research*EU results magazine 37 - Publications Office of the ...
Upload
khangminh22Category
view
1download
0
Development ofmicrostructure-based tools for alloy
and rolling process design
(Microtools)
doi:10.2777/4415
Developm
ent of microstructure-based tools for alloy and rolling process design (M
icrotools)EU
EUR 26212
KI-NA-26212-EN
-N
Project Microtools developed tools to construct processing regime maps combining temperature-time-deformation history with enhanced knowledge of the metallurgical mechanisms during hot rolling, to design improved rolling schedules and chemistries. The dependence of the austenite recrystallisation and precipitation kinetics on the elements Mn, Si, Al and Nb at levels relevant to plate and advanced high strength strip steels was studied using thermomechanical testing and detailed metallography and integrated into equations for use in hot rolling models. The softening retardation potential of the alloying elements investigated was found to decrease in the order Nb>>Al>Si. A new methodology for quantifying the recrystallised austenite fraction using EBSD maps and austenite grain reconstruction software was developed. Processing regime maps were constructed for representative plate and hot rolled strip rolling schedules from which pilot rolling trials were designed and performed to successfully validate the new models.
Studies and reports
Research and Innovation EUR 26212 EN

EUROPEAN COMMISSION Directorate-General for Research and Innovation Directorate G — Industrial Technologies Unit G.5 — Research Fund for Coal and Steel
E-mail: [email protected] [email protected]
Contact: RFCS Publications
European Commission B-1049 Brussels
HOW TO OBTAIN EU PUBLICATIONS
Free publications: • one copy:
via EU Bookshop (http://bookshop.europa.eu);
• more than one copy or posters/maps: from the European Union’s representations (http://ec.europa.eu/represent_en.htm); from the delegations in non-EU countries (http://eeas.europa.eu/delegations/index_en.htm); by contacting the Europe Direct service (http://europa.eu/europedirect/index_en.htm) or calling 00 800 6 7 8 9 10 11 (freephone number from anywhere in the EU) (*). (*) The information given is free, as are most calls (though some operators, phone boxes or hotels may charge you).
Priced publications: • via EU Bookshop (http://bookshop.europa.eu).
Priced subscriptions: • via one of the sales agents of the Publications Office of the European Union
(http://publications.europa.eu/others/agents/index_en.htm).

European Commission
Research Fund for Coal and SteelDevelopment of microstructure-based tools
for alloy and rolling process design(Microtools)
S. V. Parker, R. C. Beaverstock, Z. Husain, G. ClaxtonTata Steel UK Limited
Swinden Technology Centre, Moorgate, Rotherham, S60 3AR, UNITED KINGDOM
S. Cobo, L. Lutz, S. JolyArcelorMittal Maizières Research SA
Voie Romaine, BP30320, 52783 Maizières les Metz Cedex, FRANCE
Z. Aretxabaleta, B. Pereda, B. LópezCentro de Estudios e Investigaciones Técnicas de Guipuzcoa (CEIT)
Materials Department, PO Box 1555, 20018 San Sebastián, SPAIN
B. Pohu, G. LannooCentre de Recherches Métallurgiques (CRM)
Technologiepark 903c, 9052 Zwijnaarde (Gent), BELGIUM
Grant Agreement RFSR-CT-2009-00011 1 July 2009 to 31 December 2012
Final report
Directorate-General for Research and Innovation
2013 EUR 26212 EN

LEGAL NOTICE
Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use which might be made of the following information.
The views expressed in this publication are the sole responsibility of the authors and do not necessarily reflect the views of the European Commission.
More information on the European Union is available on the Internet (http://europa.eu). Cataloguing data can be found at the end of this publication. Luxembourg: Publications Office of the European Union, 2013 ISBN 978-92-79-33613-3 doi:10.2777/4415 © European Union, 2013 Reproduction is authorised provided the source is acknowledged. Printed in Luxembourg Printed on white chlorine-free paper
Europe Direct is a service to help you find answers to your questions about the European Union
Freephone number (*):00 800 6 7 8 9 10 11
(*) Certain mobile telephone operators do not allow access to 00 800 numbers or these calls may be billed.

CONTENTS
1. FINAL SUMMARY ........................................................................................................................................5
1.1 OBJECTIVES ...............................................................................................................................................5 1.2 MAIN RESULTS...........................................................................................................................................5 1.3 CONCLUSIONS..........................................................................................................................................14 1.4 APPLICATIONS .........................................................................................................................................15
2. SCIENTIFIC AND TECHNICAL DESCRIPTION OF THE RESULTS ................................................16
2.1 OBJECTIVES OF THE PROJECT...................................................................................................................16 2.2 COMPARISON OF INITIALLY PLANNED ACTIVITIES AND WORK ACCOMPLISHED .........................................16 2.3 DESCRIPTION OF ACTIVITIES AND DISCUSSION .........................................................................................18 2.3.1 WP1: PROJECT COORDINATION ...............................................................................................................19 2.3.2 WP2: PROVISION OF MATERIALS.............................................................................................................19
2.3.2.1 Task 2.1: Production of laboratory casts.......................................................................................20 2.3.2.2 Task 2.2: Laboratory rolling..........................................................................................................21 2.3.2.3 Task 2.3: Provision of industrial material .....................................................................................21
2.3.3 WP3: THERMOMECHANICAL TESTING .....................................................................................................21 2.3.3.1 Task 3.1: Definition of test programme .........................................................................................22 2.3.3.2 Task 3.2: Solute drag effect on static recrystallisation kinetics.....................................................30 2.3.3.3 Task 3.2: Round robin exercise......................................................................................................53 2.3.3.4 Task 3.3: Solute drag effect on dynamic recrystallisation kinetics ................................................59 2.3.3.5 Task 3.4: Grain growth kinetics.....................................................................................................63 2.3.3.6 Task 3.5: Strain induced precipitation effects................................................................................64 2.3.3.7 Task 3.6: Determination of critical temperatures for recrystallisation .........................................67
2.3.4 WP4: MICROSTRUCTURE ANALYSIS ........................................................................................................75 2.3.4.1 Task 4.1: Quantification of recrystallised fraction ........................................................................76 2.3.4.2 Task 4.2: Quantification of austenite grain structure and distribution .........................................86 2.3.4.3 Task 4.3: Quantification of precipitates.......................................................................................106
2.3.5 WP 5: MODELLING AND CONSTRUCTION OF PROCESSING MAPS .............................................................116 2.3.5.1 Task 5.1: Assessment of current model capabilities.....................................................................116 2.3.5.2 Task 5.2: Modelling of static recrystallisation kinetics ...............................................................120 2.3.5.3 Task 5.3: Modelling of dynamic recrystallisation kinetics...........................................................147 2.3.5.4 Task 5.4: Modelling of austenite grain size .................................................................................149 2.3.5.5 Task 5.5: Modelling of recrystallisation-precipitation interactions ............................................158 2.3.5.6 Task 5.6: Construction of processing regime maps .....................................................................162
2.3.6 WP6: APPLICATION AND VALIDATION ...................................................................................................169 2.3.6.1 Task 6.1: Design of validation tests .............................................................................................169 2.3.6.2 Task 6.2: Single and double hit validation tests ..........................................................................175 2.3.6.3 Task 6.3: Multipass validation tests.............................................................................................175 2.3.6.4 Task 6.4: Pilot rolling trials.........................................................................................................186 2.3.6.5 Task 6.5: Validation against pilot mill and industrial mill data ..................................................190
2.4 CONCLUSIONS........................................................................................................................................193 2.5 EXPLOITATION AND IMPACT OF THE RESEARCH RESULTS .......................................................................200
2.5.1 Application of the project results .....................................................................................................200 2.5.2 List of publications and conference presentations ...........................................................................200
3. LIST OF FIGURES.....................................................................................................................................201
4. LIST OF TABLES.......................................................................................................................................207
5. LIST OF REFERENCES............................................................................................................................209
6. LIST OF ACRONYMS AND ABBREVIATIONS ...................................................................................211
3


MICROTOOLS: Development of Microstructure-Based Tools for Alloy and Rolling Process
Design for Hot Rolled Steels
1. Final Summary
1.1 Objectives
Project MICROTOOLS aimed to develop tools to construct processing regime maps combining
temperature-time-deformation history with enhanced knowledge of the operational metallurgical
mechanisms during hot rolling. These tools will help design improved and new rolling schedules and
steel chemistries, to exploit the increased metallurgical understanding of the underlying mechanisms
without compromising mill productivity. The compositional dependence of the austenite microstructure
evolution (recrystallisation and precipitation kinetics) for major alloying elements (Mn, Si, Al, Nb) was
studied using thermomechanical testing and high resolution characterisation techniques, and integrated
into hot rolling models. Application to strip and plate steel production was demonstrated.
The main objectives of the project were as follows:
1. Investigation of the effects of the alloy elements Mn, Si, and Nb on the recrystallisation
behaviour of austenite in hot rolled steels by thermomechanical testing, both individually and
in combination, extending the range to levels relevant to modern high strength steels.
2. Assessment for the first time of the effects of Al additions on the static recrystallisation
kinetics via both solute drag and possible interactions with Nb precipitation kinetics.
3. Improvement of the recrystallisation equations for the effect of low strain deformations (<0.2)
4. Development of enhanced predictive equations/models for the recovery, recrystallisation and
precipitation kinetics, austenite grain size and recrystallisation critical temperatures.
5. Development of a tool for modelling austenite grain size distributions.
6. Development of more physically based models for investigation of specific mechanisms, such
as strain induced precipitation.
7. Construction of processing regime maps which combine temperature-time-deformation history
with enhanced knowledge of the operational metallurgical mechanisms.
8. Application of these maps to help design improved and new rolling schedules or alloys to take
advantage of increased metallurgical understanding of the underlying mechanisms and avoid
non-optimal rolling schedules.
9. Validation of the developed tools (equations and maps) for the production of strip and plate
steels by pilot rolling trials.
1.2 Main results
The main results of the project are summarised here. The full details of each Task are described in
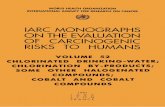
Section 2.3. The project was divided into six Work Packages which interact as shown in Figure 1.
WP1: Eight coordination meetings of all the partners have been held during the project, hosted by each
partner in turn.
5

Partner Name C Si Mn Nb Al
AM C1Mn2 0.1 0 2 0 0.03
C1Mn1Nb7 0.1 0 1 0.07 0.03
C1Mn2Nb7 0.1 0 2 0.07 0.03
C1Mn2Nb3 0.1 0 2 0.03 0.03
Tata C1Mn1 0.1 0.25 1 0 0.03
C1Mn1Nb3 0.1 0.25 1 0.03 0.03
C1Mn1Nb1 0.1 0.25 1 0.01 0.03
C2Mn1Nb3 0.2 0.25 1 0.03 0.03
CEIT C2Mn2Al1 0.2 0 2 0 1
C2Mn2Al2 0.2 0 2 0 2
C2Mn2Nb3Al2 0.2 0 2 0.03 2
C2Mn2Nb7Al2 0.2 0 2 0.07 2
C2Mn2 0.2 0 2 0 0.03
C2Mn2Nb3Al1 0.2 0 2 0.03 1
CRM C2Mn2Si1 0.2 1 2 0 0.03
C2Mn2Si2 0.2 2 2 0 0.03
C2Mn2Nb3Si2 0.2 2 2 0.03 0.03
C2Mn2Nb7Si2 0.2 2 2 0.07 0.03
C2Mn2Nb3Si0 0.2 0 2 0.03 0.03
Figure 1: Project work packages and
interactions
Table 1: Nominal compositions of project steels (wt%)
WP2: Provision of Materials
Tasks 2.1 and 2.2: Production of laboratory casts and laboratory rolling and Task 2.3: Provision
of industrial material
One of the main objectives of the project was to study the effects of Mn, Si, Nb and Al additions on the
recrystallisation of austenite and the precipitation of Nb(C,N). A matrix of casts based around a
reference steel containing 0.1C, 1.0Mn, 0.03Al, 0.005N, 0.02P wt% was defined. The nominal
chemistries are shown in Table 1. This enabled the study of the effects of Mn, Si and Al individually,
the interaction effect of each element with Nb and the influence of increasing the amount of Nb on the
interaction effect. The steels were divided into 4 groups to distribute the work between the partners.
CEIT concentrated on studying the effect of Al, one of the first times this has been investigated in
detail; CRM on the effect of Si and Tata and AM on the effects of Nb at low and high Mn levels,
respectively. A total of 19 laboratory ingots were cast between the project partners and rolled down to
plate or strip material on pilot rolling mills to provide the steels for study in the project. Each partner
produced their own steels apart from CEIT whose steels were supplied by Tata. Additional casts were
produced by CRM for the validation pilot strip rolling trials in WP6. An industrially cast Nb
microalloyed steel for the validation plate rolling trials in WP6 was obtained from a Tata plate mill
with a chemistry within the range of the project steels.
WP3: Thermomechanical testing
Task 3.1: Definition of test programme
A large thermomechanical test programme to study static recrystallisation kinetics was carried out
using hot torsion and uniaxial Gleeble compression testing machines at each of the partners. The
effects of Nb, Al, Si, Mn and C content, strain, temperature, strain rate and austenite grain size on static
recrystallisation kinetics and recrystallised austenite grain size were investigated. Low strain
deformations (<0.1) and austenite grain growth after recrystallisation were considered by Tata. The
effects of Si, Mn and Nb content, temperature and strain rate on dynamic recrystallisation behaviour
were also studied at CRM and AM. Specific tests were designed to enable the study of Nb precipitation
in steels alloyed with Si or Al and compare their behaviour with the equivalent CMnNb steels (CEIT,
CRM). Samples were quenched out after interrupted torsion tests. Finally, multipass hot torsion tests
6

were performed on most of the project steels to determine the critical temperatures for recrystallisation
as a function of chemistry, strain and interpass time (CEIT, CRM).
Two sets of round robin tests were also initiated to compare the results obtained from the different
thermomechanical simulation machines of the partners. The first set compared the results from the
three torsion machines used in the project. The second test compared both the torsion and uniaxial
compression machines, and the methods of stress relaxation and double hit testing for determination of
the softening kinetics.
Task 3.2: Solute drag effect on static recrystallisation kinetics
Initial tests at each partner were performed to define the initial (reheated) austenite grain sizes for the
tests. The aim was to obtain a small (~50µm), medium (~100µm) and large (>200µm) grain size in
each set of steels to study the effect of this parameter on recrystallisation kinetics. Although this was
achieved in the Nb steels, it turned out to be impossible to obtain a grain size larger than 100µm in the
Al steels and smaller than 200µm in the Si steels even after an initial roughing treatment. Therefore
these two series of steel could only be studied at one level of initial grain size.
The softening data measured by each of the partners were fitted to an Avrami relationship and the
parameter t50, the time to 50% recrystallisation, and the exponent n were derived for each test
condition, for use in the modelling tasks in WP5. Stress relaxation tests on the C1Mn1 series of Nb
steels showed that the rate of softening decreased with decreasing strain (0.35 � 0.05), temperature
(1150 � 950°C) or strain rate (10 � 0.1/s), or increasing Nb content (0 � 0.03 wt%).
Recrystallisation was the dominant softening mechanism for deformation at temperatures of 1050°C
and above, apart from some tests at 0.05 strain which showed only recovery. Deformation at 950°C led
to recrystallisation in the C1Mn1 steel but mostly recovery in the Nb steels. The retardation of
softening in the Nb steels compared to the CMn steel was attributed to Nb solute drag at deformation
temperatures of 1050°C and above. At 950°C, as well as solute drag, an additional contribution due to
precipitation could be identified in the softening curves. No significant effect of increasing the C
content from 0.1 to 0.2 wt% was found on the softening kinetics in the absence of precipitation. Only a
weak effect of initial austenite grain size on the recrystallisation kinetics was found. This contradicts
other published data but no explanation for these results could be found.
Double hit torsion tests on the C1Mn2 series of Nb steels showed similar trends with temperature,
strain and initial austenite grain size as the C1Mn1 steels. With addition of 0.03 wt% Nb, softening was
significantly retarded at a temperature of 950°C due to precipitation, whereas at 0.07 wt% Nb this
retardation started at temperatures as high as 1050°C.
Double-hit torsion tests were carried out in the 1065-925ºC temperature range with the C2Mn2,
C2Mn2Al1 and C2Mn2Al2 steels to investigate the effect of Al in solid solution. The results showed
that the softening kinetics were retarded by Al addition, which was related to different mechanisms
depending on the temperature and Al content. For 1wt% Al the softening delay was due to Al solute
drag effect at all the temperatures investigated. Increasing to 2wt% Al, at high temperatures the
retardation was also due to solute drag, but at temperatures below 1000ºC, γ→α phase transformation
occurred concurrently with softening, leading to a higher retardation effect.
The effect of silicon on static recrystallisation kinetics (SRX) was obtained from stress-strain curves of
the double hit test torsion technique using the back extrapolation method. The effect of niobium in
slowing down the recrystallisation kinetics due to solute drag effect was clearly observed. At 0.7 strain,
dynamic recrystallisation was initiated in the steels without Nb additions. Comparison for one
deformation condition between steels containing zero and 1%Si revealed that Si slows down
recrystallisation. However, comparing the kinetics of steels containing 1% and 2%Si showed no clear
effect of Si on SRX kinetics, indicating a saturation effect of Si, in agreement with other results
published in the literature.
The round robin tests on steel C2Mn1Nb3 to compare test techniques showed slightly faster
recrystallisation kinetics were obtained from stress relaxation tests compared with double hit
compression tests on the Gleeble machine. This is in agreement with previous work. The round robin
7

tests on steel C1Mn1Nb7 to compare the torsion machines revealed important differences in flow stress
mainly attributed to differences in temperature measurements (location in sample, thermocouple or
pyrometer) and the adopted temperature control criterion, but also to differences in the strain hardening
behaviour. The differences in flow stress between the partners have led to differences in softening
kinetics both in terms of t50 and n parameters. An additional comparison between softening data from
torsion tests using an external database to the project showed only small differences in softening
compared with AM results. Further work would be required to fully resolve the discrepancies between
the torsion test results. Alternatively, it could be argued that the building of a common database with
contributions from different torsion machines may not be a reliable approach for constructing or fitting
a single predictive model.
Task 3.3: Solute drag effect on dynamic recrystallisation kinetics
A series of single hit hot torsion tests were performed to study the effect of Si and Mn on the critical
and peak strains for dynamic recrystallisation. Strain rates between 0.1 and 1.0/s and temperatures from
950 to 1050°C were applied. The second derivative method was used to analyse the data (Section
2.3.3.4).
Task 3.4: Grain growth kinetics
A matrix of tests was performed on steels C1Mn1, C1Mn1Nb1 and C1Mn1Nb3 to investigate the
austenite grain growth kinetics for hold times of up to 900s after deformation at temperatures between
1150 – 950°C and strains of 0.2 or 0.1. No significant grain growth was observed in any of the tests,
even at the higher temperatures where recrystallisation had clearly completed. At lower temperatures or
strains, it is likely that recovery and/or incomplete recrystallisation had occurred. The results, which
were reproducible, were consistent with previous experiments for Nb microalloyed steels but contrary
to experience for the C1Mn1 steel.
Task 3.5: Strain induced precipitation effects
Double-hit torsion tests were carried out with the C2Mn2Al1Nb3, C2Mn2Al2Nb3 and C2Mn2Al2Nb7
steels in the 1065-900ºC temperature range to investigate the effect of Nb(C,N) strain-induced
precipitation on the softening kinetics of Al steels. At temperatures below 1065ºC the softening
obtained for these steels was significantly delayed and did not complete in the range of interpass times
investigated. An arrest in the softening curves was detected, and in some tests, after a certain holding
time, the softening levels increased again. Samples were quenched out at different conditions and their
microstructure and precipitation state analysed using TEM. Similar interrupted torsion tests were
performed on the C2Si0Mn2Nb3, C2Si2Mn2Nb3, C1Mn1Nb7 and C1Mn2Nb7 steels to evaluate the
influence of Si and Mn on Nb precipitation. Single hit tests were performed at 1050, 1000 and 950°C
with an applied strain of 0.35. Hold times of up to 10000s were investigated as well as a sample
quenched before applying the deformation to define the initial precipitation state of the austenite.
Task 3.6: Determination of critical temperatures for recrystallisation
The critical recrystallisation temperatures were determined using multipass torsion tests for steels
C1Mn1Nb3, C2Mn1Nb3, and the Si and Al series of steels. 20-24 hits with the same deformation (in
the range 0.1 – 0.5 strain) and interpass time (5 – 100s) were applied at decreasing temperatures at
20°C intervals. The critical temperatures are defined as: the recrystallisation limit temperature (RLT),
the lowest temperature above which recrystallisation between passes is complete (85 or 95%
recrystallisation criteria), and the recrystallisation stop temperature (RST), the highest temperature at
which recrystallisation is completely absent (usually taken as 5% recrystallised fraction). Between
these limits, there is a temperature regime within which partial recrystallisation occurs. The no-
recrystallisation temperature, Tnr, was also determined, by plotting the mean flow stress (MFS) for each
pass against inverse temperature in the standard way. The RLT and RST were determined from plots of
the anisothermal fractional softening at each pass, calculated from the flow curves, against temperature.
Full details of these procedures are given in Section 2.3.3.7.
In the C1Mn1Nb3 and C2Mn1Nb3 steels, decreasing the interpass time from 30 to 10 seconds led to an
increase in both Tnr and RLT. Decreasing the applied strain per pass from 0.3 to 0.1 led to incomplete
softening between passes throughout the entire schedule. Increasing the C content from 0.1 to 0.2 wt%
8

slightly increased both the Tnr and RLT temperatures and decreased the Ar3 temperature. In the 2wt%Al
steels, some of the specimens broke during the test due to low ductility and as a result the tests could
not be completed. 1 or 2wt% Al addition resulted in an increase of the recrystallisation critical
temperatures, the amount of which depended strongly on the Al content. 1wt% Al led to a slight
increase in the Tnr of ∼30ºC, whilst 2wt% Al addition resulted in a significantly larger increase, from
∼120 to 200ºC. For the 1wt% Al steel, the Tnr was further increased by 100-120ºC with 0.03%Nb
addition. However, the Tnr was almost unaffected by 0.03%Nb or 0.07%Nb addition to the 2%Al steel.
Increasing the Si content from 1 to 2 wt% did not affect the recrystallisation regimes. Addition of Nb to
the Si steels significantly raised the RST thus reducing the width of the partial recrystallisation regime.
WP4: Microstructure analysis
The microstructure of torsion and uniaxial compression specimens quenched at different conditions
was examined by optical microscopy to reveal the prior austenite grain structure by all the partners.
The specimens were sectioned and prepared by the classical techniques of polishing and etching. The
austenite grain boundaries were revealed using an aqueous solution of picric acid whilst 2% Nital was
used when ferrite was present. Grain sizes and distributions were determined using the mean equivalent
circle diameter (ECD) parameter, measured with the help of image analysis software. Micrographs
were taken from the etched specimens and the grain boundaries were traced so that the software could
detect them. In specimens where the grain boundaries were difficult to detect, the ASTM chart
comparison method was used instead. In selected samples, Transmission Electron Microscopy (TEM)
was used to analyse any precipitates in carbon extraction replicas. Electrolytic matrix dissolution
techniques have also been applied to a limited number of samples to analyse the amount of Nb
precipitated.
Task 4.1: Quantification of recrystallised fraction
The recrystallised fraction in the Al steels was quantified in torsion specimens quenched after
deformation and different holding times for one softening condition (C2Mn2Al1 steel, T=1065ºC,
ε=0.35). In the initial softening stages, the recrystallised fraction was lower than the softening
determined mechanically, but at longer interpass times the two values converged. However, due to the
similar size of the initial and the recrystallised grain sizes the results were only approximate.
A new methodology for quantifying the recrystallised fraction has been developed and applied at AM
in this project based on the application of software developed for the reconstruction of austenite
microstructures from EBSD maps of martensitic structures and the use of a criterion for distinguishing
recrystallised and non-recrystallised grains based on the mean misorientation angle in the reconstructed
austenite grains. The first steps toward validation of this methodology for recrystallised fraction
determination have been made with encouraging results revealed by the comparison of the calculated
values with softening fraction data derived from double hit torsion tests. Further work is required to
consolidate the application of this methodology including: increasing indexation rates in original maps,
increasing the number of maps and/or reconstructed grains for statistical validation and further
improving the proposed criterion for identifying recrystallised grains.
Task 4.2: Quantification of austenite grain structure and distribution
The reheated or recrystallised austenite grain sizes were characterised in the samples tested in the
Mn1Nb series steels. An initial grain size of ~100µm could be obtained in all the steels and conditions
to obtain smaller and larger grain sizes were also established. The austenite grain size was refined by
deformation and recrystallisation in all four Mn1Nb steels, the grain size being smaller at larger strains
and lower deformation temperatures. A weak effect of Nb content on the recrystallised grain size was
observed.
Thermodynamic calculations carried out with the Thermo-Calc software (TCFE 6 database) to
investigate the effect of Al on the microstructures of the steels investigated indicated that Al is a strong
ferrite stabiliser; according to the software, 1%Al addition (C2Mn2Al1 steel) raises the Ae3
temperature from 780ºC to 900ºC, while 2%Al addition results in a further increase of up to 1030ºC.
The initial microstructure present before the torsion tests was analysed in specimens quenched directly
after the reheating treatment. The initial austenite grain sizes measured in the Si steels were around
9

230µm. The initial austenite grain sizes measured in the Al steels were 56 - 104 µm, and a slight grain
refinement effect due to Al and Nb addition was observed. In the 2%Al steels, a small amount of ferrite
was also present in the reheated specimens but as this was less than 5% it was not considered to affect
the softening behaviour of the steels. The microstructural evolution of the steels during static softening
was investigated. For the 2%Al steels, at temperatures below 1000ºC, γ�α phase transformation was
found to be concurrent with softening increase, leading to the high softening retardation observed for
these steels at the lowest temperatures. The recrystallised microstructure was characterised in the tests
in which the softening was not affected by phase transformation. No significant effect of temperature
on the recrystallised grain size was observed, whilst decreasing the applied strain led to an increase in
the austenite grain size.
The microstructure evolution of the steels during the multipass torsion tests was investigated in
specimens quenched at different points of the deformation schedule. In the 2wt% Al steels, evidence of
γ�α phase transformation was observed at temperatures close to the Tnr. The high Tnr increment
observed for these steels was attributed to the onset of transformation.
Task 4.3: Quantification of precipitates
Carbon replicas extracted from C2Mn2Al1Nb3, C2Mn2Al2Nb3 and C2Mn2Al2Nb7 specimens
quenched after the soaking treatment were investigated by TEM to determine the initial precipitation
state before the torsion tests. A significant amount of undissolved precipitates was only found in
C2Mn2Al2Nb7, in good agreement with the predictions of the solubility products found in the
literature.
The precipitation state of C2Mn2Al2Nb3, C2Mn2Al2Nb7 and C2Mn2Al1Nb3 specimens quenched
after deformation and different holding times was investigated. After deformation at 1000ºC, the
precipitates found in the martensite (quenched austenite) and in the ferrite were scarce denoting a
limited effect of strain-induced precipitation at this temperature. However, at lower temperatures a
significant number of strain-induced precipitates were found both at the plateau onset and finish times.
Precipitates were found both in the ferrite and martensite phases, although they were coarser and more
abundant in the ferrite. The martensite precipitate size decreased significantly with decreasing the
deformation temperature. Comparison with the C2Mn1Nb3 steel after deformation at the same
temperatures indicated that strain induced precipitation kinetics appeared to be slightly delayed in the
Al containing steel.
The strain-induced precipitation evolution during the multipass torsion tests was investigated by
characterising the precipitation state of AlNb specimens quenched two passes below the Tnr. In the
Al2Nb3 steel with an interpass time of 100s the precipitates found were scarce. In the Al2Nb7 steels
with an interpass time of 30s, a significantly larger amount of precipitates were found in the ferrite and
martensite phases, although they were relatively coarse. Finally, for the Al1Nb3 steel and interpass
time of 30s, a very small number of precipitates were found, suggesting that solute drag could be the
main mechanism leading to strain-accumulation in this case.
The electrolytic matrix dissolution technique was used to analyse the amount of Nb precipitated in
torsion samples quenched directly after deformation for selected Si and Mn series steels. For steels
C2Si0Mn2Nb3 and C2Si2Mn2Nb3 the results indicated that increasing the Si content decreased the
growth rate of the precipitates.
WP5: Modelling and construction of processing maps
Task 5.1: Assessment of current model capabilities
The partners all had their own empirical models, developed over many years experience, at the start of
the project. Those of Tata, CEIT and CRM (StripCam) all have a similar basis on the work of Sellars
for the calculation of austenite recrystallisation and precipitation kinetics. CEIT have also worked on
extending the physically based model proposed by Zurob within the project, whilst Tata have
considered approaches to modeling solute drag. A comparison exercise was carried out at the start of
the project to benchmark the capabilities and limitations of the existing models and to clarify in detail
10

where specific improvements were required. The main areas identified included: recrystallisation
kinetics at low strains (<0.1) for CMn and Nb steels (Tata); recrystallised austenite grain size and grain
size after grain growth too large (Tata); improved effect of solute Nb and addition of a precipitation
model into StripCam (CRM); introduction of the effect of Al additions into both the empirical and
physically-based models CEIT).
Task 5.2: Modelling of static recrystallisation kinetics
The experimental results from Task 3.2 were analysed for each series of steels to determine new
coefficients for the static recrystallisation equations in the empirical models. Improvements have been
made to the coefficients used in the Tata static recrystallisation equations using the results from the
Mn1Nb steels. A weaker effect of strain and initial austenite grain size on the time for 50%
recrystallisation (t50) was found compared with the existing equation, but the effect of strain rate was
similar. The new t50 equation can be applied to both CMn and Nb microalloyed steels and has been
extended to more accurately predict the effect of lower strain deformations (below 0.1), which are
important for plate mill rolling. The activation energy for recrystallisation was found to be a function
of Nb content and smaller than in the current model, but consistent with other published data. The
Solute Retardation Parameter (SRP) for Nb derived from the t50 data was in good agreement with other
published values. An average Avrami exponent n of 1.09 was obtained, slightly higher than in the
current model.
An equation for the recrystallisation start time has been determined by analysing the contributions of
recovery as well as recrystallisation to the softening curves, and was found to be a function of
temperature, strain and Nb content. The behaviour is similar to published work, and shows the
importance of nucleation kinetics to the overall recrystallisation behaviour.
The retarding effect of Al in solid solution on the static softening has been quantified in terms of the
SRP, excluding the tests in which phase transformation or strain-induced precipitation took place. The
value obtained has been implemented in a semi-empirical equation developed in previous work at CEIT
for the prediction of the times for 50% softening. The equation gives a good fit for the C2Mn2 and all
the Al and AlNb steels investigated. The retardation effect of 1 wt% Al was found to be equivalent to
that of 0.027 wt% Nb. The relative retarding potential of the elements decreased in the order
Nb>>Al>Si, which is in agreement with previous published work.
A physical model has been applied to analyse the effect of Al in solid solution in the static softening
kinetics in cases where recovery and recrystallisation softening mechanisms take place. An expression
for the grain boundary mobility of the C2Mn2 steel has been derived and the effect of Al in solid
solution on the recrystallisation kinetics quantified by means of the Cahn model. The results obtained
suggest that as well as retarding recrystallisation, Al also affects the recovery kinetics.
The StripCam model has been improved by adding a criterion that defines the start of precipitation (5%
Nb precipitated) and thus the retardation of the static recrystallisation kinetics. The t50 equation was
modified to incorporate a temperature dependent effect of Nb in solid solution, in the same way as the
CEIT model, which significantly improved the predictions of the model when compared against t50
measurements from the project partners. Good agreement with the predictions of the CEIT model was
also obtained. No effect of Si was added to the equation as none was determined in the experimental
work in Task 3.2.
Task 5.3: Modelling of dynamic recrystallisation kinetics
The data from the dynamic recrystallisation tests on the Si and Mn steels in Task 3.3 have been
analysed to model the peak stress, saturation stress and critical strain. Peak stress increased with
decreasing temperature, increasing strain rate and increasing Si content. The effect of strain rate on the
saturation stress was slightly higher than in the existing StripCam equation. Increasing Nb content led
to an increase in the activation energy but increasing Si had the opposite effect. The influence of strain
rate on the critical strain was found to be consistent with the StripCam equation. Si addition was found
to increase the critical strain for dynamic recrystallisation.
11

Task 5.4: Modelling of austenite grain size
Improvements have been made to the coefficients used in the statically recrystallised austenite grain
size equation of Tata based on the experimental results from WP4. A weaker dependence of
recrystallised grain size on initial grain size and strain rate was found compared with the current model,
but the effect of strain was identical. No dependence of recrystallised grain size on deformation
temperature was found, unlike the current model but consistent with other models in the literature
including that of CEIT. The new equation produced a much better fit with the experimental data. The
recrystallised austenite grain size in the Al steels has been compared with the different models found in
the literature. A good fit was obtained with the equation proposed by Fernandez et. al. for microalloyed
steels. Analysis of the grain growth data did not produce consistent results with which to improve the
grain growth equation. Exponents derived in previous Tata work have been applied and produced
reasonable predictions for the current data.
Task 5.5: Modelling of recrystallisation-precipitation interactions
The new Tata model from Task 5.2 predicted the correct trends in recrystallisation critical temperatures
(RLT, RST, Tnr) with strain and interpass time but the RLT was too low compared with the temperature
derived from multipass torsion test results on the Nb steels. Better prediction of the softened fraction
derived from the torsion data, including partial recrystallisation at all temperatures at 0.1 strain, was
obtained by using the (higher) strain exponent from the CEIT model in the t50 equation. The effect of C
in the model, via the solubility product term for Nb(C,N) precipitation used in the time for 5%
precipitation equation, on the recrystallisation behaviour was much stronger than was indicated by the
torsion tests. Precipitation pinning was predicted to stop recrystallisation at higher temperatures than
observed experimentally.
Due to the occurrence of γ�α transformation after deformation the data corresponding to the Al2Nb
steels could not be considered in order to investigate the effect of Al on the strain-induced precipitation
kinetics. Therefore, only the results obtained for the C2Mn2Al1Nb3 and C2Mn1Nb3 steels were
analysed. The TEM replica analysis carried out suggested that the onset of strain-induced precipitation
was retarded for C2Mn2Al1Nb3 compared to the C2Mn1Nb3 steel. This could be due to the higher Al
or Mn content in C2Mn2Al1Nb3, or to the absence of free N, which is expected to be pinned in the
form of AlN in this steel.
Task 5.6: Construction of processing regime maps
The recrystallisation critical temperatures (Tnr, RLT, RST and Ar3) obtained from the multipass torsion
tests were plotted in the form of processing regime maps in order to compare the potential for strain
accumulation of the different steels studied in the project. In steels C1Mn1Nb3 and C2Mn1Nb3, the
increase in C from 0.1 to 0.2 wt% widened the temperature range over which strain accumulation with
no recrystallisation can occur. The calculated maps using the new Tata model showed a much wider
range of temperatures at which complete recrystallisation occurred and a narrower range for partial
recrystallisation. Better prediction of the processing regimes derived from the torsion tests was
obtained by using the strain exponent from the CEIT model in the t50 equation. The processing maps
indicated that strain accumulation potential was slightly increased by 1wt% Al addition to the C2Mn2
steel, and further enhanced by 0.03%Nb addition. The 2wt% Al steels also showed a high potential for
strain accumulation similar to that obtained for the C2Mn2Al1Nb3 steel; however, due to the loss of
ductility observed for these steels this is not expected to be of practical applicability.
Processing maps predicting the grain size and the accumulated strain have been constructed for plate
and strip rolling conditions using the CEIT model for different steel compositions. In the plate rolling
simulations, for the three compositions considered, the results indicated that the final austenite grain
size tended to decrease with increasing the End Hold Temperature (EHT) and thicker final gauges. This
seems to be related with the configuration of the hot rolling schedules. At EHT above 900ºC, the
smallest final austenite grain sizes were obtained for the C2Mn2Al1Nb3 steel, while the C2Mn2Al1
steel resulted in the coarsest microstructure. This is related to the strain accumulation potential of the
three steels.
12

In the strip simulations, for the three compositions considered, as the final gauge decreased smaller
grain sizes and higher accumulated strain levels were obtained. This can be directly related to the larger
strain applied in order to obtain thinner final gauges. Finally, finer microstructures were obtained in the
C1Mn1Nb7 steel rather than C1Mn1Nb3, as a result of the higher potential for strain accumulation due
to enhanced solute drag effect and strain-induced precipitation for the 0.07%Nb steel. The results
obtained for the C2Mn2Al1Nb3 and C1Mn1Nb7 steels were very similar.
WP6: Application and validation
Task 6.1: Design of validation tests
Several sets of validation tests were defined:
• Multi-hit Gleeble uniaxial compression tests, to validate the recrystallisation kinetics equations
• Multi-hit Gleeble uniaxial compression tests, quenched out after different passes or hold times,
to validate the recrystallised austenite grain size and grain growth equations (Tata)
• Multi-pass torsion simulations of simulated industrial plate and hot strip mill schedules, to
validate the fraction softened between passes (CEIT)
• Multi-pass torsion simulations of actual industrial plate mill schedules, to validate the fraction
softened between passes (CEIT)
• Laboratory plate mill rolling trials, to validate the predicted processing regime maps for
recrystallised fraction and austenite grain size (Tata)
• Pilot hot strip mill rolling trials, to validate the predicted processing regime maps for
recrystallised fraction and austenite grain size (CRM/AM)
Task 6.2: Single and double hit validation tests
A large number of single and double hit tests had already been performed in Task 3.2 as part of the
model development work. The validation tests were designed to concentrate on applying these results
to multi-hit deformation tests, which are more representative of the conditions where the models will
be applied.
Task 6.3: Multipass validation tests
The validation tests at Tata were performed on a standard Nb microalloyed industrial plate steel, with a
similar chemistry to the project steel C1Mn1Nb3. The fraction softened in the multi-hit Gleeble tests
was accurately predicted by the new Tata model for two different pass strains and interpass times
typical of plate rolling. The multi-hit austenite grain size Gleeble validation tests showed good
agreement between the measured austenite grain sizes and the predictions of the new model at three
temperatures and two applied strains.
The multi-pass torsion simulations of industrial plate schedules were performed by CEIT on steel
C1Mn1Nb3 using schedules supplied by Tata for representative 25mm and 50mm gauge plates. The
results indicated that complete recrystallisation was not occurring during the roughing passes. The new
Tata model produced reasonable predictions of the fraction softened in these simulations, which were
further improved by using the higher strain exponent from the CEIT model in the t50 equation.
The predictions of the simulations performed with the CEIT model to build the processing maps were
validated by multipass torsion tests intended to simulate real plate and strip hot rolling schedules. Plate
rolling simulations were carried out with the C2Mn2Al1Nb3 and C2Mn2Al1 steels for EHT of 900 and
1000ºC and final gauges of 50 and 30mm. In good agreement with the processing maps, refined
microstructures were obtained for the highest EHT simulations. For C2Mn2Al1Nb3, good agreement
between the microstructural measurements and the model predictions were obtained, whereas in the
case of the C2Mn2Al1 steel the model tended to predict coarser grain sizes than the experimental
results. Strip rolling torsion simulations were carried out with the C2Mn2Al1Nb3 steel, for the same
Finish Rolling Temperature, 900ºC, and two different gauges, 6 and 3 mm. The predictions of the
model showed very good agreement with the experimental grain size and softening results.
13

Task 6.4: Pilot rolling trials
Validation trials were performed on the Tata pilot plate rolling mill using industrial slab material from
a Nb microalloyed plate grade. Six plates were rolled using different rolling schedules identified from
the processing regime maps based on an industrial plate rolling schedule, with samples quenched out at
intermediate and final passes to study the austenite grain size evolution. Two EHTs of 1000 and 950°C
and final plate gauges of 30 and 50mm were investigated. Good agreement was obtained between the
measured and predicted austenite grain sizes in the plates where it was possible to measure them. The
difference in austenite grain structure between plates rolled to 40mm with an EHT of 1000°C
(recrystallised grains) and 950°C (pancaked grains) was correctly predicted by the model.
Validation trials were performed on the CRM pilot strip mill using a laboratory cast of steel
C2Mn2Al1Nb3. Four strips were rolled to different FRT and final gauges of 2-6mm, identified from
the processing regime maps based around an industrial hot strip mill schedule supplied by AM.
Samples were quenched out 5s after the final pass for microstructure examination. Good agreement
was obtained between the measured and predicted austenite grain sizes in the strips. In the strip with
the lowest FRT, ferrite was observed in the microstructures that could not be predicted by the model.
Task 6.5: Validation against pilot mill and industrial mill data
Comparison of measured laboratory and industrial plate mill loads with the predictions of a Tata hot
rolling model incorporating the new recrystallisation equations showed that the model was accurate
during the passes where complete or partial recrystallisation occurred, but predicted too much strain
accumulation and thus too high loads once recrystallisation had stopped due to precipitation of
Nb(C,N). The temperature range at which rolling forces start to accumulate was estimated from the
measured rolling forces and temperatures during the pilot strip rolling trials and compared with the
predictions of the StripCam model. The rolling forces started to accumulate at a later pass (lower
temperature) in the 6mm strips compared with the thinner strips.
1.3 Conclusions
The main conclusions from the project were as follows:
• Addition of Al to CMn steels led to retardation of the softening kinetics. At 1wt% Al this was
due to solute drag but at 2wt% Al, phase transformation of austenite to ferrite occurred
concurrently at temperatures below 1000°C leading to a higher retardation effect.
• The hot ductility of the 2 wt% Al steels in the hot torsion tests was low suggesting that this
level of Al may not be practically applicable.
• Strain induced precipitation of Nb was found in the AlNb steels at lower temperatures. The
kinetics of precipitation appeared to be slightly delayed in the presence of Al.
• The retarding effect of Al on static recrystallisation kinetics was quantified in terms of a Solute
Retardation Parameter and incorporated into the equation to predict the time to 50%
recrystallisation. The retardation effect of 1wt % Al was found to be equivalent to 0.027 wt%
Nb.
• The effect of Si and strain induced Nb precipitation on the austenite microstructure evolution
was studied by means of hot torsion test. Silicon retards recrystallisation, the effect being more
marked between 0% and 1%Si than between 1% and 2%Si.
• The solute retardation potential per wt% of the alloying elements investigated was found to
decrease in the order Nb>>Al>Si
• No significant grain growth during isothermal holding after recrystallisation was observed in
the CMn and CMnNb steels. The latter is consistent with previous results but the lack of
growth at high temperatures in the CMn steel was unexpected.
• The round robin tests to compare the torsion machines revealed important differences in flow
stress mainly attributed to differences in temperature measurements and the adopted
temperature control criterion, but also to differences in the strain hardening behaviour. Further
work would be required to fully resolve the discrepancies between the torsion test results.
14

• A new methodology for quantifying the recrystallised fraction has been developed based on
software for the reconstruction of austenite microstructures from EBSD maps of martensitic
structures and the use of a criterion for distinguishing recrystallised and non-recrystallised
grains based on the mean misorientation angle in the reconstructed austenite grains.
• Preliminary validation of this methodology has been made with encouraging results obtained
from the comparison of the calculated values with softening fraction data derived from double
hit torsion tests.
• The Tata model for static recrystallisation has been improved to provide better predictions of
the time to 50% recrystallization for CMnNb steels, the effect of low strain deformations and
recrystallised austenite grain size.
• The CRM model for static recrystallisation (StripCam) has been enhanced with the addition of
a Nb precipitation start criterion and a temperature dependent Nb solute drag term
• Physical models have been applied to analyse the effect of Nb and Al in solid solution on the
static softening kinetics where both recovery and recrystallisation take place. The results
suggest that Al is also retarding recovery.
• Multipass torsion tests to simulate industrial plate rolling schedules showed that only partial
recrystallisation was occurring in the initial roughing passes.
• The fractional softening in the multipass torsion schedules was well predicted by the CEIT and
Tata models.
• Processing regime maps to predict the austenite grain size, recrystallised fraction and retained
strain were constructed using the new models for plate and strip rolling schedules with
variations in final gauge, End Hold Temperature or Finish Rolling Temperature.
• Laboratory plate rolling trials designed from the processing maps were performed on an
industrial Nb microalloyed plate steel. Good predictions of the austenite grain size and
recrystallisation state were obtained.
• Pilot strip rolling trials based on the processing maps were performed on an AlNb laboratory
cast steel. Good agreement between the observed and predicted austenite grain sizes was found.
1.4 Applications
The enhanced models developed within the project will be applied by Tata Steel in their plate mill hot
rolling models to assist with the design of new products and rolling schedules. ArcelorMittal will
utilise their models for product development of hot rolled strip grades. CRM and CEIT will apply their
models both for their own research activities and in collaborations with their steel production partners.
No patents are foreseen from this project, which concentrated on fundamental metallurgical knowledge
development and modelling. A number of publications have already been presented at conferences and
in journals and more are planned after the completion of the project. This will transfer some of the
knowledge developed within the project to a wider audience within the steel and metallurgical
community.
15

2. Scientific and technical description of the results
2.1 Objectives of the project
Project MICROTOOLS will develop tools to construct processing regime maps combining
temperature-time-deformation history with enhanced knowledge of the operational metallurgical
mechanisms during hot rolling. These tools will help design improved and new rolling schedules and
steel chemistries, to exploit the increased metallurgical understanding of the underlying mechanisms
without compromising mill productivity. The compositional dependence of the austenite microstructure
evolution (recrystallisation and precipitation kinetics) for major alloying elements (Mn, Si, Al, Nb) will
be studied using thermomechanical testing and high resolution characterisation techniques, and
integrated into hot rolling models. Application to strip and plate steel production will be demonstrated.
The objectives of the project were as follows:
1. Investigation of the effects of the alloy elements Mn, Si, and Nb on the recrystallisation
behaviour of austenite in hot rolled steels by thermomechanical testing, both individually and
in combination, extending the range to levels relevant to modern high strength steels.
2. Assessment for the first time of the effects of Al additions on the static recrystallisation
kinetics via both solute drag and possible interactions with Nb precipitation kinetics.
3. Improvement of the recrystallisation equations for the effect of low strain deformations (<0.2)
4. Development of enhanced predictive equations/models for the recovery, recrystallisation and
precipitation kinetics, austenite grain size and recrystallisation critical temperatures.
5. Development of a tool for modelling austenite grain size distributions.
6. Development of more physically based models for investigation of specific mechanisms, such
as strain induced precipitation.
7. Construction of processing regime maps which combine temperature-time-deformation history
with enhanced knowledge of the operational metallurgical mechanisms.
8. Application of these maps to help design improved and new rolling schedules or alloys to take
advantage of increased metallurgical understanding of the underlying mechanisms and avoid
non-optimal rolling schedules.
9. Validation of the developed tools (equations and maps) for the production of strip and plate
steels by pilot rolling trials.
2.2 Comparison of initially planned activities and work accomplished
All the main activities of the project which were originally planned have been addressed. The
achievements against the original objectives were as follows:
1. The effects on the static and dynamic recrystallisation kinetics of austenite of Mn and Si levels
up to 2 wt% and Nb contents up to 0.07 wt% have been studied, both individually and in
combination, in a matrix of thermomechanical double hit and stress relaxation tests on
laboratory cast steels (Tasks 3.2 and 3.3).
2. The effects of Al additions up to 2 wt%, with and without Nb contents up to 0.07 wt%, have
been studied, both individually and in combination, in a matrix of torsion tests on laboratory
cast steels (Task 3.2).
3. A series of tests with deformations of 0.35 to 0.05 strain have been performed on CMn and Nb
steels at temperatures from 1150 to 950°C using stress relaxation tests on laboratory cast steels
(Task 3.2). New equations for static recrystallisation incorporating the results at low strains
have been developed (Tasks 5.2 and 5.4).
4. Improved metallurgical equations and models have been developed to include the effects of the
higher alloying additions of Mn, Si and Al (Tasks 5.2, 5.3, 5.4)
5. The planned work on austenite grain size distributions was not carried out because the grain
sizes in the steels studied were very uniform and a distribution model was not required to
successfully predict their behaviour (WP5).
16

6. A physical model was applied to analyse the effect of Al in solid solution on the static
softening kinetics where recovery and recrystallisation softening mechanisms take place (Task
5.2)
7. Processing regime maps for each of the steel types were constructed based on both
thermomechanical test results and the predictions of the models (Task 5.6).
8. Processing regime maps were calculated for different steels and processing parameters, based
on industrial strip and plate rolling schedules, and used to design the laboratory validation
rolling trials (Task 6.1)
9. Pilot rolling trials were successfully carried out on the laboratory plate mill at Tata Steel and
the pilot strip mill at CRM in collaboration with ArcelorMittal (Task 6.4).
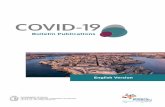
The project Gantt chart showing the originally planned programme (black cells) and the final status
against plan (shaded cells) is given in Figure 2. All of the planned Work Packages and Tasks were
addressed, although there were some major delays in parts of the experimental work due to testing and
measurement difficulties, particularly with the torsion machine at one of the partners (AM), the round
robin tests and the need for additional tests to clarify unexpected results in Tasks 3.2 and 3.4. The
torsion machine at AM was significantly upgraded and detailed discussions were held between the
other partners operating torsion machines within the project to help resolve the difficulties. This
resulted in some of the experimental work on the Mn2Nb steels being completed towards the end of the
project, thus reducing the time available for more detailed analysis. The modelling activities of AM
within WP5 were also restricted due to the lack of reliable experimental data from the torsion machine
until near the end of the project. More effort than originally planned was invested in development of
the methodology for characterisation of recrystallised austenite fractions using the EBSD-based grain
reconstruction technique (Task 4.1). However this was due to the great promise shown by the initial
results from this work so the development was extended. As many of the tasks proceeded in parallel,
and some activities started earlier than planned, there was time within the schedule to still achieve the
main objectives of the project. A large effort was made by all of the partners working together in the
final 6 months of the project to successfully complete the validation trials in WP6.
Hours on project/
Beneficiary(s)
1st year 2nd year 3rd year 4th year Work
packages
Work packages’ title Deliverab
les
1 2 3 4 III IV I II III IV I II III IV I II III IV
WP 1 Project coordination 550 310 300 300
Task 1.1 Coordination meetings 200 120 100 150
Task 1.2 Production of reports D1.1 350 190 200 150
WP 2 Provision of materials 250 294 250 0
Task 2.1 Production of laboratory casts D2.1 100 80 150 0
Task 2.2 Laboratory rolling D2.2 100 214 100 0
Task 2.3 Provision of industrial material 50 0 0 0
WP 3 Thermomechanical testing 1000 1430 950 1400
Task 3.1 Definition of test programme D3.1 50 50 50 50
Task 3.2
Solute drag effect on static
recrystallisation kinetics D3.2 350 540 350 500
Task 3.3
Solute drag effect on dynamic
recrystallisation kinetics D3.2 0 380 200 0
Task 3.4 Grain growth kinetics D3.3 200 0 0 0
Task 3.5
Strain induced precipitation
effects D3.2 400 340 350 500
Task 3.6
Determination of critical
temperatures for recrystallisation D3.4 0 120 0 350
WP 4 Microstructure analysis 1600 910 1450 1200
Task 4.1
Quantification of recrystallised
fraction D4.1 500 0 450 350
Task 4.2
Quantification of austenite grain
structure
D4.2,
D4.3 450 400 400 350
Task 4.3 Quantification of precipitates D4.4 650 510 600 500
17

Hours on project/
Beneficiary(s)
1st year 2nd year 3rd year 4th year Work
packages
Work packages’ title Deliverab
les
1 2 3 4 III IV I II III IV I II III IV I II III IV
WP 5 Modelling and construction of
processing maps 950 400 900 1100
Task 5.1
Assessment of current model
capabilities D5.1 100 100 100 100
Task 5.2
Modelling of static
recrystallisation D5.2 300 0 250 200
Task 5.3
Modelling of dynamic
recrystallisation D5.2 0 200 150 0
Task 5.4 Modelling of austenite grain size
D5.3,
D5.4 150 0 0 300
Task 5.5
Modelling of recrystallisation-
precipitation interactions D5.5 250 0 250 300
Task 5.6
Construction of processing
regime maps D5.6 150 100 150 200
WP 6 Application and validation 850 710 600 600
Task 6.1 Design of validation tests D6.1 100 40 50 100
Task 6.2
Single and double hit validation
tests D6.2 150 0 250 0
Task 6.3 Multipass validation tests D6.3 200 300 150 500
Task 6.4 Pilot rolling trials D6.4 300 300 150 0
Task 6.5
Validation against pilot mill and
industrial mill data D6.5 100 70 0 0
Total Hours on project 5200 4054 4450 4600
Figure 2: Programme Gantt chart indicating project progress (shaded cells) against original plan (black)
2.3 Description of activities and discussion
The work programme was divided into 6 work packages which interact as shown in Error! Reference
source not found.. The main objectives of each work package (WP) are given below. The task details
are provided in the WP descriptions in the Technical Annex.
WP1 – Project Coordination: Project meetings and reporting
WP2 – Provision of Materials: To produce a matrix of laboratory cast steels for the study and to
provide industrial material for validation trials.
WP3 – Thermomechanical Testing: To determine the effect of solute elements (Mn, Si, Al) on the
kinetics of recovery, static and dynamic recrystallisation and strain induced precipitation of Nb. To
determine the effect of steel composition, temperature and interpass time on austenite grain growth
kinetics after recrystallisation. To determine the interaction between recrystallisation and precipitation
as a function of composition, temperature, strain, strain rate and interpass time to generate data for
modelling and processing maps. To determine the critical temperatures for recrystallisation.
WP4 – Microstructure Analysis: To quantify the microstructural parameters such as recrystallised
austenite fraction, mean austenite grain size and grain size distribution, amount of Nb in solution and in
precipitate form and type, volume fraction and size of microalloy precipitates.
WP5 – Modelling and Construction of Processing Maps: To extend the recovery and
recrystallisation kinetics models to more fully include the effects of Mn, Si and Al. To improve models
to predict austenite grain size after recrystallisation and the equations to predict austenite grain size
after grain growth during long interpass times. To extend the physically based models for recovery,
recrystallisation and strain induced precipitation. To construct processing regimes maps using the new
equations.
18

WP6 – Application and Validation: To validate the developed models by thermomechanical tests and
laboratory hot rolling trials and to apply the models and maps to design optimised rolling schedules.
Tata concentrated on a matrix of thermomechanical simulations tests to study the effect of Nb
additions on the static recrystallisation kinetics, particularly at lower strains and different strain rates,
and austenite grain growth kinetics at several temperatures. Improvements to the existing
microstructural models for static recrystallisation and recrystallised austenite grain size have been
carried out. Processing regime maps have been constructed for typical plate mill rolling schedules.
Validation trials were performed on a laboratory pilot plate rolling mill.
The work at CEIT has focused on the study of the combined effect of Nb and Al on the static softening
behaviour of CMn steels. Double-hit torsion tests have been carried out with the C2Mn2AlNb project
steels. Specimens have also been quenched at different deformation conditions and interpass times in
order to analyse the microstructural evolution and precipitation state by Transmission Electron
Microscopy (TEM). In addition, the effect of Nb and Al addition on the microstructural evolution of
CMn steels during multiple deformation schedules has been investigated. Multipass torsion tests have
been carried out, and from the tests, the non-recrystallisation temperature (Tnr), as well as the
recrystallisation limit and stop temperatures (RLT and RST) have been determined. Further
development of the physically-based Zurob model was carried out and the effect of Al on softening
retardation was incorporated into an empirical recrystallization model. Processing regime maps were
constructed for the validation trials of all the partners.
CRM has focussed on studying the effect of Si alone and on the coupled effect of Si with Nb on
austenite recrystallisation and precipitation. Static and dynamic recrystallisation studies have been
conducted, multipass torsion tests to determine the Tnr, RLT and RST have been performed, and the
Stripcam recrystallisation model has been improved. Quantification of precipitates was carried out
using the matrix dissolution technique. Validation trials were performed on a laboratory pilot strip
rolling mill.
ArcelorMittal have performed a series of double hit torsion tests to investigate the effect of Mn and
Nb on static and dynamic recrystallisation kinetics. An EBSD methodology for reconstruction of parent
austenite grains from quenched microstructures has been successfully applied and extended to
quantification of recrystallised austenite fraction. Quantification of precipitates was carried out using
the matrix dissolution technique. A detailed assessment of the results from the round robin comparison
exercise between the torsion machines employed in the project was performed. Validation strip rolling
trials were performed in conjunction with CRM.
2.3.1 WP1: Project coordination
2.3.1.1 Task 1.1: Coordination meetings
Eight full coordination meetings attended by all partners have been held during the project. The
progress of each work package was presented and experimental techniques and results were discussed
in detail. The meetings were hosted by each partner in turn, the final meeting being held at Tata Steel,
Swinden Technology Centre, Rotherham, UK in September 2012.
2.3.1.2 Task 1.2: Production of reports
All the required annual, mid-term and final reports were submitted on schedule to the European
Commission.
2.3.2 WP2: Provision of Materials
The objectives of this work package were:
• Production of a matrix of laboratory cast steels for study in the project
• Provision of industrial material for validation trials
19

• Distribution of material amongst the project partners
2.3.2.1 Task 2.1: Production of laboratory casts
One of the main aims of the project was to study the effects of Mn, Si, Nb and Al additions on the
recrystallisation of austenite and the precipitation of Nb(C,N). A matrix of casts based around a
reference steel containing 0.1C, 1.0Mn, 0.03Al, 0.005N 0.02P wt % was defined and agreed between
the partners at the first project meeting. The steels contained the following variations in chemistry:
• Two carbon levels: 0.1 and 0.2 wt%
• Two Mn levels: 1.0 and 2.0 wt%
• Four Si levels: 0, 0.25, 1.0 and 2.0 wt%
• Four Nb levels: 0, 0.01, 0.03 and 0.07 wt%
• Three Al levels: 0.03, 1.0 and 2.0 wt%
This has enabled the study of the effects of Mn, Si and Al individually, the interaction effect of each
element with Nb and the influence of increasing the amount of Nb on the interaction effect. The
chemistries were designed to isolate the effects of increasing the levels of the main alloy element, the
carbon and the Nb. The relatively high level of P was used to favour the identification of austenite
grain boundaries by chemical etching for the microstructural analysis of quenched samples.The steels
were divided into 4 groups to distribute the work between the partners. The allocation of these groups
is shown in Table 2 and the nominal compositions of the steels in Table 1.
Table 2: Allocation of steels studied between the project partners
Group Steel types Partners
A Mn, Mn+Nb AM, Tata
B Si, Si+Nb CRM
C Al, Al+Nb CEIT
D Nb verification Tata, AM
Table 3: Measured cast compositions of project steels (wt%)
Partner Name C Si Mn P S Cr Mo Ni Cu Al N Nb Ti
AM C1Mn2 0.099 0 1.96 0.024 0.003 0.026 0.0055 0
C1Mn1Nb7 0.099 0 0.98 0.022 0.002 0.031 0.004 0.069
C1Mn2Nb7 0.096 0 2.10 0.022 0.003 0.026 0.005 0.070
C1Mn2Nb3 0.095 0 1.95 0.023 0.002 0.025 0.0055 0.032
Tata C1Mn1 0.110 0.230 0.99 0.002 0.001 <.005 <.005 <.005 <.005 0.034 0.0060 <.001 0.001
C1Mn1Nb3 0.105 0.230 0.99 0.002 0.001 <.005 <.005 <.005 <.005 0.031 0.0060 0.028 0.001
C1Mn1Nb1 0.105 0.230 1.00 0.002 0.001 <.005 <.005 <.005 <.005 0.030 0.0060 0.009 0.001
C2Mn1Nb3 0.205 0.230 1.02 0.002 0.001 <.005 <.005 <.005 <.005 0.032 0.0049 0.029 0.001
CEIT C2Mn2Al1 0.210 0.010 2.04 0.018 0.001 <.005 <.005 <.005 <.005 1.060 0.0050 0.001 0.001
C2Mn2Al2 0.200 0.020 1.99 0.018 0.001 <.005 <.005 <.005 <.005 2.010 0.0050 0.001 0.001
C2Mn2Al2Nb3 0.205 0.010 2.03 0.018 0.001 <.005 <.005 <.005 <.005 2.020 0.0047 0.030 0.001
C2Mn2Al2Nb7 0.220 0.020 2.08 0.020 0.001 <.005 <.005 <.005 <.005 2.110 0.0070 0.071 0.001
C2Mn2 0.195 0.011 1.98 0.019 0.001 <.005 <.005 0.007 <.005 0.028 0.005 0.001 0.0047
C2Mn2Al1Nb3 0.205 0.021 1.97 0.018 0.001 0.006 <.005 <.005 0.02 0.88 0.0036 0.028 0.0013
CRM C2Mn2Si1 0.193 0.949 2.02 0.022 <0.001 0.018 0.017 0.084 0.032 0.018 0.0062 0.003 0.002
C2Mn2Si2 0.189 2.005 2.08 0.023 0.001 0.016 0.017 0.010 0.008 0.025 0.0049 0.003 0.003
C2Mn2Si2Nb3 0.202 2.134 2.13 0.024 <0.001 0.017 0.016 0.012 0.006 0.023 0.0047 0.030 0.003
C2Mn2Si2Nb7 0.189 2.00 2.07 0.021 <0.001 0.015 0.016 0.008 0.009 0.032 0.0045 0.065 0.003
C2Mn2Nb3 0.181 0.023 1.95 0.018 <0.001 0.017 <0.005 0.014 0.012 0.015 0.033 0.003
Each partner cast their own steels for study by vacuum induction melting, except CEIT whose steels
were provided by Tata. Steel C2Mn2 is an additional cast that was requested at the 2nd
project meeting
20

to provide a link between the 0.1 and 0.2 wt% C steels with 2 wt% Mn and 0.03 wt% Al. Steel
C2Mn2Al1Nb3 was produced in April 2011 after results on the 2 wt% Al steels showed that the ferrite
transformation was interacting with the effect of Nb on the recrystallisation and precipitation. This
steel contains only 1 wt% Al and therefore has a lower ferrite transformation temperature, so that the
effect of Nb on the softening can be separated from the transformation softening. Similarly, an
additional cast, C2Mn2Si1Nb3, with 1 wt% Si rather than 2 wt% Si was made by CRM to get a clearer
picture of the interaction between Si and Nb. The complete measured cast analyses are given in Table
3.
2.3.2.2 Task 2.2: Laboratory rolling
The cast ingots were further processed, to refine the as-cast microstructure and homogenise the grain
size distribution and to produce material of suitable gauge for subsequent machining of
thermomechanical test specimens for WP3.
Tata reheated and hot rolled ten ingots on their laboratory reversing plate mill from the cast thickness
of 145mm down to plates of 25mm gauge, 150mm wide and approximately 1500mm long, followed by
air cooling. 100 cylindrical uniaxial compression specimens for the Gleeble 3800 tests were machined
from the longitudinal direction in each of the 4 Tata plates, of dimension 8mm diameter and 16mm
long. Six plates were sawn into 500mm lengths and supplied to CEIT as specified above. Torsion
specimens were machined by CEIT from these plates. Material from steel C2Mn1Nb3 was supplied to
the other project partners for the round robin tests and a sample of C1Mn1Nb3 was also supplied to
CEIT for multipass torsion testing.
From the as-cast blocks of dimensions 130 x 240 x 220mm of the CRM steels, eight blocks of
dimensions 55mm (thickness) x 70mm (length) x 220mm (width) were machined. Blocks were then
reheated to 1250°C for 1 hour to assure complete dissolution of niobium in the austenite phase. After
reheating, blocks were directly hot rolled on the CRM pilot rolling line to a final thickness of 12mm in
7 rolling passes. After rolling, the plates were cooled under natural air conditions and finally machined
into torsion specimens. Around 24 torsion samples were extracted per plate.
The four 15kg ingots cast at AM, of dimensions 60x125x240mm were subsequently hot rolled to
15mm (FRT<950°C) and air cooled in order to eliminate the solidification structures and reach a
homogenous microstructure for further machining of test samples. From these laboratory rolled strips,
hot torsion test samples (φ6mm and L50mm) were machined
2.3.2.3 Task 2.3: Provision of industrial material
Tata Steel obtained a sample of a typical commercial Nb microalloyed slab from their plate mills,
which was used for validation rolling trials on the pilot plate mill in WP6. The slab was sawn into
blocks of size 140 x 140 x 400 mm in preparation for rolling. The chemistry of the steel was 0.11C,
0.36Si, 1.38Mn, 0.034Nb wt%. This is similar to the laboratory cast project steel C1Mn1Nb3 but with
slightly higher Mn and Nb content and thus provided a good test of the validity of the models
developed within the project on an industrial plate steel.
2.3.3 WP3: Thermomechanical testing
The objectives of this work package were:
• To determine the effect of solute elements (Mn, Si, Al) on the kinetics of:
o Recovery
o Static recrystallisation
o Dynamic recrystallisation
o Strain induced precipitation of Nb
21

