put into successful deployment of
lean and reaping the benefit of huge profit.
Other researchers such as Kumar, et. al. (2007)
investigated the possibility of combining the lean and
six sigma concepts, which is the deployment strategy
this dissertation hinges on for Halliburton and
47

Chevron. Their results show that it is possible to
integrate these two concepts into a powerful and
effective hybrid, by addressing the weaknesses of each
but retaining the strengths of each strategy.
2.5 Waste Elimination
From the case studies considered above, it is obvious
that waste removal is a key aspect of Lean Sigma
implementation, as discussed in one form or the other
by the different researchers. Bencini and Pautz, (2010)
were not left behind in this matter, as they
highlighted the seven wastes that must be removed
before proper implementation of lean sigma can be
achieved in an organisation. The seven wastes were
summarized with the acronym: DOTWIMP:
D: Defect identified by customer in the output
O: Overproduction of goods and services before they
are required by the customer
T: Transportation excess resulting from unnecessary
movement as a result of poor facility layout48

W: Waiting because an assembly or subassembly part
is not moving
I: Inventory excess with capital tied in unnecessary
raw material, finished goods and work-in-progress
M: Motion excess from less than ideal employee
ergonomics
P: Over processing as a result of inefficient
processes with more than required
Interestingly, the Bencini and Pautz, (2010) research
applied these seven wastes to a transactional and
manufacturing process, and recorded an improvement at the
end of the day.
Deployment started with a series of questions:
Are process activities done correctly and
consistently?
Are intra and inter departmental interfaces defined?
Where does each process lead?
What are the root causes of defects?
Are reworks done to correct defects part of the
process?
49

Are decisions making criteria clear and well
understood?
Attempting to answer each of these critical questions was
found to result in process improvement. The questions
reveal eight process problems, which once answered and
solved will automatically result in waste removal and
ultimately improvement of the process:
Process Problem Improvement Actions
Activity done incorrectlyand inconsistently
Process mapping was done andbest solution identified andimplemented, reducing staffrequirement from 14 to 6.
Company to providestandards, workinstructions and guidancesuch that people are heldaccountable once trained /informed.
Activity done out of A Failure Mode & Effects
50
Table 2 – Problem Solving and Improvement Action

sequence Analysis (FMEA) document waslaunched to ensure sales teamask the customer all possiblequestion relating to thetransaction, thereby avoidingembarrassment, appearing intune with customer need anddelivering on-time solution tocustomers.
Introduction of a processstep with positive impacton upstream process andoutcomes.
Change sequence ofactivity to suit currentrealities
Excessive cycle time toprocess applications
Process mapping revealed a25day processing of loanapplication with the documentstravelling 6,000feet. This wasreduced to 2days and 200feetwithout any technologicalchange but a simple co-locatingof the loan application groupmembers.
Elimination of non-valueadding steps of theprocess.
Inoperable interface Unnecessary printing ofdocuments already in anelectronic format rather thanjust sending to the userdepartment increased cost ofprinting and company’s carbonfootprint.
Interface definitionbetween functions withownership andaccountability assigned.
51

Decisions made improperly Once decision making is notproperly defined, it becomessubjective and left to thedifferent interpretation ofdifferent employee. This isapplicable to different thingssuch as audit, loan approvals /decline etc
Establish operationaldefinitions, train staffand conduct post decisionreview.
Process leaders nowhere Current process needs to bechallenged to confirm they arestill required, otherwise therewill be no value added to theentire process steps, e.g.multiple approvals required forexpense report.
Eliminate non- valueadding step.
Institutionalized rework Successful deployment ofsolution to this processproblem requires a culturalchange where employee begin totake ownership of the qualityof products produced by them,be it a memo, report orpurchase requisition:
Identification of upstreamcauses, taking correctiveactions and sustainingsuch.
52

2.6 Lean and Six Sigma Framework
In the Kumar, et. al. (2007) research, this concept of Lean
Sigma was applied to the die-casting process of an
automobile accessories producing company simply by
integrating their lean tools (map of their current state,
the 5S- Seiri (sort), Seiton (set in order), Seiso (shine),
Seiketsu (standardize), Shitsuka (sustain) and the Total
Productive Maintenance (TPM)), with Six Sigma DMAIC
methodology (Define – Measure –Analyze –Improve –
Confirmatory test). The combined approached helped the
company achieve a significant savings on every stage of
their production; from die casting, trimming, drilling, de-
burning, chamfering and cleaning & polishing. This goes to
buttress the fact that Lean Six Sigma is a doable concept
that has been achieved by companies in the past.
53

The benefits to this die-casting company are:
Establishment of performance benchmark that future
performance enhancement programmes can be based
Optimally setting their process parameters and
achieving a 12% improvement in the die casting
process
Improvement of key performance metrics, such as
process capability, first time yield, DPU etc were
observed within the organisation.
Annual savings of $140,000 was recorded,
Cultural change was achieved with a systemic
implementation of this integrated approach.
Detty & Yingling, (2010) in their own research, looked at
the concept of improving an already improved environment
54
Fig 5 – Break up of cost saving at each stage of production

by deploying the concept of lean management. They
analyzed the manufacturing system of an assembly process
for production of electronic product and their initial
assessment of the current process showed some forms of
lean concepts were already deployed, such as:
Demand fluctuation are met with existence of
multiple assembly to provide flexible capacity
Standardized work charts are used at each
workstation
5S and visual control applied to parts stored in
assembly cells and exchange area
One piece flow with limited work-in-progress
inventory between work stations
Parts supplied to suppliers through a pull-system
Ensuring all items are in product container by
using the Poka-Yoke scanning operation.
But there was still room for further improvement and
consolidation of existing process by:
55

Instead of a multiple assembly point strategy,
flow improvement was achieved by integrating pre-
assembly and kitting into the assembly cells
The current system conducted quality inspection at
the final stage of production but this was
replaced by the lean principle of building quality
inspection into the product from source
Shorter model changeover was made possible as a
result of further reduction in cell parts
inventories and utilization of flow racks.
Reduction in system floor space, inventory and
transportation requirement. This was achieved by
increasing delivery frequency by suppliers and
production scheduling reduced to small lot.
This research shows the improvement that can be achieved
in a seemingly perfect environment when the principles of
lean management are applied.
To further demonstrate the authenticity of the techniques
of Lean and Six Sigma, Furterer & Elshennawy, (2005)
56

applied the tools to the operations of a local government
and recorded good success in areas of services rendered,
especially the Finance department, through streamlining
of the processes and reducing processing time of
financial processes, like payroll, accounts receivables,
month-end reconciliation, accounts payable, accounts
receivables, purchasing etc.
The inefficiencies in area of payroll and child-support
processing, pension payments, remittance of income tax to
tax agencies, reporting etc, where a few issues
identified which necessitated the implementation of Lean
Sigma and all of which were solved when deployment was
complete as shown in table below:
57
Fig 6 – Percentage Reduction in Processing Time

2.7 Conclusion
Various literatures reviewed above and many more
spanned various industries, manufacturing, government /
public sector, oil & gas companies, service companies
to mention a few. For each of these sectors, successes
lean implementation have been achieved and these go to
buttress the fact that the concept, tools and
methodologies of Lean and Six Sigma are applicable to
any and every industry.
Once the individual tools are applied the way they
should be to a system, whether waste elimination or
value stream mapping, the results are bound to be
positive.
Furterer & Elshennawy, (2005) recorded more success in
the private industry with their account of Lean Six
Sigma successfully implemented by an aircraft-engine-
control firm, BAE Systems Controls in Fort Wayne
Indiana, Maytag Corporation implementing Lean Sigma in
1999 by designing a new production line, and Lockheed
Martin Aeronautical Systems, able to improve their
58

competitiveness, customer satisfaction, reduced cost &
first time quality, all thanks to the tools and
techniques of Lean Six Sigma.
In the public sector, Lean Sigma deployment bagged the
City of Coral Springs, Florida the Florida’s Governor’s
Sterling Award in 1997 and in 2003, an award based on
the Malcolm Bridge criteria recognized for
organizational excellence. The City of Kingsport
Tennessee having achieved success in Lean Sigma
implementation received a grant to improve the
reliability of trash collection services.
All of these go to prove that LEAN SIX SIGMA INDEED IS
A POSSIBLE AND DOABLE concept
59

3.0 Research Methodology
3.1 Research Design and Approach
A research design links data collection and result to
the research question and as researched by Easterby-
Smith, et. al. (2012), a research design has four main
features; an ontology, epistemology, methodology and
methods & research.
The ontological feature takes the basic assumption
stance and according to Lincoln & Guba, (2003) cited in
O’Byrne, (2007), it does not give room for questions
but forces the researcher to take what is before him, a
kind of naïve realism. The researcher is plainly
described as a camera taking a picture and accepting
what has been presented before it.
The epistemological stance on the other hand deals more
on inquiring into what has been presented to the
researcher. It is objective and does not just accept
what has been presented, but accepts it as truth and as
60

a foundation upon which further knowledge will be
based, while applying the facts that have been
presented. Easterby-Smith et. al. (2012) further shows
that the epistemological perspective in a research
helps to ask question about knowledge acquired, how
that knowledge has been acquired, its clarity and the
possibility of implementing knowledge acquired. This
level of scrutiny is required if a researcher must make
discoveries with the possibility of proffering lasting
solution.
This epistemological stance has various approaches,
which could be that of a:
a. Positivist, this being the primary approach that
pursues generalization with the purpose of
establishing laws or principles that will govern its
object of research. For a discipline that is
practitioner oriented, this approach will be most
appropriate, however for project management research
that frequently investigates concepts and models
61

from other disciplines the positivist approach poses
a serious dilemma and may not be most appropriate,
Smith & Morris, (2007)
Empiricist approach is closely aligned with the
positivist approach being that both explain events
on the basis of linear thinking – Humean law of
causality,
b. Or a Constructivist approach, which according to
Finnemore & Sikkink, (2001) is thriving in
international affairs studies and is applicable in
almost all issues that are of interest to scholars.
This approach has exploded over the past decade and
has created fruitful connections that are new and
potentially fruitful, having interest in comparative
politics and being compatible with research methods
that are currently used in political and social
science related fields. This approach is very
similar to rational choice, offering a framework
that allows the researcher to think, rationalize and
62

make a choice at the end of the day. This way, the
researcher is able to focus on knowledge, culture
and role of ideas.
Apart from the approach of the epistemological
stance, there is also the need to consider the
research methodology to be adopted, which has been
researched by Creswell, (2003) to be:
Qualitative methodologies where the researchers
use open-ended questions that allow participants
express their own view of questions being
asked, giving also the researchers the opportunity
to generate interpretations that are shaped by
their own experiences and their backgrounds from
analysis of data collected. This methodology takes
the constructivist approach enabling the
researcher develop a theory or pattern
63

Quantitative methodologies where researchers used
closed-ended questions to develop knowledge using
a positivist approach. Inquiry strategies such as
surveys and experiments are deployed to collect
data using certain instruments which help to
develop statistical data.
Mixed methodologies employ inquiry strategy of
sequential or simultaneous data collection to
understand the research problems. It combines the
strategies of qualitative and quantitative
methodologies which helps the researcher base
knowledge claims on rational grounds.
To summarize these methodologies, below is a
table, Fig. 10 by Creswell, (2003) summarizing the
philosophical assumptions of each methodology, the
methods employed and research practices:
64

Tend to orTypically
Qualitativeapproaches
Quantitativeapproaches
Mixed methodapproaches
Use thesephilosophicalassumptions.Employ thesestrategies ofinquiry
Constructivist /Advocacy/Participatory knowledgeclaims.Phenomenology, groundedtheory,ethnography,case studyandnarrative
Postpositivistknowledgeclaims.Surveys andexperiments
Pragmaticknowledge claim.Sequential,concurrent andtransformative
Employ thesemethods
Open-endedquestions,emergingapproaches,text orimage data
Closed-endedquestions,predeterminedapproaches,numeric data
Both open andclose endedquestions, bothemergingpredeterminedapproaches andboth quantitativeand qualitativedata and analysis
Use thesepractices ofresearch onthe researcher
Positionshimself orherself.Collectsparticipantsmeanings.Focuses on asingleconcept orphenomenon.Brings
Tests orverifiestheories orexplanations.Identifiesvariationsto study.Relatesvariables inquestions or
Collects bothquantitative andqualitative data.Develops arationale formixing.Integrates thedata at differentstages of inquiry.Presents visualpicture of the
65
Table 3 – Qualitative, Quantitative and Mixed Methodologies approaches to

personalvalues intothe study.Studies thecontext orsetting ofparticipants.Validatesthe accuracyof findings.Makesinterpretation of thedata.Creates anagenda forchange orreform.Collaborateswith theparticipants.
hypothesis.Usesstandards ofvalidity andreliability.Observes andmeasuresinformationnumerically.Usesunbiasedapproaches.Employsstatisticalprocedures.
procedures in thestudy.Employs thepractices of bothqualitative andquantitativeresearch.
pp: 19, Creswell, (2003)
3.2 Justification for using Constructivist Approach and
Qualitative Methodology
Having understood the features of a research design and
what is achievable with each position, this research
will be adopting an epistemological stance while
66

deploying a constructivist approach with a qualitative
methodology for data collection.
Halliburton and Chevron have used the concept of Lean
Six Sigma (LSS) to improve their supply chain processes
and with the constructivist approach deploying
qualitative data collection methodology, this research
will be focusing on how these companies have carried
out various tasks, how they have implemented some
processes, the challenges they faced before LSS was
implemented, how they went about implementing their
findings and their state, post LSS implementation.
The application of what has been learnt with
Halliburton and Chevron will be applied to the supply
chain processes of Oando Energy Resources, making this
choice the best especially the fact that the researcher
has the flexibility to deduce facts from data gathered
and establish a new discovery.
67

It is imperative that for every research conducted, the
three elements identified for a successful research
work have synergy. These three elements are the
epistemological stance, the research methodology and
data collection & analysis method.
3.3 Validity and Reliability of Research Method
It is important at this point to discuss the validity
and reliability of the methods to be deployed for this
research work, which according to Golafshani, (2003) is
mostly done for quantitative approach research work.
Validity has its root in the positivist approach, which
has been defined by ‘systemic theory of validity’
according to the Golafshani, (2003) pp. 599 research.
In quantitative research, validity measures the
truthfulness of the research result to determine
whether the research actually measures what it say it68

will measure, with questions asked, but results are
looked for in other research works. Validity here is
also constructed in the initial concepts, the
questions, notions and hypothesis which determine the
‘which; and ‘how’ of data gathering.
Reliability speaks to the consistency of results
obtained from a research work over time and the
accuracy of the representation of same result if a
study were to be reproduced using a similar
methodology.
Words like, replicability or repeatability are
commonplace when the concept of reliability is being
discussed, and according to Kirk and Miller, (1986),
cited in Golafshani, (2003), quantitative research
refers to three types of reliability;
a. The ability of a measurement given repeatedly over
time, to remain the same
b. The stability of this same measurement over a
period of time, and
69

c. Given a period of time, there is a similarity
between these same measurements.
The fact that there is consistency of response,
especially when questionnaire are deployed at two
different times with the same set of question, shows
the stability of the instrument being used. It is
however the responsibility of the researcher, where
there are score changes due to respondents’
characteristics leading to errors of measurement, to
demonstrate the reliability of the scores from their
tests.
For this research, the deployment of the Lean Six Sigma
methodologies to supply chain processes in Halliburton
and Chevron will be applied to the supply chain
processes of Oando Energy Resources, to test their
reliability and validity, and confirm if the same
results will be achieved.
70

3.4 Data Collection Methods
It is important to discuss the data collection method
for this qualitative research methodology as explained
by Sandelowski, (2000). This involves enquiring into
the ‘who, what and where’ of experiences, events, their
basic nature and basic shape. There are minimal or
moderate open-ended structured interviews of a focus
group, who are used to obtain information about the
events surrounding the research question or problem.
Other means of data collection includes observations,
examination of artifacts and or documents containing
value information and or data.
For this research, being that the case studies are
Halliburton Energy Services office in Europe & Sub-
Sahara region (Halliburton, ESSA) and Chevron office
with administrative base in Lagos, (Chevron, Nigeria)
and operational bases in Warri, Onne and Agbami, data
collection will be by telephone conversations, e-mail
exchanges, examination of documents sent via e-mail or71

on the internet, in the form of records, newsletters,
memoranda or records made available by the focus group.
Once data has been collected, the next step will be the
analysis of these data and for a qualitative
methodology, it is the analysis of visual or verbal
data to describe and establish patterns, understand
frequencies & means, and data latent content
identification.
Preliminary discussion and asking of some sample
questions gave the following output:
Question ResponseWhy did your company decideto implement lean sigma?
One of the four focus areas inLogistics at Halliburton is people. Thebusiness is aware of the complexitiesthat belong to a Logistics operation ofour size. This is especially relevantto the ESSA (Europe and Sub-Sahara)region due to the amount of countriesin our scope.In order to overcome these challengeswe needed to standardize processes andprepare our people to solve thenumerous amount of exceptional casesparticular to our business. Thestandardization of processes implieslocal teams will embrace the best
72
Table 4 – Halliburton Research Questions and Responses

practices from other countriesthroughout their processes. Our LeanProgram drives this cultural change bytraining our employees and coachingthem in the delivery of improvements.Having our employees develop a Leanmindset allows us better flexibility todrive change and prepares them toassume new challenges in the mostefficient manner.
What were your supply chainprocesses like before thelean sigma implementation?
At Logistics in Halliburton there hasalways being strive for improvement.These changes were usually driven top-down. The Lean Program is trying toincrease the bottom-up efficiencies ina structured way without losing thelink to the top-down initiatives.In this sense, the Lean program isbecoming the framework to coordinatethe different process improvementsacross the region. We are still farfrom this final objective but itreflects the scenario that we hadbefore the Lean program was introduced.
How long did it take toachieve the firstbreakthrough?
The program was lunched early 2013 butwe only completed the first significantprojects towards October/November.Subsequent projects are being deliveredwithin 3 to 4 months. Long term changesin mindset are an ongoing process buthardly measurable.
What improvement has beenrecorded in the supply chainprocess?
We have focused a lot in cycle timeimprovements through the elimination ofwaste and improvement in communication.We also made few processes more robustto ensure continuity in our compliancetargets.
73