• To determine the effect of steel composition, temperature and interpass time on austenite grain
growth kinetics after recrystallisation
• To determine the interaction between recrystallisation and precipitation as a function of
composition, temperature, strain, strain rate and interpass time to generate data for modelling
and processing maps
• To determine the critical temperatures for recrystallisation (RST and RLT)
2.3.3.1 Task 3.1: Definition of test programme
The thermomechanical test techniques applied at each of the partners comprised uniaxial compression
(Tata, AM) and hot torsion (AM, CEIT, CRM). Different types of tests were applied to try to separate
recovery, recrystallisation and precipitation effects, including single hit, double hit, multi-hit and stress
relaxation. Hot torsion allows several types of test to be performed to study both static and dynamic
recrystallisation phenomenon. The matrix of tests was designed to determine the main coefficients to
adjust the hot rolling models of the partners. Systematic variations in parameters such as strain, strain
rate, initial austenite grain size and deformation temperature were considered to study static
recrystallisation, dynamic recrystallisation and niobium precipitation.
A first series of tests was performed by all partners to make a comparison set of data between the
different steel compositions. The tests used the core parameters (in bold) from Table 4 and one
austenite grain size chosen from tests to determine the initial (reheated) grain size before the
deformation. Additional parameters that have been studied by individual partners are indicated in the
final column. More details of the tests performed are given in the sections below.
Table 4: Parameters for initial thermomechanical tests performed by all partners
parameter values comments
Strain rate (s-1) 1
0.1, 5, 10 Tata
Strain 0.1, 0.2, 0.35, 0.7 0.05, 0.1, 0.075, 0.15 Tata;
0.5, 0.7 AM, CRM, CEIT
Temperature (°C) 850, 950, 1050, 1100/1150 850 AM; 1100/1150 CEIT, Tata
Austenite grain size Small, medium, large ~60µm, ~100µm, ~200µm
Additionally, a matrix of tests was also designed to perform round robin tests between the partners in
order to compare results obtained from the different thermomechanical simulation techniques used in
the MICROTOOLS project. These are described in Task 3.2.
Test programme: static recrystallisation study
Tata carried out a large matrix of uniaxial compression tests on the Gleeble 3800 thermomechanical
simulator on the 4 Tata steels. Sheets of tantalum foil were used between the anvils and the specimen
to minimise barrelling of the cylindrical samples. The stress relaxation technique was used to follow
the progress of softening after the final deformation by keeping the position of the anvils fixed with the
load still applied, for a pre-determined time, before the sample was water quenched to room
temperature to study the austenite grain size. The load decay was monitored and used to calculate the
softening kinetics. The applied interpass and stress relaxation times were estimated by calculating the
time for 95% recrystallisation and for 5% Nb precipitation using the existing Tata Steel hot rolling
model (see WP5). The aim was to allow the austenite to fully recrystallise (where possible) and then
quench to preserve the austenite grain size after recrystallisation but prior to (significant) grain growth.
Later tests used longer stress relaxation times to capture the complete softening curve. The quenched
samples were tempered at 500°C for 5 minutes to enhance the prior austenite grain boundaries. After
cooling they were sectioned along the deformation axis and examined metallographically to measure
the (recrystallised) austenite grain size after each test condition (see WP4).
Firstly, tests were carried out to determine the initial austenite grain size after reheating at a rate of
40°C/s to 1250°C, holding for 15 minutes and then water quenching to martensite. Further tests were
22

then performed to generate different initial austenite grain sizes, using different reheating temperatures
and/or single deformations of 0.2 strain at temperatures of 1150 and 1100°C. A “medium” grain size of
approximately 100µm was achievable in all four steels. The treatments used to obtain different initial
austenite grain sizes are shown in Table 5, including the conditions for obtaining smaller (~50µm) and
larger (~200µm) grain sizes.
Table 5: Austenitising conditions and corresponding measured austenite grain sizes in Tata steels.
Grain size
Steel
Reheat
temp
(°C)
Reheat
time
(mins)
Deform
temp
(°C)
Strain
(-)
Strain
rate
(/s)
interpass
time
(s)
Average
microns
ASTM
1250 15 - - - - 190 1.5
1150 10 - - - - 48 5.5 C1Mn1
1200 15 - - - - 104 3.0-3.5
1280 30 - - - - 226-190 1.0-1.5
1280 15 1150 0.2 1 50 34-40 6.0-6.5 C1Mn1Nb3
1280 30 1150 0.2 1 50 113 3
1250 15 - - - -
160 -
134 2.0-2.5
1250 15 1150 0.2 1 50 95 3.5 C1Mn1Nb1
1250 15 1100 0.2 1 30 48 5.5
1250 15 - - - -
226 -
190 1.0-1.5
1250 15 1150 0.2 1 50 95 3.5 C2Mn1Nb3
1250 15 1100 0.2 1 15 28 7
The initial series of uniaxial compression tests, based on Table 4, was completed on steels C1Mn1,
C1Mn1Nb3, C1Mn1Nb1 and C2Mn1Nb3 in the first half of the project, to investigate the static
recrystallisation kinetics of the different chemistries at one austenite grain size (~100µm) and three
temperatures (1150, 1050, 950°C) and three strains (0.1, 0.2, 0.35), Table 6 (green cells). A strain rate
of 1s-1 was used for all the tests unless stated otherwise.
In the second half of the project, the test matrix on all 4 steels was expanded to investigate additional
conditions and to generate data for the modelling activities in WP5, as follows (Table 6):
• strains of 0.05, 0.075 and 0.15 at deformation temperatures of 1050°C and 1150°C (yellow
cells), to investigate the recrystallisation kinetics at low strains relevant to plate mill rolling
• larger and smaller austenite grain sizes, with a strain of 0.2 at 1050°C (orange cells)
• additional strain rates of 0.1, 5 and 10/s, with a strain of 0.2 at 1050°C (bold text)
• additional temperatures of 1000 and 1100°C, with a strain of 0.35 (blue cells)
• selected tests were repeated, with optimised PID settings on the Gleeble and longer stress
relaxation times to ensure complete softening had occurred where possible
• double hit tests were performed on steel C2Mn1Nb3 for the round robin exercise
Figure 3 shows a schematic of the thermomechanical treatment applied in the tests. A cooling rate of
5°C/s was used between the reheating temperature and the deformation temperature. The samples were
held for 30s at the deformation temperature to allow the temperature to stabilise in the sample before
starting the deformation test.
To study the effect of austenite grain size on static recrystallisation kinetics in the Si series of steels, a
first set of trials was performed by CRM to generate different initial austenite grain sizes using
different reheating and roughing deformation conditions. Deformation levels of 0.3 and 0.5 at 1150°C
followed by different holding times after the deformation were tested to produce small, medium and
large austenite grains. Several hot torsion tests were performed according to thermomechanical
treatments GS1, GS2 and GS3 given in Figure 4 where the dashed arrow refers to water quench cooling
conditions.
23

T
em
pera
ture
Time
1200-1280°C
900-1800s1150°C
ε=0.2
Stress relaxation
quench
Tdef= 1150, 1050, 950°C
ε = 0.1, 0.2, 0.35
Austenite Strain
grain size rate (°C/s)
Small
~50µm
0.05 1150 1050 1
0.075 1050 1
Medium 0.1 1150 1050 950 1
~100µm 0.15 1150 1050 1
0.2 1150 1050 950 1, 0.1, 5, 10
0.35 1150 1100 1050 1000 950 1
Large
~200µm
Strain Temperature (°C)
0.2 1050
0.2
1
1050 1
Figure 3: Schematic diagram of the
thermomechanical treatments applied in the
Gleeble static recrystallisation tests.
Table 6: Matrix of static recrystallisation test conditions
for Tata steels Green cells = initial tests; Yellow cells = strain variations;
Orange cells = austenite grain size variation; Blue cells =
additional temperatures; Bold text = strain rate variation
Figure 4: Initial austenite grain size tests
at CRM
Table 7: Test programme - SRX study at CRM
The SRX kinetics were studied using the interrupted hot torsion technique that allows performing
several double hit tests on one sample. For each steel grade, softening kinetics were obtained according
to the work-plan summarized in Table 7 and which was designed to minimize the number of trials. The
effect of austenite grain size, deformation temperature and strain on SRX kinetics was initially planned
to be investigated. However, due to difficulties to obtain small and medium grain size for the Si steel
grades of Table 3, the grain size effect was disregarded and only large grain size was considered, see
Task 4.2. The grain size effect was considered to be the one described by StripCam equation as default
value, see Task 5.1. Furthermore, in the initial work plan, it was scheduled to study a strain of 0.7
instead of 0.5 but the first tests revealed that applying a strain of 0.7 initiated dynamic recrystallisation
for steels containing no niobium. For that reason, a strain of 0.5 instead of 0.7 was considered.
Figure 5 shows the thermomechanical treatment applied on torsion specimens to study SRX kinetics.
Using the interrupted torsion test technique as shown, three conditions per torsion specimen can be
tested. The first deformation applied at the reheating temperature (1250°C) was used to normalize the
grain size before the reheating stage in order to produce constant reheating conditions (i.e. austenite
grain size) from sample to sample. Then, the intensity of the deformation (εgrain size) and the time
between the deformation and the next temperature plateau are used to control the size of the austenite
grain (see Task 4.2). εtest and the testing temperatures correspond respectively to values of 0.2, 0.35, 0.7
and 950°C, 1000°C, 1050°C.
The softening kinetics were obtained from stress-strain curves of the two step deformation test using
the back extrapolation method (see Task 3.2). Some of the results were also obtained with the 2%
offset method for comparison with the back extrapolation one.
24

Figure 5: Interrupted torsion test technique - Double hit tests
CEIT carried out single-hit, double-hit and multipass torsion tests with the C2Mn2, C2Mn2Al and
C2Mn2AlNb steels in order to investigate the effect that Al addition has on the static softening
behaviour of C-Mn steels. Both the solute drag exerted by Al and the effect of Al on Nb(C,N) strain-
induced precipitation were considered. Before the torsion tests, in all the cases the specimens were
soaked at a temperature of 1250ºC during 15 min in the induction furnace attached to the torsion
machine. In order to investigate the microstructure obtained before the tests, specimens were quenched
directly after the reheating treatment following the thermal cycle shown in Figure 6. The austenite
grain sizes measured in each of the cases have been included in Table 8. In the 2%Al steels
(C2Mn2Al2, C2Mn2Al2Nb3, C2Mn2Al2Nb7) a small amount of ferrite was also found present in the
quenched specimens (further analysis in WP4). This can be attributed to the high Al content of these
steels. The strong ferrite stabiliser effect of Al has also been reported in other works [1,2]. However,
the amount of ferrite present in the specimens was small, less than 5% for the C2Mn2Al2 steel and less
than 1% for the C2Mn2Al2Nb steels, and therefore, it was not expected to affect the austenite
softening evolution after deformation.
1250ºC 900s
1-10ºC/s
1ºC/s
Time (s)
Temperature(ºC)
1250ºC 900s
ε1 ε=0.1
tip1-10ºC/s
Quenching(optional for
microestructuralanalysis)1ºC/s
Time (s)
Temperature(ºC)
Figure 6: Thermal cycle for the initial
microstructure characterisation at CEIT
Figure 7: Thermomechanical cycle applied in
the double-hit torsion tests at CEIT
The softening behaviour of these materials was analysed by the double-hit torsion technique. The
thermomechanical cycle employed in the tests is shown in Figure 7. After the soaking treatment, the
specimens were cooled down to the selected deformation temperature. Once the temperature was
stabilised, the specimens were strained up to ε=0.2-0.35, immediately unloaded and held for increasing
times. Following this, a second deformation pass of ε=0.1 was applied. In all the tests a strain rate of 11 −= sε& was used. The deformation conditions employed in the tests are summarised in Table 8.
In all deformation conditions one specimen was water quenched after the soaking treatment in order to
analyse the initial microstructure. Measured initial grain sizes are also indicated in Table 8. In addition,
several specimens were water quenched just before reloading to analyse the microstructure present
after different holding times. The quenching treatments were carried out to characterise the
recrystallised microstructure, the phases present after deformation or to investigate the strain-induced
precipitation evolution. For the microstructure characterisation different microscopy techniques such as
Optical Microscopy (OM), Scanning Electron Microscopy (SEM) and Transmission Electron
Microscopy (TEM) were employed. The most relevant quenching treatments performed are listed in
25

Table 9, together with the microstructural characterisation investigations carried out in each of the
cases.
Table 8: Deformation conditions employed in the double-hit torsion tests on Al steels ( 11 −= sε& ).
Steel Soaking
Temperature (ºC) Dγ0 (µm) TDef (ºC) ε
C2Mn2 69±4 1065, 965, 925 0.35
1065 0.2 C2Mn2Al1 100±3
1065, 965, 925 0.35
1065 0.2 C2Mn2Al2 65±1
1065, 1000, 965, 925 0.35
C2Mn2Al1Nb3 102±5 1065, 1000, 925, 900 0.35
C2Mn2Al2Nb3 65±4 1065, 1000, 925, 925 0.35
C2Mn2Al2Nb7
1250
56±2 1065, 1000, 965, 925 0.35
Table 9: Quenching treatments carried out for microstructural analysis and strain-induced precipitation
study on Al steels.
Microstructural analysis
Steel Dγ0 (µm) Tdef
(ºC) tip (s) εεεε Recrystallised
microstructure Others
Nb (C,N)
precipitation
analysis
1065 56 0.2
1065 22 C2Mn2 69±4
925 77 0.35
133 0.2
2
5 1065
29
C2Mn2Al1 100±3
925 178
0.35
1065 553 0.2
1065 63
1000 58 0.35
X
C2Mn2Al2 65±1
925 270, 404, 2400, 10200 0.35 X
1065 65 X
1000 384
925 96, 288, 960, 4800 C2Mn2Al1Nb3 102±5
900 96, 960, 5760
0.35 X
1065 144 X
1000 576
965 384 C2Mn2Al2Nb3 65±4
925 672, 2016, 5760
0.35 X X
1065 240 X
1000 576
965 384, 5760 C2Mn2Al2Nb7 56±2
925 672, 5760
0.35 X X
Double-hit torsion tests and quenching treatments were also carried out with the Tata C2Mn1Nb3 steel
at the lowest temperatures investigated (925-900ºC). The aim was to compare the softening and
precipitation behaviour with the results obtained for the C2Mn2Al1Nb3 steel, in order to evaluate the
effect of Al on strain-induced precipitation. The thermomechanical cycle employed in the tests is the
same employed for the rest of the steels (Figure 7) and the conditions selected for the study are
summarised in Table 10.
26

Table 10: Double-hit torsion tests and quenching treatments carried out on C2Mn1Nb3 to study the
effect of Al on strain-induced precipitation.
Steel Dγ0 (µm) TDef (ºC) ε
925, 900 0.35
TDef (ºC) tip (s)
925 58, 4800 C2Mn1Nb3 87±4
900 96, 5760
At ArcelorMittal, isothermal Double Hit tests were performed in a torsion machine using the
technique of ‘testing in series’ by which consecutive cycles of reheating and double deformation tests
are applied on a single sample in order to optimise the use of material (also applied by CRM, Figure 5).
Table 11 presents the selected conditions for testing the materials in terms of initial grain size,
deformation temperature, applied strain and strain rate and interpass times taking as a reference the
study of static recrystallization kinetics in these steels.
Table 11: Selected Conditions for Thermomechanical Testing
Grade Temperature
(°C) Strain
Initial Grain
Size (µm)
Strain Rate
(1/s)
Interpass
Times (s)
C1Mn2 950, 1000, 1050 0,2, 0,35, 0.5 100, 200 1 0.5-100
C1Mn2Nb3 950, 1000, 1050 0,2, 0,35, 0.5 100, 200 1 0.5-100
C1Mn1Nb7 950, 1000, 1050 0,2, 0,35, 0.5 100 1 0.5-100
C1Mn2Nb7 950, 1000, 1050 0,2, 0,35, 0.5 100, 200 1 0.5-100
The tests involved initially a reheating step at a temperature of 1200°C in order to ensure the presence
of the nominal Nb content in solid solution and a high temperature deformation step introduced for
reaching the initial grain size targets by recrystallization of the coarse reheated microstructure. In order
to avoid any precipitation of Nb this deformation step was performed at 1150°C. Two levels of strain
were applied at 1150°C for grain refinement, ε=0.3 and ε=0.8. In order to verify the absence of NbC
precipitation prior to the double hit tests, quenched samples were obtained for high Nb material
C1Mn2Nb7 just after reheating at 1200°C and after deformation at 1150°C with a high strain (e=0.8)
and cooling down to 1050°C. On these quenched samples, the NbC precipitation rate was determined
by electrolytic dissolution and Inductive Coupled Plasma (ICP) spectroscopy as described in Task 4.3.
6 and 8ppm of precipitated Nb were determined for the reheated and reheated and deformed samples,
respectively, thereby validating the design proposed for the double hit tests.
In order to characterize the austenite grain size for the isothermal double hit tests and to approach the
targets of 100 and 200µm a series of hot torsion tests were performed in each of the steel grades
involving reheating, high temperature (1150°C) deformation and cooling at 5°C/s down to 1050°C
followed by water quenching. Samples for metallographic analysis were extracted from torsion samples
and this analysis was performed on a longitudinal section corresponding to the subsurface (depth
~200µm) of the torsion sample, a section in which the thermomechanical conditions applied are
representative of the target conditions of the test. The results are presented fully in WP4.
Table 12 presents the results of the quantitative analysis showing that for an applied roughing strain of
0.8 the mean grain size closely approached the target with values of 124 and 128µm for C1Mn2 and
C1Mn2Nb3 respectively. Reducing the roughing strain to 0.3 induced larger mean grain sizes in the
microstructures however they remained far from the target of 200µm with values of 161 and 138µm for
C1Mn2 and C1Mn2Nb3 respectively. The applied deformation with strain 0.8 similarly led to mean
grain size values approaching the target of 100µm as values of 128 and 108µm were determined for
C1Mn1Nb7 and C1Mn2Nb7 respectively. For 0.3 roughing strain applied to C1Mn2Nb7 the
microstructures were heterogeneous and a large dispersion of grain size values was observed with a
mean value exceeding the target and reaching 271µm. Despite these observations, the applied strain of
0.3 at high temperature was retained for the experimental programme.
27

Table 12: Initial austenite grain size measurements (Mean Linear Intercept) for MnNb steels
Grade C1Mn2 C1Mn2Nb3 C1Mn1Nb7 C1Mn2Nb7
Roughing strain 0.3 0.8 0.3 0.8 0.8 0.3 0.8
Geometric MLI (µm) 161.7 123.8 137.9 126.7 128.4 271.2 107.9
Test programme: dynamic recrystallisation study
At CRM and AM, experiments were performed by single hit hot torsion to study the effect of Si and
Mn on critical and peak strains for dynamic recrystallisation. Torsion tests were performed for several
conditions of deformation temperatures and strain rates. A total single deformation of at least 2.0 was
applied on each specimen following the thermomechanical treatment given in Figure 8. The complete
matrix of tests at CRM is given in Table 13. The testing at AM was carried out on grades C1Mn1Nb7
and C1Mn2Nb7 at testing temperatures of 1000, 1050 and 1100°C and strain rates of 0.1 and 1/s, as the
maximum strain rate achievable in the current torsion machine set up at AM does not exceed 3.6/s. The
method used to analyse flow stress curves, based on the second derivative, is presented in Task 3.3.
Table 13: Matrix of tests - DRX study at CRM Figure 8: Single hit hot torsion test for DRX
study
Test programme: niobium precipitation study
Task 3.5 aimed to study the effect of silicon on niobium precipitation kinetics. Single hit hot torsion
tests were performed on steel grade C2Mn2Nb3 and C2Mn2Si2Nb3 to evaluate the influence of 2%Si
on Nb precipitation. The precipitation kinetics were determined for one condition of deformation
temperature (Tdef = 1000°C) and deformation level (strain = 0.2). Torsion specimens were water
quenched 10s, 100s, 1000s and 10000s after the deformation. For statistical reasons, three samples per
condition were tested. Furthermore, three additional samples were quenched just before the
deformation in order to obtain the initial precipitation state. A schematic of the thermomechanical
treatment is given in Figure 9.
Figure 9: Single hit hot torsion test for Nb precipitation analysis at CRM
28

Similar single hit tests were performed on steels C1Mn1Nb7 and C1Mn2Nb7 to evaluate the effect of
Mn on the Nb precipitation behaviour at temperatures of 1050, 1000 and 950°C with an applied
strain of 0.35.
Test programme: determination of critical temperatures
Task 3.6 aimed to determine critical temperatures for recrystallisation in order to define the regimes
where recrystallisation is complete between passes, partially complete or not possible. Multi-hit hot
torsion tests were performed to determine critical recrystallisation temperatures like the no-
recrystallisation temperature (Tnr), the recrystallisation limit temperature (RLT) and the
recrystallisation stop temperature (RST). Torsion specimens were first reheated to 1250°C for 5 min to
have all Nb in solid solution. Subsequently, samples were subjected to a series of consecutive
deformations (see Figure 10) for different conditions of deformation, inter-pass time and cooling rate,
which are summarised in Table 14.
Figure 10: Multi-pass deformation test
to determine critical temperatures
Table 14: Matrix of tests - Critical recrystallisation
temperatures of Si steels
The mean flow stress analysis coupled to the anisothermal softening fraction concept was applied to
stress strain curves of the multipass deformation test to obtain the critical recrystallisation
temperatures. The method is described in Task 3.6.
Multipass torsion tests were carried out on the Al series of steels in order to investigate the
microstructural evolution of the specimens during multiple deformation schedules. The
thermomechanical treatment employed in the tests is summarised in Figure 11. After the reheating
treatment (1250ºC, 15 min) twenty deformation passes were applied at continuous cooling conditions at
temperatures ranging from 1180 to 800ºC. The strain per pass, ε=0.3, and the strain rate, 1s-1, were kept
constant in all the tests, and interpass times ranging from 5 to 100 s were employed. The deformation
conditions employed in the tests are summarised in Table 15. In some of the tests the specimens broke
during the deformation schedule, and as a result the test could not be completed. This has also been
indicated in the table.
1ºC/s
1250ºC 900s
Time (s)
Temperature(ºC)
Tdef1 =1180ºC
ε=1s-1.
ε, Npass, tip
20 deformation passes
20ºC temperature drop per pass
Steel ε tip
(s)
Vcooling
(ºC/s)
Specimen
broken during
test
5 4 C2Mn2Al2Nb3,
C2Mn2Al2Nb7
30 0.67
C2Mn2Al2,
C2Mn2Al2Nb3,
C2Mn2Al2Nb7
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
0.3
100 0.2
Figure 11: Thermomechanical cycle
applied in the multipass deformation tests.
Table 15: Deformation conditions employed in the
multipass torsion tests ( 11 −= sε& ).
29

Several specimens were water quenched at different stages of the multipass torsion tests in order to
investigate the microstructural evolution mechanisms occurring in each case. The quenching treatments
were carried out at temperatures close to the non-recrystallisation (Tnr) and γ→α phase transformation
start (Ar3) temperatures. The selected conditions are summarised in Table 16.
Table 16: Quenching treatments carried out in order to investigate the microstructural evolution of the
steels investigated during the multipass torsion tests.
Steel ε Number of
passes
Tip (s) after
the last pass TQuench (ºC) Tnr (ºC) Ar3 (ºC)
8 5 1020
13 5 920 1056 920
12 30 940 1067 940 C2Mn2Al2
13 100 920 1064 920
C2Mn2Al1Nb3 9 30 1000 1029
10 100 980 C2Mn2Al2Nb3
13 100 920 1022 920
C2Mn2Al2Nb7
0.3
8 30 1020 1065 940
2.3.3.2 Task 3.2: Solute drag effect on static recrystallisation kinetics
This activity was the main focus of the work for all partners in the project. CEIT concentrated on
studying the effect of Al, CRM on the effect of Si, whilst Tata and AM investigated the effects of Nb
and Mn at different levels.
Effect of Nb
The results of the matrix of uniaxial compression tests carried out by Tata Steel using stress relaxation
to follow the progress of softening after deformation are presented in this section. The fraction softened
after the deformation was determined from the stress relaxation curves using the approach described by
Karjalainen, Figure 12 [3,4]. The softening curve (stress versus log(time)) is considered to show three
distinct regions: (i) a linear region with a slow decrease in stress, corresponding to creep and recovery,
(ii) a rapid decrease in stress, due to recrystallisation processes, and (iii) a second linear region with a
slow or zero decrease in stress, corresponding to stress relaxation of the fully softened austenite by
creep or grain growth. If it is assumed that a partially softened austenite consists of a mixture of work-
hardened and fully softened austenite, of stresses σ1 and σ2 respectively, then by applying an equi-
strain law of mixtures, the stress σ of the mixture at time t can be given by:
( )( ) ( ))log()log(1 2211 tXtX ασασσ −+−−= (1)
where X is the fraction of recrystallised austenite and α1 and α2 are the gradients of the tangents to the
start and end of the curve, respectively.
30

0
10
20
30
40
50
60
70
80
0.01 0.1 1 10 100
Time (s)
Str
ess (
MP
a)
0
0.2
0.4
0.6
0.8
1
Fraction re
crystallis
ed
σ=σ1−α1 log(t)
σ=σ2−α2 log(t)
(i) (ii) (iii)
Figure 12: Schematic illustration of method for analysing stress relaxation curves (after [3,4]).
Fraction recrystallised plotted in red on 2nd
y-axis.
The time for 50% recrystallisation, t50, was determined from the softening curves for each of the stress
relaxation tests. The recrystallisation time was measured from the start of region (ii) in Figure 12. The
sigmoidal form of the softened fraction curve can be described by an Avrami relationship of the type:
−−=
n
t
tX
50
693.0exp1
(2)
where X is the fraction recrystallised corresponding to a time t. The Avrami coefficient n can be
determined from the gradient of a plot of log[-ln(1-X)] versus log time.
Table 17 and Table 18 summarise the t50 and n values determined from the stress relaxation curves for
the C1Mn1, C1Mn1Nb1, C1Mn1Nb3 and C2Mn1Nb3 steels, investigating the effect of strain and
temperature and strain rate, respectively. Tests highlighted in grey either did not fully recrystallise in
the time allowed for relaxation, and therefore no t50 and n value could be derived, or the curves
indicated that recovery might be occurring rather than recrystallisation, with a lower gradient of the
curve and n values much less than 1. Recrystallisation did not occur or was not completed in many of
the tests at 950°C, particularly at lower strains and with increasing Nb content. The curves from the
0.05 strain tests at 1150°C in all steels, at 1050°C in C1Mn1, and the 0.1 strain tests in the 0.03 wt%
Nb steels also showed evidence that recovery was the dominant softening mechanism. The curves for
the 0.075 and 0.05 strain tests at 1050°C had similarly long t50 times but it was less clear that recovery
was occurring instead of recrystallisation. The 0.2 strain tests at 1100 and 1000°C were only performed
on steel C1Mn1.
Figure 13 shows the stress relaxation curves for the series of tests performed on the four steels with
different amounts of strain applied at 1050°C, from an initial austenite grain size of ~100µm. In all of
the steels, the initial stress and the rate of softening increased as the applied strain increased from 0.05
to 0.35. The curves at 0.35, 0.2 and to a lesser extent 0.15 strain showed a steep drop in stress with
increasing relaxation time, consistent with the occurrence of recrystallisation. However, the curves at
the lowest strains, between 0.05 and 0.1, did not always show this steep drop in stress and therefore
probably only recovery was occurring in some cases.
31

Table 17: t50 and n values determined from fitting Avrami curves to softened fraction data: effect of
strain and temperature at strain rate of 1/s and 100µm initial austenite grain size
n t50 n t50 n t50 n t50
0.35 0.86 0.09 0.92 0.13 1.06 0.30 0.97 0.18
0.2 1.11 0.22 1.01 0.39 0.97 0.45 0.99 0.32
0.15 1.29 0.49 1.09 0.70 1.28 1.00 0.91 0.90
0.1 1.11 0.63 1.10 1.37 1.10 2.64 0.71 0.72
0.05 1.10 12.86 1.07 39.98 0.70 11.29
0.35 0.88 0.09 1.04 0.38 1.14 0.50 1.20 0.54
0.2 1.03 0.32
0.35 1.06 0.22 1.22 0.75 1.14 0.96 1.30 0.96
0.2 1.22 0.61 1.25 1.32 1.25 2.22 1.27 2.74
0.15 1.28 0.97 0.99 3.01 1.03 2.93 1.07 3.59
0.1 1.29 2.29 1.39 4.79 0.77 8.21 0.59 9.51
0.075 1.31 6.59 1.01 9.16 1.08 6.53 1.46 6.57
0.05 1.19 7.20 1.15 4.45 0.92 8.39
0.35 1.36 0.47 1.05 0.98 1.32 2.91 0.59 1.17
0.2 0.95 0.95
0.35 1.16 0.89 1.10 4.97 0.56 5.99
0.2 1.40 1.73 0.72 8.60
0.1 1.60 11.63
C1Mn1Nb1
950
1000
C1Mn1Nb3 C2Mn1Nb3
1150
1050
1100
T (°C) strainC1Mn1
Table 18: t50 and n values determined from fitting Avrami curves to softened fraction data: effect of
strain rate at 0.2 strain, 1050°C and 100µm initial austenite grain size.
n t50 n t50 n t50 n t50
0.1 0.991 0.502 1.06 2.353 1.164 5.375 1.076 1.549
1 1.218 0.607 1.245 1.324 1.249 2.22 1.272 2.74
5 1.058 0.445 1.372 1.222 1.195 2.895 0.97 2.11
10 1.438 0.621 1.122 1.459 1.442 2.49 1.198 2.041
1050
T (°C)Strain
rate (/s)
C1Mn1 C1Mn1Nb1 C1Mn1Nb3 C2Mn1Nb3
Figure 14 shows the Avrami curves derived from the stress relaxation data in Figure 13. The rate of
softening increased with increasing strain, as expected, and decreased with increasing Nb content. The
curve for 0.05 strain in steel C1Mn1 could not be fitted with an Avrami curve as the gradient of the
curve was very shallow and therefore recovery rather than recrystallisation appeared to be the primary
softening mechanism. There was uncertainty over the validity of the Avrami curves for 0.05 strain in
the three Nb steels as well for the same reasons, although it was possible to fit them.
Figure 15 shows the same data but where the softened fraction has been calculated based on the initial
stress after the deformation corresponding to zero softening and a stress of zero corresponding to fully
softened. The data was then “normalised” between the maximum stress and zero. This method of
analysis enables the tests to be compared avoiding the subjectivity in deciding where the start and
finish of recrystallisation occur in the stress relaxation curve. The analysis emphasised that the
softening behaviour was very similar for all the strains up to a softened fraction of about 0.4. Above
this fraction, a small plateau in the curve can be seen, the magnitude of which increased with
decreasing strain. The rate of softening then decreased with decreasing applied strain before the curves
converged again as the softened fraction approached one. The point at which the curves diverged at the
plateau seemed to correspond to the end of recovery/start of recrystallisation in the analysis of the
stress relaxation curves.
32

(a) C1Mn1, 1050°C
0
20
40
60
80
100
120
140
0.001 0.01 0.1 1 10 100 1000
Time (s)
Str
ess (
MP
a)
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb1 1050°C
(b) C1Mn1Nb1, 1050°C
0
20
40
60
80
100
120
140
0.001 0.01 0.1 1 10 100 1000
Time (s)
Str
ess (
MP
a)
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb3 1050°C
(c) C1Mn1Nb3, 1050°C
0
20
40
60
80
100
120
140
0.001 0.01 0.1 1 10 100 1000
Time (s)
Str
ess (
MP
a)
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C2Mn1Nb3 1050°C
(d) C2Mn1Nb3, 1050°C
Figure 13: Stress relaxation curves for Tata steels deformed at 1050°C showing effect of strain
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised fra
ctio
n
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1 1050°C
(a) C1Mn1, 1050°C
0.0
0.2
0.4
0.6
0.8
1.0
0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised fra
ctio
n
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb1 1050°C
(b) C1Mn1Nb1, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised fra
ctio
n
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb3 1050°C
(c) C1Mn1Nb3, 1050°C
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised fra
ctio
n
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C2Mn1Nb3 1050°C
(d) C2Mn1Nb3, 1050°C
Figure 14: Avrami recrystallisation curves for Tata steels deformed at 1050°C showing effect of strain
0
20
40
60
80
100
120
140
0.001 0.01 0.1 1 10 100 1000
Time (s)
Str
ess (
MP
a)
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1 1050°C
33

0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.01 0.1 1 10 100 1000
Time (s)
Soft
ened f
raction
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1 1050°C
(a) C1Mn1, 1050°C
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.01 0.1 1 10 100 1000
Time (s)
Soft
ened f
raction
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb1 1050°C
(b) C1Mn1Nb1, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Soft
ened fra
ction
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb3 1050°C
(c) C1Mn1Nb3, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softe
ned f
raction
0.05 strain
0.075 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C2Mn1Nb3 1050°C
(d) C2Mn1Nb3, 1050°C
Figure 15: “Normalised” softening curves for Tata steels deformed at 1050°C showing effect of strain
Figure 16 to Figure 17 show the recrystallized and softened fraction graphs plotted for the stress
relaxation tests performed at 1150°C. Most of the softening curves showed a sharp decrease in stress
with increasing time, consistent with recrystallisation. Only the tests at 0.05 strain showed a more
gentle gradient in stress relaxation, indicating that recovery may be occurring. The data from the test on
C1Mn1 at 0.05 strain was corrupted and could not be analysed. The time for recrystallisation was
shorter for a given strain at 1150°C compared with the tests at 1050°C. The difference in shape at the
start of some of the curves in Figure 17 is due to the corresponding abrupt start to the measured
relaxation kinetics at 0.35 strain and the (unintentional) use of a lower data acquisition frequency for
the tests at 0.1 and 0.2 strain in steel C2Mn1Nb3.
34

0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1 1150°C
(a) C1Mn1, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb1 1150°C
(b) C1Mn1Nb1, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb3 1150°C
(c) C1Mn1Nb3, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C2Mn1Nb3 1150°C
(d) C2Mn1Nb3, 1150°C
Figure 16: Avrami recrystallisation curves for Tata steels deformed at 1150°C showing effect of strain
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
So
fte
ne
d f
raction
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1 1150°C
(a) C1Mn1, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
So
fte
ne
d f
raction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb1 1150°C
(b) C1Mn1Nb1, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
So
fte
ne
d f
raction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C1Mn1Nb3 1150°C
(c) C1Mn1Nb3, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
So
fte
ne
d f
raction
0.05 strain
0.1 strain
0.15 strain
0.2 strain
0.35 strain
C2Mn1Nb3 1150°C
(d) C2Mn1Nb3, 1150°C
Figure 17: “Normalised” softening curves for Tata steels deformed at 1150°C showing effect of strain
35

Figure 18 shows the softening curves plotted for the stress relaxation tests performed at 950°C. The
steels had slower softening kinetics at 950°C compared with the tests at 1050 and 1150°C. The curves
for the C1Mn1 steel indicate that recrystallisation was still occurring at all strains. In most of the tests
on the Nb steels, softening was not completed within the 1000s time allowed for the test and therefore
the data could not be fitted to Avrami recrystallisation curves. The shape of the curves in these tests
suggested that the primary softening mechanism was recovery rather than recrystallisation in the Nb
steels below 0.35 strain.
Figure 19 shows the effect of temperature on the softening kinetics at a fixed strain of 0.35 and a strain
rate of 1/s. Temperatures of 950, 1000, 1050, 1100 and 1150°C were investigated. The graphs show the
increase in the rate of softening with increasing temperature in all steels. At 950°C in the 0.03wt% Nb
steels, the gradient of the curves was much shallower, suggesting that recovery was occurring or
precipitation had started to slow down recrystallisation.
Figure 20 shows the effect of Nb on the recrystallisation curves at different levels of applied strain at a
temperature of 1050°C. At low strains (0.075), it was difficult to distinguish consistently between the
steels, due to the variation in measured stress relaxation curves and difficulty in analysing the curves
when they are dominated by recovery effects. At strains of 0.1 and above, the effect of Nb became
clearer, with softening retarded with increasing Nb content from zero to 0.03 wt%. No precipitation
was expected at this temperature (calculated using the models in Task 5.1) and so this retardation was
attributed to solute drag of Nb on austenite recrystallisation.
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softe
ned
fra
ction
0.1 strain
0.2 strain
0.35 strain
C1Mn1 950°C
(a) C1Mn1, 950°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softe
ned
fra
ction
0.1 strain
0.2 strain
0.35 strain
C1Mn1Nb1 950°C
(b) C1Mn1Nb1, 950°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softe
ned
fra
ction
0.1 strain
0.2 strain
0.35 strain
C1Mn1Nb3 950°C
(c) C1Mn1Nb3, 950°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softe
ned
fra
ction
0.1 strain
0.2 strain
0.35 strain
C2Mn1Nb3 950°C
(d) C2Mn1Nb3, 950°C
Figure 18: “Normalised” softening curves for Tata steels deformed at 950°C showing effect of strain
36

0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
950°C
1000°C
1050°C
1100°C
1150°C
C1Mn1 0.35 strain
(a) C1Mn1, 0.35 strain
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
950°C
1000°C
1050°C
1100°C
1150°C
C1Mn1Nb1 0.35 strain
(b) C1Mn1Nb1, 0.35 strain
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
950°C
1000°C
1050°C
1100°C
1150°C
C1Mn1Nb3 0.35 strain
(c) C1Mn1Nb3, 0.35 strain
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised
fra
ction
1000°C
1050°C
1100°C
1150°C
C2Mn1Nb3 0.35 strain
(d) C2Mn1Nb3, 0.35 strain
Figure 19: Avrami recrystallisation curves for Tata steels deformed at fixed strain showing effect of
temperature
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recrystallised fraction
C1Mn1 0.075
C1Mn1Nb1 0.075
C1Mn1Nb3 0.075
C2Mn1Nb3 0.075
C1Mn1 0.2
C1Mn1Nb1 0.2
C1Mn1Nb3 0.2
C2Mn1Nb3 0.2
(a) 0.075 and 0.2 strain, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recrystallised fraction
C1Mn1 0.1
C1Mn1Nb1 0.1
C1Mn1Nb3 0.1
C2Mn1Nb3 0.1
C1Mn1 0.35
C1Mn1Nb1 0.35
C1Mn1Nb3 0.35
C2Mn1Nb3 0.35
(b) 0.1 and 0.35 strain, 1050°C
Figure 20: Avrami recrystallisation curves for Tata steels deformed at 1050°C showing effect of Nb
content and strain
Figure 21 compares the normalised softening curves for different Nb contents at strains of 0.35 and 0.1
and temperatures of 1150, 1050 and 950°C. At 0.35 strain, 1150°C, the softening of all the steels was
very similar with rapid recrystallisation occurring. As the temperature decreased to 1050°C, the initial
softening was retarded by increasing Nb content, but above about 0.4 softened fraction the curves
became parallel as the rate of softening increased again as recrystallisation occurred. At 950°C, the
softening of all the Nb steels was significantly delayed compared with the C1Mn1 steel. The curves for
the Nb steels were coincident up to 0.45 softened fraction, where the C1Mn1Nb1 steel then started to
recrystallise. The C2Mn1Nb3 steel maintained the same shallow gradient of softening, suggesting that
it may only be recovering not recrystallising. The behaviour of the C1Mn1Nb3 steel lay between the
other two steels.
37

When the strain was lowered to 0.1, the softened fraction at which the curves diverged increased
compared with 0.35 strain, from 0.4 at 1150°C to around 0.6 at 950°C suggesting that recovery
continued for a longer proportion of the softening. All the steels showed an increase in softening rate
again at 1150°C above 0.5 softened fraction which was indicative of recrystallisation, but the time at
which this occurred increased with Nb content. (The C2Mn1Nb3 curve shows different behaviour at
short times due to a different acquisition frequency for the test data). As the temperature decreased to
950°C, only the C1Mn1 steel continued to recrystallise after the initial recovery period. The rate of
softening of the Nb steels slowed down above 0.6 softened fraction and then increased again slightly to
follow the same curve as the initial recovery stage. No consistent difference between the behaviour of
the C1Mn1Nb3 and C2Mn1Nb3 steels was observed and so the effect of increasing from 0.1 to 0.2
wt% carbon on the softening kinetics is negligible in these steels, although it will affect the Nb(C,N)
precipitation kinetics and thus the temperature at which precipitation inhibits recrystallisation.
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.35 strain 1150°C
(a) 0.35 strain, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.1 strain 1150°C
(b) 0.1 strain, 1150°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.35 strain 1050°C
(c) 0.35 strain, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened
fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.1 strain 1050°C
(d) 0.1 strain, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.35 strain 950°C
(e) 0.35 strain, 950°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Softened
fra
ction
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.1 strain 950°C
(f) 0.1 strain, 950°C
Figure 21: “Normalised” softening curves for Tata steels deformed by 0.35 and 0.1 strain at three
temperatures, strain rate 1/s, 100µm initial austenite grain size.
38

Figure 22 compares the curves for softening at 1050°C and 950°C at strains of 0.35 and 0.1 for the
C1Mn1 steel and two of the Nb steels. Assuming that no precipitation of Nb has occurred at 1050°C,
then the retardation of the softening in the Nb steels is solely due to the Nb solute drag effect. The
effect of reducing the temperature on the C1Mn1 softening kinetics is to offset the curves parallel to
each other. The solubility equations for Nb(C,N) predict that Nb should be able to precipitate at 950°C.
However, if no precipitation had occurred, the softening at 950°C would only be due to a solute drag
effect. This has been estimated by offsetting a 950°C curve from the 1050°C curves in the same way as
for the CMn steel, as shown by the lines marked with triangles in each graph. The deviation in actual
softening kinetics (lines marked with open squares) from the estimated solute-controlled behaviour
could then be attributed to precipitation occurring during the delay in softening between about 0.3 – 0.4
softened fraction in the 0.35 strain curves and 0.6 – 0.7 softened fraction in the 0.1 strain curves.
0.2
0.4
0.6
0.8
1
0.01 0.1 1 10 100
Time (s)
Softened
fra
ction
C1Mn1 1050°C
C1Mn1Nb1 1050°C
C1Mn1 950°C
C1Mn1Nb1 950°C
C1Mn1Nb1 950°C solute drag
0.35 strain
precipitation?
temperature
solute drag
(a) 0.35 strain, C1Mn1 and C1Mn1Nb1
0.2
0.4
0.6
0.8
1
0.01 0.1 1 10 100
Time (s)
Soft
ened
fra
ction
C1Mn1 1050°C
C1Mn1Nb3 1050°C
C1Mn1 950°C
C1Mn1Nb3 950°C
C1Mn1Nb3 950°C solute drag
0.35 strain
precipitation?
temperature
solute drag
(b) 0.35 strain, C1Mn1 and C1Mn1Nb3
0.4
0.6
0.8
1
0.1 1 10 100 1000
Time (s)
Softened
fra
ction
C1Mn1 1050°C
C1Mn1Nb1 1050°C
C1Mn1 950°C
C1Mn1Nb1 950°C
C1Mn1Nb1 950°C solute drag
0.1 strain
precipitation?
temperature
solute drag
(c) 0.1 strain, C1Mn1 and C1Mn1Nb1
0.3
0.5
0.7
0.9
0.1 1 10 100 1000
Time (s)
Soft
ened
fra
ction
C1Mn1 1050°C
C1Mn1Nb3 1050°C
C1Mn1 950°C
C1Mn1Nb3 950°C
C1Mn1Nb3 950°C solute drag
0.1 strain
precipitation?temperature
solute drag
(d) 0.1 strain, C1Mn1 and C1Mn1Nb3
Figure 22: “Normalised” softening curves for Tata steels deformed by 0.35 and 0.1 strain at 1050°C
and 950°C, indicating effect of solute drag and precipitation.
Figure 23 shows the effect of different initial austenite grain sizes, obtained using the conditions in
Table 5, on the softening kinetics at 1050°C after a deformation of 0.2 strain at a strain rate of 1/s.
There was not a clear and consistent difference between the results, with all the samples fully softening
within approximately 10 seconds. This was unexpected, as increasing the grain size has been shown to
slow down the softening kinetics [5]. Further tests were performed starting from a very large austenite
grain size, obtained by reheating at 1300°C for 15 mins, but these also showed little difference. One
possible explanation could be that the recrystallisation kinetics were so rapid at this temperature and
strain that any grain size effect was masked. Tests on a steel that recrystallised more slowly might show
a stronger effect of grain size.
39

Figure 24 shows the effect of strain rates of 0.1, 1, 5 and 10/s on the softening kinetics at 1050°C after
a deformation of 0.2, initial austenite grain size ~100µm. The difference between the softening kinetics
at different strain rates was quite small, the clearest effect being the slower kinetics at a strain rate of
0.1/s in steels C1Mn1Nb1 and C1Mn1Nb3. The rate of softening at a specific strain rate decreased as
the amount of Nb in the steel increased from zero to 0.03 wt% (Figure 25), but no significant effect of
increasing the C content from 0.1 to 0.2 wt% was observed (compare steel C1Mn1Nb3 and
C2Mn1Nb3). Examples of the corresponding flow curves are given in Figure 26. Increasing the strain
rate from 0.1 to 10/s led to an increase in flow stress in all the steels. No strong effect of Nb content on
the flow stress was observed at a particular strain rate.
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Re
cry
sta
llise
d fra
ctio
n
small C1Mn1
medium C1Mn1
large C1Mn1
v large C1Mn1
small C1Mn1Nb3
medium C1Mn1Nb3
v large C1Mn1Nb3
(a) C1Mn1 (solid) and C1Mn1Nb3 (dashed)
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100 1000
Time (s)
Recry
sta
llised fra
ction
small C1Mn1Nb1
medium C1Mn1Nb1
large C1Mn1Nb1
v large C1Mn1Nb1
small C2Mn1Nb3
medium C2Mn1Nb3
large C2Mn1Nb3
v large C2Mn1Nb3
(b) C1Mn1Nb1 (solid) and C2Mn1Nb3 (dashed)
Figure 23: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, strain rate 1/s,
effect of different initial austenite grain sizes.
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
10/s
5/s
1/s
0.1/s
(a) C1Mn1, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
10/s
5/s
1/s
0.1/s
(b) C1Mn1Nb1, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
10/s
5/s
1/s
0.1/s
(c) C1Mn1Nb3, 1050°C
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
10/s
5/s
1/s
0.1/s
(d) C2Mn1Nb3, 1050°C
Figure 24: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, effect of
strain rate
40

0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
C1Mn1 10/s
C1Mn1Nb1 10/s
C1Mn1Nb3 10/s
C2Mn1Nb3 10/s
(a) strain rate 10/s
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time (s)
Recrystallised fraction
C1Mn1 1/s
C1Mn1Nb1 1/s
C1Mn1Nb3 1/s
C2Mn1Nb3 1/s
(b) strain rate 1/s
Figure 25: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, showing
effect of Nb content at different strain rates
0
20
40
60
80
100
120
140
0 0.05 0.1 0.15 0.2 0.25
Strain (-)
Stress (MPa)
10/s
5/s
1/s
0.1/s
(a) C1Mn1, 1050°C
0
20
40
60
80
100
120
140
0.1 0.15 0.2 0.25 0.3 0.35 0.4 0.45
Strain (-)
Stress (MPa)
10/s
5/s
1/s
0.1/s
(b) C2Mn1Nb3, 1050°C
Figure 26: Flow curves for Tata steels deformed 0.2 strain at 1050°C, effect of strain rate
In addition to the stress relaxation test performed on steel C2Mn1Nb3 for the round robin exercise (see
below) a series of double hit (DH) compression tests were also carried out to provide an additional
comparison between test techniques. The first deformation of 0.35 strain was applied at 1050°C, the
load was removed, and then a second hit of 0.35 strain was applied after a specified interpass time. The
fractional softening (FS) was measured using the “2% offset method” from the stress-strain curves [6].
The method relies on the following equation to calculate the FS:
0σσσσ−−
=m
rmFS (3)
where mσ is the value of the stress before unloading, and 0σ and rσ are the stresses corresponding to
2% strain values of the first and second curves, as shown in Figure 27.
41

0
10
20
30
40
50
60
70
80
90
0 0.1 0.2 0.3 0.4
Strain
Stress (MPa)
σσσσ0000
σσσσm
σσσσr
εεεε=0.02 εεεε=0.02
Figure 27: Definition of the stresses used in the 2% offset method for the determination of the
fractional softening.
Eight different interpass times from 0.1 to 100s were used to define the softening curve. The stress-
strain curves are shown in Figure 28(a) and clearly show that the degree of softening increased from
almost zero after 0.1s interpass time up to complete softening after 100s. Figure 28(b) compares the
DH test softening values with the stress relaxation (SR) result from Figure 14(d). The Avrami curve
fitted to the DH data is also shown. There was reasonable agreement between the results, with the DH
tests giving slightly slower softening kinetics than stress relaxation, which is consistent with previous
Gleeble results [7].
0
40
80
120
0.1 0.3 0.5 0.7 0.9 1.1
Strain (-)
Str
ess (
MP
a)
ip time 0.1s ip time 0.5s
ip time 1s ip time 2s
ip time 3s ip time 5s
ip time 10s ip time 100s
(a) Stress-strain curves for double hit round robin tests
0.0
0.2
0.4
0.6
0.8
1.0
0.01 0.1 1 10 100 1000
Time (s)
Softened fraction
Tata uniaxial SR
Tata uniaxial DH 2%offset
Tata uniaxial DHAvrami fit
(b) Softened fraction curves
Figure 28: Round robin test results on steel C2Mn1Nb3 deformed to 0.35 strain at 1050°C using Tata
Gleeble in uniaxial compression.
Effect of Si
According to the matrix of tests defined in Task 3.1 (see Table 7), softening kinetics of C2Mn2Si1,
C2Mn2Si2, C2Mn2Si2Nb3 and C2Mn2Si2Nb7 steel grades were obtained from stress-strain curves of
the double hit test using the back extrapolation method. Some of the tests were also performed using
the 2% offset method to compare results between both methods. Figure 29 shows an example of stress-
strain curves of the C2Mn2Si1 grade obtained for several inter-pass times at a temperature of 1050°C
with a deformation of 0.2 for the first hit. From the stress-strain curves, softening kinetics were then
obtained by plotting the softening fraction as a function of inter-pass time, Figure 30. The results show
an average difference of around 8% between the two methods.
42

Figure 29: C2Mn2Si1 steel grade - Stress-Strain
curves - variation of inter-pass time (IPT)
Figure 30: Comparison of fractional softening
between back extrapolation and 2% offset method
The influence of deformation temperature, deformation intensity and silicon/niobium content on
softening kinetics are given in Figure 31 to Figure 33, which were determined for large austenite grain
size (around 230µm, see task 4.2). Markers on the charts are experimental values. Continuous curves
represent KJMA model functions (see equation (2)) for which the time for 50% recrystallisation, t50,
and Avrami exponent, n, were adapted to best fit experimental values. These values are summarised in
Table 19.
Table 19: Avrami exponent and t50 - Fitting of KJMA model to Si steels
The effect of the deformation temperature on SRX kinetics was more pronounced with the presence of
Nb as alloying element. Indeed, decreasing the deformation temperature from 1050°C to 950°C
increased t50 by 6 sec for the C2Mn2Si2 grade (Figure 31b) while the increase was 247 sec for the
C2Mn2Si2Nb3 grade (Figure 31c). This is due to the effect of niobium in solid solution on recovery.
Concerning the effect of the deformation intensity, Figure 33 reveals as expected that the higher the
deformation, the faster the kinetics. Concerning the C2Mn2Si2Nb7 curve of Figure 32a, experimental
values revealed that the recrystallisation was stopped roughly 100sec after the deformation. It seems
that for this case, precipitation started just after the deformation. Figure 32 shows that no clear effect of
silicon in solid solution on SRX kinetics was observed and only niobium affects the kinetics. However,
steel grades containing a high level of silicon content of 1% and 2% were used to determine the silicon
effect. A possible saturation effect could explain that no effect of silicon on SRX kinetics was
observed. Suikkanen found that the effect of Si on the activation energy for recrystallisation tended to
saturate towards 1.5 wt% [14]. Maebara found that Si retarded recrystallisation linearly up to 1wt% but
then not at all [15].
43

Figure 31: Deformation temperature effect on measured SRX kinetics in Si steels
According to reference [12], in the absence of niobium, the silicon effect on austenite recrystallisation
for steel grades containing 0.1%C – 0% to 1.1%Si – no Nb was observed to retard SRX kinetics.
Furthermore according to reference [13], in the presence of niobium for steel grade containing 0.1%C -
0% to 0.5%Si, the increase of Tnr with silicon content is explained by its effect in accelerating Nb(CN)
precipitation. In both studies, the silicon effect was determined from steel grades containing not more
than 1%Si. In the MICROTOOLS project, by comparing SRX kinetics obtained from 1%Si and 2%Si
steel grade, no effect of silicon content on SRX kinetics was observed in the absence of Nb. The
saturation effect could be verified by comparing SRX kinetics results of 1%Si and 2%Si with an
additional steel grade containing no silicon. Project steel C2Mn2 was not studied by CRM, but hot
torsion tests were performed by CEIT on this steel grade to determine the effect of aluminium (Figure
37). The test condition with a deformation of 0.35 at a temperature of 1000°C was considered by both
CRM and CEIT and was used to make a first estimation of the silicon effect on the SRX kinetics. From
the round robin tests for the C1Mn1Nb7 and C2Mn1Nb3 steel grades (Table 26), the SRX kinetics
determined by CRM using double hit torsion tests were in both cases 5 times faster than those
determined by CEIT. A time corrective coefficient of 5 can be considered to compare SRX results
between the results of the two partners. Figure 34 compares the SRX kinetics of the C2Mn2,
C2Mn2Si1 and C2Mn2Si2 steel grades obtained at a deformation of 0.35 at 1000°C to make a
qualitative estimation of the effect of silicon. Figure 35 shows the evolution of the time to reach 50%
recrystallisation obtained from the Avrami plots of Figure 34 as a function of the silicon content.
Furthermore, to remove the grain size effect, the t0.5SRX was normalized according to equation (24).
This reveals that silicon retards recrystallisation, the effect being more marked from 0% to 1% Si than
from 1% to 2%Si.
44

Figure 32: Effect of silicon/niobium on measured SRX kinetics
45

Figure 33: Deformation intensity effect on measured SRX kinetics
Figure 34: Effect of Si on static recrystallisation
kinetics
Figure 35: Effect of Si on t50 and normalised t50
Effect of Al
In order to investigate the solute drag effect exerted by Al addition, the softening data corresponding to
the C2Mn2 and C2Mn2Al steels were first considered. The data corresponding to the Nb microalloyed
heats (C2Mn2Al1Nb3, C2Mn2Al2Nb3 and C2Mn2Al2Nb7) will be analysed separately in Task 3.5.
Figure 36 shows an example of the stress-strain curves obtained in double-hit torsion tests carried out
with the C2Mn2Al1 steel for a deformation temperature of 925ºC and varying interpass times. As can
be observed from the figure, the stress level of the second curve decreased as the interpass time
increased. This can be attributed to the operation of microstructural softening mechanisms between the
46

two deformation passes. From the strain-stress curves, the fractional softening (FS) was calculated
using the 2% offset method, equation (3) [6].
0
20
40
60
80
100
120
140
160
180
0 0.1 0.2 0.3 0.4 0.5
Stress (MPa)
Strain
tip=8s
tip=13s
tip=20s
tip=35s
tip=39s
tip=77s
tip=107s
tip=280s
C2Mn2Al1 925ºC
Figure 36: Stress-strain curves obtained for the C2Mn2Al1 steel deformed at 925ºC at
different interpass times.
The fractional softening calculated for the C2Mn2, C2Mn2Al1 and C2Mn2Al2 steels at the different
deformation conditions investigated is plotted in Figure 37 and Figure 38. The softening data obtained
display in all the cases a sigmoidal shape and can be well-fitted to an Avrami type equation (equation
(2)). The data in Figure 37 and Figure 38 show that, as usually reported, the softening is retarded with
decreasing the deformation temperature or strain. However, it is also evident that the retardation effect
due to temperature decrease is larger for the C2Mn2Al2 than for the C2Mn2 and C2Mn2Al1 steels.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
T=1065ºC
T=1000ºC
T=925ºC
C2Mn2
ε=0.35
(a) C2Mn2
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
T=1065ºC
T=1000ºC
T=925ºC
C2Mn2Al1
ε=0.35
(b) C2Mn2Al1
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
T=1065ºC
T=1000ºC
T=965ºC
T=925ºC
C2Mn2Al2
ε=0.35
(c) C2Mn2Al2
Figure 37: Fractional softening obtained for the Al steels at different deformation temperatures.
47

0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)C2Mn2Al1
ε=0.2
ε=0.35
(a) C2Mn2Al1
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)C2Mn2Al2
ε=0.2
ε=0.35
(b) C2Mn2Al2
Figure 38: Fractional softening obtained for the Al steels after applying different strains.
Figure 39 shows the softening obtained for the different steels at the same deformation conditions.
Although the austenite grain size can also affect the softening kinetics [6], in the present case the
curves corresponding to the C2Mn2 and C2Mn2Al2 can be directly compared due to the similar initial
grain sizes (D0∼65-69 µm) obtained for the two steels. The figure shows that Al exerts a significant
retardation effect on the softening kinetics. However, the effect is enhanced for the highest Al content
(2%), and the lowest deformation temperature (925ºC). In order to investigate the mechanisms leading
to this retardation, specimens were quenched at different conditions and their microstructure analysed.
The results obtained will be detailed in WP4.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2
C2Mn2Al1
C2Mn2Al2
ε=0.35T=1065ºC
(65 µm)
(100 µm)
(69 µm)
(a) T=1065°C
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2
C2Mn2Al1
C2Mn2Al2
ε=0.35T=1000ºC
(69 µm)
(100 µm)
(65 µm)
(b) T=1000°C
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2
C2Mn2Al1
C2Mn2Al2
ε=0.35T=925ºC
(69 µm)
(100 µm)
(65 µm)
(c) T=925°C
Figure 39: Fractional softening obtained for the C2Mn2, C2Mn2Al1 and C2Mn2Al2 steels at different
temperatures
48

Effect of Mn and Nb
Figure 40 to Figure 43 show the softening curves obtained by double hit tests in torsion on C1Mn2,
C1Mn2Nb3, C1Mn1Nb7 and C1Mn2Nb7 respectively under the conditions selected in the
experimental programme. The softening curves are presented showing the experimental values and the
best fit assuming a JMAK or Avrami behaviour. The figures show the results highlighting the effect of
test temperature, applied strain and initial grain size on softening kinetics. The softening was retarded
as temperature or strain decreased, as expected. There was a minimal effect of initial austenite grain
size, however, which was consistent with the results on the Tata Mn1Nb steels reported earlier in this
Task. Table 20 to Table 23 summarise the results in terms of softening parameters from the Avrami
curves derived for these steels: t50 (s) and n. In addition, in the case of microalloyed steels the values of
precipitation start time (Ps (s)) and precipitation end time (Pf (s)) were derived corresponding to the
estimated time for the initiation of the plateau indicating the inhibition of softening and that
corresponding to the end of the inhibition triggering further progress of softening as proposed by
Medina et al [16]. The levels of softening achieved before the inhibition are also reported. In those
cases in which the inhibition occurred at softening levels below 50%, the values of t50 and n reported
correspond to the Avrami curve derived from the experimental values before the inhibition. In these
cases the parameters should be considered with care.
Table 20: Softening parameters for C1Mn2
Grade Temperature
(°C) Strain
Initial Grain
Size (µm) t50 (s) n
C1Mn2 1050 0,35 124 1,3 0,9
C1Mn2 1000 0,35 124 2,2 0,9
C1Mn2 950 0,35 124 4 0,8
C1Mn2 1050 0,5 124 0,8 0,9
C1Mn2 1050 0,2 124 2,1 0,9
C1Mn2 950 0,2 124 12 0,5
C1Mn2 1050 0,35 162 1,3 0,7
C1Mn2 950 0,35 162 4,5 0,8
Table 21: Softening parameters for C1Mn2Nb3
Grade Temp
(°C) Strain
Initial
Grain
Size
(µm)
t50 (s) n Ps (s) Pf (s) Rplateau
C1Mn2Nb3 1050 0,35 127 5,5 0,85
C1Mn2Nb3 1000 0,35 127 13 0,75
C1Mn2Nb3 950 0,35 127 8 0,65 2 >1000 0.24
C1Mn2Nb3 1050 0,5 127 2,4 0,85
C1Mn2Nb3 1050 0,2 127 14 0,8
C1Mn2Nb3 950 0,2 127 10 0,65 3 >400 0.27
C1Mn2Nb3 1050 0,35 138 6 0,85
C1Mn2Nb3 950 0,35 138 8 0,65 2 >1000 0,26
49

Table 22: Softening parameters for C1Mn1Nb7
Grade Temp
(°C) Strain
Initial
Grain
Size
(µm)
t50 (s) n Ps(s) Pf (s) Rplateau
C1Mn1Nb7 1050 0,35 128 12,5 0,65
C1Mn1Nb7 1000 0,35 128 14 0,65 3,5 84 0,25
C1Mn1Nb7 950 0,35 128 16 0,65 3 >100 0,21
C1Mn1Nb7 1050 0,5 128 9 0,65 27,5 >100 0,75
C1Mn1Nb7 1050 0,2 128 15 0,65 1,75 >10 0,16
C1Mn1Nb7 950 0,2 128 12 0,65 4,25 >5 0,30
Table 23: Softening parameters for C1Mn2Nb7
Grade Temp
(°C) Strain
Initial
Grain
Size
(µm)
t50 (s) n Ps(s) Pf (s) Rplateau
C1Mn2Nb7 1050 0,35 106 7 0,65
C1Mn2Nb7 1000 0,35 106 11 0,65 4,65 >10 0,30
C1Mn2Nb7 950 0,35 106 17 0,65 4 >10 0,23
C1Mn2Nb7 1050 0,5 106 5 0,65 19,5 >100 0,80
C1Mn2Nb7 1050 0,2 106 7,5 0,65 2,25 >100 0,27
C1Mn2Nb7 950 0,2 106 16 0,65 3,25 >100 0,22
C1Mn2Nb7 1050 0.35 271 6 0,65 22 >100 0,79
C1Mn2Nb7 950 0,35 271 14 0,65 3 >100 0,23
50

C1Mn2 - εεεε 0.35 - D°124µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
1050°C - Exp.
1050°C - JMAK fit
1000°C - Exp
1000°C - JMAK fit
950°C - Exp.
950°C - JMAK fit
(a) effect of temperature
C1Mn2Nb3 - e 0.35 - D°127µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
So
fte
nin
g F
rac
tio
n
950°C - Exp
950°C - JMAK fit
1000°C - Exp
1000°C - JMAK fit
1050°C - Exp.
1050°C - JMAK fit
(a) effect of temperature
C1Mn2 - D°124µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - e 0.2 - Exp
950°C - e 0.2 - JMAK fit
950°C - e 0.35 - Exp
950°C - e 0.35 - JMAK fit
1050°C - e 0.2 - Exp.
1050°C - e 0.2 - JMAK fit
1050°C - e 0.35 - Exp.
1050°C - e 0.35 - JMAK fit
1050°C - e 0.5 - Exp.
1050°C - e 0.5 - JMAK fit
(b) effect of strain
C1Mn2Nb3 - 1050°C - D°127µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
e 0.2 - Exp
e 0.2 - JMAK fit
e 0.35 - Exp
e 0.35 - JMAK fit
e 0.5 - Exp
e 0.5 - JMAK fit
(b) effect of strain
C1Mn2 - εεεε 0.35
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - D°124µm - Exp
950°C - D°124µm - JMAK fit
950°C - D°162µm - Exp
950°C - D°162µm - JMAK fit
1050°C - D°124µm - Exp
1050°C - D°124µm - JMAK fit
1050°C - D°162µm - Exp
1050°C - D°162µm - JMAK fit
(c) effect of austenite grain size
C1Mn2Nb3 - ε 0.35
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - D°125µm - Exp
950°C - D°127µm - JMAK fit
950°C - D°138µm - Exp
950°C - D+138µm - JMAK fit
1050°C - D°127µm - Exp
1050°C - D°127µm - JMAK fit
1050°C - D°138µm - Exp
1050°C - D°138µm - JMAK fit
(c) effect of austenite grain size
Figure 40: Softening curves for C1Mn2 Figure 41: Softening curves for C1Mn2Nb3
51

C1Mn1Nb7 - ε 0.35 - D°125µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
So
fte
nin
g F
ract
ion
950°C - Exp
950°C - JMAK fit
1000°C - Exp
1000°C - JMAK fit
1050°C - Exp
1050°C - JMAK fit
(a) effect of temperature
C1Mn2Nb7 - e 0.35 - D°107µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - Exp
950°C - JMAK fit
1000°C - Exp
1000°C - JMAK fit
1050°C - Exp
1050°C - JMAK fit
(a) effect of temperature
C1Mn1Nb7 - 1050°C - D°125µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
So
fte
nin
g F
ract
ion
e 0.2 - Exp
e 0.2 - JMAK fit
e 0.35 - Exp
e 0.35 - JMAK fit
e 0.5 - Exp
e 0.5 - JMAK fit
(b) effect of strain
C1Mn2Nb7 - 1050°C - D°107µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
e 0.2 - Exp
e 0.2 - JMAK fit
e 0.35 - Exp
e 0.35 - JMAK fit
e 0.5 - Exp
e 0.5 - JMAK fit
(b) effect of strain
Figure 42: Softening curves for C1Mn1Nb7 C1Mn2Nb7 - ε 0.35
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - D°106µm - Exp
950°C - D°106µm - JMAK fit
950°C - D°271µm - Exp
950°C - D°271µm - JMAK fit
1050°C - D°106µm - Exp
1050°C - D°106µm - JMAK fit
1050°C - D°271µm - Exp
1050°C - D°271µm - JMAK fit
(c) effect of austenite grain size
Figure 43: Softening curves for C1Mn2Nb7
52

A large number of experimental values have been collected showing a limited dispersion and allowing
a rather adequate description of the softening behaviour for the selected steels and testing conditions.
Nevertheless in certain cases further tests should be performed to obtain a more accurate description of
the softening behaviour. Notably for C1Mn1Nb7 and C1Mn2Nb7, the tests performed at 1050°C
(ε=0.35 and ε=0.5) did not reach a fully softened state with values of softening fraction reported
between 0.75 and 0.90. From these results it is not possible to clearly distinguish between softening
following Avrami behaviour and the event of softening inhibition in this softening range. Further
testing at interpass times exceeding 100s are required. In order to clarify this issue the quantification of
precipitates has been performed for these conditions for times up to 400s, as reported in Task 4.3.
Similarly, for C1Mn1Nb7 at 1000°C, tests extending the interpass times up to 1000s were performed
identifying in the range 100-1000s the end of the inhibition of softening triggered at short interpass
times. However, this was not verified in C1Mn2Nb7 which presented a similar softening behaviour at
1000°C for interpass times up to 100s.
2.3.3.3 Task 3.2: Round robin exercise
A round robin exercise has been carried out between the project partners, to compare the results from
the different thermomechanical test techniques and machines, to verify the uniformity of the softening
database to be created. One set of trials, to compare the torsion test machines of the partners, was
carried out on the C1Mn1Nb7 grade which was supplied by ArcelorMittal. The second set of tests, to
compare double hit and stress relaxation tests for static recrystallisation measurement, was performed
on the C2Mn1Nb3 steel grade, supplied by Tata Steel. A comparison of the results in terms of flow
stress and softening kinetics has been made highlighting the similarities and differences.
1. Comparison of torsion test machines on steel C1Mn1Nb7 (AM, CEIT, CRM)
Double hit torsion test conditions:
• reheat 1250°C for 15 mins
• cool at 1°C/s to 1150°C
• roughing deformation of 0.8 strain at 1150°C, strain rate 1s-1
• cool at 5°C/s to 1050°C
• Test deformation 0.35 strain at 1050°C, interpass time 5-100s, strain rate 1s-1.
The comparison was made in terms of the evolution of flow stress with strain and in softening using the
method of 2% Offset for the calculation of the softening parameter R. Torsion testing amongst the
project partners differs both in terms of sample geometry and dimensions and in terms of temperature
control methodology or strategy. Figure 44 presents a schematic illustration of these differences, most
important are the different approaches for measuring test temperature and to control the temperature of
the test with the inductor.
At CEIT a thermocouple is inserted in the axis of the sample and into the working length of the sample
(total length of 16.5mm) to a depth of approximately 5mm. The measurement of this thermocouple is
considered the test temperature and controls the power generator for the induction heating keeping the
isothermal conditions.
At AM, and after several adjustments during the progress of the project, the chosen methodology
consisted of a temperature measurement made by a thermocouple welded on the surface of the sample
head (not subjected to deformation). Preliminary tests were performed with an inserted thermocouple
in the axis of the sample and into the working length (total length of 50mm) to a depth of 10mm and
these tests performed with no deformation showed a temperature difference between the inserted and
the welded one of -70°C in the range 900-1100°C. The temperature measurement of the inserted
thermocouple was considered the test temperature and a constant difference of 70°C was assumed with
the welded one under all testing conditions in the study. The tests were therefore performed with a
welded thermocouple at the sample head aiming at a temperature 70°C below the target, this
thermocouple controlled the induction heating device.
53

At CRM the temperature was measured by a bichromatic pyrometer aimed at the mid-point of the
working length (total length of 25mm), this measurement on the surface was considered the test
temperature and it controlled the induction heating device. As can be noted the differences are
significant and in addition each of the machines presents different designs of induction heating devices
(coil diameter and total inductor length), factors known to have an influence on temperature
homogeneity in the samples.
1
2
50mm
6mm
1
2
50mm
6mm
AM – Thermocouple Control
1: TCP Position for reference temperature (inserted thermocouple) 2: TCP
Position for controlling temperature (welded thermocouple)
1
16.5mm
7.5mm 7,5mm1
16.5mm
7.5mm1
16.5mm
7.5mm 7,5mm
CEIT – Thermocouple Control
1: TCP Position for reference temperature and controlling temperature
(inserted thermocouple)
25mm
6mm
1
25mm
6mm
11
CRM – Pyrometer Control
1: Position for reference temperature and controlling temperature (incident
beam from bichromatic pyrometer)
Figure 44: Sample Dimensions and Temperature control
for torsion tests at AM, CEIT and CRM
Figure 45 presents a comparison of the flow stress curves obtained under the selected conditions by
AM and CEIT for which the test temperature corresponded to that at the axis of the sample in its
working length. Differences were identified in the flow stress evolution both in the level of strength
achieved and in the shape of the curves that characterises the strain hardening of the material. The flow
stress at AM was approximately 10% higher than at CEIT under identical test conditions. The cause of
such differences in flow stress level is yet to be clarified, nevertheless it could be argued that the actual
test temperatures at CEIT were higher than that at AM and issues of sample geometry and the selected
approaches for temperature measurement and control need to be further investigated. Regarding the
shape of the flow stress-strain curve, it was noted that the strain hardening rate was somewhat higher at
the initial stages of deformation in AM test but lower at the last stages of deformation compared to
CEIT curves. In order to analyse the deviations in the evolution of strain hardening rates, the evolution
of strain rate during the test at AM was verified and the results are presented in Figure 46 in terms of
angular rate evolution during deformation. This angular rate is directly related to the strain rate and for
the sample geometry and conditions at AM a strain rate of 1/s corresponds to 287rev/min. This rate is
reached almost immediately in the test and similarly the deceleration at the end of deformation is
performed in a very small fraction of time and therefore of strain. This verification eliminates strain
rate deviations as a source of error in the curves at AM.
Finally, a comparison has been made between the experimental results and a physically based model
under development at AM which considers the flow stress behaviour as composed by the following
terms: lattice friction stress (σ0 ), the effective stress (σeff ) required to overcome local obstacles with
54

the help of thermal fluctuations and enables dislocation movements, the Internal stress (σi) considering
long range stress due to dislocation forest accumulation; this term plays a major role during
deformation and the back stress (σb ) created due to the effect of dislocation pile-up at the grain
boundaries. This model has been internally validated at AM and its application on the Round Robin
steel and test conditions is shown in Figure 47 showing that predicted values closely corresponded to
those obtained experimentally on the torsion machine in AM. According to these verifications the
stress strain curves derived from torsion tests at AM were considered adequate for the proposed
experimental programme. As mentioned before, further work is required to identify the cause of
discrepancies between the curves derived at CEIT and AM.
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CEIT tip=1s
AM tip=1s
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CEIT tip=5s
AM tip=3s
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CEIT tip=10s
AM tip=10s
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CEIT tip=80s
AM tip=100s
Figure 45: Comparative Flow curves AM and CEIT for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s
0
20
40
60
80
100
120
0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45 0,5
Strain
Stre
ss (
MP
a)
0
50
100
150
200
250
300
350
400
450
An
gu
lar
Ra
te (
rev
/min
)
AM Stress (MPa)AM Strain Rate (rev/min)AM Strain rate equivalent to 1/s
0
20
40
60
80
100
120
140
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
Predicted value
AM tip=1s
Figure 46: Evolution of stress and strain rate with
strain for AM tests (tip=1s)
Figure 47: Stress evolution comparison of
experimental and model predicted results
55

Figure 48 compares the stress strain curves obtained by AM and CEIT with those obtained under
identical conditions by CRM. It can be noted that the flow stress levels are significantly lower in CRM
curves. This difference is mainly attributed to the different approach taken by CRM regarding the
reference temperature of the test located at the surface of the sample at the mid-point of the working
length. In tests performed at AM a temperature difference has been consistently measured between the
axis of the sample and the surface of the sample exceeding 50°C. This is an important consideration to
be made for the analysis of the global database of project MICROTOOLS.
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CRM tip=1s
AM tip=1s
CEIT tip=1s
0
20
40
60
80
100
120
0 0,1 0,2 0,3 0,4 0,5
Strain
Stre
ss (
MP
a)
CRM tip=3s
AM tip=3s
CEIT tip=5s
Figure 48: Comparative Flow curves AM/CEIT and CRM for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s
From the stress strain curves the softening curves have been determined using the method of 2%
Offset. Table 24 presents the comparison of softening fraction calculations for the differences in the
flow stress curves, a rather good agreement in terms was found in the calculated R values. Differences
in the maximum flow stress σmax exceeded 10% as mentioned above, even considering certain
deviations in the total applied strain (lower than target 0.35 for CEIT curves). These differences
increased for σyi+1
and σyi; however these differences compensate to bring only small deviations in the
calculated R values leading to a similar description of the static softening behaviour. Figure 49 presents
the resulting softening curves showing rather similar kinetics.
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Softening Fraction
AM Experimental
AM Avrami
CEIT Experimental
CEIT Avrami
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Softening Fraction
CRM Experimental
CRM Avrami
AM Experimental
AM Avrami
CEIT Experimental
CEIT Avrami
C1Mn1Nb7
Figure 49: Softening curves for C1Mn1Nb7 –
1050°C – ε=0.35 – ε=1/s – Comparative Results
by Torsion AM and Torsion CEIT
Figure 50: Softening curves for C1Mn1Nb7 –
1050°C – ε=0.35 – ε=1/s – Comparative Results
by Torsion AM, Torsion CEIT, Torsion CRM
The comparative analysis of softening was extended to include CRM results and Table 25 compares the
softening fraction calculations with those from CEIT and AM. In this case the softening values from
CRM were significantly higher under identical conditions. Figure 50 presents the resulting softening
curves showing accelerated softening kinetics derived from CRM experiments. It can be argued that
this is a consequence of the different approach on considering testing temperatures as discussed above.
56

Higher relative temperatures in CRM testing would explain the accelerated kinetics observed in static
softening.
Table 24: Calculation of softening fraction using 2% offset Method – Comparison AM/CEIT
1s 3/5s 10s 50/30s 100/80s
AM CEIT AM CEIT AM CEIT AM CEIT AM CEIT
σσσσyi (MPa) (offs2%) 58 44 57 44 55 38 53 43 53 39
σσσσyi+1 (MPa) (offs2%) 108 87 102 89 84 70 65 55 59 52
σσσσmax (MPa) 116 97 115 100 109 100 110 100 107 98
R Factor 0,13 0,18 0,22 0,20 0,47 0,48 0,80 0,79 0,88 0,78
Table 25: Calculation of softening fraction using 2% Offset Method – Comparison CRM
1s 3/5s
AM CEIT CRM AM CEIT CRM
σσσσ0i (MPa) (offs2%) 58 44 45 57 44 44
σσσσ0i+1 (MPa) (offs2%) 108 87 72 102 89 60
σσσσmax (MPa) 116 97 84 115 100 85
R Fractor 0,13 0,18 0,305 0,22 0,20 0,610
Table 26 summarises the static softening parameters for C1Mn1Nb7 under the selected conditions for
the Round Robin as derived from torsion tests at each partner as a fit assuming JMAK or Avrami
behavior together with the measured initial austenite grain size before the deformation. The differences
in terms of t50 are significant between CRM and both CEIT and AM whilst regarding n similarities
were obtained between CRM and CEIT with lower values reported by AM. This reveals the complexity
for a proper and safe interpretation of data and this may impose significant limitations for the
application of softening databases of different origins for the construction of one single robust model.
Table 26: Softening parameters for C1Mn1Nb7 as obtained by AM, CEIT and CRM
CEIT AM CRM
t50 (s) 11,7 12,5 2,3
Avrami exponent n 0.97 0.65 0.97
Mean Dg (µm) 168 128.4 187
In order to further examine the validity of experimental results, a final comparison was made at AM
with an external database of double hit torsion testing made available by NSC (Nippon Steel
Corporation) as a consequence of technical exchanges between companies. In this database the
softening behaviour of 0.15%C-2%Mn steel was determined after reheating at 1150°C and deformation
at 850°C with applied strain of 0.5 and strain rate of 10/s. This data was compared with that obtained in
C1Mn2 steel following the same testing conditions but a strain rate of 1/s, as 10/s is not achievable
using the current torsion testing procedure at AM. No significant differences are nevertheless expected
in the softening parameters as a consequence of the lower applied strain rate, only a very limited
increase in softening kinetics under high strain rate conditions. Figure 51 presents the comparison of
softening curves and Table 27 the results in terms of softening parameters. Close similarities were
found between these curves, notably in the softening parameters t50 with only small differences
observed as expected. However, the values of n obtained from the experiments at AM were lower. This
was also the case in the comparative tests with CEIT and CRM on microalloyed steel at high
temperature.
57

0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Softening Fraction
NSC C15Mn2 - strain rate:10/s
Avrami
AM C1Mn2 - strain rate:1/s
Avrami
t50 (s) n
NSC C15Mn2
(850°C/0.5/10s-1)
5 1.1
AM C1Mn2
(850°C/0.5/1s-1)
6.1 0.65
Figure 51: Comparison of softening curves for CMn
steels C15Mn2 and C1Mn2 from NSC and AM
(T=850°C, ε=0.5)
Table 27: Softening parameters for CMn
steels by AM and NSC derived from
torsion testing
The Round Robin tests have revealed important differences in flow stress mainly attributed to
differences in temperature measurements and the adopted temperature control criterion but also to
differences in the strain hardening behaviour revealed by the shape of the flow stress curves. At AM a
long series of tests have led to an optimised operation by adopting the temperature at the axis of the
sample as the test temperature. At the same time, the strain hardening behaviour has been validated
using a physical model for predicting flow stress. The differences in flow stress between the partners
have led to differences in softening kinetics both in terms of t50 and n parameters. An additional
exercise was performed by comparing softening data from torsion tests using a database external (NSC)
to the partners involved in the project. This has shown only small differences in softening with AM
results in terms of t50 but important ones in terms of n value. The low values of n consistently obtained
at AM are currently the subject of further investigation. Nevertheless, from these results AM have
pursued the experimental programme using the methodologies adopted in these Round Robin tests.
However, further work would be required to resolve the discrepancies between the torsion test results.
On the other hand, it could be argued that the building of a common database with contributions from
different torsion machines may not be a reliable approach for constructing or fitting a single predictive
model.
2. Comparison between double hit torsion, double hit compression and stress relaxation tests on steel
C2Mn1Nb3 (all partners)
Test conditions:
• reheat 1250°C for 15 mins
• cool at 5°C/s to 1150°C
• roughing deformation of 0.2 strain at 1150°C, strain rate 1s-1 + holding time 50s
• cool at 5°C/s to 1050°C
• test deformation 0.35 strain at 1050°C, strain rate 1s-1 + interpass time 10s
• quench to room temperature
Tata – stress relaxation and double hit compression tests; CEIT – double hit torsion tests
AM – double hit compression tests and stress relaxation; CRM – double hit torsion tests
The first step was to define the conditions required on each test machine to obtain a ~100µm austenite
grain size before the deformation (Table 28). The tests were then performed at each partner as
described in Task 3.1. The softened fraction determined from each of the tests is shown in Figure 52.
The techniques applied at the partners include uniaxial compression tests (Gleeble machines at Tata
and AM) and torsion tests (CEIT, CRM). Both double hit (DH) and stress relaxation (SR) tests were
performed in uniaxial compression so that these two methods could be compared. Figure 52 shows that
58

in all of the tests the steel softened completely within 10s, apart from in the torsion tests at CEIT where
the kinetics were an order of magnitude slower. The results from the two Gleeble machines at Tata and
AM were in good agreement. Comparison of the results from the torsion double hit tests at CEIT and
CRM revealed similar differences between the machines as described for the round robin test on steel
C1Mn1Nb7. The CRM torsion DH results are in line with the uniaxial compression data, although the
C1Mn1Nb7 round robin test suggested that the temperatures in the CRM torsion test may be higher
than the target temperature so the kinetics will be faster than might be expected at 1050°C. The t50
values and Avrami n-values derived from the softening data from all the round robin tests are
summarised in Table 29.
Partner
Measured
austenite grain
size (µm)
Tata 95
CEIT 96
CRM 107
AM -
0.0
0.2
0.4
0.6
0.8
1.0
0.01 0.1 1 10 100 1000
Time (s)
Softened fraction
Tata uniaxial DH
AM uniaxial DH
Tata uniaxial SR
AM uniaxial SR
CRM torsion DH
CEIT torsion DH
Table 28: Initial austenite grain size in
steel C2Mn1Nb3 measured at each
partner
Figure 52: Overall results of softening kinetics from round
robin exercise on steel C2Mn1Nb3
Table 29: Avrami n-values and t50 times derived from all round robin tests at each partner
1. C1Mn1Nb7 2. C2Mn1Nb3
Partner t50 (s) n t50 (s) n
CEIT DH: 11.69 DH: 0.97 DH: 5.83 DH: 1.0
CRM DH: 2.3 DH: 0.97 DH: 1.26 DH: 0.69
AM DH: 12.5 DH: 0.65 SR: 1.8 ; DH: 1.0 SR: 1.35 ; DH: 1.0
Tata - - SR: 0.96; DH: 1.25 SR: 1.30; DH: 0.78
2.3.3.4 Task 3.3: Solute drag effect on dynamic recrystallisation kinetics
Effect of Si
In the course of a hot deformation process, when the total dislocation density is high enough, dynamic
recrystallisation can appear. This metallurgical mechanism contributes to the steel softening during the
deformation. This softening proceeds by the development of new grains, with a lower dislocation
density than the deformed grains. Dynamic recrystallisation appears when the energy accumulated in
the steel during deformation is high enough, or in other words when the stress is higher than a critical
value. According to the literature, this critical energy level depends on deformation temperature, grain
size and strain rate. It is also considered to be dependent on steel chemical analysis. Practically, the
critical strain for the initiation of dynamic recrystallisation is determined from the peak stress or the
maximum stress level. This value and its corresponding peak strain are two characteristics of a stress-
strain curve when dynamic recrystallisation occurs and is function of the so called Zener-Hollomon
parameter.
CRM experiments were performed by single hit hot torsion to study the effect of silicon on the critical
strain for dynamic recrystallisation. Torsion tests were performed for several conditions of deformation
temperatures and strain rates according to the work programme defined in Task 3.1 (see Table 13).
From experimental stress strain curves, main coefficients describing dynamic recrystallisation like peak
59

strain and critical strain were determined following the second derivative method fully described in
reference [17]. The overall methodology followed to analyse experimental curves can be summarised
according to the charts given in Figure 53.
Figure 53: DRX study - analysis of flow stress experimental curves
From the experimental stress-strain curve, the elastic part of the curves was firstly removed considering
the yield strain as 2% of the total strain. The plastic part of the curve was fitted using a 9th order
polynomial function to smooth the curve which allows performing differentiation analysis required to
determine coefficients of DRX. By plotting the strain hardening rate (Theta) as function of strain or
stress (Figure 53b), peak strain and peak stress can be determined. The estimation of the critical stress
is obtained by plotting the second derivative of the strain hardening rate with regard to stress (d²Theta
/d²stress) as a function of stress. The critical stress is determined for a zero value of the second
derivative of the strain hardening rate (i.e. for d²Theta /d²stress = 0). It corresponds also to the
minimum of first derivative of the strain hardening rate plotted as function of stress (Figure 53d).
Finally, saturation stress was determined from a linear regression analysis of the function (Theta x
stress)=F(stress²), which can be described by the equation in Figure 53c. The knowledge of the slope
and the Y-intercept allows the saturation stress to be determined. Results obtained following this
methodology are summarized in Table 30. The effect of the deformation temperature and the strain rate
on the peak stress value is plotted in Figure 54. Peak stress increases with an increase of the strain rate
and a decrease of the deformation temperature. The results are analysed in Task 5.3.
Figure 54: Effect of temperature and strain rate on peak stress for DRX in Si steels
60

Table 30: Results - DRX study on Si steels
Effect of Mn
The testing for DRX studies at AM were carried out on grades C1Mn1Nb7 and C1Mn2Nb7. The
conditions for the hot torsion tests were testing temperatures of 1000, 1050 and 1100°C and strain rates
0.1 and 1/s. From the flow curves, the characteristic parameters related to DRX were obtained: peak
stress σp and peak strain εp and εss representing the strain at the onset of the steady state and σss the
stress achieved in that state. The critical strain εc for DRX was calculated from the downward inflexion
point in the dσ/dε-σ experimental curve as described by Davenport [18].
Figure 55 shows the flow curves obtained under the selected testing conditions for C1Mn1Nb7 and
C1Mn2Nb7. The DRX parameters derived from these curves are shown in Table 31. The flow curves
obtained under condition of strain rate 1/s led to a rather clear determination of all DRX parameters
although no steady state was reached at lower temperatures. As shown in Figure 56, the experimental
data under these conditions led to rather simple curves of dσ/dε-σ from which the critical stress and
therefore the critical strain was determined. The tests performed at 0.1/s led to a significantly increased
level of noise in the reported values of equivalent stress making the determination of critical strain
nearly impossible. The origin of this level of noise is yet to be clarified. Further tests would be needed
with a reduced data acquisition frequency to properly identify the source of variations.
Table 31: Critical Parameters for Dynamic Recrystallisation for C1Mn1Nb7 and C1Mn2Nb7
Grade D°
(µm)
T
(°C)
εεεε (1/s)
Z σσσσc
(MPa) εεεεc
σσσσp
(MPa) εεεεp
σσσσss
(MPa) εεεεss
C1Mn1Nb7 128 1100 0,1 2,32E+11 82 0,60 64 1,51
C1Mn1Nb7 128 1050 0,1 6,79E+11 93 0,62 77 1,61
C1Mn1Nb7 128 1000 0,1 2,17E+12 119 1,51
C1Mn1Nb7 128 1100 1 2,32E+12 116 0,47 117 0,55 102 1,36
C1Mn1Nb7 128 1050 1 6,79E+12 139,3 0,73 140 0,92
C1Mn1Nb7 128 1000 1 2,17E+13 160 1,07 163 1,26
C1Mn2Nb7 108 1100 0,1 2,32E+11 72 0,60 56 1,14
C1Mn2Nb7 108 1050 0,1 6,79E+11 93 0,68 79 1,13
C1Mn2Nb7 108 1100 1 2,32E+12 107 0,43 108 0,52 95 1,11
C1Mn2Nb7 108 1050 1 6,79E+12 124 0,55 125 0,68 112 1,35
C1Mn2Nb7 108 1000 1 2,17E+13 168 1,06 169 1,25
61

0
20
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Strain
Str
ess
, M
Pa
C1Mn1Nb7 1050°C 0.1/s C1Mn1Nb7 1050°C 1/s
C1Mn1Nb7 1000°C 1/s C1Mn1Nb7 1100°C 1/s
C1Mn1Nb7 - 1100°C - 0.1/s C1Mn1Nb7 - 1000°C - 0.1/s
0
20
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2
Strain
Str
ess
, M
Pa
C1Mn2Nb7 1100°C 1/s C1mN2Nb7 1050°C 1/s
C1Mn2Nb7 1000°C 1/s C1Mn2Nb7 - 1050°C - 0.1/s
C1Mn2Nb7 - 1100°C - 0.1/s
(a) C1Mn1Nb7 (b) C1Mn2Nb7
Figure 55: Flow curves describing DRX behavior for Nb7 steels
It is known that the onset of DRX during hot deformation occurs when the critical strain εc is reached
and this is related to the peak strain εp following relationships of the type εc =A εp. Values ranging
between 0.65 and 0.85 have been reported for the coefficient A in different materials [19]. From the
stress strain curves at 1/s the values of critical and peak strains have been derived and Figure 57 shows
the relationship between this parameters from which a coefficient A=0.856 was derived.
---- C1Mn1Nb7 - 1100°C - 1/s
-20
0
20
40
60
80
100
120
100 101 102 103 104 105 106 107 108 109 110
Stress, MPa
d/d
e
σc
0
0,2
0,4
0,6
0,8
1
1,2
1,4
0 0,2 0,4 0,6 0,8 1 1,2
εc
p
C1Mn1Nb7 - 1/s
C1Mn2Nb7 - 1/s
Figure 56: Determination of critical stress and
strain for DRX
Figure 57: Relationship between critical and peak
strain (n=0.856)
These characteristic strains depend on strain rate and temperature, both variables combined in the
Zener-Hollomon parameter Z, and on the prior austenite grain size D0. Usually the peak strain is related
to these parameters by relationships of the type εp=AD0mZ
p where m and p are coefficients taking
different values for different materials. Figure 58 shows the relationship between εp and Z values for
the tested conditions leading to values of p between 0.13 and 0.16, in agreement with values reported in
the literature for CMn and microalloyed steels ranging between 0.137 and 0.23 [21].
62

0,1
1
10
1,00E+11 1,00E+12 1,00E+13 1,00E+14
Z (s-1)
p
C1Mn1Nb7 - D°128µm
C1Mn2Nb7 - D°108µm
Figure 58: Evolution of εp values with Zener-Hollomon
parameter for C1Mn1Nb7 and C1Mn2Nb7
2.3.3.5 Task 3.4: Grain growth kinetics
This task aimed to investigate the austenite grain growth kinetics during hold times in the deformation
schedule during thermomechanically controlled rolling. Plates are often held for times of up to 15
minutes in some rolling schedules to lower the plate temperature before entry into the finishing mill.
This enables better mechanical properties to be achieved by control of the microstructure. Current
equations [8] predict a large amount of grain growth at hold temperatures in Nb microalloyed steels,
leading to large austenite grain sizes at the start of finish rolling. Previous Gleeble tests within Tata
Steel on a limited number of steels indicated that very little growth was actually occurring and the
equations needed refining. A series of tests was therefore carried out on steels C1Mn1, C1Mn1Nb1 and
C1Mn1Nb3 to obtain extra data to confirm these results. The reheating conditions were selected to
obtain an initial austenite grain size of ~100µm as in Task 3.2, and then deformation tests were
performed at temperatures of 1150, 1050 and 950°C and strains of 0.2 and 0.1, with hold times as
detailed in Table 32. Samples were held after deformation for times of up to 900s before quenching
with water to martensite so that the prior austenite grain size could be determined. At least three
different holding times were chosen per deformation condition, so that any change in austenite grain
size could be observed. The measured time for 95% recrystallisation was determined from the stress
relaxation tests in Task 3.2. The actual time available for grain growth during the hold time was then
calculated. The grain size results are presented in Task 4.2.
Multi-hit tests were also performed on steel C1Mn1 to see if refinement of the austenite grain size by
pre-deformation affected the subsequent grain growth. Tests were performed with 3 hits of 0.2 strain at
1200, 1175 and 1150°C, or 1150, 1100 and 1050°C before holding at a constant temperature for up to
900s after the final deformation.
Table 32: Grain growth tests performed on steels C1Mn1, C1Mn1Nb1 and C1Mn1Nb3
Hold times (s) Deformation
temperature (°C) Strain (-)
C1Mn1 C1Mn1Nb1 C1Mn1Nb3
1150 0.2 5, 30, 100, 300, 900 3.5, 30, 300 3, 100, 300
1050 0.2 1, 7, 100, 300, 900 5, 30, 300 16, 100, 300
1050 0.1 5, 23, 100, 300, 900 2, 22, 300 5, 88, 300
950 0.2 5, 44, 100, 300, 900 3, 33, 300 30,100,900
1200, 1175, 1150 0.2 100, 900 - -
1150, 1100, 1050 0.2 100, 900 - -
63

2.3.3.6 Task 3.5: Strain induced precipitation effects
Effect of Si
Multipass hot torsion tests coupled with single hit hot torsion tests were performed according to the
work programme defined in task 3.1, see Figure 9 and Table 14. Single hit hot torsion tests were
performed on steel grade C2Mn2Si0Nb3 and C2Mn2Si2Nb3 to evaluate the influence of 2%Si on Nb
precipitation. Trials were performed considering on one hand a single deformation temperature
(Tdef=1000°C) and on the other hand a single deformation level (strain=0.2). Holding times of 10s,
100s, 1000s and 10000s after the deformation were tested. Furthermore, some samples were quenched
before applying the deformation in order to define the initial precipitation state of niobium.
Quantification of Nb(C,N) precipitates was performed in Task 4.3.
Multi hit hot torsion tests were performed on steel grades C2Mn2Si1, C2Mn2Si2, C2Mn2Si2Nb3 and
C2Mn2Si2Nb7. The effect of the interpass time, the deformation level and the Si/Nb content was
investigated (see Table 14). The mean flow stress analysis coupled to the anisothermal softening
fraction concept was applied to stress strain curves of the multipass deformation test to obtain critical
recrystallisation temperatures and to study interactions between recrystallisation and niobium
precipitation. Figure 59 shows an example of stress strain curve evolution during multipass hot torsion
test for the C2Mn2Si2Nb3 steel grade. The curve given in Figure 59 was obtained for a nominal strain
of 0.3 per pass, an interpass time (IPT) of 50s and a strain rate of 1s-1. The first deformation was
applied at 1200°C. Other deformations were applied at 20°C intervals. Mean flow stress analysis
results are given in Task 3.6. The Von Mises effective stress and strain were calculated from the
measured torque and torsion angles.
Figure 59: Stress strain curves - Multipass hot torsion test on C2Mn2Si2Nb3 steel
The increase of stress as temperature drops is clearly obvious. A higher tendency towards hardening
was observed between pass number 9 and 10 meaning that another hardening effect than temperature
appears. This change in material flow behaviour is attributed to the end of the full austenite
recrystallisation.
Effect of Al
Figure 60 shows the softening curves obtained for the C2Mn2Al1Nb3, C2Mn2Al2Nb3 and
C2Mn2Al2Nb7 steels at the different deformation temperatures investigated, while Figure 61 displays
the softening curves obtained for these steels at the same deformation conditions. The figures show that
although for all the Nb microalloyed steels the fractional softening data obtained after deformation at
1065ºC can also be fitted by an Avrami type curve, at lowest temperatures the softening is largely
retarded and does not complete in the range of interpass times investigated. In the case of Nb
microalloyed steels, this strong retardation effect is usually attributed to the strain induced-
precipitation of Nb(C,N) particles [28]. It has been reported that when this takes place, these
64

precipitates exert a pinning effect on grain boundaries retarding or even completely stopping softening
processes. In these cases a temporary stop in the softening curves called "plateau" occurs. Sometimes,
after a given period of time precipitate growth and/or coarsening can take place leading to a loss of
their retarding effect and allowing softening to increase again. Figure 60 shows that the softening
corresponding to all the Nb steels below 1000ºC can be fitted to this type of behaviour. However, in
order to investigate the microstructural mechanisms leading to this behaviour C2Mn2Al1Nb3,
C2Mn2Al2Nb3 and C2Mn2Al2Nb7 specimens were quenched at different conditions and their
microstructure and precipitation state analysed. The results will be discussed in WP4.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
T=1065ºC
T=1000ºC
T=925ºC
T=900ºC
C2Mn2Al1Nb3
ε=0.35
(a) C2Mn2Al1Nb3
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t(s)
T=1065ºC
T=1000ºC
T=965ºC
T=925ºC
C2Mn2Al2Nb3
ε=0.35
(b) C2Mn2Al2Nb3
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
T=1065ºC
T=1000ºC
T=965ºC
T=925ºC
C2Mn2Al2Nb7
ε=0.35
(c) C2Mn2Al2Nb7
Figure 60: Fractional softening experimental data obtained for the Al steels at different deformation
temperatures.
65

0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
ε=0.35T=1065ºC
(56 µm)
(65 µm)
(102 µm)
(a) 1065ºC
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
ε=0.35T=1000ºC
(102 µm)
(65 µm)
(56 µm)
(b) 1000ºC
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2Al2Nb3
C2Mn2Al2Nb7
ε=0.35
T=965ºC
(65 µm)
(56 µm)
(c) 965ºC
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
ε=0.35T=925ºC
(102 µm)
(65 µm)
(56 µm)
(d) 925ºC
Figure 61: Fractional softening obtained for the AlNb steels at different temperatures.
Effect of Mn
Single hit isothermal torsion tests followed by water quenching after different holding times were
performed in order to characterize the strain induced precipitation in Mn-Nb microalloyed steels under
the conditions tested in the study of static softening (Task 3.2). From the water quenched samples a
cylinder 40mm long was extracted from the working length of the sample (total length of 50mm) and
pickled in HCl solution at 80°C to remove the thin film of scale formed during quenching and storing.
The cylinders were subjected to electrolytic dissolution and ICP spectroscopy. The length of the
cylinders of 40mm leads to the dissolution of a critical amount of 1.5gr needed for accurate ICP
measurements corresponding to a depth of dissolution not exceeding 250µm therefore focusing the ICP
measurement in the subsurface, i.e. the area of interest in torsion testing.
The testing was carried out on grades C1Mn1Nb7 and C1Mn2Nb7 and the conditions for the hot
torsion tests corresponded to those performed in double hit tests at testing temperatures of 1050, 1000
and 950°C, applied strain ε=0.35 and strain rate 1/s. The initial grain size was fixed by the application
of the roughing step at 1150°C with ε=0.8. The initial state of precipitates was characterised for the
Nb7 steel by analysis of a quenched sample just after reheating and after roughing deformation and
cooling down to the deformation temperature. The holding times after deformation and before water
quenching were defined according to conditions derived from the softening curves in Task 3.2. Table
33 presents the single hit test conditions. The results of the precipitate quantification are presented in
Task 4.3.
66

Table 33: Torsion Single Hit tests performed for precipitation studies on MnNb steels
Quench Time (s)
Grade Temp
(°C)
Initial
Grain
Size
(µm)
Strain Ps(s) Pf (s) Rplateau
t1 t2 t3 t4
C1Mn2Nb7 1250 1*
C1Mn2Nb7 1050 106 0 1*
C1Mn2Nb7 1050 106 0,35 2 10 40 100
C1Mn2Nb7 950 106 0,35 4 >10 0,23 1 2 5 10
C1Mn1Nb7 1050 128 0,35 2 10 40 100
C1Mn1Nb7 1000 128 0.35 3,5 84 0,25 1 10
C1Mn1Nb7 950 128 0,35 3 >100 0,21 1 5 10
2.3.3.7 Task 3.6: Determination of critical temperatures for recrystallisation
There is no single temperature at which recrystallisation suddenly ceases, but rather a temperature
range between the lowest temperature above which recrystallisation between passes is complete (85 or
95% recrystallisation criteria are used), the recrystallisation limit temperature (RLT), and the highest
temperature at which recrystallisation is completely absent (usually taken as 5% recrystallised
fraction), the recrystallisation stop temperature (RST). Between these limits, there is a temperature
regime within which partial recrystallisation occurs. Multi-hit hot torsion tests were performed to
determine the critical recrystallisation temperatures for the project steels: the no-recrystallisation
temperature (Tnr), RLT and the RST. Figure 62(a) shows an example of the stress-strain curves
obtained in a multipass torsion test on steel C2Mn2Al2Nb3 with a strain per pass of ε=0.3 and an
interpass time of tip=100 s.
From the figure, the Mean Flow Stress (MFS, the area under strain-stress curve divided by the pass
strain) corresponding to each pass was calculated for each deformation pass by numerical integration
and is plotted against the temperature in Figure 62(b). Four different regions can be clearly
distinguished in both figures: Region I, where complete recrystallisation between passes takes place
and the stress increase from pass to pass is only due to the temperature drop; Region II, where
recrystallisation between passes is inhibited and as a result the hardening level is increased; Region III
where ferrite transformation starts and consequently there is some degree of softening, and finally
Region IV, where austenite to ferrite transformation is completed and ferrite hardening starts [22].
Following the standard procedure [11,22], the non-recrystallisation temperature (Tnr) was determined
as the intersection between the regression lines of the points corresponding to regions I and II in Figure
62(b). The austenite to ferrite phase transformation start (Ar3) and finish (Ar1) temperatures were also
determined from the plots.
0
50
100
150
200
0 1 2 3 4 5 6
Strain
Stress (MPa)
Region I Region IIRegion III
(a) Stress-strain curves
0
50
100
150
200
75085095010501150
T (ºC)
Mean Flow Stress (MPa) Ar3=920ºC
Ar1=840ºC
Tnr=1022ºC
(b) Mean flow stress versus deformation temperature
Figure 62: Multipass torsion test results on C2Mn2Al2Nb3 steel, tip=100 s, ε per pass=0.3.
67

For each of the multipass tests carried out, the fractional softening level between deformation passes
was also calculated. As the interpass fractional softening must be determined under anisothermal
conditions, the following equation proposed by Liu et al. [23] was used:
100io
im
1io
io1i
yim
⋅−
−
=+
+
σσ
σ
σσσ
(%)FS (4)
where i
mσ is the maximum flow stress for pass ‘i’ at temperature Ti and 1i
y
+σ is the yield stress of pass
‘i+1’. Also, i
oσ and 1i
o
+σ are the yield stresses of the fully recrystallised material for passes ‘i’ and
‘i+1’. The stresses i
mσ and 1i
y
+σ are derived from the pass-to-pass flow curves, while i
oσ and 1i
o
+σ are
derived from the relationship between the yield stresses measured in the fully recrystallised initial
passes. The yield stresses are determined by the 2% offset method.
Effect of Nb
Torsion tests were performed by CEIT to determine the critical temperatures for recrystallisation (RLT,
RST and Tnr) in some of the Tata steels using the same conditions as the tests performed on the CEIT
series of Al treated steels. Plate material from steel C1Mn1Nb3 and C2Mn1Nb3 was supplied to CEIT
from which torsion samples were machined. Three tests were performed on each steel: at a strain of 0.3
with interpass times of 10s and 30s, and a strain of 0.1 with an interpass time of 30s. In this way, the
effect of both strain and interpass time on the critical temperatures could be investigated. Samples were
reheated to 1300°C to produce the required austenite grain size, followed by 24 deformations at 20°C
intervals between 1180 and 720°C. The mean flow stress (MFS) was calculated for each deformation
and plotted against temperature (Figure 63). Increasing the carbon content from 0.1 to 0.2 wt% did not
have a major effect on the MFS of the austenite, but affected the temperature at which the
transformation from austenite to ferrite occurred and thus the MFS in the 0.2C steel remained higher
for longer. Reducing the interpass time from 30s to 10s decreased the amount of time available for
recrystallisation, leading to more rapid strain accumulation in the austenite and a higher flow stress, in
both steels. The Tnr, Ar3 and Ar1 temperatures could be clearly identified from the changes in slope of
the plot.
Analysis of the softening between each pass, using equation (4), enabled the fractional softening plots
shown in Figure 64 to be constructed, from which the RST and RLT can be identified. Table 34
provides a summary of the critical temperatures for steels C1Mn1Nb3 and C2Mn1Nb3. The Tnr and
RLT increased with decreasing interpass time, and were slightly increased by increasing the carbon
content from 0.1 to 0.2 wt% for the same interpass time. The Ar3 was lower in the higher carbon steel
as would be expected. Figure 64 also shows that incomplete softening was determined for every pass in
both steels when a strain of 0.1 was applied and unlike the behaviour at 0.3 strain, the fraction softened
did not decrease steadily with temperature. Instead it increased and decreased in consecutive passes.
This could be due to the applied strain being too small to initiate recrystallisation in one pass, so that
strain is accumulated and the fraction softened decreases. In the next pass, the total applied plus
accumulated strain becomes large enough for some recrystallisation to occur, so the fraction softened
increases again, and so on for subsequent passes.
Table 34: Critical temperatures from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3
Steel Tsoak
(°C)
Total
passes
Tinitial
(°C)
Tfinal
(°C) ε tip
(s)
Cooling
rate
(°C/s)
Tnr
(°C)
Ar3
(°C)
Ar1
(°C)
RLT
(°C)
RST
(°C) 10 2 1048 800 740 1113 953
0.3 30 0.67 1035 820 740 1063 958 C2Mn1Nb3
0.1 30 0.67 800 740
10 2 1042 860 760 1085 946 0.3
30 0.67 1025 860 740 1063 932 C1Mn1Nb3
1300 24 1180 720
0.1 30 0.67 840 760
68

0
50
100
150
200
700800900100011001200
T (ºC)
Mean Flow Stress (MPa)
C1Mn1Nb3 def=0.3 tip=10s
C1Mn1Nb3 def=0.3 tip=30s
C1Mn1Nb3 def=0.1 tip=30s
Tnr=1025ºC
Tnr=1042ºC
Ar3=860ºC
Ar1=760ºC
Ar1=740ºC
Ar3=860ºC
Ar3=840ºC
Ar1=760ºC
(a) steel C1Mn1Nb3, effect of strain and interpass
time
0
50
100
150
200
700800900100011001200
T (ºC)
Mean Flow Stress (MPa)
C2Mn1Nb3 def=0.3 tip=10s
C2Mn1Nb3 def=0.3 tip=30s
C2Mn1Nb3 def=0.1 tip=30s
Tnr=1035ºC
Tnr=1048ºC
Ar3=800ºC Ar1=740ºC
Ar3=820ºC
Ar1=740ºCAr3=800ºC
(b) steel C2Mn1Nb3, effect of strain and interpass
time
Figure 63: Mean flow stress plots from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3
0
20
40
60
80
100
120
800900100011001200
T (ºC)
FS (
%)
C1Mn1Nb3 def=0.3 tip=30s
C1Mn1Nb3 def=0.3 tip=10s
C1Mn1Nb3 def=0.1 tip=30s
Tnr=1025ºC
RLT=1063ºC
RST=932ºC
RLT=1105ºC
RST=946ºC
Tnr=1042ºC
(a) steel C1Mn1Nb3, effect of strain and interpass
time
0
20
40
60
80
100
120
800900100011001200
T (ºC)
FS
(%
)
C2Mn1Nb3 def=0.3 tip=30s
C2Mn1Nb3 def=0.3 tip=10s
C2Mn1Nb3 def=0.1 tip=30s
Tnr=1035ºC
Tnr=1048ºCRLT=1113ºC
RST=953ºC
RLT=1063ºC
RST=958ºC
(b) steel C2Mn1Nb3, effect of strain and interpass
time
Figure 64: Fractional softening plots from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3
Effect of Si
Torsion specimens of the Si series of steels were first reheated to 1250°C for 5 min to have all Nb in
solid solution. Subsequently, samples were subjected to a series of consecutive deformations for
different conditions of deformations, inter-pass time and cooling rates, see Task 3.5 and Table 14. The
fraction softened plots indicating the RLT, RST and Tnr temperatures are shown in Figure 65 and the
critical temperatures are tabulated in Table 35.
69

(a) 0.3 strain, 10s interpass time
(b) 0.3 strain, 30s interpass time
(c) 0.3 strain, 50s interpass time
(d) 0.2 strain, 30s interpass time
(e) 0.5 strain, 30s interpass time
Figure 65: Fractional softening plots from multipass torsion tests on CRM Si steels .
Double arrow refers to the Tnr temperature
Table 35: Critical recrystallisation temperatures determined from multipass torsion tests on Si steels
70

Effect of Al
The MFS versus temperature graphs obtained for the Al steels investigated at varying interpass times
are displayed in Figure 66, while Figure 67 shows the influence of steel composition on the MFS plots.
Figure 66 denotes that for all the steels analysed decreasing interpass time leads to higher hardening
levels and also to a Tnr increase. This is in good agreement with the results reported in the literature
[22,27] and is related to the fact that increasing interpass time allows higher softening levels between
deformation passes to be reached.
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress(MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
C2Mn2
Tnr=890ºC
Tnr=862ºC
Tnr=930ºC
(a)
0
50
100
150
200
250
300
75085095010501150Mean Flow Stress (MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=949ºC
Tnr=923ºC Tnr=887ºC
Ar3<800ºC
C2Mn2Al1 (b)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress(MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=1056ºC
Tnr=1067ºCTnr=1064ºC
Ar3=920ºCAr1=820ºC
Ar3=940ºCAr3=920ºC
C2Mn2Al2
(c)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress (MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=1029ºC
Tnr=1055ºC
Tnr=1010ºC
Ar3=820ºC
C2Mn2Al1Nb3 (d)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress (MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=1061ºC
Tnr=1066ºC
Tnr=1022ºC
Ar3=920ºC
Ar3=940ºC
Ar1=820ºC
C2Mn2Al2Nb3
(e)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress (MPa)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=1066ºC
Tnr=1065ºC
Tnr=1028ºC
Ar3=920ºC
Ar3=940ºC
Ar1=820ºC
C2Mn2Al2Nb7
(f)
Figure 66: Mean Flow Stress (MFS) plotted against temperature at different interpass times for the
C2Mn2, C2Mn2Al and C2Mn2AlNb steels.
Figure 67 shows that the MFS and Tnr values were also affected by steel composition. However, the
effect is complex and depends on the microalloying addition type and level. At any interpass time the
flow stress was significantly increased by 1 and 2wt%Al addition. Similarly, 0.03%Nb addition to the
C2Mn2Al1 steel also resulted in a stress increase. However, Nb addition to the 2%Al steels produced a
71

lower effect. The figure also shows that 1%Al addition to the C2Mn2 steel resulted in a noticeable Tnr
increase. However, it is interesting to note that the effect was significantly enhanced by 2%Al addition.
The effect of Nb is also complex; 0.03%Nb addition to the 1%Al steel raised significantly the Tnr;
however, Nb addition to the 2%Al steels resulted in almost no effect.
0
50
100
150
200
250
300
7509501150
Mean Flow Stress (MPa)
T (ºC)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Ar3=820ºC
Tnr=930ºC
Tnr=949ºC
Tnr=1066-1055ºC
Ar3=920ºC
Ar1=820ºC
tip=5s (a)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress (MPa)
T (ºC)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Tnr=923ºC
Tnr=1029ºC
Ar3=820ºC
Tnr=890ºC
Tnr=1067-1065ºC
Ar3=940ºC
tip=30s (b)
0
50
100
150
200
250
300
75085095010501150
Mean Flow Stress (MPa)
T (ºC)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Tnr=1028-1022ºC
Ar3=920ºC
Ar1=820ºC
Tnr=1010ºC
Ar3=820ºC
Tnr=862ºC
Tnr=887ºC
Tnr=1064ºC
tip=100s (c)
Figure 67: Mean Flow Stress (MFS) plotted against temperature at the same
deformation conditions for the different Al steels.
The softening results obtained using equation (4) for the steels investigated are represented in Figure
68. From the figure, it can be observed that the softening data can be well-fitted to three linear
segments which intersect at the temperatures denoted as RLT and RST. The values of the Tnr are also
indicated. It should be noted that the Tnr temperature was always an intermediate value between these
two temperatures, although the longer the interpass time, the closer was the Tnr to the RLT value. In
good agreement with the results shown in Figure 66, longer interpass times led to an increase in the
softening levels and to a decrease in the RLT and RST temperatures.
Figure 69 illustrates the influence of steel composition on the anisothermal softening behaviour for an
interpass time of 30 s. It is evident that both increasing Al and/or Nb content led to a significant
increase in the RLT and RST. However, in good agreement with the results shown above, 2%Al
resulted in a larger increase than 1%Al, and 0.03%Nb addition to the 1%Al steel resulted in a higher
effect than Nb addition to the 2%Al steel.
Finally, the critical temperatures determined for all the multipass torsion tests on the Al steels have
been summarised in Table 36 and the Tnr and Ar3 temperatures plotted in Figure 70. The effect of steel
composition on the Tnr has already been mentioned. From Figure 70(a) it is also interesting to note
from that for the C2Mn2, C2Mn2Al1 and C2Mn2Al1Nb3 steels the Tnr tended to decrease with
interpass time, whereas for the C2Mn2Al2 steel it remained approximately constant. For the
72

C2Mn2Al2Nb steels, only for the longest interpass time (100s) a decrease was observed. Finally,
Figure 70(b) shows that increasing Al addition from 1 to 2% had a strong effect on the Ar3 temperature,
whereas the addition of Nb or the change in tests conditions did not really affect its value.
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=930ºC
RLT=958ºC
RST=870ºC
Tnr=890ºC
RLT=901ºC
Tnr=862ºCRLT=873ºC
C2Mn2 (a)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=949ºC
RLT=1046ºC
RLT=939ºC
Tnr=923ºC
Tnr=887ºC
RLT=917ºC
C2Mn2Al1 (b)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s
Tnr=1056ºC
RST=946ºC
Tnr∼∼∼∼RLT=1067ºC
Tnr∼∼∼∼RLT=1064ºC
C2Mn2Al2 (c)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s RST=976ºC
Tnr=1055ºC
RLT=1060ºC
Tnr=1029ºC
RLT=1016ºC Tnr=1010ºC
RST=951ºC
C2Mn2Al1Nb3 (d)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s
RST=997ºC
Tnr=1061ºC
RLT=1107ºC
RST=980ºC
Tnr=1066ºC
RLT=1030ºC
Tnr=1022ºC
C2Mn2Al2Nb3 (e)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
tip=5s
tip=30s
tip=100s
RST=1019ºC
Tnr=1066ºC
RLT=1101ºC
RST=997ºC
Tnr=1065ºC
RLT=1041ºC
Tnr=1028ºC
C2Mn2Al2Nb7 (f)
Figure 68: Anisothermal fractional softening plotted against temperature for the C2Mn2, C2Mn2Al and
C2Mn2AlNb steels at different interpass times.
73

0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
RLT=1060ºC
RLT=939ºC
Tnr=923ºC
Tnr=1029ºC
RST=951ºC
Tnr∼∼∼∼RLT=1067ºC
Tnr=890ºC
RLT=901ºC
tip=30s (a)
0
20
40
60
80
100
120
800900100011001200
FS (%)
T (ºC)
C2Mn2
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
RLT≈1100ºC
RST=997ºC-980ºC
Tnr≈1065ºC
Tnr≈RLT=1067ºC
Tnr=890ºC
RLT=901ºC
tip=30s (b)
Figure 69: Anisothermal fractional softening plotted against temperature for the different Al steels at
the same deformation conditions.
Table 36: Critical temperatures determined from the multipass torsion tests carried out on Al steels
Steel ε tip (s) Vcooling
(ºC/s)
Tnr
(ºC)
Ar3
(ºC)
Ar1
(ºC) RLT (ºC)
RST
(ºC)
Specimen
broken in
test
5 4 930 958 870 -
30 0.67 890 901 - - C2Mn2
100 0.2 862
<800 <800
873 - -
5 4 949 1046 - -
30 0.67 923 939 - - C2Mn2Al1
100 0.2 887
<800 <800
917 - -
5 4 1056 920 820 - 946 -
30 0.67 1067 940 - 1067 - X C2Mn2Al2
100 0.2 1064 920 820 1064 - -
5 4 1055 820 - 976 -
30 0.67 1029 820 1060 951 - C2Mn2Al1Nb3
100 0.2 1010 800
<800
1016 951 -
5 4 1061 920 - - 997 X
30 0.67 1066 940 - 1107 980 X C2Mn2Al2Nb3
100 0.2 1022 920 820 1030 - -
5 4 1066 920 - - 1019 X
30 0.67 1065 940 - 1101 980 X C2Mn2Al2Nb7
0.3
100 0.2 1028 920 820 1041 -
74

850
900
950
1000
1050
1100
0 50 100
TNR (ºC)
Interpass time (s)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
(a) Tnr temperatures
700
750
800
850
900
950
1000
0 50 100
Ar3
Interpass time (s)
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
C2Mn2Al1Nb3
(b) Ar3 temperatures
Figure 70: Tnr and Ar3 temperatures obtained for the different steels.
2.3.4 WP4: Microstructure analysis
The objectives of this work package were:
• Quantification of the following microstructural parameters after different thermomechanical
treatments in WP3 and WP6:
o Recrystallised austenite fraction
o Mean austenite grain size and grain size distribution
o Amount of Nb in solution/precipitate form
o Type, volume fraction and size of microalloy precipitates
The microstructure of torsion specimens of the Al steels quenched at different conditions was
examined by Optical Microscopy and Transmission Electron Microscopy. The torsion specimens were
examined at a section corresponding to 0.9 of the outside radius of the specimen, known as the sub-
surface plane (Figure 71). Because of the proximity of this plane to the surface of the sample, the strain
and strain rate can be considered similar to those calculated for the surface. For conventional Optical
Microscopy analysis, the specimens were prepared by the classical techniques of polishing and etching.
The austenite grain boundaries were revealed using an aqueous solution of picric acid while 2% Nital
was employed in the cases in which ferrite was present. The microstructure analysis included the
determination of average grain sizes and grain size distributions as well as the quantification of ferrite
volume fractions from the optical micrographs. In order to determine the austenite grain sizes, the mean
equivalent diameter parameter was measured with the help of the Leica QWin v.2.3 image analysis
software. Micrographs were taken from the etched specimens and the grain boundaries were traced
onto acetates so that the software was able to detect them. The software calculates the area
corresponding to each grain and then it assigns to each grain an equivalent diameter, which is the
diameter of the circle with equal area. The average of all the diameters measured is known as the mean
equivalent diameter. The software also provides the grain size distribution measured in each of the
cases.
MicrographSub-Surface Section0.9R
(Direction of plastic flow)
Figure 71: Section of torsion specimen for metallographic study. Sub-surface section (0.9R),
where R is the radius of the specimen.
75

2.3.4.1 Task 4.1: Quantification of recrystallised fraction
Effect of Al
In order to analyse the recrystallised fraction evolution in the Al steels, several specimens of the
C2Mn2Al1 steel were quenched at different softening levels after deformation at 1065ºC with a pass
strain of ε=0.35. Figure 72 displays the mechanical softening curve corresponding to these conditions
and the holding times at which quenching treatments were performed.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000
t (s)
Fractional Softening
2 s
5 s
30 s
Figure 72: Softening curve determined for the C2Mn2Al1 steel deformed at TDEF=1065ºC, ε=0.35. The
times at which quenching treatments were performed are also indicated.
Figure 73 displays micrographs corresponding to the initial austenite grain size (Figure 73(a)) and to
the quenched specimens (Figure 73(b-d)). Although other parameters, such as the elongation in the
deformation direction or the grain boundary curvature, can help to differentiate recrystallised grains
from those which remain unrecrystallised, in this case the similar size of the initial and recrystallised
grains led to considerable ambiguity in the detection of the recrystallised grains. The recrystallised
fraction estimated by quantitative metallography in each of the cases is indicated in the figure. At the
first softening stages after deformation (t=2 s, Figure 73(b)) a significant amount of small nuclei were
present in the microstructure, which indicates static recrystallisation onset. As recrystallisation
progressed (Figure 73(c)) these new grains grew until a completely recrystallised microstructure was
attained (Figure 73(d)). It can also be noted that the average grain size obtained after complete
recrystallisation, 61.7±2.7 µm, was slightly refined compared to the initial austenite grain size, 100±4
µm.
Figure 74 shows the mechanical softening data together with the metallographic measurements of
recrystallised fraction. It is evident that the metallographic measurements tend to be below the data
determined from the double hit torsion tests, especially for the shortest interpass times. The reasons for
this discrepancy are not clear. Although this can be attributed to the difficulty of the quantitative
recrystallisation measurements, some authors suggest that recovery processes can also have a
contribution on the softening data determined from the double hit torsion tests, being this especially
significant at the first softening stages [29].
76

(a) Initial microstructure, D0=98.5±5 µm.
(b) t=2 s, XREX∼2.4±0.6%
(c) t=5 s, XREX∼34.8±1.5%
(d) t=30 s, XREX∼100%, DSRX=61.7±2.7 µm
Figure 73: Microstructures obtained for the C2Mn2Al1 steel in the soaked condition (a) and after
deformation at 1065ºC and holding for different times. The recrystallised fraction determined by
quantitative metallography is also indicated.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000
t (s)
Fractional Softening
Torsion Data
Metallographic measurements
Figure 74: Mechanical fractional softening data together with the metallographic measurements of
recrystallised fraction. C2Mn2Al1, TDEF=1065ºC, ε=0.35.
77