Question ResponseWhy did your company decideto implement lean sigma?
A small group in our Californiaoperations started Lean Sigmaimplementation because ofinefficiencies noticed in variousprocesses.It started as a bottom-top approach butit really got the required publicitywhen the top-bottom approach wasimplemented with the endorsement bymanagement at that time.We decided to implement because ourprocesses were not being carried on asaccepted standards within theorganisation. It only lasted for aslong as the initiator was around andhand-holding people to follow samestandards and procedures.
What were your supply chainprocesses like before thelean sigma implementation?
Lean Sigma was deployed for processesranging from IT, HR, Operations, AssetManagement and Supply Chain.Before deployment, Supply Chainprocesses were not definite and as soonas the initiator of a process moves onin their career, things take a negativedip.Implementing Lean Sigma meant a lot ofchange management issues had to bedealt with.
How long did it take toachieve the firstbreakthrough?
It took a while to get the entireorganisation to adopt the Lean Sigmaconcept being a bottom-top approach atthe time it started in year 2000 andmoved gradually till around 2006 andthen in 2008 it gained the requiredmomentum.
What improvement has been There has been a lot of process
74
Table 5 – Chevron’s Research Questions and Responses

recorded in the supply chainprocess?
improvement in a lot of areas such asenvironmental monitoring, safety,production and cost performance. ForSupply Chain, it has been more ofimprovement in how the process ismanaged and standardized.
Further in the research, these questions will be
addressed more directly in form of questionnaire with
the project teams of each company with the view of
capturing the entire views of each team member.
These questions above are pilot sample questionnaire
which confirm from the responses that the right
questions are being asked.
3.5 Application of Interview for Primary Data Collection
Research interviews vary in their structures; there
are structured and less structured in-depth interviews,
UOP, (2010).
75

For structured interviews, emphasis is placed on
reliability of data collected. Researcher can reach a
large sample of respondents who are able to answer
questions easily. There is the possibility of face to
face interview in the absence of electronic recording,
with respondents fully understanding the questions. The
down side for this interview type is that it forces
respondents to choose between alternative answers
presented to them, although it can be difficult
obtaining reliable data relating to opinions, values
and attitude. Being structured, interviewers do not
have the liberty to digress to more interesting
discussions outside pre-agreed questions, and data
collection consumes a lot of time
For Less structured and in-depth interviews, emphasis
is on validity of the data, with respondents being able
to give as much details as they want in answering
questions, with the informal atmosphere encouraging
them to be open and honest. Attitudes, opinions and
values are voiced and interviewer is able to adjust
76

questions and digress as the interview progress, to
more interesting and relevant areas. This flexibility
gives room for small interview sessions because each
one is in-depth with small sample size, making it
unlikely to depict the true representation of a
particular population. Time spent on data collection
and analysis is also higher.
Berry, (1999), described the less structured in-depth
interview as qualitative interviewing which has three
basic approaches namely:
o Informal conversational interview which is in form
of a chat and are useful when researchers explore
interesting topics, which are investigative,
ongoing and observatory.
o General interview guide approach or guided
interview makes use of a checklist during
discussion with respondent to ensure all relevant
topics to the research work is covered. This still
gives room for in-depth probing and questioning
77

but keeps the interviewer within the parameters of
the research subject.
o Standardized open-ended interviews are deployed
with the drafting of open-ended questions by the
researcher in other to reduce variations in
answers by respondents. If more than one
researcher is involved in data collection for a
work, this method is deployed because it provides
less flexibility, ensuring all researchers collect
data accurately.
For this research work, the less structured and in-
depth interview model; having the general guide
approach will be deployed in engaging the focal points
at Halliburton and Chevron. This approach will be used
to collect data which will then be analyzed to affirm
the applicability of the tools and techniques of Lean
Six Sigma to the supply chain processes of these two
companies. The results will then be applied to the
supply chain processes of Oando Energy Resources to
confirm their validity and reliability.
78

3.6 Conclusion
In this chapter, the research methodology for this
project has been presented. Based on preliminary
engagements and discussion, the epistemological stance
with a constructivist approach will be deployed while
using a qualitative methodology and guided interview
model for data collection.
79

4. Survey Result, Data Analysis and Interpretation
4.1 Chapter Overview
In this chapter, the data and information gathered
during the less structured, in-depth interviews via
telephone calls, e-mails exchanges and documentations
will be analyzed. Three companies are the focus for
this research, Halliburton Energy Services, Europe &
Sub-Sahara region and Chevron, Nigeria region being the
case studies, and Oando Energy Resources, the company
that will be used to test the validity and reliability
of the tools and techniques of Lean Six Sigma deployed
at Halliburton and Chevron. Data analysis differ,
depending on the type of methodology deployed, be it
quantitative or qualitative, as such in this section
the techniques of qualitative data analysis will be
deployed.
80

4.2 Data Collection
Morris, et. al. (2000) in their book explained that
quantitative data analysis starts in the field when the
researcher is making observations and / or interviewing
the respondents. At this point the researcher begins to
identify problems, which when solved will create an
improvement in the area being researched, as well as
concepts that are able to help understand the
situations presented.
Respondents were asked four different questions and
each one will be discussed and analyzed below based on
responses gathered:
Due to the distance between the researcher and the
respondents, it was necessary to interview individuals
with robust knowledge of the before, during and after
of lean six sigma implementation at the two companies,
hence, information was gathered from highly
knowledgeable members of staff.
81

4.2.1 Investigative Question One:
What were your supply chain processes like before the lean
sigma implementation?
At Halliburton, ESSA region, before the tools and
techniques of lean sigma were applied to the
logistics aspect of their supply chain processes,
it took a long time to clear goods imported for
various operations in the region and this led to
delayed projects as those goods were very
contingent on successful delivery of projects.
Also because of the wide region with many
countries, movement of goods in and around faced
some challenges as a result of unstandardized
processes for goods transfer and other business
processes. These challenges needed to be overcome.
In addition, the strive for improvement before
implementation of lean sigma was only top-bottom
driven, a singular approach that has its own
limitations, because though it had management
support driven by champions and longer
82

sustainability in terms of alignment to corporate
strategy, it lacked the dedication of the
workforce with the right skills to implement the
projects, a factor that is extremely necessary for
the successful deployment of the principles of
Lean Six Sigma Aldous, (n.d.). This state of
affairs needed to change from just a top-bottom
approach to include a bottom-top deployment
approach as shown in the Governance structure
required for successful implementation of Lean Six
Sigma in Fig 14 below.
83
Fig 7 – Multi-Team Governance Structure
Steering
Committee
Executive
Sponsor
LSS Governance
Team
LSS Black Belt coach/es.
Process Staff (Yellow / Green Belt)Team 1
Team 2
Team 3
Team 4

Figure 14 shows the collaborative effort and
interwoven relationship between all functions
handling the various aspects of the implementation
drive. The steering committee working hand in hand
with the governance team, who has interactive
engagement with the executive sponsor and all
these three teams then support the implementation
teams of process staff and coaches.
Chevron before the implementation of Lean Six
Sigma had challenges with movement of goods around
their three warehouses in Nigeria a situation that
led to increased expenditure on transportation
cost and delayed delivery of goods to operation
locations. There was also the challenge of excess
inventory because all three warehouses had to be
stocked at every point in time, even though the
operational needs could be met with inventory in
only two warehouses. There was a need for process
efficiency.
84

4.2.2 Investigative Question Two
Why did your company decide to implement Lean Six Sigma
(LSS) and what improvement has been recorded in the supply
chain process?
This question aimed at understanding the reasons
behind the decision to implement Lean Six Sigma at
Halliburton and Chevron. These reasons will be
discussed under the following headings:
Process Standardization
At Halliburton, information gathered during
the interview revealed that the concept of
process standardization needed to happen
across the Europe & Sub-Sahara region, which
spanned various countries, cultures and
geographic dimensions, with the need to
implement a global process but at the same
time cater for the unique cultural
differences across the different countries.
Chevron on the other hand had issues85

surrounding process inefficiencies where
supply chain processes were not being
implemented as standard and accepted
processes and / or procedures. The moment the
initiator of the new process leaves, everyone
goes back to their old ways of supply chain
processes.
Process standardization according to Manrodt
and Vitasek, (2004) is one of the ways an
organization improves its operational
competitive advantage through identification
of organizational key process to be made
uniform. According to one of Halliburton
staff, this initiative ensures uniformity of
processes and makes them repeatable, leading
to it getting better as a result of practice.
Once this uniformity is achieved, it is very
easy to move staff around, enabling the
company leverage on the competencies of the
staff and provide good services to customers.
86