Effect of Mn and Nb
Metallographic technique involving chemical etching with Bechet-Beaujard agent (Picric acid solution
+ Teepol) has been applied on a series of torsion samples subjected to water quench after isothermal
single hit deformation and holding times representing different softening states with R values between
0 and 0.6 as derived from double hit torsion tests. Figure 75 shows representative micrographs for
C1Mn2 and C1Mn2Nb3 after deformation at 1000°C with an applied strain of 0.35. It can be noted that
the applied etchant has succeeded in revealing prior austenite grain boundaries. Nevertheless a large
number of limitations were identified for application of this approach for quantitative analysis of
recrystallised fractions: i) the quality of the contrast achieved by this etching was in general rather poor
and varied significantly from grade to grade, ii) the relatively large initial grain sizes limited the
magnification applied in the optical analysis in order to cover a large number of grains therefore
limiting the capacity to properly identify small recrystallised grains, iii) the efficiency of the etching
was quite random rendering the metallographic analysis time intensive, iv) the estimation of the
recrystallised fraction relied strongly on the operator criteria and interpretation rending the estimation
significantly prone to errors. As a consequence of these limitations, a reliable quantitative analysis and
an accurate estimation of the recrystallised fraction was considered not possible using this
methodology. The decision was taken at AM to develop a quantitative methodology for XRex
determination based on the application of software for the reconstruction of prior austenite structures
from EBSD maps characterising the martensitic structure of water quenched samples.
C1Mn2 – 1000°C – ε 0.35 – D°124µm – t=1s ( RDH=0.35) C1Mn2 – 1000°C – ε 0.35 – D°124µm - t=3s ( RDH=0.55)
C1Mn2Nb3 – 1000°C – ε 0.35 – D°127µm - t=1s ( RDH=0.02)
C1Mn2Nb3 – 1000°C – ε 0.35 – D°127µm – t=10s ( RDH=0.42)
Figure 75: Chemical Etching revealing austenite grain boundaries from quenched torsion samples
78

Preliminary Tests: Application of EBSD Reconstruction Software for revealing austenite structures
EBSD reconstruction software have been developed by several research institutes in recent times [20],
however their application for quantitative analysis of recrystallised fractions has not yet been reported.
The reconstruction technique is based on the fact that the martensitic transformation occurs following
preferred orientation relationship (OR) with the parent austenite of the type Kurdjumov-Sachs (KS),
Nishishama-Wasserman (N-W) or Greninger-Troiano (GT). From the orientation of the variants
identified in the maps of martensitic structures the orientation of potential parent austenite grains can
be determined. The reconstruction is therefore proposed by finding in the martensitic microstructures
groups of at least four variants having the same parent in common. From this group of variants the
nuclei of potential parents are identified and the software induces the propagation of these nuclei to
complete the reconstruction. The application of this software available at AM has been tried on
quenched samples from single hit tests in this project The conditions selected for running the software
were i) GT orientation relationship and ii) angle tolerance of +/-5° with respect to theoretical OR. An
approach was adopted for the analysis of results considering the mean grain misorientation rather than
the actual dispersion of misorientation within grains.
For a first application of this technique, a series of single hit tests followed by water quench were
performed in torsion on grade C1Mn2Nb3. The conditions of the tests were a deformation temperature
of 1100°C, an applied strain of 0.35, strain rate of 1/s and initial grain size of 128µm. The holding
times were 1s, 3s and 10s. Previous double hit tests under these conditions were performed leading to a
range of softening from 0.3 to 0.9. Chemical etching was performed on the water quenched sample in
order to reveal the prior austenite structure and adopting these micrographs as references for assessing
the validity of the EBSD reconstruction. EBSD maps were obtained adopting a step size of 0.4µm, the
size of the maps corresponded to a magnification of 200X.
Figure 76 shows the reconstructed EBSD maps in comparison with representative micrographs
obtained by chemical etching although not in the same zone. The original EBSD maps were
characterized by a rather low indexation rate in the range 55-70%, the software extended the
reconstruction leading to indexation rates well above 85%. It can be seen that the reconstructed maps
presented strong similarities with the corresponding optical micrographs both in terms of grain size and
grain shape. This was considered a first validation of the application of EBSD reconstruction technique
for revealing the prior austenite structure. This first analysis, however, was limited to a qualitative
assessment since it involved a limited amount of optical micrographs and maps. Nevertheless the
application of this technique was pursued for exploring the possibility of quantifying the recrystallised
fraction.
79

Chemical Etching EBSD Reconstruction
t=1s
t=3s (R 0.63)
t=10s (R 0.88)
Figure 76: Comparison of Optical Micrographs and EBSD reconstructed maps for C1Mn2Nb3 – 1100°C –
ε 0.35
=200 µm; Copy of BC; Step=0.4 µm; Grid1561x1171
=200 µm; Copy of BC; Step=0.4 µm; Grid1561x1171
=200 µm; Copy of BC; Step=1.6 µm; Grid386x314
80

Mean Grain Local Misorientation Φ≤3° Mean Grain Local Misorientation Φ>3°
t=1s
ΣAi(Φ≤3)/ΣAi = 0,32
t=3s
ΣAi(Φ≤3)/ΣAi = 0,64 (R=0.63)
t=10s
ΣAi(Φ≤3)/ΣAi = 0,90 (R=0,88)
Figure 77: Application of Mean Local Misorientation Criterion for estimating recrystallised fraction in
C1Mn2Nb3 – 1100°C – ε 0.35
Preliminary Tests: Development of a criterion for XReX determination from EBSD reconstructed maps
In order to distinguish between recrystallised and non recrystallised grains three main microstructural
parameters were analysed: i) mean misorientation angle in the reconstructed grain as it is assumed that
new recrystallised grain will be characterised by a low mean misorientation angle while deformed non-
recrystallised grains would present higher mean misorientations; ii) grain size in terms of circle
equivalent diameter (dceq) as large grains comparable with the initial grain sizes could be considered
=200 µm; MeanMis; Step=0.4 µm; Grid1561x1171=200 µm; MeanMis; Step=0.4 µm; Grid1561x1171
=200 µm; MeanMis; Step=0.4 µm; Grid1561x1171=200 µm; MeanMis; Step=0.4 µm; Grid1561x1171
=200 µm; MeanMis; Step=1.6 µm; Grid386x314=200 µm; Copy of MeanMis; Step=1.6 µm; Grid386x314
81

non- recrystallised while small grains could be associated to recrystallised grains. A limitation of this
hypothesis is that the initial grain size distributions presented in Task 4.2 were significantly wide
covering the range of small grain sizes typical of recrystallised structures, iii) grain shape as lower
shape factors were expected for recrystallised grains. Analysis of the maps obtained in the preliminary
tests showed that the first parameter, mean misorientation angle, was the most sensitive to variations in
the level of softening of the microstructures.
Therefore, a first attempt for establishing a criterion was made simply based on the mean
misorientation angle. This criterion proposes that all identified grains with a mean misorientation angle
equal to or lower than 3° (φ≤3°) are considered recrystallised grains while those with mean
misorientation angle higher than 3° (φ≥3°) are considered non-recrystallised. The recrystallised fraction
is estimated as the ratio between the area corresponding to recrystallised grains to the total area
considered in the map (XReX=ΣAi(Φ≤3)/ΣAi). Figure 77 shows the reconstructed maps already
presented in Figure 76 but distinguishing with a colour code between those grains considered
recrystallised in tones of yellow to red from those in blue tones considered non-recrystallised. Values
of XReX=0.32, XReX=0.64 and XReX=0.90 were obtained for 1s, 3s and 10s respectively. Figure 78
compares the estimated recrystallised fraction from EBSD reconstruction with the softening values
determined for the test conditions by double hit torsion tests. A remarkably good agreement was found
between the softening and recrystallised fractions. It has been previously reported by Fernandez et al.
[6] working on a similar grade (0.1%C1.4%Mn0.03%Nb) under conditions closely approaching torsion
testing (Tdef=1100°C, ε=0.3 and ε=1/s) that the softening fraction determined by 2% offset gives a
reasonable approach to the recrystallised fraction XReX as revealed metallographically by analysis of
grain sizes and shapes leading to a linear relationship between them. This is in agreement with the
experimental values. These results were considered very important encouraging the extended
application of the methodology for determining XReX.
C1Mn2Nb3 - ε 0.35 - D°127µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
1100°C - X EBSD
1100°C - Exp.
1100°C - JMAK fit
1000°C - JMAK fit
1050°C - JMAK fit
Figure 78: Comparison of Softening results by DH test with Recrystallization results derived from
EBSD Reconstruction using mean misorientation angle criterion for C1Mn2Nb3 – 1100°C – ε 0.35
Despite the quite satisfactory results obtained by its first application, a series of issues have been
identified in the application of the proposed methodology and criterion that require further study for
clarification:
• The consequences of the low indexation rate in the original EBSD cartography have not been
evaluated. The indexation rate does not exceed 70% and the average value approaches 60%. It can
be argued that the optimum conditions regarding step size, map size or magnification and sample
preparation have not yet been found.
• The consequences of the limited number of maps analysed per sample and the limited number of
reconstructed grains under analysis per map as a consequence of the large initial grain size and the
need for relatively high magnification for improving indexation rate. Similarly, the critical number
of maps to be made per sample to minimise uncertainties has to be determined.
82

• The consequences of considering the grains at the edge of the maps, since the grain area at edges is
double that determined in the map and that of the grains at the corners is multiplied by 4. This
could lead to important deviations particularly where the maps are characterised by a limited
number of large grains.
• Finally, the formulation of the criterion distinguishing recrystallised and non-recrystallised grains
needs further work as it is in principle considered too simple as it does not include any analysis of
grain sizes and shapes.
The decision was taken at AM to focus on the development and application of this methodology for the
quantification of recrystallised fractions XReX. However, slight modifications in the criterion were
introduced according to the issues detailed above: i) the elimination of edge grains and ii) the removal
from the population of recrystallised grains derived from the mean misorientation criterion, those
grains presenting dceq values with small deviations from the mean grain size of non-recrystallised
grains.
Results: Determination of XRex
The methodology developed for determination of XReX has been applied only on grade C1Mn2Nb3
under testing conditions of ε=0.35, ε=1/s, D°=128µm and two deformation temperatures: 1050 and
950°C. Three holding times were set for each condition: 1, 5 and 100s for 1050°C and 1, 5 and 10s for
950°C. Two maps have been obtained for each microstructure under conditions of increased step size
0.8µm and increased magnification to 350X. These modifications were introduced in order to analyse
the effect on indexation rate. Figure 79 shows the resulting reconstructed maps for Tdef=1050°C and
those considered for XReX determination in which edges grains has been discarded. It can be noted that
the area of analysis is strongly reduced. Despite the changes introduced in the EBSD analysis the
indexation rate did not increase remaining in the range 50-70%. Figure 80 presents the maps resulting
from the application of the adjusted criterion for distinguishing recrystallised and non-recrystallised
grains and the XReX values determined. The analysis of these maps remained rather complex as the
criterion of grain size and shape, typically used for metallographic determination of XReX and that of
mean misorientation angle dominating the calculation of XReX by EBSD seemed not to be closely
linked. Figure 81 shows the maps obtained from samples tested at 950°C, in this case the values of
XReX were calculated as 0.29, 0.27 and 0.33 for t=1s, t=5s and t=10s respectively.
Figure 82 presents a comparison between the values of XReX determined from EBSD and the softening
fraction determined by double hit torsion tests. The agreement remains remarkable despite a
discrepancy for the sample tested at 1050°C and quenched after 100s; in this case the calculated value
of XReX (0.72) was lower than R (0.98). It could be argued that such deviation points at a limitation of
the proposed methodology under its current application procedure. Further tests are required to clarify
this issue.
83

Reconstructed Map Map with no edges considered
t=1s
t=5s
t=100s
Figure 79: Maps for determining XReX on C1Mn2Nb3 – 1050°C – ε 0.35 – D°127µm
84

Mean Grain Local Misorientation Φ≤3° Mean Grain Local Misorientation Φ>3°
t=1s
ΣAi(Φ≤3)/ΣAi = 0,16
t=5s
ΣAi(Φ≤3)/ΣAi = 0,35
t=100s
ΣAi(Φ≤3)/ΣAi = 0,72
Figure 80: Application of Mean Local Misorientation Criterion for estimating recrystallised fraction in
C1Mn2Nb3 – 1050°C – ε 0.35
85

t=1s t=10s t=100s
ΣAi(Φ≤3)/ΣAi = 0,29 ΣAi(Φ≤3)/ΣAi = 0,27 ΣAi(Φ≤3)/ΣAi = 0,33
Figure 81: Reconstructed maps for C1Mn2Nb3– 950°C – ε 0.35 – D°128µm and calculated XReX
C1Mn2Nb3 - ε 0.35 - D°127µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
1050°C - Exp.
1050°C - JMAK fit
X EBSD
C1Mn2Nb3 - ε 0.35 - D°127µm
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1
0,1 1 10 100 1000
Time, s
Soft
en
ing
Fra
ctio
n
950°C - Exp
950°C - JMAK fit
X EBSD
Figure 82: Comparison of softening results by DH test with XReX results derived from EBSD
Reconstruction using adjusted mean misorientation angle criterion for C1Mn2Nb3 – ε 0.35 deformed at
1050 and 950°C
In conclusion, a new methodology for quantifying the recrystallised fraction has been developed and
applied at AM in this project based on the application of software developed for the reconstruction of
austenite microstructures from EBSD maps of martensitic structures resulting from water quenched
tests and the use of a criterion for distinguishing recrystallised and non-recrystallised grains based on
the mean misorientation angle in the reconstructed austenite grains. The first step toward a validation
of this methodology for XReX determination have been made with encouraging results revealed by the
comparison of the calculated values with those of softening fraction derived from double hit torsion
tests. Further work is required to consolidate the application of this methodology: increasing indexation
rates in original maps, increasing the number of maps and/or reconstructed grains for statistical
validation and further evolving the proposed criterion for identyfing recrystallised grains will be the
actions required.
2.3.4.2 Task 4.2: Quantification of austenite grain structure and distribution
Effect of Nb
The quenched samples of the Nb steels from WP3 were examined using optical metallography to
measure the austenite grain size after each test condition. The Gleeble samples were sectioned along
the deformation axis and hot mounted in Bakelite. After grinding, the sample was lightly polished on a
1µm diamond pad and then immersed in an etchant of aqueous picric + Teepol for 30-60 minutes. The
grain boundaries were very difficult to etch clearly in these steels and measurement by linear intercept
86

techniques or image analysis of boundaries drawn onto micrographs was not practical in many samples.
The prior austenite grain size was therefore measured using the ASTM chart comparison method at a
magnification of x100, as in standard ASTM E112. Three different measurements were made across
the central region of the sample. Optical examination of the microstructures showed that the austenite
grain size was reasonably uniform across the bulk of the sample, once away from the surface and the
“dead zones” under the anvils, varying by no more than 0.5 ASTM points. The average ASTM number
was converted into a mean linear intercept grain size using Table 2 in ASTM E112.
The strain distribution within the cylindrical uniaxial compression samples was modelled using Finite
Element (FE) analysis, for different applied deformations, temperatures at the core of the specimen and
friction conditions (lubrication) between the anvils and the sample. Measured hot flow stress data from
the Gleeble tests for the appropriate temperature were used in the model. The coefficient of friction
affects the degree of barrelling of the sample. The lubrication between the anvils and sample (tantalum
foil at the high temperatures used in these tests) was chosen to minimise barrelling, although some is
inevitable. Figure 83 shows the calculated strain distributions in the upper right quarter section of the
cylindrical samples for 6 applied deformations at a core temperature of 1050°C and a friction
coefficient of 0.1. The “dead zone” of low strain under the anvils (top) can be seen and regions where
the local strain is higher than the applied strain are observed. The areas of the sample where the grain
size was measured were chosen to correspond to the regions where the strain was closest to the nominal
applied strain (indicated by the arrows).
1050 °C (core), friction coefficient = 0.1
Strain of 0.05
(0.78 mm reduction)
Strain of 0.075
(1.16 mm reduction)
Strain of 0.10
(1.53 mm reduction)
Strain of 0.15
(2.22 mm reduction)
Strain of 0.20
(2.90 mm reduction)
Strain of 0.35
(4.74 mm reduction)
0.05-0.06
0.10-0.11
0.35-0.400.20-0.22
0.07-0.08
0.14-0.16
Figure 83: Calculated plastic equivalent strain distributions in Gleeble uniaxial compression samples
for 6 different applied strains, using Finite Element modelling
The results from the tests carried out on the Nb steels to study the effect of strain at different
deformation temperatures and a strain rate of 1/s on the statically recrystallised grain size are
summarised in Table 37. There was a general trend for the grain size to decrease with increasing strain
and decreasing temperature, Figure 84, although there was some scatter in the results. No strong effect
of the Nb content on the recrystallised grain size was observed. The results at 1050°C possibly show a
refinement with increasing Nb content, although this is within the scatter of the measured data. The
tests highlighted in grey correspond to those in Table 17 where the stress relaxation curves indicated
that recovery may be the dominant softening mechanism or recrystallisation had not completed, and
therefore these values should not necessarily be considered as recrystallised grain sizes. It is more
likely they are an average from a mixture of recrystallised and unrecrystallised grains. Figure 84(d)
shows that increasing the strain rate led to a decrease in the recrystallised grain size at 1050°C after a
87

deformation of 0.2 strain. The effect of strain rate was stronger in the C1Mn1 steel than the Nb steels
where the change in grain size was less than 10µm. Example micrographs from selected tests are
presented in Figure 85 and Figure 86. The grain sizes are analysed in more detail in Task 5.2.
Table 37: Measured austenite grain sizes after static recrystallisation tests from an initial austenite
grain size of ~100µm. Grey cells indicate tests where recovery/partial recrystallisation occurred.
Test Test Measured
recrystallised
austenite grain size
Measured
recrystallised
austenite grain size Steel
T
deform
(°C)
Strain
ASTM µm
Steel T
deform
(°C)
Strain
ASTM µm
0.1 4.0-4.5 74 0.1 3.0-4.0 95
0.2 6.0-6.5 37 0.2 5.5-6.5 40 1150
0.35 4.0-4.5 74
1150
0.35 6.5-7.0 30
0.05 3.0-4.0 95 0.05 4.5-5.5 57
0.075 4.0 80 0.075 4.5-5.5 57
0.1 3.5-4.0 87 0.1 5.0-6.0 48
0.15 5.5-6.0 43 0.15 7.0-7.5 26
0.2 6.5 34 0.2 6.5-7.0 31
1050
0.35 6.0-6.5 36
1050
0.35 8.0 20
0.1 4.5-5.0 61 0.1 3.0 113
0.2 5.5-6.0 44 0.2 4.0-5.0 67
C1Mn1
950
0.35 5.0-6.0 48
C1Mn1Nb3
950
0.35 5.0-5.5 44
0.1 5.0-5.5 52 0.1 4.5-5.0 61
0.2 6.5-7.0 31 0.2 5.0-5.5 51 1150
0.35 6.5-7.5 28
1150
0.35 4.5-5.5 57
0.05 3.5 95 0.05 6.5 34
0.075 4.5 67 0.075 6.5 34
0.1 4.5-5.5 57 0.1 4.5-5.0 61
0.15 6.5 34 0.15 7.0 28
0.2 7.0-7.5 25 0.2 7.0-7.5 26
1050
0.35 7.5-8.0 22
1050
0.35 7.5 24
0.1 5.5-7.0 37 0.1 6.0-6.5 37
0.2 6.5-7.0 31 0.2 6.5-7.0 31
C1Mn1Nb1
950
0.35 7.0-7.5 26
C2Mn1Nb3
950
0.35 7.5-8.0 22
88

0
20
40
60
80
100
120
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
1150°C
(a) strain, 1150°C, 1/s
0
20
40
60
80
100
120
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
1050°C
(b) strain, 1050°C, 1/s
0
20
40
60
80
100
120
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
950°C
(c) strain, 950°C, 1/s
0
10
20
30
40
50
60
0 2 4 6 8 10 12
Strain rate (/s)
Measured recrystallised grain size (µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
(d) strain rate, 1050°C, 0.2 strain
Figure 84: Effect of strain and strain rate on statically recrystallised austenite grain size at three
deformation temperatures
(a) C1Mn1: 1200°C, 15 mins; 104µm
(b) C1Mn1Nb1: 1250°C, 15mins + 1150°C,
0.2 strain, 50s; 95µm
(c) C1Mn1Nb3: 1280°C, 30mins + 1150°C,
0.2 strain, 50s; 113µm
(d) C2Mn1Nb3: 1250°C, 15mins + 1150°C,
0.2 strain, 50s; 95µm
Figure 85: Example micrographs of Nb steel samples quenched to measure initial austenite grain size
89

(a) C1Mn1: 1050°C, 0.2 strain, 10s; 34µm
(b) C1Mn1: 1050°C, 0.1 strain, 30s; 87µm
(c) C1Mn1Nb1: 1150°C, 0.1 strain, 10s; 52µm
(d) C1Mn1Nb3: 1150°C, 0.1 strain, 20s, 95µm
Figure 86: Example micrographs of Nb steel samples quenched to measure recrystallised austenite
grain size
Effect of grain growth on austenite grain size
The results of the measured austenite grain sizes in steels C1Mn1, C1Mn1Nb1 and C1Mn1Nb3 after
the grain growth tests are plotted against hold time in Figure 87. There was very little increase in grain
size with holding time in steel C1Mn1, even after holding for up to 900s at 1150°C. The results at
1150°C were mixed, showing very little growth in C1Mn1 and C1Mn1Nb3 and a larger grain size in
C1Mn1Nb1 after 100s than after 300s. Some repeat tests were performed to investigate these
unexpected results but similar grain sizes were obtained. Some grain growth was measured at 1050°C
in the C1Mn1Nb1 and C1Mn1Nb3 steels. At 950°C there was no grain growth in any of the steels.
The results of the multi-hit deformation tests on steel C1Mn1 are shown in Figure 87(d) as dashed
lines. Two additional deformations were performed at higher temperatures to refine the austenite grain
size prior to the deformation at 1150 or 1050°C followed by a holding time of 100 or 900s (see Table
32). Larger austenite grain sizes were measured in these tests compared with the corresponding tests
with only one deformation before the hold, particularly at 1150°C. However, the grain size decreased
with longer holding time at 1150°C, similar to the single hit test. Grain growth was measured at
1050°C between hold times of 100 and 900s, at a similar rate to that observed in the single deformation
tests. The lack of grain growth in the Nb steels was consistent with that observed in previous Tata work
but the absence of growth in the C1Mn1 steel was not.
90

0
20
40
60
80
100
0 200 400 600 800 1000
Hold time (s)
Ave
rage
auste
nite g
rain
siz
e (
µm
)
C1Mn1 1050 0.2
C1Mn1 1050 0.1
C1Mn1 1150 0.2
C1Mn1 950 0.2
(a) steel C1Mn1
0
20
40
60
80
100
0 100 200 300
Hold time (s)
Ave
rage
auste
nite g
rain
siz
e (
µm
)
C1Mn1Nb1 1050 0.2
C1Mn1Nb1 1050 0.1
C1Mn1Nb1 1150 0.2
C1Mn1Nb1 950 0.2
(b) steel C1Mn1Nb1
0
20
40
60
80
100
0 100 200 300
Hold time (s)
Ave
rage
auste
nite
gra
in s
ize
(µ
m)
C1Mn1Nb3 1050 0.2
C1Mn1Nb3 1050 0.1
C1Mn1Nb3 1150 0.2
C1Mn1Nb3 950 0.2
(c) steel C1Mn1Nb3
0
20
40
60
80
100
0 200 400 600 800 1000
Hold time (s)
Ave
rage
auste
nite g
rain
siz
e (
µm
)
C1Mn1 1050 0.2 C1Mn1 1050 0.1
C1Mn1 1150 0.2 C1Mn1 950 0.2
C1Mn1 1150 0.2 3 hits C1Mn1 1050 0.2 3 hits
(d) steel C1Mn1 with 3 deformations before hold time
Figure 87: Measured austenite grain size as a function of holding time, temperature and strain
Comparison of grain size measurement techniques
A comparison has also been made between grain sizes measured with mean linear intercept and image
analysis techniques for selected samples, for consistency with the measurements of the other partners.
Four of the samples quenched out to measure the initial austenite grain size (from Table 5) and four
samples quenched after deformation at 1050°C to determine the statically recrystallised grain size have
been quantified using image analysis. In each sample, austenite grain boundaries were traced onto 4-6
digital micrographs (x100 magnification), which were then converted to black and white images and
analysed using the KS400 Image Analysis System to get an Equivalent Circle Diameter (ECD) grain
size (± 1 standard error). Figure 88 shows an example for steel C1Mn1 reheated at 1200°C for 15
minutes. The results from each micrograph were combined to get an overall grain size distribution and
statistics for each sample. The average grain size decreased in all cases after the deformation and
recrystallisation and the grain size distribution was also narrower than in the initial microstructure after
reheating and roughing (Figure 89).
The ECD grain size results were compared with the ASTM grain size estimated from the sample under
the microscope, using the standard chart comparison method, Table 38. The typical error quoted on
ASTM grain sizes is ±1 ASTM grain size number. There is reasonable agreement between the two
methods in most of the samples. The largest error was in the C1Mn1Nb1 and C2Mn1Nb3 recrystallised
samples with the smallest grain sizes. It should be noted that it was difficult to clearly reveal the
austenite grain boundaries in most of the Tata steel samples, despite careful etching and trying
variations in the etch composition. It was impossible to quantify some of the samples directly by a
linear intercept grain size technique.
As an alternative, selected samples were prepared for examination using EBSD to see if this method
could provide a measure of the grain size. The samples were analysed using the TSL EBSD software
on a FEI Quanta 600 FEG-SEM. Prior to analysis, the samples were polished and etched six times
91

followed by a colloidal silica polish for 10 minutes. Three scans were performed per sample, each of
area 500 x 500µm at a step size of 1µm. Figure 88(c) shows an example image with the 15-52°
misorientation angle boundaries highlighted, which give an indication of the prior austenite grain
structure. The grain boundaries were drawn onto the EBSD images by hand, and image analysed in the
same way as for the optical images. The results for the two samples analysed by this method are also
given in Table 38. There was good agreement between the EBSD measurement and the other
techniques for the reheated sample but the grain size of the recrystallised sample was significantly
over-estimated by the EBSD measurement.
(a) Original micrograph
(b) corresponding traced austenite
grain boundary image
(c) EBSD image, 15-52°
misorientation angle
boundaries
Figure 88: Steel C1Mn1, reheated at 1200°C for 15 minutes
9ZP1_cv1 all images
ECD grain size
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
120
140
160
180
200
220
240
260
280
300
320
34036
038
0
Bin
Fre
quency
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Frequency
Cumulative %
n=457 grains
mean g.s = 89µm
(a) C1Mn1, 1200°C, 15 mins
9ZP1_test1 all images
ECD grain size
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
120
140
160
180
Mor
e
Bin
Fre
quency
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Frequency
Cumulative %
n=413 grains
mean g.s = 47µm
(b) C1Mn1, 1200°C, 15 mins + 0.2ε 1050°C + 20s
Figure 89: Histograms of ECD initial austenite grain size distribution and cumulative frequency for
C1Mn1 steel (a) before and (b) after deformation tests.
Table 38: Comparison of grain size measurement techniques
Image analysis Microscopy EBSD + image analysis
Sample No. of
grains
ECD grain
size (µm)
ASTM
grain
number
Equivalent
linear
intercept
(µm)
No. of
grains
ECD
grain size
(µm)
C1Mn1 457 88.9 ± 2.0 3.0 – 3.5 95 – 113 106 92
C1Mn1Nb3 347 108 ± 2.7 3.0 113
C1Mn1Nb1 322 116 ± 2.6 3.5 95
Initial grain
size
C2Mn1Nb3 326 122 ± 3.3 3.5 95
C1Mn1 413 47.5 ± 1.0 6.5 34 123 84
C1Mn1Nb3 357 98.0 ± 2.4 3.5-4.5 67-95
C1Mn1Nb1 383 53.6 ± 1.2 7.0-7.5 24-28
Recrystallised
grain size
0.2 strain,
1050°C C2Mn1Nb3 335 52.9 ± 1.2 6.0-6.5 34-40
92

Effect of Si
In Task 3.2, it was aimed to study the effect of austenite grain size on SRX kinetics in the Si series of
steels. Several reheating and deformation conditions were tested to produce small, medium and large
grain size according to the test programme defined in Task 3.1. The thermomechanical treatment in
Figure 4 was applied to obtain different grain sizes. Torsion specimens were then water quenched
according to thermal treatment GS1, GS2 and GS3 in order to produce a fully martensitic structure.
Torsion specimens were then polished down to ¾ of the radius and etched using a Bechet-Beaujard
etchant in order to reveal the prior austenite grain size. Measurement of austenite grain sizes was
performed using the mean linear intercept method. Following thermal path GS1, grain sizes as large as
380µm were obtained, see Figure 90. Following thermal path GS2, recrystallised and unrecrystallised
austenite region were observed, Figure 91. For that reason, thermal path GS2 was not considered even
though smaller grain sizes were observed.
Figure 90: Thermal path GS1 - Large austenite grain size
Figure 91: Thermal path GS2
The results obtained for thermal treatment GS3 with a deformation of 0.5 at 1150°C are given in Figure
92. More than 100 grains were considered to determine the equivalent grain diameter. The results
revealed that no smaller average austenite grain size than ~230µm could be obtained. For that reason,
the effect of the grain size was not considered in the present study. Initial austenite grain sizes
considered for the Si steels were all in the same range of 230µm, see Table 39.
Table 39: Initial austenite grain sizes in Si steels
93

(a) C2Mn2Si1Nb0
(b) C2Mn2Si2Nb0
(c) C2Mn2Si2Nb3
(d) C2Mn2Si2Nb7
Figure 92: Initial austenite grain size – Si steel grades
Effect of Al
In order to study the effect of Al on the microstructure under equilibrium conditions, thermodynamic
calculations were performed with the Thermo-Calc software (TCFE6 database). In addition, the
microstructure of torsion specimens tested at different conditions was analysed. First, the initial
microstructures obtained after the soaking treatment were investigated. Specimens quenched after
deformation and different holding times were also analysed in order to investigate the microstructures
developed during softening. Finally, quenching treatments were carried out at different stages of the
multipass torsion tests in order to investigate the mechanisms contributing to strain accumulation.
Figure 93 shows the ferrite and austenite equilibrium mole phases calculated for the C2Mn2,
C2Mn2Al1 and C2Mn2Al2 steels as a function of temperature while in Figure 94 the phase diagrams
obtained for the steels with 1%Al and 2%Al contents are displayed. From the figures it can be observed
that Al addition leads to a significant increase in the ferrite phase equilibrium stability and in the Ae3
temperature, which is in good agreement with the trends reported in other works [1,2]. According to the
software results, 1%Al addition (C2Mn2Al1 steel) raises the Ae3 temperature from 780ºC to 900ºC,
while 2%Al addition results in a further increase up to 1030ºC. It must be noted that the deformation
temperature employed during some of the torsion tests for the C2Mn2Al2 steel was below the predicted
Ae3 temperature.
94

0
0.2
0.4
0.6
0.8
1
750 850 950 1050 1150 1250
T (ºC)
Mole Fraction
C2Mn2, FerriteC2Mn2, AusteniteC2Mn2Al1, FerriteC2Mn2Al1, AusteniteC2Mn2Al2, FerriteC2Mn2Al2, Austenite
Figure 93: Equilibrium ferrite and austenite mole fraction calculated by Thermo-Calc for the C2Mn2,
C2Mn2Al1 and C2Mn2Al2 steels as a function of temperature (TCFE6 database).
500
700
900
1100
1300
1500
0 0.2 0.4 0.6 0.8 1
C (wt%)
T (ºC)
1%Al
ferrite+cementite
austenite
liquid+austeniteferrite+austenite
liquid
ferrite+austenite
(a) C2Mn2Al1
500
700
900
1100
1300
1500
0 0.2 0.4 0.6 0.8 1
C (wt%)
T (ºC)
2%Al
ferrite+cementite
austenite
liquid+austeniteferrite+austenite
liquid
ferrite+austenite
ferrite
(b) C2Mn2Al2
Figure 94: Phase diagrams calculated by the Thermo-Calc software for the Al steels (TCFE6 database).
The AlN phase is not plotted for simplicity.
The Thermo-Calc software also predicted the presence of AlN in the range of temperatures
investigated. This could be of interest regarding the softening behaviour of the steels, firstly because
AlN precipitation could lead to a decrease in the amount of Al in solid solution, and secondly because
second phase particles are known to influence the softening behaviour of microalloyed steels. However
it must be taken into account that the maximum AlN mole fraction which can be formed is limited by
the N content and as a result the Al amount which can be tied up in the form of AlN is the same and
very low (<0.01wt%) for the three steels studied. The calculations also indicated that nearly all the AlN
present in the microstructure remains undissolved during the reheating treatment. The analysis of the
C2Mn2Al1 and C2Mn2Al2 steel specimens quenched after the soaking treatment by means of
Scanning Electron Microscopy (SEM) confirmed the presence of very coarse (>1 µm) Al and N bearing
particles, which were not expected to affect the softening behaviour. Therefore, for these steels only an
effect of Al in solid solution can be expected after deformation. Finally, according to the calculations,
for the 1% and 2%Al steels all the N is tied up in the form of AlN after the reheating treatment.
Therefore, all the Nb strain-induced precipitates formed after deformation are expected to be mainly
carbides.
Figure 95 shows the initial microstructures obtained for the different materials quenched directly after
the reheating treatment (1250ºC, 15min) etched in an aqueous solution of picric acid. In all cases the
microstructure was mainly formed by austenite phase, although in the 2%Al steels (C2Mn2Al2,
C2Mn2Al2Nb3 and C2Mn2Al2Nb7) after etching with 2% nital the presence of a small amount of
ferrite was revealed. The presence of ferrite grains can be attributed to the high Al content of these
95

steels [1,2]. Although these findings are in contrast with the thermodynamic results shown above which
predict an Ae3 temperature of 1030ºC for the 2%Al steels, the amount of ferrite present in the
specimens was small, less than 5% for the C2Mn2Al2 steel and less than 1% for the C2Mn2Al2Nb
steels. The results suggest that the time employed in the soaking treatment may not be long enough to
attain thermodynamic equilibrium. As already mentioned due to the small ferrite fraction its effect on
the softening behaviour of the steels was assumed to be negligible and only austenite grain size
distributions were measured.
C2Mn2
(a)
C2Mn2Al1
(b)
C2Mn2Al2
Ferrite
FerriteFerrite
(c)
C2Mn2Al1Nb3
(d)
C2Mn2Al2Nb3
Ferrite
(e)
C2Mn2Al2Nb7
Ferrite
(f)
Figure 95: Microstructure of the different Al steels after soaking at 1250ºC.
The initial austenite grain size (mean equivalent diameter) distribution was measured in all the steels.
In Table 40, the mean austenite grain size values, along with the ferrite volume fractions measured in
the 2%Al steels, are summarised. In the C2Mn2Al1 and C2Mn2Al1Nb3 steels similar grain sizes of
100 and 102 µm were obtained, while the 2%Al steels showed finer microstructures, of 65 µm for the
C2Mn2Al2 and C2Mn2Al2Nb3 of 56 µm for the C2Mn2Al2Nb7 steel. This indicates that Al and Nb
addition resulted in a grain refinement effect. However, the C2Mn2 steel also exhibited a fine
microstructure with an average grain size of 69 µm. This is probably related to the slightly higher
residual Ti level present in the steel, ∼50 ppm, compared to the other steels, ∼10 ppm.
Table 40: Mean equivalent diameters and ferrite volume fractions determined for
the studied steels at different conditions.
Steel Tsoak (ºC) Tquench (ºC) Dγmean (µm) fα
(%)
C2Mn2 1065 69±4 -
C2Mn2Al1 1065 98±5 -
1000 104±5 - 925 98±4 -
1065 65±4 3.1
1000 68±2 1.3 C2Mn2Al2
925 63±2 1.3
C2Mn2Al1Nb3 925 102±4 -
C2Mn2Al2Nb3 925 65±2 <1
C2Mn2Al2Nb7
1250
925 56±2 <1
The results obtained in Task 3.2 showed that Al addition resulted in a significant retardation of the
softening kinetics. However, this effect was significantly enhanced for the 2%Al steels and for the
96

lowest deformation temperature investigated, 925ºC. In order to investigate the mechanism leading to
this retardation several specimens were quenched at different temperatures and holding times. Figure
96 shows the microstructures obtained for C2Mn2Al2 at 925ºC, just after deformation (a), and at
holding times corresponding to 50% (b) and 90% (c) fractional softening. The micrographs were
obtained after etching the specimens with 2% Nital. The figure shows that the ferrite fraction present in
the microstructure just after deformation, 1.3%, was similar to that present after the reheating
treatment, ∼2%. However, as the holding time increased the ferrite fraction increased to 17% for a 50%
softening fraction and after large holding times, 10200s, a fully ferritic microstructure was achieved.
Therefore, the results indicate that at these conditions, γ→α phase transformation was concurrent with
softening increase.
C2Mn2Al2
(a)
(a) Tdef=925ºC, tip=0s, fα=1.3%, FS=0
(b)
C2Mn2Al2
(b) Tdef=925ºC, tip=270s, fα=17%, FS=50%
(c)
C2Mn2Al2
(c) Tdef=925ºC, tip=10200s, fα=100%, FS=90%
C2Mn2Al2
(d) Tdef=965ºC, tip=60s, fα=19%, FS=50%
Figure 96: Micrographs obtained for the C2Mn2Al2 steel at different temperatures and holding times.
In order to investigate if the microstructural evolution followed similar trends at other conditions, some
specimens were quenched at different temperatures and holding times. As shown in Figure 96 (d), for
the C2Mn2Al2 steel at 965ºC the specimen quenched at 50% fractional softening showed a ferrite
volume fraction of 19%, which indicates that at these conditions austenite to ferrite phase
transformation also takes place after deformation. However, no evidence of phase transformation was
found in the rest of the C2Mn2Al2 specimens quenched after deformation at temperatures above 965ºC
or for the C2Mn2 and C2Mn2Al1 specimens at any of the conditions investigated. This indicates that
in these cases the microstructural evolution mechanisms leading to softening were recovery and
recrystallisation. This is in good agreement with the trends predicted by the Thermo-Calc software,
although the final ferrite fraction measured at 925ºC (∼100%, see Figure 96(c)), was higher than that
predicted.
Similar trends were observed for the other 2%Al steels microalloyed with Nb (C2Mn2Al2Nb3 and
C2Mn2Al2Nb7); at temperatures above 1000ºC after deformation fully austenitic microstructures were
obtained, while at lower temperatures austenite to ferrite phase transformation was concurrent with
softening increase. Figure 97 shows an example corresponding to the C2Mn2Al2Nb3 steel deformed at
925ºC and quenched after 672 s holding time (40% fractional softening), in which a ferrite volume
fraction of ∼29% was measured. In addition, for the C2Mn2Al2Nb steels, at temperatures below
97

965ºC, strain-induced precipitation was also found to take place leading to a more complex behaviour.
This will be analysed in Task 4.3.
The results indicate that for the Al1 steel at all the conditions investigated and for the Al2 and Al2Nb
steels at temperatures above 1000ºC the softening retardation due to Al addition was caused by Al
solute drag effect. However, for the 2%Al steels at lower temperatures γ�α phase transformation takes
place together with softening increase, leading to a significantly higher degree of retardation. The
reasons for the softening delay for the 2%Al steels when γ�α phase transformation takes place are not
clear. From Figure 97 it can be observed that when phase transformation takes place ferrite grains
nucleate along the austenite grain boundaries. The austenite grain boundaries are also the preferred
nucleation sites for recrystallisation; therefore, when phase transformation takes place, recrystallisation
could be prevented. At these conditions, softening increase could only be due to recovery and/or phase
transformation, which may progress at a slower rate than recrystallisation. Finally, the ferrite fractions
measured for the 2%Al steels at all the conditions investigated have been summarised in Table 41.
(a) Etched with picric acid solution
(b) Etched with 2%Nital
Figure 97: Micrographs obtained for the C2Mn2Al2Nb3 steel deformed at 925ºC and water
quenched after a holding time of 672 s.
The recrystallised microstructures obtained were analysed at 95% fractional softening conditions
excluding the cases in which γ →α phase transformation took place after deformation. Figure 98 shows
as an example the recrystallised microstructures obtained after deformation at 1065ºC and ε=0.35 for
the different steels. All these micrographs exhibit homogeneous microstructures denoting
recrystallisation completion.
Figure 98: Recrystallised microstructures obtained for the different steels after deformation at
1065ºC, ε=0.35.
98

Table 41: Ferrite fraction (fα) and fractional softening measured at different conditions for the
C2Mn2Al2 steels.
Steel Dγ0 (µm) Tdef (ºC) tip (s) fα (%) FS (%)
Initial microstructure 1.3 -
965 60 19 50
0 1.3 0
270 17 50
404 24 55
2400 90 76
C2Mn2Al2 ~65
925
10200 100 90
Initial microstructure <1 -
1000 576 17 78
965 384 32 43
672 29 39
2016 24 39
C2Mn2Al2Nb3 ~102
925
5760 100 50
Initial microstructure <1 -
1000 576 17 78
384 15 39 965
5760 100 70
672 30 36
C2Mn2Al2Nb7 ~56
925 5760 100 76
In all cases the recrystallised grain size distributions were measured in terms of the mean equivalent
diameter. The mean values measured at the different deformation conditions are listed in
Table 42. From the data no significant effect of temperature on the recrystallised grain size was
observed. However, decreasing the applied strain leads in all cases to an increase in the austenite grain
size. This behaviour is in good agreement with that reported by other authors who only have found an
effect of the initial grain size and strain, but none for temperature [24,42].
Additionally, in order to investigate the mechanisms leading to strain accumulation during the
multipass tests, quenching treatments were performed at temperatures close to the Tnr for some of the
steels investigated. In the case of the C2Mn2Al2 steel, quenching treatments were also carried out near
the Ar3.
Table 42: Recrystallised grain sizes measured for the different Al steels.
Steel Tsoak (ºC) Dγγγγ0 (µm) Tdef (ºC) ε Dγrex (µm)
C2Mn2 1250 ~69 1065 0.35 56±2
1065 0.2 67±2 ~69
925 0.35 63±3
1065 0.35 62±3
1065 0.2 96±5 C2Mn2Al1 ~100
925 0.35 53±2
1065 0.35 60±2
1065 0.2 68±2 C2Mn2Al2 ~65
1000 0.35 52±2
C2Mn2Al1Nb3 ~102 1065 0.35 70±3
C2Mn2Al2Nb3 ~65 1065 0.35 48±1
C2Mn2Al2Nb7
1250
~56 1065 0.35 36±1
99

As previously mentioned it was found that Al addition leads to an increase of the recrystallisation
critical temperatures and this increase was significantly enhanced for the 2%Al steels. To investigate
this, C2Mn2Al2 and C2Mn2Al2Nb specimens were quenched two passes below the Tnr for tests carried
out at different interpass times. Micrographs corresponding to some of these specimens etched with 2%
Nital are shown in Figure 99. It was evident that for the three conditions the amount of ferrite present
in the specimens was higher than in the initial microstructure, therefore for the 2%Al steels γ�α phase
transformation was initiated at temperatures close to the Tnr. In the static softening analysis it was
found that γ�α phase transformation led to a high retardation of the softening kinetics. Therefore, the
results indicate that the high Tnr increase observed for the 2%Al steels was not related to Al solute drag
or strain-induced precipitation, but to the onset of γ�α phase transformation during the multipass
tests. This also agrees well with the small effect observed on the recrystallisation temperatures when
Nb was added to the 2%Al steels.
C2Mn2Al2
C2Mn2Al2 (a) C2Mn2Al2, Tquench=1020ºC (8 passes + 5 s), tip=5 s (Tnr=1056ºC)
C2Mn2Al2Nb3
C2Mn2Al2Nb3
(b) C2Mn2Al2Nb3, Tquench=980ºC (10 passes + 100 s), tip=100 s (Tnr=1022ºC)
C2Mn2Al2Nb7
C2Mn2Al2Nb7 (c) C2Mn2Al2Nb7, Tquench=1020ºC (10 passes + 30 s), tip=30 s (Tnr=1065ºC)
Figure 99: Micrographs obtained for the C2Mn2Al2Nb steels quenched two passes below the Tnr.
Although the microstructural investigations showed that for the 2%Al steels γ�α phase transformation
was already initiated at temperatures close to the Tnr, the Ar3 temperatures determined mechanically
were significantly lower. In recent works, it has been suggested that a minimum ferrite fraction, ∼35%,
must be developed in order to observe a decrease in the stress during multipass torsion tests [24]. In
order to investigate this, a C2Mn2Al2Nb3 specimen (tip=100 s) and several C2Mn2Al2 specimens
(tip=5, 30, 100s) were quenched at temperatures close to the Ar3. Results of the microstructures
obtained at the different conditions are shown in Figure 100. Although the ferrite fraction present in the
specimens was not measured, from the micrographs it is evident that at temperatures close to the Ar3
100

the ferrite fraction was in the range of that suggested by Jonas et al [24]. However, the ferrite fraction
formed at the Ar3 also depends on the multipass deformation conditions and tends to be larger for the
longest interpass time investigated, 100s.
C2Mn2Al2 (a) Tquench=Ar3=920ºC, tip=5 s
C2Mn2Al2 (b) Tquench=Ar3=940ºC, tip=30 s
C2Mn2Al2 (c) Tquench=Ar3=920ºC, tip=100 s
C2Mn2Al2Nb3 (d) Tquench=Ar3=920ºC, tip=100 s
Figure 100: Micrographs obtained for the C2Mn2Al2 and C2Mn2Al2Nb3 steels quenched at the Ar3 .
Effect of Mn and Nb
In order to characterize the austenite grain size for the isothermal double hit tests at AM (Table 11) and
to approach the target grain sizes of 100 and 200µm a series of hot torsion tests were performed in each
of the MnNb steel grades involving reheating, high temperature (1150°C) deformation and cooling at
5°C/s down to 1050°C followed by water quenching. Samples for metallographic analysis were
extracted from torsion samples and this analysis was performed on a longitudinal section corresponding
to the subsurface (depth ~200µm) of the torsion sample, a section in which the thermomechanical
conditions applied are representative of the target conditions of the test. Chemical etching was applied
using Picric Acid and 2% Teepol (Bechet-Beaujard agent) revealing prior austenite grains. Image
analysis was applied for determination of the mean grain size and grain size distribution in terms of
mean linear intercept.
Figure 101 shows representative micrographs of the austenite grain structure obtained for C1Mn2 and
C1Mn2Nb3 subjected to two levels of deformation at high temperature: ε=0.3 and ε=0.8. Table 12
presents the results of the quantitative analysis showing that for an applied roughing strain of 0.8 the
mean grain size closely approached the target with values of 124 and 128µm for C1Mn2 and
C1Mn2Nb3 respectively. Reducing the roughing strain to 0.3 induced larger mean grain sizes in the
microstructures however the resulting mean grain sizes remained far from the target of 200µm with
values of 161 and 138µm for C1Mn2 and C1MnNb3 respectively. The distribution of grain sizes in the
initial structures has been described in terms of histograms and they are presented for these steels in
Figure 102. It can be noted that the reduced level of roughing deformation led, particularly for C1Mn2
to a significantly more heterogeneous microstructure and a larger dispersion of grain sizes. For grades
C1Mn1Nb7 and C1Mn2Nb7, Figure 103 and Figure 104 present representative micrographs and grain
size distribution histograms for samples subjected to the same thermomechanical treatments. The
results of the quantitative analysis of the microstructures is presented in Table 12 showing that the
applied deformation with strain 0.8 similarly led to mean grain size values approaching the target of
100µm as values of 128 and 108µm were determined for C1Mn1Nb7 and C1Mn2Nb7 respectively. For
0.3 roughing strainapplied to C1Mn2Nb7 the microstructures were heterogeneous and a large
dispersion of grain size values was observed with a mean value exceeding the target and reaching
101

271µm. Despite these observations, the applied strain of 0.3 at high temperature was retained for the
experimental programme.
(a) C1Mn2 - Roughing Strain : 0.3 (b) C1Mn2 - Roughing Strain : 0.8
(c) C1Mn2Nb3 – Roughing Strain 0.3 (d) C1Mn2Nb3 - Roughing Strain 0.8
Figure 101: Initial Grain Sizes for C1Mn2 and C1Mn2Nb3
C1Mn2 - Roughing Strain: 0.3
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
C1Mn2 - Roughing strain 0.8
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
C1Mn2Nb3 - Roughing Strain 0.3
102

0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
C1Mn2Nb3 - Roughing Strain 0.8
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
Figure 102: Initial grain size distribution in terms of Linear Intercept for C1Mn2 and C1Mn2Nb3
(a) C1Mn1Nb7 - Roughing Strain 0.8
(b) C1Mn2Nb7 – Roughing Strain : 0.3 (c) C1Mn2Nb7 - Roughing Strain : 0.8
Figure 103: Initial Grain Sizes for C1Mn2Nb7 and C1Mn2Nb7
103

C1Mn1Nb7 - Roughing Strain 0.8
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
C1Mn2Nb7 - Roughing Strain: 0.3
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
C1Mn2Nb7 - Roughing strain 0.8
0
0,05
0,1
0,15
0,2
25 75 125
175
225
275
325
375
425
475
525
575
625
675
725
775
825
875
925
975
Linear Intercept, µm
Relative Frequency
H
V
Figure 104: Initial grain size distribution in terms of Linear Intercept for C1Mn1Nb7 and C1Mn2Nb7
A criterion for mean grain size calculation and grain size distributions from reconstructed EBSD maps
Figure 105 shows two different approaches for determining the recrystallised grain size and the grain
size distribution for a sample of C1Mn2Nb3 tested at 1100°C with an applied strain of 0.35 and strain
rate of 1/s (D°=128µm) after 100s which results in a microstructure close to 100% recrystallised. In the
first approach, the grain size is determined by the mean linear intercept method inserting horizontal and
vertical lines across the micrographs obtained from quenched samples subjected to chemical etching
and determining the geometrical mean value between those determined in the horizontal and vertical
directions. The grain size distribution is characterised in terms of the relative frequency of intercept
values in the horizontal and vertical directions. In the case under analysis the mean linear intercept was
calculated as Lmean=47.3µm and the resulting distribution showed log-normal characteristics. This could
be considered a conventional approach for grain size determination. The second approach has been
selected for determination of mean grain size and grain size distributions from EBSD maps. The
calculation of mean grain size is performed using a mean value of circle equivalent diameter dceq based
on area rather than number of grains. This is due to the strong impact of the large number of small
grains measured by EBSD. These grains are actually pixel clusters and should be removed as they
appear as a consequence of noise introduced by poor indexing and resolution issues in EBSD
operation. The number is also dependent on the step size chosen. As a consequence a mean grain size
either determined by the arithmetic mean of dceq values or the mean linear intercept will lead to large
underestimation of the grain size. These effects of noise, step size and resolution on variation in mean
grain size are significantly reduced by using mean values based on area rather than number, that is, by
dividing the total area by the total diameter which can be written as shown in Figure 105 [25]. The
104

effect of small grains significantly affects the distribution of grain sizes as expressed in relative
frequency introducing a spike adjacent to the ordinate axis.
An alternative method of reducing the effect of small grains is to plot the data as an area size
probability plot, where the probability Pi on the y axis is defined as Pi=ΣAi/At [26]. This method has
been adopted here in order to better visualise the distribution of grain sizes. Using this approach for
grain size measurements in EBSD, the area based mean value of dceq was 44.1µm in close agreement
with that determined by mean linear intercepts from micrographs. Regarding the method described for
grain size measurements from EBSD maps, good correlations between hardness of steels and the size
calculated in this way have been reported. Nevertheless, no standard is yet available for grain size
determination considering the particular characteristics of EBSD maps. AM has adopted this approach
for recrystallised grain size measurements in this project.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0 20 40 60 80100 120
140160
180200
Linear Intercept, µm
Re
lati
ve
Fre
qu
en
cy
H
V
0
0,2
0,4
0,6
0,8
1
0 20 40 60 80 100 120 140 160 180 200
dceq (Equivalent circle diameter), µm
Are
a B
ase
d P
rob
ab
ilit
y
Geometric Mean L , µm 47,3
H V
Mean Linear Intercept, µm 50,4 44,3
STD 32,1 29,1
N° Intercepts 252 250
N° fields 5 5
Minimum (mean), µm 47,4 37,0
Maximum (mean), µm 53,4 54,4
Area based Mean Value
µmdceq
Adc
i
i
area 1,44==∑∑
Optical Linear Intercept: Mean calculation and distribution in
terms of Relative Frequency EBSD Circle Equivalent Diameter: Area based Mean value
calculation and distribution (Area Based Probability)
Figure 105: Comparison of grain size measurements from Optical Micrographs and EBSD reconstructions
in C1Mn2Nb3 – 1100°C – ε 0.35
The application of EBSD reconstruction methodology on recrystallised samples for the determination
of recrystallised grain size and grain size distributions following the criteria described above has been
performed only on one grade C1Mn2Nb3 and one testing condition (Tdef=1050°C, ε=0.35, ε=1/s and
D°=128µm). This was a consequence of the time invested on the development of the application of the
=200 µm; Copy of BC; Step=0.4 µm; Grid1561x1171
105

EBSD reconstruction technique for microstructural analysis in the project. Figure 106 shows the
reconstructed map obtained under the testing conditions, the calculation of the area based mean grain
size and the dceq grain size distribution in terms of area size probability plot. In this figure the
comparison is made with the results obtained in the preliminary tests on the same steel at testing
temperature of 1100°C. The area based mean grain size was calculated as 28.9µm, significantly finer,
as expected, than that measured for the higher test temperature of 1100°C. The plot of area based
probability clearly shows the advantages in adopting this approach in order to make valid comparisons
between data sets.
µmdceq
Adc
i
i
area 9,28==∑∑
µmdceq
Adc
i
i
area 1,44==∑∑
1050°C – t=100s 1100°C – t=100s
C1Mn2Nb3 - εεεε 0.35 - D°127µm
0
0,2
0,4
0,6
0,8
1
0 20 40 60 80 100 120 140 160 180
dceq (Equivalent circle diameter), µm
Are
a B
ase
d P
rob
ab
ilit
y
1050°C - t=100s
1100°C - t=100s
Figure 106: EBSD reconstructed maps, mean recrystallised grain size in terms of area based average and
recrystallised grain size distribution in terms of Area Based Probability for C1Mn2Nb3 – ε 0.35
2.3.4.3 Task 4.3: Quantification of precipitates
Effect of Si
The matrix dissolution technique was applied to samples water quenched directly after the deformation
from torsion tests in Task 3.5 for precipitation analysis. One deformation level and one deformation
temperature was considered (see Figure 9) to evaluate the effect of Si on the precipitation of niobium.
Torsion tests were performed on steel grade C2Mn2Nb3 and C2Mn2Si2Nb3. Samples were prepared
for matrix dissolution analysis. A hole was drilled along the length of the torsion specimen in order to
remove the inner part of the specimens and to consider only the part of the material that had undergone
the nominal deformation. After dissolution of the whole specimen, the electrolyte was filtered (pore
diameter equal to 0.45µm) and the remaining part in the filter was analysed by ICPOES. Results given
in Figure 107 show the evolution of the precipitated fraction of the total niobium content as a function
of time, which reveals that increasing silicon content decreased the growth rate of precipitates.
=200 µm; Copy of BC; Step=0.4 µm; Grid1561x1171
106

Figure 107: Precipitation kinetics of C2Mn2Nb3 and C2Mn2Si2Nb3 steels after a deformation of 0.2
applied at 1000°C
As previously mentioned in Task 3.2, according to reference [13], in the presence of niobium for steel
grade containing 0.1%C - 0% to 0.5%Si, the increase of Tnr with silicon content was explained by its
effect in accelerating Nb(CN) precipitation, which seems the opposite effect to what is observed in
Figure 107. However, in reference [13] the precipitation kinetics of Nb(CN) were estimated from Tnr
evolution following MFS analysis. In other words, precipitation was estimated based on the stopping of
recrystallisation. The recrystallisation stop is linked to the early stage of precipitation (usually
modelled using the criterion of 5% of precipitation, Equation (10)) and thus to the effect of small
precipitates, which are very difficult to detect by filtering techniques. The Tnr evolution is sensitive to
the nucleation stage of precipitation. In contrast, the filtering method does not allows determination of
small precipitates and is more sensitive to the volume fraction of precipitates. In other words, filtering
methods are more sensitive to growth rate of precipitates than to the thermodynamic effect of
nucleation stage usually modelled using supersaturation concept.
Effect of Al
The precipitation state of the Al-Nb steels (C2Mn2Al1b3, C2Mn2Al2Nb3 and C2Mn2Al2Nb7) was
investigated by TEM at different conditions. First, specimens quenched at different softening levels
were examined in order to study the effect of strain-induced precipitation on the softening kinetics. The
specimens were quenched at times corresponding to the plateau start and finish times observed in the
softening curves. Specimens corresponding to the Tata C2Mn1Nb3 steel were also analysed and the
results compared with those obtained for C2Mn2Al1Nb3 to evaluate the effect of Al on strain-induced
precipitation. Finally, the precipitation state of specimens quenched at temperatures close to the Tnr was
also investigated to analyse the effect of the precipitates during the multipass torsion tests.
From the quenched specimens carbon replicas were prepared following standard procedures and
examined in a JEOL 2010 Transmission Electron Microscope (TEM) operated at 200 KV with a LaB6
filament equipped with Energy Dispersive Spectrometry (EDS) analysis system. In the case of the
2%Al steels (C2Mn2Al2Nb3, C2Mn2Al2Nb7), ferrite was also present for some of the conditions
investigated. However, the replica analysis enables discrimination of the precipitates present in the
ferrite and martensite (quenched austenite) phases. As well as extracting the precipitates present in the
steel, the replicas reveal the microstructure of the specimen. As a result it was possible to distinguish
the precipitates in the martensite from those present in the ferrite phase. From these replicas, the
average diameter and size distributions of the precipitates present in martensite (quenched austenite)
and ferrite (if present) were measured with the aid of the DigitalMicrograph software.
First, specimens corresponding to the microstructure present before the torsion tests (quenched after
soaking at 1250ºC) were examined in order to investigate the initial precipitation state. In steel
C2Mn2Al1Nb3 no evidence of precipitates was found in these specimens. In C2Mn2Al2Nb3 these
were very scarce and difficult to find (58 particles measured, D=93±7 nm). Therefore, it can be
107

considered that all the Nb was put into solution during reheating. However, in the case of
C2Mn2Al2Nb7, a significant amount of relatively coarse precipitates with average size of 127±6 nm
were detected in the replicas, some examples and the measured precipitate size distribution are shown
in Figure 108.
TiNb Ti
TiCu
Cu
Cu
Nb
0 2 4 6 8 10
Full Scale 452 cts Cursor: 20.491 (0 cts)
0
5
10
15
20
25
30
35
40
(0-10)
(20-30)
(40-50)
(60-70)
(80-90)
(100-110)
(120-130)
(140-150)
(160-170)
(180-190)
(200-210)
(220-230)
(240-250)
(260-270)
Precipitate Diameter (nm)
Frequency (%)
Dmean= 93±7 nm
58 particles measured
C2Mn2Al2Nb3
Figure 108: Coarse Nb precipitates, EDS analysis and precipitate size distribution measured from the
C2Mn2Al2Nb7 specimen quenched after soaking at 1250ºC.
These findings agree well with the results of equilibrium calculations performed with different
solubility products found in the literature [31, 32, 33], which are summarised in Table 47. For the two
0.03%Nb steels (C2Mn2Al1Nb3, C2Mn2Al2Nb3), all the solubility products, except that given by
Palmiere et al. [31], predict equilibrium dissolution temperatures lower than 1250ºC, whereas for the
C2Mn2Al2Nb7 steel all the solubility products predict dissolution temperatures above 1250ºC.
The quenching treatments carried out to study the strain-induced precipitation evolution during
softening for the C2Mn2Al2Nb steels are represented in Figure 109. It must be remembered that at
temperatures from 1000ºC to 925ºC, γ�α phase transformation occurred concurrently with softening
increase.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 1000
0t(s)
Fractional Softening
T=1065ºC
T=1000ºC
T=965ºC
T=925ºC
C2Mn2Al2Nb3
ε=0.35
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 1000
0t (s)
Fractional Softening
T=1065ºC
T=1000ºC
T=965ºC
T=925ºC
C2Mn2Al2Nb7
ε=0.35
Figure 109: Quenching treatments carried out in order to study the NbC strain-induced precipitation
during softening for the C2Mn2Al2Nb steels.
In the specimens quenched after deformation at 1000ºC, the number of precipitates found in the
martensite regions was small for the two steels, especially in the case of the C2Mn2Al2Nb3 steel, for
which only 28 particles were detected in the analysis. Example of these precipitates and the
corresponding precipitate size distributions are shown in Figure 110(a-b). The average diameters, of 76
and 60 nm for the C2Mn2Al2Nb3 and C2Mn2Al2Nb7 steels respectively, were coarse but finer than
those corresponding to the soaked specimens, 93 and 126 nm. For C2Mn2Al2Nb3 steel this could be
attributed to the low amount of precipitates measured. However, for the C2Mn2Al2Nb7 steel this
indicates that a certain amount of precipitation had occurred after deformation. It must be taken into
account that at 1000ºC, growth and coarsening processes are expected to be fast. Precipitates were also
found in the ferrite regions, some examples are displayed in Figure 110(c). As shown in the figure, the
precipitates were coarser in the ferrite than in the martensite.
108