At Chevron, being a crude oil exploration and
production company, process standardization
was applied to some oilfield logistics
processes such as inventory management,
movement of consumables to support operations
and warehouse management services.
One of the key stages in the framework for
effective Process standardization is the
adoption of a process view of the supply
chain management of an organisation with the
aim of identifying the most important /
critical stages of the entire process that
will give the greatest return. Once these
critical stages are selected and improved,
then the rest of the organisation adopts the
global standard, with some leeway given for
customization at the local level, Manrodt and
Vitasek, (2004).
87

At Chevron, the concept of consumables
movement across the three warehouses located
in Onne, Warri and Agbami to support
operations was not uniform hence the
deployment of Lean Sigma to put in place a
great level of consistency in the movement of
inventory with the aim of improving
efficiency, reducing inventory and ultimately
reducing cost. Halliburton on the other hand
had lack of uniformity in their logistics
process especially in areas like importation
of goods, country movement tracking of items
and measurement of performance for these
activities.
To solve these logistics problems at both
companies, through process standardization
the DMAIC problem solving method was adopted,
most appropriately so based on Murray, (2014)
definition of this method as a roadmap
deployable for any project or other quality
88

improvement or business improvement
initiative. This method as confirmed during
the Chevron’s interview was initially
deployed by Motorola in 1980, as a matter of
fact, Chevron Nigeria is adopting the
Motorola and General Electric (GE) strategies
for their lean sigma deployment, which is
hinged on the DMAIC methodology for solving
problems.
Below shows how Halliburton and Chevron
implemented process standardization with the
DMAIC methodology:
Stage Halliburton ChevronDefine:This stage defines theproblem or the goalsto be achieved afterthe implementation ofthe project. It isimportant to bespecific with problemdefinition as this
Import clearance timeline are too long resulting in demurrage.
Scorecards are not definitive to enable users measure activities accurately.
Business processesare not uniformacross theorganisation.
Movement of goodsbetween warehousesto locations takestime and results inhigh cost.
89
Table 6 – DMAIC Application to Process Standardization at Halliburton and
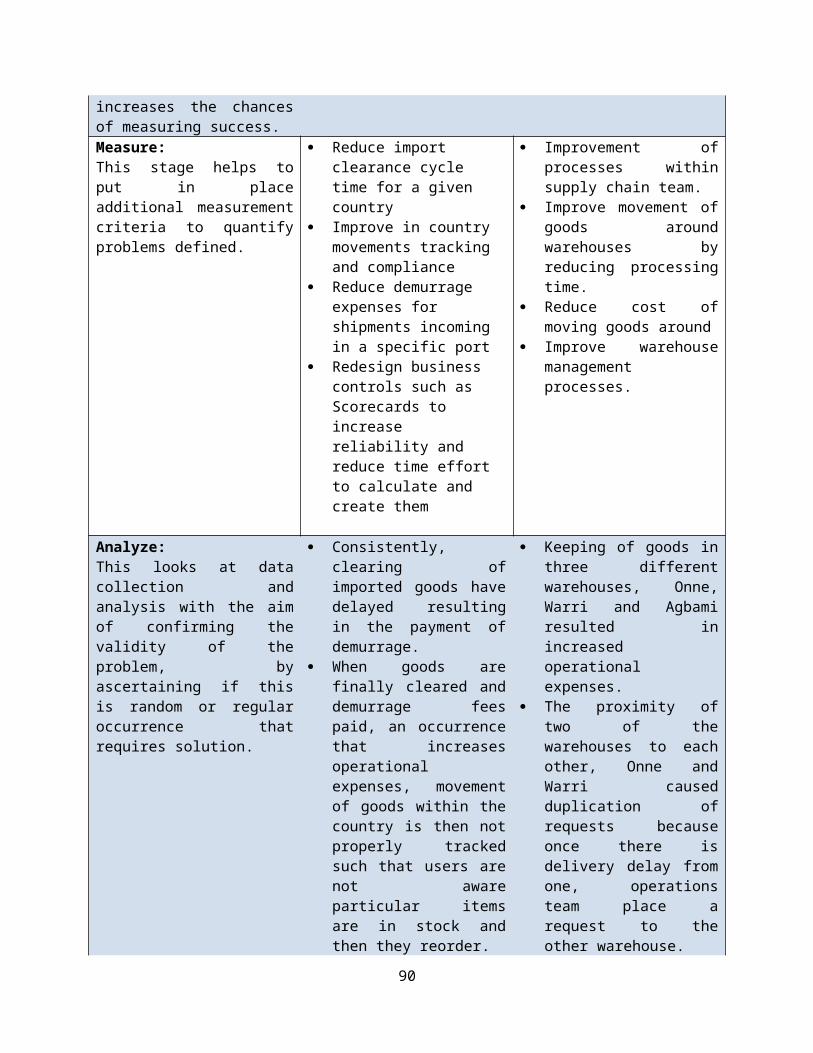
increases the chancesof measuring success.Measure:This stage helps toput in placeadditional measurementcriteria to quantifyproblems defined.
Reduce import clearance cycle time for a given country
Improve in country movements tracking and compliance
Reduce demurrage expenses for shipments incoming in a specific port
Redesign business controls such as Scorecards to increase reliability and reduce time effort to calculate and create them
Improvement ofprocesses withinsupply chain team.
Improve movement ofgoods aroundwarehouses byreducing processingtime.
Reduce cost ofmoving goods around
Improve warehousemanagementprocesses.
Analyze:This looks at datacollection andanalysis with the aimof confirming thevalidity of theproblem, byascertaining if thisis random or regularoccurrence thatrequires solution.
Consistently,clearing ofimported goods havedelayed resultingin the payment ofdemurrage.
When goods arefinally cleared anddemurrage feespaid, an occurrencethat increasesoperationalexpenses, movementof goods within thecountry is then notproperly trackedsuch that users arenot awareparticular itemsare in stock andthen they reorder.
Keeping of goods inthree differentwarehouses, Onne,Warri and Agbamiresulted inincreasedoperationalexpenses.
The proximity oftwo of thewarehouses to eachother, Onne andWarri causedduplication ofrequests becauseonce there isdelivery delay fromone, operationsteam place arequest to theother warehouse.
90

Improvements Recorded at Halliburton and Chevron.
Improve:Once problems havebeen measured and dataanalyzed, solutionsare then developed andtested to implementone that has beenproven.
During theinterview withHalliburtonpersonnel, it wasrevealed that theMarshmallowchallenge approachwas deployed atHalliburton. Thisapproach aims atsolving problemswith a step by stepapproach; define aproblem andimplement thesolution in a stepby step approach.The first lesson inthis challenge is:
o PrototypingMatters,
o Engagingdiverse skillsin solving theproblem bybringingtogether 30staff toundergo theLean Awarenessprogrampowered byBMGI, anexternalcompany withexperience inprocessexcellence inthe industry.
o Giving
The interviewsrevealed thedeployment of thelean sigma to thelogistics andinventorymanagementprocesses atChevron.
Data collection wasdone through theimplementation ofValue StreamMapping andinternalbenchmarkingexercise.
o Movement ofgoods fromwarehouses tooperationlocations wasreduced from 7to 4 days.
o This directlyaffectedtransportationcost with a42.86%reduction incost.
o Projectwarehouselocations werereviewed andit was decidedthat the twolocationsclose by, Onneand Warri be
91

incentives tomagnifyoutcomes whilecombining itwith highskills. These30 staffbagged theGLEP Lcertificationfrom theHalliburtonUniversityafter the
Upon successfultraining, each LeanLeader is given aproject to applythe tools andtechniques of LeanSigma to. Firstproject must becompleted within6months, the second3-4mnths and thethird, 2-3months.
Implementationrevealed:
o 30% reductionin importclearancecycle time
o A 15%improvement intracking ofin-countrymovements
o Demurrageexpensessignificantlyreduced tomake a savingsof $300k per
merged intoone location.Thissignificantlyreduced costas onelocation wasshut down.Savings was inmillions ofdollars.
92

quarter.o With the
discovery ofspecificissues,Scorecardswereredesignedresulting inreduction intime spent tocreate andcalculate theentries.
Control:This stage ensuresresults achieved aremaintained such thatchecks are scheduledperiodically.
At Halliburton, theresults achieved aremonitored on a monthlybasis or with everyactivity.
Chevron monitors andcontrols improvementby ensuring there isno slippage in thesuccess achieved.
4.2.3 Investigative Question Three
How long did it take to achieve the first breakthrough?
For both Halliburton and Chevron, the interview
respondents made it clear there is no final
destination in the deployment of LSS to their
business processes because of one singular factor,
Continuous Improvement, one of the centers of the
Toyota Production System (TPS) house, the
structured approach adopted by Toyota to implement
93
lean management, Liker & Morgan, (2006).
Continuous improvement is a quality improvement
model hinged on four repetitive cycle known as the
Deming Cycle which ensures organisations PLAN-DO-
CHECK-ACT on a consistent basis, iSixSigma (2014).
However, for both companies, Halliburton and
Chevron, it took an average of twelve months to
see significant positive changes after the
commencement of lean six sigma implementation,
factoring the timeliness for training.
Once the workforce has be orientated and trained
to deploy this new way of operating, it takes
between days to weeks or months to start noticing
good changes. In Chevron for example, movement of
goods was reduced from 7days to 4days while the
merging of the Onne and Warri warehouses resulted
in significant economic changes that was
demonstrable over a period of 6-8months. At
Halliburton, the first significant result was
achieved about nine months after the application
94

of the lean tools and techniques to their
logistics process. Subsequent application of lean
six sigma principles to projects have given
successful result within three to four months.
4.3 Application to Oando Energy Resources
Achievement of successful deployment of Lean Six Sigma
principles to supply chain processes at Halliburton and
Chevron as researched and documented above was made
possible by the application of certain techniques which
will be applied to the supply chain processes at Oando
Energy Resources (OER) to confirm their validity and
reliability:
4.3.1 OER Supply Chain Processes – Pre Lean Six Sigma Implementation
95
Table 7 – VSM of OER supply chain processes - Stage 1