(a) C2Mn2Al2Nb3, martensite (b) C2Mn2Al2Nb7, martensite (c) C2Mn2Al2Nb7 ferrite
Figure 110: Examples of precipitates from specimens quenched after deformation at 1000ºC, t=576s,
for C2Mn2Al2Nb steels
After deformation at 965ºC, a larger amount of precipitates was found for the two steels. Examples of
precipitates corresponding to specimens quenched at times for the plateau onset (384s) are displayed in
Figure 111(a-b). As the figure shows, again the precipitates were less frequent in the C2Mn2Al2Nb3
specimen. For the C2Mn2Al2Nb7, when the softening levels increased again (t~6000s) the
microstructure consisted mainly of ferrite with some martensite islands. However, in this case a
significant amount of precipitates were also found in the martensite regions, as shown in Figure 111(c).
(a) C2Mn2Al2Nb3, t=384s
(b) C2Mn2Al2Nb7, t=384s
(c) C2Mn2Al2Nb7, t=5760s
Figure 111: Precipitates found in the C2Mn2Al2Nb martensite regions after deformation at 965ºC
The Nb precipitates found in the ferrite regions in specimens quenched after deformation at 965ºC
were more abundant and coarser than in the martensite. They were also significantly coarser for the
C2Mn2Al2Nb3 than for the C2Mn2Al2Nb7 steel. Figure 112 shows some examples of Nb precipitates
found after deformation at the lowest temperature investigated, 925ºC, in the martensite and ferrite
regions for the specimens quenched at the plateau onset (t=672s). The precipitates were significantly
more abundant than at higher temperatures. In addition the size of the martensite precipitates, 14 and
18 nm, was finer than in the rest of the specimens studied.
At longer interpass times (5760s), the softening increased again for the two C2Mn2Al2Nb steels. At
this softening level, in the C2Mn2Al2Nb3 steel some martensite islands could be found while for the
C2Mn2Al2Nb7 steel the microstructure was ∼100% ferrite. Figure 113 illustrates some examples of the
Nb precipitates found at these conditions. The precipitate average size in martensite increased with
increasing the holding time, from 14 nm (Figure 112) at 672s to 24 nm at 5760s (Figure 113). The
precipitate sizes measured in each case, together with the ferrite fraction found in each of the quenched
specimens are summarised in Table 43. The size of the martensite precipitates is plotted in Figure 114.
The figure shows that the precipitate size decreased significantly with decreasing deformation
temperature. The precipitates measured after deformation at 1000ºC and 965ºC tended to be coarser for
Dmean = 60 ±5 nm (212 particles) Dmean = 76 ±19 nm (28 particles)
Dmean = 30 ±4 nm (94 particles) Dmean = 19 ±1 nm (241 particles) Dmean = 33 ±1 nm (212 particles)
109

the Nb3 than for the Nb7 steel, while the mean diameters determined at 925ºC were similar. The
amount of precipitates found for the two steels at 1000ºC and for the C2Mn2Al2Nb3 steel at 965ºC
was very low, so the measurements may include some of the precipitates not dissolved after the
reheating treatment.
(a) C2Mn2Al2Nb3, Martensite
(b) C2Mn2Al2Nb7, Martensite
(c) C2Mn2Al2Nb3, Ferrite
(d) C2Mn2Al2Nb3, Ferrite
Figure 112: Precipitates found in the C2Mn2Al2Nb martensite and ferrite regions after deformation at
925ºC at the time for the plateau onset (t=672s).
(a)C2Mn2Al2Nb3 (martensite) (b)C2Mn2Al2Nb3 (ferrite) (c)C2Mn2Al2Nb7 (ferrite)
Figure 113: Example of precipitates in ferrite, extracted from the C2Mn2Al2Nb3 and C2Mn2Al2Nb7
steels after deformation at 925ºC and a holding time of 5760 s.
Dmean = 14 ±1 nm (300 particles) Dmean = 18±1 nm (259 particles)
Dmean =24 ±1 nm (216 particles)
110

Table 43: Precipitate mean sizes (Dmean) and ferrite volume fractions (fα) at different deformation
temperatures for the C2Mn2Al2Nb steels.
Nº of measured
precipitates Dmean (nm)
Steel Dγ0
(µm)
Tdef
(ºC) ε tip (s)
fα
(%) Martensite Ferrite Austenite Ferrite
Initial microstructure <1 58 - 93±7 -
1000 576 17 28 20 76±19 151±22
965 384 32 94 124 30±4 91±12
672 29 300 201 14±1 18±1
C2Mn2Al2Nb3 ~65
925
0.35
5760 ~100 216 302 24±1 33±1
Initial microstructure <1 212 - 126±6 -
1000 576 17 212 139 60±5 199±31
965 384 15 241 291 19±1 20±1
965 5760 100 212 300 33±1 42±1
925 672 30 259 300 18±1 18±1
C2Mn2Al2Nb7 ~56
925
0.35
5760 100 - 300 - 30±2
0
20
40
60
80
100
120
140
1 10 100 1000 10000t (s)
Precipitate Mean Diameter
C2Mn2Al2Nb3, Initial Microstructure
C2Mn2Al2Nb7, Initial Microstructure
C2Mn2Al2Nb3, 1000ºC
C2Mn2Al2Nb7, 1000ºC
C2Mn2Al2Nb3, 965ºC
C2Mn2Al2Nb7, 965ºC
C2Mn2AlNb3, 925ºC
C2Mn2Al2Nb7, 925ºC
Figure 114: Precipitate average sizes measured in martensite for all the quenched AlNb steel
specimens.
Similarly to the case of the Al2Nb steels, for C2Mn2Al1Nb3 the softening curve obtained after
deformation at 1000ºC showed a saturation at t∼384 s for 85% fractional softening level (Task 3.5). In
order to analyse whether this saturation was due to strain-induced precipitation, a specimen was
quenched at the start of softening saturation and analysed by TEM. However, the precipitates found in
the replicas were very scarce and only 39 particles were measured with an average diameter of 44 nm,
which indicates a limited effect of strain-induced precipitation at these conditions.
C2Mn1Nb3 and C2Mn2Al1Nb3 specimens quenched after deformation at lower temperatures (900-
925ºC) were also analysed in order to investigate the effect of Al on strain-induced precipitation
kinetics without phase transformation interaction. C2Mn2Al1Nb3 specimens were quenched at the
same conditions and sent for electrolytic dissolution and ICP measurements to ArcelorMittal in order to
determine the amount of Nb precipitated. Figure 115 shows the softening curves obtained for the two
steels together with the conditions selected for TEM study. From the figure, it can be observed that
slightly retarded softening kinetics were obtained for the C2Mn1Nb3 steel.
111

0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000
Fractional Softening
t (s)
C2Mn1Nb3 T=925ºC
C2Mn2Al1Nb3 T=925ºC
(a) 925°C
0
0.2
0.4
0.6
0.8
1
0.1 10 1000
Fractional Softening
t (s)
C2Mn1Nb3 900ºC
C2Mn2Al1Nb3 900ºC
(b) 900°C
Figure 115: Softening curves and quenching treatments for C2Mn2Al1Nb3 and C2Mn1Nb3 steels
Figure 116 illustrates the evolution of strain induced precipitation in the carbon replicas extracted from
the C2Mn2Al1Nb3 steel at 925ºC. It includes TEM micrographs of the precipitates and the measured
precipitate size distributions. At an interpass time of 96s, which is close to the plateau start, strain
induced precipitation onset is evident from Figure 116(a). At this holding time it was measured by
chemical extraction that 11% of the total Nb content in the steel was precipitated, which agrees well
with the few and small Nb(C,N) particles (13nm) observed in the replicas. In Figure 116(b), which
corresponds to a larger holding time within the plateau, an increase in precipitate density was observed,
although the precipitate mean size remained unchanged. At longer interpass times of 960 and 4800s,
the amount of Nb precipitated increased up to 41 and 83% levels respectively, and larger precipitate
sizes of 28 and 20 nm were obtained. The precipitate size measured at 960s, 28 nm, was larger than that
obtained at 4800s, 20nm. This decrease in the precipitate average size with increasing interpass time
could be attributed to new precipitates forming between 960 and 4800s. On the other hand, although a
relatively large amount of precipitates were measured in each specimen, the precipitation process could
also result in significant size heterogeneities.
The results obtained for C2Mn1Nb3 at 925ºC show a similar trend. As shown in Figure 117, the
precipitate size and amount increased with interpass time. The precipitate size obtained after quenching
at 4800s was similar for the C2Mn2Al1Nb3 and C2Mn1Nb3 steels at ∼20 nm. However, it is
interesting to note that a significantly larger amount of precipitates were present in the replicas
extracted from the C2Mn1Nb3 steel after 58s (Figure 117(a)), than in the C2Mn2Al1Nb3 specimen
after 96s (Figure 116(a)).
Figure 118 shows TEM micrographs of the precipitates found in both C2Mn2Al1Nb3 and C2Mn1Nb3
steels at different holding times after deformation at 900ºC. After 96 s the ICP measurements indicated
that in the C2Mn2Al1Nb3 steel 14% of the total Nb was precipitated and an average precipitate
diameter of 7 nm was measured. After 960s the Nb precipitated and average precipitate size increased
up to 46% and 14 nm respectively, and finally for the longest interpass time investigated, 5760s, the
amount of Nb precipitated reached 82% and a particle size of 19 nm was obtained. In all cases, the
precipitate sizes were smaller and the Nb precipitated fractions slightly higher than those estimated at
925ºC for similar holding times. The precipitate state evolution for C2Mn1Nb3 at 900ºC shows that for
the same interpass time, the precipitate sizes measured for both steels were similar. However, it was
also evident that the amount of precipitates present after 96s was significantly higher for C2Mn1Nb3
than for C2Mn2Al1Nb3 (Figure 118(a)). Finally, the precipitate size measurements carried out for the
two steels, together with the ICP results obtained for the C2Mn2Al1Nb3 steel are summarised in Table
44.
112

(a) Tdef=925ºC, ε=0.35, tip=96 s (b) Tdef=925ºC, ε=0.35, tip=288 s
(c) Tdef=925ºC, ε=0.35, tip=960 s (d) Tdef=925ºC, ε=0.35, tip=4800 s
Figure 116: Precipitation state evolution for the C2Mn2Al1Nb3 steel at 925ºC.
(a) Tdef=925ºC, ε=0.35, tip=58 s (b) Tdef=925ºC, ε=0.35, tip=4800 s
Figure 117: Precipitation state evolution for the C2Mn1Nb3 steel at 925ºC.
Dmean =13 ±1 nm (223 particles) Dmean =13 ±1 nm (335 particles)
Dmean =28 ±1 nm (321 particles) Dmean =20 ±1 nm (315 particles)
Dmean =9 ±1 nm (342 particles) Dmean =20 ±1 nm (345 particles)
113

C2Mn2Al1Nb3 C2Mn1Nb3
(a) Tdef=900ºC, ε=0.35, tip=96s
(b) Tdef=900ºC, ε=0.35, tip=5760s
Figure 118: Precipitation state evolution for the C2Mn2Al1Nb3 and C2Mn1Nb3 steels after
deformation at 900ºC.
Table 44: Precipitate mean sizes (Dmean) and amount of Nb precipitated in the C2Mn1Nb3 and
C2Mn2Al1Nb3 steels.
Steel Dγ0
(µm)
Tdef
(ºC) ε tip (s)
Nº of
measured
precipitates
Dmean
(nm)
Nb
precipitated
(wt%)
Initial
microstructure
- - -
100
0
384 39 44±7 -
96 223 13±1 0.003 (11%)
288 335 13±1 0.006 (21%)
960 321 28±1 0.011 (39%) 925
4800 315 20±1 0.023 (82%)
96 298 7±1 0.004 (14%)
960 355 14±1 0.013 (46%)
C2Mn2Al1Nb3 ~102
900
0.35
5760 404 19±1 0.023 (82%)
58 342 9±1 - 925
4800 345 20±1 -
96 310 8±1 - C2Mn1Nb3 ~87
900
0.35
5760 181 16±1 -
Additionally, several specimens were water quenched at temperatures close to the Tnr in order to
establish the mechanisms leading to strain accumulation in the multipass torsion tests. In the case of the
Dmean =7 ±1 nm (298 particles)
Dmean =19 ±1 nm (404 particles)
Dmean =8 ±1 nm (310 particles)
Dmean =16 ±1 nm (181 particles)
114

2%Al steels, the microstructural analysis already carried out showed that γ�α phase transformation
was initiated at temperatures close to the Tnr and this was the main mechanism leading to strain
accumulation. However, the precipitation state of some of these specimens (C2Mn2Al2Nb3, tip=100 s
and C2Mn2Al2Nb7, tip=30 s) was also examined by TEM. The precipitates found in the
C2Mn2Al2Nb3 steel quenched after 10 deformation passes and tip = 100 s were scarce both in the
ferrite and martensite regions, and the measured average sizes were relatively coarse, of 47 and 74 nm
in the martensite and ferrite respectively. The measured precipitate sizes in the C2Mn2Al2Nb7
specimen after 10 deformation passes and tip = 30s, of 98 nm and 99 nm in the ferrite and martensite
regions, respectively, were also coarse. However, the presence of undissolved precipitates after
reheating at 1250ºC, which showed an average size of 126 nm, could be contributing to these
measurements.
Finally, the multipass torsion results showed that a significant increase in the recrystallisation critical
temperatures was observed when 0.03%Nb was added to the 1%Al steel. In order to determine if this
increase was due to the strain-induced precipitation or to the solute drag effect exerted by Nb, a
specimen was quenched after two deformation passes below the determined Tnr for the multipass
torsion test carried out at tip=30 s. Very few particles (32) with an average size of 76 nm were detected
in this steel. The limited amount of Nb particles detected indicates that Nb solute drag effect could be
the main mechanism responsible for the Tnr increase in this steel at these conditions.
Effect of Mn
The quantification of precipitates on the MnNb steels has been carried out in terms of precipitation rate
of Nb comparing the nominal amount of Nb known to have remained in solution before the
deformation tests as shown in Task 3.2 and the amount of Nb precipitated quantified by electrolytic
dissolution and Inductive Plasma spectroscopy (ICP-OES) applied on cylindrical samples extracted
from torsion test samples as described in Task 3.5. The testing conditions involving isothermal single
hit torsion tests followed by water quench after different holding times were described in Table 33.
Table 45 presents the results obtained from ICP measurements for the tests performed. Kinetics of
strain induced precipitation were derived from these measurements.
Table 45: Torsion Single Hit tests performed for precipitation studies
Grade Temp
(°C)
Initial Grain
Size (µm) Strain
Holding
Time (s)
Nominal
Nb(ppm)
Precipitated
Nb (ppm)
Precipitation
Rate %
C1Mn2Nb7 1250 1 700 6 0,9
C1Mn2Nb7 1050 106 0 1 700 8 1,1
C1Mn2Nb7 1050 106 0,35 2 700 18 2,6
C1Mn2Nb7 1050 106 0,35 10 700 22 3,1
C1Mn2Nb7 1050 106 0,35 40 700
C1Mn2Nb7 1050 106 0,35 100 700
C1Mn2Nb7 950 106 0,35 1 700
C1Mn2Nb7 950 106 0,35 2 700
C1Mn2Nb7 950 106 0,35 5 700
C1Mn2Nb7 950 106 0,35 10 700
115

2.3.5 WP 5: Modelling and construction of processing maps
The objectives of this work package were:
• Extension of recovery and recrystallisation kinetics models to more fully include the effects of
several alloy elements (Mn, Si, Al)
• Improvement of models to predict austenite grain size after recrystallisation (mean size and
distribution)
• Improvement of equations to predict austenite grain size after grain growth during long
interpass times
• Extension of a physically-based model for recovery, recrystallisation and strain induced
precipitation
• Construction of processing regime maps using new equations
2.3.5.1 Task 5.1: Assessment of current model capabilities
Current models of the project partners
In order to clarify in detail the areas in which specific improvements to current models were required, a
comparison exercise was carried out in the first semester to benchmark the capabilities and limitations
of the existing models of the project partners. This was used as a starting point for defining the way
forward for the development of the models, designing the experimental test programme to address
specific improvements and generating the necessary data for the equations.
Most published models are based on empirical equations that describe the softening and hardening
mechanisms governing the microstructural evolution of hot worked austenite. The majority of these
equations are based on those proposed by Sellars and Medina. There are also more recent and
sophisticated models concerning the mechanisms of recovery, recrystallisation and precipitation in
austenite during hot rolling which are more physically based, such as that of Zurob. The CEIT model
for recrystallisation-precipitation is detailed in [27]. The Tata model is based on similar equations from
the original work of Dutta and Sellars [28,24]. CRM focussed its modelling work on improving the
StripCam [34,35] hot rolling model. ArcelorMittal considered the empirical models proposed by
Medina [36] and the model FAST [37] developed internally. CEIT also worked on the physically based
model proposed by Zurob [38]. The models of Tata, CEIT and CRM all have a similar basis for the
calculation of austenite recrystallisation and precipitation kinetics. The main equations of the models
are summarised in Table 46.
The dissolution temperatures of Nb(CN) precipitates in each of the project steels were calculated, to
guide the choice of reheating temperature for the thermomechanical tests in WP3. The commercial
software packages Thermo-Calc and ChemSage were used, as well as StripCam and several solubility
product equations taken from the literature. The nominal steel compositions as given in Table 1 were
used. The results are shown in Table 47.
116

Table 46: Main equations for recrystallisation and precipitation kinetics
Nb(C,N) solubility product
[ ] ( )[ ]TAB
NCNbk
/
sol
s10
1412+
+=
(5)
Tata: Irvine [32] CEIT: Palmiere [24] CRM: Choquet [39]
Static recrystallisation kinetics
Time for 50% recrystallisation:
= −−
RT
QDTt rexrsrqp
orex exp5.0 εε &
Austenite fraction recrystallised:
⋅−−=
n
SR.t
tX
X50
2lnexp1
(6)
(7)
Tata: CMn Hodgson [8]
and Nb Husain [40]
CEIT: CMn and Nb
Pereda [27]
CRM: CMn and Nb
StripCam [34]
Recrystallised austenite grain size
−= −−
RT
QADd rexrqp
rex expεε & (8)
Tata : CMn and Nb
Choquet [41]
CEIT: CMn Beynon [42]
and Nb Pereda [27]
CRM: CMn and
Nb Perdrix [43]
Austenite grain growth kinetics
+=
RT
Qtkdd
g
s
mm exp0 (9)
Tata : CMn and Nb
Hodgson [8]
CEIT: CMn Sellars [44]
and Nb Hodgson [8]
CRM: CMn and Nb
Siwecki [45]
Strain induced precipitation kinetics [2]
[ ]( )
ε= −−−
2s
3
5011p050
lnexp
270000exp
kT
B
RTZNbAt
..
⋅ε=
RTQ
expZ &
(10)
(11)
Tata: Dutta [28] CEIT: Pereda [27] CRM: Not determined
117

Table 47: Calculated dissolution temperatures (°C) of Nb(C,N) precipitates in project steels
Partner Steel Thermo-Calc Irvine
[32]
Palmiere
[31]
Koyama
[33] StripCam ChemSage
C1Mn1Nb7 1173 1267 1324 1179 1181 1174
C1Mn2Nb7 1171 1267 1324 1163 1181 1174 AM
C1Mn2Nb3 1086 1148 1195 1038 1117 1064
C1Mn1Nb3 1096 1148 1195 1084 1117 1060
C1Mn1Nb1 996 1019 1056 967 1043 929 Tata
C2Mn1Nb3 1151 1241 1295 1168 1167 1106
C2Mn2Nb3Al2 1227 1241 1295 1136 1167 1067 CEIT
C2Mn2Nb7Al2 1325 1376 1443 1281 1236 1128
C2Mn2Nb3Si2 1212 1241 1295 1242 1167 1084 CRM
C2Mn2Nb7Si2 1307 1376 1443 1373 1236 1180
The Irvine and Palmiere solubility product equations predicted significantly higher dissolution
temperatures than Thermo-Calc and StripCam. The Irvine, Palmiere and StripCam equations do not
take into account the possible effects of Mn, Si or Al, unlike Thermo-Calc and ChemSage. The highest
dissolution temperatures were predicted for the 2%Al steels followed by the 2%Si steels, both with the
highest carbon content. This means that for the majority of the project steels, a reheating temperature
of 1250°C should be sufficient for complete dissolution of the Nb precipitates. However, for steels
C2Mn2Nb7Al2 and C2Mn2Nb7Si2, with a Nb content of 0.07 wt%, the selected reheating temperature
of 1250ºC could lead to partial dissolution of niobium. This was confirmed by TEM analysis of
precipitates in Task 4.3. In the high Al steels, Thermo-Calc and ChemSage also predicted that AlN
would not be completely dissolved at this temperature. The ChemSage dissolution temperatures for the
high Al and high Si steels were significantly lower than those predicted by Thermo-Calc. This was
attributed to differences in the thermodynamic data used for the calculations.
Predictions for recrystallisation curves and recrystallised grain size were carried out using the CEIT,
Tata, CRM (StripCam) and AM models in the first semester of the project for the standard conditions:
C= 0.1, 0.2; Nb = 0, 0.03, 0.07 wt%; strain = 0.2, 0.35; T = 950, 1050ºC; D = 100 µm; strain-rate = 1s-
1. The full results were presented in the 1
st annual report [46]. The main observations from this initial
comparison of the models were:
• The recrystallisation kinetics for all the steels were predicted to be much faster in the Tata
model than in the CEIT, CRM, Medina and FAST models (shorter times for 50% and 90%
recrystallisation).
• The recrystallisation kinetics for all the Nb steels were much slower in StripCam and FAST
than in the other models. In StripCam, the amount of Nb in solid solution was calculated
separately since it was not directly taken into account in the model.
• The recrystallised austenite grain sizes predicted by the models were quite similar, within
10µm of each other, despite using three different equations.
• The time for 5% precipitation of Nb(C,N) was longer in the Tata model than the CEIT model at
0.01 and 0.03Nb but shorter at 0.045 and 0.07Nb. However, combined with the faster
recrystallisation kinetics, the fraction recrystallised when pinning occurred was not always that
different from the CEIT model. StripCam did not predict precipitation pinning and was not yet
accurate enough for describing correctly the SRX kinetics for Nb alloyed steels.
Tata model
Figure 119(a) shows the calculated times for 50% recrystallisation for the 4 steels studied by Tata
under all the different conditions of deformation temperature and strain, plotted against the values
determined from the measured softening curves in the thermomechanical tests carried out in Task 3.2.
Several conclusions can immediately be drawn. Firstly, the model used for recrystallisation in CMn
steels predicted much faster kinetics than were measured in the Gleeble tests. The calculated t50 values
118

were much too short for the C1Mn1 steel, whereas those for the Nb steels were more accurate, if a little
on the high side for the lower strain tests in the 0.03 wt% Nb steels. The original model did not
consider the effect of the different C contents on the kinetics and thus does not distinguish between
steels C1Mn1Nb3 and C2Mn1Nb3, despite the 0.1 wt% difference in carbon. The necessity of
introducing a carbon effect into the model was therefore investigated based on the measured softening
curves.
Overall, the predictions of the existing recrystallisation kinetics model for the Nb steels were generally
good for deformations at 1150 and 1050°C and did not require any major modifications for the
chemistries studied at strains of 0.2 and 0.35. Improvements were required at lower strains of 0.1 or
less, where the softening started more rapidly than predicted by the current model, and at 950°C where
precipitation begins to affect the kinetics. These results indicated that the work should be focussed on
improving the treatment of lower strain deformations and precipitation and their effects on
recrystallisation kinetics. The matrix of tests in Task 3.2 showed that the current Tata equation tended
to over-predict the statically recrystallised austenite grain size as a function of strain, strain rate and
temperature, Figure 119(b), in particular at lower strains, less than 0.1. Improvement of this equation
was therefore also required.
0.0001
0.001
0.01
0.1
1
10
100
0.01 0.1 1 10 100
Measured t50rex (s)
Calculated t50rex (s)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
strain <0.1
(a) time for 50% static recrystallisation
0
40
80
120
160
200
0 40 80 120 160 200
Measured recrystallised austenite grain size (µm)
Calculated recrystallised austenite
grain size (µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
strain<0.1
(b) recrystallised austenite grain size
Figure 119: Measured versus calculated results for static recrystallisation tests using original Tata
model
CRM model
The equation used in StripCam to evaluate the dissolution temperature of Nb(CN) is based on
Choquet’s formula [39], which does not take into account the effect of alloying elements such as Si and
Mn but was found to give satisfactory correlation results in a previous study made by CRM where
Nb(CN) carbonitride content was evaluated after electrolytic dissolution. The time for 50% static
recrystallisation is expressed by the empirical equation (12). The temperature dependent effect of Mn is
explained by a solute solution effect. The effect of solute Nb was introduced in the same way as the Mn
effect by changing the activation energy. If the time for 5% niobium precipitation is reached, then the
kinetics of SRX are delayed by a factor of 30 and equation (12) is replaced by equation (13). At the
beginning of the project, no Nb precipitation model was included in StripCam, i.e. the time to reach 5%
Nb precipitation (t0.05p) was not calculated. Niobium precipitates were considered to affect the SRX
kinetics if the Nb content of the steel was non-zero.
(t < t 0.05p)
(12)
(t > t 0.05p)
(13)
119

The preliminary simulations highlighted several points to improve the StripCam model:
- A Nb precipitation model must be introduced.
- The model must be modified to evaluate the amount of Nb in solute solution during reheating
stage.
- The solid solution effect of niobium on the SRX kinetics must be verified
- The law describing the austenite grain growth must be modified since it does not predict
austenite grain size after a multi-pass rolling schedule.
2.3.5.2 Task 5.2: Modelling of static recrystallisation kinetics
Effect of Nb
The equation used to predict the time for 50% recrystallisation, t50, in the Tata model is as follows:
= −−
RT
QDTt rexrqp
orex exp5.0 εε & (14)
where To, p, q, r and Qrex are constants, ε is the strain, ε& the strain rate, D the initial austenite grain
size, R is the gas constant and T the absolute temperature. Currently, different coefficients are used for
CMn steels and Nb steels in the Tata model. One aim of this work was therefore to consolidate into one
consistent equation applicable to all the steels.
The results of the matrix of deformation tests carried out in Task 3.2 using 6 strains, 5 temperatures, 3
austenite grain sizes and 4 strain rates provided data from which new exponents for the terms in
equation (14) have been derived. The softened fraction versus time curves have been fitted with
Avrami curves, as described in Task 3.2, equation (2). The t50 and n values determined from these
curves are listed in Table 17 and Table 18. Table 48 summarises the final coefficients derived for the
t50 equation.
Table 48: Summary of new coefficents for t50 equation in Tata model
Parameter Original value Nb steels (CMn) [40] MICROTOOLS value
To 4.32 x 10-15 (2.0 x 10-19) 3 x 10-10
p 2.3 (4.0) 1.38 (all) or 1.77 (strain>= 0.1)
q 0.5 (2.0) 0.18
r 0 (0.3) 0.05
Qrex (J/mol) 252000 + 9456Mn1.6 + 92000Nb0.21 (275000) 198670+893970Nb
A value for the strain exponent p was derived by keeping strain rate, grain size and temperature
constant, taking logarithms of both sides of the equation and plotting ln(t50) against ln(strain).
Figure 120 shows the results for temperatures of 1150 and 1050°C at a strain rate of 1/s and initial
austenite grain size of 100µm. However, the tests below 0.1 strain appeared to show different softening
behaviour to the higher strain tests and therefore these points have been excluded from the regression
analysis. The value of p can be determined from the gradient of the plots and an average value of p
=1.77 was obtained from the results at 1050 and 1150°C. If the low strain points were included then the
value of p was reduced to 1.38. Both values of p were lower than the value in the existing Tata model,
indicating a weaker effect of strain than currently predicted.
120

y = -2.5521x - 4.8862
R2 = 0.998
y = -1.6009x - 4.0139
R2 = 0.9574
y = -1.8997x - 4.0168
R2 = 0.9982
y = -1.2612x - 2.9876
R2 = 0.7951
-3
-2
-1
0
1
2
3
4
-3.5 -2.5 -1.5 -0.5 0.5
ln(Strain)
ln(t
50%
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
average gradient = 1.83
(a) 1150°C, excluding tests <0.1 strain
y = -1.5401x - 1.9743
R2 = 0.9613
y = -1.7798x - 1.9289
R2 = 0.9846
y = -1.8517x - 3.4788
R2 = 0.9978
y = -1.6545x - 1.8522
R2 = 0.9692
-3
-2
-1
0
1
2
3
4
-3.5 -2.5 -1.5 -0.5 0.5
ln(Strain)
ln(t
50%
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3 average gradient = 1.71
(b) 1050°C, excluding tests <0.1 strain
y = -1.3334x - 1.623
R2 = 0.9125
y = -1.1352x - 0.9379
R2 = 0.8486
y = -2.1267x - 3.885
R2 = 0.9769
y = -0.9353x - 0.7217
R2 = 0.7006
-3
-2
-1
0
1
2
3
4
-3.5 -2.5 -1.5 -0.5 0.5
ln(Strain)
ln(t
50%
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3 average gradient = 1.38
(c) 1050°C, all tests
Figure 120: Logarithmic plot of measured t50 against strain for a strain rate of 1/s, 100µm initial grain
size
A value for the strain rate exponent r was derived by keeping strain, grain size and temperature
constant, and plotting ln(t50) against ln(strain rate). Figure 121 shows that the gradients of the linear fits
to the data for each steel were quite low, with an average value of r = 0.049. This was much lower than
the value of 0.3 in the equation currently used for CMn steels in the Tata model but closer to the value
of zero used for Nb steels.
y = -0.1477x + 1.1731
R2 = 0.5877
y = 0.0532x + 0.705
R2 = 0.2177
y = -0.117x + 0.4757
R2 = 0.6631
y = 0.0145x - 0.6245
R2 = 0.0349
-2
-1
0
1
2
3
-3 -2 -1 0 1 2 3
ln(strain rate)
ln(t
50) C1Mn1
C1Mn1Nb3
C1Mn1Nb1
C2Mn1Nb3
average gradient = -0.049
Figure 121: Logarithmic plot of t50 against strain rate for strain of 0.2, 100µm initial austenite grain
size and 1050°C temperature
A value for the grain size exponent q was derived by keeping strain rate, strain and temperature
constant, and plotting ln(t50) against ln(grain size). Figure 122(a) shows that a weaker dependence on
121

the initial austenite grain size was found from these tests, with an average value of q = 0.18, much less
than that predicted by the existing Tata equation (Figure 122(b)), where q=0.5 for Nb steels.
y = 0.3458x - 0.8922
R2 = 0.315
y = 0.092x + 0.2058
R2 = 0.2594
y = 0.0766x - 0.1721
R2 = 0.2479
y = 0.2069x - 1.5904
R2 = 0.7267
-1.2
-0.8
-0.4
0
0.4
0.8
1.2
1.6
0 1 2 3 4 5 6
ln(initial austenite grain size)
ln(t
50
)
C1Mn1
C1Mn1Nb3
C1Mn1Nb1
C2Mn1Nb3
average gradient = 0.18
(a) measured t50
y = 0.4626x - 2.3102
R2 = 0.9963
y = 0.4196x - 1.2645
R2 = 0.9961
y = 0.4804x - 2.7237
R2 = 0.9977
y = 0.4995x - 1.6632
R2 = 1
-1.2
-0.8
-0.4
0
0.4
0.8
1.2
1.6
0 1 2 3 4 5 6
ln(initial austenite grain size)
ln(t
50
)
C1Mn1
C1Mn1Nb3
C1Mn1Nb1
C2Mn1Nb3
(b) predicted t50 (original Tata model)
Figure 122: Logarithmic plot of t50 against initial austenite grain size for strain rate of 1/s, 0.2 strain
and temperature 1050°C.
A value for the activation energy for recrystallisation Qrex was derived by keeping strain rate, strain and
grain size constant and plotting ln(t50) against 1/T. Figure 123 shows that the gradient Qrex/R was
approximately constant at each strain and for each steel, with the exception of C2Mn1Nb3 at 0.2 and
0.1 strain where there were only two data points. The average gradient Qrex/R determined from the lines
was 24207 which gives an average value of Qrex = 201260 J/mol. This was lower than the current value
in the model, which predicts values of 275000 for CMn steels, 296433 for C1Mn1Nb1 and 305510 for
C1Mn1Nb3, but similar to other values reported in the literature [47]. A variation in Qrex with Nb
content was found from the individual test results, the higher Nb steels having a greater activation
energy for recrystallisation:
][893970198670(J/mol) NbQrex += (15)
The coefficient T0 was derived from the intercepts of the ln(t50) versus 1/T graphs. A range of values
was derived as this parameter is dependent on the other coefficients chosen. The best fit was obtained
with a value of 3.0 x 10-10
. This is much larger than the coefficients used in the original equation but it
should be noted that the other coefficients in the equation have also changed and affect the value of T0
derived.
To study the effect of Nb addition, a normalised t50 can be calculated which excludes the effect of
deformation conditions and initial grain size, as follows:
53.06.5
5.0
5.0 15.0−− −=εε
τ&
DD
t (16)
Figure 124 shows the τ0.5 values determined from the matrix of tests at different temperatures for
strains of 0.1, 0.2 and 0.35. Increasing Nb led to a retardation of the time for 50% recrystallisation, as
expected. At higher temperatures this can be attributed to Nb solute drag. The amount of retardation
tended to increase with decreasing temperature. This is related to the additional retardation effect of
precipitation, as shown in Figure 22. However, the magnitude of the retardation was smaller than that
observed in the Al steels studied in this project (see results of CEIT in Task 5.2).
122

y = 21567x - 17.786
R2 = 0.9496
y = 18228x - 14.35
R2 = 0.9969
y = 25384x - 18.32
R2 = 0.9995
-3
-2
-1
0
1
2
3
4
0.00068 0.00072 0.00076 0.0008 0.00084
1/T (1/K)
ln(t50% rex)
C1Mn1 0.35
C1Mn1 0.2
C1Mn1 0.1
average gradient = 21726
(a) C1Mn1
y = 28777x - 22.156
R2 = 0.9509
y = 27030x - 20.013
R2 = 0.9942
y = 23581x - 16.256
R2 = 1
y = 27514x - 19.695
R2 = 1
-3
-2
-1
0
1
2
3
4
0.00068 0.00072 0.00076 0.0008 0.00084
1/T (1/K)
ln(t50% rex)
C1Mn1Nb1 0.35
C1Mn1Nb1 0.2
C1Mn1Nb1 0.1
C1Mn1Nb1 0.15
average gradient = 26726
(b) C1Mn1Nb1
y = 27033x - 20.308
R2 = 0.9891
y = 30173x - 22.009
R2 = 1
y = 21355x - 14.035
R2 = 1
-3
-2
-1
0
1
2
3
4
0.00068 0.00072 0.00076 0.0008 0.00084
1/T (1/K)
ln(t50% rex)
C1Mn1Nb3 0.35
C1Mn1Nb3 0.2
C1Mn1Nb3 0.1
average gradient = 26187
(c) C1Mn1Nb3
y = 22191x - 17.045
R2 = 0.8852
y = 40664x - 29.728
R2 = 1
y = 48578x - 34.466
R2 = 1
-3
-2
-1
0
1
2
3
4
0.00068 0.00072 0.00076 0.0008 0.00084
1/T (1/K)
ln(t50% rex)
C2Mn1Nb3 0.35
C2Mn1Nb3 0.2
C2Mn1Nb3 0.1average gradient = 22191
(d) C2Mn1Nb3
Figure 123: Logarithmic plot of t50 against inverse temperature for strain of 0.2, 100µm initial austenite
grain size and strain rate 1/s
900
950
1000
1050
1100
1150
1200
1.0E-06 1.0E-05 1.0E-04 1.0E-03 1.0E-02
Normalised t50% rex
Tem
pe
ratu
re (
°C)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.1 strain
(a) 0.1 strain
900
950
1000
1050
1100
1150
1200
1.0E-06 1.0E-05 1.0E-04 1.0E-03 1.0E-02
Normalised t50% rex
Te
mpe
ratu
re (
°C)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.2 strain
(b) 0.2 strain
900
950
1000
1050
1100
1150
1200
1.0E-06 1.0E-05 1.0E-04 1.0E-03 1.0E-02
Normalised t50% rex
Te
mpe
ratu
re (
°C)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.35 strain
(c) 0.35 strain
Figure 124: Normalised τ0.5 determined for the Nb steels at three strains
The relative effect of different alloying additions on the recrystallisation kinetics has been quantified
by a Solute Retardation Parameter (SRP), which is usually normalised by 0.1 wt% addition [23, 48]:
%100%
1.0log
5.0
5.0 ××
=
wtSRP
refττ
(17)
where τ0.5 is the normalised time for 50% recrystallisation for the alloyed steels (C1Mn1Nb1,
C1Mn1Nb3, C2Mn1Nb3) and τ0.5ref is the normalised time for 50% recrystallisation for the reference
steel C1Mn1. The average SRP values calculated for the Nb additions relative to C1Mn1 for all the
deformation conditions tested are summarised at each temperature in Table 49. The average value of
123

SRP=229 derived in this work for addition of up to 0.03 wt%Nb agrees very well with previously
reported values in the literature of 222 for a 0.035 wt%Nb steel [48] and 239 for a 0.17 wt% Nb steel
[49].
Table 49: Average SRP values calculated at each temperature for the Nb steels
Average SRP Temperature (°C)
C1Mn1Nb1 C1Mn1Nb3 C2Mn1Nb3
1150 157 126 79
1100 636 250 263
1050 454 187 207
1000 322 264 133
The values of the n-exponent in the Avrami equation which has been fitted to the softening curves to
describe the recrystallisation kinetics are plotted in Figure 125 for all the results at 1150 and 1050°C.
The n-values used in the current model are n=1 for CMn steels and n=0.69 for Nb steels. These values
are plotted as grey horizontal lines on the graphs. The value for Nb steels was clearly too low for this
dataset. Analysing all the data, an average value of n=1.09 was derived, shown as the dashed black line.
0.0
0.4
0.8
1.2
1.6
2.0
0 0.1 0.2 0.3 0.4
Strain (-)
n v
alu
e
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
n=1
n=0.69
n=1.09
1150°C
(a) 1150°C
0.0
0.4
0.8
1.2
1.6
2.0
0 0.1 0.2 0.3 0.4
Strain (-)
n-v
alu
e
1050°C
(b) 1050°C
Figure 125: Avrami n-values determined from measured recrystallisation curves
Figure 126 shows the final predictions of the time for 50% and 95% recrystallisation using the new
coefficients for t50 and the Avrami equation derived in the project. It can be seen by comparison with
Figure 119 that there has been a significant improvement in the accuracy of the predictions for steel
C1Mn1 in particular, the recrystallisation times having increased in line with the measured values. The
predictions for lower strain (<0.1) tests have also improved.
0.01
0.1
1
10
100
0.01 0.1 1 10 100
Measured t50rex (s)
Calculated t50rex (s)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
(a) t50% rex
0.1
1
10
100
0.1 1 10 100
Measured t95rex (s)
Calculated t95rex (s)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
(b) t95% rex
Figure 126: Measured versus calculated times for 50% and 95% static recrystallisation in static
recrystallisation tests using new Tata model
A further refinement to the equations can be made by considering that a critical strain must be reached
before recrystallisation is initiated and below which only recovery can occur. Examination of the stress
relaxation results in Task 3.2 indicated that this critical strain should be around 0.05, as several of the
124

tests at this strain indicated that recovery was the dominant softening mechanism. Values of t50 were
calculated using the new coefficients and strains adjusted by different values of critical strain, i.e.
ε = εapplied - εcritical. Comparison with the measured t50 values indicated that a critical strain of 0.03 gave
the optimum fit, Figure 127.
0.01
0.1
1
10
100
0.01 0.1 1 10 100
Measured t50rex (s)
Calculated t50rex (s)
C1Mn1 0.03
C1Mn1Nb1 0.03
C1Mn1Nb3 0.03
C2Mn1Nb3 0.03
Figure 127: Measured versus calculated times for 50% static recrystallisation using critical strain
adjustment in new Tata model
The final equation developed to predict the time for 50% recrystallisation, t50, was as follows:
( )
+−×= −−−
RT
NbDt rex
893970198670exp03.0100.3 05.018.038.110
5.0 εε & (18)
Effect of Si
As already mentioned in Task 5.1, no criterion defining the start of precipitation was included in
StripCam. Before starting the modelling of static recrystallisation, a precipitation model was introduced
to determine the start of niobium precipitation after deformation. The precipitation model was similar
to CEIT’s model [27] but considering Choquet instead of Palmiere solubility product to determine both
the supersaturation ratio (equation (5)) and quantity of niobium in solid solution. The model was based
on modified equations of the Dutta and Sellars models from literature data, which assume that
recrystallisation is stopped when the time for 5% precipitation is reached after the deformation. This
time (equation (10)) is dependent on the amount of Nb in solid solution [Nb], the intensity of the
deformation (ε), the temperature compensated strain rate coefficient (Zener-Hollomon parameter Z),
the deformation temperature and the supersaturation ratio (ks). The effect of the different equations for
solubility product on ks is shown in Figure 128. Choquet’s equation predicts that for temperatures
higher than 1026°C, the amount of niobium in solid solution will be higher than that predicted by
Palmiere. For temperatures lower than 1026°C, the tendency is reversed.
Figure 128: Solubility product predicted with Palmiere and Choquet equations
125

For constants A and B in equation (5) , a dependence on the composition was introduced in [27] based
on values of t0.05p from literature data. Considering Palmiere’s solubility product and after applying
the minimum square method on this data, CEIT found a relationship for A and B. Based on the same
literature data, these coefficients have now been recalculated assuming the Choquet solubility product
for each steel grade, see Figure 129 and Figure 130. A minimum square method was then applied on all
results to determine the evolution of coefficients A and B as a function of the solubility product. Red
and blue markers correspond respectively to results obtained with Palmiere and Choquet solubility
product. These results confirm that higher solubility products are obtained with Choquet’s equation
than with Palmiere’s one. The new A and B coefficients obtained with Choquet’s equation were then
introduced into equation (5) to predict the time for 5% precipitation with the StripCam hot rolling
model.
Figure 129: “A” coefficient using Choquet
solubility product
Figure 130: “B” coefficient using Choquet solubility
product
The equation for time to 5% precipitation was experimentally determined in isothermal conditions. In
anisothermal conditions the time for 5% precipitation is calculated applying Scheil’s additivity rule,
which can be expressed as:
(19)
Equations (10) and (19) predict the time for the start of precipitation. The precipitation kinetics are
then described by a KJMA model described in [27]. The time for 50% of recrystallisation, described in
StripCam, is calculated according to equation (12) when no niobium precipitation occurs (i.e. before
reaching t0.05p) and according to equation (13) when there is precipitation (i.e. when t0.05p is reached).
Finally, the recrystallisation kinetics are described by a KJMA model applying Scheil’s additivity rule
in anisothermal condition.
The predictions for recrystallisation curves and recrystallised grain size that were carried out to
compare the existing models of the partners were repeated with the new version of StripCam for the
same conditions. In Figure 131 the dashed curves are the predicted SRX kinetics of the StripCam
version at the beginning of the Microtools project, without kinetics of strain induced Nb(CN)
precipitation. The solid curves are the new predictions by StripCam considering the Nb precipitation
model.
126

(a) C1Mn1 and C2Mn1 (b) C1Mn1Nb1
(c) C1Mn1Nb3 (d) C1Mn1Nb7
(e) C2Mn1Nb3 (f) C2Mn1Nb7
Figure 131: Calculated StripCam SRX kinetics, comparing original (dashed lines) and new models
(solid lines)
The interaction between precipitation and recrystallisation was clearly observed with the “new” version
of StripCam. Indeed, Figure 131(f) shows that for conditions where T=950°C and strain=0.2, when
t0.05p is reached (t=10sec), the recrystallisation kinetics were slowed down. This
precipitation/recrystallisation interaction was not observed with the original StripCam version. The
introduction of this precipitation criterion into StripCam has improved predictions of the time to get
50% of SRX for Nb steel grades, Figure 132. This figure also shows that the solid solution effect of Nb
seems to be overestimated by StripCam. For this reason, the solid solution effect of Nb was modified.
127

Figure 132: Comparison between new and old StripCam model and experimental t50 values for Si steels
The SRX kinetics of StripCam are defined by a KJMA model according to equation (7). The time to
reach 50% static recrystallisation is expressed by equation (12). In the latter equation, the solid solution
effect of niobium is integrated into the thermal activation energy by the following expression:
(20)
To check the predictions of the CRM model compared to experimental results, the calculated t50 was
plotted as a function of the measured time from the CRM, Tata and CEIT experiments, Figure 133(a).
Blue, pink and green markers refer respectively to experimental results obtained by Tata, CEIT and
CRM on the different groups of steels. Filled markers refers to steel grades containing Nb while
unfilled markers are for steel grades that do not contain Nb. CRM and CEIT have measured SRX
kinetics by hot torsion tests with the double hit test method, while SRX kinetics were measured by
stress relaxation for Tata. Furthermore, for direct comparison with the CRM model, the same chart was
built but for calculations made with the CEIT model, Figure 133(b).
Figure 133: Comparison between model and experimental results for t50% SRX
The results reveal that the solid solution effect of Nb is better taken into account in CEIT model than in
StripCam, since filled and unfilled markers are superimposed Figure 133(b). The CEIT model
describes the time to reach 50% static recrystallisation by the following equation:
(21)
128

In the CEIT model, the solid solution effect of niobium does not only depend on the niobium content,
as is the case in StripCam, but also on the temperature. To check the validity of the hypothesis made on
the temperature dependence of the activation energy, the StripCam t0.5SRX equation was fitted to
experimental t0.5SRX values by the adjustment of the QssX parameter, see equation (22), using Excel
solver. Figure 134(a) shows results obtained for steel grades that do not contain Nb while Figure
134(b) gives results for Nb grades. The figure shows clearly that the solid solution effect of niobium is
a function of the temperature as analytically expressed by the CEIT t0.5SRX equation. This temperature
dependence is not considered in StripCam and so the StripCam t0.5SRX equation was modified
accordingly to improve predictions.
(22)
Figure 134: Optimisation of Qssx parameter for different steel grades
The modification was done in two stages. Firstly, the t0.5SRX equation was optimised considering all
t0.5SRX experimental values. In the second stage, the optimisation was only done for small t0.5SRX values
which were in the range of industrial interpass times. Nevertheless, for both stages, the formalism used
to describe the solid solution effect of niobium on t0.5SRX was the same. The formalism in equation (20)
was replaced by equation (23) where K and p are constants, QNb is a thermal activation energy and [Nb]
is the weight per cent of niobium.
(23)
To determine K, p and QNb, all experimental t0.5SRX values from CRM and CEIT were normalised
according to equation (24). Figure 135 gives the evolution of the normalised time as a function of the
temperature. During the decrease of temperature, stronger retardation behaviour appeared for steel
grades alloyed with Nb compared to CMn steel grades. This can be explained in part by the
precipitation of niobium.
(24)
129

Figure 135: Retardation effect on normalised t50
due to the presence of Nb in Si steels
Figure 136: New Nb effect in CRM model
considering a Nb correction from experimental
t0.5SRX data
To estimate and introduce into the model the effect of Nb on t0.5SRX, the τ0.5SRX of steel grades alloyed
with Nb were normalised by the τ0.5SRX of the reference steel grade:
• C2Mn2Si2Nb0 for CRM compositions
• C2Mn2Al1 and C2Mn2Al2 for CEIT compositions
The logarithms of these values were then plotted as a function of the inverse of the temperature to
estimate all coefficients:
(25)
An optimisation procedure was applied to evaluate the best K, p and QNb coefficients from all available
experimental data with a t0.5SRX less than 100s. Coefficients were then introduced into the StripCam
t0.5SRX equation using the formalism in equation (23). Comparison between experimental and calculated
t0.5SRX values using the new model is given in Figure 136. Comparison of Figure 136 with Figure 133
shows that the effect of Nb is better taken into account in the new model. The optimisation was well
performed since new calculated times for steel grades alloyed with Nb (filled markers / continuous
line) are aligned compared to calculated times of non-alloyed steel grade (unfilled markers / dashed
line). During the SRX kinetics study, no effect of Si was observed. The green markers on the graph
reveal that even without introducing a correction in the t0.5SRX equation due to the presence of silicon,
the filled markers are well aligned on unfilled markers. A retardation effect of Al on the SRX kinetics
was experimentally observed. Since no Al effect is currently included in the t0.5SRX equation, an offset
between filled pink markers and unfilled markers was still observed.
The new StripCam t0.5SRX equation taking into account the solid solution effect of niobium is given in
equation (26). A detailed comparison between experimental and calculated results per steel grade is
given in Figure 137. The results show that the StripCam t0.5SRX predictions are improved and give
comparable predictions to the CEIT model.
(26)
130

Figure 137: Detailed comparison between
calculated and experimental t0.5SRX using new
StripCam model
Figure 138: Effect of deformation on t0.5SRX for
Si steels
Concerning the strain effect on the t0.5SRX value, a weight of 2.3 for the deformation exponent is
considered. Experimental results reveal that, depending on the steel grade, the measured exponent
varies from 1.7 to 2.8 (see Figure 138). However, since no effect of silicon on SRX kinetics was
observed, an average linear regression analysis was applied for both C2Mn2Si1 and C2Mn2Si2 data. A
slope of 2.3 and equal to the one already included in StripCam was found.
Effect of Al
The time for 50% fractional softening (t0.5) and the Avrami n exponents obtained from the softening
curves corresponding to all the double hit torsion tests carried out on the Al steels at the different
deformation conditions investigated have been summarised in Table 50.
In order to compare the t0.5 data at the different conditions investigated, a normalised recrystallisation
time, 5.0τ , which is independent of strain, strain rate and grain size was calculated as follows [23]:
53.06.5
0
5.0
5.0 15.00 −− ⋅⋅
= −
εετ
&D
D
t (27)
The τ0.5 values obtained for the different steels and deformation temperatures are plotted in Figure 139.
It can be noticed that both Al and Nb additions lead to a significant retardation in the τ0.5. However, the
microstructural characterisation work carried out indicates that the mechanisms responsible for the
slower softening kinetics depend on steel composition and deformation temperature. The addition of
1wt%Al to the C2Mn2 reference steel results in a time delay at all the temperatures, which can be
attributed to Al solute drag effect on the static softening mechanisms. The same can be said for the case
of 2wt%Al addition above 1000ºC. In this temperature range, further addition of Nb enhances
retardation since the solute drag effect of Nb adds to that exerted by Al.
131

Table 50: Time for 50% fractional softening (t0.5) and Avrami n exponents determined from the
softening curves of the Al steels.
Steel TDEF(ºC) εεεε VDEF (s-1) D0 (µm) t0.5 (s) exp. n exp.
C2Mn2 1065 2.2 0.87
1000 4.24 0.81
925
∼69
12.2 0.87
1065 4.2 0.84
1000 8 0.85
925
0.35
31.1 0.84 C2Mn2Al1
1065 0.2
~100
23.15 0.82
1065 259.7 0.73
1000 16.6 0.65
965 58.15 0.51
925
0.35
6.9 0.32
C2Mn2Al2
1065 0.2
~65
28.8 0.71
1065 8.27 0.87
1000 19.31 0.7
925 1754 0.23 C2Mn2Al1Nb3
900
0.35 ~100
** **
1065 12.2 0.63
1000 51.77 0.5
965 ** 0.31 C2Mn2Al2Nb3
925
0.35 ~65
5650 0.23
1065 24.81 0.52
1000 98.45 0.43 C2Mn2Al2Nb7
965
0.35
1
~56
4156 0.26
However, at temperatures below 1000ºC for the C2Mn2Al2 and C2Mn2Al2Nb steels a more
pronounced retardation is observed. This can be attributed to the interaction between softening and
other phenomena. For 2%Al steels, as previously mentioned, γ→α phase transformation takes place
concurrently with static softening and this leads to a strong retardation effect. This behaviour can be
attributed to the competition between recrystallisation and phase transformation as both processes
share the prior austenite grain boundaries as nucleation sites for recrystallised and ferrite grains.
Therefore first consumption of austenite grain boundaries by ferrite grains could prevent to some extent
the occurrence of recrystallisation. When Nb is added, softening evolution becomes even more
complex due to its interaction with phase transformation as well as strain induced precipitation. In
C2Mn2Al2Nb steels a combination of both mechanisms results in very long softening times or even
incomplete softening. In the C2Mn2Al1Nb3 steel, strain induced precipitation of Nb(C,N) particles
appears to be the main mechanism responsible for softening retardation at the lowest temperature of
925ºC.
Therefore the results indicate that for the C2Mn2 and C2Mn2Al1 steel at all the temperatures
investigated, and for the 2%Al steels and C2Mn2Al1Nb3 at the highest temperatures, static softening
occurs due to recovery and recrystallisation, whereas at lower temperatures, for the 2%Al steels γ�α
phase transformation and for the Nb microalloyed steels strain-induced precipitation also take place
and lead to a significant retardation in the softening kinetics. Due to this, in the static recrystallisation
analysis, the latter data will be excluded.
132

900
950
1000
1050
1100
0.001 0.01 0.1 1 10τ0.5
T (ºC)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al1Nb3
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Figure 139: Normalised t0.5 calculated using equation (27) for the different steels.
At CEIT, the following semi-empirical equation was determined for calculating the t0.05 for Nb
microalloyed steels [5]:
[ ]
⋅
−⋅
⋅⋅⋅⋅= −−− −
NbTRT
DxtD
185275000
exp180000
exp1092.9 53.06.5
0
11
5.0
15.00 εε & (28)
In Figure 140 the experimental t0.5 values are plotted against the values calculated with equation (28)
for all the steels investigated. It can be observed that for the C2Mn2 steel, a good fit between the
predicted and experimental values is obtained, while for the rest of the steels the experimental values
tend to be larger than the calculated ones. It can also be observed that the experimental t0.5
corresponding to all the 2%Al steels show a larger retardation level than the data corresponding to the
1%Al steels, independently of their Nb content. In good agreement with the results shown above, this
denotes that Al addition results in softening retardation and also indicates that equation (28) includes
adequately the effect of Nb in solid solution.
0.1
1
10
100
1000
10000
0.1 1 10 100 1000 10000t0.5 (exp.)
t 0.5 (CEIT model)
C2Mn2
C2Mn2Al1
C2Mn2Al1Nb3
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Figure 140: Comparison of experimental t0.5 and the t0.5 values given by equation (28) for the steels
investigated.
In order to quantify the softening delay exerted by Al in solid solution the Solute Retardation
Parameter (SRP) was calculated by equation (29) [23], again excluding the conditions where
precipitation or phase transformation takes place:
%100.%
1.0ln
5.0
5.0 xwt
xSRPREF
=
ττ
(29)
133

where τ0.5 is the normalized recrystallisation time of the Al alloyed steels (C2Mn2Al1, C2Mn2Al2 and
C2Mn2Al2Nb3) and τ0.5REF is the normalized time calculated for the reference steels (i.e. C2Mn2 for
the first two steels and C2Mn2Al1Nb3 for the other steel).
The SRP values obtained at the different conditions investigated have been summarised in Table 51.
An average value of SRP = 6 was obtained for Al. This value is significantly lower than those reported
in the literature for common microalloying elements such as Nb (SRP=222) [48]. However, it must be
noticed that the amount of Al considered in this work is nearly one order of magnitude higher than the
Nb contents in the range 0.02-0.07 wt.% typically found in microalloyed steels. The retardation exerted
by 1 wt% and 2 wt% Al is equivalent to that exerted by 0.027 wt.% and 0.054 wt% Nb, respectively.
Table 51. SRP values for the Al steels calculated following equation (29).
T(ºC) SRP
1065 1000 925
C2Mn2Al1 vs. C2Mn2 5.0 4.0 7.52
C2Mn2Al2 vs. C2Mn2 6.1 7.1 -
C2Mn2Al2Nb3 vs. C2Mn2Al1Nb3 5.52 - -
Taking into account the above results the equation proposed by Fernandez et al. [5] for the time to
reach 50% recrystallisation was implemented to include the effect of Al in solid solution as follows:
[ ] [ ]( )
+⋅
−
×= −−− −
AlNbTRT
DtD
027.0185275000
exp180000
exp1092.9 53.06.5
0
11
0.5SRX
15.00 εε & (30)
where [Nb] and [Al] represent the wt.% concentrations of dissolved Nb and Al, respectively. Figure
141 illustrates the good correlation between experimental data and the values calculated using equation
(30).
0.1
1
10
100
1000
10000
0.1 1 10 100 1000 10000
t0.5SRX (exp.)
t 0.5SRX (CEIT model)
C2Mn2
C2Mn2Al1
C2Mn2Al1Nb3
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
Figure 141: Comparison between t0.5 experimental data and predictions of equation (30).
Physical modelling
Although semi-empirical models are a very useful tool in order to describe the austenite microstructural
evolution during hot working, physical models are not limited to the conditions they were developed
for, and in addition, they can provide valuable insight into the processes that occur during hot rolling.
Therefore, at CEIT the applicability of a physical model in order to describe the effect of Al on the
static softening of the project steels was investigated. As in the case of the empirical modelling
approach, the conditions at which phase transformation or strain-induced precipitation took place were
excluded.
134

In the model, recrystallisation evolution is modelled based on the JMAK approach. Assuming a random
distribution of nuclei and site-saturation conditions, the evolution of the recrystallised fraction with
time can be expressed as:
−−= ∫
3
0
)(exp1
t
REXREXREX dtFtMNX (31)
where REXN is the initial number of recrystallisation nuclei,
REXF is the driving force for
recrystallisation and )(tM is grain boundary mobility. REXF can be related to the instantaneous
dislocation density, )(tρ , through a relationship of the type:
2)(2
1btFREX µρ= (32)
In this equation µ is the temperature dependent shear modulus of the matrix
( ( )[ ]Pa1810/300)(91.01081 9 −−⋅×= KTµ [51]) and b is the Burgers vector. )(tρ is related to the
flow stress of the austenite through a forest type hardening relation:
)()( tbMt Ty ρµασσ += (33)
where yσ is the yield stress, M the Taylor factor (M = 3.1 for FCC metals) and
Tα a constant of the
order of 0.15.
The recovery kinetics are modelled using the approach of Verdier et al. [52]. In their model, the rate of
stress relaxation due to dislocations is given by:
( ) ( ) ( )
−
−
−−=
−
kT
Vt
k
U
EM
t
dt
td aya
T
dyy σσ
α
νσσσσ )(sinhexp
9
)(64)(
23
2
T (34)
where E is Young´s modulus ( ( )0.3312 += µE Pa [51]), dν is the Debye frequency, and aU and aV
are the activation energy and activation volume for the recovery process. Following [53], the activation
volume can be expressed as:
aa lbV 2= (35)
where al is an activation length which varies depending on the recovery controlling mechanism. If
either climb of edge dislocations or glide of jogged screw dislocations are the recovery rate controlling
mechanisms, the activation length can be approximately described by [54]:
ρ1kla = (36)
where k1 is a constant. Combining equations (33), (35) and (36) yields a value for the activation length
due to dislocations of:
y
Ta
bMkl
σσµα
−= 1 (37)
In order to apply the model, if the experimental flow curves for the deformed austenite are available,
the initial dislocation density and the recrystallisation driving force can be calculated through equations
(33) and (32), respectively. Recrystallisation progression after deformation is evaluated by the
numerical integration of equation (31). At each time interval, the dislocation density decrease due to
recovery is calculated using equations (33) and (34). The calculated dislocation density is then used as
input for equation (31), thus taking the effect of recovery on the driving force for recrystallisation into
account.
Several works have discussed the application of physical models in order to predict the softening
kinetics of austenite. However, there are still uncertainties concerning the values of some of the
parameters involved, and some of them can vary depending on steel composition. In the case of
recrystallisation, the number of recrystallisation nuclei, REXN , the driving force for recrystallisation,
REXF , and grain boundary mobility )(tM can be affected by steel composition. In the case of recovery,
135

both the activation energy and volume, aU and aV , have also been reported to be dependent on both
steel composition and deformation conditions [53]. In order to apply the model, first the parameters
corresponding to the base C2Mn2 steel will be considered, and next, the effect of Al addition will be
investigated.
Firstly, modelling of the softening evolution in the base C2Mn2 steel was undertaken. To allow a
comparison with the experimental softening data, a simulated fractional softening value is calculated.
The yield stress of the initial softened material, 0σ , and of the deformed material, mσ , are obtained
from the experimental flow curves for each test condition. The value of the partly softened material,
rσ , varies with interpass time and can be calculated by using a mixture rule that combines the
recrystallised fraction at each time, REXX (obtained from the recrystallisation model, equation (31),
coupled to the recovery model), with the stress present in the unrecrystallised material at each step,
)(tσ (obtained from the recovery model, equation (34)):
)()1( tXX REXREXREXr σσσ −+= (38)
In the above equation REXσ is the value of the yield stress of the fully recrystallised matrix. In the
absence of precipitation, only the effect of the grain size difference between the initial undeformed and
recrystallised material on the stress level should be taken into account in order to calculate REXσ . In
order to do so, the following dependence proposed by Yoshie et al. has been considered [55]: 07.0
0
0
−
=
D
DREXREX σσ (39)
where 0D is the initial grain size and REXD the grain size of the recrystallised microstructure.
In this work, the number of nuclei,REXN , was estimated through the experimentally measured
recrystallised grain size, REXD , as:
13
23
4−
= REX
REX
DN π (40)
The recrystallisation driving force, REXF , was calculated from the experimental flow stress curves by
applying equations (32) and (33).
The activation energy for the recovery process, aU , is expected to lie between 0.6 and 1 times Qdiff,
where Qdiff is the activation energy for self-diffusion or solute-diffusion, depending on the recovery
rate controlling process [54]. The self-diffusion activation energy of the austenite ∼286 kJ/mol is higher
than the activation energy for the diffusion of the alloying elements commonly considered to retard
softening processes in austenite (∼260-270 kJ/mol for Nb or Mn), and therefore values close to 286
kJ/mol have been employed in different works [56]. In terms of the determination of the activation
volume for recovery, aV , several authors have used stress relaxation tests [57,58]. However, there is a
considerable spread within the determined values, ranging from 15b3 [59] to 45b
3 or 230-690b
3 [58],
with b the Burgers vector magnitude. Bearing in mind that steel composition and deformation
conditions can have an influence on the mechanisms affecting recovery in this work, the values
determined by Smith et al. [57] were considered. In their work, tests with deformation conditions
similar to those employed in this study (ε=0.2 to 0.5, ε&=0.1 to 1 s-1, TDEF=850 to 950ºC) were carried
out with a steel whose composition was quite similar to the present CMn steel (0.16%C-1.46%Mn-
0.4%Si-0.03%Al). These authors obtained a value of aU = 314 kJ/mol and a value of 1k = 0.31 in
equation (37) in order to calculate aV . It should be noted that in [57] a constant value of aV during
softening was assumed and the calculations were made taking the initial internal stress due to
dislocations into consideration. The same approach has been taken in the present study.
136

A commonly used approach for estimating the grain boundary mobility for CMn steels is to consider a
fraction of Turnbull’s mobility [60]. This equation, which ignores all possible attachment kinetics,
provides an upper estimate for the grain boundary mobility:
RTb
VDM MGB
Pure 2
δ= (41)
where δ is the grain boundary width (assumed 1 nm), GBD is the grain boundary self-diffusion
coefficient (
−= −
RT
159000exp10x5.7D 5
GB (m2/s)), R is the gas constant, VM is the molar volume
austenite (6.85x10-6
(m3/mol)), and T is the absolute temperature.
In the present work, the value of )(tM in Equation (31) for the base CMn steel was calculated by
fitting the t0.5 softening time predicted with the model to the experimental value measured at each test
temperature. The obtained mobility values are summarised in Table 52, together with the ratio to
PureM given by Equation (41). The resulting values are in the range of those considered in other works
[59]. However, it must be mentioned that in this case taking an average value of this ratio for the three
test temperatures leads to a significant error between the experimental results and the predictions of the
model, which indicates that there might be an additional effect of temperature on this parameter. An
increase in this ratio would indicate an enhanced effect of temperature on reducing mobility as the
temperature decreases.
Table 52: Calculated grain boundary mobilities for the C2Mn2 steel and the ratio between mobility for
a pure material calculated by equation (41) and these values.
T (ºC)
ε
Mobility
⋅ sJ
m4
MPURE/Mobility
1065 2.26E-10 1.9
1000 8.86E-11 2.4
925
0.35
1.43E-11 6.3
The temperature dependence of the grain boundary mobility calculated for the C2Mn2 steel has been
shown to fit well to an Arrhenius type relationship of the form ( )RTQMM −= exp0 , with M0=5.03
sJ
m
⋅
4
and Q=264800 J/mol. This type of relationship is usually found to be valid for pure materials,
with Q values close to the grain boundary diffusion coefficient. However, in this case the calculated
exponential factor is considerably higher than the grain boundary diffusion coefficient of iron more
closely related to the diffusion activation energies of solute Mn (264 kJ/mol) or to the activation energy
for Fe self-diffusion (286 kJ/mol). The supposition implied in the Turnbull estimation, i.e. that during
grain boundary migration the atoms transfer in a way that is similar to the elementary action involved
in atom transport during grain boundary self diffusion, seems to fail in this case. The relatively high
Mn content of this steel (2%) could have an effect on retarding mobility as well. As a consequence, the
mobility of recrystallizing boundaries would be better explained by solute drag due to manganese
atoms.
Therefore, the following equation was used for modelling grain boundary mobility for the base steel:
−=RT
MNTI
264800exp03.5
(42)
137

Figure 142 shows the softening evolution predicted by the model (solid lines) compared to measured
softening data (symbols). In Figure 142(b) the predictions of the softening and recrystallisation models
for temperatures of 1065ºC and 925ºC are plotted. From the figure it can be observed that the softening
curves predicted by the model fit reasonably well the experimental results. It can also be noted that the
model predicts that the fractional softening levels are of 27-30% when recrystallisation is predicted to
start (5%), while fractional softening levels of 50% correspond to recrystallised fractions of ∼27-30%.
These values are in the range of the metallographic measurements for the C2Mn2Al1 steel (see Task
4.1).
0
0.2
0.4
0.6
0.8
1
0.1 10 1000t (s)
Fractional Softening
T=1065ºC
T=1000ºC
T=925ºC
C2Mn2, εεεε=0.35
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
C2Mn2, εεεε=0.35
Rex., 1065ºC
Softening, 1065ºC
Rex., 925ºC
Softening, 925ºC
Figure 142: (a) Comparison between the model predictions and experimental softening data and (b)
softening and recrystallisation model predictions for the C2Mn2 steel at 925 and 1065ºC.
The above experimental results denote that 1 to 2% Al addition leads to noticeable retardation in the
softening kinetics in the steels investigated. In order to take into account the retarding effect of solute
atoms on the recrystallisation kinetics, the model proposed by Cahn [50] is usually employed. In the
model, the steady impurity composition profile of a grain boundary moving at a constant velocity is
calculated, and then the composition profile is used to formulate the force exerted by the impurity
atoms. By assuming a constant solute cross-boundary diffusion coefficient and an edge-shaped
interaction energy profile, two approximated limiting laws for the drag force can be obtained for high
and low boundary velocities (low and high driving forces). In the case of recrystallisation after
deformation at high temperatures, relatively low driving forces are obtained. In this regime, the model
predicts a linear relationship between the driving force and the grain boundary velocity, which allows
the following effective mobility for the solute affected grain boundary to be calculated:
1
1−
+= s
INT
s CM
M α (43)
where INTM is the intrinsic mobility of the impurity free material (calculated in this case with equation
(42)), Cs is the impurity concentration and α can be calculated from:
( )
−
=
kT
E
kT
E
DE
kTN bb
b
V sinh
2δα (44)
δ is the grain boundary width (assumed as 1 nm), Nv is the number of atoms per unit volume (Nv = 1/
VM =1.46x105
(m-3)), Eb is the binding energy of solute atoms to grain boundaries and D is the cross-
boundary diffusion coefficient. According to the model, the main compositional parameters affecting
the drag force are the cross-boundary diffusivity, D, and the interaction energy of the solute with the
grain boundaries, Eb. The equations shown above indicate that in the low driving force case, impurities
with larger absolute Eb values lead to higher drag effects while faster diffusing impurities result in
lower drag effect.
138

The value of Eb can be calculated by assuming that the grain boundary is built up of dislocations from
Cottrell’s formula [61]:
Fe
FeFeb
r
rrrE
−
−
+=
σσ
µ1
1
3
4 3 (45)
where σ is Poisson’s ratio for iron and rFE and r are the atomic radii of iron and of the solute,
respectively (Table 53).
Estimating the cross-boundary diffusivity is difficult in general, and it has been approximated as the
diffusivity of the solute atoms in the bulk as impurity, DBulk, [29], or as a multiple of this value, with
values ranging from 10DBulk [62] to 100DBulk
[63]. With regard to Al diffusivity (DBulk), it must be
mentioned that there are significant differences within the diffusion coefficients found in the literature.
In the present work, the diffusion coefficient indicated in Table 53 [64] was chosen for the
calculations.
Table 53: Al bulk diffusion coefficient and atomic radius data employed.
Al [64]
D0 (m2/s)
4109.5 −x
Diffusion coefficient in γ:
−RT
QD 0
0 exp
Q0 (kJ/mol) 241
Fe Al Atomic radius (nm) [61,65]
0.127 0.1432
In order to apply the model to the C2Mn2Al1 and C2Mn2Al2 steels, the solute drag retardation effect
due to Al addition was estimated through equations (43) and (44) by fitting the calculated 50%
softening times, t0.5, to the experimental data, taking the value of the cross-boundary diffusivity (D) as a
fitting factor. An average value of D = 7DBulk, was obtained. This value is in the range of the values
obtained for other microalloying additions [62]. In Figure 143 the experimental softening data obtained
for both steels at different deformation conditions are compared to the model’s predictions. The figure
shows fairly good agreement between the experimental and predicted softening data in the case of
C2Mn2Al1 steel (Fig. 143(a,c)), whereas for the C2Mn2Al2 steel (Fig. 143(b,d)) although the fit
cannot be considered bad, there is a slight tendency for the model to overestimate the softening, mainly
at the highest temperature. On the other hand, for both steels and lower deformation ε=0.2, the model
clearly overestimates the experimental softening results.
Model deviations, which are mainly observed for the highest Al content and lower deformation,
suggest a possible overestimation of the calculated recovery kinetics. In the model it is assumed that
the recovery rate is only controlled by dislocation glide or climb, however, in the presence of solutes,
solute drag could also play a role in recovery. This means that in addition to the retarding effect
produced by Al on recrystallisation kinetics (modified mobility term), a retardation effect of Al on the
recovery rate should also be considered in modelling. Although the effect of solute atoms on recovery
has been less studied than their effect on recrystallisation, data that indicate that elements like Nb or
Mo in solid solution may retard the recovery kinetics of austenite have also been reported [54]. Taking
this into account, the effective activation length for the calculation of the activation volume in equation
(36) should include contributions from both the solute-atoms and dislocations. A simple model, which
considers the two contributions added in parallel, is considered here, leading to an equation of the form
[59]:
2
n
1SDDisloceffective K
C
Kl
1
l
1
l
1+=+=
ρ (46)
139

where C represents the atomic concentration of the solute. Taking the values of K1 = 0.31 and aU = 314
kJ/mol [57], as previously used for the C-Mn steel, and n= 2/3 [54], the constant K2 was adjusted. The
best fit was obtained with a value of K2 = 1x10-8 and D=5Dbulk. The results obtained with the modified
model at different conditions, shown in Figure 144, indicate that in most cases better predictions are
obtained when using the second approach.
0
0.2
0.4
0.6
0.8
1
0.1 10 1000t (s)
Fractional Softening
T=1065ºCT=1000ºCT=925ºC
C2Mn2Al1
εεεε=0.35
(a) C2Mn1Al1, 0.35 strain
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
T=1000ºC
C2Mn2Al2
εεεε=0.35
(b) C2Mn1Al2, 0.35 strain
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
C2Mn2Al1
εεεε=0.2
(c) C2Mn2Al1, 0.2 strain
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
C2Mn2Al2
εεεε=0.2
(d) C2Mn2Al2, 0.2 strain
Figure 143: Comparison between the experimental softening/recrystallisation data and the model
(D=7Dbulk) predictions at different temperatures and strains for the C2Mn2Al steels
Finally, it can be noted that although the model predictions are significantly improved using this
approach, the fit tends to be worse at the highest softening levels both for the C2Mn2 (Figure 142) and
for the Al steels (Figure 144). In several cases, at long interpass times the mechanical softening tends to
deviate from the predicted curve and the model overestimates the experimental softening. This type of
behaviour, in which the softening shows retardation at high softening levels, has also been observed in
other cases [66] and has been attributed to the heterogeneity of the stored energy of deformation. This
suggests that the fit may be improved by assuming a non-uniform stored energy distribution; however,
within the simplicity of the model a good fit is obtained for the data considered.
140

0
0.2
0.4
0.6
0.8
1
0.1 10 1000t (s)
Fractional Softening
T=1065ºCT=1000ºCT=925ºC
C2Mn2Al1
εεεε=0.35
(a) C2Mn1Al1, strain=0.35
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
T=1000ºC
C2Mn2Al2
εεεε=0.35
(b) C2Mn1Al2, strain=0.35
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
C2Mn2Al1
εεεε=0.2
(c) C2Mn1Al1, strain=0.2
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000t (s)
Fractional Softening
T=1065ºC
C2Mn2Al2
εεεε=0.2
(d) C2Mn1Al2, strain=0.2
Figure 144: Comparison between the experimental softening data and the predictions of the modified
model (D=5Dbulk, K2 = 1x10-8) at different deformation conditions for the C2Mn1Al steels
Physical modelling of solute drag was also investigated by Tata within the project. Solute drag on grain
boundaries has long been recognised as an important mechanism for limiting the rate of
recrystallisation and grain growth during hot rolling of steels. It is less potent than pinning of grain
boundaries by precipitates which can halt grain boundary movement completely. Solute drag is thus
most effective in non-microalloyed steels and in microalloyed steels prior to pinning. The first
complete model explaining the phenomenon was developed by Cahn [50], as described in equations
(43) and (44). Cahn’s model is an example of a continuum model which smoothes over the crystalline
nature of the grains. An alternative atomistic approach was taken by Lücke and Stüwe [67] in which
they consider atomic layers on either side of the grain boundary. The number of atomic layers on which
the solute drag force needs to be evaluated is limited, simplifying the calculations, making it feasible to
remove the simplifications made by Cahn. An example of such an approach in which site saturation is
taken into account is given by Mendelev and Srolovitz [68].
In this project it was originally intended to pursue the atomistic approach, including the effect of
multiple solutes in the slow speed regime (when solute retardation is effective) to incorporate the
effects of solute drag from all solutes into the recrystallisation kinetics equations by modifying the time
to 50% recrystallisation. However, this analysis implies that the time to t50 will be inversely
proportional to the grain boundary speed, and thus directly proportional to the solute composition.
∑∝∝i
iiCPv
t α11
50 (47)
141

This is contradicted by numerous experimental results which show that both t0 (the recovery time to
the start of recrystallisation) and t50 have an exponential dependence on composition, for example [69-
72]. This implies that what is happening prior to recrystallisation during initial recovery is playing an
important role in determining the recrystallisation kinetics. In the light of the above it was decided to
investigate the initiation of recrystallisation, t0, rather than develop an atomistic model of
recrystallisation as originally intended. An examination of recrystallisation incubation also better
complements the work of the other partners, who concentrated on the progress of recrystallisation.
In order to investigate the recovery and recrystallisation kinetics plots of fraction softened versus log
time were used, where the fraction softened is defined as
0
0
σσσ −
=F (48)
where F is the fraction softened, σ0 is the initial stress at the start of relaxation, and σ is the current
relaxation stress. With this definition curves can be plotted even if the test was not long enough to
capture the end of recrystallisation or recovery. Also, much of recovery can be described by an
equation of the form
( )BtA
RTF += 1ln (49)
which is independent of stress and therefore of the applied strain for a given temperature. R and T have
their usual meanings, and A and B are parameters.
C1Mn1Nb3
1050 °C
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000
Time (s)
Softened fra
ctio
n (
-)
0.35 strain
0.2 strain
0.15 strain
0.1 strain
0.075 strain
0.05 strain
Recovery
Figure 145: Example Fraction Softened plot versus Log Time
An example of such a plot is given in Figure 145 where it can be seen that the softening curves for
different starting strains follow the same path before successively diverging as they start to
recrystallise. The fitted recovery curve follows the data remarkably well considering that it is a simple
recovery model. The kink in the data around a time of 0.1s at which the initial relaxation curves and the
recovery line come together seems to be the point that any post-dynamic recovery due to the hit comes
to an end, and from which fully static recovery can then continue. (Nothing in the recorded data
suggests that this is a machine effect.)
Using the results of low strain tests (0.05 and 0.1 strain) the following values of A and B were found to
describe the recovery curves of all the steels remarkably well, with no account having to be taken of the
different steel chemistries: - 51023.1 ×=A
−=RT
ExpB71100
97400 (50)
The recovery curves are shown in Figure 146. Even at these low strains, recrystallisation can be seen to
accelerate softening taking the curves above the fitted recovery lines especially for C1Mn1 and to a
lesser extent the C1Mn1Nb1 steel. Unlike the current recovery model, more sophisticated recovery
theories of Nes [54] and Verdier et al. [52] predict that the rate of softening slows down at high
fractions softened so that values cannot exceed unity. It is therefore remarkable that many of the
142

recovery curves deviate so little from the simple model predictions before making the transition to the
creep regime. Only the Nb containing steels (Figure 146(b-d)) at 950 °C show any significant slow
down, and rather than gradual deceleration, it is an abrupt change in slope, suggesting that precipitates
have formed, making dislocation movement more difficult.
Low Strain
C1Mn1
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000Time (s)
Soft
ened f
raction (
-)
0.1 950°C0.05 1050°C0.1 1050°C0.1 1150°C 950°C Fit1050°C Fit1150°C Fit
(a) C1Mn1
Low Strain
C1Mn1Nb1
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000
Time (s)
Soft
ened f
raction (
-)
0.1 950°C0.05 1050°C0.1 1050°C0.1 1150°C 950 °C Fit1050 °C Fit1150 °C Fit
(b) C1Mn1Nb1
Low Strain
C1Mn1Nb3
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000Time (s)
Soft
ened f
raction (
-)
0.1 950 °C0.05 1050 °C0.1 1050 °C0.1 1150 °C0.05 1150 °C 950 °C Fit1050 °C Fit1150 °C Fit
(c) C1Mn1Nb3
Low Strain
C2Mn1Nb3
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000Time (s)
Soft
ened f
raction (
-)0.1 950 °C0.05 1050 °C0.1 1050 °C0.05 1150 °C 950 °C Fit 1050 °C Fit1150 °C Fit
(d) C2Mn1Nb3
Figure 146: Recovery curves fitted to low strain test results
Although not required for the determination of the start of recrystallisation, the relaxation curve after
recrystallisation completed was also investigated. It is assumed that once recovery and/or
recrystallisation has completed that softening continues via a creep mechanism. As an example, the
flow stress curves in Figure 147 correspond to the fraction softening curves in Figure 145. It seems that
in the final creep regime that the stress curves converge together rather than the fraction softening
curves.
C1Mn1Nb1
1050 °C
0
10
20
30
40
50
1 10 100 1000Time (s)
Str
ess (
MP
a)
0.35 strain
0.2 strain
0.15 strain
0.1 strain
0.075 strain
0.05 strain
Figure 147: Example plot of Relaxation Stress versus Log Time
143

In the creep regime the stress decreases roughly linearly with log time: -
( )tBACreep 11 ln+=σ (51)
At 1050°C and 1150°C it was found that all the steels behaved the same, but at 950°C they behaved
differently, Table 54.
Table 54: Stress Relaxation Parameters in Creep Regime
Temp (°C) Steel A1 (MPa) B1 (s-1)
1150 All 18.3 -1.9
1050 All 19.8 -1.68
C1Mn1 33 -3.4
C1Mn1Nb1 38.9 -3.5
C1Mn1Nb3 43.7 -3.6 950
C2Mn1Nb3 49.1 -3.7
The creep curves can be plotted on the fraction softened graphs, but the lines are displaced depending
on the initial stress level as shown in Figure 148 for the C1Mn1Nb1 steel at different temperatures. The
area between the recovery line (which is also plotted) and the creep lines defines the region in which
recrystallisation can occur. This can be helpful in deciding whether recrystallisation has started or
completed in marginal cases.
C1Mn1Nb1
1150 °C
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000Time (s)
Soft
ened f
raction (
-)
0.35 strain0.2 strain0.15 strain0.1 strainRecovery0.35 Creep0.1 Creep
(a) 1150 °C
C1Mn1Nb1
1050 °C
0.0
0.2
0.4
0.6
0.8
1.0
0.001 0.1 10 1000Time (s)
Soft
ened f
raction (
-)
0.35 strain0.2 strain0.15 strain0.1 strain0.075 strain0.05 strainRecovery0.35 creep0.05 Creep
(b) 1050 °C
Figure 148: Example plots of Fraction Softening Plots for C1Mn1Nb1 Steel including Fitted Creep and
Recovery Lines
In order to determine the starting time for recrystallisation it was decided to project the lines when
recrystallisation was clearly under way back onto the fitted recovery curves, and use the points where
they crossed. The results are shown for the C1Mn1 steel which had more curves that showed
recrystallisation than the other steels, and whose results were most self-consistent, Figure 149.
Using this data, t0 for the C1Mn1 steel was found to be a function of temperature and strain, Figure
150(a) (all tests used were at a strain rate of 1 s-1 and had an initial austenite grain size of about 100
µm).
)98.0(R 000,194
exp1087.8 271.211
0 =
×= −− εRT
t (52)
144

C1Mn1
1150 °C
0.2
0.3
0.4
0.5
0.6
0.7
0.01 0.1 1 10
Time (s)
Soft
ened f
raction (
-)
(a) 1150 °C
C1Mn1
1050 °C
0.2
0.3
0.4
0.5
0.6
0.7
0.01 0.1 1 10
Time (s)
Soft
ened f
raction (
-)
(b) 1050 °C
C1Mn1
950 °C
0.2
0.3
0.4
0.5
0.6
0.7
0.1 1 10 100
Time (s)
Soft
ened f
raction (
-)
(c) 950 °C
0.2
0.3
0.4
0.5
0.6
0.7
0.
01
0.
1
110
0.35 strain0.2 strain0.15 strain
0.1 strain0.075 strain0.05 strain0.35 Fit0.2 Fit0.15 Fit
0.1 Fit0.075 FitRecovery
Figure 149: Determination of Recrystallisation Start Times for C1Mn1 Steel
C1Mn1
0.01
0.1
1
10
0.01 0.1 1
Strain (-)
Tim
e (
s) 950
1050
1150
950 Fit
1050 Fit
1150 Fit
(a) C1Mn1
C1Mn1Nb1
0.01
0.1
1
10
0.01 0.1 1
Strain (-)
Tim
e (
s) 950
1050
1150
950 Fit
1050 Fit
1150 Fit
(b) C1Mn1Nb1
C1Mn1Nb3
0.01
0.1
1
10
0.01 0.1 1
Strain (-)
Tim
e (
s) 950
1050
1150
950 Fit
1050 Fit
1150 Fit
(c) C1Mn1Nb3
C2Mn1Nb3
0.01
0.1
1
10
0.01 0.1 1
Strain (-)
Tim
e (
s)
1050
1150
1050 Fit
1150 Fit
(d) C2Mn1Nb3
Figure 150: Recrystallisation Start Times, t0, as a function of Strain for each Temperature
145

The number of recrystallisation curves was less for the other steels and the variability greater, and so
they were evaluated as a simple multiple of the predicted times for the C1Mn1 steel, Figure 150(b-d).
Even so, the fit was quite good. The ratios and corresponding solute retardation parameters (assuming
that niobium was the dominant retarder) are given in Table 55.
Table 55: t0 Ratio of Steels Relative to C1Mn1 and corresponding
Solute Retardation Parameters with respect to Niobium
Steel Ratio (-) Nb (Wt%) SRP (-)
C1Mn1 1 0 -
C1Mn1Nb1 2.1 0.009 358
C1Mn1Nb3 3.6 0.028 199
C2Mn1Nb3 4.0 0.029 208
The t0 ratios and SRPs are plotted in Figure 151. Surprisingly, the t0 ratios vary linearly with niobium
content, and the SRP value varies with niobium content. The expectation was that the t0 ratios should
increase exponentially with niobium content, in which case the SRP values should be independent of
Nb.
0
1
2
3
4
5
0 0.01 0.02 0.03
Nb (Wt%)
Rela
tive T
ime (
-)
(a) t0 Ratio
0
100
200
300
400
0 0.01 0.02 0.03
Nb (Wt%)
SR
P (
%)
(b) SRP
Figure 151: Recrystallisation Start Time Ratio and Solute Retardation Parameter as a function of Nb
content
To investigate this further the t0 ratios were compared with the results of Yamamoto et al. [69] for the
effect of Nb on the start of recrystallisation at 900 °C, Figure 152.
y = e45.888x
R2 = 0.9781
y = e48.503x
R2 = 0.9175
1
10
100
0 0.02 0.04 0.06 0.08 0.1
Nb (Wt%)
Rela
tive R
ex S
tart
Tim
e (
-)
Yamamoto
This Work
Yamamoto Fit
This Work Fit
Figure 152: Comparing Relative Recrystallisation Start Times with the results from Yamamoto [69]
Yamamoto examined the effect of soluble Nb on recrystallisation using decarburised samples, allowing
far higher Nb additions to be investigated than in this study without precipitation. It is clear that the
two sets of results are consistent with each other both in terms of the trend and the variability of
146

individual results. The exponential relationship is therefore taken to be valid, and can be incorporated
into the t0 equation:
71.211
0 5.48194000
exp1087.8 −−
+×= εNbRT
t (53)
where Nb is in Wt%. Sellars [73] used the data from Yamamoto to obtain an equation for 5%
recrystallisation (not to be confused with 5% precipitation), taken to be the nominal start of
recrystallisation:
−
××= −− Nb
TRTDt 185
1075.2exp
300000exp1075.6
542
0
20
5 ε (54)
The form of the equation is very similar to equation (53), but with the addition of a dependence on the
initial austenite grain size.
It is not unreasonable to assume that Nb is delaying the start of recrystallisation through solute drag of
the dislocations. However, these results do not provide evidence that this is the mechanism. According
to Nes [54] if solute drag is the rate limiting mechanism during recovery, then the recovery should
depend on the strain of the preceding hit. However, it was found that recovery was independent of both
the Nb level and the strain, equations (49) and (50). These results are at variance with many workers,
including Yamamoto et al. [69], Jonas [48] and Maruyama et al. [74]. However, their observations that
Nb delays recovery (as well as recrystallisation) are based on double hit tests in which the stress is
removed between hits and the number of data points is limited, making it impossible to properly follow
the details of the initial rapid recovery.
If Nb is not affecting the driving force for recovery or recrystallisation, it must be affecting the kinetics
in some other way. The relationship for the recrystallised grain size, equation (59), indicates that the
grain size decreases with increasing Nb content, which means that Nb increases the number of
nucleation sites for recrystallised grains, but delays the time that they first become active. This is an
interesting possibility, because it may explain why the subsequent recrystallisation curves have the
same shape, because their kinetics remain essentially the same. To study this further would require
more work, for example using Fe-30%Ni model alloys, to allow the austenite microstructure to be
quenched out and studied in detail. Two possible mechanisms for the nucleation of recrystallised grains
are (i) sub-grain rotation and growth, and (ii) strain-induced boundary migration. Either mechanism
could be affected by the amount of soluble Nb.
2.3.5.3 Task 5.3: Modelling of dynamic recrystallisation kinetics
The peak stress value in dynamic recrystallisation is a function of strain rate and temperature.
Increasing the silicon content generates an increase of the stress of austenite due to solid solution effect
(Figure 153), as was also observed in [76].
Figure 153: Influence of strain rate and temperature on peak stress
147

The influence of temperature and strain rate on peak stress were analysed by the following equations
which were originally developed for creep but have found applicability in the high strain rates
encountered in hot working. Their effect can be expressed by the so called Zener-Hollomon (ZH)
parameter given in equation (55). The link between the ZH parameter and the peak stress can be
expressed according to power, exponential or hyperbolic sine law depending on the stress level to
estimate. The hyperbolic sine law is a more general law and is usually preferred to model peak stress.
(55)
From experimental data obtained in task 3.3 (Table 30), the peak stress was modelled using a “sinh”
law. Figure 154 and Figure 155 show examples of the regression analysis performed to determine the
coefficients of equation (55), which are given in Table 56 for each steel grade.
Figure 154: "n" exponent of ZH parameter Figure 155: “A” coefficient of ZH parameter
Table 56: Coefficients used to describe peak stress as a function of ZH parameter in Si steels
In StripCam, the saturation stress is expressed according to equation (56). Regression analyses were
performed from the data in Table 30 to determine the activation energy and strain rate exponent, Figure
156. The strain rate seems to affect the saturation stress slightly more than indicated by the equation.
(56)
Considering the results of steel grade C2Mn2Si2, C2Mn2Si2Nb3 and C2Mn2Si2Nb7, the niobium
effect on the activation energy was plotted in Figure 157. In contrast to equation (56), the experimental
results obtained in the MICROTOOLS project revealed that Nb generates an increase of the activation
energy. Furthermore, increasing the silicon content decreased the activation energy.
148

Figure 156: Activation energy and strain rate exponent of saturation stress for Si steels
Figure 157: Nb effect on activation energy of
saturation stress of Si steels
Figure 158: Strain rate exponent of critical strain
equation for Si steels
StripCam describes the influence of strain rate and temperature (i.e. ZH parameter) on critical strain
according to:
(57)
Experimental results were used to determine the strain rate exponent and activation energy for
comparison with the equation. Figure 158 shows the strain rate influence on critical strain. The results
were in agreement with the StripCam equation. They also showed that increasing Si content increased
the critical strain for DRX. The activation energy results were not satisfactory and additional torsion
trials should be performed at different temperatures to estimate the temperature effect on critical strain
since only three temperatures were used to perform the linear regression analysis.
2.3.5.4 Task 5.4: Modelling of austenite grain size
Effect of Nb
The statically recrystallised austenite grain size, drex is calculated as follows:
−= −−
RT
QADd rexrqp
rex expεε & (58)
where A, p, q, r and Qrex are constants, ε is the strain, ε& the strain rate, D the initial austenite grain size,
R is the gas constant and T the absolute temperature. The results from the matrix of uniaxial
compression tests carried out in Task 3.2 using 6 strains, 5 temperatures, 3 austenite grain sizes and 4
149

strain rates provided data from which new exponents for the terms in the equation have been derived.
Table 57 summarises the final coefficients derived for the drex equation.
Table 57: Summary of new coefficents for drex equation in Tata model
Parameter Original value all steels [41] MICROTOOLS value
A 45 8.16-98.62Nb (all)
6.84 – 82.68Nb (strain>=0.1)
p 0.375 0.1875
q 0.6 0.57 (all)
0.68 (strain>=0.1)
r 0.1 0.055
Qrex (J/mol) 25000 zero
A value for the strain exponent q was derived by keeping strain rate, grain size and temperature
constant, taking logarithms of both sides of the equation and plotting ln(drex) against ln(strain). Figure
159 shows the results for a temperatures of 1050°C at a strain rate of 1/s and initial austenite grain size
of 100µm. The values of q determined from the gradient of the plots varied quite widely, with an
average value of 0.57. The grain sizes for strains of 0.05 and 0.075 did not fit the same pattern of
behaviour as those at higher strains. Some of the tests at strains <0.1 did not lead to full
recrystallisation, therefore the grain sizes will correspond to recovered or partially recrystallised
microstructures and should be excluded from the analysis. Figure 159(b) shows that a more consistent
gradient was obtained in this case, with an average value of q = 0.68. Both values were in good
agreement with the value in the current Tata model of 0.6.
y = -0.588x + 2.3867
R2 = 0.879
y = -0.6125x + 2.7732
R2 = 0.8214
y = -0.2583x + 2.9527
R2 = 0.2935
y = -0.8144x + 2.0821
R2 = 0.956
0
1
2
3
4
5
-4 -3 -2 -1 0
ln(strain)
ln(D
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
1050°C
(a) 1050°C
y = -0.6206x + 2.3256
R2 = 0.7886
y = -0.6711x + 2.6805
R2 = 0.6581
y = -0.685x + 2.2978
R2 = 0.701
y = -0.7493x + 2.1821
R2 = 0.8698
0
1
2
3
4
5
-4 -3 -2 -1 0
ln(strain)
ln(D
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
1050°C
(b) 1050°C, strain <0.1 excluded
Figure 159: Logarithmic plot of drex against strain for strain rate of 1/s, ~100µm austenite grain size
A value for the strain rate exponent r was derived by keeping strain, initial grain size and temperature
constant and plotting ln(drex) against ln(strain rate). Figure 160 shows the results for a strain of 0.2
applied at 1050°C. An average value of r = 0.055 was obtained, indicating that there was only a small
effect of strain rate on recrystallised grain size.
A value for the grain size exponent p was derived by keeping strain rate, strain and temperature
constant and plotting ln(drex) against ln(initial grain size), Figure 161. The effect of initial grain size
was quite similar in all steels, with the exception of one large value from the largest initial grain size in
steel C1Mn1Nb3. If this point was included in the analysis, the average value of p = 0.258. If this point
was excluded then the effect of grain size was reduced, giving an average value of p = 0.146.
150

y = -0.0335x + 3.4528
R2 = 0.1548
y = -0.082x + 3.925
R2 = 0.6742
y = -0.0481x + 3.4486
R2 = 0.7696
y = -0.0569x + 3.6524
R2 = 0.6148
1.5
2.5
3.5
4.5
-3 -2 -1 0 1 2 3
ln(strain rate)
ln(D
rex)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
1050°C
y = 0.2578x + 2.4805
R2 = 0.1445
2.5
3.0
3.5
4.0
4.5
5.0
5.5
3 3.5 4 4.5 5 5.5
ln(Initial austenite grain size) (µm)
ln(R
ecry
sta
llise
d a
uste
nite
gra
in s
ize
) (µ
m)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
Figure 160: Logarithmic plot of drex against strain
rate for constant strain of 0.2, ~100µm austenite
grain size and temperature
Figure 161: Logarithmic plot of drex against initial grain
size for strain rate of 1/s, 0.2 strain and 1050°C
deformation temperature
To assess the accuracy of the relationship between the initial and recrystallised austenite grain size,
some additional grain size data from Gleeble tests at 1050°C applying 0.2 strain which were performed
previously within Tata on commercial plate steels of similar chemistry to those within project
MICROTOOLS were included in the analysis. Figure 162 shows that this data fits well with the current
results. A value of p = 0.1875 was derived from the combined set of data if the large grain size from
C1Mn1Nb3 was excluded.
y = 0.1459x + 2.845
R2 = 0.2211
y = 0.1875x + 2.6896
R2 = 0.2839
2.5
3.0
3.5
4.0
4.5
3 3.5 4 4.5 5 5.5 6
ln(Initial austenite grain size) (µm)
ln(R
ecry
sta
llise
d a
uste
nite
gra
in s
ize
) (µ
m)
MICROTOOLS
MICROTOOLS + Tata
Figure 162: Logarithmic plot of drex against initial grain size for strain rate of 1/s, 0.2 strain and 1050°C
deformation temperature including additional Tata data
A value for the activation energy Qrex can be determined from the gradient of a plot of ln(drex) against
inverse temperature, Figure 163. However, there was a large variation between the results for different
steels and strains, with both negative and positive effects of temperature on the grain size. Therefore it
was not possible to deduce a value for Qrex from this data. The existing value in the model is Qrex =
25000 J/mol. Other researchers have also found no temperature dependence and therefore do not
include a T term in their equations [27, 42, 43].
151

y = -554.31x + 3.6477
R2 = 0.0666
y = -8098.1x + 9.5818
R2 = 0.7831
y = 3587.6x + 0.6716
R2 = 0.2739
y = -3538.8x + 6.6047
R2 = 0.3149
2
3
4
5
0.00065 0.0007 0.00075 0.0008 0.00085
1/Temperature (1/K)
ln(D
rex)
(µm
)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.35
(a) 0.35 strain
y = 94.143x + 3.2909
R2 = 0.0019
y = -4137.9x + 6.6809
R2 = 0.4638
y = 4704.3x + 0.2064
R2 = 0.4749
y = 1585x + 2.4339
R2 = 0.4451
2
3
4
5
0.00065 0.0007 0.00075 0.0008 0.00085
1/Temperature (1/K)
ln(D
rex)
(µm
)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
0.2
(b) 0.2 strain
Figure 163: Logarithmic plot of drex against inverse temperature for constant strain, strain rate of 1/s,
~100µm austenite grain size
Finally, a value for the constant A can be determined from the intercept of the graphs. A relationship
with the Nb content of the steel was found. If the T term was excluded from the equation and the value
of q = 0.68, then A can be calculated as A = 6.84 – 82.68Nb. A slightly better fit to the overall grain
size data was found using q = 0.57, and the corresponding value of A = 8.16 – 98.62Nb.
Substituting the new coefficients shown in Table 57 back into equation (58) and re-calculating the
grain sizes led to a significant improvement in the predictions for all the tests (strain, strain rate,
temperature and initial grain size conditions), Figure 164(a). The outlying point on the right hand side
was from steel C1Mn1Nb3 with the large initial grain size. Additional points where the equation under-
predicted the grain size significantly were from 0.1 strain tests, where the measured grain size was
large compared with most of the other tests or it was not certain that recrystallisation had occurred
rather than recovery. The graph also includes the additional grain size data from previous Tata Gleeble
tests on commercial plate steels described above. These older results are consistent with the current
data and confirm that the modified coefficients produce more accurate predictions of drex for uniaxial
compression Gleeble tests. The relative error between the calculated and measured grain sizes has been
greatly reduced, especially for low strain deformations (Figure 164(b)).
The final equation to calculate the recrystallised austenite grain size that was determined in the project
was:
055.057.01875.0)62.9816.8( −−−= εε &DNbd rex (59)
Figure 165 shows how predictions of the old and new grain size equations vary with strain and
temperature compared with the measured data. The new equation predicts smaller grain sizes than the
original equation and a variation in grain size with Nb content which gives better overall agreement
with the measured data.
152

0
50
100
150
200
0 50 100 150 200
Measured recrystallised grain size (µm)
Calculated recrystallised grain size (µm)
original MICROTOOLS
new MICROTOOLS
original Tata
new Tata
(a) original and modified Tata drex equation
0
1
2
3
4
5
0.0 0.1 0.2 0.3 0.4
Strain (-)
Error in calculated/measured Drex (-)
original MICROTOOLS
new MICROTOOLS
(b) Relative error between calculated and measured
recrystallised austenite grain size
Figure 164: Comparison between measured and predicted statically recrystallised austenite grain size,
all data, using original and new equations.
0
20
40
60
80
100
120
140
160
180
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
original model
new model CMn
new model Nb1
new model Nb3
1150°C
(a) 1150°C
0
20
40
60
80
100
120
140
160
180
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
original model
new model CMn
new model Nb1
new model Nb3
1050°C
(b) 1050°C
0
20
40
60
80
100
120
140
160
180
0 0.1 0.2 0.3 0.4
Strain (-)
Recrystallised austenite grain size
(µm)
C1Mn1
C1Mn1Nb1
C1Mn1Nb3
C2Mn1Nb3
original model
new model Nb1
new model Nb3
new model CMn
950°C
(c) 950°C
Figure 165: Comparison between original and new Tata recrystallised austenite grain size equations
and experimental data
153

Effect of Al
Figure 166 shows the recrystallised grain sizes obtained for the different steels at the different
deformation conditions. As already mentioned, from the data no significant effect of temperature on the
recrystallised grain size is observed. However, decreasing the applied strain leads in all cases to an
increase in the austenite grain size. This behaviour is in good agreement with that reported by other
authors who only have found an effect of the initial grain size and strain, and not temperature [42,30].
(a) C2Mn2 steel
(b) C2Mn2Al1 steel
(c) C2Mn2Al2 steel
(d) C2Mn2AlNb steels
Figure 166: Recrystallised grain sizes obtained for the project steels.
Figure 167 shows the predictions of several models found in the bibliography for the statically
recrystallised grain size in C-Mn and microalloyed steels [42,30,75] plotted against the experimental
data obtained in the present work. As shown in the picture, the data corresponding to the Nb and Al
steels show trends similar to the other steels studied in the present work. Equations from references 42
and 75, which were fitted for C-Mn and Nb microalloyed steels, tend to predict austenite grain sizes
finer than the experimental ones, whereas the best fit is obtained with the equation from reference 30.
0
20
40
60
80
100
120
900 950 1000 1050 1100
T (ºC)
Dγ R
EX (µm)
C2Mn2Al1Nb3, def=0.35
C2Mn2Al2Nb3, def=0.35
C2Mn2Al2Nb7, def=0.35
0
20
40
60
80
100
120
900 950 1000 1050 1100
T (ºC)
Dγ R
EX (µm)
C2Mn2Al2 def=0.35
C2Mn2Al2 def=0.2
0
20
40
60
80
100
120
900 950 1000 1050 1100
T (ºC)
Dγ R
EX (µm)
C2Mn2Al1 def=0.35
C2Mn2Al1 def=0.2
0
20
40
60
80
100
120
900 950 1000 1050 1100
T (ºC)
Dγ R
EX (µm)
C2Mn2 def=0.35
C2Mn2 def=0.2
154

30
40
50
60
70
80
90
100
110
30 40 50 60 70 80 90 100 110
DSRX (experimental)
DSRX (calculated)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
C2Mn2Al1Nb3
(a) 167.0
0743.0−= εDDSRX [42], CMn steels
30
40
50
60
70
80
90
100
110
30 40 50 60 70 80 90 100 110
DSRX (experimental)
DSRX (calculated)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
C2Mn2Al1Nb3
(b) 67.067.0
01.1−= εDDSRX [75], Nb microalloyed steels
30
40
50
60
70
80
90
100
110
30 40 50 60 70 80 90 100 110
DSRX (experimental)
DSRX (calculated)
C2Mn2
C2Mn2Al1
C2Mn2Al2
C2Mn2Al2Nb3
C2Mn2Al2Nb7
C2Mn2Al1Nb3
(c) 156.0
04.1−= εDDSRX [30], Nb microalloyed steels
Figure 167: Predictions of equations found in the bibliography for calculating the statically
recrystallised grain size plotted against the experimental data obtained in this work.
Austenite grain growth after recrystallisation
The austenite grain size after grain growth, d, is calculated as follows:
+=
RT
Qtkdd
g
s
mm exp0 (60)
where ks and Qg are constants, t is the time for grain growth, d0 the initial (recrystallised) austenite
grain size and T the absolute temperature. The current Tata model uses coefficients from the work of
Hodgson and Gibbs, Table 58 [8], where m=7 for CMn steels and m=4.5 for Nb steels. However, these
values predict more grain growth in Nb steels than in CMn steels, which seems unrealistic. Previous
unpublished work within Tata showed that the coefficients for Nb steels predicted far too much grain
growth during long holding times at 1100 and 1000°C when very little growth was observed
experimentally, and although some growth was measured in CMn steels, it was less than predicted by
the equations. Figure 168 compares the predictions of the current equation for Nb steels with the results
from Task 3.4 for grain growth at 1150, 1050 and 950°C, starting from an initial recrystallised grain
size of 30µm. The lack of measured grain growth at 950°C and the small amount of growth at 1050°C
after 0.1 strain were reasonably well predicted. However, the amount of grain growth after 0.2 strain at
1050°C and especially 1150°C was significantly over-estimated.
155

Table 58: Summary of coefficents for grain growth equation (60) [8]
Parameter CMn steels Nb steels
m 7 4.5
ks 1.45 x 1027
4.1 x 1023
Qg (J/mol) -400000 -435000
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Ave
rage a
uste
nite g
rain
siz
e (
µm
)
C1Mn1 1050 0.2
C1Mn1 1050 0.1
C1Mn1 1150 0.2
C1Mn1 950 0.2
original model 1150
original model 1050
original model 950
(a) C1Mn1
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Avera
ge a
uste
nite g
rain
siz
e (
µm
)
C1Mn1Nb1 1050 0.2
C1Mn1Nb1 1050 0.1
C1Mn1Nb1 1150 0.2
C1Mn1Nb1 950 0.2
original model 1150
original model 1050
original model 950
(b) C1Mn1Nb1
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Ave
rage a
uste
nite g
rain
siz
e (
µm
)
C1Mn1Nb3 1050 0.2
C1Mn1Nb3 1050 0.1
C1Mn1Nb3 1150 0.2
C1Mn1Nb3 950 0.2
original model 1150
original model 1050
original model 950
(c) C1Mn1Nb3
Figure 168: Measured and predicted austenite grain size after grain growth as a function of holding
time, temperature and strain
The grain growth behaviour can be analysed by taking logarithms of both sides of equation (60) and re-
arranging it to plot ln(dm-do
m) versus ln(t). This should give a straight line with gradient equal to 1 for
the most appropriate value of m. Graphs were plotted for all three steels, Figure 169, but it was not
possible to derive new values of m due to the scatter in the measured grain size data and the lack of
grain growth even in the C1Mn1 samples. Previous unpublished work within Tata indicated that a
value of m = 4.3 was optimal for CMn steels whereas m = 7.0 was more suitable for Nb steels (up to
0.037 wt% Nb). It was hoped to confirm these results with the current work but it has not been
possible. The limited results for steel C1Mn1Nb1 suggest that m = 4.3 may also be appropriate for 0.01
wt% Nb steels. Re-plotting Figure 168 with these new values of m gives an improved estimation of the
grain sizes after a hold time of up to 900s, Figure 170. This will reduce the calculated grain size at the
entry to the finishing mill in a TMCR rolling schedule compared with the original model.
156

y = -0.5876x + 19.417
R2 = 0.6403
y = 0.3522x + 14.79
R2 = 0.3491
y = -1.1486x + 24.351
R2 = 0.75
y = 16.1
R2 = 0
0
5
10
15
20
25
0 2 4 6 8
ln(Hold time) (s)
ln(d
^m
- d
0^m
)
C1Mn1 1050 0.2
C1Mn1 1050 0.1
C1Mn1 1150 0.2
C1Mn1 950 0.2
(a) C1Mn1
y = 1.0707x + 11.208
R2 = 1
y = 0.9597x + 14.582
R2 = 1
y = -1.6916x + 25.867
R2 = 1
0
5
10
15
20
25
0 1 2 3 4 5 6
ln(Hold time) (s)
ln(d
^m
- d
0^m
)
C1Mn1Nb1 1050 0.2
C1Mn1Nb1 1050 0.1
C1Mn1Nb1 1150 0.2
C1Mn1Nb1 950 0.2
(b) C1Mn1Nb1
Figure 169: Analysis of austenite grain growth data as a function of holding time, m = 4.5
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Ave
rage a
uste
nite g
rain
siz
e (
µm
)
C1Mn1 1050 0.2
C1Mn1 1050 0.1
C1Mn1 1150 0.2
C1Mn1 950 0.2
new model 1150
new model 1050
new model 950
(a) C1Mn1, m = 4.3
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Avera
ge a
uste
nite g
rain
siz
e (
µm
)C1Mn1Nb1 1050 0.2
C1Mn1Nb1 1050 0.1
C1Mn1Nb1 1150 0.2
C1Mn1Nb1 950 0.2
new model 1150
new model 1050
new model 950
(b) C1Mn1Nb1, m = 4.3
0
40
80
120
160
200
240
0 2 4 6 8
ln(Hold time) (s)
Ave
rage a
uste
nite g
rain
siz
e (
µm
)
C1Mn1Nb3 1050 0.2C1Mn1Nb3 1050 0.1C1Mn1Nb3 1150 0.2C1Mn1Nb3 950 0.2new model 1150new model 1050new model 950
(c) C1Mn1Nb3, m = 7.0
Figure 170: Measured and predicted austenite grain size after grain growth as a function of holding
time, temperature and strain using new values of m.
157

2.3.5.5 Task 5.5: Modelling of recrystallisation-precipitation interactions
Effect of Nb
The multipass torsion tests performed in Task 3.6 to investigate the Tnr, RLT and RST as a function of
steel chemistry, strain and interpass time have been modelled using the new Tata recrystallisation and
grain growth equations derived in Tasks 5.2 and 5.4. Figure 171 compares the predictions of the
fraction softened determined from the measured flow stress curves (
) and the recrystallised fraction predicted by the new Tata model for steels C1Mn1Nb3 and C2Mn1Nb3
at strains of 0.3 and 0.1 and interpass times of 10 and 30s. The model showed the correct trends with
strain and interpass time at 0.3 strain but the predicted RLT was lower than the measured value
indicating that recrystallisation was occurring too quickly or pinning was occurring at too low a
temperature in the model. It should be noted that the model is only predicting softening due to
recrystallisation and does not include recovery effects which may be contributing to the overall
softening. The round robin tests in Task 3.2 also showed that the recrystallisation kinetics determined
from the torsion tests were slower than those determined from Gleeble uniaxial compression tests. The
Tata model was calibrated using Gleeble tests and therefore would be expected to predict faster
recrystallisation, and thus a greater fraction recrystallised, than the torsion tests under the same
conditions.
The torsion tests indicated that incomplete softening occurred at all temperatures when 0.1 strain was
applied per pass. The model also predicted partial recrystallisation but the fraction recrystallised
decreased steadily with decreasing temperature. The predictions of the model for 0.05 strain are also
shown in the graphs and it can be seen that partial recrystallisation similar to the behaviour observed in
the torsion tests was predicted. This suggests that either the strain exponent in the t50 equation should
be larger, to increase the time required to complete recrystallisation at lower strains, or the critical
strain for initiating recrystallisation should be increased in the model, to obtain better agreement with
the torsion results. Figure 171(e) shows that increasing the strain exponent p from 1.38 (Tata value) to
2.8 (CEIT value for an initial austenite grain size of 100µm) gives a much better prediction of the
softened fraction for the torsion data on steel C1Mn1Nb3. This therefore provides a method of relating
the Tata model to the torsion data, using the grain size dependent strain exponent p = 5.6D-0.15
from the
CEIT model.
The effect of C in the model on the recrystallisation behaviour was much stronger than was indicated
by the torsion tests. No effect of carbon is included in the equation for time for 50% recrystallisation
(t50) but there is an effect on the time for 5% precipitation (t5%p) via the solubility product term for
Nb(C,N) precipitation (Table 46). These two equations interact in the model and if t5%p is less than
the time for 95% recrystallisation then recrystallisation is stopped by precipitation pinning. This leads
to the plateau in predicted fraction recrystallised at lower temperatures.
158

0
20
40
60
80
100
120
800900100011001200
T (ºC)
FS (
%)
C1Mn1Nb3 def=0.3 tip=30s
C1Mn1Nb3 def=0.3 tip=10s
C1Mn1Nb3 def=0.1 tip=30s
Tnr=1025ºC
RLT=1063ºC
RST=932ºC
RLT=1105ºC
RST=946ºC
Tnr=1042ºC
(a) C1Mn1Nb3 measured
0
0.2
0.4
0.6
0.8
1
1.2
800900100011001200
Temperature (°C)
Fra
ctio
n r
ecry
sta
llise
d
0.3 strain, 10s
0.3 strain, 30s
0.1 strain, 30s
0.05 strain, 30s
RLT = 980°C RLT = 1060°C
RST = 920°C
RST = 940°C
C1Mn1Nb3
(b) C1Mn1Nb3 predicted, new model
0
20
40
60
80
100
120
800900100011001200
T (ºC)
FS
(%
)
C2Mn1Nb3 def=0.3 tip=30s
C2Mn1Nb3 def=0.3 tip=10s
C2Mn1Nb3 def=0.1 tip=30s
Tnr=1035ºC
Tnr=1048ºCRLT=1113ºC
RST=953ºC
RLT=1063ºC
RST=958ºC
(c) C2Mn1Nb3 measured
0
0.2
0.4
0.6
0.8
1
1.2
800900100011001200
Temperature (°C)
Fra
ctio
n r
ecry
sta
llise
d
0.3 strain, 10s
0.3 strain, 30s
0.1 strain, 30s
0.05 strain, 30s
RLT = 1040°C
RLT = 1060°C
RST = 1000°C
RST = 1020°C
C2Mn1Nb3
(d) C2Mn1Nb3 predicted, new model
0
0.2
0.4
0.6
0.8
1
1.2
800900100011001200
Temperature (°C)
Fra
ctio
n r
ecry
sta
llise
d
0.3 strain, 10s, p=2.8
0.3 strain, 30s, p=2.8
0.1 strain, 30s, p=2.8
RLT = 1080°C RLT = 1160°C
RST = 920°C
RST = 940°C
C1Mn1Nb3
(e) C1Mn1Nb3 predicted, new model, p =2.8
Figure 171: Measured and predicted fractional softening for multipass torsion tests using Tata model
Effect of Al
The microstructural characterisation work carried out with the 2%Al-Nb steels showed that as well as
strain-induced precipitation γ�α phase transformation occurred after deformation. As a result, it was
not possible to relate the softening behaviour with the start or the progression of Nb(C,N) precipitation.
Therefore, in this analysis only the data corresponding to the C2Mn1Nb3 and C2Mn2Al1Nb3 steels
will be considered.
159

The softening curves obtained for the two steels at the temperatures at which strain-induced
precipitation occurred (900 and 925ºC), together with the precipitate size measured in each case are
displayed in Figure 172. It can be observed that in both cases the softening kinetics is slightly retarded
for the C2Mn1Nb3, whereas approximately similar precipitate sizes have been measured for the two
steels. Unfortunately, the amount of Nb precipitated was only measured in C2Mn2Al1Nb3 specimens,
so this could not be directly compared. However, the replica analysis carried out in Task 4.3 showed
that at the first precipitation stages a significantly larger amount of precipitates were found in the
C2Mn1Nb3 replicas. These observations suggest that strain-induced precipitation kinetics were
retarded for the C2Mn2Al1Nb3. The reasons for this apparent delay steel could be various; on the one
hand, it could be attributed to the larger Mn content for this steel (2%) compared to the C2Mn1Nb3
steel (1%). The potential of Mn for retarding strain-induced precipitation due to a reduction in the
carbon activity coefficient has also been reported by other authors [77,78]. On the other hand, Al could
lead to a similar effect. Finally, it must be remembered that in the case of the C2Mn2Al1Nb3 steel, all
the N is pinned in form of AlN precipitates, therefore only NbC strain-induced precipitation is expected
to take place in this steel, which is expected to be delayed compared to Nb(C,N) precipitation.
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000t (s)
Fractional Softening
C2Mn1Nb3 900ºC
C2Mn2Al1Nb3 900ºC
D=7 nm
D=14 nm
D=19 nm
D=8 nmD=16 nm
t(s)
(a) 900°C
0
0.2
0.4
0.6
0.8
1
0.1 1 10 100 1000 10000t (s)
Fractional Softening
C2Mn1Nb3 T=925ºC
C2Mn2Al1Nb3 T=925ºC
D=13 nm
D=13 nm
D=28 nm
D=20 nm
D=9 nm
D=20 nm
t(s)
(b) 925°C
Figure 172: Measured softening curves and precipitate sizes for C2Mn1Nb3 and C2Mn2Al1Nb3 steels.
The amount of Nb precipitated measured by electrolytic dissolution and ICP for the C2Mn2Al1Nb3
steel at the two temperatures investigated has been plotted in Figure 173(a). It can be observed that the
precipitation evolution is similar for the two steels although it is slightly retarded for the highest
temperature, 925ºC. The data obtained could be well fitted to two Avrami curves. The n exponent
obtained, n∼0.65 is in good agreement with the values found in the bibliography for other microalloyed
steels, n∼0.6 [27,79]. In Figure 173(b) the precipitate fraction evolution obtained for the two steels has
been plotted normalised by the equilibrium precipitate volume fraction for each temperature. In order
to obtain the precipitate fraction, a NbC precipitate stoichiometry and the solubility product obtained
by Palmiere et al. [31] were employed.
Usually, the time for strain-induced precipitation onset (t0.05p) is defined as the time for 5% precipitate
equilibrium fraction. According to this, the chemical dissolution technique would yield t0.05p values of
19 s for T=900ºC and 23 s for T=925ºC for the C2Mn2Al1Nb3. On the other hand, several authors had
also calculated the time for strain-induced precipitation onset as the time for the plateau onset in the
softening curves. In previous works it was observed that the time for strain-induced precipitation
obtained by chemical dissolution technique was shorter than that obtained from the plateau detection
[27]. Figure 174 shows the precipitation start times determined for the C2Mn2Al1Nb3 by chemical
extraction, and the approximated range times for the plateau onset obtained from the softening curves
for the C2Mn2Al1Nb3. In addition, the results predicted by the CEIT model for strain-precipitation
onset if chemical dissolution is employed as the precipitation detection technique (circles) or if
mechanical testing is employed as the detection technique (triangles) have been included. The figure
shows that for the C2Mn2Al1Nb3 steel the experimental data obtained by chemical analysis or plateau
detection conditions are significantly retarded compared to the predictions of the model. This agrees
well with the findings shown above. The reasons for the retarded precipitation kinetics for the
160

C2Mn2Al1Nb3 steel have already been discussed. Finally, the data shows clearly that there is a
significant difference between the times for strain-induced precipitation times determined using the two
methods; the time onset determined by plateau detection is retarded by a factor of approximately ∼10.
This shift is in good agreement with the model predictions.
0
0.005
0.01
0.015
0.02
0.025
1 10 100 1000 10000
Time (s)
Nb precipitated (%)
925ºC900ºC
(a)
0
0.2
0.4
0.6
0.8
1
1 10 100 1000 10000Time (s)
f v
925ºC900ºC
(b)
Figure 173: (a) Nb precipitated (%) measured for the C2Mn2Al1Nb3 by electrolytic dissolution and
ICP and (b) precipitate volume fraction evolution normalised by the equilibrium precipitate volume
fraction.
850
900
950
1000
1050
1100
1150
1200
1 10 100 1000 10000
Time (s)
Temperature (ºC)
C2Al1Nb3 T0.05p, plateau
C2Al1Nb3 T0.05p, chemicalextraction
CEIT MODEL
PREDICTIONS FOR
t0.05p detected by
chemical analysis
CEIT MODEL PREDICTIONS
FOR t0.05p detected by
mechanical testing (plateau)
Figure 174: Strain-induced precipitation start times determined experimentally by chemical extraction
and estimated from the softening curves plateaux and CEIT model predictions for both conditions.
161

2.3.5.6 Task 5.6: Construction of processing regime maps
Effect of Nb
From the multipass torsion tests carried out in Task 3.6 on steels C1Mn1Nb3 and C2Mn1Nb3, the
recrystallisation critical temperatures RLT, RST and Tnr were determined,
. These have been plotted against interpass time for a strain per pass of 0.3 in Figure 175, from which
different microstructural evolution regimes can be identified as a function of temperature. At
temperatures above the RLT, complete recrystallisation occurred in the steels. Between the RLT and
RST is the partial recrystallisation regime, whilst between RST and Ar3 there is no recrystallisation and
strain accumulation occurs in the austenite. Finally, below the Ar3 temperature phase transformation
occurs. The RLT, RST and Tnr temperatures were slightly higher in the C2Mn1Nb3 steel due to the
higher carbon content, whereas the Ar3 temperature was much lower. This led to a much wider
temperature range where strain accumulation can occur in the higher carbon steel.
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C1Mn1Nb3
0.3 strain
(a) C1Mn1Nb3
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C2Mn1Nb3
0.3 strain
(b) C2Mn1Nb3
Figure 175: Processing regime maps derived from multipass torsion tests on C1Mn1Nb3 and
C2Mn1Nb3 steels.
Figure 176 plots the equivalent processing regime maps based on the predictions of the Tata model
from Task 5.5, including additional interpass times up to 50s. Maps were also calculated for 0.1 strain
for comparison with the higher strain, although torsion testing was only carried out at an interpass time
of 30s at this strain and so the equivalent experimental map cannot be constructed. The calculated maps
show a much wider range of temperatures at which complete recrystallisation occurs and a narrower
range for partial recrystallisation compared with the torsion maps for 0.3 strain. At an interpass time of
50s there was no partial recrystallisation regime predicted, with a rapid transition from complete to no
recrystallisation due to precipitation. The higher critical temperatures for recrystallisation and wider
temperature regime for no recrystallisation and strain accumulation in C2Mn1Nb3 were replicated by
the model. At 0.1 strain, the model predicted much higher RLT values at each interpass time but similar
RST values to 0.3 strain, so the range of temperatures over which partial recrystallisation was predicted
to occur was much wider. The torsion tests at 0.1 strain and 30s interpass time indicated that partial
recrystallisation occurred at all temperatures from the first pass at 1180°C down to at least 1000°C.
Substituting the value of the strain exponent p in the t50 equation with the term from the CEIT equation
(equation (28)), as in Task 5.5, raised the predicted RLT temperatures significantly at 0.3 strain thus
widening the partial recrystallisation regime (Figure 176(e)-(f)). At 0.1 strain, partial recrystallisation
was predicted from 1180°C downwards for all interpass times up to 50s.
162

700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3
Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C1Mn1Nb3
0.3 strain
(a) C1Mn1Nb3, 0.3 strain
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C2Mn1Nb3
0.3 strain
(b) C2Mn1Nb3, 0.3 strain
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3
Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C1Mn1Nb3
0.1 strain
(c) C1Mn1Nb3, 0.1 strain
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3
Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C2Mn1Nb3
0.1 strain
(d) C2Mn1Nb3, 0.1 strain
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3
Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C1Mn1Nb3
0.3 strain
(e) C1Mn1Nb3, 0.3 strain, p=2.8
700
800
900
1000
1100
1200
10 30 50
Interpass time (s)
Temperature (°C)
RLT
Tnr
RST
Ar3Strain Accumulation (No Rex)
Strain Accumulation (Partial Rex)
Complete Recrystallisation
Phase Transformation
C2Mn1Nb3
0.3 strain
(f) C2Mn1Nb3, 0.3 strain, p=2.8
Figure 176: Processing regime maps calculated using Tata model, corresponding to multipass torsion
tests
Effect of Si
The critical recrystallisation temperatures from Table 35 were used to construct a first set of processing
maps for the Si steels. These maps highlight interactions between recrystallisation and retardation
mechanisms (solute drag, precipitation) under different processing conditions. The different
recrystallisation regimes for a strain per pass of 0.3 are given in Figure 177 and Figure 178. Regions
where complete, partially complete or no recrystallisation takes place are considered. The results
revealed that no major effect of interpass time on recrystallisation temperatures was observed.
Increasing the niobium level increased recrystallisation temperatures (RLT, RST and Tnr). However, as
163

already highlighted in Task 3.2, increasing the silicon content from 1% to 2% did not clearly affect
recrystallisation regimes.
Figure 177: Processing regime maps – Si steel grades without niobium
Figure 178: Processing regime maps – Si steel grades with niobium
Effect of Al
From the multipass torsion tests carried out on the Al steels, the recrystallisation critical temperatures
RLT, RST and Tnr were determined. These have been plotted for all the steels analysed against the
interpass time in Figure 179. From these plots, the microstructural evolution regimes can be identified
as a function of processing temperature: at temperatures above the RLT the steels recrystallise
completely, between the RLT and the RST partial recrystallisation occurs and strain accumulation
processes start, and below the RST recrystallisation is prevented and all the applied strain is retained.
Although as aforementioned γ�α phase transformation may start at temperatures significantly higher
than those determined mechanically, the Ar3 determined from the multipass torsion tests has also been
included in the plots.
164