Procurement Stage Before Effect on OER E&P Business
Scoping of Work Sign-off / approval by HOD and TECOM not compulsory.
This led to variation of scope of work during a tendering process not necessarily because it was necessary but because there was no closure to the requestby sign-off by all stakeholders. This led to extended tendering timeline
Requisition approval Requisitions went through multiple levels of approval.
Requisitioner ------Line Manager ----- OER COO-----OER CFO ----- OER CEO -------Group CFO ---- Group Deputy CEO -----Group CEO(For purchases above $30,000).89% of spend were in this range.
Approval for requisition takes up to 7 working days insome instances due to the multiple approval hierarchy.
The challenge here is that, this is only a requisition toconfirm if the goods / services are required in linewith approved budget, as suchthe multiple approval that takes an average of 7days is a waste.
Purchase Order Approval Multiple level approval per financial hierarchy.
Buyer ------User Dept. Manager -----OER SCM-----OERCOO-----OER CFO ----- OER CEO -------Group CFO ---- Group Deputy CEO -----Group CEO
This ensures the various stakeholders within the organisation have an insight to the various contract awarded to suppliers.
Key:COO – Chief Operating OfficerCFO – Chief Finance OfficerCEO – Chief Executive Officer
Figure 15 above shows the procurement process of
OER and the three main stages therein. The main
waste identified which is the 7days required to
96

raise and approve a requisition was immediately
eliminated by ending the approval with the Line
Manager. This change reduced the requisition
approval timeline from 7days to a maximum of
24hours. This is stage 1 of the Value Stream
Mapping (VSM) to confirm validity and reliability
of the concept before it is then applied to the
entire process.
Value Stream Mapping of the entire P2P (Purchase
to Pay) of OER was then conducted and the table
below shows the wastes identified which over the
years resulted in delayed approval and breach of
policies and procedures by staff in order to
circumvent the long process.
Issues (Likely) Rootcause
Impact Business Risk
97
Table 8– VSM of OER supply chain processes - Stage 2

Pre-requisitionNo formal system for Items request (requests submitted via emails or verbal)
Request for additionalinformation to scope work for RFP / RFQ usually communicated late; sometimes weeks after the initial request was made.
Lack of System / Procedure
No visibility / traceability on the activities that occurin this phase
Time taken to finalise on request from need identification cannotbe accurately quantified or analyzed
Re-work in cases of unclear requests
Consequential delay in value creation forthe business
High
RequisitionAnnual Single Source justification (SSJ) required for BPAs/PPOsspanning a period crossing into another year
Policy / Procedure
Additional man-hours spent on securing SS approval
Delays in raising / approving BPA
Resulting delays in payment
High
RequisitionInability to latch onto group contracts with vendors at the entity level
Policy Additional delay due to contract drafting / approvals
Medium
PO CreationOER budget not loaded into appropriate cost centers.
Non-conformance to Budget process
PO’s failing funds check at PO creation (90% of the time)
Additional man-hours spent in moving fundsto appropriate cost center per request
Delays in PO creationdue to rework
High
98

PO ApprovalLimit of NGN5M for OERCEO, in a line of business which is predominantly projects-based
Policy Significant delays insecuring top management approval
PO ReceiptingPO receipting usually delayed due to forgetfulness; and technical team not owning the receipt process (sometimes receipting is done months after invoice is submitted by vendor)
Lack of system
Pressure on Finance team to source funds in order to meet payment deadlines
Consequential delay in payment
Oando perceived as a constant debtor due to payment delays
High cost of doing business due to vendors factoring time value of money within normal rates
High
PO ReceiptingNo central point of receiving invoices / job ticketing
Lack of system
Notable difference between Invoice submission date as tracked by vendor andFinance team in caseswhere receiver forgets to submit to Finance on time
High
PO ReceiptingSystem not auto-populating basic information captured at requisition stage e.g. PO number
System Consequential delays due to manual inputs (data entry/processing timefor 1 invoice can take up to 30mins)
Medium
PO ReceiptingPO receipting & Breach on internal Medium
99

payment is done by thesame personnel
controls
TenderingDue to current policy,Single source justification requiredfor financial institutions and law firms which have been approved from Group tobe sole sourced on certain services
Notable man-hours spent on single sourcing approvals
Issues identified above inundated the system but
the application of the tools and technologies of
lean six sigma will help eliminate these wastes
and improve the current business processes within
the organisation.
4.3.2 How long did it take to achieve the first breakthrough in OER?
Stage 1 of Value Stream Mapping highlighted the
waste of time in requisition approval. To change
this, the challenges encountered by prolonged
approval timeline were presented to Management,
with its consequences and effect on the business
document. It was also discovered that a lot of100

requisition rights were not being used and this
was costing the organisation a lot. Below shows
the issues identified also:
Key considerations were segregation of
duties and cost of ERP access rights
provided to staff
All access rights not used in the last 180
days were recommended for removal
Where two members of the same team in the
same location had the same right, one of
them was recommended for removal
Where a person had two rights that
performed the same function, the more
limited responsibility was recommended for
removal.
Where finance staff directly involved with
invoicing or with the ability to
significantly influence transaction
records had the responsibility, the
responsibility was recommended for removal
101

and reassigned to another member of the
team
This exercise showed the following result
with over 50% of waste eliminated:
The first breakthrough took a total period of
4months from identification of waste, to
securing management approval and to the final
implementation championed by the Supply chain
team in conjunction with the Information
Technology (IT) department.
Effecting these changes was a system
initiative in the organization’s ERP system
102
Table 9 – VSM of OER supply chain processes - Review of RequisitionRights
Requisition and move order responsibility
Count %
Total Requisition right GroupWide 357 100%Requisition rights recommended for removal
157 44%
Requisition rights to be retained 200 56%Final Output 200 56%

and this required the support of the IT
department, which was easy to do because
Management gave approval to implement the
changes.
4.3.3 Why implement Lean Six Sigma (LSS) in OER and what
improvement has been recorded in the supply chain
process?
With the supply chain process constantly
being inundated by the challenges highlighted
above, money was lost, man-hours wasted,
sanctions applied on non-compliant staff and
a lot of time was wasted, it was necessary to
review the current process and then propose
changes applying the tools and techniques
deployed by both Halliburton and Chevron,
with the hope of achieving the same results.
103

4.3.4 Process Standardization - The DMAIC tool was deployed
to OER processes:
a. Define
The problems encountered and goals to be
achieved upon successful implementation of
LSS were clearly communicated across the
organisation, as shown in an e-mail excerpt
sent by the steering committee lead.
“Hello Ladies/Gentlemen,
As we strive on our journey to become a world class company whereby speed, agility and quality isthe norm, it is imperative that we continuously review our processes and the governingmanagement system which manages these processes.
The Operations Integrity Team is embarking on a journey to identify the Top 5 end to end BusinessProcesses, which are currently hampering our business delivery objectives and innovation to deliverto specification consistently.
Once we identify these 5 processes, the team will now take a structured approach in re-engineeringthese processes by:
Identifying the issues with the existing activities, for each of the processes. Conducting a detail analysis on the failure rate / defects on each of the processes using
quantitative defect analysis. Engaging key stakeholders on the key issues using factual data, to demystifying individual
perceptions. Re-engineering the process to ensure its fit for purpose in our complex business
environment.
104
GOALS DEFINED
Memo 1 – Communication to staff – Defining the Process Standardization process.

Finally, installing a measuring management system, demonstrating the improvement gainsusing factual based data.
Therefore we will like you to send 1 - 2 key processes which is currently eroding business value,based on the following areas - Revenue, Cost, and Time.
We will also like you to clearly state the problem situation with each process and provide an initialstab of the benefit gained.”
b. MeasureOther measurement criteria were then put
in place to adequately quantify problems
defined and goals to be achieved. These
include:
Reduction in approval timelines with
respect to approval hierarchy and
documentations required.
Communication and measurement of Key
Performance Indicator (KPI) for each stage
of the process
Elimination of processes eroding
organisational revenue and project
delivery cost
Increased willingness of work force to
embrace the proposed change and actually
be the agent of change.
105

c. Analyze
Data collection and analysis of the
challenges being faced across the
organisation was conducted. Problems that
were one-offs were eliminated and those
that were of regular occurrence identified
for application of the lean six sigma
tools.
This stage revealed the following:
A lot of time wasted on finalization of
scope of services to be rendered by
suppliers. This took an average of 6
weeks, a process that could have taken
less than a week as seen with expedited
requests.
Tendering process from definition of scope
of work to contract execution and award
took an average of five to six months.
This ordinarily should not be as it has
106

been proved to be doable in less than
three months if expedited.
Supporting documents required for approval
were too many; some individual memo could
be combined in a single document.
These issues resulted in variations in
contract award and ultimately increased
project cost. Once scope is firmed and
agreed by all stakeholders, it was
difficult for variations to occur except
those absolutely necessary to improve
delivery and not those borne out of
oversight or poor delivery.
d. Improve
This stage was deployed by developing
solutions which are then tested before
implemented company wide.
Issues Proposed Solution
107
Table 10 – VSM of OER supply chain processes - Solution Proposition.

Pre-requisition Single point of contact that liaise with all entities on contracts prior to execution especially on group wide projects
Physical or e-mail sign-off by allstakeholders on SoW before issuingto Supply Chain team to start the tendering process.
Develop and enforce SLA on every stage of pre-requisition.
Requisition Adjustment of policy, to extend validity of BPA/PPO for a contract
Shorten the process cycle if it’s a renewal
Blanket revalidation of existing contract
Liaise with Risk & Control on the need for this yearly SS approval and with IT to implement.
Requisition Amendment to policy, permitting entities to leverage same documentations from a Group contract
PO Creation Follow up with Finance Manager to ensure budgets are uploaded in details
Enforcement of this process to load budget in different account strings
Explore possibility of creating a template that can be uploaded at once
PO Approval Investigate delays seen at the manager’s level
Analyze % age of PO that is over $30k in OER business, this being the CEO’s limit and all others requiring Group CFO’s approval andabove.
Adjust policy for single source approval at GLC to NGN 20 million
PO Receipting Change the receipting of invoices to become user department’s responsibility, with one point of contact in Administration team.
108

Train key contact person and communicate the change in process.
Activate the central portal for invoice submission by suppliers and communicate / train them to use this medium. (E-Invoicing portal)
Check features on i-supplier and i-sourcing for standard goods and services, and implement its usage.
Implement the e-invoicing module in the P2P in OER
PO Receipting Add to the job description of the Administrative Department.
PO Receipting – Issue 1 IT to implement the retrieval of vital information entered at PO approval when invoices are being processed for payment. This will reduce man-hour for data re-entry.
PO Receipting – Issue 2 Implement the e-invoicing module Enforce compliance by departments
in OER Communication to all staff/user
departmentsOthers
Failing funds Liaise with IT Apps on reasons whyreserve button was deactivated
Supply Chain and IT to develop SLAtimelines for different options.
e. Control
This stage helped OER ensure that
improvements made are maintained by
109

periodically checking level of improvement
and punishing non-compliance noticed.
4.4 Success Criteria
A few things helped OER achieve the successful
implementation of Lean Six Sigma:
Dedicated team members worked on the project to
ensure dedication.
LSS implementation was not done as an academic
exercise but every step of the way, results were
measured and communicated.
Continuous improvement was key during the
implementation period and after. Document
templates, processes, policies and procedures were
reviewed and several meetings help
The implementation team was trained to teach the
workforce and manage the change that is to come
The goals for LSS were clear right from the
beginning of the project as seen in Fig…… These
goals were linked to the organizational strategy110

Below is a summary of the DMAIC deployment:
4.5 Summary
With the application of the same tools deployed by
Halliburton and Chevron to the OER business processes,
great results were achieved and business processes were
improved and also continually improved.
Below is a summary of process changes made and effect
on the supply chain and business processes:
S/N
Business Process Change Effect
111
Fig 8– Summary of DMAIC Application
Table 11 - Process Changes and Effect on OER’s Business

1. Sign-off on Scope of Work document. Sow was firmed before tendering commenced. Gave the business more bargaining power with the supplierunlike the previous occurrence where cost increase occurs as a result of scope variation. Cost savings of about $300k was made within the first 3months.
Tendering process was quicker because of concise and agreed SoW.Timelines reduced from a prolonged45 -90days to less than 30days, insome cases, 14days.
2. Reduction in requisition approval timeline
Requisition approval reduced from 7days to 24hours and approval hierarchy from up to 7levels to only 1 level.
4. Review of policy and procedure to increase approval limits to the Tender Board, enabling more approvals to be secured faster rather than having to convene a meeting all the time
Before LSS deployment, all contract award recommendation was presented to the Tenders Board. This approval is usually done witha meeting convened and presentations made. A lot of time was wasted especially when there was no quorum.
Approval limits were then reviewed, such that only contractsin excess of $60k required TB approval. This improved and reduced contracting timelines further by another 30%.
7. Automating Tender Board approvals ratherthan hand carrying documents for physical sign-off
Approval by TB was usually hand carried for physical signature butthis caused delays especially if asignatory is out of office. Process change was done and approvals are now requested for and secured via e-mail with the ‘Tracking and Approval’ function of Microsoft Outlook.
3. Amendment of approval documents to consolidate processes that were done in isolation
The non-Tender Board approval memofor awards less than $60k was designed and communicated across the organisation.
Usage showed the need for continuous improvement to avoid being in breach of other policies
112

like single source award justification. The forms were thenre-designed as seen in the e-mail communication in Figure 21 to communicate with the workforce andalso manage the change.
5. Review of policy and procedure to approve personnel related transactions /payments on the basis of the recruitmentprocess only
Personnel related transaction before now go through two approvalprocess; the Human Resource recruitment process and the whole procurement process.
VSM of these processes identified wastes in time; hence a proposal was made to Management to limit all personnel related transactionsto only the HR process. Once concluded, purchase orders are raised with the supporting documents from HR only.
This reduced the process by 40% with respect to time spent to go through two different processes instead of one that was sufficientin itself.
6. Implementation of e-Invoicing module on the ERP system to facilitate invoice submission and suppliers and expedite payment process
When services or goods are delivered, the user department normally takes delivery as such they should be responsible for invoice receipting.
This had not been the case becausereceipting was done by Finance. Itwas highlighted that this situation was an audit risk hence it needed to be changed.
This has not been implemented because it requires activation of the e-Invoicing module on the ERP system and training of the personnel who will carry out theseactivities.
8. Transfer of service delivery / confirmation rights for invoice receipting from Finance department to users.
The invoice receipting rights transfer to user has been agreed by management but implementation is still in the works.
9. Increasing the CEO’s approval limit During the process reengineering deliberations, one of the suggestions was the need to
113

increase the approval limit of theCEO to $120k.
This has not been implemented. Still under review by top management.
Hello all,
To make our approval processes more efficient, the SC team has modified the non-Tender Board (award below N10M or its equivalent) award recommendation procedure.
Before now, two separate documents were required if a non-TB award recommendation has also been single sourced, but going forward, both requests are now captured in a single document.
Find attached:
a. Non-TB memo for award after a competitive tenderb. Non-TB memo for award single sourced, but below N5M – final approver is the
CEOc. Non-TB memo for award single sourced, but between N5M & N10M – final
approver is the DGCEO
Please note implementation is with immediate effect.
Regards
It was easy to effect some changes, others took a lot
of people management through training, persuasion and
114
Memo 2 – Communication on Continuous Improvement of Process Change.

sometimes sanction, while a few have not been
implemented because approval of top management is
required.
115

5.0 General Conclusion and Recommendations
5.1 Chapter Overview
During concept formulation of this project, the
objectives was to study the concept of lean management
as well as Lean Six Sigma and investigate how two
companies in the oil and gas industry, Halliburton and
Chevron have improved their supply chain processes
through the deployment of the tools and techniques of
the lean six sigma concept.
The validity and reliability of these tools and
techniques are then tested by deploying same to the
supply chain processes of another oil and gas company,
Oando Energy Resources (OER).
116

5.2 Implications of Investigative Questions
Three investigative questions were asked and answered
in course of this dissertation in other to understand
how supply chain processes respond to lean six sigma
deployment, why it is necessary to deploy these tools
and the outcome or results achieved. The following
discussion will look at each investigative question
asked and the aim behind asking those questions.
5.2.1 What were your supply chain processes like before the lean
sigma implementation?
This first question aimed at understanding the
‘organizational health’ in terms of what the
processes were like before lean six sigma tools
were deployed, the challenges encountered at this
stage, for example, before deployment at OER,
requisition to purchase order approval could take
up to fourteen days at the minimum. This created a
bottleneck that made the staff directly involved
to ask the question, ‘what can we do differently’.117