5 30 55 80
Interpass time (s)
STRAIN ACCUMULATION
(Partial Rex.)
COMPLETE
RECRYSTALLISATION
C2Mn2Al1
5 30 55 80
Interpass time (s)
C2Mn2Al1Nb3 COMPLETE
RECRYSTALLISATION
STRAIN ACCUMULATION
(No Rex.)
STRAIN ACCUMULATION
(Partial Rex.)
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
C2Mn2Al2 RLTC2Mn2Al2 TnrC2Mn2Al2 RSTC2Mn2Al2 Ar3
800
900
1000
1100
1200
5 30 55 80
Interpass time (s)
T (ºC)
STRAIN ACCUMULATION
(Partial Rex.)
COMPLETE
RECRYSTALLISATION
C2Mn2 1200
800
900
1000
1100
1200
5 30 55 80
Interpass time (s)
T (ºC)
C2Mn2Al2
STRAIN ACCUMULATION
(Partial Rex.)
COMPLETE
RECRYSTALLISATION
γ→α γ→α γ→α γ→α PHASE
TRANSFORMATION
5 30 55 80
Interpass time (s)
C2Mn2Al2Nb3
STRAIN ACCUMULATION
(Partial Rex.)
RECRYSTALLISATION
γ→α γ→α γ→α γ→α PHASE
TRANSFORMATION
STRAIN ACCUMULATION(No Rex.)
5 30 55 80
Interpass time (s)
STRAIN ACCUMULATION (No Rex.)
C2Mn2Al2Nb7 RECRYSTALLISATION
γ→α γ→α γ→α γ→α PHASE
TRANSFORMATION
STRAIN ACCUMULATION
(Partial Rex.)
Figure 179: Plots representing the different recrystallisation, strain accumulation and γ�α phase
transformation regimes for the Al steels as a function of interpass time.
Comparison of the data corresponding to the C2Mn2 and C2Mn2Al1 steels shows that the solute drag
effect due to 1%Al addition has a small but noticeable effect in increasing the potential for strain
accumulation in the investigated steels, this effect being enhanced for the shortest interpass times. The
potential for strain accumulation is clearly increased with 0.03%Nb addition to the C2Mn2Al1 steel. It
can also be observed that in this case below 950ºC recrystallisation was completely prevented for all
the interpass times studied leading to a wide temperature processing window for strain accumulation.
In addition, for tip=30 s the amount of NbC precipitation found close to the Tnr was small, denoting that
as well a providing strain accumulation, Nb may be left in solution after hot rolling available for further
precipitation after deformation. Finally, the figures denote that the temperatures for strain accumulation
onset are also very high for the 2%Al steels. In this case, it seems that γ�α phase transformation
starting at temperatures close to the Tnr significantly contributes to this behaviour. However, it must be
taken into account that as a result of γ�α phase transformation a significant loss of ductility during the
multipass deformation schedules was observed, and more than half of the investigated specimens broke
during the tests. This indicates that for hot rolling purposes, lower Al levels would be more convenient.
Plate and strip rolling processing maps
In order to study the effect of alloying additions on the microstructural evolution of the austenite under
hot rolling conditions, the CEIT model [27] was selected from all the project models to generate plate
and strip rolling processing maps. For plate rolling, schedules proposed by Tata for final gauges from
50 to 25 mm and End Hold Temperatures (EHT) from 850 to 1000ºC were simulated, and the following
steel compositions were considered: 0.1%C-1%Mn-0.03%Nb (C1Mn1Nb3), 0.2%C-2%Mn-1%Al
(C2Mn2Al1) and 0.2%C-2%Mn-1%Al-0.03%Nb (C2Mn2Al1Nb3).
In the model [27], the effect of Al addition on the static softening kinetics was taken into account by
incorporating the solute retardation parameter obtained from the double hit torsion tests (equation
(29)). For calculating the recrystallised grain size, the equation taken from reference 30, which showed
a reasonable fit for the project steels (see Figure 167), was employed. Finally, it must be remembered
165

that the results suggested that Al retards the strain-induced precipitation kinetics. However, due to the
limited data available, this effect was not quantified and, therefore, it was not taken into account in the
calculations.
The model results obtained in the plate simulations have been represented in Figure 180 in the form of
different processing maps. These display the final austenite grain sizes obtained after hot rolling
(Figure 180(a-c)) and the amount of strain accumulated after the last pass (Figure 180(d-f)) for the
different EHT and gauge combinations. For the three steel compositions considered, the modelling
results indicate that the final austenite grain size tends to decrease with increasing the End Holding
Temperature. This seems to be related with the configuration of the hot rolling schedules. In the hot
deformation sequences provided by Tata, for the same final gauge the number of rolling passes applied
decreases with increasing the End Holding Temperature. As a result, higher deformation values are
applied in the rolling passes, and according to the model this results in finer recrystallised austenite
grain sizes. In addition, finer recrystallised grain sizes tend to be obtained for the thicker final gauges.
The effect is enhanced for the lower EHT values. Again, this seems to be related to the configuration of
the rolling schedules. In the plate hot rolling schedules designed by Tata, although a smaller total strain
is applied for obtaining a thicker gauge length, this is given in less rolling passes.
The maps also show that, similar microstructures are predicted at low End Holding Temperatures for
the three steel compositions considered. However, at EHT higher than 900ºC, the finest final austenite
grain sizes are obtained for the C2Mn2Al1Nb3, while the Al1 steel tends to result in the coarsest
microstructures. This is related to the strain accumulation potential of the three steels. In the case of the
Al1 steel, the static softening kinetics is retarded due to 1%Al solute drag effect, which is equivalent to
the retardation exerted by 0.027%Nb in solid solution; however in the case of the C1Mn1Nb3 strain-
induced precipitation also takes place resulting in higher strain accumulation levels. As a result, refined
recrystallised grain sizes are obtained. For the C2Mn2Al1Nb3 steel, the two effects are added. This is
also clearly reflected in the maps displaying the accumulated strain (Figure 180(d-f)).
For strip rolling, a series of 16 rolling schedules supplied by ArcelorMittal were considered, based on a
representative industrial schedule of thin gauge hot rolling of advanced high strength steels (AHSS),
Table 59. According to industrial needs the process parameters for the construction of the maps were
selected as Finish Rolling Temperature (FRT) between 850 and 950°C and gauge thickness of the final
hot rolled product between 2 and 6mm.
The following criteria were proposed for constructing the processing regimes:
� Constant roughing conditions
� Constant Entry Temperature to Finishing Mill: 1045°C
� Fixed Entry Thickness to Finishing Mill: 38mm
� Deformation Temperature evolution during Finishing Rolling: Deformation Temperature
in each pass derived from the share of the total temperature drop between each pass
derived from the reference industrial schedule
� Applied Strain evolution during Finishing Rolling: a) Deformation in F7 is constant as
used mainly for strip shape control, b) strain per pass derived from the share of total strain
in each stand derived from the reference industrial schedule.
� Interstand Cooling rate during Finishing Rolling: Constant cooling rate, derived from the
reference industrial schedule: F1-F2: 10°C/s # F2-F3:4°C/s # F3-F4:14°C/s # F4-
F5:20°C/s # F5-F6: 27°C/s # F6-F7: 50°C/s
� Interpass Times during Finishing Rolling: Derived from deformation temperature
evolution and cooling rates described above
The maps were calculated for the following steel compositions: 0.1%C-1%Mn-0.03%Nb (C1Mn1Nb3),
0.1%C-1%Mn-0.07%Nb (C1Mn1Nb7) and 0.2%C-2%Mn-1%Al-0.03%Nb (C2Mn2Al1Nb3). The final
austenite grain size and the accumulated strain maps are displayed in Figure 181. For the three
166

compositions considered, as the final gauge decreases finer grain sizes and higher accumulated strain
levels are obtained. In this case, the number of deformation passes was constant for all the schedules
simulated. Therefore this grain size refinement and higher strain accumulations levels can be directly
related to the larger strain applied in order to obtain thinner final gauges. In addition, the maps show
that the grain size decreases slightly with decreasing FRT, while the accumulated strain tends to
increase slightly. At lower temperatures, lower interpass softening levels are obtained, and as a result
the amount of strain accumulated tends to be higher. This leads to refined austenite microstructures.
Final grain size (µµµµm) Accumulated strain after last pass
40 50
50
5050
50
6060
60
7070
70
80
80
80
90
90
100
100
110
120130140
30 35 40 45 50850
900
950
1000
Gauge (mm)
En
dH
old
ing
Te
mp
era
ture
(ºC
)
(a) C1Mn1Nb3, Grain Size (µm)
0.07
0.08
0.080.09
0.09
0.09
0.1
0.1
0.10.1
0.11
0.11
0.11
0.11 0.12
30 35 40 45 50850
900
950
1000
Gauge (mm)E
nd
Ho
ldin
g T
em
pe
ratu
re(º
C)
(d) C1Mn1Nb3, Accumulated Strain
50 60
60
6060
60
7070
70
80
80
80
90
90
100
100110120130140
30 35 40 45 50850
900
950
1000
Gauge (mm)
(b) C2Mn2Al1, Grain Size (µm)
0.07
0.08
0.08
0.09
0.09
0.090.09
0.1
0.1
0.10.1
0.1
30 35 40 45 50850
900
950
1000
Gauge (mm)
(e) C2Mn2Al1, Accumulated Strain
40
40
4040
5050
50
6060
60
7070
70
80
8080
90
90
100
100110120130140
30 35 40 45 50850
900
950
1000
Gauge (mm)
(c) C2Mn2Al1Nb3, Grain Size (µm)
0.070.08
0.08
0.0
9
0.09
0.090.09 0.1
0.10.1
0.11
0.11
0.11
0.11
0.120.12
0.12
0.12
0.13
0.13
30 35 40 45 50850
900
950
1000
Gauge (mm)
(f) C2Mn2Al1Nb3, Accumulated Strain
Figure 180: Grain size and strain accumulated after the lass past processing maps obtained employing
the CEIT model for the plate hot rolling simulations.
167

Finally, from the comparison of Figure 181 (a) and (b) it is evident that finer microstructures are
obtained for the C1Mn1Nb7 than for the C1Mn1Nb3 steel. This is a result of the higher potential for
strain accumulation due to enhanced solute drag effect and strain-induced precipitation for the
0.07%Nb steel. This is also reflected in the accumulated strain maps (Figure 181(d-f)). However, it is
interesting to note that the results obtained for the C2Mn2Al1Nb3 and C1Mn1Nb7 steels are very
similar. The results obtained in the simulation suggest that Al additions can also be helpful to obtain
adequately conditioned austenite grain microstructures during hot rolling.
Final grain size (µµµµm) Accumulated strain after last pass
55
6
66
7
77
8
88
9
99
10
10
10
11
11
11
12
12
12
13
13
13
14
14
14
15
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)
En
dR
oll
ing
Te
mp
era
ture
(ºC
)
(a) Grain Size, C1Mn1Nb3 (µm)
0.25 0.25
0.250.3
0.3
0.3
0.3
0.3
5
0.35
0.35
0.4
0.4
0.45
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)E
nd
Ro
llin
gT
em
pe
ratu
re(º
C)
(d) Accumulated strain, C1Mn1Nb3
44
55
5
66
67
77
88
89
99
10
10
10
11
11
11
12
12
12
13
13
13
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)
(b) Grain Size, C1Mn1Nb7 (µm)
0.3
0.3
0.3
0.3
5
0.3
5
0.35
0.35
0.4
0.4
0.4
0.4
5
0.450.5
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)
(e) Accumulated strain, C1Mn1Nb7
44
55
56
66
7
77
88
89
99
10
10
10
11
11
11
12
12
12
13
13
13
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)
(c) Grain Size, C2Mn2Al1Nb3 (µm)
0.3
0.3
0.3
0.35
0.35
0.3
50.3
5
0.4
0.4
0.4
0.4
5
0.45
0.5
2 3 4 5 6800
820
840
860
880
900
Gauge (mm)
(f) Accumulated strain, C2Mn2Al1Nb3
Figure 181: Final austenite grain size, accumulated strain and recrystallised fraction processing maps
obtained employing the CEIT model for strip hot rolling simulations.
168

Table 59: Reference Industrial Hot Rolling Schedule for Processing Regime Maps in Strip Rolling
Entry Temperature
(°C)
Thickness
(mm)
Interpass Time
(s)
Strain per
pass
Cooling Rate
(°C/s)
Strain Rate
(1/s)
1258 (reh) 220
R1 1240 200 19,4 0,11 1
R2 1220 150 19,4 0,33 2
R3 1210 120 19,4 0,26 2
R4 1180 90 21,0 0,33 4
R5 1150 60 14,0 0,47 9
R6 1125 38,6 15,8 0,51 17
F1 1045 19,1 4,3 0,81 10 12
F2 1004 9,87 2,2 0,76 4 31
F3 995 6,13 1,4 0,55 14 56
F4 976 4,06 0,9 0,48 20 96
F5 958 2,98 0,7 0,36 27 142
F6 940 2,39 0,5 0,25 49 168
F7 914 2,06 0,5 0,17 172
2.3.6 WP6: Application and validation
The objectives of this work package were:
• Validation of the developed models by thermomechanical tests and laboratory hot rolling
trials
• Application of the models and maps to design optimised rolling schedules to achieve different
product requirements for hot-rolled strip and plate, such as:
o Avoid coarse austenite regions
o Refine austenite grain size
o Optimise grain size/properties for minimal alloy additions
o Reduce rolling times/increase mill throughput
2.3.6.1 Task 6.1: Design of validation tests
Gleeble multi-hit tests on industrial material
A large number of single and double hit tests had already been performed in Task 3.2 as part of the
model development work. The validation tests were designed to concentrate on applying these results
to multi-hit deformation tests, which are more representative of the conditions where the models will
be applied.
A series of Gleeble multi-hit deformation tests were defined to validate the new model on samples of
the industrial plate steel used for the laboratory pilot rolling trials described below, identified as 6AM2.
This steel has the chemistry 0.11C, 0.36Si, 1.38Mn, 0.034Nb wt%, which is similar to steel
C1Mn1Nb3 but with slightly higher Mn and Nb content and thus provided a good test of the validity of
the models developed within the project.
The first set of tests were “Tnr”-type tests, similar to those performed by torsion in Task 3.6, to validate
the recrystallisation kinetics equations. The number of deformations that can be applied was more
limited in uniaxial compression. The samples were reheated at 1200°C for 15 minutes and then eight
169

deformations were applied at temperature intervals of 25°C and a strain rate of 1/s. The samples were
held at the deformation temperature for the interpass time minus 5s, to allow isothermal softening,
before being cooled to the next deformation temperature in the remaining 5 seconds. The pass strains
and interpass times were chosen to be typical of the range encountered in industrial plate mill rolling
and are defined in Table 60. The flow stress data were analysed as described in Task 3.6 to determine
the fraction softened and the critical temperatures for recrystallisation. The objective was to perform
tests which included the complete, partial and no recrystallisation regimes. Due to the limited number
of hits it was not always possible to cover the full range of recrystallisation behaviour in a single test.
Table 60: Conditions for multi-hit Gleeble validation tests on steel 6AM2
Steel Strain per
pass
Total interpass
time (s)
Deformation temperatures (°C)
35 1100, 1075, 1050, 1029, 1000, 975, 950, 925 0.3
10 1150, 1125, 1100, 1075, 1050, 1025, 1000, 975 6AM2
0.1 35 1150, 1125, 1100, 1075, 1050, 1025, 1000, 975
A second set of tests was performed on steel 6AM2 to investigate the grain size evolution during a hot
rolling simulation. Samples were reheated at 1200°C for 15 minutes and then deformations of 0.2 strain
were applied at 5 equally spaced temperatures between 1200°C and temperatures of 1100, 1000 and
900°C at a strain rate of 1/s and interpass time of 35s. Additional samples were also held at the final
temperature for up to 900s to assess the grain growth during a hold. A third set of tests were performed
at 1000°C under the same conditions but applying a strain of 0.05, to assess the effect of low strain
passes. Samples were quenched out at intermediate temperatures and times and the prior austenite grain
size measured using the same methods as described in Task 4.2. The full matrix of tests is shown in
Task 6.3, Table 63.
Multipass deformation tests were also carried out by torsion in order to validate the modelling and
processing maps generated in task 5.6. The test schedules were planned in order to simulate industrial
rolling schedules for both plate and strip proucts, and after the tests the specimens were water-
quenched in order to investigate the microstructures developed. The conditions employed in the hot
rolling simulations are summarised in Table 61.
Table 61: Tests carried out in order to simulate plate and strip hot rolling schedules.
Steel Type of
simulation Schedule simulated
Specimen quenched
after:
900ºC End Holding Temperature-30 mm gauge
900ºC End Holding Temperature -50 mm gauge
1000ºC End Holding Temperature -30 mm gauge C2Mn2Al1Nb3
1000ºC End Holding Temperature -50 mm gauge Final rolling pass
C2Mn2Al1
plate
1000ºC End Holding Temperature -50 mm gauge
4 passes + 115 s
900ºC Finish Rolling Temperature-3 mm gauge C2Mn2Al1Nb3 strip
900ºC Finish Rolling Temperature -6 mm gauge Final rolling pass
Torsion simulation of industrial plate schedules
A set of torsion tests was performed by CEIT to try to simulate complete plate mill rolling schedules
for two example plates. It is not possible to perform enough deformation passes in uniaxial
compression to simulate a full schedule, but the number of deformations in torsion is not limited in the
same way. The rolling schedules for a 25mm and 50mm hot rolled plate were supplied by Tata,
170

Figure 182. A larger number of passes were used to roll the plate to 25mm gauge compared with
50mm. The 50mm schedule contained a longer hold time after roughing to reduce the temperature for
entry to the finishing mill. The finish rolling temperature for both schedules was similar at around
825°C. The pass deformations, temperatures, strain rates and interpass times were simulated on steel
C1Mn1Nb3, which is a similar chemistry to many industrial grades. It was not possible to achieve
precisely the same strain rates in combination with the other process conditions, with rates between 1 –
1.5 /s applied in torsion whereas the industrial rates ranged from 1 – 6 /s. Otherwise, the simulation
conditions replicated as close as possible the industrial schedule.
0
0.04
0.08
0.12
0.16
0 5 10 15 20 25
Pass number
Reduction
50mm
25mm
(a) pass reductions
700
750
800
850
900
950
1000
1050
0 5 10 15 20 25
Pass number
Temperature (°C)
50mm
25mm
(b) pass temperatures
Figure 182: Example industrial plate rolling schedules used for validation torsion tests
Laboratory plate mill validation tests
The objective of the validation rolling trials at Tata was to generate at least two different austenite
microstructures during hot rolling on the Tata pilot plate mill to validate the equations for recrystallised
fraction and recrystallised austenite grain size developed in the project. Calculations were made with
the Tata model to construct processing regime maps, which show the effect of changing plate gauge
and end hold temperature (EHT) on the final recrystallised fraction and austenite grain size for a
reference plate rolling schedule. The hold gauge was fixed. Predictions were also made with the CEIT
equations for t50% recrystallisation time, t5% precipitation time and recrystallised austenite grain size
substituted into the Tata model, which showed similar trends. The selected parameters were:
• Plate gauges: 25, 30, 35, 40, 45 and 50mm
• EHT: 850, 900, 950 and 1000°C
• Reheat temperature: 1250 and 1200°C
• Hold gauge: 100mm
The rolling schedules were first calculated for producing these plates on Tata’s industrial plate mill,
using an offline version of the mill scheduler software. Controlled rolled schedules were chosen with
one hold, and finish rolling temperatures still in the fully austenitic region, to avoid complications from
phase transformation occurring at lower rolling temperatures. The exact same schedules cannot be
reproduced on the laboratory mill due to the smaller initial feedstock (140mm c.f. 230mm thickness),
so it was decided to replicate the finishing mill reduction sequence from the industrial mill, but modify
the roughing sequence to achieve the hold gauge in fewer passes (four). The laboratory mill schedules
were run through the laboratory mill scheduling software, to determine the pass temperatures and
timings, and check the schedules were feasible within the mill engineering limits.
The resulting processing regime maps for a reheat temperature of 1250°C are shown in Figure 183.
Points were identified on the maps where distinctly different microstructures should be generated
according to the model predictions. It was decided to roll plates to two gauges: 30mm and 50mm, with
171

two end hold temperatures: 1000°C and 900°C. Additional trials were proposed to quench out the plate
at intermediate gauges during these schedules, such as at the hold gauge, the first pass after the hold
and at 40mm. In total, six trials were planned, as follows:
1. roll to 50mm plate, EHT=1000°C; quench final plate
2. roll to hold gauge (100mm) and quench immediately, to obtain austenite grain size before hold
3. roll to 30mm plate, EHT=1000°C; quench intermediate sample at 40mm; quench final plate
4. roll to 30mm plate, EHT=900°C; quench intermediate sample at 40mm; quench final plate
5. start rolling to 30mm plate, EHT=900°C; quench after first pass after the hold (~85mm), to
obtain austenite grain size
6. start rolling to 30mm plate, EHT=1000°C; quench plate at 50mm gauge, to obtain austenite
grain size
3D Wafer Plot of Frac Rex against Gauge and EHT
Lab Plate Process regime maps new Tata 6AM2 1250C.sta 10v*30c
Frac Rex = Wafer
> 0.9
< 0.9
< 0.7
< 0.5
< 0.3
< 0.1
24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Gauge (mm)
840
860
880
900
920
940
960
980
1000
1020
En
d H
old
Te
mp
era
ture
(°C
)
(a) Recrystallised fraction
3D Wafer Plot of Dmean against Gauge and EHT
Lab Plate Process regime maps new Tata 6AM2 1250C.sta 10v*30c
Dmean = Wafer
> 80
< 72
< 52
< 32
< 12
24 26 28 30 32 34 36 38 40 42 44 46 48 50 52
Gauge (mm)
840
860
880
900
920
940
960
980
1000
1020
En
d H
old
Te
mp
era
ture
(°C
)
(b) Average austenite grain size (µm)
Figure 183: Processing regime maps for laboratory plate rolling mill at Tata Steel, using a 0.11C
0.034Nb steel, calculated using the Tata metallurgical model showing target validation trials.
The Tata model was also used to predict the recrystallised fraction and austenite grain size for the
proposed rolling schedules. Figure 184 shows examples for EHTs of 1000 and 950°C and plate gauges
of 30, 40 and 50mm. The austenite grain size predictions (Fig. 184(c,d)) for the two EHTs were quite
similar but there was a large difference in predicted recrystallised fraction (Fig. 184(a,b)) after the hold
at pass 4, due to the difference in pass reductions and temperature in the finishing schedule. The plates
with a 1000°C EHT were predicted to continue partially recrystallising in the finishing passes whereas
plates with a 950°C EHT were predicted to stop recrystallising after pass 6.
172

0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Pass number
Calculated fraction recrystallised (-) 50mm
40mm
30mm
(a) Recrystallised fraction, EHT=1000°C
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Pass number
Calculated fraction recrystallised (-) 50mm
40mm
30mm
(b) Recrystallised fraction, EHT=950°C
0
50
100
150
200
250
300
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Pass number
Calculated average austenite grain size (µm)
50mm
40mm
30mm
(c) Average austenite grain size, EHT=1000°C
0
50
100
150
200
250
300
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Pass number
Calculated average austenite grain size (µm)
50mm
40mm
30mm
(d) Average austenite grain size, EHT=950°C
Figure 184: Recrystallised fractions and austenite grain sizes for laboratory plate rolling schedules,
using a 0.11C 0.034Nb steel and two end hold temperatures, calculated using Tata metallurgical model
Pilot hot strip mill validation tests
Table 62 presents the reference laboratory hot rolling schedule, representative of R&D developments in
thin gauge AHSS steels. The process parameters for the construction of the maps were selected as FRT
between 800 and 900°C and gauge thickness between 2 and 6mm. The selected outputs of the
processing regime maps were chosen as i) Mean recrystallized grain size Drex, ii) Recrystallized
fraction XReX and iii) Retained strain ∆ε. A set of 16 laboratory rolling schedules were constructed
using the same criteria described in Task 5.6. The CEIT model was applied for predicting the selected
output parameters. In this way, reference processing maps for validation tests in laboratory rolling were
constructed. Figure 185 presents the resulting processing maps for the selected steel C2Mn2Al1Nb3,
from which the laboratory mill trials were designed for validation of the maps. Four processing
conditions were selected for laboratory rolling trials represented by the following combinations of FRT
and gauge thickness:
1. Gauge Thickness: 2mm / FRT: 800°C
2. Gauge Thickness: 3mm / FRT: 900°C
3. Gauge Thickness: 6mm / FRT: 850°C
4. Gauge Thickness: 4mm / FRT: 850°C
These conditions were selected in order to obtain the maximum differences in the resulting
microstructures.
173

Table 62: Pilot Strip Hot Rolling Schedules for validating Processing Regime Maps
Stand
Entry
Temperature
(°C)
Thickness
(mm)
Interpass
Time (s)
Strain per
pass
Strain Rate
(/s)
1250°C, 30m 40
R1 1200 35 7,5 0,15 1
R2 1160 26 11,5 0,34 1
R3 1100 17 12 0,49 1
F1 1030 11 9,5 0,50 3
F2 980 7 7,5 0,52 3
F3 920 4 6 0,65 3
F4 840 2 6 0,80 3
(a) Mean austenite
grain size (µm)
(b) Recrystallised
fraction
(c) Retained strain
Figure 185: Processing Maps for C2Mn2Al1Nb3 under selected conditions of
laboratory hot rolling derived from application of CEIT predictive model
Laboratory mill trials were designed and performed together by CRM and AM following the conditions
derived from the constructed laboratory schedules as described above. These tests were performed
followed by water quenching after 5s. The recrystallised austenite grain size was selected as the
parameter for validation of the tests by comparing experimental and predicted values measured at mid-
thickness of the strips. Sampling for metallographic preparation was planned at mid-length of the
strips. Two approaches were adopted for the determination of Drex: the conventional one determining
174

the mean linear intercept from optical micrographs and the alternative one derived from the application
of the reconstruction software on EBSD maps as described in Task 4.2.
2.3.6.2 Task 6.2: Single and double hit validation tests
It was decided to focus the validation tests on multipass deformations, as described in Task 6.1.
2.3.6.3 Task 6.3: Multipass validation tests
Gleeble multi-hit tests on industrial material
The stress-strain curves measured in the multi-hit tests on steel 6AM2 are shown in Figure 186. There
was a gradual increase in flow stress with decreasing temperature when a strain of 0.05 was applied. A
larger increase in flow stress was obtained at a strain of 0.2 at the same interpass time of 35s, with
significant amounts of strain accumulating from hit 5 (1000°C) onwards. Reducing the interpass time
to 10s led to strain accumulation at higher temperatures. Note that the temperatures of the 0.2 strain
hits were 50°C higher for the 10s interpass time compared with the corresponding hit at 35s interpass
time (Table 60), hence the flow stress was lower at each strain. The Tnr was determined in the standard
manner by plotting Mean Flow Stress against inverse temperature, Figure 187. Temperatures of
1009°C and 1056°C were obtained for 0.2 strain and interpass times of 35s and 10s respectively. No Tnr
could be determined for the 0.05 strain test.
0
50
100
150
200
250
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
Strain (-)
Stress (MPa)
10s
35s
(a) 0.2 strain, 10 and 35s
0
20
40
60
80
100
120
140
0 0.1 0.2 0.3 0.4 0.5
Strain (-)
Stress (MPa)
(b) 0.05 strain, 35s
Figure 186: Measured flow stress curves from multi-hit validation tests on steel 6AM2
The fraction softened was calculated from the flow curves using the method described in Task 3.6
(equation (4)) and was plotted against temperature, Figure 188. The RLT, RST and Tnr temperatures
have been identified on the graph for each steel. Full recrystallisation occurred at temperatures of
1025°C and above with an applied strain of 0.2 and interpass time of 35s. The RLT was raised to
1100°C when the interpass time was reduced to 10s. Below this temperature partial recrystallisation
occurred. It was not possible to perform sufficient hits to define the RST in these tests. The Tnr lay
between the RLT and RST, but closer to the RLT. When the strain was reduced to 0.05 at the same
interpass time, partial recrystallisation occurred at all temperatures.
175

MFS data
High T Regr.
Low T Regr.
test1 Tnr Analysis; Tnr = 1009°C
1000/T / inv.K
0.840.820.80.780.760.74
Mean F
low
Str
ess / M
Pa
180
170
160
150
140
130
120
110
100
90
80
(a) 0.2 strain, 35s
MFS data
High T Regr.
Low T Regr.
test3 Tnr Analysis; Tnr = 1056°C
1000/T / inv.K
0.80.780.760.740.720.7
Mean F
low
Str
ess / M
Pa
160
150
140
130
120
110
100
90
80
70
(b) 0.2 strain, 10s
MFS data
High T Regr.
Low T Regr.
test2 Tnr Analysis
1000/T / inv.K
0.80.780.760.740.720.7
Mean F
low
Str
ess / M
Pa
100
90
80
70
60
50
(c) 0.05 strain, 35s
Figure 187: Mean flow stress versus inverse temperature plots to determine Tnr from multi-hit tests on
steel 6AM2
The softening behaviour can be verified by examining the normalised fraction softened plots in Figure
189. At 0.2 strain, the initial softening can be attributed to recovery up to the marked line. Above this,
the rate of softening increased at all temperatures indicating that recrystallisation was occurring. At the
higher temperatures and 35s interpass time, the slope of the curve then decreased again as
recrystallisation was completed. At lower temperatures with 35s time the curve did not tail off within
the available interpass time and so only partial recrystallisation occurred. At 0.05 strain, however, there
was no steep increase in slope of the curve after the initial recovery period, suggesting that
recrystallisation was not the dominant softening mechanism and recovery was probably continuing. At
the lowest temperatures, the gradient of the curve was the same in both the early and later stages of
softening, indicating that only recovery occurred during the interpass time. None of the curves reached
complete softening within 35s.
The predictions of the new Tata model are also included on Figure 188 as dotted lines. It can be seen
that the model predicted the softening at 0.2 strain very well for both interpass times, although the
softening started at a slightly higher temperature than determined from the flow curves. At 0.05 strain,
the model correctly predicted partial recrystallisation during most of the hits, although the fraction
softened was a little higher than determined from the flow curves. These results show that the model
can be used to accurately predict the transition between complete and partial recrystallisation and the
fraction softened during multi-hit deformations in a Nb microalloyed plate steel.
176

0
0.2
0.4
0.6
0.8
1
1.2
800900100011001200
Temperature (°C)
Fraction softened (-)
0.2 strain 35s
0.05 strain 35s
0.2 strain 10s
0.2 strain 30s calc
0.05 strain 30s calc
0.2 strain 10s calc
RLT Tnr
predicted RST
Figure 188: Measured and predicted fraction softened as a function of temperature for multi-hit
validation tests on steel 6AM2
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time in stress relaxation (s)
Softened fraction (-)
Hit 1 1100°C
Hit 2 1075°C
Hit 3 1050°C
Hit 4 1025°C
Hit 5 1000°C
Hit 6 975°C
Hit 7 950°C
Hit 8 925°C
recovery
recrystallisation
(a) 0.2 strain, 35s
0
0.2
0.4
0.6
0.8
1
0.001 0.01 0.1 1 10 100
Time in stress relaxation (s)
Softened fraction (-)
Hit 1 1150°C
Hit 2 1125°C
Hit 3 1100°C
Hit 4 1075°C
Hit 5 1050°C
Hit 6 1025°C
Hit 7 1000°C
Hit 8 975°C
recovery
recovery
(b) 0.05 strain, 35s
Figure 189: Normalised fraction softened plots for multi-hit validation tests on steel 6AM2
Austenite grain size validation tests
Table 63 shows the matrix of tests performed on the industrial steel 6AM2 at strains of 0.2 and 0.05
and the measured austenite grain sizes. The measurements are plotted against the predictions of both
the original and new Tata models in Figure 190 and shows that the predictions have been improved in
the new model. In particular, the predicted grain sizes in the earlier passes are smaller, in line with the
measurements, and the large amount of grain growth in the hold time at 1100°C and to a lesser extent
1000°C predicted by the original model has been significantly reduced. In the 900°C set of tests, the
model predicted that recrystallisation stopped after the deformation at 975°C (pass 3) and therefore
there was no further change in grain size, which was consistent with the measured results.
Table 63: Matrix of grain size validation tests performed on plate steel 6AM2
Deformation pass temperature (°C) Strain per
pass
Strain rate
(/s) 1 2 3 4 5
Hold time at pass 5 temperature
(s)
0.2 1.0 1200 1150 1100 1050 1000 0, 10, 30, 100, 900
0.2 1.0 1200 1175 1150 1125 1100 0, 10, 30, 100, 900
0.2 1.0 1200 1125 1050 975 900 0,900
0.05 1.0 1200 1150 1100 1050 1000 0
177

0
20
40
60
80
100
120
140
160
180
Pass
1
Pass
2
Pass
3
Pass
4
Pass
5
Hold
10s
Hold
30s
Hold
100s
Hold
900s
Austenite grain size (µm)
1100°C Measured
1100°C Predicted
1100°C Predicted original
(a) 1100°C, 0.2 strain
0
20
40
60
80
100
120
140
160
180
Pass
1
Pass
2
Pass
3
Pass
4
Pass
5
Hold
10s
Hold
30s
Hold
100s
Hold
900s
Austenite grain size (µm)
1000°C Measured
1000°C Predicted
1000°C Predicted original
(b) 1000°C, 0.2 strain
0
20
40
60
80
100
120
140
160
180
Pass 1 Pass 2 Pass 3 Pass 4 Hold 900s
Austenite grain size (µm)
900°C Measured
900°C Predicted
900°C Predicted original
(c) 900°C, 0.2 strain
0
50
100
150
200
250
300
Pass 1 Pass 2 Pass 3 Pass 4 Pass 5
Austenite grain size (µm)
1000°C Measured
1000°C Predicted
1000°C Predicted original
(d) 1000°C, 0.05 strain
Figure 190: Measured and predicted austenite grain size for multi-hit validation tests on industrial steel
Torsion simulation of industrial plate schedules
The predictions of the Tata and CEIT models for the torsion tests performed on steel C1Mn1Nb3 to
simulate industrial rolling schedules for 25mm and 50mm gauge plates are shown in Figure 191. The
fractional softening data determined from the torsion flow curves at each pass using the method
described in Task 3.6 (equation (4)) were compared with the predictions of the CEIT model, the
original Tata model and the new Tata model using the recrystallisation coefficients derived in WP5. It
can be seen that the predictions of the CEIT model are in good agreement with the torsion results,
which is not surprising as the model was derived from torsion test data. The Tata model is based on
uniaxial compression test results and the original model did not accurately reproduce the partial
recrystallisation observed in the higher temperature passes of the torsion tests. The new Tata model
predicted slightly more softening at each temperature, closer to the measured data. The modelling work
in Task 5.5 showed that the torsion tests could be better simulated by the Tata model if the grain size
dependent strain exponent p = 5.6D-0.15
from the CEIT model (equation (28)) was used in the t50
equation. Figure 191(e-f) shows the predictions of the new Tata model but with a modified strain
exponent p. This gives even better agreement with the torsion test results.
178

0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental results
Ceit model
Tata model
Nb(C,N) prec
1011ºC
Nb(C,N) prec
882ºC
(a) 25mm schedule, measured + CEIT model +
original Tata model
0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental Results
Ceit Model
Tata model
Nb(C,N) prec
905°C
(b) 50mm schedule, measured + CEIT model +
original Tata model
0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental results
Ceit model
New Tata model
Nb(C,N) prec
1011ºC
Nb(C,N) prec
909ºC
(c) 25mm schedule, new Tata model
0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental Results
Ceit Model
new Tata model
Nb(C,N) prec
912°C
(d) 50mm schedule, new Tata model
0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental results
Ceit model
New Tata model, CEIT p
Nb(C,N) prec
1011ºC
Nb(C,N) prec
932ºC
(e) 25mm schedule, new Tata model + CEIT p
value
0
20
40
60
80
100
120
800900100011001200T (ºC)
FS (%)
Experimental Results
Ceit Model
new Tata model,CEIT p
Nb(C,N) prec
912°C
(f) 50mm schedule, new Tata model + CEIT p
value
Figure 191: Measured and predicted fractional softening for multipass torsion tests based on industrial
plate rolling schedules
In order to validate the predictions of the simulations performed to build the processing maps in Task
5.6 several multipass torsion tests were carried out by CEIT, which aimed to simulate real plate and
strip hot rolling schedules.
In the case of plate rolling, simulations for End Hold Temperatures of 900 and 1000ºC and final
thickness values of 50 and 30 mm were carried with the C2Mn2Al1Nb3 steel. After the test, the
179

specimen was quenched and the microstructure analysed and compared with the model predictions. In
addition, a simulation was carried out with the C2Mn2Al1 steel for EHT 1000ºC and a final thickness
of 50 mm. In this latter case a specimen was also quenched at an intermediate deformation level (4
passes + 115 s). Due to the limitation of the torsion machine, the test schedules could not be exactly
reproduced and some modifications were carried out in the deformation sequences. Primarily this
resulted in the use of a lower strain rate than in the actual schedule, particularly in the later passes, and
some slightly higher or lower strains in selected rolling passes. The temperatures and interpass times
were precisely as planned.
The strain-stress curves obtained in the rolling simulations carried out with the C2Mn2Al1Nb3 and the
C2Mn2Al1 steel are shown in Figure 192. The first four deformation passes were similar for all the
simulations carried out and represent the high temperature roughing passes. In the rest of the cases, the
stress levels of the curves increased significantly with decreasing EHT. The stress levels obtained for
the C2Mn2Al1Nb3 and C2Mn2Al1 steels were very similar.
0
50
100
150
200
250
0 0.5 1 1.5 2 2.5 3
Strain
Stress (MPa)
900ºC 50mm
900ºC 30mm
1000ºC 50mm
1000ºC 30mm
0
50
100
150
200
250
0 0.5 1 1.5 2 2.5 3
Strain
Stress (MPa)
C2Mn2Al1 steel
1000ºC, 50 mm
(a) C2Mn2Al1Nb3. (b) C2Mn2Al
Figure 192: Stress-strain curves obtained in the plate rolling torsion simulations
From the flow curves, the anisothermal softening between deformation passes was calculated for each
of the tests carried out and this is compared with the CEIT model predictions in Figure 193. From the
figures a relative good fit was observed for all the simulations, although some deviations were obtained
in the first passes. At these initial passes very high temperatures combined with very low deformations,
out of the range for which the model was developed [5], are probably the cause of the model failure.
The microstructures obtained from the specimens quenched after the different simulations are
illustrated in Figure 194. For the C2Mn2Al1Nb3 steel, in all the cases microstructures with a certain
strain accumulation level were obtained, although this seemed to be significantly lower for the 1000ºC-
50 mm schedule (Figure 194(c)). In good agreement with the processing maps constructed for the plate
rolling simulations, the micrographs denoted that refined microstructures were obtained for the highest
EHT considered, 1000ºC, compared to 900ºC. The figures also show that the microstructures obtained
after the 50 mm-1000ºC hot rolling simulation for C2Mn2Al1Nb3 (Figure 194(c)) and C2Mn2Al1
(Figure 194(e)) were very similar.
180

0
20
40
60
80
100
120
85095010501150
FS (%)
T (ºC)
900ºC 50mm
CEIT Model
0
20
40
60
80
100
120
7509501150
FS (%)
T (ºC)
900ºC 30mm
CEIT Model
(a) C2Mn2Al1Nb3, 900ºC-50mm (b) C2Mn2Al1Nb3, 900ºC-30mm
0
20
40
60
80
100
120
85095010501150
FS (%)
T (ºC)
1000ºC 50mm
CEIT Model
0
20
40
60
80
100
120
85095010501150
FS (%)
T (ºC)
1000ºC 30mm
CEIT Model
(c) C2Mn2Al1Nb3, 1000ºC-50mm (d) C2Mn2Al1Nb3, 1000ºC-30mm
0
20
40
60
80
100
120
85095010501150
T (ºC)
FS (%)
1000ºC 50mm
CEIT Model
(e) C2Mn2Al1, 1000ºC-50mm
Figure 193: Anisothermal experimental softening results and CEIT model predictions for the plate
rolling simulations.
In order to compare the microstructures with the model predictions, the microstructures shown above
were characterised. In the case of recrystallised equiaxed microstructures, the average equivalent
diameter criteria has been used; however, in the present case deformed microstructures are obtained.
Therefore, as well as the equivalent area diameter, the average grain size measured by linear
intersection were calculated. The results obtained together with the CEIT model predictions are
summarised in Table 64. The simulations of the actual schedules tended to give refined grain sizes
compared to the target schedules. This was due to the higher deformation values applied in some of the
deformation passes.
Comparison of the grain size measurements carried out shows that for the deformed microstructures,
the average equivalent diameter tended to give larger grain size measurements than the linear
intersection method, whereas for the recrystallised microstructures the two values were very similar.
For the C2Mn2Al1Nb3 steel, the agreement between the linear intercept and the model grain size
predictions were excellent. The grain size refinement predicted by increasing the End Holding
Temperature was confirmed by the measurements. For the C2Mn2Al1 steel and 1000ºC-50 mm the fit
181

was a bit worse. For the same conditions, the model predicted slightly coarser microstructure for the
Al1 than for the C2Mn2Al1Nb3 steel (63 vs. 39 µm); however, this does not agree with the
experimental findings.
A C2Mn2Al1 steel was also quenched at an intermediate stage of the 1000ºC-50 mm rolling schedule,
after 4 rolling passes + 115s, to investigate the accuracy of the model during the hot deformation
schedule. It should be noted that the amount of deformation applied in some of the rolling passes was
as low as ε=0.06. Previous experience indicates that in these cases the CEIT model for predicting the
recrystallised grain size tends to overestimate the experimental data.
C2Mn2Al1Nb3
(a) 900ºC, 50 mm, final microstructure
(b) 900ºC, 30 mm, final microstructure
(c) 1000ºC, 50 mm, final microstructure
(d) 1000ºC, 30 mm, final microstructure
C2Mn2Al1
(e) 1000ºC-50 mm, final microstructure
(f) 1000ºC-50 mm, 4 passes + 115 s
Figure 194: Microstructures obtained after the plate rolling torsion simulations carried out with the
C2Mn2Al1Nb3 and C2Mn2Al1 steels.
182

Table 64: Comparison of the experimental grain size measurements and the predictions of the CEIT
model for the plate rolling torsion simulations.
Steel Condition
Average Grain
size
(distribution),
(µm)
Average Grain
size (linear
intersection)
(µm)
Grain size, CEIT
model, target
rolling schedule
(µm)
Grain size, CEIT
model, actual
rolling schedule
(µm)
900ºC-50 mm 86±3 62±3 71 60
900ºC-30 mm 93±4 44±2 89 50
1000ºC-50 mm 38±1 35±2 48 39 C2Mn2Al1Nb3
1000ºC-30 mm 20±1 19±1 30 28
1000-50 mm, final
microstructure 40±1 37±2 70 63
C2Mn2Al1 1000-50 mm, 4 passes
+ 115 s 145±6 117±14 264 261
The grain size evolution predicted by the CEIT model for the C2Mn2Al1 steel at 1000ºC-50 mm is
illustrated in Figure 195. The figure shows that during the first deformation passes the predicted
recrystallised grain size increased significantly (354 µm) compared to the initial grain size (100 µm)
due to the small amount of deformation applied. The experimental measurement carried out after the
fourth deformation pass (145 µm) confirms that the model results (261 µm) overestimate the
experimental grain size. However, it must also be noted that in good agreement with the predictions of
the model, the grain size obtained after the fourth rolling pass was larger than the initial grain size.
0
50
100
150
200
250
300
350
400
900100011001200
T (ºC)
Drex (µm)
Drex
Linear Intercept measurements
Average Equivalent Diameter
D ( µµ µµ
m)
Predicted Grain size
Figure 195: Grain size predictions obtained for the C2Mn2Al1 steel (1000ºC-50 mm plate schedule)
and experimental measurements.
Multipass torsion tests were carried out in order to simulate strip hot rolling schedules with the
C2Mn2Al1Nb3 steel, using the same Finish Rolling Temperature, 900ºC, and two different gauges, 6
and 3 mm. The conditions obtained in the torsion machine were very close to the proposed schedules.
The stress-strain curves obtained from the tests are shown in Figure 196. The flow stresses
corresponding to the three initial passes are the same for the two rolling schedules, and therefore
similar stress levels were obtained for both sequences. In the next passes lower stress levels were
obtained for the 3 mm schedule due to the higher amount of deformation applied, which allows higher
interpass softening levels to occur.
183

0
50
100
150
200
250
0 0.5 1 1.5 2 2.5 3 3.5
Strain
Stress (MPa)
900ºC 3mm
900ºC 6mm
Figure 196: Stress-strain curves obtained in the strip rolling simulations carried out with the C2Al1Nb3
steel.
The anisothermal softening between passes obtained from the flow curves are compared with the model
predictions in Figure 197 for the two strip rolling simulations. From the figure, good agreement
between the experimental data and the model predictions can be observed. Again, some deviations are
observed at the highest deformation temperatures.
0
20
40
60
80
100
85095010501150
T (ºC)
FS (%)
900ºC 6mm
CEIT Model
(a) 6mm gauge
0
20
40
60
80
100
85095010501150
T (ºC)
FS (%)
900ºC 3mm
CEIT Model
(b) 3mm gauge
Figure 197: Anisothermal experimental softening results and CEIT model predictions for the strip
rolling simulations.
Images of the microstructures obtained after the last pass and cooling to 800ºC at 20ºC/s cooling rate
are shown in Figure 198. In the two cases, microstructures with a high level of strain accumulation
were obtained, the microstructure for the 3mm simulation being slightly refined compared to the 6 mm
case.
(a) C2Mn2Al1Nb3, FRT 900ºC, 6mm
(b) C2Mn2Al1Nb3, FRT 900ºC, 3mm
Figure 198: Final austenite microstructures obtained after strip rolling simulations on C2Mn2Al1Nb3.
184

The grain size measurements and the model predictions are summarised in Table 65. In this case the
differences between the average equivalent diameter and the linear intersections measurements were
smaller than in the plate rolling simulations. The table also shows good agreement between the grain
size measurements carried out and the predictions of the model.
Table 65: Comparison of the experimental grain size measurements and the predictions of the CEIT
model for the strip rolling simulations carried out.
Steel Condition Average Grain
size (distribution),
(µm)
Average Grain size
(linear intersection)
(µm)
CEIT model,
target rolling
schedule
(µm)
CEIT model,
actual rolling
schedule
(µm)
900ºC-6 mm, final
microstructure 16±1 14±1 14 13
C2Mn2Al1Nb3 900ºC-3 mm, final
microstructure 9±1 9±1 6 6
For non-equiaxed grain structures, the grain boundary area per unit volume, Sv is often considered more
representative than the mean grain size:
SV (mm-1)=2000/Dmean(microns) (61)
The pancaked microstructures were therefore also characterised in an additional way, by measuring the
mean thickness of the grains in a direction perpendicular to the elongation direction (deformation
direction). From this value, Sv was calculated applying the equation (2) developed for torsion given in
[81]. The sum of the accumulated strains predicted by the microstructural model in the last passes (in
the non-recrystallisation regime) was used for the calculation. The values of Sv were compared with
those calculated from the grain sizes in Table 64 and the value of Dmean predicted by the model using
equation (61), Table 66. It was observed that the values of Sv calculated from the different methods
correlated quite well. Therefore, the measurement of the specific grain boundary area performed by the
linear intersection method was quite confident and comparable to that calculated by the equation
developed for torsion from the measurement of thickness of the pancaked grains.
Table 66: Comparison of the values of Sv determined from experimental grain size measurements and
the predictions of the CEIT model for the plate rolling torsion simulations.
Steel Condition Sv (torsion eq.)
(mm^-1)
Sv (linear
intercept)
(mm^-1)
Sv (distribution)
(mm^-1)
Sv model
(mm^-1)
Plate 900ºC-50 mm 31 32 23 33
Plate 900ºC-30 mm 43 45 22 40
Plate 1000ºC-50 mm 59 57 53 51 C2Mn2Al1Nb3
Plate 1000ºC-30 mm 100 105 100 71
Plate 1000-50 mm,
final microstructure 53 54 50 32
C2Mn2Al1 Plate 1000-50 mm,
4 passes + 115 s 19 17 14 8
Strip 900°C 3mm 219 222 222 333 C2Mn2Al1Nb3
Strip 900°C 6mm 132 143 125 154
185

2.3.6.4 Task 6.4: Pilot rolling trials
Laboratory plate mill rolling
Tata Steel used a sample of a Nb microalloyed industrial slab from one of the plate mills (see Task 2.3)
for validation rolling trials on their laboratory pilot plate mill (sample code 6AM2). The slab was sawn
into blocks of size approximately 140 x 140 x 400 mm, taken from the top half of the 230mm slab, in
preparation for rolling. The pilot mill is a two-high, single stand reversing plate mill on which the
reheated blocks can be controlled rolled down from 140mm to gauges of ~10mm. A direct quenching
unit is attached at the exit of the rolling stand in which the plates can be quenched to room temperature
if required. Additionally, small samples can be gas cut off the end of the plate at intermediate rolling
passes, to study the microstructure evolution during the rolling schedule. The roll gap, mill stand loads
and interpass timings were automatically recorded by the mill computer. Surface temperatures of the
plate before each pass were measured with handheld pyrometers.
Six blocks from the commercial slab were rolled, using the schedules designed in Task 6.1. The blocks
were reheated at 1250°C and soaked for at least an hour at this temperature to ensure that all of the Nb
was in solution before rolling. The schedules had to be modified slightly from the design, due to
difficulties that occurred during the rolling trials. The hold gauge was reduced slightly from 100mm to
93mm to avoid too large a reduction in the first pass after the hold. The end hold temperature of 900°C
was increased to 950°C, to prevent the plate becoming too cold on the bottom surface during the long
hold time required to reach this temperature. This results in the plate turning up during rolling passes
after the hold so that it was not flat enough to finish rolling in trials 3 and 4. The final gauge of 30mm
was therefore not reached, the plate having to be finished at 40mm gauge. These bent plates also cannot
physically be entered into the quench unit so a piece was gas cut off the end of the final plate. Trial 3
was repeated (replacing the planned trial 6) to try to reach the final 30mm gauge, but the same problem
occurred and the plate finished at 40mm again. The gas cut intermediate and final plate samples were
quenched into a water bath as quickly as possible to try to obtain the prior austenite grain structure. The
trial conditions are summarised in Table 67. The actual schedules rolled are illustrated in Figure 199
for EHT of 1000°C and 950°C. The arrows indicate the gauges at which samples were quenched out
for microstructural examination.
Table 67: Summary of validation laboratory plate rolling trials at Tata Steel on slab 6AM2
Trial Sample
code
Hold
gauge
(mm)
EHT (°C)
(Aim/Actual)
FRT (°C)
(Actual)
No. of passes
(Aim/Actual)
Final gauge
(mm)
(Aim/Actual)
Sample
gauge
(mm)
1 A 93 1000/1008 995 8/8 50/49 49
2 C 93 - 1065 4/4 93/93 93
3 E 93 1000/998 942 9/10 30/34 40
4 G 93 950/950 925 10/14 30/41 41
5 H 93 950/951 942 5/5 84/84 84
6 I 93 1000/998 980 8/10 30/39 39
Through thickness slices ~20mm wide were taken from each of the quenched plates and intermediate
gas cut samples and tempered overnight in a furnace at 500°C to improve the response of the austenite
grain boundaries to chemical etching. The slices were then ground, polished and etched in 2% Nital for
optical metallographic examination. Example micrographs showing the microstructures of the plates at
the mid-thickness position are shown in Figure 200. In most cases, the plate had not been quenched fast
enough to fully transform to martensite, so the microstructures were predominantly bainitic with some
martensite at the surface of the plate. It was difficult to quantify the prior austenite grain sizes from
these samples but an indication of the grain size can be obtained from the micrographs. In samples A
and C, the microstructure at the plate centre was mostly bainitic, but the prior austenite grain
boundaries were delineated with ferrite. An estimate of the prior austenite grain size only could be
186

made in sample A, whilst in sample C three areas were measured using the ASTM chart comparison
technique. Sample H had transformed to martensite near the surface and was re-etched in aqueous
picric acid plus Teepol (wetting agent) to reveal the prior austenite grains. An ASTM measurement was
made from three areas at the 2mm sub-surface position. The grain size results are shown in Table 68.
850
900
950
1000
1050
1100
1150
1200
0 20 40 60 80 100 120 140
Roll gap (mm)
Temperature (°C)
6AM2A
6AM2C
6AM2E
6AM2I
40mm
EHT=1000°C
100mm
50mm
(a) EHT = 1000°C
850
900
950
1000
1050
1100
1150
0 20 40 60 80 100 120 140
Roll gap (mm)
Temperature (°C)
6AM2C
6AM2G
6AM2H
EHT=950°C
40mm
100mm
85mm
(b) EHT = 950°C
Figure 199: Tata laboratory plate mill rolling schedules for two End Hold Temperatures. Arrows
indicate passes at which samples were quenched for microstructural examination.
Table 68: Estimated prior austenite grain sizes in laboratory validation plates
Sample Gauge
(mm)
Measurement location ASTM grain size Equivalent MLI
grain size (µm)
6AM2A 49 Mid-thickness 5.0 – 5.5 (approx.) ~50
6AM2C 93 Mid-thickness 4.0 80
6AM2H 84 Sub-surface 4.5 – 5.0 ~60
Sample C which was quenched at the thickest gauge of 93mm and the highest temperature of 1065°C,
at the start of the hold in the schedule, had the coarsest austenite grain size of around 80µm. Sample H
which was quenched at a gauge of 84mm from a temperature of 942°C after the first pass after the hold
had a grain size of approximately 60µm. These two samples had coarser grains than the other samples
which had been quenched from thinner gauges. These grain sizes are in excellent agreement with the
predictions of the model in Figure 184, which predicted a grain size of 83µm at the start of the hold
(pass 4) and 57µm in the first pass after the hold (pass 5) in the 950°C EHT schedule.
All of the samples appeared to contain recrystallised austenite grains apart from sample G1 which
clearly showed large, pancaked austenite grains. This plate had been held to a lower end hold
temperature of 950°C and then received 6 finishing passes with the final pass at 925°C, the lowest FRT
of all the plates. This was consistent with the predictions of the model shown in Figure 184 which
indicated that recrystallisation should stop in the 2nd
pass after the hold in the 950°C EHT schedule
whereas some partial recrystallisation should continue during finishing in the 1000°C EHT schedule.
Samples A, E1 and I1, which were quenched out 2 or 3 passes from the end of the complete 1000°C
EHT schedules and had FRTs between 990 and 972°C, all had a finer, uniform, recrystallised grain
structure consistent with repeated recrystallisation in the finishing passes. The grain sizes appeared to
be quite similar for the 40mm and 50mm plates and for both EHTs, which is again consistent with the
predictions of the model in Figure 184.
187

(a) 6AM2A, mid-thickness
(b) 6AM2C, mid-thickness
(c) 6AM2E1, mid-thickness
(d) 6AM2G1, mid-thickness
(e) 6AM2H, mid-thickness
(f) 6AM2I1, mid-thickness
Figure 200: Optical micrographs of Tata laboratory validation plate samples after quenching
Pilot hot strip mill rolling
A validation heat was cast at CRM to perform validation rolling trials on a steel grade containing
0.2%C-2%Mn-0%Si-1%Al-0.03%Nb. From the ingot, blocks of dimensions 60mm length x 120mm
width x 40mm thickness were machined. The blocks were reheated at 1250°C for 1h in a reheating
furnace to assure complete dissolution of niobium in the austenite phase and to limit macro-
segregation. They were then hot rolled on the CRM pilot reversing mill using the rolling conditions
defined in Task 6.1. After the last rolling pass, hot rolled plates were quenched in a water bank to
produce a full martensitic microstructure. The reference rolling temperatures and experimental rolling
temperatures measured by pyrometers during discontinuous pilot rolling trials are given in Table 69.
The target finishing rolling temperatures were successfully achieved whilst a 60-80°C temperature
difference was observed for the first two roughing passes due to the time needed to move the block
from the reheating furnace to the pilot mill. The total rolling forces measured during the pilot rolling
trials are also included in Table 69.
188

After rolling, two metallographic samples were machined per plate to reveal the resulting austenitic
microstructure after rolling. One sample was sent to ArcelorMittal to perform some EBSD
reconstruction analysis. The second sample was tempered at 500°C for 1h to enable the prior austenite
grain boundaries to be revealed after Bechet-Beauchard etching and to perform light optical
microscopy observations. The microstructures obtained a maximum of 5 seconds after the last pass are
given in Figure 201. For the processing regime map of C2Mn2Al1Nb3 (Figure 185), predictions of
recrystallised grain size, recrystallised fraction and retained strain fraction are summarised in Table 70.
Table 69: Discontinuous pilot rolling conditions – Strip validation trials
Table 70: Summary of predicted values from processing regime maps according to pilot strip rolling
validation conditions
189

Figure 201: Austenitic microstructure of grade C2Mn2Al1Nb3 after last validation rolling pass
The microstructure for the condition with FRT=800°C – thickness= 2mm reveals the presence of small
equiaxed ferrite grains (~2-3µm) in a matrix of non-recrystallised austenite grain. The presence of
ferrite was not predicted by the processing regime maps since the model used to construct the maps
does not consider phase transformation from austenite during rolling. In the optical microstructures of
the other rolling conditions, no clear difference in terms of grain size was observed. Indeed, as
predicted by the model, only a small difference between recrystallised grain size should be observed
between thicknesses of 3mm-4mm-6mm, which are within the accuracy domain of the measurement.
However, regarding the microstructure of the condition FRT=850°C– thickness= 6mm and as predicted
in the processing regime map, the austenite grains appeared less elongated than for other conditions
highlighting less retained strain. To conclude regarding the validation trials, no clear difference was
observed on optical microstructures since as predicted by the model only small differences should be
observed. The main difference between all conditions would have been observed with the condition of
a FRT=800°C, however due to the presence of ferrite and the possible interaction effect with austenite
recrystallisation, the microstructure of this condition could not be considered for direct comparison.
2.3.6.5 Task 6.5: Validation against pilot mill and industrial mill data
Plate mill data
The equations for prediction of recrystallisation kinetics and austenite grain size can be combined with
hot flow stress equations and rolling models to predict the mill stand loads. This provides a means of
190

assessing the accuracy of the models in predicting the strain accumulation in the finishing mill. The
Sims equation [80] is commonly used to predict the load from the roll bite geometry and mean flow
stress. Comparisons have been made between the model predictions and the measured loads on the Tata
pilot plate rolling mill and an industrial plate mill.
The loads recorded by the mill logging system during the pilot rolling trials of three of the validation
plates in Task 6.4 are plotted against pass number in Figure 202 (dashed lines). The rolling schedule
for the first 4 passes was the same for each plate, and the loads were reasonably consistent. The
finishing schedule loads were also similar for most plates. There was a drop in load in the first pass
after the hold for plate E before the load increased in line with the other plates. The final two passes of
plate A also had lower measured loads. The solid lines show the predicted loads for the plates. Plates A
and E were both rolled with an end hold temperature of 1000°C to final aim gauges of 50mm and
30mm respectively. Excellent agreement was obtained between the predicted and measured loads
throughout the rolling schedule. The loads during the roughing passes of plate G were well predicted
but after the hold they were over-estimated by the model. This plate was held to a lower EHT of 950°C,
and the model predicted that recrystallisation stopped in the 2nd
finishing pass (pass 6) and therefore
significant amounts of strain were accumulated in the remaining passes, Figure 203, which led to the
calculation of a large flow stress and thus load in these passes. The amount of strain accumulated in the
finishing passes of the plates with an EHT of 1000°C was much smaller as recrystallisation continued
for all passes in plate A and until the penultimate pass in plate E, leading to more accurate load
predictions.
0
40
80
120
160
200
0 1 2 3 4 5 6 7 8 9 10 11
Pass number
Total mill load (tonnes)
6AM2A
6AM2E
6AM2G
6AM2A calc
6AM2E calc
6AM2G calc
Figure 202: Measured and predicted mill stand
loads for Tata pilot plate rolling trials
0.0
0.2
0.4
0.6
0.8
1.0
0 1 2 3 4 5 6 7 8 9 10 11
Pass number
Strain (-)
6AM2A total
6AM2E total
6AM2G total
6AM2A applied
6AM2E applied
6AM2G applied
Figure 203: Applied strain and calculated total
accumulated strain per pass for Tata pilot plate
rolling trials
The same calculations have been performed for a number of plates of different chemistries rolled on an
industrial plate mill and compared with the forces on the mill stands logged at each pass in the rolling
schedule. Figure 204(a) shows the results for all the plates of one particular CMn grade produced in
one year. There was no increase in force throughout the rolling schedule, as the steel continues to
recrystallise in all passes. This shows that the model is in excellent agreement with the measured mill
data in the absence of precipitation and strain accumulation. Figure 204(b) shows an example of the
results for an individual Nb microalloyed plate. The agreement between measured and predicted force
using the new model was again good until pass 13, where the predicted force started to increase
significantly. As was observed for the laboratory plate mill schedules, this point corresponds to the
pass at which recrystallisation stops (due to precipitation pinning of austenite grain boundaries) and
significant strain accumulation begins in the model calculations. The same behaviour was found for all
the Nb microalloyed plates analysed.
191

23
45
67
89
1011
1213
1415
1617
1819
2021
2223
24
Pass number
0
5
10
15
20
25
30
35
40
Fo
rce
(M
N)
Measured
New model
(a) CMn plates
2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Pass number
0
10
20
30
40
50
60
Fo
rce
(M
N)
Measured
Original model
New model
(b) Nb microalloyed plate
Figure 204: Measured and predicted mill stand forces for typical industrial plate mill rolling schedules
It can be concluded from the analysis of both the laboratory and industrial plate mill loads that the
model is accurate during the passes where complete or partial recrystallisation occurs, but predicts too
much strain accumulation once recrystallisation has stopped due to precipitation of Nb(C,N).
Pilot hot strip mill data
Based on measured rolling forces and temperatures during pilot discontinuous hot rolling trials (see
Table 69), the temperature range at which rolling forces start to accumulate was estimated. The
methodology described in [82] was employed. The conversion of the total rolling force to mean flow
stress of materials requires the knowledge of the plate width, the roll pass reduction and the roll radius.
The average rolling pressure was calculated according to equation (62). Finally, considering plane
strain compression conditions and removing the contribution of the friction to the total force, the
material flow stress was calculated with equation (63).
hRw
FPtot
∆=
P= total pressure (Pa)
F = rolling force (N)
W = plate width (m)
∆h = reduction (mm)
(62)
Q
PP tot
×=
32
Q = geometric coefficient (63)
Q is a geometric factor describing the friction hill. This parameter is function of the roll pass geometry
and friction coefficient [35]. A friction coefficient of 0.25 was estimated from StripCam simulations.
Results of the pilot rolling force analysis are given in Figure 205 showing the evolution of the material
mean flow stress as function of the average rolling temperature per rolling pass. The figure reveals that
no significant difference was observed in rolling forces for conditions where the final rolling thickness
was in the range 2 to 4 mm. For these conditions, rolling forces start to accumulate at around 1000°C.
Concerning the rolling condition where the final strip thickness was 6mm, rolling forces start to
accumulate at around 950°C, which is one pass later than previous conditions. As experimentally
observed, less total deformation was applied in the finishing stage for the 6mm condition, leading to
less internal energy available for recrystallisation and consequently to lower non-recrystallisation
temperature range.
192