This leads to the conclusion that, the decision to
implement LSS is not an academic exercise for
companies that have made a success of it, it is
borne out of necessity, which could span from the
need to reduce timelines, save money or improve
efficiency.
Based on this investigative question, my
recommendations to any and every organization are:
a. There must be a need – this includes desire to
improve customer service, both internal and
external, desire to do business better, achieve
results quicker and improve their current
processes.
b. There must be willingness by the entire
workforce to implement LSS - this cannot be
overemphasized as a lack thereof marks the
beginning of failure, and this is not
negotiable.
The saying, ‘if it isn’t broke, don’t fix it’
is an important reasoning to apply to a system
118

in other to determine if there is a need for
the deployment of LSS, otherwise the workforce
will only go through a motion to implement and
immediately dump the learnings once the
champion leaves the system. This was the
situation in Chevron, Europe as relayed in an
interview with the General Manager, Eric Sirgo
who explained that willingness must occur
company wide and not just with an individual or
champion who is the process owner. What was
noticed in his organisation was that, once this
process owner leaves that environment the
entire process relapses, hence they made
conscious effort to educate the staff to see
why LSS must be implemented and once this
happened, everyone became an advocate for the
deployment of the tools and techniques of lean
six sigma, PEX, (2011).
c. There must be great desire / passion to
continuously improve current ways of doing
119

things in the business. This desire will be
borne out of wastes, variations and defects
identification which then lead to plans to
eliminate the wastes, reduce the variations and
correct the defects, as explained in a podcast
by Smith & Hayes, (2014), who also highlighted
the fact that a company that is not practicing
LSS is only heading for disaster as just one
customer dissatisfaction which can bring them
down considering the power of the social media
and the way news travel across the globe. The
best of the best in their field of business
make use of the tools of LSS and that is why
they are tagged the best. Having said this,
that need must be embraced to achieve success.
5.2.2 How long did it take to achieve the first breakthrough?
The second question was asked in other to
understand how quickly positive changes can be
realized once LSS deployment starts. This was120

necessary as it will encourage a company that is
new to this concept to know that positive change
is assured as long as tools are deployed properly,
ranging from few days to months depending on the
criticality of the stage under scrutiny. In OER
for example, the decision to limit requisition
approval to one stage was taken by the Supply
Chain and Risks & Control teams, hence it was easy
and quick, however the approval to increase
approval limits of the CEO has been presented and
still being reviewed for the past six months. It
is important to understand the possible timelines;
it can be quick, long or even prolonged depending
on its criticality within the business and impact
if not achieved.
My recommendation will be that once the processes
to be improved are identified, the quick fixes
should be implemented first to serve as a form of
encouragement to the team, driving home the fact
that indeed the tools and techniques do work. Once
121

these initial breakthroughs are seen, enthusiasm
builds up and it will be much easier to get
cooperation from the staff and of course
management to go on. It is also important to
demonstrate the financial gains being made with
these improvements because every organisation is
big on profit-making, and once that can be
demonstrated, support is guaranteed. Figure below
shows cost savings made in OER with the deployment
of the tools and techniques of LSS per project:
Asset Cost Savings
General (ORPSL) $27,839.58
OML 13 - Qua Ibo $180,000.00
OML 90 (Akepo) $47,600.00
Conocco Phillips Acquisition $262,215.57
General (Group) $275,449.10
Total $793,104.25
122
Table 12 … – Cost Saving per project through LSS implementation

5.2.3 Why did your company decide to implement Lean Six Sigma
(LSS) and what improvement has been recorded in the supply
chain process?
Every organisation is peculiar even if they
operate within the same industry. This diversity
informed the need to ask this question. From the
result analysis of interviews with Halliburton,
Chevron and OER, it is clear there are different
reasons but all are geared towards improvement and
standardization of existing business processes.
It is important to ask this particular question so
that deployment is focused and targeted at a
particular goal, such that once achieved, it is
clear to all that success has been accomplished.
This approached has been called Focused Lean Six
Sigma (FLSS) by Davis, (2010) a partner at A.T.
Kearney company, recommending that this focus can
be achieved by aligning the LSS initiatives to the
broad strategic goal of the organisation in three
quick steps below:
123

This has been proven true in OER because one of
the goals of the organisation in the LSS
deployment year was cost reduction. Immediately
management realized this was being achieved, the
required support was given without much ado.
The other part of the question which referred to
recording success achieved is important for record
keeping such that when the time for improvement
comes, which must be continuous, that aspect will
be concise and there will be no questions asked to
124
Fig 9 –Three steps to execute Focused Lean Six Sigma

challenge the relevance of the continuous
improvement process.
5.3 Research Summary
Organisations have tried to improve how they render
services to their customers and deliver value to their
stakeholders, both within and outside their
organisation. In doing this over the years, various
tools, techniques and methodologies have been deployed
by various companies operating in diverse industries.
For example Phillips Electronics deployed the Business
Excellence through Speed and Teamwork (BEST) model for
their quality management and improvement initiative, a
model that mirrored the ethics of the European
Foundation for Quality Management (EFQM). Oakland,
(2003)
Others have sought brand management and customer
satisfaction through seeking ISO certifications of
various levels, a process that focuses on self-
125

assessment as a means to achieving the sought after
improvement.
According to Brun, (2008) the limitation of these total
quality methodologies is the fact that they focus just
on improving the current situation to achieve a final
result and providing quality management guidelines, but
do not really focus on the peculiar Lean Six Sigma
success factors, being:
a. Error or waste prevention and variability
reduction
b. Prescription of specific / precise improvement
methodologies applicable to existing processes;
e.g. DMAIC, PDCA which then allows for performance
measurement
c. Top-down management involvement and bottom-top
employee driven implementation strategy, backed-up
by training
d. Most importantly, the concept of continuous
improvement
126

These four factors as seen in the deployment of Lean
Six Sigma tools and techniques at Halliburton, Chevron
and then validated at Oando Energy Resources are the
peculiar success factor to LSS.
The tools have been proven and tested with two
companies in the oil servicing and production sectors
of the oil and gas industries, leading to ascertaining
their reliability and confirming their validity with
another company in the same industry.
127

References
Aldous, R. (n.d), ‘Advantages and Disadvantages of various Lean Six Sigma deployment approaches’ Web Lean Six Sigma: Rethink Management Consulting [Online] Available at: http://www.rethink.co.za/pdf/Rethink_LSS_Deployment_Approaches.pdf [Accessed: 7 May, 2014]
ASQ, (2014), Podcast, [Online], Available from: http://videos.asq.org/why-implement-lean-six-sigma [Accessed: 17 May 2014 GMT 22:01:15]
Balle, M. (2005), ‘Lean applications often fail to deliver the expected benefits but could the missing link for successful implementations be attitude?’ Lean Attitude: IEE Manufacturing Engineer [Online] Available at: http://michaelballe.fr/papers/LeanAttitude.pdf [Accessed: 16 April, 2014]
Berry, (1999), ‘Collecting data by in-depth interviewing’ Paper Presented at the British Educational Research Association Annual Conference, 2-5 September; University of Sussex at Brighton: Education On-Line [Online] Available at: http://www.leeds.ac.uk/educol/documents/000001172.htm [Accessed: 22 April, 2014]
Bonacorsi, S. (2014), ‘Key Issues for Process Excellence in the Energy Industry’ Process Excellence Network, [Online] Available at: http://www.academia.edu/1746028/Key_Issues_for_Process_Excellence_inthe_Energy_Industry [Accessed: 16 April, 2014]
Bossert, J. (2003), ‘Lean and Six Sigma – synergy made in heaven’Quality Progress 36(7) pp:31-32 ProQuest [Online] Available at: http://search.proquest.com.ezproxy.liv.ac.uk/docview/214749042/fulltextPDF/141C82E33D12F8B30EE/3?accountid=12117 [Accessed: 10 April, 2014]
128

Brun, A. (2008), ‘Critical success factors of Six Sigma implementations in Italian companies’, International Journal of ProductionEconomics [Online] Available at: http://www.sciencedirect.com.ezproxy.liv.ac.uk/science/article/pii/S092552731000188X [Accessed: 27 May, 2014]
Chevron, (2011), Chevron, Human Energy: Our Businesses – Developing Vital Energy Resources [Online], Available at: http://www.chevron.com/about/ourbusiness/ [Accessed: 2 April, 2014]
Creswell, J. (2003), ‘Research Design-Qualitative, Quantitative and Mixed Method Approaches’ SAGE Publications [Online] Available at: http://isites.harvard.edu/fs/docs/icb.topic1334586.files/2003_Creswell_A%20Framework%20for%20Design.pdf [Accessed: 20 April, 2014]
Croxton, K., Garcia-Dastugue, J., Lambert, M. & Rogers, D. (2001), ‘The Supply Chain Management Processes’ International Journal of Logistics Management 12(2), pp.13-36 Emerald [Online] Available at: http://www.emeraldinsight.com.ezproxy.liv.ac.uk/journenals.htm?issn=0957-4093&volume=12&issue=2&articleid=1527504&show=abstract [Accessed: 15 April, 2014]
Detty, R. & Yingling, J.(2010), ‘Quantifying benefits of conversion to lean manufacturing with discrete event simulation: A case study’ International Journal of Production Research 38(2) pp:429-445Taylor & Francis [Online] Available at: http://www.tandfonline.com.ezproxy.liv.ac.uk/doi/pdf/10.1080/002075400189509 [Accessed: 17 April, 2014]
Easterby-Smith, M, Thorpe, R. & Jackson, P. (2012), Management research. 4th ed. London: SAGE Publications.
Finnemore, M. Sikkink, K. (2001), ‘Taking Stock: The Constructivist research program in International Relations and Comparative Politics’ Annual Review of Political Science 4 (1), pp.391-416[Online] Available at:
129

http://www.annualreviews.org.ezproxy.liv.ac.uk/doi/pdf/10.1146/annurev.polisci.4.1.391 [Accessed: 20 April, 2014]
Golafshani, N. (2003), ‘Understanding Reliability and Validity inQualitative Research’ The University of Toronto, Ontario Canada : The Qualitative Report 8(4), pp. 597-607 [Online] Available at: http://www.nova.edu/ssss/QR/QR8-4/golafshani.pdf [Accessed: 22 April, 2014]
Halliburton, (2014), Halliburton Solving Challenges: Corporate Profile [Online], Available at: http://www.halliburton.com/en-US/about-us/corporate-profile/default.page?node-id=hgeyxt5p [Accessed: 2 April, 2014]
Halliburton, (2011), Halliburton Awarded Integrated Services Contract from Chevron for Shale Natural Gas Exploration in Poland[Online] Press Releases, Available at: http://www.halliburton.com/public/news/pubsdata/press_release/2011/corpnws_071311.html [Accessed: 2 April, 2014.S]
Hines, P. & Rich, N. (1997) ‘The seven value stream mapping tools’ International Journal of Operations & Production Management, 17(1), pp. 46-64 [Online] Available at: http://www.emeraldinsight.com.ezproxy.liv.ac.uk/journals.htm?issn=0144-3577&volume=17&issue=1 [16 April, 2014]
iSixSigma, (2014), ‘Deming Cycle, PDCA’ [Online] Available at: http://www.isixsigma.com/dictionary/deming-cycle-pdca/ [Accessed:9 April, 2014]Karicoperformancesolutions, (2012), ‘Manufacture you day by evaluating your current attitude’ [Online] Available at: http://karicoperformancesolutions.blogspot.com/2012/10/manufacture-your-day-by-evaluating-your.html [Accessed: 16 April, 2014]
Kumar, M., Anthony, J., Singh, R., Tiwari, M. & Perry, D. (2007),‘Implementing the Lean Sigma framework in an Indian SME: a case study’ Production Planning & Control: The Management of Operations 17(4), pp:407-423 Taylor & Francis [Online] Available at:
130

http://www.tandfonline.com.ezproxy.liv.ac.uk/doi/pdf/10.1080/09537280500483350 [Accessed: 17 April, 2013]
Liker, J. & Morgan, J. (2006), ‘The Toyota way in services: The case of lean product development’ Academy of Management Perspectives 20(2) pp. 5-20 [Online] Available at: http://amp.aom.org/content/20/2/5.full [Accessed: 4 April, 2014]
Manrodt, K. & Vitasek, K. (2004), ‘Global Process Standardization: A case study’ Journal of Business Logistics 25(1) pp.1-5[Online] Available at: http://web.a.ebscohost.com.ezproxy.liv.ac.uk/ehost/pdfviewer/pdfviewer?sid=d940f649-f0f1-4cf3-b66b-9d5e089e6869%40sessionmgr4003&vid=2&hid=4107 [Accessed 25 April, 2014]
Meij, O. (n.d.), ‘Creating the ‘Lean’ supply chain’ CEVA Logistics [Online] Available at: http://www.cevalogistics.com/en-UK/whyceva/OperationsExcellence/Documents/Creating%20the%20lean%20supply%20chain%20formatted.pdf [Accessed: 4 April, 2014]
Melton, T. (2005), ‘The benefits of lean manufacturing. What LeanThinking has to offer the process industries’ Chemical Engineering Research and Design 83(A6), pp.662-673 IChem [Online] Available at: http://ac.els-cdn.com.ezproxy.liv.ac.uk/S0263876205727465/1-s2.0-S0263876205727465-main.pdf?_tid=c6a55f66-c550-11e3-98f5-00000aacb35f&acdnat=1397643827_e2245356e3585deec937a6faad171c58 [Accessed: 16] April, 2014.
Morris, et. al. (2000), Qualitative Data Analysis Sage Publications [Online] Available at: http://www.sagepub.com/upm-data/43454_10.pdf [Accessed: 24 April,2014]
Murray, M. (2014), ‘Six Sigma Concepts: The DMAIC Problem SolvingMethod’ About.com Logistics / Supply Chain [Online] Available at: http://logistics.about.com/od/operationalsupplychain/a/Six-Sigma-Concepts-The-Dmaic-Problem-Solving-Method.htm [Accessed: 6 April, 2014]
131

Oakland, J. S. (2003) TQM: Text with cases; (pp. 454–470). 3rd ed. Oxford: Butterworth-Heinemann
Oando Energy Resources, (2012), Asset Portfolio [Online] Available at: http://www.oandoenergyresources.com/projects/abo-field-oml-125/ [Accessed 15 April, 2014
O’Byrne, P. (2007), ‘The advantages and disadvantages of mixing methods: An Analysis of combining traditional and autoethnographic approaches’ Sage Journals17(10) pp:1381-1391 [Online] Available at: http://qhr.sagepub.com.ezproxy.liv.ac.uk/content/17/10/1381.full.pdf+html [Accessed: 18 April, 2014)]
Oildecline.com, (n.d.), Peak Oil Info & Strategies, Available at:http://www.oildecline.com/ [Accessed, 14 April, 2014]
Process Excellence Network, (2011), Podcast Transcript, [Online],Available from: http://www.processexcellencenetwork.com/lean-six-sigma-business-transformation/articles/leadership-and-lean-six-sigma-at-chevron-europ/ [Accessed: 17 May 2014 GMT 21:52:06]
Platts, (2014), Platts McGraw Hill Financial: Chevron delays China onshore Chuandongbei gas project to 2015 [Online] Press Releases, Available at: http://www.platts.com/latest-news/natural-gas/singapore/chevron-delays-china-onshore-chuandongbei-gas-27984640 [Accessed, 2 April, 2014]
Sally Ulman, M. A., (2007), ‘The use of Lean Six Sigma in the OilIndustry’ Variance Reduction International [Online] Available at:http://www.variancereduction.com/downloads/UlmanVRIandOil.pdf [Accessed: 15 April, 2014]
Sandelowski, M. (2000), ‘Focus on Research Methods. Whatever happened to Qualitative description?’ Research in Nursing & Health 23(4), pp.334-340 [Online] Available at: http://onlinelibrary.wiley.com.ezproxy.liv.ac.uk/doi/10.1002/1098
132

-240X(200008)23:4%3C334::AID-NUR9%3E3.0.CO;2-G/pdf [Accessed: 21 April, 2014]
Smith, H. & Morris, P. (2007), ‘An epistemological evaluation of research into projects and their management: Methodological Issues’ International Journal of Project Management, Science Direct 25(4), pp. 423-436 [Online] Available at: http://www.sciencedirect.com.ezproxy.liv.ac.uk/science/article/pii/S0263786307000063#?np=y [Accessed: 20 April, 2014]
Spear, S. & Bowen, H. (1999) ‘Decoding the DNA of the Toyota Production System’ Harvard Business Review 77(5), pp.96-106 [Online] Available at: http://www.busn.uco.edu/gwillis/ISOM%204043/Decoding%20DNA%20of%20TPS.pdf [Accessed: 15 April, 2014]
Stocker, G. (2014), ‘Lean in Oil & Gas – Part Two’ Lessons in Lean [Online] Available at: http://corporatedeathspiral.blogspot.com/2014/03/lean-in-oil-gas-part-two.html Accessed: 15 April, 2014]
Taylor, D. (1999) ‘Parallel Incremental Transformation Strategy: An Approach to the Development of Lean Supply Chains', InternationalJournal of Logistics Research and Applications, 2(3) pp:305 — 323 [Online] Available at: https://elearning.uol.ohecampus.com/courses/1/UKL1.40359.201340/db/_13221437_1/week5_article.pdf?bsession=48031835&bsession_str=session_id=48031835,user_id_pk1=286711,user_id_sos_id_pk2=1,one_time_token [Accessed: 16 April, 2014]
The Knowledge Academy, (2014), Honeywell Apply Lean Six Sigma [Online] http://www.theknowledgeacademy.com/blog/honeywell-apply-lean-six-sigma/ [Accessed: 14 April, 2014]
Tompkins, B. (2004), ‘Lean thinking for the Supply Chain’ Transforming Supply Chain for Value Creation Tompkins International [Online] Available at:
133

http://www.tompkinsinc.com/article/2004/lean-thinking-supply-chain/ [Accessed: 4 April, 2014]
Toyota-Global, (2014), History of Toyota: Chronology [Online], Available at: http://www.toyota-global.com/company/history_of_toyota [Accessed:2 April, 2014]
University of Portsmouth, (2010), ‘Advantages and Disadvantages of Different Types of Interview Structure’ Primary Data Collection – Interviews [Online] Available at: http://compass.port.ac.uk/UoP/file/d8a7aedc-be56-461b-85e8-ae38ccf49670/1/Interviews_IMSLRN.zip/page_03.htm [Accessed: 22 April, 2014].
134