Figure 205: Evolution of material mean flow stress during pilot rolling trials
2.4 Conclusions
WP1: Eight coordination meetings of all the partners have been held during the project, hosted by each
partner in turn.
WP2: Provision of Materials
Task 2.1 and 2.2: Production of laboratory casts and laboratory rolling
o A matrix of casts based around a reference steel containing 0.1C, 1.0Mn, 0.03Al, 0.005N 0.02P
wt % was defined. The steels contained systematic variations in Mn, Si, Al, C and Nb
additions.
o A total of 19 laboratory ingots were cast between the project partners and rolled down to plate
or strip material on pilot rolling mills to provide the steels for investigation.
o This has enabled the study of the effects of Mn, Si and Al individually, the interaction effect of
each element with Nb and the influence of increasing the amount of Nb on the interaction
effect.
Task 2.3: Provision of industrial material
o An industrially cast Nb microalloyed slab sample for the validation trials in WP6 was obtained
from a Tata plate mill.
WP3: Thermomechanical testing
Task 3.2: Solute drag effect on static recrystallisation kinetics
o A large thermomechanical test programme to study static recrystallisation kinetics was
completed. The effects of Nb, Al, Si, Mn and C content, strain, temperature, strain rate and
austenite grain size were investigated.
o Tests on the 0.1 wt% C MnNb series of steels showed that the rate of softening decreased with
decreasing strain (0.35 � 0.05), temperature (1150 � 950°C) or strain rate (10 � 0.1/s), or
increasing Nb content (0 � 0.03 wt%). Recrystallisation was the dominant softening
mechanism for deformation at temperatures of 1050°C and above, apart from some tests at 0.05
strain which showed only recovery. Deformation at 950°C led to recrystallisation in the
C1Mn1 steel but mostly recovery in the Nb steels.
o The retardation of softening in the Nb steels compared to the CMn steel was attributed to Nb
solute drag at deformation temperatures of 1050°C and above. At 950°C, as well as solute drag,
an additional contribution due to precipitation could be identified in the softening curves.
193

o No strong effect of initial austenite grain size on the recrystallisation kinetics was found in the
Mn1Nb or Mn2Nb steels. This contradicts other published data but no explanation for these
results could be found.
o No significant effect of increasing the C content from 0.1 to 0.2 wt% was found on the
softening kinetics in the absence of precipitation.
o Double-hit torsion tests showed that the softening kinetics were retarded by Al addition, which
was related to different mechanisms depending on the temperature and Al content. At 1%Al
content the softening delay was due to Al solute drag effect at all the temperatures investigated.
Increasing the Al content to 2%, at high temperatures the retardation was also due to solute
drag, but at temperatures below 1000ºC, γ→α phase transformation occurred concurrently with
softening, leading to a higher retardation effect.
o Double-hit torsion tests were performed at 950-1050°C on the Si steels at strains of 0.2-0.7. At
0.7 strain, dynamic recrystallisation was initiated in the steels without Nb additions.
o No clear effect of increasing Si content from 1wt% to 2wt% was observed on the softening
kinetics. Comparison for one condition with a steel grade containing 0%Si revealed that Si
retards recrystallisation. A saturation effect of Si on SRX kinetics was observed. Addition of
Nb in combination with Si showed an increasing retardation effect, with incomplete softening
occurring at higher Nb levels and lower temperatures.
o The round robin tests on steel C2Mn1Nb3 showed slightly faster recrystallisation kinetics were
obtained from stress relaxation tests compared with double hit compression tests on the
Gleeble machine. This is in agreement with previous work.
o The round robin tests on steel C1Mn1Nb7 using torsion machines revealed important
differences in flow stress mainly attributed to differences in temperature measurements and the
adopted temperature control criterion but also to differences in the strain hardening behaviour.
o An additional comparison between softening data from torsion tests using an external database
to the project data was made, which showed only small differences in softening with AM
results.
o Further work would be required to resolve the discrepancies between the torsion test results.
Alternatively, it could be argued that the building of a common database with contributions
from different torsion machines may not be a reliable approach for constructing or fitting a
single predictive model.
Task 3.3: Solute drag effect on dynamic recrystallisation kinetics
o A series of single hit hot torsion tests were performed to study the effect of Si and Mn on the
critical and peak strains for dynamic recrystallisation. Strain rates between 0.1 and 1.0/s and
temperatures from 950 to 1050°C were applied. The second derivative method was used to
analyse the data.
Task 3.4: Grain growth kinetics
o A matrix of tests was performed on steels C1Mn1, C1Mn1Nb1 and C1Mn1Nb3 to investigate
the austenite grain growth kinetics for hold times of up to 900s after deformation at
temperatures between 1150 – 950°C.
o No significant grain growth was observed in any of the tests. This was consistent with previous
results for Nb microalloyed steels but was contrary to experience for the C1Mn1 steel.
Task 3.5: Strain induced precipitation effects
o Double-hit torsion tests were carried out with the C2Mn2Al1Nb3, C2Mn2Al2Nb3 and
C2Mn2Al2Nb7 steels in the 1065-900ºC temperature range in order to investigate the effect of
Nb(C,N) strain-induced precipitation on the softening kinetics.
o At temperatures lower than 1065ºC the softening obtained for these steels was significantly
delayed and did not complete in the range of interpass times investigated. A stop in the
194

softening curves (plateau) was detected, and in some of the cases, after a certain holding time,
the softening levels increased again.
o Similar interrupted torsion tests were performed on the C2Si0Mn2Nb3 and C2Si2Mn2Nb3
steels to evaluate the influence of Si on Nb precipitation. Hold times of up to 10000s were
investigated as well as a sample quenched before applying the deformation to define the initial
precipitation state of the austenite.
Task 3.6: Determination of critical temperatures for recrystallisation
o The critical recrystallisation temperatures (RLT, RST and Tnr) have been determined using
multipass torsion tests for steels C1Mn1Nb3 and C2Mn1Nb3, the Si series and Al series of
steels.
o In the C1Mn1Nb3 and C2Mn1Nb3 steels, decreasing the interpass time from 30 to 10 seconds
led to an increase in both Tnr and RLT. Decreasing the applied strain per pass from 0.3 to 0.1
led to incomplete softening between passes throughout the entire schedule.
o Increasing the C content from 0.1 to 0.2 wt% slightly increased both the Tnr and RLT
temperatures and decreased the Ar3 temperature.
o In the 2wt%Al steels, some of the specimens broke during the test due to low ductility and as a
result the tests could not be completed.
o 1 or 2% Al addition resulted in an increase of the recrystallisation critical temperatures.
However, the increase depended strongly on the Al content; while 1%Al leads to a slight
increment in the non-recrystallisation temperature (Tnr) of ∼30ºC, 2%Al addition results in a
significantly larger increase, from ∼120 to 200ºC.
o For the 1%Al steel, the Tnr was further increased by 100-120ºC with 0.03%Nb addition.
However, the Tnr was almost unaffected by 0.03%Nb or 0.07%Nb addition to the 2%Al steel.
o Increasing the Si content from 1 to 2 wt% did not affect the recrystallisation regimes. Addition
of Nb to the Si steels significantly raised the RST thus reducing the width of the partial
recrystallisation regime.
WP4: Microstructure analysis
Task 4.1: Quantification of recrystallised fraction
o In the initial stages of softening, the recrystallised fraction in the Al steels measured
metallographically was lower than the softening determined mechanically, while at longer
interpass times the two values converged. However, due to the similar size of the initial and the
recrystallised grain sizes the results obtained could only be considered as an approximation.
o A new methodology for quantifying the recrystallised fraction has been developed and applied
at AM in this project based on the application of software developed for the reconstruction of
austenite microstructures from EBSD maps of martensitic structures and the use of a criterion
for distinguishing recrystallised and non-recrystallised grains based on the mean misorientation
angle in the reconstructed austenite grains.
o The first steps toward validation of this methodology for recrystallised fraction determination
have been made with encouraging results revealed by the comparison of the calculated values
with those of softening fraction derived from double hit torsion tests. Further work is required
to consolidate the application of this methodology including: increasing indexation rates in
original maps, increasing the number of maps and/or reconstructed grains for statistical
validation and further evolving the proposed criterion for identifying recrystallised grains.
Task 4.2: Quantification of austenite grain structure and distribution
o The austenite grain size was refined by deformation and recrystallisation in all the Mn1Nb
steels, the grain size being smaller for larger strains and lower temperatures. No strong effect
of Nb content on the recrystallised austenite grain size was observed.
195

o A comparison of austenite grain size measurement techniques, including ASTM, MLI, image
analysis and EBSD, showed that there was good agreement between grain sizes measured on
reheated samples, but discrepancies between the techniques when applied to recrystallised
austenite grains.
o Thermodynamic calculations carried out with the Thermo-Calc software to investigate the
effect of Al on the microstructures of the steels indicated that Al is a strong ferrite stabiliser
element. 1%Al addition (C2Mn2Al1 steel) raises the Ae3 temperature from 780ºC to 900ºC,
while 2%Al addition results in a further increase of up to 1030ºC.
o The initial austenite grain sizes measured before the torsion tests on the Al steels were in the
56 to 104 µm range, and a slight grain refinement effect due to Al and Nb addition was
observed.
o In the 2%Al steels, a small amount of ferrite was present in the soaked specimens. As this was
less than 5% it was not considered to affect the softening behaviour of the steels investigated.
o For the 2%Al steels (C2Mn2Al2, C2Mn2Al2Nb3 and C2Mn2Al2Nb7), at temperatures below
1000ºC γ�α phase transformation was found to be concurrent with static softening increase,
leading to the high softening retardation observed for the 2%Al steels at the lowest
temperatures.
o The recrystallised microstructure was characterised in the cases in which the softening was not
affected by phase transformation. No significant effect of temperature on the recrystallised
grain size was observed, while decreasing the applied strain led in all cases to an increase in
the austenite grain size.
o In the 2%Al steels evidence of γ�α phase transformation was observed in the microstructures
of specimens interrupt quenched during multipass torsion tests at temperatures close to the Tnr.
The high Tnr increment observed for these steels was attributed to the onset of transformation.
Task 4.3: Quantification of precipitates
o Carbon extraction replicas showed that only in steel C2Mn2Al2Nb7 were a significant amount
of non-dissolved precipitates found after the soaking treatment before the torsion tests, in good
agreement with the predictions of solubility product equations in the literature.
o At 1000ºC very few precipitates were found in the martensite and the ferrite in steels
C2Mn2Al2Nb3 and C2Mn2Al2Nb7. At lower temperatures a significant number of strain-
induced precipitates were found both at the plateau onset and finish times. Precipitates were
found both in the ferrite and martensite phases, although they were coarser and more abundant
in the ferrite. The martensite precipitate size decreased significantly with decreasing the
deformation temperature.
o The C2Mn2Al1Nb3 steel also showed limited amount of strain-induced precipitation at
1000ºC. At lower temperatures, 900 and 925ºC, a significantly higher amount of Nb
precipitates were observed. Comparison with the C2Mn1Nb3 steel after deformation at 900
and 925ºC indicated that strain induced precipitation kinetics were slightly delayed in the Al
containing steel.
o To investigate the strain-induced precipitation evolution during the multipass torsion tests, the
precipitation state of AlNb steels quenched two passes below the Tnr was characterised. For the
C2Mn2Al2Nb3 steel and tip=100 s the precipitates found were scarce. For the C2Mn2Al2Nb7
steel and tip=30 s, a significantly larger amount of precipitates were found in the ferrite and
martensite phases, although their size, ∼100 nm in both cases, was relatively coarse. For the
C2Mn2Al1Nb3 steel and tip=30 s, a very small number of precipitates were found, suggesting
that solute drag could be the main mechanism leading to strain-accumulation in this case.
o The matrix dissolution technique was applied to analyse precipitates in torsion samples
quenched directly after deformation for steels C2Mn2Nb3 and C2Mn2Si2Nb3, C1Mn1Nb7 and
C1Mn2Nb7. It was found that increasing the Si content decreased the growth rate of the
precipitates.
196

WP5: Modelling and construction of processing maps
Task 5.1: Assessment of current model capabilities
o The areas for improvement within the current models of the partners were assessed in the early
stages of the project.
o The main areas identified in the Tata model included the recrystallisation kinetics for CMn
steels, the recrystallisation kinetics at strains of 0.1 or below and the recrystallised austenite
grain size.
o The main areas identified in the CRM model, StripCam were inclusion of a Nb precipitation
model, and verification of the solid solution effect of Nb on the static recrystallisation kinetics.
o The CEIT model required the addition of the effect of Al on the static recrystallisation kinetics.
Task 5.2: Modelling of static recrystallisation kinetics
o Improvements have been made to the coefficients used in the Tata static recrystallisation
equations based on the experimental results from WP3. A weaker effect of strain and initial
austenite grain size on the time for 50% recrystallisation was found in the current results
compared with the existing equation, but the effect of strain rate was similar. The new t50
equation can be applied to both CMn and Nb microalloyed steels and extends to lower strain
deformations.
o The activation energy for recrystallisation was found to be a function of Nb content and
smaller than in the current model, but consistent with other published data. The Solute
Retardation Parameter (SRP) for Nb derived from the t50 data was in good agreement with
other published values.
o An average Avrami exponent n of 1.09 was obtained for the Nb steels, slightly higher than in
the current model.
o An equation for the recrystallisation start time has been determined, and found to be a function
of temperature, strain and Nb content. The behaviour is similar to published work, and shows
the importance of nucleation kinetics to the overall recrystallisation behaviour.
o The retarding effect of Al in solid solution on the static softening has been quantified in terms
of the SRP, excluding the cases in which γ�α or strain-induced precipitation took place. The
value obtained has been implemented in a semi-empirical equation developed in previous work
at CEIT for the prediction of the times for 50% softening (t0.5). The equation gives a good fit
for the C2Mn2 and all the Al and AlNb steels investigated.
o The relative Softening Retardation Parameters derived for Nb, Al and Si in the project were
consistent with previous results in the literature, with Nb>>Al>Si.
o A physical model has been applied to analyse the effect of Al in solid solution in the static
softening kinetics in those cases where recovery and recrystallisation softening mechanisms
take place. An expression for the grain boundary mobility of the C2Mn2 steel has been derived
and the effect of Al in solid solution on the recrystallisation kinetics quantified by means of the
Cahn model. The results suggest that Al affects the recovery kinetics as well as retarding
recrystallisation.
o The StripCam model has been improved by adding a criterion that defines the start of
precipitation (5% Nb precipitated) and thus the retardation of the static recrystallisation
kinetics. The t50 equation was modified to incorporate a temperature dependent effect of Nb in
solid solution, in the same way as the CEIT model, which significantly improved the
predictions of the model when compared against t50 measurements from the project partners.
Good agreement with the predictions of the CEIT model was also obtained. No effect of Si was
added to the equation as none was determined in the experimental work in Task 3.2.
Task 5.3: Modelling of dynamic recrystallisation kinetics
o The dynamic recrystallisation peak stress increased with decreasing temperature, increasing
strain rate and increasing Si content. The effect of strain rate on the saturation stress was
197

slightly higher than in the existing StripCam equation. Increasing Nb content led to an increase
in the activation energy but increasing Si had the opposite effect.
o The influence of strain rate on the critical strain was found to be consistent with the StripCam
equation. Si addition was found to increase the critical strain for dynamic recrystallisation.
Task 5.4: Modelling of austenite grain size
o Improvements have been made to the coefficients used in the statically recrystallised austenite
grain size equation of Tata. A weaker dependence of recrystallised grain size on austenite grain
size and strain rate was found compared with the current model, but the effect of strain was
identical. No dependence of recrystallised grain size on deformation temperature was found,
unlike the current model but consistent with other models in the literature.
o Analysis of the grain growth data did not produce consistent results with which to improve the
grain growth equation. Exponents derived in previous Tata work have been applied and
produced reasonable predictions for the current data.
o The recrystallised austenite grain size in the Al steels has been compared with different models
found in the literature. A good fit was obtained with the equation proposed by Fernandez et. al.
for microalloyed steels.
Task 5.5: Modelling of recrystallisation-precipitation interactions
o The new Tata model predicted the correct trends in recrystallisation critical temperatures
(RLT, RST, Tnr) with strain and interpass time but the RLT was too low compared with the
temperature derived from torsion test results.
o Better prediction of the softened fraction derived from the torsion data, including partial
recrystallisation at all temperatures at 0.1 strain, was obtained by using the (higher) strain
exponent from the CEIT model in the t50 equation.
o Due to the occurrence of γ�α transformation after deformation in the 2wt% Al steels, only
the results for the C2Mn2Al1Nb3 and C2Mn1Nb3 steels were analysed to investigate the effect
of Al on the strain-induced precipitation kinetics.
o The replica analysis carried out suggested that strain-induced precipitation onset was retarded
for C2Mn2Al1Nb3 compared to the C2Mn1Nb3 steel. This could be due to the higher Al or
Mn content in the C2Mn2Al1Nb3, or to the absence of free N, which is expected to be pinned
in the form of AlN in this steel. Due to the limited data available this effect was not quantified.
Task 5.6: Construction of processing regime maps
o The recrystallisation critical temperatures (Tnr, RLT, RST and Ar3) obtained from the multipass
torsion tests were plotted in form of processing maps in order to compare the potential for
strain accumulation of the different steels.
o In steels C1Mn1Nb3 and C2Mn1Nb3, the increase in C from 0.1 to 0.2 wt% widened the
temperature range over which strain accumulation with no recrystallisation can occur.
o The calculated maps using the new Tata model showed a much wider range of temperatures at
which complete recrystallisation occurred and a narrower range for partial recrystallisation.
o Better prediction of the processing regimes derived from the torsion tests was obtained by
using the strain exponent from the CEIT model in the t50 equation.
o The processing maps indicated that strain accumulation potential was slightly increased by
1%Al addition to the C2Mn2 steel, and further enhanced by 0.03%Nb addition. The 2%Al
steels also showed a high potential for strain accumulation similar to that obtained for the
C2Mn2Al1Nb3 steel; however, due to the loss of ductility observed for these steels this is not
expected to be of practical applicability.
o Processing maps predicting the grain size and the accumulated strain have been constructed for
plate and strip rolling conditions using the CEIT model for different steel compositions.
198

o In the plate rolling simulations, the results indicated that the final austenite grain size tended to
decrease with increasing the End Hold Temperature and thicker final gauges. This seems to be
related with the configuration of the hot rolling schedules. At EHT higher than 900ºC, the
finest final austenite grain sizes were obtained for the C2Mn2Al1Nb3 steel, while the
C2Mn2Al1 steel resulted in the coarsest microstructure. This is related to the strain
accumulation potential of the three steels.
o In the strip simulations, as the final gauge decreased finer grain sizes and higher accumulated
strain levels were obtained. This can be directly related to the larger strain applied in order to
obtain thinner final gauges. Finally, finer microstructures were obtained in the C1Mn1Nb7
steel rather than C1Mn1Nb3, as a result of the higher potential for strain accumulation due to
enhanced solute drag effect and strain-induced precipitation for the 0.07%Nb steel. The results
obtained for the C2Mn2Al1Nb3 and C1Mn1Nb7 steels were very similar.
WP6: Application and validation
Task 6.1: Design of validation tests
o Several sets of validation tests were defined:
o Multi-hit Gleeble uniaxial compression tests, to validate the recrystallisation kinetics
equations
o Multi-hit Gleeble uniaxial compression tests, quenched out after different passes or hold
times, to validate the recrystallised austenite grain size and grain growth equations
o Multi-pass torsion simulations of complete industrial plate and hot strip mill schedules,
to validate the fraction softened between passes
o Laboratory plate mill rolling trials, to validate the predicted processing regime maps for
recrystallised fraction and austenite grain size
o Pilot hot strip mill rolling trials, to validate the predicted processing regime maps for
recrystallised fraction and austenite grain size
Task 6.3: Multipass validation tests
o The fraction softened in the multi-hit Gleeble tests on a Nb microalloyed plate steel was
accurately predicted by the new Tata model for two different pass strains and interpass times
typical of plate rolling.
o The multi-hit austenite grain size Gleeble validation tests showed good agreement with the
predictions of the new Tata model at three temperatures and two applied strains.
o The multi-pass torsion simulations of industrial plate schedules indicated that complete
recrystallisation was not occurring during the roughing passes. The new Tata model produced
reasonable predictions of the fraction softened in these simulations, which were further
improved by using the strain exponent from the CEIT model in the t50 equation.
o Plate rolling torsion simulations were carried out with the C2Mn2Al1Nb3 and C2Mn2Al1
steels for End Hold Temperatures of 900 and 1000ºC and final gauges of 50 and 30mm. In
good agreement with the processing maps, refined microstructures were obtained for the
highest EHT simulations. For C2Mn2Al1Nb3, good agreement between the microstructural
measurements and the model predictions were obtained, whereas in the case of the C2Mn2Al1
steel the model tended to predict coarser grain sizes than the experimental results.
o Strip hot rolling torsion simulations were carried out with the C2Mn2Al1Nb3 steel, for the
same Finish Rolling Temperature, 900ºC, and two different gauges, 6 and 3 mm. The
predictions of the model showed very good agreement with the experimental grain size and
softening results.
Task 6.4: Pilot rolling trials
o Validation trials were performed on the Tata pilot plate rolling mill using industrial slab
material from a Nb microalloyed plate grade. Six plates were rolled using different rolling
schedules, with samples quenched out at intermediate and final passes to study the austenite
grain size evolution.
199

o Good agreement was obtained between the measured and predicted austenite grain sizes in the
plates. The difference in austenite grain structure between plates rolled to 40mm with an end
hold temperature of 1000°C (recrystallised grains) and 950°C (pancaked grains) was correctly
predicted by the model.
o Validation trials were performed on the CRM pilot strip mill using a laboratory cast of steel
C2Mn2Al1Nb3. Four strips were rolled to different FRT and final gauges, with samples
quenched out 5s after the final pass for microstructure examination.
o Good agreement was obtained between the measured and predicted austenite grain sizes in the
strips. In the strip with the lowest FRT, ferrite was observed in the microstructures that could
not be predicted by the model.
Task 6.5: Validation against pilot mill and industrial mill data
o Comparison of measured laboratory and industrial plate mill loads with the predictions of a hot
rolling model incorporating the new recrystallisation equations showed that the model was
accurate during passes where complete or partial recrystallisation occurred, but predicted too
much strain accumulation once recrystallisation had stopped due to precipitation of Nb(C,N).
o The temperature range at which rolling forces started to increase due to strain accumulation
was successfully predicted using StripCam for the pilot strip mill validation trials.
2.5 Exploitation and impact of the research results
2.5.1 Application of the project results
The improved model developed by Tata Steel within this project will be incorporated into hot rolling
models used for offline simulation of the Tata plate mills, to predict the microstructure evolution and
final mechanical properties. The models are applied when designing new or modified steel chemistries
and rolling schedules before any trials are carried out. They are also used in an advisory capacity
before taking on commercial orders outside of mainstream production. ArcelorMittal will utilise their
models for product development of hot rolled strip grades. CRM and CEIT will apply their models both
for their own research activities and in collaborations with steel production partners.
The common formulation of the recrystallisation equations used in the Tata, CRM and CEIT models,
and indeed many other models presented in the literature, means that the new parameters, such as for
the effect of Al, can be incorporated into each model relatively easily. A number of publications have
already been presented at conferences and in journals and more are planned after the completion of the
project. This will transfer some of the knowledge developed within the project to a wider audience
within the steel and metallurgical community.
2.5.2 List of publications and conference presentations
• Z. Aretxabaleta, B. Pereda, S.V. Parker, B. López, "Static Softening Behaviour in High
Aluminum Steels", Procs. of the International Conference on Processing and Manufacturing of
Advanced Materials, Thermec’2011, August 1-5, 2011, Quebec, Canada. Published in
Materials Science Forum, Vols. 706-709, (2012), 2764-2769.
• Z. Aretxabaleta, B. Pereda, S.V. Parker, B. López, "Influence of Nb on the Critical
Temperatures during Multipass Deformation of High Al Steels", 4th International Conference
in Thermomechanical Processing of Steels, TMP2012, 10-12 September 2012, Sheffield, UK.
• Z. Aretxabaleta, B. Pereda, B. López, "Cinéticas de ablandamiento de aceros con alto
contenido en Al", XII Congreso Nacional de Materiales, Alicante, 30 Mayo – 1 Junio, 2012.
• Z. Aretxabaleta, B. Pereda, S.V. Parker, B. López, “Softening Kinetics in High Al-Nb
Microalloyed Steels”, The 7th International Conference on Physical and Numerical Simulation
of Materials Processing, Oulu, Finland, June 2013, accepted for publication.
200

3. List of Figures
Figure 1: Project work packages and interactions Figure 2: Programme Gantt chart indicating project progress (shaded cells) against original plan (black) Figure 3: Schematic diagram of the thermomechanical treatments applied in the Gleeble static
recrystallisation tests. Figure 4: Initial austenite grain size tests at CRM Figure 5: Interrupted torsion test technique - Double hit tests Figure 6: Thermal cycle for the initial microstructure characterisation at CEIT Figure 7: Thermomechanical cycle applied in the double-hit torsion tests at CEIT Figure 8: Single hit hot torsion test for DRX study Figure 9: Single hit hot torsion test for Nb precipitation analysis at CRM Figure 10: Multi-pass deformation test to determine critical temperatures Figure 11: Thermomechanical cycle applied in the multipass deformation tests. Figure 12: Schematic illustration of method for analysing stress relaxation curves (after [3,4]). Figure 13: Stress relaxation curves for Tata steels deformed at 1050°C showing effect of strain Figure 14: Avrami recrystallisation curves for Tata steels deformed at 1050°C showing effect of strain Figure 15: “Normalised” softening curves for Tata steels deformed at 1050°C showing effect of strain Figure 16: Avrami recrystallisation curves for Tata steels deformed at 1150°C showing effect of strain Figure 17: “Normalised” softening curves for Tata steels deformed at 1150°C showing effect of strain Figure 18: “Normalised” softening curves for Tata steels deformed at 950°C showing effect of strain Figure 19: Avrami recrystallisation curves for Tata steels deformed at fixed strain showing effect of
temperature Figure 20: Avrami recrystallisation curves for Tata steels deformed at 1050°C showing effect of Nb
content and strain Figure 21: “Normalised” softening curves for Tata steels deformed by 0.35 and 0.1 strain at three
temperatures, strain rate 1/s, 100µm initial austenite grain size. Figure 22: “Normalised” softening curves for Tata steels deformed by 0.35 and 0.1 strain at 1050°C
and 950°C, indicating effect of solute drag and precipitation. Figure 23: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, strain rate 1/s,
effect of different initial austenite grain sizes. Figure 24: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, effect of
strain rate Figure 25: Avrami recrystallisation curves for Tata steels deformed 0.2 strain at 1050°C, showing
effect of Nb content at different strain rates Figure 26: Flow curves for Tata steels deformed 0.2 strain at 1050°C, effect of strain rate Figure 27: Definition of the stresses used in the 2% offset method for the determination of the
fractional softening. Figure 28: Round robin test results on steel C2Mn1Nb3 deformed to 0.35 strain at 1050°C using Tata
Gleeble in uniaxial compression. Figure 29: C2Mn2Si1 steel grade - Stress-Strain curves - variation of inter-pass time (IPT) Figure 30: Comparison of fractional softening between back extrapolation and 2% offset method Figure 31: Deformation temperature effect on measured SRX kinetics in Si steels Figure 32: Effect of silicon/niobium on measured SRX kinetics Figure 33: Deformation intensity effect on measured SRX kinetics Figure 34: Effect of Si on static recrystallisation kinetics Figure 35: Effect of Si on t50 and normalised t50 Figure 36: Stress-strain curves obtained for the C2Mn2Al1 steel deformed at 925ºC at different
interpass times. Figure 37: Fractional softening obtained for the Al steels at different deformation temperatures. Figure 38: Fractional softening obtained for the Al steels after applying different strains. Figure 39: Fractional softening obtained for the C2Mn2, C2Mn2Al1 and C2Mn2Al2 steels at different
temperatures Figure 40: Softening curves for C1Mn2 Figure 41: Softening curves for C1Mn2Nb3 Figure 42: Softening curves for C1Mn1Nb7
201

Figure 43: Softening curves for C1Mn2Nb7 Figure 44: Sample Dimensions and Temperature control for torsion tests at AM, CEIT and CRM
Figure 45: Comparative Flow curves AM and CEIT for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s Figure 46: Evolution of stress and strain rate with strain for AM tests (tip=1s) Figure 47: Stress evolution comparison of experimental and model predicted results
Figure 48: Comparative Flow curves AM/CEIT and CRM for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s
Figure 49: Softening curves for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s – Comparative Results by
Torsion AM and Torsion CEIT
Figure 50: Softening curves for C1Mn1Nb7 – 1050°C – ε=0.35 – ε=1/s – Comparative Results by
Torsion AM, Torsion CEIT, Torsion CRM Figure 51: Comparison of softening curves for CMn steels C15Mn2 and C1Mn2 from NSC and AM
(T=850°C, ε=0.5) Figure 52: Overall results of softening kinetics from round robin exercise on steel C2Mn1Nb3 Figure 53: DRX study - analysis of flow stress experimental curves Figure 54: Effect of temperature and strain rate on peak stress for DRX in Si steels Figure 55: Flow curves describing DRX behavior for Nb7 steels Figure 56: Determination of critical stress and strain for DRX Figure 57: Relationship between critical and peak strain (n=0.856)
Figure 58: Evolution of εp values with Zener-Hollomon parameter for C1Mn1Nb7 and C1Mn2Nb7 Figure 59: Stress strain curves - Multipass hot torsion test on C2Mn2Si2Nb3 steel Figure 60: Fractional softening experimental data obtained for the Al steels at different deformation
temperatures. Figure 61: Fractional softening obtained for the AlNb steels at different temperatures. Figure 62: Multipass torsion test results on C2Mn2Al2Nb3 steel, tip=100 s, ε per pass=0.3. Figure 63: Mean flow stress plots from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3 Figure 64: Fractional softening plots from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3 Figure 65: Fractional softening plots from multipass torsion tests on CRM Si steels . Figure 66: Mean Flow Stress (MFS) plotted against temperature at different interpass times for the
C2Mn2, C2Mn2Al and C2Mn2AlNb steels. Figure 67: Mean Flow Stress (MFS) plotted against temperature at the same Figure 68: Anisothermal fractional softening plotted against temperature for the C2Mn2, C2Mn2Al and
C2Mn2AlNb steels at different interpass times. Figure 69: Anisothermal fractional softening plotted against temperature for the different Al steels at
the same deformation conditions. Figure 70: Tnr and Ar3 temperatures obtained for the different steels. Figure 71: Section of torsion specimen for metallographic study. Sub-surface section (0.9R), where R
is the radius of the specimen.
Figure 72: Softening curve determined for the C2Mn2Al1 steel deformed at TDEF=1065ºC, ε=0.35. The
times at which quenching treatments were performed are also indicated. Figure 73: Microstructures obtained for the C2Mn2Al1 steel in the soaked condition (a) and after
deformation at 1065ºC and holding for different times. The recrystallised fraction determined by
quantitative metallography is also indicated. Figure 74: Mechanical fractional softening data together with the metallographic measurements of
recrystallised fraction. C2Mn2Al1, TDEF=1065ºC, ε=0.35. Figure 75: Chemical Etching revealing austenite grain boundaries from quenched torsion samples Figure 76: Comparison of Optical Micrographs and EBSD reconstructed maps for C1Mn2Nb3 –
1100°C – ε 0.35 Figure 77: Application of Mean Local Misorientation Criterion for estimating recrystallised fraction in
C1Mn2Nb3 – 1100°C – ε 0.35 Figure 78: Comparison of Softening results by DH test with Recrystallization results derived from
EBSD Reconstruction using mean misorientation angle criterion for C1Mn2Nb3 – 1100°C – ε 0.35
Figure 79: Maps for determining XReX on C1Mn2Nb3 – 1050°C – ε 0.35 – D°127µm Figure 80: Application of Mean Local Misorientation Criterion for estimating recrystallised fraction in
C1Mn2Nb3 – 1050°C – ε 0.35
Figure 81: Reconstructed maps for C1Mn2Nb3– 950°C – ε 0.35 – D°128µm and calculated XReX
202

Figure 82: Comparison of softening results by DH test with XReX results derived from EBSD
Reconstruction using adjusted mean misorientation angle criterion for C1Mn2Nb3 – ε 0.35 deformed at
1050 and 950°C Figure 83: Calculated plastic equivalent strain distributions in Gleeble uniaxial compression samples
for 6 different applied strains, using Finite Element modelling Figure 84: Effect of strain and strain rate on statically recrystallised austenite grain size at three
deformation temperatures Figure 85: Example micrographs of Nb steel samples quenched to measure initial austenite grain size Figure 86: Example micrographs of Nb steel samples quenched to measure recrystallised austenite
grain size Figure 87: Measured austenite grain size as a function of holding time, temperature and strain Figure 88: Steel C1Mn1, reheated at 1200°C for 15 minutes Figure 89: Histograms of ECD initial austenite grain size distribution and cumulative frequency for
C1Mn1 steel (a) before and (b) after deformation tests. Figure 90: Thermal path GS1 - Large austenite grain size Figure 91: Thermal path GS2 Figure 92: Initial austenite grain size – Si steel grades Figure 93: Equilibrium ferrite and austenite mole fraction calculated by Thermo-Calc for the C2Mn2,
C2Mn2Al1 and C2Mn2Al2 steels as a function of temperature (TCFE6 database). Figure 94: Phase diagrams calculated by the Thermo-Calc software for the Al steels (TCFE6 database).
The AlN phase is not plotted for simplicity. Figure 95: Microstructure of the different Al steels after soaking at 1250ºC. Figure 96: Micrographs obtained for the C2Mn2Al2 steel at different temperatures and holding times. Figure 97: Micrographs obtained for the C2Mn2Al2Nb3 steel deformed at 925ºC and water quenched
after a holding time of 672 s. Figure 98: Recrystallised microstructures obtained for the different steels after deformation at 1065ºC,
ε=0.35. Figure 99: Micrographs obtained for the C2Mn2Al2Nb steels quenched two passes below the Tnr. Figure 100: Micrographs obtained for the C2Mn2Al2 and C2Mn2Al2Nb3 steels quenched at the Ar3 . Figure 101: Initial Grain Sizes for C1Mn2 and C1Mn2Nb3 Figure 102: Initial grain size distribution in terms of Linear Intercept for C1Mn2 and C1Mn2Nb3 Figure 103: Initial Grain Sizes for C1Mn2Nb7 and C1Mn2Nb7 Figure 104: Initial grain size distribution in terms of Linear Intercept for C1Mn1Nb7 and C1Mn2Nb7 Figure 105: Comparison of grain size measurements from Optical Micrographs and EBSD
reconstructions in C1Mn2Nb3 – 1100°C – ε 0.35 Figure 106: EBSD reconstructed maps, mean recrystallised grain size in terms of area based average
and recrystallised grain size distribution in terms of Area Based Probability for C1Mn2Nb3 – ε 0.35 Figure 107: Precipitation kinetics of C2Mn2Nb3 and C2Mn2Si2Nb3 steels after a deformation of 0.2
applied at 1000°C Figure 108: Coarse Nb precipitates, EDS analysis and precipitate size distribution measured from the
C2Mn2Al2Nb7 specimen quenched after soaking at 1250ºC. Figure 109: Quenching treatments carried out in order to study the NbC strain-induced precipitation
during softening for the C2Mn2Al2Nb steels. Figure 110: Examples of precipitates from specimens quenched after deformation at 1000ºC, t=576s,
for C2Mn2Al2Nb steels Figure 111: Precipitates found in the C2Mn2Al2Nb martensite regions after deformation at 965ºC Figure 112: Precipitates found in the C2Mn2Al2Nb martensite and ferrite regions after deformation at
925ºC at the time for the plateau onset (t=672s). Figure 113: Example of precipitates in ferrite, extracted from the C2Mn2Al2Nb3 and C2Mn2Al2Nb7
steels after deformation at 925ºC and a holding time of 5760 s. Figure 114: Precipitate average sizes measured in martensite for all the quenched AlNb steel
specimens. Figure 115: Softening curves and quenching treatments for C2Mn2Al1Nb3 and C2Mn1Nb3 steels Figure 116: Precipitation state evolution for the C2Mn2Al1Nb3 steel at 925ºC. Figure 117: Precipitation state evolution for the C2Mn1Nb3 steel at 925ºC.
203

Figure 118: Precipitation state evolution for the C2Mn2Al1Nb3 and C2Mn1Nb3 steels after
deformation at 900ºC. Figure 119: Measured versus calculated results for static recrystallisation tests using original Tata
model Figure 120: Logarithmic plot of measured t50 against strain for a strain rate of 1/s, 100µm initial grain
size Figure 121: Logarithmic plot of t50 against strain rate for strain of 0.2, 100µm initial austenite grain
size and 1050°C temperature Figure 122: Logarithmic plot of t50 against initial austenite grain size for strain rate of 1/s, 0.2 strain
and temperature 1050°C. Figure 123: Logarithmic plot of t50 against inverse temperature for strain of 0.2, 100µm initial austenite
grain size and strain rate 1/s
Figure 124: Normalised τ0.5 determined for the Nb steels at three strains Figure 125: Avrami n-values determined from measured recrystallisation curves Figure 126: Measured versus calculated times for 50% and 95% static recrystallisation in static
recrystallisation tests using new Tata model Figure 127: Measured versus calculated times for 50% static recrystallisation using critical strain
adjustment in new Tata model Figure 128: Solubility product predicted with Palmiere and Choquet equations Figure 129: “A” coefficient using Choquet solubility product Figure 130: “B” coefficient using Choquet solubility product Figure 131: Calculated StripCam SRX kinetics, comparing original (dashed lines) and new models
(solid lines) Figure 132: Comparison between new and old StripCam model and experimental t50 values for Si steels Figure 133: Comparison between model and experimental results for t50% SRX Figure 134: Optimisation of Qss
x parameter for different steel grades
Figure 135: Retardation effect on normalised t50 due to the presence of Nb in Si steels Figure 136: New Nb effect in CRM model considering a Nb correction from experimental t0.5SRX data Figure 137: Detailed comparison between calculated and experimental t0.5SRX using new StripCam
model Figure 138: Effect of deformation on t0.5SRX for Si steels Figure 139: Normalised t0.5 calculated using equation (27) for the different steels. Figure 140: Comparison of experimental t0.5 and the t0.5 values given by equation (28) for the steels
investigated. Figure 141: Comparison between t0.5 experimental data and predictions of equation (30). Figure 142: (a) Comparison between the model predictions and experimental softening data and (b)
softening and recrystallisation model predictions for the C2Mn2 steel at 925 and 1065ºC. Figure 143: Comparison between the experimental softening/recrystallisation data and the model
(D=7Dbulk) predictions at different temperatures and strains for the C2Mn2Al steels Figure 144: Comparison between the experimental softening data and the predictions of the modified
model (D=5Dbulk, K2 = 1x10-8) at different deformation conditions for the C2Mn1Al steels Figure 145: Example Fraction Softened plot versus Log Time Figure 146: Recovery curves fitted to low strain test results Figure 147: Example plot of Relaxation Stress versus Log Time Figure 148: Example plots of Fraction Softening Plots for C1Mn1Nb1 Steel including Fitted Creep and
Recovery Lines Figure 149: Determination of Recrystallisation Start Times for C1Mn1 Steel Figure 150: Recrystallisation Start Times, t0, as a function of Strain for each Temperature Figure 151: Recrystallisation Start Time Ratio and Solute Retardation Parameter as a function of Nb
content Figure 152: Comparing Relative Recrystallisation Start Times with the results from Yamamoto [69] Figure 153: Influence of strain rate and temperature on peak stress Figure 154: "n" exponent of ZH parameter Figure 155: “A” coefficient of ZH parameter Figure 156: Activation energy and strain rate exponent of saturation stress for Si steels Figure 157: Nb effect on activation energy of saturation stress of Si steels
204

Figure 158: Strain rate exponent of critical strain equation for Si steels Figure 159: Logarithmic plot of drex against strain for strain rate of 1/s, ~100µm austenite grain size Figure 160: Logarithmic plot of drex against strain rate for constant strain of 0.2, ~100µm austenite
grain size and temperature Figure 161: Logarithmic plot of drex against initial grain size for strain rate of 1/s, 0.2 strain and 1050°C
deformation temperature Figure 162: Logarithmic plot of drex against initial grain size for strain rate of 1/s, 0.2 strain and 1050°C
deformation temperature including additional Tata data Figure 163: Logarithmic plot of drex against inverse temperature for constant strain, strain rate of 1/s,
~100µm austenite grain size Figure 164: Comparison between measured and predicted statically recrystallised austenite grain size,
all data, using original and new equations. Figure 165: Comparison between original and new Tata recrystallised austenite grain size equations
and experimental data Figure 166: Recrystallised grain sizes obtained for the project steels. Figure 167: Predictions of equations found in the bibliography for calculating the statically
recrystallised grain size plotted against the experimental data obtained in this work. Figure 168: Measured and predicted austenite grain size after grain growth as a function of holding
time, temperature and strain Figure 169: Analysis of austenite grain growth data as a function of holding time, m = 4.5 Figure 170: Measured and predicted austenite grain size after grain growth as a function of holding
time, temperature and strain using new values of m. Figure 171: Measured and predicted fractional softening for multipass torsion tests using Tata model Figure 172: Measured softening curves and precipitate sizes for C2Mn1Nb3 and C2Mn2Al1Nb3 steels. Figure 173: (a) Nb precipitated (%) measured for the C2Mn2Al1Nb3 by electrolytic dissolution and
ICP and (b) precipitate volume fraction evolution normalised by the equilibrium precipitate volume
fraction. Figure 174: Strain-induced precipitation start times determined experimentally by chemical extraction
and estimated from the softening curves plateaux and CEIT model predictions for both conditions. Figure 175: Processing regime maps derived from multipass torsion tests on C1Mn1Nb3 and
C2Mn1Nb3 steels. Figure 176: Processing regime maps calculated using Tata model, corresponding to multipass torsion
tests Figure 177: Processing regime maps – Si steel grades without niobium Figure 178: Processing regime maps – Si steel grades with niobium
Figure 179: Plots representing the different recrystallisation, strain accumulation and γ�α phase
transformation regimes for the Al steels as a function of interpass time. Figure 180: Grain size and strain accumulated after the lass past processing maps obtained employing
the CEIT model for the plate hot rolling simulations. Figure 181: Final austenite grain size, accumulated strain and recrystallised fraction processing maps
obtained employing the CEIT model for strip hot rolling simulations. Figure 182: Example industrial plate rolling schedules used for validation torsion tests Figure 183: Processing regime maps for laboratory plate rolling mill at Tata Steel, using a 0.11C
0.034Nb steel, calculated using the Tata metallurgical model showing target validation trials. Figure 184: Recrystallised fractions and austenite grain sizes for laboratory plate rolling schedules,
using a 0.11C 0.034Nb steel and two end hold temperatures, calculated using Tata metallurgical model Figure 185: Processing Maps for C2Mn2Al1Nb3 under selected conditions of laboratory hot rolling
derived from application of CEIT predictive model Figure 186: Measured flow stress curves from multi-hit validation tests on steel 6AM2 Figure 187: Mean flow stress versus inverse temperature plots to determine Tnr from multi-hit tests on
steel 6AM2 Figure 188: Measured and predicted fraction softened as a function of temperature for multi-hit
validation tests on steel 6AM2 Figure 189: Normalised fraction softened plots for multi-hit validation tests on steel 6AM2 Figure 190: Measured and predicted austenite grain size for multi-hit validation tests on industrial steel
205

Figure 191: Measured and predicted fractional softening for multipass torsion tests based on industrial
plate rolling schedules Figure 192: Stress-strain curves obtained in the plate rolling torsion simulations Figure 193: Anisothermal experimental softening results and CEIT model predictions for the plate
rolling simulations. Figure 194: Microstructures obtained after the plate rolling torsion simulations carried out with the
C2Mn2Al1Nb3 and C2Mn2Al1 steels. Figure 195: Grain size predictions obtained for the C2Mn2Al1 steel (1000ºC-50 mm plate schedule)
and experimental measurements. Figure 196: Stress-strain curves obtained in the strip rolling simulations carried out with the C2Al1Nb3
steel. Figure 197: Anisothermal experimental softening results and CEIT model predictions for the strip
rolling simulations. Figure 198: Final austenite microstructures obtained after strip rolling simulations on C2Mn2Al1Nb3. Figure 199: Tata laboratory plate mill rolling schedules for two End Hold Temperatures. Arrows
indicate passes at which samples were quenched for microstructural examination. Figure 200: Optical micrographs of Tata laboratory validation plate samples after quenching Figure 201: Austenitic microstructure of grade C2Mn2Al1Nb3 after last validation rolling pass Figure 202: Measured and predicted mill stand loads for Tata pilot plate rolling trials Figure 203: Applied strain and calculated total accumulated strain per pass for Tata pilot plate rolling
trials Figure 204: Measured and predicted mill stand forces for typical industrial plate mill rolling schedules Figure 205: Evolution of material mean flow stress during pilot rolling trials
206

4. List of Tables
Table 1: Nominal compositions of project steels (wt%) Table 2: Allocation of steels studied between the project partners Table 3: Measured cast compositions of project steels (wt%) Table 4: Parameters for initial thermomechanical tests performed by all partners Table 5: Austenitising conditions and corresponding measured austenite grain sizes in Tata steels. Table 6: Matrix of static recrystallisation test conditions for Tata steels Table 7: Test programme - SRX study at CRM
Table 8: Deformation conditions employed in the double-hit torsion tests on Al steels ( 11 −= sε& ). Table 9: Quenching treatments carried out for microstructural analysis and strain-induced precipitation
study on Al steels. Table 10: Double-hit torsion tests and quenching treatments carried out on C2Mn1Nb3 to study the
effect of Al on strain-induced precipitation. Table 11: Selected Conditions for Thermomechanical Testing Table 12: Initial austenite grain size measurements (Mean Linear Intercept) for MnNb steels Table 13: Matrix of tests - DRX study at CRM Table 14: Matrix of tests - Critical recrystallisation temperatures of Si steels
Table 15: Deformation conditions employed in the multipass torsion tests ( 11 −= sε& ). Table 16: Quenching treatments carried out in order to investigate the microstructural evolution of the
steels investigated during the multipass torsion tests. Table 17: t50 and n values determined from fitting Avrami curves to softened fraction data: effect of
strain and temperature at strain rate of 1/s and 100µm initial austenite grain size Table 18: t50 and n values determined from fitting Avrami curves to softened fraction data: effect of
strain rate at 0.2 strain, 1050°C and 100µm initial austenite grain size. Table 19: Avrami exponent and t50 - Fitting of KJMA model to Si steels Table 20: Softening parameters for C1Mn2 Table 21: Softening parameters for C1Mn2Nb3 Table 22: Softening parameters for C1Mn1Nb7 Table 23: Softening parameters for C1Mn2Nb7 Table 24: Calculation of softening fraction using 2% offset Method – Comparison AM/CEIT Table 25: Calculation of softening fraction using 2% Offset Method – Comparison CRM Table 26: Softening parameters for C1Mn1Nb7 as obtained by AM, CEIT and CRM Table 27: Softening parameters for CMn steels by AM and NSC derived from torsion testing Table 28: Initial austenite grain size in steel C2Mn1Nb3 measured at each partner Table 29: Avrami n-values and t50 times derived from all round robin tests at each partner Table 30: Results - DRX study on Si steels Table 31: Critical Parameters for Dynamic Recrystallisation for C1Mn1Nb7 and C1Mn2Nb7 Table 32: Grain growth tests performed on steels C1Mn1, C1Mn1Nb1 and C1Mn1Nb3 Table 33: Torsion Single Hit tests performed for precipitation studies on MnNb steels Table 34: Critical temperatures from multipass torsion tests on steels C1Mn1Nb3 and C2Mn1Nb3 Table 35: Critical recrystallisation temperatures determined from multipass torsion tests on Si steels Table 36: Critical temperatures determined from the multipass torsion tests carried out on Al steels Table 37: Measured austenite grain sizes after static recrystallisation tests from an initial austenite
grain size of ~100µm. Grey cells indicate tests where recovery/partial recrystallisation occurred. Table 38: Comparison of grain size measurement techniques Table 39: Initial austenite grain sizes in Si steels Table 40: Mean equivalent diameters and ferrite volume fractions determined for the studied steels at
different conditions.
Table 41: Ferrite fraction (fα) and fractional softening measured at different conditions for the
C2Mn2Al2 steels. Table 42: Recrystallised grain sizes measured for the different Al steels.
Table 43: Precipitate mean sizes (Dmean) and ferrite volume fractions (fα) at different deformation
temperatures for the C2Mn2Al2Nb steels.
207

Table 44: Precipitate mean sizes (Dmean) and amount of Nb precipitated in the C2Mn1Nb3 and
C2Mn2Al1Nb3 steels. Table 45: Torsion Single Hit tests performed for precipitation studies Table 46: Main equations for recrystallisation and precipitation kinetics Table 47: Calculated dissolution temperatures (°C) of Nb(C,N) precipitates in project steels Table 48: Summary of new coefficents for t50 equation in Tata model Table 49: Average SRP values calculated at each temperature for the Nb steels Table 50: Time for 50% fractional softening (t0.5) and Avrami n exponents determined from the
softening curves of the Al steels. Table 51. SRP values for the Al steels calculated following equation (29). Table 52: Calculated grain boundary mobilities for the C2Mn2 steel and the ratio between mobility for
a pure material calculated by equation (41) and these values. Table 53: Al bulk diffusion coefficient and atomic radius data employed. Table 54: Stress Relaxation Parameters in Creep Regime Table 55: t0 Ratio of Steels Relative to C1Mn1 and corresponding Table 56: Coefficients used to describe peak stress as a function of ZH parameter in Si steels Table 57: Summary of new coefficents for drex equation in Tata model Table 58: Summary of coefficents for grain growth equation (60) [8] Table 59: Reference Industrial Hot Rolling Schedule for Processing Regime Maps in Strip Rolling Table 60: Conditions for multi-hit Gleeble validation tests on steel 6AM2 Table 61: Tests carried out in order to simulate plate and strip hot rolling schedules. Table 62: Pilot Strip Hot Rolling Schedules for validating Processing Regime Maps Table 63: Matrix of grain size validation tests performed on plate steel 6AM2 Table 64: Comparison of the experimental grain size measurements and the predictions of the CEIT
model for the plate rolling torsion simulations. Table 65: Comparison of the experimental grain size measurements and the predictions of the CEIT
model for the strip rolling simulations carried out. Table 66: Comparison of the values of Sv determined from experimental grain size measurements and
the predictions of the CEIT model for the plate rolling torsion simulations. Table 67: Summary of validation laboratory plate rolling trials at Tata Steel on slab 6AM2 Table 68: Estimated prior austenite grain sizes in laboratory validation plates Table 69: Discontinuous pilot rolling conditions – Strip validation trials Table 70: Summary of predicted values from processing regime maps according to pilot strip rolling
validation conditions
208

5. List of References
1. M. Gomez, C.I. Garcia, D.M. Haezebrouck, A.J. De Ardo, ISIJ Int., 49, (2009) 302
2. M. DeMeyer, D. Vanderschueren, B.C. DeCooman, ISIJ Int., 39, (1999) 813
3. L.P. Karjalainen, Materials Science and Technology, 11, June 1995, 557-565
4. S. Vervynckt, K. Verbeken, P. Thibaux and Y. Houbaert, Steel Research Int., 81(3), (2010),
234-244
5. A.I. Fernández, P. Uranga, B. López and J. M. Rodriguez-Ibabe, ISIJ International, 40, (2000),
893-901
6. A.I. Fernández, B. López and J.M. Rodríguez-Ibabe, Scripta Mater., 40 (1999), 543-549
7. M. Dzubinsky, Z. Husain and W-M van Haaften, Materials Characterization, 52, (2004), 93-
102
8. P.D. Hodgson and R.K. Gibbs, ISIJ International, 32(12), (1992), 1329-1338
9. L. Backe, ISIJ International, 50(2), (2010), 239-247
10. L.P. Karjalainen, J. Perttula, Y. Xu and J. Niu, Proc. Of 7th Intl. Symposium on Physical
Simulation of Casting, Hot Rolling and Welding, National Research Institute for Metals,
Tsukuba, Japan, (1997), 231-236
11. W.J.Liu and J.J. Jonas, Metall. Trans. A, 19A, June 1988, 1403-1413
12. S.Serajzadeh, A.Karimi Taheri, Materials Letters, 56, (2002), 984-989.
13. L.Jiang, A.O.Humphreys, J.J.Jonas, ISIJ International, 44, (2004), 381-387.
14. P.P. Suikkanen et al., ISIJ Intl., 52(3), (2012), 471-476
15. Y. Maebara, T. Kunitake and N. Fujino, Tetsu-to-Hagané, 68, (1981), 362
16. S.Medina, A.Quispe and M.Gomez, Steel Research International, 76(7), (2005), 527-531
17. J.J. Jonas, X.Quelennec, L.Jiang, E.Martin, Acta Materialia, 57, (2009), 2748-2756
18. S.B.Davenport, C.N Sparks and C.M.Sellars, Proceedings of Thermomechanical Processing in
Theory, Model and Practice TMP2, B.Hutchinson, et al (Eds), Swedish Society for Materials
Technology, Stockholm, (1997), 249-257
19. E.Anelli, ISIJ International, 32(3), (1992), 440-449
20. C.Cayron, B.Artaud and L.Briottet, Materials Characterisation, 57, (2006), 386-401
21. A.I.Fernandez, P.Uranga, B.Lopez and J.M.Rodriguez Ibabe, Mat. Sci.Eng.A, 361, (2003), 367-
376
22. D.Q. Bai, S. Yue, W.P. Sun and J.J. Jonas, Metall. Trans. A, 24A, (1993), 2151
23. W.J. Liu and M.G. Akben, Can. Metall. Q., 2 (1987), 145-153
24. J.J. Jonas, C. Ghosh, V.V. Basabe, Steel Res., 83, (2012), 1
25. K.P.Mingard et al, Intl. Journal of Refractory Metals & Hard Materials, 27, (2009), 213-223
26. K.P.Mingard, et al, Journal of Microscopy, 227(3), (2007), 298-308
27. B. Pereda, B. López and J.M. Rodriguez-Ibabe, ISIJ Intl, 48, (2008), 1457-1466
28. B. Dutta and C.M. Sellars, Materials Science and Technology, 3, March 1987, 197-206
29. H.S. Zurob, C.R. Hutchinson, Y. Brechet and G.R. Purdy, Acta Materialia, 50, (2002), 3077-
3092
30. R. Abad, A.I. Fernandez, B. Lopez, J.M. Rodriguez-Ibabe, ISIJ Int., 41, (2001), 1375
31. E.J. Palmiere, C.I. Garcia and A.J. DeArdo, Metall Trans., 25A, (1994), 277
32. K.J. Irvine, F.B.Pickering and T. Gladman, JISI, (1967), 161
33. S.Koyama, T.Ishii amd K.Narita, J.Jpn.Inst.Met., 35, (1971), 1089
34. J.C. Herman, B. Thomas and U. Lotter: ‘Computer assisted modelling of metallurgical aspects
of hot deformation and transformation of steels (Part 1) (STRIPCAM 1)’, ECSC contract 7210-
EC/205, (30/6/1994)
35. J.C. Herman, B. Donnay, A. Schmitz, U. Lotter and R. Grossterlinden: ‘Computer assisted
modelling of metallurgical aspects of hot deformation and transformation of steels (Part 2)
(STRIPCAM 2)’, ECSC contract 7210-EC/209 , (31/12/1997)
36. S.F. Medina and A. Quispe, ISIJ International, 41(7), (2001), 774-781
37. C.Perdrix, RFCS Report RFP387, 1985
38. H.Zurob, Y.Brechet and G.Purdy, Acta Mater., 49, (2001), 4183
209

39. P. Choquet: ‘Metallurgical optimisation of rolling conditions in continuous hot strip mill’,
ECSC contract 7210/EA/315 (1985)
40. Z. Husain, British Steel internal report no. SL/PM/R/S2971/10/98/A, 20 March 1998
41. P. Choquet et al., in Proc. Int. Symposium on ‘Mathematical Modelling of Hot Rolling of
Steel’, ed. S. Yue, Hamilton, Canada, Inst. Min. and Met., (1990), 34
42. J.H. Beynon and C. M. Sellars, ISIJ Int., 32 (8), (1992), 359
43. Ch. Perdrix: ‘Caractéristiques d’écoulement plastique du métal dans les conditions du TAB à
chaud’, ECSC contract 7210/EA/311 (1982)
44. C.M. Sellars and J.A. Whiteman, Metal Science, 13, (1979), 187
45. T. Siwecki, S. Zajac and G. Engberg, Proc. 37th MWSP conference, ISS, vol. 33, (1996), 721
46. S.V. Parker et al.: ‘MICROTOOLS 1st annual report’, RFCS Grant Agreement no. RFSR-CT-
2009-00011, March 2010
47. S.F. Medina and J.E. Mancilla, ISIJ International, 36(8), (1996), 1063-1069
48. J.J. Jonas in “High Strength Low Alloy Steels”, eds. D.P. Dunne and T. Chandra, Wollongong,
Australia, (1984), 80
49. S. Vervynckt et al., ISIJ International, 49(6), (2009), 911-920
50. J.W. Cahn, Acta Metall., 10, (1962), 789-798
51. H.J. Frost, M.F. Ashby: Deformation Mechanisms maps, Oxford, Pergamon Press, (1982)
52. M. Verdier, Y. Brechet, P. Guyot, Acta Mater., 47, (1999), 127-134
53. E. Nes, Prog. Mat. Sci., 41, (1998), 129
54. E. Nes, Acta Mater., 43, (1995), 2189-2207
55. A. Yoshie, T. Fujita, M. Fujioka, K. Okamoto, H. Morikawa, ISIJ Int., 36, (1996), 467
56. S. Sarkar, M. Militzer, Mater. Sci. Techn., 13, (2009), 1134
57. A. Smith, A. Miroux, J. Sietsma, S. van der Zwaag, Steel Res., 8, (2006), 595
58. G. Arieta, C.M. Sellars, Scripta Metall. Mater., 6, (1994), 707
59. H. Zurob, Ph.D. thesis, McMaster University, Canada, (2003)
60. D. Turnbull, Trans. AIME, 191, (1951,) 661
61. E.A. Simielly, S. Yue S, J.J. Jonas, Metall. Trans., 23A, (1992), 597
62. H.S. Zurob, C.R. Hutchinson, Y. Brechet, G.R. Purdy, Mater. Sci. Eng., 382A, (2004), 64
63. C. Iparragirre, A.I. Fernandez, J.M. Rodriguez-Ibabe, B. Lopez, Mat. Sci. Forum, 539-543,
(2007, 4119
64. M. Gomez, L. Rancel, S.F. Medina, Mater. Sci. Eng., 506A, (2009), 165
65. J.J. Jonas, in: ‘Proceedings of international Conference on Physical Metallurgy of
Thermomechanical Processing of Steels and Other Metals. THERMEC-88’, Tokyo; 6 (1988),
59
66. M. Oyarzabal, A. Martinez de Guerenu, I. Gutierrez, Mat. Sci. Eng., 485A, (2008), 200
67. K. Lücke and H.P. Stüwe, Acta Metall., 19, (1971), 1087-1099
68. M.I. Mendelev and D.J. Srolovitz, Phil. Mag. A, 81, (2001), 2243-2269
69. S. Yamamoto, C. Ouchi and T. Osuka in ‘Thermomechanical Processing of Microalloyed
Austenite’, Met. Soc. AIME, Warrendale, Pa., (1982), 613-639
70. M.G. Akben and J. J. Jonas, in ‘HSLA Steels, Technology and Applications’ (1983), 149-161.
71. H.L. Andrade, M.G. Akben and J.J. Jonas, Metall. Trans A, 14A, October 1983, 1967-1977
72. L.P. Karjalainen, M.C. Somani and D.A. Porter, Materials Science Forum, 426-432, (2003),
1181-1188
73. C.M. Sellars, Proceedings of HSLA Steels: Metallurgy and Applications, Beijing, ASM Int.,
(1985), 73
74. N. Maruyama, R. Uemori and M. Sugiyama, Mat. Sci. Eng., A250, (1998) 2-7
75. C.M. Sellars, in: Hot Working and Forming Processes, ed. By C.M. Sellars and G.J. Davies,
Met. Soc., London (1980), 3
76. S.Serajzadeh, A.Karimi Taheri, Materials and Design, 23, (2002), 271-276.
77. G. Akben, T. Chandra, P. Plassiard and J.J. Jonas, Acta Metall., 32, (1984), 591
78. F. Siciliano Jr and J.J. Jonas, Metall. Trans., 31A, (2000), 511
79. J. C. Herman, B. Donnay and V. LeRoy, ISIJ Int., 32, (1992), 779
80. R.B. Sims, Proc. Inst. Mech. Engineers, 168, (1954), 191-200
81. E. Cotrina, A. Iza-Mendia, B. Lopez and I. Gutierrez, Metall. Trans., 35A, (2004), 93-102
210

82. M.Caruso, B.Pohu, A.Schmitz, S.Godet, Proceedings of “TMP2012: 4th International
Conference on Thermomechanical Processing of Steels”, Sheffield, UK, IOM Comms. Ltd.,
10-12th September 2012
6. List of acronyms and abbreviations
Ar1 Austenite-ferrite transformation finish temperature
Ar3 Austenite-ferrite transformation start temperature
DH Double hit
DRX Dynamic recrystallisation
EBSD Electron BackScattered Diffraction
EHT End Hold Temperature
FRT Finish Rolling Temperature
MFS Mean flow stress
RLT Recrystallisation limit temperature
RST Recrystallisation stop temperature
SH Single hit
SRX Static recrystallisation
t50 Time for 50% recrystallisation
t95 Time for 95% recrystallisation
TEM Transmission electron microscope
Tnr Temperature of no recrystallisation
211


European Commission EUR 26212 — Development of microstructure-based tools for alloy and rolling process design
(Microtools) Luxembourg: Publications Office of the European Union 2013 — 211 pp. — 21 × 29.7 cm ISBN 978-92-79-33613-3doi:10.2777/4415
213

EUROPEAN COMMISSION Directorate-General for Research and Innovation Directorate G — Industrial Technologies Unit G.5 — Research Fund for Coal and Steel
E-mail: [email protected] [email protected]
Contact: RFCS Publications
European Commission B-1049 Brussels
HOW TO OBTAIN EU PUBLICATIONS
Free publications: • one copy:
via EU Bookshop (http://bookshop.europa.eu);
• more than one copy or posters/maps: from the European Union’s representations (http://ec.europa.eu/represent_en.htm); from the delegations in non-EU countries (http://eeas.europa.eu/delegations/index_en.htm); by contacting the Europe Direct service (http://europa.eu/europedirect/index_en.htm) or calling 00 800 6 7 8 9 10 11 (freephone number from anywhere in the EU) (*). (*) The information given is free, as are most calls (though some operators, phone boxes or hotels may charge you).
Priced publications: • via EU Bookshop (http://bookshop.europa.eu).
Priced subscriptions: • via one of the sales agents of the Publications Office of the European Union
(http://publications.europa.eu/others/agents/index_en.htm).

Development ofmicrostructure-based tools for alloy
and rolling process design
(Microtools)
doi:10.2777/4415
Developm
ent of microstructure-based tools for alloy and rolling process design (M
icrotools)EU
EUR 26212
KI-NA-26212-EN
-N
Project Microtools developed tools to construct processing regime maps combining temperature-time-deformation history with enhanced knowledge of the metallurgical mechanisms during hot rolling, to design improved rolling schedules and chemistries. The dependence of the austenite recrystallisation and precipitation kinetics on the elements Mn, Si, Al and Nb at levels relevant to plate and advanced high strength strip steels was studied using thermomechanical testing and detailed metallography and integrated into equations for use in hot rolling models. The softening retardation potential of the alloying elements investigated was found to decrease in the order Nb>>Al>Si. A new methodology for quantifying the recrystallised austenite fraction using EBSD maps and austenite grain reconstruction software was developed. Processing regime maps were constructed for representative plate and hot rolled strip rolling schedules from which pilot rolling trials were designed and performed to successfully validate the new models.
Studies and reports
Research and Innovation EUR 26212 EN
Copyright © 2022 FDOKUMEN